Afr 2000: Редуктор вертикальный AFR 2000 (1/4″, 1/4″) :: S-COMPRESSOR.RU
AFR-2000 Air Pressure Regulator and Filter
JavaScript seems to be disabled in your browser.
You must have JavaScript enabled in your browser to utilize the functionality of this website.
Proceed to Checkout
Итоговая цена
0,00 A$
Корзина
0
Хотите бесплатную доставку? кликните сюда Узнать больше!
{{/findAutocomplete}}
SKU:
{{sku}}
{{#isFreeshipppingEnabled}}
Бесплатная доставка подходящих заказов
{{/isFreeshipppingEnabled}}
{{#isDiscountFlag1Enabled}}
{{/isDiscountFlag1Enabled}}
{{#isDiscountFlag2Enabled}}
{{/isDiscountFlag2Enabled}}
{{#isDiscountFlag3Enabled}}
{{/isDiscountFlag3Enabled}}
{{#isDiscountFlag4Enabled}}
{{/isDiscountFlag4Enabled}}
{{#isDiscountFlag5Enabled}}
{{/isDiscountFlag5Enabled}}
{{#isDiscountFlag6Enabled}}
{{/isDiscountFlag6Enabled}}
{{#isDiscountFlag7Enabled}}
{{/isDiscountFlag7Enabled}}
{{#isDiscountFlag8Enabled}}
{{/isDiscountFlag8Enabled}}
{{#isDiscountFlag9Enabled}}
{{/isDiscountFlag9Enabled}}
{{#list_image_url}}{{/list_image_url}}
{{^list_image_url}}{{/list_image_url}}
{{#isFreeshipppingEnabled}}
Бесплатная доставка подходящих заказов
{{/isFreeshipppingEnabled}}
{{#isAddToCartEnabled}}
{{#isWarehouseAddToCartEnabled}}
{{^is_combo_product}}
Количество:
{{#isAgerestrictionEnabled}}
{{/isAgerestrictionEnabled}}
{{^isAgerestrictionEnabled}}
{{/isAgerestrictionEnabled}}
{{/is_combo_product}}
{{/isWarehouseAddToCartEnabled}}
{{/isAddToCartEnabled}}
{{#availableInOtherWarehouses}}
{{{availableInOtherWarehouses}}}
{{/availableInOtherWarehouses}}
{{#is_combo_product}}
{{^isProhibited}}
Подробнее
{{/isProhibited}}
{{/is_combo_product}}
{{#isProhibited}}
We are sorry, this product is not available in your country
{{/isProhibited}}
{{#hbk_price. stock_2_group_0_original_formated}}
stock_2_group_0_original_formated}}
{{hbk_price.stock_2_group_0_original_formated_label}}
{{hbk_price.stock_2_group_0_original_formated}}
{{/hbk_price.stock_2_group_0_original_formated}}
{{#is_combo_product}}
{{hbk_price.stock_2_group_0_combo_price_label}}
{{/is_combo_product}}
{{hbk_price.stock_2_group_0_formated}}
{{#hbk_price.stock_2_group_0_original_formated}}
{{hbk_price.stock_2_group_0_you_save_formated_label}}
{{hbk_price.stock_2_group_0_you_save_formated}}
{{/hbk_price.stock_2_group_0_original_formated}}
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253.
 2 DC MIG/MAG
2 DC MIG/MAG - ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)Регулятор воздушного фильтра Airtac AFR2000M2T
Изображение может не соответствовать реальному продукту.
1. Тонкая и компактная конструкция удобна для установки и применения.
2. Запрессованный самоблокирующийся механизм может предотвратить ненормальное изменение заданного давления, вызванное внешними помехами.
3. Низкая потеря давления и высокая эффективность отделения воды.
4. В дополнение к стандартному типу, тип с более низким давлением является необязательным (максимальное регулируемое давление составляет 0,4 МПа).
Airtac AFR2000M2T, входящий в серию AFR2000, представляет собой воздушный фильтр и регулятор, предназначенный для использования с пневматическим промышленным оборудованием.
Нажмите здесь, чтобы получить доступ к CAD-моделям этого компонента
Нажмите, чтобы загрузить каталог
| Серия продуктов Airtac | Фильтр/регулятор Airtac AFR |
|---|---|
| Бренд | Аиртак |
| Тип компонента | Комбинированный блок FRL |
| Тип слива | Руководство |
| Степень фильтрации | 40 микрон |
| Размер порта | 1/4 дюйма |
| Шкала | Пси |
| Тип резьбы | НПТ |
Сопутствующие товары
Посмотреть больше
Airtac NPC: фитинг Push to Connect, штекерный соединитель — NPC1/4-1/4 (MOQ 10 шт. )
)
1,31 доллара США
Airtac NPL: Фитинг Push to Connect, колено с наружной резьбой — NPL1/4-1/4 (MOQ 10 шт.)
1,53 доллара США
Airtac NPL: Фитинг Push to Connect, колено с наружной резьбой — NPL1/4-1/8 (MOQ 10 шт.)
1,25 доллара США
Airtac HSV-08: золотниковый клапан — HSV08SFT
$7,60
Недавно Рассмотренные пункты
Исследование воздушного потока (AFR) 2000 AFR 315cc Magnum BBC Головки блока цилиндров
Марка:
Исследование воздушного потока (AFR)
Номер детали производителя:
2000
Тип детали:
Головки цилиндров
Линейка продуктов:
Головки блока цилиндров AFR 315cc Magnum BBC
9Номер детали 0082 Summit Racing:
АФР-2000
Объем камеры сгорания (куб. см):
см):
121
Объем впускного патрубка (см3):
315cc
Объем выхлопного патрубка (см3):
135 куб.см
Тип головки блока цилиндров:
В сборе
Материал головки блока цилиндров:
Алюминий
Форма впускного отверстия:
Прямоугольный
Диаметр впускного клапана (дюймы):
2,250 дюйма
Камера сгорания с ЧПУ:
Да
Впускной канал с ЧПУ:
Да
Выхлопной патрубок с ЧПУ:
Да
Тип камеры сгорания:
Сердце
Расположение впускного порта:
Стандарт
Форма выпускного отверстия:
Раунд
Расположение выпускного отверстия:
Стандарт
Впускные клапаны В комплекте: 9 шт. 0083
0083
Да
Выпускные клапаны В комплекте:
Да
Диаметр выпускного клапана (дюйм):
1,880 дюйма
Клапанные пружины В комплекте:
Да
Максимальный подъем клапана (дюймы):
0,850 дюйма
Тип распределительного вала:
Сплошной ролик
Внешний диаметр внешней пружины (дюймы):
1,625 дюйма
Демпферная пружина В комплекте:
Да
Количество пружин на клапан:
Двойной
Фиксаторы В комплекте:
Да
Материал фиксатора:
Хромистая сталь
Замки в комплекте:
Да
Тип замка:
10 градусов
Уплотнения штока клапана В комплекте:
Да
Шпильки коромысла В комплекте:
Да
Размер резьбы гайки коромысел:
7/16 дюйма-20
Коромысла В комплекте:
№
Гайки коромысла В комплекте:
№
Направляющие В комплекте:
Да
Тип крепления крышки клапана:
Болт по периметру
Дополнительные отверстия под болты:
Да
Угол впускного клапана:
24/4
Угол выпускного клапана:
15/4
Направляющие клапана В комплекте:
Да
Материал направляющей клапана:
Бронза
Обработка седла клапана:
Да
Тип седла клапана:
5-угольный
Материал седла клапана:
Ковкий чугун
Цвет головки блока цилиндров:
Натуральный
Паровые отверстия просверлены:
№
Тип смазки:
Сквозной толкатель
Обработано для уплотнительного кольца:
№
Тепловой кроссовер:
№
Количество:
Продается парой.
Примечания:
Болты с головкой на 1 дюйм длиннее, чем на четыре нижних отверстия для выпускных болтов. Эти головки цилиндров портированы для соревнований.
Не позволяйте их небольшому размеру обмануть вас — алюминиевые головки цилиндров AFR Magnum объемом 315 куб. Эта линейка была разработана для оптимизации воздушного потока на низких и средних высотах, при этом обеспечивая впечатляющие пиковые значения. Их применение должно быть ориентировано на меньшие у.е. дюйм. Большие блоки Chevy (396-502) с основным рабочим диапазоном 2500-6800 об/мин (этот диапазон является средним и зависит от объема двигателя и выбора компонентов). Головки AFR 315cc Magnum BBC также следует уделить серьезное внимание в более крупных уличных или морских условиях до 555 cid, где важны мощность и управляемость на низких оборотах. Чрезвычайно универсальные с их невероятно высокими показателями воздушного потока на низких и средних оборотах, а также пиковыми значениями, приближающимися к отметке 400 кубических футов в минуту, головки объемом 315 куб.
 Таким образом, было бы разумно, чтобы эти устройства, были более долговечными, чем другие, потому что они не могут так легко сломаться при обращении с ними или во время износа.
Таким образом, было бы разумно, чтобы эти устройства, были более долговечными, чем другие, потому что они не могут так легко сломаться при обращении с ними или во время износа.
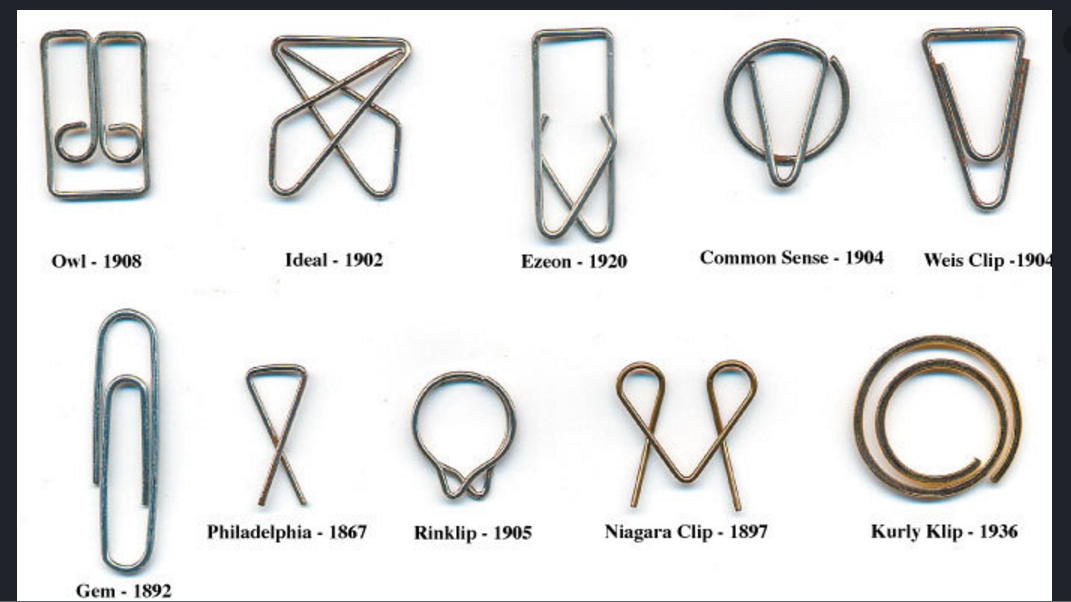
 Однако идеальные инструменты — не единственный вариант для тестирования кабелей.
Однако идеальные инструменты — не единственный вариант для тестирования кабелей.  В этот момент имеет больше смысла просто пойти и купить новые кабели — но действительно ли это то, что вы хотите сделать?
В этот момент имеет больше смысла просто пойти и купить новые кабели — но действительно ли это то, что вы хотите сделать?  Noyafa NF-810 работает с различными кабелями и проводами (даже неэкранированными) и отображает такие сообщения, как короткое замыкание или разомкнуто, чтобы помочь диагностировать проблемы.
Noyafa NF-810 работает с различными кабелями и проводами (даже неэкранированными) и отображает такие сообщения, как короткое замыкание или разомкнуто, чтобы помочь диагностировать проблемы.  Этот маленький инструмент может добиться больших успехов для начинающих ИТ-специалистов.
Этот маленький инструмент может добиться больших успехов для начинающих ИТ-специалистов.  Зеленый сигнал светофора означает, что все в порядке; но будьте осторожны — при красной ОШИБКЕ, возможно, пришло время обратиться за профессиональной помощью.
Зеленый сигнал светофора означает, что все в порядке; но будьте осторожны — при красной ОШИБКЕ, возможно, пришло время обратиться за профессиональной помощью.

 ВСЕ ПРАВА ЗАЩИЩЕНЫ.
ВСЕ ПРАВА ЗАЩИЩЕНЫ. com
com  in
in  com
com  com
com 







 Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики.
Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики. Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.
Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.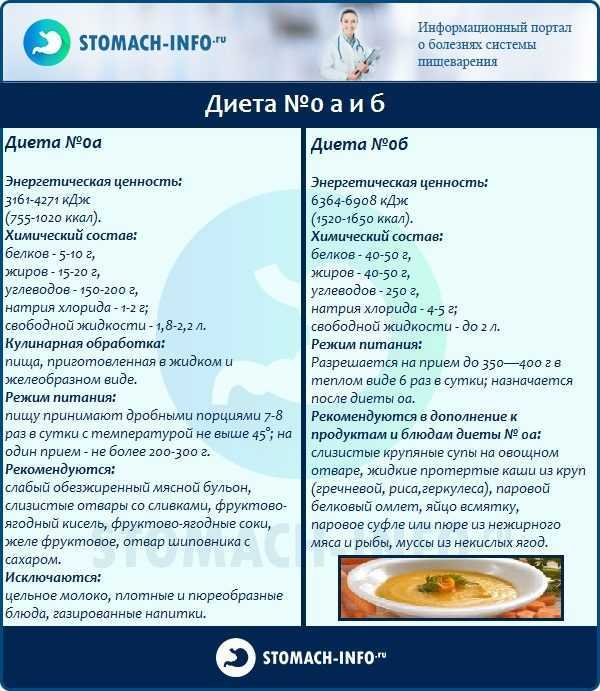 80 граммов чистого белка содержится, например, в 180-ти граммах телятины.
80 граммов чистого белка содержится, например, в 180-ти граммах телятины. Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено.
Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено. Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса.
Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса. Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной.
Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной. 02
02 Надеюсь, это сработает и для вас.
Надеюсь, это сработает и для вас. Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы?
Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы? d .special .after {
дисплей: блок;
положение: абсолютное;
справа: 10 пикселей;
сверху: 0;
}
d .special .after {
дисплей: блок;
положение: абсолютное;
справа: 10 пикселей;
сверху: 0;
} 

 у официального партнера ЗУБР в России
у официального партнера ЗУБР в России


 avm-shop-item-251834-marking»/> Артикул SA16-130
avm-shop-item-251834-marking»/> Артикул SA16-130 avm-shop-item-238159-marking»/> Артикул SA16-133
avm-shop-item-238159-marking»/> Артикул SA16-133
 avm-shop-item-238140-marking»/> Артикул SA16-03
avm-shop-item-238140-marking»/> Артикул SA16-03

 avm-shop-item-238134-marking»/> Артикул SA12-104
avm-shop-item-238134-marking»/> Артикул SA12-104
 avm-shop-item-238136-marking»/> Артикул SA12-106
avm-shop-item-238136-marking»/> Артикул SA12-106
 avm-shop-item-238163-marking»/> Артикул SA16-15L
avm-shop-item-238163-marking»/> Артикул SA16-15L avm-shop-item-238165-marking»/> Артикул SA16-16
avm-shop-item-238165-marking»/> Артикул SA16-16
 Благодаря увеличенному разбросу, лучшей стрельбе от бедра и большему магазину Gallo SA12 очистит любой дом. Для тех, кто любит использовать штурмовые, тактические или снайперские винтовки, этот дробовик станет идеальным компаньоном в трудную минуту.
Благодаря увеличенному разбросу, лучшей стрельбе от бедра и большему магазину Gallo SA12 очистит любой дом. Для тех, кто любит использовать штурмовые, тактические или снайперские винтовки, этот дробовик станет идеальным компаньоном в трудную минуту. Со стволом увеличиваем дальность на 12%, а главное скорострельность на 15%. Чем выше скорострельность, тем быстрее уничтожается враг — логично, правда?
Со стволом увеличиваем дальность на 12%, а главное скорострельность на 15%. Чем выше скорострельность, тем быстрее уничтожается враг — логично, правда?

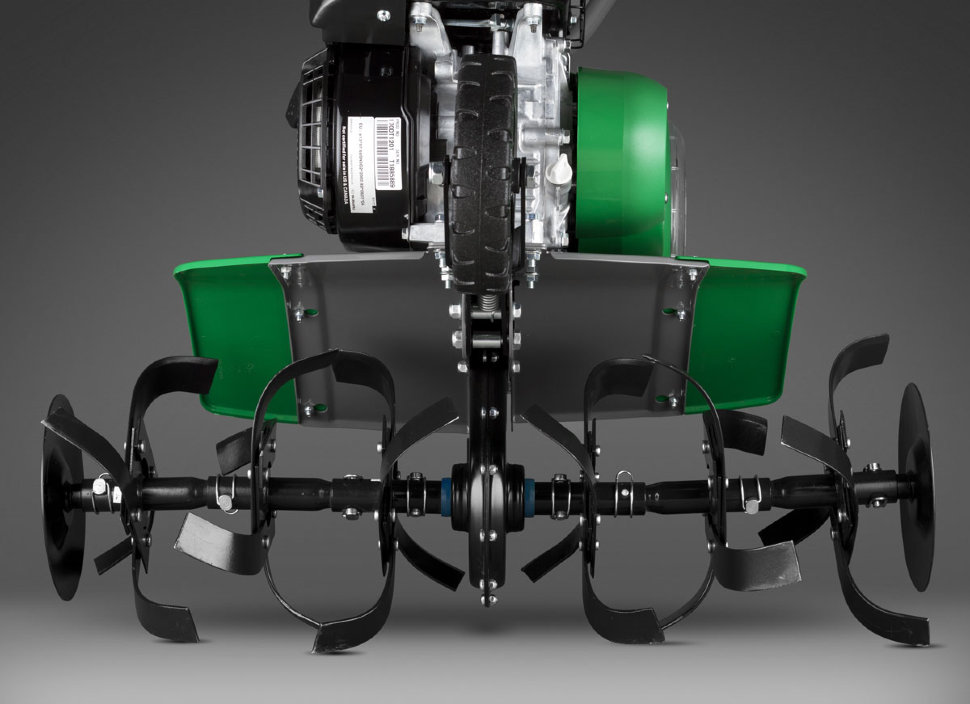
 Прямой конец сошника позволяет усилить проникновение в твердую почву (А), а загнутый обеспечивает устойчивое продвижение по вязкой земле (В).
Прямой конец сошника позволяет усилить проникновение в твердую почву (А), а загнутый обеспечивает устойчивое продвижение по вязкой земле (В).
 профессиональный мотор. созданный для тяжелых условий эксплуатации. данная серия двигателей обладает одним из самых оптимальных сочетаний мощности и рабочего объема. характеризуется минимальным расходом топлива среди аналогов.
профессиональный мотор. созданный для тяжелых условий эксплуатации. данная серия двигателей обладает одним из самых оптимальных сочетаний мощности и рабочего объема. характеризуется минимальным расходом топлива среди аналогов.
 Её изготовили в 700 г. до н.э., с помощью токарного станка
Её изготовили в 700 г. до н.э., с помощью токарного станка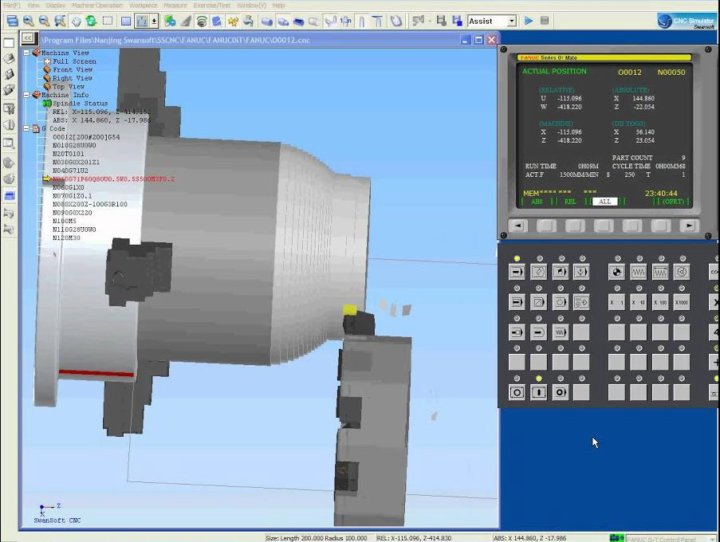
 В целом – это не большая проблема, если заготовку нужно вращать только один раз. Но если требуется несколько вращений, затраты на обработку могут быстро увеличиться.
В целом – это не большая проблема, если заготовку нужно вращать только один раз. Но если требуется несколько вращений, затраты на обработку могут быстро увеличиться.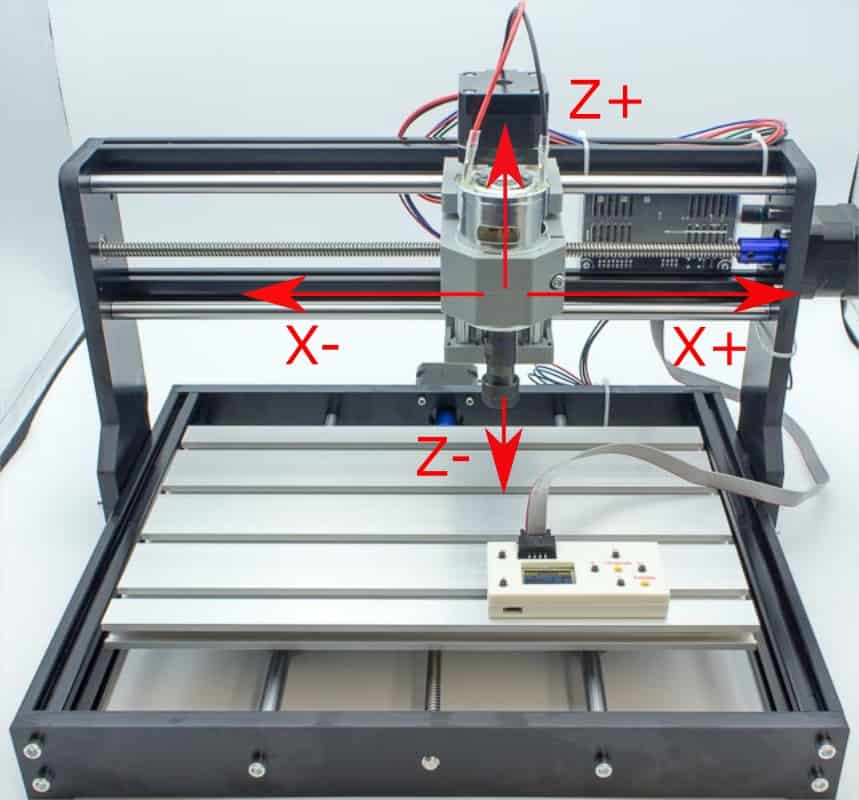 Это особенно актуально для больших объемов работы.
Это особенно актуально для больших объемов работы.
 Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
 Есть одна загвоздка, которая возникает, когда вы зажимаете заготовку в тисках. Если у вас плохие тиски, заготовка сдвинется, а вы будете гадать, что же произошло.
Есть одна загвоздка, которая возникает, когда вы зажимаете заготовку в тисках. Если у вас плохие тиски, заготовка сдвинется, а вы будете гадать, что же произошло.
 У вас будет намного больше времени на реакцию, если что-то пойдет не так.
У вас будет намного больше времени на реакцию, если что-то пойдет не так. 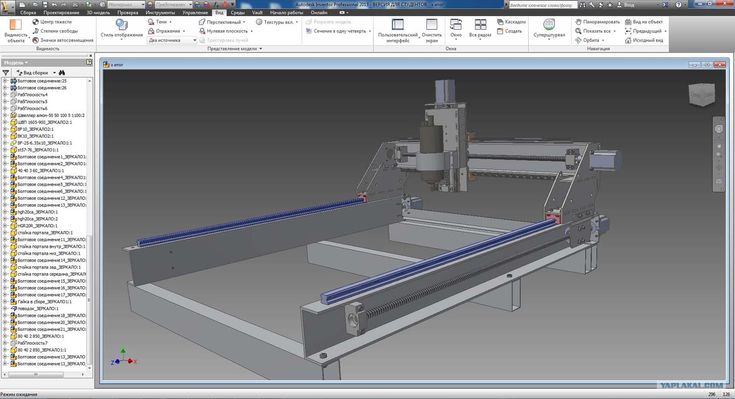

 По возможности, постарайтесь смотреть ролик и изучать программное обеспечение одновременно. Найдите онлайн-форумы, на которые люди обращаются за помощью в использовании этих программ.
По возможности, постарайтесь смотреть ролик и изучать программное обеспечение одновременно. Найдите онлайн-форумы, на которые люди обращаются за помощью в использовании этих программ.
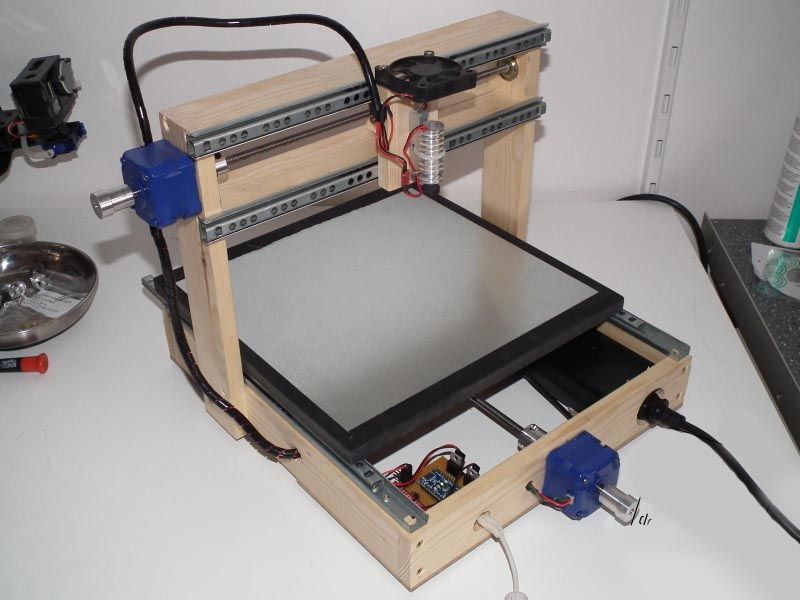
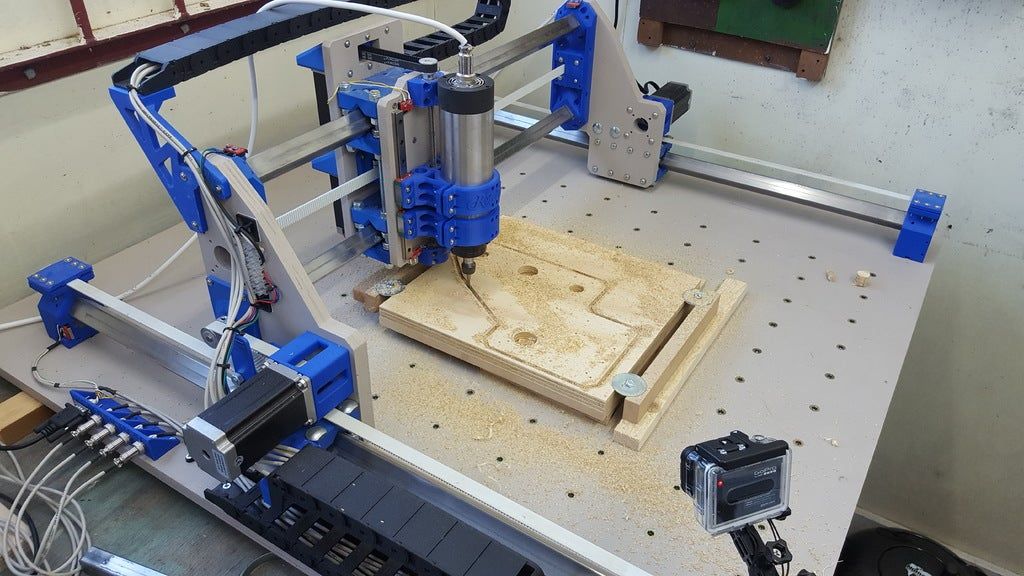
 Компьютер перемещает фрезер или шпиндель на ЧПУ в 3 направлениях или осях. Ось X (которая всегда перемещается из стороны в сторону, когда вы смотрите на машину), ось Y (которая всегда движется спереди назад, когда вы смотрите на машину) и ось Z (которая всегда движется вверх и вниз). оси обозначены на картинке ниже.
Компьютер перемещает фрезер или шпиндель на ЧПУ в 3 направлениях или осях. Ось X (которая всегда перемещается из стороны в сторону, когда вы смотрите на машину), ось Y (которая всегда движется спереди назад, когда вы смотрите на машину) и ось Z (которая всегда движется вверх и вниз). оси обозначены на картинке ниже.
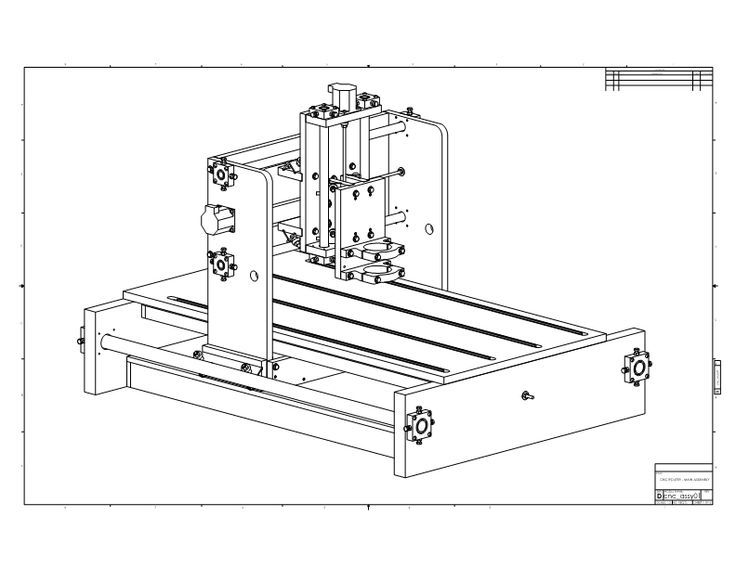
 Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро.
Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро. Он режет материал не быстрее, чем на настольной или ленточной пиле. Он не скругляет край быстрее, чем вы можете с помощью ручного маршрутизатора или фрезерного стола. В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы.
Он режет материал не быстрее, чем на настольной или ленточной пиле. Он не скругляет край быстрее, чем вы можете с помощью ручного маршрутизатора или фрезерного стола. В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы.
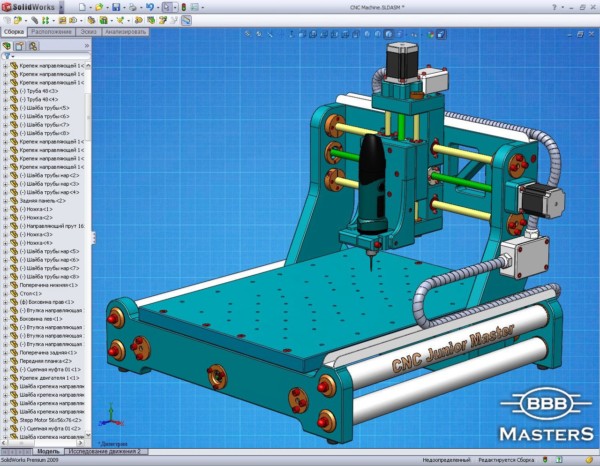
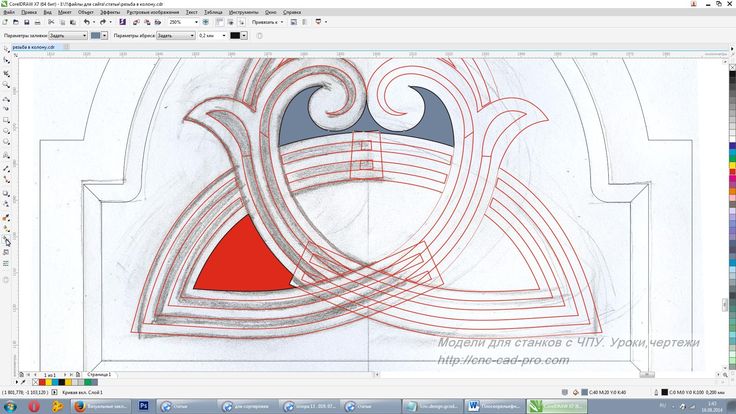
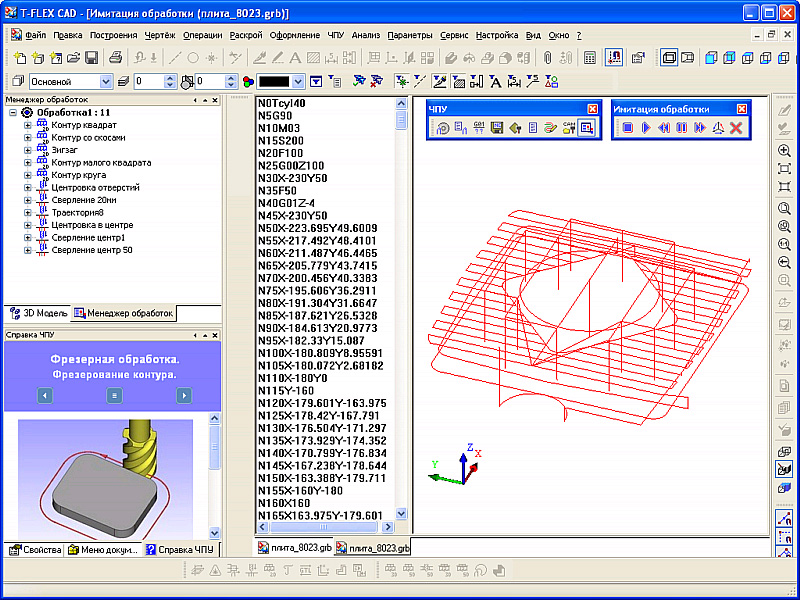
 То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы.
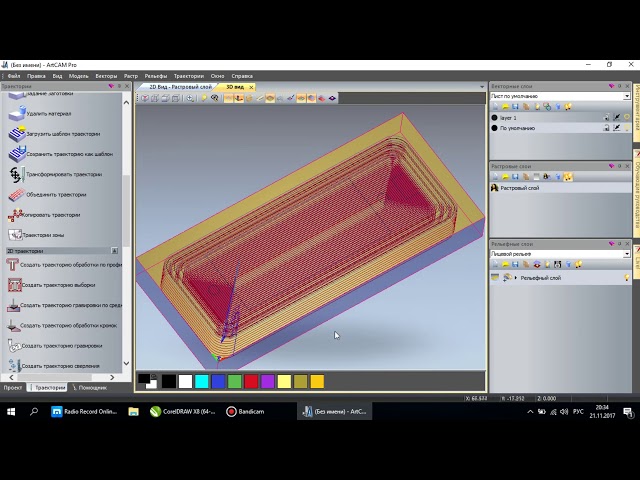
То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы. После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4.
После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4. На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.
На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.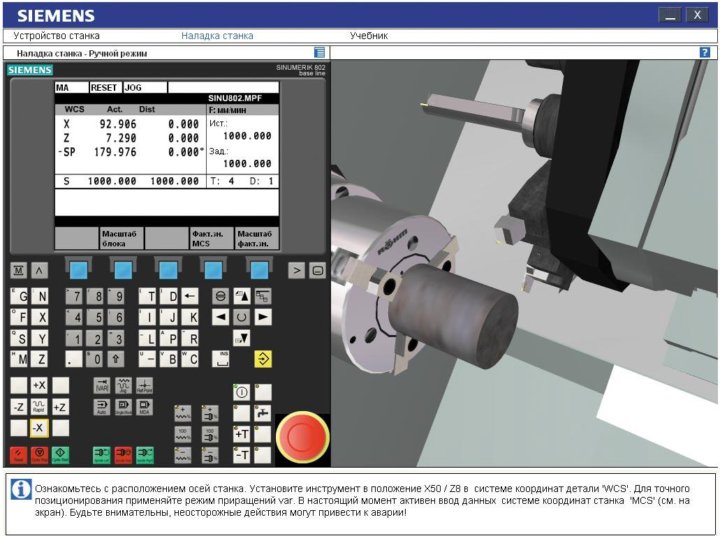 На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска.
На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска. Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые.
Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые.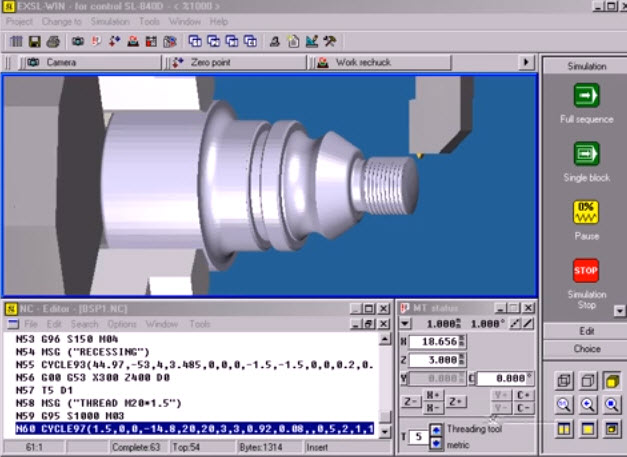 Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.
Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.

 com и первое пробное фрезерование круга и квадрата из МДФ.
com и первое пробное фрезерование круга и квадрата из МДФ.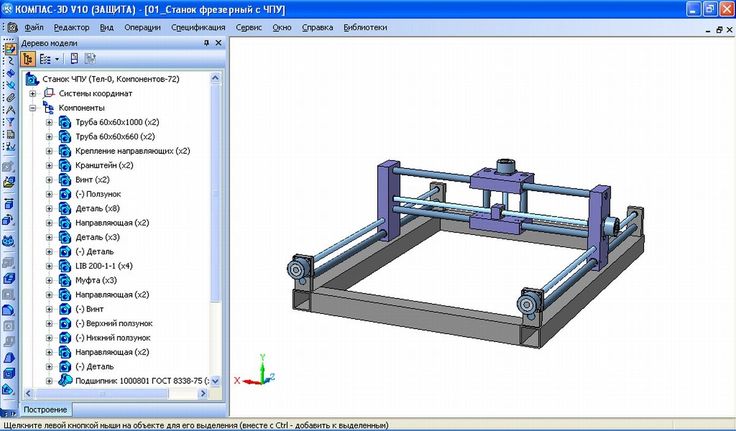
 3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
 4
4 -макс, км/час
-макс, км/час Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил.
Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил. Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.

 92
92 5
5 92
92 -макс, км/час
-макс, км/час





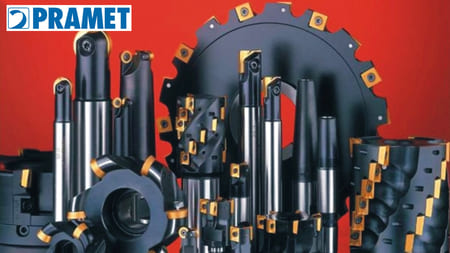
 Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Контакт подводится на 2-3 мм ниже пластинки твердого сплава.


 Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.
Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.








 Изношенное изделие достаточно перевернуть, чтобы сделать рабочей вторую грань.
Изношенное изделие достаточно перевернуть, чтобы сделать рабочей вторую грань. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. При пайке припой смачивает, но не плавит эти сплавы.
Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. При пайке припой смачивает, но не плавит эти сплавы.
 Флюс поглощает оксиды в процессе растворения и предотвращает дальнейшее окисление.
Флюс поглощает оксиды в процессе растворения и предотвращает дальнейшее окисление. При выборе подходящего сосуда для паяемого изделия важно сохранять тепло, особенно при использовании паяльной трубки. Мат в форме воронки, сделанный из обрезков плетеной железной проволоки, или большого куска пемзы, или куска древесного угля, покрытого снаружи тонким слоем гипса, представляет собой фото
При выборе подходящего сосуда для паяемого изделия важно сохранять тепло, особенно при использовании паяльной трубки. Мат в форме воронки, сделанный из обрезков плетеной железной проволоки, или большого куска пемзы, или куска древесного угля, покрытого снаружи тонким слоем гипса, представляет собой фото Alamy взимает с вас плату за доступ к копии изображения в высоком разрешении.
Alamy взимает с вас плату за доступ к копии изображения в высоком разрешении. 1. После пайки изделие должно постепенно остывать, если только оно не подлежит повторной обжимке. Если есть фарфор, охлаждение должно быть очень постепенным. В холодном виде его можно поместить в разбавленную серную кислоту и медленно довести до точки кипения, выдержать там несколько минут, а затем медленно охладить. Это растворяет стекло буры, которое очень твердое, и снимает лезвие с напильников и скребков. ПАЯКА. 681 Применение этих правил и приспособлений к припаиванию кламмеров очень просто. Поверхности должны быть очищены от гипса или окиси, а соединяемые точки не должны быть разнесены слишком широко. Застежка должна быть прочно соединена, но линия соединения не должна быть слишком широкой, иначе будет потеряна надлежащая пружинистость или свободный ход концов застежки. Слишком много припоя или слишком много буры делают работу неряшливой. Идеально спаянное соединение никогда не нуждается в напильнике или скребке для окончательной обработки. 44 ГЛАВА ОДИННАДЦАТАЯ. ВСТРЕЧАЮЩИЕ ИЛИ СОСТАВЛЯЮЩИЕ МОДЕЛИ.
1. После пайки изделие должно постепенно остывать, если только оно не подлежит повторной обжимке. Если есть фарфор, охлаждение должно быть очень постепенным. В холодном виде его можно поместить в разбавленную серную кислоту и медленно довести до точки кипения, выдержать там несколько минут, а затем медленно охладить. Это растворяет стекло буры, которое очень твердое, и снимает лезвие с напильников и скребков. ПАЯКА. 681 Применение этих правил и приспособлений к припаиванию кламмеров очень просто. Поверхности должны быть очищены от гипса или окиси, а соединяемые точки не должны быть разнесены слишком широко. Застежка должна быть прочно соединена, но линия соединения не должна быть слишком широкой, иначе будет потеряна надлежащая пружинистость или свободный ход концов застежки. Слишком много припоя или слишком много буры делают работу неряшливой. Идеально спаянное соединение никогда не нуждается в напильнике или скребке для окончательной обработки. 44 ГЛАВА ОДИННАДЦАТАЯ. ВСТРЕЧАЮЩИЕ ИЛИ СОСТАВЛЯЮЩИЕ МОДЕЛИ.
 Именно стойкостью режущей кромки к силовым/ударным и тепловым воздействиям определяется скорость и глубина резания.
Именно стойкостью режущей кромки к силовым/ударным и тепловым воздействиям определяется скорость и глубина резания.  Да и по профильным каталогам можно узнать десятку/сотню самых востребованных торговых марок — Dormer, Union Tool, Guhring, Paul Horn, Stellram, Walter, Sandvik, Kennametal.
Да и по профильным каталогам можно узнать десятку/сотню самых востребованных торговых марок — Dormer, Union Tool, Guhring, Paul Horn, Stellram, Walter, Sandvik, Kennametal. 

 miriso.ru/sdelat_zakaz.html или позвонить по телефону +7 (8482) 999-111.
miriso.ru/sdelat_zakaz.html или позвонить по телефону +7 (8482) 999-111.  Большой срок службы, хорошая эластичность и стойкость к нагрузкам являются решающими требованиями, которым должен соответствовать высококачественный инструмент.
Большой срок службы, хорошая эластичность и стойкость к нагрузкам являются решающими требованиями, которым должен соответствовать высококачественный инструмент. Все ударные инструменты снабжены безопасной ударной головкой согласно требованиям стандартов DIN. Твердость ударной головки, сниженная за счет дополнительной термической обработки до величины от 38 до 46 HRC, исключает образование опасных сколов. Одновременно степень твердости материала позволяет исключить нежелательное расплющивание инструмента.
Все ударные инструменты снабжены безопасной ударной головкой согласно требованиям стандартов DIN. Твердость ударной головки, сниженная за счет дополнительной термической обработки до величины от 38 до 46 HRC, исключает образование опасных сколов. Одновременно степень твердости материала позволяет исключить нежелательное расплющивание инструмента. Конструкция ленточных пил обеспечивает равномерную нагрузку на каждый отдельный зуб полотна, а также гибкость при резке нестандартных форм. Большинство ленточных пил имеют два колеса, которые вращаются вокруг одной оси, однако некоторые используют дополнительные колеса для распределения рабочей нагрузки и увеличения режущей способности станка. Ленточные пилы по металлу используют зубчатое полотно, которое собирает металлические осколки и быстро нагревается. Для решения этих проблем используются щетки для очистки лезвия и/или смазочно-охлаждающая жидкость смывает стружку и охлаждает лезвие. Новые технологии сделали ленточные пилы для резки металла намного более эффективными и долговечными. Биметаллические (с использованием двух металлов для усиления лезвия) ленты с зубьями из быстрорежущей стали становятся все более популярным вариантом. Эти лезвия способны выдерживать более высокие температуры и имеют более длительный срок службы.
Конструкция ленточных пил обеспечивает равномерную нагрузку на каждый отдельный зуб полотна, а также гибкость при резке нестандартных форм. Большинство ленточных пил имеют два колеса, которые вращаются вокруг одной оси, однако некоторые используют дополнительные колеса для распределения рабочей нагрузки и увеличения режущей способности станка. Ленточные пилы по металлу используют зубчатое полотно, которое собирает металлические осколки и быстро нагревается. Для решения этих проблем используются щетки для очистки лезвия и/или смазочно-охлаждающая жидкость смывает стружку и охлаждает лезвие. Новые технологии сделали ленточные пилы для резки металла намного более эффективными и долговечными. Биметаллические (с использованием двух металлов для усиления лезвия) ленты с зубьями из быстрорежущей стали становятся все более популярным вариантом. Эти лезвия способны выдерживать более высокие температуры и имеют более длительный срок службы. с., 110 В, однофазный
с., 110 В, однофазный

 США
США с., 220 В, однофазный
с., 220 В, однофазный США
США США
США Заготовка вращается между задней и передней бабками, которые выровнены по горизонтали. Инструмент, используемый для удаления материала, прикреплен к стойке инструмента, которая может перемещаться по оси Y (вперед и назад) на поперечном суппорте. Инструмент также перемещается по оси X (влево и вправо) станины токарного станка.
Заготовка вращается между задней и передней бабками, которые выровнены по горизонтали. Инструмент, используемый для удаления материала, прикреплен к стойке инструмента, которая может перемещаться по оси Y (вперед и назад) на поперечном суппорте. Инструмент также перемещается по оси X (влево и вправо) станины токарного станка. качание над кроватью: 16-1/16″
качание над кроватью: 16-1/16″ 0017
0017
 США
США
 6 Подробнее
6 Подробнее