Окончательное руководство по 3D-печати поддержки структур — Знания
FDM 3D-принтеры работают путем депонирования слоя над слоем термопластика для создания 3D-объекта. В этом методе каждый новый слой должен поддерживаться слоем под ним. Если ваша модель имеет навес, который не поддерживается ничего ниже, необходимо добавить дополнительные структуры поддержки 3D-печати для обеспечения успешного печати.
Вспомогательные структуры считаются необходимым злом в 3D-печати. С одной стороны, они абсолютно необходимы для моделей с неприятными навесами или мостами. С другой стороны, они увеличивают материальные затраты, добавляют больше постобработойной работы и могут повредить поверхность модели. Поэтому правильное получение структур поддержки 3D-печати является очень важным аспектом сложных моделей 3D-печати.
В этой статье мы проготовим все, что вам нужно знать о структурах поддержки 3D-печати.
Как правило, когда ваша модель имеет свес или мост, который не поддерживается ничего ниже, возможно, потребуется использовать 3D-печати структуры поддержки, чтобы иметь возможность 3D печатать его. Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Навесы и мосты иллюстрируются классическим примером букв Y, H и T.
Не все свесы нуждаются в опорах — правило 45 градусов
Однако не все свесы нуждаются в поддержке.Общее правило заключается в том,: Если свес наклоняется под углом менее 45 градусов от вертикали, то вы можете быть в состоянии печатать, что свес без использования 3D-печати структур поддержки.
Свесы под углом более 45 градусов от вертикали требуют 3D-печати вспомогательных конструкций
Оказывается, что 3D принтеры используют очень небольшое горизонтальное смещение (едва заметное) между последовательными слоями. Таким образом, слой не складывается идеально по предыдущему слою, а стеки с крошечной смещения. Это позволяет принтеру печатать свесы, которые не наклоняются слишком много от вертикали. Все, что ниже 45 градусов, может быть поддержано предыдущими слоями. 45 градусов считается линией отказа.
Этот аспект лучше всего проиллюстрировать буквами Y и T. Два свеса на букве Y имеют угол менее 45 градусов по отношению к вертикали. Поэтому, если вы хотите напечатать букву Y, вы можете уйти без использования каких-либо структур поддержки 3D-печати!
Свесы в письме Y не требуют 3D-печати вспомогательных структур. Те, в письме T требуют их. (источник: 3DHubs)
С другой стороны, свесы буквы Т имеют угол 90 градусов с вертикалью. Таким образом, вы должны использовать структуры поддержки 3D-печати для печати буквы T, в противном случае, результат будет беспорядок, как показано ниже.
Без структур поддержки 3D-печати буква T не будет печататься должным образом (источник: 3DHubs)
Не все мосты требуют поддержки — правило 5 мм
Так же, как свесы, не все мосты требуют поддержки. Здесьправило большого пальца: Если длина моста составляет менее 5 мм, принтер может распечатать его, не требуя 3D-печати вспомогательных конструкций.
Для этого принтер использует метод, называемый преодоление — где он растягивает горячий материал на короткие расстояния и удается распечатать его с минимальным провисания.
Однако, если мост длиннее 5 мм, эта техника не работает. В этом случае необходимо добавить структуры поддержки 3D-печати.
5Мосты длиной более 5 мм не могут быть напечатаны без конструкций поддержки 3D-печати. Обратите внимание, как они деформируются и деформируются.
ПРОВЕРЬТЕ СПОСОБНОСТЬ ПРИНТЕРА ПЕЧАТАТЬ СВЕСЫ БЕЗ ПОДДЕРЖКИ
Правило большого пальца, что свесы менее 45 градусов с вертикальной не нуждаются в поддержке только, что — правило большого пальца. Ваш пробег может варьироваться, и это во многом зависит от принтера, его состояния и материала, который вы используете. Печатники в плохом состоянии могут не печатать свесы под углом 35 или 40 градусов от вертикали!
Прежде чем начать печатать модели с навесами, это хорошая идея, чтобы узнать способность принтера для печати более безобидные свесы.
Это довольно легко сделать. Просто скачайте этоМассивная модель теста свеса от Thingiverseи распечатать его. Эта модель имеет ряд свесов, начиная от 20 градусов до 70 градусов с 5-градусный прирост.
Массивный тест на свес в Thingiverse
Определите угол, под котором принтер начинает работать не удается. Это максимальный угол свеса, который принтер может печатать без поддержки. Обратите внимание на это, чтобы вы могли использовать эту информацию позже, чтобы решить, где использовать поддержку, а где нет.
Недостатки
Вы можете быть удивлены, почему мы суетиться о том, где поддержка требуется и где ее можно избежать. Причина всей этой суеты в том, что использование структур поддержки 3D-печати имеет свои недостатки.
Если вы используете 3D-печать в производственных условиях, то вы, скорее всего, заботитесь о стоимости за модель. Если вы любитель на бюджет, вы, вероятно, заботятся о том, что слишком.
Структуры поддержки 3D-печати, очевидно, добавляют к стоимости модели. Структуры поддержки потребляют материал, и этот материал позже удаляется и отбрасывается. Таким образом, каждый бит 3D-печати поддержки структуры, которые вы используете, добавить к стоимости модели.
Структуры поддержки 3D-печати также увеличивают продолжительность печати, потому что необходимо печатать больше вещей.
Добавлена постобработающая работа
Структуры поддержки 3D-печати не являются частью модели. Они используются для поддержки частей модели во время печати. Это означает, что после того, как печать закончена, теперь перед вами стоит дополнительная задача удаления структур до того, как модель будет готова к работе.
В производственных настройках добавленная работа означает добавленную стоимость модели.
Конструкции поддержки 3D-печати касаются и часто прилипают к стенам моделей. Это единственный способ обеспечить поддержку свесов и мостов. Если вы не будете осторожны при удалении структур поддержки 3D-печати, они могут оставить пятна на поверхности модели. В худшем случае часть модели может разорваться вместе со структурой поддержки 3D-печати.
В целом, есть значительные недостатки использования структур поддержки 3D-печати. ПоэтомуВот еще одно правило:свести к минимуму использование структур поддержки 3D-печати и добавлять их только в случае необходимости. В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
ГЕОМЕТРИЯ СТРУКТУРЫ ПОДДЕРЖКИ
Существует два общих типа структур поддержки 3D-печати: древо-как поддержка и линейная/аккордеонная поддержка.
Поддержка, похожая на дерево
Поддержка, похожая на дерево, — это структура, похожая на дерево, которая поддерживает свесы модели. Этот тип поддержки 3D-печати касается только навеса в определенных точках.
Древо-как 3D-печати структуры поддержки (источник: Flashforge)
Преимущество использования поддержки 3D-печати, похожей на дерево, заключается в том, что ее легче удалить и не повредить нижнюю часть свеса. Но обратите внимание, что он подходит только для не плоских свесов, таких как кончик носа, кончик пальца или арки. Он не обеспечивает достаточной стабильности для плоских свесов.
Линейная или Аккордеонная Поддержка
Это наиболее распространенный тип поддержки, используемый в 3D-печати. Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Линейные структуры поддержки 3D-печати (источник: Flashforge)
ТИПЫ ПОДДЕРЖКИ ПО ПРОСТОТЕ УДАЛЕНИЯ
Принтеры с одним экструдером используют по умолчанию прорывные структуры поддержки 3D-печати. Если у вас есть один экструдер, вы должны использовать тот же материал, который используется для печати модели для печати структур поддержки 3D-печати. Естественно, можно регулировать плотность структур поддержки 3D-печати и сделать ее намного ниже плотности модели, но это единственный элемент управления, который у вас есть в том, что касается вспомогательных материалов. Поскольку модель и конструкции поддержки 3D-печати изготовлены из одного и того же материала, единственный способ отделить их — либо разорвать опорную конструкцию вручную, либо аккуратно отрезать ее ножом. Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Если у вас есть принтер с двумя экструдерами, есть лучший вариант. Вы можете загрузить один экструдер с PLA для печати модели, а другой с водорастворимым материалом, как PVA или Limonene растворимый материал, как HIPS для печати структуры поддержки. После того, как печать закончена, просто смойте опорную конструкцию, погрузив модель в воду или лимонен. Этот метод удаления снижает риск повреждения модели и упрощает работу после обработки. Идеально подходит для сложных принтов!
КАК УДАЛИТЬ ОТКОЛОВШИЕСЯ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ
Поскольку отколовшиеся структуры поддержки 3D-печати трудно удалить и потенциально могут повредить модель, мы включили некоторые проверенные трюки, чтобы удалить их в правильном направлении.
Во-первых, определить 3D-печати структуры поддержки, которые полностью подвергаются и легко маневрировать пальцами. Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.
Далее используйте инструмент для удаления структур поддержки 3D-печати, доступ к которые трудно получить. Есть много мнений о том, какие инструменты работают лучше всего. Вы можете использовать плоскогубец нос иглы, нож putty типа или нож Exacto. Вы также можете использовать комбинацию всех этих инструментов.
При использовании ножа или скребка, это хорошая идея, чтобы нагреть модель или лезвие. Это упрощает нарезку структур поддержки 3D-печати. Крошечный бутан факел может помочь, но убедитесь, что вы не повредить модель с ним.
Многие люди препятствуют использованию ножей Exacto, потому что это довольно острый и опасный инструмент. Один скольжения, и вы можете в конечном итоге с отрезанным пальцем, а не отрезать поддержку. Кроме того, вы можете получить кровь на всем протяжении вашей модели. Тис!
Наждачная бумага также является отличным инструментом для удаления. Влажная шлифовка с высокой наждачной бумагой песка (220 до 1200) позволит удалить 3D-печати вспомогательных структур, а также, полировать модель. Для достижения наилучших результатов нанесите воду на часть и песок плавными, легкими движениями до достижения желаемого качества поверхности.
Вы можете использовать влажную шлифовку, чтобы удалить последние биты структур поддержки 3D-печати и отполировать поверхность модели (Источник: Formlabs)
Модели на основе НОАК могут развиться стресс-метки, когда структуры поддержки 3D-печати отходят от них, что приводит к царапинам, следам и пятнам. Лак для лака для ногтей является отличным инструментом для исправления или сокрытия этих несовершенств.
Если вы заинтересованы в сообществе взять на эту тему, взгляните на эту тему-Лучший способ удалить плоты, опоры и другие посторонние нити.
СВЕСТИ К МИНИМУМУ СТРУКТУРЫ ПОДДЕРЖКИ 3D-ПЕЧАТИ С ПОМОЩЬЮ УМНОГО ДИЗАЙНА
Интеграция поддержки 3D-печати в модель
Один из способов избежать структур поддержки 3D-печати заключается в том, чтобы добавить элементы в модель, которые могут выполнять ту же работу. Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Венера Витрикс Антонио Канова
Здесь правая рука является навесом, но поддерживается подушками. Левая нога является еще одним навесом, но на этот раз сгруппированы тоги выступать в качестве поддержки. Следующим примером является модель под названием «The Guardian» дизайнера @fantasygraph. Он ловко поддерживает ноги и ягодицы модели с плавным платьем. Копье, закреплено на дне, выступает в качестве опоры для левой руки.
The Guardian by @fantasygraph показывает, как поддержки могут быть интегрированы в модель.
Интеграция структуры поддержки 3D-печати в дизайн – это скорее искусство, чем наука. Вам нужно придумать элементы, которые одновременно вписываются в общую конструкцию и могут поддерживать свесы или мосты. Если все сделано правильно, это повышает красоту модели и делает процесс печати свободным от структур поддержки 3D-печати — экономия времени, денег и труда.
Фаски
Другим способом устранения необходимости в конструкциях поддержки 3D-печати является Chamfers. Chamfers аккуратный способ превращения в противном случае неприятные свесы в безобидные свесы с углами менее 45 градусов. Например, если у вас есть мягко наклонный или изогнутый край, вы можете заменить его угловым краем, который не требует поддержки. Такая угловатая конструкция называется Chamfer.
Слева: постепенно округлая кромка, которая требует поддержки справа: Chamfered края, которые могут быть напечатаны без 3D-печати структур поддержки (источник: Rigid чернил)
Аналогичным образом, если у вас есть отверстие в модели, вы можете преобразовать его в отверстие в форме слезы. Большую часть времени, это не повлияет на общую эстетику модели. Но это поможет вам уменьшить структуры поддержки 3D-печати, необходимые для печати модели.
Chamfered отверстие в форме слезы (источник: Markforged)
МИНИМИЗАЦИЯ СТРУКТУР ПОДДЕРЖКИ 3D-ПЕЧАТИ ПУТЕМ ПЕРЕОРИЕНТАЦИИ
Иногда свести к минимуму необходимые структуры поддержки 3D-печати так же просто, как переориентировать модель на печатную кровать. Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Chamfered отверстие в форме слезы (источник: Markforged)
Вот более нетривиальный пример, опять же исходит от дизайнера @fantasygraph. Это модель персонажа с горизонтальной рукой, указываемой на бесконечность и за ее пределами.
Если вы распечатаете модель в том виде, в каком она есть, нам нужно будет поддержать левую руку. Это в основном длинный свес с углом 90 градусов.
Когда вы удалите опоры, он, скорее всего, оставить пятна на нижней стороне руки. Чтобы избежать этого, можно повернуть всю модель на 45 градусов и просто добавить поддержку для основы модели. Качество основы модели не имеет большого значения в любом случае. Таким образом, можно распечатать модель с меньшим количеством структур поддержки 3D-печати и спасти левую руку от повреждений.
Это очень умно и гениально. Может быть, вы можете быть так же умны с вашими моделями?
ПЕЧАТЬ СВЕСОВ И МОСТОВ БЕЗ КОНСТРУКЦИЙ ПОДДЕРЖКИ 3D-ПЕЧАТИ
В предыдущих разделах мы подчеркивали, что следует стараться по возможности минимизировать использование структур поддержки 3D-печати. Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Убедитесь, что ваш 3D принтер находится в оптимальном состоянии.
Убедитесь, что вы охлаждаете печатный материал как можно быстрее. Чем дольше ваш материал охлаждается, тем больше вероятность того, что ваш мост или свес деформируются или потерпят неудачу. Используйте свой слой охлаждения вентиляторы агрессивно. Кроме того, снизить температуру печати как можно больше.
Снижение скорости печати также помогает охладиться, и это особенно помогает в печати длинных мостов и сложных свесов.
Если возможно, попробуйте использовать толщину самого низкого слоя. Толщина нижнего слоя означает меньшую массу, депонированную на каждом запуске печатной головки. Это также помогает охладить материал быстрее.
НАСТРОЙКИ СТРУКТУРЫ ПОДДЕРЖКИ CURA
Иногда невозможно избежать использования структур поддержки 3D-печати. Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Ваше программное обеспечение slicer даст вам много дополнительных способов настройки структур поддержки 3D-печати. Большинство срезов программного обеспечения может генерировать структуры поддержки 3D-печати автоматически, но они также обеспечивают ручной режим, где вы можете добавить или удалить структуры поддержки 3D-печати, где вы хотите. Кроме того, программное обеспечение slicer предоставляет множество различных настроек, которые контролируют следующие аспекты структур поддержки 3D-печати.
Размещение структур поддержки 3D-печати
Прочность конструкций поддержки 3D-печати
Простота удаления после печати
Повреждение поверхности печати
В этой статье мы решили сосредоточиться на Cura, потому что это самый популярный бесплатный слайзер там на данный момент.
Cura предлагает множество параметров, связанных с структурой поддержки, в разделе Поддержка пользовательских настроек. Если вы можете правильно манипулировать этими настройками, можно создать структуры поддержки 3D-печати, которые отвечают большинству основных требований.
Первым делом. Как перейти проверку, если ваша модель нуждается в дополнительной поддержке?
Кура делает это легко. После того как вы импортировали вашу модель в Cura и распоили его на виртуальной пластине сборки, ищите разделы, окрашенные в красный цвет. Это те части, где Кура обнаружил нестабильность. Обратите внимание, что возможно, что вы не увидите неподдерживаемые области, пока не повернете вид камеры.
Если вы видите красный цвет в нижней части части, где модель касается пластины сборки, вам не придется беспокоиться о том, что эта область не поддерживается. Сборка пластины будет заботиться об этой проблеме. Небольшие красные участки на вершинах отверстий или между двумя структурами называются мостами, и Cura будет обрабатывать их автоматически тоже.
Если есть другие части выделены красным цветом, то вам нужно начать беспокоиться. Начнем с того, что необходимо включить автоматически генерируемые структуры поддержки 3D-печати, чтобы гарантировать, что эти красные детали могут быть успешно напечатаны. Для этого просто проверьте флажок Generate Support в разделе Поддержка.
Таким образом, теперь вы включили структуру поддержки, созданную автоматически, но, вероятно, не увидели ничего изменения в представлении модели. Это потому, что Cura не показывает структуры поддержки 3D-печати в представлении Solid по умолчанию. Чтобы увидеть созданные структуры поддержки 3D-печати, измените представление на Layer View. Вспомогательный материал (линии и объем) будет отображаться в чирок. Переместив ползунок слоя вверх и вниз, чтобы увидеть, где поддержка добавляется в модель.
Cura генерирует линейные структуры поддержки 3D-печати по умолчанию. В бета-версии 3.2 Cura представила возможность использования поддержки, похожей на дерево, вместо линейной по умолчанию.
При включении структуры поддержки под разделом поддержки автоматически появляется параметр под названием Placement. Параметр размещения позволяет грубо контролировать позиционирование структуры поддержки. Есть два варианта: Везде и трогательная пластина сборки. Везде выбирается по умолчанию.
Когда Везде выбран, Cura 3D пытается построить структуры, где они необходимы. Это означает, что у вас есть не только структуры поддержки 3D-печати, которые возведены на пластине сборки, но и структуры поддержки 3D-печати, которые используют часть модели в качестве основы. Это разумный вариант в большинстве случаев, поскольку это гарантирует, что все нестабильные районы будут иметь необходимую поддержку.
Однако, если Everywhere выбран для очень сложных моделей, модель может в конечном итоге быть полностью заключена вспомогательным материалом. Если вы этого не хотите, просто измените настройку размещения на Touching Buildplate. Это позволит создать структуры поддержки 3D-печати под нависающими секциями модели только между пластиной сборки и моделью.
Так как свес модели всегда печатается поверх структур поддержки 3D-печати, вы не всегда получаете лучшую отделку поверхности для этих частей. Настройка скрытой крыши поддержки Enable Support может помочь в этом.
Опорная крыша представляет собой плотную кожу в верхней части опорной конструкции, которая не ставит под угрозу поверхностную отделку свесов слишком много. Когда вы включите эту настройку в Cura 3D с помощью флажка, вы получите лучшее качество отделки. Но это улучшение происходит на стоимость, как этот вариант делает 3D-печати структуры поддержки труднее удалить, чем обычно. Используйте эту опцию только в том случае, если поверхностная отделка нависающей части имеет решающее значение для функции готовой части.
Иногда конструкции поддержки 3D-печати строятся слишком близко к внешней стене модели и оставляют следы на внешней поверхности модели. Предотвратить это можно с помощью скрытых параметров поддержки X/Y Distance под разделом Поддержка.
Настройка расстояния поддержки X/Y в Cura по существу контролирует минимальное разрешенное расстояние между вертикальными стенами модели и опорной структурой в плоскости X-Y. Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Чтобы вспомогательный материал отколомался чисто, не разъехав слои модели, связь между вспомогательным материалом должна быть слабее, чем связь между слоями модели. Cura создает эту более слабую связь, оставляя пространство между верхней и нижней частью структуры поддержки и модели – и это пространство известно как «З-Расстояние».
Структуры поддержки 3D-печати можно упростить для отсоединения, контролируя скрытые настройки в разделе Поддержка. Значение по умолчанию для этого параметра такое же, как высота слоя. Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Если ваш вспомогательный материал трудно оторваться от модели, увеличьте это значение с шагом высоты слоя, пока он не уйдет чисто. Cura может либо добавить поддержку на любом слое или не добавить поддержку. К сожалению, нет «полуслоев поддержки». Так что, если параметр расстояния 0,2 мм для печати с высотой слоя 0,1 мм слишком много, а расстояние в 0,1 мм недостаточно, вы находитесь вне вариантов расстояния.
Шаблоны поддержки в Куре
Cura генерирует вспомогательный материал 3D-печати в одном из семи шаблонов. Вы можете изменить шаблон с помощью скрытой настройки под названием Шаблон поддержки в разделе Настройка.
В большинстве случаев шаблон по умолчанию, Зиг Заг, будет генерировать лучший баланс между прочностью и легкостью удаления. Другими вариантами шаблонов являются Треугольники, Линии, Сетка, Концентрический, Концентрический 3D и Крест. Если вы недовольны шаблоном по умолчанию, вы можете поэкспериментировать с другими вариантами. Каждый из них даст вам различный баланс между силой и легкостью удаления.
Заключение
Вспомогательные структуры являются необходимым злом в 3D-печати. Вы нуждаетеся в них, чтобы печатать трудные свесы и мосты в вашей модели. Но когда вы не можете использовать растворимые структуры поддержки 3D-печати, это хорошая идея, чтобы попытаться свести к минимуму использование их. Мы обсудили ситуации, когда вам не нужны структуры поддержки 3D-печати, и упомянули несколько творческих приемов для печати без них.
Но часто, вы бы навес или мост, который так плохо, что вы должны использовать поддержку. В этом случае вам нужно играть с настройками срезов, чтобы убедиться, что вы не тратите слишком много материала или повредить модель во время удаления. Мы поговорили о том, как правильно выбрать настройки среза, чтобы получить наилучшие результаты, и поделились некоторыми трюками о том, как правильно удалить структуры поддержки 3D-печати.
Мы надеемся, что эта статья поможет вам лучше на 3D-печати и печати лучших моделей. Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
Уникальные мосты созданы при помощи 3D-печати
В мире известно несколько мостов, созданных при помощи 3D-печати. Первый в мире пешеходный мост построила Нидерландская компания MX3D, который выполненный по технологии 3D-печати методом дуговой сварки. Конструкция предназначена для пешеходов и велосипедистов, хотя, как уверяют создатели, может выдержать 40 грузовиков. Проект длился около трех лет. Специальный робот со сварочным аппаратом фактически «вырастил» конструкцию из стальной проволоки. Длина моста составляет 12 м, масса — около четырех тонн.
С помощью моста MX3D продемонстрирует возможности разработанного компанией 3D-принтера, способного «рисовать» физические объекты прямо в воздухе благодаря продвинутой многоосевой конструкции. Переправа будет выполнена из стали. Её «распечатает» 3D-принтер под названием MX3D-Metal, позволяющий быстро создавать прочные металлические структуры. На «вооружении» MX3D также есть модель под названием MX3D-Resin, использующая канифоль.
Поскольку мост планируется печатать прямо над водой, принтерам будет необходимо создавать устойчивую конструкцию, в реальном времени организовывая себе поддержку и передвигаясь всё дальше от берега. Для всей операции MX3D намерена использовать четыре принтера, которые будут одновременно возводить две симметричные половины моста с разных берегов, пока не «спаяют» их в единую конструкцию.
В Амстердаме впервые с помощью 3D-печати построили «умный» пешеходный мост. Ожидается, что 12-метровый железный мост будет сдан в эксплуатацию к концу 2019 году. Сейчас он находится на этапе тестирования. Отличительной чертой моста станет встроенная в него система датчиков, которая позволит следить за его состоянием и износом. Данные будут поступать на цифровую модель моста и в режиме реального времени покажут, сколько пешеходов через него перешло, какова его температура, на сколько он сдвинулся относительно берегов реки и так далее. Предполагается, что это позволит увеличить продолжительность службы моста, ведь теперь можно будет вовремя проводить на нем ремонтные работы. Один из спонсоров проекта — Autodesk — уже предоставил команде облачное хранилище, которое будет использоваться для хранения и анализа собранных данных.
В Алькобендас на юге Мадрида впервые в мире открыт для общего пользования пешеходный мост, созданный при помощи технологии трехмерной печати. Торжественное открытие напечатанного моста состоялось в парке Кастилия-Ла-Манча в Алькобендасе. Он состоит из 8 частей и выполнен из цементного порошка, усиленного термопластичным полипропиленом. Конструкция составляет около 12 метров в длину и 1,75 метров в ширину, и это первый в мире действующий мост, напечатанный на 3D-принтере.
Проект разрабатывался под руководством испанской строительной компании Acciona командой, объединяющей архитекторов, инженеров-механиков, инженеров-конструкторов и представителей городской администрации. Среди проектировщиков был также Энрико Дини, создатель 3D-принтера для печати крупных объектов, включая многоэтажные здания. Благодаря машинному проектированию создателям моста удалось сохранить природную структуру и пористость материалов, не ограничиваясь рамками стандартных форм.
В китайском Шанхае изготовили самый длинный в мире бетонный мост, созданный на 3D-принтере. Длина сооружения составляет 14 м, ширина – 4 м. Проектированием моста занимались специалисты Строительного института при университете Цинхуа и инновационного парка «Залив мудрости» в Шанхае, где он и был построен. Он является мини-копией моста Чжаочжоу, который открыли в провинции Хэбэй, построенного около 1,4 тыс. лет назад.
В Шанхае появился ещё один мост, изготовленный на 3D-принтере. Это пешеходный мост длиной 15,25 м, шириной 3,8 м и высотой 1,2 м. Вместо бетона в нём был использован инженерный пластик. Мост напечатали из акрилонитрил-стирол-акрилата (ASA) методом послойного наплавления на специально созданном для этих целей 3D-принтере. ASA является аналогом акрилонитрилбутадиенового пластика, который часто используется для 3D-печати, но с более высокими атмосферостойкостью, ударной прочностью и устойчивостью к воздействию химических веществ, например бензина или спиртов. Для выбора наиболее подходящего для печати полимера, обладающего нужной прочностью компания Polymaker Industrial — поставщик сырья — напечатала пробные пятиметровые мосты из разных видов пластика.
На его строительство компания Shanghai Mechanized Construction затратила всего 35 дней. Применяемая ею технология позволяет сократить сроки строительства и уменьшить до минимума отходы материалов. Он может выдержать вес 250 килограммов на квадратный метр, сам он весит 5,3 тонны, что делает его самым тяжелым пластиковым объектом, напечатанным на 3D-принтере.
Мост установили на озере в Центральном парке района Taopu Smart City. Этот строящийся район на северо-западе Шанхая планируется сделать научным и технологическим центром города.
Напечатанные на 3D-принтерах мосты отражают всю сложность и многомерность природных форм. При проектировании используется моделирования, которое позволяет оптимизировать расход материалов, а также уменьшить количество мусора благодаря переработке сырых материалов прямо во время производства. Мосты демонстрируют, что 3D-печать наконец-то готова войти в мир больших функциональных объектов из экологически чистых материалов и с беспрецедентной свободой в выборе форм. К тому же мост — это красивая метафора о связи старого города с технологией будущего, позволяющей получить самое лучшее из обоих миров. Мы еще раз убедились, что при помощи 3D-печати можно напечатать практически всё. Оказывается, даже такие сложные конструкции, как мосты. Будущее за 3D-принтерами!
← Репродукция картин благодаря 3D-печати | Уникальный 3D-принтер в виде елочной игрушки →
7 хитростей, которые вы должны знать
Если вы когда-либо были разочарованы грязными 3D-печатными мостами, продолжайте читать, чтобы узнать о некоторых простых советах по поддержанию чистоты ваших 3D-печатных мостов!
Что такое 3D-печать?
Проблемы с соединением очень распространены, и, к счастью, их довольно просто решить. В 3D-печати перемычка — это экструзия материала, которая соединяет две выступающие точки по горизонтали. Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
Итак, давайте взглянем на некоторые советы по получению наилучших результатов 3D-печати!
Проверьте свой принтер
Прежде чем возиться с настройками, проверьте, насколько хорошо ваш принтер может (или не может) выполнять мост. Этот промежуточный тест можно распечатать. Всего за один отпечаток вы увидите, какие длины перемычек сложны для вашего принтера. Мосты с пролетом от 50 до 100 мм являются достойными, тогда как мосты с пролетом 150 мм и более являются исключительными. Не беспокойтесь, если этот тест не пройден; цель состоит в том, чтобы определить масштаб проблемы.
Увеличьте охлаждение
Сначала увеличьте охлаждение печати, чтобы улучшить возможности принтера (скорость вентилятора печати). При изготовлении мостов с низкой настройкой охлаждения печати нить просто утонет в расплавленной массе. В результате начните со 100-процентной скорости вращения вентилятора и следите за улучшениями моста.
Установлен слишком высокий уровень вентилятора, если наблюдается засорение или плохая адгезия слоев. Уменьшайте его на 5% за раз, а затем используйте следующее простое средство.
Уменьшить скорость потока
Материал должен быстро схватываться, чтобы аккуратно закрыть зазор. Если из сопла выходит слишком много расплавленной нити, она не успеет затвердеть. Это, вероятно, приведет к тому, что ваш отпечаток будет выглядеть так, как будто Лондонский мост рушится.
Ваш принтер сможет экструдировать постоянный поток нити, которая может охлаждаться в красивый мост, уменьшая скорость потока (или множитель экструзии) в слайсере.
Уменьшить температуру
Следующее предложение относительно похоже на предыдущее. Печатный материал не успеет остыть и затвердеть, если температура сопла слишком высока и пропущено слишком много нити. Это может привести к тому, что нить прилипнет к соплу или создаст грязный мостик.
Датчик температуры — отличный инструмент для наблюдения за реакцией принтера на различные температуры. Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura.
Здесь вы можете установить приращение высоты (насколько часто вы хотите изменять температуру) и приращение температуры (насколько вы хотите ее изменить). В деталях Thing разработчик модели температурной башни предоставляет необходимый код для Slic3r и Cura.
Уменьшите скорость печати
Высокая скорость печати также может повлиять на качество моста. У нити не будет достаточно времени, чтобы прикрепиться к предыдущему слою или застыть, чтобы заполнить зазор, если ваше сопло движется слишком быстро. Другими словами, высокая скорость печати может привести к массовым беспорядкам.
Уменьшайте скорость печати с шагом 10 мм/с, пока не заметите разницу. Но не идите слишком медленно. Если ваша насадка работает слишком медленно, нить накала будет висеть в воздухе слишком долго. Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
Изменение ориентации модели
Если вам надоело возиться с настройками для получения более длинных мостов или у вас просто нет времени, попробуйте сориентировать модель так, чтобы полностью (или почти полностью) исключить мосты. Помните о правиле 45°: если свес превышает 45°, вам необходимо подумать о подпорках.
Ознакомьтесь с нашим постом о том, как освоить печать с выступами более 45 градусов, если вы чувствуете себя очень смело.
Необходимо добавить опоры
Почему бы не использовать их, пока мы говорим о поддержке? Опоры для мостов избавят вас от беспокойства по поводу неаккуратных мостов. Их удаление может быть головной болью, но у нас есть руководство, которое поможет вам добиться успеха с поддержкой.
Помните, что после печати вам нужно будет убрать опоры! Шлифовка и другие виды постобработки — ваши союзники! Некоторые модели делают удаление отпечатка практически невозможным или это сложно сделать, не испортив поверхность отпечатка.
Отрегулируйте настройку соединения 3D-печати вашего слайсера
Измените настройки слайсера в соответствии с вашими потребностями. На PrusaSlicer даёт лучшие результаты при длинных мостах 3D-печати. Однако в Cura вам необходимо включить параметр 3D-печати на вкладке «Экспериментальные» или выполнить поиск 3D-печати.
Плохое соединение | Программное обеспечение Simplify3D
Плохая перемычка
Перемычка — это термин, который относится к пластику, который необходимо выдавливать между двумя точками без поддержки снизу. Для больших мостов вам может потребоваться добавить опорные конструкции, но короткие мосты обычно можно печатать без каких-либо опор, чтобы сэкономить материал и время печати. Когда вы соединяете две точки, пластик выдавливается через зазор, а затем быстро охлаждается, чтобы создать прочное соединение. Чтобы получить наилучшие результаты соединения, вам нужно убедиться, что ваш принтер правильно откалиброван с лучшими настройками для этих специальных сегментов. Если вы заметили провисание, провисание или промежутки между вытянутыми сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов. Мы рассмотрим каждую из областей, которые вы хотите решить, чтобы убедиться, что вы можете напечатать самые лучшие мосты на своем 3D-принтере.
Общие решения
Проверка использования настроек моста
Сегменты моста обозначаются специальным цветом в предварительном просмотре Simplify3D. Нажмите «Подготовка к печати», чтобы войти в режим предварительного просмотра, а затем измените режим окраски с левой стороны на «Тип функции». При этом для каждого типа объекта будет использоваться свой цвет, а области соединения будут показаны желтым цветом. Используйте ползунки в нижней части предварительного просмотра, чтобы перейти к слою, где вы ожидаете увидеть перекрывающие экструзии, и убедитесь, что эти линии отображаются желтым цветом. Если область моста не выделена желтым цветом, необходимо проверить две настройки. Выйдите из предварительного просмотра, нажмите «Изменить параметры процесса» и перейдите на вкладку «Другое», чтобы просмотреть настройки моста. Первый параметр в этом разделе — «Порог неподдерживаемой области». Это позволяет программному обеспечению игнорировать очень маленькие области мостов и сосредоточиться на более крупных областях мостов, для которых могут потребоваться специальные настройки. Если вы считаете, что ваша область соединения не включена, убедитесь, что площадь области соединения больше этого порогового значения. Второй параметр, который нужно проверить, находится внизу этого списка. По умолчанию Simplify3D использует специальные настройки периметра для всех периметров, которые печатаются как часть области соединения, но при желании вы также можете использовать параметры соединения для этих областей. Для этого включите параметр «Применить настройки моста к периметрам», сохраните настройки, а затем вернитесь к предварительному просмотру Simplify3D, чтобы проверить свои изменения.
Проверьте угол заполнения перемычек
Simplify3D автоматически рассчитает наилучшее направление заполнения для областей перемычек. Например, если вы создаете мост между двумя колоннами, выровненными по оси X, программа автоматически изменит направление заполнения для этой области, чтобы гарантировать, что заполнение также выдавливается вдоль оси X. Это значительно повысит ваши шансы на успех, поэтому, если вы заметите, что у вас неудовлетворительные результаты перекрытия, вы должны перепроверить, чтобы убедиться, что заполнение ориентировано в правильном направлении. Если вы уже убедились, что ваша соединительная область правильно идентифицирована как желтая соединительная область в Simplify3D, то это изменение должно произойти автоматически. Если вы когда-нибудь захотите попробовать другой угол заполнения для этих слоев перекрытия, вы также можете сделать это, включив параметр «Использовать фиксированный угол перекрытия» в настройках процесса.
Настройте параметры для оптимальной производительности
Соединительные области в Simplify3D печатаются со специальными настройками экструзии, скорости и охлаждения для достижения оптимальной производительности. Настройки экструзии и скорости для этих областей можно найти на вкладке «Другие» в настройках вашего процесса. Как правило, вам нужно установить «Множитель экструзии моста» на 100% или более, так как при более низких значениях могут возникнуть проблемы с надлежащей герметизацией нижней части этих поверхностей. «Множитель скорости соединения» может потребовать некоторых экспериментов, так как некоторые принтеры будут работать лучше при медленном соединении, в то время как другие получают лучшие результаты при быстром перемещении. Наконец, вы можете найти настройки скорости мостового вентилятора на вкладке «Охлаждение» в настройках вашего процесса. Как правило, вам нужно установить большое значение «Переопределение скорости вентилятора моста», чтобы обеспечить максимально быстрое охлаждение мостов. Поэкспериментируйте с этими настройками, чтобы найти наилучшую комбинацию для вашего конкретного 3D-принтера и нити. Существует много доступных моделей для тестирования моста, которые могут помочь в этой калибровке.
Узел буферной трубки AR-15 играет важную роль в том, как ваше оружие справляется с энергией, генерируемой при выстреле. Хотя технически он не является частью газовой системы огнестрельного оружия, он работает с этой системой, чтобы создать правильный баланс и ограничить отдачу.
Просмотрите нашу коллекцию высококачественных буферов и буферных трубок, чтобы узнать, что у нас есть в наличии, или читайте дальше, чтобы узнать больше об этих важных частях вашего AR-15.
Функция буферов и буферных трубок в AR-15
Когда вы тянете за рукоятку заряжания вашего AR-15, она оттягивает группу затворной рамы и давит на буфер, сжимая пружину буфера. Отпускание рукоятки заряжания позволяет буферной пружине продвинуть ее вперед, где она захватывает патрон из верхней части магазина и толкает его в патронник, чтобы вы могли выстрелить.
После выстрела газ от сгоревшего пороха поступает в газовую систему через газовое отверстие и проходит через газовую трубку в группу затворной рамы. Сила газа заставляет носитель контактировать с буфером, и буферная пружина начинает поглощать энергию, сжимаясь назад в трубке. При полном ходе пружина снова передает эту энергию для продвижения водила вперед.
Со временем эти движущиеся части начнут изнашиваться. Вы захотите регулярно проверять их и оценивать работу вашей пружины, чтобы знать, когда их нужно заменить.
Торговые марки, которые мы предлагаем
Интернет-магазин Wing Tactical содержит высококачественные буферы и буферные трубки от ведущих производителей отрасли. Мы не будем продавать вам то, что не использовали бы сами, поэтому вы можете делать покупки с уверенностью, что каждый раз получаете лучший продукт.
Просмотрите наш магазин, чтобы найти детали сборки буфера следующих марок:
2A Armament
Оружие АБ
Аэро Точность
Производство Андерсон
Армаспец
Разработка боевого оружия
Компания Браво
СМС
Конструкция переднего управления
Вооружение Грифона
Дж. П. Энтерпрайзис
КАК Ударная волна
Кау Вэлли Точность
КНС Точность
ЛУТ-АР
Один работает
Фаза 5 Тактическая
Основные системы вооружения
Тактический Спайк
Спринко
Страйк Индастриз
Тактическая ссылка
В Семь
Витор
Оружие массового поражения
Часто задаваемые вопросы о буфере и буферной трубке
Что находится внутри узла буферной трубки?
Узел буферной трубки для AR-15 состоит из пяти основных частей:
Буферная трубка: В этой трубке находятся буфер и пружина буфера, отходящие от задней нижней части ствольной коробки вашего оружия. Он также обеспечивает место для крепления приклада.
Буфер: Сам буфер выглядит как толстый гвоздь с пластиковой шляпкой. Он поглощает силу несущего элемента после того, как вы произвели выстрел, и действует как безотказный молот по несущему элементу, после чего снова толкает его вперед.
Пружина буфера: Пружина буфера поглощает энергию, которую буфер получает от держателя, затем снова расширяется и возвращает ее, направляя держатель вперед.
Концевая пластина ресивера: Концевая пластина ресивера удерживает стопорный штифт и пружину буфера на месте. Некоторые из них также доступны с точкой крепления для быстрого отсоединения антабки для дополнительной функциональности.
Корончатая гайка: Эта гайка фиксирует буферную трубку в ресивере. Он должен быть затянут в соответствии со спецификацией и закреплен на месте, чтобы обеспечить надежную посадку.
Как я могу обеспечить получение качественных буферных и буферных трубок?
AR-15 является фаворитом поклонников, потому что его легко модифицировать, но это привело к очень слабому регулированию производства запчастей для вторичного рынка. Детали AR-15 производятся бесчисленным множеством производителей и различных компаний по всему миру, что создает конкурентный рынок, на котором качество может значительно различаться между продуктами.
Как неотъемлемая часть производительности вашего AR-15, качество вашего буфера и буферной трубки имеет решающее значение. Лучший способ убедиться, что заказываемые вами детали будут иметь оптимальную производительность, — это провести исследование, выбрать надежного производителя и заказать только у компании, которой вы доверяете. В Wing Tactical наша команда тщательно проверяет производителей для вас, предлагая вам только самые качественные продукты для ваших AR-15.
Гарантии при покупке у Wing Tactical
Независимо от того, собираете ли вы новый AR-15 с нуля или оптимизируете существующее огнестрельное оружие, вы можете найти все необходимые детали узла буфера в Wing Tactical. У нас имеется большой запас буферных трубок, буферов, буферных пружин и полных комплектов, в которых есть все необходимое для создания совершенно новой буферной системы для вашего оружия.
В Wing Tactical мы поддерживаем наши продукты и производителей. Все продукты, которые вы найдете в нашем магазине, имеют нашу личную печать одобрения. Другие причины, по которым клиенты любят совершать покупки в Интернете с Wing Tactical, включают:
Быстрая доставка: Разместите заказ до 13:00. воспользоваться доставкой в тот же день. Другие заказы будут отправлены на следующий день.
Беспроблемный возврат: Возврат большинства товаров в течение 30 дней без платы за пополнение запасов и без вопросов.
LEO/скидка для военных: В благодарность за вашу службу Wing Tactical предлагает эксклюзивную программу скидок для действующих военных, служб экстренного реагирования и сотрудников правоохранительных органов.
Начните сегодня, добавив в корзину буферные трубки и детали, которые вам нужны, или свяжитесь с нашей командой, чтобы узнать больше и обсудить совместимость.
Buffer Springs и Silent Captured Springs
Звук «ложка над теркой для сыра», издаваемый современными спортивными винтовками всякий раз, когда они заряжаются или стреляют, всегда был одним из уродливых недостатков платформы AR, над устранением которого мы усердно работали . После нескольких лет тщательного отбора производителей буферных трубок на основе качества внутренней отделки их трубок мы решили спроектировать и произвести собственные пружины действия с идеальной бесцентровой шлифовкой и прецизионной полировкой наружного диаметра. Эти JP Custom Buffer Springs — недорогой способ понять, почему мы имеем репутацию производителя самых тихих и плавных винтовок на рынке.
Наше стремление к совершенству не остановилось на пружинах и в конечном итоге привело к созданию в 2012 году запатентованной пружины Silent Captured Spring . Этот комбинированный буфер сохранил все преимущества наших полированных буферных пружин и запатентованного буфера LMOS™ . -пружинный узел устраняет трение стандартных компонентов буфера, что обеспечивает превосходную плавность хода и снижение уровня шума. Более того, пружина снимается с узла для индивидуальной настройки, и обе версии AR-15 и AR-10 калибра JP Silent Captured Springs работают в операционных системах длиной от винтовки и карабина. Версия AR-15 подходит и работает с любым вариантом AR-15 с газовым приводом, независимо от калибра. Версия AR-10 должна подходить и функционировать на любой крупногабаритной платформе типа AR-10, основанной на платформе AR-10 или LR-308. JPSCS не совместим ни с одним 9-мм вариантом AR или любой системой со свободным затвором, использующей твердый (утяжеленный) держатель.
Тихие захваченные источники | АР-15/АР-10
JPSCS2-15
Бесшумная захваченная пружина
Стандарт AR-15
GEN 2
139,95 $
JPSCS2-15h3
Бесшумная захваченная пружина
AR-15 Тяжелый h3
ПОКОЛЕНИЕ 2
197,95 $
JPSCS2-15K
Комплект для сборки Spring Captured Spring
Стандарт AR-15
GEN 2
177,95 $
JPSCS2-15K-h3
Комплект для сборки Spring Captured Spring
AR-15 Тяжелый h3
ПОКОЛЕНИЕ 2
229,95 $
JPSCS2-10
Бесшумная захваченная пружина
Стандарт AR-10
GEN 2
139,95 $
JPSCS2-10h3
Бесшумная захваченная весна
АР-10 Тяжёлый h3
GEN 2
197,95 $
JPSCS2-10K
Комплект для сборки пружин Silent Captured Spring
Стандарт AR-10
GEN 2
167,95 $
JPSCS2-10K-h3
Комплект для сборки Spring Captured Spring
АР-10 Тяжёлый h3
GEN 2
218,9 $5
Тихие захваченные источники | юридическая тактическая папка
JPBC-9SL-5h3-LAW
JP Enhanced 9mm AR Bolt с 9мм SCS
для юридической тактической папки
QPQ Черная отделка
476,95 $
JPSCS2-15-LAW
Бесшумная захваченная пружина
для юридической тактической папки
АР-15 Стандарт
205,95 $
JPSCS2-15h3-LAW
Тихая захваченная весна
для юридической тактической папки
АР-15 Тяжёлый h3
256,95 $
JPSCS2-10-LAW
Бесшумная захваченная пружина
для юридической тактической папки
АР-10 Стандарт
205,95 $
JPSCS2-10h3-LAW
Бесшумная захваченная пружина
для юридической тактической папки
AR-10 Heavy h3
256,95 $
JPSCS2-LAW-K
Комплект для переоборудования бесшумной захваченной пружины
для юридической тактической папки
104,95 $
Тихие захваченные источники | 9 мм ПКК
JPSCS2-9-5h3
Бесшумная захваченная пружина
Полный ход 9 мм
РОД 2
206,95 $
JPSCS2-9SS-5
Бесшумная захваченная пружина
Короткий ход 9 мм
Стандарт
GEN 2
186,95 $
JPSCS2-9SS-5h3
Бесшумная захваченная пружина
Короткий ход 9 мм
5х3 Тяжелый
GEN 2
208,95 $
JPSCS2-9SS-5H5
Бесшумная захваченная пружина
Короткий ход 9 мм
5H5 Тяжелый
GEN 2
JPSCS2-9SS-4/5K
Короткий ход 9 мм
Комплект для переоборудования
для JPSCS2-9MM
87,95 $
Тихая плененная весна | Составные части
JPSCS-PACK15
Комплект альтернативных пружин SCS
AR-15
41,95 $
JPSCS-PACK10
Альтернативный пакет пружин SCS
AR-10
25,95 $
JPSCS-PACK-XS
Альтернативный пакет пружин SCS
JPSCS2-XS
25,95 $
JPSCS-PACK9
Альтернативный пакет пружин SCS
9 мм
30,9 $5
JPSCS2-MAINT-K15
Комплект для обслуживания SCS
АР-15
21,95 $
JPSCS2-MAINT-K10
Комплект для обслуживания SCS
AR-10
21,95 $
JPSCS2-SM-2
SCS/VMOS™ Вес стали
GEN 2
10,95 $
JPSCS-ВОЛЬФРАМ
Вольфрамовый груз SCS/VMOS™
First Generation и GEN 2
41,95 $
JPSCS2-ORING-PK
Замена SCS/VMOS™ 90 O-Rings 18
$7. 95
JPSCS-BRP
SCS Buffer Retainer Pin and Spring
$12.95
JPSCS-SPACER
SCS Replacement Spacer
$15.95
JPSCS2-SPACER-A5
SCS Alternative A5 Spacer
$15.95
JPBT-CA
JP Enhanced Carbine Buffer Tube
$62.95
Буфер Спрингс
JPS-OSC
Специальная бесцентровая шлифованная и полированная рабочая пружина Платформа: Малая рама Length: Carbine Length
20 наиболее распространенных проблем 3D печати (Часть 1)
Добрый день уважаемое сообщество 3D Today! Я бы хотел представить вам перевод статьи Troubleshooting Guide to 20 Common 3D Printing Problems, который будет разбит на 2 части.
Проблемы с печатью бывают у каждого. У нас их было достаточно много, чтобы проанализировать и найти решения для 20 наиболее типичных проблем с 3D печатью. В этой статье мы делимся нашим опытом и надеемся, что вам теперь не придется тратить лишнее время на диагностику и решение возникших проблем.
Если вы не можете определить в чем заключается неисправность, сравните ее с описанием.
Проблема с 3D печатью #1: Деформация — Отклеивание первого слоя
Описание проблемы
В основе модели распечатка приподымается и не прилипает к платформе. Эта проблема также может спровоцировать горизонтальные трещины в верхних секциях распечатки.
Почему проблема возникла?
Деформация основы распечатки проиходит из-за особенностей пластика. ABS и PLA платик охлаждается очень быстро и именно это может привести к отлипанию первого слоя.
Решение проблемы 3D печати: Деформация распечатки
1. Используйте платформу c подогревом. Самое простое решение для этой проблемы — использование платформы с подогревом (heatbed) и установка температуры, чуть ниже температуры плавления пластика. Если вы правильно установите температуру, первый слой не будет отлипать от платформы. Температура платформы принтера зачастую устанавливается слайсером автоматически. Рекомендуемая температура для вашего пластика указана сбоку на упаковке или катушке.
2. Используйте клей. Если ваша распечатка проиподымается по краям, нанесите тонкий слой клея (или лака для волос) на платформу, чтобы увеличить сцепление(адгезию).
3. Попробуйте другую платформу. Смените платформу на платформу с бОльшей адгезией. Такие производители как Lulzbot используют покрытие PEI (Polyetherimide), которое обеспечивает хорошее сцепление даже без использования клея. XYZPrinting в некоторые принтеры кладут несколько кусков термоскотча для подложки. Это хорошее решение для ненагревающихся платформ. Zortrax 3D выбирают другое решение — перфорированую подложку, к которой распечатка прилипает, тем самым избавляя пользователя от проблемы деформации у основы.
4. Откалибруйте платформу. Неправильная калибровка платформы также может влиять на качество печати первого слоя. Проверьте уровень платформы и откорректируйте высоту, если это необходимо.
5. Увеличьте контакт между распечаткой и платформой. Часто эта проблема также возникает из-за недостаточно плотного контакта модели и подложки. Ее легко исправить с помощью ПО принтера, добавляя юбку или подложку.
6. Оптимизируйте настройки температуры. Если ни один метод не сработал, проверьте расширенные настройки ПО принтера и самого принтера. Попробуйте увеличить тепературу платформы на 5 градусов.
7. Обратите внимание на настройки вентилятора. Как правило, вентиляторы должны переключаться на полную мощность как только распечатка достигает высоты 0.5 миллиметров, но вы можете увеличить высоту до 0.75 милиметров, чтобы дать слоям остыть естветсвенным путем.
8. Даже если у вашего принтера нагревающаяся платформа, рекомендовано использовать клей (или лак) и постоянно регулировать уровень платформы.
Деформация 3D распечатки: чеклист для избежания проблем
Используйте платформу с подогревом
Используйте клей (лак) для большего сцепления
Вместо стеклянной платформы используйте каптон/термоскотч/клей/лак
Откалибруйте платформу
Добавьте платформу или подложку
Отрегулируйте настройки температуры и вентилятора
Проблема с 3D печатью #2: Смещение первого слоя (Слоновья нога)
Описание проблемы
Основа модели немного смещена.
Почему проблема возникла?
Как правило, основа модели смещается из-за веса распечатки, который давит на первый слой когда нижние слои еще не успели остыть. Часто случается с принтерами с подогревающейся платформой.
Решение проблемы 3D печати: Смещение первого слоя
1. Правильный баланс. Чтобы избавиться от проблемы смещения первого слоя, печатаемые модели должны быть достаточно охлаждены, чтобы выдерживать вес всей структуры. Здесь следует быть осторожным: чрезмерзное переохлаждение может привести к деформации первого слоя. Найти баланс достаточно сложно. Начните с понижения температуры платформы на 5 градусов (но не больше чем на 20 градусов от рекомендованой температуры). Если Bottom / Top Thickness установлена на 0.6 миллиметров, включайте вентилятор сразу на высоте чуть ниже.
2. Уровень платформы. Большинство проблем 3D печати связаны с неправильным уровнем платформы. Для каждого принтера существует особенный подход для калибровки уровня платформы. Чтобы определить необходимый вам, изучите рекомендации производителя. Распечатайте калибровочный кубик и посмотрите на качество подачи пластика. Калибровочный кубик поможет вам определить был ли пластик уложен ровно, и если сопло находится слишком близко к платформе и скребет расплавленный пластик или слишком высоко из-за чего пластик пузырится.
3. Поднимите сопло. Зачастую подъем сопла на небольшую высоту может помочь. Главное, не поднимать его слишком высоко.
4. Сделайте углы модели более плавными. Если ничего не помогает, попробуйте скосить углы основы модели. Конечно, это возможно сделать только в том случае, если вы создали модель самостоятельно или у вас есть доступ к исходному файлу. Начните с 5 миллиметров и 45º скоса и эксперементируйте, чтобы достичь лучшего результата.
Смещение первого слоя в 3D печати: чеклист для избежания проблем
Сбалансируйте температуру платформы и скорость вентилятора
Поднимите платформу принтера
Проверьте высоту спола
Сделайте углы модели более плавными
Проблема с 3D печатью #3: Другие проблемы с первым слоем
Описание проблемы
Первый слой выглядт неправильно, некоторые фрагменты отсутсвуют. Снизу есть ненужные линии.
Почему проблема возникла?
Такие проблемы с 3D печатью как правило указывают на то, что уровень платформы не был правильно установлен. Если сопло находится слишком далеко от платформы, внизу распечатки часто появляются ненужные линии или первый слой не прилипает. Если же сопло находится слишком близко к платформе, это может спровоцировать пузырение пластка.
Также обратите внимание не то, что платформа должна быть чистой. Отпечатки пальцев на платформе могут привести к тому, что первый слой не будет приставать к платформе.
Решение проблемы 3D печати: Другие проблемы с первым слоем
1.Установите уровень платформы. У каждого принтера есть свой процесс настройки уровня платформы. Например, последние модели Lulzbots используют автокалибровку, в то время как Ultimaker предлагают пошаговую инструкцию ручной калибровки. А вот чтобы настроить уровень платформы Prusa i3, вам понадобится потратить много времени на изучение вопроса.
2. Установите высоту сопла. Если сопло расположено слишком высоко, пластик не будет приставать к платформе, если слишком низко — сопло будет скрести распечатку.
3. Очистите платформу. Обязательно регулярно чистите платформу принтера, особенно если вы пользуетесь клеем. Отпечатки пальцев, пыль и остатки клея влияют на качество приставания модели к платформе.
4. Используйте клей(лак). Нанесите тонкий слой клея на платфому, чтобы увеличить сцепление модели с платформой. Не забывайте регулярно очищать платформу, т.к. излишки клея могут спровоцировать обратный эффект.
5. Используйте текстурируванную подложку для неподогреваемых платформ принтеров.
Другие проблемы с 3D печатью: чеклист для избежания проблем
Проверьте уровень платформы
Проверьте высоту сопла
Очистите платформу
Используйте клей
Используйте текстурированые подложки для холодных платформ
Проблема с 3D печатью #4: Смещение слоев в модели
Описание проблемы
Слои смещаются в средине распечатки.
Ремни принтера не достаточно туго закреплены. Верхняя пластина не прикреплена и двигается независимо от нижней пластины. Один из стержней в оси Z не идеально ровный
Решение проблемы 3D печати: Смещение слоев в модели
1. Проверьте ремни. Прежде всего, проверьте насколько туго натянуты ремни: они не должны висеть свободно, но и не должны быть слишком затянуты. Если вы потянете за ремни, то должны почувствовать легкое сопротивление. Если же вы почувствуете, что верхний ремень туже, чем нижний, это верный знак того, что они не достаточно хорошо натянуты.
2. Проверьте крышку. Проверьте крышку, стержни и другие детали сверху принтера (если у вас coreXY). Убедитесь, что все детали правильно закреплены.
3. Проверьте винты по оси Z. Многие производители принтеров чаще используют резьбовые шпильки чем трапецеидальный винты и хотя оба выполняют свою работу, резьбовые шпильки имеют тенденцию со временем гнуться. Не надо разбирать принтер, чтобы проверить, ровные ли стержни. Просто используйте ПО, например Printrun, чтобы передвигать печатающую головку распечатку вврех и вниз. Если один из стержней Z оси погнут, вы обязательно это заметите. К сожалению, практически невозможно выпрямить погнутую шпильку, но с другой стороны, это отличный повод заменить старые резьбовые стержни на трапецидальные винты.
Смещение слоев: чеклист
Проверьте натяжение ремней
Проверьте не двигается ли верхняя крышка
Убедитесь, что шпильки по оси Z ровные
Проблема с 3D печатью #5: Отсутствующие слои
Описание проблемы
Пробелы в модели появляются из-за того, что некоторые слои отсутвуют (частично или полностью).
Принтер не смог произвести необходимое количество пластика для пропечатки отсутвующих слоев. В 3D печати эта проблема также известна как недостаточное эксрудирование. Суть проблемы может заключаться в самом пластике (например, разный диаметр материала),в катушке, в подающем механизме (экструдере) или в забитом сопле.
Трение может спровоцировать застревание пластика. Также причина может быть в том, что винты(шпильки) по оси Z неправильно выровняны линейными подшипниками.
Также возможна проблема винтов(шпилек) по оси Z и с самими подшипниками.
Решение проблемы 3D печати: Отсутствующие слои
1. Механическая проверка. Если вдруг вы обнаружили отсутсвующие слои в печати — самое время немного позаботиться о вашем принтере. Начните с проверки винтов(шпилек) и убедитесь, что они плотно прикреплены к подшипниками или зажимами.
2. Проверка выравнивания стрежней. Убедитесь, что все винты(шпильки) выровняны и не смещены. Выключите питание и аккуратно передвиньте печатающую головку по осям X и Y. Если есть какое-либо сопротивление, значит что есть какие-то проблемы. Достаточно легко понять в чем именно заключается проблемы — в слегка погнутом стержне или подшипниках.
3. Изношенные подшипники. Изношенные подшипники издают шум. Также вы сможете почувствовать дребезжание печатающей головки, при этом принтер слегка вибрирует. В этом случае, отключите питание и подвигайте печатающую головку по осям X и Y чтобы обнаружить где находится изношенный подшипник.
4. Проверьте масло. Не забывайте регулярно смазывать подвижные механизмы принтера. Для смазки идеально подходит масло для швейных машинок — его можно купить в любом хозяйственном магазине по приемлемой цене. Перед тем как нанести масло, убедитесь что шпильки(винты) чистые. Если на шпильках(винтах) есть грязь или остатки материалов печати, очистите их.
Потом подключите к принтер через программу (например, Pronterface), чтобы поперемещать печатающую головку по осям Х и Y и проверить, что шпильки равномерно смазаны. Если вы нанесете немного больше масла, просто вытрите излишки.
5. Недостаточное экструдирвание. Последней причиной проблемы может быть недостаточное экструдирование. Решений этой проблемы может быть много и все они описаны в 9 разделе.
Чеклист
Проверьте механизм принтера, чтобы убедиться, что подвижные элементы туго закреплены.
Перепроверьте конструкцию принтера и выравнивание
Проверьте нет ли изношенных подшипников и погнутых шпилек
Используйте немного масла для смазки деталей
Проблема с 3D печатью #6: Трещины в высоких объектах
Описание проблемы
Трещины по бокам модели, чаще всего в высоких моделях.
Проблема может возникнуть неожиданно, и чаще всего возникает в больших принтерах, особенно если вы не следите за их работой.
На верхних слоях материал охлаждается быстрее, так как тепло от платформы не достигает необходимой высоты. Из-за этого адгезия верхних слоев ниже.
Решение проблемы 3D печати: Трещины в высоких объектах
1. Температура экструдера. Начните с увеличения температуры экструдера — лучше всего поднять ее на 5-10ºC. Сбоку на коробке от пластика вы найдете наивысшую температуру для пластика, постарайтесь не подымать температуру до этого значения.
2. Направление и скорость вентилятора. Перепроверьте ваши вентиляторы и убедитесь, что они направлены на модель. Если направление правильное, уменьшите их скорость.
Чеклист
Проверьте максимально возможный нагрев экструдера и повышайте текущую температуру на 10ºC за одну попытку.
Проверьте направление и скорость охлаждающих вентиляторов.
Проблема с 3D печатью #7: Дыры на верхнем слое
Описание проблемы
Дыры и щели на верхней поверхности распечатки.
Две наиболее распространенные причины этой проблемы — неправильное охнаждение верхнего слоя и недостаточно толстый верхний слой.
Решение проблемы 3D печати: Дыры на верхнем слое
1. Диаметр нити ( филамента). Зачастую проблема случается с пластиком диаметра 1.75 mm. Дыры в верхнем слое — это проблема всех 3D принтеров, но, чаще всего она случается с принтерами, которые используют пластик диаметром 1. 75 mm, чем на принтерах, котоыре печатают нитью больше 2.85mm.
2. Проверьте расположение вентилятора. Охлаждение может спровоцировать эту проблему, так что прежде всего проверьте вентиляторы. Когда принтер начинает печать, вентиляторы установлены на минимальную скорость или вообще выключены. После печати первого слоя, вентиляторы начинают работать. Проверьте, начинают ли они работать, а также проверьте продолжают ли они работу когда печать закончена. Если все хорошо, перепроверьте правильно ли установлено направление вентилятора — они должны обдувать модель.
3. Установите скорость вентилятора в G-Code. Еще одна проблема охлаждения связана с чрезмерным количеством пластика при печати верхнего слоя. Он должен остывать быстро, чтобы не проваливаться между уже распечатанными поддерживающими элементами. Скорость обдува может быть отрегулирована с помощью G-Code (как правило, G-Code для Fan On это M106 и M107 Fan Off). Также установите скорость вентилятора на максимум для верхних слоев.
Например, для кубика 1см x 1см высота верхего слоя будет 0.1 мм. В этом случае при формировании G-кода через CURA для Prusa i3, G-код указывает, что количество слоев для кубика 100. Учитывая то, что для верхнего и нижнего слоя мы указали высоты 0.6 мм, стоит редактировать значение на LAYER:94
4. Увеличьте толщину верхнего слоя. Одно из самых простых решений проблемы — это увеличение толщины верхнего слоя. В большинстве приложений вы сможете настроить толщину с помощью расширенных настроек ‘Bottom / Top Thickness setting’. Вам необходимо увеличить толщину верхнего и нижнего слоя до 6 раз(крат) по сравнению с другими слоями и до 8 для меньших сопел и пластика. Если высота слоя равняется 0.1mm, то высота верхнего и нижнего слоев должна быть 0.6mm. Если в верхнем слое все равно есть дыры и проплешины, увеличьте тощину до 0.8mm.
Чеклист:
Используйте филамент большего диаметра
Убедитесь, что направление и скорость вентиляторов правильные
Вручную установите скорость вентиляторов
Увеличьте толщину верхнего слоя
Проблема с 3D печатью #8: Волоски, паутина
Описание проблемы
При печати образуются «паутинки» или «волоски» между элементами модели.
Когда головка принтера перемещается по открытой повехности (без экструдирования), то есть переходит с одного объекта на другой, пластик стекает из сопла.
Решение проблемы 3D печати: Волоски, паутина
1. Включите втягивание(откат/retract). Втягивание — важный фактор для качества готовой модели и он может быть включен в слайсере. Он функционирует достаточно просто и работает по приципе втягивания нити назад в сопло перед тем как головка начинает двигаться. Суть заключается в том, что он предотвращает вытекание пластика из сопла, которые и создают «паутинку» между объектами.
2. Активация втягивания в настройках. Большинство приложений, таких как Cura, предлагают активацию втягивания в настройках, и это настроено по умолчанию. Тем не менее, если вы хотите больше опций, вы можете настроить их дополнительно. Например вы можете настроить минимальный путь головки перед активацией втягивания.
3. Минимальная дистанция (мм). Если втягивание не работает правильно, самый простой способ это исправить — это уменьшить минимальную дистанцию. Снижайте ее на 0.5mm пока ворсистость не исчезнет. Активируйте втягивание (ретракт) чтобы увеличить скорость печати.
4. Просто обрежьте их. Не самое изысканное решение, но оно имеет право на жизнь. Аккуратно обрежьте паутинку.
Чеклист:
Включите втягивание
Настройте минимальную дистанцию перед втягиванием
Обрежьте паутинку скальпелем
Проблема с 3D печатью #9: Недостаточное экструдирование
Описание проблемы
Недостаточное экструдирование возникает, когда экструдер не может выдавливать достаточно материала (или не может делать это достаточно быстро). Это приводит к тому, что слои слишком тонкие, в слоях появляются нежелательные проплешины или слои полностью отсутсвуют).
У этой проблемы есть несколько причин. Прежде всего, диаметр нити может не соответсвовать диаметру, установленному в слайсере. Также, количество экструдированого материала может быть ниже из-за неправильного настроенной прошивки. Другая проблема — сопло может быть засорено и это будет провоцировать недостаточное экструдирование.
Решение проблемы 3D печати: Недостаточное экструдирование
1. Проверьте диаметр филамента. Начните с самого простого решения — проверьте настройки диаметра нити в слайсере. Если вы неуверены в диаметре нити и рекомендованной температуре, проверьте информацию на упаковке.
2. Измерьте нить. Если вы так и не смогли получить ожидаемый результат и выделение филамента остается проблемой, воспользуйтесь штангенциркулем, чтобы проверить диаметр филамента. После измерения откорректируйте настройти слайсингового ПО. (примечание автора — если у вас боуден хотэнд, то необходимо выкрутить фитинг из хотэнда, ввести команду (к примеру в Pronterface) M302: Allow cold extrudes и выдавить метр пластика. Если выдавится больше или меньше, то у вас неверно указано число шагов (steps per mm) для экструдера. Если у вас директ хотэнд, то тогда необходимо выкрутить сопло (сопло выкручивается только на горячую!). Так же стоит отметить, что даже при корректно выставленном значении steps per mm при втягивании пройденное расстояние будет меньше, чем при выдавливании. Это обусловлено тем, что при втягивании испытывается большее сопротивление)
3. Проверьте печатающую головку. После начала печати большинство принтеров приподымают печатающую головку над основой модели. Проверьте чистое ли сопло.
4. Установите коэфициент экструдирования. Если нет разницы между реальным диаметром экструзии и настройками ПО, проверьте настройки множителя экструзии (или скорость потока или компенсацией потока), возможно, они слишком низкие. Каждое слайсинговое приложение решает проблему по-своему, но попробуйте увеличить коэфициент на 5% и перезапустите процесс печати.
5. Откройте окно Edit Process Settings в Simplify3D и перейдите во вкладку Extruder — коефициент экстредирования должен быть установлен на 1.0 что соответует 100%. Откройте вкладку Material в Cura и увеличьте настройки Flow (вам может понадобится включить Flow в окне Preferences).
Чеклист:
Проверьте диаметр филамента
Используйте штангенциркуль, чтобы перепроверить диаметр филамента
Проверьте, чистый ли
Увеличивайте коэфициент экструдирования на 5% за раз
Проблема с 3D печатью #10: Избыточное экструдирование
Описание проблемы
Избыточное экструдирование означает, что принтер поставляет больше материала, чем необходимо. Это сказывается на том, что на распечатке есть излишки филамента.
Решение проблемы 3D печати: Избыточное экструдирование
Как правило, причина этой проблемы в том, что коэфициент экструдирования или потока в слайсере слишком высокий.
1. Коэфициент экструдирования. Откройте слайсер и проверьте, что вы правильно выбрали коэфициент экструдирования.
2. Настройки (flow) потока. Если с коэфициентом экструдирования все верно, уменьшите параметр Flow в настройках ПО вашего принтера.
Чеклист:
Проверьте правильно ли установлен коефициент экструдирования
Уменьшите настойки flow (потока) филамента
Перевод второй части статьи будет представлен в ближайшее время.
Ждем ваших комментариев к переводу.
Всех с наступающим новым годом!
Дефекты 3д печати 3d принтера: ошибки, основные проблемы
Причины возникновения дефектов в 3D-печати и методы их устранения
Покупка 3D-принтера – это только полдела. Начинающему печатнику предстоит еще много чего пройти. Сначала он научится настраивать устройство, калибровать печатную головку, выставлять нужные параметры, тестировать разные типы филаментов. Но и это не все. Самое неприятное, что может появиться в процессе эксплуатации, – это дефекты печати. И их нужно уметь устранять.
Что такое дефекты 3D-печати?
Классификация дефектов
Что такое дефекты 3D-печати?
После окончания процесса печати можно обнаружить разные дефекты на готовой модели. Чаще всего они связаны с неправильным распределением пластика. Дефекты появляются по разным причинам. Но основной итог всегда один – модель испорчена, нужно делать проект по новой. Из-за дефектов печати возникают простои в работе. Теряется время и метры филамента.
Важно! В рамках данной статьи будут расписаны дефекты, которые встречаются на FDM-принтерах. Это модели печатных устройств, работающие по технологии горячего наплавления пластика.
Иногда ошибки заметны еще в самом начале. Например, при печати первого слоя модели. В этих и других случаях нужно вовремя предотвратить дефект. Правда, печать все равно придется остановить. Но так можно сэкономить материал и время. В данном материале будут рассмотрены самые частые дефекты, а также способы их устранения. В конце статьи будет дана сравнительная классификация неисправностей.
Смещение слоев
Второе название данного дефекта – перекос. Тут есть сразу несколько вариантов развития событий. Перекос может быть чуть заметным, с небольшим отклонением по оси Z. Второй вариант – сильное смещение, модель печатается кусками. Во всех указанных случаях причина кроется в механической части принтера.
Методы решения:
Проверить натяжные ремни. Они должны находиться четко по пазам. Не допускается перетертости или вытянутости ремня. Иногда проще заменить весь комплект ремней на новый.
Иногда небольшие перекосы идут из-за неправильно выставленного шкива. Сделайте отметку черным маркером до печати, после окончания процесса сверьте полученный результат. Высчитайте разницу. Подкрутите проблемное место при необходимости.
У принтера плохо отрегулировано положение осей Y и X. Они не перпендикулярны друг другу. Их нужно выставить под 90°.
Внимание! В редких случаях проблема кроется в электрике. Данный вариант нужно разбирать отдельно, вооружившись мультиметром.
youtube.com/embed/HkfemddzNiA»>
Не прилипает первый слой
Начальный слой играет роль фундамента. Если он «плывет», то и все модель получит неверную геометрию. Второй и последующие слои могут немного смещать всю заготовку. Самое неприятное, что данный дефект можно обнаружить в самом конце печати.
Методы решения:
Калибровка платформы. Если на печатном столе есть перекос, велика вероятность, что первый слой не прилипнет. Перед началом печати лучше проверить калибровку платформы. Многие программы для 3D-печати помогают пройти данную настройку в полуавтоматическом режиме.
Неверная высота печатного сопла. Еще один момент, который стоит учитывать. Чаще всего настройка высоты экструдера выставляется через параметры принтера: Edit Process Settings → G-Code. Они находятся в основном меню устройства.
Первый слой был напечатан слишком быстро. Пластик просто не успел застыть. Данную настройку нужно искать в меню печатного устройства. Примерное расположение: Settings → First Layer Speed. Стоит выставить скорость печати первого слоя на 50 % ниже, чем остальных.
Температура остывания пластика. Этот вариант можно встретить на принтерах с холодной платформой. Филамент попадает на холодную поверхность, быстро твердеет и отскакивает. Здесь нужно экспериментировать с настройками температуры плавления нити или изначально брать принтер с подогреваемой поверхностью.
Важно! Причиной плохой адгезии может стать укрывной материал, который кладут поверх платформы. Разный клей, лента, скотч – все это может отталкивать пластик.
Прыщи на модели
Сюда же можно отнести такие дефекты, как «сопли», наплывы, натеки. Все эти неисправности имеют примерно одинаковую природу. Они связаны с работой экструдера. По мере движения он должен останавливаться, затем снова включаться в работу. Не все устройства могут укладывать ровные слои без дефектов. Так и появляются вышеописанные неровности.
Методы решения:
Настройка втягивания и хода накатом. Первый параметр отвечает за старт работы экструдера. В этом случае нужно настроить втягивание через меню устройства: Edit Process Settings → Extruders. Здесь нужно найти параметр Extra Restart Distance. Попробуйте уменьшить длину заполнения. Когда неровности возникают при остановке сопла, нужно подкрутить ход наката (движение наката). Этот параметр обозначается как Coasting. Он находится в том же разделе, где устанавливают втягивание.
Лучше и вовсе отказаться от втягивания и хода накатом. То есть филамент должен быть вровень с кромкой сопла. Данный параметр особенно критичен для печатных головок фирмы Bowden. Еще один вариант: настройка втягивания. Нужно найти вкладку Advanced. В ней находится настройка Ooze Control Behavior. Данная опция отвечает за утечку филамента и время старта втягивания.
Если мелкие дефекты все-таки присутствуют, стоит указать принтеру точки входа. Эта настройка находится в меню Edit Process Settings на вкладке Layer. Например, можно оставить небольшие огрехи внутри фигуры, начиная печать с внутренних слоев.
3D-принтер не печатает
Это одна из самых страшных вещей для начинающего 3D-мейкера. Кажется, что устройство сломано. Однако в большинстве случаев это не так. Принтер включился, но не начал продавливать пластик? Этому есть четыре причины.
Методы решения:
Пластик не идет из экструдера из-за протечки. Это можно часто наблюдать у некоторых дешевых китайских моделей. Нить предварительно разогревается в экструдере, она может просочиться через хот-энд. Такой же эффект можно наблюдать после окончания работы. В этом случае печать начинается через 3–4 секунды после старта. Автоматические нарушается геометрия первого слоя. Чтобы избежать данного дефекта, опытные печатники делают так называемую юбку. Это тонкая окружность из филамента вокруг будущей модели. Ее печатают, чтобы привести принтер в чувство и заполнить сопло пластиком.
Экструдер находится слишком близко к платформе. Пластик просто застревает внутри сопла. Ситуация продолжается и на втором слое. Только к 3–4 слою пластик начинает выходить. Решение – настройка высоты оси Z через команду G-Code.
Иногда филамент просто сгрызается приводной шестеренкой. Это деталь, которая проталкивает нить вперед. Если около принтера видно небольшое количество стружки филамента, вполне вероятно, что шестеренка сточила нить. Нужно откалибровать данный узел.
Забитый экструдер. Тут может быть несколько причин: обычная грязь или сор, пластик закоксовался внутри экструдера, плохое охлаждение филамента. Поможет механическая чистка сопла при помощи специальных иголок или сверл. Их продают в профильных магазинах.
Важно! Только не нужно чистить сопло отверткой или другими подручными инструментами. Можно полностью испортить экструдер.
Печатает в воздухе
С подобной неисправностью сталкиваются разные пользователи. Причины печати по воздуху связаны с выставлением новых настроек пластика в слайсере. Иногда дефект появляется вследствие неправильной настройки оси Z.
Все пути решения сводятся к тому, что пользователю нужно внимательно изучить G-code принтера. Иногда причина кроется в сбитых настройках высоты оси Z. Также здесь можно посмотреть шаг печати, возможно, он превышает нужный параметр. В слайсере необходимо проверить параметры установки пластика. Посмотреть температуру нагрева сопла и платформы. Все настройки нужно перепроверять вручную. При импорте профиля могут подцепиться левые параметры.
Печатает зеркально: как исправить
Редкий дефект, который не всегда видно в начале печати. То есть модель выходит нормальной, но отзеркаленной. Такие неисправности часто встречаются в китайских кит-наборах или noname-устройствах. Пути решения два. Один простой, второй сложнее.
Методы решения:
Нужно инвертировать одну из осей: X или Y – неважно. Но только одну. Это можно сделать путем переворачивания контактов на плате питания или на самом двигателе.
Инвертировать ось через прошивку устройства. Данный способ подходит для опытных пользователей, которые знакомы с навыками программирования.
В любом случае лучше сначала еще раз проверить все настройки в слайсере, только потом лезть в электронику устройства.
Пропуск слоев
На готовой модели видно, что один или несколько слоев были пропущены. Об этом красноречиво свидетельствуют щели в готовой модели. В редких случаях данный дефект связывают с недостаточной экструзией. Возможно, есть проблемы с захватом и подачей филамента. Иногда причина кроется в подклинивании оси Z.
Методы решения:
Проверка механической части принтера. Если пропуски стали появляться часто, нужно устроить внеплановое ТО устройству. Осмотрите все валы. Проверьте, что они ровно установлены и не смещены. Отключите питание принтера, попробуйте передвинуть головку пальцами. Если чувствуется сопротивление, значит один из валов неправильно установлен.
Износ подшипника. Данный элемент может просто износиться. При этом видно, что принтер слегка вибрирует. Появляется нехарактерный звук при печати. Диагностируют поломку тем же способом, что и вал. Отключают питание и двигают экструдер руками, чтобы найти проблемную деталь.
Внимание! Не забывайте вовремя обслуживать принтер. Смазывайте валы специальным маслом. Например, для швейных машин. Перед смазкой очистите подвижные элементы от грязи и остатков пластика. Только не переусердствуйте с маслом. Большое количество смазки может привести к обратному эффекту.
Печатает не по центру стола
Некоторые пользователи сталкиваются с проблемой печати не по центру платформы, а по одной из сторон. При этом в слайсере модель находится четко по центру. Тут может быть несколько вариантов решений.
Методы решения:
Сбиты или неправильно выставлены настройки слайсера. Нужно менять характеристики кинематики. Установить параметр Delta robot вместо Cartesian robot. Также нужно задать размер стола, равный вписанному в заданную область печати квадрату. При этом параметр Origin Offset выставить в половину стороны квадрата.
Попробовать отрегулировать положение концевика оси X. В некоторых случаях его двигают чуть правее.
Какие могут быть проблемы с тестовым кубиком для 3D-принтера?
Данную фигуру используют для проверки качества печати. Естественно, во время теста она может наглядно продемонстрировать, в каком месте есть проблемы. Это могут быть абсолютно разные дефекты. Наиболее часто тест показывает наплывы и вмятины на модели.
Такие дефекты получаются в ходе перегрева и усадки. Чтобы наверняка узнать причину и исключить данные факторы, нужно распечатать четыре кубика в разных углах. Для некоторых ABS-пластиков нужно уменьшить температуру, а также включить обдув на 5–10 %.
Эхо при 3D-печати
Данную неисправность можно охарактеризовать как тонкие полоски, которые образуются при печати слой за слоем. То есть конечная модель не имеет оформленной и ровной поверхности. На гранях присутствует волнистость (эхо). Данный дефект также называют звоном на стенках. Как правило, причиной являются два фактора: скорость печати и вибрации.
Методы решения:
Снизьте количество вибраций. Убедитесь, что принтер стоит на ровной и устойчивой поверхности. Оцените состояние подшипников. Замените их, если в этом есть необходимость.
Проведите осмотр валов. Очистите их от грязи и пыли, смажьте маслом.
Снизите скорость печати через настройки принтера.
Сначала попробуйте поменять скорость печати, после чего проверяйте механику.
Интересно! Даже один плохо затянутый болт может привести к сильным вибрациям. Проверьте весь крепеж. Протяните болты.
Лососевая кожа
Данный дефект чем-то схож с предыдущим. Только здесь нет явных волн или ряби. Дефект проявляет себя в виде рисунка. Он похож на изображение высот на топографических картах или на строение лососевой кожи, которая прорисовывается на стенках модели. В англоязычных ресурсах его называют salmon skin. Дефект появляется из-за двух причин: вибраций и неправильных характеристик тока, приходящих на двигатели.
Методы решения:
Уберите все вибрации, которые могут возникнуть в устройстве. Протяните болты и проверьте геометрию рамы. Также можно чуть понизить скорость печати.
Установка специального импульсного редуктора (TL-Smoother) в цепь между драйвером и моторчиком оси. Данное решение балансирует показатели токов. Грани получаются более ровными.
Дефект лососевой кожи часто встречается на драйверах шагового двигателя DRV8825.
Рябь
В данном случае мы говорим о частичном воздействии волн на некоторые участки модели. Рябь часто имеет одинаковую природу с эхом. Она также завязана на вибрациях и скорости перемещения экструдера. Однако, в отличие от волн, ряб проявляет себя особенно отчетливо на острых углах, когда сопло резко меняет направление движения.
Методы решения:
Снижаем скорость печати. Нужно найти меню Edit Process Settings в настройках принтера, после чего открыть вкладку Other. Изменить две настройки: Default Printing Speed и X/Y Axis Movement Speed. Первая отвечает за скорость всех перемещений сопла, вторая – скорость при отсутствии подачи пластика. Иногда причина кроется в заводской прошивке. В ней изначально указано повышенное ускорение экструдера.
Убираем вибрации. Проверить геометрию устройства, протянуть все болты, оценить состояние валов и подшипников. При необходимости смазать устройство.
Рекомендуется сначала проверить настройки скорости печати.
Плохое заполнение
Если фигура получается с недостаточным заполнением, это значит, что она не получит достаточной прочности. Модель может просто сломаться или треснуть. Обычно причины плохого заполнения кроются в настройках слайсера или параметрах скорости печати.
Методы решения:
Попробуйте изменить шаблон заполнения. Он обозначается параметром Internal Fill Pattern. В настройках есть пресеты с усложненными вариантами заполнения, которые дают больше прочности готовой модели: Grid, Triangular и Solid Honeycomb. Время печати увеличится, но и прочность тоже вырастет.
Снизить скорость печати. Быстрое перемещение печатной головки способствует меньшему заполнению. Нужно подкрутить данный параметр через настройки самого устройства или через параметры слайсера.
Изменить параметр ширины экструдирования. Некоторые программы для 3D-печати позволяют выставить разную величину наполнения для отдельных элементов. Например, для внешних слоев поставить размер на 0,4 мм, для внутренних – 0,8 мм. Данные настройки нужно посмотреть в меню Edit Process Settings → Infill. В нем нужно найти параметр Infill Extrusion Width. Его выставляют в процентах. Чем больше цифра, тем толще слой.
Внимание! При установке параметра Infill Extrusion Width убедитесь, что выставленную величину (в процентах) поддерживает программа печати (слайсер).
Протекает пластик по резьбе экструдера
Эту неисправность можно отнести к локальным поломкам принтера, хотя они и могут создавать ряд дефектов в виде «соплей» на модели. Пластик сочится через разные щели, стекает по резьбе экструдера, выходит из отверстия нагревательного элемента. Здесь может быть несколько вариантов решения проблемы.
Методы решения:
Проверить все резьбовые соединения. Иногда между ними застревает спекшийся кусок пластика. Он создает щель, филамент вытекает.
Прочистить и отполировать поверхности трубки термобарьера и сопла. Также может помочь установка фторопластовой шайбы или намотка фум-ленты.
Сделать усиленную протяжку резьбовых соединений на холодную.
Внимание! Иногда причина кроется в заводском браке. Здесь что-либо сделать нельзя. Только полностью поменять экструдер.
Не идет пластик с сопла
По каким-то причинам принтер прекратил подачу филамента. Устройство продолжает шуметь двигателями, но пластик не выходит из сопла. Здесь может быть несколько причин и способов решения.
Методы решения:
Пластик закончился. У некоторых принтеров катушка с филаментом закрыта кожухом. Поэтому нельзя сразу понять, что нить кончилась. Проверьте наличие материала в катушке.
Нить порвалась. Произошел разрыв между хот-эндом и экструдером. Частая причина у печатных головок фирмы Bowden. Возможно, проблема с самим филаментом. Нужно пробовать другой материал.
Выставлена низкая температура плавления пластика. Толстая нить филамента не может пройти сквозь узкое отверстие сопла. Рекомендуемые параметры температурных режимов для разных типов пластика: PLA – t нагрева 180 °C, t нагрева стола 60–80 °C; ABS – t нагрева 240 °C, t нагрева стола 110 °C.
Интересно! Иногда причиной прерывания печати становится засор сопла. Это может произойти даже во время работы.
Расслоение модели
Визуально этот дефект выглядит как гармошка. В некоторых местах слои отходят друг от друга. При этом видно, что это не пропуск, а именно отсутствие слипания пластика. Расслоение слоев происходит из-за неправильной установки толщины филамента или температуры его плавления.
Методы решения:
Понизить толщину (высоту) слоя. Здесь нужно придерживаться правила: максимальная толщина слоя должна быть не больше 80 % от диаметра сопла. В противном случае слои не будут налипать друг на друга.
Повысить температуру плавления пластика. Если с параметром высоты порядок, значит нужно смотреть температурные установки. Например, оптимальная температура плавления ABS-пластика 220–240 °C, однако некоторые пользователи выставляют всего 190 °С. Увеличить температуру плавления можно в настройках слайсера: Edit Process Settings → Temperature.
Если стандартные температурные режимы не подходят, попробуйте поднять параметр на 10 °C. Посмотрите, улучшится сцепление слоев или нет.
Не нагревается экструдер 3D-принтера
При этом устройство показывает 100%-ю мощность нагрева, заданная температура светится на дисплее, но экструдер холодный. В большинстве случаев причина кроется в обрыве на проводах или в самом нагревательном элементе. Прозвоните все элементы цепи после контроллера. Чтобы отсечь проблемы на нагревательном элементе, подайте на него 12 В. Он должен начать нагреваться.
Внимание! На новых принтерах может встретиться заводской брак экструдера. Такой элемент нужно менять. Ремонтировать деталь не имеет смысла.
Пластик ложится волнами
Еще одно название данного дефекта – «слоновая нога». В данном случае верхние слои модели давят на нижние части, вызывая эффект волны. Она как бы спускается сверху вниз, образуя толстый слой в основании модели. Особенно часто данная проблема встречается на моделях принтеров с подогревом стола.
Методы решения:
Найдите оптимальный температурный режим между нагревом стола и обдувом модели. Понижайте температуру подогрева шагами по 5 °C. Здесь важно найти баланс, когда нижние слои уже набрали прочность, но еще сохраняют адгезивные свойства для следующих слоев.
Откалибруйте стол. Попробуйте применить настройки по умолчанию. Если проблема не ушла, чуть измените параметры высоты оси Z. Калибруйте новые настройки на тестовом кубике. Это базовая фигура, которая четко показывает, как ложатся слои.
Снимите фаски с основания. Вариант подходит для самодельных аппаратов. Нужно начинать с фаски 5 мм и 45°, после чего можно вносить небольшие коррективы.
Щели между стенками
Такие дефекты можно встретить при печати достаточно тонких стенок в модели. Например, когда сопло экструдера печатает полоски толщиной до 0,4 мм, а пользователю требуется сделать грань в 1 мм. В таких местах могут появиться щели на месте стыков двух слоев. Обычно дефект устраняют через настройку слайсера.
Методы решения:
Нужно найти настройку, которая отвечает за толщину стенок. Обычно они находятся в меню: Edit Process Settings → Advanced. Здесь нужно найти параметр Gap Fil. Он как раз отвечает за перекрытие участков и заполнение промежутков между тонкими стенками. Установите галочку напротив пункта Allow gap fill when necessary. Есть и альтернативный вариант. Перейдите во вкладку Infill и подкрутите параметр Outline Overlap.
Просто подкрутите ширину экструдирования. Увеличьте величину параметра, если это возможно. Ширину полоски можно установить на вкладке Extruders через меню Edit Process Settings.
Пробуйте и экспериментируйте, чтобы добиться лучшего варианта.
Паутина
Частный случай вытекания филамента, когда между деталями остаются неаккуратные нити пластика. Это происходит по тем же причинам, что и наплывы. Методы решения ровно такие же:
Изменение скорости и дистанции втягивания нити. Полная инструкция расписана выше.
Понижение температуры печати. Попробуйте подкрутить данный параметр, чтобы убавить текучесть пластика. Здесь нужно быть осторожным. Чрезмерное убавление температуры может привести к дефекту расслоения.
Отдельный способ решения – выставление параметра в слайсере, который запускает печатную головку в длинную и извилистую траекторию над пустым пространством. Паутина падает возле модели, не налипая на ее стенки. Мостик между слоями не образуется. Чтобы включить данную опцию, перейдите в расширенные настройки слайсера (Advanced). Установите флажок напротив опции Avoid crossing outline for travel movement.
Интересно! Некоторые 3D-мейкеры не рассматривают дефект паутины как что-то серьёзное. Они просто срезают лишние нити ножом после окончания печати.
Экструдер не подает пластик
Данная неисправность кроется в механизме подачи филамента. Либо сопло находится слишком близко к столу.
Методы решения:
Проверьте нить пластика. Возможно, на ней есть задиры. Произошло проскальзывание подающей шестерни. Проверьте состояние нити, возможно, нужно немного подкрутить настройки шестерней. Либо сменить пластик.
Откалибруйте положение стола. Немного поднимите ось Z.
Иногда экструдер отказывается подавать пластик из-за забитости сопла. Его нужно прочистить.
Классификация дефектов
Практически все дефекты так или иначе связаны с двумя причинами: нарушение работы механической части принтера или неверная настройка софта. Отталкиваясь от этих параметров, можно составить классификацию, основанную на наиболее частых проблемах в печати:
Износ узлов и отсутствие нормальной протяжки крепежа. Этот параметр влияет на вибрации, траектории перемещения сопла.
Плохое обслуживание экструдера. Печатную головку нужно время от времени прочищать, убирать спекшийся филамент.
Неточная (неверная) калибровка печатного стола и высоты сопла. Еще одна частая ошибка, которая вызывает массу дефектов печати.
Проблемы в установках принтеров. Чаще всего решается через ручное выставление параметров или корректировку G-code.
Сбитые настройки в слайсере. Сюда относят: измененные параметры, ошибки или неточности в прошивке.
Некачественный филамент. Проблема может крыться в качестве пластика. Нужно следить за его состоянием, количеством. При необходимости попробовать заменить производителя, либо вовсе перейти на другой тип филамента.
Проблемы в электрике. Чтобы найти подобную неисправность, необходимо вооружиться мультиметром и прозвонить все цепи после контроллера.
Заводской брак. Проблема решается заменой некачественной детали.
Это основные неисправности принтера, которые так или иначе влияют на его работу, что приводит к возникновениям дефектов печати. В принтере может появиться сразу несколько неполадок. Они приведут к появлениям группы дефектов. Нужно уметь вовремя распознавать первые признаки поломки и устранять их.
Важно! Хотя бы раз в две недели уделяйте внимание механике принтера, проводите устройству ТО. Очищайте узлы, смазывайте валы маслом. Проверяйте калибровку печатного стола и экструдера.
Дефекты во время печати – это неприятно. Опытный 3D-мейкер должен уметь вовремя распознать и классифицировать неисправность. Знания причин поможет быстро устранить поломку. Пользователь не потратит кучу времени и сил на устранение дефекта, а также не потеряет деньги на испорченном филаменте.
07 марта 2021
14965
Получите консультацию специалиста
Не прилипать к станине
Не прилипать к станине
Очень важно, чтобы первый слой вашего отпечатка был прочно связан с платформой принтера, чтобы оставшаяся часть вашей детали могла быть построена на этом основании. Если первый слой не прилипает к платформе сборки, позже это создаст проблемы. Есть много различных способов справиться с этими проблемами адгезии первого слоя, поэтому ниже мы рассмотрим несколько типичных причин и объясним, как решить каждую из них.
Общие решения
Платформа сборки не выровнена
Многие принтеры имеют регулируемую платформу с несколькими винтами или ручками, которые контролируют положение платформы. Если у вашего принтера есть регулируемая платформа, и у вас возникли проблемы с прилипанием первого слоя к платформе, первое, что вам нужно проверить, это то, что платформа вашего принтера плоская и ровная. Если кровать не выровнена, одна сторона вашей кровати может быть слишком близко к соплу, а другая сторона слишком далеко. Для получения идеального первого слоя требуется ровная печатная платформа. Simplify3D уже включает в себя полезный мастер выравнивания кровати, который поможет вам в процессе выравнивания кровати. Вы можете найти этот мастер, выбрав «Инструменты» > «Мастер выравнивания кровати» и следуя инструкциям на экране.
Сопло начинается слишком далеко от платформы
После того, как ваша кровать была правильно выровнена, вам все равно нужно убедиться, что сопло начинается на правильной высоте относительно рабочей платформы. Ваша цель — расположить экструдер на идеальном расстоянии от рабочего стола — не слишком далеко и не слишком близко. Для хорошей адгезии к рабочей пластине нить должна быть слегка прижата к рабочей пластине. Хотя вы можете настроить эти параметры, изменив аппаратное обеспечение, обычно гораздо проще (и гораздо точнее!) внести эти изменения из Simplify3D. Для этого нажмите «Изменить параметры процесса», чтобы открыть параметры процесса, а затем перейдите на вкладку G-Code. Вы можете использовать глобальное смещение G-кода оси Z для очень точной настройки положения сопла. Например, если вы введете -0,05 мм для смещения G-кода по оси Z, сопло начнет печатать 0,05 мм ближе к вашей платформе сборки. Будьте осторожны, внося только небольшие коррективы в этот параметр. Каждый слой вашей детали обычно имеет толщину всего около 0,2 мм, поэтому небольшая корректировка имеет большое значение!
Первый слой печатается слишком быстро
Когда вы выдавливаете первый слой пластика поверх рабочей платформы, вы должны убедиться, что пластик может правильно сцепиться с поверхностью, прежде чем начинать следующий слой. Если вы напечатаете первый слой слишком быстро, пластик может не успеть сцепиться с платформой для сборки. По этой причине обычно очень полезно печатать первый слой на более низкой скорости, чтобы пластик успел приклеиться к платформе. Simplify3D предоставляет настройку именно для этой функции. Если вы нажмете «Редактировать параметры процесса» и перейдете на вкладку «Слой», вы увидите параметр с надписью «Скорость первого слоя». Например, если вы установите скорость первого слоя 50%, это означает, что ваш первый слой будет печатать на 50% медленнее, чем остальная часть вашей детали. Если вы чувствуете, что ваш принтер слишком быстро перемещается по первому слою, попробуйте уменьшить этот параметр.
Настройки температуры или охлаждения
Пластик имеет тенденцию сжиматься при охлаждении от высокой температуры до низкой температуры. Чтобы привести полезный пример, представьте себе деталь шириной 100 мм, которая печатается из АБС-пластика. Если экструдер печатал этот пластик при температуре 230 градусов Цельсия, но он помещался на платформу для холодной сборки, вполне вероятно, что пластик быстро остынет после выхода из горячего сопла. Некоторые принтеры также оснащены охлаждающими вентиляторами, которые ускоряют процесс охлаждения во время их использования. Если бы эта деталь из АБС-пластика охладилась до комнатной температуры 30°С, деталь шириной 100 мм усаживается почти на 1,5 мм ! К сожалению, платформа сборки на вашем принтере не уменьшится настолько сильно, поскольку обычно поддерживается довольно постоянная температура. Из-за этого пластик имеет тенденцию отделяться от платформы сборки по мере остывания. Это важный факт, который следует учитывать при печати первого слоя. Если вы заметили, что сначала слой кажется прилипшим, но позже отделяется от печатной платформы по мере остывания, возможно, виноваты ваши настройки температуры и охлаждения.
Многие принтеры, предназначенные для печати на высокотемпературных материалах, таких как АБС-пластик, оснащены подогреваемым столом для решения этих проблем. Если станину подогреть для поддержания температуры 110С на протяжении всего отпечатка, то она сохранит первый слой теплым, чтобы он не дал усадку. Поэтому, если в вашем принтере есть платформа с подогревом, вы можете попробовать нагреть платформу, чтобы первый слой не остыл. В качестве общей отправной точки PLA имеет тенденцию хорошо прилипать к слою, нагретому до 60-70°C, в то время как ABS обычно работает лучше, если слой нагрет до 100-120°C. Вы можете настроить эти параметры в Simplify3D, нажав «Редактировать параметры процесса», а затем выбрав вкладку «Температура». Выберите платформу для сборки с подогревом из списка слева, а затем отредактируйте заданное значение температуры для первого слоя. Вы можете просто дважды щелкнуть значение, чтобы изменить его.
Если в вашем принтере есть охлаждающий вентилятор, вы также можете попробовать отключить его для первых нескольких слоев принтера, чтобы начальные слои не охлаждались слишком быстро. Вы можете сделать это, нажав «Редактировать параметры процесса» и перейдя на вкладку «Охлаждение». Вы можете отрегулировать уставки скорости вентилятора с левой стороны. Например, вы можете захотеть, чтобы первый слой начинался с отключенным вентилятором, а затем включал вентилятор на полную мощность, как только вы дойдете до 5-го слоя. В этом случае вам нужно будет добавить в этот список две уставки: уровень 1 при скорости вентилятора 0% и уровень 5 при скорости вентилятора 100%. Если вы используете АБС-пластик, обычно отключают охлаждающий вентилятор для всей печати, поэтому будет достаточно ввести одну уставку (Слой 1 при скорости вентилятора 0%). Если вы работаете в ветреной среде, вы также можете попытаться изолировать принтер, чтобы ветер не касался вашей детали.
Поверхность строительной платформы (лента, клей и материалы)
Различные пластмассы лучше прилипают к разным материалам. По этой причине многие принтеры содержат специальный материал платформы сборки, оптимизированный для их материалов. Например, некоторые принтеры используют лист BuildTak на верхней части своей платформы, который имеет тенденцию очень хорошо прилипать к PLA. Другие производители выбирают термообработанное стекло, такое как боросиликатное стекло, которое, как правило, очень хорошо работает с АБС-пластиком при нагревании. Если вы собираетесь печатать непосредственно на этих поверхностях, перед началом печати всегда рекомендуется убедиться, что на рабочей платформе нет пыли, жира или масел. Очистка печатной платформы небольшим количеством воды или изопропилового спирта может иметь большое значение.
Если в вашем принтере нет специального материала платформы для сборки, у вас все еще есть варианты! К счастью, есть несколько типов лент, которые хорошо прилипают к обычным материалам для 3D-печати. Полоски ленты можно наклеить на поверхность платформы сборки и легко удалить или заменить, если вы хотите печатать другим материалом. Например, PLA имеет тенденцию хорошо прилипать к синей малярной ленте, в то время как ABS имеет тенденцию лучше прилипать к каптоновой ленте (также известной как полиимидная пленка). Многие пользователи также добились большого успеха, используя временный клей или аэрозоль на верхней части своих сборочных платформ. Лак для волос, клей-карандаши и другие липкие вещества, как правило, работают очень хорошо, если все остальное не помогло. Не стесняйтесь экспериментировать, чтобы увидеть, что работает лучше всего для вас!
Когда ничего не помогает: поля и подложки
Иногда вы печатаете очень маленькую деталь, у которой просто недостаточно площади поверхности, чтобы приклеиться к поверхности платформы сборки. Simplify3D включает в себя несколько опций, которые могут помочь увеличить эту площадь поверхности, чтобы обеспечить большую поверхность для приклеивания к печатной платформе. Один из таких вариантов называется «краем». Поля добавляют дополнительные кольца вокруг внешней части вашей части, подобно тому, как поля шляпы увеличивают окружность шляпы. Эту опцию можно включить, перейдя в конец вкладки «Дополнения», включив параметр «Использовать юбку/поля». Simplify3D также позволяет пользователям добавлять подложку под свою деталь, которую также можно использовать для обеспечения большей поверхности для сцепления с постелью. Если вас интересуют эти варианты, ознакомьтесь с нашим учебным пособием по плотам, юбкам и полям, в котором все объясняется более подробно.
Связанные темы
🔥 Подробное руководство по решению проблем с 3D-печатью от Bitfab
🤬У вас проблемы с 3D-принтером? Вы попали в нужное место.
В Bitfab мы подготовили исчерпывающее руководство по решению всех ваших проблем с 3D-печатью . Тысячи часов профессиональной 3D-печати за нашей спиной, чтобы помочь вам с неудачами, с которыми вы столкнулись с вашим принтером.
И мы не только даем вам ключи для диагностики ваших ошибок печати, но и лучшие советы, чтобы предотвратить их повторное появление, починить ваш принтер и откалибровать. Картинки, видео и наши лучшие советы в мега статье.
👇 Наслаждайтесь руководством и используйте указатель, если хотите перейти непосредственно к интересующей вас части.
📖 Что вы хотите прочитать?
🤬 Наиболее распространенные дефекты и проблемы при 3D-печати
Мы собрали подборку наиболее распространенных проблем, возникающих при использовании нашего 3D-принтера. Это те же самые проблемы, с которыми мы обычно сталкиваемся в нашем онлайн-сервисе 3D-печати, поэтому у нас есть немалый опыт их решения.
Хорошо откалиброванный принтер, правильное ламинирование и опытный оператор являются ключевыми факторами, позволяющими избежать этих проблем. Имея это, вы сможете решить любую проблему печати.
Если у вас возникли какие-либо из этих проблем, следуйте инструкциям, которые мы вам даем, и если вы все еще не можете их решить, у вас есть поле для комментариев в конце статьи, чтобы сообщить нам о своих сомнениях.
❌ Деформация, первый слой отслаивается и детали изгибаются
Деформация становится все менее распространенной проблемой, так как подавляющее большинство современных принтеров имеют горячую платформу. В любом случае коробление может быть вызвано следующими факторами:
Отсутствие сцепления со станиной: это может произойти из-за неправильной высоты насадки по отношению к основанию или плохого выравнивания; но и отсутствие сцепления с печатной поверхностью.
Термическое сжатие верхних слоев , которые при «усадке» тянут нижние слои. В этом случае поверхность печати может даже сломаться, если это тип BuildTak, так как наклейка будет оторвана от станины. Это может произойти и со стеклом. Это происходит в основном с такими материалами, как ABS или нейлон, и это очень сложно сделать при печати PLA.
В зависимости от нашей проблемы мы можем найти соответствующее решение:
Для отсутствие сцепления есть несколько решений. Если мы используем стеклянную основу, настоятельно рекомендуется использовать клей для увеличения фиксации детали. Некоторые известные клеи — это знаменитый лак для волос Nelly или его более профессиональная версия 3Dlac. Если мы используем ABS, мы можем нанести слой смеси, известной как ABS slurry , которую мы можем сделать сами, растворив ABS в контейнере с ацетоном.
Если ваша проблема связана с термическим сжатием , увеличение адгезии не слишком поможет вам, поскольку, как мы уже говорили, деформация АБС-пластика может даже сломать нашу печатную основу. Чтобы решить эту проблему, мы можем просто накройте принтер всем, что есть дома. Подойдет большая коробка, а также более профессиональный корпус, сделанный в шкафу.
Идея в этом случае состоит в том, чтобы изолировать тепло, выделяемое слоем, чтобы не было большой разницы между температурой первых слоев и температурой верхних слоев, которые находятся дальше от тепла слоя.
Вот статья, в которой мы подробно объясняем эту проблему: Как избежать деформации и растрескивания моих 3D-отпечатков.
❌ Растрескивание или расслоение
Следствием вышеуказанной проблемы является растрескивание или расслоение. О растрескивании говорят, когда слои детали плохо соединяются, в результате чего эти слои разъединяются (отсюда и название расслаивания). Эта проблема может быть вызвана двумя разными причинами:
Плохая адгезия между слоями: слои плохо прилегают друг к другу.
Термическая усадка: слои хорошо склеиваются между собой, но разница температур между разными участками детали вызывает ее деформацию, что может привести к расслоению некоторых слоев.
Если проблема заключается в отсутствии адгезии, это обычно связано с низкой температурой. Большинство нитей имеют температурный диапазон, в котором их можно печатать.
В пределах этого диапазона более низкие значения дадут нам лучший эстетический вид, так как осаждение будет «чище». И наоборот, более высокие значения дадут лучшую адгезию слоев. Печать материалов, таких как ABS, при температуре ниже надлежащей часто приводит к растрескиванию при попытке склеить два слоя без достаточного нагрева.
Чтобы проверить, не трескается ли наша деталь из-за отсутствия сцепления между слоями, можно попробовать повысить температуру и/или уменьшить скорость вентилятора слоев, так как чрезмерное охлаждение также может негативно на него повлиять. Некоторые материалы, такие как ABS, всегда будут склонны к растрескиванию, и их будет труднее контролировать; другие, такие как PLA, очень легко печатать без трещин.
С другой стороны, если наша проблема связана с тепловым сжатием, решение будет более сложным, так как мы должны создать более теплую среду в нашей зоне печати. Оптимальным решением будет накрыть наш принтер, как указано в предыдущем пункте. Это может привести к некоторым проблемам, так как чрезмерная температура может привести к сбоям в работе электроники: пропуску шагов или потере артефактов печати… это также может привести к засорению, так как разница температур между холодной и горячей зонами не достаточна. хотэнд.
В общем, избегайте сквозняков (и, как следствие, колебаний температуры) и накрывайте наш принтер, но мы должны быть осторожны, чтобы избежать упомянутых проблем.
❌ Сдвиг слоя
Сдвиг слоя — это проблема, возникающая в виде смещения по некоторой оси на определенной высоте. Это может происходить по оси X, по оси Y или даже по обоим направлениям одновременно. Наиболее распространенные причины смещения слоев:
Чрезмерная температура двигателей или приводов: электроника в целом не предназначена для непрерывной работы при очень высокой температуре.
Отсутствие мощности в двигателях , обычно вызванное очень низким значением напряжения в драйверах.
Механическая неисправность: может случиться так, что у нас сломаны некоторые из зубьев нашего ремня или на валах есть мусор, который может вызвать застревание в движении нашего принтера. Иногда неправильно затянутый компонент также может вызвать дефекты смещения слоя, когда весь вал движется свободно.
Общий совет — поставить радиаторы и по возможности вентиляцию на драйверы нашей платы. Эти компоненты в основном заботятся о подаче всего необходимого воздушного потока к двигателям, поэтому они имеют тенденцию нагреваться. Точно так же, если наш принтер работает в очень жарких условиях, было бы уместно добавить радиатор к двигателям осей X и Y. Если драйверы очень горячие, вы обычно услышите стук , стук, стук в двигателях, когда драйверы на короткое время отключаются, чтобы дать им время остыть.
Кроме того, вы можете проверить, есть ли в вашем принтере драйверы с регулируемым напряжением, и если да, вы можете немного увеличить это напряжение, осторожно поворачивая потенциометр на каждом драйвере. Будьте осторожны при этом и всегда делайте это с выключенным принтером или с помощью керамической отвертки, чтобы избежать короткого замыкания металлической отверткой. Если вы слишком сильно увеличите мощность двигателей, вы рискуете снова столкнуться с проблемой перегрева.
Наконец, убедитесь, что валы вашего принтера чисты и свободны от препятствий. Также проверьте, чтобы ремни и подшипники не были затянуты слишком сильно (если подшипники стянуты фланцами или винтами). Плохо двигающиеся валы, чрезмерно натянутые ремни… заставляют двигатели работать тяжелее и могут сбиваться шаги.
❌ Z-колебание
Эту проблему может быть трудно идентифицировать, так как часто бывает нелегко отличить ее от простой несогласованности в экструзии. Чтобы определить это, мы должны посмотреть, повторяется ли это несоответствие на регулярной основе. Если это кажется случайным или просто шумом в целом, ваша проблема, вероятно, не z-колебание, а проблема экструзии. И наоборот, если вам кажется, что периодически повторяется узор, например, волны на поверхности, у вас вполне может быть проблема с вашей осью Z.
Эта проблема в основном связана с дефектами конструкции машины, и ее трудно решить, не внося значительных изменений в шасси нашей машины. В первую очередь проверьте правильность сборки всех деталей, соблюдая перпендикулярность и отсутствие ослабленных винтов.
Попробуйте затянуть все винты на муфтах, которые соединяют двигатели оси Z со шпинделями. Также проверьте отсутствие люфта между шпинделем и трапециевидной гайкой. Сложно дать правильное решение, потому что оси требуется некоторая свобода перемещения, чтобы компенсировать небольшие ошибки в шасси, такие как углы, которые не идеально перпендикулярны.
Хорошим и не слишком дорогим решением является замена узла мотор-муфта-шпиндель на мотор со встроенным шпинделем. Мы также можем усилить наш принтер, чтобы рама принтера не качалась вверху.
❌ Натяжение
Натяжение — одна из самых распространенных проблем с деталями для новичков в мире 3D-печати, поэтому, если у ваших деталей много струн, не беспокойтесь, это совершенно нормально и довольно легко решается.
Натяжение появляется, когда при перемещении хотэнда между двумя частями отпечатка небольшое количество пластика стекает и прилипает к обеим частям, оставляя между ними небольшую нить.
Эта проблема может быть вызвана использованием хотэнда плохого качества, но обычно на машинах стоят хотэнды достаточного качества, поэтому проблема почти всегда возникает из-за плохого ламинирования в слайсере.
Наиболее важными параметрами, которые вы должны проверить в слайсере, чтобы минимизировать натяжение, являются следующие:
Температура
Расстояние отвода
Скорость отвода
Температура является жизненно важным фактором и, вероятно, одним из 5 наиболее важных параметров в ваш профиль. Если у вас много струн, вы почти наверняка плавитесь при слишком высокой температуре. Помните, что у всех материалов есть диапазон температур, при которых ими можно печатать, поэтому попробуйте снизить температуру и приблизить ее к нижнему пределу, рекомендованному производителем. Если вы уже используете очень низкую температуру и все еще имеете натяжение, проверьте следующие пункты.
Пока нельзя «высосать» пластик из сопла, так как нельзя создать отрицательное давление, но можно минимизировать давление на сопло, вытянув нить из горячей зоны нашего хотэнда. Расстояние усадки очень зависит от нашего принтера, так как необходимо учитывать как расплавитель, так и экструдер, а также тип экструзии (прямая или боуденовская). Большинство боуденовских принтеров хорошо работают при величине усадки от 3 мм до 6 мм, а принтеры прямой экструзии — от 0,5 мм до 2 мм.
Скорость втягивания является еще одним важным фактором, так как чем выше скорость, тем меньше натяжение. Эта скорость будет зависеть от двигателя нашего экструдера, а также от типа экструзии (1:1 против 3:1, как у экструдера Titan). Как правило, значения от 40 мм/с до 60 мм/с обычно работают, но если у вас есть какие-либо сомнения, спросите на форуме или в группе, посвященной вашему конкретному принтеру.
Кроме того, почти все слайсеры или ламинаторы имеют различные расширенные настройки, которые могут помочь уменьшить натяжение, но они будут иметь значение только в том случае, если три предыдущих хорошо отрегулированы. Это очень широкая тема, и мы могли бы сделать эксклюзивный гайд по этой проблеме, поэтому, если вы хотите его увидеть, оставьте нам комментарий!
❌ Перегрев, скручивание
Одной из самых простых проблем для диагностики является перегрев.
Как видно на изображении, плавление нашего пластика при чрезмерной температуре приведет к тому, что детали будут выглядеть деформированными, а центр слоя утонет. Это связано с тем, что при расплавлении при слишком высокой температуре материал не успевает остыть, и именно поэтому слои могут разрушаться или провисать.
Эти деформации будут намного сильнее выражены на небольших участках, типа небольших пиков нашей детали, где вместо чистой фигуры останется деформированный чурро.
Решение этой проблемы простое: снизить температуру. Мы также должны поиграть со значениями веера слоев, так как высокая температура может способствовать более плавной экструзии, и мы можем компенсировать эту температуру хорошим охлаждением. Таким образом, материал будет быстро охлаждаться, и мы сможем получить оптимальные результаты.
❌ Слоновья стопа
Слоновья стопа – дефект, состоящий из расширения в горизонтальной плоскости первых слоев нашей детали. Это может произойти из-за двух причин или, как правило, из-за их комбинации: сопло находится слишком близко к слою или температура слоя слишком высока.
Если сопло находится слишком близко к слою, очевидно, что первые слои будут более плоскими и, следовательно, расширятся в плоскости XY. Чтобы решить эту проблему, мы должны правильно выровнять наш первый слой, как указано в предыдущем разделе этой статьи.
Чрезмерная температура слоя (скажем, 90 или 100 градусов для PLA) может вызвать расширение и деформацию только что нанесенного пластика, вызывая очень характерный эффект.
❌ Призрак, звон
Лучшая статья на эту тему в Интернете — это пост 3D Campy от 3DSpana о ореоле, потому что он посвятил себя испытанию различных комбинаций и компонентов, фотографируя результаты, чтобы вы могли видеть, как снижается вес осей влияет на ореолы. Если вы предпочитаете это на видео, вот краткое изложение:
😍 Ключи для правильной печати на вашем принтере
Вы видели список проблем, которые мы собрали. Теперь вы должны знать, как делать вещи.
Знание своего принтера и ламинатора является ключом к безошибочной и бездефектной печати, поэтому вот несколько советов, которые помогут избежать проблем, а также помогут их диагностировать и устранить:
✅ Скорость печати
новички хотят слишком быстро печатать свои первые части.
Скорость печати является одним из важнейших параметров печати для получения наилучшего качества печати и превышение скорости очень негативно влияет на деталь по многим причинам: вибрация, проблемы экструзии, перегрев, потеря шагов…
Одно из первых. вам нужно сделать, когда вы сталкиваетесь с проблемой, чтобы уменьшить скорость печати, чтобы увидеть, если она решена. Обычно мы печатаем почти все детали со скоростью от 40 до 60 мм/с, в большинстве случаев большего и не требуется. В полиграфической службе самое важное — это надежность, а когда вам нужна надежность, лучше всего печатать с разумной скоростью, чтобы не выбрасывать детали.
Не обязательно печатать детали со скоростью 100 мм/с, особенно первые. Да, мы все знаем кого-то, кто это делает и делает, но это не лучший способ убедиться, что у него все получится.
✅ Регулировка и выравнивание платформы
Научиться правильно устанавливать платформу и экструдер на нужной высоте — это один из первых шагов, которые мы делаем с новым 3D-принтером.
Вот как выглядит правильно отрегулированная кровать: высота первого слоя должна быть правильной по всей поверхности кровати.
Первый слой расположен слишком близко
Если первый слой расположен слишком близко к поверхности для печати, это может привести к замятиям, царапинам на станине, неправильным размерам деталей, слоновьей лапе…
Правильный первый слой
При первом слое правильно, нити, откладываемые экструдером, соприкасаются друг с другом и не прилегают к станине слишком плоско.
Первый слой слишком разделен
По отдельным нитям можно заметить очень отдельный первый слой.
Детали, напечатанные таким образом, обычно отделяются от станины или основы.
А как правильно выровнять парилку? Наша любимая техника бумага в углах . Не обязательно иметь принтер с самовыравниванием, лучше всего иметь надежный и хорошо откалиброванный принтер для качественной печати.
✅ Как предотвратить и устранить засорение экструдера
Застревание экструдера является основной причиной сбоев на ферме, подобной нашей. Возможно, вы освоили свой принтер, но замятия будут всегда, поэтому очень важно понимать их и иметь возможность предотвращать и устранять их.
Если вы еще не понимаете, как работает экструзия на 3D-принтере и каковы общие термины для их обозначения, вы можете сначала ознакомиться с нашим руководством по 3D-экструдерам.
Причины засорения
Засоры возникают по разным причинам, иногда в сочетании друг с другом. Я считаю, что лучший способ решить их — сначала понять все эти причины, а затем попробовать ряд методов, которые могут помочь их устранить.
Загрязнение кончика и печатного канала. Загрязнения, отложившиеся в печатном канале или на кончике сопла и препятствующие или полностью блокирующие поток нити.
ПТФЭ/тефлон разложился. Тефлоновые наконечники в горячей зоне требуют ухода за тефлоном, который при разрушении забивает поток нити накала.
Проблемы с экструдером. Возможно, ваш экструдер не работает должным образом:
Слишком сильное или слишком слабое натяжение в док-станции
Низкое напряжение в драйвере, из-за чего двигатель не получает достаточной мощности
Грязное упорное колесо с зубьями, покрытыми обломками нити
Любые незакрепленные или сломанные детали
Царапины на нити. Это очень, очень важно понять. Когда мы видим поцарапанную нить, надгрызенную колесом экструдера, это не всегда является причиной засорения. Все засоры при печати, независимо от причины, заканчиваются царапинами на нити. И только те засоры, которые возникают из-за напряжения пружины и чрезмерной усадки, являются первопричиной самого засора.
Наконечник царапает основание. Если первый слой слишком низкий, это может прервать поток расплавленного пластика и быстро вызвать засорение экструзионной системы.
Следите за усадкой. Деталь с большим количеством очень быстрых отводов может в конечном итоге поцарапать нить. Кроме того, длительное и медленное втягивание может привести к перегреву холодной зоны экструдера и засорению. Как правило, ретракции не вызывают засоров, но вы всегда должны следить за ними.
Плохое охлаждение. Охлаждение является фундаментальной переменной для цельнометаллических хот-эндов. Если ваш экструдер на 100% состоит из металла, как E3D V6, вы должны быть очень осторожны с этим и с чрезмерной усадкой.
Прочистите сопло с помощью игл для акупунктуры
Техника прохождения иглы для акупунктуры через печатающую головку наиболее полезна, если реальной причиной засорения является загрязнение. Сами насадки служат многие сотни, а то и тысячи часов использования, поэтому менять их почти никогда не придется.
Скорее всего, в сопле застряла частица, которую можно удалить с помощью иглы. Нагреваем головку и втыкаем иглу пока горячая, а затем вытаскиваем нить с частицами, которые могли быть причиной засорения, застрявшими в расплавленной нити.
Повторяйте этот процесс до тех пор, пока пластик снова не будет легко выходить из сопла.
Горячее и холодное вытягивание
Вытягивание занимает немного больше времени, чем с помощью акупунктурной иглы, но лучше очищает загрязнения, а также удаляет грязь не только с кончика, но и со всей внутренней части хотэнда.
Их легче объяснить с помощью видео, подобного приведенному ниже:
Тефлоновое переключение
В хотэндах с тефлоновым вкладышем необходимо менять этот компонент, как правило, каждые несколько сотен часов. Вкладыш из тефлона или ПТФЭ представляет собой небольшую трубку, которая проходит в горячей зоне вашего хотэнда, чтобы направлять нить на последних сантиметрах пробега, и которая изнашивается из-за температуры, которой она достигает. Его замена — это работа, которую вам придется научиться выполнять, чтобы правильно обслуживать принтер.
Перед тем, как трубка полностью испортится, вы заметите, что ваш принтер испытывает все больше и больше проблем с печатью, выходящая нить становится тоньше и ей труднее наносить материал на детали, которые вы печатаете быстрее.
В каждом принтере замена тефлона разная, но вот пример Hephestos 2 от BQ, чтобы вы лучше поняли.
Настройка параметров печати
Возможны засоры, которые могут возникать из-за того, что наш ламинат плохо приспособлен к типу детали и принтеру, который мы собираемся использовать.
Чтобы принтеру было легче экструдировать, вы можете попробовать:
Медленная печать
Печать при более высокой температуре
Печать более тонкими слоями
Уменьшение скорости потока, если у вас больше 100%
Все они трюки, которые снижают требования к экструдеру и расплавителю, потому что они требуют меньшего потока через хотэнд и нагревают пластик, чтобы сделать его более жидким.
Отводы также могут влиять на проблемы экструзии:
Слишком большое или слишком быстрое втягивание может привести к царапанию нити в экструдере.
Слишком длинное или слишком медленное втягивание может вызвать проблемы с охлаждением расплавителя (особенно если он цельнометаллический) или привести к засорению пластика в холодной зоне расплавителя.
Если вы не знаете, как это исправить, разберите экструдер и хотэнд
Лучший способ решить механическую проблему, которую вы не знаете, как решить, — приступить к разборке того, что вы хотите исправить.
На станках с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) происходит в автоматическом режиме благодаря гидравлической системе. Подъём рамы осуществляется оператором вручную. Станок Stalex BS-170G позволяет делать распилы заготовок диаметром до 170мм.
Для получения отличного качества резки, необходимо гарантировать качество различных параметров, таких как твердость материала, форма и толщина, сечение поперечной резки детали, подлежащей резке, выбор типа режущего лезвия, скорость резки и контроль опускания пильной рамы.
Особенности
Пила вращается от 0 гр до 60 гр в одну сторону
Два режима скорости вращения полотна: 36, 72 м/мин
Размер ленточного полотна: 20х0,9х2085 мм
Скорость опускания регулируется с помощью гидроцилиндра
Шкала для регулировки угла реза
Быстро регулируемые тиски для резки под углом
Стационарная стальная станина с возможностью крепления к полу
Мощность двигателя 1,1 кВт. (3-х фазный)
Привод зубчатый
Технические характеристики
90°
+45°
+60°
Максимальное сечение круглого профиля, мм
170
120
70
Максимальное сечение квадратного профиля, мм
170х200
110х110
60×60
Мощность двигателя
1,1 кВт. (3-х фазный)
Скорость резания
39; 72 м/мин
Размер полотна, мм
20х0,9х2085 мм
Привод
Зубчатый
Габариты станка (ДхШхВ), мм
1250х720х1000 мм
Масса нетто/брутто
170/202 кг
Станок ленточнопильный ручной с гидроразгрузкой Pilous ARG 300 F
Станок ленточнопильный с гидроразгрузкой STALEX BS-1018B
Станок ленточнопильный ручной с гидроразгрузкой Pilous ARG 220 Plus
Станок ленточнопильный ручной с гидроразгрузкой Pilous ARG 250 Plus E
Станок ленточнопильный STALEX SBS-250G
Станок ленточнопильный STALEX SBS-250A
Станок ленточнопильный STALEX BS-315G
Станок ленточнопильный STALEX BS-280G
Станок ленточнопильный ручной с гидроразгрузкой Pilous ARG 300 Plus F
Станок ленточнопильный ручной с гидроразгрузкой Pilous ARG 330 Plus F
Станок ленточнопильный ручной с гидроразгрузкой Pilous ARG 330 F
Станок ленточнопильный STALEX BS-260G
Станок ленточнопильный STALEX SBS-205
Станок ленточнопильный с гидроразгрузкой STALEX BS-912GR
Станок ленточнопильный STALEX BS-912G
Станок ленточнопильный STALEX BS-912B
Станок ленточнопильный STALEX BS-712GR
Станок ленточнопильный STALEX BS-712R
Станок ленточнопильный STALEX BS-712N
Ленточнопильный станок STALEX BS-128 HDR
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
* Ваше Имя:
Пример: Сидоров Иван Петрович
*Текст сообщения:
Информация о заказе, либо любой интересующий вопрос пишется в произвольной форме. Сообщение будет обработано нашим менеджером.
Благодаря мобильности и небольшому весу, станок идеален для использования в штучном и мелкосерийном . ..
Станок ленточнопильный STALEX BS-150
На ручных ленточнопильных станках, процесс резки (запуск пилы – опускание рамы — остановка пилы – по…
Станок ленточнопильный STALEX BS-215G
Ручные станки Stalex отвечают европейским стандартам качества и надёжности, станки данной категории …
Станок ленточнопильный STALEX BS-712N
Стандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и други…
Станок ленточнопильный STALEX BS-712GR
Стандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и други…
Станок ленточнопильный STALEX BS-712G
Стандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и други. ..
Станок ленточнопильный STALEX BS-912B
Стандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и други…
Станок ленточнопильный STALEX BS-916V
На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) п…
Станок ленточнопильный STALEX BS-912GR
Стандартная модель мобильного ленточнопильного станка, разработана для резки черных металлов и други…
Станок ленточнопильный STALEX BS-1018B
На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) п…
Станок ленточнопильный STALEX BS-1018R
На станках Stalex с гидроразгрузкой, процесс резки (запуск пилы – опускание рамы – остановка пилы) п. ..
Станок PILOUS ARG 200 Plus
Универсальный ленточнопильный станок находит всеобщее применение при проведении слесарных и ремонтны…
Станок PILOUS ARG 260 Plus E
Инновационная версия всеми известного, уже 25 лет производимого модельного ряда станков ARG 250 с со…
Станок PILOUS ARG 330 F
Совершенно новая технология литья пильной рамы и обновленный уникальный дизайн.
Станок ленточнопильный STALEX BS-315GH
Stalex BS-315GH является гидравлическим ленточнопильным станком, данная модель популярна среди станк…
Станок STALEX TBK-4228
Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, макси. ..
Станок гидравлический STALEX TBK-4228A
Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, макси…
Станок STALEX TGK-4235
Полуавтоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, макси…
Станок STALEX TGK-4240
Stalex TGK-4240 является гидравлическим ленточнопильным станком, колонного двухстоечного типа.
Ленточнопильный станок BS-500GА
Автоматический ленточнопильный станок, предназначен для пиления труб и сплошных заготовок, максималь…
НУЖНА
КОНСУЛЬТАЦИЯ?
ОСТАВЬТЕ ВАШИ КОНТАКТЫ, И МЫ ПЕРЕЗВОНИМ ВАМ В ТЕЧЕНИИ 10 МИНУТ
Промышленные ленточнопильные станки по металлу | Продукция для пиления DoALL
Продукты для пиления DoALL
Решения для ВСЕХ ваших потребностей в пилении! Нет ничего, что мы не могли бы вырезать!
Мы гордимся нашей полной линейкой продукции, предназначенной для широкого спектра применений и отраслей, включая распиловочные решения для универсального, высокопроизводительного и вертикального контурного распила. Мы можем достичь индивидуальных результатов, основанных на вашей конкретной области или бизнес-потребностях, используя нашу мощную технологию управления и профессиональный опыт. Как единственный производитель в мире, специализирующийся на производстве пильных полотен, станков и охлаждающих жидкостей, мы с самого первого дня сохраняем свою репутацию в области инноваций. Ознакомьтесь с нашим каталогом ленточных станков.
Запросить цену О нас
Ролик для показа часов
Делайте точные разрезы и производственные циклы с помощью холодной пилы DoALL SC-150A!
Вы хотите вывести свое производство на новый уровень?
Станок SC-150A рассчитан на высокую производительность и позволяет резать широкий спектр металлов. ✅Этот станок полностью автоматизирован, предназначен для точной резки, превосходного качества поверхности и увеличения срока службы лезвия.
✅ Этот станок полностью автоматизирован, предназначен для точной резки, превосходного качества поверхности и увеличения срока службы лезвия.
УЗНАТЬ БОЛЬШЕ ЗАПРОСИТЬ ЦЕНУ
БЕСПЛАТНЫЕ эксклюзивные веб-семинары
Повысьте эффективность и прибыль своего металлорежущего бизнеса с помощью БЕСПЛАТНЫХ эксклюзивных веб-семинаров от DoALL — производителей высококачественных пильных станков и изобретателей ленточной пилы для резки металла!
Наши предварительно записанные вебинары дают вам стратегические советы от ведущих экспертов DoALL, которые помогут вам изменить поток доходов и увеличить прибыль.
Дайте мне доступ!
DoALL Cut Более 10 лет гарантии®
Гарантия DoALL Cut Above 10 Years Warranty® является первой в своем роде в индустрии промышленного пиления. Он предназначен для того, чтобы ваша команда побеждала в соревнованиях изо дня в день.
УЗНАТЬ БОЛЬШЕ
ОРИГИНАЛЬНЫЕ ЗАПАСНЫЕ ЧАСТИ ДЛЯ DOALL
Мы упростили поиск необходимых компонентов с помощью нашего простого окна поиска, где вы можете ввести номер детали нужного элемента или найти модель машины, чтобы приобрести детали.
Вы также можете искать компоненты по категориям или использовать нашу страницу «Руководства и схемы», чтобы еще больше разнообразить поиск. Каким бы ни был метод, мы поможем вам найти детали, которые вам нужны, чтобы превзойти конкурентов.
Купить прямо сейчас
Программа DoALL «Люби это или оставь»®
DoALL предлагает единственную в своем роде возможность* продемонстрировать пилу на вашем предприятии с полным возмещением покупной цены станка, доступного для 60 дней после доставки.
Узнайте больше Обратитесь к специалисту по продукции
Программа технического обслуживания DoALL ServiceALL®
DoALL предоставляет комплексные услуги по ремонту пильных станков в вашей мастерской, чтобы поддерживать их продуктивную работу!
Узнать больше Расписание ServiceALL Назначение
Смотреть демонстрационный ролик
DoALL Advantage Finance Program®
Благодаря разнообразным условиям и вариантам оплаты получить пилу DoALL, которую вы так долго искали, никогда не было так просто. Распределите платежи по следующей покупке капитального оборудования на различные финансовые условия.
Посмотреть мои варианты Поговорите со специалистом по продукции
Ролик для показа часов
Запросить цену
Наша продукция
Если вы выберете DoALL в качестве поставщика ленточных пил, вы найдете широкий ассортимент современных промышленных пил для резки стали, полотен, компонентов и жидкостей, подходящих даже для самых требовательных приложений.
DoAll® Parts
У нас есть тысячи оригинальных промышленных пил по металлу, демонстрирующих качество и надежность следующего уровня, поднимая планку максимальной производительности, точности и универсальности. Мы предлагаем автоматические, полуавтоматические и ручные ленточнопильные станки по металлу, разработанные с учетом долговечности и эффективности.
Ленточные пилы
Покупка пильных полотен у DoALL означает приобретение продукции, которая на голову выше остальных. Наш ассортимент включает в себя лезвия из высококачественных материалов, от углеродистой стали до карбида вольфрама и биметалла, а также различные конфигурации, такие как лезвия с зернистой кромкой, соты и зубчатые лезвия.
Смазочно-охлаждающие жидкости
DoALL — это универсальный магазин, где можно купить все необходимые смазочно-охлаждающие жидкости. У нас есть десятки смазочно-охлаждающих масел, таких как растворимые масла, чистые масла, синтетические и полусинтетические масла, а также другие вещества, такие как смазочные материалы, охлаждающие жидкости и трансмиссионные жидкости. Наши безвредные для окружающей среды и безопасные для рабочих жидкости предназначены для повышения эффективности операций при сохранении низких затрат.
Знаете ли вы, какая пила подходит для вашего бизнеса?
Популярные товары
Не можете найти то, что ищете?
The Doall
® Вырезанный выше гарантия на жизнь
Doall
® Продукты пилы Решения для всех ваших потребностей пилы
. Показанные продукты
. Покупайте.0004 Если вы хотите приобрести первоклассные пиломатериалы от надежного производителя промышленных ленточных пил, выберите DoALL. Как изобретатели резки металла ленточной пилой, мы обладаем обширными отраслевыми знаниями, не имеющими себе равных на протяжении более девяти десятилетий. Наша цель — предоставить клиентам передовые характеристики по лучшим ценам, делая все возможное, чтобы предоставить вам решения, необходимые для достижения ваших индивидуальных целей.
Свяжитесь с нами, чтобы узнать больше о наших промышленных пилах для резки стали и других продуктах для пиления уже сегодня!
Подпишитесь на новости и предложения
Информационный бюллетень
Подпишитесь на нашу рассылку:
Расходные материалы для ленточных пил | Detroit Band Saw Works
Биметаллические ленточные пилы охватывают самый широкий спектр областей применения и материалов.
Бесплатная доставка свыше 150 долларов США Для всех заказов на ленточные пилы (доставка в континентальную часть США)
Купить сейчас
2020
Platinum Дилер
Твердосплавные лезвия
Твердосплавный литейный нож
Твердосплавные лезвия с тройной стружкой
Купить сейчас
Мы твердо убеждены в том, что при покупке Detroit Band Saw вы ожидаете обслуживания. Мы распиливаем специалистов. Любой может продать вам пилу. Мы хотим иметь возможность снабдить его всеми дополнительными услугами, которые вам потребуются после продажи.
Купить сейчас
У нас есть только высококачественные полотна для промышленных и бытовых нужд для всех типов ленточнопильных станков и операций резки. Сюда входят мягкие материалы (например, пенопласт, картон, дерево, ПВХ и т. д.), а также некоторые металлы — например, бронза или медь. С другой стороны, если вам нужно правильное лезвие для резки металлов космической эры, таких как титан и Hastelloy Alloy®, мы также можем помочь с этим.
Наша приверженность качеству
Поиск полотна: мгновенно найдите нужное полотно для ленточной пилы
Длина (фут): Длина (фут) 4’5’6’7’8’9’10’11’12’13’14’15’16’17’18’19’20’21’ 22’23’
Длина (дюйм): Длина (дюйм) 0″1″2″3″4″5″6″7″8″9″10″11″
Длина (дол/дюйм) ): Длина (дол/дюйм) 0″1/8″1/4″3/8″1/2″5/8″3/4″7/8″
Зубья: Зубья
например, 20 футов x 10 дюймов и любую долю дюйма, если применимо
Зарабатывать бизнес наших клиентов, выполняя все, что мы обещаем.
Интернет-магазин Категории товаров
*для всех заказов ленточных пил, поставляемых в континентальную часть США
Узнайте, как определить длину полотна.
Ленточные пилы, с гордостью сделанные в США и Германии
Просмотрите наш веб-сайт сегодня, чтобы найти разнообразную и обширную библиотеку расходных материалов для ленточных пил. Наш инвентарь включает ленточные пилы, полотна для ленточных пил, охлаждающие жидкости, смазочные материалы и многое другое. Мы являемся поставщиком ленточных пил для резки металла, но мы также предлагаем дополнительные детали и материалы, чтобы еще больше упростить поиск качественного оборудования. Detroit Band Saw специализируется на поставке нестандартных ленточных пил для резки металла самого высокого качества для предприятий по всей территории США. Наша доставка осуществляется быстро, а наши ленточные пилы, свариваемые по заданной длине, имеют высочайшее качество, поэтому вы можете рассчитывать на бесперебойную работу.
Уважаемые покупатели, обратите внимание, что цены, указанные на сайте, могут отличаться от фактических. Производитель оставляет за собой право менять описания, характеристики, изображения продукции без предварительного уведомления. Пожалуйста, уточняйте подробности у менеджеров. Информация о товарах на сайте не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации.
Связаться с нами
Оставьте заявку на нашем сайте и мы обязательно перезвоним!
Перезвоните мне
Ваше имя
Телефон
Удобное время —
Антибот
Ваше имя
Телефон
E-mail
Выбрать прайс-лист
Амперка. Робототехника и электронные компонентыАрхимед. Цифровые лабораторииЛабДиск. Цифровые лабораторииДатчики к Einstein LabMate II и EinsteinTablet+2. Цифровые лабораторииEinstein. Цифровые лабораторииCornelsen. Переносные лабораторииPHYWE. Лабораторное оборудованиеConen. Учебное оборудованиеFishertechnik. РобототехникаGratnells. Системы храненияGrimms & SHY-LI. Игровое и учебное оборудованиеHubelino. Учебное развивающее оборудованиеInvicta. Учебное оборудованиеJoyToy. Игры и игрушкиLego. Конструкторы для дошкольников и начальной школыLego, TETRIX, Matrix. Конструкторы для средней школыMaxitronix. Оборудование и наборы для экспериментовMimio. Интерактивные технологии обученияRobo Wunderkind. РобототехникаSantoys. Развивающие игры и конструкторыSchubi. Развивающие и учебные игрыSpectra. Учебное и коррекционное оборудованиеTolo. Развивающие игрушки для малышейPedalo. Тренажеры для развития моторикиДвигательная активностьЕстествознаниеЗнакомимся с визуальными эффектамиЗона свободного творчестваИгровые зоныИгротека в чемоданеИгрушки для самых маленькихИностранные языки в начальной школеИНТ. Образовательное программное обеспечениеИНТ-ПАРКЛаборатории в чемоданеМатематика. Начальная школаМатематика. Основы счетаМебель для игровых зонМелкая моторикаМышление и памятьНабор психолога ПЕРТРАНавыки тактильного различенияНастенные игровые панелиНастольная песочницаНовинкиОборудование для детей с ОВЗПотрогай, посмотри, сравниПроекторы мультимедийныеПчелки ЛогоРоботыРазвитие речи и навыков общенияСенсорное развитиеСравниваем по звучанию, весу, вкусу, запаху, на слухСтанки. ТехнологияСтроим по образцуТворческое конструированиеТренировка дыхания и твердой рукиУчебные и лабораторные столыФизкультура для самых маленькихХудожественное творчество и музыкальная культураШуша
Антибот
Киевлянин собрал супермощный пауэрбанк для ТрО и сконструировал модульные «аккумуляторы-LEGO» для ВСУ. В планах — конкурент Delfast и ELEEK
Киевлянин Стас Волна до войны занимался производством, ремонтом и переоборудованием электротранспорта. В военное время его профиль деятельности слегка изменился ― мужчина делает уникальные модульные пауэрбанки для военных, которые точно не будут лишними и в мирной жизни. А недавно Станислав с партнерами разработали супермощный непромокаемый пауэрбанк для столичной теробороны, аналогов которому в Украине пока нет. Изобретатель рассказал dev.ua о своих изобретениях и перспективах их применения.
Курс на электротранспорт
По образованию Стас — автомеханик. Мужчина признается, что испытывает страсть к мотоциклам, и именно это увлечение вдохновило его на то, чтобы заняться в Украине развитием электротранспортной истории. «Я хотел заняться электромобилями, но моя финансовая история сложилась иначе. И тогда я решил, что буду переоборудовать, пересобирать, улучшать электромотоциклы», ― рассказывает Волна.
Сначала Стас купил китайский электромотоцикл и поставил туда сверхмощные аккумуляторы, которые пока не применяются в этой отрасли в принципе и могут заряжаться за 10 минут.
«Я участвовал со своим мотоциклом на выставке, мою инновацию заценили представители Министерства экономики, сотрудники корпорации „Богдан“. Я там засветился, но финансирования для продолжения проекта у меня не хватило», ― рассказывает изобретатель.
Он акцентирует внимание на том, что ничего не придумывает и не создает, а находит интересные и полезные конструкторские решения ― соединяет детали вместе так, чтобы они приносили как можно больше пользы. «Моя цель ― создавать экотранспорт, доступный каждому», ― говорит Стас.
Но война изменила планы изобретателя ― его помощь понадобилась защитникам.
Пауэр-гигант
Стас Волна с партнерами Владимиром Паршиным и Владимиром Довгалем презентуют супермощный пауэрбанк
Стас рассказывает, что в апреле к нему обратились волонтеры и представители теробороны с вопросом о том, как бы раздобыть элемент бесперебойного питания, который позволял бы оставаться на связи в течение дня и согреваться в холодные ночи дежурств. «А еще у них был запрос на запитку холодильника в тех населенных пунктах, где до сих пор перебои с электричеством», ― рассказывает изобретатель.
И тогда Стас решил сделать супер мощный мобильный пауэрбанк, который мог бы запитывать как мелкие, так и крупные гаджеты и оборудование. У него получилось.
Вес такого агрегата ― около 30 кг.
Время зарядки такого пауэрбанка ― всего три часа.
В приборе есть пара розеток, прикуриватель, два USB-выхода. Также прибор оборудован программируемым термодатчиком и индикатором заряда.
Мощность устройства ― 3,3 кВт, при это выходная мощность ограничена 1 кВт, чтобы прибор работал дольше. «Холодильник потребляет 50–80 вт в час, то есть до 1,5 кВт в сутки. Ноутбук, телефоны потребляют мало», ― рассказывает разработчик. Стас говорит, что давал тестировать свою разработку теробороновцам. «Они подключали ноутбуки, телефоны, прожектор, и за неделю разрядить его не смогли», ― говорит изобретатель.
Особенность пауэрбанка ― ударопрочный корпус без сквозных отверстий. «Для того, чтобы его использовать, нужно поднять верхнюю крышку. Если крышка закрыта, то все элементы прибора защищены, резиновый уплотнитель по периметру крышки не дает внешней влаге пробраться внутрь. То есть дождь и роса прибору не страшны. Но можно ли его погрузить в воду, мы не испытывали», ― говорит Стас. При этом Волна уверяет, то его экспертиза в этой отрасли помогла избежать дефицита комплектующих для создания источника питания.
Его цену разработчики оценили в $2000, что вдвое дешевле рыночных аналогов.
Аккумулятор-гигант Стас называет удачным экспериментом, но повторять больше не планирует. «Есть более интересный и удобный вариант, разработкой которого я сейчас и занят ― модульные источники питания», ― рассказывает Волна.
Модульный аккумулятор
Сейчас Станислав занимается сбором прототипа модульного аккумулятора ― устройства, которое легко соединяется с другим аккумуляторным блоком, увеличивая мощность зарядной станции. «Это такой себе Lego из аккумуляторов, сейчас мы решаем, какой корпус подобрать, какие разъемы сделать. Все остальное уже понятно ― там есть выход для розетки 220 вольт, USB», ― рассказывает Стас.
Изобретатель уверяет, что такое устройство будет очень кстати как солдатам на фронте, так и бойцам территориальной обороны. «Во-первых, они легкие, во-вторых, могут быть индивидуальным источником питания для каждого военного, в-третьих, могут заряжать как маленькие гаджеты, так и более крупные устройства, например Starlink», ― объясняет Волна.
По его словам, модули между собой можно соединять до станции бесконечно большой мощности. «Можно собрать и 3, и 5, и 10 кВт энергии. Вопрос только в проводах того устройства, к которому такой источник питания будет подключаться», ― говорит он. Емкость запасаемой энергии в одном таком блоке ― 150–160 Вт. То есть автомобильный холодильник, который потребляет 40 Вт в час, может работать от такого пауэрбанка четыре часа. Заряд такого гаджета происходит за 10–15 минут.
Весит такой гаджет около 1 кг, он достаточно компактен ― 4×23×15 см.
Еще одна особенность гаджета Стаса Волны ― морозостойкость.
«Обычные батареи заряжаются только при нулевой температуре. Я же использую аккумуляторы, которые можно заряжать при -5. и даже до -25. О них многие не знают, это не ширпотреб, к которому наше общество привыкло», ― говорит он.
Кроме того, в общеприменяемых аккумуляторах, по словам Волны, обычно до 1500 циклов заряда. А в аккумуляторах, с которыми он работает, имеют ресурс в 7 000–10 000 заряда. «Но бывают и еще более живучие батареи. Я сейчас нашел производителя, у которого 25 000 циклов заряда, а это, чтоб вы понимали, срок работы батареи в 50 лет», ― рассказывает изобретатель. Стас говорит, что такую технологию запатентовала Toshiba, и в мире пока такой ресурс аккумулятора ― не очень популярное решение.
То ли еще будет
В будущем Стас планирует выйти на серийную сборку модульных электроакуммуляторов. А пока он вместе с партнерами Владимиром Довгалем и Владимиром Паршиным собирает их в небольшом помещении на Троещине. А еще в планах Стаса — создание портативных пауэрбанков размером с пачку сигарет. Но это пока лишь идея.
В будущем, после победы, Стас планирует собрать мотоцикл, который бы конкурировал и по цене, и по характеристикам со всемирно известными электробайками Delfast и ELEEK.
«Я хочу купить малокубатурный мотоцикл или мопед и оборудовать его аккумулятором, сделать мощный бюджетный электровелосипед с хорошим запасом хода. Сейчас я эту идею довожу до ума», ― рассказывает Стас.
А его модульная разработка станет универсальным аккумулятором для электровелосипедов, электроскутеров и электромотоциклов, чтобы их можно было снимать с одного транспортного средства и ставить на другое.
Батареи и аккумуляторные блоки
(*) Вес с щелочными клетки. Добавьте 22 г для элементов NiMH. (**) Объем с фиксирующими выступами, 113 см³ без. (***) Частично внутри NXT, 39 см³ вне.
Силовые функции аккумуляторная батарея
Одна проблема, с которой я столкнулся при проведении этого исследования, заключается в том, что производительность аккумуляторов в основном зависит от… самих аккумуляторов! Поскольку существуют большие различия между брендами и технологиями, трудно получить повторно используемые значения. Итак, я начал с единственный «чистый» источник LEGO, литий-полимерный Power Функции аккумуляторной батареи. Он рассчитан на 7,4 В / 1100 мАч. Единица Я тестировал не новый, но мало б/у.
Характеристики нагнетания
Используя нагрузку постоянного тока, я посмотрел на поведение аккумулятора при различных токах разряда. Этот тест выполняется на выходе 9В (внешние провода штекера PF), а не на двигателе выход (внутренние провода), так как этот зависит от внутреннего драйвера двигателя. Максимальный используемый ток составляет 1000 мА, выше теоретического номинального значение внутреннего ограничения тока аккумуляторной батареи (750 мА). Фактически, номинальное значение защиты от перегрузки по току (Bourns самовосстанавливающийся предохранитель MF-MSMF075) – это гарантированное значение — есть некоторый запас.
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
100 мА
7,93
10,8
1080
7,26
8,5
250 мА
7,80
4,4
1091
7,07
8,6
500 мА
7,50
2. 1
1079
6,90
9,0
750 мА
7,34
1,5
1095
6,65
9,4
1000 мА
6,85
1.1
1077
6,33
10,1
Видим, что емкость аккумулятора мало зависит от разряда ток, а измеренное значение очень близко к номинальному значению. Поскольку напряжение ниже при большом токе (из-за внутреннего сопротивление аккумуляторной батареи), подаваемая энергия снижается по мере запрошенные текущие рейзы. В приведенной выше таблице также перечислены загруженные напряжение батареи в средней точке разряда и изменение напряжения что указывает на пологость кривой расхода. я определил изменение напряжения как (В(1/4)-В(3/4))*100/В(1/2)
Вот диаграмма, показывающая кривые разряда при различном токе. Чтобы иметь сопоставимые кривые, горизонтальная ось градуирована. как мАч (отдаваемая емкость = ток разряда x время). Мы видим что номинальное напряжение (7,4 В) немного оптимистично, за исключением в начале разряда и при малом токе.
Характеристики перезарядки
Из любопытства я также установил кривую зарядки батарея:
Мы видим, что зарядный ток относительно постоянен при 500 мА, и что батарея восстанавливает большую часть своей энергии в менее 2 часов. Время полной перезарядки (зарядка аккумулятора светодиод перестает мигать) занимает около 2,2 часов. Полная энергия инжектируемое в батарею составляет 10,3 Вт.ч, поэтому общее время заряда/разряда КПД около 75% (не считая КПД зарядного устройства сам).
При внимательном рассмотрении схемы видно, что Чип зарядки представляет собой переключатель режимов TI BQ24123.
NXT перезаряжаемый батареи
Оставаясь с «чистыми» решениями LEGO, следующие устройства тестировались литий-полимерные аккумуляторы NXT. Они приходят в двух вкусах:
старый темно-синевато-серый, который заряжается от переменного тока настенный адаптер и рассчитан на 7,4 В / 1400 мАч.
Более новый «белый NXT», который заряжается сетевой адаптер постоянного тока и рассчитан на 7,4 В / 2200 мАч.
Я протестировал два устройства на 1400 мАч (один из них активно использовался, другой малоиспользуемый) и один малоиспользуемый блок на 2200 мАч.
Насколько я могу судить, эти блоки не имеют ограничения тока устройство, так как оно им не нужно: их можно подключить только к Блок NXT, а NXT имеет номинальный сбрасываемый ток 1,85 А. предохранитель на его входе питания.
Аккумулятор NXT 1400 мАч №1 (бывший в употреблении)
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Напряжение среднего разряда (В)
Напряжение
вариация (%)
250 мА
9,59
5. 17
1301
7,36
4,3
750 мА
8.17
1,55
1159
7,07
4,6
Аккумулятор NXT 1400 мАч №2 (использовался мало)
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
250 мА
9,47
5,24
1312
7,22
4,9
750 мА
10,62
2,02
1505
7. 11
6.2
1500 мА
7,34
1,5
1095
7,07
4,6
Аккумулятор NXT
2200 мАч
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
250 мА
16,22
8,98
2260
7. 12
9.2
750 мА
14,91
2,94
2200
6,85
6,9
1500 мА
14,2
1,47
2172
6,47
9,0
Видим, что использованная батарея немного потеряла свою емкость. Новая батарея емкостью 2200 мАч имеет более крутую кривую разряда и ниже среднее напряжение, но лучше ведет себя при большом токе, сохраняя номинальную мощность на уровне 1,5 А, тогда как его старший брат теряет часть емкости при большом токе.
Характеристики нагнетания
Пополнение
Я не проводил обширных тестов перезарядки, но 2200 мАч батарея имеет такой же режим зарядки, что и батарея PF, примерно 500мА при 10В. Но поскольку емкость выше, перезарядка длится дольше конечно.
Сравнение батарей
Сравнение аккумуляторов — непростая задача, так как много брендов, качеств, цен… так что следующие данные должны принимать с недоверием. Я протестировал несколько NiMH и щелочных аккумуляторов. клетки. Щелочные батарейки были, разумеется, новыми, как и ААА. NiMH, но NiMH были бывшие в употреблении (и даже не по назначению, иногда переразряженные). Ячейки тестировались в батарейных блоках Power Functions (AA и AAA).
Нагнетание ток
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 1800 мАч Распределитель марка
250 мА
9. 41
5,5
1381
6,96
6,8
750 мА
8,25
1,74
1315
6,47
5,9
Нагнетание ток
Поставленная энергия (Вт.ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 2300 мАч — набор 1 Марка дистрибьютора
750 мА
9,98
1,94
1460
6,91
2,8
Нагнетание ток
Поставленная энергия (Вт. ч)
Разрядка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 2300 мАч — набор 2 Торговая марка дистрибьютора
250 мА
10,86
5,91
1483
7,44
2,5
750 мА
10,4
2,02
1515
6,93
2,8
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — NiMH — 2500 мАч Energizer
250 мА
15,98
8,87
2216
7,28
4.2
750 мА
15,32
3,04
2291
6,77
3,6
Разряд ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AAA — NiMH — 850 мАч Energizer
750 мА
4,95
1,05
788
6,51
8,3
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — Щелочные Duracell Procell
250 мА
12.19
6,84
1761
6,93
14,4
750 мА
7,94
1,76
1327
5,97
16,7
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AA — Щелочные Energizer Hi-Tech
750 мА
9,25
2,07
1554
5,97
15,3
Нагнетание ток
Поставленная энергия (Вт. ч)
Выгрузка
время (ч)
Емкость (мАч)
Средний разряд Напряжение (В)
Напряжение
вариация (%)
AAA — Щелочные Duracell Procell
750 мА
2,75
0,65
493
5,58
16,4
Характеристики нагнетания
При сильном токе напряжение щелочной батареи падает очень быстро! Их самое большое преимущество, более высокое напряжение, которое позволяет двигателей, чтобы работать быстрее, длится всего несколько минут. Их мощность также довольно низок по сравнению с высококачественными перезаряжаемыми NiMH аккумуляторами. батареи или аккумулятор NXT-DC LiPo. PF Li-Po работает довольно хорошо. ну тоже, учитывая его небольшие габариты и малый вес. Емкость высококачественных щелочных элементов (Energizer Hi-Tech) составляет действительно немного лучше, чем обычные (Duracell Procell), но Я заплатил за них почти 4 раза! Мой (бывший в употреблении) NiMH 2.3AH без маркировки аккумуляторы тоже ведут себя неплохо, но конец разрядной кривой резко падает, как будто одна клетка, потом вдруг вышла из строя другая.
При относительно низком токе (250 мА — ток холостого хода из двух двигателей PF L!), щелочные элементы работают лучше, но напряжение преимущество не длится намного дольше по сравнению с аккумулятором NXT-DC LiPo или даже высококачественные NiMH элементы. Обратите внимание, что эти непрерывные тесты не дает батарейкам «восстановиться», щелочные батареи, вероятно, дадут лучшие результаты с прерывистым разряды.
На этой диаграмме показан только аккумуляторный блок размера AAA — здесь PF Li-Po обходит другие аккумуляторные технологии! Хорошо, я должен был сделать тест и при более низком токе — когда-нибудь возможно…
Сводные карты
Ограничение тока
Все аккумуляторные блоки (кроме NXT, как описано выше) имеют внутреннее ограничение тока с помощью самовосстанавливающегося теплового предохранителя. Эти устройства нагреваются, когда через них проходит слишком большой ток. а их внутреннее сопротивление, изначально низкое, увеличивается на большое значение, тем самым ограничивая ток до безопасного значения. Все батареи ПФ коробки имеют один и тот же компонент (Bourns самовосстанавливающийся предохранитель MF-MSMF075). Гарантированный ток 750мА но мы можем надеяться на большее…
На приведенной выше диаграмме показано напряжение и ток, от батареи PF Li-Po, обеспечивающей 1,5 А. Мы видим, что через 5 секунд срабатывает защита от перегрузки по току и резко падает напряжение.
На этой диаграмме показано время срабатывания защиты по сравнению с ток, для батареи PF Li-Po и батарейного отсека PF AA. Мы видим, что эти кривые точно следуют теоретическим характеристикам MF-MSMF075…
Внутренние детали
Вот несколько фотографий, показывающих внутреннюю структуру батареи. пакеты. Красная стрелка указывает на устройство ограничения тока.
2847c01
54734
58119
64228
56220 (фото любезно Фернандо Морено Торрес)
84599
Какой самый мощный аккумулятор для двигателей LEGO®?
24 февраля 2021 г.
Какой аккумулятор вы выберете для питания вашего двигателя LEGO®, может иметь большое значение. Если вы выберете аккумулятор с более высоким напряжением, у вас будет хорошая производительность в начале, но относительно быстро потеряете качество. Аккумулятор с меньшим напряжением дает немного меньшую мощность в начале, но с другой стороны менее быстро теряет качество. Сариэль хотел узнать, какая батарея самая мощная, и поэтому сравнил стандартный Duracell, стандартный Eneloop и аккумулятор Ansmann в следующем видео:
Сариэль сравнивает работу батарей, измеряя скорость двигателя Control+ L, двигателя RC Buggy и нового набора LEGO® 42124 в сочетании с батареями. Как видно из видео, батарея Ansmann выходит победителем во всех трех тестах. Поэтому, если вы хотите повысить выносливость своего набора LEGO® Technic, аккумуляторы Ansmann — лучший выбор. Мы благодарим Сариэля за еще одно информативное видео. Обязательно посетите его веб-сайт для получения более интересной информации о LEGO® Technic.
О LEGO® Technic
Technic — тема для фанатов LEGO®, которым нравится создавать оригинальные подвижные наборы. Творения LEGO® Technic полны изобретательных методов строительства, имитирующих реальность. Таким образом, LEGO® Technic является продвинутой темой, но она также подходит для детей чуть старше, интересующихся технологиями.
Заказ технических деталей LEGO®
Вы потеряли деталь? В ToyPro вы можете купить новые детали LEGO® Technic в дополнение к полным наборам. В нашем ассортименте более 1600 различных кубиков LEGO® Technic. Не уверены, какую часть вам не хватает? На странице продукта набора вы можете увидеть, какие кубики LEGO® входят в этот набор.
Хотите выйти за рамки стандартных наборов и создать свой собственный Technic MOC? Тогда ToyPro — это магазин запчастей LEGO® Technic для вас.
Вы можете очень быстро сравнить цены станка для литья пластмасс и подобрать оптимальные варианты из более чем 81999 предложений
Малогабаритный настольный станок для литья пластмасс ТПА-100
Состояние: Новый
Станок ТПА-100 самая популярная модель для переработки любых термопластов. Поставляется как с рабочим столом для литья в ручном режиме, так и с узлом смыкания на общей раме для литья в полностью…
09.12.2022
Казань (Россия)
Малогабаритный настольный станок для литья пластмасс ТПА-20 «Спартанец»
Состояние: Новый
ТПА-20 — подходит идеально для небольших производств и опытных лабораторий. Максимальная доза впрыска без нагрузки (без формы) составляет 30 грамм.
Как работает ТПА-20: Работа со станком…
09.12.2022
Казань (Россия)
Литье пластмасс под давлением
Состояние: Новый Производитель: Россия
В наличии
Литье пластмасс под давлением на станках от 80 до 500 тонн. Возможность изготовления проектирования пресс-форм, а так же мелкосрочный ремонт пресс-форм заказчика.
27.03.2022
Казань (Россия)
6
услуги по литью пластмасс на пресс-формах заказчика
Состояние: Новый Производитель: Россия
В наличии
Литье пластмасс под давлением по выгодным расценкам с использованием наших ТПА, на пресс-формах заказчика.
09.02.2017
Москва (Россия)
Литье пластмасс и цветных металлов под давлением
Состояние: Новый Производитель: ВИРСТ (Россия)
В наличии
Компания «ВИРСТ» предлагает свои услуги по литью пластмасс, алюминия и латуни под давлением в соответствии с техническим заданием, в кратчайшие сроки, и на выгодных условиях. Разрабатываем и…
15.12.2021
Москва (Россия)
Литье пластмасс
Состояние: Новый Производитель: ВИРСТ (Россия)
В наличии
Компания «ВИРСТ» предлагает свои услуги по изготовлению изделий из пластмасс в соответствии с техническим заданием, в кратчайшие сроки, и на выгодных условиях. Литье изделий производится двумя…
15. 12.2021
Москва (Россия)
Литье пластмасс
Состояние: Новый Производитель: ВИРСТ (Россия)
В наличии
Компания «ВИРСТ» предлагает свои услуги по изготовлению изделий из пластмасс в соответствии с техническим заданием, в кратчайшие сроки, и на выгодных условиях. Литье изделий производится двумя…
15.12.2021
Санкт-Петербург (Россия)
Пресс-формы для литья пластмасс
Состояние: Б/У Год выпуска: 2016
Пресс-формы для литья пластмасс 20 штук разные. Заглушка, звездочка, конус, стульчик, кубик, стойка 25,30,35,40,50, коробка, опора, фсу — для опалубки. Большой выбор. Торг!
08.12.2022
Ростов-на-Дону (Россия)
210 000
Пресс-формы для литья пластмасс и цветных металлов
Состояние: Новый Производитель: ВИРСТ (Россия)
Компания «ВИРСТ» предлагает услуги по разработке, проектированию и изготовлению пресс-форм. Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
15.12.2021
Киров (Россия)
Услуги изготовления пресс-формы для литья пластмасс и металлов
Состояние: Новый Производитель: ВИРСТ (Россия)
Компания «ВИРСТ» предлагает услуги по разработке, проектированию и изготовлению пресс-форм. Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
15.12.2021
Калуга (Россия)
Услуги производства пресс-форм для литья пластмасс и металлов
Состояние: Новый Производитель: ВИРСТ (Россия)
Компания «ВИРСТ» предлагает услуги по разработке, проектированию и изготовлению пресс-форм. Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
15.12.2021
Ярославль (Россия)
Пресс формы для литья пластмасс под давлением
Состояние: Новый Производитель: ALMER (Россия)
В наличии
www.almerpress-form.comКомпания ООО «Алмер» предлагает услугу по проектированию и изготовлению пресс-форм для литья пластмасс. Нашим клиентам мы гарантируем индивидуальный подход, решение любых…
16.09.2021
Москва (Россия)
3 000
HAITIAN HTF-450X МАШИНА ЛИТЬЯ ПЛАСТМАСС — ТЕРМОПЛАСТАВТОМАТ
Состояние: Б/У Год выпуска: 2005
Компания ТИТАН реализует HAITIAN HTF-450 X — машина литья пластмасс (термопластавтомат) б/у, год выпуска — 2005. Краткая характеристика: объём впрыска — 1860 куб.см; усилие запирания — 450 тонн;…
14.06.2022
Ярославль (Россия)
Литье пластмасс, Изготовление пластиковых деталей
Состояние: Новый
В наличии
Оказываем услуги по контрактному литью пластмасс (изготовление пластиковых изделий). Разместите свою пресс форму у нас или закажите производство пресс формы и серийное изготовление деталей на ней….
11.06.2020
Кстово (Россия)
12
Машина для литья пластмасс, термопластавтомат
Состояние: Б/У Год выпуска: 1986 Производитель: KUASY
ООО Брокер Центр реализует имущество должников:Термопластавтомат (машина литьевая) KUASY 9000/1250Состояние: Бывшее в эксплуатации, находящееся в удовлетворительном состоянии Машина литьевая KUASY. ..
29.08.2019
Кашира (Россия)
715 000
Услуги литья пластмасс
Состояние: Б/У Год выпуска: 2005 Производитель: Южная Корея
Оказываем услуги по литью пластмасс. ТПА LGH 75n. Усилие смыкания 75т. Объем впрыска 112 см.куб. — 103 грамма. Размер по колоннам 310х260мм. 6₽/минута
24.05.2022
Сердобск (Россия)
6
Литьё пластмасс
Состояние: Новый Производитель: Стальпласт
В наличии
Литье пластмасс – это метод производства пластиковых изделий путем впрыска расплава полимера в литьевую форму с последующим его охлаждением.Также мы можем предложить изготовление под заказ…
05.08.2022
Кострома (Россия)
10
Фрезерный станок с литой станиной 610х475х160
Состояние: Новый Производитель: PLOT (Россия)
В наличии
Станок относится к классу универсального оборудования и предназначен для фрезерной и гравировальной 3д-обработки. Мы — производительВиброустойчивая, литая конструкция и мощный шпиндель обеспечивают…
22.09.2019
Москва (Россия)
487 600
Литье пластмасс
Состояние: Новый Производитель: Галактика (Россия)
В наличии
Компания «Галакттика» окажет услуги по литью, выдуву пластмасс и резино-технических изделий на пресс-формах заказчика.Парк ТПА : автоматическая выдувная машина ABLB80I (ширина рукава 50 (РВС), 180…
06.04.2020
Ижевск (Россия)
Инструментальные стали для холодной и горячей обработки, для литья пластмасс и быстрорежущие
Состояние: Новый Производитель: Sij (Словения)
В наличии
Представительство в России Словенского сталелитейного завода Sij реализует инструментальные стали:Стали SIHARD подходят для выбора инструмента для обработки металлов, древесины и синтетических. ..
26.01.2022
Москва (Россия)
190 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку для литья пластмасс почти как на Авито и TIU
Видео станка для литья пластмасс
Оборудование для литья пластмасс — Компания Апрель
Технология литья пластмасс под давлением
Литье пластиковых изделий требует правильной организации технологического процесса на всех этапах. При планировании производства на литьевой машине следует обратить внимание на весь комплекс оборудования, который участвует в этом процессе.
Прежде чем загрузить полимерное сырьё в бункер ТПА, зачастую нужно его подготовить: очистить, высушить, смешать с красителем и добавками, и т.д. Сам процесс загрузки требует применения автоматического оборудования – пневматических загрузчиков. Для того чтобы отливка пластмассовых деталей была правильной, часто приходится поддерживать определённую температуру в системе. Для этого применяются термостаты.
Готовую продукцию можно извлекать из термопластавтомата вручную, но более эффективной эту процедуру делают механические транспортёры.
Наши специалисты помогут Вам организовать процесс литья из пластика под давлением и подберут дополнительное оборудование с требуемыми параметрами.
Литьевая машина для пластмасс: дополнительное оборудование
Для серийного производства изделий из пластмасс нужна не только литьевая машина. Литье на ТПА сопровождается рядом вспомогательных операций и предъявляет комплекс требований к реализации технологического процесса.
Периферийным оборудованием называют всё сложное внешнее оборудование, которое участвует в выпуске продукции из пластмасс методом литья под давлением.
Масляные и водяные термостаты. Термостаты используются для поддержания заданных температур в пресс-формах, когда литьевая машина под давлением впрыскивает материал в форму, а также в экструзионных головках, и т. д. Без их применения невозможно добиться высокого качества литья ответственных изделий.
Вакуумные автозагрузчики. Вакуумные автозагрузчики — это оборудование, совместимое с сушильными бункерами. Служат загрузчики для подачи полимерного сырья в термопластавтомат. С его помощью гранула полимера подаётся в загрузочный бункер ТПА автоматически.
Сушильные бункеры. Бункер сушилка при помощи горячего воздуха устраняет из сырья лишние газы и влагу, подготавливая его к этапу литья под давлением, обеспечивая высокое качество отливаемых изделий.
Чиллеры. Чиллеры применяются для охлаждения жидкостей, за счёт чего регулируется температура рабочего оборудования. Сфера применения промышленных чиллеров-водоохладителей в полимерной отрасли очень широка.
Дозаторы и смесители. Дозаторы и смесители отвечают за правильное соотношение исходного сырья и применяемых добавок.
Пресс-формы для литьевой машины. Формы для машины непосредственно участвуют в отливке пластиковых изделий заданной конфигурации.
Дробилки пластмасс. Дробилки делают процесс производства пластмасс безотходным: например, на них можно измельчать литники и отходы, выбракованную продукцию, после чего она снова может быть превращена в материал для литья.
Периферийное оборудование для термопластавтоматов и запчасти для ТПА в Москве, Новосибирске от Компания «Апрель»
Компания «Апрель» поставляет полный спектр дополнительного оборудования для литья на ТПА, в том числе чиллеры, сушильные бункеры, пресс-формы, транспортеры, нагреватели и другое оборудование.
Также мы поддерживаем в наличии наиболее востребованные запчасти и расходные материалы для термопластавтоматов на наших складах в Новосибирске и Москве, а все прочие необходимые запчасти и материалы оперативно поставляем под заказ в любой город России.
Наше оборудование соответствует всем требованиям к современному надёжному и экономичному производству полимерных изделий способом литья под давлением.
Если Вы хотите повысить качество литья из пластмасс, звоните нам!
▷ Краткий обзор термопластавтоматов
Your local contact in
OtherAlgeriaAustriaBelarusBelgiumBelizeBhutanBoliviaBrazilCanadaChinaCzech RepublicDenmarkDominican RepublicEl SalvadorEstoniaFinlandFranceGeorgiaGermanyGuatemalaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIrelandItalyJapanLatviaLiechtensteinLithuaniaLuxembourgMalaysiaMaldivesMexicoMoldova (Republic)MonacoMoroccoMyanmarNepalNetherlandsNicaraguaNorwayPanamaPhilippinesPolandPuerto RicoRomaniaRussian FederationSingaporeSri LankaSwedenSwitzerlandTaiwan (Province of China)ThailandTrinidad and TobagoTunisiaTürkiyeUkraineUnited KingdomUnited States
При выборе термопластавтомата требования заказчика являются наиболее актуальными. Поэтому ENGEL классифицирует машины на основе следующих запросов клиентов:
Самая быстрая доступность
Машина для литья под давлением быстро доставляется на вашу производственную площадку.
Максимальная гибкость
Машина для литья под давлением может быть настроена в соответствии с вашими конкретными потребностями.
Высочайшая производительность
Машина для литья под давлением рассчитана на минимальное время цикла и высочайшую точность.
Краткий обзор нашей линейки машин
Детали типов конструкции
Двухплитные машины: наша серия Duo
Рычажные машины: наши универсальные электрические машины
Бесколонная машина: наша победная серия
Вертикальная бесколонная машина: наша серия вставок
Наши машины для литья под давлением с двумя плитами характеризуются значительным усилием зажима при минимальной занимаемой площади. Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики.
Ассортимент наших электрических машин простирается от стандартного складского станка e-mac и настраиваемых e-mac и e-motion до высокопроизводительных e-cap и e-speed, которые особенно подходят для упаковочной промышленности. Кроме того, встроенный закрытый рычажный механизм машин для литья под давлением является оптимальным решением для применения в чистых помещениях. Усилие зажима составляет от 300 до 6500 кН. 9№ 0003
Компактность, энергоэффективность и неизменно высокое качество деталей: серия Victory с усилием смыкания от 280 до 5000 кН предлагает идеальную модульную систему для производства технических деталей. Запатентованные делители усилия, которые равномерно распределяют зажимное усилие по всей зажимной поверхности, гарантируют неизменно высокое качество деталей даже при использовании многогнездных пресс-форм. Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Эргономика является главным приоритетом для этой машины для литья под давлением. Зажимной узел обеспечивает эргономичное формование вкладышей. Благодаря широкому спектру опций и гибкой концепции машины ее можно адаптировать к вашим требованиям.
Детали типов конструкции
Двухплитные машины: наша серия Duo
Наши машины для литья под давлением с двумя плитами отличаются высоким усилием смыкания при минимальной занимаемой площади. Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики.
Рычажные машины: наши универсальные электрические машины
Ассортимент наших электрических машин простирается от стандартного складского станка e-mac и настраиваемых e-mac и e-motion до высокопроизводительных e-cap и e-speed, которые особенно подходят для упаковочной промышленности. Кроме того, встроенный закрытый рычажный механизм машин для литья под давлением является оптимальным решением для применения в чистых помещениях. Усилие зажима составляет от 300 до 6500 кН.
Бесколонная машина: наша победная серия
Компактность, энергоэффективность и неизменно высокое качество деталей: серия Victory с усилием смыкания от 280 до 5000 кН предлагает идеальную модульную систему для производства технических деталей. Запатентованные делители усилия, которые равномерно распределяют зажимное усилие по всей зажимной поверхности, гарантируют неизменно высокое качество деталей даже при использовании многогнездных пресс-форм. Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Вертикальная бесколонная машина: наша серия вставок
Эргономика является главным приоритетом для этой машины для литья под давлением. Зажимной узел обеспечивает эргономичное формование вкладышей. Благодаря широкому спектру опций и гибкой концепции машины ее можно адаптировать к вашим требованиям.
Наши клиенты на шаг впереди — с правильным машинным решением
Оптимальное решение для всех областей применения
Все из одних рук
Лидерство в использовании специальных технологий
Зеленый автопарк экономит затраты на электроэнергию
Использование высококачественных пластиковых компонентов не ограничено. Требования к деталям разнообразны.
Независимо от того, что вы производите:
Крышки и затворы, упаковка для пищевых продуктов, ведра или тонкостенные контейнеры,
Автомобильные компоненты для микродеталей, кузовов автомобилей, освещения или легких конструкций,
Товары для повседневной жизни, такие как бытовая техника, игрушки или мебель, резервуары или поддоны для логистической отрасли
Изделия фармацевтической и медицинской техники, такие как шприцы, пипетки или другие изделия с высоким уровнем чистоты,
Различные отлитые под давлением детали для электрических компонентов, электронных изделий и т.д.
Мы предлагаем вам готовое решение для максимальной производительности.
Мы ориентируемся на перспективную разработку и производство машин для литья под давлением и средств автоматизации. Инновационные технологии, современные производственные мощности и стабильное обслуживание и поддержка позволяют нашим клиентам быть конкурентоспособными и успешными.
Имея более 20 проверенных процессов литья под давлением, компания ENGEL обеспечивает экономичное производство, несмотря на растущие требования к продукции.
Наш портфель включает процессы для:
Сложные конструкции компонентов с дополнительной функциональной интеграцией
Детали из прозрачного пластика для лучшего обзора
Легкие пластмассовые детали для уменьшения веса и коробления благодаря различным технологиям вспенивания
Прецизионное литье под давлением для большей геометрической точности, лучшего качества поверхности и малого веса компонентов
Специальные материалы, такие как эластомеры и реактопласты, и многое другое
Будь то гидравлические, гибридные или полностью электрические: литьевые машины ENGEL являются одними из самых эффективных машин на рынке. Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Благодаря интегрированным решениям для контроля температуры и нашим цифровым вспомогательным системам возможен дополнительный потенциал энергосбережения до 67 %.
Оптимальное решение для всех областей применения
Использование высококачественных пластиковых компонентов не ограничено. Требования к деталям разнообразны.
Независимо от того, что вы производите:
Крышки и крышки, упаковка для пищевых продуктов, ведра или тонкостенные контейнеры,
Автомобильные компоненты для микродеталей, кузова автомобиля, освещения или легких конструкций,
Товары для повседневной жизни, такие как бытовая техника, игрушки или мебель, резервуары или поддоны для логистической отрасли
Фармацевтическая и медицинская технологические продукты, такие как шприцы, пипетки или другие продукты с высоким уровнем чистоты,
Различные литые детали для электрических компонентов, электронных продуктов и многое другое.
Мы предлагаем вам правильное готовое решение для максимальной производительности.
Все из одних рук
Мы ориентируемся на перспективную разработку и производство машин для литья под давлением и средств автоматизации. Инновационные технологии, современные производственные мощности и стабильное обслуживание и поддержка позволяют нашим клиентам быть конкурентоспособными и успешными.
Лидерство в использовании специальных технологий
Имея более 20 проверенных процессов литья под давлением, компания ENGEL обеспечивает экономичное производство, несмотря на растущие требования к продукции.
Наше портфолио включает процессы для:
Сложные конструкции компонентов с дополнительной интеграцией функций
Детали из прозрачного пластика для отличного обзора0003
Прецизионное литье под давлением для большей геометрической точности, лучшего качества поверхности и малого веса компонентов
Специальные материалы, такие как эластомеры и реактопласты, и многое другое
Зеленый автопарк экономит затраты на электроэнергию
Будь то гидравлические, гибридные или полностью электрические: термопластавтоматы ENGEL являются одними из самых эффективных машин на рынке. Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Благодаря интегрированным решениям для контроля температуры и нашим цифровым вспомогательным системам возможен дополнительный потенциал энергосбережения до 67 %.
Вы ищете машину для литья под давлением, которая будет быстро доступна?
C-Series — Milacron
Свяжитесь с нами
Перейти к содержимому
Описание
Модели
Характеристики
Зажим
Инъекция
Загрузки
Дополнительная информация
Представляем новое поколение инноваций Milacron. Серия C расширяет ведущую технологию больших машин Milacron за счет крупнотоннажного двухплитного пресса, оснащенного энергоэффективной гидравлической системой с серводвигателем, ориентированного на универсальность и разработанного, чтобы превзойти требования глобальных автомобильных, бытовых, паллетных и другие крупные формованные детали. Оснащенные энергоэффективным и высоконадежным блоком питания серводвигателя Fanuc, машины серии C с улучшенными характеристиками и производительностью обеспечивают повышенную надежность, более высокий максимальный вес пресс-формы, более высокую скорость зажима и компактные размеры. C-Series — это настоящая глобальная машина по дизайну, производительности и надежности.
Серия C: стандартные характеристики
Усовершенствованная технология с двумя плитами на основе энергоэффективной гидравлической системы с серводвигателем
Повышенная надежность благодаря проверенному серводвигателю переменного тока Fanuc и комплекту привода
Прямое управление давлением и расходом с помощью шестеренных насосов с внутренним зацеплением
Система с несколькими серводвигателями для независимой работы выталкивания и вытягивания сердечника
Улучшенное расположение коллекторов и шлангов на стороне, не принадлежащей оператору
Контролируемый запорный клапан на линии всасывания насоса
Двухканальный датчик давления со светодиодной подсветкой для сокращения времени простоя
Предназначен для удобства обслуживания (тестовые порты, доступ и т. д.)
Независимая почечная петлевая фильтрация и охлаждение (дополнительная внешняя система фильтрации)
Фильтрация до 3 микрон с обнаружением засорения и сигнализацией
Порты для внешней вспомогательной водопроводной системы фильтрации
Открытый доступ к конвейеру для снятия деталей под основанием зажима (Дополнительные конструкции с высоким основанием)
Открытый доступ к области эжектора для быстрой/легкой смены пресс-формы
Интерфейс робота ANSI146 (совместим с Euro-map 67)
Площадки для монтажа робота на стационарной платформе (дополнительные пластины SPI)
Ворота оператора с электроприводом
Врезные фитинги без развальцовки с эластомерными уплотнениями для соединений гидравлических труб
Инъекционная продувочная платформа с лестницей (оператор и не оператор)
Улучшенный доступ к пресс-форме (дополнительная платформа для пресс-формы)
Вентилируемый шкаф управления, установленный снаружи основания, с сигнализацией перегрева (дополнительный кондиционер воздуха)
Дополнительные окна (дверца продувки и ограждение зажима) для улучшения контроля процесса
Анкерные блоки, установленные на основании машины (анкерные болты и установка предоставляются заказчиком)
Выравнивающие подкладки
Дополнительные встроенные датчики обнаружения уровня основания
Спецификация
Стандарт США
Cincinnati Модель/тоннаж
Усилие зажима
Максимальный вес пресс-формы
Ход зажима
Макс. Дневной свет
Мин. Толщина пресс-формы
Макс. Толщина пресс-формы
Зазор рулевой тяги
Тонны США
фунтов
в
в
в
в
в
1500
1460
70550
92,5
116,1
23,6
61,4
65 х 51,6
1700
1690
70550
92,5
116,1
23,6
61,4
68,8 х 55,1
1900
1910
94800
106,3
133,9
27,6
63
72,8 х 55,7
2250
2250
121250
118,1
145,7
27,6
74,8
73,6 х 63,8
2600
2590
132280
118,1
149,6
31,5
74,8
79,5 х 63,8
3000
3030
165350
118,1
149,6
31,5
78,7
85,6 х 68,9
3600
3600
178570
129,9
165,4
35,4
78,7
89,4 х 71,7
4500
4500
202830
133,9
169,3
35,4
86,6
91,5 х 79,7
Метрическая система
Cincinnati Модель/тоннаж
Усилие зажима
Максимальный вес пресс-формы
Ход зажима
Макс. Дневной свет
Мин. Толщина пресс-формы
Макс. Толщина пресс-формы
Зазор рулевой тяги
кН
кг
мм
мм
мм
мм
мм
1300
13000
32 000
2350
2950
600
1560
1650 х 1310
1500
15000
32 000
2350
2950
600
1560
1750 х 1400
1700
17000
43 000
2700
3400
700
1600
1850 х 1415
2000
20000
55 000
3000
3700
700
1900
1870 х 1620
2300
23000
60 000
3000
3800
800
1900
2020 х 1620
2700
27000
75 000
3000
3800
800
2000
2175 х 1750
3200
32000
81 000
3300
4200
900
2000
2270 x 1820
4000
40000
92 000
3400
4300
900
2200
2325 х 2025
Технические характеристики серии C 1500 (PDF, 720 КБ)
Технические характеристики серии C 1700 (PDF, 719 КБ)
Технические характеристики серии C 1900 (PDF, 718 КБ)
Технические характеристики серии C 2250 (PDF, 719 КБ)
Технические характеристики серии C 2600 (PDF, 718 КБ)
Технические характеристики C-серии 3000 (PDF, 718 КБ)
Технические характеристики серии C 3600 (PDF, 719 КБ)
Технические характеристики серии C 4500 (PDF, 719 КБ)
2 Конструкция зажима плиты с фиксированным положением натяжного стержня и нагрузочными прокладками на подвижной плите
Встроенная двухцилиндровая быстродействующая система блокировки гаек
Элайнеры (капы) для выравнивания зубов. Все что нужно знать
Не многие люди могут похвастаться идеальной улыбкой. И неправильно думать, что проблема только в эстетической составляющей. Дефект прикуса может стать причиной серьезных проблем. К примеру, он приводит к деформации элементов зубного ряда, их разрушению из-за механического давления друг на друга. Также неправильный прикус несет под собой высокий риск развития кариеса, нарушений дикции. Из-за невозможности тщательного пережевывания пищи появляются проблемы пищеварения, развиваются заболевания желудочно-кишечного тракта. Поэтому необходимость исправлять прикус даже не обсуждается специалистами. Другое дело выбор метода. Многих людей от посещения врача стоматолога останавливает страх перед дискомфортом, который может появиться в результате ношения брекетов. Ведь эти изделия неудобны, могут причинять боль, требуют регулярной коррекции. Но брекеты – не единственный действенный инструмент исправления прикуса. Элайнеры для выравнивания зубов являются отличной альтернативой традиционным конструкциям. Поговорим о них подробнее.
Что такое элайнеры, зачем они нужны
Что такое элайнеры для зубов? По сути, это стоматологическая капа, которая представляет собой разновидность брекет-систем. Эти ортодонтические конструкции появились полтора десятка лет назад, а широкое распространение получили спустя 10 лет, после проведения определенного исследования.
Колпачки, изготовленные из прочного, абсолютно прозрачного эластичного пластиката, помещаются на зубы. Они мягко и осторожно воздействуют на зубной ряд, за счет чего его элементы занимают правильное положение. Применяют капу при несущественных дефектах прикуса и в качестве коррекционно-фиксирующего инструмента после съема брекетов.
Для производства элайнеров используют биосиликон или биопластик. Эти материалы не токсичны, не провоцируют аллергию, за счет эластичности не травмируют мягкие ткани ротовой полости. Из-за высокой светопроницаемости они не видны на зубах.
Чтобы получить нужный эффект капа должна носиться постоянно, до 16-20 часов в сутки. Снимать их разрешается для приема пищи и для гигиенических процедур. И это занимает несколько минут, так как изделия легко надеваются и быстро снимаются.
Капы элайнеры выдаются пациенту в виде системы из соединенных 2-30 кармашков. Это набор, который обеспечивает нужное мягкое воздействие на зубной ряд. Коррекция осуществляется за счет одновременного вращения и смещения зубов в нужном направлении. А это, в свою очередь, возможно благодаря плотному обхвату каждого зуба единой конструкцией. Через определенный промежуток времени (от 1,5 до 3 месяцев) набор элайнеров заменяется новым комплектом, так как необходимо постепенно усиливать воздействие на зубной ряд.
Виды кап-элайнеров
Элайнеры работают по одному принципу, но выглядеть могу по-разному. Условно делят эти изделия на несколько видов:
По способу изготовления капы бывают индивидуальные и термопластические. Первые – производятся для отдельного человека по 3D-модели челюсти. Термопластические модели изготавливаются из специальных материалов, которые становятся мягкими и могут менять форму в горячей воде. Разогретое изделие прижимают к зубам – остывая, оно принимает нужную форму.
По материалу производства элайнеры бывают силиконовыми или из медицинского пластика. Эти материалы схожи по своим эксплуатационным характеристикам. Они эластичные и не царапают, не повреждают ткани ткани ротовой полости, обладают 100% светопроницаемостью, не вызывают аллергии.
По продолжительности применения в течение суток капы бывают для круглосуточного использования и ночные. Первые подходят, если дефект серьезный. Эпизодические капы носят при несущественных неровностях зубного ряда. Также ночные капы – это инструмент конечной стадии лечения, когда нужна больше поддержка, чем коррекция.
По размерам стоматологические капы бывают для взрослых пациентов и для детей.
Интересно знать: Прозрачные капы часто используют публичные люди для коррекции дефектов улыбки – политики, актеры, фотомодели, для которых важно, чтобы инструмент коррекции был максимально незаметным.
Этапы лечения
Первый этап установки элайнеров – посещение стоматологической клиники. Специалист проводит обследование, которое предполагает визуальный осмотр и рентгеновский снимок, и по полученным результатам определяет эффективность ношения капы для конкретного пациента.
Далее делается оттиск зубного ряда, который станет образцом для создания 3Д-модели будущего изделия и непосредственно индивидуальной капы. Как уже говорилось, раз в 1,5-3 месяца необходимо менять систему элайнеров, поэтому и слепков в процессе лечения будет несколько. Срок изготовления капы – до 7 дней.
Важно: перед проведением любых манипуляций по коррекции прикуса необходимо вылечить кариес при его наличии и заболевания десен. Система устанавливается только в полностью здоровую ротовую полость.
Продолжительность лечения занимает от одного до двух с половиной лет. Все зависит от степени дефекта, который подлежит искоренению, а также результата, которого пациент хочет добиться.
Не стоит опасаться долгого лечения, так как капы комфортны, их ношение не требует корректировки привычного образа жизни. Уже через несколько минут после «примерки» проходит адаптация к новому элементу в ротовой полости. А первые изменения многие пациенты замечают уже через 1-2 месяца после начала использования кап.
Уход за элайнерами простой. Их моют проточной водой или чистят изнутри мягкой зубной щеткой. Важно соблюдать температурный режим воды во время мытья изделий, так как капа деформируется при нагревании – это ее принцип работы. Режим очистки нельзя нарушать, так как на полимерной поверхности остаются частицы пищи – благоприятная среда для размножения патогенной микрофлоры.
Преимущества и недостатки
Выравнивание зубов элайнерами – один из самых популярных сегодня методов корректировки зубного ряда. Он уверенно вытесняет технологию с применением классической системы брекетов. Объяснение этого в следующих плюсах стоматологических кап:
Элайнеры не причиняют боли. Их ношение комфортно для человека, не нарушает дикцию, не оцарапывает мягкие ткани ротовой полости.
Эстетический эффект от прозрачной конструкции очень высок, так как она невидна для окружающих. За это капу выбирают подростки, представители шоу бизнеса, официальные лица, девушки.
Под съемными капами реже развивается кариес, чем под постоянными конструкциями, так как их можно ежедневно снимать для качественной чистки зубов, удаления налета.
Элайнеры удобно носить, они требуют минимального ухода, не заставляют своего владельца менять рацион питания или образа жизни в целом.
К недостаткам метода коррекции зубного ряда с использованием элайнеров можно отнести следующие факторы:
Стоимость самих элайнеров выше, чем цена брекетов. А с учетом того, что для успешного результата может потребоваться несколько кап, бюджет лечения будет большим. К этому нужно быть готовым, так как, если прервать коррекцию, не завершив всех этапов, достигнутый результат очень быстро будет сведен к нулю.
Лечение элайнерами подходит не всем людям. Если у пациента серьезные дефекты зубного ряда, капа будет малоэффективна. Она поможет в этом случае только в качестве завершающего этапа после ношения брекетов.
Так как пациенту предоставляется возможность и право самостоятельной установки, снятия капы, часты случаи нарушения режима ее ношения. Людям лень чистить элайнер, они забывают надевать его на ночь, дают себе послабления в течение дня. Это существенно снижает эффект лечения и увеличивает его общую продолжительность.
Отличие от брекетов
Преимущества элайнеров перед брекетами не только в том, что они менее травмируют зубы и мягкие ткани рта. Выбирают их не только за невидимость, возможную благодаря абсолютной прозрачности.
Этот инструмент коррекции прикуса позволяет решить некоторые проблемы, с которыми традиционные брекеты не могут бороться. К отдельным зубам сложно подобраться из-за особенности расположения – к зубам мудрости, к молярам. В такой ситуации лишь мягкая система элайнеров позволит добиться цели.
Элайнеры для зубов полностью повторяют геометрию зубного ряда, поэтому не вызывают ощущения «постороннего предмета» во рту.
Во время ношения капы можно провести лечение зуба при необходимости, так как конструкция легко снимается без использования какого-то специального инструментария или приспособлений.
Скорость установки элайнеров – полчаса.
Прозрачные элайнеры обойдутся вам дешевле, чем визуально незаметные сапфировые брекеты.
Элайнеры легко снимаются самостоятельно, а снимать и устанавливать брекеты может только специалист.
Преимущества стоматологии SILK
Стоматологический центр SILK предлагает комплексные услуги ортодонта для взрослых и детей. Мы используем в работе только официальные протоколы, международные техники и методики. К преимуществом лечения дефектов прикуса в нашей клинике можно отнести следующие факторы:
Отличную материально-техническую базу, позволяющую нашим специалистам проводить высокоточную диагностику. Это дает возможность врачу ортодонту разработать эффективную схему коррекции.
Мы проводим комплексное лечение неправильного положения элементов зубного ряда элайнерами Invisalign®, которые признаны одними из лучших в профильном сегменте.
Стоимость лечения в нашей стоматологии определяется еще на этапе диагностики. Она включает в себя комплекс, поэтому при дальнейших посещениях специалиста во время лечения доплачивать не придется.
Мы используем в работе международный протокол, потому воздействие на зубной ряд отличается бережностью.
Выбирая нашу клинику для себя или своего ребенка, вы гарантированно получите квалифицированную услугу от специалистов, имеющих нужную специализацию и опыт.
Мы беремся за случаи любой сложности, поэтому постараемся помочь вам в любой ситуации. Убедиться в этом можно, посмотрев на уже достигнутые нами результаты на фото клиентов.
Клиента «ведет» от первой консультации до завершения лечения один специалист нашей клиники, несмотря на продолжительность курса. Это очень важно, так как специалист сам разрабатывает план и четко ему следует.
Наши врачи регулярно проходят повышение квалификации по своей специализации, поэтому они являются лучшими в харьковском регионе.
Мы предоставляем гарантию на проведенные работы и материалы.
Мы предлагаем лучший по соотношению цены и качества сервис. Вы можете убедиться в этом сами.
Будем рады ответить на все ваши вопросы по телефону или на персональной очной консультации.
Брекеты или элайнеры: что выбрать для исправления зубов?
Неровные зубы и неправильный прикус воспринимаются как эстетическая проблема и часто доставляют дискомфорт при общении. Однако помимо этого нарушения зубного ряда могут повлечь за собой и некоторые проблемы со здоровьем – воспаление челюсти, головные боли и даже проблемы с пищеварением. Именно поэтому считается, что начинать работу по исправлению прикуса следует как можно раньше и с использованием качественной и современной стоматологической аппаратуры.
Брекеты или элайнеры: что лучше?
На сегодняшний день самым эффективным способом выправления зубного ряда является установка брекет-системы или элайнеров. При выборе лечения пациенты нередко пытаются сравнить эти два типа ортодонтических конструкций и понять, что лучше. Однако такое сопоставление не совсем корректно.
Брекеты
Это достаточно сложно устроенные несъемные ортодонтические конструкции, которые предназначены для коррекции положения зубов и исправления прикуса. Они состоят из замочков разного типа, которые стоматолог крепит на внешнюю или внутреннюю поверхность зуба с помощью специального клея, и дуг различной толщины и формы, которые создают нужное давление на зубной ряд. Вся система вместе позволяет двигать зубы в пределах ряда и вокруг своей оси, чтобы в итоге создать ровную и красивую улыбку.
Брекет-система берет свое начало с изобретения ортодонтической дуги еще на заре ХХ века Эдвардом Энглем – талантливым стоматологом, который не только классифицировал разновидности проблем прикуса, но и придумал способы их решения. Брекеты прошли длинный путь – от сложных и громоздких металлически установок, которые вы могли видеть на подростках в американских фильмах, до маленьких изящных конструкций из различных материалов, которые можно выбрать индивидуально. Так, сегодня в ассортименте брекетов есть не только привычные глазу серебристые металлические варианты, но и прозрачные керамические и даже цветные брекет-системы, которые делают длительный процесс лечения немного веселее и больше нравятся детям.
В каких случаях применяются брекеты
Поскольку брекеты – это несъемная конструкция, их устанавливают взрослым и детям старше 10-12 лет, то есть когда зубочелюстная система уже сформирована. До этого момента ортодонты советуют исправлять зубы с помощью легких съемных конструкций – пластинок или трейнеров. Их вполне хватает, чтобы оказать воздействие на подвижные детские зубы.
Установка брекетов нужна для решения значительных проблем уже развитой челюсти. Так, они показывают свою эффективность при сильной скученности и развороте отдельных зубов относительно своей оси. Брекеты медленно, но верно создают правильное положение зубного ряда и закрепляют зубы на новых местах благодаря длительному ношению. В среднем конструкция устанавливается на 1,5-2 года. О сроках лечения говорить сложно, ведь многое зависит от физиологических особенностей конкретного пациента. В стоимость брекетов входит цена на сами элементы, их установку, а также на посещения стоматолога и рассчитывается индивидуально в процессе лечения.
Элайнеры
Это прозрачные ортодонтические капы из пластика, которые изготавливаются по индивидуальному слепку с зубов пациента. Они практически не видны на зубах и не мешают нормальной артикуляции за счет плотного прилегания. Конструкции съемные, однако для достижения запланированного результата носить их нужно не менее 20 часов в сутки, снимая только для приема пищи и гигиенических процедур.
Первые элайнеры современного типа были выпущены в 1998 году американской компанией AlignTechnology, однако эксперименты по их производству начали еще 50 лет назад. Сейчас это максимально аккуратные и безопасные каппы, которые мягко воздействуют на зубной ряд и обеспечивают выравнивание зубов за счет передвижения их по заранее спланированной ортодонтом траектории.
В каких случаях можно применять элайнеры
Элайнеры подходят для решения несложных ортодонтических дефектов – небольшой скученности, щелях между зубами или незначительных отклонениях зубов относительно оси. Прозрачные капы – частый выбор людей публичной профессии, которым приходится много общаться, улыбаться или быть в кадре. Они не мешают в повседневной жизни, не вызывают дискомфорта и достаточно эффективны.
Элайнеры не показаны на молочные зубы. А вот для подростков существуют элайнеры со специальным маркером, который позволяет родителям контролировать, носил ли ребенок каппы 20 часов или нет.
Кроме внешнего вида элайнеры имеют еще одно преимущество – они просты в уходе и не затрудняют ежедневную гигиену. Достаточно просто снять каппу и почистить ее и зубы привычной зубной пастой и обычной щеткой. Эти достоинства очень кстати, ведь лечение элайнерами тоже достаточно длительное – всего изготавливается порядка 30 кап, которые нужно менять каждые 2-3 недели на приеме у врача-ортодонта. Как и в случае с брекетами, цена элайнеров зависит от стоимости индивидуальной конструкции и количества необходимых визитов в клинику.
Подведем итоги
Таким образом, ответ на вопрос о том, что эффективнее – брекеты или элайнеры, у пациента вряд ли получится найти самостоятельно. Лучшим вариантом будет тот, что подойдет для решения конкретной проблемы. Для этого нужна подробная консультация ортодонта, который, опираясь на результаты осмотра, снимки и состояние зубов, может посоветовать брекеты или капы.
Задача пациента – тщательно выполнять рекомендации по уходу за полостью рта и ортодонтической конструкцией и регулярно посещать клинику в течение всего времени лечения.
Когда и почему вам следует использовать вкладыш/основу
Примечание редактора: Пожалуйста, свяжитесь с вашим стоматологическим советом штата или посетите информационную страницу DANB для конкретного штата, чтобы проверить допустимые функции и требования стоматологической помощи в вашем штате.
By Krissy Dail, DA
В нашей практике мы традиционно использовали прокладки/основы из модифицированного смолой стеклоиономера (RMGI) для глубоких полостей и композитных процедур. По своей природе прокладки RMGI, как правило, представляют собой жидкие материалы, которые легче адаптируются к внутренним аспектам препарирования полости. За последние три года наша практика привыкла использовать продукты RMGI liner/base практически при каждой процедуре. Ассистенту стоматолога крайне важно знать, когда и почему следует использовать прокладки/базы RMGI, а также какова ваша роль в размещении продукта.
Наша практика использует прокладку/основу RMGI практически при каждой процедуре из-за дополнительных преимуществ для пациентов. В дополнение к созданию основы для реставрации прокладки/основы RMGI обеспечивают дополнительную защиту для ваших пациентов, предотвращая микропротечки под реставрацией, препятствуя росту бактерий, снижая чувствительность и выделяя фтор в зуб. Кроме того, их очень легко установить, и они обеспечивают универсальную защиту для многих типов реставраций.
Вот краткий обзор основных преимуществ использования вкладыша/основы:
• Предотвращает микропротечки — современные материалы для прокладок/основ RMGI обеспечивают более прочную связь с дентином, чем традиционные стеклоиономеры, что приводит к меньшей протечке под композитом. Прокладки/базы RMGI герметизируют зуб и прочно соединяются с реставрацией, чтобы уменьшить вероятность микропротечек между зубом и реставрацией.
• Подавляет рост бактерий — если вы установили композитную реставрацию и под реставрацией имеется утечка, прокладка/база RMGI предотвратит инфицирование вашего зуба, выделяя фторид в зуб. Поглощение фтора тканями зуба приводит к уменьшению кариеса искусственной поверхности корня.
• Снижает послеоперационную чувствительность — прокладки/основы RMGI обеспечивают прочную связь с зубом, герметизируя структуру зуба для защиты от микропротечек. Эта прочная связь со структурой зуба может помочь снизить послеоперационную чувствительность. Прокладки/базы RMGI можно даже использовать как клинически эффективный способ лечения гиперчувствительности дентина.
• Высвобождает фтор в зубе — в то время как текучие композиты не выделяют фтор, используемый нами прокладочный материал/база RMGI — светоотверждаемый стеклоиономерный прокладочный материал/база 3M™ ESPE™ Vitrebond™ Plus — фактически выделяет фторид в зуб для защиты в течение долгого времени после ставится реставрация. Было показано, что этот фторид снижает частоту вторичного распада.
• Обеспечивает быстрое и простое размещение — Материалы прокладки/основы доступны в различных формах и системах доставки. Некоторые производители предлагают варианты дозирования, которые сокращают время приготовления. 3M ESPE предлагает дозатор Clicker, который еще больше упрощает смешивание и нанесение подводки/основы, поскольку каждый раз дозируется однородная смесь. Мы ценим душевное спокойствие, зная, что материал каждый раз правильно смешивается и сохраняет одинаковую консистенцию после использования. Благодаря такой консистенции и химическому составу прокладка/база Vitrebond Plus позволяет быстро выполнять технику и превосходно обращаться с ней, облегчая размещение для врача.
• Помогает уменьшить эффект усадки — По мере отверждения композитный материал дает усадку. Материалы футеровки/основы RMGI продемонстрировали большую способность снижать эффект полимеризационной усадки, чем текучие лайнеры.
• Универсальная защита для любой реставрации — прокладки/базы RMGI можно использовать как под прямыми, так и под непрямыми реставрациями, и они обеспечивают отличные характеристики под композитами, амальгамой, керамикой и металлом, поэтому этот материал хорошо подходит практически для любой процедуры в наша практика. Они также обеспечивают превосходную адгезию без использования какой-либо стоматологической адгезивной системы.
В обязанности ассистента стоматолога входит подготовка зуба пациента и подготовка материала для стоматолога. Важно правильно подготовить зуб, удалив кариес, очистив зуб и в целом следя за тем, чтобы на зубе ничего не осталось. Это неотъемлемая часть процесса, так как адекватная подготовка зуба гарантирует, что прокладка/база RMGI сможет приклеиться к дентину без утечки.
Следующим шагом является подготовка подкладочного/базового материала. Для продукта, который мы используем, мы смешиваем формулу на блокноте для смешивания шпателем в течение примерно 15 секунд. Затем стоматолог наносит тонкий слой (около ½ мм) прокладки/базы на зуб. После нанесения он или она полимеризует лайнер/базу в течение 20 секунд. Если стоматолог считает, что для реставрации требуется больше вкладыша, он нанесет дополнительный материал.
Понимание способов применения прокладок/баз RMGI и их преимуществ позволит вам рассказать своим пациентам об этом важном этапе восстановительного процесса и поможет избежать послеоперационной чувствительности. Биография автора Крисси Дейл — ассистент стоматолога Drs. Роберт Г. Риттер и Кристофер Д. Рэмси в Юпитере, штат Флорида. Она получила диплом ассистента стоматолога в Университете Флориды и работает в стоматологии более 14 лет. Она гордится тем, что помогает пациентам создавать красивые улыбки, которыми они могут гордиться.
Лак для полостей, прокладки, основы – различия и применение
Лак для полостей, основа, прокладка или силер являются неотъемлемой частью оперативной стоматологии, основной целью которой является сохранение здоровья пульпы зуба. В оперативной стоматологии основной задачей является восстановление зуба, пораженного кариесом, травмой и т. д., с помощью реставрационных материалов. Эти перманентные реставрационные материалы вредны для пульпы при воздействии на нее, и именно здесь вступают в действие средства для защиты пульпы. Они действуют как барьер между реставрационным материалом или раздражителями пульпы и жизненно важной пульпой. Прокладки и основания для полостей используются для предотвращения повреждения пульпы, которое может привести к необратимому пульпиту и может потребовать Лечение корневых каналов.
Различные раздражители пульпы:
Раздражители пульпы – это вещества или факторы, которые приводят к повреждению ткани пульпы.
Кариес, травма, эрозия, стирание и т. д.
Нагрев, давление, сушка и т. д.
Лак для полостей: применение, методы, преимущества
Это жидкость, которая наносится на поверхность зубов тонким слоем и затем преобразуется в твердый слой с помощью химического или физического процесса. Лак на жидкой основе или на основе растворителя используется для облегчения его равномерного нанесения на неровную поверхность зуба. Обычно это натуральная смола, такая как копаловая смола или синтетическая смола, растворенная в органических растворителях, таких как эфир, спирт или хлороформ, для облегчения применения.
Идеальные требования к стоматологическому лаку: биосовместимость, простота нанесения, комфорт для пациента, простота активации.
Использование полостей/зубного лака:
Защита зубов от кариеса : Зубы защищены от развития кариеса в будущем за счет высвобождения активных веществ, таких как фторид или противомикробные вещества
Десенсибилизирующие зубы : Лак помогает снизить чувствительность, образуя физический слой на поверхности зуба, который блокирует дентинные канальцы.
Отбеливание зубов: Стоматологические лаки иногда содержат отбеливающие вещества, которые помогают отбеливать зубы и действуют как непрямые отбеливающие вещества.
Лаки используются при умеренном и высоком риске кариеса, в профилактических целях, при повышенной чувствительности дентина, в случаях послеоперационной чувствительности.
Типы стоматологического лака:
Существует несколько типов лака в зависимости от содержащихся в нем ингредиентов и назначения лака. Фтор-лак, Лак для отбеливания зубов, Десенсибилизирующий лак, Антимикробный лак. Другие типы зависят от того, как они вылечены — физически вылечены или химически вылечены.
Наиболее часто используемые лаки:
Duraphat : фтористый лак с содержанием фтора 22 600 ppm в форме фторида натрия
Carex : Лак с фтором с более низкой концентрацией фтора, но такой же эффективностью, как у дюрафата в предотвращении кариеса.
Фторопротектор : Продукт на основе полиуретана с 7000 ppm фторида в виде фторида силана. Клиническая эффективность была под вопросом, поскольку она составляет от 1% до 17%.
Duraflour : состоит из 5% NaF в спиртовой суспензии натуральных смол.
Zarosen : Антимикробный лак, уменьшает рост бактерий в ротовой полости. Обычно используется тимоловый лак с хлоргексидином, поскольку он предотвращает рост как грамотрицательных, так и грамположительных микроорганизмов.
Стоматологический лак легко наносится в стоматологической клинике без особого использования стоматологического оборудования, полной профилактики полости рта с последующей сушкой и изоляцией наносимых зубов. Для нанесения материала на проксимальные поверхности используется небольшая кисть-аппликатор. Пациента следует попросить подождать 5 минут с открытым ртом и отсосать всю слюну жидкостью, нанесенной на поверхность зуба.
Пациента просят не полоскать рот водой в течение следующего часа и не жевать ничего твердого на зубах, подвергшихся аппликации. Лаку требуется от 18 до 20 часов, чтобы фториды оказали желаемый эффект на эмаль. Единственным недостатком Varnish является то, что он оставляет на зубе желтоватый оттенок на несколько дней вместе с неприятным привкусом.
Для предотвращения обесцвечивания и неприятного вкуса – Duraflor Halo был представлен с заботой о детях.
Стоматологические прокладки для полостей:
Прокладки для полостей определяются как жидкость, содержащая СаОН и оксид цинка (иногда), взвешенные в растворе синтетических или натуральных смол. Клинически обычно используются агенты Dycal и Life, которые доступны в виде двух пастообразных систем, содержащих CaOH и Accelerator. Прокладка Cavty помогает обеспечить тепловые и физические изоляционные свойства реставрационного материала на поверхности зуба. Модифицированный смолой стеклоиономерный цемент также используется в качестве прокладки.
Существует два типа вкладышей на основе суспензии – вкладыши-растворы или лаки, которые представляют собой копал или натуральную смолу, растворенную в неводном летучем растворителе, которые высыхают после нанесения, образуя тонкий слой на поверхности зуба. Suspension Liner — это второй тип лайнера, в котором суспензия представляет собой воду и, следовательно, медленно сохнет и оставляет более толстый слой (20-25 мкм) на поверхности зуба, помогая в термозащите.
Состав вкладышей для полостей:
Терапевтическое средство : Гидроксид кальция и оксид цинка
Растворитель : Спирт этиловый
Загуститель : Этилцеллюлоза
Радиоприемник : Сульфат бария
Антикариогенный : Фторид
Функции вкладыша полости:
Защита пульпы от термических, электрических (восстановление амальгамы) и механических воздействий. Степень изоляции зависит от толщины оставшегося дентина, для защиты пульпы необходимо установить лайнер толщиной 2 мм. Ca(OH)2 используется в виде суспензии или химически отверждается из светоотверждаемого материала в случаях глубокого кариеса с проникновением в дентин.
Манипуляции и нанесение вкладышей для полостей:
Вкладыши (Dycal) доступны в виде двух паст: одна содержит CaOH и ZnO, а другая — ускоритель. Оба материала наносятся в равных количествах на блокнот для смешивания или стеклянную пластинку и с помощью зонда или пародонтального зонда оба смешиваются для получения однородной смеси и цвета, затем с помощью одного и того же инструмента переносится в полость и наносится на основание зуба. полость. №
A Cavity Liner наносится тонким слоем на дно полости, выступая в качестве барьера между реставрацией и дентином. Его основная цель — защитить ткань пульпы от любых раздражителей, таких как термические, физические, химические или механические агенты. Он действует как агент, покрывающий пульпу, а также обладает противокариозными свойствами, поскольку способствует образованию вторичного дентина или восстановительного дентина.
Основания для зубов или полостей:
Они устанавливаются так же, как прокладки, но показаны в случаях, когда количество оставшегося дентина невелико и требуется более толстое основание для защиты пульпы под реставрацией. Минимальная толщина стоматологической основы для обеспечения термозащиты составляет 0,75 мм . Основания бывают двух типов в зависимости от требуемой прочности –
Partner – это бренд, который принадлежит компании Husqvarna AB. Компания Partner имеет более чем полувековой опыт в производстве садовой техники. И те, кто ценит в технике высокое качество, надежность и легкость в эксплуатации выбирают технику фирмы Partner.
Бензопила Рartner 350 ХТ Сhrome
Бензопила Рartner 350 ХТ Сhrome это одна из лучших любительских цепных пил, которая отличнго справляется с работой на приусадебном участке, при строительстве из дерева и заготовке дров, при валке небольших деревьев, обрезке веток и сучьев. Бензопила Рartner 350 ХТ относится к новой линейке пил с хромированным покрытием цилиндра, что значительно повышает ресурс двигателя. Кроме этого, бензопила Партнер 350ХТ оснащена системой двойной очистки воздуха, имеет высокую скорость цепи и отличную эргономичную конструкцию.
Одной из отличительных черт является система двойной очистки воздуха — CCS-system, которая позволяет экономить топливо и использовать воздушный фильтр более длительное время. Смазка цепи бензопилы происходит автоматически.
Также, инженеры компании Партнер, предусмотрели для данной модели систему пружинных амортизаторов. Поэтому, если Вы будете соблюдать простые правила при работе с данной пилой, то она прослужит Вам долгие годы.
Мощность 1.9 л.с. (1.4kw) Длина шины 40 см (16 дюймов) Вес 4.7 кг Тип бензопилы Бытовая Рабочий объём двигателя 40 см Шаг цепи 3/8 1,3 Емкость бака для топлива 0,38 л Емкость бака для смазки цепи 0,2 л
Мощность1400 Вт/1,8 л.с. Длина шины40 см Толщина звена1,3 мм Система запускаручной стартер Масса4,4 кг
1594 грн.
В цепную пилу Partner P351XT с приводом от бензинового двигателя интегрирована электронная система зажигания, а также топливный насос, который обеспечивает надежный и легкий запуск инструмента.
Компактная и удобная бензопила Partner P351XT отличается легким и плавным стартом, а также прекрасно приспособлена для проведения работ в саду, для обрезки деревьев или заготовки дров.
Бензопила Партнер P351XT изготовлена в эргономичном и удобном дизайне, что чудесно дополняют рукоятки, оборудованные высококачественной антивибрационной функцией.
Партнер P351XT удобен тем, что оборудован системой фильтрации CCS, автоматической смазкой цепи, а также защитной функцией автоматической остановки режущей цепи.
Бензопила Partner P 350 S
Partner P 350 S – легкая бензопила с антивибрационной системой, системой легкого запуска двигателя и тормозом цепи для небольших работ по хозяйству.
Мощность — 1.49 кВт. Рабочий объем цилиндра — 38 см3. Длина шины – 16 «.
При покупке товара «Бензопила Partner P 350 S», Доставка по г. Киев — БЕСПЛАТНО! Есть в наличии
Срок поставки от 1-2 дней Цена: 1225.00 грн.
Бензопила Partner 738
Цена: 1,733.00 грн.
Бензопила PARTNER (Партнер) 738 – это полупрофессиональная пила, применяемая для работ в лесном хозяйстве, на приусадебном участке или саду, при заготовке дров, валке мелких деревьев, обрезке сучьев, строительстве. Для удобства и безопасности эксплуатации пила оснащена инерционным тормозом цепи.
Бензопила Партнер 738 оснащена праймером для облегчения запуска холодного двигателя, что особенно помогает заводить пилу без затруднений зимой.
Запатентованая система предварительной очистки воздуха «PARTNER CCS» обеспечивает продолжительное использование воздушного фильтра и уменьшение потребления топлива.
Масляный насос обеспечивает автоматическую смазку цепи Partner 738 Фирменная бензопила Partner 738 является офицально поставляемым продуктом на территорию Украины.
Магазин Астротех не предлагает продукцию фирм дилером или представителем которых он бы не был.
Этот факт очень выгоден покупателю нашего товара, так как он получает максимально низкие цены установленные на украинском рынке и уверенность в том, что ему не продали подделку.
Уточнить информацию о законности наших прав дилера можно всегда на официальных украинских сайтах фирм.
Partner – это бренд, который принадлежит компанииHusqvarna AB. Компания Partner имеет более чем полувековой опыт в производстве садовой техники. И те, кто ценит в технике высокое качество, надежность и легкость в эксплуатации выбирают технику фирмы Partner.
Если вам для домашнего хозяйства необходима надежная цепная бензопила – партнер, цена которой начинается от 1500 грн., станет наилучшим выбором. С её помощью вы сможете распилить брус, заготовить дрова для бани или мангала, избавиться от ненужных на участке деревьев. Бензопилы Partner являются гордостью компании и своеобразной «визитной карточкой» — качество всегда имеет значение. Хотя они и относятся к так называемому «хобби-классу», но это никак не отражается на их надежности.
Оборудованные мощными современными двигателями с низким уровнем выброса выхлопных газов, эффективной антивибрационной системой, инновационной системой фильтрации дружбахарактеристики’>бензопилы Партнер
занимают лидирующие места среди бытовых пил. Почитайтеотзывы бензопила партнер, чтобы составить свое окончательное мнение.
Если возникает необходимость в настройке или ремонте бензопилы, воспользуйтесь инструкцией по ремонту бензопил. Если же у вас недостаточно финансовых средств на покупку новой бензопилы, можно попробовать сделать самодельную бензопилу самостоятельно.
Бензопила Partner P351 Chrome XT
Каталог товаров /
Бензоинструмент /
Бензопилы
В корзину
Технические характеристики
Длина шины
16 дюйм
Мощность
1. 9 л.c.
Класс пилы
профессиональная
Длина шины
40 см
Шаг цепи
3/8
Ширина паза
1.5 мм
Количество звеньев
56
Объем двигателя
38 куб.см
Объем топливного бака
0.38 л
Объем масляного бака
0.2 л
Уровень шума
106 дБ(А)
Свеча зажигания
Bosch WSR 6F
Вес
4.7 кг
Вес брутто
6.5 кг
Обновленная линейка бензомоторных пил с хромированным покрытием цилиндра, в которую входит и бензопила PARTNER 351 CHROME, создана шведскими инженерами специально для надежной и долгосрочной работы. Пила хороша для работ на участке, в парке или в саду (пиление дров, небольших деревьев, обрезка сучьев, строительство баньки, пристроек, беседок и т. д.). Бензопила PARTNER 351 CHROME имеет двойную систему очистки воздуха, высокую эргономику и высокую скорость движения цепи, что немаловажно для хорошей работы. При соблюдении нехитрых правил эксплуатации, данная бензопила прослужит долгие годы.
особенности
Долговременная эксплуатация Специально сконструированная крыльчатка на барабане стартера бензопилы очищает поступающий воздух от механических загрязнений. Это позволяет использовать устройство в течение долгого времени без замены фильтров.
Легкая заправка Модель выполнена с удобной широкой заливной горловиной топливного бака.
Удобство и безопасность Эргономичные рукоятки бензопилы выполнены с учетом особенностей строения руки человека, тем самым, обеспечивая удобный хват. Кроме того, задняя рукоять в целях безопасности оборудована защитой для правой руки.
преимущества
Хромированное покрытие стенок цилиндра;
Автоматический инерционный тормоз цепи;
Автоматическая смазка цепи;
Праймер для облегчения запуска холодного двигателя;
Система CCS обеспечивает более долгое использование воздушного фильтра и уменьшение потребления топлива;
Антивибрационная система.
комплектация
шина
цепь
PARTNER S65 65CC ЦЕПНАЯ ПИЛА 18 БАР — 275 $ (ГАЛИФАКС / ЭЛИЗАБЕТВИЛЬ) | Товары для сада на продажу | Гаррисберг, Пенсильвания
Идентификатор объявления: 3110174144590429
просмотров: 933
Цена:
275,00 $
ПРИВЕТ, ПРОДАЕТСЯ НА ПРОДАЖУ ХОРОШАЯ БЕНЗОПИЛА S65 PARTNER, ЭТО ОДНА ИЗ МОИХ ЛИЧНЫХ ПИЛ, КОТОРАЯ У МЕНЯ ВЛАДЕЛА МНОГО ЛЕТ, ЭТО БЫЛА ЗАПАСНОЙ ПИЛОЙ, И Я ПРОСТО НЕ ИСПОЛЬЗУЮ ЕЕ ДЕЙСТВИТЕЛЬНО, ОБЫЧНО ЗАПУСКАЕТСЯ С 3-4 ТЯГ В ХОЛОДНУЮ, ОНА НЕМНОГО ХОЛОДНОКРОВНАЯ, ПОЭТОМУ ПОЗВОЛЬТЕ ЕЙ ПОРАБОТАТЬ С ДРОССЕЛЬНОЙ ЗАСЛОНКОЙ НА ПОЛОВИНЕ НА МОМЕНТ, КОГДА ТЕПЛО РАБОТАЕТ И ХОРОШО ПРОХОДИТ, Я ВСЕГДА РАБОТАЮ СТАБИЛЬНО НА СМЕШАННОМ ГАЗЕ, НО МОЖЕТ ПОТРЕБОВАТЬСЯ РЕГУЛИРОВКА УГЛЕВОДОРОДА В ЗАВИСИМОСТИ ОТ ГДЕ ВЫ ЖИВЕТЕ И ВАШИХ ЛИЧНЫХ ВКУСОВ .
ОЧЕНЬ НАДЕЖНАЯ ПИЛА! ОН СИДЕЛ НА НЕКОТОРОЕ ВРЕМЯ, И КОГДА ЭТО НЕОБХОДИМО, ВСЕГДА БЕГАЕТ ДЛЯ МЕНЯ. «STABIL»
ЦЕПЬ В ХОРОШЕМ СОСТОЯНИИ, НО НЕОБХОДИМА СВЕЖАЯ ЗАТОЧКА. ПОСЛЕДНИЙ БЫЛ ИСПОЛЬЗОВАН ДЛЯ 100-ФУТОВОГО ЯСЕНЯ, И Я НЕ ЗАТОЧИВАЛ ЕГО.
ВОЗДУШНЫЙ ФИЛЬТР ПОДХОДИТ ДЛЯ ПРОМЫВКИ ГОРЯЧЕЙ МЫЛЬНОЙ ВОДОЙ. ИМЕЕТ БАР OREGON PRO AM И, Я ДУМАЮ, ЦЕПЬ SUPER 20.
ЭТОЙ ВЕСНОЙ БЫЛА УСТАНОВЛЕНА НЕПОСРЕДСТВЕННАЯ ВОЗВРАТНАЯ ПРУЖИНА, А ТАКЖЕ ГЛАВНАЯ ТОПЛИВОПРОВОД.
ТАКЖЕ, РЕЗИНОВАЯ ВТУЛКА НА СТОРОНЕ РУКОЯТКИ БЫЛА ЗАМЕНЕНА ОБЫЧНЫМ БОЛТОМ И СТОПОРНОЙ ШАЙБОЙ «СМ. РИСУНОК»
ЭТО ХОРОШАЯ ПОЛЕЗНАЯ КОЛЛЕКЦИОННАЯ ЧАСТЬ.
ПРОДАЕТСЯ КАК ЕСТЬ! КАК ПОКАЗАНО, ТОЛЬКО ДЛЯ РЕМОНТА ИЛИ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ.
Модель: S65
Произведено: Партнер AB Molndal, Sweden Серия или Номер сборки:
год. Введено: 1980, январь год. КОЛИЧЕСТВО ЦИЛИНДРОВ: 1 ВНУТРЕННИЙ ДИАМЕТР ЦИЛИНДРОВ: 48 мм (1,89 дюйма) Поршень ход: 36 мм (1,42 дюйма) Цилиндр Тип: Хромированный алюминий Метод потребления: Портированный поршень Производитель рекламировал H. P.:
Вес: 7,5 кг. Система руля:
Цепный тормоз:
Сцепление: Центробегал Тип привода: Прямой Строительство: литой магний Тип магнито: Bosch Electron0021 Основной ремонтный комплект:
Незначительный комплект для ремонта:
Система воздушного фильтра: Нилоновый элемент сетки Тип стартера: Партнер автоматический повторный насос : Автоматический нерегулируемый Максимальный двигатель RPM: 8500 IDLE RPM:
8 8.
8888888 8.
88888888 8.
888888 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8 8.
8.
8.
8 8.
8.
8. МОМЕНТ ЗАЖИГАНИЯ: фиксированный НАСТРОЙКА ТОЧКИ ВЫКЛЮЧЕНИЯ: нет ВОЗДУШНЫЙ ЗАЗОР ДЛЯ МАХОВИКА/КАТУШКИ:
ТИП СВЕЧИ ЗАЖИГАНИЯ: Bosch WS5E или Champion CJ6 Ball ОБЪЕМ ТОПЛИВНОГО БАКА: 0,75 литра (1,32 британской пинты) СООТНОШЕНИЕ МАСЛА: 50:1 с маслом Partner, в противном случае 25:1 ШАГ: 0,404 дюйма и 0,375 дюйма ТИП ЦЕПИ: Partner Super-Chisel СХЕМА КРЕПЛЕНИЯ ШИНЫ:
САМАЯ КОРОТКАЯ НАПРАВЛЯЮЩАЯ ШИНА В КОМПЛЕКТЕ: 38 см (15 дюймов) дюйм) ЦВЕТНАЯ СХЕМА: Желтый и черный
Бензопила Partner
для продажи | 78 объявления о продаже Бензопилы Partner
ЗУБР АС 5000 профессиональный стабилизатор напряжения 5000 ВА, 140-260 В, 8% (id 69185707)
Характеристики и описание
Описание
Стабилизаторы напряжения ЗУБР предназначены для точного и быстрого выравнивания сетевого напряжения для защиты бытовой техники и оборудования. Устройство обеспечивает эффективную защиту электроприборов от нестабильного по значению напряжения в сети. Релейный тип стабилизации является одним из наиболее надежных. Светодиодная индикация и цифровой дисплей позволяют контролировать состояние устройства и величину выходного напряжения.
Применение
для поддержания стабильного напряжения питания нагрузок бытового и промышленного назначения 220В, 50Гц при отклонениях сетевого напряжения в широких пределах по значению и длительности. Стабилизаторы напряжения электронного типа применяются для стабилизации напряжения питания и защиты бытовой и промышленной техники, торгового оборудования, аппаратуры связи, а также в системах комплексного питания промышленного оборудования, коттеджей, квартир и офисов. бытовое оборудование (телевизоры, холодильники и т.д.), • системы освещения, • системы кондиционирования и вентиляции воздуха, • насосное оборудование, • блоки управления систем обогрева и водоснабжения, • лабораторные установки, • изделия, содержащие электродвигатель.
Преимущества
Микропроцессорное управление,
Шесть степеней защиты: от перегрузки, от короткого замыкания, от перегрева, от опасного повышенного напряжения, от опасного пониженного напряжения, от импульсных перенапряжений,
цифровой дисплей. Функция «Байпас».
Был online: Вчера
Продавец InTorg.kz
6 лет на Satu.kz
Каталог продавца
Отзывы
30
г. Алматы. Продавец InTorg.kz
Был online: Вчера
Код: 59380-5
В наличии
10+ купили
76 177 Тг.
Оптовые цены
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Стабилизаторы напряжения
Ресанта
Magnetta
Rexant
RUCELF
Энергия
Mateus
У нас покупают
Строительный металлопрокат
Сортовой и фасонный прокат
Трубный прокат
Стальные трубы
Плоский прокат
Круглый прокат
Металлические листы
Комплектующие для освещения и электрики
Силовые кабели, перемычки
Нержавеющие трубы
Металлические полосы
Проволока
Ленты металлические
Поковки
Цветные металлы и сплавы
Квадрат
Садовый инвентарь и освещение
Кабеленесущие системы
Запчасти к автотракторной, сельскохозяйственной спецтехнике
ТОП теги
Реле переключающие
Ресанта асн 3000 1 ц
Ветряная энергия для дома
Инструмент для проверки напряжения
Протерм напольный 30 квт
Siemens 4 20ma
Насколько вам удобно на satu?
ЗУБР АСН 10000 профессиональный стабилизатор напряжения навесной 10000 ВА, 140-260 В, 8% по цене 27 046 руб.
у официального партнера ЗУБР в России
Преимущества
Микропроцессорное управление,
Шесть степеней защиты: от перегрузки, от короткого замыкания, от перегрева, от опасного повышенного напряжения, от опасного пониженного напряжения, от импульсных перенапряжений,
цифровой дисплей. Функция «Байпас».
Описание
Стабилизаторы напряжения ЗУБР предназначены для точного и быстрого выравнивания сетевого напряжения для защиты бытовой техники и оборудования. Устройство обеспечивает эффективную защиту электроприборов от нестабильного по значению напряжения в сети. Релейный тип стабилизации является одним из наиболее надежных. Светодиодная индикация и цифровой дисплей позволяют контролировать состояние устройства и величину выходного напряжения.
Применение
для поддержания стабильного напряжения питания нагрузок бытового и промышленного назначения 220В, 50Гц при отклонениях сетевого напряжения в широких пределах по значению и длительности. Стабилизаторы напряжения электронного типа применяются для стабилизации напряжения питания и защиты бытовой и промышленной техники, торгового оборудования, аппаратуры связи, а также в системах комплексного питания промышленного оборудования, коттеджей, квартир и офисов. бытовое оборудование (телевизоры, холодильники и т.д.), • системы освещения, • системы кондиционирования и вентиляции воздуха, • насосное оборудование, • блоки управления систем обогрева и водоснабжения, • лабораторные установки, • изделия, содержащие электродвигатель.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Инвертор понижения напряжения автомобильной установки. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Индекс: АЗО-10230
Индекс: АЗО-10230
Доставка в течение 24 часов
В наличии
Автомобильный редуктор напряжения AZO Digital RV-16 — 24/12V 70W
Редуктор для снижения напряжения автомобильной установки. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Индекс: АЗО-10236
Индекс: АЗО-10236
Доставка в течение 24 часов
В наличии
Индекс: АЗО-10292
Доставка в течение 24 часов
В наличии
Индекс: PLL-01408
Доставка в течение 24 часов
В наличии
Индекс: PLL-01425
Доставка в течение 24 часов
В наличии
Индекс: PLL-14008
Доставка в течение 24 часов
В наличии
Индекс: PLL-15969
Доставка в течение 24 часов
В наличии
Индекс: PLL-01843
Доставка в течение 24 часов
В наличии
Распродажа!
Акция
Понижающий регулятор напряжения с дисплеем LM2596 — 3,2–35 В, 3 А
LM2596 модуль понижающего преобразователя. Входное напряжение от 3,2 В до 40 В. Максимальный непрерывный выходной ток 3 А. Выходное напряжение регулируется в диапазоне от 3,2 В до 35 В. Встроенный дисплей показывает…
Индекс: MOD-04871
Индекс: MOD-04871
Доставка в течение 24 часов
В наличии
Понижающий преобразователь напряжения D36V28F7 — 7,5 В 2,6 А — Pololu 3784
Понижающий преобразователь с выходным напряжением 7,5 В и мощностью от 2 А до 3,7 А, типовой 2,6 А. Питается от 8 В до 50 В. Размеры платы 20 х 18 мм.
Понижающий преобразователь с выходным напряжением 9 В. Максимальный ток 2,3 А. Напряжение питания находится в широком диапазоне от 9,6 В до 36 В. Размеры модуля 18 х 18 мм.
Инвертор понижения напряжения автомобильной установки. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Модернизация инвертора с регулируемым выходным напряжением 9 В.- 30 В. Допустимый диапазон входного напряжения составляет 2,9 — 30 В, а максимальный входной ток, который может обработать система, составляет 5 А.
Инвертор для повышения напряжения до 24 В. Допустимый диапазон входного напряжения 2,9 В.- 24 В, а максимальный входной ток, который может обработать система, составляет 5 А.
Индекс: PLL-02346
Индекс: PLL-02346
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V22F12 — 12 В 2,2 А — Pololu 2855
Понижающий преобразователь с выходным напряжением 12 В. Максимальный ток 2,2 А. Напряжение питания находится в широком диапазоне от 12,7 В до 36 В. Размеры модуля 18 х 18 мм.
Индекс: PLL-04851
Индекс: PLL-04851
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V10F9 — 9 В 1 А — Pololu 2833
Модуль понижающего импульсного инвертора с КПД 80 % — 93 %. Преобразует входное напряжение от 9,1 В до 36 В в выходное значение 9В. Максимальный непрерывный ток…
Инвертор понижения напряжения автомобильной установки. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Индекс: АЗО-10230
Индекс: АЗО-10230
Доставка в течение 24 часов
В наличии
Автомобильный редуктор напряжения AZO Digital RV-16 — 24/12V 70W
Редуктор для снижения напряжения автомобильной установки. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Индекс: АЗО-10236
Индекс: АЗО-10236
Доставка в течение 24 часов
В наличии
Индекс: АЗО-10292
Доставка в течение 24 часов
В наличии
Индекс: PLL-01408
Доставка в течение 24 часов
В наличии
Индекс: PLL-01425
Доставка в течение 24 часов
В наличии
Индекс: PLL-14008
Доставка в течение 24 часов
В наличии
Индекс: PLL-15969
Доставка в течение 24 часов
В наличии
Индекс: PLL-01843
Доставка в течение 24 часов
В наличии
Распродажа!
Акция
Понижающий регулятор напряжения с дисплеем LM2596 — 3,2–35 В, 3 А
LM2596 модуль понижающего преобразователя. Входное напряжение от 3,2 В до 40 В. Максимальный непрерывный выходной ток 3 А. Выходное напряжение регулируется в диапазоне от 3,2 В до 35 В. Встроенный дисплей показывает…
Индекс: MOD-04871
Индекс: MOD-04871
Доставка в течение 24 часов
В наличии
Понижающий преобразователь напряжения D36V28F7 — 7,5 В 2,6 А — Pololu 3784
Понижающий преобразователь с выходным напряжением 7,5 В и мощностью от 2 А до 3,7 А, типовой 2,6 А. Питается от 8 В до 50 В. Размеры платы 20 х 18 мм.
Понижающий преобразователь с выходным напряжением 9 В. Максимальный ток 2,3 А. Напряжение питания находится в широком диапазоне от 9,6 В до 36 В. Размеры модуля 18 х 18 мм.
Инвертор понижения напряжения автомобильной установки. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Модернизация инвертора с регулируемым выходным напряжением 9 В.- 30 В. Допустимый диапазон входного напряжения составляет 2,9 — 30 В, а максимальный входной ток, который может обработать система, составляет 5 А.
Инвертор для повышения напряжения до 24 В. Допустимый диапазон входного напряжения 2,9 В.- 24 В, а максимальный входной ток, который может обработать система, составляет 5 А.
Индекс: PLL-02346
Индекс: PLL-02346
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V22F12 — 12 В 2,2 А — Pololu 2855
Понижающий преобразователь с выходным напряжением 12 В. Максимальный ток 2,2 А. Напряжение питания находится в широком диапазоне от 12,7 В до 36 В. Размеры модуля 18 х 18 мм.
Индекс: PLL-04851
Индекс: PLL-04851
Доставка в течение 24 часов
В наличии
Понижающий регулятор напряжения D24V10F9 — 9 В 1 А — Pololu 2833
По популярности Новинки Цены: по возрастанию Цены: по убыванию
Нет в наличии
5 750 руб
АККУМУЛЯТОРНЫЕ МОТОНОЖНИЦЫ STIHL HSA 45
Тип двигателя
Технология аккумулятора
Номинальное напряжение (В)
Уровень звукового давления дБ(А)
Вес без аккумулятора (кг)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Время работы с аккум. (мин)
В наличии
14 990 руб
МОТОНОЖНИЦЫ STIHL HSE 42
Тип двигателя
Номинальное напряжение (В)
Номинальная мощность (Вт)
Уровень звукового давления дБ(А)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Частота вращения (об/мин)
Вес (кг)
В наличии
14 990 руб
МОТОНОЖНИЦЫ STIHL HSE 52
Тип двигателя
Номинальное напряжение (В)
Номинальная мощность (Вт)
Уровень звукового давления дБ(А)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Частота вращения (об/мин)
Вес (кг)
В наличии
15 990 руб
АККУМУЛЯТОРНЫЕ МОТОНОЖНИЦЫ STIHL HSA 26
Тип двигателя
Технология аккумулятора
Номинальное напряжение (В)
Уровень звукового давления дБ(А)
Вес без аккумулятора (кг)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Время работы с аккум. (мин)
В наличии
15 990 руб
МОТОНОЖНИЦЫ STIHL HSE 71
Тип двигателя
Номинальное напряжение (В)
Номинальная мощность (Вт)
Уровень звукового давления дБ(А)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Вес (кг)
В наличии
19 990 руб
МОТОНОЖНИЦЫ STIHL HS 45
Тип двигателя
Объем двигателя (см3)
Номинальная мощность (Вт)
Уровень звукового давления дБ(А)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Вес (кг)
Объем топливного бака (л)
В наличии
28 990 руб
МОТОНОЖНИЦЫ STIHL HS 56 C-E
Тип двигателя
Объем двигателя (см3)
Номинальная мощность (Вт)
Уровень звукового давления дБ(А)
Длина реза (см)
Общая длина (см)
Расстояние между зубьями
Вес (кг)
Объем топливного бака (л)
В наличии
49 990 руб
МОТОСЕКАТОР HL 92 C-E
Тип двигателя
Уровень звукового давления дБ(А)
Длина реза (см)
Расстояние между зубьями
Мощность
Вес (кг)
Рабочий объем см³
Объем топливного бака (л)
Частота вращения (об/мин)
В наличии
59 990 руб
Секатор одноручный STIHL PG 10
Садовая техника и инструмент
Садовый инвентарь и инструмент
Секаторы
ХарактеристикиОписаниеГарантияЗапасные части
Бренд: STIHL
Характеристики
Бренд: STIHL
Секатор одноручный STIHL PG 10 — для ухода за садом идеально подходят для подстригания листьев на деревьях, розовых кустах, резки тонких живых веток и небольших сучков. Модель сделана из алюминия с пластиковыми ручками для более комфортной работы в холодную пору. Острые ножи позволяют быстро обрезать листву, их не надо затачивать перед каждым использованием.
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
FELCO 50 Специальное применение | Кусачки для копыт Oban Garden — Garden Tap
Изображение 1 из 2
Изображение 2 из 2
94,99 фунтов стерлингов
Если и есть что-то, что вам нужно от ножниц для ухода за животными, так это точность. Скорость работы и чистый срез необходимы для поддержания здоровья. Это также означает меньший стресс для ваших овец и коз в тот очень напряженный момент, когда вам нужно подрезать им копыта. Дизайн машинки для стрижки копыт FELCO 50 отражает все ваши пожелания. По аналогии с ножницами FELCO 7 легкая конструкция, вращающаяся рукоятка и изогнутая головка обеспечивают удобство и естественность использования инструмента. Это сделает стрижку копыт проще и эффективнее, а лезвия, покрытые XYLAN®, защитят от инфекций.
Количество:
Добавить в корзину
Описание
Подрезать копыта овцам и козам и в лучшие времена может быть непросто. Особенно, когда здоровье и комфорт ваших животных являются вашим главным приоритетом. Это тоже наше; именно поэтому мы разработали машинку для стрижки копыт FELCO 50 как быстрый, прочный, точный и настолько удобный в использовании инструмент, что все ваши усилия можно сосредоточить на том, чтобы ваши животные оставались спокойными и находились под вашим контролем. Покрытие XYLAN® на лезвиях сохраняет чистоту инструмента, защищая от распространения инфекций копыт, что еще больше укрепляет ваше спокойствие. Разработанные на основе модели FELCO 7, эти ножницы имеют подвижную угловую головку, которую легко отрегулировать, чтобы обеспечить чистую режущую способность именно там, где она вам нужна. Оригинальная вращающаяся рукоятка снижает необходимое усилие резания примерно на 30%. Машинки для стрижки копыт FELCO 50 легки, надежны и удобны в эксплуатации. Если бы только ваши овцы и козы так же последовательно сотрудничали.
Технические характеристики
Ножницы для обрезки копытов овец и коз
КРЕДИТА
Рукоятки из кованого алюминия с пожизненной гарантией
Лезвие и ответное лезвие из закаленной стали
Винтовой контрнож для простой замены
Зубчатая гайка для легкой регулировки режущей головки
Ключ для регулировки режущей головки и блокировки закрытия
Нескользящее покрытие рукоятки, не содержащее фталатов*
Все сменные детали**
* Известно, что фталаты являются потенциальными эндокринными разрушителями. FELCO производит продукцию, не содержащую фталатов, с 2015 года
** См. на внутренней стороне упаковочной карточки или на странице конкретного продукта на сайте www.felco.com
Преимущества продукта
Покрытие XYLAN® защищает лезвие от чистоты и защищает лезвие инструмента. перенос инфекции
Вращающаяся рукоятка распределяет усилие, уменьшая силу резания, необходимую для защиты суставов и мышц
Легкие кованые алюминиевые рукоятки с пожизненной гарантией обеспечивают эффективное обращение независимо от местоположения
Надежный и прочный высокопроизводительный инструмент с конструкцией, позволяющей легко справляться с тяжелыми задачами
Изогнутая головка интегрирует функции инструмента с вашей рукой для удобного резания, которое становится второй натурой
Положитесь на собственные ноу-хау FELCO по термообработке и закалке, чтобы обеспечить долговечную сверхострую режущую кромку.
Простая регулировка режущей головки для чистого и точного среза, на который вы можете положиться
Регулируемый закрывающий замок обеспечивает безопасный захват и транспортировку скота комфорт в обращении и снижение утомляемости
Быстрая и простая смена лезвий безопасна, надежна и гарантирует, что вы всегда сможете продолжить работу
Красные рукоятки подчеркивают наше наследие и служат удобным маяком, поэтому вы всегда можете найти ваш инструмент FELCO в любой среде
Их производство в Швейцарии с использованием возобновляемых источников энергии делает их мощным сторонником нашей философии гармоничного использования и в гармонии с природой. Машинки для стрижки копыт FELCO 50 в превосходном состоянии и минимизируют отходы при использовании инструмента, в котором все части — от лезвия и пружины до самого маленького винта — заменяемы -бесплатные продукты с 2015 года
8 видов садовых ножниц
Серьезный садовник должен знать, что существует множество творческих способов превратить сад в идеальную природную гавань. Задача будет заключаться в поддержании состояния вашего сада и инструментов, необходимых для поддержания этой красоты. Существует бесчисленное множество инструментов для сада, но, если подумать об уходе, вы наверняка оцените садовые ножницы.
Садовые ножницы, садовые ножницы, секаторы или садовые ножницы бесценны для всех, кто работает с растениями, будь то маленькие или даже большие, такие как деревья. С помощью этого инструмента поддержание вашего сада в том виде, в котором вы хотите, станет легкой задачей. Но ручные секаторы не только срезают растения в саду, но и помогают вам более творчески подходить к своим растениям.
Искусство и наука обрезки
Вопреки распространенному мнению, подрезать — это не просто подрезать. Обрезка означает избавление от любого ненужного или нежелательного элемента, как вы делаете, когда обрезаете ветки деревьев, которые стали слишком длинными, чтобы представлять опасность. Естественно отрезать ненужные, особенно природные элементы, которые впоследствии могут создать проблемы.
Но с обрезкой все дело в жизни. Намерение состоит в том, чтобы удалить элементы, которые препятствуют росту или потенциалу процветания растения. Для этого необходимо выборочное удаление определенных частей растения, таких как почки, ветви или даже корни. В некоторых случаях формирование осуществляется также с обрезкой, когда вы контролируете направление роста растений. Другой пример — подготовка растения к пересадке с целью увеличения урожая.
Чтобы выполнять эти действия по обрезке, нужно помнить, что существуют определенные способы обрезки с помощью подходящих садовых ножниц.
Типы лезвий ручных секаторов
Прежде чем приступить к обрезке, попробуйте составить план своего сада. Простое срезание не принесет пользы вашему ландшафту и может даже нанести ущерб, чем улучшение вашего сада. Для каждого разреза вам нужно идеальное лезвие.
Нержавеющая сталь. Лезвия из нержавеющей стали обладают высокой коррозионной стойкостью благодаря хромовому компоненту, которого нет в углеродистой стали.
Углеродистая сталь. Изделия из углеродистой стали более ковкие, но хрупкие. Он становится хрупким из-за слишком большого количества углерода, но также и затвердевает.
Итак, в зависимости от ваших приоритетов и того, что вы обычно делаете со своими секаторами, у обоих есть свои плюсы и минусы.
3 вида садовых ножниц
Кто знал, что обрезка может быть такой сложной! Обрезка в саду — это не просто обрезка ветки, а способ для садоводов сделать чистый срез, позволяющий растениям расти. Есть три конструкции садовых ножниц.
Секаторы с наковальней. Секатор с наковальней имеет одно лезвие с одной стороны, а другая сторона действует как доска. Сторона лезвия проталкивает или прорезает материал на сторону доски. Они в основном используются для резки мертвой древесины или частей растения, которые мы собираемся удалить. Это садовые ножницы для тяжелых условий эксплуатации, когда вы хотите удалить нежелательные растительные элементы.
Обводные секаторы. Обводные секаторы похожи на ножницы, в которых есть два лезвия, которые проходят друг через друга, чтобы выполнить резку. Эти секаторы используются для сложной обрезки, когда цель садовника состоит в том, чтобы аккуратно срезать, не причиняя никакого вреда остальной части ветки. Это используется на небольших растениях с небольшими мягкими тканями.
Секаторы с клювом попугая. Секатор с клювом попугая имеет два вогнутых лезвия. Два лезвия захватывают ствол между собой, чтобы сделать чистый срез. Они наиболее особенно используются для узких стеблей. Это секатор малого типа, который используется для цветов.
В зависимости от растения и того, что вам нужно сделать, выберите садовые ножницы, которые будут работать эффективно, чтобы сэкономить ваше время и нервы (когда вы случайно убьете растение вместо того, чтобы дать ему вырасти!).
5 видов садовых ножниц
Садовые секаторы — это больше, чем просто ножницы. Это инструменты благоустройства, которые повысят привлекательность ваших растений и общую эстетику вашего участка. Чтобы максимально эффективно использовать ручные секаторы, есть несколько способов сделать это.
Создайте зону бонсай в своем саду
Деревья бонсай идеально подходят для внутреннего и наружного декора. Одного дерева бонсай более чем достаточно, если вы планируете посадить его в помещении. Снаружи у него есть конкуренция с остальными растениями, особенно если ваш сад не обрезан. Итак, еще один способ выделить свой бонсай — создать зону для бонсай. С секатором для бонсай или просто найдите маленькие секаторы в вашем любимом магазине инструментов, и превратить дерево в бонсай будет не так сложно и быстрее, чем вы думали. Секаторы для бонсай сделаны специально для обрезки, а не для грубой обрезки. Зона деревьев бонсай — идеальное место для уединения, где вас не будут беспокоить разросшиеся ветки и падающие листья.
Нарежьте обрезки на мелкие кусочки для облегчения утилизации и вермикультуры
Одним из преимуществ садоводства является знание того, что вы вносите свой вклад в благополучие окружающей среды. Один из способов заключается в том, чтобы обеспечить легкую утилизацию органических веществ, таких как обрезки растений. Когда вы убираете свой сад, облегчите сборщикам мусора обрезку, нарезав ее на более мелкие кусочки с помощью секатора в виде клюва попугая. Также вы можете выбрать из набора садовых ножниц свой любимый инструмент для резки. Таким образом, вы можете сгребать обрезки прямо в мешки или мешки для мусора, не нанимая кого-то, кто сделает это за вас.
Другой способ – использовать обрезки для кормления червей для вермикультуры. Вермикультура — это процесс переработки с использованием червей для разложения органических пищевых отходов и превращения отходов в богатые питательными веществами вещества для поддержания растений и обогащения почвы. Черви для червей питаются листьями, садовыми обрезками и скошенной травой. Если вы режете более толстые ветки, садовые ножницы также могут обрезать их быстрее.
Изучите основы лесоводства
Не каждый день выпадает возможность заниматься чем-то большим, чем просто садоводством на заднем дворе и посадкой цветов. С природой можно открыть для себя больше, например, лесоводство. Лесоводство включает выращивание, управление и изучение деревьев, кустарников, виноградных лоз и других древесных растений. Изучение этих типов растений означает изучение их роста и реакции на культурные практики в окружающей среде.
Чтобы помочь вам, используйте тяжелые садовые ножницы с наковальней для работы, особенно с толстыми лозами. Вы можете обрезать определенные древесные растения, чтобы сохранить их для озеленения в собственном саду или общественном парке. Обрезка – это культурный прием. Обрезая, узнайте о правильных способах обрезки определенных видов растений, чтобы улучшить их благоустройство, будь то дома или в общественном месте.
Попробуйте другое хобби, попробуйте икебану
Икебана — это термин, используемый в Японии для цветочной композиции. Это деятельность, которая является полностью отдельной художественной дисциплиной. Икебана считается достойным достижением, когда японские генералы балуются ею, чтобы успокоить свой разум и помочь им принимать более четкие решения в бою.
Больше, чем просто цветочные сады, сажайте с целью поделиться красотой, которая есть в вашем саду. Если это так, вам понадобится набор садовых ножниц, чтобы у вас был один набор для каждой цели при создании собственной цветочной композиции. В икебане используются различные природные элементы, поэтому вы можете использовать и другие природные компоненты, кроме цветов. Таким образом, вы можете эффективно и точно использовать все виды садовых ножниц.
Не только садоводство, но и сельское хозяйство
Фермы тоже могут быть красивыми, с цветущими фруктами и овощами, а также с цветами в вашем саду. На этот раз землевладельцы и домовладельцы предпочитают сажать в саду фрукты и овощи вместо обычных цветов для дополнительной эстетики своего дома.
Возделывание небольшого участка земли хорошо работает, особенно для новичков, и приносит такую же пользу, как и цветник. Во-первых, вы сами выращиваете продукты, что экономит ваше время и деньги. Кроме того, выращивание собственной еды никогда не приносило большего удовлетворения, чем сейчас, из-за проблем с устойчивостью.
Как обрезной нож, так и садовые ножницы для тяжелых условий эксплуатации хорошо подходят для выполнения различных работ даже на небольшой ферме и ферме садового типа. Используйте обходной секатор для овощей, в то время как мощный секатор подойдет для некоторых фруктов на деревьях. Таким образом, вы обеспечиваете здоровое отрастание растительной пищи, а не просто собираете и нарезаете.
Избавьтесь от стресса
Использование ручных секаторов в садоводстве дает много преимуществ, которыми мы можем воспользоваться в этом быстро меняющемся мире. Это очень похоже на наслаждение долгой роскошной ванной после тяжелого рабочего дня. Ученые доказали, что садоводство оказывает успокаивающее действие на тех, кто воспринимает это как серьезное хобби. Неудивительно, визуальный эффект цветов и клочка земли, изобилующей жизнью, кажется, бодрит даже самых уставших людей.
 Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.
Вот несколько примеров навесов и мостов, иллюстрированных с помощью букв Y, H и T.

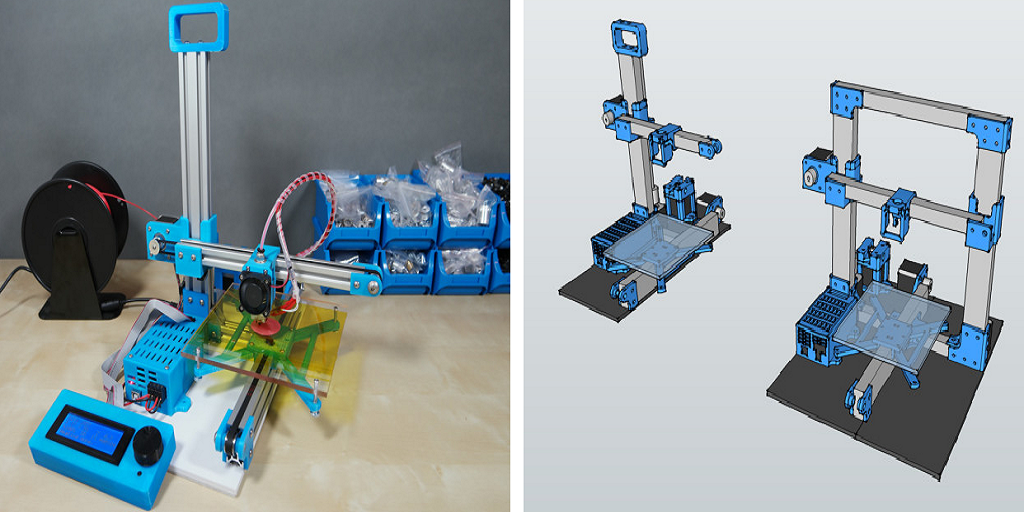
 В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати.
В более поздних разделах мы покажем вам, как применять эту философию с самого этапа проектирования CAD, ведущего к этапу печати. Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.
Этот тип поддержки состоит из вертикальных столбов, которые касаются всего свеса. Этот тип поддержки 3D-печати работает почти для каждого свеса и моста. Тем не менее, они гораздо труднее удалить и гораздо больше шансов причинить ущерб поверхности модели.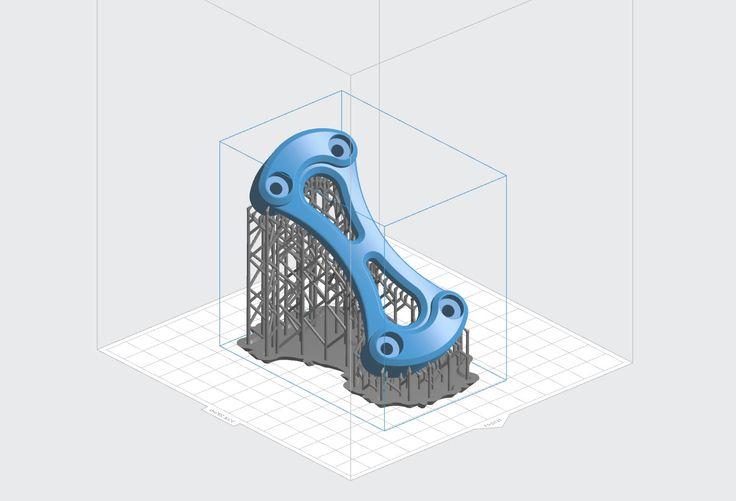 Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.
Эти методы удаления вводят довольно большой риск повреждения модели, и нужно применять правильную технику и оставаться чрезвычайно бдительными и осторожными в фазе удаления.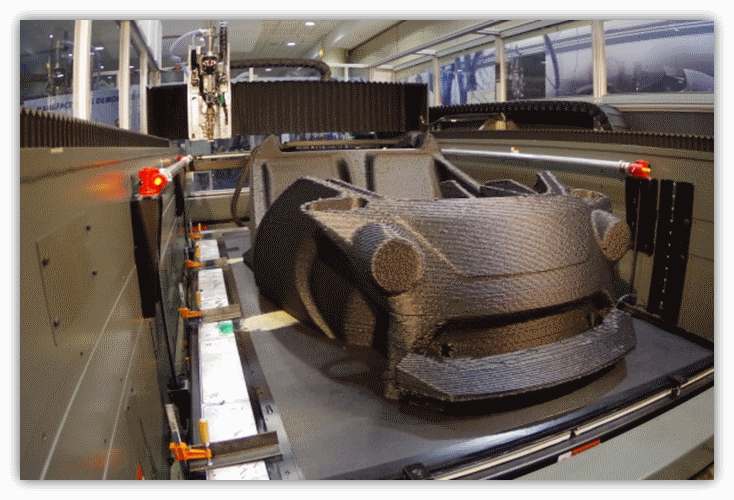 Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко.
Попробуйте оторвать эти структуры поддержки 3D-печати с помощью пальцев. Будьте нежны. Очень нежный. Если вы сделаете это правильно, большая часть структуры поддержки должна отойти довольно легко. Тис!
Тис!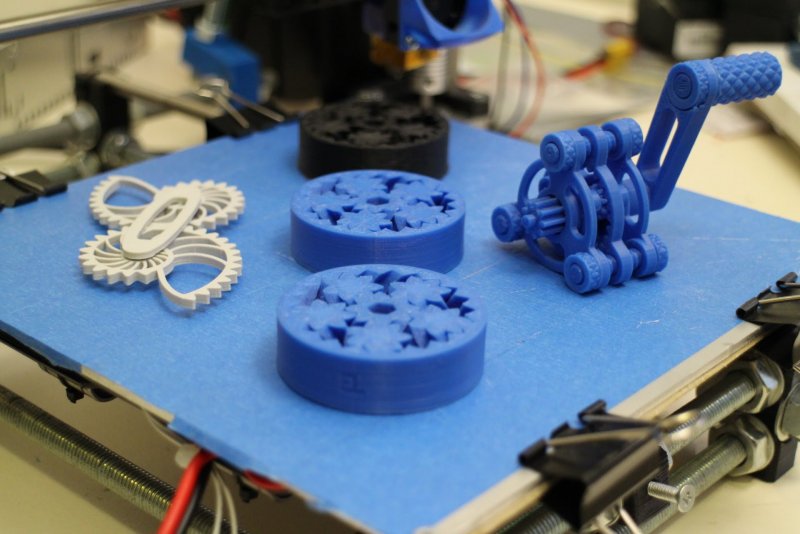 Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
Этот трюк использовался скульпторами на протяжении веков. Например, взгляните на эту скульптуру Антонио Канова «Венера Витрикс».
 Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху.
Например, гораздо лучше распечатать открытую коробку, показанную ниже, с открытым лицом сверху. Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков.
Тем не менее, это означает, что вы часто будете наступать на сложной территории, где есть риск нестабильности модели. Чтобы свести к минимуму этот риск, вот несколько общих трюков. Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.
Но даже в этом случае, вы должны стараться изо всех сил, чтобы убедиться, что 3D-печати структуры поддержки стабильны, но не тратить много материала, легко удалить и не повредить поверхность модели.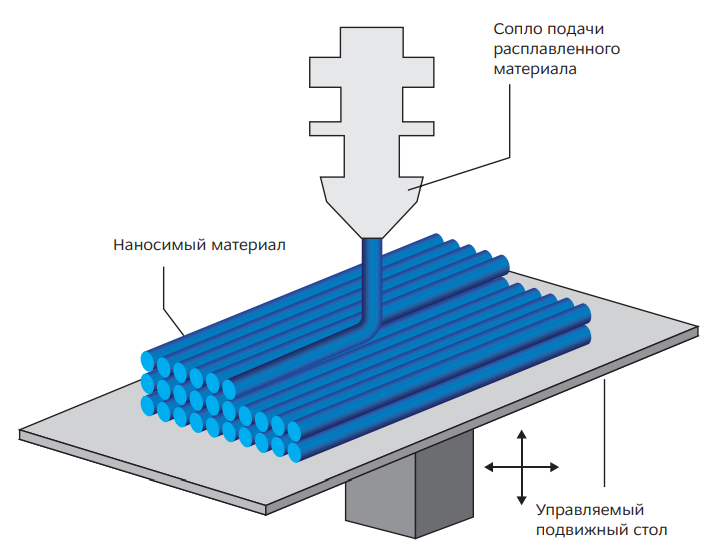


 Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток.
Если конструкция поддержки 3D-печати повреждает стены или прилипает к ним, вы можете увеличить значение на 0,2 мм, пока стены не выходят гладкими. Однако, пожалуйста, убедитесь, что есть не маленькие свесы торчали из внешних стен, которые будут идти без поддержки, если вы положили немного расстояния между опорой и стенами. Если такие небольшие свесы существуют, возможно, даже придется уменьшить расстояние X/Y вместо того, чтобы увеличивать его. В противном случае, вы получите неудавшийся отпечаток. Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм.
Так что, если высота слоя составляет 0,1 мм, расстояние по умолчанию также будет 0,1 мм. Каждый из них даст вам различный баланс между силой и легкостью удаления.
Каждый из них даст вам различный баланс между силой и легкостью удаления. Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово.
Если вам понравилось, поделитесь им со своими приятелями 3D-печати и распространять слово. На «вооружении» MX3D также есть модель под названием MX3D-Resin, использующая канифоль.
На «вооружении» MX3D также есть модель под названием MX3D-Resin, использующая канифоль.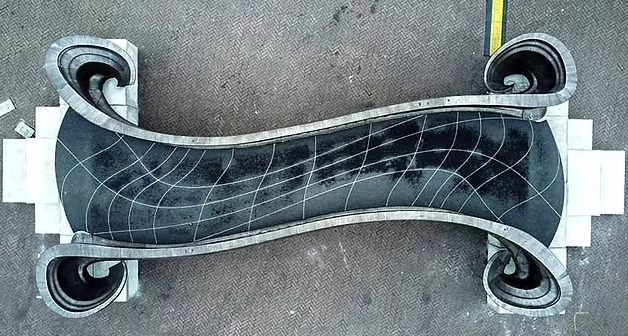 Предполагается, что это позволит увеличить продолжительность службы моста, ведь теперь можно будет вовремя проводить на нем ремонтные работы. Один из спонсоров проекта — Autodesk — уже предоставил команде облачное хранилище, которое будет использоваться для хранения и анализа собранных данных.
Предполагается, что это позволит увеличить продолжительность службы моста, ведь теперь можно будет вовремя проводить на нем ремонтные работы. Один из спонсоров проекта — Autodesk — уже предоставил команде облачное хранилище, которое будет использоваться для хранения и анализа собранных данных. Благодаря машинному проектированию создателям моста удалось сохранить природную структуру и пористость материалов, не ограничиваясь рамками стандартных форм.
Благодаря машинному проектированию создателям моста удалось сохранить природную структуру и пористость материалов, не ограничиваясь рамками стандартных форм. Для выбора наиболее подходящего для печати полимера, обладающего нужной прочностью компания Polymaker Industrial — поставщик сырья — напечатала пробные пятиметровые мосты из разных видов пластика.
Для выбора наиболее подходящего для печати полимера, обладающего нужной прочностью компания Polymaker Industrial — поставщик сырья — напечатала пробные пятиметровые мосты из разных видов пластика. Мосты демонстрируют, что 3D-печать наконец-то готова войти в мир больших функциональных объектов из экологически чистых материалов и с беспрецедентной свободой в выборе форм. К тому же мост — это красивая метафора о связи старого города с технологией будущего, позволяющей получить самое лучшее из обоих миров. Мы еще раз убедились, что при помощи 3D-печати можно напечатать практически всё. Оказывается, даже такие сложные конструкции, как мосты. Будущее за 3D-принтерами!
Мосты демонстрируют, что 3D-печать наконец-то готова войти в мир больших функциональных объектов из экологически чистых материалов и с беспрецедентной свободой в выборе форм. К тому же мост — это красивая метафора о связи старого города с технологией будущего, позволяющей получить самое лучшее из обоих миров. Мы еще раз убедились, что при помощи 3D-печати можно напечатать практически всё. Оказывается, даже такие сложные конструкции, как мосты. Будущее за 3D-принтерами! Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.
Однако, если вы читаете это, мосты ваших отпечатков, вероятно, не слишком горизонтальны. Не будьте слишком строги к себе.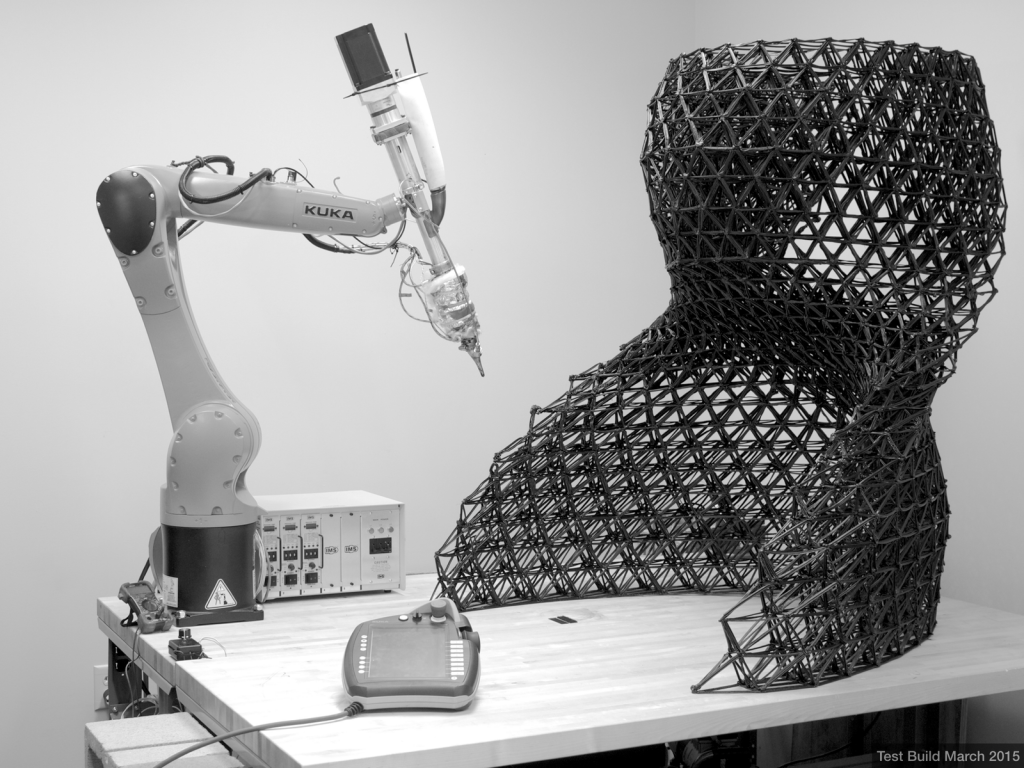
 Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura.
Вам нужно будет настроить G-код таким образом, чтобы температура менялась с каждым уровнем, чтобы напечатать его. Выберите «Расширения» > «Постобработка» > «Изменить G-код» и добавьте плагин «Vary Temp With Height», чтобы получить доступ к этой опции в Cura. Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
Итак, экспериментируйте с разными скоростями, пока не найдете ту, которая подходит вам лучше всего.
 Если вы заметили провисание, провисание или промежутки между вытянутыми сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов. Мы рассмотрим каждую из областей, которые вы хотите решить, чтобы убедиться, что вы можете напечатать самые лучшие мосты на своем 3D-принтере.
Если вы заметили провисание, провисание или промежутки между вытянутыми сегментами, вам может потребоваться изменить настройки для достижения наилучших результатов. Мы рассмотрим каждую из областей, которые вы хотите решить, чтобы убедиться, что вы можете напечатать самые лучшие мосты на своем 3D-принтере. Выйдите из предварительного просмотра, нажмите «Изменить параметры процесса» и перейдите на вкладку «Другое», чтобы просмотреть настройки моста. Первый параметр в этом разделе — «Порог неподдерживаемой области». Это позволяет программному обеспечению игнорировать очень маленькие области мостов и сосредоточиться на более крупных областях мостов, для которых могут потребоваться специальные настройки. Если вы считаете, что ваша область соединения не включена, убедитесь, что площадь области соединения больше этого порогового значения. Второй параметр, который нужно проверить, находится внизу этого списка. По умолчанию Simplify3D использует специальные настройки периметра для всех периметров, которые печатаются как часть области соединения, но при желании вы также можете использовать параметры соединения для этих областей. Для этого включите параметр «Применить настройки моста к периметрам», сохраните настройки, а затем вернитесь к предварительному просмотру Simplify3D, чтобы проверить свои изменения.
Выйдите из предварительного просмотра, нажмите «Изменить параметры процесса» и перейдите на вкладку «Другое», чтобы просмотреть настройки моста. Первый параметр в этом разделе — «Порог неподдерживаемой области». Это позволяет программному обеспечению игнорировать очень маленькие области мостов и сосредоточиться на более крупных областях мостов, для которых могут потребоваться специальные настройки. Если вы считаете, что ваша область соединения не включена, убедитесь, что площадь области соединения больше этого порогового значения. Второй параметр, который нужно проверить, находится внизу этого списка. По умолчанию Simplify3D использует специальные настройки периметра для всех периметров, которые печатаются как часть области соединения, но при желании вы также можете использовать параметры соединения для этих областей. Для этого включите параметр «Применить настройки моста к периметрам», сохраните настройки, а затем вернитесь к предварительному просмотру Simplify3D, чтобы проверить свои изменения.
 Настройки экструзии и скорости для этих областей можно найти на вкладке «Другие» в настройках вашего процесса. Как правило, вам нужно установить «Множитель экструзии моста» на 100% или более, так как при более низких значениях могут возникнуть проблемы с надлежащей герметизацией нижней части этих поверхностей. «Множитель скорости соединения» может потребовать некоторых экспериментов, так как некоторые принтеры будут работать лучше при медленном соединении, в то время как другие получают лучшие результаты при быстром перемещении. Наконец, вы можете найти настройки скорости мостового вентилятора на вкладке «Охлаждение» в настройках вашего процесса. Как правило, вам нужно установить большое значение «Переопределение скорости вентилятора моста», чтобы обеспечить максимально быстрое охлаждение мостов. Поэкспериментируйте с этими настройками, чтобы найти наилучшую комбинацию для вашего конкретного 3D-принтера и нити. Существует много доступных моделей для тестирования моста, которые могут помочь в этой калибровке.
Настройки экструзии и скорости для этих областей можно найти на вкладке «Другие» в настройках вашего процесса. Как правило, вам нужно установить «Множитель экструзии моста» на 100% или более, так как при более низких значениях могут возникнуть проблемы с надлежащей герметизацией нижней части этих поверхностей. «Множитель скорости соединения» может потребовать некоторых экспериментов, так как некоторые принтеры будут работать лучше при медленном соединении, в то время как другие получают лучшие результаты при быстром перемещении. Наконец, вы можете найти настройки скорости мостового вентилятора на вкладке «Охлаждение» в настройках вашего процесса. Как правило, вам нужно установить большое значение «Переопределение скорости вентилятора моста», чтобы обеспечить максимально быстрое охлаждение мостов. Поэкспериментируйте с этими настройками, чтобы найти наилучшую комбинацию для вашего конкретного 3D-принтера и нити. Существует много доступных моделей для тестирования моста, которые могут помочь в этой калибровке.
 Киев
Киев Киев
Киев
 Мы не будем продавать вам то, что не использовали бы сами, поэтому вы можете делать покупки с уверенностью, что каждый раз получаете лучший продукт.
Мы не будем продавать вам то, что не использовали бы сами, поэтому вы можете делать покупки с уверенностью, что каждый раз получаете лучший продукт. Он также обеспечивает место для крепления приклада.
Он также обеспечивает место для крепления приклада. Детали AR-15 производятся бесчисленным множеством производителей и различных компаний по всему миру, что создает конкурентный рынок, на котором качество может значительно различаться между продуктами.
Детали AR-15 производятся бесчисленным множеством производителей и различных компаний по всему миру, что создает конкурентный рынок, на котором качество может значительно различаться между продуктами.
 После нескольких лет тщательного отбора производителей буферных трубок на основе качества внутренней отделки их трубок мы решили спроектировать и произвести собственные пружины действия с идеальной бесцентровой шлифовкой и прецизионной полировкой наружного диаметра. Эти JP Custom Buffer Springs — недорогой способ понять, почему мы имеем репутацию производителя самых тихих и плавных винтовок на рынке.
После нескольких лет тщательного отбора производителей буферных трубок на основе качества внутренней отделки их трубок мы решили спроектировать и произвести собственные пружины действия с идеальной бесцентровой шлифовкой и прецизионной полировкой наружного диаметра. Эти JP Custom Buffer Springs — недорогой способ понять, почему мы имеем репутацию производителя самых тихих и плавных винтовок на рынке. Версия AR-15 подходит и работает с любым вариантом AR-15 с газовым приводом, независимо от калибра. Версия AR-10 должна подходить и функционировать на любой крупногабаритной платформе типа AR-10, основанной на платформе AR-10 или LR-308. JPSCS не совместим ни с одним 9-мм вариантом AR или любой системой со свободным затвором, использующей твердый (утяжеленный) держатель.
Версия AR-15 подходит и работает с любым вариантом AR-15 с газовым приводом, независимо от калибра. Версия AR-10 должна подходить и функционировать на любой крупногабаритной платформе типа AR-10, основанной на платформе AR-10 или LR-308. JPSCS не совместим ни с одним 9-мм вариантом AR или любой системой со свободным затвором, использующей твердый (утяжеленный) держатель. 95
95
 Учебное развивающее оборудованиеInvicta. Учебное оборудованиеJoyToy. Игры и игрушкиLego. Конструкторы для дошкольников и начальной школыLego, TETRIX, Matrix. Конструкторы для средней школыMaxitronix. Оборудование и наборы для экспериментовMimio. Интерактивные технологии обученияRobo Wunderkind. РобототехникаSantoys. Развивающие игры и конструкторыSchubi. Развивающие и учебные игрыSpectra. Учебное и коррекционное оборудованиеTolo. Развивающие игрушки для малышейPedalo. Тренажеры для развития моторикиДвигательная активностьЕстествознаниеЗнакомимся с визуальными эффектамиЗона свободного творчестваИгровые зоныИгротека в чемоданеИгрушки для самых маленькихИностранные языки в начальной школеИНТ. Образовательное программное обеспечениеИНТ-ПАРКЛаборатории в чемоданеМатематика. Начальная школаМатематика. Основы счетаМебель для игровых зонМелкая моторикаМышление и памятьНабор психолога ПЕРТРАНавыки тактильного различенияНастенные игровые панелиНастольная песочницаНовинкиОборудование для детей с ОВЗПотрогай, посмотри, сравниПроекторы мультимедийныеПчелки ЛогоРоботыРазвитие речи и навыков общенияСенсорное развитиеСравниваем по звучанию, весу, вкусу, запаху, на слухСтанки.
Учебное развивающее оборудованиеInvicta. Учебное оборудованиеJoyToy. Игры и игрушкиLego. Конструкторы для дошкольников и начальной школыLego, TETRIX, Matrix. Конструкторы для средней школыMaxitronix. Оборудование и наборы для экспериментовMimio. Интерактивные технологии обученияRobo Wunderkind. РобототехникаSantoys. Развивающие игры и конструкторыSchubi. Развивающие и учебные игрыSpectra. Учебное и коррекционное оборудованиеTolo. Развивающие игрушки для малышейPedalo. Тренажеры для развития моторикиДвигательная активностьЕстествознаниеЗнакомимся с визуальными эффектамиЗона свободного творчестваИгровые зоныИгротека в чемоданеИгрушки для самых маленькихИностранные языки в начальной школеИНТ. Образовательное программное обеспечениеИНТ-ПАРКЛаборатории в чемоданеМатематика. Начальная школаМатематика. Основы счетаМебель для игровых зонМелкая моторикаМышление и памятьНабор психолога ПЕРТРАНавыки тактильного различенияНастенные игровые панелиНастольная песочницаНовинкиОборудование для детей с ОВЗПотрогай, посмотри, сравниПроекторы мультимедийныеПчелки ЛогоРоботыРазвитие речи и навыков общенияСенсорное развитиеСравниваем по звучанию, весу, вкусу, запаху, на слухСтанки. ТехнологияСтроим по образцуТворческое конструированиеТренировка дыхания и твердой рукиУчебные и лабораторные столыФизкультура для самых маленькихХудожественное творчество и музыкальная культураШуша
ТехнологияСтроим по образцуТворческое конструированиеТренировка дыхания и твердой рукиУчебные и лабораторные столыФизкультура для самых маленькихХудожественное творчество и музыкальная культураШуша Мужчина признается, что испытывает страсть к мотоциклам, и именно это увлечение вдохновило его на то, чтобы заняться в Украине развитием электротранспортной истории. «Я хотел заняться электромобилями, но моя финансовая история сложилась иначе. И тогда я решил, что буду переоборудовать, пересобирать, улучшать электромотоциклы», ― рассказывает Волна.
Мужчина признается, что испытывает страсть к мотоциклам, и именно это увлечение вдохновило его на то, чтобы заняться в Украине развитием электротранспортной истории. «Я хотел заняться электромобилями, но моя финансовая история сложилась иначе. И тогда я решил, что буду переоборудовать, пересобирать, улучшать электромотоциклы», ― рассказывает Волна.  «Моя цель ― создавать экотранспорт, доступный каждому», ― говорит Стас.
«Моя цель ― создавать экотранспорт, доступный каждому», ― говорит Стас.

 «Можно собрать и 3, и 5, и 10 кВт энергии. Вопрос только в проводах того устройства, к которому такой источник питания будет подключаться», ― говорит он. Емкость запасаемой энергии в одном таком блоке ― 150–160 Вт. То есть автомобильный холодильник, который потребляет 40 Вт в час, может работать от такого пауэрбанка четыре часа. Заряд такого гаджета происходит за 10–15 минут.
«Можно собрать и 3, и 5, и 10 кВт энергии. Вопрос только в проводах того устройства, к которому такой источник питания будет подключаться», ― говорит он. Емкость запасаемой энергии в одном таком блоке ― 150–160 Вт. То есть автомобильный холодильник, который потребляет 40 Вт в час, может работать от такого пауэрбанка четыре часа. Заряд такого гаджета происходит за 10–15 минут.  «Но бывают и еще более живучие батареи. Я сейчас нашел производителя, у которого 25 000 циклов заряда, а это, чтоб вы понимали, срок работы батареи в 50 лет», ― рассказывает изобретатель. Стас говорит, что такую технологию запатентовала Toshiba, и в мире пока такой ресурс аккумулятора ― не очень популярное решение.
«Но бывают и еще более живучие батареи. Я сейчас нашел производителя, у которого 25 000 циклов заряда, а это, чтоб вы понимали, срок работы батареи в 50 лет», ― рассказывает изобретатель. Стас говорит, что такую технологию запатентовала Toshiba, и в мире пока такой ресурс аккумулятора ― не очень популярное решение.  Сейчас я эту идею довожу до ума», ― рассказывает Стас.
Сейчас я эту идею довожу до ума», ― рассказывает Стас.  Итак, я начал с
Итак, я начал с
 1
1
 Время полной перезарядки (зарядка аккумулятора
Время полной перезарядки (зарядка аккумулятора
 17
17 11
11 12
12
 41
41 ч)
ч)  ч)
ч)  ч)
ч)  ч)
ч)  ч)
ч)  Обратите внимание, что эти непрерывные тесты
Обратите внимание, что эти непрерывные тесты
 Мы
Мы
 Поэтому, если вы хотите повысить выносливость своего набора LEGO® Technic, аккумуляторы Ansmann — лучший выбор. Мы благодарим Сариэля за еще одно информативное видео. Обязательно посетите его веб-сайт для получения более интересной информации о LEGO® Technic.
Поэтому, если вы хотите повысить выносливость своего набора LEGO® Technic, аккумуляторы Ansmann — лучший выбор. Мы благодарим Сариэля за еще одно информативное видео. Обязательно посетите его веб-сайт для получения более интересной информации о LEGO® Technic.

 12.2021
12.2021 Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…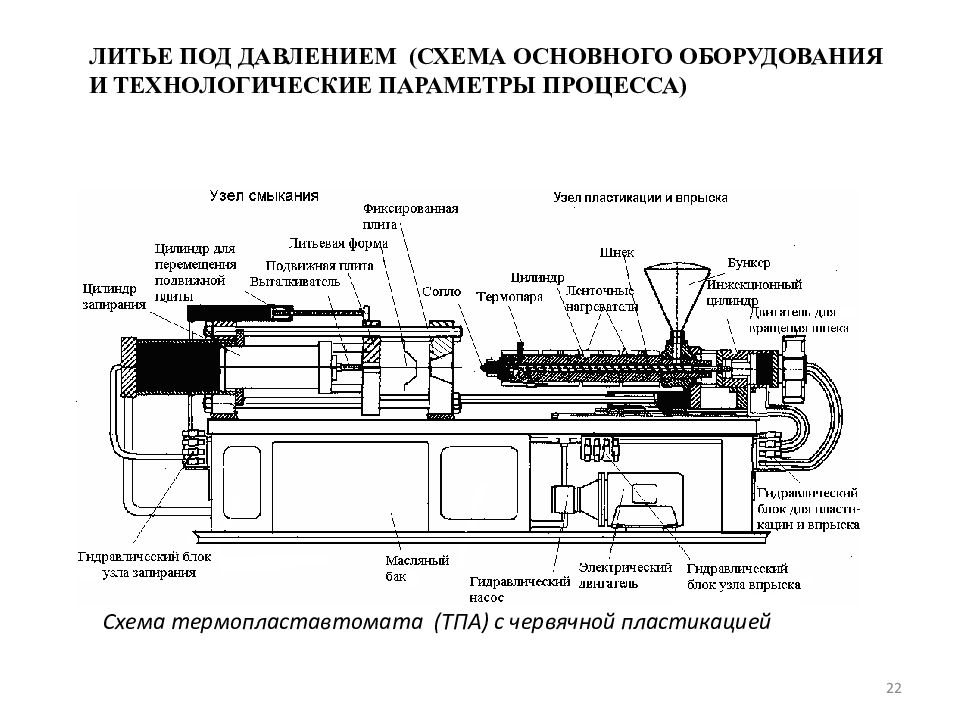 Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости…
Работы выполняются на современном высококачественном оборудовании. Предусматриваем при необходимости… Краткая характеристика: объём впрыска — 1860 куб.см; усилие запирания — 450 тонн;…
Краткая характеристика: объём впрыска — 1860 куб.см; усилие запирания — 450 тонн;… ..
.. Мы — производительВиброустойчивая, литая конструкция и мощный шпиндель обеспечивают…
Мы — производительВиброустойчивая, литая конструкция и мощный шпиндель обеспечивают…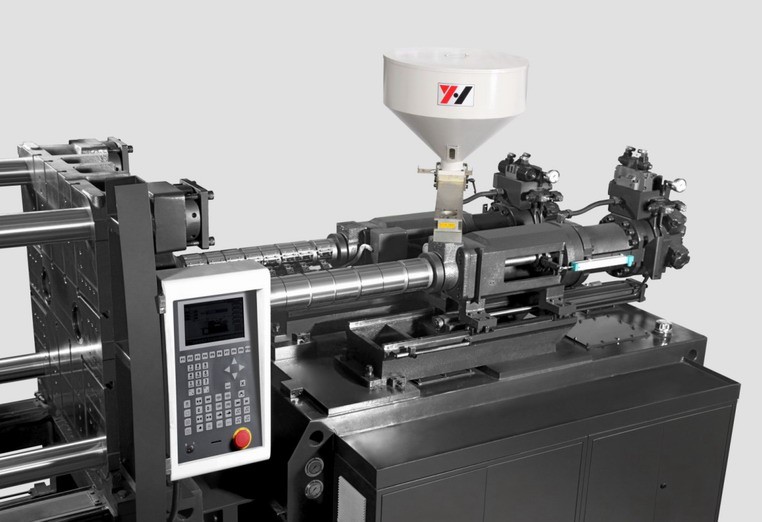 ..
.. Для этого применяются термостаты.
Для этого применяются термостаты. д. Без их применения невозможно добиться высокого качества литья ответственных изделий.
д. Без их применения невозможно добиться высокого качества литья ответственных изделий.
 Поэтому ENGEL классифицирует машины на основе следующих запросов клиентов:
Поэтому ENGEL классифицирует машины на основе следующих запросов клиентов: Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики.
Она включает в себя машины с усилием смыкания от 3 500 до 55 000 кН: от модели t-win начального уровня и настраиваемой технологии duo до быстрой скорости duo. Серия duo — одна из самых энергоэффективных машин этого типа, потребляющая до 55 % меньше энергии, чем машины без сервогидравлики. Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
 Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство.
Кроме того, проверенная технология без стяжек позволяет использовать небольшую машину для литья под давлением для больших форм. Вы инвестируете только в необходимое усилие зажима, экономя ценное производственное пространство. Требования к деталям разнообразны.
Требования к деталям разнообразны.
 Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
 Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое.
Сервогидравлические машины потребляют менее 60% по сравнению с гидравлическими литьевыми машинами с насосом постоянного объема. Для полностью электрических машин для литья под давлением потребление энергии обычно можно сократить вдвое. д.)
д.) Дневной свет
Дневной свет Дневной свет
Дневной свет
 Снимать их разрешается для приема пищи и для гигиенических процедур. И это занимает несколько минут, так как изделия легко надеваются и быстро снимаются.
Снимать их разрешается для приема пищи и для гигиенических процедур. И это занимает несколько минут, так как изделия легко надеваются и быстро снимаются. Разогретое изделие прижимают к
Разогретое изделие прижимают к

 Их ношение комфортно для
Их ношение комфортно для
 В такой ситуации лишь мягкая система элайнеров позволит добиться цели.
В такой ситуации лишь мягкая система элайнеров позволит добиться цели. Это дает возможность врачу ортодонту разработать эффективную схему коррекции.
Это дает возможность врачу ортодонту разработать эффективную схему коррекции. Это очень важно, так как специалист сам разрабатывает план и четко ему следует.
Это очень важно, так как специалист сам разрабатывает план и четко ему следует.
 Брекеты прошли длинный путь – от сложных и громоздких металлически установок, которые вы могли видеть на подростках в американских фильмах, до маленьких изящных конструкций из различных материалов, которые можно выбрать индивидуально. Так, сегодня в ассортименте брекетов есть не только привычные глазу серебристые металлические варианты, но и прозрачные керамические и даже цветные брекет-системы, которые делают длительный процесс лечения немного веселее и больше нравятся детям.
Брекеты прошли длинный путь – от сложных и громоздких металлически установок, которые вы могли видеть на подростках в американских фильмах, до маленьких изящных конструкций из различных материалов, которые можно выбрать индивидуально. Так, сегодня в ассортименте брекетов есть не только привычные глазу серебристые металлические варианты, но и прозрачные керамические и даже цветные брекет-системы, которые делают длительный процесс лечения немного веселее и больше нравятся детям. Брекеты медленно, но верно создают правильное положение зубного ряда и закрепляют зубы на новых местах благодаря длительному ношению. В среднем конструкция устанавливается на 1,5-2 года. О сроках лечения говорить сложно, ведь многое зависит от физиологических особенностей конкретного пациента. В стоимость брекетов входит цена на сами элементы, их установку, а также на посещения стоматолога и рассчитывается индивидуально в процессе лечения.
Брекеты медленно, но верно создают правильное положение зубного ряда и закрепляют зубы на новых местах благодаря длительному ношению. В среднем конструкция устанавливается на 1,5-2 года. О сроках лечения говорить сложно, ведь многое зависит от физиологических особенностей конкретного пациента. В стоимость брекетов входит цена на сами элементы, их установку, а также на посещения стоматолога и рассчитывается индивидуально в процессе лечения. Сейчас это максимально аккуратные и безопасные каппы, которые мягко воздействуют на зубной ряд и обеспечивают выравнивание зубов за счет передвижения их по заранее спланированной ортодонтом траектории.
Сейчас это максимально аккуратные и безопасные каппы, которые мягко воздействуют на зубной ряд и обеспечивают выравнивание зубов за счет передвижения их по заранее спланированной ортодонтом траектории. Эти достоинства очень кстати, ведь лечение элайнерами тоже достаточно длительное – всего изготавливается порядка 30 кап, которые нужно менять каждые 2-3 недели на приеме у врача-ортодонта. Как и в случае с брекетами, цена элайнеров зависит от стоимости индивидуальной конструкции и количества необходимых визитов в клинику.
Эти достоинства очень кстати, ведь лечение элайнерами тоже достаточно длительное – всего изготавливается порядка 30 кап, которые нужно менять каждые 2-3 недели на приеме у врача-ортодонта. Как и в случае с брекетами, цена элайнеров зависит от стоимости индивидуальной конструкции и количества необходимых визитов в клинику.
 Кроме того, их очень легко установить, и они обеспечивают универсальную защиту для многих типов реставраций.
Кроме того, их очень легко установить, и они обеспечивают универсальную защиту для многих типов реставраций. Эта прочная связь со структурой зуба может помочь снизить послеоперационную чувствительность. Прокладки/базы RMGI можно даже использовать как клинически эффективный способ лечения гиперчувствительности дентина.
Эта прочная связь со структурой зуба может помочь снизить послеоперационную чувствительность. Прокладки/базы RMGI можно даже использовать как клинически эффективный способ лечения гиперчувствительности дентина. Благодаря такой консистенции и химическому составу прокладка/база Vitrebond Plus позволяет быстро выполнять технику и превосходно обращаться с ней, облегчая размещение для врача.
Благодаря такой консистенции и химическому составу прокладка/база Vitrebond Plus позволяет быстро выполнять технику и превосходно обращаться с ней, облегчая размещение для врача. Это неотъемлемая часть процесса, так как адекватная подготовка зуба гарантирует, что прокладка/база RMGI сможет приклеиться к дентину без утечки.
Это неотъемлемая часть процесса, так как адекватная подготовка зуба гарантирует, что прокладка/база RMGI сможет приклеиться к дентину без утечки. Она гордится тем, что помогает пациентам создавать красивые улыбки, которыми они могут гордиться.
Она гордится тем, что помогает пациентам создавать красивые улыбки, которыми они могут гордиться.


 Лаку требуется от 18 до 20 часов, чтобы фториды оказали желаемый эффект на эмаль. Единственным недостатком Varnish является то, что он оставляет на зубе желтоватый оттенок на несколько дней вместе с неприятным привкусом.
Лаку требуется от 18 до 20 часов, чтобы фториды оказали желаемый эффект на эмаль. Единственным недостатком Varnish является то, что он оставляет на зубе желтоватый оттенок на несколько дней вместе с неприятным привкусом. Suspension Liner — это второй тип лайнера, в котором суспензия представляет собой воду и, следовательно, медленно сохнет и оставляет более толстый слой (20-25 мкм) на поверхности зуба, помогая в термозащите.
Suspension Liner — это второй тип лайнера, в котором суспензия представляет собой воду и, следовательно, медленно сохнет и оставляет более толстый слой (20-25 мкм) на поверхности зуба, помогая в термозащите.
 Минимальная толщина стоматологической основы для обеспечения термозащиты составляет 0,75 мм . Основания бывают двух типов в зависимости от требуемой прочности –
Минимальная толщина стоматологической основы для обеспечения термозащиты составляет 0,75 мм . Основания бывают двух типов в зависимости от требуемой прочности –

 Для удобства и безопасности эксплуатации пила оснащена инерционным тормозом цепи.
Для удобства и безопасности эксплуатации пила оснащена инерционным тормозом цепи. Компания Partner имеет более чем полувековой опыт в производстве садовой техники. И те, кто ценит в технике высокое качество, надежность и легкость в эксплуатации выбирают технику фирмы Partner.
Компания Partner имеет более чем полувековой опыт в производстве садовой техники. И те, кто ценит в технике высокое качество, надежность и легкость в эксплуатации выбирают технику фирмы Partner. 
 9 л.c.
9 л.c. д.). Бензопила PARTNER 351 CHROME имеет двойную систему очистки воздуха, высокую эргономику и высокую скорость движения цепи, что немаловажно для хорошей работы. При соблюдении нехитрых правил эксплуатации, данная бензопила прослужит долгие годы.
д.). Бензопила PARTNER 351 CHROME имеет двойную систему очистки воздуха, высокую эргономику и высокую скорость движения цепи, что немаловажно для хорошей работы. При соблюдении нехитрых правил эксплуатации, данная бензопила прослужит долгие годы.

 P.:
P.: org/BreadcrumbList»>
org/BreadcrumbList»>
 см
см
 у официального партнера ЗУБР в России
у официального партнера ЗУБР в России Стабилизаторы напряжения электронного типа применяются для стабилизации напряжения питания и защиты бытовой и промышленной техники, торгового оборудования, аппаратуры связи, а также в системах комплексного питания промышленного оборудования, коттеджей, квартир и офисов. бытовое оборудование (телевизоры, холодильники и т.д.), • системы освещения, • системы кондиционирования и вентиляции воздуха, • насосное оборудование, • блоки управления систем обогрева и водоснабжения, • лабораторные установки, • изделия, содержащие электродвигатель.
Стабилизаторы напряжения электронного типа применяются для стабилизации напряжения питания и защиты бытовой и промышленной техники, торгового оборудования, аппаратуры связи, а также в системах комплексного питания промышленного оборудования, коттеджей, квартир и офисов. бытовое оборудование (телевизоры, холодильники и т.д.), • системы освещения, • системы кондиционирования и вентиляции воздуха, • насосное оборудование, • блоки управления систем обогрева и водоснабжения, • лабораторные установки, • изделия, содержащие электродвигатель. ..
.. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В…. Входное напряжение от 3,2 В до 40 В. Максимальный непрерывный выходной ток 3 А. Выходное напряжение регулируется в диапазоне от 3,2 В до 35 В. Встроенный дисплей показывает…
Входное напряжение от 3,2 В до 40 В. Максимальный непрерывный выходной ток 3 А. Выходное напряжение регулируется в диапазоне от 3,2 В до 35 В. Встроенный дисплей показывает… Выходное напряжение 9В, а его токовая мощность равна 2,6 А. Размеры модуля 20 х 18 мм.
Выходное напряжение 9В, а его токовая мощность равна 2,6 А. Размеры модуля 20 х 18 мм. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В…. Допустимый диапазон входного напряжения 2,9 В.- 24 В, а максимальный входной ток, который может обработать система, составляет 5 А.
Допустимый диапазон входного напряжения 2,9 В.- 24 В, а максимальный входной ток, который может обработать система, составляет 5 А. Преобразует входное напряжение от 9,1 В до 36 В в выходное значение 9В. Максимальный непрерывный ток…
Преобразует входное напряжение от 9,1 В до 36 В в выходное значение 9В. Максимальный непрерывный ток… ..
.. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В…. Входное напряжение от 3,2 В до 40 В. Максимальный непрерывный выходной ток 3 А. Выходное напряжение регулируется в диапазоне от 3,2 В до 35 В. Встроенный дисплей показывает…
Входное напряжение от 3,2 В до 40 В. Максимальный непрерывный выходной ток 3 А. Выходное напряжение регулируется в диапазоне от 3,2 В до 35 В. Встроенный дисплей показывает… Выходное напряжение 9В, а его токовая мощность равна 2,6 А. Размеры модуля 20 х 18 мм.
Выходное напряжение 9В, а его токовая мощность равна 2,6 А. Размеры модуля 20 х 18 мм. Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В….
Позволяет использовать устройства, требующие питания 12 В (13,8 В) от автомобильного прикуривателя 24 В…. Допустимый диапазон входного напряжения 2,9 В.- 24 В, а максимальный входной ток, который может обработать система, составляет 5 А.
Допустимый диапазон входного напряжения 2,9 В.- 24 В, а максимальный входной ток, который может обработать система, составляет 5 А.
 (мин)
(мин) Модель сделана из алюминия с пластиковыми ручками для более комфортной работы в холодную пору. Острые ножи позволяют быстро обрезать листву, их не надо затачивать перед каждым использованием.
Модель сделана из алюминия с пластиковыми ручками для более комфортной работы в холодную пору. Острые ножи позволяют быстро обрезать листву, их не надо затачивать перед каждым использованием. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
 Дизайн машинки для стрижки копыт FELCO 50 отражает все ваши пожелания. По аналогии с ножницами FELCO 7 легкая конструкция, вращающаяся рукоятка и изогнутая головка обеспечивают удобство и естественность использования инструмента. Это сделает стрижку копыт проще и эффективнее, а лезвия, покрытые XYLAN®, защитят от инфекций.
Дизайн машинки для стрижки копыт FELCO 50 отражает все ваши пожелания. По аналогии с ножницами FELCO 7 легкая конструкция, вращающаяся рукоятка и изогнутая головка обеспечивают удобство и естественность использования инструмента. Это сделает стрижку копыт проще и эффективнее, а лезвия, покрытые XYLAN®, защитят от инфекций. Разработанные на основе модели FELCO 7, эти ножницы имеют подвижную угловую головку, которую легко отрегулировать, чтобы обеспечить чистую режущую способность именно там, где она вам нужна. Оригинальная вращающаяся рукоятка снижает необходимое усилие резания примерно на 30%. Машинки для стрижки копыт FELCO 50 легки, надежны и удобны в эксплуатации. Если бы только ваши овцы и козы так же последовательно сотрудничали.
Разработанные на основе модели FELCO 7, эти ножницы имеют подвижную угловую головку, которую легко отрегулировать, чтобы обеспечить чистую режущую способность именно там, где она вам нужна. Оригинальная вращающаяся рукоятка снижает необходимое усилие резания примерно на 30%. Машинки для стрижки копыт FELCO 50 легки, надежны и удобны в эксплуатации. Если бы только ваши овцы и козы так же последовательно сотрудничали. FELCO производит продукцию, не содержащую фталатов, с 2015 года
FELCO производит продукцию, не содержащую фталатов, с 2015 года 
 Задача будет заключаться в поддержании состояния вашего сада и инструментов, необходимых для поддержания этой красоты. Существует бесчисленное множество инструментов для сада, но, если подумать об уходе, вы наверняка оцените садовые ножницы.
Задача будет заключаться в поддержании состояния вашего сада и инструментов, необходимых для поддержания этой красоты. Существует бесчисленное множество инструментов для сада, но, если подумать об уходе, вы наверняка оцените садовые ножницы.


 Это инструменты благоустройства, которые повысят привлекательность ваших растений и общую эстетику вашего участка. Чтобы максимально эффективно использовать ручные секаторы, есть несколько способов сделать это.
Это инструменты благоустройства, которые повысят привлекательность ваших растений и общую эстетику вашего участка. Чтобы максимально эффективно использовать ручные секаторы, есть несколько способов сделать это. Один из способов заключается в том, чтобы обеспечить легкую утилизацию органических веществ, таких как обрезки растений. Когда вы убираете свой сад, облегчите сборщикам мусора обрезку, нарезав ее на более мелкие кусочки с помощью секатора в виде клюва попугая. Также вы можете выбрать из набора садовых ножниц свой любимый инструмент для резки. Таким образом, вы можете сгребать обрезки прямо в мешки или мешки для мусора, не нанимая кого-то, кто сделает это за вас.
Один из способов заключается в том, чтобы обеспечить легкую утилизацию органических веществ, таких как обрезки растений. Когда вы убираете свой сад, облегчите сборщикам мусора обрезку, нарезав ее на более мелкие кусочки с помощью секатора в виде клюва попугая. Также вы можете выбрать из набора садовых ножниц свой любимый инструмент для резки. Таким образом, вы можете сгребать обрезки прямо в мешки или мешки для мусора, не нанимая кого-то, кто сделает это за вас. С природой можно открыть для себя больше, например, лесоводство. Лесоводство включает выращивание, управление и изучение деревьев, кустарников, виноградных лоз и других древесных растений. Изучение этих типов растений означает изучение их роста и реакции на культурные практики в окружающей среде.
С природой можно открыть для себя больше, например, лесоводство. Лесоводство включает выращивание, управление и изучение деревьев, кустарников, виноградных лоз и других древесных растений. Изучение этих типов растений означает изучение их роста и реакции на культурные практики в окружающей среде.
 Кроме того, выращивание собственной еды никогда не приносило большего удовлетворения, чем сейчас, из-за проблем с устойчивостью.
Кроме того, выращивание собственной еды никогда не приносило большего удовлетворения, чем сейчас, из-за проблем с устойчивостью.