Сварочный полуавтомат Fubag INMIG 200 SYN PLUS – низкие цены на Фубаг INMIG 200 SYN PLUS в Москве
Особенности INMIG 200 SYN PLUS
Инверторный аппарат INMIG 200 SYN PLUS для MIG сварки создан с использованием усовершенствованной технологии IGBT. Аппарат использует дугу между проволокой и свариваемым материалом в качестве источника тепла для плавления проволоки и обработки металла, и затем подает в зону сварки защитный газ, который образует сварочную ванну.
Основными особенностями данного инверторного аппарата являются:
Вес 13.6 кг, из-за чего аппарат широко используется для выполнения обивочных, ремонтных работ и в полевых условиях.
Великолепное зажигание дуги и перенос металла
Наличие различных средств защиты предохраняет аппарат от перегрева, перенапряжения, падения напряжения, чрезмерного тока и т.д.
Высокая производительность. Благодаря автоматической подачи проволоки можно осуществлять сварку в быстром скоростном режиме.
Нет никаких особых требований к применяемой сварочной проволоке. Подходят и твердые и флюсовые проволоки.
Удобное соединение. Внешние разъемы делают соединение безопасным, быстрыми и надежными
Функция синергетической сварки в режиме MIG
Функция MMA сварки. Выполняется рутиловыми и целлюлозными электродами.
Функция сварки TIG
Комплектация INMIG 200 SYN PLUS
Инверторный аппарат
Руководство по эксплуатации
Горелка
Кабель электродержателя
Кабель заземления (с зажимом заземления)
Газовый шланг
Хомут для газового шланга
Принцип работы Fubag INMIG 200 SYN PLUS
Сварочный аппарат INMIG 200 SYN PLUS потребляет однофазный ток 220 В промышленной частоты через сетевой выключатель и выпрямляет его через однофазный выпрямительный мост и затем фильтрует через конденсатор для получения постоянного тока. Через IGBT инвертор получатся переменный ток с частотой 40кГц. Затем этот переменный ток, преобразованный основным трансформатором и выпрямленный диодом с быстрым восстановлением, обеспечивает стабильный постоянный ток для сварочного аппарата сразу же после его фильтрации индуктивностью. Скорость подачи проволоки можно постепенно регулировать с помощью рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачи проволоки, тем больше сила тока при одинаковом напряжении.
Панель управления сварочного аппарата INMIG 200 SYN PLUS оборудована регулятором сварочного тока и регулятором скорости подачи проволоки, индикатором включения питания и индикатором термозащиты. На задней панели расположен сетевой кабель, разъем для газового клапана, вентилятор охлаждения, контакт подачи тока, выключатель. На верхней части аппарата имеется ручка для удобной транспортировки.
Основные элементы Fubag INMIG 200 SYN PLUS
Панель управления
Разъём подключения сварочной горелки Euro
Гнездо подключения, 5 контактов. Подключение кабеля управления горелки TIG
Соединительный штуцер G1/4″. Подключение защитного газа горелки TIG
Гнездо, сварочный ток «-»
MIG/MAG: подсоединение кабеля массы
TIG: Подключение сварочной горелки TIG
Ручная сварка: подсоединение электрододержателя или кабеля массы
Розетка, сварочный ток «+»
TIG: Подключение кабеля массы
Ручная сварка: подсоединение электрододержателя или кабеля массы
Сетевой выключатель
Питающий кабель
Гнездо подключения газового шланга
Панель управления INMIG 200 SYN PLUS
Ручка настройки параметров
Ручка настройки параметров
ЖК Дисплей
Кнопка переключения настроек
Кнопка переключения настроек
Правила эксплуатации сварочного аппарата
Если сварочный аппарат INMIG 200 SYN PLUS был только что установлен или к работе приступает новый оператор, следует проверить сопротивление изоляции между обмотками и кожухом.
Перед началом сварочных работ проверьте подключение входных и выходных кабелей, заземление и т.д.
Время от времени следует проверять состояние сварочного кабеля. Если аппарат используется регулярно, его следует проверять не менее одного раза в месяц.
Состояние сварочного кабеля также следует проверять, если сварочный аппарат используется как переносной.
Если сварочный аппарат временно не используется или не используется продолжительное время, его следует хранить в сухом, хорошо проветриваемом помещении, не допуская попадания на него влаги, коррозионно-опасных или токсичных газов.
Раз в год следует очищать сварочный аппарат от пыли. Проверьте, не ослаблены ли детали крепления аппарата, электромагнитную систему, ручки настройки тока и т.д.
Техническое обслуживание должны выполнять только квалифицированные специалисты.
Наличие в воздухе пыли, а также едких и коррозионных веществ не должно превышать допустимых норм.
Сварочный аппарат INMIG 200 SYN PLUS должен быть установлен в таком месте, где на него не будет попадать дождь и солнечные лучи. Его можно хранить в наименее влажном месте с температурой от -10 до 40 С.
Необходимо обеспечить доступ воздуха к сварочному аппарату, для этого вокруг него должно быть свободное пространство не менее 50 см.
Сварочный аппарат должен быть установлен на горизонтальной поверхности, и, если угол наклона составляет более 15°, следует создать условия для предотвращения его опрокидывания. Примите меры по защите от ветра, так как сварочный аппарат работает с защитным газом. Скорость ветра должна быть не больше 1,0 м/сек в противном случае необходимо использовать устройство для защиты от ветра.
Нельзя зажимать кабель сварочной горелки. Угол сгиба кабеля не должен быть слишком маленьким. Радиус канала направляющей не может быть меньше 300 мм иначе он может повредить внутренний кабель и привести к несчастному случаю.
Квалифицированный персонал должен регулярно проводить проверку сварочного аппарата в том случае, если он используется после длительного хранения или ремонта.
Эти проверки включают следующие процедуры:
проверку сварочного кабеля. Кабель должен быть заменен прежде, чем будет полностью изношен. Входной кабель должен быть заменен в случае повреждения;
проверку мощности источника питания. Любой источник питания, использующийся для сварочного аппарата, должен быть оснащен защитными системами.
Лучшие сварочные полуавтоматы — Рейтинг 2017 (Топ 8) | vseznayko.com.ua
Приобретение сварочного полуавтомата решает многие проблемы современного пользователя. Оборудование находит свое место и в домашней мастерской, и в производственном цеху, но как выбрать достойный прибор? Рейтинг лучших сварочных полуавтоматов от ведущих производителей познакомит с наиболее удачными моделями, выявит их достоинства и недостатки. Если стоит задача купить хороший и недорогой сварочный полуавтомат, особое внимание следует уделить техническим и эксплуатационным характеристикам. Эти данные являются ключевым фактором, определяющим производительность и оптимальную область использования. Не забывайте, что за рекламируемый бренд мы тоже платим деньги, хотя иногда можно обойтись и менее известным брендом, но по более лояльной цене.
содержание:
Аврора OVERMAN 160
Недорогой инверторный полуавтомат Аврора не подведет в зимние холода. По отзывам покупателей, устройство за 20000 рублей справится со своей задачей даже в -20°С, производителем предусмотрена блокировка пуска при температуре -25°С. Модель по рейтингу подходит для бытового использования или эксплуатации в профессиональной деятельности, например, для кузовных работ. Инверторный полуавтомат подходит для сварки алюминия, демонстрирует высокое качество сварных швов даже в неопытных руках, стабильно работает от сети или от электрогенератора. Наверное, лучший из недорогих сварочных полуавтоматов, сочетающий в себе достойные технические параметры и хорошее качество изготовления.
преимущества:
есть кнопка вытягивания троса
ЕВРО разъемы
регулировка индуктивности
сводит к минимуму образование брызг
стабильность дуги даже при низком напряжении
недостатки:
нет регулировки до и после газа
РЕСАНТА Сайп-165
Хороший проводной бытовой полуавтомат выгодно отличается от аналогов в ценовом сегменте до 15000 руб. Собранное устройство на платформе IGBT является плюсом. Модель оснащена регулятором подачи проволоки и плавной регулировкой тока. При минимальном потреблении СО2 прибор одинаково хорошо проваривает толстые и тонкие металлы, чем удобен для гаража или периодических работ в автосервисе. Хотя сварка полуавтоматом и бюджетна, основные технико-эксплуатационные характеристики весьма привлекательны: толщина проволоки до 0,9мм, газовая сварка или без, ПВ при 160 А равно 70%, реализована система защиты механизма от перегрева. После некоторых манипуляций с текущими настройками и регулировкой скорости подачи сварочной проволоки пользователь легко может сделать ровный и аккуратный шов, чем редко могут похвастаться дешевые полуавтоматы.
преимущества:
отличное качество изготовления, хорошая эргономика
легкий вес для устройства такого класса
электронное управление элементами автоматики
хороший результат при сварке тонкого металла
большой срок службы
недостатки:
критических замечаний не обнаружено
Интерскол ИСП-200/7,0
Выбирая идеальное устройство для широкого спектра работ в пределах 25000 рублей, стоит присмотреться к полуавтомату от популярного производителя Интерскол. Техника предназначена для строительных, кузовных работ, изготовления металлоконструкций, а также для различных хозяйственных работ в гараже или на даче. Полуавтомат дополнен режимом ММА (ручная дуговая сварка), что расширяет его возможности, кроме проволоки для сварки можно использовать искусственные электроды. Модель станет лучшим выбором не только для специалиста, но и для новичка: сварочный аппарат прост в освоении и установке начальных настроек с помощью инструкции. Как и другие полуавтоматы, с питанием от однофазной сети, в рейтинге этот прибор эффективно справляется с работой на пониженном напряжении выше 170 А, при этом не продавливая сеть. Безупречную надежность обеспечивает сборка на транзисторах Fairchild и Infineon.
преимущества:
автоматическое ускорение подачи проволоки при горении дуги
принудительное волочение проволоки
простая смена полярности
относительно небольшой вес и габариты
степень защиты — IP21S
недостатки:
короткие провода
не подходит для эксплуатации при очень низких температурах (до -5)
Сварог РЕАЛ МИГ 200 (N24002)
Если стоит задача купить один из лучших инверторных сварочных полуавтоматов, обратите внимание на эту модель от российского производителя. Во-первых, мощное и долговечное устройство способно варить в двух разных режимах – полуавтоматической и ручной дуговой сварке. Во-вторых, привлекает срок службы сварочного инвертора. В-третьих, технические и эксплуатационные данные позволят справиться и с бытовыми задачами, и с профессиональными нагрузками. Пользоваться оборудованием не составит труда, удобная панель управления имеет регулятор подачи проволоки, регулятор точной регулировки силы тока. Качественная сборка и грамотное сочетание технических характеристик дает возможность делать ровные и аккуратные швы. Владельцы устройства отмечают достойное качество работы при низком напряжении (160 — 180 В), хорошую систему вентиляции, предохраняющую устройство от перегрева.
преимущества:
широкий спектр выполняемых работ, благодаря двум режимам
ровные и качественные швы при сварке с газом и без
изменение полярности
Механизм подачи сварочной проволоки
хороший КПД — 85%
Отличное соотношение цены и качества
гарантийный срок 5 лет
недостатки:
в базовую комплектацию не входит ручка
относительно большой вес
BLUEWELD Starmig 210 Dual Synergic
Компактный и эргономичный сварочный аппарат предназначен для соединения изделий из нержавеющей стали, алюминия или стали в режиме MIG/MAG в среде защитного газа или порошковой проволокой, а также для сварка МИГ. В зависимости от толщины металла можно подобрать оптимальный режим работы. Сварочный полуавтомат выполнит широкий спектр различных кузовных или монтажных работ, подойдет для работы на СТО, в автосервисе, хорош для гаражных или строительных работ на дачном участке. Текущие параметры сварки отображаются на большом LCD экране, что очень удобно при настройке аппарата. Пользователю доступна сварка порошковой проволокой или сплошной проволокой. Установка оснащена 17 синергетическими программами, регулировкой электронной индуктивности и отжигом проволоки. Среди аналогов в своем классе полуавтомат отличает сборка высокого качества и надежности. Неудивительно, что эта модель получила широкое распространение в авторемонте, где помимо технических характеристик важно производить ровность, аккуратность сварных швов.
преимущества:
ручное отключение синергетики
регулируемое напряжение
выбор режима горелки
доступна синхронизация с дополнительным оборудованием дистанционного управления
Индикатор хорошей мощности
лучшая функциональность
точное управление процессором
недостатки:
качественная сварка алюминия потребует умения
высокая стоимость
Фубаг ИНМИГ 200 ПЛЮС
Хороший сварочный полуавтомат для ручных сварочных работ в режимах ММА, ME/MAG (с газом и без) и TIG. Универсальный сварочный полуавтомат от Fubag показывает отличные результаты при работе с толстым и тонким металлом, что является важным преимуществом. В данной модели реализованы функции «антизалипание», «Горячий старт», «синергия», стабилизирующая значение напряжения при заданных параметрах тока, и форсаж дуги. Среди других достоинств аппарата: легкая и понятная смена полярности, автоматическая подача сварочной проволоки, регулировка индуктивности, напряжения и силы тока. Помимо технических данных агрегат собрал много положительных отзывов о качестве сборки, пользователи отмечают, что устройство хорошо справляется даже с алюминием, но для этого потребуются определенные навыки. По мнению специалистов, это лучшая модель сварочного полуавтомата по соотношению цена-качество.
преимущества:
универсальный в работе
имеет все необходимые функции
хорошая мощность в 200 А
простое интуитивно понятное управление
цифровая панель
длинный рукав
недостатки:
чувствительность к чрезмерно низкому напряжению
, которые не регулируются прегазом и постгазом
РЕСАНТА Саип-220
Самый мощный полуавтомат в рейтинге предназначен для сварки в среде защитного газа. Из отзывов владельцев стоит отметить безупречное качество работы на смеси и достойную работу на углекислом газе. Сила тока устанавливается в пределах 30 А — 220 А, что необходимо для производства качественных швов. Предусмотрена настройка подачи сварочной проволоки. Диапазон отклонения напряжения -30% + 10%. Мощный агрегат легко справится со сваркой толстого металла 7 мм — 10 мм, подойдет для дома или дачи, регулярной эксплуатации в гараже или периодического использования на производстве.
преимущества:
высокая мощность
плавная регулировка сварочного тока
возможна сварка алюминиевых изделий
хорошее качество изготовления и ремонтопригодность
дешевые компоненты
недостатки:
капризный к сетевому напряжению
скорость подачи проволоки не всегда оптимальна
Wester Combi 180P
Универсальная модель сварочного инвертора-полуавтомата подойдет для домашней мастерской, работы в гараже или на даче. Аппарат демонстрирует хорошую надежность в работе в режимах ручной дуговой и полуавтоматической сварки. При правильной регулировке тока и подачи проволоки оборудование справится со сваркой металла любой толщины. Производитель реализует основные функции, необходимые для комфортной работы с искусственными электродами. Технические характеристики более чем достойные: широкий диапазон регулирования тока, входное напряжение 180 В — 250 В, максимальный ток при длительной работе — 120 А.
преимущества:
хорошее принудительное охлаждение
широкий спектр доступных работ
настройка подачи проволоки
наличие ручной дуговой сварки (ММА)
защита от перегрузки и перегрева
недостатки:
объективных недостатков не выявлено
заключение
В подборку ТОП-8 лучших полуавтоматов вошли модели разных ценовых категорий. Основные критерии правильного выбора, по мнению специалистов, это значение максимального тока по коэффициенту переключения постоянного тока, дополнительные режимы работы, возможность и удобство смены полярности.
что это такое,чем зенковка отверстий отличается от зенкования, назначение и отличие раззенковки и зенкера – rocta
15Сен
Содержание статьи:
Зенкерование
Зенкование
Зенкование и зенкерование, разница между процессами
Основные виды зенковок
Цилиндрическая
Коническая
Плоские и торцевые
Отличие зенкерование от смежных операций
Оборудование для зенкования
Правильный процесс зенкерования металла
Развертывание, как способ обеспечения максимальной точности
Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится. Обращайтесь в компанию «Рокта», и мы предложим оптимальные фрезы, сверла, абразивные круги для вашего станка и т. д. Свяжитесь с нами по номеру телефона, наши менеджеры проконсультируют вас.
Зенкование отверстий
Зенкерование отверстий
Развертывание отверстий
Зенкованием называется операция по обработке входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образования углублений под головки болтов, винтов и заклепок. Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
Зенковки по форме режущей части подразделяются на конические и цилиндрические.
Конические зенковки (рис. 78, а) состоят из рабочей части и хвостовика. Рабочая часть зенковки характеризуется углом конуса при вершине 2ф. Наибольшее распространение получили конические зенковки с углом конуса при вершине 2ср = 30, 60, 90 и 120°.
Рис. 78. Коническая (а) и цилиндрическая (б) зенковки
Цилиндрические зенковки (рис. 78, б) состоят также из рабочей части и хвостовика. Рабочая часть зенковок имеет торцовые зубья. Число зубьев у этих зенковок от 4 до 8. Цилиндрическая зенковка имеет направляющую цапфу, входящую в просверленные отверстия, что обеспечивает совпадение оси отверстия и образованного зенковкой цилиндрического углубления.
Конические и цилиндрические зенковки изготовляют из инструментальных углеродистых и легированных сталей У10А, У12А и 9ХС.
Для зенкования отверстий применяют также специальные державки с зенковками, имеющими невращающиеся и вращающиеся ограничители.
Державка с зенковкой и вращающимся ограничителем (рис. 79) состоит из хвостовика 7, на одном конце которого закреплена на резьбе зенковка 3 с направляющей шпилькой 1. Упор 2 соединен с зенковкой винтами 4. Зенковка с втулкой 6 легко вращается благодаря шарикам 5, размещенным между втулкой 6 и упором 2. Зенковка выступает из упора на глубину зенкуемого отверстия.
Рис. 79. Державка с зенковкой и вращающимся ограничителем
Ограничитель дает возможность зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками.
Для зенкования отверстий широко применяют также державки с зенковкой и ограничителем, но не имеющие направляющей шпильки. Державка такой конструкции (рис. 80) состоит из втулки 4, стопорной гайки 3, ограничителя 2, хвостовика 5, зенковки 1, обоймы 6 и подпятника 7. Эта державка работает так же, как и державка с вращающимся ограничителем.
Рис. 80. Державка с зенковкой и ограничителем, но без направляющей шпильки
Зенкование отверстий выполняют на сверлильных станках или пневматическими и электрическими сверлильными машинами, для чего хвостовик зенковки надежно закрепляют в патроне сверлильной машины или сверлильного станка.
Выходную часть отверстий (рис. 81, а) для получения конусных углублений под головки потайных винтов, заклепок обрабатывают коническими зенковками.
Зенкование углублений под головки болтов, заклепок (рис. 81, б), а также подрезание торцов плоскостей бобышек, выборку уступов и углов осуществляют цилиндрическими зенковками.
При зенковании отверстий соблюдают правила выполнения приемов работы и меры предосторожности, относящиеся к сверлению отверстий.
Обработка зенкованных отверстий
Зенковка представляет собой коническое отверстие, просверленное с широкой внешней частью. Обычно отверстие с потайной головкой используется для того, чтобы головка болта или винта с плоской головкой при помещении в отверстие располагалась заподлицо с поверхностью окружающего материала или ниже нее. Отверстие с потайной головкой делается с использованием сверла и обработки отверстия, вырезанного лазером, сверлом для сужения зенковки.
Если не указано иное, отверстия с потайной головкой имеют диаметр на 0,10–0,015 дюйма больше, чем основной размер отверстия для лазерной резки с углом 0,80 (или 82) и 100 градусов, наиболее распространенными для винтов с плоской головкой.
Правильный размер отверстия и размер зенковки для винтов.
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Макс. диам.
0,225
0,252
0,279
0,332
0,385
0,438
0,507
Мин. диам.
0,207
0,232
0,257
0,308
0,359
0,410
0,477
Верхний диам.
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размеры отверстий до потайной потайной головки для винтов 82 градуса (+/- .
005)
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
0,020
0,1950
0,2220
0,2490
0,3020
0,3550
0,4060
0,4770
.025
0,1870
0,2130
0,2400
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,2010
0,2280
0,2810
0,3340
0,4060
0,4560
0,035
0,1660
0,1960
0,2210
0,2740
0,3280
0,4060
0,4490
0,042
0,1600
0,1870
0,2130
0,2630
0,3170
0,4060
0,4370
0,050
0,1410
0,1700
0,1960
0,2500
0,3030
0,3830
0,4240
0,060
0,1280
0,1520
0,1790
0,2320
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,2080
0,2630
0,3680
0,3830
0,090
0,1250
0,1280
0,1560
0,1940
0,2500
0,3360
0,3680
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,3030
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Макс. диам.
0,231
0,257
0,283
0,335
0,387
0,439
0,507
Мин. диам.
0,201
0,227
0,253
0,305
0,357
0,409
0,477
Верхний диаметр диам.
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размеры отверстий до потайной потайной головки для винтов 100 градусов (+/- .
005)
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
0,020
0,1870
0,2130
0,2490
0,3020
0,3460
0,4060
0,4770
.025
0,1870
0,2130
0,2320
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,1960
0,2210
0,2740
0,3360
0,3830
0,4560
0,035
0,1600
0,1870
0,2130
0,2630
0,312
0,3680
0,4370
0,042
0,1410
0,1760
0,2960
0,2500
0,3130
0,4680
0,4240
0,050
0,1250
0,1280
0,1760
0,2320
0,2850
0,3360
0,4640
0,060
0,1250
0,1280
0,1560
0,2130
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,090
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Непрерывные петли по индивидуальному заказу — зенковка отверстий
Непрерывные петли
изменить тип петли
Отверстия
изменение операции
Зенковка
Отверстия: Зенковка
См. таблицы размеров ниже.
Отверстия
имеют зенкер, добавленный к ним, когда плоская головка шуруп или заклепку, чтобы головка шурупа не выступала над поверхностью листа.
Это требование часто предъявляется к петлям, потому что когда петля закрывается, часто остается мало места для торчащих головок крепежа с поверхности шарнира. Особенно это актуально, когда отверстия на обоих листья расположены прямо напротив друг друга.
Например, на полуобжатых петлях, нет места для головок крепежа, когда петля закрывается. Потайные отверстия являются общими в этой конфигурации.
Отверстия с потайной головкой
Размеры винтов с плоской головкой пронумерованы. Допустимо указывать размеры отверстий по этому номеру, например: «Отверстие для винта с плоской головкой № 8»
Стандартные углы с зенковкой
Вы также можете назвать размеры по угол и диаметр. Самые популярные угловые вызовы — 82 и 100 градусов, но доступны и другие углы.
Размеры зенковки
Также можно назвать размеры по верхнему и нижнему диаметру.
Минимальный остаточный материал
Обратите внимание, что важно спроектировать хотя бы небольшое количество материал оставаться неразрезанным. Если это не предусмотрено, инструменты, используемые для нарезки зенковки, будут образовывать недопустимый заусенец на обратной стороне петли.
Схема зенковки
Почему у нас диаметр отверстия обычно больше диаметра корпуса
При пробивке отверстия в листовом металле при подготовке к зенкеруя, мы пробиваем отверстие, достаточно большое, чтобы оставить минимум 0,005 дюйма. на дне отверстия, чтобы не образовался заусенец. Диаграмма выше показан этот минимум 0,005 дюйма. Мы рассчитали отверстие диаметр, необходимый для ряда популярных размеров винтов, и перечислили размеры в таблицах ниже.
Стол для зенкеров 82 градуса
Винт Размер
#4
#5
#6
#8
#10
#12
1/4-20
Максимум. Диаметр головки
0,225
0,252
0,279
0,332
0,385
0,438
0,507
Мин. Диаметр головки
0,207
0,232
0,257
0,308
0,359
0,410
0,477
Топ Ццк. Диаметр
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса
0,112
908:50 0,125
0,138
0,164
0,190
0,216
0,250
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Толщина
Размеры отверстий перед зенковкой для Винты 82 градуса (+/-. 005)
0,020
0,1950
0,2220
0,2490
0,3020
0,3550
0,4060
0,4770
0,025
0,1870
0,2130
0,2400
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,2010
0,2280
0,2810
0,3340
0,4060
0,4560
0,035
0,1660
908:50 0,1960
0,2210
0,2740
0,3280
0,4060
0,4490
0,042
0,1600
0,1870
0,2130
0,2630
0,3170
908:50 0,4060
0,4370
0,050
0,1410
0,1700
0,1960
0,2500
0,3030
0,3830
0,4240
0,060
0,1280
0,1520
0,1790
0,2320
0,2850
0,3830
0,4060
0,074
0,1250
0,1280
0,1560
0,2080
0,2630
0,3680
0,3830
0,090
0,1250
0,1280
0,1560
0,1940
0,2500
0,3360
0,3680
0,120
908:50 0,1250
0,1280
0,1560
0,1870
0,2130
0,3030
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
908:50 0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Наш стандарт диаметра верхней части зенкер должен принять середину диапазона для номинального размера с допуск плюс или минус . 010 . Например, для плоской головки #8. ввинчивая материал толщиной 0,042, мы пробивали бы отверстие диаметром 0,263 и зенковать до 0,320 (0,332 плюс 0,308 разделить на 2) плюс или минус 0,010. Любой размер верхней части зенковки от 0,310 до 0,330 будет учитываться в пределах допуска.
Отверстие, пробитое в листовом металле, спроектирован так, чтобы оставить стенку толщиной не менее 0,005 после завершения зенковки. Этот предотвратит образование заусенцев на нижней стороне листового металла. Для В приведенном выше примере мы проделали бы отверстие диаметром 0,263, хотя диаметр корпуса винт .164. Часть головы будет выступать под поверхностью листа металл.
Стол для зенкеров 100 градусов
Размер винта
#4
#5
#6
#8
#10
#12
1/4-20
Максимум. Диаметр головки
0,231
0,257
0,283
0,335
0,387
0,439
0,507
Мин. Диаметр головки
0,201
0,227
0,253
0,305
0,357
0,409
0,477
Топ Ццк. Диаметр
0,216
0,242
0,268
0,320
0,372
0,424
0,492
Диаметр корпуса
0,112
0,125
0,138
0,164
0,190
0,216
0,250
Размер винта
#4
908:50 #5
#6
#8
#10
#12
1/4-20
Толщина
Размеры отверстий перед зенковкой Винты 100 градусов (+/-. 005)
0,020
0,1870
0,2130
0,2490
0,3020
0,3460
0,4060
0,4770
0,025
0,1870
0,2130
908:50 0,2320
0,2930
0,3460
0,4060
0,4680
0,030
0,1760
0,1960
0,2210
0,2740
0,3360
0,3830
908:50 0,4560
0,035
0,1600
0,1870
0,2130
0,2630
0,3120
0,3680
0,4370
0,042
0,1410
0,1760
0,1960
0,2500
0,3130
0,3680
0,4240
0,050
0,1250
0,1280
0,1760
0,2320
0,2850
0,3360
0,4060
0,060
0,1250
0,1280
0,1560
0,2130
0,2850
0,3830
0,4060
0,074
0,1250
908:50 0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,090
0,1250
0,1280
0,1560
0,1870
0,2130
908:50 0,2320
0,3120
0,120
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,179
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
0,250
0,1250
0,1280
0,1560
0,1870
0,2130
0,2320
0,3120
Наш стандарт диаметра для вершину зенковки следует принять за номинальную середину диапазона размер с допуском плюс или минус 0,015 .
Инверторный сварочный аппарат полуавтомат: преимущества, характеристики
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Содержание:
Принцип действия и сфера применения
Критерии выбора полуавтомата
Отличия полуавтоматов
Преимущества и недостатки
Заключение
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Кстати, в необходимых случаях сложно обойтись и без металлорукавов под приварку, и как раз тут можно посмотреть каталог металлорукавов высокого давления: http://www. uzgs.ru/proizvodim-i-prodaem-metallorukava/metallorukav-pod-privarku.html
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.
Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
ЧИТАЙТЕ ТАКЖЕ: Какой сварочный аппарат инвертор лучше: разновидности, принцип работы и критерии выбора
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.
Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
Профессиональные;
Полупрофессиональные;
Любительские или бытовые.
ЧИТАЙТЕ ТАКЖЕ: Виды и выбор сварочного аппарата. Профессиональные советы
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
Использование сварочной проволоки вместо штучных электродов;
Применение защитных газов для формирования среды;
Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
ЧИТАЙТЕ ТАКЖЕ: Выбираем магниты для сварки: разновидности и их особенности
Обладает устройство и некоторыми недостатками:
Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
обзор Deko DKWM160A со сваркой MIG (в защитной атмосфере) и MMA (электродом) / Инструменты / iXBT Live
Тот самый случай когда проще купить один раз полуавтомат для собственного использования и быстро освоить необходимые навыки — это довольно быстро и не сложно, а возможности открываются широкие. Особенно если учитывать, что сварочный аппарат DEKO DKWM160A позволяет работать не только обычными электродами (MMA сварка), но и проволокой с защитной атмосферой (баллон сварочной смеси или аргон), а также самозащитной порошковой проволокой без газа. Это реально удобно, особенно если нет возможности хранить или возить баллоны с газом.
Характеристики
Бренд: DEKO
Модель: DKWM160A
Тип: сварочный полуавтоматически аппарат
Вид сварки: MIG/MAG/MMA
Мощность: до 4.2 кВт
Cварочный ток: 20…160 А
Подача проволоки: встроенный механизм
Катушки: стандартные до 1 кг
Диаметр сварочной проволоки: от 0,8 до 1.0 мм
Поставляется сварочный аппарат в довольно вместительной оригинальной упаковке с крупным логотипом бренда, нанесенным изображением и полными характеристиками модели.
Внешний вид DEKO DKWM160A представлен на фотографиях ниже. Отмечу удобное расположение силовых разъемов, а также электронной панели управления и регулировки. На боковой стороне расположен отсек с механизмом крепления и подачи сварочной проволоки. Отмечу наличие защиты от пыли по стандарту IP21.
Аппарат довольно компактный (примерно 0. 5 м по длине и 30 х 20 ширина х высота). Весит аппарат около 7 кг и для переноски используется удобная складная ручка.
Сварочный аппарат прост и удобен в эксплуатации. Скорость подачи проволоки регулируются одной ручкой. В зависимости от толщины свариваемого материала подбирается режим в диапазоне от 20 до 160 A, а также расход проволоки (от 0.5 мм до 4 мм в сек). Соответственно на дисплее двумя кнопками выбирается режим сварки (MIG/MMA), а также выбирается тип загруженной проволоки (0.8 или 1.0 мм).
Если отщелкнуть крышку отсека, то будет доступно крепление для установки катушки с проволокой. Обратите внимание, катушки используются маленького диаметра (по 800-1000 г).
При выборе ориентируйтесь на допустимый диаметр проволоки (0.80 мм или 1 мм). При смене типа проволоки не забывайте менять соответствующие наконечники. Прижим реализован довольно удобно, с откидывающимся пружинным роликом. Для смены проволоки не нужен дополнительный инструмент.
Под ручкой присутствует подробная таблица с характеристиками и режимами сварки. Также на внутренней стороне крышки отсека с проволокой находится схема крепления катушки и заправки проволоки в механизм. Очень удобно — все под рукой.
На обратной стороне расположена панель с вентилятором охлаждения, тумблером питания, а также штуцер для подключения защитного газа. Кабель питания в двойной изоляции, сечение проводов выбрано с запасом для используемой мощности.
В комплекте со сварочным аппаратом поставляется комплект кабелей, а именно: несъемная горелка для MIG сварки, в рукаве которой проложена магистраль для защитного газа. Подача проволоки и газа осуществляется при нажатии кнопки. Также в комплекте имеется обычный держак для электродов типа KB-200. Диаметр электродов для MMA сварки от 1.2 до 3 мм.
В передней и задней части корпуса предусмотрены широкие отверстия для наплечного ремня. Отмечу довольно современный и агрессивный дизайн сварочного аппарата, который явно выделяет его на фоне других аналогов.
Обратите внимание, в зависимости от режима сварки может потребоваться смена полярности. Для этого предусмотрено разъемное соединение (по умолчанию горелка подключена к «+»).
Длина сварочного кабеля с держателем 1.5 метра, длина кабеля «заземления» аналогичная. Клеммы стандартные, с ремонтом или заменой проблем не будет.
Сварочный аппарат позволяет использовать режим полуавтоматической сварки (MIG) в бытовых условиях (на даче, в гараже) и различных мастерских, также подходит для использования на строительных площадках. В зависимости от типа проволоки возможна как сварка в среде защитного газа и без защитного газа.
Пара слов про оборудование для полноценной сварки в защитной атмосфере (MIG). Для этого использую небольшой баллон на 10 литров, как наиболее компактный и легкий (на 5 литров маловато). Для работы можно заправлять как сварочной смесью, так и аргоном. Непосредственно на баллоне установлен редуктор давления газа. Далее шлангом высокого давления подключаемся к штуцеру на задней панели аппарата. Тут все довольно просто, для фиксации можно использовать хомут.
Проволока заправляется элементарно, единственно — большие катушки на 5 кг не влезут. Стандартные 0.8 … 1.0 кг катушки устанавливаются без проблем. Для теста пробовал проволоку омедненную типа ER70S-6 0.8 мм (для сварки с защитным газом) и проволоку порошковую типа E71Т-GS 0.8 мм (для сварки без защитной среды). Диаметры катушек 100 мм. Для проволоки 1.0 мм нужно будет заменить сопло на горелке на соответствующий диаметр.
Собственно говоря, сварочный аппарат DEKO брал для сварки из профтрубы и прочего проката стеллажной группы (6 метров длинной) и рабочих верстаков. Приобретать все перечисленное довольно накладно, а вот сделать своими руками обошлось заметно дешевле.
Огромный плюс данной модели — это возможность использования ручной дуговой сварки электродом (MMA). Лично мне было так проще учиться, да и в ряде моментов было удобнее воспользоваться именно этим типом сварки (электродов довольно много в наличии).
В использовании аппарат весьма удобен. Небольшие размеры и вес позволяют не только его перемещать во время работы, но и работать на лестнице с наплечным ремнем. Понравилось, что не приходится «ловить» дугу, просто выставил ток в соответствии с толщиной металла, и вперед! В гараже было не очень удобно работать с баллоном и сварочной смесью, так что использовал порошковую проволоку.
В моём случае сварочный аппарат DEKO оказался именно тем самым полезным инструментом, который не только помог мне сэкономить средства, но и оформить рабочую зону в помещении со стеллажами и верстаком. Затрачены деньги только на материал, буквально два дня работы — и результат уже покрашен и готов к установке столешниц и полок.
Итак, сварочный аппарат DEKO DKWM160A — это сварочный полуавтоматический аппарат, который подойдет не только для любительской MMA сварки, но и для профессиональной MIG сварки. Это удобный, компактный и мощный (160А) аппарат с возможностью сварки как в защитной атмосфере (с баллоном газа), так и с помощью самозащитной проволоки. Сварочный аппарат DEKO DKWM160A стоит своих денег, особенно с учетом возможности сварки с газом или порошковой проволокой. Карточка товара с отзывами на Яндекс.Маркете.
Другие модели инструментов можно посмотреть в подборках по ссылкам:
Универсальный дизельный обогреватель на 8 кВт для гаража.
Плазморез ТСС NEO CUT-50К: обзор аппарата со встроенным компрессором.
Сварочный полуавтомат Сварог Real Smart MIG 200: универсальный вариант для MIG, MAG, MMA, TIG-сварки.
Другие обзоры и тесты смартфонов, инструмента и гаджетов вы можете найти в моем профиле и по ссылкам ниже. Спасибо за внимание!
Что такое полуавтоматическая сварка? — Weldingtech.net
Welding Tech
При сварке полуавтоматическая сварка — это процесс, при котором скорость подачи проволоки, расход защитного газа и напряжение предварительно задаются на оборудовании. Затем оператор направляет ручной сварочный пистолет вдоль свариваемого соединения. Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной.
Полуавтоматическая сварка — отличный вариант для тех, кто ищет более эффективный способ сварки. Этот тип сварки может помочь повысить производительность, а также улучшить качество сварных швов. При этом типе сварки оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
Если вас интересует полуавтоматическая сварка, то важно правильно подобрать оборудование. На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь.
Каковы примеры процессов полуавтоматической сварки?
Одним из наиболее распространенных примеров процесса полуавтоматической сварки является дуговая сварка металлическим электродом в среде защитного газа (GMAW). В этом типе сварки используется электрод, изготовленный из сплошной проволоки. Проволока подается через сварочную горелку и используется для создания дуги между электродом и заготовкой.
Является ли сварка MIG полуавтоматической?
Сварка MIG является разновидностью GMAW и поэтому представляет собой полуавтоматический процесс сварки.
Каковы преимущества полуавтоматической сварки?
Полуавтоматическая сварка имеет ряд преимуществ перед другими видами сварки:
Одним из самых больших преимуществ является то, что она более эффективна, чем ручная сварка. При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
Еще одним преимуществом полуавтоматической сварки является то, что ее можно использовать с различными материалами. Это включает в себя металлы, пластмассы и даже композиты.
Наконец, полуавтоматическая сварка относительно проста в освоении и может использоваться теми, кто только начинает заниматься сваркой.
В чем разница между машинной и автоматической сваркой?
Автоматическая сварка — это тип сварки, при котором сварочный процесс контролируется машиной. В том числе:
скорость подачи проволоки,
расход защитного газа,
и напряжение.
Машинная сварка, с другой стороны, представляет собой тип сварки, при котором оператор управляет машиной. При машинной сварке оператор должен вести сварочную горелку вдоль свариваемого соединения.
Ручной или полуавтоматический режим GMAW?
GMAW — это разновидность полуавтоматической сварки. В GMAW скорость подачи проволоки, расход защитного газа и напряжение задаются на станке заранее. Затем оператор направляет сварочную горелку вдоль свариваемого соединения.
Сварочный полуавтомат цена
Цены на сварочные полуавтоматы могут меняться в зависимости от ряда факторов. К ним относятся:
тип машины,
характеристики,
и марка.
Обычно цены на сварочные полуавтоматы начинаются от 1000 долларов и могут доходить до 10 000 долларов и выше.
Ссылки по теме
Что такое машинная сварка? Плюсы и минусы автоматизированной сварки Механизированная, автоматизированная и роботизированная сварка Роботизированная и полуавтоматическая сварка в производстве | Tulsa Welding School Список сварочных процессов
Как сваривать стальные трубы полуавтоматической сваркой с куском дерева
обзор полуавтоматическая сварка Tesla MIG/MAG/MMA 300
Подробнее
Полуавтоматический сварочный аппарат
Подробнее
Steelmax — Rail Runner II Rail Runner II Модульная тележка для сварки и резки с колебанием
Посмотреть ещё
Купить Полуавтоматический ручной сварочный аппарат для кровли BAK MicOn в Panther East
Полуавтоматический ручной сварочный аппарат для кровли MicOn UniDrive
BAK MicOn — это полуавтоматический робот для тепловой сварки, который автоматический сварочный аппарат все в одном блоке. Благодаря легко снимаемой ручке MicOn является единственным в своем роде аппаратом для сварки горячим воздухом, который, несомненно, лучше, чем Leister Unidrive. Он стоит меньше, чем Leister, работает быстрее и имеет больше возможностей благодаря разработанному в Швейцарии дизайну. Экономьте время и деньги с MicOn и MicOn Edge от BAK.
Инновация на рынке: полуавтоматический сварочный аппарат сочетает в себе преимущества ручного сварочного инструмента с автоматизацией сварочного аппарата.
MicOn, наш первый полуавтоматический сварочный аппарат для термопластичных материалов. Он маленький, как ручной сварочный инструмент, и по этой причине занимает мало места. Это идеальный выбор для гибких приложений.
MicOn так же надежен, как и сварочный автомат. Скорость и температура плавно регулируются и остаются постоянными. Давление на инструмент приходится прикладывать вручную. С установленным концевым упором мы гарантируем, что вы всегда легко сварите край нахлеста.
MicOn прост в обращении и создан для работы в самых сложных условиях. Кроме того, сварочный полуавтомат намного дешевле обычного сварочного аппарата. Вспомогательное руководство, доступное в качестве аксессуара, позволяет очень легко оказывать постоянное давление на инструмент во время сварки и давать отдых спине.
Независимо от того, нужен ли вам MicOn на строительной площадке или в доме, он всегда будет отличным выбором. Это идеальный инструмент для кровельщиков или производителей брезента, а также для всех мастеров, которым время от времени необходимо выполнять небольшие или большие сварочные работы.
Item Number: BAK-6600330/BAK-6600331 Voltage: 230, 120 Frequency (Hz): 50/60 Power Consumption (W): 2100/1650 Max Temperature ( ° F): 68-1112 Скорость (ф/мин): макс. 13 Размеры (ДхШхВ): 15,75″ x 6,69″ x 12,99″ Вес (фунты): 14,99 Аксессуары: Специальные аксессуары доступны по запросу
Насосы Калибр — виды, назначение, модельный ряд и характеристики
Насосы Калибр приобрели широкое использование на дачных участках и фермерских хозяйствах благодаря своей функциональности и невысокой стоимости. Особенно актуально такое насосное оборудование в том случае, если система центрального водоснабжения огибает участок, и единственным источником воды является скважина или колодец.
Но, обеспечение хозяйства пресной водой из скважины является далеко не единственной функцией универсального оборудования. Современный модельный ряд насоса Калибр рассчитан также на выкачку сточных вод, полив растений и осушение участков от жидкостей с высоким содержанием примесей.
Типы насосной техники Калибр
Содержание
1 Типы насосной техники Калибр
2 Основные характеристики аппаратов типа НБВ
2.1 Особенности линейки НБЦ
2.2 Работа насоса Калибр НБЦ-380 (видео)
2.3 Насосы Калибр серии НПЦ
2.4 Назначение и ассортимент модельного ряда НПЦС
3 Другие насосы Калибр
Продукция насосного оборудования Калибр отличается несколькими видами насосов. Главное распределение проводится по целевому назначению устройства. Функциональность устройства и целевое назначение, в свою очередь, определяют конструкцию агрегата и его принцип действия.
Основной ассортимент изготовителя представлен насосным оборудованием:
НБВ;
НБЦ;
НПЦ;
НПЦС.
Основные характеристики аппаратов типа НБВ
Насос типа НБВ – это колодезный водяной агрегат, который используется для периодической выкачки пресной воды из колодцев и других неглубоких источников. Устройство работает на основе вибрационного принципа действия.
Данная серия включает 7 моделей насосного оборудования, которые отличаются функциональностью и габаритами. Средние характеристики для модельного ряда НБВ имеют такой вид:
общая производительность агрегата – 7-12 л/мин;
мощность электромотора находится в диапазоне 210-300 Вт;
высота, на которой сохраняется напор – 40-70 м;
масса моделей колеблется от 2,5 до 5,5 кг.
Насос для колодца Калибр состоит из корпуса, электромагнита, якоря со штоком и амортизаторной пружиной, пластичной диафрагмы, обратного клапана. В ходе работы такого устройства электромагнит то включается, то выключается с заранее предусмотренной частотой (100 включений/мин). Это приводит к колебаниям якоря, который приводится в движение магнитной тягой. Якорь контактирует с диафрагмой, заставляя ее вибрировать. В результате такой вибрации, вода проходит из камеры всасывания в камеру нагнетания и после дальше в выпускную трубку.
Небольшой вес прибора и его габариты позволяют легко изымать его из колодца после окончания работы. Производительности таких моделей, конечно, не хватит на обеспечение стабильного водопровода, но для хозяйственных нужд (полив, мытье, стирка) он вполне подойдет.
Стандартный комплект поставки агрегатов НБВ составляет сам электронасос, трос из прочного капрона и хомут для фиксации шланга. Сам шланг покупается отдельно.
Главным требованием для такого устройства является полное погружение в воду. Не допускается холостой ход прибора. Кроме того, необходимо следить, чтобы насос располагался минимум на 0,5 м выше уровня дна. Иначе высокое содержание абразивов в жидкости повредит узлы механизма.
Особенности линейки НБЦ
Насос для воды калибр НБЦ относится к поверхностным аппаратам и имеет центробежную конструкцию действия. Стандартный центробежный прибор состоит из электромотора, вала, штока, рабочего колеса с широкими лопастями и диффузора. Все это помещено в прочный корпус.
При подключении прибора в сеть начинает работать электродвигатель. Он передает крутящий момент на шток, который приводит в движение рабочее колесо. При этом рабочая область уже заполнена водой, которая поступает внутрь корпуса через впускную трубку. В процессе движения колеса лопасти начинают ускорять жидкость, в результате чего она смещается к стенкам рабочей камеры. Отсюда центробежный поток воды устремляется в улитку (диффузор) и попадает в выпускную трубку.
Линейка оборудования НБЦ также располагает 7 моделями. 6 из них выполнены в стальном или чугунном корпусе. У НБЦ-600-ПК корпус сделан из прочного пластика. Некоторые модели оснащены эжектором, который увеличивает максимальное расстояние подачи воды.
Центробежный насос НБЦ подходит для реализации стабильной системы водоснабжения. Он обеспечивает подачу воды из скважины или колодца. Сам агрегат при этом располагается в прилегающем кессоне или в подвале жилого помещения.
Технические показатели:
номинальная мощность двигателей модельного ряда составляет от 380 до 900 Вт;
объем перекачиваемой за минуту воды колеблется в зависимости от модели от 30 до 55 л;
подача воды сохраняется на высоте 9 м без эжектора, 25 м с эжектором.
Работа насоса Калибр НБЦ-380 (видео)
Насосы Калибр серии НПЦ
Линия моделей НПЦ является наиболее широкой. В нее входит 15 вариантов устройства. Как и в НБЦ, в этой серии используется центробежный принцип действия. Но, в отличии от предыдущей линейки, этот тип представляет собой погружной насос и работает исключительно в толще воды.
Фактически весь модельный ряд разделен на два сегмента. Первый сегмент (11 моделей) – дренажный насос для грязной воды. Второй сегмент (4 варианта) представляет насос фекальный Калибр. Фактически он имеет такую же структуру, но благодаря износостойким материалам способен работать и с грубыми крупными фракциями.
Второй тип представлен в основном приборами с корпусом из чугуна. Насосы для грязных сточных вод выполнены из нержавейки и пластика.
Несмотря на официальное разделение, все насосные агрегаты типа НПЦ являются универсальными и подходят для установки под водоснабжение дома или же для полива культур. Исключением для аппаратов данной серии является смазочные материалы и морская вода. В такой среде погружной дренажный насос быстро поддается коррозии. Износ внутренних узлов также увеличивается.
Наиболее интересной моделью этого типа насосного оборудования является фекальный насос с измельчителем НПЦ 1350нф. Используется фекальный насос калибр НПЦ 1350нф для выкачки фракций с повышенной вязкостью. Наиболее оптимальным его использование является при очистке туалета на улице. Эта модель справляется не только с фекалиями, но и с попадающими в систему твердыми частицами и бумагой. За их измельчение отвечает специальная ножевая дробилка в нижней части устройства.
Данная помпа имеет следующие технические значения:
объем перекачиваемой за минуту жидкости составляет 300 л;
мощность электродвигателя – 1350 Вт;
напор сохраняется до высоты 12 м;
допустимое погружение – 5 м.
Все модели типа НПЦ обеспечены поплавковой защитой от сухого хода.
Назначение и ассортимент модельного ряда НПЦС
Данная серия рассчитана исключительно на подъем воды из глубоких скважин. Изготавливаются устройства из нержавеющей стали. Они рассчитаны на забор воды из скважин с глубиной от 40 до 100 м. Они представляют собой комплектующую часть автономной системы водоснабжения.
На насосы Калибр серии НПЦС устанавливаются асинхронные двигатели с мощностью от 220 до 1100 Вт (зависит от модели). В них также использован центробежный принцип. Только здесь используется двух и несколькоступенчатая система рабочих колес, что увеличивает высоту и мощность подачи жидкости. При этом за час обеспечивается перекачка 3 м3 воды.
Все модели серии рассчитаны на работу с жидкостью, в которой содержится высокий процент примесей. Наиболее мощные устройства пропускают твердые частицы диаметром до 1 мм.
Популярными и наиболее производительными являются моделями НПЦС-1,5/100 и НПЦС-3,6/48 ПРК. Первая обладает наибольшей высотой подачи – до 100 м. Второй вариант рассчитан на среды с высоким содержанием абразивов.
Другие насосы Калибр
Помимо основных типов насосного оборудования под маркой Калибр выпускаются и агрегаты с отдельным назначением.
Так, например, высокой популярностью пользуются циркуляционные насосы Калибр НЦ. Данное оборудование врезается в систему отопления и используется для усиления потока горячей жидкости внутри трубопровода. Это позволяет более равномерно распределить тепло, тем самым снизив затраты газа и электроэнергии на обогрев площади. Наиболее известными моделями в этом направлении являются НЦ 15/4 и его модификация 15/6.
Особенностью циркуляционного насоса Калибр НЦ 15 4 является врезка в систему без дополнительных фитингов и переходников. Устройство устанавливается в систему, как в вертикальном, так и в горизонтальном положении. Аппарат оснащен тремя скоростями работы.
Агрегат поддерживает высоту подачи на 3 режиме до 4 м. Что касается производительности устройства, то объем, перекачиваемой за минуту, жидкости составляет 40 л. Максимальная температура жидкости может достигать 110 градусов.
Что касается модификации циркуляционного насоса Калибр НЦ 15 6, то он фактически идентичен оригинальной модели. Единственное отличие – высота подъема жидкости – 6 м.
Интересным вариантом оборудования также является опрессовочный насос Калибр ОПН 14. С помощью устройства проводится опрессовка водопровода, канализации и отопительного контура на предмет герметичности. Также с его помощью можно накачивать жидкость в систему и определять показатели давления в трубопроводе.
Модель оснащена плунжерным принципом действия и ручным приводом. Состоит агрегат из цилиндра, внутри которого двигается плунжер или поршень. К верхней части поршня приспособлен шток, зафиксированный в верхней части на рычаге. Устройство дополнительно оборудовано манометром для измерения рабочего давления в трубе.
Когда рычаг устройства приводится в движение усилием оператора, поршень поднимается вверх, втягивая жидкость через впускной клапан. При ходе рабочего органа вниз, на поршне открывается обратный клапан и пропускает жидкость в надпоршневую камеру. При следующем движении вверх вода выталкивается в выпускную трубку и дальше в трубопровод.
Насос поверхностный циркуляционный Калибр НЦ-25/6 в Абакане
Интернет-магазин бытовой техники
Ваш регион: Абакан
Пункт выдачи: Игарская, д. 10
Мой заказ
товары не выбраны
Войти /
Регистрация /
Написать нам
8-800-234-66-52
8-800-550-57-13
Звонок по России бесплатный
Абакан
8-800-234-66-52
Каталог магазина
Акции и скидки магазина !!!
Интернет-магазин » Электроинструмент и бензоинструмент » Насосное оборудование » Насосы » Насосы поверхностные » Насосы поверхностные Калибр
Цена интернет-магазина:
не определена
Марка:
Калибр
Код для заказа:
440685
Поверхностный насос Калибр НЦ-25/6 относится к циркуляционному типу, и может применяться в составе систем отопления, а также в любых других системах, где требуется организация циркуляции воды. Устройство способно работать с водой, температура которой достигает 110 °C. Насос имеет 3 режима работы.
Поверхностный насос Калибр НЦ-25/6 характеризуется производительностью, равной 40 л/мин. Максимальная высота подъема воды, которую способен обеспечить агрегат, равна 6 м. Чугунный корпус насоса, соответствующий степени защиты IP42, обладает значительной стойкостью к механическим и иным воздействиям.
Одним из преимуществ модели является экономичность: потребляемая мощность насоса равна лишь 90 Вт. В комплектацию насоса входят переходной штуцер и руководство по эксплуатации. Масса корпуса насоса составляет 3.4 кг.
Любое несоответствие информации о товаре на сайте интернет-магазина с фактом — лишь досадное недоразумение, звоните — уточняйте у специалистов нашего
интернет-магазина. Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит
справочный характер и не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации.
Обеспечение загородного участка водой не обходится без подключения насосного оборудования. Производители, ориентируясь на потребительский спрос, стараются выпускать технику самых разных категорий – недорогую, для полива огорода, и более серьезную, для создания полноценной системы водоснабжения.
Например, водяная помпа «Калибр» имеет множество разновидностей, отличающихся по назначению, внешнему виду и техническим характеристикам. Далее мы подробно поговорим о насосах этой фирмы.
Содержание статьи:
Обзор ассортимента
НБВ — недорогое оборудование для скважин
НБК — модели для домашнего использования
НПЦ — погружные дренажные насосы
НППСС — оборудование для скважин
2 Спецпредложения
1 1
Обзор популярных моделей
Модель № 1 — NVT-210 / 40P
Модель № 2 — NBC-900N-M
Модель № 3 — NPC-750 / 35N
Модель № 4 — NPTSS- 1,5/65-750
Выводы и полезное видео по теме
Обзор модельного ряда
Когда речь заходит о насосном оборудовании этой марки, первым делом вспоминают небольшой вибрационный насос, пригодный для использования в неглубоких скважинах. Его часто покупают из-за низкой цены и в случае поломки ремонтировать не спешат, ведь купить новый не составляет труда.
На самом деле имя Калибр носят агрегаты различного назначения (колодезные, скважинные, дренажные) и даже .
НБВ — недорогое оборудование для скважин
БВФ — бытовые вибрационные насосы будут полезны всем, кто имеет на дачном участке источник чистой воды и время от времени использует его для всевозможных хозяйственных нужд или полива.
Небольшое по габаритам и весу оборудование легко устанавливается в колодец, также его легко достать и хранить в любом удобном месте (главное, чтобы помещение было сухим и с плюсовой температурой).
Примером линейки НВТ является модель с верхним водозабором, диаметром 78 мм и мощностью 210 Вт. Производительности 12 л/мин достаточно для полива огорода, цветников или огорода
Устройство вибрационного насоса «Калибр» практически не отличается от аналогичных моделей других марок. Внутри корпуса находится несколько взаимосвязанных частей: сердечник с магнитной катушкой, вибратор (якорь), резиновая диафрагма, обратный клапан, шток и амортизатор.
Процесс намагничивания/размагничивания (с частотой около 100 раз/сек) вызывает движение диафрагмы, которая перемещает жидкость из всасывающей камеры в насос, а оттуда в трубопровод. Быстрое движение штока создает ощущение вибрации, отсюда и название механизма – вибрация.
Модели насосов с вибрационным принципом действия, выпускаемые производителями стран СНГ, имеют аналогичную конструкцию
Линейка CBF представлена семью моделями, отличающимися показателями мощности (от 210 Вт до 300 Вт), производительностью ( от 7 л/мин до 12 л/мин), высота подъема (от 40 м до 70 м), а также длинный шнур (от 10 м до 40 м), вес (от 2,3 кг до 5,5 кг) и габариты.
В комплектации к моделям есть хомут и нейлоновый трос, но нет шланга, который необходимо приобретать отдельно. При установке механизма в воду необходимо скрепить кабель, электрический шнур и шланг между собой и подвесить их в устойчивый пучок так, чтобы само устройство находилось на определенном расстоянии от дна (не менее полуметра).
НБЦ — модели для бытового применения
НБЦ — бытовые центробежные насосы также представлены 7 моделями. Две модели имеют наименьшую мощность – 380 Вт, самую мощную помпу – 900 Вт. Производительность – от 28 л/мин до 55 л/мин, но одна модель (НБК-0,75Э) оснащена эжектором, поэтому имеет повышенную производительность 80 л/мин.
Все насосы серии НБЦ изготавливаются в стальном или чугунном корпусе, кроме одной модели — НБЦ-600ПК (ПК — пластиковый корпус)
Высота подъема поверхностных насосов, как известно, не превышает 9 м, однако и здесь агрегат с эжектором превосходит аналоги, поднимая жидкость на 25 м.
Кроме того, отличается тем, что оснащен манометром и обратным клапаном.
Модель NEC-380 подходит не только для полива, но и для домашнего водопровода. Как и все центробежные насосы, способен перекачивать только чистую или слабозагрязненную воду (в этом случае рекомендуем установить фильтры)
Мощность, производительность и высота подъема воды
Глубина всасывания и рабочее давление
Преимущества Калибра НБЦ-380
Устройство Принцип работы центробежного агрегата прост: в прочном корпусе размещен шток с крыльчаткой, которая разгоняет поступающую в корпус лопатками жидкость, под действием центробежной силы выталкивая ее к выходному отверстию. Колесиков может быть несколько – такие устройства называются многоступенчатыми.
Принцип работы центробежного устройства НБК: вода под давлением поступает в рабочую камеру, затем лопасти колеса распределяются по периферии и движется в направлении выхода
Поверхностные насосы устанавливаются либо вблизи колодец (в кессоне) или в подвале жилого дома. Глубина водозабора небольшая (максимум 8-9 м), однако ее можно увеличить, подключив . НБК способны обеспечить чистой водой семью из 2-3 человек.
НПЦ — погружные дренажные насосы
Для откачки загрязненной воды нужны более мощные устройства, и Калибр предлагает самую большую серию — дренажную, состоящую из 15 моделей: 7 из них заключены в пластиковый корпус, 4 в стальной корпус, еще 4 из чугуна.
Последняя группа способна транспортировать сильно загрязненную жидкость с крупными (до 15 мм) посторонними включениями — кусками глины, мусора, песка.
Модель NPC-1350NF отличается от других дренажно-фекальных насосов наличием дополнительного устройства — измельчителя. Установка способна перерабатывать стоки с загрязнениями любого вида, размер поглощаемых частиц указан как «неограниченный»
Стоит отметить, что все НПС заявлены производителем как универсальные, то есть они могут перемещать как чистые, так и грязные жидкости.
Простые в обслуживании, компактные устройства легко переносить с места на место и использовать по своему усмотрению для следующих нужд:
оборудование системы водоснабжения дома;
снижение уровня грунтовых вод;
забор воды из естественных водоемов — рек и озер;
техническое обслуживание декоративных прудов и бассейнов;
применение в ирригационных и оросительных системах;
осушение подвалов, резервуаров;
Ликвидация последствий аварий, наводнений.
Пластиковые насосы легче, удобнее при транспортировке, но аналоги из нержавеющей стали эффективнее.
Металлические агрегаты легко справляются с перекачкой горячей воды и прочисткой канализационной системы. Но есть ограничения: НПС нельзя использовать для перемещения топлива, морской воды и жидкостей с включениями коррозии.
На схеме показан принцип работы поплавкового устройства: при нормальном уровне воды прибор работает в нормальном режиме, при пониженном уровне автоматически отключается
Погружной по своей конструкции напоминает центробежный — вода движется под воздействием ведущего колеса. Однако для работы он должен быть полностью погружен в воду, а уровень жидкости контролируется специальным устройством — поплавком.
В качестве примера — обзор модели Калибр NPC-400.
Фотогалерея
Фото
Насос центробежный погружной Калибр НПЦ-400 предназначен для перекачивания чистой или слабозагрязненной воды, температура которой не превышает +40°
Мощность — 400 Вт, производительность — 150 л/мин. (около 9 куб.м в час), глубина погружения — 8 м, напор — 6 м
Корпус насоса выполнен из прочного герметичного пластика, а автоматический «поплавок» имеет специальное место для крепления — так устройство удобнее хранить и носить с собой
Нижняя часть корпуса выполнена таким образом, что позволяет собирать загрязненную воду (с частицами до 35 мм), масса насоса 4,5 кг
Скважинное оборудование отличается тем, что имеет возможность поднимать жидкость с больших глубин без потери производительности. Например, погружные насосы центробежного калибра имеют объемную высоту от 40 м до 100 м, а самые мощные устройства не перестают работать при наличии в воде примесей размером до 1 мм.
Ассортимент насосов представлен моделями мощностью от 250 Вт до 1100 Вт, производительностью от 1,2 м³/ч до 3,8 м³/ч. Колодезный насос является частью системы водоснабжения и приводится в действие асинхронным электродвигателем переменного тока.
Принцип работы глубинного насоса: двигатель передает движение на вал с рабочим колесом, рабочее колесо перемещает жидкость из напорной камеры в выходной патрубок, далее она поступает в патрубок под давлением
Устанавливается в том же как обычный погружной насос. Однако, если вибрационный насос используется в основном для скважин и опускается на небольшую глубину, модели скважин размещают глубоко в стволе.
Это затрудняет обслуживание и ремонт оборудования, а при обрыве кабеля подъем устройства считается невозможным.
Самый мощный скважинный насос Калибр НПЦС-1,5/100, мощностью 1100 Вт. Подходит для самых глубоких скважин — до 100 м
Одна из моделей — НПКС-3,6/48 ПРК — обладает особыми качествами. Многоступенчатый механизм с плавающими колесами перекачивает жидкость с посторонними включениями, а значит, может применяться для скважин с высокое содержание песка в жидкости. При этом аппарат имеет мощность 750 Вт и производительность 60 л/мин.
Специальные предложения
Продукция Caliber – это не только погружные или поверхностные центробежные насосы.
Под этой же маркировкой можно найти другое оборудование:
станции насосные;
фонтанные насосы;
циркуляционные насосы.
В состав автономных станций водоснабжения СВД кроме насоса входят гидроаккумулятор и реле давления. Насосные станции на даче очень удобны, так как обеспечивают бесперебойную подачу воды в необходимом количестве.
Вы можете позволить себе принять ванну или душ, воспользоваться стиральной машиной. Для сравнения: простой вибрационный насос не предназначен для обслуживания жилого дома.
Устройство контроля давления (реле давления) регулирует работу насосной станции в автоматическом режиме: как только давление достигает критического уровня, происходит отключение
Мощность предлагаемого оборудования от 160 Вт до 1550 Вт, производительность от 1,8 м³/ч до 3,9 м³/ч. Чтобы правильно выбрать агрегат, необходимо рассчитать общий расход воды, расстояние от колодца до дома, высоту подъема.
Насосные станции временного пользования устанавливаются непосредственно на улице, рядом со скважиной; устройства для постоянного водоснабжения монтируются в подвале или в подсобном помещении, на специально сооруженной подставке
Фонтанные насосы НПЭ предназначены для подачи очищенной воды в системы декорирования водоемов — прудов, бассейнов. От обычных насосов они отличаются своим внешним видом – компактным пластиковым корпусом и трубкой, заканчивающейся насадкой-распылителем.
Мощность моделей — 6 Вт, 35 Вт, 95 Вт, производительность – от 380 л/ч до 3500 л/ч. Максимальный напор самого мощного устройства составляет 3 м.
Циркуляционные электронасосы NC пригодятся, если вы решили обустроить систему отопления. Они предназначены для работы в сети со стабильным или слегка переменным потоком. Мощность устройств — от 72 Вт до 90 Вт, производительность — от 2,4 м³/ч до 3,8 м³/ч.
Циркуляционный аппарат устанавливается непосредственно на трубопроводе в удобном для обслуживания месте, а необходимая мощность устанавливается с помощью специального переключателя
Обзор популярных моделей
Общая характеристика различных групп поможет вам сориентироваться в ассортименте насосной продукции Калибр, а сейчас мы подробно рассмотрим свойства и способы использования некоторых моделей различных типов.
Модель №1 — НВТ-210/40П
Если вы не живете на даче постоянно, а приезжаете только летом, используете приусадебный участок для выращивания овощей или цветов, обратите внимание на компактный, легкий -в использовании вибрационный насос. Предназначен для подъема воды из колодцев и скважин, имеющих внутренний диаметр более 8 см.
Производительности 12 л/мин достаточно для полива грядок, клумб или ягодных кустарников, главное, чтобы вода в источнике была чистой, так как устройство не предназначено для перекачки загрязненной жидкости.
Если вы внимательно изучите инструкцию, то заметите еще одно предупреждение: насос должен работать не более 2 часов, после чего необходим 20-минутный перерыв.
Для правильной работы оборудование необходимо правильно установить, присоединив резиновый или полипропиленовый шланг диаметром от 18 мм до 22 мм
Для подвешивания необходимо использовать нейлоновый шнур, который входит в комплект при продаже. Если вы хотите использовать более прочный металлический трос или цепь, все равно закрепите ее нейлоновым шнуром, иначе вы сломаете глаза о корпус.
Для прочной установки сетевого шнура, кабеля и шланга следует сделать своего рода жгут, перехватив их в нескольких местах скотчем, чтобы шланг свободно свисал и не перегибался. Всю конструкцию необходимо закрепить на перекладине.
Насос должен полностью погружаться в воду и не касаться стенок шахты, иначе вибрационные движения нанесут вред как стенкам, так и самому устройству.
Профилактическое обслуживание заключается в регулярном осмотре аппарата, для чего его необходимо вынимать из колодца. Если вход забит, его следует прочистить, также можно поменять резиновые детали или усилить защитное кольцо.
Модель № 2 — NBC-900N-M
Эта модель относится к многоступенчатому устройству. Устройство пригодится всем, кто хочет наладить водопровод или систему полива на приусадебном участке.
В качестве источника воды можно использовать неглубокий колодец, колодец или природный водоем с чистой или слабозагрязненной водой.
Технические характеристики НБК-900Н-М:
мощность — 900 Вт;
напряжение от источника питания — 220 В;
производительность — 55 л/мин;
высота всасывания — 8 м;
высота подъема — 42 м.
Многоступенчатая конструкция позволяет перекачивать воду с механическими частицами размером до 3 мм, однако чистая жидкость продлевает срок службы устройства. Сменные детали — сальники, резиновые уплотнители — рекомендуется время от времени менять, а сам прибор разбирать и проводить профилактическую чистку.
Если вы периодически используете поверхностный насос для полива сада или газона, нет необходимости делать устойчивую установку — просто установите его рядом с источником воды
Условия для правильной установки оборудования:
ровная сухая площадка в непосредственной близости от источника;
свободное место в моторном отсеке для вентиляции;
легкий доступ для осмотра и обслуживания.
Для работы насоса необходимо подсоединить всасывающий шланг, опустить его на глубину около 2 м (расстояние до дна не менее полуметра). Обратный клапан улучшит работу устройства (в комплект не входит, приобретается отдельно). Внимательно проверьте герметичность соединений, так как проникновение воздуха в систему резко снижает производительность.
Модель №3 — НПК-750/35Н
Дренажное оборудование — полезный механизм в местности с искусственным водоемом, источником водоснабжения и вероятностью паводков.
Модель NPC-750 представляет собой погружной дренажный насос центробежного типа, который с одинаковой эффективностью перекачивает колодезную, родниковую или дождевую воду, а также легко справляется с загрязненными жидкостями.
Технические характеристики NPC-750/35N:
мощность — 750 Вт;
напряжение от источника питания — 220 В;
производительность — 13 м³/час;
максимальный напор — 8 м;
размер механических примесей — до 35 мм.
Погружной насос должен находиться в воде, поплавковое устройство следит за уровнем жидкости. При снижении уровня до критического поплавок отключает оборудование, как только объем воды увеличивается, устройство снова включается. Если насос включается/выключается слишком часто (около 30 раз/час), воды в источнике недостаточно.
Схема устройства дренажного насоса Калибр НПК-750/35Н: кроме корпуса с двигателем и рабочей насосной части есть еще один обязательный элемент — поплавковый выключатель
Своевременное обслуживание насоса повысит срок службы. Иногда перестает работать двигатель или прекращается подача воды.
Необходимо проверить шнур питания, прочистить всасывающее отверстие, проверить работоспособность крыльчатки, очистить систему от попавшего воздуха. Если установлен обратный клапан, проверьте его исправность.
Модель №4 — НПЦС-1,5/65-750
При глубоком залегании грунтовых вод на дачном участке необходимо оборудовать скважину и приобрести специальный скважинный насос. При высоте подъема не более 65 м подойдет погружная центробежная модель Калибр НПЦС-1,5/65-750.
Устройство также можно использовать для перекачивания жидкости из открытых водоемов, но с одним условием: вода должна быть чистой.
Не переносить воду с глинистыми отложениями, мусором, наличием химикатов, коррозионно-активными включениями. Допускается наличие песка, но в небольшом количестве – не более 100 г/м³.
В комплект поставки входит сам насос, шнур питания (15 м) с вилкой, упаковка и инструкция. Кабель для монтажа устройства и питающая линия приобретаются отдельно.
Технические характеристики НПЦС-1,5/65-750:
мощность — 750 Вт;
напряжение от источника питания — 220 В;
производительность — 1,5 м³/час;
высота подъема — 65 м;
глубина погружения — 5 м;
Длина электрического кабеля — 15 м.
Обратите внимание, что подача воды может быть разной, так как напор зависит от многих факторов: глубины, длины шлангов, диаметра трубы и т. д. Скважинный насос входит в состав насосной станции, поэтому контроль за его работой осуществляется автоматически. Если оборудование перегревается или засоряется, реле срабатывает и отключает механизм.
Производительности данной модели достаточно для обслуживания дачного участка, но для создания эффективной системы водоснабжения необходим более мощный прибор. Рекомендуем ознакомиться с рейтингом лучших моделей центробежных насосов.
Выводы и полезное видео по теме
Видео помогут вам лучше понять, что такое насосы Калибр, как они работают и для чего они нужны.
Видео о поверхностном центробежном насосе НБЦ 0,75 Э с эжектором:
Видео обзор дренажной модели НЦП 400/35П:
Как работает модель НБЦ-380 (очистка бассейна):
3
3 Комплектация модели экономичного дренажа:
Как видите, насосное оборудование марки Калибр имеет разное назначение, устройство и технические характеристики. Чтобы лучше разобраться в ассортименте, необходимо изучить инструкцию, проанализировать информацию и решить, подходит ли насос для решения ваших задач.
Есть вопросы по теме статьи, нашли недостатки или есть интересная информация, которой вы можете поделиться с посетителями нашего сайта? Пожалуйста, оставьте свои комментарии в поле ниже.
N5025 Офелия | Обновление насоса пресной воды Headhunter X-Caliber
Когда мы покупали Ophelia весной 2017 года, нас немного озадачила система Freshwater. Казалось, что мы могли набирать воду только из 1 из 3 резервуаров с пресной водой, и, возможно, был неисправен насос, а также пара утечек воздуха, которые могут снизить давление или заблокировать оба насоса. Достаточно сказать, что это работало достаточно хорошо только с резервуаром для воды MID (бак на 150 галлонов), поэтому эта работа попала в конец моего списка реабилитации! Спустя 2 года я, наконец, решил проблемы и обновил систему! К счастью, мы не пересекали океаны, и опреснитель работал безупречно! Это позволило мне избавиться от этой проблемы в течение последних двух лет.
В «Офелии» есть два насоса пресной воды, работающих параллельно для резервирования на случай, если основной насос пресной воды сломается или перестанет работать. Эти два насоса питаются от коллектора. Коллектор объединяет все 3 резервуара для воды, а также воду из опреснителя. Коллектор позволяет мне указать, из какого из 3 резервуаров для воды брать воду. Другие N50 могут немного отличаться, некоторые из них имеют 4 бака и разные конфигурации. Вот схематический обзор системы пресной воды для нашей лодки (N5025).
3 резервуара для пресной воды изготовлены из армированного стекловолокна и при наполнении пресной водой вмещают около 325 галлонов. Передний бак (~100 галлонов) установлен под детскими спальными местами спереди, средний бак (~150 галлонов) расположен под подошвой главной каюты, а кормовой бак (~75 галлонов) расположен под главным двигателем. . Каждый резервуар оснащен установленной сверху смотровой пластиной. Доступ к смотровой площадке осуществляется через съемную крышку люка, расположенную в каждой каюте и машинном отделении. Баки покрыты синим гелькоутом, чтобы отличать их от красных баков для дизтоплива (4 бака для дизельного топлива). Контрольная пластина изготовлена из нержавеющей стали и привинчена к баку для легкого снятия. Каждая плита снабжена отдельными штуцерами и шлангами для подачи воды к насосу пресной воды, отвода воздуха наружу, выносной индикации уровня в баке и щупом. В верхней части каждого бака также есть линия заполнения от соединения с палубой. Линии подачи от каждого резервуара направляются к коллектору в машинном отделении, оборудованному запорными клапанами для каждого резервуара. Единственная линия от коллектора направляется к впускному патрубку насоса пресной воды. Внутри каждого резервуара предусмотрены стояки для линии всасывания насоса пресной воды и линии измерения индикации уровня, которые проходят в пределах дюйма от дна резервуара.
Пресноводные насосы на борту «Офелии» были 12-вольтовыми насосами Jabsco или West Marine shureflo или чем-то подобным. В основном у нас были относительно дешевые и одноразовые насосы. Однако иногда у нас также было среднее давление воды, и насосы, как правило, не работали так долго.
Мы решили заменить основной насос пресной воды на насос Headhunter X-Caliber. Это дорогая помпа. Время покажет, понравится ли он нам больше, чем насос, который мы вытащили, но я слышал о них много хорошего. Чтобы установить насос, нам нужно было, чтобы наш установщик электроники проложил проводку гораздо большего сечения (30 футов 2 калибра), чтобы обеспечить значительно более высокое потребление тока. Как только новая проводка была на месте, мы установили новый насос X-Caliber. Я включил 12-вольтовый выключатель и прокачал новый насос и подключил его к сети. Когда наступил момент истины… мы быстро обнаружили, что у нас все еще дерьмовое давление. Насос был в порядке, но нам определенно нужно было устранить проблемы с воздушными шлюзами и разобраться в других проблемах.
Фен строительный PATRIOT HG 201 170301311 — используется для сварки изделий из ПВХ, сушки красок и клея, удаления герметиков, ЛКМ и т.д. Он имеет два режима температуры воздушного потока — 300°C и 500°C. Предусмотрена возможность стационарной работы в вертикальном положении и при свободных руках. Небольшой вес инструмента снижает энергоемкость рабочего процесса.
Скачать инструкцию
Преимущества:
Дополнительная изоляция нагревательного элемента
Вентиляционные отверстия охлаждают двигатель, что предотвращает его перегрев и продлевает срок службы
Устойчивая опорная поверхность корпуса позволяет эксплуатировать в фиксированном вертикальном положении.
Комплектация:
Технический фен
Инструкция
Коробка
Тип двигателя
щеточный
Напряжение сети, В/Гц
220/50
Макс. мощность, Вт
2000
Макс. расход воздуха, л/мин
300/500
Расход воздуха 1 ступень, л/мин
300
Расход воздуха 2 ступень, л/мин
500
Макс. рабочая температура, °C
350-550
Рабочая температура 1 ступень, °C
350
Рабочая температура 2 ступень, °C
550
Цифровой дисплей
нет
Регулировка температуры
ступенчатая
Количество насадок в наборе
нет
Защита от перегрева двигателя
нет
Время нагрева, мин
2
Длина кабеля, м
2
Вес нетто, кг
0. 9
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Получите бесплатные подарки с феном Dyson
Перейти к основному содержанию
Домашняя страница Benzie Record Patriot
Сейчас читают
Получите 3 бесплатных подарка при покупке специальной серии фена Dyson
Подписывайся Подписывайся
электронная версия
Hearst Newspapers участвует в различных программах аффилированного маркетинга, что означает, что мы можем получать комиссионные за выбранные редакцией продукты, приобретенные по нашим ссылкам на сайты розничных продавцов.
Dyson Supersonic Hair Dryer — $429,99
Dyson
Dyson — торговая марка, которая произвела революцию в пылесосах благодаря своим передовым технологиям — вышла за рамки домашнего ухода за волосами, завоевав столь же преданных поклонников своих фенов и других инструментов для укладки.
Если вы являетесь энтузиастом Dyson, но еще не решились попробовать что-то большее, чем пылесосы (на которые бренд также предлагает серьезные скидки), эта распродажа в Киберпонедельник предлагает отличный стимул сделать это благодаря сделке, которая дает вам три бесплатных инструмента. стоит 125 долларов при покупке фена Dyson Supersonic™.
Следите за нашими прямыми трансляциями о лучших предложениях Киберпонедельника, чтобы делать покупки сегодня.
Сверхзвуковой фен Dyson — 429 долларов США.99
Фен Dyson Supersonic™
Dyson
Dyson.com
Купить сейчас
Фен Dyson Supersonic™
Dyson
Dyson. com
Купить сейчас
Фен Dyson Supersonic™ разработан для борьбы с главной причиной регулярного использования тепла для укладки волос: поврежденными прядями. Supersonic™ защищает волосы от вредного теплового воздействия, которое может вызвать обычная сушка, благодаря быстрому высыханию и контролируемой укладке, которая помогает увеличить гладкость на 75%. Ваши локоны также станут более блестящими (на 132 % больше, по данным Dyson), на 61 % меньше завиваются и спутываются.
В комплекте с феном идут пять удобных насадок, в том числе расческа с редкими зубьями, диффузор и концентратор для укладки. Но вы сможете выбрать три дополнительных с предложением «Киберпонедельник»: презентационный футляр для хранения вашей сушилки; лопаточная щетка; распутывающая расческа; или кисть Dyson Vented Barrel.
Выбор зависит от доступности, поэтому обязательно купите Dyson Supersonic сейчас, прежде чем ваш любимый инструмент будет распродан.
Ознакомьтесь с нашими новостями о киберпонедельнике , чтобы заблаговременно получить подарки со скидкой для всех в вашем списке покупок.
В связи с предстоящим похолоданием компания водоснабжения предлагает чаевые
Объявления
Издания
Некрологи
Специальные разделы
Бесплатный информационный бюллетень
Расширенный поиск
Погода
Опубликовано 12. 12.22
Поскольку на этой неделе температура в долине опустилась ниже нуля, водопроводные трубы домовладельцев рискуют выйти из строя , что может дорого обойтись, но его можно предотвратить.
Для этой истории требуется подписка за 5,99 долларов США в месяц.
У вас уже есть аккаунт? Войдите, чтобы продолжить.
Текущие подписчики печатных изданий могут создать бесплатную учетную запись, нажав здесь.
В противном случае нажмите здесь, чтобы подписаться.
Пожалуйста, войдите, чтобы продолжить
Эл. почта Пароль
Войти
Нужен аккаунт?
Неабоненты
Нажмите здесь, чтобы увидеть варианты подписки.
Зарегистрируйтесь, чтобы комментировать
Нажмите здесь, чтобы создать бесплатную учетную запись для публикации комментариев. Обратите внимание, что бесплатные учетные записи не включают доступ к премиум-контенту на этом сайте.
я якорь
Погода
Температура в долине продолжает падать, жители также подвержены риску замерзания водопровода. (Фото предоставлено EPCOR)
Опубликовано
Поскольку на этой неделе температура в долине опустилась ниже нуля, водопроводные трубы домовладельцев могут выйти из строя , что может быть дорогостоящим, но его можно предотвратить.
По данным Edmonton Power Corporation, государственного поставщика чистой воды и безопасной и надежной энергии. При низких температурах водопроводные линии могут замерзнуть, если иней протолкнется ниже линии воды. Водопроводные линии внутри дома также могут замерзнуть из-за низких температур, сильного ветра и холодных сквозняков.
Компания EPCOR подготовила советы для жителей Аризоны о том, как они могут защитить водопроводные трубы и предотвратить их замерзание.
Как предотвратить замерзание труб
Затраты на ремонт, связанные с замерзшими трубами, несет домовладелец. Вот несколько советов, как предотвратить замерзание труб зимой:
Поддерживайте отопление: Поддерживайте в доме нормальное отопление, чтобы избежать холодных мест. Не выключайте тепло и во время зимних каникул.
Изолируйте внешние водопроводные линии: обмотайте все водопроводные линии вблизи наружных стен или дверей изоляцией. Вы можете обернуть внешние водопроводные трубы термолентой, чтобы предотвратить замерзание труб снаружи.
Обеспечьте постоянный поток воды: частый забор воды из-под крана может предотвратить замерзание, поскольку это создает регулярный поток воды.
Пусть вода капает из крана: пропускание воды по трубе — даже струйкой — помогает предотвратить замерзание труб. Капайте горячую или холодную воду, чтобы трубы не замерзли.
Держите выпускной клапан включенным: Если в вашем доме есть выпускной клапан, не выключайте его. EPCOR уведомит вас, когда придет время это сделать.
Отключите наружные шланги: дважды проверьте кран для наружного шланга, чтобы убедиться, что он закрыт. Если они замерзнут, они могут лопнуть, и вода может попасть в ваш дом.
Проверьте свой бак для горячей воды: если ваш бак для горячей воды расположен в техническом помещении за пределами вашего дома, убедитесь, что это место достаточно отапливается.
Попросите домработницу включить воду: если вы уезжаете в отпуск, попросите человека, который проверяет ваш дом, открыть краны, так как проточная вода в холодную погоду снижает вероятность того, что они замёрзну.
Не забывайте об открытых водных объектах : если у вас есть бассейн или декоративное водное сооружение, включите двигатель и оставьте насос включенным, а воду циркулирующей.
Как проверить, не замерзли ли трубы
Если вы подозреваете, что ваши трубы замерзли, выполните следующие действия для подтверждения.
Нет проточной воды или вода течет струйкой : Вы можете помочь диагностировать проблему, открыв все краны в доме и спустив воду в каждом унитазе. Если из какого-либо приспособления течет струйка или не течет вода, а в вашем районе нет известных прорывов водопровода, вероятно, у вас замерзла линия обслуживания.
Видимые признаки инея на арматуре или трубы покрыты инеем : Если в вашем доме есть открытые трубопроводы, например, под раковиной или в недостроенном подвале, проверьте эти трубы или арматуру на наличие инея. Это будет хорошим признаком того, что он заморожен.
Как починить замерзшие трубы
Чем раньше оттает замерзшая труба, тем лучше. Со временем замерзание будет распространяться дальше по технологической линии и сделает оттаивание более трудным, трудоемким и, возможно, более дорогостоящим.
Бетон является одним из самых прочных материалов, просверлить в его поверхности даже незначительное отверстие очень сложно. Поэтому инструмент должен обладать повышенными техническими характеристиками. Для этих целей сверла по бетону улучшают твердосплавными пластинами. Режущая поверхность у такого изделия обладает обратной заточкой.
Особенности свёрл SDS Plus по бетону для перфоратора Основным материалом для изготовления твердосплавных пластин является сплав, в основе которого вольфрам и кобальт. Современные технологии позволяют изготавливать пластины из улучшенного вольфрамокобальтового сплава. Это позволяет делать отверстия в:
бетоне;
кирпиче;
граните;
керамической плитке.
Главной особенностью перфораторных буров является форма хвостовика. Этот элемент имеет несколько канавок, они предназначены для эффективной передачи ударной вибрации, а также вращения. Существует пять разновидностей хвостовиков SDS, однако популярность приобрели только два из них: SDS-MAX или SDS-PLUS. Между ними есть характерные отличия, к примеру, у первого пять канавок, а у второго – четыре. Толщина Plus практически вдвое меньше, чем у Max. Хвостовики SDS-Plus устанавливают на коронки либо буры, диаметром порядка 26 мм. Большинство крупных свёрл обладают головкой в виде лопаты с одинаковыми кромками, которые затачиваются под углом более 90 градусов. Однако во время сверления наблюдается большая погрешность по диаметру, при этом бур нагревается и теряет свои первоначальные качества. С высокопрочным бетоном такой инструмент не справится. Благодаря исследованиям удалось создать сверло с четырехгранными, а позже шестигранными рабочими головками. Строение наконечника более сложное, чем в предыдущем случае, но благодаря этому ударная нагрузка распределяется равномерно. Такие буры используются для обработки армированного бетона. Высокая прочность и оптимальный угол заточки позволяют перетирать даже металлические прутья, а также свести погрешность к минимуму.
Классификация перфораторных буров по размеру Линейка свёрл серии SDS-Plus обладает только четными размерами диаметров, минимальное – 6 мм, а максимальное – 26 мм. Можно встретить буры, имеющие толщину 4 или 5 мм, но при желании найти такой инструмент очень сложно. Каждый диаметр имеет прямую зависимость от длины. Буры менее 12 мм применяют для создания отверстий крепежных систем. Сверла с более крупным диаметром применяют для обустройства технических коммуникаций. Размеры стандартных SDS-Max показывают, что это инструмент предназначен для глубокого сверления отверстий. Их толщина находится в диапазоне 12-50, при длине 600-1000. Можно найти буры и с большей длиной, специалисты нередко используют специальные удлинители. Инструмент отлично подходит для обустройства технических каналов прямо в бетоне. Важно отметить, что сверла этой линейки относятся к профессиональной серии, в домашних условиях они не используются, поскольку бытовой перфоратор не способен обеспечить достаточную мощность.
Долговечность свёрл Каждый опытный строитель знает известные торговые марки, которые производят качественный, надежный и долговечный инструмент. Сверлами занимаются такие компании, как Keil, Hilti, Alpen, к более авторитетным относятся Makia, Bosch и AEG. Большого значения странна-производитель не имеет. Даже на китайских фабриках продукция обладает высоким показателем качества. При выборе инструмента нужно обращать внимание на наличие сертификата у разработчика. На долговечность изделия влияют способы бурения. Критическое усилие и недостаток контроля при работе с перфоратором приводят к нарушению целостности направляющих канавок, поломке хвостовика. Об этих проблемах свидетельствует выпадение сверла из рабочего патрона. Сверление большого количества отверстий небольшой глубины лучше проводит с использованием бура с разными кромками. Такое изделие легко затачивается на наждачном домашнем станке. Обработка более плотных материалов осуществляется при помощи головок многогранного типа. Более дорогие модели прошли через закалку и несколько этапов заточки, благодаря чему инструмент не стирается. Данную функцию специалисты прозвали «самозаточкой». Сверла для бетона SDS-Plus обладают большим количество преимуществ, которые может реализовать простой пользователь в домашних условиях. Следует определиться для начала с диаметром отверстия, а затем подобрать длину бура. Наличие смазки на шпинделе и хвостовике предотвращают перегрев.
Бур для перфоратора виды и как выбирается насадка по бетону – Мои инструменты
Содержание
1 Что такое бур под патрон перфоратора
2 Виды буров под перфоратор
3 Рабочая часть бура виды спиралей
4 Виды хвостовиков для соответствующих патронов перфораторов
5 Виды буров по режущей части
6 Отличие бура от сверла
7 Как выбирается бур для перфоратора
8 Как правильно пользоваться перфоратором с буром в патроне советы и рекомендации
Перфоратор — это узкоспециализированный строительный инструмент, без которого не обходится ни одно строительство. Для реализации работ понадобится в патрон прибора установить бур для перфоратора по бетону. Это рабочая насадка, к выбору которой нужен соответствующий подход. Приобретая бур для своего электрического инструмента, потребуется разобраться со всеми видами выпускаемых насадок.
Что такое бур под патрон перфоратора
Выполняя ремонтные и строительные работы, понадобится присутствие электроинструмента. Раньше для просверливания бетона или дерева применялись ручные дрели и коловороты, но прогресс не стоит на месте. Для облегчения работ по сверлению дерева или металла был разработан электрический инструмент под названием дрель. Бетон, кирпич и разные виды искусственного камня просверлить дрелью без ударной опции невозможно, именно поэтому появились перфораторы.
Чтобы просверлить в бетоне отверстие, в патрон прибора надо установить соответствующую насадку. Конструктивно эта насадка имеет вид, как сверло для дрели, но отличия все-таки имеются. Устройство бура для перфоратора по бетону состоит из таких частей:
Хвостовик — часть, размещаемая в патроне основного инструмента
Спираль — рабочая часть, ее основное назначение — удаление остатков высверливаемого бетона и пыли из отверстия
Режущая часть — основа, изготавливаемая из специальных твердосплавных материалов — победита или напыления из алмаза
По устройству бур напоминает сверло, только для перфоратора надо устанавливать соответствующие насадки со специальной формой хвостовой части. Служит бур для перфоратора в качестве расходного материала, и используется для получения отверстий в бетонных, железобетонных и других подобных материалах. Сверлить металл или дерево такой насадкой нельзя, так как она не сможет справиться с такими задачами, что обусловлено специфичной конструкцией режущей части. Эффективность проведения сверлильных работ зависит не только от типа применяемого инструмента, но еще и от конструкции самой насадки.
Это интересно! Для перфораторов выпускают не только насадки для работы по бетону, но еще и сверла для сверления деревообрабатывающих материалов.
Виды буров под перфоратор
На виды рассматриваемые устройства классифицируются по разным признакам — конструкция спиральной части, типы хвостовиков и даже различия по формам режущей части. Чтобы облегчить выбор бура для перфоратора, потребуется разобраться с разновидностями насадок, и на основании этих знаний, принимать соответствующее решение. Рассмотрим виды рассматриваемых насадок по бетону под перфораторы — какими они бывают и чем отличаются.
Рабочая часть бура виды спиралей
По конструкции спиральной части (рабочей зоны) буры по бетону для перфоратора бывают:
Шнековыми — за счет большого угла наклона канавки появляется возможность получения глубоких отверстий. Конструкция спирали в виде шнека позволяет эффективно выводить наружу пыль и частицы бетона
С небольшими углами наклона спиралевидной части или спиральные — такие виды насадок для бурения применяются тогда, когда нужно получить отверстие небольшой глубины
С большим углом наклона пологие — такие насадки считаются самыми ходовыми, так как помимо эффективного отвода пыли, они еще и позволяют обеспечивать большую скорость бурения. Буры с большим углом наклона спиралевидных секций повышают производительность инструмента, однако и увеличивают при этом нагрузку на него. Работать ними в перфораторах малой мощности такие насадки не рекомендуется
Есть еще дополнительные конструкции рассматриваемых насадок, имеющие спиральные канавки. Их наличие является дополнительным преимуществом, за счет которого уменьшаются вибрации и нагрузки на электроинструмент, а также снижаются затраты физических усилий человека.
Виды хвостовиков для соответствующих патронов перфораторов
Хвостовая часть насадки играет важную роль, так как именно этой стороной насадка устанавливается в патрон перфоратора. Самый простой способ отличить бур от сверла — это сравнить их хвостовые части. Если сверло имеет цилиндрическую конструкцию, то на бурах хвостовик имеет специальные канавки. Специалисты со стажем без лишних трудностей смогут выявить, подойдет ли насадка под патрон того или иного перфоратора.
Чтобы не возникали трудности при выборе буров для своих перфораторов, нужно разобраться с их разновидностями. По форме хвостовиков их классифицируют на такие виды:
SDS plus — это часто встречаемый тип хвостовиков, диаметр которого составляет 10 мм. Конструкция такого хвостовика представлена в виде цилиндрического основания с пазами. Эти пазы нужны для соединения с патроном инструмента. На насадке присутствует 4 паза, два из которых считаются открытыми или сплошными, а два закрытые. Длина хвостовой части на бурах типа sds plus составляет 40 мм, а диаметр рабочей части составляет от 4 до 26 мм. Обычно такие насадки с хвостовиками применяются для работы бытовыми и полупрофессиональными электроинструментами
SDS max — главная отличительная особенность таких хвостовиков от sds plus заключается в диаметре, который составляет 18 мм. Кроме того, длина части, которая вставляется в патрон инструмента, также намного больше и составляет 90 мм. Конструкция пазов практически почти одинакова с sds plus с незначительным отличием по их размеру, а диаметр рабочих частей составляет от 26 мм. Употребляются насадки с хвостовиками SDS max в приборах профессионального назначения, а также еще в отбойных молотках
SDS top — такой вариант хвостовой части является менее популярным, и встречаются насадки с sds top хвостовиком редко (по конструкции нечто среднее между plus и top). Диаметр цилиндрической части составляет 14 мм, а длина вставляемой области составляет 70 мм. Такие буры выпускаются с диапазонами диаметров рабочей части от 16 до 26 мм
SDS quick — еще менее популярная форма хвостовой части, которая была разработана в 2008 году компанией Bosch. Насадки с этими хвостовиками существенно отличаются от предыдущих, и имеют они больше сходств со сверлами. Шестигранная конструкция хвостовика имеет вместо пазов шпонки или выступы, за счет которых и происходит фиксация насадки в патроне инструмента. Достоинство такой конструкции хвостовой части в том, что они предназначены не только к применению в перфораторах, но еще и в дрелях и шуруповертах. Если брать бур с таким типом хвостовика, то подходит он исключительно для перфораторов фирмы Bosch модели Uneo и Uneo Maxx
SPLINE – новый тип конструкции хвостовиков буров для перфоратора по бетону, который имеет шлицевую конструкцию. Это новый тип хвостовиков под перфораторы китайского производства. Хвостовики сплайн были разработаны китайской компанией по производству перфораторов, что возможно послужило толчком для перехода от привычных sds plus и sds max на новые устройства. Сегодня они не очень популярны, однако это только вопрос времени. Сплайн хвостовики на бурах перфораторов доказали свою надежность и эффективность, поэтому высока вероятность того, что вскоре придется заменить на своих устаревших электроинструментах патроны. Конструкция хвостовика SPLINE показана на фото ниже
Для обычных бытовых и даже полупрофессиональных моделей применяются стандартные буры с хвостовиками SDS plus. Это самые ходовые модели, которые быстро вставляются в патрон, а также оперативно извлекаются из него.
Виды буров по режущей части
Для изготовления бура по бетону для перфоратора употребляются несколько материалов. Из прочной легированной инструментальной стали изготавливают поверхность бура, а на режущую кромку дополнительно наносится напайка из победита или алмаза. Делается это для того, чтобы не только увеличить срок службы насадки, но еще и повысить производительность. Если бурить бетон насадкой без напайки из твердосплавных материалов, то режущая часть быстро притупится, что не позволит достичь конечного результата в итоге. Как только изнашивается напайка, насадка уже становится не пригодной к эксплуатации. По материалу напайки буры по бетону классифицируются на такие виды:
Победитовые — это сплав двух самых прочных материалов: карбид вольфрама и кобальт. Причем большую часть составляет вольфрам, а кобальт применяется в качестве отвердителя. Твердость этих материалов достигает 80-90 HRA по шкале Роквелла. Используются победитовые сплавы для изготовления не только буров для перфораторов, но еще и для сверл по бетону на дрели, а также при производстве коронок
Алмазные — самые прочные и долговечные буры, однако и стоят они достаточно дорого, и найти их трудно. Покупать насадки на инструмент с алмазным напылением нужно тогда, когда планируется бурить железобетонные конструкции, а также мрамор и гранит. На режущую часть наносится не целый кристалл алмаза, а только напыление, что отражается положительно на цене. Кроме того, напыления достаточно для того, чтобы повысить прочность насадки в десятки раз. В продаже встречаются корончатые буры на перфораторы с алмазным напылением
Победитовая вставка — отличительной особенностью является наличие светлого окраса на наконечнике насадки. Это означает, что насадка после изготовления окунается в карбидный материал для повышения прочности и износостойкости. Такие устройства могут использоваться достаточно долго до проделывания 200 отверстий. По сравнению с напылением из победита на кончике насадки, победитовые вставки имеют более высокие показатели эффективности
Каленые — самые недорогие и недолговечные. Если наконечник устройства имеет темный окрас, что говорит о прохождении дополнительной термообработки. Они недорогие потому, что в их конструкции не применяются прочные металлы. В продаже их найти можно, но изготавливаются они подпольными производителями
Покупать буры с алмазными наконечниками оправдано только в исключительных случаях, когда необходимо пробурить железобетонную конструкцию, с которой не сможет справиться победит. Производители с каждым годом совершенствуют выпускаемые насадки, и поэтому кроме материала наконечника, уделяется внимание его устройству и углу заточки. По типу заточки режущие части устройств бывают:
Классические — когда твердосплавная пластина имеет четырехгранную конструкцию с передними и задними гранями. Напайка с такими заточками оснащается одной или двумя режущими кромками
Центрирующие — модернизированная версия классического варианта заточки. Каждый производитель выпускает насадки с соответствующей геометрией заточки. Из достоинств центрирующих заточек можно отметить отсутствие эффекта увода бура от оси первоначального его положения
Покупая бур разных производителей можно заметить и разницу их работы. Один тип может вгрызаться в бетон, другой не так оперативно движется вперед, зато при выборе точки для бурения отверстия, он не смещается по поверхности.
Отличие бура от сверла
Когда известно устройство бура по бетону для перфоратора, не трудно отличить его со сверлом для дрели. Однако многие новички при выборе затрудняются выбрать нужную насадку под свою модель инструмента. Для начала нужно решить, каким типом инструмента запланировано проведение работ. Если это дрель с ударной опцией, тогда и покупать нужно насадку в виде сверла для бетона. Если это перфоратор, тогда выбирать нужно буры. При покупке новички говорят, что нужно сверло по бетону, а продавец задает вопрос, для какого инструмента оно необходимо — дрель или перфоратор.
Разберемся, чем же отличается сверло от бура, чтобы знать, что ответить продавцу. Итак, различаются рассматриваемые модели, прежде всего, по их назначению. Бур предназначен для перфоратора, а сверла для дрелей. Однако это отличие нельзя назвать аргументом, так как известны случаи применения бура, закрепленного в патроне дрели, а также сверла, установленного при помощи переходника в патроне инструмента. Отсюда получается, что сверло по бетону для перфоратора применяется, но при условии, что это маломощный инструмент, иначе насадка не выдержит больших нагрузок. Буры для перфоратора отличаются от сверл для дрели следующими критериями:
Конструкция хвостовой части — на насадке это цилиндрическое основание диаметром 10 мм и 18 мм с соответствующими выемками, а на сверлах такие пазы отсутствуют. Кроме того, диаметр хвостовика сверла соответствует размеру рабочей части
Диаметры рабочей части — просверлить бетон дрелью можно только с максимальным диаметром отверстия до 14 мм, в то время как в перфоратор ставится насадка диаметром до 32 мм и даже 55 мм для профессиональных бочковых перфораторов с патроном типа sds-max. Для получения больших диаметров отверстий, применяются специальные коронки по бетону
Ударная способность — зная главное визуальное отличие, перейдем к второстепенным факторам. Сверла обладают меньшей производительностью, чем рассматриваемые устройства, что связано с их прочностью. Бур рассчитан на длительные работы под ударной нагрузкой, а сверло предназначено только для кратковременных бурений бетона. Если установить сверло по бетону в патрон перфоратора, то при продолжительных нагрузках оно сломается
Сверло и бур отличие
Еще нужно учитывать такое отличие, как длина рабочей части насадки. Сверла по бетону для дрели выпускаются с максимальной длиной в 300 мм, а буры бывают настолько длинными, что их расстояние достигает 1 метра. Это связано с тем, что перфораторы имеют большой запас мощности, а также обладают высокими показателями создания ударных действий. В дрелях используются электродвигатели малой мощности, которые если и подходят для долбления бетона, то исключительно при непродолжительном применении.
Это интересно!Если использовать дрель для сверления бетона часто, то итог такой работы обернется в виде выхода из строя электродвигателя. Обычно страдает обмотка якоря, но может сгореть и статор.
Если планируется выполнять бурение бетона, кирпича, шлакоблока, железобетона, а также мрамора или гранитных плит, тогда понадобится не только мощный электрический агрегат, но еще и качественная насадка к нему. Если нужно купить бур по бетону для перфоратора, тогда выбирайте модели известных производителей, которые дорожат своим брендом, и выпускают качественную продукцию. Купить же буры можно не только в ближайших строительных магазинах, но и в интернете.
Кроме обычных насадок, которые имеют схожесть со сверлом, различают также проломные буры. Это разновидность сменных элементов для перфораторов, основное назначение которых заключается в проделывании сквозных отверстий для прокладки коммуникаций. Они выпускаются таких размеров от 45 до 80 мм.
Теперь покупая насадку, надо правильно говорить, что вам необходимо бур или сверло. Если вы говорите, что вам требуется сверло по бетону, а продавец переспрашивает вас. Это значит, что он не уверен, что вы знаете, в чем отличие сверла и бура. Поэтому лишний раз не помешает дополнить «сверло по бетону для дрели».
Как выбирается бур для перфоратора
На выбор рассматриваемых насадок, прежде всего, влияют диаметры буров для перфоратора. Это главный параметр, который учитывается в зависимости от поставленных задач. Для начала нужно сказать, что бур получил такое название неспроста, так как применяется он исключительно для бурильных действий, хотя многие говорят «сверлить бетон перфоратором». Такая формулировка неправильная, как собственно и некоторые действия, которые выполняются мастерами. Чтобы выполнить работу правильно, разберемся с особенностями выбора буров по бетону для перфоратора. Главные параметры выбора:
Размер — учитывать размеры буров на перфоратор требуется, чтобы в итоге выполнить поставленную задачу. Для получения сквозных отверстий применяются длинные насадки. Если прибором делаются небольшие по размеру отверстия для установки дюбелей, тогда подойдут модели с длиной рабочей частью от 110 мм
Тип или вид хвостовика — разновидность крепежных систем не позволит установить в перфоратор с патроном sds + бур с хвостовиком sds max и т.п. Ведь различаются они не только по размерам, но еще и по конструкции, поэтому перед тем, как купить бур в магазине, нужно уточнить, какой тип патрона используется на инструменте. Обычно это стандартный патрон sds plus, но все зависит от модели инструмента, поэтому если не можете выявить тип, тогда запомните название и модель инструмента
Диаметр — это еще один главный параметр, от которого зависит размер полученного отверстия в стене. Как упоминалось выше, выпускают буры с диаметрами от 4 мм до 32 мм. Для получения отверстий в бетоне размером свыше 32 мм, понадобится установить в патроне перфоратора коронки или корончатые сверла. Диаметр играет главную роль, так как от него зависит возможность выполнения поставленной задачи
Форма режущей зоны — перед тем, как выбирать, нужно обратить внимание на форму режущей части, так как устройства могут иметь 2, 3 и 4 грани. Эффективными являются модели с 4 гранями, однако и цена на них выше
Центровка или прямолинейность хода насадки — это еще один главный параметр, проверить который можно только при установке устройства в патрон. Чем ниже показатель прямолинейности хода, тем хуже инструмент справляется с задачей
Производитель — это второстепенный параметр, от которого зависит качество, цена и срок службы. Дешевые устройства предназначены для одноразовых работ, а покупая модели таких производителей, как Bosch, DeWalt, Makita и другие, можно быть уверенным на 100-процентов, что свое они отслужат
Цена — это также второстепенный параметр, который показывает, насколько качественной является насадка. Чем больше цена, тем и выше качество, но не всегда. Покупая брендовые буры по бетону, часто приходится переплачивать за марку, а точнее имя производителя
Зная основные критерии выбора бура на перфоратор, не составит большого труда купить именно такую насадку, которая позволит справиться с поставленными задачами.
Как правильно пользоваться перфоратором с буром в патроне советы и рекомендации
Бур на перфоратор поможет быстро проделать отверстие в любом строительном материале, кроме металла и дерева. Однако насадка бесполезна, если в наличии нет основного инструмента — основного инструмента. Чтобы после покупки бура и перфоратора эти инструменты служили долгое время, понадобится всегда помнить о правилах эксплуатации инструмента. Для этого имеются следующие рекомендации:
Перед тем, как вставлять в патрон перфоратора бур, необходимо смазать хвостовик насадки специальным смазочным материалом. Это делается для того, чтобы уменьшить нагревание насадки в месте соединения, а также продлить срок службы патрона инструмента
При работе инструментом не стоит сильно давить на него. Сильный прижим ни к чему, так как полезную работу выполняет ударный механизм
Делать перерывы при работе инструментом, что позволит исключить перегрев мотора и насадки. Если победитовый наконечник на насадке перегреется, то режущие кромки быстро притупятся
Хотя дрелью можно просверлить отверстие в бетоне, однако перфоратор с этой задачей справляется быстрее и эффективнее. Если предстоит бурить большое количество отверстий, то дрель с этой задачей справится с трудом, а вот перфоратором работать по бетону не только легко, но и приятно. Кроме рассматриваемого устройства, для перфоратора также выпускаются и другие виды насадок, как зубило, коронка, долото, лопатка. С их помощью расширяется спектр применения инструмента, поэтому если у вас есть перфоратор, то и соответствующие насадки также понадобятся. Еще производители выпускают большие буры, которые применяются для пробивания отверстий не в бетоне, а в земле, но такие насадки применяются только в мощных и низкооборотистых агрегатах.
Публикации по теме
Дж. К. Гупта и сыновья
Технический
Что такое зацепление резьбы? Зацепление резьбы имеет два фактора: длина зацепления резьбы и процент зацепления резьбы. Длина зацепления резьбы измеряется длиной взаимодействия между застежкой и сопрягаемым материалом. Процент зацепления резьбы зависит от размера сопрягаемого отверстия по сравнению с крепежной деталью и от того, насколько… Подробнее «Зацепление с резьбой» »
Технический
Мы закрыты по субботам из-за комендантского часа, введенного правительством штата Карнатака в выходные дни. Мы возобновили почти нормальную работу с понедельника, 12 июля. Время с 9Только с 30:00 до 17:00. Вы можете ожидать задержки в обработке заказа и логистике. Также ожидайте время ожидания для встречных продаж. Предпочтительны запросы по электронной почте. Пожалуйста, напишите нам по адресу [email protected]… Подробнее «COVID-19 UPDATE» »
Технический
По мере того, как человечество стремится к звездам, дизайнерам стало важно учитывать пригодность продуктов для экстремальных условий. Поэтому необходимо знать, какие типы или материалы крепления подходят для экстремальных условий. На Земле уже существуют криогенные температуры до -70 ° C, при этом самая низкая зарегистрированная температура … Подробнее «Крепеж для криогенных применений» »
информация, Технический
Принято считать, что простой тест для нержавеющей стали – это проверка с помощью магнита. Если это привлекает, продукт не из нержавеющей стали. Однако это предположение неверно. «Крепеж из нержавеющей стали, который я получил, прилипает к магниту». Это одна из самых частых жалоб пользователей. Крепеж из нержавеющей стали… Подробнее «Являются ли крепежные детали из нержавеющей стали магнитными?» »
Технический
Каким должен быть минимальный размер резьбы, выступающей за пределы гайки в крепежных узлах? Возможно, этому аспекту уделяется мало внимания. Однако уместно отметить, что планирование правильной длины болта/винта обеспечивает соединение, которое обеспечивает безопасность и экономит место, вес и стоимость. Типичный крепежный узел с болтовым креплением будет иметь… Подробнее «Выступ резьбы узла с болтовым креплением» »
Информация о
Общеизвестно, что крепежные детали играют ключевую роль практически в каждой отрасли, будь то металлургия, металлургия и т. д. Более того, как и любая другая технология, за последние несколько лет технология крепления претерпела значительные изменения. Многие из недавних инноваций в технологии крепления во многом обязаны рынку… Читать далее «ТЕНДЕНЦИИ И ИННОВАЦИИ В КРЕПЛЕНИИ» »
Информация о
ТЕХНИКА СОЕДИНЕНИЯ ПЛАСТИКОВ Многие из недавних инноваций в технологии крепления во многом обязаны рыночным директивам для более компактных и легких упаковок, производимых быстро и с минимальными затратами. Эти требования диктуют, чтобы крепежные детали работали усерднее, «умнее» и в большем количестве способов продвигали дизайн и разработку продукта. В результате и в заметном отходе от прошлого… Читать далее «ТЕХНИКИ СОЕДИНЕНИЯ ПЛАСТИКОВ» »
information
Неудивительно, что COVID-19 сказался на крепежной промышленности. Некоторые из зарегистрированных эффектов приведены ниже. Сезонно скорректированный индекс дистрибьюторов крепежных изделий (FDI) за март составил 44,4, быстро ухудшившись из-за пандемии COVID-19 и последовавших за ней остановок. Тенденции продаж с учетом сезонных колебаний были намного слабее. Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» »
Технический
Необходимость защиты от кражи и вандализма в настоящее время становится неотъемлемой частью проектных спецификаций. В этом конкурентном мире государственная и частная собственность становится все более уязвимой для взлома, вандализма и кражи. Это создает ряд нежелательных последствий. Последствия кражи и взлома. Хищение товаров Вандализм — уничтожение… Подробнее «Защитные крепления — Рекомендации по проектированию» »
Направляющая, техническая
Анкерные болты широко используются в бетоне, кирпичной и блочной кладке и полостях для крепления и соединения конструкций. На сегодняшний день имеется ограниченный объем информации, которая может помочь проектировщикам и пользователям в выборе и конструкции анкерных болтов для различных типов оснований. В новой каменной кладке анкерные болты обычно использовались … Подробнее «Как выбрать подходящее анкерное крепление» »
Технический
Стальной канат с высокими эксплуатационными характеристиками всегда поставляется вместе с функционально необходимым и подходящим концевым наконечником каната. Зажим для веревки, иногда называемый зажимом с U-образным болтом или зажимом с U-образным болтом, используется для зажима свободного конца отрезка проволочного каната после того, как он был закручен назад, образуя проушину. Эти фитинги состоят из … Подробнее «Безопасное заделывание концов тросов» »
Технический
Заедание резьбы является распространенной, но редко понимаемой проблемой резьбовых крепежных изделий. Истирание, часто называемое процессом холодной сварки, может произойти, когда поверхности наружной и внутренней резьбы подвергаются сильному давлению. Разочаровывающим аспектом истирания крепежа является то, что заедающие гайки и болты могут пройти все необходимые проверки (резьба, материал, механическая и т. д.).
информация
НЕ используйте саморезы для крепления к дереву. Это распространенная ошибка, из-за которой многие люди используют саморезы для крепления к дереву. Саморезы предназначены для использования в металле. Для этого нити расположены ближе и имеют небольшую глубину. Это хорошо работает с такими металлами, как сталь и алюминий. Однако по дереву… Читать далее «Саморезы по дереву — не лучшая идея» »
Информация о
Пополнением нашего постоянно растущего ассортимента являются ЧЕРНЫЕ винты из нержавеющей стали. Это покрытие очень полезно для уменьшения отражения света от деталей, обеспечивает интегрированную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали. Обеспечивает… Подробнее «ЧЕРНОЕ покрытие на крепежных деталях из нержавеющей стали» »
информация
Деревянные настилы обычно состоят из тонких досок; находясь на открытом воздухе, они должны выдерживать суровые условия окружающей среды. Самые важные строительные материалы часто самые маленькие. Хотя вам нужны все ваши тяжелые элементы, такие как электроинструменты, цемент, дерево и другие строительные материалы, часто сводится к самому маленькому элементу, чтобы собрать все это вместе. … Читать далее «Винт для деревянного настила» »
Guide
Пластик оказался универсальным материалом будущего, несмотря на шумиху вокруг него. Он открывает мир инноваций, где рынок меньше, легче и дешевле. Но это связано со своими технологическими проблемами, такими как подходящие решения для крепления. Обычные шурупы полностью … Подробнее «Правильный шуруп для пластика» »
Справочник, информация
Понимание «Большой коробки» – важно не зацикливаться на стоимости какого-либо отдельного компонента, а скорее на стоимости скрепляемого соединения в целом. Другими словами, пользователь слишком часто сосредотачивается на одном компоненте и игнорирует все, что происходит со всем скрепленным соединением. Примите за… Читать далее «Калькуляция стоимости крепежа» »
Технический
СРАВНИТЕЛЬНЫЙ АНАЛИЗ КРЕПЕЖНЫХ СОЕДИНЕНИЙ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И НЕРЖАВЕЮЩЕЙ СТАЛИ С ПОКРЫТИЕМ Коррозия нержавеющей и углеродистой стали очень различна, и в этом руководстве содержится информация об общем воздействии или поверхностной коррозии, так как это часто является основным фактором при выборе материала крепежа. Углеродистая и нержавеющая сталь являются наиболее распространенными материалами, из которых изготавливаются крепежные детали и… Читать далее «Анализ коррозии крепежных изделий из нержавеющей стали и с покрытием» »
Technical
ПРУЖИННЫЕ ШТИФТЫ ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ДИНАМИЧЕСКОЙ НАГРУЗКИ Пружинные штифты из аустенитной никелевой нержавеющей стали обычно изготавливаются из марки SAE 301 (1. 4310). Аустенитная нержавеющая сталь чаще всего выбирается из-за присущей ей коррозионной стойкости. Хотя этот материал обладает пружинящими характеристиками, необходимыми для надлежащего функционирования пружинного штифта, он упрочняется при воздействии… Подробнее «ДИНАМИЧЕСКАЯ НАГРУЗКА НА ПРУЖИННЫЕ ШТИФТЫ» »
Guide
Очень многие из нас изо всех сил пытались выкрутить винт, когда головка отломилась. Это случается чаще, чем мы думаем. После того, как винт сломан, главной задачей становится удаление оставшегося винта. Один из менее известных методов — использовать обычную ручную дрель в обратном направлении. Это работает… Подробнее «Как выкрутить сломанный винт» »
Технический
Поскольку в изделиях все чаще используются сборки из нескольких материалов, стало важно понимать различные варианты и процессы, доступные для их соединения. Распространенным и полезным методом является использование вытяжных заклепок, которые обеспечивают быструю и удобную сборку. Однако при соединении мягких материалов или материалов с низкой плотностью, таких как пластмасса, дерево, ткань и т. д., головка заклепки … Подробнее «Клепка мягких материалов» »
Информация о
Обновите сборку продукта, переключившись на винты с шестигранной головкой или винты Torx. В винтовом приводе с шестигранным углублением, известном как Torx или звездообразный привод, используется звездообразная выемка в застежке с шестью закругленными концами. Он разработан для обеспечения передачи повышенного крутящего момента от привода к долоту по сравнению с другими системами привода. Радиальные силы… Подробнее «Шестилопастной или 6-лопастной привод» »
информация
Когда компоненты стандартизированы, с ними легче работать, потому что они взаимозаменяемы. Чтобы это стало возможным, основные характеристики стандартных деталей должны быть определены центральным органом и использоваться производителями и розничными торговцами. Разработчики продукции должны использовать преимущества стандартов, доступных для различных типов крепежных изделий. Почти каждый … Подробнее «Проектирование соединений с использованием стандартов» »
MARINE Grade
Распространенной ошибкой является предположение, что саморезы из нержавеющей стали будут сверлить сталь. Однако это не так. Для обеспечения коррозионной стойкости саморезы из нержавеющей стали изготавливают из марок AISI-304 или AISI-316. Они не могут быть закалены, поэтому сверло может сверлить только более мягкие материалы, такие как алюминий. … Подробнее «Саморезы из нержавеющей стали» »
Руководство, информация
Необходимость защиты от кражи и вандализма в настоящее время становится неотъемлемой частью проектных спецификаций. Последствия кражи и взлома. Криминальное воровство Вандализм Упущенная выгода Претензии к ответственности Нарушения репутации Высокое техническое обслуживание Негативное влияние на общественную безопасность Решение заключается в использовании крепежных элементов, устойчивых к безопасности и взлому. Это винты, гайки и болты с… Подробнее «Защитите свои продукты — не рискуйте» »
информация
Наш постоянно растущий ассортимент пополняется винтами из нержавеющей стали с ЧЕРНЫМ покрытием. Эта отделка очень полезна для уменьшения отражения света от деталей, обеспечивает комплексную отделку изделий и деталей черного цвета, а также в декоративных целях. Это конверсионное покрытие, которое обеспечивает равномерную, привлекательную и неотражающую черную поверхность нержавеющей стали. … Подробнее «ЧЕРНЫЕ винты из нержавеющей стали» »
information, Technical
Если вы думали, что коррозия — это всего лишь неприглядные пятна красного оксида — ржавчины — которые поражают стальные и железные изделия в прибрежных районах и на шельфе, подумайте еще раз. Коррозия присутствует повсюду и может возникнуть даже в самых засушливых странах, не имеющих выхода к морю. Это также тот случай, когда профилактика лучше, чем лечение, поскольку коррозия … Подробнее «Коррозионное разрушение крепежных изделий» »
Направляющая, Техническая
Выбор правильного крепежа очень важен. Начните с оценки нагрузки, которая будет на него возложена. Любая металлическая застежка хорошо выдержит боковую (сдвигающую) силу. Но при растягивающей силе, вытягивающей застежку прямо наружу, сила удержания становится все более зависимой от резьбы (или формованной головки в случае … Подробнее «Выберите правильный крепеж» »
информация, Технический
Никогда не рискуйте конструкциями из-за нестандартных креплений. Что такое критически важное для безопасности приложение? Европейские технические руководства определяют это как «применения, в которых отказ анкера может привести к обрушению или частичному обрушению конструкции, вызвать риск для жизни человека или привести к значительным экономическим потерям». Учитывая важность надежности и стабильности … Подробнее «Конструкционная безопасность при анкеровке» »
Perforator, sinker drill, rotary hammer
41 branches
178 000 items
Delivery within 24hrs
Telephone08450 510 150
Contact us
< Back
Rubix Categories
Tools & Metrology
Portable power tools
Переносные электроинструменты
Перфоратор, перфоратор, перфоратор
Опции фильтра
dewaltDCh353N-XJ
rubix:80113755
Voltage: 18 V
5 kg» data-for=»search_Card_Tooltip»> Weight: 2.5 kg
Concrete drilling capacity: 24 mm
£ 278.90 excl. НДС
/ Каждый
Напряжение: 18 В
Вес: 2,6 кг
Диаметр отверстия в бетоне: 18 мм
кроме 310,6 л НДС
/ Каждый
dewaltDCh373N-XJ
Rubix: 210A0596
напряжение: 18 В
Вес: 2,5 кг
. VAT
/ Each
makitaBHR242Z
rubix:80104235
Steel drilling capacity: 13 mm
Impact power: 2,4 J
3 kg» data-for=»search_Card_Tooltip»> Weight: 3.3 kg
£ 172,33 вкл. VAT
/ Each
dewaltD25133K-LX
rubix:2577038
Power: 800 W
Impact power: 2,6 J
Weight: 2.6 kg
£ 263,33 вкл. НДС
/ Каждый
DEWALTD25899K-LX
Rubix: 2004826
POWER: 750 W
40120
POWER: 750 W
40120.J
£ 808,37 вкл. VAT
/ Each
makitaDHR202Z
rubix:80105252
ean:0088381658119
Steel drilling capacity: 13 mm
Impact power: 2 J
Weight: 3.5 кг
£ 200,35 вкл. НДС
/ Каждая
Мощность: 880 Вт
Ударная мощность: 3,2 Дж
Вес: 3,1 кг
268,09 фунтов стерлингов вкл. НДС
/ Каждый
Мощность: 880 Вт
Сила удара: 3,2 Дж
1 kg» data-for=»search_Card_Tooltip»> Вес: 3,1 кг VAT
/ Each
makitaHM1213C/1
rubix:2005180
Power: 1500 W
Impact power: 26 J
Weight: 10.8 kg
£ 833,66 вкл. НДС
/ Каждый
Makitadhr242rmj
Рубикс: 80163616
ВЕЛИКА: 2 J
.
. НДС
/ Каждый
Мощность: 1150 Вт
Сила удара: 8,8 Дж
4 kg» data-for=»search_Card_Tooltip»> Вес: 6,4 кг
903.12 90 л НДС
/ Каждый
Напряжение: 18 В
Вес: 3,5 кг
346,54 фунтов стерлингов вкл. НДС
/ Каждый
Мощность: 830 Вт
Сила удара: 2,7 Дж
Вес: 2,9 кг
4 1902,9 £ НДС
/ Каждый
makitaDHR243Z
rubix:80221340
3 90883816547 ean:008838165440127
Сила удара: 2 Дж
Вес: 3,4 кг
287,23 фунтов стерлингов вкл. VAT
/ Each
makitaDHR264ZJ
rubix:80143509
ean:0088381663694
Voltage: 36 V
Weight: 4.7 kg
£ 379.69 excl. НДС
/ Каждая
Мощность: 650 Вт
Сила удара: 1,7 Дж
Вес: 2,3 кг
117,37 фунтов стерлингов вкл. VAT
/ Each
makitaDHR202RMJ
rubix:2577166
ean:0088381658188
Steel drilling capacity: 13 mm
Impact power: 2 J
5 kg» data-for=»search_Card_Tooltip»> Weight: 3.5 кг
Baykal APHS 31160 — Гидравлический листогибочный пресс с ЧПУ
Гидравлический гибочный пресс с 3D управлением. Данная серия прессов характеризуется самым разнообразным набором опций.
Лизинг и кредит
Видеоматериалы
Гибка тестовой детали на гибочном прессе ProTech
ПроОбзор: как выбрать листогибочный пресс?
Технические
характеристики
Разнообразные зажимы инструментов, моторизованная или гидравлическая компенсации, управляемые оси упора (до 6), а также ЧПУ с 3D моделированием, возможностью роботизации, приводные поддержки и прочие функции для крупносерийного производства.
Характеристики
Длина гибки, мм
3100
Усилие гибки, тонн
160
Расстояние между стойками, мм
2550
Зев, мм
410
Просвет, мм
540
Ход, мм
260
Ширина стола, мм
60
Скорость холостого хода по оси Y, мм/с
160
Рабочая скорость по оси Y, мм/с
10
Скорость возврата по оси Y, мм/с
130
Основной двигатель, кВт
15
Объем гидравлики, л
210
Размеры (Д×Ш×В), мм
3100×1600×2905
Вес, тонн
9,7
Комплектация
Стандартная комплектация
Контроллер ESA S 660 W с сенсорным управлением
ПО технолога
Задний упор на ШВП с линейными направляющими
Пропорциональные гидроклапаны REXROTH или HOERBIGER (Германия)
Прецизионные датчики перемещения балки HEIDENHEIN или GIVI MISURE
Оси Y1 и Y2, контролируемые с ЧПУ
Ход заднего упора по оси X – 1000 мм
Два пальцевых блока со стопорными фиксаторами, регулируемыми по высоте
Стандартный набор инструмента состоящий из пуансона с секцией и 4-ручьевой матрицы
Механическая система компенсация прогиба
Переносной пульт управления
2 передние поддержки
Боковые и задние защитные панели
Руководство по эксплуатации
Опциональные комплектующие
Z1-Z2 оси
X1-X2 оси (расфазировка)
Быстроразъемные зажимы
Гидравлическая система зажима инструмента
Специальные инструменты по запросу
Лазерная система защиты
Круглые пальцевые блоки
Производитель
Компания BAYKAL — ведущий производитель и мировой поставщик листообрабатывающего оборудования, специализирующийся на производстве гибочных прессов, гильотинных ножниц, координатно-пробивных и угловысечных прессов, установок лазерной и плазменной резки, а также вертикальных обрабатывающих центров.
Турция
Что нужно знать о Baykal?
Сервисное
обслуживание
Гарантийное обслуживание
станка Baykal APHS 31160
Мы проводим техническое обслуживание станка Baykal, приобретенного в нашей компании, а также, по согласованию, оборудования других поставщиков.
Гарантийное обслуживание осуществляется силами сервисной службы ПроТехнологии.
Постгарантийное обслуживание
Вашего станка
Посмотреть 3 минуты о сервисной службе
Много лет оказываем сервисную поддержку, а именно, диагностику, ремонт, модернизацию металлообрабатывающего оборудования.
Файлы для загрузки
8.52 МБ
8.4 МБ
Аналогичное оборудование
Вам может быть
интересно
Листогибочный пресс гидравлический ИР 1426
Цена: по запросу
Прессы предназначены для изготовления деталей из листового и полосового проката методом гибки.
В универсальном V-образном штампе, поставляемом в комплекте с прессом, можно производить гибку большого числа различных деталей. В специальных штампах, поставляемых за отдельную плату, может быть выполнена гибка сложных деталей за один переход, гибка по радиусу, штамповка и резка заготовок листа.
Работа прессов обеспечивается гидросистемой, содержащей один или два главных цилиндра , насосную установку и гидропанель управления. Гидропривод за рабочий ход обеспечивает быстрый подвод ползуна к заготовке, медленный ход при гибке и ускоренный отвод в исходное положение. Регулировка и настройка положения ползуна в зависимости от толщины изгибаемого листового материала производится посредством механизма регулировки межштампового пространства.
Прессы с большой длиной стола (ИП 1426В, ИГ 1428) снабжены механизмом компенсации прогиба стола и ползуна, что обеспечивает качественную гибку относительно длинных листов, значительной толщины на номинальном усилии.
На прессах установлено два передних упора, что позволяет использовать их как приемный стол для небольших партий заготовок, и задний упор с указателем положения упора относительно линии гиба, предназначенный для точного позиционирования листа. На прессах моделей.
ИП 1426В, ИГ 1428 задний упор механизированный.
Электросхема обеспечивает работу прессов на одиночных ходах и в наладочном режиме.
Управление прессами кнопочное двуручное и педальное.
Смазка прессов — ручная.
Наше предложение лучшее в Москве. Узнать цену на 30.12.2022
Я согласен на обработку персональных данных
Технические характеристики
Фото / Видео
Параметры
Значения
Номинальное усиление, кН
400
Длина стола и ползуна, мм
2500
Расстояние между стойками станины в свету, мм
2050
Ширина стола, мм
160
Ход ползуна, мм
75
Наибольшее расстояние между столом и ползуном в его нижнем положении при верхнем положении регулировки, мм
275
Размер регулировки расстояния между столом и ползуном, мм
40
Расстояние от оси ползуна до станины (вылет), мм
250
Ход заднего упора, мм
520
Скорость ползуна, не менее, мм/сек
при рабочем ходе при холостом ходе при возвратном ходе
13 — 50
Высота стола над уровнем пола, мм
900
Габаритные размеры, мм, не более
слева направо спереди назад высота над уровнем пола
2765 1050 1915
Масса, кг, не более
3600
Система управления
релейная
Род тока питающей сети
переменный трехфазный
Частота, Гц
50
Напряжение, В
380 переменного тока
Потребляемая мощность, кВт
5,5
Основные технологические параметры
Модель
Номинальное усилие, кН
Длина стола, мм
Пролеты ручьев матриц, А, мм
При временном сопротивлении равном 450 Н/мм2
Толщина листа при макс. длине гибки, мм
Макс. толщина изгибаемого листа на длине, мм
ИР 1426
400
2500
7, 10, 15, 26, 38, 58
3,5 (А=58)
8х500
Детали, изготавливаемые на универсальном V-образном штампе.
Определение усилия гибки (в тоннах) при L=1000 мм и временном сопротивлении 40 МПа.
Ширина ручья
Мин. длина отгиба кромки
Радиус гиба
Толщина листа (S), мм
A
B
R
1
1,2
1,5
2
2,5
3
4
5
6
8
10
7
6
1
8
12
19
10
7
1,6
8
13
23
15
11,5
2,5
15
24
21
15
3,3
11
17
25
26
18
4,4
20
36
38
28
6
24
38
55
58
41,5
10
25
36
64
100
Параметры
Значения
Номинальное усиление, кН
400
Длина стола и ползуна, мм
2500
Расстояние между стойками станины в свету, мм
2050
Ширина стола, мм
160
Ход ползуна, мм
75
Наибольшее расстояние между столом и ползуном в его нижнем положении при верхнем положении регулировки, мм
275
Размер регулировки расстояния между столом и ползуном, мм
40
Расстояние от оси ползуна до станины (вылет), мм
250
Ход заднего упора, мм
520
Скорость ползуна, не менее, мм/сек
при рабочем ходе при холостом ходе при возвратном ходе
13 — 50
Высота стола над уровнем пола, мм
900
Габаритные размеры, мм, не более
слева направо спереди назад высота над уровнем пола
2765 1050 1915
Масса, кг, не более
3600
Система управления
релейная
Род тока питающей сети
переменный трехфазный
Частота, Гц
50
Напряжение, В
380 переменного тока
Потребляемая мощность, кВт
5,5
Основные технологические параметры
Модель
Номинальное усилие, кН
Длина стола, мм
Пролеты ручьев матриц, А, мм
При временном сопротивлении равном 450 Н/мм2
Толщина листа при макс. длине гибки, мм
Макс. толщина изгибаемого листа на длине, мм
ИР 1426
400
2500
7, 10, 15, 26, 38, 58
3,5 (А=58)
8х500
Детали, изготавливаемые на универсальном V-образном штампе.
Определение усилия гибки (в тоннах) при L=1000 мм и временном сопротивлении 40 МПа.
Ширина ручья
Мин. длина отгиба кромки
Радиус гиба
Толщина листа (S), мм
A
B
R
1
1,2
1,5
2
2,5
3
4
5
6
8
10
7
6
1
8
12
19
10
7
1,6
8
13
23
15
11,5
2,5
15
24
21
15
3,3
11
17
25
26
18
4,4
20
36
38
28
6
24
38
55
58
41,5
10
25
36
64
100
Также посетители сайта смотрят
Листогибочный пресс пневматический И 1020А
Листогибочный пресс пневматический И 1020В
Листогибочный пресс гидравлический И 1420A
Листогибочный пресс гидравлический И 1422
листогибочный пресс гидравлический ир 1426 возможно приобрести в лизинг. А также мы доставим листогибочный пресс гидравлический ир 1426 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
Гидравлический гибочный станок по сравнению с листогибочным прессом
Преимущество гидравлического гибочного станка по сравнению с листогибочным прессом
Листогибочный пресс
Гидравлический гибочный станок Dr. Hochstrate
1. Гибочный пресс может только функционировать как пресс.
1. Гибочный станок может функционировать как пресс, а также как гибочный станок. Нет такого профиля, который не мог бы согнуть гибочный станок по сравнению с прессом. Однако есть профили, которые очень легко можно согнуть на гибочном станке, но не на прессе. Верхний фланец может работать как пресс, что означает, что верхний фланец может сжимать предварительно согнутые листы, создавая «безопасную кромку».
2 . Для большинства профилей требуется смена инструмента, т.е. тратится время на настройку.
2. Различные профили могут быть изготовлены без замены инструмента.
3. Изгиб по радиусу возможен только со сменой инструмента, всегда со специальным инструментом и только на заданный радиус. Кроме того, отдельные этапы приводят к непривлекательным следам прессования на поверхности закругленной пластины.
3. Изгиб по радиусу возможен в любое время без смены инструмента. Любой радиус от 20 мм до 5000 мм может быть достигнут простой регулировкой угла изгиба. Функция радиусной гибки стандартно поставляется с прямым рельсом и работает в сочетании с моторизованным задним упором. При изгибе получается гладкая криволинейная поверхность без видимых следов прессования на внешней стороне.
4. Длинные листы могут быстро перемещаться в процессе гибки (см. рисунок ниже)
4. Листовой металл изгибается в естественном положении и находится в процессе гибки в исходном положении. Дополнительные зажимные приспособления не требуются.
Общее: При больших количествах и легко обрабатываемых материалах (например, тонкий листовой металл меньших размеров) листогибочный пресс имеет небольшое преимущество с точки зрения скорости производства. Это преимущество, однако, не существует для специальных изготовлений, единичного производства, малых партий и средних серий. Кроме того, фальцевальная машина имеет преимущество при гибке труднообрабатываемых листов (большие отклонения по форме и толщине). Время, сэкономленное листогибочным прессом во время гибки, теряется из-за увеличения усилий по перемещению листов в машину и из нее.
При гибке длинных металлических листов на станке должны работать два человека, так как нет возможности поддерживать металлический лист при его вставке.
Изгиб длинных металлических листов создает дополнительные проблемы, так как свободный край может быстро и опасно двигаться вверх. При отпускании лист может легко упасть.
Дополнительные преимущества
Большинство форм, т.е. углы, изгибы, круговые и другие геометрические кривые, могут быть изготовлены на гибочном станке без дополнительных дорогостоящих инструментов
Непрерывная гибка от радиуса до угла без перерыва на гибочном станке
Гибочный станок может обслуживаться одним человеком, даже если изготавливаются более крупные детали
Станок для гибки меньше утомляет оператора, так как во время работы компонент ровно лежит на станине станка [а не поднимается в воздух]
Пружинящие свойства различных металлов и различной толщины можно легко контролировать на фальцевальной машине
Можно запрограммировать полностью автоматический рабочий цикл
Полная безопасность в любое время
Гибочный станок оснащен зажимной системой, которая удерживает лист в нужном положении для большей точности
Небольшие отклонения в толщине материала не влияют на угол изгиба на шлифовальном станке
Квалифицированный оператор не требуется, так как весь цикл автоматизирован и управляется ЧПУ
Поскольку замена инструмента практически не требуется, существенно сокращается время работы на гибочном станке
Точная повторяемость благодаря ЧПУ и энкодерам высокого разрешения
Процессы конической и радиусной гибки доступны на гибочном станке
Приспособление для гибки коробок доступно на гибочном станке
Установка задних упоров позволяет снимать компонент с помощью погрузочно-разгрузочных устройств, таких как краны, что сокращает участие оператора
Для аналогичных процессов гибки гибочные станки потребляют меньше энергии
Инструменты для козьей лапы легко устанавливаются и повышают вероятность сложных изгибов
В соответствии с действующими нормами защиты CE светоотражатели не требуются, что экономит расходы
Гибочный станок является более универсальным и гибким и способен формировать любой угол без предварительной настройки инструментов
Гидравлический гибочный станок с ЧПУ
— станок Berlin
Гидравлический гибочный станок с ЧПУ — станок Berlin
Цена: INR.
3 15 000 (все налоги включены)
Станок для лазерной резки с ЧПУ, стригальный станок обладает всеми преимуществами гидравлического станка для резки. Контроллер ЧПУ добавляет станку еще несколько особых преимуществ. Быстрая и точная многопозиционная система заднего упора очень эффективна и точна. Производительность и точность станка значительно повышаются благодаря использованию заднего упора с ЧПУ.
Добавить количество
Добавить в корзину
Запрос сейчас
Звоните сейчас
Особенности:
Машины с переменным передним углом.
Повышенная точность резки тонких листов при меньшем переднем угле.
Более высокая режущая способность при максимальном переднем угле.
Низкий уровень шума и плавная работа повышают эффективность работы оператора.
Автоматическая регулировка переднего угла.
Предварительно откалиброванная простая регулировка зазора между ножами.
Многоступенчатая автоматическая программа заднего упора.
Ремень сервопривода и таймера переменного тока для движения заднего упора.
Закаленная и отшлифованная шарико-винтовая передача с подшипниками линейного перемещения.
Подсчет хода на экране.
Быстрое выполнение небольших заказов.
Опора передней панели.
Выпрямляющий рычаг со стальной линейкой для переднего упора.
Закаленные перекладины, установленные на столе.
Прижимные цилиндры.
Подсветка зоны резания для лучшего обзора лезвий.
Лезвие с четырьмя кромками HCHCr, подходит для MS и SS.
Технические характеристики:
Minimum Order Quantity
1 Unit
Automatic Grade
Automatic
Brand
Fostex
Table Width
180 mm
Clear Pass
2550 mm
Ход поршня
150 мм
Высота в открытом положении
330 мм
Глубина горловины
9002 200 мм
80219 Weight
5400 kg
Model
FNHPB-100×3000
Table Length
2500 mm
Bending Capacity
5×2500
Additional Information:
Pay Условия режима: L/C (аккредитив),T/T (банковский перевод)
Порт отправки: ЛЮБОЙ ПОРТ ИНДИИ
Срок поставки: ГОТОВЫЙ СКЛАД ИЛИ 2-3 НЕДЕЛИ
О нас
Основанная в Пуне, штат Махараштра, Индия, мы, «Берлинская машиностроительная корпорация, основанная в 2008 году», являемся широко известным инженерным домом, занимающимся экспортом, производством, оптовой торговлей и торговлей широким спектром промышленного оборудования.
Светосигнальные колонны используются на производстве для световой и звуковой сигнализации состояния оборудования в ходе различных технологических процессов. Модули устанавливаются друг над другом. Звуковой модуль всегда устанавливается последним на самом верху колонны. Компания Emas предлагает широкий ассортимент световых модулей диаметром 50 или 70 мм: непрерывного свечения, мигающего свечения, звуковые модули с прерывистым звучанием 90dB.
Световые колонны серии «IF»
Особенность данного вида сигнальных колонн — это то, что в колонне сразу размещены светодиоды непрерывного свечения (красные, желтые, зеленые, синие, белые), светодиоды мигающего свечения (красные, желтые, зеленые, синие, белые), а так же колонны могут быть без звукового модуля или со звуковым модулем с прерывистым звучанием 90dB.
Светосигнальные колонны поставляются как в комплекте, так и отдельными модулями. Модульная конструкция светосигнальных колонн облегчает установку изделия, не требуя дополнительного крепежного оборудования.
Мачта сигнального освещения состоит из следующих компонентов:
IK51L220XM03 Сигнальная колонна 50 мм. Красная 220 вольт, светодиод LED
Артикул
IK51L220XM03
IK53L220XM03 Сигнальная колонна 50 мм. Красная, желтая, зеленая
Артикул
IK53L220XM03
IKAD01 Алюминиевый патрубок 100м для настенного крепления
Артикул
IKAD01
IKAM01 Пластмассовый патрубок 100мм для колонн диаметром 70мм
IT120R024 Сигнальный маяк EMAS красный
Артикул
IT120R024
IT120Y024 Проблесковый маячок диаметром 120мм, желтый, 12-24V AC/DC
Светосигнальная колонна 50 мм.
Красная желтая, зеленая 220В светодиод LED с зуммерм
Артикул
IK53L220ZM03
Светосигнальная колонна 50 мм. Красная, желтая, зеленая, 24В светодиод LED с зуммерм
Артикул
IK53L024ZM03
Светосигнальная колонна, без зуммера, многоцветная, 220 В
Артикул
IF5M220XM05
Светосигнальная колонна, без зуммера, многоцветная, 24 В
Артикул
IF5M024XM05
Светосигнальная колонна, с зуммером, многоцветная, 220 В
Артикул
IF5M220ZM05
Светосигнальная колонна, с зуммером, многоцветная, 24 В
Артикул
IF5M024ZM05
Сигнальная колонна 024 В с многоцветным модулем EMAS IF5M024XM05
Артикул
IF5M024XM05
Сигнальная колонна 50 мм.
красная 24В. LED
Артикул
IK51LO24XM03
Сигнальная колонна 50 мм. Красная, желтая зеленая 24V DC, стробоскоп Flash с зуммером
Артикул
IK53F024ZM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая 24 вольта, светодиод LED
Артикул
IK53L024XM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая, белая, синяя 220 вольт, светодиод LED
Артикул
IK55L220XM03
Сигнальная колонна 70 мм.
Красная 220 вольт, стробоскоп FLESH
Артикул
IK71F220XM01
EMAS ► Светосигнальные колонны серии IK
Сигнальные колонны EMAS серии IK
Легкое подключение без проводов и дополнительного оборудования — технология «включай и работай»
Комплектная или модульная поставка
5 вариантов цветов для светосигнального модуля
Зуммер 90 дБ
Светодиоды, стробоскопы
Вид:
Сетка
Список
Сжатый список
Сортировка по —Цена, по возрастаниюЦена, по убываниюПо названию товара, от А до ЯПо названию товара, от Я до ААртикул, по возрастаниюАртикул, по убыванию
Показать 2448120 на странице
Показано 1 — 24 из 62 товаров
Сигнальная колонна 50 мм. Красная, желтая,…
Артикул: IK53L024XM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог
4 405,72 руб
В корзину Еще
Сигнальная колонна 50 мм. Красная, желтая,…
Артикул: IK53L220XM03
Сигнальная колонна 50 мм. Красная, желтая, зеленая 220 вольт, светодиод LED Посмотреть технический каталог
4 405,72 руб
В корзину Еще
Светосигнальная колонна Ø50 мм. Красная,…
Артикул: IK55L220XM03
Светосигнальная колонна Ø50 мм. Красная, желтая, зеленая, синяя, белая, 220 V AC светодиод LEDПосмотреть технический каталог
6 937,28 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK73L024XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог
4 855,64 руб
В корзину Еще
Сигнальная колонна 70 мм.
Красная, желтая,… Артикул: IK73L220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая 220 вольта, светодиод LED Посмотреть технический каталог
4 855,64 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK74L220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая, синяя 220 вольта, светодиод LED Посмотреть технический каталог
6 102,80 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK75L220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая, белая, синяя, 220 вольт, светодиод LED Посмотреть технический каталог
7 349,96 руб
В корзину Еще
Сигнальная колонна 70 мм. Красная, желтая,…
Артикул: IK75F220XM01
Сигнальная колонна 70 мм. Красная, желтая, зеленая, белая, синяя, 220 вольт, стробоскоп FLESH Посмотреть технический каталог
Светосигнальная колонна Ø50 мм. Красная желтая, зеленая 220В светодиод LED с зуммерм Посмотреть технический каталог
6 197,80 руб
В корзину Еще
Светосигнальная колонна 24V DC
Артикул: IK53L024ZM03
Светосигнальная колонна Ø50 мм. Красная, желтая, зеленая, 24В светодиод LED с зуммерм Посмотреть технический каталог
6 197,80 руб
В корзину Еще
Сигнальная колонна 50 мм.
24V DC Артикул: IK53F024ZM03
Сигнальная колонна Ø50 мм. Красная, желтая зеленая 24V DC, стробоскоп Flash с зуммером Посмотреть технический каталог
7 030,76 руб
В корзину Еще
Сигнальная колонна 50 мм. 220V AC
Артикул: IK53F220ZM03
Сигнальная колонна Ø50 мм. Красная, желтая зеленая 220V AC, стробоскоп Flash с зуммером Посмотреть технический каталог
7 030,76 руб
В корзину Еще
Сигнальная колонна Ø 50 мм. Красный,…
Артикул: IK52F220XM03
Сигнальная колонна Ø 50 мм. Красный, зелёный, 220 V AC, стробоскоп FlashПосмотреть технический каталог
4 052,32 руб
В корзину Еще
Показано 1 — 24 из 62 товаров
Мобильные продукты Generac — PLT240 LINKTower
Мобильные продукты Дженерак
Выберите свой регион
Поиск:
Загрузка продукта
Технические характеристикиРуководство по эксплуатацииРуководство по запчастям (3 модели)Руководство по запчастям (2 модели)БрошюраГарантия Получить предложение
Найти сервисного дилера
Документы на французском языке Документы на испанском языке
О LINKTower™ Light Tower
LINKTower от Generac Mobile — это уникальное портативное осветительное решение для самых разных работ и мероприятий и проектов, внутри и снаружи. LINKTower обеспечивает такое же мощное освещение, как и полноразмерная светодиодная мачта, но ее компактная конструкция обеспечивает максимальную универсальность и простота использования. Используйте одну или СОЕДИНИТЕ две мачты вместе, возможность соединения обеспечивает гибкость и универсальность при освещении мероприятий и рабочих площадок. LINKTower питается от стандартной розетки 220 В, поэтому вредные испарения не выделяются. Надежные светодиодные модули Generac® долговечны и потребляют минимальное количество энергии, что обеспечивает низкие общие эксплуатационные расходы. LINKTower — это универсальный, чистый и безопасный выбор для временного освещения всех видов.
Особенности и преимущества
ПРОСТОЙ В ИСПОЛЬЗОВАНИИ
Эргономичная лебедка с двумя рукоятками и мачтой для быстрой установки за одну минуту
Выдвижные рукоятки и третье колесико позволяют легко маневрировать на работе одному человеку
Карманы для вил и подъемная проушина для легкой погрузки и разгрузки
ПРОЧНЫЙ И УНИВЕРСАЛЬНЫЙ
Соедините две башни вместе для лучшего освещения
Светодиодные лампы
Durable долговечны и имеют 5-летнюю гарантию
.
Оцинкованная мачта и карманы для вил прочны и устойчивы к ржавчине
Компактная конструкция подходит для стандартных дверных проемов
Запираемый Внутренний шкаф обеспечивает безопасное хранение шнуров и мелких инструментов
4-точечные домкраты, способные выдерживать скорость ветра до 45 миль в час
Каждый светодиодный светильник мощностью 240 Вт может включаться и выключаться независимо
Удобные розетки обеспечивают дополнительное питание для электроники и мелких инструментов или другой LINKTower
БЕЗОПАСНОСТЬ И ЭФФЕКТИВНОСТЬ
Отсутствие локализованных выбросов для безопасного использования в помещении или на улице
Общий световой поток 139 200 люмен
Покрытие при мин. 0,5 фута-c 15 770 футов 2 (1465 м 2 )
Эффективные светодиодные модули потребляют минимальное количество энергии
Береговое питание 120 В очень экономично
Никаких затрат на дорогое топливо или проблем с транспортировкой топлива и заправкой
MLT6SKDS Спецификация MLT6SMDS Спецификация ГарантияРуководство по эксплуатации MLT6SMDS Руководство по запчастям MLT6SKDS Запчасти Брошюра MLT6 Light Towers Получить предложение
Найти сервисного дилера
Документы на французском языке Документы на испанском языке
Новейший член семейства осветительных мачт MLT6 — это наша самая доступная светодиодная дизельная осветительная мачта на сегодняшний день. Благодаря низкой стоимости приобретения и низким требованиям к техническому обслуживанию, светодиодная осветительная мачта MLT6SMDS/MLT6SKDS обладает многими преимуществами нашей популярной светодиодной мачты MLT6SMD, но с упрощенным интерфейсом контроллера и односкоростным двигателем Mitsubishi или Kubota.
Особенности и преимущества
Мощный и простой в использовании
Всего 188 000 люменов
Покрытие: 25 068 футов 2 (1840 м 2 ) при высоте 0,5 фута
Настройка за одну минуту
Эргономичная стандартная ручная лебедка с двумя рукоятками; электрическая лебедка опция
Простое и удобное управление
Задний кожух с газовыми поршнями обеспечивает легкий доступ для обслуживания
Интервал замены масла 750 часов (Kubota) и 1000 часов (Mitsubishi)*
Сцепное устройство облегчает буксировку и транспортировку
Надежные и универсальные
Надежные светодиодные светильники со сроком службы 10 лет и ограниченной гарантией на 5 лет
Доступен со стандартными или рассеянными светодиодами
Полиэтиленовый корпус ударопрочный и легко чистится
Каждый светодиодный светильник мощностью 320 Вт может включаться и выключаться независимо
Бытовые розетки обеспечивают до 6 кВт дополнительной мощности для электроники и мелких инструментов
Вращающаяся на 359 градусов мачта для полного освещения на месте
Безопасный и эффективный
Односкоростной двигатель Mitsubishi или Kubota обеспечивает превосходную топливную экономичность
Эффективные светодиодные модули потребляют минимальное количество энергии
Светодиодные фонари с мгновенным включением обеспечивают более быстрый запуск, не дожидаясь прогрева, охлаждения или повторного включения
Регулируемые по земле светильники для простой и безопасной регулировки освещения
Компактная конструкция позволяет перевозить до 17 башен на 48-дюймовом бортовом грузовике
Одобрено CSA
*Результаты основаны на данных производителя двигателя и данных полевых испытаний после 100-часовой обкатки двигателя и могут варьироваться в зависимости от таких факторов, как возраст и техническое обслуживание оборудования, условия окружающей среды и плотность топлива.
YOKIJI YKJ 120 окрасочный аппарат безвоздушный (id 88562502)
Характеристики и описание
YKJ 120 — профессиональный и компактный окрасочный аппарат, работает по принципу безвоздушного распыления. Широко используется в строительной, промышленной сферах. Надежная конструкция и прочные крепежные механизмы обеспечивают стабильную работу даже в неблагоприятных производственных условиях. Значительно экономит расход малярных материалов и ускоряет процесс выполнения работ.
Устройство подходит для распыления любых типов ЛКМ: акриловых, латексных, водоэмульсионных, алкидных, антикоррозийных и прочих покрытий.
Производительный насос с электромотором на 1300 Вт позволяет эффективно окрашивать объекты даже на большом расстоянии. Забор жидкости происходит через шланг из любой емкости, а высокое давление доставляет краску на расстояние до 30 метров.
Разработан под контролем японских инженеров на высокоточном оборудовании. Каждый аппарат проходит жесткое тестирование и проверку департаментом качества перед отправкой конечному пользователю.
В комплект поставки входит:
— аппарат — шланг 1/4″ , 15 метров — безвоздушный краскопульт — сопло 517 — удочка 45 см — масленка для смазки
Дополнительно рекомендуем купить: — шланги для удлинения малярного поста — соединители для скручивания шлангов — сопла с разной шириной факела и проходного сечения — масло для смазки аппарата — удочки для покраски труднодоступных мест
Гарантия 12 месяцев, сервис, обслуживание, поставка запасных частей и комплектующих.
Был online: Сегодня
Продавец ООО «ARV»
5 лет на Satu.kz
г. Алматы. Продавец ООО «ARV»
Был online: Сегодня
В наличии
10+ купили
259 656 Тг.
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Окрасочный агрегат
Wagner
SCHTAER
oxyprop
Промприбор
Copeland
Zitrek
Contracor
Dino Power Airless
Drester
YOKIJI
У нас покупают
Грузоподъемные строительные машины и оборудование
Подъемники, лебедки, тали
Центробежные промышленные насосы
Подъемники автомобильные
Электрогенераторы
Компрессоры винтовые
Отопительное оборудование
Канализационное оборудование
Материалы и комплектующие для сварки и пайки
Холодильное оборудование для horeca и торговли
Домкраты
Скважинные насосы
Роторно-поршневые промышленные насосы
Машины и оборудование для бетонных работ
Инструмент для автосервиса
Компрессоры поршневые
Виброрейки
Дорожно-строительные машины и оборудование
Нейтральное оборудование horeca&fast-food
Строительный пневматический инструмент
ТОП теги
PRORAB
Компрессор для доильного аппарата
Краска для этикет пистолета
Wagner ps3
Монтажные пистолеты Бренд Matrix
Монтажные пистолеты Бренд oxyprop
Электрические краскопульты Бренд Зубр
Насколько вам удобно на satu?
Безвоздушный окрасочный аппарат YOKIJI YKJ 120
Доска объявлений
Строительное оборудование и техника
Оборудование для отделочных и кровельных работ
Окрасочные установки
Агрегаты окрасочные
Объявление не актуально!
YOKIJI YKJ 120 — профессиональный и компактный окрасочный аппарат, работает по принципу безвоз-душного распыления. Широко используется в строительной, промышленной сферах. Надежная конструк-ция и прочные крепежные механизмы обеспечивают стабильную работу даже в неблагоприятных произ-водственных условиях. Значительно экономит расход малярных материалов и ускоряет процесс выполне-ния работ.
Устройство подходит для распыления любых типов ЛКМ: акриловых, латексных, водоэмульсионных, ал-кидных, антикоррозийных и прочих покрытий.
Разработан под контролем японских инженеров на высокоточном оборудовании. Каждый аппарат прохо-дит жесткое тестирование и проверку департаментом качества перед отправкой конечному пользователю.
В комплект поставки входит:
— аппарат
— шланг 1/4″ , 15 метров
— безвоздушный краскопульт
— сопло 517
— удочка 45 см
— масленка для смазки
Характеристики:
Производительность: 1,8 л/мин
Рабочее давление: 220 Bar
Сопло: 517
Мощность: 900 Вт
Напряжение: 220 V
Вес: 15,5 кг
Привод насоса: Электрический
Производитель: YOKIJI (Япония / Китай)
Создано 02. 11.2021 Изменено 30.12.2021
Пистолет распылитель
Окрасочный аппарат
Окрасочный агрегат
Похожие объявления
Окрасочный аппарат YOKIJI YKJ1020
Состояние: Новый Производитель: yokiji (Китай)
В наличии
Самара (Россия)
174 900
Интересные статьи партнеров
Запустили оптоволоконный лазерный резак по металлу XTC-1530S/1000 RAYCUS в Екатеринбурге!
Живые скульптуры сваренные из нержавеющей стали от Джорджи Секкулл
Лазерная абляция: процесс, преимущества и недостатки
Дополненная реальность в изготовлении металлоконструкций
11 Способов снижения вибраций при работе на фрезерных станках с чпу
Как работает защита от цепной пилы
Когда cледует обрабатывать детали, напечатанные на 3D-принтере, с помощью станков с ЧПУ?
Скульптуры из коряг и бронзы от Хизер Янш
Запуск полировально-шлифовального станка PR1000-6 на складе
Вы недавно смотрели
Все просмотренные объявления →
Принадлежности для безвоздушного распылителя краски
Полная линейка принадлежностей Graco поможет вам выполнять работу быстрее и обеспечивать наилучшие результаты для ваших клиентов. От инструментов с увеличенным радиусом действия до решений для прокатки больших объемов, дополнительных наконечников и шлангов — оригинальные аксессуары Graco помогут повысить вашу эффективность и увеличить прибыль.
Тратьте меньше времени. Заработать больше денег.
Максимизируйте свою производительность, быстрее переходите к следующему заданию и получайте больше рекомендаций. Укомплектовав свой распылитель оригинальными аксессуарами Graco, вы сможете повысить эффективность и выполнить все необходимое для выполнения работы за меньшее время, используя только один распылитель.
Труднодоступные поверхности
Благодаря удлинителям наконечников Graco и инструментам с увеличенным радиусом действия вам больше не придется возиться с лестницами или строительными лесами. Прикрепите удлинитель наконечника к пистолету, чтобы выполнять работу безопаснее, быстрее и с меньшими трудностями.
Окончательная раскатка на 50 % быстрее
Сократите время вдвое, избавившись от грязных лотков для роликов. JetRoller сочетает в себе валик и распыление, чтобы свести к минимуму избыточное распыление, обеспечивая валиковую отделку со скоростью, гибкостью и комфортом безвоздушного распыления.
Устранение простоев на строительной площадке
Избегайте дорогостоящих простоев и срыва сроков с помощью эксклюзивной системы замены насосов Graco ProConnect. Легко замените помпу на месте и снова запустите ее за считанные минуты. Эта система доступна для большинства безвоздушных распылителей Graco.
Пистолеты для безвоздушного распыления
Пистолет для безвоздушного распыления — это физическая связь между вами и качественным покрытием. Безвоздушные пистолеты-распылители Graco признаны отраслевым стандартом качества, долговечности и производительности, обеспечивая комфортное распыление и идеальную отделку при выполнении любой работы.
Узнать больше
Аккумуляторы и зарядные устройства
Проверенные на практике аккумуляторы и зарядные устройства DeWalt обеспечивают длительную работу беспроводных ручных распылителей Graco Ultra и UltraMax, поэтому вы можете продолжать опрыскивание и быстрее заканчивать работу.
Узнать больше
Удлинители
Удлинители наконечников Graco и инструменты с увеличенным радиусом действия помогают сократить потребность в лестницах или подмостках при окраске высоких стен, потолков и других труднодоступных мест. С помощью вехового пистолета или правильной длины удлинителя наконечника вы можете выполнить работу быстрее, затрачивая меньше времени на настройку.
Узнать больше
Фильтры и сетчатые фильтры
Убедитесь, что в ваших распылителях и пистолетах используются оригинальные фильтры и сетчатые фильтры Graco, чтобы максимально увеличить эффективность распыления, продлить срок службы вашего оборудования и всегда получать желаемое качество отделки.
Узнать больше
Наборы пистолетов и шлангов
«> Благодаря комплектам пистолетов и шлангов Graco можно легко и быстро начать распыление. Эти комплекты объединяют наши самые популярные комбинации пистолетов и шлангов в экономичные комплекты, поэтому можно легко подготовить запасной комплект для более крупных работ, когда требуется применение двух пистолетов.
Узнать больше
Адаптеры и фитинги для пистолетов
Адаптеры и фитинги для пистолетов Graco обеспечивают гибкость для удовлетворения непредвиденных потребностей в оборудовании на строительной площадке — включая адаптеры, соответствующие различным размерам резьбы, повышающие фильтрацию или обеспечивающие более свободное перемещение между пистолетом и пистолетом шланг.
Узнать больше
Бункеры
Бункеры Graco подключаются непосредственно к безвоздушным распылителям, что повышает производительность за счет минимальной очистки и простоты перемещения по рабочей площадке.
Узнать больше
Фитинги для шлангов
Фитинги для шлангов Graco обеспечивают такое же качество и производительность при соединении шлангов, как и наши зарекомендовавшие себя в отрасли распылители и другое оборудование, так что вы можете уверенно выполнять любые работы.
Подробнее
Шланги
While providing the ability to support multiple guns, additional hose lengths allow you to keep your sprayer in one place — saving you valuable time to finish large jobs faster.»> Оригинальные шланги Graco проходят заводские испытания и соответствуют самым строгим стандартам безопасности. Обеспечивая возможность поддержки нескольких пистолетов, дополнительная длина шланга позволяет держать распылитель в одном месте, экономя драгоценное время для более быстрого завершения крупных работ.
Узнать больше
Крышки, вкладыши, заглушки и контейнеры
Оригинальные крышки, заглушки вкладышей и контейнеры Graco помогают сохранять материалы свежими и правильно подавать их в ручной распылитель Graco. Держите под рукой дополнительную систему, чтобы сделать переключение между цветами или материалами быстрым и легким, а очистку простой.
Подробнее
Жидкости для техобслуживания
Продлите срок службы вашего опрыскивателя, используя подходящие жидкости для техобслуживания. TSL предотвращает высыхание краски на компонентах насоса. Pump Armor предотвращает коррозию и обеспечивает легкий запуск, когда опрыскиватель не используется, чтобы максимизировать ваши инвестиции.
Узнать больше
Сменные насосы и ремонтные комплекты
Graco pumps are easy to replace and often can be swapped out in just a few minutes, with no special tools.»> Чтобы ваша работа не прерывалась и выполнялась в соответствии с графиком, всегда держите под рукой оригинальный сменный насос Graco. Насосы Graco легко заменить, и часто их можно заменить всего за несколько минут без использования специальных инструментов.
Узнать больше
Роликовые системы
Роллетные системы Graco помогут вам закончить быстрее, избавляясь от грязных роликовых лотков и экранов. JetRoller сочетает в себе функции распыления и обратного прикатывания в одном удобном приспособлении, что позволяет выполнять работу в 4 раза быстрее. Прижимные валики позволяют продолжать прокатку и добиваться качественной отделки за меньшее время без избыточного распыления.
Узнать больше
Распылительные наконечники и защитные кожухи
Выбор правильного наконечника определит качество вашей отделки и поможет вам сэкономить значительное количество времени и денег за счет использования меньшего количества материала и более быстрого завершения работы. Каждая насадка Graco проходит 100% проверку на скорость потока, чтобы соответствовать жестким стандартам профессионалов покраски.
Узнать больше
Чемоданы для хранения
Each case designed for a specific Graco handheld sprayer and with extra room for extra tips and accessories for easy transport between jobs.»> Максимизируйте свои инвестиции и убедитесь, что ваш ручной распылитель остается в отличном состоянии, всегда храня его в оригинальном ящике для хранения Graco между работами. Каждый кейс предназначен для конкретного ручного распылителя Graco и имеет дополнительное место для дополнительных наконечников и принадлежностей, что упрощает транспортировку.
Узнать больше
Гибкие шланги
Оригинальные шланги Graco с гибкой оплеткой обеспечивают большую гибкость и улучшенный контроль оператора над пистолетом. Эти шланги особенно полезны при больших объемах работ при длительном распылении, поскольку помогают снизить утомляемость и обеспечивают высокое качество отделки в течение всей работы.
Гравировка печатей и штампов. Резиновые печати в СПб.
Новейшие лазерные устройства соединены с компьютерами, с которого ведется управление лазерным лучом. Данный вид лазера располагает превосходной технологичностью, высочайшим коэффициентом полезного действия и потому часто используется в индустрии. Применяемая резина обязана быть довольно нежной, мелкозерненой, без сторонних примесей, владеть превосходной стойкостью к печатным краскам и превосходной смачиваемостью. В ходе гравировки резина, прикрепленная к барабану, вертится. Абсолютно за все манипуляции лазера отвечает микропроцессор. У печатей, изготовленных методом лазерной гравировки по резине, получаются ровные края печатных компонентов, подъём букв везде симметричен. Все компоненты находятся в одной плоскости и содержат гладкую поверхность. Они достаточно хорошо смачиваются в краске, и отпечаток выходит однородным и довольно насыщенно тонированным. Лишь изредка при большом наличии краски прослеживаются небольшие расплывы по краям. Печатные компоненты печатей, которые изготовлены классическим методом тоже обладают гладкой поверхностью, однако из-за того, что материал, из которого они сделаны, прошел тепловую обработку, видоизменились его свойства: резина стала жесткой на ощупь, края компонентов оплавлены. У таких печатей порой даже наблюдается неровная поверхность. Печати, изготовленные путем лазерной гравировки отличаются от классических печатей шрифтами, использованными при производстве (при лазерной гравировке применяются типографские шрифты, а для вторых их вид не регламентирован). Но есть одна черта, характерная классическим печатям: в таких печатях буква изнутри заполнена резиной, это значит, что высота отпечатка буквы изнутри меньше, а снаружи больше. Поэтому, пробелы внутри букв мгновенно засоряются и отпечатываются в виде размазанных пятен. Традиционная методика производства позволяет иметь определенный вертикальный сдвиг символов. Печати, изготовленные методом лазерной гравировки по резине, иногда содержат единичные мелкие волокна (к примеру, волокна бумаги) на составляющих пробела. Однако на буквенных оттисках это не отображается.
К сожалению, в данный момент времени конечный потребитель штемпельной продукции зачастую не осведомлен о способах и деталях производства печатей и штампов. Обычно решение принимается в последний момент, а следовательно, возникает срочность и спешка при заказе печати или штампа. Изготовление печатей и штампов в срочном порядке приводит к неконтролируемому поиску заказчика. Подготовиться к заказу нет времени. А ведь от выбора способа производства зависит не только срок службы, но и качество конечного изделия. В 90% случаев при заказе печатей в СПб Вам смогут предложить (а могут и не спрашивать) изготовить печать из фотополимера. На данный момент этот способ производства доступен практически каждому, он имеет свои положительные и отрицательные моменты. Главный плюс в полимерном производстве — это сроки, которые Вам может предложить изготовитель. Качество при этом не страдает, но срок полезного использования печатей и штампов недолговечен. Полимерную печать можно сравнить с неким полуфабрикатом. По сути, это застывшая полимерная смола. Использование спиртовой штемпельной краски в данной технологии недопустимо. Причиной служит свойство полимера вступать в реакцию со спиртом, который находится в штемпельной краске. Полимерная печать + штемпельная краска на основе спирта = уничтожение клише за очень короткий срок. В отличии от полимерной печати, печать из резины не имеет «противопоказаний». Печать, изготовленная на лазерном оборудовании из специальной штемпельной резины, прослужит вам на порядок дольше. Гравировка резины с помощью лазерного гравера не требует больших трудозатрат как в фотополимерной технологии. Гравировка печати стандартного размера (40мм) происходит в течении 10-12 мин. На этом лазерном гравере, вы можете производить резиновые штампы с текстом, логотипами, и даже фотографиями.
Особенность подготовки макета при лазерной гравировке.
Для лазерной гравировки резины текст должен быть зеркальным и перевернутым. Это делается установкой одной «галочки» в программном обеспечении, идущем в комплекте. Так же в комплекте идет USB ключ для подтверждения легальности этого ПО.
Что нужно соблюдать при лазерной гравировке резины?
В процессе лазерной гравировки резины для резиновых печатей и штампов образуется большое количество пыли. Эта пыль должна выводиться из рабочей зоны с помощью системы вентиляции. Кроме того, пыль не должна накапливаться на чувствительных компонентах, прежде всего должны быть защищены от пыли линзы, зеркала, электроника, двигатели и оси, либо нужно проводить систематическое проведение ТО и очистку.
Какие материалы я могу обрабатывать?
CO 2 -лазер может быть использован для гравировки целого ряда других материалов, таких как дерево, стекло, резина, акрил, пластмассы, кожа, бумага, ткани или пены. Для каждого нового материала необходимо устанавливать свои параметры скорости и мощности.
Программное обеспечение и интерфейс?
WinsealXP – это разработка китайских программистов. Гравер подключается к ПК при помощи USB интерфейса. ПО совместимо с CorelDRAW.
Изготовление печати: как сделать макет?
Все лазерные станки, имеющиеся у нас в ассортименте (кроме, разве что, металлорезчиков) могут изготавливать печати. И не секрет, что в том числе и для этой цели многие предприниматели покупают эти станки. И действительно, изготовление печатей и штампов – весьма прибыльный бизнес, учитывая крайне низкую себестоимость производства и весьма низкое время производства печати (одна стандартная круглая печать изготавливается 3-5 минут).
Но многие наши клиенты, купив станок, не сразу могут разобраться, как же именно изготовить печать. И мы, как компания, которая не только поставляет оборудование, но и сама работает на нем, естественно легко можем рассказать, как же это сделать. Именно вопросу изготовления печатей, с начального и посвящена эта статья.
Итак,
Этап 0: подготовка к работе.Для того, чтобы сделать печать, Вам понадобится 3 важнейших элемента: это лазерный станок , это программа для производства макетов, и, конечно, резина.
А) Лазерный станок, из тех, что есть у нас в наличии, Вам подойдет любой. И маленькие настольные граверы , и большие широкоформатные раскроенные станки – могут производить печати одинаково хорошо. Изготавливать печати на лазерных станках для раскроя металла возможно, но способ, описанный в статье, не подойдет.
Б) Программа для изготовления печатей – это, как правило либо специализированная программа для штампов, либо обычный графический редактор. Программа, идущая в комплекте со станком, для изготовления печатей подходит, но работать в ней не так удобно, как в популярных графических редакторах. Главные требования к программе – возможность сохранения файла в формате PLT (векторный) либо BMP (растровый). Лично мы предпочитаем широко известный редактор CorelDraw.
В) Резина. Резина бывает очень разная. Из какой-то резины печать изготовить можно, из какой-то – нет. Можно самостоятельно подбирать резину, к примеру на этом видео мы гравируем штампы для маркировки одежды из обычной черной резины (ТКМЩ). Но конечно гораздо лучше использовать резину специально предназначенную для изготовления печатей. Она обычно идет листами А4, куда можно поместить 35 обычных круглых печатей (40*40). Такую резину можно приобрести и у нас.
Этап 1: Изготовление макета.Готовить макет мы будем не в специализированной программе, а в обычном CarelDraw X5.
Сначала главное правило печати: все линии не тоньше, чем 0,2 -0,3мм, а окаймовка печати – не тоньше 0,4. Тут нужно четко понимать: если в макете линия толщина 0,3 – на оттиске она будет 0,15мм. Поэтому на макете печать будет выглядеть «жирной».
Итак, создадим окружность диаметром 39 мм, и еще пару внутри нее. Наружной окружности присудим толщину 0,5мм, внутренние — потоньше (см. рис.1).
Далее, нужен текст. Создаем текст, делаем его «жирным» («Bold»), затем переводим в «artistic text».(рис.2)
Теперь нужно пустить его по кривой. Для этого: выделяем текст, зажимаем шифт, кликаем на окружность внутри печати, и выбираем в меню «Текст» функцию «пустить по кривой». (рис 3)
Внимательно посмотрите на рисунки: на них можно увидеть, что есть несколько кнопок работы с текстом, с помощью которых мы размещаем тект там, где он должен быть. Особое внимание обратите на красный ромбик около первой буквы: перетаскивая за него, можно легко корректировать местонахождение надписи.
Итак, наша надпись готова. Добавим еще несколько таким же образом. Затем название компании и логотип.
Макет готов! Ура. Теперь его нужно сохранить. А сохранять мы его будем в растровом формате bmp. Почему? Практика показала, так качество получается лучше. В bmp нельзя просто сохранить, нужно экспортировать. Нажмите Файл — > экспорт, выбирите формати bmp и выставьте параметры как на картинке: высокое разрешение файла (1440dpi) и параметры цветности – black ‘n’n white. (см. рис 8 и рис 9)
Теперь макет можно загружать в программу lasercut и запускать в работу.
Этап 2: Загрузка макета.Загрузка файла в программу Lasercut производится через импорт. Нажимаем File -> import, и открываем наш файл.
Теперь нужно немного отредактировать файл:
Во-первых, отразить макет слева на право. Для этого в боковой панели есть соответствующая кнопка. Это нужно сделать, чтоб оттиск печати читался
Во-вторых, нужно инвертировать цвета. Станок гравирует то, что черное, а ведь нам же нужно, чтоб он отгравировал то, что белое. Для этого есть клавиша в меню Tools — > invert colors (см. рис. 11)
Теперь нужно выставить парамтры гравировки: для этого просто щелкаем двойным щелчком на строке с параметрами для черного цвета и выставляем параметры.
Параметры следующие: ражим Engrave (Гравировка), скорость (Speed) — 300мм/сек, мощность (Power) — 20%, шаг между строками (ScanGap) — 0.05мм.
Внимание! Параметры носят рекомендательный характер (для станка Rabbit 1290SC 80Вт ), для достижения максимального уровня качества возможно их нужно будет откалибровать.
Макет готов для гравировки, но ведь после гравировки печать нужно будет вырезать. Для этого нужно добавить еще слой. Для этого нужно:
1) Создаем окружность (кнопка на боковой панели, см. рис 12)
2) Задаем ей размер на 0,3мм больше габаритных размеров нашей печати (кнопка на боковой панели, см. рис 12)
3) Перекрашиваем ее в красный. Дело в том, что в LaserCut разные режимы соотвествуют разным цветам. Как только Вы перекрасите окружность — у Вас появится второй слой в окне с параметрами справа (кнопка на боковой панели, см. рис 12)
4) Задать параметры для резки: режим Cut (Гравировка), скорость (Speed) — 13мм/сек, мощность (Power) — 90%.
Внимание! Параметры носят рекомендательный характер (для станка Rabbit 1290SC 80Вт ), для достижения максимального уровня качества возможно их нужно будет откалибровать.
Теперь нужно совместить окружность и печать так, чтоб они строго совпадали. Для этого выделим оба элемента рамочкой и нажмем кнопку «Оцентровать» (см рис 13)
Все! Загружаем файл в станок (кнопка Download) и можно приступать к работе!
Seal Engraving — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Печать Настольные пломбы с гравировкой
Мы наносим гравировку любого рисунка на настольную печать. Наше стандартное уплотнение показано ниже с твердой латунной головкой диаметром 25 мм, дополненной полированной ручкой из палисандра или дуба. Различные формы и размеры головы доступны по специальному запросу, как правило, за дополнительную плату в размере 50 фунтов стерлингов. Пожалуйста, заполните форму заказа, и мы подтвердим вам стоимость, прежде чем продолжить. Используя древние навыки, передаваемые из поколения в поколение, мы традиционно гравируем наши настольные печати; Это означает, что гравировка глубокая и трехмерная. После небольшой практики настольная печать способна легко создавать прочные и прозрачные восковые печати или оттиски. Все наши настольные печати, являющиеся отличным подарком, поставляются в привлекательных черных мешочках. В комплект входят бесплатные восковые палочки и презентационная восковая печать с вашим выгравированным рисунком.
Цена «Купить сейчас» включает в себя следующие гравированные рисунки (пожалуйста, нажмите для примера) Геральдический герб | ‘Семейный оружейный полигон’ | значок клана | Значок школы или клуба | Популярные символы:
Настольное уплотнение — 25 мм палисандр/дуб Ручка:
Выгравировано ВАШИМ гербом | Семейное оружие | Клан | Значок клуба
Индивидуальный дизайн:
464 фунта стерлингов
613 $
Доверенность
КУПИТЬ
ЦИТАТА
Для индивидуального дизайна, не подпадающего ни под одну из этих категорий, например, изготовленного на заказ или богато украшенного герба (где «Семейный ассортимент оружия» не подходит), пожалуйста, запросите котировка .
ПРИМЕРЫ УПЛОТНЕНИЯ СТОЛА ФИЛЬТРА:
Все | «Купить сегодня» Гравюры | ‘Индивидуальный дизайн’ Гравюры
Другие примеры пломб и тематических исследований…
Домашние лабрадоры клиента | Репродукция карфагенской монеты с изображением пунической лошади | Настольная печать от живописи | Скульптурная настольная печать совы
УЖЕ ПРИНИМАЮ рождественские заказы! — Подробнее
Да, мы по-прежнему гарантируем доставку заказов на Рождество! Большинство наших продуктов гарантированно будут под вашей елкой, и все они будут готовы подарить любимому человеку в большой день. Если вы сделаете заказ, обязательно укажите, что вам ТРЕБУЕТСЯ РОЖДЕСТВЕНСКАЯ ДОСТАВКА в разделе комментариев. Это подтвердят услужливые эльфы Декстер. В том маловероятном случае, если это невозможно, мы всегда сразу сообщим вам об альтернативах или предоставим возмещение, если это неприемлемо.


 Через IGBT инвертор получатся переменный ток с частотой 40кГц. Затем этот переменный ток, преобразованный основным трансформатором и выпрямленный диодом с быстрым восстановлением, обеспечивает стабильный постоянный ток для сварочного аппарата сразу же после его фильтрации индуктивностью. Скорость подачи проволоки можно постепенно регулировать с помощью рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачи проволоки, тем больше сила тока при одинаковом напряжении.
Через IGBT инвертор получатся переменный ток с частотой 40кГц. Затем этот переменный ток, преобразованный основным трансформатором и выпрямленный диодом с быстрым восстановлением, обеспечивает стабильный постоянный ток для сварочного аппарата сразу же после его фильтрации индуктивностью. Скорость подачи проволоки можно постепенно регулировать с помощью рычага для регулировки скорости. Скорость подачи проволоки влияет на сварочный ток, чем выше скорость подачи проволоки, тем больше сила тока при одинаковом напряжении. Подключение кабеля управления горелки TIG
Подключение кабеля управления горелки TIG


 Не забывайте, что за рекламируемый бренд мы тоже платим деньги, хотя иногда можно обойтись и менее известным брендом, но по более лояльной цене.
Не забывайте, что за рекламируемый бренд мы тоже платим деньги, хотя иногда можно обойтись и менее известным брендом, но по более лояльной цене. Техника предназначена для строительных, кузовных работ, изготовления металлоконструкций, а также для различных хозяйственных работ в гараже или на даче. Полуавтомат дополнен режимом ММА (ручная дуговая сварка), что расширяет его возможности, кроме проволоки для сварки можно использовать искусственные электроды. Модель станет лучшим выбором не только для специалиста, но и для новичка: сварочный аппарат прост в освоении и установке начальных настроек с помощью инструкции. Как и другие полуавтоматы, с питанием от однофазной сети, в рейтинге этот прибор эффективно справляется с работой на пониженном напряжении выше 170 А, при этом не продавливая сеть. Безупречную надежность обеспечивает сборка на транзисторах Fairchild и Infineon.
Техника предназначена для строительных, кузовных работ, изготовления металлоконструкций, а также для различных хозяйственных работ в гараже или на даче. Полуавтомат дополнен режимом ММА (ручная дуговая сварка), что расширяет его возможности, кроме проволоки для сварки можно использовать искусственные электроды. Модель станет лучшим выбором не только для специалиста, но и для новичка: сварочный аппарат прост в освоении и установке начальных настроек с помощью инструкции. Как и другие полуавтоматы, с питанием от однофазной сети, в рейтинге этот прибор эффективно справляется с работой на пониженном напряжении выше 170 А, при этом не продавливая сеть. Безупречную надежность обеспечивает сборка на транзисторах Fairchild и Infineon. Во-первых, мощное и долговечное устройство способно варить в двух разных режимах – полуавтоматической и ручной дуговой сварке. Во-вторых, привлекает срок службы сварочного инвертора. В-третьих, технические и эксплуатационные данные позволят справиться и с бытовыми задачами, и с профессиональными нагрузками. Пользоваться оборудованием не составит труда, удобная панель управления имеет регулятор подачи проволоки, регулятор точной регулировки силы тока. Качественная сборка и грамотное сочетание технических характеристик дает возможность делать ровные и аккуратные швы. Владельцы устройства отмечают достойное качество работы при низком напряжении (160 — 180 В), хорошую систему вентиляции, предохраняющую устройство от перегрева.
Во-первых, мощное и долговечное устройство способно варить в двух разных режимах – полуавтоматической и ручной дуговой сварке. Во-вторых, привлекает срок службы сварочного инвертора. В-третьих, технические и эксплуатационные данные позволят справиться и с бытовыми задачами, и с профессиональными нагрузками. Пользоваться оборудованием не составит труда, удобная панель управления имеет регулятор подачи проволоки, регулятор точной регулировки силы тока. Качественная сборка и грамотное сочетание технических характеристик дает возможность делать ровные и аккуратные швы. Владельцы устройства отмечают достойное качество работы при низком напряжении (160 — 180 В), хорошую систему вентиляции, предохраняющую устройство от перегрева.
 Помимо технических данных агрегат собрал много положительных отзывов о качестве сборки, пользователи отмечают, что устройство хорошо справляется даже с алюминием, но для этого потребуются определенные навыки. По мнению специалистов, это лучшая модель сварочного полуавтомата по соотношению цена-качество.
Помимо технических данных агрегат собрал много положительных отзывов о качестве сборки, пользователи отмечают, что устройство хорошо справляется даже с алюминием, но для этого потребуются определенные навыки. По мнению специалистов, это лучшая модель сварочного полуавтомата по соотношению цена-качество. Сила тока устанавливается в пределах 30 А — 220 А, что необходимо для производства качественных швов. Предусмотрена настройка подачи сварочной проволоки. Диапазон отклонения напряжения -30% + 10%. Мощный агрегат легко справится со сваркой толстого металла 7 мм — 10 мм, подойдет для дома или дачи, регулярной эксплуатации в гараже или периодического использования на производстве.
Сила тока устанавливается в пределах 30 А — 220 А, что необходимо для производства качественных швов. Предусмотрена настройка подачи сварочной проволоки. Диапазон отклонения напряжения -30% + 10%. Мощный агрегат легко справится со сваркой толстого металла 7 мм — 10 мм, подойдет для дома или дачи, регулярной эксплуатации в гараже или периодического использования на производстве. При правильной регулировке тока и подачи проволоки оборудование справится со сваркой металла любой толщины. Производитель реализует основные функции, необходимые для комфортной работы с искусственными электродами. Технические характеристики более чем достойные: широкий диапазон регулирования тока, входное напряжение 180 В — 250 В, максимальный ток при длительной работе — 120 А.
При правильной регулировке тока и подачи проволоки оборудование справится со сваркой металла любой толщины. Производитель реализует основные функции, необходимые для комфортной работы с искусственными электродами. Технические характеристики более чем достойные: широкий диапазон регулирования тока, входное напряжение 180 В — 250 В, максимальный ток при длительной работе — 120 А.
 И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим. В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка.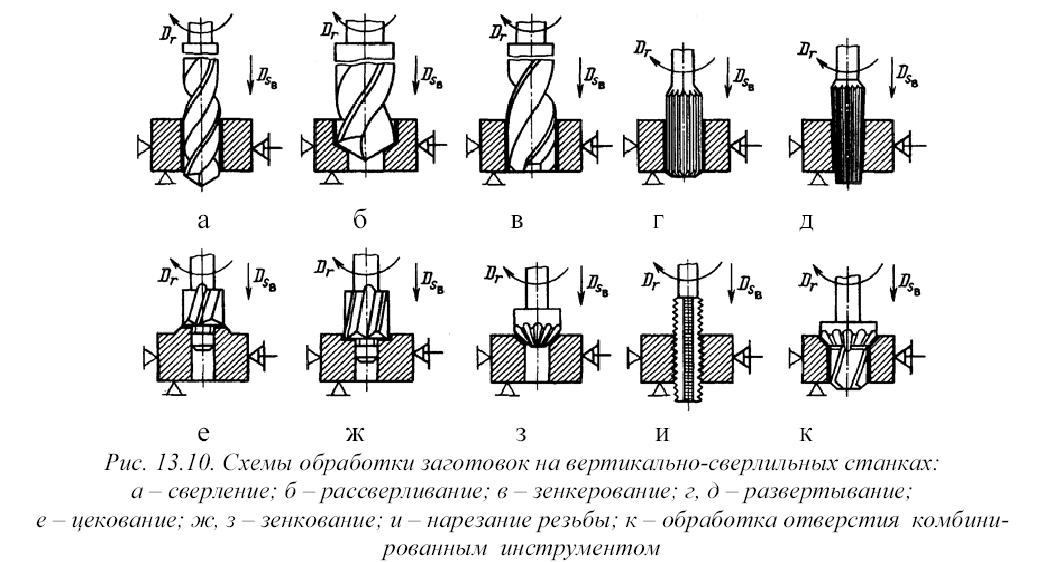 Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.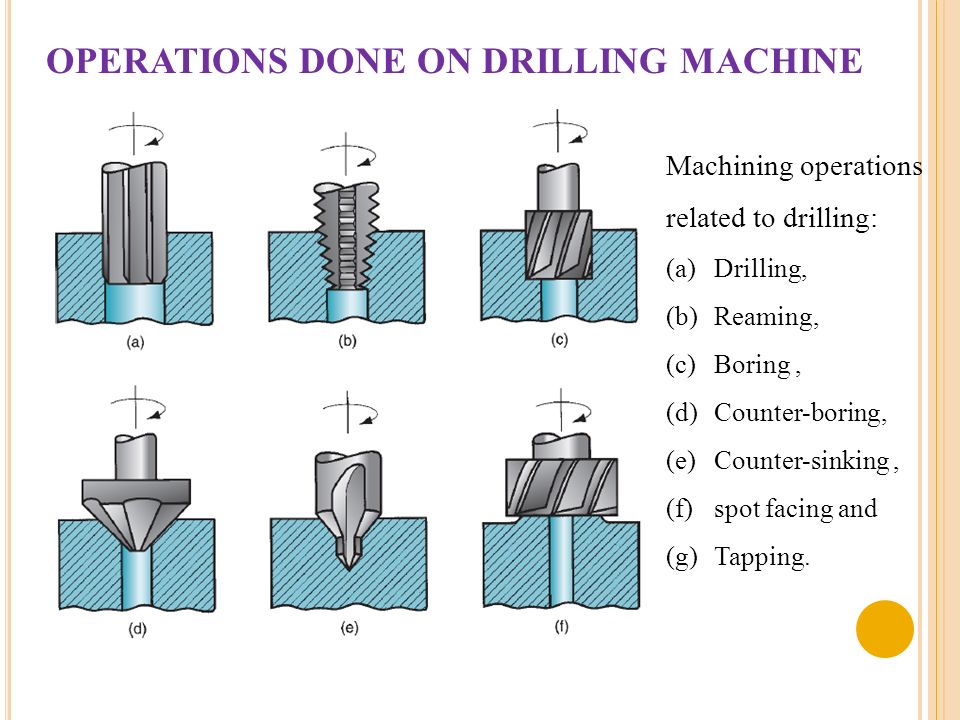
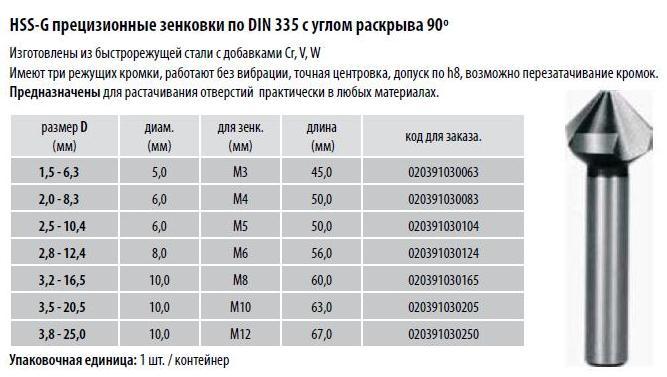 И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.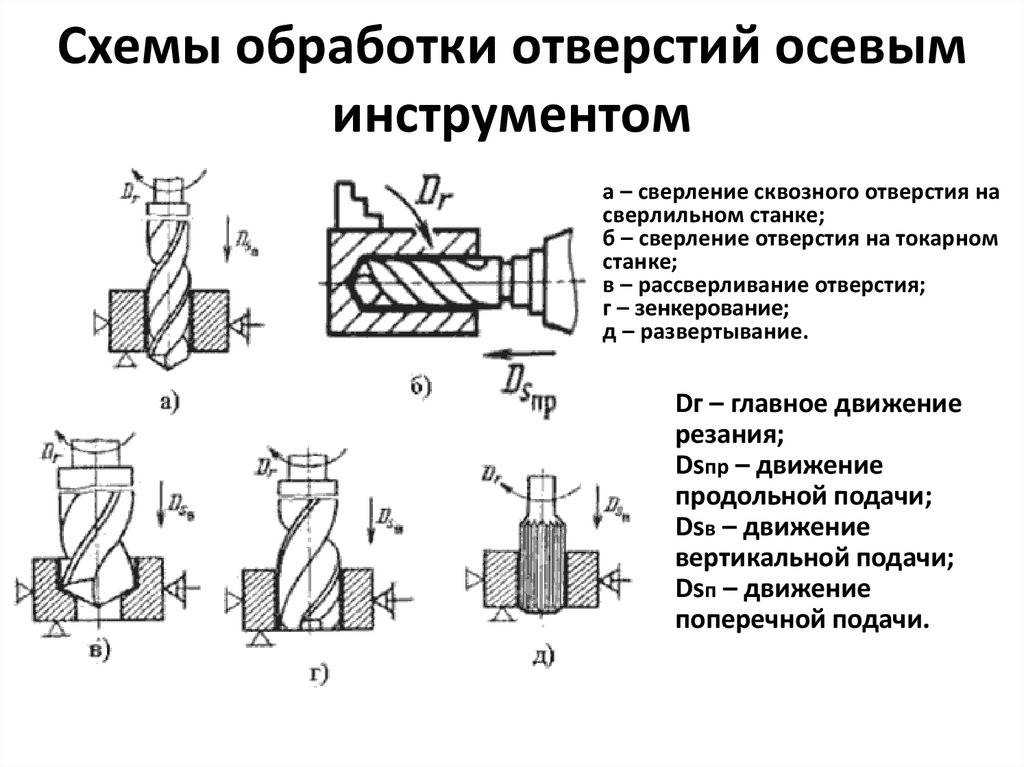 Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности. Не подгоняет форму.
Не подгоняет форму. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям. Соответственно, последующий этап будет просто не нужен.
Соответственно, последующий этап будет просто не нужен. Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
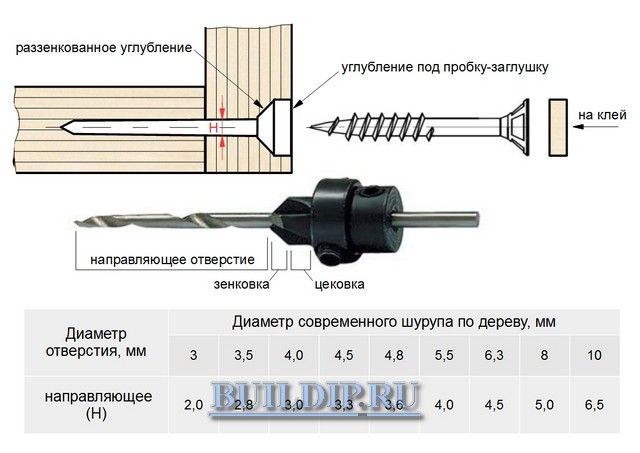 Эта державка работает так же, как и державка с вращающимся ограничителем.
Эта державка работает так же, как и державка с вращающимся ограничителем.
 диам.
диам.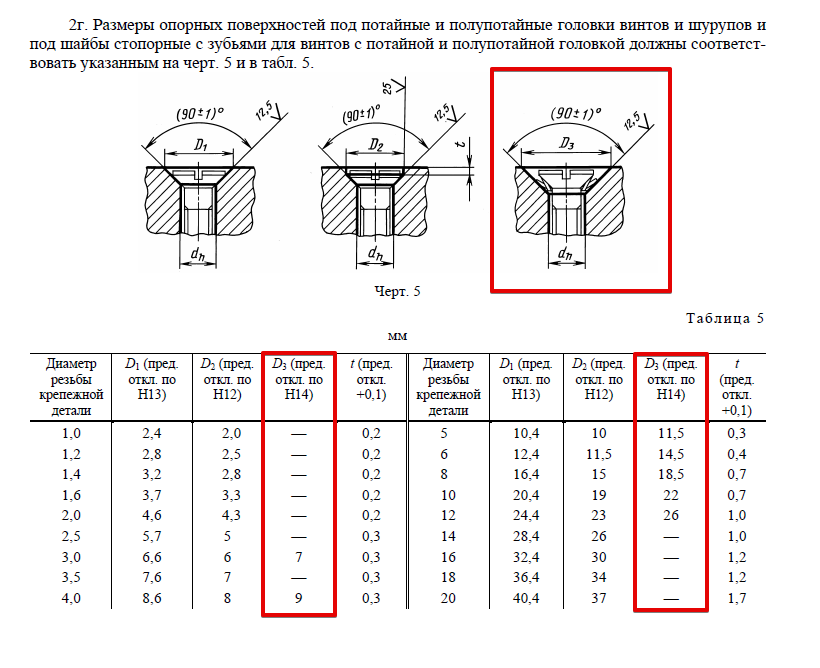 005)
005) диам.
диам. 005)
005) таблицы размеров ниже.
таблицы размеров ниже.
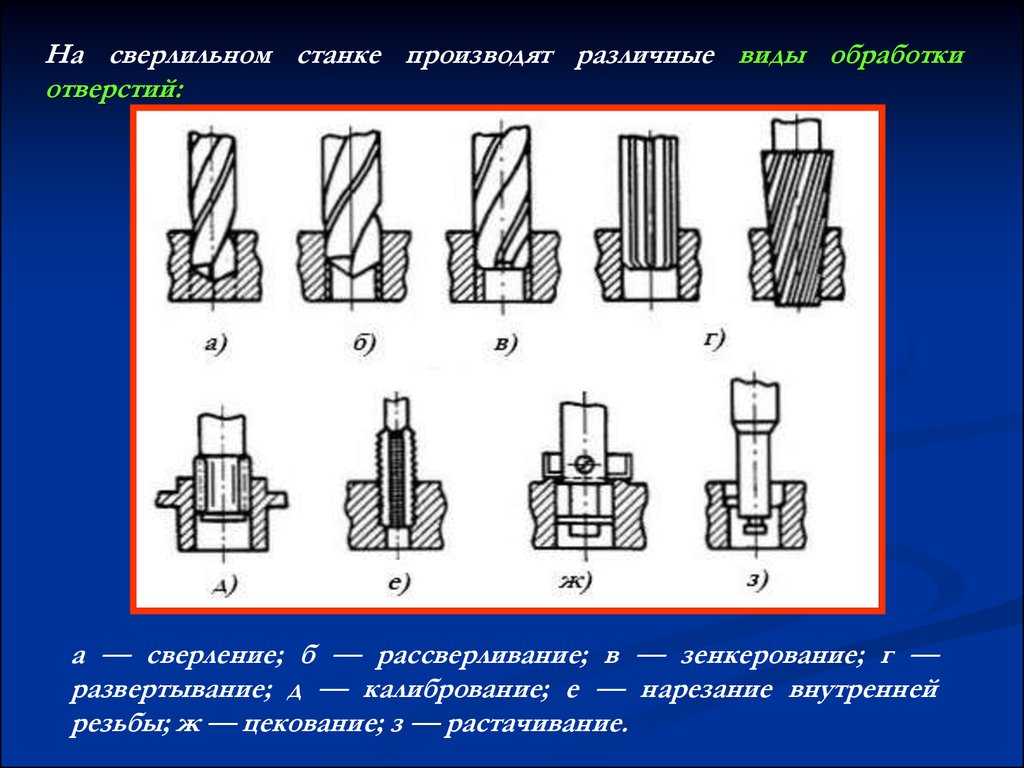 Диаметр головки
Диаметр головки 005)
005) 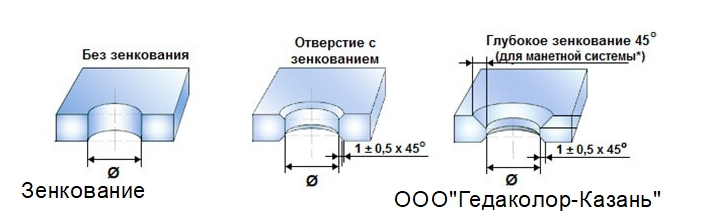 010 . Например, для плоской головки #8.
010 . Например, для плоской головки #8. Диаметр головки
Диаметр головки 005)
005) 
 uzgs.ru/proizvodim-i-prodaem-metallorukava/metallorukav-pod-privarku.html
uzgs.ru/proizvodim-i-prodaem-metallorukava/metallorukav-pod-privarku.html По этой причине такую проволоку называют порошковой.
По этой причине такую проволоку называют порошковой.




 При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
 5 м по длине и 30 х 20 ширина х высота). Весит аппарат около 7 кг и для переноски используется удобная складная ручка.
5 м по длине и 30 х 20 ширина х высота). Весит аппарат около 7 кг и для переноски используется удобная складная ручка. Также на внутренней стороне крышки отсека с проволокой находится схема крепления катушки и заправки проволоки в механизм. Очень удобно — все под рукой.
Также на внутренней стороне крышки отсека с проволокой находится схема крепления катушки и заправки проволоки в механизм. Очень удобно — все под рукой. Для этого предусмотрено разъемное соединение (по умолчанию горелка подключена к «+»).
Для этого предусмотрено разъемное соединение (по умолчанию горелка подключена к «+»).
 Понравилось, что не приходится «ловить» дугу, просто выставил ток в соответствии с толщиной металла, и вперед! В гараже было не очень удобно работать с баллоном и сварочной смесью, так что использовал порошковую проволоку.
Понравилось, что не приходится «ловить» дугу, просто выставил ток в соответствии с толщиной металла, и вперед! В гараже было не очень удобно работать с баллоном и сварочной смесью, так что использовал порошковую проволоку. Карточка товара с отзывами на Яндекс.Маркете.
Карточка товара с отзывами на Яндекс.Маркете. Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной.
Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной. В этом типе сварки используется электрод, изготовленный из сплошной проволоки. Проволока подается через сварочную горелку и используется для создания дуги между электродом и заготовкой.
В этом типе сварки используется электрод, изготовленный из сплошной проволоки. Проволока подается через сварочную горелку и используется для создания дуги между электродом и заготовкой.
 К ним относятся:
К ним относятся: Благодаря легко снимаемой ручке MicOn является единственным в своем роде аппаратом для сварки горячим воздухом, который, несомненно, лучше, чем Leister Unidrive. Он стоит меньше, чем Leister, работает быстрее и имеет больше возможностей благодаря разработанному в Швейцарии дизайну. Экономьте время и деньги с MicOn и MicOn Edge от BAK.
Благодаря легко снимаемой ручке MicOn является единственным в своем роде аппаратом для сварки горячим воздухом, который, несомненно, лучше, чем Leister Unidrive. Он стоит меньше, чем Leister, работает быстрее и имеет больше возможностей благодаря разработанному в Швейцарии дизайну. Экономьте время и деньги с MicOn и MicOn Edge от BAK.


 Не допускается холостой ход прибора. Кроме того, необходимо следить, чтобы насос располагался минимум на 0,5 м выше уровня дна. Иначе высокое содержание абразивов в жидкости повредит узлы механизма.
Не допускается холостой ход прибора. Кроме того, необходимо следить, чтобы насос располагался минимум на 0,5 м выше уровня дна. Иначе высокое содержание абразивов в жидкости повредит узлы механизма. 6 из них выполнены в стальном или чугунном корпусе. У НБЦ-600-ПК корпус сделан из прочного пластика. Некоторые модели оснащены эжектором, который увеличивает максимальное расстояние подачи воды.
6 из них выполнены в стальном или чугунном корпусе. У НБЦ-600-ПК корпус сделан из прочного пластика. Некоторые модели оснащены эжектором, который увеличивает максимальное расстояние подачи воды. В нее входит 15 вариантов устройства. Как и в НБЦ, в этой серии используется центробежный принцип действия. Но, в отличии от предыдущей линейки, этот тип представляет собой погружной насос и работает исключительно в толще воды.
В нее входит 15 вариантов устройства. Как и в НБЦ, в этой серии используется центробежный принцип действия. Но, в отличии от предыдущей линейки, этот тип представляет собой погружной насос и работает исключительно в толще воды. Износ внутренних узлов также увеличивается.
Износ внутренних узлов также увеличивается. Они рассчитаны на забор воды из скважин с глубиной от 40 до 100 м. Они представляют собой комплектующую часть автономной системы водоснабжения.
Они рассчитаны на забор воды из скважин с глубиной от 40 до 100 м. Они представляют собой комплектующую часть автономной системы водоснабжения.
 Единственное отличие – высота подъема жидкости – 6 м.
Единственное отличие – высота подъема жидкости – 6 м.
 Устройство способно работать с водой, температура которой достигает 110 °C. Насос имеет 3 режима работы.
Устройство способно работать с водой, температура которой достигает 110 °C. Насос имеет 3 режима работы. Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит
Дополнительно, сверяйте информацию о товаре с информацией на официальном сайте производителя. Вся информация на сайте интернет-магазина носит
 Его часто покупают из-за низкой цены и в случае поломки ремонтировать не спешат, ведь купить новый не составляет труда.
Его часто покупают из-за низкой цены и в случае поломки ремонтировать не спешат, ведь купить новый не составляет труда.


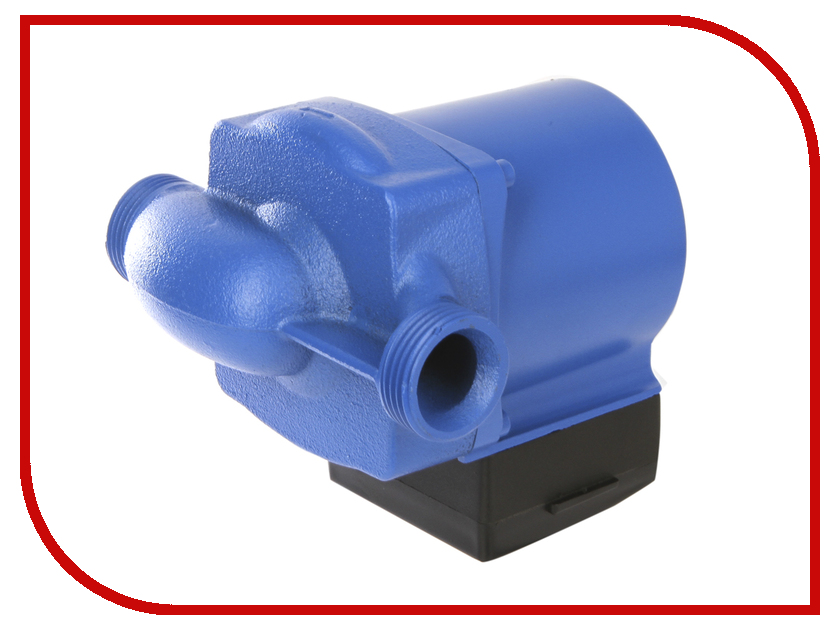

 (около 9 куб.м в час), глубина погружения — 8 м, напор — 6 м
(около 9 куб.м в час), глубина погружения — 8 м, напор — 6 м Колодезный насос является частью системы водоснабжения и приводится в действие асинхронным электродвигателем переменного тока.
Колодезный насос является частью системы водоснабжения и приводится в действие асинхронным электродвигателем переменного тока. При этом аппарат имеет мощность 750 Вт и производительность 60 л/мин.
При этом аппарат имеет мощность 750 Вт и производительность 60 л/мин. Чтобы правильно выбрать агрегат, необходимо рассчитать общий расход воды, расстояние от колодца до дома, высоту подъема.
Чтобы правильно выбрать агрегат, необходимо рассчитать общий расход воды, расстояние от колодца до дома, высоту подъема.

 Если вход забит, его следует прочистить, также можно поменять резиновые детали или усилить защитное кольцо.
Если вход забит, его следует прочистить, также можно поменять резиновые детали или усилить защитное кольцо.

 Если установлен обратный клапан, проверьте его исправность.
Если установлен обратный клапан, проверьте его исправность.

 Доступ к смотровой площадке осуществляется через съемную крышку люка, расположенную в каждой каюте и машинном отделении. Баки покрыты синим гелькоутом, чтобы отличать их от красных баков для дизтоплива (4 бака для дизельного топлива). Контрольная пластина изготовлена из нержавеющей стали и привинчена к баку для легкого снятия. Каждая плита снабжена отдельными штуцерами и шлангами для подачи воды к насосу пресной воды, отвода воздуха наружу, выносной индикации уровня в баке и щупом. В верхней части каждого бака также есть линия заполнения от соединения с палубой. Линии подачи от каждого резервуара направляются к коллектору в машинном отделении, оборудованному запорными клапанами для каждого резервуара. Единственная линия от коллектора направляется к впускному патрубку насоса пресной воды. Внутри каждого резервуара предусмотрены стояки для линии всасывания насоса пресной воды и линии измерения индикации уровня, которые проходят в пределах дюйма от дна резервуара.
Доступ к смотровой площадке осуществляется через съемную крышку люка, расположенную в каждой каюте и машинном отделении. Баки покрыты синим гелькоутом, чтобы отличать их от красных баков для дизтоплива (4 бака для дизельного топлива). Контрольная пластина изготовлена из нержавеющей стали и привинчена к баку для легкого снятия. Каждая плита снабжена отдельными штуцерами и шлангами для подачи воды к насосу пресной воды, отвода воздуха наружу, выносной индикации уровня в баке и щупом. В верхней части каждого бака также есть линия заполнения от соединения с палубой. Линии подачи от каждого резервуара направляются к коллектору в машинном отделении, оборудованному запорными клапанами для каждого резервуара. Единственная линия от коллектора направляется к впускному патрубку насоса пресной воды. Внутри каждого резервуара предусмотрены стояки для линии всасывания насоса пресной воды и линии измерения индикации уровня, которые проходят в пределах дюйма от дна резервуара. В основном у нас были относительно дешевые и одноразовые насосы. Однако иногда у нас также было среднее давление воды, и насосы, как правило, не работали так долго.
В основном у нас были относительно дешевые и одноразовые насосы. Однако иногда у нас также было среднее давление воды, и насосы, как правило, не работали так долго.
 расход воздуха, л/мин
расход воздуха, л/мин рабочая температура, °C
рабочая температура, °C 9
9


 com
com
 12.22
12.22






 Более дорогие модели прошли через закалку и несколько этапов заточки, благодаря чему инструмент не стирается. Данную функцию специалисты прозвали «самозаточкой».
Более дорогие модели прошли через закалку и несколько этапов заточки, благодаря чему инструмент не стирается. Данную функцию специалисты прозвали «самозаточкой». Для реализации работ понадобится в патрон прибора установить бур для перфоратора по бетону. Это рабочая насадка, к выбору которой нужен соответствующий подход. Приобретая бур для своего электрического инструмента, потребуется разобраться со всеми видами выпускаемых насадок.
Для реализации работ понадобится в патрон прибора установить бур для перфоратора по бетону. Это рабочая насадка, к выбору которой нужен соответствующий подход. Приобретая бур для своего электрического инструмента, потребуется разобраться со всеми видами выпускаемых насадок. Служит бур для перфоратора в качестве расходного материала, и используется для получения отверстий в бетонных, железобетонных и других подобных материалах. Сверлить металл или дерево такой насадкой нельзя, так как она не сможет справиться с такими задачами, что обусловлено специфичной конструкцией режущей части. Эффективность проведения сверлильных работ зависит не только от типа применяемого инструмента, но еще и от конструкции самой насадки.
Служит бур для перфоратора в качестве расходного материала, и используется для получения отверстий в бетонных, железобетонных и других подобных материалах. Сверлить металл или дерево такой насадкой нельзя, так как она не сможет справиться с такими задачами, что обусловлено специфичной конструкцией режущей части. Эффективность проведения сверлильных работ зависит не только от типа применяемого инструмента, но еще и от конструкции самой насадки.
 Их наличие является дополнительным преимуществом, за счет которого уменьшаются вибрации и нагрузки на электроинструмент, а также снижаются затраты физических усилий человека.
Их наличие является дополнительным преимуществом, за счет которого уменьшаются вибрации и нагрузки на электроинструмент, а также снижаются затраты физических усилий человека. Эти пазы нужны для соединения с патроном инструмента. На насадке присутствует 4 паза, два из которых считаются открытыми или сплошными, а два закрытые. Длина хвостовой части на бурах типа sds plus составляет 40 мм, а диаметр рабочей части составляет от 4 до 26 мм. Обычно такие насадки с хвостовиками применяются для работы бытовыми и полупрофессиональными электроинструментами
Эти пазы нужны для соединения с патроном инструмента. На насадке присутствует 4 паза, два из которых считаются открытыми или сплошными, а два закрытые. Длина хвостовой части на бурах типа sds plus составляет 40 мм, а диаметр рабочей части составляет от 4 до 26 мм. Обычно такие насадки с хвостовиками применяются для работы бытовыми и полупрофессиональными электроинструментами Диаметр цилиндрической части составляет 14 мм, а длина вставляемой области составляет 70 мм. Такие буры выпускаются с диапазонами диаметров рабочей части от 16 до 26 мм
Диаметр цилиндрической части составляет 14 мм, а длина вставляемой области составляет 70 мм. Такие буры выпускаются с диапазонами диаметров рабочей части от 16 до 26 мм Сегодня они не очень популярны, однако это только вопрос времени. Сплайн хвостовики на бурах перфораторов доказали свою надежность и эффективность, поэтому высока вероятность того, что вскоре придется заменить на своих устаревших электроинструментах патроны. Конструкция хвостовика SPLINE показана на фото ниже
Сегодня они не очень популярны, однако это только вопрос времени. Сплайн хвостовики на бурах перфораторов доказали свою надежность и эффективность, поэтому высока вероятность того, что вскоре придется заменить на своих устаревших электроинструментах патроны. Конструкция хвостовика SPLINE показана на фото ниже Как только изнашивается напайка, насадка уже становится не пригодной к эксплуатации.
Как только изнашивается напайка, насадка уже становится не пригодной к эксплуатации. В продаже встречаются корончатые буры на перфораторы с алмазным напылением
В продаже встречаются корончатые буры на перфораторы с алмазным напылением Производители с каждым годом совершенствуют выпускаемые насадки, и поэтому кроме материала наконечника, уделяется внимание его устройству и углу заточки. По типу заточки режущие части устройств бывают:
Производители с каждым годом совершенствуют выпускаемые насадки, и поэтому кроме материала наконечника, уделяется внимание его устройству и углу заточки. По типу заточки режущие части устройств бывают: Однако многие новички при выборе затрудняются выбрать нужную насадку под свою модель инструмента. Для начала нужно решить, каким типом инструмента запланировано проведение работ. Если это дрель с ударной опцией, тогда и покупать нужно насадку в виде сверла для бетона. Если это перфоратор, тогда выбирать нужно буры. При покупке новички говорят, что нужно сверло по бетону, а продавец задает вопрос, для какого инструмента оно необходимо — дрель или перфоратор.
Однако многие новички при выборе затрудняются выбрать нужную насадку под свою модель инструмента. Для начала нужно решить, каким типом инструмента запланировано проведение работ. Если это дрель с ударной опцией, тогда и покупать нужно насадку в виде сверла для бетона. Если это перфоратор, тогда выбирать нужно буры. При покупке новички говорят, что нужно сверло по бетону, а продавец задает вопрос, для какого инструмента оно необходимо — дрель или перфоратор.
 Если установить сверло по бетону в патрон перфоратора, то при продолжительных нагрузках оно сломается
Если установить сверло по бетону в патрон перфоратора, то при продолжительных нагрузках оно сломается Если нужно купить бур по бетону для перфоратора, тогда выбирайте модели известных производителей, которые дорожат своим брендом, и выпускают качественную продукцию. Купить же буры можно не только в ближайших строительных магазинах, но и в интернете.
Если нужно купить бур по бетону для перфоратора, тогда выбирайте модели известных производителей, которые дорожат своим брендом, и выпускают качественную продукцию. Купить же буры можно не только в ближайших строительных магазинах, но и в интернете. Это главный параметр, который учитывается в зависимости от поставленных задач. Для начала нужно сказать, что бур получил такое название неспроста, так как применяется он исключительно для бурильных действий, хотя многие говорят «сверлить бетон перфоратором». Такая формулировка неправильная, как собственно и некоторые действия, которые выполняются мастерами. Чтобы выполнить работу правильно, разберемся с особенностями выбора буров по бетону для перфоратора. Главные параметры выбора:
Это главный параметр, который учитывается в зависимости от поставленных задач. Для начала нужно сказать, что бур получил такое название неспроста, так как применяется он исключительно для бурильных действий, хотя многие говорят «сверлить бетон перфоратором». Такая формулировка неправильная, как собственно и некоторые действия, которые выполняются мастерами. Чтобы выполнить работу правильно, разберемся с особенностями выбора буров по бетону для перфоратора. Главные параметры выбора: Обычно это стандартный патрон sds plus, но все зависит от модели инструмента, поэтому если не можете выявить тип, тогда запомните название и модель инструмента
Обычно это стандартный патрон sds plus, но все зависит от модели инструмента, поэтому если не можете выявить тип, тогда запомните название и модель инструмента Дешевые устройства предназначены для одноразовых работ, а покупая модели таких производителей, как Bosch, DeWalt, Makita и другие, можно быть уверенным на 100-процентов, что свое они отслужат
Дешевые устройства предназначены для одноразовых работ, а покупая модели таких производителей, как Bosch, DeWalt, Makita и другие, можно быть уверенным на 100-процентов, что свое они отслужат  Однако насадка бесполезна, если в наличии нет основного инструмента — основного инструмента. Чтобы после покупки бура и перфоратора эти инструменты служили долгое время, понадобится всегда помнить о правилах эксплуатации инструмента. Для этого имеются следующие рекомендации:
Однако насадка бесполезна, если в наличии нет основного инструмента — основного инструмента. Чтобы после покупки бура и перфоратора эти инструменты служили долгое время, понадобится всегда помнить о правилах эксплуатации инструмента. Для этого имеются следующие рекомендации: Если предстоит бурить большое количество отверстий, то дрель с этой задачей справится с трудом, а вот перфоратором работать по бетону не только легко, но и приятно. Кроме рассматриваемого устройства, для перфоратора также выпускаются и другие виды насадок, как зубило, коронка, долото, лопатка. С их помощью расширяется спектр применения инструмента, поэтому если у вас есть перфоратор, то и соответствующие насадки также понадобятся. Еще производители выпускают большие буры, которые применяются для пробивания отверстий не в бетоне, а в земле, но такие насадки применяются только в мощных и низкооборотистых агрегатах.
Если предстоит бурить большое количество отверстий, то дрель с этой задачей справится с трудом, а вот перфоратором работать по бетону не только легко, но и приятно. Кроме рассматриваемого устройства, для перфоратора также выпускаются и другие виды насадок, как зубило, коронка, долото, лопатка. С их помощью расширяется спектр применения инструмента, поэтому если у вас есть перфоратор, то и соответствующие насадки также понадобятся. Еще производители выпускают большие буры, которые применяются для пробивания отверстий не в бетоне, а в земле, но такие насадки применяются только в мощных и низкооборотистых агрегатах. Длина зацепления резьбы измеряется длиной взаимодействия между застежкой и сопрягаемым материалом. Процент зацепления резьбы зависит от размера сопрягаемого отверстия по сравнению с крепежной деталью и от того, насколько… Подробнее «Зацепление с резьбой» »
Длина зацепления резьбы измеряется длиной взаимодействия между застежкой и сопрягаемым материалом. Процент зацепления резьбы зависит от размера сопрягаемого отверстия по сравнению с крепежной деталью и от того, насколько… Подробнее «Зацепление с резьбой» » На Земле уже существуют криогенные температуры до -70 ° C, при этом самая низкая зарегистрированная температура … Подробнее «Крепеж для криогенных применений» »
На Земле уже существуют криогенные температуры до -70 ° C, при этом самая низкая зарегистрированная температура … Подробнее «Крепеж для криогенных применений» » Типичный крепежный узел с болтовым креплением будет иметь… Подробнее «Выступ резьбы узла с болтовым креплением» »
Типичный крепежный узел с болтовым креплением будет иметь… Подробнее «Выступ резьбы узла с болтовым креплением» » Некоторые из зарегистрированных эффектов приведены ниже. Сезонно скорректированный индекс дистрибьюторов крепежных изделий (FDI) за март составил 44,4, быстро ухудшившись из-за пандемии COVID-19 и последовавших за ней остановок. Тенденции продаж с учетом сезонных колебаний были намного слабее. Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» »
Некоторые из зарегистрированных эффектов приведены ниже. Сезонно скорректированный индекс дистрибьюторов крепежных изделий (FDI) за март составил 44,4, быстро ухудшившись из-за пандемии COVID-19 и последовавших за ней остановок. Тенденции продаж с учетом сезонных колебаний были намного слабее. Шестимесячный прогноз был пересмотрен… Подробнее «Влияние COVID-19» » На сегодняшний день имеется ограниченный объем информации, которая может помочь проектировщикам и пользователям в выборе и конструкции анкерных болтов для различных типов оснований. В новой каменной кладке анкерные болты обычно использовались … Подробнее «Как выбрать подходящее анкерное крепление» »
На сегодняшний день имеется ограниченный объем информации, которая может помочь проектировщикам и пользователям в выборе и конструкции анкерных болтов для различных типов оснований. В новой каменной кладке анкерные болты обычно использовались … Подробнее «Как выбрать подходящее анкерное крепление» » Разочаровывающим аспектом истирания крепежа является то, что заедающие гайки и болты могут пройти все необходимые проверки (резьба, материал, механическая и т. д.).
Разочаровывающим аспектом истирания крепежа является то, что заедающие гайки и болты могут пройти все необходимые проверки (резьба, материал, механическая и т. д.). Обеспечивает… Подробнее «ЧЕРНОЕ покрытие на крепежных деталях из нержавеющей стали» »
Обеспечивает… Подробнее «ЧЕРНОЕ покрытие на крепежных деталях из нержавеющей стали» » Другими словами, пользователь слишком часто сосредотачивается на одном компоненте и игнорирует все, что происходит со всем скрепленным соединением. Примите за… Читать далее «Калькуляция стоимости крепежа» »
Другими словами, пользователь слишком часто сосредотачивается на одном компоненте и игнорирует все, что происходит со всем скрепленным соединением. Примите за… Читать далее «Калькуляция стоимости крепежа» » 4310). Аустенитная нержавеющая сталь чаще всего выбирается из-за присущей ей коррозионной стойкости. Хотя этот материал обладает пружинящими характеристиками, необходимыми для надлежащего функционирования пружинного штифта, он упрочняется при воздействии… Подробнее «ДИНАМИЧЕСКАЯ НАГРУЗКА НА ПРУЖИННЫЕ ШТИФТЫ» »
4310). Аустенитная нержавеющая сталь чаще всего выбирается из-за присущей ей коррозионной стойкости. Хотя этот материал обладает пружинящими характеристиками, необходимыми для надлежащего функционирования пружинного штифта, он упрочняется при воздействии… Подробнее «ДИНАМИЧЕСКАЯ НАГРУЗКА НА ПРУЖИННЫЕ ШТИФТЫ» » Однако при соединении мягких материалов или материалов с низкой плотностью, таких как пластмасса, дерево, ткань и т. д., головка заклепки … Подробнее «Клепка мягких материалов» »
Однако при соединении мягких материалов или материалов с низкой плотностью, таких как пластмасса, дерево, ткань и т. д., головка заклепки … Подробнее «Клепка мягких материалов» » Разработчики продукции должны использовать преимущества стандартов, доступных для различных типов крепежных изделий. Почти каждый … Подробнее «Проектирование соединений с использованием стандартов» »
Разработчики продукции должны использовать преимущества стандартов, доступных для различных типов крепежных изделий. Почти каждый … Подробнее «Проектирование соединений с использованием стандартов» » Это винты, гайки и болты с… Подробнее «Защитите свои продукты — не рискуйте» »
Это винты, гайки и болты с… Подробнее «Защитите свои продукты — не рискуйте» » Начните с оценки нагрузки, которая будет на него возложена. Любая металлическая застежка хорошо выдержит боковую (сдвигающую) силу. Но при растягивающей силе, вытягивающей застежку прямо наружу, сила удержания становится все более зависимой от резьбы (или формованной головки в случае … Подробнее «Выберите правильный крепеж» »
Начните с оценки нагрузки, которая будет на него возложена. Любая металлическая застежка хорошо выдержит боковую (сдвигающую) силу. Но при растягивающей силе, вытягивающей застежку прямо наружу, сила удержания становится все более зависимой от резьбы (или формованной головки в случае … Подробнее «Выберите правильный крепеж» » 5 kg» data-for=»search_Card_Tooltip»> Weight: 2.5 kg
5 kg» data-for=»search_Card_Tooltip»> Weight: 2.5 kg  3 kg» data-for=»search_Card_Tooltip»> Weight: 3.3 kg
3 kg» data-for=»search_Card_Tooltip»> Weight: 3.3 kg  VAT
VAT  1 kg» data-for=»search_Card_Tooltip»> Вес: 3,1 кг VAT
1 kg» data-for=»search_Card_Tooltip»> Вес: 3,1 кг VAT  4 kg» data-for=»search_Card_Tooltip»> Вес: 6,4 кг
4 kg» data-for=»search_Card_Tooltip»> Вес: 6,4 кг  VAT
VAT  5 kg» data-for=»search_Card_Tooltip»> Weight: 3.5 кг
5 kg» data-for=»search_Card_Tooltip»> Weight: 3.5 кг  9 kg» data-for=»search_Card_Tooltip»> Веса: 5,977 9012 9012 9012
9 kg» data-for=»search_Card_Tooltip»> Веса: 5,977 9012 9012 9012

 На прессах моделей.
На прессах моделей. длине гибки, мм
длине гибки, мм длине гибки, мм
длине гибки, мм А также мы доставим листогибочный пресс гидравлический ир 1426 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
А также мы доставим листогибочный пресс гидравлический ир 1426 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
 Hochstrate
Hochstrate 
 Дополнительные зажимные приспособления не требуются.
Дополнительные зажимные приспособления не требуются. При отпускании лист может легко упасть.
При отпускании лист может легко упасть. 3 15 000 (все налоги включены)
3 15 000 (все налоги включены)


 Красная желтая, зеленая 220В светодиод LED с зуммерм
Красная желтая, зеленая 220В светодиод LED с зуммерм красная 24В. LED
красная 24В. LED Красная 220 вольт, стробоскоп FLESH
Красная 220 вольт, стробоскоп FLESH Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог
Красная, желтая, зеленая 24 вольта, светодиод LED Посмотреть технический каталог Красная, желтая,…
Красная, желтая,…  Красная, желтая,…
Красная, желтая,…  24V DC
24V DC  LINKTower обеспечивает такое же мощное освещение, как и полноразмерная светодиодная мачта, но ее компактная конструкция обеспечивает максимальную универсальность
LINKTower обеспечивает такое же мощное освещение, как и полноразмерная светодиодная мачта, но ее компактная конструкция обеспечивает максимальную универсальность 
 Благодаря низкой стоимости приобретения и низким требованиям к техническому обслуживанию, светодиодная осветительная мачта MLT6SMDS/MLT6SKDS обладает многими преимуществами нашей популярной светодиодной мачты MLT6SMD, но с упрощенным интерфейсом контроллера и односкоростным двигателем Mitsubishi или Kubota.
Благодаря низкой стоимости приобретения и низким требованиям к техническому обслуживанию, светодиодная осветительная мачта MLT6SMDS/MLT6SKDS обладает многими преимуществами нашей популярной светодиодной мачты MLT6SMD, но с упрощенным интерфейсом контроллера и односкоростным двигателем Mitsubishi или Kubota.
 Широко используется в строительной, промышленной сферах. Надежная конструк-ция и прочные крепежные механизмы обеспечивают стабильную работу даже в неблагоприятных произ-водственных условиях. Значительно экономит расход малярных материалов и ускоряет процесс выполне-ния работ.
Широко используется в строительной, промышленной сферах. Надежная конструк-ция и прочные крепежные механизмы обеспечивают стабильную работу даже в неблагоприятных произ-водственных условиях. Значительно экономит расход малярных материалов и ускоряет процесс выполне-ния работ.  11.2021 Изменено 30.12.2021
11.2021 Изменено 30.12.2021 От инструментов с увеличенным радиусом действия до решений для прокатки больших объемов, дополнительных наконечников и шлангов — оригинальные аксессуары Graco помогут повысить вашу эффективность и увеличить прибыль.
От инструментов с увеличенным радиусом действия до решений для прокатки больших объемов, дополнительных наконечников и шлангов — оригинальные аксессуары Graco помогут повысить вашу эффективность и увеличить прибыль. JetRoller сочетает в себе валик и распыление, чтобы свести к минимуму избыточное распыление, обеспечивая валиковую отделку со скоростью, гибкостью и комфортом безвоздушного распыления.
JetRoller сочетает в себе валик и распыление, чтобы свести к минимуму избыточное распыление, обеспечивая валиковую отделку со скоростью, гибкостью и комфортом безвоздушного распыления.
 С помощью вехового пистолета или правильной длины удлинителя наконечника вы можете выполнить работу быстрее, затрачивая меньше времени на настройку.
С помощью вехового пистолета или правильной длины удлинителя наконечника вы можете выполнить работу быстрее, затрачивая меньше времени на настройку. «> Благодаря комплектам пистолетов и шлангов Graco можно легко и быстро начать распыление. Эти комплекты объединяют наши самые популярные комбинации пистолетов и шлангов в экономичные комплекты, поэтому можно легко подготовить запасной комплект для более крупных работ, когда требуется применение двух пистолетов.
«> Благодаря комплектам пистолетов и шлангов Graco можно легко и быстро начать распыление. Эти комплекты объединяют наши самые популярные комбинации пистолетов и шлангов в экономичные комплекты, поэтому можно легко подготовить запасной комплект для более крупных работ, когда требуется применение двух пистолетов.
 While providing the ability to support multiple guns, additional hose lengths allow you to keep your sprayer in one place — saving you valuable time to finish large jobs faster.»> Оригинальные шланги Graco проходят заводские испытания и соответствуют самым строгим стандартам безопасности. Обеспечивая возможность поддержки нескольких пистолетов, дополнительная длина шланга позволяет держать распылитель в одном месте, экономя драгоценное время для более быстрого завершения крупных работ.
While providing the ability to support multiple guns, additional hose lengths allow you to keep your sprayer in one place — saving you valuable time to finish large jobs faster.»> Оригинальные шланги Graco проходят заводские испытания и соответствуют самым строгим стандартам безопасности. Обеспечивая возможность поддержки нескольких пистолетов, дополнительная длина шланга позволяет держать распылитель в одном месте, экономя драгоценное время для более быстрого завершения крупных работ. Держите под рукой дополнительную систему, чтобы сделать переключение между цветами или материалами быстрым и легким, а очистку простой.
Держите под рукой дополнительную систему, чтобы сделать переключение между цветами или материалами быстрым и легким, а очистку простой. Graco pumps are easy to replace and often can be swapped out in just a few minutes, with no special tools.»> Чтобы ваша работа не прерывалась и выполнялась в соответствии с графиком, всегда держите под рукой оригинальный сменный насос Graco. Насосы Graco легко заменить, и часто их можно заменить всего за несколько минут без использования специальных инструментов.
Graco pumps are easy to replace and often can be swapped out in just a few minutes, with no special tools.»> Чтобы ваша работа не прерывалась и выполнялась в соответствии с графиком, всегда держите под рукой оригинальный сменный насос Graco. Насосы Graco легко заменить, и часто их можно заменить всего за несколько минут без использования специальных инструментов. Прижимные валики позволяют продолжать прокатку и добиваться качественной отделки за меньшее время без избыточного распыления.
Прижимные валики позволяют продолжать прокатку и добиваться качественной отделки за меньшее время без избыточного распыления. Each case designed for a specific Graco handheld sprayer and with extra room for extra tips and accessories for easy transport between jobs.»> Максимизируйте свои инвестиции и убедитесь, что ваш ручной распылитель остается в отличном состоянии, всегда храня его в оригинальном ящике для хранения Graco между работами. Каждый кейс предназначен для конкретного ручного распылителя Graco и имеет дополнительное место для дополнительных наконечников и принадлежностей, что упрощает транспортировку.
Each case designed for a specific Graco handheld sprayer and with extra room for extra tips and accessories for easy transport between jobs.»> Максимизируйте свои инвестиции и убедитесь, что ваш ручной распылитель остается в отличном состоянии, всегда храня его в оригинальном ящике для хранения Graco между работами. Каждый кейс предназначен для конкретного ручного распылителя Graco и имеет дополнительное место для дополнительных наконечников и принадлежностей, что упрощает транспортировку.
 Однако на буквенных оттисках это не отображается.
Однако на буквенных оттисках это не отображается. Полимерную печать можно сравнить с неким полуфабрикатом. По сути, это застывшая полимерная смола. Использование спиртовой штемпельной краски в данной технологии недопустимо. Причиной служит свойство полимера вступать в реакцию со спиртом, который находится в штемпельной краске.
Полимерную печать можно сравнить с неким полуфабрикатом. По сути, это застывшая полимерная смола. Использование спиртовой штемпельной краски в данной технологии недопустимо. Причиной служит свойство полимера вступать в реакцию со спиртом, который находится в штемпельной краске. Это делается установкой одной «галочки» в программном обеспечении, идущем в комплекте. Так же в комплекте идет USB ключ для подтверждения легальности этого ПО.
Это делается установкой одной «галочки» в программном обеспечении, идущем в комплекте. Так же в комплекте идет USB ключ для подтверждения легальности этого ПО. Гравер подключается к ПК при помощи USB интерфейса. ПО совместимо с CorelDRAW.
Гравер подключается к ПК при помощи USB интерфейса. ПО совместимо с CorelDRAW.
 Но конечно гораздо лучше использовать резину специально предназначенную для изготовления печатей. Она обычно идет листами А4, куда можно поместить 35 обычных круглых печатей (40*40). Такую резину можно приобрести и у нас.
Но конечно гораздо лучше использовать резину специально предназначенную для изготовления печатей. Она обычно идет листами А4, куда можно поместить 35 обычных круглых печатей (40*40). Такую резину можно приобрести и у нас. (рис 3)
(рис 3) Нажимаем File -> import, и открываем наш файл.
Нажимаем File -> import, и открываем наш файл.
 de
de Наше стандартное уплотнение показано ниже с твердой латунной головкой диаметром 25 мм, дополненной полированной ручкой из палисандра или дуба.
Наше стандартное уплотнение показано ниже с твердой латунной головкой диаметром 25 мм, дополненной полированной ручкой из палисандра или дуба.
