Наличными или банковской картой при получении товара на нашем складе
Предоплата на банковский счет или карту сбербанка при оформлении доставки
С наложенным платежом мы не работаем.
Как получить заказ?
Самовывоз со складов по адресам:
г. Москва, 2-й Южнопортовый пр-д, д. 10 или для малогабаритного самовывоза ул. Южнопортовая, вл. 46 (оплата за въезд не требуется)
г. Клин, Высоковская улица, 26
г. Электросталь, улица Победы, 26
г. Обнинск, улица Комсомольская, 2
г. Тула, Алексинское шоссе 1А
г. Коломна, пос. Радужный, Песковское ш., 52А
Почта России
СДЭК
Деловые Линии, ТК Энергия, ПЭК и т. д.
Наш курьер/доставка по Москве
Технические характеристики
Макс. сварочный ток 235 А
Мощность 7600 Вт
Мощность полная 7600 ВА
Напряжение 220 В
Мин. входное напряжение 165 В
Выходной ток 20-235 А
Напряжение холостого хода 65 В
Мин. диаметр электрода 2 мм
Макс. диаметр электрода 5 мм
Тип сварочного аппаратаинверторный
Тип сваркидуговая (MMA+TIG)
Инверторная технология+
Гарантия 36 мес.
Размеры 125х190х300 мм
Поставляется вкоробке
Класспроф.
Режим работы ПН %100% при 225 А, 80% при 235 А
Вес брутто3 кг
Вся продукция «Сварочный аппарат инверторный ТОРУС-235 ПРИМА — купить в Москве, фото, цена»
Подержанные сварочные аппараты MIG для продажи Сейчас в наличии
Мы продаем широкий спектр промышленных и профессиональных сварочных аппаратов MIG. Продаются как новые, так и бывшие в употреблении сварочные аппараты MIG, чтобы улучшить процесс сварки MIG. От сварочных аппаратов ESAB MIG до аппаратов Kemppi MIG и сварочных аппаратов Lincoln MIG. Плюс сварочные аппараты MIG для алюминия, инверторные сварочные аппараты MIG и портативные сварочные аппараты MIG. Получите большую экономию, покупая бывшие в употреблении или отремонтированные сварочные аппараты с быстрой доступностью.
Если вы продаете сварочный аппарат MIG для тяжелых условий эксплуатации, свяжитесь с нами для частичного обмена.
Что такое сварочный аппарат MIG?
Сварочный аппарат MIG — это сварочный аппарат, используемый для выполнения процесса сварки MIG. Сварка МИГ — это форма дуговой сварки, при которой используется защитный газ для защиты зоны сварки во время сварки. Создание электрической дуги для создания короткого замыкания между непрерывно питаемым анодом (+ сварочная горелка с подачей проволоки) и катодом (- свариваемый металл). Тепло, выделяемое при коротком замыкании, вместе с нереакционноспособным (следовательно, инертным) газом локально плавит металл. Таким образом, позволяя им смешиваться вместе. После удаления тепла металл начинает остывать и затвердевать, образуя новый кусок расплавленного металла.
Это одна из наиболее распространенных форм промышленной сварки, которая может выполняться вручную или автоматически. Когда требуются универсальность и скорость, сварщики обращаются к сварке MIG (газовая сварка с металлической вставкой).
Сварка MIG обычно считается одним из самых простых процессов сварки. Будучи простым в исполнении, он удобен для пользователя и производительен. Если вы новичок в этой технике, узнайте, что означает MIG, в нашем руководстве в блоге.
Зачем нужны сварочные аппараты MIG?
Сварочные аппараты MIG можно адаптировать и использовать для сварки различных металлов. Это сделало этот процесс популярным в производственной практике. Сварочные аппараты MIG постоянно совершенствуются с момента их изобретения. В настоящее время существует множество вариантов сварочных аппаратов MIG. К ним относятся синергетические и импульсные аппараты, а также аппараты для холодной сварки MIG и High Pulse. Машины с этими инновациями повышают производительность и эффективность.
Westermans специализируется на подержанных и отремонтированных сварочных аппаратах MIG для тяжелых условий эксплуатации. Просмотрите наши текущие запасы выше или позвоните нам сегодня. Нам необходимо постоянно поставлять промышленное сварочное оборудование MIG. Мы покупаем сварочные аппараты MIG, от которых вы избавляетесь при инвестировании в новый завод. Нажмите здесь, чтобы отправить нам детали.
Что такое сварка MIG?
MIG расшифровывается как механизированная сварка в среде инертного газа и является самой простой формой сварки. Дуговая сварка металлическим газом (GMAW) также называется сваркой MIG. Сварка MIG имеет высокую скорость наплавки, что делает ее одним из самых быстрых процессов сварки. Проволока непрерывно подается с катушки и может рассматриваться как процесс полуавтоматической сварки.
Преимущества сварки MIG
Все положения
Более высокая скорость осаждения, чем у SMAW
Требуется меньше навыков оператора
Возможна сварка длинных швов без пусков и остановок
Требуется минимальная очистка после сварки
Возможность соединения различных металлов различной толщины
Обеспечивает хороший сварной шов
Минимальное разбрызгивание при определенных процессах
Легко учиться
Сварка MIG Недостатки:
Может использоваться только на тонкой и средней толщине.
Нужен инертный газ, что делает его не очень портативным.
Обеспечивает несколько более небрежный и менее контролируемый шов по сравнению с TIG
.
Производители сварочных аппаратов MIG
К наиболее распространенным маркам сварочных аппаратов MIG относятся:
ESAB
Кемппи
Линкольн
Миллер
Фрониус
Термическая дуга
Лорх
ГИС
Какие металлы можно сваривать методом MIG?
С помощью процесса MIG можно сваривать различные типы металлов. Например, углеродистая сталь, нержавеющая сталь и алюминий. А также экзотические металлы, такие как магний, медь, никель и кремниевая бронза.
Зачем использовать защитный газ при сварке MIG?
Защитный газ образует плазму дуги и стабилизирует дугу на свариваемом металле. Он также защищает дугу и расплавленную сварочную ванну и обеспечивает плавный перенос металла со сварочной проволоки в сварочную ванну.
История сварки МИГ.
Сварка МИГ была разработана в 1940-х годах, и 60 лет спустя общий принцип остался тем же. Несколько лет назад полное название «Сварка в среде инертного газа» было изменено на «Дуговая сварка в среде защитного газа» (GMAW). Тем не менее, название «сварка МИГ» по-прежнему наиболее часто используется во всем мире.
Сварка — это навык, который развивается со временем. Лучше всего практиковаться с куском металла перед собой и сварочным пистолетом/горелкой в руках. Существует множество интерактивных учебных пособий, видеороликов на YouTube и форумов, которые помогут вам развить навыки сварки MIG.
Международный Фрониус
Узнать больше
Подробнее о нашем новом коммерческом инверторе
Узнать больше
Открой для себя больше
Узнайте больше об идеальной зарядке
ОТКРОЙТЕ ДЛЯ СЕБЯ МИР FRONIUS
Как все начиналось
История Fronius, ныне всемирно успешной компании, начинается в 1945 году.
Fronius: компания
Высококачественная продукция Fronius пользуется спросом во всем мире. По этой причине Fronius имеет 37 дочерних компаний на пяти континентах.
Туры по компании
Познакомьтесь с нашими офисами Fronius.
Закупки
Мы активно устанавливаем стратегические партнерские отношения с нашими поставщиками посредством совместных разработок.
Работа в Fronius
Как работодатель Fronius предлагает соискателям множество возможностей.
РАБОТА В FRONIUS
БЕРНХАРД ШТРАССЕР, ТЕХНИЧЕСКАЯ ПОДДЕРЖКА PERFECT WELDING АЗИАТСКО-ТИХООКЕАНСКИЙ РЕГИОН И ЛАТИНСКАЯ АМЕРИКА
«Поскольку меня всегда интересовали технологии, я решил присоединиться к Fronius в качестве ученика 27 лет назад.
3D-принтер Designer X Pro: Обзор, распаковка, примеры печати
Добро пожаловать в Цветной мир!
Designer X Pro – это высокопроизводительный 3D принтер с двойным экструдером, созданный на новом ядре для решения задач повышенной сложности. О комплектации, технических особенностях и областях применения читайте в нашем обзоре!
Комплектация
Designer X Pro поставляется в коробке размером 500х540х700мм, где вместе с принтером мы найдем две коробки с пластиком, две коробки с комплектующими и буклет с краткой инструкцией по подготовке устройства к работе.
Учитывая, что Designer X Pro обладает парным экструдером, производитель для тестовой печати предлагает две катушки: Picaso 3D PLA 750г и Esun PVA 500г. PLA и PVA имеют схожую температуру плавления, что обеспечивает хорошую адгезию двух материалов, поэтому базовым комплектом филамента можно напечатать модель с растворимыми поддержками.
В коробке поменьше упакованы сетевой шнур на 1.8м и флакон клея объемом 250мл, который производитель рекомендует наносить на пластину стола перед каждой новой печатью, чтобы избежать отрыва модели от поверхности стола.
Во второй коробке упакованы гарантийный талон на техобслуживание, а также пенал с инструментами, в кармашке которого расположены два запасных сопла диаметром 0.3мм и USB-флешка на 16 Гб.
Характеристики
Размер Designer X Pro составляет 492х430х390 мм, а вес – 16кг. Корпус выполнен из черного композитного алюминия, а дверца из полупрозрачного термостойкого пластика.
В основании принтера под нижней панелью расположена электроника. В качестве блока питания PICASO выбрала для принтеров серии X надежный Mean Well 350W/24V.
В Designer X Pro используется управляющая плата собственного производства на базе 32-битного процессора ARM CORTEX M4, мощности которого хватит как на решение задач текущего функционала принтера, так и для программных расширений новых версий прошивок. Designer X Pro поддерживает высокие температурные режимы работы, поэтому в качестве обдува управляющей платы используется мощный 100мм кулер турбинного типа. Вся коммутация аккуратно заправлена, болтающихся проводов нет.
Кинематика принтера – CoreXY, где используются два ремня на двух моторах. При такой системе движение печатающей головки по оси X происходит, когда оба мотора вращаются в одну сторону. При вращении моторов в разные стороны головка движется только по оси Y. А когда вращается только один мотор – головка движется по диагонали. Данная система позволяет печатать на высоких скоростях за счет облегченной конструкции, т.к. на оси X отсутствует мотор. Designer X Pro поставляется с завода с достаточно сильным натяжением ремней, поэтому в принтере отсутствуют натяжители для дополнительной регулировки ремней. Также стоит отметить, что инженеры PICASO 3D модифицировали стандартную кинематику CoreXY: контур осей XY закреплен не в корпусе принтера, а на отдельной стальной раме. А в качестве направляющих и на X, и на Y используются стальные рельсы вместо цилиндрических валов. Улучшенная система дает повышенную точность позиционирования и скорость перемещения экструдера, а использование рельс повышает срок службы контура XY.
Также на осях XY отсутствуют концевые выключатели – экструдер отбивается по углам, и за счет драйверов обратной связи принтер определяет координаты.
Designer X Pro использует двойной экструдер поворотного типа по собственной запатентованной технологии JetSwitch. Особенность данной технологии заключается в том, что два сопла находятся под углом относительно друг друга, и при выборе одного сопла второе отводится на несколько градусов вверх, что исключает возможность задевания модели неактивным соплом. А JetSwitch, в отличие от других поворотных экструдеров, не просто отводит неактивное сопло, но и прячет его в гнездо корпуса. Эта функция защищает модель от капель и нитей пластика неостывшего сопла. Таким образом, JetSwitch позволяет печатать двумя материалами на высоких скоростях без потери качества.
Оба экструдера оснащены четырехсотыми нагревательными блоками с цельнометаллическими термобарьерами, поддерживающими нагрев до 4100. Поэтому Designer X Pro может печатать двумя экструдерами не только распространенными материалами ABS, PLA, PVA, HIPS, но и сверхтугоплавкими инженерными пластиками SBS, AEROTEX, ULTRAN и PEEK.
Область построения принтера: 200х200х210 мм. Платформа стола движется по оси Z за счет 12мм винта и двух 12мм цилиндрических валов. Стол также соответствует режимам работы с инженерными пластиками и поддерживает нагрев до 1500. Закрытый корпус принтера ограничивает возможности отделения модели от стола, что особенно важно при работе с моделями больших размеров, поэтому в Designer X Pro используется магнитное крепление стеклянной пластины стола, позволяющее извлечь напечатанную модель вместе с пластиной, а после отделить. Также данный способ крепления облегчает нанесение клея на пластину перед печатью, т.к. производитель не рекомендует наносить клей через аэрозольный распылитель, когда платформа находится внутри принтера.
На боковых панелях принтера расположены дверцы с держателем филамента, в которых также используются магнитные крепления.
Размеры стола позволяют свободно уместить в корпусе по две килограммовые катушки пластика.
Designer X Pro оснащен монохромным дисплеем с энкодером. Меню принтера разбито на привычные вкладки: печать, загрузка/выгрузка филамента, нагрев стола и сопла, калибровка и прочие настройки. Но есть и много нововведений от PICASO 3D: разделение настроек на два экструдера, режим автоматической прочистки печатающей головки, функция сушки катушки филамента на столе, ночной режим печати с замедлением скорости и треволов. Также имеются наглядные анимации у большинства функций.
Отдельно отметим функцию «Очиститель сопла», которая предусматривает не только меню в прошивке, но и дополнительные девайсы в углах стальной рамы принтера – шайбы из мягкой резины. В данном режиме сопло калибруется по отверстию в шайбе, а затем по результатам прохождения пластика через шайбу контролируется степень прочистки сопла.
Но, глядя на исполнение держателей шайб, нельзя не остановиться на таком минусе, как большое количество деталей принтера, напечатанных из ABS-пластика. На фоне качественного цельнометаллического корпуса и общего технического уровня Designer X Pro использование деталей из ABS вместо литья кажется неоднозначным, учитывая, что мы имеем дело не с первой партией, а налаженным производством.
Слайсер Polygon X
Принтеры от PICASO 3D работают с фирменным слайсером Polygon X, который идет в комплекте на USB-флешке.
Polygon X имеет простой дизайн, который разделен на 3 условные вкладки: «Новое задание», «Просмотр задания» и «Мониторинг».
Во вкладке «Новое задание» мы можем разместить, повернуть и масштабировать модель при помощи панели инструментов справа.
После установки модели жмем на «Настройка задания», появится меню с 3 режимами настроек: «Базовый», «Расширенный» и «Профессиональный». Данные режимы ориентированы на пользователей с разным уровнем подготовки. «Базовый режим» снабжен подсказками и минимальным набором контроллеров, а «Расширенный» и «Профессиональный» режимы имеют более сложную систему настроек. У каждой модели принтера есть свои предустановленные профили. Так, у Designer X Pro имеются уже настроенные профили под двухэкструдерную печать, к примеру, профиль с растворимыми поддержками.
После подтверждения настроек слайсинга открывается окно «Просмотр задания», где выводятся настройки печати, а модель отображается разбитой на слои. Здесь же программа предлагает сохранить нарезанную модель в формате .plgx на флешку или добавить в базу Polygon X, из которой можно отправить задание на Polygon X через LAN-соединение.
В третьей вкладке «Мониторинг» выводится информация о состоянии принтера и готовности печати. Экосистема Polygon X поддерживает параллельные сетевые соединения, что позволяет объединить несколько принтеров PICASO 3D в полноценный промышленный парк и удаленно контролировать их работу.
Примеры печати
Итог
Пожалуй, главное достоинство Designer X Pro – это его «всеядность», которая обеспечена высокими температурными режимами работы. Большинство принтеров способных работать с таким материалом, как PEEK, находятся в ценовой категории, превышающей стоимость Designer X Pro в 2-3 раз. Поэтому Designer X Pro делает более доступной работу с тугоплавкими инженерными пластиками. А двойной экструдер системы JetSwitch позволяет печатать инженерные и художественные модели повышенной сложности с использованием растворимых поддержек из PVA и HIPS. Но, к сожалению, не обошлось без минусов в виде деталей из ABS-пластика сомнительного качества.
Picaso Designer X Pro цена
Арт. 022512
5 отзывов
5 отзывов
Зачем покупать в Vektorus?
Бесплатная доставка от 50 000 ₽*
Своя техподдержка: поможем с выбором, настройкой, запуском
Наличный и безналичный расчет
Основные характеристики
Производитель: PICASO 3D
Модель: Picaso Designer X Pro
Количество печатающих головок 2
Вес, кг 16
Артикул: 022512
Описание
Характеристики
Отзывы
Расходные материалы
Обзоры
Описание
Технологические особенности и возможности использования 3D-принтера Picaso 3D Designer X Pro
3D-принтер Picaso 3D X Pro является продвинутой версией трехмерного принтера от первого российского производителя персональных устройств для трехмерного моделирования — компании Picaso3D. Модель создана для профессионального использования. В ней собрано большое количество инноваций и новых полезных функций.
Данный принтер является обновленной и усовершенствованной версией Picaso 3D Designer Pro 250 и относится к программно-аппаратным комплексам, позволяющим осуществлять печать трехмерных моделей самых разных устройств, а также их прототипов. При чем созданные на этом устройстве изделия не требуют дополнительной послепечатной обработки.
Преимущества, функциональные бонусы и изюминки конструкции
Среди преимуществ оборудования стоит отметить высокую скорость и возможность одновременной работы с двумя материалами. К примеру, для печати поддержек может быть использован водорастворимый PVA-пластик, или печать объемного изделия осуществляется в двух цветах. Помимо этого, экструдер оснащен двумя подвижными печатающими головками и устроен по технологии JetSwitch, что характерно и для предыдущей версии принтера — «Пикассо 3Д Дизайнер Про 250». При помощи этой технологии экструдер способен быстро переключаться с одного материала на другой без потеков пластика, и на это переключение уходит менее 5 секунд. Существенным бонусом в конструкции Picaso Designer X Pro, без сомнения, является улучшенная печатная головка, обеспечивающая точность печати до 1 мкм.
Стоит отметить, что этот профессиональный принтер имеет опцию автоматической проверки расходных материалов и оснащен эффективной системой контроля подачи пластика. В своей работе он использует широко распространенную стандартную пластиковую нить диаметром 1,77 мм. Так как чиповку 3D-принтер Picaso Designer Pro на платформе X не применяет и в начале работы производит тестовую печать, в данном случае допустимо использование пластика почти всех существующих видов. Благодаря «всеядности» этого устройства, можно создавать качественные изделия из сверхтвердых полимеров.
Непосредственно процесс создания объемных изображений является необычайно удобным. Этому способствуют рама усиленной конструкции, аппаратная платформа и механика рабочей зоны. Функция автоматической калибровки позволяет за короткий промежуток времени (5–50 с) настроить высоту рабочего стола и выставить необходимое расстояние между головками экструдера.
Так же, как и более старая версия Pro 250, оборудование поставляется только в черном цвете. Изменения затронули внешний вид устройства, но самое главное, что направляющие принтера крепятся к специальной стальной раме внутри него. Это позитивно отражается на общей жесткости конструкции и обеспечивает более высокую точность позиционирования при печати. К тому же данные изменения привели к увеличению веса 3Д-принтера на 1 кг, и он теперь весит примерно 16 кг.
Модельный ряд принтеров на основе платформы Х и Х Pro
Первой моделью в новой линейке трехмерных принтеров Picaso на основе платформы X стал 3D-принтер Picaso 3D Designer X, в котором производитель предусмотрел только одно сопло. Но, несмотря на это, устройство характеризуется неплохой производительностью и ориентировано на промышленную печать.
При работе нескольких 3D-принтеров данного модельно ряда с помощью интерфейса Polygon X можно подключить их в единую систему и наладить бесперебойный производственный процесс. Помимо функции менеджера, «Полигон» является общей средой для всех трехмерных печатающих устройств, имеющих одну базу прошивки и единый интерфейс.
Выгодно купить инновационный 3D-принтер Picaso 3D Designer X Pro можно в интернет-магазине компании «Векторус» — надежного поставщика оборудования в сфере аддитивных технологий. Цена наших товаров значительно ниже, чем у конкурирующих фирм. Мы принимаем заказы на профессиональные модели и предлагаем своим клиентам очень гибкую ценовую политику.
Примеры изделий:
Основные характеристики
Операционные системыWindows XP и более старшие версии
Электропитание100-240 В; 50/60 Гц
Форматы файловstl, plg
Размеры, мм492 x 390 x 430
Программное обеспечениеPICASO 3D Polygon X
Страна производительРоссия
ПечатьFDM
Точность позиционированияXY — 11 мкм, Z — 1,25 мкм
Очень отличное МФУ Описание 3D принтер Wanhao Duplicator i3 mini Wanhao Duplicator i3 Mini — миниатюрный 3D-принтер, который отлично подходит для школы и дома. Устройство имеет небольшую, но достаточную для большинства проектов область печати. Поставляется практически в собранном состоянии и готов к печати уже через несколько минут после распаковки. Wanhao Duplicator i3 Mini использует систему открытых материалов, что снимает ограничения в выборе материалов. Филамент поставляется на катушках, а не в запатентованных картриджах, отмеченных тегами NFC. Очень отличное МФУ Описание 3D принтер Wanhao Duplicator i3 mini Wanhao Duplicator i3 Mini — миниатюрный 3D-принтер, который отлично подходит для школы и дома. Устройство имеет небольшую, но достаточную для большинства проектов область печати. Поставляется практически в собранном состоянии и готов к печати уже через несколько минут после распаковки. Wanhao Duplicator i3 Mini использует систему открытых материалов, что снимает ограничения в выборе материалов. Филамент поставляется на катушках, а не в запатентованных картриджах, отмеченных тегами NFC.
Вот уж не знал, что отечественные умельцы могут сделать такой принтер… но это так. На мелкосерийном производстве отпала необходимость отливать или точить прототипы, до этого уходила куча времени, сейчас скорость их создания возросла в 2-3 раза. Серьезный проф. принтер (в комплекте есть даже набор для обслуживания). Специально разработанная программа – PolygonX, благодаря ей можно печатать чем угодно.
Не нужна постпечатная обработка, большой плюс. Из минусов – один раз запылился датчик переключения (заменили по гарантии), возможно, просто частный случай, а не «болезнь».
Продаем запчасти для бытовой техники и авто (шестеренки, ручки и т. д.).Приняли решение подразориться, зато можно продавать СВОИ изделия, а не аналоги оригиналов. Кратко – супермодель, мощная, быстрая, трудится часами без перерыва.
Себестоимость деталей снизилась в разы, клиентов стало больше. Поскольку печатает двумя цветами, наверное будем открывать направление по изготовлению каких-то фигурок или т. п.
Брали в рекламный отдел для съемок раскрашенных после печати изделий. Стильный, красивый, шустрый… все ТТХ уже 10 раз описаны. «Родной» софт иногда дурит, верхние слои порой получаются с отверстиями. Лечится изменением значения solid_loop_overlap_fraction в ИНИ-файле профиля пользователя. Еще пару раз сталкивались с расслоением (АБС), но почему, непонятно пока.
Без преувеличения полноценная промышленная штуковина, хотя и односопельная. Наследник 250-й модели с очень высокой жесткостью. Почти не нуждается в настройках, все автоматизировано, фигачит быстро и без усадок.
Достоинства: поддержка профилей, скорость, почти бесшумный, два материала.
Недостатки: иногда ПО тупит и поэтому без поддержек качество нижних слоев (если там есть наклон) не такое безупречное. Хотя такое бывает нечасто.
Расходные материалы
Обзоры
Рекомендуем посмотреть
Товар недоступен для заказа
Цена по запросу
Предзаказ
Цена по запросу
Предзаказ
Цена по запросу
Предзаказ
Цена по запросу
Предзаказ
Цена по запросу
Предзаказ
Товар недоступен для заказа
Товар недоступен для заказа
3D-принтер MakerBot METHOD X
Принтер на платформе METHOD
с ABS RapidRinse [НОВИНКА]
]
Свяжитесь с местным торговым посредником, чтобы узнать цену.
Сервисные партнеры
Принтер на платформе METHOD
с ABS RapidRinse [НОВИНКА]
]
Свяжитесь с местным торговым посредником, чтобы узнать цену.
Сервисные партнеры
Удвоенная сила.
Удвоенная точность.
Запатентованная система регулирования температуры VECT™ 110 равномерно нагревает и контролирует среду печати, что позволяет получать детали, которые в 2 раза прочнее и в 2 раза точнее.
Металлы, композиты и полимеры печатаются лучше
15 запатентованных технологий объединяются для управления средой печати, что обеспечивает превосходные результаты от 25+ настроенных материалов до неограниченного количества сторонних материалов с экструдером LABS GEN 2.
Промышленная мощь с простотой рабочего стола.
Детали лабораторного качества доступны для всех благодаря таким функциям, как MakerBot CloudPrint™, Auto-Calibration и SmartAssist™ Material Loading, которые обеспечивают промышленную мощность на вашем рабочем столе.
ПОСМОТРЕТЬ ВИДЕО
Печатайте производственные инструменты и производственные детали в соответствии со спецификациями из АБС-пластика и нового революционного водорастворимого поддерживающего материала, который растворяется легче, чище и быстрее, чем что-либо другое. Все на единственном 3D-принтере, способном воспроизводить детали из АБС-пластика — METHOD X.
Запатентованная технология терморегуляции VECT™ 110 равномерно нагревает и контролирует среду печати, благодаря чему детали становятся в 2 раза прочнее по оси Z и в 2 раза точнее по всем направлениям. (переменная температура окружающей среды)
Максимальная температура:
110° С
Включенные экструдеры
Экструдер модели 1XA
ПОДДЕРЖКА Экструдер 2XA
Другие совместимые экструдеры
Печатайте металлы, композиты и полимеры, а также бесконечные варианты сторонних производителей с модульными экструдерами 6-в-1 для METHOD X.
Обзор функций
Модульные высокопроизводительные экструдеры «6 в 1» Быстрое переключение между группами материалов для предотвращения перекрестного загрязнения.
Терморегулятор VECT™ 110 Равномерно нагревает и контролирует среду печати, благодаря чему детали становятся в 2 раза прочнее по оси Z и в 2 раза точнее по всем направлениям. (переменная температура окружающей среды)
5-дюймовый емкостный сенсорный экран Получите доступ к интуитивно понятной пошаговой настройке, элементам управления в реальном времени и информации о вашей работе.
SmartAssist™ Загрузка материала позволяет легко перемещать материал из отсека для материала в экструдер без помощи рук.
ПОСМОТРЕТЬ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ METHOD X
Технические характеристики
Включенные экструдеры:
Модель Экструдер 1XA
Поддержка экструдера 2XA
Температура нагреваемой камеры
110° С
Максимальная температура
ПОСТРОИТЬ ОБЪЕМ
15,2 Д x 19 Ш x 19,6 В см / 6,0 x 7,5 x 7,75 дюйма
Двойная экструзия
19 Д x 19 Ш x 19,6 В см / 7,5 x 7,5 x 7,75 дюйма
Одиночная экструзия
Lockheed Martin использует METHOD X для печати рабочих прототипов и приспособлений для следующего поколения космических кораблей.
ПОСМОТРЕТЬ ВИДЕО
Отраслевые приложения
Промышленная надежность и точность по революционной цене с самым быстрым рабочим процессом CAD-to-part.
Хотите узнать больше о наших деловых или образовательных пакетах и получить индивидуальное предложение? Наша команда может помочь вам разработать правильный пакет для ваших нужд, предоставить бизнес-цены или варианты финансирования, помочь с получением заказа на покупку или предпочтительными процессами поставщика и многое другое.
Включенные экструдеры:
Модель Экструдер 1
Поддержка экструдера 2
Модель Экструдер 1XA
Поддержка экструдера 2XA
Модель Экструдер 1С
Поддержка экструдера 2A
Поддержка экструдера 2XA
Совместимые экструдеры:
Модель Экструдер 1
Поддержка экструдера 2
Модель Экструдер 1С
LABS GEN2 Экструдер
Модель Экструдер 1
Модель Экструдер 1XA
Поддержка экструдера 2
Поддержка экструдера 2XA
Модель Экструдер 1С
LABS GEN2 Экструдер
Модель Экструдер 1
Модель Экструдер 1XA
Поддержка экструдера 2A
Поддержка экструдера 2XA
Модель Экструдер 1С
LABS GEN2 Экструдер
Максимальная температура камеры VECT:
Максимальная температура
110° С
Максимальная температура
110° С
Максимальная температура
Максимальная температура экструдера:
300°С
Максимальная температура
300°С
Максимальная температура
300°С
Максимальная температура
Двойной материал для создания объема:
15,2 Д x 19 Ш x 19,6 В см
6,0 Д x 7,5 Ш x 7,75 В дюйма
15,2 Д x 19 Ш x 19,6 В см
6,0 Д x 7,5 Ш x 7,75 В дюйма
15,2 Д x 19 Ш x 19,6 В см
6,0 Д x 7,5 Ш x 7,75 В дюйма
Объем сборки Одиночный материал
19 Д x 19 Ш x 19,6 В см
7,5 Д x 7,5 Ш x 7,75 В дюймов
19 л х 19Ш x 19,6 В см
7,5 Д x 7,5 Ш x 7,75 В дюймов
19 Д x 19 Ш x 19,6 В см
7,5 Д x 7,5 Ш x 7,75 В дюймов
Совместимые материалы:
ПЭТГ CF
Металл УФ 316Л
Нейлон CF
Нейлон 12 Углеродное волокно
СЭБС 95А
ПЭТГ ESD
ПЭТГ CF
АБС-Р [НОВИНКА]
АБС-углеродное волокно
АБС ЕС
АБС ESD
АБС-кевлар
Металл УФ 316Л
Углеродное волокно N6
Углеродное волокно N12
СЭБС 95А
Дурабио
ПК-АБС
ПК-АБС FR
ПК ПБТ
Полилит
Полимакс ПК
Полимакс ФР
ПЭТГ ESD
ПЭТГ CF
АБС-Р [НОВИНКА]
АБС-углеродное волокно
АБС ЕС
АБС ESD
АБС-кевлар
Металл УФ 316Л
Углеродное волокно N6
Углеродное волокно N12
СЭБС 95А
Дурабио
ПК-АБС
ПК-АБС FR
ПК ПБТ
Полилит
Полимакс ПК
Полимакс ФР
Вспомогательные материалы:
Быстрое полоскание [НОВИНКА]
Быстрое полоскание [НОВИНКА]
Сравните 3D-принтеры
Включенные экструдеры:
МЕТОД: 1A, 2A МЕТОД X: 1XA, 2XA МЕТОД X Углеродное волокно: 1C, 2A, 2XA
Совместимые экструдеры:
МЕТОД (всего 4): 1A, 2A, LABS GEN2, 1C МЕТОД X (всего 6): 1A, 2A, 1C, 1XA, 2XA, LABS GEN2, METHOD X Carbon Fiber (всего 6): 1C, 1A, 2A, 1XA 2XA, LABS GEN2
Объем сборки [один материал]:
METHOD: 19 Д x 19 Ш x 19,6 В см METHOD X: 19 Д x 19 Ш x 19,6 В см METHOD X Карбон: 19 Д x Ш x 19,6 В см
Объем сборки [Двойной материал]:
METHOD: 15,2 Д x 19 Ш x 19,6 В см METHOD X: 15,2 Д x 19 Ш x 19,6 В см METHOD X Карбон: 15,2 Д x 19 Ш x 19,6 В см
Максимальная температура камеры VECT:
МЕТОД: 65° C МЕТОД X: 110° C МЕТОД X Углеродное волокно: 110° C
3D-принтер Mingda Magician X с автоматическим выравниванием – Mingda 3D
Описание продукта
3D-принтер Magician X FDM: новатор в области автоматического выравнивания
Мы отправили много машин для профессионального и реального обзора, мы надеемся, что наши пользователи смогут по-настоящему узнать наше качество и бренд. Мы внимательно прислушиваемся к мнению каждого создателя и пользователя контента, постоянно улучшаем качество и продолжаем предоставлять профессиональное и своевременное послепродажное обслуживание! Мы внимательно относимся к нашим клиентам!
Мы отправили много машин для профессионального и реального обзора, мы надеемся, что наши пользователи смогут по-настоящему узнать наше качество и бренд. Мы внимательно прислушиваемся к мнению каждого создателя и пользователя контента, постоянно улучшаем качество и продолжаем предоставлять профессиональное и своевременное послепродажное обслуживание! Мы внимательно относимся к нашим клиентам!
Автовыравнивание
Прокачка в один клик
Быстрая сборка
3-5 минут для завершения сборки
Прямой экструдер с двумя шестернями
большая (передающая) сила и более точный (нить) контроль
большая (передающая) сила и более точный (нить) контроль
Безопасный в использовании
Блок питания внутри и хорошая укладка кабеля
Технические характеристики ● Размер отпечатка: 23×23×26 см (10,2″×9,0″×9,0″) ● Калибровка: Автоматическое выравнивание собственной разработки ● Диаметр нити: 1,75 мм ● Материал для печати: PLA/ABS/ PETG и TPU ● Размер сопла: 0,4 мм по умолчанию, поддерживается широкий спектр других сопел ● Экструдер: прямой привод, двойные шестерни ● Обнаружение окончания нити: Поддержка ● Возобновление печати: Поддержка ● Ящик для инструментов: Да ● Максимальная температура сопла: 260 °C/500 °F ● Максимальная температура нагревательного слоя: 110 °C/230 °F ● Средняя скорость: 6–8 см/с, 2,3–3,1 дюйма/с ● Панель управления: 3,5-дюймовый цветной сенсорный ЖК-экран ● Интерфейс печати: SD-карта, диск U, USB-C ● Ось Z: стержень с двойной резьбой с зубчатым ремнем ● Вес машины: 7 кг ● Размеры машины: 46×41,5×54,6 см / 18,1*16,3*21,4 дюйма (X×Y×Z)
Технические характеристики ● Размер отпечатка: 23×23×26 см (10,2″×9,0″×9,0″) ● Калибровка: Автоматическое выравнивание собственной разработки ● Диаметр нити: 1,75 мм ● Материал для печати: PLA/ABS/ PETG и TPU ● Размер сопла: по умолчанию 0,4 мм, поддерживается широкий спектр других сопел ● Экструдер: прямой привод, двойные шестерни ● Обнаружение окончания нити: поддержка ● Возобновление печати: поддержка ● Ящик для инструментов: Да ● Максимальная температура сопла: 260 °C/500 °F ● Максимальная температура нагревательного слоя: 110 °C/230 °F ● Средняя скорость: 6–8 см/с, 2,3–3,1 дюйма/ s ● Панель управления: 3,5-дюймовый цветной сенсорный ЖК-экран ● Интерфейс печати: SD-карта, U-диск, USB-C ● Ось Z: стержень с двойной резьбой и синхронным ремнем ● Вес машины: 7 кг ● Размеры машины: 46×41 . 5×54,6 см / 18,1*16,3*21,4 дюйма (X×Y×Z)
Прокачка в один клик
Выравнивание — это ключ к успешной печати. Всего 1 щелчок, функция автоматического выравнивания собственной разработки Mingda автоматически быстро и точно компенсирует неровности нагретого стола с помощью 16 точек, что намного проще, чем сложное ручное выравнивание, значительно улучшая вероятность успеха
Готово к печати
Высокомодульная конструкция позволяет собрать принтер всего за 5 минут, что помогает быстро приступить к работе и сэкономить много времени
Плавное качество печати
Оснащен недавно модернизированным прямым экструдером с двойными шестернями, который намного легче загружать, двойные шестерни обеспечивают большую (транспортирующую) силу и более точное управление (нить). Совместимый с гибкими материалами, принтер может уменьшить дрожание в передаче нити и обеспечить плавную печать
Быстрая печать
Максимальная скорость печати составляет 200 мм/с (средняя скорость составляет 90 мм/с, что на 200% быстрее, чем у конкурирующих продуктов). Более высокая скорость позволяет вам получать больше удовольствия от 3D-печати.
Стабильная конструкция обеспечивает точную печать
Magician X специально расширил ось X по сравнению с конкурирующими товарами и оснащен двойной осью Z, что значительно повышает устойчивость гентри по оси X для улучшения качества печати и снижения износа механических компонентовis
Обнаружение и возобновление печати
Он приостановит процесс печати, если у вас закончится нить или если нить порвется. Легко продолжить печать после сбоя питания или паузы, что экономит время и нить.
Понятный ЖК-экран
Он поставляется с простым для понимания 3,5-дюймовым сенсорным экраном, использует новый интерфейс пользовательского интерфейса и переключается на несколько языков, помогая вам найти всю необходимую информацию с расслаблением.
Безопасный для использования
Мы проверили каждую деталь, используемую строго на заводе. Magician X оснащен высококачественным блоком питания, который был полностью защищен внутри нижней крышки и поставляется с очень аккуратной системой укладки кабелей. Вот почему безопасно и надежно использовать
Натяжитель ремня и встроенный ящик
Magician X имеет удобный дизайн, включая поддержку нескольких подключений, включая полноразмерную SD-карту, U-диск, USB C, натяжитель ремня по осям X, Y, чтобы помочь вам настроить натяжение. И встроенный ящик для инструментов
Выравнивание в один клик
Выравнивание является ключом к успешной печати. Всего 1 щелчок, функция автоматического выравнивания собственной разработки Mingda автоматически быстро и точно компенсирует неровности нагретого стола с помощью 16 точек, что намного проще, чем сложное ручное выравнивание, значительно повышение успешности
Готов к печати
Высокая модульная конструкция позволяет собрать принтер всего за 5 минут, что позволяет быстро приступить к работе и сэкономить много времени
Плавное качество печати
Оснащен недавно модернизированным экструдером прямого действия с двойными шестернями, что значительно упрощает загрузку, двойные шестерни обеспечивают большую (транспортирующую) силу и более точное управление (нитью). Совместимый с гибкими материалами, принтер может уменьшить дрожание при передаче нити и обеспечить плавную печать
Быстрая печать
Максимальная скорость печати составляет 200 мм/с (средняя скорость составляет 90 мм/с, что на 200 % выше, чем у конкурирующих продуктов). Более высокая скорость позволяет вам получать больше удовольствия от 3D-печати.
Автоматическое обнаружение нити и возобновление печати
Процесс печати приостанавливается, если у вас закончилась нить или если нить порвалась. Легко продолжить печать после сбоя питания или паузы, что экономит время и нить.
Стабильная конструкция обеспечивает точную печать
Magician X специально расширил ось X по сравнению с конкурирующими товарами и оснащен двойной осью Z, что значительно повышает стабильность портала оси X для улучшения качества печати и снижения износа механических компонентов.
Понятный ЖК-экран
Он поставляется с простым для понимания 3,5-дюймовым сенсорным экраном, использует новый интерфейс пользовательского интерфейса и переключается на несколько языков, помогая вам найти всю необходимую информацию с расслаблением.
Безопасный для использования
Мы протестировали каждую деталь, используемую строго на заводе. Magician X оснащен высококачественным блоком питания, который был полностью защищен внутри нижней крышки и поставляется с очень аккуратной системой укладки кабелей. Вот почему безопасно и надежно использовать
.
Натяжитель ремня и встроенный ящик
Magician X имеет удобный дизайн, включая поддержку нескольких подключений, включая полноразмерную SD-карту, U-диск, USB C, натяжитель ремня по осям X, Y, чтобы помочь вам настроить натяжение. И встроенный ящик для хранения инструментов
Список деталей
Нить накала
Руководство пользователя
Держатель нити
Крышка ящика для инструментов
М5*25 (2 шт.)
М4*20 (4 шт.)
SD-карта
Тефлоновая трубка
Форсунка
Кабель питания
Гаечный ключ
Шестигранный ключ
M3*8 (2 шт.)
Список деталей
Нить накала
Руководство пользователя
Держатель нити
Крышка ящика для инструментов
М5*25 (2 шт. )
М4*20 (4 шт.)
SD-карта
Тефлоновая трубка
Форсунка
Кабель питания
Гаечный ключ
Шестигранный ключ на
M3*8 (2 шт.)
Совместное использование модели печати пользователя
Совместное использование модели печати пользователя
Есть все необходимое в комплекте для выполнения сварочных работ
REAL MIG 160 работает от однофазной питающей сети 220 В
Аппарат адаптирован к российским условиям и обеспечивает устойчивую работу в широком диапазоне напряжения сети от 160 до 270 В. Предельные значения сетевого напряжения могут составить— 150 В
Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
Евроразъем для быстрого подключения горелки
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Быстрая смена полярности для MIG/MAG и сварки самозащитной порошковой проволокой
Аппарат REAL ARC 160 имеет классическую систему управления:
Светодиодный индикатор перегрузки по току
Светодиодный индикатор перегрева
Регулировка индуктивности
Регулировка скорости подачи проволоки
Регулировка напряжения на дуге
Переключатель режимов сварки MIG/MAG — MMA
Регулировка сварочного тока для ММА сварки
Надежный механизм подачи проволоки
REAL MIG имеет встроенный механизм подачи проволоки, рассчитанный на катушку D 200, весом 5 кг
Мощный электромотор и двухроликовый механизм подачи проволоки обеспечивает плавный и безрывковый процесс сварки на всех этапах
Ролики, которые идут в комплекте аппарата позволяют работать со сварочной проволокой сразу с тремя сечениями: 0,6 – 0,8 – 1,0 мм
Аппарат оснащен функцией протяжки проволоки, что позволяет протянуть проволоку по каналу горелки не расходуя газ
Функция дожигания сварочной проволоки позволяет регулировать вылет сварочной проволоки относительно сварочного наконечника
На дверце бункера расположена таблица с настройками для MIG и MMA сварки. Также указана информация по установке катушки с проволокой и регулировки зажатия сварочной проволоки. Это особенно полезно для тех, кто только начинает осваивать сварку
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Комплект поставки:
Горелка REAL MS 15, 3 м— 1 шт
Комплект ЗИП для сварочной горелки— 1 шт
Электрододержатель 200 А в сборе с кабелем 2 м, разъемы ОКС 35-50— 1 шт.
Клемма заземления 200 А в сборе с кабелем 3 м— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
SMT-технология
SMT — Surface mount technology. Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Платы оборудования Сварог произведены на автоматизированной линии с использованием SMT-технологии, что обеспечивает высочайшее качество и повторяемость изделий.
Современные компоненты
Температура и влажность воздуха в зависимости от времени суток, года и месторасположения изменяются в широком диапазоне. Увеличение влажности, а в предельных случаях и конденсация влаги, приводят к ухудшению диэлектрических свойств изоляционных материалов печатных плат. Печатные платы оборудования значительно подвержены влиянию окружающей среды, таких как пыль, грязь, влага. Это может стать причиной различных отказов в работе оборудования.
При производстве оборудования ТМ Сварог применяется монтаж электронных компонентов с технологией покрытия печатных плат специальным лаком, защищающим их от пыли и повышенной влажности. Это позволяет оборудованию безотказно работать в тяжелых условиях.
Неизменное качество
При производстве сварочного оборудования Сварог используются конвейеры поточной механизированной и автоматической линий сборки.
Аппараты имеют минимальную, практически невозможную вероятность брака, их качество постоянно, а зависимость от человеческого фактора минимизирована.
Сварог более 15 лет на российском рынке. За это время зарекомендовала себя как производитель надежной техники, которой доверят
Сварог занимает второе место по узнаваемости бренда среди российских торговых марок. Согласно независимым исследованиям «Модель выбора сварочного оборудования» 2021 г.
В течение 5 лет гарантийного периода покупатель может бесплатно устранять дефекты оборудования путем его ремонта или замены дефектных частей на новые при условии, что дефект возник по вине Производителя.
Сварог облает самой широкой сервисной сетью среди российских брендов и насчитывает более 300 авторизированных сервисных центров, что значительно сокращает сроки сервисного обслуживания сварочной техники Сварог по всей России.
Полуавтоматическая сварка MIG/MAG
Сварочный полуавтомат СВАРОГ PRO MIG 160 (N219)
КОД: 92666
Описание
Особенности
Характеристики
Комплект поставки
PRO MIG 160 (N219) — инверторный сварочный аппарат, предназначен для полуавтоматической сварки в среде защитного газа (MIG / MAG), сварки порошковой проволокой (FCAW), а также ручной дуговой сварки покрытыми электродами (ММА).
Ключевые особенности:
Смена полярности тока
Сварка порошковой проволокой
Тестовая продувка газа
MIG сварка алюминия
Сварка MMA
Функция Arc Force для ММА сварки
БРЭНД:
СВАРОГ
Напряжение питающей сети
220 В ±15%
Частота питающей сети
50 Гц
Потребляемая мощность MIG
6. 2 кВА
Потребляемая мощность ММА
6.6 кВА
Потребляемый ток
30 А
Сварочный ток MIG
30–160 А
Сварочный ток MMA
10–150 А
Рабочее напряжение MIG
12.5–26.0 В
Рабочее напряжение ММА
20.4–26.0 В
ПН (40°C)
60%
Сварочный ток MIG (ПН 100%)
124 А
Сварочный ток MMA (ПН 100%)
112 А
Напряжение холостого хода MMA
50 В
Напряжение холостого хода MIG
50 В
Подающий механизм
Встроенный
Диаметр сварочной проволоки MIG
0. 6/0.8/1 мм
Диаметр электрода MMA
1.5–3.0 мм
Максимальная масса катушки
5 кг
Скорость подачи проволоки
1.5–14.0 м/мин
Количество роликов
2 шт.
КПД
85%
Коэффициент мощности
0.7
Класс изоляции
F
Класс защиты
IP 21S
Габариты
470×190×315 мм
Вес
12.5 кг
Сварка порошковой проволокой
✓
Сварка алюминия
✓
Холостой прогон проволоки
✓
Функция дожигания сварочной проволоки
✓
Режим сварки ММА
✓
Регулируемый форсаж дуги
✓
Смена полярности
✓
Иверторный сварочный аппарат
1 шт
Горелка в сборе MS 15, 3 м
1 шт
Клемма заземления в сборе 200 А, 3 м
1 шт
Комплект ЗИП
1 шт
Руководство по эксплуатации
1 шт
Паспорт
1 шт
Похожие товары
ООО «ВОГЕ КОМПОЗИТС»
ООО «ВОГЕ КОМПОЗИТС»
Высшее качество
Сварщики
Сварочный аппарат 220А DEKO DKWM220A
Инверторный сварочный аппарат CET MMA 220A, MMA
Сварочный аппарат инверторного типа Сварог REAL ARC 160 (Z240N), MMA
Аппарат сварочный инверторный КАЛИБР СВИ-200, ММА
Сварочный аппарат инверторного типа Партнер для сада ММА-200, ММА
Инверторный сварочный аппарат Wert SWI 190, MMA
Аппарат сварочный 220А DEKO DKWM220A в кейсе
Сварочный аппарат BRIMA MMA-180 220В
Сварочный аппарат инверторного типа КАЛИБР МИНИ СВИ-180АП, ММА
Сварог сварочный аппарат инверторного типа REAL SMART ARC 200 (Z28303), TIG, MMA
Инверторный сварочный аппарат Fubag IN 206, TIG, MMA
Сварочный аппарат, инверторный сварочный аппарат, бытовой сварочный аппарат, горячий старт, антипригарное покрытие, класс защиты IP21
Сварочный аппарат инверторного типа Электролит ММА-200, ММА
Сварог сварочный аппарат инверторного типа REAL SMART ARC 200 (Z28303) ЧЕРНЫЙ, TIG, MMA
Сварочный аппарат Партнер для сада МИГ-200 5 в 1 200 А MMA/MIG/MAG/TIG/БЕЗ ГАЗА
Сварочный аппарат инверторного типа Сварог REAL ARC 200 (Z238N), MMA
Инверторный сварочный аппарат Wert MMA 200N, TIG, MMA
Инверторный сварочный полуавтомат HANTEL Industrial MIG 200 для бытовой, полуавтоматической сварки проволокой и в режимах mig/mag, mma.
Сварочный аппарат инверторного типа Wester MINI 200T, MMA
Аппарат сварочный BRIMA PROFFESSIONAL ARC-223 220В в кейсе
Аппарат инверторной сварки RUSELCOM MMA-500 MASTER (O), ММА
БУДЬТЕ НА СВЯЗИ
В случае вопросов или отзывов, пожалуйста, заполните форму!
Свяжитесь с нами
Адрес 709 S Harbour City Blvd, 2-й этаж, Мельбурн, Флорида 32901
Телефон 689-205-8421
Почта info@vogeconstrtools. com
О нас
VOGE COMPOSITES LLC является одним из самых авторитетных и ведущих производителей и поставщиков строительных инструментов во Флориде. Специализируясь на высококачественном инструменте для горнодобывающей промышленности, строительства и сноса, мы являемся ведущим поставщиком ручных инструментов, электроинструментов, ландшафтных инструментов, инструментов для бетона и каменной кладки, такелажа, крепежных приспособлений, канатов, цепей и тросов, подъемных строп и т. д. , Мы поставляем нашу первоклассную продукцию по конкурентоспособным ценам, и именно поэтому нас считают надежным и честным брендом. Нашей конечной целью является предоставление безопасных, эффективных и высокопроизводительных продуктов нашим клиентам, которые помогают повысить их производительность и доход. Мы непреклонны в предоставлении наилучшего обслуживания нашим клиентам и прилагаем все усилия, чтобы убедиться, что они получают максимальную отдачу от своих денег. Нам удалось остаться в бизнесе и продолжать постепенно расширяться благодаря нашей приверженности безошибочной работе и внимательному выбору инструментов и оборудования для строительного сектора. Благодаря нашим изобретательно созданным продуктам и высококачественному сырью мы стремимся изменить внешний вид строительных инструментов.
Полезные ссылки
Главная (текущая)
О
Продукты
Отзывы
Контакт
Copyright 2023 @VOGE COMPOSITES LLC. Все права защищены
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна
Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
Расширенный поиск
Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
Карьера Инструменты управления документами.
Централизованное агрегирование поиска работы.
Оповещения по электронной почте.
Комплексные приложения.
Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг соискателей.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране.
3D-принтер Hercules G2 от производителя IMPRINTA — отзывы владельцев 3D-принтера, описание, характеристики, фото, распечатанные модели на 3D-принтере Hercules G2
Краткие характеристики:
Технология печати: Моделирование методом наплавления (FDM/FFF)
Область построения, мм: 200х200х210
Материал для печати: ABS-пластик, PLA-пластик, PVA-пластик, HIPS, Нейлон, ASA, FLEX, PEEK, Rubber,
Все характеристики
Блог производителя на 3dtoday. ru
Описание 3D-принтера «Hercules G2»
Hercules G2 — 3D принтер нового поколения от компании IMPRINTA. Впервые 3D принтер оснащен возможностью удаленного управления и контроля печати. Приложение DIAPRINT позволяет управлять всеми своими 3D принтерами с одного устройства через интернет, без проводов, без sd карт. 7-ми дюймовый тач дисплей с интуитивно понятным меню отражает всю информацию о состоянии печати. А система блокировки дисплея убережет печать от случайных нажатий. Значительно расширился список доступных для печати материалов — возможная температура печати 410 °С. Производительность принтера — 100 см3/час.
Статьи владельцев 3D-принтера «Hercules G2»
Показать больше
Популярные 3D-принтеры
Anet A8
1491 статей 1722 владельцев
3D-принтер Anet A8 — бюджетный 3D-принтер из Китая. Обл…
3 предложения от 12000 ₽
Anet A6
1137 статей 1609 владельцев
3D-принтер Anet A6 — китайский вариант RepRap проекта P. ..
3 предложения по договорной цене
Ender 3
1265 статей 1085 владельцев
Creality Ender 3 — бюджетный 3D-принтер от Китайского п…
6 предложений от 14500 ₽
Показать больше
Что такое 3D-принтер?
3D-принтеры Импринта — ИнтерПолиМех
3D-принтеры Импринта
Hercules G2
ИнтерПолиМех является технологическим партнером и авторизованным дилером компании Импринта. Последняя разработка компании – 3D принтер Hercules G2, совершенный производственный станок для задач любого уровня. Простая система управления, печать из облака, готовые профили под материалы и система автоматических калибровок позволяют творить быстро и удобно. А возможность работы с техническими материалами PEEK, PC, PEKK и PA делает промышленную печать доступной каждому.
Устройство готово к поставкам заказчикам. Будем рады видеть вас в их числе.
ЗАПРОСИТЬ ЦЕНУ
Преимущества 3D принтера Hercules G2
Настольный принтер с областью печати 200х200х210 мм занимает небольшую площадь (0,12 м2).
Размер печатной области гарантирует возможность печати моделей объемом до 8 литров.
Печатающая головка Hercules UniHot выдает высокую производительность печати для твердых и гибких материалов.
Способен печатать любыми пластиками благодаря температуре нагрева экструдера 410°C.
Управлять принтером стало еще проще с возможностью удаленного доступа.
Благодаря функции возобновления печати прогресс больше не будет потерян при отключении питания.
Предусмотрена термоизоляция блока нагрева, прижимающий механизм имеет регулировку, а сопло очищается автоматически.
Гладкое печатное изделие сразу после печати, без дополнительной обработки.
Поддерживает печать множеством материалов, как популярными, так и сложными.
Технические характеристики
ТЕХНОЛОГИЯ ПЕЧАТИ
FFM (Fused Filament Fabrication). Построение объекта идет за счет расплавления нити пластика, которая через экструдер подается на рабочую поверхность.
ПОДДЕРЖИВАЕМЫЕ МАТЕРИАЛЫ
PEEK, PEKK, Ultem 1010, FormaX, ABS, PLA, HIPS, PVA, UltraX, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX, ETERNAL, FLEX, EASY FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPER SOFT, PRO-FLEX, TOTAL PRO, NYLON, TPUD70, TPUA85, Total GF-30, Titan GF-12, Flex Soft, Flex Hard и другие.
ЭКСТРУДЕР HERCULES G2
Количество экструдеров
1 (один)
Стандартный предустановленный диаметр сопла
200х200х210 мм
Возможные диаметры сменных сопел
0. 2, 0.3, 0.5, 0.8, 1, 1.2 мм
Охлаждение экструдера
Активное, воздушное
Температура нагрева
410 С
Охлаждение модели
Двустороннее, регулируемое
Диаметр пластиковой нити
1,75 мм
Тип хотэнда
Цельнометаллический
МЕХАНИКА И ГАБАРИТЫ
Тип направляющих Х,У
Рельсовые направляющие HIWIN 12 мм
Тип направляющих Z
Валы цилиндрические 16 мм
Тип передачи Х,У
H-BOT с зубчатым ремнем 10 мм типа HTD3M
Тип передачи Z
Трапецеидальный винт в шагом 8 мм
Точность позиционирования
0,00125 мм
Тип концевых датчиков
Оптические
Производительность печати гибкими материалами
125 мм/с
Размер принтера без упаковки
420х452х616
Размер упаковки
497х509х750
Вес нетто/брутто
29. 5 кг/35 кг
ПРИНТЕР И КОМПЛЕКТАЦИЯ
Габариты печати
200х200х210 мм
Калибровка плоскости стола
Программная, автоматическая, компенсация первого слоя
Производительность
До 100 см3/ч
Производительность печати гибкими материалами
До 55 см3/ч
Максимальная линейная скорость печати при нормальной экструзии
125 мм/с
Максимальная линейная скорость холостого хода
300 мм/с
Ускорение
До 3000 мм/с2
Тип корпуса
Закрытый корпус с регулируемой принудительной вентиляцией
3D-принтер Hercules G2 разработан и произведен в России. Он не уступает многим зарубежным аналогам.
ЗАПРОСИТЬ ЦЕНУ
Модельный ряд 3D принтеров Импринта
Hercules Strong
Изготавливайте габаритные изделия из технических, композиционных и гибких материалов, используя большое рабочее поле и надежный производительный экструдер.
Hercules Strong Duo
Печатает двумя разными материалами одновременно, автоматически калибруется и контролирует подачу пластика. Новая электроника и механика позволяют печатать точно и бесшумно.
Hercules
Быстро печатает небольшие детали из любых материалов слоем от 15 микрон*. Идеально подойдёт для дома или офиса: занимает меньше места, чем офисный принтер. Очень прост в обращении.
Запросить цену
Заполните форму заявки, и мы свяжемся с вами в самое ближайшее время.
Ваше имя
Ваш e-mail
Сообщение
Лучшие файлы для 3D-печати Hercules・Культы
Фильтровать по:
Безопасно
Бесплатно
Лучшее
В продаже
С марками
Сортировать по:
ДатаЦенаЗагрузкиНравится
💡
Помощь в поиске
Слишком много результатов? Вы можете попробовать еще раз:
написав свои ключевые слова между кавычками "…" для уточнения поиска
, написав прочерк - перед термином, чтобы удалить конкретный термин из поиска
, написав по: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
, написав номер конструкции для поиска конкретной конструкции
Среди этих результатов вы обнаружили один или несколько дизайнов, которые не соответствуют вашему запросу или не имеют отношения к нему? Пожалуйста, свяжитесь с нами, чтобы сообщить об этой проблеме, чтобы мы могли вмешаться.
Блок электроники Zündapp, Puch, Kreidler, Hercules
9,99 €
Статуя Геракла
8 €
Корона принцессы Персик 2023
5,45 €
Геркулес против. Цербер
30 €
Сочлененная гидра
Бесплатно
Геракл против Гидры
€37,04
-15%
€31,48
remco warlords повязка на ногу
3,40 €
Hercules Supra 4GP 1979 Мотоцикл для печати
8,33 €
Геркулес
10 €
Star Citizen C2 Hercules (Crusader Industries)
0,50 €
Бюст Аида
€10
-50%
€5
Аккумулятор Avios C-130 Hercules и отсек для принадлежностей
Бесплатно
Тяга уборки основного шасси
Бесплатно
Брелок Пегас Геркулес
0,70 €
Оригинальная 3D-модель Медузы — Уникальный дизайн
3 €
ПЕГАС МАЛЫШ
5 €
Negaduck для 3D-печати stl в сборе
9,99 €
Бюст Геракла
4,85 €
WWE WWF LJN Стиль Геркулес Рисунок
10 евро
Геркулес
3,55 €
HADES DISNEY ДЛЯ 3D-ПЕЧАТИ STL
9,99 €
Геркулес
3 €
Боль и паника (стиль фанко)
5 €
Расширительная скоба для гитарных стоек Hercules
2,50 €
Бюст Геракла
Бесплатно
Геркулес Бретт Гольдштейн 3D скульптура головы Marvel
3,80 €
Чехол для стойки для гитары Hercules
Бесплатно
Лампа Pegasus Light
1,25 €
Мембранная пластина Saxonette
3,50 €
Стекло Hercules
2,50 €
ВЕЛИКИЙ ГЕРОЙ
4 €
Мистер Сатана — декоративный
3 €
Ухо Геркулеса
Бесплатно
Скульптура головы Геркулеса из мультфильма Дисней 3d модель
2,53 €
Медальон Геркулеса
Бесплатно
Пальцевая ловушка для растений-пираний
1,70 €
Асура
Бесплатно
Бюст Геркулеса STL-файл
3 €
гладиатор (версия Generals) скорбит
8,85 €
Аид
€15
-35%
€9,75
Зена — Чакрам
Бесплатно
Греческая ваза/амфора Hercules
8,17 €
Геркулес Дисней
4,55 €
ГЕРКУЛЕС против ЛЬВА
15 евро
МИНИАТЮРНАЯ МОДЕЛЬ LERNAEAN HYDRA ДЛЯ ФЭНТЕЗИ DnD И RPG
4,55 €
Hercules 3D Print
20,37 €
Части обновления для TFC Hercules (Devastor стороннего производителя)
8,17 €
Лернейская гидра
10,82 €
STL-файлов Gambody Геркулеса и Гидры для 3D-печати
Исходные файлы
|
Описание
|
Сведения о печати
Эта 3D-модель состоит из файлов в формате StereoLithography (. Stl) , оптимизированных для 3D-печати.
Загрузите бесплатно детали H vs H_3 и H vs H_9, чтобы проверить пригодность для печати и протестировать качество перед покупкой всех файлов STL 3D-модели.
Скачать бесплатные образцы
Перед печатью файлов мы настоятельно рекомендуем прочитать ДЕТАЛИ ДЛЯ ПЕЧАТИ раздел.
версия: FFF/FDM/DLP/SLA/SLS 1.0
Имя файла
Размер файла
Время / Нить
Размер объекта (x/y/z мм)
H против H_1 (отремонтировано). stl
6,48 МБ
21 ч 3 мин
11 м
137 х 137 х 38
Скачать
H против H_10 (отремонтировано).stl
1,47 МБ
1 ч 19 мин
1 м
45 х 39 х 21
Скачать
H против H_11 (отремонтировано). stl
7,40 МБ
11 ч 8 мин
8 м
82 х 50 х 86
Скачать
H vs H_2 (отремонтировано).stl
1,79 МБ
4 ч 41 мин
3 м
38 х 67 х 75
Скачать
H vs H_3 (отремонтировано). stl
1,26 МБ
2 ч 31 мин
1 м
45 х 72 х 44
Скачать
H vs H_4 (отремонтировано).stl
1,86 МБ
2 ч 18 мин
1 м
28 х 31 х 44
Скачать
H vs H_5 (отремонтировано). stl
0,40 МБ
32 мин
80 х 8 х 11
Скачать
H vs H_6 (отремонтировано).stl
3,56 МБ
3 ч 1 мин
2 м
56 х 43 х 38
Скачать
H vs H_7 (отремонтировано). stl
10,99 МиБ
16 ч 11 мин
12 м
75 х 93 х 130
Скачать
H vs H_8 (отремонтировано).stl
4,30 МБ
4 ч 8 мин
2 м
45 х 79Икс 60
Скачать
H vs H_9 (отремонтировано). stl
9,72 МБ
12 ч 41 мин
9м
44 х 87 х 103
Скачать
платформа_гидра (отремонтирована). стл
40,04 МБ
24 ч 4 мин
12 м
137 х 137 х 38
Скачать
Это легендарная битва между Гераклом и Лернейской Гидрой .
Легенда гласит, что Геракл отправился на охоту на девятиголовую гидру. Поиски оказались непростыми. Выманив существо из его укрытия, Геракл отправился его убивать. Но каждый раз, когда он ударял одного из его голов, появлялись еще два, что делало миссию Геракла сложной и почти невыполнимой.
Поранив ногу, гидра сделала побег Геракла невозможным. Видя, что его задача выходит из-под контроля, он призвал Иолая помочь ему выйти из положения.
3D-модель «Геркулес против Гидры» состоит из 11 отдельных частей, преобразованных в файлы STL. Файлы STL прошли тщательную проверку и исправление в Netfabb. С ними можно легко работать в любой программе нарезки.
Текст на основании древнегреческий и гласит: «Геркулес и Лернейская гидра». Это набор, требующий сборки и покраски. Рост Геракла составляет около 18,5 см, что соответствует масштабу 1/10. печатная платформа 14 см × 14 см × 17 см или больше.
Купить Hercules vs Hydra 3D-модель STL-файлы , нажав кнопку «Купить» в правом верхнем углу. Добавьте файлы модели на карту и продолжайте оформлять заказ. Введите данные PayPal или кредитной карты. После обработки платежа загрузите файлы STL в папку .zip.
Или распечатайте файлы на 3D-принтере с нашими партнерами 3DHubs или Treastock прямо с нашего веб-сайта. Выберите файлы, которые вы хотите распечатать, и нажмите кнопку Печать с помощью 3DHubs 9.0250 или Печать с помощью кнопки Treastock .
Эта модель была протестирована в Cura 15.06. Чтобы избежать проблем с печатью, мы рекомендуем следующие настройки:
Качество
Высота слоя: 0,1 мм*
Начальная толщина слоя: 0,3 мм
Расширение по горизонтали: 0,04 мм (при вводе индекса 0,04 мм 3D-принтер воспринимает модель как монолит, т.е. не имеющую скрытых слоев).
*Высота слоя 0,1 мм рекомендуется для лучшего качества печатной модели. Однако время печати удвоится.
Как поставщик файлов STL, наша цель состоит в том, чтобы файлы были безошибочными и печатались наиболее точным способом. Вот почему мы тестируем только самые сложные сегменты деталей модели.
Детали модели протестированы и напечатаны из PLA. Если вам нужен совет, где взять нити, посетите веб-сайт нашего партнера.
Настройки скорости:
Скорость заполнения: 30 мм/с
Скорость внешней оболочки: 30 мм/с
Скорость внутренней оболочки: 20 мм/с
Опора: 902 мм Скорость 9001 Скорость 902 мм/с /S
Скорость движения: 150 мм/с
Скорость юбки: 30 мм/с
Количество более медленных слоев: 4
Infill :
Заполнение. перекрытие: 20%
Слои заполнения: 0
Поддержка:
Включение поддержки: Проверка
Размещение: везде
Угол скидки: 30 °
x/y Расстояние: 0,7 мм
.
Высота ступени лестницы: 0,5 мм
Расстояние между стыками: 0,7 мм
Сглаживание площадей: 0,6 мм
Использование опор: клетка
Узор: сетка
Расстояние между линиями: 1,5 мм
90 90 Платформа 2: 90 склеивание
00003
Тип: Brim
Количество линий Brim: 10 (до 20, в зависимости от высоты модели)
Другие рекомендации по 3D-печати:
Скорость внешней оболочки — 20 мм/с и скорость поддержки — 40 мм/с настройки применяются, чтобы избежать деформации модели.
Высокооборотные генераторы для газотурбинных установок в Санкт-Петербурге (Газотурбогенераторы)
Россия
Санкт-Петербург
Генераторы
Газотурбогенераторы
Высокооборотные генераторы для газотурбинных установок в Санкт-Петербурге
Цена: Цену уточняйте
за 1 ед.
Компания НПО Русский Электропривод, ОАО (Санкт-Петербург) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар Высокооборотные генераторы для газотурбинных установок, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Высокооборотные генераторы для газотурбинных установок
Высокооборотные генераторные установки на основе генераторов с постоянными магнитами предназначены для использования в качестве источника электроэнергии в составе газотурбинного агрегата.
В состав генераторной установки входит высокооборотный генератор с постоянными магнитами и система преобразования энергии с системой управления.
Высокооборотный генератор с системой преобразования энергии обеспечивает
Получение электроэнергии с параметрами, удовлетворяющими действующим стандартам
Контроль, отображение и дистанционную передачу информации о параметрах и режимах работы установки
Диагностику отклонений от нормы параметров генератора и защиту оборудования при нарушении нормального функционирования генератора и/или в случае возникновения аварийной ситуации.
Основные технические характеристики
Номинальная мощность до 5 МВт;
Номинальная скорость вращения до 8000-12000 об/мин;
Выходное напряжение — 6 или 10 кВ (по требованию Заказчика)
Выходная частота — 50 Гц
Эксплуатационные преимущества
Повышение КПД генераторной установки за счет использования постоянных магнитов и исключения редуктора
Снижение эксплуатационных затрат за счет отсутствия узлов, требующих специального обслуживания (высокооборотный редуктор)
Повышение надежности и снижение простоев оборудования
Улучшенные массогабаритные показатели за счет увеличения частоты вращения генератора
Товары, похожие на Высокооборотные генераторы для газотурбинных установок
Вы можете оформить заказ на «Высокооборотные генераторы для газотурбинных установок» в компании «НПО Русский Электропривод, ОАО» через нашу площадку BizOrg. Сейчас предложение находится в статусе «в наличии».
Плюсы «НПО Русский Электропривод, ОАО»
специальное предложение по сервису и цене для пользователей торговой площадки BizOrg;
своевременное выполнение своих обязательств;
разнообразные способы оплаты.
Оставьте заявку прямо сейчас!
Часто задаваемые вопросы
Как оформить заказ?Чтобы оформить заказ на «Высокооборотные генераторы для газотурбинных установок» свяжитесь с компанией «НПО Русский Электропривод, ОАО» по контактным данным, которые указаны в правом верхнем углу страницы. Обязательно укажите, что нашли компанию на торговой площадке BizOrg.
Где посмотреть более подробную информацию о компании «НПО Русский Электропривод, ОАО»?Для получения подробных даных о компании перейдите в правом верхнем углу страницы по ссылке-названию компании. Далее перейдите на нужную вкладку с описанием.
Предложение указано с ошибками, номер телефона не отвечает и т. п.Если у вас возникли проблемы при работе с «НПО Русский Электропривод, ОАО» – сообщите идентификаторы компании (294601) и товара/услуги (2452956) в нашу службу технической поддержки.
Служебная информация
«Высокооборотные генераторы для газотурбинных установок» относится к категории: «Газотурбогенераторы».
Предложение было создано 02.06.2021, дата последнего обновления — 02.06.2021.
За все время предложение было просмотрено 684 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией НПО Русский Электропривод, ОАО цена товара «Высокооборотные генераторы для газотурбинных установок» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании НПО Русский Электропривод, ОАО по указанным телефону или адресу электронной почты.
Телефоны:
+7 8122441518
Купить высокооборотные генераторы для газотурбинных установок в Санкт-Петербурге:
пр. Ленинский, д. 160, оф. 728
Высокооборотные генераторы для газотурбинных установок
Промышленные генераторы и особенности их выбора
Вы решили купить промышленный генератор и сейчас думаете о том, все ли модели одинаковы…. Естественно, человеку, который никогда не сталкивался с подобным оборудованием, достаточно сложно разобраться во всех тонкостях. А знания необходимы, если учесть, что сегодня многие продавцы совершенно не разбираются в том, что предлагают покупателям. Остается надеяться только на себя, и именно поэтому, данная статья окажется для вас полезной, ведь в ней мы как раз и поговорим о том, какой дизельный генератор подойдет в том или ином случае.
Если требуется решить задачу по электроснабжению небольшого офиса или коттеджа, можно купить дизельный двигатель с воздушным охлаждением. Промышленные предприятия могут использовать дизельные двигатели с жидкостным охлаждением. В свою очередь, они подразделяются на низкооборотные и высокооборотные. Низкооборотные дизельные двигатели хороши тем, что они экономичны, могут длительное время работать без перерывов, имеют большой ресурс. Правда, высокооборотные генераторы превосходят их по таким параметрам, как вес, габариты и цена.
Все генераторы принято делить на синхронные и асинхронные. Допустим, требуется поддерживать освещение в доме на стабильном уровне. Для такой цели подойдет асинхронный генератор. Он стоит недорого и призван обеспечить решение именно таких мелких, бытовых, незначительных задач. Однако стоит заметить, что такой генератор существенно уступает своему синхронному аналогу. Действительно, синхронные генераторы не боятся нагрузок, вырабатывают качественный ток, которого будет достаточно и для работы компьютерной сети, и для обеспечения непрерывной эксплуатации медицинского оборудования.
Давайте же более подробно поговорим о том, какой генератор выбрать – синхронный или асинхронный. Сегодня в продаже представлены дизельные электростанции aksa и другие модели. Но какая подойдет вам? У синхронных генераторов имеется такое важное преимущество, как высокая стабильность напряжения на входе. Однако работа с чрезмерно высокой нагрузкой может привести к тому, что регулятор увеличит ток, что приведет к перегрузке оборудования. Также стоит знать, что у синхронных генераторов в конструкции имеется щеточный узел, который требует регулярного обслуживания, что приведет к дополнительным затратам.
Более простым в эксплуатации считается асинхронный электрогенератор. Он нечувствителен к коротким замыканиям, отличается вполне приемлемой ценой. Однако ненадежность функционирования в экстремальных условиях часто является тем недостатком, который удерживает потребителя от покупки именно асинхронной электростанции.
Надеемся, что нам удалось пролить свет на некоторые особенности электростанций, и теперь вы сможете сделать выбор в пользу одной из них!
Считыватель — перфолента — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Считыватель перфоленты представляет собой электромеханическое устройство для протяжки и чтения перфорированной ленты, содержащей управляющую программу. Информация, занесенная на перфоленту, считывается в буфер данных, предназначенный для хранения входных команд в виде логических информационных блоков. Блок информации обычно соответствует одному полному шагу в последовательности элементарных операций обработки. Например, один блок может содержать все данные, требующиеся для того, чтобы переместить рабочий стол станка с деталью в определенную позицию и просверлить затем отверстие.
[1]
Фотосчитыватель перфоленты ФСП-3.
[2]
Важным фактором при оценке работы считывателей перфолент служит их способность останавливаться между строками. Если считыватель не обладает такой способностью, необходимы интервалы между кадрами ( блоками) для предотвращения потери информации. Введение интервалов увеличивает среднее время считывания кадра.
[3]
Конфигурация системы ПЦУ со специализированным устройством управления станком ( УУС.
[4]
В настоящее время конфигурация без считывателя перфоленты имеет то преимущество, что она пока требует меньших затрат, так как необходимо лишь в минимальной степени изменить обычную СЧПУ, чтобы ввести на предприятии ПЦУ такого типа. В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.
[5]
В системах цифрового программного управления, использующих линейную интерполяцию, считыватель перфоленты должен обладать скоростью не менее 500 строк / сек с остановкой ленты в любом заданном положении без потери информации и иметь небольшое время пуска и останова. [6]
Диэлектрический способ считывания, применяемый, например, шведской фирмой Facit в считывателе перфоленты РЕ 1000, является самым совершенным из известных. Считывающая головка не имеет стареющих элементов, нечувствительна к пыли, грязи, свету. Для диэлектрического считывания может использоваться лента любого цвета и даже прозрачная.
[7]
В ЕС ЭВМ находят применение комбинированные перфоленточные станции, состоящие, как правило, из двух считывателей перфоленты и одного перфоратора, объединенных одним устройством управления.
[8]
Наиболее универсальным устройством ввода — вывода алфавитно-цифровой информации является телетайп, представляющий собой комбинацию пишущей машинки, перфоратора и считывателя перфоленты. Печать производится по команде ЭВМ или при нажатии на соответствующие клавиши.
[9]
Конфигурация системы ПЦУ со специализированным устройством управления станком ( УУС. [10]
Конфигурация со специализированным УУС позволяет достичь более удачного компромисса между точностью интерполяции и высокой скоростью резания металла, чем это обычно возможно при использовании системы без считывателя перфоленты.
[11]
Данные можно вывести из памяти вычислительной системы на бумажную перфоленту; при этом они преобразуются с помощью соответствующего кода и перфорируются на ленте по мере ее прохождения через перфоратор. Считыватель перфоленты и перфоратор часто объединяются в один блок.
[12]
Конфигурация системы ПЦУ со специализированным устройством управления станком ( УУС.
[13]
В настоящее время конфигурация без считывателя перфоленты имеет то преимущество, что она пока требует меньших затрат, так как необходимо лишь в минимальной степени изменить обычную СЧПУ, чтобы ввести на предприятии ПЦУ такого типа. В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.
[14]
Конфигурация системы ПЦУ без считывателя перфоленты.
[15]
Страницы:
1
2
Перфоленты: sfrolov — LiveJournal
?
Category:
Компьютеры
Cancel
У научно-технического прогресса есть один существенный недостаток: через какое-то время носители информации устаревают, и все ваши архивы (будь то музыкальные записи или коллекция любимых программ) придется куда-то переписывать. Ушли акриловые и виниловые диски, ушли магнитофонные кассеты, вот-вот отправятся к ним вдогонку CD-диски. Аналогично происходит и с компьютерной информацией. Скоро считать информацию с гибкого диска будет очень сложно по двум причинам: со временем физически портится информация и пропадают сами считыватели. Другое дело — бумажные носители. Например, перфолента. Лежит себе и не портится. Вот только считыватель, да и сам компьютер, который может ее понять, найти сейчас практически невозможно. А если мы хотим донести информацию до потомков через, скажем, через 1000 лет? Придется опять рисовать рисунки на скалах…
Приехал тут ко мне наборчик программ на перфолентах.
Среди них есть и интерпретатор языка «Бейсик». Эти перфоленты предназначены для использования в компьютерах типа «Электроника-60». На тех самых, на которых был написан самый первый «Тетрис».
Считыватель перфолент у меня есть, но нет кабеля подключения к «Электронике 60». Всё руки не доходят этим заняться.
Subscribe
Аудио-кассета с таблицей умножения
Пришла в голову идея сделать ретро аудио-калькулятор. На кассету наговаривается таблица умножения. Если надо умножить, то перематываешь в начало и…
Таблица умножения
Иногда держишь в руках вещицу, и сразу так много вопросов и так мало ответов. Это круглая таблица умножения. Сделана из алюминия диаметром…
Штамп «Варенец»
В СССР молочные продукты продавали в стеклянных бутылках. Cверху они запечатывались цветной крышечкой из фольги, причём цвет всегда был постоянный…
Photo
Hint http://pics.livejournal.com/igrick/pic/000r1edq
Previous
← Ctrl
← Alt
1
2
Next
Ctrl →
Alt →
Аудио-кассета с таблицей умножения
Пришла в голову идея сделать ретро аудио-калькулятор. На кассету наговаривается таблица умножения. Если надо умножить, то перематываешь в начало и…
Таблица умножения
Иногда держишь в руках вещицу, и сразу так много вопросов и так мало ответов. Это круглая таблица умножения. Сделана из алюминия диаметром…
Штамп «Варенец»
В СССР молочные продукты продавали в стеклянных бутылках. Cверху они запечатывались цветной крышечкой из фольги, причём цвет всегда был постоянный…
Tape Reader Connect — за устройством чтения ленты
Автоматизация цеха устраняет необходимость использования бумажной ленты на станках с ЧПУ и ЧПУ с помощью Tape Reader Connect. Устройство SFA Behind the Tape Reader (BTR), способное эмулировать большинство считывателей ленты и перфораторов, поставляемых со старыми станками с ЧПУ, добавляет порт RS232 или RS422 к вашим существующим машинам, чтобы разрешить отправку, получение и капельную подачу.
Замените систему бумажной ленты и подключите старый ЧПУ/ЧПУ к компьютеру. Любое коммуникационное программное обеспечение с протоколом Xon или Xoff будет передавать программы на BTR. Агрегат также позволит загружать исполнительные кассеты в машину без отягощения.
Примечание : Если вам необходимо осуществлять капельную подачу следующих элементов управления, это необходимо иметь: Капельная подача FANUC 6
Мы преобразуем ленты в цифровые файлы, чтобы вы могли избавиться от кошмара затрат на бумажную ленту, перфорацию ленточные машины и хранение. Зачем добавлять память в ваш станок?
Используйте BTR для капельного кормления с жесткого диска или из внутренней памяти.
Позвоните по телефону (877) 611-5825 для получения помощи.
За считывателем ленты (BTR)
Подключи и работай
Проект архитектуры открыт
Дизайн БТР универсален
2 МБ расширенной памяти для встроенной памяти
Совместимость с перфоратором и считывателем ленты
Совместимость с ЧПУ и ЧПУ
Необходим для капельной подачи на устаревшие машины
Подробнее о БТР
Ваш магазин выглядит так?
Подробнее об аппаратных решениях от Shop Floor Automations:
У вас небольшой магазин? Большой магазин? Устаревшие станки или новейшие технологии ЧПУ? Независимо от количества ваших машин или типов элементов управления, оборудование Shop Floor Automation предоставит вам полный набор средств подключения. Не ходите по магазинам и не тратьте время, пытаясь найти самые низкие цены — почти два десятилетия истории бизнеса и полная поддержка (на месте и в цифровом формате) окупят себя работающими решениями.
Мы сами производим кабели и регулярно тестируем сотни моделей элементов управления с помощью нашего оборудования, чтобы убедиться, что они работают с проводными, беспроводными, USB-дисками и дисководами для гибких дисков для ЧПУ, чтобы исключить простои.
О КОМПАНИИ АВТОМАТИЗАЦИИ ЦЕХОВ
Основанная в 1998 году, мы выполнили обещание, данное тысячам клиентов, с помощью проверенного программного обеспечения от Scytec, Ascendant Technologies и Predator Software. Мы автоматизировали тысячи производственных машин с помощью аппаратного обеспечения, сотрудничая с многочисленными компаниями, чтобы повысить эффективность производства и прибыль.
(877) 611-5825 БЕСПЛАТНЫЙ0069 с 7:00 до 16:00 по тихоокеанскому времени с понедельника по пятницу
Перфолента — CodeDocs
Перфолента с пятью и восемью отверстиями
Устройство чтения бумажной ленты Creed 6S/2 с 5 отверстиями
Устройство чтения бумажной ленты на компьютере Harwell с небольшим кусочком ленты с пятью отверстиями круг – создание физического цикла программы
Перфолента или перфорированная бумажная лента – это форма хранения данных, состоящая из длинной полоски бумаги, в которой пробиты отверстия. Он был разработан и впоследствии использовался наряду с перфокартами, отличаясь тем, что лента была непрерывной.
Он использовался на протяжении 19-го и большей части 20-го веков для программируемых ткацких станков, телетайпной связи, для ввода данных в компьютеры 1950-х и 1960-х годов, а позже в качестве носителя данных для мини-компьютеров и станков с ЧПУ.
История
Бумажная лента, изготовленная из перфокарт, используется на жаккардовом ткацком станке. Большие отверстия на каждом краю — это отверстия для звездочек, которые используются для протягивания бумажной ленты через ткацкий станок.
Бумажные ленты, изготовленные из перфокарт, широко использовались на протяжении 19го века для управления ткацкими станками. Перфорированные бумажные ленты были впервые использованы Базилем Бушоном в 1725 году для управления ткацкими станками. Однако бумажные ленты были дорогими в изготовлении, хрупкими и сложными в ремонте. К 1801 году Жозеф Мари Жаккар разработал машины для создания бумажных лент путем связывания перфокарт в последовательности для жаккардовых ткацких станков. Получившаяся бумажная лента, также называемая «карточной цепочкой», была прочнее и проще как в создании, так и в ремонте.
Это привело к концепции передачи данных не как потока отдельных карт, а как одной «непрерывной карты» (или ленты). Многие профессиональные вышивальщицы до сих пор называют тех людей, которые создают дизайны и машинные узоры, «перфораторами», хотя перфокарты и бумажная лента в конечном итоге были прекращены в 19 веке.90-е. В 1842 году французский патент Клода Сейтра описал устройство для игры на пианино, которое считывало данные с рулонов перфорированной бумаги.
В 1846 году Александр Бейн использовал перфоленту для отправки телеграмм. Эта технология была принята Чарльзом Уитстоном в 1857 году для подготовки, хранения и передачи данных в телеграфии. [1]
В 1880-х годах Толберт Лэнстон изобрел систему монотипии, которая состояла из клавиатуры (наборной машины) и компоновщика. Лента, пробитая клавиатурой, позже читалась литейщиком, который изготавливал литеры в соответствии с комбинациями отверстий в 0, 1 или более из 31 позиции. В считывателе ленты использовался сжатый воздух, который проходил через отверстия и направлялся в определенные механизмы литейщика. Система вошла в коммерческое использование в 189 г.7 и находился в производстве вплоть до 1970-х годов, претерпев при этом несколько изменений.
Текущее использование
В 21 веке перфоленты используются очень редко. Он все еще может использоваться в старых военных системах и некоторыми любителями. [ citation required ] В приложениях обработки с числовым программным управлением (ЧПУ) очень немногие люди все еще используют ленту. Однако некоторые современные системы ЧПУ по-прежнему измеряют размер хранимых программ ЧПУ в футах или метрах, что соответствует эквивалентной длине при перфорации на бумажной ленте. [2]
Форматы
Программное обеспечение на фальцованной бумажной ленте для миникомпьютера Data General Nova
Фальцованная бумажная лента
Данные представлялись наличием или отсутствием отверстия в определенном месте. Ленты изначально имели пять рядов отверстий для данных. Более поздние ленты имели шесть, семь и восемь рядов. Ранняя электромеханическая программируемая вычислительная машина, Калькулятор с автоматическим управлением последовательностью или Harvard Mark I, использовала бумажную ленту с 24 рядами. [3] Ряд меньших отверстий для звездочки, которые всегда были пробиты, служил для подачи ленты, первоначально с использованием колеса с радиальными зубьями, называемого звездочкой. Более поздние оптические считыватели использовали отверстия звездочки для генерации синхронизирующих импульсов. Отверстия звездочки немного смещены в сторону, что дает понять, в какую сторону ориентировать ленту в считывателе, и делит ленту на неравные стороны. Биты на более узкой стороне ленты обычно являются младшими битами, когда код представлен в виде чисел в цифровой системе. [ необходима ссылка ]
Размеры
Лента для штамповки имела толщину 0,00394 дюйма (0,1 мм). Двумя наиболее распространенными ширинами были 11/16 дюйма (17,46 мм) для пятибитных кодов и 1 дюйм (25,4 мм) для лент с шестью или более битами. Расстояние между отверстиями составляло 0,1 дюйма (2,54 мм) в обоих направлениях. Отверстия для данных имели диаметр 0,072 дюйма (1,83 мм); отверстия для подачи были 0,046 дюйма (1,17 мм). [4]
Безрамная лента
Безрамная 5-уровневая бумажная лента Бодо около ~1975–1980 перфорировано в Teletype Corp.
В большинстве оборудования для перфорации ленты использовались цельные перфораторы для создания отверстий в ленте. В результате этого процесса были созданы «чад» или небольшие круглые листы бумаги. Управление утилизацией чада было раздражающей и сложной проблемой, поскольку крошечные кусочки бумаги имели тенденцию ускользать и мешать другим электромеханическим частям телетайпного оборудования.
Разновидностью дырокола для ленты было устройство под названием Реперфоратор для бесшадовой печати . Эта машина будет пробивать полученный сигнал телетайпа на ленту и одновременно печатать на ней сообщение, используя механизм печати, аналогичный механизму обычного страничного принтера. Ленточный перфоратор вместо того, чтобы пробивать обычные круглые отверстия, вместо этого проделывал в бумаге небольшие U-образные надрезы, чтобы не образовывался чад; «отверстие» все еще было заполнено маленьким бумажным люком. Не полностью пробив отверстие, печать на бумаге осталась целой и разборчивой. Это позволило операторам читать ленту, не расшифровывая дыры, что облегчило бы передачу сообщения на другую станцию в сети. Кроме того, не было «коробки с чадом», которую можно было бы время от времени опорожнять. Недостатком этого механизма было то, что бесцветная лента после перфорации плохо скручивалась, потому что выступающие лоскуты бумаги зацеплялись за следующий слой ленты, поэтому ее нельзя было свернуть плотно. Еще одним недостатком, как выяснилось со временем, было отсутствие надежного способа чтения бесшадовой ленты с помощью оптических средств, используемых более поздними высокоскоростными считывателями. Однако механические считыватели ленты, используемые в большинстве оборудования со стандартной скоростью, не имели проблем с лентой без шада, потому что они обнаруживали отверстия с помощью тупых подпружиненных чувствительных штифтов, которые легко отталкивали бумажные клапаны в сторону.
Кодировка
Слово «Википедия» и CR/LF как 7-битный ASCII, без бита четности, младший значащий бит справа — например. «W» — это 1010111
Текст кодировался несколькими способами. Самой ранней стандартной кодировкой символов была Бодо, которая восходит к 19 веку и имела пять отверстий. Код Бодо никогда не использовался в телетайпах. Вместо этого использовались такие модификации, как код Мюррея (который добавил возврат каретки и перевод строки), код Western Union, Международный телеграфный алфавит № 2 (ITA 2) и код американского телетайпа (USTTY). [5] Другие стандарты, такие как Teletypesetter (TTS), FIELDATA и Flexowriter, имели шесть отверстий. В начале 1960-х годов Американская ассоциация стандартов возглавила проект по разработке универсального кода для обработки данных, который стал известен как ASCII. Этот семиуровневый код был принят некоторыми пользователями телетайпа, включая AT&T (Teletype). Другие, такие как Telex, остались с более ранними кодами.
Приложения
Средства связи
Телетайп Telex модели 32 с перфоратором бумажной ленты и считывателем слева
Работа ретранслятора на бумажной ленте на станции обслуживания полетов FAA США в Гонолулу в 1964 г.
Перфолента использовалась как способ хранения сообщений для телетайпов. Операторы набирали сообщение на бумажную ленту, а затем отправляли сообщение с максимальной линейной скоростью с ленты. Это позволило оператору подготовить сообщение «в автономном режиме» с максимальной для оператора скоростью набора текста и позволило оператору исправить любую ошибку перед передачей. Опытный оператор может подготовить сообщение со скоростью 135 слов в минуту (WPM) или более в течение коротких периодов времени.
Линия обычно работала со скоростью 75 слов в минуту, но работала непрерывно. Подготовив ленту «в автономном режиме» и затем отправив сообщение с помощью устройства чтения ленты, линия могла бы работать непрерывно, а не зависеть от непрерывного набора текста «в режиме онлайн» одним оператором. Как правило, одна линия со скоростью 75 слов в минуту поддерживала трех или более операторов телетайпа, работающих в автономном режиме. Ленты, перфорированные на принимающей стороне, можно было использовать для передачи сообщений на другую станцию. С использованием этих методов были разработаны крупные сети хранения и пересылки.
Бумажная лента может считываться компьютером со скоростью до 1000 символов в секунду. [6] В 1963 году датская компания Regnecentralen представила устройство чтения бумажных лент под названием RC 2000, которое могло читать 2000 символов в секунду; позже они увеличили скорость еще больше, до 2500 имп/с. Еще во время Второй мировой войны лентопротяжное устройство Heath Robinson, использовавшееся взломщиками кодов союзников, имело скорость 2 000 зн/сек, в то время как Colossus мог работать со скоростью 5 000 зн/сек при использовании оптического считывателя ленты, разработанного Арнольдом Линчем.
Миникомпьютеры
24-канальная программная лента для Harvard Mark I
Когда выпускались первые миникомпьютеры, большинство производителей обратились к существующим серийным телетайпам ASCII (в первую очередь к модели Teletype 33, поддерживающей десять символов ASCII в секунду). вторая пропускная способность) в качестве недорогого решения для ввода с клавиатуры и вывода на принтер. Обычно указанная модель 33 ASR включала перфоратор / считыватель бумажной ленты, где ASR означает «автоматическая отправка / получение», в отличие от моделей KSR без перфорации / считывателя — отправка / прием с клавиатуры и RO — только получение. В качестве побочного эффекта перфолента стала популярным носителем для недорогого хранения данных и программ на мини-компьютерах, и в большинстве мини-компьютерных установок можно было найти набор лент, содержащих полезные программы. Также были распространены более быстрые оптические считыватели.
Передача двоичных данных на эти мини-компьютеры или с них часто выполнялась с использованием метода двойного кодирования, чтобы компенсировать относительно высокий уровень ошибок штамповщиков и считывателей. Низкоуровневое кодирование обычно представляло собой ASCII с последующим кодированием и оформлением в различных схемах, таких как Intel Hex, в которых двоичное значение «01011010» будет представлено символами ASCII «5A». Информация о кадрировании, адресации и контрольной сумме (в основном в шестнадцатеричных символах ASCII) помогала обнаруживать ошибки. Эффективность такой схемы кодирования составляет порядка 35–40% (например, 36% от 44 8-битных символов ASCII, необходимых для представления шестнадцати байтов двоичных данных на кадр).
Автоматизированное производство
Считыватель бумажной ленты на станке с числовым программным управлением (ЧПУ)
В 1970-х годах в автоматизированном производственном оборудовании часто использовалась бумажная лента. Бумажная лента была важным носителем данных, например, для управляемых компьютером машин для намотки проволоки. Считыватель бумажной ленты был меньше и дешевле, чем считыватель карт Холлерита или магнитной ленты. Черная вощеная и промасленная бумага премиум-класса с длинными волокнами и майларовая пленочная лента были изобретены для того, чтобы производственные ленты для этих машин служили дольше.
Передача данных для программирования ПЗУ и СППЗУ
В 1970-х — начале 1980-х годов бумажная лента обычно использовалась для передачи двоичных данных для включения либо в программируемые по маске микросхемы постоянной памяти (ПЗУ), либо в их стираемые аналоги СППЗУ. Было разработано значительное разнообразие форматов кодирования для использования в компьютерах и при передаче данных ПЗУ/СППЗУ. [7] Широко используемые форматы кодирования в основном основывались на тех форматах, которые поддерживали устройства программирования СППЗУ, и включали различные шестнадцатеричные варианты ASCII, а также ряд проприетарных форматов.
Также использовалась гораздо более примитивная, а также гораздо более длинная высокоуровневая схема кодирования, BNPF (начало-негативный-позитивный-финиш). В кодировании BNPF один байт (8 бит) будет представлен высоко избыточной последовательностью кадрирования символов, начинающейся с одной ASCII «B», восьми символов ASCII, где «0» будет представлен «N» и «1». » будет представлен буквой «P», за которой следует окончание ASCII «F». Эти десятисимвольные последовательности ASCII были разделены одним или несколькими символами пробела, поэтому для каждого сохраненного байта использовалось не менее одиннадцати символов ASCII (9).% эффективность). Символы ASCII «N» и «P» отличаются четырьмя битовыми позициями, что обеспечивает превосходную защиту от одиночных ошибок. Также были доступны альтернативные схемы, в которых «L» и «H» или «0» и «1» также были доступны для представления битов данных, но в обеих этих схемах кодирования два символа ASCII, несущие данные, отличаются только одной битовой позицией. , что обеспечивает очень плохое обнаружение одиночных ошибок.
Кассовые аппараты
NCR из Дейтона, Огайо, производила кассовые аппараты около 19 г.70, который пробивает бумажную ленту. Примерно в то же время Sweda производила аналогичные кассовые аппараты. Ленту затем можно было считывать в компьютер, и можно было не только обобщать информацию о продажах, но и выставлять счета по платежным транзакциям. Лента также использовалась для отслеживания запасов, записи отделов и номеров классов проданных товаров.
Газетная промышленность
Перфолента использовалась в газетной промышленности до середины 1970-х годов или позже. Газеты обычно приводились в действие такими устройствами, как линотипы. Поскольку телеграфные услуги поступают в устройство, которое перфорирует бумажную ленту, вместо того, чтобы оператору линотипа приходилось перепечатывать все входящие истории, бумажную ленту можно было вставить в устройство чтения бумажной ленты на линотипе, и это создавало бы свинцовые пробки без оператор перепечатывает истории. Это также позволило газетам использовать устройства, такие как Friden Flexowriter, для преобразования набора текста в основной с помощью ленты. Даже после упадка линотипа и набора текста с помощью горячего лида многие ранние фотонаборные устройства использовали считыватели с бумажной ленты.
Если ошибка была обнаружена в одной позиции на шестиуровневой ленте, этот символ можно было превратить в нулевой символ, который можно было пропустить, выбивая оставшиеся неперфорированные позиции с помощью так называемого «выщипывателя цыплят». выглядел как инструмент для удаления клубничных стеблей, который, нажимая большим и указательным пальцами, мог пробить оставшиеся места, по одному отверстию за раз.
Криптография
Шифры Вернама были изобретены в 1917 году для шифрования сообщений телетайпа с использованием ключа, хранящегося на бумажной ленте. В течение последней трети 20-го века Агентство национальной безопасности (АНБ) использовало перфоленту для распространения криптографических ключей. Восьмиуровневые бумажные ленты распределялись под строгим контролем учета и считывались заполняющим устройством, таким как ручной KOI-18, которое временно подключалось к каждому защитному устройству, которому требовались новые ключи. АНБ пыталось заменить этот метод более безопасной системой управления электронными ключами (EKMS), но по состоянию на 2016 год бумажная лента, по-видимому, все еще используется. [8] Канистра с бумажной лентой представляет собой защищенный от несанкционированного доступа контейнер, который содержит элементы, предотвращающие незаметное изменение содержимого.
Преимущества и ограничения
Перфолента обладает некоторыми полезными свойствами:
Долговечность. Хотя многие магнитные ленты со временем изнашиваются до такой степени, что данные на них безвозвратно утеряны, перфоленты можно читать много десятилетий спустя, если использовать бескислотную бумагу или майларовую пленку. Некоторая бумага может быстро портиться.
Доступность для человека. При необходимости узоры отверстий можно расшифровать визуально, а порванную ленту можно отремонтировать (используя специальные сращивания лент с узором «все отверстия»). Редактирование текста на перфоленте было достигнуто путем буквального вырезания и наклеивания ленты ножницами, клеем или путем заклеивания участка, чтобы закрыть все отверстия, и проделывания новых отверстий с помощью ручного дырокола.
Невосприимчивость к магнитному полю. В механическом цехе, полном мощных электродвигателей, программы числового управления должны выдерживать воздействие магнитных полей, создаваемых этими двигателями. [9]
Легкость разрушения. В случае криптографических ключей присущая бумажной ленте воспламеняемость (иногда усиливаемая за счет использования флэш-бумаги) была преимуществом. Как только ключ был загружен в устройство, бумажную ленту можно было просто сжечь, чтобы ключ не попал в руки врага.
Самыми большими проблемами с бумажной лентой были:
Надежность. Было обычной практикой после каждого механического копирования ленты проводить ручное пошаговое сравнение.
Перемотка ленты была сложной и часто вызывала проблемы. Требовалась большая осторожность, чтобы не порвать ленту. [ необходима ссылка ] Некоторые системы использовали фальцованную бумажную ленту, а не рулонную бумажную ленту. В этих системах не требовалось ни перемотки, ни каких-либо причудливых подающих катушек, приемных катушек или механизмов натяжных рычагов; лента просто подавалась из резервуара подачи через считывающее устройство в приемный резервуар, сворачиваясь обратно в точно такую же форму, как когда она была подана в считывающее устройство. 9 Синха, Н.К. (30 июня 1986 г.). Микропроцессорные системы управления . Спрингер. п. 264. ISBN 978-90-277-2287-4 .
Внешние ссылки
«Стандарт ECMA для обмена данными на перфоленте». Европейская ассоциация производителей компьютеров.
Агрегат сварочный АДД-4004МВУ1 (АДД-4004МУ1) предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке, резке и наплавке металла постоянным током. В своем составе агрегат АДД-4004МВУ1 имеет вспомогательный генератор переменного тока напряжением 230В, частотой 50 Гц для питания электроинструмента, освещения и других потребителей. Агрегат АДД-4004МУ1 в своем составе дополнительного генератора не имеет.
По заказу потребителя агрегаты комплектуются одноосным прицепом-шасси и термопеналом для сушки электродов.
Агрегат предназначен для работы на открытом воздухе в полевых условиях. Агрегат не предназначен для эксплуатации в закрытых невентилируемых помещениях.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от 40°С до минус 45°С и относительной влажности воздуха не более 75% при 15°С.
ТЕХНИЧЕСКИЕ ДАННЫЕ
2.1 Сварочный генератор
2.1.1 Тип ГД-4006У2
2.1.2. Номинальный сварочный ток, А 400
2.1.3 Пределы регулирования сварочного тока, А 60 — 400
2.1.4 Напряжение холостого хода, В 80-90
2.1.5 Продолжительность нагрузки (ПН) при номинальном сварочном токе, % 60
2.2 Приводной двигатель
2.2.1 Тип дизеля Д-242
2.2.2 Мощность, кВт (л.с.) 45,6(62)
2.2.3 Число цилиндров 4
2.2.4 Частота вращения, об/мин 1800
2. 2.5 Система охлаждения — закрытого типа с принудительной циркуляцией охлаждающей жидкости.
2.3 Термопенал для сушки электродов
2.3.1 Напряжение питания, В 36-60
2.3.2 Потребляемая мощность, кВт, не более 0,2
2.3.3 Масса загружаемых электродов до 8 кг
2.3.4 Номинальная температура в рабочей камере термопенала, С° 130
2.4 Вспомогательный генератор электропитания
2.4.1 Тип вспомогательного генератора БВЕИ 525754.013
2.4.1 Номинальная мощность, кВА 4
2.4.2 Частота, Гц 50
2.4.3 Номинальное напряжение, В 230
2.4.4 Частота вращения, об/мин 3000
2.5 Данные агрегата без шасси:
2.5.1 Степень защиты IP22
2.5.2 Габариты, мм, не более 2150 х 1000 х 1580
2.5.3 Масса, кг, не более:
АДД-4004МУ1 1120
АДД-4004МВУ1 1200
Расшифровка символов таблички номинальных данных
Трёхфазный генератор с выпрямительным блоком и однофазный генератор переменного тока с приводом от двигателя внутреннего сгорания.
Трёхфазный генератор с выпрямительным блоком с приводом от двигателя внутреннего сгорания.
Уровни звука и эквивалентные уровни звука при работе агрегата в номинальном режиме не более 80дБА.
Предельно допустимая концентрация вредных веществ в воздухе на рабочем месте у агрегата сварочного соответствует ГН 2.2.5.686 — 98.
Агрегаты сварочные СЕРТИФИЦИРОВАНЫ на соответствие требованиям БЕЗОПАСНОСТИ и ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ: ГОСТ21671 и Нормы 8 — 95. Сертификат №РОСС. RU.0001.11ME55.B01057 со сроком действия по 28 ноября 2006 года, выданный Органом по сертификации промышленной продукции НП «Южно — Уральское техническое общество», находящееся по адресу: 456318, г. Миасс Челябинской области, пр. Октября, 66.
Комплект поставки
1. Агрегат сварочный АДД -4004МВУ1 (АДД -4004МУ1) в сборе, шт
7. Техническое описание и инструкция по эксплуатации двигателя, экз
1
8. Провод для аккумулятора + + +, шт
1
9. Провод для аккумулятора + + +, шт
1
10. Лампа А12-21-3 ГОСТ 20231.1, шт
1
11. Светильник ПЛ-64В 2-4м ТУ 16 635.331
1
12. Шасси одноосное (по заказу), шт
1
Дополнительно дляагрегата АДД-4004МВУ1:
13. Паспорт вспомогательного генератора), экз
1
14. Паспорт устройства защитного отключения, экз
1
4. ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
Организация рабочих мест и проведение сварочных работ должны соответствовать «Санитарным правилам при сварке, наплавке и резке металлов» СП № 1009-73, ГОСТ 12.3.003 — 86 «ССБТ Работы электросварочные. Требования безопасности».
1 .Уровни напряженности электрического поля частотой 50 Гц и периодического магнитного поля на рабочем месте у агрегата сварочного соответствуют санитарно-эпидемиологическим правилам и нормативам СанПиН 2.2.4.1191-03 «Электромагнитные поля в производственных условиях».
2. Корректированный уровень общей вибрации соответствует требованиям санитарных норм СП 2. 2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий»
3. Уровень ультрафиолетового излучения (диапазон УФ-В + УФ-С) соответствует санитарным нормам № 4557-88 «Ультрафиолетовое излучение в производственных условиях»
4. Уровень шумовых характеристик агрегата сварочного соответствует требованиям санитарных норм № 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
В эксплуатационной документации должны быть приведены указания об организации рабочих мест и проведении сварочных работ в соответствии с СП при сварке, наплавке и резке металлов № 1009-73, ГОСТ 12.3.003-86 «ССБТ Работы электросварочные Требования безопасности»
Дополнительно для прицепов специальных тракторных:
5. Подъём и перемещение разовое тяжести соответствует требованиям руководства Р 2.2.755-99 Гигиенические критерии оценки и классификация условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса».
Не допускается выполнение работ со сцепным устройством прицепа одной женщиной.
К эксплуатации агрегатов допускается аттестованный персонал, прошедший обучение и проверку знаний по электробезопасности и правил техники безопасности, обученный работать с электроустановками и знающий устройство сварочных агрегатов.
4.1 Основные правила электробезопасности для агрегата АДЦ-4004МВУ1
4.1.1 После запуска агрегата и выхода на номинальный режим по напряжению 220 В следует проверить исправность прибора контроля изоляции. Проверку производить без подключения электроприборов к розеткам и при отключенном выходном выключателе ВГ.
4.1.2 При исправной изоляции цепей внутри агрегата, омметр прибора должен показывать значение сопротивления не ниже 100 кОм. Прибор исправен, если при нажатии кнопки «Контроль изоляции» стрелка находится в красной зоне шкалы (значение сопротивления около 10 кОм).
ЗАПРЕЩАЕТСЯ работа с неисправным прибором контроля изоляции!
4. 1.3 Подключаемые к ВГ электроприборы должны иметь шнуры питания с защитным проводником, соединенным с заземляющим контактом розетки. Защитный проводник должен быть надежно присоединён к открытым проводящим частям (корпусам) электроприбора.
Для всех агрегатов:
4.1.6 ЗАПРЕЩАЕТСЯ открывать кожухи распределительных устройств у работающего агрегата;
4.1.7 При смене электрода напряжение холостого хода на электрододержателе может достигать 100 В. В этих условиях необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями электрической цепи;
4.1.8 В случае аварийного повышения скорости вращения двигателя напряжение на зажимах сварочного генератора может быть выше 100 В. В этом случае следует немедленно остановить двигатель.
4.2 Основные правила противопожарной безопасности:
4.2.1 Заправлять агрегат топливом только при неработающем двигателе. После заправки вытереть места, на которые попало топливо.5
4.2.2 Следить за тем, чтобы не было течи топлива из бака и топливопроводов. При обнаружении течи немедленно устранить ее.
4.2.3 Для проверки уровня топлива в баке пользоваться мерной линейкой.
Ни в коем случае не подносить к баку огонь для освещения.
4.2.4 Курение вблизи агрегата не допускается.
4.2.5 В случае возникновения пожара при отсутствии углекислотного огнетушителя необходимо использовать подручные средства тушения (забросать очаг пожара песком, землей, накрыть брезентом и т.п.).
4.2.7 Запрещается производить сварочные работы на расстоянии ближе 15м от агрегата.
4.3 Прочие меры безопасности:
4.3.1 Для предохранения глаз от вредного действия лучей, излучаемых сварочной дугой сварщик должен пользоваться защитным щитком, снабженным специальным светофильтром.
4.3.2 При работе в общем помещении или на открытой площадке совместно с другими работниками рабочее место сварщика должно быть изолировано не сгораемыми ширмами, щитами и окружающие должны быть предупреждены о вредном влиянии лучей от сварочной дуги на зрение.
4.3.3 Для предохранения тела и рук сварщика от ожогов лучами от сварочной дуги и брызгами расплавленного металла необходимо пользоваться специальной одеждой и рукавицами.
4.3.4 При зачистке швов для защиты глаз от осколков шлака необходимо пользоваться защитными очками с простыми стеклами.
4.3.5 При выемке электродов из термопенала после просушки необходимо помнить, что температура электродов может достигать 130°С и принять соответствующие меры безопасности.
5. ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ АГРЕГАТА
Основой агрегата является блок, образованный жестким фланцевым соединением приводного двигателя и сварочного генератора ГД-4006У2. Этот блок прикреплен к раме через резиновые амортизаторы.
На капоте закреплены топливный бак, пульт управления вспомогательным генератором, фильтр очистки воздуха.
Вращающий момент от приводного двигателя передается к сварочному генератору посредством пальцевой муфты состоящей из двух полумуфт. Полумуфта двигателя укреплена на маховике и имеет четыре эластичных гнезда, в которых входят пальцы-пластины полумуфты генератора. Полумуфта установлена на валу сварочного генератора посредством шпоночного соединения.
Вращающий момент от приводного двигателя к вспомогательному генератору передается посредством ременной передачи. Для этого используются два ремня А-1320 ГОСТ 1284.1-89.
5.1 Пульт управления двигателем
На панели пульта установлены приборы контроля давления и температуры масла двигателя, амперметр контроля зарядного тока. Питание приборов включается тумблером S1 «Приборы». Схема электрическая принципиальная управления двигателем приведена на рис. 1 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242.
Свеча накаливания, подогревающая воздух во впускном коллекторе двигателя, включается поворотом ключа выключателя S2 до первого положения «Свеча». Свечение спирали в окне «Контроль накала» показывает, что свеча достаточно разогрета и можно поворачивать ключ во второе положение «Пуск» для включения стартера.
Лампа HL1 «Разряд батареи » сигнализирует о том, что не работает зарядный генератор. При работающем двигателе горящая лампа может означать и обрыв ремня привода вентилятора охлаждения.
На панели имеется розетка на 12 В для подключения переносной лампы.
В целях надёжного возбуждения, в сварочный генератор заведено питание напряжением 12В постоянного тока от бортовой сети агрегата. Во избежание разряда аккумулятора рекомендуется сразу после остановки двигателя выключить тумблер S1″ Приборы».
5.2 Капот
Капот представляет из себя жесткую цельную сварную конструкцию в форме коробки без дна, к которой крепятся шторы и топливный бак. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2 (4 в углах плюс 2 посредине полоза).
Капот сделан съемным для удобства обслуживания двигателя и генераторов. Для снятия капота отсоединить топливопровод от топливного бака, открутить крепежные болты пульта вспомогательного генератора и болты крепления капота к раме и отсоединить провод заземления капота и топливного бака.
Поднимать капот согласно схеме строповки (см. рис. 2 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242).
5.3 Термопенал
Предназначен для поддержания электродов в сухом состоянии. Схема подключения термопенала к сварочному генератору приведена на рис. 3. Остальное — в паспорте на термопенал.
5.4 Установка аккумуляторной батареи
Аккумуляторная батарея агрегата 6СТ-190 находится в сухозаряженном состоянии (без электролита).
Батарея установлена на раму со стороны стартера и притягивается к раме уголком через шпильки-крючки.
Соединение » + » аккумуляторной батареи со стартером, а » — » аккумуляторной батареи с корпусом (наконечник провода закрепить болтом, крепящим переходный щит генератора сварочного к двигателю) производить проводами из комплекта поставки.
6. ЗАПУСК АГРЕГАТА В РАБОТУ
Перед запуском в работу агрегата АДД-4004МВУ1 следует провести следующие работы:
Запуск агрегатов в работу проводить в следующем порядке:
6.1. Залить электролит в аккумуляторную батарею и подготовить к эксплуатации.
6.2. Подготовить двигатель к работе согласно инструкции по эксплуатации двигателя.
6.3. Открыть краник на баке и убедиться в поступлении топлива к фильтру и отсутствии воздуха в топливной системе.
6.4. Установить рукоятку подачи топлива в положение наибольшей подачи топлива (по часовой стрелке), рис.4
6.5. Включить тумблер S1 «Приборы» на пульте управления двигателем. При этом загорится сигнальная лампа и стронутся стрелки приборов.
6.6. Повернуть ключ выключателя S2 до первого положения «Свеча».
6.7. Поворотом ключа выключателя S2 во второе положение «Пуск» включается стартер и открывается клапан подачи топлива электрофакельного подогревателя.
6.11 После пуска двигателя отпустите ключ. Он сам вернется в исходное положение. Если двигатель после 3 -4-х попыток с минутными перерывами не запустился, то последующую попытку пуска можно повторить только через 2,5-3 мин. во избежание выхода из строя аккумуляторной батареи.
После пуска двигателя необходимо:
Прослушать работу агрегата (двигатель должен работать равномерно, без стуков и посторонних шумов).
В случае затруднительного пуска двигателя, особенно в холодное время года, необходимо залить в бачок электрофакельного подогревателя легковоспламеняющейся смеси и повторить пуск. Особенности эксплуатации и обслуживание дизеля, а также перечень необходимых операций при возможных отказах двигателя изложен в документе «Дизели Д-243 — Д-245 и их модификации. Инструкция по эксплуатации».
В паспорте на генератор сварочный приводится перечень необходимых операций при работе со сварочным генератором.
7. ОСТАНОВКА ДВИГАТЕЛЯ
Для остановки необходимо дать двигателю поработать вхолостую на минимальных оборотах 3-4мин. и только после этого глушить его, предварительно выключив подачу топлива, поворотом рычага-стоп (против часовой стрелки) в крайнее положение (рис. 4. Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242) и удерживать его в этом положении до полной остановки двигателя, после чего необходимо вернуть рычаг в исходное положение.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЗАО «Уралтермосвар», как предприятие-изготовитель агрегатов сварочных АДД-4004МВУ1 (АДЦ-4004МУ1) гарантирует его соответствие требованиям технической документации при соблюдении потребителем правил эксплуатации, изложенных в настоящем руководстве. Гарантийный срок — 12 месяцев со дня отгрузки с предприятия-изготовителя.
Гарантия предполагает бесплатный ремонт в течение гарантийного срока или замену агрегата на новый в случае невозможности ремонта.
Гарантийное обслуживание осуществляется только после заключения специалиста ЗАО «Уралтермосвар» о наличии неисправности по вине предприятия-изготовителя. В случае неисправности, произошедшей по вине покупателя ремонт осуществляется за его счет.
Гарантия прекращается при наличии механических повреждений, вызванных неосторожным обращением с агрегатом, самостоятельного изменения электрической схемы и внутренних коммуникаций, неисправности, возникшей из-за нарушений правил эксплуатации агрегата и попадания внутрь посторонних предметов.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Агрегат АДД-4004М_У1, исполнение 3, заводской №
№ двигателя.
№ генератора ГД-4006_
№ вспомогательного генератора
соответствует технической документации и признан годным к эксплуатации.
Дата приемо-сдаточных испытаний
Ответственный за приемку
Изготовитель: ЗАО «Уралтермосвар», г. Екатеринбург
Опубликовано на Яндекс.Дзен
Сварочный агрегат АДД-4004 — технические характеристики
Опубликовано: 25.04.2017
Приобретая сварочные агрегаты для выполнения строительных работ, покупатели часто опускают тот фактор, что оборудование для сварки требует подсоединения к какому-либо источнику питания. А если предполагается строительство нового жилого дома, то часто разрешение на подсоединение к электросети еще отсутствует, а при незаконном использовании электроэнергии предусмотрены довольно большие штрафы. Из этого можно сделать вывод, что основное требование к техническому оснащению, которое будет использоваться в полевых условиях – его автономность в полном объеме, то есть оборудование должно работать от независимых источников питания.
Оглавление:
Передвижные установки для сварки, генераторы
Технология электродуговой сварки предполагает для расплавления металлов использование электрической дуги. Для данного типа сваривания сегодня производятся самые разнотипные сварочные агрегаты. Это могут быть компактные бытовые установки, масса которых составляет не более 40 кг или же более мощные передвижные сварочные агрегаты, оснащенные генератором. Такие установки используются для работ на труднодоступных полевых участках от собственного источника питания.
Примером моторизированного аппарата для сварки является дизельная установка АДД-4004. Этот аппарат производится на заводе «Уралтермосвар». Инструмент обеспечивает эффективную работу 1-го поста сварки, питается от собственного источника электропитания, который также может использоваться для эксплуатации прочего электрооборудования.
Такие модели устройств устанавливаются на двухколесные, четырехколесные шасси, их можно эксплуатировать в полевых, стационарных условиях.
Генераторы для сварки
Аппарат сварочный АДД-4001 (дизель)
Сварочный агрегат АДД-4001 способен обеспечить питанием 1-ин пост дуговой сварки/резки металлических изделий. Сварку допускается осуществлять при температуре воздуха ОС: «-45º» – «+45º». Ток при этом используется постоянный.
Сварочный агрегат АДД (дизель) предоставляет возможность настраивать ток плавно, ступенчато, управлять им дистанционно.
Технические параметры установки АДД-4001
Мотор – дизельный Д144-81, мощность – 50 л. с., обороты – 1800 об/мин.
Топливный расход – 5,2 л/ч.
Схема охлаждения двигателя – воздушная.
Предельные значения тока – 60А-450А.
Ток номинальный (ПВ-60 процентов) – 400А.
Напряжение на холостом ходу – 100В.
Номинальное напряжение – 36В.
Масса агрегата – 820 кг.
Габариты – 224х100х130 см.
Аппарат сварочный АДД-4004 (дизель)
Сварочный агрегат АДД-4004 предоставляет возможность организовывать работу 1-го поста сварки. Он применяется для дуговой сварки, функционирует на постоянном токе, можно работать электродами, имеющими различное покрытие, диаметр которых не больше 6 мм. АДД-4004 чаще всего используется в процессе выполнения сварных соединений металлических конструкций в полевых условиях. В его конструкцию входит индукторный генератор.
Сварочные агрегаты этой модели прекрасно себя показали в тяжелых эксплуатационных условиях. Установленный на передвижной установке генератор является бесконтактным, обладает повышенной частотой. На оборудовании не предусмотрена электроника, поэтому его можно эксплуатировать на открытой местности при температуре воздуха ОС: «-40º» – «+40º», а также 98-ми процентах влажности воздуха (Т-20 градусов).
Схема сварки для постоянного тока, вырабатываемого генератором, предоставляет возможность работать с конструкциями из любой стали, использовать электроды любого диаметра.
Дизельный сварочный агрегат модели АДД-4004 оснащен дистанционным управлением параметрами тока. Аппарат отличается легкостью зажигания дуги сварки, ее стабильностью.
Технические параметры установки АДД-4004П
Мотор – дизельный Д144, 37 кВт, 1800 об/мин.
Расход топлива – 4,4 кг/ч.
Схема охлаждения двигателя – воздушная.
Предельные значения тока – 45А-430А.
Масса агрегата – 1030 кг.
Габариты – 285х168х193 см.
Итог
Сергей Одинцов
tweet
сварочных аппаратов ESAB ARISTO® 4004i и 5000i будут продаваться исключительно как системы с поддержкой WeldCloud| Производство и металлообработка
Перейти к содержимому
ESAB (Аннаполис-Джанкшн, Мэриленд). Поскольку компании по всему миру стремятся оптимизировать операции за счет оцифровки, ESAB Welding & Cutting Products объявила о том, что ее усовершенствованные источники сварочного тока Aristo® 4004i Pulse, Aristo 5000i и Aristo U5000i продаются исключительно с поддержкой WeldCloud. системы. Aristo 500ix по-прежнему будет продаваться как дополнительная система WeldCloud. Чтобы стимулировать использование, ESAB предложит покупателям Aristo бесплатный трехмесячный пробный период, который можно активировать в любое время.
WeldCloud — это набор онлайн-приложений для управления данными, который позволяет пользователям повысить общую эффективность работы за счет мониторинга, сбора, отслеживания и анализа данных для принятия разумных решений на основе точной информации. Машины с поддержкой WeldCloud оснащены встроенным коммуникационным модулем, который в цифровом виде подключает машину к WeldCloud через WiFi.
«Используя WeldCloud для выявления и устранения узких мест в производстве, пользователи могут улучшить коэффициент времени горения дуги на 10–50 процентов в течение первого года внедрения», — говорит Джон Хофманн, директор по глобальным продуктам — цифровые решения, ESAB. «WeldCloud также может сократить тысячи часов бесполезного времени, повысить оперативность реагирования клиентов, снизить эксплуатационные расходы и увеличить размер прибыли».
ЭСАБ предлагает три решения WeldCloud для удовлетворения потребностей различных профессионалов в области сварки:
Продуктивность WeldCloud предназначена для руководителей операций и производства. Он отслеживает информацию, полученную в процессе сварки: время горения дуги, количество сеансов сварки, использование проволоки, скорость наплавки и многие другие показатели. Пользователи также могут «пометить» или связать эту информацию, чтобы обеспечить полную прослеживаемость сварных швов, которая может включать сканирование штрих-кода/QR-кода переменных, таких как бейджи оператора, партия проволоки и WPS. Имея данные в режиме реального времени и точные цифры, пользователи могут получить представление о том, какие операции выполняются эффективно, а какие нуждаются в улучшении.
WeldCloud Fleet — это новый цифровой помощник менеджера по обслуживанию или техническому обслуживанию, предназначенный для управления парком сварочного оборудования в одном или нескольких местах. С помощью журналов событий и обслуживания, а также предупреждений в режиме реального времени менеджеры по обслуживанию знают, какие машины работают хорошо, а какие нуждаются в обслуживании или замене. WeldCloud Fleet также напоминает им о графиках технического обслуживания и калибровки и позволяет им удаленно обновлять программное обеспечение или программы сварки вместо того, чтобы вручную настраивать каждую машину.
WeldCloud Notes идеально подходит для менеджеров по контролю качества, поскольку улучшает документацию по сварке за счет оцифровки и автоматизации ручных процессов. Это снижает административные расходы, сводит к минимуму риск возникновения обязательств и обеспечивает соблюдение требований и контроль качества при выполнении проекта. WeldCloud Notes выполняет четыре основные задачи:
Обеспечение качества и соответствия требованиям при одновременном управлении документами PQR и WPS в одном месте;
Эффективный просмотр всей информации PQR, WPS и WPQ с помощью быстрого и удобного поиска;
Создать PQR или WPQ со всеми необходимыми переменными; и
Избегайте пропущенных сроков квалификации или траты ресурсов на переквалификацию сварщиков.
WeldCloud использует платформу облачных вычислений Microsoft Azure, что делает ее чрезвычайно надежной и безопасной. Если беспроводное соединение прерывается, WeldCloud продолжает сохранять данные в течение недели и восстанавливает данные после восстановления соединения WiFi. Все данные защищены паролем, и пользователи могут определять различные уровни доступа и разрешений.
«WeldCloud не требует сложного ИТ-отдела, и его можно легко масштабировать, — добавляет Хоффман. «Любая операция, которая сталкивается с нехваткой квалифицированных сварщиков или сталкивается с проблемой удовлетворения потребностей клиентов, может извлечь выгоду из подключенной системы Aristo».
Станок с поддержкой WeldCloud можно активировать в любое время через местного торгового представителя ЭСАБ или отправив электронное письмо на адрес [email protected]. Всеми приложениями можно управлять на персональном компьютере. Чтобы научиться пользоваться интуитивно понятными панелями мониторинга и аналитическими функциями, потребуется всего около часа. Для управления приложениями с помощью мобильного устройства ESAB представила программный инструмент WeldCloud Connect. Он работает с любым Android-смартфоном или планшетом с ОС 6.0 и выше. С помощью WeldCloud Connect пользователи могут настраивать оборудование, добавлять возможность отслеживания сеансов сварки, рассчитывать скорость наплавки и устанавливать связи между WeldCloud Productivity и WeldCloud Notes. ESAB также предлагает портативный сенсорный компьютер Zebra. Это чрезвычайно прочные смартфоны со встроенным сканером штрих-кода, поэтому они идеально подходят для работы в магазине. Чтобы узнать больше, посетите esab.com.
Календарь и события
EASTEC
16–18 мая 2023 г. 035 FABTECH
11–14 сентября 2023 г.
Чикаго, Иллинойс
, ГОТОВЫЕ К ПОДКЛЮЧЕНИЮ: ПРОДАЮТСЯ ЭКСКЛЮЗИВНЫЕ ОБЛАЧНЫЕ СИСТЕМЫ ESAB ARISTO® 4004i И 5000i СИСТЕМЫ С ПОДДЕРЖКОЙ ОБЛАКА СВАРКИ — IndMacDig
Поскольку компании по всему миру стремятся оптимизировать операции с помощью оцифровки, ESAB Welding & Cutting Products объявила о выпуске Aristo® 4004i Pulse , Усовершенствованные источники сварочного тока Aristo 5000i и Aristo U5000i продаются исключительно как системы с поддержкой WeldCloud. Aristo 500ix по-прежнему будет продаваться как дополнительная система WeldCloud. Чтобы стимулировать использование, ESAB предложит покупателям Aristo бесплатный трехмесячный пробный период, который можно активировать в любое время.
WeldCloud — это набор онлайн-приложений для управления данными, который позволяет пользователям повысить общую эффективность работы за счет мониторинга, сбора, отслеживания и анализа данных для принятия разумных решений на основе точной информации. Машины с поддержкой WeldCloud оснащены встроенным коммуникационным модулем, который в цифровом виде подключает машину к WeldCloud через WiFi.
«Используя WeldCloud для выявления и устранения узких мест в производстве, пользователи могут улучшить коэффициент времени горения дуги на 10–50 процентов в течение первого года внедрения», — говорит Джон Хофманн, директор по глобальным продуктам — цифровые решения, ESAB. «WeldCloud также может сократить тысячи часов бесполезного времени, повысить оперативность реагирования клиентов, снизить эксплуатационные расходы и увеличить размер прибыли».
ЭСАБ предлагает три решения WeldCloud для удовлетворения потребностей различных профессионалов в области сварки:
WeldCloud использует платформу облачных вычислений Microsoft Azure, что делает ее чрезвычайно надежной и безопасной. Если беспроводное соединение прерывается, WeldCloud продолжает сохранять данные в течение недели и восстанавливает данные после восстановления соединения WiFi. Все данные защищены паролем, и пользователи могут определять различные уровни доступа и разрешений. «WeldCloud не требует сложного ИТ-отдела, и его можно легко масштабировать, — добавляет Хоффман. «Любая операция, которая сталкивается с нехваткой квалифицированных сварщиков или сталкивается с проблемой удовлетворения потребностей клиентов, может извлечь выгоду из подключенной системы Aristo».
Станок с поддержкой WeldCloud можно активировать в любое время через местного торгового представителя ЭСАБ или отправив электронное письмо на адрес [email protected]. Всеми приложениями можно управлять на персональном компьютере. Чтобы научиться пользоваться интуитивно понятными панелями мониторинга и аналитическими функциями, потребуется всего около часа. Для управления приложениями с помощью мобильного устройства ESAB представила программный инструмент WeldCloud Connect. Он работает с любым Android-смартфоном или планшетом с ОС 6.0 и выше. С помощью WeldCloud Connect пользователи могут настраивать оборудование, добавлять возможность отслеживания сеансов сварки, рассчитывать скорость наплавки и устанавливать связи между WeldCloud Productivity и WeldCloud Notes. ESAB также предлагает портативный сенсорный компьютер Zebra. Это чрезвычайно прочные смартфоны со встроенным сканером штрих-кода, поэтому они идеально подходят для работы в магазине.
Серия Aristo — это передовая синергетическая многопроцессорная система ЭСАБ для ручной и роботизированной сварки. Aristo 4004i Pulse имеет выходной ток 400 А при рабочем цикле 60 % и идеально подходит для импульсной сварки MIG и расширенного управления процессом MIG. Аппараты Aristo Mig 5000i и U5000i (для роботизированной сварки) обеспечивают выходной ток 500 А при рабочем цикле 60 % для процессов сварки проволокой, а также могут выполнять сварку TIG с ВЧ-запуском дуги или импульсной сваркой TIG-дугой и импульсными выходами постоянного тока. Компания ESAB разработала Aristo 500ix для применения в тяжелой промышленности, требующей исключительной надежности; это настоящая многопроцессорная система – MIG, импульсная MIG, сварка с флюсовой проволокой, сварка методом Stick, TIG с запуском дуги Lift-TIG и строжкой. Aristo 1000 AC/DC (1000 А при рабочем цикле 100 %) для сварки под флюсом позволяет пользователям переключаться с постоянного тока на переменный на лету и выполнять непрерывную сварку от корня до шапки, обеспечивая до 76 % более высокую скорость наплавки и 47 % сокращение времени сварки. Устройства Aristo работают с механизмами подачи проволоки Robust Feed U6 или U82, которые предлагают расширенные функции управления процессом для обеспечения более стабильного качества сварки, решения проблем с квалификацией рабочей силы, повышения производительности и сокращения эксплуатационных расходов за счет увеличения времени безотказной работы. Система подачи проволоки PreciDrive от Robust Feed чрезвычайно точна и отзывчива, обеспечивая лучший запуск и остановку дуги. Отмеченная наградами конструкция устройства подачи также обеспечивает дополнительные преимущества, в том числе лучший в своем классе корпус от влаги и пыли (IP44) для защиты катушки проволоки, встроенный нагреватель и расходомер, а также продуманную эргономику.
Печать 3D моделей на заказ, 3D сканирование на заказ и 3D моделирование на заказ в Калининграде от компании 3DLab39
3D печать на заказ
3D ПЕЧАТЬ
В КАЛИНИНГРАДЕ
Компания 3DLab39 предлагает услуги 3D моделирования, 3D печати и 3D сканирования на заказ в Калининграде.
На этом сайте вы сможете заказать печать пластиковых деталей к кухонной и бытовой технике, пластиковых шестеренок к офисной технике и ручному инструменту, архитектурных элементов и макетов, пластиковых деталей к автомобилям, прототипов стеклянной тары и посуды, детских игрушек, корпоративных сувениров и брелоков, подарков для родных и близких.
Принимаются заказы на 3D сканирование, 3D моделирование и 3D печать в Калининграде.
Заказать
Наши цены
ЦЕНА & СКОРОСТЬ
Печать пластиком по технологии FDM занимает довольно приличное время.
И чем выше разрешение (в нашем случае, меньше высота слоя и диаметр сопла), тем больше времени тратится на печать, хотя расход материала остается почти тем же. Таким образом, расчет стоимости печати складывается из расхода пластика + коэффициента времени, затраченного на печать.
Существует среднее разрешение слоя (0.2 мм), которое общепринято как оптимальное по качеству и скорости печати. Если Вам требуется качество выше указанного, то время печати увеличится и стоимость, соответственно, тоже.
Используем для работы профессиональное оборудование и Качественные расходные материалы от производителей:
Принтеры Picaso
Сканеры RangeVision
Софт Autodesk Fusion 360
Пластики eSUN
Пластики Filamentarno
Компьютеры iMac
Виды Пластиков
1PLA пластик нетоксичный, биоразлагаемый полилактид, органический материал для 3D печати, изготавливаемый из зерен кукурузы по улучшенной формуле.
Применяется для печати сувениров, игрушек, домашних принадлежностей, подшипников скольжения, больших и составных моделей.
Преимущества PLA — высокая жесткость — подходит для печати больших моделей — поверхность моделей более гладкая — не образуется трещин на моделях — может контактировать с едой.
2ABS пластик отличается повышенной упругостью, твердостью и жесткостью.
Прекрасно подходит для печати крупных объектов, для которых важны прочность и долговечность. Готовые изделия поддаются постобработки и могут быть окрашены. После шлифовки поверхность моделей гладкая и блестящая.
Преимущества ABS — очень прочный на разрыв и на изгиб — устойчив к маслам, жирам, смазочным материалам — не выцветает под воздействием Уф-излучения — прекрасно переносит высокие температуры.
3PETG пластик гибкий, не токсичный с низким коэффициентом усадки материала. Не впитывает воду. Высокая прочность (как ABS, но свойствами печати PLA), высокая ударная прочность.
Применяется для печати сувениров, игрушек, элементов электроники, канцтоваров, ёмкостей для косметики, больших и составных моделей. Готовые изделия поддаются постобработки и могут быть окрашены.
Преимущества PETG — высокая прозрачность, дает хороший глянец — минимальная склонность к перекосам — для 3D-печати крупных объектов — для различных опорных конструкций — термостойкий, прочный и долговечный.
4Инженерные: TPU, GF-30, WAX, CERAMO… пластики ударопрочные, стеклонаполненные, композитные, гибкие, с термостойкостью, высокой химической стойкостью к растворам кислот, щелочей, жирам, маслам, дизельному топливу.
Применяется для печати крупных шестерён, прочных корпусов, механически нагруженных деталей, аэродинамических обвесов для автомобилей.
Преимущества инженерных пластиков — высокая химическая стойкость — стойкость к растворам кислот и щелочей — стойкость к жирам, маслам, ксилолу — стойкость к дизельному топливу — поддаётся сверлению и нарезанию резьбы.
3D Моделирование
Выполняем работы по 3D моделированию на заказ. Стоимость часа работы от 500₽. Цена зависит от сложности заказа. Уточняйте перед заказом моделирования. Моделирование производится в программе Fusion 360.
Заказать
3D Сканирование
Выполняем работы по 3D сканированию на заказ. Стоимость работы от 500₽ в час. Цена зависит от размера объекта. Размеры объекта сканирования: от 3 см до 1,2 метра. Точность сканирования, мм: 0.06. Разрешение 3D точки: 0.16.
Заказать
3D Печать
Выполняем работы по 3D печати на заказ. Стоимость работ от 12₽ за грамм с коэффициентом множителем на время (чем больше размер и вес детали, тем дешевле будет обходится грамм). Цена зависит от материала, качества печати, диаметра сопла и высоты слоя.
Заказать
Качественная 3D печать в Калининграде
ГАЛЕРЕЯ НАШИХ РАБОТ
Все примеры
Техничка
Украшения
Фигурки
Кондитерам
Заказать
ЦЕНЫ НА 3D ПЕЧАТЬ
Лучшие сайты с 3D моделями
ВЫБРАТЬ МОДЕЛИ ДЛЯ ПЕЧАТИ
Каталог Thingiverse
Первое место в нашем рейтинге. Множество бесплатных моделей разбитых по категориям.
Каталог Myminifactory
Находится на втором месте в нашем рейтинге. Есть множество бесплатных и платных моделей.
Каталог 3DToday
Третье место в нашем рейтинге. Множество бесплатных моделей. Сайт на русском языке.
Каталог CGTrader
Находится на четвертом месте в нашем рейтинге. Есть множество бесплатных и платных моделей.
Заказать
ЦЕНЫ НА 3D МОДЕЛИРОВАНИЕ
И 3D СКАНИРОВАНИЕ
3D печать цена в Калининграде
Продукция:
Ед. измерения:
Кол-во:
Цена, от:
Наличие:
Купить
3D-сканирование
1000 ₽ 10001000 ₽
В наличии
3D-моделирование
1000 ₽ 10001000 ₽
В наличии
Постобработка
шт.
1000 ₽ 10001000 ₽
/ шт.
В наличии
3D печать металлом
1570 ₽ 15701570 ₽
В наличии
3D-печать
20 ₽ 2020 ₽
В наличии
3D печать
3D печать находит применение в процессе создания всевозможной продукции бытового и промышленного назначения. С помощью данной технологии можно воспроизводить максимально идентичные прототипы любых изделий, наладить производство сложных деталей оборудования, создавать украшения и изготавливать запасные части машин и агрегатов. Следует отметить, что использование 3D печати позволяет значительно экономить сырьевые компоненты, а также энергетические ресурсы.
Основные достоинства использования 3D принтеров в производстве и сфера применения
Современная промышленность для создания объемных деталей сложной конфигурации все чаще использует инновационную технологию 3D печати металлом. К положительным факторам применения такого метода относят следующее:
Возможность воссоздания изделий сложной формы за короткий промежуток времени.
Все вышеназванное позволяет купить 3D печать различных конструкций для использования практически во всех направлениях промышленности. Изделие полученные таким способом особо востребованы в следующих сферах:
Авиакосмическая индустрия и машиностроение. В данном случае технология применяется для производства запасных частей используемых в процессе проведения ремонтных работ дорогостоящего оборудования.
Строительство и архитектура. Создание объектов сложной геометрической формы.
Ювелирное дело. Изготовление эксклюзивных украшений с филигранными элементами.
Металлургия. Формирование заготовок для последующего использования в литейном производстве.
Дизайнерско-оформительское искусство. Разработка авторских предметов декора.
Медицина. Изготовление биосовместимых аппаратов с индивидуальными характеристиками.
Это далеко не полный список, где могут использоваться изделия полученные методом объемной печати металлов.
Что представляет собой 3D принтер по металлу
В начале на компьютере создается трехмерный проект, создаваемого элемента и при этом он делится на цифровые слои. После того как созданная модель будет запущена в печать, головка 3D принтера начинает выдавливать исходный материал на специальную печатающую платформу и в результате образуется первый слой изделия. После завершения операции, выполняется нанесение следующего слоя и так до получения готовой продукции. Современные принтеры объемной печати из металлов могут работать по нескольким технологиям:
Струйная трехмерная печать. В данном случае изготавливаются изделия на основе композитных материалов, включающих в себя полимер и металлический порошок.
Технология ламинирования. Процесс подразумевает использование в производстве тонкослойных материалов, которые накладываются один на другой.
Послойное наплавление. Наплавка слоев конструкции осуществляется через специальный экструдер.
Прямое и выборочное лазерное спекание. Процесс подразумевает спекание порошка под воздействием лазера.
Цена 3D печати зависит от примененной технологии и сложности конструкции.
Компания в цифрах
75 гектаров
производственных и складских
1500 тонн
металлопроката всегда в наличии
10 лет
безупречной работы
10000
довольных клиентов
324 единицы
техники в автопарке
1000
сотрудников и высококлассных специалистов
83 города
с филиалами нашей компании
Почему стоит выбирать именно нас
Персональный менеджер закрепляется за каждым клиентом
Возможность согласовать постоплату и рассрочку
Доставка точно в срок
Высокое качество продукции, подтверждённое сертификатами
Широкий ассортимент более 200 000 позиций
Низкие цены за счёт собственного производства
Предоставляем услуги по всем видам обработки металла
Остались вопросы?
Задайте их прямо сейчас.
Наш менеджер свяжется с Вами в ближайшее время и проконсультирует Вас.
Поля, обязательные для заполнения. Отправляя заявку, вы соглашаетесь на обработку персональных данных.
Заявка на расчёт
Условия политика конфиденциальности
Ваш город Калининградский филиал ПКФ «Айсберг АС»?
ПодтвердитьВыбрать другой
Заявка на поставку металлопроката
*Поля, обязательные для заполнения
Отправляя заявку, вы соглашаетесьна обработку персональных данных.
Пензенская область
Пензенский филиал ПКФ «Айсберг АС»
Напишите нам
*Поля, обязательные для заполнения
Отправляя заявку, вы соглашаетесьна обработку персональных данных.
Арматура 6 A500C ГОСТ 5781-82
Найдено в товарах
36000 36000 ₽
Арматура 6 A500C ГОСТ 5781-82
м.
37000 ₽ 3500036000 ₽
В наличии
Арматура 6 A500C ГОСТ 5781-82
Найдено в товарах
36000 36000 ₽
▷ 3d модели Дома Советов 【STLFinder 】
Дом Советов Калининград
культы3d
Feady для 3D печати точной копии Дома Советов Калининград. Это 3D-модель для 3D-печати. Загрузите этот 3D-файл и сделайте его на своем 3D-принтере. …Наслаждаться!
Дворец Советов
скетчфаб
Дворец Советов — один из самых известных незавершенных архитектурных проектов в истории. Огромное (самое большое и высокое в мире) здание должно было стать символом победы социализма, символом новой страны и новой Москвы.
Скамья Советов
мояминифабрика
«Зайдя под липы, он всегда садится на скамейку, на которой сидел в тот вечер, когда забытый всеми Берлиоз в последний раз в жизни увидел, как рассыпается луна». композиция, установленная в…
Дворец Советов Низкополигональная 3D модель
cgtrader
Дворец Советов — один из самых известных незавершенных архитектурных проектов в истории. Огромное (самое большое и высокое в мире) здание должно было стать символом победы социализма, символом новой страны и новой Москвы.
Дворец Советов 3D модель
cgtrader
Модель дворца советов образца 1939г.
Дом
вещьвселенная
Индивидуальная версия https://www.thingiverse.com/thing:3867358 Создано с помощью Customizer! …https://www.thingiverse.com/apps/customizer/run?thing_id=3867358
Дом мечты — дом мечты
скетчфаб
House of Dream — дом мечты, чтобы загрузить исходный файл (полностью четверти), посетите сайт www.dockstudio.in
House Of Lies 4
скетчфаб
Скан Дома лжи 4
Дом лжи 1
скетчфаб
Скан Дома лжи 1
Дом лжи 3
скетчфаб
Скан Дома лжи 3
Медальон Дома Таргариенов
вещьвселенная
Игра престолов — медальон Дома Таргариенов
Дом лжи 2
скетчфаб
Скан Дома лжи 2
Интерьер дома
вещьвселенная
Украшенный интерьер комнаты
Эскиз дома ZAFRA
грабкад
Эскиз дома ZAFRA
Дом будущего
грабкад
Дом будущего
Дом спичек
вещьвселенная
Спичечный домик
Архитектура дома
грабкад
Архитектурный проект дома
птичий домик
мояминифабрика
оригинальный домик птицы
Дом Леся Мартовича
скетчфаб
Дом Леся Мартовича в Городке.
внутренние помещения дома
грабкад
несколько интерьеров жилого дома
жилой дом
вещьвселенная
дом чудес должен стать шедевром
Внутри 3D-дома
грабкад
Холл и кухня в доме у подножия горы.
Изометрический вид дома
грабкад
Изометрический вид дома, разные высоты без 3D
задняя часть дома
вещьвселенная
задняя часть моего дома для тестовой 3D-печати
Подвеска House of Tides
вещьвселенная
Я использовал Inkscape и GIMP для обработки исходного изображения (внутриигровой символ House of Tides). Затем я смоделировал кулон в Blender. Кунари (буквально «Люди Куна») — это имя, наиболее известное для седовласых,…
Дом Эль Креста
культы3d
Сферический амулет с выгравированным гербом Дома Эль. …можно использовать как кулон, брелок или любой другой брелок.
Эмблема Дома Орлов
скетчфаб
… @fetalblooddemon в Instagram. … В их кампании Витика — дочь Финнигана Марша и Маламоры Марш. Ее отец — человек-бард, основатель и лидер гильдии «Дом орлов». …Эта эмблема является символом Дома Орлов
Интерьер кухонного домика
скетчфаб
Интерьер кухни дома Айкена Ретта в Чарльстоне, Южная Каролина.
Внутри дома
скетчфаб
Классный проект Я работал над архитектурой одноэтажного дома.
Почта
скетчфаб
Необычный почтовый ящик был замечен в центре города во время одной из моих обеденных прогулок. …41 фото в метаформе
Особенности дизайна еды на 3D-принтере. Обзор | Ульрих
1. Перейра, Т., Баррозу, С., Хиль, М. М. (2021). Дизайн пищевых текстур с помощью 3D-печати: обзор. Foods (Базель, Швейцария), 10(2), статья 320. https://doi. org/10.3390/foods10020320
2. Годой, Ф. К., Пракаш, С., Бхандари, Б. Р. (2016). Технологии 3D-печати в дизайне продуктов питания: состояние и перспективы. Журнал пищевой инженерии, 179, 44–54. https://doi.org/10.1016/j.jfoodeng.2016.01.025
3. Сунь Дж., Чжоу В., Янь Л., Хуанг Д., Линь Л. — Ю. (2018). Экструзионная печать продуктов питания для оцифрованного дизайна продуктов питания и контроля питания. Журнал пищевой инженерии, 220, 1–11. https://doi.org/10.1016/j. jfoodeng.2017.02.028
4. Кришнарадж П., Анукирутика Т., Чоудхари П., Моисей Дж. А., Анандхарамакришнан К. (2019). 3D-экструзия и постобработка богатой клетчаткой закуски из местной композитной муки. Пищевые и биотехнологические технологии, 12 (10), 1776–1786. https://doi.org/10.1007/s11947–019–02336–5
5. Деросси А., Капорицци Р., Аззоллини Д., Северини К. (2018). Применение 3D-печати для индивидуальной еды. Кейс по разработке фруктового перекуса для детей. Журнал пищевой инженерии, 220, 65–75. https://doi.org/10.1016/j.jfoodeng.2017.05.015
6. Лю, З., Чжан, М., Бхандари, Б., Ян, К. (2018). Влияние реологических свойств картофельного пюре на 3D-печать. Журнал пищевой инженерии, 220, 76–82. https://doi.org/10.1016/j.jfoodeng.2017.04.017
7. Ян Ф., Чжан М., Пракаш С., Лю Ю. (2018). Физические свойства теста для выпечки, напечатанного на 3D-принтере, под влиянием различных составов. Инновационная пищевая наука и новые технологии, 49, 202–210. https://дои. org/10.1016/j.ifset.2018.01.001
8. Деросси А., Капорицци Р., Риччи И., Северини К. (2019). Критические переменные в 3D-печати продуктов питания. Глава в книге: Основы 3D-печати пищевых продуктов и приложений: Academic Press, Кембридж, Массачусетс: США. 2019. С. 41–91.
9. Киртана К., Анукирутика Т., Моисей Дж. А., Анандхарамакришнан К. (2020). Разработка обогащенных клетчаткой 3D-печатных закусок из альтернативных продуктов: исследование шампиньонов. Journal of Food Engineering, 287, статья 110116. https://doi.org/10.1016/j.jfoodeng.2020.110116
10. Лилль М., Нурмела А., Нордлунд Э., Мется-Кортелайнен С. , Созер, Н. (2018). Применение пищевых материалов, богатых белком и клетчаткой, в 3D-печати на основе экструзии. Журнал пищевой инженерии, 220, 20–27. https://дои. org/10.1016/j.jfoodeng.2017.04.034
11. Перес Б., Нюквист Х., Брёггер А. Ф., Ларсен М. Б., Фалькеборг М. Ф. (2019). Влияние возможности печати макроэлементов и параметров 3D-принтера на 3D-печать пищевых продуктов: обзор. Пищевая химия, 287, 249–257. https://дои. org/10.1016/j.foodchem.2019.02.090
12. Сунь Дж., Чжоу В., Хуанг Д., Ян Л. (2018). 3D-печать продуктов питания: перспективы. Глава в книге: Полимеры для пищевых продуктов: Springer International Publishing: Cham, Швейцария. 2018. 725–755.
13. Какук, К. (2019). Полное руководство по 3D-печати продуктов питания. Получено с http://ww16.3dfoodprinting.us/wp-content/uploads/2019/04/TheUltimate-Guide-to 3D-FoodPrinting041419.pdf?sub1=20210202–2030–1540-a773-f044d95581d1 По состоянию на 8 апреля 2022 г.
14. Фермы Алеф Ферма Алеф Мясоводы. Получено с https://alephfarms.com/ По состоянию на 8 апреля 2022 г.
15. Meatech Meatech 3D-печать чистого и настоящего мяса. Получено с https://meatech4d.com/#intro, по состоянию на 7 апреля 2022 г.
16. Переосмыслите мясо ради любви к мясу. Переопределить мясо. Зачем пересматривать мясо? Получено с https://www.redefinemeat.com/. По состоянию на 7 апреля 2022 г.
17. Novameat Barcelona Novameat Мясо на растительной основе. Получено с https://www.novameat.com/. По состоянию на 7 апреля 2022 г.
18. Стоукс, Дж. Р., Бем, М. В., Байер, С. К. (2013). Пероральная обработка, текстура и ощущение во рту: от реологии до трибологии и не только. Текущее мнение в науке о коллоидах и интерфейсах, 18 (4), 349–359. https://doi.org/10.1016/j. cocis.2013.04.010
19. Сетупати, П., Мозес, Дж.А., Анандхарамакришнан, К. (2021). Пищевая пероральная обработка и трибология: инструментальные подходы и новые приложения. Food Reviews International, 37(5), с. 538–571. https://doi.org/10. 1080/87559129.2019.1710749
20. Хуанг, М. — С., Чжан, М., Бхандари, Б. (2019). Оценка точности 3D-печати и текстурных свойств коричневого риса, вызванных уровнями заполнения и переменными печати. Пищевые и биотехнологические технологии, 12 (7), 1185–1196. https://doi.org/10.1007/s11947–019–02287-x
21. Чен Дж., Розенталь А. (2015). Текстура и структура пищи. Глава в книге: Изменение текстуры пищевых продуктов: новые ингредиенты и методы обработки: Том 1: Издательство Woodhead: Кембридж: Великобритания. 2015. 3–24.
22. Стигер, М., Ван де Вельде, Ф. (2013). Микроструктура, текстура и обработка полости рта: новые способы снижения содержания сахара и соли в пищевых продуктах. Текущее мнение в науке о коллоидах и интерфейсах, 18 (4), 334–348. https://doi.org/10.1016/j. cocis.2013.04.007
23. Ди Монако Р., Миеле Н.А., Кабисидан Э.К., Кавелла С. (2018). Стратегии снижения сахара в пище. Текущее мнение в области пищевых наук, 19, 92–97. https://doi.org/10.1016/j.cofs.2018.03.008
24. Mosca, A.C., Rocha, J.A., Sala, G., van de Velde, F., Stieger, M. (2012). Неоднородное распределение жира усиливает восприятие сенсорных свойств, связанных с жиром, в желатинированных пищевых продуктах. Пищевые гидроколлоиды, 27(2), 448–455. https://doi.org/10.1016/j.foodhyd.2011.11.002
25. Чанг, К., Макклементс, Д. Дж. (2015). Развитие структуры и консистенции пищевых эмульсионных продуктов. Глава в книге: Изменение текстуры пищевых продуктов: новые ингредиенты и методы обработки: Том 1: Издательство Woodhead: Кембридж: Великобритания. 2015. 133–155.
26. Raghunathan, R., Naylor, R.W., Hoyer, W.D. (2006). Нездоровое — вкусовая интуиция и ее влияние на вкусовые выводы, удовольствие и выбор продуктов питания. Журнал маркетинга, 70, 170–184. https://дои. орг/10.1509/jmkg.70.4.170
27. Moher, D., Liberati, A., Tetzlaff, J., Altman, D.G., Altman, D., Antes, G. et al. (2009). Предпочтительные элементы отчетности для систематических обзоров и метаанализов: заявление PRISMA. PLoS Medicine, 6(7), статья e1000097. https://doi.org/10.1371/journal.pmed.1000097
28. Международная организация по стандартизации (ИСО) (2020). Органолептический анализ-методология-профиль текстуры (IS011036) ISO: Женева: Швейцария. 2020.
29. Моуритсен, О. Г., Стырбек, К. (2017). Вкус. Как текстура определяет вкус. Глава в книге: издательство Колумбийского университета: Нью-Йорк: США. 2017.
30. Маккрикерд, К., Форд, К.Г. (2016). Сенсорные влияния на контроль потребления пищи: выход за пределы вкусовых качеств. Обзоры ожирения, 17(1), 18–29. https://doi.org/10.1111/obr.12340
31. Biswas, D., Szocs, C., Krishna, A., Lehmann, D. R. (2014). Что-то, что можно пожевать: влияние оральных тактильных ощущений на жевание, оросенсорное восприятие и оценку калорий. Журнал потребительских исследований. 41(2), 261–273. https://doi.org/10.1086/675739
32. Pramudya, R.C., Seo, H.-S. (2019). Сигналы прикосновения к рукам и их влияние на восприятие и поведение потребителей в отношении пищевых продуктов: обзор. Foods, 8(7), статья 259. https://doi.org/10.3390/food8070259
33. Jansson-Boyd, C.V., Kobescak, M. (2020). Увидеть — значит удержать: использование текстуры поверхности пищевых продуктов для демонстрации их полезности для здоровья. Качество и предпочтения пищевых продуктов, 81, статья 103866. https://doi.org/10.1016/j. foodqual.2019.103866
34. Ван Ромпей, Т.Дж.Л., Грутедде, С. (2019). Вкус прикосновения: усиление впечатления солености за счет дизайна текстуры поверхности. Качество и предпочтения продуктов питания, 73, 248–254. https://doi.org/10.1016/j.foodqual.2018.11.003
35. Ван Ромпей, Т.Дж.Л., Крамер, Л.-М., Саакс, Д. (2018). Самый сладкий пунш: влияние текстур поверхности, напечатанной на 3D-принтере, и графического дизайна на оценку мороженого. Качество и предпочтения продуктов питания, 68, 198–204. https://дои. org/10.1016/j.foodqual.2018.02.015
36. Ван Ромпей, Т.Дж.Л., Фингер, Ф., Саакс, Д., Фенко, А. (2017). «Увидь меня, почувствуй меня»: влияние трехмерных печатных рисунков поверхности на оценку напитков. Качество и предпочтения продуктов питания, 62, 332–339. https://doi.org/10.1016/j. foodqual.2016.12.002
37. Le Tohic, C., O’Sullivan, J.J., Drapala, K.P., Chartrin, V., Chan, T., Morrison, A.P. et al. (2018). Влияние 3D-печати на структуру и текстурные свойства плавленого сыра. Журнал пищевой инженерии, 220, 56–64. https://doi.org/10.1016/j.jfoodeng.2017.02.003
38. Ойинлой, Т. М., Юн, В. Б. (2021). Стабильность 3D-печати с использованием смеси горохового белка и альгината: точность и применение подхода к моделированию производства аддитивных слоев для распределения напряжения. Журнал пищевой инженерии, 288, статья 110127. https://doi.org/10.1016/j. jfoodeng.2020.110127
39. Ян Ф., Чжан М., Бхандари Б., Лю Ю. (2018). Исследование геля лимонного сока в качестве пищевого материала для 3D-печати и оптимизации параметров печати. LWT — Пищевая наука и технология, 87, 67–76. https://дои. org/10.1016/j.lwt.2017.08.054
40. Щесняк А.С. (2002). Текстура – сенсорное свойство. Качество и предпочтения продуктов питания, 13(4), 215–225. https://doi.org/10.1016/S0950–3293(01)00039–8
41. Ле-Бейл, А., Манилья, Б. К., Ле-Бейл, П. (2020). Последние достижения и перспективы в аддитивном производстве пищевых продуктов на основе 3D-печати. Текущее мнение в области пищевых наук, 35, 54–64. https://doi.org/10.1016/j. коф.2020.01.009
42. Mosca, A.C., Bult, J.H.F., Stieger, M. (2013). Влияние пространственного распределения дегустаторов на интенсивность вкуса, колебания интенсивности вкуса и потребительские предпочтения (полу)твердых пищевых продуктов. Качество и предпочтения продуктов питания, 28(1), 182–187. https://doi.org/10.1016/j.foodqual.2012.07.003
43. Vancauwenberghe, V., Baiye Mfortaw Mbong, V., Vanstreels, Els., Verboven, P., Lammertyn, J., Nicolai, Б. (2019). 3D-печать растительных тканей для инновационного производства продуктов питания: инкапсуляция живых растительных клеток в биочернила на основе пектина. Журнал пищевой инженерии, 263, 454–464. https://doi.org/10.1016/j.jfoodeng.2017.12.003
44. Чжу, С., Штигер, М. А., ван дер Гут, А. Дж., Шутисер, М. А. И. (2019). Экструзионная 3D-печать пищевых паст: корреляция реологических свойств с поведением при печати. Innovative Food Science and Emerging Technologies, 58, Article 102114. https://doi.org/10.1016/j.ifset.2019.102214
45. Kim, H.W., Bae, H., Park, H.J. (2018). Перепечатка: Классификация пригодности для печати выбранных продуктов питания для 3D-печати: разработка метода оценки с использованием гидроколлоидов в качестве эталонного материала. Журнал пищевой инженерии, 220, 28–37. https://doi.org/10.1016/j.jfoodeng.2017.10.023
46. Дик, А., Бхандари, Б., Донг, X., Пракаш, С. (2020). Технико-экономическое обоснование гидроколлоидной свинины, напечатанной на 3D-принтере, в качестве пищи при дисфагии. Пищевые гидроколлоиды, 107, статья 105940. https://doi.org/10.1016/j.foodhyd.2020.105940
47. Тан, К., Тох, В.Ю., Вонг, Г., Лин, Л. (2018). Экструзионная 3D-печать пищевых продуктов – Материалы и машины. Международный журнал биопечати, 4(2), статья 143. https://doi.org/10.18063/ijb.v4i2.143
48. Азам, Р.С.М., Чжан, М., Бхандари, Б., Ян, К. (2018). Влияние различных каучуков на характеристики 3D-печатного объекта на основе апельсинового концентрата, обогащенного витамином D. Пищевая биофизика, 13 (3), 250–262. https://дои. орг/10.1007/s11483–018–9531-x
49. Лю З., Чжан М., Бхандари Б. (2018). Влияние камедей на реологические, микроструктурные и экструзионно-печатные характеристики картофельного пюре. Международный журнал биологических макромолекул, 117, 1179–1187. https://doi.org/10.1016/j.ijbiomac.2018.06.048
50. Ким, Х.В., Ли, И.Дж., Парк, С.М., Ли, Дж.Х., Нгуен, М.-Х., Пар, Х.Дж. (2019 ). Влияние добавления гидроколлоида на стабильность размеров при постобработке теста для печенья, пригодного для 3D-печати. Lebensmittel-Wissenschaft & Technologie, 101, 69–75. https://doi.org/10.1016/j.lwt.2018.11.019
51. Хао Л., Ли Ю., Гонг П., Сюн В. (2019). Разработка материалов, процессов и бизнеса для 3D-печати шоколадом. Глава в книге: Основы 3D-печати пищевых продуктов и приложений: Academic Press: Cambridge MA: USA. 2019. 207–255.
52. Мантихал С., Пракаш С., Бхандари Б. (2019). Текстурная модификация темного шоколада, напечатанного на 3D-принтере, путем изменения внутренней структуры наполнителя. Food Research International, 121, 648–657. https://doi.org/10.1016/j. едарес.2018.12.034
53. Фэн, К., Чжан, М., Бхандари, Б. (2020). Управление механическими свойствами системы Nostoc sphaeroides при трехмерной печати. Пищевая биофизика, 15 (2), 240–248. https://doi.org/10.1007/s11483–019–09611–0
54. Северини, К., Аззоллини, Д., Альбензио, М., Деросси, А. (2018). О пригодности для печати, качестве и питательных свойствах 3D-печатных закусок на основе злаков, обогащенных съедобными насекомыми. Food Research International, 106, 666–676. https://doi.org/10.1016/j.foodres.2018.01.034
55. Виейра М.В., Оливейра С.М., Амадо И.Р., Фасолин Л.Х., Висенте А.А., Пастрана Л.М. и соавт. (2020). Функциональное печенье, напечатанное на 3D-принтере, обогащенное Arthrospira platensis: оценка его антиоксидантного потенциала и физико-химическая характеристика. Пищевые гидроколлоиды, 107, статья 105893. https://doi.org/10.1016/j.foodhyd.2020.105893
56. Lee, J.H., Won, D.J., Kim, H.W., Park, H.J. (2019). Влияние размера частиц на производительность 3D-печати системы пищевых чернил с клеточными пищевыми материалами. Журнал пищевой инженерии, 256, 1–8. https://doi.org/10.1016/j. jfoodeng.2019.03.014
57. Липтон Дж., Арнольд Д., Нигл Ф., Лопес Н., Коэн Д., Норен Н. и соавт. (8–10 августа 2010 г.). Мультиматериальная пищевая печать со сложной внутренней структурой, подходящая для обычной постобработки. Материалы 21-го ежегодного международного симпозиума по изготовлению твердых материалов произвольной формы — конференция по аддитивному производству SFF: Остин: Техас: США. 9–11. 809–815.
58. Dong, X., Pan, Y., Zhao, W., Huang, Y., Qu, W., Pan, J. et al. (2020). Влияние микробной трансглютаминазы на качество 3D-печати Scomberomorus niphonius surimi. LWT, 124, статья 109123. https://doi.org/10.1016/j. lwt.2020.109123
59. Парк С.М., Ким Х.В., Парк Х.Дж. (2020). 3D-печать на основе каллуса для пищевых продуктов на примере тканей моркови и ее потенциал для инновационного производства продуктов питания. Журнал пищевой инженерии, 271, статья 109781. https://doi. org/10.1016/j.jfoodeng.2019.109781
60. Vancauwenberghe, V., Delele, M.A., Vanbiervliet, J., Aregawi, W., Verboven, P.
YKJ 120 — профессиональный и компактный окрасочный аппарат, работает по принципу безвоздушного распыления. Широко используется в строительной, промышленной сферах. Надежная конструкция и прочные крепежные механизмы обеспечивают стабильную работу даже в неблагоприятных производственных условиях. Значительно экономит расход малярных материалов и ускоряет процесс выполнения работ.
Устройство подходит для распыления любых типов ЛКМ: акриловых, латексных, водоэмульсионных, алкидных, антикоррозийных и прочих покрытий.
Производительный насос с электромотором на 900 Вт позволяет эффективно окрашивать объекты даже на большом расстоянии. Забор жидкости происходит через шланг из любой емкости, а высокое давление доставляет краску на расстояние до 30 метров.
Разработан под контролем японских инженеров на высокоточном оборудовании. Каждый аппарат проходит жесткое тестирование и проверку департаментом качества перед отправкой конечному пользователю.
В комплект поставки входит:
— аппарат
— шланг 1/4″ , 15 метров
— безвоздушный краскопульт
— сопло 517
— удочка 45 см
— масленка для смазки
Дополнительно рекомендуем купить:
— шланги для удлинения малярного поста
— соединители для скручивания шлангов
— сопла с разной шириной факела и проходного сечения
— масло для смазки аппарата
— удочки для покраски труднодоступных мест
Технические характеристики:
Устройство насоса: поршневой
Мощность двигателя: 900 Вт
Макс. давление: 227 бар
Производительность: 1,8 л/мин
Макс. сопло: 0,021 дюйм
Вес: 14,5 кг
Габариты: 49x44x50 см
Гарантия 12 месяцев, сервис, обслуживание, поставка запасных частей и комплектующих.
Нажимая кнопку «Отправить», я даю свое согласие на обработку моих персональных данных, в соответствии с Федеральным законом от 27. 07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Окрасочный аппарат Yokiji YKJ 120: цена и характеристики
Заказать
Каталожный номер:
Yokiji YKJ 120
Наименование: Окрасочный аппарат Yokiji YKJ 120 безвоздушный
Цена: от 44 900 ₽
YOKIJI YKJ 120 – окрасочный аппарат безвоздушный для окраски любых поверхностей. Используется в строительной и промышленной сферах.
Технические характеристики:
Устройство насоса: поршневой
Мощность двигателя: 900 Вт
Макс. Давление: 227 Бар
Производительность: 1,8 л/мин.
Макс. сопло, дюйм: 0,021
Производительный насос с электромотором на 900 Вт позволяет окрашивать большие по площади объекты. Забор жидкости происходит через шланг из любой емкости, а давление до 200 бар доставляет краску на расстояние до 30 метров.
Аппарат подходит для распыления:
• акриловыx
• латексных
• водоэмульсионных
• алкидных
• антикоррозийных и прочих покрытий
Доставка — 35 дней (до Москвы)Ускоренная доставка — 12 дней (до Москвы)
№
Наименование
Модель
Цена
Кол-во
Тип
Наличие
1
Окрасочный аппарат
YOKIJI: YKJ 120
44 900 ₽
44 900 ₽ / шт.
Оригинал
Уточнить
* При отсутствии товара на складе стоимость под заказ может изменяться.
Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO в Москве (Автоматы сварочные)
Россия
Москва
Газосварочное оборудование
Автоматы сварочные
Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO в Москве
Цена: Цену уточняйте
за 1 ед.
Описание товара
Описание BlueWeld COMBI 182 TURBO
Однофазные сварочные полуавтоматы с воздушным охлаждением для сварки электродной проволокой в среде защитного газа методом MIG-MAG или самозащитной порошковой проволокой (без газа).
С термозащитой и ступенчатой регулировкой сварочного тока.
Поставляются с принадлежностями для сварки самозащитной порошковой проволокой.
по запросу поставляется набор для сварки в защитном газе по различным типам материалов: стали, нержавеющей стали, алюминию
пригоден для сварки точками с электронной регулировкой продолжительности протекания тока
Технические характеристики Напряжение: 1×220 В Мощность при нагрузке 60%: 2.3 кВт Макс. мощность: 5.2 кВт Сварочный ток min: 30 A Сварочный ток max: 170 A Нагрузка от максимальной: 20 % Сварочный ток при нагрузке в % от максимальной: 140 А Сварочный ток при нагрузке 60%: 80 А Длина: 800 мм Ширина: 450 мм Высота: 570 мм МАССА: 38 кг
Товары, похожие на Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO
Не нужно ждать, оставьте заявку на «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» от организации «Энерго 220, ООО» на нашем портале BizOrg.
Почему следует выбрать «Энерго 220, ООО»:
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg;
своевременное выполнение взятых на себя обязательств;
разнообразные способы оплаты.
FAQ
Как оформить заказ?
Чтобы оформить заказ на «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» свяжитесь с фирмой «Энерго 220, ООО» по контактам, которые указаны сверху справа. Не забудьте указать, что нашли компанию на портале БизОрг.
Где посмотреть полную информацию об организации «Энерго 220, ООО»?
Для получения полных данных о компании перейдите сверху справа по ссылке-названию организации. Затем перейдите на интересуемую вкладку с описанием.
Предложение указано с ошибками, телефон не доступен и т.д.
Если у Вас возникли проблемы при сотрудничестве с «Энерго 220, ООО» – сообщите идентификаторы фирмы (127624) и товара/услуги (1071920) в нашу службу технической поддержки.
Общая информация:
дата размещения объявления: 17. 06.2021;
последнее изменение сведений – 17.06.2021;
151 – именно такое количество пользователей просмотрело данную страницу с момента размещения. И каждый день это число увеличивается;
вы сможете увидеть «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» в разделах «Промышленное оборудование, станки, механизмы», «Сварочное и паяльное оборудование», «Газосварочное оборудование», «Автоматы сварочные».
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Энерго 220, ООО цена товара «Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Энерго 220, ООО по указанным телефону или адресу электронной почты.
Телефоны:
+7 4997257076
Купить однофазный сварочный аппарат BlueWeld COMBI 182 TURBO в Москве:
ул. Каспийская, д.12, стр.2
Однофазный сварочный аппарат BlueWeld COMBI 182 TURBO
Инструкция Сварочного аппарата Blueweld Combi 182 Turbo на русском
В представленном списке руководства для конкретной модели Сварочного аппарата — Blueweld Combi 182 Turbo. Вы можете скачать инструкции к себе на компьютер или просмотреть онлайн на страницах сайта бесплатно или распечатать.
В случае если инструкция на русском не полная или нужна дополнительная информация по этому устройству, если вам нужны дополнительные файлы: драйвера, дополнительное руководство пользователя (производители зачастую для каждого продукта делают несколько различных документов технической помощи и руководств), свежая версия прошивки, то вы можете задать вопрос администраторам или всем пользователям сайта, все постараются оперативно отреагировать на ваш запрос и как можно быстрее помочь. Ваше устройство имеет характеристики:Тип устройства: сварочный выпрямитель, Типы сварки: полуавтоматическая сварка (MIG/MAG), Сварочный ток (MIG/MAG): 30-170 А, Количество фаз питания: 1, Тип выходного тока: постоянный, Мощность: 5. 20 кВт, полные характеристики смотрите в следующей вкладке.
blueweld-combi-182-turbo-guide.pdf
Руководство пользователя
blueweld-combi-182-turbo-certificate.doc
Скачать сертификат соответствия
Скачать
Для многих товаров, для работы с Blueweld Combi 182 Turbo могут понадобиться различные дополнительные файлы: драйвера, патчи, обновления, программы установки. Вы можете скачать онлайн эти файлы для конкретнй модели Blueweld Combi 182 Turbo или добавить свои для бесплатного скачивания другим посетителями.
Файлов не найдено
Если вы не нашли файлов и документов для этой модели то можете посмотреть интсрукции для похожих товаров и моделей, так как они зачастую отличаются небольшим изменениями и взаимодополняемы.
Обязательно напишите несколько слов о преобретенном вами товаре, чтобы каждый мог ознакомиться с вашим отзывом или вопросом. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Blueweld Combi 182 Turbo.
Вася
2019-07-18 07:18:00
Пролдрппп
Основные и самые важные характеристики модели собраны из надежных источников и по характеристикам можно найти похожие модели.
Основные характеристики
Тип устройства
сварочный выпрямитель
Типы сварки
полуавтоматическая сварка (MIG/MAG)
Сварочный ток (MIG/MAG)
30-170 А
Количество фаз питания
1
Тип выходного тока
постоянный
Мощность
5.20 кВт
Продолжительность включения при максимальном токе
20 %
Диаметр проволоки
0.60-1.20 мм
Дополнительные характеристики
Габариты, ДхШхВ
800х450х570 мм
Масса
38 кг
Здесь представлен список самых частых и распространенных поломок и неисправностей у Сварочных аппаратов. Если у вас такая поломка то вам повезло, это типовая неисправность для Blueweld Combi 182 Turbo и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Название поломки
Описание поломки
Действие
Самопроизвольное Отключение Сварочного Аппарата
Сильное Гудение Трансформатора
Чрезмерный Нагрев Сварочного Аппарата
Низкое Значение Сварочного Тока
Плохая Регулировка Сварочного Тока
Внезапный Обрыв Сварочной Дуги И Невозможность Зажечь Ее Снова
Потребление Большого Тока Из Сети При Отсутствии Нагрузки
Автомагнитола Вообще Не Включается
А9 (Не Al9 А Именно А9)
Загорается Код Ошибки А9 И Все. Аппарат Не Работает.
Нет Регулировки Тока Дуги
На Табло Задания Тока Дуги Нули, На Вращение Потенциометра Регулировки Уставки Тока Не Реагирует
Сгорели Транзистор Rjh60F7
Отсутствие Первичного Импульса
Fubag Ts-Mig 190
Пошёл Дым Из Главного Тансформатора
Кратон Wt 180
Вышел Из Строя Переключатель
Сгорел Транзистор Не Понятная Маркировка 1D22Ay Первая Строка И Третья 90C Подскажите Пожалуйста Полностью Маркировку
Включил И Аппарат Стрельнул
Не Работает Как Полуавтомат
Второй Раз Выходит Из Строя Соленоидный Клапан
Нет Дуги
Включаем Все Работает Адыги Нет
Нет Тока На Выходе Клемм Пуско Зарядного Устройства
Сгорели Транзисторы Fgh60N60Smd
Не Работает Режим Tig
Нет Напряжения На Вых Саи
Вентилятор Работает
Нет Подачи Газа В Зону Сварки
Не Работает Управление Включением Клапана Подачи Газа
Не Включается Вентилятор
Не Работает Вентилятор
С Платы Отцепили Все Провода
Теперь Не Знаем Кокой Куда
Горит Индикатор О. С, Гудит Но Неварит, Пропала Масса
Включается Но Когда + К — То Неварит А Загорается Индикатор О. С Подскажите Что Делать?
Сварочник Fubag Ir 220
Не Включается Вообще. На Реле Приходит 121В И Дальше Ничего. Подскажите В Чём Может Быть Причина?
Горят Оба Диода, Сеть И Рядом Жёлтая
Вентилятор Работает На Провода Нет Напряжения, То Есть Нет Дуги, Что Делать?
Бестмини 180
Аппарат Включается, Вентиляторы Работают, Но Не Варит Так Как На Дисплее Пишет «Напр. Слабое». В Чем Может Быть Причина?
Ошибка
0215
Внезапный Обрыв Сварочной Дуги
При Сварке Происходит Внезапный Обрыв Дуги,При Чем Все Клеммы И Разъемы Правильно Подключены
Фубаг Интиг 200 Ас Дс
Лампа Сети Горит Аппарат Не Включается Табло Не Горит Вентилятор Не Работает Перед Этим Поставил На Постоянном Токе Максимальное Количество Герц Немного Поработал Загорелась Ошибка На Кнопки Не Реагировал Выключил Клавишей И Больше Не Включается Только Го
Сразу После Подключения Загорелся Индикатор «Защита», На Дисплее Напряжения Горит Eo2, Ни Один Регулятор Не Реагирует, Характерных Звуков При Включении Данного Аппарата В Сеть Не Обнаружилось!
Приобретался В Сети Дилерских Центров «Svarbi- Спб» На Уманском Пер. .д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083
Плохой Розжиг Дуги
В нашей базе сейчас зарегестрированно 18 353 сервиса в 513 города России, Беларусии, Казахстана и Украины.
МУЛЬТИ-СЕРВИС
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
рязанский проспект 36
Телефон:
Сайт:
n/a
Время работы Круглосуточно
ЮГО-ВОСТОК
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Ставропольский проезд, владение 199
Телефон:
79250169302
Сайт:
n/a
Время работы Будни: с 1100 до 2000 Суббота: с 1200 до 1800 Воскресенье: выходной
СОЮЗОРГТЕХНИКА
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Каширское ш., д.26, кор.3
Телефон:
74959915852
Сайт:
n/a
Время работы Будни: с 1000 до 1900 Суббота: с 1000 до 1500 Воскресенье: выходной
ТЕЛЕДОКТОР
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Учинская, 1
Телефон:
79166304460
Сайт:
n/a
Время работы Будни: с 1000 до 2000 Суббота: с 1100 до 1700 Воскресенье: выходной
WELDING-ZONE. RU
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Москва, Рязанский проспект, 36
Телефон:
74952151722
Сайт:
n/a
Время работы Будни: с 1000 до 2000 Суббота: с 1100 до 1600 Воскресенье: с 1100 до 1600
Дуговая сварка – ICEC
Категория: Дуговая сварка
Описание
Arcon Welding Портативное сварочное оборудование ARCON
The Workhorse 300S Сварочный аппарат для сварки ручкой / Lift Start TIG / Аппарат для сварки порошковой проволокой 10-400A
Универсальный сварочный аппарат для электродуговой, аргонодуговой и порошковой сварки с механизмом подачи проволоки, чувствительным к напряжению.
Одно напряжение 240 В, 480 В, 575 В или 400 В. Также доступен в двойном исполнении
первичное напряжение, 240В/480В (одна или три фазы в 240В).
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией
Вес: 80 фунтов.
Загрузить руководство в формате PDF Загрузить брошюру в формате PDF
The Workhorse 300MS CC/CV MIG/Stick Welder, 30-400A
Многоцелевой сварочный аппарат MIG / сварочный аппарат.
Обеспечивает функцию Command Arc в сварке MIG, которая сводит к минимуму разбрызгивание
Одно напряжение 240 В, 480 В, 575 В или 400 В. Также доступен с двойным первичным напряжением, 240 В/480 В (одна или три фазы для 240 В)
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией
Вес: 80 фунтов.
Скачать брошюру в формате PDF
Рабочая лошадка 300ST Аппарат для дуговой сварки TIG, сварочный аппарат
Дуговой стартер с конденсаторным разрядом Сварочный аппарат TIG / Сварочный аппарат для дуговой сварки, разработанный специально для сложной сварки TIG, когда вольфрамовый электрод (вольфрам) не может касаться основного металла, что может вызвать загрязнение сварного шва.
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией
Вес: 80 фунтов.
Скачать брошюру в формате PDF
Аппарат для приварки шпилек Studhorse 1000 DM
Портативный (80 фунтов) инверторный сварочный аппарат с вытяжной дугой на 1000 А. Диаметр шпильки с полным основанием: от минимум 1/4 дюйма до максимум 5/8 дюйма (6–16 мм).
Вес: 80 фунтов.
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией.
Скачать брошюру в формате PDF
Аппарат для приварки шпилек Studhorse 1200 DM
Портативный (80 фунтов) инверторный сварочный аппарат с вытяжной дугой на 1200 А. Диаметр шпильки с полным основанием: от минимум 1/4 дюйма до максимум 3/4 дюйма (6–19 мм).
Вес: 80 фунтов.
Эксклюзивная 5-летняя гарантия от отказов, связанных с коррозией.
Скачать брошюру в формате PDF
The Workhorse 300ST Robotic TIGweld
Сварочный аппарат Stick/TIG на 300 А, который будет работать от «третьего рельса» постоянного тока с напряжением до 800 В и идеально подходит для легкорельсового транспорта и туннелей поездов метро, где отсутствует питание переменного тока и выхлопные газы от генераторных сварочных аппаратов. может быть опасным. Устройство имеет дополнительные зажимы для подключения питания Third-Rail.
Ironhorse 300S 700 В постоянного тока
В первую очередь предназначен для сварки TIG (GTAW) с использованием промышленного робота с проверенным временем источником питания SCR-инверторного типа. Весит всего 80 фунтов, имеет встроенный автоматический выключатель и обеспечивает 5-зонную тепловую защиту, что делает эту машину идеальной для интеграции с промышленным роботом, использующим 240, 480 или 575 В переменного тока в качестве основного питания.
Боевой конь
Warhorse является опцией для Workhorse 300S. Он доступен для всех стандартных напряжений и предназначен для защиты машины от скачков напряжения и перенапряжений, обычно встречающихся в средах с очень «грязной» системой распределения электроэнергии, таких как угольные шахты, электростанции, сталелитейные заводы и некоторые генераторы. Такая высокая устойчивость к перенапряжениям и всплескам была достигнута за счет значительного увеличения емкости существующих цепей защиты от перенапряжения, добавления новых устройств защиты от перенапряжения и использования компонентов с номинальным напряжением в критических частях цепей инвертора.
Различные виды сварки и для чего они используются
Помните фильм 80-х «Танец-вспышка»? Главная героиня, Дженнифер Билз, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первым проблеском того, чем сварщик зарабатывает на жизнь.
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках сварщика Джен, подвергся резкой критике со стороны критиков.
Джен, как сообщается, впоследствии сказала, что она изучала сварку в течение двух месяцев до начала съемок, но поскольку режиссер хотел, чтобы в камере было больше искр, ей пришлось проделать ужасную работу. Возможно, мы сможем отпустить ее с крючка.
Несмотря на то, что изображают в фильмах, сварка, конечно, серьезная работа. Он используется для соединения кусков металла вместе и является очень искусным ремеслом. Итак, какие существуют виды сварки и для чего они используются в промышленности?
Сварка МИГ
Сварка МИГ — это один из самых простых видов сварки для начинающих. Сварка MIG на самом деле представляет собой два разных типа сварки. В первом используется оголенный провод, а во втором — флюсовый сердечник.
Сварка MIG неизолированной проволокой может использоваться для соединения тонких металлических деталей. Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварка электродом
Сварка электродом, также известная как дуговая сварка, делается по старинке. Ручную сварку немного сложнее освоить, чем сварку MIG, но вы можете купить сварочное оборудование за очень небольшую плату, если хотите попробовать дома. При сварке стержнем используется сварочный стержень с стержневым электродом.
В приведенном ниже видео объясняется разница между сваркой с подачей проволоки и сваркой электродом.
Сварка ВИГ
Сварка ВИГ чрезвычайно универсальна, но она также является одной из самых сложных для освоения технологий сварки, а сварщики ВИГ Lincoln Electric являются квалифицированными специалистами.
Для сварки TIG необходимы две руки. Одна рука подает стержень, а другая держит горелку TIG. Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, сплавы никеля, сплавы меди, кобальт и титан.
Сварочные аппараты TIG можно использовать для сварки стали, нержавеющей стали, хромомолибденовой стали, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — полезный процесс сварки велосипедных рам, газонокосилок, дверных ручек, крыльев и многого другого.
Плазменно-дуговая сварка
Плазменно-дуговая сварка является точной техникой и обычно используется в аэрокосмической промышленности, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопатка двигателя или воздушное уплотнение. Плазменно-дуговая сварка по технологии очень похожа на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Обычной комбинацией газов является аргон в качестве плазмообразующего газа и аргон плюс от 2 до 5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с высокой энергией. Электронные лучи и лазеры могут быть сфокусированы и направлены с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, а также обеспечивают огромную мощность, необходимую для сварки крупных деталей космического корабля. Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точки зрения. Оба могут быть экономически эффективными.
Посмотрите видео ниже, демонстрирующее некоторые преимущества и недостатки электронно-лучевой сварки по сравнению с лазерной сваркой.


 д.
д. Продаются как новые, так и бывшие в употреблении сварочные аппараты MIG, чтобы улучшить процесс сварки MIG.
Продаются как новые, так и бывшие в употреблении сварочные аппараты MIG, чтобы улучшить процесс сварки MIG. 
 Сварочные аппараты
Сварочные аппараты 




 Designer X Pro поддерживает высокие температурные режимы работы, поэтому в качестве обдува управляющей платы используется мощный 100мм кулер турбинного типа. Вся коммутация аккуратно заправлена, болтающихся проводов нет.
Designer X Pro поддерживает высокие температурные режимы работы, поэтому в качестве обдува управляющей платы используется мощный 100мм кулер турбинного типа. Вся коммутация аккуратно заправлена, болтающихся проводов нет.
 А в качестве направляющих и на X, и на Y используются стальные рельсы вместо цилиндрических валов. Улучшенная система дает повышенную точность позиционирования и скорость перемещения экструдера, а использование рельс повышает срок службы контура XY.
А в качестве направляющих и на X, и на Y используются стальные рельсы вместо цилиндрических валов. Улучшенная система дает повышенную точность позиционирования и скорость перемещения экструдера, а использование рельс повышает срок службы контура XY.
 Таким образом, JetSwitch позволяет печатать двумя материалами на высоких скоростях без потери качества.
Таким образом, JetSwitch позволяет печатать двумя материалами на высоких скоростях без потери качества.
 Также данный способ крепления облегчает нанесение клея на пластину перед печатью, т.к. производитель не рекомендует наносить клей через аэрозольный распылитель, когда платформа находится внутри принтера.
Также данный способ крепления облегчает нанесение клея на пластину перед печатью, т.к. производитель не рекомендует наносить клей через аэрозольный распылитель, когда платформа находится внутри принтера.
 Здесь же программа предлагает сохранить нарезанную модель в формате .plgx на флешку или добавить в базу Polygon X, из которой можно отправить задание на Polygon X через LAN-соединение.
Здесь же программа предлагает сохранить нарезанную модель в формате .plgx на флешку или добавить в базу Polygon X, из которой можно отправить задание на Polygon X через LAN-соединение.
 А двойной экструдер системы JetSwitch позволяет печатать инженерные и художественные модели повышенной сложности с использованием растворимых поддержек из PVA и HIPS. Но, к сожалению, не обошлось без минусов в виде деталей из ABS-пластика сомнительного качества.
А двойной экструдер системы JetSwitch позволяет печатать инженерные и художественные модели повышенной сложности с использованием растворимых поддержек из PVA и HIPS. Но, к сожалению, не обошлось без минусов в виде деталей из ABS-пластика сомнительного качества.
 Модель создана для профессионального использования. В ней собрано большое количество инноваций и новых полезных функций.
Модель создана для профессионального использования. В ней собрано большое количество инноваций и новых полезных функций. Существенным бонусом в конструкции Picaso Designer X Pro, без сомнения, является улучшенная печатная головка, обеспечивающая точность печати до 1 мкм.
Существенным бонусом в конструкции Picaso Designer X Pro, без сомнения, является улучшенная печатная головка, обеспечивающая точность печати до 1 мкм.
 Помимо функции менеджера, «Полигон» является общей средой для всех трехмерных печатающих устройств, имеющих одну базу прошивки и единый интерфейс.
Помимо функции менеджера, «Полигон» является общей средой для всех трехмерных печатающих устройств, имеющих одну базу прошивки и единый интерфейс. Устройство имеет небольшую, но достаточную для большинства проектов область печати. Поставляется практически в собранном состоянии и готов к печати уже через несколько минут после распаковки.
Устройство имеет небольшую, но достаточную для большинства проектов область печати. Поставляется практически в собранном состоянии и готов к печати уже через несколько минут после распаковки. На мелкосерийном производстве отпала необходимость отливать или точить прототипы, до этого уходила куча времени, сейчас скорость их создания возросла в 2-3 раза. Серьезный проф. принтер (в комплекте есть даже набор для обслуживания). Специально разработанная программа – PolygonX, благодаря ей можно печатать чем угодно.
На мелкосерийном производстве отпала необходимость отливать или точить прототипы, до этого уходила куча времени, сейчас скорость их создания возросла в 2-3 раза. Серьезный проф. принтер (в комплекте есть даже набор для обслуживания). Специально разработанная программа – PolygonX, благодаря ей можно печатать чем угодно.
 Стильный, красивый, шустрый… все ТТХ уже 10 раз описаны. «Родной» софт иногда дурит, верхние слои порой получаются с отверстиями. Лечится изменением значения solid_loop_overlap_fraction в ИНИ-файле профиля пользователя. Еще пару раз сталкивались с расслоением (АБС), но почему, непонятно пока.
Стильный, красивый, шустрый… все ТТХ уже 10 раз описаны. «Родной» софт иногда дурит, верхние слои порой получаются с отверстиями. Лечится изменением значения solid_loop_overlap_fraction в ИНИ-файле профиля пользователя. Еще пару раз сталкивались с расслоением (АБС), но почему, непонятно пока. Также указана информация по установке катушки с проволокой и регулировки зажатия сварочной проволоки. Это особенно полезно для тех, кто только начинает осваивать сварку
Также указана информация по установке катушки с проволокой и регулировки зажатия сварочной проволоки. Это особенно полезно для тех, кто только начинает осваивать сварку Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой. Это позволяет оборудованию безотказно работать в тяжелых условиях.
Это позволяет оборудованию безотказно работать в тяжелых условиях.
 2 кВА
2 кВА 6/0.8/1 мм
6/0.8/1 мм
 com
com Нам удалось остаться в бизнесе и продолжать постепенно расширяться благодаря нашей приверженности безошибочной работе и внимательному выбору инструментов и оборудования для строительного сектора. Благодаря нашим изобретательно созданным продуктам и высококачественному сырью мы стремимся изменить внешний вид строительных инструментов.
Нам удалось остаться в бизнесе и продолжать постепенно расширяться благодаря нашей приверженности безошибочной работе и внимательному выбору инструментов и оборудования для строительного сектора. Благодаря нашим изобретательно созданным продуктам и высококачественному сырью мы стремимся изменить внешний вид строительных инструментов. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее
КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная — или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее Это бесплатно.
Это бесплатно.
 ..
..
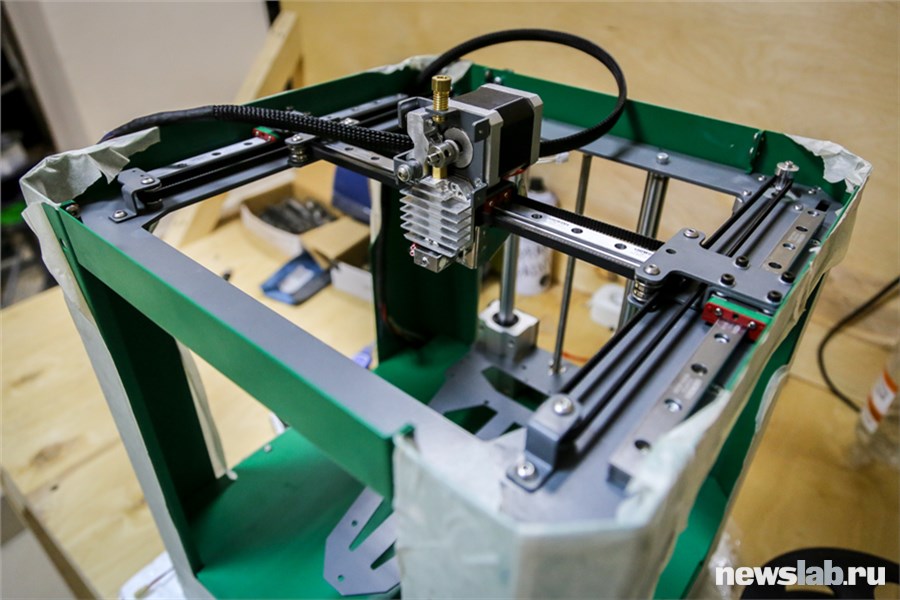
 2, 0.3, 0.5, 0.8, 1, 1.2 мм
2, 0.3, 0.5, 0.8, 1, 1.2 мм 5 кг/35 кг
5 кг/35 кг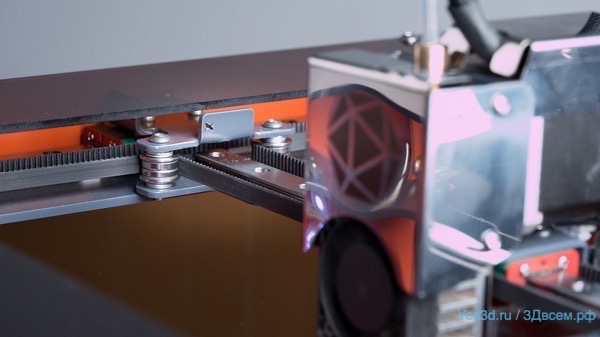 gcode)
gcode)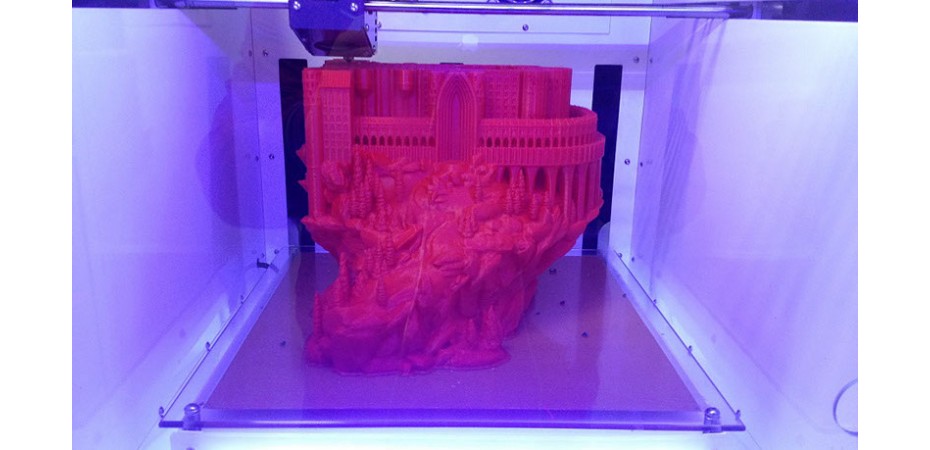 8A 1.8° 12.6 Kg*cm,
8A 1.8° 12.6 Kg*cm,  Он не уступает многим зарубежным аналогам.
Он не уступает многим зарубежным аналогам.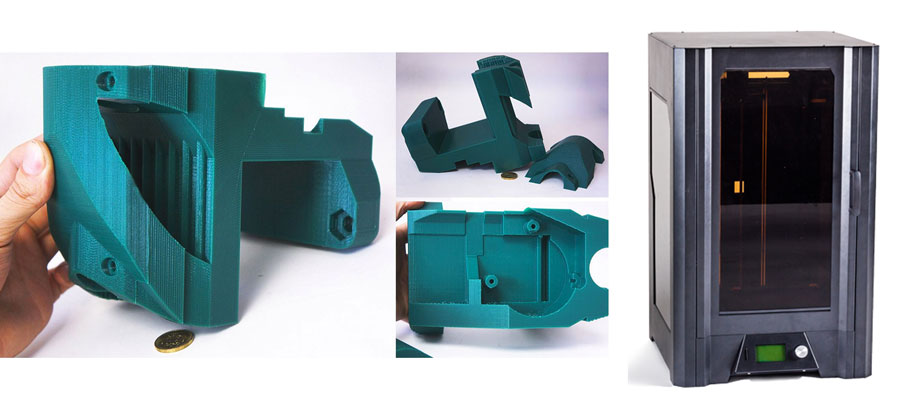
 Stl) , оптимизированных для 3D-печати.
Stl) , оптимизированных для 3D-печати. stl
stl stl
stl stl
stl stl
stl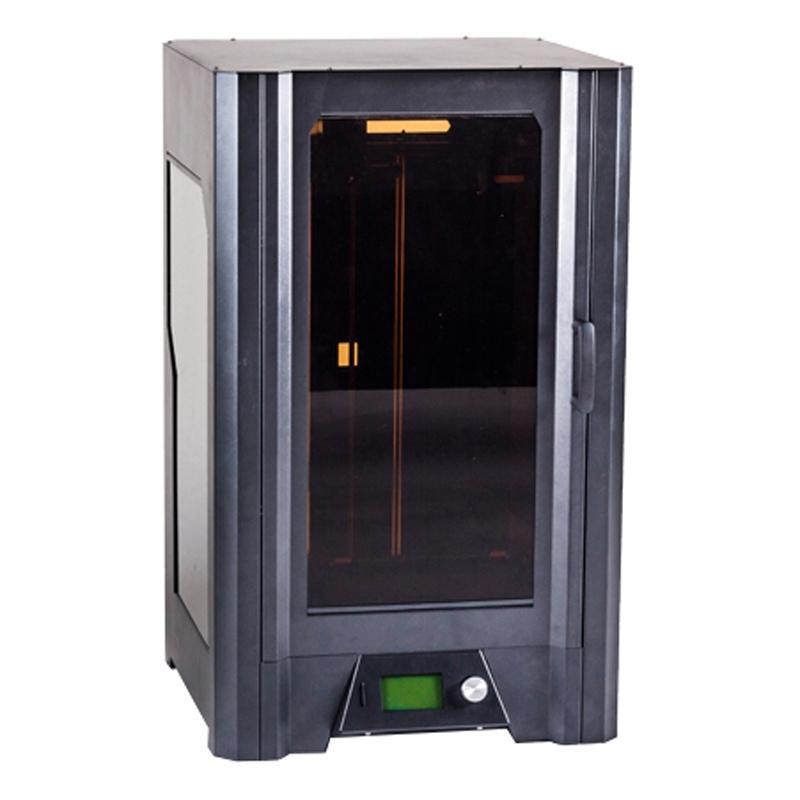 stl
stl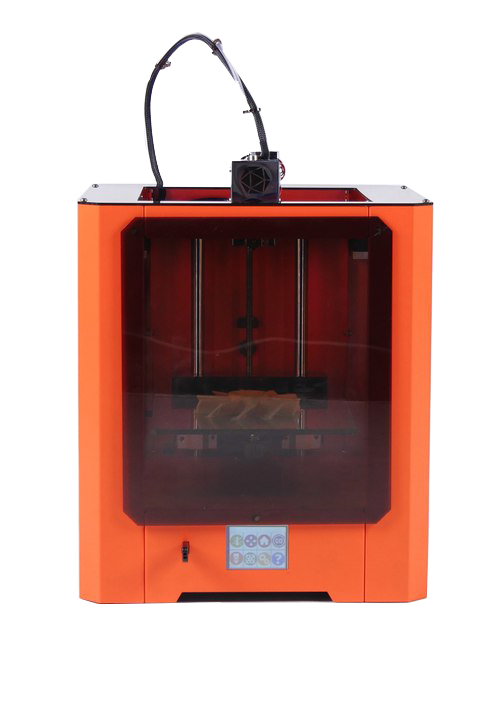 stl
stl
 Добавьте файлы модели на карту и продолжайте оформлять заказ. Введите данные PayPal или кредитной карты. После обработки платежа загрузите файлы STL в папку .zip.
Добавьте файлы модели на карту и продолжайте оформлять заказ. Введите данные PayPal или кредитной карты. После обработки платежа загрузите файлы STL в папку .zip. Вот почему мы тестируем только самые сложные сегменты деталей модели.
Вот почему мы тестируем только самые сложные сегменты деталей модели.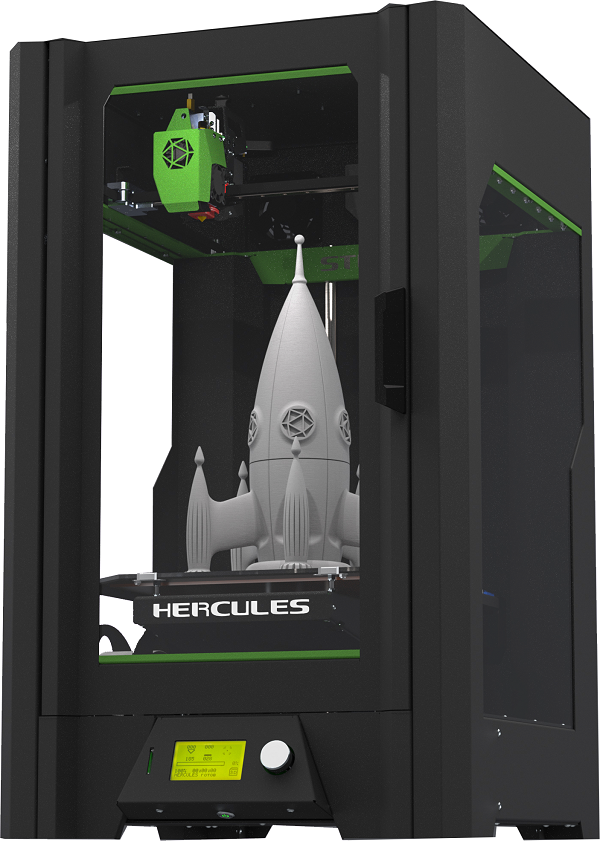
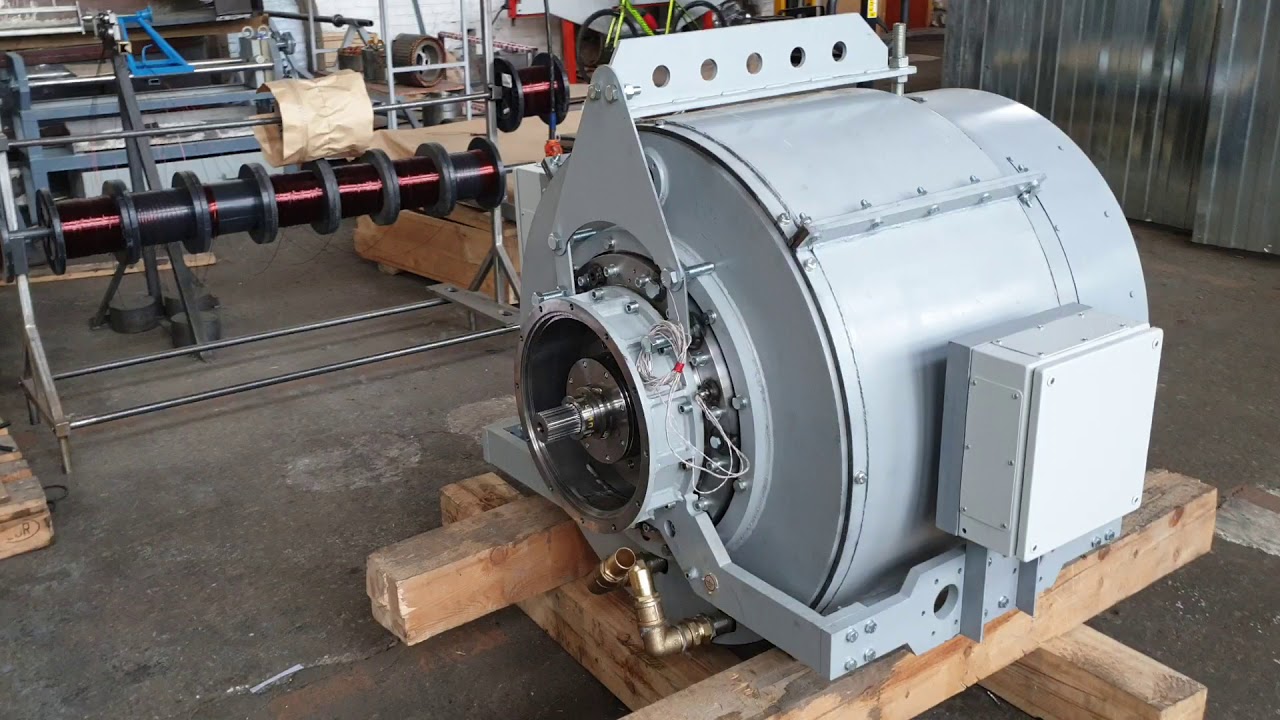
 Сейчас предложение находится в статусе «в наличии».
Сейчас предложение находится в статусе «в наличии».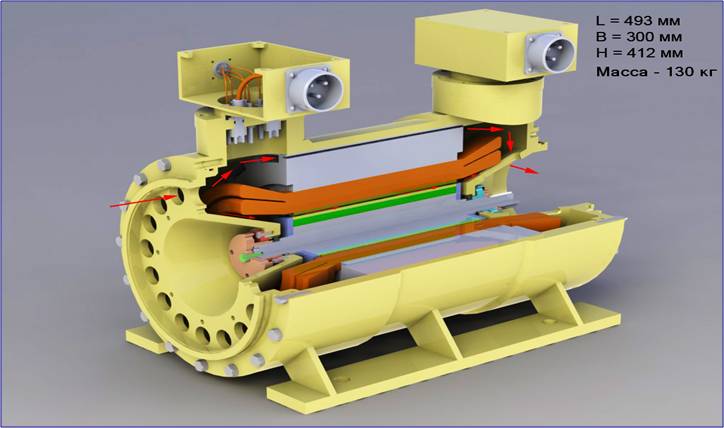 п.Если у вас возникли проблемы при работе с «НПО Русский Электропривод, ОАО» – сообщите идентификаторы компании (294601) и товара/услуги (2452956) в нашу службу технической поддержки.
п.Если у вас возникли проблемы при работе с «НПО Русский Электропривод, ОАО» – сообщите идентификаторы компании (294601) и товара/услуги (2452956) в нашу службу технической поддержки.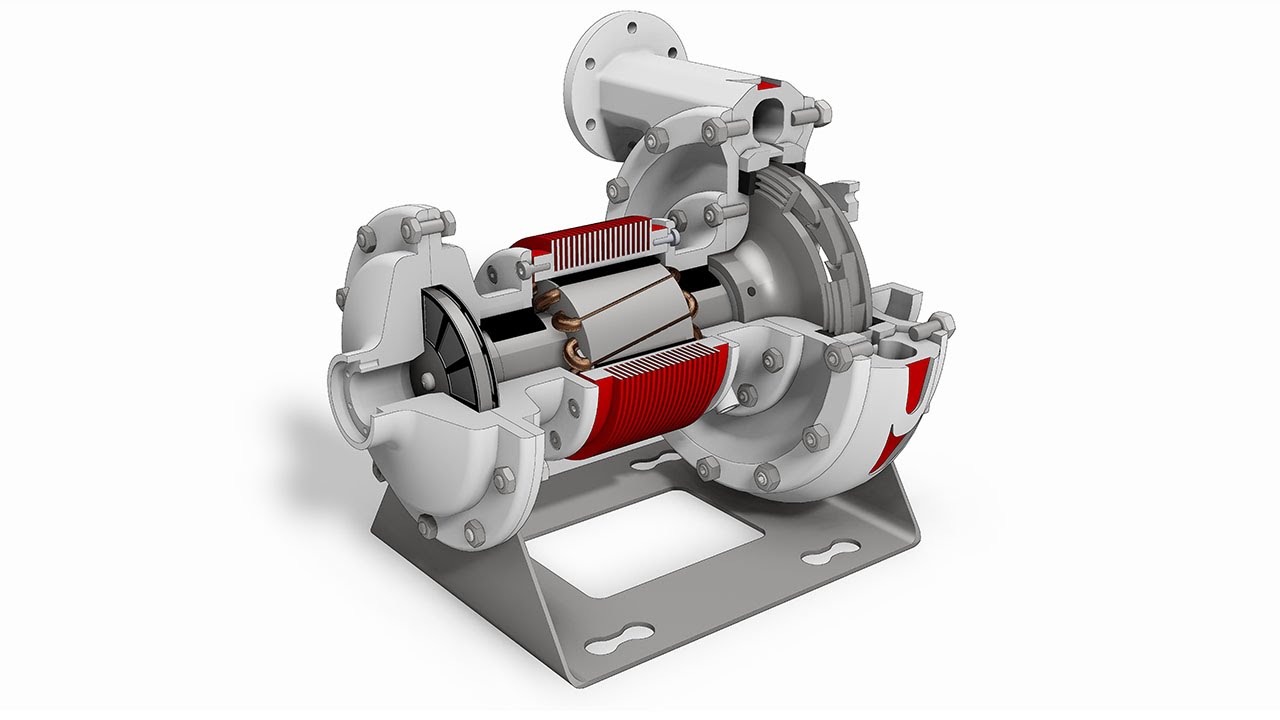
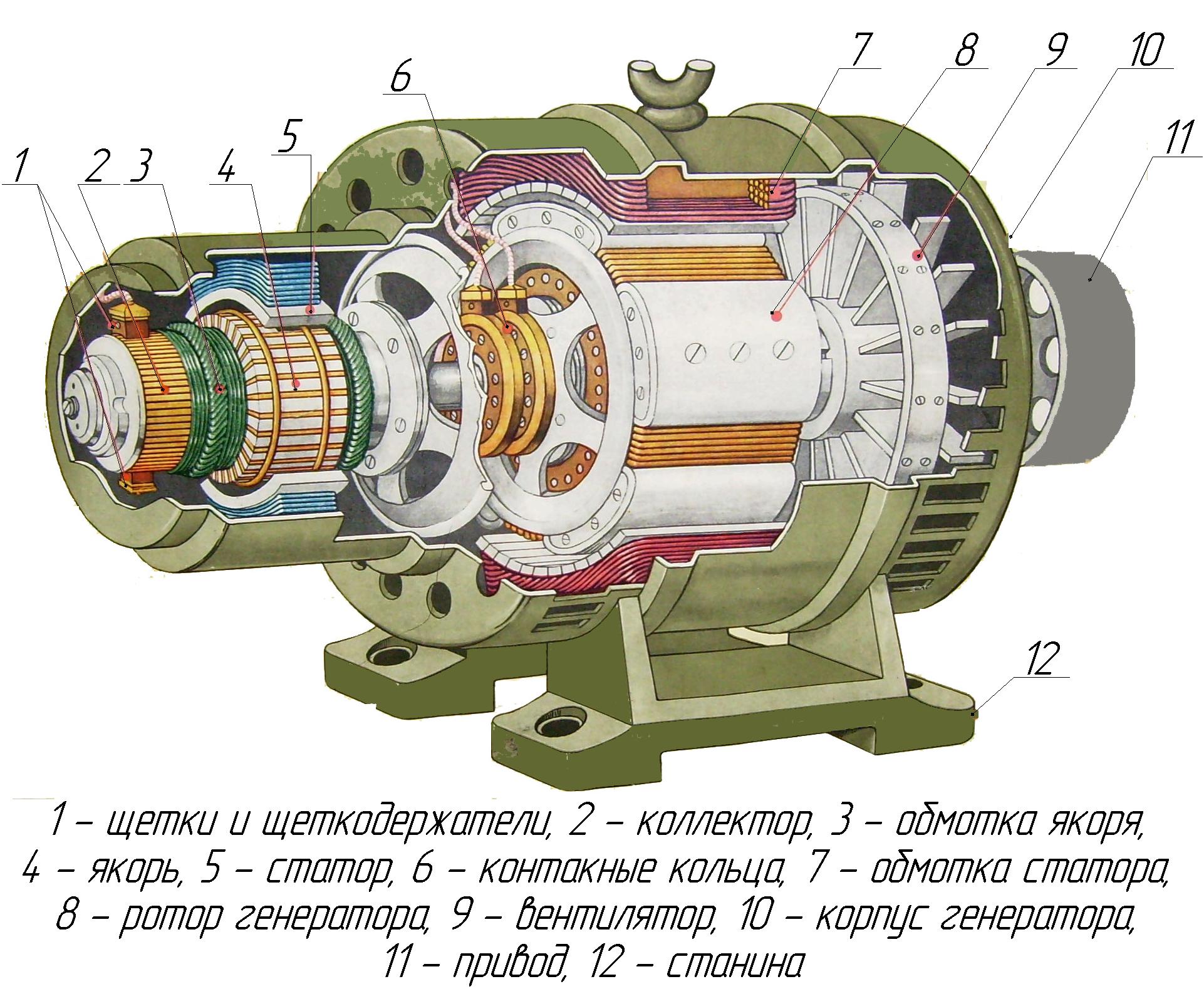 В свою очередь, они подразделяются на низкооборотные и высокооборотные. Низкооборотные дизельные двигатели хороши тем, что они экономичны, могут длительное время работать без перерывов, имеют большой ресурс. Правда, высокооборотные генераторы превосходят их по таким параметрам, как вес, габариты и цена.
В свою очередь, они подразделяются на низкооборотные и высокооборотные. Низкооборотные дизельные двигатели хороши тем, что они экономичны, могут длительное время работать без перерывов, имеют большой ресурс. Правда, высокооборотные генераторы превосходят их по таким параметрам, как вес, габариты и цена. Сегодня в продаже представлены дизельные электростанции aksa и другие модели. Но какая подойдет вам? У синхронных генераторов имеется такое важное преимущество, как высокая стабильность напряжения на входе. Однако работа с чрезмерно высокой нагрузкой может привести к тому, что регулятор увеличит ток, что приведет к перегрузке оборудования. Также стоит знать, что у синхронных генераторов в конструкции имеется щеточный узел, который требует регулярного обслуживания, что приведет к дополнительным затратам.
Сегодня в продаже представлены дизельные электростанции aksa и другие модели. Но какая подойдет вам? У синхронных генераторов имеется такое важное преимущество, как высокая стабильность напряжения на входе. Однако работа с чрезмерно высокой нагрузкой может привести к тому, что регулятор увеличит ток, что приведет к перегрузке оборудования. Также стоит знать, что у синхронных генераторов в конструкции имеется щеточный узел, который требует регулярного обслуживания, что приведет к дополнительным затратам.
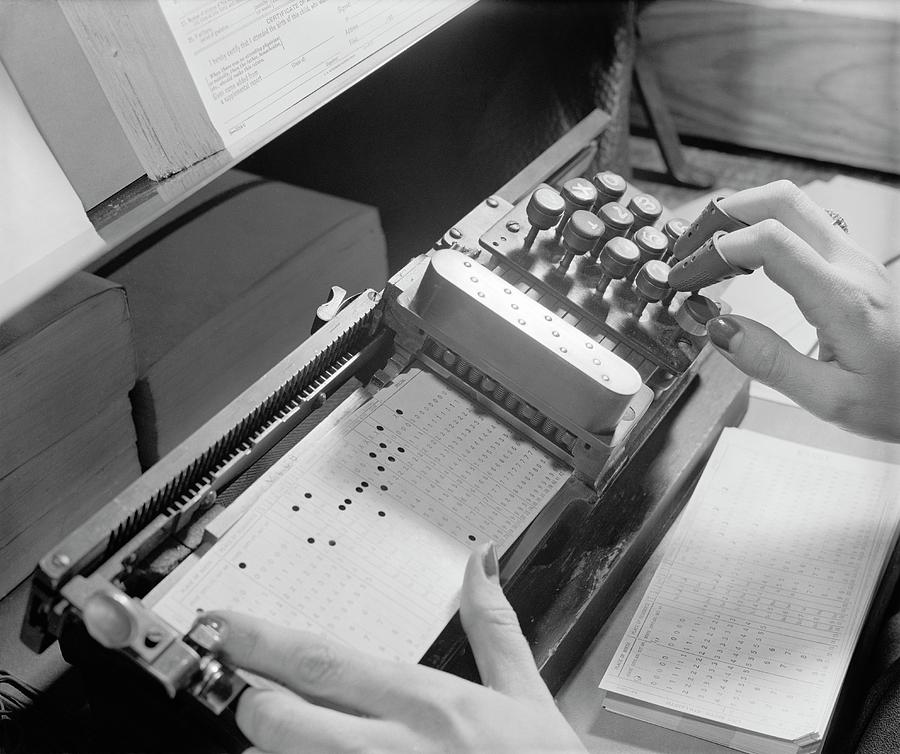
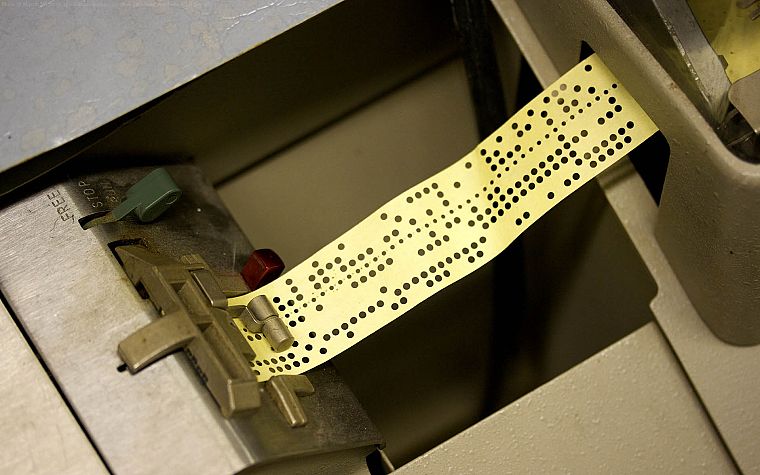
 В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.
В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.


 На кассету наговаривается таблица умножения. Если надо умножить, то перематываешь в начало и…
На кассету наговаривается таблица умножения. Если надо умножить, то перематываешь в начало и… Любое коммуникационное программное обеспечение с протоколом Xon или Xoff будет передавать программы на BTR. Агрегат также позволит загружать исполнительные кассеты в машину без отягощения.
Любое коммуникационное программное обеспечение с протоколом Xon или Xoff будет передавать программы на BTR. Агрегат также позволит загружать исполнительные кассеты в машину без отягощения.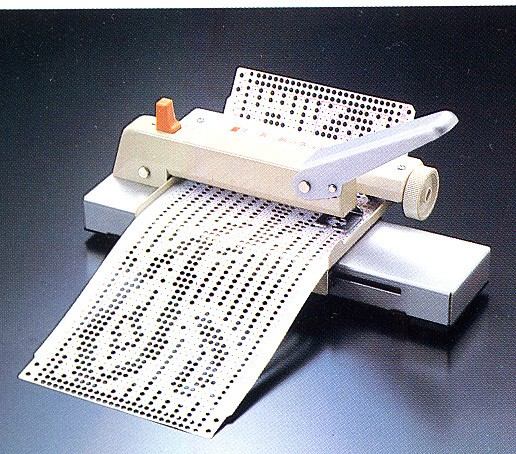 Не ходите по магазинам и не тратьте время, пытаясь найти самые низкие цены — почти два десятилетия истории бизнеса и полная поддержка (на месте и в цифровом формате) окупят себя работающими решениями.
Не ходите по магазинам и не тратьте время, пытаясь найти самые низкие цены — почти два десятилетия истории бизнеса и полная поддержка (на месте и в цифровом формате) окупят себя работающими решениями. Он был разработан и впоследствии использовался наряду с перфокартами, отличаясь тем, что лента была непрерывной.
Он был разработан и впоследствии использовался наряду с перфокартами, отличаясь тем, что лента была непрерывной. Получившаяся бумажная лента, также называемая «карточной цепочкой», была прочнее и проще как в создании, так и в ремонте.
Получившаяся бумажная лента, также называемая «карточной цепочкой», была прочнее и проще как в создании, так и в ремонте. В считывателе ленты использовался сжатый воздух, который проходил через отверстия и направлялся в определенные механизмы литейщика. Система вошла в коммерческое использование в 189 г.7 и находился в производстве вплоть до 1970-х годов, претерпев при этом несколько изменений.
В считывателе ленты использовался сжатый воздух, который проходил через отверстия и направлялся в определенные механизмы литейщика. Система вошла в коммерческое использование в 189 г.7 и находился в производстве вплоть до 1970-х годов, претерпев при этом несколько изменений. Ленты изначально имели пять рядов отверстий для данных. Более поздние ленты имели шесть, семь и восемь рядов. Ранняя электромеханическая программируемая вычислительная машина, Калькулятор с автоматическим управлением последовательностью или Harvard Mark I, использовала бумажную ленту с 24 рядами. [3] Ряд меньших отверстий для звездочки, которые всегда были пробиты, служил для подачи ленты, первоначально с использованием колеса с радиальными зубьями, называемого звездочкой. Более поздние оптические считыватели использовали отверстия звездочки для генерации синхронизирующих импульсов. Отверстия звездочки немного смещены в сторону, что дает понять, в какую сторону ориентировать ленту в считывателе, и делит ленту на неравные стороны. Биты на более узкой стороне ленты обычно являются младшими битами, когда код представлен в виде чисел в цифровой системе. [ необходима ссылка ]
Ленты изначально имели пять рядов отверстий для данных. Более поздние ленты имели шесть, семь и восемь рядов. Ранняя электромеханическая программируемая вычислительная машина, Калькулятор с автоматическим управлением последовательностью или Harvard Mark I, использовала бумажную ленту с 24 рядами. [3] Ряд меньших отверстий для звездочки, которые всегда были пробиты, служил для подачи ленты, первоначально с использованием колеса с радиальными зубьями, называемого звездочкой. Более поздние оптические считыватели использовали отверстия звездочки для генерации синхронизирующих импульсов. Отверстия звездочки немного смещены в сторону, что дает понять, в какую сторону ориентировать ленту в считывателе, и делит ленту на неравные стороны. Биты на более узкой стороне ленты обычно являются младшими битами, когда код представлен в виде чисел в цифровой системе. [ необходима ссылка ]  Двумя наиболее распространенными ширинами были 11/16 дюйма (17,46 мм) для пятибитных кодов и 1 дюйм (25,4 мм) для лент с шестью или более битами. Расстояние между отверстиями составляло 0,1 дюйма (2,54 мм) в обоих направлениях. Отверстия для данных имели диаметр 0,072 дюйма (1,83 мм); отверстия для подачи были 0,046 дюйма (1,17 мм). [4]
Двумя наиболее распространенными ширинами были 11/16 дюйма (17,46 мм) для пятибитных кодов и 1 дюйм (25,4 мм) для лент с шестью или более битами. Расстояние между отверстиями составляло 0,1 дюйма (2,54 мм) в обоих направлениях. Отверстия для данных имели диаметр 0,072 дюйма (1,83 мм); отверстия для подачи были 0,046 дюйма (1,17 мм). [4]  Эта машина будет пробивать полученный сигнал телетайпа на ленту и одновременно печатать на ней сообщение, используя механизм печати, аналогичный механизму обычного страничного принтера. Ленточный перфоратор вместо того, чтобы пробивать обычные круглые отверстия, вместо этого проделывал в бумаге небольшие U-образные надрезы, чтобы не образовывался чад; «отверстие» все еще было заполнено маленьким бумажным люком. Не полностью пробив отверстие, печать на бумаге осталась целой и разборчивой. Это позволило операторам читать ленту, не расшифровывая дыры, что облегчило бы передачу сообщения на другую станцию в сети. Кроме того, не было «коробки с чадом», которую можно было бы время от времени опорожнять. Недостатком этого механизма было то, что бесцветная лента после перфорации плохо скручивалась, потому что выступающие лоскуты бумаги зацеплялись за следующий слой ленты, поэтому ее нельзя было свернуть плотно. Еще одним недостатком, как выяснилось со временем, было отсутствие надежного способа чтения бесшадовой ленты с помощью оптических средств, используемых более поздними высокоскоростными считывателями.
Эта машина будет пробивать полученный сигнал телетайпа на ленту и одновременно печатать на ней сообщение, используя механизм печати, аналогичный механизму обычного страничного принтера. Ленточный перфоратор вместо того, чтобы пробивать обычные круглые отверстия, вместо этого проделывал в бумаге небольшие U-образные надрезы, чтобы не образовывался чад; «отверстие» все еще было заполнено маленьким бумажным люком. Не полностью пробив отверстие, печать на бумаге осталась целой и разборчивой. Это позволило операторам читать ленту, не расшифровывая дыры, что облегчило бы передачу сообщения на другую станцию в сети. Кроме того, не было «коробки с чадом», которую можно было бы время от времени опорожнять. Недостатком этого механизма было то, что бесцветная лента после перфорации плохо скручивалась, потому что выступающие лоскуты бумаги зацеплялись за следующий слой ленты, поэтому ее нельзя было свернуть плотно. Еще одним недостатком, как выяснилось со временем, было отсутствие надежного способа чтения бесшадовой ленты с помощью оптических средств, используемых более поздними высокоскоростными считывателями. Однако механические считыватели ленты, используемые в большинстве оборудования со стандартной скоростью, не имели проблем с лентой без шада, потому что они обнаруживали отверстия с помощью тупых подпружиненных чувствительных штифтов, которые легко отталкивали бумажные клапаны в сторону.
Однако механические считыватели ленты, используемые в большинстве оборудования со стандартной скоростью, не имели проблем с лентой без шада, потому что они обнаруживали отверстия с помощью тупых подпружиненных чувствительных штифтов, которые легко отталкивали бумажные клапаны в сторону. В начале 1960-х годов Американская ассоциация стандартов возглавила проект по разработке универсального кода для обработки данных, который стал известен как ASCII. Этот семиуровневый код был принят некоторыми пользователями телетайпа, включая AT&T (Teletype). Другие, такие как Telex, остались с более ранними кодами.
В начале 1960-х годов Американская ассоциация стандартов возглавила проект по разработке универсального кода для обработки данных, который стал известен как ASCII. Этот семиуровневый код был принят некоторыми пользователями телетайпа, включая AT&T (Teletype). Другие, такие как Telex, остались с более ранними кодами. Опытный оператор может подготовить сообщение со скоростью 135 слов в минуту (WPM) или более в течение коротких периодов времени.
Опытный оператор может подготовить сообщение со скоростью 135 слов в минуту (WPM) или более в течение коротких периодов времени. Еще во время Второй мировой войны лентопротяжное устройство Heath Robinson, использовавшееся взломщиками кодов союзников, имело скорость 2 000 зн/сек, в то время как Colossus мог работать со скоростью 5 000 зн/сек при использовании оптического считывателя ленты, разработанного Арнольдом Линчем.
Еще во время Второй мировой войны лентопротяжное устройство Heath Robinson, использовавшееся взломщиками кодов союзников, имело скорость 2 000 зн/сек, в то время как Colossus мог работать со скоростью 5 000 зн/сек при использовании оптического считывателя ленты, разработанного Арнольдом Линчем. Также были распространены более быстрые оптические считыватели.
Также были распространены более быстрые оптические считыватели. Бумажная лента была важным носителем данных, например, для управляемых компьютером машин для намотки проволоки. Считыватель бумажной ленты был меньше и дешевле, чем считыватель карт Холлерита или магнитной ленты. Черная вощеная и промасленная бумага премиум-класса с длинными волокнами и майларовая пленочная лента были изобретены для того, чтобы производственные ленты для этих машин служили дольше.
Бумажная лента была важным носителем данных, например, для управляемых компьютером машин для намотки проволоки. Считыватель бумажной ленты был меньше и дешевле, чем считыватель карт Холлерита или магнитной ленты. Черная вощеная и промасленная бумага премиум-класса с длинными волокнами и майларовая пленочная лента были изобретены для того, чтобы производственные ленты для этих машин служили дольше.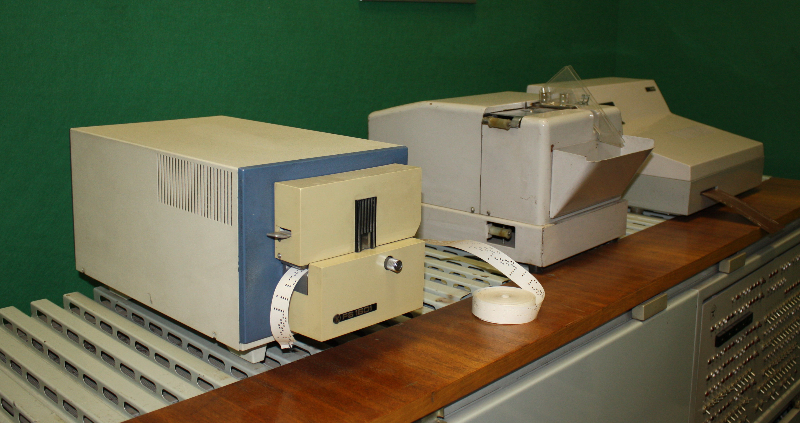
 , что обеспечивает очень плохое обнаружение одиночных ошибок.
, что обеспечивает очень плохое обнаружение одиночных ошибок. Это также позволило газетам использовать устройства, такие как Friden Flexowriter, для преобразования набора текста в основной с помощью ленты. Даже после упадка линотипа и набора текста с помощью горячего лида многие ранние фотонаборные устройства использовали считыватели с бумажной ленты.
Это также позволило газетам использовать устройства, такие как Friden Flexowriter, для преобразования набора текста в основной с помощью ленты. Даже после упадка линотипа и набора текста с помощью горячего лида многие ранние фотонаборные устройства использовали считыватели с бумажной ленты. Восьмиуровневые бумажные ленты распределялись под строгим контролем учета и считывались заполняющим устройством, таким как ручной KOI-18, которое временно подключалось к каждому защитному устройству, которому требовались новые ключи. АНБ пыталось заменить этот метод более безопасной системой управления электронными ключами (EKMS), но по состоянию на 2016 год бумажная лента, по-видимому, все еще используется. [8] Канистра с бумажной лентой представляет собой защищенный от несанкционированного доступа контейнер, который содержит элементы, предотвращающие незаметное изменение содержимого.
Восьмиуровневые бумажные ленты распределялись под строгим контролем учета и считывались заполняющим устройством, таким как ручной KOI-18, которое временно подключалось к каждому защитному устройству, которому требовались новые ключи. АНБ пыталось заменить этот метод более безопасной системой управления электронными ключами (EKMS), но по состоянию на 2016 год бумажная лента, по-видимому, все еще используется. [8] Канистра с бумажной лентой представляет собой защищенный от несанкционированного доступа контейнер, который содержит элементы, предотвращающие незаметное изменение содержимого.
 Было обычной практикой после каждого механического копирования ленты проводить ручное пошаговое сравнение.
Было обычной практикой после каждого механического копирования ленты проводить ручное пошаговое сравнение.
 2.5 Система охлаждения — закрытого типа с принудительной циркуляцией охлаждающей жидкости.
2.5 Система охлаждения — закрытого типа с принудительной циркуляцией охлаждающей жидкости.
 Агрегат сварочный АДД -4004МВУ1 (АДД -4004МУ1) в сборе, шт
Агрегат сварочный АДД -4004МВУ1 (АДД -4004МУ1) в сборе, шт Техническое описание и инструкция по эксплуатации двигателя, экз
Техническое описание и инструкция по эксплуатации двигателя, экз Паспорт вспомогательного генератора), экз
Паспорт вспомогательного генератора), экз 2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий»
2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий»
 1.3 Подключаемые к ВГ электроприборы должны иметь шнуры питания с защитным проводником, соединенным с заземляющим контактом розетки. Защитный проводник должен быть надежно присоединён к открытым проводящим частям (корпусам) электроприбора.
1.3 Подключаемые к ВГ электроприборы должны иметь шнуры питания с защитным проводником, соединенным с заземляющим контактом розетки. Защитный проводник должен быть надежно присоединён к открытым проводящим частям (корпусам) электроприбора. После заправки вытереть места, на которые попало топливо.5
После заправки вытереть места, на которые попало топливо.5
 Этот блок прикреплен к раме через резиновые амортизаторы.
Этот блок прикреплен к раме через резиновые амортизаторы. 1 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242.
1 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2 (4 в углах плюс 2 посредине полоза).
Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2 (4 в углах плюс 2 посредине полоза).
 При этом загорится сигнальная лампа и стронутся стрелки приборов.
При этом загорится сигнальная лампа и стронутся стрелки приборов. Инструкция по эксплуатации».
Инструкция по эксплуатации». Гарантийный срок — 12 месяцев со дня отгрузки с предприятия-изготовителя.
Гарантийный срок — 12 месяцев со дня отгрузки с предприятия-изготовителя.
 А если предполагается строительство нового жилого дома, то часто разрешение на подсоединение к электросети еще отсутствует, а при незаконном использовании электроэнергии предусмотрены довольно большие штрафы. Из этого можно сделать вывод, что основное требование к техническому оснащению, которое будет использоваться в полевых условиях – его автономность в полном объеме, то есть оборудование должно работать от независимых источников питания.
А если предполагается строительство нового жилого дома, то часто разрешение на подсоединение к электросети еще отсутствует, а при незаконном использовании электроэнергии предусмотрены довольно большие штрафы. Из этого можно сделать вывод, что основное требование к техническому оснащению, которое будет использоваться в полевых условиях – его автономность в полном объеме, то есть оборудование должно работать от независимых источников питания.

 Установленный на передвижной установке генератор является бесконтактным, обладает повышенной частотой. На оборудовании не предусмотрена электроника, поэтому его можно эксплуатировать на открытой местности при температуре воздуха ОС: «-40º» – «+40º», а также 98-ми процентах влажности воздуха (Т-20 градусов).
Установленный на передвижной установке генератор является бесконтактным, обладает повышенной частотой. На оборудовании не предусмотрена электроника, поэтому его можно эксплуатировать на открытой местности при температуре воздуха ОС: «-40º» – «+40º», а также 98-ми процентах влажности воздуха (Т-20 градусов). Машины с поддержкой WeldCloud оснащены встроенным коммуникационным модулем, который в цифровом виде подключает машину к WeldCloud через WiFi.
Машины с поддержкой WeldCloud оснащены встроенным коммуникационным модулем, который в цифровом виде подключает машину к WeldCloud через WiFi. Имея данные в режиме реального времени и точные цифры, пользователи могут получить представление о том, какие операции выполняются эффективно, а какие нуждаются в улучшении.
Имея данные в режиме реального времени и точные цифры, пользователи могут получить представление о том, какие операции выполняются эффективно, а какие нуждаются в улучшении. WeldCloud Notes выполняет четыре основные задачи:
WeldCloud Notes выполняет четыре основные задачи:
 035 FABTECH
035 FABTECH Машины с поддержкой WeldCloud оснащены встроенным коммуникационным модулем, который в цифровом виде подключает машину к WeldCloud через WiFi.
Машины с поддержкой WeldCloud оснащены встроенным коммуникационным модулем, который в цифровом виде подключает машину к WeldCloud через WiFi. Все данные защищены паролем, и пользователи могут определять различные уровни доступа и разрешений.
Все данные защищены паролем, и пользователи могут определять различные уровни доступа и разрешений.  ESAB также предлагает портативный сенсорный компьютер Zebra. Это чрезвычайно прочные смартфоны со встроенным сканером штрих-кода, поэтому они идеально подходят для работы в магазине.
ESAB также предлагает портативный сенсорный компьютер Zebra. Это чрезвычайно прочные смартфоны со встроенным сканером штрих-кода, поэтому они идеально подходят для работы в магазине. Aristo 1000 AC/DC (1000 А при рабочем цикле 100 %) для сварки под флюсом позволяет пользователям переключаться с постоянного тока на переменный на лету и выполнять непрерывную сварку от корня до шапки, обеспечивая до 76 % более высокую скорость наплавки и 47 % сокращение времени сварки.
Aristo 1000 AC/DC (1000 А при рабочем цикле 100 %) для сварки под флюсом позволяет пользователям переключаться с постоянного тока на переменный на лету и выполнять непрерывную сварку от корня до шапки, обеспечивая до 76 % более высокую скорость наплавки и 47 % сокращение времени сварки. 
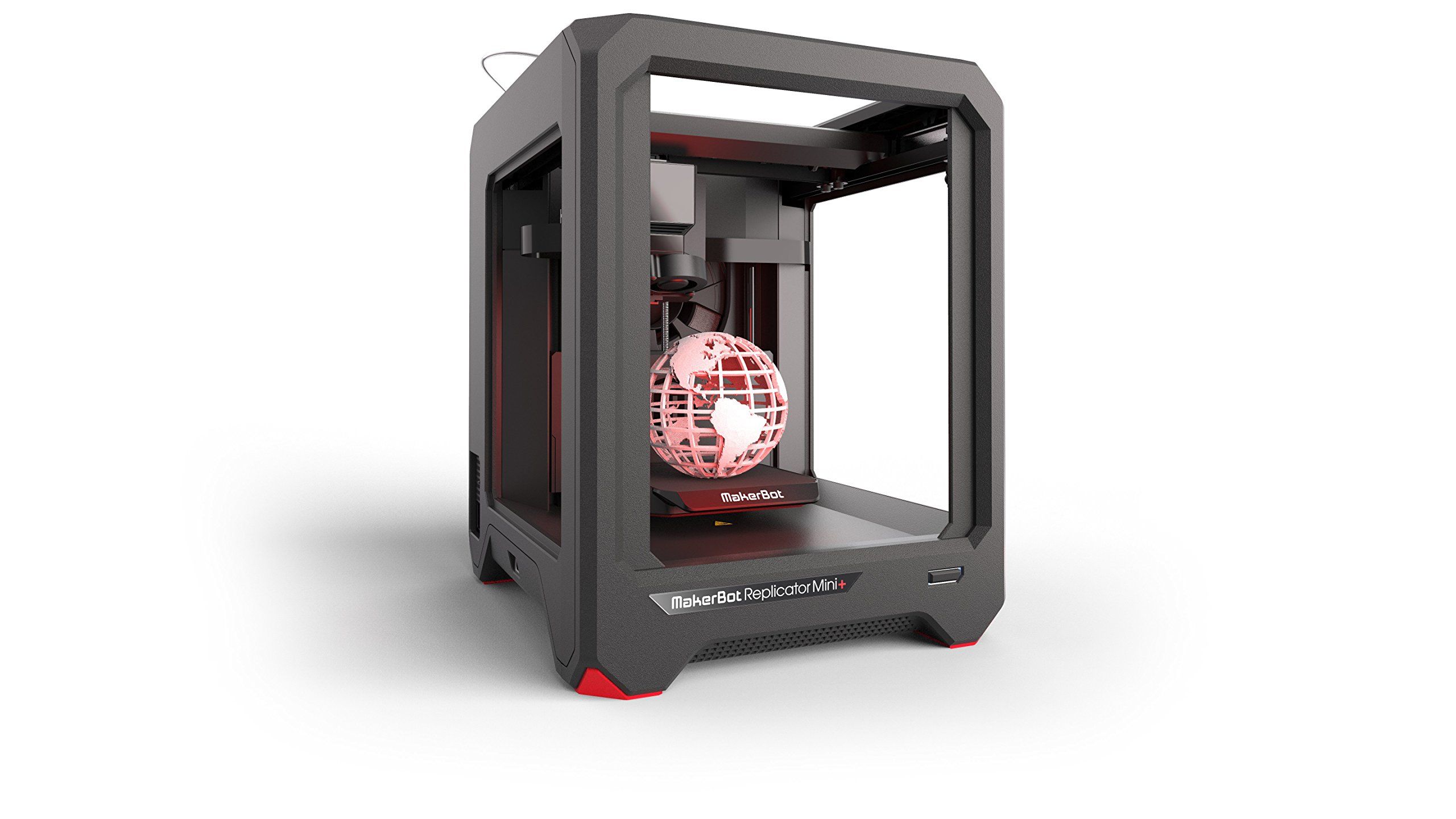
 Не впитывает воду.
Не впитывает воду.
 Стоимость работ от 12₽ за грамм с коэффициентом множителем на время (чем больше размер и вес детали, тем дешевле будет обходится грамм). Цена зависит от материала, качества печати, диаметра сопла и высоты слоя.
Стоимость работ от 12₽ за грамм с коэффициентом множителем на время (чем больше размер и вес детали, тем дешевле будет обходится грамм). Цена зависит от материала, качества печати, диаметра сопла и высоты слоя. Множество бесплатных моделей разбитых по категориям.
Множество бесплатных моделей разбитых по категориям. измерения:
измерения:
 С помощью данной технологии можно воспроизводить максимально идентичные прототипы любых изделий, наладить производство сложных деталей оборудования, создавать украшения и изготавливать запасные части машин и агрегатов. Следует отметить, что использование 3D печати позволяет значительно экономить сырьевые компоненты, а также энергетические ресурсы.
С помощью данной технологии можно воспроизводить максимально идентичные прототипы любых изделий, наладить производство сложных деталей оборудования, создавать украшения и изготавливать запасные части машин и агрегатов. Следует отметить, что использование 3D печати позволяет значительно экономить сырьевые компоненты, а также энергетические ресурсы. Изделие полученные таким способом особо востребованы в следующих сферах:
Изделие полученные таким способом особо востребованы в следующих сферах:/cdn.vox-cdn.com/uploads/chorus_asset/file/14627330/bigrepone.1419980346.jpg)
 Это 3D-модель для 3D-печати. Загрузите этот 3D-файл и сделайте его на своем 3D-принтере. …Наслаждаться!
Это 3D-модель для 3D-печати. Загрузите этот 3D-файл и сделайте его на своем 3D-принтере. …Наслаждаться! Огромное (самое большое и высокое в мире) здание должно было стать символом победы социализма, символом новой страны и новой Москвы.
Огромное (самое большое и высокое в мире) здание должно было стать символом победы социализма, символом новой страны и новой Москвы.
 Затем я смоделировал кулон в Blender.
Затем я смоделировал кулон в Blender.
 Кришнарадж П., Анукирутика Т., Чоудхари П., Моисей Дж. А., Анандхарамакришнан К. (2019). 3D-экструзия и постобработка богатой клетчаткой закуски из местной композитной муки. Пищевые и биотехнологические технологии, 12 (10), 1776–1786. https://doi.org/10.1007/s11947–019–02336–5
Кришнарадж П., Анукирутика Т., Чоудхари П., Моисей Дж. А., Анандхарамакришнан К. (2019). 3D-экструзия и постобработка богатой клетчаткой закуски из местной композитной муки. Пищевые и биотехнологические технологии, 12 (10), 1776–1786. https://doi.org/10.1007/s11947–019–02336–5 Деросси А., Капорицци Р., Риччи И., Северини К. (2019). Критические переменные в 3D-печати продуктов питания. Глава в книге: Основы 3D-печати пищевых продуктов и приложений: Academic Press, Кембридж, Массачусетс: США. 2019. С. 41–91.
Деросси А., Капорицци Р., Риччи И., Северини К. (2019). Критические переменные в 3D-печати продуктов питания. Глава в книге: Основы 3D-печати пищевых продуктов и приложений: Academic Press, Кембридж, Массачусетс: США. 2019. С. 41–91.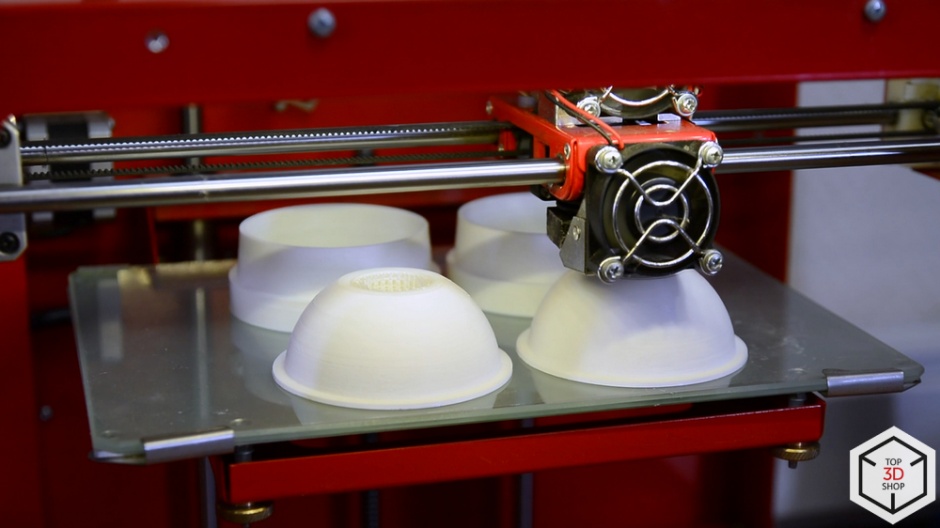 https://дои. org/10.1016/j.foodchem.2019.02.090
https://дои. org/10.1016/j.foodchem.2019.02.090 Получено с https://www.novameat.com/. По состоянию на 7 апреля 2022 г.
Получено с https://www.novameat.com/. По состоянию на 7 апреля 2022 г. 2015. 3–24.
2015. 3–24. 2015. 133–155.
2015. 133–155. https://doi.org/10.1111/obr.12340
https://doi.org/10.1111/obr.12340 https://doi.org/10.1016/j.foodqual.2018.11.003
https://doi.org/10.1016/j.foodqual.2018.11.003 Журнал пищевой инженерии, 288, статья 110127. https://doi.org/10.1016/j. jfoodeng.2020.110127
Журнал пищевой инженерии, 288, статья 110127. https://doi.org/10.1016/j. jfoodeng.2020.110127 Качество и предпочтения продуктов питания, 28(1), 182–187. https://doi.org/10.1016/j.foodqual.2012.07.003
Качество и предпочтения продуктов питания, 28(1), 182–187. https://doi.org/10.1016/j.foodqual.2012.07.003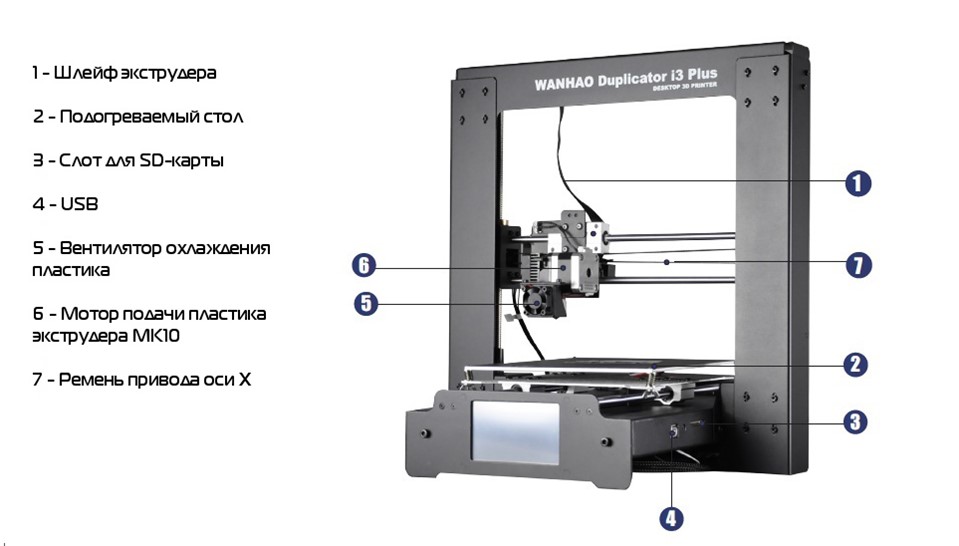 Журнал пищевой инженерии, 220, 28–37. https://doi.org/10.1016/j.jfoodeng.2017.10.023
Журнал пищевой инженерии, 220, 28–37. https://doi.org/10.1016/j.jfoodeng.2017.10.023 Международный журнал биологических макромолекул, 117, 1179–1187. https://doi.org/10.1016/j.ijbiomac.2018.06.048
Международный журнал биологических макромолекул, 117, 1179–1187. https://doi.org/10.1016/j.ijbiomac.2018.06.048 Пищевая биофизика, 15 (2), 240–248. https://doi.org/10.1007/s11483–019–09611–0
Пищевая биофизика, 15 (2), 240–248. https://doi.org/10.1007/s11483–019–09611–0 Липтон Дж., Арнольд Д., Нигл Ф., Лопес Н., Коэн Д., Норен Н. и соавт. (8–10 августа 2010 г.). Мультиматериальная пищевая печать со сложной внутренней структурой, подходящая для обычной постобработки. Материалы 21-го ежегодного международного симпозиума по изготовлению твердых материалов произвольной формы — конференция по аддитивному производству SFF: Остин: Техас: США. 9–11. 809–815.
Липтон Дж., Арнольд Д., Нигл Ф., Лопес Н., Коэн Д., Норен Н. и соавт. (8–10 августа 2010 г.). Мультиматериальная пищевая печать со сложной внутренней структурой, подходящая для обычной постобработки. Материалы 21-го ежегодного международного симпозиума по изготовлению твердых материалов произвольной формы — конференция по аддитивному производству SFF: Остин: Техас: США. 9–11. 809–815.
 сопло: 0,021 дюйм
сопло: 0,021 дюйм 07.2006 года №152-ФЗ «О персональных данных»,
07.2006 года №152-ФЗ «О персональных данных»,



 06.2021;
06.2021; Каспийская, д.12, стр.2
Каспийская, д.12, стр.2 20 кВт, полные характеристики смотрите в следующей вкладке.
20 кВт, полные характеристики смотрите в следующей вкладке. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Blueweld Combi 182 Turbo.
Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Blueweld Combi 182 Turbo. Если у вас такая поломка то вам повезло, это типовая неисправность для Blueweld Combi 182 Turbo и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Если у вас такая поломка то вам повезло, это типовая неисправность для Blueweld Combi 182 Turbo и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.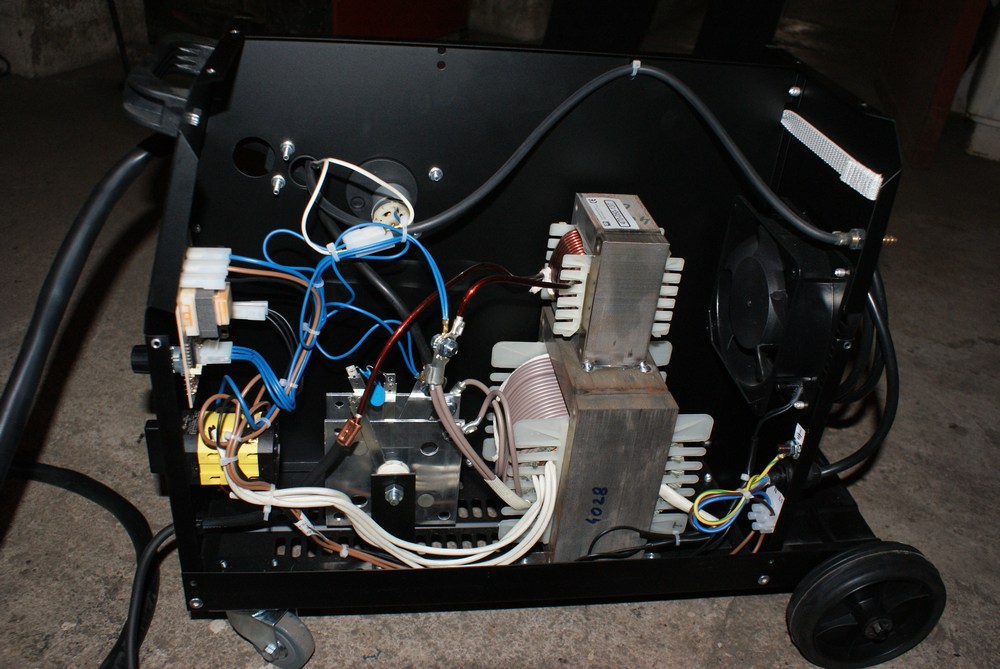 С, Гудит Но Неварит, Пропала Масса
С, Гудит Но Неварит, Пропала Масса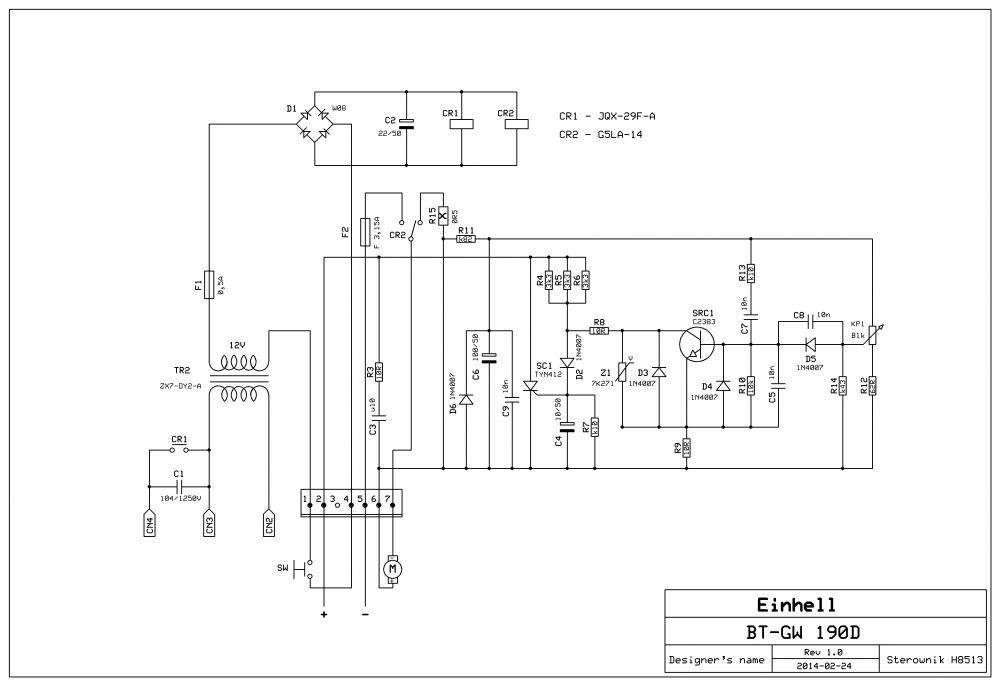 .д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083
.д71..Помещение 25; Приобретался 03 Марта 2020Года По Счету N2083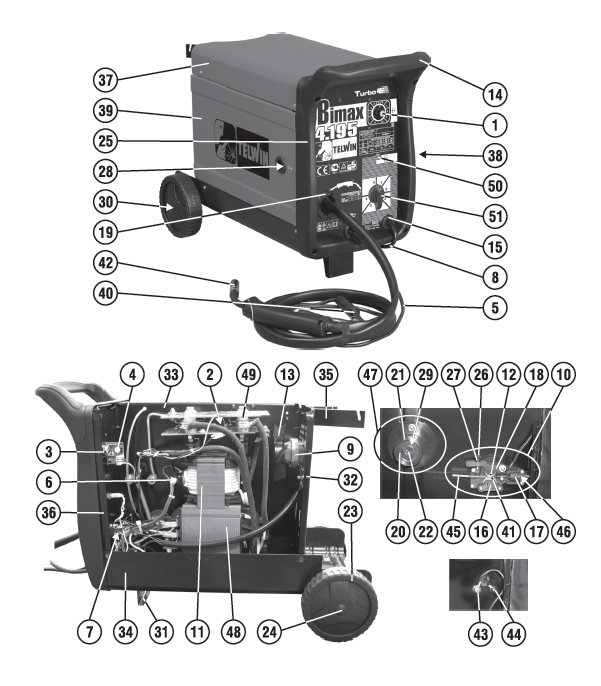 RU
RU Также доступен в двойном исполнении
Также доступен в двойном исполнении


 Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
 Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.