ASpro-2700 безвоздушный окрасочный аппарат арт. 100037
ASpro-2700 безвоздушный окрасочный аппарат предназначен для полноценного промышленного применения, подходит для нанесения красок низкой и средней вязкости, таких как: водоэмульсионные краски, алкидные эмали, дисперсионные краски, грунты, пропитки и т.д.
ASpro-2700 имеет бесщеточный двигатель, материал шарика в поршневом узле изготовлен из керамики, что способствует более стабильной проходимости лако-красочного материала сохраняя стабильный поток и давление при постоянной работе. Установлен цифровой контроллер давления — Smart Controller.
Производительности окрасочного аппарата ASpro-2700 хватает для непрерывной работы в течении смены (8 часов), аппарат запускается от обычной розетки 16А при мощности двигателя 1300 Вт. Выработка поршня составляет 2,7 л/мин при максимальном давлении 220 бар.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОКРАСОЧНОГО АППАРАТА ASpro-2700
Артикул
ASpro-2700
Производство
Китай
Максимальная мощность двигателя
1,3 кВт
Напряжение питания окрасочного агрегата
220 В
Максимальная производительность насоса для краски
2,8 мин
Максимальное рабочее давление на выходе из аппарата
220 бар
Рекомендованное сопло распыления краски
0,017″
Максимальное расстояние от краскопульта до поверхности
Купить окрасочный аппарат ASpro-2700 можно в нашем магазине по адресу: г. Москва, Волоколамское шоссе, 103 (ТЦ ГВОЗДЬ 4й этаж). Вы также можете заказать доставку по Московской области и Москве, оформить онлайн заказ с отправкой в регионы транспортными компания, а также уточнить характеристики или же получить помощь технического специалиста по телефону 8 800 707 02 82.
На сайте ХОППЕР-КОВШ.РФ Вы также сможете ознакомиться с отзывами о товаре ASpro-2700 окрасочный аппарат и поделиться своим опытом использования окрасочного оборудования высокого давления, уточнить цену и наличие, срок доставки заказа при отправке транспортными компаниями и прочую информацию.
Цилиндрические направляющие используются в станках с ЧПУ, для которых точность обработки не так важна, и на первое место ставится стоимость оборудования. Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
Недостатки:
при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
повышенная чувствительность к стружке и пыли;
невозможность подгонки подшипника к валу и создания преднатяга.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине. Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Круглые направляющие на опоре для станков ЧПУ
Срочная доставка по всей России
Станки с ЧПУ
Фрезерные станки с ЧПУ
Механические комплектующие
Алюминиевые заготовки
Гибкий кабель-канал
Держатели двигателей
Станочный профиль
Электроника для станков с ЧПУ
Блоки питания
Системы управления
Драйвера шаговых двигателей
Шаговые двигатели
Сервомоторы Omron
Шпиндели
Частотные преобразователи
Концевые датчики
Электронные компоненты
Фурнитура
Провода, кабели
Линейная механика
Линейные направляющие, подшипники
Круглые направляющие на опоре
Рельсовая механика
Приводная механика
Зубчатые рейки, шестерни
Трапецеидальный винт
Шарико-винтовые пары
Подшипниковые опоры
Зубчатые ремни и шкивы
Муфты
Оснастка, расходники
Для фрезерных станков
Дополнительное оборудование
Поворотные оси
Подставка для станка ЧПУ
Стол для СОЖ, нержавейка
Прочее
Наборы для сборки
Оптика
Зеркала и линзы
Главная / Линейная механика / Круглые направляющие на опоре
Круглые направляющие на опоре
Композиционные материалы всё больше завоевывают доверие в мире машиностроения, являются наиболее перспективными. Они сочетают в себе все лучшие качества нескольких материалов. Так и круглые направляющие на опоре (цилиндрические рельсы) несут в себе надежность, износостойкость, устойчивость к силовым нагрузкам стали и легкость, пластичность алюминия.
Рельсы данного типа закрепляются непосредственно на поверхность (станину, корпусную деталь) с помощью отверстий в опоре.
В отличие от обычных цилиндрических валов без опоры, менее подвержены осевым нагрузкам на прогиб. Это позволяет создавать конструкции с большей длиной линейного перемещения.
Мы поставляем направляющие максимальной длиной 3000мм. Их можно порезать в любой размер. Все цены указаны за 1000м
Линейные модули
Опорные модули SBR (каретки) на основе открытых подшипников LM..OP для использования в системах линейного перемещения в паре с цилиндрическими направляющими на опоре. Также могут использоваться с круглыми направляющими без опор для уменьшения габаритных размеров конструкции.
Корпус выполнен из качественного алюминия. Опорная поверхность отфрезерована для достижения точности относительного расположения, избежания несоосностей.
Предусмотрены 4 крепежных отверстия. На боковой поверхности резьбовое отверстие для регулировочного штифта (устранение люфтов при износа).
Высокоточные подшипники гарантируют минимальные потери на трение.
В настоящее время у Thomson есть две учетные системы: одна для загрузки веб-сайта и моделей САПР, а другая для электронной коммерции. Мы понимаем, что два входа в систему доставляют неудобства, и работаем над тем, чтобы объединить наши системы в один процесс входа. Пока мы не сможем объединить два входа, следуйте этим рекомендациям:
Вход на веб-сайт
Загрузить модели САПР
Сохранение и извлечение проектов в инструментах LinearMotioneering® и MicronMotioneering®
Доступ к экстрасети дистрибьютора и всем связанным ресурсам
Вход в систему электронной коммерции
Заказ напрямую в Thomson онлайн (только для Северной Америки)
Авторизованные дистрибьюторы Thomson могут просматривать и заказывать котировки онлайн (по всему миру)
Просмотр корзины покупок и просмотр предыдущих прямых заказов
Поиск продукта
Обзор
Литература
Модели САПР
Размер вашей системы
1Bx Концевая опора Система линейных направляющих RoundRail
1Nx Концевая опора Система линейных направляющих RoundRail
Система линейных направляющих RoundRail с непрерывной опорой 1Cx
1Px Система линейных направляющих RoundRail с непрерывной поддержкой
1Vx Система линейных направляющих FluoroNyliner RoundRail
Система линейных направляющих RoundRail бокового монтажа 1Dx
Двухвальная система линейных направляющих RoundRail 2DA
Система линейных направляющих RoundRail с двойным валом 2CA
Аксессуары для линейных направляющих
Линейные направляющие RoundRail — это неприводные строительные блоки для линейных столов скольжения. Они обеспечивают гибкость, чтобы соответствовать конкретным оболочкам, позволяя настраивать расстояния между валами и / или подшипниками на валах для создания более высокой допустимой нагрузки. В сочетании с шарико-винтовыми передачами они превращаются в приводной стол скольжения.
Почему системы линейных направляющих Thomson?
Для оптимального самовыравнивания компонентов подшипника с минимальным напряжением системы линейных направляющих Thomson обеспечивают сверхплавное перемещение при установке на подготовленные поверхности с более широким допуском. Наши системы линейных направляющих доступны в широком диапазоне размеров, типов подшипников и монтажных конфигураций, чтобы наилучшим образом соответствовать вашим конструкциям и приложениям управления движением.
Варианты индивидуальной настройки
Несмотря на множество вариантов линейных направляющих (концевая и непрерывная опора, FluoroNyliner®, боковая установка, двойная и двойная ось и т. д.), иногда для ваших дизайнерских проектов требуется решение, выходящее за рамки нашего стандартного предложения. В этих случаях инженеры по применению Thomson будут рады сотрудничать с вами, чтобы настроить систему линейных направляющих для круговых ограждений, которая точно соответствует вашим спецификациям.
С чего начать?
Thomson предоставляет обширные онлайн-ресурсы, которые помогут вам, где бы вы ни находились в процессе принятия решения о покупке:
Размер и выбор
Записи вебинаров
Часто задаваемые вопросы
ВИДЕО: Технические советы: Выбор опоры вала Thomson
Опоры вала необходимы для установки круглого вала, который будет использоваться в качестве линейной направляющей. Посмотрите это видео, чтобы узнать о различных стилях и о том, как их можно использовать в своих проектах.
ВИДЕО: Технические советы: выбор опорного блока Thomson
Посмотрите это видео, чтобы узнать о многочисленных конфигурациях опорных блоков Thomson и о том, какие из них подходят для ваших систем линейного перемещения.
ВИДЕО: Технические советы: как использовать регулируемые опорные блоки для повышения точности
Чтобы повысить точность ваших конструкций с линейным движением, рекомендуется отрегулировать опорные блоки для удаления ресниц. Посмотрите это видео, чтобы узнать, как это сделать.
ВИДЕО: Технические советы: Варианты монтажа круглого вала
Для использования круглого вала в качестве линейной направляющей требуется правильная установка вала. Посмотрите это видео, чтобы узнать о наиболее распространенных методах монтажа вала.
Технические статьи
Круглый или квадратный? Какая линейная направляющая идеальна для вашего приложения
Улучшения в грузоподъемности, сроке службы и простоте изготовления позволили постоянно расширяющемуся диапазону применений получать выгоду от линейных направляющих, практически свободных от трения. С момента появления квадратной или профильной направляющей линейной направляющей в 19 в. В 70-е годы перед инженером-конструктором встал принципиальный вопрос: круглый или квадратный?
Узнать больше
Выбор правильных линейных рельсов для вашего приложения
Как сделать выбор между основными типами линейных технологий и как спроектировать системы автоматизации, обеспечивающие оптимальную производительность, используя конструктивные требования, а не стоимость, в качестве основного фактора при выборе линейных компонентов.
Подробнее
Выбор и применение линейных подшипников и направляющих качения
Правильный выбор подшипника для конкретного применения необходим для экономии времени и чрезмерных затрат. Понимание компромиссов каждого типа подшипников важно для точного определения размера и выбора правильного подшипника для вашего приложения. В этой статье будет представлен обзор основных типов подшипников и направляющих для линейного перемещения, объяснено, как определить их для конкретных приложений, и описано, как устранять общие проблемы приложений.
Изучение компромиссных решений при выборе профиля линейной направляющей
2016-01-12
Изучение компромиссов конструкции при выборе профиля линейной направляющей
18. 11.2015
Правильный выбор линейных направляющих для вашего применения
2015-01-25
Миниатюрные самоустанавливающиеся шариковые подшипники с низким коэффициентом трения для линейного перемещения повышают точность тепловизионной камеры
05.12.2014
Круглая или квадратная линейная направляющая — что лучше подходит для вашего применения?
2013-05-16
Техническое обслуживание линейных подшипников — 5 ключевых советов, которые помогут избежать незапланированных простоев
01. 05.2012
Более качественная и экономичная гибка труб — роликовые подшипники Thomson обеспечивают…
01.12.2010
Выбор и применение линейных подшипников качения и направляющих
01.04.2010
Точное решение проблем управления движением — конвейеры, упаковка и другие…
01.08.2009
Линейные подшипники придают новый смысл движению по рельсам — Как выбрать линейный рельс…
01.01.2009
Круглый или квадратный? Новые технологии производства и экономия за счет масштаба…
01. 10.2007
К сожалению, этот инструмент выбора продуктов Thomson не работает должным образом без включенного JavaScript. Пожалуйста, активируйте для продолжения.
Направляющие системы RoundRail 2D/3D интерактивные модели
Размер вашей системы >
Линейная направляющая с круглым или профильным рельсом?
В этой статье мы расскажем, как выбрать линейную направляющую для вашего приложения и среды.
Линдси Бримейдж и Эрик Шульц | Томсон Индастриз Ян Миллер | Motion Industries Canada
Разработчики систем линейного перемещения часто взвешивают все за и против круглых и профильных (также известных как квадратные) линейных направляющих. При попытке определить, какую технологию внедрить, в игру вступает множество соображений; это только усугубляется, когда беспокойство вызывают экстремальные условия окружающей среды. Слишком часто выбор технологии линейных направляющих делается на поздних этапах проектирования и основывается на предположениях. Время, затраченное на детальный анализ, может отличить простую конструкцию от сложной, влияя на производительность, время сборки и общую стоимость.
Выбор круглых или профильных (квадратных) рельсов может повлиять на стоимость, производительность и долговечность в зависимости от применения. Изображение предоставлено Thomson Industries
Круглые и профильные рельсы часто функционально взаимозаменяемы, но даже внутри этих категорий существуют заметные различия. Правильный выбор для вашего приложения может дать значительные преимущества в стоимости, производительности и долговечности. В этой статье обсуждается, как эти различия проявляются в приложениях, осложненных экстремальными условиями окружающей среды. Будут обсуждаться вопросы выхода жидкости или твердых частиц, экстремальных температур, коррозии, ударов и вибрации.
Перед рассмотрением этих усложняющих факторов важно помнить о преимуществах и недостатках как круглых, так и профильных линейных направляющих в несложных условиях. Понимание этих технологий и того, как их лучше всего применить к приложению, всегда является первым шагом в хорошей практике проектирования.
Круглые направляющие для щадящих установок
Круглые направляющие являются более старой из двух технологий и существуют уже около 80 лет. Как правило, наиболее экономичный вариант (относительно стоимости комплектующих) круглых рельсов имеет меньшую грузоподъемность и меньшую точность. Конструкция круглого рельса очень снисходительна; это прощение может быть как силой, так и слабостью в зависимости от вашего применения. Для применений, где допустимы нестрогие допуски или где низкая стоимость компонентов более важна, чем жесткие допуски, круглые рельсы являются отличным вариантом.
Круглые направляющие являются самоустанавливающимися и легко прощают проблемы, возникающие из-за плохой параллельности или разной высоты направляющих в системах, использующих более одной направляющей. Эта технология обеспечивает гладкую платформу с низким сопротивлением. Красноречиво упрощенный профиль обеспечивает высокоэффективную герметизацию и устойчивость к естественным загрязнениям. Кроме того, круглые рельсы не требуют затрат времени и средств на обработку монтажной поверхности и являются единственным вариантом для приложений с торцевой опорой.
Обычно используется для гидравлических испытательных стендов, гидравлических насосов / двигателей с круглыми направляющими для испытаний. Прощающий характер круглых направляющих делает их подходящим выбором для применения. Изображения предоставлены Motion Industries
Профильная рейка (также известная как квадратная рейка) для большей точности
Профильная рейка является более новой из двух технологий и используется уже около 40 лет. Как правило, более дорогой из двух вариантов, профилированный рельс имеет более высокую грузоподъемность и гораздо большую точность. Конструкция профильной рейки не прощает ошибок, и эта строгость может как принести большую пользу, так и усложнить ваш дизайн. Природа этой технологии хорошо подходит для приложений, где требуются чрезвычайно высокие уровни точности или где чрезмерная нагрузка неотъемлема от выполняемой задачи. Компактный характер системы может помочь уменьшить общий размер оборудования, но более высокие предварительные нагрузки могут увеличить сопротивление.
Кроме того, природа процесса монтажа и установки профильных направляющих (включая механическую обработку поверхности) делает очень непростительной неправильную параллельность или изменение высоты направляющих для систем, в которых используется более одной направляющей. Производственные системы с использованием профильных рельсов требуют более высокой точности. Их сложный, хотя и компактный профиль также страдает от более сложной герметизации и сравнительно меньшей устойчивости к загрязнениям.
Для применения на плавильных заводах в этой части устройства для обработки алюминиевых слитков используются профильные (квадратные) направляющие. Профильные направляющие были выбраны из-за больших нагрузок и высоких требований к точности. Изображение предоставлено Motion Industries
Учет воздействия жидкостей при выборе линейного рельса
Воздействие таких жидкостей, как вода, туман и высокая влажность, может привести к коррозии рельсов любого типа. Под давлением, например, при промывке, жидкости могут вымывать смазку. Воздействие коррозионно-активных жидкостей, таких как химические аэрозоли, горючее, кислые пищевые продукты, углеводороды, мочевина и удобрения, может представлять угрозу безопасности, а также способствовать износу, простоям и снижению производительности. Как круглые, так и профильные направляющие будут различаться по своим характеристикам работы с жидкостями в зависимости от уплотнения, типа смазки, выбора материала, покрытия, монтажа и соответствия стандартам, что особенно важно в медицинской и пищевой промышленности.
Как для круглых, так и для профильных направляющих полноконтактные уплотнения и надлежащая смазка предотвратят образование ржавчины на дорожках качения стальных компонентов. Уплотнения на круглых направляющих, как правило, вызывают меньшее сопротивление из-за их простой круговой геометрии, но для профилей в сборе доступны варианты с низким сопротивлением. В вагонах профильного рельса также могут использоваться продольные уплотнения, защищающие от проникновения снизу узла.
Выбор материала является еще одним ключевым компонентом способности системы работать с жидкостями. Преимущество круглых рельсов в том, что они могут использовать валы из незакаленной нержавеющей стали. Это делает их привлекательными для чистых сред, например, в полупроводниковой и медицинской промышленности, а также в суровых условиях пищевой промышленности. Для более высоких нагрузок может потребоваться закаленный вал. Этого можно добиться с помощью усовершенствованных покрытий, которые могут увеличить срок службы компонентов в 200 раз.
Варианты покрытия сопоставимы как для круглых, так и для профильных рельсов, и в обоих случаях повышенная защита от коррозии может потребовать компромисса с твердостью. Например, хромовое покрытие Armaloy обеспечивает умеренную коррозионную стойкость и твердость 78 HRc. Напротив, аустенитная нержавеющая сталь, такая как серия 300, более устойчива к коррозии, но дороже и имеет уровень твердости HRc только в 20-х единицах. Аустенитные нержавеющие стали обычно рекомендуются только для использования с втулками простого типа. Мартенситная нержавеющая сталь, такая как 440C, также обладает улучшенной коррозионной стойкостью по сравнению с углеродистой сталью, но может достигать уровня твердости в 50 и, таким образом, может использоваться с некоторыми запатентованными шарикоподшипниковыми шариковыми втулками.
На самом деле при рассмотрении вариантов покрытия могут играть роль и другие факторы. Нержавеющая сталь, например, является особенно хорошим выбором для пищевых сред или других применений, в которых пользователей может беспокоить отслаивание покрытия.
Правильно подобранная геометрия, ориентация и ограждение машины также могут улучшить ее способность справляться с избытком жидкости. Ориентация направляющей таким образом, чтобы свести к минимуму проникновение жидкости в опорные поверхности или способствовать стеканию, также улучшит обращение с жидкостью. Профильные рейки более компактны, поэтому они могут обеспечить большую гибкость, если возможны стандартные монтажные геометрии. Качество отделки монтажной поверхности является ключом к максимальной гибкости при установке профильных реек. Для большей гибкости установки профильные рейки поставляются в различных конфигурациях монтажа. Например, они могут крепиться болтами сверху или снизу и предлагают несколько способов закрытия отверстий под болты и их защиты от мусора, включая накладки, пластиковые и металлические заглушки для направляющих.
Когда требуется большая гибкость, круглые валы имеют преимущество. Они могут быть сконфигурированы разными способами, чтобы облегчить удерживание концов вала, и даже могут обеспечить структурную поддержку в более крупном узле. Варианты реализации уменьшенных диаметров, плоскостей или сверления корпуса вала по центру или радиально повышают гибкость монтажа. Самовыравнивающаяся конструкция круглых рельсов также более терпима к плохой параллельности и колебаниям высоты рельсов.
Защита линейных направляющих от твердых частиц
Твердые частицы, такие как металл, древесная стружка, очень тонкое стекло, керамическая пыль или мука, попадают в движущиеся части и влияют на износ и производительность. Твердые частицы могут падать на круглые или профильные рельсы или могут находиться в воздухе. Производители направляющих решают проблему удаления пыли и твердых частиц с помощью конструкций уплотнений и грязесъемников, которые защищают от твердых загрязнений, попадающих на поверхности подшипников.
Обеспечение надежного уплотнения на профильном рельсе является сложной задачей, поскольку грязесъемники должны соответствовать шариковым дорожкам, которые отшлифованы в рельсе, и могут увеличить сопротивление — фактически вдвое большее сопротивление, чем у круглых линейных подшипников. Конструкция скребков с малым лобовым сопротивлением для профильных рельсовых тележек помогает свести к минимуму эту проблему, но не устраняет ее.
Профильные рельсы могут использовать скребки для удаления более тяжелых частиц или сильфоны для защиты дорожек качения от скопления пыли или частиц. Круглые рельсы обладают естественной способностью избавляться от мусора из-за кривизны их валов. Хотя профильные рельсы скрыты от прямого доступа, они не обязательно сбрасывают мусор.
Каркас оборудования этого гидравлического испытательного стенда, который готов и находится в эксплуатации, защищает круглые рельсы от повреждений и загрязнения. Изображение предоставлено Motion Industries
Как круглые и профильные рельсы выдерживают экстремальные температуры
Экстремальные температуры, как правило, оказывают наибольшее влияние на пластиковые компоненты, такие как уплотнения и механизмы рециркуляции. Температуры выше или ниже номинала смазки могут привести к разделению и уменьшению таких компонентов, как базовое масло, загуститель и присадки. Колебания температуры могут вызвать конденсацию, что приводит к коррозии, а также к тепловому расширению и сжатию стали и алюминия.
На круглые рельсы можно установить цельнометаллические или нержавеющие подшипники без пластиковых компонентов. Как сталь, так и нержавеющая сталь обеспечивают более широкий профиль рабочих температур, но подшипники из нержавеющей стали имеют меньшую грузоподъемность, чем стальные. Кроме того, пластиковые торцевые заглушки и рециркуляционные трубки в профильных шинах часто не позволяют использовать их при экстремальных температурах.
Вибро- и ударопрочность
Постоянный крутящий момент и движение могут со временем ослабить компонент и привести к поломке. Ударная нагрузка, как и мгновенная ударная нагрузка, воздействует на все подшипники. Чем тяжелее груз, тем больше проблема, и, поскольку профильные рельсы могут выдерживать более тяжелые нагрузки, удар является скорее ударной силой. Однако во всех случаях рельс рассчитан на нормальную нагрузку, а не на ударную нагрузку. Наибольшее влияние оказывает тяжелая техника, где удар более вреден только из-за задействованной чистой массы.
Профильные рельсы также более устойчивы к сильным ударам, поскольку они предлагают различные варианты предварительного натяга, которые могут сделать их более устойчивыми к другим ударам, не влияющим на тело качения.
Круглые рельсы менее устойчивы к ударам из-за естественной посадки с зазором. Однако они превосходят профильные направляющие, когда к рельсу прикладывается движущая сила жидкости, потому что они с меньшей вероятностью подтягиваются на участках дорожки, чем профильные рельсы.
Круглая или профильная рейка — окончательный вердикт
Решение о том, использовать ли круглую или профильную рейку, зависит от области применения. Как всегда, начните с определения профиля движения и основных рабочих характеристик. Затем оцените варианты в соответствии с их преимуществами или недостатками для каждой среды.
Профильные и круглые рельсы могут использоваться во влажных, агрессивных, запыленных средах, а также в средах с сильными ударами и вибрациями, если учитываются их конструктивные различия, аксессуары и общие требования к точности и нагрузке.
Там, где точность, превышающая возможности круглых рельсов, необходима в опасных условиях, могут быть указаны покрытия — или разработчик должен будет учитывать эксплуатационные ограничения и дополнительные затраты на профильные рельсы.
Профильные рельсы могут иметь некоторые преимущества во влажной среде, поскольку их компактный размер обеспечивает большую гибкость при монтаже, чтобы избежать влаги, но если требуются щадящие допуски, нестандартная геометрия или конфигурация с торцевой опорой, круглые рельсы имеют явное преимущество. Доступно множество полезных онлайн-инструментов, которые помогают пользователям взвешивать компромиссы между различными опасными условиями.
Для получения дополнительной информации посетите Motion Industries по адресу MotionIndustries.com/designworld . Также посмотрите это видео о вариантах монтажа для круглых валов…
Об авторах
Линдси Бримейдж является специалистом по линейке продуктов — линейным подшипникам и направляющим в Thomson Industries.
Безвоздушный окрасочный аппарат ASPRO-6000 в аренду с доставкой по Москве
Аренда и прокат окрасочного аппарата ASPRO-6000
ASPRO-6000 относятся к категории окрасочных аппаратов высокого давления безвоздушного типа. В конструкции задействован мощный поршневой насос, благодаря которому производителю удалось повысить эффективность работы аппарата с вязкими составами, не увеличивая при этом значение потребляемого питания.
Конструктивные особенности
Конструкция ASPRO-6000 позволяет использовать данный аппарат для выполнения покрасочных работ любой степени сложности – от нанесения традиционных малярных жидкостей до противопожарных и антикоррозийных составов высокой вязкости. Поршневой насос мощностью 3000 Вт обеспечивает оператора производительностью до 6л/мин, что делает ASPRO-6000 эффективным инструментом при покраске поверхностей большой площади.
Аппарат поддерживает установку сопла с максимальным диаметром 0,037 дюйма, а также способен распылять лакокрасочный материал на расстояние до 60см. Благодаря отсутствию разбрызгивания при распылении и высокой мощности струи ASPRO-6000 отлично подходит для окрашивания различных изделий с ровной и рельефной поверхностью из металла, пластика, дерева и других материалов.
Агрегат снабжён фильтрами тонкой очистки лакокрасочного материала в гидроаккумуляторе и окрасочном пистолете. Для регулировки давления используется электронная система. Всё это позволяет получать более качественную лакокрасочную плёнку на любом типе обрабатываемой поверхности.
Области применения
ASPRO-6000 широко используется, как в сфере строительства, так и производства. Высокая производительность оборудования позволяет решать задачи по отделке крупных объектов – например, коммерческих и производственных помещений. А возможность работы с материалами высокой вязкости делают ASpro-6000 незаменимыми помощниками в промышленной сфере – окраска железнодорожных вагонов, строительных балок и т.д.
Аппараты одинаково эффективно распыляют такие лакокрасочные материалы, как:
Лаки и краски;
Декоративные шпатлёвки, грунтовки;
Огнезащитные, фактурные и антикоррозийные покрытия;
Алкидные и эпоксидные составы и другие лакокрасочные жидкости;
Шпатлевки для механизированного нанесения.
Основные преимущества
Высококачественная сборка. Составляющие компоненты аппарата изготовлены из высокопрочных материалов.
Высокая производительность при небольшой массе и габаритных размерах.
Мобильность. Силовой агрегат ASPRO-6000 установлен на телегу с колёсами.
Максимально экономный расход лакокрасочного материала.
Простая и удобная эксплуатация
Комплектация
Безвоздушный окрасочный аппарат ASPRO-6000
Шланг высокого давления 15 м 3/8 дюйма
Пистолет окрасочный
Сопло окрасочное быстрозаменяемое
Масленка
Инструкция по эксплуатации аппарата
Технические характеристики
Производительность, л/мин
6
Давление, Бар
227
Длина шланга, м
15
Диаметр сопла, дюйм
0.007″ — 0.037″
Мощность, Вт
3000
Принцип работы
Безвоздушный поршневой
Напряжение, В
220
Вес, кг
55
Технические характеристики
Производительность, л/мин
6
Длина шланга, м
15
Мощность, Вт
3000
Напряжение, В
220
Давление, Бар
227
Диаметр сопла, дюйм
0. 007″ — 0.037″
Принцип работы
Безвоздушный поршневой
Вес, кг
55
Окрасочный аппарат (агрегат) Aspro 7200 MAX
ASPRO-7200 MAX® — это безвоздушный окрасочный аппарат, предназначен для нанесения высоковязких материалов (поставляется со шлангом 1/2 дюйма. поводком 3/8 дюйма), таких как огнезащита и шпатлевка. Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000.
Для привода тяжелого поршневого насоса, аппарат оборудован бесщеточным электродвигателем постоянного тока мощностью почти в 1,5 раза большей, чем ASPRO-6000.
Новая система контроля оборотов электродвигателя окрасочного аппарата. Большой и яркий дисплей позволяет устанавливать и контролировать величину давления даже при плохом освещении. Дисплей имеет несколько режимов: диагностические коды, температура электродвигателя, расход, показания давления.
Специальная комплектация аппарата шлангом 1/2″, поводком 3/8″ и специальным прямоточным пистолетом для шпатлевки ASPRO позволяет улучшить процесс нанесения шпатлевок!
Области применения
ASPRO-7200 MAX широко используется в сфере строительства. Высокая производительность оборудования и специальная комплектация аппарата позволяет решать задачи по отделке крупных объектов – например, коммерческих и производственных помещений.
Аппараты одинаково эффективно распыляют такие лакокрасочные материалы, как:
Лаки и краски;
Декоративные шпатлёвки, грунтовки;
Огнезащитные, фактурные и антикоррозийные покрытия;
Алкидные и эпоксидные составы и другие лакокрасочные жидкости;
Шпатлевки финишные.
Основными преимуществами ASPRO-7200 MAX являются:
Высококачественная сборка. Составляющие компоненты аппарата изготовлены из высокопрочных материалов.
Высокая производительность при небольшой массе и габаритных размерах.
Мобильность. Силовой агрегат ASPRO-7200 установлен на телегу с колёсами.
Простая и удобная эксплуатация.
Технические данные
Длина эл.кабеля, м
3
Макс. сопло, дюйм
0,037
Макс.давление, Бар
230
Мощность двигателя, Вт
4000
Произв-ть, л/мин
7,2
Расстояние распыл, см
30-40
Устройство насоса
поршневой
Вес нетто, кг
55
Вес брутто, кг
85
Размер, см
62x57x84
Нет отзывов об этом товаре.
Написать отзыв
Ваше имя:
Достоинства:
Недостатки:
Ваш отзыв
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг
12345
Инструкции
Прежде всего, нам нужно понять, зачем использовать безвоздушный краскораспылитель, какие преимущества он дает подрядчикам и какой размер безвоздушного распылителя подходит для каждой средней подрядной работы.
Минимальное количество отходов материала, вероятно, является одним из наиболее важных фактов использования безвоздушного краскораспылителя. В большинстве случаев, особенно в тяжелых безвоздушных краскораспылителях, вы найдете двойной метод всасывания материала, например, при распылении краски вы можете использовать всасывающий шланг, а с более толстыми материалами вы будете работать с насосом прямого погружения. Благодаря этим методам ввода материала и процедуре распыления вы уже заработали на материале деньги.
Безвоздушные распылители краски обеспечивают более быстрое покрытие, чем валик или кисть. С помощью распылителя легче наносить краску на самые разные поверхности (стены, потолки, внутренние и наружные покрытия, полы и т. д.). Добавляя аксессуары к распылителю, вы можете достигать высоких и труднодоступных поверхностей, повышая свою производительность и экономя время. & Стоимость. Безвоздушные распылители оснащены насосом для подачи краски, который проталкивает материал в красочный шланг и из пистолета-распылителя, на выходе из пистолета-распылителя вы найдете защитный кожух и распылительный наконечник. Распылительные наконечники бывают самых разных размеров в зависимости от области применения и желаемого факела распыла. Все насадки для безвоздушного распыления имеют трехзначный указатель размера, например 529. Первая цифра указывает ширину распределения распыления или, как правило, размер вентилятора, поэтому в приведенном выше примере цифра 5 – , поэтому вы будете распылять под углом 50 °
а) Вторая и третья цифры размера наконечника указывают размер отверстия распылителя, например, 29 соответствует соплу 0,029 дюйма или 0,736 мм
Расход насадки:
Расход наконечника зависит от нескольких факторов, среди них:
Давление безвоздушных распылителей psi/бар
b) Используемый распыляемый материал
Чем выше рабочее давление, тем выше расход
Всегда проверяйте технические характеристики своего безвоздушного распылителя перед выбором безвоздушного распылителя.
Итак, теперь, когда мы ознакомились с некоторыми основными фактами о безвоздушных краскораспылителях, мы должны спросить себя, какой размер распылителя подходит для моих обычных задач по нанесению покрытий.
Несколько важных вопросов:
— Мощность = HP?
Профессиональный безвоздушный краскораспылитель может быть оснащен электрическим или газовым двигателем. Так что знайте источник питания на рабочей площадке, иначе вы всегда можете выбрать безвоздушный распылитель с трансформируемой мощностью.
— Средний размер проекта?
Подумайте о своих обычных работах, которые вы берете или предлагаете, вы не хотите, чтобы у вас была небольшая единица, которая ограничит вашу операцию по нанесению покрытия. Если вы чаще всего работаете с коммерческими покрытиями и большими поверхностями, вам может подойти более мощный безвоздушный распылитель. С другой стороны, если в среднем ваши работы по покраске небольшие или проводятся ремонтные работы, то менее мощный распылитель, вероятно, идеально подходит для вас.
— Какие материалы вы применяете?
С помощью безвоздушных распылителей можно распылять большое разнообразие материалов; поэтому вы должны быть уверены, что рабочее давление вашего распылителя соответствует материалу. Например, если вы распыляете тяжелую текстуру, вам определенно нужен безвоздушный распылитель высокого давления, всегда консультируйтесь с вашим поставщиком материалов о давлении в фунтах на квадратный дюйм / бар, необходимом для распыления материала.
— Объем покрытия — ценообразование
Опять же, при покупке краскораспылителя вы должны учитывать время окупаемости этих инвестиций, вы не хотите тратить больше, чем можете себе позволить.
— Количество распылителей?
Сколько пользователей / сколько одновременно распыляет? Сверхмощные безвоздушные распылители дают вам возможность использовать несколько пользователей для распыления, чтобы быстрее выполнять большие объемы работ. Имейте в виду, что некоторое оборудование для распыления может работать только с одним пистолетом-распылителем. Это всегда зависит от требований подрядчика к среднему объему работ и графику.
Подробнее →
Как подрядчик по покраске, вы часто получаете от своих клиентов многозадачный запрос на покраску. Например, вы готовите заявку на коммерческое здание, которое включает в себя нанесение текстурных и покрасочных покрытий. Ваш клиент также указал, что есть место для парковки, которое он хочет, чтобы вы тоже покрасили полосой.
Обычным решением для вас было бы приобрести сверхмощный газовый безвоздушный распылитель для покрытия коммерческих зданий, а затем либо приобрести дополнительный безвоздушный разметчик, либо пойти классическим и старомодным способом и начать маркировку и покраску с помощью валика… .
Не беспокойтесь, VEZOS предлагает новое инновационное решение для сложных задач покраски. Безвоздушный краскораспылитель, который можно легко превратить в машину для нанесения разметки, да, это возможно!
См. Как:
R-LinePack Transformable Line Striping Kit
VEZOS Инновация: 1-я линейная полосатая комплект
Преобразование гидравлического бессмысленного опрыскивателя в линейную полосу с простым набором. Сэкономьте на дополнительной единице!
Распылитель текстуры RUNNER — идеальное безвоздушное устройство для подрядчиков
, которые подходят для средних и крупных приложений, предлагая своим пользователям
выдающееся рабочее давление 260 бар, изменяемую мощность и
методы подачи материала, но не только! Да, подрядчики также могут
адаптировать комплект для нанесения разметки R-LinePack без каких-либо дополнительных инструментов, а
преобразовать распылитель текстуры в устройство для нанесения разметки.
Преобразование: преобразование электроэнергии в газ
Преобразование: преобразовать метод ввода материала и добавить шланг / Gun
Преобразование: подключите R-LinePack / No Tool Устройство для нанесения разметки
Посмотреть видео о наборе для нанесения разметки
Посмотреть страницу продукта
Поделиться на Facebook Страница
Подробнее →
Vezos Innovation: Extreme Work Height
Преобразование шлифовальной шлифовальной машины с основными расширениями VEZOS и получение выдающейся 7 -метровой рабочей высоты!
Как это работает?
Шлифовальные машины для гипсокартона VEZOS Handysand внедряют инновации в шлифовальную промышленность с 2004 года, предлагая подрядчикам новые технологии и решения, облегчающие и ускоряющие работу.
Всасывающий эффект VEZOS позволяет шлифовальной машине прижиматься к поверхности, позволяя пользователю просто управлять инструментом, вместо того, чтобы поднимать вес оборудования. С его A.R.S. технология,
автоматически регулируя силу всасывания, шлифовальная машина подстраивается под каждую поверхность (стена/потолок), каждый раз обеспечивая необходимое всасывание.
Так как вес и подъемная сила у нас исключены, следующим шагом будет засыпание песком как можно выше без использования лесов или лестниц. Это возможно
с основным и выдвижным удлинителями VEZOS. Для соединения удлинителей шлифовальных машин для гипсокартона инструменты не требуются, просто вручную закрутите соединительную гайку на каждом удлинителе и отрегулируйте
высоту инструментов. Преобразуйте шлифовальную машину из версии с короткой шейкой 97 см в рабочую высоту 7 метров, избегая трудоемких строительных лесов.
Трансформация: шлифовальная шестерня с короткими ассоциациями
Трансформация: Длинная шлифовальная шлифовальная панель с длинной шеей. высота !
Посмотреть видео Sanders для гипсокартона
Просмотреть страницу продукта
Поделиться на странице Facebook
Подробнее →
Обозначение размера насадки:
Все насадки для безвоздушного распыления имеют трехзначный указатель размера, например 529.
Первая цифра указывает ширину распределения распыления или, как правило, размер вентилятора, поэтому в приведенном выше примере цифра 5 – , поэтому вы будете распылять под углом 50 °
Вторая и третья цифры размера наконечника указывают размер отверстия распылителя, например, 29 соответствует соплу 0,029 дюйма или 0,736 мм
Расход насадки:
Расход насадки зависит от нескольких факторов, среди которых:
a) Давление безвоздушного распылителя psi/бар
b) Используемый распыляемый материал
Чем выше рабочее давление, тем выше расход
Всегда проверяйте технические характеристики вашего безвоздушного распылителя перед выбором безвоздушного распылителя.
В приведенной ниже таблице вы можете увидеть рекомендуемые распылительные наконечники для каждой единицы и материала:
Рабочее давление 138 бар — 13,8 МПа — 2000 фунтов на кв. дюйм с водой Производительность подачи может варьироваться в зависимости от толщины материала, длины шланга и диаметр
Посмотреть все Безвоздушные распылители
Подробнее →
Безвоздушные краскораспылители и пистолеты Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выбрать 2 или более продуктов для бок о бок по боковой функции сравнение. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
9000 Выберите или более продукты для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций. Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
4 или более Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по боковой функции сравнение. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
9000 Выберите или более продукты для параллельного сравнения характеристик.
Сварочная маска РЕСАНТА МС-3 предназначена для защиты глаз от видимого, ультрафиолетового и инфракрасного излучения, а также для защиты головы и шеи от попадания искр при сварочных работах. Маска данного типа удобна, поскольку светофильтр автоматически затемняется при зажигании дуги. Такой светофильтр назвали «хамелеоном» из-за способности автоматически затемняться. Степень затемнения можно настраивать с помощью встроенного регулятора в зависимости от модели маски. Светофильтр сварочных масок РЕСАНТА имеет структуру слоеного пирога. Первым слоем идет защитный экран, предназначенный для защиты внутренних слоев от механических повреждений. Затем идут несколько слоев жидких кристаллов, чередуясь с поляризационными пленками, для защиты глаз от яркого видимого излучения. И, наконец, последним слоем идет ультрафиолетовый и инфракрасный фильтр, который практически полностью поглощает ультрафиолетовое и инфракрасное излучение. Автоматический светофильтр масок РЕСАНТА Для сварочных масок МС-1, МС-2, МС-3: — внешний регулятор степени затемнения, а также переключения в режим шлифовки «Grind» (в зависимости от модели) — внутренняя регулировка чувствительности — внутренняя регулировка времени задержки В автоматических светофильтрах масок МС-2, МС-3, МС-5 имеется заменяемая батарея питания (находится под специальной крышкой). Автоматический светофильтр для масок МС-4 и МС-6 без регулировок. Регулировки режимов работы сварочных масок РЕСАНТА — Регулировка «степени затемнения». Позволяет настраивать степень затемнения в зависимости от яркости сварочной дуги. — Регулировка «чувствительности». Функция регулировки чувствительности оптического датчика позволяет установить нужный режим в зависимости от режимов сварки. При высокой чувствительности затемнение будет производить от менее ярких вспышек (для моделей МС-1, МС-2, МС-3, МС-5). — Регулировка «время задержки просветления» Позволяет регулировать время перехода из темного состояния в светлое: сварщик может настраивать время возврата фильтра в светлое состояние (для моделей МС-1, МС-2, МС-3, МС-5). — Режим «шлифовка». В этом режиме маска будет защищать оператора во время шлифовальных работ, не меняя пропускную способность для света (для моделей МС-1, МС-2, МС-3, МС-5). Меры предосторожности При сварке брызги расплавленного металла разлетаются на значительное расстояние, что вызывает опасность ожога. Поэтому для защиты необходимо использовать сварочные маски. Меры предосторожности при работе со сварочной маской: — Маска не подходит для лазерной и газовой сварки. — Не кладите маску на горячую поверхность. — Не разбирайте автоматический светофильтр. — Маска не защищает от взрывчатых устройств и коррозийных жидкостей. — Если светофильтр не срабатывает сразу после зажигания дуги, незамедлительно прекратите его использование. Проверьте автоматический светофильтр. — Не погружайте маску в воду. — Защищайте фильтр от контакта с жидкостью и грязью. — Чистите поверхность фильтра регулярно. — Не используйте сильные моющие растворы. — Всегда держите датчики и солнечные батареи чистыми. Используйте чистую ткань. Внимание: не используйте маску, если не установлен защитный экран. При использовании маски без защитного экрана возникает большая вероятность повреждения светофильтра. Основные характеристики: Размеры экрана, мм 92 х 42 Тип светофильтра Хамелеон Регулировка светофильтра Да Регулировка времени задержки Да Регулировка чувствительности Да Режим «шлифовка» Да Задержка открытия, с 0. 1 — 0.6 Посмотреть все характеристики
Поделиться
Назад к списку
Save Phace 3010288 Сварочный шлем EFP Gen X Chameleon
JB Tools Гарантия удовлетворенности клиентов: , связанная с производителями или торговыми марками продуктов, которые она продает, JB Tools стоит за всеми продуктами, которые она продает, потому что продукты, которые продает JB Tools, являются подлинными и аутентичными. Поскольку JB Tools продает только подлинные и аутентичные продукты, JB Tools предлагает своим клиентам 100% гарантию удовлетворения. Чтобы обеспечить 100% удовлетворенность клиентов , JB Tools придерживается и строго соблюдает свою политику возврата, которая предлагает своим клиентам замену продуктов (при наличии продукта) или полный возврат средств (за вычетом стоимости обратной доставки), по выбору клиента, и к которым вы можете получить доступ, нажав здесь.
Поскольку JB Tools является независимым реселлером, JB Tools может предлагать продаваемую продукцию по наиболее конкурентоспособным ценам, что обеспечивает значительную экономию средств непосредственно клиентам JB Tools. JB Tools гордится тем, что является надежным интернет-продавцом, на которого клиенты могут положиться в плане качественных продуктов по разумным ценам. Стремление JB Tools к 100% удовлетворенности клиентов не имеет себе равных, поэтому JB Tools предлагает своим клиентам лучшую в своем классе гарантийную программу для всех своих клиентов на все продукты, продаваемые JB Tools. Если клиент JB Tools считает, что продукт, приобретенный у JB Tools, имеет дефектное состояние и/или неисправность, клиенты JB Tools могут быть уверены, что JB Tools будет работать со своими клиентами, чтобы обеспечить решение проблем в соответствии с положениями JB Tools. Гарантийная программа, доступ к которой можно получить, нажав здесь.
JB Tools Уведомление о неаффилированности и отказ от ответственности: JB Tools не позиционирует себя ни производителем, ни аффилированным лицом производителя, ни «уполномоченным» дистрибьютором данного продукта. Приобретая этот продукт у JB Tools, покупатели не могут гарантировать какие-либо услуги, предоставляемые производителем , предлагаемые производителем этого продукта (включая любое обучение или техническую поддержку, которые могут быть доступны в противном случае). При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем. JB Tools предоставляет это заявление об отказе от ответственности, чтобы исключить вероятность путаницы, которая неправомерно повлияет на ваше решение о покупке этого продукта или любого другого продукта у JB Tools, а также чтобы не было путаницы в отношении существования какой-либо аффилированности между JB Tools и производитель этого товара. Тем не менее, клиенты JB Tools могут быть уверены, что JB Tools поддерживает свою Гарантийную программу и Политику соответствия производителей в 100% случаев. Кроме того, в связи с гарантией соответствия JB Tools, JB Tools соответствует цене и/или любой акции, связанной с ее продуктами.
выбор подходящей модели
Сварочная маска «Хамелеон» — выбор для тех, кто занимается сваркой на любительском и профессиональном уровне. Он надежно защищает глаза и в то же время освобождает руки для работы. Важно правильно подобрать его средство, ведь от него зависит не только комфортная, но и безопасная работа. Как это сделать — в этом обзоре от редакции HouseChief.
Маска с электронным светофильтром – современный способ защиты сварщика
Читать статью
1 Принцип работы Хамелеона
2 Дизайн маски
3 Особенности фильтров
4 О достоинствах и недостатках маски «Хамелеон»
5 Как выбрать сварочную маску «Хамелеон»
5.1 Оптический класс и смотровое окно
5.2 Температурный диапазон и датчики дуги
5.3 Настройки и электропитание
6 Основы регулировки Хамелеон
7 Обзор популярных моделей масок «Хамелеон»
Принцип работы Хамелеона
Принцип поляризации заменил примитивный и самый удобный в использовании стеклянный фильтр. Как действует Хамелеон: светополяризующие жидкие кристаллы, которые блокируют доступ вредного для глаз излучения.
В хороших моделях такие маски имеют несколько слоев кристаллов, дающих равномерное затемнение
Кроме того, маски «Хамелеон» дополнительно оснащены УФ и ИК фильтром.
Для обеспечения быстрой реакции на излучение в маску встроены датчики, реагирующие на дугу. Эти датчики и электронный блок составляют блок с регулируемыми настройками. Регулировка осуществляется вручную, без снятия маски.
Дизайн маски
Внешне Хамелеон мало чем отличается от обычной маски. Корпус выглядит так же, как у аппарата со стеклянными фильтрами. Главное отличие – наличие светофильтра, плат с регулировками и аккумуляторов, обеспечивающих работу электронной сборки.
В обычном режиме смотровое окно маски защищает антибликовая пленка.
Можно работать в маске болгаркой или шлифмашинкой только для защиты глаз и лица от механических повреждений мелкими частицами
После начала работы со сваркой Датчики улавливают излучение дуги и в десятитысячные секунды подают управляющий сигнал на блок поляризационных кристаллов . Причем, чем ярче вспышка, тем сильнее поляризация и темнее экран. После погасания дуги экран возвращается в яркое состояние с определенной задержкой, продолжительность которой можно регулировать вручную.
Особенности фильтров
Самый значимый показатель работы маски «Хамелеон» — скорость автоматического срабатывания фильтра. Именно по этому поводу часто можно встретить обсуждение эффективности этого средства. Оппоненты электронных устройств жалуются, что на раздвоенный второй глаз все равно негативно влияет яркая вспышка.
Стандартные фильтры из темного стекла, и они не подвергают сварщика такой опасности
Если говорить не о дешевых моделях, а о более-менее профессиональных аппаратах, то срабатывание происходит за миллисекунды. Но есть нюанс: при минусовой температуре этот интервал увеличивается. То есть предел безопасной эксплуатации такой маски составляет органическая температура воздуха -10°С.
Внимание! Ответственные производители всегда указывают в документации диапазон температур маски для сварки.
И еще один нюанс фильтры: устройство необходимо хранить в отапливаемом помещении для продления срока его службы
Фильтры Хамелеон выполнены по европейскому стандарту EN379. Он указан в технической документации. После его обозначения идут четыре дробные цифры:
Первый класс обозначает светофильтр, определяющий четкость обозначения объектов. Назначенный блок высшего оптического класса;
вторая цифра указывает на прозрачность цветного фильтра. Чем она выше, тем мутнее экран;
третий говорит о темнеющем единообразии;
и последний, четвертый — уровень искажений. Оптимальный показатель в этом плане – 2,
.
О преимуществах и недостатках маски «Хамелеон»
Как и у любого устройства, у маски «Хамелеон» есть свои недостатки, и о них следует знать. Первый пользователь называет относительно высокой стоимостью.
Хорошая маска будет стоить 2 тысячи рублей. Можно купить более дешевые варианты китайского происхождения, но лучше не рисковать
И еще один нюанс, о котором мы уже упоминали — одна миллисекунда, которая дается на работу блока управления.
В остальном — одни плюсы. Во-первых, очень удобно, что можно настроить маску под особенности своего зрения и условия работы. Вы можете регулировать плотность фильтра и нет необходимости постоянно тянуть маску вверх-вниз или придерживать ее рукой.
Руки в работе полностью свободны, а маска надежно защищает лицо не только от дуги, но и от искр и газов
Как выбрать сварочную маску «Хамелеон»
Примечание: Маски сварщика могут иметь доп. набор фильтров. Сама она сделана из материалов, не пропускающих токи и устойчивых к брызгам и радиации.
Маски изготовлены из отечественного производства из волокна и прочного пластика, можно найти маску из кожи.
Устройства известных производителей имеют уникальный и привлекательный дизайн
На что обратить внимание при выборе защитного устройства? Важных параметров несколько: вес маски, ее габариты, возможность подгонки под размер головы, наличие и качество диоптрийных светофильтров. Если вы бережете свои глаза, покупайте только сертифицированные товары, не ведитесь на заманчивую дешевизну.
Оптический класс и смотровое окно
Наиболее удобна маска с максимально большим смотровым окном. Типичные устройства имеют размер окна 90×40 мм, но есть и такие, у которых размер достигает 130×60 мм.
Помните: чем больше окно, тем тяжелее маска, поэтому нужно подобрать оптимальный по габаритам и весу вариант
Если вы редко работаете со сваркой, можно приобрести относительно тяжелую маску. Но если аппарат используется регулярно, то лучше пожертвовать размером смотрового окна в пользу рельефности.
Еще один важный параметр для выбора — класс светофильтра. Про маркировку было сказано выше, можем лишь напомнить, что лучший выбор – это комбинация 1/1/1/2.
Температурный диапазон и датчики дуги
Чем шире температурная амплитуда использования, тем больше у вас шансов работать.
Дополнительно полезными дополнениями станут режимы заточки, возможность самотестирования, информационные кнопки и счетчики продолжительности сварки.
Чем больше у маскирующей дуги набор датчиков, тем надежнее работа фильтра и меньше вероятность неконтролируемого выхода из строя
Если у вас аргоновый сварочный аппарат, вам необходимо маскировать до 4-х датчиков.
Внимание! Если в документации указано, что маска предназначена для работы с аргонной сваркой, значит, ее можно использовать с другими типами сварочных аппаратов: Полуавтоматическими и электродными.
Установки и блок питания
Маски «Хамелеон» продаются со встроенным и сменным блоком питания. Последний гораздо удобнее, когда его жизнь закончилась, можно просто купить новый, не меняя всю маску. Источником питания могут быть аккумуляторы, которые заряжаются от сети и солнечных батарей. Лучшим выбором будет устройство, в котором присутствуют оба вида зарядки.
Маски качества устанавливают степень затемнения. Вы можете отрегулировать чувствительность сенсора под себя и вовремя вернуться в норму.
Современные маски все регулировки плавные, ступенчатые — признак устаревшей технологии
Основы регулировки Хамелеон
Как отрегулировать защитное устройство обычно подробно описано в инструкции. Прежде чем начать, изучите его. Есть регламенты, справедливость которых лучше не проверять опытным путем во избежание травм глаз.
Новая маска имеет защитную пленку, предохраняющую фильтр от повреждений при транспортировке. Их необходимо удалить.
Важно! Перед работой обязательно калибруется целостность контура, соединяющего блок управления и фильтр.
Установочные маски начинают подходить под размер головы шлема. Маску следует опускать и поднимать, прочно фиксируя положение. Стопорная гайка регулируется и наклон прибора в рабочее положение
Используйте яркую лампу для проверки настройки датчиков. Если фильтр темный, это означает, что датчики работают нормально. уровень затемнения регулируется в зависимости от режима работы.
Алгоритм управления описан в видео материале:
Обзор популярных моделей масок «Хамелеон»
При выборе маски обращайте внимание не только на заявленные производителем технические характеристики, но и на отзывы покупателей. Обычно именно в них можно найти объективную оценку качества инструмента. Вот несколько популярных моделей, пользующихся спросом:
Модель
Преимущества
недостатки
Средняя стоимость, руб. (по состоянию на май 2019 г.)
Ресанта МС-4
Надежная защита человека, высокая скорость реакции, сменный аккумулятор, малый вес, высокая степень затемнения, широкий температурный диапазон эксплуатации
Пластиковые регулировочные болты
1090
Маска МС-4 Ресанта
Модель
Преимущества
недостатки
Средняя стоимость, руб. (по состоянию на май 2019 г.)
Фубаг Ультима 11
Высокочувствительные датчики, два дуговых датчика, большой экран, два вида зарядки, малый вес, высокопроизводительный фильтр
Не подходит для лазерной и кислородно-ацетиленовой сварки
2060
Маска Fubag Ultima 11
Модель
Преимущества
недостатки
Средняя стоимость, руб. (по состоянию на май 2019 г.)
Fubag Ultima 5-13 Панорамный черный
Большая площадь обзора, 4 датчика, плавная регулировка, широкий диапазон температур, ударопрочный корпус
Вес 0,5 кг, внешняя регулировка степени затемнения фильтра
4850
Маска Fubag Ultima 5-13 Panoramic Black
Модель
Преимущества
недостатки
Средняя стоимость, руб. (по состоянию на май 2019 г.)
ЭСАБ Сентинел А50
Стойкость к механическим и химическим воздействиям, отличная вентиляция и 5 положений оголовья, наличие сменных линз, использование всех видов сваркиДва вида зарядки
Расточной резец широко применяется в машиностроении и производстве. Их используют для обработки сквозных и глухих отверстий на токарной группе станков. Резцы расточные токарные помогают достичь более точных результатов в работе, а также создают высокую частоту обработки. Инструментом последовательно снимаются слои металла, что помогает расширить обрабатываемое отверстие до нужных размеров. Благодаря точному оборудованию, результат можно регулировать в пределах десятых долей миллиметра. Если резец для расточки хорошо заточен и находится в исправном состоянии, то он может работать с различными металлами, так как он всегда должен быть более жестким, чем деталь. Для надежности, всегда требуется проверять его закрепление, так как неправильное положение может привести к поломке самого инструмента или браку обработки детали.
Основной упор в данном резце сделан на высокую производительность в работе. Как правило, расточной резец снимает относительно небольшие слои, которые помогают расширить отверстие, так что здесь важна скорость и точность, что в свою очередь отображается на геометрии изделия. Рабочая поверхность сделана клинообразной формы, так как это помогает лучше врезаться в слой материала и деформировать его, снимая стружку должной толщины. Постепенное скалывание верхнего слоя материала доводит заготовку до необходимого состояния. Действующим стандартом, по которому изготавливается резец расточной, является ГОСТ 18872-73, что предназначен для изделий из быстрорежущей стали, наименьший диаметр которых достигает 14 мм. Если же инструмент предназначается для глухих отверстий, диаметр которых составляет до 6 мм, то это уже будет ГОСТ 18873-72. Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.
фото:расточные токарные резцы по металлу
Виды расточных резцов
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
фото:размеры расточных резцов
Высота,мм
Ширина,мм
Длина,мм
16
16
140
16
16
170
20
20
140
20
20
170
20
20
200
25
25
200
25
25
240
32
25
280
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий. Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
типы и предназначение — РИНКОМ
Расточные резцы по металлу: типы и предназначение — РИНКОМ
Главная
Статьи
Расточные резцы по металлу: типы и предназначение
Расточные резцы по металлу: типы и предназначение
4 сентября 2018
Гирин Кирилл
В этой статье мы расскажем о типах расточных резцов, их назначении и конструктивных особенностях.
Содержание
Расточные резцы по металлу: типы и предназначение
Применение токарных расточных резцов
Конструктивные особенности и геометрия расточных резцов
Виды расточных резцов
По назначению
По материалам изготовления и конструктивным особенностям.
Размеры расточных резцов
Критерии выбора расточных резцов
Применение токарных расточных резцов
Расточные резцы активно применяют в машиностроении и иных отраслях промышленности. При помощи инструментов данной группы обрабатывают сквозные и глухие отверстия на токарных станках.
Главное преимущество применения расточных резцов — высокая точность. При расширении отверстий до нужных размеров последовательно снимаются тонкие слои металлов. Результат можно регулировать в пределах десятых долей миллиметра.
Обратите внимание! Самый важный момент при обработке отверстий расточными резцами — надежность их закрепления. Неправильная установка инструментов приводит к их поломками и браку.
Конструктивные особенности и геометрия расточных резцов
Изображение №1: конструктивные особенности и геометрия расточных резцов
При изготовлении токарных расточных резцов производители учитывают три главных геометрических параметра инструментов.
Главный передний угол. Формируется между передней поверхностью резца и плоскостью, располагающейся под прямым углом ко поверхности резания. Размер главного переднего угла влияет на величину деформации снимаемых слоев.
Угол заострения. Образуется между передней и задней поверхностями головки. С увеличением размеров этого угла повышается износостойкость.
Главный задний угол. Замеряется между плоскостью резания и задней поверхностью резца. При его увеличении повышается чистота обработки заготовок.
Виды расточных резцов
Существуют различные виды расточных резцов. Их классифицируют по нескольким критериям.
По назначению
По назначению расточные резцы делят на два типа.
Для глухих отверстий. Такие резцы, как видно из названия, используют для обработки внутренних стенок глухих отверстий. К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.
Фотография №2: расточные резцы для обработки глухих отверстий.
Для сквозных отверстий. Предназначены для обработки сквозных отверстий и деталей, имеющих цилиндрическую форму. Внешне выглядят так.
Фотография №3: расточные резцы для обработки сквозных отверстий
По материалам изготовления и конструктивным особенностям
Чаще всего используют следующую классификацию.
Цельные расточные резцы из быстрорежущей стали. Применяются для обработки не слишком твердых материалов. К ним относятся, к примеру, текстолит, фторопласт и алюминий.
Цельные расточные резцы с твердосплавными напайками. Такими инструментами обрабатывают заготовки из закаленных сталей, нержавейки, бронзы и иных твердых материалов.
Расточные резцы со сменными твердосплавными пластинами. Также применяются для обработки заготовок из твердых материалов. Очень удобны в использовании.
На получение твердосплавных напаек и изготовление пластин обычно идут стали марок ВК8, Т5К6 и Т5К10.
Размеры расточных резцов
Стандартные размеры расточных резцов, которые на практике используют чаще всего, представлены в размещенной ниже таблице.
Габариты державки (мм)
Общая длина резца (мм)
16*12
170
16*16
140 или 170
20*16
200
20*20
140, 170 или 200
25*20
240
25*25
200 или 240
Критерии выбора расточных резцов
Чтобы правильно выбрать расточной резец для обработки глухого или сквозного отверстия, учитывайте следующие основные параметры.
Геометрия головки.
Материал изготовления и конструктивные особенности.
Габариты инструмента.
Качество обработки.
Способ крепления инструмента в резцедержателе.
Важно! Ни в коем случае не используйте цельные резцы, изготовленные из быстрорежущей стали, для обработки заготовок из твердых материалов (нержавейка, бронза, закаленная сталь и пр.). Инструменты моментально испортятся.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 апреля 2023
Фрезерование концевыми фрезами
27 марта 2023
Режущий инструмент по металлу
23 января 2023
Фрезы со сменными пластинами
9 января 2023
Нарезание резьбы метчиком
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Различные типы расточных инструментов для металлообработки
Проще говоря, производственный процесс расточки — это увеличение отверстия в металле. Существует довольно много различных механизмов или подходов, которые можно использовать для изготовления отверстий от токарных и фрезерных станков до линейного растачивания или интерполяции. Мы хотели сделать краткий обзор различных видов расточных инструментов , доступных для сверления отверстий и/или операций вторичного растачивания.
Расточные оправки
Растачивание глубоких отверстий может быть связано с экстремальным отношением длины к диаметру или с вылетом, когда речь идет об инструментах в сборе. Поскольку в этих сценариях может быть сложно поддерживать точность и стабильность, нам нужны расточные оправки для расширения инструментальных сборок и сохранения жесткости для создания идеальных кругов с отделкой в соответствии со спецификацией.
Цельные расточные оправки
Цельные расточные оправки, как правило, изготовленные из твердого сплава для чистовой обработки или тяжелого металла для черновой обработки, имеют плотную структуру, которая обеспечивает более стабильное резание при приложении осевой силы.
Демпфирующие стержни
Когда скорость резания снижается или качество поверхности начинает вибрировать при сверлении с большим вылетом, можно использовать демпфирующие стержни. Имеют встроенные системы демпфирования. Наша версия, Smart Damper, работает как встречный демпфер и фрикционный демпфер, так что вибрация существенно поглощается.
Расточные головки
Расточные головки специально разработаны для расширения существующего отверстия. Они удерживают фрезы в нужном положении, чтобы они могли вращаться и постепенно удалять материал, пока отверстие не достигнет нужного диаметра.
Головки для чернового растачивания
После начала бурения с помощью дрели или другим методом головки для чернового растачивания подходят для удаления больших объемов материала. Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Головки для чистового растачивания
Головки для чистового растачивания лучше всего использовать для более деликатного и точного удаления материала, завершающего работу, начатую головкой для чернового растачивания. Их часто балансируют для высокоскоростной резки, так как это лучший подход для достижения точных технических характеристик.
Расточные головки с двумя режущими кромками
Большинство расточных головок имеют одну режущую кромку, которая режет по мере того, как диаметр ее подачи регулируется станком. Существуют расточные головки с двумя режущими кромками, которые могут ускорить резку и повысить универсальность. Например, серия 319.и другие двухрезцовые расточные головки BIG KAISER включают в себя две фрезы, которые могут выполнять сбалансированную или ступенчатую резку без дополнительных принадлежностей или регулировок путем переключения мест установки держателей пластин различной высоты.
Цифровые расточные головки
Традиционно регулировка расточных головок была кропотливой и трудоемкой, особенно когда она выполняется на станке. Легко ошибиться, маневрируя, чтобы прочитать шкалу диаметра и отрегулировать ее до нужного диаметра. Цифровые расточные головки имеют светодиод, который значительно упрощает точную настройку.
Поскольку фрезы расположены по диаметру расточных головок, а не по их поверхности, они не могут просверлить отверстие на плоской поверхности или сырье. Особенно в небольших отверстиях можно использовать рифленые сверла, называемые стартовыми сверлами, чтобы начать отверстие перед черновым растачиванием.
Специальные расточные головки
Головки для обратного растачивания и обработки торцевых канавок, а также держатели пластин для снятия фаски доступны для некоторых из наиболее распространенных вторичных операций после растачивания отверстия. Мы производим специальные головки с фрезами под соответствующими углами, поэтому каждую из этих операций можно выполнять без ручного перемещения детали, смены инструмента или регулировки угла фрезы.
Поскольку ограничение отношения длины к диаметру имеет решающее значение для успешного растачивания, очень важно иметь возможность сделать сборку инструментов как можно короче. Наши модульные компоненты основаны на цилиндрическом соединении с радиальным стопорным винтом, что позволяет идеально сочетать различные типы хвостовиков, редукторов и удлинителей, стержней, цанговых адаптеров ER и индукторов СОЖ.
Нужна помощь в поиске подходящего бурового оборудования для вашей следующей работы или нового станка? Наши инженеры здесь, чтобы помочь. Свяжитесь с нами здесь.
28 октября 2020 г.
Категории
Расточные инструменты
Теги:
скучный бар бурение глубоких отверстий Демпфирование Умный демпфер скучная голова Грубые скучные головы Прецизионные расточные головки Двойной резак Серия 319 Цифровые расточные головки модульная оснастка металлообработка
Выбор подходящего расточной инструмента
Сверление, развертывание и растачивание являются основными операциями обработки отверстий. Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия.
Операции растачивания на токарных станках обычно менее сложны, чем операции растачивания на фрезерных станках. На токарных станках расточный инструмент перемещается станком постепенно, тогда как на фрезерных станках расточный инструмент (расточная головка) должен быть отрегулирован для достижения желаемого размера отверстия. Теоретически расточные инструменты для токарной обработки могут просверлить отверстие любого размера, если стержень входит в отверстие. Однако расточные головки для фрезерных станков ограничены определенным диапазоном.
Базовая расточная оправка
Базовые расточные оправки с твердосплавными пластинами, имеющиеся в каждом механическом цехе, хорошо подходят для большинства операций и экономичны.
Чистовая расточная головка для чистовой обработки отверстий с жесткими допусками. Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.
Стальные стержни начинают вибрировать, когда глубина осевого DOC превышает 4 диаметра. Таким образом, конечный пользователь, скорее всего, заметит дребезжание стержня диаметром 1 дюйм (25,4 мм), если он выступает из револьверной головки более чем на 4 дюйма (101,6 мм). Машинист сказал бы, что он слишком сильно «торчит».
Устранение вибрации
Вибрацию при сверлении на токарном станке можно устранить. Самый простой способ — применить борштангу большего диаметра. Однако полоса большего размера не всегда возможна, и потребуются другие средства.
Иногда решение так же просто, как изменение скорости резания и количества стружки для изменения давления резания на инструмент. Можно увеличить давление инструмента, увеличив скорость подачи, уменьшив скорость резания или сделав и то, и другое одновременно. Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха.
Из-за более низкой стоимости стальные расточные оправки являются наиболее распространенными, но также доступны и другие материалы. Например, производители режущего инструмента разработали стержни из тяжелого металла и карбида для уменьшения вибрации. Стержни из тяжелых металлов изготавливаются из вольфрамовых сплавов, которые тяжелее стали. Эти сплавы гасят вибрацию. Хотя стержни из тяжелых металлов дороже, чем стальные, они могут применяться с более высоким отношением длины к диаметру. В то время как сталь допускает соотношение 4:1, стержни из тяжелого металла могут повысить это соотношение до 6:1 или выше с некоторой настройкой скорости и подачи.
Стержни из карбида вольфрама обеспечивают еще более высокое отношение глубины к диаметру. Твердосплавные стержни изготавливаются путем пайки стальной головки, которая подвергается механической обработке для установки вставки на твердосплавный стержень. Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше.
Виброгасящие стержни имеют внутренние механизмы, исключающие вибрацию. Поскольку эти стержни могут быть дорогими, покупайте их со сменными головками, которые подходят для разных вставок.
Твердосплавные стержни диаметром более 1 дюйма нецелесообразны из-за высокой стоимости. В ситуациях, когда использование карбида слишком дорого, может потребоваться перестраиваемый стержень. Как следует из названия, эти стержни имеют функцию регулировки, которая позволяет пользователь может настроить шину для конкретного применения. Внутренний механизм изменяет собственную частоту шины, предотвращая вибрацию и допуская очень большое отношение длины к диаметру. Некоторые производители инструментов сообщают о возможности выполнять разрезы в соотношении 20: 1.
Расточные станки и фрезы
В отличие от расточной оправки для токарного станка, инструмент, используемый на фрезерном станке, должен регулироваться для достижения нужного размера. Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку.
Наиболее часто используемые расточные головки смещают борштангу ближе или дальше от оси отверстия для достижения желаемого диаметра отверстия. Эти сверлильные головки стоят недорого. С помощью этих головок пользователи могут растачивать отверстия самых разных размеров, поскольку расточная оправка может быть установлена в нескольких различных позиций.
Расточные головки обычно используются на обычных фрезерных станках, но их можно использовать и на станках с ЧПУ.
Этот двухголовый расточный инструмент может выполнять черновую обработку больших отверстий на горизонтально-расточном станке.
При растачивании на фрезерном станке можно задействовать более одной режущей кромки, в отличие от токарного станка. Некоторые расточные головки часто используются в условиях высокой производительности. Сдвоенные расточные головки устанавливаются одним из двух способов. В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
Финишные штрихи
Головки сдвоенного типа лучше всего подходят для черновой обработки, потому что их нелегко отрегулировать в тех случаях, когда необходимы небольшие пошаговые изменения диаметра растачивания. При чистовой обработке лучше выбрать чистовую расточной головку, чтобы внести небольшие коррективы в диаметр.
Чистовая обработка отверстий с жесткими допусками часто требует специальных расточных инструментов, которые можно точно регулировать с небольшим шагом. Эти расточные головки часто называют головками для чистового растачивания — некоторые из них можно точно отрегулировать с шагом до 0,0001 дюйма (0,0025 мм). Головки для чистового растачивания бывают нескольких типов. В некоторых используются обычные круглые расточные оправки, а в других — специальные держатели пластин.
MORN Ручная волоконная лазерная сварка представляет собой мощный непрерывной сварочный инструмент нового типа, в котором используется высококачественный источник волоконного лазера для производства оптоволоконного лучи. Фокусируясь на работе, чтобы обеспечить непрерывную сварку, эффект сварки прочнее и сварочный шов более тонкий и красивый из-за непрерывности.Заменяя предыдущий фиксированный оптический путь портативный подход. Она не только способствует плесени, рекламе и другим крупным комплексным продуктам сварки, но и делает лазерную сварку в полевые операции возможными.
Особенности
1. Сварочный шов тонкий, глубина проникновения большая, конус маленький, точность высокая, внешний вид гладкий, плоский и красивый.
2. Мощный лазер, высокий эффект, без расходных материалов, небольшого размера, гибкой обработки, низкой стоимости эксплуатации и обслуживания.
3. Ручная волоконная лазерная сварка соответствует всем видам сложных сварных швов, точечной сварки различных устройств и сварочных швов тонких пластин. Она имеет быструю скорость сварки.
4. Подходит для различных сложных сварочных аппаратов и точечной сварки, мощный мазер достаточно для сварки металлов, которые нелегко расплавить, таких как золото, серебро и медь.
Каталог станков? Цены? Большие видео? Приветствуем вас связаться с нами онлайн или оставить сообщение.
Параметры
Глубина провара
Толщина сварки
Мощность
нержавейка
Нержавейка
Углеродистая сталь
Алюминий
Латунь
500W
0,8мм
≤3mm
≤2mm
≤0. 5mm
≤0.5mm
1000W
1,2мм
≤4mm
≤3mm
≤1mm
≤1mm
1500W
1,5мм
≤4.5mm
≤3.5mm
≤1.5mm
≤1.2mm
2000W
2мм
≤5mm
≤4mm
≤2mm
≤2mm
Raycus лазерный источник
• 100 000 часов, бесплатное обслуживание;
• Высокая эффективность электрооптического преобразования (до 25-30%), отличное качество луча, высокая плотность энергии и надежность, широкая частота модуляции;
• Низкое энергопотребление, всего 20% -30% от традиционной машины CO2;
Ручная сварочная головка
S&A Промышленный чиллер
Применение
Показ продукции
Previous
Next
Ручная волоконная лазерная сварка применяется для всех видов металлов и различных сплавов, таких как углеродистая сталь, литейная сталь, нержавеющая сталь, алюминий, медь, латунь, цинк, золото, серебро, хром, никель и другие металлические материалы. Она широко используется в различных отраслях промышленности.
Автозапчасти лазерной сварки
Кухонная утварь лазерной сварки
Детали ванной комнаты лазерной сварки
Пресс-форма лазерной сварки
Автомобильная осветительная сварка
Аккумуляторная лазерная сварка
Фланцевая лазерная сварка
Сварка изделий из нержавеющей стали
Сварка медицинского оборудования
Контакты
Инструкция по ручной лазерной сварке [часть 1]
Большинство изделий из нержавеющей стали производятся с помощью аргонодуговой сварки и других распространенных методов сварки. Хотя эти методы могут удовлетворить 80% потребностей производства, они оставляют дефекты во многих сварочных изделиях. Например: подрезы, неполное проплавление, плотная пористость и трещины. Это не только снижает прочность соединения, но и становится источником щелевой коррозии. Кроме того, рабочие этапы обработки после сварки выполняются очень медленно.
В связи с этими недостатками появился ручной лазерный оптоволоконный аппарат ручной лазерный оптоволоконный аппарат для сварки. Технология ручной лазерной сварки в основном использует лазерный луч в качестве источника энергии для воздействия на сварочное соединение для достижения цели сварки. Это новый метод сварки с хорошими сварочными характеристиками и небольшой деформацией, который широко используется в обработке и сварке различных металлов. Ручной аппарат лазерной сварки имеет преимущества простого управления, красивого сварного шва, высокой скорости сварки и отсутствия расходных материалов.
Сварка лазерным сварочным аппаратом тонких листов из нержавеющей стали, железных и оцинкованных листов, а также других металлических материалов может прекрасно заменить традиционную аргонодуговую сварку, электросварку и другие процессы.
Ручной лазерный сварочный аппарат может быть широко использован при производстве шкафов, лестниц, лифтов, духовок, дверей из нержавеющей стали и оконных ограждений, распределительных коробок, домах из нержавеющей стали и в других отраслях промышленности со сложным нерегулярным процессом сварки.
Скорость ручной лазерной сварки высокая, в 2-10 раз выше, чем традиционная сварка. Сварочный шов после сварки получается ровным и красивым, что сокращает последующий процесс шлифовки, экономит время и затраты. Заготовка для лазерной сварки не имеет деформации, сварочных шрамов и прочной сварки. Расходных материалов для лазерной сварки меньше, и они имеют длительный срок службы.
Основные характеристики ручной лазерной сварочной машины
Она проста в эксплуатации и может использоваться обычными работниками без больших затрат на обучение.
Имеет преимущества высокой эффективности, большого размера сварки, быстрой скорости сварки, тонкого и красивого шва, и уменьшает последующий процесс шлифовки.
Она может быть широко использована для сварки нержавеющей стали, железных, алюминиевых и оцинкованных пластин, а также других металлических материалов.
Точка сварки и зона теплового воздействия мала, сварочный верстак не нужен, также нет необходимости в большой площади для размещения оборудования.
Преимущества машины для ручной лазерной сварки
Для мастерской, которая занимается мелкосерийной обработкой или сваркой в малых масштабах, ручная лазерная сварочная система является лучшим выбором.
Ключевым моментом является то, что сварочные изделия небольших мастерских разнообразны, а форма изделий гибкая. Ручная лазерная сварка может полностью удовлетворить этот спрос.
Ручной лазерный сварочный аппарат удобен не только для сварки пресс-форм, кухонной утвари и других изделий, но и для сварки на открытом воздухе. Нержавеющая сталь, алюминий, медь, золото и серебро ювелирные изделия также могут быть сварены ручным лазерным сварочным аппаратом.
Применение ручной лазерной сварочной системы
В качестве важной поддержки «зеленых» технологий, технология лазерной сварки имеет очевидные конкурентные преимущества по сравнению с традиционными методами.
Благодаря высокой скорости, высокой точности, низкому энергопотреблению и многим другим преимуществам, она широко используется в микроэлектронике и электроприборах, автомобильной и аэрокосмической промышленности, машиностроении, полиграфии и и других важных областях экономики.
Технология лазерной сварки является одним из важных применений лазерной обработки. Среди них важное применение ручной лазерной сварки сосредоточено в сложных и нерегулярных процессах сварки без приспособления, таких как листовой металл, шасси, резервуар для воды, распределительная коробка, кухонный шкаф, дверные и оконные ограждения из нержавеющей стали и т. д.
В последние годы, в связи с бурным ростом развития новых энергетических транспортных средств, было увеличено производство количество аккумуляторных батарей, и индустрия лазерной сварки достигла дальнейшего роста.
Проблемы ручной системы лазерной сварки
Несмотря на то, что ручные лазерные сварочные системы становятся все более популярными на рынке, все еще существуют некоторые проблемы.
В большинстве ручных лазерных сварочных аппаратов, предлагаемых производителями оборудования, используются непрерывные волоконные лазеры мощностью от 200 Вт, 300 Вт, 500 Вт до 1500 Вт.
В целях безопасности сварщик должен пройти строгую подготовку, а лазер ни в коем случае не должен задеть людей или окружающие предметы, иначе это может привести к серьезным ожогам или даже вызвать пожар.
Кроме того, хотя в процессе сварки лазер обращен к заготовке, он все равно будет давать отражение высокой яркости, поэтому оператор должен быть оснащен специальными светозащитными очками.
Какие проблемы решает ручная лазерная сварочная система?
1. Применение в производстве кухонной посуды
Ручной лазерный сварочный аппарат при производстве кухонной утвари может сэкономить около 80% ~ 90% электроэнергии. По сравнению с дуговой сваркой, стоимость обработки может быть снижена примерно на 30%. Он может сваривать разнородную сталь и разнородные металлы.
2. Применение в области обработки листового металла
В области обработки листового металла, по сравнению с традиционной аргонодуговой сваркой, лазерная сварка имеет очевидные преимущества: высокая эффективность, малая тепловая деформация, красивый внешний вид, высокая прочность, отсутствие необходимости полировки после сварки, бесшовная стыковая сварка.
3. Применение в области сварки сантехники из нержавеющей стали
В процессе сварки сантехники из нержавеющей стали, ручная лазерная сварка обеспечивает бесшовное сращивание сантехнических кранов, раковин и т.д. Для сварки под углом может быть достигнуто 360° сварки, что является простым в эксплуатации и более удобным.
Сварка на оптоволоконном лазерном аппарате для сварки металла XTW-1000 RAYCUS
На нашем сайте вы можете приобрести оптоволоконный аппарат для лазерной сварки металла:
Революционная портативная система лазерной сварки для производителей |
Перейти к содержимому
LightWELD от IPG Photonics Corp. (Оксфорд, Массачусетс) — это новая ручная система лазерной сварки, которая дает производителям больше гибкости, точности и простоты использования по сравнению с традиционными продуктами для сварки. Разработанный и изготовленный с использованием запатентованных и запатентованных волоконно-лазерных технологий IPG, LightWELD представляет собой сдвиг парадигмы благодаря своим чрезвычайно малым размерам и весу, а также уникальному воздушному охлаждению.
По сравнению с традиционными аппаратами для сварки MIG и TIG, LightWELD обеспечивает значительно более быструю сварку, проще в освоении и эксплуатации и обеспечивает стабильные высококачественные результаты для широкого спектра материалов и толщин с низким тепловложением и эстетичной отделкой с минимальным количеством наполнителя или без него. провод.
«Портативная система лазерной сварки LightWELD — еще один пример революционной инновации в области волоконных лазеров, которой славится IPG, — сказал Тревор Несс, старший вице-президент по международным продажам. «Это первый по-настоящему функциональный и портативный лазерный сварочный аппарат, который впервые в истории привносит передовые лазерные технологии на рынок ручной сварки».
Простое управление, включая 74 предустановленных и определяемых пользователем параметра процесса, позволяет начинающим сварщикам обучаться сварке за считанные часы, снижая трудозатраты и повышая качество, стабильность и производительность. Опытные пользователи традиционных методов сварки, таких как MIG и TIG, выиграют от более быстрых и гибких возможностей обработки LightWELD, которая сваривает толстые, тонкие и отражающие металлы с минимальными искажениями, деформациями, подрезами или прожогами.
В отличие от традиционных методов, сварочные приспособления проще или не нужны, металлы не нужно предварительно чистить или шлифовать начисто, и даже новички могут надежно сваривать материалы с разной толщиной и высокой/низкой электропроводностью. Кроме того, зона термического влияния сведена к минимуму, как и потребность в традиционной шлифовке или полировке после обработки, что повышает производительность, снижает количество брака и себестоимость детали.
Мощность лазера до 1500 Вт легко регулируется с помощью интуитивно понятных элементов управления, позволяющих быстро установить оптимальные параметры сварки для различных материалов и толщин. Отдельные сохраненные режимы обеспечивают высокую пиковую мощность до 2500 Вт, что еще больше расширяет возможности сварки.
В стандартную комплектацию LightWELD входит сварка с колебанием, которая обеспечивает дополнительную ширину сварного шва до 5 мм, увеличивая производительность и обеспечивая при этом высокоэстетичные швы. Другие стандартные функции включают в себя 5-метровый кабель подачи, обеспечивающий расширенный доступ к деталям, соединения для подачи газа и внешнего подключения, многоуровневые датчики и блокировки для безопасности оператора, а также лазерный сварочный пистолет с функциями качания/сканирования, поддерживающий механизм подачи проволоки и сварочный наконечник. конфигурации, оптимально соответствующие типам соединений.
LightWELD расширяет корпоративные программы устойчивого развития IPG, обеспечивая более экологичный сварочный процесс с низким потреблением электроэнергии, низким уровнем шума и сокращением расходных материалов, очисткой и утилизацией отходов.
www.lasersystems.ipgphotonics.com
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Календарь и события
CMTS Канады
30 сентября — 3 октября 2013 г.
Миссиссога, Канада
Westec 2013
15 — 17 — 17, 2013
Лос -Анджелес, Калифорния
South -TEC
29 — 31 октября 2013 г.
Greenville, SC
Fabtech
. Place – Чикаго, Иллинойс
PCD Tool Manufacturing
20 ноября 2013 г.
United Grinding North America – Fredricksburg, VA
Производители портативных волоконных лазерных сварочных аппаратов мощностью 1500 Вт
Скорость сварки в 4-10 раз выше, чем при традиционной сварке TIG/MIG.
Простота в эксплуатации, не требуется лицензия на сварочные работы, неквалифицированный оператор также может красиво сваривать изделия.
Может сваривать металлические изделия из разных материалов и толщины
Низкая теплота сварки, отсутствие деформации заготовки
Сварочный шов ровный и красивый, что сокращает последующий процесс шлифовки и экономит время и деньги.
Сравните с традиционной сваркой
Ручные лазерные сварочные аппараты для металлов, оснащенные либо сварочная горелка четвертого поколения , значительно улучшающая прочность и качество сварки и улучшающая форму сварного шва. Ручной лазерный сварочный аппарат может выполнять точечную сварку , сварку с прямым швом, сварку внахлест, кольцевую сварку и сварку любой дорожки . Станок также оснащен автоматической подачей проволоки. По сравнению с традиционной аргонодуговой сваркой эффективность увеличивается более чем на 50%.
Замена старых систем термической сварки сварочным пистолетом ручного типа не только облегчает сварку форм, рекламных персонажей, кухонной утвари, дверей и окон и т. д., но и делает возможной лазерную сварку при наружных работах, возможности сварки расширяются. от небольших легких заготовок до крупных громоздких объектов, которые трудно перемещать, таких как бункеры из нержавеющей стали, спиральные воздуховоды из нержавеющей стали, дымоходные трубы, автоматические кормушки из стали, практически нет ограничений по размерам, что свидетельствует о том, что традиционная сварка электросваркой, аргоном дуговая сварка и т. д. будет окончательно заменена волоконной лазерной сваркой.
Ручной лазерный сварочный аппарат отличается простотой эксплуатации, красивым сварным швом, высокой скоростью сварки и отсутствием расходных материалов. Его можно использовать для сварки различных металлических листов и труб: таких как пластины из нержавеющей стали, железные пластины, оцинкованные пластины и пластины CS, алюминиевые пластины, латунные пластины, другие металлические листы и трубы.
Традиционная сварка
Лазерная сварка
Скорость сварки
Общий
В 4-10 раз быстрее
Зона термического влияния
большой
маленький
Деформация
большой
маленький
Прочность сцепления с основным материалом
Общий
Отлично
Последующая обработка
польский
Нет полировки или очень мало полировки
Расходные материалы
любой
Маленький
Сложность операции
Усложнить
Простой
Безопасность оператора
Не безопасно
Сейф
Воздействие на окружающую среду
Загрязнение
Окружающая среда
Отказоустойчивость сварки
Хорошо
Хорошо
Маятниковая сварка
№
да
Регулируемая ширина пятна
№
Да
Контраст качества сварки
Плохой
Отлично
Регулируемый режим сварки
Нет
Шесть режимов
PES-W1500 Мощность лазерной сварки
Материал
Толщина
Односторонний шов
Толщина
Двусторонний сварной шов
Толщина
Сварка проволоки
Безциановая сталь
4 мм
8 мм
3,5 мм
Оцинкованная сталь
4 мм
8 мм
3,5 мм
Мягкая сталь
4 мм
8 мм
3,5 мм
Титановый сплав
4 мм
8 мм
3,5 мм
Алюминий
3 мм
6мм
2,8 мм
Медь
1,5 мм
3 мм
1,3 мм
Высокая эффективность электрооптического преобразования
Устойчивость к высокому сопротивлению
Длина выходного волокна может быть настроена
Работа без обслуживания
Широкий диапазон частот модуляции
—— ПОДРОБНЕЕ
С 6 видами точечных режимов (O, ●, 8, ◎, —, △)
Размер пятна можно регулировать от 0,2 до 5 мм,
Простое управление, цифровой выбор и настройка кончиком пальца
Может значительно повысить эффективность сварки.
Может быть оснащен устройством автоматической подачи проволоки,
—— ПОДРОБНЕЕ
Встроенный промышленный чиллер, внешний чиллер не требуется
Встроенная функция оповещения о температуре воды для безопасного производства
Двойная температура и двойной контроль
Автоматическая подача проволоки для сварки швов менее 1,6 мм
Регулируемая скорость
Вес рулона проволоки менее 15 кг
Диаметр проволоки 0,8,1,0,1,2,1,6 мм, алюминий 1,2 мм
Лазерный луч
Волоконный лазер непрерывной волны Raycus 1500 Вт, длина волны излучения 1080 ± 5 нм
Охлаждение
Встроенный промышленный чиллер (очищенная вода или дистиллированная вода)
Длинна кабеля
Длина оптоволоконного кабеля 10 м, рабочая длина кабеля 8 м
Сварочная головка
Ручная сварочная головка Wobble с шестью режимами сварки, одним режимом резки, сменным соплом для различных сварочных процессов
Ширина колебания
Регулируемый 0–5 мм
Защитный газ
Аргон/азот Давление 5-10 л/мин
Интерфейс пользователя
Для управления лазером: мощность, частота, рабочий цикл.
YKJ 120 — профессиональный и компактный окрасочный аппарат, работает по принципу безвоздушного распыления. Широко используется в строительной, промышленной сферах. Надежная конструкция и прочные крепежные механизмы обеспечивают стабильную работу даже в неблагоприятных производственных условиях. Значительно экономит расход малярных материалов и ускоряет процесс выполнения работ.
Устройство подходит для распыления любых типов ЛКМ: акриловых, латексных, водоэмульсионных, алкидных, антикоррозийных и прочих покрытий.
Производительный насос с электромотором на 900 Вт позволяет эффективно окрашивать объекты даже на большом расстоянии. Забор жидкости происходит через шланг из любой емкости, а высокое давление доставляет краску на расстояние до 30 метров.
Разработан под контролем японских инженеров на высокоточном оборудовании. Каждый аппарат проходит жесткое тестирование и проверку департаментом качества перед отправкой конечному пользователю.
В комплект поставки входит:
— аппарат
— шланг 1/4″ , 15 метров
— безвоздушный краскопульт
— сопло 517
— удочка 45 см
— масленка для смазки
Дополнительно рекомендуем купить:
— шланги для удлинения малярного поста
— соединители для скручивания шлангов
— сопла с разной шириной факела и проходного сечения
— масло для смазки аппарата
— удочки для покраски труднодоступных мест
Технические характеристики:
Устройство насоса: поршневой
Мощность двигателя: 900 Вт
Макс. давление: 227 бар
Производительность: 1,8 л/мин
Макс. сопло: 0,021 дюйм
Вес: 14,5 кг
Габариты: 49x44x50 см
Гарантия 12 месяцев, сервис, обслуживание, поставка запасных частей и комплектующих.
Нажимая кнопку «Отправить», я даю свое согласие на обработку моих персональных данных, в соответствии с Федеральным законом от 27. 07.2006 года №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Окрасочный аппарат Yokiji YKJ 120: цена и характеристики
Заказать
Каталожный номер:
Yokiji YKJ 120
Наименование: Окрасочный аппарат Yokiji YKJ 120 безвоздушный
Цена: от 44 900 ₽
YOKIJI YKJ 120 – окрасочный аппарат безвоздушный для окраски любых поверхностей. Используется в строительной и промышленной сферах.
Технические характеристики:
Устройство насоса: поршневой
Мощность двигателя: 900 Вт
Макс. Давление: 227 Бар
Производительность: 1,8 л/мин.
Макс. сопло, дюйм: 0,021
Производительный насос с электромотором на 900 Вт позволяет окрашивать большие по площади объекты. Забор жидкости происходит через шланг из любой емкости, а давление до 200 бар доставляет краску на расстояние до 30 метров.
Аппарат подходит для распыления:
• акриловыx
• латексных
• водоэмульсионных
• алкидных
• антикоррозийных и прочих покрытий
Доставка — 35 дней (до Москвы)Ускоренная доставка — 12 дней (до Москвы)
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о сварочном инверторе EDON LV-200S. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Напряжение, В
220
Max мощность, кВт
5,3
Min ток, А
20
Max ток, А
200
Диаметр электр/провол, мм
1.6-4.0/-
ПВ на максимальном токе, %
60
Степень защиты
IP21S
Наличие сетевой вилки
да
Класс товара
Бытовой
Кейс
нет
TIG сварка
нет
Вес, кг
4
Габариты, мм
315х150х285
Напряжение холостого хода, В
80
Особенности модели
Сварочный инвертор EDON LV-200S 00-00000081 — это оборудование профессионального уровня, часто используемое мобильными строительными бригадами, а также работниками автосервисов. Данная модель предназначена для качественного соединения различных металлических деталей и конструкций методом ручной дуговой сварки, посредством штучного электрода диаметром от 1.6 до 4 мм. Устройство подключается к однофазной электрической сети посредством двухполюсной (2P+T) штепсельной вилки, устанавливаемой отдельно.
Простота управления Для удобства пользователя все элементы контроля над работой устройства расположены в одном месте — на передней панели. Работа без перегрева В конструкции аппарата предусмотрены множественные отверстия, посредством которых осуществляется циркуляция охлаждающего воздуха, что обеспечивает его продолжительную работу. Удобство при транспортировке В верхней части корпуса сварочного инвертора EDON LV-200S 00-00000081 предусмотрена широкая рукоятка, которая обеспечивает надежный хват при подъеме и перемещении модели от одной рабочей точки к другой.
Защита от перегрева — питание не подается до тех пор, пока не будет достигнута оптимальная температура;
Используется для сварки как в нижнем положении, так и в вертикальном;
КПД — 85%;
Коэффициент мощности — 0. 93;
Предназначен для использования со сварочными кабелями длиной не более 10 м;
Не требует сложного обслуживания;
Компактная корпус;
Удобен в хранении и транспортировке;
Безопасное и простое использование;
Высокое качество сборки;
Долгий срок службы.
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Инвертор;
Упаковка.
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Михаил
Хороший инвертор. Отличное соотношение цена-качество. Держит дугу, электрод не липнет. Активно использую аппарат месяцев 10 и остался доволен.
Оцените эту модель:
Рейтинг модели: 4.5 / 5. Количество оценок: 11
Цены и продавцы
⬆️Все цены и скидки
Простой ремонт сварочника EDON LV-200
Дисклеймер: Внимание, не пытайтесь ремонтировать силовую электронику без соответствующих знаний и опыта. В противном случае, это может привести к печальным последствиям. Данный обзор носит информационный характер, это не руководство к действию. В интернете есть множество статей и видеоруководств по ремонтам, но к сожалению, по большей части толку от них мало — информация разрозненная и даже противоречивая.
Пусть будет ещё одна инструкция, возможно именно она кому-то поможет 🙂
Родственник принёс на ремонт дохлый китайский сварочник EDON LV-200, который проработал всего ничего, а гарантия давно закончилась (хотя обычно она и не помогает, но не суть).
Надпись на этикетке не имеет ничего общего с реальностью 🙂
Сварочник пришёл в хорошем внешнем состоянии и не ремонтировался ранее, такие ремонты обычно никаких проблем не доставляют.
После вскрытия, провожу первичную диагностику, которая позволяет оценить степень повреждений и целесообразность последующего ремонта.
Последовательность действий:
— Прежде всего, обязательно разряжаю накопительные конденсаторы лампой накаливания. В некоторых случаях, заряд на них держится очень долго, поэтому не забываем технику безопасности, энергии заряда достаточно, чтобы хорошо навредить. После разряда, проверяю остаточное напряжение, которое не должно превышать нескольких вольт. Т.к. печатная плата покрыта слоем лака, щупы должны быть острыми.
— Проверяю исправность шнура питания и вилки. Довольно часто попадаются аппараты с такими повреждениям и ремонт сводится просто к их замене шнура или вилки.
— Проверяю исправность сетевого выключателя и состояние клемм подключения. В мощных аппаратах они часто подгорают и требуют замены. Тут аппарат слабенький и токи смешные, контактам ничего не грозит.
— Проверяю сетевой диодный мост на пробой. Выходит из строя редко, обычно при залипании реле цепи заряда.
— Проверяю сопротивление зарядного резистора (или позистора). Его обрыв косвенно говорит о проблемах в силовой цепи.
— Проверяю силовые транзисторы на КЗ. Самая частая неисправность — пробой этих самых транзисторов по разным причинам.
— Проверяю транзистор БП на пробой, трансформатор БП на обрыв, а заодно и обвязку БП на внешние повреждения.
— Проверяю выходные силовые диоды на пробой (прямо на выходных силовых клеммах). Если в обе стороны звонятся — есть проблема.
— Проверяю состояние выходных силовых клемм на затяжку и повреждения.
По результатам, примерно прикидываю целесообразность ремонта и согласую ремонт с хозяином аппарата. Если ремонт одобрен, чищу аппарат от пыли, грязи, опилок. Лучше всего, продуть его компрессором на открытом воздухе, стараясь не дуть на вентиляторы (их можно повредить).
Нахожу принципиальную электрическую схему данного аппарата. Иногда реальную схему найти невозможно, поэтому подбираю наиболее подходящую. Наличие схемы позволяет быстрее провести сложный ремонт. Для простых ремонтов, схема не является обязательной. Схему можно искать не только по модели аппарата, но и по маркировке печатной платы, в данном случае ED-TECH-N08-A1. Точную схему найти не удалось, но на 90% подходит схема от Ресанты САИ-140 из которой в целях экономии выкинули кучу всего «ненужного» 🙂
Подготавливаю необходимое оборудование:
— Мультиметр
— Токовые клещи на постоянный ток
— Осциллограф
— Нагрузочное сопротивление (балласт) 0,15Ом 150А (использую самодельное нихромовое).
— ЛАТР 0-250В на 1-2А
— Лампа накаливания 220В 95Вт (150Вт) с патроном
— Разделительный трансформатор 220/220 1А для гальванической развязки (использую самодельный)
— Для пайки потребуется мощный паяльник на 100-150Вт с массивным медным жалом, простой паяльник на 40Вт или паяльная станция, припой, флюс.
— Защитные очки. Позволяют защитить глаза от осколков разлетающихся транзисторов, электролита взорвавшихся конденсаторов, капель припоя и меди при КЗ.
— Расходные материалы (спирт, ветошь, термопаста, термопрокладки, клей, изолента)
— Инструмент для разборки (шуруповёрт, отвёртки, плоскогубцы, бокорезы, пинцет и т.д)
Разделительный трансформатор позволяет относительно безопасно работать под сетевым напряжением. Многие ремонтники его не используют — они интуитивно понимают до чего можно дотрагиваться, а до чего нежелательно. Я тоже иногда трансформатор не использую, но начинающим ремонтникам он необходим для сохранения жизни и здоровья.
Сам ремонт данного аппарата
В результате диагностики по вышеописанной методике, под замену оказались только силовые IGBT транзисторы в количестве 2шт
Даже если вылетел только один транзистор, меняется весь комплект (2-4-8шт).
Зарядовый резистор остался жив, т.к. он самовосстанавливаемый (позистор)
Откручиваю радиаторы силовых транзисторов от платы и мощным паяльником выпаиваю их прямо с радиаторами
Внимание! не пытайтесь выпаивать транзисторы маломощным паяльником или феном — вырвите металлизацию и испортите печатную плату. Прогревать необходимо сразу 3 вывода, транзисторы должны выпасть без усилий под весом радиаторов.
Никаких теплопроводных прокладок нет ибо они тут без надобности.
Термопасты положили маловато, в гомеопатическом объёме 🙂
Теперь фото оригинальных транзисторов IKW30N60h4 от Infineon
Не правда-ли, «слегка» отличаются?
Когда оригинальность транзисторов под вопросом, я их ломаю, чтобы заглянуть им в душу и познать сущность
Сущность ничего хорошего не показала, кристалл 4х4мм маловат для заявленных 30А, однако, видали и хуже. Обратный диод как ни странно присутствует.
Во время проверки выходных диодов CTXS-6603, меня смутило очень малое падение напряжения на них — всего 0,19В. Обычное значение для этой цепи 0,3-0,4В.
Первая мысль — диодам пришёл писец, что в общем-то не редкость.
Вторая мысль — китайцы по ошибке поставили сюда перемаркированные диоды Шоттки, которые как раз имеют похожее падение напряжения и в сварочниках нормально не работают из-за недостаточной стойкости к высокому обратному напряжению. Для проверки я их аккуратно выпаял и проверил по отдельности. Все 3 диода звонились одинаково (значит не дохлые), проверил их высоким обратным напряжением — 250В все запросто выдержали. Нагрузил током 10А и проверил падение напряжения — всё совпало с даташитом. Успокоился и запаял диоды обратно, теперь я имею +0,3% к опыту 🙂
После выпаивания транзисторов, отверстия в плате под них очистил зубочисткой.
Далее, проверил все элементы драйверов, т.к. они тоже часто выходят из строя вместе с транзисторами. Проверять можно либо по схеме, либо методом сравнения каналов.
Дополнительно, необходимо проверить исправность размагничивающих (рекуперационных) диодов RHRP1560 — они также частенько выходят из строя при пробое транзисторов, причём как обрываются так и закорачиваются.
Теперь необходимо убедиться, что всё остальное в сварочнике работает нормально, для этого выпаиваю технологическую перемычку, которая позволяет разделить цепи питания силовой части и собственного источника питания
Если нет такой перемычки
Придётся для проверки подавать внешние 24V на выход БП
И подключаю в нужное место простейший внешний источник постоянного тока на 310В (обведён пунктирной линией)
Внимание — питающий провод сварочника никуда не подключать!
После подключения, плавно добавляю напряжение с ЛАТР до номинальных 220В. При этом должно сработать реле, вентилятор должен начать вращаться и не менять обороты на слух при изменении входного питающего напряжения от 130В до 250В. Лампа накаливания при этом не должна светиться.
Ставлю регулятор тока в среднее положение и осциллографом проверяю форму импульсов затвор-эмиттер (сами транзисторы естественно выпаяны).
Все параметры импульсов в норме для сварочника такого типа, затянутый фронт — норма пока транзисторы не запаяны т.к. драйверы работают без затворных ёмкостей.
Проверяю пропадание импульсов при снижении питающего напряжения ниже 150В
Если всё в норме, значит самое время устанавливать новые транзисторы на место.
На замену не обязательно устанавливать родные транзисторы, можно подобрать подходящие по параметрам аналоги.
Я поставил проверенные FGA40N65SMD от On Semiconductor www.onsemi.com/products/discretes-drivers/igbts/fga40n65smd www.onsemi.com/pub/Collateral/FGA40N65SMD-D.pdf
Обзор на них уже делал ранее, там-же было немного о подборе транзисторов и о ремонте mysku. club/blog/aliexpress/74617.html
Устанавливаю транзисторы на радиаторы, не забыв про термопасту (использую КПТ-8)
Выводы транзисторов откусываю только после закрепления радиаторов саморезами!
Готово 🙂
Важно не забыть поставить защитную пластину на радиаторы, без неё сварочник будет работать до первого падения, после чего попадёт обратно на ремонт (проходили, знаем).
После установки транзисторов, опять подключаю его по вышеуказанной схеме и опять проверяю форму импульсов затвор-эмиттер
Форма импульса выровнялась и близка к идеальной. Если импульс не имеет крутых фронтов в обоих каналах, необходимо искать причину, обычно это неисправный элемент в драйвере, либо неисправный импульсный трансформатор ТГР.
Теперь можно восстановить перемычку, отключить внешний источник питания, закрепить печатную плату, поставить изоляционную пластину, правильно установить крышку корпуса (решёткой к морде).
Но не спешите делать большую ошибку, пытаясь сразу что нибудь приварить! С большой долей вероятности сварочник опять жахнет. Когда-то очень давно, я сам на это попал, когда не заметил неисправность цепи токоограничения, досада была велика 🙁
Собираю такую схему
Постепенно повышаю входное напряжение. При некотором значении щёлкает реле и запускается вентилятор. Повышаю напряжение, поглядывая на лампу накаливания, которая должна тускло светить. Довожу напряжение до номинала и проверяю постоянное напряжение на выходе сварочника. Оно должно быть в пределах 40-70В в зависимости от входного напряжения и от коэффициента трансформации силового трансформатора (в данном случае это 17:5).
Даю немного поработать аппарату, наблюдая за лампой накаливания.
Далее, подключаю аппарат напрямую по следующей схеме
Ток в первичной и вторичной цепях проверяю токовыми клещами
Регулятор тока устанавливаю в минимальное положение.
Включаю аппарат, проверяю ток в первичной цепи (должен быть менее 1А), подцепляю токовые клещи на выход и аккуратно подключаю балласт. Ток не должен превышать значения 40А. Превышение тока означает, что не работает цепь ограничения тока и требуется дальнейший ремонт. Обычно виноват оказывается токовый трансформатор, его выпрямитель или усилитель тока.
Если ток в норме (менее 40А), отключаю аппарат, ставлю регулятор тока в среднее положение, включаю снова и подключаю нагрузку (на вспышку не глядеть). Ток должен возрасти. Кручу ручку регулировки тока — ток должен плавно регулироваться до максимального значения. При минимальной уставке тока, обычно срабатывает защита от залипания электрода.
В моём случае максимальный ток составил чуть менее 130А, что является нормой для этого аппарата. Ожидать от него написанные бумажные 200А не стоит.
Если при вращении регулятора ток резко дёргается — пора чистить регулятор тока.
При необходимости, максимальное значение тока можно подстроить резистором на плате, но в пределах разумного. Не рекомендую повышать значение этого тока, аппарат уже разогнан производителем до предела и выжать их него ещё больше не выйдет — он просто сгорит. Я оставил заводскую настройку максимального тока.
Рабочего тока хватает для сварки максимум 3мм электродом. Для длительной работы на максимальном токе, а также для резки металла аппарат непригоден.
К чему все эти казалось-бы ненужные действия? Дело в том, что сварочники горят по какой-либо причине и эту причину необходимо найти и устранить. Обычно, причиной выхода из строя является сам пользователь, грубо нарушающий требования руководства по эксплуатации (при этом необходимо провести с владельцем ликбез). Но в данном случае настоящая причина — некачественная элементная база аппарата (поддельные силовые элементы). Именно поэтому замена элементов на качественные и является достаточным действием для предотвращения дальнейших быстрых выходов его из строя.
Вот теперь можно смело проверять аппарат на дугу 🙂 Для проверки, я обычно ставлю новый электрод 4мм, выкручиваю ток на максимум и варю им непрерывно до его окончания. Если аппарат при этом не отключится и не сгорит, значит ремонт был успешным, можно отдавать хозяину 🙂
Данный сварочник сильно упрощён по схемотехнике и на 200А ну никак не тянет.
— Всего 2 силовых транзистора на 30А, подключенные по схеме однотактного косого полумоста, да и те поддельные
— Отсутствуют снабберные цепочки в силовой части. Они позволяют снизить импульсную нагрузку на транзисторы в момент их запирания, когда фронт импульса получается затянут, а также позволяют равномерно распределить эту нагрузку между транзисторами.
— Малая ёмкость накопительных конденсаторов 2х470мкФ
— Отсутствие силового выходного дросселя, что приводит к затруднению сварки на малых токах из-за разрыва питающего тока.
— Отсутствие сетевого фильтра по питанию. При работе сварочника, помехи от него могут глушить радио и телевизионный сигнал на большом расстоянии.
Из достоинств аппарата можно отметить:
— Лёгкий, компактный
— Удобная ручка для переноски
— Качество сборки на должном уровне
— Относительно недорогой (примерно 4300р)
Хоть ремонт и был для меня очень простым и быстрым, написание обзора заняло времени и сил в разы больше — очень сложно простым языком объяснить суть происходящего. Если такая тема многих заинтересует, буду периодически обозревать подобные ремонты.
До встречи.
Сварочный аппарат в Пакистане, Бесплатные объявления в Пакистане
Фильтры
Категории
Все категории
Местоположения
Цена
1000 крор пакистанских рупий
Хотите видеть здесь свои дополнительные деньги, продавая свои вещи? . Давай, это быстро и легко.
115 объявлений
Только с фото
Посмотреть
Машина для точечной сварки
100 000 рупий
Грин Таун, Гуджранвала•5 дней назад
Аппарат для точечной сварки 25 кВА, однофазный (вольт220)(цикл 50)(ампер 30
70 000 рупий
Лиакватабад, Карачи•5 дней назад
Japani Grinder Drill Cutter Сварочный аппарат Доступна поставка
Rs 2,800
Обход Гуджранвала, Гуджранвала•5 дней назад
# ультразвуковой # пластиковый сварочный аппарат и рог дизайн маски дори эрло
30 000 рупий
Назимабад 4, Карачи•5 дней назад
Сварочный аппарат EDON Доступны все модели
11 500 рупий
Risala Road, Хайдарабад•6 дней назад
Сварочный аппарат EDON Mini 250s
14 500 рупий
Буферная зона 1, Карачи•6 дней назад
Sanrex Сварочный аппарат MMA по японской технологии. 300. плюс
22 500 рупий
Буферная зона 1, Карачи • 6 дней назад
SANREX JAPANESE TECHNOLOGY WELDING MACHINE ZX7.350
25 500 рупий
Буферная зона 1, Карачи•6 дней назад
комплект для точечной сварки 12-вольтовый комплект для самостоятельной сварки аккумуляторных батарей co
4 499 рупий
Жилищное общество UET, Лахор • 6 дней назад
Хотите увидеть здесь свои вещи? Заработайте дополнительные деньги, продавая вещи в своем районе . Давай, это быстро и легко.
Плата управления аппаратом точечной сварки Замена реле времени Регулировка . . .
5000 рупий
Sheikhupura Road, Лахор•6 дней назад
сварочный аппарат
11 000 рупий
Городок — сектор A2, Лахор • 1 неделю назад
Аппарат для точечной сварки с медной обмоткой Состояние хорошее. . . .
120 000 рупий
Багвала, Гуджранвала•1 неделю назад
Инверторный сварочный аппарат ZX7-250A (НОВЫЙ)
10 499 рупий
Дарогевала, Лахор•1 неделю назад
Сварочное оборудование
16 999 рупий
City Sadar Road, Rawalpindi•1 неделю назад
сварочный аппарат на продажу в хорошем состоянии
35 000 рупий
Nawna Pind Arainya, Sialkot•1 неделю назад
машина для точечной сварки
50 000 рупий
GT Road, Lala Musa•1 неделю назад
КЛРСАН СВАРОЧНЫЙ АППАРАТ ММА. 250
10 500 рупий
Буферная зона 1, Карачи • 1 неделю назад
HYUNDAI DC Inverter MMA сварочный аппарат Завод-140 ампер MMA-140S
16 500 рупий
Шахра-э-Лиакат, Карачи•1 неделя назад
Совершенно новый сверхмощный сварочный аппарат Инвертор постоянного тока Сварочный завод
13 500 рупий
Назимабад, Карачи•1 неделю назад
сверлильный станок, режущий станок и сварочное оборудование на продажу
Rs 80,000
Kohsar Town, Rawalpindi•1 неделю назад
Edon Сварочный аппарат LV-250S | B07S3J7N3J Купить, Лучшая цена.
Глобальная доставка.
Варианты доставки и скорость доставки могут варьироваться в зависимости от местоположения.
Войдите, чтобы управлять адресами
ИЛИ
Страна
AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia And HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary Islands, TheCape VerdeCaribbean NetherlandsCayman IslandsChadChileChinaColombiaComorosCook IslandsCosta RicaCroatiaCubaCuracaoCyprusCzech RepublicDemocratic Republic Of The CongoDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong, ChinaHungaryIcelandIndiaIndonesiaIrelandIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechten steinLithuaniaLuxembourgMacao, ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar [Burma]NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarRepublic Of The CongoRomaniaRussiaRwandaRéunionSaint HelenaSaint Kitts And NevisSaint LuciaSaint Vincent And The GrenadinesSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSouth KoreaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaSão Tomé And PríncipeTaiwan, ChinaTajikistanTanzaniaThailandTogoTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluU.
Обзор промышленных 3D-принтеров по металлу компании 3D Systems
Вы здесь
Главная
Трехмерная печать металлическими сплавами становится все востребованнее, поскольку аддитивные технологии демонстрируют неповторимые комбинации эстетических и практических свойств готовых объектов. Промышленный 3D-принтер по металлу способен круглосуточно выпускать крупные детали, созданные без необходимости дополнительной сборки, или партии мелких изделий. Оборудование активно используется для прототипирования и массового производства.
Промышленные 3D-принтеры по металлу 3D Systems – особенности и преимущества
Крупнейший поставщик 3Д-оборудования предлагает широкий выбор машин, работающей с металлическими сплавами. Применяемая DMP технология предполагает использование лазера для выборочного сплавления частиц металлического порошка для соединения их вместе и послойного выращивания объекта.
Наиболее востребованные модели компании 3D Systems:
Промышленный 3D принтер DMP Factory 500
Оборудование, оптимизированное для промышленных масштабов, способное выпускать крупные объекты без необходимости последующей сборки. Бесшовная печать гарантирует гладкую поверхность, а высокая производительность – эффективное производство. Машина разработана в сотрудничестве с GF Machining Solutions, ведущим мировым поставщиком станков, технических решений и услуг для производителей прецизионных пресс-форм. Производственная система состоит из функциональных модулей и помогает легко масштабировать производственную линию, подбирая нужное количество и типы модулей. Каждый элемент системы интегрирован со съемным модулем печати, что дает возможность наладить непрерывный процесс. Вакуумная рабочая камера с уменьшенным содержанием кислорода способствует получению стабильного качества деталей. Неиспользованный порошок повторно запускается в печать. Высокая производительность и длительный срок бесперебойной работы системы позволяют снизить себестоимость продукции и оптимизировать инвестиции.
Промышленный 3D принтер DMP Flex 350
Печатает разнообразными сплавами с гарантированной точностью. Впечатляющая скорость построения и способность работать в режиме 24/7 обеспечивают достойную производительность оборудования. Интегрированное ПО 3DXpert используется для подготовки файл к работе, рассчитывает объем порошка и время построения модели. За счет пониженной концентрации кислорода в камере построения неизрасходованный порошок можно использовать длительное количество производственных циклов. Модульная конструкция позволяет оперативно менять материалы и отсутствует потребность в длительной процедуре очистки машины.
Промышленный 3D принтер DMP Factory 350
Укомплектован модулем автоматической циркуляции порошка PMU, который делает данный принтер подходящим вариантом для крупносерийного выпуска элементов из заданного металлического сплава. Оборудование имеет ряд улучшений: добавлена опция очищения платформы через перчаточный бокс при закрытой двери камеры, оптимизирована система обдува области печати, увеличено смотровое окно, возможность установки системы нагрева до 200оС. Машина работает с различными сплавами и способна с минимальным количеством поддерживающих структур «выращивать» объекты высокого качества.
Промышленный 3D принтер ProX DMP 200
Оборудование обеспечивает экономное расходование сырья и снижение отходов, выпускает металлические изделия с высокой плотностью, печатает сложные конструкции как единую модель. Машина совместима с широким спектром материалов и опционально может оснащаться станцией просеивания порошка. Принтер функционирует по запатентованной технологии нанесения слоев с помощью валика. Это позволяет получать предметы с тончайшими стенками и минимальной шероховатостью, что помогает экономить время и материалы.
Промышленный 3D принтер ProX DMP 300
Это революционная разработка для прецизионной печати металлом. Принтер отличается вместительной рабочей областью печати и выстраивает большие модели с гарантированно точным соблюдением параметров, что важно в таких отраслях, как медицина, машиностроение, аэрокосмический сектор. Оборудование печатает изделия нестандартных форм и сложносоставные структуры. Машина помогает наладить заводские линии и сократить период выхода продукции на рынок. Технология прямой металлической печати дает возможность воспроизводить мелкие детали или выращивать изделия с тонкими стенками. Наклонные поверхности до 30о можно печатать без поддержек благодаря технологии разравнивания и уплотнения порошкового слоя. За безопасность процесса отвечают система замкнутой рециркуляции порошка и герметичная камера.
Промышленный 3D принтер Flex DMP 100
Самая компактная модель серии. Аппарат оснащен опцией ручной загрузки сырья и станцией его вторичной переработки порошка. Уникальная методика уплотнения слоев помогает использовать мелкодисперсные порошки, что дает возможность выстраивать изделия с тонкими стенками, точно соблюдая размеры. Меньшее число поддержек обеспечивает гладкую поверхность и сокращение постобработки. Система работает с нержавеющими материалами марок 17-4PH и CoCr, которые могут стерилизоваться и подходят для биомедицинских целей. Встроенное ПО поддерживает каждый этап производства и упрощает переход от трехмерной модели к конечному изделию.
Промышленный 3D принтер ProX DMP 320
Оборудование базового уровня характеризуется высокой пропускной способностью, впечатляющей скоростью построения и соблюдением размерной точности. Техника подходит для создания крупных прототипов, рассчитана на круглосуточную эксплуатацию, используется для получения сложнопрофильных изделий. Устройство расходует минимальный объем сырья и поддерживает сплавы серии LaserForm.
Заключение
Оборудование, печатающее сплавами, эффективнее, чем традиционные способы производства. 3Д-принтер по металлу промышленный 3D Systems, снабженный фирменным программным обеспечением 3DXpert, помогает готовить 3D-модели к печати, рассчитывать оптимальное количество материала и минимизировать отходы. Готовые изделия отличаются меньшим весом при сохранении прочности, возможностью иметь ячеистые структуры или необычную конфигурацию. Эти характеристики помогают сэкономить ресурсы в различных промышленных секторах, а также полезны в медицине.
Источник
Теги:
промышленные 3D-принтеры по металлу, компания 3D Systems, программное обеспечение 3DXpert, 3D принтер ProX DMP 320, 3D принтер Flex DMP 100, 3D принтер ProX DMP 300, 3D принтер ProX DMP 200, 3D принтер DMP Factory 350, 3D принтер DMP Flex 350
Другие материалы:
Выбираем систему для контроля качества крупных деталей: 3 важных аспекта
Выращивание и 3D-печать зубов: 6 прорывных технологий в стоматологии
Что думают наши медики про медицину будущего
ВЛАДИМИР ВИКТОРОВИЧ МОЛОДИН (СИБСТРИН): «ИДЕЯ [ПЕЧАТИ ПОЛИСТИРОЛБЕТОНОМ] ПОЯВИЛАСЬ ТРИ ГОДА НАЗАД, А ШЕЛ К НЕЙ 30 ЛЕТ.»
ИНТЕРВЬЮ С РУКОВОДИТЕЛЯМИ ПРОЕКТА ПО СОЗДАНИЮ ЦЕНТРА 3D-ПЕЧАТИ НЛМК ДЛЯ ПЕЧАТИ ЛИТЕЙНЫХ ФОРМ
Внимание! Принимаем к размещению новости, статьи или пресс-релизы со ссылками и изображениями. [email protected]
INTAMSYS
INTAMSYS
Высокопроизводительные FDM 3D-принтеры INTAMSYS (КНР). Функциональные инженерные материалы PEEK, PEKK, ULTEM и др.
Z-axis — эксклюзивный дистрибутор Intamsys на территории РФ и стран таможенного союза
Перейти в каталог
INTAMSYS funmat pro 410
INTAMSYS FUNMAT PRO 410 — это промышленный 3D-принтер для аддитивного производства, оснащенный двойным экструдером и большой камерой печати.
Перейти в каталог
INTAMSYS funmat PRO 610HT
INTAMSYS FUNMAT PRO 610HT — новейшая модель в серии 3D-принтеров INTAMSYS FUNMAT. Это промышленный высокопроизводительный принтер, предназначенный для испытания функциональных деталей в критических условиях и для производства в малых объемах.
Перейти в каталог
INTAMSYS FUNMAT HT
INTAMSYS FUNMAT HT — компактный индустриальный 3D-принтер для печати прототипов, функциональных деталей и элементов конструкций. Печать инженерными пластиками.
Перейти в каталог
Компания Z-axis — эксклюзивный дистрибутор компании INTAMSYS в России и странах СНГ
Компания INTAMSYS TECHNOLOGIES (КНР) – ведущий мировой производитель промышленных FDM 3D-принтеров и расходных материалов — инженерных пластиков (ULTEM, PEEK, PC и др. ) для 3D-печати функциональных изделий и прототипирования.
Высокую популярность бренда INTAMSYS подтверждает широкая география инсталляций оборудования в Китае, Европе и США, включая всемирно известные компании: Apple, Airbus, HP, Bosch, GE, Mitsubishi, Siemens, Nissan, FORD и др.
В России среди пользователей принтеров INTAMSYS — научно-исследовательские институты, атомщики, производители оборудования для нефтихимии, изготовители БЛА, автопром, ведущие технические ВУЗы и другие организации.
После того, как производители 3D-принтеров из США и Европы присоединились к эмбарго на поставку оборудования в РФ, мы предлагаем российским компаниям рассмотреть вопрос о приобретении принтеров INTAMSYS TECHNOLOGIES, которые по своим техническим характеристикам не уступают западным образцам и не подпадают под санкции США и ЕС.
откройте для себя лучшие высокотемпературные fdm 3D-принтеры
Комплексные решения от прототипирования до мелкосерийного производства функциональных изделий
610 x 508 x 508MM ОБЛАСТЬ ПОСТРОЕНИЯ ПЕЧАТИ
300°С ТЕМПЕРАТУРА НАГРЕВА КАМЕРЫ
500°C ВЫСОКОТЕМПЕРАТУРНЫЙ ЭКСТРУДЕР
305 x 305 x 406MM ОБЛАСТЬ ПОСТРОЕНИЯ ПЕЧАТИ
90°С ТЕМПЕРАТУРА НАГРЕВА КАМЕРЫ
160°C ТЕМПЕРАТУРА НАГРЕВА СТОЛА
500°C ВЫСОКОТЕМПЕРАТУРНЫЙ ЭКСТРУДЕР
260 x 260 x 260MM ОБЛАСТЬ ПОСТРОЕНИЯ ПЕЧАТИ
90°С ТЕМПЕРАТУРА НАГРЕВА КАМЕРЫ
160°C ТЕМПЕРАТУРА НАГРЕВА СТОЛА
450°C ВЫСОКОТЕМПЕРАТУРНЫЙ ЭКСТРУДЕР
Материалы
Компания INTAMSYS имеет собственную R&D лабораторию и постоянно работает над расширением линейки материалов. В настоящее время компания может предложить широкий спектр от жестких до гибких материалов в зависимости от потребностей клиентов.
INTAM™ Performance
Высокоэффективные материалы
INTAM™ Engineering
Инженерные материалы
INTAM™ Elastic
Гибкие материалы
INTAM™ Support
Поддерживающие материалы
CRM-форма появится здесь
ProJet 6000 HD — 3D-принтер
Интегрированный, надежный и проверенный
ProJet ® 6000 HD от 3D Systems предоставляет вам единую точку контакта для поддержки ваших приложений и повседневного использования нашей технологии золотого стандарта для аддитивного производства. Широкий спектр смол Accura ® SLA, адаптированный к нашему конкретному механизму 3D-печати, обеспечивает консистенцию и механические свойства, необходимые для каждого материала.
Наши SLA-принтеры отличаются высоким временем безотказной работы, а услуга 3D Connect™ обеспечивает новый уровень управления 3D-производством. Это безопасное облачное подключение к сервисным группам 3D Systems для проактивной и превентивной поддержки обеспечивает более качественное обслуживание, увеличивает время безотказной работы и обеспечивает производственную надежность вашей системы.
Ведущее в отрасли программное обеспечение для подготовки к 3D-печати
Эксклюзивное программное обеспечение 3D Systems для пластиковых принтеров для подготовки, оптимизации и печати данных 3D CAD, 3D Sprint ® программное обеспечение предоставляет все инструменты, необходимые для быстрого и эффективного перехода от проектирования к высококачественным деталям, напечатанным в САПР, без необходимости в дополнительных стороннее программное обеспечение.
С 3D Sprint PRO для SLA (дополнительно) упростите подготовку файлов с помощью собственных инструментов импорта САПР и расширенных инструментов восстановления сетки, повысьте производительность за счет автоматического размещения, повысьте эффективность производства за счет точно настроенных опор и сократите потребность в дополнительном программном обеспечении благодаря встроенному доверенному Geomagic технологии.
Стабильно точные детали с лучшими характеристиками
Детали точны на всей платформе сборки, печать за печатью, машина за машиной. Элементы воспроизводятся вплоть до 0,050 мм или 0,002 дюйма — в зависимости от геометрии, ориентации и режима сборки.
Специальные сборочные приспособления и приспособления
Подробнее о технологии SLA 3D-печати
Преимущества
Быстрая, надежная и точная 3D-печать
мельчайшие детали деталей любого размера
Гладкая поверхность
Простота использования — интуитивно понятный рабочий процесс
Несколько принтеров в одном — быстрая и простая смена материала
Единое решение (для принтеров, материалов и программного обеспечения)
Низкий уровень отходов материала
Широкая гибкость применения
Технические характеристики
Технология стереолитографии (SLA)
Максимальный размер корпуса сборки (Ш x Г x В): 250 x 250 x 250 мм (10 x 10 x 10 дюймов)
Высочайшая точность и аккуратность
Сменные модули доставки материалов (MDM)
Использование лазерного пятна двух размеров на слой — без компромиссов между скоростью и детализацией
Истинное рисование линий по осям X и Y для точного определения кривых
Лучшее в отрасли программное обеспечение 3D Sprint для подготовки и производства файлов
Подключение к облаку для предиктивного и оперативного обслуживания с помощью 3D Connect
3D-печать пластиком предлагает широкий выбор технических материалов, эластомеров и композитов. Вам нужна гибкость? Сила? Биосовместимость? Более?
3D-печать из пластмассы для создания практически всего — используется для прототипирования, производства, анатомических моделей и многого другого. Выберите пластиковый материал и 3D-технологию, чтобы обеспечить нужные вам характеристики.
Заинтересованы в покупке этого принтера?
Для использования этой формы у вас должен быть включен JavaScript.
Имя
Фамилия
Деловая электронная почта
Компания
Страна — Select Country —AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta & MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГу ineaGuinea-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR ChinaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth MacedoniaNorwayOmanOutlying OceaniaPakistanPalauPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpai nШри-ЛанкаРеспублика Судан (Северный Судан)St. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Состояние — Select State —Buenos AiresCatamarcaChacoChubutCiudad Autónoma de Buenos AiresCórdobaCorrientesEntre RíosFormosaJujuyLa PampaLa RiojaMendozaMisionesNeuquénRío NegroSaltaSan JuanSan LuisSanta CruzSanta FeSantiago del EsteroTierra del FuegoTucumánAustralian Capital TerritoryNew South WalesNorthern TerritoryQueenslandSouth AustraliaTasmaniaVictoriaWestern AustraliaBurgenlandKärntenNiederösterreichOberösterreichSalzburgSteiermarkTirolVorarlbergWienAcreAlagoasAmapáAmazonasBahiaCearáDistrito FederalEspírito SantoGoiásMaranhãoMato GrossoMato Grosso do SulMinas GeraisParáParaíbaParanáPernambucoPiauíRio de JaneiroRio Grande do NorteRio Grande do SulRondôniaRoraimaSanta CatarinaSão PauloSergipeTocantinsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland и ЛабрадорСеверо-Западные территорииНовая ШотландияНунавутОнтариоОстров Принца ЭдуардаКвебекСаскачеванЮконские территорииАйсен-дель-Хенерал Карлос Ибаньес дель КампоАнтофагастаАрауканияАрика-и-ПаринакотаАтакамаБио-БиоКокимбоЛибертадор-Генерал Берна rdo O’HigginsLos LagosLos RíosMagallanesMauleRegión Metropolitana de SantiagoTarapacáValparaísoAnhuiBeijingChinese TaipeiChongqingFujianGansuGuangdongGuangxiGuizhouHainanHebeiHeilongjiangHenanHong KongHubeiHunanJiangsuJiangxiJilinLiaoningMacaoNei MongolNingxiaQinghaiShaanxiShandongShanghaiShanxiSichuanTianjinXinjiangXizangYunnanZhejiangÎle-de-FranceOccitanieAuvergne-Rhône-AlpesBourgogne-Franche-ComtéBretagneCentre-Val de LoireCorseGrand EstHauts-de-FranceJuraNormandieNouvelle-AquitainePays de la LoireProvence-Alpes-Côte d’AzurBaden-WürttembergBayernBerlinBrandenburgBremenHamburgHessenMecklenburg-VorpommernNiedersachsenNordrhein- WestfalenRheinland-PfalzSaarlandSachsenSachsen-AnhaltSchleswig-HolsteinThüringenAndaman and Nicobar IslandsAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra and Nagar HaveliDaman and DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu and KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuduche rryPunjabRajasthanSikkimTamil NaduTripuraUttar PradeshUttarakhandWest BengalCarlowCavanClareCorkDonegalDublinGalwayKerryKildareKilkennyLaoisLeitrimLimerickLongfordLouthMayoMeathMonaghanOffalyRoscommonSligoTipperaryWaterfordWestmeathWexfordWicklowAgrigentoAlessandriaAnconaAostaArezzoAscoli PicenoAstiAvellinoBariBarletta-Andria-TraniBellunoBeneventoBergamoBiellaBolognaBolzanoBresciaBrindisiCagliariCaltanissettaCampobassoCarbonia-IglesiasCasertaCataniaCatanzaroChietiComoCosenzaCremonaCrotoneCuneoEnnaFermoFerraraFirenzeFoggiaForlì-CesenaFrosinoneGenovaGoriziaGrossetoImperiaIserniaLa SpeziaL’AquilaLatinaLecceLeccoLivornoLodiLuccaMacerataMantovaMassa — CarraraMateraMedio CampidanoMessinaMilanoModenaMonza e BrianzaNapoliNovaraNuoroOgliastraOlbia-TempioOristanoPadovaPalermoParmaPaviaPerugiaPesaro e UrbinoPescaraPiacenzaPisaPistoiaPordenonePotenzaPratoRagusaRavennaReggio CalabriaReggio EmiliaRietiRiminiRomaRovigoSalernoSassariSavonaSienaSondrioSiracusaTarantoTeramoTerniTrapaniTrentoTrevisoTries teTorinoUdineVareseVeneziaVerbano-Cusio-OssolaVercelliVeronaVibo ValentiaVicenzaViterboAichiAkitaAomoriChibaEhimeFukuiFukuokaFukushimaGifuGunmaHiroshimaHokkaidoHyogoIbarakiIshikawaIwateKagawaKagoshimaKanagawaKochiKumamotoKyotoMieMiyagiMiyazakiNaganoNagasakiNaraNiigataOitaOkayamaOkinawaOsakaSagaSaitamaShigaShimaneShizuokaTochigiTokushimaTokyoTottoriToyamaWakayamaYamagataYamaguchiYamanashiBusanDaeguDaejeonGangwonGwangjuGyeonggiIncheonJejuNorth ChungcheongNorth GyeongsangNorth JeollaSeoulSouth ChungcheongSouth GyeongsangSouth JeollaUlsanJohorKedahKelantanMelakaNegeri SembilanPahangPerakPerlisPulau PinangSabahSarawakSelangorTerengganuWilayah Persekutuan Kuala LumpurWilayah Persekutuan LabuanWilayah Persekutuan PutrajayaAguascalientesBaja CaliforniaBaja California SurCampecheChiapasChihuahuaCoahuilaColimaDurangoFederal DistrictGuanajuatoGuerreroHidalgoJaliscoMexico StateMichoacánMorelosNayaritNuevo LeónOaxacaPueblaQuerétaroQuintana RooSan Luis PotosíSinaloaSonoraTabascoTamaulipasTlaxcalaVer acruzYucatánZacatecasŚląskieŁódzkieŚwiętokrzyskieDolnośląskieKujawsko-pomorskieLubelskieLubuskieMałopolskieMazowieckieOpolskiePodkarpackiePodlaskiePomorskieWarmińsko-mazurskieWielkopolskieZachodniopomorskieAdygeya, RespublikaAltay, RespublikaAltayskiy krayAmurskaya oblast’Arkhangel’skaya oblast’Astrakhanskaya oblast’Bashkortostan, RespublikaBelgorodskaya oblast’Bryanskaya oblast’Buryatiya, RespublikaChechenskaya RespublikaChelyabinskaya oblast’Chukotskiy avtonomnyy okrugChuvashskaya RespublikaDagestan, RespublikaIngushetiya, RespublikaIrkutskaya oblast’Ivanovskaya oblast’Kabardino-Balkarskaya RespublikaKaliningradskaya oblast’Kalmykiya, RespublikaKaluzhskaya oblast’Kamchatskiy krayKarachayevo-Cherkesskaya RespublikaKareliya, RespublikaKemerovskaya oblast’Khabarovskiy krayKhakasiya, RespublikaKhanty-Mansiyskiy avtonomnyy okrug-YugraKirovskaya oblast’Komi, RespublikaKostromskaya oblast’Krasnodarskiy krayKrasnoyarskiy krayKurganskaya oblast’Kurskaya oblast’Leningradskaya oblast’Lipetskaya oblast’Magadanskaya oblast’Mariy El, RespublikaMordoviya, RespublikaMoskovskaya oblast’MoskvaMurmanskaya oblast’Nenetskiy avtonomnyy okrugNizhegorodskaya oblast’Novgorodskaya oblast’Novosibirskaya oblast’Omskaya oblast’Orenburgskaya oblast’Orlovskaya oblast’Penzenskaya oblast’Permskiy krayPrimorskiy krayPskovskaya oblast’Rostovskaya oblast’Ryazanskaya oblast’ Саха, РеспубликаСахалинская область’Самарская область’Санкт-ПетербургСаратовская область’Северная Осетия-Алания, РеспубликаСмоленская область’Ставропольский крайСвердловская область’Тамбовская область’Татарстан, РеспубликаТомская область’Тульская область’Тверская областьУниверситетская РеспубликаТюменская область,Тюменская область ‘Яновская область’Владимирская область’Волгоградская область’Вологодская область’Воронежская область’Ямало-Ненецкий автономный округЯрославская область’Еврейская автономная область’Забайкальский крайЦентральный СингапурСеверо-ВостокСеверо-ЗападЮг ВостокЮг-ЗападКоруньяАлава / АрабаАльбасетеАликанте / AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Cruz de TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel-StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd?yamanAdanaAfyonkarahisarAksarayAmas yaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll and ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries and GallowayDurhamEa st AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast Riding of YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle of AngleseyIsle of ManIsle of WightIsles of ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Port TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire and KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne and WearTyroneVale of GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCa liforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUS Virgin IslandsUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyoming
Промышленность — Нет — Академическая и исследовательская авиакосмическая и оборонная промышленностьСтоматологияЗдравоохранениеПроизводство и прототипированиеТранспорт и автоспорт
Должностной уровень — Выберите уровень работы —C-LevelPresident или VPDirectorManagerProfessional StaffConsultant or ContractorIntern or StudentHobbyist
Должностная функция — Выберите должность —Инженерия — Разработка программного обеспечения — Производство оборудования Финансы IT Юридические услуги Маркетинг Закупки Техник по обслуживанию продаж — Техник по обслуживанию оборудования — Другое
Уровень интереса — Выберите интересующий вас уровень —Начало исследованияОценка решений и конкурентовЗаинтересованы в покупке через 1–3 месяцаЗаинтересованы в покупке через 3–6 месяцевЗаинтересованы в покупке через 6–12 месяцевЯ хотел бы поговорить со специалистом по решениямУ меня есть проблема или вопрос 9 в службе поддержки0009
Область интереса — Выберите -Принтеры• Профессиональный принтер (ColorJet, MultiJet)• Производственный принтер (SLA, SLS, Metal/DMP)• Рисунок 4• Titan Additive• Другое программное обеспечениеHaptics• HapticsHealthcare• Виртуальное хирургическое планирование• Анатомическое моделирование• Kumovis Additive
3D-принтер — Выберите -MJP• ProJet 2500• ProJet 2500 Plus• ProJet 2500W• ProJet 2500 IC• ProJet 3600• ProJet 5600CJP• ProJet 260 Plus• Projet 360• ProJet 460 Plus• ProJet 660Pro• ProJet 860ProDMP• DMP Flex 100• DMP 200• ProX 200 Flex 200• DMP Flex 350• DMP Factory 350• DMP Factory 500• ProX 100• ProX 300SLS• SLS 6100• SLS 380• sPro 140• sPro 230SLA• SLA 750• ProJet 6000• ProJet 7000• ProX 800• ProX 950Рисунок 4• Рисунок 4 Автономный• Рисунок 4 Модульный• Рисунок 4 Производство• Рисунок 4 Ювелирные изделияNextDent• NextDent 5100Kumovis• Kumovis R1Atlas• Atlas H• Atlas HSMaterialsBioprinter
Программный продукт — Выберите -3D Connect Manage3D Connect Service3D Modeling Services3D Sprint3D Sprint Pro для SLA3DXpertGeomagic Control XGeomagic Design XGeomagic для SOLIDWORKSGeomagic FreeformGeomagic SculptGeomagic TouchGeomagic Touch XGeomagic WrapOpenHapticsPhantom Premium
Область интереса — Select -Проектирование и производство медицинских устройствМедицинские симуляторыАнатомические моделиПрограммное обеспечение D2PСтоматологические услуги по производству и дизайну
Я согласен получать сообщения 3D Systems Communications
Хотите получать специальные предложения, обновления продуктов и новости о событиях от 3D Systems? Нажимая «Да», вы соглашаетесь получать последующие сообщения от 3D Systems или наших партнеров. Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими предпочтениями.
Область интереса — Нет -Модели внешнего видаЛитье из уретанаCJPCNCCNC МеталлЧПУ пластикЛитье под давлениемЦифровая обработка/сканированиеDMPИнженерные проектыFDMЛитье под давлениемИнструментальная оснасткаЛитье по выплавляемым моделямВыкройка для литья по выплавляемым моделямМеталлическое литьеMJPMJP-ElastomersQuick Cast PatternsRIMSЛистовой металлSLASLSИнструментыВакуумное литьеВакуумная формовка
Пользовательская область интереса
PPP
PST
Программное обеспечение
Здравоохранение
ODM
Область интереса Обязательно
Этот сайт защищен reCAPTCHA. Применяются Политика конфиденциальности и Условия использования Google.
Вас также может заинтересовать
Проджет 7000 HD
Интегрированное решение среднего класса для обеспечения качества и точности SLA
ПроХ 800
Качество SLA при высокой пропускной способности для широкого спектра приложений
ПроХ 950
Все преимущества 3D-печати SLA в сверхбольшом формате
Промышленный широкоформатный 3D-принтер для профессионалов
ВСТРЕЧАЙТЕ НОВИНКУ
ИТЕРИРУЙТЕ БЫСТРО. ПРОИЗВОДИТЕ БЫСТРЕЕ. ВЫХОДИТЕ НА РЫНОК БЫСТРЕЕ.
Проиграть видео
Код для встраивания видео не указан.
ИТЕРАЦИЯ БЫСТРО. ПРОИЗВОДИТЕ БЫСТРЕЕ. ВЫХОДИТЕ НА РЫНОК БЫСТРЕЕ.
ЗАПРОСИТЬ ЦЕНУ
ПОСМОТРЕТЬ ДЕМО СЕЙЧАС
С рабочим объемом 1 кубический метр BigRep PRO представляет собой полностью закрытый промышленный 3D-принтер для производства крупногабаритных деталей в натуральную величину, включая функциональные прототипы, заводские инструменты, шаблоны и пресс-формы, а также детали для конечного использования. Созданный для повышения производительности на всех этапах производства, PRO предоставляет дизайнерам, инженерам и производителям простое в использовании гибкое решение для более быстрого и дешевого производства.
При поддержке портала Precision Motions, прочного, изготовленного по индивидуальному заказу портала, а также компонентов ЧПУ Bosch Rexroth, PRO постоянно обеспечивает скорость, точность и качество. Теперь, благодаря JUMPSTART, новому гибридному программно-аппаратному решению BigRep, которое позволяет вам забыть о хлопотах и просто начать печать, использовать PRO стало проще, чем когда-либо.
Промышленность Применение с BigRep PRO
ПРОТОТИПЫ
Производство полномасштабных функциональных деталей от альфа-фазы до нулевой серии
Учитесь быстрее и повторяйте проекты за часы и дни, а не за недели и месяцы
Избегайте дорогостоящего, аутсорсингового и традиционно медленного производства
ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ, ПРИСПОСОБЛЕНИЯ
Индивидуальные инструменты для идеальной подгонки, уменьшения веса и эргономичного дизайна
Сокращение времени выполнения заказа за счет производства по требованию и отказ от аутсорсинга логистики
Снижение производственных и материальных затрат на оптимизированную оснастку
МОДЕЛИ И ФОРМЫ
Замена дорогих моделей и форм из дорогих материалов
Ускорение итерации проектирования, тестирования продукта и производства
Свести к минимуму аутсорсинг, внешнюю логистику и зависимость от цепочки поставок
КОНЕЧНЫЕ ЧАСТИ
От мелкосерийного производства до уникальных деталей без дополнительных затрат
Производство по требованию для сокращения запасов и складских помещений
Сокращение времени выполнения заказа и быстрый выход на рынок, чтобы оставаться впереди конкурентов
JUMPSTART
ПРОПУСТИТЬ ПРОБЛЕМА. ТОЛЬКО ПЕЧАТЬ .
Использование новейшего 3D-принтера PRO стало проще, чем когда-либо, благодаря BigRep JUMPSTART, гибридному программно-аппаратному решению, которое позволяет избежать хлопот и просто начать печать. Он включает в себя SWITCHPLATE®, съемную и гибкую поверхность печатной платформы, LOCKSTAGE для простой и надежной установки экструдера и систему управления MXT®, которая обходит ручную калибровку, гарантируя каждый раз оптимальные важнейшие первые слои печати.
SWITCHPLATE®
SWITCHPLATE® — это съемная и гибкая поверхность печатной платформы, доступная с различными покрытиями, каждое из которых оптимизировано для различных материалов, обеспечивая надлежащее сцепление с платформой. Он магнитный и легко фиксируется на месте. Тепло увеличивает клейкость поверхности, поэтому ваш отпечаток остается зафиксированным во время печати, но его легко удалить после остывания.
СИСТЕМА УПРАВЛЕНИЯ MXT®
Система управления MXT® использует запатентованные алгоритмы, которые улучшают ваш файл печати gcode. Результатом является лучшее качество, более высокая точность и всесторонние стабильные результаты. MXT® — это технология JUMPSTART, которая упрощает работу пользователя, устраняя необходимость ручной калибровки печатной платформы, экструдера и двойной экструзии.
LOCKSTAGE
LOCKSTAGE обеспечивает простую и надежную установку экструдера без необходимости ручной калибровки положения. Экструдеры легко защелкиваются и обеспечивают постоянную точность на протяжении всей печати.
МАТЕРИАЛЫ ДЛЯ 3D-ПЕЧАТИ ДЛЯ ВАШЕГО ПРИМЕНЕНИЯ
BigRep PRO предназначен для печати машиностроительного и углеродного волокна, и материалов, армированных биополимером 9, а также материалов, армированных углеродным волокном3.0194 и водорастворимая подложка . BigRep разрабатывает и сертифицирует нити специально для BigRep PRO, а также совместима со сторонними производителями , что означает, что вы можете печатать материалами BigRep, а также материалами других брендов.
В настоящее время совместим с
PA12-CF
Материалы 3D Принтер для вашего Применение
9000
0194, а также биополимеры и водорастворимые подложки . BigRep разрабатывает и сертифицирует нити специально для BigRep PRO, а также совместима со сторонними производителями , что означает, что вы можете печатать материалами BigRep, а также материалами других брендов.
BigRep ASA — нить технического класса, устойчивая к ультрафиолетовому излучению, для высокопрочных материалов, подверженных воздействию окружающей среды.
Узнать больше
BigRep PETG идеально подходит для проектов 3D-печати, требующих прочности, ударной вязкости и термостойкости нити.
Узнать больше
HI-TEMP CF от BigRep — это высокопрочная и термостойкая нить накала технического класса.
Узнать больше
Вспомогательный материал BigRep BVOH — это экологически чистая усовершенствованная водорастворимая нить, которая устраняет необходимость последующей обработки деталей, напечатанных на 3D-принтере.
Узнать больше
Pro HT от BigRep — это биоматериал общего назначения для 3D-печати в открытой среде.
Узнать больше
BigRep PLA — это простая в использовании нить, оптимизированная для изготовления прототипов и моделей, деталей конечного использования и широкого спектра инструментов.
Узнать больше
BigRep PA6/66 — это высокопрочная нить для 3D-печати, предназначенная для промышленного применения.
Узнать больше
BigRep PRO теперь совместим с PA12-CF, нитью PA12, армированной углеродным волокном.
Познакомьтесь с
BigRep Pro 3D Printer
крупномасштабные и Немецкий инженер
Высокая точность на высоких скоростях
. Странство.0009
Огромный рабочий объем PRO объемом 1 м3 поддерживается прочным, изготовленным по индивидуальному заказу порталом, спроектированным для обеспечения высокой скорости, быстрого ускорения и точности. Прочная рама устраняет вибрации во время 3D-печати, обеспечивая быстрое и точное скольжение экструдеров по усиленной каретке. Приведенный в действие серводвигателями Bosch со встроенными энкодерами, PRO вычисляет местоположение печатающей головки в режиме реального времени для самоконтроля точности положения.
Быстрый, точный и готовый к оптоволокну
Экструдер с расширенными возможностями
Экструдер с расширенными возможностями (ACE) от BigRep расширяет возможности материала PRO, обеспечивая при этом надежную качественную 3D-печать, скорость и точность. ACE — это экструдер с прямым приводом, идеально подходящий для армированных волокном материалов, таких как HI-TEMP CF от BigRep. С помощью ACE вы можете печатать крупноформатные прочные детали на 50 % быстрее, чем на других крупногабаритных принтерах.
Герметичная камера для нити
Хранение сухих материалов
Экологически герметичная камера для нитей PRO с емкостью для двух катушек гарантирует, что все материалы, в том числе технические и водорастворимые, останутся сухими в среде с постоянно контролируемой температурой и влажностью. Даже в выключенном состоянии герметичное хранилище материалов PRO обеспечивает лучшее в своем классе качество и надежность.
«Первые отпечатки, которые мы сделали, длились 17 дней. С тех пор нас
непрерывно запускать PRO для печати деталей и компонентов , используя его большую емкость, высокое разрешение и точность на протяжении всего процесса.
— Райли Гиллман, менеджер по техническим операциям корпорации Nikola
Технические характеристики
Версия
BigRep PRO.2
Том сборки
До x 1020, y 970, z 985 мм (x 40, y 38, z 38,5 дюйма)
Материалы
PLA, HI-TEMP CF, PRO HT, PETG, ASA, PA6/66, PA12-CF Водорастворимый BVOH Другие нити по запросу
Программное обеспечение для нарезки
ЛЕЗВИЕ BigRep
Экструдеры
Экструдер Fiber-Ready PRO ACE
Высота слоя
0,3 мм, 0,6 мм (другая высота слоя поддерживается программным обеспечением для слайсера)
Диаметр сопла
0,6 мм, 1,0 мм
Скорость | Ускорение (XY)
Макс. 600 мм/с | Максимум. 5000 мм/с²
Достижимая точность детали
±0,2 мм или ±0,002 мм/мм (в зависимости от того, что больше)*
Хранение материалов
2 герметичных отсека для нитей, сохраняющих сухость, вмещающих катушки до 8 кг каждый
Размер машины
x 1950 y 2500 z 2105 мм / x 77 y 98 z 83 дюйма (с башней)
Есть все необходимое в комплекте для выполнения сварочных работ
PRO ARC 200 работает от однофазной питающей сети 220 В
Работа в широком диапазоне сетевого напряжения обеспечивает качественную сварку от просаженной сети, что является преимуществом для проведения работ в условиях гаражных и дачных хозяйств
Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
Благодаря увеличенному разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Компактный и легкий аппарат весом 5.2 кг
PRO ARC 200— это легкие, надежные, долговечные и ударопрочные инструменты для сварочных мастерских и работы на объектах.
Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски. При необходимости можно прикрепить плечевой ремень.
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Аппарат PRO ARC 200 имеет удобную систему управления и дисплей для отображения параметров сварки:
Показатели силы сварочного тока отражаются на цифровом дисплее
При включении аппарата загорается индикатор сети
Индикатор перегрева загорается в случае перегрева аппарата
Регулировка силы тока осуществляется бесступенчато с помощью удобного прорезиненного регулятора
Форсаж дуги для MMA сварки бесступенчато регулируется прорезиненным регулятором
Выбор способа сварки ММА DC или TIG Lift DC осуществляется при помощи кнопки
Комплект поставки:
Электрододержатель 200 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.
Клемма заземления 200 А в сборе с кабелем 3 м— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
SMT-технология
SMT — Surface mount technology. Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Платы оборудования Сварог произведены на автоматизированной линии с использованием SMT-технологии, что обеспечивает высочайшее качество и повторяемость изделий.
Современные компоненты
Температура и влажность воздуха в зависимости от времени суток, года и месторасположения изменяются в широком диапазоне. Увеличение влажности, а в предельных случаях и конденсация влаги, приводят к ухудшению диэлектрических свойств изоляционных материалов печатных плат. Печатные платы оборудования значительно подвержены влиянию окружающей среды, таких как пыль, грязь, влага. Это может стать причиной различных отказов в работе оборудования.
При производстве оборудования ТМ Сварог применяется монтаж электронных компонентов с технологией покрытия печатных плат специальным лаком, защищающим их от пыли и повышенной влажности. Это позволяет оборудованию безотказно работать в тяжелых условиях.
Неизменное качество
При производстве сварочного оборудования Сварог используются конвейеры поточной механизированной и автоматической линий сборки.
Аппараты имеют минимальную, практически невозможную вероятность брака, их качество постоянно, а зависимость от человеческого фактора минимизирована.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Сварог более 15 лет на российском рынке. За это время зарекомендовала себя как производитель надежной техники, которой доверят
Сварог занимает второе место по узнаваемости бренда среди российских торговых марок. Согласно независимым исследованиям «Модель выбора сварочного оборудования» 2021 г.
В течение 5 лет гарантийного периода покупатель может бесплатно устранять дефекты оборудования путем его ремонта или замены дефектных частей на новые при условии, что дефект возник по вине Производителя.
Сварог облает самой широкой сервисной сетью среди российских брендов и насчитывает более 300 авторизированных сервисных центров, что значительно сокращает сроки сервисного обслуживания сварочной техники Сварог по всей России.
Ручная дуговая сварка MMA
Сварочный инвертор Сварог PRO ARC 200 (Z209S) за 20 420 руб. с НДС.
PRO ARC 200 (Z209S)— инверторный сварочный аппарат для ручной дуговой сварки покрытым электродом (MMA) на прямой и обратной полярности, а также аргонодуговой сварки (TIG).
Отличительными особенностями аппарата являются:
Расширенные настройки процесса сварки
Высокая производительность— ПН 60% при 40°С
Функция контактного зажигания для сварки TIG
Уверенная сварка электродом до 5 мм
Есть все необходимое в комплекте для выполнения сварочных работ
PRO ARC 200 работает от однофазной питающей сети 220 В
Работа в широком диапазоне сетевого напряжения обеспечивает качественную сварку от просаженной сети, что является преимуществом для проведения работ в условиях гаражных и дачных хозяйств
Инвертор может работать от автономных электростанций, генераторов, необорудованных цифровыми инверторами. Подключение возможно через удлинитель большой длины, с правильно подобранным сечением кабеля— чтобы исключить потерю мощности
Благодаря увеличенному разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Компактный и легкий аппарат весом 5.
2 кг
PRO ARC 200— это легкие, надежные, долговечные и ударопрочные инструменты для сварочных мастерских и работы на объектах.
Аппарат имеет компактные размеры, прочный металлический корпус и удобную ручку для переноски. При необходимости можно прикрепить плечевой ремень.
Производительная система вентиляции
Система охлаждения сварочного аппарата обеспечивает максимальный обдув греющихся компонентов, что обеспечивает бесперебойную устойчивую работу при температуре 25° без отключения по перегреву
Аппарат PRO ARC 200 имеет удобную систему управления и дисплей для отображения параметров сварки:
Показатели силы сварочного тока отражаются на цифровом дисплее
При включении аппарата загорается индикатор сети
Индикатор перегрева загорается в случае перегрева аппарата
Регулировка силы тока осуществляется бесступенчато с помощью удобного прорезиненного регулятора
Форсаж дуги для MMA сварки бесступенчато регулируется прорезиненным регулятором
Выбор способа сварки ММА DC или TIG Lift DC осуществляется при помощи кнопки
Производитель
Сварог
Режимы сварки
MMA, TIG
Тип питания
Инвертор
Напряжение питающей сети
220 В
Частота питающей сети
50 Гц
Сварочный ток MMA
10 — 200 А
Сварочный ток TIG
10 — 200 А
Способ возбуждения дуги
Lift
Минимальное напряжение
187 В
ПН
60 %
Сварочный ток MMA при ПН 100%
160 А
Сварочный ток TIG при ПН 100%
160 А
Потребляемая мощность
6. 6 KW
Потребляемая мощность ММА
6.6 KW
Потребляемая мощность TIG
4.2 KW
Напряжение холостого хода
63 В
Напряжение холостого хода MMA
63 В
Напряжение холостого хода TIG
12 В
Диаметр электрода MMA
1. 6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
Потребляемый ток
43 А
Рабочее напряжение
20.4 — 28 В
Рабочее напряжение ММА
20. 4 — 28 В
Рабочее напряжение TIG
10.4 — 18 В
Antistick
Да
Hot Start
Да
Форсаж дуги
Да
Возможность приобретения с НАКС
Да
Класс изоляции
F
Класс защиты
21
Коэффициент мощности
0. 7
КПД
85 %
Габариты
351 × 130 × 250 мм
Вес
5.2 кг
Гарантия
5 лет
Электрододержатель 200 А в сборе с кабелем 3 м, разъемы ОКС 35-50— 1 шт.






 Они сочетают в себе все лучшие качества нескольких материалов. Так и круглые направляющие на опоре (цилиндрические рельсы) несут в себе надежность, износостойкость, устойчивость к силовым нагрузкам стали и легкость, пластичность алюминия.
Они сочетают в себе все лучшие качества нескольких материалов. Так и круглые направляющие на опоре (цилиндрические рельсы) несут в себе надежность, износостойкость, устойчивость к силовым нагрузкам стали и легкость, пластичность алюминия. Также могут использоваться с круглыми направляющими без опор для уменьшения габаритных размеров конструкции.
Также могут использоваться с круглыми направляющими без опор для уменьшения габаритных размеров конструкции.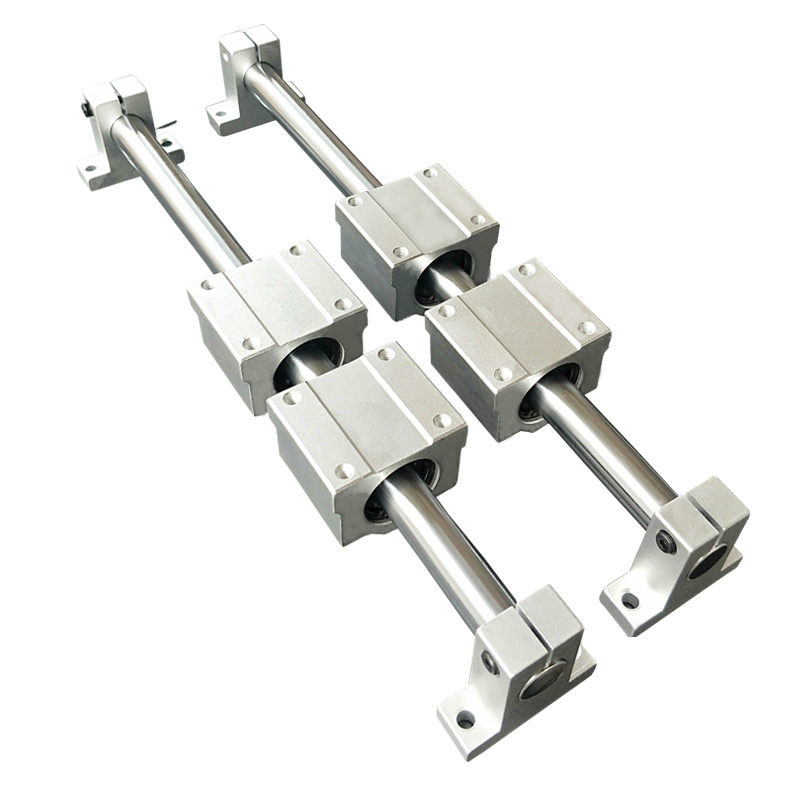 Они обеспечивают гибкость, чтобы соответствовать конкретным оболочкам, позволяя настраивать расстояния между валами и / или подшипниками на валах для создания более высокой допустимой нагрузки. В сочетании с шарико-винтовыми передачами они превращаются в приводной стол скольжения.
Они обеспечивают гибкость, чтобы соответствовать конкретным оболочкам, позволяя настраивать расстояния между валами и / или подшипниками на валах для создания более высокой допустимой нагрузки. В сочетании с шарико-винтовыми передачами они превращаются в приводной стол скольжения. В этих случаях инженеры по применению Thomson будут рады сотрудничать с вами, чтобы настроить систему линейных направляющих для круговых ограждений, которая точно соответствует вашим спецификациям.
В этих случаях инженеры по применению Thomson будут рады сотрудничать с вами, чтобы настроить систему линейных направляющих для круговых ограждений, которая точно соответствует вашим спецификациям.
 В 70-е годы перед инженером-конструктором встал принципиальный вопрос: круглый или квадратный?
В 70-е годы перед инженером-конструктором встал принципиальный вопрос: круглый или квадратный?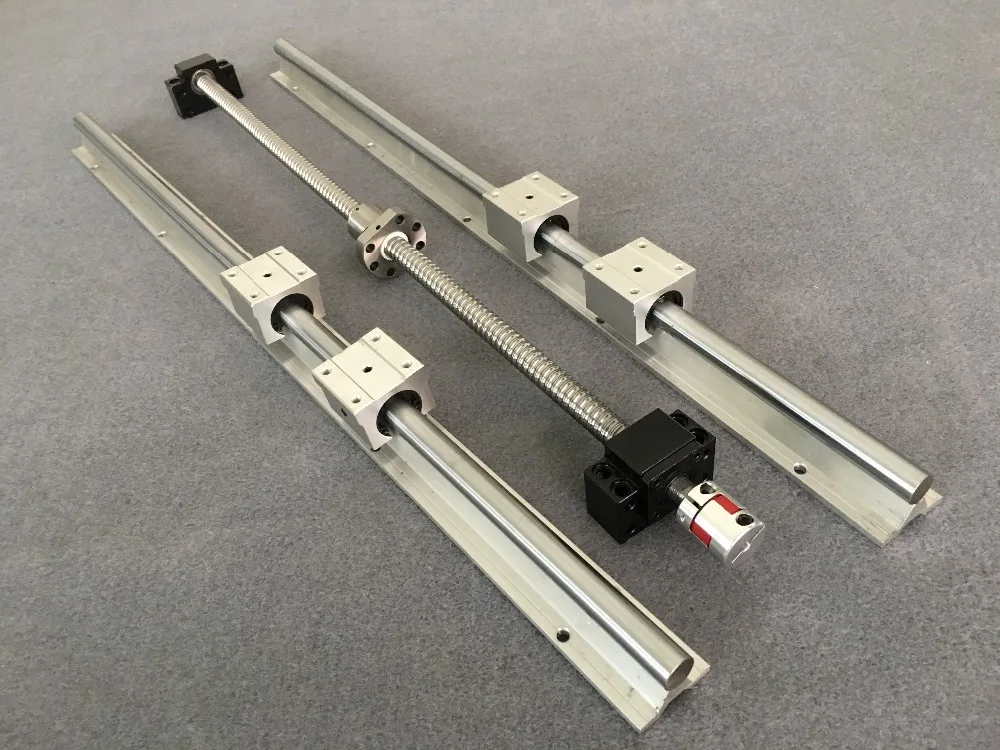 В этой статье будет представлен обзор основных типов подшипников и направляющих для линейного перемещения, объяснено, как определить их для конкретных приложений, и описано, как устранять общие проблемы приложений.
В этой статье будет представлен обзор основных типов подшипников и направляющих для линейного перемещения, объяснено, как определить их для конкретных приложений, и описано, как устранять общие проблемы приложений. 11.2015
11.2015 05.2012
05.2012 10.2007
10.2007 Слишком часто выбор технологии линейных направляющих делается на поздних этапах проектирования и основывается на предположениях. Время, затраченное на детальный анализ, может отличить простую конструкцию от сложной, влияя на производительность, время сборки и общую стоимость.
Слишком часто выбор технологии линейных направляющих делается на поздних этапах проектирования и основывается на предположениях. Время, затраченное на детальный анализ, может отличить простую конструкцию от сложной, влияя на производительность, время сборки и общую стоимость. Понимание этих технологий и того, как их лучше всего применить к приложению, всегда является первым шагом в хорошей практике проектирования.
Понимание этих технологий и того, как их лучше всего применить к приложению, всегда является первым шагом в хорошей практике проектирования. Красноречиво упрощенный профиль обеспечивает высокоэффективную герметизацию и устойчивость к естественным загрязнениям. Кроме того, круглые рельсы не требуют затрат времени и средств на обработку монтажной поверхности и являются единственным вариантом для приложений с торцевой опорой.
Красноречиво упрощенный профиль обеспечивает высокоэффективную герметизацию и устойчивость к естественным загрязнениям. Кроме того, круглые рельсы не требуют затрат времени и средств на обработку монтажной поверхности и являются единственным вариантом для приложений с торцевой опорой. Природа этой технологии хорошо подходит для приложений, где требуются чрезвычайно высокие уровни точности или где чрезмерная нагрузка неотъемлема от выполняемой задачи. Компактный характер системы может помочь уменьшить общий размер оборудования, но более высокие предварительные нагрузки могут увеличить сопротивление.
Природа этой технологии хорошо подходит для приложений, где требуются чрезвычайно высокие уровни точности или где чрезмерная нагрузка неотъемлема от выполняемой задачи. Компактный характер системы может помочь уменьшить общий размер оборудования, но более высокие предварительные нагрузки могут увеличить сопротивление. Изображение предоставлено Motion Industries
Изображение предоставлено Motion Industries Уплотнения на круглых направляющих, как правило, вызывают меньшее сопротивление из-за их простой круговой геометрии, но для профилей в сборе доступны варианты с низким сопротивлением. В вагонах профильного рельса также могут использоваться продольные уплотнения, защищающие от проникновения снизу узла.
Уплотнения на круглых направляющих, как правило, вызывают меньшее сопротивление из-за их простой круговой геометрии, но для профилей в сборе доступны варианты с низким сопротивлением. В вагонах профильного рельса также могут использоваться продольные уплотнения, защищающие от проникновения снизу узла. Например, хромовое покрытие Armaloy обеспечивает умеренную коррозионную стойкость и твердость 78 HRc. Напротив, аустенитная нержавеющая сталь, такая как серия 300, более устойчива к коррозии, но дороже и имеет уровень твердости HRc только в 20-х единицах. Аустенитные нержавеющие стали обычно рекомендуются только для использования с втулками простого типа. Мартенситная нержавеющая сталь, такая как 440C, также обладает улучшенной коррозионной стойкостью по сравнению с углеродистой сталью, но может достигать уровня твердости в 50 и, таким образом, может использоваться с некоторыми запатентованными шарикоподшипниковыми шариковыми втулками.
Например, хромовое покрытие Armaloy обеспечивает умеренную коррозионную стойкость и твердость 78 HRc. Напротив, аустенитная нержавеющая сталь, такая как серия 300, более устойчива к коррозии, но дороже и имеет уровень твердости HRc только в 20-х единицах. Аустенитные нержавеющие стали обычно рекомендуются только для использования с втулками простого типа. Мартенситная нержавеющая сталь, такая как 440C, также обладает улучшенной коррозионной стойкостью по сравнению с углеродистой сталью, но может достигать уровня твердости в 50 и, таким образом, может использоваться с некоторыми запатентованными шарикоподшипниковыми шариковыми втулками. Ориентация направляющей таким образом, чтобы свести к минимуму проникновение жидкости в опорные поверхности или способствовать стеканию, также улучшит обращение с жидкостью. Профильные рейки более компактны, поэтому они могут обеспечить большую гибкость, если возможны стандартные монтажные геометрии. Качество отделки монтажной поверхности является ключом к максимальной гибкости при установке профильных реек. Для большей гибкости установки профильные рейки поставляются в различных конфигурациях монтажа. Например, они могут крепиться болтами сверху или снизу и предлагают несколько способов закрытия отверстий под болты и их защиты от мусора, включая накладки, пластиковые и металлические заглушки для направляющих.
Ориентация направляющей таким образом, чтобы свести к минимуму проникновение жидкости в опорные поверхности или способствовать стеканию, также улучшит обращение с жидкостью. Профильные рейки более компактны, поэтому они могут обеспечить большую гибкость, если возможны стандартные монтажные геометрии. Качество отделки монтажной поверхности является ключом к максимальной гибкости при установке профильных реек. Для большей гибкости установки профильные рейки поставляются в различных конфигурациях монтажа. Например, они могут крепиться болтами сверху или снизу и предлагают несколько способов закрытия отверстий под болты и их защиты от мусора, включая накладки, пластиковые и металлические заглушки для направляющих. Самовыравнивающаяся конструкция круглых рельсов также более терпима к плохой параллельности и колебаниям высоты рельсов.
Самовыравнивающаяся конструкция круглых рельсов также более терпима к плохой параллельности и колебаниям высоты рельсов.





 007″ — 0.037″
007″ — 0.037″ Дисплей имеет несколько режимов: диагностические коды, температура электродвигателя, расход, показания давления.
Дисплей имеет несколько режимов: диагностические коды, температура электродвигателя, расход, показания давления.

 Благодаря этим методам ввода материала и процедуре распыления вы уже заработали на материале деньги.
Благодаря этим методам ввода материала и процедуре распыления вы уже заработали на материале деньги.

 Это всегда зависит от требований подрядчика к среднему объему работ и графику.
Это всегда зависит от требований подрядчика к среднему объему работ и графику. Сэкономьте на дополнительной единице!
Сэкономьте на дополнительной единице!
 высота !
высота !
 Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните Сравнить
Сравнить Сравните
Сравните

 Поэтому для защиты необходимо использовать сварочные маски.
Поэтому для защиты необходимо использовать сварочные маски. 1 — 0.6
1 — 0.6 JB Tools гордится тем, что является надежным интернет-продавцом, на которого клиенты могут положиться в плане качественных продуктов по разумным ценам. Стремление JB Tools к 100% удовлетворенности клиентов не имеет себе равных, поэтому JB Tools предлагает своим клиентам лучшую в своем классе гарантийную программу для всех своих клиентов на все продукты, продаваемые JB Tools. Если клиент JB Tools считает, что продукт, приобретенный у JB Tools, имеет дефектное состояние и/или неисправность, клиенты JB Tools могут быть уверены, что JB Tools будет работать со своими клиентами, чтобы обеспечить решение проблем в соответствии с положениями JB Tools. Гарантийная программа, доступ к которой можно получить, нажав здесь.
JB Tools гордится тем, что является надежным интернет-продавцом, на которого клиенты могут положиться в плане качественных продуктов по разумным ценам. Стремление JB Tools к 100% удовлетворенности клиентов не имеет себе равных, поэтому JB Tools предлагает своим клиентам лучшую в своем классе гарантийную программу для всех своих клиентов на все продукты, продаваемые JB Tools. Если клиент JB Tools считает, что продукт, приобретенный у JB Tools, имеет дефектное состояние и/или неисправность, клиенты JB Tools могут быть уверены, что JB Tools будет работать со своими клиентами, чтобы обеспечить решение проблем в соответствии с положениями JB Tools. Гарантийная программа, доступ к которой можно получить, нажав здесь. При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем. JB Tools предоставляет это заявление об отказе от ответственности, чтобы исключить вероятность путаницы, которая неправомерно повлияет на ваше решение о покупке этого продукта или любого другого продукта у JB Tools, а также чтобы не было путаницы в отношении существования какой-либо аффилированности между JB Tools и производитель этого товара. Тем не менее, клиенты JB Tools могут быть уверены, что JB Tools поддерживает свою Гарантийную программу и Политику соответствия производителей в 100% случаев. Кроме того, в связи с гарантией соответствия JB Tools, JB Tools соответствует цене и/или любой акции, связанной с ее продуктами.
При покупке этого продукта у JB Tools гарантия производителя, если таковая имеется, потенциально связанная с продуктом, может быть не соблюдена производителем. JB Tools предоставляет это заявление об отказе от ответственности, чтобы исключить вероятность путаницы, которая неправомерно повлияет на ваше решение о покупке этого продукта или любого другого продукта у JB Tools, а также чтобы не было путаницы в отношении существования какой-либо аффилированности между JB Tools и производитель этого товара. Тем не менее, клиенты JB Tools могут быть уверены, что JB Tools поддерживает свою Гарантийную программу и Политику соответствия производителей в 100% случаев. Кроме того, в связи с гарантией соответствия JB Tools, JB Tools соответствует цене и/или любой акции, связанной с ее продуктами.  Важно правильно подобрать его средство, ведь от него зависит не только комфортная, но и безопасная работа. Как это сделать — в этом обзоре от редакции HouseChief.
Важно правильно подобрать его средство, ведь от него зависит не только комфортная, но и безопасная работа. Как это сделать — в этом обзоре от редакции HouseChief. 

 Он указан в технической документации. После его обозначения идут четыре дробные цифры:
Он указан в технической документации. После его обозначения идут четыре дробные цифры: Вы можете регулировать плотность фильтра и нет необходимости постоянно тянуть маску вверх-вниз или придерживать ее рукой.
Вы можете регулировать плотность фильтра и нет необходимости постоянно тянуть маску вверх-вниз или придерживать ее рукой. Типичные устройства имеют размер окна 90×40 мм, но есть и такие, у которых размер достигает 130×60 мм.
Типичные устройства имеют размер окна 90×40 мм, но есть и такие, у которых размер достигает 130×60 мм.
 Есть регламенты, справедливость которых лучше не проверять опытным путем во избежание травм глаз.
Есть регламенты, справедливость которых лучше не проверять опытным путем во избежание травм глаз. Обычно именно в них можно найти объективную оценку качества инструмента. Вот несколько популярных моделей, пользующихся спросом:
Обычно именно в них можно найти объективную оценку качества инструмента. Вот несколько популярных моделей, пользующихся спросом: (по состоянию на май 2019 г.)
(по состоянию на май 2019 г.) 
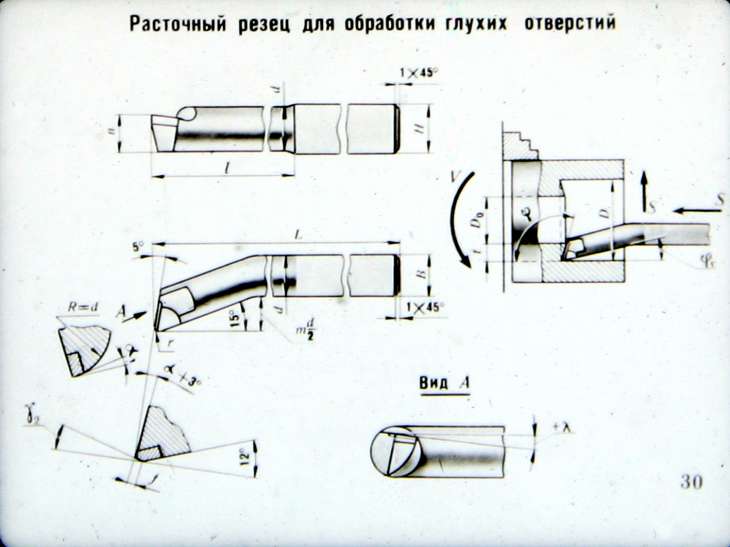 Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.
Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки. Сюда входит:
Сюда входит: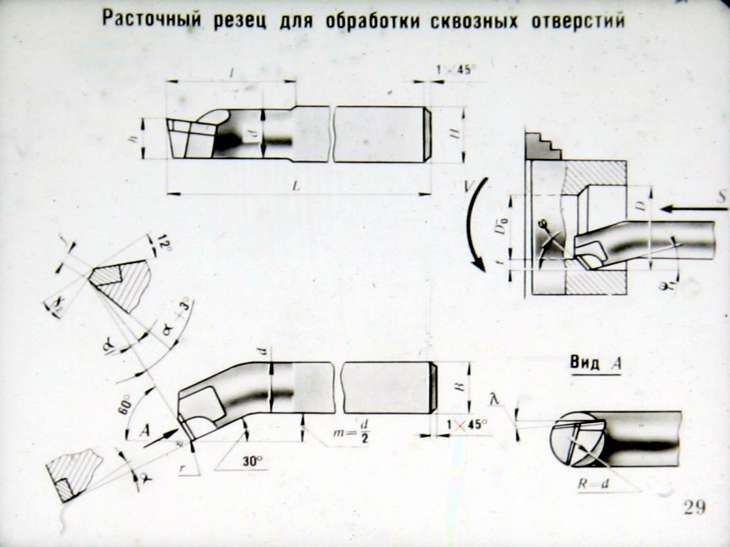 Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.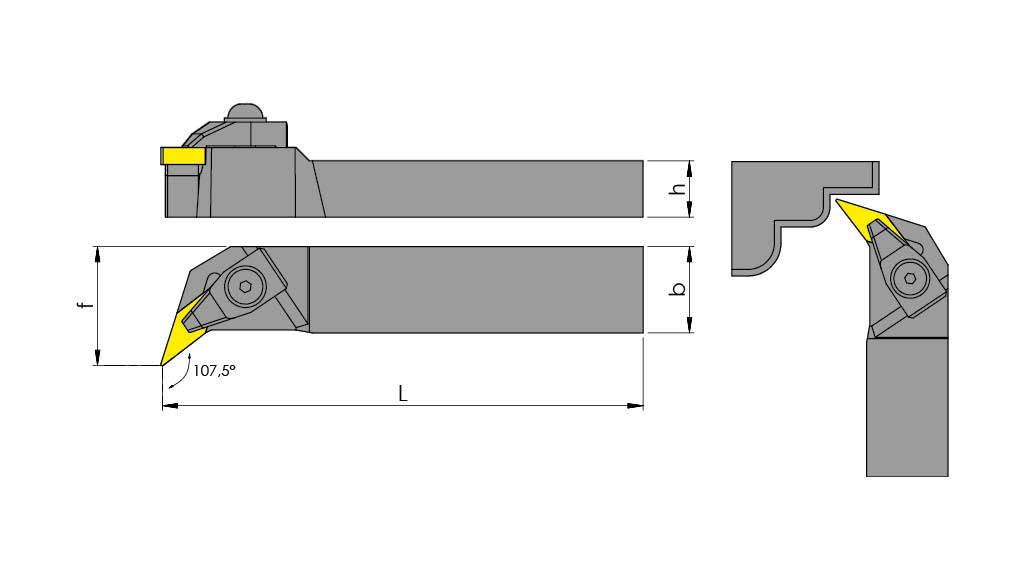 В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.

 К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.
К сферам применения также относятся проточка и шлифовка дна. Пластины головок имеют треугольную форму.


 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов.
Они сделаны более жесткими, чтобы справиться с увеличенной глубиной резания, крутящим моментом и осевыми силами, необходимыми для эффективного и последовательного выполнения проходов для удаления материалов. 

 Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия.
Проще говоря, сверление создает отверстие в заготовке там, где его не было. Развёртывание и растачивание точно расширяют уже существующие отверстия. Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.
Головки, подобные этой, можно регулировать с шагом 0,0004 дюйма. Все изображения предоставлены Кристофером Тейтом. без опоры, что иногда приводит к вибрации или дребезгу.Проблемы с вибрацией — единственный существенный недостаток этих режущих инструментов.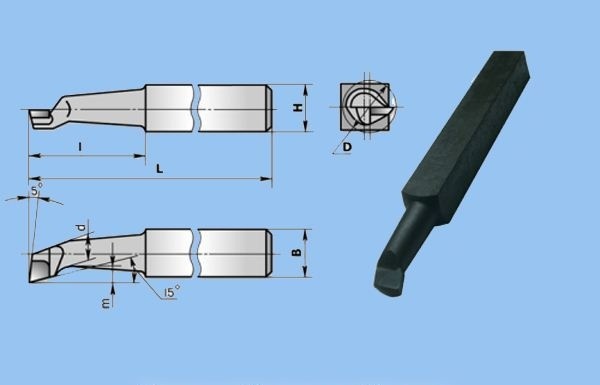 Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха.
Изменение радиального DOC также оказывает большее давление на инструмент. Иногда пользователи должны настроить все эти переменные, чтобы добиться успеха. Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше.
Карбид очень плотный. Он обеспечивает превосходное демпфирование, допуская соотношение длины к диаметру в диапазоне 8:1 или выше. Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку.
Растачивание отверстий на фрезерном станке требует использования регулируемой расточной головки, что усложняет настройку. В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
В первом случае каждая режущая кромка имеет одинаковый диаметр, что обеспечивает высокую скорость подачи. При втором методе режущие кромки устанавливаются на два разных диаметра, что позволяет снимать больше материала за один проход.
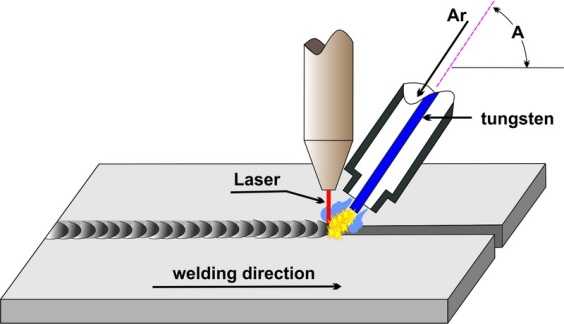 5mm
5mm Она широко используется в различных отраслях промышленности.
Она широко используется в различных отраслях промышленности.
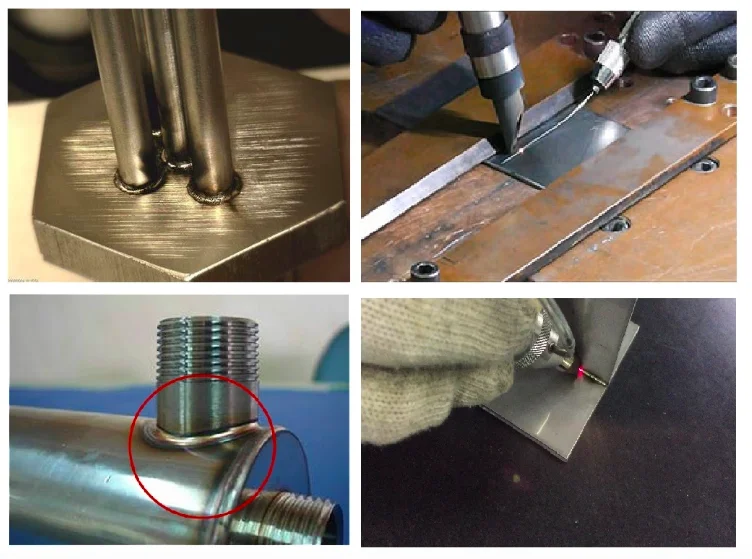


 Применение в области обработки листового металла
Применение в области обработки листового металла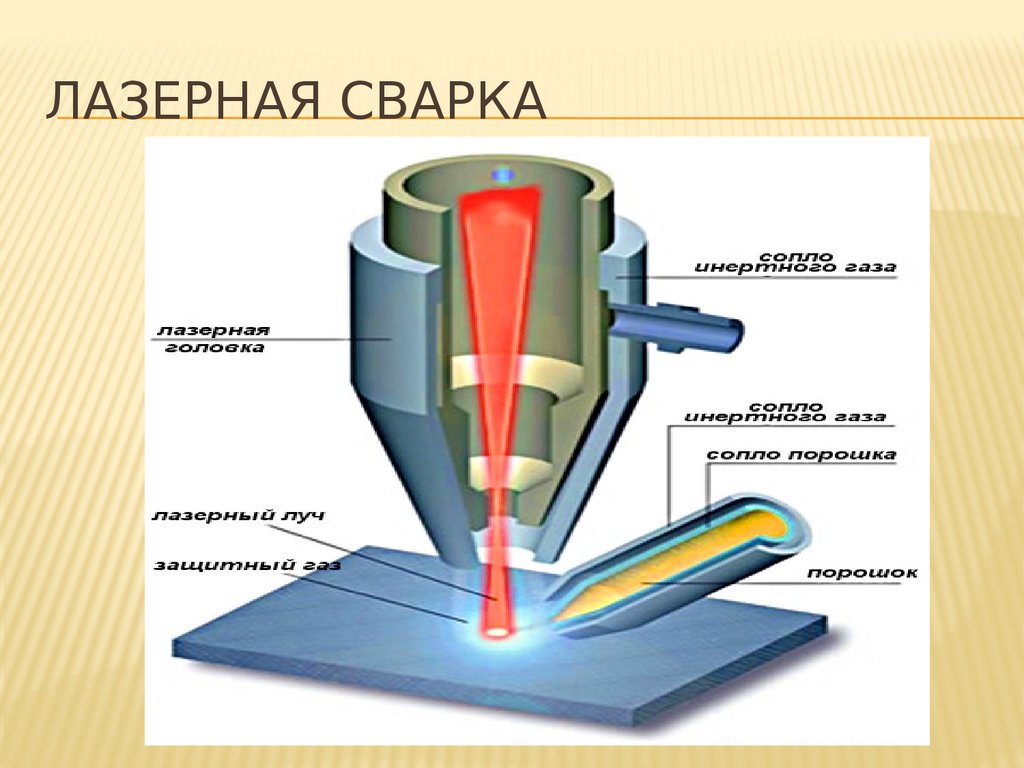 (Оксфорд, Массачусетс) — это новая ручная система лазерной сварки, которая дает производителям больше гибкости, точности и простоты использования по сравнению с традиционными продуктами для сварки. Разработанный и изготовленный с использованием запатентованных и запатентованных волоконно-лазерных технологий IPG, LightWELD представляет собой сдвиг парадигмы благодаря своим чрезвычайно малым размерам и весу, а также уникальному воздушному охлаждению.
(Оксфорд, Массачусетс) — это новая ручная система лазерной сварки, которая дает производителям больше гибкости, точности и простоты использования по сравнению с традиционными продуктами для сварки. Разработанный и изготовленный с использованием запатентованных и запатентованных волоконно-лазерных технологий IPG, LightWELD представляет собой сдвиг парадигмы благодаря своим чрезвычайно малым размерам и весу, а также уникальному воздушному охлаждению. «Это первый по-настоящему функциональный и портативный лазерный сварочный аппарат, который впервые в истории привносит передовые лазерные технологии на рынок ручной сварки».
«Это первый по-настоящему функциональный и портативный лазерный сварочный аппарат, который впервые в истории привносит передовые лазерные технологии на рынок ручной сварки».


 Ручной лазерный сварочный аппарат может выполнять точечную сварку , сварку с прямым швом, сварку внахлест, кольцевую сварку и сварку любой дорожки . Станок также оснащен автоматической подачей проволоки. По сравнению с традиционной аргонодуговой сваркой эффективность увеличивается более чем на 50%.
Ручной лазерный сварочный аппарат может выполнять точечную сварку , сварку с прямым швом, сварку внахлест, кольцевую сварку и сварку любой дорожки . Станок также оснащен автоматической подачей проволоки. По сравнению с традиционной аргонодуговой сваркой эффективность увеличивается более чем на 50%.

 сопло: 0,021 дюйм
сопло: 0,021 дюйм 07.2006 года №152-ФЗ «О персональных данных»,
07.2006 года №152-ФЗ «О персональных данных»,

 93;
93; Отличное соотношение цена-качество. Держит дугу, электрод не липнет. Активно использую аппарат месяцев 10 и остался доволен.
Отличное соотношение цена-качество. Держит дугу, электрод не липнет. Активно использую аппарат месяцев 10 и остался доволен.
 Т.к. печатная плата покрыта слоем лака, щупы должны быть острыми.
Т.к. печатная плата покрыта слоем лака, щупы должны быть острыми. Если в обе стороны звонятся — есть проблема.
Если в обе стороны звонятся — есть проблема.

 Обратный диод как ни странно присутствует.
Обратный диод как ни странно присутствует. Проверять можно либо по схеме, либо методом сравнения каналов.
Проверять можно либо по схеме, либо методом сравнения каналов. Лампа накаливания при этом не должна светиться.
Лампа накаливания при этом не должна светиться. club/blog/aliexpress/74617.html
club/blog/aliexpress/74617.html Когда-то очень давно, я сам на это попал, когда не заметил неисправность цепи токоограничения, досада была велика 🙁
Когда-то очень давно, я сам на это попал, когда не заметил неисправность цепи токоограничения, досада была велика 🙁 Ток не должен превышать значения 40А. Превышение тока означает, что не работает цепь ограничения тока и требуется дальнейший ремонт. Обычно виноват оказывается токовый трансформатор, его выпрямитель или усилитель тока.
Ток не должен превышать значения 40А. Превышение тока означает, что не работает цепь ограничения тока и требуется дальнейший ремонт. Обычно виноват оказывается токовый трансформатор, его выпрямитель или усилитель тока. Я оставил заводскую настройку максимального тока.
Я оставил заводскую настройку максимального тока.
 Если такая тема многих заинтересует, буду периодически обозревать подобные ремонты.
Если такая тема многих заинтересует, буду периодически обозревать подобные ремонты. 300. плюс
300. плюс . . .
. . . Глобальная доставка.
Глобальная доставка.
 Интегрированное ПО 3DXpert используется для подготовки файл к работе, рассчитывает объем порошка и время построения модели. За счет пониженной концентрации кислорода в камере построения неизрасходованный порошок можно использовать длительное количество производственных циклов. Модульная конструкция позволяет оперативно менять материалы и отсутствует потребность в длительной процедуре очистки машины.
Интегрированное ПО 3DXpert используется для подготовки файл к работе, рассчитывает объем порошка и время построения модели. За счет пониженной концентрации кислорода в камере построения неизрасходованный порошок можно использовать длительное количество производственных циклов. Модульная конструкция позволяет оперативно менять материалы и отсутствует потребность в длительной процедуре очистки машины.
 Технология прямой металлической печати дает возможность воспроизводить мелкие детали или выращивать изделия с тонкими стенками. Наклонные поверхности до 30о можно печатать без поддержек благодаря технологии разравнивания и уплотнения порошкового слоя. За безопасность процесса отвечают система замкнутой рециркуляции порошка и герметичная камера.
Технология прямой металлической печати дает возможность воспроизводить мелкие детали или выращивать изделия с тонкими стенками. Наклонные поверхности до 30о можно печатать без поддержек благодаря технологии разравнивания и уплотнения порошкового слоя. За безопасность процесса отвечают система замкнутой рециркуляции порошка и герметичная камера.
 Функциональные инженерные материалы PEEK, PEKK, ULTEM и др.
Функциональные инженерные материалы PEEK, PEKK, ULTEM и др.
 ) для 3D-печати функциональных изделий и прототипирования.
) для 3D-печати функциональных изделий и прототипирования.
 В настоящее время компания может предложить широкий спектр от жестких до гибких материалов в зависимости от потребностей клиентов.
В настоящее время компания может предложить широкий спектр от жестких до гибких материалов в зависимости от потребностей клиентов. Это безопасное облачное подключение к сервисным группам 3D Systems для проактивной и превентивной поддержки обеспечивает более качественное обслуживание, увеличивает время безотказной работы и обеспечивает производственную надежность вашей системы.
Это безопасное облачное подключение к сервисным группам 3D Systems для проактивной и превентивной поддержки обеспечивает более качественное обслуживание, увеличивает время безотказной работы и обеспечивает производственную надежность вашей системы.
 Вам нужна гибкость? Сила? Биосовместимость? Более?
Вам нужна гибкость? Сила? Биосовместимость? Более? Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими предпочтениями.
Вы также можете отказаться от общения в любое время. Нажмите здесь, чтобы ознакомиться с нашей Политикой конфиденциальности, или нажмите здесь, чтобы управлять своими предпочтениями. ПРОИЗВОДИТЕ БЫСТРЕЕ.
ПРОИЗВОДИТЕ БЫСТРЕЕ.  Теперь, благодаря JUMPSTART, новому гибридному программно-аппаратному решению BigRep, которое позволяет вам забыть о хлопотах и просто начать печать, использовать PRO стало проще, чем когда-либо.
Теперь, благодаря JUMPSTART, новому гибридному программно-аппаратному решению BigRep, которое позволяет вам забыть о хлопотах и просто начать печать, использовать PRO стало проще, чем когда-либо. ТОЛЬКО ПЕЧАТЬ .
ТОЛЬКО ПЕЧАТЬ . Результатом является лучшее качество, более высокая точность и всесторонние стабильные результаты. MXT® — это технология JUMPSTART, которая упрощает работу пользователя, устраняя необходимость ручной калибровки печатной платформы, экструдера и двойной экструзии.
Результатом является лучшее качество, более высокая точность и всесторонние стабильные результаты. MXT® — это технология JUMPSTART, которая упрощает работу пользователя, устраняя необходимость ручной калибровки печатной платформы, экструдера и двойной экструзии.
 Странство.0009
Странство.0009
 600 мм/с | Максимум. 5000 мм/с²
600 мм/с | Максимум. 5000 мм/с² 

 Это может стать причиной различных отказов в работе оборудования.
Это может стать причиной различных отказов в работе оборудования.  За это время зарекомендовала себя как производитель надежной техники, которой доверят
За это время зарекомендовала себя как производитель надежной техники, которой доверят
 2 кг
2 кг 6 KW
6 KW 6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм 4 — 28 В
4 — 28 В 7
7