Обувная колодка на 3d принтере: 3d модель Аналог обувной колодки для 3d принтера
CAD/CAM в обувной промышленности
Первый ответ, который приходит в голову — сложно, и одновременно просто!
Сложно для модельеров, занятых в разработке обуви — приходиться осваивать различные программы, новые технологии; также знать все нюансы работы этих технологий.
Просто для тех, кто занимается непосредственно организацией производственных процессов — многие проблемы просто перестают существовать как таковые.
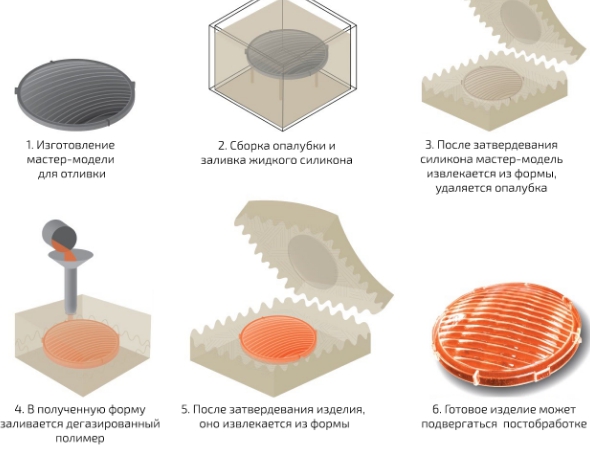
Первый этап создания любого ботинка — это разработка обуви. И начинать конечно следует с колодки. Сначала рассмотрим традиционную схему работ по изготовлению колодок.
Надо отметить, что уже с нулевых годов практически все станки для фрезерования обувных колодок выпускаются с ЧПУ. В настоящее время кое-где на колодочных производствах и попадаются старые станки, но это уже большая редкость.
Итак, традиционная схема работы. Начинается всё с модельера-колодочника, он вручную вытачивает из дерева одну полупару колодки базового размера. Так рождается новая форма — фасон колодки! Эта колодка называется мастер-модель, и затягивать на неё обувь пока нельзя.
Так рождается новая форма — фасон колодки! Эта колодка называется мастер-модель, и затягивать на неё обувь пока нельзя.
Далее, эту мастер-модель оцифровывают на дигитайзере — на выходе получается та же модель, только в цифре, если по-другому сказать — 3D-модель колодки (в виде компьютерного файла). Эту модель можно открыть в специализированных 3D программах, повращать-посмотреть, по-необходимости доработать или внести какие-то изменения и пр… Хочу уточнить, что 3D-модель колодки — это форма, описанная в пространстве точными координатами, то есть точная математическая модель фасона колодки.
Далее эта 3D-модель, после конвертации в специальное расширение, загружается в колодочный фрезерный станок с ЧПУ, на котором выполняется градация и серийное размножение колодкок. В итоге изготавливают затяжные колодки с сочленением, на которых и производят обувь.
Как работает CAD/CAM? Модельер-колодочник также занимается разработкой новой формы, только непосредственно в 3D, это и есть CAD. Эту 3D-модель также можно посмотреть-покрутить, сделать анимацию для предварительного просмотра третьими лицами. На выходе тот же файл для колодочного фрезерного станка с ЧПУ — CAM! Точность производства формы по этой технологии доходит до 0,01 мм.
Эту 3D-модель также можно посмотреть-покрутить, сделать анимацию для предварительного просмотра третьими лицами. На выходе тот же файл для колодочного фрезерного станка с ЧПУ — CAM! Точность производства формы по этой технологии доходит до 0,01 мм.
Стоит отметить преимущества организационного процесса: дизайнер обуви, разработчик колодок и колодочная фабрика могут находиться в совершенно разных точках планеты — технологически им ничто не мешает полноценно взаимодействовать и оперативно принимать решения.
Теперь опишу традиционную схему для производства каблуков, платформ, плато, танкеток, формованных подошв… Сначала модельер из дерева точит вручную новую форму каблука, платформы и т.д. Затем эту модель оцифровывают, и получается 3D-модель каблука или платформы. Потом, исходя из полученной 3D-модели, в CAM пишется управляющая программа для фрезерного станка с ЧПУ, который изготавливает металлические пресс-формы. В этих пресс-формах массово и отливают каблуки, традиционно из АБС-пластика. Плато и платформы отливают либо из того же АБС, либо используются более современные материалы, обладающие пластичностью при нагревании.
Плато и платформы отливают либо из того же АБС, либо используются более современные материалы, обладающие пластичностью при нагревании.
В CAD/CAM — модельер проектирует каблук непосредственно в 3D — CAD, доступны те же функции предварительного просмотра, как и в случае с колодками. И 3D-модель каблука уже существует в виде файла, соответственно оцифровка не требуется, и можно сразу приступать к написанию управляющей программы для изготовления металлической пресс-формы — CAM.
Данные также свободно передаются через интернет непосредственно производителю каблуков, платформ, формованных подошв и пр.
Для каблуков, платформ, плато следует особо отметить технологию печати на 3D-принтерах из АБС-пластика. В настоящее время существует множество настольных моделей домашних 3D-принтеров, вполне демократичных по цене. Точность изготовления моделей из АБС-пластика достигает 50 микрон ( 0,05 мм). Технология хороша для индивидуального пошива обуви, пошива коллекций эксклюзивной обуви, создания сезонных коллекций в массовом производстве обуви.
Точность изготовления моделей из АБС-пластика достигает 50 микрон ( 0,05 мм). Технология хороша для индивидуального пошива обуви, пошива коллекций эксклюзивной обуви, создания сезонных коллекций в массовом производстве обуви.
3D-печать в производстве обуви / Хабр
Недавно мы рассказывали о применении 3D-печати для создания ортопедических стелек, материал о чем привезли еще с Formnext 2017, и там же мы видели прототип кроссовка Adidas с 3D-печатной подошвой. Это интересная тема, углубимся же в нее ещё немного.
Крупнейшие производители спортивной обуви вкладывают серьезные средства и время в разработку методов применения 3D-печати в обувной отрасли. Такие компании, как Reebok, Under Armour, Adidas, Nike и New Balance на деле показывают, что видят в 3D-печати будущее обувной промышленности.
Что это, реклама и пиар на хайпе поднятом вокруг аддитивных технологий, или трезвый расчет и взгляд в будущее?
Попробуем разобраться.
Under Armour
3D-печатная компания EOS North America Inc и Under Armour объединили усилия в развитии коммерческого производства 3D-обуви.
Партнерство EOS North America и Under Armour помогает Under Armour масштабировать их 3D-печатный обувной бизнес.
Применение технологии лазерного спекания, как и использование опыта EOS в промышленном 3D-производстве, позволят развить обувной бизнес Under Armor. Они вместе намерены работать над составом новых порошков и развитием технологии спекания.
Under Armour планирует использовать технологии EOS для 3D-печати деталей обуви из порошка.
Чтобы подчеркнуть свое партнерство, на Formnext 2017, компании вместе продемонстрировали новую обувь UA — ArchiTech Futurist.
Nike
Nike тоже разрабатывает обувь с применением 3D-печатных технологий. В 2017 году издание Footwear News писало:
<<3D-печатные обувные детали, стельки и подошвы Prodways, изготовленные из термопластичного полиуретана (TPU), применяются для ускорения изготовления кроссовок и повышают их потребительские свойства.
Хотя Nike еще не объявила о серийном производстве 3D-печатной обуви, руководители компании высоко оценивают потенциал материалов и 3D-принтеров Prodways для улучшения качества обуви и увеличения скорости производства.>>
Nike использует 3D-печать в разработке прототипов, работая с французской компанией Prodways.
Nike уже создавал 3D-печатную обувь, хоть это и были несерийные изделия для профессиональных спортсменов.
Например, в 2013 году компания представила, а в 2014 выпустила 3D-печатные футбольные бутсы и кроссовки для бега.
New Balance
New Balance выпустила в 2016 году беговые кроссовки с полностью 3D-печатной подошвой Zante Generate.
Zante Generate — беговые кроссовки New Balance с полностью 3D-печатной подошвой, созданы при участии 3D Systems.
Сотрудничая с 3D Systems, NB использовала порошкообразный термополиуретан DuraForm для 3D-печати деталей кроссовок. Подошвы печатались по технологии SLS, пробная партия состояла из 44 пар.
Подошвы печатались по технологии SLS, пробная партия состояла из 44 пар.
Reebok
Reebok — не новичок в 3D-печати, ещё в 2016 году компания представила свою новую технологию Liquid Factory 3D.
Первый созданный с применением 3D-печати кроссовок Reebok назывался Liquid Speed.
С командой Reebok Future, отвечающей за внедрение новых технологий в компании Reebok, сотрудничает химический гигант BASF, который и разработал полимер для 3D-печати применяемый фирмой.
Глава отдела развития Рибок, Билл МакИннис, говорит:
<<Обувная промышленность серьезно не менялась уже тридцать лет. В создании каждого кроссовка каждого известного вам бренда применялось литье — дорогой и долгий процесс. С помощью Liquid Factory мы хотим изменить способ, которым создается обувь, вводя новый метод производства без литья.
С этим процессом мы можем создать весь ботинок запрограммировав робота, который нарисует его, слой за слоем, из высокопрочного жидкого материала. Так получается подошва с совершенно новыми свойствами, намного более упругая, чем традиционные резиновые подошвы кроссовок, и точнее передающая импульс. Liquid Factory создает кроссовок, который растягивается и обтекает ногу, обеспечивая ей объемную поддержку со всех сторон.>>
Так получается подошва с совершенно новыми свойствами, намного более упругая, чем традиционные резиновые подошвы кроссовок, и точнее передающая импульс. Liquid Factory создает кроссовок, который растягивается и обтекает ногу, обеспечивая ей объемную поддержку со всех сторон.>>
На этом компания не остановилась. Вместе с дизайнерским ателье Modla они разработали Modla X Reebok 3D — 3D-печатную маску для тренировки спортсменов.
Полимерная часть маски, в проектировании которой использовались для прототипирования FDM-принтеры Ultimaker 2, изготавливается при помощи 3D-принтеров EOS, работающих по технологии SLS.
В производстве внутренних деталей, силиконовых, и мягкой части маски, из материала Flexweave, использовалась лазерная резка.
Маска предназначена для ограничения доступа воздуха, что увеличивает нагрузку на легкие и способствует тренировке выносливости организма в целом. Нагрузка регулируется поворотом передней части маски, что переключает силиконовые клапаны внутри.
Следующий функционал не заявлен, но — мы думаем, что, при некоторой небольшой доработке, маска послужит еще и респиратором от городской пыли, которой так много в воздухе в жаркую погоду.
Adidas
В 2017 году Adidas анонсировала сотрудничество с базирующейся в Кремниевой долине компанией Carbon.
Один из главных брендов в продвижении 3D-печати в обувное производство, Adidas, сотрудничает с Carbon, применяя 3D-печатную подошву, сделанную по их технологии Digital Light Synthesis (DLS), в модели Futurecraft 4D.
Вместе они создали 3D-печатную стельку Futurecraft 4D. Это не только интересное техническое решение, но и актуальная тема — число упоминаний в Instagram растет.
Герой комиксов Marvel Чёрная пантера.
Канадская модель Адрианна Хо.
Кроссовки продаются с середины февраля, стоят около 300 долларов.
Digital Light Synthesis — процесс Carbon, использующий воздухопроницаемую оптику, цифровую проекцию и фотополимерные смолы с заданными параметрами при производстве прочных полимерных изделий. Futurecraft 4D — первое применение компанией Adidas технологии DLS.
DLS придает изделиям прочность и упругость. По заявлению Carbon, их уникальная технология обеспечит невиданные ранее долговечность, прочность и упругость 3D-печатных изделий. Adidas собирается выпустить сто тысяч пар обуви по этой технологии уже к концу 2018 года.
Это не первый опыт работы Adidas с аддитивными технологиями. Несколько лет назад компания сотрудничала со специалистами из Shining 3D при разработке модели кроссовок Springblade.
Руководство Адидас было довольно экспериментом и собиралось продолжить сотрудничество с Шайнинг 3D, но что-то не сложилось — больше мы об их совместной деятельности не слышали, осталось лишь упоминание Adidas на сайте Shining 3D, среди партнеров.
Сделай сам
Некоторые незамысловатые виды обуви уже сейчас может напечатать себе любой обладатель обычного FDM-3D-принтера. Для этих целей подойдет даже простейшая Prusa, в чем можно убедиться на этом видео:
Домашние тапочки, подошву для туфель, верх для костюмной обуви (для косплея или карнавала). Thingivers и другие ресурсы по обмену 3D-моделями переполнены такими проектами.
https://www.thingiverse.com/thing:980191
https://www.thingiverse.com/thing:597498
https://www.thingiverse.com/thing:1178775
https://www.thingiverse.com/thing:2314052
https://www.thingiverse.com/thing:1587947
Попадаются и настоящие произведения искусства.
Конечно, прочность и удобство таких самоделок под большим вопросом, но ведь это только начало.
Выводы
Как можно заметить, несмотря на поднятый рекламный хайп, создаются и вполне рабочие модели, которые зачастую превосходят обувь изготавливаемую традиционными методами, не только по потребительским свойствам, но и по технологичности в производстве.
3D-печать в обувном производстве дает меньший вес обуви, больше возможностей по изменению упругости и жесткости, за счет сложной внутренней структуры принта, плюс — широчайшее поле для конструирования и изобретения новых форм, которых традиционными методами создать было бы невозможно.
Учитывая, что основные игроки рынка спортивной обуви не первый год проводят разработки в этом направлении, можно надеяться, что 3D-печатная обувь совсем скоро станет общедоступной.
Заказать 3D-печать вы можете в Top 3D Shop — богатый опыт, широкий выбор материалов и большой парк техники позволяют нам выполнить любой заказ.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:
сетях:
Кроссовки
, напечатанные на 3D-принтере, служат одним нажатием кнопки « Fabbaloo
Керри Стивенсон, 10 июня 2021 г., новости, Использование
Метки: индивидуальная, обувь, forward am, генеративный, protiq, сканирование, обувь, trinckle
Персонализированные 3D-печатные колодки для обуви [Источник: trinckle]
Сотрудничество между несколькими поставщиками позволило сапожникам быстро производить индивидуальные колодки для обуви.
Обувная колодка представляет собой трехмерное изображение стопы и используется сапожниками и производителями для производства обуви на заказ. Компоненты, из которых состоит обувь, оборачиваются вокруг колодки, обеспечивая правильную форму.
Колодки должны быть изготовлены из прочных материалов, чтобы выдерживать механические воздействия производства, а также должны сохранять свою геометрию при контакте с влажными материалами, такими как кожа, во время производства. По этой причине традиционные колодки изготавливались из металла или твердых пород дерева.
Колодки также используются сапожниками при ремонте обуви, а иногда даже потребителями в качестве средства сохранения формы обуви при длительном хранении. Я думаю, у меня есть пара в моем шкафу, делающая это прямо сейчас.
Использование персонализированной 3D-печатной колодки [Источник: trinckle]
Но в наши дни в моде персонализация, основанная на автоматизации 3D-печати. Все большее число потребительских товаров использует 3D-печать для создания продуктов, уникально разработанных для покупателя и ни для кого другого.
Мы видели, как этот подход использовался в нескольких областях, включая протезирование, обувь и очки, и теперь у сапожников есть еще одно применение: изготовление колодок на заказ.
Однако изготовить такой предмет намного сложнее, чем вы себе представляете. Требуется несколько шагов, в том числе получение подходящего 3D-скана, создание полезной 3D-модели, печать и постобработка модели и, наконец, отправка клиенту.
Эти задачи были недавно взяты на себя в сотрудничестве между несколькими участниками индустрии 3D: PROTIQ, Forward AM и trinckle. У каждого была определенная роль в решении.
У каждого была определенная роль в решении.
PROTIQ — это служба аддитивного производства, предоставляющая онлайн-рынок промышленных товаров, а также общие услуги 3D-печати. Они используют широкий спектр оборудования для 3D-печати, в том числе устройства от EOS, Farsoon, RICOH, 3D Systems, Formlabs, Photocentric, DMB, Stratasys и даже некоторые устройства собственной разработки.
trinckle — немецкая фирма, которая разработала сложные программные механизмы для создания пользовательских 3D-моделей на основе входных данных и параметров. Хотя они сами не занимаются 3D-печатью, они могут создавать уникальные 3D-модели для заданных промышленных сценариев.
Forward AM — подразделение BASF, занимающееся решениями для 3D-печати. Они работают с клиентами, чтобы помочь определить аддитивные решения, включая выбор или даже разработку новых аддитивных материалов.
Эти три стороны объединили достаточно опыта, чтобы решить эту задачу. Компания BASF Forward AM предоставила новый порошкообразный материал ТПУ для SLS 3D-печати, который соответствовал характеристикам, требуемым для колодок. PROTIQ объяснил:
PROTIQ объяснил:
«Ключом к этому является пластик ТПУ, который, с одной стороны, обладает необходимыми свойствами дерева, а с другой стороны, эластичен, прочно держится и очень легкий».
Использование онлайн-конфигуратора для создания персонализированной 3D-печатной модели колодки 3D-модели [Источник: trinckle]
Компонент для создания 3D-модели был предоставлен компанией trinckle, чья система Paramate выполнила эту работу. Это программное обеспечение использовалось для создания пользовательских 3D-моделей для нескольких приложений в других областях, таких как медные теплообменники или захваты роботов.
3D-печать персонализированных 3D-печатных колодок с использованием оборудования SLS [Источник: trinckle]
Наконец, PROTIQ обеспечивает фактический производственный элемент последовательности путем 3D-печати моделей на своем оборудовании SLS.
Вы можете самостоятельно опробовать изготовленную на 3D-принтере последнюю систему. Возможно, у вас нет под рукой необходимых данных сканирования стопы DinA3 или DinA4, но они предоставляют образцы данных, чтобы вы могли увидеть, как работает процесс.
Эта услуга может представлять большой интерес для сапожников и производителей обуви, поскольку она позволяет производить эффективные колодки намного быстрее, чем при использовании традиционных подходов. Хотя цифровое производство существует уже некоторое время, немногие сапожники имеют необходимое программное обеспечение или навыки для создания последних моделей. Новая система PROTIQ устраняет всю эту сложность и превращает процесс в несколько нажатий кнопки.
Персонализированные 3D-печатные колодки для обуви [Источник: trinckle]
Я заинтересован в таком сотрудничестве, потому что оно предоставляет пользователям 3D-технологии таким образом, чтобы они могли добиться успеха. Нет смысла надеяться на то, что «все» будут использовать 3D-печать; это просто слишком сложно для большинства людей. Нам нужно больше решений такого типа, где промышленность и потребители могут легко получить доступ к технологии.
Через Trinckle, PROTIQ и Forward AM
Керри Стивенсон, также известный как «Генерал Фабб», написал более 8000 статей о 3D-печати в Fabbaloo с момента основания предприятия в 2007 году с намерением продвигать и развивать невероятную технологию 3D-печати по всему миру. Пока вроде работает!
Пока вроде работает!
Просмотреть все сообщения Керри Стивенсон.
Home —
Бесплатные шаблоны стелек для всех моделей и размеров колодок
Проверка шаблонов стелек — отличный способ определиться с стилем и размером колодки перед …
Читать далее »
Alpha Hinge Колодки, напечатанные на 3D-принтере
Наши колодки, напечатанные на 3D-принтере, теперь можно заказать со встроенными петлями Alpha. Альфа…
Читать далее »
Настраиваемые компоненты обуви
Мы усердно работали над сглаживанием наших методов сопоставления компонентов и …
Читать далее »
Добро пожаловать в Podohub, центр для небольших производителей обуви. Пожалуйста, посетите нашу страницу покупки колодок, чтобы ознакомиться с нашими стандартными предложениями. Если вы не можете найти то, что ищете, мы, скорее всего, сможем помочь вам с помощью других наших услуг. Для нашей предыстории, пожалуйста, смотрите нашу страницу о нас. Мы надеемся, что вы будете следить за нашим блогом, поскольку мы делаем успехи в мелкосерийном производстве обуви!
Пожалуйста, посетите нашу страницу покупки колодок, чтобы ознакомиться с нашими стандартными предложениями. Если вы не можете найти то, что ищете, мы, скорее всего, сможем помочь вам с помощью других наших услуг. Для нашей предыстории, пожалуйста, смотрите нашу страницу о нас. Мы надеемся, что вы будете следить за нашим блогом, поскольку мы делаем успехи в мелкосерийном производстве обуви!
@ann_m_makes_stuff отлично использует нашу классику
Бесплатные выкройки стелек для всех наших стилей для всех
Мой 5-летний ребенок заполучил одну из наших альфа-привет
Наш напечатанный на 3D-принтере альфа-шарнир теперь можно заказать как
Сапоги Zero Drop Roofer, сделанные на нашей обуви Sparta l
Вот наш венецианский ботинок, последний раз подогнанный под каблук.
Вот наш классический клин. Также есть зачерпнутый
Вот наше последнее колесо кодирования цвета обуви!
#шула
London — наша первая колодка, специально разработанная
1000 обувных колодок для наших ~1000 подписчиков 🙂 Мы
Очень красивая обувь, сделанная @bsmithofthefc на нашем Vien
Несколько прекрасных кожаных туфель, сделанных @sidewayssewing on
Вот фото настоящего 3D-печатного Futuristic W.
@torgershoes проявляет творческий подход с нашим Montreal Wo
Вот полный размер с шагом в половину размера
Представляем наш футуристический танкетку! Как наша обувь ла
Все наши обувные колодки можно заказать в виде 3D-файлов.
 Температуры 170°С хватит, чтобы соединить стеклянные, металлические или деревянные заготовки. Для работы с крупными деталями используют профессиональные модели с нагревом до 240°С. Поэтому, если планируете соединять между собой различные поверхности и вообще использовать инструмент по максимуму, стоит выбрать инструмент с несколькими режимами нагрева и опцией поддержания температуры. Пистолеты с количеством клея, подаваемым в минуту от 15 до 30 г подойдут для продолжительной работы и больших площадей. Девайсы с производительностью от 6 до 15 г/м предназначены для непродолжительного использования, мелкого ремонта и рукоделия. Модели на 2–6 г/м будут актуальны, когда изредка требуется с «точечное» склеивание.
Температуры 170°С хватит, чтобы соединить стеклянные, металлические или деревянные заготовки. Для работы с крупными деталями используют профессиональные модели с нагревом до 240°С. Поэтому, если планируете соединять между собой различные поверхности и вообще использовать инструмент по максимуму, стоит выбрать инструмент с несколькими режимами нагрева и опцией поддержания температуры. Пистолеты с количеством клея, подаваемым в минуту от 15 до 30 г подойдут для продолжительной работы и больших площадей. Девайсы с производительностью от 6 до 15 г/м предназначены для непродолжительного использования, мелкого ремонта и рукоделия. Модели на 2–6 г/м будут актуальны, когда изредка требуется с «точечное» склеивание.
 10 шт.) 09-1273
10 шт.) 09-1273 Стрежни Ø 7 мм подойдут для мелкого домашнего ремонта, изготовления сувениров и декоративных элементов, Ø 11 мм можно применять для строительства, изоляции, монтажа и других более масштабных работ.
Стрежни Ø 7 мм подойдут для мелкого домашнего ремонта, изготовления сувениров и декоративных элементов, Ø 11 мм можно применять для строительства, изоляции, монтажа и других более масштабных работ. /уп. блистер 09-1060
/уп. блистер 09-1060
 Это обусловлено их универсальностью и отличными техническими характеристиками получающегося сцепления склеиваемых поверхностей. Но для такого устройства необходимо правильно выбирать расходный материал, так как он клеевых стержней зависит качество работы.
Это обусловлено их универсальностью и отличными техническими характеристиками получающегося сцепления склеиваемых поверхностей. Но для такого устройства необходимо правильно выбирать расходный материал, так как он клеевых стержней зависит качество работы.
 Обычно выбирают универсальный размер в 11 мм.
Обычно выбирают универсальный размер в 11 мм.
 Итак, рассмотрим стержни для клеевого пистолета в зависимости от цвета.
Итак, рассмотрим стержни для клеевого пистолета в зависимости от цвета. Цвет в данном случае будет играть роль маркера. Таким клеем можно скреплять и пластик, но все-таки больше он предназначен для стекла и металла.
Цвет в данном случае будет играть роль маркера. Таким клеем можно скреплять и пластик, но все-таки больше он предназначен для стекла и металла. Он состоят из специального термопластичного полимера, который после остывания затвердевает. Сейчас такие клеевые пистолеты могут работать с двумя типами стержней.
Он состоят из специального термопластичного полимера, который после остывания затвердевает. Сейчас такие клеевые пистолеты могут работать с двумя типами стержней.
 Клеевые пистолеты рассчитаны только на один размер горячего клеевого стержня, поэтому вам нужно убедиться, что они правильно подобраны. Наиболее распространенный размер стержня горячего клея для большинства применений составляет 1/2 дюйма. Клеевые стержни для рукоделия имеют размер 5/16 дюйма (иногда их называют мини-стержнями горячего клея).
Клеевые пистолеты рассчитаны только на один размер горячего клеевого стержня, поэтому вам нужно убедиться, что они правильно подобраны. Наиболее распространенный размер стержня горячего клея для большинства применений составляет 1/2 дюйма. Клеевые стержни для рукоделия имеют размер 5/16 дюйма (иногда их называют мини-стержнями горячего клея). Попытка пропустить высокотемпературный термоклеевой стержень через низкотемпературный пистолет для горячего клея (или наоборот) может привести к серьезному повреждению клеевого пистолета и привести к тому, что клеевой стержень будет работать должным образом.
Попытка пропустить высокотемпературный термоклеевой стержень через низкотемпературный пистолет для горячего клея (или наоборот) может привести к серьезному повреждению клеевого пистолета и привести к тому, что клеевой стержень будет работать должным образом.
 Чтобы попытаться помочь прояснить тайну выбора клеевого стержня правильного размера, мы создали удобную небольшую шпаргалку, которая поможет вам в этом. По конкретным вопросам о ваших потребностях или применении клея-расплава всегда обращайтесь к одному из наших экспертов по клеям-расплавам.
Чтобы попытаться помочь прояснить тайну выбора клеевого стержня правильного размера, мы создали удобную небольшую шпаргалку, которая поможет вам в этом. По конкретным вопросам о ваших потребностях или применении клея-расплава всегда обращайтесь к одному из наших экспертов по клеям-расплавам. Они выглядят как гладкие 1/2-дюймовые клеевые стержни, но немного шире.
Они выглядят как гладкие 1/2-дюймовые клеевые стержни, но немного шире. youtube.com/embed/Y-9dAo8FidA» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>
youtube.com/embed/Y-9dAo8FidA» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»>  Пневматический клеевой пистолет 3M PG II — это рабочая лошадка и неизменно лидер продаж среди пневматических клеевых пистолетов большого объема.
Пневматический клеевой пистолет 3M PG II — это рабочая лошадка и неизменно лидер продаж среди пневматических клеевых пистолетов большого объема.
 RU. Популярные категории:
RU. Популярные категории:

 ..
.. Главным отличием их от 3D принтеров является то, что ручкой вы не сделаете высокоточную деталь, но в свою очередь она лучше подходит для творчества и имеет больше применений. Примером такого современного девайса стали 3D ручки 3DPen-2 (3Д Пен-2). Однако не стоит забывать, что любая техника со временем может сломаться по различным причинам, не всегда по вине владельца, а решением проблемы может стать ремонт 3D ручек 3DPen-2 (3Д Пен-2). И если произошло так, что вам необходимо произвести качественный ремонт 3D ручек 3DPen-2 (3Д Пен-2), в Москве и ее округах, то скорее обращайтесь в сервисный центр Nicom Service. Обращаясь в наш сервисный центр, вы сможете не только получить качественней ремонт поломки любой сложности, но и обязательную гарантию на нашу работу! Мы ремонтируем 3D ручки 3DPen-2 (3Д Пен-2) только фирменными зап. частями, по приятным ценам и в кротчайшие сроки. В среднем, ремонт 3D ручки 3DPen-2 (3Д Пен-2) в Nicom Service займет не более 1-2 дней.
Главным отличием их от 3D принтеров является то, что ручкой вы не сделаете высокоточную деталь, но в свою очередь она лучше подходит для творчества и имеет больше применений. Примером такого современного девайса стали 3D ручки 3DPen-2 (3Д Пен-2). Однако не стоит забывать, что любая техника со временем может сломаться по различным причинам, не всегда по вине владельца, а решением проблемы может стать ремонт 3D ручек 3DPen-2 (3Д Пен-2). И если произошло так, что вам необходимо произвести качественный ремонт 3D ручек 3DPen-2 (3Д Пен-2), в Москве и ее округах, то скорее обращайтесь в сервисный центр Nicom Service. Обращаясь в наш сервисный центр, вы сможете не только получить качественней ремонт поломки любой сложности, но и обязательную гарантию на нашу работу! Мы ремонтируем 3D ручки 3DPen-2 (3Д Пен-2) только фирменными зап. частями, по приятным ценам и в кротчайшие сроки. В среднем, ремонт 3D ручки 3DPen-2 (3Д Пен-2) в Nicom Service займет не более 1-2 дней.
 Типовыми поломками, с которыми к нам обращаются владельцы 3D ручек 3DPen-2 (3Д Пен-2) являются: ручку заклинило, ручка не работает, ручка не пишет, от ручки исходит неприятный запах, ручка перегревается, у ручки треснул корпус, ручка не реагирует на нажатие, ручка не заряжается и многое другое. Для того, чтобы обратится в наш сервисный центр по ремонту 3D ручек 3DPen-2 (3Д Пен-2), вам необходимо позвонить по телефону: +7 (495) 926-72-26 или заполнить заявку на нашем сайте.
Типовыми поломками, с которыми к нам обращаются владельцы 3D ручек 3DPen-2 (3Д Пен-2) являются: ручку заклинило, ручка не работает, ручка не пишет, от ручки исходит неприятный запах, ручка перегревается, у ручки треснул корпус, ручка не реагирует на нажатие, ручка не заряжается и многое другое. Для того, чтобы обратится в наш сервисный центр по ремонту 3D ручек 3DPen-2 (3Д Пен-2), вам необходимо позвонить по телефону: +7 (495) 926-72-26 или заполнить заявку на нашем сайте.
 Это включает, помимо прочего, постобработку CTA, MRA, CTV, перфузии и количественного анализа мозга.
Это включает, помимо прочего, постобработку CTA, MRA, CTV, перфузии и количественного анализа мозга.
 Отличная постоянная коммуникация, постоянство и качество готового продукта, соблюдение сроков и разумная цена. Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации.
Отличная постоянная коммуникация, постоянство и качество готового продукта, соблюдение сроков и разумная цена. Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации. Она обеспечивает круглосуточный доступ к более чем 200 экспертам-радиологам в режиме 24/7/365. Компания 3DR Labs, основанная в 2005 году, предоставляет услуги сотням больничных отделений визуализации, автономным центрам визуализации и рентгенологическим кабинетам. Время выполнения КТ и МРТ исследований гарантировано в течение нескольких часов или даже минут. С 3DR Labs руководители медицинских учреждений, занимающиеся визуализацией, получают доступ к высокому уровню знаний и опыту подлинного сотрудничества.
Она обеспечивает круглосуточный доступ к более чем 200 экспертам-радиологам в режиме 24/7/365. Компания 3DR Labs, основанная в 2005 году, предоставляет услуги сотням больничных отделений визуализации, автономным центрам визуализации и рентгенологическим кабинетам. Время выполнения КТ и МРТ исследований гарантировано в течение нескольких часов или даже минут. С 3DR Labs руководители медицинских учреждений, занимающиеся визуализацией, получают доступ к высокому уровню знаний и опыту подлинного сотрудничества.




 Системы управления.
Системы управления. Она успешно завершила программу Университета Рутгерса по управлению организациями здравоохранения и в настоящее время работает над получением сертификата «бережливое производство + шесть сигм».
Она успешно завершила программу Университета Рутгерса по управлению организациями здравоохранения и в настоящее время работает над получением сертификата «бережливое производство + шесть сигм». Она имеет сильную предвзятость в отношении ухода за пациентами и сотрудничает с членами руководства организации, чтобы продолжать уделять приоритетное внимание потребностям пациентов. Стефани стремится предоставлять исключительные услуги в рамках операций, чтобы лучше обслуживать здравоохранение.
Она имеет сильную предвзятость в отношении ухода за пациентами и сотрудничает с членами руководства организации, чтобы продолжать уделять приоритетное внимание потребностям пациентов. Стефани стремится предоставлять исключительные услуги в рамках операций, чтобы лучше обслуживать здравоохранение.

 6CBMS
6CBMS
 машина BOSCH GWS 700 (06013A30R0)
машина BOSCH GWS 700 (06013A30R0) Встроенная защита от непреднамеренного пуска повышает безопасность эксплуатации УШМ. Дополнительная рукоятка с изолированной поверхностью может переставляться в разных плоскостях, упрощая работу в труднодоступных местах. Двухметровый питающий кабель разрешает перемещаться по рабочей зоне.
Встроенная защита от непреднамеренного пуска повышает безопасность эксплуатации УШМ. Дополнительная рукоятка с изолированной поверхностью может переставляться в разных плоскостях, упрощая работу в труднодоступных местах. Двухметровый питающий кабель разрешает перемещаться по рабочей зоне. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
 04.2023
04.2023  04.2023
04.2023  03.2023
03.2023  03.2023
03.2023  03.2023
03.2023  fershop.eu/2336-large_default/grinder-angular-bosch-gws-7-115-ew-700.webp» data-title=»legend»/>
fershop.eu/2336-large_default/grinder-angular-bosch-gws-7-115-ew-700.webp» data-title=»legend»/> Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую угловую шлифовальную машину, которая отличается надежной работой с качеством BOSCH, выдающейся перегрузочной способностью, подходящей для тяжелых работ, компактной и тонкой конструкцией для удобства использования.
Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую угловую шлифовальную машину, которая отличается надежной работой с качеством BOSCH, выдающейся перегрузочной способностью, подходящей для тяжелых работ, компактной и тонкой конструкцией для удобства использования.
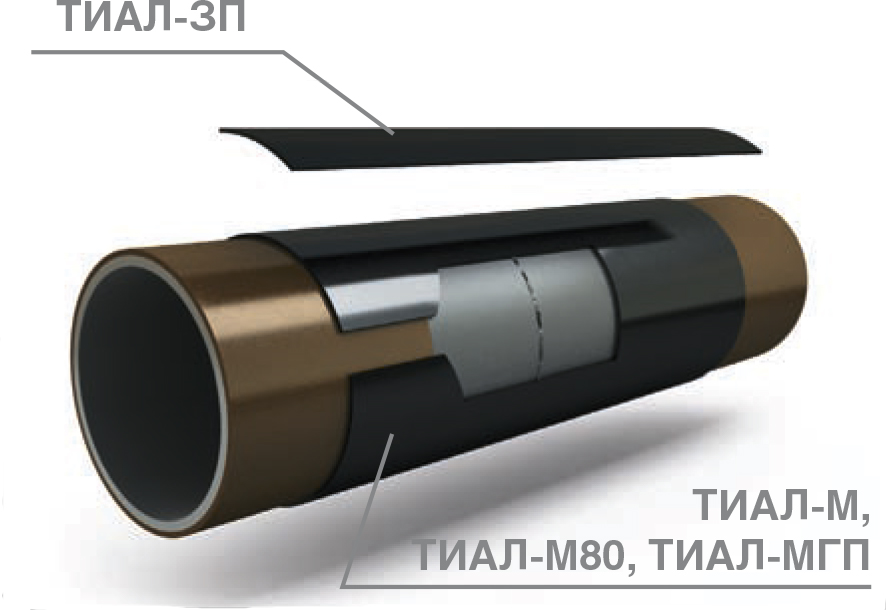
 м. в комплекте с замковыми пластинами, которые поставляются отдельно. Нарезка осуществляется изолировщиками непосредственно на трассе. Эпоксидный праймер для термоусаживающейся манжеты поставляется расфасованным по полиэтиленовым банкам. В одной банке первый компонент на основе эпоксидной смолы, а в другой отвердитель – второй компонент.
м. в комплекте с замковыми пластинами, которые поставляются отдельно. Нарезка осуществляется изолировщиками непосредственно на трассе. Эпоксидный праймер для термоусаживающейся манжеты поставляется расфасованным по полиэтиленовым банкам. В одной банке первый компонент на основе эпоксидной смолы, а в другой отвердитель – второй компонент.
 youtube.com/embed/HqB0v9iYKKg» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/HqB0v9iYKKg» frameborder=»0″ allowfullscreen=»»> 
 Нарезка по длине осуществляется изолировщиками непосредственно на трассе.
Нарезка по длине осуществляется изолировщиками непосредственно на трассе.
 ..
.. Обещаем, вы будете наслаждаться каждым кусочком. Только не забудьте десерт!
Обещаем, вы будете наслаждаться каждым кусочком. Только не забудьте десерт!

 00).
00).
 утра — 14:30
утра — 14:30 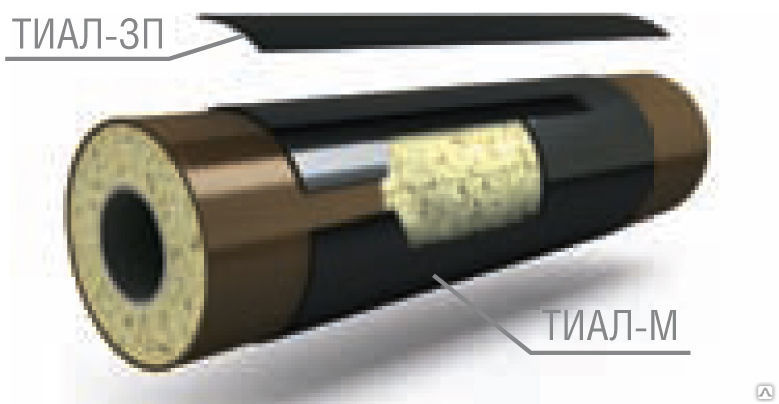 Прозрачный или сливочный бульон (с молоком) на выбор
Прозрачный или сливочный бульон (с молоком) на выбор
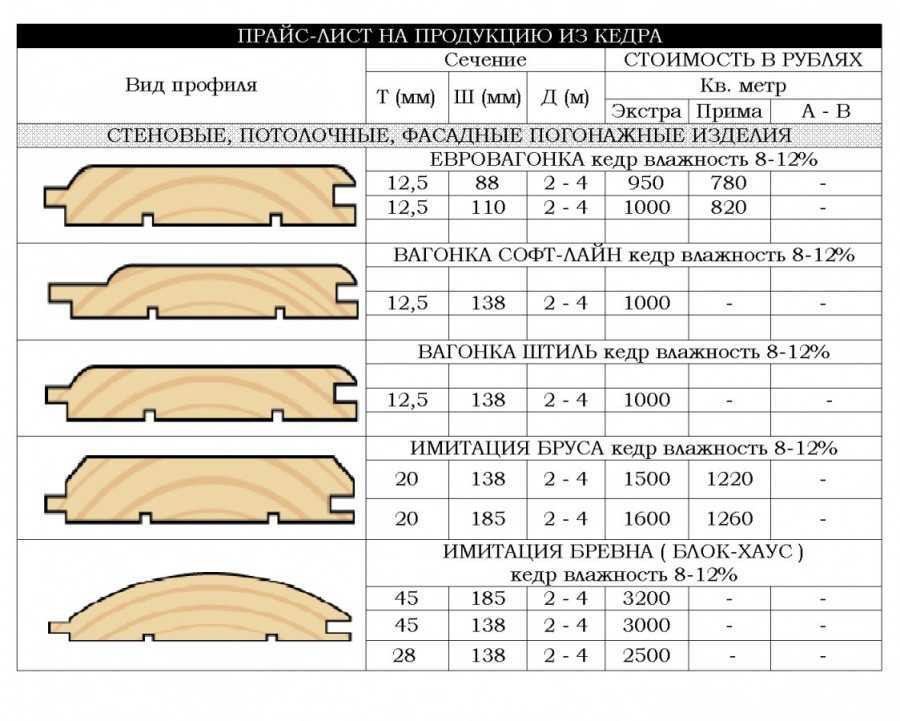
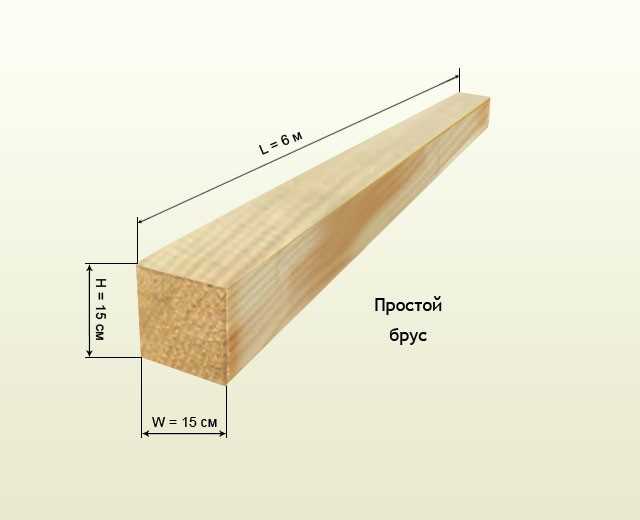
 Ваш дом будет смотреться как картинка, потому что не будет усушки и усадки – влажность бруса всего 8 – 12 %. При помощи пропитки вы сможете придать дереву необходимый вам цвет.
Ваш дом будет смотреться как картинка, потому что не будет усушки и усадки – влажность бруса всего 8 – 12 %. При помощи пропитки вы сможете придать дереву необходимый вам цвет. У нас на предприятии в наличии брус 7 и 8 метров.
У нас на предприятии в наличии брус 7 и 8 метров. Дерево остаётся самым экологически чистым и востребованным материалом. Одним из видов строительного материала из дерева является деревянный брус. Брус обладает рядом достоинств, одним из которых является хорошая термоизоляция. Если сравнивать каменные постройки с деревянными, то деревянные лучше удерживают тепло. Брус очень устойчив, дает минимальную усадку и смотрится очень современно. Дома из деревянного бруса ни когда не бывают похожими друг на друга, что нельзя сказать о кирпичных строениях.
Дерево остаётся самым экологически чистым и востребованным материалом. Одним из видов строительного материала из дерева является деревянный брус. Брус обладает рядом достоинств, одним из которых является хорошая термоизоляция. Если сравнивать каменные постройки с деревянными, то деревянные лучше удерживают тепло. Брус очень устойчив, дает минимальную усадку и смотрится очень современно. Дома из деревянного бруса ни когда не бывают похожими друг на друга, что нельзя сказать о кирпичных строениях. Но бывают случаи, что необходим брус больше. Более объемные материалы так же можно использовать, что значительно увеличат стоимость постройки.
Но бывают случаи, что необходим брус больше. Более объемные материалы так же можно использовать, что значительно увеличат стоимость постройки. Брус от 7 метров изготавливается на заказ и в маленьких объемах.
Брус от 7 метров изготавливается на заказ и в маленьких объемах.
 Не зависимо для чего применяется брус, его обрабатывают пропиткой. Пропитка нужна для укрепления древесины, против возникновения грибка, для обеспечения пожаробезопасности. Брус изготавливается из отборной древесины, проверяется наличие трещин, сколов, которое может повлиять на качество исходного материала. Брус проходит просушку в несколько этапов в специальной камере.
Не зависимо для чего применяется брус, его обрабатывают пропиткой. Пропитка нужна для укрепления древесины, против возникновения грибка, для обеспечения пожаробезопасности. Брус изготавливается из отборной древесины, проверяется наличие трещин, сколов, которое может повлиять на качество исходного материала. Брус проходит просушку в несколько этапов в специальной камере.

 Когда я разговаривал с библиотекарем-исследователем Китом Мартином, он сказал: «У нас есть артефакт, о котором у нас есть только краткие, но интригующие подробности… приходите посмотреть». Так я познакомился с мексиканской вара; Мне сразу захотелось узнать больше.
Когда я разговаривал с библиотекарем-исследователем Китом Мартином, он сказал: «У нас есть артефакт, о котором у нас есть только краткие, но интригующие подробности… приходите посмотреть». Так я познакомился с мексиканской вара; Мне сразу захотелось узнать больше. По сегодняшним меркам этот официальный вара имеет длину 0,8359 метра (32,909 дюйма). Традиционно физический штандарт изготавливался из массивного дуба и делился латунными шпильками на четыре равные части. Каждая секция была разделена на единицы, приблизительно равные ширине двух пальцев.
По сегодняшним меркам этот официальный вара имеет длину 0,8359 метра (32,909 дюйма). Традиционно физический штандарт изготавливался из массивного дуба и делился латунными шпильками на четыре равные части. Каждая секция была разделена на единицы, приблизительно равные ширине двух пальцев. В колониальной Калифорнии стандарт вара был выгравирован на аппарате Алькальда (мэра), известном как «Барра де ла Ауторидад». вара использовалась на всей территории Новой Испании и была стандартной единицей длины до тех пор, пока Соединенные Штаты не аннексировали весь или часть Техаса, Калифорнии, Невады, Юты и Колорадо из Мексики в результате Договора Гваделупе-Идальго в 1848 году. .
В колониальной Калифорнии стандарт вара был выгравирован на аппарате Алькальда (мэра), известном как «Барра де ла Ауторидад». вара использовалась на всей территории Новой Испании и была стандартной единицей длины до тех пор, пока Соединенные Штаты не аннексировали весь или часть Техаса, Калифорнии, Невады, Юты и Колорадо из Мексики в результате Договора Гваделупе-Идальго в 1848 году. .  Новоприбывшим изменчивость вара показалась бы капризной и раздражающей; Калифорнийская, техасская и аризонская вара , помимо социально-политических аспектов, несколько отличались друг от друга. Для аграрного общества непоследовательно измеренная земля была немалым делом. На протяжении десятилетий продолжались споры о земле, о том, кому она принадлежит и как ее точно измерить. вара в конечном итоге стало настолько спорным, что Верховный суд США рассмотрел дела о спорах о землях с испанскими титулами на американских территориях. В конце концов в 1870 году суд постановил, что все вара будут привязаны к техасскому стандарту вара (0,846582 метра или 33,33 дюйма) для целей преобразования, и многие испано-американские жители потеряли землю из-за англо-поселенцев.
Новоприбывшим изменчивость вара показалась бы капризной и раздражающей; Калифорнийская, техасская и аризонская вара , помимо социально-политических аспектов, несколько отличались друг от друга. Для аграрного общества непоследовательно измеренная земля была немалым делом. На протяжении десятилетий продолжались споры о земле, о том, кому она принадлежит и как ее точно измерить. вара в конечном итоге стало настолько спорным, что Верховный суд США рассмотрел дела о спорах о землях с испанскими титулами на американских территориях. В конце концов в 1870 году суд постановил, что все вара будут привязаны к техасскому стандарту вара (0,846582 метра или 33,33 дюйма) для целей преобразования, и многие испано-американские жители потеряли землю из-за англо-поселенцев. Эти вара изначально предназначались для распространения в нескольких мексиканских штатах и проходили в Мехико во время мексикано-американской войны. Сегодня четыре из этих вара являются частью коллекции Музея NIST. Один из четырех был представлен Корпусом береговой и геодезической службе США в 1847 году для анализа. По прибытии в Соединенные Штаты мексиканский вара была определена как 32,9682 дюйма при 58,7 градусах по Фаренгейту.
Эти вара изначально предназначались для распространения в нескольких мексиканских штатах и проходили в Мехико во время мексикано-американской войны. Сегодня четыре из этих вара являются частью коллекции Музея NIST. Один из четырех был представлен Корпусом береговой и геодезической службе США в 1847 году для анализа. По прибытии в Соединенные Штаты мексиканский вара была определена как 32,9682 дюйма при 58,7 градусах по Фаренгейту. На одном конце вара выгравирована печать Мексики, беркут, сидящий на кактусе и пожирающий гремучей змеи; на другом конце указан год изготовления удилищ: «año 1846». На другой стороне написано «Vara Mejicana» и «Por Orden Suprema» (по высочайшему повелению). Мексиканский вара градуированы в десятых долях с одной стороны. Одна десятая делится на 10 сентесимо (сотых), а одна сентесимо далее подразделяется на 10 тысячных. На другой стороне показано деление вара на половину, одну треть, одну четвертую, одну шестую и одну восьмую. Одна шестая секция разделена на «pulgadas» (испанский дюйм). Pulgar — это слово, означающее «большой палец» на испанском языке, и, таким образом, дюйм примерно соответствует длине первой кости большого пальца. Интересно, что эти дюймы немного меньше имперских дюймов и составляют примерно 23,26 миллиметра (0,92 дюйма).
На одном конце вара выгравирована печать Мексики, беркут, сидящий на кактусе и пожирающий гремучей змеи; на другом конце указан год изготовления удилищ: «año 1846». На другой стороне написано «Vara Mejicana» и «Por Orden Suprema» (по высочайшему повелению). Мексиканский вара градуированы в десятых долях с одной стороны. Одна десятая делится на 10 сентесимо (сотых), а одна сентесимо далее подразделяется на 10 тысячных. На другой стороне показано деление вара на половину, одну треть, одну четвертую, одну шестую и одну восьмую. Одна шестая секция разделена на «pulgadas» (испанский дюйм). Pulgar — это слово, означающее «большой палец» на испанском языке, и, таким образом, дюйм примерно соответствует длине первой кости большого пальца. Интересно, что эти дюймы немного меньше имперских дюймов и составляют примерно 23,26 миллиметра (0,92 дюйма).
 Я могу сопереживать владельцам ранчо на юго-западе Мексики в отношении их вара и перехода на стандарты американского правительства. Несмотря на то, что я учился в бакалавриате, доктор философии. и постдокторские исследования в США, поскольку я не являюсь носителем английского языка, я до сих пор не могу не считать по-испански или измерять в граммах, когда готовлю. Я могу себе представить, как может ощущаться изменение стандартов, даже если я не могу представить, какие последствия это может иметь для моей жизни. Я считаю, что мне повезло, потому что работа в NIST позволила мне вступить в тесный контакт с артефактами, которые имели прямую связь с моими испанскими предками, а затем и с американской историей. Это был совершенно уникальный, познавательный и сюрреалистический опыт.
Я могу сопереживать владельцам ранчо на юго-западе Мексики в отношении их вара и перехода на стандарты американского правительства. Несмотря на то, что я учился в бакалавриате, доктор философии. и постдокторские исследования в США, поскольку я не являюсь носителем английского языка, я до сих пор не могу не считать по-испански или измерять в граммах, когда готовлю. Я могу себе представить, как может ощущаться изменение стандартов, даже если я не могу представить, какие последствия это может иметь для моей жизни. Я считаю, что мне повезло, потому что работа в NIST позволила мне вступить в тесный контакт с артефактами, которые имели прямую связь с моими испанскими предками, а затем и с американской историей. Это был совершенно уникальный, познавательный и сюрреалистический опыт. 
 Учащиеся проводят наблюдения и прогнозируют вес различных предметов, располагают предметы от самых легких к самым тяжелым и используют весы для сбора данных и определения точности своих оценок.
Учащиеся проводят наблюдения и прогнозируют вес различных предметов, располагают предметы от самых легких к самым тяжелым и используют весы для сбора данных и определения точности своих оценок. Упражнение (Шестой урок) находится на странице 8.
Упражнение (Шестой урок) находится на странице 8.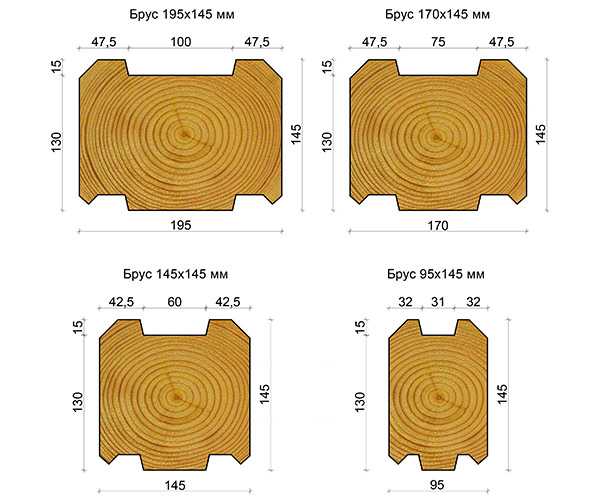 Учащиеся должны записывать свои оценки и результаты в свои тетради.
Учащиеся должны записывать свои оценки и результаты в свои тетради.
 Он имеет три разновидности: экструзионно-выдувное формование, выдувное формование под давлением и выдувное формование с растяжением.
Он имеет три разновидности: экструзионно-выдувное формование, выдувное формование под давлением и выдувное формование с растяжением.
 Затем уретановые детали полимеризуются в печи.
Затем уретановые детали полимеризуются в печи. Он работает с обычными термопластами, такими как ABS и PLA, а также с такими современными материалами, как PEEK.
Он работает с обычными термопластами, такими как ABS и PLA, а также с такими современными материалами, как PEEK.
 Да и самим не очень-то приятно дышать соединениями органической химии.
Да и самим не очень-то приятно дышать соединениями органической химии.
 Пластмассы — это универсальная категория материалов с тысячами вариантов полимеров, каждый из которых имеет свои особые механические свойства. Но как изготавливаются пластиковые детали?
Пластмассы — это универсальная категория материалов с тысячами вариантов полимеров, каждый из которых имеет свои особые механические свойства. Но как изготавливаются пластиковые детали?
 Стоимость должна быть сбалансирована с функциональными и эстетическими требованиями. Рассмотрите идеальные характеристики для вашего конкретного применения и сравните их с доступными вариантами в данном производственном процессе.
Стоимость должна быть сбалансирована с функциональными и эстетическими требованиями. Рассмотрите идеальные характеристики для вашего конкретного применения и сравните их с доступными вариантами в данном производственном процессе. Главной особенностью, которая отличает их от реактопластов, является их способность проходить через многочисленные циклы плавления и затвердевания без существенной деградации. Термопласты обычно поставляются в виде небольших гранул или листов, которые нагреваются и формируются в желаемую форму с использованием различных производственных процессов. Процесс полностью обратим, так как не происходит химического связывания, что делает возможной переработку или плавление и повторное использование термопластов.
Главной особенностью, которая отличает их от реактопластов, является их способность проходить через многочисленные циклы плавления и затвердевания без существенной деградации. Термопласты обычно поставляются в виде небольших гранул или листов, которые нагреваются и формируются в желаемую форму с использованием различных производственных процессов. Процесс полностью обратим, так как не происходит химического связывания, что делает возможной переработку или плавление и повторное использование термопластов. Полимеры в термореактивных материалах сшиваются в процессе отверждения под действием тепла, света или подходящего излучения. Этот процесс отверждения образует необратимую химическую связь. Термореактивные пластмассы разлагаются при нагревании, а не плавятся, и не восстанавливаются при охлаждении. Переработка термореактивных материалов или возврат материала обратно в его основные ингредиенты невозможна.
Полимеры в термореактивных материалах сшиваются в процессе отверждения под действием тепла, света или подходящего излучения. Этот процесс отверждения образует необратимую химическую связь. Термореактивные пластмассы разлагаются при нагревании, а не плавятся, и не восстанавливаются при охлаждении. Переработка термореактивных материалов или возврат материала обратно в его основные ингредиенты невозможна.

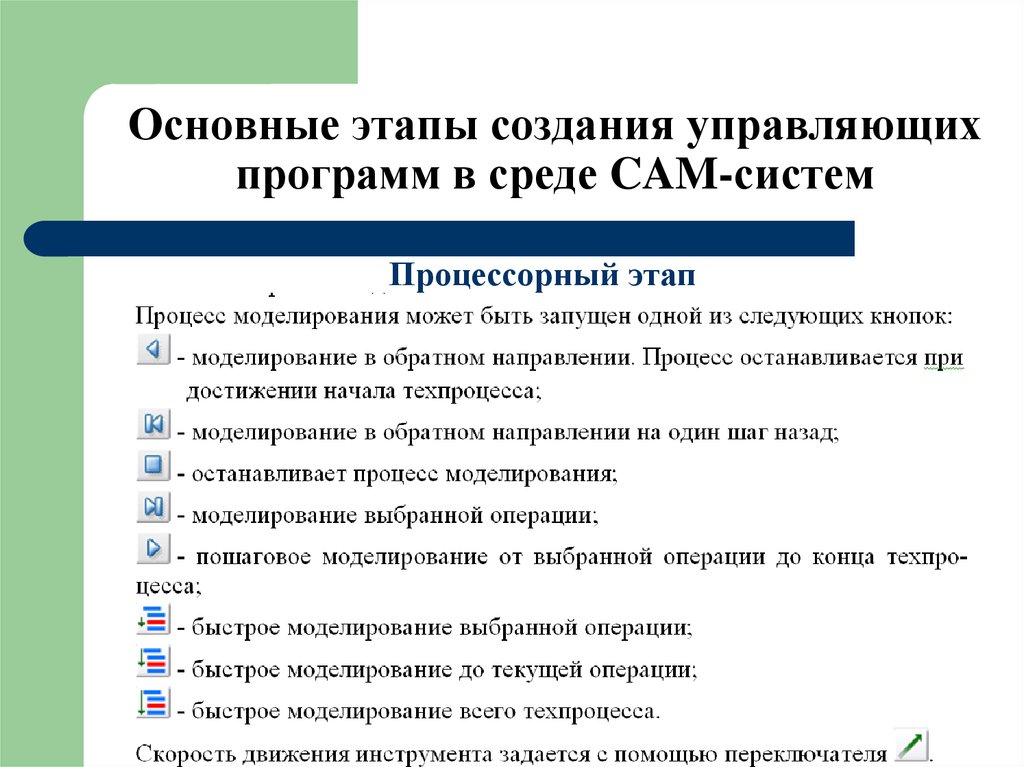
 Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
 Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента.
Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента. Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил.
Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил. , а акрил разрушает поверхности формы.
, а акрил разрушает поверхности формы. Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены.
Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены. Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
 Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.
Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.




 Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
 Молекулярная масса пластмасс также очень высока. Это означает, что в каждом куске пластика упакованы тысячи атомов.
Молекулярная масса пластмасс также очень высока. Это означает, что в каждом куске пластика упакованы тысячи атомов.

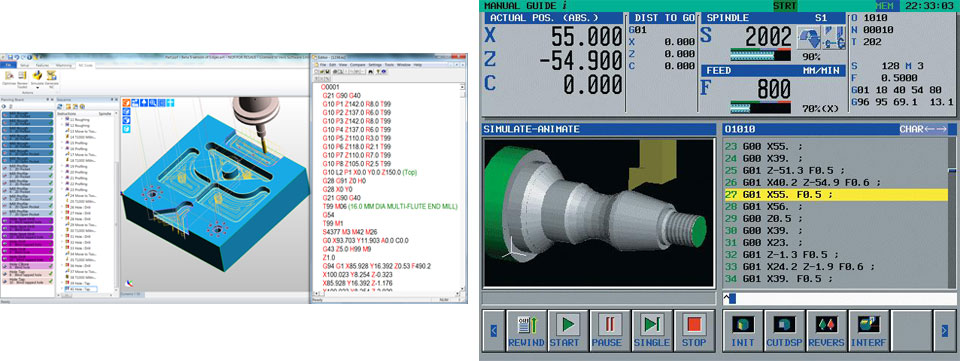
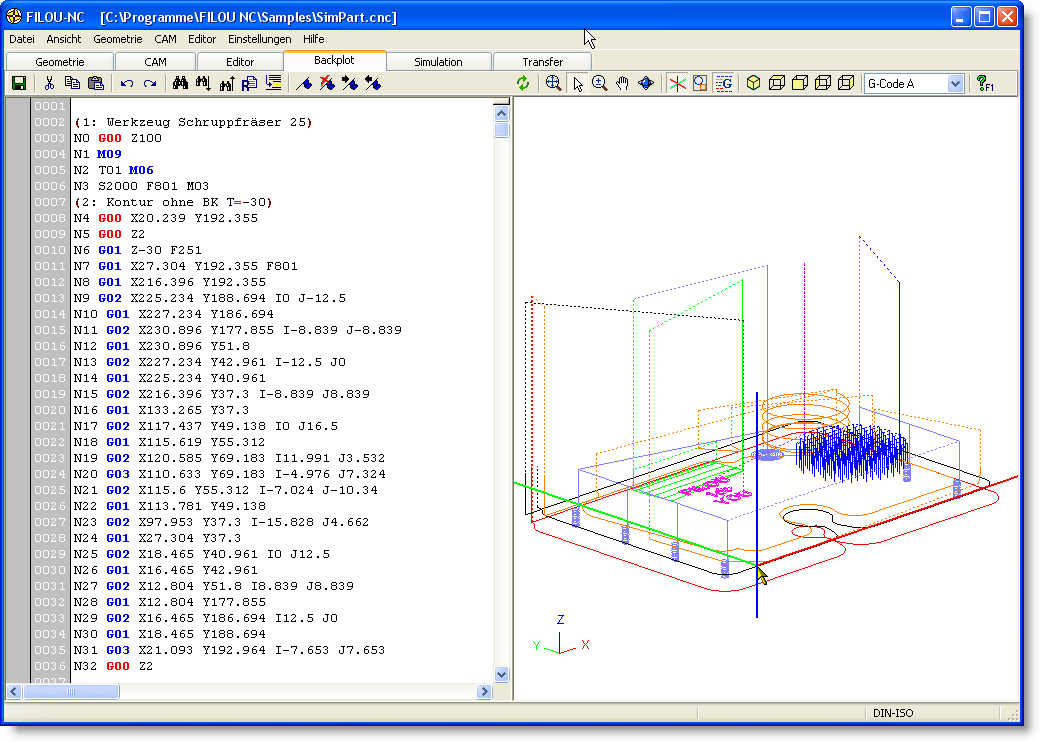
 Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
 Можно отредактировать по месту и сразу запустить в работу.
Можно отредактировать по месту и сразу запустить в работу.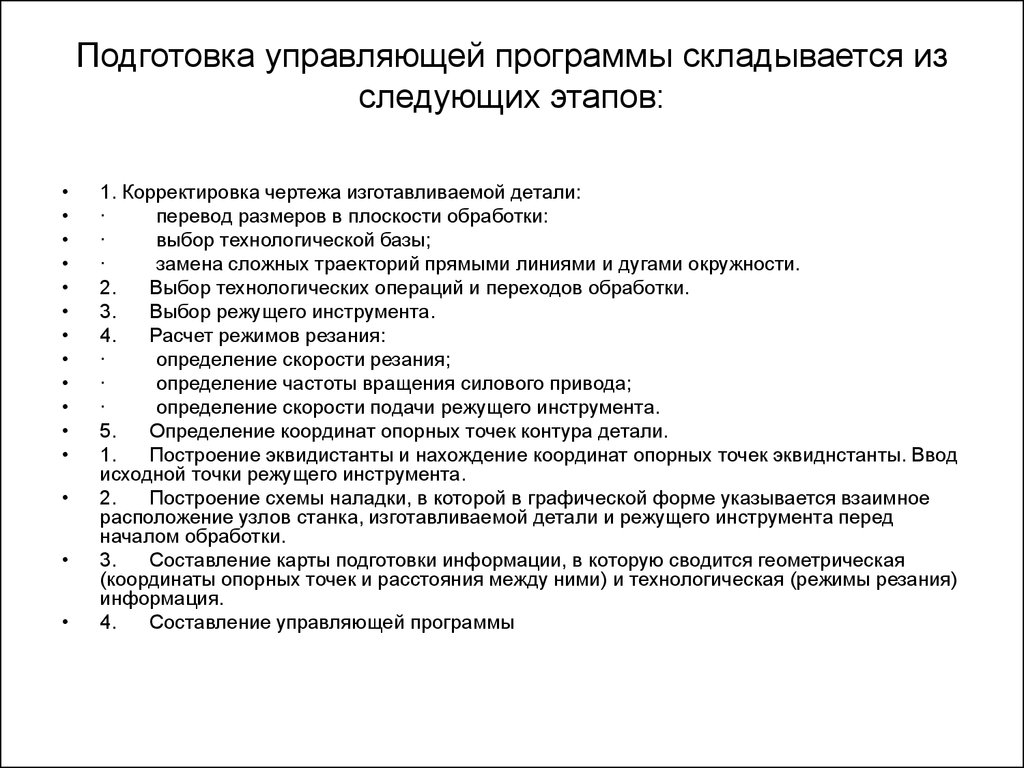 Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
 В этом уроке мы разберем, как подготовить программу для такого станка и запустить его в работу.
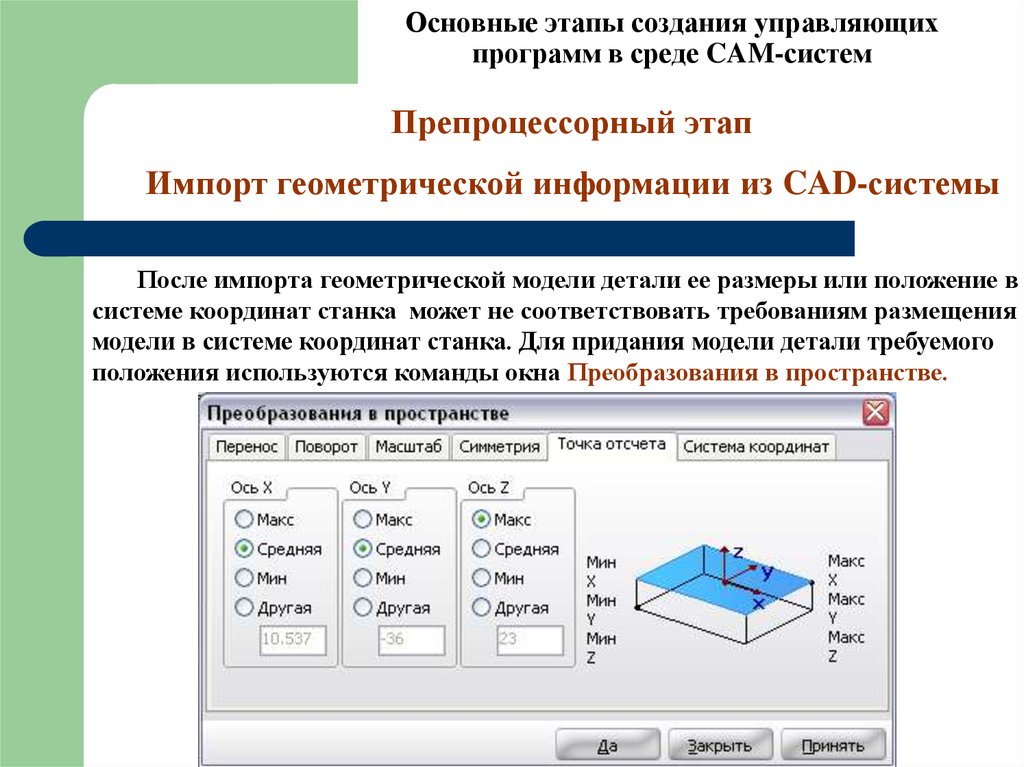
В этом уроке мы разберем, как подготовить программу для такого станка и запустить его в работу. Нужно указать станку, как вырезать деталь из тела заготовки:
Нужно указать станку, как вырезать деталь из тела заготовки: Для этого меняем ориентацию оси Z и выбираем любую плоскость, которая перпендикулярна ей.
Для этого меняем ориентацию оси Z и выбираем любую плоскость, которая перпендикулярна ей. Выполняем настройки инструмента на нескольких вкладках:
Выполняем настройки инструмента на нескольких вкладках:

 Сохраняем программу на съемном носителе.
Сохраняем программу на съемном носителе.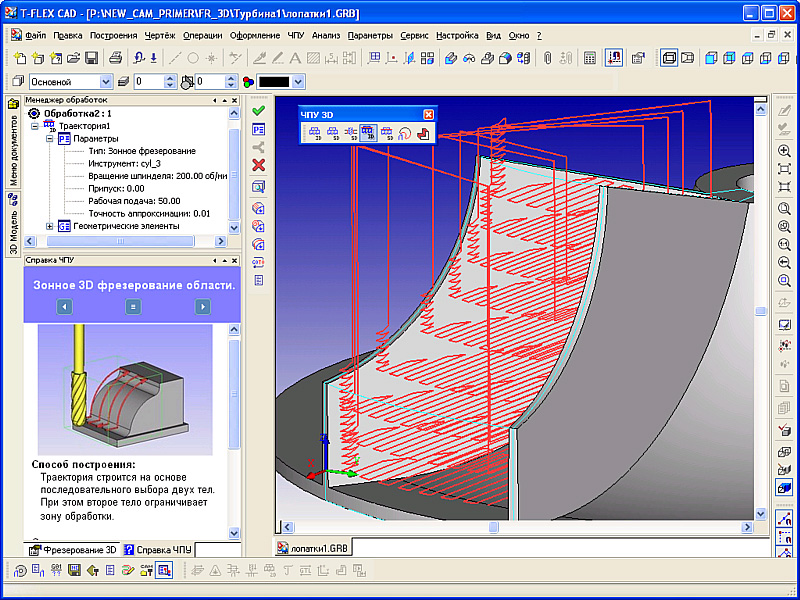
 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
 Наш экспертный отраслевой анализ и практические решения помогут вам принимать более обоснованные решения о покупке и получать больше от технологий.
Наш экспертный отраслевой анализ и практические решения помогут вам принимать более обоснованные решения о покупке и получать больше от технологий. , компания Ziff Davis. Все права защищены.
, компания Ziff Davis. Все права защищены. Департамент природных ресурсов штата Висконсин (DNR) выпустил новое руководство по безопасной утилизации электронных сигарет, которое можно найти на их веб-сайте.
Департамент природных ресурсов штата Висконсин (DNR) выпустил новое руководство по безопасной утилизации электронных сигарет, которое можно найти на их веб-сайте.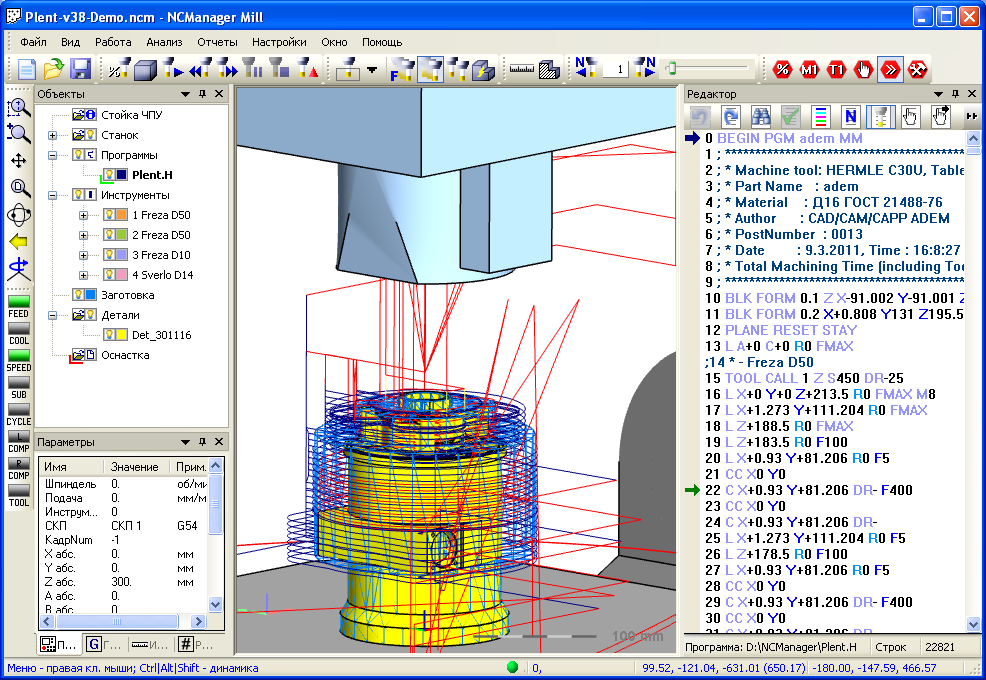
 президент подписал закон о внесении поправок в Федеральный закон о пищевых продуктах, лекарствах и косметике и повышении федерального минимального возраста продажи табачных изделий с 18 до 21 года. . В настоящее время розничному продавцу запрещено продавать любые табачные изделия, включая сигареты, сигары и электронные сигареты, лицам младше 21 года. Информацию об изменениях в этом законе см. на веб-сайте Федерального управления по санитарному надзору за качеством пищевых продуктов и медикаментов.
президент подписал закон о внесении поправок в Федеральный закон о пищевых продуктах, лекарствах и косметике и повышении федерального минимального возраста продажи табачных изделий с 18 до 21 года. . В настоящее время розничному продавцу запрещено продавать любые табачные изделия, включая сигареты, сигары и электронные сигареты, лицам младше 21 года. Информацию об изменениях в этом законе см. на веб-сайте Федерального управления по санитарному надзору за качеством пищевых продуктов и медикаментов. Примеры различных типов электронных сигарет можно найти на веб-сайте CDC. Политика вступает в силу через 30 дней после публикации в федеральном регистраторе.
Примеры различных типов электронных сигарет можно найти на веб-сайте CDC. Политика вступает в силу через 30 дней после публикации в федеральном регистраторе.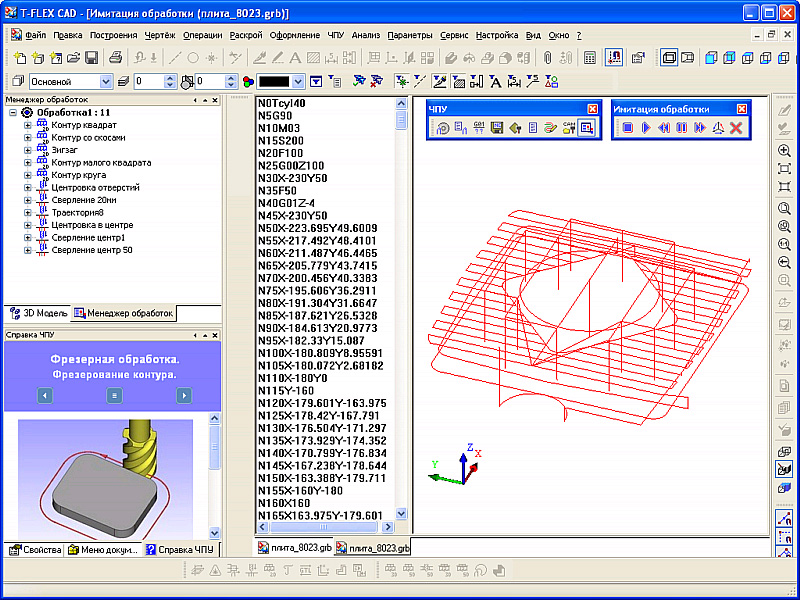 Чтобы узнать о проверенных средствах, которые помогут вам бросить курить, посетите нашу страницу «Помощь бросить курить».
Чтобы узнать о проверенных средствах, которые помогут вам бросить курить, посетите нашу страницу «Помощь бросить курить».
 1
1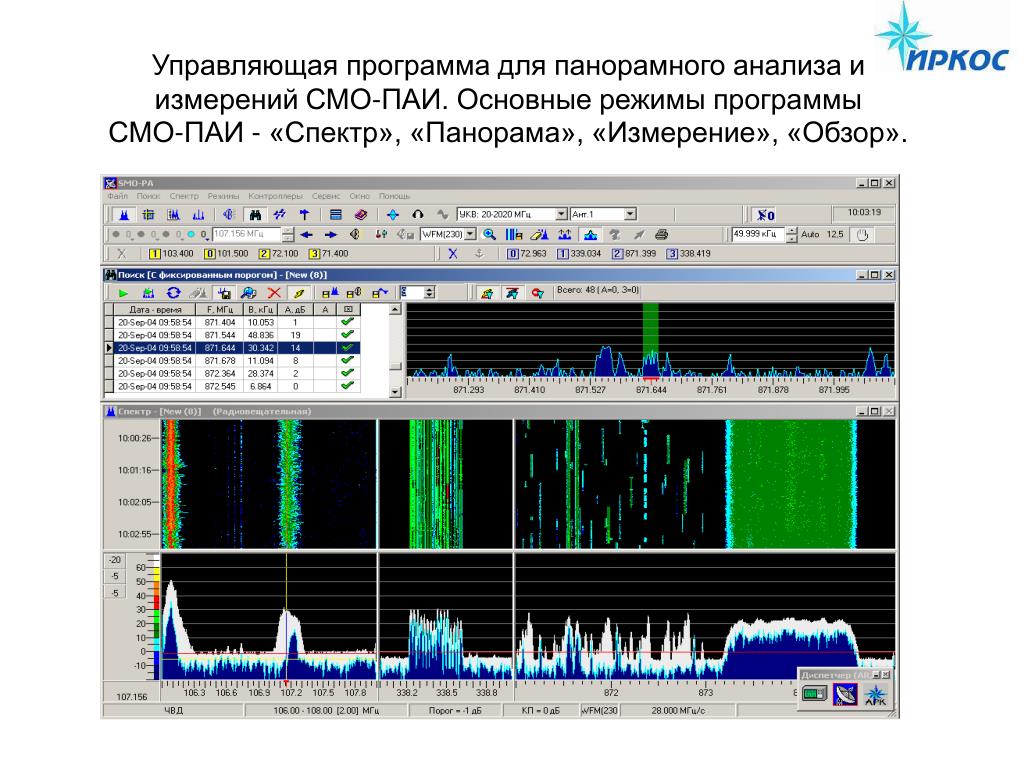
 ; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
 ; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.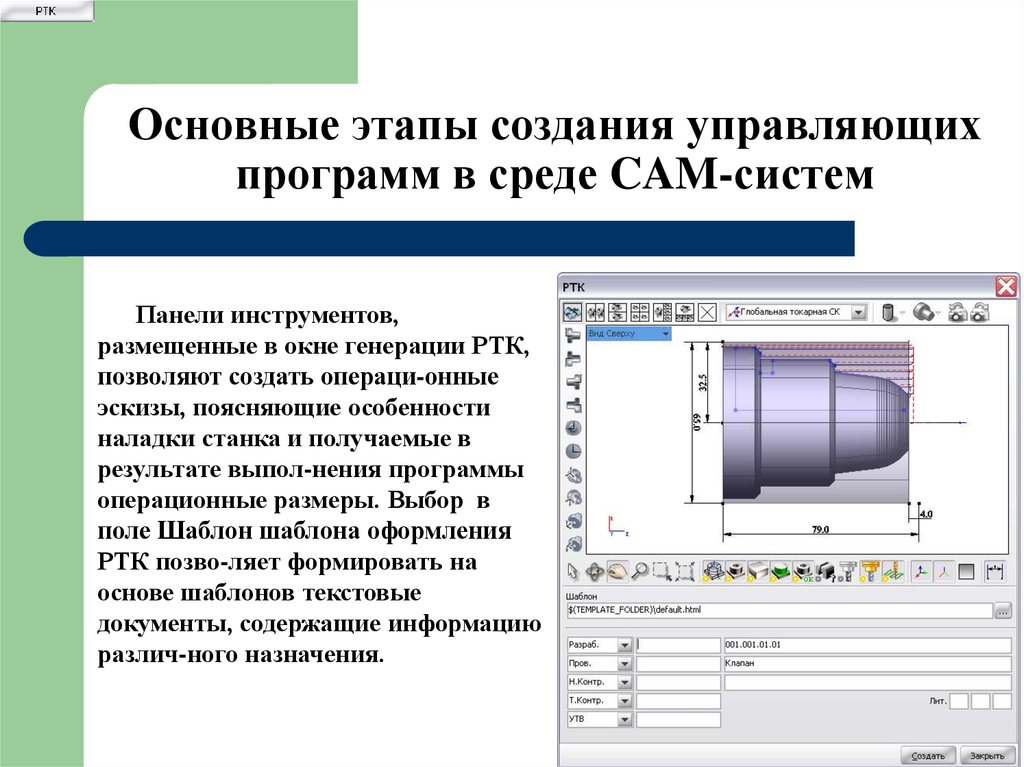
 Эволюция данной разработки привела к появлению настоящих матричных принтеров.
Эволюция данной разработки привела к появлению настоящих матричных принтеров.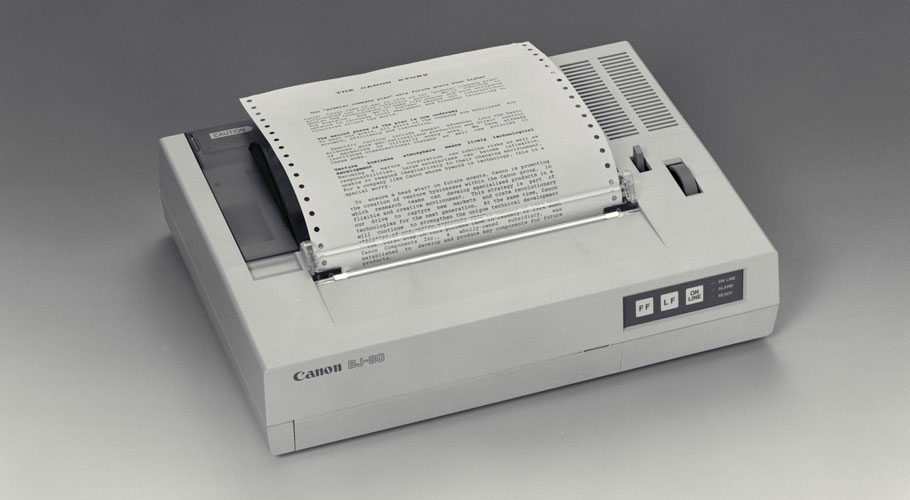 Любопытно, что LA30 имел как последовательный, так и параллельный интерфейс.
Любопытно, что LA30 имел как последовательный, так и параллельный интерфейс.

 В Canon эту технологию назвали «пузырьковая печать».
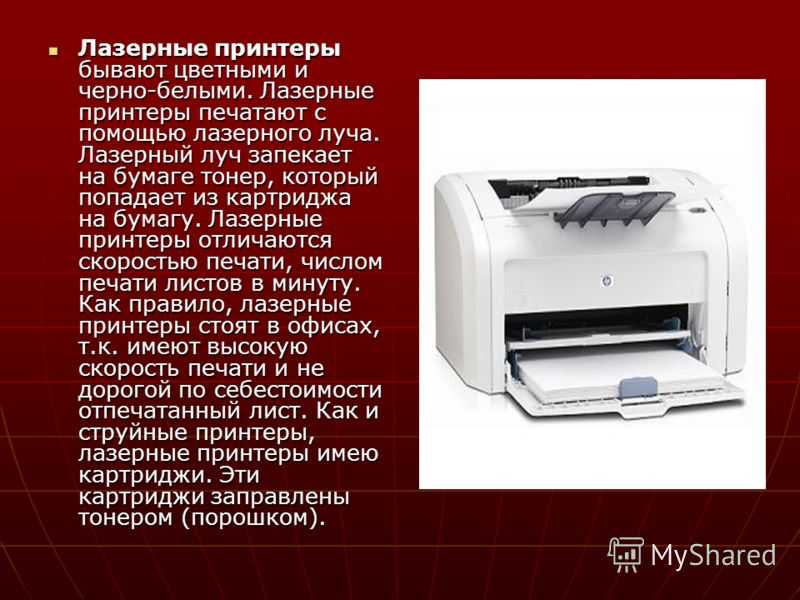
В Canon эту технологию назвали «пузырьковая печать».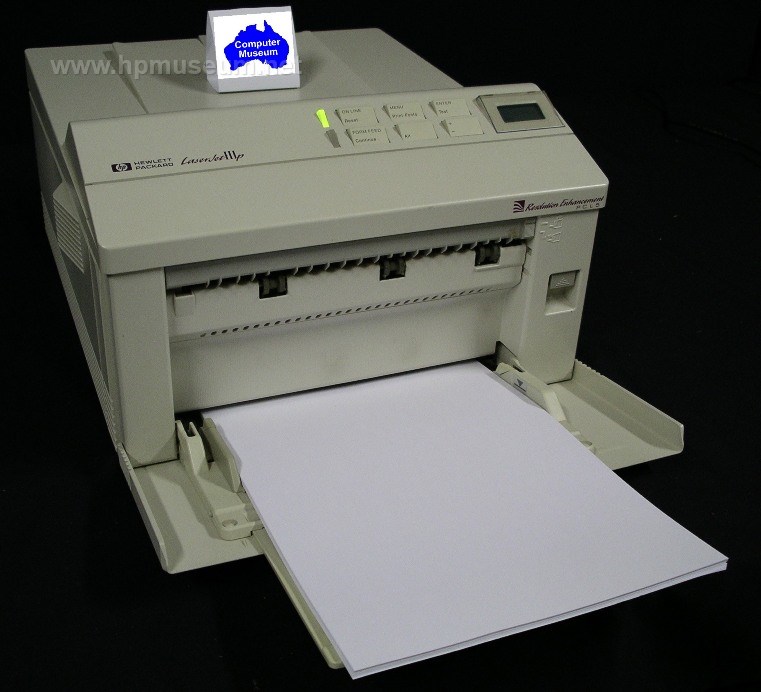 Именно ее сотрудники в 1969 году сообразили, что технологию копировальных устройств можно применить и в принтерах. Таким образом, фотобарабан заряжается отрицательно, а луч лазера снимает определенную часть заряда, проходя по фотобарабану, именно там, где должны быть напечатаны пиксели. Тонер лазерного принтера может быть изготовлен из различных материалов: металлической стружки, смол, угольной пыли и т.д. В любом случае он также заряжен отрицательно и потому прилипает именно в том месте, где пройдет лазер придаст барабану положительный потенциал. Барабан переносит электронное изображение на бумагу, к которой притянутся частицы тонера. В конце концов бумага попадает в печку, и тонер под действием нагревательного вала плавится, закрепляясь на бумаге. Более подробно мы уже рассказывали о технологии в предыдущих статьях.
Именно ее сотрудники в 1969 году сообразили, что технологию копировальных устройств можно применить и в принтерах. Таким образом, фотобарабан заряжается отрицательно, а луч лазера снимает определенную часть заряда, проходя по фотобарабану, именно там, где должны быть напечатаны пиксели. Тонер лазерного принтера может быть изготовлен из различных материалов: металлической стружки, смол, угольной пыли и т.д. В любом случае он также заряжен отрицательно и потому прилипает именно в том месте, где пройдет лазер придаст барабану положительный потенциал. Барабан переносит электронное изображение на бумагу, к которой притянутся частицы тонера. В конце концов бумага попадает в печку, и тонер под действием нагревательного вала плавится, закрепляясь на бумаге. Более подробно мы уже рассказывали о технологии в предыдущих статьях. Вместе с ним продаются графический и текстовый редакторы, а так же программа для комбинирования текстов и графики и, естественно, лазерный принтер. Стоимость такого оборудования составляла в то время 17 000 долларов.
Вместе с ним продаются графический и текстовый редакторы, а так же программа для комбинирования текстов и графики и, естественно, лазерный принтер. Стоимость такого оборудования составляла в то время 17 000 долларов.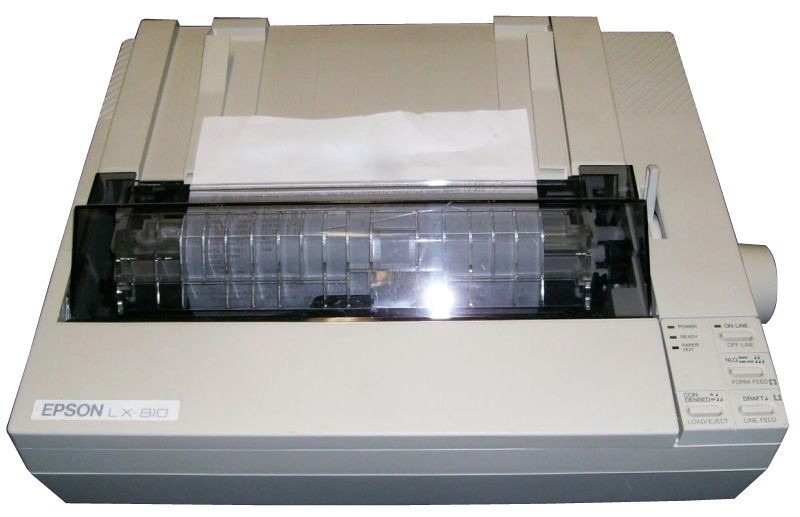 д.). Первый светодиодный принтер был выпущен компанией OKI лишь в 1987 году, а спустя 10 лет, в 1998 году, так же компания разработала первый цветной светодиодный принтер.
д.). Первый светодиодный принтер был выпущен компанией OKI лишь в 1987 году, а спустя 10 лет, в 1998 году, так же компания разработала первый цветной светодиодный принтер. В ассортименте производителей имеются как стандартные цветные и черно-белые, так и широкоформатные светодиодные принтеры.
В ассортименте производителей имеются как стандартные цветные и черно-белые, так и широкоформатные светодиодные принтеры. Впрочем, сфера применения данной технологии весьма ограничена, так как для печати требуется специальная термобумага, а скорость переноса рисунка оказывается достаточно низкой, ведь краситель каждого цвета наносится на бумагу по очереди.
Впрочем, сфера применения данной технологии весьма ограничена, так как для печати требуется специальная термобумага, а скорость переноса рисунка оказывается достаточно низкой, ведь краситель каждого цвета наносится на бумагу по очереди. А также уже более 10 лет существуют 3D-принтеры, которые позволяют печатать различные объекты из полимеров или, например, шоколада. Они, бесспорно, заслуживают отдельного разговора.
А также уже более 10 лет существуют 3D-принтеры, которые позволяют печатать различные объекты из полимеров или, например, шоколада. Они, бесспорно, заслуживают отдельного разговора.

 Ударный механизм бил по лепестку, а тот через пропитанную краской ленту оставлял отпечаток на бумаге. Заменив одну «ромашку» на другую, можно было сменить символы или размер шрифта.
Ударный механизм бил по лепестку, а тот через пропитанную краской ленту оставлял отпечаток на бумаге. Заменив одну «ромашку» на другую, можно было сменить символы или размер шрифта.
 Это связано с дешевизной матричной печати. Всех расходных материалов: это катушка с красящей лентой, которая почти ничего не стоит, а служит долго.
Это связано с дешевизной матричной печати. Всех расходных материалов: это катушка с красящей лентой, которая почти ничего не стоит, а служит долго. Все эти долгие годы учёные совершенствовали метод струйной печати, претворяя теоретические замыслы в практику.
Все эти долгие годы учёные совершенствовали метод струйной печати, претворяя теоретические замыслы в практику.
 Далее наступает завершающая часть печати: барабан прокатывается по бумаге, оставляет на ней весь тонер, прилипший к нему, бумага проходит через печку, в которой тонер намертво спекается с её поверхностью.
Далее наступает завершающая часть печати: барабан прокатывается по бумаге, оставляет на ней весь тонер, прилипший к нему, бумага проходит через печку, в которой тонер намертво спекается с её поверхностью.
 Светодиодные принтеры проще в изготовлении, меньше размером и дешевле своих лазерных собратьев, правда, скорость печати у них практически в два раза меньше.
Светодиодные принтеры проще в изготовлении, меньше размером и дешевле своих лазерных собратьев, правда, скорость печати у них практически в два раза меньше. Изменились и значительно расширились в основном сферы применения принтеров и виды поверхностей, на которых современные принтеры могут печатать.
Изменились и значительно расширились в основном сферы применения принтеров и виды поверхностей, на которых современные принтеры могут печатать. Вот взгляд
Вот взгляд Это был крошечный принтер, всего 164 миллиметра.
Это был крошечный принтер, всего 164 миллиметра.
 Эти принтеры
Эти принтеры

 Если в копируемой книге было 200 страниц, то для ее воспроизведения требовалось 200 блоков.
Если в копируемой книге было 200 страниц, то для ее воспроизведения требовалось 200 блоков.
 Хотя концепция была разработана в 1950-х годах, только в конце 1970-х струйные принтеры могли воспроизводить изображения, созданные компьютером.
Хотя концепция была разработана в 1950-х годах, только в конце 1970-х струйные принтеры могли воспроизводить изображения, созданные компьютером.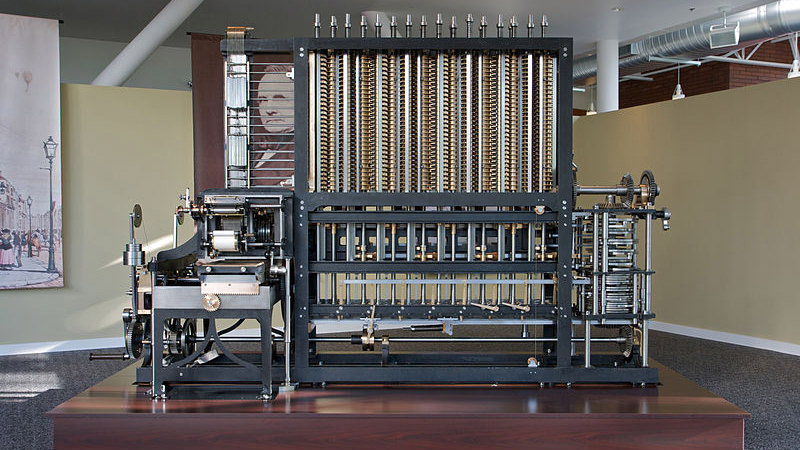
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить диск алмазный по бетону Bosch Professional (2608602200) 230×22,2×2,3 мм сегментный сухой рез в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар диск алмазный по бетону Bosch Professional (2608602200) 230×22,2×2,3 мм сегментный сухой рез действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить диск алмазный по бетону Bosch Professional (2608602200) 230×22,2×2,3 мм сегментный сухой рез в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар диск алмазный по бетону Bosch Professional (2608602200) 230×22,2×2,3 мм сегментный сухой рез действительны в Санкт-Петербурге. BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORSoudaTytanSoudalMakroflexBITSTRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONG (Италия)OBOelementaTekafixTERMOCLIPAkfixJETFIXАРМИЯ РОССИИRED HITPUFAPROOKGEASYFIXTecfiBullCuttoriDaxmerSOMA FIXКМПGREEN FIX Высота сегментов 7 мм. За счет лазерной технологии сегментов обеспечивается гарантированная прочность диска.
Высота сегментов 7 мм. За счет лазерной технологии сегментов обеспечивается гарантированная прочность диска. org/PropertyValue»>Высота алмазного слоя, мм 7
org/PropertyValue»>Высота алмазного слоя, мм 7 06 x 7 inches
06 x 7 inches 0 5.0
0 5.0
 30 S-Plus предлагает новейшие технологии погрузочно-разгрузочных работ для повышения производительности, универсальности использования и эффективности оператора.
30 S-Plus предлагает новейшие технологии погрузочно-разгрузочных работ для повышения производительности, универсальности использования и эффективности оператора.