Память на 100 ячейки для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse
Регулируемые заполнение и частота импульса MIG/MAG D Pulse
Сварка MMA с регулируемой функцией Hot Start
Режимы работы: прихватка MIG, 2Т, 4Т
Регулировка индуктивности и тока завершения сварки
Холостой прогон и дожигание сварочной проволоки
Регулируемое время нарастания и спада тока
Cтандарт катушки D300, максимальный вес — 20 кг
Интеллектуальная система охлаждения
TECH MIG 350 P работает от питающей сети 380 В
TECH MIG 350 P DSP имеет прочный металлический корпус
Блочная система на прочной тележке: источник сварочного тока, подающее устройство и теплообменник
Евроразъём подключения горелки
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Цифровой дисплей параметров сварки
Цифровой дисплей параметров сварки
Кнопка выбора режимов сварки
Выбор параметров сварки
Кнопка выбора продувки газа
Кнопка выбора памяти для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse. Количество ячеек 64 шт.
Регулятор параметров сварки
Выбор диаметра сварочной проволоки
Настройка параметров сварки
Выбор защитного газа
Выбор свариваемого металла
Выбор параметров сварки
Кнопка выбора способа сварки
Надежный механизм подачи проволоки
Мощный четырехроликовый механизм для работы с любыми видами сварочной проволоки диаметром от 0,8 мм до 1,6 мм.
Закрытый кожух, обеспечивающий защиту от попадания инородных предметов и пыли в механизм.
Стандарт катушки D300, максимальный вес – 20 кг, диаметр – 300 мм.
Поворотный узел для комфортной работы с возможностью снятия устройства для перемещения одним движением
TECH MIG 350 P комплектуется устройством подачи сварочной проволоки и блоком водяного охлаждения
Устройство имеет удобную ручку для перемещения механизма, на ось возможна установка катушек с проволокой весом до 20 кг
Выносное подающее устройство с возможностью использования удлинителя до 15 м.
Удобный евроразъём для подключения сварочной горелки
Регулировка холостого прогона проволоки, скорости подачи проволоки и рабочего напряжения
На задней панели предусмотрены разъёмы для подключения газа, для подключения управления от источника питания и силовой разъём для подключения источника питания
Бесперебойная устойчивая работа при температуре 40°
Аппарат оснащен интеллектуальной системой охлаждения и мощным вентилятором, создающим поток воздуха более 10 м/с. Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Особенно эта функция понравится в тех случаях, где работы производятся в небольших помещениях, или присутствуют металлические стены, шум вентилятора не будет отвлекать от работы
На задней панели расположена розетка 36 В для подключения подогревателя газа и защитный предохранитель, который срабатывает при выходе из строя подогревателя редуктора
Комплект поставки:
Устройство подачи проволоки— 1 шт.
Кулер— 1 шт.
Тележка транспортная— 1 шт.
Горелка в сборе TECH MS 240, 3 м — 1 шт.
Регулятор с подогревателем— 1 шт.
Клемма заземления в сборе 500 А, 3 м— 1 шт.
Комплект соединительных кабелей, 2 м— 1 шт.
Комплект ЗИП— 1 шт.
Комплект запасных роликов— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочное оборудование Сварог, сертифицированное НАКС, может быть использовано для сварки ответственных конструкций с особыми требованиями к сварному шву
Сварог в реестре аттестованного сварочного оборудования ссылка>>
На сегодняшний день Сварог № 1 по количеству аттестованного сварочного оборудования в сравнении с брендами-конкурентами
Аппараты НАКС КСМ (Конструкции Стальных Мостов)
Более 30 моделей сварочных инверторов Сварог аттестовано НАКС
Рекомендации по использованию сварочного оборудования
FAQ
Описание
Характеристики
Содержание
Отличительными особенностями аппарата являются:
TECH MIG 350 P DSP работает от питающей сети 380 В
Удобная система управления:
Надежный механизм подачи проволоки
TECH MIG 350 P DSP комплектуется устройством подачи сварочной проволоки и блоком водяного охлаждения
Бесперебойная устойчивая работа при температуре 40°
Комплект поставки:
Отличительными особенностями аппарата являются:
Синергетическая система управления
Память на 100 ячейки для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse
Регулируемые заполнение и частота импульса MIG/MAG D Pulse
Сварка MMA с регулируемой функцией Hot Start
Режимы работы: прихватка MIG, 2Т, 4Т
Регулировка индуктивности и тока завершения сварки
Холостой прогон и дожигание сварочной проволоки
Регулируемое время нарастания и спада тока
Cтандарт катушки D300, максимальный вес – 20 кг
Интеллектуальная система охлаждения
TECH MIG 350 P DSP работает от питающей сети 380 В
TECH MIG 350 P DSP имеет прочный металлический корпус
Блочная система на прочной тележке: источник сварочного тока, подающее устройство и теплообменник
Евроразъём подключения горелки
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Цифровой дисплей параметров сварки
Цифровой дисплей параметров сварки
Кнопка выбора режимов сварки
Выбор параметров сварки
Кнопка выбора продувки газа
Кнопка выбора памяти для режимов MIG/MAG, MIG/MAG Pulse и MIG/MAG D Pulse. Количество ячеек 64 шт.
Регулятор параметров сварки
Выбор диаметра сварочной проволоки
Настройка параметров сварки
Выбор защитного газа
Выбор свариваемого металла
Выбор параметров сварки
Кнопка выбора способа сварки
Надежный механизм подачи проволоки
Мощный четырехроликовый механизм для работы с любыми видами сварочной проволоки диаметром от 0,8 мм до 1,6 мм.
Закрытый кожух, обеспечивающий защиту от попадания инородных предметов и пыли в механизм.
Стандарт катушки D300, максимальный вес – 20 кг, диаметр – 300 мм.
Поворотный узел для комфортной работы с возможностью снятия устройства для перемещения одним движением
TECH MIG 350 P DSP комплектуется устройством подачи сварочной проволоки и блоком водяного охлаждения
Устройство имеет удобную ручку для перемещения механизма, на ось возможна установка катушек с проволокой весом до 20 кг
Выносное подающее устройство с возможностью использования удлинителя до 30 м.
Удобный евроразъём для подключения сварочной горелки
Регулировка холостого прогона проволоки, скорости подачи проволоки и рабочего напряжения
На задней панели предусмотрены разъёмы для подключения газа, для подключения управления от источника питания и силовой разъём для подключения источника питания
Бесперебойная устойчивая работа при температуре 40°
Аппарат оснащен интеллектуальной системой охлаждения и мощным вентилятором, создающим поток воздуха более 10 м/с. Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Особенно эта функция понравится в тех случаях, где работы производятся в небольших помещениях, или присутствуют металлические стены, шум вентилятора не будет отвлекать от работы
На задней панели расположена розетка 36 В для подключения подогревателя газа и защитный предохранитель, который срабатывает при выходе из строя подогревателя редуктора
Комплект поставки:
Устройство подачи проволоки— 1 шт.
Кулер— 1 шт.
Тележка транспортная— 1 шт.
Горелка в сборе TECH MS 240, 3 м — 1 шт.
Регулятор с подогревателем— 1 шт.
Клемма заземления в сборе 500 А, 3 м— 1 шт.
Комплект соединительных кабелей, 2 м— 1 шт.
Комплект ЗИП— 1 шт.
Комплект запасных роликов— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
JASIC MIG 350P РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Pdf Download
Содержание
3
страница
из 30
Содержание
Оглавление
Поиск неисправностей
Закладки
Advertisement
Table of Contents
Table of Contents
1 Safety
2 General Description
Model Coding
Product Characteristics
3 Functions and Technical Параметры
Functions
Technical Parameters
Functional Parameters
4 Panel Structure and Symbol Description
Panel Structure
Symbol Description
5 Control Panel
Панель контроля электропитания
Описание функциональных зон панели контроля электропитания
6 Операция управляющих панелей
Общие этапы работы для панели управления на части питания (рекомендуется)
Параметры в MMA
Параметрии в стандартных MIG/Magc.
Параметрии в стандартных Mig/Magcla
.
Параметры импульсной сварки MIG/MAG
Параметры двойной импульсной сварки MIG/MAG
Выбор режима работы
7 Меры предосторожности и обслуживание
Cautions
Maintenance
8 Troubleshooting
9 Wiring Diagram of the Machine
Wiring Diagram of the Machine (See
10 About this Manual
Приложение
Вы можете купить этот товар в нашем интернет-магазине:
Межкомнатные двери от производителя — фабрика дверей Оникс
Фабрика дверей «Оникс» занимается производством межкомнатных дверей почти 23 года. За это время продукция успела занять уверенные позиции на рынке, за счет высококачественных материалов, современного оборудования и индивидуального подхода к клиентам.
Большие площади производства, современное оборудование и высококвалифицированный персонал позволяют нашей фабрике изготавливать большое количество дверей, сохраняя при этом высокое качество продукции, необходимое для продажи межкомнатных дверей оптом и в розницу в наших фирменных магазинах и магазинах наших представителей.
Мы гарантируем высокое качество изготовленной продукции. Наша компания реализует довольно широкий ассортимент продукции, в том числе строительные двери от производителя по приятной цене.
Телеканал Москва 24 снимал передачу «Наизнанку» на нашем производстве. Вместе с ведущим передачи вы побываете в цехах, увидите, сколько этапов проходит простая дверь, прежде чем стать в проем в вашем интерьере.
Это ролик о небольшой части нашего производства в рамках темы передачи.
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ МЕЖКОМНАТНЫХ ДВЕРЕЙ
Фабрика дверей «Оникс» появились на рынке еще в 1997 году. Как уважающий себя производитель, мы используем только проверенное и надежное сырье. Производство дверей происходит на современном немецком и итальянском оборудованием. Благодаря этому продукция на выходе отвечает европейским стандартам. Кроме того, процесс производства межкомнатных дверей на каждом этапе контролируют квалифицированные мастера.
Сочетание всех этих факторов помогло нам создать высококачественное производство недорогих межкомнатных дверей, которым мы гордимся и на которое оглядываются наши конкуренты. Наши двери служат долго!
ФАБРИКА МЕЖКОМНАТНЫХ ДВЕРЕЙ «ОНИКС»
Поскольку ядром организации является завод-изготовитель межкомнатных дверей, официальный сайт нашей компании содержит действительно обширный каталог изделий, который сможет удовлетворить даже самый взыскательный вкус.
Компания изготавливает двери из коллекции:
модерн;
классика;
техно.
Мы предлагаем продукцию из проверенных и зарекомендовавших себя на рынке материалов: шпон и эмаль. Также заказчик может сам выбрать вариант исполнения: глухое или остекленное полотно.
Дополнительно можно заказать:
роспись;
гравировку;
фотопечать;
витражи.
Двери могут быть изготовлены с зеркалом, с фьюзингом. Фабрика также производит двери нестандартных размеров, и может предложить нашим клиентам самый широкий спектр услуг и изделий, которые изготавливает наш завод межкомнатных дверей в Москве.
ЗАКАЗАТЬ ПРОИЗВОДСТВО ДВЕРЕЙ НА ФАБРИКЕ МЕЖКОМНАТНЫХ ДВЕРЕЙ В МОСКВЕ И САНКТ-ПЕТЕРБУРГЕ
Мы работаем по Москве, Санкт-Петербургу и другим российским городам. Если вы хотите стать официальным представителем фабрики «Оникс» и вести оптом закупку межкомнатных дверей с нашего производства по оптовым ценам — позвоните нам или напишите онлайн-консультанту.
Реализовывать межкомнатные двери от производителя — значит избавится от цепочки посредников, что в свою очередь позволит снизить цены, и лучшие уровень цен может обеспечить только завод межкомнатных дверей. В Санкт-Петербурге работают наши дилеры, у которых вы можете приобрести наши двери у дилеров по самым розничным ценам и в любых объемах.
Производство межкомнатных дверей на Заводе Деревоизделий
ООО «Торговый дом «Завод Деревоизделий» начинал свое производство на мощностях завода ЗИЛ в 1991 году. Его деревообрабатывающий цех позволял выпускать различную продукцию из дерева, однако вскоре предприятие решило специализироваться только на изготовлении межкомнатных дверей. Постепенно завод расширился до предприятия полного цикла — от заготовки до продажи дверей собственного производства.
За 30 лет работы «Завод Деревоизделий» вышел на лидирующие позиции по производству межкомнатных дверей на российском рынке. Популярность нашей продукции объясняется просто – мы предлагаем действительно качественные двери по конкурентоспособной цене.
Чтобы изготовить надежные и долговечные двери, мы используем:
— собственное лесозаготовительное производство. Здесь выполняется заготовка и сушка сырья, раскрой и распил древесины, обработка поверхности пиломатериалов; — современное оборудование. Все операции – от сращения древесины до врезки фурнитуры – выполняются на высокотехнологичных станках от ведущих мировых брендов; — полный цикл производства. Готовые дверные полотна и погонажные изделия подвергаются финишной обработке – окраске, шпонированию, ламинированию, кромлению; — производство декоративных элементов. У нас можно купить двери от производителя с цельностеклянным полотном или декоративными вставками из зеркала, художественного стекла с пескоструйной обработкой, фьюзингом, лаковым витражом.
Производственное оборудование «Завода Деревоизделий»
Изготовление наших дверей от производителя на каждом этапе осуществляется на высокотехнологичном оборудовании:
работа с пиломатериалами – на итальянском четырехстороннем станке;
раскрой массива и МДФ – на автоматизированной форматно-раскроечной установке;
шлифовка дерева – на высокоточном трехкоординатном деревообрабатывающем центре;
склейка и фанеровка – на горячем прессе с нагревом до 120 °C;
изготовление рулонного шпона – на высокопроизводительном лущильном станке;
шпонирование – на линии-автомате для окутывания шпоном;
шлифовка шпона – на шлифовальном станке для повышения адгезии шпона к лаку;
кромление – на оборудовании для закрепления кромок на торцах дверного полотна;
финишная отделка – на линии для нанесения грунта/лака вакуумным методом;
врезка фурнитуры – на испанском автоматизированном центре для установки дверных механизмов.
Высокая автоматизация производственного процесса позволяет практически полностью исключить брак. Чтобы потребитель получил действительно надежный и долговечный продукт, заготовки и готовые двери проходят строгий контроль качества с применением компьютерных технологий.
Сертификация межкомнатных дверей
Мы предлагаем купить межкомнатные двери от производителя в Москве с гарантированно высоким качеством. Продукция завода прошла добровольную сертификацию ФБУ «Ростест-Москва» – деревянные дверные блоки соответствуют всем требованиям ГОСТ Р.
Популярные материалы межкомнатных дверей в США
Массив дерева
Шпон
МДФ
Зеркало, стекло и пластик
Говорить о функциях межкомнатных дверей нет смысла; все знают об их предназначении. Материалы, используемые для их изготовления, и характеристики, которыми они обладают, — это другое дело.
В настоящее время производители используют различные материалы для изготовления межкомнатных дверей. Среди них:
массив дерева;
шпон
;
МДФ;
стекло
;
зеркало;
пластик.
Популярным материалом для изготовления входных и межкомнатных дверей, безусловно, является дерево . Чтобы подчеркнуть текстуру дерева, готовые двери покрывают лаком. Добросовестные производители используют специальные вещества для предотвращения повреждения волокна. Цена на деревянные межкомнатные двери напрямую зависит от породы используемого дерева. Ценные типы имеют более высокую стоимость.
Двери из массива дерева самые ценные и престижные. Для их производства используется высококачественная древесина (орех, красное дерево, дуб и др.). Красивый внешний вид, износостойкость и прочность входят в число достоинств. Однако двери из цельного дерева имеют большой вес. Его вес давит на петли. В результате требуется замена петель или даже дверного полотна. Недостаточная подготовка и обработка поверхности также относятся к рискам при покупке. Некачественно изготовленные изделия могут деформироваться из-за природных явлений или механических воздействий. Они могут деформироваться в сухом помещении или набухнуть во влажном помещении.
Шпон придает помещению роскошный вид, как изделия из дерева. Изготовленные из тонкого среза дерева, шпонированные межкомнатные двери имеют натуральную текстуру. Конструкция изготовлена из МДФ и других легких материалов для уменьшения веса. Поэтому такие изделия лишены недостатков массива дерева, вызванных его тяжестью. Небольшой вес шпонированных дверей предотвращает провисание и деформацию, не влияя на их звукоизоляцию.
Заменители дерева (например, МДФ) – еще один популярный материал для межкомнатных дверей. Готовое изделие обрабатывается защитными составами. Производители используют ламинирование или покрывают поверхность шпоном для привлекательного вида. Существенным преимуществом является доступная цена. Однако МДФ хрупкий; он может не выдержать сильных ударов. Избегайте установки таких дверей в помещениях с повышенной влажностью. К счастью, существуют влагостойкие межкомнатные двери из МДФ, которые можно устанавливать в ванных комнатах и кухнях.
Инновационные материалы, такие как зеркало, стекло и пластик не получили широкого распространения для производства межкомнатных дверей. Хотя высокотехнологичные пространства активно используют такие изделия. Остекленные двери и модели с зеркалом визуально расширяют помещение, создавая при этом легкость. Они увеличивают освещенность пространства (и, следовательно, экономят электроэнергию) за счет свойств материала. Среди их недостатков хрупкость и высокая стоимость
Каждый из материалов имеет свои преимущества и недостатки. Так что решение зависит только от вас. Где купить красивые межкомнатные двери? Магазин «Двери» предлагает широкий выбор межкомнатных дверей по доступным ценам. Двери производятся по европейским технологиям. Красивые и надежные, они станут достойным украшением вашего дома или квартиры.
Вся полезная информация
Двери | ХОМАГ
ХОМАГ
Отрасли
Составные части
Двери
Мы предлагаем отдельные машины и полностью взаимосвязанные системы для каждого этапа процесса, от резки сырья до размера и вплоть до упаковки.
От 3 до 3000 дверей в смену. От противопожарных и звуконепроницаемых дверей до обычных межкомнатных дверей. Будь то филенчатые двери массивные, шпонированные или с пленочным покрытием, или дверное полотно состоит из трех, пяти и более наполнителей. Диапазон вариантов и геометрий практически не ограничен.
Промышленное оборудование
Мы предлагаем чрезвычайно экономичные, высокопроизводительные установки и системы для производства дверных элементов, от создания заготовки до упаковки и полностью объединенной в сеть системы.
Производство дверных полотен
Используйте наши станки для производства от 30 до более 1000 дверей за смену. Степень автоматизации зависит от требуемых размеров партии. Центральная система управления подготавливает данные и отслеживает детали в процессе производства.
Независимо от того, какие дверные полотна и какое количество вы хотите производить, мы будем работать вместе, чтобы найти правильное решение, отвечающее вашим потребностям.
Полностью объединены в сеть — от раскроя до упаковки
Производительность и функции наших станков:
Резка сырья в размер , склеивание, прессование)
Формат/обработка кромок
Шлифовка/окраска
Обработка замков/петлей
Обрезка/вырезы
Автоматизированная обработка на всех станциях обработки
Упаковка
Упаковка
Производство дверных рам 9004 Производство дверных коробок8 или блочных рам, мы можем разработать правильное решение с учетом ваших требований.
Наши машины подходят для небольших и крупных партий, от склеивания отдельных частей рамы до полной упакованной рамы, с производительностью от 30 до более 1000 рам за смену. Оснащен самой современной технологией управления и уровнем автоматизации в соответствии с вашими объемами производства.
Погрузка
Резка сырья в размер
Производство подступенков (профилирование, покрытие/оклейка, прямое постформирование)
Производство панельных кронштейнов (окантовка погонажных изделий, профилирование, покрытие/оклейка кронштейнов)
6
6
Блок-рамы для обертывания
Обработка концов, петель и ответных планок, включая сборку
Упаковка
Штабелирование/укладка на поддоны
Обработка дверей с помощью технологии ЧПУ
Стационарная технология предлагает специальные решения для конкретных применений, таких как приклеивание шпунта для шпонированных кромок. Кроме того, стационарная технология предлагает форматирование и профилирование, вплоть до оконных вырезов и обработки креплений, и, наконец, обработку поверхности с помощью копиров.
Технология ЧПУ: идеальное решение начального уровня
Подходит для обработки дверных панелей и коробок
Возможность работы в нескольких местах и поочередно
Свободная конфигурация инструментов и узлов обеспечивает высокую гибкость
Широкий выбор устройств смены инструмента, конструкций столов и зажимного оборудования с помощью вакуумного всасывающего устройства
Технология ЧПУ: решение для специальных применений
Гибкая обработка дверных створок
Использование в взаимосвязанных линиях или с автоматической погрузкой-разгрузкой
Компактная конструкция
Возможность встроенной очистки заготовки
Автоматизированная операция, напр. с идентификацией штрих-кода
Возможность гибкой обработки размеров панелей с учетом размеров и профилей
Плюс обработка оконных вырезов
Технология ЧПУ: полностью автоматизированные высокотехнологичные решения
До четырех обрезных шпинделей с технологией HSC и 28 кВт, плюс пятиосевая обработка
Полностью автоматическое позиционирование всасывающего устройства, подходящее для широкого диапазона геометрии заготовок
Дисковая пила Bosch PKS 55 0. 603.500.020 предназначена для обработки древесины, фанеры, ДСП, пластиков. Пила применяется для выполнения продольных и поперечных прямых пропилов с углом наклона до 45°, имеет глубину пропила 55 мм под углом 90° и 38 мм под углом 45°. Система CutControl обеспечивает точность при проведении произвольных распилов.
Характеристики
Посадочный диаметр диска, мм20
Мощность, Вт1200
Диаметр диска, мм160
Max глубина пропила под углом 90°, мм55
Регулировка оборотовнет
Плавный пускнет
Поддержание постоянных оборотов под нагрузкойнет
Возможность работы с направляющей шинойнет
Вес, кг3. 9
Max глубина пропила под углом 45°, мм38
Число оборотов, об/мин5600
Инструкция к пиле Bosch PKS 55 0.603.500.020
Комплектация*
Параллельный упор 160х345 мм;
Пильный диск.
Параметры упакованного товара
Вес, кг: 6,22
Габариты, мм: 452 x 335 x 275
Произведено
Германия — родина бренда
Китай — страна изготовителя*
Напишите свой отзыв о «Дисковая пила Bosch PKS 55 (1200 Вт + пропил 55 мм) / 0.603.500.020»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
Ручная дисковая пила BOSCH PKS 55 A в Киеве.
0603501020 цена. Циркулярки Bosch по Украине
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Пилы
/
Циркулярные ручные
/
Ручная дисковая пила BOSCH PKS 55 A 0603501020
Полное описание
Характеристики
Теги товара
Ручная дисковая пила BOSCH PKS 55 A
Ручная дисковая пила BOSCH PKS 55 A — бытовая циркулярка из серии «Домашний мастер», обеспечивающая полный контроль и точность при выполнении прямого реза. Оснащение дисковой пилы BOSCH PKS 55 A высокопроизводительным двигателем мощностью 1,2 кВт позволяет выполнять пропил глубиной до 55 мм в древесине и до 38 мм в металлах. Оснащение пилы BOSCH PKS 55 A пылесборником CleanSystem обеспечивает чистую работу, что особенно важно при использовании дисковой электропилы BOSCH PKS 55 A в закрытом помещении. Система CutControl обеспечивает контроль работы во время выполнения произвольных пропилов.
Свойства дисковой пилы BOSCH PKS 55 A:
Мощный двигатель в 1.2 кВт позволяет прорезать древесину на глубине до 55 мм.
Резервуар для пыли CleanSystem для чистой работы.
Эргономичный дизайн, удобная рукоятка с мягкой накладкой и маленикий вес обеспечивают должное ведение пилки в материале.
Точное установление глубины реза и точная регулировка угла реза благодаря быстрозажимному рычагу.
Простая и быстрая замена пильного полотна посредством встроенного фиксатора шпинделя.
Переключатель с предохранителем и блокатором случайного включения, который можно включить с обеих сторон.
Оснащен высококачественным пильным диском Speedline Wood, который является самым быстрым на рынке.
Комплект поставки:
Ручная дисковая пила BOSCH PKS 55 A 0603501020
Пылесборник CleanSystem (2 609 255 731)
Твердосплавный пильный диск Speedline Wood (2 608 640 786)
Параллельный упор (2 608 005 018).
Потребляемая мощность
1200 Вт
Число оборотов холостого хода в мин
5600
Диаметр диска, мм
160
Диаметр посадочного отверстия диска, мм
20
Maкс глубина пропила, мм под углом 90º / 45º
55 / 38
Вес, кг
3,9
Похожие товары
Вместе с этим также покупают
Показать все
Лобзик BOSCH PST 700 E 06033A0020
Циркулярная пила Bosch PKS 55 (обзор и лучшая цена)
Каждый продукт, который мы рекомендуем, тщательно исследуется, проверяется и по возможности тестируется. Если вы покупаете по ссылке, мы можем заработать небольшую комиссию. Узнать больше.
Если вы покупаете по ссылке, мы можем получить небольшую комиссию. Узнать больше.
Испытано: Гарри Данктоном
Продукт протестирован
75,58 фунтов стерлингов
105,00 фунтов стерлингов Бесплатная доставка
Перейти в магазин
£ 84,00
Go To Shop
£ 88,95
Go To Shop
£ 99,99
£ 109,99
Go Shop
.
Обзор нашей циркулярной пилы Bosch PKS 55
B00499DR8U
3165140477703,4011808084549
Bosch вряд ли нуждается в представлении, когда речь заходит об электроинструментах. Одно из самых громких имен и любимое мастерами-любителями во всем мире, их набор инструментов невероятен. Твердо сидя в своей «зеленой» линейке доступных инструментов уровня DIY, Циркулярная пила Bosch PKS 55 — это мощная циркулярная пила с питанием от сети, обладающая рядом премиальных функций Bosch, таких как направляющая CutControl и сверхудобная рукоятка. Это не самая мощная циркулярная пила с питанием от сети на рынке, но для домашнего мастера ее достаточно для практически любой задачи по дому или в саду. Я проверил, как эта пила работает при резке различных пород древесины
Чтобы провести справедливое сравнение между лучшими циркулярными пилами, доступными прямо сейчас, я протестировал их всех на одних и тех же кусках дерева. Начиная с некоторых стандартных конструкционная древесина , я сделал серию поперечных пропилов по 0° . Затем я выполнил серию разрезов на 45° , чтобы проверить мощность двигателя и легкость регулировки скоса.
Переходя от стандартного CLS , который вы использовали бы для каркаса конструкции, я провел те же тесты на английском дубе , который я фрезеровал пару лет назад. Гораздо тверже, чем конструкционная древесина, это было бы большим испытанием для циркулярной пилы.
Следующим было испытание, чтобы довести пилу до предела. Распилы в древесине выполнить намного сложнее, так как они следуют за волокнами. Это также был предлог, чтобы посмотреть, хороша ли входящая в комплект направляющая планка.
И на последок тест инженерного качества . Чтобы увидеть, насколько хорошо пила настроена на заводе, я установил ограничитель глубины на 40 мм и сделал серию пропилов в своем дубовом брусе. Проверив глубину надежной стальной линейкой, я понял, можно ли доверять измерителю.
Производительность
Пересечение через CLS на 0° не было проблемой. Лезвие запело по дереву, но, к сожалению, не выдержало испытания на квадратную кровлю. Корпус двигателя мощностью 1200 Вт не оставляет достаточного зазора для квадрата, чтобы поместиться под ним. Ну, это примерно подходит, если вы установите глубину лезвия всего на несколько миллиметров, но это не поможет вам прорезать толстые бревна.
Прорези под углом 45° оказался немного более требовательным к двигателю, но я рад сообщить, что особого замедления не было. Лезвие диаметром 160 мм малогабаритно и может резать только на максимальную глубину 38 мм со скосом под углом 45°.
Проблема с резкой CLS заключалась в большом количестве надрывов и довольно рваной отделке лезвия, оставленной на конце бревна. На краях осталось много лохматых волокон, которые годились бы для грубой работы по обрамлению, но неприемлемы для чего-либо еще. Сравнение этой отделки с тем, что осталось от таких пил, как Makita DHS680Z, заметно.
Те же проблемы обнаружились, когда я взялся за дуб черешчатый. В то время как большинство циркулярных пил, которые я тестировал, оставляли удивительно гладкую поверхность, полотно Bosch оставило радиальных следов и несколько зазубренных волокон на краях. Это не профессиональная пила премиум-класса, но я ожидаю лучших результатов с новым диском . В реальном мире это означает, что вы потратите больше времени на получение приемлемой отделки по сравнению с лучшими циркулярными пилами.
Еще хорошо, что она была устойчивой, потому что мне приходилось довольно сильно толкать пилу, когда пилил хвойную древесину. Я отнесу это к размеру лезвия, так как 1,200 Двигатель мощностью Вт должен быть достаточно мощным для такого рода работ.
Теперь окончательный тест инженерных допусков и точности. Я стремился к глубине реза 40 мм с помощью глубиномера, но получил на полмиллиметра меньше 39,5 мм. Прорезь шириной почти 3 мм также была довольно большой, особенно по сравнению с Makita DHS680Z.
Мощность
Эта циркулярная пила Bosch PKS 55 оснащена двигателем мощностью 1200 Вт коллекторный двигатель. Это раскручивает лезвие 160 мм до максимальной скорости 5600 об/мин . Поскольку это сетевая пила, вам не нужно беспокоиться об аккумуляторах или зарядных устройствах, чтобы эта пила работала. Кабель питания длиной 2,5 м () недостаточно длинный для больших продольных пропилов, но подходит для большинства работ своими руками, а также имеет длинный гибкий резиновый чехол для защиты места, где он соприкасается с пилой.
Входящее в комплект полотно по дереву Bosch Speedline идеально подходит для выполнения поперечных пропилов в древесине и выполняет эту работу хорошо и без нареканий. Я бы хотел, чтобы то же самое можно было сказать о разрезает , так как потребовалось больше усилий, чем я ожидал, чтобы протолкнуть пилу через дерево.
Для сравнения: у мощного Makita HS7601 двигатель такого же размера, но он может делать гораздо больше. Дело не всегда в размере двигателя, а в качестве инструмента, который он приводит в действие.
Шум
Издавая 103 дБ , эта пила издает такой же уровень шума, как низколетящий реактивный самолет. Он довольно громкий, и я бы не мечтал использовать его без наушников. Однако, как только вы наденете защитные наушники, их можно использовать в течение длительного периода времени.
Одной из проблем, которые вы заметите у сетевых пил по сравнению с их беспроводными собратьями, является электрический тормоз. Все циркулярные пилы имеют своего рода электрический тормоз, который помогает уменьшить перебег, но, по сравнению с сетевыми пилами, требуется целая вечность, чтобы замедлиться до полной остановки.
Это означает, что пила шумит дольше, чем, например, DeWalt DCS391. Как только я убрал палец со спускового крючка, мне потребовалось семь секунд , чтобы остановиться.
Безопасность
Проблема безопасности, общая для всех сетевых электроинструментов , заключается в том, что за вами может тянуться что-то, за что можно зацепиться. Это означает, что часть вашего разума всегда сосредоточена на чем-то другом, а не на том, куда идет монтаж.
Крышка лезвия изготовлена из литого алюминия , поэтому она должна хорошо выдерживать обычные удары и падения, которые получают инструменты. В этой пиле нет ничего хрупкого, она кажется надежной и должна служить долго.
Одна вещь, которая делает этот тип пилы менее безопасной, чем пила с батарейным питанием и электронным тормозом , — это перекос диска. Когда вы убираете палец со спускового крючка на этой пиле, вам нужно дождаться, пока пильный диск перестанет вращаться, тогда как электрический тормоз немедленно останавливает вращение. Это не проблема, когда защитный кожух на месте, но если вы на полпути к резке и что-то пойдет не так, лезвие все еще будет вращаться.
Соотношение цены и качества
Иногда трудно не увязнуть в деталях. Я сравниваю шесть лучших циркулярных пил, доступных на рынке Великобритании, от профессиональных инструментов уровня плотника до доступного набора для самостоятельной сборки. Для большинства из нас, занимающихся своими руками, это целая куча пил за свои деньги.
Возможно, он не так хорош, как Makita DHS680Z, но вы также тратите меньше половины денег . И вам не нужно беспокоиться о батареях! Если вы хотите точно распилить бревно и вам не нужно использовать пилу весь день, каждый день, это очень хороший выбор.
Комбинезон
6 3,8333333333333
Циркулярная пила Bosch PKS 55 Сравнение цен
75,58 фунтов стерлингов
105,00 фунтов стерлингов Бесплатная доставка
Go To Shop
£84.00
£0.00
Go To Shop
£88.95
£88.95
Go To Shop
£99.99
£109.99
Go To Магазин
История цен
Насколько полезен был этот пост?
Нажмите на звездочку, чтобы оценить!
О гидах
Гарри Данктон — мастер на все руки, обладающий опытом работы в самых разных областях: от плотницких работ и реставрации мебели до хирургии деревьев и садоводства. Он очень счастлив, когда его находят в своем сарае, и надеется, что его дочь тоже найдет страсть к созданию вещей.
Роль Сары как главного редактора в DIY Garden заключается не только в том, чтобы убедиться, что мы буквально расставляем все точки над i и перечеркиваем буквы (хотя она приверженец деталей, так что это, безусловно, касается и этого!). Речь идет о корректуре, проверке фактов и постоянном исследовании всего, что мы публикуем, чтобы убедиться, что оно соответствует нашим редакционным стандартам, чтобы каждый мог получить максимальную отдачу от своего зеленого пространства.
Начните вводить и нажмите Enter для поиска
Ищите лучшие товары для сада и DIY здесь
ПРИДЕРЖИ ЛОШАДЕЙ!
Перед тем, как уйти, ознакомьтесь с этими невероятно выгодными предложениями для самостоятельной сборки…
Посмотреть предложения Нет, спасибо
Ручная циркулярная пила Bosch PKS 55
Пожалуйста, посетите нашу страницу ДОСТАВКА/ВОЗВРАТ для получения полной информации.
Доставка по материковой части Великобритании — на следующий день (с понедельника по субботу* заказ до 14:00)
Стоимость доставки зависит от стоимости вашей «корзины» при оформлении заказа. Мы постарались сделать все как можно проще и прозрачнее, рекламируя наши товары в Интернете по лучшей цене, которую мы можем, а затем взимая разумный вклад в нашу стоимость доставки. Мы НЕ зарабатываем денег на доставке.
Хотите, чтобы ваш заказ был доставлен в определенный будний день? Просто сообщите нам об этом в поле для комментариев на странице оформления заказа.
Это наша СТАНДАРТНАЯ ПОСТАВКА. В отличие от большинства веб-сайтов, мы не взимаем дополнительную плату за обслуживание на следующий день или в субботу. Мы считаем, что это предлагает отличное соотношение цены и качества. В тех редких случаях, когда попытка доставки не осуществляется вовремя по какой-либо причине, не зависящей от нас (например, курьер неправильно сортирует посылку), мы НЕ предлагаем возмещение этой суммы, это не гарантируется.
* Доставка по субботам недоступна для некоторых отдаленных регионов.
Remote Scottish Mainland
The delivery company we use consider the following postcodes ‘Remote Scottish Mainland:’
Next Day Service: AB10-AB16, AB21-AB25, AB31-AB32, AB39 , AB41, AB51-AB52, DD10-DD11, FK7-FK21, KY99, IV1-IV20, IV30-IV32, IV36, IV63,PA21-33, Ph4-Ph23, Ph25-Ph36
Изготовление корпусов на заказ из металла и пластика для РЭА, приборов
Изготовление корпусов на заказ из металла и пластика для РЭА, приборов
Заказать корпус
Наши преимущества
Множество материалов
Более 15 материалов с разной фактурой и техническими характеристиками
Производство от 1 шт
Индивидуальная разработка и изготовление пластиковых корпусов для РЭА, электронных приборов и оборудования
Работаем быстро
Быстрое прототипирование на бытовых и промышленных 3D-принтерах со сроком от 1 дня
Серийное производство
Выгодная технология литья пластика в силиконовые формы для серийного производства
Удобная доставка
Экспресс-доставка по всей России и СНГ, доставка по Москве день в день
Подробное консультирование
Консультации и помощь наших технических специалистов на всех этапах производства
Примеры работ
Литье из пластика
Литье из пластика
Литье из пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из полиамида
3D-печать из полиамида
3D-печать из полиамида
3D-печать из разных пластиков
3D-печать из фотополимера
3D-печать из полиамида
3D-печать из полиамида
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из полиамида
3D-печать из ABS-пластика
Узнать стоимость вашего корпуса
Цены и сроки
ABS-пластик / 3D-печать
Ударопрочный, термостойкий пластик, широкая цветовая палитра. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
От 1 дня
От 15 q/см3
Полиамид / 3D-печать
Гибкий и прочный пластик. Идеален для прототипирования сложных форм, обеспечивает ровную слегка шероховатую поверхность хорошего качества
От 3 дней
От 99 q/см3
Фотополимер / 3D-печать
Гладкий и детализированный пластик, применяется для 3D-печати негабаритных предметов с мелкой детализацией, точных прототипов и качественных мастер-моделей, точность печати до 16 микрон.
От 1 дня
От 230 q/см3
10+ видов пластика / Литьё в силиконовые формы
Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками.
От 10 дней
От 10 000 q
Материал/Технология
ABS-пластик / 3D-печать
Ударопрочный, термостойкий пластик, широкая цветовая палитра. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Срок: От 1 дня
Цена: От 15 q/см3
Материал/Технология
Полиамид / 3D-печать
Гибкий и прочный пластик. Идеален для прототипирования сложных форм, обеспечивает ровную слегка шероховатую поверхность хорошего качества
Срок: От 3 дней
Цена: От 99 q/см3
Материал/Технология
Фотополимер / 3D-печать
Гладкий и детализированный пластик, применяется для 3D-печати негабаритных предметов с мелкой детализацией, точных прототипов и качественных мастер-моделей, точность печати до 16 микрон.
Срок: От 1 дня
Цена: От 230 q/см3
Материал/Технология
10+ видов пластика /
Литьё в силиконовые формы
Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками.
Срок: От 10 дней
Цена: От 10 000 q/см3
Если вам не подходят типовые пластиковые корпуса для электроники, мы предлагаем штучное и серийное изготовление корпусов для РЭА, приборов и оборудования на заказ с помощью 3D-печати и литья пластика в силикон.
3D-печать корпусов обычно применяется для изготовления прототипов, тестовых образцов, единичных изделий или небольших серий за сравнительно короткий срок. В случае необходимости можно удобно доработать цифровую 3D-модель и напечатать разные версии корпуса для тестирования качественно-технических характеристик. Если требуется выставочный образец или прототип для демонстрации, мы предлагаем следующие услуги постобработки напечатанных на 3D-принтере корпусов: шлифовка, грунтовка, покраска, склейка, покрытие лаком.
Литье пластмассовых корпусов в силиконовые формы обычно выгодно использовать для производства небольшой серии изделий (10 — 1000 штук). Недорогая и сравнительно простая в изготовлении по сравнению с металлической оснасткой гибкая силиконовая форма для литья позволяет оптимизировать стоимость и срок производства партии. Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками. Чем больше объем партии на литьё, тем меньше стоимость единицы.
Заявка на изготовление корпуса
Если у Вас есть 3D-модель, загрузите файл и рассчитайте стоимость 3D-печати онлайн
Нужно корпусное изделие с габаритами: длина мм, ширина мм, высота мм. В количестве штук.
Требования к материалу:
Готовый корпус нужно получить Меня зовут:
Ответ прислать на почту:
Телефон для оперативной связи:
Отправить заявку
Спасибо за отправку заявки!
Наши специалисты рассмотрят Ваш запрос и обязательно ответят.
Если Вы уже знаете, что для производства макета Вам нужна 3D-печать, и у Вас есть подготовленная 3D-модель, Вы можете загрузить файл на наш сайт, рассчитать стоимость и сделать заказ онлайн.
Отправить новую заявку
Заявка на изготовление корпуса
Если у Вас есть 3D-модель, загрузите файл и рассчитайте стоимость 3D-печати онлайн
КОНТАКТЫ
Имя *
E-mail *
Телефон для оперативной связи .
СРОКИ
Дедлайн
ХАРАКТЕРИСТИКИ
Кол-во, шт
Размеры (мм x мм x мм)
X
X
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Если у вас есть какой-то файл, который поможет нашим специалистам понять вашу задачу, прикрепите его к заявке:
Требования к материалу:
Изготовление деталей по чертежам из полимеров и цветных металлов в Москве
Изготовление деталей из полипропилена
3D печать пластиковых деталей
Печать автозапчастей на 3D принтере
3D печать
Изготовление деталей из полиацетали
Изготовление деталей из сверхмолекулярного полиэтилена (СВМП)
Изготовление деталей из фторопласта
Изготовление деталей из капролона
Изготовление деталей из полиамида
Заказать
Поломка небольшой пластиковой шестерни, ручки, кронштейна или другой мелкой детальки – распространенная проблема при эксплуатации промышленного оборудования и бытовой техники. Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.
3D печать из пластика – это возможность быстро изготовить детали и комплектующие, которые сложно или вообще невозможно найти в продаже. Технология также позволяет оперативно производить макеты и прототипы изделий и конструкций.
Компания «ШИК ПОЛИМЕР» предлагает услуги по штучному и мелкосерийному изготовлению деталей из пластика на 3D принтере. Современное оборудование позволяет печатать изделия с высокой точностью, при этом стоимость печати и расходных материалов доступна широкому кругу потребителей.
Наша компания располагает высокотехнологичными 3D принтерами, которые позволяют печатать детали и комплектующие больших размеров с высокой детализацией. Для выполнения заказов мы используем сертифицированные пластики промышленного класса, тип материала подбирается индивидуально под каждый заказ.
Наши специалисты – это профессионалы, имеющий большой опыт трехмерной печати изделий для нужд промышленных предприятий и организаций, частных лиц. За счет использования разных пластиков для 3д печати можно создавать детали и запчасти с разными функциональными характеристиками. Цена 3D печати пластиком зависит от типа используемого материала, размеров изделия, необходимости создания трехмерной модели.
С помощью 3д принтера мы можем изготовить единичные изделия или мелкосерийную партию:
шестерни, муфты, кронштейны, корпуса и любые другие запчасти и комплектующие машин и механизмов;
редкие пластиковые корпуса, ремкомплекты, прокладки и уплотнительные детали;
технические прототипы, архитектурные макеты, элементы интерьерного оформления и рекламных конструкций.
3D печать может осуществляться по электронному чертежу, эскизу, фотографии, оригиналу детали. Наши специалисты разработают трехмерную модель и выполнят высокоточную печать изделий. Заказы доставляются по Москве и в регионы России.
Чтобы просчитать стоимость услуг трехмерной печати, свяжитесь с нами через сайт или по телефону 7 (495) 125-05-63.
Как использовать 3D-печать для литья под давлением
Сегодня большинство пластиковых изделий в мире производятся методом литья под давлением. Однако изготовление пресс-форм может быть непомерно дорогим и трудоемким. К счастью, формы не всегда нужно изготавливать из металла — их можно распечатать на 3D-принтере.
Стереолитография (SLA) 3D-печать представляет собой экономичную альтернативу механической обработке алюминиевых форм. 3D-печатные детали SLA полностью твердые и изотропные, а материалы доступны с температурой деформации до 238 ° C при 0,45 МПа, что означает, что они могут выдерживать тепло и давление в процессе литья под давлением.
Загрузите наш бесплатный информационный документ, чтобы узнать, как создавать пресс-формы для 3D-печати.
Загрузить информационный документ
Веб-семинар
На этом веб-семинаре мы покажем вам, как использовать стереолитографические (SLA) 3D-печатные формы в процессе литья под давлением, чтобы снизить затраты, сократить время выполнения заказа и вывести на рынок более качественную продукцию. .
Посмотреть вебинар сейчас
3D-печатные формы для литья под давлением в алюминиевой раме с готовой отлитой под давлением деталью.
Благодаря доступным настольным 3D-принтерам, термостойким материалам для 3D-печати и машинам для литья под давлением можно самостоятельно создавать 3D-печатные формы для литья под давлением для производства функциональных прототипов и небольших функциональных деталей при производстве пластмасс. Для мелкосерийного производства (примерно 10-1000 деталей) 3D-печатные формы для литья под давлением экономят время и деньги по сравнению с дорогими металлическими формами. Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств.
Технология 3D-печати SLA — отличный выбор для литья. Он характеризуется гладкой поверхностью и высокой точностью, которую форма передает готовой детали, а также облегчает извлечение из формы. 3D-отпечатки, произведенные SLA, химически связаны, так что они полностью плотные и изотропные, создавая функциональные формы с качеством, недостижимым при моделировании методом наплавления (FDM). Настольные и настольные SLA-принтеры, подобные предлагаемым Formlabs, упрощают рабочий процесс, поскольку их легко внедрять, эксплуатировать и обслуживать.
Formlabs Rigid 10K Resin — это промышленный материал с высоким содержанием стекла, который служит идеальным формовочным материалом для широкого спектра геометрий и условий процесса литья под давлением. Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей.
Rigid 10K Resin — это основной материал Formlabs для печати сложных форм для литья под давлением, который мы демонстрируем в трех тематических исследованиях в нашем техническом документе. Французский промышленно-технический центр IPC провел исследование и напечатал тысячи деталей, контрактный производитель Multiplus использует его для мелкосерийного производства, а компания по разработке продуктов Novus Applications отлила сотни крышек со сложной резьбой с помощью одной формы из твердой смолы 10K.
Высокотемпературная смола является альтернативным материалом, который можно использовать, когда давление зажима и впрыска не слишком велико, а твердая смола 10K не может обеспечить требуемую температуру впрыска. Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.
Высокотемпературная смола, однако, довольно хрупкая. В случае более сложных форм он легко деформируется или трескается. Для некоторых моделей достижение более дюжины циклов может быть сложной задачей. Чтобы решить эту проблему, французский стартап Holimaker обратился к Grey Pro Resin. Он имеет более низкую теплопроводность, чем High Temp Resin, что приводит к более длительному времени охлаждения, но он мягче и может выдерживать сотни циклов.
Загрузите наш бесплатный технический документ, чтобы ознакомиться с подробными примерами из практики и узнать, как самостоятельно создавать 3D-печатные формы для литья под давлением.
Загрузить информационный документ
Литье под давлением с помощью 3D-печатных форм можно использовать для самых разных целей. Загрузите наш информационный документ с пятью практическими примерами из жизни, чтобы узнать, как этот гибридный производственный процесс позволяет изготавливать пресс-формы по требованию для быстрого производства небольших партий термопластичных деталей:
Компания IPC провела техническое исследование литья под давлением с использованием 3D-печатных форм
Multiplus использует 3D-печатные формы из твердой смолы 10K для мелкосерийного производства
Компания Novus Applications отлила под давлением сотни резьбовых крышек с помощью трехкомпонентной пресс-формы из твердой смолы 10K
Компания Braskem изготовила 3000 ремешков для масок за неделю со вставкой из высокотемпературной смолы
Holimaker производит сотни технических деталей с использованием пресс-форм из смолы Grey Pro Resin и Rigid 10K Resin
Текстуры на 3D-печатной форме из твердой смолы 10K и готовой формованной детали.
Пресс-форма для литья под давлением, напечатанная на 3D-принтере из высокотемпературной смолы Formlabs.
Основываясь на внутренних испытаниях и тематических исследованиях с нашими клиентами, мы предлагаем выбрать смолу для 3D-печати на основе критериев из таблицы ниже. Три звезды означают, что смола очень эффективна, одна звезда — менее эффективна.
Критерии
Высокая температура
Grey Pro Resin
ГРИНГ 10K SARIN
Высокая температура литья
0
Высокая температура литья
0
.0069
Shorter cooling time
★★★
★
★★
High pressure
★
★★
★★★
Increase cycle number for complex geometries
★
★★
★★★
Сложность процесса литья под давлением в основном определяется сложностью детали и конструкции формы. С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.
Тип литьевого пресса не оказывает существенного влияния на процесс. Если вы новичок в литье под давлением и хотите протестировать его с ограниченными вложениями, хорошим вариантом может стать настольная машина для литья под давлением, такая как Holipress или Galomb Model-B100. Автоматизированное оборудование для литья под давлением малого масштаба, такое как настольная машина Micromolder или гидравлическая машина Babyplast 10/12, являются хорошей альтернативой для массового производства мелких деталей.
Белая книга
Загрузите наш информационный документ с рекомендациями по использованию 3D-печатных форм в процессе литья под давлением для снижения затрат и времени выполнения заказов и ознакомьтесь с реальными примерами использования приложений Braskem, Holimaker и Novus.
Прочитать технический документ
Мы рекомендуем соблюдать правила проектирования для аддитивного производства, а также общие правила проектирования пресс-форм, такие как включение двух или трех градусов угла наклона, поддержание одинаковой толщины стенки по всей детали или закругление вверх по краям. Вот несколько полезных советов от пользователей и экспертов, относящихся к полимерным печатным формам:
Для оптимизации точности размеров:
Запланируйте припуск на форму для последующей обработки и корректировки размеров.
Распечатайте один комплект пресс-формы, чтобы понять отклонения размеров и учесть их в модели пресс-формы CAD.
Для продления срока службы пресс-формы:
Откройте ворота, чтобы снизить давление внутри полости.
Если возможно, сделайте одну сторону стопки плоской, а на другой стороне держите дизайн. Это уменьшит вероятность смещения блоков и риск перепрошивки.
Предусмотрите большие вентиляционные отверстия от края полости до края формы, чтобы воздух мог выходить. Это обеспечивает лучший поток в пресс-форму, минимизирует давление и уменьшает вскипание в области литника, что сокращает время цикла.
Избегайте тонких поперечных сечений: поверхность толщиной менее 1-2 мм может деформироваться при нагревании.
Для оптимизации печати:
Отрегулируйте заднюю часть пресс-формы, чтобы минимизировать количество материала: уменьшите поперечное сечение в областях, которые не поддерживают полость. Это сэкономит затраты на смолу и уменьшит риск сбоя печати или коробления.
Добавьте фаску, чтобы облегчить удаление детали с платформы сборки.
Добавьте центрирующие штифты по углам, чтобы выровнять оба оттиска.
Если у вас есть дополнительные вопросы о рабочем процессе, обязательно ознакомьтесь с нашей статьей Часто задаваемые вопросы: Литье под давлением с помощью 3D-печатных форм. Чтобы ознакомиться с полным рабочим процессом и другими рекомендациями, загрузите нашу белую книгу.
Пресс-форма для литья под давлением, напечатанная на 3D-принтере, может выполнять боковые действия.
Сочетание изготовления пресс-форм с настольной 3D-печатью позволяет инженерам и дизайнерам расширить область используемых материалов и использовать возможности своего 3D-принтера не только для быстрого прототипирования, но и в сфере производства.
Использование 3D-печатных форм, штампов и шаблонов для дополнения процессов формования и литья, как правило, быстрее и дешевле, чем фрезерование с ЧПУ, и проще, чем работа с силиконовыми формами.
Помимо литья под давлением, 3D-печатные формы можно использовать для следующих процессов литья и литья:
Термоформование и вакуумное формование
Силиконовый молдинг (также накладной, вставной)
Литье из вулканизированной резины
Ювелирное литье
Металлическое литье
Перейдите по ссылкам, чтобы загрузить наши официальные документы с конкретными рекомендациями для каждого процесса.
Белая книга
Заинтересованы в других областях применения 3D-печатных форм? Загрузите наш технический документ, в котором также рассматриваются вопросы термоформования и литья с использованием эластомеров.
Загрузите технический документ
Технический документ
Загрузите наш технический документ, чтобы узнать, как быстро создавать сложные формы с помощью 3D-печати, и узнать о советах и рекомендациях, которым вы должны следовать при подготовке деталей формы.
Загрузить технический документ
Технический документ
Загрузите этот отчет для тематических исследований с участием OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных реализации силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
3D-печать в индустрии пластмасс: как это работает
Знаете ли вы, что 3D-печать была изобретена Чарльзом У. Халлом в середине 1980-х годов? С тех пор технический прогресс усовершенствовал многие его операции и производительность.
3D означает три представления. 3D-печать также известна под названием «аддитивное производство». Основной целью 3D-системы является создание трехмерных объектов с помощью цифрового 3D-модала или CAD-модала.
3D-печать открыла владельцам бизнеса безграничные возможности гибкого дизайна. Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
Спрос на аддитивное производство растет день ото дня благодаря уникальным функциям и конкурентным преимуществам. В мире производства литья пластмасс 3D-печать также играет значительную роль. Ожидается, что мировая индустрия 3D-печати пластмасс достигнет 1,965,3 миллиона долларов к концу 2023 года. Используя трехмерный процесс, пластиковые изделия разрабатываются быстрее, чем другое традиционное оборудование.
Цифровой дизайн создается на компьютере, а затем переносится на 3D-принтер для дальнейшей реализации. Это экологически чистый метод производства пластика, который создает продукт с минимальными отходами. В основном это помогает в производстве бытовой техники, чехлов для телефонов, инструментов, стоматологических изделий, ювелирных изделий и кузовов автомобилей.
Most Popular Filaments Used in 3D Printing Plastic Manufacturing
1. Ceramic
2. Resin
3. Nylon
4. Titanium
5. Полимолочная кислота
6. Золото и серебро
7. Нержавеющая сталь
8. Акрилонитрил-бутадиен-стирол (АБС)
9. полиэтилентерефталат полиэтилена (ПЭТ)
10. Высокий ударный полистирол (бедра)
Преимущества 3D Printing Printance. индустрия производства пластмасс. Давайте посмотрим, как 3D-печать играет полезную роль в пластиковом бизнесе:
1. Гибкость в формировании дизайна
Аддитивное производство дает дизайнерам пластиковой промышленности дополнительное преимущество в создании любой формы, которую они хотят построить. Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
В то время как технология 3D позволяет производителям гибко выбирать цвета, формы, материалы и дизайны. Есть неограниченные варианты формы. Это позволяет легко создавать геометрические и желаемые творческие чертежи. 3D-печать помогает пользователю создавать сложные и уникальные конструкции, которые привнесли большие инновации в пластмассовую промышленность.
2. Тестирование образцов продукции методом прототипирования
Популярность и использование прототипирования в пластмассовой промышленности растет день ото дня. Пластиковое быстрое прототипирование – это ранний образец или модель желаемого объекта. Он создан для проверки соответствия процедуры спецификации или необходимости каких-либо изменений в объектной модели. Лучше всего тестировать продукты с помощью процедур прототипа, чтобы проанализировать, подходит ли пластиковый объект в соответствии с рыночной конкуренцией.
Прототип продукта для физического осмотра помогает выявить недостатки и проблемы. В случае возникновения каких-либо проблем, вы можете изменить дизайн и отправить его на печать. Изготовление образцов перед изготовлением дорогостоящих пресс-форм спасает владельцев бизнеса от финансовых потерь.
3. Экономически эффективный процесс
При традиционном способе сборки пластмасс было много технических деталей и сложных операций. В то время как 3D-система снижает трудозатраты, поскольку большая часть работы выполняется только по команде печати. Это менее дорого, потому что оно производит массовое производство с меньшими затратами на единицу.
4. Более быстрое производство
Трехмерный метод быстрее, чем литье под давлением. Он тестирует и проектирует желаемый продукт в кратчайшие сроки. Технологический процесс 3D завершается за несколько часов. Традиционные процессы производства пластика занимают дни. При 3D-печати изготовление форм не требуется. Производитель просто должен обновить 3D-файл в соответствии с новым дизайном.
5. Устойчивый метод сокращения отходов
3D-принтер создает объект, который требуется изготовить. Это не отходы таких продуктов, как литье под давлением и резка с ЧПУ. Когда производственная компания производит меньше отходов, она экономит большой капитал. Устойчивое развитие также поддерживает товарно-материальные запасы и сырье. Это также работает в пользу экологичности.
6. Адаптация под требования клиентов
У каждого клиента свои требования и спецификации. 3D-печать позволяет дизайнерам изготавливать пластиковые изделия на заказ в соответствии с требованиями клиентов. 3D-оттиски позволяют создавать четкие и креативные дизайны, которые преображают и повышают продажи. Можно делать бесконечную персонализацию по желанию клиентов.
7. Эффективная печать больших деталей
Печать больших размеров не является проблемой для процедуры 3D. С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
8. Продукт Высококачественный пластик
При реализации трехмерной технологии нет шансов получить плохой дизайн. Продукт самого высокого качества, собранный с помощью аддитивного производства, улучшает пользовательский опыт.
Лучшая особенность 3D-оборудования заключается в том, что оно позволяет пользователю выполнять пошаговую сборку пластиковых объектов с помощью 3D-дизайна и печати. Его эффективная производительность соответствует стандартным конструкциям. Рекомендуется применять медленную скорость печати, так как она обеспечивает лучшее качество объектов, а не высокую скорость печати.
9. Создание прочных и устойчивых деталей
Прочность изделий имеет наибольшее значение. Одним из лучших качеств машин для 3D-печати является изготовление прочных и надежных деталей.
Рейтинг лучших бесплатных программ для 3D-моделирования (для начинающих) на весну 2021 года / Хабр
Существуют сотни различных бесплатных программных инструментов для 3D-моделирования для новичков, желающих создать свои собственные 3D-модели. Пользователи могут экспортировать свои модели и либо напечатать их на 3D-принтере, либо разместить в интернете, чтобы другие могли загрузить их бесплатно или за деньги.
Эти программы варьируются от простых в использовании для новичков до профессиональных, на изучение которых могут уйти годы. Поэтому мы создали свой список лучших бесплатных программ для 3D-моделирования, чтобы помочь вам сделать выбор.
Некоторые бесплатные онлайн-программы работают полностью в браузере, другие нужно загрузить. Но все они, по крайней мере в краткосрочной перспективе, бесплатны.
Список лучших бесплатных программ для 3D-моделирования в 2021 году:
TinkerCAD — лучшая программа для начинающих
3D Slash — простая программа для начинающих
FreeCAD — бесплатная программа с открытым исходным кодом
SketchUp
Blender — расширенная бесплатная программа
MeshMixer
Fusion 360
Vectary
SelfCAD
BlocksCAD
OpenSCAD
Wings 3D
Критерии, которые использовались для оценки:
Простота использования. Бесплатными программами часто пользуются новички, поэтому это важно.
Наличие хорошо проработанного набора инструментов для создания профессиональных 3D-моделей.
Наличие новых инструментов, которые дают возможность использовать совершенно новый подход к созданию 3D-дизайнов.
1. TinkerCAD — лучшая бесплатная программа для начинающих
Страна разработчика — США. Доступна к работе в браузере.
Это одна из многих программ 3D CAD-гиганта Autodesk, TinkerCAD. Инструмент обманчиво выглядит примитивным, прост в использовании, но снова и снова попадает в топ лучших бесплатных программ.
TinkerCAD позволяет создавать детализированные 3D-модели, используя базовые формы, соединяя их вместе. Процесс обучения намного проще, чем в других программах. Она идеально подходит для новичков и детей, для обучения детей 3D-печати. Ее чаще других используют в школах и классах по всему миру. Можете начать работу за считанные минуты в браузере без загрузки. Более того, можно скачать приложение TinkerCAD и поиграть с моделями на смартфоне или планшете!
Autodesk производит множество программ для различных отраслей. TinkerCAD идеально подходит для начинающих в 3D-дизайне, позволяет сделать что-то классное. Вы можете экспортировать модель в STL и любом другом формате и отправить на печать на 3D-принтере. Как только вы приобретете необходимый опыт, вам может понадобиться более сложная программа, например AutoCAD. Но при этом TinkerCAD остается отличной программой для начала вашей карьеры 3D-дизайнера.
2. 3D Slash — простая бесплатная программа для начинающих
Основная версия бесплатная, премиум версия требует оплату $2 в месяц.
Идеально подходит для новичков. 3D Slash не похожа на обычную программу, больше похожа на дружественный, интерактивный 3D-мир, где вы можете создавать, что угодно. Команда разработчиков четко продумала, как сделать пользовательский интерфейс максимально естественным, понятным не дизайнерам, без сложного процесса обучения. Функционал интуитивно понятен и удобен.
В то же время вы не ограничены только базовыми формами. Можете создавать впечатляющие и более сложные объекты. Стандартная версия бесплатная, премиум — с небольшой ежемесячной оплатой. Также доступны школьные и профессиональные тарифные планы.
3. FreeCAD — бесплатная программа с открытым исходным кодом
FreeCAD была выпущена еще в 2002 году, и несмотря на то, что все еще находится в стадии бета-тестирования, ее разработка значительно продвинулась. Она предназначена для того, чтобы сделать процесс создания 3D-версий реальных объектов максимально эффективным и простым.
Очень полезная функция — возможность начать со статического 2D-эскиза, из которого затем можно построить конечную 3D-модель. FreeCAD хорошо работает в Windows и Mac, можно легко экспортировать модель в виде файлов STL, OBJ или даже DXF, например, для ЧПУ.
Хотя FreeCAD была разработана в основном для станков, ее можно использовать и для 3D-печати. Более того, FreeCAD — программа с открытым исходным кодом, поэтому можно работать с Python.
FreeCAD идеально подходит для пользователей с некоторым опытом проектирования, так как часть инструментов может оказаться сложной для начинающих. Но в целом это очень мощный бесплатный инструмент для 3D-моделирования.
4. SketchUp
Основная версия бесплатная, версия Pro стоит $299 в год. Страна разработчика – США.
Программа — ветеран индустрии программного обеспечения для 3D-моделирования, была создана в 2000 году компанией Lastsoftware. В 2006 году ее выкупил Google, чтобы внедрить этот универсальный и мощный инструмент в свои сервисы. С тех пор она была продана Trimble Inc., которая и предложила бесплатную версию. SketchUp — отличный выбор для начинающих дизайнеров. Ее, как и TinkerCAD, освоить легче, чем большинство других 3D-программ. Содержит практически все инструменты, которые могут понадобиться.
Несмотря на то, что SketchUp пользуются в основном архитекторы, она приобретает все большую популярность в 3D-печати. Инструменты удивительно хорошо подходят создателям 3D-CAD-файлов. Вы можете загрузить расширение SketchUp STL, чтобы создавать файлы в STL.
SketchUp имеет простой интерфейс, не перегруженный информацией. Вы можете легко разобраться в нем за несколько часов и в первый же день создать очень реалистичную 3D-модель.
5. Blender — расширенная бесплатная программа
Страна разработчика – Нидерланды.
Возможно, это самое популярное программное обеспечение для 3D-дизайна. Blender имеет огромное активное сообщество, которое делится своими STL-файлами и 3D-моделями, а также информацией в интернете. Быстрый поиск Google и YouTube выдаст тысячи ссылок, где пользователи демонстрируют свои 3D-проекты и обмениваются опытом работы в Blender 3D. Такая популярность обусловлена прежде всего тем, что программа на 100% бесплатная и с открытым исходным кодом. В ней можно создать практически все, что угодно. Выбор инструментов огромен.
Процесс обучения более сложный, чем у предыдущих программ. Однако благодаря своему набору инструментов Blender универсальная программа для 3D-моделирования. Она используется в различных областях, начиная от создания VFX для фильмов, видеоигр, дизайна 3D-моделей, заканчивая 3D-печатью. Кроме того, Blender поставляется с интегрированным игровым движком, а также детализированными инструментами для моделирования и возможностью редактирования видео. Это невероятное бесплатное программное обеспечение идеально подходит для разработчиков игр и опытных 3D-моделистов.
6. MeshMixer
Страна разработчика – США.
Meshmixer – уникальная программа, не вписывающаяся ни в одну конкретную категорию. Еще одна разработка Autodesk, Meshmixer выгодно отличается от конкурентов тем, что позволяет редактировать существующие модели с помощью различных инструментов, включая анимацию, выгибание/заполнение, восстановление. Meshmixer хорошо подходит для модификации конструкций и обеспечения качества. Полезна как для начинающих, так и для экспертов. Позволяет улучшать и готовить свои модели к 3D-печати.
Еще одно важное преимущество программы – возможность ее использования в топологической оптимизации. Благодаря простым инструментам, детали можно сделать легче и экономичнее. Это особенно полезно для последующей 3D-печати в таких отраслях, как аэрокосмическая и автомобильная промышленность, где очень важен вес модели.
В целом, Meshmixer — универсальный вариант для тех, кому нужно улучшить 3D-модель. Новички могут изменять свои модели, эксперты — оптимизировать промышленные проекты.
7. Fusion 360
Программа бесплатна для личного пользования в течение года, Pro версия стоит около $500 в год.
Страна разработчика – США.
Очередная разработка Autodesk для школ и академических институтов. Это, несомненно, инструмент для экспертов, однако достаточно удобный в использовании для образованного новичка. Fusion 360 — программа для совместного использования, позволяет обмениваться файлами STL через облако для совместного редактирования и оптимизации моделей.
Обладает мощными инструментами для работы практически над любым промышленным 3D-дизайном. Имеет встроенные функции для оценки нагрузки, с которой столкнутся компоненты 3D-модели. Это позволяет дизайнерам находить потенциально слабые места перед печатью. После создания можно легко экспортировать модель в STL-файл или любой другой формат. Программа недавно стала бесплатной для студентов, стартапов и многих других. Если у вас есть некоторый опыт, или вы хотите повысить свои навыки в 3D-дизайне, это 3D-программное обеспечение идеально подойдет.
8. Vectary
Бесплатная программа с премиальными функциями за $12 в месяц.
Vectary появилась в 2014 году и называет себя самой доступной платформой 3D- и AR-дизайна. Это бесплатная веб-программа для 3D-моделирования. Vectary предлагает шаблоны с предварительно отрисованными и освещенными экранами, перед которыми вы можете разместить свои 3D-модели для съемки продукта и других художественных целей. Простой рабочий интерфейс с необходимым набором инструментов делает работу с освещением и моделированием легкой. Вы можете легко экспортировать готовый дизайн или сцену в виде AR-модели.
Бесплатный пакет включает в себя доступ к Vectary Studio для создания и проектирования моделей, а также возможность экспортировать ваши творения в форматы OBJ или STL. Для других форматов вам потребуется обновление. Бесплатно можно создать до 25 проектов, а также получить доступ к библиотеке 3D-активов, материалов и иконок Vectary. Платное обновление дает доступ к инструментам предварительного просмотра AR, а также к функциям совместного использования проектов и командам для лучшей и быстрой обратной связи между несколькими людьми.
9. SelfCAD
Бесплатная программа для сферы образования. Для остальных стоит $4,99 в месяц.
Страна разработчика – США.
SelfCAD фокусируется на том, чтобы быть лучшей браузерной бесплатной программой для 3D-моделирования для студентов по всему миру, которую не надо скачивать. Она популярна в американских школах, обучающих студентов 3D-дизайну. Простая и удобная в использовании, требующая короткий период обучения, SelfCAD имеет все необходимые инструменты для создания моделей. Также в ней есть инструменты нарезки для подготовки файлов STL или G-кода к 3D-печати.
SelfCAD — простая программа для 3D-дизайна с очень понятным интерфейсом, подходит новичкам.
10. BlocksCAD
Программа предоставляется бесплатно. Есть платные учебные версии для школ.
Страна разработчика – США.
BlocksCAD ориентирована на обучение и была создана для учащихся по модели STEM с 3-го по 8-й классы. Это облачное бесплатное программное обеспечение для 3D-моделирования, которое способствует изучению математики, вычислительного мышления, концепций кодирования и проектирования моделей для 3D-печати.
В свободной галерее имеется широкий выбор проектов, которые можно использовать в личных и классных работах, начиная от снеговиков, ювелирных колец, рыб и даже печально известного кафетерия. Отлично взаимодействует с OpenSCAD, предназначена для простой, веселой и удобной работы для детей. 3D-модели можно создавать с помощью красочных, простых в управлении блоков, и экспортировать либо в виде STL-файлов, либо в виде файлов для открытия и редактирования в OpenSCAD. Для новичков BlocksCAD предлагает обширные учебные пособия по основам 3D-моделирования и использованию 3D-программного обеспечения.
11. OpenSCAD
OpenSCAD – бесплатная загружаемая программа. Выглядит устрашающе, поскольку «окутывает» кодами и скриптами. Это мощный инструмент. Но имейте в виду, что он для тех, кто привык к кодированию. Программа была создана еще в 2010 году Мариусом Кинтелем и Клиффордом Вольфом. Регулярно выходят новые обновления и патчи. OpenSCAD любят 3D-дизайнеры, которые предпочитают скриптовый, а не художественный метод проектирования. Стоит также отметить, что 3D-деталь в OpenSCAD можно создать использую лишь мышь, но это не единственная фишка программы.
В целом, мы впечатлены OpenSCAD: она предлагает что-то новое и бесплатно. Однако необходимо, по крайней мере, промежуточное знание языков сценариев. В противном случае лучше использовать один из других вариантов из нашего списка.
12. Wings 3D
Wings 3D — полностью открытое и бесплатное программное обеспечение для 3D-моделирования, которое активно разрабатывается и совершенствуется с 2001 года. Программа не такая современная и удобная в использовании, как Vectary или TinkerCAD, но очень хорошо работает с персонажами, настольными моделями и другими проектами по созданию 3D моделей. Довольно легко работать с функциями по настройке моделей, например, лепкой, соединением, резкой, сгибанием — просто даже для начинающих.
Каждый пункт меню контекстный, поэтому, когда вы щелкаете правой кнопкой мыши, появляются различные опции в зависимости от того, что вам может понадобиться. Этот продвинутый инструмент экономит время и делает программу отличным инструментом для 3D-моделирования для начинающих и экспертов.
Перевод с сайта 3DSourced
10 бесплатных программ для 3D моделирования
В наши дни, если вы хотите начать работать с 3D-моделированием, не нужно вкладывать много денег в программное обеспечение! На рынке существуют бесплатные решения для начала моделирования ваших объектов или персонализации моделей, которые вы скачали в Интернете. И, хотя многие могут полагать, что бесплатное программное обеспечение для моделирования предназначено только для начинающих, это далеко не так. В следующем списке мы представляем вам 10 бесплатных программ для 3D-моделирования, которые предназначены для разных уровней опыта моделирования (перечислены в алфавитном порядке).
3D Builder
3D Builder — это бесплатное приложение для 3D-моделирования, которое позволяет просматривать, создавать и персонализировать 3D-объекты. Разработанный корпорацией Microsoft, оно доступен только для Windows. Отличительной особенностью 3D Builder является то, что он подходит для любого пользователя с или без опыта в 3D-моделировании. Это программное обеспечение позволяет создавать объекты, комбинируя простые формы, или начинать с 3D-файла, который вы загружаете онлайн и который можно настроить в соответствии с вашими потребностями. Дополнительные функции включают просмотр и редактирование, а также простые в использовании инструменты персонализации. 3D Builder также идеально подходит для 3D-печати, поскольку он поддерживает наиболее важные форматы файлов 3D-печати: STL, OBJ, 3MF и т.д.
Blender бесплатное программное обеспечение для 3D моделирования
Созданное в 1995 году, Blender — это полноценное программное обеспечение для 3D-моделирования, очень популярное в мире анимации и видео благодаря множеству предлагаемых функций. Оно не только бесплатно, но и с открытым исходным кодом, что означает, что оно постоянно совершенствуется. Одним из наиболее привлекательных преимуществ Blender является то, что поддерживается весь 3D конвейер, включая моделирование, анимацию, симуляцию, рендеринг, отслеживание движения и т. д. Это программное обеспечение CAD является кросс-платформенным и работает на компьютерах Linux, Windows и Macintosh. Основанное на полигональном моделировании, оно не обязательно должно являться наиболее широко используемым решением в секторе аддитивного производства, но при этом позволяет экспортировать трехмерные модели в форматах, адаптированных к технологии.
BlocksCAD
Программа BlocksCAD является одним из самых простых в использовании в качестве бесплатного программного обеспечения для 3D-моделирования. Предназначенная для образовательного сектора, платформа во многом напоминает систему LEGO, поскольку она основана на построении различных блоков для получения более сложных конечных деталей. Онлайновое программное обеспечение состоит из сложения и вычитания геометрических фигур на плане с 3 основными осями (x, y, z). Для этого рисунки, действия и параметры должны быть размещены в левой части экрана, чтобы впоследствии они отображались на плане справа. Одним из его преимуществ является то, что оно совместимо с программным обеспечением OpenSCAD, программой с открытым исходным кодом, более продвинутой, чем эта, поэтому созданные рисунки можно перенести в другую программу, как только пользователь приобретет больше опыта. Без сомнения, BlocksCAD является идеальным решением для начала работы с программным обеспечением для 3D-моделирования, и это бесплатно!
FreeCAD
FreeCAD, разработанная Юргеном Ригелем, Вернером Майером и Йориком ван Хавром, является одним из наиболее известных программ для трехмерного моделирования, обладающим расширенными функциональными возможностями, открытым исходным кодом и бесплатным использованием. Программа совместима с Windows, Linux и Mac и поддерживает большое количество форматов, таких как STEP, IGES, STL, SVG, DEX, OBJ, IFC и DAE. Для создания 3D-моделей вы должны начать с 2D-эскиза, который примет последующую форму трехмерной идеи. Интерфейс прост в использовании и позволяет определять различные ориентации линий, например углы, а затем изменять их размер. Трехмерные модели также могут быть разработаны с помощью процесса, называемого «заполнение». В настоящее время в сообществе FreeCAD насчитывается более 25 000 участников, что делает его одним из самых популярных вариантов среди программ для 3D-моделирования.
LeoCAD бесплатное программное обеспечение для 3D моделирования
Идеально подходящий вариант для поклонников Lego, LeoCAD был разработан для любого пользователя, который хочет начать создавать модели, не тратя слишком много времени на изучение 3D-модели. Процесс моделирования основан на лего-подобных кубиках, которые вы можете добавлять для построения 3D-моделей. В то же время это бесплатное программное обеспечение для 3D-моделирования подходит для более опытных пользователей, которые хотят создавать усовершенствованные модели, поскольку предлагает более сложные функции, чем кажется на первый взгляд. Более того, LeoCAD имеет открытый исходный код и доступен для Windows, Linus, macOS. Вы можете начать моделирование с нуля, но платформа также предоставляет более 10 000 различных деталей, которые можно загрузить непосредственно из библиотеки деталей LDraw.
Meshmixer 3D программное обеспечение для моделирования
Meshmixer — это бесплатное программное обеспечение CAD, входящее в семейство программ Autodesk. Это не очень типичное программное обеспечение САПР, так как оно не позволяет создавать ваши продукты с нуля. Вместо этого это программное обеспечение поможет вам с анимацией, моделированием, застежкой-молнией, заполнением отверстий, выемкой, 3D-штамповкой поверхности и автоматическим редактированием уже существующих моделей, которые вы модифицируете для создания своих собственных. Одним из его главных преимуществ является то, что вы можете модифицировать 3D-модель, не слишком заботясь о ее 3D-топологии — поскольку функциональность смешивания довольно мощная, то она позволяет легко прикреплять одну модель к другой, программное обеспечение заботится обо всех нюансах модификации сетки.
OpenSCAD
Другое бесплатное программное обеспечение для моделирования называется OpenSCAD, это программное обеспечение с открытым исходным кодом, которое создает 3D-модели из сценариев. Простые геометрические элементы могут быть изменены для создания сложных 3D-моделей. Для этого пользователю нужно только ознакомиться с языком программирования. Когда вы ознакомитесь с ним, вы сможете создавать очень сложные модели и иметь полный контроль над вашими проектами. Если моделирование с помощью OpenSCAD кажется вам слишком сложным, вы можете сначала воспользоваться бесплатным программным обеспечением BlocksCAD и, таким образом, ознакомиться с типом моделирования.
SketchUp Бесплатно
Программное обеспечение для 3D-моделирования SketchUp Free также известно под прежним названием Sketch Up Maker, которое было выпущено в 2000 году. Оно совершенно бесплатно и благодаря простоте в обращении подходит и для начинающих. При необходимости программное обеспечение также предоставляет возможность доступа к библиотеке готовых бесплатных 3D-моделей. Кроме того, вы также можете создать свою собственную модель. Это программное обеспечение для моделирования поверхностей позволяет использовать различные инструменты для рисования, измерения и перемещения. Экспорт позволяет сохранить созданные модели в виде файлов STL или в облаке Trimble Connect. Если вы хотите работать с расширениями, вам нужно использовать платное программное обеспечение SketchUp Pro.
TinkerCAD
Tinkercad, разработанная гигантом Autodesk, представляет собой онлайн-решение для моделирования, предназначенное в основном для начинающих, учителей и детей. Оно основан на геометрии конструкции твердых тел, что означает, что пользователь будет моделировать свой объект, комбинируя твердые формы, такие как кубы, цилиндры и т. д. Получающиеся в результате трехмерные модели будут более или менее сложными, как конструкция LEGO. Они могут быть экспортированы в трех различных форматах, STL, OBJ и SVG, что позволяет вам печатать ваши любимые проекты. Это бесплатное программное обеспечение для моделирования также предоставляет библиотеку файлов, которые пользователи могут изменять, чтобы легко получить желаемую форму.
Vectary 3D программное обеспечение для моделирования
Vectary — это решение для моделирования, разработанное двумя 3D-дизайнерами. Это онлайн-платформа, которая включает 100% бесплатную версию и другие платные решения, предлагающие больше возможностей. Бесплатная версия доступна прямо из вашего браузера и позволяет одновременно моделировать до трех 3D-проектов из сплошных фигур (кубов, цилиндров, капсул, сфер и т. Д.). Когда модель готова, вы можете экспортировать ее в. Формат STL для печати в 3D. Vectary также включает в себя множество учебных пособий, которые помогут вам улучшить свои навыки моделирования, и библиотеку моделей.
Автор Айшей М.
Источник
Теги:
программы для 3D моделирования, Vectary 3D, 3D Builder, файлы 3D-печати, Blender, BlocksCAD, FreeCAD, LeoCAD, Meshmixer 3D, OpenSCAD, SketchUp, TinkerCAD, 3D-проект
ZD Box — ZD Automotive
Характеристики продукта
Название продукта: ZD Box
Размеры: 145x65x88 мм
Материал: Алюминий
Вес: 600 г
Прочный
Высокая гибкость
Цена Запрос
Технические характеристики
4 × CAN
1 порт USB 2. 0
1 × Ethernet RJ45
2 порта USB 3.0
1 × HDMI
1 слот для SD-карты
1 × BroardR-Reach (дополнительно)
LTE/WI-FI
Поддерживает BAP LIN SERIAL ESOTRACE DLT SOME/IP FlexRay (A&B) (дополнительно)
Особенности
Установка программного обеспечения не требуется
Независимые лицензии
Настраиваемый пользовательский интерфейс
Удаленный доступ через http/ftp, также оптимизированный для мобильных устройств
ОТА-обновления
Встроенный интерфейс для автоматизации тестирования
Многопользовательская поддержка
Гибкое использование в качестве мобильной станции или стационарного компьютера
Может быть расширен по желанию заказчика
Функции
ZD Box поддерживает CRC и RESTful API/SDK, а также моделирование BAP-ECU и CAN-сигналы. Вместе с высокоуровневые протоколы имитации контроллеров, что позволяет отслеживать и анализировать трассировку CAN в реальном времени, BAP, Ethernet и Серийные следы. ZD Box также совместим с различными форматами данных, такими как Vector CANoe. Делать тестирование даже проще, полученные сигналы также могут быть скопированы для мониторинга текущего состояния ECU через CAN в реальном времени. коммуникация. Это работает как на тестовых установках, так и на реальных автомобилях.
Моделирование с ZD Box
Информационно-развлекательные системы становятся все более сложными и многофункциональными, что почему тестирование функций также становится дороже. Вот почему мы разработали ZD Box, с помощью которого можно тестировать различные функции. быстро и легко. Чтобы иметь возможность тестировать различные сценарии во время испытаний, программное обеспечение для моделирования позволяет корректировка различных параметров, таких как фактическая передача, целевая передача, давление масла и многое другое.
Моделирование RTM
ZD Box также может выполнять моделирование RTM. Настройки симуляции, пробега и движущую силу можно создать напрямую. Таким образом, можно смоделировать реальную среду транспортного средства, что дает эквивалентные результаты с минимальные усилия как немоделированные тесты. Конечно, эти данные также можно экспортировать напрямую для дальнейшей оптимизации транспортных средств. и тесты.
Дополнительная информация
СКАЧАТЬ ПРОДУКЦИЮ
nextnano GmbH
! Achtung: Zum Anzeigen des Inhaltes bentigt unsere Webseite Javascript. Немного активируйте Javascript в своем браузере, а также веб-сайт в полном объеме, чтобы вы могли пользоваться.
Für alle gestalterischen Elemente dieser Homepage wird jeglicher bestehende Rechtsschutz in Anspruch genommen. Ohne unsere ausdrückliche Genehmigung dürfen Elemente weder kopiert noch vervielfältigt werden. Jede unberechtigte Weitergabe oder Verwendung ist unzulässig und bedeutet einen Verstoß gegen Urheberschutzbestimmungen, der gerichtlich verfolgt wird.
Inhaltliche Konzeption und Redaktion
Bayern Innovativ Bayerische Gesellschaft für Innovation und Wissenstransfer mbH Ам Таллнаупарк 8 90402 Нюрнберг
Die nachstehenden Informationen enthalten die gesetzlich vorgesehenen Pflichtangaben zur Anbieterkennzeichnung, sowie wichtige rechtliche Hinweise zur Internetpräsenz von Bayern Innovativ.
Anbieter dieser Internetpräsenz im Rechtssinne ist:
Bayern Innovativ Bayerische Gesellschaft für Innovation und Wissenstransfer mbH Ам Таллнаупарк 8 90402 Нюрнберг
Телефон: +49 911-20671-0 Факс: +49 911-20671-792 Электронная почта: Per Mail kontaktieren Интернет: http://www.bayern-innovativ.de
Vertreter
Bayern Innovativ wird gesetzlich vertreten durch den Geschäftsführer Dr. Rainer Seßner.
Umsatzsteueridentifikationsnummer
Die Umsatzsteueridentifikationsnummer von Bayern Innovativ lutet: DE 172551529
Handelsregister
Bayern Innovativ ist eingetragen beim HRB Nürn. 13 224.
Redaktionsverantwortlicher
Redaktionsverantwortlicher für die Internetpräsenz von Bayern Innovativ ist: Доктор Райнер Зесснер. Телефон: +49 911-20671-0 Электронная почта: Per Mail kontaktieren
Rechtliche Hinweise zur Haftung
Bayern Innovativ ist um Richtigkeit und Aktualität der auf dieser Internetpräsenz bereitgestellten Informationen bemüht. Dennoch können Fehler und Unklarheiten nicht vollständig ausgeschlossen werden. Bayern Innovativ übernimmt deshalb keine Gewähr für die Aktualität, Richtigkeit, Vollständigkeit oder Qualität der bereitgestellten Informationen. Für Schäden materieller oder immaterieller Art, die durch die Nutzung oder Nichtnutzung der dargebotenen Informationen bzw. durch die Nutzung fehlerhafter und unvollständiger Informationen unmittelbar oder mittelbar verursacht werden, haftet Bayern Innovativ nicht, sofern ihr nicht nachweislich vorsätzliches oder grob fahrlässiges Verschulden zur Last fällt.
Bayern Innovativ behält es sich vor, Teile des Internetangebots oder das gesamte Angebot ohne gesonderte Ankündigung zu verändern, zu ergänzen, zu löschen oder die Veröffentlichung zeitweise oder endgültig einzustellen.
Die Verantwortlichkeit für «fremde Inhalte», die beispielsweise durch direkte oder indirekte Verknüpfungen (z.B. sogenannte «Links») zu anderen Anbietern bereitgehalten werden, setzt unter anderem положительный Kenntnis des rechtswidrigen bzw. strafbaren Inhaltes voraus. «Fremde Inhalte» находится в geeigneter Weise gekennzeichnet. Bayern Innovativ шляпа на «fremde Inhalte» keinerlei Einfluss und macht sich diese Inhalte auch nicht zu Eigen. Bayern Innovativ hat keine положительный Kenntnis über rechtswidrige oder anstößige Inhalte auf den verknüpften Seiten fremder Anbieter. Sollten auf den verknüpften Seiten fremder Anbieter dennoch rechtswidrige oder anstößige Inhalte enthalten sein, so distanziert sich Bayern Innovativ ausdrücklich von diesen Inhalten.
Система управления соответствием
Компания Bayern Innovativ GmbH работает в сфере систем управления соблюдением требований, внештатно Омбудсман — Герн Карл Вюрц от Unternehmen CompCor Compliance Solutions — для контактов. Er kann sowohl von Beschäftigten als auch von Externen in Compliance-Angelegenheiten angesprochen werden. Dafür ist eine spezielle Telefonnummer eingerichtet — 0800 863 2943 — über die er zu erreichen ist. Der Ombudsmann vereinbart mit dem Anrufer, ob und auf welche Weise der Name des Anrufers genannt wird bei der Bearbeitung eines möglichen Compliance-Vorfalls.
Hinweise zur Online-Streitschlichtung
Die Europäische Kommission Stellt eine Plattform für die außergerichtliche Online-Streitbeilegung (OS-Plattform) bereit, die unter www.ec.europa.eu/consumers/odr aufrufbar ist. Unsere E-Mail-Adresse найти Sie im Pressum.
Information über die Bereitschaft, an einem Verfahren vor einer Verbraucherschlichtungsstelle teilzunehmen
Wir sind bestrebt, etwaige Meinungsverschiedenheiten aus Verbraucherverträgen außergerichtlich beizulegen. Wir werden im Einzelfall entscheiden, ob wir zur Durchführung eines Streitbeilegungsverfahrens über eine Verbraucherschlichtungsstelle bereit sind. Die Stelle für ein solches Verfahren ist:
Allgemeine Verbraucherschlichtungsstelle des Zentrums für Schlichtung e.V., Straßburger Straße 8, 77694 Kehl am Rhein. Веб-сайт: www.verbraucher-schlichter.de
Insbesondere in diesen Fällen ist kein solches Streitbeilegungsverfahren möglich:
Wenn Sie Unternehmer sind.
Wenn Sie den streitigen Anspruch nicht zuvor uns gegenüber geltend gemacht haben.
Wenn es sich um eine Streitigkeit aus einem Vertrag über eine nichtwirtschaftliche Dienstleistung von allgemeinem Interesse handelt.
Wenn ein Antrag bei der Verbraucherschlichtungsstelle aus Sicht des dortigen Streitmittlers offensichtlich ohne Aussicht auf Erfolg ist oder mutwillig erscheint, insbesondere weil
der Streitige Anspruch bei Antragsstellung bereits verjährt war,
die Streitigkeit bereits бежевыйлегт wurde
zu der Streitigkeit ein Antrag auf Prozesskostenhilfe bereits mit der Begründung zurückgewiesen worden ist, dass die beabsichtigte Rechtsverfolgung keine hinreichende Aussicht auf Erfolg bietet oder mutwillig erscheint
Der Rechtsweg steht Ihnen selbstverständlich jederzeit offen.
Клей-расплав — адгезив на основе полимеров, который наносится в расплавленном состоянии. Нанесение клея обычно производится клеевым пистолетом, который работает через нажатие на курок. В промышленных условиях его чаще наносят с помощью клеевых машин. Клей-расплав используется в самых разных сферах благодаря своей универсальности. Это упаковка, переплетные работы, картонное производство, полиграфия, ленты и этикетки, сборочное производство, бытовой ремонт, рукоделие.
Клей-расплав привлекателен по многим причинам. Он быстродействующий. На самом деле, время схватывания может быть скорректировано в зависимости от потребностей технологического процесса. Горячий расплав безопасен в использовании и экологически чист. В дополнение к склеиванию сложных поверхностей, горячий расплав также может быть использован для заполнения зазоров, герметизации. Он легко транспортируется и хранится.
Преимущества клея-расплава перед адгезивами на основе растворителя
Клей-расплав стал настолько популярным, что он уверенно обгоняет по потреблению клеи на основе растворителей. Они представляют собой смеси различных ингредиентов, растворенных в специальных составах . Склеивание происходит после испарения растворителя. Клей-расплав, который основан на термоплавких полимерах, обходит многие проблемы с адгезивами на основе растворителей.
Горячий расплав быстрее и экономичнее, имеет большую адгезию и выделяет гораздо меньше летучих органических соединений, чем клеи на основе растворителей.
Благодаря своей химической природе клей-расплав может принимать любое количество форм. Он поставляется в форме стержней, гранул, брикетов и подушек. Горячий расплав может быть нанесен несколькими способами: экструзия (выдавливание из сопла), распыление, нанесение валиком.
Дозирующее оборудование для клея-расплава представлено в виде резервуаров для плавления , вакуумных транспортеров (шлангов), барабанных или ведерных загрузчиков и предплавильных установок.
Состав
Сырье, используемое в горячем расплаве, влияет на его функциональность, стоимость, доступность и производительность. Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Полимеры
Основными составляющими горячих расплавов являются термоплавкие полимеры. Это длинные повторяющиеся цепочки определенных молекул, которые имеют различные свойства в зависимости от длины цепей и типа молекулы.
Основными полимерами, используемыми в клеях-расплавах, являются:
этиленвинилацетат (EVA)
полиолефины
полиамиды и сложные полиэфиры
блок-сополимеры стирола
этиленметилакрилат (EMA)
этилен-Н-бутилакрилат (EnBA).
Полимеры придают горячему расплаву прочность и гибкость, термостойкость, ударопрочность и стойкость к сдвигу. Эти характеристики в значительной степени определяются типом полимера, его молекулярной массой и количеством.
При большем содержании полимера вы получаете более высокую вязкость, а также большую гибкость. При более низком содержании полимера наблюдается более низкая вязкость.
Добавки
Смолы
Смолы определяют липкость клея-расплава. Они влияют на то, как долго клей остается липким после его нанесения. Таким образом, смолы контролируют смачивание клея (т. е. то, как долго он остается жидким при контакте с поверхностью основания).
Смолы также оказывают влияние на адгезионную природу горячего расплава. Выбор смолы определяется ее совместимостью с основным полимером, температурой размягчения и удельной адгезией. Основными типами липких смол, используемых в горячем расплаве, являются канифоль и гидрогенизированная канифоль, гидрогенизированный углеводород, терпеновые фенолы, сложный эфир канифоли и другие. Также используются чистые ароматические мономеры.
С большим количеством смолы получается клей-расплав с уменьшенной липкостью и более высокой скоростью схватывания. С меньшим количеством липкой смолы расплав будет жестче и агрессивнее.
Воски
Воск в горячем расплаве в первую очередь контролирует заданную скорость схватывания и открытое время. Открытое время — это время, необходимое для создания связи. Это может длиться от нескольких секунд до бесконечности (для некоторых чувствительных к давлению клеев-расплавов). Этот параметр определяет, как быстро горячий расплав может образовать связь некоторой приемлемой прочности.
Эти два значения должны точно соответствовать параметрам, используемым в производственных линиях. В дополнение к ним воск также влияет на термостойкость и адгезию горячего расплава при температурах ниже температуры окружающей среды.
Основными типами воска, используемого в горячем расплаве, являются натуральные и синтетические воски. Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
При более низком содержании воска горячий расплав будет иметь более высокую вязкость и большую гибкость, а также будет связываться более агрессивно. При меньшем количестве воска горячий расплав будет иметь меньшую вязкость, быстрее схватываться и связываться менее агрессивно.
Антиоксиданты
Антиоксиданты используются в горячих расплавах в первую очередь для защиты материала от разрушения в течение срока его годности. Некоторые из часто используемых антиоксидантов в горячем расплаве включают фенолы, ароматические амины, фосфаты, фосфиты и BHT.
Наряду со стабилизаторами, антиоксиданты добавляются в небольших количествах и не влияют на физические свойства горячего расплава. Они защищают горячий расплав не только в течение срока его хранения, но и в расплавленном состоянии при нанесении и смешивании.
Пластификаторы
Помимо основного полимера и смолы, пластификаторы являются наиболее распространенной добавкой в клее-расплаве. На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
В идеале пластификатор обладает низкой летучестью, прозрачен и не имеет запаха. Используя пластификатор, горячий расплав может достичь более низкой вязкости расплава и быстрого увлажнения поверхности.
В дополнение к основным ингредиентам термоклей поставляется с несколькими другими добавками, которые придают ему определенные желаемые характеристики. Биоциды предотвращают рост бактерий, а наполнители добавляют объем и прочность, снижая при этом стоимость. Клей-расплав также может содержать антипирены и различные пигменты или даже блестки.
расплавы — характеристики, производители, состав и расход
Клей-расплав – это легкоплавкий материал, изготовленный на основе пластичных полимеров без применения растворителей. При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
После охлаждения тонкий клеящий слой становится твердым и создает очень прочный клеевой шов. В зависимости от марки клея, температура плавления находится в пределах от 100°С до 200°С. Скорость остывания зависит от толщины нанесенного слоя и марки применяемого состава.
Состав материала
Кроме термопластичного полимера для изменения адгезии, пластичности и температурных режимов в готовый материал могут быть добавлены особые компоненты, влияющие на технические характеристики клеевых соединений. Это смолы, канифоль, парафин, полимерные и красящие пигменты. Кроме этого в состав клея расплава добавляют наполнители в виде окиси алюминия, талька, мела, древесной муки и сажи, влияющие на температуру плавления и время схватывания.
Разновидности клеев
В зависимости от используемого базового компонента различают несколько видов клея расплава. Самые распространенные из них:
этиленвинилацетатный для склеивания пластиков, тканей, картона, бумаги, керамики и тонколистового металла;
полиуретановый клей расплав для обработки и крепления кромочных мебельных материалов;
полиолефиновый устойчив к температурным перепадам и отлично подходит для склеивания фольги, кожи, ДСП, ДВП и упаковочных материалов;
Клеевые составы постоянной липкости применяются в производстве скотча и других липких лент. Температура плавления таких клеев не превышает 18°С.
Подготовка к работе и использование инструмента
Клеи-расплавы производят в виде стержней, гранул, блоков и пластин для ручного и механического нанесения с помощью специального инструмента. Для разогрева и плавления полимерной массы используют термопистолеты и клеевые дозаторы. В них клеевой состав разогревается до температуры плавления, проходя через электрическую спираль или ТЭН. После этого он подается на специальную головку для нанесения на поверхность.
По способу подачи и конструкции клеевые головки бывают следующих видов:
щелевые для контактного и бесконтактного нанесения;
пневматические для спреевого и спирального нанесения;
шнековые электрические.
Для наклеивания декоративных кромок из ПВХ на элементы мебели, применяют специальные головки для кромкооблицовки серии МЕВ.
Преимущества клей-расплава
Широкое распространение термоклеев основано на таких характеристиках клея расплава, как:
очень быстрое склеивание;
экологическая чистота материала;
небольшой экономный расход;
широкая область применения;
надежность, высокая прочность, отличная адгезия;
практически неограниченный срок хранения;
устойчивость к воздействию влаги и перепадам температур.
На расход клея расплава оказывает влияние показатель плотности. Наибольшей экономии можно достичь, используя материалы с меньшим значением плотности и температуры плавления.
Применение клеев в мебельном производстве
Клей-расплав для мебельной кромки это один из наиболее распространенных видов термоклея. Производители мебели стабильно доверяют этому материалу благодаря надежности и прочности соединений. Кромка выглядит аккуратно, особенно после осторожной обработки углов.
В зависимости от применяемых материалов, технологии производства и инструмента для нанесения могут использоваться разнородные гранулы. Част из них сформована в виде мелкого порошка, другие похожи на небольшие горошины или миниатюрные таблетки, а остальные выглядят как длинные капсулы или бруски.
Расход клея на 1 метр кромки зависит от способа нанесения, температуры нагрева и марки материала. Для плит толщиной 18 мм при использовании контактных автоматов эта величина составляет 12-14 г/м. При ручном нанесении расход увеличивается до 16-18 грамм. Производители клея расплава указывают в других единицах измерения – 200-250 г/м2.
Технология облицовки профилей
Клеи расплавы широко применяют для декоративной отделки профилей путем поверхностной облицовки или окутывания. Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
При облицовывании пленками ПВХ обязательно используют клеевые расплавы. Для этих целей наиболее распространены составы на основе:
этиленвинилацетата;
аморфного полиальфаолефина;
полиамида;
полиуретана.
Применяемый клей-расплав должен отвечать техническим требованиям по устойчивости к перепадам температур, воздействию солнечного ультрафиолета, повышенной влажности, долговечности и прочности.
Другие варианты применения
Кроме применения в мебельном производстве и облицовки профилей эти клеи широко используются в таких производственных процессах, как:
наклеивание этикеток на стекло и пластики;
изготовление и маркировка упаковок;
сборка воздушных и газовых фильтров;
производство и монтаж изоляционных материалов;
деревообработка и выпуск клееного бруса.
Клей-расплав экономен при использовании. Для соединения деталей и заготовок требуется минимальное количество материала. Процесс склеивания происходит очень быстро и гарантирует надежность любых стыков.
Основной состав термоклеев
Опубликовано 06.11.2018 Греггом Ховардом, техническим менеджером отдела графики
Клеи-расплавы
уже много лет используются в переплетных мастерских и типографиях. На рынке доступны различные термоклеи, и выбор продукта в значительной степени зависит от предполагаемого конечного использования, производственных процессов и оборудования для нанесения. Клеи, чувствительные к давлению (PSA) и этиленвинилацетатные клеи (EVA), являются двумя химическими веществами-расплавами, наиболее часто используемыми в полиграфии. Хотя они различаются по физическим свойствам и рабочим характеристикам, состав этих двух систем имеет некоторое сходство.
Некоторые рецептуры клеев-расплавов очень просты, а некоторые чрезвычайно сложны, но все они обычно содержат четыре типа общих ингредиентов: полимеры, пластификаторы, вещества, повышающие клейкость, и антиоксиданты.
Каждый из этих классов ингредиентов привносит что-то уникальное и важное в общую формулу. В каждом классе есть сотни различных вариантов, которые можно использовать или комбинировать, чтобы придать конечному продукту определенный набор атрибутов.
Ниже приведены краткие сведения, иллюстрирующие, почему каждый из четырех основных классов компонентов является неотъемлемой частью клея. Другие добавки — красители или пигменты, наполнители, УФ-стабилизаторы — также могут быть добавлены к клеям для удовлетворения различных требований к производительности.
Полимеры
Полимер считается основой клеевой системы; он обеспечивает как прочность, так и гибкость. Полимеры также влияют на адгезионные свойства, термическую стабильность, химическую стойкость и совместимость. Полимеры EVA обычно включают в термоклеи, предназначенные для склеивания корешка, бокового склеивания и подкладки. Напротив, блок-сополимеры используются в клеях-расплавах PSA, предназначенных для бокового склеивания и подкладки, а также в клеях для обложки, используемых как в переплетном деле, так и в прямой почтовой рассылке.
Усилители клейкости
Эти термопластичные смолы считаются отличительной чертой формулы горячего расплава; ими можно манипулировать, чтобы повлиять на многие атрибуты обработки и производительности. Начальная адгезия может быть сформирована системой повышения клейкости, и она также способствует термической стабильности, цвету и запаху продукта.
Пластификаторы
Пластификаторы представляют собой технологические масла и воски, используемые в основном для регулирования вязкости и скорости плавления продукта. Однако они также помогают установить адгезивные и когезионные свойства; изменить открытое время; и обеспечивают дополнительную гибкость. В составы PSA обычно добавляют масла, тогда как в термоклеи EVA предпочтительны воски.
Антиоксиданты
Хотя антиоксиданты составляют небольшой процент от общей формулы, они очень важны для термической стабильности клея. Клеи-расплавы склонны к деградации при хранении при температурах выше рекомендуемых в течение длительного периода времени. Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения.
Как долго вы должны ждать, прежде чем проверять натяжение и изгиб страниц в только что переплетенных книгах? Щелкните здесь, чтобы получить ответ.
Категории
Продукты и инновации
Состав и техническое описание клеев-расплавов, чувствительных к давлению
HMPSA (клеи-расплавы, чувствительные к давлению), как правило, состоят из следующих ингредиентов:
термостойкость для HMPSA. Фаза стирола образует физически сшитую сеть в клее при комнатной температуре. SBC плавится и становится текучим при температурах выше температуры стеклования стирольного домена, примерно от 200 до 230°. На рынке клеев-расплавов доступны четыре типичных SBC: стирол-изопрен-стирол (SIS), стирол-бутадиен-стирол (SBS), стирол-(этилен-бутилен)-стирол (SEBS, гидрированный SBS) и стирол-стирол. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
2. Придающие клейкость Придающие клейкость низкомолекулярные олигомеры на основе нефти или природного сырья с температурой размягчения от ниже комнатной до 320°. Повысители клейкости могут обеспечить специфическую адгезию и более низкую вязкость расплава для клеев.
Два семейства придающих клейкость обычно используются для HMPSA:
a) Нефтяные углеводородные смолы: C5 (алифатические), C9 (ароматические), C10 (дицикло-пентадиен, DCPD), C5/C9 (дополнительные придающие клейкость), и C10/C9 (содействующие повышению клейкости).
b) Натуральные смолы: канифоль, терпен и их производные.
Выбор усилителей клейкости в первую очередь зависит от используемых SBC и рынков применения. HMPSA являются прозрачными, если вещества, повышающие клейкость, и SBC совместимы. Для менее или несовместимых смесей SBC-придающих клейкость, они мутные или непрозрачные.
3. Пластификаторы Пластификаторы могут эффективно снижать твердость, снижать вязкость и улучшать устойчивость HMPSA к низким температурам. Они также могут снизить стоимость клея. В составах HMPSA используются два типа пластификаторов: минеральные масла и бутеновое масло. Минеральное масло представляет собой смесь, содержащую различное процентное содержание парафиновой, наттеновой и ароматической составляющей. Различные минеральные масла могут сильно влиять на адгезионные характеристики, особенно на устойчивость к низким и высоким температурам.
4. Антиоксиданты Антиоксиданты используются для предотвращения или сведения к минимуму деградации в результате теплового старения, механической деформации и длительного хранения.
Парк оборудования на предприятии пополнился современным производительным станком Prussiani Champion.
15, января, 2020
Prussiani Champion — мостовой фрезерный пяти осевой станок для обработки мрамора, гранита и других видов камня.
Управляемые числовым контролем станок позволяет выполнять многочисленные виды работ: производство карнизов, арок, профилей, прямых и радиальных перил, раковин, ванн и душевых поддонов, колонн, капителей, скульптур и барельефов, выполнение прямолинейных и криволинейных резов.
Другие события
26-06-2020
Завершающая стадия монтажа фасадов на объекте в Рязани
К монтажу остались финальные штрихи — карнизы и декоративные элементы, но внешний вид здания уже совершенно другой.
16-06-2020
Начался монтаж первого фасада ГК «Биллитон сервис» в Казани
Фасад изготавливается из природного камня с использованием фасадной системы Billiton FS на специальных рамных конструкциях.
15-06-2020
Выпущен новый проект по фасадам
Завершены работы по проектированию фасада на одном из новых объектов — загородная частная резиденция в п. Барвиха.
01-06-2020
Монтаж фасада на объекте в Крыму
Продолжается монтаж фасада в Республике Крым. Фасад выполняется из Врацы с применением НФС Billiton FS.
25-05-2020
Изготовлен новый необычный элемент церковного убранства из природного камня
На предприятии ГК «Биллитон сервис» изготовили новое необычное изделие — церковный фонтан для питьевой воды.
27-02-2020
Продолжается монтаж фасада из природного камня на объекте в г. Симферополь
Монтажники приступили к навеске гранита на навесную фасадную систему Billiton FS.
29-01-2020
В завершающей стадии монтаж полов в частных апартаментах в г. Москва.
В завершающей стадии монтаж напольных покрытий из мрамора в частных апартаментах в г. Москва. Специалисты по монтажу приступили к финишной полировке напольных панно.
22-01-2020
Завершен монтаж лестницы из мрамора Бьянко Каррара в загородном доме в г. Барановичи
Лестница выполнена из трапециевидных и прямых плит с технической фаской из белого мрамора Бьянка Каррара по индивидуальным замерам.
20-01-2020
Завершен монтаж круглых колонн на объекте
На объекте «Великий камень» в г. Минске завершен монтаж элементов внутренней отделки — колонн из природного камня Крема Марфил.
15-01-2020
Парк оборудования на предприятии пополнился современным производительным станком Prussiani Champion.
Prussiani Champion — мостовой фрезерный пяти осевой станок для обработки мрамора, гранита и других видов камня.
29-12-2019
Завершен монтаж фасада офисного здания Часового завода ЛУЧ
Финальным этапом стал монтаж колонн и подвесного потолка из природного камня.
24-12-2019
Новый гранит для внутренних и наружных работ уже в наличии на складе Биллитон сервис
Гранатовый Амфиболит — прекрасный материал для столешниц в кухне.
18-12-2019
Очередной фасад в стадии активного монтажа
На объекте в г. Симферополь ведутся работы по утеплению здания и монтажу навесной фасадной системы.
16-10-2019
Новые поставщики гранита и мрамора — Billiton service
В итальянском городе Бергамо состоялась встреча руководства «Биллитон сервис» с представителями компании «Marmi orobici». Теперь в проектах компании появятся новые эксклюзивные гранит и мрамор из Африки и Бразилии.
08-10-2019
Проектирование комбинированного фасада из камня и дерева в стиле Хай Тек
Выполнена стадия визуализации проекта по загородному дому г. Минск.
25-09-2019
Стартовал проект в г. Воронеж
На объекте строится фасад из природного камня с использованием НФС Billiton FS.
17-09-2019
Устройство НВФ в Минске с использованием Лабродорита
На строительстве здания в г. Минск начался монтаж навесной фасадной системы Billiton FS с использованием гранита Лабродорит. На объекте рабочие применяют мачтовые платформы Scanclimber.
16-09-2019
Новый гранит в Биллитон сервис
Для изготовления предметов интерьера из природного камня на складе Биллитон сервис появился новый гранит — Сагитариус Экстра (Sagitarius Extra), Бразилия.
10-09-2019
Работы по проектированию
Архитекторы и инженеры-проектировщики Биллитон сервис завершили разработку рабочей документации по новому проекту офисно-делового центра в г. Рязань.
06-09-2019
Загородный дом в г. Минск
В загородном доме в г. Минск начались работы по монтажу декоративных элементов из мраморизированного известняка Канфанар с использованием навесной фасадной системы Billiton FS.
27-07-2019
Рецепция в ЖК Софийский
При изготовлении использовался камень оникс с дополнительной подсветкой внутри конструкции.
25-09-2018
MARMOMACC — выставка дизайна и технологий производства изделий из природного камня
Сотрудники компании выехали на ежегодную выставку MARMOMACC в Верону, которая показывает новые тенденции в сфере камнеобработки.
20-09-2018
Загородный дом в Барвихе
Завершение строительства дома с комбинированными навесных фасадами из керамогранита и стеклофибробета по технологии Sikatack Panel.
Показать еще
Prussiani Engineering (Пруссиани) на PromSpace
Prussiani Engineering (Пруссиани)
Похожие компании
Уважаемые друзья и коллеги, компания PRUSSIANI ENGINEERING официально открывает свой филиал в России!
PRUSSIANI ENGINEERING представлена на российском рынке с 2005 года. За этот период компания выстроила сотрудничество с многочисленными партнерами. Для улучшения обслуживания своих партнеров уже с этого года в московском офисе начал работу Сервисный Центр.
Многочисленные встречи с мастерами каменного дела, своими творениями делающими этот мир прекрасней, вдохновили нас на создание все более инновационных станков. Станков, которые берут на себя трудоемкую часть работы и помогают творить, достигая совершенства. Именно так родились станки, которые вошли в историю технологии обработки камня, мрамора и гранита. Станки, которые позволяют вновь пережить течение времени, его моменты, застывшие в скульптуре, декоративных элементах и панно.
Для Пруссиани каждый Клиент является особенным, как является особенным станок, который мы создаем для него. Мы прислушиваемся к потребностям, разделяем ожидания, трудности и цели. Мы находим технические решения, адаптируя станок к имеющемуся пространству Клиента и необходимости выполнять конкретные виды работ, гарантируя качество, инновацию и безопасность.
Компания Пруссиани благодарит своих Клиентов за возможность совместно расти, развиваться и общими усилиями строить будущее.
Адрес: 111020 Москва ул. Боровая, д.7, стр. 30 e-mail:[email protected] Web-сайт: http://prussiani-service.ru/ Телефон: +7 (925) 477-62-87
Станки гидроабразивной резки NEW RIO, с 3 или 5 осями, могут быть использованы для обработки любых видов материала: мрамора, гранита, кварцевого агломерата, керамики и других видов камня, а также стекла, резины, пластмассы, стали, алюминия, меди и др.
Управляемые числовым контролем в сочетании с системами CAD/CAM и специальной программой WJ CAM, эти станки позволяют достичь высокой точности реза без термической деформации материала.
Эти станки подойдут как для серийного производства, так и для создания уникальных изделий. Станки гидроабразивной резки NEW RIO идеальны для выполнения прямых, наклонных и криволинейных резов, сложных элементов с острыми внутренними углами, а также для изготовления панно из камня.
ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Пруссиани специально разработаны для обработки мрамора, гранита, кварцевого агломерата, керамики и других видов камня.
Управляемые числовым контролем в сочетании с системами CAD/CAM, они позволяют выполнять многочисленные виды работ: резка контура, профилирование, сверление отверстий, фрезеровка, полировка, гравировка и изготовление барельефов.
Эти станки подойдут как для серийного производства так и для создания уникальных изделий. ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Prussiani идеальны для производства раковин для ванных комнат и кухонных столешниц, ритуальных изделий и элементов интерьера.
Станки CNC Prussiani могут быть персонализированы исходя из потребностей производства и с учетом имеющихся производственных площадей Клиента.
Мостовые пилы STAR, CHAMPION и TANGO специально разработаны для обработки мрамора, гранита, кварцевого агломерата, керамики и других видов камня.
Гамма мостовых пил по камню Пруссиани, управляемых числовым контролем в сочетании с системами CAD/CAM, включает в себя:
4-х координатные мостовые пилы с четырьмя интерполирующими осями (STAR), для выполнения прямолинейных резов и профилирования;
5-ти координатные мостовые пилы с пятью интерполирующими осями (STAR, CHAMPION и TANGO), идеально подходящие для прямолинейных, криволинейных и наклонных резов, сверления отверстий, профилирования, гравировки надписей и выполнения барельефов.
Эти станки подойдут как для серийного производства, так и для создания уникальных изделий. Мостовые пилы с ЧПУ STAR, CHAMPION и TANGO незаменимы для раскроя слэбов.
Пруссиани Инжиниринг Великобритания | Станки для резки камня
Свяжитесь с нами
25 лет в камнерезном оборудовании
Отличное качество
Отличные проекты
Свяжитесь с нами
Новое и бывшее в употреблении оборудование для резки камня
Мостовые пилы
для гидроабразивной резки
Свяжитесь с нами Оборудование
Одна машина
Множество преимуществ
Свяжитесь с нами
Ассортимент продукции
Посещение Страница
Узнайте больше
Посещение Страница
Узнайте больше
Посещение Страница
Узнайте больше
Посетите Страница
Узнайте больше
Посетите страницу
.
Узнайте больше
Посетите страницу
Узнайте больше
Посетите страницу
Узнайте больше
Посетите страницу
Узнайте больше
Камнерезные станки Prussiani
Компания Prussiani была основана 25 лет назад. Марио Джорджио и Мариэлла Пруссиани основали компанию с целью производства высококачественных станков с ЧПУ для обработки гранита, мрамора и камня.
Камнерезные станки Prussiani представлены во всем мире. У них есть широкий спектр продуктов, которые являются инновационными и соответствуют технологическим достижениям.
Ассортимент камнерезных станков Prussiani включает многочисленные мостовые пилы с запатентованной системой «cut & move», 5-осевые интерполированные фрезерные станки для обработки цельных блоков, обрабатывающие центры, станки для гидроабразивной резки и токарные станки.
Все машины Prussiani рассчитаны на длительный срок службы и подходят для предприятий любого размера с малым и крупным производством.
Особенности Пруссиани
На все машины предоставляется 3-летняя гарантия, которая может быть продлена по запросу. Квалифицированное, грамотное и оперативное обслуживание на вашем объекте.
Все машины имеют маркировку Marble Machine Mark, выдаваемую Confindustria Marmomacchine, что гарантирует, что машины произведены в Италии и соответствуют нормативным требованиям.
Мы ориентируемся на инновации. Мы были первыми, кто запатентовал революционную систему манипулятора с присосками или систему «Cut & Move» (EP 1651409) в 2003 году.
Inspired By You
Наши встречи с многочисленными каменщиками, которые помогают украшать наш мир своими работами, являются источником вдохновения для проектирования и разработки все более инновационных машин, которые позволяют им создавать свою продукцию, устраняя усталость, повышая безопасность и достигая совершенство. Это история машин, которые вошли в историю технологий обработки камня, мрамора и гранита. Машины, которые имеют и продолжают способствовать сохранению истории и инновациям будущего со скульптурами, мебелью, инкрустациями и зданиями.
В Prussiani каждый клиент особенный, и особенным является машина, которую мы создаем для него. Мы прислушиваемся к их потребностям, делимся ожиданиями, проблемами и целями и ищем наиболее подходящие технические решения для удовлетворения конкретных требований к пространству и обработке, чтобы предложить качество, услуги, инновации и безопасность. Prussiani Engineering благодарит всех своих клиентов, которые дали нам возможность внедрять инновации и расти вместе, и продолжают это делать.
Алмазный инструмент
01576510376
Свяжитесь с нами
Свяжитесь с нами
Скоро
Ассортимент инструментов для профессиональной резки камня.
Каждый клиент особенный для Prussiani Engineering, к нему относятся как к члену семьи. Мы разделяем их проблемы, ожидания и цели..
Почему выбирают нас
Индивидуальные технические решения
Мы адаптируем наши машины к требованиям клиентов, ищем наиболее подходящие решения в соответствии с требованиями к пространству и обработке.
Превосходное обслуживание
Мы стремимся предоставлять клиентам лучшее обслуживание и услуги в отрасли.
Полный ассортимент
Мостовые пилы и фрезерные станки, обрабатывающие центры, гидроабразивные станки, токарные станки, полировальные станки. Идеальные решения как для малых, так и для крупных предприятий.
Связаться с нами
В 1991 году сбылась мечта, которую разделили Марио Джорджио Пруссиани и его жена Мариэлла, и они создали Prussiani Engineering: компанию, созданную с целью проектирования и разработки высококачественных станков с ЧПУ для обработки мрамора, гранита и камня.
Потребность рынка камнеобрабатывающих станков в Европе и будущие масштабы с ведущими ключевыми игроками — Breton, SCM Group, Biesse Group, GMM — Sweetu Lhane
«Сценарий исследования рынка камнеобрабатывающих станков на 2022 год:
Недавно опубликованный отчет об исследовании рынка камнеобрабатывающих станков по размеру, доле, тенденциям, прогнозам и анализу по типу, по применению, по ведущим ключевым игрокам, а именно [Breton, SCM Group, Biesse Group, GMM, Thibaut, Pedrini, Park Industry, Simec, Ancora(Ceramica), Bmr (Ceramica), DONATONI MACCHINE, Comandulli, Prometec, Pellegrini Meccanica, Prussiani Engineering, Northwood, Baca Systems, BM, Gaspari Menotti, Burkhardt-Löffler-Kolb-C. M.]
Этот рынок камнеобрабатывающих станков исследование собирает данные о клиентах, маркетинговых стратегиях и конкурентах. Отрасль машин для обработки камня быстро становится динамичной и инновационной, и в отрасль приходит значительное количество игроков. В этом исследовании представлены исторические данные за 2015 год, а также прогноз на период с 2022 по 2026 год9.0003
Получить образец отчета: https://www.marketresearchupdate.com/sample/244453
Отчет об исследовании рынка камнеобрабатывающих станков был продуманно составлен с учетом процесса сбора и расчета числовых данных об услугах и продуктах. Это исследование фокусируется на идее, направленной на удовлетворение потребностей и желаний вашего целевого клиента. В отчете также указывается, насколько эффективно компания может удовлетворить свои требования.
Крупнейший ведущий производитель Упомянутый в этом отчете: Breton, SCM Group, Biesse Group, GMM, Thibaut, Pedrini, Park Industry, Simec, Ancora(Ceramica), Bmr (Ceramica), DONATONI MACCHINE, Comandulli, Prometec, Pellegrini Meccanica, Prussiani Engineering, Northwood, Baca Systems, BM, Gaspari Menotti, Burkhardt-Löffler-Kolb-C. M.
Отчет представляет собой подробный и всесторонний анализ рынка камнеобрабатывающих станков. Как количественный, так и качественный анализ представлен производителями, регионами и странами, типами и приложениями. Поскольку рынок постоянно меняется, в этом отчете исследуются тенденции конкуренции, спроса и предложения, а также ключевые факторы, которые способствуют изменению спроса на многих рынках.
Сегментация ключевого рынка:
Мы предоставляем анализ основных тенденций в каждом подсегменте рынка Камнеобрабатывающие станки, а также прогнозы на глобальном, региональном и страновом уровнях на 2022–2026 годы. В нашем отчете рынок классифицирован по типам, конечным пользователям, приложениям и т. д.
Сегментация рынка по видам: Станки для резки камня Станки для шлифовки и полировки камня Фасонные станки для обработки
Сегментация рынка по применению: Натуральный камень Искусственный камень
Получить скидку @ https://www. marketresearchupdate.com/discount /244453
Сегментация рынка по регионам:
Северная Америка (США, Канада и Мексика) Европа (Германия, Франция, Великобритания, Россия и Италия) Азиатско-Тихоокеанский регион (Китай, Япония, Корея, Индия, и Юго-Восточной Азии) Южная Америка (Бразилия, Аргентина, Колумбия и др.) Ближний Восток и Африка (Саудовская Аравия, ОАЭ, Египет, Нигерия и ЮАР)
Отчет включает анализ влияния COVID-19 Ограничения и строгие правила в отношении доходов лидеров рынка каменных рабочих машин, последователей и разрушителей. Поскольку карантин был реализован по-разному в разных регионах и странах, его влияние также различается по регионам и сегментам. В отчете рассматриваются текущие краткосрочные и долгосрочные последствия для рынка, некоторые из них помогут лицам, принимающим решения, подготовить план краткосрочных и долгосрочных стратегий для компаний по регионам.
Ключевые вопросы, на которые даны ответы в этом отчете:
Каковы различные этапы цепочки создания стоимости в отрасли?
Каковы основные движущие факторы и проблемы в отрасли?
Как COVID-19 повлиял на рынок Камнеобрабатывающие станки?
Какова структура рынка Камнеобрабатывающие машины и кто является ключевыми игроками?
Какова степень конкуренции в отрасли?
Каковы ключевые региональные рынки?
Как рынок камнеобрабатывающих машин работает до сих пор и как он будет работать в ближайшие годы?
Посмотреть полный отчет @ https://www. marketresearchupdate.com/industry-growth/stone-working-machines-market-size-2022-244453
Причины приобрести отчет о рынке камнеобрабатывающих машин:
Отчет включает много информации, такой как сценарий динамики рынка и возможности в течение прогнозируемого периода.
Сегменты и подсегменты включают количественные, качественные, стоимостные (в миллионах долларов США) и объемные (в миллионах единиц) данные.
Региональные, субрегиональные и страновые данные включают силы спроса и предложения, а также их влияние на рынок.
Конкурентная среда включает в себя долю ключевых игроков, новые разработки и стратегии за последние три года.
Комплексные компании предлагают продукты, актуальную финансовую информацию, последние разработки, SWOT-анализ и стратегии этих игроков.
Персонализация:
Мы также предоставляем индивидуальные отчеты в соответствии со специфическими требованиями заказчика.
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера — 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с «грелкой» для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Плюсы:
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров.
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус.
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели.
Разнообразная палитра цветов.
Минусы:
PLA плохо шлифуется и механически обрабатывается.
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается.
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
Макет турбины
Декоративные подставки
ABS
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера — 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Плюсы:
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы.
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности.
На сегодняшний момент это самый недорогой вид пластика для 3D печати.
Большой выбор цветов и оттенков.
Минусы:
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям.
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).
HIPS
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Плюсы:
Меньшая усадка чем у ABS.
Простота механической обработки.
Матовая поверхность очень выигрышно смотрится на декоративных изделиях.
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Минусы:
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия.
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
Использование HIPS в качестве растворимой поддержки
Декоративная ваза из HIPS
PVA
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA — немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Растворимая поддержка из PVA
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
PETG
PETG (полиэтилентерефталат) собрал в себе лучшие свойства PLA и ABS. С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
Температура экструдера — 220-240 градусов. Температура стола — 80-100 градусов. В процессе печати модель необходимо хорошо обдувать.
Плюсы:
Отличная спекаемость слоев.
PETG очень прочный и износостойкий. Хорошо выдерживает ударные нагрузки.
Практически отсутствует запах при печати.
Нетоксичный.
Маленькая усадка.
Минусы:
PETG отлично подойдет для печати функциональных моделей. Благодаря небольшой усадке его часто используют для изготовления больших или составных моделей. Благодаря низкой токсичности PETG часто используют для изделий которые будут контактировать с пищей.
Формочки для печенья и узорчатая скалка
SBS
Это материал с высокой прозрачностью. При этом он прочный и упругий. SBS это пластик с низкой токсичностью. Его можно использовать для печати моделей контактирующих с пищей.
Температура экструдера – 230 -260 градусов. Температура стола — 60-100 градусов. Печатать можно без закрытого корпуса на принтере.
Плюсы:
Небольшая усадка
Прозрачность. После обработки сольвентом, лимонелом или дихлорметаном может получится красивые прозрачные изделия с практически гладкой поверхностью.
Легко обрабатывается механически или химически.
Разрешен контакт с продуктами питания.
Минусы:
SBS отлично подходит для полупрозрачных ваз, детских игрушек и емкостей для пищевых продуктов. Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Вазы отлично печатаются толстым соплом (0,7-0,8) в один проход (печать в 1 стенку или спиральная печать в слайсере).
Макеты бутылок после химической обработки
Нейлон
Нейлон (полиамид) считается самым износостойким материалом из доступных для домашней 3D печати. Помимо хорошей стойкости к истиранию и прочности он имеет большой коэффициент скольжения.
Температура экструдера — 240-260 градусов. Температура стола 80-100 градусов. Нейлон очень капризный и гигроскопичный материал – перед использованием рекомендуется просушить катушку с пластиком. Для печати нужен принтер с подогреваемым столом и закрытой камерой, без этого будет сложно напечатать что то крупнее небольшой шестеренки.
Плюсы:
Высокая прочность и износостойкость.
Высокий коэффициент скольжения.
Термостойкость, по сравнению с другими пластиками для 3D печати.
Высокая стойкость ко многим растворителям.
Хорошо поддается механической обработки. Отлично шлифуется и сверлится.
Минусы:
Нейлон отлично подойдет для изготовления износостойких деталей — шестеренки, функциональные модели и т.д. Иногда нейлон используют для печати втулок.
Шестеренка из нейлона
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Bestfilament
Мягкие пластики
FLEX (TPU, TPE, TPC) –это материал похожий на силикон или резину. Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
FLEX печатаются на температуре 200-240 (в зависимости от материала). Подогреваемый стол не обязателен. На принтерах с директ подачей материала (механизм подачи на печатной голове) проблем с печатью обычно не бывает. На боуден подаче (механизм подачи расположен на корпусе) печать очень мягкими пластиками может вызывать трудности. Обычно приходится дополнительно настраивать прижим прутка. Главный нюанс – это совсем небольшие скорости печати — 20-40мм.
Плюсы:
Минусы:
В зависимости от вида FLEXa модели могут получится гибкие или резиноподобные. Этот материал, в зависимости от мягкости, можно использоваться для печати уплотнительных прокладок, стелек, ременных передач, гусениц или других моделей которые требуют гибкости или мягкости.
Ремень из FLEXа
Кроссовки с гибкой подошвой
Колесо для РУ модели
Декоративные пластики
Декоративные пластики — это PLA пластики с различными наполнителями (деревянная или металлическая стружка). Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Температура экструдера – 200- 220 градусов (в зависимости от производителя). Подогреваемый стол не обязателен.
Плюсы:
Минусы:
Некоторые наполнители (например глина) являются абразивами. Для таких пластиков нельзя использовать стандартное латунное сопло. Придется покупать более твердое стальное сопло.
Некоторые декоративные пластики могут забить маленькое сопло (0,4 и меньше). Для них нужно использовать более “толстое” сопло.
В зависимости от наполнителя получаются разные свойства материала. Пластики в которых используется только краситель не требуют дополнительной обработки. Материалам с “наполнителями” иногда может потребоваться дополнительная пост обработка.
Пластики с металлическими наполнителями после печати нужно обработать металлической щеткой. Тогда проступит Металлическое содержимое и модель будет напоминать металлическую отливку.
Пластики с металлической пудрой
Эти пластики часто используются для печати брелков, декоративных моделей и деталей интерьера.
Если в пластике большое содержание древесной пыли, то рекомендуется использовать больший диаметр сопла (0,5 и больше), более мелкое сопло может быстро забиться в процессе печати.
Грут из пластика с древесным наполнителем
Брелоки из пластика с медной пылью
Инженерные пластики
Это пластики на основе нейлона с наполнителями которые улучшают прочностные, теплостойкие и другие характеристики, помогают добится меньшей усадки материала. Например – углеволокно, карбоновые нити или стекловолокно.
Температура экструдера – 240-300 градусов (в зависимости от производителя). Температура стола — 90-110 градусов. Поскольку пластики на основе нейлона то требования для печати схожи. Это подогреваемый стол и закрытый корпус принтера.
Плюсы:
Твердость и прочность.
Низкая воспламеняемость или негорючесть.
Высокая точность, благодаря низкой усадке.
Минусы:
В 3D принтерах используются латунные сопла, некоторые пластики могут быстро “расточить” его во время печати. Для таких материалов рекомендуется использовать стальные сопла.
Это узкоспециализированные пластики применяемые под конкретную задачу, в зависимости от наполнителя. Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Функциональный прототип из композита с углеродным волокном
Оправа из композита
Пепельница из поликарбоната
Итоги
Это конечно не весь перечень материалов для 3D печати. Появляется много узкоспециализированных инженерных и декоративных пластиков, для конкретных задач.
Производители постоянно стараются пополнять ассортимент материалов для 3D печати. Совершенствуются уже знакомые материалы для более комфортной печати. Появляется много интересных декоративных пластиков имитирующих разные материалы — керамику, глину, дерево, металлы.
И конечно постоянно обновляется ассортимент инженерных пластиков. Сейчас появилось много интересных материалов для узкоспециализированных задач — например выжигаемый пластик с малой зольностью для последующей отливки в металле.
Выжигаемый пластик
Перед покупкой катушки прочитайте информацию на сайте производителя или продавца. Там можно найти некоторые нюансы печати для конкретного пластика. Рекомендуемый диапазон температур производитель указывает на коробке. Иногда для качественной печати рекомендуется напечатать несколько тестов чтобы подобрать настройки температуры, ретракта и т.д.
Старайтесь хранить начатую катушку в пакетах с силикагелем. Высокотемпературные пластики перед печатью рекомендуется дополнительно просушить от лишней влаги.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Tiger3D
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
Esun
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
FlashForge
Пластики для 3D принтера.
Сравниваем характеристики пластиков для 3D принтера.
Всем привет, Друзья! С Вами 3DTool!
Пластики для 3Dпринтера. Руководство по видам пластиков и их характеристики.
В данной статье, мы сравним основные пластики для 3D печати по свойствам — PLA, ABS, PET, Nylon, TPU (Flexible) и PC и поможем найти оптимальный вариант для тех или иных задач.
Вступление
Выбор правильного типа пластика для 3D печати объекта становится все более трудным, так как на рынке 3D-печати регулярно появляются радикально новые материалы. В FDM 3D-печати PLA и ABS исторически были двумя основными используемыми полимерами, но их первоначальное доминирование можно было сказать случайным. Поэтому для других полимеров в целом нет каких-либо серьезных препятствий, чтобы сыграть свою роль в будущем FDM технологии.
Сейчас мы видим, что новые виды филамента становятся все более популярными, как чистые полимеры, так и композиты. В этом исследовании мы сфокусируемся на основных чистых полимерах, которые существуют на рынке сегодня: PLA, ABS, PET, Nylon, TPU (Flexible) и PC. Мы суммируем ключевые различия между их свойствами, чтобы пользователи могли быстро принять решение о том, какой полимер лучше всего подходит для их работы.
Методология
Пластики для 3D принтеров обычно классифицируются по 3 категориям: механические характеристики, визуальное качество и пригодность к постобработке. Далее мы разобьём эти категории, чтобы нарисовать более четкую картину свойств полимеров. Выбор материала зависит от того, что пользователь хочет напечатать, поэтому перечислим ключевые критерии, необходимые для выбора материала, кроме стоимости:
Простота печати: Насколько легко печатать пластиком: адгезия между слоями, максимальная скорость печати, частота возможного брака, точность печати, удобство подачи в принтер и т. д.
Визуальное качество: насколько хорошо выглядит готовая модель.
Максимальные нагрузки: максимальное напряжение, которое может испытать объект, прежде чем сломаться при медленном натяжении.
Растяжение на разрыв: максимальная длина объекта, растянутого до разрыва.
Ударопрочность: энергия, необходимая для разрушения объекта при внезапном ударе.
Адгезия между слоями (изотропия): насколько хороша адгезия между слоями материала. Это связано с «изотропией» (однородностью во всех направлениях). Чем лучше адгезия слоя, тем более изотропным будет объект.
Термостойкость: максимальная температура, которую объект может выдержать до размягчения и деформации.
Данные свойства не являются ни «хорошими», ни «плохими» по сути; это просто свойства, которые подходят для своей области применения. Например, жесткость.
У нас нет точной количественной оценки, но можно сказать, что это важный фактор. Так же есть такие параметры, как влагостойкость или токсичность.
Пластик PLA
PLA — самый простой полимер для печати и обеспечивает хорошее визуальное качество полученных деталей. Он довольно твёрдый, но на деле очень хрупкий и не подходит для использования в работающих механизмах.
Плюсы
Минусы
Био-разлагаемый
Впитывает влагу
Не имеет запаха
Не легко склеивать
Пригоден для обработки
шлифовальной бумагой и
покраске акриловыми красками
Устойчив к ультрафиолету
Пластик ABS
ABS обычно выбирается вместо PLA, когда требуется более высокая термостойкость и более высокая прочность.
Плюсы
Минусы
Можно обрабатывать парами ацетона для получения глянцевой поверхности
Чувствительность к ультрафиолету
Можно обрабатывать шлифовальной бумагой и красить акриловыми красками
Запах при печати
Ацетон также может быть использован в качестве сильного клея
Потенциально высокие выбросы дыма
Хорошая стойкость к истиранию
Пластик PET
PET более мягкий полимер, который обладает более интересными свойствами, но с оговоркой на некоторые существенные с недостатками.
Плюсы
Минусы
Может вступать в контакт
с продуктами питания
Работать с этим
материалом тяжелее чем с
PLA или ABS
Влагостойкость
Высокая химическая стойкость
Перерабатывается
Хорошая мех. воздействиям
Можно обработать
шлифовальной бумагой и
покрасить акриловыми красками
Пластик Нейлон (Nylon)
Нейлон обладает отличными механическими свойствами и, в частности, лучшей ударопрочностью для негибкой нити. Но могут возникнуть, и обязательно возникнут, если не позаботиться о специальном клее, проблемы как с адгезией к платформе, так и между слоями.
Плюсы
Минусы
Хорошая химическая стойкость
Впитывает влагу
Большая прочность
Потенциально высокие выбросы дыма
Пластик TPU
TPU – это гибкий пластик. В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений.
Плюсы
Минусы
Хорошая стойкость к истиранию
Сложно подвергается
постобработке
Хорошая стойкость к маслам и жирам
Трудно склеивать
Пластик Поликарбонат (PC)
PC является очень прочным материалом и может сыграть роль интересной альтернативы ABS. Их свойства достаточно схожи.
Плюсы
Минусы
Легко обрабатывать (шлифование)
Чувствительный к ультрафиолету
Заключение
Выбор правильного пластика для 3d принтера имеет решающее значение для получения правильных свойств 3D печатной детали, в особенности если вам необходимо её функциональное использование в механизмах и т. п.
Эта статья поможет пользователям найти для себя нужный тип пластика в зависимости от тех свойств, которые им нужны. Производители материалов иногда модифицируют пластики и добавляют различные присадки для изменения свойств чистого полимера (например, углеродное волокно, чтобы сделать материал более жестким). Но мы не рассматривали эти экзотические виды материалов в нашей статье, т.к. их распространение пока не очень широко.
Что ж, а на этом у нас все! Спасибо что были с нами, до новых встреч. Дальше будет интереснее!
Приобрести указанные в статье расходные материалы, задать свой вопрос, или отследить заказ, вы можете
Ultimate Materials Guide — Гибкая нить для 3D-печати
Обзор
Гибкие нити изготовлены из термопластичных эластомеров (TPE), представляющих собой смесь жесткого пластика и резины. Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Гибкий и мягкий
Отличное гашение вибрации
Длительный срок хранения
Хорошая ударопрочность
Трудно печатать
Плохие шунтирующие характеристики
Возможность появления капель и нанизывания
Может плохо работать с экструдерами Боудена
Требования к оборудованию
Перед 3D-печатью с использованием гибких нитей убедитесь, что ваш 3D-принтер соответствует требованиям к оборудованию, перечисленным ниже, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 45-60 ° C Нагретый слой. Дополнительное Корпус не требуется
Сборка Поверхность
PEI Результаты художника
РЕЗУЛЬТАЛЬНЫЙ ДЕРЕВУДЕР
ТЕММЕРТА: 225-245 ° C .
Требуется вентилятор охлаждения детали
Best Practices
Гибкие нити сопряжены со многими уникальными проблемами, о которых вы должны знать. Эти советы помогут вам снизить вероятность распространенных проблем с 3D-печатью, таких как засорение, перекручивание и натяжение.
Использование экструдеров с прямым приводом
В то время как некоторые частично гибкие нити прекрасно работают с экструдерами Боудена, для большинства полностью гибких нитей требуется экструдер с прямым приводом для достижения наилучших результатов. Расстояние между приводной шестерней и зоной плавления на горячем конце должно быть как можно меньше, чтобы нить могла эффективно поступать в сопло. Кроме того, путь, по которому нить проходит в зону плавления, должен иметь жесткие допуски, чтобы предотвратить перекручивание или скручивание нити внутри. По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
Использовать медленную и постоянную скорость подачи
Гибкие нити обычно лучше всего печатаются при медленной и постоянной скорости подачи. Поскольку материал эластичный, может быть очень сложно контролировать резкие изменения скорости печати. Более высокие скорости печати могут привести к сжатию нити и, скорее всего, к застреванию. Медленный и устойчивый — лучший подход. Simplify3D предоставляет все ваши настройки скорости подачи на вкладке «Скорости» настроек вашего процесса, чтобы вы могли легко настроить эти значения. Поиск оптимальной скорости печати для вашего материала может занять несколько попыток, основанных на пробах и ошибках. Мы видели, что скорость 1200 мм/мин (20 мм/с) может быть хорошей отправной точкой для большинства материалов.
Уменьшение сопротивления катушки с нитью
Несколько настроек катушки с материалом также могут иметь большое значение при работе с гибкими материалами. Как правило, ваш экструдер втягивает нить в сопло, заставляя катушку с нитью, установленную на вашем принтере, разматывать немного пластика в процессе. Однако, поскольку гибкие материалы эластичны, это будет растягивать нить при ее втягивании, что может фактически привести к недостаточной экструзии. Попробуйте установить катушку над принтером, чтобы нить разматывалась вниз, что может уменьшить сопротивление. Также может быть невероятно полезно установить втулку шпули на подшипник, чтобы шпуля могла вращаться как можно более свободно.
Настройте параметры отвода
Эластичность гибкого филамента делает его чувствительным к быстрым движениям, таким как втягивание. Чтобы успешно напечатать нить, вам нужно будет оптимизировать настройки отвода, чтобы уменьшить эти движения. Пока вы только начинаете работать с этим материалом, мы рекомендуем полностью отключить отвод. Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Оптимизируйте ваши передвижения
Отводы могут быть особенно проблематичными для гибких материалов, поэтому обычно лучше свести к минимуму количество отводов, необходимых для печати. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
Pro-Tips
Оптимизируйте скорость подачи, печатая с меньшей высотой слоя в диапазоне 0,1–0,2 мм. Нижняя высота слоя требует меньше пластика, поэтому ваш экструдер может использовать более низкую скорость подачи, уменьшая нагрузку на нить.
Старайтесь избегать использования плотов из гибких материалов, так как базовые слои плота имеют более высокие скорости экструзии, что может создать проблемы.
Если вы проектируете гибкую деталь, которая должна помещаться поверх другого объекта, попробуйте использовать отрицательный допуск между частями, чтобы гибкая деталь должна была растягиваться, чтобы плотно прилегать к другому объекту.
Начните работу с гибкими нитями
Теперь, когда вы готовы приступить к печати гибкими материалами, у нас есть несколько советов, которые помогут вам начать работу. Ознакомьтесь с некоторыми типичными приложениями ниже, попробуйте несколько наших примеров проектов или выберите популярную марку нити для покупки для вашего следующего проекта.
Общие области применения
Гашение вибрации
Рукоятки
Чехлы для телефонов
Примеры проектов
Радиоуправляемая автомобильная шина
Чехол для телефона
Велосипедная ручка
Популярные бренды
NinjaTek Ninjaflex, Armadillo, Cheetah
Полимер PolyFlex
eSun TPE
Гибкий ТПУ Sainsmart
Можете ли вы 3D-печатать из мягкого пластика? Удивительный ответ
Когда мы думаем о 3D-печатных объектах, первое, что приходит на ум, это что-то маленькое и твердое. Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Можно печатать на 3D-принтере из мягкого пластика, если у вас есть подходящие нити, такие как TPU и TPE. Эти гибкие смолы бывают разной твердости и обычно обеспечивают самые прочные, мягкие и эластичные 3D-отпечатки. Хотя большинство принтеров печатают на мягком пластике, вам может понадобиться экструдер для сгибания.
Эта статья расскажет вам о мягких пластиковых нитях и научит их идентифицировать. Я также расскажу вам о проблемах печати мягким пластиком и дам несколько профессиональных советов по получению идеальной, гладкой и эластичной печати.
Можете ли вы 3D-печатать мягкий пластик на любом 3D-принтере?
Печать гибкими нитями — увлекательное занятие. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Печать мягким пластиком требует определенных настроек и утонченности, хотя это возможно практически на любом принтере.
Мягкие пластмассы можно печатать в 3D на любом 3D-принтере, хотя для некоторых моделей экструзии могут возникнуть трудности с печатью гибких нитей. Обязательно ознакомьтесь с инструкциями производителя вашего 3D-принтера, прежде чем пытаться печатать из мягкого пластика.
Например, у 3D-принтеров с трубкой Боудена могут возникнуть дополнительные проблемы при печати мягким пластиком. Это потому, что мягкая, гибкая нить вялая, как мокрая лапша спагетти. В результате у экструдеров могут возникнуть трудности с выталкиванием этой гладкой нити из хотэнда, и если вы используете неправильные настройки печати и натяжение, вы можете получить замятие или полностью провалить печать.
Однако при печати мягких пластиковых нитей на 3D-принтере может помочь использование флекс-экструдера.
Экструдеры для гибких нитей, подобные этому Diabase Flexion-Rep2 (доступен на Amazon.com), прекрасно подходят для получения высококачественных мягких 3D-печатей на любом экструзионном принтере. У них есть более захватывающие части в экструдере, помогающие поддерживать равномерный поток нити.
Итак, если вы хотите регулярно печатать мягким пластиком, приобретение экструдера, способного работать с гладкими гибкими нитями, в конце концов, несомненно, окупится.
Кроме того, единственным серьезным ограничением при использовании экструзионного принтера является температура горячего конца при рассмотрении нити. Попробуйте выбрать нить, которая плавится при температуре, которую может достичь ваш принтер.
Как узнать, мягкая ли нить для 3D-печати?
Определение мягкости нити намного сложнее, чем кажется на первый взгляд.
Большинство нитей оцениваются по шкале твердости Шора, которая измеряет, насколько хорошо материал «отскакивает» после нажатия твердого заостренного датчика на его поверхность.
Таким образом, значение твердости по Шору измеряет как гибкость материала , так и насколько хорошо он выдерживает нагрузку.
В этом измерении используется числовой и буквенный рейтинг, чтобы определить, насколько мягким, гибким и прочным является полимер или пластик. Чем ниже цифра и буквенный рейтинг, тем мягче нить.
Чтобы определить, является ли нить для 3D-печати мягкой, проверьте ее твердость по шкале Шора. Большинство нитей имеют твердость 00, A или D по шкале дюрометра Шора. Материалы 00 являются самыми мягкими, материалы уровня A имеют среднюю мягкость, а материалы уровня D, как правило, более жесткие.
Однако это измерение усложняется добавлением числовых оценок. Например, эта нить Gizmo Dorks Flexible TPU (доступна на Amazon.com) имеет твердость по Шору 9.5А. Это означает, что его гибкость аналогична жесткому колесу скейтборда или колесу продуктовой тележки.
Тем не менее, Dialabs X60, самая мягкая нить на рынке на сегодняшний день, имеет твердость по Шору 60A. Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Поэтому перед покупкой всегда проверяйте твердость нити или смолы по Шору, чтобы определить, достигнет ли она той мягкости, которую вы хотите получить при 3D-печати.
Лучшие мягкие пластиковые нити и смолы для 3D-печати
Давайте посмотрим на некоторые из лучших мягких пластиковых нитей. Я также дам вам примерный диапазон оценок твердости по Шору и температур плавления, но, пожалуйста, помните, что характеристики каждого продукта будут различаться в зависимости от производителя.
ТПУ — это фантастическая нить для эластичных и гибких изделий. Несмотря на то, что он мягкий, он также невероятно прочный, и мне даже удалось напечатать формы из эпоксидной смолы из этой нити. Его твердость по Шору обычно колеблется от 60A до 75D, а средняя температура плавления составляет от 185º до 220ºC (от 365º до 428ºF).
TPE — одна из самых мягких нитей со средней твердостью по Шору от 75A до 98A. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Гибкие смолы SLA, DLP и LCD. Мягкие пластмассы подходят не только для экструзионных принтеров! Смолы для 3D-печати могут достигать выдающейся мягкости всего 30 А, но они также могут достигать невероятной твердости.
Другие материалы, такие как нейлон и полиэстер, также могут быть гибкими, поэтому в следующий раз, когда будете покупать нить, обратите внимание на показатели твердости по Шору.
Советы по печати на мягком пластике
Уменьшите скорость печати. Экструдеру требуется некоторое время для подачи гибких, скользких нитей в горячий конец. Итак, уменьшите скорость печати примерно наполовину, чтобы поддерживать постоянный поток нити.
Отключение втягивания принтера. Преломление — это параметр, который приподнимает сопло над отпечатком, уменьшая вероятность образования пузырей или чрезмерно экструдированных артефактных пятен. Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться больше, оставляя комки на отпечатке.
Создание бесшовного дизайна. Сокращение количества перескакиваний сопла с места на место может уменьшить образование натяжек и потенциальных пятен артефактов. Итак, постарайтесь придать отпечатку бесшовный дизайн, который ваш принтер сможет воссоздать, вообще не поднимая сопло.
Запекайте отпечатки, чтобы уменьшить их натяжение. Мягкий пластик эластичный и тягучий, что часто означает, что на ваших моделях будут протягиваться и заметные линии слоев. Выпекайте напечатанный объект в духовке при низкой температуре (приблизительно половина температуры плавления нити) в течение часа, чтобы уменьшить эти незначительные ошибки.
Для получения дополнительных советов обязательно просмотрите это фантастическое видео от Maker’s Muse на YouTube:
Форматно-раскроечный станок FL-3200L с шариковыми направляющими — цена, отзывы, характеристики с фото, инструкция, видео
Форматно-раскроечный станок FL-3200L с шариковыми направляющими предназначен для продольного, поперечного и углового раскроя плитных материалов (МДФ, ДВП, ДСтП и клееных щитов) облицованных и ламинированных, а также заготовок из массивной древесины, с предварительной подрезкой нижней кромки для исключения сколов.
Возможен как штучный, так и пакетный раскрой заготовок, а также наклон пильного узла до 45° в вертикальной плоскости. Предприятия и цеха по производству столярно-строительных изделий, клееных щитов, фанеры, производству мебели и другие деревообрабатывающие производства.
Конструктивные особенности:
Литой корпус пильного узла имеет высокую жесткость и виброустойчивость, что обеспечивает надежность работы станка, высокую точность обработки заготовок.
Свободный доступ к основной и подрезной пилам обеспечивает быструю замену пил и удобство обслуживания станка.
Усиленная конструкция салазок на каретке с базовой линейкой позволяет надежно базировать крупногабаритные заготовки. Обеспечивает высокое качество и точную геометрию распила.
Удобный механизм наклона пильного узла на пиление под углом в вертикальной плоскости с отсчетом угла наклона по лимбу с точностью до 1°. Рукоятка механизма расположена на передней панели станка.
Удобная и простая система изменения частоты вращения основной пилы, не требующая применения инструментов, а также надежная система натяжения ремня после его перестановки значительно сокращает потери рабочего времени.
Эргономичный пульт управления станком обеспечивает удобство управления и обслуживания станка и не требует от оператора высокой квалификации.
Регулировка подъема и опускания основной пилы от электропривода с помощью переключателя на пульте управления.
Настройка подрезной пилы с помощью рукояток на пульте управления. Достигается высокая точность настройки, сокращается время переналадки и обеспечивается удобство обслуживания.
Верхнее ограждение пилы совместно с устройством для удаления отходов, соединенное гибким шлангом с трубой для аспирации, обеспечивают безопасность работы на станке и более полное удаление отходов.
В стандартную комплектацию станка входит эксцентриковый прижим для надежной фиксации детали.
Дополнительные опции:
Пневмоприжим на салазках, вместо эксцентрикового ручного зажима, обеспечивает удобную и надежную фиксацию небольших заготовок .
Прижимная верхняя балка с приводом от пневмоцилиндров осуществляет надежную фиксацию как единичных, так и пакетных заготовок в зоне раскроя. Обеспечивается высокая точность обработки и удобство эксплуатации станка.
Система RAPIDO позволяет точно согласовать ширину пропила подрезной и основной пилы путём бесступенчатой регулировки в диапазоне 2,8 – 3,8 мм. Подрезатель системы RAPIDO настраивается оператором на нужную ширину пропила не дольше трёх минут. По сравнению с обычными системами подрезания экономится, по меньшей мере 10 минут настройки, так как отпадает необходимость в установке дистанционных шайб подрезной пилы.
Характеристика
Значение
Наибольшая длина пропила, мм
3200
Размеры основного стола, мм (длина х ширина)
1200 х 650
Расстояние между пилой и боковой базовой линейкой, наибольшее, мм
1300
Высота пропила, мм
70
Наклон пильного узла, град.
0 — 45
Диаметр основной пилы (наибольший) / посадочный диаметр, мм
300 / 30
Диаметр подрезной пилы / посадочный диаметр, мм
120 / 22
Диаметр патрубка стружкоприемника, пильного узла / ограждения основной пилы, мм
100 / 60
Мощность двигателя основной пилы, кВт
5,5
Частота вращения основной пилы, об/мин
3000/4100/5600
Мощность двигателя подрезной пилы, кВт
0,75
Частота вращения подрезной пилы, об/мин
8000
Общая установленная мощность, кВт
6,25
Габаритные размеры, мм: (длина х ширина х высота)
3380х3125х1200
Масса FL-3200L , кг
900
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Форматно-раскроечный станок Altesa Format-X Professional
Форматно-раскроечный станок Altesa Format-X Professional — одна из самых популярных моделей форматно-раскроечных станков. Длинная алюминиевая каретка и широкий поперечный стол позволяют устанавливать и перемещать относительно пильного механизма листы большого формата. Форматно-раскроечный станок Altesa Format-X Professional предназначен для чистового раскроя ДСП, МДФ, ДВП материалов, в том числе с различными облицовочными покрытиями, с предварительной подрезкой нижней кромки для исключения сколов. Пильный механизм включает в себя два режущих пильных диска: основной и подрезной. Подрезной пильный диск имеет попутное вращения относительно подачи заготовки и за счет предварительного реза позволяет раскраивать ламинированные детали без образования сколов на ламинированных изделиях. Идеально подходит для применения на предприятиях по производству мебельной продукции, мебельных щитов, столярно-строительных изделий, фанеры, и других деревообрабатывающих производствах.
Основные моменты модернизации: Компания ALTESA в 2016 году, в связи с переоснащением производства, произвела грандиозную модернизацию форматно-раскроечных станков. Основной упор модернизации был направлен на повышение качества узлов и механизмов, улучшение конструкции подвижной каретки, качество и удобство настроек и что не маловажно – все это привело к максимальному удобству работы оператора и повышение качества выпускаемой продукции. Модернизация коснулась практически всех узлов, начиная от пильного блока, заканчивая измерительными линейками станка. Обо всех новшествах — в основных детальных преимуществах станка.
Область применения: Станки предназначены для продольного, поперечного раскроя плитных материалов (ДСП, МДФ, и т.п.), в том числе ламинированных. Станки серии «FORMAT-X», являются станками тяжёлого класса, и способны выполнять самые сложные задачи в больших объемах при высокой нагрузке на производствах корпусной мебели, столярном и других производствах.
Дополнительные опции:
«Electronic 1»
Электронный подъем основного пильного диска
«Electronic 2»
Электронный подъём основного пильного диска и электронный наклон пильного блока
«Euro Type»
Параллелограммная защита основного и подрезного пильных дисков (кожух верхнего пылеудаления на стойке)
Тип каретки: Роликовая система направляющих каретки, зарекомендовала себя на Российском рынке, как самая лучшая и долговечная.
Цельнолитой пильный блок:
Форматно-раскроечные станки FORMAT-X имеют ЦЕЛЬНОЛИТОЙ пильный блок, который полностью исключает вибрации, имеет высокую прочность, долговечность использования, и сохраняет жёсткое линейное позиционирование пильных дисков.
Преимущества в деталях Все нижеперечисленные преимущества станков ALTESA модернизированной серии «FORMAT-X», сочетают в себе доступные цены и высокое качество изготовленного оборудования, дают возможность покупателям снизить срок окупаемости станка, а так же позволяют производить высококачественную и конкурентоспособную продукцию.
НАДЕЖНАЯ СТАНИНА
Одним из преимуществ форматно-раскроечного станка Altesa Format-X Professional является крепкая энергопоглощающая конструкция станины, которая выполнена из толстого листового металла, с поперечными и продольными ребрами жесткости. Продуманная до мелочей конструкция станины надежно гасит вибрации и обеспечивает стабильную работу станка. Площадки для фиксации основного стола и роликовой каретки выполнены на фрезерном центре за одно позиционирование станины, что обеспечивает «ювелирную» точность при их изготовлении.
РОЛИКОВАЯ КАРЕТКА – ДЛЯ НАСТОЯЩИХ ПРОФЕССИОНАЛОВ
Роликовая каретка с модернизированным внутренним профилем, является одним из важнейших преимуществ данной модели. Конструкция каретки выполнена по принципу давно положительно зарекомендовавших себя кареток немецкого производителя Altendorf. Данная конструкция обеспечивает абсолютно ровный базовый пропил, в сочетании с плавностью и легкостью хода. Фиксатор роликовой каретки располагается в удобном для оператора месте, и даёт возможность зафиксировать её в любом положении по всей длине обратного хода.
КОНСТРУКЦИЯ ВЕРХНЕГО ОТВОДА СТРУЖКИ
На форматно-раскроечных станках Altesa Format-X Professional в базовой комплектации используется стандартная система верхнего пылеудаления, крепящаяся на расклинивающем ноже, с дополнительной конструкцией поддержки аспирационного шланга.
В дополнении вы можете заказать опцию «Параллелограммную защиту пилы Euro Type» (кожух верхнего пылеудаления на стойке), с повышенной безопасностью и удобством в работе.
ЛИНЕЙКА ДЛЯ ПАРАЛЛЕЛЬНЫХ РЕЗОВ
Цельнолитая конструкция бокового суппорта, полностью исключает перекос и люфт при использовании бокового упора. Благодаря эксцентриковому фиксатору суппорта, скорость позиционирования бокового упора на необходимое значение, составляет считанные секунды, а модернизированная конструкция фиксации бокового упора позволяет не потерять выставленный размер.
Фиксация боковой направляющей линейки к суппорту осуществляется в двух положениях (вертикальное и горизонтальное положение направляющей линейки).
Доводчик суппорта позволяет оператору выставить необходимое значение с высокой точностью.
НАДЕЖНАЯ ОПОРНАЯ РАМА
Телескопическая конструкция поддерживающего устройства с усиленными роликами закрытого типа, для базирования крупногабаритных изделий, позволяет избежать перекос опорной рамы даже при высоких нагрузках и получать чёткую геометрию и высокое качество распила. Опорную раму с легкостью можно перемещать по всей длине каретки, ослабив всего 2 фиксатора.
ПОДЪЁМ И НАКЛОН ПИЛЬНОГО БЛОКА
В базовом оснащении станка, регулировка угла наклона пильного блока и регулировка основного пильного диска по высоте, производится при помощи маховиков на фронтальной части станка. Цифровая индикация угла наклона пильного блока производится на пульте управления, с помощью механического счётчика, который работает в диапазоне от 0◦ до 45◦. Маховики имеют фиксатор, который после установки необходимого угла или высоты, препятствует сбою установленных значений в процессе работы. Оснащение опциями «Electronic 1» и «Electronic 2» дают возможность получить электронный подъём основного пильного диска и наклон пильного блока.
ЭРГОНОМИЧНЫЙ И ПРОСТОЙ
Панель управления форматно-раскроечным станком Altesa Format-X Professional располагается на фронтальной части оборудования. На панели расположены кнопки запуска основного и подрезного пильных дисков, кнопка аварийной остановки двигателей, лампочка индикации присутствия напряжения в 380В., и механический счетчик положения угла пильного блока.
С дополнительными опциями «Electronic 1» или «Electronic 2» помимо счётчика угла наклона пильного блока на панели будет располагаться счётчик высоты пропила.
УДОБНАЯ РЕГУЛИРОВКА ПОДРЕЗНОГО ПИЛЬНОГО ДИСКА СИСТЕМОЙ «RAPID»
Регулировка и фиксация как вертикального, так и горизонтального перемещения подрезного пильного диска встроены в одну систему. С данной конструкцией нет необходимости использовать специальный инструмент.
ЦЕЛЬНОЛИТОЙ ПИЛЬНЫЙ БЛОК
Конструкция цельнолитого пильного блока позволяет получить:
· Гарантирует получение качественной продукции на протяжении всего срока эксплуатации оборудования
ФИКСАЦИЯ КАРЕТКИ В ЛЮБОМ ПОЛОЖЕНИИ
В крайних положения роликовой каретки обеспечивается свободный доступ к основному и подрезному пильным дискам, для их замены.
Лёгкая и удобная фиксация роликовой каретки в абсолютно любом положении обратного хода.
СИСТЕМА БЫСТРОЙ СМЕНЫ СКОРОСТИ ВРАЩЕНИЯ ОСНОВНОЙ ПИЛЫ
В основном столе форматно-раскроечного станка Altesa Format-X Professional предусмотрен технологический лючок, который позволяет:
· В зависимости от диаметра основного пильного диска удобно и быстро произвести смену скорости вращения вала, путем перекидывания ремня на шкиве
· Быстро и удобно производить обслуживание данного оборудования
ВЫСОКОТОЧНЫЕ НАПРАВЛЯЮЩИЕ НАКЛОНА ПИЛЬНОГО БЛОКА
Направляющие для позиционирования цельнолитого пильного блока от 0◦ до 45◦ изготовлены из износостойкой стали и обработаны на новых высокоточных обрабатывающих центрах с ЧПУ Японского производства.
Купить форматно-раскроечный станок Altesa Format-X Professional с доставкой по всей России или самовывозом, Вы сможете в нашем интернет-магазине DrevoX.ru. Мы предлагаем не только лучшие цены на форматно-раскроечные станки Altesa Format-X Professional, но и широкий ассортимент другого оборудования для производства мебели.
Информация о форматно-раскроечном оборудовании размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования.
Состояние:
Новое
Производитель:
Altesa (Китай)
Тип каретки:
Роликовая
Фиксация каретки:
В любом положении
Наклон пильного блока 90⁰-45⁰:
Ручной
Привод основного пильного диска:
от 5,0 кВт до 5,9 кВт
Фиксация детали:
Эксцентриковый прижим
Верхний аспирационный кожух:
На расклинивающем ноже
Размер каретки
3200х430
мм
Длина пропила
3200
мм
Максимальная ширина распила
1390
мм
Тип каретки
Роликовая
Угол наклона пильного узла по отношению к столу
90-45
Град.
Максимальная высота пропила при 90
135
мм
Максимальная высота пропила при 45
90
Максимальный внешний диаметр основной пилы
400
мм
Посадочный диаметр основной пилы
30
мм
Внешний диаметр подрезной пилы
120
мм
Посадочный диаметр подрезной пилы
20
мм
Скорость вращения основной пилы
3000/4000/5000
об/мин
Скорость вращения подрезной пилы
8500
об/мин
Мощность основной пилы
5,5
кВт
Мощность подрезной пилы
1,1
кВт
Электропитание
3P,50HZ,380в
Эксцентриковый прижим
Включено
Расширительный стол на выходе
Включено
Габариты
3300х3350х1510
мм
Масса станка
930
кг
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ:
«Electronic 1»
Электронный подъем пильного блока
«Electronic 2»
Электронный подъём и наклон пильного блока
«Euro Type»
Параллелограммная защита пильного блока
5 лучших панельных пил 2021 года в 2022 году
Хотя они могут показаться одной из самых малоизвестных электропил, если вы не привыкли работать с ними, панельная пила может стать незаменимым инструментом в вашей мастерской.
Любой, кто регулярно работает с полноразмерными листами таких материалов, как дерево, пластик или листовой металл, может извлечь огромную выгоду из точной работы и простоты использования панельной пилы.
Сегодня мы подробно рассмотрим пять самых мощных панельных станков, представленных сегодня на рынке, и покажем вам, на что именно следует обращать внимание при выборе идеального панельного станка для вашей мастерской.
На что обратить внимание перед покупкой панельной пилы
Часто задаваемые вопросы
Окончательный вердикт
5 лучших обзорных панельных пил
Приступим к делу, вот пять наших любимых панельных пил. Каждая из этих пил невероятно хорошо сконструирована и функциональна, и в зависимости от ваших потребностей вы, вероятно, обнаружите, что одна из них идеально подходит для вашего магазина.
C52C от Saw Trax — одна из самых компактных и доступных панельных пил на рынке. Основываясь на отзывах клиентов и многолетнем опыте, компания Saw Trax решила создать более доступную панельную пилу, которая по-прежнему обладала бы функциями, на которые рассчитывают требовательные профессионалы, и они преуспели в этой миссии с C52C.
Что отличает Saw Trax от многих конкурентов, так это их система подшипников Accu-Glide, система выравнивания Accu-Square и система Accu-Fence, каждая из которых разработана для обеспечения большей точности, более плавной работы и максимально чистых и точных резов. .
В то время как большинство производителей предлагают запатентованную пилу, прикрепленную к их раме, Saw Trax использует Makita для этой части инструмента, используя популярную циркулярную пилу Makita 5007F. Это отличная функция, поскольку Makita может легко обслуживать пилу или полностью заменять ее, если это необходимо, без ущерба для эффективности или срока службы рамы.
Сама рама оснащена 12 герметичными стальными подшипниками на каретку и системой выравнивания Accu-Square по принципу «установил и забыл», которая обеспечивает идеальное выравнивание без необходимости регулировки.
Еще одним впечатляющим аспектом этой пилы является то, что она совместима со многими надстройками, которые не могут использоваться другими пилами, включая плавающий фрезер, стеклорез, бритвенный нож или прокатные ножницы ACM. Это значительно повышает полезность пилы, делая ее одной из самых универсальных на рынке.
Что нам нравится
Accu-Square выравнивание для идеальных сокращений
Невероятно плавная операция
Легкий в обслуживании или замените SAW
качество обслуживания клиентов
Доступный
, что может быть лучше
не включает включает в себя не включает включает включает в себе
.
Что может быть лучше
не включает. подставка или дополнительные принадлежности
Ручка пилы поначалу может показаться немного неудобной
Вертикальная панельная пила Safety Speed H6
Еще один популярный вариант, предлагающий функции профессионального качества без огромной цены, — H6 от Safety Speed.
H6 предлагает максимальный поперечный распил 74 дюйма, что впечатляет, и неограниченное количество продольных распилов. Многие пилы в том же ценовом диапазоне не могут предложить такие возможности поперечного или продольного распила. Максимальная толщина пропила составляет 1 ¾ дюйма, и эта пила делает идеально прямые и квадратные пропилы с точностью до 1/32 дюйма.
Как и модель Saw Trax, представленная выше, эта пила оснащена оцинкованными направляющими трубками диаметром 1 ¾ дюйма. Подшипниковая система Nylatron обеспечивает плавное и точное движение пилы по направляющей, а подпружиненная система противовеса обеспечивает ощущение заземления и устойчивости при использовании пилы.
Что касается самой пилы, Safety Speed предлагает 15-амперную пилу мощностью 3 ¼ лошадиных силы, на которую распространяется годовая гарантия. На саму раму распространяется пожизненная гарантия, так что вы будете защищены в случае неисправности рамы пилы — самого важного компонента системы.
Пила также оснащена кожухом для сбора пыли, регулируемыми вертикальными и горизонтальными линейками и защитным кожухом для тонкого материала.
Что нам нравится
Впечатляющая вместительность
Пожизненная гарантия на раму
Промышленная пила
Что может быть лучше
Посредственная гарантия на саму пилу
Milwaukee 6480-20 Panel Saw System
2 самые популярные панельные пилы на рынке по нескольким веским причинам. Он имеет полностью стальную конструкцию, он впечатляюще легкий и точно такой же, как некоторые пилы на рынке, которые в два раза дороже, чем эта.
Эта пила имеет цельносварную конструкцию из стали и оснащена пилой Milwaukee мощностью 15 ампер, 3 ¼ л. с., 5800 об/мин. Пила также имеет эргономичную горизонтальную рукоятку, что делает ее исключительно простой в использовании. Он обеспечивает впечатляющую точность резки до 1/32 дюйма.
Пила отличается плавным ходом. Однако в нем используются нейлоновые подшипники вместо стальных, поэтому вполне возможно, что со временем пила не будет двигаться так же плавно, как раньше.
Несмотря на то, что эта пила обладает одним из самых высоких качеств сборки, она имеет ограниченную производительность и не рекомендуется для раскроя листов размером более 4×8. Тем не менее, они предлагают удлинитель, который позволит вам увеличить мощность пилы.
На раму и саму пилу распространяется твердая пятилетняя гарантия.
Что нам нравится
Эргономичная и простой в использовании
Сильная гарантия
Промышленная мощность
Все стальные конструкции
Доступная лента
Что может быть лучше
Limited Limited лента
.
сталь
Powermatic 511 Вертикальная панельная пила
По-настоящему первоклассная панельная пила, которой доверяют профессионалы во многих отраслях. Модель 511 от Powermatic заслуживает пристального внимания, если вы ищете максимальное качество и надежность.
Эта панельная пила имеет сварную стальную конструкцию с направляющими из нержавеющей стали для надежной и долговечной работы. Восемь комплектов направляющих роликов обеспечивают плавную работу независимо от размера используемого материала. Эта пила предлагает неограниченную длину продольного распила и длину поперечного пропила 62 дюйма.
Сама пила немного слабее по сравнению с некоторыми конкурентами. Эта пила оснащена двигателем мощностью 13 ампер мощностью 3 л.с. с максимальной толщиной пропила 1 ½ дюйма, что немного меньше, чем у обычных 15-амперных двигателей мощностью 3 ¼ л.с., которые обеспечивают дополнительную толщину реза ¼ дюйма.
Двойные 4-дюймовые пылесборники помогают поддерживать чистоту вашего материала и мастерской во время работы. Настоящая система противовеса удерживает каретку именно там, где она должна быть, когда вы загружаете новый материал. Эта пила также оснащена прочными алюминиевыми роликами с опорными кронштейнами для плавной загрузки и резки под прямым углом.
В комплект также входят большие ролики, позволяющие быстро перемещать пилу в нужное место в мастерской. На эту панельную пилу распространяется пятилетняя гарантия на двигатель и раму.
Как нам нравится
All Steel Construction
Гладкие ролики
Высокая мощность
Впечатляющая точность
Пятилетняя гарантия
Что может быть лучше
. Полноразмерная панельная пила Saw Trax 1064
Для поклонников пуленепробиваемой конструкции Saw Trax, которым нужна пила большего размера, чем более компактная C52C, полноразмерная модель 1064 может подойти идеально.
Эта пила может похвастаться теми же характеристиками, которыми славится Saw Trax, включая систему подшипников Accu-Glide, систему выравнивания Accu-Square и систему Accu-Fence. Рама изготовлена из стали с порошковым покрытием, а направляющие трубы оцинкованы 11 калибром.
Рама шириной десять футов обеспечивает достаточно места для полноразмерных листов и позволяет выполнять поперечную резку до 64 дюймов. В этой же пиле серии 1000 также доступны более крупные рамы для поддержки до впечатляющих 100 дюймов.
Как и модель C52C, флагманская пила Makita 5700N является мозгом всей операции. Эта промышленная пила обеспечивает мощность 3 ¼ лошадиных силы при токе 15 ампер и способна выполнять даже самые сложные работы. Стоит отметить, что в то время как многие панельные пилы оснащены 8-дюймовыми дисками, которые труднее найти, 5700N использует стандартные 7-дюймовые диски, которые более широко доступны.
В комплект поставки Varsity Package входит заводская подставка, которая упрощает транспортировку этой пилы по мастерской. Также в комплект входит шланг для сбора пыли диаметром 12 футов с муфтой для подключения шланга к любому промышленному пылесосу. Это и сверхпрочная щетка с кожухом лезвий в сочетании обеспечивают впечатляющие возможности сбора пыли.
Что нам нравится
Впечатляющая мощность
Мощная пила
Лучшее в отрасли качество сборки
Включает установленную на заводе сверхмощную подставку
Надежная гарантия
Что может быть лучше
Ручка пилы поначалу может показаться немного неудобной
Что нужно знать о панельных пилах
Прежде чем выбрать лучший панели для вас, давайте обсудим все тонкости панельных пил, чтобы дать вам лучшее представление о том, на что обратить внимание, когда придет время покупать.
Что такое панельная пила?
Панельные пилы — это большие электрические пилы, которые имеют много общего с настольными пилами. Они предназначены для резки больших листов материала на более мелкие части. В зависимости от используемого лезвия им можно резать дерево, металл или пластик.
Кому нужна панельная пила?
Панельные пилы — это несколько специализированное оборудование, и не всем оно нужно в мастерской. Но они незаменимы для определенных видов работ. Если вы когда-либо ходили по складу пиломатериалов или в отдел пиломатериалов в магазине товаров для дома, вы, вероятно, видели панельную пилу в действии.
Помимо этого использования, они особенно полезны для производителей вывесок, краснодеревщиков, реквизиторов и производителей мебели.
Типы панельных пил
На рынке представлены два типа панельных пил: вертикальные и горизонтальные.
Вертикальные панельные пилы
Вертикальные панельные пилы становятся все более популярными, поскольку они обладают той же функциональностью, что и горизонтальные панельные пилы, но занимают гораздо меньше места.
Горизонтальные панельные пилы
Горизонтальные панельные пилы функционально большие настольные пилы. Они оснащены скользящим столом подачи, который вы используете для подачи материала на пильное полотно. Эти пилы непомерно велики для большинства магазинов, поэтому популярность вертикального варианта возросла.
На что следует обратить внимание перед покупкой панельной пилы
Прежде чем выбрать панельную пилу, необходимо рассмотреть несколько основных характеристик. Это не инвестиции в несколько сотен долларов; Стоимость панельных пил варьируется от 1000 до 5000 долларов и более, поэтому важно проявлять должную осмотрительность при оценке различных моделей.
Заводская центровка
Одной из главных причин купить панельную пилу в первую очередь является ее точность. Чтобы произвести точную пилу, пила должна быть собрана и отрегулирована специалистами по качеству с точными допусками. Убедитесь, что бренд, у которого вы покупаете, имеет репутацию производителя точной работы с той секунды, когда вы начинаете использовать пилу.
Качество рамы
Еще одним важным фактором является качество сборки рамы. Считайте раму основой пилы. Некачественная рама приведет к некачественному резу и может поставить под угрозу срок службы вашей пилы.
Ищите раму с цельной сварной конструкцией. Рамы, состоящие из нескольких частей, скрепленных болтами, со временем могут ржаветь или ослабевать, что снижает производительность и безопасность пилы.
Транспортировка
Хотя большинство панельных пил никогда не покидают мастерскую, бывают случаи, когда вам может потребоваться переместить пилу или даже принести ее на место работы. Вертикальные пилы гораздо более портативны, чем горизонтальные, хотя даже вертикальные модели не очень приятны в транспортировке.
Если вам, возможно, придется перемещать пилу, модель с колесами будет намного легче маневрировать.
Возможности продольной резки
Продольная резка зависит от структуры материала и является одним из самых популярных видов резки, которые можно выполнять с помощью панельной пилы. Более дорогие модели обеспечивают неограниченную производительность продольной резки, в то время как более доступные модели обладают мощностью продольной резки, позволяющей обрабатывать только 4×8 кусков материала.
Вместимость поперечной резки
Поперечная насечка идет против волокон материала и увеличивает нагрузку на инструмент при резке. Модели более высокого класса обеспечивают емкость около 70 дюймов, а модели более низкого уровня обычно имеют размер около 50 дюймов.
Система направляющих
Это связано с качеством сборки рамы, но об этом стоит рассказать отдельно. Направляющая система пилы должна быть изготовлена из трубчатой стали, которая приварена к раме. Это гарантирует, что направляющая система будет идеально прямой и прочной. По возможности избегайте систем направляющих, которые крепятся болтами к раме.
Вместимость пильных полотен
Размеры полотен могут варьироваться от 7 ¼ до 10 дюймов. В зависимости от того, над чем вы работаете, вам может понадобиться 10-дюймовая пила.
Но не каждая панельная пила может работать с дисками такого размера. Если вы не уверены, какой размер полотен вам понадобится, или если вы считаете, что для некоторых задач вам могут понадобиться полотна большего размера, убедитесь, что выбранная вами пила подходит для большего полотна.
Простота перехода с продольной на поперечную резку
В прошлом переход с продольной на поперечную резку занимал много времени. Современные высококачественные пилы имеют центр, который вращается, что позволяет вам поворачивать пилу на 90 градусов, поэтому вы можете переключаться с продольной резки на поперечную в считанные секунды. Это полезная и экономящая время функция, которую вы обязательно захотите иметь в своей панельной пиле.
Гарантия
Надежная гарантия — это еще одна функция, которую вы наверняка захотите получить от своей панельной пилы. С более дешевым оборудованием, если пила сломается, относительно легко отказаться от покупки и попробовать что-то другое. Но поскольку панельные пилы стоят несколько тысяч каждая, это оборудование, которое вам понадобится, чтобы выдержать испытание временем.
Надежная гарантия дает уверенность в том, что вы будете защищены, если что-то пойдет не так. Возможно, что еще более важно, надежная гарантия обычно является хорошим признаком того, что бренд, с которым вы имеете дело, поддерживает свой продукт и производит качественные товары. При покупке пилы помните о гарантии.
Часто задаваемые вопросы
В: Стоит ли покупать панельную пилу?
О: Ответ зависит от типа вашей работы. Для большего числа домашних мастеров или генеральных подрядчиков ответ — нет. Однако, если вы занимаетесь деревообработкой, особенно если вы производите мебель и краснодеревщики, панельная пила может быть на вес золота.
В: Вертикальный или горизонтальный лучше?
О: В наши дни вертикальные панельные пилы, как правило, являются лучшим вложением средств, поскольку они обладают многими преимуществами, которых нет у горизонтальной пилы. Во-первых, их гораздо легче перемещать, и они занимают значительно меньше места в вашем магазине.
Если у вас нет обширной мастерской с большим количеством полезного пространства, лучшим выбором может стать вертикальная пила.
В: Где лучше всего купить панельную пилу?
A: Покупка панельной пилы может быть немного сложной из-за их размера и стоимости; многие розничные продавцы продают всего несколько разных пил, если они вообще есть в наличии. К счастью, все больше интернет-магазинов начинают продавать панельные пилы, что облегчает поиск того, что вам нужно.
Окончательный вердикт
Каждая панельная пила, которую мы рассмотрели сегодня, станет отличным дополнением к вашей занятой мастерской. Но мы считаем, что одна пила превосходит все остальные и заслужила звание лучшей панельной пилы.
Панельный станок Saw Trax 1064 серии 1000 с пакетом Varsity — это лучший выбор для нас. Эта пила заслужила эту награду благодаря лучшему в отрасли качеству сборки, впечатляющему обслуживанию клиентов и точной работе.
Saw Trax производит несколько различных серий пил, некоторые из которых более доступны по цене, а другие предназначены для самых требовательных профессионалов. Если вы обнаружите, что модель 1064 не является идеальной пилой для вас, есть большая вероятность, что они произведут другую модель, которая больше соответствует вашим потребностям.
Какой из них вы выберете? Сообщите нам в комментариях.
5 лучших вертикальных панельных пил 2022 года — обзоры и руководство покупателя
Вертикальные панельные пилы предназначены для облегчения вашей жизни за счет быстрого и простого процесса раскроя досок по размеру. Теоретически, онлайн-покупки должны быть такими же.
На практике делать покупки в Интернете может быть непросто. Существует множество вертикальных панельных пил, и описания различных продуктов не всегда содержат информацию, необходимую для их хорошего сравнения.
Мы считаем важным, чтобы вы могли уверенно совершать покупки в Интернете. Наши обзоры лучших вертикальных панельных пил года написаны с мыслью о вас. Мы охватываем лучшие и худшие характеристики каждой модели, чтобы вы могли найти ту, которая лучше всего соответствует вашим потребностям. Также в комплект входит руководство покупателя, в котором вы узнаете все, что вам нужно знать о панельных пилах перед покупкой, поэтому вы получите то, что вам нравится, по цене, которую вы так же любите.
Распределение наших любимых вариантов в 2022 году
Рейтинг
Изображение
Продукт
Детали
Лучший в целом
Пауэрматик 511
Направляющие стержни из нержавеющей стали
Двойные четырехдюймовые пылезащитные порты
Нейлоновая щетка вокруг лезвия
ПРОВЕРИТЬ ЦЕНУ
Лучшее значение
Milwaukee 6480 50-дюймовый поперечный рез
Хорошая точность
Электросварная труба квадратного сечения
5 лет гарантии
ПРОВЕРИТЬ ЦЕНУ
Пила Trax 1064 университетская
Полноразмерная панельная пила
Система герметичных подшипников
Портативный
ПРОВЕРИТЬ ЦЕНУ
SSCC4 CRL Безопасная скорость
Компактный и портативный
Двигатель 15 А
Быстросменный
ПРОВЕРИТЬ ЦЕНУ
Безопасная скорость резки H5
Двигатель 15 А
Полноразмерная рама
Быстросменный
ПРОВЕРИТЬ ЦЕНУ
5 лучших вертикальных панельных пил
1.
Вертикальная панельная пила Powermatic 511 – лучшая в целом
Проверить последнюю цену
Если вы ищете лучшую вертикальную панельную пилу на рынке, вы не ошибетесь, выбрав вертикальную панельную пилу Powermatic 1510007 511. В этой монструозной панельной пиле особое внимание уделяется деталям, чтобы обеспечить плавную и приятную резку. Направляющие стержни и роликовые подшипники из нержавеющей стали позволяют легко и быстро изменить положение пилы. Его рама длиной десять футов дает вам достаточную поддержку, которая позволит разблокировать даже самые большие проекты. Двигатель пилы вращается, чтобы сделать различные виды резки более доступными.
Большое внимание уделяется удалению пыли. Двойные четырехдюймовые пылесборники значительно уменьшают количество опилок, выбрасываемых из этой машины, и сокращают объем уборки. Вокруг лезвия также имеется нейлоновая щетка, которая помогает улавливать пыль и повышает эффективность пылесборников. В конечном счете, вы заплатите за эту модель гораздо больше, чем за другие варианты из нашего списка, но взамен вы получите беззаботную работу с этой вертикальной панельной пилой. Это то, что вам нужно, если вы хотите как можно меньше головной боли от своего оборудования и имеете соответствующий бюджет.
Pros
Направляющие стержни из нержавеющей стали
Двойные четырехдюймовые пылезащитные порты
Нейлоновая щетка вокруг лезвия
Двигатель пилы вращается
Минусы
Дорого
2. Комплексная панельная пила Milwaukee – лучшее соотношение цены и качества
Проверить последнюю цену
Комплексная панельная пила Milwaukee 6480-20 – это еще один станок, который сделает вашу резку намного проще. У него очень мощный двигатель на 15 ампер, которого более чем достаточно, чтобы с легкостью резать как мягкие, так и твердые породы дерева. Даже частица с трудом выдерживает такой мощный двигатель. Он может похвастаться точностью до 1/32 дюйма как в направлении поперечной резки, так и в направлении разрыва, что является достаточно жестким допуском для большинства проектов. Сразу становится ясно, что при создании этой модели дизайнеры уделили огромное внимание деталям. Каркас в основном изготовлен из электросварных труб квадратного сечения, которые более устойчивы к деформации или скручиванию, чем их круглые аналоги.
Гарантия на этот панельный станок составляет пять лет. Найти инструменты со значительной гарантией может быть сложно, поэтому мы всегда хотели указать на нее, когда вы можете, так как это показывает, что производитель готов поддерживать продукт. Мы могли бы улучшить рейтинг этой модели, если бы она поставлялась с расширениями, необходимыми для сокращения 4×8. Тем не менее, если вы ищете лучшую вертикальную панельную пилу, которая будет стоить намного дешевле, чем наш лучший выбор, эта отвечает всем требованиям.
Проверить последнюю цену комплекты расширения или другие адаптеры, чтобы раскрыть все его возможности. Его рама имеет длину десять футов, и он может делать поперечные распилы длиной до 64 дюймов. Он также включает в себя герметичную систему подшипников. Это имеет двойное преимущество: он работает более плавно, чем другие системы, повышает точность и сохраняет его таким дольше, поскольку пыль не может попасть внутрь и засорить работу. Эта пила хоть и тяжелая, но технически портативная. Он поставляется с колесами и складывается для транспортировки, так что вы можете перемещать его, если хотите.
Что нам очень нравится в этой машине, так это то, что она делает упор на точность. Хотя такие фразы, как «система выравнивания Accu-Square», звучат как маркетинговый вздор, эта модель соответствует этим утверждениям. Большинство пользователей сообщают, что с помощью этой пилы они всегда режут под прямым углом, что экономит массу времени и нервов. Хотя высокая цена удерживает его от двух лучших, это неплохой выбор, если у вас есть деньги, которые можно потратить.
Pros
Полноразмерная панельная пила
Герметичная подшипниковая система
Портативный
Высокая точность
Минусы
Дорого
4. Безопасная скоростная панельная пила SSCC4 CRL
Проверить последнюю цену
Компактная и портативная безопасная скоростная панельная пила SSCC4 CRL может быть королем портативных вертикальных панельных пил. У него небольшая рама и колеса, так что вы сможете без проблем передвигать его с места на место. Он также имеет очень мощный двигатель на 15 ампер. С правильным диском у вас не возникнет проблем с резкой даже самых прочных материалов с помощью этой панельной пилы. Он имеет функцию быстрой смены ориентации, так что вы можете перейти от поперечной резки к раскройке за считанные секунды.
К сожалению, у него очень высокая цена. Это странно, учитывая, что это не полноразмерная панельная пила, и у нее нет возможности расширения, чтобы заставить ее работать как таковая. Он также не включает в себя надежную систему сбора пыли, как другие машины той же ценовой категории. Добавляя оскорбление к травме, он не поставляется с лезвием, которое есть у любой другой пилы в нашем списке. По цене справедливо ожидать большего. Хотя в конечном итоге он будет работать хорошо, это относительно плохое соотношение цены и качества, учитывая, что вы можете получить то же самое за гораздо меньшую цену с другими моделями.
Если вы ищете простую вертикальную панельную пилу, то вам может подойти вертикальная панельная пила Safety Speed Cut H5. Он поставляется с 15-амперным двигателем, который быстро справится практически со всем, что вы перед ним поставите. Это также имеет полноразмерную рамку. Она не такая длинная, как у других пил, но достаточно длинная, чтобы обеспечить вам большую устойчивость при резке панелей 4×8. Он обеспечивает быстрое переключение между копированием и поперечной резкой, поэтому вам не придется тратить много времени на перезагрузку оборудования.
Однако в комплекте нет ни подставки, ни колесиков. Некоторые пользователи традиционно прислоняют свои вертикальные панельные пилы к стене, поэтому, если вы этого ожидаете, вам понравится эта модель. Но если вы ожидаете чего-то более портативного или более безопасного, у этой пилы нет того, что вам нужно. В нем также нет оборудования для сбора пыли, поэтому, когда вы закончите, вы застрянете на большом проекте по очистке. В целом, он выполнит свою работу, но не так хорош, как другие варианты в нашем списке.
Pros
Двигатель 15 А
Полноразмерная рама
Быстросменный
Минусы
Без подставки и колесиков
Без сбора пыли
Руководство покупателя.
Выбор оптимального вертикального панельного станка
Размер рамы
Хотя это может показаться несущественным, размер рамы очень важен, когда речь идет о том, насколько люди довольны своими вертикальными панельными пилами. Если панельная пила недостаточно широка, более крупные панели, такие как 4×8, начнут деформироваться, и это искривление может привести к неточностям при резке. Неточность может привести к плохой подгонке или необходимости начинать все сначала со свежим куском пиломатериала, что приводит к пустой трате времени и денег.
Чтобы ваша древесина не деформировалась, приобретите раму шириной не менее 100 дюймов. Это дает достаточную поддержку для большинства распространенных размеров фанеры. Если вы хотите сэкономить немного денег, вы можете обойтись вертикальными панельными пилами шириной 80 дюймов в некоторых случаях.
Однако будьте осторожны с компактными типами, которые намного уже. Производители часто продают комплекты расширения для этих моделей, зная, что многим пользователям понравится их резка, но они обнаружат, что отсутствие поддержки приводит к неточности. Потратив сотни или тысячи долларов на эти комплекты расширения, вы иногда теряете больше денег, чем если бы вы только начали с широкой модели, что делает сделку плохой.
Портативность
Если вы собираетесь перемещать панельную пилу с одной рабочей площадки на другую, приобретите портативную модель. Эти машины часто весят сотни фунтов, и их размер затрудняет их переноску.
Самая полезная функция для переноски — колеса. Если вы знаете, что собираетесь перемещать вертикальную панельную пилу, колеса многократно окупятся. Инвестирование в складную модель может сэкономить вам много времени и значительно упростить транспортировку.
Имейте в виду, что не все пилы, которые складываются, отлично справляются с выравниванием деталей. Если вы ищете тот, который складывается, убедитесь, что он также имеет хорошую репутацию в плане точности.
Мощность резки
Конечно, вертикальные панельные пилы предназначены для работы с большими, а иногда и толстыми, пиломатериалами. Вы не хотите тратить весь день на его резку, поэтому вам нужна пила с большой мощностью.
Как правило, большинство вертикальных панельных станков оснащаются двигателем на 15 ампер. Вероятно, не стоит брать машину с менее мощным двигателем. Это верный признак того, что производитель пытается сократить расходы, и есть большая вероятность, что вы найдете много других проблем в остальной части машины, учитывая такое отношение.
Конечно, большая мощность — это всегда хорошо, но машины с более мощными двигателями встречаются редко, и в конечном итоге вы можете заплатить надбавку, превышающую добавленную стоимость, за эту дополнительную мощность.
Пылеуловитель
Пылеуловитель — это еще одна область, которой не уделяется должного внимания, когда речь идет о вертикальных панельных пилах. Если вы собираетесь работать в основном на улице, может не иметь значения, устроите ли вы большой беспорядок. Однако, если вы планируете использовать панельную пилу в основном в помещении, приобретите ее с надежной системой сбора пыли.
Лучшая система в нашем списке оснащена двумя четырехдюймовыми портами для сбора пыли, а это означает, что вы можете добиться невероятной эффективности сбора пыли. Некоторые модели имеют щетки вокруг лезвия, которые улучшают видимость, но помогают направлять пыль обратно в систему сбора. Это сводит к минимуму количество уборки, которую вам нужно сделать. В долгосрочной перспективе это сэкономит вам много времени и значительно повысит степень вашего удовлетворения от вертикальной панельной пилы.
Вот некоторые другие типы пил, которые мы рассмотрели:
Японские пилы
Торцовочные пилы
Гусеничные пилы
Заключение
Вертикальная панельная пила Powermatic 1510007 511 — это лучший вертикальный панельный станок благодаря ее направляющим стержням из нержавеющей стали, двойным четырехдюймовым отверстиям для пыли и нейлоновой щетке вокруг лезвия. Комплектная панельная пила Milwaukee 6480-20 занимает второе место благодаря хорошей точности, электросварным трубам квадратного сечения и пятилетней гарантии, хотя для резки фанеры большего размера требуются удлинители. Тем не менее, его низкая цена означает, что это лучшее соотношение цены и качества здесь. Панельная пила Saw Trax 1064 Full Size Varsity Package представляет собой полноразмерную панельную пилу с герметичной системой подшипников и отличной портативностью, но ее высокая цена снижает ее ценность. SSCC4 – CRL Компактная и портативная безопасная пила для скоростной резки панелей компактна и портативна и имеет мощный двигатель, но ее высокая цена и отсутствие прилагаемого лезвия стоили ей нескольких позиций. Последнее место занимает вертикальная панельная пила Safety Speed Cut H5. У него мощный мотор и полноразмерная рама, но нет колес и подставки, отсутствует система сбора пыли.
Вертикальные панельные пилы могут потребовать больших вложений, но мы надеемся, что наши обзоры лучших панельных пил дали вам информацию, необходимую для уверенной покупки.
Ежегодно 15 ноября отмечается Всемирный день рециклинга. Этот праздник призван привлечь внимание властей, общественности и промышленности к проблеме вторичной переработки мусора.
Сегодня технологии позволяют перерабатывать от 40 до 60% отходов. Из мусора шьют новую одежду, строят детские площадки, а современные заводы по переработке отходов обогревают жилые кварталы. В России сфера обращения с отходами находится в ситуации, близкой к катастрофической – около 90% мусора не перерабатывается, а отправляется на захоронение. Безвозвратно теряются ресурсы, которые могли бы быть использованы повторно. Помочь справиться с этим должна комплексная система обращения с отходами, которая создается в рамках нацпроекта «Экология». В реализации этой программы активное участие принимает компания «РТ-Инвест» Госкорпорации Ростех.
Вторичная переработка – первичная проблема
Обращение с отходами – это проблема всего мира и конкретно каждого жителя нашей планеты. Ежегодно образуются миллиарды тонн отходов – все вместе мы производим гору мусора размером с Эльбрус. Каждый год количество отходов на душу населения возрастает примерно в три раза быстрее, чем прирастает само население мира. Нестандартный 2020-й наверняка поставит новый антирекорд в связи с появлением «ковидного мусора» – масок, перчаток, упаковок от дезинфицирующих средств. По данным Environmental Science & Technology Journal, сейчас каждый месяц выбрасываются примерно 129 млрд масок и 65 млрд перчаток. Они «успешно» дополняют горы полиэтиленовых пакетов, всевозможных упаковок, покрышек, бытовой техники и прочих отходов, разложение которых будет длиться столетиями.
Проблема переработки отходов имеет глобальный характер, а вот поиски ее решения в каждой стране свои собственные. На сегодняшний день некоторые государства уже выработали вполне действующие методики в борьбе с мусором и показывают неплохие результаты. Особенно в этом преуспели европейские страны – в Германии переработка мусора затрагивает 48% всех коммунальных отходов, в Италии – 26%, во Франции – 22%. В России этот показатель – на уровне около 10%. Ежегодно у нас в стране образуется примерно 70 млн тонн твердых коммунальных отходов (ТКО). По большей части это оказывается на мусорных полигонах и свалках, которые «завоевывают» все новые земли. По подсчетам общая площадь всех только официальных свалок в России насчитывает 4 млн гектаров. Это сравнимо с территорией целой страны, например Швейцарии.
Проблема утилизации отходов стала одной из центральных тем национального проекта «Экология». Согласно входящей в него программе «Комплексная система обращения с твердыми коммунальными отходами» к 2024 году наша страна должна достичь следующих показателей: доля обрабатываемого мусора увеличится с 12 до 60%, перерабатываемого – с 7 до 36%, также планируется ввести в эксплуатацию объекты по обработке отходов общей мощностью 37,1 млн тонн.
Реализацией проектов по созданию комплексной системы обращения с отходами занимается входящая в Ростех компания «РТ-Инвест». На сегодняшний день уже введены в эксплуатацию три инновационных комплекса по переработке отходов (КПО) – в Коломенском, Каширском и Сергиево-Посадском округах Московской области. Еще один начнет действовать до конца года в Можайском округе. Помимо четырех КПО, компания строит пять заводов по энергоутилизации отходов. На термическую переработку отходов будут поступать только те фракции, которые невозможно вовлечь во вторичный оборот.
«Умная» сортировка:
создание комплексов по переработке отходов
Инновационный КПО способен обеспечить эффективную переработку примерно половины от общего объема отходов. Сам процесс сортировки на таких комплексах практически полностью автоматизирован – «умная» техника сама отбирает из общего потока полезные фракции и превращает их в брикеты массой от 200 кг до 1 тонны.
Фото: «РТ-Инвест»
На днях «Региональный оператор» (входит в «РТ-Инвест») запустил онлайн-маркет вторсырья, где реализуются такие брикеты различных фракций: десять типов пластика, пять видов металла, картон, бумага и стеклобой. На комплексах по переработке отходов «РТ-Инвест» уже отсортировано около 57 тыс. тонн вторичного сырья. После переработки эти отходы получат вторую жизнь и превратятся в игрушки, упаковки, утеплители, стройматериалы и многое другое.
«РТ-Инвест» представляет статистику по работе своих КПО в открытом доступе. За этими цифрами можно следить буквально в онлайн-режиме – на сайте Ростеха появился специальный счетчик, который показывает, сколько тонн вторсырья было получено, а также сколько всего полезного можно создать из этого. Так, из 27 тыс. тонн пластика можно сделать 268 тыс. детских площадок или 64 млн футболок. Или, к примеру, из отсортированных 8 тыс. тонн металла можно произвести 544 тыс. велосипедов, а 14 тыс. тонн стекла могут превратиться в 84 млн елочных игрушек.
Энергия из отходов:
строительство заводов по переработке мусора в энергию
Работа современных КПО позволяет уменьшить объем отходов примерно вдвое, но все переработать просто невозможно. Так называемые «хвосты» будут отправляться на термическую переработку – на специальные заводы, строительством которых также занимается «РТ-Инвест». Речь идет не о мусоросжигательных заводах старого типа, а о сверхсовременных предприятиях по термической переработке отходов. Передовые технологии позволяют не только утилизировать отходы без ущерба для экологии, но и получить очень ощутимый экономический эффект – электроэнергию. Один такой завод может обеспечить энергией себя и помимо этого выдать в сеть миллионы киловатт в год. По подсчетам одна тонна отходов дает примерно 690 кВт⋅ч «зеленой» электроэнергии.
Проект под названием «Энергия из отходов», который реализует «РТ-Инвест», подразумевает строительство четырех заводов в Московской области, которые будут перерабатывать 2,8 млн тонн предварительно отсортированных отходов в год. Их запуск запланирован на 2022–2023 годы. В будущем в России появятся еще как минимум 25 таких предприятий по переработке мусора в энергию. Соответствующее соглашение заключили государственные корпорации Ростех, Росатом и ВЭБ.РФ. Эксперты отрасли подсчитали, что это позволит избежать открытия более 80 новых полигонов, ликвидировать 25 действующих и спасти от мусора около 60 тыс. гектаров земель.
Несмотря на такие обнадеживающие показатели и положительные заключения экологической экспертизы, проект находится под пристальным вниманием «зеленых». Идея мусоросжигания вызывает некоторые опасения. Дело в том, что мусоросжигательные заводы старого поколения не могли обеспечить в печах температуру выше 800 градусов по Цельсию, а таким образом и полный распад опасных веществ. В новых заводах температура сжигания достигает +1260 °C. При этом действует продвинутая система фильтрации, что позволяет намного уменьшить вредные выбросы – вреда от такого завода по соседству не больше, чем от автомобильной трассы. Во многих европейских городах они даже находятся в черте города, например в Париже. Энергию из отходов получают также в Копенгагене, Амстердаме, Лондоне и других городах. Многие заводы в Европе построены по технологиям швейцарско-японской Hitachi Zosen Inova – мирового лидера в области термической переработки отходов. Именно эта компания выступает техническим партнером «РТ-Инвест».
Как считают в «РТ-Инвесте», недоверие к технологиям зачастую возникает из-за противоречивой и непроверенной информации, которая распространяется по различным источникам. Поэтому специалисты компании рассказывают о собственных проектах максимально открыто и представляют обществу результаты своей работы. Например, недавно стартовали образовательные экскурсии на КПО в Подмосковье. Действующие сотрудники предприятий и профессиональные экологи рассказывают посетителям, как устроен процесс сортировки и работа комплексов в целом. Объектами индустриального туризма в будущем планируют стать и заводы проекта «Энергия из отходов».
переработка мусора. Как внедрить в городах лучший мировой опыт переработки отходов: Деловой климат: Экономика: Lenta.
ru
Одна из идей, предлагаемых предпринимателем-энтузиастом Дмитрием Давыдовым, касается обращения с отходами в России. Несмотря на то что это предложение было разработано и опубликовано еще в 2016-м, свою актуальность для страны оно совсем не потеряло. О создании благоприятной экологической атмосферы в российских городах — в материале «Ленты.ру».
Отслеживание нарушителей
В качестве образца создания благоприятной экологической атмосферы в российских городах Дмитрий Давыдов предлагает обратиться к опыту Сингапура, который в настоящее время является одним из самых зеленых мегаполисов на планете. Он напоминает, что еще в 1965-м остров был «образцом упадка, разрухи и запущенности» и нынешнее экологическое благополучие было достигнуто путем реализации практически драконовских мер.
Ведь кроме восстановления закисленных почв, налаживания системы стоков и полива, завоза на остров восьми тысяч разновидностей растений и высаживания миллионов деревьев и кустарников, необходимо было изменить менталитет его жителей. Поэтому для борьбы за чистоту, по решению властей, в течение двух десятилетий полицейские, стоявшие на каждом перекрестке, лично контролировали поведение граждан. А за каждое нарушение, будь то плевок или выгул скота на улицах города, штрафовали. В итоге благодаря четкой политике властей и изменению самосознания граждан в Сингапуре удалось создать сегодняшнюю благоприятную экологическую атмосферу.
В настоящее время в России, по мнению Дмитрия Давыдова, при наличии современных технологий навести порядок можно гораздо быстрее. Он предлагает отслеживать нарушителей при помощи профессиональных видеокамер, причем устанавливаемых не за государственный счет, а предпринимателями, которые будут получать половину суммы назначенных нарушителям штрафов.
Кроме того, предприниматель-энтузиаст уверен, что важную роль здесь могут сыграть граждане страны, так называемые уполномоченные заявители, фиксирующие нарушения и получающие за это также 50 процентов от суммы полученного государством штрафа.
Таким образом, считает Давыдов, «мы получим систему эффективного массового контроля за чистотой, которая поможет навести полный порядок максимум за два года». Он предлагает запустить пилотный проект в Сочи, а после получения положительных результатов распространить этот опыт на всю страну.
Фото: Максим Григорьев / ТАСС
Сортировка и переработка мусора
По мнению Давыдова, требования к сбору, сортировке и уничтожению мусора должны быть четко расписаны, чтобы граждане понимали, что является нарушением. А в качестве базового варианта можно использовать систему сепарации мусора в Швейцарии, которая с 2000 года запретила организацию свалок на территории страны. Сейчас там можно либо перерабатывать мусор, либо сжигать, получая тепло- и электроэнергию.
По решению швейцарских властей организацией сбора и переработки отходов занимаются частные компании. В настоящее время страна является одним из лидеров по утилизации мусора на европейском континенте — здесь перерабатывается в среднем 75 процентов всех отходов. В итоге сейчас Швейцария занимает первое место в рейтинге самых экологически чистых стран мира.
Давыдов приводит примеры использования отсортированного мусора в разных странах. Так, например, в Японии из переработанных пластиковых бутылок производят спортивную одежду, канцелярские товары, офисную мебель, школьную форму и многое другое. А из разных видов мусорного стекла, глины и фарфора изготавливают стройматериалы. Кроме того, в этой стране не все пищевые отходы сжигаются, часто они идут на переработку для производства удобрений.
Мусоросжигающие заводы
Сегодня современные мусоросжигающие заводы — это небольшие электростанции, вырабатывающие тепло- и электроэнергию. В Германии, например, после запрета складирования мусора на свалках количество таких установок резко увеличилось. В настоящее время здесь работает более ста установок, рассчитанных на утилизацию более 18 миллионов тонн мусора. Причем стоит отметить, что для их полной загрузки собственно немецких отходов не хватает, поэтому страна забирает мусор и у соседних стран, которые еще и платят за его утилизацию.
А в Швеции на заводе «Йерстадсверкен» после ежегодного сжигания около 330 тысяч тонн твердых бытовых отходов получают электроэнергию и тепло, которых хватает примерно для 90 процентов городских домовладений. Кроме того, из мусора здесь еще получают и биогаз, который используется для работы городского транспорта. По подсчетам шведских экспертов, сжигание четырех тонн отходов дает столько же энергии, как и одна тонна нефти.
По словам Дмитрия Давыдова, процессы сжигания отсортированного мусора, как в большинстве европейских стран, и сжигания несортированного мусора, как, например, в России, сильно отличаются. Во втором случае в воздух выбрасывается большое количество вредных веществ — таких, как диоксины, вызывающие онкологические и репродуктивные заболевания.
А дым, например, от шведского мусоросжигательного завода «Йерстадсверкен» состоит из 99,9 процента нетоксичных двуокиси углерода (углекислого газа) и воды, но их еще и фильтруют, а шлак из фильтров используют для наполнения заброшенных шахт. Парадоксально, но, по расчетам экологов, завод серьезно улучшает состояние естественной среды.
Кроме того, по мнению Давыдова, можно использовать также передовой швейцарский опыт промежуточного хранения отходов в городских условиях — баки подземного хранения. Это позволит свести к минимуму загрязнение соседних территорий, избежать неприятных запахов и появления вредных насекомых.
Фото: Кирилл Каллиников / РИА Новости
Переработка мусора как национальная идея
В настоящее время на территории России скопилось более 40 миллиардов тонн неутилизированных отходов, количество которых ежегодно увеличивается более чем на 60 миллионов тонн. По различным подсчетам, их переработка может приносить от двух до 3,5 миллиарда долларов в год. Давыдов уверен, что страна «проходит мимо больших денег, поскольку сегодня проекты по мусоропереработке являются мировым трендом, который интересен как российским, так и зарубежным инвесторам».
Но, по его мнению, еще существует возможность это наверстать, внедрив в кратчайшие сроки на всей территории страны самые современные технологичные способы переработки мусора. Для этого он предлагает предоставить компаниям, инвестирующим в мусоропереработку, налоговые льготы при условии, что «устанавливаемое оборудование будет представлять собой самые современные аналоги и соответствовать самым жестким критериям отбора, ориентированным на мировые стандарты».
Дмитрий Давыдов уверен, что после введения предлагаемых им мер мы сможем избавиться от уже имеющихся мусорных свалок, активизируем предпринимательскую активность в стране в целом, получим самые экологически чистые предприятия в мире по переработке и преобразованию бытовых отходов в теплоэнергию и электроэнергию, увеличив таким образом доходную часть бюджета.
По мнению предпринимателя-энтузиаста, самое сложное в этом процессе — изменение менталитета российских граждан. Но здесь, считает он, для сортировки отходов в соответствии с существующими требованиями поможет четко продуманная система мотивации. А для тех, кто этого делать не захочет, он предлагает альтернативное решение — закупать специальные мусорные пакеты, в стоимость которых уже будет включен специальный сбор на сортировку и утилизацию. В противном случае экологическая полиция вычисляет нарушителя и выписывает огромный штраф. Данная мера позволила бы решить проблему мусоропереработки и в России.
Дмитрий Давыдова уверен, что все предлагаемые меры позволят решить проблему мусоропереработки в России. По его мнению, «наведение чистоты и порядка в собственном дворе, городе, стране — достойная цель в жизни любого социально ответственного гражданина». Автор концепции подчеркивает, что без законодательной поддержки со стороны государства эти инициативы не могут быть реализованы, поэтому он призывает действующую власть обратить внимание на предложенные решения.
Во что превратятся ваши вторсырья
Перечисленные ниже продукты — это лишь некоторые из множества продуктов, которые могут содержать переработанные материалы. Важно помнить, что каждая муниципальная программа утилизации отличается, поэтому не все эти материалы обязательно принимаются там, где вы живете. Не стесняйтесь обращаться к нам, если у вас есть какие-либо вопросы.
Изделия из переработанной газеты :
Многие газеты и журналы, собранные в штате Мэн, перерабатываются на предприятии Huhtamaki Paper в Уотервилле/Фэрфилде для производства бумажных тарелок и сопутствующих бумажных изделий.
вернуться к началу
Изделия из переработанных журналов:
Переработанные журналы играют важную роль в процессе переработки, поскольку высокое содержание глины используется для удаления чернил с бумаги перед ее переработкой в новые бумажные изделия.
вернуться к началу
Изделия из переработанного картона/смешанной бумаги:
Многие программы утилизации жилых домов в штате Мэн собирают несколько типов бумаги, таких как картон, журналы или макулатуру, в одну категорию. Это самое низкое качество переработанной бумаги в бумажном потоке. Большая часть смешанной бумаги для жилых помещений представляет собой картон и сопутствующие товары, очень тонкий серый картон, используемый для изготовления таких контейнеров, как коробки для хлопьев, коробки для обуви, коробки для макарон и тому подобное. Большая часть картона штата Мэн и смешанного бытового картона экспортируется в Канаду для переработки и производства новой продукции.
вернуться к началу
Изделия из переработанного гофрированного картона:
Большая часть нашего переработанного гофрированного картона поставляется в Канаду и за границу.
к началу страницы
Товары из переработанной офисной бумаги:
вернуться к началу
Изделия из переработанной стали / жестяные банки:
банки в стальном покрытии
слой жести. Олово и сталь разделяются в процессе переработки. Вся сталь содержит переработанную сталь. Большая часть стали используется на восточном побережье США и в Канаде.
вернуться к началу
Изделия из переработанных алюминиевых банок:
Алюминий можно перерабатывать во множество различных продуктов, таких как прицепы для тракторов и кузова автомобилей, однако алюминиевые банки обычно становятся новыми алюминиевыми банками. Переработка алюминия не снижает качество металла, поэтому его можно перерабатывать бесконечно. При постоянном спросе на алюминиевые банки производители могут вернуть алюминиевую банку на прилавки магазинов как новую уже через 60 дней после переработки. Производство новых банок из переработанного алюминия экономит 95% энергии используется для производства банок из руды, известной как боксит. Алюминий штата Мэн вывозится за пределы штата и используется в основном для изготовления новых банок.
вернуться к началу
Изделия из переработанного стекла:
Все типы бывших в употреблении стеклянных емкостей можно многократно использовать для изготовления новых изделий из стекла. На самом деле легче производить новую стеклянную тару из переработанного стекла, чем из сырья.
вернуться к началу
Изделия из переработанного пластика #1:
Пластмассы часто могут сбивать с толку, потому что на рынке так много разных типов пластмасс, и эти разные типы нельзя смешивать, когда они перерабатываются в новые продукты. Кроме того, некоторые продукты, изготовленные из одного и того же типа пластика, нельзя перерабатывать вместе, поскольку они производятся с использованием разных процессов. Например, бутылки со стиральным порошком и сумки для покупок могут быть пластиковыми № 2, но не могут быть переработаны вместе. Чаще всего перерабатываются пластмассы № 1 (бутылки из-под газировки) и № 2 (кувшины для молока, бутылки для стирального порошка). Цветной пластик менее универсален для переработчиков и, следовательно, может иметь более низкую цену на рынке вторичной переработки. Большинство этих материалов, собранных в рамках программ штата Мэн, отправляются в Массачусетс, Пенсильванию, Алабаму и за границу, где из них изготавливаются новые продукты и контейнеры.
Изделия из переработанного #2 пластика:
вернуться наверх
Какие существуют виды вторичной переработки?
Какие существуют виды переработки? | ISM Отходы и переработка
Дом Услуги по вторичной переработке Типы вторичной переработки
Макулатура и картон
Вторичная переработка бумаги жизненно важна для снижения воздействия на окружающую среду и сокращения ненужных общих отходов. Промышленность и торговля располагают примерно 12,5 млн тонн бумаги и картона в Великобритании каждый год; большая часть бумаги пригодна для вторичной переработки и может быть перенаправлена со свалок!
Каждая тонна переработанной бумаги или картона может сэкономить до 17 деревьев, два кубических метра свалки и 4100 кВт/ч электроэнергии!
Знаете ли вы, что при производстве новой бумаги из вторичного сырья расходуется на 70% меньше энергии, чем при использовании первичной целлюлозы!
Узнайте больше о переработке бумаги и картона здесь.
Переработка пластика
Ежегодно в мире образуется 381 миллион тонн пластиковых отходов, и, поскольку к 2034 году количество пластиковых отходов удвоится, переработка пластика имеет жизненно важное значение.
Существует около 50 различных групп пластмасс с сотнями различных разновидностей. Большинство видов пластика подлежат вторичной переработке, и поэтому их необходимо перерабатывать, чтобы уменьшить количество отходов, отправляемых на свалку, и помочь предотвратить попадание мусора в океаны.
Вы можете узнать, пригоден ли ваш пластик для вторичной переработки, проверив код смолы. Это будет число от одного до семи, окруженное тремя стрелками.
Хотя никто не знает наверняка, поскольку пластик существует недостаточно долго, считается, что пластик может разлагаться более 500 лет. Подробнее о переработке пластика читайте здесь.
Переработка металлов
Все марки цветных и черных металлов подлежат вторичной переработке для будущего использования. Поскольку металлы не теряют качества при переработке, мы можем многократно перерабатывать металл.
Чтобы понять, сколько энергии может сэкономить переработка, скажем, что переработка одной алюминиевой банки из-под напитков экономит достаточно энергии, чтобы обеспечить питание телевизора примерно на три часа !
Перед переработкой металлов металлы сортируются на нашем предприятии по переработке материалов (MRF) и разделяются на черные и цветные.
Черный металл включает железо и сталь; цветные металлы включают алюминий, медь, нержавеющую сталь, латунь и свинец, и это лишь некоторые из них. Подробнее о вторичной переработке металла читайте здесь.
Переработка WEEE (электронные устройства)
Переработка WEEE предназначена для переработки отходов электрического и электронного оборудования, то есть почти всего, что питается от батареи или розетки, например компьютеров, мобильных телефонов и телевизоров.
Переработка электронных товаров — это специализированная часть индустрии отходов и переработки, целью которой является предотвращение отправки электрических изделий на свалку.
Положение об отходах электрического и электронного оборудования (WEEE) (2013 г.) стало законом в Великобритании 1 января 2014 г. .
Компания ISM Waste & Recycling принимает и перерабатывает большинство отходов WEEE, включая компьютеры, мониторы, телевизоры, радиоприемники, мобильные телефоны и электроинструменты.
Вторичная переработка древесины
Древесина является идеальным возобновляемым материалом из-за большого количества различных применений.
Древесина может быть повторно использована в качестве строительного материала, переработана в мульчу для ландшафтного дизайна. Даже низкосортная древесина полезна, потому что мы можем использовать ее в качестве топлива для получения экологически чистой энергии.
По данным Ассоциации переработчиков древесины, ежегодно в Великобритании создается около 5 миллионов тонн древесных отходов , но перерабатывается значительно менее половины из них.
ISM Waste & Recycling может восстановить все типы незагрязненной древесины. Сорта древесины включают деревянные поддоны, деревянные ящики, половые доски, ДСП, заборы, фанеру, мебель и т. д. Подробнее о переработке древесины читайте здесь.
Переработка стекла
Стекло на 100 % подлежит вторичной переработке и никогда не теряет чистоты или качество при переработке, что означает, что мы можем перерабатывать его многократно.
Полное разложение стекла может занять около миллиона лет, что является серьезной проблемой для переполненных свалок. Крайне важно убедиться, что мы перерабатываем как можно больше стекла.
Мы можем повторно использовать стекло многократно, а качество материала такое же хорошее, как если бы оно было сделано новым из сырья. ISM может перерабатывать различные виды стекла, которые должны быть пригодны для повторной обработки.
Стекло должно быть как можно более чистым и свободным от загрязнений для повторного использования. Классы включают такие предметы, как бутылки, банки, окна, стаканы для питья, компьютерные экраны и т. д. Подобно другим переработанным материалам, переработка стекла также экономит значительное количество энергии.
Одежда и текстиль
С появлением «быстрой моды» в последние годы мы покупаем больше одежды, чем когда-либо, и, следовательно, у нас больше отходов текстиля, чем когда-либо.
Подсчитано, что ежегодно в Великобритании выбрасывается более 1 миллиона тонн текстиля , и не менее 50% тканей, которые мы выбрасываем, подлежат вторичной переработке.
 Количество ячеек 64 шт.
Количество ячеек 64 шт. Количество ячеек 64 шт.
Количество ячеек 64 шт.

 Количество ячеек 64 шт.
Количество ячеек 64 шт.


 parduotuvėje:
parduotuvėje:




 Среди них:
Среди них: Некачественно изготовленные изделия могут деформироваться из-за природных явлений или механических воздействий. Они могут деформироваться в сухом помещении или набухнуть во влажном помещении.
Некачественно изготовленные изделия могут деформироваться из-за природных явлений или механических воздействий. Они могут деформироваться в сухом помещении или набухнуть во влажном помещении. Однако МДФ хрупкий; он может не выдержать сильных ударов. Избегайте установки таких дверей в помещениях с повышенной влажностью. К счастью, существуют влагостойкие межкомнатные двери из МДФ, которые можно устанавливать в ванных комнатах и кухнях.
Однако МДФ хрупкий; он может не выдержать сильных ударов. Избегайте установки таких дверей в помещениях с повышенной влажностью. К счастью, существуют влагостойкие межкомнатные двери из МДФ, которые можно устанавливать в ванных комнатах и кухнях. Двери производятся по европейским технологиям. Красивые и надежные, они станут достойным украшением вашего дома или квартиры.
Двери производятся по европейским технологиям. Красивые и надежные, они станут достойным украшением вашего дома или квартиры.
 Наши машины подходят для небольших и крупных партий, от склеивания отдельных частей рамы до полной упакованной рамы, с производительностью от 30 до более 1000 рам за смену. Оснащен самой современной технологией управления и уровнем автоматизации в соответствии с вашими объемами производства.
Наши машины подходят для небольших и крупных партий, от склеивания отдельных частей рамы до полной упакованной рамы, с производительностью от 30 до более 1000 рам за смену. Оснащен самой современной технологией управления и уровнем автоматизации в соответствии с вашими объемами производства.

 9
9 0603501020 цена. Циркулярки Bosch по Украине
0603501020 цена. Циркулярки Bosch по Украине Оснащение дисковой пилы BOSCH PKS 55 A высокопроизводительным двигателем мощностью 1,2 кВт позволяет выполнять пропил глубиной до 55 мм в древесине и до 38 мм в металлах. Оснащение пилы BOSCH PKS 55 A пылесборником CleanSystem обеспечивает чистую работу, что особенно важно при использовании дисковой электропилы BOSCH PKS 55 A в закрытом помещении. Система CutControl обеспечивает контроль работы во время выполнения произвольных пропилов.
Оснащение дисковой пилы BOSCH PKS 55 A высокопроизводительным двигателем мощностью 1,2 кВт позволяет выполнять пропил глубиной до 55 мм в древесине и до 38 мм в металлах. Оснащение пилы BOSCH PKS 55 A пылесборником CleanSystem обеспечивает чистую работу, что особенно важно при использовании дисковой электропилы BOSCH PKS 55 A в закрытом помещении. Система CutControl обеспечивает контроль работы во время выполнения произвольных пропилов.
 Если вы покупаете по ссылке, мы можем заработать небольшую комиссию. Узнать больше.
Если вы покупаете по ссылке, мы можем заработать небольшую комиссию. Узнать больше. Это не самая мощная циркулярная пила с питанием от сети на рынке, но для домашнего мастера ее достаточно для практически любой задачи по дому или в саду. Я проверил, как эта пила работает при резке различных пород древесины
Это не самая мощная циркулярная пила с питанием от сети на рынке, но для домашнего мастера ее достаточно для практически любой задачи по дому или в саду. Я проверил, как эта пила работает при резке различных пород древесины

 В реальном мире это означает, что вы потратите больше времени на получение приемлемой отделки по сравнению с лучшими циркулярными пилами.
В реальном мире это означает, что вы потратите больше времени на получение приемлемой отделки по сравнению с лучшими циркулярными пилами. Кабель питания длиной 2,5 м () недостаточно длинный для больших продольных пропилов, но подходит для большинства работ своими руками, а также имеет длинный гибкий резиновый чехол для защиты места, где он соприкасается с пилой.
Кабель питания длиной 2,5 м () недостаточно длинный для больших продольных пропилов, но подходит для большинства работ своими руками, а также имеет длинный гибкий резиновый чехол для защиты места, где он соприкасается с пилой. Однако, как только вы наденете защитные наушники, их можно использовать в течение длительного периода времени.
Однако, как только вы наденете защитные наушники, их можно использовать в течение длительного периода времени. В этой пиле нет ничего хрупкого, она кажется надежной и должна служить долго.
В этой пиле нет ничего хрупкого, она кажется надежной и должна служить долго. И вам не нужно беспокоиться о батареях! Если вы хотите точно распилить бревно и вам не нужно использовать пилу весь день, каждый день, это очень хороший выбор.
И вам не нужно беспокоиться о батареях! Если вы хотите точно распилить бревно и вам не нужно использовать пилу весь день, каждый день, это очень хороший выбор.



 Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.


 Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.
Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.

 Заказы доставляются по Москве и в регионы России.
Заказы доставляются по Москве и в регионы России.

 Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств.
Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств. Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей.
Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей. Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.
Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.

 С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.
С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.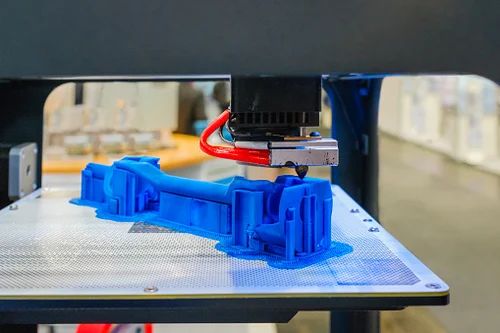


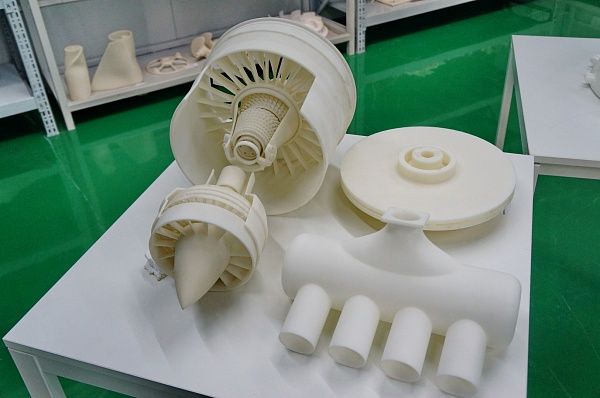 Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
 Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
 Производитель просто должен обновить 3D-файл в соответствии с новым дизайном.
Производитель просто должен обновить 3D-файл в соответствии с новым дизайном. С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
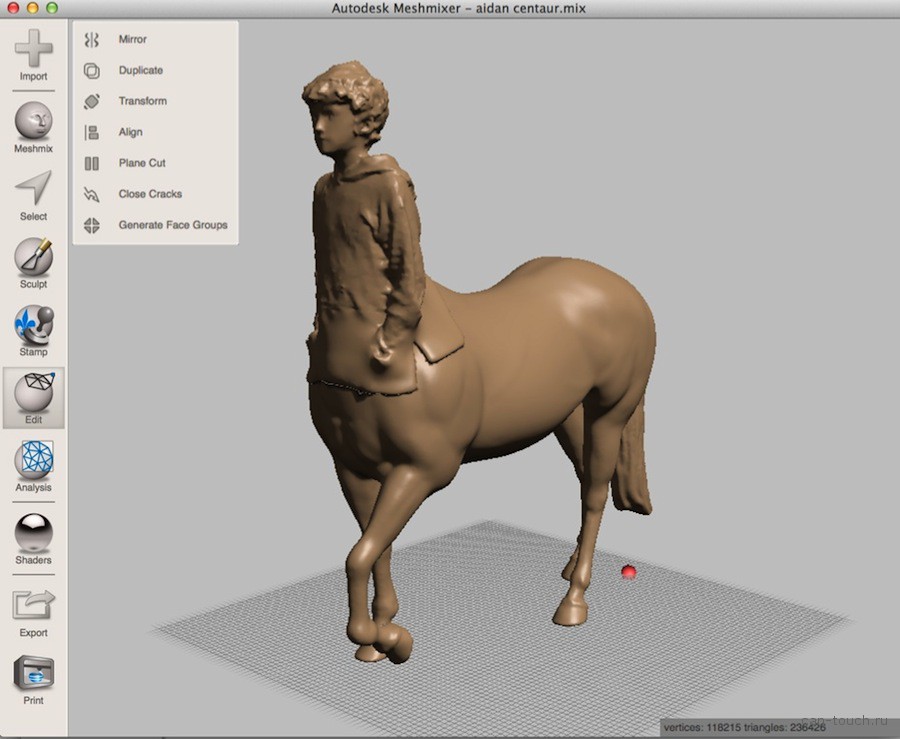 Более того, можно скачать приложение TinkerCAD и поиграть с моделями на смартфоне или планшете!
Более того, можно скачать приложение TinkerCAD и поиграть с моделями на смартфоне или планшете! Функционал интуитивно понятен и удобен.
Функционал интуитивно понятен и удобен.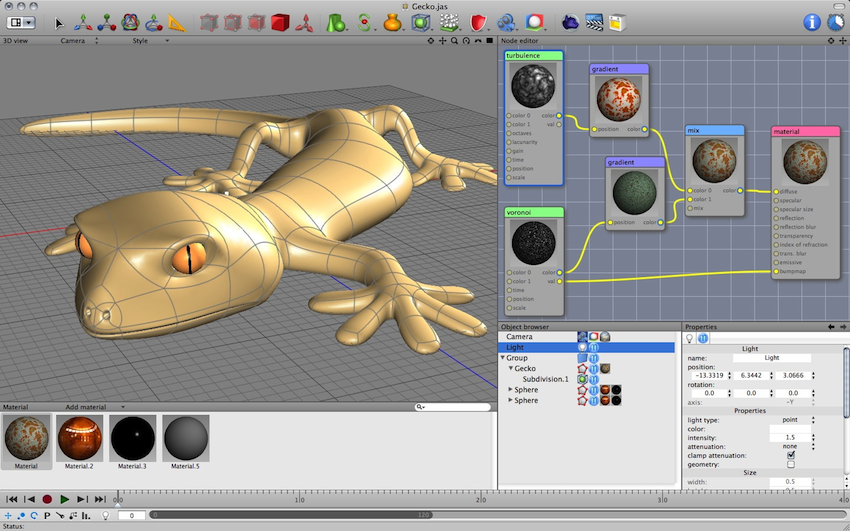
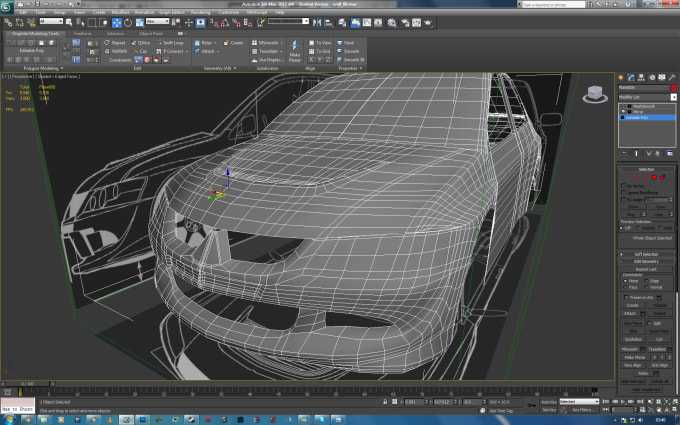 Вы можете загрузить расширение SketchUp STL, чтобы создавать файлы в STL.
Вы можете загрузить расширение SketchUp STL, чтобы создавать файлы в STL.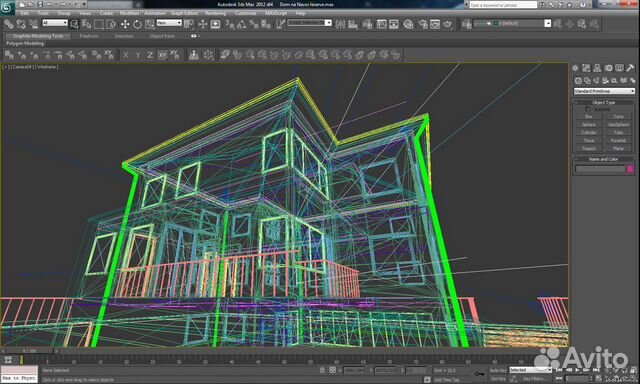 Она используется в различных областях, начиная от создания VFX для фильмов, видеоигр, дизайна 3D-моделей, заканчивая 3D-печатью. Кроме того, Blender поставляется с интегрированным игровым движком, а также детализированными инструментами для моделирования и возможностью редактирования видео. Это невероятное бесплатное программное обеспечение идеально подходит для разработчиков игр и опытных 3D-моделистов.
Она используется в различных областях, начиная от создания VFX для фильмов, видеоигр, дизайна 3D-моделей, заканчивая 3D-печатью. Кроме того, Blender поставляется с интегрированным игровым движком, а также детализированными инструментами для моделирования и возможностью редактирования видео. Это невероятное бесплатное программное обеспечение идеально подходит для разработчиков игр и опытных 3D-моделистов.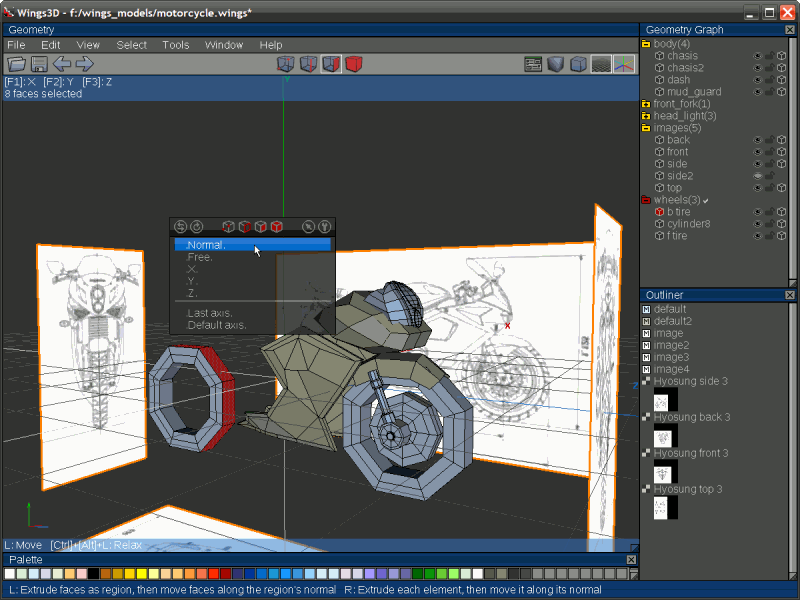 Благодаря простым инструментам, детали можно сделать легче и экономичнее. Это особенно полезно для последующей 3D-печати в таких отраслях, как аэрокосмическая и автомобильная промышленность, где очень важен вес модели.
Благодаря простым инструментам, детали можно сделать легче и экономичнее. Это особенно полезно для последующей 3D-печати в таких отраслях, как аэрокосмическая и автомобильная промышленность, где очень важен вес модели. Это позволяет дизайнерам находить потенциально слабые места перед печатью. После создания можно легко экспортировать модель в STL-файл или любой другой формат. Программа недавно стала бесплатной для студентов, стартапов и многих других. Если у вас есть некоторый опыт, или вы хотите повысить свои навыки в 3D-дизайне, это 3D-программное обеспечение идеально подойдет.
Это позволяет дизайнерам находить потенциально слабые места перед печатью. После создания можно легко экспортировать модель в STL-файл или любой другой формат. Программа недавно стала бесплатной для студентов, стартапов и многих других. Если у вас есть некоторый опыт, или вы хотите повысить свои навыки в 3D-дизайне, это 3D-программное обеспечение идеально подойдет. Для других форматов вам потребуется обновление. Бесплатно можно создать до 25 проектов, а также получить доступ к библиотеке 3D-активов, материалов и иконок Vectary. Платное обновление дает доступ к инструментам предварительного просмотра AR, а также к функциям совместного использования проектов и командам для лучшей и быстрой обратной связи между несколькими людьми.
Для других форматов вам потребуется обновление. Бесплатно можно создать до 25 проектов, а также получить доступ к библиотеке 3D-активов, материалов и иконок Vectary. Платное обновление дает доступ к инструментам предварительного просмотра AR, а также к функциям совместного использования проектов и командам для лучшей и быстрой обратной связи между несколькими людьми.

 Довольно легко работать с функциями по настройке моделей, например, лепкой, соединением, резкой, сгибанием — просто даже для начинающих.
Довольно легко работать с функциями по настройке моделей, например, лепкой, соединением, резкой, сгибанием — просто даже для начинающих.
 Оно не только бесплатно, но и с открытым исходным кодом, что означает, что оно постоянно совершенствуется. Одним из наиболее привлекательных преимуществ Blender является то, что поддерживается весь 3D конвейер, включая моделирование, анимацию, симуляцию, рендеринг, отслеживание движения и т. д. Это программное обеспечение CAD является кросс-платформенным и работает на компьютерах Linux, Windows и Macintosh. Основанное на полигональном моделировании, оно не обязательно должно являться наиболее широко используемым решением в секторе аддитивного производства, но при этом позволяет экспортировать трехмерные модели в форматах, адаптированных к технологии.
Оно не только бесплатно, но и с открытым исходным кодом, что означает, что оно постоянно совершенствуется. Одним из наиболее привлекательных преимуществ Blender является то, что поддерживается весь 3D конвейер, включая моделирование, анимацию, симуляцию, рендеринг, отслеживание движения и т. д. Это программное обеспечение CAD является кросс-платформенным и работает на компьютерах Linux, Windows и Macintosh. Основанное на полигональном моделировании, оно не обязательно должно являться наиболее широко используемым решением в секторе аддитивного производства, но при этом позволяет экспортировать трехмерные модели в форматах, адаптированных к технологии. Онлайновое программное обеспечение состоит из сложения и вычитания геометрических фигур на плане с 3 основными осями (x, y, z). Для этого рисунки, действия и параметры должны быть размещены в левой части экрана, чтобы впоследствии они отображались на плане справа. Одним из его преимуществ является то, что оно совместимо с программным обеспечением OpenSCAD, программой с открытым исходным кодом, более продвинутой, чем эта, поэтому созданные рисунки можно перенести в другую программу, как только пользователь приобретет больше опыта. Без сомнения, BlocksCAD является идеальным решением для начала работы с программным обеспечением для 3D-моделирования, и это бесплатно!
Онлайновое программное обеспечение состоит из сложения и вычитания геометрических фигур на плане с 3 основными осями (x, y, z). Для этого рисунки, действия и параметры должны быть размещены в левой части экрана, чтобы впоследствии они отображались на плане справа. Одним из его преимуществ является то, что оно совместимо с программным обеспечением OpenSCAD, программой с открытым исходным кодом, более продвинутой, чем эта, поэтому созданные рисунки можно перенести в другую программу, как только пользователь приобретет больше опыта. Без сомнения, BlocksCAD является идеальным решением для начала работы с программным обеспечением для 3D-моделирования, и это бесплатно! Для создания 3D-моделей вы должны начать с 2D-эскиза, который примет последующую форму трехмерной идеи. Интерфейс прост в использовании и позволяет определять различные ориентации линий, например углы, а затем изменять их размер. Трехмерные модели также могут быть разработаны с помощью процесса, называемого «заполнение». В настоящее время в сообществе FreeCAD насчитывается более 25 000 участников, что делает его одним из самых популярных вариантов среди программ для 3D-моделирования.
Для создания 3D-моделей вы должны начать с 2D-эскиза, который примет последующую форму трехмерной идеи. Интерфейс прост в использовании и позволяет определять различные ориентации линий, например углы, а затем изменять их размер. Трехмерные модели также могут быть разработаны с помощью процесса, называемого «заполнение». В настоящее время в сообществе FreeCAD насчитывается более 25 000 участников, что делает его одним из самых популярных вариантов среди программ для 3D-моделирования. Более того, LeoCAD имеет открытый исходный код и доступен для Windows, Linus, macOS. Вы можете начать моделирование с нуля, но платформа также предоставляет более 10 000 различных деталей, которые можно загрузить непосредственно из библиотеки деталей LDraw.
Более того, LeoCAD имеет открытый исходный код и доступен для Windows, Linus, macOS. Вы можете начать моделирование с нуля, но платформа также предоставляет более 10 000 различных деталей, которые можно загрузить непосредственно из библиотеки деталей LDraw.
 При необходимости программное обеспечение также предоставляет возможность доступа к библиотеке готовых бесплатных 3D-моделей. Кроме того, вы также можете создать свою собственную модель. Это программное обеспечение для моделирования поверхностей позволяет использовать различные инструменты для рисования, измерения и перемещения. Экспорт позволяет сохранить созданные модели в виде файлов STL или в облаке Trimble Connect. Если вы хотите работать с расширениями, вам нужно использовать платное программное обеспечение SketchUp Pro.
При необходимости программное обеспечение также предоставляет возможность доступа к библиотеке готовых бесплатных 3D-моделей. Кроме того, вы также можете создать свою собственную модель. Это программное обеспечение для моделирования поверхностей позволяет использовать различные инструменты для рисования, измерения и перемещения. Экспорт позволяет сохранить созданные модели в виде файлов STL или в облаке Trimble Connect. Если вы хотите работать с расширениями, вам нужно использовать платное программное обеспечение SketchUp Pro. Они могут быть экспортированы в трех различных форматах, STL, OBJ и SVG, что позволяет вам печатать ваши любимые проекты. Это бесплатное программное обеспечение для моделирования также предоставляет библиотеку файлов, которые пользователи могут изменять, чтобы легко получить желаемую форму.
Они могут быть экспортированы в трех различных форматах, STL, OBJ и SVG, что позволяет вам печатать ваши любимые проекты. Это бесплатное программное обеспечение для моделирования также предоставляет библиотеку файлов, которые пользователи могут изменять, чтобы легко получить желаемую форму.
 0
0 Вместе с
Вместе с Чтобы иметь возможность тестировать различные сценарии во время испытаний, программное обеспечение для моделирования позволяет
Чтобы иметь возможность тестировать различные сценарии во время испытаний, программное обеспечение для моделирования позволяет Немного активируйте Javascript в своем браузере, а также веб-сайт в полном объеме, чтобы вы могли пользоваться.
Немного активируйте Javascript в своем браузере, а также веб-сайт в полном объеме, чтобы вы могли пользоваться.
 Dennoch können Fehler und Unklarheiten nicht vollständig ausgeschlossen werden. Bayern Innovativ übernimmt deshalb keine Gewähr für die Aktualität, Richtigkeit, Vollständigkeit oder Qualität der bereitgestellten Informationen. Für Schäden materieller oder immaterieller Art, die durch die Nutzung oder Nichtnutzung der dargebotenen Informationen bzw. durch die Nutzung fehlerhafter und unvollständiger Informationen unmittelbar oder mittelbar verursacht werden, haftet Bayern Innovativ nicht, sofern ihr nicht nachweislich vorsätzliches oder grob fahrlässiges Verschulden zur Last fällt.
Dennoch können Fehler und Unklarheiten nicht vollständig ausgeschlossen werden. Bayern Innovativ übernimmt deshalb keine Gewähr für die Aktualität, Richtigkeit, Vollständigkeit oder Qualität der bereitgestellten Informationen. Für Schäden materieller oder immaterieller Art, die durch die Nutzung oder Nichtnutzung der dargebotenen Informationen bzw. durch die Nutzung fehlerhafter und unvollständiger Informationen unmittelbar oder mittelbar verursacht werden, haftet Bayern Innovativ nicht, sofern ihr nicht nachweislich vorsätzliches oder grob fahrlässiges Verschulden zur Last fällt. strafbaren Inhaltes voraus. «Fremde Inhalte» находится в geeigneter Weise gekennzeichnet. Bayern Innovativ шляпа на «fremde Inhalte» keinerlei Einfluss und macht sich diese Inhalte auch nicht zu Eigen. Bayern Innovativ hat keine положительный Kenntnis über rechtswidrige oder anstößige Inhalte auf den verknüpften Seiten fremder Anbieter. Sollten auf den verknüpften Seiten fremder Anbieter dennoch rechtswidrige oder anstößige Inhalte enthalten sein, so distanziert sich Bayern Innovativ ausdrücklich von diesen Inhalten.
strafbaren Inhaltes voraus. «Fremde Inhalte» находится в geeigneter Weise gekennzeichnet. Bayern Innovativ шляпа на «fremde Inhalte» keinerlei Einfluss und macht sich diese Inhalte auch nicht zu Eigen. Bayern Innovativ hat keine положительный Kenntnis über rechtswidrige oder anstößige Inhalte auf den verknüpften Seiten fremder Anbieter. Sollten auf den verknüpften Seiten fremder Anbieter dennoch rechtswidrige oder anstößige Inhalte enthalten sein, so distanziert sich Bayern Innovativ ausdrücklich von diesen Inhalten. Der Ombudsmann vereinbart mit dem Anrufer, ob und auf welche Weise der Name des Anrufers genannt wird bei der Bearbeitung eines möglichen Compliance-Vorfalls.
Der Ombudsmann vereinbart mit dem Anrufer, ob und auf welche Weise der Name des Anrufers genannt wird bei der Bearbeitung eines möglichen Compliance-Vorfalls.
 Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.
Как правило, клей-расплав состоит из полимера (он может быть в различных формах) и нескольких добавок. Эти добавки включают смолы, воски, антиоксиданты и пластификаторы. Могут быть добавлены и другие химические вещества, чтобы придать расплаву особые свойства.

 Также используются чистые ароматические мономеры.
Также используются чистые ароматические мономеры.
 Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
Характеристики воска определяются процентом кристалличности, температурой плавления и молекулярной массой.
 На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
На самом деле они используются как своего рода второй базовый полимер, чтобы придать горячему расплаву большую гибкость и прочность. Пластификаторами часто являются углеводородные масла с низким содержанием ароматических веществ и имеющие химические характеристики парафина.
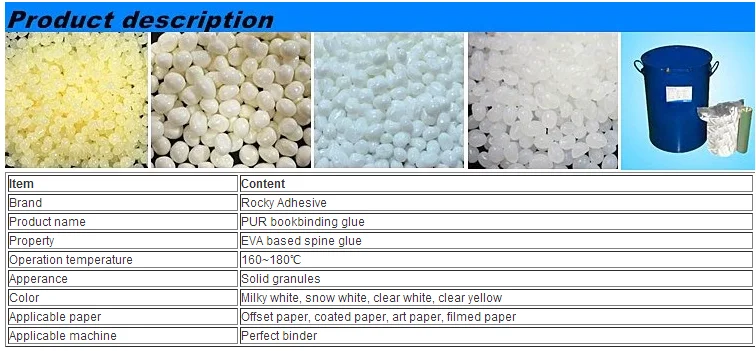 При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах.
При обычных условиях такой пластик находится в твердом состоянии, а при нагреве переходит в состояние вязкой полужидкой фазы. При этом расплав обладает хорошей адгезией и держится на самых разных материалах. Самые распространенные из них:
Самые распространенные из них:

 Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
Это позволяет полностью отказаться от использования лакокрасочных материалов, улучшить внешний вид заготовок, повысить качество и снизить расходы на производство.
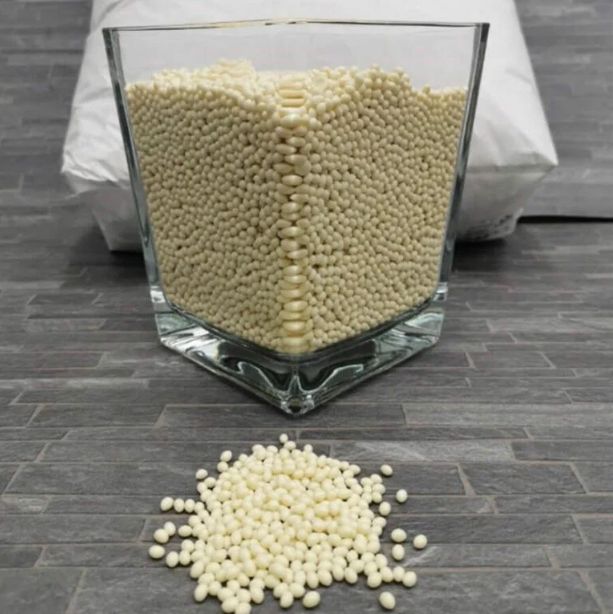

 Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения.
Надлежащая антиоксидантная система защитит клей как в процессе производства, так и в процессе нанесения. (Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.
(Этилен-пропилен)-стирол (SEPS, гидрированный SIS). Каждый SBC имеет свою особую молекулярную структуру и может образовывать определенные составы для различных применений. Связанный стирол (% стирола) и степень связывания (% триблока), входящие в состав СБС; и скорость течения расплава (MFR) или индекс расплава (MI) являются тремя ключевыми молекулярными структурами, влияющими на характеристики адгезии и технологичность HMPSA.

 Теперь в проектах компании появятся новые эксклюзивные гранит и мрамор из Африки и Бразилии.
Теперь в проектах компании появятся новые эксклюзивные гранит и мрамор из Африки и Бразилии. Рязань.
Рязань. За этот период компания выстроила сотрудничество с многочисленными партнерами. Для улучшения обслуживания своих партнеров уже с этого года в московском офисе начал работу Сервисный Центр.
За этот период компания выстроила сотрудничество с многочисленными партнерами. Для улучшения обслуживания своих партнеров уже с этого года в московском офисе начал работу Сервисный Центр.

 ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Prussiani идеальны для производства раковин для ванных комнат и кухонных столешниц, ритуальных изделий и элементов интерьера.
ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ Prussiani идеальны для производства раковин для ванных комнат и кухонных столешниц, ритуальных изделий и элементов интерьера.


 Это история машин, которые вошли в историю технологий обработки камня, мрамора и гранита. Машины, которые имеют и продолжают способствовать сохранению истории и инновациям будущего со скульптурами, мебелью, инкрустациями и зданиями.
Это история машин, которые вошли в историю технологий обработки камня, мрамора и гранита. Машины, которые имеют и продолжают способствовать сохранению истории и инновациям будущего со скульптурами, мебелью, инкрустациями и зданиями. youtube.com/embed/qRgBc8Sm7Ic» allowfullscreen=»»>
youtube.com/embed/qRgBc8Sm7Ic» allowfullscreen=»»> 
 M.]
M.].jpg) M.
M. marketresearchupdate.com/discount /244453
marketresearchupdate.com/discount /244453 marketresearchupdate.com/industry-growth/stone-working-machines-market-size-2022-244453
marketresearchupdate.com/industry-growth/stone-working-machines-market-size-2022-244453
 Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Единственное требование — это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.

 Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
 Из-за этого может быть проблематично изготовление габаритных изделий.
Из-за этого может быть проблематично изготовление габаритных изделий.

 С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.
С ним легко работать, у него маленький процент усадки и отличная спекаемость слоев.

 Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
Или функциональных вещей требующих прозрачности, например кастомные поворотники на мотоцикл или машину, светильники или прототипы бутылок.
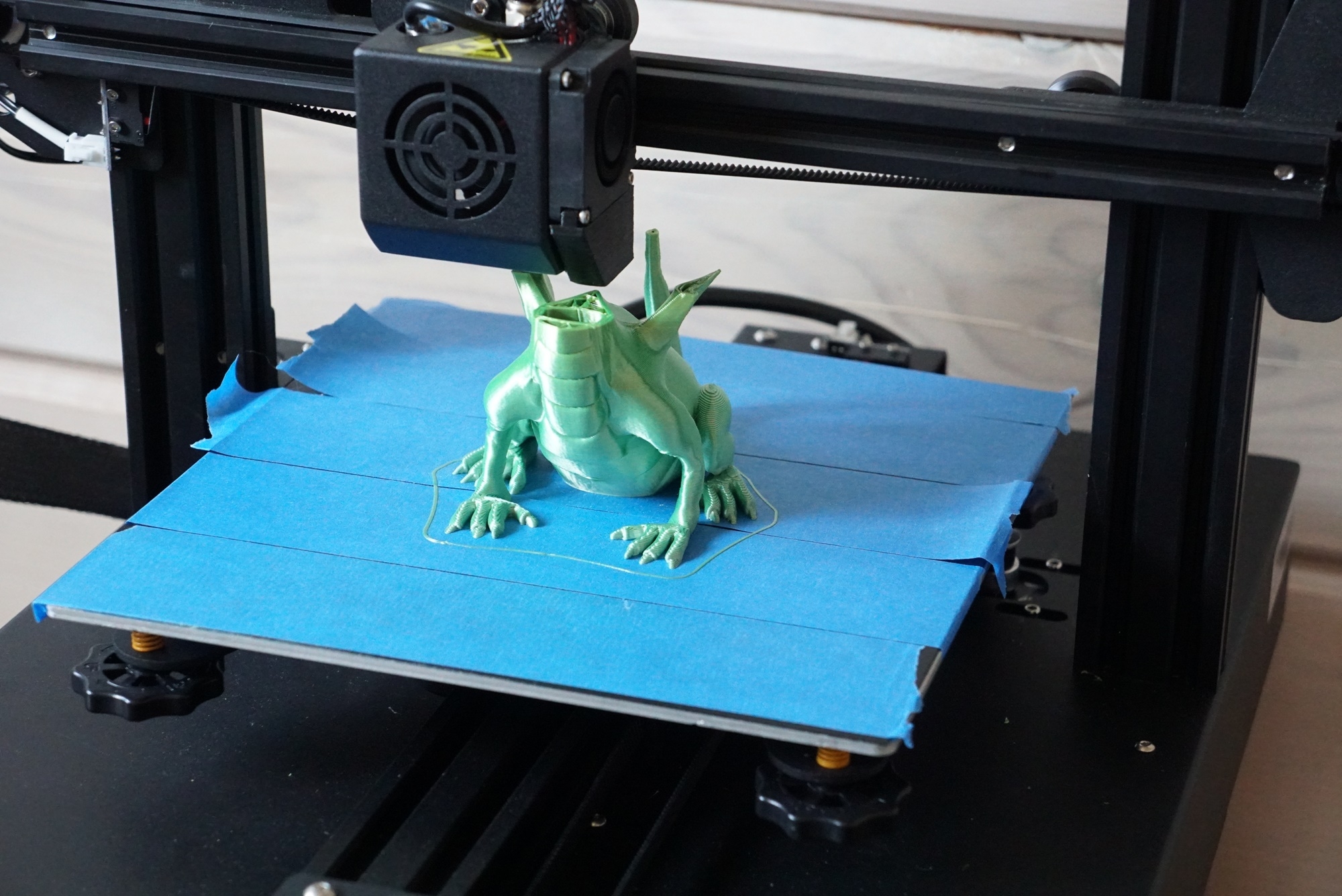
 Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
Он гибкий и эластичный, но в то же время прочный на разрыв. Например TPE — это резиноподобный пластик, а TPU — более жесткий.
 Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.
Или с красителями подобранными для имитации различных материалов. Поскольку основа пластика это PLA то он очень прост в печати.

 Например – углеволокно, карбоновые нити или стекловолокно.
Например – углеволокно, карбоновые нити или стекловолокно.
 Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.
Например функциональные детали не теряющие форму при нагревании, устойчивые ко многим растворителям и т.д.

 Сравниваем характеристики пластиков для 3D принтера.
Сравниваем характеристики пластиков для 3D принтера.
 д.
д. Например, жесткость.
Например, жесткость.
 воздействиям
воздействиям В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений.
В основном он используется в деталях, которым необходима эластичность, но его очень высокая ударопрочность может быть использована и для других применений. п.
п.  Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
Как следует из названия, этот материал эластичный по своей природе, что позволяет легко растягивать и сгибать пластик. Существует несколько типов TPE, причем термопластичный полиуретан (TPU) является наиболее часто используемым среди нитей для 3D-печати. Во многих случаях эти термины используются взаимозаменяемо вместе с популярными торговыми марками, такими как Ninjaflex. Степень эластичности пластика зависит от типа TPE и химического состава, используемого производителем. Например, некоторые нити могут быть частично гибкими, как автомобильная шина, а другие могут быть эластичными и полностью гибкими, как резиновая лента. В этом руководстве приводятся советы, которые помогут вам с обоими этими вариантами гибких нитей.
 По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
По этим причинам обычно гораздо проще печатать гибкими нитями с помощью экструдера с прямым приводом, чем с помощью экструдера Боудена. Если вы не уверены в возможностях своего 3D-принтера, вы можете уточнить у производителя, одобрен ли экструдер для использования с гибкими нитями.
 Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание.
Вы можете внести это изменение в Simplify3D на вкладке «Экструдеры» в настройках вашего процесса. Отключив отвод, вы можете сосредоточиться на поиске идеальной скорости и коэффициента экструзии, которые позволят вам надежно печатать ваши модели. После того, как вы будете более уверены в этих настройках, вы можете добавить очень небольшое количество отвода с более медленной скоростью отвода, чтобы помочь с любым потенциальным просачиванием из горячего конца. Simplify3D также включает в себя уникальную опцию Coasting, которая автоматически помогает снизить давление в сопле, когда вы приближаетесь к концу сегмента, что может значительно уменьшить образование капель и натяжение этих материалов. Если вам нужна дополнительная информация о других способах, которые могут помочь уменьшить количество волос и полос на ваших отпечатках, у нас есть целый раздел в нашем Руководстве по качеству печати, посвященный этой проблеме: Как уменьшить полосатость и просачивание. В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
В Simplify3D есть замечательная функция, созданная специально для этой ситуации. Вместо того, чтобы двигаться по прямой линии из точки А в Б, программа фактически выберет совершенно новый путь при перемещении между этими точками с целью оставаться внутри вашего объекта, чтобы не было просачивания или натяжения. . Включив эту уникальную функцию, вы можете значительно сократить количество отводов, необходимых для печати, и значительно улучшить качество печати. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» в настройках вашего процесса и включите параметр «Не пересекать контур для перемещения».
 Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение.
Это связано с тем, что большинство нитей затвердевают по мере охлаждения и затвердевания, поэтому ваши конструкции будут функциональными и долговечными. Хотя наиболее распространенные нити для 3D-печати, такие как ABS и PLA, позволяют создавать твердые и жесткие объекты, другие нити могут сохранять эластичность и обеспечивать удивительно эластичное растяжение. Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.
Однако, если вы раньше не работали с мягким пластиком, вы можете обнаружить, что с ним довольно сложно работать.

 Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины.
Это означает, что он имеет такую же твердость, как протектор шины или ластик из твердой резины. Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF).
Он имеет резиноподобную консистенцию и обычно плавится при температуре 190–250 ºC (от 374 º до 482 ºF). Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться больше, оставляя комки на отпечатке.
Однако при печати липкими, эластичными нитями втягивание не поможет, так как расплавленная нить будет растягиваться больше, оставляя комки на отпечатке.






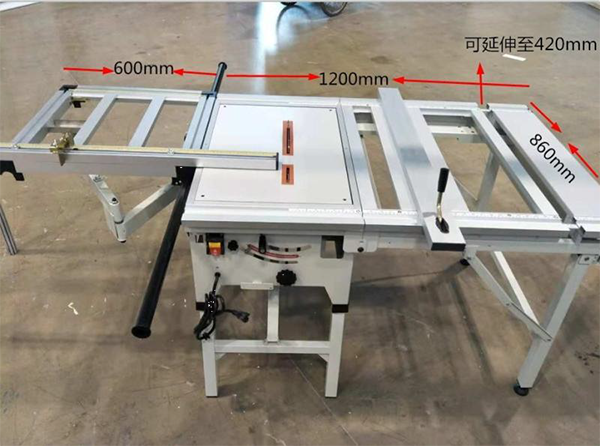


 На панели расположены кнопки запуска основного и подрезного пильных дисков, кнопка аварийной остановки двигателей, лампочка индикации присутствия напряжения в 380В., и механический счетчик положения угла пильного блока.
На панели расположены кнопки запуска основного и подрезного пильных дисков, кнопка аварийной остановки двигателей, лампочка индикации присутствия напряжения в 380В., и механический счетчик положения угла пильного блока.

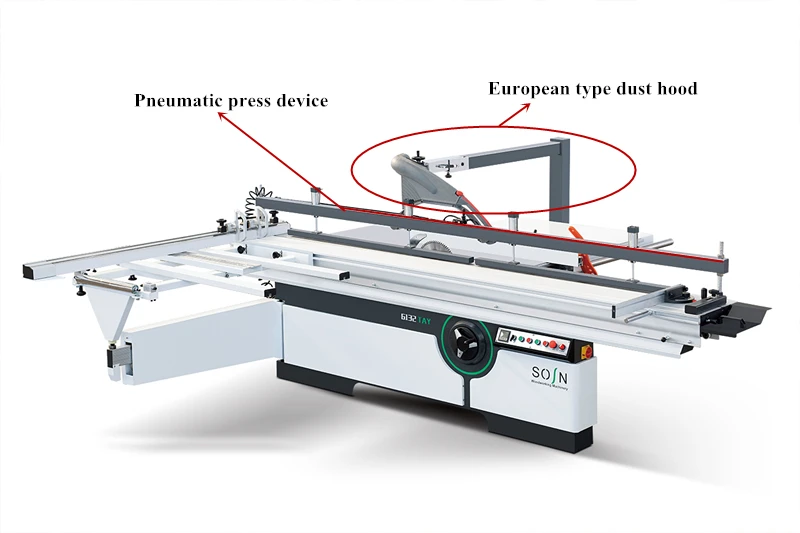

 Каждая из этих пил невероятно хорошо сконструирована и функциональна, и в зависимости от ваших потребностей вы, вероятно, обнаружите, что одна из них идеально подходит для вашего магазина.
Каждая из этих пил невероятно хорошо сконструирована и функциональна, и в зависимости от ваших потребностей вы, вероятно, обнаружите, что одна из них идеально подходит для вашего магазина. Это отличная функция, поскольку Makita может легко обслуживать пилу или полностью заменять ее, если это необходимо, без ущерба для эффективности или срока службы рамы.
Это отличная функция, поскольку Makita может легко обслуживать пилу или полностью заменять ее, если это необходимо, без ущерба для эффективности или срока службы рамы. Что может быть лучше
Что может быть лучше
 с., 5800 об/мин. Пила также имеет эргономичную горизонтальную рукоятку, что делает ее исключительно простой в использовании. Он обеспечивает впечатляющую точность резки до 1/32 дюйма.
с., 5800 об/мин. Пила также имеет эргономичную горизонтальную рукоятку, что делает ее исключительно простой в использовании. Он обеспечивает впечатляющую точность резки до 1/32 дюйма. сталь
сталь Настоящая система противовеса удерживает каретку именно там, где она должна быть, когда вы загружаете новый материал. Эта пила также оснащена прочными алюминиевыми роликами с опорными кронштейнами для плавной загрузки и резки под прямым углом.
Настоящая система противовеса удерживает каретку именно там, где она должна быть, когда вы загружаете новый материал. Эта пила также оснащена прочными алюминиевыми роликами с опорными кронштейнами для плавной загрузки и резки под прямым углом. Рама изготовлена из стали с порошковым покрытием, а направляющие трубы оцинкованы 11 калибром.
Рама изготовлена из стали с порошковым покрытием, а направляющие трубы оцинкованы 11 калибром. Это и сверхпрочная щетка с кожухом лезвий в сочетании обеспечивают впечатляющие возможности сбора пыли.
Это и сверхпрочная щетка с кожухом лезвий в сочетании обеспечивают впечатляющие возможности сбора пыли.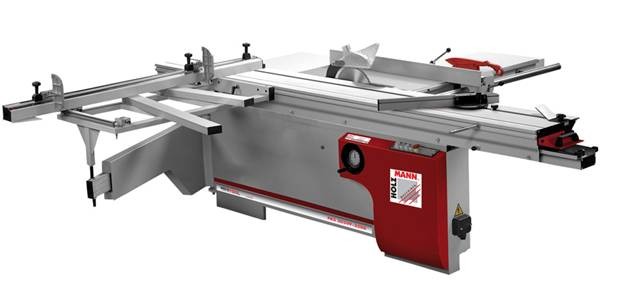 Но они незаменимы для определенных видов работ. Если вы когда-либо ходили по складу пиломатериалов или в отдел пиломатериалов в магазине товаров для дома, вы, вероятно, видели панельную пилу в действии.
Но они незаменимы для определенных видов работ. Если вы когда-либо ходили по складу пиломатериалов или в отдел пиломатериалов в магазине товаров для дома, вы, вероятно, видели панельную пилу в действии.
 Рамы, состоящие из нескольких частей, скрепленных болтами, со временем могут ржаветь или ослабевать, что снижает производительность и безопасность пилы.
Рамы, состоящие из нескольких частей, скрепленных болтами, со временем могут ржаветь или ослабевать, что снижает производительность и безопасность пилы.

 При покупке пилы помните о гарантии.
При покупке пилы помните о гарантии. К счастью, все больше интернет-магазинов начинают продавать панельные пилы, что облегчает поиск того, что вам нужно.
К счастью, все больше интернет-магазинов начинают продавать панельные пилы, что облегчает поиск того, что вам нужно.

 Вертикальная панельная пила Powermatic 511 – лучшая в целом
Вертикальная панельная пила Powermatic 511 – лучшая в целом Это то, что вам нужно, если вы хотите как можно меньше головной боли от своего оборудования и имеете соответствующий бюджет.
Это то, что вам нужно, если вы хотите как можно меньше головной боли от своего оборудования и имеете соответствующий бюджет. Сразу становится ясно, что при создании этой модели дизайнеры уделили огромное внимание деталям. Каркас в основном изготовлен из электросварных труб квадратного сечения, которые более устойчивы к деформации или скручиванию, чем их круглые аналоги.
Сразу становится ясно, что при создании этой модели дизайнеры уделили огромное внимание деталям. Каркас в основном изготовлен из электросварных труб квадратного сечения, которые более устойчивы к деформации или скручиванию, чем их круглые аналоги. Полноразмерная вертикальная панельная пила Saw Trax 1064
Полноразмерная вертикальная панельная пила Saw Trax 1064 Хотя высокая цена удерживает его от двух лучших, это неплохой выбор, если у вас есть деньги, которые можно потратить.
Хотя высокая цена удерживает его от двух лучших, это неплохой выбор, если у вас есть деньги, которые можно потратить. Это странно, учитывая, что это не полноразмерная панельная пила, и у нее нет возможности расширения, чтобы заставить ее работать как таковая. Он также не включает в себя надежную систему сбора пыли, как другие машины той же ценовой категории. Добавляя оскорбление к травме, он не поставляется с лезвием, которое есть у любой другой пилы в нашем списке. По цене справедливо ожидать большего. Хотя в конечном итоге он будет работать хорошо, это относительно плохое соотношение цены и качества, учитывая, что вы можете получить то же самое за гораздо меньшую цену с другими моделями.
Это странно, учитывая, что это не полноразмерная панельная пила, и у нее нет возможности расширения, чтобы заставить ее работать как таковая. Он также не включает в себя надежную систему сбора пыли, как другие машины той же ценовой категории. Добавляя оскорбление к травме, он не поставляется с лезвием, которое есть у любой другой пилы в нашем списке. По цене справедливо ожидать большего. Хотя в конечном итоге он будет работать хорошо, это относительно плохое соотношение цены и качества, учитывая, что вы можете получить то же самое за гораздо меньшую цену с другими моделями. Он поставляется с 15-амперным двигателем, который быстро справится практически со всем, что вы перед ним поставите. Это также имеет полноразмерную рамку. Она не такая длинная, как у других пил, но достаточно длинная, чтобы обеспечить вам большую устойчивость при резке панелей 4×8. Он обеспечивает быстрое переключение между копированием и поперечной резкой, поэтому вам не придется тратить много времени на перезагрузку оборудования.
Он поставляется с 15-амперным двигателем, который быстро справится практически со всем, что вы перед ним поставите. Это также имеет полноразмерную рамку. Она не такая длинная, как у других пил, но достаточно длинная, чтобы обеспечить вам большую устойчивость при резке панелей 4×8. Он обеспечивает быстрое переключение между копированием и поперечной резкой, поэтому вам не придется тратить много времени на перезагрузку оборудования.
 Тем не менее, его низкая цена означает, что это лучшее соотношение цены и качества здесь. Панельная пила Saw Trax 1064 Full Size Varsity Package представляет собой полноразмерную панельную пилу с герметичной системой подшипников и отличной портативностью, но ее высокая цена снижает ее ценность. SSCC4 – CRL Компактная и портативная безопасная пила для скоростной резки панелей компактна и портативна и имеет мощный двигатель, но ее высокая цена и отсутствие прилагаемого лезвия стоили ей нескольких позиций. Последнее место занимает вертикальная панельная пила Safety Speed Cut H5. У него мощный мотор и полноразмерная рама, но нет колес и подставки, отсутствует система сбора пыли.
Тем не менее, его низкая цена означает, что это лучшее соотношение цены и качества здесь. Панельная пила Saw Trax 1064 Full Size Varsity Package представляет собой полноразмерную панельную пилу с герметичной системой подшипников и отличной портативностью, но ее высокая цена снижает ее ценность. SSCC4 – CRL Компактная и портативная безопасная пила для скоростной резки панелей компактна и портативна и имеет мощный двигатель, но ее высокая цена и отсутствие прилагаемого лезвия стоили ей нескольких позиций. Последнее место занимает вертикальная панельная пила Safety Speed Cut H5. У него мощный мотор и полноразмерная рама, но нет колес и подставки, отсутствует система сбора пыли.
 В России этот показатель – на уровне около 10%. Ежегодно у нас в стране образуется примерно 70 млн тонн твердых коммунальных отходов (ТКО). По большей части это оказывается на мусорных полигонах и свалках, которые «завоевывают» все новые земли. По подсчетам общая площадь всех только официальных свалок в России насчитывает 4 млн гектаров. Это сравнимо с территорией целой страны, например Швейцарии.
В России этот показатель – на уровне около 10%. Ежегодно у нас в стране образуется примерно 70 млн тонн твердых коммунальных отходов (ТКО). По большей части это оказывается на мусорных полигонах и свалках, которые «завоевывают» все новые земли. По подсчетам общая площадь всех только официальных свалок в России насчитывает 4 млн гектаров. Это сравнимо с территорией целой страны, например Швейцарии.
 На сегодняшний день уже введены в эксплуатацию три инновационных комплекса по переработке отходов (КПО) – в Коломенском, Каширском и Сергиево-Посадском округах Московской области. Еще один начнет действовать до конца года в Можайском округе. Помимо четырех КПО, компания строит пять заводов по энергоутилизации отходов. На термическую переработку отходов будут поступать только те фракции, которые невозможно вовлечь во вторичный оборот.
На сегодняшний день уже введены в эксплуатацию три инновационных комплекса по переработке отходов (КПО) – в Коломенском, Каширском и Сергиево-Посадском округах Московской области. Еще один начнет действовать до конца года в Можайском округе. Помимо четырех КПО, компания строит пять заводов по энергоутилизации отходов. На термическую переработку отходов будут поступать только те фракции, которые невозможно вовлечь во вторичный оборот.
 На комплексах по переработке отходов «РТ-Инвест» уже отсортировано около 57 тыс. тонн вторичного сырья. После переработки эти отходы получат вторую жизнь и превратятся в игрушки, упаковки, утеплители, стройматериалы и многое другое.
На комплексах по переработке отходов «РТ-Инвест» уже отсортировано около 57 тыс. тонн вторичного сырья. После переработки эти отходы получат вторую жизнь и превратятся в игрушки, упаковки, утеплители, стройматериалы и многое другое.
 Так называемые «хвосты» будут отправляться на термическую переработку – на специальные заводы, строительством которых также занимается «РТ-Инвест». Речь идет не о мусоросжигательных заводах старого типа, а о сверхсовременных предприятиях по термической переработке отходов. Передовые технологии позволяют не только утилизировать отходы без ущерба для экологии, но и получить очень ощутимый экономический эффект – электроэнергию. Один такой завод может обеспечить энергией себя и помимо этого выдать в сеть миллионы киловатт в год. По подсчетам одна тонна отходов дает примерно 690 кВт⋅ч «зеленой» электроэнергии.
Так называемые «хвосты» будут отправляться на термическую переработку – на специальные заводы, строительством которых также занимается «РТ-Инвест». Речь идет не о мусоросжигательных заводах старого типа, а о сверхсовременных предприятиях по термической переработке отходов. Передовые технологии позволяют не только утилизировать отходы без ущерба для экологии, но и получить очень ощутимый экономический эффект – электроэнергию. Один такой завод может обеспечить энергией себя и помимо этого выдать в сеть миллионы киловатт в год. По подсчетам одна тонна отходов дает примерно 690 кВт⋅ч «зеленой» электроэнергии.
 Соответствующее соглашение заключили государственные корпорации Ростех, Росатом и ВЭБ.РФ. Эксперты отрасли подсчитали, что это позволит избежать открытия более 80 новых полигонов, ликвидировать 25 действующих и спасти от мусора около 60 тыс. гектаров земель.
Соответствующее соглашение заключили государственные корпорации Ростех, Росатом и ВЭБ.РФ. Эксперты отрасли подсчитали, что это позволит избежать открытия более 80 новых полигонов, ликвидировать 25 действующих и спасти от мусора около 60 тыс. гектаров земель.
 Многие заводы в Европе построены по технологиям швейцарско-японской Hitachi Zosen Inova – мирового лидера в области термической переработки отходов. Именно эта компания выступает техническим партнером «РТ-Инвест».
Многие заводы в Европе построены по технологиям швейцарско-японской Hitachi Zosen Inova – мирового лидера в области термической переработки отходов. Именно эта компания выступает техническим партнером «РТ-Инвест».
 ru
ru Поэтому для борьбы за чистоту, по решению властей, в течение двух десятилетий полицейские, стоявшие на каждом перекрестке, лично контролировали поведение граждан. А за каждое нарушение, будь то плевок или выгул скота на улицах города, штрафовали. В итоге благодаря четкой политике властей и изменению самосознания граждан в Сингапуре удалось создать сегодняшнюю благоприятную экологическую атмосферу.
Поэтому для борьбы за чистоту, по решению властей, в течение двух десятилетий полицейские, стоявшие на каждом перекрестке, лично контролировали поведение граждан. А за каждое нарушение, будь то плевок или выгул скота на улицах города, штрафовали. В итоге благодаря четкой политике властей и изменению самосознания граждан в Сингапуре удалось создать сегодняшнюю благоприятную экологическую атмосферу.
 В итоге сейчас Швейцария занимает первое место в рейтинге самых экологически чистых стран мира.
В итоге сейчас Швейцария занимает первое место в рейтинге самых экологически чистых стран мира.
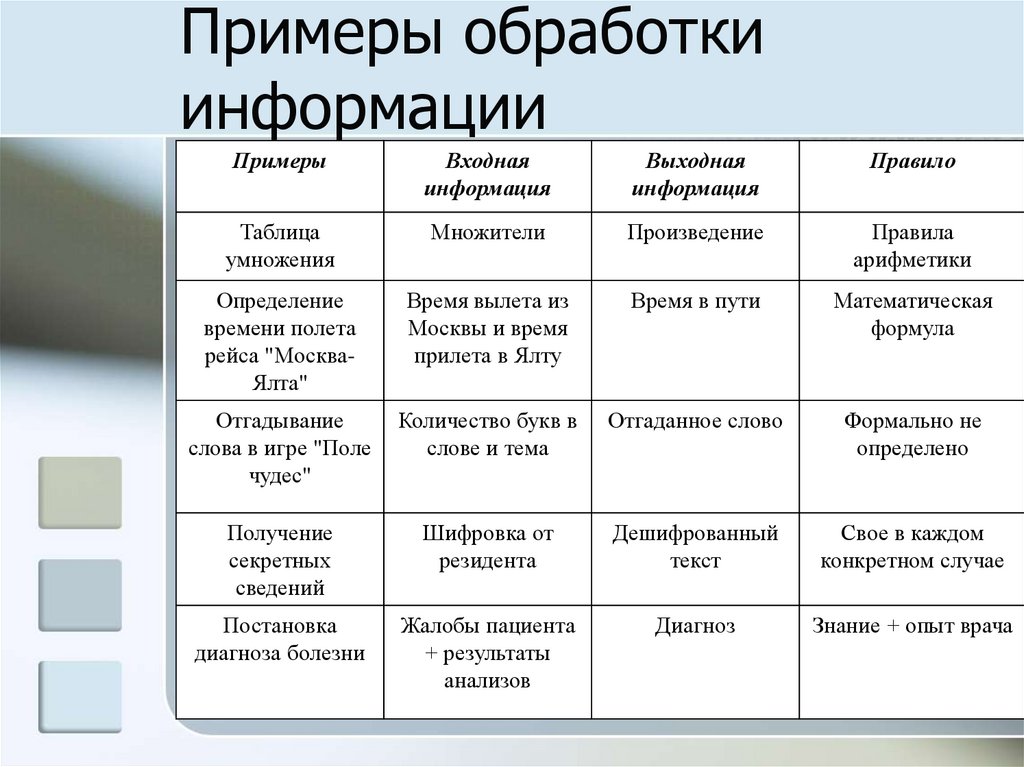 Парадоксально, но, по расчетам экологов, завод серьезно улучшает состояние естественной среды.
Парадоксально, но, по расчетам экологов, завод серьезно улучшает состояние естественной среды. Для этого он предлагает предоставить компаниям, инвестирующим в мусоропереработку, налоговые льготы при условии, что «устанавливаемое оборудование будет представлять собой самые современные аналоги и соответствовать самым жестким критериям отбора, ориентированным на мировые стандарты».
Для этого он предлагает предоставить компаниям, инвестирующим в мусоропереработку, налоговые льготы при условии, что «устанавливаемое оборудование будет представлять собой самые современные аналоги и соответствовать самым жестким критериям отбора, ориентированным на мировые стандарты». В противном случае экологическая полиция вычисляет нарушителя и выписывает огромный штраф. Данная мера позволила бы решить проблему мусоропереработки и в России.
В противном случае экологическая полиция вычисляет нарушителя и выписывает огромный штраф. Данная мера позволила бы решить проблему мусоропереработки и в России.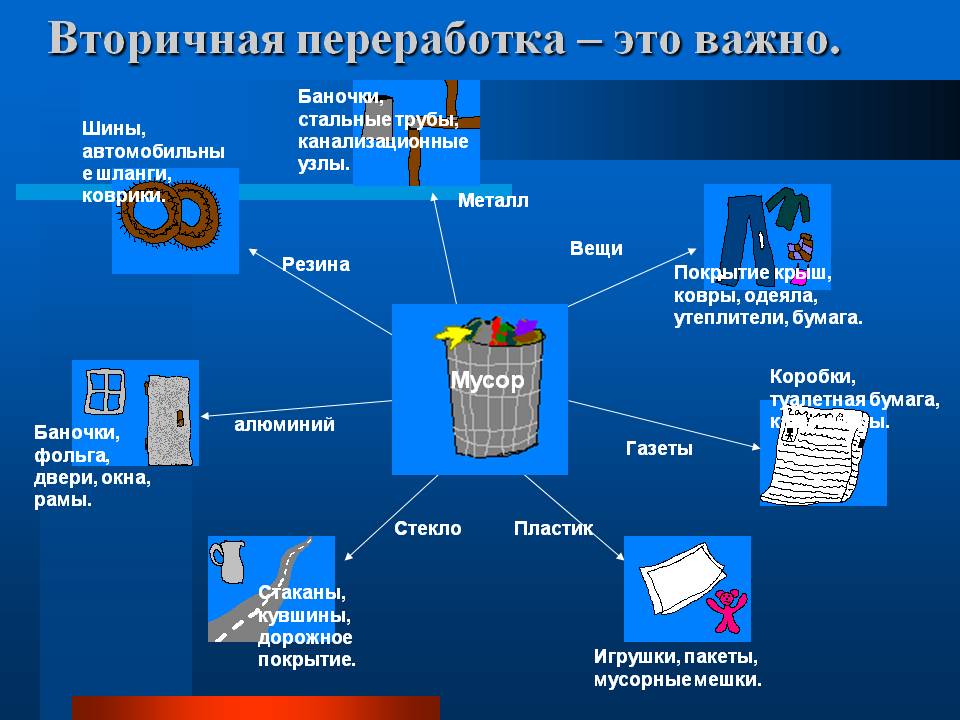
 Большая часть картона штата Мэн и смешанного бытового картона экспортируется в Канаду для переработки и производства новой продукции.
Большая часть картона штата Мэн и смешанного бытового картона экспортируется в Канаду для переработки и производства новой продукции. Переработка алюминия не снижает качество металла, поэтому его можно перерабатывать бесконечно. При постоянном спросе на алюминиевые банки производители могут вернуть алюминиевую банку на прилавки магазинов как новую уже через 60 дней после переработки. Производство новых банок из переработанного алюминия экономит 95% энергии используется для производства банок из руды, известной как боксит. Алюминий штата Мэн вывозится за пределы штата и используется в основном для изготовления новых банок.
Переработка алюминия не снижает качество металла, поэтому его можно перерабатывать бесконечно. При постоянном спросе на алюминиевые банки производители могут вернуть алюминиевую банку на прилавки магазинов как новую уже через 60 дней после переработки. Производство новых банок из переработанного алюминия экономит 95% энергии используется для производства банок из руды, известной как боксит. Алюминий штата Мэн вывозится за пределы штата и используется в основном для изготовления новых банок.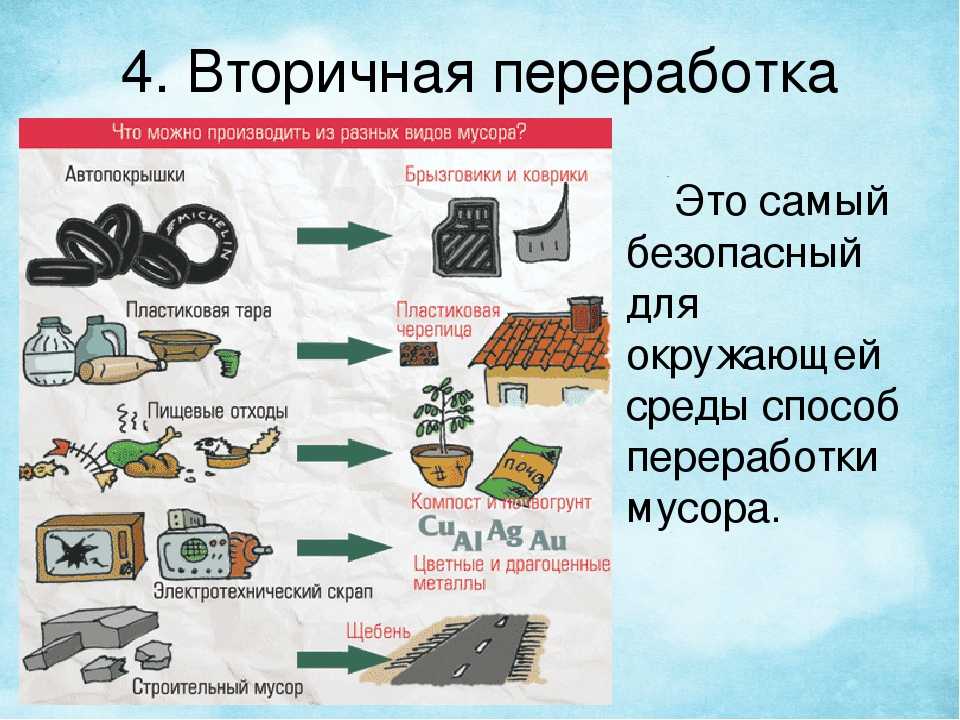 Кроме того, некоторые продукты, изготовленные из одного и того же типа пластика, нельзя перерабатывать вместе, поскольку они производятся с использованием разных процессов. Например, бутылки со стиральным порошком и сумки для покупок могут быть пластиковыми № 2, но не могут быть переработаны вместе. Чаще всего перерабатываются пластмассы № 1 (бутылки из-под газировки) и № 2 (кувшины для молока, бутылки для стирального порошка). Цветной пластик менее универсален для переработчиков и, следовательно, может иметь более низкую цену на рынке вторичной переработки. Большинство этих материалов, собранных в рамках программ штата Мэн, отправляются в Массачусетс, Пенсильванию, Алабаму и за границу, где из них изготавливаются новые продукты и контейнеры.
Кроме того, некоторые продукты, изготовленные из одного и того же типа пластика, нельзя перерабатывать вместе, поскольку они производятся с использованием разных процессов. Например, бутылки со стиральным порошком и сумки для покупок могут быть пластиковыми № 2, но не могут быть переработаны вместе. Чаще всего перерабатываются пластмассы № 1 (бутылки из-под газировки) и № 2 (кувшины для молока, бутылки для стирального порошка). Цветной пластик менее универсален для переработчиков и, следовательно, может иметь более низкую цену на рынке вторичной переработки. Большинство этих материалов, собранных в рамках программ штата Мэн, отправляются в Массачусетс, Пенсильванию, Алабаму и за границу, где из них изготавливаются новые продукты и контейнеры. Промышленность и торговля располагают примерно 12,5 млн тонн бумаги и картона в Великобритании каждый год; большая часть бумаги пригодна для вторичной переработки и может быть перенаправлена со свалок!
Промышленность и торговля располагают примерно 12,5 млн тонн бумаги и картона в Великобритании каждый год; большая часть бумаги пригодна для вторичной переработки и может быть перенаправлена со свалок!
 Подробнее о вторичной переработке металла читайте здесь.
Подробнее о вторичной переработке металла читайте здесь.
 Крайне важно убедиться, что мы перерабатываем как можно больше стекла.
Крайне важно убедиться, что мы перерабатываем как можно больше стекла.