Оборудование для литья платмасс: виды и технология производства
Оборудование для литья пластмасс востребовано в различных сферах производства.
Методом литья изготавливаются игрушки и канцелярские товары, детали автомобилей и полимерные трубы, различные емкости и профили для пластиковых окон.
Рис.1. Машина для литья пластмасс.
Виды пластмасс и сырье
Для производства пластмасс используются следующие материалы:
поливинилхлорид;
полиэтилен высокого и низкого давления;
полиэтилентерефталат;
полистирол;
полипропилен.
Каждый из полимеров имеет различную пластичность и температуру плавления, поэтому подбор сырья — один из важнейших этапов производства.
Оборудование для литья пластмасс необходимо перенастраивать при каждой смене сырья.
Технология производства
Производство пластиковых изделий осуществляется в определенной последовательности:
Материалы ПВХ для производства пластиковых изделий измельчаются и загружаются в приемный бункер литьевой машины.
Твердые полимеры разогреваются до необходимой температуры. Шнек подает расплав в узел пластификации.
Под высоким давлением производится впрыскивание полимерной массы в литьевую форму. Пластмасса равномерным слоям покрывает стенки формы, точно повторяя ее очертания.
В процессе остывания давление в форме понижается, остывшие детали извлекаются наружу.
Скорость и объем впрыска, температурные параметры задаются индивидуально для каждого вида изделий.
Существуют разные способы литья пластмасс:
экструзия — создание пластмассовых изделий методом выдавливания;
отливка — формовка изделий в литьевых пресс-формах;
формовка прессованием, когда расплавленная масса сжимается под действием механических нагрузок;
компрессионное формование происходит при сжимании литьевых форм.
Оборудование для производства изделий из пластика
Для изготовления пластмассовых изделий применяются всевозможные станки и оборудование для литья под давлением:
1. Экструдеры
Экструзия означает выдавливание или выталкивание. Производство пластмассовых изделий происходит путем выдавливания расплавленной полимерной массы через матрицу, образующую определенную форму.
Методом экструзии создаются оконные профили, полимерные листы и пленки, пластиковая кровля и пластмассовые трубы.
Установка включает в себя следующие узлы и механизмы:
экструдер;
пневмозагрузчик;
раздувочные головки с системой охлаждения;
калибровочные механизмы;
тянущие и поворотные устройства;
модули укладки и намотки.
Управление работой механизмов происходит в автоматическом режиме.
2. Термопластавтоматы
Представляют собой литьевые машины для изготовления серийных пластмассовых деталей в пресс-формах методом впрыска под давлением.
Включают в себя различные функциональные узлы:
модуль пластификации, где сырье разогревается до нужных температур;
литьевая пресс-форма для литья пластмасс, куда впрыскиваются полимеры и формируются изделия;
узел запирания, обеспечивающий смыкание и открывание пресс-форм;
специальный толкатель удаляет готовые отливки из автомата.
Автоматический блок ЧПУ с русскоязычным интерфейсом и ЖК-дисплеем обеспечивает управление и контроль производства всех пластиковых изделий.
Работу механизмов обеспечивает электрический, гидромеханический или электромеханический привод.
В зависимости от расположения системы впрыскивания полимеров, термопластавтоматы подразделяются на:
Вертикальные — с вертикальным впрыском и горизонтальным расположением разъемных форм.
Горизонтальные — с горизонтальной системой впрыска и вертикально расположенными разъемами.
Угловые — для изделий сложных конфигураций с расположением впрыска в разных местах.
Производство пластмассовых изделий в термопластавтоматах включает в себя нагрев полимеров до жидкого состояния, подача под высоким давлением в пресс-формы, остывание и извлечение готовых деталей.
3. Выдувные машины
С помощью выдувных станков производят различные тонкостенные емкости: канистры, бутылки, бочки.
Производство бутылок из предварительно изготовленных в термопластавтоматах заготовок (преформ) выполняется в следующем порядке:
Преформы нагреваются в специальной печи.
Горячие заготовки помещаются в пресс-форму, где через специальный шток происходит вытягивание и раздувание бутылок.
При соприкосновении с металлом литьевых форм полимер застывает и становится жестким.
Пресс-форма открывается, готовые бутылки вынимаются при помощи специального манипулятора.
4. Экструзионно-выдувные станки
Устройства используются для изготовления объемных полых изделий путем выдувного формования.
Применяются в различных производственных отраслях:
пищевые производства — изготовление бутылок, банок, контейнеров;
формацевтика — емкости для лекарств;
машиностроение — баки для топлива, патрубки, бамперы;
строительство — пэт тара, емкости для лакокрасочных материалов.
Экструзионно-выдувные станки состоят из несколько основных узлов:
Экструдер с червячным механизмом и генератором нагрева.
Головка с мундштуком для формирования трубных заготовок или рукавов. Она может быть одно- или многоручьевой, прямоточной или угловой.
Металлические пресс-формы для литья пластмасс.
Приемно-раздувное устройство, состоящее из нескольких механизмов:
перемещения заготовок к пресс-форме;
смыкания, размыкания и запирания форм;
раздува заготовок;
срезания облоя;
выталкивания готовых изделий.
Комплектация станка включает компрессор и охладитель.
Рис.3. Экструзионно-выдувная машина.
5. Термоформовочные станки
Устройства для термической формовки изделий из полиэтиленовой пленки различной толщины: одноразовых тонкостенных стаканов, тарелок, контейнеров.
Станки бывают одно- или многопозиционные ротационного, револьверного или ленточного типа.
Для простых изделий подходят машины ленточного типа, для изделий сложной конфигурации — револьверные или ротационные станки.
Дополнительное оборудование
Вспомогательное оборудование для производства пластмассовых изделий позволяет сократить ручной труд и облегчить процесс производства.
В данной категории представлены:
различные транспортеры и ленточные конвейеры;
миксеры, загрузчики, дозаторы;
дробилки и сушильные бункеры;
роботы-манипуляторы.
Рис.3. Сушилка для полимеров и ленточный конвейер.
Мини станки для литья пластмасс
Настольные станки для изготовления пластиковых изделий широко востребованы на небольших производствах при изготовлении ограниченных партий товара. Они легко размещаются в небольших мастерских, лабораториях или станциях технического обслуживания.
Мини станки для литья пластмасс можно изготовить своими руками. Для этого понадобятся:
Стальной шток с поршнем.
Цилиндр из металлического обрезка трубы.
Преходник 0,5 дюйма.
Термостат и ТЭН на 600 Вт.
Штуцер и крепежи.
Обладая незначительными инженерными навыками и воспользовавшись инструкциями в интернете, вы сможете создать машину для изготовления пластмассовых изделий простых форм.
Широкий выбор предложений литьевых машин различных моделей китайского и корейского производства представляет компания «ИМСТЕК».
Менеджеры с большим опытом работы помогут подобрать подходящую технику.
Обеспечим доставку, запуск и пусконаладку купленных у нас станков. Окажем техническую поддержку в течение всего срока эксплуатации.
Моисеев Алексей
Оборудование для производства пластиковых изделий методом литья под давлением
Решения
Автомобильный бампер
Шприц медицинский
Пластиковая тара
Паллета
Мусорный контейнер
Ящик перфорированный
Щетка
Крышка
Чехол телефона
Тротуарная плитка
Линза
Зубная щетка
В разделе «Решения» демонстрируются готовые комплексы оборудования для производства пластиковых изделий с предоставлением подробной информации по изготавливаемому предмету, составу линии и цене. Существует несколько способов производства изделий из пластика, каждый из которых отличается своим технологическим процессом, типом оборудования, выпускаемой конечной продукцией.
Перечислим основные:
– Литье под давлением. Гранулы пластмассы приводятся в расплавленное состояние в шнеке литьевой машины, затем впрыскиваются под давлением в свободную полость в пресс-форме, полностью заполняя ее, после чего полимер остывает и готовое изделие извлекается.
– Экструзия. Технология продавливания расплава полимера через формующее отверстие головки экструдера, позволяет получать не ограниченные по длине изделия. Используется для производства: труб, пленок, листов, оболочек кабелей.
– Выдувное формование. Существует несколько типов, в общем виде представляет из себя нагрев пластиковой заготовки в виде полой трубки (преформы) с последующим ее раздувом сжатым воздухом до стенок формы. Используется для производства: бутылок, емкостей, бочек, канистр, флаконов.
– Вакуумное формование. Лист пластика помещается сверху или снизу от матрицы, разогревается до нужной температуры, натягивается на заготовку, после чего за счет создания вакуума плотно прилегает к матрице, повторяя ее форму. Используется для производства: лотков, ложементов, игрушек, форм для бетона, рекламных вывесок.
Есть и другие технологии, разнообразие их достаточно велико. Не распыляясь на все направления, компания EASTPLAST специализируется на предложении оборудования для производства изделий из пластмассы только методом литья под давлением. А именно:
Термопластавтомат — станок для производства пластиковых изделий, основная технологическая единица любой линии, служит для расплавления и гомогенизации поступающего гранулированного сырья с последующим впрыском его в формующую оснастку под большим давлением и удержанием его требующееся количество времени до остывания изделия.
Пресс форма — формующая оснастка, упрощенно представляет из себя 2 металлические плиты, которые в сомкнутом состоянии образуют полость в форме изделия, в которую заливается пластмасса.
Периферийное оборудование — ряд устройств, выполняющих функции подготовки, транспортировки сырья, переработки отходов литья, поддержания нужной температуры, это: сушилки, загрузчики, дозаторы, смесители, термостаты, чиллеры, дробилки.
Робот — дополнительное оборудование, автоматизирует производство, улучшает экономическую выгодность за счет снижения цикла литья. Выполняет задачи съема изделия и литника, а также установку закладных элементов в пресс-форму.
Оборудование для производства изделий из пластика бренда Plastron
В каждом отдельном кейсе приведен пример изделия, по которому был произведен расчет состава линии и дано ценовое предложение. В случае изменения параметров изделия: габаритных размеров, марки пластика, массы, производственной программы может изменится и набор оборудования для его производства. Пресс-форма уникальна для каждого изделия, ее стоимость может сильно меняться в зависимости от его особенностей. Поэтому для подбора оборудования для изготовления вашего пластикового изделия, для расчета нам понадобятся следующие данные:
— Фотографии с размерами / чертеж / 3D модель изделия (или изделий, если их несколько). — Производственную программу по каждому из изделий (с учетом графика работы 24/7). — Массу изделия. — Тип полимера.
Если вы нашли нужный вам пример среди представленных кейсов и хотите купить линию для производства данных изделий из пластмассы, либо уточнить цену, проконсультироваться о производительности, сроках поставки и любых других вопросах обратитесь через форму запроса ниже или позвоните нам по телефону, указанному на странице контактов компании.
Главная | Plastics Machinery & Manufacturing
Polyplastics USA Inc.
Injection Molding
Polyplastics предлагает POM медицинского назначения для высокопроизводительных приложений
Bruce Geiselman
3 апреля 2023 г. на февральской выставке MD&M West.
Домашний
Электронная книга: «Пластмассы и дефицит рабочей силы, часть 2: поиск и удержание рабочих»
24 февраля 2023 г.
NetStal
Инъекционная литья
NetStal Оптимизирует гидравлическое давление
David Tillett
31 марта, 2023
Ассоциация индустрии пластмассы
Пластич , 2023
Starlinger Viscotec
Recycling
ViscoZero производит пищевой рециклат
Ron Shinn
29 марта, 2023
Целанский
Производство
Целанский, работающий с поставщиками по переходу к EVS
Bruce Geiselman
28 марта, 2023
9
SIGMA. Tillett
17 марта 2023 г.
Аддитивное производство
Meltio называет четырех глобальных партнеров
16 марта 2023 г.
Meltio
Molds & Tooling
Meltio adds laser-calibration system
David Tillett
Feb. 24, 2023
Mouldpro
Molds & Tooling
Mouldpro improves filter units
Karen Hanna
31 марта 2023 г.
Американский химический совет
Производство
Отчет: Пластмассы способствуют снижению веса, топливной экономичности в автомобильном секторе
Bruce Geiselman
30 марта 2023
Плесени и инструменты
Hasco Flom Tags Store Digital Information
David Tillett
29 марта 2023
View All Companies>
Extrusion Extrusion Extrusion Extrusion Extrusion Extrusion Объекты. Партнер по сбыту в США
29 марта 2023 г.
Передовые решения для смешивания
Инновационные продукты
Осушитель экономит энергию
Карен Ханна
28 марта, 2023
Bausano
Утилизация
Bausano Extruder Radings с тяжелыми загрязненными отходами
. 27. 27, 2023
.
23 марта 2023 г.
Экструзия
Entek выбирает Terre Haute для завода по производству аккумуляторных пленок
Брюс Гейзельман
22 марта 2023 г.
Плесени и инструменты
Методы Машина, Ясда обновление партнерства
27 марта, 2023
Прогрессивные компоненты
Плесени и инструменты
Профиль. Meusburger
Пресс-формы и оснастка
Выталкивающие штифты для выпуска газа
David Tillett
23 марта 2023 г.
WEKA Business Medien GmbH
Molds & Tooling
Hasco wins awards for innovation
March 22, 2023
C-Sert
Molds & Tooling
Hex installer eases platen repair
David Tillett
March 8, 2023
Производство
Электронная книга: обзор закупок оборудования за 2023 год
14 марта 2023 г.
Выдувное формование
Magic объявляет об открытии завода в Мичигане
марта 7, 2023
Bekum maschinenfabrik Gmbh
. Серия предлагает новые функции
Карен Ханна
24 февраля 2023 г.
Термоформование
BMG назначает нового руководителя проекта
23 марта 2023 г.
iStock/Getty/Trifonenko
Производство
Что делать вашему бизнесу, если его банк обанкротится?
15 марта 2023 г.
км позади объектива (@kmbehindthelens)
Экструзия
ОМВ. консоль облегчает загрузку формы
Дэвид Тиллетт
3 марта 2023 г.
SC Johnson
Recycling
Пластиковый банк — это история успеха переработки: комментарий
Ron Shinn
22 марта 2023
Ampacet Corp.
Recycling
New Ampacet Masterbath.
Брюс Гайзельман
20 марта 2023 г.
Piovan
Рециркуляция
Мониторы качества технологического воздуха Vulkano
20 17 марта 2023 г.0003
Recycling
MAAG Filter предлагает функцию самоочищения
David Tillett
16 марта 2023
Extrusion
New Entek Extruder появился в 2024
Feb. 21, 2023
.
eFactor3 приветствует Tulley French в сервисной команде
16 февраля 2023 г.0002 Feb. 10, 2023
KraussMaffei
Compounding
KraussMaffei system monitors color during compounding
Dec. 22, 2022
Beckhoff Automation LLC
Manufacturing
Beckhoff USA posts record revenue in 2022
Beckhoff Automation LLC
31 марта 2023 г.
Производство
Руководители производства сообщают о стрессах
30 марта 2023 г.
Audi AG
Производство
Lyondellbasell, Audi Make новые детали из переработанных автоматических материалов
24 марта 2023
Производство
Сабич: материалы.
Что делает пластиковое оборудование и каковы общие типы в индустрии пластмасс?
Технология обработки литья пластмасс широко используется в производстве многих высокотехнологичных продуктов, таких как автозапчасти, электронные продукты 3C, разъемы, дисплеи, мобильные телефоны, пластиковые оптические линзы, биомедицинские прикладные продукты, предметы первой необходимости и т. д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.
Что такое пластиковые машины?
Общий термин для различных машин и устройств, используемых в промышленности по переработке пластмасс. Определенные машины и оборудование общего назначения, такие как транспортировка жидких и твердых веществ, разделение, дробление, измельчение и сушка, также занимают важное место в промышленности по переработке пластмасс, поэтому их часто называют машинами для пластмасс. Распространенными типами являются пластиковые машины, экструдеры, машины для литья под давлением, машины для выдувания пленки, машины для выдувного формования и т. д.
В зависимости от процесса производства пластмассовых изделий, пластмассовые машины можно разделить на четыре категории: машины для изготовления пластмасс, машины для литья пластмасс, машины для вторичной обработки пластмасс и вспомогательные машины или устройства для обработки пластмасс. Оборудование для производства пластиковых компаундов используется в производстве различных форм пластиковых компаундов, включая месильные машины, машины для смешивания пластмасс (открытые мельницы и внутренние смесители), грануляторы, просеивающие машины, дробилки и измельчители. Оборудование для литья пластмасс, также известное как оборудование для первичной обработки пластмасс, используется для формования полуфабрикатов или изделий из пластмассы, включая машины для компрессионного литья, машины для литья под давлением, экструдеры, машины для выдувного формования, каландры, машины для ротационного формования, машины для вспенивания и т. д. , Оборудование для вторичной обработки пластика используется для переработки и последующей обработки полуфабрикатов или изделий из пластика, включая термоформовочные машины, сварочные машины, машины для термосварки, машины для горячего тиснения, машины для вакуумного испарения, флокирующие машины, печатные машины и т. д. Металлообработка станки также широко используются для вторичной обработки пластмасс. Вспомогательное оборудование или устройства для обработки пластмасс используются для рационализации процесса обработки пластмасс, в том числе автоматическое устройство дозирования и подачи, автоматическое устройство для переработки лома, автоматическое устройство для удаления продуктов литья под давлением, устройство для быстрой замены литьевой формы, машина для охлаждения литьевой формы, автоматическое устройство для измерения толщины, и оборудование для транспортировки и хранения сырья и т. д. Такие вспомогательные машины или устройства стали неотъемлемой частью современной автоматизации обработки пластмасс.
Совершенство пластикового оборудования напрямую влияет на качество, производительность и стоимость пластиковых полуфабрикатов или продуктов, поэтому оно должно быть способно адаптироваться к изменениям температуры и нагрузки во время компаундирования и обработки пластика, а также к возникающим изменениям в свойства расплавленных материалов, а также адаптироваться к химической коррозии и особым условиям, таким как механический износ. Специализация марок пластмасс, разработка инженерных пластиков, появление композиционных материалов, разработка крупногабаритных, легких и тонкостенных конструкций изделий из пластмассы требуют от машин для изготовления изделий из пластмассы: комплектов для производства изделий; высокая скорость, экономия труда, автоматизация для повышения эффективности производства продукции; обеспечить точность спецификаций и качества продукции с наименьшей ошибкой; низкое энергопотребление, меньше места, простая и безопасная эксплуатация и техническое обслуживание.
Развитие пластмассовой промышленности
По сравнению с металлом, камнем, деревом, пластик имеет преимущества низкой стоимости и высокой пластичности. Широко используется в хозяйстве и быту. Пластиковая промышленность сегодня занимает чрезвычайно важное место в мире. Производство пластиковых изделий стремительно развивается во всем мире на протяжении многих лет. Производство пластмассовых изделий в Китае всегда было в авангарде мировых рейтингов. Среди них производство многих пластмассовых изделий заняло первое место в мире, а Китай стал крупнейшим в мире производителем пластмассовых изделий. С 2001 по 2010 год среднегодовые темпы роста производства пластмассовых изделий в Китае оставались выше 15%. В 2010 году общий объем производства пластмассовых изделий в Китае достиг 58,3 млн тонн.
Каковы наиболее распространенные типы пластиковых машин?
Существует много типов пластиковых машин. В соответствии с технологией обработки он делится на три категории: экструдер, литьевая машина и выдувная машина.
Экструдеры
Экструдер выдавливает расплавленный пластик через экструзионный порт фиксированной формы под действием шнека и разрезает его после формования водяным охлаждением под действием трактора. Он в основном используется для непрерывного производства различных изделий с одинаковым поперечным сечением, таких как трубы, прутки и профилированные материалы. Его также можно использовать для модификации пластика и грануляции.
Машины для литья под давлением
Машина для литья под давлением впрыскивает расплавленный пластик в форму, и продукт становится продуктом после охлаждения. Он имеет широкий спектр применения. В зависимости от пластика различается и место использования. Машина для литья под давлением является наиболее используемой обрабатывающей машиной в индустрии переработки пластмасс. Машина для литья под давлением может производить не только большое количество продуктов, но и является ключевым оборудованием для процесса литья под давлением с раздувом.
Выдувные машины
Выдувное формование является распространенным методом изготовления полых изделий из термопластов. Основной продукцией являются рулонные пленки и полые контейнеры. Выдувная машина может пластифицировать предварительно отформованный продукт путем нагревания, а затем ввести форму для выдувного формования. Этот метод в основном используется для высокоскоростных и высокопроизводительных ПЭТ-бутылок, а производство бутылок из БОПП представляет собой двухэтапный процесс; выдувное формование также может быть объединено с процессом литья под давлением, чтобы стать интегрированной машиной для литья под давлением с вытяжкой, которая также является распространенным методом производства тары из ПЭТ; Процесс выдувного формования также можно комбинировать с процессом экструзии, экструзионно-выдувное оборудование имеет более широкий спектр применения и может производить больше продукции. Продукция включает многослойные композитные пленки и различные полые контейнеры из полиолефина, которые широко используются в пищевой, медицинской и косметической промышленности.
Машины для выдувания пленки
Машина для выдувания пленки нагревает и расплавляет частицы пластика, а затем выдувает их в пленку. Существует много типов машин для выдувания пленки, включая PE, POF и так далее. Новый материал продувается новенькими частицами, цвет равномерный, чистый, сумка хорошо тянется. Некоторые люди используют переработанные пластиковые пакеты для изготовления частиц. Такие частицы обычно называют старыми материалами. Когда они превращены в частицы, они обычно серые. При изготовлении пакетов обычно добавляют пигменты, чтобы сделать пакеты неравномерно окрашенными, ломкими и легко ломающимися. Цена ниже. Несмотря на то, что это переработанный пластиковый пакет, все же существует большая разница между мешком для отходов в процессе изготовления пакетов и мусорным пластиком в обычном смысле. Важнейшими факторами в работе машины для выдувания пленки являются три фактора: температура (температура машины, температура в помещении), две спирали и три системы охлаждения.
Trends of Plastic Industry
Начиная с разработки пластиковых изделий, предоставлять пользователям пластикового оборудования полный спектр услуг, включая продукты, технологические формулы, оборудование и послепродажное обслуживание.
Следуя требованиям пользователей, спроектируйте и изготовьте подходящее оборудование специально для пользователей, чтобы решить их технологические трудности.
Своевременно учиться на технологическом развитии смежных отраслей и применять в отрасли новейшие научно-технические достижения. Таких, как научно-технические достижения электроники, отрасли связи, автомобилестроения, аэрокосмической промышленности.
Идите в ногу с прогрессом материаловедения и адаптируйте новое оборудование к обработке нового сырья.
Установите концепцию оборудования, которая является ключевым фактором успеха или неудачи пользователей в рыночной конкуренции, и стремитесь к высокоскоростной, высокоэффективной и энергосберегающей работе оборудования.
Изоляция элементов трубопроводов термоусаживаемыми лентами (ТУМ)
Главная » Трубопровод » Трубопровод изоляция » Изоляция элементов трубопроводов термоусаживаемыми лентами (ТУМ)
В зависимости от конструкции различают двухслойное и трехслойное покрытия.
Трёхслойное покрытие состоит:
1) двухкомпонентный жидкий эпоксидный праймер
2) термоплавкий адгезив
3) полиэтиленовая основа
Двухслойное покрытие не имеет первого слоя эпоксидного праймера.
По толщине полиэтиленового слоя различают покрытие усиленного и весьма усиленного типа:
Тип покрытия
Номинальный наружный диаметр трубы, мм
Общая толщина покрытия, мм, не менее
Усиленный тип по ГОСТ Р51164-98 (Конструкция №8)
57-720
1,2
Весьма усиленный тип по ГОСТ 9. 602-2005 (Конструкция №9)
до 259 вкл.
от 273 до 426 вкл.
свыше 426 по 720 вкл.
1,8
2,0
2,2
По температуре эксплуатации различают покрытие, выдерживающее температуры до +60°С и покрытие, выдерживающее температуры до +80°С.
Трехслойная антикоррозионная защитная система наносится на предварительно очищенную дробеструйной обработкой поверхность методом спиральной намотки с взаимным перехлестом витков.
При нагревании основа ленты подвергается термоусадке, адгезив размягчается и заполняет все неровности рельефа, образуя однородное покрытие и обеспечивая великолепную адгезию и диэлектрическую сплошность получаемого покрытия.
Технические характеристики:
Внешний вид: покрытие не должно иметь пропусков, пузырей, отслоений, механических повреждений, складок, прожогов, ухудшающих качество защитного покрытия. На участках большой кривизны и в местах сложных сопряжений допускается наличие небольших складок (гофр), заполненных клеем, а так же частичных отслоений замковых пластин.
Диэлектрическая сплошность: отсутствие пробоя покрытия при напряжении не менее 5 кВ на 1 мм толщины покрытия.
Адгезия покрытия к стали при температуре (20±5)°С: не менее 35 Н/см ширины.
Цена
по запросу
Отправьте заявку и получите уникальное предложение!
Укажите Ваш электронный адрес*
Контактный телефон*
Содержание
Приложить файл
не более: 3
Выберите дополнительно изоляционный материал из номенклатуры нашего магазина
ООО «Завод изоляционных антикоррозионных технологий ПолимерКОР» проводит работы по изоляции стальных труб, их элементов, конструкций в различных вариантах исполнении и типа антикоррозионных покрытий, усиленной изоляции УС и весьма усиленной изоляции ВУС, которые необходимы для внешней или внутренней защите поверхностей стальных труб от коррозии, отложений и предельно допустимой их эксплуатации.
Предлагаем любые изоляционные защитные покрытия на стальные металлические и прочие трубы, секции труб, отводы, тройники и детали трубопроводов диаметров от 45 мм до 1720 мм. и проведем необходимую защиту сварных соединений изоляционными материалами, покрытия наружной поверхности труб, резервуаров и емкостей.
Мы всегда готовы быть Вам полезным и надежным партнером!
Изоляция термоусаживающимися манжетами и лентами трубопроводов — ТУМ
ООО «Уралхимизоляция» производит работы по изоляции труб и фасонных изделий трубопроводов термоусаживающимися манжетами с 2008 года (ТУ 1390-004-49124334-2014 Полиэтиленовые покрытия). Мы изолируем термолентами из экструдированного полиэтилена соединительные детали трубопроводов (СДТ): сварные стыки, узлы, отводы, переходы и другие детали.
Срок выполнения работ от 2-х дней. Заполните заявку на расчёт или звоните +7 (351) 223-37-66.
Примечание: изоляцию термоусаживающимися манжетами (или лентами, трубками, муфтами, ТУМ) также называют изоляцией полиэтиленом, а также защитой усиленного типа или ВУС-изоляцией.
Какие типы лент мы используем?
1. Терма-СТ
2. Терма-СТМП
3. Тиал-М80
Термоусаживающиеся ленты состоят из рулонного двухслойного или трехслойного изоляционного материала. Иногда такую ленту дополнительно усиливают стеклосеткой. Структура трёхслойного:
1) двухкомпонентный жидкий эпоксидный праймер;
2) термоплавкий адгезив;
3) полиэтиленовая основа.
Двухслойные манжеты — без эпоксидного праймера.
В чем выгода покрытия деталей термоусаживающимися муфтами у нас?
1. Наносим ТУМ изоляцию на весь ассортимент труб и фасонных изделий, включая нестандартные изделия по чертежам — сварные стыки и узлы, отводы, тройники, переходы, отводы горячего гнутья, отводы холодного гнутья, муфты, заглушки, фланцы, задвижки, детали трубопроводов с приварными патрубками (катушками). Выполняем изоляцию по ТУ 1469-002-49124334-2014 «ВУС изоляция на основе термоусаживающихся материалов», ГОСТ Р 51164 и ГОСТ 9.602.
2. Наш технологический отдел окажет компетентную помощь в выборе типа термоусаживающихся манжет на основе ваших потребностей.
3. Отгрузки и сопровождение контракта осуществляются в любой день недели, без выходных.
Мы работаем по ряду городов России, включая Челябинск, Нижний Новгород, Пермь, Екатеринбург, Омск, Самару, Уфу, Казань, Красноярск и Волгоград, поставляем нашу продукцию в Казахстан. Производство расположено в г. Коркино (Челябинская область). Заполните заявку на расчёт или звоните +7 (351) 223-37-66.
Отправить запрос на расчёт стоимости
Скачать документацию
Как мы наносим покрытия из термоусаживающихся материалов
При нанесении манжеты наши специалисты учитывают следующие факторы:
— Термоусаживающаяся манжета должна плотно охватывать изолируемую поверхность металла и заводского покрытия детали, не иметь пузырей, гофр, складок и следов прожога.
— Через изоляцию должен проступать профиль сварного шва трубы, рельеф кромок заводского покрытия и нахлеста ленты.
— По итогам термоусадки манжеты адгезив должен выступать из–под ленты, образуя ровный сплошной слой не менее 3-4 мм с обеих сторон.
— Манжета должна перекрывать заводское покрытие не менее чем на 50 мм с обеих сторон от стыка.
По требованию заказчика на детали может наноситься покрытие увеличенной толщины.
Чтобы получить более полную и подробную информацию об услугах, ценах, сроках нанесения полиэтиленовых покрытий, отправьте заявку.
«У нас нет другого выбора, кроме как строить экологично»
Целью профессора Вернера Ланга является строительство жилых домов с положительным экологическим следом. В этом интервью он объясняет, как этого можно достичь и почему энергоэффективность означает гораздо больше, чем просто хорошая теплоизоляция.
Насколько велико воздействие строительства и жилья на окружающую среду?
Werner Lang: На строительный сектор приходится примерно 40 процентов выбросов CO 2 выбросы и потребление энергии, а также более половины производимых отходов. Энергозатратность и особенно использование материалов в строительстве огромны. Мы должны более эффективно управлять этими ресурсами.
Где мы можем внести коррективы, чтобы уменьшить негативное воздействие на окружающую среду?
Язык: Первым аспектом является энергоэффективность: Здания должны строиться таким образом, чтобы минимально возможное использование ископаемой энергии. Однако другие аспекты играют еще более важную роль в устойчивости, например, воздействие на окружающую среду конкретного строительного материала или определенного строительного процесса. Экологически безопасное строительство означает, что наша строительная деятельность представляет наименьшую возможную угрозу экологическому балансу.
Почему способ строительства здания важнее для окружающей среды, чем энергоэффективность?
Язык: Возьмем, к примеру, пассивный дом. Энергия, потребляемая при эксплуатации дома, составляет 15 киловатт-часов на квадратный метр в год. Это относительно небольшая сумма. Здания 1970-х годов потребляют от 250 до 300 киловатт-часов на квадратный метр каждый год. Но энергия, необходимая для строительства пассивного дома, намного выше, чем для обычных зданий. Требуется больше теплоизоляции, а инфраструктура здания усложняется. Мы используем больше материалов в строительстве, и в конце концов возникает вопрос: в какой момент я должен вкладывать в строительство больше энергии, чем я экономлю при последующих операциях? Поэтому имеет смысл подумать о том, как само здание может производить как можно больше энергии в течение всего срока службы, например, используя фотоэлектрические элементы. Если это удастся, то здания действительно могут иметь положительный экологический след.
Студенты вашего института построили такой дом на американском конкурсе «Солнечное десятиборье».
Язык: Два года назад студенты объединились с Техасским университетом, чтобы сформулировать концепцию такого дома на конкурсе. Они спроектировали здание, которое вырабатывает достаточно энергии, чтобы питать себя, а также электромобиль, очень гибкое и даже позволяющее уплотнять наши города. Кроме того, мы хотели показать, что можно создавать замкнутые водные контуры и выращивать продукты прямо на территории. Но это было слишком амбициозно для короткого периода времени, доступного в конкурсе. Команда заняла четвертое место с NexusHaus, что является большим достижением.
Как вы думаете, приживется ли устойчивое строительство? Сможем ли мы все через 50 лет жить в супердомах с положительным энергетическим следом?
Язык: Последствия изменения климата уже уносят тысячи жизней в прибрежных районах и других местах и вызывают экстремальные погодные явления, наносящие значительный экономический ущерб в Центральной Европе. Я считаю, что мы не можем позволить себе не строить устойчиво. Мы не можем сделать ничего, что не способствовало бы активной стабилизации нашего климата. В то же время мы должны интенсивно искать меры, чтобы приспособиться к продолжающемуся изменению климата. Одним из примеров здесь является создание комфортных для проживания городских районов, несмотря на увеличение частоты более жарких и сухих летних сезонов. В конечном счете, мы должны очень серьезно отнестись к таким темам, как энергоэффективность и, в частности, адаптация к изменению климата, и сейчас самое время действовать. Это также цель, которую преследует Центр городской экологии и адаптации к климату (ZSK) ТУМ. Задачей Центра является разработка рекомендаций, позволяющих градостроительным органам принимать правильные решения на завтрашний день.
Какая концепция лежит в основе Центра городской экологии и адаптации к климату?
Язык: По крайней мере, с экстремального лета 2003 года, а также в последующие лета последствия изменения климата становились все более заметными. Теме энергоэффективности и, следовательно, сокращению выбросов CO 2 уделяется все больше внимания, ведутся дискуссии о толщине теплоизоляции и правильном законодательстве о строительной деятельности, правильных стандартах и т. д. Но эти дискуссии полностью игнорировали тот факт, что изменение климата также меняет требования, предъявляемые к зданиям. Таким образом, я проектирую и возвожу здание и совершенно упускаю из виду тот факт, что здание будет стоять здесь 60 лет. Я задаю себе такие вопросы, как: не слишком ли мы изолируем? Возможно ли, что потребности в энергии для охлаждения возрастут в ближайшие годы? Это означает, что энергия, которую я сэкономлю на отоплении зимой, летом пойдет насмарку, потому что мое здание настолько хорошо изолировано, что у меня нет возможности рассеять тепло внутри дома. Мне стало ясно, что нам нужны исследования, чтобы узнать, как развивается климат и как мы должны реагировать. В контексте этих соображений Баварское государственное министерство окружающей среды и защиты прав потребителей направило запрос в Мюнхенский технический университет. Проблема заключалась в поиске более комплексного подхода к изменению климата. Мне было ясно, что мы не можем сделать это в одиночку в строительном секторе. Я поговорил с профессором Стефаном Паулейтом на темы городской экологии и зеленой инфраструктуры, и мы пришли к идее создания Центра совместно с Министерством окружающей среды. Тем временем там в настоящее время ведутся пять различных исследовательских проектов. Цель Центра — использовать синергетические эффекты между проектами, а не заниматься изолированными отдельными исследованиями.
Контактное лицо:
Проф., д.т.н. Werner Lang Технический университет Мюнхена Кафедра энергоэффективного и устойчивого строительства и планирования +49 (89) 289 — 23990 [email protected]
Изображения высокого разрешения
mediatum.ub.tum.de/1362067
Дополнительная информация:
Prof. Werner Lang
Tum Tum — изолированные пакеты для ланча
Описание продукта
Полностью изолированный ланч-бокс, в котором достаточно места для бутербродов, бутылок с напитками и коробок для закусок
Ручка поставляется с удобной клипсой, чтобы ее можно было прикрепить к рюкзаку или коляске
Стороны ланч-бокса складываются, образуя гигиеничную и чистую салфетку для еды
Чистить теплой мыльной водой
25 см x 30 см x 10 см
Подходит для детей от 12 месяцев +
Единственный ланч-бокс, который понадобится вашему малышу во время учебы в школе. Полностью изолированные, глубокие ланч-боксы с ручкой для переноски, которую можно пристегнуть к рюкзаку или коляске. В сумках есть карманы для пакета с морозильной камерой или столовых приборов, а боковые стороны складываются, образуя удобную салфетку / чистую обеденную зону. На дне пакетов даже есть место, чтобы написать имя вашего малыша.
Информация о возврате
Пожалуйста, дайте нам до 14 дней с момента получения товара для обработки вашего возврата. Часто это будет быстрее, но мы хотим оправдать ваши ожидания в более загруженное время года.
Вы можете вернуть нам товар для обмена или возмещения при условии, что:
Вы вернете нам товар в течение 28 дней с момента получения заказа
Товар подлежит повторной продаже, не использовался и находится в оригинальной упаковке. со всеми бирками и этикетками нетронутыми
Если какой-либо товар является неправильным, неисправным или поврежденным при получении, пожалуйста, сообщите нам об этом сразу после получения товара по электронной почте return@hippychick. com или по телефону +44 (0) 1278 434440
Мы не можем примите ваш возврат, если:
Форма ниже не заполнена и возвращена вместе с товаром(ами)
Ваш товар(ы) представляет собой предмет одежды, который был выстиран способом, отличным от рекомендуемых инструкций
Ваш товар (предметы) относится к нашей продукции для защиты постельного белья или ассортименту Dream Tube, оригинальная упаковка которого открыта.
Пожалуйста, загрузите нашу форму возврата и приложите ее к товарам в оригинальной упаковке, а затем отправьте обратно по адресу:
Обратите внимание, что Hippychick Ltd не может оплачивать стоимость возврата товаров, если только они не являются дефектными, поврежденными или отправлены неправильно. Мы не можем нести ответственность за возвращенные товары, которые не дошли до нас. Поэтому мы рекомендуем вам отправлять возврат через почтовое отделение заказным письмом или специальной доставкой, сохраняя при этом подтверждение почтового отправления. Эта политика возврата является дополнением к вашим законным правам. Мы обрабатываем возвраты как можно быстрее, однако в часы пик, если вам срочно нужны товары на замену, мы предлагаем вам разместить новый заказ на нашем веб-сайте.
Возврат Fraupow
Наша политика возврата действует в течение 30 дней после доставки вашего заказа. К сожалению, мы не можем предложить вам возврат или обмен через 30 дней.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным, в оригинальной запечатанной упаковке и в том же состоянии, в котором вы его получили. .
При использовании возврат осуществляется только в случае неисправности производителя .
Молокоотсос, очевидно, является товаром интимного назначения, поэтому его нельзя вернуть, если он был использован (например, серьги или нижнее белье).
Возврат Чтобы запросить возврат, отправьте электронное письмо по адресу [email protected]. Когда запрос будет одобрен, наша служба поддержки клиентов предоставит информацию о том, как вернуть ваш заказ.
После того, как вы вернете свой заказ и он будет получен и проверен, мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш товар. Мы также подтвердим, одобрен ли ваш возврат. Если ваш возврат одобрен, он будет обработан в течение 14 дней. В случае отказа товар/ы будут возвращены вам.
Доставка Вы будете нести ответственность за оплату ваших собственных расходов по доставке для возврата вашего товара, если предварительно не одобрено Hippychick Ltd. Стоимость доставки не возвращается.
Для заказов в Великобритании, в зависимости от веса и размера вашего заказа, поставки отправляются либо через Royal Mail, либо с курьером.
Доставка по материковой части Великобритании (3–5 дней)
Orders over £35:
FREE
Orders under £35:
£3. 95
Collection from our Warehouse (TA6 6BH):
FREE
Высокогорье и острова Великобритании Доставка (3–5 дней)
Шотландское нагорье и острова, остров Мэн, остров Уайт, острова Силли:
Рассчитано на кассе
Channel Islands:
£15.00
Ireland & Northern Ireland:
Calculated at the checkout
Next Working Day Delivery
Orders must be placed before 2pm from Monday — Четверг. Если у вас есть срочный заказ, и это после 14:00, пожалуйста, позвоните в офис, и мы постараемся помочь. Заказы, размещенные в выходные или праздничные дни, будут отправлены в первый последующий рабочий день. Для доставки в субботу и воскресенье, пожалуйста, позвоните нам, чтобы узнать цену.
Растворители — это органические летучие жидкости, применяемые для придания лакокрасочным материалам необходимой малярной консистенции. В зависимости от назначения растворители разделяются на:
Растворители для масляных красок:
Бензин
Прозрачная бесцветная, легко воспламеняющаяся жидкость с характерным запахом. Продукт перегонки нефти.
В домашних условиях чистый бензин используют главным образом как растворитель — для разбавления масляных, алкидных эмалей, пентафталевых эмалей, лаков, шпатлёвок. Для обезжиривания поверхностей под окраску, а также в химчистке тканей и для промывки деталей механизмов.
Скипидар
Скипидар является растворителем лаков и красок.
Состав — сложная смесь углеводородов, преимущественно терпенов.
Скипидар является растворителем масляных и алкидностирольных красок, а также применяется для приготовления лаков на основе копала, канифоли и даммары. До появления уайт-спирита скипидар являлся основным растворителем лаков и красок.
Уайт-спирит
Уайт-спирит применяется для разбавления масляных красок, эмалей и лаков, других лакокрасочных материалов, грунтовок, олифы и битумных материалов, шпатлёвок, автоконсервантов, а также для мытья кистей после использования в масляных, алкидных и пентафталевых эмалях и обезжиривания поверхностей.
Растворители для глифталевых и битумных лаков и красок:
Сольвент
Сольвент представляет собой смесь ароматических углеводородов с небольшим содержанием нафтенов, парафинов и непредельных циклических углеводородов. Сольвент применяется для растворения масел, битумов, каучуков, мочевино- и меламиноформальдегидных олигомеров, полиэфиров терефталевой кислоты, полиэфирамидов и полиэфиримидов, меламиноалкидных лакокрасочных материалов.
Скипидар
Скипидар является растворителем лаков и красок.
Состав — сложная смесь углеводородов, преимущественно терпенов.
Скипидар является растворителем масляных и алкидностирольных красок, а также применяется для приготовления лаков на основе копала, канифоли и даммары.
До появления уайт-спирита скипидар являлся основным растворителем лаков и красок.
Ксилол
Ксилол нефтяной — применяется в качестве растворителя лаков, красок и эмалей, в т.ч. электроизоляционных лаков и эмалей, кремнийорганических лаков, эпоксидных смол.
По степени воздействия на организм ксилол относится к третьему классу опасности.
Ксилол относится к пожароопасным и взрывоопасным веществам.
Растворитель для перхлорвиниловых красок:
Ацетон
Ацетон применяется для растворения природных смол, масел, диацетата целлюлозы, полистирола, эпоксидных смол, сополимеров винилхлорида, хлоркаучука, для обезжиривания поверхностей, для синтеза уксусного ангидрида, ацетонциангидрина, дифенилолпропана и других органических продуктов.
Ацетон входит в состав смесевых растворителей: Р-4, Р-4А, Р-5, Р-5А, 646, 647, 648.
Для клеевых и воднодисперсионных красок растворителем и разбавителем является вода.
Для бытовых нужд выпускаются также комбинированные растворители (номерные: 645-651; РС-2, Р-4, Р-5, Р-12, РП). Наибольшие распространение получил растворитель 646.
Растворитель 646
Растворитель 646 представляет собой бесцветную или желтоватую однородная жидкость без видимых взвешенных частиц.
Растворитель 646 применяется для разбавления нитроэмалей, нитролаков эпоксидных компаундов и других лакокрасочных материалов, обезжиривания и очистки поверхностей.
Большинство растворителей — углеводородные органические летучие жидкости, горючие и взрывоопасные.
Разбавители и разжижители
Разбавители и разжижители в отличие от растворителей не обладают растворяющей способностью и служат для уменьшения вязкости густотёртых красок или разведения сухих минеральных красок-пигментов. В качестве разбавителей используются олифы и различные эмульсии. Сильно загустевшие грунтовки, краски или лаки сначала разводят растворителем, выдерживают 3-4 часа, после чего доводят до нужной консистенции разбавителем или разжижителем. При этом количество их в лакокрасочном материале не должно превышать 5%, иначе возможно выпадение смолы и порча материала.
Растворители и разбавители применяют также для очистки старых покрытий от загрязнений, удаления остатков органических смазок и загрязнений с неокрашенных поверхностей, мытья кистей шпателей и других инструментов.
При работе с растворителями следует помнить, что концентрация в воздухе их паров при длительном вдыхании может вызвать головокружение и даже обморок. Использование растворителей для мытья рук приводит к кожным заболеваниям. К числу наиболее вредных растворителей относятся бензол, дихлорэтан, метиловый спирт, трихлорэтилен, хлорбензол.
Сиккативы
Сикативами называют соединения металлов (в основном свинца, марганца, кобальта, кальция, железа) с органическими кислотами. Их добавляют в количестве 5-8% по массе к олифам и масляным лакам и краскам для ускорения высыхания их плёнок. Избыток сиккатива ускоряет высыхание, но делает плёнку хрупкой и может привести к преждевременному старению покрытия.
Качество сиккатива оценивают по металлу, входящему в его состав. Лучшими свойствами обладают кобальтовые (НФ-4 и НФ-5) и марганцевые (НФ-3) сиккативы.
Готовые к применению олифы, краски, лаки, эмали, как правило, содержат нужное количество сиккатива, поэтому добавлять его в такие материалы нет необходимости. Не следует вводить сиккативы в спиртовые лаки, нитроцеллюлозные материалы, краски эмульсионного типа, краски и лаки на основе битумов и пеков и другие материалы, не содержащие масел.
Срок хранения сиккативов — 6 месяцев. В результате длительного хранения они могут стать мутными и непригодными к применению.
Растворители и разбавители ЛКМ для разбавления эмалей и красок
Поиск по каталогу ЛКМ
Лакокраска-ЯИнформация и статьиРастворители и разбавители ЛКМ для разбавления эмалей и красок
Растворители – летучие соединения (жидкости) , которые позволяют привести пленкообразователь в состояние удобное для применения и служат в основном для придания лакокрасочным материалам (ЛКМ) оптимальной вязкости, требуемой для данного способа нанесения и поддержания вязкости на необходимом уровне в процессе нанесения и пленкообразования.
Растворителем называется жидкость, состоящая из одного или более компонентов, которая способна растворять связующее при отсутствии химической реакции. Растворители должны быть летучими в конкретных условиях пленкообразования и применения эмалей ХС-710.
Сильным растворителем для данного лакокрасочного материала считают такой растворитель, с которым пленкообразователь краски образует однородную систему во всех областях концентраций и большом диапазоне температур.
Слабым растворителем называют растворитель, который образует однородную систему только в определенной области концентраций и температур, при изменении концентрации или температуры происходит выделение растворённого вещества и система с эмалью ХС*717 расслаивается.
Разбавителем называют жидкость, состоящую из одного и более компонентов, которую добавляют в лакокрасочные материалы (ЛКМ) перед применением с целью разведения для удобного применения. Разбавители должны полностью совмещаться с лакокрасочными материалами (ЛКМ) и быть летучими при данных условиях пленкообразования. Это растворители, которые сами не растворяют данный полимер или эмаль ХС-75, но при введении в раствор полимера не разрушают его структуру и не образуют двухфазные коллоидные системы. Термином разбавитель в настоящее время пользуются редко.
Рекомендации по применению некоторых растворителей для лакокрасочных материалов (ЛКМ):
огнезащиты
Наименование растворителя
Cостав
Назначение
компоненты
содержание,
% масс.
Растворитель Р-4
Ацетон
Бутилацетат
Толуол
26
12
62
Для разбавления перхлорвиниловых, полиакрилатных, эпоксидных, кремнийорганических и других ЛКМ.
Растворитель Р-5
Ацетон
Бутилацетат
Ксилол
30
30
40
Для разбавления перхлорвиниловых, полиакрилатных, эпоксидных, кремнийорганических и других ЛКМ.
Растворитель Р-12
Ксилол
30
60
10
Для разбавления перхлорвиниловых, полиакрилатных, эпоксидных, кремнийорганических и других ЛКМ.
Растворитель Р-14
Циклогексанон
Толуол
50
50
Для разбавления эпоксидных лаков и эмалей с изоцианатным отвердителем.
Растворитель Р-24
Ацетон
Ксилол
Сольвент
15
35
50
Для разбавления перхлорви-ниловых, полиакрилатных, эпоксидных, кремнийоргани-ческих и других ЛКМ.
Растворитель РКЧ
Бутилацетат
Ксилол
10
90
Для разбавления хлоркаучу-ковых, кремнийорганических и других ЛКМ.
Растворитель 645
Бутилацетат
Амилацетат
Ацетон
Бутиловый спирт
Этиловый спирт
Толуол
18
9
3
10
10
50
Для разбавления нитрокрасок
Растворитель 646
Бутилацетат Толуол
Бутиловый спирт
Этилцеллозольв
Ацетон
Этиловый спирт
10
50
15
8
7
10
Для разбавления нитрокрасок, кремнийорганических, эпоксидных и других ЛКМ.
Растворитель 648
Бутилацетат
Бутиловый спирт
Этиловый спирт
Толуол
50
20
10
20
Для опрыскивания нитропокрытий после шлифования
Растворитель 649
Ксилол
Этилцеллозольв
Изобутиловый спирт
50
30
20
Растворитель используется для растворения нитрацеллю-лозноглифталевых лаков, а также для разбавления до рабочей вязкости эмалей марки НЦ-132К.
Растворитель 650
Ксилол
Бутилцеллозольв
Бутиловый спирт
50
20
30
для растворения нитрацеллю-лозноглифталевых лаков, эмалей, а также для разбавления до рабочей вязкости эмалей марки НЦ-11 при подкраске небольших участков кистью.
Ксилол
Используется в качестве растворителя в производстве ЛКМ.
Толуол
В качестве растворителя в лакокрасочной промыш-ленности для растворения тощих алкидов, кремний-органических, акриловых смол, полистирола.
Сольвент
Сольвент нефтяной применяется для раство-рения масел, битумов, каучуков, мочевино- и меламино-формальде-гидных олигомеров, кремнийорганических, полиэфирамидов, меламино- формаль-дегидных лакокрасочных материалов.
Просмотров: 2741
Все статьи
Каталог цветов RAL
Расшифровка цветов RAL с названиями цветов в табличном формате.
Заказ краски. Оплата. Доставка
Купить и заказать краску: заказать в карточке товара; форма обратной связи на сайте; по телефонам: 📞 +7 (4852) 59-99-09; в мессенджерах +7 (910) 973-59-08, +7 (910) 973-01-00 в Jivo (JivoSite) чат-онлайн-консультант.
Оплатить: безналичным банковским переводом: через интернет-банкинг от физического лица или по счету на оплату для юридического лица.
Доставить краску: забрать самовывозом, воспользоваться БЕСПЛАТНОЙ доставкой до терминала ЛЮБОЙ транспортной компании в Ярославле, курьером.
Лакокрасочные материалы
Лакокрасочные материалы для нужд:
Пищевой промышленности краска (эмаль) КО-42, краска (эмаль) КО-42Т для питьевого водоснабжения
Атомной энергетики дезактивирующая эмаль ЭП-5285
Нефтепромысла толстослойная эмаль ЭП-5116, как самостоятельно, так и в комплексе с протекторным цинковым грунтом ЭП-057
Строительных отраслей с масло, бензо, химстойкой устойчивой эмалью ХВ-785
Судостроения тиксотропная эмаль ХС-436
И конечно общепризнанная универсальная эмаль ПФ-115 со временем высыхания до 1 часа и палитрой в 210 тонов.
Растворители, разбавители и разбавители для отделки древесины
to: BEHLEN Index & Links to: BEHLEN Solar-Lux ‘NGR’ Dye to: Aerosol Coatings & Lacquers to: Принадлежности для выжигания по: Аэрозоль — пигментированный краситель для протирки to: Finish Rubbing, Polishing, Deluxing & Finish Care to: Glaze to: Guitar & Stringed Instrument Finishing Materials To: Shellac Listing Пожалуйста, ПРИМЕЧАНИЕ: Аэрозоли и Жидкости Товары должны отправляться ТОЛЬКО через UPS Ground . ……………… …………………….
DE WAXER #741 — ОЧИСТИТЕЛЬ ДЛЯ ДЕРЕВА И Средство для удаления воска УДАЛЯЕТ МАСЛО, ВОСК И ЖИР Средство для удаления воска представляет собой специально разработанную смесь растворителей. #741 Очиститель для древесины и средство для удаления воска удаляет воск, масло и другие посторонние вещества с необработанной древесины и отвержденной деревянной отделки. Отложения воска, оставшиеся после использования красок, лаков и средств для удаления лака, можно устранить с помощью Behlen De-Waxer #741……………………………………………………………………………………………………………………………………………………………………………………………………………………………… Кому: Can Label Text ……….- Только заземление ИБП — ….
Средство для удаления парафина ОЧИСТИТЕЛЬ ДЛЯ ДЕРЕВА
B611-07416
Кварта 11,60
Средство для полировки мебели · Простота в использовании · Растворяет: лак, шеллак, лак · Экономичный · Не требует удаления · Не оставляет грязи при чистке Behlen Furniture Refinisher легко удаляет шеллак, лак или лаковое покрытие с мебели, шкафов и деревянных изделий. Он быстро протаивает старую отделку, не удаляя с дерева натуральные масла или патину. С его помощью можно восстановить изношенную отделку или обновить любимую вещь. Средство для полировки мебели — отличное средство после мытья мебели, которая была очищена с помощью обычных средств для удаления отделки. Средство для реставрации мебели делает древесину насыщенной и теплой, и без остатков, которые могут вызвать появление белой дымки , как и многие другие лакокрасочные материалы. Никогда не используйте этот продукт вблизи открытого огня. Кому: Can Label Text ..- Только заземление ИБП —
Behlen Мебель Рефинишер .
Кварта 12.00
НАФТА — Растворитель и разбавитель также: Нафта для производителей лаков и малярных изделий (VMP Naphtha) N Используется для разбавления 90/масла кистью и улучшения вязкости лаков, красок, эмалей и для общей очистки этих покрытий на основе растворителей. Нафта может заменить растворитель для краски и поможет сократить время высыхания красок, эмалей и лаков на масляной основе. Примечание: Не используйте с лаками, шеллаком или латексной краской. Отличное универсальное чистящее средство. — Только заземление ИБП —
ВМП НАФТА
B650-0056
Кварта 9,30
ВЫБЕРИТЕ 190 Proof – денатурированный спирт Растворитель для шеллака – выбран специально для растворения чешуек шеллака и уменьшения или разбавления жидкого шеллака. Этот денатурированный спирт, выдерживающий высокие испытания, является биоразлагаемым и не содержит химических веществ, разрушающих озоновый слой, и является отличным топливом для морских печей или спиртовых приборов. — Совместная покупка позволяет нам снизить цену. ..- Только заземление UPS — … Пожалуйста, ознакомьтесь с информацией: денатурированные спирты и растворители для шеллака
SELECT 190 Proof Денатурат
Кварта 9,89 8,59
BEHLEN Behkol Solvent (Denatured Alcohol) ( formulated specifically to dissolve shellac flakes and dilute or ‘cut’ liquid Shellacs) Behkol Solvent will make a shellac that имеет немного больше открытого и рабочего времени — хороший выбор растворителя при чистке больших площадей, таких как изделия из дерева. Также используется для растворения спирто-анилинового красителя. — — — Только заземление ИБП — . … . О: Денатурированные спирты
BEHLEN Behkol Растворитель для шеллака
Кварта (32 унции) 9,39
Замедлитель схватывания Shellac — Добавка HOT Weather . Замедляет высыхание, помогает устранить следы от кисти, делает поверхность гладкой и сводит к минимуму появление апельсиновой корки или избыточного распыления при распылении. Особенно полезно в жарких сухих условиях или когда потоки воздуха или сквозняки вызывают слишком быстрое высыхание. — только заземление ИБП —
Шеллак Замедлитель схватывания
Кварта 12.00
Qualalacq Разбавитель лака . (Разбавитель для лаков) Специальная смесь растворителей для разбавления нитроцеллюлозных лаков. Используйте для разбавления Qualalacq Sanding Sealer, Vinyl Sealer, лаков Qualalacq и лака для струнных инструментов. Разбавитель улучшает текучесть лаков и регулирует вязкость в зависимости от используемого распылительного оборудования. ( Избегайте использования более 15 % объема лака) Разбавитель лака Qualalacq (Разбавитель) B611-06316 — Quart. …..- Только заземление ИБП —
Разбавитель лака (Разбавитель лака) B611-06316
Кварта 11,90
Qualalacq Замедлитель схватывания лака . ( Предотвращает покраснение лака) Сбалансированная смесь специальных растворителей, которая добавляется в лак для предотвращения покраснения, (изображение белого тумана) в результате удержания влаги лаковым покрытием. При относительной влажности 50% и выше в лак следует добавить замедлитель схватывания. Любое добавленное количество должно быть вычтено из коэффициента разбавления. (НЕ злоупотреблять) ..- Только заземление ИБП —
Qualalacq Замедлитель лака B610-01336
Кварта 13,70
Разбавитель для лака для браширования Разбавитель, специально разработанный для разбавления и улучшения растекания лака для браширования Behlen. Не используйте в аэрозольных лаках, так как это отрицательно скажется на их характеристиках. — только заземление ИБП — ..
Нанесение кистью Разбавитель лака B612-01006
Кварта 11,60
Solar-Lux NGR DYE REDUCER Используйте Solar-Lux NGR Dye Reducer для уменьшения интенсивности или осветления цвета. Используйте этот разбавитель (та же смесь, которая используется для изготовления красителей) , чтобы сохранить рабочие характеристики красителя. — только заземление ИБП —
NGR Редуктор красителя B503-00016
Кварта 8,98
Solar-Lux NGR DYE RETARDER Этот замедлитель может быть добавлен к Solar-Lux NGR DYE Stains для облегчения проникновения и когда требуется более медленное время высыхания. NGR Retarder помогает предотвратить появление пятен при нанесении морилки кистью или протиранием. — Очень полезно для твердой древесины . — Только заземление ИБП —
Ретардер NGR B503-00025
Пинта 10,98
Pore-O-Pac Grain Filler REDUCER Эта специальная смесь растворителей поддерживает рабочие качества наполнителя Paste Wood Grain. Рекомендуется соотношение 4 частей наполнителя к 1 части разбавителя. B744-2006 Паста для наполнителя древесного зерна Редуктор …. — Только заземление ИБП — ….
Древесная паста Зернистый наполнитель B744-2006
Кварта — 1 9,95
Скипидар Pure Gum Spirits SLX 100% Pure Gum Spirits Скипидар — это превосходный натуральный растворитель, который художники и отделочники предпочитают использовать для разбавления или удаления масляных красок. Живичный скипидар также разбавляет масляную краску, лак, эмаль и морилку. Традиционный натуральный разбавитель для масляных красок и лаков, 100% Pure Gum Spirits of Turpentine действует как растворитель, агент, повышающий текучесть, и осушитель. Многие «старые» составы для лаков и восковых полиролей используют скипидар в качестве растворителя, и художники, работающие с маслами, по-прежнему предпочитают его в качестве разбавителя из-за его превосходных характеристик текучести. Отлично подходит для очистки кистей и оборудования (используется в материалах на масляной основе) сразу после использования. Не использовать в качестве растворителя для общей очистки. … — Только заземление ИБП — …
SLX Pure Gum Spirits Скипидар (природный растворитель) PGST
кв 12.00
до: Аэрозоли в складе и ценовой списке до: Аэрозоль — ПИГМЕНТА : Принадлежности для обжига до: Глазурь до: Финишная протирка, полировка, делюксирование и уход за финишной отделкой
Китайцы испытали магнитогидродинамический двигатель для подлодок
Китайская корпорация CSIC в середине октября текущего года провела первые успешные испытания прототипа магнитогидродинамического двигателя, «тихого» движителя без подвижных частей для перспективных подводных лодок. Как сообщает Global Times, испытания установки проводились на корабле, приписанном к порту в Санье в провинции Хайнань. Испытания двигателя были признаны успешными.
Самая простая конструкция магнитогидродинамического двигателя представляет собой канал, по которому движется жидкость, и расположенные по его сторонам электромагниты. Во время работы на электромагниты подается напряжение, возникает магнитное поле, которое провоцирует появление в жидкой среде движущей силы. При этом жидкость, проходящая по каналу, должна быть электролитической, то есть проводить ток.
В случае с морским магнитогидродинамическим двигателем электролитической жидкостью выступает морская вода. Поскольку в таком двигателе отсутствуют подвижные части, он практически не шумит — уровень гидродинамического шума проходящей сквозь установку воды и работающих электромагнитов на порядки меньше шума стандартных движителей надводных и подводных кораблей.
Согласно заявлению CSIC, во время испытаний корабль с новой установкой смог достичь расчетной скорости. На каком именно корабле проводились испытания и какой конкретно скорости он смог достичь, не раскрывается. Также не уточняется, был ли опытовый корабль подводным или надводным. Испытания состоялись 18 октября 2017 года.
Следует отметить, что попытки создать морской магнитогидродинамический двигатель предпринимались и раньше. В 1980х годах такой двигатель считался «установкой будущего» для тихих подводных лодок. В 1984 году даже вышел роман американского писателя Тома Клэнси «Охота за «Красным октябрем». В книге советская подлодка «Красный октябрь» имела именно магнитогидродинамические двигатели.
В 1992 году в Японии проводились испытания опытного надводного судна «Ямато-1», приводившегося в движение магнитогидродинамическим двигателем. Во время испытаний судно, разработанное корпорацией Mitsubishi Heavy Industries, смогло развить скорость в восемь узлов (14,8 километра в час). Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов.
Считалось, что магнитогидродинамические двигатели, помимо тихой работы, позволят кораблям развивать скорости большие, чем позволяли традиционные движители с гребными винтами. Во время испытаний «Ямато-1» и нескольких других прототипов судов с новыми установками высоких скоростей достичь так и не удалось. Проект закрыли.
На «Ямато-1» стоял магнитогидродинамический двигатель с шестью движителями и электромагнитами, которые охлаждались жидким гелием. Сегодня «Ямато-1» находится в морском музее в Кобе, а магнитогидродинамический двигатель судна — в музее морской науки в Токио.
Василий Сычёв
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Способ возбуждения колебаний потока жидкости и гидродинамический генератор колебаний
Изобретение относится к гидравлическим системам, использующим протекание жидкостей для создания колебаний потока, и может быть использовано в машиностроении, химической, нефтегазодобывающей, горной промышленности, медицине и других областях народного хозяйства. Гидродинамический генератор содержит корпус, установленную в нем вихревую камеру с каналами закрутки и выходным соплом и напорную магистраль, сообщенную с каналами закрутки. В вихревой камере установлено центральное тело с зазором относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью, сообщенной через проходные отверстия с вихревой камерой. Для расширения эксплуатационных возможностей и области применения полость может быть гидравлически связана соединительным каналом с обрабатываемой средой. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки со стороны выходного сопла выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал. Изобретение основано на специфическом взаимодействии жидкостных вихрей и позволяет повысить эффективность генерирования колебаний за счет расширения диапазона частот и увеличения амплитуды колебаний давления и расхода, расширить диапазон эксплуатации, а также обеспечить надежность и стабильность работы оборудования при изменении режимов работы генератора, 2 c. и 11 з.п.ф-лы, 6 ил.
Изобретение относится к динамике различных гидравлических систем, использующих протекание жидкостей для создания колебаний потока, и может быть использовано в машиностроении, химической, горнодобывающей, нефтегазодобывающей промышленности, в медицине и других областях народного хозяйства.
Известны способ генерирования колебаний давления, заключающийся в подаче жидкости под давлением и закручивании ее с образованием вихря, и гидродинамический генератор колебаний для его осуществления, содержащий проточную вихревую камеру с продольным каналом подвода управляющего потока (патент США N 3768520, НКИ 137-809). Возбуждение колебаний происходит за счет взаимодействия осевого потока нагнетаемой жидкости с управляющим вихревым потоком, который формируют и усиливают с помощью другого источника жидкости.
Недостатками этих способа и устройства являются необходимость в двух источниках расхода жидкости и применение специальных средств формирования управляющего потока, что ограничивает область применения генератора.
Известны способ генерирования колебаний жидкостного потока, заключающийся в том, что жидкость подают под избыточным давлением и разделяют на основной и дополнительный автономные потоки, осуществляют закручивание основного потока для образования вихря, а в дополнительном частично стравливают давление и подают на периферию вихря с окружной составляющей скорости, меньшей окружной составляющей скорости основного потока, и генератор колебаний для осуществления этого способа (Патент РФ N 2087756), который содержит корпус, установленную в нем проточную камеру с каналами закрутки и выходным соплом, напорную магистраль, сообщенную с каналами закрутки, и снабжен центральным телом, установленным в проточной камере с зазором относительно ее боковой стенки, дополнительной магистралью с ограничителем расхода, подключенной через ограничитель расхода к напорной магистрали и сообщенной с соплом через зазор между центральным телом и стенкой проточной камеры.
Недостатками известных способа и устройства являются низкая энергетика жидкостного потока в дополнительном потоке из-за частичного стравливания давления, что уменьшает амплитуду и ограничивает верхний диапазон частот, а также сужение диапазона эксплуатации по давлению и расходу из-за наличия ограничителя расхода, который обычно обладает нелинейной расходной характеристикой или требуется существенное усложнение конструкции генератора, что ограничивает область его применения.
Задачей данного изобретения является повышение эффективности генерирования колебаний за счет расширения диапазона частот, увеличения амплитуды колебаний давления и расхода и расширение диапазона эксплуатации.
Поставленная задача достигается тем, что в известном способе генерирования колебаний жидкостного потока, состоящем в том, что жидкость под давлением закручивают, формируя жидкостный вихрь, согласно изобретению создают не менее двух противоположно направленных вихрей, образованных закрученными жидкостными потоками с одинаковым давлением подачи, периферия которых гидравлически связана с полостью с регулируемой упругостью. При этом полость можно заполнить средой с регулируемой упругостью.
Поставленная задача решается также тем, что гидродинамический генератор колебаний, содержащий корпус с вихревой камерой, каналы закрутки, выходное сопло, напорную магистраль, соединенную с каналами закрутки, и установленное в вихревой камере с зазором относительно боковой стенки центральное тело, согласно изобретению снабжен полостью с регулируемой упругостью, сообщенной с вихревой камерой и через упомянутый зазор с выходным соплом, а каналы закрутки выполнены по крайней мере в двух плоскостях сечения вихревой камеры с взаимно противоположной ориентацией закрутки и соединены с напорной магистралью.
В некоторых вариантах исполнения генератора каналы закрутки могут быть выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал.
Для оптимизации гидродинамических характеристик вихревой камеры на центральном теле между каналами закрутки могут быть выполнены винтовые каналы, закрутка которых противоположна ориентации каналов закрутки со стороны выходного сопла.
С целью компенсации изменения статического давления в упругих элементах полости целесообразно, чтобы полость имела дополнительную гидравлическую связь с обрабатываемой средой.
Для работы в экстремальных условиях (высокие или низкие температуры, агрессивные жидкости и др.) целесообразно, чтобы полость была выполнена в виде сильфона, заполненного сжимаемой средой и/или подпружиненного.
В некоторых вариантах исполнения генератора целесообразно, чтобы полость была заполнена средой с регулируемой упругостью.
Для повышения надежности в ряде случаев целесообразно, чтобы полость была выполнена в виде кожуха с размещенным в нем упругим телом, например резиновой оболочкой, сильфоном с упругой средой, в частности с газом.
Вихревая камера со стороны выходного сопла может быть выполнена в виде конусообразной полости, при этом для улучшения гидродинамики течения колебательной составляющей расхода полость может быть образована одним или несколькими усеченными конусами с разными углами образующих.
Оптимальным вариантом является выполнение полости в виде тела вращения, внешняя и/или внутренняя образующие которого имеют форму лекальной кривой. Целесообразно, чтобы она была выполнена сначала сужающейся, а затем расширяющейся в направлении к выходному соплу.
В предложенном способе реализуется новый механизм возникновения автоколебаний жидкостного потока. При смешении подаваемых с одинаковым давлением закрученных жидкостных потоков образуется вихрь, который усиливает флуктуации расхода в полости с регулируемой упругостью. Колебания давления за счет заполнения полости рабочей жидкостью вызывают в ней возвратно-поступательные движения. При движении жидкости из полости к области жидкостного вихря, находящегося около выходного сопла, поступает больше жидкости с противоположно направленной закруткой, вследствие чего происходит интенсивное размывание вихря со стороны сопла. При этом уменьшается суммарная циркуляция по радиусу вихря, падает давление на жидкостном вихре, что влечет дополнительное увеличение расхода в напорной магистрали и соответственно на выходе генератора. Отток жидкости из полости вызывает в ней падение давления и движение жидкости в обратном направлении. При обратном направлении в жидкостном вихре в области сопла возрастает суммарная циркуляция из-за уменьшения доли жидкости с противоположной закруткой, что приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости. Это увеличение сопротивления приводит к усилению движения жидкости в обратном направлении и повышению давления в полости до величины, превышающей давление в жидкостном вихре. Затем происходит отток жидкости из полости, цикл повторяется и устанавливается режим устойчивых колебаний.
Выполнение каналов закрутки по крайней мере в двух плоскостях сечения вихревой камеры с взаимно противоположной ориентацией закрутки обеспечивает повышение энергетических характеристик колебаний давления за счет уменьшения времени нарастания или снижения окружной скорости вихря до максимального или минимального и соответственно крутизны фронта нарастания или спада амплитуды давления или увеличения частоты и амплитуды. Для оптимизации параметров или уменьшения габаритных размеров генератора при работе с увеличенными расходами может быть необходимо выполнять каналы закрутки в 3-х и более плоскостях сечения вихревой камеры.
Предлагаемый гидродинамический генератор давления позволяет расширить диапазон частот, увеличить амплитуду колебаний давления и расхода, повысить эксплуатационные характеристики и область его применения.
На фиг. 1 представлена схема генератора для реализации способа с вариантом выполнения вихревой камеры со стороны выходного сопла в виде конусообразной полости с разными углами образующих; на фиг. 2 — разрез по A-A по каналам закрутки; на фиг. 3 — разрез по В-В по каналам закрутки со стороны выходного сопла; на фиг. 4 — варианты выполнения полости с регулируемой упругостью; на фиг. 5 — вариант выполнения полости вихревой камеры со стороны выходного сопла в виде тела вращения, образующие которого имеют форму лекальной кривой; на фиг. 6 — вариант выполнения вихревой камеры, сначала сужающейся, а затем расширяющейся по направлению к выходному соплу и сообщенной через кольцевой канал с каналами закрутки, выполненными в дополнительной камере.
Гидродинамический генератор колебаний содержит корпус 1, установленную в нем вихревую камеру 2 с каналами закрутки 3 и выходным соплом 4 и напорную магистраль 5, сообщенную с каналами закрутки 3. В вихревой камере 2 установлено центральное тело 6 с зазором 7 относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью 8, сообщенной через проходные отверстия 9 с вихревой камерой 2. Для расширения эксплуатационных возможностей и области применения полость 8 может быть гидравлически связана соединительным каналом 10 с обрабатываемой средой 11. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки 3 со стороны выходного сопла выполнены в дополнительной камере 12, сообщенной с вихревой камерой через кольцевой канал 13.
Способ осуществляют следующим образом.
Жидкость подают под избыточным давлением по напорной магистрали 5 и с помощью каналов 3 закручивают, создавая не менее двух противоположно направленных вихрей в сечениях A-A и B-B (фиг. 2 и 3). При этом давление на каналах закручивания будет одинаковым. При смешении этих вихрей в вихревой камере 2 образуется жидкостный вихрь, усиливающий флуктуации расхода в полости 8 с регулируемой упругостью, что вызывает в ней возвратно-поступательные движения. Когда жидкость движется из полости 8 к области жидкостного вихря со стороны выходного сопла 4, происходит интенсивное размывание вихря, приводящее к уменьшению давления. В связи с падением давления на жидкостном вихре происходит дополнительное увеличение расхода в напорной магистрали 5. Отток жидкости из полости 8 вызывает падение в ней давления и последующее движение жидкости в обратном направлении, при этом в вихре в области сопла 4 возрастает суммарная циркуляция, т.к. доля жидкости с противоположной закруткой уменьшается. Это приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости, что ведет к усилению движения жидкости в обратном направлении и повышению давления в полости 4. Далее цикл повторяется.
Гидродинамический генератор колебаний работает следующим образом.
Жидкость от насоса по напорной магистрали 5 подается через каналы закрутки 3 в вихревую камеру 2, где образуется два жидкостных вихря с противоположной закруткой. Повышение давления в полости 8 с регулируемой упругостью вызывает излив из нее жидкости в вихревую камеру 2, что ведет к возмущению вихря в сечении A-A и последующее его возмущение в сечении B-B. Давление на жидкостном вихре падает, что приводит к дополнительному увеличению расхода в напорной магистрали 5 и соответственно в сопле 4. Отток жидкости из полости 8 вызывает в ней падение давления и из каналов закрутки 3 жидкость устремляется в полость 8. При этом увеличивается окружная скорость вихря, что ведет к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости из напорной магистрали 5. Заполнение полости 8 жидкостью приводит к увеличению в ней давления, что противодействует увеличению давления в вихревой камере 2 в сечении A-A, происходит отток жидкости из полости 8 и процесс циклически повторяется.
Использование изобретения позволяет повысить амплитуду колебаний давления и увеличить радиус зоны обработки, расширить диапазон частот, повысить эксплуатационные характеристики оборудования, обеспечить надежность и стабильность его работы при изменении режимов работы генератора, расширить область применения.
Формула изобретения
1. Способ возбуждения колебаний потока жидкости, состоящий в том, что жидкость под давлением закручивают, формируя жидкостный вихрь, отличающийся тем, что создают не менее двух противоположно направленных вихрей, образованных закрученными жидкостными потоками с одинаковым давлением подачи, периферия которых гидравлически связана с полостью с регулируемой упругостью.
2. Способ по п.1, отличающийся тем, что полость заполняют средой с регулируемой упругостью.
3. Гидродинамический генератор колебаний, содержащий корпус с вихревой камерой, каналы закрутки, выходное сопло, напорную магистраль, соединенную с каналами закрутки, и установленное в вихревой камере с зазором относительно боковой стенки центральное тело, отличающийся тем, что он снабжен полостью с регулируемой упругостью, сообщенной с вихревой камерой и через упомянутый зазор с выходным соплом, а каналы закрутки выполнены, по крайней мере, в двух плоскостях сечения вихревой камеры с взаимно противоположной ориентацией закрутки и соединены с напорной магистралью.
4. Гидродинамический генератор колебаний по п.3, отличающийся тем, что каналы закрутки выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал.
5. Гидродинамический генератор колебаний по пп.3 и 4, отличающийся тем, что на центральном теле между каналами закрутки выполнены винтовые каналы, закрутка которых противоположна ориентации каналов закрутки со стороны выходного сопла.
6. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что полость имеет дополнительную гидравлическую связь с обрабатываемой средой.
7. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что полость выполнена в виде сильфона, заполненного сжимаемой средой и/или подпружиненного.
8. Гидродинамический генератор по пп.3 — 5, отличающийся тем, что полость заполнена средой с регулируемой упругостью.
9. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что полость выполнена в виде кожуха с размещенным в нем упругим телом, например резиновой оболочкой, сильфоном, заполненных упругой средой.
10. Гидродинамический генератор колебаний по пп.3 — 5, отличающийся тем, что вихревая камера со стороны выходного сопла выполнена в виде конусообразной полости.
11. Гидродинамический генератор по пп.3 — 5 и 10, отличающийся тем, что конусообразная полость вихревой камеры образована одним или несколькими усеченными конусами с разными углами образующих.
12. Гидродинамический генератор колебаний по пп.3 — 5 и 10, отличающийся тем, что конусообразная полость выполнена в виде тела вращения, внешняя и/или внутренняя образующие которого имеют форму лекальной кривой.
13. Гидродинамический генератор колебаний по пп. 3 — 5, 11 и 12, отличающийся тем, что конусообразная полость выполнена сначала сужающейся, а затем расширяющейся по направлению к выходному соплу.
EPI Справочник Руководства LibraryEPI и Publications Some Интересные ссылки
Дополнительные продукты
для продажи (случайно)
Журнал Race Engine Technology
ВВЕДЕНИЕ в Race Engine TechnologyПОДПИСАТЬСЯ на Race Engine TechnologyДОСТУПНО НАЗАД ВЫПУСКИ
Последнее обновление: 25 января 2013 г.
ПРИМЕЧАНИЕ. Все наши продукты, конструкции и услуги являются УСТОЙЧИВЫМИ, ОРГАНИЧЕСКИМИ, БЕЗГЛЮТЕНОВЫМИ, НЕ СОДЕРЖАТ ГМО и не будут расстроить чьи -либо драгоценные чувства или тонкие чувства
Это расширенная версия статьи
от Джека Кейна, которая появилась в выпуске 030 из Magazine Technology Technology
ВВЕДЕНИЕ
Большинство подвес четыре класса: (1) подшипники качения (примеры: шариковые, цилиндрические роликовые, сферические роликовые, конические роликовые и игольчатые), (2) сухие подшипники (примеры: пластиковые втулки, металлические втулки с покрытием), (3) полусмазываемые ( пример: пропитанные маслом бронзовые втулки) и (4) гидродинамические подшипники (пример: подшипники коленчатого вала).
За исключением случайных тангенциальных, таких как 1,5-литровый оппозитный четырехцилиндровый двигатель Porsche шестидесятых годов и некоторые авиационные двигатели с радиальной конфигурацией, почти во всех поршневых двигателях используются гидродинамические подшипники. Это справедливо для коленчатого вала, а иногда и для распределительного вала, хотя часто последний работает непосредственно в конструкции двигателя. Он обратил внимание на гидродинамические подшипники.
Цель всего обсуждения состоит в том, чтобы (а) объяснить, как работают гидродинамические подшипники (что иногда противоречит здравому смыслу), и (б) продемонстрировать, как разработчики двигателей снижают потери на трение с помощью технологии подшипников.
Гидравлические подшипники работают путем создания в качестве побочного продукта относительного движения между валом и подшипником очень тонкой пленки смазки под достаточно высоким давлением, чтобы соответствовать приложенной нагрузке, пока эта нагрузка находится в пределах несущая способность.
Гидродинамические подшипники представляют собой форму научной магии, поскольку они обеспечивают очень большую грузоподъемность в компактном и легком исполнении и, в отличие от других классов, в большинстве случаев могут быть рассчитаны на бесконечный срок службы.
Гидродинамические подшипники работают в одном из трех режимов: (а) полностью гидродинамический, (б) граничный и (в) смешанный.
ГИДРОДИНАМИЧЕСКИЙ РЕЖИМ
При полностью гидродинамической (или «полностью пленочной») смазке подвижная поверхность шейки полностью отделена от опорной поверхности очень тонкой пленкой смазки (всего 0,0001 дюйма с изотропной суперфинишной { ISF}). Приложенная нагрузка вызывает смещение центральной линии шейки относительно центральной линии подшипника. Этот эксцентриситет создает круглый «клин» в зазоре, как показано на рис.0096 Рисунок 1 .
Рисунок 1
Смазка благодаря своей вязкости прилипает к поверхности вращающейся шейки и втягивается в клин, создавая очень высокое давление (иногда превышающее 6000 фунтов на кв. дюйм), которое действует на отделите шейку от подшипника, чтобы выдержать приложенную нагрузку.
Эксцентриситет подшипника выражается как смещение центральной линии, деленное на радиальный зазор. Например, если подшипник с радиальным зазором 0,0012 дюйма (0,0024 дюйма в диаметре) работает с толщиной пленки 0,0001 дюйма, то эксцентриситет равен (0,0012 — 0,0001)/0,0012 = 0,9.17.
Эксцентриситет подшипника увеличивается с приложенной нагрузкой и уменьшается с увеличением скорости и вязкости шейки.
Обратите внимание, что гидродинамическое давление не имеет никакого отношения к давлению масла в двигателе, за исключением того, что если давление моторного масла недостаточно для подачи необходимого большого объема масла в подшипник, механизм гидродинамического давления выйдет из строя, и подшипник(и) ) и журнал(ы) будут быстро уничтожены.
Интересно изучить распределение давления в гидродинамической области гидродинамического подшипника. Описанное выше гидродинамическое давление увеличивается от довольно низкого в зоне большого зазора до максимального в точке минимальной толщины пленки по мере того, как масло (по существу несжимаемое) втягивается в сужающуюся «клиновидную» зону подшипника. На рис. 2 показан типичный эскиз радиального распределения давления в зоне, воспринимающей нагрузку подшипника.
Рисунок 2
Однако этот радиальный профиль не является однородным по всей осевой длине подшипника. На рис. 3 показан эскиз профиля осевого распределения давления для полностью разработанной гидродинамической смазки с опорной поверхностью без канавок (вставка). Как видно из рисунка, давление быстро падает на кромке подшипника, так как масло вытекает из кромки под действием высокого гидродинамического давления. При движении внутрь от краев давление резко возрастает. Если подшипник имеет достаточную ширину, профиль будет иметь почти плоскую форму в области высокого давления.
Рисунок 3
Когда-то стандартной практикой было использование коренных подшипников с полной канавкой, поскольку считалось, что канавка обеспечивает лучшую подачу масла к шатунным подшипникам. Быстрое изучение осевого профиля распределения гидродинамического давления для рифленой поверхности (вставки), показанное на рис. подшипник.
Рисунок 4
ГРАНИЧНЫЙ РЕЖИМ
Второй режим работы подшипника – граничная смазка. При граничной смазке «вершины» поверхностей скольжения (цапфа и подшипник) соприкасаются друг с другом, но также существует чрезвычайно тонкая пленка масла толщиной всего в несколько молекул, которая находится в «впадинах» поверхности. Эта тонкая пленка имеет тенденцию уменьшать трение по сравнению с тем, которое было бы, если бы поверхности были полностью сухими.
СМЕШАННЫЙ РЕЖИМ
Третий режим, смешанный, представляет собой область перехода между граничной и полнопленочной смазкой. Поверхностные пики на поверхностях шейки и подшипника частично проникают в пленку жидкости, и происходит некоторый поверхностный контакт, но гидродинамическое давление начинает увеличиваться.
ЭКСПЛУАТАЦИЯ
Для дальнейшего объяснения трех режимов смазки давайте рассмотрим работу подшипника скольжения от запуска до устойчивого состояния. На рис. 5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0).
Рисунок 5
Когда начинается движение, шейка пытается взобраться на стенку подшипника, как показано на Рисунок 6 , из-за трения металла по металлу (граничной смазки) между двумя поверхностями.
Рисунок 6
При достаточном запасе смазки движение шейки начинает затягивать смазку в область клина, и наряду с граничной смазкой начинает происходить гидродинамическая смазка (смешанная смазка).
Если предположить, что нагрузка и вязкость остаются относительно постоянными в течение этого периода запуска, то по мере увеличения числа оборотов гидродинамическая работа усиливается до тех пор, пока она полностью не разовьется и не переместит шейку в ее стационарную ориентацию (рис. 7) , определяемый эксцентриситетом (е) и углом ориентации (а). Обратите внимание, что направление эксцентриситета и, следовательно, минимальная толщина пленки не совпадают с вектором нагрузки, а смещены под углом от нагрузки. Рис. 7 (3) приложенная единичная нагрузка.
Эти три параметра можно комбинировать следующим образом, чтобы сформировать значение, которое мы можем назвать «Рабочее состояние подшипника» (BOC).
BOC = вязкость x об/мин x диаметр x K/единица нагрузки
(уравнение 1)
Параметр Viscosity указан в единицах абсолютной вязкости. Значение «K» — это коэффициент, который преобразует число оборотов в минуту и диаметр в скорость поверхности шейки. Нагрузка на подшипниковый узел представляет собой приложенную силу, деленную на площадь проекции подшипника (умножение ширины вкладыша на диаметр шейки).
КРИВАЯ ZN/P («ГРАФИК СТРИБЕКА»)
Значение BOC будет прогнозировать режим работы подшипника и ожидаемый коэффициент трения для данного рабочего состояния. Переходы между этими различными режимами работы и соответствующие фрикционные свойства более полно проиллюстрированы на графике Стрибека , показанном ниже на , рис. 8 . На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы.
Рисунок 8
Две вертикальные линии в области графика показывают границы между тремя режимами работы. Зона 1, от BOC = 0 до примерно 15, где происходит граничная смазка. Зона 2 (ВОС = 15–35) — это область смешанной смазки, в которой по мере увеличения ВОС развивается гидродинамическое давление, которое берет верх над граничной смазкой. Зона 3 представляет собой полностью развитую гидродинамическую смазку.
Обратите внимание, что целью представления этой кривой BOC (или ZN/P) является демонстрация взаимосвязи между коэффициентом трения и параметрами BOC (ZN/P), а не указания по конструкции подшипника.
В окончательном справочном тексте 2001 г. «Прикладная трибология: проектирование и смазка подшипников» д-ра Майкла Хонсари и д-ра Ричарда Бузера (ref-2:6:12) график Стрибека показан на стр. 12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника по машиностроению, 24-е изд.». (ссылка-2:22:2097)
Сущность «BOC» (часто известная как ZN/P) действительно имеет единицы измерения, которые полностью зависят от выбранных вами единиц для (а) поверхностной скорости, преобразованной в об/мин, и (б) удельной нагрузки: фунтов на квадратный дюйм, н/мм². , мПа и т. д. В различных технических текстах используются определенные участки кривой и любые единицы измерения ZN/P, которые они предпочитают. Другие сохраняют безразмерную конструкцию.
Значения коэффициента трения, показанные в Рисунок 8 , были взяты из «Справочника машиностроения, 24-е изд.» и с «Проектирование элементов машин» , М.Ф. Споттс, профессор машиностроения, Северо-Западный университет (ref-2:2:302) . Обе справочные работы согласились, что нижняя точка составляет около 0,001, диапазон жидкой пленки составляет от 0,001 до по крайней мере 0,005, граничная область от более 0,1 до 0,03, а смешанная область находится между двумя другими, как показано. на сюжет.
Эта кривая показывает, что при работе в гидродинамической области (область 3), если единичная нагрузка остается постоянной, а скорость вращения или вязкость увеличиваются, гидродинамическое давление увеличивается, эксцентриситет уменьшается, а коэффициент трения увеличивается, увеличиваясь в 10 раз. по мере приближения эксцентриситета к нулю.
Однако, если обороты остаются фиксированными, а вязкость снижается или нагрузка на единицу увеличивается, то BOC будет уменьшаться. Коэффициент трения уменьшается логарифмически до нижней точки около BOC = 35. Если удельная нагрузка продолжает увеличиваться и/или вязкость продолжает уменьшаться, BOC переместится в область смешанной смазки, и режим смазки изменится с полностью гидродинамического обратно на смешанный режим и трение резко возрастут. Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения.
Обратите внимание на значения коэффициента трения. В зоне граничной смазки коэффициент трения аналогичен коэффициенту трения сухого подшипника (0,25-0,35). При значении BOC, равном 35, коэффициент трения находится в удивительно низком диапазоне 0,001, что на 50 % меньше, чем коэффициент трения радиальных шарикоподшипников. По мере увеличения BOC (любая комбинация меньшей нагрузки, более высоких оборотов, более высокой вязкости) кривая показывает, что коэффициент трения увеличивается экспоненциально, приближаясь к значению 0,01, что в десять раз больше идеального минимума. Этот факт иллюстрирует, почему так много внимания уделяется оптимизации подшипников для применения, пытаясь поддерживать ВОС в диапазоне 35-50.
В прошлых выпусках мы видели, что нагрузки от сгорания могут прикладывать силы, превышающие 12 000 фунтов, к шейке штока. Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта.
Если диаметр шейки, несущей 12 000 фунтов, составляет 2,50 дюйма, то потеря момента трения в этом подшипнике составит 24 фунта x 1,25 дюйма = 30 фунтов на дюйм или 2,5 фунта на фут. Если все 5 коренных шеек несут одинаковую нагрузку, то потери момента трения только на коренные подшипники составляют 5 x 2,5 = 12,5 фунт-фут, что при 9000 об/мин, поглощает 21,4 л.с.
Если бы диаметр этой шейки был уменьшен до 2,00″, можно было бы подумать, что можно было бы добиться снижения момента трения в коренном подшипнике на 20 %. Однако при той же ширине подшипника уменьшение диаметра шейки на 20 % уменьшает площадь проекции на 20 %. , что увеличивает удельную нагрузку, что приводит к снижению ВОС для той же нагрузки, оборотов в минуту и вязкости. Кроме того, уменьшение диаметра шейки на 20% также снижает поверхностную скорость на 20%, что при тех же оборотах и вязкости снижает ВОС даже Кроме того, добавьте к этому эффект смазочных материалов с очень низкой вязкостью, которые используют некоторые команды, и в результате получится резкое снижение BOC. Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
Конечно, на практике это не такая уж большая выгода, потому что нагрузка в 12 000 фунтов не применяется на всех 360° вращения. Но иллюстрация служит для того, чтобы указать на область, в которой опытные конструкторы двигателей успешно работают.
СМАЗКА ПОДЖИМНОЙ ПЛЕНКОЙ
Существует еще одна форма смазки пленочной жидкостью, которая увеличивает грузоподъемность в устройствах с колебательными нагрузками (например, в поршневых двигателях), известная как смазка пленочной выжимкой. Действие сжимающей пленки основано на том факте, что для выдавливания смазки из подшипника в осевом направлении требуется определенное время, что увеличивает гидродинамическое давление и, следовательно, нагрузочную способность. Поскольку в отверстиях поршневых пальцев происходит незначительное вращение или оно отсутствует вовсе, преобладающим механизмом, отделяющим поршневые пальцы от их отверстий в шатунах и поршнях, является гидродинамическая смазка пленочной смазкой.
ГЕОМЕТРИЯ
Подшипники коленвала не круглые. Коренные шейки подшипников и шатуны, которые вращаются в этих (обычно) подшипниках скольжения, идеально круглые, но окружающие их поверхности подшипников — нет. Во-первых, сдавливание подшипника скольжения в его корпусе вызывает деформацию корпуса, характер которой будет отражать материал и геометрию образующей его детали. Кроме того, эти подшипники на самом деле спроектированы так, чтобы быть некруглыми.
Если бы нагрузка и частота вращения двигателя были постоянными, а геометрия подшипника всегда могла сохраняться во время работы, идеально круглый профиль поверхности подшипника работал бы нормально. Конечно, в двигателе внутреннего сгорания нагрузка и скорость постоянно изменяются, и переменная нагрузка, воздействующая на корпус подшипника, постоянно изменяет его геометрию. На самом деле гоночный двигатель — это эластичное устройство, которое не всегда полностью оценивается. Огромные нагрузки проходят как вверх, так и вниз по шатуну, удлиняя и укорачивая его и искажая форму большого и малого концов. В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции.
В выпуске The Definitive V8 Engines мы показали, что безнаддувный двигатель Formula One V8 объемом 2,4 литра и мощностью 750 л. Двигатель Cup V8 мощностью 850 л.с., работающий при 9500 об/мин, подвергается нагрузке около 12 500 фунтов. Такие нагрузки на шатунную шейку деформируют коленчатый вал, который, в свою очередь, передает деформацию картеру через коренные опорные шейки. Таким образом, в процессе эксплуатации деформируются как корпус шатунного подшипника (большая головка шатуна), так и корпуса коренных подшипников.
На практике было установлено, что соответствующий статический профиль подшипника коленчатого вала обычно имеет овальную форму, минимальный диаметр которого совпадает с направлением максимальной нагрузки. Обычно это считается под углом 90 градусов к линии разъема. Поэтому подшипники обычно изготавливаются с толщиной стенки, которая наибольшая под углом 90 градусов к линии разъема, сужаясь от этой точки к линии разъема с каждой стороны на заданную величину. Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку.
НАПРЯЖЕНИЕ НА ПОДШИПНИК
Хотя подшипники являются источником трения (включая последующее срезание масляной пленки) и, следовательно, тепла, они также являются путем отвода тепла от возвратно-поступательного/вращающегося узла к стационарной конструкции двигателя и, что еще более важно, в циркулирующее масло. С точки зрения нагрузки, которую испытывают подшипники, следует отметить, что величина, а иногда даже направление нагрузки меняется в течение каждого хода. Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется.
Полезная нагрузка резко меняется в зависимости от дроссельной заслонки и оборотов, а также в течение цикла двигателя при любых заданных дроссельной заслонке и оборотах. Например, при рабочем такте нагрузка на шатун при сжатии/сгорании является сжимающей, что противодействует растягивающей инерционной нагрузке, вызванной ускорением поршня. При низких оборотах двигателя с широко открытой дроссельной заслонкой инерционная нагрузка уравновешивает силы сгорания поршня, и, в зависимости от характеристик крутящего момента двигателя, это может создавать большую чистую нагрузку на подшипники, чем работа WOT на более высоких скоростях. И наоборот, при частоте вращения двигателя выше пикового крутящего момента силы инерции становятся преобладающими, и суммарное воздействие на подшипники заключается в увеличении нагрузки по сравнению с работой при пиковых оборотах крутящего момента. Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки.
Длительная работа на высоких оборотах представляет собой еще одну угрозу для подшипников, поскольку она вызывает работу при высоких температурах, что, в свою очередь, может вызвать чрезмерный нагрев масла и, как следствие, потерю вязкости. В этом отношении бег на овальном кубке может быть более тяжелым испытанием для опоры, чем шоссейные гонки Формулы-1.
В статье, опубликованной в 20-м выпуске журнала Race Engine Technology, показан пример кавитационного повреждения подшипника шатуна 2,4-литрового двигателя Cosworth V8 2006 года, рассчитанного на работу при 20 000 об/мин. Когда поршень приближался к верхней мертвой точке, верхняя часть большого конца титанового шатуна имела тенденцию изгибаться от стальной шейки коленчатого вала, а подшипник со стальной опорой соответственно деформировался. Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»).
МАТЕРИАЛЫ И ПОКРЫТИЯ
В идеале материал подшипника должен обладать низкими фрикционными свойствами, но, учитывая, что в полностью гидродинамическом режиме поверхность подшипника отделена от поверхности шейки тонкой масляной пленкой, очевидно, что это скорее смазка. чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации.
Таким образом, при достаточном запасе смазки и подходящем соотношении нагрузка/скорость материал, образующий рабочую поверхность подшипника, не имеет решающего значения с точки зрения потерь на трение. Однако неизбежно произойдет контакт металла с металлом, особенно при запуске. Шейка неизменно изготавливается из стали, и, например, медь (использовавшаяся в качестве единственного материала для некоторых ранних подшипников), работающая по стали, имеет кинетический коэффициент 0,36. Однако любой металл, движущийся по стали при надлежащей смазке, имеет кинетический коэффициент в районе 0,06 (он будет варьироваться, как показано на кривой Штрибека выше).
В связи с неизбежным контактом металла с металлом на подшипники иногда наносят покрытия с низким коэффициентом трения. Например, один производитель разработал сверхскользкую смесь молибдена и графита, которая подвешена на инертной подложке из ПТФЭ, что обеспечивает адгезию, необходимую для ее прикрепления к верхней поверхности подшипника. Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор.
ОСНОВЫ КОНСТРУКЦИИ ПОДШИПНИКА СКОЛЬЖЕНИЯ
Обычно трехметаллический подшипник скольжения, используемый в современных высокопроизводительных двигателях, представляет собой многослойную структуру, имеющую относительно толстый стальной защитный слой, контактирующий с корпусом, и более твердый тонкий средний слой (медь- свинцовые, свинцово-бронзовые, алюминиево-оловянные и др.) и очень тонкий верхний слой из мягкого материала (свинец, цинк, кадмий, свинцово-индий и множество других), причем верхний слой образует собственно опорную поверхность. Максимальное приложенное давление, которое может выдержать подшипник, определяется свойствами прочности и твердости верхней поверхности. Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.
За исключением редких случаев составных коленчатых валов, подшипник скольжения разделен на верхнюю и нижнюю половины, чтобы его можно было установить на шейку. Одна половинка влезает в основную конструкцию, другая в колпачок. Каждая половина называется вкладышем, поэтому этот тип подшипника можно назвать вкладышем или вкладышем. Обычно только один из коренных подшипников выполнен в виде упорного подшипника, необходимого для минимизации осевого смещения коленчатого вала.
Несколько слоев были разработаны для обеспечения свойств, необходимых для конкретного применения. В то время как основа неизменно будет стальной, стальной подшипник, работающий со стальной шейкой без покрытия на любой поверхности, вызовет высокое трение и износ в режимах граничной и смешанной смазки, а также практически не позволит посторонним частицам внедряться в материал, но вместо этого захватит их и превратит в режущие инструменты. Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.
Из-за механических свойств мягкого материала подшипника можно подумать, что он будет выдавливаться из подшипника из-за действующих на него сил. Однако очень тонкий мягкий слой, поддерживаемый гораздо более прочным и толстым базовым слоем, предотвращает выдавливание мягкого материала.
Неспособность приложенной нагрузки выдавить мягкий слой известна как принцип пластического ограничения. Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления.
Подшипник должен соответствовать форме корпуса; форма, которая постоянно находится в состоянии изменения, поскольку двигатель представляет собой упругое устройство. В связи с этим подшипник сконструирован так, что при правильном соединении болтами двух половин корпуса его поверхности линии разъема соприкасаются, и подшипник правильно прилегает к корпусу, оставляя необходимый рабочий зазор между его рабочей поверхностью и цапфой. Однако, когда вкладыш подшипника установлен в соответствующий корпус, его края будут слегка выступать над поверхностями корпуса, так что, когда болты крышки соединят поверхности линии разъема, между поверхностями корпуса будет небольшой зазор. Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
Несмотря на то, что подшипник скольжения является посадкой с натягом, в его корпусе можно установить установочные выступы для облегчения позиционирования во время сборки. Обычно каждый вкладыш подшипника удерживается штифтом, выступающим в него из корпуса. Эти проушины или штифты помогут избежать любой опасности перемещения относительно корпуса во время работы, но это не является их основной целью, и в этом отношении посадка с натягом должна быть достаточно хорошей для обеспечения надежной работы.
В случае шатуна на поверхность раздела между подшипником скольжения и соответствующей шейкой обычно подается смазка под давлением из отверстия в шейке. Относительное перемещение шейки и подшипника, а также возникающие при этом силы заставляют масло растекаться и образовывать необходимую пленку по всей радиальной поверхности перед тем, как пролиться в картер.
ВЛИЯНИЕ
Коренные шейки коленчатого вала подвержены экстремальным крутильным колебаниям, что влияет на их диаметр. Однако перекрытие шеек и методы балансировки коленчатого вала являются дополнительными факторами, которые могут позволить использовать шейки меньшего диаметра и более узкие. Примечательно, что 3,0-литровый V8 Cosworth DFV 1967 года имел диаметр коренной шейки 60 мм и диаметр шатунной шейки 49 мм. Напротив, треть века спустя 3,0-литровый двигатель V10 обычно имел диаметр коренной шейки в диапазоне 40–45 мм, шейки шатуна в диапазоне 35–40 мм. Однако существует также очень большая разница между рабочими скоростями этих двух двигателей. Поскольку диаметр коренной шейки является основным фактором жесткости коленчатого вала при кручении, возможно, снижение жесткости коленчатого вала при кручении, вызванное как уменьшенным диаметром, так и увеличением длины, послужило обеспечению большего разделения между точкой резонанса при кручении коленчатого вала и гораздо более высокой частотой возбуждения. двигатели.
<< Вернуться к: Содержание Перейти к началу страницы ↑ Следующая тема: Современные материалы для двигателей >>
Поршневой двигатель с гидродинамическими подшипниками
Идентификатор заявки: 68571
Предлагаемые продукты
Скачать файлы приложения
В этом примере модели показаны приложения этого типа, которые номинально могут быть созданы с использованием следующих продуктов:
Модуль динамики нескольких тел
Роторная динамика Модуль
, однако для его полного определения и моделирования могут потребоваться дополнительные продукты. Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов:
COMSOL Multiphysics ® и
Динамика многих тел Модуль и
Роторная динамика Модуль и
Строительная механика Модуль
Набор продуктов COMSOL ® , необходимый для моделирования вашего приложения, зависит от нескольких факторов и может включать граничные условия, свойства материалов, физические интерфейсы и библиотеки деталей.
Флуоресцентный голубой PLA пластик Bestfilament для 3D-принтеров 1.75 мм, 1 кг
Флуоресцентный голубой PLA пластик Bestfilament для 3D-принтеров 1.75 мм, 1 кг
Отклонение диаметра прутка в пределах одной катушки не более 0,02 мм!
PLA пластик Bestfilament – неприхотливый в эксплуатации материал, отлично подходящий для печати крупноагабаритных изделий, а также деталей, для которых важно точно передать геометрические размеры. В отличии от ABS он не требует специальных условий, нет необходимости в подогреваемом столе или термостабилизационной камере. Кроме того, PLA пластик не имеет неприятного запаха, что позволяет использовать его в условиях дома или офиса. Самый экологичный пластик. Идеально подходит для печати предметов интерьера, требующих тщательной детализации.
Преимущества PLA Bestfilament:
Нетоксичен При печати нет необходимости в нагретой платформе Размеры стабильны Отличное скольжение деталей Экономия энергозатрат из-за низкой температуры размягчения нити Нет необходимости применять покрытие для улучшения адгезии Гладкость поверхности напечатанного изделия
PLA (полилактид) — биоразлагаемый и биосовместимый 3d-пластик, получаемый из сырья растительного происхождения. Неприхотливый в эксплуатации материал,отлично подходящий для печати крупногабаритных изделий, а также деталей, для которых важно точно передать геометрические размеры. В отличии от ABS он не требует специальных условий, нет необходимости в подогреваемом столе или термостабилизационной камере. Кроме того, наш PLA пластик не имеет неприятного запаха, что позволяет использовать его в условиях дома или офиса.
Характеристики Желтый PLA пластик Bestfilament для 3D-принтеров 1.75 мм, 1 кг:
Цвет прутка: флуоресцентный голубой, светится в ультрафиолете Вес брутто: 1,35 кг Вес нетто: 1 кг Тип материала: PLA
Рекомендованные параметры печати для PLA Bestfilament:
Совет от Bestfilament: Так как температура размягчения PLA-пластика около 50 градусов, при недостаточном охлаждении термобарьера возможно размягчение пластика и образование пробки. Для исключения такой ситуации стоит обеспечить максимальный обдув радиатора термобарьера. Также при печати PLA-пластиком можно использовать пароллоновый фильтр с небольшим количеством масла (машинное или растительное). Масло снижает вероятность образования пробки.
Материал
PLA
Вес нетто
1 кг
Вес брутто
1,35 кг
Длина
22 см
Ширина
21 см
Высота
9 см
Производитель
Bestfilament
Страна происхождения
Россия
3DMall | Популярные модели 3D-оборудования
Акции
Подпишитесь на автора
Подписаться
Не хочу
1
Статья относится к принтерам:
PICASO Designer X Series 2
Компания 3DMall – поставщик в сфере 3D-технологий на российском рынке. Наша компания является официальным дилером многих именитых брендов и торговых марок. У нас Вы найдете большой выбор 3D-принтеров, 3D-сканеров, а также расходных материалов для 3D-печати.
3D принтер Bizon 3 — 179 900Р
3D принтер P3 Steel 200 набор сборки — 48 900Р
3D-принтер Bizon Prusa P3 Steel 300×300 мм (набор для сборки) — 58 900Р
PROTOTYPER T-SOFT (ПРОЗРАЧНЫЙ) 1.75 мм Прозрачный — 1 800Р
PROTOTYPER T-SOFT (ПРОЗРАЧНЫЙ) 1.75 мм Синий — 1 800Р
PROTOTYPER T-SOFT (ПРОЗРАЧНЫЙ) 1.75 мм Фиолетовый — 1 800Р
PROTOTYPER S-SOFT (СПЛОШНОЙ) 1. 75 мм Серый — 1 800Р
PROTOTYPER S-SOFT (СПЛОШНОЙ) 1.75 мм Синий — 1 800Р
PROTOTYPER S-SOFT (СПЛОШНОЙ) 1.75 мм Слоновая кость — 1 800Р
TITAN GF-12 пластик Filamentarno 1,75 мм натуральный — 4 200Р
ABS/PA пластик Filamentarno 1,75 мм натуральный — 2 300Р
TPU A95 пластик Filamentarno 1,75 мм белый — 3 000Р
Клей для 3D печати — 490Р
Дихлорметан (метилен) — 800Р
Матирующий спрей Helling — 2 990Р
Спрей матирующий антибликовый WHITE 520 мл. — 990Р
Спрей матирующий антибликовый WHITE XL 1000 мл. — 1 600Р
Клей-лак для 3D печати Ateco BASIC 250 мл — 390Р
Лимонен — 1900Р
Сопло для 3D-принтера E3D — 100Р
Сопло для 3D-принтера MK10 — 100Р
Покрытие для финишной обработки XTC-3D BRUSH-ON 0,644 кг — 2 990Р
Больше товаров на сайте компании 3D-M.RU. Популярные категории:
— 3D-принтеры
— 3D притнеры Anycubic
— 3D принтеры Phrozen
— 3D принтеры Zenit
— 3D принтеры FlyingBear
— 3D принтеры Formlabs
— 3D принтеры Picaso
— 3D-сканеры
— 3D-сканеры Scanform
— 3D-сканеры Shining 3D
— 3D-сканеры Calibry
— 3D-сканеры RangeVision
— 3D-сканеры VT
— 3D-сканеры Artec
— Пластиковые нити для 3D-печати
— Пластиковые нити Esun
— Пластиковые нити SEM
— Пластиковые нити Bestfilament
— Пластиковые нити PrintProduct
— Пластиковые нити REC
— Пластиковые нити Filamentarno
— Фотополимерные смолы
— Фотополимерные смолы Anycubic
— Фотополимерные смолы HARZ Labs
— Фотополимерные смолы Gorky Liquid
— Фотополимерные смолы Formlabs Grey
— Фотополимерные смолы RESIONE
— Фотополимерные смолы Fun To Do
— Аксессуары для 3D-печати и 3D-сканирования
— Запасные части для 3D-принтеров
— Программное обеспечение
— Литьевые машины
— Фрезерные станки
— Лазерные станки
— Токарные станки
Компания осуществляет бесплатную доставку 3D-принтеров, 3D-сканеров по всей России.
Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Краснодар, Воронеж, Пермь, Волгоград, Владивосток, Хабаровск, Ярославль, Тольятти, Тверь, Саров, Рыбинск, Пенза, Оренбург, Липецк, Кострома, Дмитров, Владикавказ, Брянск, Грозный, Дмитров, Ессентуки, Липецк, Октябрьский, Пенза, Рязань и многие другие.
Новости 3D-индустрии | База знаний | сферы применения 3D-печати
Спрей для сканирования: как использовать, Обзор интраорального сканера Shining 3D Aoralscan 3, Создание миниатюр с помочью 3D печати, Обзор лабораторного 3D сканера Shining Autoscan DS-EX PRO (С), Тестовый файл для 3D печати из фотополимера, Фотополимеры для 3D печати в стоматологии, Как фильтровать полимер после 3D печати, Обдув модели при 3D печати, Пищевой пластик для 3D печати, Отзывы о пластике для 3D печати Esun, Обзор новинки – 3D принтер Flyingbear Ghost 6, Сравниваем 3D принтеры: Anycubic Photon M3 Max и Phrozen Sonic MEGA 8K, Обзор – 3D принтер Anycubic Photon M3 Max с огромным полем печати, PICASO 3D Designer XL: обзор 3D принтера, Обзор – 3D принтер Sonic Mini 8K от Phrozen: прорыв в качестве печати, РАСПРОДАЖА фотополимеров Anycubic Basic, Обзор ручного 3D сканера Scanform L5, Обзор слайсера Lychee для 3D печати, Обзор ручного 3D сканера Calibry, Обзор 3D сканера RangeVision NEO, Пластик для 3D печати от ESUN, Обзор профессионального 3D сканера RangeVision Spectrum, Formlabs Form 3B: обзор 3D принтера для стоматологии, Обзор 3D принтера Anycubic Photon Mono X, Anycubic Wash and Cure Plus промывка и засветка моделей, Бесплатные библиотеки 3D-моделей и STL-файлов, Литьё ювелирных изделий с помощью 3D печатных моделей, 3D сканирование автомобиля, 3D-печать по технологии SLS, Сканирование скульптур, Мелкосерийное производство, 3D печать макетов, 3D печать больших моделей на 3D принтере, 3D-печать из композитных материалов, Изготовление кондукторов методом 3D печати, 3D печать в сельском хозяйстве, 3D печать и 3D сканирование для ремонта бытовой техники.
Компания оказывает услуги 3D-печати 3D-сканирования 3D-моделирования
— Услуги 3D печати
— Услуги 3D-печати АБС PLA пластиком
— Услуги 3D-печати PET-G пластиком
— Услуги 3D-печати SBS пластиком
— Услуги 3D-печати Nylon пластиком
— Услуги 3D-печати гибкими пластиками FLEX, RUBBER
— Услуги 3D-печати фотополимером
— Услуги 3D-печати полиамидом
— Услуги 3D-печати металлом
— Услуги 3D-сканирования
— Услуги 3D-сканирования мелких объектов
— Услуги 3D-сканирования средних объектов
— Услуги 3D-сканирования крупных объектов
— Контроль геометрии изделий
— Услуги 3D-моделирования
— 3D контроль геометрии изделий
— Обучение основам 3D-печати и 3D-сканирования
Купить оборудование и расходные материалы, Вы можете отправив запрос на почту [email protected]
Друзья! Настало время подвести очередной итог. Нашей компании исполнилось 8 лет. За это время были п…
Читать дальше
1
Подпишитесь на автора
Подписаться
Не хочу
Друзья! Новые предложения по акции «Товар недели»!
Количество товара ограничено!…
Читать дальше
Wanhao
Загрузка
30.10.2017
34082
33
Подпишитесь на автора
Подписаться
Не хочу
Хотите купить 3D принтер, но кусаются цены? Не можете накопить и все время откладываете покупку?. ..
Читать дальше
Читайте в блогах
PLA Черный (1,75 мм; 1 кг) | 3D-печать
PLA Черный (1,75 мм; 1 кг) | 3D-печать | Нить ПМ
Дом
Простая печать
PLA — черный (1,75 мм; 1 кг)
1,75 мм
1 кг
Бестселлер
Описание
Почему с ПМ?
Обзор
Документы для скачивания
PLA — так называемый исходный материал для 3D-печати
PLA (полимолочная кислота) — материал, удобный для печати подходит для новичков, так как печать из него без проблем — PLA-печать не идеальна для использования на улице (низкотемпературная стойкость, низкая стойкость к УФ-излучению)
НАСТРОЙКА ДЛЯ ПЕЧАТИ Сопло: 200–220°C Нагревательный стол: 60 °C Для цветов с блестками мы рекомендуем сопло диаметром 0,5 мм и больше.
ПРЕИМУЩЕСТВА
НЕДОСТАТКИ
✅ Легко печатать
❌ Хрупкий
✅ Можно печатать крошечные детали
❌ Низкотемпературная стойкость
✅ Можно печатать большие детали
❌ Сложная постобработка
✅ Прочный и прочный
✅ Без деформации
МАТЕРИАЛЫ ВЫСШЕГО КАЧЕСТВА Мы заботимся о максимально возможном качестве исходных материалов, из которых мы производим наши нити. Благодаря более чем 30-летнему опыту производства пластмасс мы производим продукцию, за качество которой мы с гордостью отвечаем. Мы являемся ведущим производителем филаментов в Чешской Республике и долгое время поддерживаем высокий стандарт качества нашей продукции. Мы гордимся тем, что являемся производителем нитей для бренда «Сделано для PRUSA». Мы постоянно внедряем инновации, модернизируем и обогащаем рынок новыми материалами и цветами нитей.
ДЛЯ НАЧИНАЮЩИХ И ПРОДВИНУТЫХ ПЕЧАТИ Наши материалы упрощают 3D-печать даже для начинающих. С нашими нитями принтеры могут быть уверены в качественном результате, и им не нужно беспокоиться о каких-либо проблемах, если они оставят принтер без присмотра. Новички в 3D-печати оценят наши материалы PLA, PLA+ и PETG в широкой цветовой гамме и нашу надежную поддержку всех наших клиентов в Чехии. Усовершенствованные принтеры могут выбирать у нас из широкого спектра промышленных материалов, таких как химически и термостойкий PPJet, углерод, обладающий прочностью благодаря добавлению углерода, каучука и прочного материала Flex, самозатухающий FRJet или чрезвычайно прочный, термостойкий, а также самозатухающий ULTEM.
ПРОИЗВОДСТВО С УВАЖЕНИЕМ К ПРИРОДЕ Устойчивое развитие — это не то, что мы делаем сейчас, а долгосрочная и упорная работа, которая приносит пользу нашей планете. Наше видение состоит в том, чтобы свести к минимуму отходы, поэтому мы создали программу возврата пустых катушек. И мы снова запускаем эти катушки в производство. Устойчивое развитие означает производство и использование экоматериалов, создание альтернативных источников энергии и робототехнику. Как материнская компания сельскохозяйственного кооператива, мы выступаем за использование процессов точного земледелия, сокращение химических продуктов на растениях, удержание дождевой воды, предотвращение эрозии почвы и экономию топлива.
Мы продвигаем использование наших материалов и 3D-печати в целом. 3D-печать как метод аддитивного производства является подходящей и экологичной альтернативой для любой отрасли.
Подробнее о нашем устойчивом развитии можно узнать здесь.
PETG (полиэтилентерефталатгликоль) — PETG универсальный материал — для начинающих (очень легко печатать) — отец для больших отпечатков — ударопрочный материал, чем PLA, такой же, как ABS — термостойкость до 70 °C — не деформируется — идеально подходит для механических деталей (был одним из основных материалов для принтеров PRUSA — PETG Orange 2018 )
НАСТРОЙКА ДЛЯ ПЕЧАТИ Сопло: 220–250 °C Нагревательный стол: 80–90 °C
ПРЕИМУЩЕСТВА
НЕДОСТАТКИ
✅ Легко печатать
❌ Возможность нанизывания
✅ Хорошая адгезия слоев
✅ Очень прочный, не деформируется
✅ Термостойкость до 70 °C
✅ Немного усаживается
✅ Прочный
МАТЕРИАЛЫ ВЫСШЕГО КАЧЕСТВА Мы заботимся о максимально возможном качестве исходных материалов, из которых мы производим наши нити. Благодаря более чем 30-летнему опыту производства пластмасс мы производим продукцию, за качество которой мы с гордостью отвечаем. Мы являемся ведущим производителем филаментов в Чешской Республике и долгое время поддерживаем высокий стандарт качества нашей продукции. Мы гордимся тем, что являемся производителем нитей для бренда «Сделано для PRUSA». Мы постоянно внедряем инновации, модернизируем и обогащаем рынок новыми материалами и цветами нитей.
ДЛЯ НАЧИНАЮЩИХ И ПРОДВИНУТЫХ ПЕЧАТИ Наши материалы упрощают 3D-печать даже для начинающих. С нашими нитями принтеры могут быть уверены в качественном результате, и им не нужно беспокоиться о каких-либо проблемах, если они оставят принтер без присмотра. Новички в 3D-печати оценят наши материалы PLA, PLA+ и PETG в широкой цветовой гамме и нашу надежную поддержку всех наших клиентов в Чехии. Усовершенствованные принтеры могут выбирать у нас из широкого спектра промышленных материалов, таких как химически и термостойкий PPJet, углерод, обладающий прочностью благодаря добавлению углерода, каучука и прочного материала Flex, самозатухающий FRJet или чрезвычайно прочный, термостойкий, а также самозатухающий ULTEM.
У экструдера есть собственные настройки. Они влияют на качество печати. В частности, нужно задать такие параметры, в которых моторчик подачи филамента будет выпускать заданное количество пластика. В противном случае могут появиться дефекты печати. Модель будет испорчена. Чтобы этого избежать, делают калибровку PID-экструдера.
Зачем нужна настройка PID-экструдера 3D-принтера?
Точная настройка задает параметры в G-code, которые делают печать прогнозируемой и точной. Калибровка экструдера может потребоваться в случае:
Когда устройство начало выдавать дефекты печати, связанные с настройкой печатной головки.
Если пользователь модернизировал систему: установил новый моторчик, вентилятор, нагреватель или весь экструдер в сборе.
Точная калибровка позволяет добиться последовательной печати. Для данного процесса потребуется подключить принтер к ПК или ноутбуку, а также скачать специальное ПО.
Внимание! Одним из признаков неверной калибровки может стать появление ошибки THERMAL RUNAWAY при работе принтера. Это говорит о скачках температуры внутри экструдера.
Пошаговая инструкция по калибровке
Интерфейс программы PRONTERFACE.
Разберем пошаговое руководство по установке верных параметров для настройки PID-экструдера:
Скачиваем специальную программу PRONTERFACE. Ее можно взять на официальном сайте разработчика. Устанавливаем утилиту на ПК.
Подсоединяем 3D-принтер к ПК при помощи USB-кабеля.
Запускаем программу PRONTERFACE. В интерфейсе утилиты находим нужный нам порт подключения, выставляем скорость. Жмем на кнопку Connect.
В правом текстовом окне появится построчный список настроек. В некоторых случаях может выскочить ошибка Error, нужно перезапустить программу и заново выставить значение порта.
Под текстовым полем введите команду: M303 E0 S240 C10 жмем кнопку Send. В заданном шифре: M303 – команда на запуск калибровки; E0 – указание на калибровку хотенда; S240 – тестовая температура; C10 – количество циклов проверки. Температура калибровки экструдера может отличаться в зависимости от модели принтера.
Если все сделано верно, устройство выведет команду PID autotune start. Дождитесь окончания процесса.
После завершения тестирования, система покажет в текстовом поле три коэффициента: #define DEFAULT_Kp **.**, #define DEFAULT_Ki *.** и #define DEFAULT_Kd **.**. Выписываем значения после нижнего пробела в каждом из коэффициентов.
Полученные коэффициенты вносим в команду: M301 P**.** I*.** D**.**. Отправляем ее через кнопку Send. Например, командная строка может выглядеть как: M301 P15.92 I0.87 D73.03.
Сохраняем результат и отправляем команду M500.
Ввод основной команды и получение коэффициентов PID.
После данных манипуляций должны уйти проблемы со скачками температуры.
Внимание! Все команды вводятся без кавычек. Звездочки в коэффициентах соответствуют числовым значениям, которые показывает программа.
Как не допустить ошибок при регулировке PID-стола 3D-принтера?
Здесь мы приведем самые частые ошибки и методы их решений:
При установке порта нужно выставить скорость подключения 25 000. Если программа не видит принтер и соединение не устанавливается, нужно нажать на кнопку Reset. Принтер перезагрузится дистанционно, программа попробует заново подключиться. Выполняете это действие до тех пор, пока соединение не будет установлено. Это особенность данного ПО.
Иногда ошибка THERMAL RUNAWAY остается в системе. Возможно, принтеру нужно откалибровать нагревательный стол. Эту операцию делают по аналогичному алгоритму. Немного изменяется начальная команда: M303 E-1 S* C10, где E-1 – это обозначение калибровки стола, а S* – тестовая температура нагрева стола.
Полученные данные можно внести вручную в память принтера. Для этого перейдите в настройки девайса (Settings), найдите расширенные параметры (Advanced Settings), после чего перейдите к настройкам P, I, D. Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
Чтобы проверить, сохранились настройки в системе или нет, отправьте команду M503.
Ручной ввод коэффициентов PID.
Будьте внимательны при вводе команд и значений. Можно сохранить параметр PID в отдельный текстовый документ и уже из него копировать данные.
Процесс калибровки экструдера – это важная вещь. Без нее принтер будет работать некорректно, начнут появляться ошибки, дефекты печати. Выполняйте процесс калибровки поэтапно, и у вас не возникнет проблем с настройкой.
14 марта 2021
7474
Получите консультацию специалиста
Калибровка PID или что делать после замены нагревателя или термистора
В этой статье мы поговорим о том, как производится калибровка PID 3D принтера после замены нагревателя, термистора, а в некоторых случаях и нагревательного блока.
Как известно, в природе нет ничего абсолютно идентичного, в том числе не бывает двух абсолютно одинаковых термисторов, нагревательных блоков и нагревателей. Ну и вполне логично, что после их замены 3D принтер начинает печатать как-то не так. Виной этому неверный PID.
Что же такое PID? Википедия говорит нам следующее:
Пропорционально-интегрально-дифференцирующий (ПИД) регулятор — устройство в управляющем контуре с обратной связью. Используется в системах автоматического управления для формирования управляющего сигнала с целью получения необходимых точности и качества переходного процесса. ПИД-регулятор формирует управляющий сигнал, являющийся суммой трёх слагаемых, первое из которых пропорционально разности входного сигнала и сигнала обратной связи (сигнал рассогласования), второе — интегралу сигнала рассогласования, третье — производной сигнала рассогласования.
Источник
Если говорить по-простому, то это 3 коэффициента, которые использует микроконтроллер для управления нагревом, в нашем случае, экструдера. Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.
Таким образом, после замены нагревателя или термистора необходимо произвести калибровку PID для правильной работы 3D принтера.
Стоит учесть, что большинство производителей 3D принтеров не калибруют PID каждого принтера, а используют некие усредненные значения, которые на конкретном принтере будут работать, как бог на душу положит.
Итак, калибровать PID экструдера необходимо в следующих случаях:
На новом 3D принтере
При замене термистора
При замене нагревателя
При замене нагревательного блока (не всегда)
Давайте разбираться как это делать на примере прошивки Marlin.
У прошивки Marlin уже имеется встроенный механизм автоматической калибровки PID, а также возможность изменять значения коэффициентов без прошивки 3D принтера.
Единственным условием, при котором это будет работать, является разблокировка энергонезависимой памяти EEPROM.
Разберем процесс калибровки PID без перепрошивки на примере 3D принтера Anycubic Mega-S
Внимание! не на всех моделях 3D принтеров EEPROM разблокирован. Уточните это перед проведением данной операции.
Описанные ниже действия вы делаете на свой страх и риск. Мы не несем ответственность за отсутствие результата, негативный результат.
Для калибровки PID нам понадобится.
Программа Pronterface Можно использовать и Repiter Host, но Pronterface удобнее.
USB кабель для подключения 3D принтера к ПК
Драйверы для 3D принтера. Их необходимо установить.
Если у Вас запущен слайсер CURA закройте программу, а еще лучше перезагрузите компьютер.
Подключаем 3D принтер к ПК кабелем.
Запускаем ПО Pronterface и подключаемся к 3D принтеру. Для этого необходимо выбрать COM порт, на котором определился 3D принтер, выбрать скорость соединения и нажать кнопку CONNECT
В нашем случае это COM5 скорость 250 000
Если порт и скорость выбраны верно, то после нажатия кнопки CONNECT в правой части окна побегут различные текста:
Если вместо осознанного текста вы увидели какие-то кракозябры, то значит вы выбрали неверную скорость подключения. Подберите ее экспериментально.
Если же в окне справа кроме текста Connecting… ничего не появляется, значит компьютер по каким-то причинам не может связаться с принтером (неверно выбран порт, отсутствует драйвер, проблемы с кабелем и т.д.)
После того, как мы успешно подключились к 3D принтеру, в строке ввода команд необходимо ввести команду для авто калибровки PID. Она имеет следующий вид:
M303 E0 C10 S240
Где M303 – команда для калибровки PID
E0 – номер экструдера, для которого калибруется PID
C10 – количество циклов нагрева/охлаждения, по результатам которых микроконтроллер 3D принтера вычислит оптимальный PID
S240 – температура, на которой будет производиться калибровка. Рекомендуется выбирать ту температуру, на которой вы печатаете чаще всего.
Вводим команду в строку для ввода команд нажимаем кнопку SEND и ждем результата выполнения. Подождать придется несколько минут.
В процессе выполнения команды в окне будут отображаться приблизительно вот такие значения. Это означает что принтер производит калибровку.
После окончания процесса калибровки принтер может издать звук пищалкой (если он так умеет), а окно примет следующий вид:
В результате калибровки PID у нас получились следующие коэффициенты:
Их необходимо куда-нибудь записать. Теперь перенесем их в память 3D принтера.
Для этого выполним следующую команду:
M301 P14.62 I1.08 D49.42
Где M301 – команда для записи PID в память 3D принтера
P14.62 – коэффициент p (его значение равно параметру define DEFAULT_Kp, полученному при калибровке)
I1.08 – коэффициент i (его значение равно параметру define DEFAULT_Ki, полученному при калибровке)
D49.42 – коэффициент d (его значение равно параметру define DEFAULT_Kd, полученному при калибровке)
У вас получатся свои значения.
Вставляем команду в командную строку pronterface и нажимаем кнопку SEND
Результат выполнения команды:
Командой M500 сохраняем новые значения PID в памяти 3D принтера.
Для проверки того, что все у нас получилось, выключим 3D принтер и отключим от ПК кабель.
Через минуту включим 3D принтер и подключим его кабель к компьютеру. Снова через программу Pronterface подключимся к 3D принтеру и выполним команду M503
Если в результате выполнения команды в окне вывода мы получили значения PID полученные при калибровке:
Значит процесс калибровки PID завершен успешно.
Как видите, после замены нагревателя или термистора не обязательно перепрошивать 3D принтер для изменения значений PID.
Ознакомиться с ассортиментом запчастей для экструдера и не только вы можете в каталоге, раздел “Детали хотэнда”
ПИД-регуляторы в 3D-печати — обучение в открытом мире
ПИД-регулятор — это тип системы управления с обратной связью, которая широко используется в промышленных и коммерческих приложениях. Технология 3D-печати является одним из многих промышленных приложений, в которых используются ПИД-регуляторы. ПИД-контроллеры используются в 3D-печати для регулирования и контроля потока расплавленного материала (пластиковой нити) через сопло экструдера. ПИД-регуляторы работают, постоянно сравнивая фактический выход системы с желаемым выходом. Когда есть разница между ними (известная как ошибка), ПИД-регулятор регулирует систему соответствующим образом, чтобы ошибка была минимизирована. Эта петля обратной связи обеспечивает постоянную работу системы с максимальной эффективностью. Использование ПИД-регуляторов в 3D-печати дает множество преимуществ. ПИД-регуляторы помогают повысить точность и точность процесса печати. Они также помогают сократить количество отходов и повысить общую эффективность системы. Кроме того, ПИД-регуляторы относительно просты в использовании и могут быть настроены в соответствии с конкретными потребностями приложения.
Использование 3D-печати для быстрого прототипирования быстро расширяется и становится все более рентабельным. Прототипирование — это процесс создания 3D-модели конструкции. Когда в будущем станет доступна 3D-печать, массовое производство будет значительно затруднено. Ожидается, что этот тип печати окажет влияние на широкий спектр отраслей, включая автомобилестроение, медицину, образование, производство оборудования и потребительских товаров. 3D-принтер включает в себя экструдеры, более крутые двигатели, материалы PLA, горячие бэды, блоки управления мощностью ремня шкивов (PCU), тканевые дороги, Arduinomegas и многие другие компоненты. Более века назад в визуальном мире печатных писаний доминировал двухмерный метод печати. Это ознаменовало начало эры 3D-печати, которая долго наступала.
Первоначально технология 3D-печати использовалась для прототипирования, делая доступными небольшие простые физические образцы. Теперь дизайнеры могли выявлять и исправлять недостатки быстрее и с меньшими затратами, ускоряя процесс разработки продукта и снижая коммерческие риски. Одним из самых перспективных направлений для роста занятости является медицинский сектор. В 2012 году инженеры и врачи использовали 3D-принтер для создания первого индивидуального протеза для трансплантации челюсти. Инновации в сборке настольной 3D-печати возможны дома, на рабочем месте, в лечебном учреждении или школе, в дополнение к возможности 3D-печатных чехлов для телефонов. Nokia показала 3D проектирует своих мобильных телефонов, чтобы владельцы могли создать свой собственный чехол для телефона V. Типография рядом с полем боя может быть лучшим вариантом для военных, что потребует меньше дополнительных услуг и больше управления в цепочке поставок. Из-за персонализированного выполнения «последней мили» Индустрия 4.0 может стать катализатором.
Он основан на открытом рынке и основан на разделении доходов. Компании могут использовать его для предоставления персонализированных продуктов в режиме реального времени практически в любом месте. Документы по научной и технологической политике, которые часто используются в качестве форума для приглашенных авторов для обсуждения своих исследований, являются отличным местом для их обсуждения. Национальный научный фонд финансирует Институт научно-технической политики. Институт оборонных анализов, некоммерческая организация, отвечает за деятельность института. Взгляды, мнения и выводы, изложенные в статьях, опубликованных в этой серии, принадлежат авторам и не представляют Институт или его дочерние учреждения.
Процедура настройки PID гарантирует, что принтер постоянно поддерживает постоянную температуру. PID (Proportional Integral Derivate) — это температурно-стабильная температура на горячем конце принтера Original Prusa .
Используют ли 3D-принтеры PID?
3D-принтеры используют ПИД или пропорционально-интегрально-дифференциальное управление для регулирования температуры экструдера. ПИД-регулирование — это тип управления с обратной связью, который использует заданное значение или целевую температуру и регулирует скорость нагрева, чтобы достичь этой температуры как можно быстрее, сводя к минимуму перерегулирование.
Как мне откалибровать свой PID для 3D-печати?
Предоставлено: 3D Hubs
Выберите параметр Калибровка PID в главном меню принтера, а затем перейдите на страницу калибровки. Убедитесь, что температура, при которой вы печатаете большую часть времени, является подходящей. Если принтер обнаружит, что калибровка PID была выполнена, он автоматически запустит ее.
Если температура печати слишком высока, это может привести к появлению артефактов, линий или пробелов. Чтобы предотвратить это, необходимо выполнить настройку и калибровку ПИД-регулятора. Чтобы поддерживать постоянную температуру сопла, его научат нагревать. Настройка PID интегрирована во все большее число принтеров. Вы можете изменить Автонастройка PID путем выбора меню Control – Temperature и установки температуры, при которой вы обычно печатаете PID. Рекомендуется, чтобы принтер начал нагревать сопло за несколько коротких циклов. Если вы хотите изменить температуру вашей обычной калибровки, вы всегда можете повторно запустить ее позже.
Если вы не можете выполнить автоматическую настройку, вы можете вручную откалибровать ФИД. Терминал расположен по адресу: M303 E0 C5 S210 в Интернете. Если у вас более одного экструдера, вы можете настроить значение E (0, 1,…”) для каждого. Если значение C больше 5, количество циклов больше 5. Температура в C обычно используется в качестве эталонной температуры для расчета значения S.
Что делает настройка Pid?
Кредит: blog.incatools.com
Настройка ПИД-регулятора обычно выполняется вручную путем установки времени сброса на максимальное значение и скорости на ноль, увеличения коэффициента усиления до тех пор, пока контур не начнет непрерывно колебаться с постоянной амплитудой, а затем установки времени до максимального значения и скорость до нуля. (Когда обнаружено исправление ошибок и применяется большее усиление, его можно применить быстро.) Небольшое усиление желательно, если время отклика медленное.
[РУКОВОДСТВО] Руководство по настройке PID — шаг за шагом — 3D-печать
Просмотры сообщений: 1739
Настройка Pid — это определенная процедура, которая может привести к появлению на экране ошибки «Принтер остановлен». Это действительно очень и очень распространено. Эта ошибка возникает, когда принтер неправильно нагревает одну из своих частей: сопло или платформу.
При исправном состоянии эта проблема возникает при первой установке первого канала вентилятора. Циркуляция воздуха на уровне пластины приводит к охлаждению Хот-энда и ПО, согласно настройкам по умолчанию, уже не может нагреваться как надо. В этом случае штраф Настройка Pid может быть ключом.
Вместо этого, если вы получаете сообщение «Принтер остановлен» без внесения каких-либо изменений, вы имеете дело с неисправностью , которая будет исследована, но и в этом случае вам следует начать с Автонастройки P.I.D.
Настройка PID: Но что делает PID? иметь в виду ?
Пропорционально-интегрально-дифференциальный регулятор, обычно называемый ПИД, представляет собой механизм обратной связи контура управления, широко используемый в промышленных системах управления. Это наиболее широко используемая система управления с обратной связью. Это потому, что он может через обратную связь реагировать на положительное или отрицательное значение ошибки, корректируя его в соответствии с желаемой уставкой 0. Реакция на ошибку может быть установлена с помощью процесса, называемого автонастройкой.
В 3D-принтере именно этот процесс связан с регулированием нагрева и с помощью этого алгоритма дозирует потребляемую мощность. PID является причиной того, что, если мы устанавливаем температуру сопла на 200 градусов, она остается такой и не колеблется, например, между 205 и 195 градусами.
Таким образом, в нашем случае ПИД-регулятор служит для прогнозирования поведения нагрева по обратной связи с датчиком температуры. У этой системы, очень простой в управлении, есть и ограничения: один на всех — отсутствие адаптивности к изменению параметров процесса. По сути, эта проблема является причиной того, что если вы добавляете новый канал вентилятора, вы должны приступить к повторной калибровке.
Если вы часто получаете ошибку Prin
ter Halted или видите, что ваш принтер не поддерживает стабильную температуру сопла или пластины даже при колебаниях в 10 градусов, пришло время настроить PID.
Настройка ПИД-регулятора: Практическое руководство
В несколько простых шагов рассмотрим, как выполнить эту «саморегуляцию»:
– Подключение
Сначала подключите принтер к компьютеру с помощью управляющего и диалогового программного обеспечения. Вы можете выбирать среди различных программ, таких как Repetier Host, Pronterface, Astroprint и многих других. (Это руководство основано на Repetier Host , но шаги и элементы управления одинаковы, какое бы программное обеспечение вы ни использовали ).
— Control
После подключения перейдите к панели управления принтера и введите следующий код: M303 E0 S200 C8
Давайте разберем этот код, чтобы понять его:
M304 -> Это параметр автонастройки. Его также можно использовать отдельно, используя предустановленные значения прошивки, но это не очень хорошая идея. Лучше использовать те данные, которые вам нужны.
E0 -> Обозначает аппарат, который мы тестируем
г. E0 — это номер экструдера. В некоторых принтерах (с двумя экструдерами) у нас также будет E1. В машинах с обогреваемой пластиной мы могли бы использовать BED или E1 или E2 , в зависимости от кода, используемого прошивкой для пластины.
S200 -> Эта часть контроля указывает температуру, при которой должно проводиться испытание. 200 означает 200 градусов, и вы можете выбрать температуру от 150 ° до 260 °, в зависимости от материала, для которого вы хотите настроить принтер. Если вы печатаете в основном PLA, вам необходимо включите вентиляторы вентиляторного канала и далее приступайте к автонастройке в условиях, в которых вы печатаете нормально.
C8 -> Это количество циклов нагрева, которые должна выполнить программа. Больше циклов означает более точный PID, но нет необходимости преувеличивать. Достаточно 8 циклов, а превышать 14/15 будет совершенно бесполезно.
После запуска контроля график температуры будет расти до тех пор, пока не достигнет заданного значения «буква S- – –» , и начнет колебаться вокруг значения.
Обратив внимание, вы увидите, что при каждом цикле волна будет сокращаться до линии.
После завершения заданных циклов программа выдаст новые значения PID: Kp, Ki и Kd.
Отлично! у вас есть новые значения, но куда их вставлять?
– Настройка PID
Вы можете вставить их в начало G-кода, чтобы выполнить первый тест и посмотреть, как принтер реагирует на новые значения. Чтобы поместить его в начале каждого Gcode, вы должны перейти к «start.gcode», например, в Cura, и ввести после команды M303 значения, предоставленные контроллером. Например, M301 P14.82 I0.8 D68.25 (вместо этих значений вставьте прописные буквы). Но таким образом, вы должны вручную редактировать все файлы, но если вы уверены, что данные верны, это будет просто пустой тратой времени. Так что лучше ставить их на принтер через
M301 P14.82 I0.8 D68.25 команда
и сохранить эти значения в eeprom командой M500 или отредактировать прошивку напрямую.
-Настройка PID (вручную)
Некоторые принтеры позволяют вводить значения, найденные на дисплее, и просто сохранять их нажатием кнопки. (более простой способ)
Настройка PID: изменение прошивки
Прошивку можно редактировать двумя способами:
Первый способ вставки нового значения операционная система устройства. Вы просто введете код M301, за которым следуют найденные значения, в программном обеспечении, используемом для запуска автонастройки.
Пример: M301 P14.82 I0.8 D68.25
Примечание: для планшета процедура аналогична. Вы просто используете команду M304 для передачи значений в eeprom. Пример: M304 P14.82 I0.8 D68.25.
Обязательно сохраните эти значения, используя опцию сохранения принтера или команду M500.
Второй способ вставки нового значения
Второй и более медленный способ редактирования прошивки — ввести найденные в прошивке значения и заменить их в принтере. Таким образом, у нас будет чистая установка с меньшим количеством осложнений.
Поясним процедуру с MARLIN , пожалуй, самой распространенной среди прошивок:
Откройте Marlin.ino с помощью программы Arduino:
Если это никогда не было сделано, вам придется выбрать правильную вкладку ( например Arduino Mega 2560 ) и правильный последовательный порт (вы можете видеть только подключенный принтер, например COM 4).
В ответ на недавний поток запросов на инструкции по эксплуатации/обслуживанию/установке продукта информации, мы носились по всему заводу в поисках руководств, новый и древний. Ниже приведен список того, что мы нашли. Конечно, мануалы для новых продуктов будут доступны независимо от того, найдем ли мы время для обновления этот стол. Руководства для старых продуктов будут добавляться или удаляться в зависимости от о превратностях изменения требований к пространству для хранения.
Технические примечания
Хотя это и не является частью нашей официальной документации, эти технические примечания могут быть полезны, в частности, для нашего аудиооборудования.
Руководства по оформлению заказа – НОВАЯ ИНФОРМАЦИЯ
Многие руководства Eventide можно заказать через новый онлайн-сервис. Вечерний магазин.
Если у вас звонок по кредитной карте 201-641-1200 и скажите администратору: «Я хотел бы приобрести руководство». и дайте название продукта. Если не хотите звонить, следуйте процедура ниже.
Чтобы получить любое из этих руководств, просто отправьте соответствующий платеж, оплачивается в долларах США в банке США или банковским переводом. Вы также можете предоставить информацию о своей кредитной карте. Если руководство(а) предназначено для быть отправлены за пределы США, свяжитесь с нами для стоимости доставки. Обязательно:
Сообщите нам, какие инструкции вы хотите!
Укажите адрес доставки/почтовый адрес!
Укажите серийный номер и/или версию программного обеспечения устройства, для которого Вы заказываете руководство. (Если вы этого не сделаете, мы вышлем руководство в любом случае, но он может не соответствовать вашей конфигурации. )
Дайте нам (разборчиво) свой адрес электронной почты с заказом на случай, если у нас возникнут вопросы.
Это наш первый этап сбора документации. Мы несомненно есть больше вещей из ранних лет, которые похоронены. Если вы хотите что-то которого нет в списке, отправьте нам 50 долларов США, которые, как мы надеемся, покроют наши затраты на попытку найти его и дублировать, если нам это удастся. (Конечно, если мы не можем найдёте, мы вернем вам оплату и разместим здесь заметку, чтобы помочь тем, кто иди после)
Руководства по изделиям для авионики
Руководства отдела связи Руководства по звуковому отделу (Аппаратное обеспечение) Руководства Audio Division (Плагины)
Руководства по компьютерной продукции
СПИСОК ДОСТУПНЫХ ПРОДУКТОВ ДЛЯ АВИОНИЧЕСКОГО ОБОРУДОВАНИЯ РУКОВОДСТВА — Нажмите на цену купить
Продукт
Описание
Цена
ПРИМЕЧАНИЯ
АРГУС 5000/7000
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
25,00 $
АРГУС 5000/7000
РУКОВОДСТВО ПО УСТАНОВКЕ
30,00 $
АРГУС 5000/7000
ОПЕРАЦИИ FP 4. 10
25,00 $
АРГУС 5000/7000
УСТАНОВКА FP 4.10
30,00 $
АРГУС 5000/7000
5.X РАБОТА+УСТАНОВКА
50,00 $
АРГУС 3000/5000/7000
РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
50,00 $
АРГУС 5000/CE/7000/CE
СПРАВОЧНОЕ РУКОВОДСТВО (P/N 141000)
50,00 $
АРГУС RMI
ДОПОЛНЕНИЕ ПО УСТАНОВКЕ
25,00 $
АРГУС RMI
ДОПОЛНЕНИЕ ДЛЯ ОПЕРАТОРОВ
25,00 $
АРГУС WDA 5007/7007
УСТАНОВКА
25,00 $
АРГУС WDA 5007/7007
ОПЕРАТОРЫ
25,00 $
АРГУС 3000
ОБОЗНАЧЕНИЕ
25,00 $
Работа ARGUS с TCAD
ДОПОЛНЕНИЕ (от Райана)
—
ПДФ
Руководство пользователя Argus должно соответствовать версии программного обеспечения, установленного на вашем компьютере. Аргус. Argus 5000 поставляется с программным обеспечением версий 1.xx, 2.xx, 3.xx, 4.xx и 5.хх(текущий). Если у вас версия 1.xx или 2.xx, мы рекомендуем вы обновляете Argus до версии 5.xx, а не пытаетесь приобрести руководство для более старая версия. Версия 5.xx имеет много дополнительных возможностей.
СПИСОК ДОСТУПНЫХ ОТДЕЛ СВЯЗИ РУКОВОДСТВА ПО ПРОДУКЦИИ
Продукт
Описание
Цена
ПРИМЕЧАНИЯ
ВР 320
РАБОТА
50,00 $
ВР 320
СЛУЖБА
50,00 $
ВР 320
КРАТКОЕ СПРАВОЧНОЕ РУКОВОДСТВО
10,00 $
Доступ к сети
VR320 Дополнение
603K PDF
Обзор архива
Руководство по просмотру архива
1. 1M PDF
VR 240 ВЕР 3.0
РАБОТА
40,00 $
1.1M PDF
VR 240 ВЕР 3.0
РАБОТА
—
700K PDF
ВР 204
УСТАНОВКА И ЭКСПЛУАТАЦИЯ
40,00 $
ВР 204
УСТАНОВКА И ЭКСПЛУАТАЦИЯ
710K PDF
НАПРАВЛЕНИЕ 911
УСТАНОВКА И ЭКСПЛУАТАЦИЯ
40,00 $
НАПРАВЛЕНИЕ 911
УСТАНОВКА, РАБОТА И БЫСТРАЯ ССЫЛКА
—
150K PDF
СПИСОК ДОСТУПНЫХ РУКОВОДСТВ ПО АУДИОПРОДУКТАМ
Продукт
Описание
Схемы?
Цена
ПРИМЕЧАНИЯ
H8000FW
Руководство пользователя и предварительных настроек FireWire (P/N 141103)
65,00 $
Х8000ФВ
Руководство пользователя
6. 5M PDF
Х8000ФВ
Ручная настройка
1М PDF
Х8000/Х8000А
Руководство пользователя и предустановки (P/N 141084)
65,00 $
Н8000
Руководство по эксплуатации
1,2 М PDF
Х8000/Х8000А
Руководство по настройкам
360K PDF
Х8000А
Руководство по эксплуатации
1,3 М PDF
ОРВИЛЬ ТМ
Операционные и программные модули и модули (P/N 141042)
65,00 $
ОРВИЛЬ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
—
3. 1M PDF
ОРВИЛЬ
СПИСОК ПРЕДУСТАНОВОК
—
29K PDF
ЕВА/СЕТЬ ТМ
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
30,00 $
640K PDF
h7600
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
1.1M PDF
Н7600
РУЧНАЯ НАСТРОЙКА
.8M PDF
DSP7000/7500
Операционные и программные модули и модули (P/N 141041)
65,00 $
DSP7000/7500
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
—
1M PDF
ОРВИЛЬ И DSP7000
РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ
—
1М PDF
ОРВИЛЬ, H8000 и DSP7000/7500/4000B+
МОДУЛИ РУКОВОДСТВО
—
1,2 М PDF
DSP4000B+
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
1М PDF
VSIG-файл
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
—
213K PDF
МАРШРУТИЗАЦИЯ
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
—
73K PDF
ЗАТМЕНИЕ ТМ
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ, АЛГОРИТМЫ И ПРЕДУСТАНОВКИ СПИСОК
лучший бюджетный SLA-принтер с печатью из коробки / 3D-принтеры, станки и аксессуары / iXBT Live
Один из лучших в своем классе — недорогой 3D-принтер Longer Orange30 для фотополимерной печати. Обладает высоким 2К-разрешением печати, большой областью построения модели, а также без проблем работает «из коробки». Из-за своей простоты, модель Orange30 подойдет для начинающих, а благодаря высокому качеству и высокой точности печати (до 10 микрон) принтер подойдет для профессиональной и хоббийной печати.
Все модели и расходные материалы сейчас доступны со склада в Москве — доставка быстрая, с гарантией.
Содержание
Введение
Технические характеристики:
Комплектация принтера
Сборка защитного кожуха
Подготовка к работе
Программное обеспечение LongerWare
Результат печати
Введение
На самом деле история с выбором принтера была не такой большой — у меня уже есть в использовании на протяжении около года отличный представитель SLA-принтеров Longer Orange 10, а вернее, его честный клон Alfawize SLA, который представлен на заглавной картинке (с зеленым колпаком). Качественное развитие этой модели — Longer Orange 30, это 3D принтер с еще большей областью печати, большей скоростью печати, а также с разрешением 2К (2560 х 1440 пикселей) при, практически, той же стоимости. В настоящий момент принтеры в наличии на складе в Москве и готовы к отгрузке. Расходные материалы также есть в наличии.
Купить 3D-принтер Longer Orange 30 в Longer Global Store
Купить 3D-принтер Longer Orange 30 в Longer Official Store
Купить 3D-принтер Longer Orange10
Купить фотополимерную смолу Longer3D UV Resin
Подробное описание доступно на официальном вебсайте Longer3D. Если кратко — модель Longer Orange 10 это SLA-принтер начального уровня, при всей его безотказности основное преимущество — это цена. Модель Longer Orange 30 — один из самых-самых дешевых 2К-фотополимерных принтеров. Наверное, самосборный принтер обходится в такую же сумму или, даже, дороже. Подробнее про выбор фотополимерного принтера для хоббийной и профессиональной печати смотрите в отдельной статье-подборке на iXBT. Для начинающих стоит присмотреться к недорогим FDM-принтерам.
Технические характеристики:
Наименование: Longer3D Orange 30 Тип устройства: Фотополимерный (LCD стереолитографический) 3D принтер Тип расходных материалов: УФ смола, в том числе модельные и стомотологические фотополимеры Длина волны излучения: UV LED 405 nm Область построения: 120 х 68 х 170 мм Толщина слоя: 10…100 микрон (мкм) Разрешение печати: 2560 х 1440 пикселей, 47.25 мкм Точность перемещения по Z: 10 мкм Скорость печати: до 30 мм/час Подключение: USB накопитель Управление: сенсорный дисплей 2,8″ Питание: 12В 6А 72Вт Размер принтера: 200 х 200 х 390 мм Масса: 6,7 кг.
Описание и внешний вид принтера Orange30
Принтер поставляется собранным и готовым к эксплуатации. Для запуска потребуется установить столик для печати, который демонтирован для транспортировки, а также собрать защитный кожух.
Принтер представляет собой массивное (~7 кг) устройство с вертикальной колонной, по которой перемещается столик.
В основании встроена вся электроника и привод оси Z, перемещение осуществляется с помощью винта Т8 и рельсы MGN15. Рабочий ход 17 см по высоте. Сама печать осуществляется в ванночке размером 120 х 68 мм, в нее наливается фотополимер. Ванночка металлическая, съемная. Покрытие дна ванночки — FEP-пленка. В корпусе предусмотрены вентиляционные отверстия для отвода воздуха от УФ-матрицы.
Интерфейсы все установлены на задней панели. Это вход USB для накопителя — принтер обеспечивает предварительный просмотр модели и автономную печать. Чуть ниже расположен выключатель и вход для питания (стандартное гнездо DC5525).
Внешний вид 3D принтера Longer Orange 30 с установленным кожухом — принтер готов к печати.
Одно из преимуществ такого принтера — полностью закрытый процесс печати, компактный корпус — всего 20 х 20 х 40 см. Ничего лишнего, ничего не мешается на столе.
Из особенностей выделю: установлена муфта на винт (5 х 8 мм), по Z стоит специальная гайка для компенсирования люфта перемещения. Вернее положение каретки контролирует концевой выключатель.
Комплектация принтера
Комплект поставки включает все необходимое для первого запуска, и вообще для печати. В комплекте не только брошюра с инструкцией, но и USB-накопитель с электронным вариантом руководства и видеороликами. Также в комплекте идет мощный источник питания, шпатель, запасные материалы.
Инструкция содержит все необходимое для первых шагов и быстрого старта печати.
Отдельно выделю наличие пластиковых игральных карт — это эффективный и простой способ для очистки ванночки. Дополнительно положили пару защитных перчаток, фильтры для фотополимера от 3М, бумажные полотенца, запасную FEP-пленку (замечательно, 2 шт в конверте), а также набор ключей для обслуживания и ремонта.
Блок питания стандартный.
Мощность 72 Вт, на выходе 12В.
Подключение принтера не составит труда даже для тех, кто никогда не пользовался 3D печатью.
Сборка защитного кожуха
Для уменьшения габаритов акриловый кожух поставляется разобранным. Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб.
Собирается без клея, в комплекте есть специальный уголки для удобства, фиксируется резинками из комплекта.
Внешний вид собранного кожуха. Просто и эффективно. Акрил задерживает УФ-излучение, защищая смолу в ванночке — она может находиться там достаточно долго.
Подготовка к работе
Для печати сразу после распаковки потребуется провести установку и юстировку столика для печати.
Крепление осуществляется один винтом-барашком.
Но очень важно провести выравнивание стола относительно LCD модуля в основании принтера.
Для этого включаем принтер, ищем в меню нужную настройку.
Кстати, вот экранное меню с актуальной версией прошивки. Обновить прошивку можно с накопителя, скачать с оф. сайта.
Ослабляем четыре крепежных винта столика.
Заходим в меню Move, выбираем выравнивание стола.
Стол опускается до самого нижнего упора. Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван.
На всякий случай я проверил работу УФ- матрицы. В меню можно проверить ее температуру, а также включить-выключить.
Засветка ровная, светит мощно. На первых моделях SLA принтеров были заметно послабее матрицы (например, на популярном Sparkmaker). Мощная УФ-матрица в Longer обеспечивает быструю засветку, быструю печать.
Подливаем фотополимер в емкость. Использовать можно любой фотополимер, на фото недорогая смола от Anycubic.
Устанавливаем накопитель с моделью.
Включаем принтер.
Кстати, несколько слов про подготовку модели.
Программное обеспечение LongerWare
Что касается программного обеспечения — слайсера LongerWare, то дистрибутив и инструкцию можно найти как на оф. сайте, так и на USB накопителе в комплекте. Особых требований как к компьютеру, так и к пользователю нет, при установке рекомендую сразу выбрать свою модель принтера в настройках.
Процесс обработки модели осуществляется буквально в несколько кликов (добавляем -> двигаем/масштабируем/вращаем -> размещаем подставки -> нарезаем модель -> сохраняем на накопитель).
Подставки размещаются в автоматическом режиме достаточно неплохо, можно и не трогать этот момент для начинающих.
Устанавливаем накопитель в принтер, включаем, выбираем меню File, затем нужный файл модели.
Отдельный плюс принтеров Longer — предусмотрен предварительный просмотр модели и приблизительное время печати. Очень удобно. При печати есть пауза — можно проверить модели и подлить фотополимер, если модель большая.
Накрываем колпаком, запускаем печать.
Результат печати
После печати я снимаю столик и отделяю модель. Снимается столик и ставится обратно одним движением (один установочный винт), калибровка при этом не нарушается.
Для отделения модели служит шпатель, постарайтесь не повредить поверхность стола, ни распечатанную модель.
На фото кронштейн для экшн-камеры.
Рекомендую делать короткую дозасветку (30-60 секунд) в УФ лучах. Для этого подойдет обычная УФ лампа накаливания, УФ-энергосберегающая лампа или УФ светодиоды.
Кстати, поддержки убираются просто — механически, то есть срезанием или откусываением.
Результат печати потрясающий — скорость печати некоторых моделей превышает аналогичную у FDM принтеров. Точность и качество печати недостижимо для FDM принтеров — это до 10 микрон, просто не видны глазом слои печати. Такой принтер отлично подходит для прототипирования в офисе, для начала своего дела, для моделизма — получаются отличные реалистичные дополнения для масштабных моделей. Подойдет для печати разработанных корпусов для РЭА, для ювелирного дела и многое, многое другое.
Самое главное преимущество принтера Longer Orange 30 — это отличное соотношение цены и качества результата. Принтер подойдет для начинающих — особых навыков для печати он не требует. Я постараюсь и дальше освещать тему SLA печати в блоге на iXBT, и если у вас есть вопросы — задавайте.
Longer Orange 30 — обзор и выводы по итогам 2 недель владения
С месяц назад ко мне в личку постучался представитель Longer и предложил прислать на обзор один из принтеров — FDM (не помню уже какой точно) или Orange 10. ФДМ меня уже давно не интересует настолько, чтобы писать обзоры, даже если принтер дают на халяву, а Оранж 10 с его разрешением — ну как-то несерьезно и тоже не интересно после более чем года эксплуатации Фотона S. В конце концов мы с ним договорились на Оранж 30. Не совсем бесплатно, но очень-очень дешево 🙂 Вообще-то я и его не стал бы брать, но мой знакомый, давно хотевший фотополимерник, сказал «Бери, отдашь его потом мне!» 🙂
Так что при желании вы можете назвать этот обзор проплаченным и не объективным. Однако я все опишу максимально честно, т.к. обзорами на регулярной основе не занимаюсь и не стремлюсь угодить кому-либо 🙂
Доставка с российского склада заняла несколько дней, курьер привез коробку с принтером прямо к двери. Дополнительно был приложен литр красной прозрачной смолы.
Упаковка никаких сюрпризов не имеет, все упаковано достаточно добротно, чтобы выдержать транспортировку.
Сверху дополнительно проложен весьма толстый «демпфер» из картона.
Внутри все уложено во вспененный полиэтилен.
Комплектация обычная для фотополимерника, за исключением пяти игральных карт 🙂
четыре шестигранника
мануал и реклама
пара латексных перчаток
несколько малярных фильтров
запасная пленка
стальной шпатель
Верхний кожух из оранжевого акрила — сборный из 4 стенок и крышки. Собирается в пазы. Для удобства сборки в комплекте идут 4 уголка, в которые ставятся стенки. Имеются так же 3 резинки, которыми короб стягивается после сборки. Полагаю, что по-хорошему после сборки короба все стыки надо бы проклеить и когда клей высохнет — снять резинки.
Ось Z на одной рельсе шириной 15 мм. Рельса закреплена на стенке стального короба оси. Гайка — двойная, подпружиненная. Ходовой винт соединяется с валом мотора через спиральную муфту. Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати.
Все выглядит достаточно аккуратно и добротно.
Ванна… Ну, свои функции она выполняет 🙂 Но конструкция ее весьма неудобна. К столу она крепится двумя винтами с широкими ребристыми шляпками и чтобы ее снять, надо полностью выкрутить эти винты, а они не слишком короткие. И после выкручивания лучше их вынуть и положить в сторонку, так как вполне возможно уронить один из них куда не надо, например при сливе из ванны полимера. Было бы удобнее, если бы фиксация ванны была организована как в Фотонах — винты в отдельных стойках просто прижимают ванну. Ослабил винты — можно вынуть ванну.
Кстати, о сливе полимера. Судя по всему, конструкторы не задумывались, что такое вообще будет нужно делать 🙂 Отсутствие носика в одном из углов и широкая юбка с винтами вокруг дна ванны очень мешают сливу. Если смолы в ванне больше 20-30 миллилитров, то при наклоне ванны полимер стремится пролиться сначала на эту юбку. Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать.
Ванна приходит с уже натянутой пленкой и закреплена на столе принтера. Но каким-то образом на пленке все же появились пара вмятин.
Из внешних органов на корпусе присутствует интерфейсный сенсорный дисплей 2.8″ на передней панели. На задней панели расположились гнездо USB для флэшки, разъем и выключатель питания.
Гнездо для флэшки сзади — это не очень удобно, надо сказать.
Комплектный блок питания — на 72 Ватта (12 вольт, 6 ампер). В процессе работы особо не греется, его мощности хватает с головой.
На нижней стороне расположился шильдик с названием и краткими характеристиками.
Снаружи больше ничего интересного, поэтому разберем и посмотрим что у него внутри 🙂
Разбирается он достаточно просто — откручиваются 6 болтов сверху по краям стола и стол вместе с осью Z снимается. Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника.
Внутри кучка плат с соединяющими их кабелями, один большой вентилятор, матрица засветки на радиаторе и мотор. Сначала меня несколько удивило количество проводов, идущих к матрице засветки, но потом я вспомнил, что там еще стоит термодатчик. Принтер во время печати и теста засветки измеряет и показывает температуру на плате светодиодов. При перегреве он ставит печать на паузу пока засветка не остынет.
Все разъемы довольно щедро залиты герметиком. И хотя его слой очень тонкий, тем не менее он очень прочный на разрыв и слегка тянется как резина. При попытке вынуть разъем из гнезда он даже начал стаскивать гнездо с контактов, впаянных в плату. Пришлось подрезать его ножом.
Основа электроники принтера — одноплатный компьютер Orange Pi. На него насажена плата с микроконтроллером, драйвером двигателя, драйвером светодиодов засветки и питанием. Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате.
Сам одноплатник:
Плата управления двигателем, интерфейсом и засветкой:
Драйвер двигателя — A4988, без радиатора.
Драйвер светодиодов засветки:
Преобразователь видеоинтерфейса — стандартный, коих полно на Али. Преобразует видео из HDMI в MIPI. Разъем miniUSB — это просто питание.
Дисплей подключается к нему через плату-переходник, на которой дополнительно установлен питатель для дисплея.
Вся электронная начинка принтера на одном фото 🙂
Посмотрим на засветку, про которую производитель говорит, что она параллельная как у параледа. Откручиваем 4 болта и снимаем плату светодиодов с приклеенным к ней радиатором. На плате расположены 32 светодиода, судя по всему одноваттных. На каждый надета индивидуальная линза.
Давайте посмотрим что же дает такая конструкция в плане засветки.
Это лист бумаги, положенный непосредственно на линзы светодиодов:
А вот так выглядит засветка когда лист бумаги находится примерно на том же расстоянии от диодов, что и дисплей:
И еще один эксперимент — закроем все диоды кроме одного и посмотрим какого размера пятно он дает на рабочем расстоянии:
Получается, что один диод перекрывает область еще и 4-х соседних диодов. Это не паралед, конечно, когда один диод перекрывает только свою область, тут параллельность довольно условная. Но гораздо лучше, чем раструб как у первых Фотонов.
И по потреблению светодиодами. При 12 вольтах питания потребление засветки составляет около 2.35 ампер, что дает мощность засветки примерно 28 Ватт. Это меньше, чем у Фотона S с параледом и казалось бы время засветки слоя должно быть больше, но по результатам тестов оказалось, что этот Оранж засвечивает слои за меньшее время. Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.
Итак, с разборкой покончено, пора тестировать его работу 🙂
Первое, что не слишком приятно удивляет — довольно шумный вентилятор, который включается вместе с питанием и молотит постоянно. Почему не сделали его включение только на время печати — непонятно.
Пользовательский интерфейс у принтера довольно лаконичный, но вполне понятный и удобный. Список файлов на флэшке представляется в виде таблицы, без предпросмотра.
Чтобы посмотреть информацию о файле и предпросмотр модели в нем нужно дважды нажать на нужный файл. Откроется окно с предпросмотром.
Отсюда можно запустить печать или посмотреть подробную информацию о режимах печати.
В процессе печати выводится информация о ходе печати (количество слоев, время) и температура диодов засветки. Можно поставить печать на паузу или прервать ее.
Однако сюрприз: при постановке на паузу платформа не приподнимется, чтобы можно было посмотреть как там идет процесс, а останется на высоте очередного слоя 🙂 И еще сюрприз: при нажатии прерывания печати принтер не станет торопиться с этой самой отменой, а сначала досветит очередной слой положенное время. А если Вы нажали отмену в самом начале, когда он только поехал обнулять ось, то принтер не станет ради Вашего каприза останавливаться, а доведет процесс обнуления до конца. То есть если Вы нажали «Печать», а потом спохватились, что забыли снять с платформы предыдущую модель, то остановить вдавливание этой модели в дисплей можно только отключением питания, кнопка «Стоп» тут не проканает :)В меню настроек можно подвигать ось Z, проверить работу дисплея и засветки, посмотреть информацию о принтере.
В пункте движения оси можно поднимать-опускать ось с шагом 1, 10 и 50 мм и обнулить (отхомить).
Проверка дисплея и засветки. Тут можно включить-выключить диоды засветки, а так же включить-выключить отображение тестового рисунка на дисплее.
Ну и меню с информацией о принтере.
Итак, теперь о самой печати. Для начала, конечно, нужно откалибровать платформу. Тут все стандартно для такой схемы:
— закрепляем платформу на оси верхним винтом с барашком
— убираем со стола ванну и кладем на дисплей лист офисной бумаги
— ослабляем винты, фиксирующие положение платформы, чтобы платформа свободно болталась
— заходим в меню движения оси и нажимает «Домой»
— когда платформа доедет вниз до концевика и остановится после повторного, медленного движения, начинаем по чуть-чуть подтягивать ослабленные винты крест-накрест. Платформа при этом должна свободно лежать на листе бумаги. Когда усилие подтяжки винтов становится уже значительным, затягиваем их окончательно.
Это идеальное развитие ситуации 🙂 Однако и тут будет сюрприз, о котором я подробнее расскажу ниже.
Итак, я откалибровал платформу по одному листу, поднял ее и поставил ванну с налитым в нее полимером Longer (прозрачный красный), который мне прислали вместе с принтером. Для начала я решил не изгаляться и напечатать одну из тех моделей, что уже лежали отслайсенные на флэшке. Выбор пал на какое-то крепление чего-то, т.к. эта деталь была самой низкой и, соответственно, быстрее всего печаталась.
Что я заметил во время печати: во-первых, звука отрыва слоев от пленки нет. Вообще. Похоже, что пленка идет довольно качественная, получше, чем у Эникубика 🙂 Второй момент — подъем происходит в два этапа — сначала медленно приподнимается на 2 мм, а потом с более высокой скоростью поднимает еще на два. Опускание происходит так же — сначала быстро, под конец медленно.
И вот два ведра дегтя в этой бочке: 1 — на паузе платформа не поднимается, чтобы можно было посмотреть как там идет печать, а остается на высоте очередного слоя. 2 — параметры печати изменить нельзя, никакие — ни время засветки, ни высоту или скорость подъема. Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало.
Хотя я и ожидал немного другого. Так как здесь дисплей прилегает к пленке (как на моем Фотоне после модификации), то я ждал, что резкость печати будет выше, горизонтальные поверхности будут матовыми из-за пикселей. Но нет, горизонтальные поверхности блестят глянцем, хотя под микроскопом можно заметить на них следы пикселей. Но бугорками они не торчат.
Ну ок, в принципе получается достаточно неплохой компромис между торчащими пикселями и размытостью мелких деталей.
Потом поставил на печать черепушку штурмовика (вроде бы).
Ну тоже неплохо. Но это все несерьезно, пора приступать к печати нормальных тестовых моделей, показывающих возможности принтера.
Тут пришла пора установить слайсер от Лонгера. В двух словах — это еще более убогая программа, чем слайсер от Эникубика. Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями.
Кстати, принтер видит файлы на флэшке только в каталоге longer3d , так что сохранять их следует только в этот каталог. Тоже совершенно непонятное ограничение…
Для тестов я отслайсил стандартный тестовый кубик 3DSLA с толщиной слоем 40 мкм, как я всегда и слайсю. Для чистоты эксперимента взял полимер Elegoo, который очень хорошо показал себя в тестах на детализацию. Так как на Фотоне оптимальное время для этой смолы составило 7-8 сек, то и тут поставил это же время. И вот тогда-то я и узнал, что хотя засветка у Оранжа слабее по мощности, но засвечивает она сильнее и время надо сокращать 🙂 Оптимальным получилось 5 секунд. И тут вылез очередной сюрприз — у кубика как-то сплющилось и пропало примерно 0.5 мм снизу. Да и детализация, откровенно говоря, оказалась не такой хорошей, как я ожидал. Но заметно лучшей, чем у немодифицированного Фотона S.
А вот со «съеденными» нижними 0.3-0.6 мм моделей я разбирался долго. Размеры по X-Y четкие, а по Z сильно занижены. Да и на модели это видно.
При этом калибровка по 4 листам слегка снижает эту разницу, модель становится ниже «всего» на 0.2-0.3 мм. Но это не дело калибровать по стопке листов…
Я перепробовал все, что приходило в голову, мы общались с знакомым по этому вопросу. Как оказалось, у него точно такая же проблема была на Фотоне Зеро и побороть ее он не смог.
Я достал индикатор и начал экспериментировать. Снял ванну, положил на дисплей лист бумаги, обнулил ось и приставил индикатор к платформе.
Сначала грешил на то, что при затягивании винтов платформа опускается вниз. Но обнаружил, что при аккуратном неспешном затягивании винтов по кругу ноль почти не сбивается, максимум — на 5 соток. При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично.
Ставлю ванну с полимером, обнуляю платформу, пристраиваю индикатор — и опа! — по индикатору получается, что до первого слоя платформа не смогла дойти примерно 0.5 мм.
После пары дней мучений, так и не поняв причин всего этого, я решил, что проблема может быть в том, что плоскость дисплея находится чуть ниже плоскости стола.
Ну кто его знает, может быть это как-то влияет на калибровку, или пленка в ванне прогибается на это расстояние или еще что-то. Я уже просто не знал на что списать эти съеденные доли миллиметра при печати. Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея).
Дисплей, кстати, лежит на довольно толстом стекле, примерно 3 мм.
Получилось как-то так:
Левая сторона оказалась слегка выше плоскости стола из-за кривизны посадочного места, но это как раз не страшно.
Откалибровал заново по двум листам, поставил на печать тестовый кубик. Результат сильно разочаровал. Во-первых, опять оказались съедены нижние 0.4 мм кубика, а во-вторых очень сильно упала резкость печати. И даже появилось двоение в мелких деталях. Вот, обратите внимание на надпись 3DSLA. RU:
И стало мне понятно, что этот псевдопаралед с линзованными диодами- не такая уж крутая штука. И надо его проверить на геометрию в целом по полю печати.
А пока… Дисплей должен быть вплотную к пленке ванны, иначе резкость печати падает очень сильно. Тогда я переставил пленку под дисплей. Съедание низа модели никуда не делось.
В общем-то это не большая проблема если печатать модели на поддержках, но меня это уже зацепило — должна же быть какая-то причина 🙂 И повозившись и поэкспериментировав еще пару дней я пришел к выводу, что тут виновата совокупность нескольких технических решений в этом принтере.
Вот к каким выводам я пришел в конечном итоге.
Пока калибровка и тестирование после нее происходит без ванны с полимером (или с пустой ванной, без полимера) — все отлично, но как только подставляется ванна с полимером — нулевая точка (по срабатыванию концевика) оказывается на 0.4-0.5 мм ниже. Значит проблема связана со смолой в ванне. Когда в начале печати ось едет на обнуление к концевику, платформа движется в полимере, выдавливая его из под себя. Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
Я проверил эту теорию, придавливая платформу рукой с усилием около 1.5 кг когда в начале печати ось опускалась на обнуление. И это сработало — модель напечаталась правильной высоты.
Как это можно исправить в данном принтере — я не представляю. По хорошему, надо чтобы концевик срабатывал когда платформе остается до дна еще 1-1.5 мм, то есть когда полимер еще достаточно легко выдавливается из под платформы. И прошивка должна учитывать, что ноль печати — это не концевик, а ниже него на определенное расстояние. Так сделано в Фотонах. И там такой проблемы нет. Но тут прошивка этого просто не предусматривает.
Еще один выход — калибровать не по листу офисной бумаги, а по какому-то более толстому листу, но проблема в том, что толщину этого листа придется подбирать экспериментально, по результатам печати после каждой попытки. И это еще будет зависеть от густоты полимера.
В общем, не знаю… Недостаток не критичный, но неприятный. Как и все остальные недостатки этого принтера 🙂
Ладно, вернемся к хорошему 🙂 Последний тест, который я провел — это тест геометрии по всему полю печати. Чтобы посмотреть как этот псевдопаралед справляется с проблемой, свойственной принтерам с раструбом в засветке. Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами:
Результаты печати получились вот такими:
Я бы сказал — отличные результаты 🙂
Этот псевдопаралед хотя и хуже настоящего параледа, но безусловно гораздо лучше обычной засветки в зеркальном раструбе. В плюсы ему можно записать и отличную равномерность засветки. Но он не терпит никакого промежутка между дисплеем и пленкой ванны и резкость у него все же чуть похуже.
Выводы.
В целом принтер достаточно неплох. Не без недостатков, но многие его недостатки производитель может допилить в прошивке, а некоторым пользователям они даже и не покажутся недостатками. Если сравнивать с Фотоном S, то я бы предпочел Фотон. Без допилинга он печатает похуже, но зато бесплатный или недорогой допилинг (перестановка дисплея) ставит его гораздо выше этого принтера. Но у него и стоимость гораздо выше. Если выбирать между первым Фотоном и этим принтером — я предпочел бы этот принтер. Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂
Достоинства:
— хорошая рельсовая механика, при усилии на платформу 1 кг отклонение составляет всего 0.25 мм.
— линзованная засветка
— неплохая резкость печати без всяких доработок
— цена
Недостатки:
— неудачная система калибровки
— не поднимает платформу на паузе
— неудобная в обращении ванна
— нельзя изменить в процессе печати параметры
Может быть что-то упустил — спрашивайте в комментариях 🙂 Еще несколько дней принтер будет у меня, потом поедет к человеку, который будет на нем учиться фотополимерной печати 🙂
ЗЫ: Кстати, у Longer сейчас идут скидки на Али, в том числе и на этот принтер. С доставкой с российского склада его цена до 28 числа включительно всего 220.5 баксов — https://aliexpress.ru/item/4000221050811.html 🙂
LONGER 3D-принтер Orange 10 Resin | SLA 3D-принтер для продажи — LONGER
119,99 $
3D-принтер с ЖК-экраном начального уровня с УФ-отверждением
98*55*140 мм (3,86* 2,17*5,5 дюйма)Размер печати
Единый дизайн УФ-излучения и полноцветный сенсорный экран
Smart and Fast Slicing & High — Предупреждение о температуре
【3D-принтер SLA】УФ начального уровня. ..
США — 119,99 долларов США ЕС — 119,99 долларов США Другие регионы — 119,99 долларов США
НАС
Европа
Другой регион
Метки:
Оранжевый 10
Модель
Оранж 10
Технология печати
LCD Stereolithography
PRENTED DIRE
PRENTED DIRE
.
Разрешение ЖК-дисплея
854*480, 115 мкм
Z Axis Resolution
10µm
Printing Speed
up to 30mm/h
Lighting Sources
UV Matrix 405nm LED
Slicing Software
Longerware / Chitubox /Lychee
Соединение
TF-карта
Сенсорный экран
Цветной сенсорный экран 2,8 дюйма
Блок питания
Вход: 100-240 В переменного тока, 50/60 Гц; Выход: DC12V 5A
Printer Size
170*170*360mm
Package Size
220*220*550mm
Net Weight
6. 5KGS
Gross Weight
7KGS
Printing Материал
УФ-смола 405 нм, стандартная смола, литьевая смола, стоматологическая смола и т. д. повысить точность прототипа, вы можете получить лучший результат печати.
Конструкция обратного потока смолы
Модель Orange 10 имеет наклонную пластину, которая облегчает обратный поток смолы в ванну для смолы. И эта конструкция может предотвратить вытекание смолы из пластины для повторного использования.
Полноцветный сенсорный экран
Orange 10 оснащен 2,8-дюймовым цветным сенсорным экраном. Простой в использовании полноцветный сенсорный экран, удобный выбор файлов для печати и предварительный просмотр состояния печати в режиме реального времени.
Стандартный формат печати
Размер печати 3,86 x 2,17 x 5,5 дюймов, который разработан в соответствии с обзором рынка, может удовлетворить потребности более 90% клиентов, особенно подходит для обучения, любителей, дизайнеров и художников и т. д.
Smart Support и Fast Slicing
Автоматическое обнаружение подвешенных деталей с помощью одной кнопки и добавление более стабильной поддержки сеток с перекрестными связями для повышения эффективности печати сложных моделей. И Orange 10 также совместим с Chitubox.
Предупреждение о высокой температуре
Оранжевый 10 оснащен детектором температуры, когда температура УФ-светодиода ненормальна, он автоматически приостанавливается и возобновляет печать после возврата к нормальному состоянию, обеспечивая безопасную среду для печати и экономя материалы.
Малоформатный полимерный 3D-принтер по выгодной цене, Longer Orange 10 имеет слабую производительность и шаткое качество сборки, что делает его невыгодным приобретением.
Плюсы
+
+ Недорогая цена
+
+ Компактность
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Longer Orange 10 — это 3D-принтер начального уровня в линейке Orange, который уступает Orange 30 и Orange 4K как по цене, так и по характеристикам. Доступно с Более длинный сайт (открывается в новой вкладке) за 139 долларов, удивительно низкая цена, которая является примерно самой дешевой из всех, которые я видел для 3D-принтеров в продаже.
После тестирования Orange 10 у меня осталось больше вопросов, чем ответов относительно того, для кого предназначен этот принтер. Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сопоставимого по цене и размеру принтера, что приводит к отпечаткам с более низким разрешением и выраженным шагам на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры.
Longer Orange 10: Сравнение цен
(открывается в новой вкладке)
(открывается в новой вкладке)
279,99 $
(открывается в новой вкладке)
Вид (открывается в новой вкладке)
6 90 дюймов tab)
(открывается в новой вкладке)
Нет информации о цене
(открывается в новой вкладке)
Check Amazon (открывается в новой вкладке)
Longer Orange 10 х 6,7″ х 14,2″ (17,0 см х 17,0 см х 36,0 см)
Build Volume
3. 86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm)
Resin
DLP Photopolymer Resin
UV Light
UV Matrix 405nm UV LED
Маскировка LCD Resolution
854 x 480
Маскировка LCD размер
4,5 «
2,8″ LCD Touchscreen
2,8 «LCD Touchscreen
9
2,8″ LCD Touchscreen
2,8 «LCD
2,8″.0039
Входит в комплект поставки Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 поставляется со всеми расходными материалами, необходимыми для подготовки к печати, включая блок питания, металлический скребок для удаление деталей, перчаток, тряпки для очистки, карты microSD, USB-устройства чтения карт памяти microSD и некоторых фильтров из смолы для повторного использования смолы. Крышка, устойчивая к ультрафиолетовому излучению, поставляется в разобранном виде (подробнее об этом позже), и все детали, необходимые для ее сборки, входят в комплект поставки. Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера.
Longer Orange 10 в Walmart за 279,99 долларов (открывается в новой вкладке)
Сборка Longer Orange 10
(Изображение предоставлено Tom’s Hardware) можно установить на принтер. Это немного необычно; В большинстве полимерных принтеров MSLA, таких как Anycubic Photon Mono , Creality LD-002R и Elegoo Mars Pro , используется цельная акриловая крышка, которая поставляется установленной на принтере. Крышка Longer Orange 10 состоит из пяти частей, каждая из которых покрыта защитной пленкой с обеих сторон. Эта пленка имеет тенденцию рваться и расслаиваться при отслаивании, и ее удаление требует очень много времени; мне потребовалось почти пятнадцать минут, чтобы удалить его полностью.
(Изображение предоставлено Tom’s Hardware)
После удаления защитной пленки можно собирать крышку. Мозаика на боковых сторонах панелей позволяет защелкнуть их на место, а прилагаемые черные скобы скрепляют боковые панели перед добавлением верхней панели. Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась.
(Изображение предоставлено Tom’s Hardware)
Крышка удерживается парой резинок; один вверху и один внизу. Хотя это решение относительно недорогое и позволяет транспортировать принтер в коробке немного меньшего размера, общая шаткость и отсутствие прочной крышки не внушали мне особого доверия после того, как все было собрано. Резиновые ленты туго натянуты вокруг акриловых углов, и я обеспокоен тем, что поднятие крышки приведет к тому, что резиновая лента со временем порвется из-за трения об острые углы акриловых панелей.
(Изображение предоставлено Tom’s Hardware)
Пользовательский интерфейс Longer Orange 10 представляет собой 2,8-дюймовый цветной сенсорный ЖК-экран, который предлагает основные функции управления, а также информацию в реальном времени во время печати. ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки.
(Изображение предоставлено Tom’s Hardware)
В Orange 10 используется специальная плата контроллера с микроконтроллером STM32F103 и A49.88 шаговый драйвер. Вентилятор охлаждения платы контроллера — самый громкий компонент принтера, и во время печати он работает с очень разумной громкостью. Корпус Orange 10 сделан из гнутого листового металла, и мне понравилось ощущение прочности и стабильности, которое он обеспечивает.
(Изображение предоставлено Tom’s Hardware)
Маскирующий ЖК-экран на Longer Orange 10 представляет собой 4,5-дюймовый экран с разрешением 854 x 480. Эта комбинация приводит к относительно низкому разрешению XY 0,115 мм, гораздо более крупному разрешению, чем 0,035 мм, достигнутый за счет разрешения 4K, маскирующего ЖК-дисплеи, как на Фрозен Соник Мини 4K . Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки имеет наклон назад, что позволяет смоле стекать обратно в чан во время печати. Портал, к которому он крепится, изготовлен из изогнутого куска металла, а на стержне с Z-образной резьбой установлена противозазорная гайка для предотвращения заклинивания во время быстрых перемещений. Компоненты движения на машине, как правило, кажутся прочными, и кажется, что гентри не имеет никакого люфта во время печати.
Выравнивание рабочей платформы на Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
Рабочая платформа на Longer Orange 10 крепится к порталу четырьмя болтами, которые также используются для выравнивания. Ослабив болты на гентри и поместив лист бумаги на маскирующий ЖК-экран, я опустил рабочую платформу в исходное положение и затянул болты на гентри.
Болты имеют стопорные шайбы с разрезными кольцами, в отличие от обычных шайб, что делает выравнивание станины утомительной и сложной задачей. Когда я затягивал болты, шайба с разрезным кольцом слегка смещалась и заставляла платформу сборки подниматься или опускаться. Выравнивание этого принтера было сложной задачей, которая требовала от меня очень медленной работы, чтобы убедиться, что платформа сборки не сместилась во время затяжки.
(Изображение предоставлено Tom’s Hardware)
После того, как я выровнял рабочую платформу, я установил емкость для смолы в принтер и закрепил ее двумя прикрепленными винтами с накатанной головкой. Ванна имеет полимерную раму с индикаторами заполнения, отградуированными до отметки максимального заполнения 200 мл, нанесенной сбоку. Пленка FEP на дне чана установлена, предварительно натянута и готова к использованию прямо из коробки.
Безопасность печати с удлиненным оранжевым 10
(Изображение предоставлено Tom’s Hardware)
В Longer Orange 10 используется смола с УФ-излучением 405 нм, материал, с которым необходимо безопасно обращаться в неотвержденном состоянии, чтобы избежать травм. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Убедитесь, что вы используете Orange 10 в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незатвердевшая смола, прилипшая к поверхности, должны быть удалены с помощью 99% изопропиловый спирт и контейнер для смолы должны быть закрыты и закреплены, когда материал не заливается активно.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки на Orange 10 имеет четыре направленных вверх болта, которые используются для ее крепления к кронштейну. Это плохой элемент конструкции, так как расположение болтов означает, что очень трудно очистить незатвердевшую смолу внутри колпачков болтов или очистить пространство между головками болтов и кронштейном. Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки.
Печать прилагаемых тестовых отпечатков на Longer Orange 10
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 включает в себя четыре предварительно нарезанные модели, готовые к печати, а также файлы .STL, используемые для их изготовления. . Первым, что я протестировал, был VampireLordBust.lgs, модель размером 75,26 мм, которая печатается за пять часов и девять минут. Модель (которую я нашел , загруженную на MyMiniFactory путем поиска по имени файла) имеет опоры, встроенные в модель, а не созданные программным обеспечением слайсера.
(Изображение предоставлено Tom’s Hardware)
Я стараюсь избегать моделей со встроенными опорами, так как каждый принтер обрабатывает их по-своему, а программное обеспечение слайсера обычно лучше справляется с их созданием. Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу.
(Изображение предоставлено Tom’s Hardware)
Деталь напечатана без каких-либо проблем, и, как и ожидалось, удаление вспомогательного материала оставило некоторые дефекты. Два больших стержня под руками было трудно полностью удалить, а тонкие стержни под подбородком оставляли материал после того, как они были сломаны. Общий уровень детализации модели был приглушен, а разрешение не выглядело таким резким, как я ожидал от полимерного принтера MSLA. Зубы на этом бюсте вампира были смоделированы индивидуально, но я заметил, что их было трудно различить на распечатанной модели.
Встроенная модель The_Three_Wise_Skulls_20mb.lgs представляет собой более высокий отпечаток (107,25 мм), что позволило мне лучше прочувствовать уровень детализации Orange 10 был способен. Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27).
Меня больше впечатлила детализация этой модели, а время печати 9 часов 17 минут стало приятным сюрпризом, учитывая высоту модели. Низкое разрешение XY (0,115 мм) приводит к тому, что на пологих изгибах модели видны выступы, особенно на задней и боковых сторонах черепа.
(Изображение предоставлено Tom’s Hardware)
Подготовка файлов к печати с помощью LongerWare
(Изображение предоставлено: Longer)
Longer включает два приложения с Orange 10; LongerWare и Читубокс. LongerWare — это приложение, предназначенное для полимерных 3D-принтеров Orange 10, Orange 30 и Orange 120 MSLA. LongerWare включает в себя профили для различных типов смол, включая водосмываемые, стандартные и литьевые с различными разрешениями. LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати.
(Изображение предоставлено Longer)
Я был разочарован общим опытом использования LongerWare, хотя, поскольку , программное обеспечение кажется немного незавершенным. В программном обеспечении нет возможности предварительного просмотра времени печати или использования материалов, а после экспорта в виде файла .lgs для Orange 10 объект нельзя открыть для проверки настроек. Это похоже на серьезную оплошность, и это немного усложнило планирование моего графика печати. Единственный способ увидеть расчетное время печати — сохранить проект в виде файла .lgs, экспортировать его на карту microSD, вставить карту в принтер, нажать «Печать», а затем просмотреть время на сенсорном экране принтера.
(Изображение предоставлено Tom’s Hardware)
Чтобы протестировать LongerWare, я распечатал 32-мм миниатюру из Loot Studios , нарезанную с использованием водосмываемого полимерного профиля толщиной 0,05 мм. Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.
Несмотря на отсутствие вспомогательного материала на щите, копье было напечатано без проблем и успешно завершено. Качество вспомогательного материала копья оставляет желать лучшего, некоторые отдельные структуры сливаются с соседними. Разочаровывают различные дефекты этой модели, но самым большим выводом для меня стала сложность использования программного обеспечения LongerWare. . По сравнению с альтернативой, которую предлагает Longer (Chitubox), сложно представить ситуацию, когда было бы выгодно использовать LongerWare.
Подготовка файлов к печати с помощью Chitubox
(Изображение предоставлено Chitubox)
Chitubox включает Orange Longer 10 в список поддерживаемых принтеров, но вам потребуется импортировать подключаемый модуль для экспорта расширения .lgs, используемого принтером. . Longer включает в себя как приложение Chitubox, так и необходимый плагин на карте microSD, входящей в комплект поставки машины. Chitubox предлагает все функции LongerWare, а также дополнительные функции, такие как оценка времени печати, оценка использования материала и возможность исправить любые потенциальные проблемы с нарезанным файлом путем удаления островков (отдельных пикселей, которые не связаны с основным телом и может плавать в ванне или прилипать к пленке ФЭП).
(Изображение предоставлено Chitubox)
Я использовал тот же профиль на Chitubox, что и на LongerWare (смываемый водой для 0,05 мм), но я заметил, что время экспозиции установлено на шесть секунд, а не на восемь. Это небольшая разница, но она заставила меня задуматься о том, какие еще изменения могут существовать в различных профилях между слайсерами. Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.
(Изображение предоставлено Tom’s Hardware)
Разрезанная в Chitubox, 32-миллиметровая миниатюрная модель Минотавра от Loot Studios была распечатана за 3 часа и 2 минуты и, похоже, не имела проблемы с расслоением опоры, которая была у модели, разрезанной в LongerWare. Детали были такими же, как и у других напечатанных моделей, хотя некоторые мелкие детали выглядели немного мягкими. Вспомогательный материал был прикреплен к модели по всему периметру, и его удаление было быстрым и легким.
(Изображение предоставлено Tom’s Hardware)
Сравнение размера печати более длинного Orange 10 и Creality LD-002R
(Изображение предоставлено Tom’s Hardware)
Longer Orange 10 — это компактный 3D-принтер, занимающий заметно меньшую площадь, чем другие 3D-принтеры MSLA. Полимерный 3D-принтер Creality LD-002R MSLA за 199 долларов предлагает аналогичные характеристики по несколько более высокой цене, поэтому имеет смысл сравнить общий объем сборки и объем принтера, чтобы понять, насколько меньше Longer Orange 10 на самом деле.
Удлиненный оранжевый 10
Creality LD-002R
Masking LCD Resolution
854 x 480
2560 x 1140
XY Resolution
.115mm
.075mm
Build Dimensions
3.86 x 2.17 x 5.5 inches
4.69 x 2,56 x 6,3 дюйма
Рабочий объем
46,07 кубических дюймов
75,64 кубических дюймов
Размеры принтера
6,7 x 1 927 дюймов 6,7 x 6,7 x 6,7
8,7 x 8,7 x 15,9 дюйма
ПРИНТЕР ООМ
637,44 Кубические дюймы
1203,471 Кубические дюймы
Сборка / Помещение Footprint (Higher IS Better)
. значительно уменьшенная длина по осям X и Z на Orange 10 напрямую приводит к значительному уменьшению объема сборки по сравнению с LD-002R. Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади.
(Изображение предоставлено Tom’s Hardware)
Печать прилагаемой скобки на более длинном Orange 10
(Изображение предоставлено Tom’s Hardware)
После печати нескольких миниатюр я хотел посмотреть, как Longer Orange 10 показал себя при изготовлении. детали, предназначенные для реального использования. Orange 10 включает в себя файл на microSD под названием «BRACKET.lgs», который распечатывается за полтора часа. Кронштейн заполнен шестиугольными отверстиями для облегчения, которые перфорируют модель вертикально, и круглыми отверстиями для облегчения, которые проходят горизонтально.
(Изображение предоставлено Tom’s Hardware)
Напечатанный брекет показался мне жестким и легким, и включение этой модели дало мне пищу для размышлений, пока она лечится. Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера.
Кронштейн имел небольшой выступ в плоскости XY, но это не имеет значения при печати таких функциональных деталей. Увидев эту модель, я подумал, что этот принтер может стать домом для любого пользователя, который хочет печатать функциональные детали, где точность не так важна.
(Изображение предоставлено Tom’s Hardware)
The Longer Orange 10 в настоящее время можно приобрести непосредственно у Longer за 139 долларов. Кроме того, Orange 10 стоит 179,99 долларов на Amazon, и в настоящее время участники Amazon Prime могут приобрести его по очень разумной цене 143,99 долларов с бесплатной доставкой. При такой цене может показаться, что Orange 10 — это хорошее соотношение цены и качества для тех, кто интересуется 3D-печатью.
К сожалению, мне трудно найти убедительную причину для выбора Longer Orange 10, когда другие бюджетные 3D-принтеры MSLA на полимерной основе, такие как Creality LD-002R, существуют в том же ценовом диапазоне. Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.
Вообще говоря, большая часть привлекательности Orange 10, скорее всего, связана с минимальной ценой машины. Для пользователей, не заботящихся о скорости или точности, которым нужна ручная сборка, как если бы они получили 3D-принтер Creality Ender 3 Pro FDM, Orange 10 предлагает полный опыт 3D-печати из смолы MSLA за меньшие деньги, чем свидание для двоих. .
Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий.
Лучшая 3D-ручка для детей — что нужно знать перед покупкой
22 января
2022
Купить 3D-ручку в Украине
20 января
2022
Как именно работает 3D-ручка? Базовое введение в 3D-ручку
5 декабря 2021
Нейлон (Nylon) для 3D-печати
4 декабря 2021
Какой филамент для 3d принтера выбрать
3 декабря 2021
Что такое нить для 3D-принтера?
2 декабря 2021
Дихлорметан для пост-обработки в 3D-печати
1 декабря 2021
Что такое 3D-ручка и где ее использовать?
1 апреля
2019
ABS клей – Что это и как его сделать?
21 февраля
2019
10 самых больших мифов на счет 3D печати
10 января
2019
Просто о сложном. Текучесть.
30 июля
2018
PETG новый филамент от компании Plexiwire
12 июля
2018
Роль 3D ручки в жизни и развитии ребенка
Сотрудничество ЛингваКонтакт и Top 3D Shop
Скачать презентацию
01
Опыт перевода более 10 лет! Множество довольных клиентов. Проверьте!
02
Переведём все что угодно более чем по 50 языковым парам
03
Время клиента — ценнейший ресурс. Мы гарантируем качество нашей работы.
04
Нужен срочный перевод? Переведем с листа за 60 минут. Или 100 страниц на следующий день. Проверить!
05
Сэкономим Ваш бюджет, используя высокотехнологичные программные решения: CAT, Xbench, Verifika и др.
06
Конфиденциальность для нас — синоним профессии переводчика. Работаем в соответствии с Этическим кодексом переводчика
07
Мастерство, оточенное временем. Ведем сложные переводческие проекты с 2008 года.
08
Тысячи переведенных и сверстанных страниц.
09
Качественный сервис — это вдумчивые и внимательные менеджеры. А также удобный Вам способ оформления сделки и оплаты. Проверьте!
10
Гибкая ценовая политика — неотъемлемая часть умного сервиса. У нас Вы всегда будете понимать за что платите.
11
«ЛингваКонтакт» — это еще и крупнейшие переводческие курсы России. Профессию переводчика мы знаем со всех сторон!
Перевести бесплатно
Заказчик: Top 3D Shop
Услуги: технический перевод, письменный перевод
Языки: RU>EN
Объём работ: > 1000 страниц
Сроки: ноя 2017 – наст. время
Специфика проекта: перевод технической документации, инструкций и маркетинговых материалов из сферы инновационных технологий цифрового производства (3D-печати и 3D-сканирования).
Обеспечить качественный перевод технической документации с английского языка на русский для развития новых проектов компании и закрепления лидирующих позиций на рынке цифрового производства.
Решения бюро:
Результат: все переводы сдаются в срок согласно графику с высоким качеством исполнения; получена высокая оценка со стороны старшего контент-менеджера компании. Сотрудничество продолжается по сегодняшний день.
Обратная связь:
«…Хочется отметить, что работы были выполнены на должном уровне, правки, если они были необходимы, вносились своевременно и качественно. Также нас порадовали высокие стандарты делового общения, которых придерживаются сотрудники ООО «Бюро переводов «ЛингваКонтакт».
Рекомендательное письмо:
Заказать перевод
Скидки и подарки
ISO 9001:2011
Система менеджмента качества сертифицирована по международному стандарту ISO 9001:2011
Спасибо!
★★★★★
“Редкий на сегодняшний день профессионализм. Приятно работать с такой командой.”
— Закревская Юлия
Отзыв
★★★★★
“Обращались неоднократно. Всегда очень довольны работой, спасибо большое за профессионализм!”
— ООО «Диполь»
Читать все отзывы Добавить отзыв
Платите, не отходя от компьютера
Shop3D ‑ 3D Print on Demand — Плагин мгновенной 3D-печати для производства
Shop3D ‑ 3D Print on Demand — Плагин для мгновенной 3D печати | Магазин приложений Shopify
Бесплатная установка. Может взиматься дополнительная плата.
Рейтинг (3,6)
Отзывы
7
Разработчик
Магазин 3D
Галерея избранных изображений
Основные моменты
Создан для вашего бизнеса
Об этом приложении
Запущен
19 декабря 2019 г.
Языки
Английский
Позволяет быстро создавать и изготавливать по запросу 3D-печатные изделия из различных материалов.
Shop3D позволяет пользователям загружать 3D-модели (.stl или .obj), а все остальное сделаем мы! Всякий раз, когда один из ваших клиентов заказывает один из продуктов, мы берем на себя все, от производства до доставки! Мы осуществляем доставку напрямую вашим клиентам, освобождая ваше время, чтобы вы могли сосредоточиться на выпуске следующего крупного продукта.
Shop3D позволяет пользователям загружать 3D-модели (.stl или .obj), а все остальное сделаем мы! Всякий раз, когда один из ваших клиентов заказывает один из продуктов, мы берем на себя все, от производства до доставки! Мы осуществляем доставку напрямую вашим клиентам, освобождая ваше время, чтобы вы могли сосредоточиться на выпуске следующего крупного продукта.
больше
Цены
Бесплатная установка
Могут взиматься внешние сборы. Эти расходы оплачиваются внешним поставщиком и не будут отображаться в вашем счете Shopify.
Бесплатная установка
Могут взиматься внешние сборы. Эти расходы оплачиваются внешним поставщиком и не будут отображаться в вашем счете Shopify.
Все платежи выставляются в долларах США.
7 отзывов
Общий рейтинг
Количество на уровень рейтинга
71% оценок — 5 звезд
5
0% оценок — 4 звезды
14% оценок — 3 звезды
1
14% оценок — 2 звезды
1
0% оценок равны 1 звезде
Отредактировано 3 января 2023 г.
Теоретически мой магазин должен изменить правила игры, но на практике разработчики просто не отвечают на вопросы, их предложение получить доступ к библиотеке также кажется несуществующим, поскольку они не отвечают на электронные письма. Само приложение также несколько неуклюжее, и в нем сложно ориентироваться. Обновление
: их сервис, кажется, был улучшен, и теоретически это хорошее приложение, основная проблема в том, что приложение все еще несколько неуклюжее и сложное в использовании, а не интуитивное. до такой степени, что поиск кнопки для покупки модели требует усилий, если вы не знаете, где она находится. Я еще не получил свой первый заказ и могу обновить свой отзыв в зависимости от качества отпечатков.
Мини-мегамагазин
Великобритания
Время использования приложения: 4 месяца
11 февраля 2021 г.
Очень плохая связь, с этой компанией решение не найдено. Должно быть очень прямолинейно, однако не удалось получить никакой помощи, чтобы помочь нам двигаться вперед, я бы не рекомендовал.
Очаровательный ювелирный магазин
Великобритания
Время использования приложения: 20 дней
19 января 2021 г.
Отличный сервис! Качественные продукты, изготовленные по запросу, и отличная поддержка клиентов. Обязательно воспользуюсь снова!
СУБТРОПИЧЕСКИЙ
Великобритания
Время использования приложения: 3 месяца
Все отзывы
Об этом приложении
Запущен
19 декабря 2019 г.
Языки
Английский
Создан Магазином 3D
О магазине 3D
Веб-сайт
1 приложение
3,6 средний рейтинг
3 года разработки приложений для Shopify App Store
Поддерживать
Отправить сообщение
hello@shop3d. io
Ресурсы
Политика конфиденциальности
Больше таких приложений
Spocket — прямые поставки в США и ЕС
4.7 из 5 звезд
(3671) всего 3671 отзыв • Доступен бесплатный план
(1921) 1921 всего отзывов • Доступен бесплатный план
Создавайте и продавайте индивидуальные продукты, мы берем на себя все остальное.
Shop3D ‑ 3D-печать по запросу совместима только с магазинами, которые:
Shopify использует файлы cookie для обеспечения необходимой функциональности сайта и улучшения вашего опыта. Используя наш веб-сайт, вы соглашаетесь с нашими политика конфиденциальности и наши политика использования файлов cookie.
Магазин Threekit — первый в мире мультибрендовый 3D-рынок
Делайте покупки у клиентов Threekit и получайте невероятные визуальные впечатления, созданные с помощью нашего 3D-конфигуратора, виртуального фотографа™️ и дополненной реальности
Избранное
Ящик и бочка
Виртуальный фотограф™️
Калифорнийские шкафы
3D-конфигуратор
Мебель
Одежда и украшения
Спортивное оборудование
Товары для дома
Розничная торговля
B2B Производство
Мебель
Ящик и бочка
Лавсак
Стальной кейс
Калифорнийские шкафы
БОСТОНтек
ТРНК
Кровати Carpe Diem
Гестия Диван
Прикосновение человека
Гат Крик
Алинея
Показать больше
МЕБЕЛЬ
Нет двух одинаковых комнат, и мебель, которую вы выбираете для них, должна отражать это. Позвольте покупателям создавать секции, сиденья, коврики и многое другое, а затем размещать их в идеальной обстановке.
Когда важна производительность, нужны правильные инструменты.
От рукояток до оснащения, от цветов до посадок — Threekit производит спортивное снаряжение, подходящее каждому спортсмену.
Товары для дома
Беллакор
Сейф Свободы
Освещение для видеовстреч
ЖелтыйКорнер
Холодное погружение
Показать еще
ТОВАРЫ ДЛЯ ДОМА
Ваш дом (и все, что вы в нем ставите) является личным – так сделайте его таким.
Дайте покупателям возможность настраивать аксессуары и декор в режиме реального времени.
Розничная торговля
Бродить
Венера ET Флер
СКС Безлимитный
Никон
Квадратек
Показать больше
РОЗНИЧНАЯ ТОРГОВЛЯ
Предоставления плоской страницы PDP с небольшим количеством визуальных элементов и стены с текстом продукта недостаточно, чтобы произвести впечатление на современного покупателя. Threekit — это ключ к тому, чтобы сделать свои страницы популярными для компаний из разных отраслей.
Добавление и удаление вспомогательной оси на диаграмме в Excel
Диаграммы
Диаграммы
Диаграммы
Добавление и удаление вспомогательной оси на диаграмме в Excel
Создание диаграммы от начала до конца
Статья
Добавление и удаление названий на диаграмме
Статья
Отображение и скрытие легенды или таблицы данных на диаграмме
Статья
Добавление и удаление вспомогательной оси на диаграмме в Excel
Статья
Добавление тренда или линии среднего значения к диаграмме
Статья
Выбор диаграммы с помощью экспресс-анализа
Статья
Обновление данных в существующей диаграмме
Статья
Показ тенденций изменения данных с помощью спарклайнов
Статья
Далее:
Сводные таблицы
Excel для Microsoft 365 Word для Microsoft 365 PowerPoint для Microsoft 365 Excel для Microsoft 365 для Mac Word для Microsoft 365 для Mac PowerPoint для Microsoft 365 для Mac Excel для Интернета Excel 2021 Word 2021 PowerPoint 2021 Excel 2021 for Mac Word 2021 for Mac PowerPoint 2021 for Mac Excel 2019 Word 2019 PowerPoint 2019 Excel 2019 для Mac Word 2019 для Mac PowerPoint 2019 для Mac Excel 2016 Word 2016 PowerPoint 2016 Excel 2016 для Mac Word 2016 для Mac PowerPoint 2016 для Mac Excel 2013 Word 2013 PowerPoint 2013 Excel 2010 Word 2010 Outlook 2010 PowerPoint 2010 Еще. ..Меньше
Если числа на диаграмме значительно отличаются от ряд данных рядов данных или если у вас есть данные различных типов (цена и объем), отобразить один или несколько рядов данных на дополнительной вертикальной оси (значений). Масштаб этой оси соответствует значениям связанного с ней ряда данных. Вспомогательная ось хорошо подходит для диаграмм, в которых сочетаются гистограмма и график. Вы можете быстро отдемонстрировать диаграмму, изменив ее на комбограмму.
Примечание: Следующая процедура применима Office 2013 и более новых версиях. Ищете по Office 2010 г.?
Выделите диаграмму, чтобы открыть вкладку Работа с диаграммами.
org/ListItem»>
На вкладке Конструктор нажмите кнопку Изменить тип диаграммы.
Выберите элементы Комбинированная > Гистограмма с группировкой и график на вспомогательной оси.
Установите флажок в столбце Вспомогательная ось напротив ряда данных, который нужно отобразить.
Щелкните стрелку раскрывающегося списка и выберите пункт График.
org/ListItem»>
Нажмите кнопку ОК.
Добавление и удаление вторичной оси на диаграмме в Office 2010 г.
Если значения разных рядов данных, представленные на плоской диаграмме, значительно отличаются по величине либо на диаграмме представлены данные различных типов (например, цена и объем), на вспомогательной вертикальной оси (значений) можно отобразить один или несколько рядов данных. Масштаб вспомогательной вертикальной оси соответствует значениям связанного с ней ряда данных.
После добавления на плоскую диаграмму вспомогательной вертикальной оси можно также добавить вспомогательную горизонтальную ось (категорий), которая может оказаться полезной на точечной и пузырьковой диаграммах.
Изменение типа диаграммы для определенных рядов данных помогает распознать данные, отображенные на вспомогательной оси. Например, на гистограмме один из рядов данных на вспомогательной оси можно представить в виде графика.
Важно: Описанные ниже действия можно выполнять только с уже созданной плоской диаграммой. Вспомогательные оси не поддерживаются для трехмерных диаграмм.
За один раз на вспомогательной оси можно отобразить данные только одного ряда. Чтобы представить на вспомогательной оси несколько рядов данных, повторите эту процедуру для каждого из них.
На диаграмме щелкните ряд данных, который вы хотите отобразить по вспомогательной вертикальной оси, или выполните указанные ниже действия для выбора ряда данных в списке элементов диаграммы.
org/ItemList»>
Щелкните диаграмму.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
На вкладке Формат в группе Текущий фрагмент щелкните стрелку в поле Элементы диаграммы, а затем выберите ряд данных, который нужно отобразить по вспомогательной вертикальной оси.
На вкладке Формат в группе Текущий фрагмент нажмите кнопку Формат выделенного фрагмента.
Откроется диалоговое окно Формат ряда данных.
Примечание: Если открылось другое диалоговое окно, повторите действие 1, выбрав на диаграмме ряд данных.
На вкладке Параметры ряда в разделе Построить ряд щелкните По вспомогательной оси и нажмите кнопку Закрыть.
На диаграмме появится вспомогательная вертикальная ось.
Чтобы изменить вид вспомогательной вертикальной оси, выполните следующие действия:
org/ItemList»>
На вкладке Макет в группе Оси нажмите кнопку Оси.
Выберите пункт Вспомогательная вертикальная ось и нужный параметр отображения оси.
Чтобы изменить параметры вспомогательной вертикальной оси, выполните следующие действия:
Щелкните вспомогательную ось правой кнопкой мыши и выберите в контекстном меню пункт Формат оси.
В группе Параметры оси задайте нужные параметры.
Для выполнения этой процедуры на диаграмме уже должна быть вспомогательная вертикальная ось. Инструкции по ее добавлению см. в разделе Добавление вспомогательной вертикальной оси.
Щелкните диаграмму со вспомогательной вертикальной осью.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
На вкладке Макет в группе Оси нажмите кнопку Оси.
Выберите пункт Вспомогательная горизонтальная ось и нужный параметр отображения оси.
На диаграмме щелкните ряд данных, который вы хотите изменить.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
Совет: Вы также можете щелкнуть правой кнопкой мыши ряд данных, выбрать пункт Изменить тип диаграммы для ряда и перейти к действию 3.
На вкладке Конструктор в группе Тип нажмите кнопку Изменить тип диаграммы.
В диалоговом окне Изменение типа диаграммы выберите тип.
В первом поле показан список категорий, а во втором — доступные типы диаграмм для каждой категории. Дополнительные сведения о поддерживаемых типах диаграмм см. в статье Типы диаграмм.
Примечание: Одновременно можно изменить тип диаграммы только для одного ряда данных. Чтобы изменить тип диаграммы для нескольких рядов, повторите эти действия для каждого из них.
Щелкните диаграмму со вспомогательной осью, которую вы хотите удалить.
Откроется панель Работа с диаграммами с дополнительными вкладками Конструктор, Макет и Формат.
На вкладке Макет в группе Оси нажмите кнопку Оси, выберите Вспомогательная вертикальная ось или Вспомогательная горизонтальная ось, а затем щелкните Нет.
Советы:
Также можно щелкнуть вспомогательную ось, которую вы хотите удалить, и нажать клавишу DELETE либо щелкнуть ее правой кнопкой мыши и выбрать команду Удалить.
Чтобы удалить дополнительные оси сразу после их добавления, нажмите кнопку Отменить панели быстрого доступа илинажмите CTRL+Z.
Когда значений в диаграмме значительно различаются между ряд данных ряды данных, вы можете отобразить один или несколько рядов данных на вспомогательной оси. Вспомогательную ось также можно использовать как часть смешанной диаграммы при наличии различных типов данных (например, цены и объема продаж) в одной диаграмме.
В этой диаграмме основная вертикальная ось слева используется для объема продаж, а вспомогательная вертикальная ось справа — для цены.
Выполните любое из описанных ниже действий.
Добавление вспомогательной оси
Этот шаг относится только Word для Mac: в меню Вид выберите пункт Разметка печати.
На диаграмме выберите ряд данных, который вы хотите отображать на вспомогательной оси, а затем откройте вкладку Конструктор на ленте.
Например, щелкните одну из линий графика. Будут выделены все маркеры данных этого ряда.
Щелкните Добавить элемент диаграммы > Оси и выберите вспомогательную горизонтальную или вспомогательную вертикальную ось.
Добавление названия оси для вспомогательной оси
Этот шаг относится только Word для Mac: в меню Вид выберите пункт Разметка печати.
org/ListItem»>
На диаграмме выберите ряд данных, который вы хотите отображать на вспомогательной оси, а затем откройте вкладку Конструктор на ленте.
Например, щелкните одну из линий графика. Будут выделены все маркеры данных этого ряда.
Щелкните Добавить элемент диаграммы > Названия осей и выберите вспомогательную горизонтальную или вспомогательную вертикальную ось.
Дополнительные сведения
Вы всегда можете обратиться к экспертув Excel Tech Community , получить поддержку в сообществе Answersили предложить новую функцию или улучшение. Чтобы узнать, как поделиться своими мыслями, см. раздел Как поделиться своим мнением о Microsoft Office?. Поделитесь с нами.
Все продукты | Schneider Electric Россия
Распределение электроэнергии низкого напряжения
Автоматизация и безопасность зданий
Распределение электроэнергии среднего напряжения и автоматизация электроснабжения
Электроустановочное оборудование и системы управления домом
Автоматизация и промышленный контроль
Солнечная энергетика
Самые популярные серии
Самые популярные серии
Самые популярные серии
Самые популярные серии
Самые популярные серии
Самые популярные серии
Самые популярные серии
Серии: 65
Серии: 25
Серии: 22
Серии: 25
Серии: 11
Серии: 46
Серии: 26
Серии: 1
Серии: 35
Сколько осей у автомобиля?
Когда вы видите транспортное средство, движущееся вперед, ваш ум должен немедленно переключиться на оси. Однако не всех интересует механическая работа автомобиля.
Хотя многим читателям этот вопрос может показаться простым, это важный, но часто упускаемый из виду фактор в автомобиле.
Важно знать о различных частях вашего автомобиля или грузовика, чтобы вы могли эффективно выбрать автомобиль своей мечты, который наилучшим образом соответствует вашим потребностям.
Так сколько осей у автомобиля?
Большинство автомобилей имеют две оси. Как правило, легковые и грузовые автомобили имеют по 1 оси на каждую пару колес. Их называют «двухосными» транспортными средствами, которые охватывают большинство транспортных средств, которые вы увидите на дороге. Мотоциклы также имеют две оси.
Опять же, важно понимать, что представляет собой ваша ось и как она работает, чтобы быть готовым на случай, если с ней что-то пойдет не так.
Оси абсолютно необходимы для безопасной эксплуатации автомобиля, поэтому давайте углубимся в детали.
Что такое ось и для чего она нужна?
Ось — это стальной центральный вал, который способствует вращению колес автомобиля.
Когда колеса вращаются плавно, это означает, что ось работает оптимально.
Хотя их количество может различаться в зависимости от транспортного средства, ни одно транспортное средство не может работать без осей .
Существуют подшипники, работа которых заключается в поддержке оси и размещении в середине колес.
Конструкция и разработка оси — это то, что обеспечивает выравнивание колес.
Правильно отрегулированный автомобиль сможет выдержать огромный вес автомобиля во время торможения или ускорения.
Работа оси выходит за рамки простого соединения колес. Он контролирует мощность, движущую транспортное средство, что делает ось одним из наиболее важных компонентов автомобиля.
Энергия, вырабатываемая двигателем автомобиля, проходит через оси в транспортные средства.
Поскольку он приклеен к колесам, он может вращаться вместе с колесом автомобиля.
В тот или иной момент вы, возможно, задавались вопросом, сколько осей у автомобиля. Читайте дальше, чтобы узнать больше об осях и о том, сколько их в автомобиле.
Что считается двухосным транспортным средством?
Проще говоря, когда автомобиль называется двухосным, он имеет две оси.
Каждая из этих осей поддерживает одно или два колеса.
Примеры двухосных транспортных средств:
Мотоциклы
Bicycles
Трициклы
Световые грузовики/обычные транспортные средства
Класс 8 Грузовики
У некоторых грузовых автомобилей среднегопродаж
. это автомобиль с 4 осями и так далее.
Чем больше осей, тем лучше транспортное средство сможет выдержать вес транспортного средства и любого груза в нем.
Автомобиль имеет 2 или 4 оси?
Как правило, на пару шин приходится одна ось.
Следовательно, если вы спросите, сколько осей у полноприводного автомобиля? Ответ будет 2 оси, потому что у него 2 пары колес.
Однако некоторые автомобили имеют 3 и более осей из-за их размера и количества шин.
Эти оси могут быть равномерно или неравномерно распределены по всему автомобилю.
Например, у автомобиля может быть одна ось спереди и 3 сзади, если они там нужны.
Типы осей
Тип используемой оси зависит от типа автомобиля. Другими факторами, определяющими оси в транспортном средстве, являются:
Производимая сила
Технические требования к транспортному средству
Передаточные механизмы транспортного средства
В зависимости от технических характеристик, транспортное средство может поставляться с предварительно разработанными осями или оси.
Лучше, если на транспортном средстве будут установлены специальные оси, чтобы они могли лучше контролировать колеса.
Они делают это путем тонкой настройки степени скорости и крутящего момента колес.
Автомобильные эксперты утверждают, что при правильном обслуживании нестандартных осей они будут превосходно контролировать крутящий момент и скорость автомобиля.
Давайте рассмотрим различные типы осей в автомобиле:
Передний мост
Он находится в передней части автомобиля и управляет передними колесами.
Его работа заключается в том, чтобы помогать управлять транспортным средством и обрабатывать любые удары от плохие дороги .
Он также несет вес в передней части автомобиля.
Состоит из 4 основных частей: балки, рулевой тяги, поворотного пальца и поворотной цапфы.
Благодаря своей функциональности передняя ось изготовлена из никелевой и углеродистой стали, что делает ее максимально прочной.
Есть 2 типа передних мостов:
живой передний мост
мертвый передний мост
Задний мост
Он находится между дифференциалом и управляет задними колесами автомобиля.
Его работа заключается в передаче мощности от дифференциала к задним колесам, которые используются при ускорении.
Конструктивно задняя ось состоит из 2 половин.
Дифференциал соединяет две части, и каждая часть называется полуосью.
Эта ось может быть динамической, что означает, что она вращается одновременно с колесами транспортного средства
Существует 3 типа задних оси:
Полуплавающийся Ось
Трехколлетный флаг Оси
СТАВИТЕЛЬНАЯ 9012. колеса и передние оси с шкворнями.
Изготавливается из легированных сталей (молибдена и хрома) и 3% никелевой стали.
Имеется 4 типа поворотных осей:
Elliot
Lamoine
Обратный Lamoine
Обратный Elliot
Как определить неисправность оси
Поскольку работа оси связана с большими нагрузками, она подвержена износу.
И это несмотря на то, что их производство учитывает работу, которую они выполняют.
Существует также ряд ситуаций, при которых ваша ось может быть повреждена.
Чтобы понять, что пришло время отремонтировать или заменить ось, обратите внимание на следующие знаки:
Когда вы включаете передачу, вы слышите лязгающий звук.
Вы чувствуете сильную вибрацию по всему автомобилю, когда пытаетесь затормозить или выполнить поворот.
Что-то не так, когда ваш автомобиль движется, например, изгиб автомобиля.
Колеса визуально не выровнены должным образом. Также может быть трещина в универсальных шарнирах автомобиля
Если вы заметили какие-либо из этих признаков на своем автомобиле, пришло время посетить вашего надежного механика.
Они осмотрят автомобиль и скажут, что лучше: ремонт или замена детали.
Задние оси относительно дешевы, потому что они сделаны из металла, их замена стоит всего 150 долларов.
Регулярные проверки помогут избежать крупных затрат на ремонт в будущем.
Что вызывает поломку оси?
Несмотря на то, что ось рассчитана на тяжелые нагрузки, ее долговечность имеет предел.
Вот некоторые причины, по которым ваша ось может сломаться:
Вес вашего автомобиля постоянно превышает требуемый стандарт
Если ваш автомобиль старый, ось может быть ржавой и хрупкой.
Вождение автомобиля по пересеченной местности вызывает чрезмерную нагрузку на ось.
Часто задаваемые вопросы
Сколько осей у внедорожника?
Внедорожник имеет 2 оси.
Сколько осей у минивэна?
Минивэн имеет 2 оси.
Сколько осей у грузовика?
Грузовики — более сложное транспортное средство, потому что они различаются по размеру и количеству необходимых шин. Из-за веса, который они несут, их передние оси сделаны из старых сплошных осей.
Их спина поддерживается обычными задними мостами. Грузовик может иметь более 2 осей.
Безопасно ли ездить со сломанной осью?
Если у вашего автомобиля сломана ось, мощность двигателя может не поступать на колеса.
Если он частично сломан, вы можете ехать, хотя это небезопасно. Если ось полностью сломана, вы можете потерять контроль над автомобилем и столкнуться с другими транспортными средствами.
Заключение
Из того, что было сказано выше, количество осей в транспортном средстве зависит от многих факторов.
Если вы хотите узнать, сколько осей у вашего автомобиля, вы можете самостоятельно его осмотреть.
Вы также можете просмотреть руководство по эксплуатации или обратиться к механику.
Если вы задаете вопрос, чтобы купить автомобиль, который лучше всего подходит вам, лучше обратиться к специалисту, чтобы он мог посоветовать количество осей, которое лучше всего соответствует вашим потребностям!
Похожие сообщения
Сколько времени занимает выравнивание?
Что такое 2-осный, 3-осный и 4-осный автомобиль? — Car, Truck And Vehicle How To Guides
Брайан Оньянго
Всякий раз, когда упоминается технический термин, возникает путаница. Определение оси очень простое, и мы здесь, чтобы объяснить его ясно и точно.
Ось — это центральный вал, к которому с обеих сторон крепятся колеса. Количество осей напрямую влияет на количество колес, которые может иметь транспортное средство: двухосные автомобили имеют 3, 4 или 6 колес, трехосные автомобили имеют от 6 до 10 колес, а четырехосные автомобили имеют от 8 до 14 колес.
Некоторые мотоциклы могут иметь три колеса на двух осях. Для легковых автомобилей правило простое: по два колеса на ось. Грузовые автомобили могут иметь по 4 колеса на ось, так как пары колес можно складывать друг на друга для увеличения грузоподъемности.
Что такое ось и для чего она нужна?
Ось транспортного средства определяется как «центральный вал для вращающегося колеса или шестерни». Другими словами, это основная опорная балка, проходящая по всей длине автомобиля и к которой крепятся колеса. Количество осей на транспортном средстве соответствует количеству колес, которые имеет транспортное средство.
Двухосный автомобиль имеет три или четыре колеса. Наиболее распространенными типами двухосных транспортных средств являются легковые автомобили, внедорожники и пикапы. Трехосный автомобиль имеет шесть и более колес.
Наиболее распространенным типом трехосных транспортных средств являются тягачи с прицепом, также известные как 18-колесные или полуприцепы. Четырехосные автомобили не так распространены, но они существуют. Самый распространенный тип четырехосного транспортного средства — мусоровоз
Основная роль оси — поддерживать вес транспортного средства и его груза. Чем тяжелее автомобиль, тем больше у него осей. Вот почему у полуприцепов так много осей; они должны быть в состоянии выдержать большой вес.
Еще одна роль оси — передача мощности от двигателя к колесам. Ось делает это с помощью ряда шестерен, которые расположены в дифференциале.
Дифференциал — это редуктор, который позволяет каждому колесу вращаться с разной скоростью. Это необходимо, потому что, когда транспортное средство поворачивает, колеса снаружи поворота должны пройти большее расстояние, чем колеса внутри поворота.
Количество осей транспортного средства также может влиять на его маневренность. Чем больше осей у автомобиля, тем труднее его поворачивать. Вот почему у мусоровозов четыре оси; они должны иметь возможность делать крутые повороты, чтобы попасть в небольшие пространства.
Факторы, определяющие тип оси автомобиля
Существует несколько факторов, определяющих тип оси автомобиля. Один — это количество колес на машине. Полноприводные автомобили имеют две оси, одну спереди и одну сзади. Полноприводные автомобили имеют четыре оси, две спереди и две сзади.
Другим фактором является вес автомобиля. Более тяжелые автомобили нуждаются в большем количестве осей, чтобы выдержать их вес. Двухосные автомобили могут выдерживать до 26 000 фунтов. Трехосные автомобили могут выдерживать до 36 000 фунтов. А четырехосные автомобили могут выдерживать до 46 000 фунтов.
Итак, двухосный автомобиль подойдет для легкового автомобиля с двумя колесами. Трехосный автомобиль был бы хорош для более тяжелой машины с четырьмя колесами. И четырехосный автомобиль подойдет для еще более тяжелой машины с четырьмя колесами.
Какие типы осей используются в автомобилях?
В автомобилях используются три стандартных типа осей. Это:
Задняя ось: Эта ось обеспечивает питание ведущих колес. Он разделен на две половины, известные как полуволны, которые соединены дифференциалом. Задние оси обычно находятся под напряжением, что означает, что они вращаются вокруг колес автомобиля.
Передняя ось: Эта ось находится в передней части автомобиля и помогает управлять автомобилем и преодолевать неровности на неровной дороге. Балка, поворотный палец, рулевая тяга и поворотный кулак — четыре основных компонента. Передние мосты должны быть очень прочными. В результате часто используется углеродистая сталь или никелевая сталь.
Поворотный кулак: Поворотные кулаки крепятся к передним колесам автомобиля и соединяются с передней осью шкворнями.
Типы задних мостов
Не все задние оси одинаковы. На самом деле существует четыре основных типа.
Полуплавающая ось: Полуплавающая ось является наиболее распространенным типом задней оси. С каждой полуосью соединено одно колесо. Затем валы соединяются с дифференциалом, который передает мощность от двигателя к колесам.
Полностью плавающая ось: Полностью плавающая ось имеет ту же базовую конструкцию, что и полуплавающая ось. Однако полуоси не связаны с дифференциалом. Вместо этого они соединены с подшипниками внутри картера оси.
Плавающая ось на три четверти : Плавающая ось на три четверти похожа на полуплавающую ось. Однако с каждым валом соединено только одно колесо. Другое колесо связано с дифференциалом.
Полуплавающая ось: Полуплавающая ось является наименее распространенным типом задней оси. Он имеет ту же базовую конструкцию, что и плавающая ось на три четверти. Однако оба колеса связаны с дифференциалом.
Типы передних мостов
Существует два основных типа передних мостов: активные и неподвижные.
Ведущий мост: Ведущий мост — это передний мост, передающий мощность от двигателя к колесам. Ведущий мост также отвечает за управление автомобилем.
Неподвижная ось: Неподвижная ось — это тип передней оси, которая не передает мощность от двигателя к колесам. Мертвая ось отвечает только за поддержание веса автомобиля.
Сколько существует типов приводных осей?
Ведущие мосты бывают двух основных типов: независимые и зависимые. Независимый ведущий мост — это тип ведущего моста, который не соединен с рамой транспортного средства. Вместо этого он соединен с колесами элементами подвески.
В то время как зависимая ведущая ось представляет собой тип ведущей оси, которая соединена с рамой транспортного средства. Зависимая ведущая ось также связана с колесами элементами подвески.
Какие существуют типы мертвых осей?
Теперь, когда мы уже знаем роль мертвых осей, давайте рассмотрим различные существующие типы. Существует два основных типа мертвых осей: сплошные и ведомые.
Неразрезная ось: Неразрезная ось — это разновидность неподвижной оси, которая соединена с рамой транспортного средства. Неразрезная ось также соединена с колесами элементами подвески.
Поддерживающая ось: Поддерживающая ось — это тип мертвой оси, не соединенной с рамой транспортного средства. Вместо этого он соединен с колесами элементами подвески.
Что такое полноприводная ось?
Полноприводная ось — это тип оси, которая используется в автомобилях с полным приводом. Полноприводная ось отвечает за передачу мощности от двигателя к колесам. Полноприводная ось также отвечает за управление автомобилем.
Что вызывает поломку оси?
Существует несколько причин поломки оси. Одна из причин заключается в конструкции оси. Другая причина связана с тем, как сделана ось. Последняя причина связана с тем, как используется ось.
Как узнать, что у вас неисправна ось
Есть несколько признаков того, что у вас неисправна ось. Одним из признаков является то, что ваш автомобиль начинает вибрировать во время движения. Еще одним признаком является то, что ваш автомобиль начинает издавать шум во время движения. Последний признак, если ваш автомобиль начинает тянуть в одну сторону, когда вы едете.
Заключение
Существует множество различных типов осей. Разница между 2-х, 3-х и 4-х осными транспортными средствами заключается в количестве осей, которые они имеют. Двухосные автомобили имеют две оси, трехосные автомобили имеют три оси, а четырехосные автомобили имеют четыре оси.


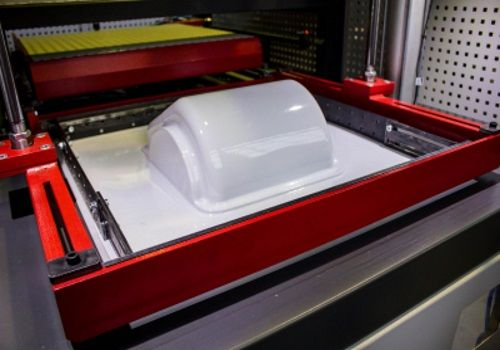 Экструдеры
Экструдеры

 Она может быть одно- или многоручьевой, прямоточной или угловой.
Она может быть одно- или многоручьевой, прямоточной или угловой.
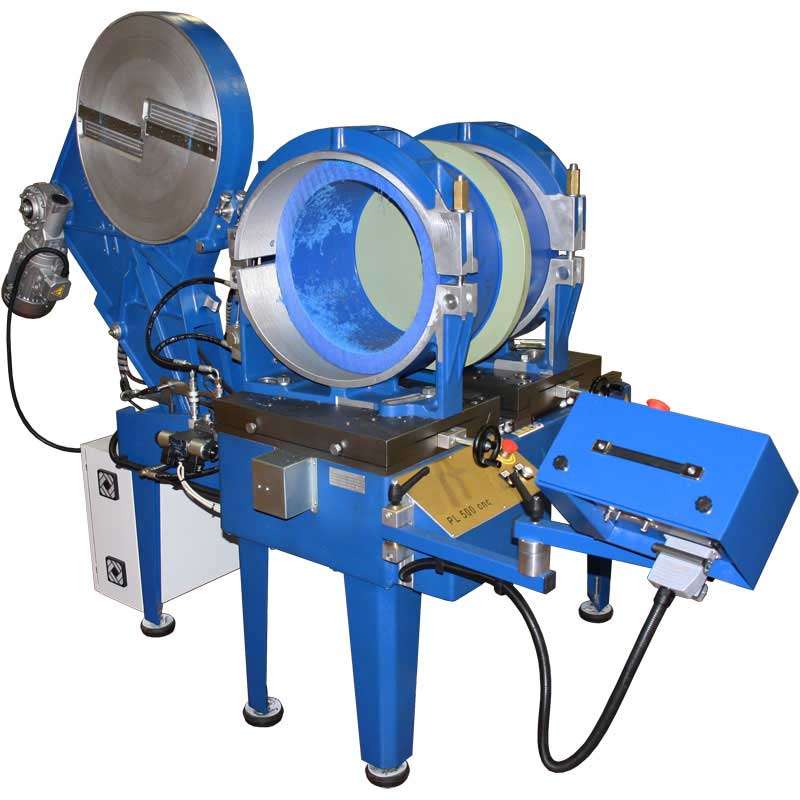
 Существует несколько способов производства изделий из пластика, каждый из которых отличается своим технологическим процессом, типом оборудования, выпускаемой конечной продукцией.
Существует несколько способов производства изделий из пластика, каждый из которых отличается своим технологическим процессом, типом оборудования, выпускаемой конечной продукцией.




 Партнер по сбыту в США
Партнер по сбыту в США Meusburger
Meusburger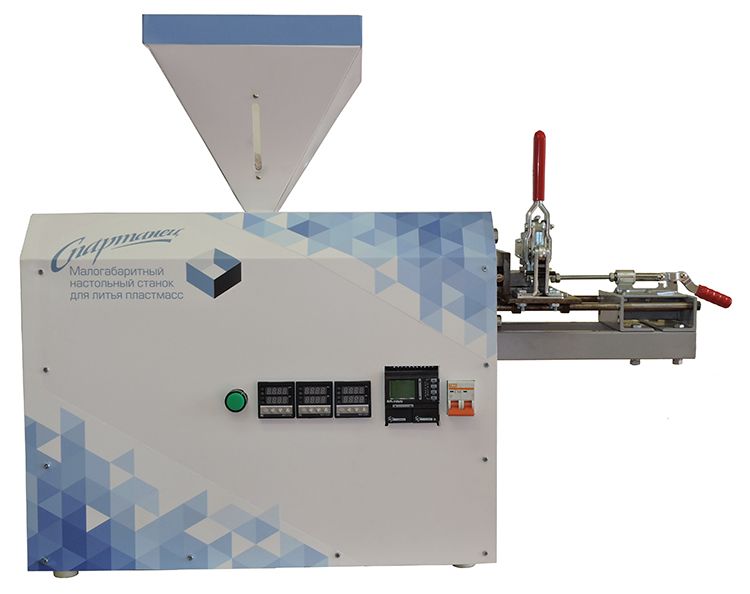 Серия предлагает новые функции
Серия предлагает новые функции
 22, 2022
22, 2022 д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.
д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня. Оборудование для производства пластиковых компаундов используется в производстве различных форм пластиковых компаундов, включая месильные машины, машины для смешивания пластмасс (открытые мельницы и внутренние смесители), грануляторы, просеивающие машины, дробилки и измельчители. Оборудование для литья пластмасс, также известное как оборудование для первичной обработки пластмасс, используется для формования полуфабрикатов или изделий из пластмассы, включая машины для компрессионного литья, машины для литья под давлением, экструдеры, машины для выдувного формования, каландры, машины для ротационного формования, машины для вспенивания и т. д. , Оборудование для вторичной обработки пластика используется для переработки и последующей обработки полуфабрикатов или изделий из пластика, включая термоформовочные машины, сварочные машины, машины для термосварки, машины для горячего тиснения, машины для вакуумного испарения, флокирующие машины, печатные машины и т. д. Металлообработка станки также широко используются для вторичной обработки пластмасс.
Оборудование для производства пластиковых компаундов используется в производстве различных форм пластиковых компаундов, включая месильные машины, машины для смешивания пластмасс (открытые мельницы и внутренние смесители), грануляторы, просеивающие машины, дробилки и измельчители. Оборудование для литья пластмасс, также известное как оборудование для первичной обработки пластмасс, используется для формования полуфабрикатов или изделий из пластмассы, включая машины для компрессионного литья, машины для литья под давлением, экструдеры, машины для выдувного формования, каландры, машины для ротационного формования, машины для вспенивания и т. д. , Оборудование для вторичной обработки пластика используется для переработки и последующей обработки полуфабрикатов или изделий из пластика, включая термоформовочные машины, сварочные машины, машины для термосварки, машины для горячего тиснения, машины для вакуумного испарения, флокирующие машины, печатные машины и т. д. Металлообработка станки также широко используются для вторичной обработки пластмасс. Вспомогательное оборудование или устройства для обработки пластмасс используются для рационализации процесса обработки пластмасс, в том числе автоматическое устройство дозирования и подачи, автоматическое устройство для переработки лома, автоматическое устройство для удаления продуктов литья под давлением, устройство для быстрой замены литьевой формы, машина для охлаждения литьевой формы, автоматическое устройство для измерения толщины, и оборудование для транспортировки и хранения сырья и т. д. Такие вспомогательные машины или устройства стали неотъемлемой частью современной автоматизации обработки пластмасс.
Вспомогательное оборудование или устройства для обработки пластмасс используются для рационализации процесса обработки пластмасс, в том числе автоматическое устройство дозирования и подачи, автоматическое устройство для переработки лома, автоматическое устройство для удаления продуктов литья под давлением, устройство для быстрой замены литьевой формы, машина для охлаждения литьевой формы, автоматическое устройство для измерения толщины, и оборудование для транспортировки и хранения сырья и т. д. Такие вспомогательные машины или устройства стали неотъемлемой частью современной автоматизации обработки пластмасс. Специализация марок пластмасс, разработка инженерных пластиков, появление композиционных материалов, разработка крупногабаритных, легких и тонкостенных конструкций изделий из пластмассы требуют от машин для изготовления изделий из пластмассы: комплектов для производства изделий; высокая скорость, экономия труда, автоматизация для повышения эффективности производства продукции; обеспечить точность спецификаций и качества продукции с наименьшей ошибкой; низкое энергопотребление, меньше места, простая и безопасная эксплуатация и техническое обслуживание.
Специализация марок пластмасс, разработка инженерных пластиков, появление композиционных материалов, разработка крупногабаритных, легких и тонкостенных конструкций изделий из пластмассы требуют от машин для изготовления изделий из пластмассы: комплектов для производства изделий; высокая скорость, экономия труда, автоматизация для повышения эффективности производства продукции; обеспечить точность спецификаций и качества продукции с наименьшей ошибкой; низкое энергопотребление, меньше места, простая и безопасная эксплуатация и техническое обслуживание. Среди них производство многих пластмассовых изделий заняло первое место в мире, а Китай стал крупнейшим в мире производителем пластмассовых изделий. С 2001 по 2010 год среднегодовые темпы роста производства пластмассовых изделий в Китае оставались выше 15%. В 2010 году общий объем производства пластмассовых изделий в Китае достиг 58,3 млн тонн.
Среди них производство многих пластмассовых изделий заняло первое место в мире, а Китай стал крупнейшим в мире производителем пластмассовых изделий. С 2001 по 2010 год среднегодовые темпы роста производства пластмассовых изделий в Китае оставались выше 15%. В 2010 году общий объем производства пластмассовых изделий в Китае достиг 58,3 млн тонн.
 Продукция включает многослойные композитные пленки и различные полые контейнеры из полиолефина, которые широко используются в пищевой, медицинской и косметической промышленности.
Продукция включает многослойные композитные пленки и различные полые контейнеры из полиолефина, которые широко используются в пищевой, медицинской и косметической промышленности.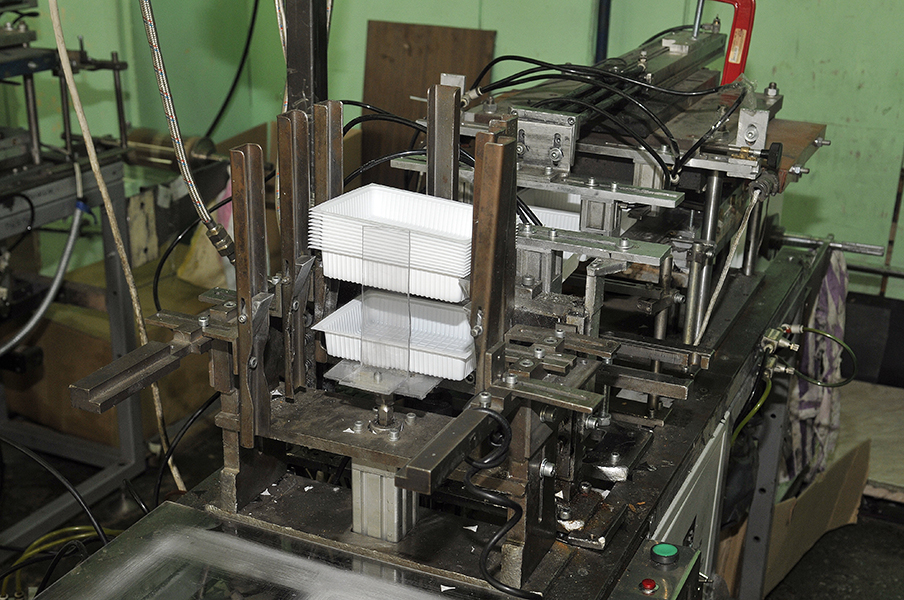 Важнейшими факторами в работе машины для выдувания пленки являются три фактора: температура (температура машины, температура в помещении), две спирали и три системы охлаждения.
Важнейшими факторами в работе машины для выдувания пленки являются три фактора: температура (температура машины, температура в помещении), две спирали и три системы охлаждения.

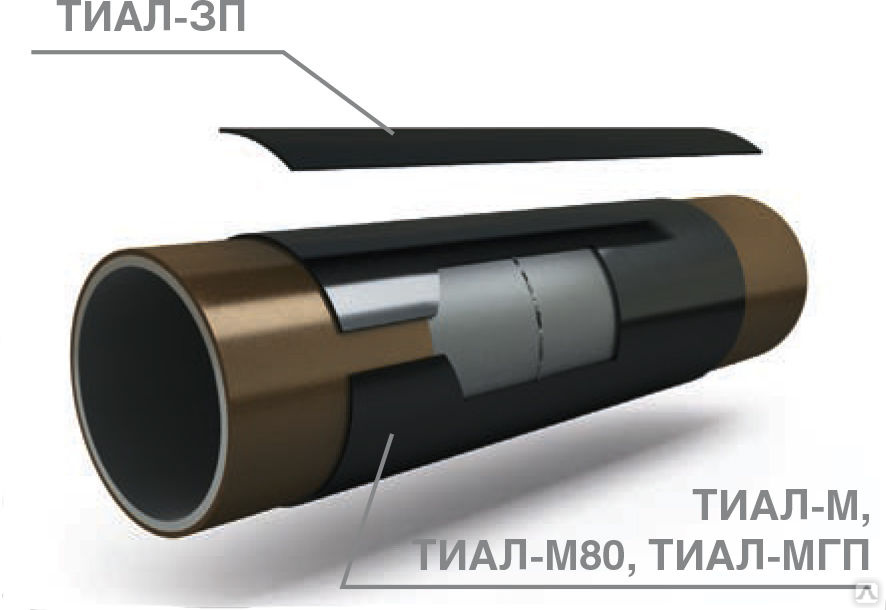



 Энергозатратность и особенно использование материалов в строительстве огромны. Мы должны более эффективно управлять этими ресурсами.
Энергозатратность и особенно использование материалов в строительстве огромны. Мы должны более эффективно управлять этими ресурсами. Это относительно небольшая сумма. Здания 1970-х годов потребляют от 250 до 300 киловатт-часов на квадратный метр каждый год. Но энергия, необходимая для строительства пассивного дома, намного выше, чем для обычных зданий. Требуется больше теплоизоляции, а инфраструктура здания усложняется. Мы используем больше материалов в строительстве, и в конце концов возникает вопрос: в какой момент я должен вкладывать в строительство больше энергии, чем я экономлю при последующих операциях? Поэтому имеет смысл подумать о том, как само здание может производить как можно больше энергии в течение всего срока службы, например, используя фотоэлектрические элементы. Если это удастся, то здания действительно могут иметь положительный экологический след.
Это относительно небольшая сумма. Здания 1970-х годов потребляют от 250 до 300 киловатт-часов на квадратный метр каждый год. Но энергия, необходимая для строительства пассивного дома, намного выше, чем для обычных зданий. Требуется больше теплоизоляции, а инфраструктура здания усложняется. Мы используем больше материалов в строительстве, и в конце концов возникает вопрос: в какой момент я должен вкладывать в строительство больше энергии, чем я экономлю при последующих операциях? Поэтому имеет смысл подумать о том, как само здание может производить как можно больше энергии в течение всего срока службы, например, используя фотоэлектрические элементы. Если это удастся, то здания действительно могут иметь положительный экологический след. Они спроектировали здание, которое вырабатывает достаточно энергии, чтобы питать себя, а также электромобиль, очень гибкое и даже позволяющее уплотнять наши города. Кроме того, мы хотели показать, что можно создавать замкнутые водные контуры и выращивать продукты прямо на территории. Но это было слишком амбициозно для короткого периода времени, доступного в конкурсе. Команда заняла четвертое место с NexusHaus, что является большим достижением.
Они спроектировали здание, которое вырабатывает достаточно энергии, чтобы питать себя, а также электромобиль, очень гибкое и даже позволяющее уплотнять наши города. Кроме того, мы хотели показать, что можно создавать замкнутые водные контуры и выращивать продукты прямо на территории. Но это было слишком амбициозно для короткого периода времени, доступного в конкурсе. Команда заняла четвертое место с NexusHaus, что является большим достижением. Одним из примеров здесь является создание комфортных для проживания городских районов, несмотря на увеличение частоты более жарких и сухих летних сезонов. В конечном счете, мы должны очень серьезно отнестись к таким темам, как энергоэффективность и, в частности, адаптация к изменению климата, и сейчас самое время действовать. Это также цель, которую преследует Центр городской экологии и адаптации к климату (ZSK) ТУМ. Задачей Центра является разработка рекомендаций, позволяющих градостроительным органам принимать правильные решения на завтрашний день.
Одним из примеров здесь является создание комфортных для проживания городских районов, несмотря на увеличение частоты более жарких и сухих летних сезонов. В конечном счете, мы должны очень серьезно отнестись к таким темам, как энергоэффективность и, в частности, адаптация к изменению климата, и сейчас самое время действовать. Это также цель, которую преследует Центр городской экологии и адаптации к климату (ZSK) ТУМ. Задачей Центра является разработка рекомендаций, позволяющих градостроительным органам принимать правильные решения на завтрашний день. д. Но эти дискуссии полностью игнорировали тот факт, что изменение климата также меняет требования, предъявляемые к зданиям. Таким образом, я проектирую и возвожу здание и совершенно упускаю из виду тот факт, что здание будет стоять здесь 60 лет. Я задаю себе такие вопросы, как: не слишком ли мы изолируем? Возможно ли, что потребности в энергии для охлаждения возрастут в ближайшие годы? Это означает, что энергия, которую я сэкономлю на отоплении зимой, летом пойдет насмарку, потому что мое здание настолько хорошо изолировано, что у меня нет возможности рассеять тепло внутри дома. Мне стало ясно, что нам нужны исследования, чтобы узнать, как развивается климат и как мы должны реагировать. В контексте этих соображений Баварское государственное министерство окружающей среды и защиты прав потребителей направило запрос в Мюнхенский технический университет. Проблема заключалась в поиске более комплексного подхода к изменению климата. Мне было ясно, что мы не можем сделать это в одиночку в строительном секторе.
д. Но эти дискуссии полностью игнорировали тот факт, что изменение климата также меняет требования, предъявляемые к зданиям. Таким образом, я проектирую и возвожу здание и совершенно упускаю из виду тот факт, что здание будет стоять здесь 60 лет. Я задаю себе такие вопросы, как: не слишком ли мы изолируем? Возможно ли, что потребности в энергии для охлаждения возрастут в ближайшие годы? Это означает, что энергия, которую я сэкономлю на отоплении зимой, летом пойдет насмарку, потому что мое здание настолько хорошо изолировано, что у меня нет возможности рассеять тепло внутри дома. Мне стало ясно, что нам нужны исследования, чтобы узнать, как развивается климат и как мы должны реагировать. В контексте этих соображений Баварское государственное министерство окружающей среды и защиты прав потребителей направило запрос в Мюнхенский технический университет. Проблема заключалась в поиске более комплексного подхода к изменению климата. Мне было ясно, что мы не можем сделать это в одиночку в строительном секторе. Я поговорил с профессором Стефаном Паулейтом на темы городской экологии и зеленой инфраструктуры, и мы пришли к идее создания Центра совместно с Министерством окружающей среды. Тем временем там в настоящее время ведутся пять различных исследовательских проектов. Цель Центра — использовать синергетические эффекты между проектами, а не заниматься изолированными отдельными исследованиями.
Я поговорил с профессором Стефаном Паулейтом на темы городской экологии и зеленой инфраструктуры, и мы пришли к идее создания Центра совместно с Министерством окружающей среды. Тем временем там в настоящее время ведутся пять различных исследовательских проектов. Цель Центра — использовать синергетические эффекты между проектами, а не заниматься изолированными отдельными исследованиями. Полностью изолированные, глубокие ланч-боксы с ручкой для переноски, которую можно пристегнуть к рюкзаку или коляске. В сумках есть карманы для пакета с морозильной камерой или столовых приборов, а боковые стороны складываются, образуя удобную салфетку / чистую обеденную зону. На дне пакетов даже есть место, чтобы написать имя вашего малыша.
Полностью изолированные, глубокие ланч-боксы с ручкой для переноски, которую можно пристегнуть к рюкзаку или коляске. В сумках есть карманы для пакета с морозильной камерой или столовых приборов, а боковые стороны складываются, образуя удобную салфетку / чистую обеденную зону. На дне пакетов даже есть место, чтобы написать имя вашего малыша. com или по телефону +44 (0) 1278 434440
com или по телефону +44 (0) 1278 434440  Поэтому мы рекомендуем вам отправлять возврат через почтовое отделение заказным письмом или специальной доставкой, сохраняя при этом подтверждение почтового отправления. Эта политика возврата является дополнением к вашим законным правам. Мы обрабатываем возвраты как можно быстрее, однако в часы пик, если вам срочно нужны товары на замену, мы предлагаем вам разместить новый заказ на нашем веб-сайте.
Поэтому мы рекомендуем вам отправлять возврат через почтовое отделение заказным письмом или специальной доставкой, сохраняя при этом подтверждение почтового отправления. Эта политика возврата является дополнением к вашим законным правам. Мы обрабатываем возвраты как можно быстрее, однако в часы пик, если вам срочно нужны товары на замену, мы предлагаем вам разместить новый заказ на нашем веб-сайте.
 95
95 


 При этом количество их в лакокрасочном материале не должно превышать 5%, иначе возможно выпадение смолы и порча материала.
При этом количество их в лакокрасочном материале не должно превышать 5%, иначе возможно выпадение смолы и порча материала.

 Разбавители должны полностью совмещаться с лакокрасочными материалами (ЛКМ) и быть летучими при данных условиях пленкообразования. Это растворители, которые сами не растворяют данный полимер или эмаль ХС-75, но при введении в раствор полимера не разрушают его структуру и не образуют двухфазные коллоидные системы. Термином разбавитель в настоящее время пользуются редко.
Разбавители должны полностью совмещаться с лакокрасочными материалами (ЛКМ) и быть летучими при данных условиях пленкообразования. Это растворители, которые сами не растворяют данный полимер или эмаль ХС-75, но при введении в раствор полимера не разрушают его структуру и не образуют двухфазные коллоидные системы. Термином разбавитель в настоящее время пользуются редко.








 в ящике
в ящике в коробке
в коробке в ящике
в ящике в ящике
в ящике /кейс
/кейс в ящике
в ящике



 ……………… …………………….
……………… …………………….  Он быстро протаивает старую отделку, не удаляя с дерева натуральные масла или патину. С его помощью можно восстановить изношенную отделку или обновить любимую вещь. Средство для полировки мебели — отличное средство после мытья мебели, которая была очищена с помощью обычных средств для удаления отделки. Средство для реставрации мебели делает древесину насыщенной и теплой, и без остатков, которые могут вызвать появление белой дымки , как и многие другие лакокрасочные материалы. Никогда не используйте этот продукт вблизи открытого огня.
Он быстро протаивает старую отделку, не удаляя с дерева натуральные масла или патину. С его помощью можно восстановить изношенную отделку или обновить любимую вещь. Средство для полировки мебели — отличное средство после мытья мебели, которая была очищена с помощью обычных средств для удаления отделки. Средство для реставрации мебели делает древесину насыщенной и теплой, и без остатков, которые могут вызвать появление белой дымки , как и многие другие лакокрасочные материалы. Никогда не используйте этот продукт вблизи открытого огня.  Нафта может заменить растворитель для краски и поможет сократить время высыхания красок, эмалей и лаков на масляной основе.
Нафта может заменить растворитель для краски и поможет сократить время высыхания красок, эмалей и лаков на масляной основе. 

 …..- Только заземление ИБП —
…..- Только заземление ИБП — Не используйте в аэрозольных лаках, так как это отрицательно скажется на их характеристиках.
Не используйте в аэрозольных лаках, так как это отрицательно скажется на их характеристиках.  NGR Retarder помогает предотвратить появление пятен при нанесении морилки кистью или протиранием. — Очень полезно для твердой древесины . — Только заземление ИБП —
NGR Retarder помогает предотвратить появление пятен при нанесении морилки кистью или протиранием. — Очень полезно для твердой древесины . — Только заземление ИБП —  Живичный скипидар также разбавляет масляную краску, лак, эмаль и морилку. Традиционный натуральный разбавитель для масляных красок и лаков, 100% Pure Gum Spirits of Turpentine действует как растворитель, агент, повышающий текучесть, и осушитель. Многие «старые» составы для лаков и восковых полиролей используют скипидар в качестве растворителя, и художники, работающие с маслами, по-прежнему предпочитают его в качестве разбавителя из-за его превосходных характеристик текучести.
Живичный скипидар также разбавляет масляную краску, лак, эмаль и морилку. Традиционный натуральный разбавитель для масляных красок и лаков, 100% Pure Gum Spirits of Turpentine действует как растворитель, агент, повышающий текучесть, и осушитель. Многие «старые» составы для лаков и восковых полиролей используют скипидар в качестве растворителя, и художники, работающие с маслами, по-прежнему предпочитают его в качестве разбавителя из-за его превосходных характеристик текучести. 
 Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов.
Во время последующих испытаний «Ямато-1» не смогло развить скорость более восьми узлов. Гидродинамический генератор содержит корпус, установленную в нем вихревую камеру с каналами закрутки и выходным соплом и напорную магистраль, сообщенную с каналами закрутки. В вихревой камере установлено центральное тело с зазором относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью, сообщенной через проходные отверстия с вихревой камерой. Для расширения эксплуатационных возможностей и области применения полость может быть гидравлически связана соединительным каналом с обрабатываемой средой. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки со стороны выходного сопла выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал. Изобретение основано на специфическом взаимодействии жидкостных вихрей и позволяет повысить эффективность генерирования колебаний за счет расширения диапазона частот и увеличения амплитуды колебаний давления и расхода, расширить диапазон эксплуатации, а также обеспечить надежность и стабильность работы оборудования при изменении режимов работы генератора, 2 c.
Гидродинамический генератор содержит корпус, установленную в нем вихревую камеру с каналами закрутки и выходным соплом и напорную магистраль, сообщенную с каналами закрутки. В вихревой камере установлено центральное тело с зазором относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью, сообщенной через проходные отверстия с вихревой камерой. Для расширения эксплуатационных возможностей и области применения полость может быть гидравлически связана соединительным каналом с обрабатываемой средой. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки со стороны выходного сопла выполнены в дополнительной камере, сообщенной с вихревой камерой через кольцевой канал. Изобретение основано на специфическом взаимодействии жидкостных вихрей и позволяет повысить эффективность генерирования колебаний за счет расширения диапазона частот и увеличения амплитуды колебаний давления и расхода, расширить диапазон эксплуатации, а также обеспечить надежность и стабильность работы оборудования при изменении режимов работы генератора, 2 c.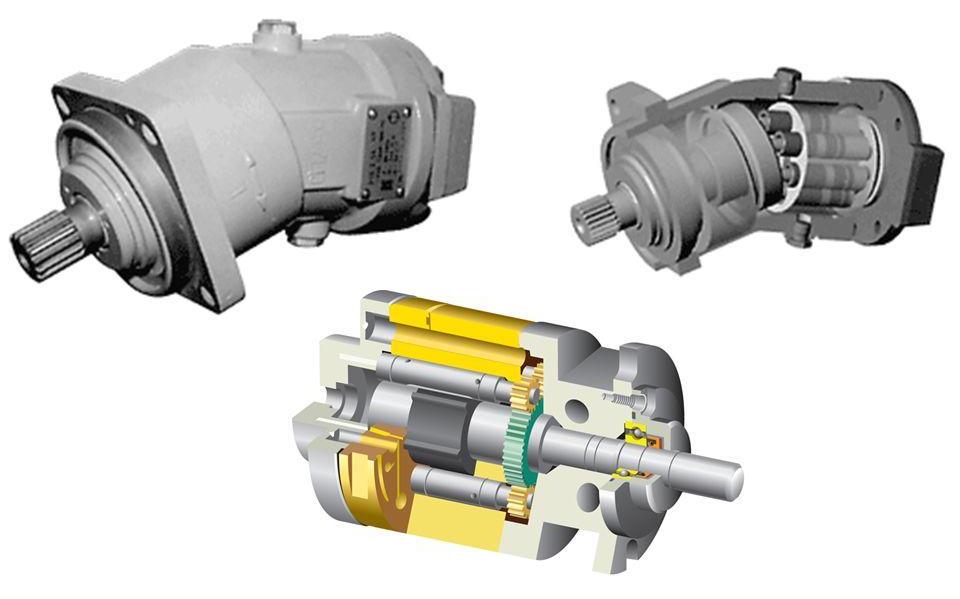 и 11 з.п.ф-лы, 6 ил.
и 11 з.п.ф-лы, 6 ил.

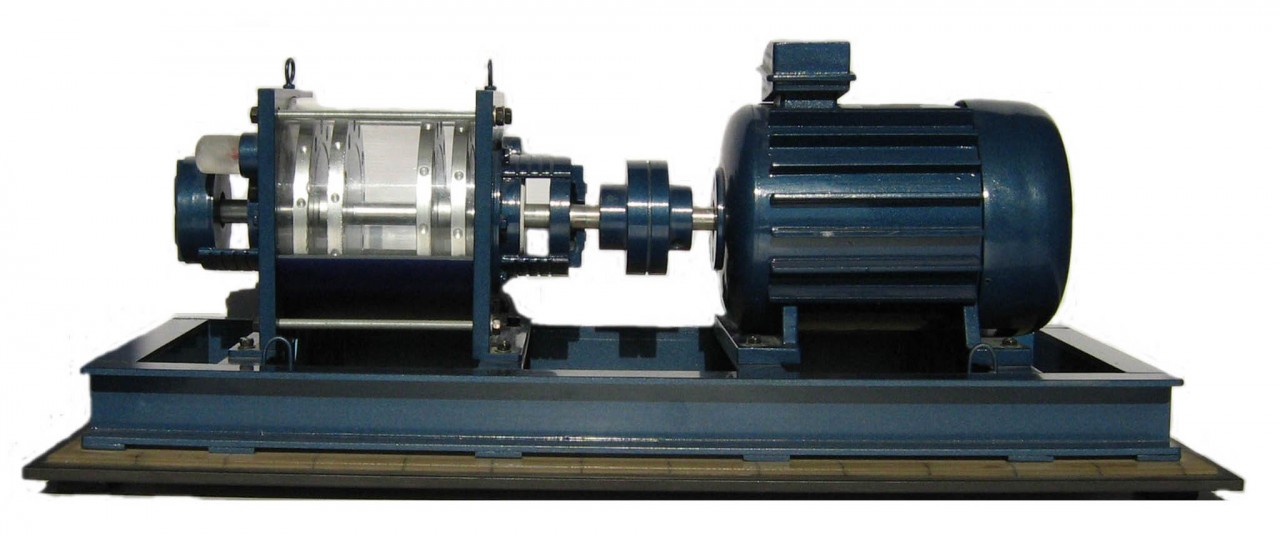
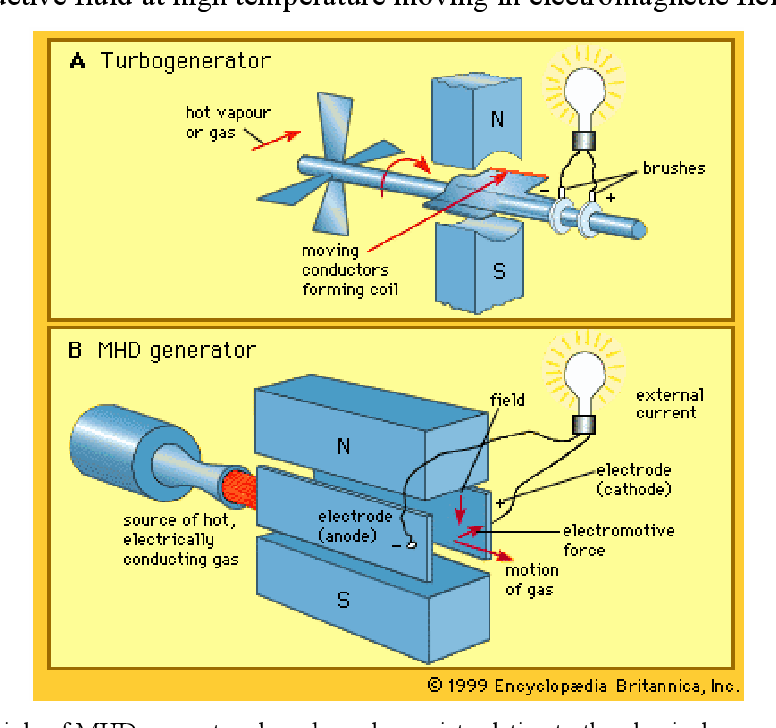
 Колебания давления за счет заполнения полости рабочей жидкостью вызывают в ней возвратно-поступательные движения. При движении жидкости из полости к области жидкостного вихря, находящегося около выходного сопла, поступает больше жидкости с противоположно направленной закруткой, вследствие чего происходит интенсивное размывание вихря со стороны сопла. При этом уменьшается суммарная циркуляция по радиусу вихря, падает давление на жидкостном вихре, что влечет дополнительное увеличение расхода в напорной магистрали и соответственно на выходе генератора. Отток жидкости из полости вызывает в ней падение давления и движение жидкости в обратном направлении. При обратном направлении в жидкостном вихре в области сопла возрастает суммарная циркуляция из-за уменьшения доли жидкости с противоположной закруткой, что приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости. Это увеличение сопротивления приводит к усилению движения жидкости в обратном направлении и повышению давления в полости до величины, превышающей давление в жидкостном вихре.
Колебания давления за счет заполнения полости рабочей жидкостью вызывают в ней возвратно-поступательные движения. При движении жидкости из полости к области жидкостного вихря, находящегося около выходного сопла, поступает больше жидкости с противоположно направленной закруткой, вследствие чего происходит интенсивное размывание вихря со стороны сопла. При этом уменьшается суммарная циркуляция по радиусу вихря, падает давление на жидкостном вихре, что влечет дополнительное увеличение расхода в напорной магистрали и соответственно на выходе генератора. Отток жидкости из полости вызывает в ней падение давления и движение жидкости в обратном направлении. При обратном направлении в жидкостном вихре в области сопла возрастает суммарная циркуляция из-за уменьшения доли жидкости с противоположной закруткой, что приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости. Это увеличение сопротивления приводит к усилению движения жидкости в обратном направлении и повышению давления в полости до величины, превышающей давление в жидкостном вихре. Затем происходит отток жидкости из полости, цикл повторяется и устанавливается режим устойчивых колебаний.
Затем происходит отток жидкости из полости, цикл повторяется и устанавливается режим устойчивых колебаний.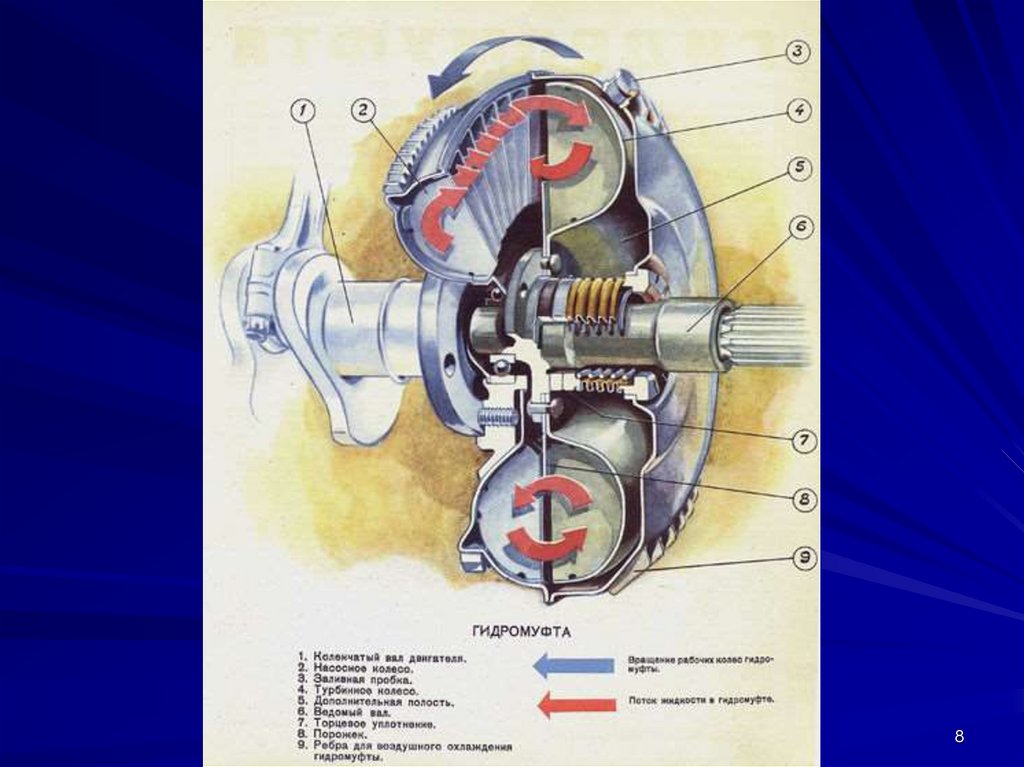
 В вихревой камере 2 установлено центральное тело 6 с зазором 7 относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью 8, сообщенной через проходные отверстия 9 с вихревой камерой 2. Для расширения эксплуатационных возможностей и области применения полость 8 может быть гидравлически связана соединительным каналом 10 с обрабатываемой средой 11. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки 3 со стороны выходного сопла выполнены в дополнительной камере 12, сообщенной с вихревой камерой через кольцевой канал 13.
В вихревой камере 2 установлено центральное тело 6 с зазором 7 относительно ее боковой стенки. Генератор снабжен полостью с регулируемой упругостью 8, сообщенной через проходные отверстия 9 с вихревой камерой 2. Для расширения эксплуатационных возможностей и области применения полость 8 может быть гидравлически связана соединительным каналом 10 с обрабатываемой средой 11. Для оптимизации габаритных и гидравлических параметров вихревой камеры каналы закрутки 3 со стороны выходного сопла выполнены в дополнительной камере 12, сообщенной с вихревой камерой через кольцевой канал 13. Когда жидкость движется из полости 8 к области жидкостного вихря со стороны выходного сопла 4, происходит интенсивное размывание вихря, приводящее к уменьшению давления. В связи с падением давления на жидкостном вихре происходит дополнительное увеличение расхода в напорной магистрали 5. Отток жидкости из полости 8 вызывает падение в ней давления и последующее движение жидкости в обратном направлении, при этом в вихре в области сопла 4 возрастает суммарная циркуляция, т.к. доля жидкости с противоположной закруткой уменьшается. Это приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости, что ведет к усилению движения жидкости в обратном направлении и повышению давления в полости 4. Далее цикл повторяется.
Когда жидкость движется из полости 8 к области жидкостного вихря со стороны выходного сопла 4, происходит интенсивное размывание вихря, приводящее к уменьшению давления. В связи с падением давления на жидкостном вихре происходит дополнительное увеличение расхода в напорной магистрали 5. Отток жидкости из полости 8 вызывает падение в ней давления и последующее движение жидкости в обратном направлении, при этом в вихре в области сопла 4 возрастает суммарная циркуляция, т.к. доля жидкости с противоположной закруткой уменьшается. Это приводит к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости, что ведет к усилению движения жидкости в обратном направлении и повышению давления в полости 4. Далее цикл повторяется.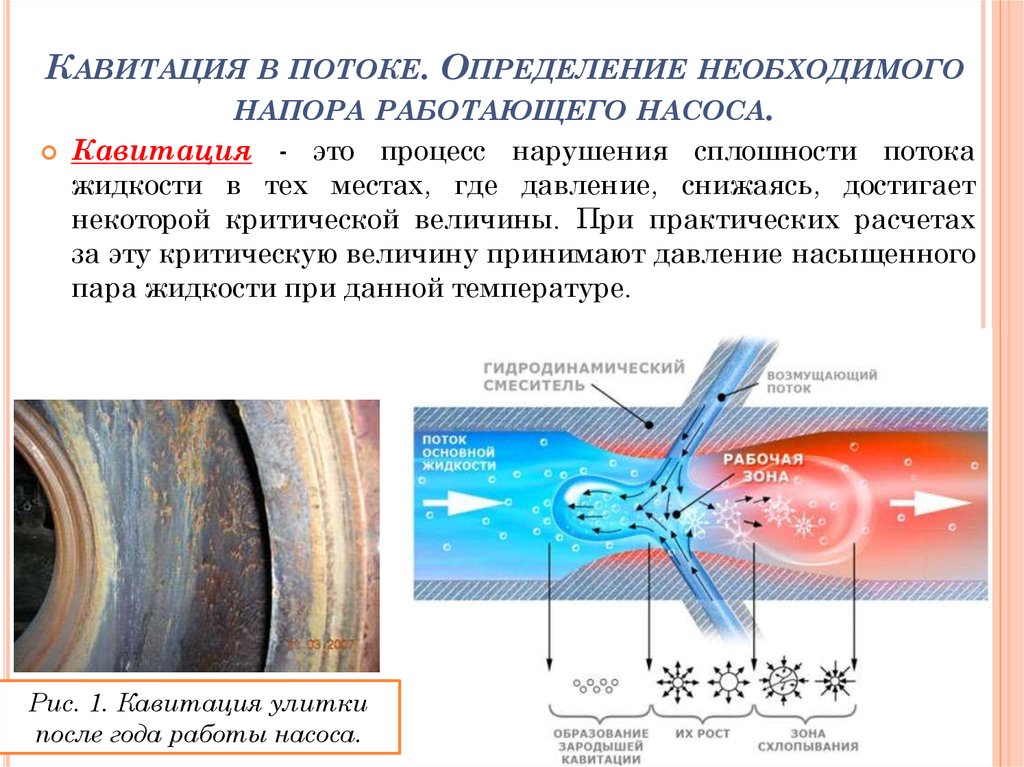 Повышение давления в полости 8 с регулируемой упругостью вызывает излив из нее жидкости в вихревую камеру 2, что ведет к возмущению вихря в сечении A-A и последующее его возмущение в сечении B-B. Давление на жидкостном вихре падает, что приводит к дополнительному увеличению расхода в напорной магистрали 5 и соответственно в сопле 4. Отток жидкости из полости 8 вызывает в ней падение давления и из каналов закрутки 3 жидкость устремляется в полость 8. При этом увеличивается окружная скорость вихря, что ведет к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости из напорной магистрали 5. Заполнение полости 8 жидкостью приводит к увеличению в ней давления, что противодействует увеличению давления в вихревой камере 2 в сечении A-A, происходит отток жидкости из полости 8 и процесс циклически повторяется.
Повышение давления в полости 8 с регулируемой упругостью вызывает излив из нее жидкости в вихревую камеру 2, что ведет к возмущению вихря в сечении A-A и последующее его возмущение в сечении B-B. Давление на жидкостном вихре падает, что приводит к дополнительному увеличению расхода в напорной магистрали 5 и соответственно в сопле 4. Отток жидкости из полости 8 вызывает в ней падение давления и из каналов закрутки 3 жидкость устремляется в полость 8. При этом увеличивается окружная скорость вихря, что ведет к возрастанию давления в жидкостном вихре и увеличению сопротивления для протекания жидкости из напорной магистрали 5. Заполнение полости 8 жидкостью приводит к увеличению в ней давления, что противодействует увеличению давления в вихревой камере 2 в сечении A-A, происходит отток жидкости из полости 8 и процесс циклически повторяется.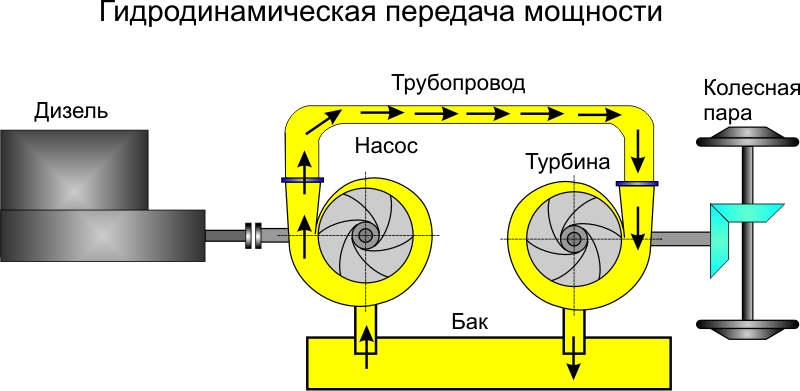


 3 — 5, 11 и 12, отличающийся тем, что конусообразная полость выполнена сначала сужающейся, а затем расширяющейся по направлению к выходному соплу.
3 — 5, 11 и 12, отличающийся тем, что конусообразная полость выполнена сначала сужающейся, а затем расширяющейся по направлению к выходному соплу.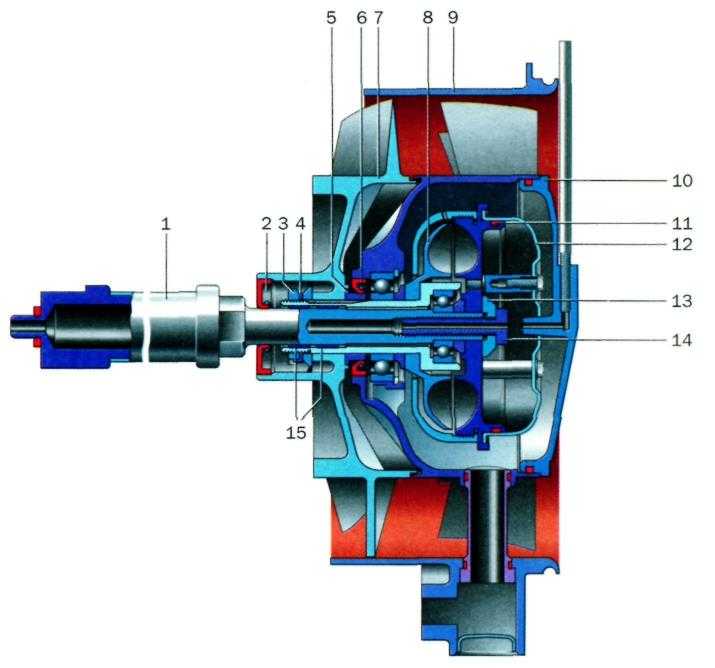
 Это справедливо для коленчатого вала, а иногда и для распределительного вала, хотя часто последний работает непосредственно в конструкции двигателя. Он обратил внимание на гидродинамические подшипники.
Это справедливо для коленчатого вала, а иногда и для распределительного вала, хотя часто последний работает непосредственно в конструкции двигателя. Он обратил внимание на гидродинамические подшипники.
 Например, если подшипник с радиальным зазором 0,0012 дюйма (0,0024 дюйма в диаметре) работает с толщиной пленки 0,0001 дюйма, то эксцентриситет равен (0,0012 — 0,0001)/0,0012 = 0,9.17.
Например, если подшипник с радиальным зазором 0,0012 дюйма (0,0024 дюйма в диаметре) работает с толщиной пленки 0,0001 дюйма, то эксцентриситет равен (0,0012 — 0,0001)/0,0012 = 0,9.17. На рис. 2 показан типичный эскиз радиального распределения давления в зоне, воспринимающей нагрузку подшипника.
На рис. 2 показан типичный эскиз радиального распределения давления в зоне, воспринимающей нагрузку подшипника.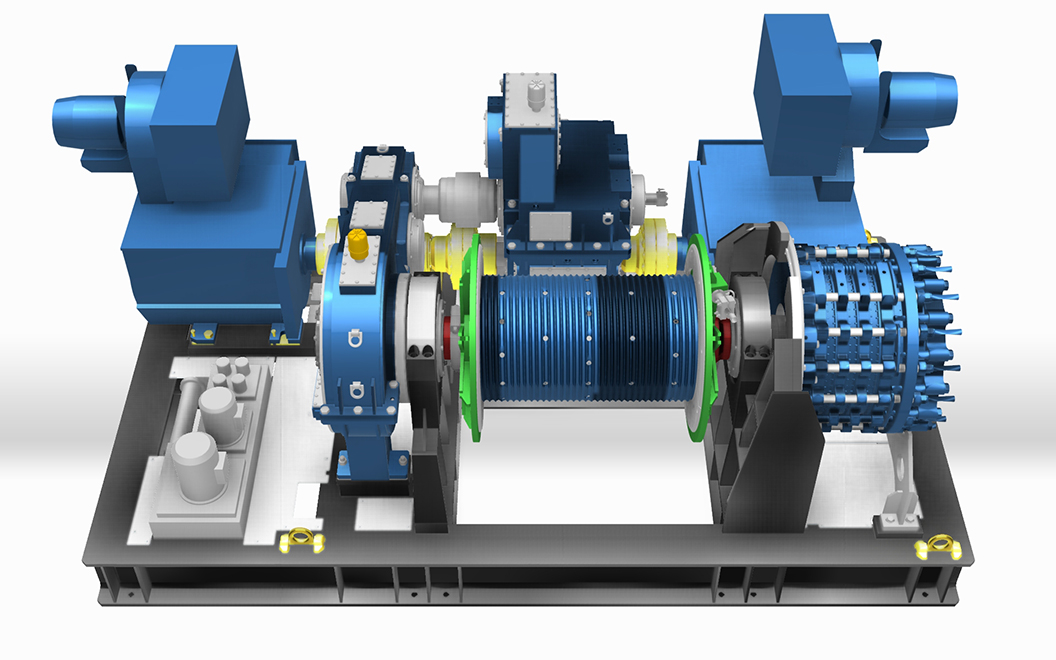 подшипник.
подшипник. 5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0).
5 показан опорный подшипник в состоянии покоя. Приложенная нагрузка вызывает контакт шейки с поверхностью подшипника (коэффициент эксцентриситета = 1,0). Рис. 7 (3) приложенная единичная нагрузка.
Рис. 7 (3) приложенная единичная нагрузка. На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы.
На этом графике (также известном как «кривая ZN/P») показан коэффициент трения подшипника (в логарифмическом масштабе), представленный как функция рабочих условий подшипника (BOC). Значения, нанесенные на ось X, не имеют размерности и показаны в процентах от полной шкалы. 12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника по машиностроению, 24-е изд.». (ссылка-2:22:2097)
12 и описывается как «безразмерная кривая uN/p, связывающая режим смазки и коэффициент трения с абсолютной вязкостью» . Та же самая БЕЗРАЗМЕРНАЯ кривая («ZN/P») показана на странице 2097 «Справочника по машиностроению, 24-е изд.». (ссылка-2:22:2097) 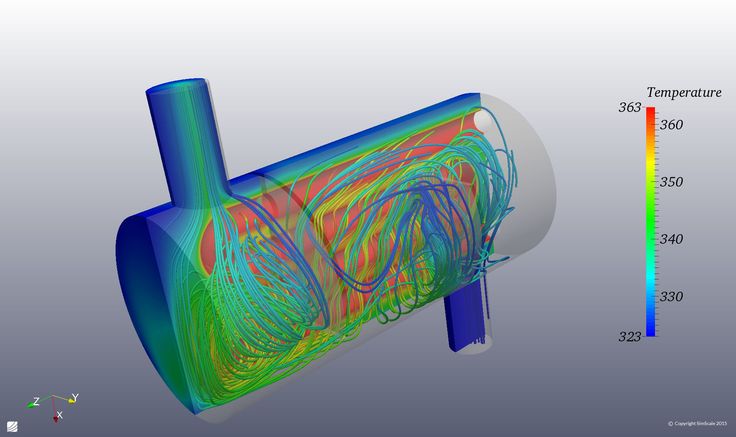 Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения.
Если нагрузка увеличивается и/или вязкость снижается еще больше, BOC продолжает уменьшаться, и в конечном итоге неровности шейки прорывают пленку, и система возвращается обратно в режим граничной смазки с очень высоким коэффициентом трения. Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта.
Если бы подшипник работал с коэффициентом трения 0,002 (BOC примерно 50), приложенная нагрузка в 12 000 фунтов создала бы фрикционную нагрузку на поверхность одного подшипника в 24 фунта.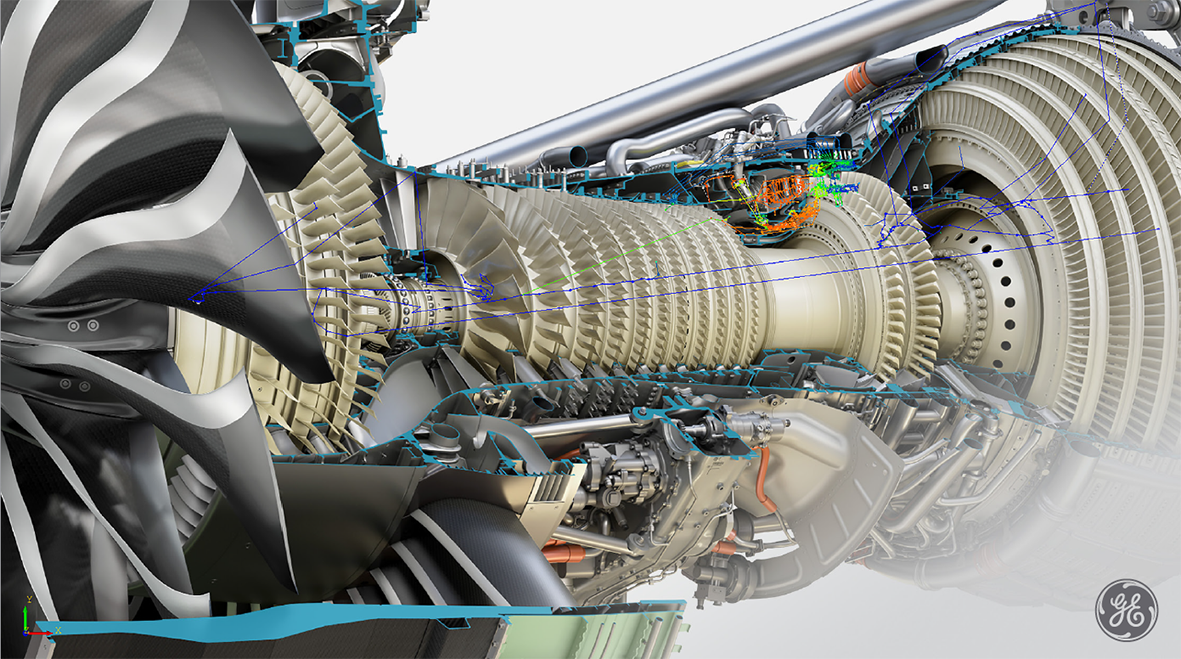 Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
Пока BOC остается в пределах гидродинамической области, меньший BOC будет давать еще более низкий коэффициент трения, что еще больше снижает потери на трение в подшипнике.
 В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции.
В связи с этим современные подшипники скольжения со стальной опорой спроектированы как полугибкие, а не как жесткие конструкции. Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку.
Это известно как овальность подшипника (иногда называемая «эксцентриситетом», но это использование можно спутать с эксцентриситетом, необходимым для гидродинамической смазки), и оно адаптировано к характеристикам конкретного двигателя. Например, тяжелый поршневой узел и высокая скорость ускорения поршня приведут к высокой инерционной нагрузке в верхней части такта выпуска, что вызовет значительное растяжение шатуна, что, в свою очередь, приведет к значительному сжатию шатуна — высокая степень овальности. требуется, чтобы остановить подшипник, а затем защемить шатунную шейку. Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется.
Степень нагрузки, которую испытывает данный подшипник, зависит от чистой нагрузки и расчетной площади подшипника, которая соответственно колеблется.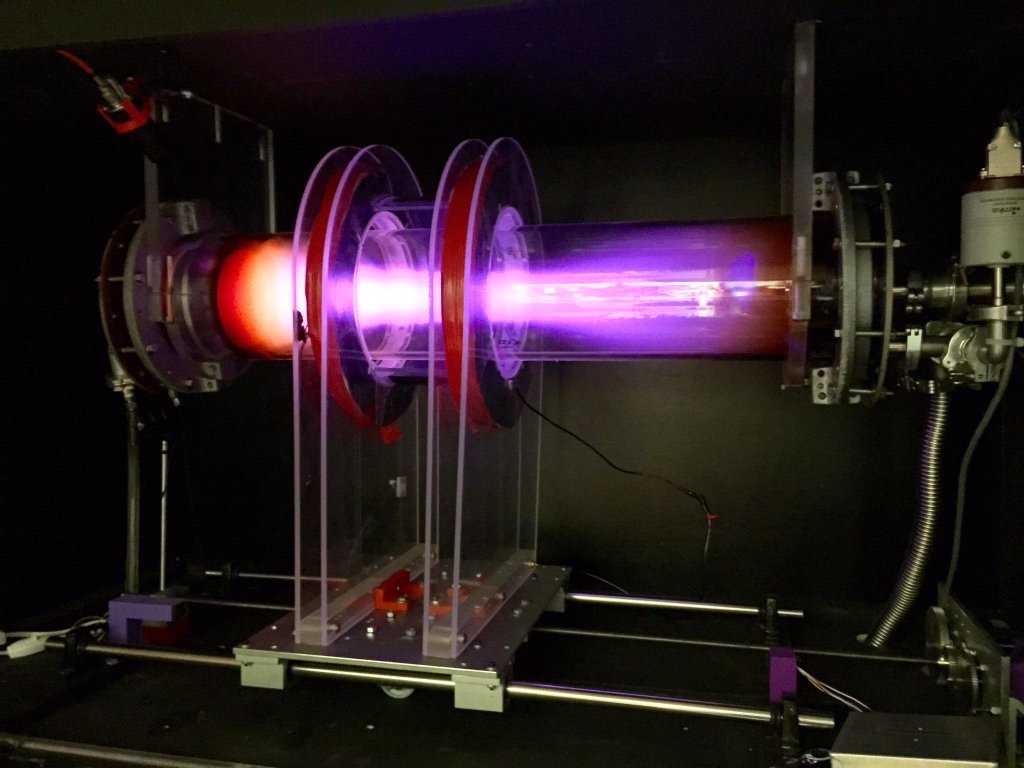 Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки.
Однако нагрузка на шатун, которая возникает вблизи перекрытия ВМТ, представляет собой чрезвычайно высокую растягивающую нагрузку, поскольку давление в цилиндре очень мало, чтобы противостоять ускорению поршня. Эта нагрузка зависит от квадрата оборотов в минуту и может прикладывать огромные нагрузки (и, как следствие, отклонения) к вкладышу половинки крышки. Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»).
Таким образом, между подшипником и шейкой, по которой он перемещался, образовалась полость, создающая зону низкого давления в масляной пленке, способствующую образованию пузырьков пара. По мере того, как поршень менял направление, давление сгорания вытесняло полость, схлопывая пузырьки, что увеличивало нагрузку на шатун. Фактически образовывались ударные волны, которые напрягали поверхность подшипника до такой степени, что из него мог даже выпадать материал. После подобной проблемы на Гран-при Малайзии вязкость масла была увеличена. Это позволило избежать кавитационных повреждений до тех пор, пока не были внесены изменения в конструкцию для решения проблемы. Высокая сдвиговая вязкость при высокой температуре имеет решающее значение для работы подшипников, что подтверждается этим экстремальным примером. Разработка нефти до 2006 г. привела к уменьшению зависимости вязкости от температуры («индекс вязкости»).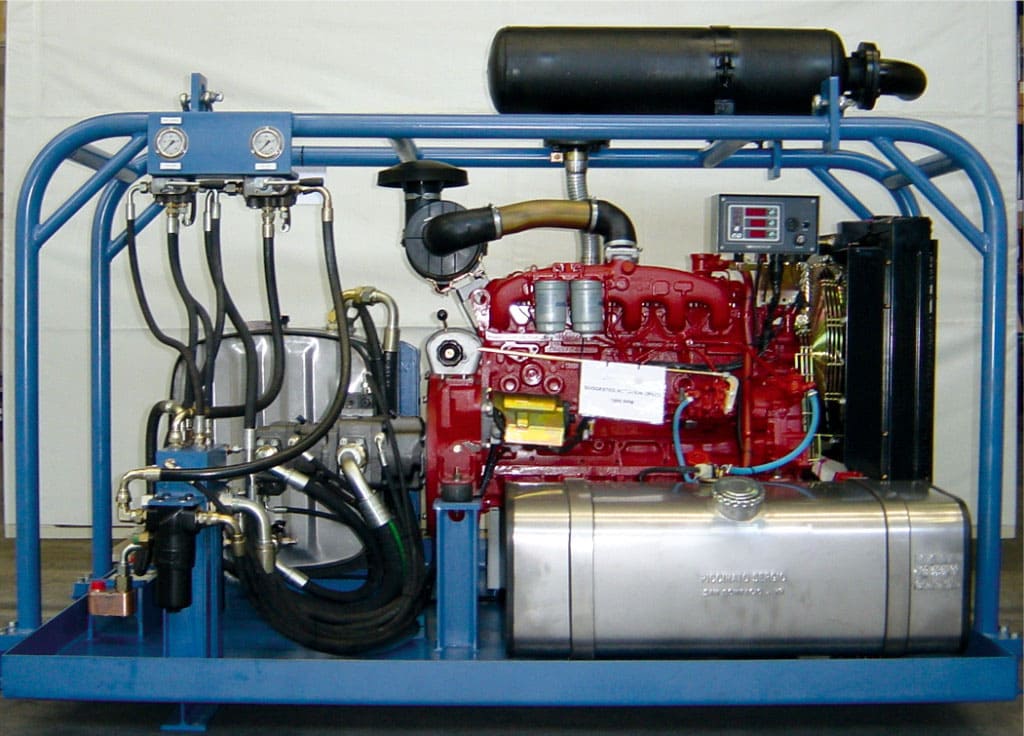 чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации.
чем соответствующие поверхностные материалы, которые преобладают в трении, возникающем при нормальных условиях эксплуатации. Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор.
Это покрытие толщиной всего в тысячу, совместимое с современными смазочными материалами и смазочными присадками, является жертвенным — подшипник переживет его, но в то же время оно, как утверждается, снижает трение и износ. Если есть какой-либо контакт, он предотвратит истирание и даже впитает мусор. Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.
Максимальная относительная скорость между шейкой и подшипником определяется способностью подшипника рассеивать тепло, выделяемое при сдвиге масляной пленки.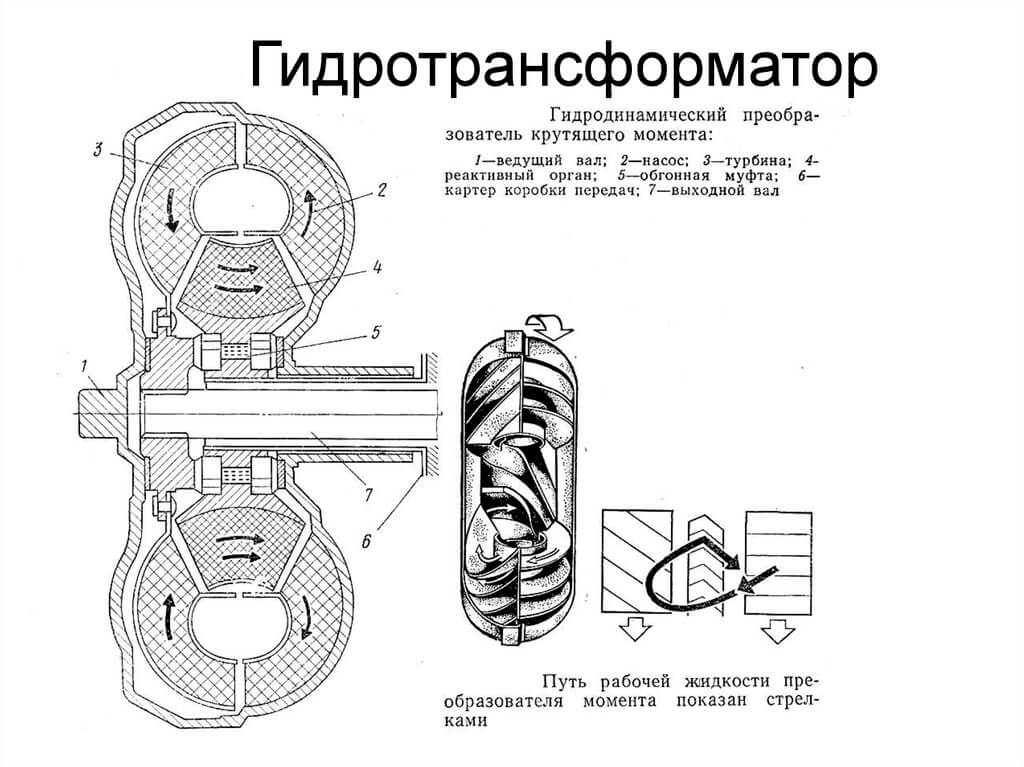 Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.
Поэтому верхний слой представляет собой более мягкий металл, рассчитанный на минимальное трение при достаточной заделываемости. Идея состоит в том, чтобы позволить абразивным частицам закрепиться под рабочей поверхностью и тем самым свести к минимуму износ. Кроме того, более мягкие верхние слои помогут подшипнику действовать как подушка перед лицом серьезных рабочих нагрузок. В дополнение к высокой механической прочности и высокой термостойкости композитный подшипник нуждается в хорошей прилегаемости и хороших поверхностных свойствах — ему нужна «совместимость», чтобы предотвратить захват или даже заклинивание, если масляная пленка на мгновение разрушается.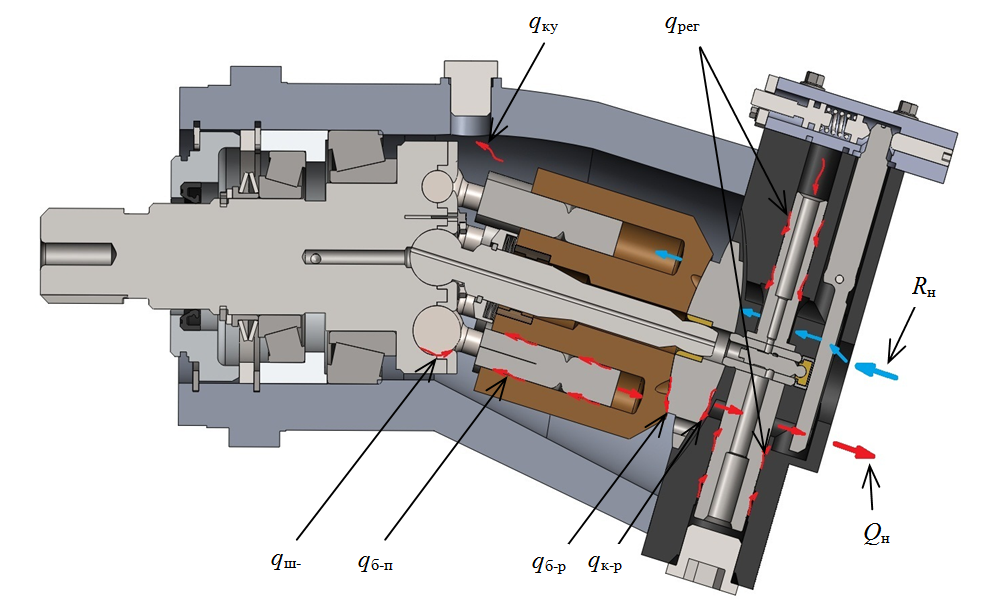 Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления.
Представьте толстый слой глины, зажатый между двумя стальными пластинами. Если на стальные пластины надавить, глина деформируется и выдавит края сэндвича. Но по мере того, как толщина глины становится все меньше, требуется все большее усилие, чтобы выдавить больше глины. В конце концов остается тонкий слой глины, который невозможно выдавить без приложения бесконечного давления. Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
Когда дальнейшая затяжка приводит поверхности в соприкосновение, зазор исчезает, и результирующее «раздавливание» означает, что подшипник сжимается, как пружина, и оказывает радиальную нагрузку на его корпус.
 двигатели.
двигатели. Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов:
Кроме того, этот пример также может быть определен и смоделирован с использованием компонентов из следующих комбинаций продуктов: Для исключения такой ситуации стоит обеспечить максимальный обдув радиатора термобарьера.
Для исключения такой ситуации стоит обеспечить максимальный обдув радиатора термобарьера. Наша компания является официальным дилером многих именитых брендов и торговых марок. У нас Вы найдете большой выбор 3D-принтеров, 3D-сканеров, а также расходных материалов для 3D-печати.
Наша компания является официальным дилером многих именитых брендов и торговых марок. У нас Вы найдете большой выбор 3D-принтеров, 3D-сканеров, а также расходных материалов для 3D-печати. 5 л — 4 990Р
5 л — 4 990Р 75 мм Серый — 1 800Р
75 мм Серый — 1 800Р

 ru | W: www.3d-m.ru
ru | W: www.3d-m.ru ..
..
 Мы постоянно внедряем инновации, модернизируем и обогащаем рынок новыми материалами и цветами нитей.
Мы постоянно внедряем инновации, модернизируем и обогащаем рынок новыми материалами и цветами нитей. Наше видение состоит в том, чтобы свести к минимуму отходы, поэтому мы создали программу возврата пустых катушек. И мы снова запускаем эти катушки в производство. Устойчивое развитие означает производство и использование экоматериалов, создание альтернативных источников энергии и робототехнику. Как материнская компания сельскохозяйственного кооператива, мы выступаем за использование процессов точного земледелия, сокращение химических продуктов на растениях, удержание дождевой воды, предотвращение эрозии почвы и экономию топлива.
Наше видение состоит в том, чтобы свести к минимуму отходы, поэтому мы создали программу возврата пустых катушек. И мы снова запускаем эти катушки в производство. Устойчивое развитие означает производство и использование экоматериалов, создание альтернативных источников энергии и робототехнику. Как материнская компания сельскохозяйственного кооператива, мы выступаем за использование процессов точного земледелия, сокращение химических продуктов на растениях, удержание дождевой воды, предотвращение эрозии почвы и экономию топлива. Благодаря более чем 30-летнему опыту производства пластмасс мы производим продукцию, за качество которой мы с гордостью отвечаем. Мы являемся ведущим производителем филаментов в Чешской Республике и долгое время поддерживаем высокий стандарт качества нашей продукции. Мы гордимся тем, что являемся производителем нитей для бренда «Сделано для PRUSA». Мы постоянно внедряем инновации, модернизируем и обогащаем рынок новыми материалами и цветами нитей.
Благодаря более чем 30-летнему опыту производства пластмасс мы производим продукцию, за качество которой мы с гордостью отвечаем. Мы являемся ведущим производителем филаментов в Чешской Республике и долгое время поддерживаем высокий стандарт качества нашей продукции. Мы гордимся тем, что являемся производителем нитей для бренда «Сделано для PRUSA». Мы постоянно внедряем инновации, модернизируем и обогащаем рынок новыми материалами и цветами нитей.
 Температура калибровки экструдера может отличаться в зависимости от модели принтера.
Температура калибровки экструдера может отличаться в зависимости от модели принтера.
 Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
Введите данные вручную, сохраните полученный результат (Store settings). Так можно внести PID-данные как по экструдеру, так и по столу.
 Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.
Эти коэффициенты уникальны для каждой связки нагревателя и термистора, соответственно, при замене одного из них меняются и коэффициенты.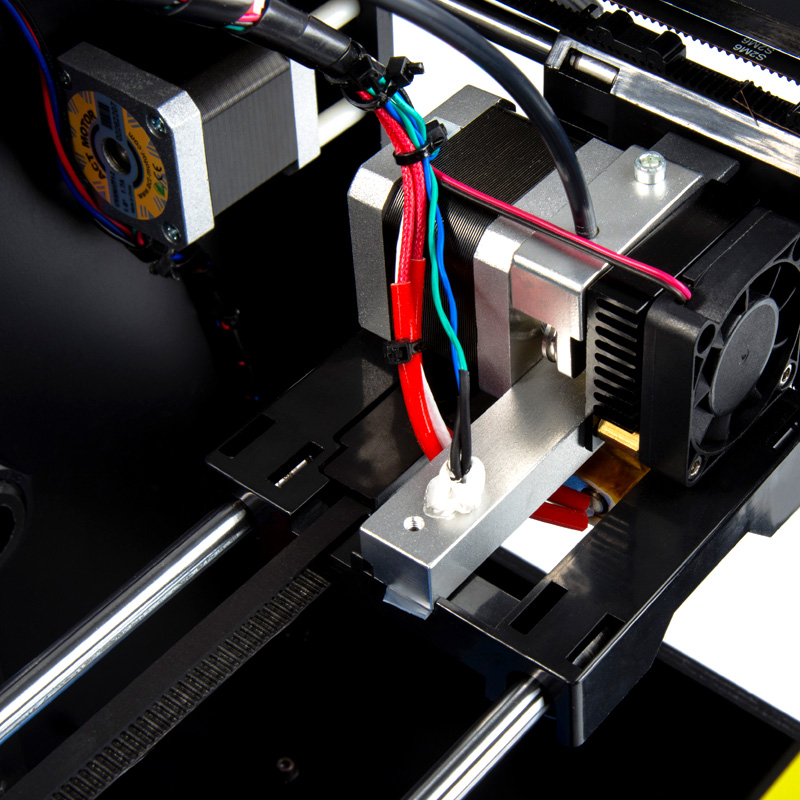
 Подберите ее экспериментально.
Подберите ее экспериментально.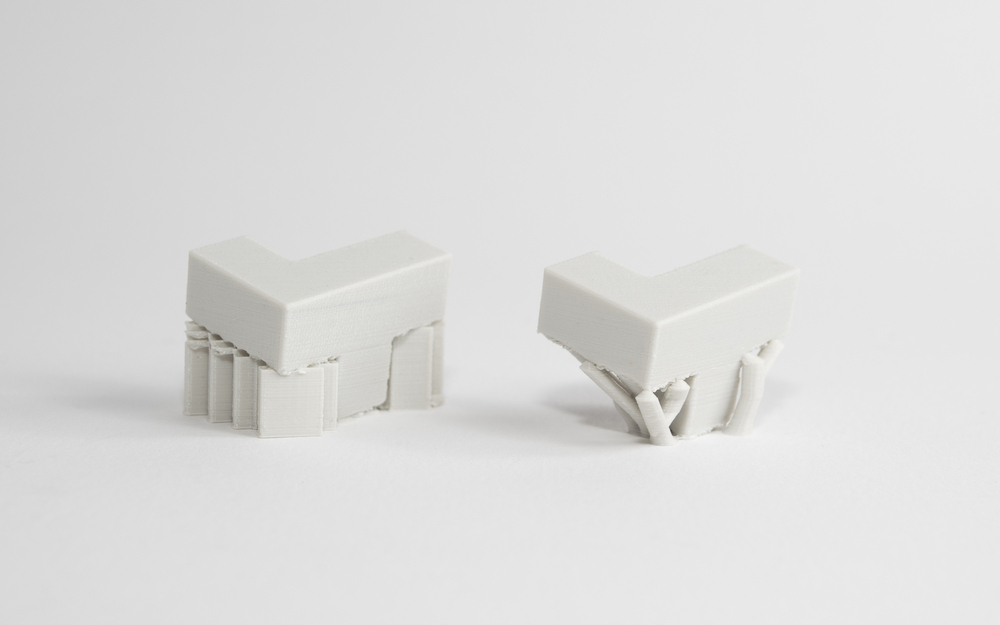 Это означает что принтер производит калибровку.
Это означает что принтер производит калибровку.
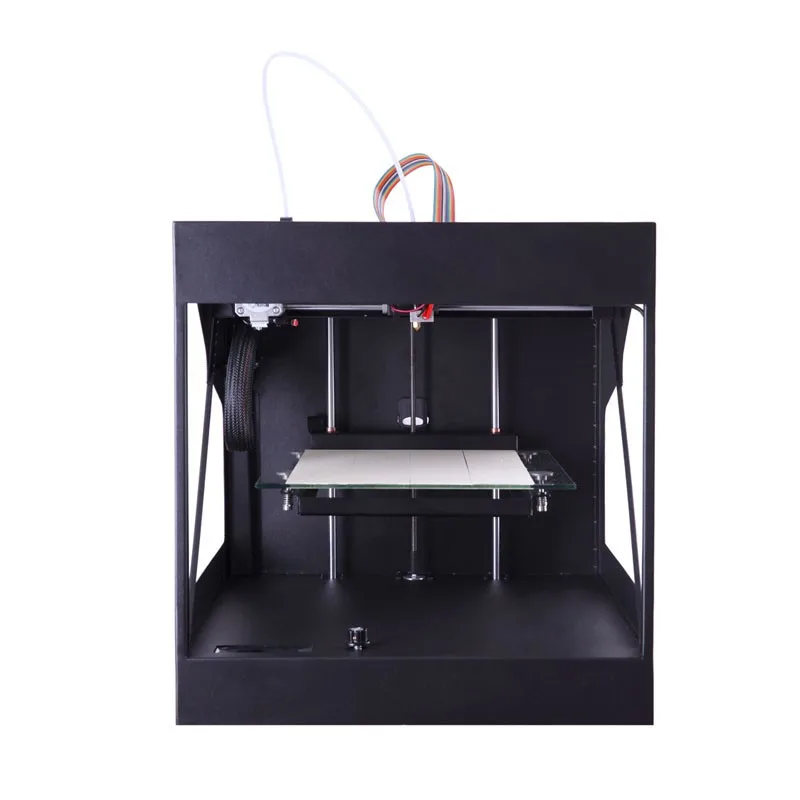 ПИД-контроллеры используются в 3D-печати для регулирования и контроля потока расплавленного материала (пластиковой нити) через сопло экструдера. ПИД-регуляторы работают, постоянно сравнивая фактический выход системы с желаемым выходом. Когда есть разница между ними (известная как ошибка), ПИД-регулятор регулирует систему соответствующим образом, чтобы ошибка была минимизирована. Эта петля обратной связи обеспечивает постоянную работу системы с максимальной эффективностью. Использование ПИД-регуляторов в 3D-печати дает множество преимуществ. ПИД-регуляторы помогают повысить точность и точность процесса печати. Они также помогают сократить количество отходов и повысить общую эффективность системы. Кроме того, ПИД-регуляторы относительно просты в использовании и могут быть настроены в соответствии с конкретными потребностями приложения.
ПИД-контроллеры используются в 3D-печати для регулирования и контроля потока расплавленного материала (пластиковой нити) через сопло экструдера. ПИД-регуляторы работают, постоянно сравнивая фактический выход системы с желаемым выходом. Когда есть разница между ними (известная как ошибка), ПИД-регулятор регулирует систему соответствующим образом, чтобы ошибка была минимизирована. Эта петля обратной связи обеспечивает постоянную работу системы с максимальной эффективностью. Использование ПИД-регуляторов в 3D-печати дает множество преимуществ. ПИД-регуляторы помогают повысить точность и точность процесса печати. Они также помогают сократить количество отходов и повысить общую эффективность системы. Кроме того, ПИД-регуляторы относительно просты в использовании и могут быть настроены в соответствии с конкретными потребностями приложения. Когда в будущем станет доступна 3D-печать, массовое производство будет значительно затруднено. Ожидается, что этот тип печати окажет влияние на широкий спектр отраслей, включая автомобилестроение, медицину, образование, производство оборудования и потребительских товаров. 3D-принтер включает в себя экструдеры, более крутые двигатели, материалы PLA, горячие бэды, блоки управления мощностью ремня шкивов (PCU), тканевые дороги, Arduinomegas и многие другие компоненты. Более века назад в визуальном мире печатных писаний доминировал двухмерный метод печати. Это ознаменовало начало эры 3D-печати, которая долго наступала.
Когда в будущем станет доступна 3D-печать, массовое производство будет значительно затруднено. Ожидается, что этот тип печати окажет влияние на широкий спектр отраслей, включая автомобилестроение, медицину, образование, производство оборудования и потребительских товаров. 3D-принтер включает в себя экструдеры, более крутые двигатели, материалы PLA, горячие бэды, блоки управления мощностью ремня шкивов (PCU), тканевые дороги, Arduinomegas и многие другие компоненты. Более века назад в визуальном мире печатных писаний доминировал двухмерный метод печати. Это ознаменовало начало эры 3D-печати, которая долго наступала. В 2012 году инженеры и врачи использовали 3D-принтер для создания первого индивидуального протеза для трансплантации челюсти. Инновации в сборке настольной 3D-печати возможны дома, на рабочем месте, в лечебном учреждении или школе, в дополнение к возможности 3D-печатных чехлов для телефонов. Nokia показала 3D проектирует своих мобильных телефонов, чтобы владельцы могли создать свой собственный чехол для телефона V. Типография рядом с полем боя может быть лучшим вариантом для военных, что потребует меньше дополнительных услуг и больше управления в цепочке поставок. Из-за персонализированного выполнения «последней мили» Индустрия 4.0 может стать катализатором.
В 2012 году инженеры и врачи использовали 3D-принтер для создания первого индивидуального протеза для трансплантации челюсти. Инновации в сборке настольной 3D-печати возможны дома, на рабочем месте, в лечебном учреждении или школе, в дополнение к возможности 3D-печатных чехлов для телефонов. Nokia показала 3D проектирует своих мобильных телефонов, чтобы владельцы могли создать свой собственный чехол для телефона V. Типография рядом с полем боя может быть лучшим вариантом для военных, что потребует меньше дополнительных услуг и больше управления в цепочке поставок. Из-за персонализированного выполнения «последней мили» Индустрия 4.0 может стать катализатором. Национальный научный фонд финансирует Институт научно-технической политики. Институт оборонных анализов, некоммерческая организация, отвечает за деятельность института. Взгляды, мнения и выводы, изложенные в статьях, опубликованных в этой серии, принадлежат авторам и не представляют Институт или его дочерние учреждения.
Национальный научный фонд финансирует Институт научно-технической политики. Институт оборонных анализов, некоммерческая организация, отвечает за деятельность института. Взгляды, мнения и выводы, изложенные в статьях, опубликованных в этой серии, принадлежат авторам и не представляют Институт или его дочерние учреждения.
 Это действительно очень и очень распространено. Эта ошибка возникает, когда принтер неправильно нагревает одну из своих частей: сопло или платформу.
Это действительно очень и очень распространено. Эта ошибка возникает, когда принтер неправильно нагревает одну из своих частей: сопло или платформу.  Это наиболее широко используемая система управления с обратной связью. Это потому, что он может через обратную связь реагировать на положительное или отрицательное значение ошибки, корректируя его в соответствии с желаемой уставкой 0. Реакция на ошибку может быть установлена с помощью процесса, называемого автонастройкой.
Это наиболее широко используемая система управления с обратной связью. Это потому, что он может через обратную связь реагировать на положительное или отрицательное значение ошибки, корректируя его в соответствии с желаемой уставкой 0. Реакция на ошибку может быть установлена с помощью процесса, называемого автонастройкой.
 Его также можно использовать отдельно, используя предустановленные значения прошивки, но это не очень хорошая идея. Лучше использовать те данные, которые вам нужны.
Его также можно использовать отдельно, используя предустановленные значения прошивки, но это не очень хорошая идея. Лучше использовать те данные, которые вам нужны. Больше циклов означает более точный PID, но нет необходимости преувеличивать. Достаточно 8 циклов, а превышать 14/15 будет совершенно бесполезно.
Больше циклов означает более точный PID, но нет необходимости преувеличивать. Достаточно 8 циклов, а превышать 14/15 будет совершенно бесполезно. Но таким образом, вы должны вручную редактировать все файлы, но если вы уверены, что данные верны, это будет просто пустой тратой времени. Так что лучше ставить их на принтер через
Но таким образом, вы должны вручную редактировать все файлы, но если вы уверены, что данные верны, это будет просто пустой тратой времени. Так что лучше ставить их на принтер через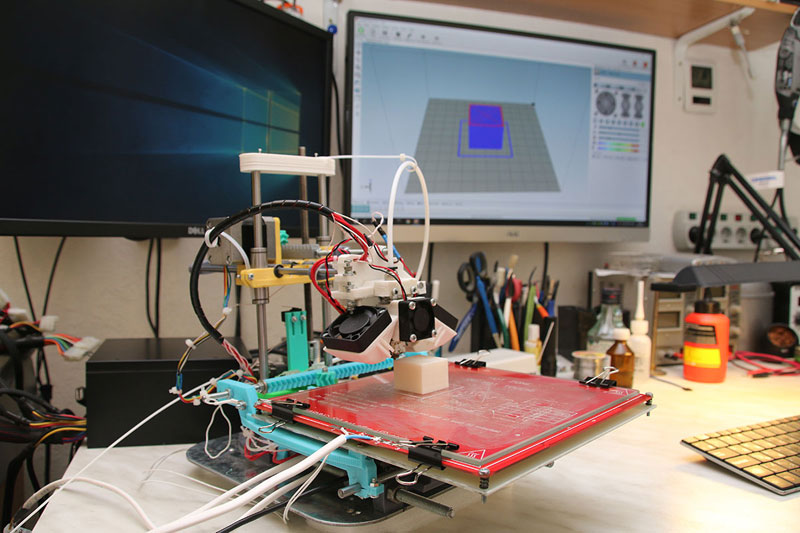 Вы просто используете команду M304 для передачи значений в eeprom. Пример: M304 P14.82 I0.8 D68.25.
Вы просто используете команду M304 для передачи значений в eeprom. Пример: M304 P14.82 I0.8 D68.25. 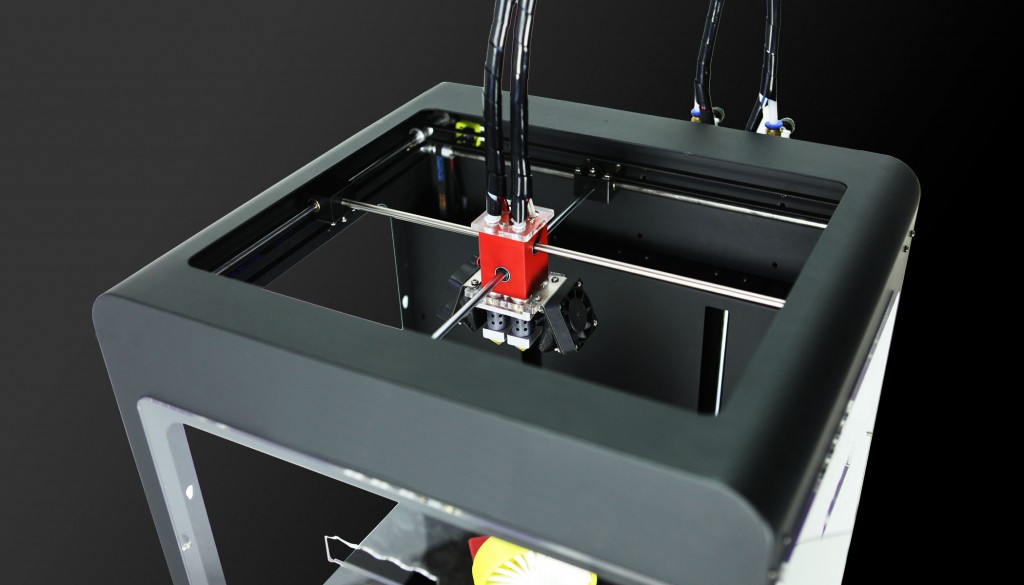
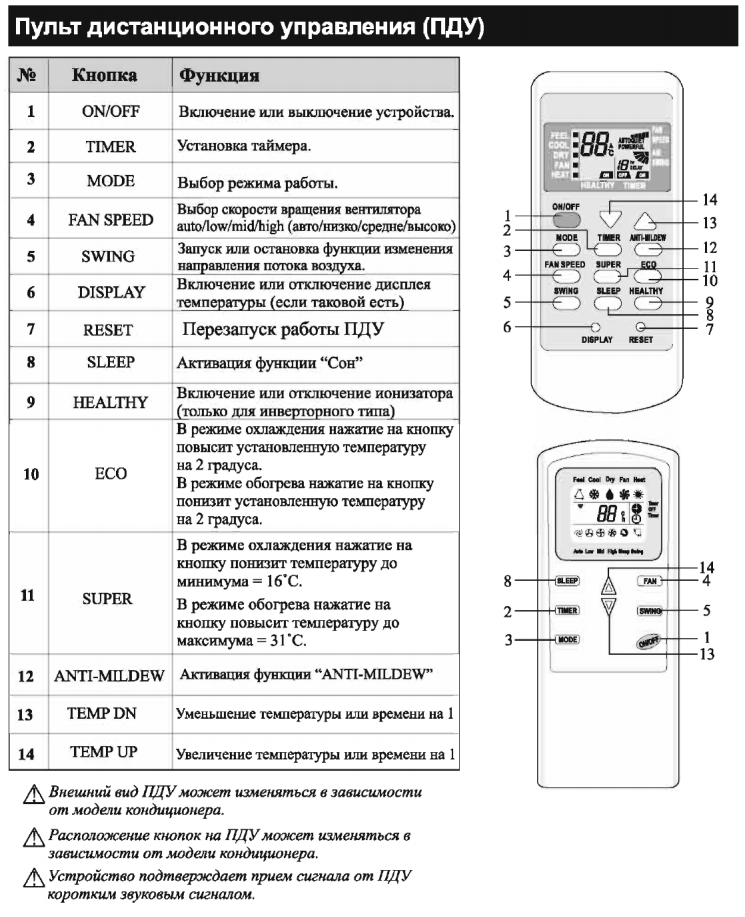 )
)  10
10
 1M PDF
1M PDF 5M PDF
5M PDF 1M PDF
1M PDF
 Для начинающих стоит присмотреться к недорогим FDM-принтерам.
Для начинающих стоит присмотреться к недорогим FDM-принтерам.
 Вернее положение каретки контролирует концевой выключатель.
Вернее положение каретки контролирует концевой выключатель. Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб.
Перед началом работы кожух требуется собрать. Это не сложно. Состоит из пяти пластин с пазами, из которых собирается прозрачный куб. Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван.
Проверяем плотность прилегания стола к пленке. Закручиваем и затягиваем винты. Все, принтер откалиброван. 



 Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати.
Вверху закреплен механический концевик, ограничивающий верхнее положение оси, внизу — оптический для калибровки и обнуления перед началом печати. Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать.
Чтобы он не успел это сделать, ванну нужно наклонять быстро и сильно. Но боюсь, что рано или поздно все равно придется чистить юбку ванны от полимера, и не один раз. А из-за болтов на ней это будет весьма неудобно делать. Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника.
Но перед этим необходимо на нижней стороне принтера открутить лючок, под ним открутить небольшую пластинку, прижимающую разъем дисплея и отсоединить шлейф дисплея от платы-переходника. Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате.
Эта плата управляет движение мотора, включением засветки и интерфейсным сенсорным дисплеем на передней стороне принтера. Одноплатник соединяется кабелями с USB-разъемом на задней стенке и HDMI-кабелем с преобразователем видеоинтерфейса на отдельной плате.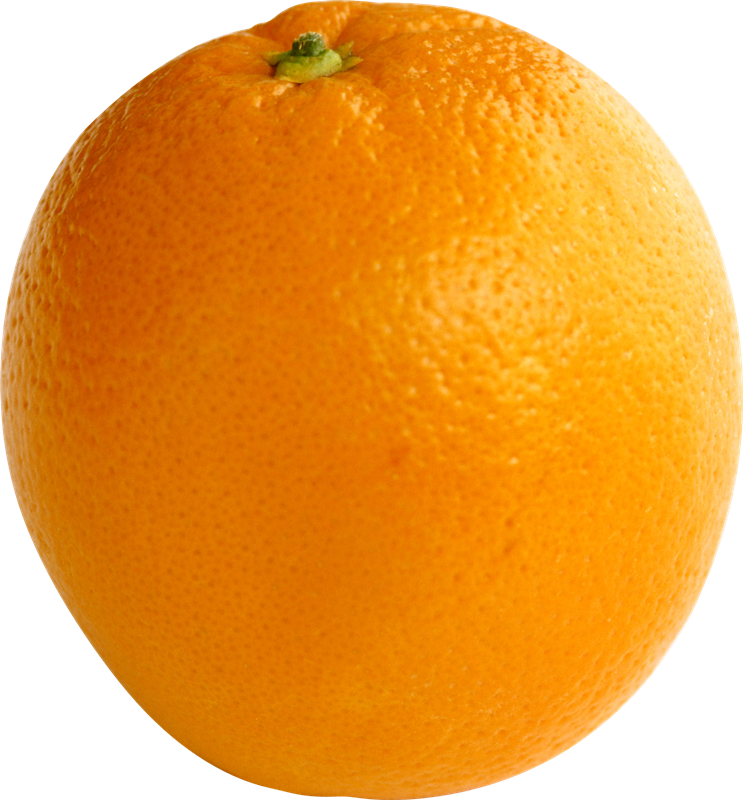 На каждый надета индивидуальная линза.
На каждый надета индивидуальная линза. Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.
Я думаю, что это из-за меньших потерь светового потока в данной схеме. Здесь практически весь излучаемый диодом свет собирается надетой на диод линзой. Тогда как в параледах диоды светят довольно широко, и на линзы, отстоящие от диодов на расстоянии 3-4 см попадает меньше половины их света. Остальное улетает в стороны или гасится на черных перегородках, стоящих между линзами.


 Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало.
Может быть для кого-то это и неважно, а я обеими этими возможностями время от времени пользуюсь и для меня это довольно существенный минус.Печать этой детали прошла вполне успешно. Качество печати так же не разочаровало. Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями.
Годится только для того, чтобы непосредственно нарезать подготовленную в другом слайсере со всеми поддержками STL. Однако этот слайсер может еще конвертировать файлы в формате .zip, отслайсенные в Читубоксе. А что радует еще сильнее — сам Читубокс при установке соответствующего плагина умеет слайсить и сохранять в формате .lgs30, который понимается принтером. Правда, не без косяка — в Читубоксе нельзя настроить отдельно быструю и медленную скорости и высоту подъема между слоями. При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично.
При вытаскивании листа из под платформы она уходит еще на 2-3 сотки, но все равно ведь это не 0.5 мм. При движение платформы вверх и вниз по 1 мм после калибровки индикатор показывает движение ровно на 1 мм, практически без погрешностей. При повторном обнулении платформа приходит ровно в ноль. Запускаю тестовую печать без ванны с полимером — индикатор показывает, что печать начинается с нуля и при каждом следующем слое платформа поднимается ровно на его высоту, как положено. Ну то есть все отлично. Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея).
Решил убить одним выстрелом двух зайцев — выровнять плоскость дисплея по плоскости стола и заодно защитить дисплей. Для этого я вырезал из пленки толщиной 0.25 мм прямоугольник по размеру дисплея, содрал родную изоленту по периметру дисплея, положил на дисплей пленку и опять заклеил периметр. Родная окантовка потянулась при снимании, ее ровно уже не получилось наклеить, поэтому применил медный скотч как очень тонкий и совершенно непрозрачный (чтобы засветка не пробивалась по бокам от дисплея). RU:
RU: Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
Но выдавить быстро густой полимер из под большой плоской платформы невозможно, поэтому платформа начинает испытывать сопротивление, и чем ближе ко дну опускается — тем сильнее сопротивление. А ходовой винт продолжает вращаться, опуская рычаг платформы. В самом конце получается, что из-за сопротивления выдавливаемого полимера платформа еще не опустилась окончательно на пленку, и вращение ходового винта заставило и рычаг платформы слегка перекоситься (на сколько позволяет микролюфт каретки на рельсе) и муфту растянуться — так как платформа уже не может опускаться с нужной скоростью, то начинает подниматься винт, растягивая муфту. И когда концевик наконец-то срабатывает — растянутая муфта и, возможно, перекошенный рычаг как раз и дают эти самые 0.3-0.5 мм, на которые платформа все еще стремится опуститься.
 Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами:
Для этого я нарисовал модель по образу ув. Apollone — 9 восьмигранников по углам и центрам сторон платформы с такими размерами: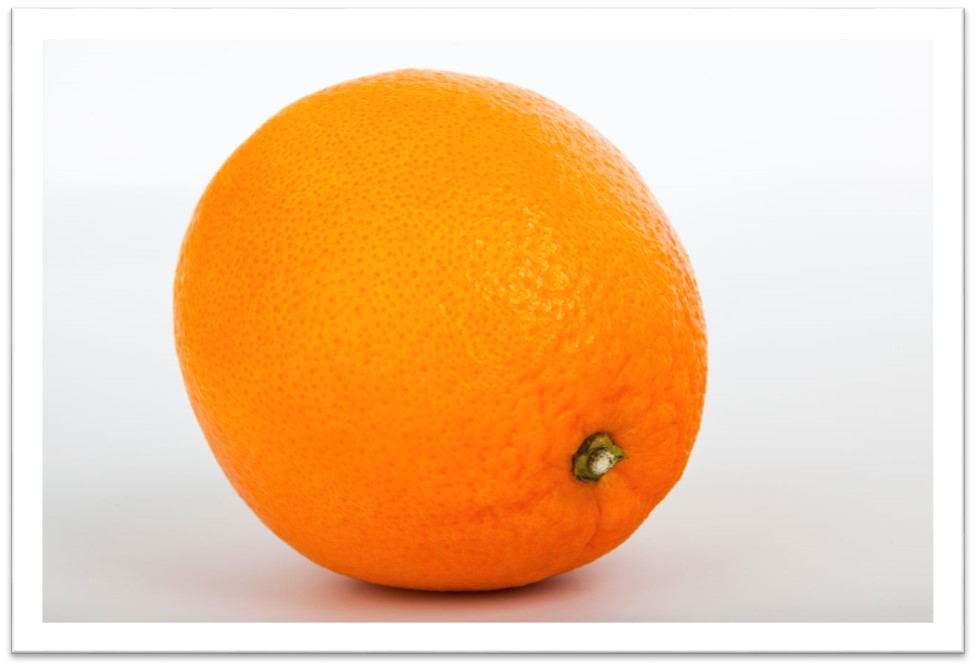 Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂
Более жесткая ось, лучшая по качеству засветка. Если производитель исправит в прошивке некоторые косяки, то недостатков у этого принтера почти не останется 🙂 ..
..
 5KGS
5KGS

 Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сопоставимого по цене и размеру принтера, что приводит к отпечаткам с более низким разрешением и выраженным шагам на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры.
Он использует ЖК-экран с маскировкой RGB, который по умолчанию имеет медленное время отверждения для каждого слоя, а также небольшой объем сборки. Важно отметить, что его разрешение в пикселях более чем на 50 % больше, чем у Creality LD-002R , сопоставимого по цене и размеру принтера, что приводит к отпечаткам с более низким разрешением и выраженным шагам на пологих кривых, что делает его неспособным конкурировать с лучшие 3D принтеры. 86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm)
86″ x 2.17″ x 5.5″ (98mm x 55mm x 140mm) Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера.
Orange 10 также включает в себя печатное руководство, в котором описаны все шаги, связанные с запуском принтера. Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась.
Сборка крышки немного напоминала жонглирование; кронштейны и верхняя часть скрепляют стороны вместе, но стороны не могут быть собраны без верхней части, удерживающей их на месте. Потребовалось несколько попыток, чтобы сделать это правильно, но в конце концов крышка защелкнулась. ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки.
ЖК-дисплей яркий и отзывчивый, но общий пользовательский интерфейс немного голый, а элементы управления, используемые для калибровки платформы сборки, не имеют интуитивно понятной маркировки. Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
Даже маскирующие ЖК-экраны без разрешения 4K, такие как экраны Creality LD-002R, имеют разрешение менее 0,1 мм (у LD-002R — 0,075 мм), поэтому это слегка толстое разрешение XY может привести к появлению деталей с видимыми ступенями на неглубоких поверхностях. кривые.
 Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается. Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки.
Хотя наклонная платформа для сборки позволяет большей части смолы скользить обратно в чан, она все равно скапливается вокруг места соединения кронштейна с платформой для сборки, и ее может быть трудно полностью очистить. Хотя эта проблема не является уникальной для Longer Orange 10, я считаю, что она, безусловно, требует много времени и может быть легко решена с помощью цельной платформы сборки. Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу.
Это больше проблема с полимерными принтерами MSLA, поскольку необходимо отламывать более крупные опоры, которые могут разрушить или расколоть хрупкую отвержденную смолу. Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27).
Эта нарезанная модель была интересна по двум причинам; он печатает полностью без поддержки, а также печатает полностью сплошным. Это означает, что в процессе печати используется больше смолы, и он кажется более тяжелым и плотным, чем бюст вампира-лорда (78 грамм против 27). LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати.
LongerWare предлагает функции, которые вы ожидаете от программного обеспечения для нарезки, например, возможность масштабировать, поворачивать и перемещать модели перед их подготовкой к печати. Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.
Миниатюра (32mm_Georgios_HelmetVersion) была напечатана чуть более чем за четыре часа, и только когда мини была над чаном со смолой, я заметил, что опоры не прикреплены к модели в разных точках. Сняв модель и почистив ее, я увидел, что в щите отсутствует большой участок. Опоры для щита пропечатались до точки контакта, а затем резко остановились, что заставило меня поверить в то, что связь между моделью и опорой была недостаточно прочной, чтобы удерживать модель на месте.
 Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.
Все скорости Z были одинаковыми, а нижние слои имели одинаковые настройки экспозиции и высоты.
 Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади.
Маскирующий ЖК-дисплей с более низким разрешением на Orange 10 означает, что разрешение XY также ниже, чем у LD-002R. Тем не менее, компактный форм-фактор Orange 10 дает ему небольшое преимущество при сравнении общего объема сборки и соотношения занимаемой площади. Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера.
Хотя общее разрешение Orange 10 не соответствует задаче печати миниатюр с высокой детализацией, более крупные или более блочные модели, не требующие четкой детализации, могут хорошо подойти для этого принтера. Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.
Относительно низкое разрешение в плоскости XY и немонохромный ЖК-дисплей означает, что на Orange 10 потребуется больше времени для печати деталей с более низким разрешением, чем на других бюджетных машинах MSLA. Orange 10 кажется мне машиной для конкретного приложения, но вам нужно будет подготовить это приложение, прежде чем покупать этот принтер.


 Сотрудничество продолжается по сегодняшний день.
Сотрудничество продолжается по сегодняшний день. Может взиматься дополнительная плата.
Может взиматься дополнительная плата.

 io
io Позвольте покупателям создавать секции, сиденья, коврики и многое другое, а затем размещать их в идеальной обстановке.
Позвольте покупателям создавать секции, сиденья, коврики и многое другое, а затем размещать их в идеальной обстановке.


 org/ListItem»>
org/ListItem»>
 org/ListItem»>
org/ListItem»>
 Например, на гистограмме один из рядов данных на вспомогательной оси можно представить в виде графика.
Например, на гистограмме один из рядов данных на вспомогательной оси можно представить в виде графика.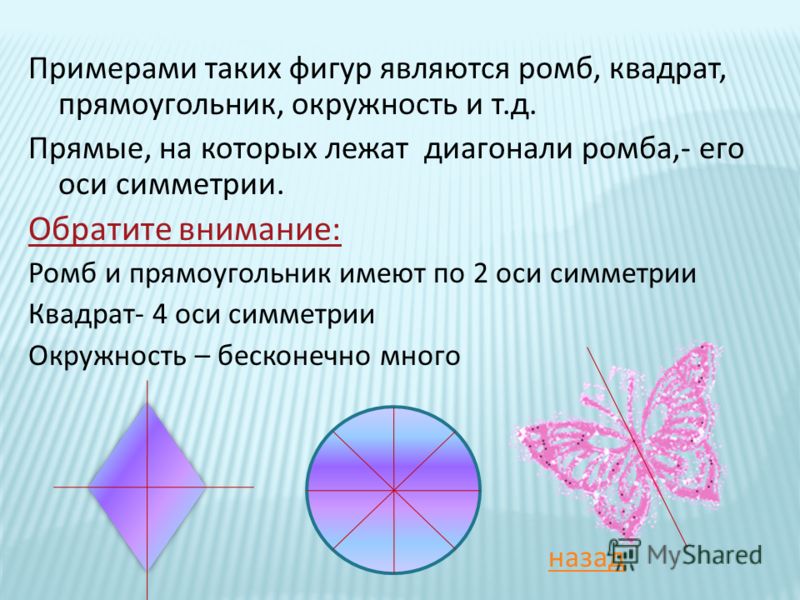 org/ItemList»>
org/ItemList»>
 org/ItemList»>
org/ItemList»>


 в статье Типы диаграмм.
в статье Типы диаграмм.
 Вспомогательную ось также можно использовать как часть смешанной диаграммы при наличии различных типов данных (например, цены и объема продаж) в одной диаграмме.
Вспомогательную ось также можно использовать как часть смешанной диаграммы при наличии различных типов данных (например, цены и объема продаж) в одной диаграмме.
 org/ListItem»>
org/ListItem»>
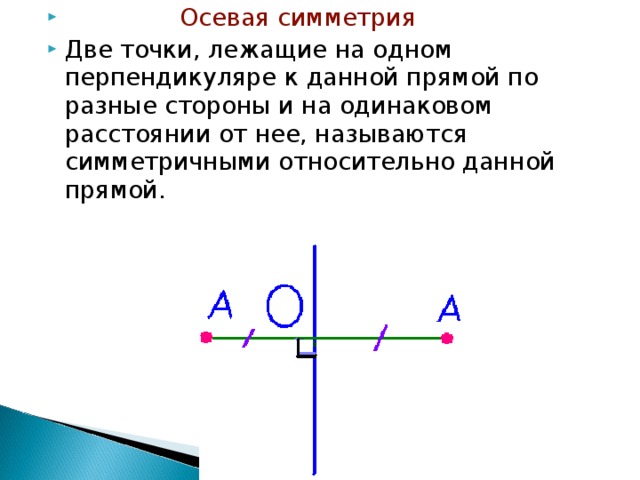 Поделитесь с нами.
Поделитесь с нами. se.com/ru/ru/work/products/critical-power-cooling-and-racks/»>
se.com/ru/ru/work/products/critical-power-cooling-and-racks/»>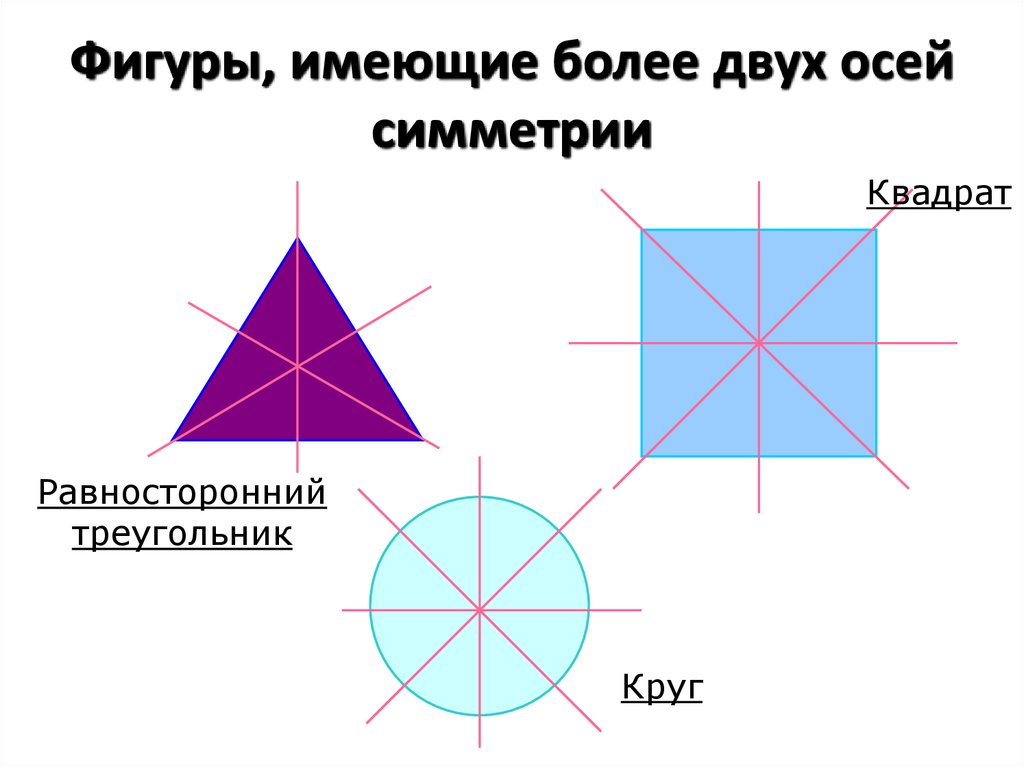 Однако не всех интересует механическая работа автомобиля.
Однако не всех интересует механическая работа автомобиля.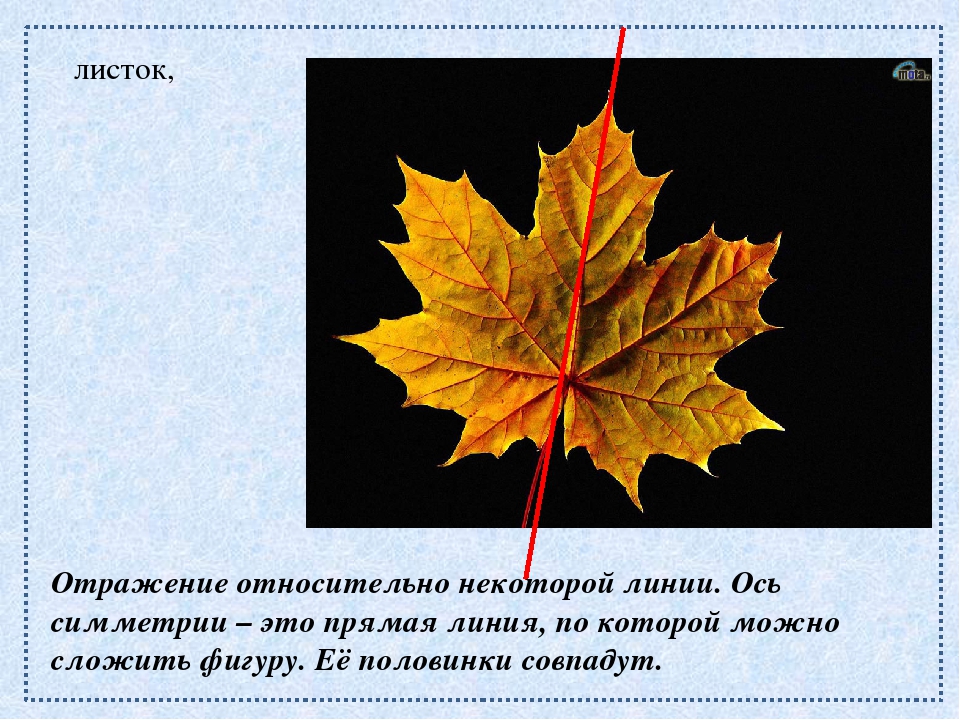

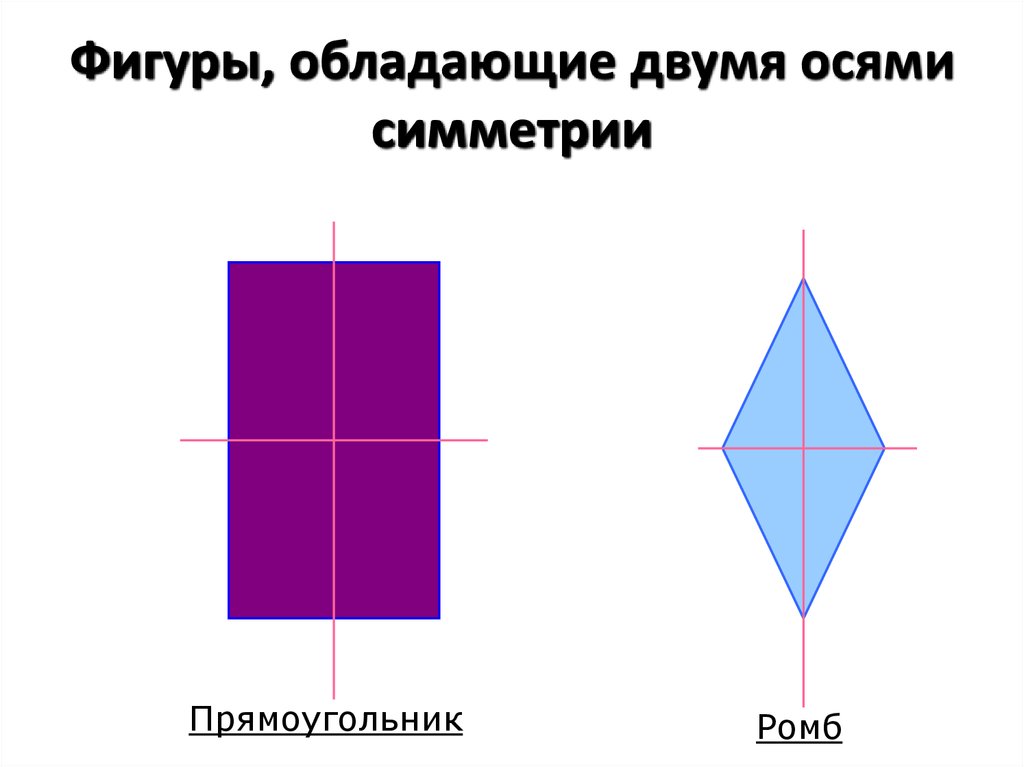



 Другими словами, это основная опорная балка, проходящая по всей длине автомобиля и к которой крепятся колеса. Количество осей на транспортном средстве соответствует количеству колес, которые имеет транспортное средство.
Другими словами, это основная опорная балка, проходящая по всей длине автомобиля и к которой крепятся колеса. Количество осей на транспортном средстве соответствует количеству колес, которые имеет транспортное средство. Ось делает это с помощью ряда шестерен, которые расположены в дифференциале.
Ось делает это с помощью ряда шестерен, которые расположены в дифференциале. Двухосные автомобили могут выдерживать до 26 000 фунтов. Трехосные автомобили могут выдерживать до 36 000 фунтов. А четырехосные автомобили могут выдерживать до 46 000 фунтов.
Двухосные автомобили могут выдерживать до 26 000 фунтов. Трехосные автомобили могут выдерживать до 36 000 фунтов. А четырехосные автомобили могут выдерживать до 46 000 фунтов. Балка, поворотный палец, рулевая тяга и поворотный кулак — четыре основных компонента. Передние мосты должны быть очень прочными. В результате часто используется углеродистая сталь или никелевая сталь.
Балка, поворотный палец, рулевая тяга и поворотный кулак — четыре основных компонента. Передние мосты должны быть очень прочными. В результате часто используется углеродистая сталь или никелевая сталь. Однако с каждым валом соединено только одно колесо. Другое колесо связано с дифференциалом.
Однако с каждым валом соединено только одно колесо. Другое колесо связано с дифференциалом. Вместо этого он соединен с колесами элементами подвески.
Вместо этого он соединен с колесами элементами подвески. Полноприводная ось отвечает за передачу мощности от двигателя к колесам. Полноприводная ось также отвечает за управление автомобилем.
Полноприводная ось отвечает за передачу мощности от двигателя к колесам. Полноприводная ось также отвечает за управление автомобилем.