Главная » Генераторы » Сварочные генераторы » Производители сварочных генераторов » MOSA » CHOPPER 200 AC
Артикул 16901
Цена: актуальная цена по телефону 8(800)333-50-55
Бензиновый сварочный агрегат MOSA CHOPPER 200 AC широко используется при проведении сварочных строительно-монтажных работ в местах, где есть сложности с подводом электроэнергии для подключения сварочных аппаратов, а также для питания различного электроинструмента.
Возможна работа в двух режимах: генератора и сварочного аппарата.
В режиме генератора асинхронный альтернатор выдает однофазный электрический ток мощностью 1.8 кВт.
В режиме сварки MOSA CHOPPER 200 AC позволяет производить сварочные работы выдавая постоянный ток до 200 А. Такой мощности достаточно, чтобы производить работы различными электродами диаметром до 4 мм.
Сердцем агрегата является бензиновый двигатель Honda GX 270. В рабочем режиме, при нагрузке 75%, он потребляет 1.6 л/час. С таким расходом, емкости стандартного топливного бака хватает на 3.3 часов непрерывной работы.
Профессиональная сварочная электростанция MOSA CHOPPER 200 AC запускается при помощи ручного стартера, что весьма актуально на строительных площадках, где требуется максимальная простота конструкции.
Чтобы упростить процесс транспортировки по объекту, Вы можете доукомплектовать сварочный бензогенератор транспортным комплектом, что сделает аппарат более мобильным.
Купить сварочный генератор MOSA CHOPPER 200 AC по самым выгодным ценам Вы можете в нашей компании. Получить необходимую техническую консультацию Вы можете в отделе продаж. По вопросам ремонта, сервисного обслуживания и подбора запасных частей, обращайтесь в отдел сервиса. Телефон горячей линии 8 (800) 333-50-55. Звонки бесплатны для всех регионов России.
Технические характеристики
Тип оборудования:
сварочный генератор
Производитель
MOSA
Родина бренда
Италия
Модель
CHOPPER 200 AC
Тип агрегата
бензиновый
Мощность максимальная
1. 8 кВт
Мощность номинальная
1.6 кВт
Выходное напряжение
230 В
Уровень шума
74 Дб
Встроенный блок автозапуска
нет
Электронный стабилизатор напряжения
нет
Альтернатор
Тип альтернатора
асинхронный
Количество фаз
однофазный
Сила тока
9.6 А
Частота тока
50 Гц
Сварочный модуль
Максимальный сварочный ток
200 А
Сварочный ток при ПВ 60%
200 А
Кол-во сварочных постов
1
Тип сварочного тока
постоянный
Максимальный диаметр электрода
4 мм
Двигатель
Марка и модель двигателя
Honda GX 270
Охлаждение двигателя
воздушное
Запуск
ручной
Датчик уровня масла
да
Тип топлива
бензин
Объем топливного бака
5. 3 л
Расход топлива при нагрузке 75%
1.6 л/час
Автономность при нагрузке 75%
3.3 ч
Габариты, вес
Габариты
610х490х520 мм
Вес(сухой)
57 кг
Дополнительные параметры
Шумозащитный кожух
нет
Транспортировочный комплект (тележный комплект)
доп. опция
Выход постоянного тока 12В
нет
Дополнительная информация
Комплект поставки
сварочный генератор CHOPPER 200 AC, инструкция по эксплуатации, свечной ключ
Руководство пользователя
Есть, на русском языке
Дополнительное оборудование
Маска сварщика, электрододержатель, зажим на массу, сварочный кабель, электроды
Сертификат соответствия
Есть
Гарантия
12 месяцев
Сервисный центр
Полный спектр услуг по ремонту и обслуживанию сварочных генераторов. Поставка запчастей.
Наличие товара на складе
Уточняйте в отделе продаж
Доставка
В пределах КАД — бесплатно. По России — доставка до терминала транспортной компании по выбору Клиента.
Система скидок
Предусмотрена, зависит от текущих акций и объемов продаж
Отзывы
Оставьте свой отзыв
Обязательные поля отмечены *.
Имя: Email:
Отзыв: *
Бензиновый сварочный генератор Mosa CHOPPER 200 AC — заказать в Москве и Московской области | Бензогенератор для сварки Mosa CHOPPER 200 AC с гарантией от года
322 560 р.
купить в 1 клик
оформить заказ
Уточнить скидку
Добавить в сравнение
Версия для печати
Стоимость доставки
Характеристики
Основная информация
Мощность номинальная :
1. 98 кВт
Мощность максимальная :
2.2 кВт
Напряжение :
230 В
Число фаз :
1
Инверторная модель :
нет
Тип генератора :
Синхронный
Пуск :
ручной
Степень автоматизации :
1 — ручной пуск
Исполнение :
открытое
Функция сварки :
да
Род сварочного тока :
Переменный
Сварочный ток макс. :
200 А
Сварочный ток макс. :
200 А
Сварочный ток мин. :
30 А
Диаметр электр/пров :
2.0-4.0 мм
Расход топлива при 75% нагрузке :
1.6 л/ч
Объем топливного бака :
5.3 л
Степень защиты :
IP 23
Уровень шума :
74 дБ
Модель :
Mosa CHOPPER 200 AC
Сведения о двигателе
Габариты
Производитель
Внимание!
Работы по монтажу и пусконаладке генератора, должны производиться опытными инженерами со специальными знаниями в области электрификации.
Игнорируя данные правила, снижается моторесурс и значительно повышается риск выхода из строя электростанции. Так же, в случае отсутствия акта о вводе в эксплуатацию производитель электрооборудования вправе отказать в гарантийном ремонте.
Результаты списка продуктов для сварочных аппаратов
Рекомендуемая производителем розничная цена
22 578,00 долларов США / ЕА
Превосходный универсальный сварочный аппарат/генератор, способный обеспечивать до 400 ампер постоянного тока при многопроцессорной сварке, 120/240 В переменного тока в однофазном режиме и 240 В переменного тока в трехфазном вспомогательном питании. Включает в себя яркий, прочный 7-дюймовый цифровой экран пользовательского интерфейса для расширенных функций. Оснащен дизельным двигателем Perkins® 403F-15T мощностью 24,7 л.с. и использует запатентованные технологии Chopper Technology® и CrossLinc®.
Вход
Выход
Рекомендуемая производителем розничная цена
28 903,00 долларов США / ЕА
Превосходный универсальный сварочный аппарат/генератор, способный обеспечивать до 400 ампер постоянного тока при многопроцессорной сварке, 120/240 В переменного тока в однофазном режиме и 240 В переменного тока в трехфазном вспомогательном питании. Оснащен ярким и прочным 7-дюймовым цифровым экраном пользовательского интерфейса для расширенных функций. Оснащен дизельным двигателем Perkins® 403F-15T мощностью 24,7 л.с. и включает в себя запатентованные технологии Chopper Technology® и CrossLinc®. встроенные фонари и карманы для вилочного погрузчика, комплект крыльев, кабельная стойка, сварочные кабели, зажимы заземления и электрододержатель в одном предварительно собранном пакете.0003
Вход
Выход
Рекомендуемая производителем розничная цена
26 180,00 долларов США / ЕА
Превосходный универсальный сварочный аппарат/генератор, способный обеспечивать до 400 ампер постоянного тока при многопроцессорной сварке, 120/240 В переменного тока в однофазном режиме и 240 В переменного тока в трехфазном вспомогательном питании. Включает в себя яркий, прочный 7-дюймовый цифровой экран пользовательского интерфейса для расширенных функций. Оснащен дизельным двигателем Perkins® 403F-15T мощностью 24,7 л. с. и включает в себя запатентованные технологии Chopper® и CrossLinc®. встроенные фонари и карманы для вилочного погрузчика в одном предварительно собранном пакете
Вход
Выход
Рекомендуемая производителем розничная цена
26 996,00 долларов США / ЕА
Превосходный универсальный сварочный аппарат/генератор, способный обеспечивать до 400 ампер постоянного тока при многопроцессорной сварке, 120/240 В переменного тока в однофазном режиме и 240 В переменного тока в трехфазном вспомогательном питании. Включает в себя яркий, прочный 7-дюймовый цифровой экран пользовательского интерфейса для расширенных функций. Оснащен дизельным двигателем Perkins® 403F-15T мощностью 24,7 л.с. и включает в себя запатентованные технологии Chopper Technology® и CrossLinc®. встроенные фонари и карманы для вил, комплект крыльев и кабельная стойка в одном предварительно собранном пакете.0003
Вход
Выход
Рекомендуемая производителем розничная цена
26 291,00 долларов США / ЕА
Превосходный сварочный аппарат/генератор, способный выполнять многоцелевую сварку постоянным током, однофазную сеть переменного тока 120/240 В и вспомогательную трехфазную сеть переменного тока 240 В. Разработанный для сварки трубопроводов, Cross Country 300 оснащен двойным регулятором мощности для точной настройки сварочной дуги, и все это в компактном и легком корпусе, позволяющем поместиться в кузов грузовика.
Вход
Выход
Рекомендуемая производителем розничная цена
27 723,00 долларов США / ЕА
Превосходный сварочный аппарат/генератор, способный выполнять универсальную сварку постоянным током, однофазное напряжение 120/240 В переменного тока и трехфазное вспомогательное питание 240 В переменного тока. Разработанный для сварки трубопроводов, этот аппарат оснащен двойным регулятором мощности для точной настройки сварочной дуги, и все это в компактном и легком корпусе, который можно разместить в кузове грузовика. Включает в себя проводной пульт дистанционного управления.
Ввод
Выход
Рекомендуемая производителем розничная цена
34 797,00 долларов США / ЕА
Высокоскоростной сварочный аппарат/генератор с дизельным двигателем, предназначенный для многоцелевой сварки постоянным током с двумя или одним оператором. Машина оснащена однофазным вспомогательным питанием 120/240 В переменного тока, экраном пользовательского интерфейса для расширенных функций и запатентованными технологиями CrossLinc® и Chopper®. Двигатель Kubota® D9 мощностью 24,8 л.с.02 дизель. Ready-Pak® 1 включает в себя сварочный аппарат, прицеп, крыло и комплект освещения, кабельную стойку, сварочные кабели, зажимы заземления и электрододержатель в одной предварительно собранной упаковке.
Вход
Выход
Рекомендуемая производителем розничная цена
32 918,00 долларов США / ЕА
Высокоскоростной сварочный аппарат/генератор с дизельным двигателем, предназначенный для многоцелевой сварки постоянным током с двумя или одним оператором. Машина оснащена однофазным вспомогательным питанием 120/240 В переменного тока, экраном пользовательского интерфейса для расширенных функций и запатентованными технологиями CrossLinc® и Chopper®. Оснащен дизельным двигателем Kubota® D902 мощностью 24,8 л.с. Ready-Pak® 3 включает в себя сварочный аппарат, прицеп, крыло и комплект освещения, а также кабельную стойку в одном предварительно собранном пакете.
Вход
Выход
Рекомендуемая производителем розничная цена
9 449,00 долларов США / ЕА
Сварочный аппарат/генератор премиум-класса, разработанный с двигателем EFI (электронный впрыск топлива) для повышения общей производительности с отличными возможностями одновременного выполнения нескольких процессов для дуговой сварки, сварки TIG, MIG, строжки и сварки труб.
Вход
Выход
Рекомендуемая производителем розничная цена
12 441,00 долларов США / ЕА
Профессиональный сварочный аппарат/генератор на сжиженном нефтяном газе (сжиженный пропан) с отличной мультипроцессной сваркой стержнем, сваркой MIG и TIG для тех сред, где выбросы бензина и дизельного топлива недопустимы.
Червячные передачи по форме червяка делят на цилиндрические и глобоидные (рис. 1.2). Глобоидные червяки обладают на 30-60% большей несущей способностью, чем цилиндрические, но сложнее в изготовлении.
а
б
Рис. 2. Червячная передача с цилиндрическим (а) глобоидным (б) червяком
По числу заходов червяки могут быть одно-, двух- и четырехзаходными.
По форме профиля витков – архимедовы, конволютные, эвольвентные, нелинейчатые.
а
б
в
Рис. 1.3 Основные типы цилиндрических червяков
Архимедовы червяки ZA (рис. 1.3а) представляют собой винты с резьбой трапецеидального профиля. Они имеют прямобочный профиль в осевом сечении. Эти червяки просты в изготовлении при нарезании, но сложны при шлифовании. Поэтому их применяют для тихоходных, несильно нагруженных передач (до 1-2 кВт), не требующих шлифования червяка.
Область применения передач с архимедовыми червяками сокращается.
Конволютный червяк ZN (рис. 1.3б) имеет выпуклый профиль в осевом сечении и прямобокий профиль в сечении нормальном винтовой линии. Такие червяки легче нарезаются червячными фрезами. Шлифование также затруднено.
Эвольвентный червяк ZJ (рис. 1.3в) представляет собой косозубое колесо с малым числом зубьев и очень большим углом их наклона. Профиль зуба в торцевом сечении очерчен эвольвентой. Несмотря на более сложный профиль эвольвентные червяки считаются наиболее технологичными, так как для изготовления требуется меньший набор фрез и шлифовальных дисков, чем для изготовления червяков другого типа. Применяется в средне- и высокоскоростных передачах, для которых требуется шлифование червяка.
Нелинейчатые червяки – образованные конусом (ZK) или тором (ZT). Они имеют вогнутый профиль, за счет этого у них больше площадь контакта с зубьями колеса, и, следовательно, выше нагрузочная способность, по сравнению с другими типами червяков. Рабочие поверхности витков нелинейчатых червяков получают шлифованием конволютных червяков с высокой точностью конусным или тороидным кругом.
Передачи с повышенными скоростями и малым шумом, с повышенными требованиями к габаритам.
8
5
Допускается червяк с HB350, нешлифованный. Колесо нарезается шлифованной червячной фрезой. Рекомендуется обкатка под нагрузкой.
Передачи среднескоростные, со средними требованиями по шуму, габаритам и точности.
9
2
Червяк с HB350, нешлифованный. Колесо нарезается любым способом.
Передачи низкоскоростные, кратковременно работающие, ручные с пониженными требованиями.
1.6 Типы червячных редукторов
Основное распространение имеют одноступенчатые червячные редукторы. Редукторы выполняют со следующими вариантами расположения червяка и червячного колеса:
а
б
в
Рис. 1.4 Основные схемы одноступенчатых червячных редукторов
Червяк под колесом (рис. 1.4а) – применяют при окружных скоростях червяка до 4…5 м/сек, смазка – окунанием червяка. Условия смазки и теплоотдачи через масло – хорошие. Недостаток этой схемы – недостаточно хорошие условия в отношении утечки масла через подшипниковые узлы червяка.
Червяк над колесом (рис. 1.4б) – предпочтительная конструкция, применяемая в быстроходных передачах во избежание излишних потерь на разбрызгивание масла, смазка – окунанием колеса. Условия смазки несколько хуже, чем в предыдущей схеме. Не рекомендуется применять такую схему при работе с частыми пусками и остановками.
Колесо имеет вертикальную ось, червяк располагается сбоку горизонтально (рис. 1.4в). Данную схему стараются не применять из-за опасности утечки масла через подшипниковые узлы. Но иногда она требуется для оборудования с вертикальной осью вращения исполнительных механизмов (например, привода поворотных платформ, потолочных вентиляторов). Условия смазки и теплоотдачи – хорошие.
Продолжение статьи о червячных мотор-редукторах — в этом разделе описан принцип действия червячной передачи, рассмотрены конструкция, достоинства и недостатки червячной передачи.
Червячная передача
Червячная передача
Червячная передача представляет собой устройство, состоящее из основного червяка (винта со специальной резьбой) и зубчатого колеса, поэтому ее называют зубчато-винтовой. Это колесо, как правило, изготавливается из двух материалов – дорогого антифрикционного и более дешевого прочного металла. В рабочем процессе, когда зубья шестерни переходят в витки резьбы, сама шестерня приводится в движение червяком редуктора, передача переходит из винтовой зубчатой — в червячную.
Контакт звеньев редуктора сконцентрирован не в одной определенной точке, а по линии соприкосновения составляющих элементов. И от угла скрещивания вала и колеса (в большинстве случаев он равен 900) зависит длина этой контактной линии. Размеры и направление резьбы червяка полностью идентично подъему зубьев ведомого колеса.
Резьба червяка бывает:
однозаходная (правая или левая) – имеет один гребень по винтовой линии;
многозаходная (правая и левая) – соответственно, 2, 3, 4…одинаковых гребней.
В практике чаще всего используется многозаходная правая резьба.
По своему строению червячные передачи бывают двух видов:
Цилиндрические (с цилиндрическим червяком, который более прост в изготовлении и применяется намного чаще).
Глобоидальные (с глобоидными червяками). Пример такого винта в паре с роликовым сектором – это рулевое управление автомобиля.
Зубчатые колеса различают:
По профилю зуба (прямой, вогнутый, роликовый).
По типу зубчатого колеса (полное колесо, сектор с роликом и зубчатый сектор).
Валы червячного колеса бывают:
горизонтальные;
вертикальные.
Стоит отметить, что передаточное число червячной передачи значительно выше, чем у аналогичной зубчатой. Это позволяет использовать подобное устройство во многих системах управления и регулировки (лифты, автокраны, экскаваторы), в большинстве обрабатывающих станков, оборудовании подъемных машин, специализированного транспорта и прочих механизмов.
Червячная передача помимо положительных характеристик имеет и некоторые недостатки. Так, КПД этого двигателя значительно меньше, ведь винтовая пара в процессе работы несет некоторые потери передаваемой мощности.
Эти редуктора нередко дорогие в обслуживании: антифрикционные материалы, необходимые для обработки червячной пары стоят немалых денег. К тому же заедание резьбы и зубьев – очень распространенное явление в подобных мотор-редукторах. Здесь имеет место деформация рабочей поверхности зубьев колеса и резьбы винта, а также их поломка вследствие значительных перегрузок и долгосрочной их эксплуатации.
В связи с этим червячные передачи применяются значительно реже, чем подобные зубчатые. А предаваемые мощности, которые они создают, довольно небольшие – до 50-200 кВт.
Использован материал из книги «Детали машин» Гузенков П.Г.
…дальше
Червячные мотор-редукторы Червячный редуктор
Все, что нужно знать о червячных передачах и преимуществах сотрудничества с производителем
Связано с различными видами шестерни, червячные передачи различны и имеют уникальные особенности и области применения. Этот блог сосредоточимся на преимуществах червячных передач.
Червячная передача состоит из червь и червь колесо. Червяк относится к винту, который сопрягается с червячным колесом. Когда входная мощность приложенный к червяку, он вращается против колеса и передает мощность червячному колесу. система устроена так, что червяк может просто крутить шестерню, а шестерня не может повернуть червя из-за самоблокирующийся.
В некоторых конструкциях трение внутри червячное колесо и червяк держит червяка на месте. Эта характеристика может быть очень полезной в некоторых приложениях.
Червячные передачи являются самым плотным типом системы и обеспечивают снижение скорости с высоким коэффициентом. Обычно они являются предпочтительным типом зубчатой передачи. когда пространство ограничено и необходимы большие передаточные числа.
Червячные передачи можно использовать как для значительно увеличить крутящий момент или значительно снизить скорость. Они есть кроме того, самая плавная и мягкая из зубчатых передач, если они правильно установлен и смазан.
Что такое червячные передачи?
Червячная передача – или червячная передача, как ее иногда называют – это конкретная передача состав. Винтовой червяк — сцепляется с шестерней / колесом, похожим на прямозубую шестерню. Настройка позволяет оператору машины определять скорость вращения. Настройка также позволяет передавать более высокую силу.
Как работают червячные передачи?
Червячные передачи работают за счет трения, создаваемого вращением смазанных шестерен. Трение затем превращается в тепло. Создавая низкий уровень крутящего момента и высокий уровень крутящего момента, червячные передачи используются в качестве редукторов скорости, что означает, что они идеальны для нескольких приложений.
Какие существуют типы червячных передач?
В основном существует три типа червячных передач – безвентильные, однозубчатые и двузубчатые. Червячная передача без горловины представляет собой червячный механизм, не содержащий канавок.
Одногорлый червь включает изогнутые винтовые зубья, покрывающие червяк.
Червячная передача с двойным венцем имеет изогнутые зубья как на шестерне, так и на червячном винте.
Где используются червячные передачи?
Червячные передачи можно увидеть в нескольких механизмы и устройства. Они используются в крупногабаритном оборудовании, а также в вещи в доме. В чистом виде червячные передачи видны в тюнинге механизм акустической гитары.
Подъемники
Из-за их компактного размера и нереверсивности характеристики, червячные передачи обычно встречаются в устройствах, используемых для работы подъемников. Этот вид передач работает как вторичная тормозная система, так как давление не может передавать движение обратно через червяк/подъемник.
Конвейерные ленты и ворота безопасности
В качестве стандартных червячных приводов можно включить одном направлении, они не будут двигаться назад, когда они закреплены и не быть использованным. Это указывает на то, что червячные передачи идеально подходят для использования на конвейере. ремни.
Дополнительно используются на электронные ворота безопасности. Один червячный привод используется для открывания ворот, а другой использовал, чтобы закрыть его. Это указывает на то, что ворота могут быть защищены в любом направлении и открыть нельзя.
Хотя червячные передачи чрезвычайно полезны, они должны быть высокого качества, чтобы работать эффективно. Компания Premium Transmission предлагает высококачественные промышленные редукторы и червячные передачи для всех видов использования. Для получения дополнительной информации свяжитесь с нами сегодня!
Червячные передачи | Производитель зубчатых колес KHK
ВЕРШИНА
>
Червячные передачи
Что такое червячная передача?
Червячная передача представляет собой редуктор со смещенным валом, который передает движение между двумя валами, которые не пересекаются и не параллельны. Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости. Червячная передача представляет собой резьбу, нарезанную на круглом стержне, а червячная передача представляет собой шестерню, которая входит в зацепление с червяком под углом 90 градусов. Комплект из червяка и червячного колеса называется червячной передачей. Его история настолько стара, что его существование описано Архимедом примерно в 250 г. до н.э.
Существует примерно два типа червячных передач. Один из них представляет собой цилиндрический червяк, который зацепляется с червячным колесом как пара, образуя «цилиндрическую червячную передачу». Другая — «барабанная червячная передача», представляющая собой пару, состоящую из барабанного червяка и червячного колеса. Последний тип также называют «червячной зубчатой передачей».
При использовании червячной передачи можно получить компактное и высокоскоростное передаточное число по сравнению с прямозубыми передачами. Передаточное отношение определяется комбинацией количества витков червяка и количества зубьев на червячном колесе. Например, в случае червячных передач стандартных передач KHK можно получить передаточное отношение максимум до 1/120.
Червячные передачи имеют такие преимущества, как низкий уровень шума и низкая вибрация, но поскольку передача мощности осуществляется посредством скользящего контакта, они также имеют недостаток, заключающийся в сохранении тепла, и их эффективность передачи невелика (в случае цилиндрической червячной передачи общий КПД составляет около 30-60%).
Для уменьшения износа червяки обычно изготавливают из более твердого материала, чем червячные колеса. Для стандартных зубчатых передач KHK для червяков используются механическая конструкционная углеродистая сталь (S45C), механическая конструкционная легированная сталь (SCM440), нержавеющая сталь и т. д. инженерный пластик) используются для червячного колеса.
Ход левой и правой поверхностей зубьев червяка обычно одинаков, однако существует также другой тип, называемый червячной передачей с двойным ходом, который изготавливается с разным шагом для двух поверхностей. При использовании червячной передачи последнего типа можно перемещать червяк в осевом направлении с помощью прокладки, которая позволяет регулировать люфт. В случаях, например, когда из-за износа зубьев требуется регулировка люфта, ее можно выполнить без изменения межосевого расстояния между червяком и червячной передачей.
При использовании червячной передачи червяк является ведущим, а червячное колесо — ведомым валом. Когда угол подъема червяка особенно мал, вращение червяка за червячное колесо становится невозможным. Это состояние называется самоблокировкой, и ожидается результат предотвращения обратного движения. Однако, поскольку это не полностью надежная функция, желательно использовать ее в сочетании с другим методом, когда требуется полное предотвращение реверсирования.
Примеры применения червячных передач включают редукторы скорости, лифты, станки, цепные блоки, рыболовные катушки и автомобильные усилители рулевого управления.
Ссылки по теме : Смазка шестерен
Пожалуйста, укажите здесь номер детали для цены и чертежа шестерни
ВНИМАНИЕ: Использование чертежей САПР Профиль зуба, представленный на чертеже САПР, отличается от фактического профиля зубчатого колеса. Также обратите внимание, что детали любой фаски, скругления или канавки с прорезью на чертеже САПР могут отличаться от реальных значений или формы на фактическом изделии.
Как использовать червячные передачи
С помощью этих технических данных вы можете просмотреть исчерпывающую информацию о передачах KHK, включая их характеристики, а также советы и предупреждения при их выборе и использовании.
SW
Стальные червяки
Модуль: 0,5 – 6 Количество заходов: 1 – 2 Материал: S45C Закалка: Нет 001 4
Многие составы доступный по низкой цене и отличному удобству использования.
Червяки с валами, подвергнутыми отпуску, закалке и шлифовке, обладают превосходной точностью, прочностью и устойчивостью к истиранию. Вторичные операции можно делать, кроме зубов.
Сопряженная червячная передача: Модуль AG 0,5-1,5, AGF
Двойные червяки (с валами), подвергнутые отпуску, закалке и шлифовке, обладающие превосходной точностью, прочностью и устойчивостью к истиранию. Вторичные операции можно делать, кроме зубов. Перемещение в осевом направлении отрегулирует люфт.
Сопряженная червячная передача: AGDL
Нажмите здесь, чтобы выбрать червячную передачу. Нажмите здесь, чтобы выбрать червячную направляющую. 0 Материал: CAC502 (PBC2) Закалка : Нет Покрытие зуба : Шлифованное (нешлифованное) Сорт : KHK W002 4
Червячные колеса из фосфористой бронзы с отличной износостойкостью. Используется в сочетании с SW и SUW.
Сопряженный червяк: SW, SUW
Щелкните здесь, чтобы выбрать червячные передачи
CG
Червячные колеса из серого чугуна
Модуль: 1–6 Передаточное отношение: 10–120 Материал: FC200 Закалка: Нет Покрытие зубьев : Режущие (нешлифованные) Класс : KHK W002 4
Недорогие чугунные червячные колеса, подходящие для легких нагрузок. Используется в сочетании с SW и SUW.
Дуплексные червячные колеса из алюминиевой бронзы с превосходной точностью и хорошим балансом между обрабатываемостью и износостойкостью. Используется в сочетании с KWGDL или KWGDLS.
Сопряженный червяк: KWGDL, KWGDLS
Щелкните здесь, чтобы выбрать червячную передачу. Щелкните здесь, чтобы перейти к руководству по двусторонним червячным передачам. Щелкните здесь, чтобы перейти к серии E для AGDL. Вы можете проверить комбинации стандартных червяков и червячных передач KHK в увеличенной таблице.
Червячная передача – компактная конструкция
Эта статья воспроизводится с разрешения. Масао Кубота, Haguruma Nyumon , Tokyo: Ohmsha, Ltd., 1963.
Червячная передача — это один из типов зубчатых передач, в котором два вала расположены под прямым или почти прямым углом и не пересекаются. Есть один или несколько зубьев, которые имеют форму винта, в результате чего шестерня выглядит как червяк. Сопряженная шестерня называется червячным колесом; вместе они называются червяком и червячным колесом или просто червячной передачей (устройство червячной передачи). Как показано на рис. 6.1, можно добиться снижения скорости с большим передаточным числом на небольшом пространстве по сравнению с цилиндрическими зубчатыми колесами. Поэтому, когда требуется большое снижение скорости за один быстрый ход, обычной практикой является использование червяка в качестве первичного двигателя. Однако в редких случаях червячное колесо используется в качестве основного двигателя для увеличения скорости.
Рисунок 6.1 Сравнение размеров червячной и цилиндрической шестерни 1. Передаточное отношение 1 : 126 2. 1512 зубьев/диаметр 40 футов 3. 12 зубьев/диаметр 4 фута
Происхождение червячных передач 90 065
В В случае, когда две оси не пересекаются, рассмотрим пару винтовых передач, в которых зубья шестерни уменьшены до одного или нескольких зубьев. Тогда шестерня принимает форму обычного винта, и можно добиться значительного снижения скорости, как показано на рис. 6.2 (а). В этот момент зацепление является точечным контактом и может нести только небольшую нагрузку и имеет тенденцию создавать трение. Однако, используя червячную фрезу в форме шестерни и вращая фрезу, эквивалентную движению червяка относительно червячного колеса, можно получить зубчатую передачу с линейным контактом. Это обычная червячная передача, показанная на рис. 6.2(b), где маленькая шестерня — это червяк, а большая — червячное колесо.
Рисунок 6.2 Типы червячных передач (слева) Цилиндрическая червячная и косозубая передача (в центре) Цилиндрическая червячная и червячная передача (справа) Червячная и червячная передача в форме песочных часов
Поскольку два вала обычно расположены под прямым углом , остальная часть обсуждения будет сосредоточена на этой конфигурации. Поверхность зуба вышеупомянутой червячной передачи представляет собой огибающую поверхность червяка. Однако, если рассматривать поперечное сечение, перпендикулярное валу червячного колеса, оно становится зацеплением реечной шестерни, в котором поверхность зуба червяка является рейкой, а поверхность зуба червяка — шестерней. Поперечное сечение, нормальное к валу червячного колеса, включая червячный вал, называется центральным поперечным сечением. Эта поверхность является границей между наступающей и удаляющейся стороной червяка. Как показано на рис. 6.3, ситуация контакта между ними существенно отличается.
Общая касательная в произвольной точке на линии контакта на обеих поверхностях червячного колеса всегда проходит через точку контакта (точку шага) двух шаговых цилиндров и пересекает линию, параллельную валу червячного колеса (линия шага, P1P2 , на рис. 6.4).
Существует много форм зубьев червяков, но для удобства производства часто используется поверхность закручивания линейного переплетения или приближение к поверхности закручивания линейного переплетения. Обычно это трапеция, основанная на центральном поперечном сечении, поперечном сечении, перпендикулярном зубу или перпендикулярном поперечному сечению корня. Однако есть и другие, такие как эвольвентные червяки, использующие эвольвентные геликоиды, и конволютные червяки, использующие прямую линию, которая пересекает образующую эвольвентного червяка в качестве образующей. 9Рис. 6.3 Возникновение условий зацепления центрального поперечного сечения обеих сторон (Наступающая и отступающая стороны червяка) (Поверхность левого зуба червяка является рабочей поверхностью)
Для увеличения грузоподъемности иногда используются червяки с зубьями другой формы, например, когда центральное поперечное сечение представляет собой дугу окружности или различные второстепенные кривые. Считайте каждое поперечное сечение параллельным центральному поперечному сечению, а точку шага — границей, отступающая дуга представляет собой более гладкую сетку, чем наступающая дуга, как в зацеплениях прямозубых зубчатых колес. Следовательно, бывают случаи, когда червяк смещается отрицательно (увеличьте аддендум червяка и уменьшите его дедендум), так что большая часть сетки окажется на отступающей дуге (рис. 6.5). В частности, если червяк должен быть сплошным, желательно, чтобы сумма числа зубьев обеих шестерен была больше 40.
Рисунок 6.4 Валы червяка (I) и червячного колеса (II) и делительная линия P1P2
Рисунок 6. 5 Сравнение червячной передачи с непрофильным и профильным смещением 2. Поверхность шага 3. Центральное сечение 4. Линия, образующая шаг 5. Линия намотки шага 6. Дуга отступающей стороны 7. Дуга наступающей стороны 8. Вращение червяка 9. Вид сверху контактной линии на червяке 10 .Область создания сетки 11. Начало 12. Концевой
Ход на правой и левой зубчатых поверхностях червяков в норме одинаков. Если его изменять, как показано на рис. 6.6, так, чтобы толщина зуба червяка постепенно менялась в направлении вала, то можно регулировать люфт, перемещая червяк в направлении его вала. Это называется двухзаходной червячной передачей (дуплексной червячной передачей) и используется для точного устранения люфта, например, в главной червячной передаче зубофрезерного станка.
Рисунок 6.6 Червячная передача с двумя заходами
(a) Червячная передача с двумя заходами
(b) Центральное сечение червячной передачи с двумя заходами 1. Максимальная величина регулировки ≈ та 2. Направление регулировки
Количество витков в червяках
Количество витков в червяке — это количество зубьев в червяке.
Передаточное отношение червячной пары и червячной передачи получают путем деления числа зубьев червячной передачи на число витков червяка.
При числе витков червяка, равном единице, червячный вал делает один оборот, и червячная передача перемещается на один зуб, а при числе витков червяка, равном 2, червячная передача перемещается только на два зуба. Это указывает на то, что набор червячной передачи может обеспечить большое снижение скорости за один шаг. Кстати, когда червь содержит более двух потоков, он называется многопоточным червем.
На фотографии ниже слева показан SW2-R1, стандартный червь KHK, а на фотографии справа показан SW2-R2. Количество потоков SW2-R1 равно одному (красная линия), а количество потоков SW2-R2 равно двум (красная и синяя линии). Для этих двух угол опережения зубов также отличается.
SW2-R1
SW2-R2
При изменении числа витков червяка меняется и сопряженная червячная передача. В случае стандартных зубчатых колес KHK, двухзаходный SW2-R2, например, нельзя использовать с CG2-50R1, который должен соответствовать однозаходному червяку. Кроме того, в качестве набора червячных передач есть правая и левая резьбы, так что, например, червяк с правой и левой резьбой нельзя использовать вместе.
Между прочим, приведенная ниже комбинация одинарной резьбы дает коэффициент снижения скорости 50, а комбинация двойной резьбы дает коэффициент снижения скорости 25. ниже кратко описано, как использовать дуплексные червячные передачи.
Чтобы отрегулировать люфт червячной передачи или уменьшить увеличенный люфт из-за износа, очень трудно изменить межосевое расстояние между червячной передачей и червяком без возможной серьезной модификации конструкции. Дуплексная червячная передача была разработана для решения этой проблемы и подходит для применений, где требуется высокая точность с малым люфтом. В этой системе сторона червячной передачи имеет такую же толщину зуба по окружности, как и другие цилиндрические шестерни, но на стороне червяка для противоположной поверхности зуба используются разные ходы, что приводит к постоянному изменению толщины зуба. После того, как межосевое расстояние зафиксировано, фактическая регулировка люфта выполняется путем перемещения червяка в осевом направлении с помощью прокладок или винтов. Стандартные дуплексные червячные передачи KHK рассчитаны на изменение люфта на 0,02 мм при осевом перемещении червяка на 1 мм. Во всех случаях мы не рекомендуем нулевой люфт, так как необходимо поддерживать определенный уровень люфта, чтобы не допустить разрыва масляной пленки.
Принцип самоблокировки червячных передач
Самоблокировка означает невозможность привода червяка с помощью червячного колеса, и эта функция используется в таких вещах, как системы предотвращения реверса и механизмы наматывания.
Склонность червячной передачи к самоблокировке увеличивается по мере уменьшения угла опережения (самоблокировка становится легче). Чем больше угол опережения, тем меньше самоблокировка.
Число витков червяка
При одинаковых модулях и шагах червяков угол подъема становится больше по мере увеличения числа витков, т. е. при меньшем числе витков самостопориться легче.
Делительный диаметр червяка
При одинаковых модулях червяков и количестве витков угол подъема становится меньше по мере увеличения делительного диаметра, т. е. при большем делительном диаметре самостопориться легче.
Когда угол опережения мал
Поскольку сила, показанная красной стрелкой, мала, сила поворота
При большом угле опережения
Поскольку сила, показанная красной стрелкой, велика, сила поворота больше коэффициента трения, самоблокировка не происходит.
Другие
ШВП имеют низкий коэффициент трения из-за контакта качения на винте. Несмотря на то, что сила, показанная красной стрелкой, мала, сила вращения больше коэффициента трения, а самоблокировки нет.
Проблемные области самоблокирующегося
Поскольку самоблокирующийся механизм зависит от коэффициента трения, ему не хватает стабильности.
Даже при одинаковом угле подъема затруднена самоблокировка материалов с малым коэффициентом трения (μ) Пример: Комбинация материалов / коэффициент трения железо и железо / около 0,3 Комбинация материалов / коэффициент трения железо и алюминий бронза / около 0,2 Комбинация материалов / коэффициент трения 9 0067 железо и фосфористая бронза / около 0,15
Коэффициент трения изменяется со скоростью В неподвижном состоянии статическое трение высокое, но по мере увеличения скорости оно становится динамическим, и коэффициент трения уменьшается. При наличии вибрации возможно обратное вращение.
Коэффициент трения меньше при низкой шероховатости поверхности. Трудно самостопориться шлифованными червяками.
Червячная передача «Песочные часы»
Эта статья воспроизводится с разрешения. Masao Kubota, Haguruma Nyumon , Tokyo: Ohmsha, Ltd., 1963.
Существуют специальные типы червячных передач, делительная поверхность которых достигается за счет вращающейся дуги, которая соответствует части, ближайшей к червяку делительной окружности вокруг червячного вала в центральной секции (см. рис. 6.2(в)), таким образом, формируя профиль зуба червячной передачи в центральной части, формируя выемку с помощью фрезы, соответствующей профилю зуба, затем формируя зубья червячной передачи с помощью фрезы. чей профиль зуба такой же, как у нижней части, или путем обеспечения нижней части червячной передачи и изготовления червяка с помощью фрезы, подходящей для нижней части. Червяк Хиндли или конический червяк соответствуют первому и имеют прямолинейный профиль зубьев в центральной части, как на рис. 6.9., в то время как плоская червячная передача соответствует последнему и использует плоскую поверхность в качестве основания червячной передачи. В некоторых червячных передачах используется эвольвентная косозубая передача.
Лазерный излучатель IPG / Raycus Мощность излучателя от 500 Вт до 2000 Вт Диаметр пятна 0,3 — 3 мм Длина кабеля — до 7 метров
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности
Применение в промышленности
Ручной аппарат лазерной сварки используется в нескольких областях: — при выполнении микросварки; — когда требуется наплавка; — для ремонта малогабаритных изделий, точечной сварки; — в высокогорных работах; — при восстановлении пресс-форм.
Это самый экономичный способ восстановления пресс-форм — процедура выполняется методом наплавки металла. Альтернатив с учетом цены просто нет.
модель
SLS Fiber
Мобильный и высокоскоростной лазерный комплекс для сварки металлов. Данная модель имеет ручное управление.
Получить презентацию и цены
Обучение будет?
при поставке станка, наши инженеры проведут пуско-наладку аппарата лазерной сварки и проведут обучение вашего специалиста.
Что будет после обучения?
наш сервисный центр осуществляет поддержку по любым вопросам в режиме 24/7. Если у вас поменялся материал или изменились задачи, просто позвоните и наши инженеры помогут подобрать настройки на ваш лазерный сварочный аппарат
Гарантии есть?
на все наше оборудование предоставляется гарантия от 12 месяцев и больше. На станок ручной лазерной сварки также распространяются гарантийные обязательства как от нас, так и от производителя (двойная гарантия)
Доставка будет?
доставка всего оборудования осуществляется до указанного вами адреса и в удобное для вас время (даже в выходные дни). В день доставки с вами свяжутся и предупредят о точном времени приезда.
Процесс сварки лазерным ручным аппаратом
Процесс работы аппарата для лазерной сварки металла
Волоконный лазер для резки металла «RayMark LRM-XT1530H» 500-3000 Вт
Волоконный лазер для резки металла. Мощность до 3000 Вт. Излучатель IPG Photonics и Raycus. Подготовим образцы.
Станок лазерной сварки металла: какие материалы можно сварить с его помощью
Станок лазерной сварки металла (промышленный). Применяется для сварки нержавеющей, оцинкованной стали, алюминия и т.п.
Волоконный лазерный гравёр | Raymark HIT 20 вт
Волоконный лазерный гравёр Raymark HIT 20 вт — универсальный и надежный инструмент для маркировки металла. Узнайте, в каких отраслях он применяется и его технические характеристики
ОСТАЛИСЬ ВОПРОСЫ?
оставьте ваши контакты и мы вам перезвоним в ближайшее время
Станок для сварки металла ручной
Виды станков лазерной сварки металла
Аппараты лазерной сварки — производительные, надежные и экономичные устройства, которые гарантируют высокое качество сварного шва. Существует два вида таких станков: — твердотельные; — с газообразным активным телом.
Твердотельные отличаются высокими рабочими частотами и идеально подходят для небольших изделий, тонкостенного металла. Газовые аппараты используются для более масштабных работ, сварки толстого металла. Аппараты ручной лазерной сварки относятся к категории твердотельных. Часто используется сварка оптоволокном. Станки волоконной лазерной сварки — твердотельные, иттербиевые. Они отличаются высокой мощностью, монохроматичностью, когерентностью.
Отличие от других видов сварки
Волоконный сварщик отличается высокой мощностью благодаря использованию оптического волокна. Это разновидность твердотельного лазера, который имеет среднюю мощность 1000 Вт. Система известна высокой интенсивностью излучения в зоне воздействия. По этому параметру аппараты превосходят даже газовое оборудование. Ручной станок для сварки металла может использоваться для выполнения работ любой сложности.
Не требуется приобретение различного инструмента — аппарат подходит для гравировки, сварки, резки, сверления и маркировки. Отсутствуют расходные материалы, которые требовали бы вложений. Эксплуатационный период превышает 20 лет.
Принцип работы
В волоконном станке используются оптические волокна с тонкими нитями кварца. Кварц обладает высокими отражательными способностями. Оптические элементы получают энергию от полупроводниковых диодов. Снаружи используется оболочка для защиты. Чем больше диодных ламп, тем выше мощность лазера.
В волокне имеются волноводы, один из которых является главным и отличается легирующим покрытием. Именно в основной волновод поступает энергия от второстепенных волокон. Здесь активно используется иттербиевая среда.
что это, применение, виды, плюсы и минусы, принцип действия
При проведении обычных методов сварки металла сложно обеспечить качественный шов, его дальнейшую обработку (особенно, для сложных конструкций), сохранить форму заготовок (деформация и расслоение встречаются очень часто). Есть проблемы и при креплении друг к другу заготовок из разных металлов.
Лазерная сварка позволяет получить не только глубокий, прочный и однородный шов, но и очень точное крепление изделий сложной конфигурации. Это обеспечивается и специальным оборудованием, и возможностью ручной или автоматической настройки технических параметров, и особенностью технологии использования лазерного луча.
Технологические особенности лазерной сварки
Суть метода – управление монохромным световым потоком. Сварочное оборудование оснащено линзами – они фокусируют поток волн одинаковой длины, и управляющими призмами – они обеспечивают волновой резонанс для обеспечения необходимой мощности пуска.
В какой-то мере у лазерной и газовой сварки есть общий принцип действия – узконаправленный поток разогревает металл, оплавляет его и образует сварочную ванну. В нашем случае происходит поглощение металлом энергии лазерного пучка: за счет фокусирования потока в точке сварки (или на шве) происходит очень сильный и быстрый нагрев материала, но нагревается очень небольшая площадь металла вокруг. За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания.
Управление фокусом светового потока позволяет менять мощность луча. Для увеличения мощности луча его фокусируют – поток последовательно отражается от полусферических зеркал, пропускается через переднее зеркало и с помощью системы призм подается в рабочую зону.
Расположение соединяемых деталей может быть любым. Надежный и долговечный шов можно создать за счет управления глубиной проплавления, вплоть до сквозного, или используя оборудование с разными режимами работы – с непрерывным лучом или с подачей прерывистых импульсов.
Лазерная сварка позволяет соединять элементы из листового проката небольшой толщины и сложные толстостенные детали, или детали с разными физическими свойствами (например, медь с алюминием, или соединение деталей из чугуна). Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.
Особенность титана – высокая химическая активность к водороду и кислороду в расплавленном состоянии. Как результат, при использовании любых других сварочных технологий в зоне расплавления образуется большой объем газов и холодные трещины. Соединение титановых элементов с помощью лазера исключает эти негативные последствия за счет использования защитной смеси из гелия и аргона.
В качестве сварочного оборудования используются специальные аппараты (станки) – ручные и промышленные, которые позволяют выполнять как точечное, так и шовное сваривание.
Промышленное оборудование для газовой сварки
Основная комплектация промышленного сварочного оборудования всегда одинаковая:
Технологический лазер (твердотельный или газовый).
Сварочная головка с линзой.
Блок фокусировки.
Блок перемещения луча и заготовки.
Система подачи газов, которые используются для защиты поверхности свариваемых элементов (поверхностей).
Система управления – мощности лазера, его перемещения и фокусировки.
Оптический резонатор.
Источник питания.
Система охлаждения.
Сварочные аппараты могут оснащаться микроскопами или CCD-мониторами: они помогают контролировать рабочие процессы, связанные с ремонтом (сварка, пайка) очень маленьких заготовок.
Сварочное оборудование выпускается в нескольких компоновках. Это могут быть и консольные или портальные станки, и роботы-манипуляторы. Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
В промышленном оборудовании используется один из двух видов лазера твердотельные или газовые, и гибридные установки.
Твердотельные лазеры
Твердотельный лазер представляет собой стержень из искусственного рубина (смесь ионов хрома и оксида алюминия) или стекла с напылением из неодима, отполированный до зеркального блеска. При работе оборудования используется непрерывный или импульсный (дискретный) световой поток от излучателя: при облучении стержня лампочкой накачки происходит отражение и переизлучение светового потока на частоте, на которой работает лазер.
Оборудование отличается низкой мощностью и ограниченным КПД. Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.
Газовые лазеры
Газовые лазеры, как активный излучатель, представляет собой стеклянную трубку (колбу) с азотом, гелием и углекислым газом под очень высоким давлением. Она снабжена несколькими электродами и торцевыми зеркалами для многократного отражения и усиления импульсов.
При подаче напряжения на электроды возникают электрические разряды, которые обеспечивают возбуждение смеси (она находится под высоким давлением) и пропускание лазерного луча.
Это очень мощное оборудование, которое используется для сварки толстостенных элементов (1- 2 см) и требует дополнительного охлаждения (устанавливается водяной контур).
Разновидностью такого оборудования являются газодинамические установки. Они мощнее, чем обычные газовые, так как используемый газ сначала нагревают в пределах 1000 – 3000 К перед выходом из сопла, а потом охлаждают в резонаторе. В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
Гибридные установки
Кроме твердотельных и газовых аппаратов используются комбинированные (гибридные) установки. Они используются для соединения заготовок, имеющих большую толщину стенок (от 2 см и более).
Кроме стандартного набора оборудования установлена электродуговая горелка и механизм подачи заготовок в сварочную ванну.
Отличие лазерной сварки от обычной промышленной
Конструктивно, мало отличается от промышленного оборудования – оно уступает только в размерах. Используется для соединения очень мелких элементов, наплавки материалов, ремонта пресс-форм, изготовления и ремонта электронных плат, работы с микросхемами, дезинфекции медицинских инструментов или изделий.
Это самое дорогостоящее оборудование, так как при сборке используется очень компактные комплектующие.
Виды и особенности сварки лазером
Используется два вида лазерной сварки:
Внахлест – с наложением кромок друг на друга. Технология требует очень плотного прилегания (прижима) свариваемых поверхностей со стыком до 0,2 мм.
В стык – технология не нуждается в применении флюсов (порошков) или присадок, обеспечивает равномерный шов.
Стыковочный метод предусматривает проплавление поверхностей по всей толщине и защиту шва от окисления (используется аргон или азот). Для исключения пробоев лазерного излучения применяют гелий.
Сваривание внахлест предусматривает только локальный прижим заготовок.
По способу (режиму) соединения заготовок сварочные работы делятся на:
· Шовная сварка. Используется оборудование с непрерывной или импульсной подачей лазерного излучения. Шов получают при помощи перекрытия зон нагрева – он отличается достаточно глубоким.
· Точечное соединение. Применяется только импульсное излучение. Используется при соединении небольших или тонкостенных деталей.
· Гибридная сварка. Технология предусматривает использование присадочных порошков и дополнительного оборудования – механизмов синхронной подачи проволоки (ленты) или присадочного материала в зону плавления параллельно со сварочной головкой. Используется при создании сложных конструкций.
Плюсы и минусы лазерной сварки
Использование лазерной технологии обеспечивает соединение очень высокой плотности. При этом отсутствуют дефекты, характерные другим методам – пористость, большой объем шлака, нагрев большой площади в местах соединения и долгое остывание готовой конструкции. У лазерной сварки этого нет.
Данная технология имеет преимущества, которых нет у других видов сварки:
Высокая скорость выполнения работ за счет большой мощности оборудования.
Площадь соединяемых элементов нагревается незначительно за счет высокой скорости работ: это обеспечивает минимальный риск деформации (коробления) и расслаивания обрабатываемых материалов.
Передача лазерного луча по оптоволокну: проваривание осуществляется в самых труднодоступных местах сложных конструкций и может выполняться на большом удалении от лазера.
Оборудование можно использовать и как сварочное, и как режущее: актуально для предприятий по обработке металла.
Высокое качество сварного шва или точки.
Процесс сваривания легко контролируется – можно управлять (регулировать) производительностью оборудования.
Лазерная технология может использоваться для соединения разных материалов – в том числе, магнитных сплавов, керамики, термопластов.
Небольшой размер соединения в месте сварки.
В процессе работы отсутствует рентгеновское излучение и вредные продукты сгорания.
Процедура может выполняться при нахождении заготовок за светопрозрачными экранами.
Минимум времени для изменения настроек оборудования при работе с новыми изделиями или материалами.
Совершенных или идеальных решений нет – у каждой технологии свои недостатки. Свои минусы есть и у лазерной сварки:
Высокая стоимость оборудования, расходных материалов и запчастей: используется только на крупных предприятиях.
Ограниченный КПД: для твердотельных установок – не более 1%, для газовых – максимум 10%.
Для работы с оборудованием требуется специальное образование.
Эффективность работы оборудования напрямую зависит от способности заготовок отражать световой поток.
Для помещений, в которых устанавливается и эксплуатируется оборудование, предъявляются очень высокие требования к показателям влажности, чистоты воздуха (запыленность) и вибрации.
Риск получения глубоких ожогов оператором (только при условии несоблюдения правил эксплуатации оборудования).
В процессе проведения сварочных работ могут возникать дефекты шва – непроваренные участки, трещины, пустоты, сквозные отверстия, раковины, образование шлака. Но это следствие или неправильной настройки оборудования, или низкой квалификации оператора (обслуживающего персонала). Как вариант – не контролировался рабочий процесс.
Особенности сварки материалов с разными физическими свойствами
При любом виде сварки учитываются особенности соединяемых материалов. Это относится и к сварке с помощью лазера.
Сталь. Требование к поверхностям – отсутствие любых загрязнений (ржавчины, пыли, следов масла или нефтепродуктов) и тщательная сушка. Оптимальный вариант соединения – в стык: использование других вариант повышает риск деформации шва. При работе используется смесь аргона и углекислого газа.
Магний, алюминий. Металлы активно взаимодействуют с воздухом (быстро образуется оксидный налет с высокой температурой плавления). Подготовка поверхности аналогична процедурам при электродуговой сварке – удаление налета, протравливание химическими реагентами, промывка водой. При сварке обязательно используется инертный газ.
Титан и сплавы. С поверхности удаляется грязь и налет, протравливаются места сварки, повторно очищаются механическим путем. Для исключения риска образования холодных трещин используется чистый гелий, а при кристаллизации шва используют аргон.
Стекло. При работе используются как стандартные газовые смеси в паре с гелием (имеет плазмоподавлющие свойства), так и комбинированные (с защитными свойствами и подавлением плазмы) – зависит от квалификации оператора.
Пластик. Процесс и смеси – как при сварке стекла. Но важным моментом является своевременная регулировка мощности: материал имеет низкую температуру плавления.
Тонкостенные заготовки и нержавеющая сталь. Оборудование используется на минимальной мощности (регулируется мощность луча и фокусировка точки сваривания). Необходим постоянный контроль скорости перемещения головки при шовной сварке и уменьшение длительности импульсов – при точечном способе соединения. Как вариант – уменьшение КПД установки для исключения сквозного прожига и разбрызгивания металла: выполняю расфокусировку луча.
Основные правила работы с лазерными сварочными установками
Существует несколько обязательных правил, которые необходимо соблюдать:
Места сваривания должны быть хорошо просушены: влага с местах соединения привод к повышенной гидратации, как результат – снижается прочность шва и его долговечность.
На пути прохождения луча не должны находиться предметы, тем более, руки оператора: можно получить некачественный шов и глубокие ожоги тела.
Перед началом работы проверяется целостность всех элементов сварочного оборудования: неисправность любого элемента приводит к снижению качества шва.
Запрещено держать на рабочем столе легковоспламеняющиеся жидкости и материалы: возможно возгорание.
Для каждого свариваемого материала подбирается свой режим работы: он определяет скорость перемещения лазера от ширины шва, толщины материала и его физических свойств.
Максимальный эффект использования лазерной сварки достигается при работе с легированной сталью и чугуном; титаном и медью, их сплавами; керамикой и стеклом, термопластами. Способность лазерного луча разрушать поверхностные окислы без образования новых пленок позволяет сваривать алюминий, титан и нержавеющую сталь без использования флюсов и газовой защитной среды: готовый шов по своему составу не отличается от заготовок и не требует дополнительной обработки.
Особенность технологии обеспечивает минимальную пористость шва: его прочность на 95% соответствует прочности материала заготовок.
Применение лазерной сварки
Направлений использования лазера для сварки много, но они соединены в несколько групп:
Изготовление и ремонт мелких конструкций. Это – микроэлектроника, рекламное и ювелирное направление. Медицина – в этом сегменте: это относится к изготовлению и ремонту медицинских инструментов и зубных протезов.
Сварка титана для судостроения и атомной энергетики, оборонной и авиакосмической отрасли.
Приборостроение – для соединения материалов разными толщинами и свойствами. Толщина материалов может достигать десятых долей миллиметра и микрона, а их место монтажа может располагаться максимально близко к микросхемам и чувствительным к нагреву элементам.
Автомобилестроение – для точечной сварки кузовов, соединения магниевых и алюминиевых сплавов.
Для соединения элементов из легких цветных металлов и чугунных заготовок.
Изготовление и ремонт очень точных механизмов.
Ремонт или изготовление пластиковых, стеклянных и керамических изделий.
Вместо заключения
Как достаточно молодая, но очень перспективная технология, лазерная сварка ослабила позиции традиционных методов соединения металлов. Но она используется только на предприятиях, которые используют передовые технологии, и практически не применяется в бытовых целях.
Это технология, которую стоит осваивать, если вы планируете повышать собственные профессиональные навыки. При наличии опыта и квалификации вы сможете быстро и качественно соединять разные материалы, создавать как миниатюрные, так и очень мощные конструкции.
У нас так же производится гибка металла и лазерная резка металла
Ручной лазерный сварочный аппарат
Диапазон амплитуд качания HW-A составляет от 0 мм до 5 мм. Режим лазера может быть установлен через систему управления непрерывной волной или импульсной волной. Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-A лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Варианты питания лазера
Материал и толщина (мм)
Газ
1000 Вт
Нержавеющая сталь 1,5 (0,06 дюйма)
Ар
Углеродистая сталь 1,5 (0,06 дюйма)
Ар
Оцинкованный лист 1,2 (0,047 дюйма)
Ар
Алюминий 1,2 (0,047 дюйма)
Н2
1500 Вт
Нержавеющая сталь 2 (0,078 дюйма)
Ар
Углеродистая сталь 2 (0,078 дюйма)
Ар
Оцинкованный лист 1,5 (0,06 дюйма)
Ар
Алюминий 1,5 (0,06 дюйма)
Н2
2000 Вт
нет данных
нет данных
— HW-A может использоваться в самых разных отраслях, таких как кухня, бытовая техника, реклама, пресс-формы, двери и окна из нержавеющей стали, изделия ручной работы, товары для дома, мебель, автозапчасти и т. д. также распространен в огнестрельном оружии, подарках и аксессуарах, листовом металле, печатных платах, инструментах, рекламе, медицине, упаковке, электронике, полупроводниках и т. д. процессы.
— Переносная конструкция для сварки внахлестку, кромочной сварки, угловой сварки, пошивной сварки, угловой сварки и т.д.
Лазерная сварка нержавеющей стали
Лазерная сварка медицинского устройства
Варианты мощности лазера
(Райкус)
1кВт, 1.5кВт
Диапазон толщины сварки
0,5-3 мм
Рабочий режим
Непрерывный/регулируемый
Метод охлаждения
Водяное охлаждение
Длина волны
1070 нм
Размеры
1200 мм * 680 * 1000 мм 47,2″ x 26,7″ x 39,3″ (Д x Ш x В)
Длина оптоволокна
Стандарт 10 м (32 фута)
Вес
267 фунтов
или 15 м (49 футов)
Диапазон скоростей сварки
0-120 мм/с
Напряжение
220 В, однофазный или 380 В, в зависимости от мощности лазера
Ручная лазерная сварка для ручной сварки
Это может выглядеть как сварщик, использующий традиционный источник питания для дуговой сварки, но этот сварщик использует ручную систему лазерной сварки от IPG Photonics. Изображения: IPG Photonics
В большинстве операций по изготовлению металлов, связанных с лазерной сваркой, участие человека обычно ограничивается программированием робота, оснащенного головкой для лазерной сварки, которая перемещается вокруг закрепленной заготовки в корпусе класса 1, предназначенном для предотвращения лазерного излучения. свет от побега. Доступно более портативное оборудование, обычно используемое для ремонта инструментов и пресс-форм, но даже в этом случае оператор использует джойстик или какой-либо другой контроллер для управления лазерным лучом над рабочей зоной. Тесные отношения, которые существуют между сварщиком, горелкой и металлом при ручном применении, не были воспроизведены разработчиками технологий лазерной сварки — по крайней мере, до прошлого года.
Осенью 2020 года компания IPG Photonics представила ручную систему лазерной сварки LightWELD. Источник питания выглядит как источник питания для дуговой сварки, имеет размеры 12,4 на 25,2 на 21 дюйм и весит 118 фунтов. Сварщик может выбирать предварительно заданные параметры сварки для различных видов сварки и регулировать выходную мощность, как на традиционном источнике питания для дуговой сварки. Ручной сварочный пистолет держится как горелка MIG, даже если он больше похож на горелку TIG. Источник питания лазера даже настраивается как традиционный сварочный аппарат: сварщик подключает шнур питания и газовое соединение, прикрепляет зажим к рабочей поверхности и начинает сварку. (Соединение Ethernet обеспечивает подключение к расширенным настройкам параметров.)
Однако источник питания LightWELD не создает дугу. Лазерный сварочный аппарат производит 1500 Вт мощности непрерывной волны при 100% рабочем цикле. Точнее, это иттербиевый волоконный лазер непрерывного действия с длиной волны 1070 нм. Мощность также можно регулировать в диапазоне от 150 до 1500 Вт с пиковой мощностью 2500 Вт в определенных режимах. Кроме того, его можно использовать для соединения различных металлов различной толщины, даже отражающих металлов, таких как медь, в импульсном режиме.
«Форм-фактор этого оборудования сделан для того, чтобы быть знакомым, — сказал Дэвид Фишер, директор IPG Photonics по корпоративному маркетингу. «Элементы управления сделаны максимально простыми, чтобы вы могли быстро приступить к сварке. Сам пистолет помещается в вашей руке, и вы готовы к работе.
«Во время нашего бета-тестирования перед запуском мы обнаружили, что люди могли быстро создавать стабильные высококачественные сварные швы благодаря знакомству с конструкцией пистолета и легкости выбора хранимого режима приложения для соответствия материалу», он продолжил. «Общая простота использования и короткая кривая обучения будут очень привлекательными для производителей, которым необходимо найти квалифицированных рабочих».
Пристальный взгляд на технологию ручной лазерной сварки
Режимы, доступные для источника питания LightWELD, такие же, как и для традиционных источников питания. Они были адаптированы для работы с определенными материалами и толщинами. Устройство IPG рассчитано на 74 режима сварки, а предустановленные режимы включены в устройство, так что оно готово к использованию сразу после получения.
Некоторые режимы знакомы сварщикам. Например, Фишер сказал, что оборудование имеет режим непрерывной волны, при котором лазер работает все время, пока происходит соединение; импульсный режим, когда необходим пониженный нагрев; и режимы прихватки и стежка, в которых лазер включается и выключается для создания прерывистых сварных швов. (Лазерная сварка уже имеет то преимущество, что создает минимальную зону термического влияния благодаря возможности фокусировать лазерный луч с размером пятна 150 мкм.)
Аппарат лазерной сварки также можно использовать для соединения различных типов металлов:
Мягкая сталь, нержавеющая сталь и алюминий до 4 мм (0,157 дюйма) для одностороннего сварного шва и 10 мм (0,394 дюйма) для сварки с одной стороны. для двустороннего шва
Медь до 1 мм (0,039 дюйма) для одностороннего сварного шва и 2 мм (0,079 дюйма) для двустороннего сварного шва
Фишер добавил, что по мере того, как все больше компаний, производящих металлоконструкции, начинают использовать эту технологию и предоставлять отзывы инженерам IPG, компания сможет обновлять или вводить новые режимы и рецепты применения, чтобы помочь сварщикам. «Обновления», как описал их Фишер, можно легко загрузить и установить через встроенное соединение Ethernet с ПК.
Одним из основных недостатков лазерной сварки является то, что она требует чрезвычайно плотной подгонки, поскольку технология обычно не может компенсировать зазоры, обнаруженные в заготовках, что часто происходит из-за состава материала или отсутствия в цехе точной технологии изготовления. . Чтобы устранить этот предполагаемый недостаток, IPG адаптировала функцию качания, используемую в неручной лазерной сварке, для ручного инструмента.
Из-за надежного характера лазера официальные лица IPG Photonics сообщают, что металлы не нужно предварительно очищать щеткой или шлифовать до полной чистоты перед сваркой.
«Это то, что мы уже давно делаем в больших системах лазерной сварки, — сказал Фишер. «При колебании лазерный луч колеблется по разным схемам. Это позволяет создать более широкий шов, который компенсирует плохую посадку и другие проблемы с комбинацией материалов».
Это колебание больше похоже на возвратно-поступательное движение, а не на настоящий круг. Это может добавить до 5 мм (0,197) дополнительной ширины сварного шва.
«С традиционными сварочными процессами вам потребуется больше тонкости и больше зажимов, чтобы заставить их работать. Благодаря этому колебанию вы можете выбрать правильный режим и получить красивый сварной шов», — сказал Фишер.
Если зазоры представляют собой постоянную проблему и представляют собой расстояния, которые не могут быть устранены с помощью функции качания, система лазерной сварки также может работать с механизмом подачи проволоки. Блок подачи проволоки предназначен для работы с источником питания, подачи проволоки по мере необходимости и направления ее точно в сварочную ванну. Диапазон скоростей подачи проволоки составляет от 40 до 600 см/мин. (от 15 до 236 дюймов в минуту) и работает с проводами диаметром 0,9 мм (0,035 дюйма) и 1,2 мм (0,047 дюйма).
Безопасность при лазерной сварке
Ручная лазерная сварка может отличаться от традиционной дуговой сварки, но процессы в них частично совпадают. Сварщик по-прежнему должен носить негорючую одежду с длинными рукавами, сварочные перчатки и сварочный шлем. Но прежде чем защитный экран опустится на лицо сварщика, ему или ей нужно будет надеть очки, защищающие от лазерного излучения, которые обеспечивают улучшенную защиту и позволяют сварщику видеть сварочную ванну через линзу сварочного колпака. В конце концов, этот источник питания производит лазер класса IV.
Любая производственная компания, использующая ручную лазерную сварку, также захочет предоставить защищенный от лазерного излучения кожух для защиты других в цеху. Это может быть комната с дверными выключателями или более типичная камера со световыми завесами или прижимными подушечками, например роботизированная сварочная камера. В любой ситуации, когда люди входят в рабочую зону, когда они не должны там находиться, источник питания лазера немедленно отключается.
Устройство LightWELD также имеет некоторые встроенные функции, обеспечивающие безопасное использование. Система была разработана с блокировкой, которая требует, чтобы кончик сварочной головки находился в контакте с материалом во время сварки. Если наконечник не касается детали, лазер отключается. Это гарантирует, что лазер направлен на металлическую заготовку. Кроме того, сварочный пистолет требует использования двухэтапного процесса: кнопка для включения операции и другая кнопка для запуска лазера.
Ввод в эксплуатацию ручных лазерных сварочных аппаратов
Компания Fisher сообщила, что реакция на систему лазерной сварки была положительной. Эта технология выделяется тем, что она намного меньше, чем другие «портативные» устройства, произведенные за рубежом, размером с небольшой холодильник, и помогает даже начинающим сварщикам быстрее освоиться, чем при использовании более традиционных процессов дуговой сварки. Например, при лазерной сварке не так много тепла, как при сварке TIG, что облегчает работу с тонкими металлами менее опытному сварщику. В другом примере сварщики не должны заботиться о предварительной чистке или шлифовке рабочей поверхности, потому что лазерная сварка не требует такой чистоты металла, как это было бы необходимо при сварке MIG.
Аддитивное производство или 3D-печать снижает затраты, экономит время и расширяет технологические возможности при разработке продуктов. Технологии 3D-печати предлагают универсальные решения для самых разных областей применения: от быстрого изготовления концептуальных моделей и функциональных прототипов в области создания опытных образцов до креплений и зажимов или даже конечных деталей в производстве.
За последние несколько лет 3D-принтеры с высоким разрешением стали более доступными, более надежными и более простыми в использовании. В результате большее число компаний получило возможность использовать технологию 3D-печати, но выбор между различными конкурирующими решениями 3D-печати может вызывать затруднения.
Какая именно технология подходит для решения ваших задач? Какие материалы доступны для нее? Какое оборудование и обучение необходимы для начала работы? Каковы затраты и окупаемость?
В этой статье мы подробно рассмотрим три наиболее на сегодняшний день известные технологии 3D-печати из пластика: моделирование методом наплавления (FDM), стереолитография (SLA) и селективное лазерное спекание (SLS).
Выбираете между 3D-принтером FDM и SLA? Ознакомьтесь с нашим детальным сравнением технологий FDM и SLA.
Скачать эту инфографику в высоком разрешении можно здесь.
ВИДЕОРУКОВОДСТВО
Вам не удается найти технологию 3D-печати, наиболее соответствующую вашим потребностям? В этом видеоруководстве мы сравниваем технологии моделирования методом наплавления (FDM), стереолитографии (SLA) и селективного лазерного спекания (SLS) с точки зрения главных факторов, которые следует учитывать при покупке.
Смотреть видео
Моделирование методом наплавления (FDM), также известное как производство способом наплавления нитей (FFF), является наиболее широко используемой формой 3D-печати на потребительском уровне, чему способствовало распространение любительских 3D-принтеров. На FDM-принтерах модели изготавливаются путем плавления и экструзии термопластичной нити, которую сопло принтера наносит слой за слоем на строящуюся модель.
Метод FDM использует ряд стандартных пластиков, таких как АБС-пластик, ПЛА и их различные смеси. Он хорошо подходит для изготовления базовых экспериментальных моделей, а также для быстрого и недорогого создания прототипов простых деталей, например деталей, которые обычно подвергаются механической обработке.
На моделях FDM часто заметны линии слоев, а вокруг сложных элементов могут иметься неточности. Этот образец был напечатан на промышленном 3D-принтере Stratasys uPrint FDM с растворимыми поддерживающими структурами (цена принтера от $15 900).
Принтеры FDM имеют самое низкое разрешение и точность по сравнению с SLA или SLS и не являются лучшим вариантом для печати сложных конструкций или деталей со сложными элементами. Повысить качество поверхности можно с помощью химических и механических процессов полировки. Для решениях этих проблем в промышленных 3D-принтерах FDM используются растворимые поддерживающие структуры и предлагается более широкий ассортимент конструкционных термопластиков, но они также стоят дорого.
Принтеры FDM плохо справляются со сложными конструкциями или деталями со сложными элементами (слева) по сравнению с принтерами SLA (справа).
Изобретенная в 1980-х годах, стереолитография является первой в мире технологией 3D-печати и до сих пор остается одной из самых популярных технологий среди профессионалов. В принтерах SLA используется процесс, называемый фотополимеризацией, то есть превращение жидких полимеров в затвердевший пластик с помощью лазера.
Посмотрите на стереолитографию в действии.
Модели, напечатанные на принтерах SLA, имеют самое высокое разрешение и точность, самую четкую детализацию и самую гладкую поверхность среди всех технологий 3D-печати из пластиков, но главное преимущество метода SLA заключается в его универсальности. Производители материалов разработали инновационные формулы для полимеров SLA с широким спектром оптических, механических и термических свойств, которые соответствуют свойствам стандартных, инженерных и промышленных термопластиков.
Модели, созданные по технологии SLA, имеют острые края, гладкую поверхность и почти не заметные линии слоев. Этот образец был напечатан на настольном стереолитографическом 3D-принтере Formlabs Form 3 (цена принтера от $3499).
SLA является отличным вариантом для изготовления высокодетализированных прототипов, требующих жестких допусков и гладких поверхностей, таких как пресс-формы, шаблоны и функциональные детали. Технология SLA широко используется в различных отраслях промышленности: от машиностроения и проектирования до производства, стоматологии, ювелирного дела, создания моделей и образования.
Технический доклад
Скачайте наш подробный технический доклад , чтобы узнать, как работают технологии SLA-печати, почему сегодня их используют тысячи специалистов, и чем данная технология 3D-печати может быть полезна в вашей работе.
Скачать технический доклад
бесплатный образец
Оцените качество печати Formlabs на собственном опыте. Мы отправим бесплатный образец 3D-печати прямо в ваш офис.
Запросить бесплатный образец
Селективное лазерное спекание является наиболее распространенной технологией аддитивного производства, применяемой в промышленности.
В 3D-принтерах с селективным лазерным спеканием (SLS) используется высокомощный лазер для спекания мелких частиц порошка полимера. Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Благодаря этому технология SLS идеальна подходит для изготовления деталей со сложной геометрией, в том числе с внутренними элементами, канавками, тонкими стенками и отрицательным уклоном. Модели, изготовленные с использованием SLS-печати, имеют превосходные механические характеристики: их прочность можно сравнить с прочностью деталей, отлитых под давлением.
Модели, созданные по технологии SLS, имеют слегка шероховатую поверхность, но практически не имеют видимых линий слоев. Этот образец был напечатан на 3D-принтере SLS для мастерских Formlabs Fuse 1 (цена принтера от $18500).
Самым распространенным материалом для селективного лазерного спекания является нейлон, популярный инженерный термопластик с превосходными механическими свойствами. Нейлон легкий, прочный и гибкий, устойчив к ударам, нагреву, воздействию химических веществ, ультрафиолетового излучения, воды и грязи.
Благодаря комбинации низкой себестоимости детали, высокой производительности и широко используемых материалов, SLS является популярным методом инженерного функционального прототипирования и экономически выгодной альтернативой литьевому формованию в случаях производства ограниченного объема партий.
Технический доклад
Ищете 3D-принтер для создания прочных, функциональных моделей? Скачайте наш технический доклад, чтобы узнать, как работает технология селективного лазерного спекания (SLS) и почему она популярна в 3D-печати для изготовления функциональных прототипов и изделий для конечного использования.
Скачать технический доклад
Каждая технология 3D-печати имеет свои сильные и слабые стороны, ограничения и сферы приложения. В следующей таблице приведены ключевые характеристики и факторы.
Моделирование методом наплавления (FDM)
Стереолитография (SLA)
Селективное лазерное спекание (SLS)
Разрешение
★★☆☆☆
★★★★★
★★★★☆
Точность
★★★★☆
★★★★★
★★★★★
Качество поверхности
★★☆☆☆
★★★★★
★★★★☆
Производительность
★★★★☆
★★★★☆
★★★★★
Сложные формы
★★★☆☆
★★★★☆
★★★★★
Простота в использовании
★★★★★
★★★★★
★★★★☆
Преимущества
Скорость Недорогие пользовательские машины и материалы
Высокая экономическая эффективность Высокая точность Гладкая поверхность Широкая сфера функционального применения
Прочные функциональные детали Гибкость проектирования Нет необходимости в поддерживающих структурах
Недостатки
Низкая точность Низкая детализация Ограниченное соответствие проектной конструкции
Чувствительность к продолжительному воздействию ультрафиолета
Неровная поверхность Ограничения в выборе материалов
Применение
Недорогое быстрое прототипирование Базовые экспериментальные модели
Функциональное прототипирование Шаблоны, формы и инструменты Стоматологические изделия Прототипирование ювелирных изделий и формы Создание моделей
Функциональное прототипирование Мелкосерийное производство и изготовление изделий на заказ
Объем печати
До ~300 x 300 x 600 мм (настольные 3D-принтеры)
До ~300 x 335 x 200 мм (настольные 3D-принтеры и 3D-принтеры для мастерских)
До 165 x 165 x 300 мм (3D-принтеры для мастерских)
Материалы
Стандартные термопластики, такие как АБС-пластик, ПЛА и их различные смеси.
Различные полимеры (термореактивные пластики). Стандартные, инженерные (со свойствами АБС-пластика, полипропилена, гибкие, термостойкие), литьевые, стоматологические и медицинские (биосовместимые).
Инженерные термопластики. Нейлон 11, Нейлон 12 и их композиты.
Обучение
Минимальное обучение настройке оборудования, эксплуатации машины и обработке поверхности; непродолжительное обучение техобслуживанию.
Концепция «включил и работай». Минимальное обучение настройке оборудования, техобслуживанию, эксплуатации машины и обработке поверхности.
Непродолжительное обучение настройке оборудования, техобслуживанию, эксплуатации машины и обработке поверхности.
Требования к помещению
Кондиционируемая среда или желательно индивидуальная вентиляция для настольных машин.
Настольные машины подходят для использования в условиях офиса.
Системы для мастерских имеют умеренные требования к пространству и могут быть установлены в производственной среде.
Вспомогательное оборудование
Система удаления опор для машин с растворимыми поддерживающими структурами (опционально автоматизирована), инструменты для чистовой обработки.
Станция финальной полимеризации, станция промывки (опционально автоматизированы), инструменты для чистовой обработки.
Станция пост-обработки для очистки моделей и восстановления материалов.
Так или иначе, вам следует выбирать технологию, которая наиболее подходит для вашего бизнеса. За последние годы цены значительно упали, и сегодня все три технологии предлагаются в компактных и доступных по цене системах.
Расчет затрат на 3D-печать не заканчивается подсчетом первоначальных затрат на оборудование. Расходы на сырье и материалы и трудозатраты оказывают существенное влияние на себестоимость каждой детали в зависимости от области применения и производственных потребностей.
Ниже приведена подробная разбивка по технологиям.
Моделирование методом наплавления (FDM)
Стереолитография (SLA)
Селективное лазерное спекание (SLS)
Затраты на оборудование
Цена на бюджетные принтеры и наборы для 3D-принтеров начинаются с нескольких сотен долларов. Предлагающие более высокое качество настольные принтеры среднего класса стоят от $2000 долларов, а промышленные системы — от $15 000.
Настольные принтеры профессионального уровня стоят от $3500 долларов, широкоформатные принтеры для мастерских — от $10 000 долларов, промышленные системы для крупномасштабного производства — от $80 000.
Настольные принтеры для мастерских стоят от $10 000 долларов, промышленные принтеры — от $100 000.
Стоимость материалов
$50–$150/кг для большинства стандартных и инженерных нитей и $100–$200/кг для вспомогательных материалов.
$50–$150/л для большинства стандартных и инженерных полимеров.
$100/кг для нейлона. SLS не требует поддерживающих структур, и неиспользованный порошок можно использовать повторно, что снижает затраты на материалы.
Трудозатраты
Ручное удаление поддерживающих структур (может быть автоматизировано для промышленных систем с растворимыми опорами). Для получения высококачественной поверхности требуется длительная пост-обработка.
Промывка и финальная полимеризация (обе операции могут быть автоматизированы). Простая пост-обработка для удаления поддерживающих структур.
Простая очистка для удаления лишнего порошка.
ИНТЕРАКТИВНЫЙ МАТЕРИАЛ
Попробуйте наш интерактивный инструмент расчета рентабельности инвестиций, чтобы узнать, сколько времени и средств вы можете сэкономить с помощью печати на 3D-принтерах компании Formlabs.
Мы надеемся, что эта статья помогла вам сузить диапазон поиска технологии 3D-печати, наиболее подходящей для решения ваших задач.
Воспользуйтесь нашими дополнительными ресурсами, чтобы освоить тонкости 3D-печати, глубже изучить каждую технологию и узнать больше о конкретных системах 3D-печати.
Узнать больше о технологиях 3D-печати
Изготовление нестандартных деталей по требованию
Обработка CNC
Литье под давлением
Изготовление листового металла
Больше
Решения
Аэрокосмическая индустрия
Обеспечьте эффективное производство и более быстрое проектирование до поставки.
Быстро создавайте и тестируйте продукты, чтобы вывести их на рынок.
Коммуникация
Возможность быстрее внедрять инновации, повышая производительность.
Electronics
Инновации в корпусах для мелкосерийного производства.
Медицинские приборы
Создавайте прототипы и продукты, соответствующие требованиям медицинской безопасности.
Робототехника
Повысьте эффективность благодаря точному, быстрому и стабильному качеству деталей.
Полупроводниковое
Сокращение времени выхода на рынок за счет производства по требованию.
Обработка с ЧПУ для аэрокосмической промышленности
Чрезвычайно высокий уровень точности, необходимый в аэрокосмической промышленности, делает обработку с ЧПУ подходящим производственным процессом для этого сектора.
В этой статье вы найдете полное руководство по аэрокосмической обработке и ее важности.
Блоги
Получите ценную информацию о производственных процессах.
Материалы
Выбирайте из более чем 50 металлов и пластиков для своего проекта.
База знаний
Технический документ, руководство по дизайну, материалы и отделка.
Поверхностные покрытия
Различные варианты отделки улучшают внешний вид и функциональность деталей.
Видео
Откройте для себя нашу библиотеку обучающих видео.
Электронная книга по обработке с ЧПУ
Если вы хотите производить высококачественные обработанные детали с гладким внешним видом, важно учитывать некоторые критические факторы, связанные с обработкой на станках с ЧПУ.
Здесь мы собрали некоторую основную информацию и важные соображения, которые помогут вам достичь желаемых результатов.
О РапидДирект
Наше видение, миссия, история развития и преданная команда.
Отзывы
Реальные отзывы об опыте и мнениях о наших услугах.
Новости
Новости компании, обновления платформы, объявление о праздниках.
Наша платформа
Получите мгновенные котировки с нашей умной онлайн-платформой.
Наши возможности
Быстрое прототипирование и производство по требованию.
Гарантия качества
Поставлять качественные детали, которые соответствуют требованиям и превосходят ожидания.
Свяжитесь с нами
Платформа онлайн-котировок v3.0
Внимание! У нас есть интересные новости, чтобы поделиться с вами. Мы только что запустили новейшую онлайн-платформу версии 3.0!
Обновленная платформа может похвастаться свежим и интуитивно понятным дизайном, а также расширенными функциями, которые упрощают и ускоряют процесс ценообразования, такими как новый производственный процесс, оптимизированная сводная страница котировок и улучшенная страница оформления заказа.
Изготовление деталей на заказ, от быстрого прототипирования до производства по требованию. Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни.
Наши услуги по производству по требованию
RapidDirect обеспечивает высококачественную прецизионную обработку с невероятным диапазоном производственных возможностей. От прототипирования до массового производства, мы помогаем производить продукты со сложной геометрией и высокими эстетическими требованиями. Наши квалифицированные специалисты и передовые технологии позволяют нам предоставлять широкий спектр производственных услуг по запросу.
Наши надежные возможности, стоящие за числами
0 +
Обслуживаемые компании
0 +
Изготовлены уникальные детали
0 +
Страны доставки
0 +
Годы в бизнесе
0 +
Поставщики сотрудничали
Как работает РапидДирект
Имея многолетний производственный опыт, RapidDirect предлагает лучшие решения для быстрого прототипирования и мелкосерийного производства. Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Получите мгновенную цитату
Загрузите свой дизайн на нашу платформу котировок и получите автоматические мгновенные котировки с бесплатным анализом дизайна для вашего прототипы и серийные детали.
Начать производство
После того, как вы разместите заказ, мы начинаем производственный процесс. Кроме того, наша цифровая платформа предлагает вам обновление в режиме реального времени на этапе производства.
Получите ваши нестандартные детали
После того, как детали проходят проверку качества, они хорошо упаковываются для доставки. Будьте уверены с нашей 30-дневной гарантией качества.
Почему выбирают РапидДирект
Превратите свою концепцию в реальность с помощью выдающихся производственных услуг по запросу. RapidDirect производит простые и сложные прототипы и детали для конечного использования с мощными и эффективными производственными возможностями. Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Умная онлайн-платформа котировок
Мощные производственные возможности
Круглосуточная инженерная поддержка
Воспроизвести видео о RapidDirect Instant Quote
Умная онлайн-платформа котировок
RapidDirect использует самые передовые и эффективные онлайн-сервисы котировок, ориентированные на геометрию и технологичность ваших продуктов. Настройте свои детали и получите производственные расценки с интерактивной платформы расценок за считанные секунды. С помощью бесплатного автоматизированного отчета DFM-анализа цен на станки с ЧПУ вы можете быть уверены в лучшей обрабатываемости, снижении производственных затрат и сокращении сроков выполнения заказов.
Воспроизвести видео о заводе RapidDirect
Мощные производственные возможности
От прототипирования до массового производства RapidDirect сочетает высококачественные материалы с самыми современными технологиями для воплощения продуктов в жизнь. На нашем заводе есть все, что вы можете себе представить, от токарных станков с ЧПУ до фрезерных центров, литьевых машин, передового оборудования для 3D-печати и многого другого. Мы объединяем их с высококвалифицированными и опытными техническими специалистами, которые работают круглосуточно, чтобы обеспечить оптимальное качество продукции.
Круглосуточная инженерная поддержка
RapidDirect предлагает квалифицированных сервисных инженеров с опытом, чтобы ответить на все ваши производственные вопросы. Наши профессиональные инженеры предоставляют профессиональные консультации и отзывы о DFM, которые помогают оптимизировать вашу конструкцию, снизить затраты и добиться лучшего или более последовательного контроля качества за счет стандартизации. Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
От прототипа к производству
Быстрое Прототипирование
Благодаря нашей платформе мгновенных котировок и надежным производственным возможностям мы можем поставлять исключительные прототипы в короткие сроки. Это позволяет быстро тестировать детали-прототипы и быстрее выводить их на рынок.
Производство мостов
Минимизируйте несоответствие между дизайном детали и окончательным запуском продукта. Наша квалифицированная команда инженеров предложит ценные рекомендации по проектированию ваших производственных деталей, обеспечивая практические решения для ваших нужд.
Производство по требованию
Комплексное производственное обслуживание по требованию, которое гарантирует высочайшую точность и качество всей нашей продукции. Наш передовой производственный процесс обеспечивает эффективные темпы производства, что позволяет нам обеспечивать своевременную доставку ваших производственных деталей.
Качество деталей, обеспеченное экспертным опытом
Как компания, сертифицированная по стандарту ISO 9001:2015, мы строго соблюдаем стандарты ISO на всех наших производственных линиях для обеспечения неизменно высокого качества продукции. Наши линии быстрого прототипирования и производственные линии также оснащены передовыми технологиями, обеспечивающими точность и точность изготовления. С помощью современных инструментов для испытаний и измерений мы гарантируем, что каждый компонент соответствует требуемым спецификациям.
Экспертная техническая поддержка
С группой преданных своему делу и компетентных инженеров и техников RapidDirect может помочь решить ваши проблемы с проактивной и профессиональной поддержкой 24/7.
Техническая поддержка один на один
Профессиональная поддержка дизайна
Элитные инженеры и техники
Строгий контроль качества
Мы следуем строгой системе контроля качества, чтобы обеспечить превосходное качество Изготовлены прототипы и серийные детали.
Завод, сертифицированный по ISO 9001 и 13485
Строгие производственные стандарты
Расширенные возможности
Политика доработки и возврата
Если детали не соответствуют требуемым спецификациям, пожалуйста, cсвяжитесь с нами в течение пяти рабочих дней с момента получения вашего заказа, и мы решим вашу проблему в течение 1-3 рабочих дней.
30-дневная гарантия
Отзывчивый ответ и поддержка
Подлинная политика послепродажного обслуживания
Работа с многочисленными отраслями
От прототипа до производства RapidDirect обеспечивает превосходное качество и надежную функциональность. Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Автомобильная
Аэрокосмическая индустрия
Потребительские товары
Медицинские приборы
Робототехника
Автомобильная
Наш услуги мелкосерийного производства является идеальным производственным решением для по требованию автомобильные детали.
Узнать больше >>
Аэрокосмическая индустрия
Долговечность и точность, которые наши услуги точного производства обеспечивают удовлетворение сложных потребностей различных этапов аэрокосмической промышленности.
Узнать больше >>
Потребительские товары
Тесные партнерские отношения с ведущими производителями потребительских товаров помогают нам ускорить процесс создания прототипов и улучшить производство потребительских товаров.
Узнать больше >>
Медицинские приборы
Производители медицинских товаров, технологические стартапы и исследовательские лаборатории получают значительную выгоду от решений для прототипирования, которые мы предоставляем.
Узнать больше >>
Робототехника
Наша промышленная робототехника услуги прототипирования и изготовления деталей помощь в непрерывном развитии рынка робототехники.
Узнать больше >>
Узнайте, что говорят о нас наши клиенты
Слова клиента имеют более существенное влияние, чем заявления компании, и посмотрите, что говорят наши довольные клиенты о том, как мы выполнили их требования.
Давайте начнем новый проект сегодня
Последние записи в блоге
Ознакомьтесь с последними отраслевыми тенденциями и черпайте вдохновение в наших обновленных блогах, где вы найдете свежие идеи, которые помогут повысить эффективность вашего бизнеса.
Руководство по проектированию резьбовой втулки | Рекомендации, проблемы и решения
Винтовые бобышки играют жизненно важную роль в литых деталях, выступая в качестве ключевых компонентов. Эти цилиндрические выступы, обычно расположенные на …
19 мая 2023
Что такое вплавляемая этикетка? Повышение долговечности продукта и брендинга
Вплавляемая этикетка (IML) — это распространенный этап литья пластмасс в таких отраслях, как пищевая промышленность, автомобилестроение, средства личной гигиены, косметика и т. д.
12 мая 2023
Легированная сталь против нержавеющей стали: изучение различий
Сталь представляет собой сплав железа и углерода и является основной частью таких отраслей, как строительство и военная промышленность…
27 апреля 2023
8 Типы 3D-печати и ее процессы
С тех пор как в 1980-х годах был разработан первый 3D-принтер, 3D-печать стала термином, описывающим широкий спектр технологий 3D-печати. За последние несколько десятилетий 3D-печать превратилась в хорошо зарекомендовавшую себя группу производственных технологий с множеством уникальных применений.
В этой статье обсуждаются типы 3D-печати, они подразделяются на восемь различных технологических групп и описываются различные процессы, связанные с ними.
1. Polyjet
Процесс 3D-печати Polyjet очень похож на обычную струйную печать. Процесс заключается в размещении капель фотополимера на рабочей пластине. Затем ультрафиолетовый свет проходит над этим слоем и затвердевает. Процесс повторяется до тех пор, пока деталь не будет завершена. Polyjet очень точен и очень быстр. Он также может создавать многоцветные и многокомпонентные детали. На изображении ниже изображен принтер Polyjet:
Слайд 1 из 1
3D-принтер Polyjet.
Изображение предоставлено Морено Соппельса/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати Polyjet: 4 Общие области применения
Наплавление Моделирование осаждения является одним из самых известных типов 3D-печати. Он работает, проталкивая пластиковую нить через нагретое сопло. Затем расплавленный пластик наносится слой за слоем, пока деталь не будет готова. Доступно множество различных типов 3D нитей — от твердых термопластов до гибких термопластичных эластомеров. На изображении ниже показан пример FDM-принтера:
Слайд 1 из 1
3D-печать FDM орнамента из синего стекла
Изображение предоставлено: Jose Barradas/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати FDM:
Материалы
Сильные стороны
Общие области применения
Точность размеров
Материалы
ABS, PLA, ETG и т. д.
9 0002 Сильные стороны
Дешевый, простой в эксплуатации
Общие области применения
Прототипирование, детали для любителей, изготовление шаблонов
Точность размеров
0,5 мм
9006 1
Таблица 2. Преимущества 3D-печати FDM
3. Стереолитография (SLA)
Стереолитография была первой коммерчески доступной технологией 3D-печати. Он работает путем отверждения жидкого фотополимера в готовую деталь путем отслеживания мощным лазером формы поперечного сечения детали на рабочей пластине. Этот процесс продолжается, пока каждый последующий слой полимеризуется на предыдущем. Технология позволяет создавать детали с чрезвычайно точными характеристиками. На изображении ниже показан принтер SLA:
Слайд 1 из 1
Стереолитография DPL 3D-принтер.
Изображение предоставлено: asharkyu/Shutterstock.com
В таблице ниже показаны преимущества SLA 3D-печати: Применение
Точность размеров
Материалы
Поликарбонат, АБС, полипропилен
Сильные стороны
Высокая детализация
Общие области применения
Модели отливок, прототипы
Точность размеров
0,1 мм
9 0032
Таблица 3. Преимущества SLA 3D-печати
4. Селективное лазерное спекание (SLS)
Селективное лазерное спекание заключается в нанесении слоя порошкообразного пластика и лазерном отслеживании поперечного сечения детали. Этот лазер расплавляет порошок и сплавляет его. Другой слой пластикового порошка накладывается поверх предыдущего, и лазер расплавляет форму поперечного сечения, одновременно вплавляя его в предыдущий слой. Этот процесс позволяет производить детали с высокой точностью, которые можно печатать на месте, при условии наличия выходного канала для нерасплавленного порошка. На изображении ниже показан принтер SLS:
Слайд 1 из 1
3D-принтер SLS.
Изображение предоставлено Морено Соппельса/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати SLS: 4 Общие области применения
Точность размеров
Материалы
Полиамид 12, стеклонаполненный нейлон
Прочность
Изотропные материалы, опорные конструкции не требуются
Общие области применения
Огнестойкие компоненты, медицинские устройства
Точность размеров
0,3 мм
9 0062
Таблица 4. Преимущества 3D-печати SLS
5. Прямое лазерное спекание металла (DMLS)
Прямое лазерное спекание металлов — это процесс, используемый для изготовления металлических деталей. Процесс работает путем нанесения тонкого слоя металлического порошка. Затем мощный лазер вычерчивает поперечное сечение детали и спекает металлический порошок. После завершения каждого слоя наносится еще один слой порошка, и процесс повторяется. Следует отметить, что спекание — это не то же самое, что плавление. Металлический порошок расплавляется только на поверхности. На изображении ниже изображен принтер DMLS:
Слайд 1 из 1
3D-печать металлом на машине для лазерного спекания.
Изображение предоставлено: MarinaGrigorivna/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати DMLS: 24 Общие области применения
Электронно-лучевое плавление — это один из наиболее передовых методов 3D-печати, в котором для плавления металлических частиц используется электронный луч. Процесс работает путем нанесения тонкого слоя металлического порошка. Затем электронный луч прослеживает поперечное сечение. Луч может быть разделен для одновременного плавления нескольких областей, что значительно повышает скорость производства. Этот высокоэнергетический луч расплавляет частицы, создавая однородную микроструктуру, в результате чего получаются высокопрочные детали. Чтобы луч работал правильно, в камере сборки должен быть вакуум. На изображении ниже изображен принтер EBM:
Слайд 1 из 1
3D-принтер EBM.
Изображение предоставлено Морено Соппельса/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати EBM: 4 Общие области применения
Точность размеров
Материалы
Хром, Титан
Прочность
Быстрее, чем DMLS
9Таблица 6. Преимущества 3D-печати EBM
7. Цифровой световой процесс (DLP)
Цифровая световая обработка — это метод, аналогичный SLA-печати. Однако вместо использования мощного лазера для отверждения фотополимера 3D-принтер DLP использует экран с высоким разрешением для проецирования изображения поперечного сечения детали на рабочую пластину. Для отверждения материала используется обычный источник света (а не ультрафиолетовый свет). Технология DLP, как правило, дешевле, чем SLA, и поэтому демократизировала доступ к технологии фотополимерной печати. DLP может производить высококачественные детали. Деталь по существу состоит из тысяч кубических объемов, называемых вокселами, где размер пикселя экрана соответствует размеру вокселя, поэтому чем выше разрешение экрана, тем выше качество детали. Принтеры DLP также быстрее, чем принтеры SLA, поскольку источник света отверждает весь слой детали сразу, проецируя изображение поперечного сечения слоя на рабочую пластину. Затем источник света полимеризует поперечное сечение. Принимая во внимание, что SLA-принтеры должны отслеживать поперечное сечение с помощью лазера. На изображении ниже показан DLP-принтер:
Слайд 1 из 1
3D-принтер DLP.
Изображение предоставлено: leungchopan/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати DLP: Общие области применения
Multi-jet fusion — уникальная машина для 3D-печати. MJF работает, помещая слой пластика на рабочую пластину. Затем нагревательная головка перемещается по порошку, чтобы предварительно нагреть его. Наконец, печатная матрица струйного типа перемещается по порошку и выборочно наносит на порошок фьюзер и агенты для детализации. Затем нагревательные элементы сплавляют слой. Эта технология позволяет использовать многоцветные и многокомпонентные компоненты. На изображении ниже показан принтер MJF:
Слайд 1 из 1
3D-принтер MJF.
Изображение предоставлено: MarinaGrigorivna/Shutterstock.com
В таблице ниже показаны преимущества 3D-печати MJF: 24 Общие области применения
Точность размеров
Материалы
Нейлон PA 12, полипропилен, стеклонаполненный нейлон
Прочность
Высокоточный, многокомпонентный, многоцветный
Общие области применения
Визуально точные прототипы
Точность размеров
0,05 мм
Таблица 8. 3D-печать MJF
Какие факторы 3D-печати следует учитывать?
Выбор между различными типами 3D-принтеров зависит главным образом от типа производимого продукта. Если печатается простое одноразовое приспособление, то наиболее целесообразным будет использование FDM-принтера. Точность FDM хорошая, а машины и сырье, как правило, очень дешевые. Однако при печати конечного металлического продукта, который необходимо использовать в экстремальных аэрокосмических условиях, лучше подходит такая технология, как EBM.
Для получения дополнительной информации см. нашу статью «Руководство по 3D-печати».
Какой тип 3D-печати наиболее распространен?
Печать FDM — один из наиболее часто используемых типов 3D-принтеров. Его популярность обусловлена низкой стоимостью и простотой использования. Однако, когда дело доходит до промышленного применения пластика, предпочтение отдается MJF. Изготовление металлических компонентов, как правило, осуществляется с использованием DMLS.
Какой тип 3D-печати лучше всего подходит для начинающих?
3D-печать FDM — самый простой тип 3D-печати для начинающих. Мало того, что процесс прост для понимания, но сырье недорогое, а оборудование также можно найти по очень доступным ценам. DLP-печать также является хорошей отправной точкой, но требует более глубокого понимания методов 3D-печати. DLP также в среднем дороже, чем FDM.
Какой тип 3D-печати материалов лучше всего подходит?
Принтеры MJF имеют самый широкий спектр доступных материалов и могут относительно легко печатать многоцветные и многоцветные детали. Принтеры MJF могут выборочно окрашивать разные части отпечатка, а также помещать разные типы материалов в одну и ту же часть.
Какой тип 3D-печати лучше всего подходит для использования в медицине?
Для медицинских имплантатов требуются современные материалы, такие как нержавеющая сталь или титан. Таким образом, 3D-технология порошкового слоя, такая как DMLS, лучше всего подходит для этих приложений.
Какой тип 3D-печати лучше всего подходит для строительства?
3D-печать в строительной отрасли все еще находится в зачаточном состоянии. Однако в крупных 3D-принтерах успешно используется технология, аналогичная той, что используется в FDM-принтерах для печати бетонных конструкций. Это работает путем печати слоев бетона друг над другом, чтобы построить структуру с нуля.
Какой тип 3D-печати лучше всего подходит для образования?
Принтеры FDM идеально подходят для образовательных целей. Это потому, что их механика проста для наблюдения и понимания. Кроме того, они недороги в эксплуатации, да и сырье тоже очень доступно.
Какой тип 3D-печати лучше всего подходит для архитектуры?
Архитектурные фирмы используют 3D-принтеры для печати масштабных моделей своих проектов, и они обычно считают SLS наиболее подходящим типом технологии 3D-печати. Это связано с большими доступными объемами сборки и способностью SLS создавать детали с исключительной детализацией.
Сколько стоит 3D-принтер?
На рынке представлено множество различных типов 3D-принтеров. Таким образом, 3D-принтер может стоить всего 150 долларов за FDM-машину начального уровня. Стоимость передовых машин DMLS начинается примерно с 250 000 долларов. 3D-принтеры можно приобрести напрямую у поставщиков или на сторонних веб-сайтах, таких как Amazon.
Можно ли начать бизнес с помощью 3D-принтера?
Да, можно начать бизнес с помощью 3D-принтера. Однако порог входа низкий, поэтому рынок вполне может быть насыщен единомышленниками. Тем не менее, использование новейших методов 3D-печати и поставка на нишевый рынок — это хорошее начало.
Является ли 3D-печать прибыльным бизнесом?
Да, 3D-печать может быть прибыльным бизнес-предприятием, особенно если предлагаются передовые услуги и материалы для 3D-печати, поскольку на этих рынках может быть более высокая маржа.
Сколько можно заработать на 3D-печати?
Вопрос о том, сколько можно заработать в бизнесе 3D-печати, полностью зависит от предлагаемых продуктов и услуг. Стоимость печатной продукции также может варьироваться от нескольких центов за пластиковые безделушки до тысяч долларов за передовые металлические детали. Более специализированные технологии и те, в которых используются более экзотические материалы, будут, как правило, иметь более высокую цену и большую прибыль из-за меньшей конкуренции. Однако начальные затраты на оснащение предприятия необходимыми машинами и материалами также могут быть выше.
Резюме
В этой статье были рассмотрены 8 различных технологий 3D-печати и классов процессов.
Чтобы узнать больше о типах 3D-печати и об оптимизации 3D-печатных продуктов, обратитесь к представителю Xometry.
Xometry предлагает полный спектр услуг 3D-печати для нужд вашего проекта. Посетите наш механизм мгновенного расчета стоимости, чтобы получить бесплатное предложение без каких-либо обязательств за считанные минуты.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Типы технологий 3D-печати
6. Drop on Demand (DOD)
— это технология 3D-печати, в которой также используется процесс струйной печати. Он использует пару струйных принтеров. Один наносит воскообразный строительный материал, второй наносит растворимый поддерживающий материал. Как и другие типичные виды технологии 3D-печати, принтер DOD следует заранее определенному пути для струйной подачи материала при точечном нанесении, создавая площадь поперечного сечения объекта слой за слоем.
В принтерах DOD также используется устройство, называемое «летучая кромка», которое очищает область сборки после создания каждого слоя, обеспечивая идеально ровную поверхность перед началом следующего слоя.
Общие области применения MJ и DOD — полноцветные прототипы продуктов, прототипы, аналогичные литью под давлением, малосерийные литьевые формы и медицинские модели.
Сильные стороны: отделка поверхности, возможность использования различных материалов и полноцветность.
Ограничения включают хрупкость, делающую его непригодным для механических деталей, и более высокую стоимость, чем SLA/DLP.
7. Струйное распыление связующего
— это технология 3D-печати, в которой используется процесс распыления связующего. Этот процесс похож на SLS, так как требует начального слоя порошка, в данном случае песка или кремнезема, на строительной платформе. Он отличается от SLS тем, что вместо использования лазера для спекания порошка печатающая головка перемещается по поверхности, нанося капли связующего, которые связывают порошок вместе, создавая каждый слой объекта.
После того, как слой напечатан, рабочая платформа опускается и новый слой порошка распределяется поверх только что напечатанного слоя. Процесс повторяется до тех пор, пока объект не будет завершен.
Для полноцветных моделей объекты изготавливаются из гипсовой или акриловой пудры вместе с жидким связующим. Сначала печатающая головка выбрасывает связующее вещество, а вторая печатающая головка выбрасывает краску, что позволяет печатать полноцветные модели.
После полного отверждения детали вынимают из несвязанного порошка и очищают. Инфильтрант (быстроотверждаемая смола для укрепления 3D-моделей) часто вводится для улучшения механических свойств. Покрытия также могут быть добавлены для улучшения цвета.
Связующее для песка Гидроструйная обработка представляет собой недорогую технологию изготовления деталей, форм и стержней для литья в песчаные формы. После печати стержни и формы удаляются из зоны сборки и очищаются от рыхлого песка. После этого они готовы к немедленному литью. После отливки форму разбивают и извлекают последний металлический компонент.
8. Струйная обработка металлического связующего
использует распыляющую связующую для изготовления металлических предметов. Металлический порошок связывают с помощью полимерного связующего. Это позволяет производить объекты со сложной геометрией, которые намного превосходят возможности обычных технологий производства.
Функциональные металлические объекты требуют вторичной обработки, такой как пропитка или спекание, без которых деталь будет иметь плохие механические свойства.
При инфильтрации металлический порошок связывается связующим. После отверждения объект помещают в печь, где связующее вещество выжигается. Это оставляет объект с плотностью около 60%, с пустотами, оставленными выгоревшим связующим.
Затем добавляется бронза капиллярным путем для проникновения в пустоты, в результате чего получается объект размером около 90% плотности и гораздо большей прочности. Следует отметить, что объекты, изготовленные с помощью Metal Binder Jetting, обычно имеют более низкие механические свойства, чем изделия, изготовленные с помощью Powder Bed Fusion.
Обычно струйная обработка песком и металлическим связующим применяется для литья в песчаные формы, изготовления функциональных металлических деталей и полноцветных моделей.
К сильным сторонам относятся низкая стоимость и большие объемы сборки, а также функциональные металлические детали.
Ограничение заключается в том, что механические свойства не так хороши, как при плавлении в слое металлического порошка.
После того, как детали полностью отверждены, их вынимают из несвязанного порошка и очищают. Инфильтрант (быстроотверждаемая смола для укрепления 3D-моделей) часто вводится для улучшения механических свойств. Покрытия также могут быть добавлены для улучшения цвета.
Связующее для песка Гидроструйная обработка — это недорогая технология изготовления деталей, форм и стержней для литья в песчаные формы. После печати стержни и формы удаляются из зоны сборки и очищаются от рыхлого песка. После этого они готовы к немедленному литью. После отливки форму разбивают и извлекают последний металлический компонент.
— это технологии 3D-печати, в которых используется сплавление металлических порошков — процесс, в котором источник тепла используется для плавления металлических частиц по одному слою за раз. Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.
DMLS применяется для изготовления деталей из металлических сплавов. Вместо того, чтобы плавить его, DMLS нагревает металлический порошок с помощью лазера до точки, где он сплавляется на молекулярном уровне.
SLM использует лазер для полного расплавления металлического порошка с образованием однородной детали, другими словами, он изготавливает детали из одноэлементных материалов, таких как титан.
Кроме того, в отличие от процессов SLS, DMLS и SLM требуется структурная поддержка, чтобы ограничить возможность деформации, которая может возникнуть в результате высоких температур, используемых во время печати.
— это технологии 3D-печати, в которых используется сплавление металлических порошков — процесс, в котором источник тепла используется для плавления металлических частиц по одному слою за раз. Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.
DMLS применяется для изготовления деталей из металлических сплавов. Вместо того, чтобы плавить его, DMLS нагревает металлический порошок с помощью лазера до точки, где он сплавляется на молекулярном уровне.
SLM использует лазер для полного расплавления металлического порошка с образованием однородной детали, другими словами, он изготавливает детали из одноэлементных материалов, таких как титан.
Кроме того, в отличие от процессов SLS, DMLS и SLM требуется структурная поддержка, чтобы ограничить возможность деформации, которая может возникнуть в результате высоких температур, используемых во время печати.
10. Электронно-лучевая плавка (EBM)
также использует процесс плавки в слое металлического порошка. В отличие от DMLS и SLM, вместо лазера он использует пучок электронов высокой энергии для индукции сплавления металлических частиц в порошке.
Сфокусированный пучок электронов сканирует тонкий слой порошка, вызывая локальное плавление и затвердевание на определенной площади поперечного сечения. Затем области создаются для создания твердого объекта.
Из-за более высокой плотности энергии EBM имеет гораздо лучшую скорость построения, чем DMLS или SLM. Минимальный размер элемента, размер частиц порошка, толщина слоя и качество поверхности обычно выше при EBM.
Кроме того, из-за характера процесса детали EBM должны изготавливаться в вакууме и могут использоваться только с электропроводящими материалами.
Общие области применения этих трех последних технологий 3D-печати — функциональные металлические детали для аэрокосмической, автомобильной, медицинской и стоматологической промышленности.
Прочность – это изготовление самых прочных функциональных металлических деталей и возможность изготовления изделий сложной геометрии.
Аппараты
ручной лазерной сварки «LW-1» с оптоволоконным лазерным излучателем — новейшая
разработка в области сварочных технологий, пришедшая на смену аргонодуговой
сварке. Это высокомощный аппарат для непрерывной волоконной лазерной сварки. Используются
при сварке таких металлов как нержавеющая сталь, железо, алюминий и другие металлы. Характеризуются большой глубиной сварки, прочностью сварных швов,
подходят для сварки любой сложности.
Установка
для лазерной сварки генерируют излучение в импульсном и непрерывном режимах.
Технология включает в себя точечное и шовное сварные соединения. При шовном
сварном соединении, применяется непрерывный режим генерации или импульсный с
перекрытием. При точечном — только импульсный. Точечный метод дает минимальные
деформации и используется для соединения изделий небольшой толщины. При шовной
сварке происходит формирование глубокого сварочного канала. Метод обладает
высокой эффективностью при обработке сталей, титана, меди и алюминия.
Тип лазера
Непрерывный волоконный лазер
Лазерный источник
Maxphotonics
Мощность лазера, Вт
1000
Длина волны лазера, Нм
1080±3
Метод вывода
Непрерывный /модуляционный
Время непрерывной работы, час
24
Максимальная частота модуляции, kHz
50
Волоконно-выходной интерфейс
QBH
Система индикации
Красный
Длина сварочного кабеля, м
8
Тип горелки
Поворотно-сварочная головка
Коллимированное фокусное расстояние, мм
60
Фокусное расстояние, мм
150
Вес сварочной головки, кг
1
Защитный газ
Коаксиальная защита (Аргон)
Регулируемая ширина шва, мм
0,2 – 5
Система охлаждения, Вт
Водяной чиллер 1500
Диаметр применяемой проволоки, мм
1,0; 1,2 и 1,6
Рабочая температура, °С
0 — 40
Влажность рабочей среды, %
˂70
Потребляемая мощность, кВт
˂5
Габаритные размеры, ДхШхВ, мм
1200х600х1300*
Питание электросети, V
Однофазное 220
Вес, кг
350
Гарантия, мес
12
Дополнительно
Устройство подачи проволоки /
комплект сменных наконечников
стали, алюминия, титана, технология процесса и оборудование
Лазерная сварка – сварка плавлением, при которой энергетическим источником является лазер. Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Содержание
1 Закреплённые стандарты
2 Основные сферы применения
3 Плюсы и минусы технологии
4 Особенности технологического процесса
5 Оборудование, используемое при сварке лазером
6 Особенности лазерной сварки различных металлов
7 Алюминий
8 Титан
9 Специфика ручной лазерной сварки
Лазерное излучение фокусируется при помощи направляющих зеркал. Преобразованный уменьшенный пучок энергии нагревает и плавит свариваемые детали.
Выделяют следующие типы лазерной сварки:
микросварка – плавит детали не толще 100 мкм;
минисварка – применяется на глубине от 0,1 до 1 мм;
макросварка – работает с толщиной свыше 1 мм.
Закреплённые стандарты
В 2019 году действуют следующие государственные стандарты, предъявляющие требования к лазерной сварке:
ГОСТ ISO 15609-4-2017 – содержит технические требования к аттестации процедур сварки металлических материалов. Часть 4 данного документа посвящена лазерной сварке;
ГОСТ 28915-91 – описывает основные типы лазерной импульсной сварки, конструктивные элементы и размеры.
Основные сферы применения
Лазерная сварка имеет широкое применение:
Ремонт ювелирных изделий. Благодаря высокой точности возможен ремонт ювелирных изделий из золота и серебра. Из-за того, что предмет нагревается не полностью, а лишь отдельные его участки, удаётся избежать деформации мягких металлов. В результате ремонта остаётся чистый шов, не загрязнённый частицами припоя. Его можно легко сгладить с помощью шлифовки.
Соединение алюминия. Лазерная сварка упрощает процесс сварки алюминия, так как нет необходимости создавать вакуум. Необходима только тщательная зачистка места сварки от оксидной плёнки и остатков лакокрасочных покрытий.
Сварка стали. Использование лазера при сварке стали позволяет получить аккуратный шов, высокую прочность соединений и минимизировать коррозию свариваемых участков.
Плюсы и минусы технологии
Распространение лазерная сварка получила, благодаря следующим положительным качествам:
высокая прочность соединения;
отсутствие необходимости в дополнительной механической обработке;
скорость выполнения работы;
минимальная зона нагревания;
возможность высокоточного фигурного соединения.
Несмотря на все положительные стороны, лазерная сварка является узконаправленной в силу следующих причин:
высокая стоимость оборудования;
сложность в подборе специалистов;
наличие вибрации при работе аппаратом;
невысокий КПД оборудования.
Особенности технологического процесса
Лазерная сварка действует по следующему принципу: лазерное излучение проходит через фокусирующую систему, сконцентрированный пучок энергии направляется на свариваемые детали, где частично отражается. Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Лазерный луч необходимо корректировать в зависимости от толщины материала. Чем толще материал, тем большую фокусировку нужно использовать.
Оборудование, используемое при сварке лазером
Комплект оборудования для лазерной сварки включает в себя: лазер, газовую защиту, системы фокусировки и перемещения луча. Так как существуют разные типы установок, то для каждой из них есть свои особые элементы.
В газовых лазерах активным элементом является смесь газов. Предельная мощность такого вида установок может достигать 20 кВт. Это позволяет работать с материалами толщиной до 2 см. Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Мощность твердотельных лазерных установок – 1-6 кВт. Активными компонентам в них являются рубин или стекло с присадкой ионов. С помощью таких установок соединяются самые маленькие и тонкие детали.
Типы установок для лазерной сварки металла:
Твердотельные лазерные установки содержат в себе стержень из активного элемента рубина с нанесённым на его концах серебром. При нагревании стержня находящиеся в нём ионы хрома начинают своё движение. Проходя через прозрачные и полупрозрачные зеркала, они движутся по спирали вокруг рубинового стержня. Высвобождаемая энергия проходит через полупрозрачное стекло и с помощью линзы собирается в одной точке сварочного аппарата. Главная особенность – работает исключительно в беспрерывном режиме.
Газовые лазерные установки стандартно представлены в виде герметичной круглой трубки с газообразной функциональной средой и установленным оптическим резонатором. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Газовые лазеры эффективнее твердотельных, так как имеют большую мощность и повышенный КПД. Большим плюсом является то, что они могут применяться и в импульсном, и непрерывном режиме.
Лазерные установки могут проводить сварку двумя способами:
импульсным – производится накопление значительного объёма энергии, а затем в короткое время обрабатывается место сварки;
непрерывным – применяется в процессе создания сплошных швов независимо от глубины сварки.
Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Особенности лазерной сварки различных металлов
При сваривании стали предварительно необходимо провести механическую очистку деталей. Нужно избавиться от коррозии и окалины для предотвращения появления оксидных соединений. Зачистку можно проводить с помощью обычных нержавеющих щёток, захватывая 10-15 см от будущего места сварки. Место сваривания стальных деталей необходимо обезжирить.
Алюминий
При сварке алюминия возникает возможность окисления поверхности и испарения летучих элементов. Металл необходимо механически обработать, произвести травление и перед сваркой зачистить шабером.
Титан
Во избежание трудностей при сварке титана нужно осуществить зачистку, при этом можно применить пескоструйную обработку. Позже химически затравить, промыть и обработать гелием.
Специфика ручной лазерной сварки
Уже не существует преград для покупки лазерного станка для работы в домашних условиях. С его помощью можно решить некоторые хозяйственные проблемы:
подправить ювелирные изделия;
провести точечную спайку;
отремонтировать оправу очков;
уплотнить поверхность материалов.
Необходимо помнить о технике безопасности при работе вручную: во избежание попадания лазерного луча в глаза и на кожу необходимо, чтобы аппарат был оснащён крышками безопасности.
При ручной работе достигается высокая скорость сварки, а сварочный шов более высокого качества.
Аппарат лазерной сварки
Описание
Лазерная ручная лазерная сварочная машина использует волоконные лазеры последнего поколения и оснащена качающейся сварочной головкой собственной разработки, чтобы заполнить пробел в ручной сварке в отрасли лазерного оборудования. Его преимущества заключаются в простоте эксплуатации, красивом сварном шве, высокой скорости сварки и отсутствии расходных материалов. Сварка металлических материалов, таких как пластины из нержавеющей стали, железные пластины и оцинкованные пластины, может прекрасно заменить традиционную аргонно-дуговую сварку и электросварку. Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
Н/М
Описание
Модель
1
Модель №
PT-SCJGH
2
Мощность лазера
1000 Вт, 1500 Вт
3
Длина волны лазера
1080 нм±5
4
Длина волокна
Стандартный 10 м (самый длинный 15 м)
5
Способ работы
Непрерывный / модуляционный
6
Скорость сварки
0~120 мм/с
7
Машина водяного охлаждения
Промышленный термостатический резервуар для воды
8
Диапазон температур рабочей среды
15~35 ℃
9
Толщина сварки
0,5-3 мм
10
Требования к сварочному зазору
Менее 0,5 мм
11
Рабочее напряжение
220 В, 240 380
Примечание: глубина расплава, а не толщина
(толщина сварного шва может превышать 3 мм, но максимальная глубина расплава составляет 3 мм)
Глубина расплава
Мощность
НЕРЖАВЕЮЩАЯ СТАЛЬ
Углеродистая сталь
Оцинкованный лист
1000 Вт
0,5–1,5 мм
0,5–1,5 мм
0,5–1,2 мм
1500 Вт
0,5-3 мм
0,5-3
0,5-2,5 мм
Сварной шов гладкий и красивый, сварочная заготовка не деформирована, не имеет следов сварки, а сварка прочная, что сокращает последующий процесс шлифовки. Экономит время и деньги.
Простота в эксплуатации, простое обучение эксплуатации, а красивые изделия можно сваривать без мастера.
Независимо разработанная качающаяся сварочная головка, режим качающейся сварки, регулируемая ширина пятна, высокая отказоустойчивость сварки компенсируют небольшой недостаток лазерной точки сварки, расширяют диапазон допусков обрабатываемых деталей и ширины сварного шва, а также обеспечивают лучшее формирование сварного шва.
1. Компания, которая изначально предоставляет 1 год гарантии в мире,
2,24 часа полного послепродажного обслуживания.
3. Все готовые машины, которые мы поставили, на 100% строго протестированы нашим отделом контроля качества и инженерным отделом.
4. Обслуживание OEM Индивидуальные заказы и заказы OEM приветствуются благодаря нашему богатому опыту. Все услуги OEM бесплатны.
Ручной лазерный сварочный аппарат
Диапазон колебания лазера HW-D составляет от 0 мм до 5 мм. Режим лазера может быть установлен через систему управления непрерывной волной или импульсной волной. Ширину сварного шва можно настроить с помощью амплитуды колебания, что устраняет дефект традиционной ручной лазерной сварки, требующий высоких сварных швов. Повышена степень отказоустойчивости сварки. Конструкция механизма подачи проволоки может автоматически подаваться в процессе сварки, что подходит для использования в промышленности и дома. Ручной сварочный пистолет более гибкий и удобный, подходит для сварки под разными углами и положениями. Сварочный шов красивый и прочный, а операция проста, быстра, гибка и не требует больших затрат на обработку. По сравнению с традиционной аргонно-дуговой сваркой и сваркой TIG эффективность значительно возрастает. По сравнению с обычной лазерной сваркой, лазерная сварка с колебанием HW-D лучше всего подходит для сварки более широких швов и сварки с глубоким проплавлением.
Варианты питания лазера
Материал и толщина
Газ
1000 Вт
Нержавеющая сталь 1,5 мм (0,06 дюйма)
Ар
Углеродистая сталь 1,5 мм (0,06 дюйма)
Ар
Оцинкованный лист 1,2 мм (0,047 дюйма)
Ар
Алюминий 1,2 мм (0,047 дюйма)
N2
1500 Вт
Нержавеющая сталь 3,5 мм (0,13 дюйма)
Ар
Углеродистая сталь 3,5 мм (0,13 дюйма)
Ар
Оцинкованный лист 3,5 мм (0,13 дюйма)
Ар
Алюминий 3,5 мм (0,13 дюйма)
N2
2000 Вт
Нержавеющая сталь 4,0 мм (0,16 дюйма)
Ар
Углеродистая сталь 4,0 мм (0,16 дюйма)
Ар
Оцинкованный лист 4,0 мм (0,16 дюйма)
Ар
Алюминий 4,0 мм (0,16 дюйма)
N2
— HW-D может использоваться в самых разных отраслях, таких как кухни, бытовая техника, реклама, пресс-формы, двери и окна из нержавеющей стали, изделия ручной работы, товары для дома, мебель, автозапчасти и т.
Промышленный 3D принтер CreatBot D600 для больших деталей. FDM 3D печать запчастей для Автомобилей. Бизнес Идеи 2020
Содержание:
1. Выбор материала и характеристики стенда.
2. Выбор 3D модели на печать и настройка слайсера.
3. Заправка пластика и подготовка принтера.
4. Просчет и отправка на 3D печать колесного диска BMW.
5. Процесс печати.
6. Снятие детали и постобработка.
7. Итого.
Всем привет, Друзья! С Вами 3DTool!
Довольно часто нам задают вопрос, можно ли распечатать на 3D-принтере бампер для автомобиля? И это не расхожий мем в среде 3д-печатников, или какая-то приевшаяся шутка, например представители тюнинг ателье, действительно первым делом задают подобные вопросы, когда интересуются аддитивными технологиями. Что ж, мы решили напечатать что-то действительно внушительное за один запуск и оценить, насколько подходят FDM 3д принтеры для подобных задач? В качестве стенда для эксперимента выбран 3D принтер Creatbot D600 PRO один из самых могучих и в целом доступных по стоимости принтеров. Давайте пошагово разберемся, что к чему.
1. Выбор материала и характеристики стенда.
Сперва подберем материал. Не трудно догадаться, что этот этап характеризуется возможностями имеющегося устройства. Как правило, крупные изделия всегда печатают из полимеров с небольшой усадкой и не подверженных деламинации, такими материалами, например являются PLA и его производные. Однако этот подход всего лишь дань памяти ограничениям первых видов доступных моделей FDM 3д принтеров в массе своей не обладавших закрытыми камерами и даже подогреваемыми столами.
Когда речь заходит о профессиональных устройствах, или даже промышленных, коим является наш стендовый Creatbot D600 PRO такие вопросы уходят на второй план.
Немного о принтере.
Подробный обзор Creatbot D600 PRO вы можете найти на нашем сайте в разделе статей по ЭТОЙ ссылке. Мы же ограничимся цитированием его характеристик.
Как видим, Creatbot поддерживает практически все доступные на рынке материалы за исключением совсем редких. Значит в материале мы не ограничены, но что, если что-то пойдет не так? Лучше выбрать наиболее доступный по цене филамент, чтобы цена ошибки оказалась не такой болезненной. А значит различные композиты и инженерные термопласты мы отвергаем.
Так как печать задумана действительно объемная, вполне возможно, нам потребуется и пост обработка. А значит, исходя из всего вышесказанного лучше всего нашим требованиям подходит полюбившийся отечественным печатникам ABS.
Хоть этот материал и довольно сложен для новичков, благодаря системе подогрева камеры, мощному нагревательному столу и производительному цельнометаллическому экструдеру, печать этим материалом на 3D принтере CreatBot D600 PRO не должна вызвать каких-либо сложностей. К тому же мы будем пользоваться отлично себя зарекомендовавшим адгезивом от компании Picaso3D –
Однако вы можете использовать наиболее подходящий Вам вариант. Например, идущий в комплекте с устройством PVA клей карандаш.
Что ж, мы разобрались с материалом, выбрали адгезив, в нашем распоряжении 0.2 кубических метра объема рабочей камеры, два экструдера и выбор из различных диаметров сопла. Что же поставить на печать?
2. Выбор 3D модели на печать и настройка слайсера.
Для начала подберем сам предмет. Лучше всего габариты печати и наглядность продемонстрирует обыкновенный колесный диск автомобиля. И пусть установить его на машину будет не решаемой задачей ввиду выбранного материала, сравнить размеры с реальным предметом будет гораздо проще.
Открываем Thingiverse и выбираем диск, например от BMW.
Перед нами полная копия предмета с реалистичными пропорциями и толщинами. Настало время загрузить программу и отмасштабировать модель соответственно реальному прототипу.
Работать мы будем в слайсере Ultimaker Cura 4.4. Изначально 3D принтеры CreatBot, заточены под работу в родном софте CreatWare, но нас довольно часто просят показать настройку альтернативных слайсеров для работы с подобными устройствами и мы решили это продемонстрировать.
Для начала откроем идущий в комплекте CreatWare.
В меню Machine -> Add New Machine выберем исходный принтер.
Теперь откроем его настройки и зафиксируем их в памяти, или запишем в блокнот.
После этого открываем Cura 4.4
Изначально, в этой программе нашего устройства нет и для начала нам необходимо его добавить. Идем в Settings -> add printer -> add a non net-worked printer
И в выпадающем меню выбираем свиток Custom.
Чтобы не запутаться, укажите реальное название устройства в поле Printer Name и нажмите add.
После чего добавится новое устройство и мы сможем перейти к его настройке.
По нажатию Machine Settings нам откроется меню настроек принтера и теперь дело за малым. Перенести пошагово настройки из сохраненных нами параметров в Create Ware, а так же вписать подходящий стартовый G-code. В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.
После копирования всех настроек у вас должен получиться следующий результат:
Заметьте, диаметр второго сопла мы уже установили на 0.6 мм, т.к. печать мы планируем объемную и производительность для нас критична.
Следующий шаг – проверка все ли мы верно настроили, а так же откалиброван ли наш принтер.
Подробно останавливаться на настройках Cura 4.4 мы не станем, т.к. это тема для отдельной большой статьи, достаточно просто выбрать расширенные настройки и указать необходимые минимальные параметры нашей печати.
Т.к. сопло мы устанавливаем в 0.6 мм, толщина слоя будет 0.3 мм, ширина нити 0.7 мм, заполнение примерно 20% и Overlap заполнения около 30%, чтобы стенки спаивались с заполнением надежнее.
Cura 4.4 применяет систему профилей для материала, а значит нам необходимо будет завести новый профиль под наш пластик.
Для этого откроем Settings -> Extruder ½ -> Material -> Manage Materials
Выберите базовый материал и нажмите Duplicate.
В дублированном материале не забудьте поменять название Display Name и настройки температуры Print Settings
Теперь мы можем назначать этот материал нашему экструдеру.
Проверим все ли у нас получилось верно и отправим на печать тестовый файл.
Открываем модель и нажимаем Slice, настройки печати мы выбрали заранее. Важно сказать, что проверять мы будем печать двумя экструдерами, однако в будущем нам понадобится только один.
Получившийся G-Code сохраняем на флешку и вставляем ее в принтер.
3. Заправка пластика и подготовка принтера.
Время заправить пластик и откалибровать 3D принтер.
Для начала, установим катушку пластика ABS от ESUN. Отсек под пластик в принтере CreatBot D600 PRO располагается сзади в специальной нише, для каждой катушки отдельно.
Протягиваем нитку по направляющим и ловим на выходе у печатающего блока. Сделать эту операцию одному проблематично, так что прибегнем к помощи коллег. Итак, нитка на месте.
Продеваем ее в отверстие протяжного механизма и на дисплее выбираем меню Load Material.
Не забудьте поменять температуру пластика в меню Status, т.к. температуры по умолчание может быть не достаточно.
Отлично! Мы почти со всем справились.
Давайте выполним калибровку стола и запустим печать.
Creatbot D600 PRO оборудован специальным датчиком, позволяющим корректировать уровень рабочего стола в авто режиме – BL Touch.
Так что наша задача сильно упрощается. Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно.
Для этого запускаем на печать наше тестовое задание и проверяем результат.
Кажется все получилось, переходим к заключительной части повествования.
4. Просчет и отправка на 3D печать колесного диска BMW.
Мы почти готовы начать нашу грандиозную печать. Осталось сделать пару последних действий.
Для начала, определим размеры нашего диска. Пусть его диаметр составит 17 дюймов.
Путем нехитрых вычислений получаем результат:
Что равняется ~ 431 миллиметру. Отмасштабируем нашу модель в программе.
Как видим, модель отлично помещается в рабочей области, однако давайте все же сожмем ее по высоте, чтобы получилось боле менее вменяемое время печати, т.к. мы ограничены по времени исполнения эксперимента. Кажется, 120 мм хватит с достатком.
Оставляем настройки печати какие выставили в начале, однако дополнительно включаем поддержки:
Мы решили не использовать второй поддерживающий материал, т.к. результат был не предсказуем и тратить довольно дорогой Hips не хотелось. К тому же, с изделия таких размеров поддержки удалять одно удовольствие и мы используем только 1 экструдер.
Нажмем Slice получим довольно неплохой результат:
Проверив на Preview все ли нарезалось как надо, отправим G-code на принтер.
5. Процесс печати.
Итак, после того как принтер нагрелся, он еще раз автоматически проверит уровень стола и запустит печать. Самое важное сейчас проконтролировать правильность и ровность печати первого слоя и в дальнейшем периодически следить за процессом.
Ни в коем случае не оставляйте устройства с длительной печатью полностью без присмотра. Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.
Лучше всего проверять процесс каждые 5 – 10 часов, или установить вебкамеру.
Итак. Проследим за нашим прогрессом.
Еще чуть-чуть и диск будет готов..
6. Снятие детали и постобработка.
После того, как наша деталь готова, снимаем ее с платформы.
Довольно крупный слой в 300 микрон не очень хорош по качеству, поэтому мы применим технику сглаживания поверхности ацетоном. Для этого нам понадобится шпатель и кусачки чтобы удалить поддержки, кисть и бутылочка ацетона.
Наливаем ацетон в удобную емкость, обмакиваем кисть и аккуратно промазываем поверхность диска. В процессе должно получаться что то такое:
Так же, вы можете комбинировать эту технику со шкурением и дальнейшей покраской, чтобы добиться идеального результата.
Более подробно о постобработке, вы можете прочесть в ЭТОЙ нашей статье.
Что ж, а в результате наших усилий получился вот такой вот натуральный колесный диск.
А вот он же но в сравнении с реальным.
Давайте подытожим процесс нашего эксперимента.
7. Итого.
Для себя мы хотели ответить на главный вопрос – возможна ли 3D печать больших предметов из сложных пластиков практически во всю зону печати FDM 3D принтера?
— опыт показал что возможна.
Можно ли напечатать бампер на 3D принтере ?
— Можно, но делать это придется по частям, хоть и большим и в любом случае понадобится постобработка. А так же материал придется дополнительно армировать, т.к. в таких масштабах ABS все таки довольно хрупок.
Подходит ли 3D принтер Creatbot D600 PRO для решения задач связанных с авто-тюнингом или печатью запчастей?
— Это сильно зависит от конкретной задачи, однако все указывает на то, что способностей этого устройства хватает на решение многих задач связанных с 3D печатью тугоплавкими пластиками в большом размере.
Что ж, лично нам результат кажется успешным. А что думаете Вы?
Пишите Ваши мнения внизу в комментариях.
А на этом у нас все! До новых встреч!
Приобрести 3D принтер Creatbot D600 PRO вы можете в нашей компании. Мы являемся официальным дистрибьютором завода производителя по продаже и сервису оборудования CreatBot3D на территории РФ.
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
INSTAGRAM
ВКонтакте
Facebook
3D печать запчастей, деталей, шестеренок на 3D принтере.
3D печать запчастей, деталей, шестеренок на 3D принтере
Компания 3D4U при помощи технологии 3D печати предлагает быстрое и доступное решение для ремонта или замены сломанных, утерянных запчастей, деталей и шестеренок различных устройств.
Заказать 3D печать
Кто из нас не сталкивался с досадной неприятностью, когда ломаются или теряются запчасти бытовых, промышленных, электронных или цифровых приборов?Шестерня кофеварки, блендера, кухонного комбайна…Ручка духовки, микроволновки, стиральной машины…
Колесики, роликовые зажимы, втулки, штифты, кронштейны и другие пластиковые запчасти.
Оказываясь в такой ситуации, чаще всего мы выбрасываем целое устройство или отдельную его часть и заменяем на новое. Такой подход приводит к высоким финансовым затратам.
Можно постараться найти запасные части на китайских маркетплейсах по умеренным ценам. Но чаще они продают целый узел в сборе, а не отдельный его элемент, или оптовый комплект (100+ одинаковых деталей). Такой вариант тоже приводит к высоким финансовым затратам, не говоря уже о том, что для доставки ваших товаров могут потребоваться месяцы.
Технология 3D печати предлагает быстрое и доступное решение всех перечисленных проблем!
Онлайн-Заказ 3D печати
Как починить сломанные пластиковые запчасти, шестерни и детали при помощи 3D печати?
У вашего прибора поломалась/потерялась одна важная деталь? Вместо того, чтобы менять все устройство, достаточно создать 3D модель вашей запчасти или найти ее среди множества библиотек 3D-макетов в интернете.
Держатель ламелей кровати
Заглушка для утюга
Ручка стиральной машины
Не нашли 3D модель и не знаете, как ее создать? Не проблема!
Предоставьте нам эскиз, рисунок, чертеж или оригинал детали (даже поврежденный). Инженеры компании 3D4U спроектируют модель и подготовят ее к 3D печати.
Если ваша деталь часто ломается, вы можете заказать услугу 3D моделирования и проектирования.
Реинжиниринг детали, добавление ребер жесткости, утолщение стенок и т.п. могут значительно увеличить износоустойчивость вашей запчасти.
Шестерня электропривода
Шестерня кухонного комбайна
Шестерня инвалидной коляски
Заказать 3D моделирование и печать запчастей на 3D принтере
Как 3D4U поможет вам сэкономить время и деньги на ремонте запчастей?
Благодаря быстрому и надежному сервису 3D печати 3D4U вы можете получить реплику своих запчастей всего через 2-3 дня.
Ассортимент материалов позволит изготовить вашу деталь в соответствии с требуемыми характеристиками (твердость, гибкость, прочность, термостойкость и т. д.)
Квалифицированные инженеры оптимизируют деталь и изготовят ее в кратчайшие сроки.
Высокотехнологичные 3D принтеры позволят воссоздать деталь с точностью от 20 мкм.
В итоге вы получите точную копию вашей детали с заданными параметрами по умеренной цене в течение нескольких дней.
Отзывы наших клиентов
Отзывы наших клиентов
Заказывал 3Д печать на 100 и 200 микрон + моделирование, все сделали в течении дня + отправку. Качеством очень доволен ни единого изъяна, буду еще обращаться!
Максим
Днепропетровск
Профессиональное и очень качественное обслуживание. На заказ откликаются быстро и выполняют своевременно.
Петр
Одесса
Появилась идея с необычным проектом. В нашем городе не смогли помочь. Обратился в 3д фор ю и не пожалел. Разработали макет, согласовали и напечатали первый образец. Теперь заказываем в большом количестве. Сроки и цена поражают.
Олег
Николаев
Ребята, спасибо вам огромное! Разрабатывала свой проект. Все, что было — изображение от руки на тетрадном листе. И макет и сам проект сделан на отлично.
Виктория
Одесса
Начинал работать с компанией, когда еще небыло своего принтера. Брал заказы, мне их печатали и отдавали. После купил принтер, но до сих пор обращаюсь за моделированием.
Алексей
Одесса
Заказывал 3Д печать на 100 и 200 микрон + моделирование, все сделали в течении дня + отправку. Качеством очень доволен ни единого изъяна, буду еще обращаться!
Максим
Днепропетровск
Профессиональное и очень качественное обслуживание. На заказ откликаются быстро и выполняют своевременно.
Петр
Одесса
Появилась идея с необычным проектом. В нашем городе не смогли помочь. Обратился в 3д фор ю и не пожалел. Разработали макет, согласовали и напечатали первый образец. Теперь заказываем в большом количестве. Сроки и цена поражают.
Олег
Николаев
Ребята, спасибо вам огромное! Разрабатывала свой проект. Все, что было — изображение от руки на тетрадном листе. И макет и сам проект сделан на отлично.
Виктория
Одесса
Начинал работать с компанией, когда еще небыло своего принтера. Брал заказы, мне их печатали и отдавали. После купил принтер, но до сих пор обращаюсь за моделированием.
Алексей
Одесса
Наши клиенты уже применили 3D печать в следующих отраслях:
3D ПЕЧАТЬ ПРОТОТИПОВ
3D ПЕЧАТЬ МАКЕТОВ
3D ПЕЧАТЬ ЗАПЧАСТЕЙ
3D ПЕЧАТЬ СУВЕНИРОВ
ЮВЕЛИРНАЯ 3D ПЕЧАТЬ
3D ПЕЧАТЬ. ЛИТОФАНИЯ
3D ПЕЧАТЬ ФАН-АРТ
3D ПЕЧАТЬ РОБОТОТЕХНИКИ
Заказать 3D печать
Запасные части и обновления для 3D-принтеров
Поверхности сборки
Сопла
Горячие концы
Экструдеры
Вентиляторы
Терморазрывы
9000 2 системные платы
Нагревательные картриджи
Термисторы
Трубки из ПТФЭ
Пленка FEP
Шаговые двигатели
Корпуса для 3D-принтеров
Дисплеи
Подшипники
Прочее
Подходит для определенных марок
7 mm (50 pcs)","id":"threaded-inserts-50-piece-set","position":null,"category":"Category-1010"}»>
5 Опции
4.9 (132)
3DJAKE Резьбовые вставки (набор из 50 шт.), M3 x 5,7 мм (50 шт.)
Бестселлер
Специальная форма для идеальной фиксации
Простая установка
Вставка для различных пластиковых деталей
5 Опции
4.2 (25)
E3D Шарикоподшипники, 608ZZ - 8 x 22 x 7 мм
С металлической крышкой
Многоцелевое использование
75 mm, 0.40 mm","id":"v6-brass-nozzle-175-mm","position":null,"category":"Category-1010"}»>
75 mm, 5 mm shaft ","id":"drivegear-kit-175-mm","position":null,"category":"Category-1010"}»>
2 Опции
4.6 (14)
BondTech Комплект привода 1,75 мм, вал 5 мм
CNC-обработка
Из закаленной стали
2 опции
4,6 (34)
Phaetus Dragonfly Hotend BMO, синий
-17%
512×512.jpg» data-said=»9541″ title=»Blue»> синий
черный
Термостойкость до 500°С
Цельнометаллическое исполнение
Хорошее рассеивание тепла
9 Опции
4,5 (12)
Phrozen ЖК-экран, Sonic 4K 2022
-50%
Оригинальная запчасть
Из Phrozen
28 Опции
5,0 (2)
Блок питания Creality , материнская плата CR-10 Max
-50%
Оригинальная запчасть
9004 1 4,7 (192)
Antclabs Датчик уровня BLTouch, 1 шт.
Высокая точность
Работает со всеми поверхностями
Простая установка
2 опции
4,8 (83)
Micro-Swiss Экструдер с прямым приводом для Creality CR-10 и Ender 3, с хотэндом
Двойной привод
Простая загрузка нити
Для гибких нитей
4,7 (149)
Micro-Swiss Цельнометаллический комплект Hotend для CR-10, 0,4 мм
Цельнометаллический
Лучшее рассеивание тепла
Регулировка не требуется
16 Опции
3,5 (69)
3DJAKE Система Resin Flexplate, 224 x 129 мм
Гибкая пластина
Различные размеры
Простота использования
4,8 (38)
E3D Термистор, 1 шт.
Простое подключение
Картриджный тип
С удлинителем
5 Опции
4,9 (21)
E3D Сопло из закаленной стали V6 - 1,75 мм, 0,40 мм
Высокая стойкость к истиранию
Специально для абразивных волокон
Долгий срок службы
4,6 (29)
E3D Термистор Prusa, 1 шт.
Запасной термистор
Специально для Prusa
4 опции
4,7 (55)
BROZZL Сопло MK8 с медным покрытием, 0,4 мм
Гладкая поверхность
Антипригарное покрытие
Высокая точность
Все цены вкл. НДС.
Бесплатная доставка по Германии от 49,90 €
Бесплатно возврат
9003 8 Круглосуточная доставка
Более 8350 товаров
Мы стремимся к нулевому выбросу углерода
Мы избегаем выбросов CO2 везде, где только можем! Наш оставшийся углеродный след компенсируется за счет экосоциальных проектов.
Подробнее
Индивидуальные настройки политики конфиденциальности
Маркетинг
Мы собираем данные о пути пользователя, чтобы показывать вам актуальный спонсируемый контент о наших продуктах. Например, мы используем информацию о ваших предыдущих покупках и взаимодействиях с сайтом. Мы можем передавать эту информацию и идентификатор клиента, например данные устройства, третьим сторонам, таким как Facebook и Google. На этом сайте мы используем следующие услуги:
Facebook Pixel, Google Ads, Google Analytics, Google Analytics 4, Microsoft Bing, Google Surveys, Ads Defender
Персонализация
В зависимости от вашего взаимодействия с сайтом, ваших покупательских предпочтений и брендов, которые вы предпочитаете, мы можем персонализировать контент, который вы видите. Для персонализированного покупательского опыта мы рекомендуем следующие услуги:
AWIN, Omniconvert, RTB House
Функциональный
Эти данные помогают нам оптимизировать процесс совершения покупок, устранять ошибки и тестировать новые возможности и функции. Это также помогает нам сосредоточиться на взаимодействии пользователей с нашим сайтом, а также анализировать наш магазин на предмет вопросов, связанных с бизнесом. Мы пользуемся следующими услугами:
Microsoft Clarity, Диспетчер тегов Google, Amazon Pay
Обязательно
Активен всегда
Основные файлы cookie обеспечивают функции, необходимые для использования нашего веб-сайта. Эти файлы cookie используются только нами (основные файлы cookie) и не могут быть отслежены до вас. Эти файлы cookie используются, например, для того, чтобы продукты, которые вы добавляете в свою корзину покупок, сохранялись в вашей корзине, пока вы совершаете покупки.
Запчасти для 3D-принтеров | MatterHackers
Дом
Магазин
Детали 3D-принтера
Ваш надежный источник надежных деталей для 3D-принтеров, где вы найдете широкий ассортимент компонентов для 3D-принтеров FDM, Resin и SLS.
Ищете ли вы сопла, кабели, материнские платы, шаговые двигатели, блоки питания, экструдеры, нагревательные блоки или хот-энды, мы обеспечим вас. Наш широкий выбор высококачественных деталей для 3D-принтеров поможет вам восстановить работоспособность вашего принтера в кратчайшие сроки. Свяжитесь с нами сегодня, чтобы получить помощь или руководство по поиску подходящей детали для ваших нужд.
Все детали для 3D-принтеров
Детали 3D-принтера
Платы контроллера 3D-принтера
Экструдеры для 3D-принтеров
Приводы для 3D-принтеров FDM, которые проталкивают нить через хотэнд
HotEnds для 3D-принтеров
Изучите больше материалов, обновив HotEnd для 3D-принтеров
Сопла для 3D-принтеров
Ознакомьтесь со всеми видами сопел для 3D-принтеров
Рабочие поверхности для 3D-принтеров
Правильная рабочая поверхность имеет решающее значение для получения отличного первого слоя
Руководства и статьи
Как добиться успеха с квантово-дихроматическим PLA-волокном
Следуйте этому руководству, чтобы получить советы и рекомендации о том, как добиться наилучших результатов при 3D-печати с квантово-дихроматическим PLA-филаментом.
Как добиться успеха с помощью LayerLock SLA Build Surfaces
Успешно добиться прочной адгезии к слою для лазерной, DLP и SLA-печати с использованием смолы LayerLock SLA Resin 3D Printing Build Surfaces.
Как построить успешное пространство для творчества
Узнайте, какие компоненты необходимы для создания эффективного пространства для вашего сообщества создателей.
Как добиться успеха при 3D-печати полипропиленом
Успешно изготавливайте 3D-печатные детали из полипропиленовой нити с помощью этих советов по достижению более прочной адгезии к основанию и минимизации усадки.
Технический анализ и пути достижения успеха: ионный гибридный опорный материал
Поддержка нити инженерного класса была затруднена без поддерживающего материала, предназначенного для высокотемпературной 3D-печати. Ionic стремится решить эту проблему.
Как добиться успеха с нитью OBC для 3D-печати
Компания Dow Chemical OBC сочетает гибкость и жесткость в одном уникальном материале со свойствами обоих.
ASpro-2700 безвоздушный окрасочный аппарат арт. 100037
ASpro-2700 безвоздушный окрасочный аппарат предназначен для полноценного промышленного применения, подходит для нанесения красок низкой и средней вязкости, таких как: водоэмульсионные краски, алкидные эмали, дисперсионные краски, грунты, пропитки и т.д.
ASpro-2700 имеет бесщеточный двигатель, материал шарика в поршневом узле изготовлен из керамики, что способствует более стабильной проходимости лако-красочного материала сохраняя стабильный поток и давление при постоянной работе. Установлен цифровой контроллер давления — Smart Controller.
Производительности окрасочного аппарата ASpro-2700 хватает для непрерывной работы в течении смены (8 часов), аппарат запускается от обычной розетки 16А при мощности двигателя 1300 Вт. Выработка поршня составляет 2,7 л/мин при максимальном давлении 220 бар.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОКРАСОЧНОГО АППАРАТА ASpro-2700
Артикул
ASpro-2700
Производство
Китай
Максимальная мощность двигателя
1,3 кВт
Напряжение питания окрасочного агрегата
220 В
Максимальная производительность насоса для краски
2,8 мин
Максимальное рабочее давление на выходе из аппарата
220 бар
Рекомендованное сопло распыления краски
0,017″
Максимальное расстояние от краскопульта до поверхности
Купить окрасочный аппарат ASpro-2700 можно в нашем магазине по адресу: г. Москва, Волоколамское шоссе, 103 (ТЦ ГВОЗДЬ 4й этаж). Вы также можете заказать доставку по Московской области и Москве, оформить онлайн заказ с отправкой в регионы транспортными компания, а также уточнить характеристики или же получить помощь технического специалиста по телефону 8 800 707 02 82.
На сайте ХОППЕР-КОВШ.РФ Вы также сможете ознакомиться с отзывами о товаре ASpro-2700 окрасочный аппарат и поделиться своим опытом использования окрасочного оборудования высокого давления, уточнить цену и наличие, срок доставки заказа при отправке транспортными компаниями и прочую информацию.
Aspro 2700 многофункциональный окрасочный аппарат watch online
Related videos
HD
734
03:43
Что под капотом aspro 2700® ? разбираем и разбираемся вместе!
HD
113
06:00
Aspro 2700 обзорный видео отзыв
HD
1.2K
05:07
Безвоздушная покраска стен aspro 2700
HD
536
03:00
Нанесение клея oscar безвоздушным распылителем aspro 2700
129
03:23
Полный обзор безвоздушного окрасочного аппарата aspro 2700
HD
523
03:16
Как правильно подобрать давление для окрасочного аппарата окрасочный аппарат aspro 2700
HD
710
07:14
Окраска плинтусов и потолка в новостройке окрасочным аппаратом китай aspro 2700®, аналог graco 390™
HD
222
02:02
Aspro 2700 безвоздушный окрасочный аппарата
HD
133
18:52
Порно 22000 итальянскоe поpно с кудpявой и сисястой шлюшкой на диванe порно видео, порно онлайн, смотреть порно, большие си
HD
103
03:41
Новый клей для стеклохолста от semin тестируем на аппаратах aspro 2300, aspro 2700, aspro 3100
HD
174
00:31
Aspro 2700 многофункциональный окрасочный аппарат
HD
550
02:45
Aspro 2700 инструкция лючение покраска промыа правила эксплуатации
HD
124
01:11
Продажа аспро 2700 с бонусом
HD
602
02:45
Работа покрасочного аппаратат as 2700 от aspro® для безвоздушного распыления
HD
576
00:57
Сравнение нанесения aspro 1800, aspro 2700
HD
164
03:16
Как правильно подобрать давление для окрасочного аппарата? окрасочный аппарат aspro 2700
Главная Сварочное оборудование Инверторный сварочный полуавтомат Aurora OVERMAN 205
Параметры
Описание
Отзывы
Видео
Напряжение сети
220 В
Метод сварки
MIG (п/а сварка)
Максимальный ток
200 А
Диаметр проволоки
0,6-1,0 мм
Мощность потребления
5. 6 кВт
Мощность генератора
7.7 кВА
ПВ
25 %
Габаритные размеры
482х197х466 мм
Вес
17.5 кг
Класс защиты
IP 21S
Сварочный инвертор AuroraPRO OVERMAN 205 (MOSFET) предназначен для полуавтоматической сварки в среде защитного газа MIG-MAG, для работы с порошковой самозащитной проволокой в режиме NO GAS, а так же для ММА сварки покрытым электродом. Обновленная модель сохранила лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели.
Благодаря продолжительному режиму работы на максимальных токах аппарат прекрасно подходит для работы как на бытовом, так и на профессиональном уровне. В гараже, в автосервисе, на производстве — везде ОВЕРМАН 205 (MOSFET) будет проявлять себя прекрасным и надежным помощником в деле. Данная модель показала неплохие результаты при работе с алюминием.
Наглядное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 205 (MOSFET) способен работать при падении напряжения до 140 вольт.
Особенности:
регулировка сварочного тока
регулировка сварочного напряжения
регулировка индуктивности для настройки желаемой жесткости дуги, глубины провара и формы валика
уверенная сварка алюминия
настройка скорости протяжки проволоки: быстрая / медленная
высокая стабильность горения дуги, снижение образования брызг
работа при пониженном напряжении питающей сети — до 140 вольт
усовершенствованная технология инвертора MOSFET на базе транзисторов TOSHIBA/FUJI
Применение:
авторемонт
строительство
небольшое производство
монтаж металлоконструкций
Комплектация:
полуавтоматическая горелка MIG 15, 3 метра
зажим на массу 300 А + кабель 16 мм2, 3 метра
газовый шланг 9 мм с комплектом хомутов, 3 метра
ролик с V-образной канавкой 0. 8 — 1.0 мм
Гарантия — 2 года!
Назад Перейти на главную магазина
Купить в один клик
Мой город: *
Телефон: *
Комментарий:
Оформить заказ
Корзина
пусто
Сравнение
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Хорошо
Сварочный аппарат инверторный полуавтомат AURORA PRO OVERMAN 205 26644
Сварочное оборудование
Сварочные аппараты — инверторы ММА
ХарактеристикиОписаниеГарантияЗапасные части
Класс товара: профессиональный
Напряжение холостого хода: 59 В
Макс. потребляемый ток: 35 А
Класс защиты: IP21
Габариты без упаковки (ДxШxВ): 482х197х466 мм
Характеристики
Класс товара: профессиональный
Напряжение холостого хода: 59 В
Макс. потребляемый ток: 35 А
Класс защиты: IP21
Габариты без упаковки (ДxШxВ): 482х197х466 мм
Мин. входное напряжение: 140 В
Мин. регулируемый ток: 20 А
Макс. регулируемый ток: 200 А
Макс. мощность (MMA): 8 кВт
Наличие кейса: нет
Режим сварки (MIG/MAG): да
Вес нетто: 19 кг
Режим сварки (TIG): нет
Мин. диаметр электрода: 0.6 мм
Макс. диаметр электрода: 1 мм
Напряжение сети: 220 В/Гц
Бренд: Aurora-Pro
Скачать инструкцию
Сварочный аппарат инверторный полуавтомат AURORA PRO OVERMAN 205 26644 — служит для сварки в среде защитного газа MIG-MAG, а также порошковой проволокой в режиме NO GAS. Кроме этого данная модель подходит для ручной дуговой сварки MMA. Аппарат отличается высокими динамическими свойствами дуги и минимальным разбрызгиванием металла при работе. Регулировки сварочного тока, напряжения и индуктивности позволяют быстро и точно настроить аппарат на определенный вид работ. Жесткая конструкция и антивандальное исполнение отлично защищают внутренние узлы от повреждений.
Преимущества:
Регулировка сварочного тока, напряжения и индуктивности для настройки желаемой жесткости дуги, глубины провара и формы валика
Уверенная сварка алюминия
Настройка скорости протяжки проволоки: быстрая / медленная
Высокая стабильность горения дуги, снижение образования брызг
Работа при пониженном напряжении питающей сети — до 140 В
Усовершенствованная технология инвертора MOSFET на базе транзисторов TOSHIBA/FUJI
Совместим с тележкой AuroraPRO
Жесткий прочный корпус
Комплектация:
Аппарат
Полуавтоматическая горелка MIG 15, 3 метра
Зажим на массу 300 А + кабель 16 мм2, 3 метра
Газовый шланг 9 мм с комплектом хомутов, 3 метра
Ролик с V-образной канавкой 0. 8 — 1.0 мм
Упаковка
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Best 2021 Сварочные полуавтоматы инверторного типа с газом
Хороший сварочный полуавтомат — универсальный агрегат, способный решать широкий круг задач по соединению металлов с использованием присадочной проволоки и защитного газа (MIG/MAG). При использовании порошковой (порошковой) проволоки обходятся без нее. Практически все полуавтоматы работают в режиме ручной дуговой сварки покрытыми электродами (ММА). Помимо своей универсальности, они отличаются высокой производительностью, возможностью формирования длинных непрерывных швов, требующих минимальной последующей обработки. Рассмотрим, какой полуавтомат выбрать для подсобного хозяйства, небольшого производства, гаража, СТО и строительной площадки.
Видео: Как выбрать хороший инверторный полуавтомат
Как выбрать хороший сварочный полуавтомат
Сварочный полуавтомат получил свое название от механизма автоматической подачи присадочной проволоки и защитного газа. Нажатие на курок горелки запускает миниатюрный электродвигатель, в результате чего разматыватель с постоянной скоростью подает проволоку через металлический канал в зону сварки. Параллельно срабатывает клапан, который подает в сварочную ванну аргон, углекислый газ или их смесь. Скорость подачи газа и проволоки регулируется.
Что можно приготовить с помощью полуавтомата? Полуавтоматический инверторный аппарат позволяет сваривать толстые металлы, чугун, алюминий, нержавеющую сталь, листовые материалы. Шов практически не нуждается в обработке – образование шлака минимально. Также непрерывная и равномерная подача электродной проволоки ускоряет процесс соединения металлов, позволяет накладывать длинные непрерывные швы. Для сварки ограждений и изделий из некритичных черных металлов целесообразнее выбрать инвертор ММА (для ручной дуговой сварки).
Практически все сварочные инверторы позволяют выполнять сварку обычным плавким электродом или порошковой проволокой – ее специальное покрытие защищает сварочную ванну от взаимодействия с воздухом.
Мощность. Определяет производительность сварки, максимальную толщину свариваемого металла. Указывается в кВт. Эффективная мощность всегда ниже потребляемой мощности — часть электрической энергии преобразуется в тепловую.
Для домашнего использования достаточно устройства мощностью 3 кВт. Этого достаточно для сварки неответственных конструкций из профиля толщиной до 2,5 мм, ремонта бака или днища автомобиля. Если вы работаете с более толстыми металлами — 4 мм, берите аппарат мощностью 3-5 кВт . Для плавки толстостенных изделий (около 6-10 мм) подойдет аппарат мощностью 6-8 кВт и выше. нужный.
Сварочный ток. Определяет максимальную толщину свариваемого материала. Если его будет недостаточно, шов останется на поверхности соединяемых деталей, его легко повредить. На данный момент (приблизительные данные):
110-120 А можно работать проволокой сечением 0,6-0,8 мм и сваривать металл толщиной до 2,5 мм;
120-160 А — диаметр проволоки 1 мм, толщина свариваемого металла до 4 мм;
160-200 А Детали сечением до 4-5 мм свариваются проволокой диаметром 1,2 мм.
Обратите внимание на минимальный сварочный ток. Это важно при работе с тонкими листовыми металлами, мелкими деталями.
Текущее регулирование. Ручка регулятора изменяет силу тока для адаптации параметров электрической дуги к характеристикам заготовок. Тумблеры регулируются ступенчато — каждый шаг прибавляет или уменьшает показатель на несколько (50-10 А) или плавно — с шагом в 1 и менее ампер. Для высокой точности и наглядности стоит приобретать модели с цифровой индикацией силы тока.
Напряжение. Для частного сектора важен показатель сетевого напряжения. При стандартном значении около 220 В оно часто опускается ниже 200, а то и 180 В. При выборе учитывайте удаленность дома или гаража от трансформатора от какое электричество подведено к вашему участку. Если напряжение в сети слишком низкое, возьмите устройство, способное стабилизировать этот показатель. Не верьте производителям, гарантирующим отличное выполнение недорогой сварки при 160 и даже 140 В.
Легкость зажигания дуги, особенно новичками, и ее эластичность зависят от напряжения холостого хода. Чем ниже значение, тем дешевле устройство.
Другие пункты. При выборе хорошего полуавтомата смотрите на параметр продолжительности включения (DC). Для бытовой техники она редко превышает 30-40% в режиме MIG/MAG, и это нормально. Это означает, что после 3-4 минут работы на пиковом токе устройству необходимо остыть в течение 7 или 6 минут соответственно. Для дома и гаража этого достаточно, а вот для производственной установки ПВ должно быть от 60%. Для режима ММА цифра может быть выше.
Полуавтомат желательно покупать с закрытым толкающим механизмом подачи проволоки, а не тянущим, защитой от короткого замыкания.
Какой сварочный полуавтомат выбрать
Для подсобного хозяйства, гаража и дачи достаточно аппарата мощностью около 3 кВт с максимальным сварочным током 120-160 А. Выберите минимальное значение в зависимости от толщины свариваемого металла. ПВ составляет 30-40%. Важно работать при провалах напряжения до 200-19 В.0 В.
Для гаража, небольшой мастерской с коммерческим уклоном или СТО купите сварочный аппарат мощностью 4-5 кВт с пиковым током 160-200 А, минимум 10 А и скважностью 60- 70%. Разъем необходим для подключения электрододержателя для ручной дуговой сварки плавящимися электродами.
Для профессиональных нужд нужен мощный и дорогой аппарат с силой тока свыше 200 А, временем включения от 80%, желательно с жидкостным охлаждением. Мощность может достигать 7-8 кВт и более. Требуется поддержка MMA и евроконнектор.
Диаметр провода и сила тока
Металлический слой, мм
Ток, А
Проволока D, мм
0,5-1
10-30
0,6
1,2-2
45-100
0,8
2,5-4
120-200
1-1,2
5-8
150-350
1,6
9-20
300-500
1,6
Правильный выбор защитного газа
Для защиты сварочной ванны от атмосферных газов применяют инертные газы (аргон), углекислый газ или их смесь — расплавленный металл с ними не взаимодействует. Он подается от газового баллона, подключенного к горелке. Газ выбирается исходя из условий сварки:
Углекислый газ — недорогой, подходит для неответственных соединений, которые не будут испытывать значительных нагрузок, сварки тонких черных металлов толщиной около 1 мм. При работе разлетаются брызги, шов получается «копеечный», не эстетичный.
Аргон — дорогой газ для сварки легированных и нержавеющих сталей, титана, алюминия, меди, сплавов на их основе.
Смесь углекислого газа и аргона (обычно в соотношении 1 к 5) — Обеспечивает мягкую и стабильную дугу, ровное красивое соединение, не требующее постобработки, уменьшает разбрызгивание металла. Подходит для обработки легированных и высокоуглеродистых сталей.
Для работы без защитного газа используется дорогая порошковая проволока, внутри которой находится флюс. Оплавляя дугой, защищает сварочную ванну от атмосферных газов.
Лучшие сварочные полуавтоматы MIG/MAG, MMA
Аппараты для газовой и ручной сварки плавящимися электродами.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Легкий сварочный полуавтомат с возможностью сварки штучными электродами. Работает с самозащитной порошковой проволокой. При силе тока до 200 А и мощности до 8 кВт он станет надежным помощником в гараже или производственной мастерской при значительном объеме работ. Отлично зарекомендовал себя при сварке алюминия — подходит для автомастерских и СТО. Длительное время включения обеспечивает обновленная система охлаждения на базе четырех радиаторов. Для работы в условиях низких температур предусмотрен разъем для подключения обогрева коробки передач. Устройство боится перепадов напряжения до 160-140 В.
Характеристики:
регулятор тока и напряжения;
контроль индуктивности;
вариант обогрева редуктора;
смена полярности на корпусе.
2
Сварог РЕАЛ МИГ 200 (N24002N) (МИГ/МАГ, ММА)
Усовершенствованный аппарат для бытового и промышленного применения. Фонарик оснащен крючком, который защелкивается практически на чем угодно. На передней панели расположены регуляторы: напряжения в режиме МИГ, скорости подачи проволоки, индуктивности (дожигание дуги). Последний вариант стабилизирует дугу, исключает провисание при сварке тонких металлов. Для режима ММА имеется регулятор тока в диапазоне 10-160 А. Под крышкой корпуса находится таблица с рекомендуемыми режимами сварки: соответствие силы тока, толщины металла и проволоки/электрода. Особенности:
сварка алюминия;
работа с порошковой проволокой;
проволока дожигающая;
много регуляторов;
пробный прогон сварочной проволоки.
3
РЕСАНТА САЙПА-220 (МИГ/МАГ)
Мощный аппарат для решения любых задач по сварке металлов в среде защитного газа. Оснащен датчиками температуры. Они следят за тепловым режимом трансформатора и, если его температура приближается к критическому значению, отключают питание. О перегреве уведомит индикатор тревоги. Корпус покрыт диэлектрическим компаундом. Под его крышкой находится барабан с проволокой, механизм регулирования скорости ее размотки и клапан учета газа. Для увеличения рабочего цикла корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Характеристики:
контроль напряжения дуги;
сварка
только в режимах с защитным газом;
предотвращает перегрузки в электросети при зажигании дуги;
Термозащита
принудительно отключает питание при перегреве.
4
Wester MIG 140i (MIG/MAG, MMA)
Недорогой полуавтомат инверторного типа с выходным током 140 А для бытовых нужд. Работает проволокой сечением 0,6-0,8 мм и сваривает штучными электродами толщиной 1,6-3,2 мм. С такими параметрами он отлично сваривает сталь толщиной до 6 мм, что вполне достаточно для домашнего использования. Эффективное охлаждение и высококачественные компоненты обеспечивают рабочий цикл 60%. Бесступенчатые регуляторы контролируют силу тока и скорость подачи проволоки. Индикаторы указывают на питание и перегрев. Особенности:
быстросъемные кабели;
принудительное охлаждение;
длительный рабочий цикл;
контроль тока, напряжения, подачи наполнителя.
5
Fubag IRMIG 180 38608.3 (MIG/MAG)
Недорогой полуавтомат с производительностью 40% в режиме ММА и 25% в режиме МАГ станет незаменимым помощником в небольшой мастерской, гараже и подсобном хозяйстве ферма. Ручки для тока ММА, скорости подачи присадочной проволоки и напряжения для режимов MIG/MAG позволяют адаптировать режим сварки к любой заготовке. Байонетные разъемы позволяют быстро подключать кабели и менять полярность для работы с тонкостенными и толстыми заготовками. Желтый индикатор сообщит о перегреве устройства, за которым следит термодатчик с микроконтроллером.
Характеристики:
защита от перегрузки;
бесступенчатые регуляторы
;
тихая работа;
сварка проволокой и покрытыми электродами;
6
СТАВР САУ-200М (МИГ/МАГ, ММА)
ТОР комплектуется бюджетным сварочным аппаратом для соединения металлов медной проволокой в среде защитных газов и покрытыми электродами. Электронная начинка основана на инновационных IGBT-транзисторах, устойчивых к перегрузкам и нагреву. Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживает сварку порошковой проволокой без защитного газа. Поддерживает антипригарный режим, форсаж дуги и горячий старт. Подходит для мелкосерийного производства благодаря времени включения 60%.
Особенности:
стабильность работы при падении напряжения до 25%;
Многофункциональные инверторы-полуавтоматы, позволяющие проводить дополнительную сварку металлов неплавящимися электродами в атмосфере защитного газа или газов.
Модернизированная версия Fubag IRMIG 180 с тремя видами сварки, повышенным пиковым током и цифровым дисплеем, последний вам в помощь выбрать наиболее подходящий для текущих условий режим сварки: регулируются скорость размотки проволоки (в режиме ММА — сварочный ток), напряжение дуги и индуктивность. В синергетическом режиме можно указать диаметр проволоки, тип защитного газа. Термостойкие пластиковые байонетные разъемы позволяют быстро поменять полярность и подготовить устройство к работе. Размотчик проволоки рассчитан на диаметры 0,6 — 1 мм.
Особенности:
синергетическое управление для новичков;
три режима сварки в одном аппарате;
быстрое и надежное соединение;
опция VRD снижает напряжение до безопасного для человека значения в режиме ожидания.
2
Aurora SPEEDWAY 200 Synergic (TIG, MIG/MAG, MMA)
Профессиональный помощник в цеху и на стройке, позволяющий выполнять сварку самозащитной порошковой проволокой, стержневыми электродами, MIG / МАГ провода и негорючие электроды в атмосфере аргона. На передней панели всего одна ручка, управление полностью синергетическое: вы выбираете режим работы и вращаете регулятор, микропроцессор автоматически подбирает параметры работы. Для профи предусмотрено внесение корректировок в стандартные настройки. Примечателен режим Root: он вдвое уменьшает количество брызг, стабилизирует сварку в любом положении и практически исключает постобработку шва.
Особенности:
поддержка технологии ROOT Low Spatters;
2-тактный и 4-тактный режимы работы горелки;
быстрая смена полярности;
Блок питания
на основе технологии IGBT.
3
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Высококачественный аппарат для полуавтоматической сварки в среде защитного газа, безгазовой порошковой проволокой, в покрытии электродами и аргонодуговой сваркой. Он понадобится в автомастерской, на стройке, на небольшом производстве. Работает с проводами диаметром 0,6-1 мм. Предусмотрено синергетическое и ручное управление параметрами дуги, функции холостого хода проволоки и продувки газом. Опция Arc Force снизит вероятность прилипания электрода при отрыве капли металла или приближении электрода к свариваемой поверхности.
Особенности:
понижение напряжения холостого хода в режиме ожидания;
время включения — 60%;
5-летняя гарантия производителя;
SMT-монтаж с покрытием электроники защитным лаком;
синергетический менеджмент;
режимы горелки 2Т и 4Т.
4
РЕСАНТА САЙПА-190МФ (ВИГ, МИГ/МАГ, ММА)
Многофункциональный прибор с ПВ 70%. На его передней панели расположены разъемы для кабелей и органы управления: напряжение, скорость подачи проволоки, режим горелки (2Т/4Т) для сварки МИГ/МАГ, сила тока изменяется автоматически. Для режимов TIG и MMA доступно управление током и дожиганием дуги. Горячий пуск и антипригарные функции облегчают работу начинающим сварщикам. Конструкция корпуса предотвращает попадание внутрь вертикально падающих капель дождя и крупных предметов.
Особенности:
принудительное протягивание троса;
защита от перегрузки
;
Транзисторы
IGBT;
повышенные параметры электробезопасности;
продолжительность включения — 70%.
В рейтинге представлены лучшие сварочные полуавтоматы, способные решать любые задачи, кроме самых узкоспециализированных, в области сварки металлов в быту и на малых производствах.
Ремонт принтеров, МФУ, факсов и другой оргтехники в городе Саратове
Главная О компании Ремонт печатающих устройств
Сервисный центр магазина «ОНИКС» на Московской 103 уже много лет специализируется на обслуживании, профилактике и ремонте оргтехники. Так же 2015 году открыт еще один пункт заправки картриджей и ремонта оргтехники «ОНИКС- Солнечный» по адресу Чехова 10.
В число наших услуг входят: ремонт принтеров и вообще печатающих устройств любой сложности, квалифицированный ремонт копиров, факсов и иной оргтехники. Все услуги есть сертификат, они оказываются только профессионалами, имеющими большой опыт работы с печатающими утройствами и другой оргтехникой. При невозможности посетить наши сервисные центры мы можем помочь с доставкой принтера, МФУ или копира в наш сервисный центр и обратно.
При ремонте пучатающих устройств мы используем современное оборудование и технологии. Наши специалисты постоянно повышают свою квалификацию, а их опыт со временем растет. Сервисный центр «Оникс» приобретает только качественные комплектующие и расходные материалы для обслуживания вашей техники. Наш уровень позволяет производить ремонт лазерных принтеров известных торговых марок, таких как HP, Samsung, Canon, Epson и т.д. При этом мы даем гарантию на дальнейшую работоспособность отремонтированной нами оргтехники. В отличии от многих других сервисных центров по ремонту оргтехники мы производим диагностику и ремонт струйных принтеров и МФУ, восстановление и прочистку печатающих головок и другие подобные работы.
Сервисный центр «Оникс» позволит вам забыть о проблемах из-за вышедшей из строя техники. При необходимости ремонт копировальных аппаратов (ксероксов), факсов, сканеров, МФУ и т.д. может осуществляться в очень короткие сроки. Вы всегда можете узнать, на каком этапе находится ремонт вашего принтера или копира просто позвонив нам по телефону. Мы рады новым клиентам и в любой момент готовы доказать свою квалификацию, в очередной раз успешно справившись с поставленной перед нами задачей.
Принтеры, как и многие другие печатающие устройства, временами выходят из строя, особенно если не проводить их плановые осмотры и своевременную профилактику их узлов. Это связано с тем, что в них достаточно много вращающихся и изнашивающихся элементов. Сервисный центр «Оникс» быстро вернет ваш принтер в рабочее состояние, осуществив ремонт и замену необходимых деталей. Восстановление принтеров обычно не требует больших финансовых вложений. Какого бы производителя печатающих устройств вы не предпочитали, от HP до Oki, мастера СЦ «Оникс» смогут привести ее в порядок, используя для диагностики и ремонта принтеров только качественные комплектующие и расходные материалы всемирно известных фирм-производителей.
Ремонт копировальных аппаратов в Саратовском СЦ «Оникс»
Ремонт копировально-множительной техники чаще всего сводится к ремонту печатающей части копира, поскольку встроенный сканер выходит из строя очень редко и как правило, в основном из-за неосторожности пользователей техники. Специалисты сервисного центра «Оникс» быстро выявят вышедшую из строя деталь и заменят ее на новую. Мы ремонтируем копиры Canon, Sharp, Xerox, Ricoh, Oki, а также других изветных производителей оргтехники. Если необходим быстрый и качественный ремонт копиров, то обращайтесь к нам.
Ремонт факсов в Саратовском СЦ «Оникс»
Каждый факсимильный аппарат (проще говоря факс) имеет массу деталей обеспечивающих его функционирование, протягивающих и подающих бумагу, двигающих печатную головку или управляющих взаимодействием с телефонной линией и т.д. Любая из них при интенсивном или не аккуратном использовании может выйти из строя, и ваша оргтехника прекратит работать. В этом нет абсолютно ничего страшного, ремонт факса не является длительным или слишком дорогостоящим мероприятием. Опыт работы специалистов сервисного центра «ОНИКС» позволяет квалифицированно осуществлять ремонт факсов различных торговых марок (Panasonic, Brother и других).
Ремонт МФУ в Саратовском СЦ «Оникс»
Многофункциональное печатающие устройства (сокращенно МФУ) по сравнению с другой техникой является более сложными механизмами. В одном корпусе объединены сканер, принтер, копир, а иногда и факс. Сервисный центр «Оникс» имеет самую аппаратуру, позволяющую быстро и точно выявлять причины возникших проблемм. Наши специалисты используя свои знания и опыт быстро и аккуратно разберут ваше многофункциональное устройство и проверят состояние всех механизмов, а не только вышедшего из строя узла. В ремонт МФУ входит обязательная его чистка, замена вышедших из строя деталей, а также последующая проверка работоспособности и прогон в течение нескольких часов. Гарантия на производимые работы предоставляется.
Приходите к нам по адресам Московская 103 (маг. «Оникс») и Чехова 10 (СЦ «Оникс-Солнечный»).
Саратов. Установка и настройка принтера. Подключение нового
Как подключить принтер в Саратове?
В последние техногенные годы вряд ли возможно себе вообразить покупку нового компьютера без приобретения совместно принтера. Процедура установки принтера или МФУ является вроде бы довольно простой, и не требует специальной подготовки и знаний. Некоторые умения и навыки нужны, чтобы подключить принтер в Саратове. Что мы делаем? — ставим принтер на ровной желательно устойчивой поверхности, подключаем к системному блоку, обыкновенно, используя кабель USB и присоединяем его к розетке или иному источнику питания. Дальше включаем комп, вставляем диск с драйвером и, согласно подсказкам на дисплее, устанавливаем драйвер и управляющую прогу от принтера.
Перед печатью пробной, она же первая, страницы, требуется небольшая настроечка — выбираем цветовые параметры, настраиваем ориентацию печати (альбомная или книжная) и количество страничек, после сего «нажимаете кнопку печати» и дожидаемся вывода пробной первой страницы. Предупреждаем, что настройка и установка принтера в Саратове — это действие специфичное и зависит от конкретного устройства. Настройка принтера HP различна по аналогии от установочных манипуляций на Epson и Canon. Преимущественно пытайтесь использовать инструкцию для установки, какую вы легко найдёте в коробке аппарата или на ресурсе фирмы-производителя.
Где можно найти драйвер для установки принтера?
Прежде всего в поиске свежего драйвера надобно заглянуть на официальный сайт производителя. Ну а дальше же конечно скачать его оттуда и установить. Вероятно у вас возникнут некоторые непонимания этого действия, советуем воспользоваться сервисом наших проверенных мастеров в Саратове, которые могут установить на ваш комп самую свежую версию, каковую как ни крути возможно взять только на интернет-ресурсах изготовителя.
Настройка Wi-Fi принтера в Саратове
Эти и другие ошибки исправляем даже бесплатно по телефону, не расходуя время специалиста на выезд для кратковременной работы, но такая возможность доступна только постоянным клиентам. Просто наберите номер 8 800 775 14 20. Мы экономим время клиентов!
Как быть, если принтер не устанавливается?
Подводные камни при простейшей процедуре установки появляются достаточно часто, и вы не можете установить или настроить принтер в Саратове. Обычно, такая ситуация возникает когда:
Вы попытались установить драйвер нового агрегата при этом не удалив старый.
Принтер HP вы подключили к системнику не дождавшись конца установки драйвера.
Наличие старого диска с драйверами, например для XP, что естественно не подходит для Висты или Семёрки.
Не получается настроить печать, когда принтер поставился.
В XP очень просто установить принтер по умолчанию. Откройте Панель управления, выберите «Принтеры и факсы» и в появившейся менюшке ищите принтер, который бы вы хотели сделать по умолчанию, кликните по нему правой кнопкой мышки и жмите «Установить по умолчанию». При любом раскладе, это обязательно приведёт к установке указанного принтера по умолчанию в регулировке печати. Но, если это не помогло, вам требуется произвести некоторую детальную настройку всех печатающих элементов системного блока.
Как подключить сетевой принтер в Саратове?
Подключение сетевого печатающего аппарата на предприятии прямо-таки в разы экономит бюджет. Настройка сетевого принтера производится через сетевой интерфейс. Обычно пользуются кабелем Ethernet, либо беспроводной технологией.Настройка сетевого WI-Fi принтера в Саратове состоит из установки сетевых параметров так, чтоб он получал себе IP-адрес и его было бы видно с любой точки сети.
Ваша организация еще не имеет сетевого принтера или локальной корпоративной сети? Мы поможем вам! Наша мастерская в Саратове может дать полный комплект услуг по подключению принтера, созданию и настройке корпоративной сети, а так же внедрению в неё сетевого МФУ. Обговорить реальность (или целесообразность) установки сетевого принтера у вас в организации всегда пожалуйста по телефону 8 800 775 14 20. Настраиваем СНПЧ.
ПОЗИТРОНИКА: Открытие в июле
7 августа 2018
Дайджест вновь открытых точек продаж за июль 2018 года. точки уже обслуживают клиентов в Балаково (ПФО), Якутске (ДФО), Волгограде (ЮФО) и Санкт-Петербурге (СЗФО). Все торговые точки соответствуют корпоративным стандартам сети «ПОЗИТРОНИКА» и предлагают широкий ассортимент бытовой техники, техники и электроники (около 40 000 артикулов).
Балаково, Саратовская область, Приволжский федеральный округ
Открыт магазин в Балаково по адресу: проспект Героев, 23/3. Благодаря удобному расположению торговой точки клиенты могут быстро добраться туда на общественном транспорте или на автомобиле. Есть и приятный бонус — большая парковка перед торговой точкой, безусловно, станет преимуществом для тех, кто приобретает крупногабаритную технику в сети «ПОЗИТРОНИКА» на условиях самовывоза. Торговая точка площадью 50 м2 предлагает принтеры и МФУ, мелкую бытовую технику, кассовые аппараты, мобильную электронику и аксессуары. «Нам удалось открыть магазин, сочетающий в себе преимущества офлайн- и онлайн-ритейла, — говорит Светлана Кудряшова, партнер ПОЗИТРОНИКИ. «Наша работа основана на стремлении предоставить клиентам лучшие цены и широкий ассортимент продукции».
Якутск, Республика Саха, Дальневосточный федеральный округ
ПУНКТ — в Якутске запущен новый пункт онлайн-заказа и оформления заказа. Аутлет находится в «сердце» города по адресу: проспект Ленина, 11. В торговой точке площадью 30 кв. м представлены смартфоны, планшеты, фото- и видеотехника, а также сопутствующие товары (аккумуляторы, аккумуляторы, портативные зарядные устройства). Это четвертая ТОЧКА в Дальневосточном федеральном округе.
Волгоград, Волгоградская область, ЮФО
В июле 2018 года Общероссийская сеть магазинов электроники «ПОЗИТРОНИКА» открыла две точки продаж POINT в Волгограде. Новые торговые точки расположены по адресу: бульвар 30-летия Победы, 21; и ул. Чуйкова, 71. Торговые точки в Дзержинском и Центральном районах смогут эффективно обслуживать около 300 тысяч жителей города. Общая площадь двух торговых точек составляет 100 кв.м. Посетители торговых точек могут приобрести смартфоны и планшеты, а также «компьютерную периферию», канцтовары и многое другое. Это 22-я и 23-я точки сети «ПОЗИТРОНИКА» в Южном федеральном округе.
Санкт-Петербург, Ленинградская область, Северо-Западный федеральный округ
Общероссийская сеть магазинов электроники «ПОЗИТРОНИКА» сообщает об открытии POINT-магазина (пункты заказа и оформления заказа) в Санкт-Петербурге.
 В рабочем режиме, при нагрузке 75%, он потребляет 1.6 л/час. С таким расходом, емкости стандартного топливного бака хватает на 3.3 часов непрерывной работы.
В рабочем режиме, при нагрузке 75%, он потребляет 1.6 л/час. С таким расходом, емкости стандартного топливного бака хватает на 3.3 часов непрерывной работы. 8 кВт
8 кВт 3 л
3 л Поставка запчастей.
Поставка запчастей. 98 кВт
98 кВт :
:
 Оснащен дизельным двигателем Perkins® 403F-15T мощностью 24,7 л.с. и использует запатентованные технологии Chopper Technology® и CrossLinc®.
Оснащен дизельным двигателем Perkins® 403F-15T мощностью 24,7 л.с. и использует запатентованные технологии Chopper Technology® и CrossLinc®. встроенные фонари и карманы для вилочного погрузчика, комплект крыльев, кабельная стойка, сварочные кабели, зажимы заземления и электрододержатель в одном предварительно собранном пакете.0003
встроенные фонари и карманы для вилочного погрузчика, комплект крыльев, кабельная стойка, сварочные кабели, зажимы заземления и электрододержатель в одном предварительно собранном пакете.0003 с. и включает в себя запатентованные технологии Chopper® и CrossLinc®. встроенные фонари и карманы для вилочного погрузчика в одном предварительно собранном пакете
с. и включает в себя запатентованные технологии Chopper® и CrossLinc®. встроенные фонари и карманы для вилочного погрузчика в одном предварительно собранном пакете встроенные фонари и карманы для вил, комплект крыльев и кабельная стойка в одном предварительно собранном пакете.0003
встроенные фонари и карманы для вил, комплект крыльев и кабельная стойка в одном предварительно собранном пакете.0003
 Машина оснащена однофазным вспомогательным питанием 120/240 В переменного тока, экраном пользовательского интерфейса для расширенных функций и запатентованными технологиями CrossLinc® и Chopper®. Двигатель Kubota® D9 мощностью 24,8 л.с.02 дизель. Ready-Pak® 1 включает в себя сварочный аппарат, прицеп, крыло и комплект освещения, кабельную стойку, сварочные кабели, зажимы заземления и электрододержатель в одной предварительно собранной упаковке.
Машина оснащена однофазным вспомогательным питанием 120/240 В переменного тока, экраном пользовательского интерфейса для расширенных функций и запатентованными технологиями CrossLinc® и Chopper®. Двигатель Kubota® D9 мощностью 24,8 л.с.02 дизель. Ready-Pak® 1 включает в себя сварочный аппарат, прицеп, крыло и комплект освещения, кабельную стойку, сварочные кабели, зажимы заземления и электрододержатель в одной предварительно собранной упаковке. Оснащен дизельным двигателем Kubota® D902 мощностью 24,8 л.с. Ready-Pak® 3 включает в себя сварочный аппарат, прицеп, крыло и комплект освещения, а также кабельную стойку в одном предварительно собранном пакете.
Оснащен дизельным двигателем Kubota® D902 мощностью 24,8 л.с. Ready-Pak® 3 включает в себя сварочный аппарат, прицеп, крыло и комплект освещения, а также кабельную стойку в одном предварительно собранном пакете.
 Несмотря
Несмотря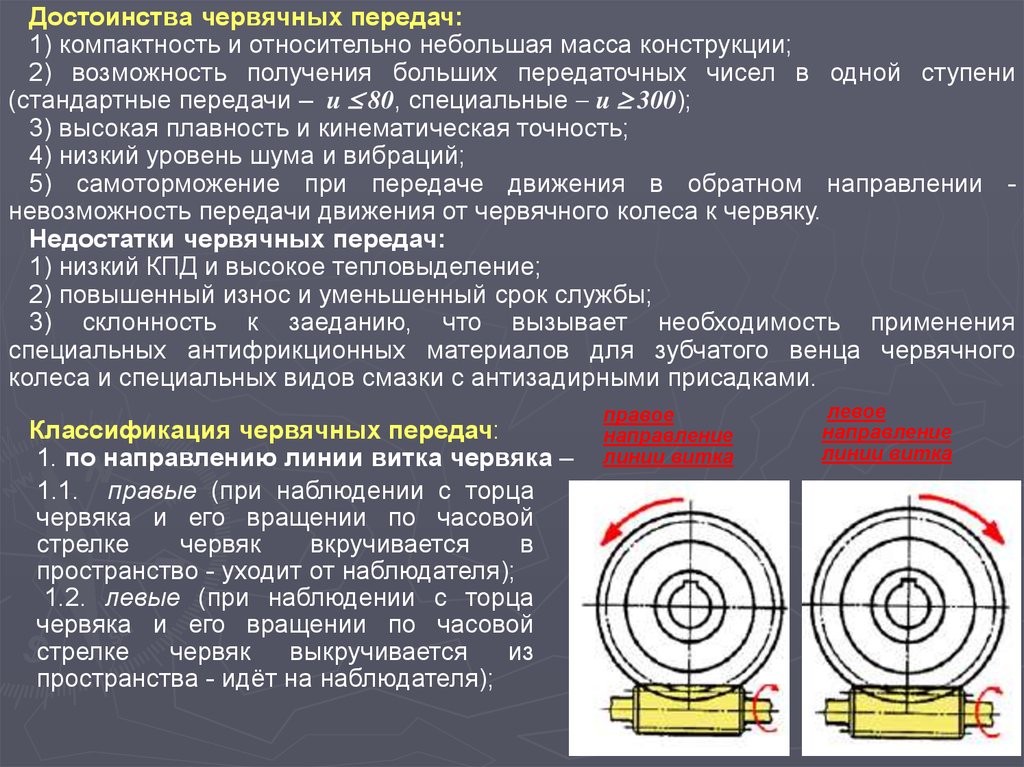 Колесо
Колесо Редукторы выполняют
Редукторы выполняют 1.4б)
1.4б)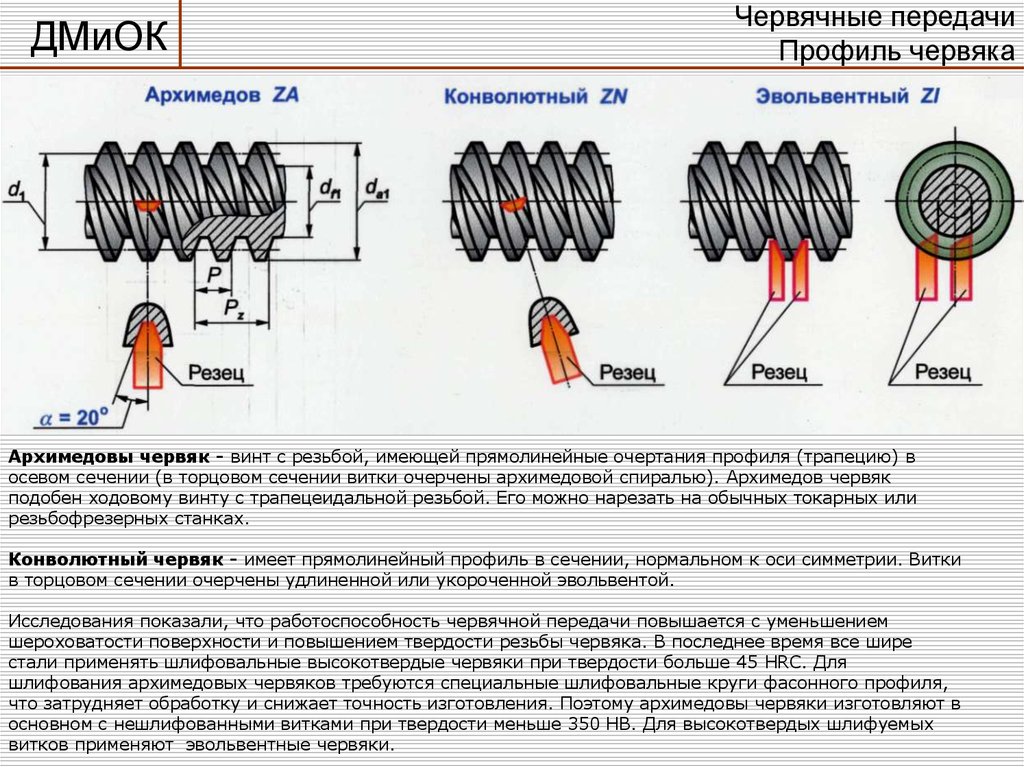


 Этот блог
Этот блог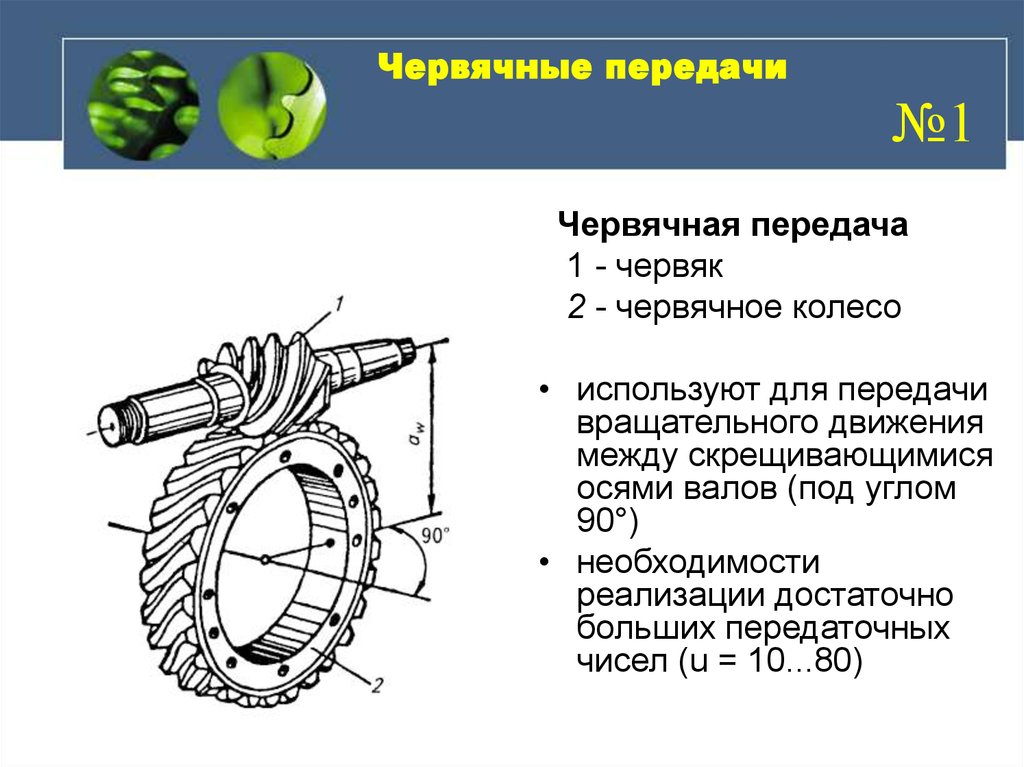

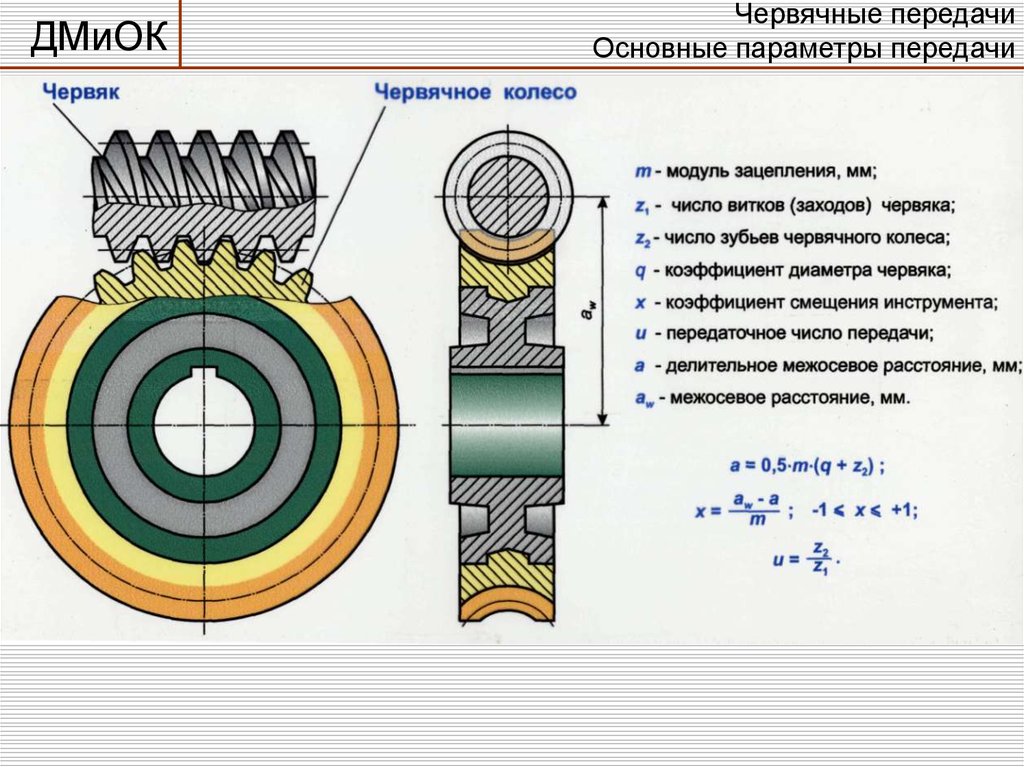 Это указывает на то, что червячные передачи идеально подходят для использования на конвейере.
Это указывает на то, что червячные передачи идеально подходят для использования на конвейере.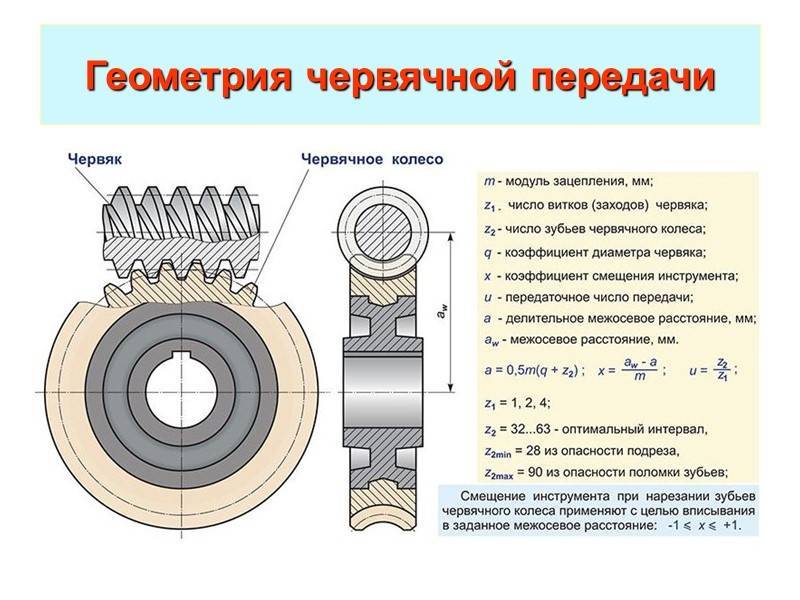 Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости.
Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости. 



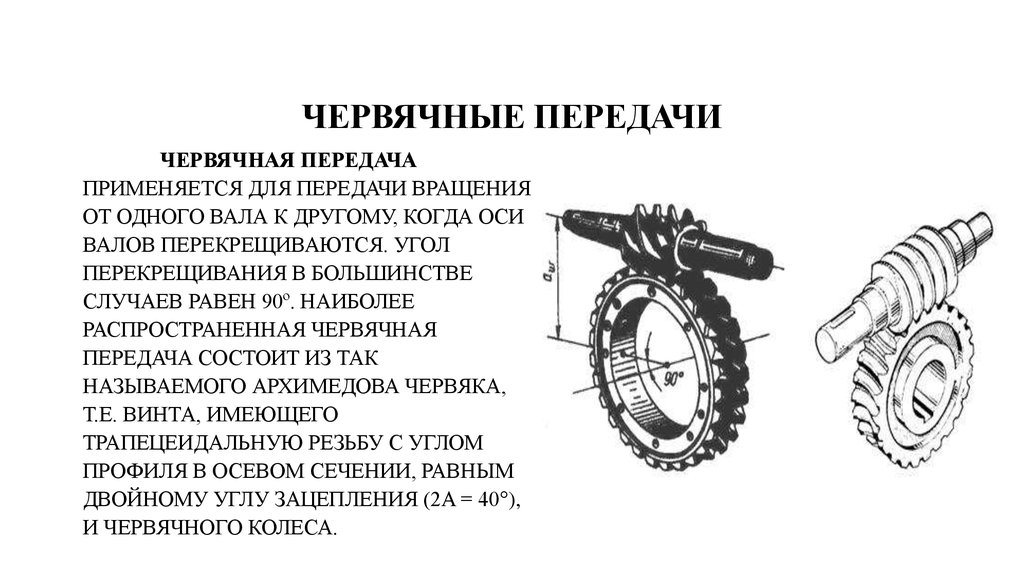



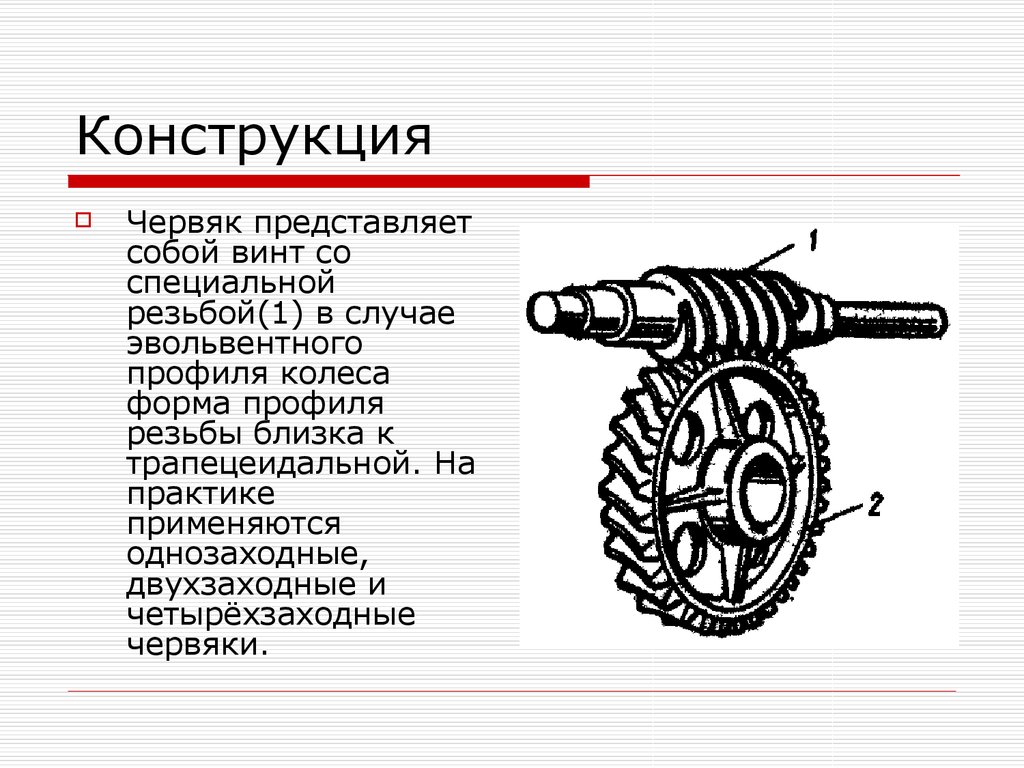
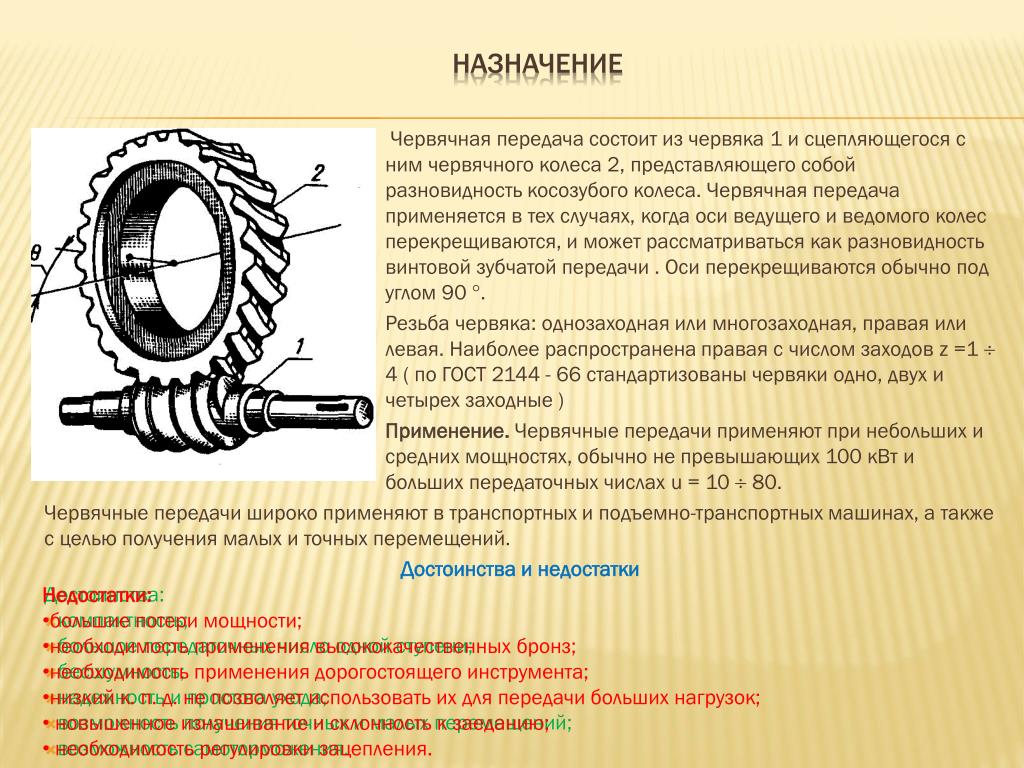 Как показано на рис. 6.1, можно добиться снижения скорости с большим передаточным числом на небольшом пространстве по сравнению с цилиндрическими зубчатыми колесами. Поэтому, когда требуется большое снижение скорости за один быстрый ход, обычной практикой является использование червяка в качестве первичного двигателя. Однако в редких случаях червячное колесо используется в качестве основного двигателя для увеличения скорости.
Как показано на рис. 6.1, можно добиться снижения скорости с большим передаточным числом на небольшом пространстве по сравнению с цилиндрическими зубчатыми колесами. Поэтому, когда требуется большое снижение скорости за один быстрый ход, обычной практикой является использование червяка в качестве первичного двигателя. Однако в редких случаях червячное колесо используется в качестве основного двигателя для увеличения скорости. Однако, используя червячную фрезу в форме шестерни и вращая фрезу, эквивалентную движению червяка относительно червячного колеса, можно получить зубчатую передачу с линейным контактом. Это обычная червячная передача, показанная на рис. 6.2(b), где маленькая шестерня — это червяк, а большая — червячное колесо.
Однако, используя червячную фрезу в форме шестерни и вращая фрезу, эквивалентную движению червяка относительно червячного колеса, можно получить зубчатую передачу с линейным контактом. Это обычная червячная передача, показанная на рис. 6.2(b), где маленькая шестерня — это червяк, а большая — червячное колесо.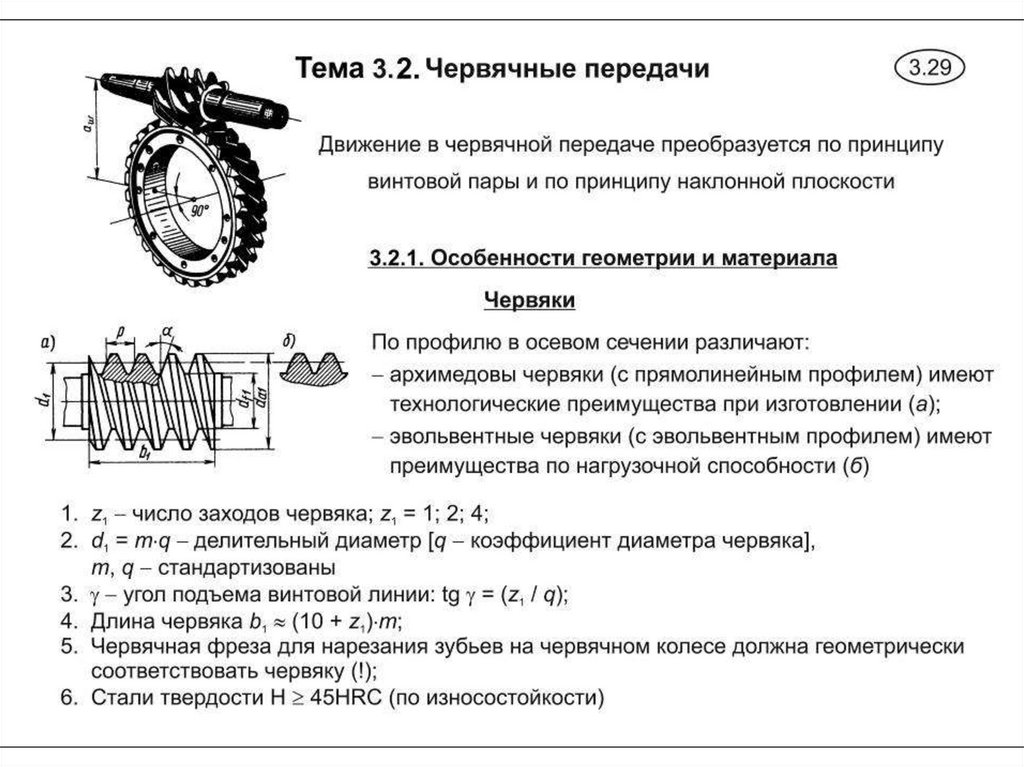 Поперечное сечение, нормальное к валу червячного колеса, включая червячный вал, называется центральным поперечным сечением. Эта поверхность является границей между наступающей и удаляющейся стороной червяка. Как показано на рис. 6.3, ситуация контакта между ними существенно отличается.
Поперечное сечение, нормальное к валу червячного колеса, включая червячный вал, называется центральным поперечным сечением. Эта поверхность является границей между наступающей и удаляющейся стороной червяка. Как показано на рис. 6.3, ситуация контакта между ними существенно отличается.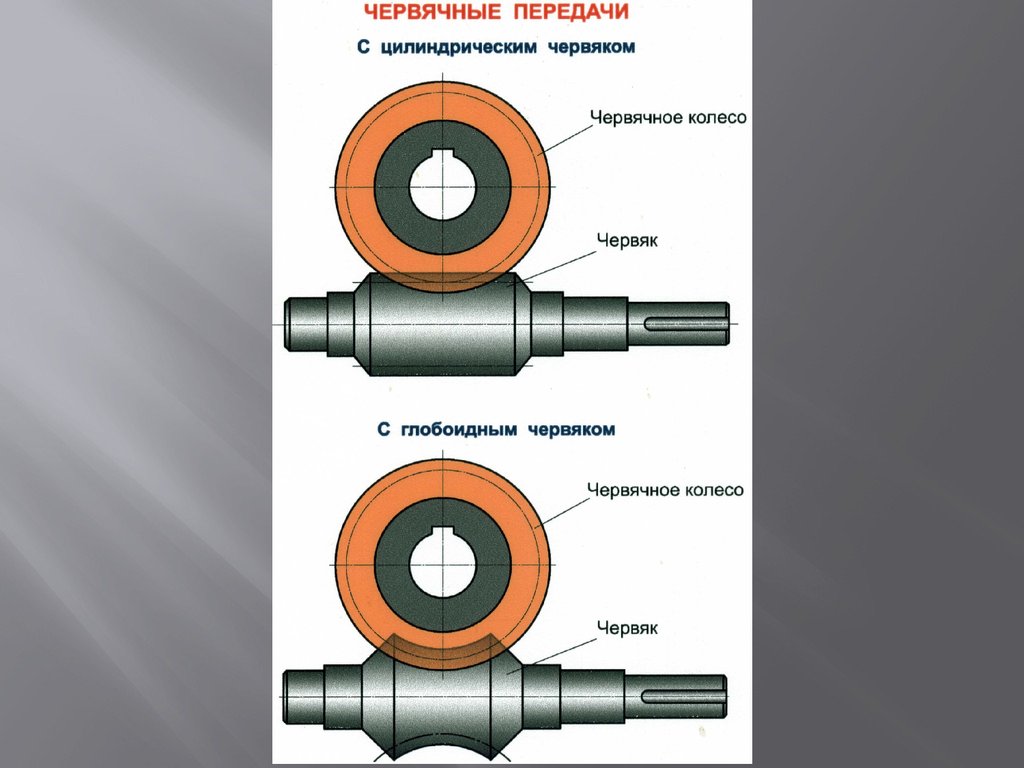 9Рис. 6.3 Возникновение условий зацепления центрального поперечного сечения обеих сторон (Наступающая и отступающая стороны червяка) (Поверхность левого зуба червяка является рабочей поверхностью)
9Рис. 6.3 Возникновение условий зацепления центрального поперечного сечения обеих сторон (Наступающая и отступающая стороны червяка) (Поверхность левого зуба червяка является рабочей поверхностью) 5 Сравнение червячной передачи с непрофильным и профильным смещением
5 Сравнение червячной передачи с непрофильным и профильным смещением 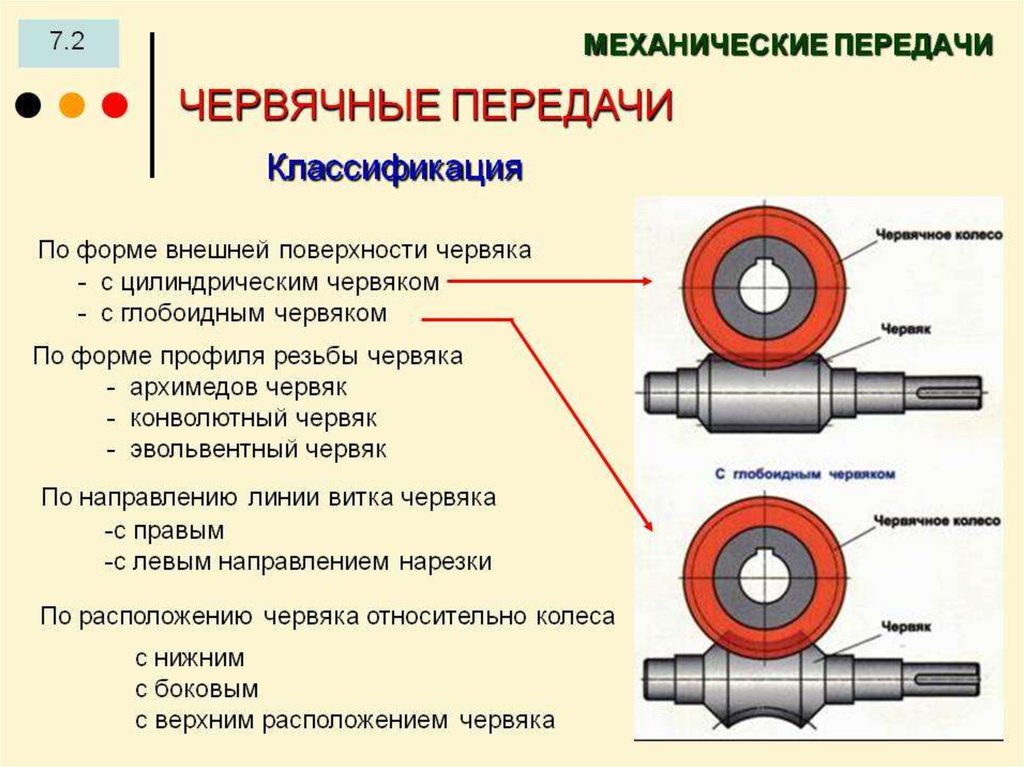 Максимальная величина регулировки ≈ та
Максимальная величина регулировки ≈ та 
 В этой системе сторона червячной передачи имеет такую же толщину зуба по окружности, как и другие цилиндрические шестерни, но на стороне червяка для противоположной поверхности зуба используются разные ходы, что приводит к постоянному изменению толщины зуба. После того, как межосевое расстояние зафиксировано, фактическая регулировка люфта выполняется путем перемещения червяка в осевом направлении с помощью прокладок или винтов. Стандартные дуплексные червячные передачи KHK рассчитаны на изменение люфта на 0,02 мм при осевом перемещении червяка на 1 мм. Во всех случаях мы не рекомендуем нулевой люфт, так как необходимо поддерживать определенный уровень люфта, чтобы не допустить разрыва масляной пленки.
В этой системе сторона червячной передачи имеет такую же толщину зуба по окружности, как и другие цилиндрические шестерни, но на стороне червяка для противоположной поверхности зуба используются разные ходы, что приводит к постоянному изменению толщины зуба. После того, как межосевое расстояние зафиксировано, фактическая регулировка люфта выполняется путем перемещения червяка в осевом направлении с помощью прокладок или винтов. Стандартные дуплексные червячные передачи KHK рассчитаны на изменение люфта на 0,02 мм при осевом перемещении червяка на 1 мм. Во всех случаях мы не рекомендуем нулевой люфт, так как необходимо поддерживать определенный уровень люфта, чтобы не допустить разрыва масляной пленки.
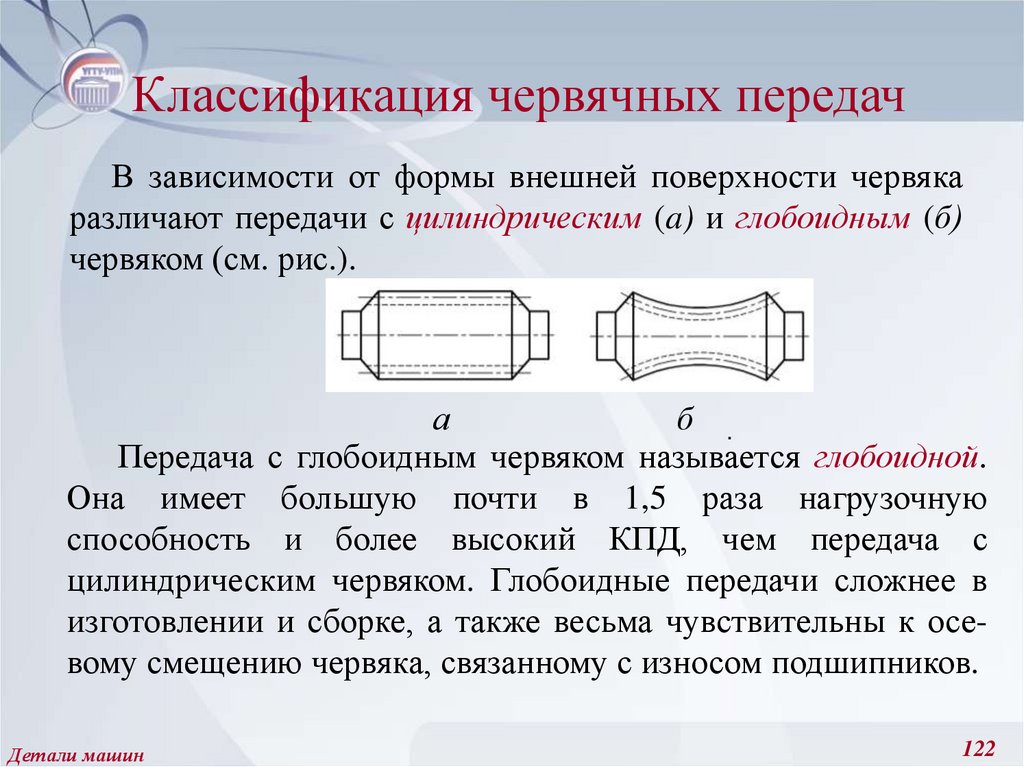
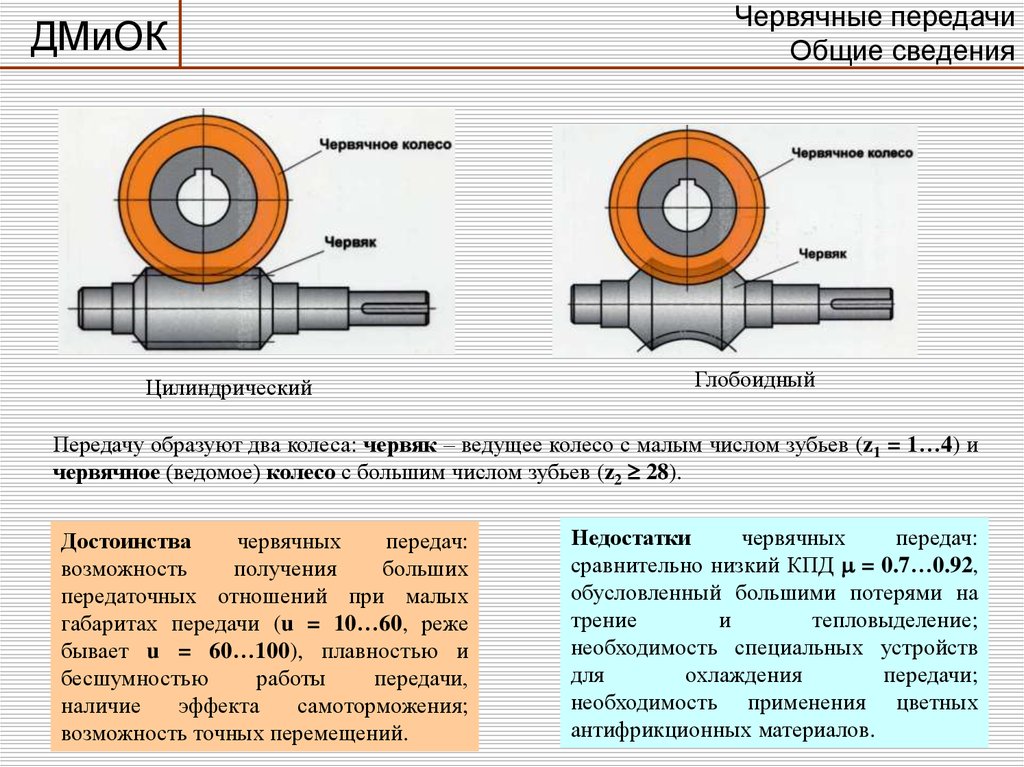

 Мощность до 3000 Вт. Излучатель IPG Photonics и Raycus. Подготовим образцы.
Мощность до 3000 Вт. Излучатель IPG Photonics и Raycus. Подготовим образцы.
 Отсутствуют расходные материалы, которые требовали бы вложений. Эксплуатационный период превышает 20 лет.
Отсутствуют расходные материалы, которые требовали бы вложений. Эксплуатационный период превышает 20 лет. Есть проблемы и при креплении друг к другу заготовок из разных металлов.
Есть проблемы и при креплении друг к другу заготовок из разных металлов.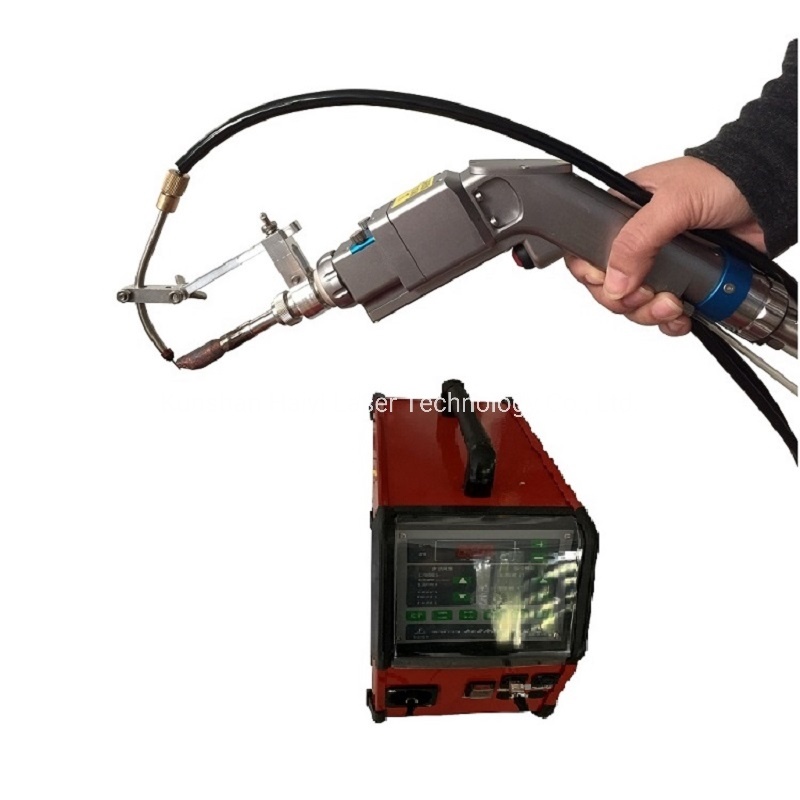 За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания.
За счет локальной площади и быстрого нагрева остывание шва и скрепленных элементов происходит тоже быстро: это временя гораздо меньше, чем при использовании других способов сваривания. Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.
Но самой важной особенностью данного вида сварки является возможность работы с титановыми деталями.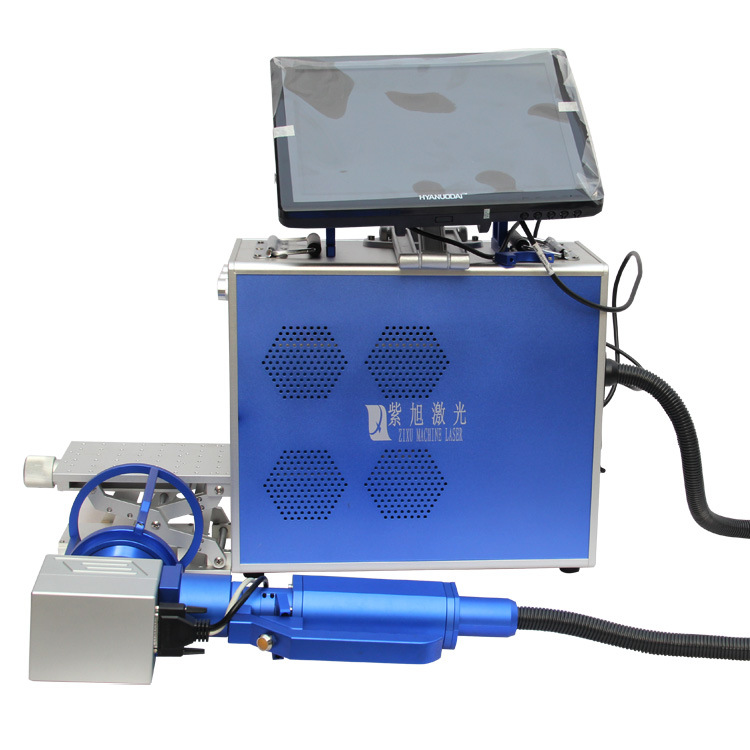
 Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора.
Управление оборудованием осуществляется в автоматическом (установлены системы ЧПУ) или ручном режимах (с помощью выносного пульта). В первом случае предусмотрено использование специальных программ, во втором – управление скоростью, перемещением и параметрами рабочего процесса возложено на подготовленного оператора. Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.
Используется при сварке небольших (по размеру и толщине стенок) деталей из цветных металлов (медь, серебро, алюминий, нержавеющей стали), пластмасс, стекла.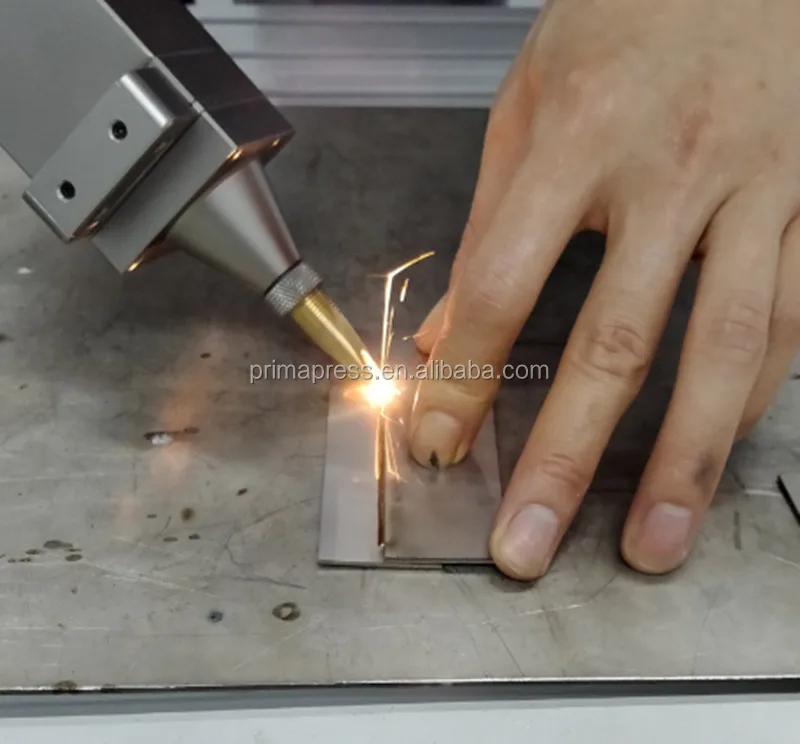 В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.
В момент охлаждения молекулы теряют энергию, за счет которой образуется когерентное излучение. Такие конструкции используют при работе с заготовками толщиной 30-35 мм, а скорость сваривания составляет до 200 погонных метров в час.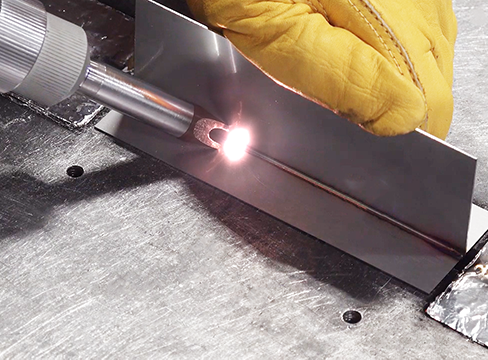

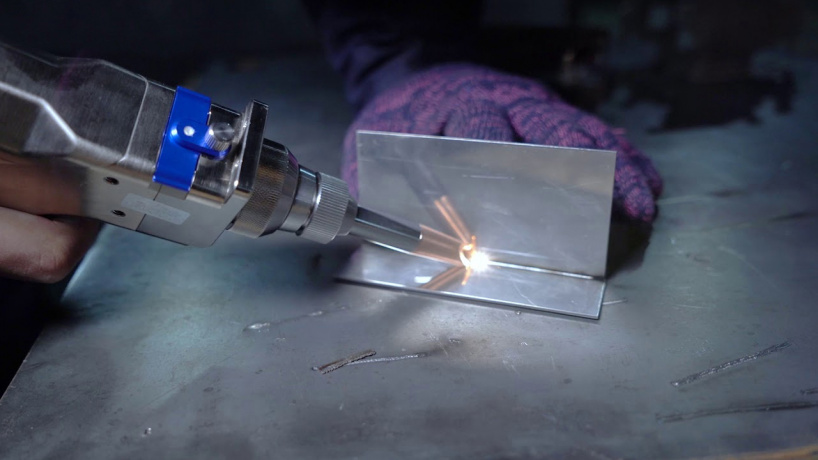


 Это относится и к сварке с помощью лазера.
Это относится и к сварке с помощью лазера.

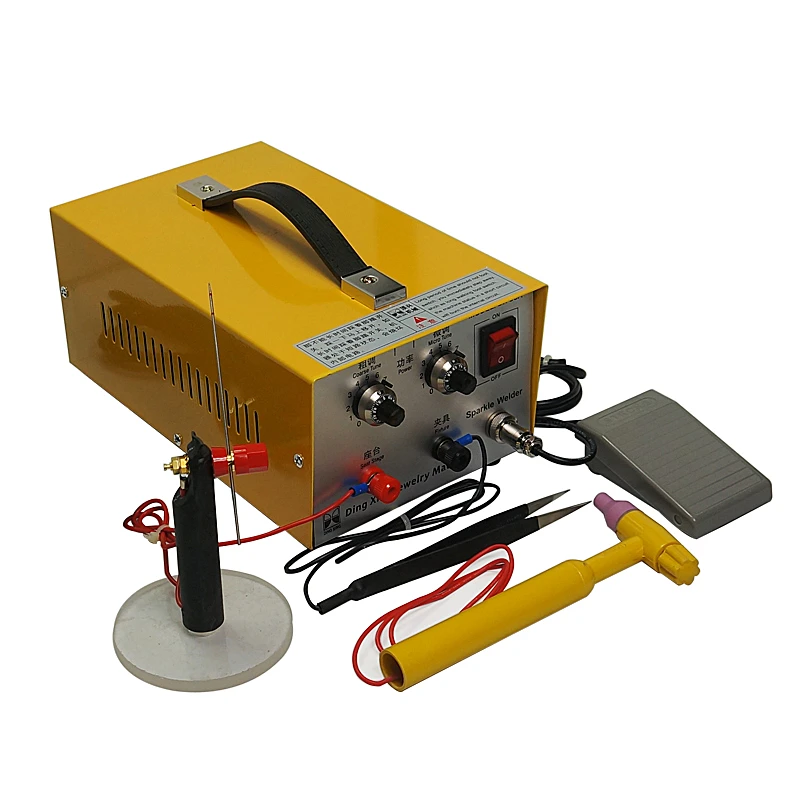



 д. также распространен в огнестрельном оружии, подарках и аксессуарах, листовом металле, печатных платах, инструментах, рекламе, медицине, упаковке, электронике, полупроводниках и т. д. процессы.
д. также распространен в огнестрельном оружии, подарках и аксессуарах, листовом металле, печатных платах, инструментах, рекламе, медицине, упаковке, электронике, полупроводниках и т. д. процессы. Изображения: IPG Photonics
Изображения: IPG Photonics  Сварщик может выбирать предварительно заданные параметры сварки для различных видов сварки и регулировать выходную мощность, как на традиционном источнике питания для дуговой сварки. Ручной сварочный пистолет держится как горелка MIG, даже если он больше похож на горелку TIG. Источник питания лазера даже настраивается как традиционный сварочный аппарат: сварщик подключает шнур питания и газовое соединение, прикрепляет зажим к рабочей поверхности и начинает сварку. (Соединение Ethernet обеспечивает подключение к расширенным настройкам параметров.)
Сварщик может выбирать предварительно заданные параметры сварки для различных видов сварки и регулировать выходную мощность, как на традиционном источнике питания для дуговой сварки. Ручной сварочный пистолет держится как горелка MIG, даже если он больше похож на горелку TIG. Источник питания лазера даже настраивается как традиционный сварочный аппарат: сварщик подключает шнур питания и газовое соединение, прикрепляет зажим к рабочей поверхности и начинает сварку. (Соединение Ethernet обеспечивает подключение к расширенным настройкам параметров.)
 Устройство IPG рассчитано на 74 режима сварки, а предустановленные режимы включены в устройство, так что оно готово к использованию сразу после получения.
Устройство IPG рассчитано на 74 режима сварки, а предустановленные режимы включены в устройство, так что оно готово к использованию сразу после получения. «Обновления», как описал их Фишер, можно легко загрузить и установить через встроенное соединение Ethernet с ПК.
«Обновления», как описал их Фишер, можно легко загрузить и установить через встроенное соединение Ethernet с ПК.
 Сварщик по-прежнему должен носить негорючую одежду с длинными рукавами, сварочные перчатки и сварочный шлем. Но прежде чем защитный экран опустится на лицо сварщика, ему или ей нужно будет надеть очки, защищающие от лазерного излучения, которые обеспечивают улучшенную защиту и позволяют сварщику видеть сварочную ванну через линзу сварочного колпака. В конце концов, этот источник питания производит лазер класса IV.
Сварщик по-прежнему должен носить негорючую одежду с длинными рукавами, сварочные перчатки и сварочный шлем. Но прежде чем защитный экран опустится на лицо сварщика, ему или ей нужно будет надеть очки, защищающие от лазерного излучения, которые обеспечивают улучшенную защиту и позволяют сварщику видеть сварочную ванну через линзу сварочного колпака. В конце концов, этот источник питания производит лазер класса IV. Система была разработана с блокировкой, которая требует, чтобы кончик сварочной головки находился в контакте с материалом во время сварки. Если наконечник не касается детали, лазер отключается. Это гарантирует, что лазер направлен на металлическую заготовку. Кроме того, сварочный пистолет требует использования двухэтапного процесса: кнопка для включения операции и другая кнопка для запуска лазера.
Система была разработана с блокировкой, которая требует, чтобы кончик сварочной головки находился в контакте с материалом во время сварки. Если наконечник не касается детали, лазер отключается. Это гарантирует, что лазер направлен на металлическую заготовку. Кроме того, сварочный пистолет требует использования двухэтапного процесса: кнопка для включения операции и другая кнопка для запуска лазера.
 Он хорошо подходит для изготовления базовых экспериментальных моделей, а также для быстрого и недорогого создания прототипов простых деталей, например деталей, которые обычно подвергаются механической обработке.
Он хорошо подходит для изготовления базовых экспериментальных моделей, а также для быстрого и недорогого создания прототипов простых деталей, например деталей, которые обычно подвергаются механической обработке.
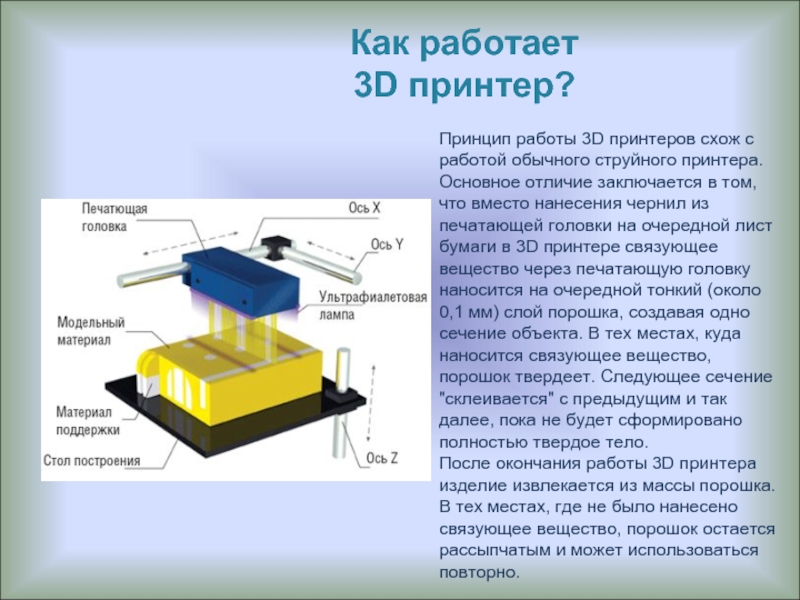 Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Благодаря этому технология SLS идеальна подходит для изготовления деталей со сложной геометрией, в том числе с внутренними элементами, канавками, тонкими стенками и отрицательным уклоном. Модели, изготовленные с использованием SLS-печати, имеют превосходные механические характеристики: их прочность можно сравнить с прочностью деталей, отлитых под давлением.
Нераспыленный порошок поддерживает модель во время печати и устраняет необходимость в специальных поддерживающих структурах. Благодаря этому технология SLS идеальна подходит для изготовления деталей со сложной геометрией, в том числе с внутренними элементами, канавками, тонкими стенками и отрицательным уклоном. Модели, изготовленные с использованием SLS-печати, имеют превосходные механические характеристики: их прочность можно сравнить с прочностью деталей, отлитых под давлением.
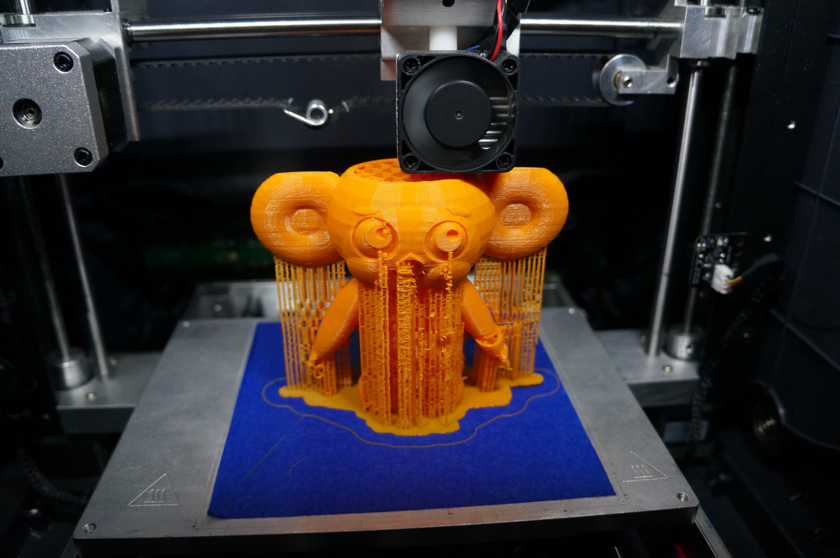
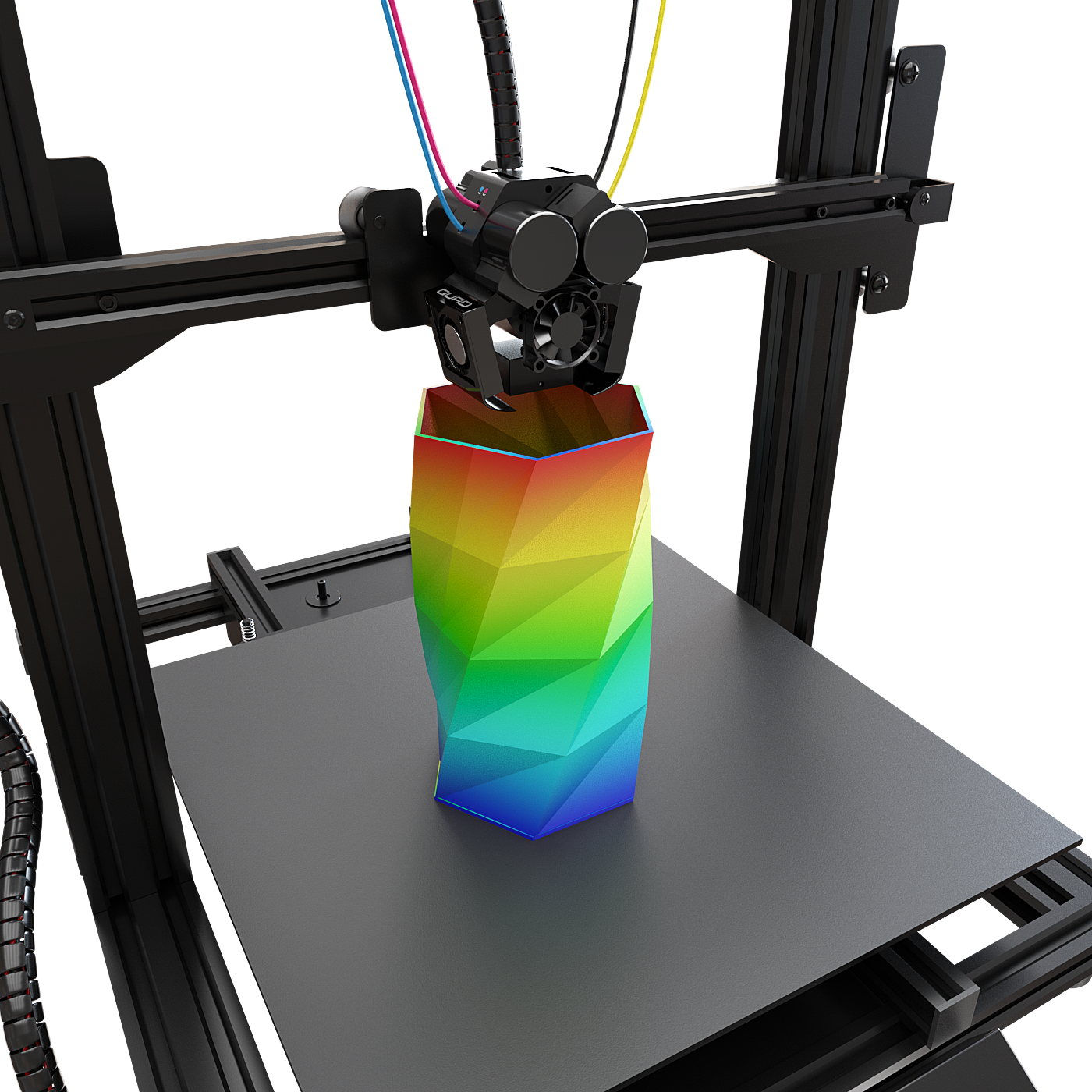
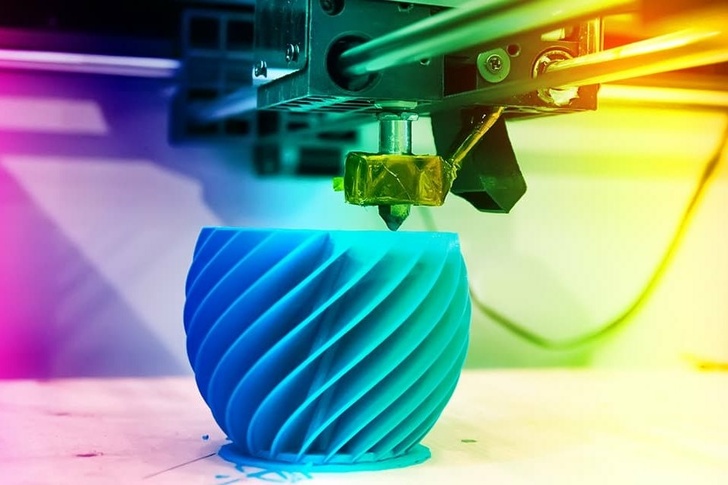
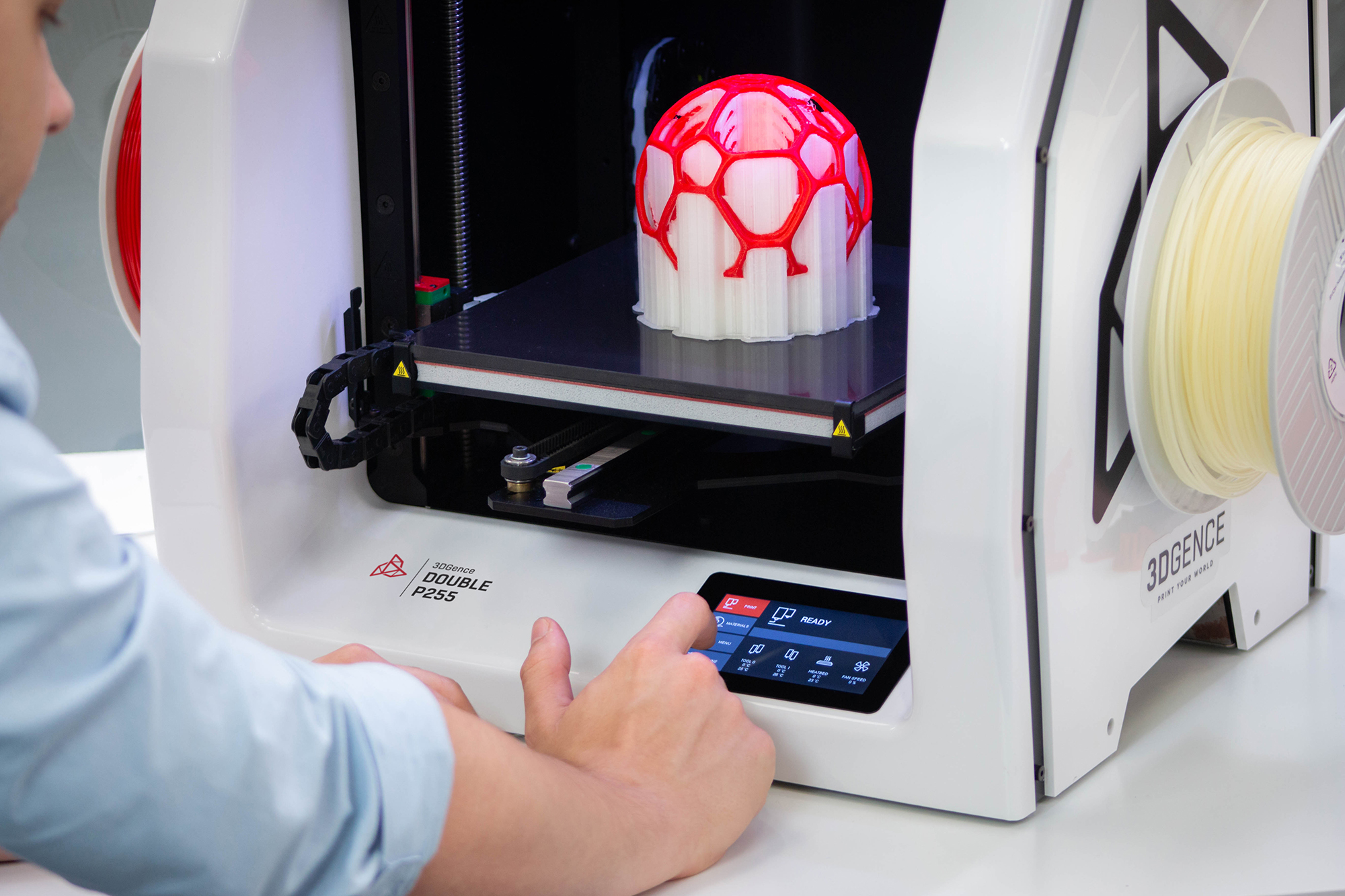

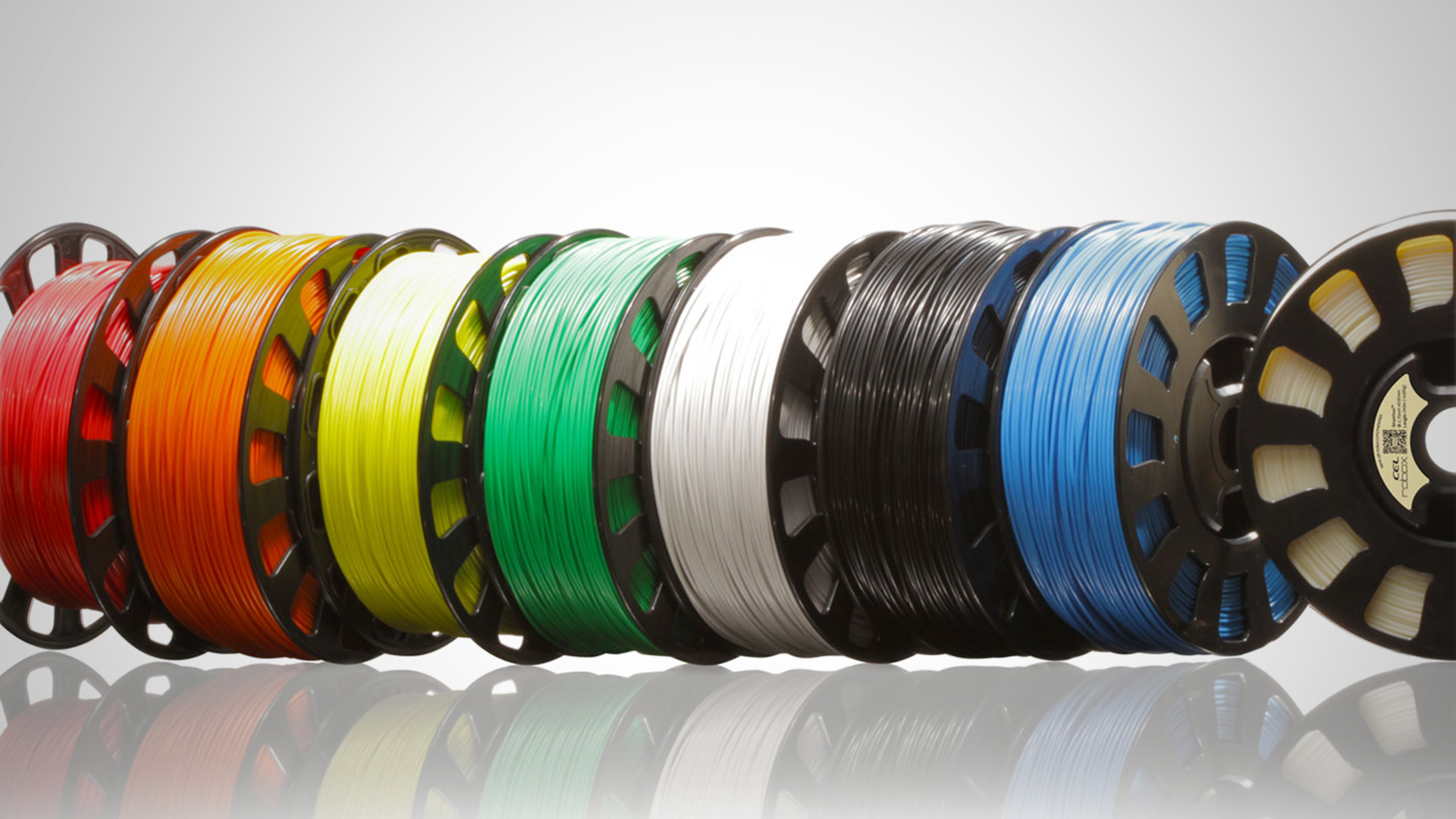
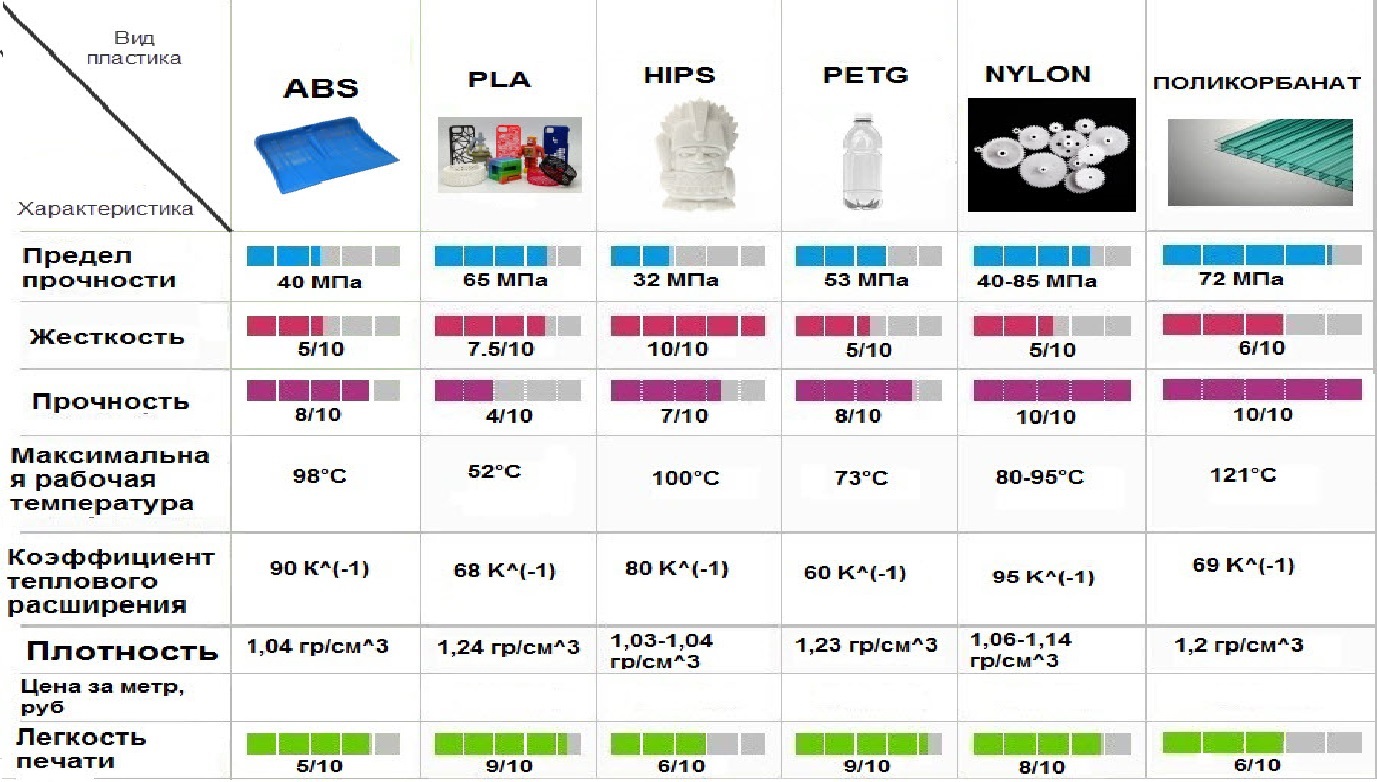 Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни.
Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни. Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.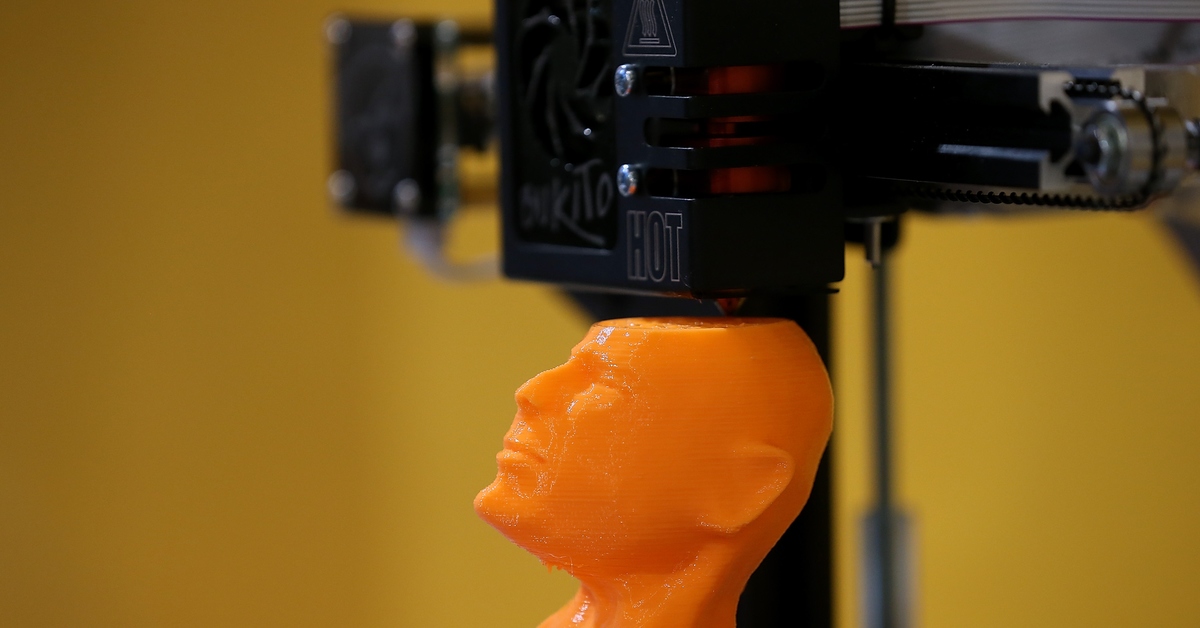 Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
 Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.

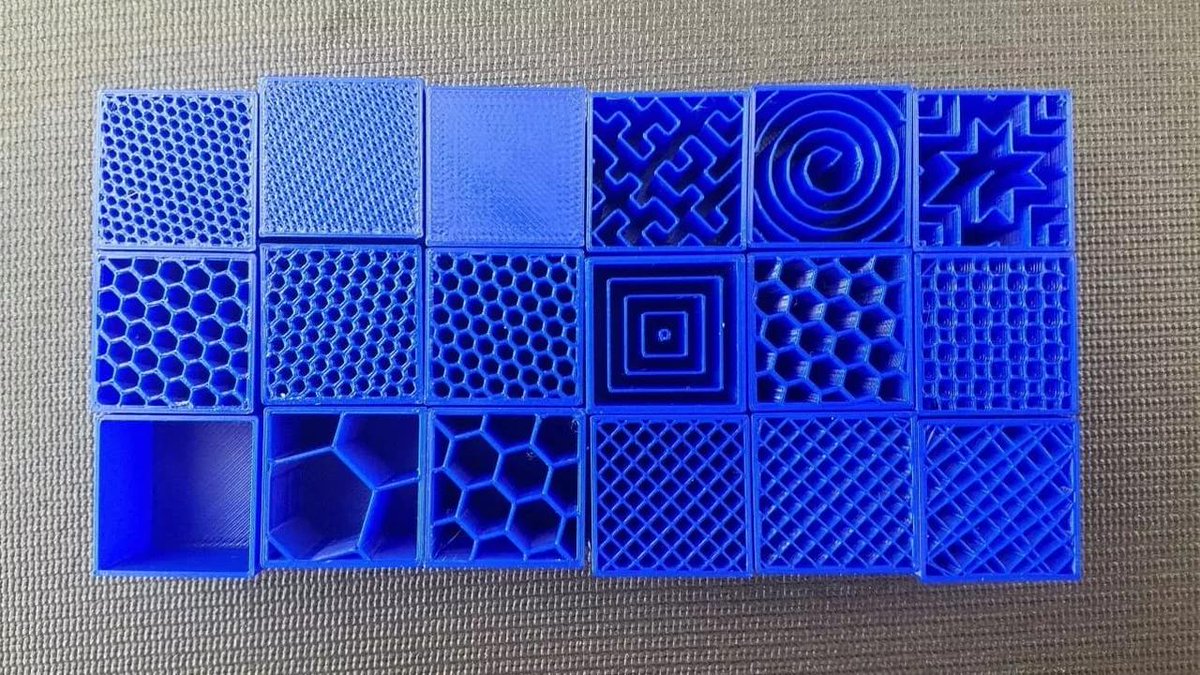 Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.

 За последние несколько десятилетий 3D-печать превратилась в хорошо зарекомендовавшую себя группу производственных технологий с множеством уникальных применений.
За последние несколько десятилетий 3D-печать превратилась в хорошо зарекомендовавшую себя группу производственных технологий с множеством уникальных применений. Преимущества 3D-печати Polyjet
Преимущества 3D-печати Polyjet Преимущества 3D-печати FDM
Преимущества 3D-печати FDM Преимущества SLA 3D-печати
Преимущества SLA 3D-печати Преимущества 3D-печати SLS
Преимущества 3D-печати SLS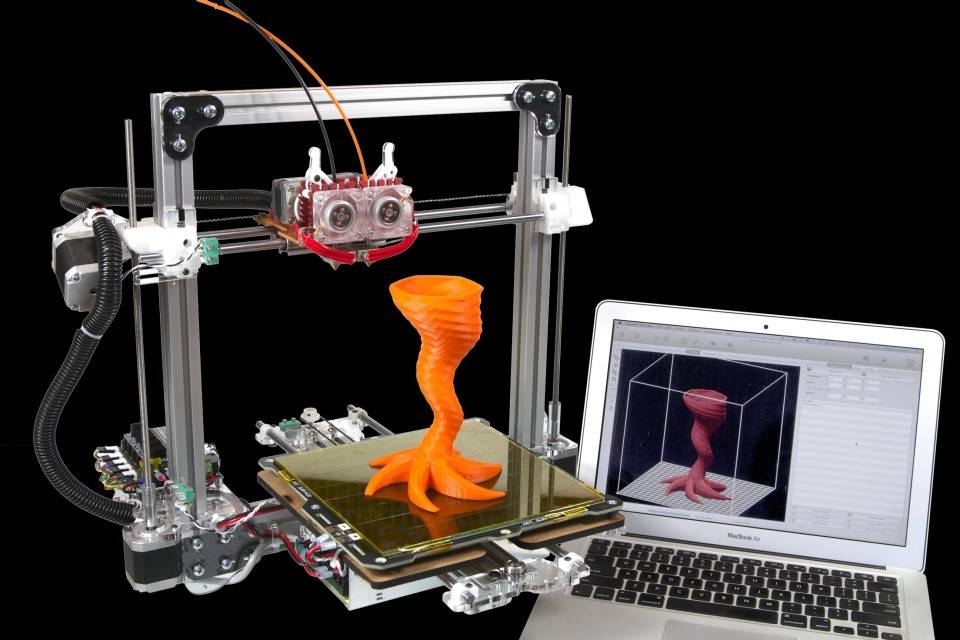 1 мм
1 мм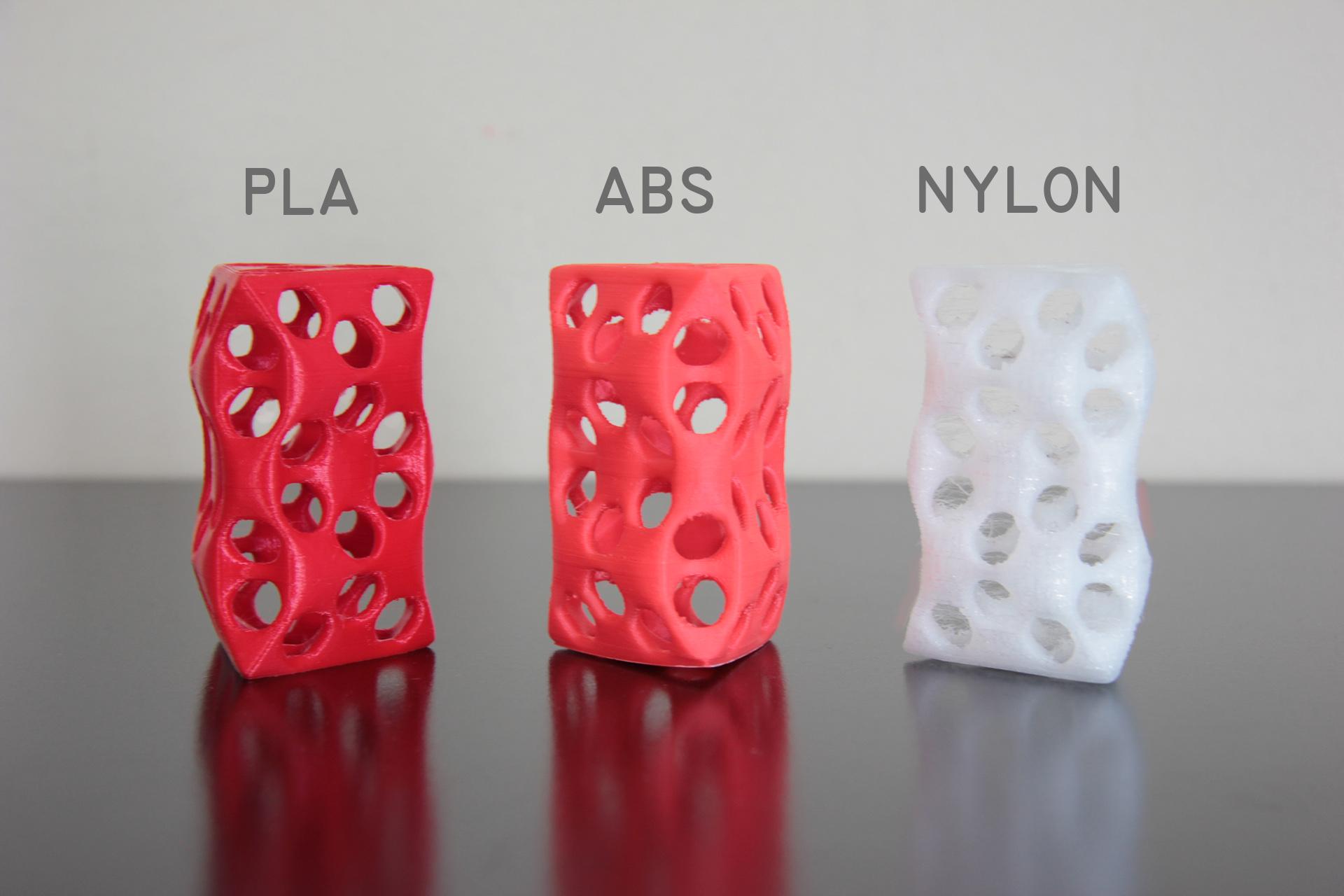 Преимущества 3D-печати EBM
Преимущества 3D-печати EBM Принимая во внимание, что SLA-принтеры должны отслеживать поперечное сечение с помощью лазера. На изображении ниже показан DLP-принтер:
Принимая во внимание, что SLA-принтеры должны отслеживать поперечное сечение с помощью лазера. На изображении ниже показан DLP-принтер: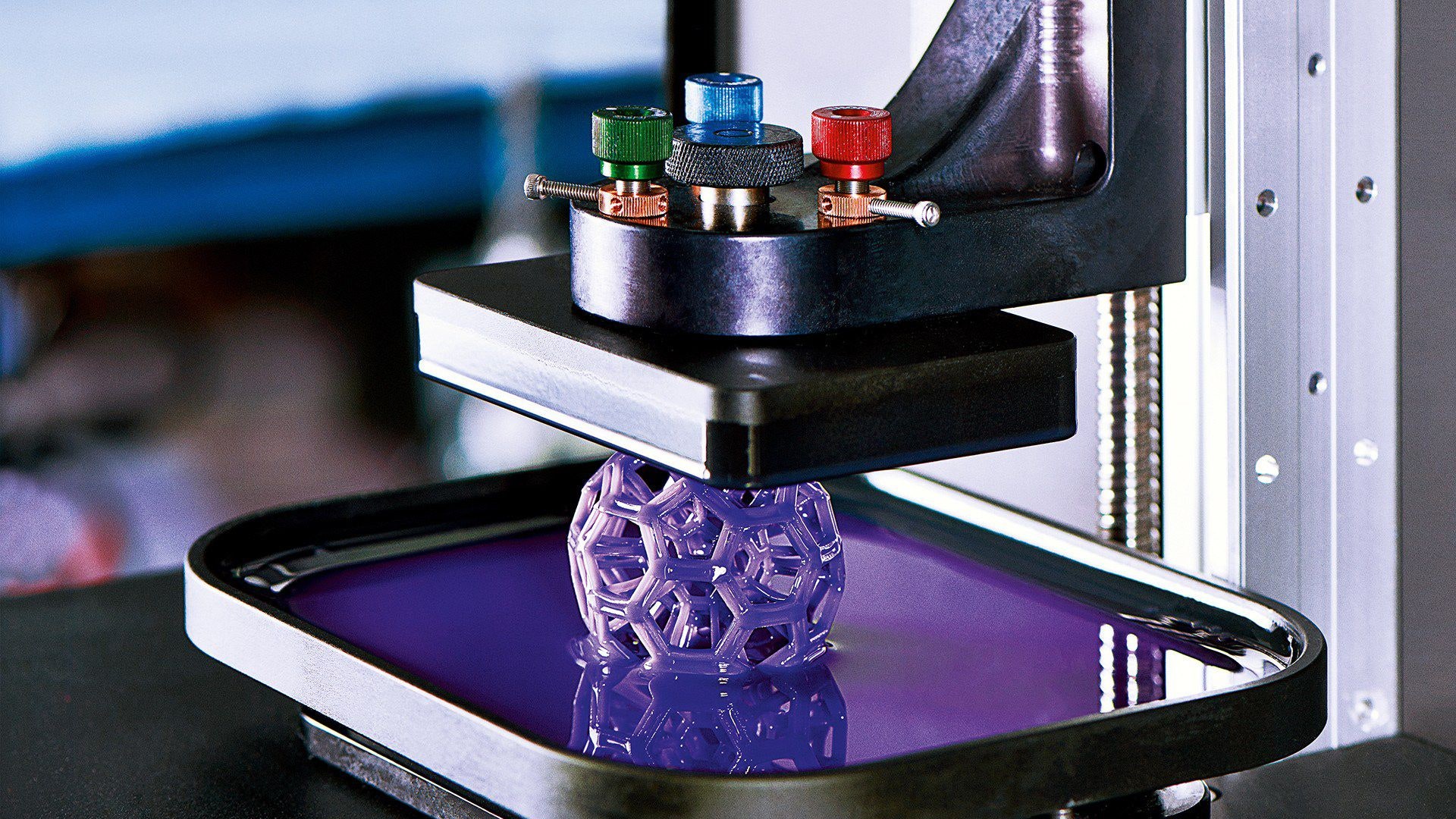 Наконец, печатная матрица струйного типа перемещается по порошку и выборочно наносит на порошок фьюзер и агенты для детализации. Затем нагревательные элементы сплавляют слой. Эта технология позволяет использовать многоцветные и многокомпонентные компоненты. На изображении ниже показан принтер MJF:
Наконец, печатная матрица струйного типа перемещается по порошку и выборочно наносит на порошок фьюзер и агенты для детализации. Затем нагревательные элементы сплавляют слой. Эта технология позволяет использовать многоцветные и многокомпонентные компоненты. На изображении ниже показан принтер MJF: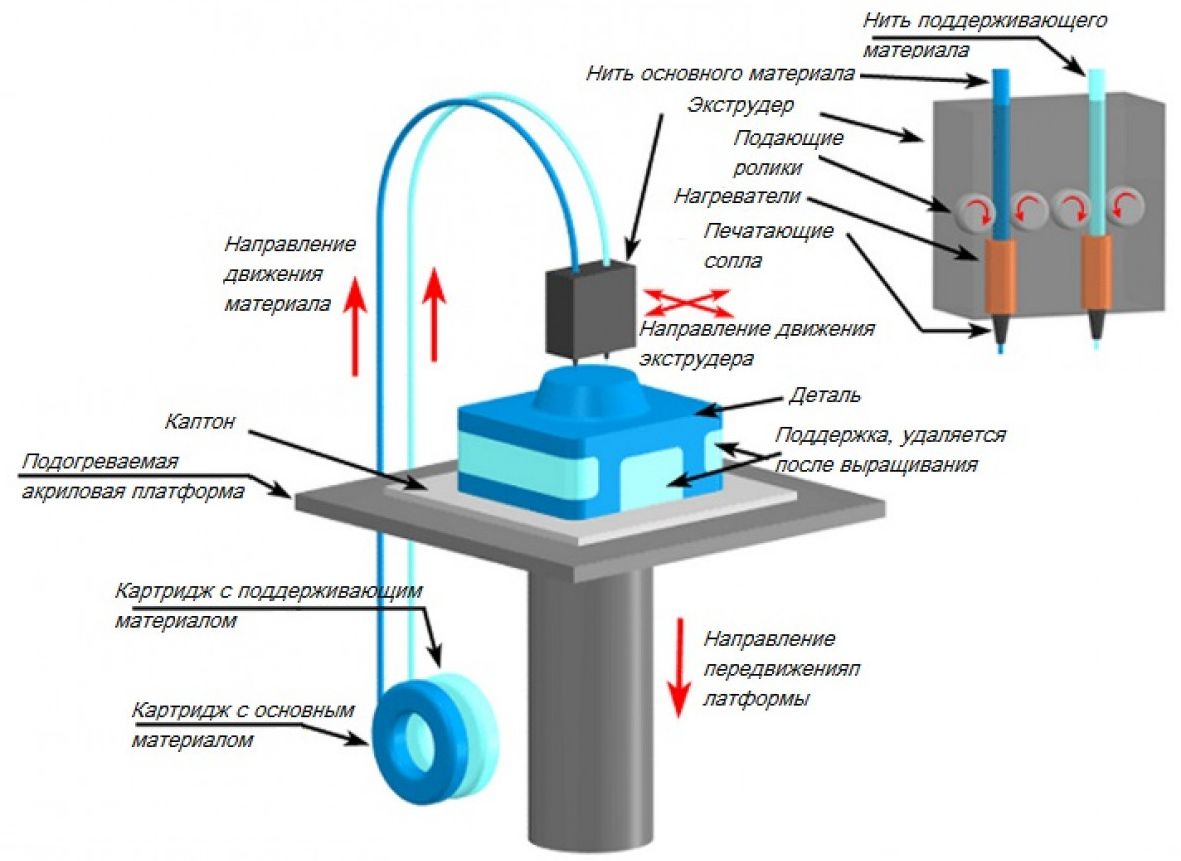 Если печатается простое одноразовое приспособление, то наиболее целесообразным будет использование FDM-принтера. Точность FDM хорошая, а машины и сырье, как правило, очень дешевые. Однако при печати конечного металлического продукта, который необходимо использовать в экстремальных аэрокосмических условиях, лучше подходит такая технология, как EBM.
Если печатается простое одноразовое приспособление, то наиболее целесообразным будет использование FDM-принтера. Точность FDM хорошая, а машины и сырье, как правило, очень дешевые. Однако при печати конечного металлического продукта, который необходимо использовать в экстремальных аэрокосмических условиях, лучше подходит такая технология, как EBM.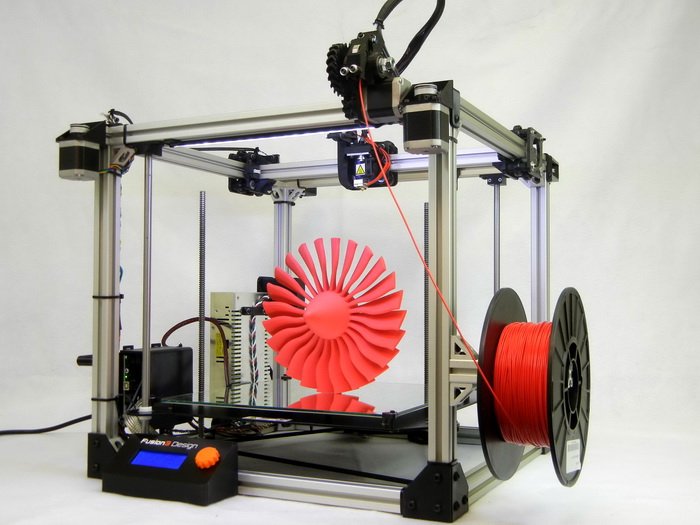 DLP-печать также является хорошей отправной точкой, но требует более глубокого понимания методов 3D-печати. DLP также в среднем дороже, чем FDM.
DLP-печать также является хорошей отправной точкой, но требует более глубокого понимания методов 3D-печати. DLP также в среднем дороже, чем FDM.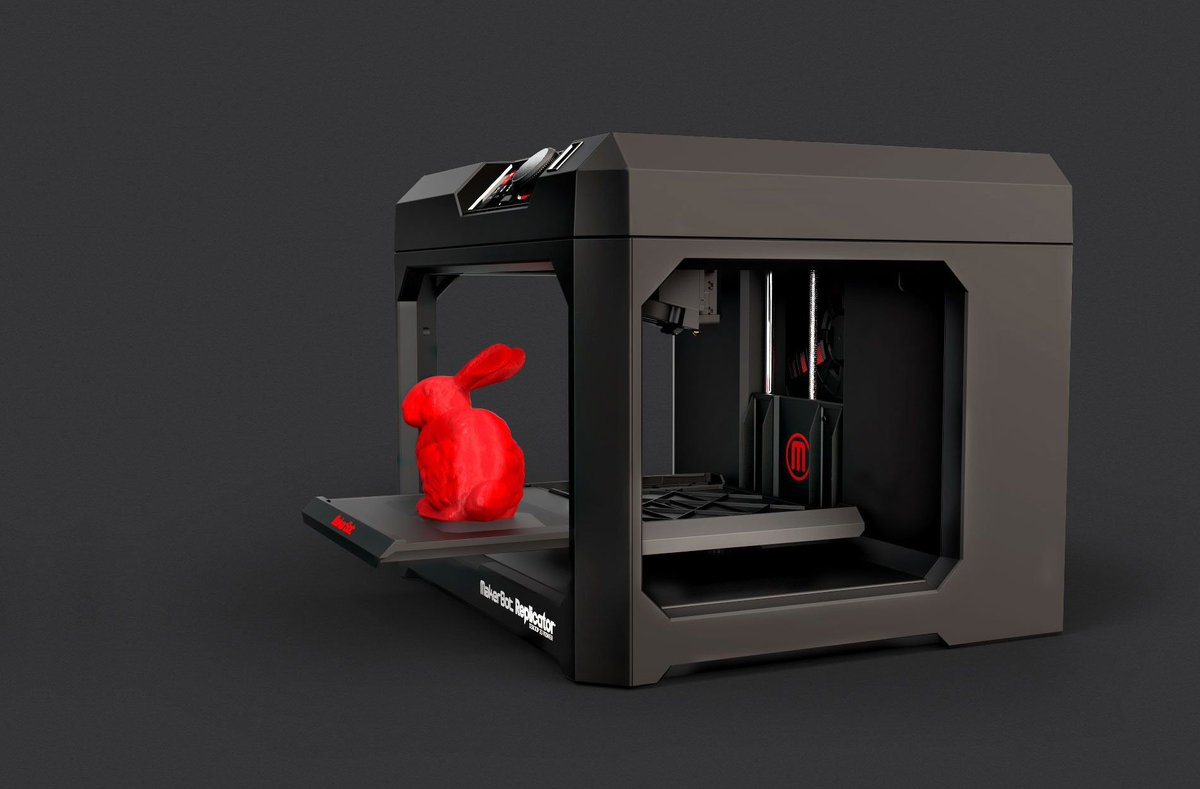 Это работает путем печати слоев бетона друг над другом, чтобы построить структуру с нуля.
Это работает путем печати слоев бетона друг над другом, чтобы построить структуру с нуля.
 Однако начальные затраты на оснащение предприятия необходимыми машинами и материалами также могут быть выше.
Однако начальные затраты на оснащение предприятия необходимыми машинами и материалами также могут быть выше. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации. 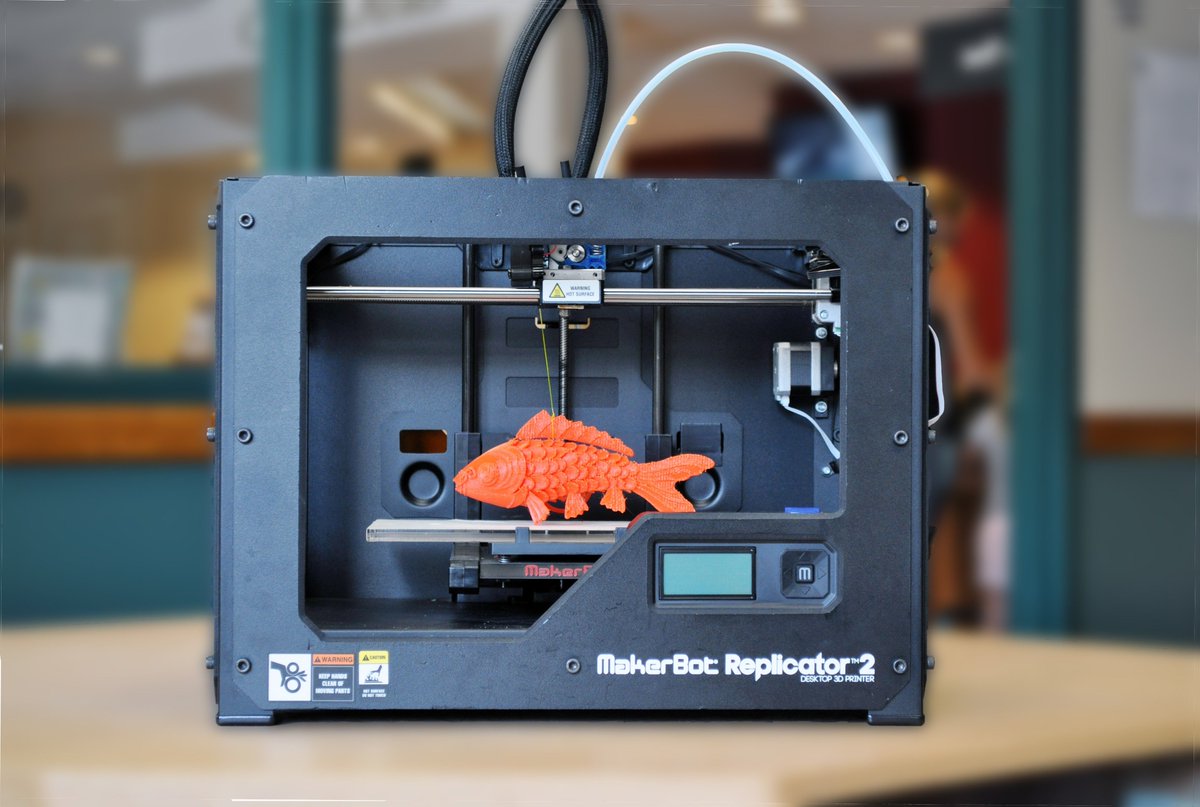
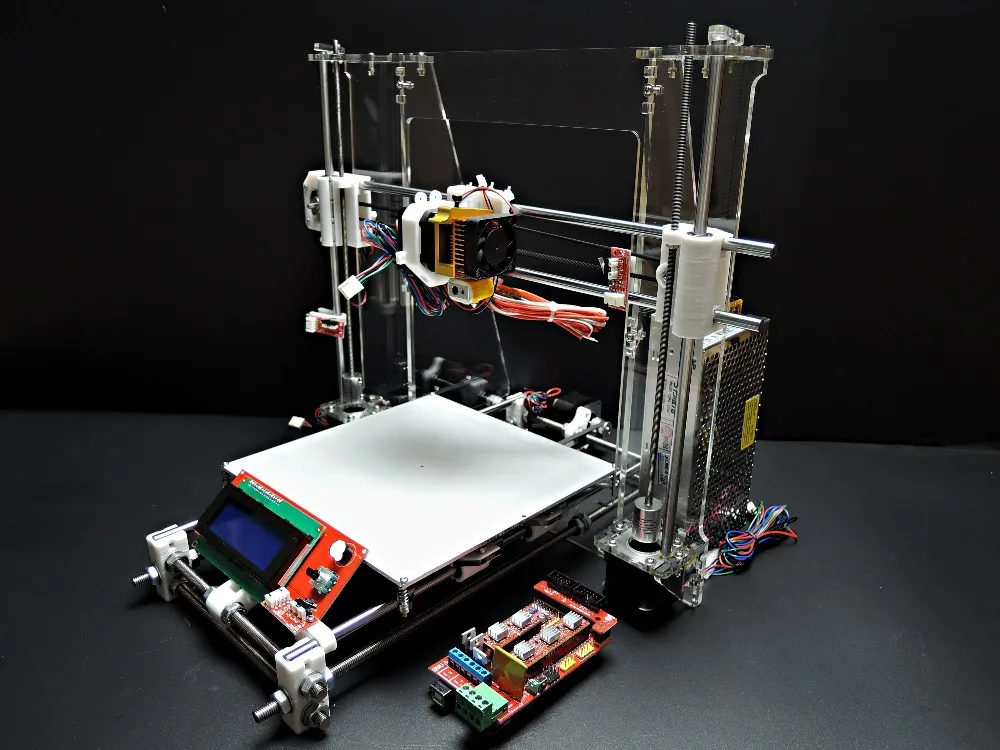 Сначала печатающая головка выбрасывает связующее вещество, а вторая печатающая головка выбрасывает краску, что позволяет печатать полноцветные модели.
Сначала печатающая головка выбрасывает связующее вещество, а вторая печатающая головка выбрасывает краску, что позволяет печатать полноцветные модели.
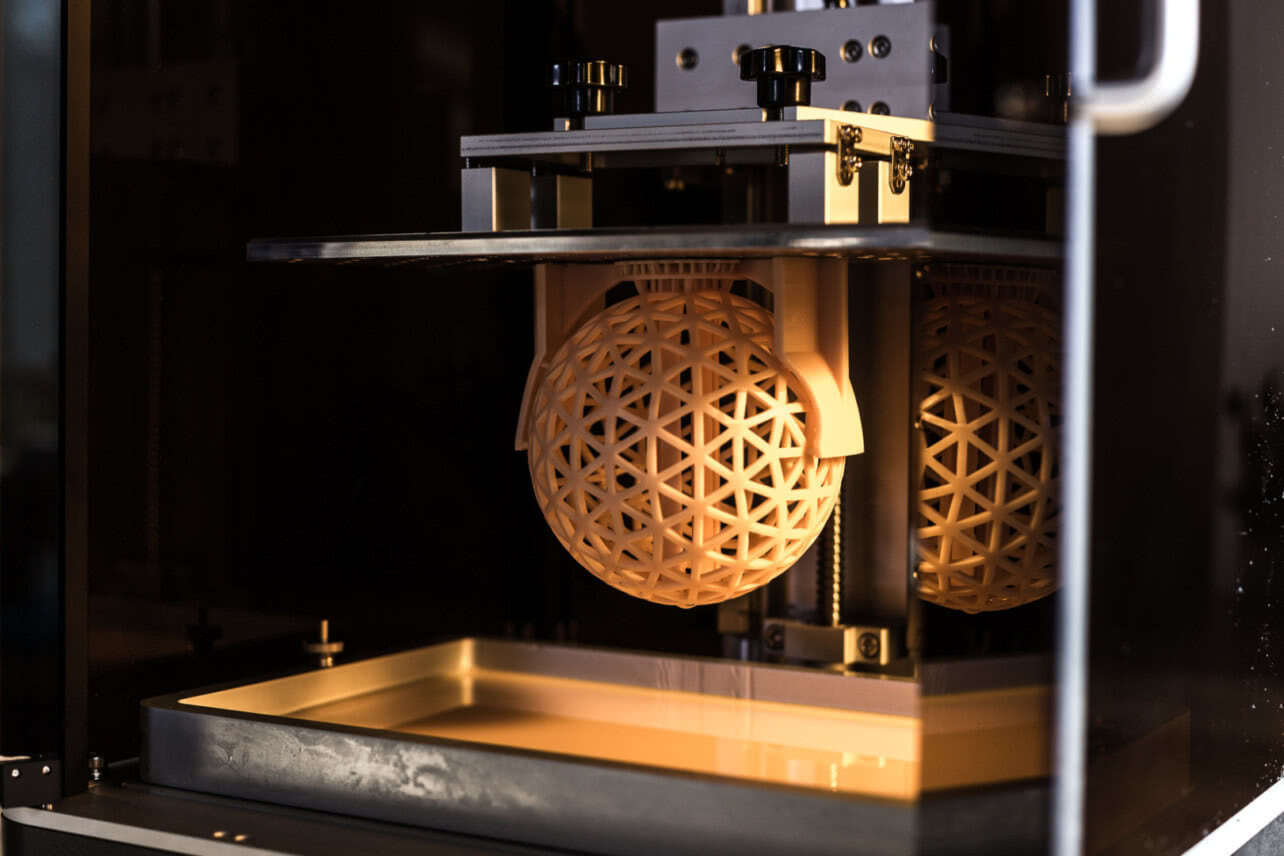 Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.
Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан. Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан.
Оба создают объекты аналогично SLS. Основное отличие заключается в том, что эти технологии используются при производстве металлических деталей вместо пластиковых. Типичными используемыми материалами являются металлический порошок, алюминий, нержавеющая сталь и титан. В отличие от DMLS и SLM, вместо лазера он использует пучок электронов высокой энергии для индукции сплавления металлических частиц в порошке.
В отличие от DMLS и SLM, вместо лазера он использует пучок электронов высокой энергии для индукции сплавления металлических частиц в порошке.
 Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
 Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий. Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности. Все услуги OEM бесплатны.
Все услуги OEM бесплатны.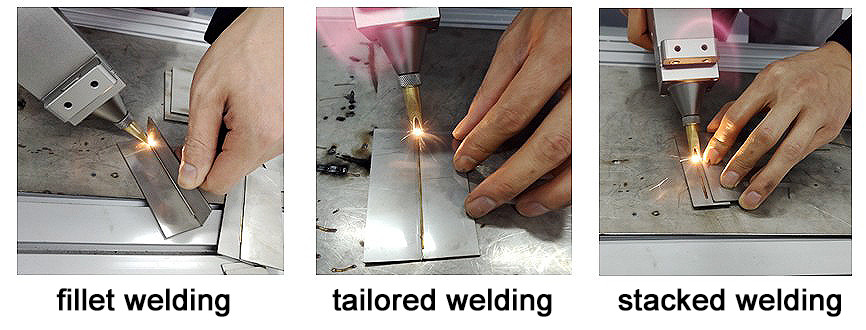
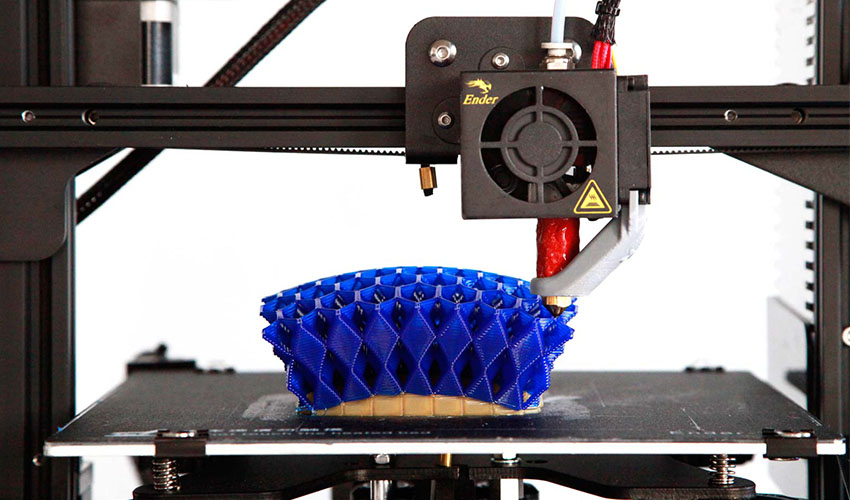

 В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.
В CreatWare вы можете найти его во вкладке star/End-Gcode. Он полностью совместим по синтаксису с Cura, тк по сути обе программы используют общий движок.

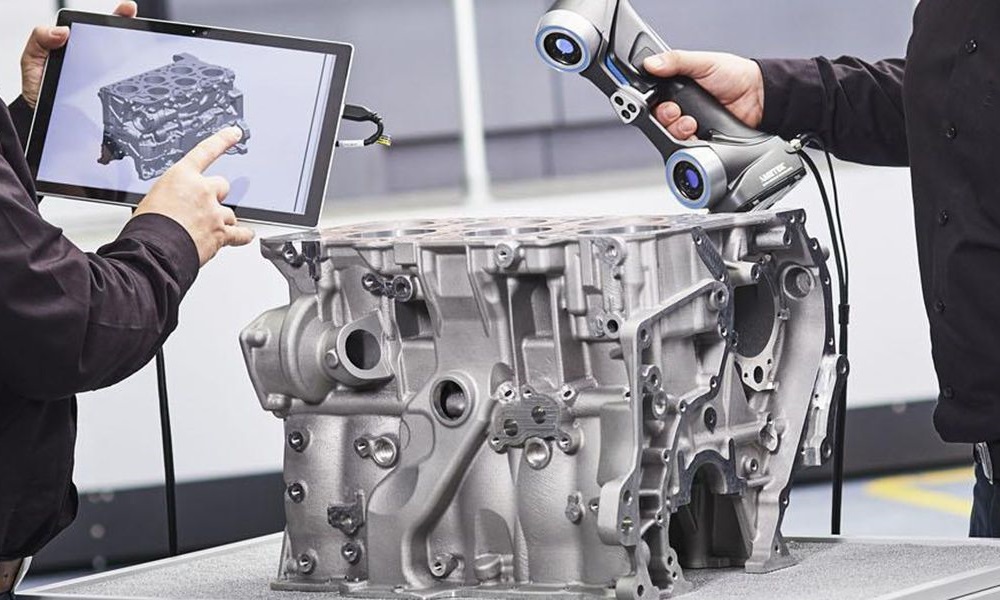 Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно.
Достаточно просто запустить Auto Leveling из меню дисплея и убедиться, что калибровка выполнена корректно. Кажется, 120 мм хватит с достатком.
Кажется, 120 мм хватит с достатком. Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.
Хоть D600 PRO и обладает необходимыми системами помощи и контроля, например защиту от выключения с возможностью начать с того же места когда была прервана печать, нельзя оставлять принтер полностью в одиночку.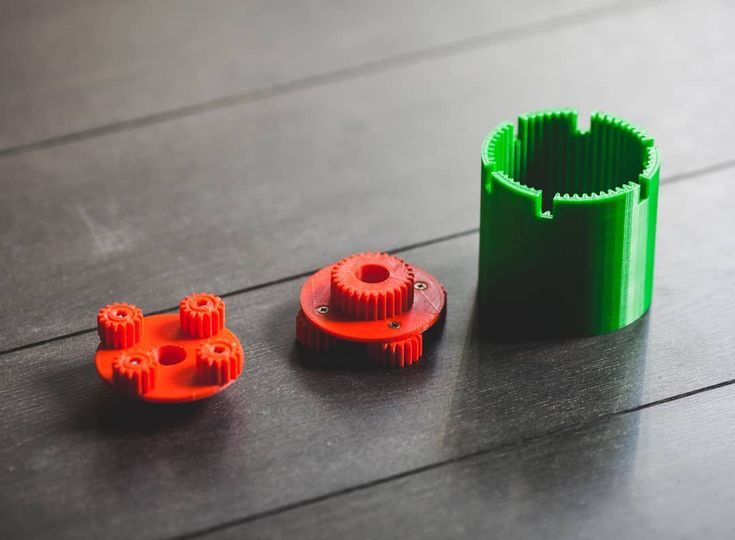

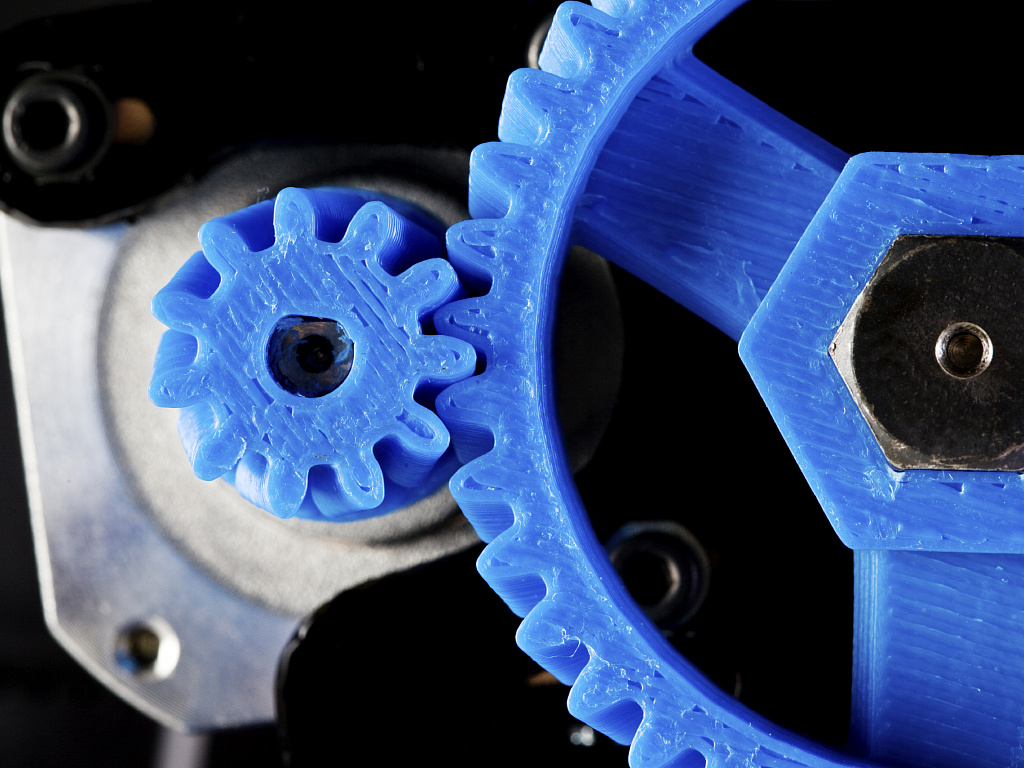
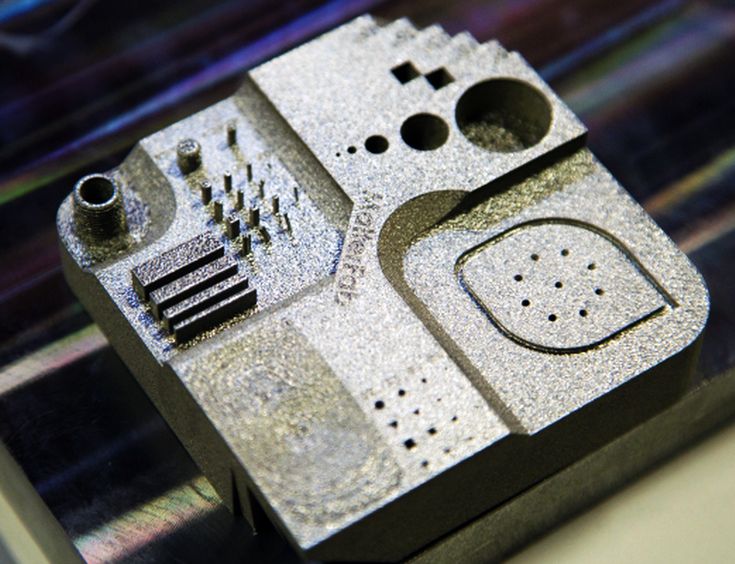
 д.)
д.)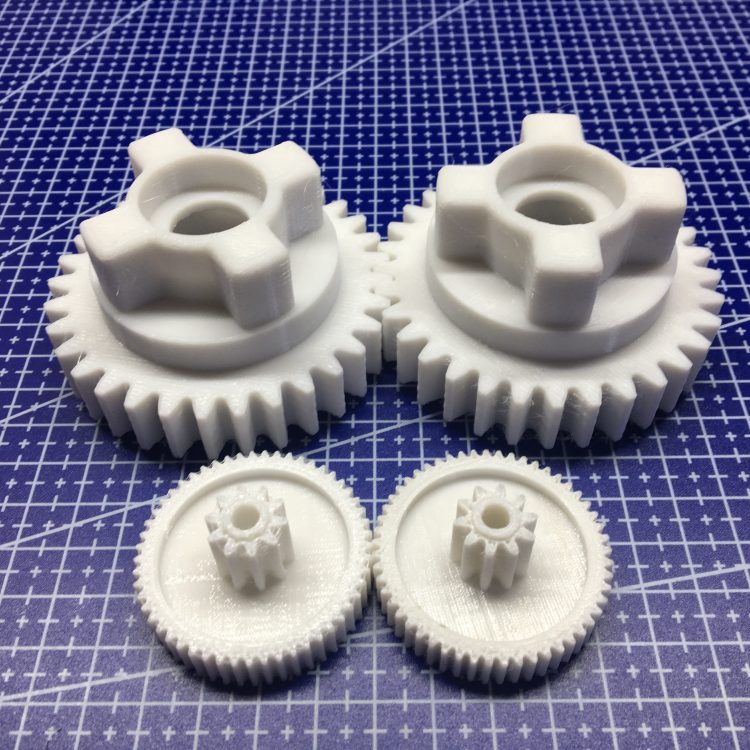 Все, что было — изображение от руки на тетрадном листе. И макет и сам проект сделан на отлично.
Все, что было — изображение от руки на тетрадном листе. И макет и сам проект сделан на отлично. И макет и сам проект сделан на отлично.
И макет и сам проект сделан на отлично. 7 mm (50 pcs)","id":"threaded-inserts-50-piece-set","position":null,"category":"Category-1010"}»>
7 mm (50 pcs)","id":"threaded-inserts-50-piece-set","position":null,"category":"Category-1010"}»>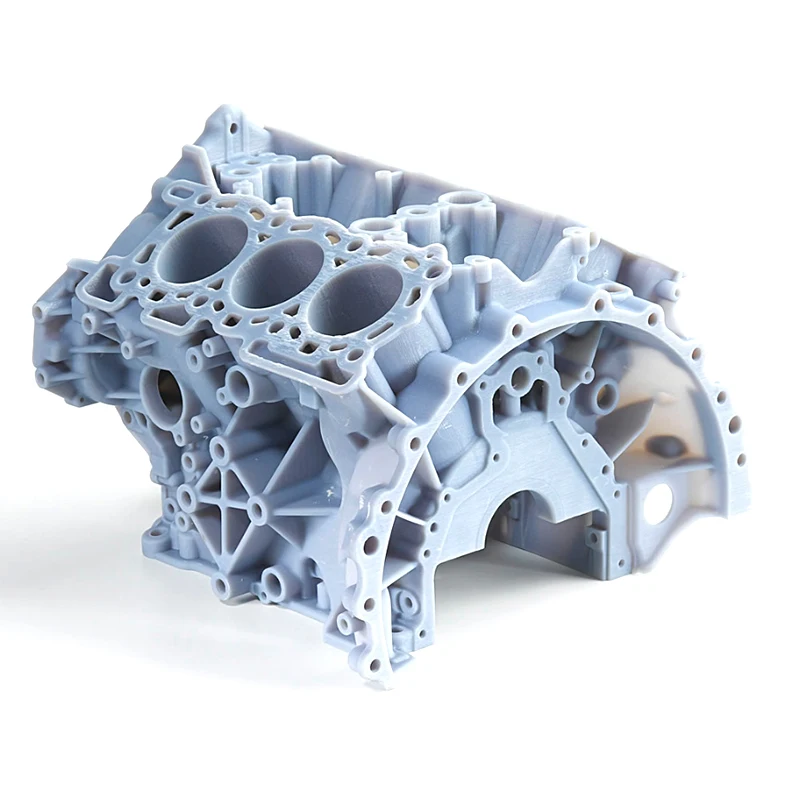 75 mm, 0.40 mm","id":"v6-brass-nozzle-175-mm","position":null,"category":"Category-1010"}»>
75 mm, 0.40 mm","id":"v6-brass-nozzle-175-mm","position":null,"category":"Category-1010"}»> 4 mm","id":"mk8-brass-nozzle","position":null,"category":"Category-1010"}»>
4 mm","id":"mk8-brass-nozzle","position":null,"category":"Category-1010"}»> 75 mm, 0.4 mm","id":"cht-coated-nozzle-m6-x-175-mm","position":null,"category":"Category-1010"}»>
75 mm, 0.4 mm","id":"cht-coated-nozzle-m6-x-175-mm","position":null,"category":"Category-1010"}»> 4 mm","id":"mk8-nozzle-hardened-steel-1","position":null,"category":"Category-1010"}»>
4 mm","id":"mk8-nozzle-hardened-steel-1","position":null,"category":"Category-1010"}»> 75 mm, 5 mm shaft ","id":"drivegear-kit-175-mm","position":null,"category":"Category-1010"}»>
75 mm, 5 mm shaft ","id":"drivegear-kit-175-mm","position":null,"category":"Category-1010"}»> 512×512.jpg» data-said=»9541″ title=»Blue»> синий
512×512.jpg» data-said=»9541″ title=»Blue»> синий

 Это также помогает нам сосредоточиться на взаимодействии пользователей с нашим сайтом, а также анализировать наш магазин на предмет вопросов, связанных с бизнесом. Мы пользуемся следующими услугами:
Это также помогает нам сосредоточиться на взаимодействии пользователей с нашим сайтом, а также анализировать наш магазин на предмет вопросов, связанных с бизнесом. Мы пользуемся следующими услугами: Наш широкий выбор высококачественных деталей для 3D-принтеров поможет вам восстановить работоспособность вашего принтера в кратчайшие сроки. Свяжитесь с нами сегодня, чтобы получить помощь или руководство по поиску подходящей детали для ваших нужд.
Наш широкий выбор высококачественных деталей для 3D-принтеров поможет вам восстановить работоспособность вашего принтера в кратчайшие сроки. Свяжитесь с нами сегодня, чтобы получить помощь или руководство по поиску подходящей детали для ваших нужд.






 В гараже, в автосервисе, на производстве — везде ОВЕРМАН 205 (MOSFET) будет проявлять себя прекрасным и надежным помощником в деле. Данная модель показала неплохие результаты при работе с алюминием.
В гараже, в автосервисе, на производстве — везде ОВЕРМАН 205 (MOSFET) будет проявлять себя прекрасным и надежным помощником в деле. Данная модель показала неплохие результаты при работе с алюминием. 8 — 1.0 мм
8 — 1.0 мм потребляемый ток: 35 А
потребляемый ток: 35 А Кроме этого данная модель подходит для ручной дуговой сварки MMA. Аппарат отличается высокими динамическими свойствами дуги и минимальным разбрызгиванием металла при работе. Регулировки сварочного тока, напряжения и индуктивности позволяют быстро и точно настроить аппарат на определенный вид работ. Жесткая конструкция и антивандальное исполнение отлично защищают внутренние узлы от повреждений.
Кроме этого данная модель подходит для ручной дуговой сварки MMA. Аппарат отличается высокими динамическими свойствами дуги и минимальным разбрызгиванием металла при работе. Регулировки сварочного тока, напряжения и индуктивности позволяют быстро и точно настроить аппарат на определенный вид работ. Жесткая конструкция и антивандальное исполнение отлично защищают внутренние узлы от повреждений. 8 — 1.0 мм
8 — 1.0 мм
 На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов. Нажатие на курок горелки запускает миниатюрный электродвигатель, в результате чего разматыватель с постоянной скоростью подает проволоку через металлический канал в зону сварки. Параллельно срабатывает клапан, который подает в сварочную ванну аргон, углекислый газ или их смесь. Скорость подачи газа и проволоки регулируется.
Нажатие на курок горелки запускает миниатюрный электродвигатель, в результате чего разматыватель с постоянной скоростью подает проволоку через металлический канал в зону сварки. Параллельно срабатывает клапан, который подает в сварочную ванну аргон, углекислый газ или их смесь. Скорость подачи газа и проволоки регулируется.


 ПВ составляет 30-40%. Важно работать при провалах напряжения до 200-19 В.0 В.
ПВ составляет 30-40%. Важно работать при провалах напряжения до 200-19 В.0 В. Он подается от газового баллона, подключенного к горелке. Газ выбирается исходя из условий сварки:
Он подается от газового баллона, подключенного к горелке. Газ выбирается исходя из условий сварки:
 Фонарик оснащен крючком, который защелкивается практически на чем угодно. На передней панели расположены регуляторы: напряжения в режиме МИГ, скорости подачи проволоки, индуктивности (дожигание дуги). Последний вариант стабилизирует дугу, исключает провисание при сварке тонких металлов. Для режима ММА имеется регулятор тока в диапазоне 10-160 А. Под крышкой корпуса находится таблица с рекомендуемыми режимами сварки: соответствие силы тока, толщины металла и проволоки/электрода.
Фонарик оснащен крючком, который защелкивается практически на чем угодно. На передней панели расположены регуляторы: напряжения в режиме МИГ, скорости подачи проволоки, индуктивности (дожигание дуги). Последний вариант стабилизирует дугу, исключает провисание при сварке тонких металлов. Для режима ММА имеется регулятор тока в диапазоне 10-160 А. Под крышкой корпуса находится таблица с рекомендуемыми режимами сварки: соответствие силы тока, толщины металла и проволоки/электрода.  О перегреве уведомит индикатор тревоги. Корпус покрыт диэлектрическим компаундом. Под его крышкой находится барабан с проволокой, механизм регулирования скорости ее размотки и клапан учета газа. Для увеличения рабочего цикла корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
О перегреве уведомит индикатор тревоги. Корпус покрыт диэлектрическим компаундом. Под его крышкой находится барабан с проволокой, механизм регулирования скорости ее размотки и клапан учета газа. Для увеличения рабочего цикла корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию. Эффективное охлаждение и высококачественные компоненты обеспечивают рабочий цикл 60%. Бесступенчатые регуляторы контролируют силу тока и скорость подачи проволоки. Индикаторы указывают на питание и перегрев.
Эффективное охлаждение и высококачественные компоненты обеспечивают рабочий цикл 60%. Бесступенчатые регуляторы контролируют силу тока и скорость подачи проволоки. Индикаторы указывают на питание и перегрев.  Желтый индикатор сообщит о перегреве устройства, за которым следит термодатчик с микроконтроллером.
Желтый индикатор сообщит о перегреве устройства, за которым следит термодатчик с микроконтроллером.




 Специалисты сервисного центра «Оникс» быстро выявят вышедшую из строя деталь и заменят ее на новую. Мы ремонтируем копиры Canon, Sharp, Xerox, Ricoh, Oki, а также других изветных производителей оргтехники. Если необходим быстрый и качественный ремонт копиров, то обращайтесь к нам.
Специалисты сервисного центра «Оникс» быстро выявят вышедшую из строя деталь и заменят ее на новую. Мы ремонтируем копиры Canon, Sharp, Xerox, Ricoh, Oki, а также других изветных производителей оргтехники. Если необходим быстрый и качественный ремонт копиров, то обращайтесь к нам. В одном корпусе объединены сканер, принтер, копир, а иногда и факс. Сервисный центр «Оникс» имеет самую аппаратуру, позволяющую быстро и точно выявлять причины возникших проблемм. Наши специалисты используя свои знания и опыт быстро и аккуратно разберут ваше многофункциональное устройство и проверят состояние всех механизмов, а не только вышедшего из строя узла. В ремонт МФУ входит обязательная его чистка, замена вышедших из строя деталей, а также последующая проверка работоспособности и прогон в течение нескольких часов. Гарантия на производимые работы предоставляется.
В одном корпусе объединены сканер, принтер, копир, а иногда и факс. Сервисный центр «Оникс» имеет самую аппаратуру, позволяющую быстро и точно выявлять причины возникших проблемм. Наши специалисты используя свои знания и опыт быстро и аккуратно разберут ваше многофункциональное устройство и проверят состояние всех механизмов, а не только вышедшего из строя узла. В ремонт МФУ входит обязательная его чистка, замена вышедших из строя деталей, а также последующая проверка работоспособности и прогон в течение нескольких часов. Гарантия на производимые работы предоставляется. Некоторые умения и навыки нужны, чтобы подключить принтер в Саратове. Что мы делаем? — ставим принтер на ровной желательно устойчивой поверхности, подключаем к системному блоку, обыкновенно, используя кабель USB и присоединяем его к розетке или иному источнику питания. Дальше включаем комп, вставляем диск с драйвером и, согласно подсказкам на дисплее, устанавливаем драйвер и управляющую прогу от принтера.
Некоторые умения и навыки нужны, чтобы подключить принтер в Саратове. Что мы делаем? — ставим принтер на ровной желательно устойчивой поверхности, подключаем к системному блоку, обыкновенно, используя кабель USB и присоединяем его к розетке или иному источнику питания. Дальше включаем комп, вставляем диск с драйвером и, согласно подсказкам на дисплее, устанавливаем драйвер и управляющую прогу от принтера.

 Настройка сетевого WI-Fi принтера в Саратове состоит из установки сетевых параметров так, чтоб он получал себе IP-адрес и его было бы видно с любой точки сети.
Настройка сетевого WI-Fi принтера в Саратове состоит из установки сетевых параметров так, чтоб он получал себе IP-адрес и его было бы видно с любой точки сети.
 Аутлет находится в «сердце» города по адресу: проспект Ленина, 11. В торговой точке площадью 30 кв. м представлены смартфоны, планшеты, фото- и видеотехника, а также сопутствующие товары (аккумуляторы, аккумуляторы, портативные зарядные устройства). Это четвертая ТОЧКА в Дальневосточном федеральном округе.
Аутлет находится в «сердце» города по адресу: проспект Ленина, 11. В торговой точке площадью 30 кв. м представлены смартфоны, планшеты, фото- и видеотехника, а также сопутствующие товары (аккумуляторы, аккумуляторы, портативные зарядные устройства). Это четвертая ТОЧКА в Дальневосточном федеральном округе.