Датчик сигнализатора температуры 0ТМ-104000 под винт
Купить Датчик сигнализатора температуры 0ТМ-104000 под винт 0ТМ-00-104000-09 0ТМ-104000, от надежного импортера ООО «ПарадАвто-запчасти» в Республике Беларусь.
Данный товар пользуется большой популярностью у наших покупателей.
Лучший артикул для поиска согласно каталогов — 0ТМ-104000.
Данная запчасть применяется на следующих моделях:
.
Дополнительные характеристики Датчик сигнализатора температуры 0ТМ-104000 под винт:
Код товара для быстрого заказа в https://paradavto.com — 0000001055 ;
Количество в упаковке — ед.;
Изготовитель — ;
Цвет — ;
Состояние товара — новое;
Страна производитель — Россия;
Тип запчасти — оригинал.
Дополнительное описание к Датчик сигнализатора температуры 0ТМ-104000 под винт —
Габариты (размеры) Датчик сигнализатора температуры 0ТМ-104000 под винт, хх (ВхШхД):
Высота (глубина) — мм. ;
Ширина — мм.;
Длина — мм.;
Вес — кг.
Цена за Датчик сигнализатора температуры 0ТМ-104000 под винт установлена на сайте справочно, точную стоимость надо уточнить у менеджера, при подтверждении заказа.
Гибкая система скидок на группу: 3851 Датчик температуры охлаждающей жидкости автоматической системы управления двигателем, позволит экономить вашему предприятию или компании. Рационально закупайте автомобильные запчасти для вашего автопарка.
Компания ООО «ПарадАвто-запчасти» является первым импортером автозапчастей для брендов: УАЗ, ПАЗ, ВАЗ, ГАЗ, КАМАЗ, МАЗ и других производителей. Что является гарантией качества поставляемых автомобильных запчастей на рынок Республики Беларусь.
Заменяемые артиклы других производителей изделия:
.
Почему прибыльно сотрудничать с ПарадАвто-запчасть как с надежным партнером?
Широкий выбор по группе на все модели ВАЗ, УАЗ, ГАЗ, ПАЗ, КАМАЗ, МАЗ и другой отечественной автотехники;
Первый поставщик запасных деталей с заводов России и СНГ в Республику Беларусь;
Гибкая ценовая политика на автозапчасти;
Отдельный менеджер для постоянных партнеров и оптовых покупателей, который работает непосредственно с автопарком клиента;
Собственный склад в Минске и Борисове, отгрузка в любой регион Республики Беларусь;
Оперативная и детальная обработка обращений и заявок покупателей;
Возможность заказа и поставки редких автозапчастей согласно каталогов автопроизводителей;
Работаем по безналичному и наличному расчету с НДС;
Квалифицированные менеджеры, приятное общение, качественные запчасти, согласованные сроки поставок и взаимовыгодные партнерские отношения — все это и есть ПарадАвто-запчасть.
Дополнительную информацию и цену о «Датчик сигнализатора температуры 0ТМ-104000 под винт 0ТМ-00-104000-09 0ТМ-104000» можно получить по телефону у менеджера.
Вниманию арендаторов земельных участков!
Вниманию арендаторов земельных участков!
Новости города
Архив новостей с 2007 года
26.04.2023
Вниманию жителей города Новополоцка
27 апреля 2023 года с 09.00 до 11.00 в Новополоцком городском исполнительном комитете по адресу: улица Молодежная 74, кабинет 220 личный приём и прямую телефонную линию по номеру 50-32-69 с жителями города проведет Карась Денис Николаевич, депутат Палаты представителей Национального собрания Республики Беларусь VII созыва.
26.
04.2023
Не дай себя обмануть!
С 27 по 29 апреля 2023 г. УВД Витебского облисполкома проведет областную профилактическую акцию «Не дай себя обмануть!». Акция направлена на повышение осведомленности граждан о распространённых действиях киберпреступников, а также о новых способах вовлечения в преступную деятельность. Коллективам, заинтересованным в проведении мероприятий, обращаться в территориальный ОВД.
26.04.2023
Вниманию граждан, желающих улучшить жилищные условия
ОАО «Беларусбанк» предлагает гражданам желающим улучшить свои жилищные условия путем строительства (реконструкции) или приобретения жилых помещений кредиты на выгодных условиях. Более подробную информацию можно получить на сайте банка, а также в ипотечном офисе города Новополоцка по адресу:
26.
04.2023
ГАИ Новополоцка усилила контроль за мотоциклистами и велосипедистами
С установлением хорошей погоды новополоцкие госавтоинспекторы усиливают профилактическую работу. Внимание – мотоциклистам. А также тем, кто использует средства персональной мобильности: электросамокаты, сигвеи, моноколеса.
26.04.2023
Будьте бдительны при наведении порядка на приусадебных участках!
С наступлением весны и тепла владельцы частных домов и дачных участков начинают активно наводить порядок в своих владениях. Мусор, прошлогодняя трава, листья деревьев – все, на чем может остановиться взгляд добросовестного хозяина, подлежит уборке.
21.
04.2023
XI Международный экономический форум «Инновации. Инвестиции. Перспективы.»
18-19 мая 2023 года Витебская область примет гостей XI Международного экономического форума «Инновации. Инвестиции. Перспективы.» в формате офлайн/онлайн.
читать все новости
На Национальном правовом Интернет-портале Республики Беларусь 3 сентября опубликовано решение Новополоцкого городского исполнительного комитета от 28.08.2020 №862 «Об увеличении размера арендной платы за земельные участки, находящиеся в государственной собственности», в соответствии с которым в два раза увеличен размер ежегодной арендной платы за земельные участки, находящиеся в государственной собственности, расположенные на территории города Новополоцка и предоставленные в аренду юридическим и физическим лицам, индивидуальным предпринимателям (за исключением резидентов свободных экономических зон, специальных туристско-рекреационных парков, которым земельные участки предоставлены администрациями свободных экономических зон) . ..
РЕШЕНИЕ НОВОПОЛОЦКОГО ГОРОДСКОГО ИСПОЛНИТЕЛЬНОГО КОМИТЕТА
28 августа 2020 г. № 862
Об увеличении размера арендной платы за земельные участки, находящиеся в государственной собственности
На основании абзаца третьего подпункта 3.2 пункта 3 Указа Президента Республики Беларусь от 12 мая 2020 г. № 160 «Об арендной плате за земельные участки, находящиеся в государственной собственности» Новополоцкий городской исполнительный комитет РЕШИЛ:
1. Увеличить в два раза размер ежегодной арендной платы за земельные участки, находящиеся в государственной собственности, расположенные на территории города Новополоцка и предоставленные в аренду юридическим и физическим лицам, индивидуальным предпринимателям (за исключением резидентов свободных экономических зон, специальных туристско-рекреационных парков, которым земельные участки предоставлены администрациями свободных экономических зон).
2. Контроль за исполнением настоящего решения возложить на отдел землеустройства Новополоцкого городского исполнительного комитета и инспекцию Министерства по налогам и сборам Республики Беларусь по г.Новополоцку.
3. Признать утратившими силу:
решение Новополоцкого городского исполнительного комитета от 7 октября 2016г. № 944 «Об увеличении размера ежегодной арендной платы за земельные участки, находящиеся в государственной собственности»;
решение Новополоцкого городского исполнительного комитета от 22 декабря 2017г. № 1256 «О внесении изменения в решение Новополоцкого городского исполнительного комитета от 7 октября 2016 г. № 944».
4. Настоящее решение вступает в силу после его официального опубликования и распространяет свое действие на отношения, возникшие с 1 января 2020г.
Источник(и) официального опубликования: Национальный правовой Интернет-портал Республики Беларусь, 03.09.2020, 9/104000
МЕДИАГАЛЕРЕЯ
«Альтернатива». 25 лет в эфире
В тисках нацистского режима: Шталаг-354
Безвизовый режим
Система по сбору транспортного налога отстроена
«Не навреди государству» — Лукашенко назвал ключевой принцип любой деятельности в Беларуси
Об общественно-политической обстановке сегодня говорили в столице
В Беларуси планируют новые стимулирующие меры для покупки электромобилей
Портал рейтинговой оценки качества оказания услуг организациями Республики Беларусь
смотреть всё
Получение охраняемого статуса для Полесья, крупнейшего в Европе водно-болотного угодья дикой природы
После важных шагов, предпринятых в Беларуси и Украине для защиты торфяников в сердце Полесья, защитники природы хотят, чтобы этот регион получил статус ЮНЕСКО
Река Припять, Полесье. Фото Виктора Малышчика.
В преддверии Всемирного дня водно-болотных угодий (WWD), который отмечается 2 февраля, защитники природы из Полесья — «Дикая природа без границ» — проект, поддерживаемый Программой по исчезновению ландшафтов, — призывают включить крупнейшую в Европе заболоченную территорию дикой природы в Список всемирного наследия ЮНЕСКО.
Недавнее подписание резолюции о создании национального парка «Пуща Радзивилов» в Украине и прошлогоднее расширение природного заповедника «Алманские болота» в Беларуси придали столь необходимый импульс усилиям по защите Полесья, потрясающего трансграничного региона, опоясывающего территорию Беларуси, Польша, Россия и Украина.
Но угроза Полесью от деятельности человека по-прежнему велика. Эксперты предупреждают, что вырубка лесов, добыча полезных ископаемых, сельское хозяйство и планы строительства крупного водного пути через регион могут привести к необратимому экологическому ущербу.
В случае получения статуса ЮНЕСКО центральная часть Полесья наряду с Национальным парком Серенгети, Большим Барьерным рифом и Национальным парком Игуасу будет включена в международный список объектов, имеющих выдающуюся универсальную ценность.
Активисты говорят, что присвоение региону статуса охраняемой территории на международном уровне поможет обеспечить будущее крупнейшего и наиболее важного внутреннего водно-болотного региона Европы. Это также защитит основные экосистемные услуги трансграничного ландшафта, которые лежат в основе гидрологии, хранят огромное количество углерода и имеют значительный потенциал для экотуризма.
«Мы хотим выделить и классифицировать ключевые территории, которые в настоящее время не признаны охраняемыми ландшафтами, в том числе первобытные леса, другие леса высокой природоохранной ценности, а также места обитания редких птиц и млекопитающих», — говорит Ольга Яремченко из Украинского общества охраны природы. Охрана птиц (УСПБ).
С момента старта проекта «Полесье – дикая природа без границ» в 2019 году почти 35 000 га получили статус правовой охраны. Национальный парк «Пуща Радзивила» (темно-зеленая область в центре карты) — это последнее обозначение территории, а области, выделенные красным, показывают расширение на 10 000 гектаров до белорусского природного заповедника «Алманские болота», который в настоящее время охватывает 104 000 гектаров. Изображение предоставлено: ФЗС
Защита Амазонки в Европе
За последние три столетия почти 85 % водно-болотных угодий мира были осушены, чтобы освободить землю для жилья, промышленности и сельского хозяйства. Те, что остались, исчезают в три раза быстрее, чем мировые леса.
Большая часть Полесья, с другой стороны, остается почти в первозданном состоянии. Это одно из последних по-настоящему диких мест в Европе. Немногие места на континенте предоставляют столько места для выживания и процветания флоры и фауны.
Полесье больше по размеру, чем средняя европейская страна, его часто называют «амазонкой Европы». Этот регион является домом для огромного лоскутного одеяла из лесов, торфяников, пойм и рек. Весной таяние снега превращает большую часть ландшафта в нечто, похожее на бескрайнее озеро.
Эти обширные места обитания служат убежищем для ряда уязвимых видов, включая орлов, волков, медведей, рысей и бизонов. Через регион пролетают сотни тысяч перелетных птиц. В весеннее время только в поймах Припяти на Полесье регистрируется численность не менее 150 000–200 000 обыкновенных свиязей, 200 000–400 000 ершей и 20 000–25 000 чернохвостых веретенников. Это ключевая среда для размножения многих видов, находящихся под угрозой исчезновения во всем мире.
Лось на Полесье. Фото Сергея Канцыренко.
Однако, как и многие водно-болотные угодья по всему миру, Полесье угрожает деятельность человека. Помимо воздействия обезлесения, добычи полезных ископаемых, дренажа для сельского хозяйства и развития инфраструктуры, неблагоприятные последствия изменения климата еще больше снижают устойчивость окружающей среды.
Полесье также привлекло пристальное внимание в связи с планами строительства самого длинного в Европе водного пути через регион. Этот водный путь, известный как E40, соединит Балтийское море с Черным морем и протянется примерно на 2000 километров от Гданьска в Польше до Херсона в Украине. Строительство может уничтожить большую часть обширной дикой природы Полесья, и исследователи предсказывают далеко идущие последствия как для людей, так и для природы.
Это привело к гонке со временем, когда защитники природы должны подробно задокументировать биоразнообразие региона и обосновать его защиту.
Важные шаги предприняты
Многие части Полесья имеют международное значение для сохранения природы и были признаны биосферными заповедниками ЮНЕСКО, важными орнитологическими территориями, Изумрудной сетью или Рамсарскими угодьями. За последние 12 месяцев на национальном уровне были предприняты важные шаги для защиты новых территорий.
В конце года Украина подписала постановление о создании национального парка «Пуща Радзивилов» в самом сердце Полесья. Охраняемая территория площадью 24 000 гектаров, состоящая в основном из болот и переходных болот, обеспечивает лучшую защиту дикой природы, улучшает связь охраняемых территорий, а также предоставляет важные возможности для местных сообществ, сохраняя при этом углерод, хранящийся в его драгоценных торфяниках.
Этот шаг последовал за обязательствами властей соседней Беларуси расширить охрану природного заповедника Алмани-Майрес в марте 2021 года. Алмани был расширен на 10 000 га, в результате чего площадь заповедника достигла 104 000 га, что примерно равно размеру Гонконга. Исследования, проведенные в рамках проекта «Полесье — дикая природа без границ» при поддержке Программы «Исчезающие ландшафты» и «Аркадии» — благотворительного фонда Лисбет Раусинг и Питера Болдуина — помогли определить важные места обитания редких диких животных, нуждающихся в защите.
Природный заповедник Алмани-Майрес. Фото Виктора Фенчука.
Вместе с новыми охраняемыми территориями на границе с Украиной эта территория, расположенная в самом сердце Полесья, образует один из крупнейших комплексов торфяников в Европе.
«Девственные экосистемы и ландшафты Полесья сегодня чрезвычайно редки на глобальном уровне», — говорит Максим Немчинов, сотрудник по охране природы BirdLife Belarus (APB).
«Исследователи и защитники природы проделали большую работу, чтобы охарактеризовать флору и фауну в регионе и обеспечить защиту этой особой среды от угроз застройки и строительства. Также осуществляются важные инициативы по восстановлению частей экосистемы, которые были повреждены в результате деятельности человека».
Торфяники являются наиболее углеродоемкими наземными экосистемами. В глобальном масштабе углерод, хранящийся в них, превышает углерод, содержащийся во всей другой растительности вместе взятых, включая леса. Их поддержание необходимо для преодоления климатического кризиса. Они также служат убежищем для диких животных, включая серых журавлей, тетеревов, бобров, выдр, лосей, летучих мышей, насекомых и перелетных птиц.
Дайанна Копански, возглавляющая Глобальную инициативу по торфяникам в ЮНЕП, сказала: «Поскольку большая часть торфяников Европы осушена и деградировала, эта великая дикая местность представляет собой оазис — для дикой природы, людей и для нашего климатического будущего. Работа по расширению охраны и повышению природоохранного статуса Полесья представляет собой действия на местах, необходимые для борьбы с тройным кризисом, с которым мы сталкиваемся, и является большим вкладом в Десятилетие ООН по восстановлению экосистем. Сохранение и устойчивое управление этим важным трансграничным ландшафтом не может быть более важным для жителей региона».
Река Припять, Полесье. Фото Виктора Малышчика.
Исторически такие места обитания, как торфяники, часто считались пустошами. Поскольку люди не живут на них, они могут подвергнуться давлению со стороны тех, кто хочет превратить их в сельскохозяйственные угодья или построить через них дороги. Многие торфяники по всему миру в настоящее время сильно деградированы.
При осушении торфяников содержащиеся в них органические вещества разлагаются, при этом в атмосферу выделяется углекислый газ. Высушенная земля также становится более восприимчивой к пожарам. Осушение болот и трясин подрывает более широкое здоровье экосистемы, ее водные потоки и жизненно важный вклад, который они вносят в запасы пресной и питьевой воды.
Первоочередная задача по защите этих важнейших мест обитания — оставить их такими, какие они есть. Вот почему защитники природы проводят кампанию за то, чтобы эти и другие жизненно важные места обитания на Полесье были признаны охраняемыми как на национальном, так и на международном уровне.
Еще одним приоритетом является восстановление тех участков, которые подверглись деградации или повреждению. Торфяники обычно формируются очень медленно, в течение сотен или тысяч лет. Но повторное заболачивание или восстановление растительности поврежденных торфяников может оживить их способность накапливать углерод и оживить их среду обитания для местных растений и животных.
Хотя значительные площади уже находятся под официальной охраной, защитники природы призывают к тому, чтобы центральная часть Полесья была признана на международном уровне в Списке всемирного наследия ЮНЕСКО, чтобы обеспечить надлежащую защиту уязвимых видов и диких ландшафтов региона, а также признание его невероятной природной красоты. .
BirdLife солидарна с белорусским партнером APB; Ахова птушак Бацьковщины
На протяжении почти 25 лет АПБ является важным партнером Министерства природных ресурсов и охраны окружающей среды Республики Беларусь, Министерства лесного хозяйства, Национального банка, Национального почтового отделения, различных институтов. и центры НАН Беларуси, других государственных органов и организаций.
Беларусь в настоящее время является одним из мировых лидеров по восстановлению торфяников, и работа по экологической реабилитации торфяников продолжается. И APB работал рука об руку с правительством, чтобы поддержать эту работу. Цифры говорят сами за себя – повторно заболочено более 17 200 га осушенных торфяников. APB профинансировал работу по увеличению площади бесценного природного заповедника Алмани-Майрс, важной территории для птиц и биоразнообразия (IBA), на 10 000 га, доведя ее общую площадь почти до 104 000 га, одного из крупнейших болотных комплексов в Европе, где обитают 25 пар легендарных подорликов.
Благодаря этим удивительным общим достижениям различных государственных органов и министерств, а также других белорусских национальных учреждений и APB, партнера BirdLife в Беларуси, мы все были так удивлены и встревожены необъяснимым потенциальным роспуском APB правительством. Мы по-прежнему убеждены, что эта угроза является просто следствием поистине досадного недоразумения — партнеры BirdLife всегда решительно аполитичны и просто неустанно работают для защиты природы и птиц.
Драгоценное природное наследие Беларуси, которое само правительство имеет впечатляющий опыт защиты и восстановления, нуждается в союзниках, таких как APB и ее 25 000 добровольцев и сторонников, включая 1000 членов. Эта практическая работа на местах является бесценным дополнением к собственной критической работе правительства и является моделью, используемой партнерством BirdLife по всему миру.
Мы по-прежнему убеждены, что эта угроза является следствием поистине досадного недоразумения – партнеры BirdLife всегда решительно аполитичны и просто неустанно работают для защиты природы и птиц.
Действительно, семья APB определила 53 участка общей площадью более 1 618 000 га, что позволило им получить статус ключевых территорий птиц и биоразнообразия (IBA), и теперь 75% из них, к счастью, находятся под защитой правительства Беларуси.
APB внесла значительный вклад в определение прекрасного и критически важного 140 гектаров Турауского луга как природного заповедника. Это важное место является важным местом остановки для до 500 тысяч птиц в год и делает Беларусь безопасным международным убежищем для великолепия миграции. В течение 13 лет ABP арендует и управляет этим заповедником от имени правительства, единственной неправительственной организации в Беларуси, которая занимается этим.
За этими впечатляющими достижениями APB работает, чтобы информировать и мотивировать белорусский народ о важности защиты и восстановления драгоценной природной среды и наследия Беларуси, а также развивать это понимание среди молодежи, чтобы брать на себя эту ответственность в будущем. Цель APB, как и всех глобальных партнеров BirdLife, состоит в том, чтобы дополнять и улучшать работу своего правительства по защите драгоценной природы своей страны. Наша глобальная семья горячо надеется, что это недоразумение может быть разрешено быстро, чтобы APB могла вернуться к работе от имени народа и правительства Беларуси.
Профессиональные SLS 3D-принтеры SINTRATEC (Швейцария) для производства, прототипирования и R&D.
SLS порошки для промышленной 3D-печати, открытая системадля сторонних расходников. Z-axis — эксклюзивный дистрибутор SINTRATEC на территории РФ и стран таможенного союза.
Перейти в каталог
SINTRATEC KIT
SINTRATEC KIT— компактный 3D-принтер для быстрого функционального и экспериментального прототипирования, а также производства единичных изделий. Поставляется как готовый к эксплуатации принтер, так и в виде комплекта для сборки 3D-принтера, печатающего по технологии селективного лазерного спекания (SLS).
Перейти в каталог
SINTRATEC S2
SINTRATEC S2 — Компактная и расширяемая система SLS. С помощью Sintratec S2, масштабируемой компактной системы, вы можете воплотить свои идеи в реальность в течение короткого периода времени, слой за слоем, с высокой скоростью.
Перейти в каталог
МАТЕРИАЛЫ SINTRATEC
Расходные материалы SINTRATEC — порошки для промышленной3D-печати. Материалы SINTRATEC позволяют печатать высокоточные детали, которые можно использовать как для функциональных прототипов, так и для конечных изделий.
Перейти в каталог
Компания Z-axis — эксклюзивный дистрибутор компании sintratec в России и странах СНГ
Компания SINTRATEC (Швейцария) – ведущий мировой производитель промышленных SLS 3D-принтеров и расходных материалов — порошков промышленного класса (P12, TPE и др.) для 3D-печати функциональных изделий, прототипирования и R&D.
Высокую популярность бренда SINTRATEC подтверждает широкая география инсталляций оборудования в Европе, США и России. Среди пользователей оборудования Sintratec как всемирно известные компании в области автомобильной промышленности, авиации и космонавтики, медицины; университеты, исследовательские центры, так и рядовые инжиниринговые компании и даже частные пользователи, ввиду относительно невысокой стоимости начальной модели KIT.
После того, как производители 3D-принтеров из США и Европы присоединились к эмбарго на поставку оборудования в РФ, мы предлагаем российским компаниям рассмотреть вопрос о приобретении принтеров SINTRATEC, которые по своим техническим характеристикам не уступают западным образцам и не подпадают под санкции США и ЕС.
ОБОРУДОВАНИЕ SINTRATEC ШИРОКО ИСПОЛЬЗУЕТСЯ ДЛЯ НАУЧНЫХ ИССЛЕДОВАНИЙ И ОБРАЗОВАНИЯ.
ПРИЗНАНО ИЗВЕСТНЫМИ УНИВЕРСИТЕТАМИ И УЧЕБНЫМИ ЗАВЕДЕНИЯМИ.
откройте для себя лучшие высокотемпературные SLS 3D-принтеры
Комплексные решения от прототипирования до мелкосерийного производства функциональных изделий
ОБЛАСТЬ ПОСТРОЕНИЯ ПЕЧАТИ:110х110х110 MM
МИНИМАЛЬНАЯ ТОЛЩИНА СЛОЯ:0,1 ММ
СКОРОСТЬ ПЕЧАТИ:1,1 СМ/Ч
ТИП ЛАЗЕРА:ДИОД 2.3ВТ
МАТЕРИАЛ: PA12, TPE
ТЕХНОЛОГИЯ: SLS
ОБЛАСТЬ ПОСТРОЕНИЯ ПЕЧАТИ: 160x160x400 MM
МИНИМАЛЬНАЯ ТОЛЩИНА СЛОЯ: 0,1 ММ
СКОРОСТЬ ПЕЧАТИ: 240 ММ/Ч
ТИП ЛАЗЕРА: ДИОД
МАТЕРИАЛ: PA12, TPE
ТЕХНОЛОГИЯ: SLS
Материалы
Расходные материалы SINTRATEC разработаны как для гибких резиноподобных деталей, так и для жестких функциональных изделий с высокими эксплуатационными характеристиками.
SINTRATEC TPE
Предназначен для изготовления гибких, резиноподобных изделий
SINTRATEC PA12
Предназначен для изготовления твердых, износостойких и термостойких изделий
Обзор профессиональных 3D-принтеров популярных брендов-2
Впечатляющие результаты трехмерной печати превратили эту технологию в востребованный процесс. Отдельной категорией идут профессиональные 3Д принтеры — машины, которые участвуют в исследованиях, выполнении производственных проектов, воплощении предпринимательских идей. Для этих устройств характерна стабильность – на них можно распечатать сотни копий одного предмета, которые получатся абсолютно идентичными.
Обзор профессиональных 3D-принтеров
Такие модели значительно отличаются от аналогичных настольных станков, демонстрируя достойные показатели: производительность, качество, точность печати, совместимость с широким ассортиментом материалов. Выбирая профессиональные 3D-принтеры по характеристикам, надо учитывать особенности оборудования каждого поставщика.
3DSystems
Концерн – крупнейший производитель 3D-аппаратов в США и Европе. Бренд выпускает профессиональные 3D-принтеры, работающие с гипсом, фотополимерами, металлами, пластиками или воском. Оборудование выделяется высокой производительностью, точностью соблюдения параметров. Техника марки полезна в различных сферах: медицине, аэрокосмическом секторе, машиностроении. Активно применяются в бизнес-проектах и научно-исследовательской среде.
Востребованные модели:
• Figure 4 Standalone – высокоскоростной принтер для быстрого прототипирования, и выпуска мелких серий продукции. Универсальное устройство «выстраивает» детали высокого качества, обеспечивая производительность промышленного уровня. Оборудование снижает расходы и позволяет получить детализованные изделия. Дополнительный плюс – простота смены материалов и оптимизированная система постобработки, позволяющие разнообразить концептуальное моделирование.
Фото: 3DSystem
• Figure 4 Jewelry – сверхбыстрое решение для ювелирного производства. Устройство создает необычные украшения уникального дизайна. Аппарат обеспечивает высококлассную получаемую поверхностиь ,и идеальное разрешение. Способ печати без контакта с мембраной, адаптированное программное обеспечение и структуры поддержки MicroPoint дают возможность изготавливать миниатюрные детали или разрабатывать фирменные стили печати.
Фото: 3DSystem
• Figure 4 Modular – оборудование для серийного изготовления с потенциалом для масштабирования. Базовая комплектация из принтера и контроллера может быть расширена до 24 модулей в единую производственную линию. Машину отличает высокая производительность, совместимость с широким ассортиментом материалов, возможность реагировать на объемы выпуска. Встроенное ПО 3D Sprint помогает редактировать объекты и формирует статистику работы.
Фото: 3DSystem
• Figure 4 Production – техника индустриального класса со сквозным цифровым рабочим процессом. Модульная система позволяет расширять объемы производства, наращивать заводские мощности. Аддитивная технология Figure 4 объединяет процедуру построения детали со вспомогательными технологическими процессами, «выращивает» объекты из разнообразных составов, в том числе биосовместимых или гибридных. Автоматическая расстановка поддержек и оптимизированное ПО упрощают настройку заданий, управление операциями.
Фото: 3DSystem
• ProJet MJP 2500W – бюджетный аппарат с достойной производительностью. Машина подстраивается под рабочий процесс и способна выпускать небольшие партии продукции в день либо напечатать одну крупногабаритную деталь сложной конфигурации. Техника обеспечивает печать изделий в высоком разрешении, с гладкими поверхностями и с острыми гранями. Встроенные инструменты управления дают возможность регулировать расход сырья.
Фото: 3DSystem
• ProJet MJP 3600 – оборудование для детализированного прототипирования, изготовления мастер-моделей, выжигаемых элементов. Техника выпускает объекты, востребованные при проведении тестирований сборки или функциональных испытаний. Используемая технология обеспечивает точную детализацию распечатанных предметов, возможность построения тонкостенных образцов с мельчайшими компонентами. Оригинальные материалы позволяют изготавливать модели с варьирующимися механическими характеристиками.
Фото: 3DSystem
• ProJet MJP 2500IC – одна из последних разработок бренда. Модификация рассчитана на изготовление крепких деталей из воска с сохранением качества и высокого разрешения изделий, но с большей скоростью и доступностью материалов. Аппарат способен работать круглосуточно, что обеспечивает его быструю окупаемость и рентабельность.
Фото: 3DSystem
• ProJet MJP 2500Plus – усовершенствованный аппарат из линейки ProJet MJP, печатающий с высокой точностью и детализацией. Устройство превосходит настольные модели по производительности, не требует специфических навыков управления и отличается понятной навигацией и синхронизацией с компьютером. Совместим с широким спектром расходных ресурсов.
Фото: 3DSystem
Nexa3D
Компания известна своими прорывными проектами. Бренд регулярно представляет новинки, обгоняющие аналогичные устройства по тем или иным параметрам. Скоростные машины, модификации с уникальным разрешением, модернизированное программное обеспечение, система безопасной смены картриджей – команда Nexa3D всегда удивляет пользователей. Самый популярный 3D принтер марки – Nexa3D NXE400 – сверхбыстрая техника промышленного класса, доступная организациям различных масштабов. Внушительный размер рабочей камеры дает возможность за производственный цикл выстраивать одну большую или несколько мелких моделей. Модульная структура облегчает замену комплектующих и модификации. Готовые детали по качеству соответствуют образцам промышленных стандартов. Технология Nexa3D обеспечивает высокую скорость работы без ущерба для точности.
Фото: NEXA3D
Sinterit
Польский производитель предлагает технику среднего ценового сегмента. Базовое направление работы фирмы – проектирование и создание 3Д-оборудования, функционирующего по методу селективного лазерного спекания соответствующих расходных материалов. Ученые компании исправляют характерные для трехмерных принтеров недочеты, добавляют новые опции, придумывают уникальный дизайн. Оборудование бренда – это наиболее доступное решение для получения точных принтов без традиционных ограничений.
Основные модели 3D-принтеров:
• Sinterit LISA – доступная профессиональная машина, функционирующая по SLS-технологии, способна за один печатный цикл выстраивать несколько объектов, не используя системы поддержки. Изготовленные экземпляры после очистки сразу готовы к эксплуатации. Устройство совместимо с различными типами CAD файлов и обладает интуитивно понятным интерфейсом. Оборудование подходит для небольших производственных линий.
Фото: Sinterit
• Sinterit LISA PRO – модернизированная версия предыдущего агрегата, лучший вариант среди настольных принтеров данной категории. Укомплектован более вместительной камерой построения и встроенной системой подачи инертного газа в рабочий отсек. Это надежный, простой в эксплуатации аппарат, выпускающий качественные детали.
Фото: Sinterit
Sintratec
Предприятие является ведущим швейцарским поставщиком первоклассных решений для аддитивного производства. Компания разрабатывает SLS-принтеры, расходные ресурсы для них. Фирменные материалы и технологии обеспечивают безупречную точность печати, возможность построения объекта неординарной конфигурации. Пользователи по достоинству оценили следующие 3D-принтеры:
• SINTRATEC KIT – совершенное решение для изготовления функциональных прототипов. Машину можно интегрировать в действующую производственную линию. Техника проста в использовании и выпускает образцы со сложной геометрией, применяемые в машиностроении, исследовательской деятельности, медицине. Оборудование совместимо с широким спектром полимеров, обеспечивающих создание прочных, термостойких изделий с хорошей детализацией. Аппарат разрабатывался как настольный, поэтому имеет соответствующие габариты и дизайн.
Фото: Sintratec
• SINTRATEC S2 – профессиональное устройство с масштабируемой структурой. Модульная конструкция способна расширяться, адаптироваться в соответствии с ростом объемов производства. Усовершенствованная техника предлагает расширенные возможности при прототипировании. Уникальная полуавтоматическая система объединяет подготовку сырья, печать и постобработку в единый замкнутый цикл.
Фото: Sintratec
TOTAL Z
Компания – ведущий отечественный производитель 3D-оборудования, обеспечивающего профессиональное проектирование и изготовление аддитивной аппаратуры индустриального предназначения, работающих по технологии FDM/FFF. Техника бренда решает разноплановые задачи, сопряженные с разработкой и выпуском серийных образцов, прототипов, элементов с мельчайшими деталями. Компания уделяет много внимания точности воссоздания объектов, механическим характеристикам, долговечности, безопасности. Собственная линейка материалов разработана по результатам научных исследований и последних статистических данных.
Пользователи покупают следующую аппаратуру:
• TOTAL Z Anyform 250-G3/G3(2X) – универсальное компактное оборудование для индустриальных масштабов. Модульная структура экструдера, жесткая конструкция рамы, закрытая камера построения, уникальная плата управления, понятный интерфейс обеспечивают высокоэффективное производство и удобное обслуживание техники. Отсутствие ограничений в материалах позволяет применять филаменты различных производителей.
Фото: TOTAL Z
• TOTAL Z Anyform XL250-G3/G3(2X) – аппаратура с объемной областью печати, работающая с одним или двумя экструдерами, которые можно настраивать на использование разных материалов. Нагреваемый стол дает возможность печатать эластичными или жесткими полимерами. Для обработки файлов с 3D-моделями применяется специальное ПО с запатентованными параметрами настройки. Оборудование совместимо с разными типами пластиков и пользователь не ограничивается в выборе. Модель существенно упрощает процесс экспериментальных разработок.
Фото: TOTAL Z
• TOTAL Z Anyform 1000-LPRO – высокоэффективное устройство для сверхскоростной печати и изготовления больших объектов. Впечатляющая рабочая камера, равномерно подогреваемый стол обеспечивают печать изделий с точным соблюдением параметров. Закрытый бокс построения позволяет безопасно работать с разнообразным ассортиментом инженерных пластиков.
Фото: TOTAL Z
Builder
Производитель поставляет машины, созданные для изготовления действительно больших объектов – рекламных стендов, выставочных экспозиций, полноразмерных макетов человека, функциональных элементов автомобилей. Нидерландская компания стала известна благодаря интересным технологическим наработкам в сфере FDM печати. В линейке марки популярны модификации:
• Builder Extreme 1000 PRO – универсальное устройство, сочетающее преимущества настольных и промышленных аппаратов. Крупногабаритный агрегат подходит для распечатки масштабных прототипов, больших инструментов и макетов. Система обнаружения обрыва филамента и опция возобновления работы после отключения питания отвечают за бесперебойное функционирование и эффективность техники. Агрегат способен превратить любую творческую идею в реальный предмет, рационально расходуя ресурсы.
Фото: Builder
• Builder Extreme 1500 PRO – широкоформатное устройство, настроенное для работы в офисе. Встроенные колеса делают оборудование мобильным, а вместительная рабочая камера предполагает построение масштабных индустриальных объектов, внушительных прототипов, архитектурных макетов, предметов интерьера. Модель считается самой надежной в своем классе. В случае отключения электричества аппаратура возобновляет функционирования сразу после его включения.
Фото: Builder
• Builder Extreme 2000 Pro – крупнейший широкоформатный аппарат, укомплектованный приспособлениями, отвечающими за беспроблемную печать крупномасштабных проектов. 7-дюймовый сенсорный экран помогает контролировать процесс построения, температуру сопла, устанавливать подсветку, осуществлять замену филамента. Экструдер с двойной подачей может выращивать двухцветные модели, но способен также функционировать в качестве моноэкструдера. Несмотря на свою значительную зону построения, машина не требует особых условий по размещению, подходит для стандартных рабочих мест.
Фото: Builder
Источник
Теги:
профессиональные 3D-принтеры, 3DSystems, Figure 4 Standalone, быстрое прототипирование, Figure 4 Jewelry, ювелирное производство, ProJet MJP 2500W, 3D принтер Nexa3D NXE400, SLS-технологии, Sinterit LISA, SINTRATEC KIT, TOTAL Z, TOTAL Z Anyform 250-G3/G3
Sintratec Kit Подробный обзор 3D-принтера
8.6Оценка экспертов
Sintratec Kit
Sintratec Kit 3D-принтер обещает предоставить своим пользователям баланс скорости печати с качеством и печатью с использованием редких материалов, таких как нейлон.
Доступность
6
Качество
СКОРОСТЬ
10
Возможность
Практичность
0003
8
Ожидания пользователей
9
ПРОФИ
Высокая скорость печати.
Хорошее качество деталей и функциональных прототипов.
Позволяет печатать нейлоном.
МИНУСЫ
Без встроенной камеры.
Нет сенсорного экрана пользовательского интерфейса.
3D-принтер Sintratec kit — это настольный 3D-принтер SLS, выпущенный в 2016 году. Sintratec — швейцарская компания, специализирующаяся на …
Add to wishlistAdded to wishlistRemoved from wishlist 0
Add to compare
Model
Sintratec Kit
Manufacturer
Sintratec
Price Range
$ 5999
Дата выпуска
2015
Страна
Швейцария
Доступность
Доступно
Классификация
DIY/KIT
TECHNOLL
Совместимость с ОС
Linux, Mac OS, Microsoft Windows
Макс. размер сборки
110 × 110 × 110 мм 4,33 × 4,33 × 4,33 дюйма
Макс. объем сборки
1,33 л
Макс. скорость печати
650 мм 25,59 дюйма/с
Мин. layer thickness
0.1 mm 0.004 in
Dimensions
600 × 520 × 380 mm 23.62 × 20.47 × 14.96 in
Weight
28 kg 61.73 lb
Power input
230 В 110 В. AC
ПЕЧАТНАЯ ПЕЧАТНАЯ ПЕЧАТНАЯ ПЕЧАТНА
Да
Двойной экструдер
Нет
Независимый двойной экструдер
Нет
1
Full color
No
LCD screen
No
Touchscreen
No
On-board camera
No
Mobile app
№
3D сканеры
№
CNC Mill
NO
ELECTRONICS 3D PRINTIN0077
No
Laser engraving
No
Conveyor belt
No
Air filter
No
Pellet extruder
No
USB
Да
Wi-Fi
Нет
9
Bluetooth
7 Нет0081
SD -карта
NO
Ethernet
no
. предложения. Существует очень мало вариантов 3D-принтеров, которые предлагают эту аномалию, и комплект 3D-принтера Sintratec является одним из них.
Самое удивительное в этом 3D-принтере то, что, как только вы прочитали небольшое введение об этом принтере, вы могли догадаться, что он дороже, но это не так.
Что там с нейлоном? Почему это редкий материал и почему многие типографии не предлагают печать этим материалом? Если судить об этом материале на основе 3D-печатных деталей и прототипов, нейлон — идеальный материал для 3D-печати.
А почему? Потому что он удовлетворяет все основные потребности 3D-материала. Нейлон не только производит относительно прочный предмет, но и намного прочнее других широко используемых материалов.
Кроме того, согласно отчетам, 3D-печать с нейлоновой нитью не является хорошим вариантом, поскольку результаты не являются хорошими по сравнению с печатью на дорогих промышленных машинах на основе нейлонового порошка из-за характера процесса лазерного спекания. что-то, что происходит внутри этого принтера.
Это лазерное спекание, поэтому используется порошковая форма нейлона, они укладываются на платформу, а затем спекаются движущимся лазерным лучом.
Снова процесс повторяется и добавляется еще один слой порошка. Лазерный луч снова спекает частицы нейлона и так далее, пока не будет изготовлена вся деталь.
Комплект Sintratec делает этот полный процесс не требующим шестизначной суммы. Это позволяет вам печатать многие детали с меньшими затратами и получать их у себя, вместо того, чтобы выбирать какую-либо услугу 3D-печати, вы можете просто получить ее у себя дома, если у вас есть машина.
Характеристики
Кредит: shop3dchimera.com
Набор Sintratec основан на методе лазерного спекания 3D-печати. Итак, что происходит в этом принтере, так это то, что вам, конечно, нужно решить, какую часть функционального прототипа вы хотите сделать.
При этом вам также необходимо решить, из какого сырья вы хотите изготовить эту деталь или функциональный прототип. После того, как вы решили оба эти вопроса, вам нужно получить порошкообразную форму этого сырья и распределить его по столу для печати.
После этого уложенный порошок нагревается лазерными лучами. И именно благодаря этому нагреву создается первый слой детали или функционального прототипа, который вы хотите изготовить.
После этого повторяется тот же процесс, то есть вы насыпаете порошок, он нагревается, а затем еще один слой. Это делается до тех пор, пока деталь не будет успешно изготовлена.
Таким образом, все принтеры, основанные на технологии печати SLS, проходят эти этапы, но что отличает один принтер от другого, так это их особенности. И это именно то, о чем мы будем подробно говорить один за другим в этом разделе. Итак, начнем.
Невероятная скорость печати и отсутствие необходимости в поддерживающих конструкциях
Комплект Sintratec позволяет печатать со скоростью 20 мм в час при печати всего объема сборки деталей или функциональных прототипов. Принтер мало зависит от сложности объекта.
При печати деталей и функциональных прототипов с более высоким разрешением скорость может снизиться в два раза, но все же она соответствует отраслевому стандарту или превышает его.
Настоящая задача здесь состоит в том, чтобы заполнить рабочий объем принтера как можно большим количеством объектов и распечатать их все сразу. Таким образом, есть минимальное количество времени, которое тратится, если вообще тратится.
В таком сценарии использование порошкового подхода означает, что вы можете попытаться напечатать очень сложные структуры.
Но дело в том, что печатать можно, не беспокоясь о вспомогательном материале. Оставшийся порошок, технически называемый неспеченным порошком, служит подложкой.
Таким образом, у вас есть преимущество перед всеми методами, использующими поддерживающие структуры, когда вы печатаете с помощью технологии SLS.
Все, что вам нужно сделать, это когда печать будет завершена, вынуть деталь из принтера и удалить остатки порошка, и все. Вы закончили с печатью нейлоновой детали.
Печать нейлоновым порошком
На рынке много ажиотажа, когда речь идет о печати таким материалом, как нейлон. Этот ажиотаж вызван отсутствием большого количества принтеров на рынке.
И тот факт, что Sintratec Kit предлагает печать нейлоном, отличает его от очень многих принтеров того же ценового диапазона или категории SLS-принтеров, в которой в настоящее время присутствует Sintratec Kit.
Нейлон — очень прочный материал по сравнению с другими материалами, которые используются в 3D-печати деталей и функциональных прототипов.
Хотя некоторые экструзионные 3D-принтеры предлагают печать нейлоном, все они дороже, чем цена этого принтера.
Печать без опорных структур
В отличие от принтеров, основанных на методах 3D-печати FDM и SLA, которым требуется какая-либо другая опорная структура, которая заботится об основной детали или функциональном прототипе, который вы делаете, Sintratec Kit не нуждается в опорной конструкции.
По существу это означает, что вы сможете изготавливать детали и функциональные прототипы, используя меньше материала, чем в случае методов печати FDM и SLA.
Это приводит к снижению общей стоимости по сравнению со стоимостью печати на принтерах FDM и SLA.
По сути, это также означает, что постобработка деталей и прототипов, сделанных с использованием комплекта Sintratec Kit, будет намного меньше по сравнению с принтерами FDM и SLA.
Поскольку в наборе Sintratec Kit опорные конструкции не должны удаляться из производимой части функционального прототипа! Все, что у нас есть, это неспеченный или неиспользованный порошок.
Технические характеристики
Принтер основан на технологии печати SLS для изготовления деталей и функциональных прототипов. Материалы, которые разрешено использовать для печати на этом принтере, это Nylon PA 12 и TPE. Sintratec Kit имеет открытую систему материалов.
Размер сборки этого принтера составляет 110 мм * 110 мм * 110 мм. Минимальная толщина слоя, предлагаемая этим принтером, составляет 100 микрон, а лазер, используемый в принтере, представляет собой диодный лазер, Sintratec Kit дает размер пятна 0,25 мм.
Рабочая камера принтера закрыта, и к этому принтеру можно подключиться с помощью USB и SD-карт.
В принтере нет встроенной камеры. Размеры этого принтера составляют 560 мм * 380 мм * 590 мм. Вес этого принтера 29 кг.
Рекомендуемый объем печати, указанный на сайте компании, составляет 90 мм * 90 мм * 90 мм. При этом скорость слоя у него колеблется от 5 до 20 мм в секунду, а высота слоя от 50 до 150 микрометров.
Температура, которую выдерживает принтер, составляет от 80 до 150 градусов Цельсия. Sintratec Kit предназначен для удовлетворения профессиональных потребностей во многих отраслях, включая медицину, машиностроение, быстрое прототипирование, промышленный дизайн, запасные части длительного пользования, образование и создание исследовательских моделей.
Технология SLS, которую использует Sintratec Kit, позволяет печатать очень сложные детали и функциональные прототипы со сложной геометрией, которые трудно напечатать другими 3D-принтерами.
Цена
Рыночная цена этого принтера составляет 5999 долларов США.
Первые впечатления
Кредит: top3dshop.com
Sintratec Kit представляет собой прямоугольную коробку уникального дизайна. Вид принтера спереди можно разделить на две неравные половины. Черный и серебристый — это два цвета, которыми полностью окрашивается принтер.
Нижняя квадратная часть имеет ручку, с помощью которой можно открыть дверцу, чтобы получить доступ к излишкам внутренних частей машины.
В то время как верхние части прямоугольного принтера необходимо поднять, чтобы открыть. Подняв его вверх, вы увидите весь механизм принтера.
Выглядит как внутренняя часть управляющего процессора вашего настольного компьютера. Вам не нужны навыки как таковые, чтобы открыть эти части, их можно легко открыть.
Нет сенсорного экрана пользовательского интерфейса, который вы получаете для управления операциями на этом принтере. Поскольку это полный комплект, у вас есть почти все, что необходимо для принтера, вместе с самим принтером.
Настройка
Предоставлено: radiate.ch
Согласно разделу сборки, упомянутому на веб-сайте компании, сборка принтера занимает четыре дня.
Вам необходимо скачать портал сборки с веб-сайта компании, и это будет вашим гидом, который подскажет вам, что делать, а что нет!
На веб-сайте компании упоминаются восемь вещей, которые необходимо выполнить в точном порядке в соответствии с рекомендациями компании.
Их:
Дверь.
База.
Ядро.
Лампа.
Тепло.
Электроника.
Первый ввод в эксплуатацию.
Но прежде чем делать все это, вам нужно прочитать документ с лучшими практиками компании, а затем начать сборку.
Несмотря на то, что компания дает некоторые указания, о которых вам необходимо позаботиться, прежде чем принтер будет доставлен к вам.
Первое, что вам понадобится, это, конечно же, компьютер с одним свободным USB-портом, 64-битной Windows 7 или выше и подключением к Интернету.
Вам понадобятся такие инструменты, как ножницы, шестигранный ключ и отвертка. Кроме того, вам понадобится 2 литра порошка и некоторый медицинский и защитный набор, который включает в себя защитные перчатки, очки и противопылевые маски.
Тип печати/стоимость
Поскольку принтер основан на технологии 3D-печати SLS, в нем используется лазерная технология, которая, как известно, требует немного больших затрат на печать, чем FDM или SLA.
Но, в свою очередь, он обещает качество. Вы не можете получить качественные детали и функциональные прототипы, используя технологии печати FDM или SLA.
Таким образом, в целом баланс заключается в том, чтобы немного больше потратить и получить немного больше качества.
Качество печати
Кредит: shop3dchimera.com
Как упоминалось в предыдущем разделе, 3D-печать SLS гарантирует отличное качество деталей и функциональные прототипы.
В разделах спецификации обзора мы раскрываем перед вами минимальную толщину слоя, которую предлагает Sintractec Kit.
Если вы сравните его с любым принтером, доступным в том же ценовом диапазоне, вы обязательно найдете его на уровне или даже выше.
Таким образом, любая часть или функциональный прототип, который вы создаете, будет иметь очень низкую вероятность видимости слоя после того, как они будут сделаны.
Программное обеспечение
Предоставлено: radiate.ch
Sintratec Central — это программное обеспечение для нарезки, которое вам понадобится, чтобы проинструктировать эту машину, что делать.
Служба поддержки клиентов
Свяжитесь с производителем через его веб-сайт. Электронная почта — это один из вариантов, звонок им — другой. В случае необходимости агенты, не колеблясь, помогут вам с помощью Skype.
Параметры, влияющие на решение о покупке
Ниже перечислены некоторые факторы, а также краткое изложение всей статьи.
Стоимость 3D-принтера: Доступно.
Качество 3D-печати: Отлично.
Скорость 3D-печати: Лучшая на рынке.
Возможности 3D-принтера: Может печатать редкими материалами.
3D-принтер Практичность: Детали и прототипы, изготовленные на принтере, можно использовать во многих отраслях.
Ожидания пользователей 3D-принтера: Владельцы малого бизнеса и профессиональные дизайнеры будут рады сделать ставку на этот принтер, а не покупать FDM или SLA по чуть более низкой цене.
Вердикт
В целом принтер обещает предоставить своим пользователям баланс скорости печати с качеством и печатью с использованием редких материалов, таких как нейлон.
Sintratec представляет на выставке Formnext
новую платформу All-Material с поддержкой SLS 3D-печати из металлов и полимеров
0Акции
Шорт-листы 3D Printing Industry Awards 2022 теперь доступны для голосования. Кто выиграет награду 3DPI Awards 2022? Выскажите свое мнение, отдав свой голос прямо сейчас.
Селективное лазерное спекание (SLS) Производитель 3D-принтеров Sintratec представил на выставке Formnext новую универсальную производственную систему.
Состоящая из модульных модулей Build и Fusion, All-Material Platform (AMP) Sintratec отделяет дорогостоящую оптику от деталей, контактирующих с материалом, таким образом, что позволяет обрабатывать как металлы, так и полимеры. Фирма заявляет, что ее отказ от продажи отдельных систем может «открыть новую эру для SLS», в которой пользователи могут использовать более широкий спектр материалов для более экономичного масштабирования производства.
«Мы в Sintratec считаем, что SLS играет ключевую роль в будущем производства. С нашим Sintratec S2 мы уже заложили основу», — сказал Доминик Соленицки, соучредитель и генеральный директор Sintratec. «Теперь, после многих лет разработки, выпуск нашей All-Material Platform знаменует собой важную веху на этом пути. Мощное, гибкое и масштабируемое решение, идеально адаптированное к приложениям наших клиентов».
Sintratec SLS «все в одном»
Компания Sintratec, основанная в швейцарском городе Бругг в 2014 году, начала с выпуска недорогого комплекта Sintratec Kit стоимостью 5 898 евро, который по-прежнему предлагает производителям доступный способ внедрения SLS. Основываясь на фундаменте, заложенном ее системой комплектов, которая нашла применение в медицине, промышленности и образовании, компания с тех пор расширилась до производства более крупных и функциональных машин SLS.
После запуска S1 в 2018 году компания Sintratec представила универсальную платформу, состоящую из модульного основного блока материалов, станции обработки материалов, станции пескоструйной обработки и станции полировки. Вместе эти устройства предназначены для облегчения чистой и безопасной последующей обработки 3D-печатных прототипов и позволяют пользователям быстро масштабироваться в соответствии со спросом.
В основе этой платформы лежит Sintratec S2, станция лазерного спекания размером 1490 x 990 x 600 мм, работающая от точного 10-ваттного волоконного лазера, способная выполнять 3D-печать с восемью контролируемыми зонами нагрева. Как и новый AMP, S2 может быть подключен к другим вспомогательным устройствам для создания уникального модульного автономного рабочего процесса 3D-печати, который позволяет пользователям легко переключаться с одного материала для печати на другой.
Модули сборки Sintratec AMP на 90% больше, чем раньше. Изображение через Sintratec.
Представляем «первый в мире» AMP
В том, что позиционируется как первое в мире, AMP компании Sintratec разделяет процесс 3D-печати на две части. Модули сборки AMP содержат все, что вступает в контакт с печатным материалом, например, резервуары для порошка устройства и устройство для повторного покрытия. Напротив, модули Fusion Module, содержащие оптические и лазерные компоненты, не контактируют с порошком.
Эта модульность не только позволяет обрабатывать различные полимеры и металлы на одной производственной линии, но и делает ее отдельные модули взаимно совместимыми и взаимозаменяемыми. Те, кто использует AMP, могут выбрать модули Fusion между S2 и модернизированной системой Sintratec S3. По сравнению с S2, S3 в три раза быстрее благодаря новому волоконному лазеру мощностью 30 Вт.
Что касается модулей сборки, у пользователей есть выбор между Sintratec MCU-160 и MCU-220. Обладая увеличенным на 90% рабочим объемом 15,2 литра, последний, как говорят, лучше подходит для производства крупных объектов или мелких деталей с высокой производительностью.
В целом Sintratec ожидает, что ее AMP поможет производителям перейти от 3D-печати прототипов к производству, что по-прежнему остается «трудным и непомерно дорогим» из-за материальных ограничений. На практике фирма заявляет, что ее система способствует масштабируемости благодаря своей модульности, что позволяет пользователям настраивать свои настройки для оптимизации затрат и быстрого расширения без необходимости покупать дополнительное оборудование.
Наряду с AMP компания также запустила Sintratec PA12 GF на Formnext, стеклонаполненный PA12, предназначенный для производства деталей с высоким уровнем жесткости и ударной вязкости. Таким образом, этот материал считается идеальным для механических применений, требующих стабильности размеров, таких как производство корпусов, приспособлений и инструментов.
Модуль Sintratec S3 Fusion. Изображение через Sintratec.
Конечно, Sintratec далеко не единственный производитель 3D-принтеров, который пытается упростить рабочий процесс SLS с помощью нового оборудования. В настоящее время Sinterit предлагает полный набор комплексных решений для 3D-печати SLS, включая 3D-принтеры Lisa и NILS, а также станцию обработки порошка, сито для порошка, пылесос, пескоструйный аппарат и многое другое.
Наряду со своим 3D-принтером Gravity компания Wematter также выпустила устройство управления рабочей камерой, предназначенное для создания более стабильной тепловой среды для печати. Как и Sintratec, компания продолжает обновлять свой портфель систем, выпустив в июне Wematter Gravity 2022 Mk II с обновлениями программного и аппаратного обеспечения для повышения удобства использования и качества печати.
Ознакомьтесь с полным обзором новостей Formnext , чтобы узнать последние новости ведущей выставки 3D-печати.
Чтобы быть в курсе последних новостей 3D-печати, не забудьте подписаться на информационный бюллетень 3D Printing Industry или следить за нами на в Twitter или на нашу страницу в 3 3 Facebook .
Пока вы здесь, почему бы не подписаться на наш канал Youtube ? с обсуждением, подведением итогов, видео-шортами и повторами веб-семинаров.
Вы ищете работу в сфере аддитивного производства? Посетите 3D Printing Jobs для выбора должностей в отрасли.
На изображении инженер использует модуль Sintratec S3 Fusion Module. Изображение через Sintratec.
Общие вопросы по пульту DSP weihong nk105 — Вопросы по Weihong NK105
#1
OFFLINE
buth23
Отправлено 22 Январь 2013 — 17:43
Здравствуйте,уважаемые жители форума.Купил станок с DSP weihong nk105. Не могу разобраться. Кто-нибудь общался с подобной? Нужно руководство.
Прикрепленные изображения
Наверх
#2
OFFLINE
MiG
Отправлено 22 Январь 2013 — 18:32
Manufacturers’manual of NK105 G2-R6.pdf (836.0 КБ)
Наверх
#3
OFFLINE
buth23
Отправлено 22 Январь 2013 — 23:03
Спасибо Вам огромное. Дней 10 везде искал этот мануал, китайцы понять не могут, чего я от них требую. ПАРТИЗАН Дим посоветовал этот форум.Ему тоже очень благодарен.
Наверх
#4
OFFLINE
ZHamad
Отправлено 17 Август 2014 — 17:48
Доброго времени! нужна помощь, такая же проблема, (При включении станка высвечивается фирменный логотип вьехонг ,затем загрузка ( по китайски) и всё). Связался с производителем станка, помогать не отказываются. Говорят надо переустановить систему. Отправили видео и какие то файлы,…..в общем попробовал как на видео, но ничего не получилось. может я что то не так делаю…
видео и файлы..
https://yadi.sk/d/lOzBg4gLZpevm
https://yadi.sk/d/wIMXfAz-ZqVEq
Наверх
#5
OFFLINE
vansid37
Отправлено 01 Сентябрь 2014 — 22:57
Здравствуйте!
Получил два станка 1313 от китайцев, с пультами nk-105 g2. По их словам, они все настроили, проверили и станки готовы к работе. До этого брал у них 0609, был доволен, просто включил и начал работать.
Я впервые столкнулся с пультами, до этого работал с NcStudio. Сейчас пока не получается начать работу, я опишу ниже пошагово свои действия, прокомментируйте пожалуйста, если кто знает в чем дело
1. Вставил флешку с файлом (tap mm),
2. включил станок (обнаружилась флешка и файл уп на ней),
3. отправил в машинный ноль,
4. установил в ноль на заготовке
5. нажал «старт» — пишет что файл не загружается (no file loaded)
6. зашел в меню, открыл USB files, единственный файл уп там был выделен, после нажатия кнопки «ок» напротив файла появилась птичка.
7. вышел из меню, нажал опять «старт» -снова no file loaded
Что я делаю неправильно?
Наверх
#6
OFFLINE
GaL
Отправлено 02 Сентябрь 2014 — 05:02
6. зашел в меню, открыл USB files, единственный файл уп там был выделен, после нажатия кнопки «ок» напротив файла появилась птичка.
Пункт 6. После ОК и птички жмем 1 еденичку. Нижняя строка на дисплее показывает дальнейшие действия.
Наверх
#7
OFFLINE
vansid37
Отправлено 02 Сентябрь 2014 — 12:10
Спасибо! Нажал 1, файл подгрузился и станок заработал. А нижняя строка была кракозябрами, потому не понял. Еще один вопрос: В NcStudio, перед тем как загрузить новую УП, надо было стирать старую. В пульте тоже так надо? И если надо, то как это делать?
Наверх
#8
OFFLINE
GaL
Отправлено 02 Сентябрь 2014 — 23:03
Еще один вопрос: В NcStudio, перед тем как загрузить новую УП, надо было стирать старую. В пульте тоже так надо? И если надо, то как это делать?
На флешке может много УП лежать, с пульта выбираем стрелками (подсвечиваем) нужную упэшку жмем ОК и 1, загружаем в блок управления и работаем.
Наверх
#9
OFFLINE
vansid37
Отправлено 03 Сентябрь 2014 — 10:10
На флешке может много УП лежать, с пульта выбираем стрелками (подсвечиваем) нужную упэшку жмем ОК и 1, загружаем в блок управления и работаем.
Да, я уже выяснил это опытным путем, но все равно спасибо!
Кстати, в NcStudio пользовался УП c расширением .tap, пульт с такими файлами не работает (видит, но не подгружает в память), переименовал в .nc все нормально заработало
Наверх
#10
OFFLINE
Игорь6578
Отправлено 28 Март 2015 — 17:38
Здравствуйте. Такая проблема. На станке Beawer-24AVT5, пульт управления nk105g2. Станок перестал отвечать на команды движения пульта, не могу ни запустить программу, ни откалибровать, на пульте пишет «Last is not NC files, OK». Может кто-то сталкивался с данной проблемой?
Наверх
#11
OFFLINE
courage
Отправлено 29 Март 2015 — 21:00
Здравствуйте. Такая проблема. На станке Beawer-24AVT5, пульт управления nk105g2. Станок перестал отвечать на команды движения пульта, не могу ни запустить программу, ни откалибровать, на пульте пишет «Last is not NC files, OK». Может кто-то сталкивался с данной проблемой?
Диоды на блоке ввода-вывода в электрическом шкафу как горят? Можете фото предоставить?
По меню пульта я так понимаю вы перемещаться можете, а вот действия выполнять не можете?
Даже двигать станок не получается?
Ошибка один в один с пульта переписана или по памяти?
Просто если один в один переводить — то у вас проблема с NC файлами.
Опыт прямопропорционален количеству испорченного оборудования. Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm. Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Наверх
#12
OFFLINE
tdk
Отправлено 07 Май 2015 — 20:03
Всем добрый день! Прошу помощи! После прошивки контроллера при включении пульта высвечивается сообщение При этом пульт не реагирует на нажатие кнопок! Может кто подскажет что делать? Заранее благодарен!
Может у кого есть прошивка на этот пульт?
Наверх
#13
OFFLINE
MiG
Отправлено 08 Май 2015 — 13:47
сообщение в этой теме , в первой ссылке прошивка и видео , показывающее процедуру.
Наверх
#14
OFFLINE
tdk
Отправлено 08 Май 2015 — 14:57
этой прошивкой я и прошился по инструкции после чего вылезло это сообщение!
Может прошивка битая ?
Наверх
#15
OFFLINE
MiG
Отправлено 08 Май 2015 — 15:19
Попробуйте сразу после включения пульта,как только засветился экран,
нажать кнопку [Menu]
Наверх
#16
OFFLINE
tdk
Отправлено 09 Май 2015 — 12:54
Пробывал ничего не происходит! Связался с китайцами они сказали что эта версия прошивки старая и не очень подходит к этому оборудованию, обещали скинуть в понедельник новую версию прошивки!
Наверх
#17
OFFLINE
Kovax600
Отправлено 11 Май 2015 — 19:53
Доброго времени суток.
Прошу помочь со станком с поворотной осью. Пульт NK 105 g3. Станок 2012 AY.
при запуске траектории пишет ошибку: System is expired.
Что это может быть ?
Наверх
#18
OFFLINE
courage
Отправлено 13 Май 2015 — 11:59
Странно конечно, похоже на сообщение об истечении пробного периода (в случае когда в прошивке предусмотрено ограничение по времени использования в случае передачи оборудования без оплаты или в рассрочку).
Опыт прямопропорционален количеству испорченного оборудования. Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm. Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Наверх
#19
OFFLINE
Kovax600
Отправлено 13 Май 2015 — 14:51
Так и есть. Я вчера вечером получил ответ от поставщика. Жду регистрационный код. спасибо за помощь.
Наверх
#20
OFFLINE
tdk
Отправлено 13 Май 2015 — 20:05
Ребята может ктонибуть скинет резервную копию настроек пульта?
Наверх
Контроллер weihong NK105 G2 G3 DSP 3-осевая система контроля движения для фрезерного
Контроллер weihong NK105 G2 G3 DSP 3-осевая система контроля движения для фрезерного станка
Или
Параметры спецификации
Спецификации ЧПУ
Количество поддерживаемых осей 3 оси
Другие элементы управления Три оси с несколькими цилиндрами
Технические характеристики оборудования
Процессор Армия 11
Оперативная память 128 м
Вспышка 256 м
Монитор Модуль ЖК-дисплея 128 * 64LCD
I/ОС Стандартный
Индикатор производительности Продукт выдерживает испытания на иммунитет EMI/electric с быстрым переходным моментом/иммунитет от перенапряжения и соответствует стандартам защиты четвертого класса GB/T 17626,5-2008. Устойчивость к вибрации соответствует стандартам GB/T 2423,10-2008. Изделие выдерживает жесткие Температурные Испытания и соответствует промышленным стандартам GB/T 2423,102-2008.
Шпиндель
Несколько передач 8 скоростей вращения шпинделя
Управление инструментами
Тип магазина инструментов Магазин линейных инструментов
Режим измерения инструмента Автоматическое измерение, ручное измерение
Тип измерения инструмента Фиксированная калибровка, мобильная калибровка, первая калибровка и калибровка после смены инструмента
Технология обработки Функция массива, циклическая обработка
Удобные операции Направляющая маховика, возобновление точки останова, выбор инструмента
Высокоскоростная высокоточная оптимизация
Алгоритмы интерполяции Алгоритмы Т-типа и S-типа
Язык Программного обеспечения
Китайский, английский, польский, вьетнамский
Надежность и безопасность
Программная сигнализация CNC Оповещения об ошибке программы, ошибке работы, ошибке перегрузки, ошибке PLC и ошибке ввода-вывода
Система управления ЧПУ все продукты как удар:
1 3-осевая система управления Nc studio
2 3 оси A11S A11E RichAuto DSP контроллер3 3 оси 0501 DSP контроллерБеспроводной Маховик 4 Mach4 MPG5 Nc студийный беспроводной канал6 3 оси A12S A12E RichAuto плазменный DSP контроллер7 3 оси 0501 плазменный DSP контроллерСистема управления 8 A18S A18E 4 система axis DSPМногошпиндельный DSP контроллер 9 A15S A15E
Напоминание о кэшбэке: Что бы получить кешбек при покупке этого или другого товара на Aliexpress. Перейдите по ссылке ниже, затем на открывшейся странице авторизуйтесь/зарегистрируйетсь, далее появиться подробная инструкция как получать кэшбэк при покупках на Алиэкспресс. Кэшбэк в интернет магазинах
Отзывы покупателей
*о других товарах
Бусины — Купить недорого с доставкой.
Цена
Стоимость
Качество
Кэшбэк на Aliexpress Сash5brands
Цена
Стоимость
Качество
Тип C переходник для 3 5 мм USB 1 наушники гарн. ..
Цена
Стоимость
Качество
Оракул Ленорман. Самоучитель по гаданию и работ…
Цена
Стоимость
Качество
Новый вязаный шарф с капюшоном бесконечность дл…
Цена
Стоимость
Качество
Отзывы
Здесь вы можете оставить свой отзыв о данном товаре.
Очиститель воздуха башни Winix NK105
Описание очистителя воздуха Winix NK105 Tower
Очистители воздуха Winix NK100 и NK105 обеспечивают превосходную очистку воздуха в современном дизайне. Они оснащены 4-ступенчатой системой фильтрации, в которой используется универсальный 360-градусный фильтр и технология PlasmaWave®. Фильтр включает предварительный фильтр, угольный фильтр с дезодорирующим покрытием (CD) и фильтр True HEPA. Предварительный фильтр — это первый слой фильтрации, который улавливает более крупные частицы, такие как волосы, и помогает продлить срок службы фильтра. Второй уровень фильтрации — фильтр True HEPA, улавливающий 99,97% частиц размером до 0,3 микрона, включая пыль, перхоть домашних животных и плесень. Последним слоем фильтрации является угольный фильтр CD, который обеспечивает защиту от летучих органических соединений и стойких бытовых запахов. Технология PlasmaWave® нейтрализует вирусы, бактерии, летучие органические соединения, запахи и газы, не выделяя вредного озона в помещение. Сочетание этих 4 элементов обеспечивает превосходную фильтрацию воздуха в вашем доме, обеспечивая чистоту воздуха для дыхания. NK100 и NK105 также оснащены монитором качества воздуха, который определяет текущее качество воздуха в помещении и уведомляет пользователя с помощью светодиодного индикатора: красный индикатор означает, что качество воздуха плохое, желтый индикатор означает, что качество воздуха удовлетворительное, а синий означает качество воздуха. хороший и очищенный. Датчики SmartSensor в NK100 и NK105 автоматически регулируют скорость вращения вентилятора, если это необходимо для очистки воздуха. Включает ограниченную 2-летнюю гарантию производителя.
Особенности очистителя воздуха Winix NK105 Tower
4-ступенчатая система фильтрации
Все-в-одном, 360°, 3-слойный фильтр:
Фильтр предварительной очистки
Угольный фильтр с дезодорирующим покрытием (CD)
Фильтр True HEPA
Технология PlasmaWave®
Мониторинг качества воздуха с помощью автоматических датчиков SmartSensor
4 скорости вентилятора: тихая, средняя, высокая и турбо
Диапазон децибел: сон = 33,7, тихий = 30,5, средний = 39,2, высокий = 44,8, турбо = 52,7
Расширенный поток воздуха
Индикатор замены фильтра
Сменные фильтры
Спящий режим
Замок от детей
Белый, современный дизайн
Ручка для переноски
Вес: 17 фунтов.
Сертификат ENERGY STAR
Рейтинг CADR
: дым = 207, пыль = 221, пыльца = 218
NK105 поддерживает Wi-Fi и совместим с приложением Winix SMART
.
Руководство пользователя в комплекте
Ограниченная двухлетняя гарантия производителя
Отчеты экспертов — Очиститель воздуха Winix NK105 Tower
ПАРАМЕТРЫ ЭКСПЕРТИЗЫ
ЗВЕЗДНЫЙ РЕЙТИНГ
1. Фильтрация взвешенных частиц
2. Фильтрация газов, химикатов и запахов
3. Покрытие помещения
4. Уровень шума
5. Срок службы фильтра и стоимость замены
6. Простота эксплуатации и замена фильтров
7. Качество конструкции: Герметичная конструкция, без газовыделения
8. Контроль срока службы электронного фильтра
9. Надежность производителя, гарантия и политика возврата
10. Качество фильтров
11. Соотношение цены и качества
Winix NK100 и NK105 — мощные агрегаты, которые обеспечат превосходную очистку воздуха в вашем доме. Они энергоэффективны, поэтому они будут работать на самом высоком уровне, не потребляя много энергии. NK100 и NK105 безопасно и быстро удалят аллергены и вредные загрязнители из вашего дома, чтобы вы могли чувствовать себя в безопасности, зная, что воздух, которым вы дышите, чистый и очищенный.
Плюсы:
Удаление перхоти домашних животных делает модели NK100 и NK105 отличным выбором для владельцев домашних животных
Мощный двигатель и внутренний вентилятор обеспечивают циркуляцию большого количества воздуха для улучшенного воздушного потока
Один фильтр «все в одном» — несколько уровней фильтрации в одном фильтре
Датчики SmartSensor избавляют от необходимости гадать об очистке воздуха, поскольку они автоматически регулируют скорость вращения вентилятора до уровня, необходимого для очистки воздуха
В спящем режиме свет на устройстве приглушается, и он работает на более низкой и тихой скорости, поэтому вы можете поддерживать чистый воздух в своей спальне во время сна, не беспокоясь
Модель NK105 поддерживает Wi-Fi, что позволяет вам управлять настройками очистителя воздуха из любого места
Сертификация ENERGY STAR — для работы устройства не требуется много энергии
Блокировка от детей предотвращает нежелательное изменение настроек
Встроенная ручка облегчает перемещение по дому
Сводка:
Современные и простые в использовании очистители воздуха Winix NK100 и NK105 упрощают очистку воздуха. Они обеспечивают превосходную очистку воздуха благодаря универсальному фильтру на 360 градусов, который предоставляет пользователям 3 слоя фильтрации. Дополнительный бонус технологии PlasmaWave® продвигает очистку воздуха на новый уровень, нейтрализуя и разрушая вирусы, бактерии, запахи и многое другое. NK100 и NK105 оснащены датчиками SmartSensor, которые автоматически регулируют скорость вращения вентилятора, обеспечивая постоянную очистку воздуха. Обе эти модели просты в использовании и быстро устранят аллергены и загрязняющие вещества в вашем доме, а NK105 поддерживает Wi-Fi, поэтому вы можете полностью контролировать свой очиститель, находясь вдали от дома.
Очиститель воздуха Winix NK105 Tower
Эксперт:
Очиститель воздуха башни Winix NK105
Технические характеристики очистителя воздуха Winix NK105 Tower
Лучшие 3D-принтеры 2022 года | Рейтинг ТОП моделей 3D принтеров для печати
Содержание [Показать]
Современный рынок аддитивного оборудования предлагает множество вариантов техники для трехмерной печати, предназначенной для решения различных задач. Устройства востребованы в инженерии и дизайне, архитектуре, медицине, промышленности, образовании, индустрии развлечений, машиностроении и многих других сферах.
Поговорим о том, на что стоит обратить внимание при выборе 3D-принтера, а также рассмотрим рейтинг лучших моделей оборудования для любителей и профессионалов за 2022 год.
Как правильно выбрать 3D принтер
Существует ряд основных параметров, на которые нужно обращать внимание при выборе принтера для объемной печати. Рассмотрим вкратце каждый из них.
Тип принтера
Согласно стандарту ISO/ASTM 52900:2021, утвержденному Международной организацией по стандартизации, 3Д-принтеры делятся на несколько категорий в зависимости от особенностей печатного процесса (для удобства, продублируем у каждой категории относящиеся к ней торговые названия):
DED (SLS, MJF) – осаждение и расплавление материала при помощи направленного электронного или лазерного луча.
BJT (CJP, NPJT) – выборочное струйное нанесение связующего состава на порошок для его спекания.
Данный параметр во многом зависит от технологии печати и стандартно описывается в вертикальной и горизонтальной плоскостях (Z и XY соответственно).
Разрешение Z – это высота/толщина слоя. Чем тоньше слой, тем более точной и детализированной получается модель. Разрешение XY – наименьшее возможное перемещение печатной головки, которое не может быть меньше диаметра сопла или луча лазера.
Наиболее высокое разрешение обеспечивают фотополимерные 3D-принтеры.
Совместимые материалы
Выбор расходного материала зависит от используемой технологии трехмерной печати. FDM-принтеры используют специальные термопластики в виде нитей (филамента) (PLA, HIPS, ABS, PET, PETG, Wood, Flex и др.), а фотополимерные – различные светочувствительные жидкие смолы. Устройства, работающие по технологии спекания, рассчитаны на использование инженерных термопластиков или металлов в виде порошка.
Многие профессиональные принтеры работают с материалами специального назначения – композитами (стеклонаполненные материалы, углеродное волокно и др.), металлами, деревом, бетоном, керамикой, стоматологическими фотополимерами, воском и т.д.
Это пластина, на которой печатаются объекты. Качественная платформа обеспечивает надежное сцепление моделей с поверхностью (адгезию) во время печати и одновременно позволяет легко отделять их по завершении процесса.
Как правило, печатная платформа выполнена из стекла, но может быть изготовлена и из других материалов. Для улучшения контакта материала с платформой применяют специальные спреи и клеи повышающие сцепление (Адгезию) Профессиональные модели 3D-принтеров обычно обладают функциями, повышающими устойчивость печати к сбоям:
гибкой, съемной или магнитной платформой;
системой автоматического выравнивания печатной области;
подогреваемой платформой для работы с высокотемпературными материалами.
Безопасность
Трехмерная печать может быть сопряжена с некоторыми рисками даже при соблюдении всех правил безопасности. К примеру, высокотемпературная печать повышает риск ожога, а некоторые порошковые материалы или фотополимерные смола вредны для кожи.
Для снижения риска контакта с токсичными веществами при эксплуатации некоторых принтеров рекомендуется использовать специальные защитные камеры, системы фильтрации воздуха и вентиляции, защитные перчатки и очки. Также существуют модели 3D-принтеров, рассчитанные на обслуживание исключительно обученным персоналом.
Уровень шума и драйверы моторов
Драйверы и шаговые двигатели, напрямую влияют на уровень шума при работе оборудования. Более совершенные и дорогие драйверы вкупе с качественными шаговыми моторами способствуют значительному снижению уровня шума в процессе печати.
Самостоятельная сборка
Большинство производителей предлагают аддитивные устройства, полностью готовыми к работе. Но некоторые модели 3Д-принтеров представлены в виде наборов для самостоятельной сборки (DIY наборов). При покупке нужно учитывать, что сборка подобного девайса может вызвать определенные сложности, особенно в первый раз.
Размер изделий
От габаритов деталей, которые планируется печатать на 3Д-принтере, зависит выбор площади рабочей области оборудования. Для дома достаточно приобрести аппарат с параметрами до 200х250х200 (ШхВхГ). Этого хватает для решения большинства задач. Для более серьезных задач мы рекомендуем рассматривать модели с рабочей областью не менее 306х306х610 (ШхВхГ), такой объем печати позволит печатать крупные объекты без последующей склейки с тем же качеством печати и разрешением.
Технологии
Поближе рассмотрим основные технологии, применяемые в сфере 3D-печати:
FDM – метод послойного наплавления нитей пластикового филамента. Оптимально подходит для создания функциональных прототипов и деталей из высокопрочных промышленных пластиков.
DLP – послойное отверждение фотополимерных смол с помощью светодиодных проекторов. Позволяет изготавливать сверхточные, максимально детализированные предметы с качественной поверхностью.
SLA – отверждение слоев жидкого фотополимера при помощи луча лазера. Подходит для печати очень точных изделий со сложной геометрией и мелкими деталями.
Печать в разных цветах
Существуют модификации принтеров, поддерживающие функцию печати двумя и более цветами. Большинство таких FDM-устройств оснащены двумя прессами, наполненными нитями разных цветов. Для распечатки каждого цвета используется отдельный файл, и участки разных цветов объединяются друг с другом подобно трехмерной головоломке. Так же существуют технологии печати цветным порошком, например CJP или MJM, однако спектр их применения ограничивается простым макетированием или прототипированием.
Поверхность печати
Качество поверхности готовых моделей зависит как от используемой технологии, так и от разрешения печати. При необходимости изделия легко поддаются постобработке.
Тип корпуса
Объемные принтеры выпускаются в открытом или закрытом корпусе. Устройства открытого типа стоят дешевле, но могут иметь проблемы с качеством печати и усадкой изделий из ABS-пластика из-за перепада температур. Принтеры в закрытом корпусе обладают более жесткой, устойчивой конструкцией и обеспечивают высокое качество построения, так как их рабочая поверхность защищена от попадания пыли и других нежелательных частиц. Кроме того, они имеют низкий уровень шума и более безопасны в эксплуатации.
Подключение
Основная масса современных 3D принтеров имеют встроенную память, порт для Usb-флешек или комплектуются SD-картами памяти, что позволяет продолжать процесс 3Д печати без постоянного подключения к PC. Некоторые устройства также могут поддерживать беспроводную технологию связи (Wi-Fi или P2P) или подключаться через Ethernet. В последнее время все больше производителей закладывают в свои устройства возможность формирования ферм 3D печати из кластера устройств, объединенных одной локальной сетью.
Программное обеспечение
Аддитивная техника поставляется со специальным программным обеспечением либо совместима с open-source программами, которые можно скачать, например, на сайте производителя. Как правило, ПО работает на базе Windows, Linux или MacOS. В программный пакет могут входить модули для оптимизации 3д моделей, построения автоматических поддержек (supports), управления движением печатающего блока и рабочего стола и расширенной подготовки слоев к печати.
Модели 3D принтеров
Рассмотрим разные модели любительских и профессиональных 3D-принтеров, признанные лучшими в 2022 году.
Наборы для сборки
Наборы для самостоятельной сборки (DIY) – наиболее бюджетный и популярный в России вариант FDM/FFF/PJP 3Д-принтеров. Использование таких комплектов позволяет самостоятельно собирать, настраивать, перенастраивать и модернизировать печатные устройства под свои нужды.
Самые популярные DIY-наборы в 2022 году:
Creality Ender 3
Домашний 3Д-принтер с продуманным дизайном, открытой камерой, большой областью построения (ШхВхГ: 220х250х220 мм) и высоким качеством печати со скоростью до 180 мм/сек. Отлично сочетается с PLA, ABS, PETG, TPU, Wood и другими видами пластика. Оснащен одним экструдером, подогреваемым рабочим столом, компактным дисплеем, на котором отображаются основные параметры, и системой активного охлаждения. Подходит для печати небольших функциональных элементов, прототипов или декоративных фигурок. Подключается через Usb или microSD.
FlyingBear Ghost 5
Техника для полупрофессионального применения, оснащенная открытой камерой с габаритами 255х210х210 мм. За счет равномерной подачи филамента позволяет изготавливать детали с высоким разрешением со скоростью до 150 мм/сек и точностью до 0,01 мм. Модель оснащена одним экструдером, подогреваемым столом, опциями регулировки скорости и температуры, системой активного охлаждения и удобным цветным TFT-дисплеем. Совместима с пластиками HIPS, ABS, Wood, PLA и др. Отличается надежной, бесшумной работой. Подключается через Usb, SD, Wi-Fi.
Creality Ender 5 Plus
Принтер с большой рабочей областью (350х350х400 мм), одним экструдером и датчиком накаливания, предотвращающим ошибки печати из-за запутывания или обрыва нитей. Имеет магнитную платформу с разогревом до 100 градусов за 10 минут, жесткую, усиленную кубическую раму и надежный источник питания с защитой от перегрева. Обеспечивает быструю, высокоточную, стабильную печать с регулируемой толщиной слоя 0,1-0,4 мм.
Creality Ender 6
Оборудование с закрытым пластиковым корпусом, одним экструдером с температурой нагрева до 260 градусов, цветным сенсорным дисплеем и областью построения 250х250х400 мм. Идеально подходит для мелкосерийного производства и прототипирования. Принтер снабжен подогреваемой платформой, подключается через SD и совместим с большинством доступных филаментов. Высота слоя составляет 0,1-0,4 мм.
Бюджетные 3D-принтеры
В эту категорию входят недорогие, полностью готовые к работе 3D-принтеры FDM/FFF, предназначенные для новичков – обычных пользователей, учащихся в кружках робототехники, школах и др. Устройства наделены дополнительными опциями, что позволяет добиваться отличных результатов при простом, понятном управлении.
Лучшие бюджетные модели 2022 года:
Anycubic Mega S
Функциональное оборудование с размерами рабочего пространства 210х210х205 мм и возможностью возобновления рабочего процесса после отключения электроэнергии. Устройство имеет цветной тачскрин, нагреваемую платформу с покрытием Ultrabase, подключается через дата-кабель или SD и печатает со скоростью до 100 мм/сек. Высота слоя – 0,05-0,3 мм.
FlashForge Adventurer 4
Хороший вариант для детей или подростков, увлекающихся 3Д-моделированием. Принтер имеет рабочую область 200х200х250 мм, подогреваемую платформу, цветной сенсорный дисплей и подключается через Usb, Ethernet или Wi-Fi. Скорость построения – до 150 мм/сек. Толщина слоя – 0,1-0,4 мм. Модель также снабжена встроенной веб-камерой, датчиком окончания филамента, функцией автокалибровки и возможностью удаленного управления через приложение.
Voxelab Aries STEM
Принтер с полным набором современных функций, рассчитанный на создание объектов стандартных размеров (200х200х200 мм). Печатает со скоростью до 80 мм/сек. и толщиной слоя 0,1-0,4 мм. Подключение – Usb, SD, Wi-Fi.
QIDI i-Mate S
Аппарат с рабочим пространством 260х200х200 мм, подключаемый через Usb, LAN или Wi-Fi. Толщина слоя – 0,05-0,2 мм, скорость построения – до 80 мм/сек. Отлично подходит для прототипирования несложных объектов.
Крупноформатные 3D-принтеры бюджетной категории
Устройства, предназначенные для создания большого количества мелких изделий за один подход или для печати крупных объектов. Такие принтеры оснащены вместительной платформой и обладают повышенными показателями надежности и стабильности работы.
Самые востребованные недорогие крупноформатные FDM 3Д-принтеры 2022:
Wanhao D12/500
Модель с улучшенной компонентной базой и механикой, обновленной электроникой, переработанным механизмом подачи, подогреваемой платформой и двумя экструдерами. Область построения – 500х500х500 мм. Толщина слоя – 0,1-0,4 мм, скорость построения – до 150 мм/сек. Подключение – Wi-Fi, MicroSD.
Creality Ender 5 Plus
Аппарат с габаритами рабочей области 350х350х400 мм. Обладает надежной конструкцией с рамой из усиленного конструкционного профиля и нагреваемой платформой. Обеспечивает максимально точную, стабильную печать и плавное, устойчивое движение по осям. Подключается с помощью SD. Высота слоя составляет 0,1-0,4 мм.
Creality CR-10S Pro V2
3D-принтер, обеспечивающий высокую производительность и исключительную стабильность печати. Оптимально подходит для создания печатных ферм, изготавливающих большие тиражи однотипных деталей. Объем построения – 300х300х400 мм. Скорость печати – до 180 мм/сек. (рекомендуемая скорость – до 60 мм/сек.). Высота слоя – 0,1-0,4 мм. Подключение – SD.
Профессиональные 3D-принтеры
Печатающие устройства профессионального уровня предназначены для изготовления сложных объектов с помощью высокотемпературных технических пластиков и других расходных материалов. Такое оборудование имеет закрытую камеру для поддержания определенной температуры и обеспечения стабильной печати.
Лучшие профессиональные 3D-принтеры FDM 2022 года:
FlashForge Creator Pro 2
Техника с двумя независимыми экструдерами для одновременной печати двух одинаковых изделий. Второй экструдер может использоваться для создания растворимых поддержек при изготовлении сложных моделей с качественной поверхностью. Область построения — 200х148х150 мм. Высота слоя – 0,1-0,4 мм, скорость построения – до 100 мм/сек. Подключение – Usb, SD.
Picaso Designer Classic
Принтер, предназначенный для решения широкого спектра задач. Имеет встроенные профили под разные виды пластика, что упрощает начало печати. Размер камеры – 200х200х210 мм. Скорость работы – до 100 см3/ч, толщина слоя – от 0,01 мм. Подключение – Usb, Ethernet.
Anycubic 4Max Pro 2.0
Достоинства модели: экструдер с двойным приводом для работы с мягкими, гибкими пластиками, датчик окончания филамента, бесшумные драйверы, цветной дисплей. Устройство обеспечивает максимально точную, стабильную печать со скоростью до 150 мм/сек. Габариты камеры – 270х210х190 мм. Толщина слоя – 0,05-0,3 мм. Виды подключения – Usb, SD.
QIDI Tech X-Plus
Принтер с вместительной рабочей камерой (270х200х200 мм), одним экструдером с температурой нагрева до 300 градусов и скоростью построения до 150 мм/сек. Снабжен нагреваемой платформой, подключается через Wi-Fi, Usb или LAN, высота слоя составляет 0,05-0,2 мм.
Профессиональные 3D-принтеры с одним экструдером
Аддитивное оборудование этого вида рассчитано на решение различных задач, от относительно простых до сложных.
Наиболее популярные модели профессиональных FDM/FFF 3Д-принтеров с одной печатающей головкой:
Picaso Designer X S2 (Series 2)
Главное отличие этой модификации – нагрев экструдера до 430 градусов, позволяющий работать с широким спектром пластиков, включая инженерные (ABS, PETG, PLA, PEEK, Nylon, Flex и др.). Габариты рабочей камеры – 201х201х210 мм. Подключение – Usb, Ethernet. Скорость – до 150 мм/с. Толщина слоя – от 10-250 микрон. Принтер оснащен нагреваемой платформой.
QIDI X-Max
3D-принтер с большой печатной областью (300х250х300 мм) и большим набором полезных функций. Имеет надежную конструкцию с мощной двойной направляющей по оси Z, подогреваемую платформу с двухсторонним покрытием для работы с разными типами пластика и 5-дюймовый сенсорный экран. Экструдер нагревается до 300 градусов. Совместимые филаменты – PLA, ABS, PETG, PC, Carbon, Nylon, Flex и др. Тип подключения – Usb-накопитель, LAN, Wi-Fi. Рабочая скорость – до 150 мм/сек. Высота слоя – 0,05-0,2 мм.
Picaso Designer XL S2
Модель рассчитана на печать инженерными и тугоплавкими материалами, так как печатающая головка нагревается до 430 градусов. Прочный алюминиевый корпус со стальной рамой гарантирует надежность и отсутствие колебаний в процессе работы. Размер камеры – 360х360х610 мм. Скорость – до 130 см3/ч. Толщина слоя – 10-250 микрон. Тип подключения – Usb-накопитель, Ethernet.
TierTime UP300
Комплектуется тремя отдельными экструдерами для работы с разными материалами (низкотемпературными, высокотемпературными, стандартными), а также разными сменными площадками (гладкими, перфорированными, стеклянными). Поддерживает очередь на печать для разных пользователей. Габариты рабочей области – 205х255х225 мм, высота слоя – 0,05-0,4 мм. Подключение – Usb, LAN, Wi-Fi.
Bizon 3
Обновлённая версия модели Bizon 2. Толщина слоя — 0,02 — 0,65 мм. Размер области печати: 300х300х400мм. Скорость печати: до 160 мм/с. Высота слоя: от 0.02 до 0.65 мм. Тип подключения: USB, SD card.
Крупноформатные 3D-принтеры среднего ценового сегмента
В данную категорию входят модели для университетов, специализированных колледжей и офисов средних компаний.
Лучшие крупноформатные FDM 3D-принтеры среднего ценового сегмента в 2022 году:
Raise3D Pro3 Plus
Оборудование с прозрачным корпусом и двумя экструдерами, оснащенными механизмом подъема, продуманной кинематикой, сменными соплами разного диаметра и удобным цветным 7-дюймовым сенсорным дисплеем. Другие опции: датчик окончания филамента, система возобновления печати, встроенное ПО RaiseCloud, веб-камера, слайсер IdeaMaker, облачный сервис RaiseCloud. Печатный объем: 300х300х605 мм (для одного экструдера), 255х300х605 мм (для двух экструдеров). Подключение – Wi-Fi, Usb, LAN. Скорость – до 150 мм/сек. Толщина слоя – от 0,01 мм.
FlashForge Creator 4
Высокопроизводительный, точный 3D-принтер с системой двух независимых экструдеров и усовершенствованной системой терморегулирования внутри камеры (для защиты от растрескивания и деформации инженерных пластиков). Надежный стальной корпус предотвращает вибрации. Область печати – 400х350х500 мм. Скорость – до 200 мм/сек. Высота слоя – от 0,01 мм. Подключение – Usb, Wi-Fi, LAN.
Picaso Designer XL Pro S2
Крупноформатная модель с рабочей областью 360х360х610 мм, подогреваемой платформой и двумя экструдерами с температурой нагрева до 430 градусов. Устройство имеет простую автоматическую калибровку, встроенный режим сушки катушек с материалом и систему контроля подачи пластика. Толщина слоя – 0,01 мм, скорость – до 130 см3/ч. Тип подсоединения – Usb, Ethernet.
CreatBot D600 Pro
Принтер с самой большой областью печати – 600х600х600 мм. Оснащен двумя экструдерами с нагревом до 260 и 420 градусов соответственно (для работы со стандартными или инженерными пластиками). Другие особенности: подогреваемая камера, платформа и отсеки, скорость – до 120 мм/сек., толщина слоя – от 0,05 мм. Тип подключения – Usb.
Профессиональные двухэкструдерные 3D-принтеры
Профессиональные FDM-принтеры с двумя экструдерами предназначены для решения самых сложных задач. Такая техника снабжена полнофункциональным слайсером и надежным механизмом подъема сопел или независимыми экструдерами.
Наиболее популярные двухэкструдерные 3D-принтеры профессионального класса:
Raise3D Pro2 Plus
Флагманская модель производителя, наделенная полным набором полезных функций. Оборудование, заключенное в прозрачный корпус, подключается через Usb, Wi-Fi или LAN и отличается тихой работой. Оснащено механизмом подъема экструдеров, цветным сенсорным дисплеем 7 дюймов, датчиком окончания филамента, системой возобновления печати. В комплект входят ПО RaiseCloud, веб-камера, сменные сопла. Объем печати – 305х305х605 мм (для 1 экструдера), 280х305х605 мм (для 2-х экструдеров). Скорость – до 150 мм/сек. Высота слоя – от 0,01 мм. Подключение – Usb, Wi-Fi, LAN.
Picaso Designer X Pro S2
Компактное устройство с габаритами области построения 201х201х210 мм, обеспечивающее отличное качество печати. Имеет высокотемпературный режим с нагревом до 430 градусов для печати сложными филаментами. Скорость – до 130 см3/ч, толщина слоя – от 0,01 мм. Подключение – Usb, Ethernet.
Raise3D E2
Производительный 3Д-принтер с двумя независимыми печатными головками (система IDEX), нагреваемой платформой и скоростью печати до 150 мм/сек. Предусмотрена встроенная пошаговая видеоинструкция по калибровке площадки. Толщина слоя – 0,02-0,25 мм. Подключение – порт Usb, Wi-Fi, LAN. Объем печати – 330х240х240 мм (1 печатная головка), 295х240х240 мм (2 экструдера).
FlashForge Creator 3 Pro
Модель с крупной камерой (300х250х200 мм), HEPA-фильтром, встроенной веб-камерой, цветным экраном и возможностью установки закаленных сопел с температурой плавления материала до 320 градусов. Скорость нагрева рабочей площадки – до 120 градусов за 3 минуты. Скорость печати – до 150 мм/сек. Толщина слоя – 0,05-0,4 мм. Тип подсоединения – Usb, Ethernet, Wi-Fi.
CreatBot F430 PEEK
3D-принтер, идеально подходящий для работы с пластиком PEEK и другими филаментами. Снабжен закрытой камерой с поддержкой температуры и двумя печатающими головками с нагревом до 260 и 420 градусов соответственно. Область построения – 400х300х300 мм. Высота слоя – от 0,02 мм. Скорость – до 180 мм/сек. Подсоединение – Usb.
Ultimaker S5
Простой в управлении аппарат, печатающий нитями нестандартного диаметра – 2,85 мм. Размер рабочей области – 330х240х300 мм. Толщина слоя – от 0,02 мм. Скорость – 24 мм3/сек. Тип подсоединения – Usb, Ethernet, Wi-Fi.
Фотополимерные настольные 3D-принтеры
Современные модели 3Д-печатных устройств, использующих фотополимеры, оснащены монохромными дисплеями с разрешением до 8К, которые обеспечивают высокую скорость и качество построения объектов любой геометрии.
Лучшие фотополимерные 3D-принтеры 2022 года:
Phrozen Sonic Mini 8K
Компактный бюджетный LCD-принтер с циклом бесперебойной работы более 2000 часов. Оснащен Mono LCD-дисплеем 8К 7.1”. Объем печати – 165х72х180 мм. Высота слоя – 0,01-0,3 мм. Разрешение по оси XY – 22 микрона.
Phrozen Sonic 4K 2022
Оборудование для постоянных нагрузок, оптимально подходящее для зуботехнических лабораторий и стоматологических клиник. Имеет нагреваемую камеру 134х75х200 мм с фильтром для поглощения запахов и LCD-дисплей Mono 4K 6.1”. Толщина слоя – 0,01-0,3 мм.
Formlabs Form 3+
LFS-принтер с интуитивным интерфейсом и множеством специальных настроек. Источник света – лазер 250 мВт. Размер рабочей области – 145х145х185 мм. Толщина слоя – 0,025-0,3 мм.
Anycubic Mono X 6K
3D-принтер с рабочей камерой 197х122х245 мм и качественным LCD-экраном Mono 6K 9. 25”. Высота слоя – 0,01-0,15 мм.
XYZ Part Pro 150
Оснащен 5 дюймовым сенсорным LCD дисплеем. Источник засветки: 405 нм УФ лазер. Размер области печати: 150х150х200 мм. Толщина слоя: от 25 до 200 микрон (0,025 — 0,2 мм).
Лучшие крупноформатные настольные фотополимерные 3D-принтеры
Phrozen Sonic Mega 8K
Лучший 3D-принтер в своем сегменте, способный решать задачи, с которыми обычно справляется только целая ферма. Подходит как для массового изготовления небольших детализированных изделий, так и для печати огромных объектов и диорам. Оснащен LCD-дисплеем Mono 8K 15 дюймов и имеет рабочую область 330х185х400 мм. Разрешение – менее 50 микрон, высота слоя – 0,01-0,3 мм.
Formlabs Form 3L
LFS-техника с областью построения 335х200х300 мм, создающая высокоточные детали при помощи лазера 2х250 мВт с диаметром пятна 85 мкм. Есть возможность одновременной установки двух картриджей для бесперебойной печати крупных моделей. Толщина слоя – от 0,025 мм.
Итоги
Все рассмотренные трехмерные принтеры прошли тщательную проверку на практике и были протестированы опытными инженерами. Каждый из них имеет свои достоинства и недостатки, поэтому при выборе модели необходимо ориентироваться, в первую очередь, на ожидаемый результат, функционал оборудования и бюджет.
Если вам сложно сделать выбор, обращайтесь в компанию 3DTool. Наши специалисты помогут подобрать подходящую вам 3D-технику и расходники.
Лучшие 3d принтеры 2022-2023 для производства и бизнеса: рейтинг экспертов
3D-сканеры
Аналитика и бизнес
Лучшее по темам
Эксперты рекомендуют
3D-принтеры
Автор: Семен Попадюк
Автор: Семен Попадюк
Подводя итоги уходящего года, мы постарались выбрать самые интересные решения, которые появились в 2022‑м на мировом рынке 3D‑печати и 3D‑сканирования. Разумеется, наш топ далек от того, чтобы охватить даже малую часть новинок грандиозной 3D‑индустрии. Мы остановились на нескольких разработках, которые привлекли повышенное внимание пользователей и профессиональных экспертов отрасли.
Заметим, что обзор лучших 3D‑принтеров и 3D‑сканеров 2022 года не включает сегмент домашних (потребительских) устройств. В соответствии с направленностью блога, мы рассматриваем профессиональное и промышленное оборудование, которое позволит сократить временные, материальные и трудовые затраты производственным предприятиям, научно-исследовательским, образовательным и медицинским организациям, а также в сфере бизнес-проектов. Благодаря таким инновациям и двигается локомотив индустрии.
Сориентироваться в типологии оборудования и подобрать оптимальное решение помогут материалы блога:
Типы 3D‑принтеров: технологии, материалы, применение
Выбор 3D‑принтера: найдите решение, подходящее именно вам
Как выбрать 3D‑сканер
Если у вас есть вопросы по внедрению 3D‑технологий, обратитесь к экспертам iQB Technologies
HBD – один из лидеров китайского рынка в сегменте 3D‑печати металлом. В портфеле производителя более 15 моделей принтеров с камерами от 150 до 1500 мм. В 2022 году линейка пополнилась, пожалуй, наиболее универсальной машиной – HBD E500. Это настоящая «рабочая лошадка» для бесперебойной печати сложных кастомизированных изделий или прототипов размером до 520 мм.
Принтер оснащается двумя или тремя лазерами, в зависимости от требований заказчика, оборудован безопасной и надежной системой фильтрации и обеспечивает замкнутый цикл подачи порошка. Благодаря высокой скорости печати (до 10 тыс. мм/с) E500 отлично подходит для непрерывного серийного производства в различных отраслях – автомобильной промышленности, машиностроении, авиационной индустрии, а также в литейном производстве, образовании и НИОКР.
На выставке Formnext 2022 компания SLM Solutions, лидер рынка 3D‑печати металлами, анонсировала свою последнюю разработку – самую большую установку для аддитивного производства по технологии селективного лазерного плавления. Созданная на базе популярной модели NXG XII 600, новинка имеет увеличенную зону построения 1,5 м по оси Z, что, как сообщается, на 50% превышает параметры оборудования ближайшего конкурента.
Клиентам в сфере аддитивного производства с применением металлов металлами требуются все более крупные детали – и как можно быстрее. Серийное изготовление изделий сложной геометрии теперь может быть реализовано за несколько часов или дней, а не недель и месяцев. Чтобы соответствовать этим ожиданиям, NXG XII 600E обеспечивает сквозной производственный процесс для увеличения времени непрерывной эксплуатации машины.
Платформа системы имеет открытую архитектуру SLM, позволяющую гибко настраивать параметры процесса для обеспечения максимальной производительности при толщине слоя 90 микрон и более (при работе с популярными материалами типа IN718, AlSi10Mg, TiAl6V4 и медных сплавов).
Особенности: создание крупных объектов из гранулированных термопластов и дистанционное управление процессом печати
Использование в 3D‑печати полимеров в виде гранул дает возможность еще больше сэкономить на материалах и ускорить процесс печати габаритных объектов, по сравнению с филаментами. Еще один известный китайский производитель – IEMAI – представил крупноформатный FGF‑принтер FAST JET 1500 для печати изделий размером до 1,5 метров в длину, ширину и высоту.
3D‑принтер обеспечивает повышенную температуру экструзии (500 °C), а также оснащен трехступенчатой системой контроля температуры экструзии и закрытой изоляционной камерой, что позволяет работать с большинством доступных на рынке гранул термопластов, включая PLA, нейлон и такие высокоэффективные материалы, как PEEK и PEKK.
FAST JET 1500 также имеет 6-осевую систему управления собственной разработки и 10″ полноцветный сенсорный экран с функцией дистанционной автоматической загрузки. Кроме того, принтер стал одной из первых моделей, поступивших в продажу со встроенной облачной платформой IEMAI для дистанционного управления сушкой материалов, загрузки файлов G‑ода, печати через регулярные интервалы времени и удаленного контроля процесса печати.
Пермская компания F2 innovations, которая занимается разработками и производством промышленных 3D‑систем, представила новинку – гранульный принтер с самой большой областью печати.
F2 Gigantry представляет собой открытый портал с экструдером, способным создавать детали до 4 метров в длину, 2 метров в ширину и 1 метра в высоту. Технология позволяет печатать полимерными гранулами с производительностью до 10 кг/ч, в том числе вторсырьем (переработанным гранулятом).
Технология FGF‑печати не нова, однако F2 Gigantry стал первым крупноформатным отечественным 3D‑принтером в этой категории. Сегодня остро встает вопрос о быстрой и качественной замене импортных решений, а также ускорении производства с увеличением количества выпускаемой продукции. Новинка от F2 Innovations поможет эффективно решить эти задачи.
Профессиональные российские пользователи уже знакомы с SLA‑принтерами китайской компании ProtoFab, а в этом году производитель представил серию высокоточных промышленных установок, основанных на технологии селективного лазерного спекания (SLS).
ProtoFab PF‑S300 и PF‑S350 оборудованы новой системой динамического теплового контроля, которая дополнительно оптимизирует мониторинг распределения температур, герметизацию и характеристики датчиков. В качестве расходных материалов используются нейлон, композитный нейлоновый порошок из углеводородного волокна, композитный нейлоновый порошок из стекловолокна и другие пластики.
Скорость лазерной засветки увеличена до 3 м/с, что значительно ускоряет формовку за счет увеличения скорости распыления порошка. Принтеры оснащены новым эффективным вспомогательным оборудованием для удаления порошка, что позволяет снизить производственные затраты и время изготовления деталей. Благодаря температуре формовочного цилиндра 220 °С PF‑S300 и PF‑S350 способны спекать материалы с температурой плавления 225 °C и ниже.
Польская компания Sinterit ставит очередной рекорд: по словам производителя, новая SLS‑система в десять раз быстрее предшественника – модели Lisa PRO. Lisa X способна спекать полиамид PA12 со скоростью до 14 мм/ч и выполнять сессию печати в полном рабочем объеме всего за 30 часов. Относительно недорогой и компактный, 3D‑принтер может действительно похвастаться производительностью промышленного устройства и позволит компаниям ускорить сроки разработки продуктов и их вывода на рынок.
Отрытое ПО дает возможность настраивать 32 параметра печати в соответствии с индивидуальными задачами. Для замены материала достаточно 15 минут, а печать и остывание могут занимать на 40% меньше времени, чем у любого другого компактного SLS‑принтера.
Lisa X также оснащен уникальной системой «airblade», которая автоматически очищает стекло вокруг лазера во время производства, то есть пользователям не нужно делать это вручную в двух из каждых трех сессий, что ускоряет подготовку к печати.
Особенности: изготовление формовочной оснастки в кратчайшие сроки
Еще одна любопытная новинка 2022 года – крупноформатная аддитивная установка от авторитетного израильского производителя Massivit 3D. Система работает по гибридной технологии фотополимерной 3D-печати и литья реактопластами, получившей название «Cast‑In‑Motion» (CIM). Принтер предназначен для производства формовочной оснастки для последующего изготовления изделий из композитных материалов. Две печатающие головки используются, соответственно, для создания опалубки из фотополимерного геля и заливки внутренних полостей реактопластом. После термообработки напечатанного изделия фотополимерная оболочка растворяется, и получившаяся форма проходит финишную мехобработку.
Данная технология, как утверждает производитель, позволяет уменьшить число этапов производственного процесса и сократить время на изготовление формовочной оснастки на 80%.
Особенности: микромасштабная фотополимерная печать с высоким разрешением
А вот одна из самых свежих новинок 2022 года – машина для фотополимерной микропечати от компании Boston Micro Fabrication (BMF). microArch S350 – самый высокопроизводительный принтер BMF, предназначенный для производства конечных деталей, поскольку он может печатать не только микромасштабные объекты с высоким разрешением (до 10 микрон), но и множество мелких, требующих высокой точности и детализации. 3D‑принтер подходит для прототипирования и аддитивного производства в объеме от одной тысячи до 30 тысяч изделий и найдет свое место на предприятиях и в исследовательских лабораториях.
В основе microArch S350 лежит технология проекционной микростереолитографии (PµSL) компании BMF, которая представляет собой разновидность масочной стереолитографии (MSLA) с использованием ультрафиолетового излучения с микромасштабным разрешением.
Особенности: непревзойденное качество сканирования за одну минуту
Суперхитовая серия FARO Focus пополнилась усовершенствованными моделями Premium. Новая линейка включает в себя три прибора с дальностью сканирования 70, 150 и 350 метров и отличается более высокой скоростью, увеличенным разрешением, аппаратным шумоподавлением и возможностью удаленного управления прибором с любого мобильного устройства.
Premium на 50% производительнее своих предшественников: измерения в среднем занимают одну минуту за счет использования дополнительной камеры PanoCam, даже если сканировать в цвете. Удаленное управление сканером и сшивка сканов с мобильного устройства выполняются с помощью приложения Stream с последующей интеграцией в облачную платформу Sphere.
Новые приборы отлично подойдут для реализации проектов в сфере производства, архитектуры, гражданского и промышленного строительства. И приятный бонус: срок официальной гарантии от производителя увеличен до двух лет.
Также в 2022 году FARO выпустила модель Focus Core – экономически выгодное решение для наземного сканирования с оптимальным балансом скорости и точности.
Точность: 1 см на 10 м, 2 см на 30 м, 5 см на 100 м
Скорость сканирования: 320 тысяч точек в секунду
Особенности: простое в работе устройство начального уровня
Появление подобных приборов знаменует новую веху в эволюции технологии лазерного сканирования, оптимально сочетающей экономичность, качество и легкость в работе. EasyScan T10 от китайской компании EPiC (Wuhan Eleph‑Print Tech Co, Ltd.) будет востребован, когда время обработки и удобство измерений важнее получения данных высокой точности. Сканер оснащен панорамной камерой 360 °C, а система излучения сигнала и датчиками надежно и эргономично встроены в корпус.
Запуск сканера осуществляется одной кнопкой. Доступен режим двойного сканирования, позволяющий совмещать одновременную работу панорамной камеры и лидара. Сшивка данных производится на мобильном устройстве. Вес прибора – всего 3,2 килограмма, это один из самых легких геодезических сканеров на рынке. Комплект поставки включает все необходимое для проведения сканирования, включая штатив, аккумуляторы и бесплатное ПО для первичной обработки данных.
Тип: портативный 3D‑сканер на основе структурированного подсвета
Точность: до 0,1 мм
Скорость сканирования: до 35 млн точек в секунду
Особенности: легендарный Leo – с удвоенной мощностью и еще большей точностью
В уходящем году компания Artec 3D представила новую версию своей популярной системы Leo, выпущенной в 2018 году. Беспроводной ручной 3D‑сканер Artec Leo 2022 предлагает вдвое большую вычислительную мощность, улучшенный захват ярких цветов, обновленный встроенный сенсорный экран, многоязычный интерфейс и гарантированно высокую точность. Новая функция Auto Temperature Control позволяет сканеру регулировать свою работу и поддерживать оптимальную рабочую температуру компонентов.
Устройство работает на обновленном процессоре NVIDIA Jetson TX2, при этом потребление энергии снижено до менее 7,5 Вт. Зона захвата составляет 160 000 см3, то есть Leo 2022 может сканировать объекты размером более 200 см, от автозапчастей до людей и помещений.
Тип: портативный 3D‑сканер на основе структурированного подсвета
Точность: 0,250 мм/м, до 0,1 мм
Скорость сканирования: 80 сек/м2
Особенности: новое поколение доступных сканеров для реверс-инжиниринга
peel 3d, дочерняя компания Creaform, выпустила полностью обновленное решение peel 3. Этот сканер может похвастаться не только более высокой точностью, чем предыдущие модели бренда, но и повышенным удобством использования благодаря эргономичному дизайну, тактильной обратной связи и интуитивно понятным возможностям сенсорного экрана. Все эти усовершенствования направлены на улучшение процесса сканирования как для новичков, так и для опытных пользователей. Области применения 3D‑сканера охватывают разработку продуктов, сохранение культурного наследства, AR/VR, здравоохранение, автотюнинг, производство запчастей, инженерное дело и пр.
Сканер также предлагается в комплекте с фирменным программным обеспечением peel 3.CAD, которое было специально разработано как готовое решение для обратного проектирования.
Особенности: компактное и высокоэффективное устройство для профессионального использования
Компания Scantech (Китай) выпустила обновленную версию компактного и портативного 3D‑сканера SIMSCAN. Новинка призвана установить новый стандарт в области метрологии, обладая размером с ладонь, высокой эффективностью сканирования, низким энергопотреблением и точностью до 0,020 мм.
Инженерам Scantech удалось повысить эффективность 3D‑сканирования на 40% и снизить энергопотребление на 20% по сравнению с предыдущей версией. Благодаря технологии сканирования синим лазером устройство идеально подходит для оцифровки узких пространств. 42 лазерные линии еще больше повышают эффективность сканирования.
Прибор рассчитан на длительное и стабильное использование. Для обеспечения надежности калибровочная плита 3D‑сканера изготовлена из углеродного волокна аэрокосмического класса, которое более устойчиво к ударам и другим нагрузкам. Наконец, SIMSCAN исключительно портативен, что позволяет носить его с собой и проводить измерения в любом месте.
Подписывайтесь на нас в Youtube, Telegram, ВК и Дзене!
Статья опубликована 22.12.2022 , обновлена 29.03.2023
Обзор 3D-принтера Creality Ender-5 S1
При покупке по ссылкам на нашем сайте мы можем получать партнерскую комиссию. Вот как это работает.
Идеальный выбор для любого увлеченного энтузиаста 3D-печати или малого бизнеса, которому нужен принтер профессионального уровня с ограниченным бюджетом.
Мы уже видели, как Creality выпускала улучшенные версии своих существующих 3D-принтеров, и каждый раз мы видели значительное повышение производительности. Ender-5 S1 соответствует действительности, и хотя базовая установка может выглядеть почти так же, как у Ender-5, была проведена полная переработка платы управления и хот-энда. Результатом является впечатляющий скачок в скорости и качестве печати. Цена по-прежнему находится в среднем диапазоне; однако качество отпечатков сравнимо с принтерами во много раз дороже.
ЛУЧШИЕ ПРЕДЛОЖЕНИЯ СЕГОДНЯ
Почему вы можете доверять TechRadar Мы тратим часы на тестирование каждого продукта или услуги, которые мы рассматриваем, поэтому вы можете быть уверены, что покупаете лучшее. Узнайте больше о том, как мы тестируем.
Intro
Машины Creatlity S1 — это улучшенная версия их стандартных 3D-принтеров. В то время как рама и дизайн остались почти такими же, стилизованными под декартову структуру, все важные детали, такие как основная плата и инструментальная головка, были модернизированы. Когда вы проверяете машину, вы понимаете, что также было сделано несколько других настроек, в результате чего эта машина сильно отличается от стандартной версии. Эта разница также отражена в ценнике: S1 стоит почти вдвое дороже, чем стандартный.
(Изображение предоставлено: Future)
Технические характеристики
Технология печати: Моделирование методом наплавления
Область построения: 220x220x280 мм
Минимальное разрешение Layer2 03
Максимальное разрешение слоя: 0,35 мм
Размеры: 425x460x570 мм
Вес: 12,1 кг
После сборки, которая представляет собой плавный и простой процесс, вы понимаете, что усовершенствования, которые были сделаны, повышают уровень Ender-5 по сравнению с начальным уровнем. машину во что-то с реальным потенциалом.
Creality Ender-5 S1 в GeekBuying за 499 долларов США (открывается в новой вкладке)
Модернизированная машина превосходна, но наибольший интерес представляет возможность дальнейшей модернизации машины с включением дополнительного корпуса и совместимостью с Creality Sonic Pad (скоро в продаже).
Sonic Pad — это, по сути, планшет для 3D-печати, который обновляет прошивку машины и управляет визуальным интерфейсом машины. Sonic Pad не только улучшает пользовательский интерфейс, но и повышает производительность.
На первый взгляд Creality Ender-5 S1 может выглядеть как настроенный Ender-5, но это совершенно другой зверь.
Дизайн
Созданный как декартова машина, Creality Ender-5 S1 отличается от многих стандартных 3D-принтеров наличием печатающей головки, которая перемещается по осям X и Y, и платформы для печати, которая поднимается по оси Z.
Конструкция этих принтеров немного сложнее и, конечно же, означает, что с квадратной коробкой машины выглядят намного больше, чем стандартные декартовы принтеры.
Однако, когда дело доходит до размера, площадь основания меньше, чем у некоторых принтеров с таким размером рабочей платформы, поскольку все движущиеся части находятся в пределах размера принтера, а не имеют рабочей платформы, которая скользит вперед и назад.
(Изображение предоставлено: Future)
Подробнее
Когда прибудет Creality Ender-5 S1, потребуется небольшая сборка, но с четким набором инструкций вся машина может быть собрана примерно за 10-20 минут. . Ничего сложного в сборке нет, и основная часть конструкции уже сделана за вас; вам нужно прикрутить стойки, установить головку инструмента, а затем все подключить. На каждом этапе инструкции ясны, и по большей части невозможно подключить какой-либо провод не в том месте. Даже без предварительного опыта здесь не должно быть ничего, что могло бы бросить вызов новичку.
По мере того, как вы проходите процесс сборки, становятся очевидными реальные различия между этим и стандартным Ender-5. База является комплексной, с основной платой и сенсорным ЖК-экраном, а головка инструмента, которая включает в себя как горячий, так и экструдер, находится в другой лиге, поскольку имеет прямой привод, а не Боуден.
(Изображение предоставлено Future)
После того, как машина будет построена, катушка с нитью может быть выдвинута сбоку и пропущена через систему. Датчик биения нити включен в стандартную комплектацию, что приятно видеть, и именно здесь начинается путешествие нити, когда она проходит через систему. От датчика окончания нити до верхней части горячего конца прямого привода соединена тефлоновая трубка, которая направляет нить накала через систему. В то время как новая головка инструмента намного более продвинута, в системе по-прежнему нет автоматической подачи нити, поэтому для начала есть небольшая ручная подача нити.
(Изображение предоставлено Future)
Эта часть процесса печати немного примитивна по сравнению со всем остальным в принтере. В отличие от других принтеров такого качества, обычно есть функция загрузки нити, которая автоматически протягивает нить. Здесь вам нужно предварительно нагреть нить, PLA или ABS, затем активировать двигатель экструдера, чтобы подавать нить через хотэнд, пока она не стечет.
(Изображение предоставлено Future)
С загруженной нитью вы можете следить за процессом выравнивания кровати. Для выравнивания кровати используется тот же процесс, что и для Ender-3 S1 Pro. Это проведет вас через процесс выравнивания смещения по оси Z, затем ручное выравнивание и, наконец, автоматическое выравнивание. Как я видел на других принтерах Creality, автоматическое выравнивание платформы — лучшее, с чем я сталкивался.
Особенности
Кубическая конструкция Ender-5 S1 создает невероятно прочный принтер, который создает идеальные условия для точной печати моделей. Область печати S1 немного меньше, чем у стандартной модели, хотя вы и не заметили бы, с высотой на 20 мм меньше, чтобы приспособить новый дизайн хотэнда и экструдера «все в одном». Это дает размер моделирования 220x220x280 мм, что вполне прилично для большинства проектов.
Вновь нагреваемая платформа изготовлена из слегка текстурированного листа из магнитной пружинной стали. Что приятно в дизайне простыни, так это то, что два выреза для выравнивания обеспечивают плотное прилегание простыни к кровати.
(Изображение предоставлено Future)
Все функции и функции настраиваются через сенсорный ЖК-интерфейс, включая выравнивание кровати. Процесс очень плавный, а ручная регулировка высоты возможна благодаря четырем большим колесам под каждым углом.
Перед каждой печатью функция автоматического выравнивания дважды проверяет высоту платформы с помощью датчика CR Touch, установленного сбоку головки инструмента.
(Изображение предоставлено Future)
Creality использует стандартное сопло диаметром 0,4 мм, которое при необходимости можно заменить на сопло другого размера. Что впечатляет, так это то, что новая плата управления и двигатели обеспечивают типичную скорость печати 120 мм/с при установленном стандартном сопле. Проверив настройки, можно увеличить скорость до 250 мм/с.
Одной из привлекательных особенностей является использование экструдера с прямым приводом и инструментальной головки; это имеет то преимущество, что обеспечивает совместимость с огромным разнообразием нитей от PLA до flex. Для максимальной совместимости материалов температура сопла может достигать 300ºC, а нагреваемого слоя – 110ºC.
Также можно добавить корпус, если вы часто печатаете с использованием более сложных материалов, таких как ABS и нейлон. Creality также подтвердила, что он будет совместим с Creality Sonic Pad.
Производительность
При первом запуске, наблюдая за печатью первого слоя, потребовалась небольшая точная настройка по оси Z. Это было легко контролировать с помощью сенсорного ЖК-экрана. Как только высота первого слоя будет правильной, принтер будет готов к работе, а затем он перейдет к сенсорному датчику, чтобы убедиться, что высота правильная.
(Изображение предоставлено Future)
Начиная с обычных тестовых отпечатков, 3DBenchy и других тестовых моделей, все они быстро стучали со сборочной платформы. Прочная конструкция принтера сводит к минимуму тряску и вибрацию, что сказывается на качестве отпечатков. Общий вид модели при всех настройках по умолчанию превосходен и показывает тонкое выдавливание нити. На более мелких слоях слои видны, но показывают, насколько хорош этот принтер.
Печать со стандартной скоростью 120 мм/с и качество печати было превосходным, а по мере увеличения высоты слоя можно увеличить скорость печати, хотя качество страдает, хотя поток нити остается хорошим.
Качество печати
Точность размеров — оценка 5
Цель 25 = Ошибка 25,02 мм / 0,02 мм | Y: 25,02 мм / 0,02 мм Ошибка
Цель 20 = 20,06 мм / 0,06 мм Ошибка | Y: 20,05 мм/0,05 мм Ошибка
Цель 15 = 15,08 мм / 0,08 мм Ошибка | Y: 15,02 мм / 0,02 мм Ошибка
Цель 10 = 10,07 мм / 0,07 мм Ошибка | Y: 10,01 мм / 0,01 мм Ошибка
Цель 5 = 5,06 мм / 0,06 мм Ошибка | Y: 5,00 мм / 0 мм ошибка
x Ошибка Средняя = 0,058
Y Ошибка Средняя ошибка = 0,02
x & y Ошибка Среднее = 0,049
Fine Control = 0,049
Fine Fline = 0,049
0028 — 2,5 балла
Прекрасные отрицательные черты — 4 балла
Выступы — 4 балла
Ось Z выравнивание — оценка 2,5
Суммирование итогов дает окончательную оценку 25,5 из 30 .
Вердикт
Нет сомнений, что Creality Ender-5 S1 — это большой шаг вперед по сравнению с Ender-5. Это полностью переработанная машина со множеством дополнений, которые помогают значительно повысить производительность принтера.
С самого начала машина впечатляет, и хотя первоначальная сборка занимает немного больше времени, чем конструкция с одной вертикальной стойкой, которую можно увидеть на Ender-3, четыре колонны помогают создать прочную основу для принтера. Что мне также нравится в дизайне, так это то, что все, от электроники до платформы печати, остается в пределах периметра принтера. Он также оснащен двумя удобными ручками для переноски, благодаря которым его невероятно легко перемещать по мастерской при необходимости.
(Изображение предоставлено Future)
В конечном счете, новая плата управления и инструментальная головка делают этот принтер более совершенным; добавьте возможность добавления Sonic Pad в ближайшем будущем и заверните его в футляр, и вы получите принтер, который трудно превзойти.
Заядлых энтузиастов, моделистов, дизайнеров и всех, кто ценит высочайшее качество машины средней ценовой категории, Ender-5 S1 не оставит равнодушным.
Ищете отличное рабочее место для своего 3D-принтера? Ознакомьтесь с нашими лучшими письменными столами
Creality Ender-5 S1: Сравнение цен
(Opens in New Tab)
(Opens in New Tab)
$ 559
(Opens in New Tab)
$ 499
(Opens in New Tab)
$ 499
(Opens in New Tab)
$ 499
(Opens in new.
Вид (открывается в новой вкладке)
(открывается в новой вкладке)
(открывается в новой вкладке)
$559
(открывается в новой вкладке)
Просмотр (открывается в новой вкладке)
(открывается в новой вкладка)
(открывается в новой вкладке)
(открывается в новой вкладке)
579 $
(открывается в новой вкладке)
Вид (открывается в новой вкладке)
(открывается в новой вкладке)
(открывается в новой вкладке)
(открывается в новой вкладке)
(579 $) открывается в новой вкладке)
Просмотр (открывается в новой вкладке)
на платформе
лучших 3D-принтеров 2023 года
Лучший выбор
Что искать в принтере FDM и что покупать
Джим Мартин
Ответственный редактор, технический советник 24 января 2023 г. , 11:07 по Гринвичу
Изображение: Джим Мартин / Foundry
Несмотря на то, что доступные 3D-принтеры существуют уже много лет, они по-прежнему редко встречаются в домах людей.
Для этого есть несколько веских причин. Во-первых, не многие люди считают, что им нужен 3D-принтер. Если вы не собираетесь заниматься 3D-печатью для продажи, вам, вероятно, будет трудно придумать с полдюжины вещей, которые можно с пользой напечатать.
Во-вторых, они не совсем автоматические. В отличие, скажем, от струйного принтера, который можно подключить и сразу распечатать фотографию или документ Word, 3D-принтер нуждается в настройке, прежде чем он вообще что-либо напечатает. Вы можете облегчить себе жизнь, тщательно выбирая и приобретая кровать с автоматическим выравниванием кровати — то есть настоящим автоматическим выравниванием.
Есть и третья причина: потребительские 3D-принтеры — это одноцветные устройства. Они имеют одно сопло и могут печатать одним цветом за раз. Вы можете остановить печать, загрузить другой цвет и продолжить, но из-за того, что они печатают один слой поверх предыдущего, цвета могут меняться только по высоте того, что вы печатаете.
Принтеры с несколькими соплами существуют, но они слишком дороги для большинства потребителей, чтобы покупать их.
Еще скорость. На печать даже небольшого объекта может уйти несколько часов, а больших — день или два. Есть способы ускорить работу любого принтера, но ни один из них не является одновременно дешевым и простым.
Наконец, пока вы не освоите приложение для 3D-моделирования, такое как Adobe Fusion, вы будете ограничены печатью объектов, разработанных другими людьми. Их много, но если вы хотите что-то индивидуальное, вам придется создать это самостоятельно, а это требует сложного обучения.
Однако ничто из этого не должно оттолкнуть вас от покупки 3D-принтера. Это далеко не так: выбирайте с умом, и вы будете вознаграждены устройством, которое может печатать сложные сочлененные модели с самого начала.
Просто будьте готовы к некоторым манипуляциям и не возлагайте на них заоблачных ожиданий.
Здесь мы в основном фокусируемся на принтерах FDM (моделирование методом наплавления), потому что они являются наиболее популярным типом. Другой тип — полимерный 3D-принтер, который работает совсем по-другому и предназначен для печати небольших, сложных, твердых моделей.
1. Anycubic Vyper
Профи
Автовыравнивание
Сенсорный экран
Двухступенчатая подача нити
Минусы
260°C макс. температура
Вы, как правило, получаете то, за что платите, используя 3D-принтеры, и Vyper находится в выигрышном положении. Он отвечает всем требованиям: (правильное) автоматическое выравнивание, сенсорный экран, лист PEI и приличный объем сборки 240x240x265 мм.
Легко собирается, надежно печатает и обеспечивает хорошее качество при минимальной настройке.
Вы получите лучшее качество от Creality Ender 3 S1 Pro, но это дороже, и вы откажетесь от полностью автоматического выравнивания кровати.
Для большинства людей Vyper предлагает достаточно хорошее качество по разумной цене с надежными первыми слоями каждый раз.
Прочитайте наш полный
Обзор Anycubic Vyper
2. Creality 3D Ender 3 S1 Pro
Плюсы
Фантастическое качество печати
Все функции, которые вам нужны
Минусы
Автовыравнивание требует ручного ввода
Интерфейс сенсорного экрана мог бы быть лучше
Возможно, S1 Pro не является бюджетным 3D-принтером, который вы ожидаете от Ender 3, но это потому, что в него были включены все прибамбасы.
Прочитайте наш полный
Обзор Creality 3D Ender 3 S1 Pro
3. Voxelab Aquila S2
Профи
Сопло выдерживает температуру до 300°C
Доступный
Лист ПЭИ
Минусы
Ручное выравнивание кровати
Нет сенсорного экрана
Aquila S2 — менее дорогая альтернатива другим, но при этом обладает большинством функций, которые вам нужны, включая лист PEI, который помогает отпечаткам прилипать во время печати, но упрощает их удаление впоследствии.
Вы можете печатать различными материалами, в том числе PETG, благодаря тому, что горячая часть может нагреваться до 300°C, а рабочая поверхность — до 100°C.
Выравнивание кровати, однако, ручное, и нет сенсорного экрана: цветной экран управляется с помощью ручки.
Однако, когда вы выровняли его, отпечатки получаются великолепными: у нас был успех с несколькими моделями для печати на месте, но, как и для большинства принтеров здесь, вы можете обнаружить, что для успеха сложных моделей требуется плот.
Прочитайте наш полный
Обзор Voxelab Aquila S2
4. Creality Halot One Plus
Pros
Простота в использовании и надежность
Работает с различными слайсерами
Отличное качество печати
Минусы
Вентилятор работает постоянно во время печати
Требуется очистка после печати + отверждение (как и все полимерные принтеры)
Дороже некоторых конкурентов
Halot One Plus — это простой в использовании полимерный 3D-принтер с большим объемом печати, надежной печатью и высоким качеством. Это довольно дорого по сравнению с конкурентами, особенно в Великобритании.
Halot One Plus — это полимерный принтер, поэтому он сильно отличается от остальных. Вместо того, чтобы использовать нить на катушке, он печатает с помощью жидкой смолы, которая слой за слоем отверждается с помощью ультрафиолетового излучения.
Объем сборки меньше, чем у FDM-принтеров, но он все еще относительно велик для полимерного принтера, а высокое разрешение экрана означает, что модели имеют много мелких деталей.
В наших тестах Halot One Plus печатал сверхнадежно, но если вам нравится полимерный принтер, имейте в виду, что после этого вам придется очищать отпечатки, что обычно означает покупку отдельного устройства для промывки и закрепления, которое выглядит много. как полимерный принтер и занимает столько же места на столе.
Прочитайте наш полный
Обзор Creality Halot One Plus
5. Creality Sermoon V1 Pro
Pros
Прилагается
Очень прост в использовании
Автовыравнивание
Минусы
Небольшой объем сборки
Дорогой
Большинство 3D-принтеров открыты, но Sermoon полностью закрыт. Это, а также тот факт, что он имеет интерфейс с сенсорным экраном, предназначенный для начинающих, означает, что он хорошо подходит для детей.
Имеется функция безопасности, которая приостанавливает печать при открытии дверцы, но корпус также означает, что вам будет легче печатать материалами, не склонными к деформации.
Однако это не совсем так, так как нагреваемый слой может достигать только 80°C, а для ABS действительно нужно 100°C.
Объем сборки 175 x 175 x 165 мм меньше, чем у других, но есть встроенная камера, чтобы вы могли следить за своими отпечатками, когда вы не в одной комнате, а светодиодная лента позволяет вам видеть что печатает.
Если вам нужен полностью собранный 3D-принтер, относительно простой в использовании, и вы в основном хотите печатать с использованием обычной нити PLA, это может быть идеальным вариантом. Основная проблема — высокая цена, но если это не помеха, то достойный выбор.
Прочитайте наш полный
Обзор Creality Sermoon V1 Pro
Поскольку все принтеры сначала выглядят одинаково, вот некоторые вещи, на которые следует обратить внимание при выборе.
Автоматическое выравнивание
Если поверхность, на которой печатаются объекты, не является идеально ровной, отпечатки не будут прилипать к ней и рано или поздно сломаются.
Ручное выравнивание — это рутинная работа, без которой вы, вероятно, могли бы обойтись, поэтому выберите принтер с автоматическим выравниванием. Но будь осторожен. Некоторые принтеры заявляют, что имеют автоматическое выравнивание, но полагаются на то, что вы сделаете большую часть работы. Вот почему полезно читать отзывы, а также знать, что искать.
Кровать с подогревом
Они есть почти у всех 3D-принтеров, но у некоторых их нет. Подогреваемая платформа поможет отпечаткам прилипнуть: не покупайте принтер без нее.
Лист PEI
Если отпечатки прилипают, их может быть трудно удалить с платформы. Лист PEI (полиэфиримид) очень помогает.
Вместо стеклянного листа используется гибкий металлический лист с текстурным покрытием, который удерживается на месте с помощью магнита во весь размер печатной платформы. Когда модель заканчивает печать, вы просто снимаете лист, сгибаете его, и модель выскакивает.
Сенсорный экран
Самые дешевые и простые 3D-принтеры используют монохромный экран с поворотным переключателем. Пойдите на более высокий рынок, и вы можете получить более приятный цветной ЖК-экран, но если вы можете, приобретите принтер с сенсорным экраном, так как он намного быстрее и проще в использовании.
Размер
Объем сборки принтера говорит вам, насколько большой объект он может напечатать. Предположим, что фактический объем немного меньше, чем указано в спецификации, и выберите вариант с немного большим объемом, чем самый большой объект, который вам нужно распечатать.
Это может быть трудно понять, и помните, что больший объем означает больший принтер, для которого вам потребуется место.
Действительно большие модели должны быть напечатаны по частям и склеены (или иным образом скреплены) вместе, но объемы сборки могут различаться.
Температура
Большинство людей печатают с использованием PLA, наиболее распространенного типа нити. У всех 3D-принтеров есть сопла, которые работают до 220°C или около того, что требуется для PLA. Но если вы хотите печатать из ABS, PETG или другого типа пластика, обязательно выберите принтер, способный работать при температуре до 300°C.
Точно так же следите за температурой нагретой кровати. Некоторые не выдерживают температуры выше 80°C, но для успешной печати ABS вам потребуется 100°C или больше.
Датчик биения
Поскольку на печать больших моделей уходит много часов, а вы не всегда можете знать, достаточно ли на катушке осталось нити, датчик биения может спасти вам жизнь. Он делает то, что говорит: определяет, когда заканчивается нить, и автоматически останавливает печать, позволяя вам загрузить новую катушку и продолжить печать.
Без него нить накала может закончиться, и принтер будет продолжать печатать разреженным воздухом, и вам будет все равно.
Назначение воздушных поршневых и винтовых компрессоров
Существует немало сфер применения компрессоров, обеспечивающих подачу сжатого воздуха потребителям для эксплуатации как бытового, так и профессионального оборудования. Множество компаний предлагают широкий ассортимент агрегатов различного типа и мощности, среди которых потребители могут выбрать устройство, максимально соответствующее требуемым характеристикам. Одной из них является интернет-магазин воздушных компрессоров StarKraft, специалисты которой с радостью готовы поделиться информацией о назначении того или иного аппарата. Данная статья поможет покупателям определиться с выбором конкретного агрегата согласно поставленным эксплуатационным целям.
Компрессор воздушный, назначение которого заключается в подаче сжатого воздуха в различные пневматические инструменты, производственное оборудование, распылители воды или краски и т.д., обычно представлен в одном из наиболее распространённых вариантов исполнения. О них мы и поговорим ниже.
Назначение поршневого компрессора
Наиболее часто данный тип агрегатов выбирают владельцы малых коммерческих предприятий. Кроме этого, такой аппарат станет отличным помощником в решении бытовых задач. Назначение поршневого компрессора — обеспечивать кратковременную подачу воздуха в:
пневматические домкраты на станциях технического обслуживания;
оборудование для мойки автомобилей;
насосы для накачки колёс;
ручной инструмент для проведения ремонтных работ;
малярное оборудование для покраски поверхностей;
устройства для абразивной чистки;
другие приспособления и инструменты.
Оправдано использование такого агрегата при коротких циклах работы в сложных условиях. Стоит отметить, что поршневой компрессор отличается высоким уровнем шума и вибрации, а также подвержен ударным нагрузкам поэтому приобретая его, следует иметь в виду этот факт.
Назначение винтового компрессора
Винтовые агрегаты отличаются более сложной конструкцией и принципом действия. Они относятся к профессиональным устройствам и чаще покупаются владельцами промышленных предприятий. Такой аппарат прекрасно подходит для обеспечения подачи сжатого воздуха в оборудование:
фабрик;
заводов;
медицинских учреждений;
средних и крупных производственных предприятий.
Отличительной чертой каждого винтового компрессора является более долгий срок службы агрегата. Кроме этого, устройства подобного типа обеспечивают более длительную подачу сжатого воздуха, по сравнению с поршневыми аппаратами. Отсутствие вибраций и ударных нагрузок при эксплуатации делают эти компрессоры высококлассными аппаратами с долгим сроком службы. Однако, стоит отметить, что их цена значительно выше, а обслуживание, зачастую, требует участия квалифицированного специалиста.
Подготовлено: Александр Пушнов
Поршневой компрессор: устройство, характеристики, принцип работы
Поршневой компрессор — это устройство, предназначенное для повышения давления (сжатия) и перемещения газообразных веществ.
Назначение поршневого компрессора заключается в подаче сжатого воздуха или газа под избыточным давлением, более 0,2 – 0,3 МПа.
Электрические поршневые компрессоры, воздействующие с помощью поршня на определенный замкнутый объем воздуха в цилиндре в период нагнетания, могут создавать значительную степень сжатия при относительно ограниченной подаче воздуха или газа.
Содержание статьи
Принцип работы поршневого компрессора
Устройство
Характеристики компрессора
Регулирование подачи
Типы поршневых компрессоров
Поршневой компрессор обладает высоким коэффициентом полезного действия и его применение наиболее целесообразно при давлении более 1 МПа и при малой подаче.
Компрессор поршневой центробежный конструктивно и по принципу действия похож на многоступенчатый центробежный насос. Отличие заключается в том, что рабочим телом является сжимаемый газ.
Принцип работы поршневого компрессора похож на действие поршневого насоса. Отличием является то, что поршень насоса выталкивает жидкость в течение всего нагнетательного хода, а компрессор поршневой выталкивает воздух или газ лишь после того, как давление в цилиндре превысит давление в нагнетательной линии.
Принцип действия поршневого компрессора основан на совместной работе: цилиндра; поршня; клапана нагнетания; клапана всасывания; шатуна; коленчатого вала.
Всё начинается с того, что привод поршневого компрессора приводит в движение коленчатый вал. Работа поршневого компрессора состоит в подаче сжатого воздуха или газа под избыточным давлением и происходит это следующим образом.
При движении поршня вправо из крайнего левого положения всасывающий клапан k1 открыт и воздух всасывается в цилиндр. Давление на протяжении всего хода всасывания постоянно и равно атмосферному.
При ходе поршня из крайнего правого положения влево всасывающий клапан k1 закрывается и газ, замкнутый в левой полости цилиндра сжимается.
При достижении давления p2, равного давлению газа в нагнетательном сборнике, открывается нагнетательный клапан m1, и газ будет выталкиваться из цилиндра при постоянном давлении p2.
По окончании нагнетания, если принять полное опорожнение цилиндра от газа, начнется снова всасывание. При этом должно произойти мгновенное падение давления.
В зависимости от конструкции поршневые компрессоры бывают: простого и двойного действия.
Устройство поршневого компрессора
В устройство поршневого компрессора входят рабочий цилиндра и поршень, а также всасывающий и нагнетательный клапаны, расположенные обычно в крышке цилиндра.
Для сообщения поршню возвратно-поступательного движения в большинстве поршневых компрессорах имеется кривошипно-шатунный механизм с коленчатым валом. Компрессоры промышленные поршневые бывают одно и многоцилиндровые, с вертикальным, горизонтальным, V или W — образным и другим расположением цилиндров.
В зависимости от назначения различается конструкция поршневого компрессора одинарного действия (когда поршень имеет одну рабочую сторону) и двойного действия (когда поршень работает обеими сторонами).
По степени сжатия газа бывают модели одноступенчатого или многоступенчатого сжатия.
Схема работы поршневого компрессора заключается в следующем. При вращении коленчатого вала 1 соединённый с ним шатун 2 сообщает поршню 3 возвратные движения.
При этом в рабочем цилиндре 4 из-за, увеличения объёма, заключённого между днищем поршня и крышкой цилиндра 5, возникает разрежение и атмосферный воздух, преодолев своим давлением сопротивление пружины, удерживающей всасывающий клапан 9, открывает его и через воздухозаборник (с фильтром) 8 поступает в рабочий цилиндр поршневого компрессора.
При обратном ходе поршня воздух будет сжиматься, а затем, когда его давление станет больше давления в нагнетательном патрубке на величину, способную преодолеть сопротивление пружины, прижимающей к седлу нагнетательный клапан 7, воздух открывает последний и поступает в трубопровод 6. При сжатии газа в компрессоре его температура значительно повышается.
По расположению цилиндров подразделяются на горизонтальные, вертикальные и с наклонными цилиндрами.
По способу охлаждения – с воздушным и водяным охлаждением.
По числу ступеней сжатия компрессор бывает 2, 4 и 6 поршневой. При такой конструкции все цилиндры имеют одинаковый размер и процессы всасывания и сжатия воздуха происходят в каждом из цилиндров по очереди. Каждый элемент работает в противофазе.
Двухступенчатый поршневой компрессор напротив оборудуется цилиндрами разных размеров. Первая ступень сживает воздух, затем он попадает в межступенчатый охладитель, в качестве которого выступает медная трубка.
В такой трубке сжатый воздух охлаждается и сжимается ещё больше. Потом он попадает на вторую ступень и сжимается ещё больше. Достоинством такого типа установки является большой показатель КПД при меньшем расходе энергии.
Характеристика поршневого компрессора.
В зависимости от способа монтажа, который предусматривает конкретная модель обращают внимание на следующие характеристики компрессора.
Давление нагнетания – избыточное давление, которое способен обеспечить компрессор. В зависимости от модели этот параметр может достигать значения более 300 кгс/см2
Производительность поршневых компрессоров – количество всасываемого и сжимаемого газа или воздуха. Этот параметр зависит от диаметра поршня, длины хода поршня и скорости вращения вала.
Качество рабочего воздуха – такой показатель очень важен для оборудования используемого в промышленной отрасли, там где часто перекачиваемый воздух содержит примеси масла или других жидких сред.
Мощность поршневого компрессора относится в приводу конкретной модели и измеряется в килоВаттах. Отдельно такая характеристика считается редко, поскольку в подавляющем большинстве случаев покупателям интересна только производительность.
Шум является очень важной характеристикой, поскольку оборудование этого типа считается очень шумным. Этот параметр указывается в дБ. Для уменьшения показателя шума поршневой компрессор может оборудоваться специальным защитным кожухом.
Характеристика показывает, где будут использоваться поршневые компрессоры. В зависимости от конкретных показателей это могут быть: на компрессорных установках для сжатия воздуха – оборудования низкого давления поршневая компрессорная установка для сжижения газа, его разделения и транспортирования – модели среднего давления на установках для синтеза газов – оборудование высокого давления.
В поршневых компрессорах обычно предусматривается автоматическое регулирование производительности в зависимости от расхода сжатого газа для обеспечения постоянного давления в нагнетательном трубопроводе. Существует несколько способов регулирования.
Регулирование подачи поршневого компрессора.
Наиболее простым и удобным способом регулировать поршневой компрессор по подаче, который сразу приходит на ум является изменение частоты вращения привода вала. Однако при более глубоком анализе выясняется, что такой способ применим только в том случает, если привод поршневого компрессора осуществляется от двигателя внутреннего сгорания.
При электроприводе, как одном из наиболее распространенных в настоящее время способе привода компрессоров, регулирование изменение частоты вращения оказывается неприемлемым как с конструктивных, так и с энергетических соображений.
Если приводной двигатель работает с постоянной частотой вращения, то регулирование подачи компрессора может быть осуществлено следующими способами.
1. Регулирование за счет полного или частичного принудительного открытия всасывающих клапанов. Это приводит к полному или частичному переводу поршневого компрессора на холостой ход. При полном открытии всасывающих клапанов сжатие газа в цилиндре не происходит и засасываемый газ снова выталкивается во всасывающую трубу. Если всасывающие клапаны закрываются не полностью или только на части хода поршня, то, подача газа уменьшается. В практике предпочтительнее, как из конструктивных, так и энергетических условий, применять полное открытие всасывающих клапанов на части хода поршня.
2. Регулирование за счет перепуска газа из нагнетательного трубопровода во всасывающий. Такой перепуск может быть свободным или дроссельным. При дроссельном способе регулирования происходит более плавное изменение подачи компрессора, но без уменьшения потребляемой мощности. Поэтому в практике чаще применяется более простой и более экономичный способ – свободный перепуск с помощью байпасного вентиля.
3. Регулирование за счет установки дросселя во всасывающем трубопроводе. Установка дросселя на всасывающем трубопроводе вызывает падение давления при всасывании компрессора. Значит, при неизменном давлении нагнетания степень сжатия будет увеличиваться, а объемный КПД уменьшаться. Следовательно будет уменьшаться и подача компрессора.
4. Регулирование за счет подключения дополнительного пространства. Если крышки компрессора сделать пустотелыми и разделить полости на несколько ячеек, подключаемых к вредному пространству, или каким-либо другим способом подключить к вредному пространству некоторый регулируемый объем, то общий объем вредного пространства будет переменным. В этом случае регулирование объема вредного пространства будет заключаться в подключении или отключении части или всего дополнительного вредного пространства.
Каждый из описанных выше способов регулирования подачи компрессоров разработан и может использоваться как в ручном варианте так и автоматическим способом, с помощью различных устройств. В наше время автоматические способы регулирования показывают достаточную надежность, поэтому ручное регулирование подачи компрессоров все больше уступает место автоматическому.
Типы поршневых компрессоров
По конструктивным особенностям и принципу действия встречаются различные типы поршневых компрессоров. Большим спросом пользуются центробежные модели. Применяются также ротационные компрессоры, которые конструктивно и по способу привода сходны с центробежными машинами, однако по принципу действия (вытеснение) они относятся к поршневым машинам.
Если оборудование установлено на шасси то такая модель считается мобильной, если нет, то это стационарные поршневые компрессоры.
Масляный поршневой компрессор
К масляным поршневым компрессорам относится оборудование, в котором применяется смазка при работе цилиндров. К этому типу оборудования относятся воздушные, винтовые, судовые и др.
Принцип работы такого оборудования довольно прост. Цикл работы заключается в движении поршня. Одним движением поршень уходит из цилиндра и газ поступает в освободившийся объем, при возвращении поршня – газ сжимается, при этом сила давления растет. Пока совершается этот процесс всасывающий клапан закрывается и в работу включается клапан нагнетания, который выталкивает газ в магистраль.
Безмасляный поршневой компрессор
Безмасляные поршневые компрессоры используются тогда, когда необходима подача чистого воздуха или газа без риска попадания в них примесей смазочного материала.
Оборудования такого типа не требует масло для поршневых компрессоров, но это не значит, что оно работает без смазки. Конструктивно выполнено так, что масло не пересекается с воздушными потоками.
Первоначально это достигалось тем, что в корпусе компрессора делали специальные лабиринтные уплотнения. Такая конструкция не нашла широкого применения и в настоящее время безмасляные поршневые компрессоры комплектуются кольцами, выполненными из специальных композитных материалов.
Несмотря на особенности конструкции оборудование этого типа способно работать без ремонта более продолжительные периоды, чем компрессоры с использованием смазки цилиндров.
Вместе со статьей «Поршневой компрессор: устройство, характеристики, принцип работы» читают:
Что такое поршневой компрессор? Как они работают?
Существует два основных принципа сжатия воздуха, и одним из них является вытесняющее сжатие. Многие типы компрессоров классифицируются как объемные компрессоры, одним из которых является поршневой компрессор. Поршневой компрессор — это самый старый и наиболее распространенный тип промышленного компрессора.
Воздушный компрессор этого типа использует принцип вытеснения для повышения давления в замкнутом объеме газа или воздуха. Они доступны в различных конфигурациях, от одинарного действия, двойного действия, с масляной смазкой или без масла. Распространенной конфигурацией является конструкция двойного действия, которая имеет L-образную конфигурацию с одним вертикальным цилиндром низкого давления и одним горизонтальным цилиндром высокого давления. В конструкциях с масляной смазкой используется смазка разбрызгиванием или смазка под давлением, а в безмасляных конструкциях используются поршневые кольца или зубчатые стенки.
Как работает поршневой компрессор?
Поршневой компрессор Atlas Copco
Поршневой компрессор работает с системой клапанов и двумя дисками клапанов из нержавеющей стали. Поршень движется вниз и всасывает воздух в цилиндр, затем самый большой диск сгибается вниз, пропуская воздух. Когда поршень затем движется вверх, большой диск снова изгибается, уплотняя седло клапана. Затем сжатый воздух нагнетается через отверстие в седле клапана и подается в конечный процесс.
Чтобы описать этот процесс более подробно, мы разбили пошаговый процесс, описывающий больше внутренней работы поршневого компрессора. Поршневой/поршневой компрессор представляет собой объемный воздушный компрессор с коленчатым валом, приводимым в действие поршнем и цилиндрами. Процесс сжатия воздуха уменьшает его объем при увеличении плотности, не превращая его в жидкость.
Поршневой/поршневой воздушный компрессор работает по следующему принципу:
Газ поступает в цилиндр через впускной клапан.
Поршень отходит от впускного клапана и позволяет газу проходить в цилиндры.
Коленчатый вал приводит в действие поршень, который сжимает газ за один такт давления.
В двухступенчатых компрессорах воздух проходит во второй цилиндр для еще одного цикла сжатия. Второй поршень сжимает газ под давлением 175 фунтов на квадратный дюйм.
После завершения сжатый воздух направляется в резервуар для хранения для использования.
Поршневые воздушные компрессоры представляют собой компактный вариант для работы в различных отраслях промышленности и обеспечивают мощное сжатие. Поршневые компрессоры бывают дизельными, бензиновыми и электрическими.
Для чего используются поршневые компрессоры?
Поршневые компрессоры основаны на возвратно-поступательном действии одного или нескольких поршней для сжатия газа в цилиндре (или цилиндрах) и его выпуска через клапаны в приемные резервуары высокого давления.
В то время как основное применение поршневых компрессоров заключается в обеспечении сжатым воздухом в качестве источника энергии, поршневые компрессоры также используются операторами трубопроводов для транспортировки природного газа.
Поршневые компрессоры используются в следующих отраслях и областях применения:
Промышленные
Коммерческие
Торговые площадки
Мастерские
Пневматические инструменты
; для питания пневматических инструментов, краскораспылителей и абразивно-струйного оборудования; для фазового сдвига хладагентов для кондиционирования воздуха и охлаждения; для подачи газа по трубопроводам.
Чем отличаются поршневые компрессоры одинарного, двойного действия, с масляной смазкой или без масла?
Очень важно анализировать информацию, поэтому будьте ясны в отношении поршневых компрессоров. Эти компрессоры бывают одностороннего, двустороннего действия, с масляной смазкой или без масла, различия мы опишем в следующем разделе этой статьи.
В поршневых компрессорах одностороннего действия рабочая жидкость поступает с одной стороны и толкает поршень, а в поршневых компрессорах двойного действия рабочая жидкость подается с обеих сторон с возвратной линией. Различают безмасляные и масляные поршневые компрессоры. Теперь более подробно обсудим элементы одинарного и двойного действия:
Модель одностороннего действия является наиболее распространенным компрессором, используемым в таких приложениях, как небольшие воздушные компрессоры для хобби, грузовики в их пневматических системах — даже в холодильнике. Эти компрессоры одностороннего действия обычно смазываются маслом, имеют воздушное охлаждение и ограничение выходной мощности.
Компрессоры двойного действия отличаются тем, что они имеют крейцкопфы, которые создают чисто прямолинейное движение после коленчатого вала и шатуна, технология, используемая в основном в тяжелых промышленных и технологических компрессорах мощностью от 45 кВт/ч.
Техническая рабочая информация о поршневых воздушных компрессорах
Поршневые компрессоры имеют ряд версий, которые соответствуют потребности в сжатом воздухе или требуемому уровню давления. Поршневой компрессор состоит из коленчатого вала, шатуна, цилиндра, поршня и головки клапана. Коленчатый вал приводится в движение клиновым ремнем, обычно от электродвигателя.
Как правило, большинство компрессоров имеют ресивер со сжатым воздухом для поддержания стабильного давления в системе к потребителю сжатого воздуха. Работа пневмоинструмента приводит к падению давления в баке. Когда давление падает ниже нижнего предела, двигатель запускается; когда давление снова поднимется до рабочего предела, двигатель автоматически выключится. Реле давления обеспечивают стабильное давление в системе в заданных пределах. Давление в баке, доступное рабочее давление и функция выключателя, показанные манометром в машине.
Зачем покупать поршневой воздушный компрессор?
Поршневой или поршневой компрессор считается одной из самых популярных доступных технологий. Это связано с его доступностью и экономичностью эксплуатации. Прошли те времена, когда поршневые компрессоры были громоздкими и шумными, поскольку они вступили в новую эру современных поршневых компрессоров, которые не обладают ни одной из этих устарелых функций и являются триумфом современных технологий и промышленной производительности.
Как правило, мощность большинства компрессоров малого и среднего размера составляет от 0,55 до 15 кВт, и обычно они бывают как с масляной, так и безмасляной смазкой.
Эти машины продаются с огромным разнообразием дополнительных опций и вариантов продукта, с акцентом на предоставление конечным пользователям широкого выбора компрессоров. Как правило, они поставляются либо в виде стандартных базовых блоков, смонтированных на тележке или ресивере, либо в виде комплектной станции сжатого воздуха, включающей осушитель воздуха с рефрижератором и предварительно смонтированное пусковое и регулирующее оборудование. Широкий модельный ряд поршневых компрессоров предназначен для конкретных применений, таких как использование сжатого природного газа, и может достигать мощности до 560 кВт.
Преимущества и недостатки поршневых компрессоров
Приобретение поршневого компрессора имеет ряд преимуществ и недостатков.
Технология дешевле с практической точки зрения; обслуживание низкое, техников легко найти, а запасные части (если они вам понадобятся) легко доступны. Для сравнения, поршневые компрессоры могут генерировать высокий уровень шума и более восприимчивы к попаданию масла в систему подачи сжатого воздуха и должны иметь правильный размер в соответствии с рабочим циклом или генерировать высокий уровень тепла во время работы.
Где купить поршневой компрессор?
Важно убедиться, что вы правильно выбрали воздушный компрессор, соответствующий вашим потребностям. Итак, если у вас есть какие-либо вопросы или вам нужна помощь, звоните нам по телефону 1300 998 647
Поршневые компрессоры: Как они работают — Воздушные компрессоры — Подготовка воздуха
Перейти к вашему выбору⤸
Как поршневые компрессоры сжимают воздух
Различные типы поршневых компрессоров
Поршневые компрессоры с впрыском масла
Безмасляные поршневые компрессоры
Поршневые компрессоры с впрыском масла и безмасляные поршневые компрессоры
Приблизительное время прочтения: 7 минут
7 марта 2023 г.
Первое упоминание о поршневом компрессоре (также известном как «поршневой компрессор») было сделано в конце 18 века. Хотя с тех пор технология значительно улучшилась, Основная концепция за поршневым компрессором остается прежней:
1. Когда поршень в поршневом компрессоре опускается, он создает вакуум , втягивая воздух в компрессор через вход.
2. Этот воздух проходит через впускные клапаны в цилиндр. Пока эти впускные клапаны в настоящее время открыты, выпускные клапаны закрыты. Другими словами, воздух входит внутрь, но не может выйти.
3. Когда цилиндр наполнен воздухом, поршень поднимается, сжатие воздуха .
Выпускные клапаны обычно открываются при определенном уровне давления. Когда поршень поднимается, он выталкивает сжатый воздух через открытые выпускные клапаны.
Теоретически все поршневые компрессоры работают по одному принципу. Однако есть существенные различия в том, как компрессор использует этот принцип. Основное различие основано на количестве стадий, на которых происходит сжатие.
Есть одноступенчатые, двухступенчатые и многоступенчатые компрессоры . Разделение сжатия на несколько разных ступеней означает, что компрессору не нужно работать так усердно. Температура воздуха на выходе также ниже.
Конечно, чтобы в полной мере воспользоваться преимуществами многоступенчатого сжатия, необходимо охлаждать воздух между различными ступенями, что обеспечивает еще большее сжатие. Сделать это можно с помощью интеркулера . Существуют также поршневые компрессоры с впрыском масла и безмасляные поршневые компрессоры, которые имеют определенные преимущества и области применения.
Поршневые компрессоры с впрыском масла смазывают цилиндры, поршни и кривошипы за счет циркуляции масла в компрессоре. Небольшое количество остаточного масла попадает в сжатый воздух. Не о чем беспокоиться — в зависимости от того, для чего вы используете сжатый воздух.
В электронной, пищевой и медицинской промышленности наличие даже следовых количеств масла в сжатом воздухе представляет серьезную проблему. Таким образом, в этих отраслях промышленности часто используются безмасляные поршневые компрессоры с подшипниками с постоянной смазкой и поршневыми кольцами без смазки. Хотя это означает безмасляный сжатый воздух, к сожалению, это также требует дополнительного обслуживания.
Без ограничений по смазке, поршневые компрессоры с впрыском масла обычно имеют на больше движущихся частей , чем их безмасляные собратья. Это означает, что они тяжелее, дороже и мощнее, с более длительным сроком службы. Это наиболее часто используемые поршневые компрессоры.
Хотите знать, нужен ли вам поршневой компрессор или воздушный компрессор другого типа? Хотите знать, нужна ли вам модель без масла или с впрыском масла? Или вам интересно мнение специалистов, которые целыми днями работают с компрессорами, а ночи о них мечтают? Команда ALUP к вашим услугам.
Свяжитесь с нами сегодня и узнайте больше о поршневых воздушных компрессорах
Прокрутить вверх ↰
Смотрите также
Ищите другие обязательные к прочтению статьи в нашем блоге о сжатом воздухе !
Ассортимент поршневых компрессоров
поршень двигателяAIR
Поршневые компрессоры с автономным приводом обеспечивают полную свободу при любых обстоятельствах.
Что-то выбрали? Хотите подешевле? Позвоните нам, мы предложим и проконсультируем! Приготовим товар к выдаче, а Вы заберете подешевле у нас в офисе.
САИ-205 Ресанта — предназначены для ручной дуговой сварки штучным покрытым электродом на постоянном токе и электродом с рутиловым и основным покрытием (режим ММА).Данная серия сварочных аппаратов разработана на базе IGBT транзисторов TOSHIBA.
Аппарат работает от однофазной сети 220-230В. Аппарат портативен и универсален в применении. Небольшие габариты и малый вес позволяют использовать аппарат для любых ремонтных работ, где требуется мобильность, небольшая мощность, хорошее качество и высокая производительность.
Данная серия аппаратов выполнена в эргономичном современном дизайне.
Сварочные аппараты LUX обладают повышенным ресурсом.
С помощью данных аппаратов возможно проведение работ при пониженных температурах.
Принцип работы инвертора заключается в преобразовании переменного напряжения сети в постоянное напряжение, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка осуществляется плавящимся электродом.
Сварочный аппарат САИ-205 Ресанта – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный аппарат САИ-205 Ресанта, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Диапазон регулирования сварочного тока, А
10-205
КПД
80%
Максимальный сварочный ток MMA, А
205
Параметры сети, B
140-260
Рабочее напряжение ММА, В
10,4-28,8
Рабочий диапазон температур окружающей среды, ?
от -20 до +50
Эффективный потребляемый ток, А
34
Максимальный диаметр электрода, мм
5
Коэффициент мощности
0,7
Потребляемая мощность ММА, кВА
7,3
Напряжение холостого хода, В
85
Продолжительность нагружения, %
70%205
Класс защиты
IP21
Функции
Antistick
да
Hot Start
да
VRD
—
Функия ARC FORCE (форсаж дуги)
да
Размеры и вес
Габариты, мм
263 x 113 x 175
Масса, кг
3,1
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка. Авторские права защищены.
Titans vs KKR Scorecard 2023
Матчи (5)
IPL 2023 (2)
PAK против NZ (1)
ZIM-A против PAK-A (1)
AFG 1-D ай (1)
РЕЗУЛЬТАТ
13-й матч (Д/Н), Ахмадабад, 09 апреля 2023 г., Индийская Премьер-лига
04/4
Kolkata Knight Riders
(20 ов, T:205) 207/7
KKR выиграл с разницей в 3 калитки (осталось 0 мячей)
Лучший игрок матча
Ринку Сингх, KKR
48* (21)
MVP Cricinfo
Венкатеш Айер, KKR
122,32 балла Список воздействий
Сводка
Система показателей
MVP
Отчет
Комментарии Статистика 02 KKR Иннингс
Матч Флоу
Информация
Gujarat Titans (максимум 20 ов)
ВАТИНГ
R
B
9 0086 M
4s
6s
SR
Wriddhiman Saha †
c Джагадесан b Нарине
17
17
24
3
0
100,00
90 102
Шубман Гилл
с Ядав б Нарине
39
31
55
5
0
125,80
Саи Судхарсан
c sub (AS Roy) b Нарине
53 Абхинав Манохар
б Суяш Шарма
14
8
13
3
0
175,00
Виджай Шанкар
63
24
33
4
5
262,50
9008 5
Дэвид Миллер
не вышел
2
3
13
0
0
66,66 901 07
Дополнительное оборудование
(b 1, lb 4, nb 1, w 10)
16
ВСЕГО
20 ов (10,20 руб. )
204/4
Не летучие мыши: Рахул Теватия, Рашид Хан (с), Альзарри Джозеф, Мохаммед Шами, Яш Даял
4. 2 для WP Saha, на этот раз, блестяще Jagadeesan! Полная доставка на пни, и Саха смотрит, чтобы смести ее. Он опускается на одно колено, но мяч, кажется, слегка прилипает к поверхности. Мяч отскакивает от верхнего края и летит к середине калитки, где Джагадисан бежит назад и совершает превосходный удар! 33/1
11.4 до Шубмана Гилла, дырок слишком много! Доставка длины висит снаружи от пня, и это заставляет Гилла принести ее. Он продвигается вперед и пытается долго продолжать, но, поскольку ему нужно дотянуться до него, он заканчивает тем, что мелет это. Умеш устраивается под высоким мячом и делает все остальное!. 100/2
17.3 в Б Саи Судхаршан, и Судхаршан погибнет в этой погоне! Задняя часть длинной доставки вне пня, которая спешит на Судхарсан. Он идет по дорожке и пытается уйти далеко вперед, но не получает ни силы, ни подъема. Стрелки прямиком к Анукулу вдалеке, кто не ошибается!. 153/4
Смотреть все фотографии 06 0
13,50
1
2
1
1
0
Суяш Шарма
4
0
35
1
8,75
6
3
0
1
0
13.3 в Манохар, какой потрошитель! Гугли по длине на пне. Манохар не совсем его выбирает и отправляется на поиски. Он оставляет зазор между битой и подушечкой, а затем видит, как мяч прорывается через этот зазор. Он целует внешнюю сторону передней панели, прежде чем врезаться в пни! Суяш на седьмом небе от счастья, а почему бы и нет!. 118/3
2. 3 Рахманулле Гурбазу, перчатки это и взято Даялом! Задняя часть длинной доставки на культю ноги, которая спешит на Гурбаз. У него есть удар по нему, но он опаздывает с ударом, а это означает, что в конце концов он наносит удар. Бхарат и Даял бросаются в ловушку и сталкиваются друг с другом, но последний каким-то образом умудряется цепляться за ныряние вперед! Там сломалась система связи, но Дайал хорошо постарался не упустить приз! 20/1
Посмотреть все фотографии
Джош Литтл
4
0
45
1
11,25 90 107
9
4
3
3
0
3.6 до N Jagadeesan, отверстия до глубокой квадратной ножки! Доставка по длине средней части и культи ноги. Джагадисан ставит переднюю ногу и получает приличный контакт в своем ударе. Но он не доводит свой выстрел до конца и в конечном итоге пронзает горло Манохара глубокой квадратной ногой! 28/2
Смотреть все фотографии 0013 2
6,75
14
2
2
0
0
13. 1 к Н. Ране, , и он вышвыривает Рану! Полная доставка по средней и внешней культе. Рана упирается передней ногой и собирается пройти через середину, но не проявляет достаточной уверенности. Он нерешительно толкает его и в конечном итоге передает его прямо Шами в середине! 128/3
15,5 В. Р. Айеру, дырок слишком много! Джозеф снова открывает игру! Полный и нацеленный на пальцы ног отбивающего. Это не тот йоркер, которого искал Джозеф, но он достаточно тесный для Айера. У него есть замах, но он не может генерировать силу или подъем, попадая прямо Джиллу в горло! 154/4
Смотреть все фотографии
Яш Даял
4
0
69
0
17,25
4
3
8
0
0
9 0102
Рашид Хан
4
0
37
3
9,25
9010 6 6
4
1
0
0
16. 1 к А.Д. ум. Рассел делает мощный рывок и, кажется, промахивается, когда мяч отскакивает от набедренной подушечки и прижимается к перчаткам вратаря. Бхарат, тем не менее, убежден, что здесь замешана какая-то летучая мышь, и GT, по сути, пересматривает! О, привет! Похоже, в этом обзоре много достоинств. Рассел полностью разбил это с внутреннего края в свой блокнот. И Рашид берет верх над Расселом, как раз тогда, когда его команда нуждалась в этом! . 155/5
16.2 ИП Наринэ, один приносит два! Рашид перевернул эту игру с ног на голову! Подача длины по средней и внешней культе. Нарине, придерживаясь своего плана нападения на Рашида, косит через линию. Он получает хороший кусок этого, но этого недостаточно, чтобы очистить глубокую середину калитки. Полевой игрок удобно упаковывает его в несколько ярдов внутри веревки! 155/6
16.3 в пользу SN Thakur, хет-трик Рашида! О, мое слово! Это невероятно! Гугли по длине посередине и вне культи. Как и в прошлый раз, Шардул не гуглится. Против RCB он получил внутреннее преимущество, которое спасло его, но сегодня он не получает биту, поскольку мяч врезается в подушечки, прямо перед серединой и за культей. Судья поднимает палец, но Шардул хочет взглянуть еще раз! Никакой летучей мыши, и три красных на Ball Tracking! У Рашида хет-трик в IPL, и GT на дюйм ближе к очередной победе! . 155/7
Все фото jarat Titans innings
Игра в большинстве 1: Овер 0,1 — 6,0 (Обязательно — 54 рана, 1 калитка )
KKR выиграл с разницей в 3 калитки (осталось 0 мячей)
Powered by Smart Stats способ утешить его — отец Яша Даяла после воскресного «кошмара»
Быстрая левая рука была поражена в пяти финальных матчах подряд, когда Ринку Сингх привел KKR к невероятной победе
Универсалы, ставшие специалистами Венкатеш и Виджай устроили шоу, которое стоило ожидания
Правило Импактного Игрока позволило их командам дать двум игрокам несколько игр, и в Ахмедабаде они показали, что они могут сделать с этой возможностью
‘Умеш бхайя сказал мне, ударь, Ринку, не думай’
«Из ста матчей вы выиграете один такой», — говорит капитан KKR Нитиш Рана. После последнего овера финишер взял на себя ответственность и провел их через
Шесть романов Ринку Сингха привели к величайшему последнему ограблению в T20s
KKR нужно было 29, чтобы выиграть в последнем овере, и Ринку нацелился на Яша Даяла, который в итоге пропустил 69 в четырех оверах
Видео
Все видео матча 90 003
3:02
Муди: Должен был быть только «единым посланником» Даяла в прошлом году
2:01
Дасгупта: Единственным похожим на Ринку был Брэтуэйт
KKR Innings
ИМЯ ИГРОКА
R
B 9 0087
Рахманулла Гурбаз
пойман
15
12
N Jagadeesan
пойман
6
8
VR Iyer
пойман
83
40
С. Рана
пойман
45
29
РК Сингх
не вышел
48
21
А. Д. Рассел
пойман
1
2
СП Нарине
пойман
0
1
С. Н. Такур
фунтов
0
1
UT Яд ав
не выход
5
6
Дополнительно
(фунт 1, вес 3)
Итого
207 (7 нед.; 20 овс.)
900 02
ИМЯ ИГРОКА
O
M
R
W
Экон
Мохаммед Шами
4
0
28
1
90 106 7
Дж. Б. Литтл
4
0
45
1
11,25
AS Джозеф
4
0
27
2
6,75 9010 Ра шид Хан
4
0
37
3
9,25
9008 4
WKT
ПРОБЕГИ
ИГРОКИ
1-й
20
Рахманулла Гурбаз
Нараян Джагадисан
2-й
8
Венкатеш Айер
Нараян Джагадисан
3-й
100
Нитиш Рана
Венкатеш Айер 9010 7
4-й
26
Ринку Сингх
Венкатеш Айер
5-й
1
Андре Рассел
Ринку Сингх
6-й
0
Сунил Нарине
Ринку Сингх
7-й
0
Шардул Тхакур
Ринку Сингх
8-й
52
Умеш Ядав
Ринку Сингх
<1 / 3>
Индийская Премьер-лига
КОМАНДА
M
W
L
PT
NRR
GT
9
6
3
12
0,532
9010 2
RR
9
5
4
10
0,800
МСУ
9
5
4
10
0,639
ЦСК
9
5
4
10
0,329
РКБ
9
5
4
10
-0,030
ПБКС
9
5
4
10
-0,447
МИ
8
4
4
8
-0,502
ККР
9
3
6
6
-0,147
СРЗ
8
3
5
6
-0,577
DC
9
3
6
6
-0,768
Полный стол
Коэффициенты ставок для новых клиентов bet365.
Присоединяйтесь сюда
Минимальный депозит. Бесплатные ставки выплачиваются в виде Бетбонусов и доступны для использования после расчета по ставкам в размере соответствующего депозита. Применяются минимальные коэффициенты, ставки и способы оплаты. Возврат не включает ставку Bet Credits. Применяются ограничения по времени и Условия.
Подробнее
НАЙТИ БОЛЬШЕ КОЭФФИЦИЕНТОВ
Условия использования|Политика конфиденциальности|Реклама на основе интересов|Права ЕС на конфиденциальность|Политика использования файлов cookie|Отзывы
В США создают самый большой 3D-принтер для печати металлами
Новости
Подпишитесь на автора
Подписаться
Не хочу
2
Компании Ingersoll, MELD Manufacturing и Siemens построят самый большой 3D-принтер для печати металлических изделий. Система будет полагаться на адаптированную технологию ротационной сварки трением и сможет выращивать детали длиной до десяти метров.
Работы ведутся в интересах американских военных: такие 3D-принтеры планируется использовать в первую очередь в производстве противоминной защиты для армейских транспортных средств. Во время Вьетнамской войны 73 процента потерь техники приходились на подрывы на противопехотных и противотанковых минах. Современные бронеавтомобили и бронетранспортеры конструируются с усиленной защитой, и немаловажную роль здесь играют толстые, бронированные днища, зачастую V-образного сечения и c минимумом сварных швов.
Американская бронемашина Cougar, в 2006 году подорвавшаяся на мине в Ираке и проехавшая еще три километра до безопасной зоны. Личный состав отделался легкими травмами. Фото: сержант морской пехоты Кристофер Клэр
Предыдущие работы по проекту Jointless Hull исследовательской программы Army ManTech рассматривали ковку, формование и сварку при высокой плотности тока для снижения пористости сварных швов. Результаты оценивались как удовлетворительные в плане прочности, но в то же время отмечались недостаточная геометрическая свобода и производственная гибкость.
В итоге от ковки, формования и сварки решили отказаться в пользу другой технологии — производства методом аддитивного осаждения трением с перемешиванием (Additive Friction Stir Deposition, AFSD), то есть адаптированной под 3D-печать ротационной сварки трением (Friction Stir Welding, FSW).
Опытно-конструкторские работы состоят из двух этапов. Не первом запланирована сборка демонстратора с областью построения размером 1х1х1 метр для отработки технологии и программного обеспечения. Затем дизайн должен быть масштабирован до рабочего объема 10×6,5×4 метра — самого большого среди «металлических» 3D-принтеров. Длина — условная характеристика, так как портальная конструкция будет перемещаться по рельсам. За системы управления и программное обеспечение отвечает компания Siemens.
Сборкой крупноформатного варианта уже занимается компания Ingersoll, имеющая немалый опыт в работе над большими аддитивными системами. В 2019 году это предприятие помогло Университету штата Мэн установить сразу три рекорда Гиннесса: изготовить самый большой 3D-печатный катер (семь метров в длину), он же самый большой цельный 3D-печатный объект, на самом большом 3D-принтере для работы с полимерами и полимерными композитами. Эта же система используется в производстве крупногабаритной формовочной оснастки, например для изготовления вертолетных лопастей.
Новый 3D-принтер, как уже упоминалось, будет наносить металлы методом осаждения трением с перемешиванием. Совершенствованием этой технологии занимается компания MELD Manufacturing, использующая наработки Института сварки Эдисона (EWI). Наращивание осуществляется пластической деформацией при температурах ниже порога плавления, за счет чего достигаются высокая изотропность и плотность без усадки и риска возникновения горячих трещин, без необходимости в вакуумной камере или защитной газовой среде. Технология также позволяет создавать градиентные структуры из разных металлов или сплавов. Расходными материалами обычно служат оцилиндрованные бруски с возможностью использования порошков разных фракций и даже металлической стружки.
MELD Manufacturing уже предлагает несколько моделей аддитивных систем. Новейшее коммерческое предложение — выпущенный в 2020 году 3D-принтер L3 с рабочей областью 1143х584х584 мм, хотя лидирует по габаритам система K2 с полезным объемом 2100х1100х1000 мм. Оборудование позволяет работать с различными марками стали, а также алюминиевыми, медными, титановыми, магниевыми и никелевыми сплавами. Как правило, такие 3D-принтеры укладывают слои толщиной около одного миллиметра и шириной 38 мм, удерживая температуру материала на уровне 60-90% от температуры плавления. Так как разрешение 3D-печати невелико, получаемые заготовки требуют интенсивной механической обработки, но с гораздо меньшими трудозатратами и отходами, чем при фрезеровании из болванок, и с широкими возможностями масштабирования, что и планируется продемонстрировать на практике совместными усилиями Ingersoll, MELD Manufacturing и Siemens. Ввод крупноформатной системы в эксплуатацию намечен на четвертый квартал текущего года.
Siemens
MELD
Ingersoll
ротационная сварка
Подпишитесь на автора
Подписаться
Не хочу
2
интервью с разработчиком промышленных FDM установок
Быстрое прототипирование
Эксперты рекомендуют
3D-принтеры
Наука и образование
Автор: Виктор Наумов
Автор: Виктор Наумов
Discovery 3D Printer: история бренда | Технология и линейка оборудования | Преимущества 3D-печати гранулами | Сферы применения и примеры внедрения
Сегодня многие компании используют доступные на рынке решения для аддитивного производства в качестве дополнительных инструментов. Все больше пользователей рассматривают внедрение 3D-технологий в производственный процесс своих предприятий, и именно поэтому промышленность активно адаптируется к новым запросам.
В некоторых секторах производства требуются крупные модели и детали, которые зачастую трудно изготовить традиционными способами. В этом смысле крупноформатная 3D-печать играет фундаментальную роль в создании подобных конструкций, обеспечивая меньшие затраты и более быстрые сроки изготовления.
Одной из компаний, занимающихся разработкой таких решений, является Discovery 3D Printer. Оборудование этого бренда для 3D-печати больших изделий используют предприятия и организации различных отраслей, среди которых железнодорожный транспорт и авиация. Предлагаем вашему вниманию интервью 3dnatives.com о решениях Discovery 3D Printer с одним из разработчиков оборудования.
Узнайте подробности о крупноформатном аддитивном производстве: каталог 3D-принтеров, задачи, примеры внедрения, полезные материалы на русскоязычном сайте Discovery 3D Printer
3DN: Расскажите, пожалуйста, о себе и своей роли в аддитивном производстве.
– Меня зовут Франсиско Барсенас, я директор отдела НИОКР и инноваций в компании CNC Bárcenas / Discovery 3D Printer. В мои основные обязанности входит проектирование и разработка крупноформатных аддитивных установок, а также исследование и испытания новых материалов, которые мы проводим в тесном сотрудничестве с нашими поставщиками. Среди них – SABIC, мировой лидер в разработке специальных материалов для 3D-печати крупных изделий (LFAM). Я также консультирую наших клиентов по вопросам 3D-моделирования для аддитивного производства, руковожу инновационными проектами и провожу консультации по нашим технологиям 3D-печати.
Франсиско Барсенас
3DN: Что представляет собой компания Discovery 3D Printer, и когда она была основана?
– Discovery 3D Printer – отвечающее за решения 3D-печати подразделение компании CNC Bárcenas, основанной в Вальдепеньяс (Сьюдад-Реаль, Испания) в 2009 году. Компания также специализируется на производстве промышленного оборудования с ЧПУ. Discovery 3D Printer – это результат многолетних интенсивных внутренних научных исследований, разработок и инноваций, кульминацией которых стал контракт с BSH Group, нашим первым клиентом в промышленном секторе, а точнее с их заводом в Монтаньяне, Сарагоса. Мы до сих пор продолжаем сотрудничество в качестве поставщиков в различных технологических областях.
В 2020 году мы начали сотрудничать с Gaggenau, инновационной компанией BSH Group, расположенной в Липсайме (Франция) и производящей на заказ станки с ЧПУ для нужд своей научно-исследовательской лаборатории. Одна из главных особенностей нашей компании заключается в том, что мы предоставляем индивидуальные решения, в том числе комбинируя различные технологии (FDM, FGF и постобработка путем фрезерования) в одной единице оборудования.
iQB Technologies – эксклюзивный дистрибутор Discovery 3D Printer в России. Обратитесь к нашим экспертам: мы подберем оборудование и поможем внедрить крупногабаритную 3D-печать в вашей компании!
3DN: Объясните, что лежит в основе вашей технологии? Какие крупноформатные решения вы разработали?
– В 2016 году мы выпустили крупноформатную FDM-установку Discovery 3D Printer. Мы продолжали улучшать характеристики принтера, пока, наконец, не создали его модификацию 2020 года – высокопроизводительную машину с объемом печати до 1 куб. м. Это решение предназначено для производства небольших и крупных деталей с высоким разрешением и скоростью, а также с использованием практически любого доступного на рынке филамента.
В 2017 году мы представили Super Discovery 3D Printer – новаторское оборудование, не имеющее аналогов в Европе. В нем используется технология прямой экструзии гранул полимера, также известная как FGF, позволяющая создавать большие объекты с высокой скоростью. Такое решение снижает стоимость за счет использования расходных материалов в виде полосок. Это оборудование было разработано для судостроительной компании Navantia, которая за последние несколько лет в рамках своей стратегической инициативы Shipyard 4.0 внедрила самые инновационные технологические решения на рынке. С Navantia мы также продолжаем тесно сотрудничать по ряду проектов (фактически мы являемся их официальным поставщиком решений для аддитивного производства). И, как я уже говорил, теперь мы предлагаем полностью индивидуальные решения, сочетающие различные технологии и объемы печати.
3DN: В чем конкурентное преимущество 3D-печати гранулами? И какие ограничения у этой технологии?
– Расскажу о нескольких преимуществах. Так, наша технология позволяет создавать очень крупные детали за короткое время и с меньшими затратами, чем при использовании филамента. Кроме того, очень интересна возможность применения огромного ассортимента термопластиков, в том числе технических. Открываются широкие возможности по решению разнообразных задач, таких как изготовление литейных форм, что обеспечивает большие преимущества по сравнению с традиционными процессами.
Наш принтер Super Discovery 3D Printer доступен в различных версиях – стандартной, компактной (Compact), гибридной (Hybrid) и в виде системы 3D-печати и постобработки (Workstation). Он позволяет гибко, быстро и экономично производить крупногабаритные детали – литейные формы, оснастку, мелкие серии оригинальных или запасных частей и функциональные прототипы с использованием материалов c высокими эксплуатационными характеристиками, армированных волокном и минералами. Все эти материалы соответствуют нормам, в том числе пожарной безопасности, действующим в каждой отрасли.
В конкретной области НИОКР и инноваций они могут стать идеальной основой для разработки или улучшения новых материалов для аддитивного производства согласно требованиям рынка, а также для проверки механических, физико-химических, технологических и других свойств. Немаловажным фактором является и экологичность наших решений.
Что касается ограничений, я предпочел бы поговорить об особых характеристиках этой технологии. К примеру, иногда требуется изменить подход к 3D-моделированию, а в некоторых случаях необходимо применять постобработку для полировки или нанесения покрытий на поверхности. Как известно, в сфере аддитивных технологий не существует универсальных решений, поэтому мы решили сосредоточиться на крупном формате с использованием стандартных термопластических, а при необходимости и технических материалов.
3DN: Представителей каких отраслей могут заинтересовать ваши решения? Можете назвать кого-нибудь из клиентов?
– Не думаю, что существует какая-либо отрасль обрабатывающей промышленности, где нельзя было бы воспользоваться преимуществами крупноформатной 3D-печати. Мы работаем с клиентами из практически всех секторов. Помимо BSH и Navantia, мы сотрудничаем с AIRBUS в производстве форм и оснастки, с компанией Hitachi ABB Power Grids, производящей детали, диэлектрические свойства которых значительно превосходят стандартные показатели. В сфере строительства я могу назвать Willy Naessens Group, а CAF Group является одним из наших наиболее представительных клиентов в области наземного транспорта.
Компоненты метропоезда, напечатанные на аддитивной установке Super Discovery 3D Printer (проект компании CAF). Этот принтер с камерой построения 1300 × 2500 × 1000 мм – идеальный ответ на новые потребности в крупноформатной 3D-печати
Также я хотел бы отметить, что решения Discovery 3D Printer успешно используют несколько университетов, технологических и исследовательских центров. Например, у нас весьма тесные отношения с факультетом машиностроения Левенского университета (KU LEUVEN). В Испании мы на протяжении нескольких лет сотрудничаем с отделом НИОКР и инноваций Кадисского университета.
3DN: Можете ли вы выделить какой-нибудь проект аддитивного производства с участием Discovery 3D Printer?
– Мы очень рады соглашению с UROVESA, ведущей испанской компанией в секторе гражданского и военного спецтранспорта. Но особо я хотел бы выделить наше сотрудничество с кафедрой проектирования легких полимерных конструкций Бранденбургского технологического университета (b-tu). В течение многих месяцев мы работали над инновационным проектом по производству лопастей ветрогенераторов. В университете уже есть наша установка Super Discovery 3D Printer Workstation, которая сочетает FGF-технологию с системой фрезерования.
В процессе работы удалось полностью выполнить задание клиента, а именно применить 3D-печать для быстрого и экономичного изготовления пресс-форм для автоклавов при высокой температуре и давлении, а также других крупных деталей с использованием высококачественных материалов. Размеры и характеристики решения полностью соответствовали изначальному проекту. Важно отметить, что Super Discovery 3D Printer Workstation была выбрана в ходе открытого тендера в Германии, принять участие в котором могла любая компания.
Сотрудники Бранденбургского технологического университета и Super Discovery 3D Printer Workstation
Мы очень гордимся этим достижением, ведь нам удалось не только превзойти других производителей по техническим характеристикам и низкой стоимости производства. Мы получили очень лестные отзывы за подход, основанный на инициативе и взаимодействии, на протяжении всего цикла управления проектом: от первого коммерческого контакта до завершения поставки в Бранденбург и последующей технической поддержки. Также хочу добавить, что из-за текущей ситуации с пандемией это был первый полностью цифровой проект, без какого-либо физического взаимодействия перед доставкой.
3DN: Несколько слов напоследок для наших читателей?
– Мы просим компании и исследовательские центры связаться с нами и выразить свою заинтересованность или сомнения относительно крупноформатной промышленной 3D-печати. Уверен, что мы сможем помочь в реализации проектов исследований, разработок и инноваций, во внедрении новых производственных процессов, которые станут важной составляющей аддитивного производства в будущем.
Что вы думаете о технологии, разработанной Discovery 3D Printers? Оставьте комментарий ниже или на наших страницах в соцсетях. Подпишитесь на рассылку блога и узнавайте последние новости 3D-технологий первыми!
Статья опубликована 23. 09.2021 , обновлена 04.03.2022
Крупнейшие 3D-принтеры 2023 года для печати XXL
Крупномасштабные 3D-принтеры способны печатать массивные объекты благодаря своим гигантским объемам сборки. В этом руководстве рассматриваются некоторые из самых больших 3D-принтеров в мире, имеющихся в продаже.
Последнее обновление 16 июня 2022 г.
Мы удалили продукты, снятые с производства, и обновили линейку BLB Industries The BOX, которая была заменена на The Industry MAGNUM. Мы также добавили новейшее решение MASSIVit, Massivit 10000.
Table of contents
Handpicked related content
Large scale 3D printers (XXL): 2023 selection
BIG-Meter V4
F1000
BigRep ONE v4
400 Series WORKBENCH XTREME
T3500
MAGNUM
Massivit 10000
MAMA
3D-печать мебели
3D-печать больших прототипов
3D-печать серийных изделий
Индивидуальные крупномасштабные 3D-принтеры
Какие крупномасштабные 3D-принтеры самые лучшие?
Крупномасштабные 3D-принтеры уже довольно давно находятся в центре внимания. Когда мы говорим «большой масштаб», мы имеем в виду именно это: эти машины могут печатать объекты площадью более 1 квадратного метра. Их можно использовать для 3D-печати предметов мебели, крупных прототипов или нескольких серий небольших объектов за один раз.
Профессиональные 3D-принтеры, представленные в нашей статье, в основном представляют собой увеличенные версии обычных настольных 3D-принтеров. Почти все они используют технологию экструзионной 3D-печати (FFF) и работают так же, как и обычные настольные принтеры.
Наш выбор «крупнейших 3D-принтеров» не включает строительные 3D-принтеры, которые относятся к другой категории.
Подобранный сопутствующий контент
Если эти крупноформатные 3D-принтеры (XXL) слишком велики, ознакомьтесь с другими нашими предложениями:
Широкоформатные 3D-принтеры (XL)
3D-принтеры большого объема (L) для настольных/настольных ПК
Большие полимерные 3D-принтеры (L)
Крупномасштабные 3D-принтеры (XXL): выбор 2023 года
Марка
Продукт
Размер сборки
Страна
Цена
Приблизительные стартовые цены основаны на предоставленной поставщиком информации и общедоступных данных. Цены могут меняться в зависимости от региона с течением времени и не включают дополнительные продукты или услуги (налоги, доставка, аксессуары, обучение, установка и т. д.).
Модикс
Этот производитель является Проверенным партнером нашей сети.
Товары в таблице отсортированы по цене (от низшей к высокой).
Марка
Продукт
Размер сборки
Объем сборки
Страна
Цена
Приблизительные стартовые цены основаны на предоставленной поставщиком информации и общедоступных данных. Цены могут меняться в зависимости от региона с течением времени и не включают дополнительные продукты или услуги (налоги, доставка, аксессуары, обучение, установка и т. д.).
Модикс
Этот производитель является Проверенным партнером нашей сети.
BIG-Meter V4
1010 × 1010 × 1010 mm39.76 × 39.76 × 39.76 in
1030.3 L
Israel
$ 13,50012 709 €11,190 £1,819,368 ¥
Get a quote
CreatBot
F1000
1000 × 1000 × 1000 мм39,37 × 39,37 × 39,37 дюйма
1000 л
Китай
$ 29,99928 241 €24,866 £4,042,905 ¥
Get a quote
BigRep
BigRep ONE v4
1005 × 1005 × 1005 mm39.57 × 39.57 × 39.57 in
1015.08 L
Germany
$ 30,00030 000 €24,867 £4,043,040 ¥
Get a quote
3D Platform
400 Series WORKBENCH XTREME
1000 × 1500 × 700 mm39.37 × 59.06 × 27.56 in
1050 L
United States
$ 49 ,99947 069€41,444 £6,738,265 ¥
Get a quote
Tractus3D
T3500
⌀ 1000 x 2100 mm
1649. 34 L
Netherlands
$ 59,00049 900 €48,905 £7,951,312 ¥
Get a quote
Индустрия
Magnum
1500 × 1200 × 1200 мм59,06 × 47,24 × 47,24 в
2160 L
Sweden
$ 135501119 99082
Sweden
$ 135500119 99082
Sweden
$ 1355001119 99082
Sweden
$ 135500119 99082
Sweden
$ 135,5,00129
$.0061
MASSIVit 3D
Massivit 10000
1420 × 1110 × 1500 mm55.91 × 43.7 × 59.06 in
2364.3 L
Israel
upon request
Get a quote
Modix
Этот производитель является Проверенным партнером нашей сети.
MAMA
2000 × 5000 × 1000 мм78,74 × 196,85 × 39,37 дюйма
–
Израиль
по запросу
5 91078 Узнать цену0355 Обзор лучших крупномасштабных профессиональных 3D-принтеров
Modix BIG-Meter обеспечивает объем печати более одного кубического метра. Как и все принтеры Modix, BIG-Meter поставляется в виде комплекта для самостоятельной сборки, что способствует относительно низкой цене принтера.
Этот крупномасштабный 3D-принтер поставляется с двойным экструдером (печатающие головки E3D Aero и E3D Volcano), полностью автоматическим выравниванием кровати (плитка кровати и отображение кровати), контроллером Wi-Fi и рядом компонентов промышленного класса. Печатная платформа нагревается до 120°C.
Связаться с производителем Получить предложение Добавить в сравнение
F1000 от CreatBot предлагает полный кубический метр полностью закрытого и нагретого (60°C) рабочего объема. Также имеется камера для нити, которая вмещает две катушки весом до 5 кг каждая и нагревается до 45°C или 65°C.
Его двойные сопла способны нагреваться до 420°C, а платформа нагревается до 100°C. Совместимые материалы варьируются от стандартных PLA и ABS до PETG и гибких материалов, наполненных углеродным волокном.
Связаться с производителем Получить предложение Добавить к сравнению
BigRep ONE, который в настоящее время находится в третьем поколении обновлений и обновлений, является одним из немногих крупногабаритных 3D-принтеров, обеспечивающих независимую двойную экструзию (IDEX). IDEX может вдвое сократить время производства благодаря режимам дублирования или зеркалирования.
Большой сенсорный экран принтера обеспечивает доступ к веб-камере и позволяет пользователям возобновлять печать даже после отключения электроэнергии. Держатель нити может удерживать несколько катушек весом до 8 кг.
Связаться с производителем Получить предложение Добавить к сравнению
Этот широкоформатный 3D-принтер с двойной экструзией можно настроить. Доступны различные экструдеры, и можно добавить корпус. Корпус может обогреваться и/или включать воздушный фильтр.
Можно выбрать одну из двух различных систем управления; с подключением по Wi-Fi или Ethernet. Датчик автоматического выравнивания касается более 400 точек на печатной платформе для обеспечения оптимальной калибровки.
Связаться с производителем Получить предложение Добавить в сравнение
T3500, огромный дельта-3D-принтер, предлагает большой размер сборки, который может выполнять 3D-печать в точном масштабе 1: 1 до 2,1 метра в высоту.
Крупномасштабный Tractus3D T3500 может печатать экзотические материалы в 3D с помощью экструдера горячего конца, способного нагреваться до 300°C. Этот 3D-принтер оснащен подогреваемым столом и может быть оснащен дополнительным двойным экструдером.
Свяжитесь с производителем Получить предложение Добавить к сравнению
Промышленность MAGNUM — это 3D-принтер очень большого формата от шведского производителя The Industry (ранее называвшегося BLB Industries). Этот 3D-принтер XXL предлагает рабочий объем 2,16 м³ и поставляется с набором сопел диаметром от 2 до 8 мм. MAGNUM основан на предыдущей модели компании, BLB Industries THE BOX.
Связаться с производителем Получить предложение Добавить в сравнение0400 производства MASSIVit 3D. MASSIVit 3D — израильский производитель 3D-принтеров. Этот 3D-принтер предлагает объем сборки 1420 x 1110 x 1500 мм.
Связаться с производителем Получить предложение Добавить в сравнение
Компания Modix назвала свой принтер «Фабрика персональных автомобилей», что позволяет быстро показать, насколько велика на самом деле система MAMA (Modular Additive Manufacturing Assembler). Он оснащен высокоскоростным экструдером гранул, а также способен 3D-печатать катушками нити.
Этот огромный 3D-принтер FFF еще недоступен.
Связаться с производителем Получить предложение Добавить в сравнение
Применение для крупномасштабной 3D-печати
3D-печать мебели
Самые большие 3D-принтеры можно использовать для 3D-печати мебели за один раз . Это столы, стулья и даже ванны. Мебель с помощью 3D-печати также может создавать уникальные, сложные предметы, которые было бы трудно создать другими способами.
Следовательно, мебель на заказ становится все более доступной благодаря сверхбольшим 3D-принтерам.
BigRep One в действии. Источник: QMES
3D-печать больших прототипов
Профессиональные крупномасштабные 3D-принтеры, описанные в нашей статье, также можно использовать для 3D-печати больших прототипов. Это позволяет предприятиям тестировать свою продукцию до фактического запуска производства. Промышленные дизайнеры и инженеры могут вносить больше изменений за значительно меньшее время.
Они могут всесторонне тестировать свои будущие продукты и в то же время сокращать время вывода продукции на рынок 904:00 .
Производственная серия для 3D-печати
Крупномасштабные 3D-принтеры не обязаны печатать только крупные объекты и прототипы. Их огромная платформа для сборки также позволяет 3D-печать больших серий небольших объектов.
Индивидуальные крупномасштабные 3D-принтеры
Есть несколько производителей, которые в основном предлагают индивидуальные решения, а не стандартные модели 3D-принтеров. Например, Tobeca — французская команда, которая создает 3D-принтеры с нуля и полностью ориентируется на потребности и требования своих клиентов.
Компания Erectorbot, базирующаяся в США, также предоставляет сборки по запросу, хотя у них есть линейка стандартных моделей. Еще есть Colossus, бельгийская компания, которая создает 3D-принтеры внутри конструкций, похожих на транспортные контейнеры. CNC Barcenas, испанский производитель, также предлагает специализированные крупномасштабные 3D-принтеры с рядом опций на выбор.
ТОП-10 КРУПНЕЙШИХ 3D-ПРИНТЕРОВ
0Акций
Недавно Майк сообщил о проекте C-Fab компании Branch Technology для архитектуры будущего. Хотя это в первую очередь основано на устройстве руки Kuka, я начал думать о некоторых других крупных проектах 3D-печати в процессе создания и, в частности, о 3D-принтерах, стоящих за ними. В то время как большинство людей обычно ассоциируют 3D-печать с объектами небольшого размера, правда, похоже, совсем другая. На самом деле, кажется, что в отрасли одновременно существуют две диаметрально разные тенденции. Один направлен на печать с лучшим разрешением, а другой — на печать максимально возможных размеров.
Несмотря на то, что численно их меньше, 3D-принтеры большого размера вызывают больший интерес. Итак, я решил, что, чтобы продолжить нашу серию Top Ten, мы должны выяснить, какие именно десять являются самыми большими 3D-принтерами в мире. На этот раз это «настоящая» первая десятка, так как я насчитал около 20 3D-принтеров с размером сборки около 1 кубического метра и выше. Он также основан на объективных критериях: возможности размера сборки. Единственный крупный проект, отсутствующий в нашем списке, — это Contour Crafting доктора Бехроха Хошневиса, изображенный выше, поскольку он предлагает процесс, а не конкретный 3D-принтер.
Итак, если вы думаете о том, чтобы начать новый проект лодки, напечатанной на 3D-принтере (как у моих друзей здесь, на Сицилии, в LivreaYacht), или бетонной собачьей будки и мебели (как у моих новых друзей из ConcretePrinter), вот некоторые из машин, которые вам могут пригодиться. смотреть и сталкиваться.
2,6–3,1 кубических метра / 94–112 кубических футов (доступно для обслуживания)
Норвежская компания Norsk Titanium (NTi) в настоящее время находится в процессе открытия завода по 3D-печати металлом в США, на котором будут представлены Технология прямого осаждения металлов. DMD использует плазменную дугу для приваривания титановой проволоки непосредственно к подложке до тех пор, пока она не достигнет формы, близкой к чистой, а система NTi способна печатать на 3D-принтере детали размером до 120 x 120 x 180 см, хотя максимальная возможная длина, по их словам, составляет 215 см (это 4 фута х 4 фута х 5,9’или 7′).
3,696 кубических метра (3696 литров) / 130,52 кубических фута (доступны для покупки)
Exerial будет иметь рабочий объем с двойной камерой, который составит 3,168 литра, что делает его одним из самых больших 3D-принтеров в мире. ExOne использует собственную технологию распыления связующего для работы в основном с металлами, керамикой и песком, которая используется исключительно для серийного производства песчаных стержней и форм. Помимо своего размера, система Exerial в 3-4 раза превосходит по скорости следующую по величине машину от ExOne, S-Max.
4 x 2 x 1 м: 8 кубических метров / 282 кубических фута (доступны для покупки)
Самая крупная промышленная машина, представленная в настоящее время на рынке, — это VX4000 компании voxeljet, в которой используется технология струйной печати связующего в основном для 3D-печати песчаных отливок. 4 x 2 x 1 м (объем 8 куб. м),
9 куб. м / 317 куб. футов (доступно для проектов/исследований/исследований)
Этот 3D-принтер разработан Энрико и Риккардо Дини. использует процесс струйной обработки связующего. Он наносит слои определенного искусственного песчаника, а затем создает строительный слой, применяя связующее. По сравнению с другими цементными 3D-принтерами он предлагает еще большую геометрическую свободу.
112 кубических метров / 368 кубических футов (доступны для покупки)
Крупнейшая доступная система Sciaky — это EBAM 300, в которой используется мощная электронно-лучевая пушка для плавления титановой нити толщиной 3 мм почти до чистой формы, со стандартным скорость осаждения от 7 до 20 фунтов. в час.
KamerMaker был одним из первых крупномасштабных 3D-принтеров, попавших в заголовки газет. Он также был первым, кто использовал технологию типа RepRap FFF для строительства дома на канале в Амстердаме. DUS Architects и Fiction Factory, стоящие за ним компании, только что добавили второй KamerMaker — с вдвое большим объемом печати — для ускорения строительства. Первый KamerMaker уже печатал со скоростью 240 мм/с.
Цилиндрический, высотой 8-10 метров / 26-32 фута (в разработке)
С тех пор, как основатель WASP Массимо Моретти начал производить 3D-принтеры, он мечтал создать домашний 3D-принтер, который мог бы строить среду обитания из почвы. и минимум энергии на месте. Для этого компания построила все более крупные дельта-3D-принтеры со специальными экструдерами. Когда он будет завершен, модель GigaDelta будет иметь высоту 12 метров.
25 кубических метров / 930 кубических футов (доступно для обслуживания)
Вы можете узнать машину BAAM (аддитивное производство больших площадей) от Cincinnati Incorporated по ее использованию в 3D-печати автомобилей. Принтер BAAM был разработан специально для 3D-печати автомобиля Strati для Local Motors с помощью и по технологии, лицензированной Национальной лабораторией Ок-Ридж. Размер и скорость позволяют быстро изготавливать большие детали из термопластичных материалов, что делает процесс особенно дешевым. Он также имеет открытую архитектуру для поставщиков материалов, что означает, что он может предложить больше альтернатив. И BAAM становится еще больше, поскольку Cincinnati работает над своей следующей версией под названием Bertha.
288 кубических метров / 10 170 кубических футов (доступны для покупки по запросу)
Словенская компания BetAbram производит по запросу серию из трех домашних принтеров, которые могут 3D-печатать жилые конструкции из файла САПР. Машины могут печатать слоями по 25 см, но для увеличения скорости работают и с еще более толстыми слоями. Цены начинаются всего от 12 000 евро за базовую модель P3. Этим летом компания работает над 3D-печатью двухэтажного дома.
2 466 кубических метров / 87 120 кубических футов (доступно для обслуживания)
Если говорить о крупногабаритных 3D-принтерах, самым крупным из них является принтер, созданный китайской компанией Winsun для изготовления мебели, домов и даже пятиэтажных зданий. В нем используется переработанный бетон из строительных отходов, и, таким образом, этот процесс значительно более экологически устойчив, чем традиционное строительство. Здесь определенно стоит отметить, что есть некоторые разногласия по поводу технологии компании, поскольку она связана с собственной технологией доктора Хошневиса, причем профессор Университета Южной Калифорнии заявляет о краже интеллектуальной собственности.
Исправление: Этот пост ранее искажал характеристики системы 3D-печати Exerial от ExOne, делая ее немного меньше, а также доступность машины. С тех пор статья была обновлена, чтобы более точно отразить самую большую машину ExOne, которая теперь доступна для покупки.
Уретеролитотомия — хирургическое извлечение камня из мочеточника.
В связи с использованием эндоскопических и лапароскопических методов, а также литотрипсии в настоящее время уретеролитотомию производят редко, лишь в комбинации с реконструктивными вмешательствами. Для доступа к различным отделам мочеточника требуются разные разрезы. При выделении мочеточника необходимо соблюдать осторожность, чтобы не сместить камень за пределы операционного поля.
Перед операцией обязательно выполняют обзорную урографию.
ОПЕРАТИВНЫЕ ДОСТУПЫ
Доступы к верхней трети мочеточника. Камни, расположенные высоко, удаляют, применяя люмботомический разрез. Подреберный или межреберный разрез используют, если камень находится ближе к средней трети или в расширенном мочеточнике, когда вероятна миграция камня в почечную лоханку. Пластику лоханки и верхней трети мочеточника можно выполнить любым из этих доступов. Межмышечный доступ по Фолею показан в случаях вклинения камня чуть ниже лоханочно-мочеточникового сегмента, обычно на уровне нижнего полюса почки. При необходимости выделения мочеточника на большом протяжении или для чрезбрюшинного доступа к мочеточнику после многократных внебрюшинных вмешательств показан срединный разрез, но после такого доступа возможен выраженный спаечный процесс.
Доступы к средней трети мочеточника. Наиболее предпочтителен срединный внебрюшинный доступ, но можно воспользоваться также доступом по Фолею или дорсальнойлюмботомией.
Доступы к нижней трети мочеточника. Используют срединный внебрюшинный доступ, срединный чрезбрюшинный доступ при повторных вмешательствах или разрез по Гибсону. При крупном камне в терминальном отделе мочеточника возможен чреспузырный доступ, а если камень пальпируется, то и влагалищный.
Обнажают мочеточник внебрюшинно выше камня. Если в этой зоне раньше производилось вмешательство и имеется рубцовый процесс, то предпочтительнее всего чрезбрюшинный доступ. Смещают брюшину медиально. Мочеточник прилегает к заднему листку брюшины, поэтому после отведения париетальной брюшины вместе с ней мочеточник отходит от задней брюшной стенки. Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.
УРЕТЕРОЛИТОТОМИЯ В НИЖНЕЙ ТРЕТИ
Рис.1. Производят срединный внебрюшинный разрез
А. Производят срединный внебрюшинный разрез. Продолжая разрез в обход пупка (как показано на рисунке), можно расширить доступ к нижней трети мочеточника.
Б. Смещают париетальную брюшину медиально. После обнажения мочеточника в нижней трети его берут на резиновую держалку в месте перекреста с подвздошными сосудами, чтобы облегчить дальнейшую мобилизацию.
Методика мобилизации дистального отдела мочеточника. Выделяют мочеточник в сторону мочевого пузыря до пересечения его первой сосудистой аркадой, отходящей от верхнего мочепузырного сосудисто-нервного пучка. Рассекают ткани, находящиеся над мочеточником дистальнее этой аркады, но проксимальнее следующей, и на этом уровне снова берут мочеточник на резиновую держалку. Продолжают мобилизацию таким образом до тех пор, пока мочеточник не будет выделен на участке, достаточном для уретеролитотомии (либо для реконструкции или уретеронеоцистостомии).
Чтобы достичь средней трети мочеточника, пересекают ножницами Лахея серповидную часть поперечной фасции, фиксирующую брюшину к боковой стенке живота. У женщин этот отдел мочеточника проходит под сосудами, кровоснабжающими матку, поэтому при его выделении требуется особая осторожность. Иногда, например при повторных вмешательствах на тазовых органах, вскрытие брюшной полости облегчает доступ и позволяет обнажить мочеточник чрезбрюшинно.
Рис.2. Мочеточник выше камня берут зажимом Бэбкока или на резиновую держалку
Мочеточник выше камня берут зажимом Бэбкока или на резиновую держалку. Локализацию камня можно уточнить осторожной пальпацией. Не следует пытаться сместить камень. Наложение второго зажима Бэбкока ниже камня позволяет вывести мочеточник в рану и препятствует смещению камня вниз. Не следует вскрывать мочеточник до тех пор, пока точно не установлена локализация камня. На стенку мочеточника синтетической рассасывающейся нитью 4-0 накладывают 2 шва-держалки, скальпелем с крючковидным лезвием вскрывают мочеточник продольным разрезом над верхней границей камня до характерного ощущения царапания.
Не следует рассекать мочеточник над камнем. Отверстие в стенке мочеточника расширяют обычным скальпелем или ножницами Поттса так, чтобы его размеры превышали размеры камня. Обычно мышечный слой стенки мочеточника отчетливо виден, но слизистая оболочка нередко не выражена или порвана.
При расположении камня в верхней трети мочеточника разрез не должен проходить через лоханочно-мочеточниковый сегмент, так как рубцовый процесс в этой зоне может нарушить перистальтику мочеточника.
Рис.3. Вследствие неровной поверхности камень обычно плотно фиксирован к слизистой оболочке
Вследствие неровной поверхности камень обычно плотно фиксирован к слизистой оболочке, поэтому его осторожно отделяют зажимом Микстера или диссектором и извлекают, стараясь не раскрошить. Снимают верхний зажим Бэбкока; при этом струя мочи из проксимальных отделов мочеточника вымывает оставшиеся фрагменты камня. Снимают нижний зажим и проверяют проходимость мочеточника до мочевого пузыря с помощью хлорвиниловой трубки 5-8F, введенной через уретеротомический разрез. Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.
Рис.4. Отверстие в стенке мочеточника закрывают
Отверстие в стенке мочеточника закрывают, нетуго связывая между собой швы-держалки или накладывая 1-2 шва синтетической рассасывающейся нитью 4-0. В шов захватывают только адвентицию. После операции обычно возникает отек в области ушивания, поэтому не следует стягивать края разреза мочеточника. Устанавливают дренажную трубку и фиксируют ее проксимальный конец так, чтобы он не соприкасался с линией швов. Смещенную при выделении мочеточника жировую клетчатку вновь укладывают между мочеточником и поясничной мышцей и фиксируют кетгутовой нитью 3-0. Послойно ушивают рану.
При длительномподтекании мочи из раны дренажную трубку слегка подтягивают. В любом случае на 4-й день после операции трубку подтягивают и на следующий день удаляют, если отделяемое из раны отсутствует.
Непальпируемый камень
Если не удается пропальпировать камень в мочеточнике, возможны следующие альтернативы: 1) выполняют обзорную урографию на операционном столе, что часто затруднено и требует изменения положения больного; 2) осторожно проводят мочеточниковый катетер, чтобы определить положение камня, и вскрывают мочеточник в месте препятствия; иногда удается извлечь камень с помощью корзинки Дормиа или уретероскопа; 3) проводят корзинку Дормиа в дистальный отдел мочеточника; это особенно эффективно при локализации камня вблизи пузырно-мочеточникового сегмента; 4) если камень мигрировал в почечную лоханку, в нее вводят камнеуловительРэндолла, разводят бранши, захватывают и удаляют камень; если его не удается захватить, обнажают почку и выполняют обзорную урографию; 5) если камень не обнаружен, устанавливают мочеточниковый стент с J-образным концом, так как обструкция мочеточника камнем дистальнееуретеротомии — серьезное осложнение, особенно в случае присоединения инфекции.
ТРАНСВЕЗИКАЛЬНАЯ УРЕТЕРОЛИТОТОМИЯ
Обнажают мочевой пузырь поперечным разрезом в нижних отделах живота и выполняют вертикальнуюцистотомию. На 1 см медиальнее и дистальнее устья пораженного мочеточника накладывают шов-держалку. Натягивая концы держалки, рассекают слизистую оболочку мочевого пузыря в поперечном направлении на 3 см выше устья. Разводят волокна детрузора, обнажают мочеточник и берут его зажимом Бэбкока. Визуально или пальпаторно уточняют расположение камня и над ним продольно рассекают мочеточник. Зондом выводят камень наружу. Промывают мочеточник в проксимальном и дистальном направлениях. Ретроградно через устье в мочеточник вводят стент, рану мочеточника ушивают узловыми швами тонкой хромированной кетгутовой нитью.
Мочеточниковый стент и надлобковый катетер Малеко выводят наружу через дополнительное отверстие в передней стенке мочевого пузыря. Мочевой пузырь ушивают двухрядным швом: 1-й ряд (непрерывный шов кетгутовой нитью 4-0) накладывают на подслизистую основу, 2-й ряд (узловые швы хромированной кетгутовой нитью 3-0) — на мышечную оболочку. Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день.
Альтернативный способ. Трансуретрально вводят резектоскоп в мочевой пузырь, резецируют его стенку над интрамуральным отделом мочеточника, затем вытягивают камень петлей. При высоком риске послеоперационной стриктуры мочеточника устанавливают стент с J-образными концами. После такой операции возникает пузырно-мочеточниковый рефлюкс.
ТРАНСВАГИНАЛЬНАЯ УРЕТЕРОЛИТОТОМИЯ
Вклиненный камень мочеточниково-пузырного сегмента, который пальпируется через влагалище, можно удалить трансвагинально, особенно у рожавших женщин с небольшим выпадением матки и влагалища.
Рис.5. Вводят заднее влагалищное зеркало, половые губы подшивают к коже
Вводят заднее влагалищное зеркало, половые губы подшивают к коже. Пулевыми щипцами смещают шейку матки вниз. Накладывают швы-держалки на свод влагалища с каждой стороны от пальпируемого камня.
Рис. 6. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника
А. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника выше и ниже камня. Захватывают мочеточник зажимом Бэбкока, если это необходимо. Продольно рассекают мочеточник и осторожно извлекают камень.
Б. Мочеточник ушивают в поперечном направлении узловыми швами хромированной кетгутовой нитью 4-0.
Рис.7. При кровоточивости тканей и сомнениях в гемостазе устанавливают дренажную трубку
При кровоточивости тканей и сомнениях в гемостазе устанавливают дренажную трубку, при «сухом» операционном поле стенку влагалища ушивают выворачивающими швами хромированной кетгутовой нитью 3-0.
ПОВТОРНАЯ УРЕТЕРОЛИТОТОМИЯ
Рентгенологически определяют размеры и локализацию камня и оценивают возможность эндоскопическойлитоэкстракции или литотрипсии. Если эти вмешательства невозможны, в мочеточник проводят катетер до камня и оставляют его до операции.
Обнажают мочеточник чрезбрюшинным доступом. Рассекают белую линию Тольдта и мобилизуют соответствующий участок ободочной кишки. Выделяют мочеточник выше камня. Удаляют камень и устанавливают мочеточниковый стент с J-образными концами. В мочеточник устанавливают дренажную трубку и выводят ее внебрюшинно на боковую область живота. Рану брюшной стенки ушивают. Если камень расположен низко, париетальную брюшину можно вскрыть непосредственно над мочеточником, отступя от сигмовидной кишки. Следует помнить, что камень обычно оказывается ниже, чем предполагалось.
Если камень находится слишком низко и его не удается удалить через имеющийся доступ, мочевой пузырь мобилизуют, пересекая облитерированную пупочную артерию и верхний мочепузырный сосудисто-нервный пучок, вскрывают и нащупывают камень пальцами. Проверяют наличие камня пункционной иглой. Рассекают мочеточник изнутри мочевого пузыря. Следует помнить, что эту зону пересекает артериальная ветвь. В мочеточник устанавливают стент с J-образными концами.
ПОСЛЕОПЕРАЦИОННЫЕ ОСЛОЖНЕНИЯ
Длительное подтекание мочи указывает на обструкцию дистальнее раны мочеточника (просмотренный фрагмент камня) или локальное нарушение кровоснабжения его стенки. Через 12 дней после операции выполняют обзорную урографию, чтобы проверить, не остался ли в мочеточнике камень. Дренажная трубка, установленная в непосредственной близости от раны мочеточника, также может быть причиной подтекания мочи. В таких случаях трубку осторожно подтягивают. Если отделяемое из раны не прекращается в течение 2-3 нед, причиной этого наиболее часто оказывается ишемия тканей в зоне операции; при этом осложнении необходимо установить мочеточниковыйстент с J-образным концом. Стент удаляют не ранее чем через 1 нед после прекращения отделяемого из раны.
Причиной стриктуры может быть нарушение кровоснабжения мочеточника в результате повреждения его адвентиции. Для устранения стриктуры прибегают к интубации мочеточника, баллонной дилатации или эндоскопической уретеротомии, а иногда — к подтягиванию мочевого пузыря и фиксации его к поясничной мышце или реконструкции лоскутом мочевого пузыря по Боари. Трансуретероуретеростомия у больных нефролитиазом противопоказана. Если дренажная трубка из раны удалена слишком рано, может образоваться уринома. В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами.
ЛАПАРОСКОПИЧЕСКОЕ УДАЛЕНИЕ КАМНЯ
Чрезбрюшинная лапароскопическая уретеролитотомия
При цистоскопии в мочеточник до камня проводят струну-проводник и мочеточниковый стент, стараясь не сместить камень. В положении больного на спине накладывают пневмоперитонеум и устанавливают 5 лапароскопических портов: 1 ниже пупка — для видеокамеры, остальные по срединно-ключичной линии: 3 — на стороне, противоположной камню, и 1 — на стороне камня. Больного поворачивают на бок.
После разделения спаек рассекают ножницами задний листок брюшины по ходу белой линии Тольдта. При камнях справа брюшину рассекают вверх до печеночного угла ободочной кишки, при левосторонних — до селезеночного угла. Захватывают медиальный край брюшины и тупым и острым путем отсепаровывают ее вместе с ободочной кишкой медиально. Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
Мочеточник выше камня берут на держалку, чтобы не допустить миграции камня в проксимальном направлении, выделяют мочеточник на минимальном протяжении. Можно также наложить лапароскопический зажим Бэбкока. Мочеточник рассекают продольно над камнем и несколько проксимальнее так, чтобы разрез превышал размеры камня. Извлекают камень, отделив его от слизистой оболочки мочеточника. Ослабляют держалку так, чтобы моча свободно вытекла в рану. Ушивают рану мочеточника одним швом хромированной кетгутовой нитью 4-0. Шов завязывают внутри или вне брюшной полости. Рану мочеточника можно не ушивать.
При цистоскопии по струне-проводнику устанавливают мочеточниковыйстент в почечную лоханку. Лапароскопическим зажимом выпячивают боковую стенку живота и в этом месте делают контрапертуру, через которую внебрюшинно выводят дренажную трубку. Края рассеченного заднего листка брюшины соединяют скобками.
Удаляют инструменты, ушивают отверстия в брюшной стенке.
Внебрюшинная лапароскопическая уретеролитотомия
Выполняют все этапы и устанавливают баллонный диссектор в забрюшинное пространство. Идентифицируют мочеточник по расположенному в нем стенту и контурирующему камню. Рассекают стенку мочеточника и удаляют камень. Рану дренируют внебрюшинно.
Консультация по платным услугам
Показать телефоны
Лечение мочекаменной болезни. Дробление камней в почках и мочеточнике. Удаление камней почки
Мочекаменная болезнь (уролитиаз) — заболевание, при котором в органах мочевыводящей системы образуются конкременты (камни).
Почки выполняют функцию поддержания водного, минерального и солевого баланса организма. У здорового человека моча представляет собой сложный сбалансированный насыщенный солевой раствор, состоящий из множества органических и неорганических соединений, которые находятся в определенном равновесии. При определенных условиях и состояниях, например, дегидратации (недостаточном потреблении жидкости), баланс нарушается, и в моче образуют кристаллы, которые, собираясь вместе в последствии являются основой для образования конкрементов. Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
Образующиеся в почках камни с током мочи могут продвигаться ниже по мочевым путями. Чаще всего камень в процессе своего продвижения вклинивается в просвет мочеточника и вызывает нарушение оттока мочи из почки- возникает приступ почечной колики — сильнейшей боли в пояснице, часто сопровождающейся тошнотой и рвотой, примесью крови в моче. При присоединении инфекции в почке (пиелонефрита) возникает озноб и повышение температуры выше 38 градусов. Без лечения (в первую очередь, восстановления нормального оттока мочи) инфекция может распространяться по организму и принять генерализованную форму, возникает уросепсис, который является смертельно опасным состоянием. Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
Диагностика при мочекаменной болезни
Основными методами для диагностики и определения тактики лечения являются рентгенологические исследования — обычная рентгенография мочевыводящих путей (обзорная урография), компьютерная томография, экскреторная (внутривенная) урография. Наибольшей информативностью обладает компьютерная томография, позволяющая увидеть любые виды камней и точно определить их локализацию и размеры. Ультразвуковое исследование почек и мочевого пузыря является простым, недорогим и безопасным методом диагностики. Позволяет определить наличие камней в почках, наличие гидронефроза, определить камни в верхних отделах и в устье мочеточника (место, где мочеточник впадает в мочевой пузырь). УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.
Методы лечения мочекаменной болезни
1. Консервативное лечение мочекаменной болезни (наблюдение).
В некоторых случаях возможно самостоятельное отхождение конкрементов из мочеточников без вмешательства. Вероятность самостоятельного отхождения зависит от размера и локализации конкремента:
высокая вероятность: камни мочеточника менее 4 мм в диаметре в дистальной части мочеточника (ближе к мочевому пузырю),
низкая вероятность: камни мочеточника более 6 мм в проксимальной части мочеточника (ближе к почке),
при консервативном лечении обычно врач назначает препараты, которые способствуют самостоятельному отхождению камня и уменьшают частоту возникновения болевых приступов. Так же нужно пить больше жидкости (более 2 литров в сутки) и обязательно мочиться в емкость, для того, чтобы зафиксировать возможное отхождение камня.
В следующих случаях консервативное лечение противопоказано:
пациенты с единственной почкой,
при признаках инфекции мочевых путей (как правило, проявляется повышением температуры тела),
при наличии тошноты и рвоты,
сильной боли, не поддающейся медикаментозному лечению,
при почечной недостаточности.
Консервативное лечение может проводиться в течение 3-4 недель. Если за это время камень самостоятельно не вышел, то требуется применение какого-либо из способов его удаления.
Дистанционная литотрипсия относится к наименее травматичным методам лечения мочекаменной болезни. Возможно выполнение литотрипсии в амбулаторном режиме, возвращение к обычному образу жизни на следующий день. Принцип метода дистанционной литотрипсии заключается в образовании ударных волн специальным аппаратом (литотриптором) и фокусировке этих волн на конкременте в теле человека, в результате камень фрагментируется на мелкие осколки (размер зависит от состава камня и режима литотрипсии), которые отходят самостоятельно с током мочи. При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.
Эффективность литотрипсии зависит от размеров, состава и локализации камня (50-85%). наиболее эффективно дробление камней в почке и в верхней трети мочеточника. Процедура длится около часа, после процедуры необходимо наблюдение в течении 2 часов. Процесс отхождения фрагментов конкремента может занимать до 3 месяцев.
Возможные осложнения: формирование гематомы в почке, обструкция мочеточника фрагментами («каменная дорожка»), появление кровоизлияний в месте дробления камней.
3. Контактная уретеролитотрипсия (КЛТ).
Контактная литотрипсия заключается в разрушении (дроблении камней с помощью сжатого воздуха, ультразвука или лазера) и извлечении конкрементов из мочевых путей с помощью специального эндоскопического инструмента (уретероскопа) через мочеиспускательный канал (уретру) без разрезов. В большинстве случаев после процедуры контактной литотрипсии в почку устанавливается внутренний мочеточниковый стент, который необходимо удалить через 3-7 дней. Процедура контактной литотрипсии проводится под спинальной или общей анестезией. К преимуществам метода контактной литотрипсии относится высокая эффективность (75-100%), возможность избавиться от нескольких камней за одну процедуру, малая травматичность (можно вернуться к обычному образу жизни на следующий день). Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.
4. Чрескожная (перкутанная) нефролитотрипсия.
Применяется при больших (более 2 см) почечных камнях. Разрушение и удаление камней из почки через небольшой разрез в поясничной области. По направлению к камню создается туннель, через который с помощью специального эндоскопического инструмента (нефроскоп) камень разрушается (ультразвуком, лазером или пневматически) и извлекается наружу. После литотрипсии в полостную систему почки (лоханку) устанавливается наружный дренаж (нефростома), иногда внутренний дренаж (мочеточниковый стент), который удаляется после того, как врач убедится, что все фрагменты конкремента извлечены. В случае если в почке остаются фрагменты требуется повторная процедура для их извлечения, которая обычно короче по времени.
Эффективность лечения 80-99% и зависит от размера и локализации камня. Возможные осложнения: кровотечения, пиелонефрит, повреждение лоханки и мочеточника, повреждение соседних органов. Время лечения занимает около недели, возвращение к обычной активности в течении 2-4 недель.
5. Лапароскопическая хирургия.
Лапароскопическое удаление камней лоханки и мочеточников является современным и малотравматичным методом. Данный подход в целом ряде случаев обеспечивает отличные результаты при минимальном риске осложнений и быстром восстановлении после операции. Преимущества лапароскопии в том, что она позволяет через несколько кожных проколов сделать тот же объем работы, что и при большой «полостной» операции с поясничным разрезом длиной 15-20 см. Подобная тактика особенно хороша в ситуациях, когда необходимо симультанное (одновременное) удаление камня и, например, выполнение пластической операции по поводу сужения лоханочно-мочеточникового сегмента.
6. Открытая хирургия.
С учетом развития современного оборудования и технологий необходимость в открытых операциях возникает редко, не более 5% всех операций по поводу мочекаменной болезни. К операции, как правило, приходится прибегать в особо сложных случаях и недоступности или неэффективности других, менее инвазивных методов лечения.
Главное для пациента
В настоящее время медицина все еще не позволяет абсолютно точно установить механизм камнеобразования. Как следствие, не существует общепризнанных и высокоэффективных методов профилактики и медикаментозного лечения большинства форм данного заболевания.
Хирургическое лечение мочекаменной болезни в последние десятилетия совершило грандиозный рывок вперед, изменившись до неузнаваемости. Сегодня практически нет места открытой («полостной») хирургии.
Основные современные методы лечения мочекаменной болезни: дистанционная литотрипсия (дробление камней ударной волной), контактная и перкутанная литотрипсия (с применением современных, в т.ч. гибких эндоскопов и различных способов разрушения камней: лазерного, ультразвукового, пневматического), лапароскопия.
К сожалению, не существует универсального способа разрушения камней. Дистанционная литотрипсия — действительно самый малоинвазивный (минимально травматичный) метод. Однако он имеет достаточно много ограничений. В ряде случаев данный подход вообще не эффективен. А нередко бывает так, что после дистанционной литотрипсии (даже в самых умелых руках) для окончательного достижения цели (или борьбы с осложнениям) требуется дополнительное привлечение других методов дробления камней.
Оптимальные условия для эффективного и безопасного лечения мочекаменной болезни могут быть созданы ТОЛЬКО в стационаре, располагающем ВСЕМИ современными методами разрушения камней и соответствующими квалифицированными специалистами.
Ограниченность в выборе способа хирургического лечения мочекаменной болезни часто приводит к значительному «усложнению жизни» и пациента и доктора.
Ежегодно в Клинике сотни пациентов из разных регионов России получают помощь в лечении мочекаменной болезни в соответствии с новейшими международными стандартами.
С историями пациентов, прошедших лечение в Клинике, вы можете ознакомиться на странице
Видеоотзывы
Огранка драгоценных камней
Ювелирные изделия с белым топазом /
Круглый
Также известен как «Круглый блестящий», «Американский идеал» или «Американский стандарт». Эта огранка с 57 гранями наиболее эффективно передает блеск и сияние камня. Хотя нет ни одного изобретателя, официально ответственного за изобретение круглой огранки, во многих источниках упоминается Винченцио Перруцци, венецианский резчик 18 века. Круглая огранка претерпела много-много преобразований на протяжении многих лет, чтобы наилучшим образом манипулировать гранями для оптимизации рассеивания света в камне. Некоторые из наиболее известных круглых огранок включают «Старую одинарную огранку», «Округлую одиночную огранку», «Староевропейскую огранку», «Юбилейную огранку», «Королевскую огранку» и «Базовую бриллиантовую огранку» или « Идеальный разрез», или «Разрез Толковского», разработанный польским математиком Марселем Толковским в 1919. Толковски получил докторскую степень в Лондонском университете по теме круглой бриллиантовой огранки, прочно зарекомендовав себя как отец современной круглой огранки. Его книга «Дизайн бриллианта» используется в качестве эталона для огранки бриллиантов в Северной Америке. Ему приписывают введение терминов «блеск», «огонь» и «сверкание», когда дело доходит до оценки и классификации бриллиантов. Первоначально разработанная исключительно для бриллиантов, круглая бриллиантовая огранка теперь широко используется и для драгоценных камней.
Princess
Квадратная форма, эта огранка является второй по популярности, сразу после огранки Round Brilliant. На самом деле, технически он известен как «Квадратный модифицированный бриллиант», поскольку по сути представляет собой квадратную версию круглой бриллиантовой огранки. Он может похвастаться от 58 до 76 граней, которые красиво отражают свет от его поверхности, придавая ему форму с наибольшим блеском. Его положительные качества лучше всего проявляются в светлых, прозрачных драгоценных камнях. Это относительно недавняя огранка, созданная в 19 году.79 Игала Перлмана, Бецалеля Амбара и Исраэля Ицковица из Израиля. Однако предшественник огранки «принцесса», или огранки «профиль», был создан Арпадом Надь из Лондона в 1961 году. Драгоценный камень огранки «принцесса» с той же шириной в диаметре, что и драгоценный камень круглой огранки, на самом деле будет иметь больший вес в каратах, потому что круглая огранка драгоценному камню нужно было срезать четыре угла, чтобы сделать его круглым. Драгоценный камень квадратной огранки сохраняет 80 % необработанного драгоценного камня, в то время как драгоценный камень круглой огранки сохраняет только 50 %, что делает его отличным выбором как для покупателей, так и для огранщиков драгоценных камней.
Подушка
Когда-то известная как «Старая шахтная огранка» или «Староевропейская огранка», эта огранка имеет примерно 64 грани и имеет базовую квадратную форму со слегка закругленными углами, что делает ее похожей на диванную подушку. Его также можно назвать «подушкой». Как и огранка «принцесса», эта огранка максимально использует необработанный драгоценный камень наилучшим образом, чтобы избежать отходов, одновременно сохраняя невероятный блеск и сияние драгоценного камня. Эта традиционная огранка существует уже 200 лет и была отраслевым стандартом до начала 20 века. Некоторые разрезы подушек могут казаться слегка овальными по форме. В последние годы огранка «кушон» возобновила свою популярность: Майли Сайрус, Дженнифер Гарнер, Иванка Трамп, Джулиана Ранчич и Мена Сувари носили помолвочные кольца с огранкой «кушон».
Radiant
Четырехсторонняя огранка, сочетающая в себе огранки «Принцесса» и «Кушон», была создана Генри Гроссбардом в 1977 году. красиво округляя их, как в кушоне. Он предлагает современную квадратную форму, не жертвуя блеском и огнем круглой огранки. Этот утонченный новый стиль стал фаворитом знаменитостей: Хилари Дафф, Дрю Бэрримор, Дженнифер Лопес, Джессика Бил и Хлоя Кардашьян получили обручальные кольца с огранкой Radiant.
Изумрудная огранка
Изумрудная огранка имеет форму прямоугольника сверху со срезанными углами. Эта конкретная огранка имеет примерно 50 граней и меньше граней, чем круглая или квадратная огранка. Акцент здесь делается не столько на блеске, сколько на чистоте и цвете драгоценного камня. Цвет имеет тенденцию проявляться очень ярко в драгоценных камнях изумрудной огранки. В более светлых драгоценных камнях эта огранка может быть довольно ослепительной с более широкими и яркими вспышками света, когда свет прыгает между светлой и темной поверхностями драгоценного камня, как если бы он смотрел в зеркальный зал. Эта огранка изначально предназначалась для огранки изумрудов. Поскольку изумруды встречаются в природе с многочисленными включениями, их огранка особенно затруднена из-за возможного сколов. Изумрудная огранка решила эти проблемы, уменьшив силу, прикладываемую во время огранки, и защитив камень от поломки. В конце концов, эта огранка стала использоваться для алмазов и других драгоценных камней. Покупателей особенно привлек этот уникальный и стильный новый стиль, поскольку его удлиненная форма особенно приятно смотрится на пальце. Известно, что Бейонсе, Мэрайя Кэри, Анджелина Джоли, Кейт Хадсон, Ева Лонгория и Ким Кардашьян носили обручальные кольца изумрудной огранки.
Октагон
Эта прямоугольная огранка представляет собой еще один вариант использования «ступенчатой огранки», когда камень обрабатывается рядами широких, плоских, концентрических граней, которые напоминают ступени лестницы по окружности драгоценного камня. Ступени этой огранки не равноудалены, в отличие от огранки Изумруд. Обычное количество граней в огранке «Восьмиугольник» — 53. Драгоценные камни в огранке «Восьмиугольник» идеально подходят для изображения глубокого цвета любого драгоценного камня. Он также демонстрирует любые включения, которые может иметь драгоценный камень, поэтому важно искать драгоценные камни, которые особенно красивы по цвету и свободны от включений, при рассмотрении огранки Octagon.
Asscher
Альтернативно называемая «Квадратная Изумрудная огранка», это гибрид огранки «принцесса» и огранки «изумруд». Он представлен отчетливой буквой X в таблице драгоценных камней и имеет обрезанные углы по четырем сторонам. Вместо того, чтобы создавать блестящий граненый узор, который подчеркивал бы огонь драгоценного камня, грани «ступенчатой огранки» в этой огранке максимизируют чистоту драгоценного камня. Эта огранка была разработана братьями Ашер в 1902 году в Голландии и оставалась популярной на протяжении 1920-х годов. В 2001 году огранка Ашер претерпела некоторые модификации Эдвардом и Йоопом Ашерами, в результате чего появилась огранка «Современный Ашер» или «Королевский Ашер». В более новой версии количество граней увеличено с 58 до 74, а также представлены более широкие углы. Версия Asscher Cut снова стала популярной после появления в сериале «Секс в большом городе». С тех пор многие знаменитости начали носить обручальные кольца огранки Ашер, такие как Джессика Альба, Кейт Хадсон, Эшли Симпсон, Джулия Робертс, Риз Уизерспун и Гвинет Пэлтроу.
Сердце
Огранка в форме сердца по сути является грушевидной огранкой с расщелиной наверху. Эта огранка с 59 стандартными гранями может быть очень огненной и блестящей. Симметрия играет жизненно важную роль при выборе хорошего драгоценного камня огранки «сердце». Две половинки должны быть совершенно равными, расщелина должна быть четкой и отчетливой, а стороны должны быть слегка закруглены. Редко используемые в качестве обручальных колец, драгоценные камни в форме сердца остаются популярным выбором для серег, подвесок и колец-пасьянсов.
Marquise
Эта огранка в форме футбольного мяча, также известная как огранка Navette, состоит из 57 граней. Это тип модифицированной бриллиантовой огранки, то есть огранки, отражающей наибольшее количество света и обеспечивающей максимальный блеск и цвет. Важно отметить, что если драгоценный камень огранен слишком мелко, свет будет проходить через заднюю часть драгоценного камня, тем самым уменьшая его цвет и блеск. Стремление к идеальной симметрии — еще один важный фактор в обработке драгоценных камней огранки «маркиза». Две конечные точки должны точно совпадать друг с другом, а две половинки камня должны быть идеальными копиями друг друга. Это гарантирует, что камень будет правильно сидеть в своей оправе, сводя к минимуму будущие сколы или поломки. Бриллиант огранки «маркиза» был заказан королем Франции Людовиком XIV для подарка его возлюбленной, маркизе де Помпадур. Своими длинными линиями и вытянутым силуэтом он должен был напоминать ее идеальную улыбку. Кроме того, его удлиненная форма делает палец более плоским, делая его длиннее и тоньше. В последние годы огранка «маркиза» стала устанавливаться даже вертикально. Кэтрин Зета-Джонс и Эшли Симпсон получили обручальные кольца с вертикально установленными бриллиантами огранки «маркиза». В любом случае, благодаря значительной площади поверхности, эта огранка имеет больший вес на карат, чем любая другая огранка, и создает иллюзию более крупного драгоценного камня 9.0003
Овал
Овальная огранка была создана Лазаром Капланом в конце 1950-х и начале 1960-х годов. Он имеет эллиптическую форму, если смотреть сверху, и может быть описан как гибрид круглой и маркизной форм. Созданный из 69 граней, это тип модифицированной бриллиантовой огранки, который предлагает своему владельцу блеск и огонь круглого драгоценного камня в более уникальной форме. Его удлиненный силуэт является дополнительным преимуществом, потому что он создает иллюзию более крупного драгоценного камня и позволяет пальцу выглядеть длиннее и тоньше при его ношении. Знаменитые помолвочные кольца овальной огранки включают потрясающее кольцо с овальным сапфиром весом 12 карат, которое Кейт Миддлтон получила от принца Уильяма и которое принадлежало его покойной матери, принцессе Диане; и кольцо с овальным бриллиантом в 5 карат, которое Кэти Холмс получила, когда вышла замуж за Тома Круза.
Груша
Выполненный в форме блестящей капли, драгоценный камень огранки «груша» можно описать как гибрид овальной огранки и огранки «маркиза» с заостренным концом на одном конце. Это тип модифицированной круглой бриллиантовой огранки, поэтому он предлагает 71 грань, которые прекрасно отражают свет и позволяют эффектно проявить цвет. Первый бриллиант огранки «груша» был изготовлен фламандским полировщиком Луи ван Беркемом из Бельгии в 1458 году. При обработке драгоценного камня огранки «груша» важно стремиться к идеальной симметрии. Точка должна совпадать с вершиной закругленного конца. Для драгоценных камней грушевидной огранки требуется специальная закрепка с 6 зубцами, один из которых обеспечивает поддержку хрупкого наконечника. Большинство женщин носят заостренный конец драгоценного камня огранки «груша» в направлении ногтя, хотя это во многом зависит от выбора владельца. Удлиненный силуэт кольца огранки «груша» удлиняет и утончает палец владельца, что делает его привлекательным выбором не только для серег и кулонов, но и для колец. Помолвочные кольца грушевидной огранки носили такие знаменитости, как Кэтрин Хейгл, Аврил Лавин, Бетенни Франкель и Джессика Симпсон.
Триллион
Драгоценные камни огранки триллиан имеют треугольную форму. Края могут быть слегка закруглены или обрезаны прямо треугольными ступенчатыми надрезами по трем сторонам. Его изогнутая вариация обычно используется для одиночных камней-пасьянсов и также известна как триллион или триллион, в то время как неизогнутая вариация, или триллиант, лучше подходит для боковых камней. Первоначально предполагалось, что эта огранка была разработана в Амстердаме, а позже в 1919 году она была зарегистрирована как торговая марка нью-йоркской алмазной компанией Генри Мейера.62. Триллиант представляет собой тип круглого бриллианта, и известно, что его равносторонняя форма с 31-43 блестящими гранями максимизирует блеск и цвет драгоценного камня. Симметрия, углы и пропорции остаются критически важными для правильного рассеивания света. Если драгоценный камень огранки триллиант установить в качестве солитера, он потребует специальной настройки, предназначенной для защиты его деликатных углов. Кроме того, из-за неглубокого характера этой огранки на ее поверхности обычно будет больше пыли и грязи, чем на любой другой огранке, и любой набор украшений с триллиантами потребует дополнительной очистки. Поскольку драгоценные камни огранки Trilliant имеют неглубокую огранку, они, как правило, создают иллюзию того, что они кажутся больше, чем их вес. Кроме того, известно, что огранка Trilliant сводит к минимуму отходы необработанного драгоценного камня в процессе огранки. Эти особенности, наряду с действительно сложной и уникальной формой, делают Trilliants превосходной ценностью, независимо от того, установлены ли они как солитеры или используются в качестве дополнительных камней.
Багет
Длинные и прямоугольные по форме драгоценные камни багетной огранки – популярный выбор для акцентирования камней в ювелирных изделиях. Термин «багет» произошел от итальянского слова «баккетта», что означает «палочка»; bacchio, что означает стержень, или от французского слова багет, который представляет собой продолговатую буханку хлеба. Огранка была создана в 1920-1930-х годах во времена ар-деко и ар-нуво. Благодаря четким линиям и современному геометрическому виду, который резко отличался от традиционной круглой огранки, он мгновенно стал популярным. Изготовленный в стиле «ступенчатой огранки», его 14 граней были вырезаны ступенчато по краям, напоминая пирамиду без вершины. Хотя они и не такие огненные и блестящие, как круглая огранка, эти камни огранены для максимальной чистоты. Поскольку для изготовления багетов требуется меньше огранок, чем для других форм драгоценных камней, чрезвычайно важно правильно огранить их, поскольку у них гораздо меньше граней, чтобы скрыть любые дефекты. Камни багетной огранки могут быть обычными или «коническими», то есть две стороны сужаются внутрь, напоминая трапецию. Конический вариант особенно хорошо работает в качестве боковых камней к круглому центральному элементу. Камни багетной огранки обычно имеют небольшие размеры, часто менее одного карата. Поэтому они измеряются по своим размерам, а не по весу в каратах. Их уникальная форма позволяет класть багетные камни рядом друг с другом без зазоров, в отличие от круглых камней, что делает их незаменимыми в современной ювелирной промышленности.
Бриолет
Огранка Бриолет представляет собой грушевидный или каплевидный камень с 84 гранями треугольной формы, покрывающими всю его поверхность. Здесь нет ни стола, ни короны, ни павильона. Из-за этого бриолет является самой сложной формой для огранки. На самом деле закройщик может разрезать от 5 до 10 бриолетов в день. Хотя эта огранка не взрывается огнем и блеском, как современная огранка Round Brilliant, но она отражает свет от всех своих треугольных граней. Его многочисленные углы, как крошечные люстры, способствуют прекрасному отображению цвета и сияния. Бриолеты — популярный выбор для подвесных сережек, потому что, когда они свисают и двигаются, они захватывают больше всего света. Бриолеты обычно не крепятся в тяжелые оправы, и из-за этого большая часть драгоценного камня выставлена на обозрение. В большинстве незакрепленных бриолетов просверлено отверстие в верхней части, что позволяет ювелирам вставлять подвесную проволоку для серег, чтобы драгоценный камень мог свободно свисать. В других случаях на кончик драгоценного камня крепится колпачок из драгоценного металла, позволяющий бриолету работать как подвеска. Считается, что бриолет появился в Индии еще в 12 веке, а затем, возможно, распространился по Европе со знаменитым французским торговцем и путешественником Жаном-Батистом Тавернье, который, возможно, привез его с собой из Индии. На самом деле, некоторые утверждают, что термин Briolette происходит от французского слова «Brilliant», что означает игристое, и «Brignolette», что переводится как «сушеная слива». Когда-то популярные в 17 веке, до появления более современной огранки, такой как Round Brilliant, многие бриолеты использовались в тиарах и коронах, которые носили монархи, особенно в периоды викторианской, эдвардианской эпохи и ар-деко. Кроме того, бриолеты были популярным выбором в серьгах, подвесках и ожерельях антикварных и усадебных украшений членов королевской семьи и аристократов.
Кабашон
Кабошон, также известный как «кабошон», представляет собой просто полированный драгоценный камень без каких-либо граней. Он имеет плоское дно и слегка закругленный верх. Традиционная огранка кабошон имеет овальную форму, но в стиле кабошон можно вырезать любую форму. Термин происходит от французского «caboche», что означает «голова». Драгоценные камни, обработанные и отполированные «кабошоном», восходят к раннему иудейскому, греческому и римскому периодам. Кабошоны стали популярны в Европе в конце 13 и начале 14 веков, задолго до появления современных технологий огранки и знаний об огранке. Фактически, это была единственная доступная обработка драгоценных камней в течение длительного времени, кроме использования драгоценных камней в их естественной кристаллической форме. Несмотря на то, что сегодня большинство ювелиров предпочитают граненые стили, некоторые драгоценные камни по-прежнему ограняют «кабошоном». Это те, в которых особые характеристики драгоценных камней можно увидеть только при огранке кабошоном. Некоторые примеры включают астеризм или звездный эффект, характерный для звездчатых сапфиров и звездчатых рубинов, переливчатость или эффект кошачьего глаза, характерный для турмалина, тигрового глаза, хризоберилла и апатита, радужность или изменение цвета при определенном освещении или под определенным углом, например опал, или адуляресценция, или молочно-голубоватый блеск или свечение, которое исходит изнутри камня при определенном освещении, встречается в лунном камне, розовом кварце и агате. Другие кандидаты для огранки кабошон включают непрозрачные от природы или с ограниченной прозрачностью, такие как бирюза, нефрит и агат; те, которые обладают большим цветом, но имеют некоторые включения на своей поверхности; или те, которые не очень долговечны. Поскольку огранка кабошон сводит к минимуму появление царапин, многие ювелиры предпочитают огранять более мягкие драгоценные камни «кабошоном», чтобы они не поцарапались в процессе огранки.
Buff-Top
Эта огранка сочетает в себе элементы обеих классических огранок — кабошона и граненой. Верхняя часть имеет куполообразную огранку в виде кабошона, а нижняя имеет грани на павильоне под рундистом. Из-за своих граней эта огранка по-прежнему сохраняет изрядное сияние и создает иллюзию глубины, если смотреть в центр драгоценного камня. Огранка Buff Top популярна в мужских украшениях, возможно, потому, что гладкий и полированный купол драгоценного камня гораздо труднее поцарапать, чем поверхность ограненных драгоценных камней, и, следовательно, обеспечивает большую долговечность.
Руководство по стилям огранки драгоценных камней
В то время как некоторые названия огранки могут описывать форму готового драгоценного камня лицевой стороной вверх, другие относятся к форме и расположению граней драгоценного камня. Эти огранки также известны как стили огранки драгоценных камней. Три самых основных стиля стрижки — блестящая, ступенчатая и смешанная. Например, «круглый бриллиант» имеет круглую форму , но блестящую форму огранки . Faceters может комбинировать эти стили для создания множества различных дизайнов драгоценных камней.
Триллиант-дымчатый кварц, 8,92 карата, 14,05 х 14,05 х 8,69 мм. Огранка драгоценных камней и фото Питера Торрака. Используется с разрешения.(1) Круглый бриллиант, вид сверху (2) Овальный бриллиант, вид сверху (3) Огранка «роза», вид сверху (4) Круглый бриллиант, вид сбоку (5) Бриллиант «подушка», вид сверху (6) Огранка «роза», вид сбоку (7) Ступенчатая огранка, восьмиугольник (8) Грушевый бриллиант, вид сверху (9) Ступенчатая огранка, продолговатая (10) Высокий кабошон, вид сбоку (11) Кабошон, вид сбоку (12) Чечевицеобразная, вид сбоку. Огранка драгоценных камней. Нет известных ограничений авторского права.
Три основных стиля огранки драгоценных камней
Бриллиантовая огранка
Бриллиантовая огранка состоит из треугольных и змеевидных граней, которые расходятся наружу от центра драгоценного камня. Как и следует из названия, бриллиантовая огранка излучает больше всего блеска среди всех огранок.
Круглая бриллиантовая огранка. Изображение Джаспера Полсена. Под лицензией CC By-SA 3.0.
Ступенчатая огранка
Ступенчатая огранка состоит из прямоугольных граней, которые поднимаются вверх по короне и ступенчато спускаются по павильону. Примеры ступенчатой огранки включают огранки «изумруд» и «багет». Они популярны, потому что подчеркивают цвет и чистоту камня, а также создают тонкий блеск.
Заинтересованы в этой теме?
Эта статья также является частью нашего курса сертификации специалистов по бриллиантам в разделе «Помощь покупателю в выборе бриллианта».
Просмотреть курс
Огранка изумруд. Изображение Даки. Под лицензией CC By-SA 3.0.
Смешанная огранка
Смешанная огранка сочетает в себе ступенчатую и блестящую огранки. Они имеют блестящие грани на венце и ступенчатые грани на павильоне или наоборот. Смешанная огранка может даже сочетать в себе технику каширования и огранки.
Овальный цитрин смешанной огранки. Фото Wela49. Под лицензией CC By-SA 3.0.
Комбинации форм и стилей
Faceters могут сочетать вышеуказанные стили огранки практически с любой формой. Например, квадратный модифицированный бриллиант — это огранка «принцесса». Квадратная ступенчатая огранка со скошенными углами — это огранка Ашера. Квадратная смешанная огранка – это огранка Барион.
Конечно, вы также можете найти вариации во всех формах. Треугольный драгоценный камень может иметь много или мало граней, много или мало блеска и мерцания и т. д.
Огранка «роза»
Хотя в настоящее время наибольшей популярностью пользуются огранки «бриллиант» и «ступенька», огранка «роза» представляет собой уникальный стиль, важный для истории огранки драгоценных камней. Огранка «роза», датируемая 16 веком, имеет круглое плоское основание с выступом и граненую вершину. (Иногда вы увидите драгоценный камень с граненым павильоном и куполообразной короной. Однако это не стандартный метод огранки).
Огранка «роза»
Треугольные грани поднимаются вверх, образуя форму граненого холма. Хотя количество граней на каждой огранке розы варьируется, форма лицевой стороной вверх почти всегда круглая. Для огранщиков 16-го века розы максимально использовали плоские необработанные камни и создавали драгоценные камни с большим блеском, чем раньше.
Диаграмма огранки розы. Рис. 157-160 круглая роза, 161 овальная роза, 162 каплевидная роза, 164 вид сбоку на розу. Нет известных ограничений авторского права.
Однако этот разрез дает мало огня. Он далеко не такой яркий, как современный бриллиант. В последующие века многие владельцы ювелирных изделий переограняли свои бриллианты огранки «роза» в более модные формы. Конечно, мода меняется. Срезанные розы теперь возвращаются из-за их винтажной привлекательности.
Серьги-альпинисты из 18-каратного желтого золота с бриллиантами огранки «роза» (около 3,23 карата) и белыми бриллиантами классической огранки (около 0,20 карата). Фото предоставлено компанией Todd Reed, Inc.
Огранка «бриолет»
Еще одна примечательная винтажная огранка — «бриолет» в виде граненой слезы. Он также напоминает полностью округлую грушу или двойную розу. В викторианские времена ювелиры часто просверливали эти популярные в то время драгоценные камни, чтобы использовать их в качестве бусин для подвесок и серег.
Колье 1900-х годов с топазами и бриллиантами, подвеска из топаза в виде бриолета. Фото Наоми Кинг. Под лицензией CC By 2.0.
Цейлонская огранка
Цейлонская огранка имеет павильон ступенчатой огранки и корону бриллиантовой огранки. Эта древняя техника до сих пор используется на Шри-Ланке. Исследования показали, что реверс, ступенчатая корона над павильоном с бриллиантовой огранкой, часто дает наибольший блеск.
Огранка «Барион»
Огранка «Барион» представляет собой смешанную огранку и заслуживает отдельной категории. По сути, он помещает круглый блестящий павильон в драгоценный камень причудливой формы. Он также обычно имеет ступенчатую крону. Это обычно приводит к гораздо большему блеску, чем другие методы. Однако огранки Барион могут быть практически любой формы и сильно различаться по расположению граней.
Зеленый циркон треугольной огранки коммерческой огранки переогранен Питером Торракой в индивидуальный треугольник Бариона. Барионная стрижка и фото до и после Питера Торрака. Используется с разрешения.
У некоторых есть блестящие грани как на короне, так и на павильоне, в то время как у других есть ступенчатая насечка на короне и блестящая огранка на павильоне. Их объединяющей чертой, которая отличает Барион от смешанной огранки, являются грани в виде четверти луны, расположенные непосредственно под его рундистом.
Расположение граней барионной огранки также создает характерный крестообразный узор в центре камня. Барионы устраняют эффект вымирания галстука-бабочки. Кроме того, поскольку они, как правило, более глубокие, чем другие огранки, они позволяют огранщикам максимально увеличить шероховатость и сосредоточиться на цвете.
Барионы с круглыми блестящими павильонами, по сравнению с другими формами павильонов, обеспечивают большую световую дисциплину внутри драгоценного камня. Такой драгоценный камень может отображать поразительный эффект «фонтана света».
Огранка Барион в форме подушки с блестящим павильоном и ступенчатой короной.
Модифицированная огранка
Огранщики для драгоценных камней могут модифицировать бриллиантовую, ступенчатую и розовую огранки для максимального использования грубой огранки или создания интересных эффектов. Форма и типы граней остаются прежними, но количество и расположение граней могут различаться.
Если огранка отличается от стандартной, к названиям драгоценных камней добавляется термин «модифицированный». Например, «модифицированный круглый бриллиант» или «модифицированный изумруд». Барион является исключением из «модифицированного» правила, потому что его имя уже включает в себя различные стили размещения граней.
Обратите внимание, что огранки драгоценных камней с бриллиантовой огранкой всегда называются бриллиантовой огранкой (например, «круглый бриллиант»), тогда как ступенчатая огранка обычно имеет определенные названия (например, огранка Ашер или изумруд).
Модифицированная огранка «принцесса» (названная PrincessPlus) по сравнению со стандартной огранкой «принцесса». Всеобщее достояние.
Огранка кабошон
Драгоценные камни, отполированные до куполообразной формы, называются кабошонами или кабошонами. Эти типы драгоценных камней восходят к древним временам и с тех пор остаются популярными.
Камнерезы обрабатывают некоторые виды драгоценных камней, такие как опал и лунный камень, для лучшего отображения визуальных эффектов, таких как игра цвета, кошачий глаз и астеризм. В ограненных драгоценных камнях эти эффекты будут менее заметны. Некоторые камни могут быть огранены в кабошоны, потому что они более низкого качества или слишком непрозрачны для огранки. Обработка этих камней подчеркнет их цвет и блеск, а не блеск. Более мягкие драгоценные камни также могут иметь огранку кабошон, поскольку на кабошонах не так легко появляются царапины, как на ограненных драгоценных камнях.
Кабошоны обычно имеют круглую или овальную форму. Иногда огранщики могут придать им квадратную или прямоугольную форму. В этих случаях на них будут видны складки. Кабошоны могут быть одинарными или двойными. Как правило, натуральные камни полируются в двойные кабошоны для максимального веса.
Кабошон агата озера Верхнее, Миннесота. Фото Астинакса. Всеобщее достояние.
Именные огранки
Новые огранки создаются каждый день.
При огранке в шахматном порядке грань разрезает драгоценный камень квадратными гранями, поэтому его корона и площадка напоминают шахматную доску. Эта огранка часто используется на полупрозрачных камнях. 9№ 0003
Божественная огранка, круглая форма огранки, как утверждается, придает драгоценному камню больше блеска, более высокую воспринимаемую цветовую гамму и более крупный внешний вид по сравнению с круглыми бриллиантами.
Огранка «снежинка» — еще один освежающе красивый новый дизайн.
Как группа, эти творческие, но менее часто встречающиеся огранки известны как именные огранки. По мере развития технологий количество именованных сокращений увеличивается. Любители драгоценных камней всегда будут продвигать инновации. Однако не все названные сокращения являются новыми.
Португальская огранка
Традиционная португальская огранка имеет несколько ярусов граней, которые создают прекрасную игру света. В нем больше мерцания, чем в любой другой огранке. Как видно из фото ниже, португалец требует многих граней и немалых трудозатрат. Эти факторы, в дополнение к тому факту, что необработанная поверхность должна иметь большую, чем обычно, глубину, гарантируют, что вы будете видеть этот разрез только изредка.
Некоторые нарезки вообще не имеют названия. Иногда огранщики просто используют огранку, подходящую для необработанного камня, что-то, что просто «работает». Красный драгоценный камень ниже является хорошим примером этого. Это простая огранка с сияющим павильоном.
Когда в 1980-х годах была выпущена программа GemCad, люди могли протестировать свои схемы огранки драгоценных камней на компьютере, прежде чем брать камень на колени. Это облегчило людям создание новых разрезов. Сегодня существуют тысячи новых дизайнов. Многие из этих недавно названных сокращений являются просто средством стандартизации общих методов. Например, кто-то может «спроектировать» огранку этого красного драгоценного камня и сохранить ее с помощью компьютерной программы. Затем у них есть установленный метод его резки, на который можно ссылаться и использовать снова. То, что когда-то было огранкой «без названия», которая подходила только для одного камня, теперь может стать огранкой «новое имя», которая может работать с другими камнями.
Хотя большинство сокращений с новыми названиями являются просто вариациями стандартных сокращений, некоторые из них уникальны. Действительно, кажется, нет предела воображению наших лапидаров. Нет ограничений на формы, количество и расположение граней. Некоторые новые сокращения объединяют различные техники. Ниже представлен драгоценный камень огранки Барион с контуром параллелограмма.
Изогнутые грани
Плоские грани — не единственная техника огранки драгоценных камней, доступная современным гранильщикам.
Фантазийная огранка
Фантазийная огранка – популярный вид огранки. В этой технике используются большие павильонные грани. Используются простые канавки, которые зеркально отражены по всему павильону. Этот аметрин является прекрасным примером драгоценного камня фантазийной огранки.
Аметрин фантазийной огранки
Вогнутые грани
Ручная резка — не единственный способ сделать точные вогнутые грани. В настоящее время существуют станки для огранки, которые могут это сделать. Драгоценные камни сначала обрабатываются традиционным способом с плоскими гранями. Затем их переносят на другой станок для дополнительного набора вогнутых граней. Однако дополнительная рабочая сила, необходимая для этого, настолько значительна, что этот метод вряд ли получит широкое распространение. Тем не менее, как вы можете видеть на картинке ниже, результаты впечатляют. Блеск и мерцание превосходят все, что можно сделать с помощью одних только плоских граней.
Первой печатью по металлу была гравировка. Появление гравюры датировано XVI веком. Это была художественная роспись часов, оружия, украшений. Тогда же гравировку начали использовать в печатном деле — при изготовлении пластин для переноса шрифта на бумагу.
Сфера применения
Надписи по металлу можно встретить где угодно: двери кабинета руководства, коробка парфюма, информационная табличка. Жесткая фактура и устойчивость рисунка оценены там, где бумажный носитель быстро потеряет свой вид. А еще металл всегда выглядит презентабельно, солидно. Диплом, напечатанный на золотистом или серебристом листе, будет радовать глаз и подчеркивать статус обладателя.
Изображения на металле получаются яркими и реалистичными
В каких еще сферах востребована печать по металлу:
Производство техники, автомобилей, эксклюзивной косметики и парфюмерии в качестве элементов конструкции и информационных табличек. Металлические шильды содержат основные данные о товаре.
Рекламная индустрия, а конкретнее — наружная реклама. Железная основа под информационный щит обеспечит надежность и долговечность конструкции.
Бизнес-сегмент. Металлические бейджи более устойчивы к истиранию, чем даже заламинированные бумажные, а алюминиевые информационные таблички и указатели на дверях офисов гармонично дополняют интерьер.
Изготовление наградной продукции. Грамоты, дипломы, сертификаты переносят на металл и оформляют в красивую рамку — такой предмет станет не только подтверждением высоких заслуг, но и украшением рабочего кабинета.
Дизайн интерьеров. Декораторы успешно используют металлические элементы оформления интерьеров столовых, кухонь, гостиных. На листах отпечатывают фотографии или тематические изображения, которые соответствуют общей концепции.
Интерьерная печать на металле — удачный дизайнерский эксперимент
10 технологий печати на металле
Рассмотрим самые популярные техники нанесения изображений на металлическую поверхность.
УФ-печать
Печать ультрафиолетовыми красками — единственная технология, при которой чернила запекаются на поверхности, гарантируя высокую стойкость к истиранию рисунка. Процесс не отличается от нанесения изображения на любой другой носитель — будь то бумага, картон или ткань. Используется широкоформатный УФ-принтер планшетного типа. Возможна работа с разными поверхностями: радиаторами отопления, жалюзи, гаджетами, экранами каминов.
УФ-печать применяется для изготовления металлических визиток
Гравертон
Полноцветная печать на пластинах из анодированного алюминия. Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
Сублимация
Для переноса изображения нужно специальное покрытие носителя в виде тонкой пленки из сублимационного лака. Существует два вида этой технологии:
струйная — позволяет получать оттиск высокого разрешения (300 dpi), используется струйный принтер, сублимационная бумага и сублимационные чернила;
лазерная — для печати на специальной бумаге используется лазерный принтер, можно наносить изображения на золотистые, серебристые, матовые и глянцевые листы металла.
Недостатки способа: со временем изображение бледнеет, выгорает от солнца. Поэтому нужно беречь изделие от прямых солнечных лучей.
Сублимация на металлической подставке под статуэтку
Гравировка
Известны четыре разновидности гравировки:
ручная — используются штихели разного размера или бормашина, получается высококачественный рисунок, но важна квалификация мастера;
химическая — травление металла с помощью едкого натра, азотной или соляной кислоты, хлорного железа, перед нанесением рисунка поверхность обрабатывается спиртовым лаком;
механическая — классическая техника с использованием гравировального станка, плюсы — можно делать выпуклые и впуклые рисунки, минусы — длительность процедуры.
лазерная — современный, дешевый, быстрый, высокоточный способ нанесения рисунков на металл путем выжигания поверхности, минус — недолговечность изображения.
Лазерная гравировка на магнитных бейджах
Термотрансфер
Это печать на металлических предметах с помощью переноса изображений, нанесенных пластизолевыми красками. Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость.
Алюмаджет
Другое название — металлофото. Это способ получения износоустойчивой надписи или картинки на пластинах из анодированного алюминия. После нанесения рисунок ламинируется или покрывается специальным акриловым лаком.
Металлографика
Еще одно название технологии — фотомеханическая печать. Принцип заключается в воздействии специальных чернил на слой оксидной пленки, которой покрыты алюминиевые пластины. Чтобы закрепить рисунок, изделие помещают в химический раствор или наносят защитное покрытие. Плюс металлографики — четкость и яркость изображения в течение 5—7 лет. Причем ни атмосферные явления, ни агрессивные среды никак не влияют на качество картинки.
Металлографика на информационных табличках
Алюмамарк
Технология основана на применении углеродного лазера. Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость.
Тампопечать
Перенос рисунка происходит с помощью печатной формы и эластичного тампона. Последний окунается в чернила и соприкасается с печатными элементами, создавая изображение на металлической поверхности. Технологию используют в случае сложного рельефа обрабатываемой поверхности. Она справится там, где не подходит шелкография или сублимация. Недостатком
тампопечати можно назвать малую рабочую площадь, соответственно — большие изображения не получатся.
Тампопечать на рельефном циферблате
Шелкография
В процессе задействованы специальные краски и трафаретная бумага. Можно использовать обычные разноцветные, металлизированные, флуоресцентные чернила. Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции.
Как происходит сублимация по металлу, можно узнать из этого ролика:
Итоги
Печать на металле используется во многих сферах: в машино- и приборостроении, рекламной индустрии, косметологии и парфюмерии, дизайне интерьеров, мебельном производстве.
Существует много способов нанесения изображения на металл, выбор зависит от типа поверхности, требований к рисунку и условий эксплуатации изделия.
Самые востребованные технологии цветной печати на металле — гравертон, сублимация и УФ-печать.
Войти на сайт
E-mail: Регистрация
Пароль: Забыли пароль?
Запомнить меня
Нанесение маркировки на металлические изделия и банки
Металлы и банки
style=»clear:both»>
В чем особенность
Если ваше производство так или иначе связанно с металлическими изделиями, то вы понимаете, что маркировка на металле должна быть обязательной. Как правило, для маркировки металла используются следующие технологии: каплеструйная маркировка, лазерная маркировка и этикетирование.
Наши мелкосимвольные струйные принтеры, лазерные системы и автоматические аппликаторы идеально подходят для печати на металле или наклеивания на него этикеток. С нашим оборудованием переменную информацию или этикетки можно наносить с максимальной скоростью. Наши специалисты с радостью проконсультируют вас о возможностях.
Маркировка на металлических поверхностях: каплеструйная печать
Наши каплеструйные принтеры идеально подходят для создания четкого кода на металлических изделиях. Эти принтеры в сочетании с нашими специальными быстросохнущими чернилами обеспечивают высочайшее качество и долговечность при маркировке на металлических поверхностях или упаковке.
Маркировка на деталях автомобиля
Среди прочего, в автомобильной, авиационной промышленности металлические изделия часто требуют нанесения кода. Маркировка на детали машины должна быть нанесена обязательно. В зависимости от того какие это детали, каковы условия их производства, мы предложим вам оптимальное и экономичное решение по их маркировке.
Маркировка на металлических банках
Маркировка банок с помощью одного из наших мелкосимвольных струйных принтеров также дает наилучшие результаты. Наше оборудование идеально подходят для этого. С его помощью можно создавать любую маркировку на металлических банках или наклеивать этикетки с любой стороны.
Несмываемое лазерное нанесение на металлические изделия
Лазерная маркировка очень хорошо подходит для маркировки на металле. Код как бы гравируется на поверхности изделия, что делает его нестираемым и, следовательно, разборчивым.
Этикетка на металле или банках
Наши автоматические аппликаторы превосходно подходят для высокоскоростной универсальной маркировки металлических поверхностей и упаковки. Аппликаторы Weber предлагают решение для высокоскоростных производственных линий. Независимо от того, нужно ли печатать информацию на этикетке перед нанесением или нет, наши модели могут это реализовать в любом случае.
Чернила для маркировки на металле.
Принтеры от ВА Системс обеспечивают надежную маркировку в экстремальных производственных условиях. С крепким металлическим корпусом и защитой IP55, рассчитанной на влажную или другую сложную среду, наши принтеры хорошо подготовлены для печати в ряде отраслей, в том числе и в области маркировки на металле.
Ассортимент чернил для металла охватывает большинство областей применения для идентификации продукции. Термохромные чернила способны проникать через маслянистые поверхности, они остаются нестираемыми, что делает их подходящими для контейнеров, подвергающихся процессу стерилизации после маркировки.
Для маркировки металла в автомобильной промышленности, где требуется временная марикровка для внутренней прослеживаемости, ВА Системс предлагает смываемые чернила, которые также хорошо подходят для маркировки возвратной тары, например, пивных бочек (кеги).
Вы ищете решение для маркировки металических поверхностей? Смело обращайтесь к нам! Наши опытные специалисты помогут вам найти правильное решение.
НАШИ ВОЗМОЖНОСТИ ДЛЯ МАРКИРОВКИ
Печать со скоростью до 9.10 м/c (в одну строку)
Печать Data matrix, QR и штрихкодов
Печать сверху, сбоку, снизу, под углом
Чернила для автоклавирования
Чернила для жирных и масляных поверхностей
УФ-чернила для скрытой маркировки
Смываемые чернила для временной маркировки или возвратной тары
Лазерная гравировка на металле
Этикетирование металлических изделий
БЕСПЛАТНЫЙ ТЕСТ
НА ВАШЕЙ ЛИНИИ
Проверьте оборудование в реальных условиях производства
Заказать
Металлический текстовый эффект в Photoshop
Автор сценария Стив Паттерсон.
В этом уроке текстовых эффектов Photoshop мы научимся легко создавать металлический текст , популярный эффект, широко используемый в видеоиграх и кинопостерах! Может показаться, что требуется много шагов, но если вы сделаете это несколько раз, создание эффекта займет у вас не более нескольких минут от начала до конца. Чтобы создать текстуру металла и применить ее к тексту, мы будем использовать пару стилей слоя, несколько фильтров, режимы наложения слоя и обтравочную маску! Для этого урока я буду использовать Photoshop CS5, но подойдет любая последняя версия Photoshop.
Вот окончательный результат, который мы создадим:
Финальный эффект «металлического текста».
Начнем!
Шаг 1. Создайте новый документ
Создайте новый документ Photoshop, перейдя в меню File в строке меню в верхней части экрана и выбрав New , или нажмите Ctrl+N (Win) / Command+N (Mac) на клавиатуре для быстрого быстрого доступа:
Выберите «Файл» > «Создать».
Вы захотите создать документ немного большего размера, чем вам нужно, по причинам, которые мы сейчас увидим. Я сделаю свой документ шириной 1200 пикселей и высотой 600 пикселей и оставлю разрешение по умолчанию 72 пикселя на дюйм. Вы можете использовать эти же настройки, чтобы следовать инструкциям, или ввести свои собственные значения. На данный момент установите для параметра «Содержимое фона» значение «Белый», хотя мы изменим его на следующем шаге. Нажмите OK, когда закончите. Ваш новый документ появится на экране:
Диалоговое окно «Новый документ».
Шаг 2. Залейте фон черным цветом
Нажмите букву D на клавиатуре, чтобы быстро сбросить цвета переднего плана Photoshop и цвета фона на их значения по умолчанию, если это необходимо, что установит ваш цвет переднего плана на черный . Затем нажмите Alt+Backspace (Win) / Option+Delete (Mac), чтобы быстро заполнить документ текущим цветом переднего плана (черным):
Теперь документ заполнен черным цветом.
Шаг 3: Добавьте новый пустой слой
Щелкните значок New Layer в нижней части панели слоев:
Photoshop добавляет новый пустой слой с именем «Слой 1» над фоновым слоем:
Новый слой появляется над фоновым слоем.
Шаг 4: Залейте новый слой светло-серым цветом
Перейдите в меню Edit в верхней части экрана и выберите Заполнить :
Выберите Правка > Заполнить.
Когда появится диалоговое окно «Заливка», щелкните раскрывающийся список справа от слова Использовать и выберите Цвет из списка вариантов:
Выберите «Цвет для параметра «Использовать» в верхней части диалогового окна «Заливка».
Как только вы выберете «Цвет», Photoshop откроет палитру цветов , чтобы вы могли выбрать цвет, которым хотите заполнить слой. Выберите светло-серый. Если вы хотите использовать тот же оттенок серого, что и я, введите 195 для R , G и B опции:
Выберите светло-серый цвет в палитре цветов.
Когда закончите, нажмите «ОК», чтобы выйти из палитры цветов, затем нажмите «ОК», чтобы выйти из диалогового окна «Заливка». Photoshop заполняет слой серым цветом, временно скрывая фоновый слой с черной заливкой:
Теперь документ отображается серым цветом.
Шаг 5: Добавьте шум
Зайдите в меню Filter в верхней части экрана, выберите Шум , а затем выберите Добавить шум :
Выберите «Фильтр» > «Шум» > «Добавить шум».
Когда появится диалоговое окно «Добавить шум», добавьте много шума к изображению, установив Amount примерно на 150% . Убедитесь, что в нижней части диалогового окна выбраны параметры Gaussian и Monochromatic :
Параметры фильтра «Добавить шум».
Когда закончите, нажмите OK, чтобы выйти из диалогового окна. Теперь документ должен быть заполнен шумом:
Документ после применения фильтра «Добавить шум».
Шаг 6. Примените фильтр размытия в движении
Мы собираемся использовать весь этот шум для создания первой части нашей металлической текстуры. Вернитесь в меню Filter , выберите Blur , а затем выберите Motion Blur :
Выберите «Фильтр» > «Размытие» > «Размытие в движении».
Когда появится диалоговое окно Motion Blur, установите Угол размытия примерно на -10° , затем увеличьте -10° .0005 Расстояние от до примерно 200 пикселей :
Установите угол на -10° и увеличьте расстояние примерно до 200 пикселей.
Когда закончите, нажмите OK, чтобы закрыть диалоговое окно. Размытие шума создало эффект полированного металла:
Изображение после применения Motion Blur к шуму.
Шаг 7. Обрежьте края
Еще на шаге 1 я упоминал, что вы должны сделать свой документ немного больше, чем вам нужно. Причина в том, что у фильтра Motion Blur возникают проблемы с размытием пикселей по краям документа, что мы теперь можем ясно видеть в нашем собственном документе. Давайте обрежем эти ненужные области. Выберите фотошоп Crop Tool на панели инструментов или нажмите букву C , чтобы выбрать его с помощью сочетания клавиш:
Выберите инструмент кадрирования.
Выбрав инструмент Crop Tool, щелкните в верхнем левом углу области с хорошей текстурой, затем, удерживая нажатой кнопку мыши, перетащите ее в правый нижний угол области с хорошей текстурой. Отпустите кнопку мыши, чтобы предварительно просмотреть область, которую вы сохраните (темная область по краям будет обрезана):
Перетащите выделение обрезки вокруг области, которую вы хотите сохранить.
Нажмите Введите (Win) / Верните (Mac), чтобы Photoshop обрезал ненужные края. Теперь осталась только хорошая текстура:
Изображение после обрезки краев.
Шаг 8. Добавьте текст
Выберите инструмент Type Tool на панели инструментов или нажмите букву T , чтобы выбрать его с помощью сочетания клавиш:
Выберите инструмент «Текст».
Выбрав инструмент «Текст», выберите шрифт на панели параметров в верхней части экрана. Для достижения наилучших результатов с этим эффектом используйте шрифт с толстыми буквами. Я собираюсь использовать Arial Black:
Параметры шрифта на панели параметров.
Выбрав шрифт, щелкните внутри документа и добавьте свой текст. Я наберу слово «МЕТАЛЛ»:
Добавьте свой текст.
Когда вы закончите, нажмите на галочку на панели параметров, чтобы принять текст:
Нажмите на галочку, чтобы выйти из режима редактирования текста.
Шаг 9. Измените размер текста с помощью свободного преобразования
Ваш текст, скорее всего, будет слишком мелким на этом этапе (как и мой), поэтому перейдите к Меню Edit и выберите Free Transform или нажмите Ctrl+T (Win) / Command+T (Mac), чтобы выбрать Free Transform с помощью сочетания клавиш:
Выберите «Правка» > «Свободное преобразование».
Это помещает поле Free Transform и обрабатывает текст. Чтобы изменить размер текста, удерживайте нажатой клавишу Shift и перетащите любой из четырех угловых маркеров (маленьких квадратов). Удерживая нажатой клавишу Shift при перетаскивании, вы ограничиваете соотношение сторон текста, чтобы не исказить его общую форму. Чтобы переместить текст, щелкните в любом месте внутри ограничительной рамки и просто перетащите его с помощью мыши. Когда вы закончите, нажмите Введите (Win) / Верните (Mac), чтобы принять изменения и выйти из Free Transform:
Переместите и измените размер текста по мере необходимости.
Шаг 10. Переместите текстовый слой ниже слоя с текстурой
Щелкните текстовый слой на панели «Слои» и, не отпуская кнопку мыши, перетащите слой между слоем с серой текстурой (Слой 1) и фоновым слоем. Когда между этими двумя слоями появится полоса выделения, отпустите кнопку мыши, и Photoshop встанет на место текстового слоя:0003
Перетащите текстовый слой между фоновым слоем и слоем 1.
Шаг 11. Создание обтравочной маски
Щелкните слой 1 на панели слоев, чтобы выбрать его. Затем перейдите в меню Layer и выберите Create Clipping Mask :
.
Перейдите в меню «Слой» > «Создать обтравочную маску».
Слой 1 будет иметь отступ вправо на панели «Слои», указывая на то, что теперь он «обрезан» до текстового слоя под ним:
На панели «Слои» теперь отображается слой 1, обрезанный по текстовому слою.
Если мы посмотрим в окно документа, то увидим, что серая текстура теперь появляется только внутри текста:
Черный цвет фонового слоя теперь виден вокруг текста.
Шаг 12: Добавьте стиль слоя Bevel And Emboss
Щелкните текстовый слой на панели «Слои», чтобы выбрать его. Затем щелкните значок Layer Styles в нижней части панели слоев:
Щелкните значок Стили слоя.
Выберите Bevel and Emboss из появившегося списка стилей слоя:
Выберите «Скос и тиснение».
Откроется диалоговое окно «Стиль слоя Photoshop», в котором для параметров «Скос» и «Тиснение» в средней колонке. Сначала измените Technique на Chisel Hard , затем увеличьте Size примерно до 7 px . Перетащите ползунок Depth вправо, чтобы увеличить его примерно до 500% :
Опции Bevel и Emboss.
В разделе параметров «Затенение» нажмите кнопку 9.0005 Глянцевый контур thumbnail:
Нажмите на миниатюру Gloss Contour.
Открывает редактор контуров . Щелкните раскрывающийся список Preset в верхней части диалогового окна и выберите Ring из списка:
Выберите предустановку «Звонок».
Нажмите OK, чтобы выйти из редактора контуров. Затем, вернувшись в основное диалоговое окно Layer Style, выберите параметр Anti-aliased справа от миниатюры Gloss Contour:
Выберите параметр «Сглаживание».
Пока не закрывайте диалоговое окно «Стиль слоя». Нам еще нужно добавить еще один, но теперь ваш текст должен выглядеть примерно так:
.
Текст после применения стиля слоя Bevel and Emboss.
Шаг 13. Добавьте стиль слоя Gradient Overlay
Нажмите непосредственно на слова Gradient Overlay в левой колонке диалогового окна Layer Style. Вам нужно нажать непосредственно на сами слова, а не только на флажок, чтобы появились параметры наложения градиента:
Нажмите на слова Gradient Overlay.
Средний столбец диалогового окна «Стиль слоя» изменится, чтобы отобразить параметры для наложения градиента. По умолчанию Photoshop выбирает градиент на основе текущих цветов переднего плана и фона (черный и белый), но если выбран какой-либо другой градиент, щелкните панель предварительного просмотра градиента :
.
Щелкайте по панели предварительного просмотра градиента, только если выбран какой-либо другой градиент, кроме черно-белого.
Затем нажмите на Передний план-фон Миниатюра градиента (вверху слева) в Редакторе градиентов чтобы выбрать его:
Выберите градиент от переднего плана к фону.
Нажмите OK, чтобы закрыть редактор градиентов. Вернитесь в главное диалоговое окно Layer Style, измените режим наложения на Overlay , затем уменьшите Opacity примерно до 70% . Это добавит начальный световой эффект металлу:
Параметры наложения градиента.
Нажмите кнопку «ОК», чтобы выйти из диалогового окна «Стиль слоя». Вот эффект с добавленными стилями слоя:
Эффект после применения стилей слоя.
Шаг 14: добавьте новый набор слоев в режим наложения Overlay
Щелкните слой 1 на панели слоев, чтобы выбрать его. Удерживая нажатой клавишу Alt (Win) / Option (Mac), щелкните значок New Layer в нижней части панели слоев:
Это говорит Photoshop открыть диалоговое окно «Новый слой», где мы можем установить некоторые параметры перед добавлением нового слоя. Щелкните внутри флажка слева от того места, где написано Использовать предыдущий слой для создания обтравочной маски , чтобы выбрать параметр, затем измените режим (сокращение от режима наложения) на Overlay . Нажмите OK, когда закончите, чтобы закрыть диалоговое окно. Новый пустой слой с именем «Слой 2», установленный в режим наложения «Перекрытие», появится над слоем 1 на панели «Слои». Как и слой 1, он будет обрезан до текстового слоя под ним:
Диалоговое окно «Новый слой».
Шаг 15. Примените фильтр облаков
Давайте добавим несколько случайных бликов и теней к металлическому эффекту. Для этого мы будем использовать фильтр Photoshop Clouds вместе с режимом наложения Overlay, который мы уже установили для слоя. Перейдите в меню Filter в верхней части экрана, выберите Render , а затем выберите Clouds :
Перейдите в Фильтр > Рендеринг > Облака.
«Облака» создают множество светлых и темных областей:
Изображение после применения фильтра «Облака».
Шаг 16. Примените фильтр размытия по Гауссу
Облака нужно немного сгладить, чтобы они больше походили на блики и тени. Мы сделаем это, размыв их. Перейдите в меню Filter , выберите Blur , а затем выберите Gaussian Blur :
Выберите «Фильтр» > «Размытие» > «Размытие по Гауссу».
Когда появится диалоговое окно «Размытие по Гауссу», перетащите ползунок вдоль нижней части вправо, чтобы увеличить Значение радиуса примерно до 10 пикселей :
Установите радиус около 10 пикселей.
Вот изображение после размытия облаков:
Эффект облаков теперь больше похож на легкий световой эффект.
Шаг 17: Добавьте новый набор слоев в режим наложения «Умножение»
Еще раз нажмите и удерживайте Alt (Win) / Option (Mac) и щелкните значок New Layer в нижней части панели слоев, чтобы открыть диалоговое окно New Layer. Выберите Используйте предыдущий слой для создания обтравочной маски , щелкнув внутри его флажка, затем измените Mode на Multiply . Наконец, выберите Fill with Multiply-neutral color (white) в нижней части диалогового окна. Нажмите OK, когда закончите, чтобы закрыть его и добавить новый слой:
.
Добавьте еще один новый слой, на этот раз установите режим «Умножение».
Шаг 18: Добавьте шум
Давайте добавим эффект металла, добавив к нему грязь и царапины. Поднимитесь на Меню Filter выберите Noise , затем выберите Add Noise . Появится диалоговое окно «Добавить шум» с теми же настройками, которые мы использовали ранее. Их не нужно менять, поэтому просто нажмите OK, чтобы выйти из диалогового окна. Теперь текст заполнен шумом, и, поскольку режим наложения слоя установлен на Умножение, видны только темные пятна шума:
Режим наложения «Умножение» скрывает белые области из поля зрения, поэтому видны только темные пятна шума.
Шаг 19: Применить медианный фильтр
Чтобы превратить шум во что-то похожее на грязь или царапины, вернитесь в меню Фильтр , еще раз выберите Шум , а затем выберите Медиана :
Выберите Фильтр > Шум > Медиана.
Медианный фильтр предназначен для удаления шума из изображения. Щелкните внутри поля ввода Radius и используйте стрелку вверх на клавиатуре, чтобы медленно увеличивать его значение, не спуская глаз с изображения в окне документа. Когда вы увеличите значение Радиуса, шум начнет исчезать, оставляя его «комки», чтобы создать эффект грязи и царапин. Значение около 9 пикселей должно работать. Нажмите OK, когда закончите, чтобы выйти из диалогового окна:
Увеличьте значение радиуса, чтобы уменьшить шум.
Шаг 20: Уменьшите непрозрачность слоя
Если эффект грязи и царапин выглядит слишком темным, уменьшите непрозрачность слоя. Вы найдете параметр «Непрозрачность» в правом верхнем углу панели «Слои». Я собираюсь понизить уровень примерно до 70%:
Параметр непрозрачности слоя.
На этом мы закончили! Вот окончательный эффект «металлического текста»:
Окончательный результат «металлического текста».
Текст остается редактируемым
Одна из приятных особенностей создания этого металлического эффекта в том виде, как мы это сделали, заключается в том, что текст остается полностью редактируемым, и мы даже можем изменить используемый шрифт, если нам не нравится тот, с которого мы начали! Чтобы изменить шрифт, просто выберите инструмент «Текст» на панели «Инструменты», щелкните текстовый слой на панели «Слои», чтобы выбрать его, затем выберите другой шрифт на панели параметров (возможно, вам придется снова изменить размер текста с помощью «Свободного преобразования» — см. шаг 9). Например, здесь я ничего не сделал, кроме как поменял шрифт на Trajan Pro Bold:
.
Тот же эффект, другой шрифт.
Здесь я отредактировал текст, заменив слово «МЕТАЛЛ» на «СТАЛЬ». Если вы сохраните документ как файл Photoshop .PSD , вы сможете снова открыть его в любое время и отредактировать текст без необходимости воссоздавать металлическую текстуру:
Тот же эффект, другой текст.
[объявления-внизу-с плавающей запятой]
Куда идти дальше…
И вот оно! Посетите наши разделы «Текстовые эффекты» или «Фотоэффекты», чтобы узнать больше об уроках по эффектам Photoshop!
Получите все наши уроки Photoshop в формате PDF! Загрузите их сегодня!
Металлический текстовый эффект в Photoshop (3 простых стиля)
Металлический текстовый эффект в Photoshop довольно легко создать с нуля. Процесс сводится к применению нескольких эффектов к тексту, чтобы он напоминал настоящий кусок металла. К счастью, в Photoshop есть все, что вам нужно для этого, поэтому вам не нужно будет загружать какие-либо графические ресурсы.
Вот как создать эффект металлического текста за пять шагов.
Как создать металлический текст в Photoshop
Шаг 1. Добавьте текст с помощью инструмента «Текст» (T)
Сначала вам нужно добавить текстовый слой в документ. Чтобы было легче увидеть эффекты, вы примените их к тексту и заполните фоновый слой темным цветом. Цвет не обязательно должен быть черным, но старайтесь избегать светлых тонов.
Чтобы заполнить слой сплошным цветом, щелкните образец переднего плана/фона в нижней части Панель инструментов и выберите любой цвет из палитры цветов . В моем случае я выбрал темно-серый (#3b3b3b).
Затем выберите Paint Bucket Tool (G) на панели инструментов .
Затем нажмите на холст, чтобы заполнить фоновый слой выбранным цветом.
Также может быть хорошей идеей заполнить фоновый слой темным градиентом или текстурой, так как эти элементы обычно хорошо сочетаются с металлическим текстом.
После изменения цвета вашего слоя, возьмите Введите инструмент (T) на панели инструментов .
Перед созданием текста измените цвет шрифта на белый в образце переднего плана.
Наконец, введите текст на холсте.
Шаг 2. Добавление градиентного наложения к тексту
Ключевым моментом метода создания металлического текста, который вы собираетесь изучить, является применение эффектов к тексту, чтобы он выглядел как настоящий металлический материал. К счастью, в меню стилей слоя есть все необходимые эффекты, чтобы сделать это возможным.
Меню «Стили слоев» находится на панели «Слои» и представлено значком «fx» . Вы должны получить доступ к такому меню несколько раз при создании металлического текста.
Чтобы получить доступ к параметрам градиента, щелкните значок «Стиль слоя» и выберите «Наложение градиента».
Эффект Gradient Overlay является основой эффекта металлического текста. Это делает внутреннюю часть вашего текста похожей на металл.
После выбора параметра «Наложение градиента» открывается диалоговое окно «Стили слоя». Параметры отображаются в середине панели с настройками по умолчанию.
Вот параметры, которые необходимо изменить.
Сначала дважды щелкните полосу градиента, чтобы открыть Редактор градиентов . Затем найдите полосу градиента на панели.
Вы должны заполнить полосу градиента цветами, напоминающими настоящий металлический предмет. Таким образом, выберите цвет для металла и некоторые другие цвета для теней и бликов.
Я скажу вам, какие цвета использовать, но не стесняйтесь создавать свои собственные цветовые комбинации, если вы будете следовать формуле, упомянутой выше.
Чтобы изменить цвет градиента, щелкните цветовую точку, соответствующую цвету, который вы хотите изменить.
Затем щелкните образец Color под полосой градиента.
Затем выберите цвет из появившейся палитры цветов .
Вы можете нажать на цветной дисплей, чтобы выбрать цвет.
Или вы можете ввести шестнадцатеричный код в поле кода.
Если вы хотите добавить новую цветовую точку на полосу градиента, щелкните часть полосы градиента, в которую вы хотите добавить цветовую точку.
Когда появится новая цветовая точка, измените ее цвет, как вы узнали выше. Вы можете управлять расположением цветовой остановки в поле Location . Вы можете ввести значения от 0% до 100% для расположения цвета.
0% соответствует цвету нижнего левого края полосы градиента. 100% соответствует цвету на правом краю той же полосы.
Вот необходимые шестнадцатеричные цвета для создания металлического градиента и соответствующих позиций.
Color 1: #434344, Location: 0%
Color 2: # adacb2, Location: 40%
Color 3: #f7f7f7, Location: 53%
Color 4: #adacb2, Местоположение: 75%
Цвет 5: # 626263, Местоположение: 100%
После изменения цветов градиента ваша полоса градиента должна выглядеть так.
Нажмите OK , когда закончите выбирать цвета градиента.
Вернувшись в меню Gradient Overlay, измените градиент Scale на 70% , чтобы переход между цветами градиента выглядел более плавным.
Другие параметры наложения градиента изменять не нужно, поэтому оставьте их по умолчанию.
Шаг 3. Добавление к тексту эффекта скоса и тиснения
Эффект Скос и тиснение придает тексту вид скоса, что характерно для металлических объектов, поскольку они получают скос при разрезании.
Чтобы получить доступ к Bevel And Emboss, щелкните значок « fx » и выберите Bevel & Emboss .
Откроются параметры Bevel & Emboss.
Вот настройки, которые необходимо изменить.
Комплект Стиль – Внешний скос.
Set Technique to Chisel Hard для более заметного эффекта.
Установить Глубина на 126%.
Комплект Размер от до 7.
Установите Угол на 80 градусов.
Выберите Кольцо – Двойное из раскрывающегося меню Контур стекла .
Установите Highlight Mode на Color Dodge. Вы также можете поэкспериментировать с другими режимами наложения из группы Lighten, такими как Lighten или Screen .
Установите Shadow Mode на Color Dodge .
Остальные настройки оставьте без изменений.
Шаг 4. Добавление эффекта атласа к тексту
Добавление к тексту тонкого эффекта Satin может создать впечатление, что он отражает свет в нескольких местах. Satin включен в меню Layer Style.
После того, как вы выберете Satin, его параметры появятся в диалоговом окне Layer Styles.
Здесь вы должны установить Blend Mode на Linear Dodge .
Измените цвет режима наложения на белый . Для этого щелкните образец цвета рядом с параметром «Режим наложения» и введите 9.0005 #ffffff в палитре цветов.
Установить Непрозрачность от до 18% .
Установить Угол на 19 градусов .
Набор Расстояние от до 50% и Размер от до 79% .
Выберите Half Round из раскрывающегося меню Contour .
Отметьте флажки Сглаживание и Инвертировать .
Шаг 5. Добавьте тень к тексту
Эффект «Тень» отделяет текст от фона. Это создает впечатление, что текст размещен на естественной поверхности.
Эффект «Тень» можно найти в меню «Стили слоя».
При выборе эффекта откроются параметры Drop Shadow.
Измените следующие настройки тени. Установите Blend Mode на Multiply .
Set Distance to 20 px и Size to 16 пикселей .
Другие настройки изменять не нужно. Нажмите OK в диалоговом окне Layer Styles, когда вы закончите внесение изменений. Ваш текст теперь имеет металлический эффект.
BeforeAfter
После создания металлического текста вы можете завершить эффект различными творческими способами. Например, вы можете применить к нему текстуру, если металл, который вы хотите имитировать, имеет текстуру. Вы также можете добавить к тексту блик, чтобы придать ему эффект свечения, поскольку металлы светятся при попадании света.
Как добавить текстуру металлическому тексту
Добавление текстуры металлическому тексту может сделать эффект металла более реалистичным. Вы можете найти бесплатную текстуру тротуара, которую я использовал для своего примера, на Pexels.
После создания металлического текста оставьте его слой активным.
Затем перейдите к Файл > Разместить встроенный.
Затем найдите файл текстуры на своем компьютере и перенесите его в Photoshop. Текстура покроет ваш текст.
Теперь перейдите на панель Layers и уменьшите Opacity слоя текстуры , пока не увидите текст. Что-то около 70% достаточно.
Как только вы увидите текст, измените масштаб слоя текстуры, чтобы он хорошо подходил для текста. Для этого потяните один из маркеров вокруг слоя текстуры наружу, чтобы расширить его.
Или внутрь, чтобы уменьшить его.
Если вас устраивают пропорции, нажмите Введите на клавиатуре или нажмите галочку в Панель опций для подтверждения действий.
Далее щелкните правой кнопкой мыши слой текстуры и выберите Растеризовать слой , чтобы сделать его редактируемым.
Затем, удерживая Control (Win) или Command (Mac), щелкните текстовый слой. Это создает выделение вокруг текста.
Теперь нажмите Control + Shift + I (Win) или Command + Shift + I (Mac), чтобы инвертировать выделение.
После этого оставьте выбранным слой текстуры. Затем поместите курсор на внешнюю область текста. Ваш курсор превратится в значок ножниц.
Когда это произойдет, нажмите Удалить на клавиатуре. Текстура теперь появляется только внутри текста.
Теперь нажмите Control + D (Win) или Command + D (Mac), чтобы отменить выделение текста. После этого оставьте слой с текстурой выделенным и измените режим наложения с на Overlay.
Текстура и текст плавно перетекают друг в друга.
Если вы считаете, что эффект слишком резкий, уменьшите Непрозрачность текстуры , отрегулировав 0005 Ползунок «Непрозрачность» на панели «Слои» .
BeforeAfter
Как добавить эффект бликов к металлическому тексту
Добавление эффекта бликов к металлическому тексту создает впечатление, что на него падает прямой источник света, что придает ему приятный внешний вид.
После создания металлического текста перейдите на панель Layers и создайте новый слой, щелкнув значок со знаком плюс в нижней части панели.
Затем выберите Paint Bucket Tool (G) на панели инструментов .
Затем убедитесь, что цвет переднего плана установлен на черный на панели инструментов.
Теперь щелкните по холсту, чтобы заполнить новый слой черным цветом.
После этого перейдите к Filter > Render > Lens Flare.
Выберите эффект бликов линзы, который вам больше всего нравится, в Lens Type в диалоговом окне Lens Flare . В моем случае это был вариант 105 мм Prime .
Онлайн-обучение Работа с мягкими кулачками на токарном станке Haas, курсы, видео
Мягкие или сырые кулачки дают несколько преимуществ по сравнению с твёрдыми или калёными кулачками. Они выставляют заготовку точно в оси шпинделя и гарантируют упор по оси с высокой повторяемостью. Именно они нужны для точного закрепления сложных деталей.
Сегодня к нам присоединился Эндрю, один из сертифицированных технических специалистов Haas. В этом видео мы покажем правильный способ подготовки мягких зажимных кулачков для зажима заготовок по наружному диаметру.
Обработка первой стороны этого корпуса подшипника завершена, и мы покажем наши рекомендации по подготовке мягких кулачков для зажима заготовки за уже обработанную сторону. Это просто необходимо для производства деталей с высокими требованиями к соосности точных диаметров, выполненных с переворотом заготовки в патроне станка.
Первое. Нам надо решить, будем мы использовать стальные или алюминиевые кулачки.
Алюминиевые кулачки обычно используются для зажима лёгких или пустотелых заготовок, когда усилие зажима небольшое. Стальные кулачки используются там, где усилие зажима требуется выше, и где важна прочность и долговечность кулачков.
Второе. Важно правильно выбрать размер кулачков. Существует большое количество различных видов и размеров кулачков.
Рекомендуется зажимать как минимум за одну треть длины заготовки. Для длинных заготовок надо брать удлинённые кулачки. Для коротких этого делать не стоит, так как это «удаляет» обработку от патрона, и сила зажима уменьшается. Если увеличивать силу зажима, то это приведёт к деформации кулачков, к уменьшению сцепления или к перегрузке и повреждению патрона. Обратитесь к документации на патрон, чтобы выбрать правильное решение.
Прежде чем установить мягкие кулачки необходимо тщательно очистить зубчатые гребёнки и Т-образные пазы.
Когда мы работаем на передней поверхности патрона, следует отметить, что никогда не надо снимать центральную крышку, пытаясь что-то выгадать. Эта крышка защищает внутренние движущиеся части механизма патрона от загрязнений, которые могут существенно снизить ресурс патрона.
Вы можете установить кулачки в разных положениях. Мы выбрали такое положение, чтобы «экономно» расходовать тело кулачков и использовать их в будущем для других деталей. Никогда не устанавливайте сменные кулачки так, чтобы Т-образные сухари были выдвинуты из своих пазов наружу.
Для начала Эндрю выдвигает кулачки так, чтобы Т-образный сухарь был примерно на уровне края мастер-кулачка.
Теперь надо затянуть крепёжные болты с помощью динамометрического ключа до значения крутящего момента, указанного в документации. Другими словами, надо затягивать так, чтобы кулачки выдерживали все необходимые усилия с одной стороны, и чтобы не сорвать резьбу — с другой.
Также крайне важно ежедневно смазывать патрон! По 2–3 качка в каждую из 3 точек смазки. Используйте смазку CHUCK-EEZ или любую эквивалентную с высоким процентным содержанием дисульфида молибдена. Если не ухаживать за патроном и не использовать именно такую смазку, то за короткое время усилие зажима может снизиться на 50 и более процентов.
При обработке мягких кулачков они должны плотно зажимать какой-либо предмет. Одним из лучших способов такого зажима является использование специального регулируемого кольца. Оно имеет 3 регулируемых штифта, которые вставляются в отверстия крепёжных винтов кулачков. Эти штифты могут скользить в своих пазах для регулировки позиции! Такая конструкция позволяет немного изменить положение зажима.
На корпусе патрона и на мастер-кулачках имеются риски: по две на корпусе и по одной на кулачке. Это рабочий ход кулачков.
Первоначально Эндрю настроил зажим кольца в верхней части этого хода. Если расточить кулачки на нужный размер в такой позиции, то это приведёт к затруднённой загрузке нашей детали в патрон, т.к. кулачки будут открываться почти без зазора к диаметру детали.
И наоборот, если произвести растачивание кулачков в позиции, близкой к нижней метке на патроне, то могут возникнуть проблемы с надёжным зажимом детали в патроне станка, т.к. остается очень небольшой ход кулачков для зажима.
Следует делать это в середине хода кулачков. Поэтому Эндрю чуть-чуть разжимает кулачки и поворачивает настроечное кольцо против часовой стрелки до тех пор, пока не попадет в середину диапазона.
Очевидно, что зажимать нашу деталь надо за наружный диаметр. Направление зажима в процессе растачивания кулачков с кольцом надо настроить таким же образом, как и при будущей обработке нашей детали.
Давление в гидрозажиме и максимальные обороты надо назначать, не превышая значений в спецификации производителя патрона. Кольца можно использовать при максимальном давлении 7 бар (100 фунтов на квадратный дюйм) и максимальной скорости 900 оборотов в минуту. Деталь мы будем зажимать с давлением 9 бар (130 фунтов на квадратный дюйм). Для нашей детали разница в 2 бара (30 фунтов на квадратный дюйм) между давлениями не будет проблемой.
Бывают ситуации, когда заготовку нужно зажать с давлением, которое заметно превышает давление, которое у нас было при работе с кольцом. Но имейте в виду, что часто большее давление может привести к проблемам. Мы расскажем об этом в другом видео.
Помните, что между силой зажима и деформацией должен быть баланс: слишком большая сила зажима деформирует кулачки и заготовку, а, наоборот, недостаточный зажим может привести к проворачиванию заготовки в кулачках во время обработки.
Самое время сейчас посмотреть графики, размещённые прямо на вашем станке. Помните, что скорость вращения шпинделя также влияет на усилие зажима за наружный диаметр, так как центробежные силы пытаются раздвинуть кулачки, уменьшая этим силу зажима. Установите давление на зажим в зависимости от максимальных оборотов в вашей программе.
Очень просто доказать потерю силы зажима с помощью этого электронного динамометра. Он показывает, с какой силой давят кулачки на заготовку. С нашим давлением 17 бар (250 фунтов на квадратный дюйм) общая сила зажима при неподвижных кулачках составит 19,6 кН. А при вращении патрона со скоростью 3000 оборотов в минуту оно падает более, чем в двое!
Итак! Наши подготовительные операции завершены, и мы можем воспользоваться интуитивно-понятной системой программирования Haas для создания управляющей программы. На современных станках Haas вы можете использовать для этого систему визуального программирования VPS. Нужно выбрать шаблон для обработки внутреннего диаметра. Можно также использовать какую-либо CAM-систему или написать эту несложную программу вручную.
При написании программы всегда имейте в виду, что диаметр зажима на кулачках должен соответствовать диаметру зажимаемой детали. В противном случае вы получите либо зажатие в шести точках, либо в трёх, т.е. либо только краями кулачков, либо только центром. В нашей программе мы будем растачивать по номинальному диаметру детали.
Когда давление на зажим патрона и позиция настроечного кольца нашего приспособления правильно подобраны, мы готовы резать!
После растачивания сделайте небольшую канавку на дне расточенного диаметра. Это позволит правильно зажимать до упора заготовку с острой кромкой или с очень маленькой фаской. Если этого не сделать, то заготовка будет неправильно устанавливаться на упор кулачков.
Желательно зачистить образовавшиеся заусенцы, и кулачки готовы к использованию.
В некоторых случаях вы не сможете использовать регулируемое приспособление для растачивания кулачков, например, если мы готовимся обрабатывать большие детали, потому что само это кольцо будет нам мешать. В этом случае можно взять небольшую заготовку и, подготовить кулачки под неё как мы делали ранее, используя наше регулируемое расточное кольцо, удерживающее кулачки.
Измеряем диаметр заготовки, готовим управляющую программу и запускаем станок.
Подготавливая кулачки таким образом можно устранить необходимость добавления конусности.
После растачивания кулачков зажимаем заготовку в патрон в качестве упора, оставляя необходимое место для дальнейшей работы. Нужно задать такое же давление и в том же направлении, как и при будущей обработке детали. Для зажима заготовки задаём давление равное 17 бар (250 фунтов на квадратный дюйм).
Прежде чем начинать готовить кулачки для детали, Эндрю заметил, что заготовка — грубый необработанный кусок металла с некоторым разбросом по диаметру. Поэтому зажиматься она будет то шестью точками, то тремя. В данном случае это не проблема.
Начинаем растачивать кулачки для нашей детали с зажимом заготовки.
Сейчас также покажем, как можно подготовить кулачки сразу для обработки детали с двух сторон даже при серьёзной разнице в диаметрах!
Двухступенчатые кулачки — это очень хорошая альтернатива использованию двух комплектов кулачков! Большие уступы кулачков зажимают необработанную заготовку, когда геометрия ещё не столь важна. Меньшие уступы будут зажимать за обработанную первую сторону. Итак, мы готовы с помощью эти двухступенчатых кулачков приступить к изготовлению партии наших деталей.
Спасибо за просмотр, и обязательно ознакомьтесь с другими нашими роликами о мягких кулачках, где мы расскажем много интересного, в частности о добавлении конуса или о повторном использовании кулачков.
Изготовление токарных кулачков — «Метсервис»
Токарные кулачки – это основной вид оснастки для патрона токарного станка. ПКФ «Метсервис» осуществляет изготовление кулачков для токарных патронов по ГОСТ и чертежам заказчика. На всех этапах производства действует строгий контроль качества. Это исключает поставку брака и гарантирует точное соответствие заявленных заказчиком свойств и геометрии деталей.
Назначение кулачков к токарным патронам
Металлические изделия обеспечивают надежность и прочность фиксации обрабатываемых заготовок на шпинделе. Использование в конструкции оборудования качественного и прочного элемента позволяет работать на высокой скорости при использовании вращающегося инструмента, гарантируя точность и необходимое усилие при фиксации.
Количество кулачков рассчитывается исходя из конструктивных особенностей патрона и его размера. Они необходимы для надежной и точной установки заготовки в рабочей зоне.
Виды токарных кулачков
По типу конструкции фиксирующие детали делятся на несколько основных видов:
Прямые. Используются для зажима заготовок с наружной стороны.
Обратные. Позволяют зафиксировать деталь с внутренней стороны.
Накладные. Подходят для работы с заготовками большого диаметра различной длины.
Сборные. В состав такой конструкции входит рейка с гребенками, используемая для крепления накладного элемента.
При производстве оснастки к ней предъявляются высокие требования по прочности и устойчивости к износу. Для изготовления чаще всего используются легированные марки стали. Поверхность в местах зажима и зубцы дополнительно закаливают и цементируют, с последующей тщательной шлифовкой. Такая обработка позволяет повысить эксплуатационные свойства деталей и сводит к минимуму механическое повреждение оборудования и обрабатываемого металлоизделия.
Изготовление токарных кулачков
Компания «Метсервис» изготавливает кулачки с параметрами, приведенными ниже в таблице. Используем в работе технологичное оборудование и производим как стандартные модификации изделий, так и детали для импортных станков ЧПУ с гидрозажимом.
Стоимость изготовления зависит от сложности технологических процессов, объемов и сроков поставки, а также цены исходного материала. Отправка продукции возможна по Челябинску и другим городам России.
Параметры токарных кулачков
Типоразмер
B
C
D
E
F
G
H
J
6”
73
31
36
12
31
24
20
15
8”
95
35
37
14
32
22
25
24
10”
110
40
42
16
37
27
30
30
12”
130
50
50
21
45
33
30
40
15”
175
62
62
22
54
38
43
37
Если у Вас при выборе продукции возникают сложности, то мы с радостью поможем подобрать нужную Вам продукцию
Основные характеристики
12 лет на рынке
15000 довольных клиентов
120 квалифицированных специалистов
15 дней среднее время исполнения заказа
35000 единиц продукции мы производим в год
12 месяцев гарантийный срок на все изделия
Факты о компании ПКФ
«МЕТСЕРВИС»
Предприятие ООО ПКФ «Метсервис» — одно из ведущих инновационных предприятий на Южном Урале. За 12 лет деятельности, компания, в результате реструктуризации трудовых и производственных ресурсов, превратилась в крупнейшее производственное объединение.
Наличие производственной базы с широкой гаммой самого современного оборудования, в совокупности с новаторством и индивидуальным подходом в решении технологических вопросов, дополненные гибкой ценовой политикой и высокой скоростью выполнения заказов, позволили предприятию уверенно выйти на рынок производства комплектующих для нефтегазодобывающего и машиностроительного комплекса.
Условия поставки
На всю продукцию предоставляются паспорта и сертификаты на материал
Мы работаем по предоплате, но не исключаем постоплату при длительных и качественных отношениях с заказчиком
У нас на предприятии организованы самовывоз продукции или отправка её с помощью транспортных компаний
Этапы работы
Почему с нами стоит работать?
ГАРАНТИРУЕМ КАЧЕСТВО ИЛИ ВОЗВРАЩАЕМ ДЕНЬГИ!
Токарный станок BobCAD-CAM — BobCAD-CAM
Токарный станок BobCAD-CAM — BobCAD-CAM
Вопросы? Позвоните по телефону 877-262-2231, чтобы поговорить с CAD CAM Pro!
ОСОБЕННОСТИ: Интеграция MachiningCloud
Добавлять инструменты стало проще, чем когда-либо, благодаря нашему новому партнерству с MachiningCloud. Импортируйте полные сборки инструментов (вставки и держатели) непосредственно в библиотеку инструментов или набор инструментов, включая круглые расточные оправки.
Попробуйте интеграцию с MachiningCloud, загрузите бесплатно
CAD-CAM для токарных станков с ЧПУ позволяет вам проектировать или импортировать геометрию детали, которой вы будете назначать стратегии траекторий, используя интуитивно понятный мастер интерфейса. Программирование типов элементов в BobCAD упрощает управление направлением резания и тем, где на детали создается траектория движения инструмента.
Усовершенствования дерева CAM (новая функция)
Новый рабочий процесс повышает производительность, обеспечивая лучший пользовательский интерфейс для оптимизации циклов ЧПУ Тьюринга и создания траекторий. Публикуйте и запускайте быстрее с новой и улучшенной навигацией по дереву CAM V34 и рабочим процессом. Редактирование двойным щелчком, автоматическое закрытие, расширенное дерево CAM, размещение шрифтов, размещение одной операции, примечания к дереву CAM и многое другое.
Backplot Visibility (новая функция)
Пройдитесь по траектории инструмента, используя фоновую диаграмму, графическое вспомогательное средство, которое поможет вам понять, где начинается инструмент, в каком направлении он режется и т. д. Выберите один из 3 режимов отображения с возможностью показать или скрыть держатель и вставку.
Значения мастера траектории по умолчанию
Точная настройка программирования 2-осевого токарного станка для детали, процесса или части оборудования с помощью мастера траектории по умолчанию. Сохраните предпочтительные настройки траектории, что поможет вам быстрее программировать детали. Измените настройки мастера траекторий, нажмите «Сохранить значения по умолчанию» и выберите свой шаблон, это так просто.
Обрезка до припуска
Обрезка траектории за пределами вашего рабочего припуска, что приводит к более эффективным траекториям с более коротким временем цикла. Используйте прогрессивное отслеживание припуска токарного станка BobCAD, чтобы ограничить область создания траектории.
ВЫБЕРИТЕ семейство программного обеспечения BobCAD-CAM
САПР
Дерево проектирования САПР
Динамическое рисование
Вспомогательные линии
Библиотека форм
Каркасы 2D/3D
Булевы значения 2D
Проецирование на плоскости Z
Просмотр поперечного сечения
Инструменты для создания 2D и 3D геометрии
Построение поверхности
Моделирование твердого тела
Булевы операции с телами и редактирование поверхности
Утилиты САПР, трансляция, зеркальное отображение, сшивание и расстегивание
Шестерни, CAMs и мастера проектирования звездочек
Bolt Holt e & Grid Patterns
Функции текста/шрифта
Очистка и оптимизация геометрии с удалением двойных объектов
Перевод данных САПР и совместимость
САМ
Библиотека инструментов
Набор инструментов
Библиотека держателей инструментов
Мастер обработки материалов
Лист настройки
Список инструментов
Программирование на основе элементов
Функции сохранения и загрузки
Функции копирования и вставки
Несколько мест установки машины
Библиотека материалов
Стратегии динамической обработки
Фон траектории
Редактор траектории
Solid 3D Simulation
Статистика траектории
Отображение скорости подачи
Универсальный постпроцессор
Вывод подпрограммы
900 06 3D Arc filter (G17, G18, G19 Plane Cutting)
Ассоциативное CAM-дерево
Группы траекторий
Шаблоны траекторий (преобразование / поворот)
Доминирующий порядок обработки инструмента
Доминирующий порядок обработки элемента
Диспетчер выбора геометрии элемента
Мастер траекторий
Оптимизация порядка сортировки последовательности обработки
SprutCAM X для токарных станков: точение и растачивание цилиндрических, конических и фасонных поверхностей, нарезание резьбы, обрезка, торцевание, сверление и развертывание отверстий.
По желанию пользователя SprutCAM X может дополнительно выводить G-код с использованием циклов токарного станка.
Функции токарного станка в SprutCAM X
Оптимизированный рабочий процесс программирования ЧПУ
SprutCAM X рассчитывает траектории токарного станка и все другие процессы обработки, используя собственную кинематику станка с ЧПУ.
Что это означает для пользователя?
Это означает, что столкновения между осями станка и заготовкой обрабатываются автоматически во время расчета траектории.
Вам не нужно выполнять постобработку кода ЧПУ для имитации реального результата. Все движения станка видны сразу после расчета траектории.
Программирование ЧПУ становится визуальным, рабочий процесс упрощается.
Кроме того, благодаря этой функции пользователь может сэкономить еще больше машинного времени за счет точной настройки машины. Например, сокращение времени цикла за счет оптимизации расположения инструментов в револьверной головке.
Функции токарного станка в SprutCAM
Все виды токарных работ
Обработка торцов, наружных и внутренних диаметров черновая, чистовая обработка, нарезание резьбы, нарезание канавок, торцевание канавок, токарная обработка отверстий, отрезка.
Постоянные циклы токарного станка
По желанию пользователя SprutCAM может дополнительно выводить G-код с использованием циклов токарного станка.
Функции токарного станка в SprutCAM
Оптимизированный рабочий процесс программирования ЧПУ
SprutCAM рассчитывает траектории токарного станка и все другие процессы обработки, используя собственную кинематику станка с ЧПУ.
Что это означает для пользователя?
Это означает, что столкновения между осями станка и заготовкой обрабатываются автоматически во время расчета траектории.
Вам не нужно выполнять постобработку кода ЧПУ для имитации реального результата. Все движения станка видны сразу после расчета траектории.
Программирование ЧПУ становится визуальным, рабочий процесс упрощается.
Кроме того, благодаря этой функции пользователь может сэкономить еще больше машинного времени за счет тонкой настройки машины. Например, сокращение времени цикла за счет оптимизации расположения инструментов в револьверной головке.
Посмотреть демо-симуляцию токарной обработки
Программирование токарного станка, экономящее время
Предварительный просмотр траектории, интерактивный подход и отвод, редактирование контуров перетаскиванием, база данных резьб
Экономия времени благодаря предварительному просмотру траектории
SprutCAM X показывает траекторию инструмента эскиз еще до расчета траектории. Это означает более быстрое программирование ЧПУ.
Интерактивная установка подхода
Полезно для получения легко читаемых значений в G-коде. станки с ЧПУ это оценят.
Редактирование контура методом перетаскивания
Редактируйте контур обработки непосредственно в интерфейсе. SprutCAM X покажет предварительный просмотр траектории с изменениями.
Выберите тип и размеры резьбы из базы данных. Шаг и глубина будут обновлены автоматически.
Экономьте время с предварительным просмотром траектории
SprutCAM показывает эскиз траектории еще до расчета траектории. Таким образом, программирование становится быстрее.
Интерактивная установка подхода
Полезно для получения легко читаемых значений в G-коде. станки с ЧПУ это оценят.
Редактирование контура методом перетаскивания
Редактируйте контур обработки непосредственно в интерфейсе. SprutCAM покажет предварительный просмотр траектории с изменениями.
Выберите тип и размеры резьбы из базы данных. Шаг и глубина заполнятся автоматически.
Расширенное программирование токарной обработки в SprutCAM X
Опора оси B
Токарные детали любого профиля
Вы можете использовать ось B для обработки более сложных контуров с помощью одного инструмента. Поддержка оси B уменьшает количество используемых инструментов и позволяет обрабатывать более сложные контуры.
Посмотреть демонстрацию
С помощью этой функции можно сделать винт с любым профилем или, например, опорную резьбу.
Смотреть демонстрацию
Опора оси B
Вы можете использовать ось B для обработки более сложных контуров одним инструментом. Поддержка оси B уменьшает количество используемых инструментов и позволяет обрабатывать более сложные контуры.
Посмотреть демонстрацию
Токарные детали любого профиля
С помощью этой функции можно сделать винт подачи с любым профилем или, например, опорную резьбу.
Посмотреть демонстрацию
Установить SprutCAM X
Скачать пробную версию
Получить SprutCAM X
Найти торгового посредника
Решения для программирования станков с ЧПУ и промышленных роботов
Узнайте о других решениях для программирования станков с ЧПУ и промышленных роботов, предоставляемых SprutCAM X
2,5-кратная и 3-кратная мельница
Роторная
Токарно-фрезерный станок
Многоосный
HSM и адаптивный
Swiss и MTM
5-6D резка
Аддитивные и гибридные
2D-резка
Промышленные роботы
Моделирование на основе G-кода
9003 2
Циклы зондирования
Powered by SprutCAM X
Ежедневные посты от наших клиентов по всему миру 11:28:23+03:0028 апреля , 2023|
Аддитивное производство, также известное как 3D-печать, произвело революцию в способах производства объектов.
 ;
; ;
;
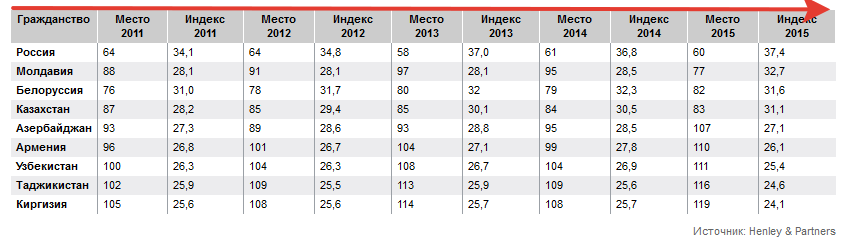 04.2023
04.2023 04.2023
04.2023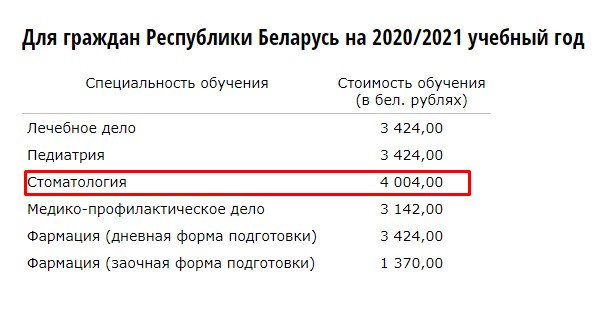 04.2023
04.2023 ..
..
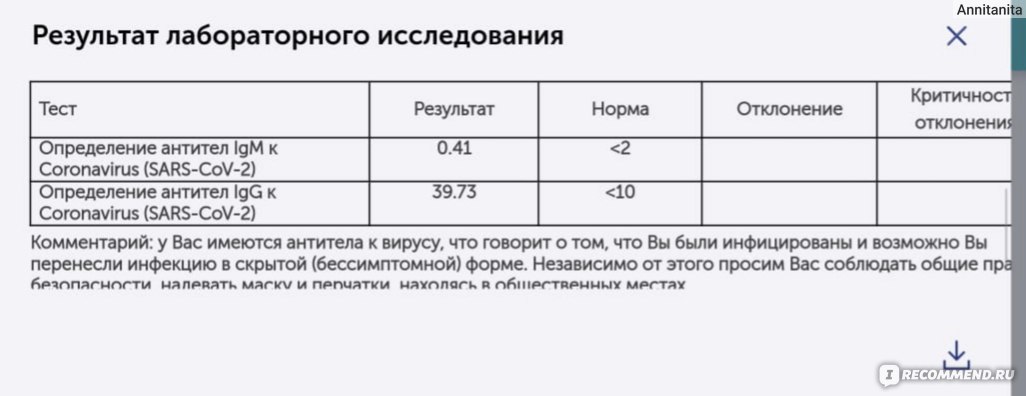
 Фото Виктора Малышчика.
Фото Виктора Малышчика.
 Изображение предоставлено: ФЗС
Изображение предоставлено: ФЗС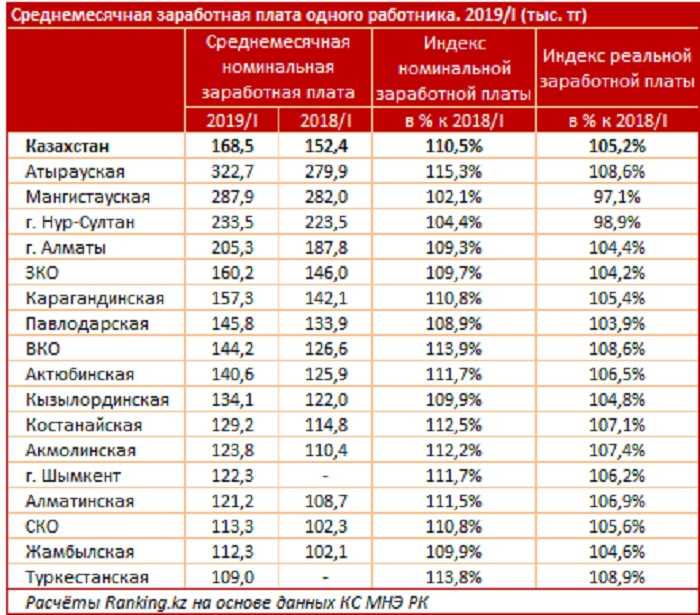 В весеннее время только в поймах Припяти на Полесье регистрируется численность не менее 150 000–200 000 обыкновенных свиязей, 200 000–400 000 ершей и 20 000–25 000 чернохвостых веретенников. Это ключевая среда для размножения многих видов, находящихся под угрозой исчезновения во всем мире.
В весеннее время только в поймах Припяти на Полесье регистрируется численность не менее 150 000–200 000 обыкновенных свиязей, 200 000–400 000 ершей и 20 000–25 000 чернохвостых веретенников. Это ключевая среда для размножения многих видов, находящихся под угрозой исчезновения во всем мире.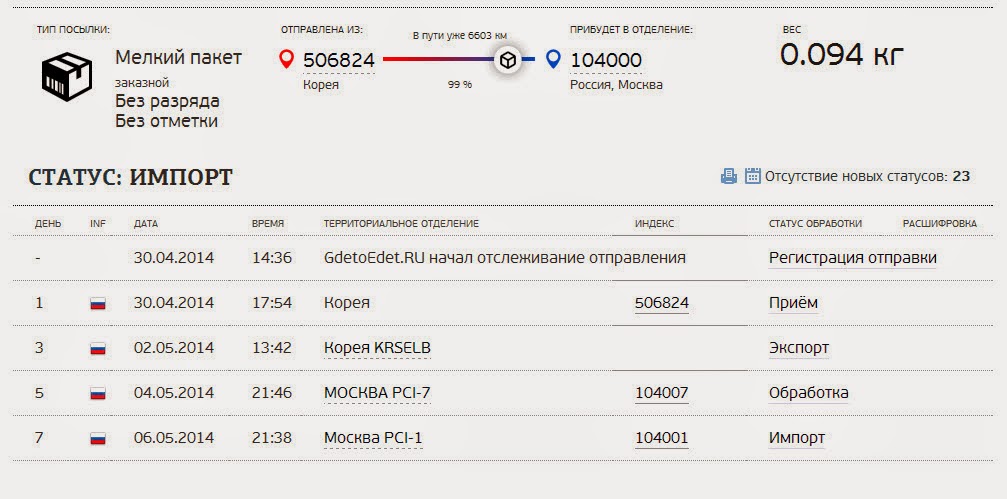
 Алмани был расширен на 10 000 га, в результате чего площадь заповедника достигла 104 000 га, что примерно равно размеру Гонконга. Исследования, проведенные в рамках проекта «Полесье — дикая природа без границ» при поддержке Программы «Исчезающие ландшафты» и «Аркадии» — благотворительного фонда Лисбет Раусинг и Питера Болдуина — помогли определить важные места обитания редких диких животных, нуждающихся в защите.
Алмани был расширен на 10 000 га, в результате чего площадь заповедника достигла 104 000 га, что примерно равно размеру Гонконга. Исследования, проведенные в рамках проекта «Полесье — дикая природа без границ» при поддержке Программы «Исчезающие ландшафты» и «Аркадии» — благотворительного фонда Лисбет Раусинг и Питера Болдуина — помогли определить важные места обитания редких диких животных, нуждающихся в защите. Также осуществляются важные инициативы по восстановлению частей экосистемы, которые были повреждены в результате деятельности человека».
Также осуществляются важные инициативы по восстановлению частей экосистемы, которые были повреждены в результате деятельности человека». Сохранение и устойчивое управление этим важным трансграничным ландшафтом не может быть более важным для жителей региона».
Сохранение и устойчивое управление этим важным трансграничным ландшафтом не может быть более важным для жителей региона».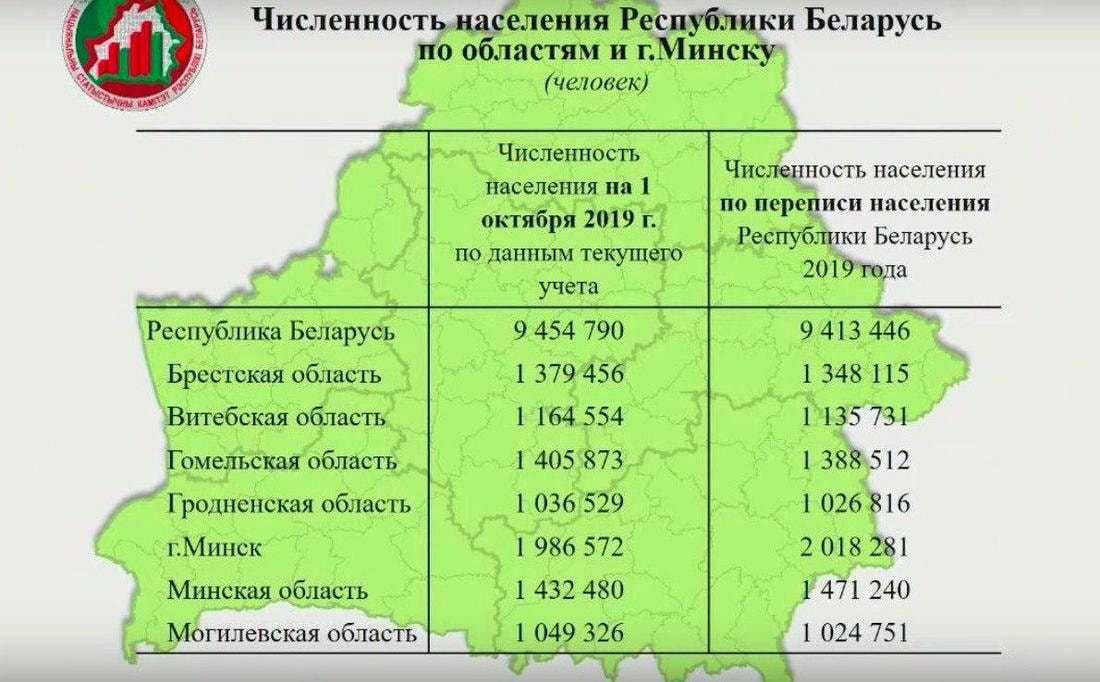
 и центры НАН Беларуси, других государственных органов и организаций.
и центры НАН Беларуси, других государственных органов и организаций.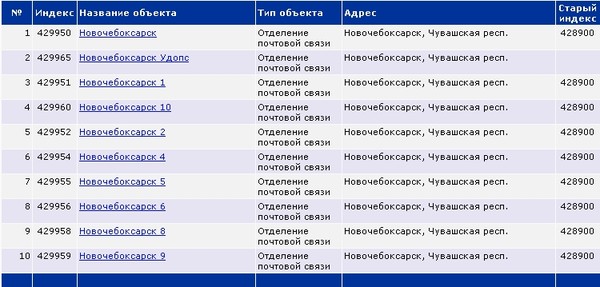
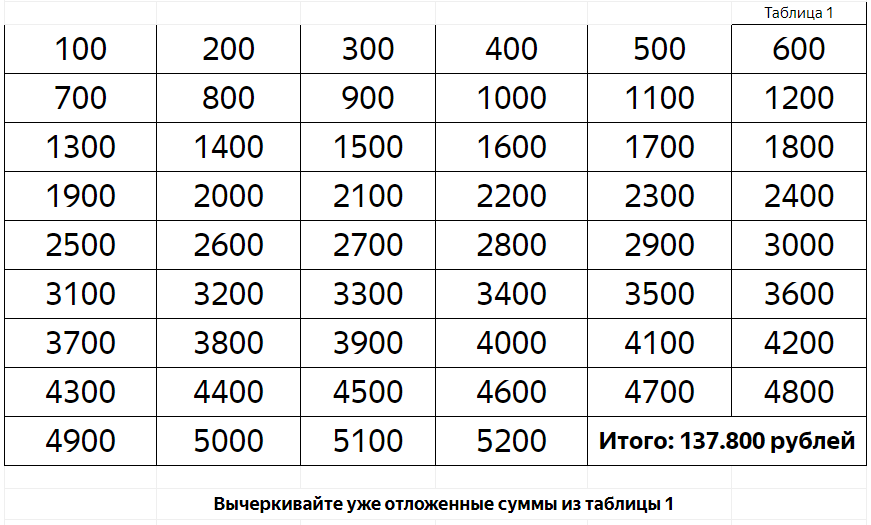 Это важное место является важным местом остановки для до 500 тысяч птиц в год и делает Беларусь безопасным международным убежищем для великолепия миграции. В течение 13 лет ABP арендует и управляет этим заповедником от имени правительства, единственной неправительственной организации в Беларуси, которая занимается этим.
Это важное место является важным местом остановки для до 500 тысяч птиц в год и делает Беларусь безопасным международным убежищем для великолепия миграции. В течение 13 лет ABP арендует и управляет этим заповедником от имени правительства, единственной неправительственной организации в Беларуси, которая занимается этим.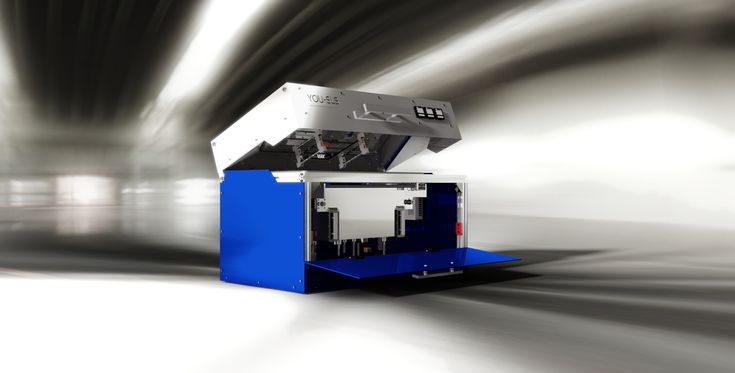


 Устройство создает необычные украшения уникального дизайна. Аппарат обеспечивает высококлассную получаемую поверхностиь ,и идеальное разрешение. Способ печати без контакта с мембраной, адаптированное программное обеспечение и структуры поддержки MicroPoint дают возможность изготавливать миниатюрные детали или разрабатывать фирменные стили печати.
Устройство создает необычные украшения уникального дизайна. Аппарат обеспечивает высококлассную получаемую поверхностиь ,и идеальное разрешение. Способ печати без контакта с мембраной, адаптированное программное обеспечение и структуры поддержки MicroPoint дают возможность изготавливать миниатюрные детали или разрабатывать фирменные стили печати. Аддитивная технология Figure 4 объединяет процедуру построения детали со вспомогательными технологическими процессами, «выращивает» объекты из разнообразных составов, в том числе биосовместимых или гибридных. Автоматическая расстановка поддержек и оптимизированное ПО упрощают настройку заданий, управление операциями.
Аддитивная технология Figure 4 объединяет процедуру построения детали со вспомогательными технологическими процессами, «выращивает» объекты из разнообразных составов, в том числе биосовместимых или гибридных. Автоматическая расстановка поддержек и оптимизированное ПО упрощают настройку заданий, управление операциями. Используемая технология обеспечивает точную детализацию распечатанных предметов, возможность построения тонкостенных образцов с мельчайшими компонентами. Оригинальные материалы позволяют изготавливать модели с варьирующимися механическими характеристиками.
Используемая технология обеспечивает точную детализацию распечатанных предметов, возможность построения тонкостенных образцов с мельчайшими компонентами. Оригинальные материалы позволяют изготавливать модели с варьирующимися механическими характеристиками.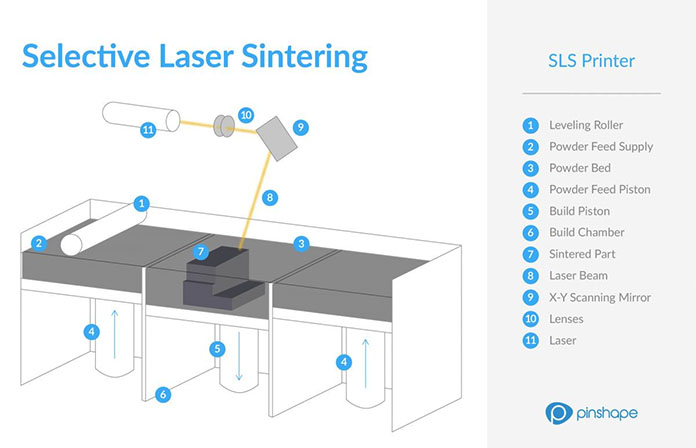
 Базовое направление работы фирмы – проектирование и создание 3Д-оборудования, функционирующего по методу селективного лазерного спекания соответствующих расходных материалов. Ученые компании исправляют характерные для трехмерных принтеров недочеты, добавляют новые опции, придумывают уникальный дизайн. Оборудование бренда – это наиболее доступное решение для получения точных принтов без традиционных ограничений.
Базовое направление работы фирмы – проектирование и создание 3Д-оборудования, функционирующего по методу селективного лазерного спекания соответствующих расходных материалов. Ученые компании исправляют характерные для трехмерных принтеров недочеты, добавляют новые опции, придумывают уникальный дизайн. Оборудование бренда – это наиболее доступное решение для получения точных принтов без традиционных ограничений. Укомплектован более вместительной камерой построения и встроенной системой подачи инертного газа в рабочий отсек. Это надежный, простой в эксплуатации аппарат, выпускающий качественные детали.
Укомплектован более вместительной камерой построения и встроенной системой подачи инертного газа в рабочий отсек. Это надежный, простой в эксплуатации аппарат, выпускающий качественные детали. Аппарат разрабатывался как настольный, поэтому имеет соответствующие габариты и дизайн.
Аппарат разрабатывался как настольный, поэтому имеет соответствующие габариты и дизайн. Собственная линейка материалов разработана по результатам научных исследований и последних статистических данных.
Собственная линейка материалов разработана по результатам научных исследований и последних статистических данных.  Модель существенно упрощает процесс экспериментальных разработок.
Модель существенно упрощает процесс экспериментальных разработок. Система обнаружения обрыва филамента и опция возобновления работы после отключения питания отвечают за бесперебойное функционирование и эффективность техники. Агрегат способен превратить любую творческую идею в реальный предмет, рационально расходуя ресурсы.
Система обнаружения обрыва филамента и опция возобновления работы после отключения питания отвечают за бесперебойное функционирование и эффективность техники. Агрегат способен превратить любую творческую идею в реальный предмет, рационально расходуя ресурсы. Экструдер с двойной подачей может выращивать двухцветные модели, но способен также функционировать в качестве моноэкструдера. Несмотря на свою значительную зону построения, машина не требует особых условий по размещению, подходит для стандартных рабочих мест.
Экструдер с двойной подачей может выращивать двухцветные модели, но способен также функционировать в качестве моноэкструдера. Несмотря на свою значительную зону построения, машина не требует особых условий по размещению, подходит для стандартных рабочих мест.
 размер сборки
размер сборки предложения. Существует очень мало вариантов 3D-принтеров, которые предлагают эту аномалию, и комплект 3D-принтера Sintratec является одним из них.
предложения. Существует очень мало вариантов 3D-принтеров, которые предлагают эту аномалию, и комплект 3D-принтера Sintratec является одним из них. что-то, что происходит внутри этого принтера.
что-то, что происходит внутри этого принтера. После того, как вы решили оба эти вопроса, вам нужно получить порошкообразную форму этого сырья и распределить его по столу для печати.
После того, как вы решили оба эти вопроса, вам нужно получить порошкообразную форму этого сырья и распределить его по столу для печати. Принтер мало зависит от сложности объекта.
Принтер мало зависит от сложности объекта. Вы закончили с печатью нейлоновой детали.
Вы закончили с печатью нейлоновой детали.
 Минимальная толщина слоя, предлагаемая этим принтером, составляет 100 микрон, а лазер, используемый в принтере, представляет собой диодный лазер, Sintratec Kit дает размер пятна 0,25 мм.
Минимальная толщина слоя, предлагаемая этим принтером, составляет 100 микрон, а лазер, используемый в принтере, представляет собой диодный лазер, Sintratec Kit дает размер пятна 0,25 мм.
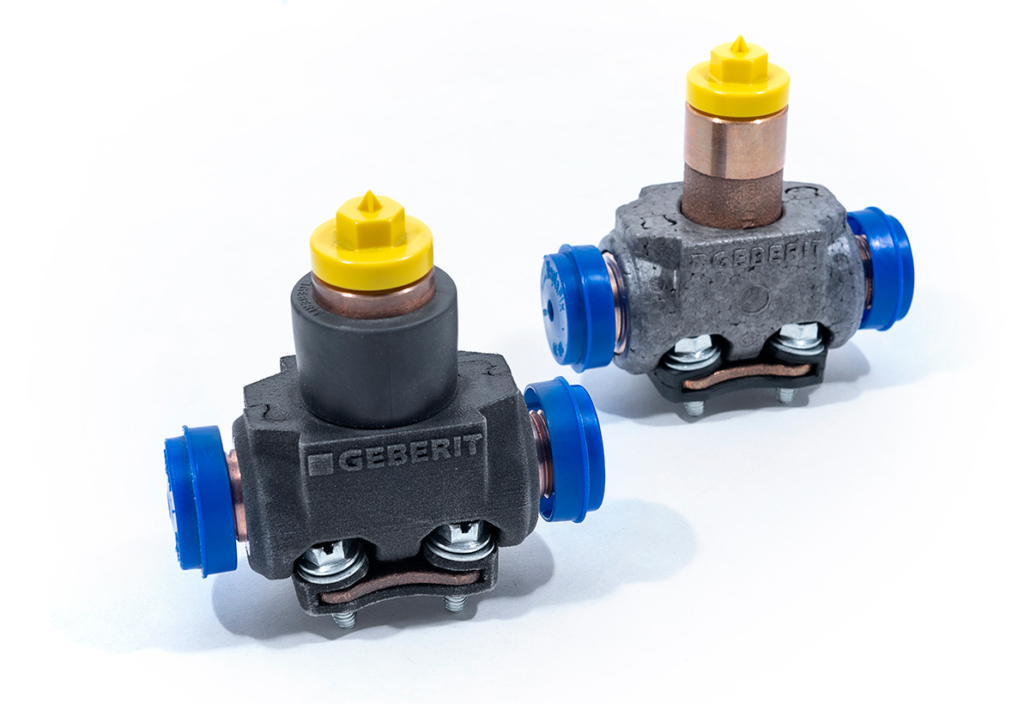





 Вместе эти устройства предназначены для облегчения чистой и безопасной последующей обработки 3D-печатных прототипов и позволяют пользователям быстро масштабироваться в соответствии со спросом.
Вместе эти устройства предназначены для облегчения чистой и безопасной последующей обработки 3D-печатных прототипов и позволяют пользователям быстро масштабироваться в соответствии со спросом. Напротив, модули Fusion Module, содержащие оптические и лазерные компоненты, не контактируют с порошком.
Напротив, модули Fusion Module, содержащие оптические и лазерные компоненты, не контактируют с порошком.


 По их словам, они все настроили, проверили и станки готовы к работе. До этого брал у них 0609, был доволен, просто включил и начал работать.
По их словам, они все настроили, проверили и станки готовы к работе. До этого брал у них 0609, был доволен, просто включил и начал работать. зашел в меню, открыл USB files, единственный файл уп там был выделен, после нажатия кнопки «ок» напротив файла появилась птичка.
зашел в меню, открыл USB files, единственный файл уп там был выделен, после нажатия кнопки «ок» напротив файла появилась птичка. В пульте тоже так надо? И если надо, то как это делать?
В пульте тоже так надо? И если надо, то как это делать? Такая проблема. На станке Beawer-24AVT5, пульт управления nk105g2. Станок перестал отвечать на команды движения пульта, не могу ни запустить программу, ни откалибровать, на пульте пишет «Last is not NC files, OK». Может кто-то сталкивался с данной проблемой?
Такая проблема. На станке Beawer-24AVT5, пульт управления nk105g2. Станок перестал отвечать на команды движения пульта, не могу ни запустить программу, ни откалибровать, на пульте пишет «Last is not NC files, OK». Может кто-то сталкивался с данной проблемой?




 Перейдите по ссылке ниже, затем на открывшейся странице авторизуйтесь/зарегистрируйетсь, далее появиться подробная инструкция как получать кэшбэк при покупках на Алиэкспресс.
Перейдите по ссылке ниже, затем на открывшейся странице авторизуйтесь/зарегистрируйетсь, далее появиться подробная инструкция как получать кэшбэк при покупках на Алиэкспресс. ..
..
 Сочетание этих 4 элементов обеспечивает превосходную фильтрацию воздуха в вашем доме, обеспечивая чистоту воздуха для дыхания. NK100 и NK105 также оснащены монитором качества воздуха, который определяет текущее качество воздуха в помещении и уведомляет пользователя с помощью светодиодного индикатора: красный индикатор означает, что качество воздуха плохое, желтый индикатор означает, что качество воздуха удовлетворительное, а синий означает качество воздуха. хороший и очищенный. Датчики SmartSensor в NK100 и NK105 автоматически регулируют скорость вращения вентилятора, если это необходимо для очистки воздуха. Включает ограниченную 2-летнюю гарантию производителя.
Сочетание этих 4 элементов обеспечивает превосходную фильтрацию воздуха в вашем доме, обеспечивая чистоту воздуха для дыхания. NK100 и NK105 также оснащены монитором качества воздуха, который определяет текущее качество воздуха в помещении и уведомляет пользователя с помощью светодиодного индикатора: красный индикатор означает, что качество воздуха плохое, желтый индикатор означает, что качество воздуха удовлетворительное, а синий означает качество воздуха. хороший и очищенный. Датчики SmartSensor в NK100 и NK105 автоматически регулируют скорость вращения вентилятора, если это необходимо для очистки воздуха. Включает ограниченную 2-летнюю гарантию производителя.
 Простота эксплуатации и замена фильтров
Простота эксплуатации и замена фильтров 
 Они обеспечивают превосходную очистку воздуха благодаря универсальному фильтру на 360 градусов, который предоставляет пользователям 3 слоя фильтрации. Дополнительный бонус технологии PlasmaWave® продвигает очистку воздуха на новый уровень, нейтрализуя и разрушая вирусы, бактерии, запахи и многое другое. NK100 и NK105 оснащены датчиками SmartSensor, которые автоматически регулируют скорость вращения вентилятора, обеспечивая постоянную очистку воздуха. Обе эти модели просты в использовании и быстро устранят аллергены и загрязняющие вещества в вашем доме, а NK105 поддерживает Wi-Fi, поэтому вы можете полностью контролировать свой очиститель, находясь вдали от дома.
Они обеспечивают превосходную очистку воздуха благодаря универсальному фильтру на 360 градусов, который предоставляет пользователям 3 слоя фильтрации. Дополнительный бонус технологии PlasmaWave® продвигает очистку воздуха на новый уровень, нейтрализуя и разрушая вирусы, бактерии, запахи и многое другое. NK100 и NK105 оснащены датчиками SmartSensor, которые автоматически регулируют скорость вращения вентилятора, обеспечивая постоянную очистку воздуха. Обе эти модели просты в использовании и быстро устранят аллергены и загрязняющие вещества в вашем доме, а NK105 поддерживает Wi-Fi, поэтому вы можете полностью контролировать свой очиститель, находясь вдали от дома.
 Также существуют модели 3D-принтеров, рассчитанные на обслуживание исключительно обученным персоналом.
Также существуют модели 3D-принтеров, рассчитанные на обслуживание исключительно обученным персоналом.
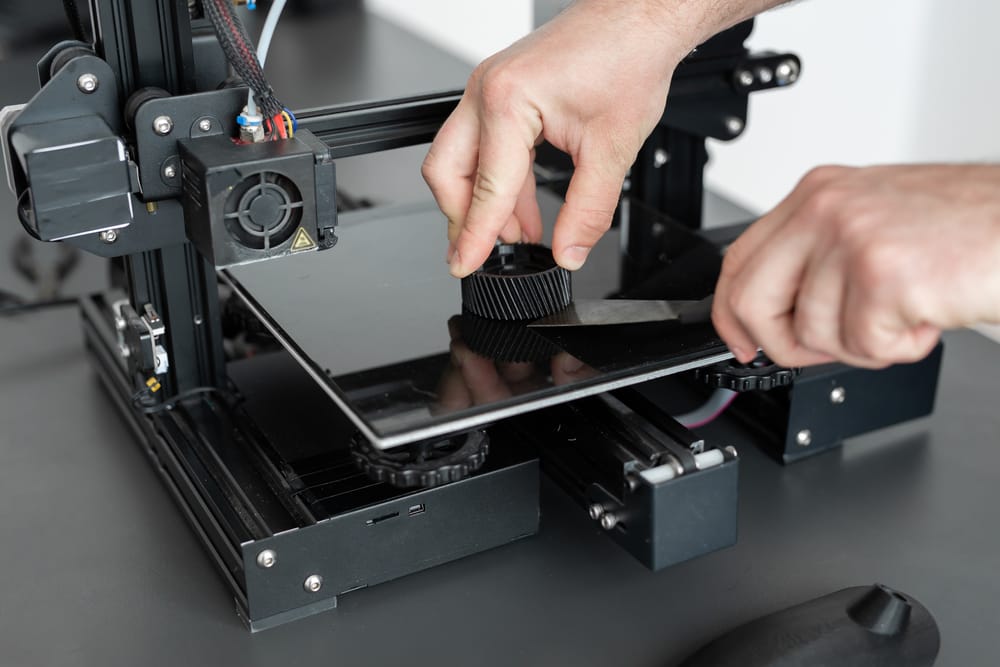 Для более серьезных задач мы рекомендуем рассматривать модели с рабочей областью не менее 306х306х610 (ШхВхГ), такой объем печати позволит печатать крупные объекты без последующей склейки с тем же качеством печати и разрешением.
Для более серьезных задач мы рекомендуем рассматривать модели с рабочей областью не менее 306х306х610 (ШхВхГ), такой объем печати позволит печатать крупные объекты без последующей склейки с тем же качеством печати и разрешением.
 Большинство таких FDM-устройств оснащены двумя прессами, наполненными нитями разных цветов. Для распечатки каждого цвета используется отдельный файл, и участки разных цветов объединяются друг с другом подобно трехмерной головоломке. Так же существуют технологии печати цветным порошком, например CJP или MJM, однако спектр их применения ограничивается простым макетированием или прототипированием.
Большинство таких FDM-устройств оснащены двумя прессами, наполненными нитями разных цветов. Для распечатки каждого цвета используется отдельный файл, и участки разных цветов объединяются друг с другом подобно трехмерной головоломке. Так же существуют технологии печати цветным порошком, например CJP или MJM, однако спектр их применения ограничивается простым макетированием или прототипированием.
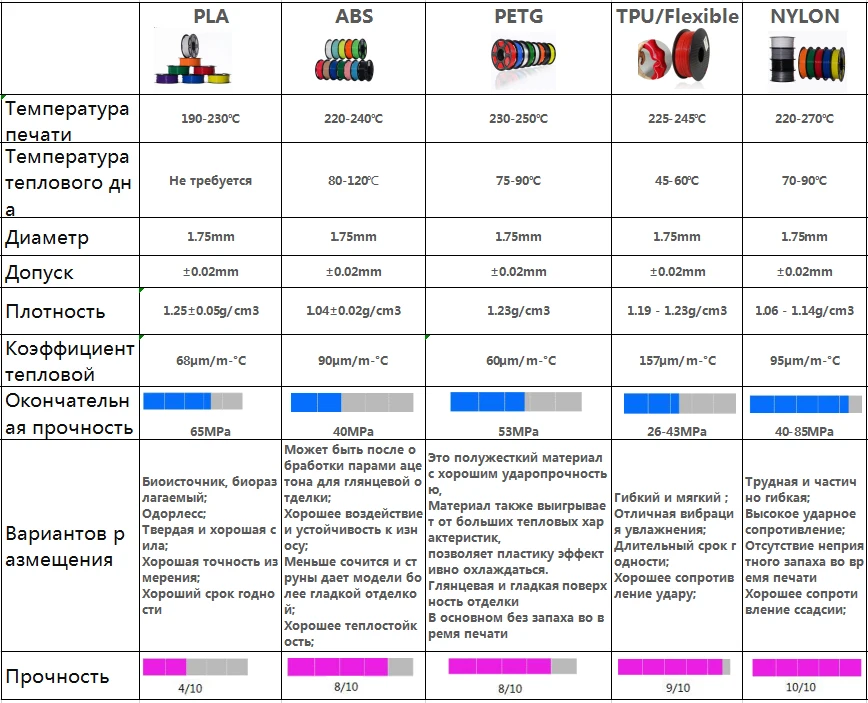 Кроме того, они имеют низкий уровень шума и более безопасны в эксплуатации.
Кроме того, они имеют низкий уровень шума и более безопасны в эксплуатации.
 Подключается через Usb или microSD.
Подключается через Usb или microSD.
 Устройство имеет цветной тачскрин, нагреваемую платформу с покрытием Ultrabase, подключается через дата-кабель или SD и печатает со скоростью до 100 мм/сек. Высота слоя – 0,05-0,3 мм.
Устройство имеет цветной тачскрин, нагреваемую платформу с покрытием Ultrabase, подключается через дата-кабель или SD и печатает со скоростью до 100 мм/сек. Высота слоя – 0,05-0,3 мм.
 Толщина слоя – 0,05-0,2 мм, скорость построения – до 80 мм/сек. Отлично подходит для прототипирования несложных объектов.
Толщина слоя – 0,05-0,2 мм, скорость построения – до 80 мм/сек. Отлично подходит для прототипирования несложных объектов.
 Обеспечивает максимально точную, стабильную печать и плавное, устойчивое движение по осям. Подключается с помощью SD. Высота слоя составляет 0,1-0,4 мм.
Обеспечивает максимально точную, стабильную печать и плавное, устойчивое движение по осям. Подключается с помощью SD. Высота слоя составляет 0,1-0,4 мм.
 Второй экструдер может использоваться для создания растворимых поддержек при изготовлении сложных моделей с качественной поверхностью. Область построения — 200х148х150 мм. Высота слоя – 0,1-0,4 мм, скорость построения – до 100 мм/сек. Подключение – Usb, SD.
Второй экструдер может использоваться для создания растворимых поддержек при изготовлении сложных моделей с качественной поверхностью. Область построения — 200х148х150 мм. Высота слоя – 0,1-0,4 мм, скорость построения – до 100 мм/сек. Подключение – Usb, SD.
 Снабжен нагреваемой платформой, подключается через Wi-Fi, Usb или LAN, высота слоя составляет 0,05-0,2 мм.
Снабжен нагреваемой платформой, подключается через Wi-Fi, Usb или LAN, высота слоя составляет 0,05-0,2 мм.
 Экструдер нагревается до 300 градусов. Совместимые филаменты – PLA, ABS, PETG, PC, Carbon, Nylon, Flex и др. Тип подключения – Usb-накопитель, LAN, Wi-Fi. Рабочая скорость – до 150 мм/сек. Высота слоя – 0,05-0,2 мм.
Экструдер нагревается до 300 градусов. Совместимые филаменты – PLA, ABS, PETG, PC, Carbon, Nylon, Flex и др. Тип подключения – Usb-накопитель, LAN, Wi-Fi. Рабочая скорость – до 150 мм/сек. Высота слоя – 0,05-0,2 мм.
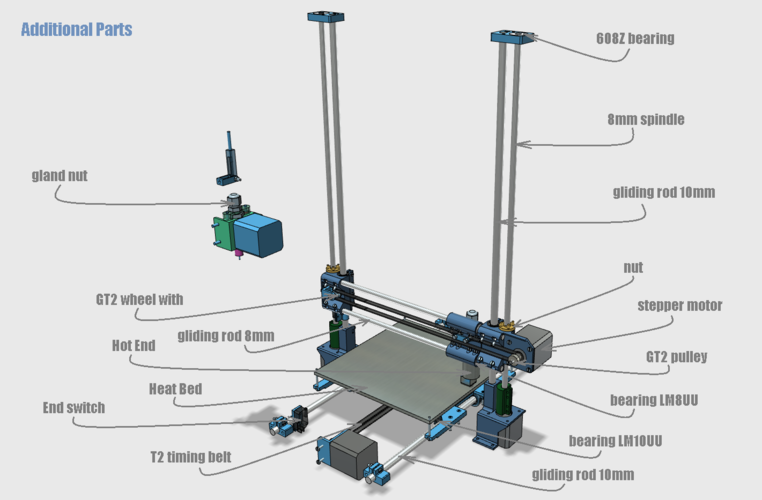 Подключение – Usb, LAN, Wi-Fi.
Подключение – Usb, LAN, Wi-Fi.
 Подключение – Wi-Fi, Usb, LAN. Скорость – до 150 мм/сек. Толщина слоя – от 0,01 мм.
Подключение – Wi-Fi, Usb, LAN. Скорость – до 150 мм/сек. Толщина слоя – от 0,01 мм.
 Оснащен двумя экструдерами с нагревом до 260 и 420 градусов соответственно (для работы со стандартными или инженерными пластиками). Другие особенности: подогреваемая камера, платформа и отсеки, скорость – до 120 мм/сек., толщина слоя – от 0,05 мм. Тип подключения – Usb.
Оснащен двумя экструдерами с нагревом до 260 и 420 градусов соответственно (для работы со стандартными или инженерными пластиками). Другие особенности: подогреваемая камера, платформа и отсеки, скорость – до 120 мм/сек., толщина слоя – от 0,05 мм. Тип подключения – Usb.
 В комплект входят ПО RaiseCloud, веб-камера, сменные сопла. Объем печати – 305х305х605 мм (для 1 экструдера), 280х305х605 мм (для 2-х экструдеров). Скорость – до 150 мм/сек. Высота слоя – от 0,01 мм. Подключение – Usb, Wi-Fi, LAN.
В комплект входят ПО RaiseCloud, веб-камера, сменные сопла. Объем печати – 305х305х605 мм (для 1 экструдера), 280х305х605 мм (для 2-х экструдеров). Скорость – до 150 мм/сек. Высота слоя – от 0,01 мм. Подключение – Usb, Wi-Fi, LAN.
 Скорость нагрева рабочей площадки – до 120 градусов за 3 минуты. Скорость печати – до 150 мм/сек. Толщина слоя – 0,05-0,4 мм. Тип подсоединения – Usb, Ethernet, Wi-Fi.
Скорость нагрева рабочей площадки – до 120 градусов за 3 минуты. Скорость печати – до 150 мм/сек. Толщина слоя – 0,05-0,4 мм. Тип подсоединения – Usb, Ethernet, Wi-Fi.
 25”. Высота слоя – 0,01-0,15 мм.
25”. Высота слоя – 0,01-0,15 мм.
 Мы остановились на нескольких разработках, которые привлекли повышенное внимание пользователей и профессиональных экспертов отрасли.
Мы остановились на нескольких разработках, которые привлекли повышенное внимание пользователей и профессиональных экспертов отрасли.
 В портфеле производителя более 15 моделей принтеров с камерами от 150 до 1500 мм. В 2022 году линейка пополнилась, пожалуй, наиболее универсальной машиной – HBD E500. Это настоящая «рабочая лошадка» для бесперебойной печати сложных кастомизированных изделий или прототипов размером до 520 мм.
В портфеле производителя более 15 моделей принтеров с камерами от 150 до 1500 мм. В 2022 году линейка пополнилась, пожалуй, наиболее универсальной машиной – HBD E500. Это настоящая «рабочая лошадка» для бесперебойной печати сложных кастомизированных изделий или прототипов размером до 520 мм.
 Созданная на базе популярной модели NXG XII 600, новинка имеет увеличенную зону построения 1,5 м по оси Z, что, как сообщается, на 50% превышает параметры оборудования ближайшего конкурента.
Созданная на базе популярной модели NXG XII 600, новинка имеет увеличенную зону построения 1,5 м по оси Z, что, как сообщается, на 50% превышает параметры оборудования ближайшего конкурента.
 Еще один известный китайский производитель – IEMAI – представил крупноформатный FGF‑принтер FAST JET 1500 для печати изделий размером до 1,5 метров в длину, ширину и высоту.
Еще один известный китайский производитель – IEMAI – представил крупноформатный FGF‑принтер FAST JET 1500 для печати изделий размером до 1,5 метров в длину, ширину и высоту.

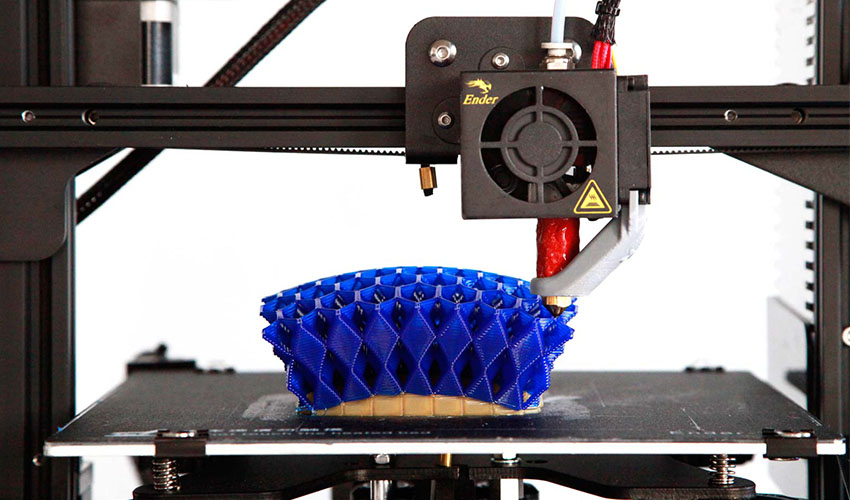
 Lisa X способна спекать полиамид PA12 со скоростью до 14 мм/ч и выполнять сессию печати в полном рабочем объеме всего за 30 часов. Относительно недорогой и компактный, 3D‑принтер может действительно похвастаться производительностью промышленного устройства и позволит компаниям ускорить сроки разработки продуктов и их вывода на рынок.
Lisa X способна спекать полиамид PA12 со скоростью до 14 мм/ч и выполнять сессию печати в полном рабочем объеме всего за 30 часов. Относительно недорогой и компактный, 3D‑принтер может действительно похвастаться производительностью промышленного устройства и позволит компаниям ускорить сроки разработки продуктов и их вывода на рынок.
 Система работает по гибридной технологии фотополимерной 3D-печати и литья реактопластами, получившей название «Cast‑In‑Motion» (CIM). Принтер предназначен для производства формовочной оснастки для последующего изготовления изделий из композитных материалов. Две печатающие головки используются, соответственно, для создания опалубки из фотополимерного геля и заливки внутренних полостей реактопластом. После термообработки напечатанного изделия фотополимерная оболочка растворяется, и получившаяся форма проходит финишную мехобработку.
Система работает по гибридной технологии фотополимерной 3D-печати и литья реактопластами, получившей название «Cast‑In‑Motion» (CIM). Принтер предназначен для производства формовочной оснастки для последующего изготовления изделий из композитных материалов. Две печатающие головки используются, соответственно, для создания опалубки из фотополимерного геля и заливки внутренних полостей реактопластом. После термообработки напечатанного изделия фотополимерная оболочка растворяется, и получившаяся форма проходит финишную мехобработку.
 microArch S350 – самый высокопроизводительный принтер BMF, предназначенный для производства конечных деталей, поскольку он может печатать не только микромасштабные объекты с высоким разрешением (до 10 микрон), но и множество мелких, требующих высокой точности и детализации. 3D‑принтер подходит для прототипирования и аддитивного производства в объеме от одной тысячи до 30 тысяч изделий и найдет свое место на предприятиях и в исследовательских лабораториях.
microArch S350 – самый высокопроизводительный принтер BMF, предназначенный для производства конечных деталей, поскольку он может печатать не только микромасштабные объекты с высоким разрешением (до 10 микрон), но и множество мелких, требующих высокой точности и детализации. 3D‑принтер подходит для прототипирования и аддитивного производства в объеме от одной тысячи до 30 тысяч изделий и найдет свое место на предприятиях и в исследовательских лабораториях.
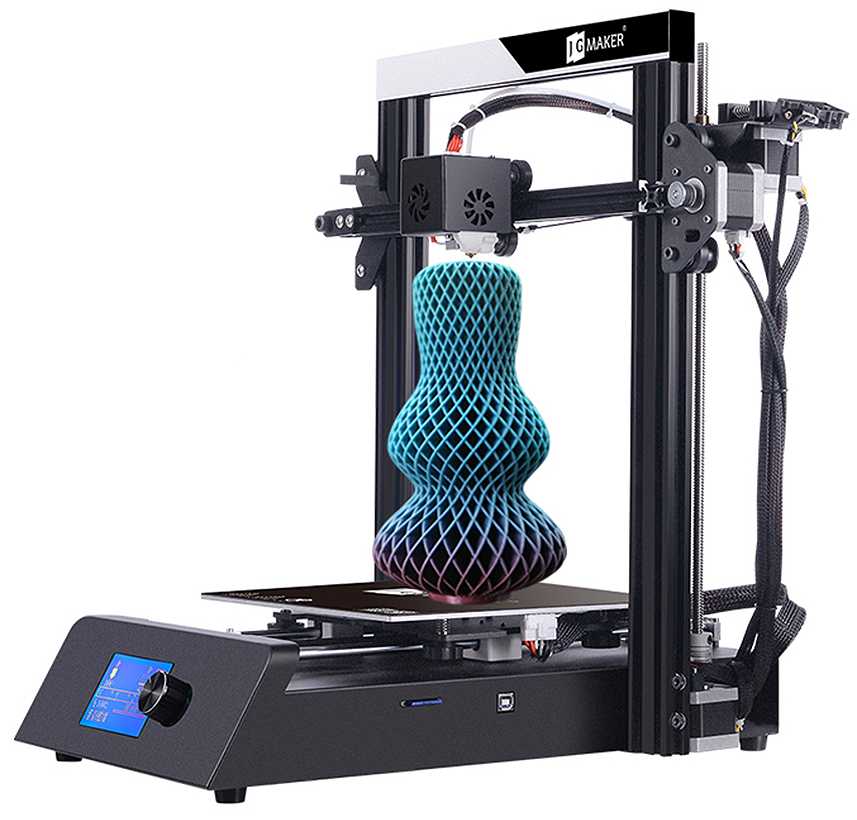 Новая линейка включает в себя три прибора с дальностью сканирования 70, 150 и 350 метров и отличается более высокой скоростью, увеличенным разрешением, аппаратным шумоподавлением и возможностью удаленного управления прибором с любого мобильного устройства.
Новая линейка включает в себя три прибора с дальностью сканирования 70, 150 и 350 метров и отличается более высокой скоростью, увеличенным разрешением, аппаратным шумоподавлением и возможностью удаленного управления прибором с любого мобильного устройства.
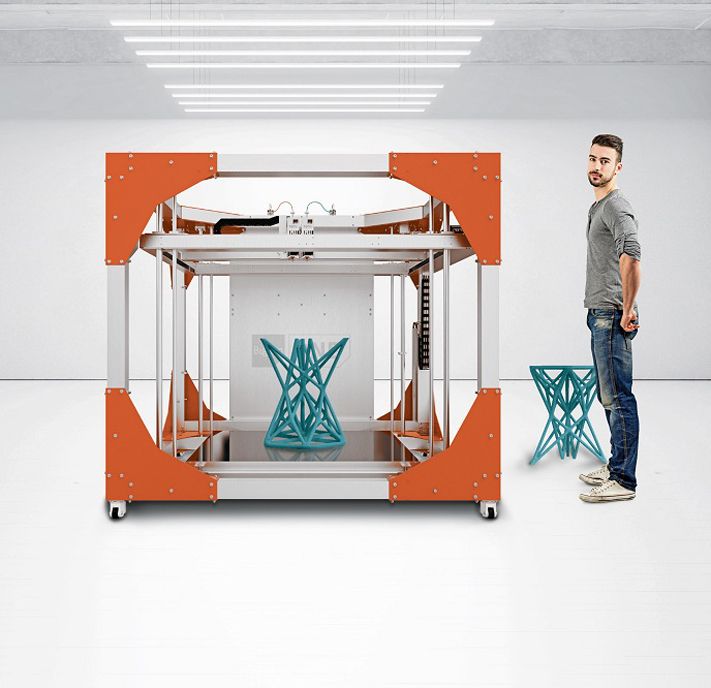

 Беспроводной ручной 3D‑сканер Artec Leo 2022 предлагает вдвое большую вычислительную мощность, улучшенный захват ярких цветов, обновленный встроенный сенсорный экран, многоязычный интерфейс и гарантированно высокую точность. Новая функция Auto Temperature Control позволяет сканеру регулировать свою работу и поддерживать оптимальную рабочую температуру компонентов.
Беспроводной ручной 3D‑сканер Artec Leo 2022 предлагает вдвое большую вычислительную мощность, улучшенный захват ярких цветов, обновленный встроенный сенсорный экран, многоязычный интерфейс и гарантированно высокую точность. Новая функция Auto Temperature Control позволяет сканеру регулировать свою работу и поддерживать оптимальную рабочую температуру компонентов.
 Этот сканер может похвастаться не только более высокой точностью, чем предыдущие модели бренда, но и повышенным удобством использования благодаря эргономичному дизайну, тактильной обратной связи и интуитивно понятным возможностям сенсорного экрана. Все эти усовершенствования направлены на улучшение процесса сканирования как для новичков, так и для опытных пользователей. Области применения 3D‑сканера охватывают разработку продуктов, сохранение культурного наследства, AR/VR, здравоохранение, автотюнинг, производство запчастей, инженерное дело и пр.
Этот сканер может похвастаться не только более высокой точностью, чем предыдущие модели бренда, но и повышенным удобством использования благодаря эргономичному дизайну, тактильной обратной связи и интуитивно понятным возможностям сенсорного экрана. Все эти усовершенствования направлены на улучшение процесса сканирования как для новичков, так и для опытных пользователей. Области применения 3D‑сканера охватывают разработку продуктов, сохранение культурного наследства, AR/VR, здравоохранение, автотюнинг, производство запчастей, инженерное дело и пр.
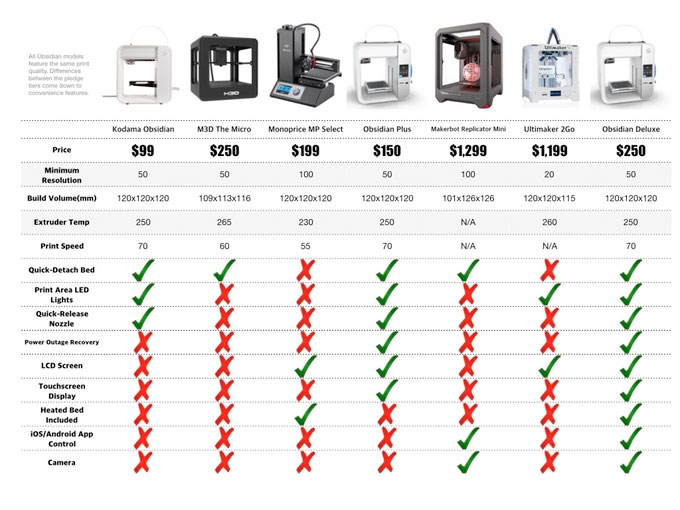 Новинка призвана установить новый стандарт в области метрологии, обладая размером с ладонь, высокой эффективностью сканирования, низким энергопотреблением и точностью до 0,020 мм.
Новинка призвана установить новый стандарт в области метрологии, обладая размером с ладонь, высокой эффективностью сканирования, низким энергопотреблением и точностью до 0,020 мм.
 com, 3dprintingindustry.com, metal-am.com, printingatoms.com, f2innovations.ru, creaform3d.com. Фото в заставке © songhu3dprint.com
com, 3dprintingindustry.com, metal-am.com, printingatoms.com, f2innovations.ru, creaform3d.com. Фото в заставке © songhu3dprint.com
 Ender-5 S1 соответствует действительности, и хотя базовая установка может выглядеть почти так же, как у Ender-5, была проведена полная переработка платы управления и хот-энда. Результатом является впечатляющий скачок в скорости и качестве печати. Цена по-прежнему находится в среднем диапазоне; однако качество отпечатков сравнимо с принтерами во много раз дороже.
Ender-5 S1 соответствует действительности, и хотя базовая установка может выглядеть почти так же, как у Ender-5, была проведена полная переработка платы управления и хот-энда. Результатом является впечатляющий скачок в скорости и качестве печати. Цена по-прежнему находится в среднем диапазоне; однако качество отпечатков сравнимо с принтерами во много раз дороже.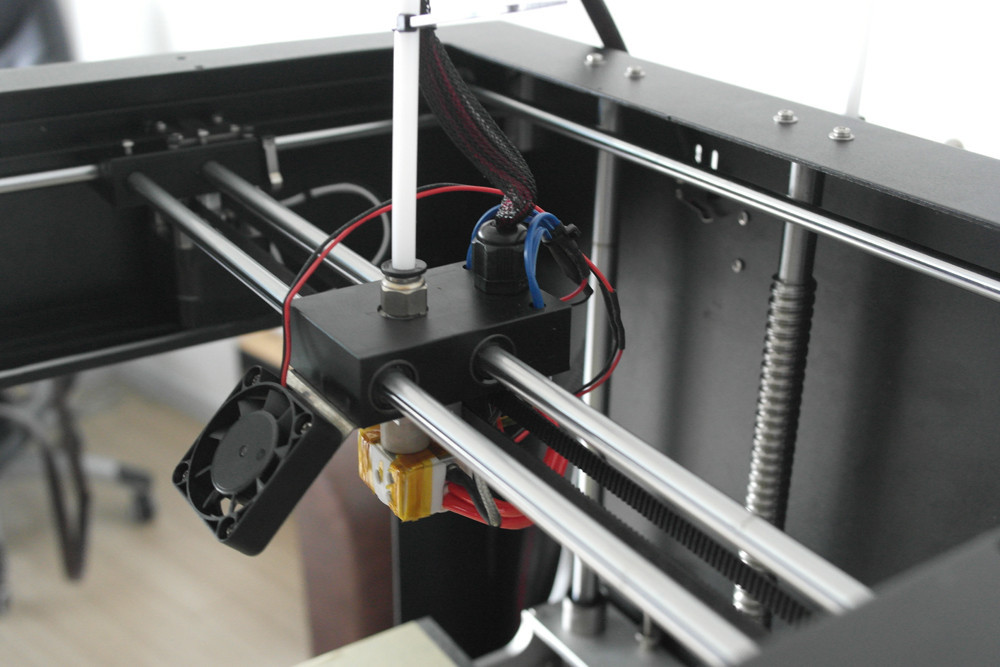 Эта разница также отражена в ценнике: S1 стоит почти вдвое дороже, чем стандартный.
Эта разница также отражена в ценнике: S1 стоит почти вдвое дороже, чем стандартный.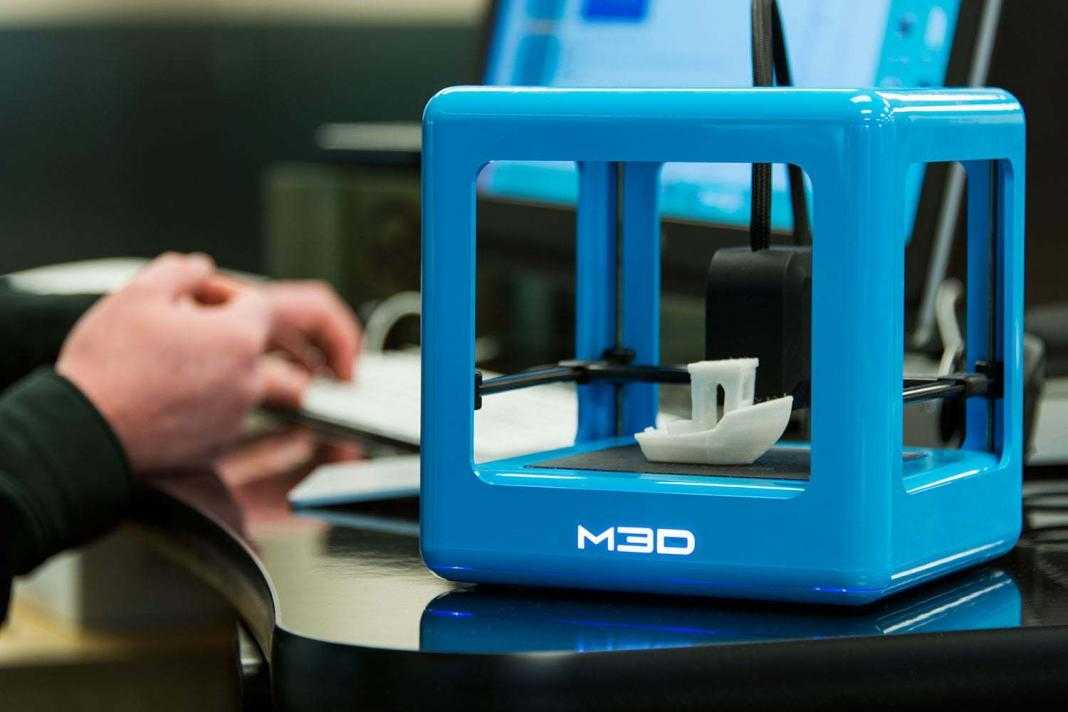

 Датчик биения нити включен в стандартную комплектацию, что приятно видеть, и именно здесь начинается путешествие нити, когда она проходит через систему. От датчика окончания нити до верхней части горячего конца прямого привода соединена тефлоновая трубка, которая направляет нить накала через систему. В то время как новая головка инструмента намного более продвинута, в системе по-прежнему нет автоматической подачи нити, поэтому для начала есть небольшая ручная подача нити.
Датчик биения нити включен в стандартную комплектацию, что приятно видеть, и именно здесь начинается путешествие нити, когда она проходит через систему. От датчика окончания нити до верхней части горячего конца прямого привода соединена тефлоновая трубка, которая направляет нить накала через систему. В то время как новая головка инструмента намного более продвинута, в системе по-прежнему нет автоматической подачи нити, поэтому для начала есть небольшая ручная подача нити. Для выравнивания кровати используется тот же процесс, что и для Ender-3 S1 Pro. Это проведет вас через процесс выравнивания смещения по оси Z, затем ручное выравнивание и, наконец, автоматическое выравнивание. Как я видел на других принтерах Creality, автоматическое выравнивание платформы — лучшее, с чем я сталкивался.
Для выравнивания кровати используется тот же процесс, что и для Ender-3 S1 Pro. Это проведет вас через процесс выравнивания смещения по оси Z, затем ручное выравнивание и, наконец, автоматическое выравнивание. Как я видел на других принтерах Creality, автоматическое выравнивание платформы — лучшее, с чем я сталкивался.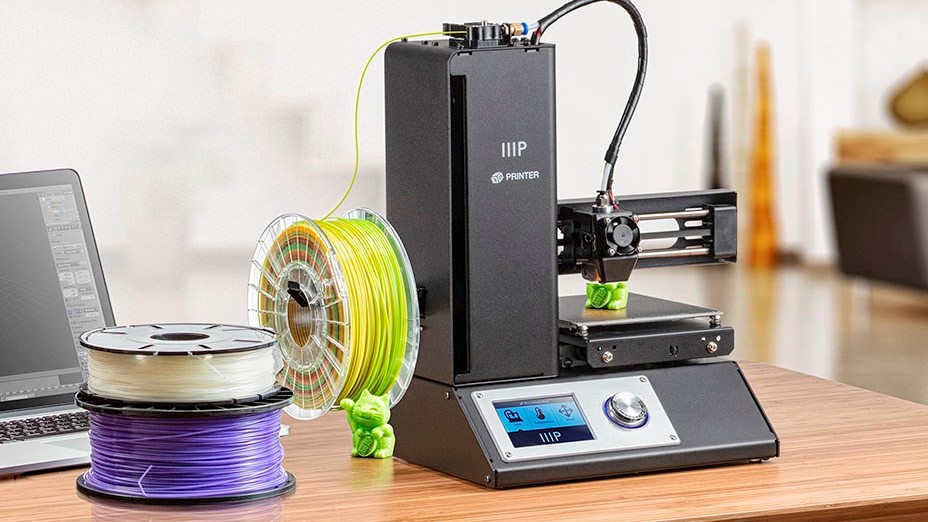 Процесс очень плавный, а ручная регулировка высоты возможна благодаря четырем большим колесам под каждым углом.
Процесс очень плавный, а ручная регулировка высоты возможна благодаря четырем большим колесам под каждым углом.


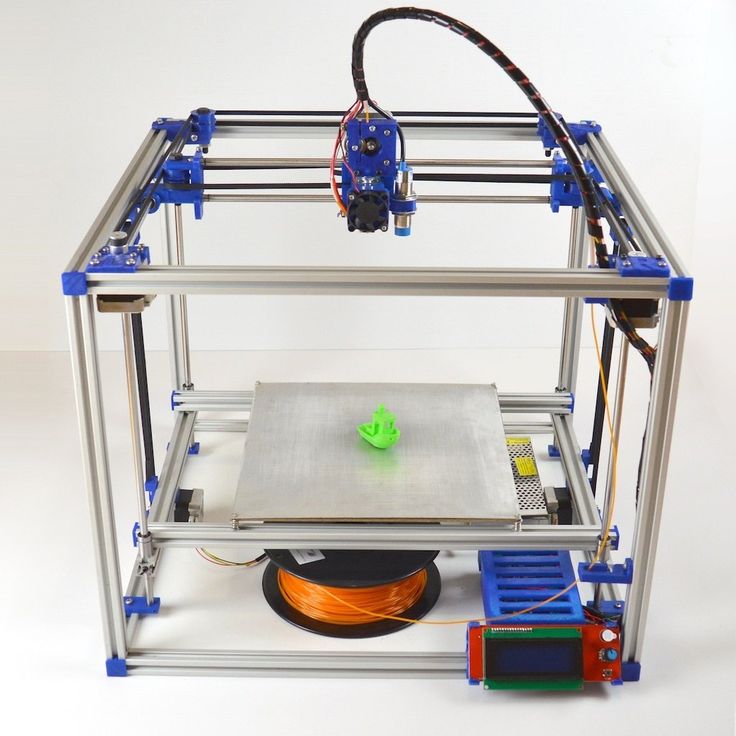
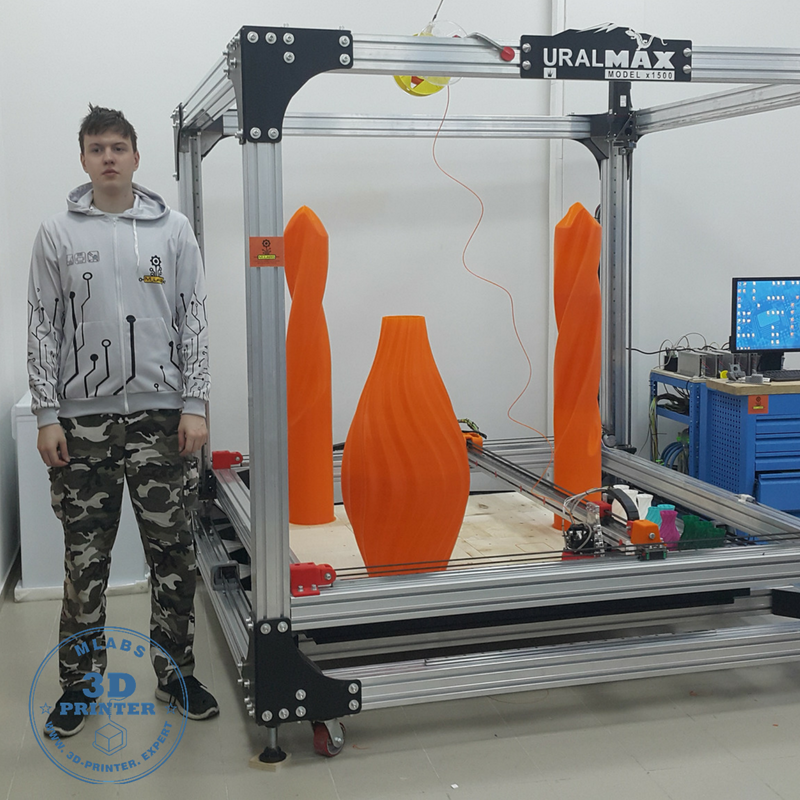 , 11:07 по Гринвичу
, 11:07 по Гринвичу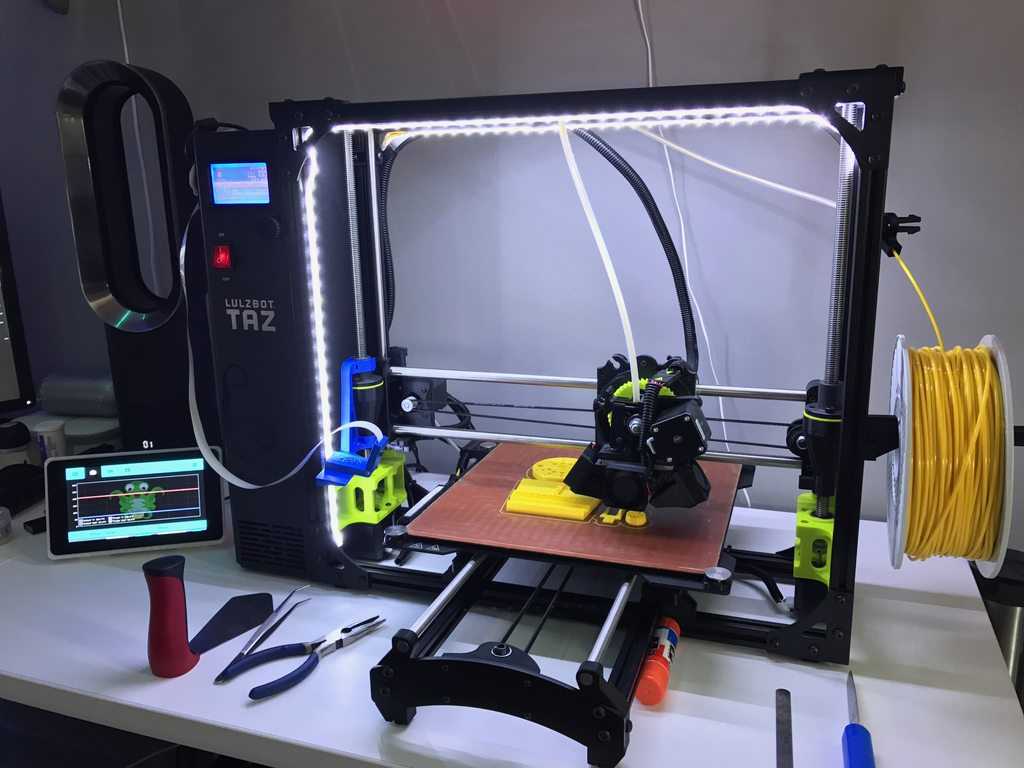 Вы можете остановить печать, загрузить другой цвет и продолжить, но из-за того, что они печатают один слой поверх предыдущего, цвета могут меняться только по высоте того, что вы печатаете.
Вы можете остановить печать, загрузить другой цвет и продолжить, но из-за того, что они печатают один слой поверх предыдущего, цвета могут меняться только по высоте того, что вы печатаете.

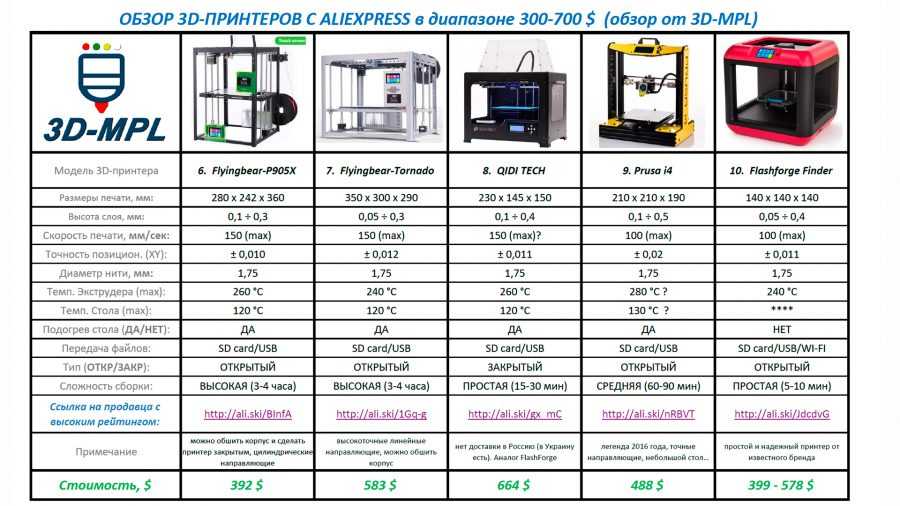 Это довольно дорого по сравнению с конкурентами, особенно в Великобритании.
Это довольно дорого по сравнению с конкурентами, особенно в Великобритании. Это, а также тот факт, что он имеет интерфейс с сенсорным экраном, предназначенный для начинающих, означает, что он хорошо подходит для детей.
Это, а также тот факт, что он имеет интерфейс с сенсорным экраном, предназначенный для начинающих, означает, что он хорошо подходит для детей.
 Когда модель заканчивает печать, вы просто снимаете лист, сгибаете его, и модель выскакивает.
Когда модель заканчивает печать, вы просто снимаете лист, сгибаете его, и модель выскакивает. У всех 3D-принтеров есть сопла, которые работают до 220°C или около того, что требуется для PLA. Но если вы хотите печатать из ABS, PETG или другого типа пластика, обязательно выберите принтер, способный работать при температуре до 300°C.
У всех 3D-принтеров есть сопла, которые работают до 220°C или около того, что требуется для PLA. Но если вы хотите печатать из ABS, PETG или другого типа пластика, обязательно выберите принтер, способный работать при температуре до 300°C.


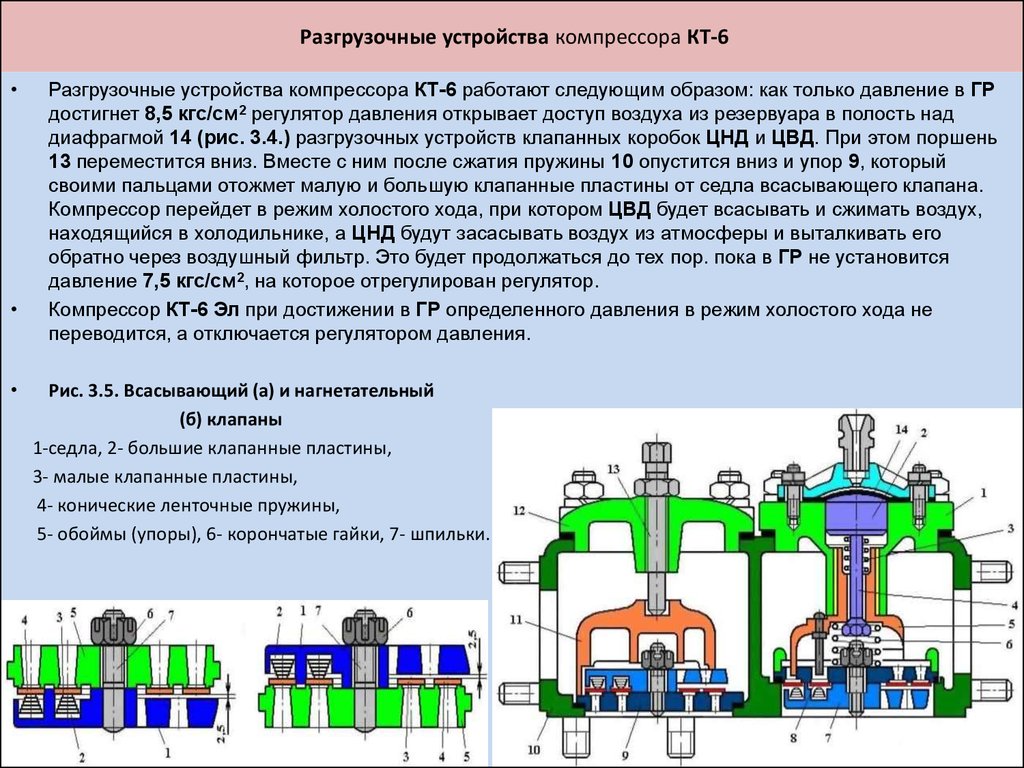 Отличием является то, что поршень насоса выталкивает жидкость в течение всего нагнетательного хода, а компрессор поршневой выталкивает воздух или газ лишь после того, как давление в цилиндре превысит давление в нагнетательной линии.
Отличием является то, что поршень насоса выталкивает жидкость в течение всего нагнетательного хода, а компрессор поршневой выталкивает воздух или газ лишь после того, как давление в цилиндре превысит давление в нагнетательной линии.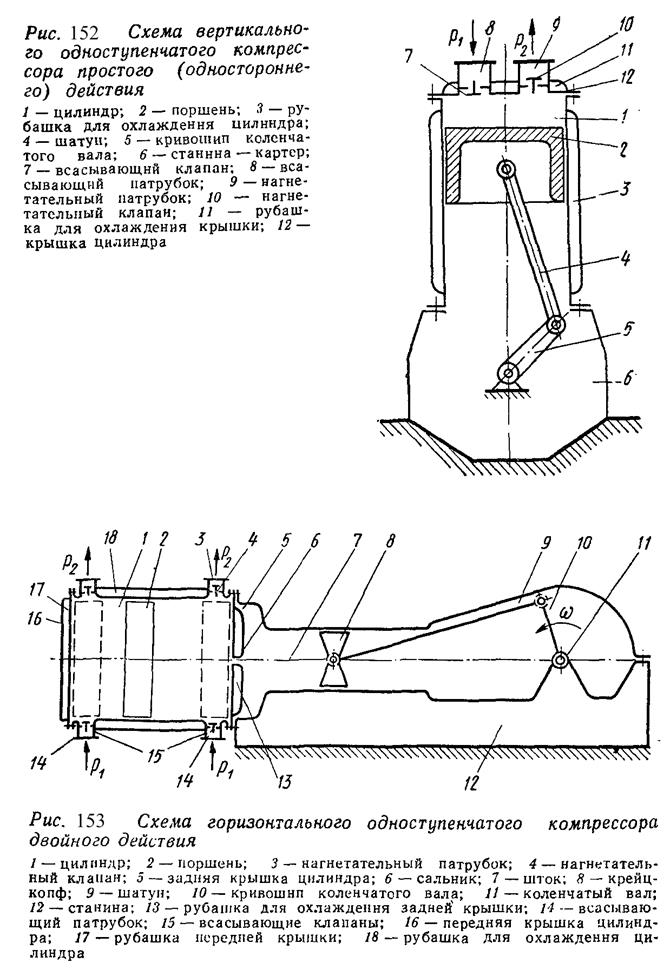

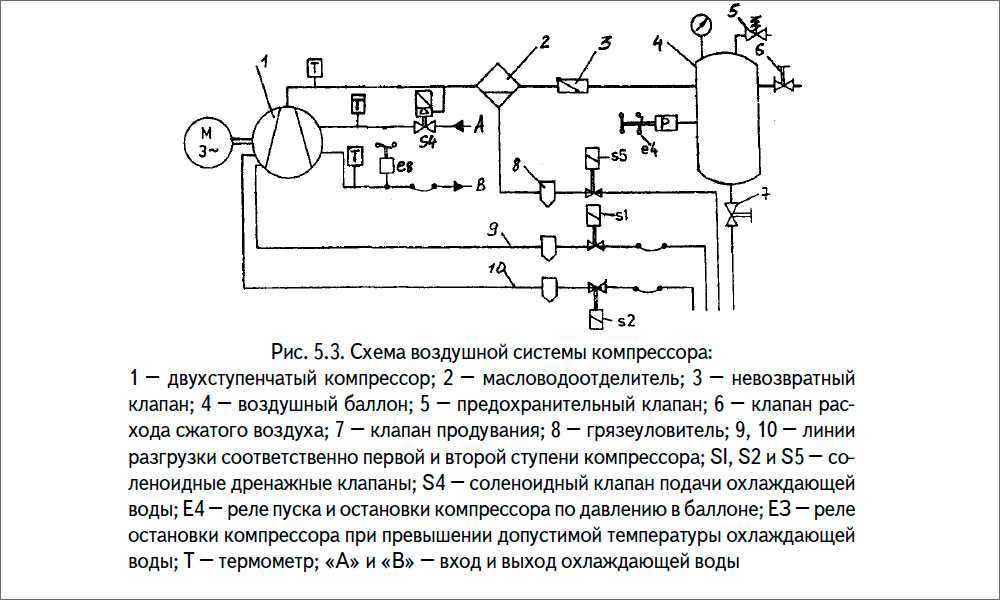
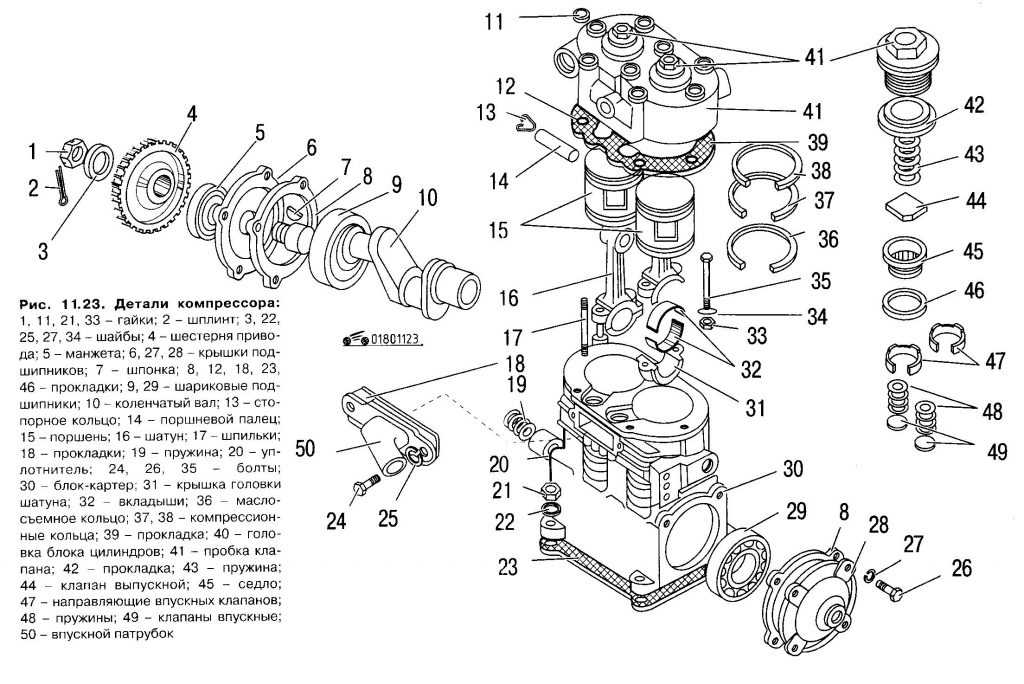 В зависимости от модели этот параметр может достигать значения более 300 кгс/см2
В зависимости от модели этот параметр может достигать значения более 300 кгс/см2

 Регулирование за счет перепуска газа из нагнетательного трубопровода во всасывающий. Такой перепуск может быть свободным или дроссельным. При дроссельном способе регулирования происходит более плавное изменение подачи компрессора, но без уменьшения потребляемой мощности. Поэтому в практике чаще применяется более простой и более экономичный способ – свободный перепуск с помощью байпасного вентиля.
Регулирование за счет перепуска газа из нагнетательного трубопровода во всасывающий. Такой перепуск может быть свободным или дроссельным. При дроссельном способе регулирования происходит более плавное изменение подачи компрессора, но без уменьшения потребляемой мощности. Поэтому в практике чаще применяется более простой и более экономичный способ – свободный перепуск с помощью байпасного вентиля.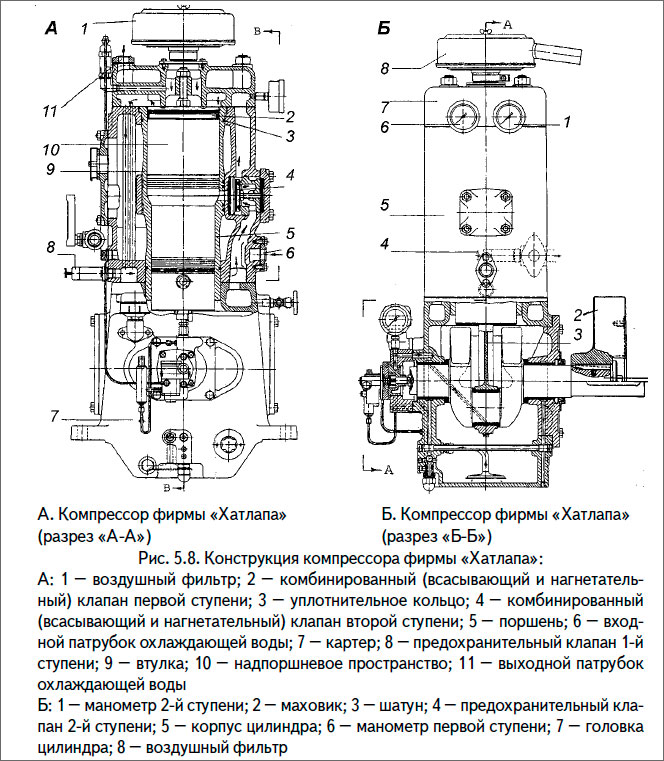 В этом случае регулирование объема вредного пространства будет заключаться в подключении или отключении части или всего дополнительного вредного пространства.
В этом случае регулирование объема вредного пространства будет заключаться в подключении или отключении части или всего дополнительного вредного пространства.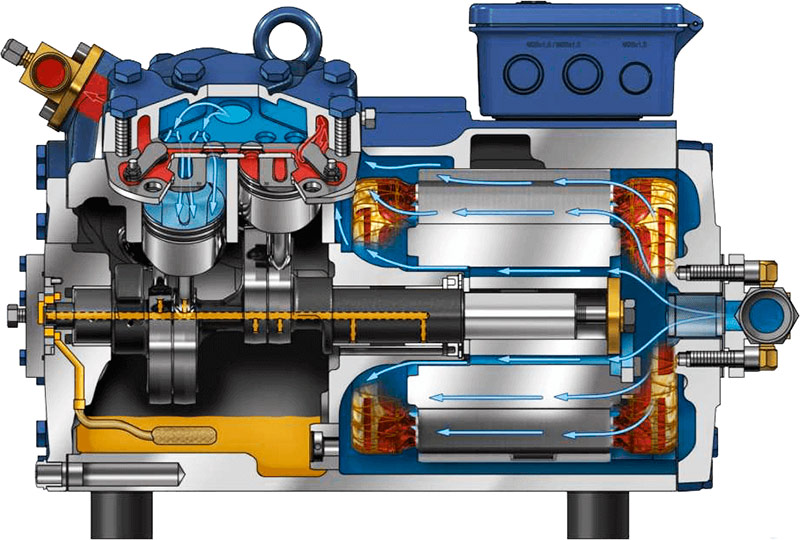

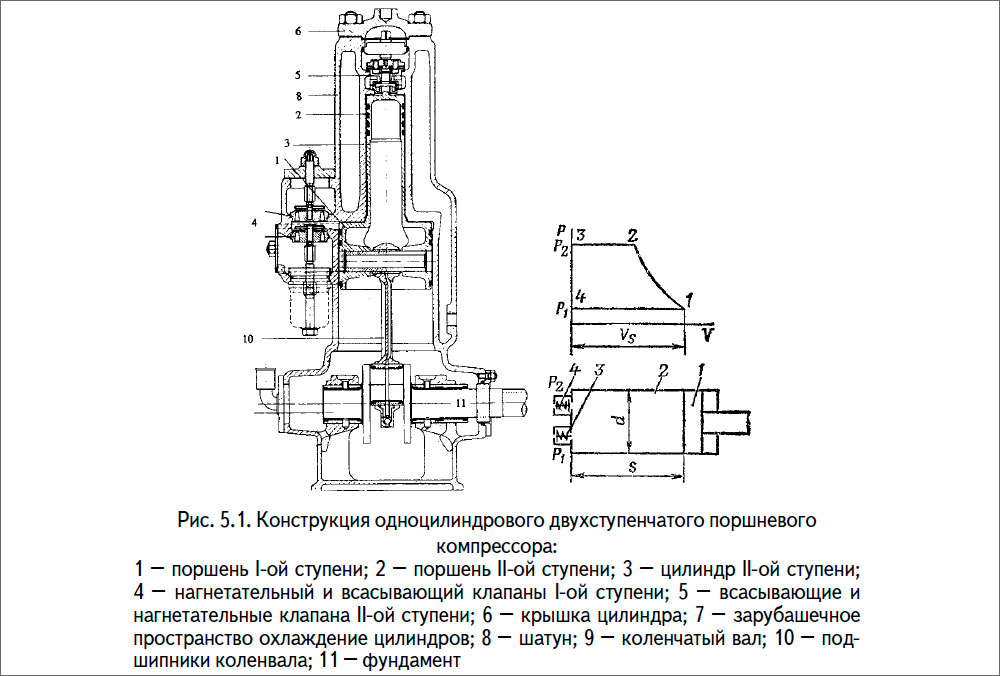 Они доступны в различных конфигурациях, от одинарного действия, двойного действия, с масляной смазкой или без масла. Распространенной конфигурацией является конструкция двойного действия, которая имеет L-образную конфигурацию с одним вертикальным цилиндром низкого давления и одним горизонтальным цилиндром высокого давления. В конструкциях с масляной смазкой используется смазка разбрызгиванием или смазка под давлением, а в безмасляных конструкциях используются поршневые кольца или зубчатые стенки.
Они доступны в различных конфигурациях, от одинарного действия, двойного действия, с масляной смазкой или без масла. Распространенной конфигурацией является конструкция двойного действия, которая имеет L-образную конфигурацию с одним вертикальным цилиндром низкого давления и одним горизонтальным цилиндром высокого давления. В конструкциях с масляной смазкой используется смазка разбрызгиванием или смазка под давлением, а в безмасляных конструкциях используются поршневые кольца или зубчатые стенки.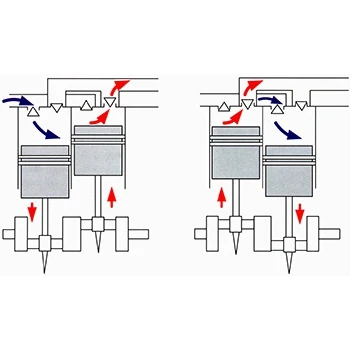



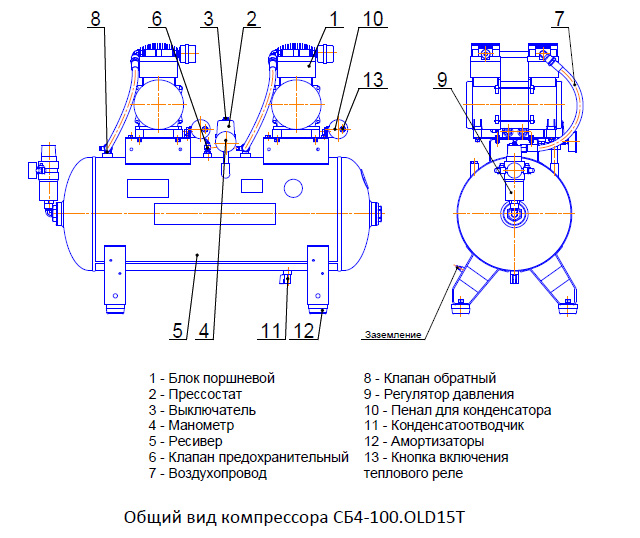 Реле давления обеспечивают стабильное давление в системе в заданных пределах. Давление в баке, доступное рабочее давление и функция выключателя, показанные манометром в машине.
Реле давления обеспечивают стабильное давление в системе в заданных пределах. Давление в баке, доступное рабочее давление и функция выключателя, показанные манометром в машине. Как правило, они поставляются либо в виде стандартных базовых блоков, смонтированных на тележке или ресивере, либо в виде комплектной станции сжатого воздуха, включающей осушитель воздуха с рефрижератором и предварительно смонтированное пусковое и регулирующее оборудование. Широкий модельный ряд поршневых компрессоров предназначен для конкретных применений, таких как использование сжатого природного газа, и может достигать мощности до 560 кВт.
Как правило, они поставляются либо в виде стандартных базовых блоков, смонтированных на тележке или ресивере, либо в виде комплектной станции сжатого воздуха, включающей осушитель воздуха с рефрижератором и предварительно смонтированное пусковое и регулирующее оборудование. Широкий модельный ряд поршневых компрессоров предназначен для конкретных применений, таких как использование сжатого природного газа, и может достигать мощности до 560 кВт.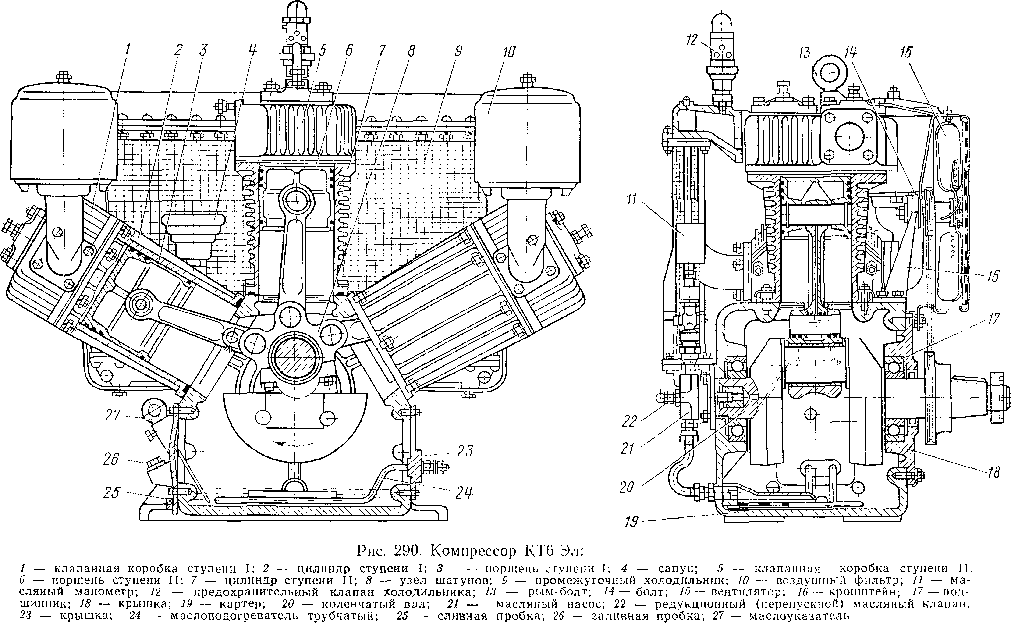
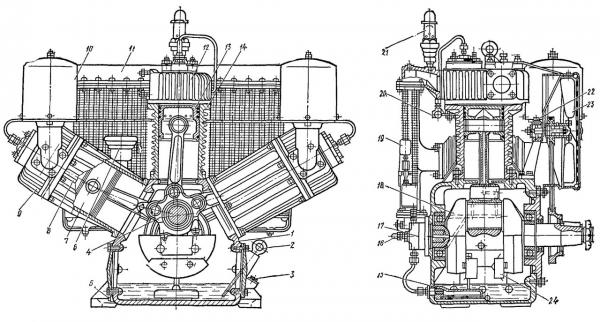 Когда поршень в поршневом компрессоре опускается, он создает вакуум , втягивая воздух в компрессор через вход.
Когда поршень в поршневом компрессоре опускается, он создает вакуум , втягивая воздух в компрессор через вход.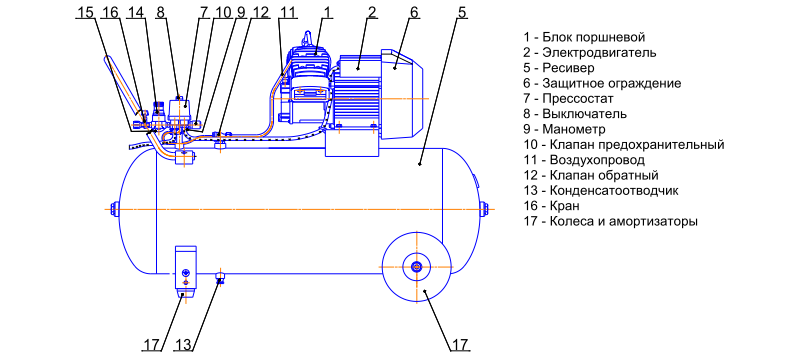 Температура воздуха на выходе также ниже.
Температура воздуха на выходе также ниже.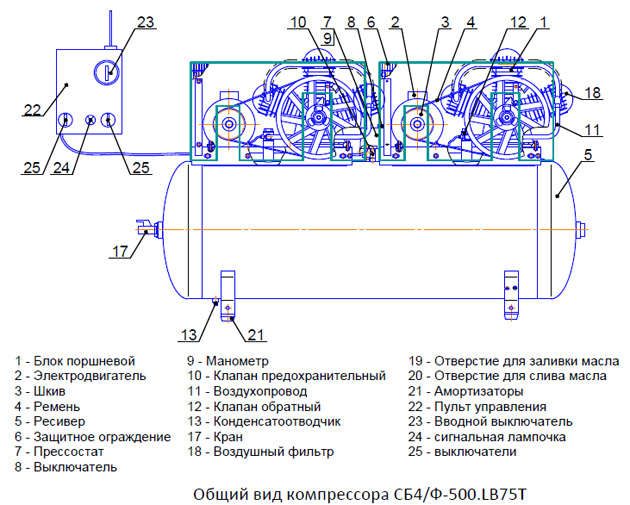 Хотя это означает безмасляный сжатый воздух, к сожалению, это также требует дополнительного обслуживания.
Хотя это означает безмасляный сжатый воздух, к сожалению, это также требует дополнительного обслуживания.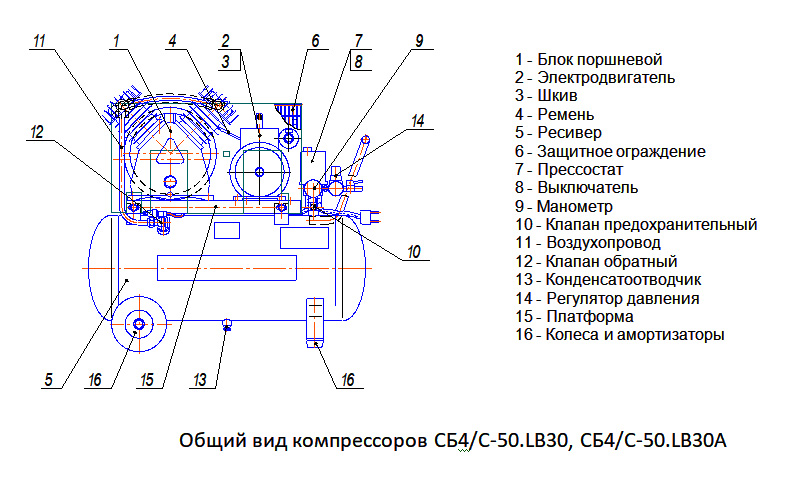
 4 — 28.2
4 — 28.2 ..+40
..+40  3*11.3*17.5
3*11.3*17.5
 7
7 83 кг
83 кг.png)
 Сварка осуществляется плавящимся электродом.
Сварка осуществляется плавящимся электродом.

 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 )
) 2 для WP Saha, на этот раз, блестяще Jagadeesan! Полная доставка на пни, и Саха смотрит, чтобы смести ее. Он опускается на одно колено, но мяч, кажется, слегка прилипает к поверхности. Мяч отскакивает от верхнего края и летит к середине калитки, где Джагадисан бежит назад и совершает превосходный удар! 33/1
2 для WP Saha, на этот раз, блестяще Jagadeesan! Полная доставка на пни, и Саха смотрит, чтобы смести ее. Он опускается на одно колено, но мяч, кажется, слегка прилипает к поверхности. Мяч отскакивает от верхнего края и летит к середине калитки, где Джагадисан бежит назад и совершает превосходный удар! 33/1  153/4
153/4  00
00 33
33 3 Рахманулле Гурбазу, перчатки это и взято Даялом! Задняя часть длинной доставки на культю ноги, которая спешит на Гурбаз. У него есть удар по нему, но он опаздывает с ударом, а это означает, что в конце концов он наносит удар. Бхарат и Даял бросаются в ловушку и сталкиваются друг с другом, но последний каким-то образом умудряется цепляться за ныряние вперед! Там сломалась система связи, но Дайал хорошо постарался не упустить приз! 20/1
3 Рахманулле Гурбазу, перчатки это и взято Даялом! Задняя часть длинной доставки на культю ноги, которая спешит на Гурбаз. У него есть удар по нему, но он опаздывает с ударом, а это означает, что в конце концов он наносит удар. Бхарат и Даял бросаются в ловушку и сталкиваются друг с другом, но последний каким-то образом умудряется цепляться за ныряние вперед! Там сломалась система связи, но Дайал хорошо постарался не упустить приз! 20/1  1 к Н. Ране, , и он вышвыривает Рану! Полная доставка по средней и внешней культе. Рана упирается передней ногой и собирается пройти через середину, но не проявляет достаточной уверенности. Он нерешительно толкает его и в конечном итоге передает его прямо Шами в середине! 128/3
1 к Н. Ране, , и он вышвыривает Рану! Полная доставка по средней и внешней культе. Рана упирается передней ногой и собирается пройти через середину, но не проявляет достаточной уверенности. Он нерешительно толкает его и в конечном итоге передает его прямо Шами в середине! 128/3  1 к А.Д. ум. Рассел делает мощный рывок и, кажется, промахивается, когда мяч отскакивает от набедренной подушечки и прижимается к перчаткам вратаря. Бхарат, тем не менее, убежден, что здесь замешана какая-то летучая мышь, и GT, по сути, пересматривает! О, привет! Похоже, в этом обзоре много достоинств. Рассел полностью разбил это с внутреннего края в свой блокнот. И Рашид берет верх над Расселом, как раз тогда, когда его команда нуждалась в этом! . 155/5
1 к А.Д. ум. Рассел делает мощный рывок и, кажется, промахивается, когда мяч отскакивает от набедренной подушечки и прижимается к перчаткам вратаря. Бхарат, тем не менее, убежден, что здесь замешана какая-то летучая мышь, и GT, по сути, пересматривает! О, привет! Похоже, в этом обзоре много достоинств. Рассел полностью разбил это с внутреннего края в свой блокнот. И Рашид берет верх над Расселом, как раз тогда, когда его команда нуждалась в этом! . 155/5  Как и в прошлый раз, Шардул не гуглится. Против RCB он получил внутреннее преимущество, которое спасло его, но сегодня он не получает биту, поскольку мяч врезается в подушечки, прямо перед серединой и за культей. Судья поднимает палец, но Шардул хочет взглянуть еще раз! Никакой летучей мыши, и три красных на Ball Tracking! У Рашида хет-трик в IPL, и GT на дюйм ближе к очередной победе! . 155/7
Как и в прошлый раз, Шардул не гуглится. Против RCB он получил внутреннее преимущество, которое спасло его, но сегодня он не получает биту, поскольку мяч врезается в подушечки, прямо перед серединой и за культей. Судья поднимает палец, но Шардул хочет взглянуть еще раз! Никакой летучей мыши, и три красных на Ball Tracking! У Рашида хет-трик в IPL, и GT на дюйм ближе к очередной победе! . 155/7  Шанкар 63, Д.А. Миллер 2)
Шанкар 63, Д.А. Миллер 2) Н. Такур (сбит)
Н. Такур (сбит) После последнего овера финишер взял на себя ответственность и провел их через
После последнего овера финишер взял на себя ответственность и провел их через Д. Рассел
Д. Рассел
 Марахоара / Jd. Параисо
Марахоара / Jd. Параисо das Cascatas)
das Cascatas)
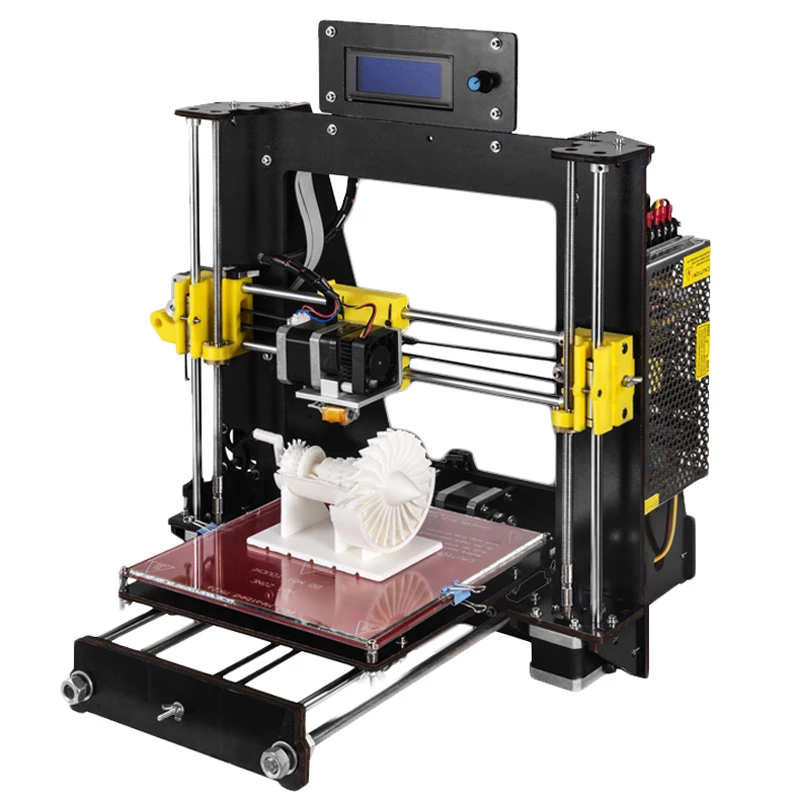 Длина — условная характеристика, так как портальная конструкция будет перемещаться по рельсам. За системы управления и программное обеспечение отвечает компания Siemens.
Длина — условная характеристика, так как портальная конструкция будет перемещаться по рельсам. За системы управления и программное обеспечение отвечает компания Siemens.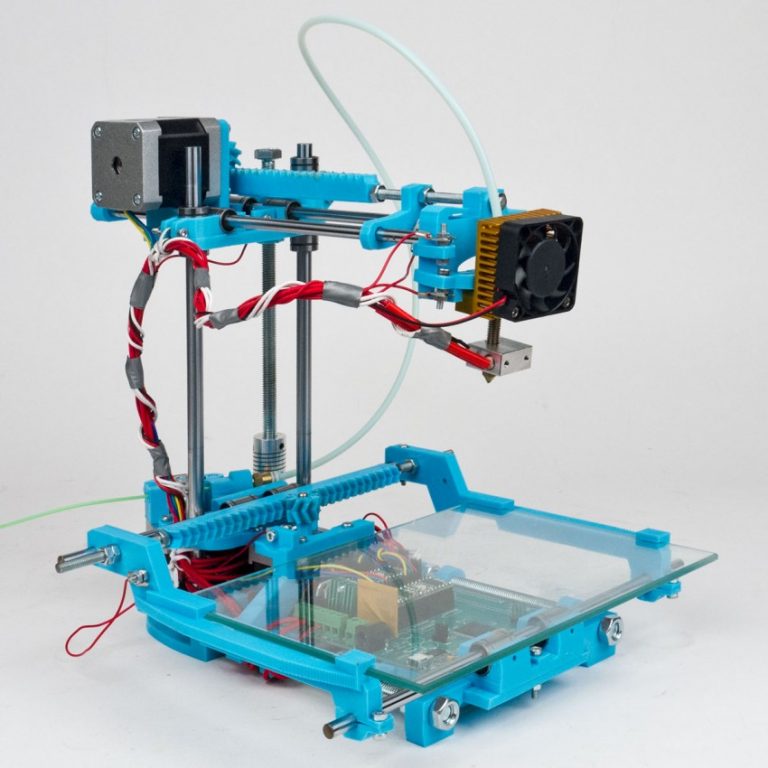 Технология также позволяет создавать градиентные структуры из разных металлов или сплавов. Расходными материалами обычно служат оцилиндрованные бруски с возможностью использования порошков разных фракций и даже металлической стружки.
Технология также позволяет создавать градиентные структуры из разных металлов или сплавов. Расходными материалами обычно служат оцилиндрованные бруски с возможностью использования порошков разных фракций и даже металлической стружки. Все больше пользователей рассматривают внедрение 3D-технологий в производственный процесс своих предприятий, и именно поэтому промышленность активно адаптируется к новым запросам.
Все больше пользователей рассматривают внедрение 3D-технологий в производственный процесс своих предприятий, и именно поэтому промышленность активно адаптируется к новым запросам.
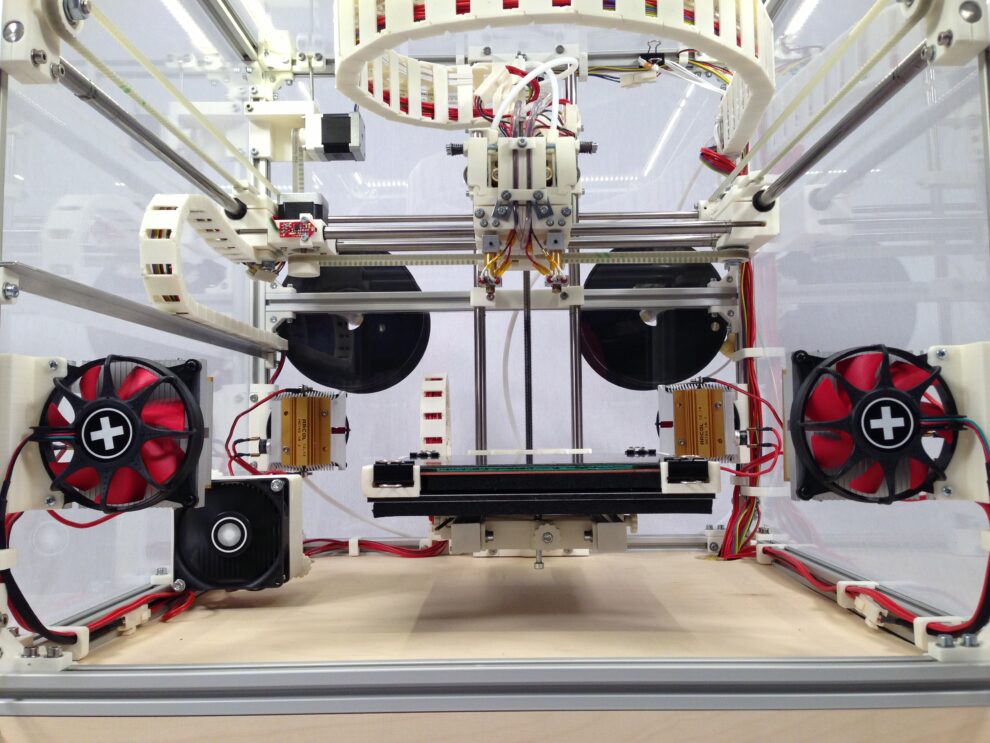
 Мы продолжали улучшать характеристики принтера, пока, наконец, не создали его модификацию 2020 года – высокопроизводительную машину с объемом печати до 1 куб. м. Это решение предназначено для производства небольших и крупных деталей с высоким разрешением и скоростью, а также с использованием практически любого доступного на рынке филамента.
Мы продолжали улучшать характеристики принтера, пока, наконец, не создали его модификацию 2020 года – высокопроизводительную машину с объемом печати до 1 куб. м. Это решение предназначено для производства небольших и крупных деталей с высоким разрешением и скоростью, а также с использованием практически любого доступного на рынке филамента.
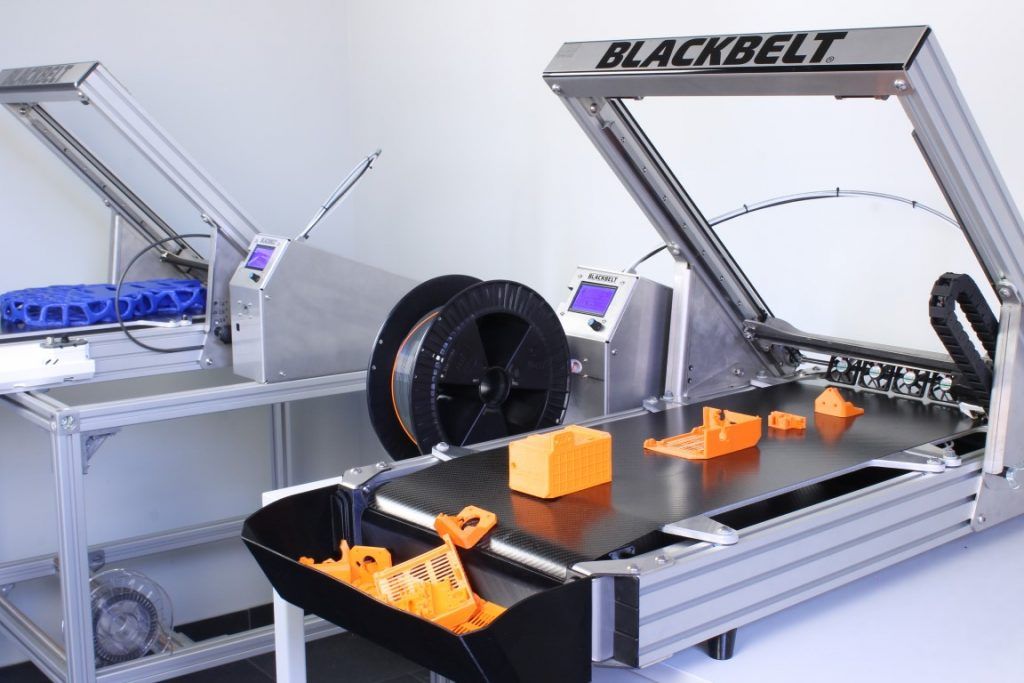 И, как я уже говорил, теперь мы предлагаем полностью индивидуальные решения, сочетающие различные технологии и объемы печати.
И, как я уже говорил, теперь мы предлагаем полностью индивидуальные решения, сочетающие различные технологии и объемы печати.
 Он позволяет гибко, быстро и экономично производить крупногабаритные детали – литейные формы, оснастку, мелкие серии оригинальных или запасных частей и функциональные прототипы с использованием материалов c высокими эксплуатационными характеристиками, армированных волокном и минералами. Все эти материалы соответствуют нормам, в том числе пожарной безопасности, действующим в каждой отрасли.
Он позволяет гибко, быстро и экономично производить крупногабаритные детали – литейные формы, оснастку, мелкие серии оригинальных или запасных частей и функциональные прототипы с использованием материалов c высокими эксплуатационными характеристиками, армированных волокном и минералами. Все эти материалы соответствуют нормам, в том числе пожарной безопасности, действующим в каждой отрасли.
 Как известно, в сфере аддитивных технологий не существует универсальных решений, поэтому мы решили сосредоточиться на крупном формате с использованием стандартных термопластических, а при необходимости и технических материалов.
Как известно, в сфере аддитивных технологий не существует универсальных решений, поэтому мы решили сосредоточиться на крупном формате с использованием стандартных термопластических, а при необходимости и технических материалов.
 Этот принтер с камерой построения 1300 × 2500 × 1000 мм – идеальный ответ на новые потребности в крупноформатной 3D-печати
Этот принтер с камерой построения 1300 × 2500 × 1000 мм – идеальный ответ на новые потребности в крупноформатной 3D-печати
 В университете уже есть наша установка Super Discovery 3D Printer Workstation, которая сочетает FGF-технологию с системой фрезерования.
В университете уже есть наша установка Super Discovery 3D Printer Workstation, которая сочетает FGF-технологию с системой фрезерования.
 Также хочу добавить, что из-за текущей ситуации с пандемией это был первый полностью цифровой проект, без какого-либо физического взаимодействия перед доставкой.
Также хочу добавить, что из-за текущей ситуации с пандемией это был первый полностью цифровой проект, без какого-либо физического взаимодействия перед доставкой.
 09.2021 , обновлена 04.03.2022
09.2021 , обновлена 04.03.2022 Когда мы говорим «большой масштаб», мы имеем в виду именно это: эти машины могут печатать объекты площадью более 1 квадратного метра. Их можно использовать для 3D-печати предметов мебели, крупных прототипов или нескольких серий небольших объектов за один раз.
Когда мы говорим «большой масштаб», мы имеем в виду именно это: эти машины могут печатать объекты площадью более 1 квадратного метра. Их можно использовать для 3D-печати предметов мебели, крупных прототипов или нескольких серий небольших объектов за один раз. 06 × 47.24 × 47.24 in
06 × 47.24 × 47.24 in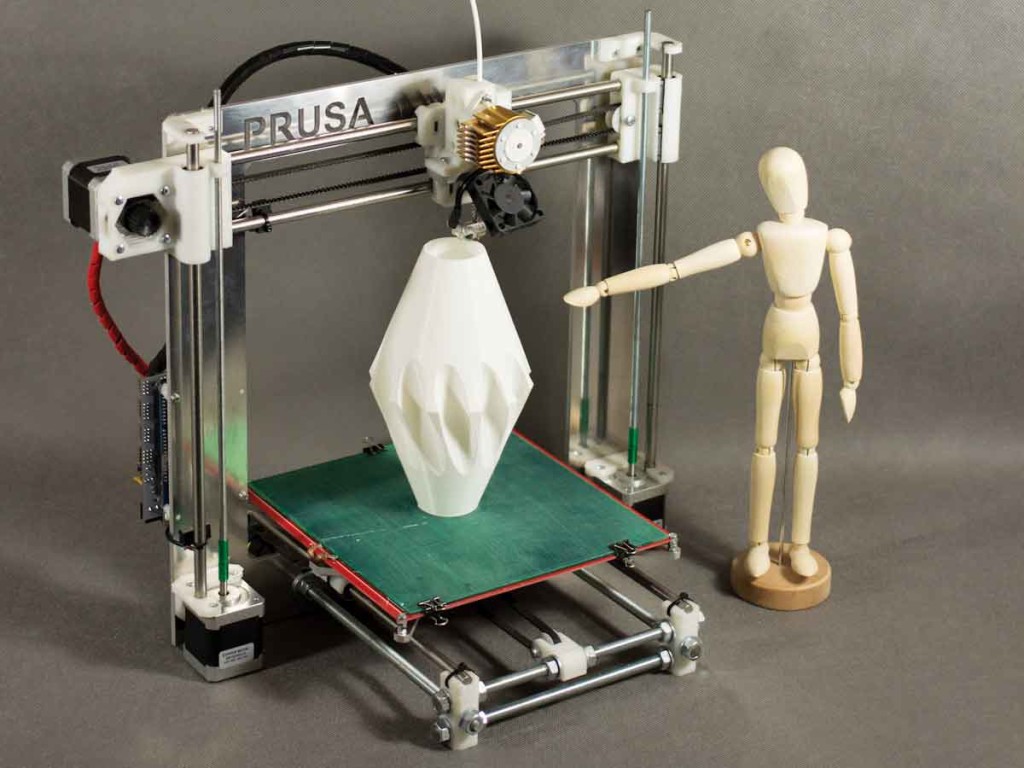 д.).
д.).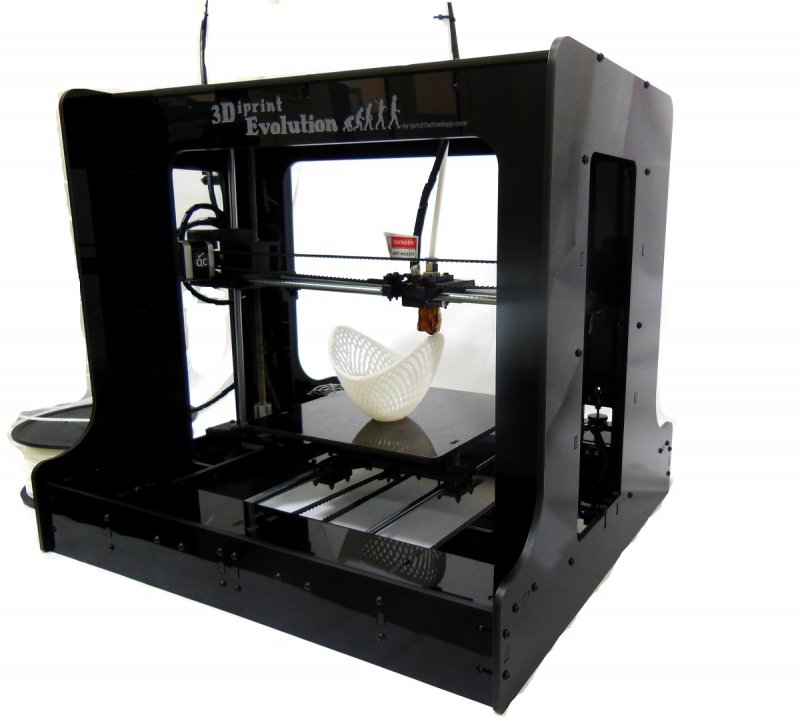 34 L
34 L IDEX может вдвое сократить время производства благодаря режимам дублирования или зеркалирования.
IDEX может вдвое сократить время производства благодаря режимам дублирования или зеркалирования.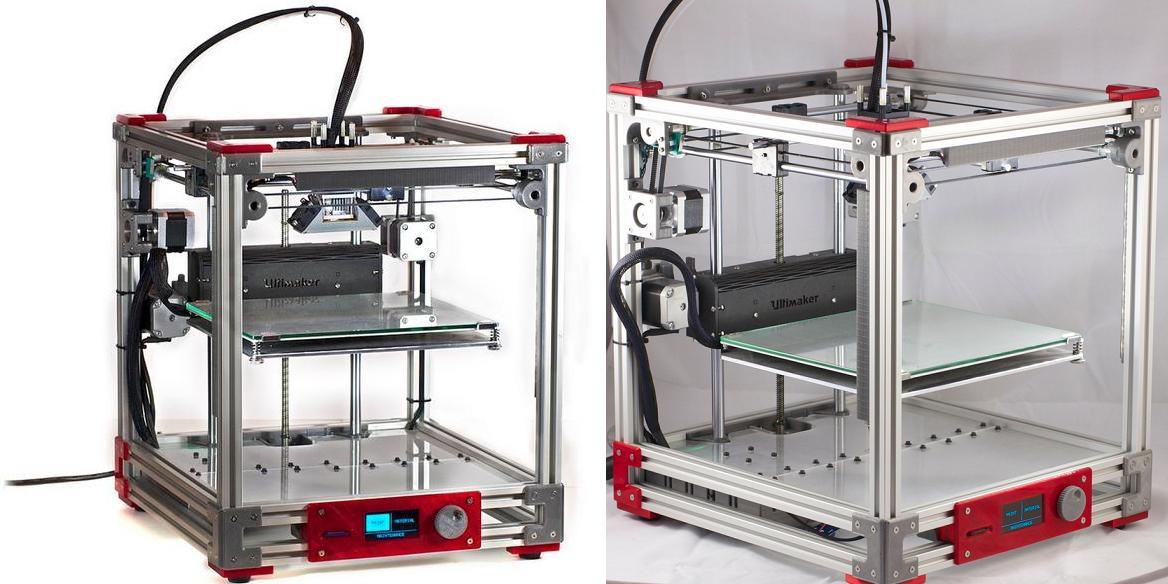
 Он оснащен высокоскоростным экструдером гранул, а также способен 3D-печатать катушками нити.
Он оснащен высокоскоростным экструдером гранул, а также способен 3D-печатать катушками нити. Источник: QMES
Источник: QMES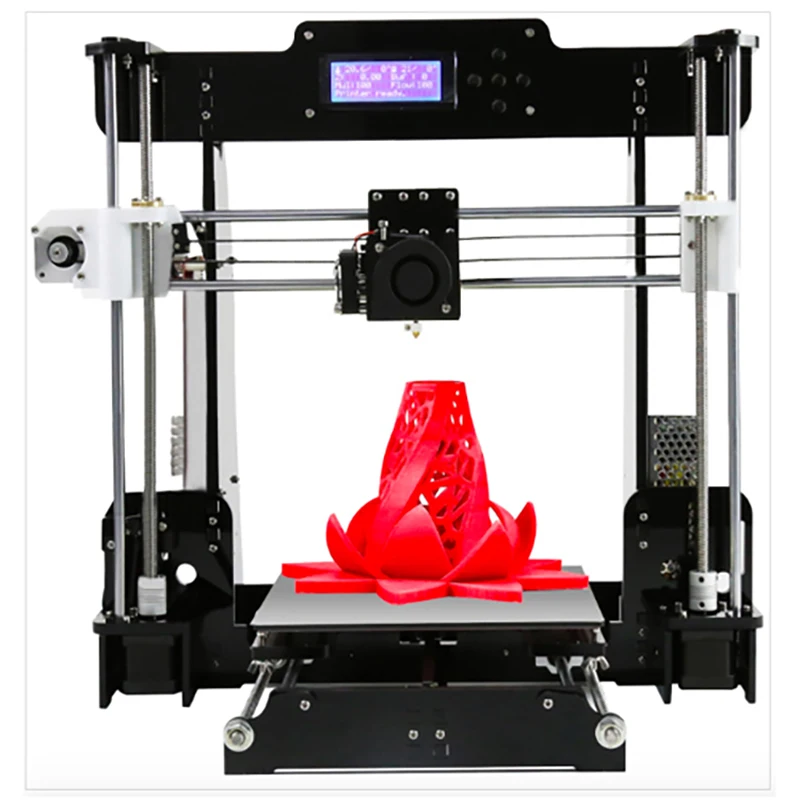 Например, Tobeca — французская команда, которая создает 3D-принтеры с нуля и полностью ориентируется на потребности и требования своих клиентов.
Например, Tobeca — французская команда, которая создает 3D-принтеры с нуля и полностью ориентируется на потребности и требования своих клиентов. На самом деле, кажется, что в отрасли одновременно существуют две диаметрально разные тенденции. Один направлен на печать с лучшим разрешением, а другой — на печать максимально возможных размеров.
На самом деле, кажется, что в отрасли одновременно существуют две диаметрально разные тенденции. Один направлен на печать с лучшим разрешением, а другой — на печать максимально возможных размеров.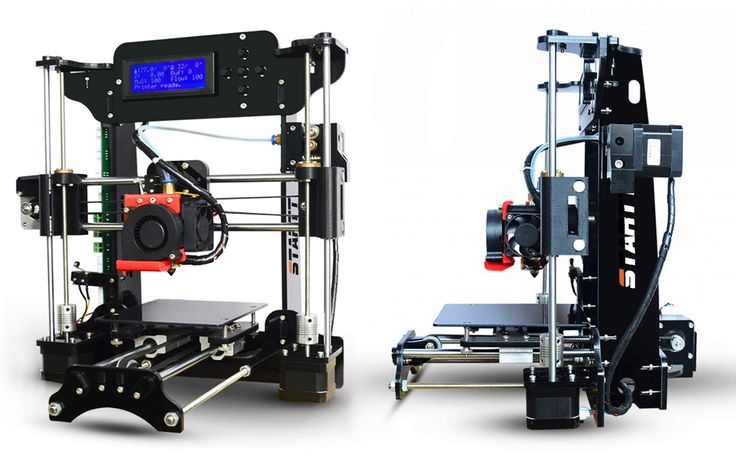 Помимо своего размера, система Exerial в 3-4 раза превосходит по скорости следующую по величине машину от ExOne, S-Max.
Помимо своего размера, система Exerial в 3-4 раза превосходит по скорости следующую по величине машину от ExOne, S-Max. в час.
в час. Принтер BAAM был разработан специально для 3D-печати автомобиля Strati для Local Motors с помощью и по технологии, лицензированной Национальной лабораторией Ок-Ридж. Размер и скорость позволяют быстро изготавливать большие детали из термопластичных материалов, что делает процесс особенно дешевым. Он также имеет открытую архитектуру для поставщиков материалов, что означает, что он может предложить больше альтернатив. И BAAM становится еще больше, поскольку Cincinnati работает над своей следующей версией под названием Bertha.
Принтер BAAM был разработан специально для 3D-печати автомобиля Strati для Local Motors с помощью и по технологии, лицензированной Национальной лабораторией Ок-Ридж. Размер и скорость позволяют быстро изготавливать большие детали из термопластичных материалов, что делает процесс особенно дешевым. Он также имеет открытую архитектуру для поставщиков материалов, что означает, что он может предложить больше альтернатив. И BAAM становится еще больше, поскольку Cincinnati работает над своей следующей версией под названием Bertha. Этим летом компания работает над 3D-печатью двухэтажного дома.
Этим летом компания работает над 3D-печатью двухэтажного дома.
 Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.
Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.

 Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.
Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.

 Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день.
Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день. 6. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника
6. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника

 Трансуретероуретеростомия у больных нефролитиазом противопоказана. Если дренажная трубка из раны удалена слишком рано, может образоваться уринома. В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами.
Трансуретероуретеростомия у больных нефролитиазом противопоказана. Если дренажная трубка из раны удалена слишком рано, может образоваться уринома. В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами. Захватывают медиальный край брюшины и тупым и острым путем отсепаровывают ее вместе с ободочной кишкой медиально. Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
Захватывают медиальный край брюшины и тупым и острым путем отсепаровывают ее вместе с ободочной кишкой медиально. Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту. Края рассеченного заднего листка брюшины соединяют скобками.
Края рассеченного заднего листка брюшины соединяют скобками. При определенных условиях и состояниях, например, дегидратации (недостаточном потреблении жидкости), баланс нарушается, и в моче образуют кристаллы, которые, собираясь вместе в последствии являются основой для образования конкрементов. Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
При определенных условиях и состояниях, например, дегидратации (недостаточном потреблении жидкости), баланс нарушается, и в моче образуют кристаллы, которые, собираясь вместе в последствии являются основой для образования конкрементов. Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
 При присоединении инфекции в почке (пиелонефрита) возникает озноб и повышение температуры выше 38 градусов. Без лечения (в первую очередь, восстановления нормального оттока мочи) инфекция может распространяться по организму и принять генерализованную форму, возникает уросепсис, который является смертельно опасным состоянием. Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
При присоединении инфекции в почке (пиелонефрита) возникает озноб и повышение температуры выше 38 градусов. Без лечения (в первую очередь, восстановления нормального оттока мочи) инфекция может распространяться по организму и принять генерализованную форму, возникает уросепсис, который является смертельно опасным состоянием. Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
 Наибольшей информативностью обладает компьютерная томография, позволяющая увидеть любые виды камней и точно определить их локализацию и размеры. Ультразвуковое исследование почек и мочевого пузыря является простым, недорогим и безопасным методом диагностики. Позволяет определить наличие камней в почках, наличие гидронефроза, определить камни в верхних отделах и в устье мочеточника (место, где мочеточник впадает в мочевой пузырь). УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.
Наибольшей информативностью обладает компьютерная томография, позволяющая увидеть любые виды камней и точно определить их локализацию и размеры. Ультразвуковое исследование почек и мочевого пузыря является простым, недорогим и безопасным методом диагностики. Позволяет определить наличие камней в почках, наличие гидронефроза, определить камни в верхних отделах и в устье мочеточника (место, где мочеточник впадает в мочевой пузырь). УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.
 Так же нужно пить больше жидкости (более 2 литров в сутки) и обязательно мочиться в емкость, для того, чтобы зафиксировать возможное отхождение камня.
Так же нужно пить больше жидкости (более 2 литров в сутки) и обязательно мочиться в емкость, для того, чтобы зафиксировать возможное отхождение камня. Принцип метода дистанционной литотрипсии заключается в образовании ударных волн специальным аппаратом (литотриптором) и фокусировке этих волн на конкременте в теле человека, в результате камень фрагментируется на мелкие осколки (размер зависит от состава камня и режима литотрипсии), которые отходят самостоятельно с током мочи. При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.
Принцип метода дистанционной литотрипсии заключается в образовании ударных волн специальным аппаратом (литотриптором) и фокусировке этих волн на конкременте в теле человека, в результате камень фрагментируется на мелкие осколки (размер зависит от состава камня и режима литотрипсии), которые отходят самостоятельно с током мочи. При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.
 Процедура контактной литотрипсии проводится под спинальной или общей анестезией. К преимуществам метода контактной литотрипсии относится высокая эффективность (75-100%), возможность избавиться от нескольких камней за одну процедуру, малая травматичность (можно вернуться к обычному образу жизни на следующий день). Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.
Процедура контактной литотрипсии проводится под спинальной или общей анестезией. К преимуществам метода контактной литотрипсии относится высокая эффективность (75-100%), возможность избавиться от нескольких камней за одну процедуру, малая травматичность (можно вернуться к обычному образу жизни на следующий день). Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.
 После литотрипсии в полостную систему почки (лоханку) устанавливается наружный дренаж (нефростома), иногда внутренний дренаж (мочеточниковый стент), который удаляется после того, как врач убедится, что все фрагменты конкремента извлечены. В случае если в почке остаются фрагменты требуется повторная процедура для их извлечения, которая обычно короче по времени.
После литотрипсии в полостную систему почки (лоханку) устанавливается наружный дренаж (нефростома), иногда внутренний дренаж (мочеточниковый стент), который удаляется после того, как врач убедится, что все фрагменты конкремента извлечены. В случае если в почке остаются фрагменты требуется повторная процедура для их извлечения, которая обычно короче по времени.
 Подобная тактика особенно хороша в ситуациях, когда необходимо симультанное (одновременное) удаление камня и, например, выполнение пластической операции по поводу сужения лоханочно-мочеточникового сегмента.
Подобная тактика особенно хороша в ситуациях, когда необходимо симультанное (одновременное) удаление камня и, например, выполнение пластической операции по поводу сужения лоханочно-мочеточникового сегмента.
 Сегодня практически нет места открытой («полостной») хирургии.
Сегодня практически нет места открытой («полостной») хирургии.
 Круглая огранка претерпела много-много преобразований на протяжении многих лет, чтобы наилучшим образом манипулировать гранями для оптимизации рассеивания света в камне. Некоторые из наиболее известных круглых огранок включают «Старую одинарную огранку», «Округлую одиночную огранку», «Староевропейскую огранку», «Юбилейную огранку», «Королевскую огранку» и «Базовую бриллиантовую огранку» или « Идеальный разрез», или «Разрез Толковского», разработанный польским математиком Марселем Толковским в 1919. Толковски получил докторскую степень в Лондонском университете по теме круглой бриллиантовой огранки, прочно зарекомендовав себя как отец современной круглой огранки. Его книга «Дизайн бриллианта» используется в качестве эталона для огранки бриллиантов в Северной Америке. Ему приписывают введение терминов «блеск», «огонь» и «сверкание», когда дело доходит до оценки и классификации бриллиантов. Первоначально разработанная исключительно для бриллиантов, круглая бриллиантовая огранка теперь широко используется и для драгоценных камней.
Круглая огранка претерпела много-много преобразований на протяжении многих лет, чтобы наилучшим образом манипулировать гранями для оптимизации рассеивания света в камне. Некоторые из наиболее известных круглых огранок включают «Старую одинарную огранку», «Округлую одиночную огранку», «Староевропейскую огранку», «Юбилейную огранку», «Королевскую огранку» и «Базовую бриллиантовую огранку» или « Идеальный разрез», или «Разрез Толковского», разработанный польским математиком Марселем Толковским в 1919. Толковски получил докторскую степень в Лондонском университете по теме круглой бриллиантовой огранки, прочно зарекомендовав себя как отец современной круглой огранки. Его книга «Дизайн бриллианта» используется в качестве эталона для огранки бриллиантов в Северной Америке. Ему приписывают введение терминов «блеск», «огонь» и «сверкание», когда дело доходит до оценки и классификации бриллиантов. Первоначально разработанная исключительно для бриллиантов, круглая бриллиантовая огранка теперь широко используется и для драгоценных камней.
 Драгоценный камень квадратной огранки сохраняет 80 % необработанного драгоценного камня, в то время как драгоценный камень круглой огранки сохраняет только 50 %, что делает его отличным выбором как для покупателей, так и для огранщиков драгоценных камней.
Драгоценный камень квадратной огранки сохраняет 80 % необработанного драгоценного камня, в то время как драгоценный камень круглой огранки сохраняет только 50 %, что делает его отличным выбором как для покупателей, так и для огранщиков драгоценных камней.
 Эта огранка изначально предназначалась для огранки изумрудов. Поскольку изумруды встречаются в природе с многочисленными включениями, их огранка особенно затруднена из-за возможного сколов. Изумрудная огранка решила эти проблемы, уменьшив силу, прикладываемую во время огранки, и защитив камень от поломки. В конце концов, эта огранка стала использоваться для алмазов и других драгоценных камней. Покупателей особенно привлек этот уникальный и стильный новый стиль, поскольку его удлиненная форма особенно приятно смотрится на пальце. Известно, что Бейонсе, Мэрайя Кэри, Анджелина Джоли, Кейт Хадсон, Ева Лонгория и Ким Кардашьян носили обручальные кольца изумрудной огранки.
Эта огранка изначально предназначалась для огранки изумрудов. Поскольку изумруды встречаются в природе с многочисленными включениями, их огранка особенно затруднена из-за возможного сколов. Изумрудная огранка решила эти проблемы, уменьшив силу, прикладываемую во время огранки, и защитив камень от поломки. В конце концов, эта огранка стала использоваться для алмазов и других драгоценных камней. Покупателей особенно привлек этот уникальный и стильный новый стиль, поскольку его удлиненная форма особенно приятно смотрится на пальце. Известно, что Бейонсе, Мэрайя Кэри, Анджелина Джоли, Кейт Хадсон, Ева Лонгория и Ким Кардашьян носили обручальные кольца изумрудной огранки. Обычное количество граней в огранке «Восьмиугольник» — 53. Драгоценные камни в огранке «Восьмиугольник» идеально подходят для изображения глубокого цвета любого драгоценного камня. Он также демонстрирует любые включения, которые может иметь драгоценный камень, поэтому важно искать драгоценные камни, которые особенно красивы по цвету и свободны от включений, при рассмотрении огранки Octagon.
Обычное количество граней в огранке «Восьмиугольник» — 53. Драгоценные камни в огранке «Восьмиугольник» идеально подходят для изображения глубокого цвета любого драгоценного камня. Он также демонстрирует любые включения, которые может иметь драгоценный камень, поэтому важно искать драгоценные камни, которые особенно красивы по цвету и свободны от включений, при рассмотрении огранки Octagon. В более новой версии количество граней увеличено с 58 до 74, а также представлены более широкие углы. Версия Asscher Cut снова стала популярной после появления в сериале «Секс в большом городе». С тех пор многие знаменитости начали носить обручальные кольца огранки Ашер, такие как Джессика Альба, Кейт Хадсон, Эшли Симпсон, Джулия Робертс, Риз Уизерспун и Гвинет Пэлтроу.
В более новой версии количество граней увеличено с 58 до 74, а также представлены более широкие углы. Версия Asscher Cut снова стала популярной после появления в сериале «Секс в большом городе». С тех пор многие знаменитости начали носить обручальные кольца огранки Ашер, такие как Джессика Альба, Кейт Хадсон, Эшли Симпсон, Джулия Робертс, Риз Уизерспун и Гвинет Пэлтроу. Это тип модифицированной бриллиантовой огранки, то есть огранки, отражающей наибольшее количество света и обеспечивающей максимальный блеск и цвет. Важно отметить, что если драгоценный камень огранен слишком мелко, свет будет проходить через заднюю часть драгоценного камня, тем самым уменьшая его цвет и блеск. Стремление к идеальной симметрии — еще один важный фактор в обработке драгоценных камней огранки «маркиза». Две конечные точки должны точно совпадать друг с другом, а две половинки камня должны быть идеальными копиями друг друга. Это гарантирует, что камень будет правильно сидеть в своей оправе, сводя к минимуму будущие сколы или поломки. Бриллиант огранки «маркиза» был заказан королем Франции Людовиком XIV для подарка его возлюбленной, маркизе де Помпадур. Своими длинными линиями и вытянутым силуэтом он должен был напоминать ее идеальную улыбку. Кроме того, его удлиненная форма делает палец более плоским, делая его длиннее и тоньше. В последние годы огранка «маркиза» стала устанавливаться даже вертикально.
Это тип модифицированной бриллиантовой огранки, то есть огранки, отражающей наибольшее количество света и обеспечивающей максимальный блеск и цвет. Важно отметить, что если драгоценный камень огранен слишком мелко, свет будет проходить через заднюю часть драгоценного камня, тем самым уменьшая его цвет и блеск. Стремление к идеальной симметрии — еще один важный фактор в обработке драгоценных камней огранки «маркиза». Две конечные точки должны точно совпадать друг с другом, а две половинки камня должны быть идеальными копиями друг друга. Это гарантирует, что камень будет правильно сидеть в своей оправе, сводя к минимуму будущие сколы или поломки. Бриллиант огранки «маркиза» был заказан королем Франции Людовиком XIV для подарка его возлюбленной, маркизе де Помпадур. Своими длинными линиями и вытянутым силуэтом он должен был напоминать ее идеальную улыбку. Кроме того, его удлиненная форма делает палец более плоским, делая его длиннее и тоньше. В последние годы огранка «маркиза» стала устанавливаться даже вертикально. Кэтрин Зета-Джонс и Эшли Симпсон получили обручальные кольца с вертикально установленными бриллиантами огранки «маркиза». В любом случае, благодаря значительной площади поверхности, эта огранка имеет больший вес на карат, чем любая другая огранка, и создает иллюзию более крупного драгоценного камня 9.0003
Кэтрин Зета-Джонс и Эшли Симпсон получили обручальные кольца с вертикально установленными бриллиантами огранки «маркиза». В любом случае, благодаря значительной площади поверхности, эта огранка имеет больший вес на карат, чем любая другая огранка, и создает иллюзию более крупного драгоценного камня 9.0003
 Помолвочные кольца грушевидной огранки носили такие знаменитости, как Кэтрин Хейгл, Аврил Лавин, Бетенни Франкель и Джессика Симпсон.
Помолвочные кольца грушевидной огранки носили такие знаменитости, как Кэтрин Хейгл, Аврил Лавин, Бетенни Франкель и Джессика Симпсон. Кроме того, из-за неглубокого характера этой огранки на ее поверхности обычно будет больше пыли и грязи, чем на любой другой огранке, и любой набор украшений с триллиантами потребует дополнительной очистки. Поскольку драгоценные камни огранки Trilliant имеют неглубокую огранку, они, как правило, создают иллюзию того, что они кажутся больше, чем их вес. Кроме того, известно, что огранка Trilliant сводит к минимуму отходы необработанного драгоценного камня в процессе огранки. Эти особенности, наряду с действительно сложной и уникальной формой, делают Trilliants превосходной ценностью, независимо от того, установлены ли они как солитеры или используются в качестве дополнительных камней.
Кроме того, из-за неглубокого характера этой огранки на ее поверхности обычно будет больше пыли и грязи, чем на любой другой огранке, и любой набор украшений с триллиантами потребует дополнительной очистки. Поскольку драгоценные камни огранки Trilliant имеют неглубокую огранку, они, как правило, создают иллюзию того, что они кажутся больше, чем их вес. Кроме того, известно, что огранка Trilliant сводит к минимуму отходы необработанного драгоценного камня в процессе огранки. Эти особенности, наряду с действительно сложной и уникальной формой, делают Trilliants превосходной ценностью, независимо от того, установлены ли они как солитеры или используются в качестве дополнительных камней. Огранка была создана в 1920-1930-х годах во времена ар-деко и ар-нуво. Благодаря четким линиям и современному геометрическому виду, который резко отличался от традиционной круглой огранки, он мгновенно стал популярным. Изготовленный в стиле «ступенчатой огранки», его 14 граней были вырезаны ступенчато по краям, напоминая пирамиду без вершины. Хотя они и не такие огненные и блестящие, как круглая огранка, эти камни огранены для максимальной чистоты. Поскольку для изготовления багетов требуется меньше огранок, чем для других форм драгоценных камней, чрезвычайно важно правильно огранить их, поскольку у них гораздо меньше граней, чтобы скрыть любые дефекты. Камни багетной огранки могут быть обычными или «коническими», то есть две стороны сужаются внутрь, напоминая трапецию. Конический вариант особенно хорошо работает в качестве боковых камней к круглому центральному элементу. Камни багетной огранки обычно имеют небольшие размеры, часто менее одного карата. Поэтому они измеряются по своим размерам, а не по весу в каратах.
Огранка была создана в 1920-1930-х годах во времена ар-деко и ар-нуво. Благодаря четким линиям и современному геометрическому виду, который резко отличался от традиционной круглой огранки, он мгновенно стал популярным. Изготовленный в стиле «ступенчатой огранки», его 14 граней были вырезаны ступенчато по краям, напоминая пирамиду без вершины. Хотя они и не такие огненные и блестящие, как круглая огранка, эти камни огранены для максимальной чистоты. Поскольку для изготовления багетов требуется меньше огранок, чем для других форм драгоценных камней, чрезвычайно важно правильно огранить их, поскольку у них гораздо меньше граней, чтобы скрыть любые дефекты. Камни багетной огранки могут быть обычными или «коническими», то есть две стороны сужаются внутрь, напоминая трапецию. Конический вариант особенно хорошо работает в качестве боковых камней к круглому центральному элементу. Камни багетной огранки обычно имеют небольшие размеры, часто менее одного карата. Поэтому они измеряются по своим размерам, а не по весу в каратах. Их уникальная форма позволяет класть багетные камни рядом друг с другом без зазоров, в отличие от круглых камней, что делает их незаменимыми в современной ювелирной промышленности.
Их уникальная форма позволяет класть багетные камни рядом друг с другом без зазоров, в отличие от круглых камней, что делает их незаменимыми в современной ювелирной промышленности. В большинстве незакрепленных бриолетов просверлено отверстие в верхней части, что позволяет ювелирам вставлять подвесную проволоку для серег, чтобы драгоценный камень мог свободно свисать. В других случаях на кончик драгоценного камня крепится колпачок из драгоценного металла, позволяющий бриолету работать как подвеска. Считается, что бриолет появился в Индии еще в 12 веке, а затем, возможно, распространился по Европе со знаменитым французским торговцем и путешественником Жаном-Батистом Тавернье, который, возможно, привез его с собой из Индии. На самом деле, некоторые утверждают, что термин Briolette происходит от французского слова «Brilliant», что означает игристое, и «Brignolette», что переводится как «сушеная слива». Когда-то популярные в 17 веке, до появления более современной огранки, такой как Round Brilliant, многие бриолеты использовались в тиарах и коронах, которые носили монархи, особенно в периоды викторианской, эдвардианской эпохи и ар-деко. Кроме того, бриолеты были популярным выбором в серьгах, подвесках и ожерельях антикварных и усадебных украшений членов королевской семьи и аристократов.
В большинстве незакрепленных бриолетов просверлено отверстие в верхней части, что позволяет ювелирам вставлять подвесную проволоку для серег, чтобы драгоценный камень мог свободно свисать. В других случаях на кончик драгоценного камня крепится колпачок из драгоценного металла, позволяющий бриолету работать как подвеска. Считается, что бриолет появился в Индии еще в 12 веке, а затем, возможно, распространился по Европе со знаменитым французским торговцем и путешественником Жаном-Батистом Тавернье, который, возможно, привез его с собой из Индии. На самом деле, некоторые утверждают, что термин Briolette происходит от французского слова «Brilliant», что означает игристое, и «Brignolette», что переводится как «сушеная слива». Когда-то популярные в 17 веке, до появления более современной огранки, такой как Round Brilliant, многие бриолеты использовались в тиарах и коронах, которые носили монархи, особенно в периоды викторианской, эдвардианской эпохи и ар-деко. Кроме того, бриолеты были популярным выбором в серьгах, подвесках и ожерельях антикварных и усадебных украшений членов королевской семьи и аристократов.
 Некоторые примеры включают астеризм или звездный эффект, характерный для звездчатых сапфиров и звездчатых рубинов, переливчатость или эффект кошачьего глаза, характерный для турмалина, тигрового глаза, хризоберилла и апатита, радужность или изменение цвета при определенном освещении или под определенным углом, например опал, или адуляресценция, или молочно-голубоватый блеск или свечение, которое исходит изнутри камня при определенном освещении, встречается в лунном камне, розовом кварце и агате. Другие кандидаты для огранки кабошон включают непрозрачные от природы или с ограниченной прозрачностью, такие как бирюза, нефрит и агат; те, которые обладают большим цветом, но имеют некоторые включения на своей поверхности; или те, которые не очень долговечны. Поскольку огранка кабошон сводит к минимуму появление царапин, многие ювелиры предпочитают огранять более мягкие драгоценные камни «кабошоном», чтобы они не поцарапались в процессе огранки.
Некоторые примеры включают астеризм или звездный эффект, характерный для звездчатых сапфиров и звездчатых рубинов, переливчатость или эффект кошачьего глаза, характерный для турмалина, тигрового глаза, хризоберилла и апатита, радужность или изменение цвета при определенном освещении или под определенным углом, например опал, или адуляресценция, или молочно-голубоватый блеск или свечение, которое исходит изнутри камня при определенном освещении, встречается в лунном камне, розовом кварце и агате. Другие кандидаты для огранки кабошон включают непрозрачные от природы или с ограниченной прозрачностью, такие как бирюза, нефрит и агат; те, которые обладают большим цветом, но имеют некоторые включения на своей поверхности; или те, которые не очень долговечны. Поскольку огранка кабошон сводит к минимуму появление царапин, многие ювелиры предпочитают огранять более мягкие драгоценные камни «кабошоном», чтобы они не поцарапались в процессе огранки. Верхняя часть имеет куполообразную огранку в виде кабошона, а нижняя имеет грани на павильоне под рундистом. Из-за своих граней эта огранка по-прежнему сохраняет изрядное сияние и создает иллюзию глубины, если смотреть в центр драгоценного камня. Огранка Buff Top популярна в мужских украшениях, возможно, потому, что гладкий и полированный купол драгоценного камня гораздо труднее поцарапать, чем поверхность ограненных драгоценных камней, и, следовательно, обеспечивает большую долговечность.
Верхняя часть имеет куполообразную огранку в виде кабошона, а нижняя имеет грани на павильоне под рундистом. Из-за своих граней эта огранка по-прежнему сохраняет изрядное сияние и создает иллюзию глубины, если смотреть в центр драгоценного камня. Огранка Buff Top популярна в мужских украшениях, возможно, потому, что гладкий и полированный купол драгоценного камня гораздо труднее поцарапать, чем поверхность ограненных драгоценных камней, и, следовательно, обеспечивает большую долговечность.

 Фото Wela49. Под лицензией CC By-SA 3.0.
Фото Wela49. Под лицензией CC By-SA 3.0. Однако это не стандартный метод огранки).
Однако это не стандартный метод огранки). Фото предоставлено компанией Todd Reed, Inc.
Фото предоставлено компанией Todd Reed, Inc. По сути, он помещает круглый блестящий павильон в драгоценный камень причудливой формы. Он также обычно имеет ступенчатую крону. Это обычно приводит к гораздо большему блеску, чем другие методы. Однако огранки Барион могут быть практически любой формы и сильно различаться по расположению граней.
По сути, он помещает круглый блестящий павильон в драгоценный камень причудливой формы. Он также обычно имеет ступенчатую крону. Это обычно приводит к гораздо большему блеску, чем другие методы. Однако огранки Барион могут быть практически любой формы и сильно различаться по расположению граней. Кроме того, поскольку они, как правило, более глубокие, чем другие огранки, они позволяют огранщикам максимально увеличить шероховатость и сосредоточиться на цвете.
Кроме того, поскольку они, как правило, более глубокие, чем другие огранки, они позволяют огранщикам максимально увеличить шероховатость и сосредоточиться на цвете. Барион является исключением из «модифицированного» правила, потому что его имя уже включает в себя различные стили размещения граней.
Барион является исключением из «модифицированного» правила, потому что его имя уже включает в себя различные стили размещения граней. Некоторые камни могут быть огранены в кабошоны, потому что они более низкого качества или слишком непрозрачны для огранки. Обработка этих камней подчеркнет их цвет и блеск, а не блеск. Более мягкие драгоценные камни также могут иметь огранку кабошон, поскольку на кабошонах не так легко появляются царапины, как на ограненных драгоценных камнях.
Некоторые камни могут быть огранены в кабошоны, потому что они более низкого качества или слишком непрозрачны для огранки. Обработка этих камней подчеркнет их цвет и блеск, а не блеск. Более мягкие драгоценные камни также могут иметь огранку кабошон, поскольку на кабошонах не так легко появляются царапины, как на ограненных драгоценных камнях. 9№ 0003
9№ 0003 Как видно из фото ниже, португалец требует многих граней и немалых трудозатрат. Эти факторы, в дополнение к тому факту, что необработанная поверхность должна иметь большую, чем обычно, глубину, гарантируют, что вы будете видеть этот разрез только изредка.
Как видно из фото ниже, португалец требует многих граней и немалых трудозатрат. Эти факторы, в дополнение к тому факту, что необработанная поверхность должна иметь большую, чем обычно, глубину, гарантируют, что вы будете видеть этот разрез только изредка. Многие из этих недавно названных сокращений являются просто средством стандартизации общих методов. Например, кто-то может «спроектировать» огранку этого красного драгоценного камня и сохранить ее с помощью компьютерной программы. Затем у них есть установленный метод его резки, на который можно ссылаться и использовать снова. То, что когда-то было огранкой «без названия», которая подходила только для одного камня, теперь может стать огранкой «новое имя», которая может работать с другими камнями.
Многие из этих недавно названных сокращений являются просто средством стандартизации общих методов. Например, кто-то может «спроектировать» огранку этого красного драгоценного камня и сохранить ее с помощью компьютерной программы. Затем у них есть установленный метод его резки, на который можно ссылаться и использовать снова. То, что когда-то было огранкой «без названия», которая подходила только для одного камня, теперь может стать огранкой «новое имя», которая может работать с другими камнями.
 Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
Применяется техника термопереноса с помощью промежуточного носителя — обычной бумаги плотностью 80 г/м². Секрет в специальных чернилах, которые закрепляются на металлической поверхности. Недостаток технологии — использование отпечатков только в помещениях, так как рисунок не отличается высокой стойкостью. Подвид технологии — мастертон. Разница между ними в составе чернил.
 Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость.
Для закрепления на поверхности нужен термопресс, рабочая температура — около 190 градусов. Время закрепления — до 90 секунд. Плюс технологии — яркое, объемное и фактурное изображение, минус — истираемость. Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость.
Благодаря воздействию высокочастотной энергии металлическая поверхность чернеет, а поверхность остается гладкой. Алюмамарк применяется в изготовлении информационных табличек для наружного размещения, так как рисунок долго сохраняет свою четкость и яркость. Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции.
Недостаток технологии — необходимо, чтобы поверхность была ровной и гладкой, отсюда и ограниченность в плане применения этого способа. Чаще всего это наружная реклама, элементы оформления витрин и интерьеров, шильды для разной продукции. Как правило, для маркировки металла используются следующие технологии: каплеструйная маркировка, лазерная маркировка и этикетирование.
Как правило, для маркировки металла используются следующие технологии: каплеструйная маркировка, лазерная маркировка и этикетирование. Маркировка на детали машины должна быть нанесена обязательно. В зависимости от того какие это детали, каковы условия их производства, мы предложим вам оптимальное и экономичное решение по их маркировке.
Маркировка на детали машины должна быть нанесена обязательно. В зависимости от того какие это детали, каковы условия их производства, мы предложим вам оптимальное и экономичное решение по их маркировке.
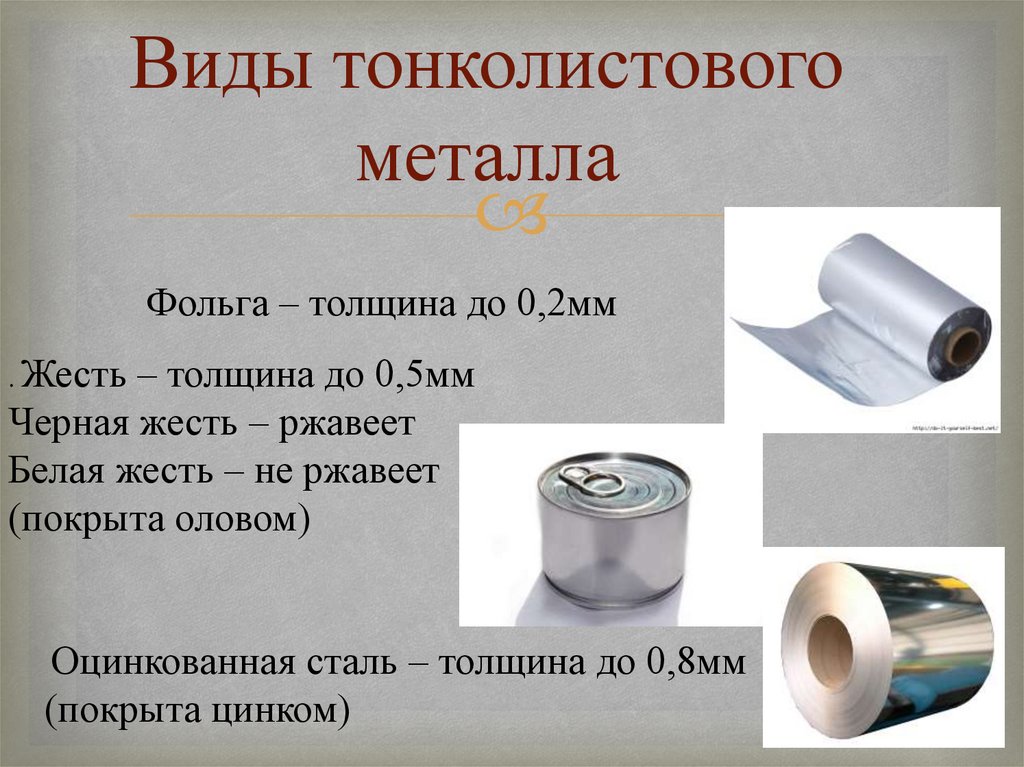 Аппликаторы Weber предлагают решение для высокоскоростных производственных линий. Независимо от того, нужно ли печатать информацию на этикетке перед нанесением или нет, наши модели могут это реализовать в любом случае.
Аппликаторы Weber предлагают решение для высокоскоростных производственных линий. Независимо от того, нужно ли печатать информацию на этикетке перед нанесением или нет, наши модели могут это реализовать в любом случае.

 Чтобы создать текстуру металла и применить ее к тексту, мы будем использовать пару стилей слоя, несколько фильтров, режимы наложения слоя и обтравочную маску! Для этого урока я буду использовать Photoshop CS5, но подойдет любая последняя версия Photoshop.
Чтобы создать текстуру металла и применить ее к тексту, мы будем использовать пару стилей слоя, несколько фильтров, режимы наложения слоя и обтравочную маску! Для этого урока я буду использовать Photoshop CS5, но подойдет любая последняя версия Photoshop. На данный момент установите для параметра «Содержимое фона» значение «Белый», хотя мы изменим его на следующем шаге. Нажмите OK, когда закончите. Ваш новый документ появится на экране:
На данный момент установите для параметра «Содержимое фона» значение «Белый», хотя мы изменим его на следующем шаге. Нажмите OK, когда закончите. Ваш новый документ появится на экране:
 Photoshop заполняет слой серым цветом, временно скрывая фоновый слой с черной заливкой:
Photoshop заполняет слой серым цветом, временно скрывая фоновый слой с черной заливкой: Вернитесь в меню Filter , выберите Blur , а затем выберите Motion Blur :
Вернитесь в меню Filter , выберите Blur , а затем выберите Motion Blur : Давайте обрежем эти ненужные области. Выберите фотошоп Crop Tool на панели инструментов или нажмите букву C , чтобы выбрать его с помощью сочетания клавиш:
Давайте обрежем эти ненужные области. Выберите фотошоп Crop Tool на панели инструментов или нажмите букву C , чтобы выбрать его с помощью сочетания клавиш:







 Выберите Используйте предыдущий слой для создания обтравочной маски , щелкнув внутри его флажка, затем измените Mode на Multiply . Наконец, выберите Fill with Multiply-neutral color (white) в нижней части диалогового окна. Нажмите OK, когда закончите, чтобы закрыть его и добавить новый слой:
Выберите Используйте предыдущий слой для создания обтравочной маски , щелкнув внутри его флажка, затем измените Mode на Multiply . Наконец, выберите Fill with Multiply-neutral color (white) в нижней части диалогового окна. Нажмите OK, когда закончите, чтобы закрыть его и добавить новый слой:
 Вы найдете параметр «Непрозрачность» в правом верхнем углу панели «Слои». Я собираюсь понизить уровень примерно до 70%:
Вы найдете параметр «Непрозрачность» в правом верхнем углу панели «Слои». Я собираюсь понизить уровень примерно до 70%:






 Вы можете найти бесплатную текстуру тротуара, которую я использовал для своего примера, на Pexels.
Вы можете найти бесплатную текстуру тротуара, которую я использовал для своего примера, на Pexels.



 Используйте смазку CHUCK-EEZ или любую эквивалентную с высоким процентным содержанием дисульфида молибдена. Если не ухаживать за патроном и не использовать именно такую смазку, то за короткое время усилие зажима может снизиться на 50 и более процентов.
Используйте смазку CHUCK-EEZ или любую эквивалентную с высоким процентным содержанием дисульфида молибдена. Если не ухаживать за патроном и не использовать именно такую смазку, то за короткое время усилие зажима может снизиться на 50 и более процентов.

 А при вращении патрона со скоростью 3000 оборотов в минуту оно падает более, чем в двое!
А при вращении патрона со скоростью 3000 оборотов в минуту оно падает более, чем в двое! Это позволит правильно зажимать до упора заготовку с острой кромкой или с очень маленькой фаской. Если этого не сделать, то заготовка будет неправильно устанавливаться на упор кулачков.
Это позволит правильно зажимать до упора заготовку с острой кромкой или с очень маленькой фаской. Если этого не сделать, то заготовка будет неправильно устанавливаться на упор кулачков. Для зажима заготовки задаём давление равное 17 бар (250 фунтов на квадратный дюйм).
Для зажима заготовки задаём давление равное 17 бар (250 фунтов на квадратный дюйм).
 Используются для зажима заготовок с наружной стороны.
Используются для зажима заготовок с наружной стороны.
 За 12 лет деятельности, компания, в результате реструктуризации трудовых и производственных ресурсов, превратилась в крупнейшее производственное объединение.
За 12 лет деятельности, компания, в результате реструктуризации трудовых и производственных ресурсов, превратилась в крупнейшее производственное объединение. Импортируйте полные сборки инструментов (вставки и держатели) непосредственно в библиотеку инструментов или набор инструментов, включая круглые расточные оправки.
Импортируйте полные сборки инструментов (вставки и держатели) непосредственно в библиотеку инструментов или набор инструментов, включая круглые расточные оправки.

 5 AXIS
5 AXIS

 Это означает более быстрое программирование ЧПУ.
Это означает более быстрое программирование ЧПУ.

