Несколько дней в нашем блоге появился пост о том, какими характеристиками должен обладать перфоратор для дома. Одним из критериев выбора было указано наличие патрона под хвостовики типа SDS Plus, как наиболее распространённого. Однако помимо указанного типа хвостовиков имеются и другие, о которых мы сегодня и расскажем.
Прежде всего, давайте выясним для чего были придуманы хвостовики SDS. Итак, хвостовики SDS были разработаны компанией Bosch. Целью данной разработки было создание системы быстрого закрепления буров в перфораторах. Именно это свойство хвостовиков и зашифровано в аббревиатуре SDS — Steck – Dreh – Sitzt — «вставь», «поверни» и «бур закреплён». Но хвостовики SDS имеют ещё одно важное преимущество: бур может с легкостью перемешаться с определённой амплитудой вдоль оси патрона перфоратора! А это позволяет защитить патрон от ударных нагрузок и значит обеспечить его надёжную работу в течении длительного времени!
Ну а теперь можно и поговорить о типах SDS-хвостовиков, которых на данный момент насчитывается аж 5 вариантов.
SDS
Самый первый хвостовик от компании Bosch. Диаметр его — 10 мм. Хвостовик имеет два желобка и вставляется в патрон на 40 мм. Хвостовики этого типа полностью совместимы с хвостовиками SDS-plus.
SDS-plus
Самый распространённый тип хвостовиков. Диаметр хвостовика 10 мм и он также вставляется в патрон на 40 мм. В отличии от SDS имеет не два, а четыре паза — два открытых и два закрытых. Открытые пазы предназначены для направляющих, а закрытые для фиксирующих (стопорных) шариков. При этом площадь контакта хвостовика с клиньями патрона составляет 75 кв. мм. Основной инструмент для буров с хвостовиками SDS-plus — лёгкие строительные перфораторы. При этом длинна буров лежит в пределах от 110 до 1000 миллиметров, а диаметр от 4 до 26 миллиметров.
SDS-top
Один из малораспространённых типов хвостовиков, который предназначен для перфораторов среднего размера. Диаметр хвостовика — 14 мм. Имеются 4 паза: два открытых и 2 закрытых. Площадь контакта с клиньями составляет 212 кв. мм.
Буры с хвостовиками типа SDS-plus при сверлении отверстий свыше 16 миллиметров весьма часто выходили из строя и в 1999 году компания Bosch ввела стандарт SDS-top. Для SDS-top буров используются четырёхкилограммовые перфораторы с заменяемым патроном.
SDS-max
Второй по распространённости тип хвостовиков SDS. Он предназначен для буров большого диаметра и тяжёлых перфораторов. Хвостовик SDS-plus имеет диаметр 18 мм и площадь контакта клиньев 389 кв. мм. Хвостовик вставляется в патрон перфоратора на 90 миллиметров и имеет 3 открытых и 2 закрытых паза.
SDS-quick
В 2008 году компания Bosch ввела новый тип хвостовиков — SDS-quick. Стандарт примечателен тем, что вместо пазов используются выступы. Этот тип хвостовиков используется весьма ограничено, но возможно это лишь временное явление.
Стоит заметить, что в держатель хвостовиков SDS-quick можно вставлять свёрла или биты с четвертьдюймовым шестигранным хвостовиком.
Метки:
перфораторы
буры
Сверлильный патрон SDS-plus в категории «Инструмент»
Сверлильный патрон c адаптером SDS-PLUS SP Metabo (626724000)
что такое, толщина, как защитить от повреждений :: Autonews
Лакокрасочное покрытие (ЛКП) — это лицо любого автомобиля. Именно оно дает наиболее полное представление о состоянии кузова транспортного средства. ЛКП служит не только для придания автомобилю эстетичного вида, но и для защиты кузовных панелей от коррозии. Рассказываем о современном автомобильном лакокрасочном покрытии, нюансах измерения и стандартах его толщины, изучаем дефекты и даем рекомендации по грамотному уходу за ЛКП.
Что такое
Толщина
Толщиномер
Дефекты
Как убрать царапины и сколы
Как защитить
adv.rbc.ru
ЛПК автомобиля
ЛКП автомобиля — это многокомпонентное покрытие, сформировавшееся на поверхности кузовных панелей после нанесения на них нескольких слоев лакокрасочных материалов, обладающее достаточной адгезией и защитными свойствами от воздействия окружающей среды. Без качественного лакокрасочного покрытия любой автомобиль обречен превратиться в труху за считаные годы.
ЛКП выполняет две важнейшие функции — придает автомобилю привлекательный внешний вид и защищает металл кузова от коррозии. Именно по лакокрасочному покрытию принято судить о состоянии бывшего в употреблении транспортного средства: плохо окрашенная, битая, неухоженная машина с дефектами на ЛКП не прослужит долго без должного ухода и внимания.
Заводской процесс покраски автомобиля состоит из нескольких этапов с соблюдением жестких стандартов и применением высококачественных материалов. На современных автозаводах он осуществляется преимущественно роботами. Добиться заводского качества ЛКП в гаражных условиях и ремонтных мастерских практически невозможно.
В сильно упрощенном виде процесс нанесения заводского ЛКП выглядит следующим образом. Сперва почти весь листовой металл, из которого выполнен кузов транспортного средства, подвергают цинкованию с двух сторон для защиты при возможных повреждениях ЛКП. Далее поверхность кузова тщательно чистится и обезжиривается. Затем осуществляется процесс фосфатирования и грунтования. Только после этого наносятся краска и лак, которые придают кузову нужный оттенок и создают прочный глянцевый защитный слой.
Толщина ЛКП
Заводская окраска автомобиля не просто обладает наилучшими эксплуатационными и защитными свойствами, но и отвечает строгим внутренним стандартам автопроизводителя и ГОСТам. Важнейший параметр ЛКП, на который распространяются требования стандартов, — его толщина. Ее принято измерять в микрометрах (микронах). Каждый автопроизводитель самостоятельно устанавливает толщину лакокрасочного покрытия в рамках действующих требований и стандартов, руководствуясь рекомендациями поставщиков лакокрасочных материалов и ориентируясь на возможности и параметры используемой окрасочной линии.
Толщина заводского ЛКП обычно колеблется в диапазоне от 80 до 180 микрометров. В большинстве случаев она составляет около 100–130 мкм, но на различных участках одного и того же транспортного средства возможно небольшое расхождение.
При подборе автомобиля на вторичном рынке велик шанс столкнуться с экземплярами после ДТП и серьезного ремонта. Практически всегда прежний владелец пытается скрыть факт вторичной окраски. Приобрести подержанную машину, лакокрасочное покрытие которой близко к идеалу, практически невозможно. Замер толщины ЛКП позволяет почти безошибочно выявить участки кузова, подвергавшиеся ремонту и вторичной окраске. Толщина ЛКП в 300 и более микрометров — повод для более внимательного изучения автомобиля, а в 500 и выше — для серьезного торга или отказа от покупки.
Важно помнить, что нормативные стандарты (ГОСТы или ISO) предъявляют жесткие требования к качеству ЛКП, коррозионной стойкости, твердости покрытия, прочности, блеску и так далее, но не существует ни одного стандарта, регламентирующего цветоподбор при ремонтной окраске автомобиля.
Толщиномер
При покупке бывшего в употреблении транспортного средства обычно проводится экспертиза ЛКП, помогающая понять, действительно ли автомобиль стоит своих денег. Специальный прибор толщиномер позволяет быстро выявлять битые и вторично окрашенные автомобили.
Лакокрасочное покрытие для авто:виды,производители,дефекты,фото,описание
Nevada 1976Лакокрасочное покрытие для авто:виды,производители,дефекты,фото,описание 0 Comment
Содержание статьи
Кузов автомобиля – это важнейшая и самая дорогая часть машины. Его детали изготавливаются из листового металла путем штамповки, а далее свариваются в единое целое. Для защиты металла от коррозии на заводе наносят ЛКП автомобиля, что означает лакокрасочное покрытие. Оно не только защищает, но и придает красивый и эстетичный внешний вид. От качества покрытия, его толщины и последующего ухода во многом будет зависеть срок службы кузова и авто в целом.
Функции и общий состав современных красок для авто
Краску для авто нередко называют эмалью или ЛКП. Что это за слой в автомобиле, понять несложно, поскольку аббревиатура расшифровывается как лакокрасочное покрытие.
И понятие автоэмали, и сокращенное название ЛКП автомобиля — полностью взаимозаменяемые термины в среде автолюбителей.
Как материал, лакокрасочное покрытие автомобиля представляет собой композиционный состав, который после нанесения на поверхность конструкции высыхает и образует прочно сцепленную с основанием пленку.
Благодаря таким свойствам, лакокрасочные материалы выполняют следующие функции:
защищают металл от коррозии и агрессивного внешнего воздействия;
У каждого автолюбителя есть свои цветовые предпочтения, реализовать которые можно с помощью автокраски определенного оттенка. Кроме того, различным видам красок присуща способность усиливать воздействие цвета на человека. Такой эффект — результат специально подобранных составляющих ЛКП автомобиля.
Особенности состава автокрасок
В состав всех видов красок входят пигменты и пленкообразующие вещества. А разновидность лакокрасочного покрытия автомобиля определяется ингредиентами, составляющими его основу.
Декорирующие и эксплуатационные характеристики автомобильных красок обеспечивают такие компоненты, как:
пленкообразователь — вещество, связывающее все составляющие материала для покраски. Удерживает покрытие на поверхности автомобиля. Дополнительная функция — создание защитного глянцевого слоя после высыхания ЛКП. Состоит из природных или синтетических смол и растительных масел. Тип связующего элемента определяет вид и название краски для авто — алкидная, акриловая и т. д;
пигменты — элементы, определяющие цвет автомобильных красок. Наряду с декорирующей функцией, отвечают за улучшение эксплуатационных характеристик лакокрасочного покрытия на автомобиле. Состоят из природных или искусственных оксидов, солей металлов или пигментов органического происхождения;
растворитель — органическое средство, помогающее сохранить жидкую консистенцию и текучесть краски для автомобиля. Основные виды растворителей, которые входят в состав ЛКП — спирт, эфир, углеводород, кетон;
наполнители — природные минералы: гипс, тальк, мел, каолин, асбест, слюда. Их задача — удешевить общую стоимость материала. Дополнительная функция — повышение прочности и устойчивости покрытия к повреждениям и высоким температурам.
добавки — функциональные целевые компоненты. Антиоксиданты, например, повышают устойчивость к старению. Антипирены улучшают огнестойкость краски для авто. Пластификаторы используются, чтобы повысить эластичность материала и т.д. Существует также ряд добавок, которые вводят в состав лакокрасочного покрытия автомобиля непосредственно перед его применением — для ускорения сушки или в качестве матирующего агента.
Виды лакокрасочных покрытий
Резонен вопрос: а почему бы просто не нанести слой краски на металл? Ведь и сталь, и алюминий боятся воды и химии. Объясним: лакокрасочное покрытие включает в себя защитный антикоррозийный слой, грунт, краску и лак. Только такой многослойный «пирог» может гарантировать достойную защиту от коррозии. Если обычная краска начнет сдираться, а произойдет это очень рано, массово появятся очаги коррозии. Наш же «пирог» может оставаться целым очень долго.
Логика лакокрасочных покрытий состоит в том, что каждый из слоев плотно сцепляется с другим и защищает его от тех воздействий, к которым он не приспособлен. К примеру, даже краска наносится в несколько слоев, дабы ее поверхность была гладкой. Лак добавляет глубины цвета, и вместе с тем продлевает эксплуатацию краски.
Сегодня выделяют следующие группы автокрасок:
1. Нитроэмали. Что производители, что владельцы автомобилей от таких красок отказались. Во-первых, они требуют филигранной работы с поверхностью, на которую краска будет наноситься. Во-вторых, на окрашенном автомобиле со временем появлялись белесые пятна – ацетон начинал выходить из состава краски. К тому же состав крайней токсичен; 2. Алкиды. Современное решение, занимающие свою нишу на рынке. Представлены недорогими красками с низкой антикоррозийной защитой. Просто на кузов такие краски не наносят, только с предварительным нанесением грунтовки; 3. Акриловые. Лучшие краски, которые надолго сохраняют глубину цвета, устойчивость к механическим воздействиям и химии. Состоят из самой краски и специального отвердителя. Сегодня автоконцерны массово переходят на акриловые краски. Диктуется это не только их долговечностью, но и экологичностью. Алкидные покрытия останутся актуальными до тех пор, пока с их «капризами» в отношении грунтовки и антикоррозийной защиты готовы мириться.
Основные виды красок по составу
По химическому составу и типу основного связующего компонента краски для автомобилей подразделяются на несколько категорий.
Целлюлозные
Целлюлозными называют эмали для автомобилей на основе нитрата целлюлозы.
Характерное свойство таких ЛКП — формирование пленки в процессе высыхания, за счет испарения растворителей. Если полученную пленку намочить растворителем, покрытие восстановит начальную физическую форму.
Главное преимущество целлюлозных материалов для покраски авто — быстрое высыхание при обычной температуре окружающей среды. Но есть и недостатки, из-за которых средство редко используется:
огнеопасность, в силу низкой температуры возгорания эмали;
необходимость многослойного нанесения, так как образующаяся при покраске пленка очень тонкая;
покрашенная поверхность быстро теряет блеск и яркость;
для улучшения внешнего вида покрытия требуется дополнительная полировка.
Перед нанесением целлюлозной эмали для авто поверхность шпаклюют, полируют и покрывают грунтовкой. Краску наносят с помощью распылителя, предварительно разбавив наполовину уайт-спиритом.
Глифталевые
Глифталевые краски для автомобилей — изобретение прошедшего века. В их состав входят синтетические смолы.
По сравнению с целлюлозными ЛКП, глифталевые отличаются более густой консистенцией, поэтому не нуждаются в многослойном нанесении.
Время сушки слоя занимает около месяца. Чтобы ускорить процесс, используют затвердители и добавки, активирующие сушку.
Краску разводят растворителем в соотношении 1:3. Прежде, чем покрасить машину глифталевым составом, для повышения сцепляемости необходимо тщательно загрунтовать ее поверхности.
В наши дни, глифталевые краски, как и целлюлозные, для покраски авто почти не используются.
Акриловые
Основные свойства акриловых автоэмалей обеспечивает синтетическая смола, получаемая путем переработки нефти.
Эмали на основе акрила появились на рынке около полувека назад и до сих пор считаются одними из лучших красок для машин.
И в профессиональной среде, и у автолюбителей акриловые краски ценятся за высокие эксплуатационные качества:
термонезависимость и быстрая сушка;
устойчивость высохшего слоя к механическому воздействию и разрушению агрессивными веществами;
светоотражающие характеристики;
результат окрашивания — однородное блестящее покрытие;
отсутствие необходимости в дополнительном применении лака.
Использование акриловых автоэмалей имеет всего два недостатка: многослойность нанесения краски на поверхность авто и относительно высокая стоимость продукта.
По уровню прочности образованного слоя, акриловые эмали делятся на два вида:
Твердые покрытия. Они слабо поддаются полировке, но обладают повышенной устойчивостью к внешним разрушениям.
Мягкие покрытия. Акриловая краска с мягким покрытием хорошо переносит полировку, поэтому используется при повторном окрашивании.
Что из себя представляют акриловые эмали (краски) Вы можете узнать в этой статье.
Алкидные
Большинству автолюбителей хорошо известно, что такое алкидная автоэмаль. Этот состав на основе маслянистой алкидной смолы входит в список наиболее популярных материалов для окрашивания авто.
Основные преимуществаалкидных автоэмалей:
отличная укрывистость, что дает возможность наносить средство на старое покрытие;
изноустойчивость, сохранение целостности слоя при механических или химических воздействиях;
доступная стоимость.
По мнению специалистов, алкидная автоэмаль — это лучшая краска для защиты кузова машины от любых внешних воздействий. А покрытие, которое образуют алкидные краски, характеризуется идеальной ровностью и блеском.
С другой стороны, пленка алкидной автоэмали очень быстро полимеризуется, приобретает повышенную прочность и препятствует проникновению кислорода в глубинные слои покрытия. Тем самым замедляется время его сушки. Для ускорения процесса можно использовать нагрев или специальные добавки.
Нитрокраска
Это покрытие идеально подходит для тех случаев, когда нужно покрасить не всю машину, а только некоторые участки, чтобы скрыть мелкие дефекты.
Нитроэмали быстро высыхают, но не обладают достаточным уровнем устойчивости к окружающей среде и нуждаются в дополнительном покрытии. Поэтому их всегда используют под лак.
Аналогичными свойствами обладают штрих краски — корректоры, с помощью которых заделывают небольшие царапины и сколы поверхности.
Полиуретановые
В последние годы полиуретановая краска для авто на основе полиэфирной смолы постепенно вытесняет, ставшие уже привычными, акриловые составы. Такая тенденция объясняется тем, что внешне полиуретановое покрытие выглядит заметно презентабельнее, чем акриловое.
Заслуживают внимания и другие плюсы использования полиуретановых красок:
быстро твердеет и высыхает;
обладает повышенной устойчивостью к образованию сколов и царапин;
морозоустойчива;
не пропускает воду;
не разрушается под воздействием химически агрессивных соединений;
долговечность.
По составу полиуретановая краска классифицируется как двухкомпонентный материал для покраски автомобиля.
Перед использованием полиуретановой краски для машин, окрашиваемые поверхности обезжиривают и грунтуют, чтобы защитить от попадания влаги.
При нанесении полиуретановой краски для автомобилей рекомендуется использовать защитную одежду и краскопульт.
Одним из видов полиуретанового покрытия является широко известная краска Раптор. Можете ознакомиться более подробно с особенностями и технологией нанесения этой краски.
Лучшие производители красок для авто
Современный рынок лакокрасочных материалов для автомобилей изобилует ассортиментом. Но для покупателей в приоритете остаются те средства, стоимость которых соответствует заявленному качеству, а результат покраски — ожиданиям.
Kudo — российская торговая марка, качественная и доступная по цене. Большой ассортимент позволяет выбрать материал любого типа и цвета. Вся продукция соответствует европейским стандартам качества.
Мобихел — известный словенский бренд ЛКМ для авто. Популярность товаров данной марки обусловлена не только ценовой доступностью, но и высоким качеством, о чем свидетельствуют многочисленные отзывы профессионалов. Продукция Mobihel отличается высокой точностью цветопередачи, хорошей текучестью и небольшим временем сушки.Одна из наиболее известных красок Мобихел — акриловая автоэмаль Сафари.
Dupont — крупнейшая американская корпорация по производству химической продукции. Поставки ЛКМ обеспечивает совместное предприятие с российской компанией «Русские краски». Материалы Dupont характеризуются высоким уровнем стойкости к внешнему воздействию, отличной укрывистостью и быстрым высыханием.
Сиккенс — известная торговая марка, выпускаемая голландским концерном Akzo Nobel. Основная продукция бренда — лакокрасочные материалы высочайшего качества. Идеальный результат окрашивания достигается при комплексном использовании товаров Сиккенс. Гарантия производителя на все виды ЛКМ — 5 лет.
Helios — продукция европейского концерна Helios Group. Производитель специализируется на выпуске высокотехнологичных порошковых красок на основе полиэфирной смолы. Краски Helios обладают отличными механическими свойствами, равномерной растекаемостью и устойчивостью к атмосферному воздействию.
Montana — германский бренд, который прославился благодаря применению инновационной стелс технологии. Продукция на акриловой основе обладает уникальными эксплуатационными характеристиками: простота нанесения, высокая степень укрывистости, устойчивость к растрескиванию, долговечность, быстрое высыхание.
Глазурит — известный бренд из Германии. Своей популярностью обязан непревзойденному качеству лакового покрытия — с отличной адгезией, быстрым отвердением и потрясающим блеском. Единственный минус — высокая цена.
Вика — одни из лучших отечественных красок для автомобилей. Секрет успеха — продукция премиум-класса продается по стоимости бюджетных средств. Большой ассортиментный выбор акриловых и алкидных красок в банках и аэрозолях. Палитра представлена 215 видами оттенков.
Особенности и виды дефектов
Чтобы защитить кузов автомобиля от коррозии, применяется лакокрасочное покрытие, состоящее из нескольких слоев (покрывного, промежуточного и грунтового). Применяются лак, грунтовка, эмаль или краска. Каждый из слоев имеет свою определенную функцию, направленную на защиту металла от дальнейшей порчи. Долговечность ЛКП в транспорте зависит от следующих факторов:
насколько качественно подготовлена поверхность авто для покраски;
выбор системы ЛКП в соответствии с теми условиями, в которых будет эксплуатироваться;
химические, физические и механические свойства средств.
Образование дефектов на ЛКП автомобиля
Поверхностные дефекты могут быть следующими:
старые сколы и царапины с проявлением коррозии и ржавчины;
повреждения, которые достигли металла. Требуют восстановления формы детали, а затем коррекции поверхности;
небольшие царапины, которые устраняются без нанесения ЛКП, с помощью полировочного материала.
Чем качественнее было нанесение ЛКП на транспорте, тем лучше его защита от ржавчины и коррозии. Толщина краски на авто (таблица с размерами приводится ниже) у каждой машины разная. При этом на одном и том же транспортном средстве слой может быть не одинаковым и обычно колеблется от 75 до 165 микрон.
Таблица толщины ЛКП автомобилей
Как ухаживать
Уже доказано, что лучшая защита кузова от сколов и царапин – это не только аккуратное управление транспортом, но и своевременный уход за ним. Если регулярно и правильно мыть авто и полировать его, то можно значительно продлить срок эксплуатации ЛКП в целом.
Дело в том, что как только появляется микротрещина, в нее начинает попадать грязь и пыль. Со временем это приводит к увеличению трещины и ее глубокому проникновению вглубь слоев. При регулярном мытье происходит вымывание грязи, а полировка позволяет заполнить микротрещины специальным веществом. Кроме того полировка позволяет создать эффективный защитный барьер и от воздействия солнечных лучей, влияющих на цвет.
Автомобиль BMW 535i обработан защитной полиролью Liquid Glass, жидкое стекло
Есть другие средства, которые помогают сохранить ЛКП в авто:
жидкое стекло – водно-щелочной раствор с натрием и калием, который за неделю кристаллизуется на поверхности кузов и создает прозрачный барьер;
виниловая пленка;
чехол из ткани;
пластиковый дефлектор – устанавливается на капот и боковые плоскости.
Оклейка кузова машины матовой прозрачной виниловой пленкой
Убрать царапины и сколы
Чтобы вернуть былой блеск ЛКП в машине, потребуется снять поверхностный слой с помощью специальных веществ. Восстановление лакокрасочного покрытия кузова автомобиля происходит двумя способами:
Химический. Применяются акриловые краски (с двух или трехкомпонентными системами).
Абразивный. Используются краски без лака.
Полировка химическими средствами происходит с помощью крупнозернистых абразивных материалов. Они удаляют сильные царапины и рассохшуюся краску. Для восстановления блеска ЛКП в автомобиле используются мелкозернистые абразивные материалы. В конце для финальной обработки используются средства без каких либо абразивов.
Полировка химическими средствами автомобиля
Ремонт царапин и сколов на ЛКП в автомобиле происходит следующим образом:
Поврежденную область тщательно вычищают и удаляют все загрязнения. Протирают тряпкой и сушат.
Если скол не проник до металла, то его обрабатывают с помощью растворителя, в противном случае средство противопоказано.
При появлении ржавчины ее удаляют.
С помощью губки или кисточки наносится краска на область ремонта. Распределять ее нужно аккуратно и равномерно.
После полного высыхания красящего вещества потребуется интенсивная полировка.
Ремонт царапин и сколов на ЛКП при помощи карандаша NEW TON
При серьезных повреждениях ЛКП в кузове и деформации металла, следует использовать дополнительно антикоррозийное средство, обезжириватель, грунтовку, краску и полироли.
Чтобы не портилось ЛКП в транспорте, важно придерживаться некоторых рекомендаций. Не протирать поверхность автомобиля сухой тряпкой, так как это приводит к появлению микроцарапин. Нельзя после длительной поездки сразу же мыть транспорт, чтобы избежать растрескивания краски. Не стоит оставлять машину длительное время под палящими солнечными лучами.
Виды красок по визуальному эффекту
Благодаря современным технологиям, можно получить совершенно удивительный визуальный эффект от покраски и сделать свой автомобиль неповторимым. Тем более, что индивидуализация транспортного средства — один из способов защиты от угона.
Матовые
Матовый тон придает автомобилю особую элегантность и шик.
Чтобы получить матовую поверхность, используют специальную алкидную эмаль. Матирующие средства обеспечивают долговечность и дополнительную защиту покрытия от неблагоприятных факторов. Как правило, матовые эмали продаются в готовом виде и не нуждаются в добавлении растворителя или активаторов сушки.
Популярные цвета: черный, серый, синий, белый, насыщенно зеленый или фиолетовый, а также оттенки: «хаки», «белая ночь».
Металлик
Эффект «под металлик» достигается путем использования специальных лакокрасочных материалов, в состав которых входит слюда. Этот минерал обладает светоотражающими свойствами. Когда солнечные лучи доходят до глубинных слоев покрытия, возникает визуальный эффект глубины. Интенсивность выражения эффекта зависит от яркости освещения.
Глянцевая поверхность машины получается, если ее красить акриловым составом. Глянец придает окрашенной поверхности насыщенность и глубину тона. Но при окрашивании следует помнить, что наносить глянцевую краску можно только на очень ровную поверхность, чтобы избежать появления искаженного визуального эффекта покрытия.
Хром
В наши дни эффект хромирования применяют не только для нержавеющих деталей автомобиля, но и при окрашивании его поверхностей. Для достижения результата сначала наносят слой специальной краски с частицами алюминия, затем полупрозрачный и прозрачный лаковый слой. Проще всего получить зеркальную поверхность, если нанести покрасочный материал на темную основу, создающую контраст.
Хамелеон
Краска, получившая название «хамелеон», действительно обладает способностью изменять свой цвет при разном освещении. Такой эффект стал возможен, благодаря добавлению в состав специальных микрочастиц. Каждая из граней этих частиц отражает свет и под разным углом зрения или освещения эти оттенки будут восприниматься по-новому.
Светящиеся
Когда на рынке появилась светящаяся краска для покрытия автомобиля, функциональность современных лакокрасочных материалов значительно расширилась.
Действие светящихся эмалей построено на способности определенным образом реагировать на свет. Существует два вида таких составов — флуоресцентные и люминофорные.
Флуоресцентные краски, попадая в зону воздействия ультрафиолета, приобретают необычайную насыщенность и яркость, из-за чего их оттенок становится кислотным.
Люминофорные краски в дневное время суток поглощают свет, а в темноте отдают. Поэтому, ночью люминоформные покрытия светятся голубым или зеленоватым светом. Светонакопительный пигмент способен отдавать свет в течение 36 часов. А днем люминесцентное покрытие блестящее, но прозрачное.
Перламутр
Эффект перламутра обеспечивают вкрапления мусковита или калиевой слюды в красящем составе. Микроскопические частицы (флэйки) отражают свет в одной плоскости, образуя серебристый оттенок. Для повышения отражающих свойств блестки обрабатывают специальными соединениями.
Популярные цвета: белый жемчуг, темная вишня, титан, графитовый.
Ксералик (Xirallic)
Ксералик — разновидность красок с перламутром, обеспечивающая мощный эффект переливания света на поверхности автомобиля. В состав таких красок входят частички алюминия с обработанными гранями. Поэтому отражение света происходит сразу в четырех плоскостях.
Покраска ксераликом предполагает одновременное применение нескольких цветов. Базовые вариации — это серый, желтый, зеленый, синий, красный, золотой, фиолетовый, черный и белый тона.
При выборе ксералика лучше остановиться на оттенке, максимально приближенном к основному цветовому решению.
Кэнди
Кэнди — по-американски это леденцы, сладости, любимые детьми всего мира. Именно за яркий, зачастую оранжевый, лимонный или малиновый цвет и похожую на сладкую глазурь текстуру покрытия, краски получили название кэнди.
Как ни странно, в составе таких ЛКМ нет больших количеств красящих пигментов. Но те частицы, которые присутствуют, обладают настолько высоким уровнем пигментной интенсивности, что обеспечивают 3D эффект. Складывается впечатление, что машина облита настоящей сахарной глазурью, как конфета.
Советы по выбору краски для авто
Чаще всего, необходимость красить машину возникает после ДТП или в случае естественного снижения качества покрытия, вследствие износа.
Сложность выбора краски для автомобиля заключается в поиске оттенка, максимально соответствующего основному цвету. Кроме того, автолюбители ориентируются на стоимость средства, условия для его использования, способ окраски, эксплуатационные особенности и конечно же, индивидуальные предпочтения.
Основные критерии выбора краски для авто:
виды деталей и общая площадь поверхностей, нуждающихся в покраске;
сумма, которую готов потратить владелец. Качество дешевых составов нередко разочаровывает;
условия, в которых будет производиться покраска — наличие спецоборудования, возможность воздействия погоды. Дорогие ЛКМ лучше доверить профессиональным мастерам, чтобы избежать риска неправильного обращения со средством;
репутация и известность производителя. Не стоит покупать продукцию изготовителей, о которых нет отзывов ни в интернете, ни у частных мастеров;
эксплуатационные характеристики краски. Наиболее важным свойством любого ЛКП считается прочность и устойчивость к воздействию окружающей среды. Также стоит обратить внимание на способность краски к противостоянию коррозии.
Отдельно стоит рассмотреть способы нанесения того или иного состава. Если средство нельзя наносить подручными инструментами, значит, понадобится приобретение специального оборудования. А это влечет дополнительные расходы.
Некоторые виды материалов выпускают в форме аэрозолей. Такие краски кажутся удобными в применении, но в реальности требуют практического опыта использования.
У каждого автолюбителя есть свои предпочтения в выборе лакокрасочных материалов. Но приоритетными для всех остаются доступные по цене и удобные в применении краски, обладающие функцией защиты поверхности автомобиля от повреждений.
Надеемся, что предоставленный в статье обзор красок для авто поможет определиться с выбором краски для автомобиля как в случае ремонта, так и в случае внешнего преображения.
Лакокрасочное покрытие Определение и значение — Merriam-Webster
малярная · работа
ˈpānt-ˌwərk
1
в основном британцы
: paint sense 3b
2
в основном британцы
: работа с краской
Примеры предложений
Недавние примеры в Интернете
Интерьер, созданный Асли Хотик и Атилой Эрен, характеризуется полами из темного дерева, мебелью из светлого дуба и белыми лакокрасочное покрытие .
Рэйчел Кормак, Отчет Робба , 14 ноября 2022 г.
Mercedes поддержал своего водителя после его комментариев и изменил свою традиционную серебристую окраску на полностью черную окраску на 2020 и 2021 годы в поддержку Hamilton и Black Lives Matter.
Ричард Морин, USA TODAY , 28 июня 2022 г.
Театральное мастерство художника-декоратора также демонстрируется в прихожей дома с кроваво-красным ковровым покрытием, черным лакокрасочное покрытие и настенное покрытие с дикими геометрическими формами.
Говард Уокер, Robb Report , 15 марта 2022 г.
Легкая жесткая пена остается твердой, а оригинальное невосстановленное лакокрасочное покрытие находится в отличном состоянии, лишь на небольших участках имеются незначительные отслоения.
Райан Паркер, The Hollywood Reporter , 21 июня 2022 г.
Выполнен в стиле хамелеона лакокрасочное покрытие , которое меняет цвет от почти белого до темно-бронзового в зависимости от того, как на него падает солнце, это второй из трех когда-либо существовавших.
Алистер Чарльтон, Forbes , 26 мая 2022 г.
Состоящий из 25 домов с каналами Золотого века, здесь ветхие связи между ними отмечены сменой полов и окраски , в то время как каждый из 225 номеров и люксов имеет свое собственное очарование.
Лиам Хесс, 9 лет0019 Vogue , 11 мая 2022 г.
Ремесленники и реставраторы воссоздали величественную краску на стенах и потолке.
Жак Келли, Baltimore Sun , 7 мая 2022 г.
В то время как оранжево-синий цвет Super Sport может показаться некоторым людям слишком громким, лакокрасочное покрытие просто потрясающее.
Калеб Миллер, 9 лет0019 Автомобиль и водитель , 21 апр. 2022
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «окраска». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Первое известное использование
1764, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование лакокрасочного покрытия было в 1764 г.
Посмотреть другие слова того же года
Словарные статьи Рядом с
лакокрасочное покрытие
картина
лакокрасочное покрытие
живописный
Посмотреть другие записи поблизости
Процитировать эту запись «Покраска».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/paintwork. По состоянию на 7 декабря 2022 г.
Копировать ссылку
Последнее обновление:
— Обновлены примеры предложений
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster полное определение
в кембриджском словаре английского языка
Примеры лакокрасочного покрытия
лакокрасочное покрытие
Но течь увеличивается и следует гниение, коррозия креплений и обесцвечивание ЛКП .
Из проекта Гутенберг
Неделю или около того, со всеми руками на лакокрасочное покрытие , когда позволяла работа корабля, превращало его в образец аккуратности.
Из проекта Гутенберг
Лакокрасочное покрытие было вычищено, и когда оно стало чистым, как новая слоновая кость, на него нанесли слой свежей белой краски, которую прогладили с величайшей осторожностью.
Из проекта Гутенберг
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Переводы paintwork
на китайский (традиционный)
油漆層,漆面…
Подробнее
на китайском (упрощенном)
油漆层,漆面…
Подробнее
на испанском языке
Pintura…
Подробнее
на португальском языке
pintura…
Увидеть больше
на других языках
на французском языке
на турецком
на голландском
в чешском
на датском
в Индонезии
в Thai
в Вьетнамском языке
в лаке
в Malay
в немецком языке
в норвете
в немецком языке
в лаке
в немецком языке
. Украинский
картина…
Узнать больше
мальчик иши…
Подробнее
verflaag…
Подробнее
nátěr…
Подробнее
малинген, лаккен…
Подробнее
ляпис-кошка…
Увидеть больше
พื้นผิวที่ถูกทาสี…
Подробнее
lớp sơn…
Подробнее
warstwa farby…
Подробнее
ляпис-кошка…
Подробнее
der Lack…
Увидеть больше
злодей…
Подробнее
фарба…
Подробнее
Нужен переводчик?
Получите быстрый бесплатный перевод!
Как произносится лакокрасочное покрытие ?
Обзор
окрашенный
художник
картина
живопись по номерам идиомы
лакокрасочное покрытие
пара
разделять на пары
парное производство
БЕТА
разделиться на пары
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
Червячная передача: описание, виды, преимущества и недостатки
Статьи
Червячная или, как ее также называют, зубчато-винтовая передача представляет собой механическую конструкцию, состоящую из зубчатого колеса и специального винта с резьбой – червяка. Червячное колесо – это представитель класса колес косозубого типа. Механическая передача осуществляется за счет зацепления конусовидного червяка об зубчатое колесо. Материал верхнего слоя колеса должен обладать пониженными показателями трения, к внутренней части не предъявляется особенных требований и она может быть исполнена из любого прочного металла.
Основным рабочим органом механизма является червяк (винт с резьбой). Первичный контакт шестеренки начинается по линии, а не в конкретной точке, что является ярким преимуществом данной системы перед аналогичными.
Червяк может иметь один или несколько заходов (как правило, от одного до четырех), направление движения может быть разным: правым или левым. Доминантной частью механизма в большинстве случаев выступает червяк, в качестве субдоминанта – червячное колесо. Основным параметром в механизме является делительный осевой шаг червяка.
Условно можно разделить червячные трансмиссии на две большие подгруппы:
Цилиндрические червячные передачи;
Глобоидные червячные передачи.
Отдельно можно разделить цилиндрические червяки на различные подвиды, в зависимости от формы профиля резьбы:
Архимодов червяк – трапецевидный профиль с архимедовой спиралью в торце;
Конволютный – трапепидальный профиль;
Эвольвентный – эвольвентный профиль;
С вогнутым профилем витков.
У глобоидных конструкций используется всего два типа формы профилей: трапицеидальный и с вогнутым профилем. Рабочие количество витков в глобоидной передаче выше, чем в цилиндрической, это обуславливает ее мощностные характеристики. Вместе с этим возникает и потребность в дополнительной системе охлаждения, а также точности при исполнении и монтаже.
Преимущества червячных передач
Тихие и плавные в работе данные передачи – это идеальное решение для управления низкомоментными силовыми установками. Компактные размеры позволяют уместить механизм даже в самые ограниченные пространства: это может быть как рулевая часть транспортных средств, так и, например, музыкальные инструменты с толковыми механизмами. Отдельно стоит обратить внимание на свойство самоторможения: оно обеспечивает функцию самоторможения без участия дополнительных устройств управления.
Недостатки червячных передач
Основным недостатком червячной трансмиссии является невысокий КПД, связанный с потерями мощности, присущими любой винтовой паре. Использование данной конструкции подразумевает обязательное применение антифрикционных материалов, исключение которых обычно быстро приводит к заеданию зубцов. Передаваемые мощности не превышают 200 кВт, что в значительной степени ограничивает области применения данных устройств.
Данные механизмы склонны к быстрому износу, как следствие — ремонт и повышенные требования к регулярному техническому обслуживанию, что невыгодно для некоторых решений с экономической точки зрения.
1.4 Виды червячных передач
Червячные передачи по форме червяка делят на цилиндрические и глобоидные (рис. 1.2). Глобоидные червяки обладают на 30-60% большей несущей способностью, чем цилиндрические, но сложнее в изготовлении.
а
б
Рис. 2. Червячная передача с цилиндрическим (а) глобоидным (б) червяком
По числу заходов червяки могут быть одно-, двух- и четырехзаходными.
По форме профиля витков – архимедовы, конволютные, эвольвентные, нелинейчатые.
а
б
в
Рис. 1.3 Основные типы цилиндрических червяков
Архимедовы червяки ZA (рис. 1.3а) представляют собой винты с резьбой трапецеидального профиля. Они имеют прямобочный профиль в осевом сечении. Эти червяки просты в изготовлении при нарезании, но сложны при шлифовании. Поэтому их применяют для тихоходных, несильно нагруженных передач (до 1-2 кВт), не требующих шлифования червяка.
Область применения передач с архимедовыми червяками сокращается.
Конволютный червяк ZN (рис. 1.3б) имеет выпуклый профиль в осевом сечении и прямобокий профиль в сечении нормальном винтовой линии. Такие червяки легче нарезаются червячными фрезами. Шлифование также затруднено.
Эвольвентный червяк ZJ (рис. 1.3в) представляет собой косозубое колесо с малым числом зубьев и очень большим углом их наклона. Профиль зуба в торцевом сечении очерчен эвольвентой. Несмотря на более сложный профиль эвольвентные червяки считаются наиболее технологичными, так как для изготовления требуется меньший набор фрез и шлифовальных дисков, чем для изготовления червяков другого типа. Применяется в средне- и высокоскоростных передачах, для которых требуется шлифование червяка.
Нелинейчатые червяки – образованные конусом (ZK) или тором (ZT). Они имеют вогнутый профиль, за счет этого у них больше площадь контакта с зубьями колеса, и, следовательно, выше нагрузочная способность, по сравнению с другими типами червяков. Рабочие поверхности витков нелинейчатых червяков получают шлифованием конволютных червяков с высокой точностью конусным или тороидным кругом.
Передачи с повышенными скоростями и малым шумом, с повышенными требованиями к габаритам.
8
5
Допускается червяк с HB350, нешлифованный. Колесо нарезается шлифованной червячной фрезой. Рекомендуется обкатка под нагрузкой.
Передачи среднескоростные, со средними требованиями по шуму, габаритам и точности.
9
2
Червяк с HB350, нешлифованный. Колесо нарезается любым способом.
Передачи низкоскоростные, кратковременно работающие, ручные с пониженными требованиями.
1.6 Типы червячных редукторов
Основное распространение имеют одноступенчатые червячные редукторы. Редукторы выполняют со следующими вариантами расположения червяка и червячного колеса:
а
б
в
Рис. 1.4 Основные схемы одноступенчатых червячных редукторов
Червяк под колесом (рис. 1.4а) – применяют при окружных скоростях червяка до 4…5 м/сек, смазка – окунанием червяка. Условия смазки и теплоотдачи через масло – хорошие. Недостаток этой схемы – недостаточно хорошие условия в отношении утечки масла через подшипниковые узлы червяка.
Червяк над колесом (рис. 1.4б) – предпочтительная конструкция, применяемая в быстроходных передачах во избежание излишних потерь на разбрызгивание масла, смазка – окунанием колеса. Условия смазки несколько хуже, чем в предыдущей схеме. Не рекомендуется применять такую схему при работе с частыми пусками и остановками.
Колесо имеет вертикальную ось, червяк располагается сбоку горизонтально (рис. 1.4в). Данную схему стараются не применять из-за опасности утечки масла через подшипниковые узлы. Но иногда она требуется для оборудования с вертикальной осью вращения исполнительных механизмов (например, привода поворотных платформ, потолочных вентиляторов). Условия смазки и теплоотдачи – хорошие.
Все, что нужно знать о червячных передачах и преимуществах сотрудничества с производителем
Связано с различными видами шестерни, червячные передачи различны и имеют уникальные особенности и области применения. Этот блог сосредоточимся на преимуществах червячных передач.
Червячная передача состоит из червь и червь рулевое колесо. Червяк относится к винту, который сопрягается с червячным колесом. Когда входная мощность приложенный к червяку, он вращается против колеса и передает мощность червячному колесу. система устроена так, что червяк может просто крутить шестерню, а шестерня не может повернуть червя из-за самоблокирующийся.
В некоторых конструкциях трение внутри червячное колесо и червяк держит червяка на месте. Эта характеристика может быть очень полезной в некоторых приложениях.
Червячные передачи являются самым плотным типом системы и обеспечивают снижение скорости с высоким коэффициентом. Обычно они являются предпочтительным типом зубчатой передачи. когда пространство ограничено и необходимы большие передаточные числа.
Червячные передачи можно использовать как для значительно увеличить крутящий момент или значительно снизить скорость. Они есть кроме того, самая плавная и мягкая из зубчатых передач, если они правильно установлен и смазан.
Что такое червячные передачи?
Червячная передача – или червячная передача, как ее иногда называют – это конкретная передача сочинение. Винтовой червяк — сцепляется с шестерней / колесом, похожим на прямозубую шестерню. Настройка позволяет оператору машины определять скорость вращения. Настройка также позволяет передавать более высокую силу.
Как работают червячные передачи?
Червячные передачи работают за счет трения, создаваемого вращением смазанных шестерен. Трение затем превращается в тепло. Создавая низкий уровень крутящего момента и высокий уровень крутящего момента, червячные передачи используются в качестве редукторов скорости, что означает, что они идеальны для нескольких приложений.
Какие существуют типы червячных передач?
В основном существует три типа червячных передач – безвентильные, однозубчатые и двузубчатые. Червячная передача без горловины представляет собой червячный механизм, не содержащий канавок.
Одногорлый червь включает изогнутые винтовые зубья, покрывающие червяк.
Червячная передача с двойным венцем имеет изогнутые зубья как на шестерне, так и на червячном винте.
Где используются червячные передачи?
Червячные передачи можно увидеть в нескольких механизмы и устройства. Они используются в крупногабаритном оборудовании, а также в вещи в доме. В чистом виде червячные передачи видны в тюнинге механизм акустической гитары.
Подъемники
Из-за их компактного размера и нереверсивности характеристики, червячные передачи обычно встречаются в устройствах, используемых для работы подъемников. Этот вид передач работает как вторичная тормозная система, так как давление не может передавать движение обратно через червяк/подъемник.
Конвейерные ленты и ворота безопасности
В качестве стандартных червячных приводов можно включить одном направлении, они не будут двигаться назад, когда они закреплены и не использовался. Это указывает на то, что червячные передачи идеально подходят для использования на конвейере. ремни.
Дополнительно используются на электронные ворота безопасности. Один червячный привод используется для открывания ворот, а другой использовал, чтобы закрыть его. Это указывает на то, что ворота могут быть защищены в любом направлении и открыть нельзя.
Хотя червячные передачи чрезвычайно полезны, они должны быть высокого качества, чтобы работать эффективно. Компания Premium Transmission предлагает высококачественные промышленные редукторы и червячные передачи для всех видов использования. Для получения дополнительной информации свяжитесь с нами сегодня!
Червячные передачи | Производитель зубчатых колес KHK
ТОП
>
Червячные передачи
Что такое червячная передача?
Червячная передача представляет собой редуктор со смещенным валом, который передает движение между двумя валами, которые не пересекаются и не параллельны. Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости. Червячная передача представляет собой резьбу, нарезанную на круглом стержне, а червячная передача представляет собой шестерню, которая входит в зацепление с червяком под углом 90 градусов. Комплект из червяка и червячного колеса называется червячной передачей. Его история настолько стара, что его существование описано Архимедом примерно в 250 г. до н.э.
Существует примерно два типа червячных передач. Один из них представляет собой цилиндрический червяк, который зацепляется с червячным колесом как пара, образуя «цилиндрическую червячную передачу». Другая — «барабанная червячная передача», представляющая собой пару, состоящую из барабанного червяка и червячного колеса. Последний тип также называют «червячной зубчатой передачей».
При использовании червячной передачи можно получить компактное и высокоскоростное передаточное число по сравнению с прямозубыми передачами. Передаточное отношение определяется комбинацией количества витков червяка и количества зубьев на червячном колесе. Например, в случае червячных передач стандартных передач KHK можно получить передаточное отношение максимум до 1/120.
Червячные передачи имеют такие преимущества, как низкий уровень шума и низкая вибрация, но поскольку передача мощности осуществляется посредством скользящего контакта, они также имеют недостаток, заключающийся в сохранении тепла, и их эффективность передачи невелика (в случае цилиндрической червячной передачи общий КПД составляет около 30-60%).
Для уменьшения износа червяки обычно изготавливают из более твердого материала, чем червячные колеса. Для стандартных зубчатых передач KHK для червяков используются механическая конструкционная углеродистая сталь (S45C), механическая конструкционная легированная сталь (SCM440), нержавеющая сталь и т. д. инженерный пластик) используются для червячного колеса.
Ход левой и правой поверхностей зубьев червяка обычно одинаков, однако существует также другой тип, называемый червячной передачей с двойным ходом, который изготавливается с разным шагом для двух поверхностей. При использовании червячной передачи последнего типа можно перемещать червяк в осевом направлении с помощью прокладки, которая позволяет регулировать люфт. В случаях, например, когда из-за износа зубьев требуется регулировка люфта, ее можно выполнить без изменения межосевого расстояния между червяком и червячной передачей.
При использовании червячной передачи червяк является ведущим, а червячное колесо — ведомым валом. Когда угол подъема червяка особенно мал, вращение червяка за червячное колесо становится невозможным. Это состояние называется самоблокировкой, и ожидается результат предотвращения обратного движения. Однако, поскольку это не полностью надежная функция, желательно использовать ее в сочетании с другим методом, когда требуется полное предотвращение реверсирования.
Примеры применения червячных передач включают редукторы скорости, лифты, станки, цепные блоки, рыболовные катушки и автомобильные усилители рулевого управления.
Ссылки по теме : Смазка шестерен
Пожалуйста, укажите здесь номер детали для цены и чертежа шестерни
ВНИМАНИЕ: Использование чертежей САПР Профиль зуба, представленный на чертеже САПР, отличается от фактического профиля зубчатого колеса. Также обратите внимание, что детали любой фаски, скругления или канавки с прорезью на чертеже САПР могут отличаться от реальных значений или формы на фактическом изделии.
Как использовать червячные передачи
С помощью этих технических данных вы можете просмотреть исчерпывающую информацию о передачах KHK, включая их характеристики, а также советы и предупреждения при их выборе и использовании.
SW
Стальные червяки
Модуль: 0,5 – 6 Количество заходов: 1 – 2 Материал: S45C Закалка: нет доступный по низкой цене и отличному удобству использования.
Червяки с валами, подвергнутыми отпуску, закалке и шлифовке, обладают превосходной точностью, прочностью и устойчивостью к истиранию. Вторичные операции можно делать, кроме зубов.
Сопряженная червячная передача: модуль AG 0,5–1,5, AGF
Двойные червяки (с валами), подвергнутые отпуску, закалке и шлифовке, обладающие превосходной точностью, прочностью и устойчивостью к истиранию. Вторичные операции можно делать, кроме зубов. Перемещение в осевом направлении отрегулирует люфт.
Сопряженная червячная передача: AGDL
Нажмите здесь, чтобы выбрать червячную передачу. Нажмите здесь, чтобы выбрать червячную направляющую. Закалка : Нет Покрытие зуба : Шлифованное (нешлифованное) Сорт : KHK W002 4
Червячные колеса из фосфористой бронзы с отличной износостойкостью. Используется в сочетании с SW и SUW.
Дуплексные червячные колеса из алюминиевой бронзы с превосходной точностью и хорошим балансом между обрабатываемостью и износостойкостью. Используется в сочетании с KWGDL или KWGDLS.
Сопряженный червяк: KWGDL, KWGDLS
Щелкните здесь, чтобы выбрать червячную передачу. Щелкните здесь, чтобы перейти к руководству по двусторонним червячным передачам. Щелкните здесь, чтобы перейти к серии E для AGDL. Вы можете проверить комбинации стандартных червяков и червячных передач KHK в увеличенной таблице.
Червячная передача – компактная конструкция
Эта статья воспроизводится с разрешения. Масао Кубота, Haguruma Nyumon , Tokyo: Ohmsha, Ltd., 1963.
Червячная передача — это один из типов зубчатых передач, в котором два вала расположены под прямым или почти прямым углом и не пересекаются. Есть один или несколько зубьев, которые имеют форму винта, в результате чего шестерня выглядит как червяк. Сопряженная шестерня называется червячным колесом; вместе они называются червяком и червячным колесом или просто червячной передачей (устройство червячной передачи). Как показано на рис. 6.1, можно добиться снижения скорости с большим передаточным числом на небольшом пространстве по сравнению с цилиндрическими зубчатыми колесами. Поэтому, когда требуется большое снижение скорости за один быстрый ход, обычной практикой является использование червяка в качестве первичного двигателя. Однако в редких случаях червячное колесо используется в качестве основного двигателя для увеличения скорости.
Рисунок 6.1 Сравнение размеров червячной и цилиндрической шестерни 1. Передаточное отношение 1 : 126 2. 1512 зубьев/диаметр 40 футов 3. 12 зубьев/диаметр 4 фута
Происхождение червячной передачи
5 В случае, когда две оси не пересекаются, рассмотрим пару винтовых передач, в которых зубья шестерни уменьшены до одного или нескольких зубьев. Тогда шестерня принимает форму обычного винта, и можно добиться значительного снижения скорости, как показано на рис. 6.2 (а). В этот момент зацепление является точечным контактом и может нести только небольшую нагрузку и имеет тенденцию создавать трение. Однако, используя червячную фрезу в форме шестерни и вращая фрезу, эквивалентную движению червяка относительно червячного колеса, можно получить зубчатую передачу с линейным контактом. Это обычная червячная передача, показанная на рис. 6.2(b), где маленькая шестерня — это червяк, а большая — червячное колесо.
Рисунок 6.2 Типы червячных передач (слева) Цилиндрическая червячная и косозубая передача (в центре) Цилиндрическая червячная и червячная передача (справа) Червячная и червячная передача в форме песочных часов
Поскольку два вала обычно расположены под прямым углом , остальная часть обсуждения будет сосредоточена на этой конфигурации. Поверхность зуба вышеупомянутой червячной передачи представляет собой огибающую поверхность червяка. Однако, если рассматривать поперечное сечение, перпендикулярное валу червячного колеса, оно становится зацеплением реечной шестерни, в котором поверхность зуба червяка является рейкой, а поверхность зуба червяка — шестерней. Поперечное сечение, нормальное к валу червячного колеса, включая червячный вал, называется центральным поперечным сечением. Эта поверхность является границей между наступающей и удаляющейся стороной червяка. Как показано на рис. 6.3, ситуация контакта между ними существенно отличается.
Общая касательная в произвольной точке на линии контакта на обеих поверхностях червячного колеса всегда проходит через точку контакта (точку шага) двух шаговых цилиндров и пересекает линию, параллельную валу червячного колеса (линия шага, P1P2 , на рис. 6.4).
Существует много форм зубьев червяков, но для удобства производства часто используется поверхность закручивания линейного переплетения или приближение к поверхности закручивания линейного переплетения. Обычно это трапеция, основанная на центральном поперечном сечении, поперечном сечении, перпендикулярном зубу или перпендикулярном поперечному сечению корня. Однако есть и другие, такие как эвольвентные червяки, использующие эвольвентные геликоиды, и конволютные червяки, использующие прямую линию, которая пересекает образующую эвольвентного червяка в качестве образующей. 9Рис. 6.3 (Наступающая и отступающая стороны червяка) (Поверхность левого зуба червяка является рабочей поверхностью)
Для увеличения грузоподъемности иногда используются червяки с зубьями другой формы, например, когда центральное поперечное сечение представляет собой дугу окружности или различные второстепенные кривые. Считайте каждое поперечное сечение параллельным центральному поперечному сечению, а точку шага — границей, отступающая дуга представляет собой более гладкую сетку, чем наступающая дуга, как в зацеплениях прямозубых зубчатых колес. Следовательно, бывают случаи, когда червяк смещается отрицательно (увеличьте аддендум червяка и уменьшите его дедендум), так что большая часть сетки окажется на отступающей дуге (рис. 6.5). В частности, если червяк должен быть сплошным, желательно, чтобы сумма числа зубьев обеих шестерен была больше 40.
Рисунок 6.4 Валы червяка (I) и червячного колеса (II) и делительная линия P1P2 Поверхность шага 3. Центральное сечение 4. Линия, образующая шаг 5. Линия намотки шага 6. Дуга отступающей стороны 7. Дуга наступающей стороны 8. Вращение червяка 9. Вид сверху контактной линии на червяке 10 .Область создания сетки 11. Начало 12. Концевой
Ход на правой и левой зубчатых поверхностях червяков в норме одинаков. Если его изменять, как показано на рис. 6.6, так, чтобы толщина зуба червяка постепенно менялась в направлении вала, то можно регулировать люфт, перемещая червяк в направлении его вала. Это называется двухзаходной червячной передачей (дуплексной червячной передачей) и используется для точного устранения люфта, например, в главной червячной передаче зубофрезерного станка.
Рисунок 6.6 Червячная передача с двумя заходами
(a) Червячная передача с двумя заходами
(b) Центральное сечение червячной передачи с двумя заходами 1. Максимальная величина регулировки ≈ та 2. Направление регулировки
Количество витков в червяках
Количество витков в червяке — это количество зубьев в червяке.
Передаточное отношение червячной пары и червячной передачи получают путем деления числа зубьев червячной передачи на число витков червяка.
При числе витков червяка, равном единице, червячный вал делает один оборот, и червячная передача перемещается на один зуб, а при числе витков червяка, равном 2, червячная передача перемещается только на два зуба. Это указывает на то, что набор червячной передачи может обеспечить большое снижение скорости за один шаг. Кстати, когда червь содержит более двух потоков, он называется многопоточным червем.
На фотографии ниже слева показан SW2-R1, стандартный червь KHK, а на фотографии справа показан SW2-R2. Количество потоков SW2-R1 равно одному (красная линия), а количество потоков SW2-R2 равно двум (красная и синяя линии). Для этих двух угол опережения зубов также отличается.
SW2-R1
SW2-R2
При изменении числа витков червяка меняется и сопряженная червячная передача. В случае стандартных зубчатых колес KHK, двухзаходный SW2-R2, например, нельзя использовать с CG2-50R1, который должен соответствовать однозаходному червяку. Кроме того, в качестве набора червячных передач есть правая и левая резьбы, так что, например, червяк с правой и левой резьбой нельзя использовать вместе.
Между прочим, приведенная ниже комбинация одинарной резьбы дает коэффициент снижения скорости 50, а комбинация двойной резьбы дает коэффициент снижения скорости 25. ниже кратко описано, как использовать дуплексные червячные передачи.
Чтобы отрегулировать люфт червячной передачи или уменьшить увеличенный люфт из-за износа, очень трудно изменить межосевое расстояние между червячной передачей и червяком без возможной серьезной модификации конструкции. Дуплексная червячная передача была разработана для решения этой проблемы и подходит для применений, где требуется высокая точность с малым люфтом. В этой системе сторона червячной передачи имеет такую же толщину зуба по окружности, как и другие цилиндрические шестерни, но на стороне червяка для противоположной поверхности зуба используются разные ходы, что приводит к постоянному изменению толщины зуба. После того, как межосевое расстояние зафиксировано, фактическая регулировка люфта выполняется путем перемещения червяка в осевом направлении с помощью прокладок или винтов. Стандартные дуплексные червячные передачи KHK рассчитаны на изменение люфта на 0,02 мм при осевом перемещении червяка на 1 мм. Во всех случаях мы не рекомендуем нулевой люфт, так как необходимо поддерживать определенный уровень люфта, чтобы не допустить разрыва масляной пленки.
Принцип самоблокировки червячных передач
Самоблокировка означает невозможность привода червяка с помощью червячного колеса, и эта функция используется в таких вещах, как системы предотвращения реверса и механизмы наматывания.
Склонность червячной передачи к самоблокировке увеличивается по мере уменьшения угла опережения (самоблокировка становится легче). Чем больше угол опережения, тем меньше самоблокировка.
Число витков червяка
При одинаковых модулях и шагах червяков угол подъема становится больше по мере увеличения числа витков, т. е. при меньшем числе витков самостопориться легче.
Делительный диаметр червяка
При одинаковых модулях червяков и количестве витков угол подъема становится меньше по мере увеличения делительного диаметра, т. е. при большем делительном диаметре самостопориться легче.
Когда угол опережения мал
Поскольку сила, показанная красной стрелкой, мала, сила поворота
При большом угле опережения
Поскольку сила, показанная красной стрелкой, велика, сила поворота больше коэффициента трения, самоблокировка не происходит.
Другие
ШВП имеют низкий коэффициент трения из-за контакта качения на винте. Несмотря на то, что сила, показанная красной стрелкой, мала, сила вращения больше коэффициента трения, а самоблокировки нет.
Проблемные области самоблокирующегося
Поскольку самоблокирующийся механизм зависит от коэффициента трения, ему не хватает стабильности.
Даже при одинаковом угле подъема затруднена самоблокировка материалов с малым коэффициентом трения (μ) Пример: Комбинация материалов/коэффициент трения железо и железо/около 0,3 Сочетание материалов/коэффициент трения железо и алюминий бронза/около 0,2 Сочетание материалов/коэффициент трения железо и бронза / около 0,15
Коэффициент трения изменяется со скоростью В неподвижном состоянии статическое трение высокое, но по мере увеличения скорости оно становится динамическим, и коэффициент трения уменьшается. При наличии вибрации возможно обратное вращение.
Коэффициент трения меньше при низкой шероховатости поверхности. Трудно самостопориться шлифованными червяками.
Червячная передача «Песочные часы»
Эта статья воспроизводится с разрешения. Masao Kubota, Haguruma Nyumon , Tokyo: Ohmsha, Ltd., 1963.
Существуют специальные типы червячных передач, делительная поверхность которых достигается за счет вращающейся дуги, которая соответствует части, ближайшей к червяку делительной окружности вокруг червячного вала в центральной секции (см. рис. 6.2(в)), таким образом, формируя профиль зуба червячной передачи в центральной части, формируя выемку с помощью фрезы, соответствующей профилю зуба, затем формируя зубья червячной передачи с помощью фрезы. чей профиль зуба такой же, как у нижней части, или путем обеспечения нижней части червячной передачи и изготовления червяка с помощью фрезы, подходящей для нижней части. Червяк Хиндли или конический червяк соответствуют первому и имеют прямолинейный профиль зубьев в центральной части, как на рис.
Этот раздел wiki — сборник простых проектов. Если у вас без дела пылится Arduino Uno, по нашим рецептам вы за несколько минут соберёте законченное устройство. Для сборки проектов не понадобятся инструменты, кучи компонентов и даже рабочий стол — мы обойдёмся без пайки и проводов.
Все скетчи к проектам подробно прокомментированы. Вы можете просто скопировать код и получить готовое устройство. А можете проанализировать программы — в таком случае наверняка найдёте полезные трюки и лайфхаки.
Какие железки используем
Все представленные устройства собираются на базе контроллера Arduino Uno и платы Slot Shield. В зависимости от проекта к ним добавятся от одного до шести Тройка-модулей — сенсоров и индикаторов.
Контроллер
Железки и скетчи протестированы на оригинальной итальянской Arduino Uno третьей ревизии. Если у вас неоригинальная плата — вероятнее всего, проекты будут работать, но гарантировать это нельзя.
Troyka-модули
Мы используем готовые элементы в формате Тройка-модулей. У них на борту все необходимые для работы элементы и обвязка для быстрого подключения к управляющей плате. У нас на выбор более сотни модулей — от простейших светодиодов, до систем спутниковой навигации. Единый формат модулей избавит от проблем с совместимостью. Ко всем модулям написаны библиотеки, которые упростят процесс программирования и сделают код простым и прозрачным.
Slot Shield
Проекты собираются на Slot Shield. Эта плата расширения крепится поверх Ардуино и выводит гребёнки пинов на удобные разъёмы. На Slot Shield можно установить от одного до шести модулей в разных комбинациях. Новая комбинация — новое устройство.
Разумеется, вы можете повторить проекты и на обычной макетке или Troyka Shield — соедините указанные в схеме пины обычными проводами и всё заработает.
1. Электронные часы. Как собрать…
…простые часы
Настольные часы, которые состоят всего из одного модуля — четырёхразрядного индикатора. Текущее время синхронизируется с часами компьютера при перепрошивке устройства.
Как собрать и запрограммировать
Для проекта понадобится:
четырёхразрядный индикатор
…часы c подстройкой времени
Простые часы, с четырёхкнопочной клавиатурой. Кнопками можно изменить текущее время — отдельно часы и минуты.
Как собрать и запрограммировать
Для проекта понадобятся:
четырёхразрядный индикатор
четырёхкнопочная клавиатура
…автономные часы
Электронный гаджет с модулем часов реального времени. На модуле предусмотрена батарейка, часы не собьются даже при отключении питания. Время настраивается с помощью четырёхкнопочной клавиатуры.
Как собрать и запрограммировать
Для проекта понадобятся:
четырёхразрядный индикатор
четырёхкнопочная клавиатура
часы реального времени
…электронный будильник
Часы с громкой пьезопищалкой. Текущее время и время срабатывания сигнала задаются с помощью четырёхкнопочной клавиатуры. За точность хода отвечает модуль часов реального времени.
Как собрать и запрограммировать
Для проекта понадобятся:
четырёхразрядный индикатор
четырёхкнопочная клавиатура
часы реального времени
зуммер
…световой будильник
Электронный будильник с функцией имитации рассвета. За пять минут до установленного времени будильник деликатно увеличивает уровень освещённости в комнате. Сначала будит спокойным зелёным цветом, затем добавляет жёлтый, после — начинает светиться красным.
Как собрать и запрограммировать
Для проекта понадобятся:
четырёхразрядный индикатор
четырёхкнопочная клавиатура
часы реального времени
зуммер
cветодиодная RGB матрица 4×4
2.
Метеостанция. Как собрать…
…простую станцию для компьютера
Подключим цифровой метеодатчик и выведем результаты на компьютер.
Как собрать и запрограммировать
Для проекта понадобится:
цифровой метеосенсор
…метеостанцию с дисплеем
Метеостанция, которая выводит температуру и влажность на компактный четырёхразрядный экран.
Как собрать и запрограммировать
Для проекта понадобятся:
цифровой метеосенсор
Quad Display
…автономную метеостанцию с барометром
Станция для метеозаисимых людей. Гаджет выводит на экран температуру, влажность и атмосферное давление.
Как собрать и запрограммировать
Для проекта понадобятся:
цифровой метеосенсор
Quad Display
барометр
…метеостанцию с внешним датчиком температуры
Метеостанция, которая покажет не только температуру, влажность и атмосферное давление в помещении, но и сообщит о погоде за окном.
Как собрать и запрограммировать
Для проекта понадобятся:
цифровой метеосенсор
Quad Display
барометр
датчик температуры DS18B20
модуль подтяжки
…метеостанцию для записи температуры, атмосферного давления и влажности
Эта станция не только измерит температуру дома и за окном, зафиксирует давление и относительную влажность, но и запишет результаты измерений в лог-файл.
Как собрать и запрограммировать
Для проекта понадобятся:
цифровой метеосенсор
Quad Display
барометр
датчик температуры DS18B20
модуль подтяжки
SD-картридер
карта форматаmicroSD
3. Электронные игры. Как собрать игру…
…«Саймон говорит»
Простая электронная игра, направленная на развитие и тренировку памяти. Повторяйте последовательность загорающихся светодиодов на клавиатуре компьютера.
Как собрать и запрограммировать
Для проекта понадобятся:
RGB-матрица 4×4
…«Кнопочные ковбои»
Отстреливайте появляющихся на экране врагов с помощью 3D-джойстика.
Как собрать и запрограммировать
Для проекта понадобятся:
RGB-матрица 4×4
3D-джойстик
…«Flappy Bird»
Управляйте полётом гордой жёлтой птички с помощью джойстика. Нажмёте вверх, она взмахнёт крыльями и взлетит. Оставите в покое — она начнёт снижаться. Главное, не врезайтесь в зелёные трубы.
Как собрать и запрограммировать
Для проекта понадобятся:
2× RGB-матрица 4×4
3D-джойстик
…«Змейка»
Собраем классическую игру на Arduino Uno.
Как собрать и запрограммировать
Для проекта понадобятся:
4× RGB-матрица 4×4
3D-джойстик
пьезопищалка
Электроника для начинающих (набор компонентов, часть 1), Амперка, заказ
В коробку с набором мы положили всё необходимое для сборки настоящих электронных устройств: датчики, исполнительные устройства, пульт дистанционного управления и конструктор для крепления всего этого.
Разобраться с содержимым поможет красочный буклет — минимум теории, максимум практики.
Как собираются устройства
Подключайте модули шлейфами к плате Troyka Shield. Хаб поможет одновременно подключить до 20 Troyka-модулей.
Ошиблись или собрали что-то не так — не беда: вытащите шлейф и вставьте по-новой. Ничего не испортится.
Корпус соберите из элементов #структора в комплекте и получите законченный гаджет.
Что вы узнаете
Начало книги посвящено общей теории. Вы узнаете, как подключить плату к компьютеру, настроить её и загрузить первую программу.
Вы познакомитесь с основами JavaScript, узнаете об электричестве, сигналах, видах модулей и плат расширения.
Что можно собрать
Вы построите своими руками 25 интерактивных устройств. Каждый проект сопровождается цветной схемой сборки, кодом программы с подробными комментариями и заданиями для развития проекта.
Постепенно вы познакомитесь со всеми модулями, а сложность и функциональность собираемых устройств увеличатся.
Вас ждут проекты:
Светодиодная лампа
Маячок
Кнопочный выключатель
Телеграф
Диммер
Автоматический диммер
Умный светильник
Синтезатор
Терменвокс
Пантограф
Переезд
Консольный люксометр
Экранный люксометр
HTML-термометр
Ультразвуковая линейка
Парктроник
Сканер инфракрасных пультов
Дистанционный выключатель света
Пульт управления видеоплеером
Генератор паролей
Клавиатурный Excel-робот
Умный шлагбаум
Тревожная кнопка
Театральный свет
Настольный радар
Рекомендуем набор «Йодо» начинающим инженерам с 14 лет и веб-разработчикам всех возрастов.
О платформе
До появления Arduino создание электронных устройств было сложным процессом, требующим серьезной подготовки. Платформа открыла дверь в мир электроники новичкам и облегчила жизнь опытным разработчикам.
Мы сделали следующий шаг. Iskra JS — это Arduino-подобный контроллер, понимающий язык JavaScript. Для сборки устройств теперь не нужно осваивать громоздкий С++. Вы будете писать код на JavaScript и управлять электронными модулями: считывать значения с сенсоров, а не ввод пользователя из форм; управлять сервоприводами, а не элементами веб-страницы.
Платформа и набор разработаны и сделаны в России.
Комплектация
Платформа Iskra JS
Плата расширения Troyka Shield
Тактовая кнопка
Потенциометр
ИК-приёмник
ИК-пульт управления
Светодиод
Датчик освещённости
Зуммер
Ультразвуковой дальномер
Термометр
Сервопривод
22 элемента #структора
8 трёхпроводных шлейфов
Четырёхпроводной шлейф
USB-кабель
Буклет
Производитель:
Амперка
Возраст:
14+
Страна производства:
Россия
материал:
пластик,
электронные детали
Количество моделей:
25
Особенность:
featured
Вес:
1. 5 кг
Экосистема программного обеспечения
| AMPERE
AMPERE разрабатывает новое поколение вычислительного программного обеспечения и экосистемы проектирования систем для приложений в промышленных секторах с тесным взаимодействием между подсистемами Cyber-Physical Systems of Systems (CPSoS). Экосистема направлена на то, чтобы помочь разработчикам систем использовать низкоэнергетические, высокопараллельные и гетерогенные вычисления в процессе разработки, одновременно выполняя нефункциональные ограничения, унаследованные от киберфизических взаимодействий.
Основная задача, решаемая в AMPERE, состоит в преодолении существующего в настоящее время разрыва между методами, используемыми для построения сложных CPSoS, и методами, используемыми для эффективного использования параллельных архитектур: для разработки сложных систем в основном по двум причинам: он позволяет формальную проверку функциональных и нефункциональных требований с функциями компонуемости и позволяет использовать инструменты генерации кода для процесса разработки, основанного на парадигме правильного построения.
Модели параллельного программирования (PPM)
являются обязательными для достижения производительности в параллельных архитектурах с точки зрения программируемости, переносимости и производительности.
Варианты использования AMPERE ориентированы на автомобильную и железнодорожную отрасли. CPSoS предлагает возможность использовать низкоэнергетические, высокопараллельные и гетерогенные системы, одновременно выполняя нефункциональные ограничения в этих областях, открывая дверь для разработки более эффективных и автономных мобильных решений. Тем не менее, разработки AMPERE также применимы к другим областям с такими же или подобными ограничениями, например, к промышленным системам управления и роботизированным системам.
Экосистема программного обеспечения
На приведенном ниже рисунке показано схематическое изображение стека экосистемы программного обеспечения AMPERE и набора интегрируемых слоев:
Программная экосистема AMPERE
AMPERE разработает полную экосистему программного обеспечения для проектирования систем и вычислений, включая полный стек для проектирования, внедрения и эффективного выполнения надежных и физически запутанных систем на платформах, состоящих из самых передовых коммерческих готовых решений (COTS). энергоэффективные параллельные гетерогенные архитектуры.
Предметно-ориентированные языки моделирования
Модели параллельного программирования
Инструменты синтеза кода
Инструменты анализа и тестирования
Расширенные языки, управляемые моделями, такие как AMALTHEA и CAPELLA, способные выражать и проверять нефункциональные ограничения, включая производительность, энергопотребление, безопасность и предсказуемость времени в контексте параллельных гетерогенных вычислений.
Общая системная спецификация, соответствующая промышленным стандартам, упрощает интеграцию в процессы проектирования промышленных изделий. В то время как CAPELLA охватывает подходы к проектированию систем на основе компонентов, AMALTHEA фокусируется на динамической системной архитектуре. В Ampere мы объединили два подхода к проектированию. Ampere обеспечивает основанный на моделях подход от CAPELLA до AMALTHEA к исходному коду, который выполняется на платформе, чтобы упростить сертификацию для параллельных гетерогенных вычислений.
В контексте, подобном рассмотренному в AMPERE, чем раньше может быть определено требование безопасности, тем легче им управлять. CAPELLA позволяет разработчику формулировать требования безопасности уже на ранней стадии проекта, например, помечая «связанным с безопасностью» модуль, который считается инкапсулирующим требования безопасности. Позже система может проверить, соответствует ли модель AMALTHEA требованиям, выраженным в CAPELLA, и что компоненты Amalthea, полученные из «связанного с безопасностью» модуля CAPELLA, содержат более специализированные требования безопасности. Наконец, можно выполнить проверку на уровне генерации кода, чтобы убедиться, что код, реализующий требования безопасности, соответствует стандартам безопасности программного обеспечения.
Мы дополнительно расширили метамодель AMALTHEA, чтобы охватить современные публичные/подписные коммуникационные инфраструктуры, такие как ROS и AUTOSAR. Адаптивные и расширенные приложения, подходящие для параллельного выполнения на аппаратных платформах с гетерогенными ускорителями, которые используются (полу-)автоматическими инструментами синтеза кода.
Загрузка содержимого…
Загрузка содержимого…
Загрузка содержимого…
Компиляторы и инструменты аппаратного синтеза
Библиотеки времени выполнения
Операционные системы
Гипервизоры
Платформа компиляции LLVM была расширена для извлечения информации об управлении и потоке данных для создания полного представления параллельного приложения в форме графика зависимостей задач (TDG). Это представление служит интерфейсом между системой компиляции и различными инструментами анализа для выполнения многокритериальной оптимизации. Кроме того, LLVM также расширен для поддержки всех дополнений/модификаций, предлагаемых для OpenMP (например, репликация, статическое планирование), поэтому он может преобразовывать параллельные директивы в соответствующие вызовы времени выполнения. Наконец, экосистема компиляции включает в себя инструменты для компиляции и синтеза аппаратных блоков, которые будут развернуты на платформах с поддержкой FPGA.
Загрузка содержимого…
Загрузка содержимого…
Загрузка содержимого…
Новости и пресс-релизы | АМПЕР
AMPERE на Всемирном конгрессе Smart City Expo в Барселоне
Общее собрание Ampere в Барселоне
Исследователи AMPERE публикуют новую целостную структуру, помогающую разделять приложения реального времени на разнородных платформах.
Программная отказоустойчивость для отказоустойчивых параллельных систем
От DSML к OpenMP: многокритериальная автоматическая оптимизация
AMPERE 3-я Генеральная Ассамблея
Использование предсказуемого аппаратного ускорения на основе FPGA
Интервью «Женщины в STEM» с участием ученого AMPERE Дельфин Лонге
История успеха: AMPERE использует усовершенствования OmpS, разработанные в рамках проекта LEGaTO
Тренинг AMPERE на ACACES 2021
Обучение AMPERE на Ада-Европа 2021
Интервью «Женщины в STEM» с участием ученого AMPERE Виолы Соррентино
Решение проблемы смешанной критичности для автомобильной промышленности
1-е интервью «Женщины в STEM» из серии интервью с ученым AMPERE Сарой Ройуэла
Статья ARTEMIS об AMPERE как истории успеха CPS
AMPERE и энергоэффективность в киберфизических системах, разработанных на основе моделей
Вышло первое видео AMPERE
AMPERE в журнале Scientific Computing World
AMPERE 2-я Генеральная Ассамблея
AMPERE на семинаре интеграции SoS с CPS
Достижения AMPERE в 2020 году
Система обнаружения и предотвращения препятствий (ODAS) AMPERE с использованием CAPELLA
3D принтер PICASO 3D Designer X:комплектация,характеристики, примеры печати
Добро пожаловать в Цветной мир!
Designer X – это профессиональный, высокопроизводительный 3D принтер из новой линейки PICASO 3D на платформе X, созданный для широкопрофильного производства. О комплектации, технических особенностях и областях применения читайте в нашем обзоре!
Комплектация
Designer X поставляется в коробке размером 500х540х700 мм, где кроме самого принтера мы найдем катушку филамента, две коробки с комплектующими и буклет с краткой инструкцией по подготовке устройства к работе.
В качестве материала для пробной печати производитель предлагает катушку красного пластика Picaso 3D PLA 750г.
В коробке поменьше упакованы сетевой шнур на 1.8м и флакон клея объемом 250мл, который пригодится для увеличения адгезии поверхности стола при печати тугоплавкими пластиками.
Во второй коробке упакованы гарантийный талон на техобслуживание, а также пенал с инструментами, в кармашке которого расположены запасное сопло диаметром 0.3мм и USB-флешка на 16 Гб.
Дверца принтера обтянута полиэтиленовой пленкой, а все подвижные элементы в печатной камере надежно зафиксированы пластиковыми стяжками.
Характеристики
Размер Designer X составляет 490х430х390мм, а вес – 17кг. Корпус принтера выполнен из алюминия (композит), а дверца из полупрозрачного термостойкого пластика.
В основании принтера под нижней панелью расположена электроника. В качестве блока питания PICASO выбрали для принтеров серии X надежный Mean Wall 350W/24V.
Управляющая плата в Designer X собственного производства на базе 32-битного процессора ARM CORTEX M4, мощности которого хватит как на решение задач текущего функционала принтера, так и для программных расширений новых прошивок Designer X. Учитывая высокие температурные режимы принтера, в качестве обдува управляющей платы используется 100мм кулер турбинного типа. Вся коммутация аккуратно заправлена, болтающихся проводов нет.
Кинематика принтера – H-bot, где используется один ремень на двух моторах. При такой системе движение печатающей головки по оси X происходит, когда оба мотора вращаются в одну сторону, при вращении моторов в разные стороны головка движется только по оси Y, а когда вращается только один мотор – головка движется по диагонали. Данная система позволяет печатать на высоких скоростях за счет облегченной конструкции, т.к. на оси X отсутствует мотор. Но в системе H-bot особенно важно качество ремня и сила натяжения, ведь использование длинного ремня на высоких скоростях может привести к его растяжению, что повлияет на качество печати. Поэтому важно добиться максимальной жесткости в данной конструкции. Стоит отметить, что на Designer X ремень изначально натянут достаточно сильно, поэтому в принтере отсутствуют натяжители для дополнительной регулировки ремня.
Также на осях XY отсутствуют концевые выключатели – экструдер отбивается по углам, и за счет драйверов обратной связи принтер определяет координаты.
Голова в Designer X довольно массивная, поэтому движется по двум цилиндрическим 8мм валам.
Designer X использует экструдер системы Direct – мотор подающего механизма установлен в печатающую головку, что позволяет печатать с быстрым ретрактом. Подающий механизм оснащен двумя шестернями, которые обеспечивают равномерную подачу гибких материалов, таких как Flex и TPU.
Также в печатающую головку встроена система двойного обдува – два кулера установлены друг напротив друга. От первого кулера идет воздуховод направленный на деталь, а второй кулер подхватывает воздушный поток от первого, что позволяет эффективнее охлаждать хотэнд.
Встроенный энкодер системы Flow Control позволяет отслеживать сразу несколько типов возможных неисправностей: засор сопла, запутавшийся материал, неравномерный диаметр и обрыв прутка. В случае засора система автоматически запустит алгоритм прочистки экструдера, после чего печать возобновится.
Designer X поставляется с соплом диаметром 0,3мм, но при необходимости его можно заменить на сопла диметром 0.2-0.8мм.
Максимальная температура нагревательного блока составляет 4100, что позволяет печатать не только распространенными материалами ABS, PLA, PVA, HIPS, но и сверхтугоплавкими инженерными пластиками SBS, AEROTEX, ULTRAN и PEEK.
Область построения принтера – 200х200х210мм. Платформа стола движется по оси Z за счет 12мм винта и двух 12мм цилиндрических валов. Стол также соответствует режимам работы с инженерными пластиками и поддерживает нагрев до 1500. Закрытый корпус принтера ограничивает возможности отделения модели от стола, что особенно важно при работе с моделями больших размеров, поэтому в Designer X используется магнитное крепление стеклянной пластины стола, позволяющее извлечь напечатанную модель вместе с пластиной, а после отделить.
На боковых панелях принтера расположены дверцы с держателем филамента, в которых также используются магнитные крепления.
Размеры стола позволяют свободно уместить в корпусе по две килограммовые катушки пластика, благодаря чему можно легко заменить материал во время печати или же установить другой пластик на следующую печать.
В Designer X используется монохромный дисплей с энкодером.
Меню принтера разбито на привычные вкладки: печать, загрузка/выгрузка филамента, нагрев стола и сопла, калибровка и прочие настройки. Все команды меню прописаны на русском языке.
Но есть и много нововведений от PICASO: режим прочистки печатающей головки, функция сушки катушки филамента на столе, ночной режим печати с замедлением скорости и треволов. Большинство функций имеет наглядные анимации.
Отдельно отметим функцию «Очиститель сопла», которая предусматривает не только отдельное меню в прошивке, но и дополнительный девайс в корпусе принтера – шайба с отверстием из мягкой резины. В данном режиме сопло калибруется по отверстию в шайбе, а затем по прохождению пластика через шайбу контролируется степень прочистки сопла.
Но глядя на держатель шайбы, нельзя не остановиться на таком минусе в Designer X как большое количество деталей напечатанных из ABS-пластика. На фоне качественного цельнометаллического корпуса и общего технического исполнения использование деталей из ABS вместо литья кажется неоднозначным, учитывая, что мы имеем дело не с первой партией, а налаженным производством.
Слайсер Polygon X
Designer X работает с фирменным слайсером Polygon X, который поставляется с принтером на USB-флешке.
Polygon X имеет простой дизайн, который разделен на 3 условные вкладки: Новое задание, Просмотр задания и Мониторинг.
Во вкладке «Новое задание» мы можем разместить, повернуть и масштабировать модель при помощи панели инструментов справа.
После установки модели жмем на «Настройка задания», после чего появится меню с 3 режимами настроек: Базовый, Расширенный и Профессиональный. Данные режимы ориентированы на пользователей с разным уровнем подготовки, поэтому Базовый режим снабжен подсказками и минимальным набором контроллеров, а Расширенный и Профессиональный режимы имеют более сложную систему настроек.
После подтверждения настроек слайсинга открывается окно «Просмотр задания», где выводятся настройки печати и модель разбита на слои. Здесь же программа предлагает сохранить нарезанную модель в формате .plgx на флешку или добавить в базу Polygon X, из которой можно отправить задание на Polygon X через LAN-соединение.
В третьей вкладке «Мониторинг» выводится информация о состоянии принтера и готовности печати. Экосистема Polygon X поддерживает несколько параллельных сетевых соединений, что упрощает контроль работы на производстве с парком принтеров.
Примеры печати
Материал: PLA; Толщина слоя: 200мк
Материал: PLA; Толщина слоя: 100мк
Материал: PLA; Толщина слоя: 200мк
Материал: Ultran; Толщина слоя: 100мк
Итог
Из вышеперечисленных достоинств, пожалуй, самым главным является «всеядность» Designer X, которая обеспечена высокими температурными режимами работы. Большинство принтеров способных работать с таким материалом, как PEEK находятся в ценовой категории превышающей стоимость Designer X в 3-5 раз. Поэтому Designer X делает более доступной работу с тугоплавкими инженерными пластиками. А удобный и простой в освоении слайсер Polygon X позволяет использовать принтер в самых широких отраслях производства: авиастроение, приборостроение, робототехника, медицина, архитектура, дизайн, образование и др. Но, к сожалению, не обошлось без минусов в виде деталей из ABS-пластика сомнительного качества.
Программное обеспечение для Picaso 3D Designer
Регулярное обновление Polygon X на базе нового движка для генерации заданий Picaso X Core.
Для корректной работы обновите прошивку принтера до версии 5.411 (или выше)
Обновление от 19.04.22:
Это обновление включает изменение рабочей области для принтеров Designer Classic, Designer X и Designer X PRO с прошивкой версии 5.516 или выше, а также новые функции, улучшения встроенных алгоритмов и исправление некоторых ошибок. В том числе, исправлена ошибка, связанная с некорректным выводом времени при печати заданий, сгенерированных в версии 2.3.0.
Обновление движка Picaso X Core — Увеличена скорость загрузки и нарезки высокополигональных моделей. — Исправлены некоторые ошибки прошлых версий: скорректированы настройки подачи для траекторий скрытия шва, а также ширины линий для заполнения щелей между периметрами (теперь снижена вероятность переэкструзии при использовании заполнения щелей) и двух первых слоев подложки.
Новые функции — Добавлен 3D шаблон заполнения «Молниевидный». Это самый экономичный и быстрый шаблон с автоматической плотностью, которая изменяется в зависимости от геометрии модели. — Добавлена функция «Зеркало». Она отражает модель относительно выбранной оси.
Изменения текущего функционала — Сборка и разделение моделей на поверхности теперь выполняется через контекстное меню в списке моделей. — Сокращен диапазон высот слоев для автоподбора параметров (ползунок «Детализация»). Для сопла 0.5 мм исключена высота слоя 0.4 мм, поскольку при такой высоте не гарантировано хорошее качество печати на большом спектре материалов на высоких скоростях. При этом установить такие парметры по-прежнему можно вручную. — Исправлена ошибка масштабирования модели, при которой итоговый габарит мог быть больше нужного на 0.01 мм, и некоторые другие ошибки приложения.
Изменения интерфейса — Введены незначительные изменения интерфейса просмотра профилей в облачной базе PICASO 3D. — При долгой подготовке задания теперь выводятся советы с лучшими практиками 3D печати. — Появилась полноценная версия программы на испанском языке.
Минимальные системные требования: — ОС Windows 7 (или выше) — .NETFramework версии 4.7.2 (или выше) — разрешение экрана не менее 1183х700.
Polygon X версии 2.1 и выше работает на новом движке Picaso X Core, который заметно расширяет спектр возможностей для пользователей.
Список того, что вы найдёте внутри: — Новая система регистрации/активации программы. — Обновлённый интерфейс. — Ускоренный процесс генерации заданий на печать. — 3 режима подготовки заданий на печать: от режима «без цифр» до режима с более, чем 100 параметрами. — Пользовательские наборы настроек, которые можно скачивать и передавать другим пользователям. — Механизм автоматического подбора настроек под любые диаметры сопел (представленные PICASO 3D официально). — 4 автоматически настраиваемых типа поддержки. — Уникальные настройки для отдельных моделей в рамках одного задания на печать. — Новые режимы и функции: Ваза, Сглаживание, Реверсивная модель, Защитный щит, Адаптивный слой. — Исправление ошибок прошлых версий.
3D-принтер MakerBot METHOD X
Принтер на платформе METHOD
с ABS RapidRinse [НОВИНКА]
]
Свяжитесь с местным торговым посредником, чтобы узнать цену.
Сервисные партнеры
Принтер на платформе METHOD
с ABS RapidRinse [НОВИНКА]
]
Свяжитесь с местным торговым посредником, чтобы узнать цену.
Сервисные партнеры
Удвоенная сила.
Удвоенная точность.
Запатентованная система регулирования температуры VECT™ 110 равномерно нагревает и контролирует среду печати, что позволяет получать детали, которые в 2 раза прочнее и в 2 раза точнее.
Металлы, композиты и полимеры печатаются лучше
15 запатентованных технологий объединяются для управления средой печати, что обеспечивает превосходные результаты от 25+ настроенных материалов до неограниченного количества сторонних материалов с экструдером LABS GEN 2.
Промышленная мощь с простотой рабочего стола.
Детали лабораторного качества доступны для всех благодаря таким функциям, как MakerBot CloudPrint™, Auto-Calibration и SmartAssist™ Material Loading, которые обеспечивают промышленную мощность на вашем рабочем столе.
ПОСМОТРЕТЬ ВИДЕО
Печатайте производственные инструменты и производственные детали в соответствии со спецификациями из АБС-пластика и нового революционного водорастворимого поддерживающего материала, который растворяется легче, чище и быстрее, чем что-либо другое. Все на единственном 3D-принтере, способном воспроизводить детали из АБС-пластика — METHOD X.
Запатентованная система регулирования температуры VECT™ 110 равномерно нагревает и контролирует среду печати, что позволяет получать детали, которые в 2 раза прочнее по оси Z и в 2 раза точнее по всем направлениям. (переменная температура окружающей среды)
Максимальная температура:
110° С
Включенные экструдеры
Экструдер модели 1XA
ПОДДЕРЖКА Экструдер 2XA
СР-30 >
Другие совместимые экструдеры
Печатайте металлы, композиты и полимеры, а также бесконечные варианты сторонних производителей с модульными экструдерами 6-в-1 для METHOD X.
Обзор функций
Модульные высокопроизводительные экструдеры 6-в-1 Быстрое переключение между группами материалов для предотвращения перекрестного загрязнения.
VECT™ 110 Терморегулятор Равномерно нагревает и контролирует среду печати, благодаря чему детали становятся в 2 раза прочнее по оси Z и в 2 раза точнее по всем направлениям. (переменная температура окружающей среды)
5-дюймовый емкостный сенсорный экран Получите доступ к интуитивно понятным пошаговым настройкам, элементам управления в реальном времени и информации о вашей работе.
SmartAssist™ Загрузка материала позволяет легко перемещать материал из отсека для материала в экструдер без помощи рук.
ПОСМОТРЕТЬ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ METHOD X
Технические характеристики
Включенные экструдеры:
Модель Экструдер 1XA
Поддержка экструдера 2XA
Температура нагреваемой камеры
110° С
Максимальная температура
ПОСТРОИТЬ ОБЪЕМ
15,2 Д x 19 Ш x 19,6 В см / 6,0 x 7,5 x 7,75 дюйма
Двойная экструзия
19 Д x 19 Ш x 19,6 В см / 7,5 x 7,5 x 7,75 дюйма
Одиночная экструзия
Lockheed Martin использует METHOD X для печати рабочих прототипов и приспособлений для следующего поколения космических кораблей.
ПОСМОТРЕТЬ ВИДЕО
Отраслевые приложения
Промышленная надежность и точность по революционной цене с самым быстрым рабочим процессом CAD-to-part.
Хотите узнать больше о наших деловых или образовательных пакетах и получить индивидуальное предложение? Наша команда может помочь вам разработать правильный пакет для ваших нужд, предоставить бизнес-цены или варианты финансирования, помочь с получением заказа на покупку или предпочтительными процессами поставщика и многое другое.
Включенные экструдеры:
Модель Экструдер 1
Поддержка экструдера 2
Модель Экструдер 1XA
Поддержка экструдера 2XA
Модель Экструдер 1С
Поддержка экструдера 2A
Поддержка экструдера 2XA
Совместимые экструдеры:
Модель Экструдер 1
Поддержка экструдера 2
Модель Экструдер 1С
LABS GEN2 Экструдер
Модель Экструдер 1
Модель Экструдер 1XA
Поддержка экструдера 2
Поддержка экструдера 2XA
Модель Экструдер 1С
LABS GEN2 Экструдер
Модель Экструдер 1
Модель Экструдер 1XA
Поддержка экструдера 2A
Поддержка экструдера 2XA
Модель Экструдер 1С
LABS GEN2 Экструдер
Максимальная температура камеры VECT:
Максимальная температура
110° С
Максимальная температура
110° С
Максимальная температура
Максимальная температура экструдера:
300°С
Максимальная температура
300°С
Максимальная температура
300°С
Максимальная температура
Двойной материал для создания объема:
15,2 Д x 19 Ш x 19,6 В см
6,0 Д x 7,5 Ш x 7,75 В дюйма
15,2 Д x 19 Ш x 19,6 В см
6,0 Д x 7,5 Ш x 7,75 В дюйма
15,2 л х 19Ш x 19,6 В см
6,0 Д x 7,5 Ш x 7,75 В дюйма
Объем сборки Одиночный материал
19 Д x 19 Ш x 19,6 В см
7,5 Д x 7,5 Ш x 7,75 В дюймов
19 Д x 19 Ш x 19,6 В см
7,5 Д x 7,5 Ш x 7,75 В дюймов
19 Д x 19 Ш x 19,6 В см
7,5 Д x 7,5 Ш x 7,75 В дюймов
Совместимые материалы:
ПЭТГ CF
Металл УФ 316Л
Нейлон CF
Нейлон 12 Углеродное волокно
СЭБС 95А
ПЭТГ ESD
ПЭТГ CF
АБС-Р [НОВИНКА]
АБС-углеродное волокно
АБС ЕС
АБС ESD
АБС-кевлар
Металл УФ 316Л
Углеродное волокно N6
Углеродное волокно N12
СЭБС 95А
Дурабио
ПК-АБС
ПК-АБС FR
ПК ПБТ
Полилит
Полимакс ПК
Полимакс ФР
ПЭТГ ESD
ПЭТГ CF
АБС-Р [НОВИНКА]
АБС-углеродное волокно
АБС ЕС
АБС ESD
АБС-кевлар
Металл УФ 316Л
Углеродное волокно N6
Углеродное волокно N12
СЭБС 95А
Дурабио
ПК-АБС
ПК-АБС FR
ПК ПБТ
Полилит
Полимакс ПК
Полимакс ФР
Вспомогательные материалы:
Быстрое полоскание [НОВИНКА]
Быстрое полоскание [НОВИНКА]
Сравните 3D-принтеры
Включенные экструдеры:
МЕТОД: 1A, 2A МЕТОД X: 1XA, 2XA МЕТОД X Углеродное волокно: 1C, 2A, 2XA
METHOD: 19 Д x 19 Ш x 19,6 В см METHOD X: 19 Д x 19 Ш x 19,6 В см METHOD X Carbon Fiber: 19Д x 19 Ш x В 19,6 см
Объем сборки [Двойной материал]:
METHOD: 15,2 Д x 19 Ш x 19,6 В см METHOD X: 15,2 Д x 19 Ш x 19,6 В см METHOD X Карбон: 15,2 Д x 19 Ш x 19,6 В см
Максимальная температура камеры VECT:
МЕТОД: 65 °C МЕТОД X: 110 °C МЕТОД X: углеродное волокно: 110 °C
3D-принтер начального уровня X-MAKER от 259 долл.
США
Автор Джулиан Хорси
Семьям и тем из вас, кто только начинает свое путешествие в мир 3D-печати, может быть интересен новый 3D-принтер начального уровня, созданный командой X-MAKER. X-MAKER, оснащенный 3,5-дюймовым сенсорным экраном и специально созданный для обеспечения простого процесса печати одним нажатием, имеет встроенную беспроводную связь, автоматическое выравнивание и обширную библиотеку дизайнов, готовых к 3D-печати.
3D-принтер поддерживает операционные системы iOS, Android и Windows, что позволяет печатать и создавать объекты прямо с телефона или планшета. Облегчение для детей начала 3D-печати широкого спектра различных дизайнов, а также их собственных творений.
Предварительные взносы для интересного проекта теперь доступны примерно от 259 долларов США или 214 фунтов стерлингов (в зависимости от текущего обменного курса) , предлагая значительную скидку примерно в 47% от рекомендуемой розничной цены, в то время как краудфандинг Kickstarter в пути.
«3D-печать — самый удобный и безопасный способ сделать что угодно. Всем это нравится, хотя обычно они не умеют проектировать и печатать. X-MAKER, с совершенно новым приложением Gamification 3D Design и простой в использовании функцией печати одним нажатием, значительно снижает барьеры 3D-дизайна и 3D-печати, чтобы помочь детям и взрослым сделать свое творчество осязаемым с помощью 3D-принтера проще, чем когда-либо. X-MAKER — это инструмент для самостоятельной сборки взрослых и фабрика детских игрушек по действительно доступной цене».
Если исходить из того, что краудфандинговая кампания X-MAKER успешно достигает требуемой цели и проект продвигается гладко, ожидается, что доставка по всему миру состоится примерно в ноябре 2022 года. Чтобы узнать больше о 3D-принтере X-MAKER проект проверить рекламный ролик ниже.
«X-MAKER — это готовый принтер с приложением для дизайна на основе искусственного интеллекта, печатью в одно нажатие и удобным для детей пользовательским интерфейсом. Каждый мог освоить его за 10 минут. Нет сложной настройки и калибровки, нет профессионального программного обеспечения для 3D-дизайна и слайсера, нет требований к выравниванию.
Мы собрали все профессиональные функции в нашем приложении и сделали X-MAKER максимально простым в использовании для начинающих и детей. Интеллектуальное приложение с бесконечными возможностями: хорошо разработанная база данных моделей, мини-программы геймификации для начинающих; Приложения для дизайна в стиле LEGO, упрощающие проектирование моделей; автоматическая оптимизация при печати моделей. И он совместим практически со всеми платформами, вы можете наслаждаться где угодно. »
«Любителю нелегко найти подходящие 3D-модели в Интернете с первого раза. Но когда новичок открывает X-MAKER и готов напечатать свою первую модель, ему вообще не нужно об этом беспокоиться. Мы подготовили встроенную бесплатную базу данных 3D-моделей в нашем приложении X-MAKER. Просто выберите модель и нажмите кнопку «Печать», чтобы создать свое первое творение».
Контроль сварки | Принадлежности для контактной сварки
Сравнительная таблица проверки сварных швов
Контрольно-измерительные приборы и мониторы сварных швов измеряют один или несколько электрических и/или механических параметров, которые динамически изменяются в процессе контактной сварки. Эти параметры включают сварочный ток, падение напряжения на электродах, расширение и деформацию заготовки, усилие на электроде, смещение (движение) электрода и многое другое.
Мониторы процесса контактной сварки (контроллеры сварки) измеряют и контролируют различные переменные, которые одновременно возникают в процессе контактной сварки. Эти инструменты помогают определить области улучшения и общего развития процесса.
WS-100 контролирует вторичный ток и время цикла контактной сварки во время цикла сварки. Результаты отображаются на ЖК-дисплее, который предлагает выбор текущего измерения, формы волны, истории и системных экранов. Устройство также оснащено интерфейсом USB для подключения к ПК, что позволяет легко преобразовать историю сварки в файл . CSV.
Цены
WS-80 контролирует вторичный ток и время цикла контактной сварки во время цикла сварки. Результаты отображаются на флуоресцентном дисплее и могут быть отправлены на прилагаемый принтер как в числовом формате, так и в форме волны. Внутренняя память хранит до 800 элементов данных, измеренных последовательно. О любых измерениях, выходящих за пределы указанного диапазона, сообщается с помощью визуальной сигнализации, звукового сигнала и релейного выхода.
Цены
Инвертор переменного тока, постоянного тока, инвертор переменного тока, транзистор и емкостной разряд
Повышенная точность благодаря тороидальной катушке, соответствующей стандарту ISO 17657
Простая настройка с помощью цветной сенсорной панели 5,7 дюйма до 5 минут
ISO 17657 – измерение тока в соответствии с требованиями стандарта ISO – требуется тороидальная катушка, соответствующая стандарту ISO
Хранение данных с помощью встроенного флэш-накопителя
Ethernet (TCP/IP) и USB-соединение
Многоязычная поддержка: английский, испанский, японский, китайский, корейский, немецкий и французский
Цены
Измеряет сварочный ток, циклы сварки, миллисекунды и градусы проводимости
Для источников питания переменного тока и инверторов
Система автоматического отключения питания
Емкость памяти до 9 импульсов
ЖК-экран Easy View
Масло- и пыленепроницаемый футляр
Тороидальная катушка, зарядное устройство и кейс в комплекте
Позволяет одновременно контролировать напряжение и ток
Повышенная точность измерения
Позволяет измерять RMS на основе ISO 17657 без каких-либо исключений
Оценка верхнего/нижнего предела
Обнаружение возможных ошибок
Длительное измерение
Доступно для измерения через 3000 мс
Цены
MM-400A позволяет операторам отслеживать и управлять ключевыми параметрами сварки, которые приводят к изменениям тепла сварки, такими как ток, напряжение, время, усилие и смещение. Компактный аппарат поддерживает широкий спектр технологий контактной сварки, включая сварку переменным током, инвертором постоянного тока, инвертором переменного тока, транзистором и емкостным разрядом. Он имеет простой и интуитивно понятный пользовательский интерфейс и цветной сенсорный дисплей.
Цены
Монитор WeldView для сварщиков сопротивлением представляет собой комплексное и экономичное средство обеспечения целостности каждого сварного изделия. Обычно он выполняет более тысячи отдельных проверок каждого производственного сварного шва, чтобы проверить производительность и воспроизводимость процесса. Во время каждой сварки автоматически контролируются профили напряжения, тока, проводимости и мощности. Также доступны профили измерения силы и смещения, обеспечивающие наиболее полный контроль качества сварки.
Цены
Анализируйте, идентифицируйте и улучшайте качество процесса контактной сварки с помощью портативного и надежного анализатора сварки WA2 от ENTRON. Это сложное испытательное оборудование подходит для современных превосходных систем контроля контактной сварки.
Цены
Устройство для проверки сварных швов TECNA TE1700 специально разработано для того, чтобы сделать ваш процесс максимально эффективным и результативным. Использование различных датчиков позволяет измерять сварочный ток, усилие, напряжение, энергию, сопротивление и тепловой ток на одном 6-дюймовом цветном сенсорном ЖК-дисплее в различных форматах, включая формы выбранных сигналов. TE1700 подходит для измерения переменного, постоянного/многопостоянного тока и токов CDW. И с таким именем, как TECNA, вы знаете, что получите качество, которого заслуживаете, от имени, которому вы уже доверяете.
Цены
Сравнительная таблица устройств для проверки сварных швов
Ротационные машины для сварки трением | КУКА АГ
Аппараты для сварки трением
KUKA и Thompson делают промышленное соединение широкого спектра материалов простым и экономичным. Вы даже можете сваривать сложные и важные для безопасности комбинации материалов с высоким качеством в технологических тенденциях, таких как электромобильность и легкая конструкция.
Два бренда, один сильный партнер для различных отраслей промышленности с индивидуальными и стандартными решениями.
Более 50 лет назад компания KUKA внедрила вращательную сварку трением в качестве промышленного процесса соединения. Ассортимент сварочных аппаратов KUKA был расширен в 1994 году за счет поглощения производителя оборудования Thompson Friction Welding (Великобритания). С тех пор KUKA является одним из лидеров мирового рынка в этой области, установив более 1200 ротационных сварочных аппаратов трением в более чем 44 странах .
Технология вращательной сварки трением: экономичное и безопасное соединение различных материалов и комбинаций материалов
Аппараты для сварки трением KUKA сваривают металлические детали, такие как штоки поршней, клапаны или теплообменники.
Преимущества ротационных машин для сварки трением KUKA и Thompson
Высокотехнологичные станки устанавливают стандарты точности, динамики, управления процессом и производительности.
Максимальное снижение затрат
Ограничьте использование дорогостоящего материала теми точками, которые относятся к компоненту.
Широкий выбор комбинаций материалов
Подтвержденная свариваемость даже сложных комбинаций, таких как алюминий и медь
Максимальная доступность
Низкие эксплуатационные расходы благодаря высококачественным компонентам и долговечной технологии
Максимальное качество сварки
Высокое качество результатов благодаря проверке каждой заготовки
Максимальная прослеживаемость
Подробная документация и архивирование данных процесса через KUKA PCD (Process Control and Documentation)
Высочайшая эргономика
Интуитивное управление с помощью сенсорного экрана и эргономичное рабочее пространство
Благодаря нашим уникальным техническим центрам KUKA в Аугсбурге (Германия) и сварочному центру Thompson в Хейлсовене (Великобритания) мы можем проверить практическую жизнеспособность инновационных концепций завтрашнего дня. Мы также предлагаем дополнительные услуги, такие как проверка процесса, создание прототипа или мелкосерийного производства, или обеспечиваем весь производственный процесс в несколько смен.
Стандартные и изготовленные по индивидуальному заказу машины для сварки трением с фиксированной или подвижной шпиндельной бабкой
Независимо от того, выбираете ли вы компактные и универсальные станки или специальные станки для отдельных компонентов, мы предлагаем два различных типа конструкции с неподвижной и подвижной передней бабкой , адаптированные к вашим требованиям, а также специальных размеров и конструкций по запросу.
Высокотехнологичные станки KUKA и Thompson устанавливают стандарты точности, динамики, контроля процесса и производительности.
Машины для сварки трением, подготовленные для Industrie 4.0
Интеграция ротационных сварочных аппаратов трением в вашу производственную сеть — проверенный способ повышения производительности.
В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте
Система ручной лазерной сварки IPG LightWELD 1500
Мощность излучателя
1500 Вт
Тип излучателя
Иттербиевый (Волоконный)
Тип оборудования
Ручной сварочный аппарат
Охлаждение
Воздушное
Электропитание
220 В
Все характеристики
Описание IPG 1500 LightWELD
Опережая настоящее
Первая и единственная на рынке компактная система ручной лазерной сварки IPG LightWELD 1500 — высокопроизводительный аппарат нового поколения, компоненты которого, специально подобраны и выверены производителем — лидером мирового рынка лазерных технологий — компанией IPG.
По сравнению с традиционными сварочными системами, ручная лазерная сварка сокращает время рабочего процесса до 4 раз, не требует длительного этапа обучения и большого опыта сварочных работ.
Предназначена для сварки стыковых, угловых, тавровых, и кольцевых швов, а также для сварки плохо подогнанных изделий.
Замена TIG
Гарантирует высококачественные сварные швы на любых поверхностях без деформаций и прожогов (сварит даже фольгу). Что обеспечивается отсутствием нагревания околошовной области.
Высокая скорость сварки. Сваривает материал до 4-х раз быстрее даже если оператор без большого опыта.
Сваривает деталисварочным пистолетом за один проход.
Осуществляет сквозное и частичное проплавление в любом пространственном положении
Обеспечивает разные типы сварных соединений без присадочной проволокиили с ее минимальным использованием
Минимальная постобработка деталей (шлифовка или полировка)
Экономит время и затраты на поиск и обучения оператора лазерной сварки. Можно быстро научить качественной сварке даже новичка
Аккуратный шов даже при повторном проплавлении соединения (без зачистки и переподготовки шва, на случай, если выбрали не достаточные настройки проплавления и нужно пройти по шву второй раз)
Преимущества IPG 1500 LightWELD
Толщины проплавления
При односторонней сварке
нержавеющая сталь — 4 мм
низкоуглеродистая сталь — 4 мм
алюминиевые сплавы — 4 мм
оцинковка — 4 мм
медь -1 мм
При двусторонней сварке
нержавеющая сталь — 10 мм
низкоуглеродистая сталь — 10 мм
алюминиевые сплавы — 10 мм
оцинковка — 10 мм
медь -2 мм
Отдельные преимущества IPG 1500 LightWELD
Что в ней особенного?
IPG 1500 LightWELD
Самая компактная и мобильная среди лазерных сварок. Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Поэтому вес сварки всего 53 кг. (Вес других лазерных сварок на рынке не менее 150-200 кг).
Возможность сварки без расходных материалов и с присадочной проволокой. Аппарат качественно сваривает без электродов и других расходных материалов. При необходимости, совместим с присадочной проволокой самых востребованных диаметров — 0.8, 1.0, 1.2 и 1.6 мм
Встроенная электронная картотека режимов сварки. Широкий диапазон предустановленных параметров проплавления под любые металлы и толщины. Удобный помощник и для новичка и для опытного оператора.
Экономит время настройки. Сохраняет до 50 индивидуальных режимов пользователя, которыми чаще всего пользуется оператор.
Гарантирует максимальную надежность — лазерный источник от IPG — мирового лидера в сфере волоконных лазеров — не требует технического обслуживания и обеспечивает максимальную надежность в промышленных условиях.
Высокая стабильность лазера. Всегда гарантируются качественные швы, которые обеспечены стабильностью лазера с постоянной мощностью во всем выходном диапазоне от 150 до 1500 Вт.
Сварка на мощностях выше заявленных. Доступны режимы проплавления с мощностью выше заявленной (1500 Вт). При необходимости можно сваривать детали с пиковой мощностью проплавления до 2 500 Вт.
Сварка плохо подогнанных деталей. Сварочный пистолет имеет встроенную функцию колебания луча (Wobble). Что дает возможность сварки с расширением лазерного луча от 0,5 мм до 5 мм, т.е сварки деталей тонких металлов с зазором до 0,2 мм, и толстых металлов до 0,5 мм.
Сварка плохо подогнанных изделий
Встроенная функция колебания луча (Wobble)
Управление изменением параметров качания луча (расширение луча от 0,5 мм до 5 мм), что улучшает внешний вид швов и делает возможным сварку деталей с плохой подгонкой кромок.
На тонких металлах с зазором — до 0,2 мм, на толстых деталях — до 0,5 мм.
Параметры колебания луча предустановлены или могут быть сохранены оператором, с возможностью быстрого вызова
Лазерный аппарат заслужил доверие пользователя во многих странах!
Описание преимуществ IPG 1500 LightWELD
В руках у сварщика
Сварка имеет эргономичный, легкий удобный в использовании лазерный сварочный пистолет.
На нем есть две кнопки, одна из которых отвечает за подачу газа, а вторая — за подачу лазерного луча.
К сварочному пистолету идет набор наконечников для оптимальной сварки различных типов соединений.
Также, пистолет совместим со всеми ведущими системами подачи проволоки
Безопасность оператора
Помимо стандартных защитных аксессуаров к станку, сварочный аппарат обеспечен многоуровневыми датчиками и блокировками системы безопасности, подстраховывающими сварщика.
Например, лазерный пистолет имеет функцию проверки наличия электрического контакта сопла со свариваемой деталью. Лазер отключается, если сопло пистолета не прижато к детали.
Станок обеспечивает максимальную защиту оператору станка от травм на производстве.
Описание преимуществ IPG 1500 LightWELD
Обучение в подарок
Кроме обязательного бесплатного предоставления доступа к следующим обучающим ресурсам, который вы можете получить, введя серийный номер сварочного аппарата:
начальная настройка и обзор системы
базовая лазерная безопасность оператора
основы лазерной сварки
ваш первый сварной шов
режимы программирования и настройки управления
компьютерное управление для индивидуальных настроек
Мы даем к сварке в подарок оффлайн полное индивидуальное обучение от наших инженеров
Описание дополнительных преимуществ IPG 1500 LightWELD
Что говорят блогеры?
«Аппарат вообще достойный, в каждой сварке я удивлялся, в чермет. ., алюминий, нержавейка.. настолько, что аж не верил. Швы прям идеальные получаются.»
«Варит разные металлы как и TIG, но TIG — она более медленная, здесь скорость просто отличная. И еще интересно, что у сварки тепловложение минимальное, не деформирует металл и потом после сварки можно фактически сразу держать руками.»
«Разбрызгивания металла нет и плюс еще в том, что если плохо заварил, то можешь тут же переделать, рядом прошелся тут же сверху и никаких проблем».
Блогер Сварщик в городе
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей. 80% клиентов выбирали оборудование благодаря нашей консультации.
Демо-залы
Выставки
Онлайн
У клиентов
Укажите телефон
Характеристики
IPG 1500 LightWELD
Основные
Тип оборудования
Ручной сварочный аппарат
Габариты
Вес
53 кг
Габариты (ДхШхВ)
641x534x316 мм
Механика
Охлаждение
Воздушное
Мощность излучателя
1500 Вт
ПО
Потребляемая мощность
5000 Вт
Электропитание
220 В
Тип излучателя
Иттербиевый (Волоконный)
Комплектация
Руководство пользователя
1 шт
Секретные ключи вкл/выкл питания установки
2 шт
Ручная сварочная голова
1 шт
Защитный колпачок и втулка для хранения
1 шт
Контактный наконечник
1. 2 и 0.8 мм
Кабель питания
1, 1 шт
Сопла
1 комплект
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
Порядок покупки
Выбор оборудования
Вы вместе с нашим специалистом выбираете оборудование и обсуждаете комплектацию станка.
Заключение договора
Согласовываем комплектацию станка и рассчитываем конечную стоимость оборудования.
Оплата
Если вы покупаете оборудование со склада, то вносите 100% оплату. Если берёте «под заказ», то вносите аванс 50%, а остаток после поступления станка на склад.
Трёхэтапная проверка качества
Оборудование проходит 3-х этапную проверку качества, сначала на заводе изготовителя в Китае, потом при поступлении на склад в России, и, наконец, перед отгрузкой в транспортную компанию.
Доставка или самовывоз
Доставляем все в любую точку России. Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Пусконаладочные работы.
В процесс…
Сервис
В процессе проведения пусконаладочных работ, оборудование распаковывается, устанавливается, инженер устанавливает ПО, проверяется работоспособность станка.
Часто задаваемые вопросы
Лазерная очистка убирает:
коррозию,
ржавчину,
масляные пленки,
лакокрасочные покрытия,
окалину,
нагар,
продукты нефтяных отложений,
гальванические покрытия,
адгезивные покрытия,
органические отложения.
org/Question»>
По сравнению с механическими и химическими методами воздействия, этот метод не травматичен — нет контакта человека с обрабатываемой поверхностью, и экологичен — нет выделения токсичных испарений.
Также нет риска повреждения металла, с которого вы удаляете ржавчину или краску.
Аппарату необходимо минимальное количество расходных материалов: азот/аргон и электричество, расходные электроды не требуются.
Сваривание деталей происходит без присадочной проволоки, хотя опционально можно подключить ее подачу.
Не нужно беспокоиться о чистке или шлифовке рабочей поверхности перед и после сварки. Лазерная сварка не требует, чтобы металл был настолько чистым, как при сварке MIG.
Можно сварить такие швы:
стыковые,
угловые,
тавровые,
кольцевые,
плохо подогнанные изделия.
Сварка обеспечиваетвысококачественное формирование сварного шва: без деформаций, прожогов, постобработки (ввиду ограниченной зоны термического влияния на материал).
Поможем подобрать станок
Ваше имя
Ваш телефон *
нажав на кнопку вы даете согласие на обработку персональных данных
LightWELD 1500 — Первая компактная лазерная ручная сварка
Light
WELD быстрее и проще, чем традиционная сварка MIG и TIG
Опытные пользователи MIG и TIG легко оценят преимущества более гибкой и производительной сварочной системы LightWELD:
до 4-х раз быстрее, чем TIG,
проще в обучении и эксплуатации,
высококачественная сварка толстых, тонких и отражающих металлов без коробления, деформации, подрезов и прожогов
Для сварки металлов больших толщин с глубоким проплавлением по технологии MIG необходимо выполнять разделку кромок, предварительно зачищать поверхность и использовать присадочную проволоку. Углы перемещения для удобной работы ограничены, а сварка в вертикальном положении чрезвычайно сложна.
Недостатки применения сварки
TIG
Сварка TIG может создавать избыточное тепло, которое деформирует тонкие материалы, хуже выглядит визуально, затруднена при сварке меди. Сварка металлов разной толщины имеет ограничения.
Преимущества Light
WELD в сравнении с TIG/MIG
LightWELD обеспечивает значительно более скоростную сварку, легка в обучении и эксплуатации, обеспечивает более качественные (без короблений, деформаций, подрезов, прожогов) и стабильные результаты в широком диапазоне материалов и толщин.
LightWELD легко сваривает разнородные металлы различных толщин, позволяет создавать эстетичные высокопрочные соединения
Традиционные технологии сварки
Технология LightWELD
Скорость
Средняя
До 4-х раз быстрее, чем TIG
Качество
Зависит от опыта сварщика
Стабильные высококачественные результаты
Освоение
В несколько этапов
Стабильно высокие результаты
Гибкость в выборе материала
Ограниченная, требует переналадки
Широкий диапазон материалов без переналадки
Коробление и деформации
Высокие значения
Незначительные
Зона термического влияния
Большая
Малая
Сварка с осцилляцией (колебанием) луча
Недоступна
Доступна — расширение шва до 5 мм
“
За весь свой 40 летний опыт работы сварщиком я никогда не видел решения, которое бы позволяло новичкам получать сварные швы, как у опытных профессионалов!”
Light
WELD — Встроенные параметры и сохраненные режимы обеспечивают оптимизацию сварки
Простой выбор режима для повторяющихся сварных швов
Операторам требуется меньше времени для обучения, что снижает трудозатраты при сохранении качества сварки
В каждом режиме можно задать параметры качения луча для получения широких швов и для деталей с плохой подгонкой
Опытные пользователи сохраняют программы для разных материалов и могут мгновенно переключаться между режимами
Сохраненные режимы могут быть использованы менее опытными операторами, что позволяет сохранить высокое качество, повысить производительность, снизить брак
Light
WELD — это уникальный лазерный источник и система управления, соединенные в едином компактном блоке
Регулируемая мощность лазера до 1500 Вт
Предустановленные и пользовательские режимы оптимизируют сварку материалов с разной толщиной, доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки
Управление частотой и амплитудой колебания луча расширяет возможности и позволяет улучшить внешний вид швов
На задней панели располагаются интуитивно понятные разъёмы для подключения электропитания, технологического газа и управления внешним оборудованием
Уникальное воздушное охлаждение исключает дополнительные расходы по сравнению с системами, нуждающимися в водяном охлаждении
Light
WELD Свариваемые материалы
Нерж. стали
до 4 мм
до10 мм
Оцинкованная сталь
до 4 мм
до 10 мм
Низкоуглерод.стали
до 4 мм
до 10 мм
Алюминиевые сплавы
до 4 мм
до 10 мм
Медь
до 1 мм
до 2 мм
С помощью LightWELD возможна сварка толстых, тонких, разнородных ,высокоотражающих металлов без использования присадочной проволоки, что трудно или невозможно осуществить традиционными методами сварки. Также возможна сварка металлов с различной электропроводностью.
Light
WELD это максимальные сварочные возможности при минимальном браке
Сварка металлов, которые трудно или невозможно сварить с помощью TIG
Медь и металлы с высокой/низкой электропроводностью
Листы разных толщин, тонкие листы
Разные типы сварных соединений с минимальным использованием присадочной проволоки или без неё
Получение эстетичных швов с высокой прочностью
Значительное снижение постобработки, что приводит к снижению трудозатрат
Не требуется зачистка швов
Наименование/описание
Розничная цена*
Система ручной лазерной сварки LightWELD 1500, кабель 5 м
от 2 300 000,00 р. вкл. НДС
* обращаем Ваше внимание на то, что данный интернет сайт, а также вся информация о товарах и ценах, предоставленных на нём, носит исключительный характер и ни при каких условиях не является офертой, определяемой положением Статьи 437 Гражданского кодекса Российской Федерации
Light
WELD — Автоматизация и программирование процесса
Предустановленные режимы сварки для получения высококачественных и стабильных сварных швов
Начинающие сварщики проходят обучение и переходят к работе за считанные часы, что снижает производственные затраты и затраты на обучение
Интуитивно понятный выбор до 50 сохраненных режимов и сохранение новых, заданных пользователем параметров процесса
Индивидуальные параметры мощности лазера, амплитуды и частоты колебания луча сохраняются в пользовательских настройках
Простой механизм выбора режима позволяет осуществить переход между комбинациями материалов
Используя сохраненные режимы, начинающие сварщики получают результаты как у опытных операторов
Light
WELD — это волоконный лазер мощностью 1500 Вт
Лазерный источник от IPG — мирового лидера в сфере волоконных лазеров — не требует технического обслуживания и гарантирует максимальную надежность в промышленных условиях
Непревзойденная стабильность лазера гарантирует постоянную мощность во всем выходном диапазоне от 150 до 1500 Вт
Доступны режимы с высокой пиковой мощностью до 2500 Вт для расширения возможностей сварки
Компактный ручной сварочный пистолет
Эргономичный, легкий и уже зарекомендовавший себя, как самый удобный и простой в использовании лазерный сварочный пистолет со встроенной функцией колебания луча (Wobble).
2-ступенчатое включение и датчик контроля соприкосновения со свариваемой деталью
Включенный в комплектацию системы выбор наконечников для оптимальной сварки различных типов соединений
Соединительный кабель длиной 5 м объединяет в себе оптоволоконный кабель доставки лазерного излучения, гибкую трубку подачи газа, электрический кабель (опционально длина 10 м)
Совместим со всеми ведущими системами подачи проволоки
Встроенная система колебания луча (
Wobble ) для повышения эффективности
Простое управление возможностью увеличения ширины сварного шва до 5 мм и выбора частоты качания (осцилляции) выходного луча
Улучшает внешний вид швов и делает возможным сварку деталей с плохой подгонкой кромок
Параметры колебания луча предустановлены или могут быть сохранены оператором, с возможностью быстрого вызова
Сварка с присадочной проволокой (опция)
Сварка с использованием присадочной проволоки позволяет сваривать детали с плохой подгонкой (плохая сборка, большой зазор и т. п.)
Используется для сварки низкоуглеродистых сталей, нержавеющей стали, алюминия, цветных металлов и сплавов
Диапазон изменения скорости подачи проволоки 40 – 600 см/мин
Совместим с присадочной проволокой диаметром — 0.8, 1.0, 1.2 и 1.6 мм
«
Скорость сварки и разнообразие свариваемых материалов просто невероятны«
ПЕРВАЯ, компактная лазерная сварочная система
Наиболее компактная и легкая лазерная сварочная система из всех доступных
Возможно размещение на сварочной тележке для повышения мобильности
Прочный стальной корпус обеспечивает долговечность эксплуатации и безопасность при транспортировке
Встроенное автоматическое воздушное охлаждение
Интегрированная система подачи сварочного газа
Сварка, дружелюбная к окружающей среде
Низкое потребление электроэнергии
Низкий акустический шум
Малое количество дыма
Простой запуск и эксплуатация
220 В, 20 А, однофазное питание
Компактный мобильный базовый блок: размеры (ДхШхВ) 641×316 x 534 мм, вес 53 кг
Расходные электроды не требуются
Возможность интеграции механизма подачи проволоки
Функции безопасности Light
WELD
LightWELD это лазерная система класса IV, и для безопасной эксплуатации оборудования требуются стандартные меры предосторожности. Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
Тип лазера
Непрерывный иттербиевый волоконный лазер с длиной волны 1070 нм:
выходная мощность 1 500 Вт
режим с пиковой мощностью 2 500 Вт
воздушное охлаждение
красный лазер-пилот
Соединительный кабель
Соединительный кабель от базового блока к сварочному пистолету включает:
волокно доставки излучения лазера
гибкая трубка подачи технологического газа
электрический кабель сигналов управления и защитных блоков
длина кабеля 5 м., опционально — 10 м
Охлаждение
Воздушное
Водяное охлаждение не требуется
Сварочный пистолет
Функция качания луча
Фокусное расстояние коллимирующей линзы 40 мм
Фокусное расстояние фокусирующей линзы 120 мм
Размер пятна 150 мкм.
Датчики безопасности
Индикатор включения лазера
Сменные сопла для плоских, внутренних и внешних угловых сварных швов
Амплитуда качания луча
Регулировка до 5 мм
Технологический газ
Могут использоваться: аргон, азот, аргон + смеси СО2
Давление ~ 620 kPa (90 psi)
Органы управления на передней панели
Поворотные ручки управления, цифровой дисплей для индикации.
управление мощностью лазера
параметрами качанием луча
выбор предустановленного режима
ключ включения/выключения
кнопка аварийной остановки
световые индикаторы состояния
Подключение к компьютеру через Ethernet разъём
Позволяет управлять системой через веб-страницу. Доступно:
просмотр и регулировка режимов сварки
мониторинг состояния системы
Безопасность
Лазерное Устройство Класса IV. Покупатель несет ответственность за соблюдение мер безопасности.
Система безопасности включает:
ключ для включения/выключения
2-х ступенчатый курок (включение и последующий запуск излучения)
датчик контроля соприкосновения со свариваемой деталью
возможность подключения внешних блокировок
Условия окружающей среды
Диапазон хранения от -20 до +60 ° C, рабочий диапазон от 10 до 50 ° C
Толщины металла при односторонней сварке
Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 4 мм, медь до 1 мм
Требования к электрической сети
220 В, 50/60 Гц, ток менее 20 А
Габариты базового блока (ШхГхВ)
316 x 641 x 534 мм
Вес базового блока
53 кг
Связаться с поддержкой
LightWELD: Наиболее часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого металла?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и сплавов алюминия возможно проводить одностороннюю сварку до 4 мм и до 10 мм -двустороннюю; для меди возможна одностороннюю сварка для толщин до 1 мм и двусторонняя сварка до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь с нержавеющей сталью или алюминием, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.
А как насчет вертикальной сварки или сварки потолочных швов?
LightWELD отлично подходит как для вертикальной, так и для сварки в потолочном положении, поскольку отсутствуют обычные присадочные материалы и образуются минимальное количество капель расплава, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, скорость сварки LightWELD в четыре раза выше, чем у традиционных методов, кроме того, фиксация свариваемых деталей проще или не требуется, а шлифовка после сварки также не требуется или значительно сокращается — все это увеличивает производительность при минимизации брака при сварке.
Какова величина рабочего цикла?
Вы можете работать с LightWELD в режиме 100% рабочего цикла при максимальной мощности лазера 1500 Вт.
Лазерное излучение непрерывное или может быть импульсным?
LightWELD предлагает пять режимов работы в соответствии с вашими потребностями:
Непрерывное излучение — лазер постоянно включен для достижения максимальной скорости проплавления и перемещения.
Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением.
Режим прихваточных швов — для создания одинаковых прихваточных швов.
Режим Stich — используется для повторяющихся прихваток или сварных швов внахлест.
Режим высокой пиковой мощности — короткие импульсы высокой мощности, используемые для сварки высокоотражающих металлов.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять всю жизнь, новые пользователи LightWELD могут выполнять высококачественные сварные швы всего за несколько часов обучения.
Элементы управления выглядят сложно, как мне узнать, что нужно настроить?
LightWELD поставляется с предварительно загруженными оптимизированными режимами сварки для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемой глубиной проплавления, а также сохранить эти настройки и использовать их по мере необходимости.
Что такое сварка с колебанием ?
Сварка в режиме Wobble приводит к колебаниям луча с различной частотой, чтобы получить более широкие швы, более эстетичные сварные швы , а также, сваривать детали с плохой подгонкой. LightWELD поставляется с оптимизированными, предварительно запрограммированными параметрами режима Wobble и позволяет «на лету» контролировать сварку с амплитудой колебаний до 5 мм и с регулируемой частотой колебаний до 300 Гц.
Имеется ли Руководство пользователя?
Да, вы можете загрузить его здесь.
Где я могу увидеть демонстрацию работы и купить LightWELD ?
Вы можете позвонить по телефону +7 495 968 9932 , или отправить сообщение на адрес lightweld.[email protected] и обсудить все вопросы по LightWELD.
Портативные системы лазерной сварки и очистки
Light
WELD Непревзойденные преимущества
FAST: до В 4 раза быстрее , чем TIG
УНИВЕРСАЛЬНОСТЬ: Широкий диапазон материалов – до 1/4 дюйма (6,35 мм)
EASY: оптимизированные предустановки сокращают время обучения
ПОСЛЕДОВАТЕЛЬНОСТЬ: высококачественные воспроизводимые результаты
ГИБКОСТЬ: простые и сложные приложения
PRODUCTIVE: возможность очистки до и после сварки
Узнайте больше — загрузите брошюру LightWELD
Light
WELD — Ручные системы лазерной сварки и очистки «под ключ»
Регулируемая мощность лазерной сварки до 1500 Вт
Предустановленные и определяемые пользователем режимы оптимизируют сочетания толщины материала
Управление сваркой с колебанием для дополнительной ширины сварного шва 5 мм
На задней панели расположены интуитивно понятные соединения для управления питанием, технологическим газом и внешними аксессуарами
Пиковая мощность очистки до 2500 Вт для повышения качества сварки и чистовой обработки
ОПЫТ Light
СВАРКА САМА!
Быстрая и простая настройка
Встроенные предустановки для оптимизированных сварных швов
Посмотрите, как Пол Саблески из Weld. com демонстрирует функции, возможности и простоту Light WELD XC предназначен для настройки и работы с «молниеносной скоростью».
Пол использует Light WELD XC для быстрого создания:
Тройник из нержавеющей стали, от 6 мм до 1 мм
Нахлестное соединение из нержавеющей стали с механизмом подачи проволоки
Посмотреть обзорное видео
Light
WELD — Меньше тепла и искажений для большей производительности и гибкости
Традиционные методы сварки
Light WELD Лазерная сварка и очистка
Скорость
Средний
До 4 раз быстрее , чем TIG
Качество
Зависит от опыта пользователя
Стабильные высококачественные результаты
Кривая обучения
Крутой
Быстро и просто
Гибкость материала
Ограничено заменой расходных материалов
Широкий диапазон без настройки
Искажение и деформация
Высокий
Очень низкий уровень
Зона термического влияния
Большой
Маленький
Сварка с колебанием
№
Да — дополнительная ширина шва до 5 мм
Очистка до и после сварки
№
Да — путь очистки до 15 мм
Сварка ВИГ — это трудоемкий метод сварки двумя руками, для которого требуется опытный высококвалифицированный оператор. Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.
MIG сварка требует расходуемой проволоки, предварительной очистки материала и скошенных стыков для толстых металлов для полного провара. Углы перемещения и работы ограничены, а вертикальные положения чрезвычайно сложны.
Light WELD обеспечивает значительно более быструю сварку, проще в освоении и эксплуатации и обеспечивает более качественные и стабильные результаты для более широкого диапазона материалов и толщин, чем MIG или TIG, с минимальным искажением, деформацией, подрезом или прожогом.
Низкое тепловложение и широкий выбор материалов и толщин повышают производительность, повторяемость и улучшают качество сварки для операторов всех уровней квалификации. Light WELD легко сваривает разнородные металлы различной толщины и создает эстетичные высокопрочные соединения с минимальным расходом проволоки или без нее. Кроме того, Light WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
«За 41 год работы в этом бизнесе я ни разу не видел сварщика, который позволял бы новичкам делать сварные швы, как бывалым профессионалам!»
Light
WELD — Заводские настройки обеспечивают оптимизацию сварных швов и очистки
Простой выбор настроек обеспечивает стабильно высокое качество сварки и очистки
Предварительные настройки включают функцию сварки с вихлянием для выполнения более широких швов и для деталей с плохой подгонкой
Операторы могут мгновенно переключаться между предустановками для обработки нескольких комбинаций толщины материала
Продвинутые операторы могут настраивать предустановки, сохранять их для будущего использования и могут использоваться начинающими операторами для получения тех же результатов
Начинающим операторам требуется меньше обучения, что снижает трудозатраты при сохранении качества, повышении производительности и снижении брака
Light
WELD — быстрая и простая установка
Эргономичный, компактный и зарекомендовавший себя как самый удобный и простой в использовании лазерный пистолет со встроенной функцией сварки вихлянием.
2-ступенчатый пусковой механизм и датчик контакта с деталью повышают безопасность оператора
Специальные наконечники насадок для различных типов сварных соединений, а также для очистки перед и после сварки
Быстрое переключение со стандартной лазерной сварки на сварку проволокой и с лазерной сварки на лазерную очистку
Один кабель от устройства обеспечивает питание лазера, подачу газа и соединения управления с пистолетом
Быстрая и простая установка
Четко обозначенные разъемы на задней панели упрощают и ускоряют начало работы
Просто подключите шнур питания и газовое соединение, прикрепите зажим к рабочей поверхности, и система готова к работе.
Мощность лазера, газ и управление пушкой передаются по одному кабелю.
Подключение к компьютеру по сети Ethernet обеспечивает доступ к расширенным настройкам параметров для точной настройки и сохранения параметров процесса.
Light
WELD Средства безопасности оператора
Ключевой переключатель для защиты системы от несанкционированного использования
Кнопка аварийной остановки для немедленного отключения
Защитная блокировка проверяет целостность подачи лазера к сварочной горелке
2-ступенчатый курок сварочной горелки, активация и затем запуск, для преднамеренной работы
Электрическая блокировка контакта с деталью отключает питание лазера, если сварочная головка не соприкасается со свариваемыми деталями
Цепи блокировки дверного выключателя отключают лазер, если кто-либо, кроме оператора, неожиданно входит в зону сварки
Light WELD — это лазерная система класса IV, поэтому необходимо соблюдать меры предосторожности. Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм.
Light
WELD Материал и толщина Диапазон сварки
Сварка толстых, тонких, отражающих и разнородных металлов без проволоки, которая затруднительна или невозможна традиционными методами, плюс сварка материалов с различной электропроводностью
Высокоскоростная сварка различных материалов различной толщины
Низкое тепловложение для минимального искажения или деформации детали
Встроенные заводские настройки для всех материалов и толщин
Нержавеющая сталь
до 6,35 мм
до 4 мм
Оцинкованная сталь
до 6,35 мм
до 4 мм
Мягкая сталь
до 6,35 мм
до 4 мм
Алюминий Серии 3 и 5
до 6,35 мм
до 4 мм
Алюминий Серия 6
до 3 мм
—
Никелевые сплавы
до 5 мм
—
Титан
до 5 мм
—
Медь
до 2 мм
—
Light
WELD Очистка перед сваркой
Light WELD XC и Light WELD XR обеспечивают предварительную очистку для более прочного и качественного сварного шва
7 целостность сварного шва
Импульсная мощность очистки до 2500 Вт пиковой мощности для удаления нежелательных элементов с поверхности
Быстрое и эффективное удаление загрязнений, таких как оксиды, ржавчина, краска, масло или жир, с поверхности без использования химикатов или абразивов
Регулируемая ширина очистки до 15 мм за один проход
Light
WELD Послесварочная очистка
Light WELD XC и Light WELD XR Обеспечивают послесварочную очистку, улучшают внешний вид отделки
, удаляют любые следы нагара и копоти. локальное отопление
Значительно сокращает время, затраты и количество отходов
Создание визуально привлекательных сварных швов без дополнительной шлифовки
Регулируемая ширина очистки до 15 мм за один проход
Light
WELD обеспечивает сварку и очистку в одной системе
Light WELD XC и Light WELD XR могут всего за несколько секунд переключаться со сварки на чистку наконечников и наконечников для чистки специально разработанных
76
76
76
4 любая конфигурация соединения
Повышение производительности за счет использования одной системы для нескольких производственных процессов
Просто ослабьте цангу и вставьте насадку для сварки или очистки, выберите соответствующий режим, и система готова к очистке или сварке
«Скорость передвижения и разнообразие материалов
, который можно сварить, это невероятно»
Встроенная сварка с колебанием для повышения производительности
Дополнительный комплект подачи проволоки
Возможность сварки проволокой расширяет область применения лазерной сварки плохо подогнанных деталей
Используется для низкоуглеродистой стали, нержавеющей стали, алюминия и цветных металлов и сплавов
Диапазон скоростей подачи проволоки 40–600 см/мин (15–230 дюймов в минуту)
Диаметр проволоки от 0,8 до 1,6 мм (0,035–0,063 дюйма)
Наконечники механизма подачи проволоки: 0,8 мм, 0,9 мм, 1,2 мм, 1,6 мм
2 V-образных ролика и стальные направляющие для жесткой проволоки, 2 U-образных ролика и тефлоновые направляющие для мягкой проволоки
Комплект включает блок подачи проволоки, электрические соединения, узел сопла и программное обеспечение IPG Process Mode
Light
WELD Системы лазерной сварки и очистки
Простота в освоении
Встроенные заводские настройки для сварки и очистки сокращают время обучения, новые сварщики могут быть обучены в течение часа, а опытные сварщики получают немедленное повышение производительности
Высокая производительность
Высокоскоростная сварка, которая в 4 раза быстрее, чем TIG, с простой подготовкой материала и минимальной последующей чистовой обработкой, а также сварка с вилянием и варианты подачи проволоки для неизменно высокого качества результатов
Высокая производительность
Простая сварка и очистка толстых, тонких и отражающих металлов с низким тепловложением от < 0,040 дюйма (1,0 мм) до 1/4 дюйма (6,35 мм) с минимальным искажением детали, улучшенным внешним видом и повышенное общее качество деталей
LightWELD
Ручная лазерная сварка
LightWELD
XC
Ручная лазерная сварка и очистка
LightWELD
XR
Ручная лазерная сварка и очистка с расширенным диапазоном
Тип лазера (режим сварки)
Иттербиевый лазер непрерывного действия с воздушным охлаждением, длина волны 1070 нм, волоконный лазер
Мощность лазера (режим сварки)
Средняя мощность 1500 Вт, пиковая мощность 2500 Вт
Красный направляющий луч класса 1
Выход лазера (режим очистки)
—
2500 Вт Пиковая мощность Частота импульсов до 50 кГц Скважность импульсов до 20 %
Пупочный кабель
Пакет утилит от базового блока до головки, включая: подачу волоконного лазера, технологический газ, управляющие сигналы технологической головки и схемы защитной блокировки — длина: 5 м (16 футов), опционально 10 м (32 фута)
Охлаждение
С воздушным охлаждением — внешний охладитель не требуется
Сварочная головка
Ручная качающаяся сварочная головка
Коллиматорная длина 40 мм, фокусная длина 120; Размер пятна 150 мкм
Включает датчики контроля безопасности и лазерный индикатор
Сменные насадки для сварки плоских, внутренних и внешних углов
Ручная качающаяся сварочная головка
Коллиматорная длина 50 мм, фокусная длина 120; Размер пятна 60 мкм
Включает датчики контроля безопасности и лазерный индикатор
Сменные насадки для сварки плоских, внутренних и внешних углов
Форсунки для очистки сварочной головки
—
Набор из трех насадок для широкоугольного сканирования
Размер пятна
150 мкм
60 мкм
Длина колебания
Регулируется до 5 мм
Очистка длины сканирования
—
Регулируется до 15 мм
Технологический газ
Аргон, азот, смесь аргона + CO2 Для расходомера LHW-1500-5: рабочее давление 69–138 кПа, (10–20 фунтов/кв. 30 фунтов на кв. дюйм)
Интерфейс пользователя
Элементы управления мощностью лазера, режимом, длиной и частотой колебаний на передней панели: (поворотные ручки с цифровым дисплеем). Переключатель включения/выключения лазера, кнопка E-Stop. — Световые индикаторы состояния
Подключение к компьютеру
Соединение Ethernet с интерфейсом веб-страницы, позволяющим просматривать/настраивать параметры режима процесса, состояние системы и аварийный сигнал
Безопасность
Лазерное устройство класса 4. Клиент несет ответственность за стандартные меры безопасности ANSI Z136.1.
Системные функции включают ключ для включения/выключения лазера, двухступенчатый триггер работы лазера (включение и срабатывание), схема безопасности при контакте с частью головы, схема блокировки двери помещения
Операционная среда
Температура хранения от -20 до 60 °C. Рабочий диапазон от +5 до 35 °C
Легкость сварки алюминия
Умеренный
Легкий
Возможность односторонней однопроходной сварки материалов
Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 4 мм
Нержавеющая сталь, низкоуглеродистая сталь, оцинкованная сталь, алюминий до 6,35 мм, медь до 2 мм
Требования к помещениям
Электропитание: 220 В, 1 фаза, 50/60 Гц, < 30 А
Сварное основание (Ш x Г x В )
316 x 641 x 534 мм (12,4 x 25,2 x 21 дюйм)
Вес модуля сварки
53 кг (118 фунтов)
Принадлежности
Защитные очки, разъем питания, кабель Ethernet
Light
WELD Поддержка и обслуживание
Свяжитесь с нашей специальной службой поддержки Light WELD по телефону, электронной почте или через форму на этой странице:
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, Light WELD скорость перемещения в четыре раза выше, чем при традиционных методах, крепление проще или не требуется, шлифовка или шлифование после сварки не требуются или значительно сокращаются — все это повышает производительность при минимальных доработках.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которых может занять всю жизнь, Light WELD быстро осваивается, позволяя новым пользователям выполнять высококачественные сварные швы всего за несколько часов.
Элементы управления выглядят запутанными. Откуда мне знать, что нужно отрегулировать?
Light WELD поставляется с предварительно загруженными оптимизированными параметрами сварки для наиболее распространенных материалов и толщин. Вы можете увеличивать или уменьшать мощность в соответствии со скоростью движения и желаемой проникающей способностью, а также сохранять эти настройки и вызывать их по мере необходимости.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь, нержавеющую сталь или алюминий, а также детали различной толщины для всех типов сварных соединений: тройник, стык, угол, нахлест и кромка.
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и алюминия можно выполнять одностороннюю сварку до 4 мм и двустороннюю до 10 мм – медь одностороннюю до 1 мм и двустороннюю до 2 мм.
Как насчет вертикальной сварки или сварки вверх ногами?
Легкий WELD отлично подходит как для вертикальной, так и для перевернутой сварки, поскольку обычно не требует расходных материалов и образует минимальное количество брызг, что делает его безопасным и простым при сварке в любом положении.
Является ли лазерный луч постоянным или может быть импульсным?
Light WELD предлагает пять режимов работы в соответствии с вашими потребностями:
Непрерывная волна — лазер постоянно включен для максимального проникновения и скорости перемещения
Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим подводом тепла
Режим прихватки – для создания идентичных прихваточных швов
Режим стежка — используется для повторных прихваток или сварки внахлест
Режим высокой пиковой мощности — короткие импульсы высокой мощности, используемые для проникновения в отражающие металлы
Каков рабочий цикл?
Вы можете использовать Light WELD при 100% рабочем цикле при максимальной мощности лазера 1500 Вт.
Что такое сварка вилянием?
При сварке с колебанием луч колеблется вперед-назад с различной частотой для получения более широких швов и более эстетичных сварных швов. Это также полезно для деталей с плохой посадкой. Light WELD поставляется с оптимизированными, предварительно запрограммированными параметрами вобуляции и позволяет на лету контролировать сварку с вобуляцией до 5 мм при регулируемой частоте до 300 Гц.
Есть ли спецификация?
Да, вы можете скачать техническое описание LightWELD 1500 здесь.
Где я могу увидеть демонстрацию LightWELD?
Вы можете зарегистрироваться для участия в демоверсии здесь.
Как купить LightWELD?
Нажмите здесь, чтобы заполнить контактную форму, и специалист Light WELD свяжется с вами в ближайшее время. Если вы хотите поговорить с кем-то прямо сейчас, позвоните по телефону (508) 506. 2877
. Аппарат лазерной сварки
Описание
Лазерная ручная лазерная сварочная машина использует волоконные лазеры последнего поколения и оснащена качающейся сварочной головкой собственной разработки, чтобы заполнить пробел в ручной сварке в отрасли лазерного оборудования. Его преимущества заключаются в простоте эксплуатации, красивом сварном шве, высокой скорости сварки и отсутствии расходных материалов. Сварка металлических материалов, таких как пластины из нержавеющей стали, железные пластины и оцинкованные пластины, может прекрасно заменить традиционную аргонно-дуговую сварку и электросварку. Ручной лазерный сварочный аппарат может широко использоваться в сложных и нерегулярных процессах сварки в кухонных шкафах, лестничных подъемниках, полках, печах, дверных и оконных ограждениях из нержавеющей стали, распределительных коробках, домах из нержавеющей стали и других отраслях промышленности.
Н/М
Описание
Модель
1
Модель №
PT-SCJGH
2
Мощность лазера
1000 Вт, 1500 Вт
3
Длина волны лазера
1080 нм±5
4
Длина волокна
Стандартный 10 м (самый длинный 15 м)
5
Способ работы
Непрерывный / модуляционный
6
Скорость сварки
0~120 мм/с
7
Машина водяного охлаждения
Промышленный термостатический бак для воды
8
Диапазон температур рабочей среды
15~35 ℃
9
Толщина сварки
0,5-3 мм
10
Требования к сварочному зазору
Менее 0,5 мм
11
Рабочее напряжение
220 В, 240 380
Примечание: глубина расплава, а не толщина
(толщина сварного шва может превышать 3 мм, но максимальная глубина расплава составляет 3 мм)
Глубина расплава
Мощность
НЕРЖАВЕЮЩАЯ СТАЛЬ
Углеродистая сталь
Оцинкованный лист
1000 Вт
0,5–1,5 мм
0,5–1,5 мм
0,5–1,2 мм
1500 Вт
0,5-3 мм
0,5-3
0,5–2,5 мм
Сварной шов гладкий и красивый, сварочная заготовка не деформирована, не имеет следов сварки, а сварка прочная, что сокращает последующий процесс шлифовки.
Сварочный агрегат АДД-4004 — технические характеристики
Опубликовано: 25.04.2017
Приобретая сварочные агрегаты для выполнения строительных работ, покупатели часто опускают тот фактор, что оборудование для сварки требует подсоединения к какому-либо источнику питания. А если предполагается строительство нового жилого дома, то часто разрешение на подсоединение к электросети еще отсутствует, а при незаконном использовании электроэнергии предусмотрены довольно большие штрафы. Из этого можно сделать вывод, что основное требование к техническому оснащению, которое будет использоваться в полевых условиях – его автономность в полном объеме, то есть оборудование должно работать от независимых источников питания.
Оглавление:
Передвижные установки для сварки, генераторы
Генераторы для сварки
Аппарат сварочный АДД-4001 (дизель)
Технические параметры установки АДД-4001
Аппарат сварочный АДД-4004 (дизель)
Технические параметры установки АДД-4004П
Итог
Передвижные установки для сварки, генераторы
Технология электродуговой сварки предполагает для расплавления металлов использование электрической дуги. Для данного типа сваривания сегодня производятся самые разнотипные сварочные агрегаты. Это могут быть компактные бытовые установки, масса которых составляет не более 40 кг или же более мощные передвижные сварочные агрегаты, оснащенные генератором. Такие установки используются для работ на труднодоступных полевых участках от собственного источника питания.
Примером моторизированного аппарата для сварки является дизельная установка АДД-4004. Этот аппарат производится на заводе «Уралтермосвар». Инструмент обеспечивает эффективную работу 1-го поста сварки, питается от собственного источника электропитания, который также может использоваться для эксплуатации прочего электрооборудования.
Такие модели устройств устанавливаются на двухколесные, четырехколесные шасси, их можно эксплуатировать в полевых, стационарных условиях.
Генераторы для сварки
Аппарат сварочный АДД-4001 (дизель)
Сварочный агрегат АДД-4001 способен обеспечить питанием 1-ин пост дуговой сварки/резки металлических изделий. Сварку допускается осуществлять при температуре воздуха ОС: «-45º» – «+45º». Ток при этом используется постоянный.
Сварочный агрегат АДД (дизель) предоставляет возможность настраивать ток плавно, ступенчато, управлять им дистанционно.
Технические параметры установки АДД-4001
Мотор – дизельный Д144-81, мощность – 50 л. с., обороты – 1800 об/мин.
Топливный расход – 5,2 л/ч.
Схема охлаждения двигателя – воздушная.
Предельные значения тока – 60А-450А.
Ток номинальный (ПВ-60 процентов) – 400А.
Напряжение на холостом ходу – 100В.
Номинальное напряжение – 36В.
Масса агрегата – 820 кг.
Габариты – 224х100х130 см.
Аппарат сварочный АДД-4004 (дизель)
Сварочный агрегат АДД-4004 предоставляет возможность организовывать работу 1-го поста сварки. Он применяется для дуговой сварки, функционирует на постоянном токе, можно работать электродами, имеющими различное покрытие, диаметр которых не больше 6 мм. АДД-4004 чаще всего используется в процессе выполнения сварных соединений металлических конструкций в полевых условиях. В его конструкцию входит индукторный генератор.
Сварочные агрегаты этой модели прекрасно себя показали в тяжелых эксплуатационных условиях. Установленный на передвижной установке генератор является бесконтактным, обладает повышенной частотой. На оборудовании не предусмотрена электроника, поэтому его можно эксплуатировать на открытой местности при температуре воздуха ОС: «-40º» – «+40º», а также 98-ми процентах влажности воздуха (Т-20 градусов).
Схема сварки для постоянного тока, вырабатываемого генератором, предоставляет возможность работать с конструкциями из любой стали, использовать электроды любого диаметра.
Дизельный сварочный агрегат модели АДД-4004 оснащен дистанционным управлением параметрами тока. Аппарат отличается легкостью зажигания дуги сварки, ее стабильностью.
Технические параметры установки АДД-4004П
Мотор – дизельный Д144, 37 кВт, 1800 об/мин.
Расход топлива – 4,4 кг/ч.
Схема охлаждения двигателя – воздушная.
Предельные значения тока – 45А-430А.
Масса агрегата – 1030 кг.
Габариты – 285х168х193 см.
Итог
Сергей Одинцов
tweet
Сварочные агрегаты АДД-4004 в России
Главная
Продажа
Сварочное оборудование
Сварочный агрегат АДД-4004
Вы можете очень быстро сравнить цены сварочного агрегата АДД-4004 и подобрать оптимальные варианты из более чем 9074 предложений
Реклама
Оптоволоконный ручной сварочный аппарат для металла GW-1000/Raycus
Мощность лазера 1000 Вт. Ширина импульса лазера 0,1 — 20 мсек. Водяное охлаждение
Подробное описание и цена >>>
Реклама
Оптоволоконный ручной сварочный аппарат для металла GW-1500/Raycus
Мощность лазера 1500 Вт. Ширина импульса лазера 0,1 — 20 мсек. Водяное охлаждение
Подробное описание и цена >>>
Реклама
Оптоволоконный ручной сварочный аппарат для металла GW-2000/Raycus
Мощность лазера 2000 Вт. Водяное охлаждение
Подробное описание и цена >>>
САК- Сварочный агрегат АДД-4004 МВПУ1
Состояние: Б/У Год выпуска: 2012 Производитель: Уралтермосвар (Россия)
Сварочный агрегат новый,АДД-4004 МВПУ1, с генератором, дизельный, не эксплуатировался.Торг, обмен.
02.10.2017
Новосибирск (Россия)
150 000
Сварочный агрегат адд-4004 мву1
Состояние: Б/У Год выпуска: 2008
Продам агрегат, в отличном техническом , все жидкости недавно поменяны. Торг с реальным покупателем будет. Пишите звоните в любое время.
15.07.2020
Воронеж (Россия)
85 000
Сварочный аппарат АДД 4004.8 И У1
Состояние: Б/У
Сварочный аппарат АДД-4004 .8 И У1
2008 г.в. в идеальном рабочем состоянии, пользовались редко.
Звоните в любое время в любой день.
14.04.2016
Набережные Челны (Россия)
140 000
Сварочный аппарат адд-4004
Состояние: Б/У Год выпуска: 2006
Состояние отличное
17.10.2019
Кашира (Россия)
50 000
сварочные агрегаты типа АДД от производителя с доставкой по России
Состояние: Новый
В наличии
Продажа сварочных агрегатов АДД-4004М Урал, АДД-4004МВ, АДД-4004МВП, АДД-5001, АДД-4005, АДД-2х2501, АДД-2х2501ВП, АДД-4х2501В. Весь спектр сварочного оборудования. Агрегаты с частотным…
02.10.2014
Екатеринбург (Россия)
233 700
Агрегаты сварочные АДД, сварочные генераторы АДД
Состояние: Новый
В наличии
Компания ООО БалтСтрим занимается продажей сварочных агрегатов, генераторов сварочных Российского производства. АДД-4004М АДД-4004МП АДД-4004МВ АДД-4004МВП АДД-4004М АДД-4004МП АДД-4004МВ…
21.02.2013
Санкт-Петербург (Россия)
Сварочный агрегат АС315
Состояние: Новый Год выпуска: 2013
В наличии
Предлагаю Сварочный агрегат АС315 предназначенный для использования на различных промышленных, сельскохозяйственных, строительных и др. подобных объектах в качестве автономного однопостового…
19. 07.2013
Москва (Россия)
150 000
Сварочный агрегат Lincoln Electric Vantage 300
Состояние: Б/У Производитель: Lincoln Electric (США)
Lincoln Electric Vantage 300 — компактный сварочный агрегат/электростанция для ручной дуговой сварки штучными электродами, аргонодуговой сварки, воздушно-дуговой строжки, а в комбинации с…
23.09.2016
Казань (Россия)
Сварочный агрегат дизельный АДД-4000
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
Сварочный агрегат дизельный АДД-4000,регулирование сварочного тока в 3-х диапазонах,60-170А, 160-350А, 300-450А,номинальное рабочее напряжение 36В, двигатель Д-144 мощностью 50 л/с.
Предлагаем самоходные сварочные агрегаты на гусеничном ходу TRYBERG TWM-180 для строительства трубопроводов. Самоходный сварочный агрегат TWM-180 – современный модуль для питания сварочных постов…
16.11.2022
Челябинск (Россия)
Бензиновый сварочный агрегат Trialblazer 302
Состояние: Новый Год выпуска: 2014 Производитель: Miller Electric (США)
В наличии
Бензиновый сварочный агрегат на 300А американского производства! Производитель Miller Electric (США). Имеет также встроенный воздушный компрессор и дополнительную электростанцию на 13 кВт!. ..
13.03.2017
Челябинск (Россия)
350 000
Автономный сварочный агрегат
Состояние: Б/У
Продам автономные сварочные агрегаты. В наличии 2 шт. Возможен торг.
30.01.2019
Орел (Россия)
100 000
Сварочный агрегат Miller Big Blue 450X Duo CST
Состояние: Б/У Год выпуска: 2013 Производитель: Miller (США)
Характеристики: Артикул0342079 Производитель Miller Electric Mfg. Co СтранаСША Напряжение, В220 Мощность, кВт12 Диаметр электрода, мм8 НаименованиеДвухпостовой сварочный агрегат Сварочный ток, А450…
24.04.2017
Екатеринбург (Россия)
700 000
Сварочный агрегат WG 400 SC/EL
Состояние: Б/У Год выпуска: 2012 Производитель: Италия
Универсальный сварочный агрегат WG 400 SC/EL производства концерна BCS S. p.A. (Италия) предназначен для сварки штучным электродом деталей из обычных и нержавеющих сталей на постоянном токе, агрегат…
02.01.2018
Москва (Россия)
250 000
Сварочный агрегат на гусеничном ходу FORPOST
Состояние: Новый
В наличии
ID 119998Сварочный агрегат на гусеничном ходу FORPOST Цена 700 000 р/шт, в наличии 2 шт, год выпуска 2011 состояние хорошее. Предназначен для электросварки постоянным током трубопроводов в…
04.10.2018
Новосибирск (Россия)
7 000 000
4 сварочных агрегата Lincoln DC-400
Состояние: Б/У Год выпуска: 2012 Производитель: Lincoln (США)
продаются 4 сварочных агрегата Lincoln DC-400 2012 года выпуска, в работе были 4 месяца, место нахождения — Архангельск по 200000 за штуку, документы имеются.
18.12.2019
Архангельск (Россия)
200 000
Сварочный агрегат
Состояние: Б/У Год выпуска: 1992 Производитель: Томск (Россия)
Сварочный агрегат АДБ-3133 У 1. Двигатель Москвич. Цена торг.
24.07.2022
Уфа (Россия)
140 000
Сварочный агрегат прицепной адд-4004 и У1
Состояние: Б/У Год выпуска: 2007 Производитель: Искра Свердловская обл. (Россия)
2007 года, в исправном состоянии, требует мелкого ремонта. Нет АКБ и комплектов сварочных кабелей.Двигатель дизельный 50 л.с. Продает юр. лицо.
10.07.2018
Чебоксары (Россия)
60 000
4 сварочных агрегата Lincoln DC-400
Состояние: Б/У Год выпуска: 2007 Производитель: Lincoln (США)
4 сварочных аппарата Lincoln DC-400 2007 года выпуска в хорошем состоянии, не эксплуатировались с 2013 года, место нахождения -Архангельск по цене 75000 за штуку.
18.12.2019
Архангельск (Россия)
75 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по сварочному агрегату АДД-4004 почти как на Авито и TIU
Видео сварочного агрегата АДД-4004
Аристо Миг 4004i Пульс
* Имя
* Фамилия
* Электронная почта
* Город
* Страна проживания
Афганистан
Аландские острова
Албания
Алжир
американское Самоа
Андорра
Ангола
Ангилья
Антарктида
Антигуа и Барбуда
Аргентина
Армения
Аруба
Австралия
Австрия
Азербайджан
Багамы
Бахрейн
Бангладеш
Барбадос
Беларусь
Бельгия
Белиз
Бенин
Бермуды
Бутан
Боливия
Босния и Герцеговина
Ботсвана
Остров Буве
Бразилия
Британская территория Индийского океана
Бруней
Болгария
Буркина-Фасо
Бурунди
Камбоджа
Камерун
Канада (фр.)
Кабо-Верде
Каймановы острова
Центрально-Африканская Республика
Чад
Чили
Китай
Остров Рождества
Кокосовые (Килинг) острова
Колумбия
Коморы
Конго
ДР Конго
Острова Кука
Коста-Рика
Кот-д’Ивуар
Хорватия
Куба
Кипр
Чешская Республика
Дания
Джибути
Доминика
Доминиканская Респблика
Эквадор
Египет
Эль Сальвадор
Экваториальная Гвинея
Эритрея
Эстония
Эфиопия
Эсватини
Фолклендские (Мальвинские) острова
Фарерские острова
Фиджи
Финляндия
Франция
Французская Гвиана
Французская Полинезия
Южные Французские Территории
Габон
Гамбия
Грузия
Германия
Гана
Гибралтар
Греция
Гренландия
Гренада
Гваделупа
Гуам
Гватемала
Гернси
Гвинея
Гвинея-Бисау
Гайана
Гаити
Остров Херд и острова Макдональдс
Святой Престол
Гондурас
Гонконг
Венгрия
Исландия
Индия
Индонезия
Иран
Ирак
Ирландия
Остров Мэн
Израиль
Италия
Ямайка
Япония
Джерси
Иордания
Казахстан
Кения
Кирибати
Южная Корея
Корея, Республика
Кувейт
Кыргызстан
Лаосская Народно-Демократическая Республика
Латвия
Ливан
Лесото
Либерия
Ливия
Лихтенштейн
Литва
Люксембург
Макао
Северная Македония
Мадагаскар
Малави
Малайзия
Мальдивы
Мали
Мальта
Маршалловы острова
Мартиника
Мавритания
Маврикий
Майотта
Мексика
Микронезия, Федеративные Штаты
Молдова
Монако
Монголия
Монтсеррат
Черногория
Марокко
Мозамбик
Мьянма
Намибия
Науру
Непал
Нидерланды
Нидерландские Антильские острова
Новая Каледония
Новая Зеландия
Никарагуа
Нигер
Нигерия
Ниуэ
Остров Норфолк
Северные Марианские острова
Норвегия
Оман
Пакистан
Палау
Палестинская территория, оккупированная
Панама
Папуа — Новая Гвинея
Парагвай
Перу
Филиппины
Питкэрн
Польша
Португалия
Пуэрто-Рико
Катар
Воссоединение
Румыния
Россия
Руанда
Святая Елена
Сент-Китс и Невис
Сент-Люсия
Сен-Пьер и Микелон
Святой Винсент и Гренадины
Самоа
Сан-Марино
Сан-Томе и Принсипи
Саудовская Аравия
Сенегал
Сербия
Сейшелы
Сьерра-Леоне
Сингапур
Словакия
Словения
Соломоновы острова
Сомали
Южная Африка
Южная Георгия и Южные Сандвичевы острова
Испания
Шри-Ланка
Судан
Суринам
Шпицберген и Ян-Майен
Свазиленд
Швеция
Швейцария
Сирия
Тайвань, Китай
Таджикистан
Танзания
Таиланд
Тимор-Лешти
Идти
Токелау
Тонга
Тринидад и Тобаго
Тунис
Турция
Туркменистан
острова Теркс и Кайкос
Тувалу
Уганда
Украина
Объединенные Арабские Эмираты
Соединенное Королевство
Соединенные Штаты
Малые отдаленные острова США
Уругвай
Узбекистан
Вануату
Венесуэла
Вьетнам
Виргинские острова, Британские
Виргинские острова, США
Уоллис и Футуна
Западная Сахара
Йемен
Замбия
Зимбабве
* Комментарии
Да! Я хотел бы получать периодический электронный информационный бюллетень ESAB.
В этой, юбилейной 10ой статье я опишу, что же является логическим следствием, продолжением моего самостоятельного лазеростроения. После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера (далее — АЭ) полностью самостоятельно, при этом с новой рабочей средой.
К выбору рабочей среды предъявлялись следующие требования: излучение в видимой области, сравнительно высокая достижимая мощность, приемлемый КПД, легкодоступность и дешевизна, не слишком высокая рабочая температура.
Генерация лазерного излучения была получена практически для всех возможных химических элементов, но вышеуказанным условиям отвечают лишь считанные единицы. Как ни странно, самым лучшим выбором является все та же медь и её соединения, но для меня это уже во многом пройденный этап. В качестве кандидатов остается ещё ряд металлов, которые обладают более-менее приличным КПД лазерной генерации при режиме возбуждения аналогичному для лазеров на парах меди: барий, стронций, марганец, свинец, золото. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Марганец способен генерировать на длине волны 534 нм (основная линия) и ещё несколько сильных линий в ИК и примерно 3-4 слабых зелёных. Достижимая мощность для хорошо изготовленного АЭ и тщательно отстроенного источника питания превышает 10 Вт суммарно по всем линиям излучения, рабочая температура находится в районе 1000-1100 градусов, что существенно ниже, чем у меди. Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Свой выбор я решил остановить на марганце исходя из вышеперечисленных данных – кпд генерации явно выше, да и длина волны явно приятнее, очень близко к привычным «указочным» 532 нм. После этого нужно было определить конструкцию активного элемента. По марганцевым лазерам нашлось достаточно много материалов в научных журналах вроде «Квантовой электроники» и «Приборов для научных исследований», которые доступны в интернетах или напрямую, как в случае с КЭ или же через сай-хаб (для английской версии ПНИ). Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Забегая вперед, скажу что найти, собственно, марганец для этого лазера оказалось неожиданно сложно, и все свои мытарства в этой области опишу в отдельной статье-спиноффе.
Итак, в основе активного элемента лазера находится керамическая трубка с внутренним диаметром 14 мм и длиной 800 мм, которая является разрядным каналом. С помощью втулок изготовленных из газобетона она фиксируется в кварцевой трубе большого диаметра. Пространство между стенками трубок заполняется теплоизоляцией. В качестве первого варианта такой теплоизоляции я решил попробовать использовать тонкий корундовый песочек, как в ранних лазерах на парах меди.
После сборки разрядного канала с корпусом и выскотемпературной теплоизоляцией получилась такое устройство.
На концах наружной трубы-корпуса за счет выжимаемых фланцами резиновых уплотнений фиксируются электродные узлы. Электродные узлы представляют собой головки с фланцами, выточенные из алюминия. А для их изготовления потребовалось сначала отлить болванки.
После токарной обработки получились вот такие детали.
С внутренней стороны головок на резьбу вкручиваются анод в виде трубки небольшого диаметра и катод конической формы. Оба электрода вытачивались из немагнитной нержавейки
Алюминиевые головки снабжены ребрами для воздушного охлаждения. К торцам электродных головок небольшими фланцами крепятся зеркала резонатора. Резиновые кольца между зеркалами и электродной головкой выполняют роль вакуумного уплотнения. В то же время они обеспечивают некоторую подвижность зеркал для их юстировки. С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
После изготовления всех деталей я выполнил пробную сборку АЭ, которая тут же выявила «детские болезни». Здесь сами электроды ещё не установлены.
В первую очередь пришлось забраковать песок в качестве изоляции. При первой же откачке трубки, воздух, заключенный в пустотах внутри засыпки стал разрыхлять её, выбрасывая большие объемы песка в те места где его быть не должно, в том числе затягивало в вакуумный насос, что никак ему не пошло на пользу. Выход был найден в виде замены песка керамической ватой. Из ваты уже воздух выходил беспрепятственно при откачке.
Ещё одной неожиданной сложностью стала крайняя хрупкость всей конструкции. 2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
Таким образом, АЭ был готов к пробной откачке и первому включению разряда в нем. Но на этот момент мне не хватало соединительного кабеля. Для его изготовления я использовал все тот же тип коаксиального кабеля, что и для лазера на парах меди и аналогичный разъем от ЛГИ21, который пришлось доработать. После этого можно было впервые включить в нем разряд и попробовать ввести в рабочий температурный режим, пока вхолостую. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
Кроме того, одной внутренней теплоизоляции разрядного канала оказалось недостаточно. Пришлось разбирать АЭ повторно и эту опору перемещать в противоположную сторону, а пространство между кварцевым корпусом и обратным токопроводом набивать дополнительной теплоизоляцией из все той же керамической ваты. На место металлической опоры, где она была раньше, установил втулку из газобетона. Таким образом, утечка энергии и потери тепла были устранены.
При сборке традиционно скололся край трубы, в результате чего с каждой сборкой весь лазерный АЭ по чуть-чуть укорачивался. В конце концов, собрать его удалось, и я смог начать полномасштабную тренировку без рабочего вещества. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Процесс тренировки:
К концу тренировки цвет разряда стал характерного для аргона цвета.
Разрядный канал нагрелся весьма злобно, как и электроды. Свечение видно даже сквозь теплоизоляцию.
После окончания тренировки трубка наполнялась аргоном до атмосферного давления, штуцеры закрывались, и она сохранялась в таком виде.
Параллельно я искал собственно рабочую среду лазера – марганец. Это обернулось неожиданными трудностями, все знакомые химики разводили руками и знать не знали где брать марганец, интернет-торговцы у которых марганец в наличии был, продавался только бочками-вагонами-кораблями, да и чистота его была далеко «не лазерная» — 95% основного вещества. А ещё в интернете находились уникумы пытавшиеся продать 200 грамм 99% марганца по цене килограмма серебра, да ещё и с требованием «подождать месяц пока доставят из Германии». В местном магазине химреактивов металлического марганца тоже не нашлось, но зато были его соли, из которых я предпринял попытку получить металлический марганец самостоятельно. Подробнее об этом будет в соответствующей статье. Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
После этого оставалось изготовить кварцевые лодочки для рабочего вещества и затолкать их в разрядный канал. Лодочки пришлось заказывать в стеклодувной мастерской. Когда они были готовы, я от королька отделил небольшие кусочки, поместил в лодочки, а сами лодочки легко задвинулись в разрядный канал через отверстия зеркал лазера.
Потом зеркала были возвращены на место и начались испытания.
После того как лазерная трубка откачалась до максимального вакуума, я отъюстировал зеркала, юстировать их надо под вакуумом, так как в противном случае юстировка собьется при деформации уплотнений. Кстати, забыл сказать, что в качестве зеркал используются традиционные для таких лазеров алюминированное глухое зеркало и плоскопараллельная кварцевая пластина в качестве выходного окна. Юстировались зеркала с помощью школьного гелий-неонового лазера ЛГН-109.
Лазер перед запуском.
Газовая система.
Потом я пустил небольшой проток аргона при давлении в 10 Торр. «Разгон» лазера решил делать с аргоном, так как гелия оставалось довольно мало. При таком давлении разряд легко зажегся и начался прогрев лазера. Прогревался он довольно быстро, и когда разрядный канал приобрел темно-оранжевое каление, стало заметно изменение цвета разряда с розового на бирюзовый.
Потом в центре пятна от свечения разряда появилось яркое зеленое пятно, в котором угадывалась тень от заложенных в разрядный канал лодочек, которые частично перекрывали световую апертуру канала. Генерация была получена!
Вслед за аргоном в АЭ был пущен гелий, а аргон перекрыт, что сразу дало прибавку мощности генерации в несколько раз, а подбором давления гелия добился максимума мощности. Подбор режима накачки (напряжение, ЧСИ) позволил удерживать стационарный тепловой режим лазера и немного присмотреться к излучению. Из выходного окна лился яркий хорошо заметный лазерный луч ядовито-зелёного цвета неправильной формы из-за лодочек, перекрывавших апертуру.
При этом мощности достаточно, чтобы обугливать дерево и картон при фокусировке. Из-за никудышней формы пучка фокусировался он довольно плохо. С учетом того что плохо фокусированный луч был способен обугливать фанеру, то я бы его мощность оценил в величину порядка 1 Вт, но не больше.
Наигравшись и нафотографировавшись, я выключил лазер и дал ему остыть. После этого эксперимента можно было сделать несколько выводов. Главное заключение – размещение рабочего вещества в лодочках – так себе идея. Очень сильно страдает световая апертура и до 70% потенциала остается нереализованным. Не зря в лазерах на парах меди разрядный канал делается переменного сечения с участками бОльшего диаметра. Вот именно в них и размещается рабочее тело, а апертура канала ограничивается более узкими участками трубки. По возможности перепад диаметров делают как можно меньшим. Создание хорошо работающего «генератора паров рабочего тела» стало отдельной нетривиальной задачей при разработке промышленных АЭ, решение которой потребовало изготовления кучи различных прототипов. В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Ах да. Если эта статья (как и все мои остальные) этого заслуживают, то можно отправить абсолютно добровольный донат dogecoin«ами на следующий адрес: DLLNGqSeyXo786jiurzMAnj8USwaU5u9xY
Самодельный лазер на парах марганца
В этой, юбилейной 10ой статье я опишу, что же является логическим следствием, продолжением моего самостоятельного лазеростроения. После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой.
К выбору рабочей среды предъявлялись следующие требования: излучение в видимой области, сравнительно высокая достижимая мощность, приемлимый КПД, легкодоступность и дешевизна, не слишком высокая рабочая температура.
Генерация лазерного излучения была получена практически для всех возможных химических элементов, но вышеуказанным условиям отвечают лишь считанные единицы. Как ни странно, самым лучшим выбором является все та же медь и её соединения, но для меня это уже во многом пройденный этап. В качестве кандидатов остается ещё ряд металлов, которые обладают более-менее приличным КПД лазерной генерации при режиме возбуждения аналогичному для лазеров на парах меди: барий, стронций, марганец, свинец, золото. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Марганец способен генерировать на длине волны 534 нм (основная линия) и ещё нескольких сильных линиях в ИК и примерно 3-4 слабых зеленых линиях. Достижимая мощность для хорошо изготовленного АЭ и тщательно отстроенного источника питания превышает 10 Вт суммарно по всем линиям излучения, рабочая температура находится в районе 1000-1100 градусов, что существенно ниже, чем у меди. Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Свой выбор я решил остановить на марганце исходя из вышеперечисленных данных – кпд генерации явно выше, да и длина волны явно приятнее, очень близко к привычным «указочным» 532 нм. После этого нужно было определить конструкцию активного элемента. По марганцевым лазерам нашлось достаточно много материалов в научных журналах вроде «Квантовой электроники» и «Приборов для научных исследований», которые доступны в интернетах или напрямую, как в случае с КЭ или же через сай-хаб (для английской версии ПНИ). Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Забегая вперед, скажу что найти, собственно, марганец для этого лазера оказалось неожиданно сложно, и все свои мытарства в этой области опишу в отдельной статье-спиноффе.
Итак, в основе активного элемента лазера находится керамическая трубка с внутренним диаметром 14 мм и длиной 800 мм, которая является разрядным каналом. С помощью втулок изготовленных из газобетона она фиксируется в кварцевой трубе большого диаметра. Пространство между стенками трубок заполняется теплоизоляцией. В качестве первого варианта такой теплоизоляции я решил попробовать использовать тонкий корундовый песочек, как в ранних лазерах на парах меди.
После сборки разрядного канала с корпусом и выскотемпературной теплоизоляцией получилась такое устройство.
На концах наружной трубы-корпуса фиксируются за счет выжимаемых фланцами резиновых уплотнений электродные узлы. Электродные узлы представляют собой головки с фланцами, выточенные из алюминия. А для их изготовления потребовалось сначала отлить болванки.
После токарной обработки получились вот такие детали.
С внутренней стороны головок на резьбу вкручиваются анод в виде трубки небольшого диаметра и катод конической формы. Оба электрода вытачивались из немагнитной нержавейки
Алюминиевые головки снабжены ребрами для воздушного охлаждения. К торцам электродных головок небольшими фланцами крепятся зеркала резонатора. Резиновые кольца между зеркалами и электродной головкой выполняют роль вакуумного уплотнения. В то же время они обеспечивают некоторую подвижность зеркал для их юстировки. С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
После изготовления всех деталей я выполнил пробную сборку АЭ, которая тут же выявила «детские болезни». Здесь сами электроды ещё не установлены.
В первую очередь пришлось забраковать песок в качестве изоляции. При первой же откачке трубки, воздух, заключенный в пустотах внутри засыпки стал разрыхлять её, выбрасывая большие объемы песка в те места где его быть не должно, а том числе затягивало в вакуумный насос, что никак ему не пошло на пользу. Выход был найден в виде замены песка керамической ватой. Из ваты уже воздух выходил беспрепятственно при откачке.
Ещё одной неожиданной сложностью стала крайняя хрупкость всей конструкции. 2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
Таким образом, АЭ был готов к пробной откачке и первому включению разряда в нем. Но на этот момент мне не хватало соединительного кабеля. Для его изготовления я использовал все тот же тип коаксиального кабеля, что и для лазера на парах меди и аналогичный разъем от ЛГИ21, который пришлось доработать. После этого можно было впервые включить в нем разряд и попробовать ввести в рабочий температурный режим, пока вхолостую. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
Кроме того, одной внутренней теплоизоляции разрядного канала оказалось недостаточно. Пришлось разбирать АЭ повторно и эту опору перемещать в противоположную сторону, а пространство между кварцевым корпусом и обратным токопроводом набивать дополнительной теплоизоляцией из все той же керамической ваты. На место металлической опоры, где она была раньше, установил втулку из газобетона. Таким образом, утечка энергии и потери тепла были устранены.
При сборке традиционно скололся край трубы, в результате чего с каждой сборкой весь лазерный АЭ по чуть-чуть укорачивался. В конце концов, собрать его удалось, и я смог начать полномасштабную тренировку без рабочего вещества. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. Процесс тренировки:
К концу тренировки цвет разряда стал характерного для аргона цвета.
Разрядный канал нагрелся весьма злобно, как и электроды. Свечение видно даже сквозь теплоизоляцию.
После окончания тренировки трубка наполнялась аргоном до атмосферного давления, штуцеры закрывались, и она сохранялась в таком виде.
Параллельно я искал собственно рабочую среду лазера – марганец. Это обернулось неожиданными трудностями, все знакомые химики разводили руками и знать не знали где брать марганец, интернет-торговцы у которых марганец в наличии был, продавался только бочками-вагонами-кораблями, да и чистота его была далеко «не лазерная» — 95% основного вещества. А ещё в интернете находились уникумы пытавшиеся продать 200 грамм 99% марганца по цене килограмма серебра, да ещё и с требованием «подождать месяц пока доставят из Германии». В местном магазине химреактивов металлического марганца тоже не нашлось, но зато были его соли, из которых я предпринял попытку получить металлический марганец самостоятельно. Подробнее об этом будет в соответствующей статье. Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
После этого оставалось изготовить кварцевые лодочки для рабочего вещества и затолкать их в разрядный канал. Лодочки пришлось заказывать в стеклодувной мастерской. Когда они были готовы, я от королька отделил небольшие кусочки, поместил в лодочки, а сами лодочки легко задвинулись в разрядный канал через отверстия зеркал лазера.
Потом зеркала были возвращены на место и начались испытания.
После того как лазерная трубка откачалась до максимального вакуума, я отъюстировал зеркала, юстировать их надо под вакуумом, так как в противном случае юстировка собьется при деформации уплотнений. Кстати, забыл сказать, что в качестве зеркал используются традиционные для таких лазеров алюминированное глухое зеркало и плосокпараллельная кварцевая пластина в качестве выходного окна. Юстировались зеркала с помощью школьного гелий-неонового лазера ЛГН-109.
Лазер перед запуском.
Газовая система.
Потом я пустил небольшой проток аргона при давлении в 10 Торр. «Разгон» лазера решил делать с аргоном, так как гелия оставалось довольно мало. При таком давлении разряд легко зажегся и начался прогрев лазера. Прогревался он довольно быстро, и когда разрядный канал приобрел темно-оранжевое каление, стало заметно изменение цвета разряда с розового на бирюзовый.
Потом в центре пятна от свечения разряда появилось яркое зеленое пятно, в котором угадывалась тень от заложенных в разрядный канал лодочек, которые частично перекрывали световую апертуру канала. Генерация была получена!
Вслед за аргоном в АЭ был пущен гелий, а аргон перекрыт, что сразу дало прибавку мощности генерации в несколько раз, а подбором давления гелия добился максимума мощности. Подбор режима накачки (напряжение, ЧСИ) позволил удерживать стационарный тепловой режим лазера и немного присмотреться к излучению. Из выходного окна лился яркий хорошо заметный лазерный луч ядовито-зелёного цвета неправильной формы из-за лодочек, перекрывавших апертуру.
При этом мощности достаточно, чтобы обугливать дерево и картон при фокусировке. Из-за никудышней формы пучка фокусировался он довольно плохо. С учетом того что плохо фокусированный луч был способен обугливать фанеру, то я бы его мощность оценил в величину порядка 1 Вт, но не больше.
Наигравшись и нафотографировавшись, я выключил лазер и дал ему остыть. После этого эксперимента можно было сделать несколько выводов. Главное заключение – размещение рабочего вещества в лодочках – так себе идея. Очень сильно страдает световая апертура и до 70% потенциала остается нереализованным. Не зря в лазерах на парах меди разрядный канал делается переменного сечения с участками бОльшего диаметра. Вот именно в них и размещается рабочее тело, а апертура канала ограничивается более узкими участками трубки. По возможности перепад диаметров делают как можно меньшим. Создание хорошо работающего «генератора паров рабочего тела» стало отдельной нетривиальной задачей при разработке промышленных АЭ, решение которой потребовало изготовления кучи различных прототипов. В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Ах да. Если эта статья (как и все мои остальные) этого заслуживают, то можно отправить абсолютно добровольный донат dogecoin«ами на следующий адрес: DLLNGqSeyXo786jiurzMAnj8USwaU5u9xY
Автор: Laserbuilder
Источник
Лазер TEA — простой в изготовлении самодельный лазер
Это простой в изготовлении лазер, называемый Лазер TEA, в котором используются детали со всего дома или что вы можете найти в местных магазинах. Он излучает ультрафиолет свет, которого ты не видишь. Но если вы посветите им на белую бумагу или отметка, сделанная с помощью маркера, затем она преобразуется в видимый свет. Вы также можете отправить его через жидкость, содержащую флуоресцеин и он появится. T.E.A означает Поперечный электрический разряд при атмосферном давление, хотя иногда его называют поперечным Возбуждение при атмосферном давлении.
Полная установка лазера TEA, включая источник питания высокого напряжения.
Делается видимым с помощью флуоресцеина в воде.
Лазерная стрельба TEA, вид сверху.
Ластер TEA приводится в действие машиной Wimshurst.
Длина волны света, излучаемого TEA-лазером, составляет 337,1 нм. (нанометры). Чтобы дать вам представление о том, насколько это мало, средний диаметр человеческого волоса составляет 100 мкм, поэтому потребуется 297 из них волны, чтобы составить этот диаметр. Он находится в ультрафиолетовом диапазоне длины волн света, которые люди не могут видеть.
Этот конкретный дизайн, который я считаю, легко заставить работать. Он называется «Против стены» и разработан
Найл Стайнер.
Ниже приведена принципиальная схема TEA-лазера.
Принципиальная схема TEA-лазера.
Использование лазера TEA для других целей
Здесь я извлек хлорофилл из шпината и использовал TEA-лазер, чтобы заставить его флуоресцировать, что само по себе является изящным научным проектом.
Видео (демонстрации) — TEA Laser — Easy Homemade/DIY Laser
Демонстрации и эксперименты с использованием этого TEA-лазера. Это включает показывая, как он стреляет на большое расстояние и отражается в зеркале.
Видео — Как сделать лазер TEA — самодельный/самодельный лазер
Пошаговая инструкция, как сделать лазер TEA.
Видео — TEA Laser Powered by Wimshurst Machine
На самом деле, этот TEA-лазер можно привести в действие с помощью машины Вимшерста. тип электростатической машины с ручным приводом, изобретенный в 1880-х годах. Следующее видео показывает это. И учитывая простота конструкции ТЕА-лазера, а значит, тогда было возможно сделать и привести в действие один из лазеров!
Другие темы
Как сделать лазерную указку: 11 бесплатных планов — MyMyDIY
Лазерные указки — это очень весело!
Когда я был ребенком, моя семья всегда водила меня на лазерные шоу. Лазеры были настолько мощными, что освещали всю комнату прекрасным спектром цветов.
Я был бы загипнотизирован зрелищем сияющих лучей света, прыгающих вокруг с музыкой, и толпой, синхронно ликующей, и я не мог не чувствовать себя счастливым.
Это было совершенно завораживающе. Став взрослым, я до сих пор люблю играть с лазерными указками. Сейчас они так же приятны, как и тогда. И именно поэтому я влюбился в создание своих собственных Самодельные лазеры .
Лазерные указки — это небольшие портативные устройства, излучающие узкий когерентный луч света. Они используются для указания и иллюстрации. Обычно такие устройства стоят дорого из-за их такой же сложной природы. Но есть и хорошие новости. Их можно легко импровизировать.
Чтобы это произошло, вы должны сначала собрать необходимые инструменты и материалы. Затем вы должны выполнить несколько подробных шагов. Наш гид здесь пытается предоставить вам обе детали. Мы покажем вам инструменты и материалы, которые вам нужны, а затем проведем вас через некоторые пошаговые процедуры, чтобы импровизировать.
Содержание
Как сделать самодельную лазерную указку
#1. Кольцо лазерной указки
#2. USB лазерная указка своими руками
#3. Лазерная указка
#4. Сделать зеленую лазерную указку немного безопаснее
#5. Как сделать мощный горящий лазер
#6. Как сделать лазерную указку
#7. Как сделать дешевую лазерную указку более мощной
#8. Как сделать лазерный свет
#9. Как сделать простой лазерный луч дома
№10. Умный лазер своими руками
#11. Мини-лазерная указка
Необходимые инструменты и материалы
Пошаговые инструкции
Шаг I: Сбор материалов
Шаг II: Просверлите отверстия
Шаг III: Вставьте лазерный диод в корпус
6 Шаг IV: Соединение двух терминалов
Шаг V: Установка источника питания
Шаг VI: Нанесение последних штрихов
Шаг VII: Проверка лазерной указки
Заключение
Как сделать самодельную лазерную указку
#1.
Кольцо лазерной указки
Посмотреть планы
#2. USB лазерная указка своими руками
Посмотреть планы
#3. Лазерная указка
Посмотреть планы
#4. Сделать зеленую лазерную указку немного безопаснее
Посмотреть планы
#5. Как сделать мощный горящий лазер
#6. Как сделать лазерную указку
#7. Как сделать дешевую лазерную указку более мощной
#8. Как сделать лазерный свет
#9. Как сделать легкий лазерный луч дома
#10. Умный лазер DIY
#11. Мини-лазерная указка
Посмотреть планы
Необходимые инструменты и материалы
В первую очередь вам необходимо собрать следующие инструменты и материалы:
Корпус фонарика
Корпус лазера
Припой
Источник питания
Лазерный диод
Переключатель
Сверла
Пошаговые процедуры
Затем вы должны выполнить следующие шаги, чтобы добиться своего:
Шаг I: Сбор материалов
Начните со сбора необходимых материалов, указанных выше. Вы найдете их в ведущих хозяйственных магазинах, на девяти аукционных сайтах и в ведущих торговых точках. Будьте осторожны со спецификациями, так как они влияют на качество предмета, который вы в конечном итоге получите. Для этого вам может понадобиться совет специалиста.
Шаг II: Просверлите отверстия
Теперь возьмитесь за кожух и просверлите в нем два отверстия. Просверлите одно отверстие в верхней части корпуса, чтобы оно служило переключателем. Затем просверлите еще один сбоку от лазера. Используйте сверло, чтобы сделать эту работу. Будьте медленными и дотошными, чтобы предотвратить постоянное и необратимое повреждение корпуса.
Шаг III: Вставьте лазерный диод в корпус
Теперь вставьте лазерный диод в корпус. Важно отметить, что в некоторые корпуса уже встроены лазерные диоды. Если у вас такой, вам, возможно, придется выяснить, действительно ли он достаточно мощный, чтобы оправдать ваши ожидания или нет. Если это так, идите вперед и используйте его.
Если он не соответствует вашим ожиданиям, возможно, вам придется найти новый и использовать его вместо него. Для этого от вас требуется аккуратно извлечь лазерный диод. Затем найдите подходящий и вставьте его в предусмотренное пространство как можно ровнее и мягче.
Шаг IV: Соединение двух терминалов
Теперь вы подошли к сути вопроса. Подключите положительный (красный) конец батареи к красному проводу диода. Пожалуйста, не обращайте внимания на круглый металлический предмет вокруг диода. Затем подключите черный провод (отрицательный) к бронзовому выступу диода, который находится внутри корпуса фонарика.
После соединения плотно затяните соединения винтами, чтобы убедиться, что провода не выпадают и не слишком ослабляются в процессе разгрузки их концов. Для получения дополнительной информации о том, как решить эту проблему и многое другое, мы отсылаем вас к этой странице https://www.instructables.com/How-to-make-a-Handheld-laser-pointer-1/. Страница содержит вдохновение, необходимое для решения не только этой, но и многих других актуальных задач.
Шаг V. Внедрение источника питания
Теперь вам нужно установить источник питания. Лучшими источниками энергии могут быть батареи, электрическая сеть и солнечная энергия соответственно. Из них аккумуляторная батарея кажется наиболее подходящей для работы. Дайте ему высший приоритет в поиске самого надежного источника питания.
Определив правильный источник энергии, вы должны присоединить его к вашему лазерному диоду. Вы можете использовать штифты для пайки, так как это упрощает весь процесс. Этот процесс может потребовать, чтобы вы внесли определенные коррективы, а также получили более высокие конечные результаты.
Шаг VI: нанесение последних штрихов
Теперь вы почти готовы. Прежде чем вы уйдете, вам, возможно, придется нанести несколько последних штрихов. Добавьте, например, переключатель, а затем припаяйте все составные части к корпусу. Сделайте упражнение по пайке более жестким и продолжительным, чтобы оно не отсоединилось, даже если элементы ерзают.
Завершите упражнение, навинтив колпачок на лазерную указку. Тщательно изучите пункт, чтобы выяснить, могут ли быть какие-либо проблемы, которые могут потребовать дальнейшего вмешательства с вашей стороны. Не останавливайтесь ни перед чем, пока все не будет завершено. В частности, проверьте цепи, чтобы убедиться, что они действительно целы и совершенны.
Шаг VII: Проверка лазерной указки
Лазерная указка наконец обрела форму. Перед тем, как ввести его в эксплуатацию, вам необходимо протестировать его. Включите переключатель и используйте его, чтобы указать на некоторые иллюстрации. При этом попробуйте также варьировать интенсивность яркости светового потока.
Затем проверьте диапазон светоотдачи и легкость или ее отсутствие, с которой он меняет направление во время использования. Внесите необходимые изменения, если вы подозреваете, что они нужны предмету, прежде чем заканчивать работу. Теперь вы можете идти. Идите теперь с уверенностью!
Заключение
Эти элементы очень хрупкие и подвержены риску помех сигнала. Вы действительно должны сделать свою домашнюю работу прямо перед тем, как сможете уверенно ударить себя в грудь и сказать, что вам это удалось.
Считыватель — перфолента — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Считыватель перфоленты представляет собой электромеханическое устройство для протяжки и чтения перфорированной ленты, содержащей управляющую программу. Информация, занесенная на перфоленту, считывается в буфер данных, предназначенный для хранения входных команд в виде логических информационных блоков. Блок информации обычно соответствует одному полному шагу в последовательности элементарных операций обработки. Например, один блок может содержать все данные, требующиеся для того, чтобы переместить рабочий стол станка с деталью в определенную позицию и просверлить затем отверстие.
[1]
Фотосчитыватель перфоленты ФСП-3.
[2]
Важным фактором при оценке работы считывателей перфолент служит их способность останавливаться между строками. Если считыватель не обладает такой способностью, необходимы интервалы между кадрами ( блоками) для предотвращения потери информации. Введение интервалов увеличивает среднее время считывания кадра.
[3]
Конфигурация системы ПЦУ со специализированным устройством управления станком ( УУС.
[4]
В настоящее время конфигурация без считывателя перфоленты имеет то преимущество, что она пока требует меньших затрат, так как необходимо лишь в минимальной степени изменить обычную СЧПУ, чтобы ввести на предприятии ПЦУ такого типа. В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.
[5]
В системах цифрового программного управления, использующих линейную интерполяцию, считыватель перфоленты должен обладать скоростью не менее 500 строк / сек с остановкой ленты в любом заданном положении без потери информации и иметь небольшое время пуска и останова. [6]
Диэлектрический способ считывания, применяемый, например, шведской фирмой Facit в считывателе перфоленты РЕ 1000, является самым совершенным из известных. Считывающая головка не имеет стареющих элементов, нечувствительна к пыли, грязи, свету. Для диэлектрического считывания может использоваться лента любого цвета и даже прозрачная.
[7]
В ЕС ЭВМ находят применение комбинированные перфоленточные станции, состоящие, как правило, из двух считывателей перфоленты и одного перфоратора, объединенных одним устройством управления.
[8]
Наиболее универсальным устройством ввода — вывода алфавитно-цифровой информации является телетайп, представляющий собой комбинацию пишущей машинки, перфоратора и считывателя перфоленты. Печать производится по команде ЭВМ или при нажатии на соответствующие клавиши.
[9]
Конфигурация системы ПЦУ со специализированным устройством управления станком ( УУС. [10]
Конфигурация со специализированным УУС позволяет достичь более удачного компромисса между точностью интерполяции и высокой скоростью резания металла, чем это обычно возможно при использовании системы без считывателя перфоленты.
[11]
Данные можно вывести из памяти вычислительной системы на бумажную перфоленту; при этом они преобразуются с помощью соответствующего кода и перфорируются на ленте по мере ее прохождения через перфоратор. Считыватель перфоленты и перфоратор часто объединяются в один блок.
[12]
Конфигурация системы ПЦУ со специализированным устройством управления станком ( УУС.
[13]
В настоящее время конфигурация без считывателя перфоленты имеет то преимущество, что она пока требует меньших затрат, так как необходимо лишь в минимальной степени изменить обычную СЧПУ, чтобы ввести на предприятии ПЦУ такого типа. В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.
[14]
Конфигурация системы ПЦУ без считывателя перфоленты.
[15]
Страницы:
1
2
4 Описание лабораторной установки в состав лабораторной установки входят:
устройство ФСУ КОНСУЛ 337.601 А;
Осциллограф С1-76;
пульт управления работой ФСУ в ручном режиме с органами управления:
-кнопка СТАРТ (имитирует запуск считывателя от УЧПУ;
-переключатель задания направления считывания перфоленты
-гнезда для подключения осциллографа- «Информационная дорожка» (правое), «общий» (среднее) и «синхронизирующая дорожка».
5 Предварительное задание к эксперименту
Изучить устройство и принцип действия считывателя по пункту4 данной методики.
Получить у преподавателя перфоленту и изучить ее устройство (исследовать форму, размеры, расположение кодовых и синхронизирующих отверстий). Устройство перфоленты показано нарисунке 1.
строки
Рисунок 1
Для кодирования информации управляющей программы (УП) в УЧПУ используют семиразрядный буквенно-цифровой код стандарта ISO — 7 bit. Каждая кодовая комбинация (символ УП) записывается в строке, ее расположение задано синхронизирующим отверстием, которое служит для определения момента считывания кодовой комбинации. Нумерацию кодовых дорожек ведут от базовой кромки. Кадр УП состоит из слов. Каждое из слов содержит буквенный символ-адрес и числовую подадресную информацию.
Буквенно-цифровой код (таблица1) является основным для всех отечественных станков с ЧПУ. Значения букв и символов в терминах ЧПУ у этого кода должно соответствовать ГОСТ 20999-83. Код предназначен для записи информации навосьмидорожечную перфоленту и позволяет кодировать 128 символов. Первым четырем дорожкам приписаны веса двоично-десятичного кода ДДК 8421, что обеспечивает 16 кодовых комбинаций (0…15). Дорожки 5, 6 и 7 — это дорожки признаков- 5 и 6 — признак десятичных цифр, буквы от А до О — дорожка 7, P…Z — 5 и 7. Таким образом, в коде одним и тем же комбинациям первых четырех дорожек соответствуют с весами 8421 разные символы, различить которые можно по наличию отверстий на дорожках.
6 Порядок выполнения работы
С помощью сетевого выключателя включить считыватель, при этом загорается лампа оптической системы и начинает вращаться приводной электродвигатель. Свет лампы проявляется резко ограниченным пятном светового луча, направленным через оптическую систему нафотосчитывающую головку.
Заправить перфоленту. Заправку бумажной перфоленты в лентопротяжный тракт считывателя производится базовой кромкой ленты перпендикулярно к передней панели фСУ (ведущая дорожка у передней панели) в соответствии с рисунком 2.
Направление протягивания ленты вперед осуществляется слева- направо. В нерабочем положении лента придерживается с помощью тормоза, который при заправке ленты необходимо включить, нажав на выключатель тормоза. Последний располагается на передней панели считывателя и разъединен, когда нажата. После заправки ленты кнопку возвращают в исходное положение.
Проверить правильность регулировки оптической системы. Перемещением перфоленты вручную ее ориентируют так, чтобы световой луч проходил посередине перфорации. При правильной установке осветителя и линзы ширина луча должна быть 0.8 мм. Луч должен быть параллельным оси отверстия щели фотоэлементов. В случае нарушения правильного расположения источника света проводится наладка оптической системы. В этом случае вольтметром постоянного тока производят контроль напряжения (24+0.5В) на лампе оптической системыи при необходимости регулировку напряжения с помощью потенциометра в цепи источника питания лампы. Затем для регулирования положения осветителя ослабляют два винта крепления лампы и перемещают патрон в двух направлениях до тех пор, пока на вставленной в считыватель перфоленте не появится четкое изображение полоски света шириной 0.8 мм. Если луч нельзя достаточно четко отфокусировать из-за того, что нить лампы находится не в центре лампы, то необходимо заменить лампу или поворотом цилиндрической линзы фокусируют световой луч в полоску, попадающую в шель (Ьотоэлементов.
6.4 Исследовать функционирование электронной части фотоэлектрического устройства считывания на лабораторном стенде.
Включить осциллограф. На лицевой панели осциллографа органы управления установить в следующие положение:
переключатель ВРЕМЯ/ДЕЛЕНИЕ — 0. 5 мс;
переключатель ВОЛЬТ/ДЕЛЕНИЕ -1… 2 В.
Включить осциллограф переводом тумблера СЕТЬ в верхнее положение. При этом загорается индикатор СЕТЬ.
Кабель осциллографа установить в гнезда «Общий» и «СИНХРНОНИЗИ- РУЮЩАЯ ДОРОЖКА» Переключатель имитации УЧПУ установить в нижнее положение.
Включить и заправить перфоленту. Заправку бумажной перфоленты в лентопротяжный тракт считывателя производится перпендикулярно к передней панели (ведущая дорожка у передней панели).Направление протягивания ленты вперед осуществляется слева направо.
4 ) Снять осциллограмму сигнала «Синхродорожка» Для этого нажать кнопку СТАРТ на пульте управления. На экране осциллографа наблюдать осциллограмму. Зарисовать ее с указанием масштабов калибраторов осциллографа по напряжению и времени.
Подключить сигнальный провод кабеля осциллографа к гнезду ИНФОРМАЦИОННАЯ ДОРОЖКА. Протягиванием перфоленты относительно головки по комбинации нулей (отсутствует засветка фотоэлементов через отверстие информационной дорожки) и единиц (есть засветка фотоэлементов считывающей головки через перфорацию информационной дорожки) осциллограммы установить номер информационной дорожки. Составить осциллограмму контролируемой информационной дорожки для шести строк перфоленты.
Взаимодействие со считывателем бумажных лент 1967 года: Часть 1
star_borderПодписаться на статью
Билл Маршалл
20star_border 19вопрос_ответ 8thumb_up
Ваша следующая статья
Дэйв из DesignSpark
Как вы относитесь к этой статье? Помогите нам предоставить лучший контент для вас.
Дэйв из DesignSpark
Спасибо! Ваш отзыв получен.
Дэйв из DesignSpark
Не удалось отправить отзыв. Повторите попытку позже.
Дэйв из DesignSpark
Что вы думаете об этой статье?
Вычислительная техника в стиле 1960-х. До появления гибких дисков перфоленты использовались для хранения программ и данных на большинстве «настольных» компьютеров вплоть до конца 1970-х годов. Эта машина представляет собой устройство чтения ленты, в частности TRM250 со скоростью 250 символов в секунду от Elliott Automation. Гаджет справа — это ручной перфоратор для «ручного» редактирования ленты.
Цели проекта
Хорошо, тогда какой смысл соединять часть технологии хранения 55-летней давности с современной компьютерной системой? Что ж….
Потому что он там : действительно, он пролежал на полке последние тридцать лет и собирал пыль. Я никогда не видел, чтобы это работало, и это беспокоит меня.
Ностальгия : Я использовал одну из этих штук на самом деле, работая студентом-инженером в 1970-х, и хочу заново пережить весь «опыт» перфоленты. Я расскажу, что это такое, позже.
Дизайн на века А если серьезно, то в те дни словосочетание «встроенное устаревание» не имело места в лексиконе инженерных терминов. В настоящее время наше одноразовое общество и его влияние на истощающиеся глобальные ресурсы выглядят явно «неустойчивыми». По общему признанию, старое компьютерное оборудование, кажется, было рассчитано на 100-летнюю жизнь жестокого неправильного использования, и это оказалось чрезмерным. Читайте дальше, чтобы увидеть пример того, как они это сделали.
Ремонтопригодность : Чтобы обеспечить срок службы несколько больше года, любое оборудование, содержащее движущиеся части, должно быть предназначено для обслуживания и ремонта. Это означает не только доступность запасных частей, но и функции, помогающие найти неисправность и легкий доступ к внутренним частям корпуса — привинченные, а не приклеенные.
Хранение бумажных лент
Перфоленты использовались для управления ткацкими станками в 18 -м -м веке. Первые коммерческие компьютеры 19 в.50-е годы могли использовать магнитную ленту для хранения данных, но устройства с магнитной лентой были очень дорогими и сложными в управлении. Для небольших настольных машин, таких как Elliott 903, бумажная лента была гораздо более дешевой и простой альтернативой. Этот 18-битный компьютер обладал только 16 килословами оперативной памяти или оперативной памяти и мог запускать только одну программу за раз. Не было места для того, что мы бы назвали операционной системой (ОС), управляющей запоминающим устройством, таким как магнитная лента. Бумажная лента была идеальной для небольших систем, таких как 903 до изобретения полупроводниковой оперативной памяти большой емкости и дисковода для гибких дисков.
Технология
Основной принцип хранения цифровых данных на перфоленте едва ли сложен: полоска бумаги пробита отверстиями, представляющими логическую единицу на сетке с шагом 0,1 дюйма ( Рис. 1 ). Ни одно отверстие не представляет собой логический 0. Ранние системы телетайпной связи, основанные на коде Бодо, использовали узкую ленту шириной 11/16 дюйма, способную вместить 5-битный кодовый символ, а также звездочку или синхронизирующее отверстие по всей ее ширине. Позже ширина «стандартной» бумажной ленты была увеличена до 1 дюйма, что позволило использовать до 8-битных кодов.
Чтобы прочитать ленту, все, что вам нужно, это ряд датчиков отверстий поперек пути ленты, при этом меньшая синхронизирующая дыра используется для индикации того, когда символ данных выстроен правильно. Работающий считыватель можно построить на основе ряда пружинно-металлических полос, которые пропускаются через отверстия, образуя электрический контакт с металлической пластиной на другой стороне ленты. Теоретически ленту можно протянуть вручную, потому что канал синхронизации обеспечивает «выборку» каналов данных в нужное время. На практике какой-либо моторизованный ленточный транспорт более удобен, особенно когда большая программа или файл данных должны быть загружены в память компьютера.
Преодоление инерции
Инерция пружинных контактов быстро становится большой проблемой, когда лента протягивается со скоростью, намного превышающей 10 символов в секунду — контакту не хватает времени, чтобы пройти через отверстие и выполнить электрическое соединение до того, как лента пойдет дальше. Решение состояло в том, чтобы вместо этого использовать мощный источник света в сочетании с набором электронных фотодатчиков. Следовательно, система обнаружения отверстий перестала быть ограничением скорости чтения. К сожалению, ранние моторизованные ленточные транспортные системы стали блокирующим фактором для скоростей, намного превышающих 100 символов в секунду. Эти читатели использовали электродвигатель, приводящий в движение звездочку, зубья которой сцеплялись с синхронизирующими отверстиями в ленте. Проблема снова заключалась в нашей старой знакомой инерции, на этот раз в виде сопротивления ленты движению, когда звездочка начала вращаться. Всего после нескольких запусков отверстия звездочки в бумаге стали овальными, что нарушило точность выравнивания и привело к ошибкам считывания. В крайних случаях звездочка действовала как циркулярная пила, в результате чего лента вообще не двигалась. Транспортные механизмы считывателя бумажной ленты потребовали серьезного переосмысления.
Лентопротяжный механизм Elliott TRM 250
Предметом этого проекта является устройство для чтения бумажных лент Elliott TRM 250 1967 года, оснащенное фотоэлектрическим датчиком и транспортной системой, обеспечивающей скорость считывания до 250 символов в секунду. Рис.1 иллюстрирует основные принципы его работы. Прежде чем описать, как это работает, я должен упомянуть еще одно существенное требование к считывателю бумажной ленты, помимо точного считывания данных. Он должен уметь Stop-on-Character : когда над датчиками появляется определенный символ, например 0Dh, код ASCII для возврата, транспортировка ленты может быть немедленно остановлена. Это было легко сделать с помощью шагового двигателя, вращающего звездочку на относительно низкой скорости, но на высоких скоростях все становится намного сложнее. Вот как это делает TRM 250:
Двигатель шпиля работает постоянно с постоянной скоростью. Лента не касается вращающегося ролика, но остается неподвижной, поскольку подпружиненная пластина, действующая на нее, ведет себя как фрикционный тормоз.
Чтобы лента начала двигаться мимо датчиков, подается питание на соленоид, который заставляет прижимной ролик прижимать ленту к вращающемуся шпилю. Таким образом, лента протягивается, преодолевая тщательно отрегулированное усилие фрикционного тормоза.
Для остановки движения ленты соленоид обесточивается, прижимной ролик опускается и привод останавливается. Фрикционный тормоз гарантирует, что лента не будет двигаться дальше, убивая ее импульс, и, таким образом, гарантирует «остановку на характере».
Непрерывно работающий приводной двигатель обеспечивает почти мгновенное ускорение ленты при запросе следующего символа, потому что нет потери времени, пока двигатель разгоняется до нужной скорости.
Внутри машины
Посмотрим на считыватель со снятой крышкой.
Вид сбоку со снятой основной крышкой. Обратите внимание на шасси из литого сплава и толстые стальные опоры — все они закреплены вместе с помощью крепежных винтов в резьбовых отверстиях или невыпадающих гаек. Обратите внимание на синхронный с сетью двигатель малой мощности, непосредственно приводящий в движение шпиль. Он работает без каких-либо цепей управления с постоянной скоростью, задаваемой частотой сети. Тоже тихо. Двигатель также приводит в действие охлаждающий вентилятор сзади, но не для охлаждения себя или электроники: просто для отвода тепла от лампы автомобильной фары мощностью 48 Вт, используемой для освещения датчиков. 12-вольтовая лампочка была фактически недоработана, поскольку питалась от 9-вольтовой лампы..5 В переменного тока, что значительно увеличило срок его службы. Я нашел сменную светодиодную замену, которая потребляет меньше, чем 3,5 А старой лампы накаливания. Две печатные платы внизу содержат схемы усилителя фотодатчика на дискретных транзисторах.
Вид спереди со снятой передней крышкой. Внутри бленды с заводской табличкой ICL находится коллиматор из плексигласа аккуратной формы, который фокусирует свет лампы в ровную линию вдоль линии фотодатчиков. Ролик шпиля с защитным кожухом расположен над декой из толстого сплава. Рядом с ним находится массив датчиков, закрытый маской с отверстием в форме «диабло» или ватной катушки над каждым фотодатчиком. Форма этих отверстий обеспечивает постоянный уровень освещенности, поскольку круглое отверстие в ленте проходит поперек коллимированного луча. Справа от массива датчиков находится откидная створка с прикрепленным фрикционным тормозом. Четыре стойки вокруг фрикционного тормоза представляют собой направляющие ленты; два передних регулируются в соответствии с шириной ленты. Под декой слева находится соленоид прижимного ролика, при этом сам прижимной ролик виден под шпилем. Справа внизу находится тестовый разъем, доступ к которому можно получить через небольшой «люк», удерживаемый в передней крышке двумя быстрозажимными винтами. Штыри разъема на самом деле являются петлями для простого крепления стандартного зонда. Они позволяют быстро проверить выходы усилителя и другие сигналы.
Вид снизу со снятыми крышками. С этой точки зрения бросается в глаза массивное шасси из сплава. Две идентичные платы 5-канального усилителя легко извлекаются после снятия нижней крышки, поскольку последняя является частью задней крышки (см. следующий рисунок).
Вид сзади со снятой нижней крышкой. На этом рисунке показан еще один пример проектирования для обслуживания: печатные платы можно вынимать из краевых разъемов для ремонта или замены. Это не все. Многооборотные потенциометры (белые объекты), которые устанавливают коэффициент усиления для каждого усилителя, полностью доступны с печатными платами на месте. Также видны два многоконтактных разъема Plessey. Тот, что справа, отвечает за выходы усилителя и шины питания. Левый разъем имеет вход питания от сети для двигателя и питания низковольтной лампы. Здесь также находятся различные сигналы переключателей и кнопок.
Плата усилителя . Обратите внимание на аккуратную компоновку с регуляторами усиления, расположенными вдоль одного края. Все транзисторы идентичны, что сокращает количество запасных частей, которые необходимо иметь на складе. Этот тип в настоящее время устарел и недоступен, но должна быть возможность найти современный эквивалент, если некоторые из них сильно состарились.
Наконец-то
Есть ли смысл возрождать такие старые технологии? Возможно нет. Но я все равно попробую, просто ради удовольствия вспомнить те дни, когда компьютеры были такими шумными и тактильный . Взаимодействие с компьютером через телетайп было гораздо больше физическим опытом: клавиатура имела настоящую «обратную связь по усилию», когда нажатая клавиша отбрасывалась назад до того, как напечатанный символ выводился на принтер, сопровождаемый множеством жужжащих и падающих звуков. . Машина казалась живой, так как ее приводной двигатель тоже работал постоянно. Если у кого-то есть ненужный телетайп ASR33, я бы хотел услышать от них!
Кстати, эта машина не представляет собой окончательный уровень техники. В 1976 Я также использовал двунаправленный GNT 4101 с двумя шпилями, который мог стрелять лентой по комнате со скоростью 2000 символов в секунду. Это 5 метров в секунду. Феррари среди устройств для чтения бумажных лент.
Будет в Части 2
Я уже включил двигатель и лампу и обнаружил, что они в рабочем состоянии. Следующим шагом является подключение двухканального источника питания к платам усилителя и при включенной лампе проверка каждого битового канала через переднее тестовое гнездо. Если они работают, то я могу спроектировать и построить интерфейс, обеспечивающий выходные данные на уровне TTL. После этого будет построена схема драйвера соленоида на основе схемы, предложенной в техническом руководстве — к счастью, все типы транзисторов все еще доступны!
Если вам нечем заняться, следите за моими сообщениями в Твиттере. Я ссылаюсь на интересные статьи о новой электронике и связанных с ней технологиях, ретвитлю сообщения о роботах, освоении космоса и других проблемах.
Хотите продолжить чтение статей от DesignSpark?
Станьте участником, чтобы бесплатно получить неограниченный доступ ко всему контенту DesignSpark!
Зарегистрируйтесь, чтобы стать участником
Уже являетесь участником DesignSpark? Логин
Поделиться этой записью
thumb_upМне нравится star_borderПодписаться на статью
Инженер, доктор наук, лектор, внештатный технический писатель, блоггер и твиттер, интересующийся роботами, ИИ, исследователями планет и всем, что связано с электроникой. Амбассадор STEM. Спроектировал, построил и запрограммировал свой первый микрокомпьютер в 1976 году. Все еще учусь, все еще строю, до сих пор программирую.
Рекомендуемые статьи
Ваша следующая статья
Обзор · e-basteln
Vintage Computing – Считыватель бумажных лент
Этот небольшой ручной считыватель бумажных лент прост в сборке и эксплуатации. Он подключается к любому современному компьютеру через USB и хорошо работает со всеми видами 5-8-битных бумажных лент, включая полупрозрачные бумажные материалы. Чтобы компенсировать допуски датчиков и адаптироваться к различным типам бумаги, он может автоматически калибровать свои оптические датчики.
Считыватель бумажной ленты управляется Arduino Pro Micro. Перфорированные отверстия обнаруживаются оптически, через аналоговые входы в Arduino и автоматическое определение порога в программном обеспечении.
Оптические считыватели перфоленты используются с 1940-х годов; тот, который был разработан в 1942 году для британской дешифровальной машины Colossus , вероятно, был одним из первых. Немоторизованные оптические считыватели, в которых лента протягивается вручную, стали популярны среди первых любителей компьютеров в 19 веке.70-е годы. Oliver Audio Engineering запустила OP80A в комплекте или в сборе 1976 г .; реплика все еще коммерчески доступна сегодня. И по сей день любители, интересующиеся старым форматом бумажной ленты, время от времени создают свои собственные оптические считыватели.
Этот проект использует несколько иной подход, чем большинство сборок. Хотя я также использую пары светодиодов и фототранзисторов для обнаружения наличия отверстий или бумаги и использую отверстие подачи (звездочки) для запуска цикла чтения, этот считыватель не отличает «ноль» от «единицы» с помощью аппаратных компараторов или триггеров Шмитта. Вместо этого встроенный микроконтроллер (Sparkfun/Arduino Pro Micro) считывает токи фототранзистора через свои аналоговые входы. Таким образом, он может настроить пороги обнаружения в программном обеспечении, чтобы компенсировать допуски между фототранзисторами и приспособиться к различным бумажным материалам.
Простота использования. Просто подключите его к любому современному компьютеру (Windows 10, Mac OS, Linux) через USB, откройте терминальную программу или скопируйте с последовательного устройства в файл, протяните бумажную ленту, и вы в деле. Вы можете откалибровать датчики на трудно читаемой полупрозрачной ленте, нажав кнопку и подав около 30 см тестовой ленты. Но одна калибровка работает с широким спектром типов бумаги и остается в памяти EEPROM, поэтому вам вообще не нужно много калибровать.
Простота сборки. Требуются только электронные компоненты со сквозным отверстием. Большинство механических частей состоят из предварительно изготовленного материала печатной платы — просто добавьте четыре винта и немного клейкой ленты (которая используется в качестве прокладки для направления бумажной ленты). Никаких значений резисторов, выбираемых вручную для точного определения порогов переключения датчиков, поскольку все датчики откалиброваны в программном обеспечении. Микроконтроллер программируется через USB и стандартную среду Arduino.
Работает очень хорошо. Благодаря аналоговому считыванию и программной калибровке считыватель надежно работает с широким спектром ленточных материалов, включая полупрозрачную белую или желтую бумагу.

 мм.
мм. 5-13 мм 1/2-20 UNF MEISTER с переходником SDS-plus
5-13 мм 1/2-20 UNF MEISTER с переходником SDS-plus 50 грн
50 грн Днепр
Днепр
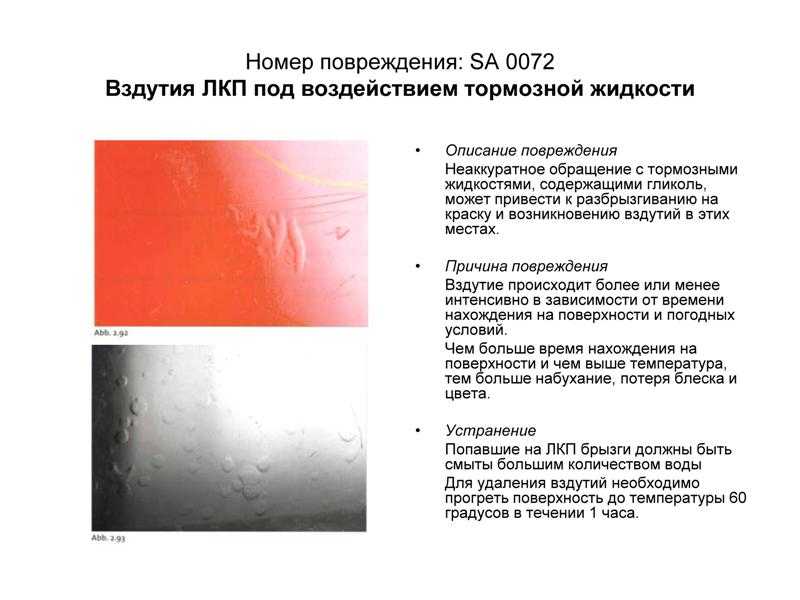 Только после этого наносятся краска и лак, которые придают кузову нужный оттенок и создают прочный глянцевый защитный слой.
Только после этого наносятся краска и лак, которые придают кузову нужный оттенок и создают прочный глянцевый защитный слой. Практически всегда прежний владелец пытается скрыть факт вторичной окраски. Приобрести подержанную машину, лакокрасочное покрытие которой близко к идеалу, практически невозможно. Замер толщины ЛКП позволяет почти безошибочно выявить участки кузова, подвергавшиеся ремонту и вторичной окраске. Толщина ЛКП в 300 и более микрометров — повод для более внимательного изучения автомобиля, а в 500 и выше — для серьезного торга или отказа от покупки.
Практически всегда прежний владелец пытается скрыть факт вторичной окраски. Приобрести подержанную машину, лакокрасочное покрытие которой близко к идеалу, практически невозможно. Замер толщины ЛКП позволяет почти безошибочно выявить участки кузова, подвергавшиеся ремонту и вторичной окраске. Толщина ЛКП в 300 и более микрометров — повод для более внимательного изучения автомобиля, а в 500 и выше — для серьезного торга или отказа от покупки.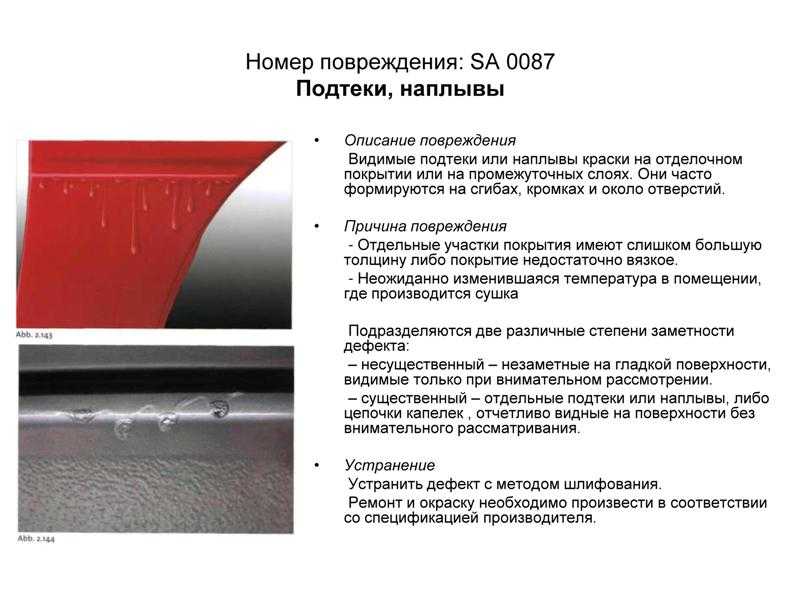


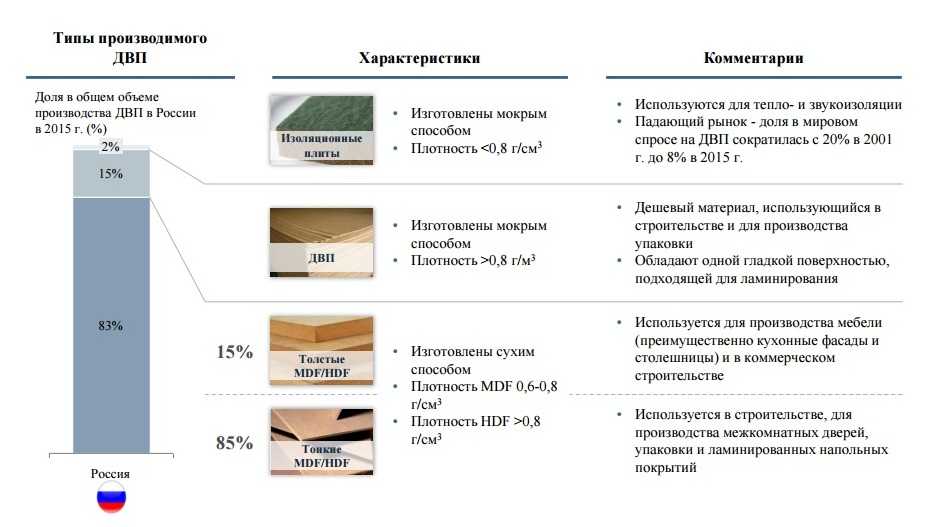 Их задача — удешевить общую стоимость материала. Дополнительная функция — повышение прочности и устойчивости покрытия к повреждениям и высоким температурам.
Их задача — удешевить общую стоимость материала. Дополнительная функция — повышение прочности и устойчивости покрытия к повреждениям и высоким температурам. Наш же «пирог» может оставаться целым очень долго.
Наш же «пирог» может оставаться целым очень долго.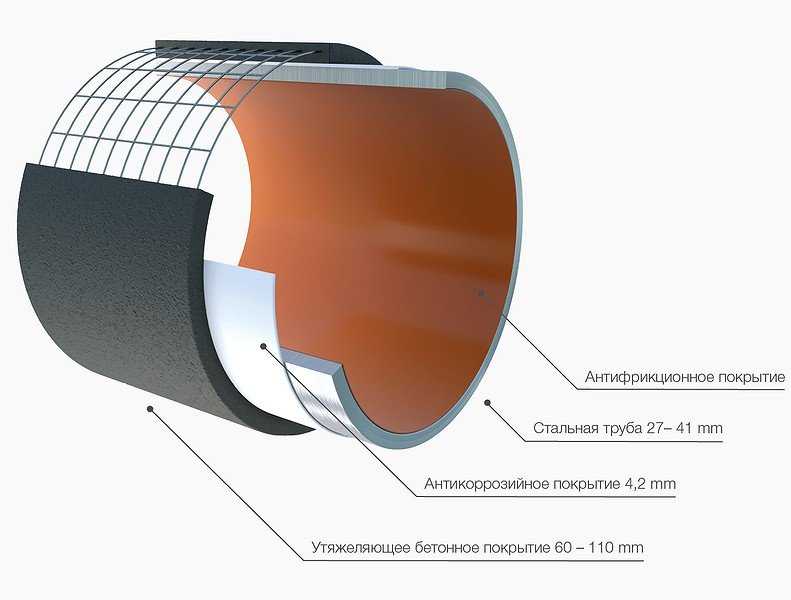 Акриловые. Лучшие краски, которые надолго сохраняют глубину цвета, устойчивость к механическим воздействиям и химии. Состоят из самой краски и специального отвердителя.
Акриловые. Лучшие краски, которые надолго сохраняют глубину цвета, устойчивость к механическим воздействиям и химии. Состоят из самой краски и специального отвердителя.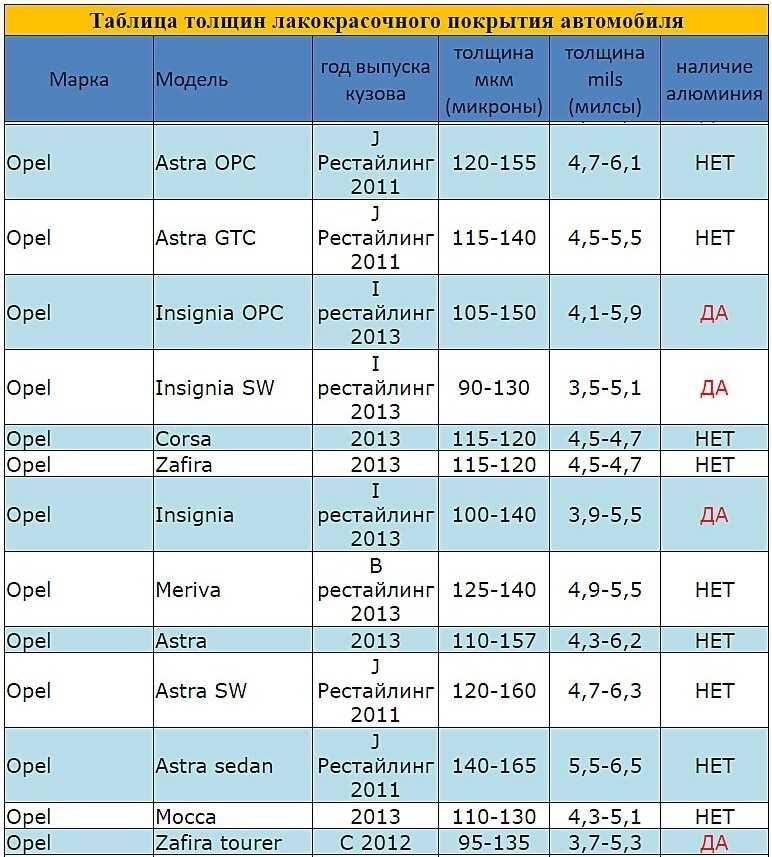 Но есть и недостатки, из-за которых средство редко используется:
Но есть и недостатки, из-за которых средство редко используется:




 Одна из наиболее известных красок Мобихел — акриловая автоэмаль Сафари.
Одна из наиболее известных красок Мобихел — акриловая автоэмаль Сафари.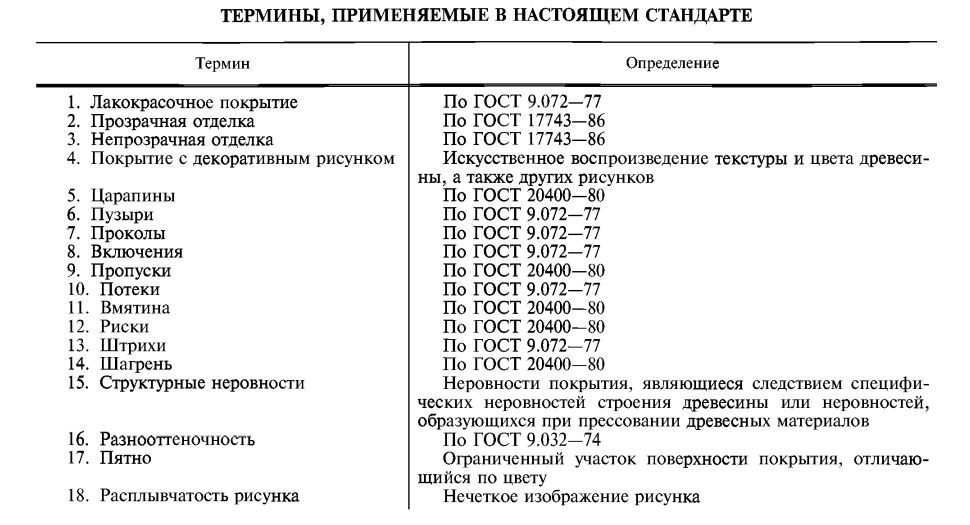
 Применяются лак, грунтовка, эмаль или краска. Каждый из слоев имеет свою определенную функцию, направленную на защиту металла от дальнейшей порчи. Долговечность ЛКП в транспорте зависит от следующих факторов:
Применяются лак, грунтовка, эмаль или краска. Каждый из слоев имеет свою определенную функцию, направленную на защиту металла от дальнейшей порчи. Долговечность ЛКП в транспорте зависит от следующих факторов: При этом на одном и том же транспортном средстве слой может быть не одинаковым и обычно колеблется от 75 до 165 микрон.
При этом на одном и том же транспортном средстве слой может быть не одинаковым и обычно колеблется от 75 до 165 микрон.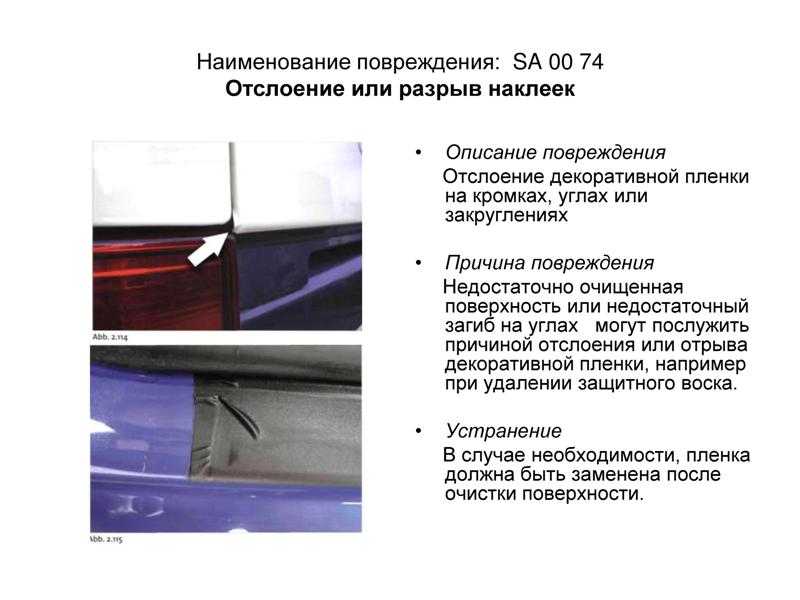
 Они удаляют сильные царапины и рассохшуюся краску. Для восстановления блеска ЛКП в автомобиле используются мелкозернистые абразивные материалы. В конце для финальной обработки используются средства без каких либо абразивов.
Они удаляют сильные царапины и рассохшуюся краску. Для восстановления блеска ЛКП в автомобиле используются мелкозернистые абразивные материалы. В конце для финальной обработки используются средства без каких либо абразивов.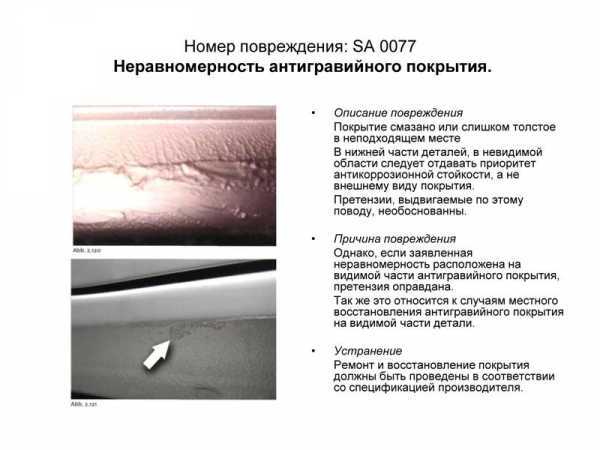

 Для достижения результата сначала наносят слой специальной краски с частицами алюминия, затем полупрозрачный и прозрачный лаковый слой. Проще всего получить зеркальную поверхность, если нанести покрасочный материал на темную основу, создающую контраст.
Для достижения результата сначала наносят слой специальной краски с частицами алюминия, затем полупрозрачный и прозрачный лаковый слой. Проще всего получить зеркальную поверхность, если нанести покрасочный материал на темную основу, создающую контраст.
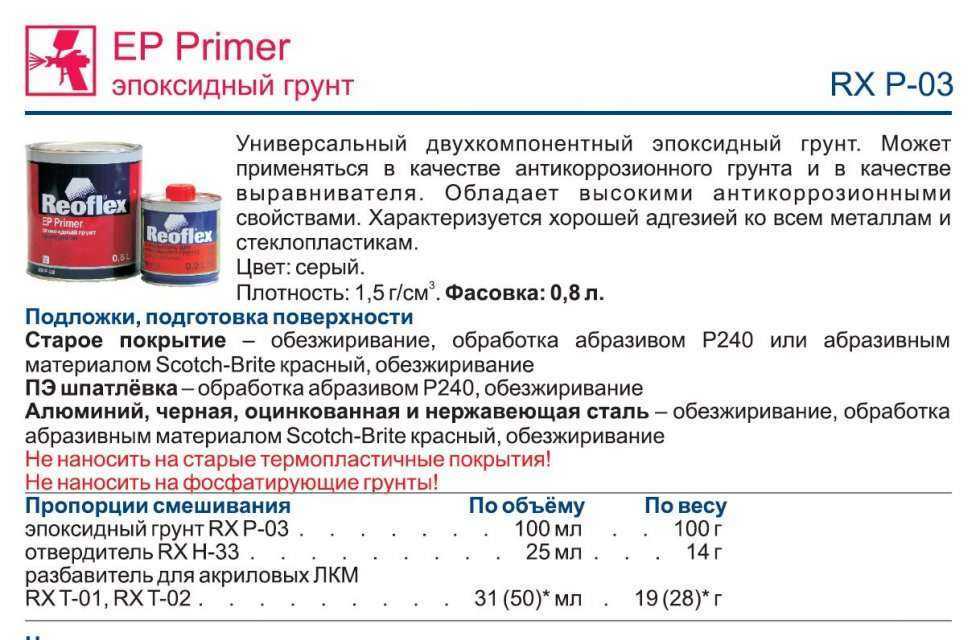 Базовые вариации — это серый, желтый, зеленый, синий, красный, золотой, фиолетовый, черный и белый тона.
Базовые вариации — это серый, желтый, зеленый, синий, красный, золотой, фиолетовый, черный и белый тона.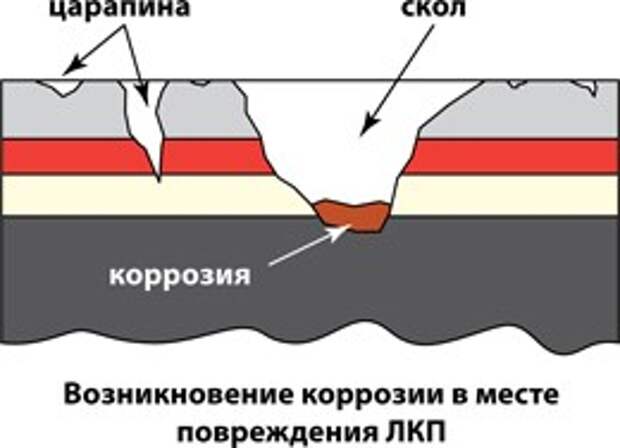 Кроме того, автолюбители ориентируются на стоимость средства, условия для его использования, способ окраски, эксплуатационные особенности и конечно же, индивидуальные предпочтения.
Кроме того, автолюбители ориентируются на стоимость средства, условия для его использования, способ окраски, эксплуатационные особенности и конечно же, индивидуальные предпочтения.
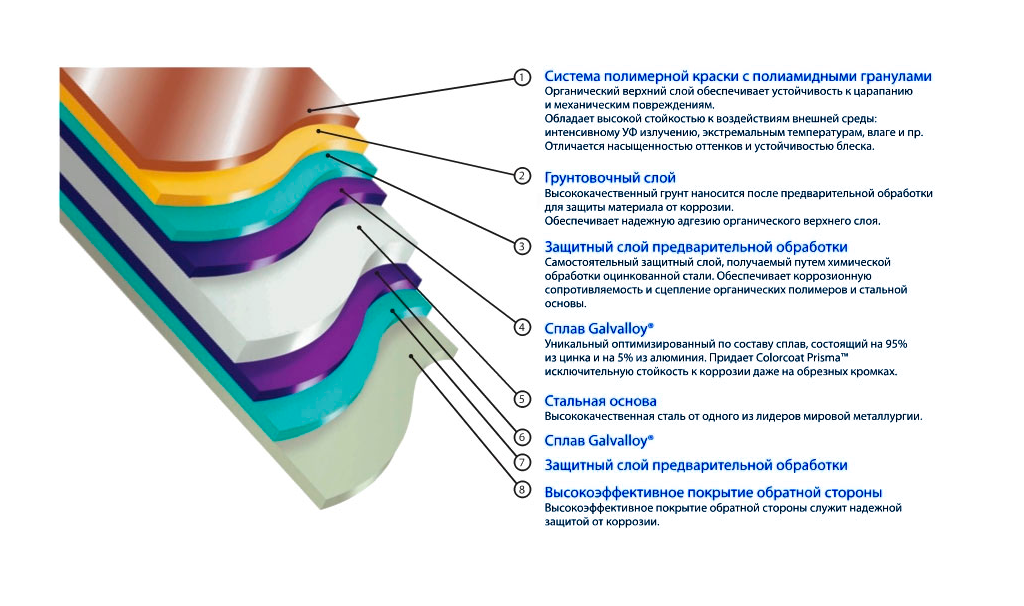
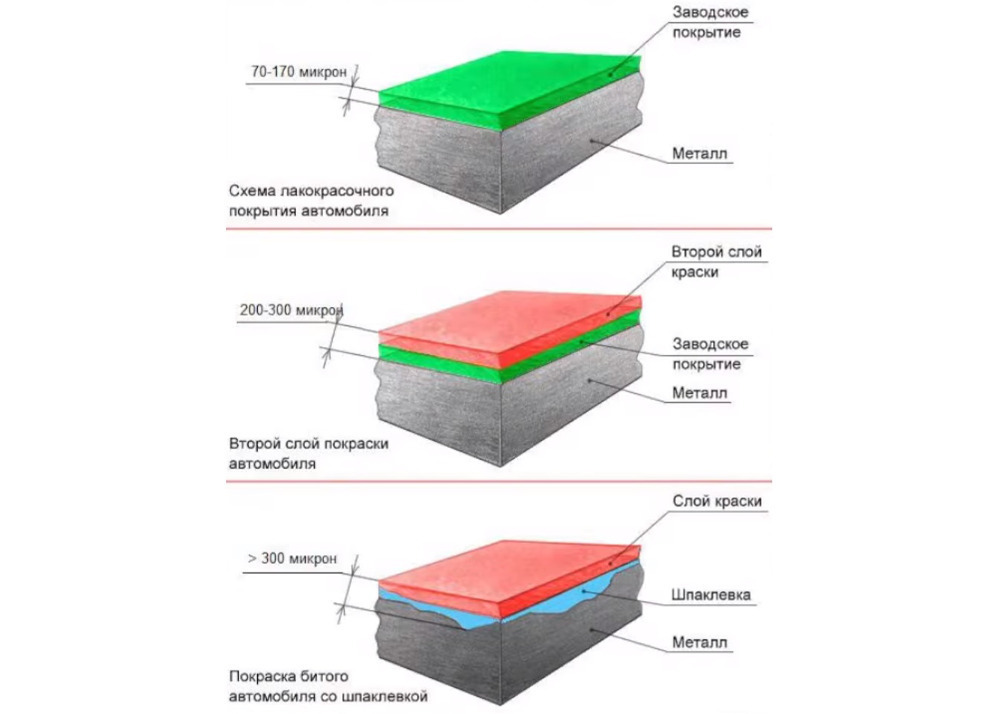
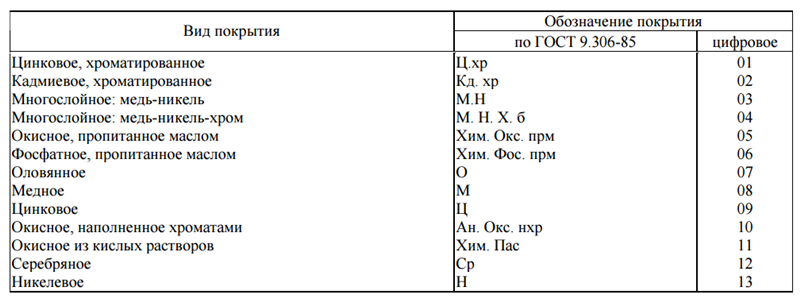

 Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.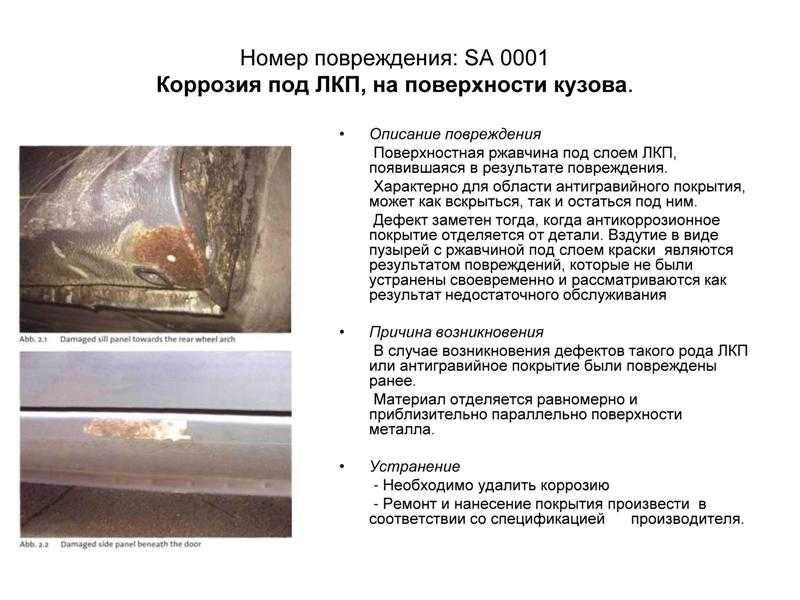 Украинский
Украинский

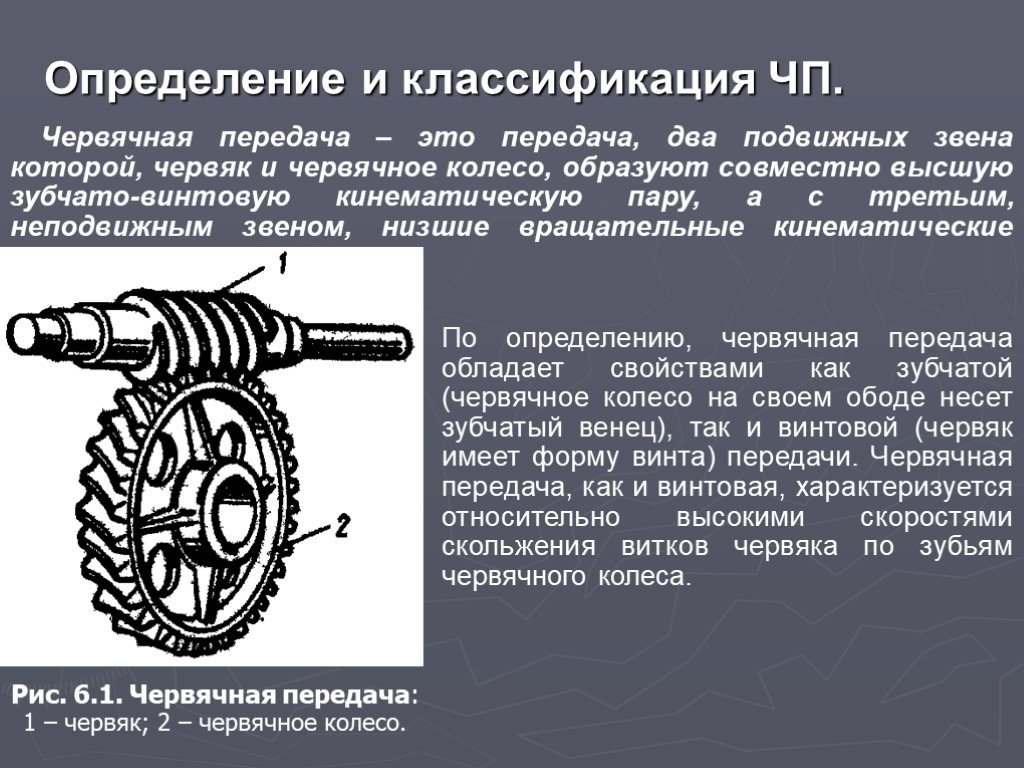

 Несмотря
Несмотря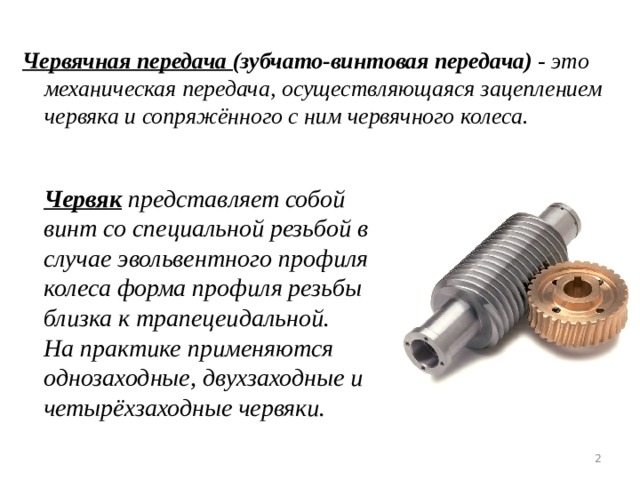 Колесо
Колесо Редукторы выполняют
Редукторы выполняют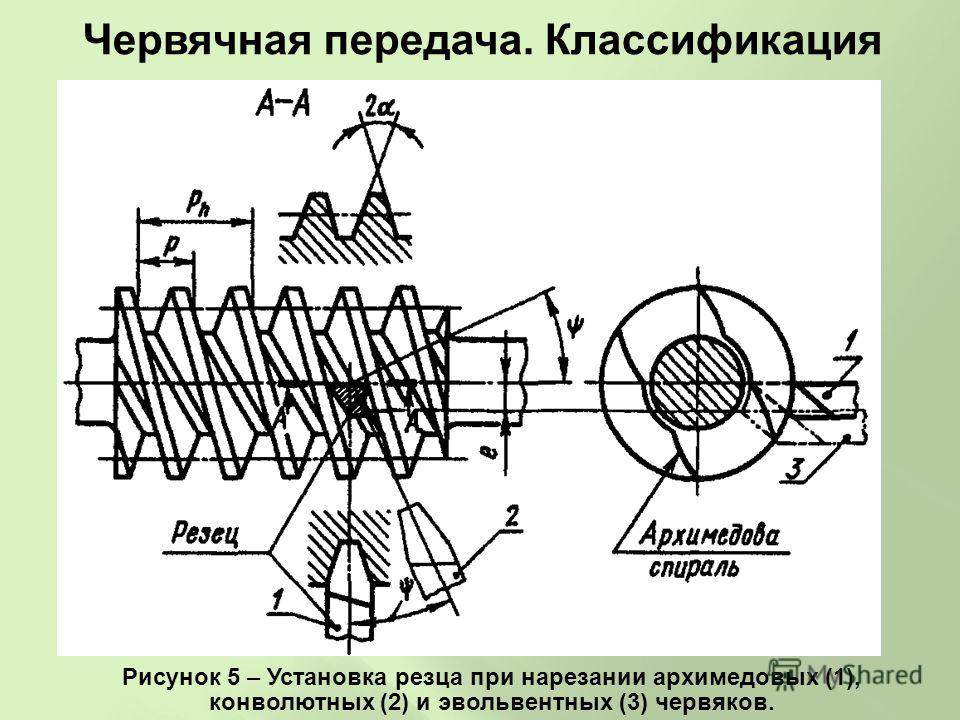 1.4б)
1.4б)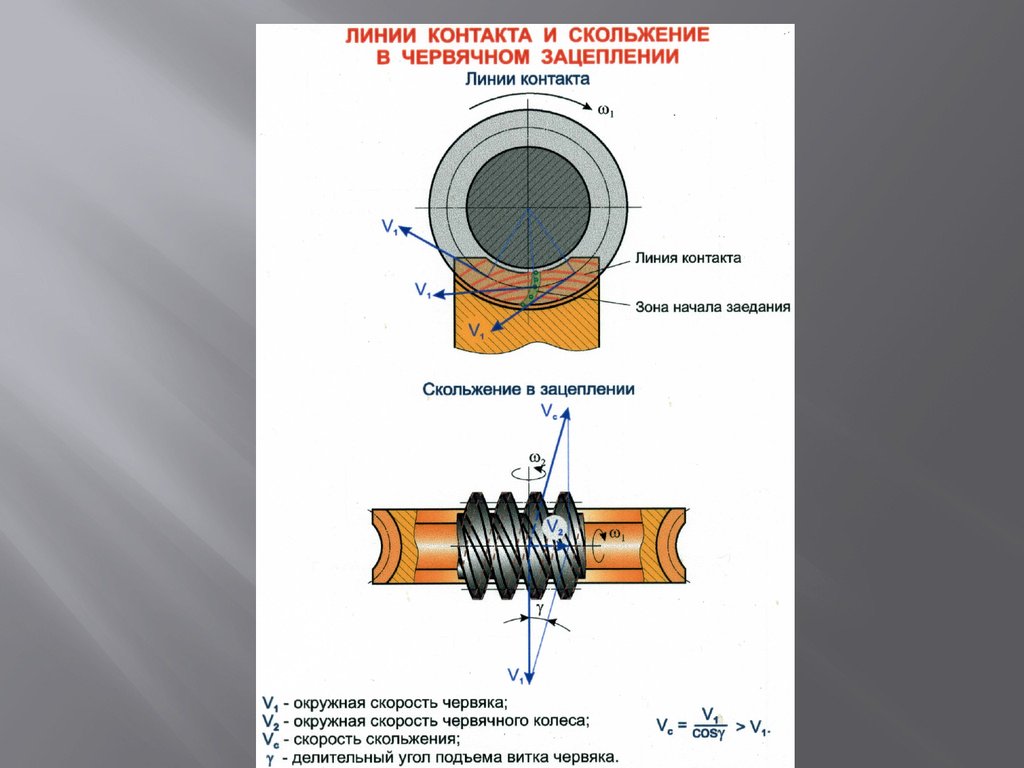


 Это указывает на то, что червячные передачи идеально подходят для использования на конвейере.
Это указывает на то, что червячные передачи идеально подходят для использования на конвейере.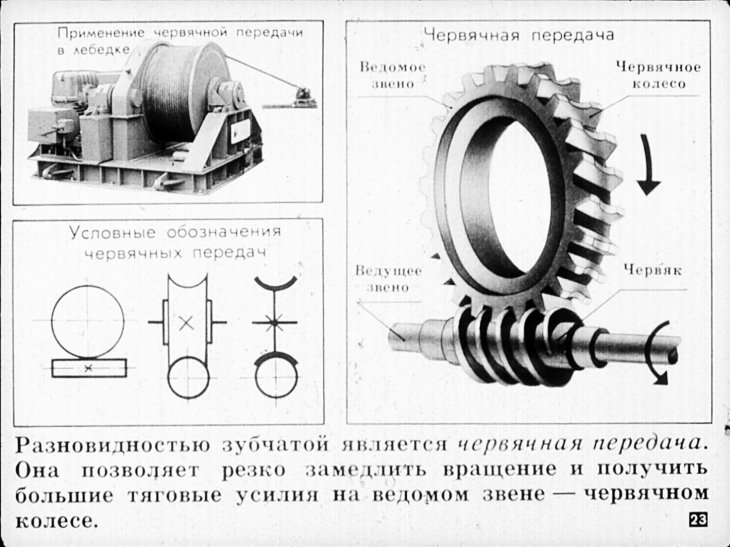 Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости.
Несмотря на то, что он компактен, он может обеспечить значительное снижение скорости. 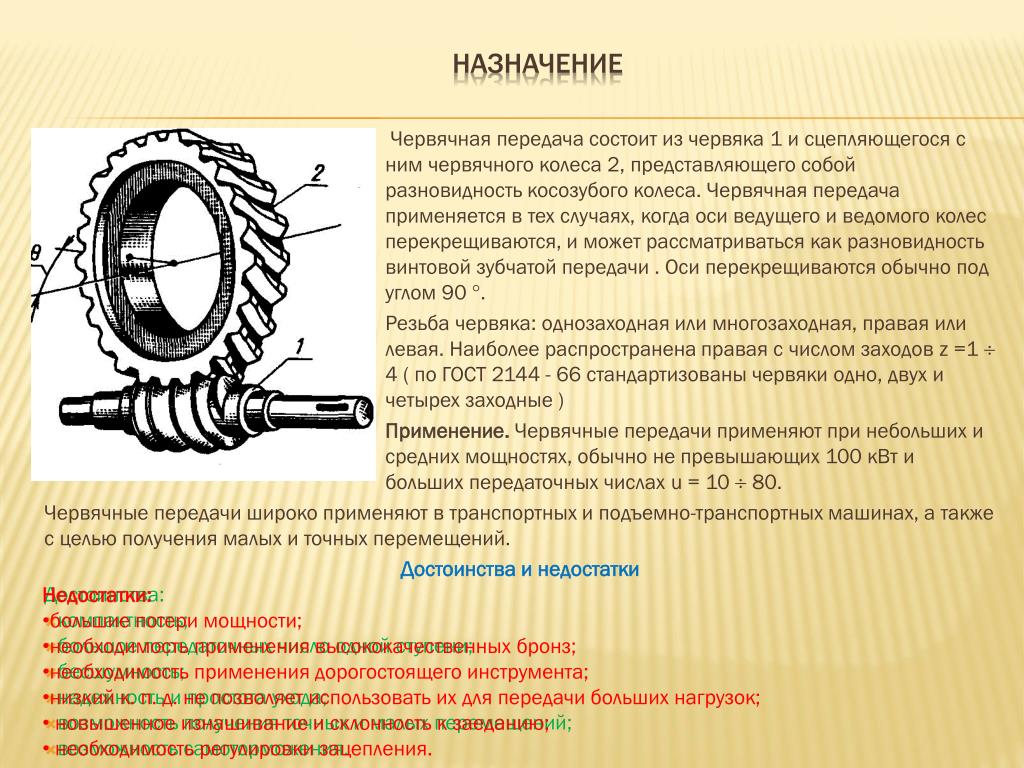

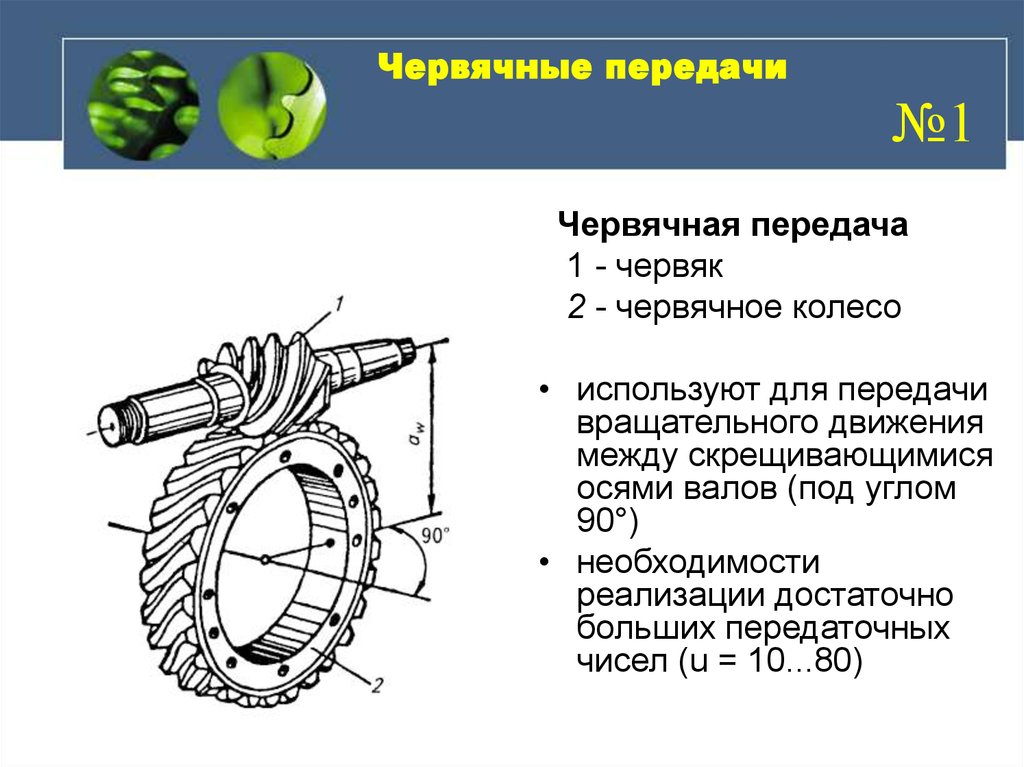
 Текущее время синхронизируется с часами компьютера при перепрошивке устройства.
Текущее время синхронизируется с часами компьютера при перепрошивке устройства. Текущее время и время срабатывания сигнала задаются с помощью четырёхкнопочной клавиатуры. За точность хода отвечает модуль часов реального времени.
Текущее время и время срабатывания сигнала задаются с помощью четырёхкнопочной клавиатуры. За точность хода отвечает модуль часов реального времени. Метеостанция. Как собрать…
Метеостанция. Как собрать…
 Повторяйте последовательность загорающихся светодиодов на клавиатуре компьютера.
Повторяйте последовательность загорающихся светодиодов на клавиатуре компьютера.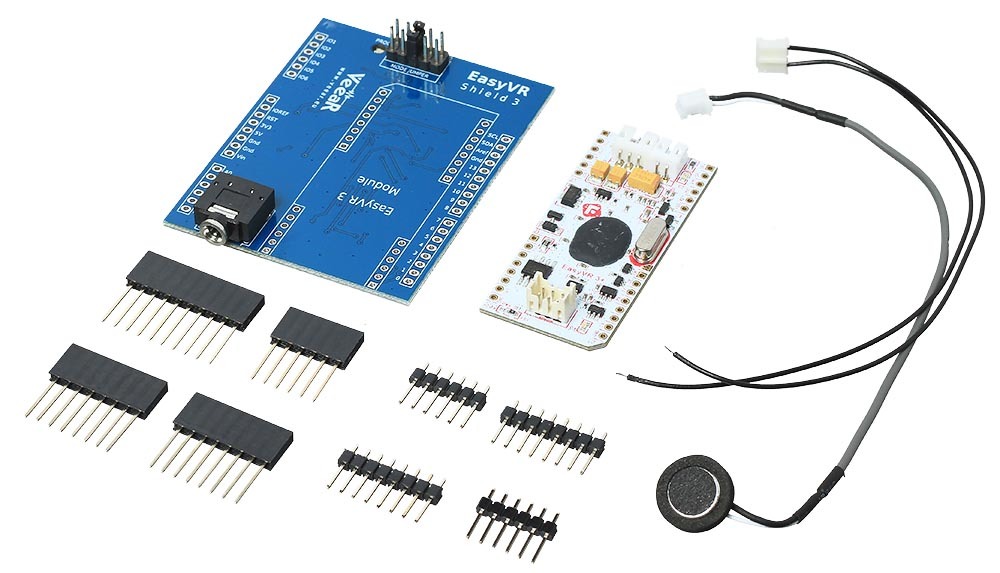
 Ничего не испортится.
Ничего не испортится.
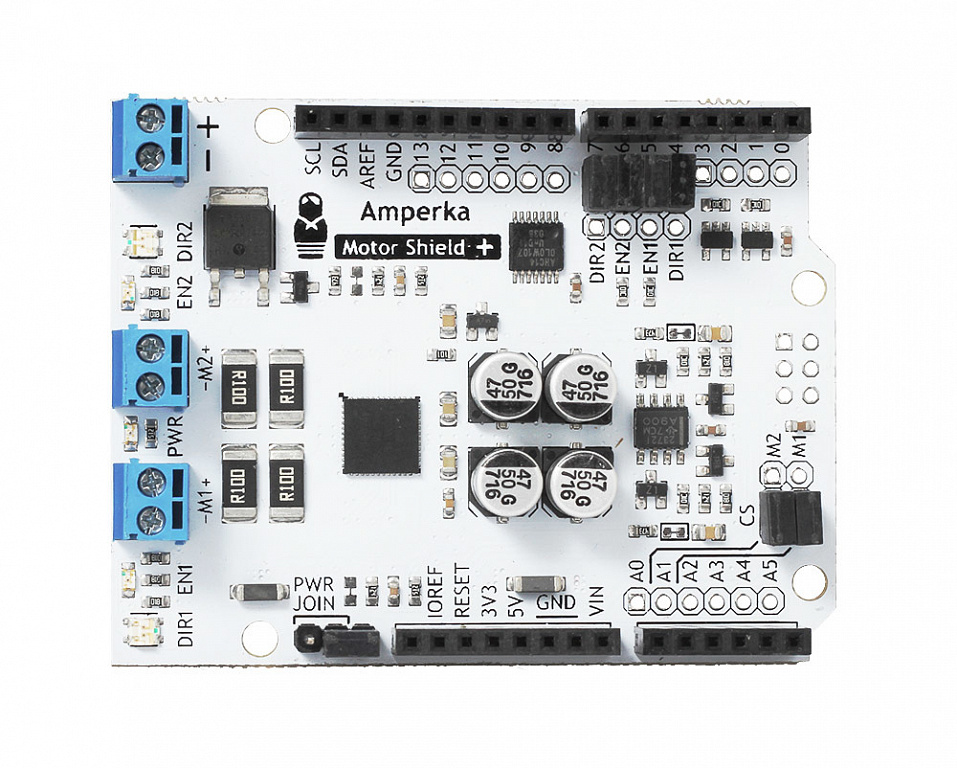 5 кг
5 кг
 энергоэффективные параллельные гетерогенные архитектуры.
энергоэффективные параллельные гетерогенные архитектуры.


 Учитывая высокие температурные режимы принтера, в качестве обдува управляющей платы используется 100мм кулер турбинного типа. Вся коммутация аккуратно заправлена, болтающихся проводов нет.
Учитывая высокие температурные режимы принтера, в качестве обдува управляющей платы используется 100мм кулер турбинного типа. Вся коммутация аккуратно заправлена, болтающихся проводов нет.

 В случае засора система автоматически запустит алгоритм прочистки экструдера, после чего печать возобновится.
В случае засора система автоматически запустит алгоритм прочистки экструдера, после чего печать возобновится.

 В данном режиме сопло калибруется по отверстию в шайбе, а затем по прохождению пластика через шайбу контролируется степень прочистки сопла.
В данном режиме сопло калибруется по отверстию в шайбе, а затем по прохождению пластика через шайбу контролируется степень прочистки сопла.


 Но, к сожалению, не обошлось без минусов в виде деталей из ABS-пластика сомнительного качества.
Но, к сожалению, не обошлось без минусов в виде деталей из ABS-пластика сомнительного качества.
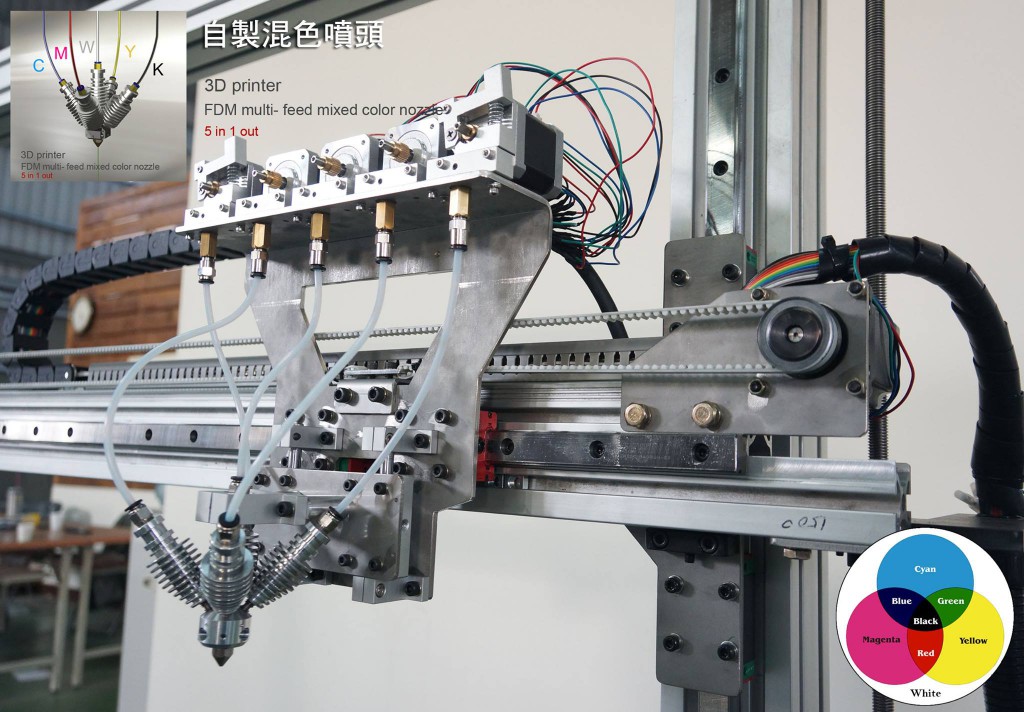



 США
США
 Каждый мог освоить его за 10 минут. Нет сложной настройки и калибровки, нет профессионального программного обеспечения для 3D-дизайна и слайсера, нет требований к выравниванию.
Каждый мог освоить его за 10 минут. Нет сложной настройки и калибровки, нет профессионального программного обеспечения для 3D-дизайна и слайсера, нет требований к выравниванию. 
 Компактный аппарат поддерживает широкий спектр технологий контактной сварки, включая сварку переменным током, инвертором постоянного тока, инвертором переменного тока, транзистором и емкостным разрядом. Он имеет простой и интуитивно понятный пользовательский интерфейс и цветной сенсорный дисплей.
Компактный аппарат поддерживает широкий спектр технологий контактной сварки, включая сварку переменным током, инвертором постоянного тока, инвертором переменного тока, транзистором и емкостным разрядом. Он имеет простой и интуитивно понятный пользовательский интерфейс и цветной сенсорный дисплей. Это сложное испытательное оборудование подходит для современных превосходных систем контроля контактной сварки.
Это сложное испытательное оборудование подходит для современных превосходных систем контроля контактной сварки. Вы даже можете сваривать сложные и важные для безопасности комбинации материалов с высоким качеством в технологических тенденциях, таких как электромобильность и легкая конструкция.
Вы даже можете сваривать сложные и важные для безопасности комбинации материалов с высоким качеством в технологических тенденциях, таких как электромобильность и легкая конструкция.
 Мы также предлагаем дополнительные услуги, такие как проверка процесса, создание прототипа или мелкосерийного производства, или обеспечиваем весь производственный процесс в несколько смен.
Мы также предлагаем дополнительные услуги, такие как проверка процесса, создание прототипа или мелкосерийного производства, или обеспечиваем весь производственный процесс в несколько смен.
 Медь, алюминий.
Медь, алюминий. Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Поэтому вес сварки всего 53 кг. (Вес других лазерных сварок на рынке не менее 150-200 кг).
Лазерный источник, система управления, автоматическое воздушное охлаждение, объединены в одном блоке. Поэтому вес сварки всего 53 кг. (Вес других лазерных сварок на рынке не менее 150-200 кг).


 ., алюминий, нержавейка.. настолько, что аж не верил. Швы прям идеальные получаются.»
., алюминий, нержавейка.. настолько, что аж не верил. Швы прям идеальные получаются.» 2 и 0.8 мм
2 и 0.8 мм
 В процесс…
В процесс… org/Question»>
org/Question»> Лазерная сварка не требует, чтобы металл был настолько чистым, как при сварке MIG.
Лазерная сварка не требует, чтобы металл был настолько чистым, как при сварке MIG.

 стали
стали вкл. НДС
вкл. НДС
 п.)
п.) Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
Требуется защитное снаряжение оператора, включающее сварочные перчатки, сварочную маску и лазерные защитные очки на длину волны 1070 нм
 Покупатель несет ответственность за соблюдение мер безопасности.
Покупатель несет ответственность за соблюдение мер безопасности.


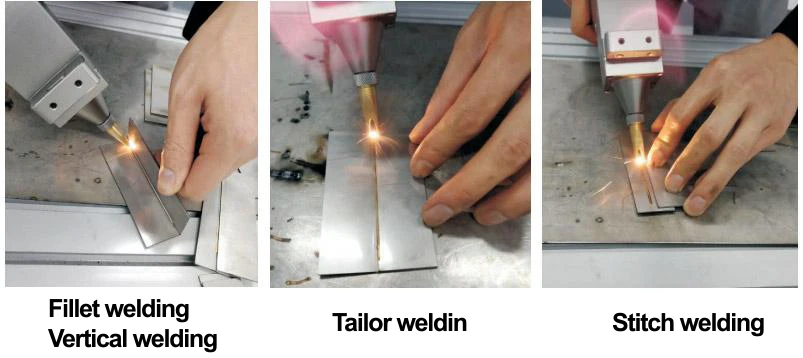
 com демонстрирует функции, возможности и простоту Light WELD XC предназначен для настройки и работы с «молниеносной скоростью».
com демонстрирует функции, возможности и простоту Light WELD XC предназначен для настройки и работы с «молниеносной скоростью». Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.
Сварка TIG может генерировать сильное тепло, которое деформирует тонкие материалы, приводит к плохому внешнему виду, затруднена при сварке меди и ограничена при сварке металлов разной толщины.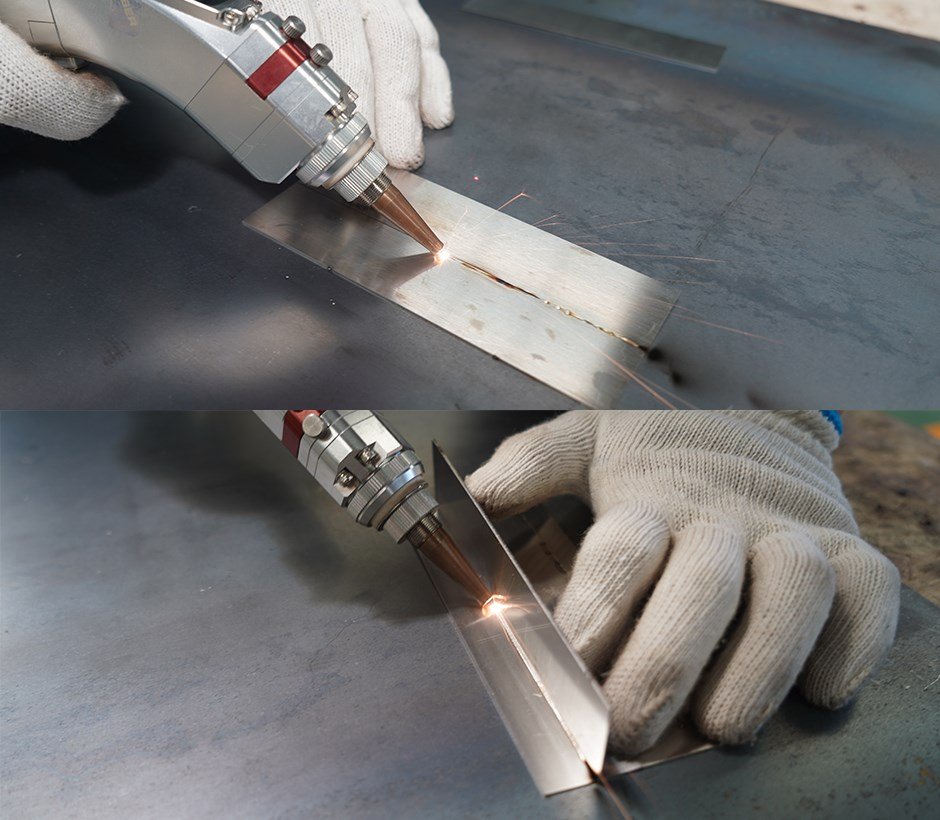 Кроме того, Light WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
Кроме того, Light WELD XC и Light WELD XR предлагают встроенную пред- и послесварочную очистку, которой нет ни в одной традиционной системе.
 Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм.
Требуется защитное оборудование оператора, включая сварочные перчатки, сварочный щиток и очки, защищающие от лазерного излучения с длиной волны 1070 нм. локальное отопление
локальное отопление 30 фунтов на кв. дюйм)
30 фунтов на кв. дюйм) Рабочий диапазон от +5 до 35 °C
Рабочий диапазон от +5 до 35 °C 506.2877
506.2877


 2877
2877

 Инструмент обеспечивает эффективную работу 1-го поста сварки, питается от собственного источника электропитания, который также может использоваться для эксплуатации прочего электрооборудования.
Инструмент обеспечивает эффективную работу 1-го поста сварки, питается от собственного источника электропитания, который также может использоваться для эксплуатации прочего электрооборудования. с., обороты – 1800 об/мин.
с., обороты – 1800 об/мин. На оборудовании не предусмотрена электроника, поэтому его можно эксплуатировать на открытой местности при температуре воздуха ОС: «-40º» – «+40º», а также 98-ми процентах влажности воздуха (Т-20 градусов).
На оборудовании не предусмотрена электроника, поэтому его можно эксплуатировать на открытой местности при температуре воздуха ОС: «-40º» – «+40º», а также 98-ми процентах влажности воздуха (Т-20 градусов). Ширина импульса лазера 0,1 — 20 мсек. Водяное охлаждение
Ширина импульса лазера 0,1 — 20 мсек. Водяное охлаждение Торг с реальным покупателем будет. Пишите звоните в любое время.
Торг с реальным покупателем будет. Пишите звоните в любое время. Весь спектр сварочного оборудования. Агрегаты с частотным…
Весь спектр сварочного оборудования. Агрегаты с частотным… 07.2013
07.2013 05.2019
05.2019 ..
.. p.A. (Италия) предназначен для сварки штучным электродом деталей из обычных и нержавеющих сталей на постоянном токе, агрегат…
p.A. (Италия) предназначен для сварки штучным электродом деталей из обычных и нержавеющих сталей на постоянном токе, агрегат…


 Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
Оптимальная частота повторения импульсов разнится в зависимости от других условий эксперимента и её нужно подбирать. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном. Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
 С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой. 2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
2 процедуры сборки-разборки из 3-х заканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. 
 Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.

 В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.
В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка. После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой.
После построения источника питания, который подходит для накачки импульсных лазеров на парах металлов и приобретения опыта работы с готовыми активными элементами лазеров на парах меди и её соединений оставалось только изготовить активный элемент лазера полностью самостоятельно, при этом с новой рабочей средой. Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами.
Барий и стронций сразу отпадают, поскольку их линии генерации лежат в ИК диапазоне, а это скучно и некрасиво. Остаются марганец, свинец и золото. Золото тоже отпадает по причине высокой стоимости и слишком высокой рабочей температуры (1600+ градусов Цельсия). Остались только 2 кандидата – свинец и марганец. Оба металла дешевы и должны быть сравнительно доступны – свинец можно найти буквально под ногами, распотрошив подобранный на помойке аккумулятор или кусок бронированного высоковольтного кабеля, марганец же широчайше применяется в черной металлургии и производится колоссальными объемами. В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном.
В любом случае она укладывается в «стандартный» диапазон 5-15 кГц. У свинца основная линия генерации лежит в пограничном с ИК диапазоне – 722 нм и есть ещё один переход с длиной волны порядка 405 нм, достижимая мощность на уровне единиц Вт для линии 722 нм. Особенностью этой среды является рекордный коэффициент усиления – 600 Дб/м. Рабочая температура составляет 800-900 градусов, а оптимальная ЧСИ согласно разным литературным данным ниже 10 кГц. Оптимальным буферным газом для обоих металлов является гелий, хотя возможна работа и с аргоном. Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
Из просмотренных статей стало понятно, что генерация возможна практически при любых габаритах разрядного канала и в достаточно широком диапазоне условий возбуждения, а оптимальный же режим возбуждения и давления буферного газа нужно подбирать под конкретный АЭ. После чего я нарисовал грубый эскиз своего будущего АЭ, исходя из имевшихся в наличии деталей, и приступил к изготовлению.
 С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой.
С боков на электродных головках есть штуцеры для откачки и напуска газа. Дозировка газа выполняется с помощью все той же инсулиновой иглы, вклеенной в один из штуцеров. Таким образом, получилась полностью коаксиальная конструкция АЭ, напоминающая заводскую. Размеры деталей можно увидеть на эскизах, которые я рисовал перед токарной обработкой. 2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца.
2 процедуры сборки-разборки из 3х оканчивались сколом края кварцевой трубы в момент затяжки фланцев электродных головок, хотя стенка трубы, казалось бы толстая. Решение этой проблемы потребовало бы радикальной переделки головок и способа крепления, что пока решено было не делать, поскольку конструкция экспериментальная. В процессе сборки добавил ещё один элемент – алюминиевую трубу вокруг всего АЭ, которая выполняет функцию обратного токопровода и снижает паразитную индуктивность АЭ. Чтобы под весом этой трубы ничего не ломалось – добавил опору с противоположного конца. В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы.
В качестве рабочего газа я использовал аргон при давлении порядка 10 Торр. Тут выплыла ещё одна недоработка – большое количество энергии разряда стекало через опору обратного токопровода на землю сквозь стенку трубы, вызывая её сильный нагрев, да и в «целевой разряд» уходит меньше энергии, чем могло бы. Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна.
Основная задача такой тренировки – дать АЭ нагреться до рабочей температуры и выше, полностью выжечь все остатки летучих примесей которыми буквально кишит как керамическая трубка разрядного канала, так и внутренняя высокотемпературная изоляция, особенно после того, как по неосторожности в трубку попало масло из вакуумного насоса. Чтобы такого больше не повторялось, я в разрыв вакуумного шланга поставил ловушку для масла в виде классической промывалки Дрекселя. Как ни странно, но утечки вакуума по обычному химическому шлифу нет. О выделении примесей свидетельствует белесый цвет разряда. Тренировку пришлось продлить до нескольких часов, чтобы все остатки масла испарились и сгорели и разряд приобрел нормальный розовато-голубой характерный для аргона цвет. В процессе тренировки АЭ удалось разогреть до рабочей температуры, а нагрев электродных головок оказался неожиданно умеренным, несмотря на то, что анод и катод раскалялись докрасна. 
 Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.
Все мои мытарства внезапно закончились, когда по почте пришел маленькой королёк высокочистого марганца от создателя сайта PeriodicTable, за что ему огромная благодарность.

 В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно.
В моих условиях проще было смириться с потерей части мощности, но при желании от лодочек можно уйти. Вторым неожиданным сюрпризом для меня стало то, что при разборке лазера в разрядном канале вообще мало что осталось от лодочек. Оказалось, что расплавленный марганец растворяет кварц,. Таким образом, тем более нужно избавляться от лодочек. Но если не избавляться – то как минимум делать их из другого, материала, например лейкосапфира. Похоже это единственный вариант для столь агрессивных условий. Что характерно, подходящую заготовку несложно достать – из лейкосапфира делают горелки натриевых ламп. Ну и таки крепление электродных головок нужно переделывать, так как дальнейшие операции разборки-сборки привели корпус лазера в негодность. А в остальном, этот лазер я могу назвать по праву эксклюзивным в своей практике, так как промышленно марганцевые лазеры не выпускало ни одно предприятие, ни в бывшем СССР, ни в мире. Марганцевый лазер так и не покинул стены лабораторий. Почему – мне непонятно. Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка.
Возможно, потому что его длина волны очень близка к стандартным 532 нм, которые получают с помощью твердотельных лазеров и удвоения частоты, которым не нужен сложный высоковольтный источник питания и хрупкая лазерная трубка с ограниченным сроком службы. А где нужна дифракционная расходимость излучения с большой мощностью и тоже на видимых длинах волн – есть уже лазеры на парах меди, у которых КПД в 5 раз выше. Тем не менее, я бы сказал, что марганцевый лазер незаслуженно забыт и вполне бы мог промышленно выпускаться до наступления эпохи DPSS. А ещё стен лабораторий не покинул лазер на парах металлического таллия, который генерирует излучение на длине волны 535 нм. Но нет, его я делать не буду, так как зачем работать с крайне высокоопасным веществом и дико сложной накачкой, когда есть гораздо более простой в использовании марганец с длиной волны 534 нм? А вот свинец я попробовал, но об этом побочном эксперименте также будет отдельная заметка. Он излучает ультрафиолет
Он излучает ультрафиолет


 Кольцо лазерной указки
Кольцо лазерной указки Для этого вам может понадобиться совет специалиста.
Для этого вам может понадобиться совет специалиста.
 Из них аккумуляторная батарея кажется наиболее подходящей для работы. Дайте ему высший приоритет в поиске самого надежного источника питания.
Из них аккумуляторная батарея кажется наиболее подходящей для работы. Дайте ему высший приоритет в поиске самого надежного источника питания. Не останавливайтесь ни перед чем, пока все не будет завершено. В частности, проверьте цепи, чтобы убедиться, что они действительно целы и совершенны.
Не останавливайтесь ни перед чем, пока все не будет завершено. В частности, проверьте цепи, чтобы убедиться, что они действительно целы и совершенны.


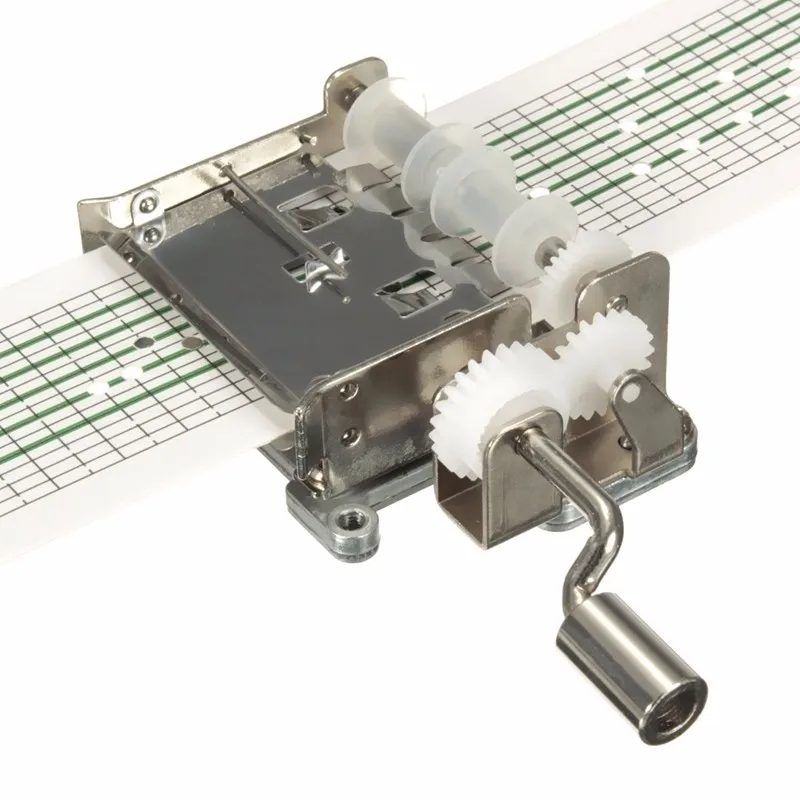 В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.
В системе без считывателя перфоленты не требуется устанавливать специализированного УУС вместо обычного устройства ЧПУ. Однако это преимущество можно считать лишь временным, поскольку большинство станков, имеющих числовое программное управление, поставляется вместе с устройствами МЧПУ, которые, будучи включенными в состав системы ПЦУ, во многом служат тем же целям, что и специализированные УУС.

 Заправку бумажной перфоленты
Заправку бумажной перфоленты В этом
В этом 5 мс;
5 мс;

 Я никогда не видел, чтобы это работало, и это беспокоит меня.
Я никогда не видел, чтобы это работало, и это беспокоит меня.
 1 ). Ни одно отверстие не представляет собой логический 0. Ранние системы телетайпной связи, основанные на коде Бодо, использовали узкую ленту шириной 11/16 дюйма, способную вместить 5-битный кодовый символ, а также звездочку или синхронизирующее отверстие по всей ее ширине. Позже ширина «стандартной» бумажной ленты была увеличена до 1 дюйма, что позволило использовать до 8-битных кодов.
1 ). Ни одно отверстие не представляет собой логический 0. Ранние системы телетайпной связи, основанные на коде Бодо, использовали узкую ленту шириной 11/16 дюйма, способную вместить 5-битный кодовый символ, а также звездочку или синхронизирующее отверстие по всей ее ширине. Позже ширина «стандартной» бумажной ленты была увеличена до 1 дюйма, что позволило использовать до 8-битных кодов.
 В крайних случаях звездочка действовала как циркулярная пила, в результате чего лента вообще не двигалась. Транспортные механизмы считывателя бумажной ленты потребовали серьезного переосмысления.
В крайних случаях звездочка действовала как циркулярная пила, в результате чего лента вообще не двигалась. Транспортные механизмы считывателя бумажной ленты потребовали серьезного переосмысления. Вот как это делает TRM 250:
Вот как это делает TRM 250:
 Две печатные платы внизу содержат схемы усилителя фотодатчика на дискретных транзисторах.
Две печатные платы внизу содержат схемы усилителя фотодатчика на дискретных транзисторах.  Справа внизу находится тестовый разъем, доступ к которому можно получить через небольшой «люк», удерживаемый в передней крышке двумя быстрозажимными винтами. Штыри разъема на самом деле являются петлями для простого крепления стандартного зонда. Они позволяют быстро проверить выходы усилителя и другие сигналы.
Справа внизу находится тестовый разъем, доступ к которому можно получить через небольшой «люк», удерживаемый в передней крышке двумя быстрозажимными винтами. Штыри разъема на самом деле являются петлями для простого крепления стандартного зонда. Они позволяют быстро проверить выходы усилителя и другие сигналы.  Также видны два многоконтактных разъема Plessey. Тот, что справа, отвечает за выходы усилителя и шины питания. Левый разъем имеет вход питания от сети для двигателя и питания низковольтной лампы. Здесь также находятся различные сигналы переключателей и кнопок.
Также видны два многоконтактных разъема Plessey. Тот, что справа, отвечает за выходы усилителя и шины питания. Левый разъем имеет вход питания от сети для двигателя и питания низковольтной лампы. Здесь также находятся различные сигналы переключателей и кнопок.  . Машина казалась живой, так как ее приводной двигатель тоже работал постоянно. Если у кого-то есть ненужный телетайп ASR33, я бы хотел услышать от них!
. Машина казалась живой, так как ее приводной двигатель тоже работал постоянно. Если у кого-то есть ненужный телетайп ASR33, я бы хотел услышать от них! Я ссылаюсь на интересные статьи о новой электронике и связанных с ней технологиях, ретвитлю сообщения о роботах, освоении космоса и других проблемах.
Я ссылаюсь на интересные статьи о новой электронике и связанных с ней технологиях, ретвитлю сообщения о роботах, освоении космоса и других проблемах. Он подключается к любому современному компьютеру через USB и хорошо работает со всеми видами 5-8-битных бумажных лент, включая полупрозрачные бумажные материалы. Чтобы компенсировать допуски датчиков и адаптироваться к различным типам бумаги, он может автоматически калибровать свои оптические датчики.
Он подключается к любому современному компьютеру через USB и хорошо работает со всеми видами 5-8-битных бумажных лент, включая полупрозрачные бумажные материалы. Чтобы компенсировать допуски датчиков и адаптироваться к различным типам бумаги, он может автоматически калибровать свои оптические датчики. И по сей день любители, интересующиеся старым форматом бумажной ленты, время от времени создают свои собственные оптические считыватели.
И по сей день любители, интересующиеся старым форматом бумажной ленты, время от времени создают свои собственные оптические считыватели. Вы можете откалибровать датчики на трудно читаемой полупрозрачной ленте, нажав кнопку и подав около 30 см тестовой ленты. Но одна калибровка работает с широким спектром типов бумаги и остается в памяти EEPROM, поэтому вам вообще не нужно много калибровать.
Вы можете откалибровать датчики на трудно читаемой полупрозрачной ленте, нажав кнопку и подав около 30 см тестовой ленты. Но одна калибровка работает с широким спектром типов бумаги и остается в памяти EEPROM, поэтому вам вообще не нужно много калибровать.