Экструдер для 3D принтера в категории «Техника и электроника»
Экструдер BMG для 3D принтера
Доставка из г. Ровно
553.70 грн
Купить
E3D V5 Bowden Upgraded Экструдер для 3D принтера в сборе j-head 12V 40W Anycubic I3 Mega S Mk3 I3
Доставка по Украине
400 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера SM, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера TR, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера HR, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Нагревательный элемент для экструдера 3D-принтера 12В 50Вт Trianglelab
На складе в г. Ровно
Доставка по Украине
260 грн
Купить
Экструдер для 3D-принтера Trianglelab BMG v2.1 боуден
На складе в г. Ровно
Доставка по Украине
2 025 грн
Купить
Экструдер для 3D принтера комплект V5
Доставка по Украине
1 341. 67 грн
Купить
Боуден экструдер Trianglelab BMG, двойной привод, для 3D-принтера mm
Доставка по Украине
2 363.96 грн
3 070.08 грн
Купить
Планетарный экструдер для 3D-принтера 1.75мм Trianglelab Orbiter v2.0
На складе
Доставка по Украине
3 375 грн
Купить
Планетарный экструдер Trianglelab Orbiter v2.0, 1.75мм для 3D-принтера mm
Доставка по Украине
3 920.72 грн
5 091.84 грн
Купить
Хотэнд экструдер E3D V6 12В 0.4/1.75мм 40Вт для 3D-принтера mm
Доставка по Украине
438.20 грн
569.09 грн
Купить
Экструдер для 3д принтера BIQU h3 V2S Lite
Доставка по Украине
3 312 грн
Купить
Боуден экструдер Trianglelab BMG v2.1, двойной привод, для 3D-принтера
Доставка по Украине
2 025 — 2 430 грн
от 16 продавцов
2 025 грн
Купить
Планетарный экструдер Trianglelab Orbiter v2.0, 1.75мм для 3D-принтера
Доставка по Украине
3 375 — 3 713 грн
от 16 продавцов
3 375 грн
Купить
Смотрите также
Боуден экструдер Trianglelab BMG v2. 1, двойной привод, для 3D-принтера
На складе
Доставка по Украине
по 2 025 грн
от 3 продавцов
2 025 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера
Доставка по Украине
2 268 — 2 673 грн
от 4 продавцов
2 673 грн
Купить
Привод экструдера 3D принтера CR-10S (2 экструзионных колеса)
Доставка из г. Ровно
452 грн
Купить
3D ПРИНТЕР WANHAO DUPLICATOR D4S С ДВУМЯ ЭКСТРУДЕРАМИ
Под заказ
Доставка по Украине
22 500 грн
Купить
10x Пружина 20×7.5×5мм для экструдера 3D-принтера
Доставка по Украине
690 грн
Купить
Вентилятор для экструдера кулер под 3D-принтер 3010 5V 30*10мм (16249)
На складе
Доставка по Украине
61.60 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера
Доставка по Украине
2 228 — 2 673 грн
от 2 продавцов
2 673 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера GR, код: 7668042
Доставка по Украине
2 672. 98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG для 3D-принтера EV, код: 7668042
Доставка по Украине
2 672.98 грн
3 800 грн
Купить
Боуден экструдер Trianglelab BMG v2.1, двойной привод, для 3D-принтера, 104724
На складе в г. Ровно
Доставка по Украине
2 025 грн
Купить
Нагревательный элемент экструдера 3D принтера, 12/24V 40W
Доставка из г. Ровно
56.50 грн
Купить
Кожух обдува экструдера 3D принтера — V5 (25мм)
Заканчивается
Доставка по Украине
22.60 грн
Купить
Кожух обдува экструдера 3D принтера — V6 (23мм)
Доставка из г. Ровно
28.25 грн
Купить
Вентилятор для экструдера кулер под 3D-принтер 5015 5V 50*15мм (16250)
На складе
Доставка по Украине
102.30 грн
Купить
Экструдер MK10 | Магазин аксессуаров для 3D-принтеров
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка 30%
Магазин аксессуаров для 3D-принтеров
Размер: левый
Левый
Верно
Цвет: серебристый (алюминий)
Серебро (алюминий)
Черный (пластик)
Доставка из: Китай
Вариант
Левый / Серебристый (алюминий) / Китай — 12,08 долл. США Левый / черный (пластик) / Китай — 5,11 долл. США Правый / серебристый (алюминий) / Китай — 12,08 долл. США Правый / черный (пластик) / Китай — 5,11 долл. США
Поделитесь этим продуктом
Материал: алюминий/пластик Диаметр нити: 1,75 мм В комплект входит:1 комплект экструдера MK10 Цвет: серебристый (алюминий)/черный (пластик) Размер: 42 мм * 30 мм * 15,5 мм
Страна
United StatesGermanyAustraliaUnited Kingdom—AlbaniaAndorraArgentinaArmeniaAustraliaAustriaBelarusBelgiumBrazilBulgariaCanadaChileChinaCroatiaCyprusCzechiaDenmarkEstoniaFinlandFranceGeorgiaGermanyGreeceHong Kong SARHungaryIndiaIndonesiaIrelandIsraelItalyJapanKuwaitLatviaLiechtensteinLithuaniaLuxembourgMacao SARMalaysiaMaltaMexicoMoldovaMonacoMontenegroNetherlandsNew ZealandNorwayPhilippinesPolandPortugalRéunionRomaniaRussiaSan MarinoSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSwedenSwitzerlandTaiwanThailandTurkeyUnited KingdomUnited StatesVatican CityVietnam
Почтовый индекс
Возврат
Все товары могут быть возвращены в течение 14 дней с даты получения. Чтобы иметь право на возврат, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке.
Для любого возможного возврата требуется чек или подтверждение покупки. Для международных отправлений наш магазин не несет ответственности за любые таможенные сборы, тарифы, налоги и пошлины.
Обмен
Товар(ы) можно обменять в течение 30 дней с даты его получения, если продукт неисправен или вы получили не тот товар.
Чтобы иметь право на обмен, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке.
Для любого возможного обмена требуется чек или подтверждение покупки.
Возврат средств
Заказ(ы) может быть возвращен в течение 7 дней с даты его получения, если продукт неисправен или вы получили не тот товар.
Как только мы получим возвращенный товар(ы), мы проведем проверку и предоставим уведомление о его возврате. Пожалуйста, подождите не менее 5 рабочих дней с момента получения вашего товара для обработки вашего возврата. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.
В случае одобрения мы инициируем возврат на первоначальный способ оплаты. Возврат средств с помощью кредитных карт зависит от сроков, в зависимости от политики эмитента кредитной карты.
Если посылка возвращается в связи с местными государственными правилами импорта, мы свяжемся с вами напрямую, но заказ(ы) должен быть возмещен только в размере стоимости продукта, НЕ включая стоимость доставки. Для получения более подробной информации ознакомьтесь с нашей Политикой доставки.
Обратите внимание, что все возмещения НЕ включают стоимость доставки (как для первоначальной, так и для обратной доставки) и/или другие сборы, такие как курьерская транзакция или таможенные сборы, тарифы, налоги и пошлины.
Вы НЕ МОЖЕТЕ требовать возврата товара и/или возврата денег, если вы не прошли таможенную очистку или не смогли или отказались забрать свои товары, в результате чего товары были возвращены или уничтожены таможней.
Шпиндель токарного станка должен сообщать крутящий момент детали, обрабатываемой на станке. Для этого к концу шпинделя крепится зажимное устройство, наиболее соответствующее обрабатываемой детали. Зажимных приспособлений существует большое множество, но обычно это трехкулачковый патрон — он обеспечивакет надежность и точность зажима, удобство установки и снятия большинства симметричных деталей.
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
Обеспечивать точность центровки патрона по отношению к оси шпинделя
Обеспечивать установку и снятие патрона для замены за минимальное время
Содержание
Разновидности передних концов шпинделей токарных станков
Концы шпинделей резьбовые
Концы шпинделей фланцевые типа А
Концы шпинделей фланцевые под поворотную шайбу
Концы шпинделей типа Кэмлок (Camlock)
Фланцы промежуточные (переходные) к самоцентрирующим патронам
Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Концы шпинделей резьбовые.
ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
Крепление патрона на резьбовой конец шпинделя. Смотреть в увеличенном масштабе
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
М39 х 4,0
М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Концы шпинделей фланцевые типа А
ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Крепление патрона на фланцевый конец шпинделя типа А. Смотреть в увеличенном масштабе
Концы шпинделей фланцевые типа А по ГОСТ 12595
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой. Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
Концы шпинделей фланцевые под поворотную шайбу
ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу. Смотреть в увеличенном масштабе
Пример применения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу. Смотреть в увеличенном масштабе
Размеры фланцевых концов шпинделей под поворотную шайбу
Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
Условный размер конца шпинделя 3 и 4;
Условный размер конца шпинделя 5, 6, 8;
Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Концы шпинделей фланцевые типа Кэмлок
ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Крепление патрона на фланцевый конец шпинделя типа Кэмлок. Смотреть в увеличенном масштабе
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Фланцы промежуточные к самоцентрирующим патронам
ГОСТ 3889-80
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 (DIN 6350) Фланцы должны изготавливаться исполнений:
Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
Закручиваются винты запорного устройства против самоотвинчивания
Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
На центрирующий поясок (D1) устанавливается патрон и крепится болтами
Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2.
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Исполнение 4. Фланцы промежуточные под фланцевые концы шпинделей исполнения 3 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 3
Видеоролик: Разборка и сборка токарного патрона
Видеоролик: Установка токарного патрона и проверка точности центрирования токарного станка
Связанные ссылки. Дополнительная информация
Патрон для токарного станка с улучшенной конструкцией
Модель включает в себя самоцентрирующий патрон для токарного станка, который состоит из корпуса, в составе которого соединенные между собой передняя и задняя части, шпиндель, на его наружной поверхности установлена задняя часть корпуса. Также устройство включает в себя спиральный диск патрона. В виде конусов выполнены внутренние области задней части корпуса и спирального диска а также находящаяся с ними в сопряженнии наружная область шпинделя. У шпинделя наружная область может имеет конусность 7:24.
Втулка установленная между конусными поверхностями шпинделя и спирального диска способна регулироваться в радиальном направлении и может входить в комплектацию устройства. В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
Устройство используется для закрепления цилиндрических заготовок при обработке на токарных станках в 3-х, 4-х и 6-ти кулачковых самоцентрирующих спирально-реечных патронах и относится к области металлообработки. Корпус, кулачки и спирально-реечный механизм их перемещения содержит известный токарный самоцентрирующий патрон. Корпус крепится к токарному станку шпильками, гайками (ГОСТ 2675-80. патроны самоцентрирующие трехкулачковые) и базируется на конусный поясок и торец на переднем конце шпинделя токарного станка. Данная конструкция патрона выпускается серийно и имеет широкое применение в промышленности. Но подобная система включает в себя ряд недостатков.
Во первых, необходимо базировать корпус патрона для токарного станка, при установке на шпиндель, одновременно на торцевую поверхность и конусную поверхность. Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Во-вторых, точность радиального перемещения кулачков определяется базированием самого корпуса на шпинделе, а также точностью изготовления спирального диска и его базирования в корпусе. В результате не получится обеспечить заданное биение заготовок во всем диапазоне перемещения кулачков, если сложить все погрешности базирования в данной конструкции патрона. Это вынуждает применять расточку кулачков, при обработки заготовок на получистовых и чистовых операциях, что влечёт за собой снижение срока их службы.
Известен патрон для токарного станка включающий корпус, кулачки, спирально-реечный механизм их перемещения (АС 1808487, МПК B23B 31/00, 1991 г. ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
Вследствие нерегулируемого зазора в сопряжении с цилиндрической поверхностью шпинделя, у спирального диска не устранена полностью погрешность базирования на шпинделе, что в свою очередь не гарантирует при закреплении в патроне во всем диапазоне перемещения кулачков заданного биения заготовок.
Достижение требуемой жесткости сопряжения вследствие погрешностей размеров базовых поверхностей не всегда гарантируется при базирование корпуса на внутреннюю коническую поверхность и одновременно на торцевую поверхность.
Улучшения достигаемые в новом устройстве, проявляются:
в повышении срока службы кулачков;
в снижении себестоимости изготовления патрона;
в повышении жесткости сопряжения патрона для токарного станка со шпинделем;
в повышении точности базирования заготовок в кулачках патрона.
Указанный технический результат достигается тем, что корпус и спиральный диск установлены на наружной конусной поверхности шпинделя. Наружная коническая поверхность шпинделя может быть выполнена с конусностью 7:24. Между коническими поверхностями шпинделя и спирального диска может быть установлена регулируемая в радиальном 3 направлении втулка.
Совокупность отличительных признаков такого технического решения является новой. Она необходима и достаточна для достижения заявленного технического результата, что обусловлено следующим.
Во первых, установка корпуса на наружную конусную поверхность шпинделя обеспечивает для тяжелого патрона надежное, жесткое и точное базирование относительно оси вращения шпинделя. Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Во-вторых, базирование корпуса только на одну конусную поверхность позволяет снизить требования к точности выполнения размеров сопрягаемых поверхностей шпинделя и патрона для токарного станка, и, соответственно, снизить себестоимости их изготовления.
патронов и шпинделей — звоните, чтобы узнать цены по телефону
, звоните по телефону (800) 274-2635 или пишите по адресу info@handlermfg. com, чтобы узнать цены и детали доставки.
7 КОНИЧЕСКИЙ СТАЛЬНОЙ ПАТРОН 7 конический патрон разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9cm]
7B КОНИЧЕСКИЙ ЛАТУННЫЙ ПАТРОНИК Конический патрон 7B разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Конический патрон 7B изготовлен из латуни, что упрощает установку и снятие на конические стоматологические стержни, что снижает износ стержня. При заказе указывайте 7BL (левый) или 7BR (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
1–6 ПАТРОНЫ ДЛЯ КАМНЯ Патроны для камней предназначены для установки абразивных кругов с различными внутренними диаметрами, как указано ниже. Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
Транспортировочный вес: 6 унций [107 г] Размеры устройства: диаметр хвостовика 5/8 дюйма x длина 2 дюйма [2 см x 9см]
9 ЛЕНТА ДЛЯ ОПРАВКИ Предназначена для использования с абразивными лентами диаметром 3/4 дюйма и шириной 3/4 дюйма [1,9 см x 1,9 см]. Изготовленная из легированной стали и имеющая покрытие для установки на стандартные конические стержни для стоматологии, абразивная лента удерживается на месте путем затягивания концевого винта на резиновой оправке. При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
8T JACOBS TYPE JR. ЧАК 8T разработан специально для использования с небольшими борами и оправками, диаметр которых не превышает 1/4” [6,3 мм]. Патрон 8T представляет собой менее дорогой и полуточный регулируемый патрон для использования на токарных станках с коническими валами. Этот патрон открывается поворотом против часовой стрелки и закрывается поворотом по часовой стрелке. При заказе укажите 8T (справа) или 8T-L (слева). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 2 1/4” Д x 1” Диаметр хвостовика [6 см x 3 см]
18 ATLAS PRECISION CHUCK Патрон 18 Atlas представляет собой точный патрон типа Джейкобса. для использования с зажимными приспособлениями диаметром от 0,001 дюйма [0,03 мм] до 0,250 дюйма [6,4 мм]. Патрон Atlas 18 крепится к правому валу стоматологического токарного станка со стандартными стоматологическими коническими валами. Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
12 ПАТРОНА ДЛЯ КАМНЯ С хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Этот патрон для камня подходит для абразивных камней с внутренним диаметром 1/4 дюйма [0,6 см]. только беседка. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 12L (левый) или 12R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: длина 2 3/16 дюйма, диаметр хвостовика 3/4 дюйма [6 см x 2 см] с диаметром хвостовика 1/4 дюйма.
13 ЛЕНТОЧНЫЙ ПАТРОНИК Разработан с хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Принимает 3/4” x 3/4” [1,9см х 1,9 см] абразивные ленты. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
13-1 КОНИЧЕСКИЙ ПАТРОН Разработан с хвостовиком 1/4” [0,6 см] для использования в патронах типа Jacobs. Этот конический патрон предназначен для установки небольших полировальных кругов, щеток и центрирующих колес. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе указывайте 13-1L (левый) или 13-1R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 1/2” Диаметр хвостовика [7 см x 1,3 см] с диаметром хвостовика 1/4”.
Конический патрон из стального сплава для использования с прямыми валами 1/2″ [1,3 см] или 5/8″ [0,6 см]. Доступно для левой или правой стороны полировального двигателя. Этот патрон предоставляет пользователю сверхмощный патрон для использования с полировальными кругами, щетками и аксессуарами с центрированием свинца. Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
20L – 1/2 дюйма [1,3 см]
20R – 1/2 дюйма [1,3 см]
20L- 5/8 дюйма [1,6 см]
20R – 5/8 дюйма [1,6 см]
20R – 5/8 дюйма [1,6 см]0023
999999999 на складе
Патроны и шпиндели – Количество по телефону, чтобы узнать цену
От A2-5 до A2-5 16C Переходной цанговый патрон для соединения шпинделей в сборе
Дом
Все продукты
Работа
патроны
Цанговые патроны
От A2-5 до A2-5 16C Цанговый патрон для адаптации шпинделя к шпинделю в сборе
Вам также может понравиться
Переходник с A2-5 на A2-5 (длинный)
78350000000000
Ваша цена:
2264,00 долларов США Долларов США/Каждый
Ключ-переходник с A2-5 на A2-5
783
000000
Ваша цена:
$22. 00 Долларов США/Каждый
Ключ адаптера с A2-5 на A2-5
78410000000000
Ваша цена:
$22.00 Долларов США/Каждый
Кнопка привода
A2 0011920
Ваша цена:
29,00 долларов США Долларов США/Каждый
ВИНТОВАЯ КНОПКА
A2 0011920 С
Ваша цена:
$54,00 Долларов США/Каждый
Набор торцевых головок Винт с головкой под ключ 3/8–24 x 1/2 дюйма
0550908
Ваша цена:
0,75 доллара США Долларов США/Каждый
Цанги для токарных станков
*Показанные изображения продукта представляют ряд продуктов и предназначены только для иллюстраций. Это может быть не точное представление продукта.
*Изображения продукта представляют собой ряд продуктов и предназначены только для иллюстрации. Это может быть не точное представление продукта.
Технические характеристики
Корпус адаптера шпинделя
78350000000000
Ключ связи
783
0000
Цанговый ключ
78410000000000
Кнопка привода
А2 0011920
Винт с круглой головкой
А2 0011920 С
Балансировочный винт
0550908
Дюймовые болты
0101244
Метрические болты
МС 0104028
Размер шпинделя
А2-5
Тип шпинделя
Американский стандарт
Тип
ГКАС
Цанга серии
С
Тип срабатывания
Отвод
Марка
Хардиндж
Стиль
16С
Тип патрона
Шпиндель к шпинделю
Сведения о доставке
Если товара нет в наличии, позвоните по телефону 1-800-843-8801.
Мотор редукторы — где они используются и как работают?
Любой, кто когда-либо слышал о двигателях, используемых в промышленности, вероятно, слышал термин «мотор-редуктор».
Мотор редуктор – это приводная машина, которая состоит из мотора и механического редуктора, объединенных в единый агрегат.
Основное назначение мотор-редукторов — это, прежде всего, изменение скорости движущейся машины, изменение крутящего момента на выходном валу и передача привода. Чаще всего, это понижение скорости вращения вала и увеличение крутящего момента.
Высокие скорости вращения и относительно низкие крутящие моменты — вот основные характеристики типичных электродвигателей. Однако для того, чтобы их можно было эффективно использовать в качестве привода в промышленности, их параметры иногда должны быть прямо противоположными. Для этого и используются мотор-редукторы. Благодаря своей компактной конструкции мотор-редуктор занимает в несколько (а иногда даже в десятки или около того) раз меньше места, чем «разнесенная» система привода.
История появления мотор-редуктора
Идея объединения двигателя и механического редуктора была запатентована в 1928 году дизайнером и предпринимателем из Брухзаля — Альбертом Обермозером. С тех пор мотор-редукторы постоянно совершенствовались. Были изобретены разные типы мотор-редукторов.
Как работает мотор-редуктор?
Принцип работы мотор редуктора аналогичен работе стандартного редукторного электропривода. Момент вращения двигателя передается на ведущую шестерню, фактически установленную на валу мотора. Благодаря зубчатому зацеплению, вращающий момент преобразуется одним или несколькими ведомыми элементами, которые в свою очередь оказывают воздействие на вал технологического механизма.
Наиболее распространенными мотор-редукторами являются:
Цилиндрические
Плоские
Червячные
Планетарные
Преимущества мотор-редукторов
Важнейшим преимуществом мотор-редукторов являются небольшие габариты и размещение почти всей системы привода машины в одном месте, в одном корпусе. Конструктору не нужно сосредотачиваться на выборе или проектировании отдельных компонентов, он только выбирает мотор-редуктор из каталога унифицированных моделей на основе заданных параметров. Также стоит отметить надежность этих агрегатов, качественное оборудование очень редко выходит из строя. При грамотной эксплуатации, гарантированный ресурс работы может составлять десятки тысяч часов
Применение мотор-редукторов
Данный тип устройств чаще всего используются в промышленности, на заводах и производственных цехах. Практически каждый привод конвейерной ленты, транспортирующей тяжелые предметы, использует двигатель в сочетании с редуктором. Потому что здесь необходимо четко указать, что устройство обычно выполнено неразборным, т.е. двигатель и редуктор имеют общий корпус.
Хотя мотор-редукторы могут быть похожими внешне, часто они имеют разные параметры. Выбор подходящей модели зависит только от предпочтений покупателя. Чтобы оправдать все ожидания пользователя, производители мотор-редукторов могут изготавливать их по определенному заказу и индивидуально адаптируют к потребностям получателя. В результате заказчик получает продукт, который представляет собой оптимальное индивидуальное решение.
Подробно об электродвигателе
Электродвигатель — это асинхронная электрическая машина, работающая в двигательном режиме
Как правильно выбрать преобразователь частоты?
Преобразователь частоты (или частотник, или ПЧ) — это электротехническая система, которая позволяет плавно регулировать скорость вращения асинхронных электродвигателей. Со времен…
Электродвигатели
Электродвигатели широко используются в промышленности. Рынок электроприводов — один из самых динамично развивающихся. За прошедшие годы было разработано множество типов электродвиг…
Мотор-редуктор и мотор-редукторы | SEW-EURODRIVE
Наша модульная система мотор-редукторов ориентируется на многообразие ваших сфер применения. Выберите для своего привода идеальный вариант из мотор-редукторов стандартного исполнения, для сервопривода, с вариатором, из нержавеющей стали или взрывозащищенных.
Что такое мотор-редуктор?
Мотор-редуктор
Мотор-редуктор
Мотор-редуктор – это единый компактный узел, состоящий из редуктора и двигателя. В электроприводной технике, изготавливаемой компанией SEW-EURODRIVE, двигатель всегда электрический. Идея „агрегата из двигателя и редуктора“ восходит к патенту конструктора и предпринимателя Альберта Обермозера из г. Брухзаль от 1928 года: он изобрел так называемый „двигатель с промежуточной передачей“.
С тех пор мотор-редукторы постоянно совершенствовались, были изобретены новые типы редукторов. Двигатели постоянного тока утратили свое значение, поэтому сегодня редукторы чаще всего комбинируются с двигателями переменного тока или с серводвигателями.
Как работает мотор-редуктор?
Главным компонентом мотор-редуктора является редуктор с его ступенями – парами зубчатых колес. Они передают усилие двигателя от входной стороны к выходной. Таким образом, редуктор работает как преобразователь вращающего момента и частоты вращения.
В большинстве случаев применения редуктор замедляет скорость вращения двигателя, а вращающий момент при этом становится значительно больше, чем у электродвигателя без редуктора. Поэтому от конструкции редуктора зависит, будет ли мотор-редуктор использоваться для малых, средних или тяжелых нагрузок, для коротких или долгих периодов включенного состояния.
В зависимости от того, уменьшает или увеличивает редуктор частоту вращения двигателя (т. е. частоту вращения на входе), говорят о понижающем или повышающем редукторе. Мерой этого служит передаточное отношение i между значениями частоты вращения на входе и выходе редуктора.
Еще одним важным параметром мотор-редуктора является максимальный вращающий момент на выходном валу. Он указывается в ньютон-метрах (Нм) и является мерой усилия мотор-редуктора и нагрузки, которую он может привести в движение этим усилием.
Какие типы мотор-редукторов существуют?
Тип мотор-редуктора определяется прежде всего направлением передачи усилия в редукторе. При этом различают три основных варианта конструкции: редуктор с параллельными валами, угловой редуктор и планетарный редуктор.
Где применяются мотор-редукторы?
Возможности применения мотор-редукторов чрезвычайно разнообразны. Без мотор-редукторов остановились бы целые отрасли экономики по всему миру. Так, в промышленном производстве они приводят в движение бесчисленные конвейерные линии, поднимают и опускают грузы и перемещают самые разные товары в различных системах транспортировки из пункта А в пункт Б.
Вот лишь малая доля возможных применений:
В автомобилестроении мотор-редукторы можно встретить на каждом этапе производства от штамповки кузовных деталей до окончательной сборки. А в производстве безалкогольных напитков они перемещают бутылки, упаковки и ящики, а также применяются при розливе напитков или сортировке пустой тары. Вся внутренняя логистика производственных предприятий полностью зависит от приводов, будь то складирование, сортировка или выдача товара.
Также и в аэропортах без мотор-редукторов ничего бы уже не двигалось, и пассажиры напрасно ждали бы своего багажа в зоне выдачи.
Манипуляторы и роботы, для которых очень важна высокая динамика и точность движений, были бы немыслимы без мотор-редукторов для сервопривода.
И последнее, но не менее важное: совсем не было бы некоторых аттракционов в индустрии развлечений, и мы, наверное, не знали бы, как захватывает дух на американских горках.
Наверх
‘ data-close-others=»true» data-title=»Обозначение типа » data-max-width=»90%»
>1
R37 DRE90L4:
R = R.. series helical gear unit (two and three stages)
37 = gear unit size 37
DRE = asynchronous DRE.. series AC motor (efficiency class IE2)
90 = motor size 90
L = long length
4 = 4-pole
‘ data-close-others=»true» data-title=»Заводской номер » data-max-width=»90%»
>2
The gearmotor’s serial number is used, for example, to order appropriate replacement parts.
Ratio between the motor’s rated speed and the speed at the gear unit’s output shaft in rpm (revolutions per minute), depending on the nominal frequency applied (here 50 Hz).
Permitted voltage range in which the gearmotor can be operated:
Lower value: Max. voltage to which one phase (winding) of the installed motor can be subjected (here 220-242 V)
Higher value: Max. voltage the motor’s outer conductor can accommodate (here 380-420 V)
These values are valid for the nominal frequency applied (here 50 Hz)
‘ data-close-others=»true» data-title=»Номинальная мощность » data-max-width=»90%»
>6
Rated power and operating mode:
Rated power in kW (here 1.5 kW)
Here operating mode S1: Continuous operation with a constant load
‘ data-close-others=»true» data-title=»Номинальный ток » data-max-width=»90%»
>7
Permitted current range in which the gearmotor can be operated:
Higher value (here 6.00 A): Maximum current to which one phase (winding) of the installed motor can be subjected (corresponds to maximum voltage of 230 V)
Lower value (here 3.45 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 400 V)
These values are valid for the nominal frequency applied (here 50 Hz)
Ratio between the motor’s rated speed and the speed at the gear unit’s output shaft in rpm (revolutions per minute), depending on the nominal frequency applied (here 60 Hz).
Permitted voltage range in which the gearmotor can be operated:
Lower value: Max. voltage to which one phase (winding) of the installed motor can be subjected (here 254-277 V)
Higher value: Max. voltage the motor’s outer conductor can accommodate (here 440-480 V)
These values are valid for the nominal frequency applied (here 60 Hz)
‘ data-close-others=»true» data-title=»Номинальная мощность » data-max-width=»90%»
>13
Rated power and operating mode:
Rated power in kW (here 1.5 kW)
Here operating mode S1: Continuous operation with a constant load
‘ data-close-others=»true» data-title=»Номинальный ток » data-max-width=»90%»
>14
Permitted current range in which the gearmotor can be operated:
Higher value (here 4.95 A): Maximum current to which one phase (winding) of the installed motor can be subjected (corresponds to maximum voltage of 254-277 V)
Lower value (here 2. 85 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 440-480 V)
These values are valid for the nominal frequency applied (here 60 Hz)
The thermal class or insulating material classification indicates the maximum temperature to which the insulation can be subjected at the rated power. In other words, the material used for the gearmotor’s insulating system can withstand temperatures up to the one indicated.
According to the nameplate shown here, the gearmotor complies with insulating material classification B and is designed for a max. temperature of up to 130°C.
The motor’s permitted overload factor in line with NEMA Section 12.51. Indicates how much above the indicated rated power the motor can be loaded without being damaged.
‘ data-close-others=»true» data-title=»Передаточное число » data-max-width=»90%»
>19
The factor by which e.g. the speed changes between the gear unit’s output and input sides.
i = 10.11: 1011 revolutions per minute on the gear unit would be converted into a speed of 100 revolutions per minute
‘ data-close-others=»true» data-title=»Максимальный крутящий момент » data-max-width=»90%»
>20
«Nm 101/83» indicates the maximum output torque – 101 Nm with 50 Hz operation and 83 Nm with 60 Hz operation.
‘ data-close-others=»true» data-title=»Монтажная позиция » data-max-width=»90%»
>21
The spatial orientation in the room/system for which the gearmotor is designed. Depending on the mounting position, a different lubricant fill quantity (oil volume) and possibly an oil expansion tank may be required.
Мотор-редукторы из модульной системы SEW-EURODRIVE
Как и сферы применения наших мотор-редукторов, столь же разнообразны и широки возможности их комбинирования. Благодаря разработанной в SEW-EURODRIVE универсальной модульной системе наши клиенты могут использовать миллионы вариантов и найти индивидуальное техническое решение для любых задач. При этом цель модульной системы – суметь из минимального числа компонентов составить максимальное многообразие конечных продуктов.
Мотор-редукторы SEW-EURODRIVE делятся на следующие категории: стандартные мотор-редукторы, мотор-редукторы для сервопривода, мотор-редукторы для троллейного привода, мотор-редукторы с вариатором, мотор-редукторы из нержавеющей стали и взрывозащищенные мотор-редукторы.
Стандартные мотор-редукторы:
Стандартные мотор-редукторы
Стандартные мотор-редукторы отличаются разнообразием конструкций, оптимальной градацией множества типоразмеров и самыми разными исполнениями. Это делает их незаменимыми и надежными приводами, особенно в сфере производства и логистики. В зависимости от количества типоразмеров редукторов возможны вращающие моменты до 50 000 Нм.
Мотор-редукторы для сервопривода:
Сила, динамика и точность. Это основные особенности мотор-редукторов для сервопривода. Наша модульная система и в этом случае является ключом к широким возможностям комбинирования и позволяет реализовать в этом сегменте самые разнообразные конфигурации из редукторов и двигателей. Поскольку для любой задачи можно подобрать идеальный вариант мотор-редуктора.
Какой бы ни была конфигурация сервопривода из наших планетарных редукторов PF.. или цилиндрических редукторов BF.. в сочетании с синхронными серводвигателями CMP, асинхронными серводвигателями типа DRL.. или с асинхронными двигателями DR..: Всякий раз специальная согласованность двигателя и редуктора дает вам именно те характеристики привода, которые идеально подходят к вашей системе и ее задачам.
Наши редукторы стандартной категории тоже позволяют вам создавать разнообразные комбинации с нашими серводвигателями, чтобы вполне индивидуально компоновать и оптимизировать свою приводную систему.
Мотор-редукторы с вариатором:
Для таких систем, где частота вращения привода должна регулироваться плавно, применяются наши механические мотор-редукторы с вариатором. Такие требования характерны, например, для простых ленточных конвейеров или мешалок, скорость которых должна постоянно адаптироваться к различным производственным процессам. При этом скорость регулируется бесступенчато с помощью либо маховичка, либо устройства дистанционного регулирования.
Мотор-редукторы из нержавеющей стали:
Если привод применяется в гигиенических зонах с высокими требованиями к чистоте, мотор-редуктор должен выдерживать воздействие химикатов и влаги. Для этих целей разработаны наши мотор-редукторы из нержавеющей стали, устойчивые к воздействию кислот и щелочей. Кроме того, их оптимизированная для очистки поверхность и отсутствие крыльчатки на дают грязи скапливаться в углублениях. Что же касается мощности, то никаких компромиссов от вас не потребуется. Будь то цилиндрический мотор-редуктор из нержавеющей стали RES.. или конический мотор-редуктор из нержавеющей стали KES..: Эти мотор-редукторы особенно прочны, долговечны и просты в обслуживании, а с коническим редуктором еще и очень компактны.
Взрывозащищенные мотор-редукторы:
Большинство наших стандартных и сервоприводных мотор-редукторов при соблюдении местных нормативов доступны по всему миру как взрывозащищенные мотор-редукторы. Это мощные и безопасные приводы, которые обеспечивают вам необходимую высокую производительность даже во взрывоопасных средах с воздушно-газовыми или воздушно-пылевыми смесями.
Наверх
Как крепить коробку передач к двигателю после ремонта
При самостоятельном выполнении сложных ремонтных работ на трансмиссии (как правило, с разборкой трансмиссии) можно столкнуться с некоторыми трудностями на этапе обратной сборки, а именно при подключении коробки передач к двигателю. В статье рассмотрим вопрос, как крепить к двигателю автомобиля механическую, а также автоматическую коробку передач.
Механическая коробка передач договоренность
Автоматическая коробка передач договоренность
Во-первых, следует отметить, что процесс установка механической коробки передач (а также полуавтоматических коробок передач) на автомобиль двигатель несколько отличается от аналогичной процедуры, выполненной для автоматическая коробка передач. Механическая и полуавтоматическая коробки передач очень похожи. с точки зрения дизайна; поэтому эти редукторы крепятся к двигателю автомобиля в таким же образом. Однако, если говорить об автоматических коробках передач, то установка этих агрегатов имеет ряд особенностей.
Как присоединить МКПП к двигателю
Итак, начнем с МКПП крепления к двигателю на примере Hyundai Getz. Прежде всего, это необходимо поднять переднюю ось автомобиля. желательно пригласить помощника перед началом работы, но можно и самостоятельно. После подъема автомобиля необходимо снять промежуточную рулевую тягу, потому что этот элемент будет мешать работе двигателя и коробки передач спаривание.
После этого также необходимо удалить рычаг переключения передач, а отверстие нужно прикрыть/закрыть куском ткани или малярный скотч. Следует отметить, что после установки редуктора рычаг бы монтировался из салона, так что вы должны четко понимать как этот элемент устанавливается обратно в коробку передач. Перед удалением рычаг КПП, также нужно включить 4-ю передачу. Если вы также снимите блок сцепления, необходимо выполнить центрирование ведомой пластины относительно монтажный подшипник. Это может быть выполнено благодаря снятию входного вала. Если вы не делайте этого, вы не сможете установить первичный вал во время повторная сборка.
Следующим шагом является ослабление болтов на опоры двигателя, ослабив гайки, удерживающие металлические скобы. Это необходимо иметь возможность позиционировать двигатель под определенным углом без риска повредить опоры двигателя. Затем передняя часть двигателя немного снят перед установкой редуктора. В результате задняя часть (область установка сцепления) немного опускается, и тогда можно будет прикрепите коробку передач к двигателю в процессе сборки.
Посмотрите два видео как установить МКПП обратно в машину
Важно заранее подготовить все необходимые инструменты и крепежные детали, необходимые для вышеуказанных операций. Сейчас можно переходить к этапу крепления коробки передач к двигателю. Если у вас есть никогда раньше не выполнял эту операцию, то внимательно прочтите следующее рекомендации:
Вы должны быть готовы лечь на назад, заберитесь под машину и возьмитесь за коробку передач руками. Задача состоит в том, чтобы вставьте первичный вал в ведомый диск сцепления;
Затем необходимо провернуть редуктор бит, чтобы удалось соединить шлицы входного вала со шлицами ведомая пластина;
После соединения сплайнов можно перемещать коробку передач по направлению к двигателю с небольшим усилием. Однако определенные трудности может возникнуть с направляющими втулками;
После установки затяните один или пару болтов, чтобы редуктор не отсоединился. Затем следует подтянуть все остальные крепления с необходимым усилием и в правильном порядке ( информацию можно найти в инструкции).
Крепление АКПП к двигателю
С учетом того, что АКПП трансмиссии не имеют классического сцепления и отличаются по конструкции от ручных и полуавтоматические коробки передач, порядок работы автоматической коробки передач подключение к двигателю, очевидно, будет иметь некоторые особенности.
В первую очередь необходимо прикрепить гидротрансформатор (выполняющий функцию сцепления) к первичному валу коробка передач; эта деталь должна быть точно установлена на свое место (будьте осторожны, не повредить уплотнение). Следует отметить, что гидротрансформатор должен быть достаточно смазан перед присоединением к входному валу. Будьте уверены, что гидротрансформатор правильно закреплен на картере коробки передач.
Когда коробка передач поднимается для установки, необходимо убедиться, что преобразователь крутящего момента закреплен жестко. Чтобы предотвратить гидротрансформатор от падения, коробку передач следует приподнять под углом. Затем, крепежные отверстия на гидротрансформаторе совмещены с соответствующими отверстиями на гибкая пластина. Дальнейшая сборка производится путем затягивания всех болты (в центрирующих втулках) с соответствующим моментом затяжки. Затем вы необходимо подключить приводы, шланги и т. д. И, наконец, вы должны проверить, гидротрансформатор вращается свободно.
Отличные видео о крепление АКПП к двигателю
.
Наконечники и рекомендации
При установке ручной и автоматической трансмиссии и прикрепить их к двигателям, вы должны следовать некоторым рекомендации. В первую очередь необходимо проверить задний сальник коленвала для утечек. Если вы заметили даже малейшие признаки течи, сальник необходимо немедленно заменить, иначе проблема усугубится и вам потребуется чтобы снять коробку передач позже снова.
Полезное видео о том, как обработать задний сальник коленвала на предмет течи
Что касается АКПП, то этот комплекс агрегат имеет отдельную радиаторную систему охлаждения. Необходимо убедиться, что это система не загрязнена. Сам радиатор промывается подачей бензина или аналогичный очиститель через трубку, позволяющий удалять стружку, отложения и прочий мусор.
Также необходимо обратить внимание на наличие двух специальных направляющих втулок между двигателем и коробкой передач. Если втулка всего одна или их нет вообще, то рано или позже выйдет из строя втулка масляного насоса АКПП, в результате чего утечка ATF из места соединения коробки передач и двигателя. Как В результате коробку передач нужно будет снимать, и вполне вероятно, что вы надо заменить масляный насос. Рекомендуется промыть и очистить все контакты элементы и электрические разъемы, которые ранее были отсоединены при снятие коробки передач.
Картер коробки передач должен быть прикреплен к двигателю без каких-либо затруднений, В случае с автоматическими коробками передач это особенно важно. Когда вы убедитесь, что оба компонента правильно соединены, можно стянуть узлы болтами. Но, например, если автомат коробка передач натыкается гидротрансформатором на ведущий диск (или на маховик в случае с МКПП), то нельзя затягивать болты. В противном случае можно повредить масляный насос АКПП, либо другие элементы в зависимости от типа трансмиссии.
Узнайте, как проверить уровень трансмиссионной жидкости
Наконец, после завершения сборки, желательно проверить уровень трансмиссионной жидкости. С ручным и с полуавтоматической коробкой передач эта задача очень проста. Вам просто нужно припарковаться автомобиль на ровной поверхности и открыть пробку уровня масла. Если жидкость вытекает, значит уровень в норме. Некоторые автомобили с ручным или полуавтоматические коробки передач имеют отдельный масляный щуп. Что касается АКПП, то уровень масла следует проверять только после того, как двигатель прогрет до рабочего температуры (также важно прогреть саму коробку-автомат). Проверка трансмиссионной жидкости выполняется только при работающем двигателе.
Что такое коробка передач? — Определение, типы, работа, схема
Откройте для себя детали коробки передач , ее функции, принцип работы, а также преимущества и недостатки механической и автоматической трансмиссии . Понимать роль коробки передач в поддержании оптимального диапазона оборотов двигателя и ее значение для производительности и эффективности автомобиля.
Содержание
1 Что такое редуктор?
2 Детали коробки передач
2. 1 1. Вал сцепления
2.2 2. Страночный вал / устроение
2.3 3. Основной вал / выходной вал
2.4 4. Подшипники
2.5 5. Шечени
2.6 6. Север. Работа коробки передач
5 Преимущества и недостатки коробки передач
5.1 Преимущества механической коробки передач
5.2 Недостатки механической коробки передач
5.3 Преимущества автоматической коробки передач
5.4 Недостатки автоматической коробки передач
6 Типы коробок передач
6.1 Механическая коробка передач
6.2 Автоматическая коробка передач
7 Часто задаваемые вопросы
Что такое коробка передач?
Схема коробки передач
Коробка передач — это механическое устройство, передающее мощность от источника, например двигателя, к машине или транспортному средству. Он использует шестерни и зубчатые передачи для обеспечения преобразования скорости и крутящего момента от вращающегося источника энергии к другому устройству.
Для изменения скорости и крутящего момента выходного вала можно включать и выключать шестерни коробки передач. Этот процесс широко известен как переключение передач. Коробки передач находят свое применение в различных областях, таких как автомобили, велосипеды, мотоциклы и промышленное оборудование. Благодаря своей способности эффективно передавать мощность и крутящий момент коробки передач играют решающую роль в функционировании этих машин.
Они обычно встречаются в механических и автоматических коробках передач автомобилей. Коробка передач также помогает поддерживать оптимальный диапазон оборотов двигателя для данной скорости и нагрузки.
Детали коробки передач
Детали коробки передач
1. Вал сцепления
В коробке передач вал сцепления, также известный как ведущий вал, соединяется через сцепление. При включенном сцеплении ведущий вал вращается, а на валу сцепления закреплена только одна шестерня. Эта шестерня вращается с той же скоростью, что и коленчатый вал двигателя. Кроме того, приводной вал и главный вал находятся на одной линии, что обеспечивает оптимальную передачу мощности между двигателем и коробкой передач.
2. Промежуточный вал / промежуточный вал
Промежуточный вал представляет собой вал, который соединяется непосредственно с валом сцепления. Он имеет шестерню, которая соединяет его с валом сцепления, а также с главным валом. Он может работать на частоте вращения двигателя или ниже частоты вращения двигателя в зависимости от передаточного числа.
3. Главный вал / вторичный вал
Главный вал или вторичный вал вращаются с разной скоростью и также обеспечивают необходимый крутящий момент для транспортного средства. Выходной вал имеет шлицы, поэтому шестерню или синхронизатор можно перемещать для включения или выключения.
4. Подшипники
В редукторе подшипники играют решающую роль в поддержке вращающихся частей и уменьшении трения. В частности, и встречному, и главному валам для правильной работы требуется опора подшипников. Уменьшая трение, подшипники позволяют коробке передач работать эффективно и с минимальным износом.
5. Шестерни
В редукторе шестерни играют решающую роль в передаче мощности с одного вала на другой. Крутящий момент, передаваемый через шестерни, зависит от размеров шестерен, при этом более высокие передаточные числа приводят к более высокому крутящему моменту/ускорению и более низкой скорости. Однако все шестерни, кроме шестерен на главном валу, закреплены на соответствующих валах, чтобы обеспечить правильное зацепление и работу шестерен.
6. Вилка переключателя передач
Переключатели передач представляют собой простые устройства, в которых используется рычаг, который выбирает передачу для включения механизмов расцепления. При движении рычага зацепляющая часть скользит по валу. От типа коробки передач зависит, скользит ли рычаг шестерни или синхронизатора, которые уже выкованы вдоль основного вала.
Функция
Коробка передач
Видео – Что такое коробка передач?
Помогает двигателю отсоединиться от ведущих колес.
Помогает работающему двигателю плавно и без ударов соединяться с ведущим колесом.
Он позволяет варьировать рычаги между двигателем и ведущими колесами.
Это помогает снизить частоту вращения двигателя в соотношении 4: 1 в случае легковых автомобилей и в большем соотношении в случае тяжелых транспортных средств, таких как грузовики и грузовики.
Помогает ведущим колесам двигаться с разной скоростью.
Это дает относительное движение между двигателем и ведущими колесами из-за изгиба дорожной пружины.
W
Коробка передач
Коробка передач в автомобиле отвечает за передачу мощности от двигателя к ведущим колесам. Он делает это с помощью набора шестерен, которые можно переключать для изменения скорости и крутящего момента на выходе. Шестерни расположены в определенной последовательности, называемой передаточным числом, что позволяет автомобилю работать на разных скоростях, сохраняя при этом оптимальные характеристики двигателя.
Коробка передач обычно управляется рычагом или переключателем, расположенным внутри автомобиля, который водитель использует для выбора нужной передачи. В механической коробке передач водитель должен физически переключать передачи, перемещая рычаг. В автоматической коробке передач используются датчики для автоматического переключения передач в зависимости от скорости автомобиля и нагрузки.
Коробка передач играет решающую роль в производительности и эффективности автомобиля, позволяя двигателю работать в наиболее эффективном диапазоне оборотов при заданной скорости и нагрузке.
Преимущества И Недостатки Коробки передач
Преимущества МКПП
Автомобиль более привлекателен для водителя.
Водитель полностью контролирует передачи и когда переключать передачи.
Стоимость автомобиля с механической коробкой передач ниже стоимости автомобиля с автоматической коробкой передач.
Стоимость ремонта меньше.
Обеспечивает лучший пробег.
Недостатки механической трансмиссии
Механическая трансмиссия может раздражать при интенсивном движении.
Возможны проблемы с изучением нового драйвера.
Точный контроль над холмами необходим, чтобы избежать сваливания или отката.
Руки и ноги могут болеть при включении передач и сцепления.
Преимущества автоматической коробки передач
Легко управлять автомобилем в пробках.
Эта передача быстрая и плавная.
Современные автомобили с автоматической коробкой передач имеют такой же пробег, как и механическая коробка передач.
Автоматическая коробка передач очень удобна для водителя при движении.
Недостатки автоматической коробки передач
Покупка автомобиля с автоматической коробкой передач обходится дороже, чем автомобиля с механической коробкой передач.
В АКПП больше движущихся частей, что увеличивает стоимость ремонта.
Переключение передач занимает немного времени и переключение передач обнаруживает, а временами легкий толчок также не удается.
Вы не можете сделать автоматическую передачу более-менее по своему желанию, вдруг возникнут проблемы с обгоном автомобиля.
Типы коробок передач
Механическая коробка передач
Механическая коробка передач — это тип коробки передач, который требует от водителя переключения передач вручную с помощью педали сцепления и рычага переключения передач. Это позволяет водителю напрямую контролировать мощность и крутящий момент двигателя, что дает ему больший контроль над производительностью автомобиля.
Существует несколько типов механической трансмиссии:
1. Коробка передач со скользящим зацеплением
В этой коробке передач используются прямозубые шестерни. На рисунке показана конструкция скользящей сетчатой передачи с тремя передними и одной задней скоростью. К главному валу прикреплены три шестерни (1, 6 и 5) и четыре шестерни (2, 3, 4 и 7) к промежуточному валу.
Редуктор со скользящим зацеплением, как следует из названия, использует скользящий механизм для включения шестерен. В частности, две шестерни на главном валу (6 и 5) могут скользить с помощью вилки вала и зацепляться с шестернями (3 и 4) промежуточного вала. Для поддержки этого механизма на промежуточном валу установлена отдельная промежуточная шестерня (8).
2. Редуктор с постоянным зацеплением
Редуктор с постоянным зацеплением — это тип механической трансмиссии, используемый в автомобилях и других транспортных средствах. В нем используются шестерни, которые постоянно находятся в зацеплении, но не обязательно в зацеплении. Шестерни выбираются путем скольжения соответствующей шестерни по валу в зацепление с выходной шестерней.
Редуктор с постоянным зацеплением обычно имеет несколько шестерен на параллельных валах, находящихся в постоянном зацеплении. Когда водитель выбирает передачу, механизм синхронизатора используется для выравнивания шестерни на выходном валу с шестерней на входном валу, обеспечивая плавное зацепление.
Эта конструкция обеспечивает плавное переключение передач и снижает вероятность износа или блокировки шестерен, но она также имеет большее количество деталей и может быть менее эффективной, чем другие типы коробок передач, такие как коробки передач с синхронизаторами.
Однако редукторы с постоянным зацеплением относительно просты и надежны, и их можно найти в самых разных транспортных средствах, от мотоциклов до грузовиков.
3. Синхронизатор Коробка передач
Механизм синхронизатора согласовывает скорость вращения шестерни на входном валу с шестерней на вторичном валу, используя трение перед их зацеплением. Этот процесс устраняет необходимость в двойном сцеплении, которое используется в других типах коробок передач для согласования скоростей передач перед включением.
Конструкция синхронизатора обеспечивает плавное переключение и исключает вероятность перетирания или блокировки шестерен. Он также имеет меньше деталей и более эффективен, чем другие типы коробок передач, такие как коробки передач со скользящим зацеплением, но механизм синхронизатора более сложен и может быть источником проблем, если его не обслуживать должным образом.
Синхронизированные коробки передач, которые обычно считаются более совершенными, чем коробки передач с постоянным зацеплением, можно найти в самых разных транспортных средствах, от легковых до грузовых автомобилей.
Автоматическая коробка передач
Автоматическая коробка передач — это тип коробки передач, в котором используется преобразователь крутящего момента и планетарная передача для автоматического переключения передач в зависимости от скорости и нагрузки автомобиля. Это избавляет водителя от необходимости вручную переключать передачи, что делает вождение более удобным и комфортным.
Существует несколько типов автоматических трансмиссий:
1. Трансмиссия Hydramatic
Трансмиссия Hydramatic
В трансмиссии Hydramatic используется гидротрансформатор, представляющий собой гидромуфту, которая позволяет двигателю продолжать работать с постоянной скоростью, пока трансмиссия переключает передачи. Это устраняет необходимость в педали сцепления, что делает трансмиссию более удобной в использовании.
В трансмиссии Hydramatic используются планетарные шестерни для достижения различных передаточных чисел, а также набор муфт и лент для включения и выключения шестерен. Это обеспечивает плавное переключение передач и устраняет необходимость в ручном переключении передач.
Трансмиссия Hydramatic была первой полностью автоматической коробкой передач, выпускаемой серийно для легковых автомобилей. Она широко использовалась в легковых и грузовых автомобилях GM в 1940-х и 1950-х годах. Сегодня она устарела и заменена современной технологией автоматической трансмиссии.
2. Трансмиссия с гидротрансформатором
Трансмиссия с гидротрансформатором
Трансмиссия с гидротрансформатором — это тип автоматической трансмиссии, в которой для передачи мощности от двигателя к трансмиссии используется гидромуфта, называемая гидротрансформатором. Преобразователь крутящего момента позволяет двигателю продолжать работать на постоянной скорости, в то время как трансмиссия переключает передачи, устраняя необходимость в педали сцепления и делая трансмиссию более удобной в использовании.
Гидротрансформатор использует турбину и статор для передачи мощности от двигателя к трансмиссии. Турбина соединена с маховиком двигателя и вращается при работающем двигателе. Статор соединен с входным валом трансмиссии и не вращается. Когда турбина вращается, она проталкивает жидкость через преобразователь, в результате чего статор вращается и передает мощность на трансмиссию.
Гидротрансформатор также имеет функцию блокировки, которая позволяет напрямую соединять турбину и статор, когда автомобиль достигает определенной скорости, что устраняет потери мощности, вызванные гидротрансформатором.
Трансмиссии с гидротрансформатором широко используются в автомобилях и сегодня являются наиболее распространенным типом автоматических трансмиссий в легковых автомобилях. Они обеспечивают плавное переключение передач и устраняют необходимость в ручном переключении передач, но они могут быть менее эффективными, чем другие типы трансмиссий, и могут быть источником проблем, если их не обслуживать должным образом.
3. Бесступенчатая трансмиссия (CVT)
Бесступенчатая трансмиссия (CVT)
Бесступенчатая трансмиссия (CVT) может плавно изменять передаточные числа в непрерывном диапазоне. Это тип передачи. В отличие от традиционной автоматической коробки передач, она не имеет фиксированного числа передаточных чисел.
Бесступенчатая трансмиссия (CVT) позволяет двигателю всегда работать на наиболее эффективных оборотах (оборотов в минуту). Эта функция повышает эффективность использования топлива и обеспечивает плавность вождения. Бесступенчатая трансмиссия — популярный выбор для небольших автомобилей, гибридных автомобилей и некоторых высокопроизводительных спортивных автомобилей.
4. Коробка передач с двойным сцеплением (DCT)
Коробка передач с двойным сцеплением (DCT)
Коробка передач с двойным сцеплением (DCT) использует два отдельных сцепления для нечетных и четных передач и представляет собой тип автоматизированной трансмиссии. Эта функция обеспечивает более быстрое и плавное переключение передач, чем традиционная механическая или автоматическая коробка передач. Коробка передач выполняет это путем предварительного выбора следующей передачи при включении текущей передачи, что позволяет переключаться гораздо быстрее, когда водитель этого требует.
Высокопроизводительные спортивные автомобили и гоночные автомобили обычно используют DCT из-за их быстрого переключения и улучшенных характеристик. Кроме того, некоторые серийные автомобили продают их как «DSG» или «PDK» (Porsche Doppelkupplungsgetriebe), а также используют их.
5.
Планетарный редуктор
Планетарный редуктор
Планетарный редуктор, также известный как планетарный редуктор, использует набор планетарных шестерен для передачи мощности. Его шестерни расположены особым образом, с шестерней, называемой солнечной шестерней, в центре. Эта шестерня входит в зацепление с набором планетарных шестерен, которые, в свою очередь, входят в зацепление с внешним зубчатым венцом.
Расположение шестерен позволяет достичь нескольких передаточных чисел путем выборочной блокировки и разблокировки различных частей системы передач. Это позволяет создать компактную конструкцию, которая может обеспечить широкий диапазон передаточных чисел.
Часто задаваемые вопросы
Что такое коробка передач?
Коробка передач — это механическое устройство, передающее мощность от источника, например двигателя, к машине или транспортному средству. Он использует шестерни и зубчатые передачи для обеспечения преобразования скорости и крутящего момента от вращающегося источника энергии к другому устройству.
Что такое передаточное число?
Передаточные числа — это ступени редуктора в коробке передач. Редуктор умножает крутящий момент двигателя на величину передаточного числа. Требуемый крутящий момент на колесе зависит от условий эксплуатации
Что такое Механическая коробка передач ?
Механическая коробка передач — это тип коробки передач, который требует от водителя переключения передач вручную с помощью педали сцепления и рычага переключения передач. Это позволяет водителю напрямую контролировать мощность и крутящий момент двигателя, что дает ему больший контроль над производительностью автомобиля.
Что такое Автоматическая коробка передач ?
Автоматическая трансмиссия — это тип трансмиссии, в которой используется преобразователь крутящего момента и планетарная передача для автоматического переключения передач в зависимости от скорости и нагрузки автомобиля.
Мариуш Блащак об изменениях в Законе о пенсиях сотрудников силовых структур
Министр внутренних дел и администрации Польши прокомментировал возможные протесты и обосновал принятие изменений.
Глава МВД Польши Мариуш Блащак.Foto: PR/Wojciech Kusiński
2 декабря на улицы городов Польши выйдут сотрудники полиции, которых могут коснуться изменения в Законе о пенсионных пособиях для сотрудников силовых структур. В них речь идет о снижении пенсионных и инвалидных пособий тем, кто был сотрудником спецслужб Польской Народной Республики в 1944-1990 гг. Министр внутренних дел и администрации Польши Мариуш Блащак в эфире Польского радио прокомментировал возможные протесты.
Мариуш Блащак: Во время заседания Сейма 2 декабря состоится первое чтение закона в новом его виде, я буду представлять этот проект. Действительно, я слышал, что будет демонстрация людей, которые считают, что их обидели. Я же считаю, что это не так. Этот закон забирает ненадлежащие привилегии у бывших сотрудников Службы безопасности ПНР, это общественно справедливое действие. Причем я хочу подчеркнуть, что этот закон не касается простых полицейских или сотрудников пожарных служб. Закон касается сотрудников Службы безопасности и подобных служб, перечисленных в каталоге Института национальной памяти Польши. Это службы и отдельные должности, в рамках которых сотрудники служили коммунистическому режиму.
Министр Мариуш Блащак также отметил, что закон будет распространяться и на тех, кто, например, в свое время лишь учился в вузах, подчиняющихся коммунистическим силовым структурам, несмотря на то, что далее они могли служить уже независимой Польше.
Мариуш Блащак: Давайте поставим перед собой вопрос: если бы ничего не произошло и Польша не стала независимой, то где они были бы? Они и далее были бы сотрудниками Службы безопасности, сейчас бы уходили на пенсию, а ранее получали бы автомобили, квартиры, имели бы множество привилегий, потому что тоталитарный режим, которым являлась Польская Народная Республика, лелеял этих людей, они были его основой, инструментом угнетения простых граждан.
Но, например, полицейскую пенсию потеряют люди, создавшие сегодняшнее Центральное бюро расследований полиции или Центральное антикоррупционное бюро, у которых множество заслуг перед независимой Польшей.
Мариуш Блащак: Если во времена ПНР они были в Службе безопасности, то действительно потеряют. Но даже если потеряют, то до уровня среднестатистической пенсии, которую выплачивает Фонд социального страхования, то есть эти люди потеряют все, что свыше 2100 злотых (около 480 евро). А сколько людей в Польше, сколько миллионов людей в Польше получает пенсию ниже 2000 злотых? 60% населения.
Это так, но когда эти люди шли на службу государству много лет назад, они договаривались о другом, о другой системе вознаграждения, о других пенсиях. К тому же, были врачи, которые работали в больницах при министерстве внутренних дел до 1989 года и должны были получить офицерское звание. Ведь их изменения в законе также коснутся.
Мариуш Блащак: Если они были штатными сотрудниками Службы безопасности, то да. А почему этих людей в эту службу принимали? Давайте представим. Они там работали, были врачами. Молодой польский поэт Гжегож Пшемык – был избит, от чего и умер. Кто осуществлял вскрытие? Министерские врачи осуществляли. И тем самым служили аппарату устрашения, потому что в заключениях показывали, что ничего не произошло, что сам себя избил тот, кто был избит сотрудниками Службы безопасности или Моторизованной поддержки гражданской милиции (ZOMO). Так работала та система. И то, что мы делаем сейчас, — это наша обязанность перед теми миллионами людей, которые подавлялись силовым аппаратом ПНР.
Таким образом, следует понимать, что нет аргументов, которые могли бы заставить власть отказаться от принятия изменений в Закон о пенсионных пособиях для сотрудников силовых структур.
Мариуш Блащак: Есть такое Объединение бывших милиционеров «Достоинство», которые создавали профсоюзы милиции в годы «Солидарности», то есть в 1980, 1981 году. Их преследовали. И эти люди говорят, что мы принимаем справедливое решение. Кстати, в законе есть положение, говорящее, что если кто-то из сотрудников Службы безопасности без ведома своего начальства сотрудничал с оппозицией, то его новый закон не коснется. Надзор за всем процессом будет осуществлять Институт национальной памяти Польши. Он будет вести дела и принимать решения, сотрудничал кто-то с оппозицией или нет. Хочу отметить важную деталь: впервые Служба безопасности законодательно появилась в 1983 году. В июле 1989 года, то есть уже после июньских частично свободных выборов, служба насчитывала 24 тысячи человек. До февраля 1990 года из 24 тысяч осталось 6600. Как это произошло? А так, что тогдашний глава СБ Чеслав Кищак поменял вывеску на этой организации, чтобы так сказать «сохранить» людей в других местах. Институт Национальной памяти благодаря своим историческим исследованиям, указал на те должности, на те организации, которые участвовали в аппарате устрашения Польской Народной Республики.
PR1/es
В Польше вышла книга «Служба безопасности и Лех Валенса. Дополнительные сведения к биографии»
Программу ведет Марк Крутов. Принимает участие корреспондент Радио Свобода в Варшаве Александр Лемешевский .
Марк Крутов: Сегодня в Польше поступила в продажу книга “Служба безопасности и Лех Валенса. Дополнительные сведения к биографии”, авторы которой – историки государственного Института национальной памяти – утверждают, что легендарный лидер “Солидарности” был агентом спецслужб Польской народной республики.
Александр Лемешевский: Дискуссия о том, был Валенса тайным агентом спецслужб или нет, разгорелась в Польше задолго до появления книги “Служба безопасности и Лех Валенса. Дополнительные сведения к биографии”. Несколько лет назад люстрационный суд постановил, что бывший лидер “Солидарности” не сотрудничал с коммунистическими спецслужбами, и дал ему так называемый “статус потерпевшего”.
Анджей Фришке: Это была одна из крупнейших операций Службы безопасности ПНР – фальсификация материалов дела, заведенного на Леха Валенсу. Это делалось в атмосфере чрезвычайной секретности, к работе были привлечены лучшие специалисты по подделке документов. Сохранился документ, совершенно секретный, в одном экземпляре, в котором содержится информация о том, что Служба безопасности привлекла к делу самого известного специалиста по подделке почерка.
Александр Лемешевский: Говорит авторитетный историк, профессор Анджей Фришке.
Между тем из книги, написанной двумя историками Института национальной памяти, следует, что в первой половине 70-х годов минувшего столетия Лех Валенса был агентом по прозвищу “Болек” и за доносы на коллег с гданьской судоверфи получал деньги. А во время своего президентства Валенса будто бы частично уничтожил в архивах следы сотрудничества со спецслужбами.
Говорит соавтор книги Петр Гонтарчик.
Петр Гонтарчик: Служба безопасности в 80-х годах минувшего столетия делала все, чтобы дискредитировать Леха Валенсу. И хотя из документов следует, что он отказался где-то в 1974 году от сотрудничества, спецслужбы пыталась доказать, что он и далее с ними сотрудничает.
Александр Лемешевский: По словам историка, несмотря на сделанные в книге выводы, он не оспаривает исторической роли Леха Валенсы в свержении коммунистического режима, однако, как говорит Гонтарчик, в свободной стране никто не в праве лишить историков права заниматься профессиональной деятельностью и издавать книги на любые темы.
Своего сотрудника поддержал и директор Института Януш Куртыка.
Януш Куртыка: Институт национальной памяти не издал бы эту книгу, если бы мы считали, что она не представляет никакой научной ценности и не была написана серьезно, с использованием всех принципов научного подхода.
Александр Лемешевский: Такого же мнения, как и авторы книги, о прошлом Леха Валенсы придерживаются нынешний президент Польши Лех Качинский и его брат, бывший премьер Ярослав Качинский – оба бавшие соратники Валенсы. А вот нынешний глава кабинета министров Дональд Туск заступился за бывшего президента.
Дональд Туск: Все, кто знал тогда семью Валенсы, помнят комнату, в которой он жил с женой плюс шестеро детей. И каждого, кому пришло бы в голову сказать тогда, что Валенса продает Польшу за деньги, посчитали бы или подлецом, или сумасшедшим.
Александр Лемешевский: Сам Лех Валенса категорически отрицает, что был агентом, и в подтверждение приводит очевидный и для историков-исследователей факт: ни на одном документе по этому делу нет собственноручной подписи лидера “Солидарности”.
Валенса говорит, что подаст в суд на всех, кто назовет его “агеном Болеком”.
Лех Валенса: Не было у меня и нет никакого повода уничтожать документы. Если бы была подпись где-то “Валенса” или еще что – тогда ясно. А так – какой в этом интерес для меня?
Александр Лемешевский: Интересно, что, по данным проведенного накануне выхода книги исследования, 60 процентов поляков заявляют, что не изменили бы своего мнения о том, что Валенса сыграл ведущую роль в упадке коммунистической системы, если бы даже и удалось доказать, что в 70-х он на самом деле был агентом.
RPTS Minors — Recreation, Park & Tourism Sciences
Департамент рекреации, парков и туризма имеет четыре дополнительных направления: управление туризмом, парки и природные ресурсы, развитие молодежи и общее дополнительное образование RPTS.
Выбор курсов для каждого второстепенного курса относится к новейшему каталогу TAMU. Мы учтем все варианты курса для новых несовершеннолетних ниже, возможно, потребуется внести коррективы (замены).
Управление туризмом
Второстепенный код: TMGT
Туризм — одна из крупнейших и самых разнообразных отраслей в мире. Этот вариант фокусируется на планировании, управлении, развитии и продвижении мест и событий как туристических достопримечательностей. Курсы по туризму предназначены для коллективного понимания связей, существующих между местными местами и культурами, принимающим населением и различными общественными, частными группами и группами с особыми интересами. Студенты с этим направлением могут продолжить карьеру на предприятиях частного сектора, государственных учреждениях, конвенционных бюро и бюро для посетителей, а также в других организациях, связанных с туризмом.
Обязательные курсы TMGT
Парки и природные ресурсы
Второстепенный код: PNRM
Управление природными и культурными ресурсами, связанными с сохранением парков и других охраняемых территорий. Управляющие землей и смежные специалисты объединяют концепции биоэкологических наук, социальных наук и наук о поведении, а также принятия политических и административных решений. Необходимые навыки включают географические информационные системы, методологию оценки воздействия и методы планирования наследия и природных ресурсов. Студенты, специализирующиеся в этой области, надеются на карьеру как у государственных, так и у частных работодателей в сфере отдыха, парков и туризма, включая государственные и федеральные агентства и частные предприятия, некоммерческие организации, молодежные лагеря и программы экологического образования.
Обязательные курсы PNRM
Развитие молодежи
Второстепенный код: YDEV
Второстепенное направление развития молодежи направлено на программы и услуги, которые способствуют развитию личных, физических, социальных и образовательных способностей молодых людей. Молодежные работники — это разработчики программ, лидеры и менеджеры, которым необходимо уметь работать с молодежью, семьями, организациями и сообществами. Курсовая работа в этом варианте фокусируется на позитивном развитии молодежи, планировании и оценке программ, методах работы с молодежью и социальных факторах, которые одновременно способствуют и препятствуют развитию молодежи.
Обязательные курсы: YDEV
Науки о парках отдыха и туризме
Второстепенный код: RPTS
Департамент наук о рекреации, парках и туризме предлагает общий 18-часовой дополнительный курс в качестве дополнения к другим специальностям. Для этого несовершеннолетнего требуется RPTS 201 и RPTS 302. Студент выбирает четыре дополнительных курса из списка десяти.
Обязательные курсы RPTS General
У нас нет заявлений, сроков или ограничений по часам. Пока вы являетесь нынешним студентом бакалавриата Техасского университета A&M, вы имеете право заниматься нашими несовершеннолетними. Декларация несовершеннолетнего производится в домашнем колледже или основном отделении учащегося. Некоторые колледжи и факультеты за пределами RPTS могут не разрешать своим студентам объявлять себя несовершеннолетними.
Удовлетворительное завершение курсов
Чтобы получить второстепенное значение в TMGT, PNRM, YDEV или RPTS и получить признание стенограммы, учащиеся должны получить оценку «C» или выше по каждому из перечисленных выше курсов
Описание каталога
Film Confessions Разведчика.
. (1990)
Профессиональный разведчик (бывший начальник разведки ГДР) генерал Маркус Вольф едет в машине (лицо в зеркале) – кр.
Сотрудник милиции у здания ГИБДД (Главного управления государственной безопасности) – ср.
Корпус
– ср.
Машина подъезжает к воротам, открытые ворота – кр.
Окно здания – кр.
Ноги мужчины у двери, идут по коридору – кр.
Дверь открывается – кр.
Салют на площади у Бранденбургских ворот в Берлине (вечер) – общ.
Народ на площади радуется Берлинской стене: люди машут руками, шампанское, обнимаются, плачут, смеются, какие-то наваливают на стену – разн., лица – кр.
Плакаты, дорожные знаки (на немецком языке) – кр.
Немецкая газета – кр.
Люди с бенгальскими огнями – общ., ср.
Часы на башне – общ., наезд.
Бранденбургские ворота – общ. (Вечер).
Масса народа на площади – общ.
Интерьер Берлинской телестудии «Гаусс» — ср. пнр
М. Вольф проходит в мастерскую – кр.
Женщина накладывает грим М. Вольф и ведущая телепрограммы – общ., кр.
Телеведущая беседует с М. Вольфом (синхронно на немецком языке) – кр. пнр.
Тень идущего мужчины по тротуару – кр.
М. Волк идет по улице Москвы – ср. пнр.
Мемориальная доска на доме с НДП «Нижний Масловский переулок» — кр.
Ч/б фото: Отец М. Вольф — крупнейший немецкий писатель и антифашистский драматург Фридрих Вольф и его мать Эльза, М. Вольф, с отцом – кр., пнр по книгам Ф. Вольфа (русская и немецкая) – кр.пнр
Ч/б:
Монолог героя фильма «Профессор Мамлок» (синхронно на немецком языке) – кр.
Немецкая газета, наезд на свастику – ср.
Нацистские документы – общ. пнр.
Подъезд дома на Арбате, где Вольф жил в ссылке – ср.; пнр. у дверей квартир Вольф и писатель В. Вишневский.
М. Волк сидит на подоконнике – кр., смотрит в окно – ср.
Кинохроника:
Бегущий мальчик.
По старой Москве ездят трамваи, люди машут из окон.
Данный товар больше не продаётся, но есть аналогичные и похожие
Цена снизилась на 12.47 ₽
Дешевле средней, незначительно
-5
%
Продавец надежный – 100%
Можно смело покупать, YTF Technology
На площадке более 7 лет
Высокий общий рейтинг (23501)
Покупатели довольны общением
Товары соответствуют описанию
Быстро отправляет товары
1.8% покупателей остались недовольны за последние 3 месяца
Отзывы покупателей
R
R***l
Size: Right, Доставка: AliExpress Saver Shipping
Заказывал MK10, прислали Бульдог. На выброс, всеравно пока шла посылка решил под Титан все переделать.
17 февраля 2022
R
R***n
Size: Right, Доставка: AliExpress Standard Shipping
Половина экструдеров поставляется в собранном виде, а половина не в собранном виде.
09 сентября 2021
D
D***n
Size: Left, Доставка: AliExpress Saver Shipping
для левого механизма прижимной ролик большего размера чем надо. он не от этого
08 августа 2021
V
V***v
Size: Left, Доставка: AliExpress Saver Shipping
приемлимо за такую цену в России такие детали стояли дороже в разы !
15 сентября 2021
все пока супер ,проверю в работе. но на первый взгляд очень хорош.
17 апреля 2021
Z
Z***c
Size: Right, Доставка: Cainiao Super Economy Global
Продукт выглядит хорошо, я буду видеть качество после установки
12 сентября 2021
G
G***s
Size: Right, Доставка: Aliexpress Direct
Будем рады получить все правильно и очень быстро, спасибо!
16 февраля 2022
A
A***r
Size: Left, Доставка: AliExpress Standard Shipping
Еще не Протестировано, но все выглядят хорошо
22 марта 2022
C
C***o
Size: Left, Доставка: Cainiao Super Economy Global
Все в порядке
07 ноября 2021
C
C***o
Size: Right, Доставка: Cainiao Super Economy Global
Все в порядке
07 ноября 2021
J
J***D
Size: Left, Доставка: Cainiao Super Economy Global
07 февраля 2022
G
G***c
Size: Right, Доставка: Cainiao Super Economy Global
18 июня 2021
G
G***c
Size: Left, Доставка: Cainiao Super Economy Global
18 июня 2021
Цены у других продавцов от 271.
61 ₽
523.82 ₽
MK10 дистанционный прямой экструдер алюминиевая часть J-head экструзия правая левая рука полностью металлический Боуден 3D принтер экструдер
1оценка
0заказов
Надежность – 100%
Продавец aimsoar Official Store
В магазинПерейти в магазин
334.66 ₽
Пульт дистанционного управления MK10, прямой экструдер, алюминиевая деталь, экструзия 1,75 мм, правая и левая рука, полностью металлические детали для 3D-принтера Bowden, алюминий
0оценок
1заказ
Надежность – 89%
Продавец AOKIN Official Store
В магазинПерейти в магазин
271.61 ₽
Запчасти для 3D-принтера Aokin MK10, дистанционный прямой экструдер, J-head, алюминиевая экструзия, 1,75 мм, правая и левая рука
0оценок
0заказов
Надежность – 89%
Продавец AOKIN Module Store
В магазинПерейти в магазин
Найдено 45 похожих товаров
284. 08 ₽
Mk10 дистанционный прямой экструдер алюминиевая часть экструзии 1,75 мм правая левая рука полностью металлический боуден 3d принтеры части алюминий
1
1
Надёжность продавца 66%
287.55 ₽
Mk10 экструдер 40 зуб латунный редуктор подачи экструзии 1,75 мм нити 3d части принтера левая правая рука пластиковый экструдер
1
1
Надёжность продавца 100%
-15
%
1 643 ₽
Цельнометаллический экструдер bowden для 3d-принтера, 1,75 мм, фидерный экструдер с дистанционным управлением (без двигателя), полностью металлический экструдер, 3d-принтер «сделай сам»
0
0
Надёжность продавца 100%
-16
%
263. 30 ₽
Детали для принтера улучшенной версии, полностью металлический экструдер bowden mk8 из алюминиевого сплава для нити 1,75 мм
2
2
Надёжность продавца 100%
-5
%
410.88 – 586.18 ₽
Детали для 3d-принтера, 3d j-head cr10 hotend, экструдер для cr10 3d v6 bowden, алюминиевый экструдер 1,75/0,4 мм, сопло
1
1
Надёжность продавца 100%
-1
%
934.71 ₽
Экструдер mk10 replicaotr 2 поколения, правая/левая рука, алюминиевый сплав, 1,75 мм, аксессуары для 3d-принтера
1
1
Надёжность продавца 100%
-6
%
2 244 ₽
3d-принтер reprap mk10, экструдер, полный комплект, шаговый двигатель nema 17 для экструдера с прямым металлическим двигателем 1,75 мм (без двигателя)
0
0
Надёжность продавца 100%
-0. 1
%
623.60 ₽
Diy reprap bulldog цельнометаллический для 1,75 мм, совместимый с j-головкой mk8, экструдер, дистанционный 3d-принтер
4
11
Надёжность продавца 100%
-5
%
455.23 – 565.40 ₽
Экструдер mk8, полностью металлический алюминиевый блок, комплект «сделай сам», экструдер mk8 bowden для филамента 1,75 мм для 3d-принтера, детали левого и правого направления
0
0
Надёжность продавца 100%
-2
%
784.35 ₽
Tronxy 0,4 мм сопло обновленные комплекты mk10 24 в 50 вт кабель нагревателя 100k термистор для 3d принтера j-head 1,75 мм нить экструдер
1
2
Надёжность продавца 89%
-7
%
387. 32 ₽
42 шаговый двигатель цельнометаллический, большие расстояния, экструдер, пульт дистанционного управления для 1,75 мм tarantula i3 kossel, запчасти для 3d-принтера prusa i3
0
0
Надёжность продавца 100%
-2
%
Неполные данные
363.77 – 483.64 ₽
Полностью металлический j-head cr10 hotend экструдер комплект с 0,4/1,75 мм соплом cr10 10s bowden экструдер 12/24 в 40 вт детали для 3d-принтера
0
0
Надёжность продавца 0%
-2
%
135.81 – 141.35 ₽
Mk8 j-head экструдер алюминиевый сплав блок экструзии правая левая короткая рука аксессуары для 1,75 мм нити экструзии 3d принтеров
1
0
Надёжность продавца 100%
-4
%
717. 14 ₽
Полностью металлический экструдер reprap bulldog для 3d-принтера, 1,75 мм, j-head mk8
1
1
Надёжность продавца 100%
-0.6
%
234.20 ₽
Красный металлический 3d-экструдер mk8, блок из алюминиевого сплава, экструдер bowden, филамент 1,75 мм для 3d-принтера creality
1
2
Надёжность продавца 100%
-0.8
%
262.60 ₽
Запчасти для 3d-принтера, обновленный mk8 красный дистанционный экструдер для 3d-принтера, цельнометаллический экструдер bowden с правой и левой рукой, нить 1,75
2
3
Надёжность продавца 100%
366.54 ₽
3d hotend полный комплект (e3d v6 ) 12 в для 1,75/3,0 мм удаленная экструзионная печать 12 в боуден для головки reprap экструдер 3d принтер j-head
1
1
Надёжность продавца 83%
338. 13 ₽
Детали экструдера для 3d принтера, экструдер bowden v5, короткая головка экструдера с дистанционным управлением
0
1
Надёжность продавца 100%
-38
%
Неполные данные
236.97 ₽
Детали для 3d принтера, экструдер mk8, обновленный блок из алюминиевого сплава, экструдер bowden cr10 1,75 мм, филаментная экструзия для mk8 cr-10
0
1
Надёжность продавца 0%
-5
%
1 233 – 1 356 ₽
Mkbot ii поколение 3d принтер все металлические mk10 i3 прямой дистанционный экструдер подачи mk10 i3 комплект черный для 3d принтера аксессуары
0
0
Надёжность продавца 100%
300.02 ₽
Mk8 mk9 красный экструдер для 3d принтера алюминиевый блок все металлические боуден exruder набор правая левая рука 1,75 мм нити cr-7 cr-10
0
0
Надёжность продавца 83%
-15
%
133. 73 ₽
1 шт., запчасти для 3d-принтера, 28 зубьев mk10, флеш-ролики, планетарный редуктор из нержавеющей стали, экструдер для гранулирования кормов, экструзия колес
0
1
Надёжность продавца 100%
1 059 ₽
Металлический j-head v6 горячий конец набор для 3d принтера reprap 1,75 мм нить bowden экструдер jotend комплект 0,4 мм сопло
1
1
Надёжность продавца 100%
237.66 ₽
Детали для 3d-принтера mk8, экструдер, алюминиевый блок, боуден, экструдер 1,75 мм, нить reprap для ender 3 cr10 cr10s pro
0
0
Надёжность продавца 83%
-5
%
4 696 ₽
Детали для 3d-принтера, полностью металлический модернизированный экструдер titan aero 1,75 мм для 3d-принтера bowden prusa i3 mk2 с прямым приводом
0
0
Надёжность продавца 100%
830. 08 ₽
2 шт. 12v v5 j-head hotend экструдер 1,75 мм экструдер bowden в 3d-принтеры экструдер для anycubic i3 мега мега-s 3d-принтеры запчасти
1
1
Надёжность продавца 89%
2 494 – 3 117 ₽
Экструдер для 3d-принтера reprap printrbot, комплект для экструдера с прямым приводом (без двигателя), цельнометаллический, для 3d-принтера
0
0
Надёжность продавца 100%
-0.9
%
Неполные данные
148.28 – 304.18 ₽
Запчасти для 3d-принтера mk10 нагревательный блок нагревательный алюминиевый блок для wanhao mk10 экструдер детали для 3d-принтера
0
0
Надёжность продавца 0%
-0.9
%
1 184 – 2 286 ₽
Mk8 алюминиевый одинарный/двойной экструдер ii поколения 1,75 мм прямой экструдер mk10 i3 быстрая доставка
1
3
Надёжность продавца 100%
852. 25 ₽
Tronxy upgrade kit mk10 24v 50w кабель нагревателя 100k термистор 3d принтер j-head hotend для 1,75 мм филаментный экструдер 0,4 мм сопло
2
4
Надёжность продавца 72%
-0.8
%
768.41 ₽
Запчасти для 3d-принтера, полностью металлический j-головка cr10 pro, обновленный, hotend, экструдер, горячий конец, комплект для creality cr10 pro bowden, экструдер 24 в
1
4
Надёжность продавца 89%
-0.9
%
1 122 – 1 496 ₽
Репликатор для 3d принтера, одиночная/двойная каретка экструдера для 8 мм гладкого стержня, алюминиевый слайдер mk10
0
0
Надёжность продавца 100%
13.16 ₽
Aokin mk10 экструдер сопло для 3d принтера makerbot 2 0,2 мм 0,3 мм 0,4 мм 0,6 мм 0,8 мм mk10 экструдер сопло для 3d деталей принтера
0
0
Надёжность продавца 89%
-9
%
212. 72 – 623.60 ₽
3d металлический экструдер алюминиевый блок bowden 1,75 мм филамент модернизированные двойные шкивы прямой алюминиевый экструдер для ender cr
0
0
Надёжность продавца 89%
305.56 – 344.37 ₽
Прямой экструдер glod blue mk8 bowden, полностью металлический алюминиевый экструдер с дистанционным управлением, набор для экструдера 1,75 мм, детали для 3d-принтера
0
0
Надёжность продавца 76%
-2
%
2 363 ₽
Собранный полностью металлический экструдер mk10 с кареточкой для фотографического принтера mk10 cr10s, комплект горячего конца для 3d-принтера 1,75 мм, 0,4 мм
1
0
Надёжность продавца 100%
-5
%
1 098 ₽
Экструдер mk8 для 3d-принтера, j-head hotend с алюминиевым фидером и шаговым двигателем, сопло 0,4 мм для mk 1,75 мм, левая или правая часть
1
1
Надёжность продавца 100%
-0. 9
%
837.70 ₽
Новый 3d принтер аксессуары mk mk8 цельнометаллический дальний дистанционный экструдер алюминиевые детали для 1,75 мм/3 мм боуден экструдер
0
0
Надёжность продавца 100%
-6
%
340.90 ₽
Mk8 экструдер, детали для 3d-принтера, цельнометаллический пульт, 1,75 мм, нить, экструдер, головка с кронштейном
2
1
Надёжность продавца 100%
523.13 ₽
Комплект металлических j-головок, алюминиевый тепловой блок для 3d-принтера, 12/24 в, экструдер боуден для всех типов металла, 0,4 мм, подходит для 3d-принтеров, в том числе, для принтеров, для 3d-принтеров, для принтеров, для 3d-принтеров, для 3d-принтеров, с эффектом боуден и экструдеров
1
3
Надёжность продавца 100%
-48
%
1 745 ₽
3d принтер экструдер 1,75 мм нить romote фидер экструдер (с мотором) все металлические боуден экструдер для diy 3d принтер
0
0
Надёжность продавца 100%
-4
%
514. 12 ₽
Детали для 3d-принтера diy mk8 экструдер комплект алюминиевых блоков
0
0
Надёжность продавца 100%
-3
%
374.16 ₽
Титановый экструдер, полный комплект 1,75 мм удаленно для 3d-принтера, поддерживает как прямой привод, так и монтажный кронштейн bowden
0
8
Надёжность продавца 89%
-2
%
40.88 ₽
Mk10 силиконовые носки подходят для mk10 алюминиевый блок reprap j-головки hotend экструдер с подогревом blcok нагреватель блок крышка для 3d принтера части
0
0
Надёжность продавца 72%
-2
%
1 840 ₽
3d принтер titan aero, универсальный экструдер 1,75 мм для prusa i3 mk2
0
1
Надёжность продавца 55%
16оценок
58заказов
Фото от покупателей
+3
Все фото
Характеристики товара
Название бренда: SZYTF
Тип товара: J-глава
Происхождение: Китай
Показать все
MK6, MK8, MK10, E3D V6 — Различия и совместимость — 3D Printerly
Будучи в сфере 3D-печати, я уверен, что вы бы видели эти термины MK6, MK8, MK10 и E3D V6, разбросанные вокруг, не зная фактических различий. Я сделал этот пост именно по этой причине, чтобы изложить и объяснить, сравнить и ответить, что отличает каждое сопло.
В зависимости от того, какой у вас 3D-принтер, будет определенный экструдер, совместимый с вами.
MK6, MK8, MK10 и E3D V6 представляют собой серию хотэндов, экструдеров и комбинаций сопел, которые вместе образуют систему, позволяющую проходить филаменту через 3D-принтер к соплу, известную как экструзионная система. Существует совместимость между линейкой MK6, MK8 и V6.
Название «МК» возникло в результате общепринятой практики выделения версий в серии продуктов (сокращенно от «Марк»).
Это похоже на то, как военные нумеруют свой арсенал (штурмовой катер Mk 6) или даже производственную серию British Railway (вагоны Mark 1, 2, 3 British Rail).
Все началось с того, что бренд Makerbot запустил собственную серию хот-эндов, взяв за основу MK.
Это началось с MK1 и, насколько мне известно, дошло до MK11, но это не очень распространено на основном рынке 3D-печати. Основные из них, с которыми вы могли столкнуться, — это линейка MK8, MK10 и E3D V6.
Я собираюсь подробно рассказать о том, что отличает каждую насадку, а также сравнить совместимость и другую информацию, так что читайте дальше, чтобы узнать.
Если вы покупаете экструдер, убедитесь, что он совместим с вашим 3D-принтером
Различия между типами форсунок довольно малы, но могут иметь значение
Если вы используете неправильную насадку на хотэнде, она может просто не работать или даже привести к повреждению.
Если вам интересно ознакомиться с некоторыми из лучших инструментов и аксессуаров для ваших 3D-принтеров, вы можете легко найти их, нажав здесь (Amazon).
MK6
Эти термины MK6 и так относятся к версии в длинной серии различных частей. Это относится к экструдеру, хотэнду и соплу, и они обычно поставляются в комплекте, поэтому их можно собрать вместе, но их можно купить и по отдельности.
MK6 в большей степени ориентирован на 3-мм нить, поскольку она была до того, как 1,75-мм нить стала такой популярной, как сегодня. Он также был в основном предназначен для печати ABS, а не PLA.
Ознакомьтесь с моей статьей, объясняющей различия между нитью 1,75 мм и 3 мм и дающей некоторую полезную информацию об этих двух размерах.
Линейка MK6, насколько мне известно, была первым коммерчески доступным хот-эндом, который продавался целиком, а не по отдельности. Он имеет блок нагревателя из нержавеющей стали, тогда как комплект обновления MK6 + имеет алюминиевый блок, который отличается конструкцией, что делает его меньше и легче.
Насадка MK6 имеет размер резьбы M6, что означает, что диаметр резьбы составляет до 6 мм.
Если вы хотите обновить определенную деталь, вам просто нужно убедиться, что она соответствует тому же типу резьбы (вкручивание детали) и совместима с вашими текущими деталями. Купив 3D-принтер, вы узнаете, какой диапазон совместим.
Экструдеры от MK6 и ниже на самом деле не имеют большого значения в современном мире 3D-печати, потому что они просто не соответствовали стандартам производительности и качества и имели тенденцию к износу и соскальзыванию / перетиранию нити.
Сравнение
На самом деле мы не сравниваем MK6 с другими сериями, поскольку она не соответствовала высоким стандартам и в то время все еще находилась в стадии разработки. Теперь у нас есть системы экструдеров, которые с легкостью превосходят серию MK6 и ниже.
MK7 был первым экструдером, перешедшим на экструзию нитей диаметром 1,75 мм. У MK6+ были детали, которые можно было адаптировать под нить накала 1,75 мм, но она работала не так хорошо, как они думали.
MK7 имеет цельнометаллический термобарьер и позволяет пользователям печатать PLA или ABS.
Однако в устройстве подачи MK7 использовалась предварительная нагрузка с плунжером и шайбами с фиксированным расстоянием, что было огромным недостатком, поскольку плунжеры изнашивались и повреждали нить. К сожалению, у них также не было подшипников с V-образными канавками.
Совместимость с 3D-принтерами
MK6 — Makerbot, Creality CR10, Ender 3 Pro, Tevo Tornado, Anet A8, Prusa I3 и так далее.
MK8
Репликатор Makerbot был ответственен за совершенно новую установку хотэнда с двумя экструдерами под названием MK8. У него был охлаждающий стержень, который был толще, чем у линейки MK7, но у него был такой же цельнометаллический тепловой барьер.
MK8 имел небольшие отличия в геометрии сопла изнутри и снаружи, что предположительно положительно сказывалось на производительности печати.
Сопло MK8, как вы можете видеть из видео выше, имеет более острые, более угловатые стороны, отходящие от наконечника сопла, что означает, что оно не такое плоское, как другие сопла. Он имеет очень заостренный вид с боков до кончика.
Для насадки MK8 также используется размер резьбы M6. Это означает, что сопло MK8 можно использовать с экструдером MK6 и наоборот.
Вы можете проверить размер резьбы ваших сопел, используя простой штангенциркуль, который является необходимой частью набора инструментов для 3D-печати.
Если у вас нет штангенциркуля, я бы порекомендовал цифровые штангенциркули Rexbeti. Это водостойкий измерительный инструмент из нержавеющей стали, который позволяет выполнять точные измерения с плавной работой. Он очень надежен и прослужит вам долгие годы.
Большой ЖК-экран, удобная кнопка сброса и большой аккумулятор — это лишь некоторые из ключевых особенностей.
Один из лучших наборов насадок MK8, которые я смог найти на Amazon, — это насадка Disacayson 0,4 мм с бесплатным ящиком для хранения (30 шт.).
Он имеет самые высокие рейтинги для форсунок MK8, его очень легко установить, и у них есть политика безусловного возврата средств в течение 1 месяца, поэтому удовлетворение гарантировано!
Сравнение
Одним из различий между хотэндом MK8 и хотэндом V6 является длина. Общая длина V6 короче, чем у MK8, но резьба у него длиннее.
Если вы переходите с насадки MK8 на насадку V6, вам, возможно, придется немного переместить переключатель Z-End-stop вверх, чтобы вы могли по-прежнему выравнивать кровать.
Форсунки E3D V6 из закаленной стали обычно легче найти, чем форсунки MK8 из закаленной стали.
Резьбовое отверстие насадки MK8 имеет меньший размер по сравнению с насадкой MK10.
Стандартная конструкция MK10 использует трубку из ПТФЭ в качестве теплового барьера внутри направляющей трубки для нити, что обеспечивает более низкую скорость плавления нити по сравнению с конструкцией MK8 с трубкой из нержавеющей стали для теплового барьера.
Вы можете видеть это во время загрузки нити, когда та же самая нить при той же температуре будет немного лучше течь в конструкции MK8. правильно отрегулирован.
Хот-энды MK10 нагреваются немного сильнее, чем хот-энды MK8 для указанных температур, поэтому MK10 может быть склонен к перенапряжению, если вы не понизите температуру.
С точки зрения стоимости деталей, существует гораздо больше сменных сопел, совместимых с MK8 (из-за резьбы M6, которая является очень популярным размером резьбы для многих сборок принтеров).
Мы продаем наши износостойкие форсунки MK8 и MK10 с высокой смазывающей способностью по одинаковой цене.
Совместимость с 3D-принтерами
MK8 — То же, что и MK6, поскольку имеет ту же резьбу M6.
MK10
MK10 был полной заменой хот-энда с использованием MK9 в качестве базовой модели (использует детали фидера MK9). С этой линейкой хотэндов у вас есть гладкие тепловые барьеры с наружным диаметром, а также вкладыш из ПТФЭ с наружным диаметром 4 мм и внутренним диаметром 2 мм.
Одним из основных отличий является то, что в MK10 используется резьба M7, а не M6, как во всех предыдущих моделях.
Основная причина этого заключается в том, что в футеровке из ПТФЭ толщиной 4 мм недостаточно металла для изготовления внешней трубки с резьбой M6. Вы не сможете использовать линейку MK10 с любыми другими предыдущими моделями хотэндов, поскольку они имеют резьбу разного размера.
Поэтому убедитесь, что вы не покупаете сопло MK10, если у вас экструдер MK8, и наоборот.
MK10 полностью несовместим со всеми предыдущими частями хотэнда. Каждая часть отличается.
В качестве комплекта твердых насадок MK10 отлично подойдет набор латунных насадок Umlife MK10. В комплекте:
4 сопла 0,4 мм
1 насадка 0,2 мм
1x 0,3 мм сопло
1x 0,5 мм сопло
1x 0,6 мм сопло
1x 0,8 мм сопло
1x 1 мм сопло
5 чистящих игл
Сравнение
Насадку MK10 можно определить по углу наклона металлических сторон, отходящих от наконечника насадки. Они расположены под углом примерно 45 градусов и относительно плоские по сравнению с другими насадками.
Итак, у вас будет кончик сопла, затем угол 45 градусов, затем вертикальный угол, ведущий к резьбе сопла.
Резьбовое отверстие сопла MK10 будет иметь большее отверстие по сравнению с другими соплами, потому что оно предназначено для установки пластиковой трубки из ПТФЭ, которая подает нить прямо через сопло.
Резьба называется резьбой M7, потому что ее диаметр составляет 7 мм
Совместимость с 3D-принтерами , Искатель)
E3D V6
Линейка E3D V6 имеет собственную экосистему (резьба M6) деталей, которые идеально работают вместе. Он очень известен тем, что предлагает высококачественные, надежные фирменные детали, которые выполняют свою работу.
Сопло из закаленной стали, которое продает E3D, — это то, на что вы можете положиться при печати абразивными нитями, которые прорывают стандартные латунные сопла.
Вместо того, чтобы постоянно менять сопло, когда вы хотите печатать абразивной нитью, вы можете просто установить это сопло, немного увеличить температуру и получить отличные результаты.
Лучшие отзывы, потрясающие характеристики и длительный срок службы — вот лишь некоторые из причин, по которым вам стоит выбрать насадку E3D V6.
Совместим с любыми 3D-принтерами, использующими экосистему E3D V6 (резьба M6), включая 3D-принтеры Prusa i3 и i3 MK2.
Внутренняя геометрия насадок V6 оптимизирована для снижения обратного давления, обеспечения плавного и легкого потока нити и повышения эффективности втягивания.
Наконечник сопла с плоской поверхностью, который выравнивает слой, обрабатывается по индивидуальному заказу для каждого размера сопла. Небольшой наконечник сопла обеспечивает высокую точность, а широкий наконечник способствует плавной печати больших слоев.
Совместимость с 3D-принтерами
E3D V6 — То же, что и MK6 и MK8, с резьбой M6 6 мм.
Сравнение
Когда вы смотрите на экструдеры, вы определенно видите различия между ними, например, некоторые из них имеют горизонтальный или вертикальный предохранитель блока с более длинным соплом.
Тип и длина резьбы сопла
При выборе резьбы сопла необходимо учитывать два важных момента.
Тип и длина резьбы. Если у вас нет нужного типа резьбы, вы просто не сможете вставить сопло, поэтому оно будет бесполезным.
Если длина резьбы неправильная, вы окажетесь в ситуации, когда, если она слишком длинная, у вас будет большая часть сопла, торчащего из термоблока, поэтому он не будет эффективно нагреваться.
Если он слишком короткий, у вас будет большой зазор между терморазрывом и соплом, что приведет к тому, что нить не сможет выдавливаться должным образом и вызовет засорение.
Хорошо, что здесь довольно большая разница между длиной резьбы, поэтому, если вы знаете, что ищете, вы можете найти правильный вариант.
Стандартное сопло E3D V6 имеет длину резьбы 5,5 мм и шаг резьбы M6 x 1 мм (наиболее распространенный тип резьбы).
Сопло Volcano, в котором также используется резьба M6 x 1 мм, имеет длину 14 мм. Сопло Supervolcano еще длиннее.
Экструдер вашей конструкции будет иметь совместимое с ним прозрачное сопло.
Я бы сказал, что не обязательно существует тип потока, который лучше другого с точки зрения производительности. Существуют определенные конструктивные причины, по которым экструдер будет использовать тип резьбы.
Главное, о чем стоит побеспокоиться, это длина резьбы. Чем длиннее сопло, тем длиннее будет ваш термоблок. Если у вас есть сопло, которое не подходит, это отрицательно скажется на производительности печати.
Итак, какой экструдер мне купить?
Существует несколько проверенных и хорошо работающих экструзионных систем. Некоторые взимают настоящую надбавку, хотя вы все равно можете получить высокопроизводительную экструзионную систему по разумной цене, это действительно зависит от того, какого уровня 3D-печати вы пытаетесь достичь.
Если вас устраивает простая, хорошо выполняющая свою работу система экструзии нижнего диапазона, я бы порекомендовал модернизированный алюминиевый экструдер Redrex.
Это прочный боуденовский экструдер MK8 с поддержкой прямой экструзии, который идеально подходит для серии CR-10 Ender 3, TEVO Tarantula, Anycubic Kossel i3 Mega и многих других.
Рейтинги этого экструдера очень многообещающие, и на него предоставляется 18-месячная гарантия
Вы можете печатать любым материалом, включая гибкую нить из ТПУ.
Рассчитывайте на длительную работу с 18-месячной гарантией.
Он прост, удобен в использовании и имеет очень выгодную цену!
Некоторые люди хотят получить преимущество перед экструзионными системами более низкого диапазона, что я могу понять. Если вы один из тех людей, которые хотят что-то среднего уровня и готовы потратить немного больше, я бы выбрал экструдер с двойным приводом BMG Bowden.
Высокопроизводительный экструдер для вашего 3D-принтера
Это клон TriangleLab BMG, который представляет собой экструдер очень высокого класса за небольшую часть цены
Решает проблемы с шлифовкой нити
Недостатком здесь является то, что для ручной подачи нити через нее требуется несколько дополнительных шагов
Для энтузиастов 3D-принтеров, которые очень гордятся качеством своей 3D-печати и стремятся к высшему диапазону, я бы порекомендовал систему экструдера E3D Hemera. Есть много причин, по которым я бы выбрал именно этот вариант, вы можете получить более подробную информацию, прочитав мой обзор экструдера Hemera.
Он поставляется не только с одним из самых качественных экструдеров в мире 3D-печати, но и с ультрасовременной системой охлаждения с запатентованной конструкцией охлаждения, превосходящей обычные ожидания.
Экструзионная система с двумя приводами
Удобная система крепления с компактным дизайном
Предназначен для поддержки пользователя, прост в сборке и разборке
Конструкция радиатора, снижающая риск коробления и неравномерной нагрузки
Может проталкивать нить с усилием до 10 кг
Если вы любите высококачественную 3D-печать, вам понравится набор инструментов для 3D-принтера AMX3d Pro Grade от Amazon. Это основной набор инструментов для 3D-печати, который дает вам все необходимое для удаления, очистки и завершения ваших 3D-отпечатков.
Это дает вам возможность:
Простая очистка ваших 3D-отпечатков — набор из 25 предметов с 13 лезвиями ножа и 3 ручками, длинным пинцетом, острогубцами и клеевым стержнем.
Шпиндель токарного станка должен сообщать крутящий момент детали, обрабатываемой на станке. Для этого к концу шпинделя крепится зажимное устройство, наиболее соответствующее обрабатываемой детали. Зажимных приспособлений существует большое множество, но обычно это трехкулачковый патрон — он обеспечивакет надежность и точность зажима, удобство установки и снятия большинства симметричных деталей.
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
Обеспечивать точность центровки патрона по отношению к оси шпинделя
Обеспечивать установку и снятие патрона для замены за минимальное время
Содержание
Разновидности передних концов шпинделей токарных станков
Концы шпинделей резьбовые
Концы шпинделей фланцевые типа А
Концы шпинделей фланцевые под поворотную шайбу
Концы шпинделей типа Кэмлок (Camlock)
Фланцы промежуточные (переходные) к самоцентрирующим патронам
Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.
Концы шпинделей резьбовые.
ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
Крепление патрона на резьбовой конец шпинделя. Смотреть в увеличенном масштабе
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
М39 х 4,0
М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Концы шпинделей фланцевые типа А
ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Крепление патрона на фланцевый конец шпинделя типа А. Смотреть в увеличенном масштабе
Концы шпинделей фланцевые типа А по ГОСТ 12595
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой. Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
Концы шпинделей фланцевые под поворотную шайбу
ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу. Смотреть в увеличенном масштабе
Пример применения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу. Смотреть в увеличенном масштабе
Размеры фланцевых концов шпинделей под поворотную шайбу
Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
Условный размер конца шпинделя 3 и 4;
Условный размер конца шпинделя 5, 6, 8;
Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Концы шпинделей фланцевые типа Кэмлок
ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Крепление патрона на фланцевый конец шпинделя типа Кэмлок. Смотреть в увеличенном масштабе
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Фланцы промежуточные к самоцентрирующим патронам
ГОСТ 3889-80
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 (DIN 6350) Фланцы должны изготавливаться исполнений:
Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
Закручиваются винты запорного устройства против самоотвинчивания
Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
На центрирующий поясок (D1) устанавливается патрон и крепится болтами
Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2.
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Исполнение 4. Фланцы промежуточные под фланцевые концы шпинделей исполнения 3 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 3
Видеоролик: Разборка и сборка токарного патрона
Видеоролик: Установка токарного патрона и проверка точности центрирования токарного станка
Связанные ссылки. Дополнительная информация
Патрон для токарного станка с улучшенной конструкцией
Модель включает в себя самоцентрирующий патрон для токарного станка, который состоит из корпуса, в составе которого соединенные между собой передняя и задняя части, шпиндель, на его наружной поверхности установлена задняя часть корпуса. Также устройство включает в себя спиральный диск патрона. В виде конусов выполнены внутренние области задней части корпуса и спирального диска а также находящаяся с ними в сопряженнии наружная область шпинделя. У шпинделя наружная область может имеет конусность 7:24.
Втулка установленная между конусными поверхностями шпинделя и спирального диска способна регулироваться в радиальном направлении и может входить в комплектацию устройства. В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
Устройство используется для закрепления цилиндрических заготовок при обработке на токарных станках в 3-х, 4-х и 6-ти кулачковых самоцентрирующих спирально-реечных патронах и относится к области металлообработки. Корпус, кулачки и спирально-реечный механизм их перемещения содержит известный токарный самоцентрирующий патрон. Корпус крепится к токарному станку шпильками, гайками (ГОСТ 2675-80. патроны самоцентрирующие трехкулачковые) и базируется на конусный поясок и торец на переднем конце шпинделя токарного станка. Данная конструкция патрона выпускается серийно и имеет широкое применение в промышленности. Но подобная система включает в себя ряд недостатков.
Во первых, необходимо базировать корпус патрона для токарного станка, при установке на шпиндель, одновременно на торцевую поверхность и конусную поверхность. Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Во-вторых, точность радиального перемещения кулачков определяется базированием самого корпуса на шпинделе, а также точностью изготовления спирального диска и его базирования в корпусе. В результате не получится обеспечить заданное биение заготовок во всем диапазоне перемещения кулачков, если сложить все погрешности базирования в данной конструкции патрона. Это вынуждает применять расточку кулачков, при обработки заготовок на получистовых и чистовых операциях, что влечёт за собой снижение срока их службы.
Известен патрон для токарного станка включающий корпус, кулачки, спирально-реечный механизм их перемещения (АС 1808487, МПК B23B 31/00, 1991 г. ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
Вследствие нерегулируемого зазора в сопряжении с цилиндрической поверхностью шпинделя, у спирального диска не устранена полностью погрешность базирования на шпинделе, что в свою очередь не гарантирует при закреплении в патроне во всем диапазоне перемещения кулачков заданного биения заготовок.
Достижение требуемой жесткости сопряжения вследствие погрешностей размеров базовых поверхностей не всегда гарантируется при базирование корпуса на внутреннюю коническую поверхность и одновременно на торцевую поверхность.
Улучшения достигаемые в новом устройстве, проявляются:
в повышении срока службы кулачков;
в снижении себестоимости изготовления патрона;
в повышении жесткости сопряжения патрона для токарного станка со шпинделем;
в повышении точности базирования заготовок в кулачках патрона.
Указанный технический результат достигается тем, что корпус и спиральный диск установлены на наружной конусной поверхности шпинделя. Наружная коническая поверхность шпинделя может быть выполнена с конусностью 7:24. Между коническими поверхностями шпинделя и спирального диска может быть установлена регулируемая в радиальном 3 направлении втулка.
Совокупность отличительных признаков такого технического решения является новой. Она необходима и достаточна для достижения заявленного технического результата, что обусловлено следующим.
Во первых, установка корпуса на наружную конусную поверхность шпинделя обеспечивает для тяжелого патрона надежное, жесткое и точное базирование относительно оси вращения шпинделя. Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Во-вторых, базирование корпуса только на одну конусную поверхность позволяет снизить требования к точности выполнения размеров сопрягаемых поверхностей шпинделя и патрона для токарного станка, и, соответственно, снизить себестоимости их изготовления.
Патроны и шпиндели – цены уточняйте по телефону
7 КОНИЧЕСКИЙ СТАЛЬНОЙ ПАТРОН 7 конический патрон разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
7B КОНИЧЕСКИЙ ЛАТУННЫЙ ПАТРОНИК Конический патрон 7B разработан специально для использования с полировальными кругами, щетками и центрирующими кругами. Конический патрон 7B изготовлен из латуни, что упрощает установку и снятие на конические стоматологические стержни, что снижает износ стержня. При заказе указывайте 7BL (левый) или 7BR (правый). Транспортировочный вес: 6 унций [107 г] Размеры изделия: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
1-6 ПАТРОНЫ ДЛЯ КАМНЯ Патроны для камней предназначены для установки абразивных кругов с различными внутренними диаметрами, как указано ниже. Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
#2 STONE — для 3/8” [9,5 мм] в.д. (размер отверстия) Колесо — ЛЕВОЕ
#3 STONE — для 5/16” [7,9 мм] В.Д. (размер отверстия) Колесо -ПРАВОЕ
#4 STONE – для 5/16” [7,9 мм] В.Д. (размер отверстия) Колесо — ЛЕВОЕ
#5 STONE — для 1/4” [6,3 мм] В.Д. (размер отверстия) Колесо — ПРАВОЕ
#6 STONE — для 1/4” [6,3 мм] в.д. (размер отверстия) Колесо – ЛЕВОЕ
Транспортировочный вес: 6 унций [107 г] Размеры устройства: диаметр хвостовика 5/8 дюйма x длина 2 дюйма [2 см x 9см]
9 ЛЕНТА ДЛЯ ОПРАВКИ Предназначена для установки абразивных лент диаметром 3/4 дюйма и шириной 3/4 дюйма [1,9 см x 1,9 см]. Изготовленная из легированной стали и имеющая покрытие для установки на стандартные конические стержни для стоматологии, абразивная лента удерживается на месте путем затягивания концевого винта на резиновой оправке. При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
8T JACOBS TYPE JR. ЧАК 8T разработан специально для использования с небольшими борами и оправками, диаметр которых не превышает 1/4” [6,3 мм]. Патрон 8T представляет собой менее дорогой и полуточный регулируемый патрон для использования на токарных станках с коническими валами. Этот патрон открывается поворотом против часовой стрелки и закрывается поворотом по часовой стрелке. При заказе указывайте 8T (справа) или 8T-L (слева). Транспортировочный вес: 8 унций [227 г] Размеры изделия: 2 1/4” Д x 1” Диаметр хвостовика [6 см x 3 см]
18 ПРЕЦИЗИОННЫЙ ПАТРОНА ATLAS Патрон 18 Atlas представляет собой точный патрон типа Джейкобса. для использования с зажимными приспособлениями диаметром от 0,001 дюйма [0,03 мм] до 0,250 дюйма [6,4 мм]. Патрон Atlas 18 крепится к правому валу стоматологического токарного станка со стандартными стоматологическими коническими валами. Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
12 ПАТРОНА ДЛЯ КАМНЯ С хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Этот патрон для камня подходит для абразивных камней с внутренним диаметром 1/4 дюйма [0,6 см]. только беседка. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 12L (левый) или 12R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: длина 2 3/16 дюйма, диаметр хвостовика 3/4 дюйма [6 см x 2 см] с диаметром хвостовика 1/4 дюйма.
13 ЛЕНТОЧНЫЙ ПАТРОНИК Разработан с хвостовиком 1/4 дюйма [0,6 см] для использования в патронах типа Jacobs. Принимает 3/4” x 3/4” [1,9см х 1,9 см] абразивные ленты. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
13-1 КОНИЧЕСКИЙ ПАТРОН Разработан с хвостовиком 1/4” [0,6 см] для использования в патронах типа Jacobs. Этот конический патрон рассчитан на использование небольших полировальных кругов, щеток и центрирующих колес. Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе указывайте 13-1L (левый) или 13-1R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 1/2” Диаметр хвостовика [7 см x 1,3 см] с диаметром хвостовика 1/4”.
Конический патрон, изготовленный из стального сплава, для использования с прямыми валами 1/2″ [1,3 см] или 5/8″ [0,6 см]. Доступно для левой или правой стороны полировального двигателя. Этот патрон предоставляет пользователю сверхмощный патрон для использования с полировальными кругами, щетками и аксессуарами с центрированием свинца. Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
20L – 1/2″ [1,3 см]
20R – 1/2″ [1,3 см]
20L- 5/8″ [1,6 см]
20R – 5/8″ [1,6 см]
В наличии
Патроны и шпиндели – количество по телефону, чтобы узнать цену
Четырехкулачковые независимые токарные патроны стандартного назначения со сплошными реверсивными кулачками, корпус из чугуна с шаровидным графитом
Губки изготовлены из высококачественной углеродистой стали и закалены, упорные подшипники и рабочие винты из цементируемой стали. 0019
Эти патроны имеют индивидуально регулируемые кулачки, которые позволяют надежно захватывать детали сложной формы, а кулачки позволяют идеально центрировать квадратный компонент в патроне, обеспечивая при этом максимальное усилие зажима.
Характеристики:
Губки регулируются по отдельности, что позволяет прочно захватывать детали сложной формы
(4) Губки позволяют идеально центрировать квадратный компонент в патроне, обеспечивая при этом максимальное усилие зажима
Тела патронов-это полу-стали
челюсти изготовлены из высококачественной углеродистой стали, а отверстие
Подшипники тяги и эксплуатационные винты изготовлены из корпуса закаленная сталь
Большинство асинхронных двигателей, используемых в промышленном оборудовании, подключаются через преобразователи частоты. Частотник прекрасно справляется с замедлением и торможением привода. Избыточная энергия, которая при динамическом торможении накапливается на конденсаторах звена постоянного тока, выделяется в виде тепла на тормозном резисторе. Однако есть ситуации, когда требуется специализированное решение — двигатель с электромеханическим (электромагнитным) тормозом.
Актуальность применения электромагнитного тормоза
Преобразователь частоты может некоторое время удерживать ротор в неподвижном состоянии путем подачи на двигатель постоянного напряжения. Однако электропривод способен находиться в таком режиме лишь несколько минут, после чего начинают перегреваться обмотки. Поэтому в ряде случаев применяют электродвигатели с тормозом. Прежде всего это относится к грузоподъемному оборудованию — кранам, лифтам и проч.
Электромеханический тормоз позволяет быстро останавливать привод и удерживать его в неподвижном состоянии сколь угодно долго. Обычно такая необходимость продиктована соображениями безопасной эксплуатации оборудования.
Конструкция
В конструкцию электромагнитного тормоза входят:
электромагнит с катушкой
тормозной диск с накладками
прижимные пружины
система настройки прижимного момента
В большинстве случаев тормоз является нормально заторможенным. Это означает, что ротор двигателя фиксируется при отсутствии питания тормоза. При подаче питания на катушку тормозные колодки отжимаются, и ротор растормаживается.
Способы монтажа
Тормоз может быть встроен в конструкцию двигателя либо являться отдельным устройством. Наиболее предпочтителен встроенный тормоз, который располагается на оси ротора. Такая конструкция отличается компактностью и простотой в эксплуатации.
Если применение двигателя со встроенным тормозом по каким-то причинам нецелесообразно, применяют отдельный тормоз. Его основные преимущества – возможность монтажа в любом месте привода (например, на оси редуктора), размеры и способ крепления устройства не привязаны к конструкции двигателя.
Способы подачи питания на тормоз
Электромеханический тормоз может иметь зависимое или независимое питание. В первом случае его катушка запитывается от того же источника, что и обмотки двигателя. При этом тормоз должен быть нормально заторможенным, чтобы при пропадании питания он фиксировал ротор.
Тормоз с независимым питанием может управляться более гибко, однако он требует отдельную схему питания, которая должна быть синхронизирована с питанием двигателя. Наиболее универсальный тормоз данного типа – двухобмоточный. Катушка в нем состоит из двух обмоток. Короткой обмоткой тормоз включается, длинной (с меньшим током) удерживается.
Если питание двигателя производится от ПЧ, необходимо в настройках преобразователя обратить внимание на параметры электромеханического тормоза. В идеальном варианте ПЧ и двигатель с тормозом должны быть выпущены одним производителем.
Временные параметры торможения
При проектировании тормозной системы следует учитывать, что время срабатывания тормоза обычно гораздо меньше, чем время его отпускания.
Типовым временем включения тормоза (растормаживание при включении двигателя) можно считать 40-60 мс в зависимости от мощности и напряжения питания. Время выключения при правильной регулировке не должно превышать 0,2 с.
Обслуживание электромеханического тормоза
Поскольку тормоз является электромеханическим устройством, подверженным износу, он нуждается в регулярном техническом обслуживании. Необходимо регулярно проверять тормозной зазор, который должен иметь значение, рекомендованное производителем. Зазор может уменьшаться или увеличиваться, а также иметь перекосы из-за износа тормозных колодок либо пружин, нарушения крепежа.
Поскольку при работе двигателя тормоз подвергается ударам и вибрации, необходимо тщательно следить за фиксацией крепежных гаек и шпилек. Такеж рекомендуется использовать фиксатор резьбы.
Для ремонта и технического обслуживания оборудования обычно предусматривается возможность ручного растормаживания при помощи специального рычага. Эту функцию нужно использовать осторожно во избежание порчи оборудования и травм персонала.
Тормозной момент электромагнитного тормоза может быть отрегулирован в некоторых пределах.
Режим работы
Использовать электромеханический тормоз для торможения двигателя на ненулевой скорости рекомендуется только в аварийных случаях, поскольку в этом режиме резко повышается износ и нагрев тормозных колодок. Схема должна быть спроектирована таким образом, чтобы тормоз был стояночным, то есть включался только на нулевой скорости. Для этого в ПЧ имеется специальный выход. В таком режиме тормозные колодки почти не изнашиваются и имеют большой ресурс работы.
При частом использовании функции торможения происходит не только износ, но и нагрев тормоза. Если технологический процесс не позволяет сократить число торможений в единицу времени, следует предусмотреть дополнительный обдув тормоза, а также более ответственно подходить к его техобслуживанию.
Другие полезные материалы: Техобслуживание преобразователя частоты Способы защиты электродвигателей Преимущества и недостатки асинхронного двигателя
Клеммные колодки
Клеммные колодки
5 сентября 2019
Термостойкие моторные клеммные колодки
Термостойкие клеммные колодки с шестью крепежными болтами применяются в основном для коммутации обмоток электродвигателей, а также в узлах оборудования, работающих при повышенных температурах, в том числе для подключения нагревательных элементов. Большой ассортимент предлагаемых клеммных колодок позволяет найти оптимальное решение для заданных условий подключения.
Материал корпуса: стеатит;
материал контактной группы: латунь;
температура длительной эксплуатации – +240°С;
максимальное напряжение: 500 В.
Артикул
Сила тока, А
Макс. напряжение, В
Размеры, мм
А, мм
Диаметр монтажного отверстия, мм
L
W
H
B
Колодка клеммная тип 711/К
16
500
16
5
45
28
20
М4
Колодка клеммная тип 714/К
63
25
7
69
44
35
М6
Термостойкие клеммные колодки с закрытой контактной группой
Для кабеля сечением 1,5-10 мм²
max. 450 В;
макс. 350°С;
материал Стеатит С220, неглазурованный ;
вставка: латунь, покрытая никелем.
Тип
кол-во полюсов
номинальное напряжение,В
сечение провода, мм²
сила тока,А
L, 24
B, мм
H, мм
Винт
2-402Z-2 ST
2
450
1.5-6
24
21
18
15
M3
2-1602-2 ST
2
450
2. 5-10
32
24
22
21
M3.5
2-403Z-3 ST
2
450
1.5-6
24
33
18
15
M3
2-1603-3 ST
2
450
2.5-10
32
38
22
21
M3.5
Колодка клеммная И91-В-К 2-х контактная с открытыми контактами
(Тип ВМ 40×32)
ток 20 А
Керамическое основание 38х30х20 мм
центральное монтажное отверстие Ø4,5 мм
max. 400 В
рабочая температура 400°С
Вернуться в раздел
Отправка excel-файла
ФИО*
E-mail
Выберите файл
Файл отсутствует
Я ознакомлен с положением ООО «Симметрон ЭК» об обработке персональных данных, предоставляемых на сайте ООО «Симметрон ЭК», и согласен на обработку своих персональных данных в соответствии с указанным положением и федеральным законом от 27.07.2006 №152-ФЗ «О персональных данных».
Уведомление
Что-то произошло… Вот только непонятно что…
Клеммная колодка двигателя Серия KM
Высококачественные клеммные колодки с 6 шпильками, изготовленные из огнестойкой основы.
Номинальная температура 160°C, огнестойкость UL94 V-0 с рабочим напряжением 660 вольт (BS 2618).
Шпильки из низкоуглеродистой стали, оцинкованной и пассивированной желтым хроматом.
Поставляется с 12 гайками, 12 шайбами и 3 перемычками.
Клеммные колодки серии KM широко используются в электродвигателях низкого и среднего напряжения.
Мы рады предложить эти основные электрические компоненты различных размеров; все доступно для быстрой отправки и доставки по всей стране.
Наши клеммные колодки для двигателей серии KM доступны в 5 различных конфигурациях. В приведенной ниже таблице размеров указаны полные размеры каждого из них. Затем следует дополнительная информация об электрических свойствах каждой модели, а также дополнительная информация об общих характеристиках всех размеров.
Электрические свойства различных моделей клеммных колодок.
Модель №
Макс. Момент затяжки
Макс. Кабельный башмак Размер
Клемма аварийного отключения на клемму*
Клемма пробоя на землю
Текущий рейтинг ссылки
КМ4
2,0 Н/м
6 мм²
12 кВ
8 кВ
16 ампер
КМ5
4,0 Н/м
16 мм²
14 кВ
8 кВ
25 ампер
КМ6
6,8 Н/м
35 мм²
16,8 кВ
11 кВ
60 А
КМ8
16,5 Н/м
70 мм²
18,4 кВ
13 кВ
100 ампер
КМ10
32,8 Н/м
120 мм²
22 кВ
14 кВ
160 А
*Пробивное напряжение при питании с частотой 50 Гц.
Общие свойства наших клеммных колодок для двигателей серии KM.
Мягкая сталь, оцинкованная и покрытая желтым хроматом.
Количество шпилек
6
Резьба
Isometrix Medium Fit Крупная резьба Класс 6H / 6G
CTI
>600 В (BS 5901 и IEC 112)
Рабочее напряжение (Ue)
660 В (BS 2618)
Размеры клеммных колодок серии KM.
Модель №
А
Б
С
Д
Е
Ф
Размер отверстия
Х
Дж
Размер резьбы
КМ4
20 мм
54 мм
34 мм
5 мм
16 мм
29 мм
5,5 мм Ø
20 мм
10 мм
М4
КМ5
23 мм
64 мм
40 мм
5 мм
18 мм
31 мм
5,5 мм Ø
23 мм
10 мм
М5
КМ6
28 мм
78 мм
48 мм
6 мм
23 мм
39 мм
6,6 мм Ø
28 мм
11 мм
М6
КМ8
35 мм
96мм
60 мм
8 мм
28 мм
46 мм
9 мм Ø
35 мм
15 мм
М8
КМ10
45 мм
120 мм
75 мм
10 мм
34 мм
56 мм
11 мм Ø
45 мм
18 мм
М10
КМ12
55 мм
150 мм
95 мм
16 мм
40 мм
65 мм
Ø 11,5 мм
55 мм
19 мм
М12
Клеммные колодки для электродвигателей
Клеммные колодки для электродвигателей являются важным электрическим компонентом, обеспечивающим безопасный и эффективный способ подключения проводов к электродвигателям.
Наши клеммные колодки для двигателей серии KM широко используются в электродвигателях низкого и среднего напряжения. Они доступны в 5 различных моделях, каждая из которых обладает уникальными электрическими характеристиками, и поставляются в различных размерах, подходящих для различных размеров кабелей.
В этом посте мы коснемся некоторых важных характеристик этого продукта, начиная с их конструкции.
Огнестойкие клеммные колодки.
Одной из важных особенностей клеммных колодок для двигателей серии KM является их основной материал, изготовленный из огнестойкого полиэстера, армированного стекловолокном (полиэфир-стекло).
Этот материал имеет рейтинг огнестойкости UL 94 V-0, что гарантирует его устойчивость к возгоранию в случае пожара. Кроме того, основной материал имеет кислородный индекс 30% (метод 141 BS 2782 и метод ISO 4589).), что означает, что он может противостоять огню даже в среде с высокой концентрацией кислорода.
Шпильки, гайки, шайбы и перемычки.
Все наши клеммы KM имеют шесть шпилек и поставляются с 12 гайками, 12 шайбами и 3 перемычками.
Эти металлические компоненты изготовлены из низкоуглеродистой стали, оцинкованной и пассивированной желтым хроматом. Это покрытие обеспечивает защитный слой, который предотвращает ржавчину шипов, тем самым увеличивая их долговечность. Шпильки имеют резьбу Isometrix Medium Fit Coarse Thread Class 6H/6G, обеспечивающую надежное соединение с кабелями.
Общие электрические свойства.
В дополнение к своим уникальным электрическим свойствам все клеммные колодки для двигателей серии KM имеют некоторые общие черты. Все они рассчитаны на рабочее напряжение 660 вольт (BS 2618) и имеют рейтинг CTI > 600 вольт (BS 5901 и IEC 112).
Различные размеры и характеристики.
Наши клеммные колодки для двигателей серии KM представлены в 5 различных моделях, каждая из которых имеет индивидуальные электрические характеристики.
В таблице ниже представлены сводные данные об их электрических свойствах. В следующей таблице указаны их размеры.
№ модели
Макс. Момент затяжки
Макс. Кабельный башмак Размер
Клемма аварийного отключения на клемму*
Клемма пробоя на землю
Текущий рейтинг ссылки
КМ4
2,0 Н/м
6 мм²
12 кВ
8 кВ
16 ампер
КМ5
4,0 Н/м
16 мм²
14 кВ
8 кВ
25 ампер
КМ6
6,8 Н/м
35 мм²
16,8 кВ
11 кВ
60 А
КМ8
16,5 Н/м
70 мм²
18,4 кВ
13 кВ
100 ампер
КМ10
32,8 Н/м
120 мм²
22 кВ
14 кВ
160 А
*Пробивное напряжение при питании с частотой 50 Гц.
Наша модульная система мотор-редукторов ориентируется на многообразие ваших сфер применения. Выберите для своего привода идеальный вариант из мотор-редукторов стандартного исполнения, для сервопривода, с вариатором, из нержавеющей стали или взрывозащищенных.
Что такое мотор-редуктор?
Мотор-редуктор
Мотор-редуктор
Мотор-редуктор – это единый компактный узел, состоящий из редуктора и двигателя. В электроприводной технике, изготавливаемой компанией SEW-EURODRIVE, двигатель всегда электрический. Идея „агрегата из двигателя и редуктора“ восходит к патенту конструктора и предпринимателя Альберта Обермозера из г. Брухзаль от 1928 года: он изобрел так называемый „двигатель с промежуточной передачей“.
С тех пор мотор-редукторы постоянно совершенствовались, были изобретены новые типы редукторов. Двигатели постоянного тока утратили свое значение, поэтому сегодня редукторы чаще всего комбинируются с двигателями переменного тока или с серводвигателями.
Как работает мотор-редуктор?
Главным компонентом мотор-редуктора является редуктор с его ступенями – парами зубчатых колес. Они передают усилие двигателя от входной стороны к выходной. Таким образом, редуктор работает как преобразователь вращающего момента и частоты вращения.
В большинстве случаев применения редуктор замедляет скорость вращения двигателя, а вращающий момент при этом становится значительно больше, чем у электродвигателя без редуктора. Поэтому от конструкции редуктора зависит, будет ли мотор-редуктор использоваться для малых, средних или тяжелых нагрузок, для коротких или долгих периодов включенного состояния.
В зависимости от того, уменьшает или увеличивает редуктор частоту вращения двигателя (т. е. частоту вращения на входе), говорят о понижающем или повышающем редукторе. Мерой этого служит передаточное отношение i между значениями частоты вращения на входе и выходе редуктора.
Еще одним важным параметром мотор-редуктора является максимальный вращающий момент на выходном валу. Он указывается в ньютон-метрах (Нм) и является мерой усилия мотор-редуктора и нагрузки, которую он может привести в движение этим усилием.
Какие типы мотор-редукторов существуют?
Тип мотор-редуктора определяется прежде всего направлением передачи усилия в редукторе. При этом различают три основных варианта конструкции: редуктор с параллельными валами, угловой редуктор и планетарный редуктор.
Где применяются мотор-редукторы?
Возможности применения мотор-редукторов чрезвычайно разнообразны. Без мотор-редукторов остановились бы целые отрасли экономики по всему миру. Так, в промышленном производстве они приводят в движение бесчисленные конвейерные линии, поднимают и опускают грузы и перемещают самые разные товары в различных системах транспортировки из пункта А в пункт Б.
Вот лишь малая доля возможных применений:
В автомобилестроении мотор-редукторы можно встретить на каждом этапе производства от штамповки кузовных деталей до окончательной сборки. А в производстве безалкогольных напитков они перемещают бутылки, упаковки и ящики, а также применяются при розливе напитков или сортировке пустой тары. Вся внутренняя логистика производственных предприятий полностью зависит от приводов, будь то складирование, сортировка или выдача товара.
Также и в аэропортах без мотор-редукторов ничего бы уже не двигалось, и пассажиры напрасно ждали бы своего багажа в зоне выдачи.
Манипуляторы и роботы, для которых очень важна высокая динамика и точность движений, были бы немыслимы без мотор-редукторов для сервопривода.
И последнее, но не менее важное: совсем не было бы некоторых аттракционов в индустрии развлечений, и мы, наверное, не знали бы, как захватывает дух на американских горках.
Наверх
‘ data-close-others=»true» data-title=»Обозначение типа » data-max-width=»90%»
>1
R37 DRE90L4:
R = R.. series helical gear unit (two and three stages)
37 = gear unit size 37
DRE = asynchronous DRE. . series AC motor (efficiency class IE2)
90 = motor size 90
L = long length
4 = 4-pole
‘ data-close-others=»true» data-title=»Заводской номер » data-max-width=»90%»
>2
The gearmotor’s serial number is used, for example, to order appropriate replacement parts.
Ratio between the motor’s rated speed and the speed at the gear unit’s output shaft in rpm (revolutions per minute), depending on the nominal frequency applied (here 50 Hz).
Permitted voltage range in which the gearmotor can be operated:
Lower value: Max. voltage to which one phase (winding) of the installed motor can be subjected (here 220-242 V)
Higher value: Max. voltage the motor’s outer conductor can accommodate (here 380-420 V)
These values are valid for the nominal frequency applied (here 50 Hz)
‘ data-close-others=»true» data-title=»Номинальная мощность » data-max-width=»90%»
>6
Rated power and operating mode:
Rated power in kW (here 1.5 kW)
Here operating mode S1: Continuous operation with a constant load
‘ data-close-others=»true» data-title=»Номинальный ток » data-max-width=»90%»
>7
Permitted current range in which the gearmotor can be operated:
Higher value (here 6.00 A): Maximum current to which one phase (winding) of the installed motor can be subjected (corresponds to maximum voltage of 230 V)
Lower value (here 3. 45 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 400 V)
These values are valid for the nominal frequency applied (here 50 Hz)
Ratio between the motor’s rated speed and the speed at the gear unit’s output shaft in rpm (revolutions per minute), depending on the nominal frequency applied (here 60 Hz).
Permitted voltage range in which the gearmotor can be operated:
Lower value: Max. voltage to which one phase (winding) of the installed motor can be subjected (here 254-277 V)
Higher value: Max. voltage the motor’s outer conductor can accommodate (here 440-480 V)
These values are valid for the nominal frequency applied (here 60 Hz)
‘ data-close-others=»true» data-title=»Номинальная мощность » data-max-width=»90%»
>13
Rated power and operating mode:
Rated power in kW (here 1.5 kW)
Here operating mode S1: Continuous operation with a constant load
‘ data-close-others=»true» data-title=»Номинальный ток » data-max-width=»90%»
>14
Permitted current range in which the gearmotor can be operated:
Higher value (here 4. 95 A): Maximum current to which one phase (winding) of the installed motor can be subjected (corresponds to maximum voltage of 254-277 V)
Lower value (here 2.85 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 440-480 V)
These values are valid for the nominal frequency applied (here 60 Hz)
The thermal class or insulating material classification indicates the maximum temperature to which the insulation can be subjected at the rated power. In other words, the material used for the gearmotor’s insulating system can withstand temperatures up to the one indicated.
According to the nameplate shown here, the gearmotor complies with insulating material classification B and is designed for a max. temperature of up to 130°C.
The motor’s permitted overload factor in line with NEMA Section 12.51. Indicates how much above the indicated rated power the motor can be loaded without being damaged.
‘ data-close-others=»true» data-title=»Передаточное число » data-max-width=»90%»
>19
The factor by which e.g. the speed changes between the gear unit’s output and input sides.
i = 10.11: 1011 revolutions per minute on the gear unit would be converted into a speed of 100 revolutions per minute
‘ data-close-others=»true» data-title=»Максимальный крутящий момент » data-max-width=»90%»
>20
«Nm 101/83» indicates the maximum output torque – 101 Nm with 50 Hz operation and 83 Nm with 60 Hz operation.
‘ data-close-others=»true» data-title=»Монтажная позиция » data-max-width=»90%»
>21
The spatial orientation in the room/system for which the gearmotor is designed. Depending on the mounting position, a different lubricant fill quantity (oil volume) and possibly an oil expansion tank may be required.
Мотор-редукторы из модульной системы SEW-EURODRIVE
Как и сферы применения наших мотор-редукторов, столь же разнообразны и широки возможности их комбинирования. Благодаря разработанной в SEW-EURODRIVE универсальной модульной системе наши клиенты могут использовать миллионы вариантов и найти индивидуальное техническое решение для любых задач. При этом цель модульной системы – суметь из минимального числа компонентов составить максимальное многообразие конечных продуктов.
Мотор-редукторы SEW-EURODRIVE делятся на следующие категории: стандартные мотор-редукторы, мотор-редукторы для сервопривода, мотор-редукторы для троллейного привода, мотор-редукторы с вариатором, мотор-редукторы из нержавеющей стали и взрывозащищенные мотор-редукторы.
Стандартные мотор-редукторы:
Стандартные мотор-редукторы
Стандартные мотор-редукторы отличаются разнообразием конструкций, оптимальной градацией множества типоразмеров и самыми разными исполнениями. Это делает их незаменимыми и надежными приводами, особенно в сфере производства и логистики. В зависимости от количества типоразмеров редукторов возможны вращающие моменты до 50 000 Нм.
Мотор-редукторы для сервопривода:
Сила, динамика и точность. Это основные особенности мотор-редукторов для сервопривода. Наша модульная система и в этом случае является ключом к широким возможностям комбинирования и позволяет реализовать в этом сегменте самые разнообразные конфигурации из редукторов и двигателей. Поскольку для любой задачи можно подобрать идеальный вариант мотор-редуктора.
Какой бы ни была конфигурация сервопривода из наших планетарных редукторов PF.. или цилиндрических редукторов BF.. в сочетании с синхронными серводвигателями CMP, асинхронными серводвигателями типа DRL.. или с асинхронными двигателями DR..: Всякий раз специальная согласованность двигателя и редуктора дает вам именно те характеристики привода, которые идеально подходят к вашей системе и ее задачам.
Наши редукторы стандартной категории тоже позволяют вам создавать разнообразные комбинации с нашими серводвигателями, чтобы вполне индивидуально компоновать и оптимизировать свою приводную систему.
Мотор-редукторы с вариатором:
Для таких систем, где частота вращения привода должна регулироваться плавно, применяются наши механические мотор-редукторы с вариатором. Такие требования характерны, например, для простых ленточных конвейеров или мешалок, скорость которых должна постоянно адаптироваться к различным производственным процессам. При этом скорость регулируется бесступенчато с помощью либо маховичка, либо устройства дистанционного регулирования.
Мотор-редукторы из нержавеющей стали:
Если привод применяется в гигиенических зонах с высокими требованиями к чистоте, мотор-редуктор должен выдерживать воздействие химикатов и влаги. Для этих целей разработаны наши мотор-редукторы из нержавеющей стали, устойчивые к воздействию кислот и щелочей. Кроме того, их оптимизированная для очистки поверхность и отсутствие крыльчатки на дают грязи скапливаться в углублениях. Что же касается мощности, то никаких компромиссов от вас не потребуется. Будь то цилиндрический мотор-редуктор из нержавеющей стали RES.. или конический мотор-редуктор из нержавеющей стали KES..: Эти мотор-редукторы особенно прочны, долговечны и просты в обслуживании, а с коническим редуктором еще и очень компактны.
Взрывозащищенные мотор-редукторы:
Большинство наших стандартных и сервоприводных мотор-редукторов при соблюдении местных нормативов доступны по всему миру как взрывозащищенные мотор-редукторы. Это мощные и безопасные приводы, которые обеспечивают вам необходимую высокую производительность даже во взрывоопасных средах с воздушно-газовыми или воздушно-пылевыми смесями.
Наверх
Мотор редукторы — где они используются и как работают?
Любой, кто когда-либо слышал о двигателях, используемых в промышленности, вероятно, слышал термин «мотор-редуктор».
Мотор редуктор – это приводная машина, которая состоит из мотора и механического редуктора, объединенных в единый агрегат.
Основное назначение мотор-редукторов — это, прежде всего, изменение скорости движущейся машины, изменение крутящего момента на выходном валу и передача привода. Чаще всего, это понижение скорости вращения вала и увеличение крутящего момента.
Высокие скорости вращения и относительно низкие крутящие моменты — вот основные характеристики типичных электродвигателей. Однако для того, чтобы их можно было эффективно использовать в качестве привода в промышленности, их параметры иногда должны быть прямо противоположными. Для этого и используются мотор-редукторы. Благодаря своей компактной конструкции мотор-редуктор занимает в несколько (а иногда даже в десятки или около того) раз меньше места, чем «разнесенная» система привода.
История появления мотор-редуктора
Идея объединения двигателя и механического редуктора была запатентована в 1928 году дизайнером и предпринимателем из Брухзаля — Альбертом Обермозером. С тех пор мотор-редукторы постоянно совершенствовались. Были изобретены разные типы мотор-редукторов.
Как работает мотор-редуктор?
Принцип работы мотор редуктора аналогичен работе стандартного редукторного электропривода. Момент вращения двигателя передается на ведущую шестерню, фактически установленную на валу мотора. Благодаря зубчатому зацеплению, вращающий момент преобразуется одним или несколькими ведомыми элементами, которые в свою очередь оказывают воздействие на вал технологического механизма.
Наиболее распространенными мотор-редукторами являются:
Цилиндрические
Плоские
Червячные
Планетарные
Преимущества мотор-редукторов
Важнейшим преимуществом мотор-редукторов являются небольшие габариты и размещение почти всей системы привода машины в одном месте, в одном корпусе. Конструктору не нужно сосредотачиваться на выборе или проектировании отдельных компонентов, он только выбирает мотор-редуктор из каталога унифицированных моделей на основе заданных параметров. Также стоит отметить надежность этих агрегатов, качественное оборудование очень редко выходит из строя. При грамотной эксплуатации, гарантированный ресурс работы может составлять десятки тысяч часов
Применение мотор-редукторов
Данный тип устройств чаще всего используются в промышленности, на заводах и производственных цехах. Практически каждый привод конвейерной ленты, транспортирующей тяжелые предметы, использует двигатель в сочетании с редуктором. Потому что здесь необходимо четко указать, что устройство обычно выполнено неразборным, т.е. двигатель и редуктор имеют общий корпус.
Хотя мотор-редукторы могут быть похожими внешне, часто они имеют разные параметры. Выбор подходящей модели зависит только от предпочтений покупателя. Чтобы оправдать все ожидания пользователя, производители мотор-редукторов могут изготавливать их по определенному заказу и индивидуально адаптируют к потребностям получателя. В результате заказчик получает продукт, который представляет собой оптимальное индивидуальное решение.
Подробно об электродвигателе
Электродвигатель — это асинхронная электрическая машина, работающая в двигательном режиме
Как правильно выбрать преобразователь частоты?
Преобразователь частоты (или частотник, или ПЧ) — это электротехническая система, которая позволяет плавно регулировать скорость вращения асинхронных электродвигателей. Со времен…
Электродвигатели
Электродвигатели широко используются в промышленности. Рынок электроприводов — один из самых динамично развивающихся. За прошедшие годы было разработано множество типов электродвиг…
Как крепить коробку передач к двигателю после ремонта
При самостоятельном выполнении сложных ремонтных работ на трансмиссии (как правило, с разборкой трансмиссии) можно столкнуться с некоторыми трудностями на этапе обратной сборки, а именно при подключении коробки передач к двигателю. В статье рассмотрим вопрос, как крепить к двигателю автомобиля механическую, а также автоматическую коробку передач.
Механическая коробка передач договоренность
Автоматическая коробка передач договоренность
Во-первых, следует отметить, что процесс установка механической коробки передач (а также полуавтоматических коробок передач) на автомобиль двигатель несколько отличается от аналогичной процедуры, выполненной для автоматическая коробка передач. Механическая и полуавтоматическая коробки передач очень похожи. с точки зрения дизайна; поэтому эти редукторы крепятся к двигателю автомобиля в таким же образом. Однако, если говорить об автоматических коробках передач, то установка этих агрегатов имеет ряд особенностей.
Как присоединить МКПП к двигателю
Итак, начнем с МКПП крепления к двигателю на примере Hyundai Getz. Прежде всего, это необходимо поднять переднюю ось автомобиля. желательно пригласить помощника перед началом работы, но можно и самостоятельно. После подъема автомобиля необходимо снять промежуточную рулевую тягу, потому что этот элемент будет мешать работе двигателя и коробки передач спаривание.
После этого также необходимо удалить рычаг переключения передач, а отверстие нужно прикрыть/закрыть куском ткани или малярный скотч. Следует отметить, что после установки редуктора рычаг бы монтировался из салона, так что вы должны четко понимать как этот элемент устанавливается обратно в коробку передач. Перед удалением рычаг КПП, также нужно включить 4-ю передачу. Если вы также снимите блок сцепления, необходимо выполнить центрирование ведомой пластины относительно монтажный подшипник. Это может быть выполнено благодаря снятию входного вала. если ты не делайте этого, вы не сможете установить первичный вал во время повторная сборка.
Следующим шагом является ослабление болтов на опоры двигателя, ослабив гайки, удерживающие металлические скобы. это необходимо иметь возможность позиционировать двигатель под определенным углом без риска повредить опоры двигателя. Затем передняя часть двигателя немного снят перед установкой редуктора. В результате задняя часть (область установка сцепления) немного опускается, и тогда можно будет прикрепите коробку передач к двигателю в процессе сборки.
Посмотрите два видео как установить МКПП обратно в машину
Важно заранее подготовить все необходимые инструменты и крепежные детали, необходимые для вышеуказанных операций. В настоящее время можно переходить к этапу крепления коробки передач к двигателю. Если у вас есть никогда раньше не выполнял эту операцию, то внимательно прочтите следующее рекомендации:
Вы должны быть готовы лечь на назад, заберитесь под машину и возьмитесь за коробку передач руками. Задача состоит в том, чтобы вставьте первичный вал в ведомый диск сцепления;
Затем необходимо провернуть редуктор бит, чтобы удалось соединить шлицы входного вала со шлицами ведомая пластина;
После соединения сплайнов можно перемещать коробку передач по направлению к двигателю с небольшим усилием. Однако определенные трудности может возникнуть с направляющими втулками;
После установки затяните один или пару болтов, чтобы редуктор не отсоединился. Затем следует подтянуть все остальные крепления с необходимым усилием и в правильном порядке ( информацию можно найти в инструкции).
Крепление АКПП к двигателю
С учетом того, что АКПП трансмиссии не имеют классического сцепления и отличаются по конструкции от ручных и полуавтоматические коробки передач, порядок работы автоматической коробки передач подключение к двигателю, очевидно, будет иметь некоторые особенности.
В первую очередь необходимо прикрепить гидротрансформатор (выполняющий функцию сцепления) к первичному валу коробка передач; эта деталь должна быть точно установлена на свое место (будьте осторожны, не повредить уплотнение). Следует отметить, что гидротрансформатор должен быть достаточно смазан перед присоединением к входному валу. Будьте уверены, что гидротрансформатор правильно закреплен на картере коробки передач.
Когда коробка передач поднимается для установки, необходимо убедиться, что преобразователь крутящего момента закреплен жестко. Чтобы предотвратить гидротрансформатор от падения, коробку передач следует приподнять под углом. Затем, крепежные отверстия на гидротрансформаторе совмещены с соответствующими отверстиями на гибкая пластина. Дальнейшая сборка производится путем затягивания всех болты (в центрирующих втулках) с соответствующим моментом затяжки. Затем вы необходимо подключить приводы, шланги и т. д. И, наконец, вы должны проверить, гидротрансформатор вращается свободно.
Отличные видео о крепление АКПП к двигателю
.
Наконечники и рекомендации
При установке ручной и автоматической трансмиссии и прикрепить их к двигателям, вы должны следовать некоторым рекомендации. В первую очередь необходимо проверить задний сальник коленвала для утечек. Если вы заметили даже малейшие признаки течи, сальник необходимо немедленно заменить, иначе проблема усугубится и вам потребуется чтобы снять коробку передач позже снова.
Полезное видео о том, как обработать задний сальник коленвала на предмет течи
Что касается АКПП, то этот комплекс агрегат имеет отдельную радиаторную систему охлаждения. Необходимо убедиться, что это система не загрязнена. Сам радиатор промывается подачей бензина или аналогичный очиститель через трубку, позволяющий удалять стружку, отложения и прочий мусор.
Также необходимо обратить внимание на наличие двух специальных направляющих втулок между двигателем и коробкой передач. Если втулка всего одна или их нет вообще, то рано или позже выйдет из строя втулка масляного насоса АКПП, в результате чего утечка ATF из места соединения коробки передач и двигателя. Как В результате коробку передач нужно будет снимать, и вполне вероятно, что вы надо заменить масляный насос. Рекомендуется промыть и очистить все контакты элементы и электрические разъемы, которые ранее были отсоединены при снятие коробки передач.
Картер коробки передач должен быть прикреплен к двигателю без каких-либо затруднений, В случае с автоматическими коробками передач это особенно важно. Когда вы убедитесь, что оба компонента правильно соединены, можно стянуть узлы болтами. Но, например, если автомат коробка передач натыкается гидротрансформатором на ведущий диск (или на маховик в случае с МКПП), то нельзя затягивать болты. В противном случае можно повредить масляный насос АКПП, либо другие элементы в зависимости от типа трансмиссии.
Узнайте, как проверить уровень трансмиссионной жидкости
Наконец, после завершения сборки, желательно проверить уровень трансмиссионной жидкости. С ручным и с полуавтоматической коробкой передач эта задача очень проста. Вам просто нужно припарковаться автомобиль на ровной поверхности и открыть пробку уровня масла. Если жидкость вытекает, значит уровень в норме. Некоторые автомобили с ручным или полуавтоматические коробки передач имеют отдельный масляный щуп. Что касается АКПП, то уровень масла следует проверять только после того, как двигатель прогрет до рабочего температуры (также важно прогреть саму коробку-автомат). Проверка трансмиссионной жидкости выполняется только при работающем двигателе.
Автомобильные коробки передач: как работают механические и автоматические коробки передач
(Изображение предоставлено: Getty Images)
Коробка передач является одним из строительных блоков современного автомобиля. Неудивительно, что это также одна из самых сложных частей оборудования внутри любого автомобиля.
Двигатель автомобиля соединяется с его коленчатым валом, который вращается тысячи раз в минуту, согласно книге «Трибологические процессы в системах клапанного механизма с легкими клапанами» (открывается в новой вкладке). Это слишком быстро для колес, поэтому шестерни преобразуют мощность в скорости, с которыми колеса могут справиться. В шестернях используются блокирующиеся зубья, соединяющие маленькие быстро движущиеся шестерни с более крупными шестернями с большим количеством зубьев, и эта большая шестерня вращается с меньшей скоростью.
Нижние передачи имеют более крупные зубья и позволяют двигателю развивать высокие уровни мощности без быстрого движения автомобиля, что идеально, если вы едете медленно или в гору, согласно журналу Transportation Research Part A: General (opens in new tab ).
Более высокие передачи обеспечивают большую скорость, а не крутящий момент, что отлично подходит для плавного движения по автостраде.
Низкие передачи обеспечивают большую мощность, а более высокие передачи обеспечивают большую скорость, но для достижения таких высоких скоростей вам нужно переключаться между передачами вверх. Большинство автомобилей имеют как минимум пять передач, что дает водителям более точный контроль над мощностью и скоростью.
Механические коробки передач
Механические коробки передач сложны — вот как работает коробка передач в большинстве автомобилей.
История шестерен
Коробки передач существуют уже давно. Согласно материалам конференции AIP , первую современную механическую коробку передач продемонстрировали французские изобретатели Луи-Рене Панар и Эмиль Лавассор в 1894 году, а Луи Рено усовершенствовал конструкцию в 1898 году. В 1928 году Cadillac представила синхронизированную систему. для более плавного переключения передач.
Связанный: Формула 1: технология, формат и факты о Формуле 1
Шестерни для других целей даже старше, чем автомобили, и остатки древних шестерен были обнаружены в Китае 4-го века. Старейшие в мире рабочие часы используют шестеренки для определения времени в Солсберийском соборе с 1386 года. (Изображение предоставлено Getty Images)
Большинство автомобилей по-прежнему используют либо механическую, либо автоматическую коробку передач, но некоторые новые автомобили оснащены современными системами вариатора или двойного сцепления, по данным Driving. ca .
CVT расшифровывается как «бесступенчатая трансмиссия». Это разновидность автоматической коробки передач, но она отличается от обычного оборудования одним ключевым моментом. Согласно данным Международного журнала научных и инженерных исследований, вместо обычных передач, при которых водитель может чувствовать переходы, коробки передач CVT имеют конусообразную конструкцию и систему шкивов для создания плавного перехода вверх и вниз в диапазоне мощности автомобиля. в новой вкладке). Это эффективная система, которая часто используется в гибридных автомобилях.
Системы двойного сцепления часто встречаются в полуавтоматических автомобилях, позволяя автомобилю предварительно выбирать передачи, а это означает, что водитель может переключать передачи невероятно быстро. Эта система часто присутствует на высокопроизводительных автомобилях и автомобилях с лепестками переключения передач на рулевом колесе.
Механические коробки передач также не застрахованы от инноваций. Volkswagen выпустил новую механическую коробку передач под названием MQ281, которая повышает эффективность и снижает выбросы , согласно веб-сайту Volkswagen .
Автоматические коробки передач
Автоматические коробки передач появились в продаже в 1940-х годах, согласно Международному журналу автомобильного дизайна , и сейчас они часто более популярны, чем механические коробки передач. По данным Readers’ Digest (открывается в новой вкладке), на самом деле подавляющее большинство водителей в США используют транспортное средство с механической коробкой передач.
Связанный: Центральный замок: как работает электрическое запирание дверей автомобиля
В автоматических коробках передач отпадает необходимость в педали сцепления, которая отключает двигатель от трансмиссии для переключения передач. Вместо этого они используют систему гидротрансформатора, полагаясь на трансмиссионное масло для передачи энергии от входного вала к шестерням. Компьютеры в автомобиле точно определяют, когда нужно переключать передачи.
Это обеспечивает плавное переключение передач и более легкое вождение, а автоматические коробки передач часто более эффективны, чем их аналоги с механической коробкой передач.
Дополнительные ресурсы
Наглядную демонстрацию механической коробки передач можно посмотреть в этом видео от Lesics (откроется в новой вкладке). Чтобы узнать больше о будущем автомобильных передач, прочитайте эту статью на веб-сайте Volkswagen (откроется в новой вкладке).
Список литературы
«Принципы работы клапанного механизма (откроется в новой вкладке)». Трибологические процессы в системах клапанного механизма с облегченными клапанами. Новые исследования и моделирование (2016).
«Оптимальное вождение для экономии топлива на одном автомобиле (откроется в новой вкладке)». Транспортные исследования Часть A: Общие.
«Расчет передаточного числа и сравнение между спортивным внедорожником (внедорожником) и гоночным приложением (откроется в новой вкладке)».
Китайские изготовители клеммных колодок для трехфазных двигателей, поставщики, фабрика — Прейскурант&Quotation
Изолирующий материализготовлен из бакелита (фенопласта) или BMC (DMC) SMC
● Материал болтов может быть латунь, никелированная латунь, латунная сталь, никелевая листовая сталь, оцинкованная сталь и т. Д.
● Общий цвет — черный, белый, синий, зеленый, оранжевый, красный и индивидуальный цвет.
● Клеммные блоки двигателя отличаются высокой прочностью, выдерживают высокий крутящий момент.
● Класс пламени UL94-V0
● Общий тепловой класс F (150 ℃) и класс H (180 ° C). По запросу клеммная колодка двигателя соответствует тепловому классу C (220 ° C)
● Клеммы двигателя со шпильками 2-3-4-5-6-8-9-11-12-14-16
● Доступны звенья, гайки и шайбы, в зависимости от вашего запроса.
заявка
Клеммная колодка используется для электродвигателя.
Оборудование
Поставляем более 300 клиентов. У нас около 70 машин, мы можем производить более 1200000 шт. Клеммных колодок и 5000000 шт. Резиновых деталей в месяц. Мы сами изготавливаем формы, изготовили более 4000 различных форм, если вы запросите индивидуальный продукт, плата за пресс-форму будет дешевле даже бесплатно
Оборудование для проверки качества
Мегомметр, тестер высокого напряжения, гаечный ключ для проверки крутящего момента, машина для испытания в солевом тумане
Пакет
Обычно мы упаковываем наши товары в соответствии с требованиями клиентов.
Сертификат
У нас есть ISO9001, SGS, Rohs, CE, отчет о проверке и испытании карантинного технического центра инспекции входа-выхода и карантинного бюро Фуцзянь. Материал имеет UL
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
Q: Каков ваш обычный срок оплаты?
A: 30% вперед, 70% в период отгрузки или 50% заранее, 50% в период отгрузки. Зависит от количества заказа.
Q: Как насчет способа оплаты?
A: мы принимаем EXW, FOB, CIF, DDP, DDU и так далее.
30% предоплата и баланс перед отправкой
В: сколько цветов вы можете сделать?
A: Цвет может быть выполнен в соответствии с вашими требованиями.
Q: Каково ваше MOQ?
A: MOQ составляет 20-1000 шт. В зависимости от размера, пожалуйста, свяжитесь с нами для этого.
Наше преимущество:
1. У нас есть строгая система гарантии качества. Мы внимательно относимся к каждой детали.
2. У вас может быть разумная цена здесь. Чем больше вы покупаете, тем ниже будет цена.
3. Быстрая доставка. У нас достаточно рабочей силы, чтобы обеспечить возможность доставки товара в срок.
Сценарий применения:
Клеммная колодка двигателя используется для асинхронного двигателя, трехфазного асинхронного двигателя, однофазного асинхронного двигателя, серводвигателя переменного тока, серводвигателя ротора с короткозамкнутым ротором, полой чашки серводвигателя с немагнитным ротором, крутящего момента двигателя Exchan ge, синхронного двигателя, синхронные двигатели с постоянными магнитами, гистерезисные синхронные двигатели, магниторезистивные синхронные двигатели,
электромагнитное замедление синхронного двигателя
горячая этикетка : Клеммная колодка для трехфазного двигателя, Китай, производители, поставщики, завод, индивидуальные, индивидуальные, цена, качество, прейскурант, предложение, каталог, каталог
Об электродвигателях с тормозом | Техпривод
Большинство асинхронных двигателей, используемых в промышленном оборудовании, подключаются через преобразователи частоты. Частотник прекрасно справляется с замедлением и торможением привода. Избыточная энергия, которая при динамическом торможении накапливается на конденсаторах звена постоянного тока, выделяется в виде тепла на тормозном резисторе. Однако есть ситуации, когда требуется специализированное решение — двигатель с электромеханическим (электромагнитным) тормозом.
Актуальность применения электромагнитного тормоза
Преобразователь частоты может некоторое время удерживать ротор в неподвижном состоянии путем подачи на двигатель постоянного напряжения. Однако электропривод способен находиться в таком режиме лишь несколько минут, после чего начинают перегреваться обмотки. Поэтому в ряде случаев применяют электродвигатели с тормозом. Прежде всего это относится к грузоподъемному оборудованию — кранам, лифтам и проч.
Электромеханический тормоз позволяет быстро останавливать привод и удерживать его в неподвижном состоянии сколь угодно долго. Обычно такая необходимость продиктована соображениями безопасной эксплуатации оборудования.
Конструкция
В конструкцию электромагнитного тормоза входят:
электромагнит с катушкой
тормозной диск с накладками
прижимные пружины
система настройки прижимного момента
В большинстве случаев тормоз является нормально заторможенным. Это означает, что ротор двигателя фиксируется при отсутствии питания тормоза. При подаче питания на катушку тормозные колодки отжимаются, и ротор растормаживается.
Способы монтажа
Тормоз может быть встроен в конструкцию двигателя либо являться отдельным устройством. Наиболее предпочтителен встроенный тормоз, который располагается на оси ротора. Такая конструкция отличается компактностью и простотой в эксплуатации.
Если применение двигателя со встроенным тормозом по каким-то причинам нецелесообразно, применяют отдельный тормоз. Его основные преимущества – возможность монтажа в любом месте привода (например, на оси редуктора), размеры и способ крепления устройства не привязаны к конструкции двигателя.
Способы подачи питания на тормоз
Электромеханический тормоз может иметь зависимое или независимое питание. В первом случае его катушка запитывается от того же источника, что и обмотки двигателя. При этом тормоз должен быть нормально заторможенным, чтобы при пропадании питания он фиксировал ротор.
Тормоз с независимым питанием может управляться более гибко, однако он требует отдельную схему питания, которая должна быть синхронизирована с питанием двигателя. Наиболее универсальный тормоз данного типа – двухобмоточный. Катушка в нем состоит из двух обмоток. Короткой обмоткой тормоз включается, длинной (с меньшим током) удерживается.
Если питание двигателя производится от ПЧ, необходимо в настройках преобразователя обратить внимание на параметры электромеханического тормоза. В идеальном варианте ПЧ и двигатель с тормозом должны быть выпущены одним производителем.
Временные параметры торможения
При проектировании тормозной системы следует учитывать, что время срабатывания тормоза обычно гораздо меньше, чем время его отпускания.
Типовым временем включения тормоза (растормаживание при включении двигателя) можно считать 40-60 мс в зависимости от мощности и напряжения питания. Время выключения при правильной регулировке не должно превышать 0,2 с.
Обслуживание электромеханического тормоза
Поскольку тормоз является электромеханическим устройством, подверженным износу, он нуждается в регулярном техническом обслуживании. Необходимо регулярно проверять тормозной зазор, который должен иметь значение, рекомендованное производителем. Зазор может уменьшаться или увеличиваться, а также иметь перекосы из-за износа тормозных колодок либо пружин, нарушения крепежа.
Поскольку при работе двигателя тормоз подвергается ударам и вибрации, необходимо тщательно следить за фиксацией крепежных гаек и шпилек. Такеж рекомендуется использовать фиксатор резьбы.
Для ремонта и технического обслуживания оборудования обычно предусматривается возможность ручного растормаживания при помощи специального рычага. Эту функцию нужно использовать осторожно во избежание порчи оборудования и травм персонала.
Тормозной момент электромагнитного тормоза может быть отрегулирован в некоторых пределах.
Режим работы
Использовать электромеханический тормоз для торможения двигателя на ненулевой скорости рекомендуется только в аварийных случаях, поскольку в этом режиме резко повышается износ и нагрев тормозных колодок. Схема должна быть спроектирована таким образом, чтобы тормоз был стояночным, то есть включался только на нулевой скорости. Для этого в ПЧ имеется специальный выход. В таком режиме тормозные колодки почти не изнашиваются и имеют большой ресурс работы.
При частом использовании функции торможения происходит не только износ, но и нагрев тормоза. Если технологический процесс не позволяет сократить число торможений в единицу времени, следует предусмотреть дополнительный обдув тормоза, а также более ответственно подходить к его техобслуживанию.
Другие полезные материалы: Техобслуживание преобразователя частоты Способы защиты электродвигателей Преимущества и недостатки асинхронного двигателя
Клеммная колодка двигателя Серия KM
Высококачественные клеммные колодки с 6 шпильками, изготовленные из огнестойкой основы.
Номинальная температура 160°C, огнестойкость UL94 V-0 с рабочим напряжением 660 вольт (BS 2618).
Шпильки из низкоуглеродистой стали, оцинкованной и пассивированной желтым хроматом.
Поставляется с 12 гайками, 12 шайбами и 3 перемычками.
Клеммные колодки серии KM широко используются в электродвигателях низкого и среднего напряжения.
Мы рады предложить эти основные электрические компоненты различных размеров; все доступно для быстрой отправки и доставки по всей стране.
Наши клеммные колодки для двигателей серии KM доступны в 5 различных конфигурациях. В приведенной ниже таблице размеров указаны полные размеры каждого из них. Затем следует дополнительная информация об электрических свойствах каждой модели, а также дополнительная информация об общих характеристиках всех размеров.
Электрические свойства различных моделей клеммных колодок.
Модель №
Макс. Момент затяжки
Макс. Кабельный башмак Размер
Клемма аварийного отключения на клемму*
Клемма пробоя на землю
Текущий рейтинг ссылки
КМ4
2,0 Н/м
6 мм²
12 кВ
8 кВ
16 ампер
КМ5
4,0 Н/м
16 мм²
14 кВ
8 кВ
25 ампер
КМ6
6,8 Н/м
35 мм²
16,8 кВ
11 кВ
60 А
КМ8
16,5 Н/м
70 мм²
18,4 кВ
13 кВ
100 ампер
КМ10
32,8 Н/м
120 мм²
22 кВ
14 кВ
160 А
*Пробивное напряжение при использовании источника питания 50 Гц.
Общие свойства наших клеммных колодок для двигателей серии KM.
Мягкая сталь, оцинкованная и покрытая желтым хроматом.
Количество шпилек
6
Резьба
Isometrix Medium Fit Крупная резьба Класс 6H / 6G
CTI
>600 В (BS 5901 и IEC 112)
Рабочее напряжение (Ue)
660 В (BS 2618)
Размеры клеммных колодок серии KM.
Модель №
А
Б
С
Д
Е
Ф
Размер отверстия
Х
Дж
Размер резьбы
КМ4
20 мм
54 мм
34 мм
5 мм
16 мм
29 мм
5,5 мм Ø
20 мм
10 мм
М4
КМ5
23 мм
64 мм
40 мм
5 мм
18 мм
31 мм
5,5 мм Ø
23 мм
10 мм
М5
КМ6
28 мм
78мм
48 мм
6 мм
23 мм
39 мм
6,6 мм Ø
28 мм
11 мм
М6
КМ8
35 мм
96мм
60 мм
8мм
28 мм
46 мм
9 мм Ø
35 мм
15 мм
М8
КМ10
45 мм
120 мм
75 мм
10 мм
34 мм
56 мм
11 мм Ø
45 мм
18 мм
М10
КМ12
55 мм
150 мм
95 мм
16 мм
40 мм
65 мм
Ø 11,5 мм
55 мм
19 мм
М12
Этот двигатель Tesla Crate заменит компактный V-8
| Новости
Забудьте о замене LS и приобретите привод Tesla, который крепится болтами к опорам малого блока V-8!
Термин «двигатель в ящике» уже давно используется для описания двигателей, которые вы можете купить (обычно прогретые или модифицированные) и установить в автомобиле или проекте по вашему выбору. Хотя почему такое имя? Потому что двигатели поставляются в ящиках. Часто слово «двигатель» используется взаимозаменяемо со словом «двигатель», случайным упущением различия между двигателем внутреннего сгорания и двигателем, которое мы обычно используем для описания источника электроэнергии. До нынешнего момента. Идите вперед и позвоните в Revolt Systems от EV West, чтобы заменить электрическую трансмиссию Tesla, что это такое: мотор в ящике.
Буквально вот что представляет собой это чудесное творение. Электродвигатель в ящике. Более того, это болтовая установка, предназначенная для замены одного из самых распространенных вариантов двигателя из ящиков, малоблочного V-8 от GM. Это связано с тем, что трансмиссия EV West Tesla крепится болтами к малоблочным опорам двигателя V-8 и может быть подключена непосредственно к карданному валу, так что вы можете вписать его в свой проект малоблочного двигателя V-8 и сохранить заднюю ось в неизменном виде. является.
Так называемый Revolt Tesla Crate Motor, похоже, поставляется с электродвигателем от Tesla, встроенным редуктором, где традиционная трансмиссия крепится за двигателем, и карданным шарниром, ожидающим фиксации на карданном валу. Как и в случае с другими доступными моторными комплектами EV West и т. п. (компания предлагает переоборудование электромобилей для различных классических автомобилей), аккумулятор и блок управления для установки, по-видимому, продаются отдельно, и все компоненты будут доступны по отдельности.
Предварительный просмотр в посте EV West в Facebook, который также включает фотографии, сделанные на соляных равнинах Бонневилля, новый комплект на самом деле является совместным усилием EV West и Revolt Systems, новой компании, созданной для обеспечения необходимых преобразований силовых агрегатов Tesla. к этой новой продольной планировке. По данным EV West, которая будет продавать двигатели Tesla в ящиках, оригинальные приводные устройства Tesla Model S должны быть разобраны, литой дифференциал вырезан, а двигатели сглажены и прикручены к новому алюминиевому редуктору.
Двигатель ящика выдает заявленную мощность 450 кВт или 550 л.с. На веб-сайте Revolt отмечается, что предстоящий комплект привода Tesla включает в себя «сильно модифицированный двигатель Tesla Model S мощностью 400 кВт мощностью примерно 533 л.
Управляющие трансформаторы обеспечивают регулирование напряжения и преобразуют высокое или низкое напряжение в соответствии с потребностями применения. Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом.
Трансформатор управления с открытым сердечником
Трансформатор управления с закрытым сердечником
Защитный трансформатор с открытым сердечником
Трансформатор управления с открытым сердечником
Защитное устройство: автоматический выключатель
по возрастанию
Загрузка. ..
Защитное устройство0028
ОТКРЫТИЕ УПРАВЛЕНИЕ УПРАВЛЕНИЯ ДОПОЛНИТЕЛЬНЫЕ ДОСТАВКИ: Нет, отсортировано по входному напряжению — Трансформатор, восхождение
Загрузка …
.
Защитное устройство трансформатора управления с разомкнутым сердечником: Первичный предохранитель, отсортированный по входному напряжению трансформатора, по возрастанию
Трансформатор управления с открытым сердечником Защитное устройство: первичный предохранитель, вторичный предохранитель, сортировка по входному напряжению — трансформатор, по возрастанию 00000
Загрузка …
Протектор: Первичный термоплав
ОТКРЫТЫ0005
Загрузка . ..
Устройство Protective: Secondary Fuse
Устройство Protefice.
Загрузка…
Инкапсулированное ядро0003
Защитное устройство: нет
Инкапсулированные управляющие сердечники. Устройство трансформатора: нет, отсортировано по входному напряжению — трансформатор, восходящий
Защитное устройство трансформатора управления с изолированным сердечником: Предохранитель первичной обмотки, отсортированный по входному напряжению — трансформатор, по возрастанию
Защита от прикосновения, открытое устройство защиты трансформатора управления сердечником: нет, отсортировано по входному напряжению — трансформатор, по возрастанию
 7/1.75 мм
7/1.75 мм 6 mavlink
6 mavlink
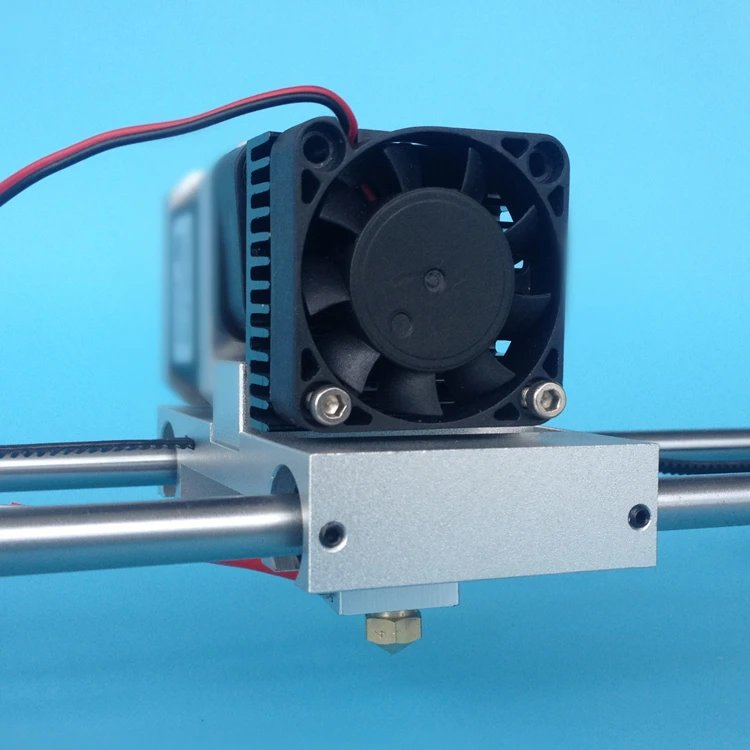 Ровно
Ровно 67 грн
67 грн 1, двойной привод, для 3D-принтера
1, двойной привод, для 3D-принтера 98 грн
98 грн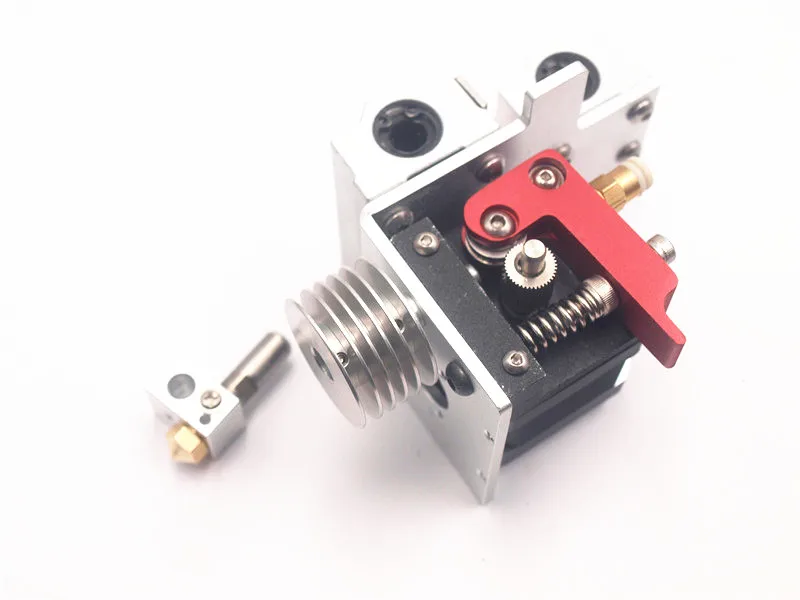 США Левый / черный (пластик) / Китай — 5,11 долл. США Правый / серебристый (алюминий) / Китай — 12,08 долл. США Правый / черный (пластик) / Китай — 5,11 долл. США
США Левый / черный (пластик) / Китай — 5,11 долл. США Правый / серебристый (алюминий) / Китай — 12,08 долл. США Правый / черный (пластик) / Китай — 5,11 долл. США Чтобы иметь право на возврат, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке.
Чтобы иметь право на возврат, ваши товары должны быть неиспользованными и находиться в том же состоянии, в котором они были получены в оригинальной упаковке. Пожалуйста, подождите не менее 5 рабочих дней с момента получения вашего товара для обработки вашего возврата. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.
Пожалуйста, подождите не менее 5 рабочих дней с момента получения вашего товара для обработки вашего возврата. Мы сообщим вам по электронной почте, когда ваш возврат будет обработан.


 Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.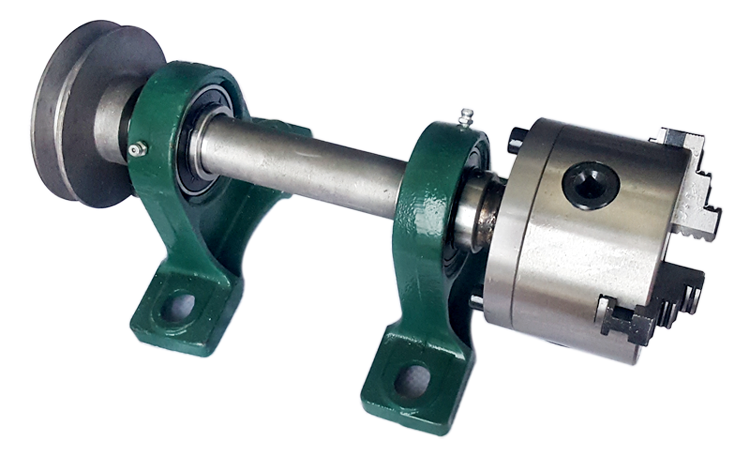
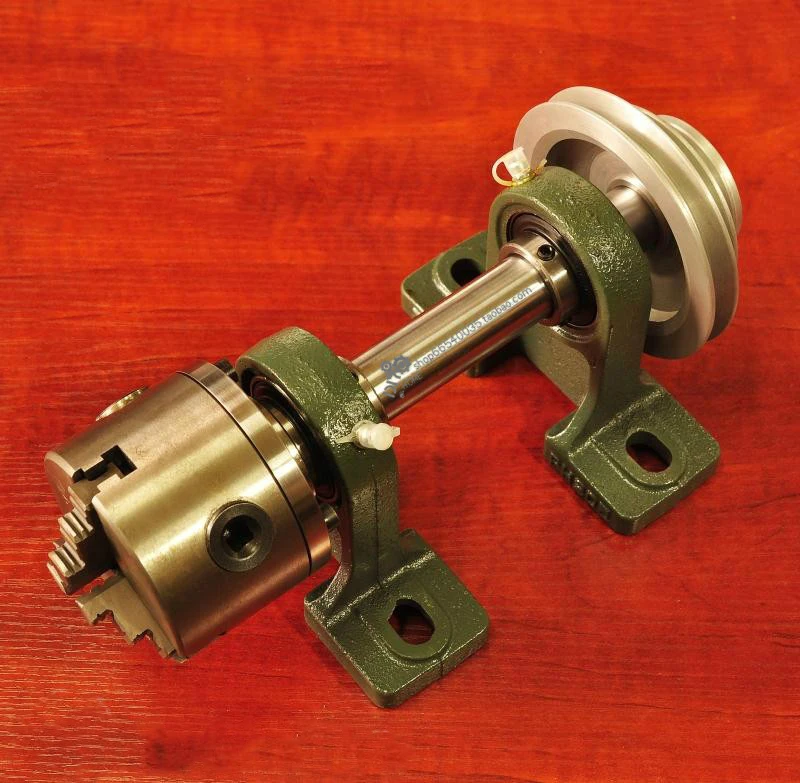 Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный. Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.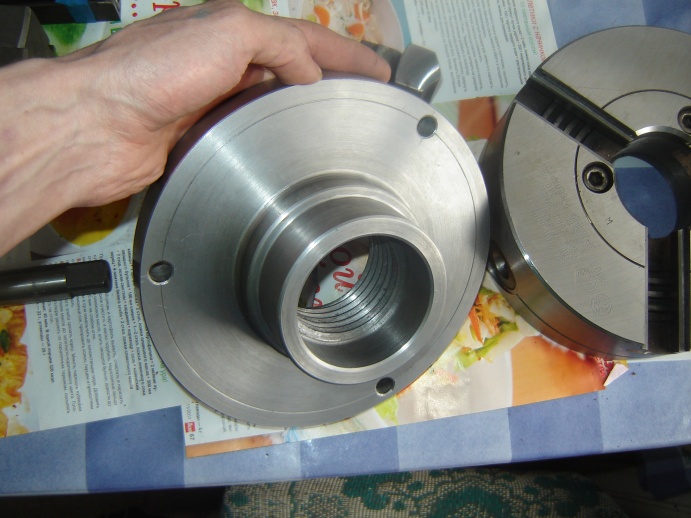 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе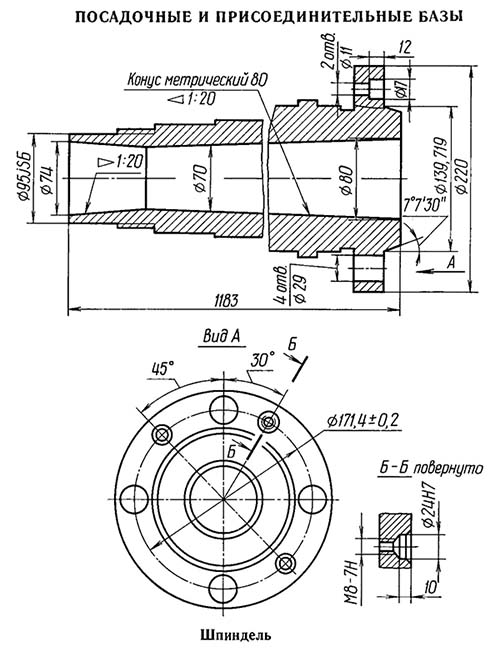 Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
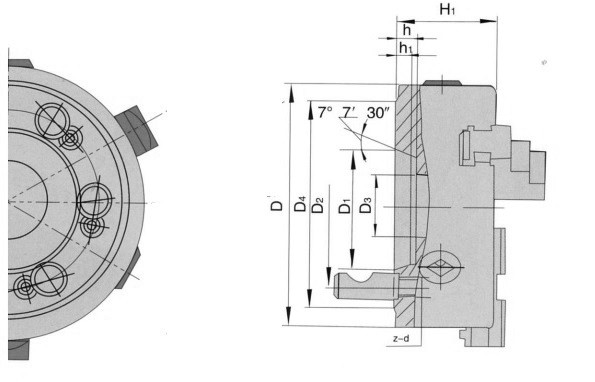
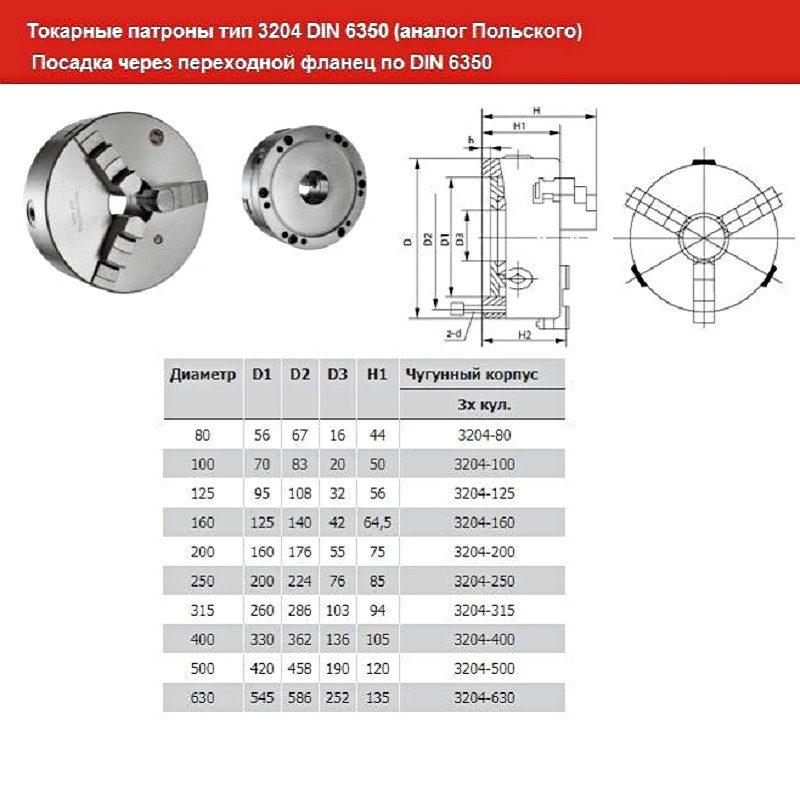
 Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593) В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.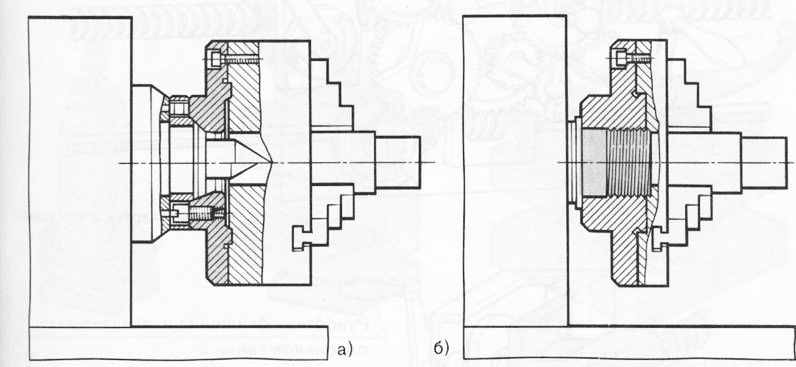 Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.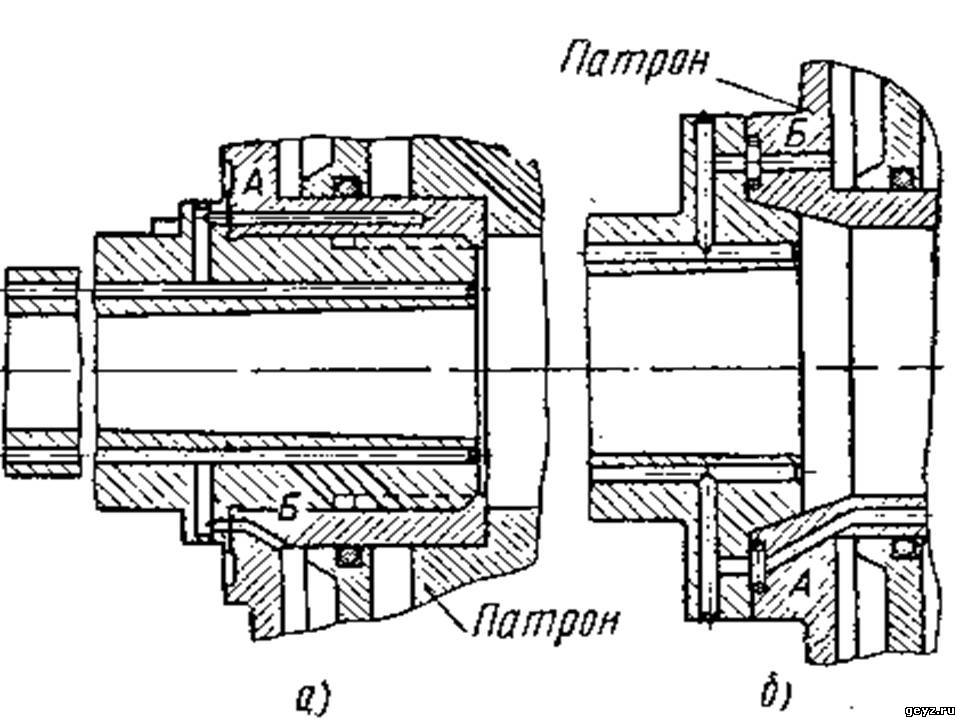 ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.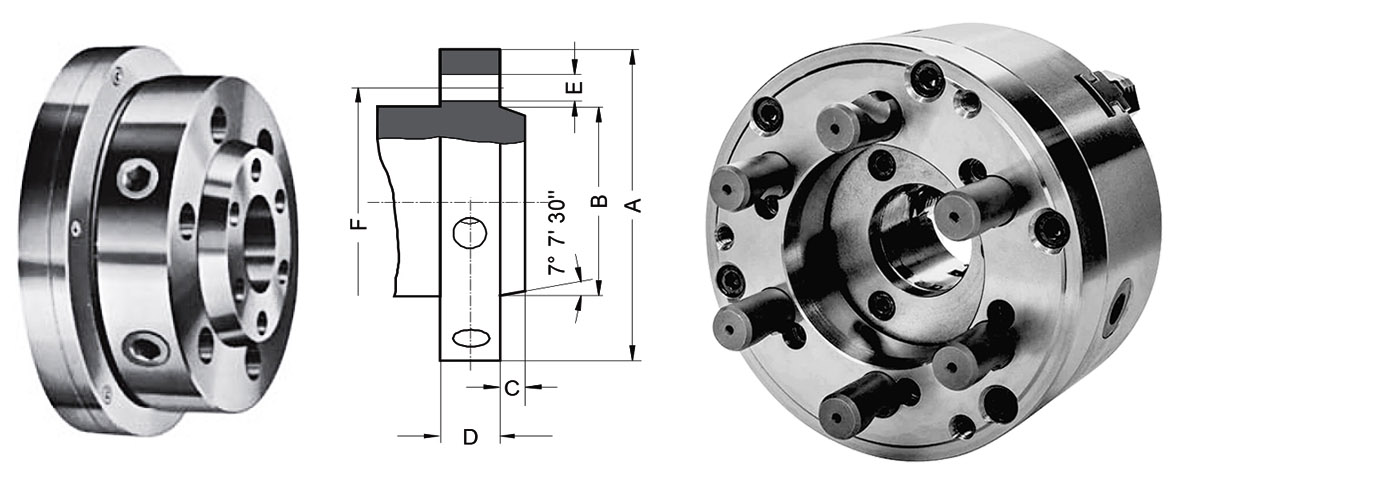
 Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.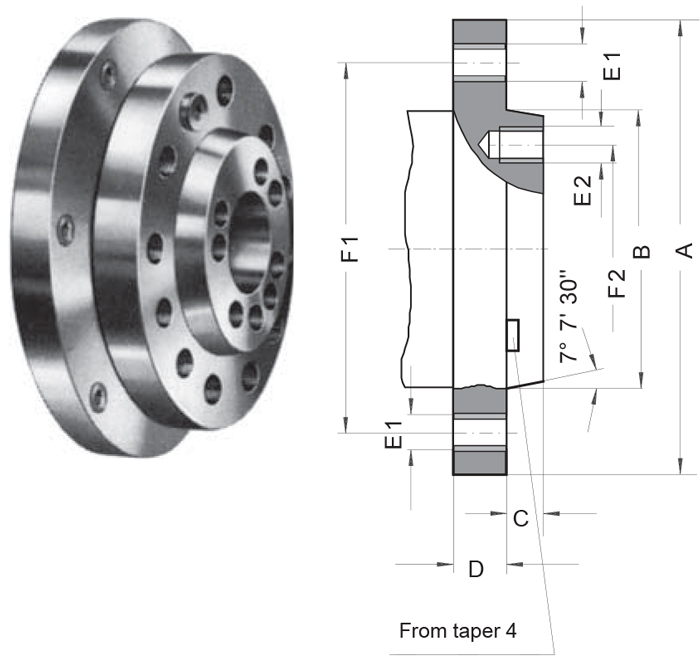 com, чтобы узнать цены и детали доставки.
com, чтобы узнать цены и детали доставки. 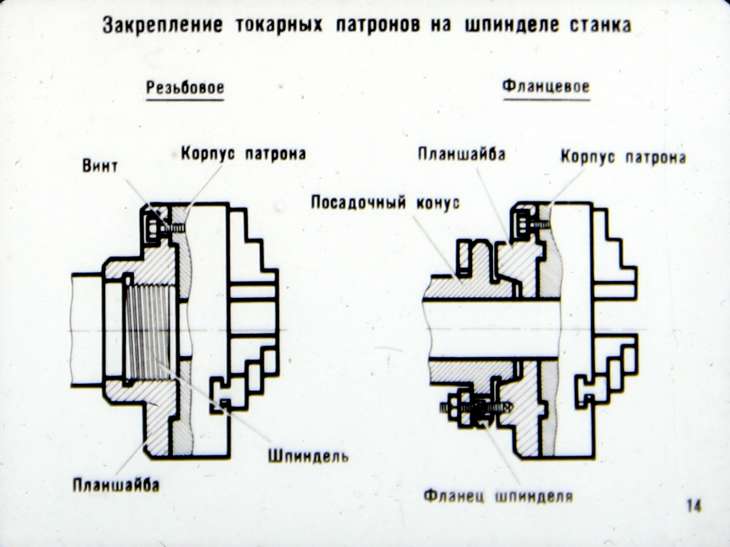 Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).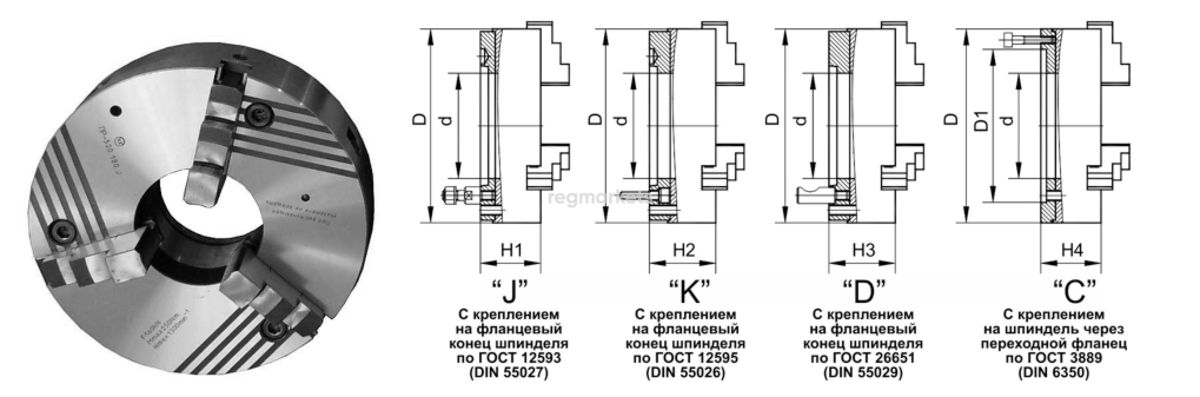 При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.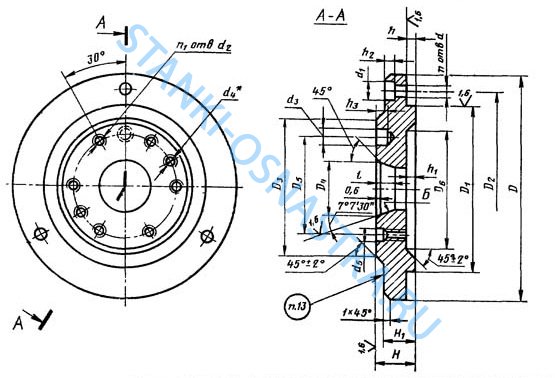 Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см] Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.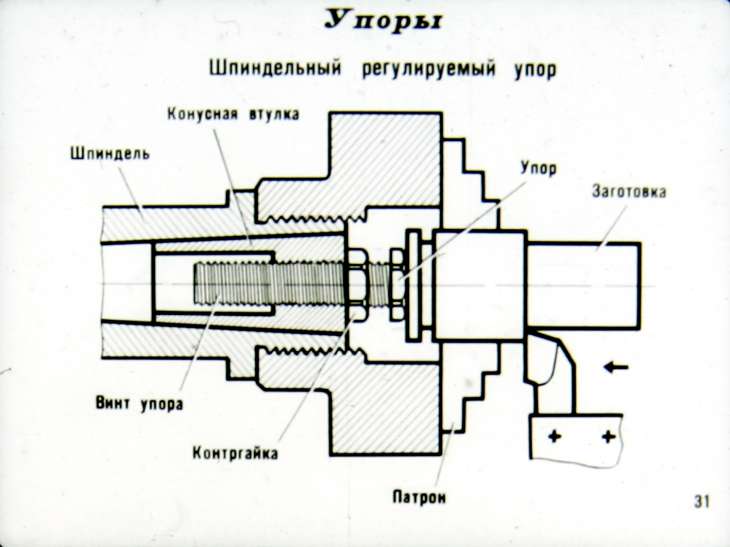 Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.
Крепится с помощью винтов. Пожалуйста, укажите диаметр вала и левое или правое положение.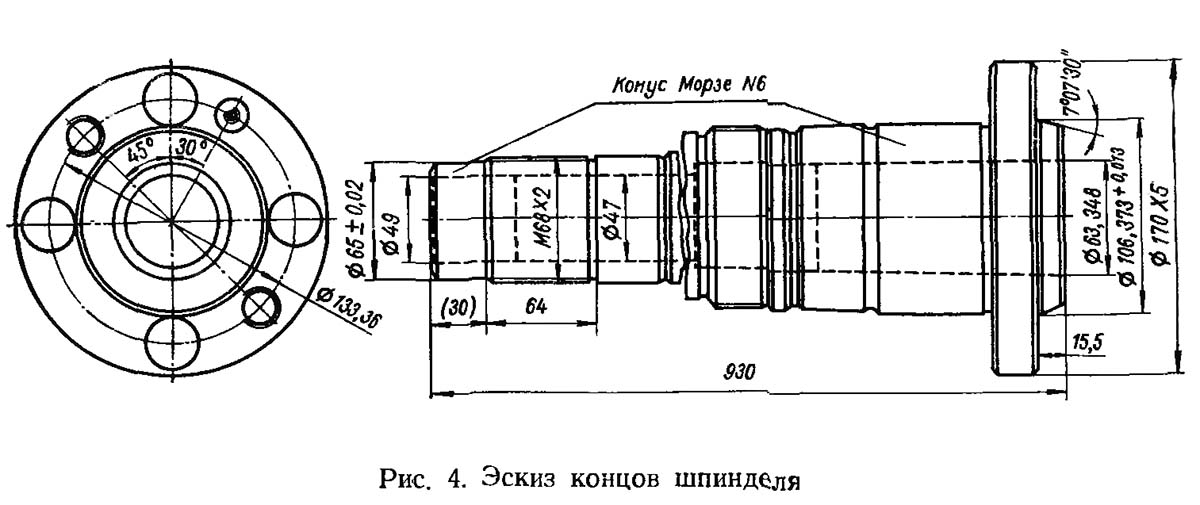 00
00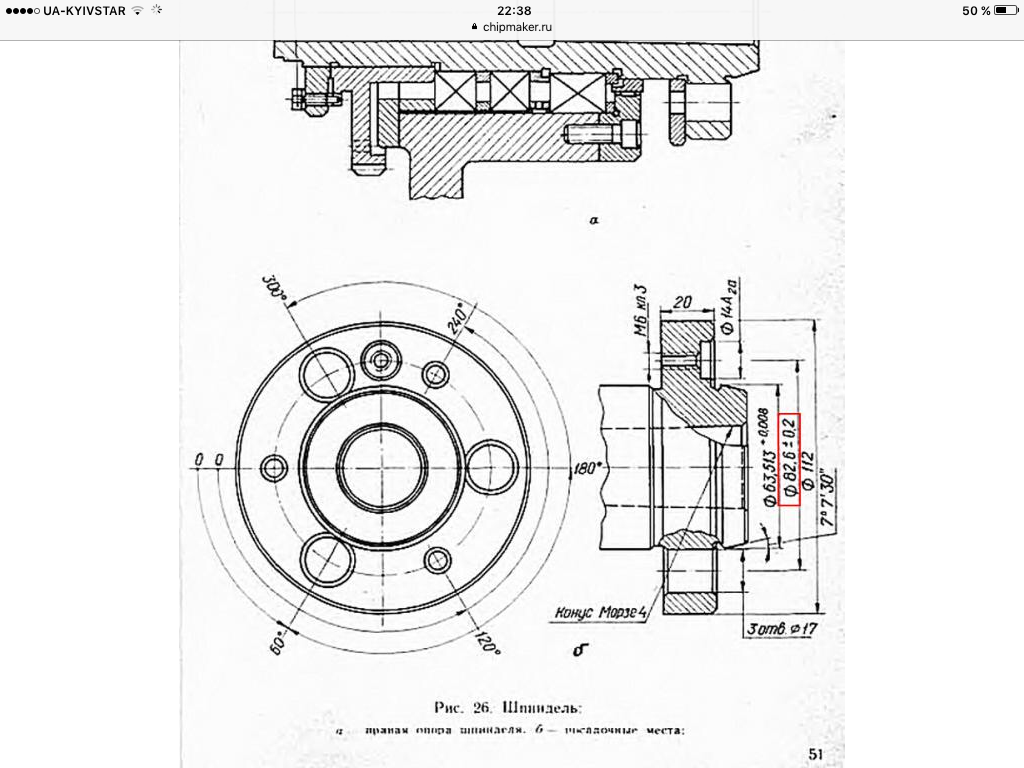 Это может быть не точное представление продукта.
Это может быть не точное представление продукта.
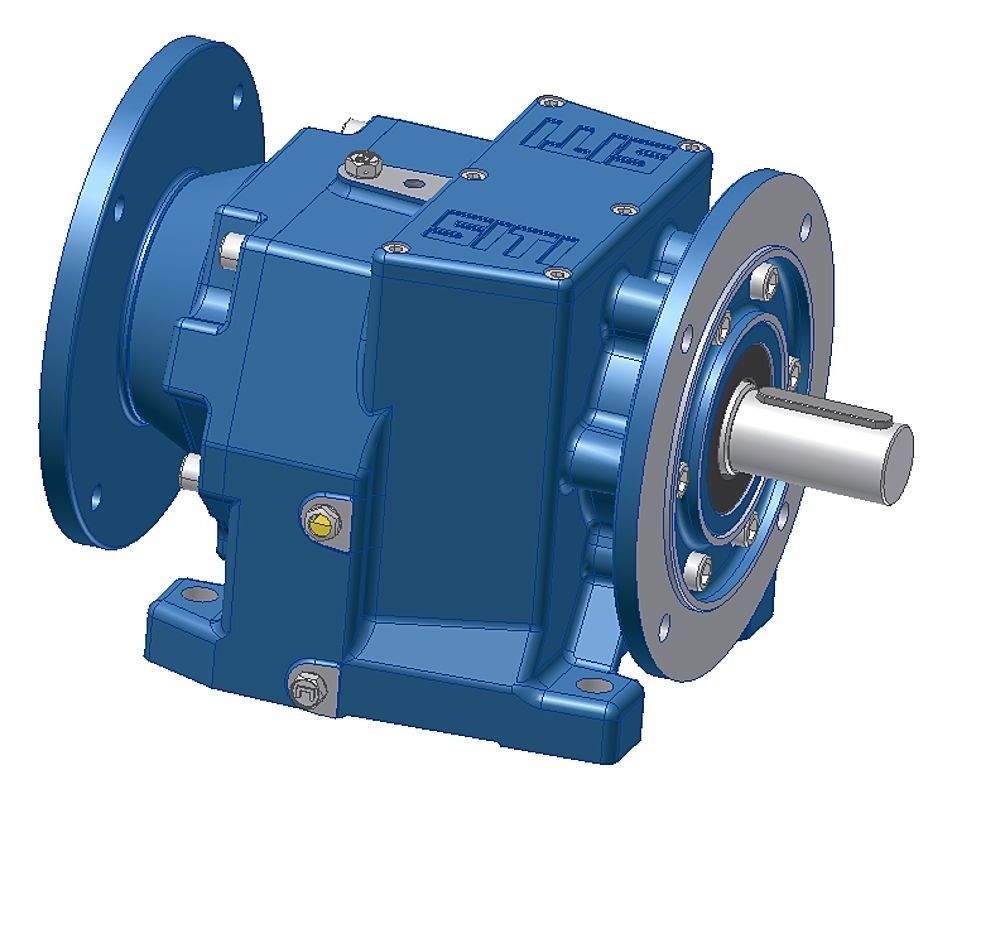 Конструктору не нужно сосредотачиваться на выборе или проектировании отдельных компонентов, он только выбирает мотор-редуктор из каталога унифицированных моделей на основе заданных параметров. Также стоит отметить надежность этих агрегатов, качественное оборудование очень редко выходит из строя. При грамотной эксплуатации, гарантированный ресурс работы может составлять десятки тысяч часов
Конструктору не нужно сосредотачиваться на выборе или проектировании отдельных компонентов, он только выбирает мотор-редуктор из каталога унифицированных моделей на основе заданных параметров. Также стоит отметить надежность этих агрегатов, качественное оборудование очень редко выходит из строя. При грамотной эксплуатации, гарантированный ресурс работы может составлять десятки тысяч часов В результате заказчик получает продукт, который представляет собой оптимальное индивидуальное решение.
В результате заказчик получает продукт, который представляет собой оптимальное индивидуальное решение.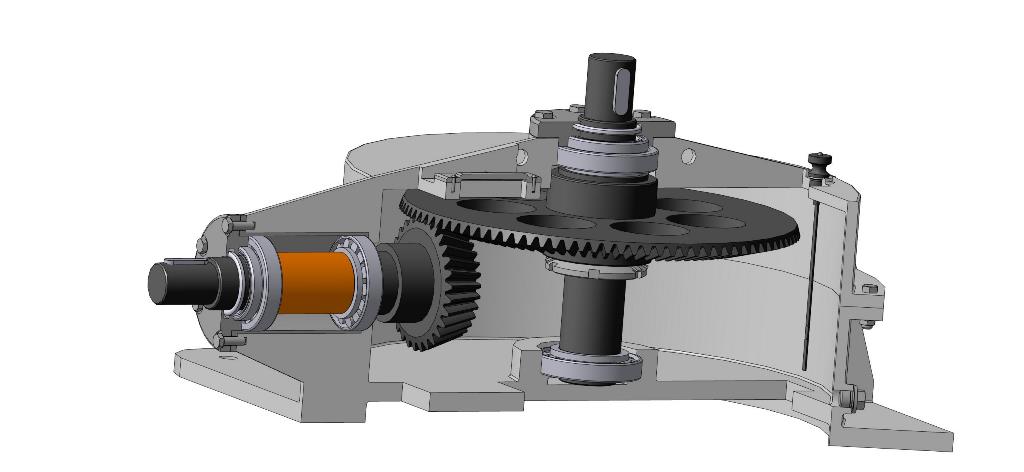
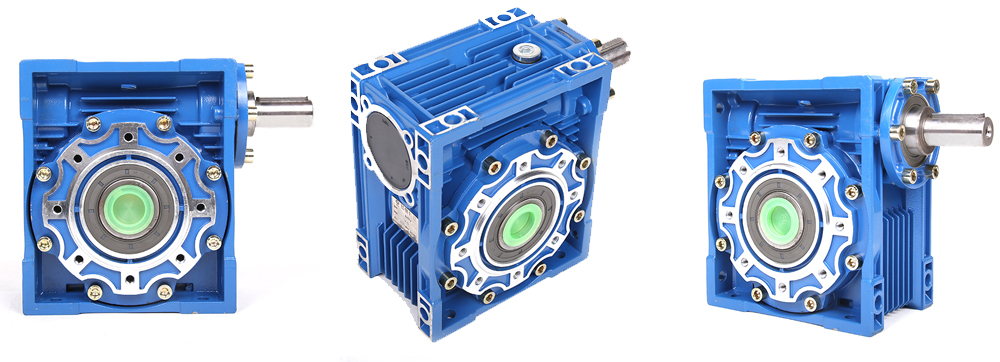 Таким образом, редуктор работает как преобразователь вращающего момента и частоты вращения.
Таким образом, редуктор работает как преобразователь вращающего момента и частоты вращения.
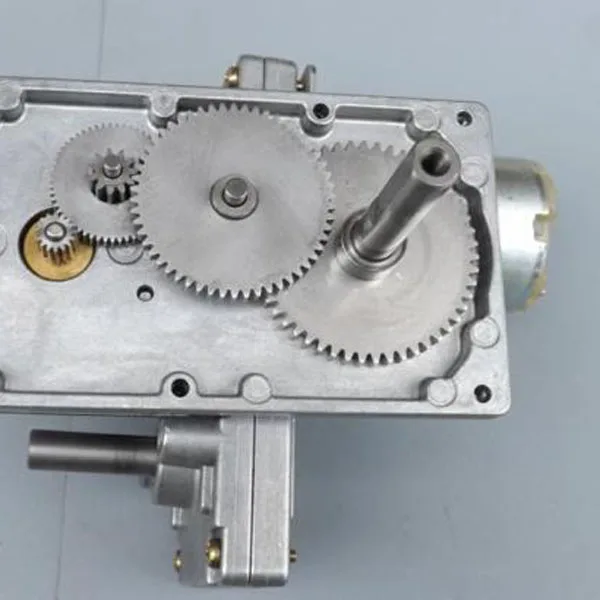
 voltage the motor’s outer conductor can accommodate (here 380-420 V)
voltage the motor’s outer conductor can accommodate (here 380-420 V)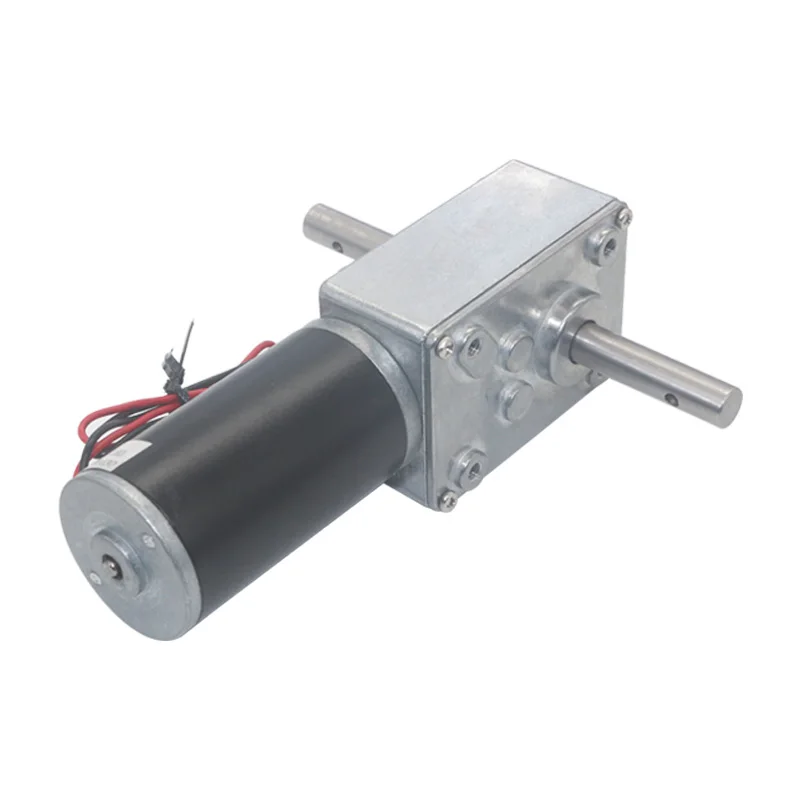 When operating at 50 Hz, this gearmotor has an efficiency of 84% and is in line with IE2.
When operating at 50 Hz, this gearmotor has an efficiency of 84% and is in line with IE2. voltage to which one phase (winding) of the installed motor can be subjected (here 254-277 V)
voltage to which one phase (winding) of the installed motor can be subjected (here 254-277 V) 85 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 440-480 V)
85 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 440-480 V) In other words, the material used for the gearmotor’s insulating system can withstand temperatures up to the one indicated.
In other words, the material used for the gearmotor’s insulating system can withstand temperatures up to the one indicated.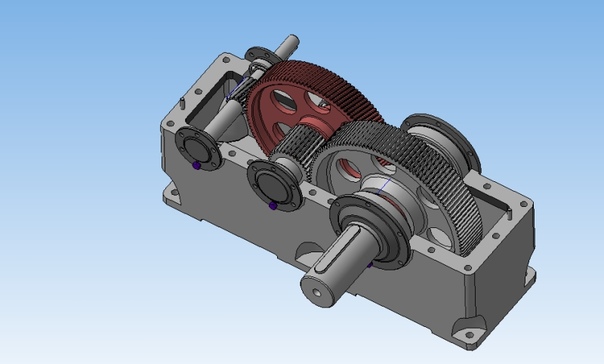
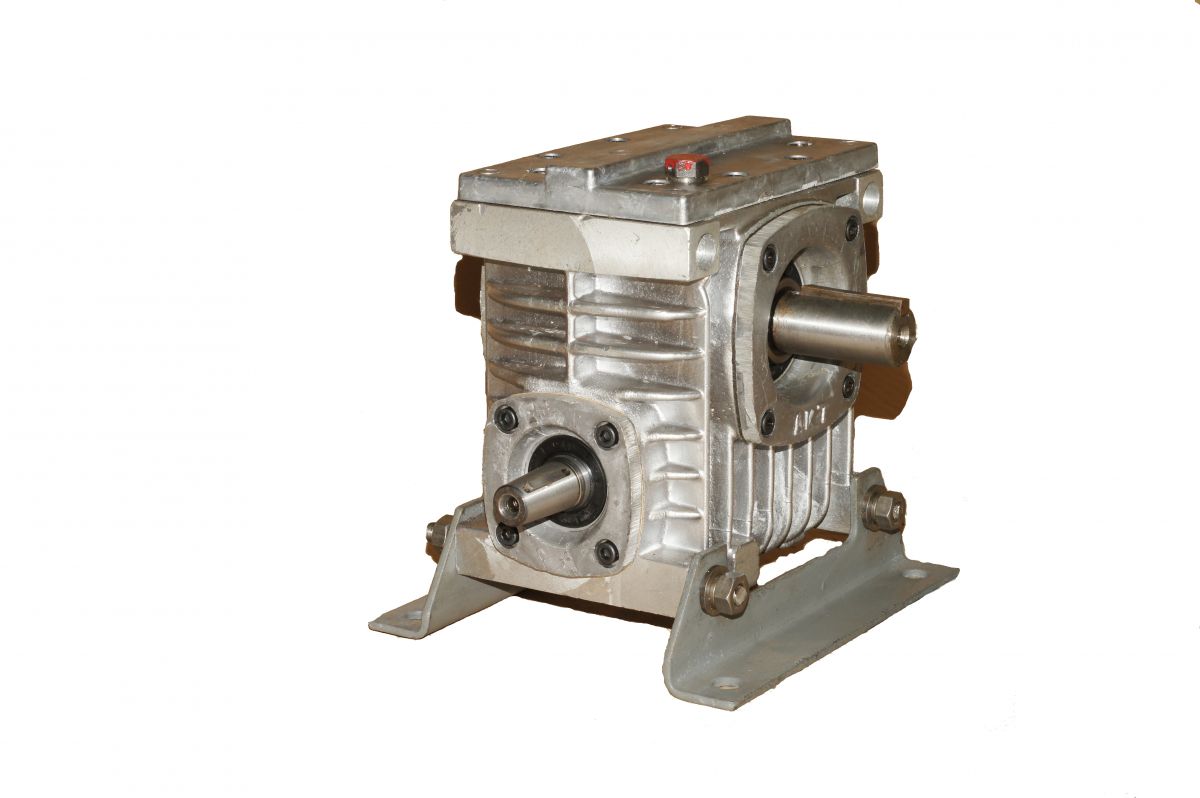 108 kg)
108 kg) Благодаря разработанной в SEW-EURODRIVE универсальной модульной системе наши клиенты могут использовать миллионы вариантов и найти индивидуальное техническое решение для любых задач. При этом цель модульной системы – суметь из минимального числа компонентов составить максимальное многообразие конечных продуктов.
Благодаря разработанной в SEW-EURODRIVE универсальной модульной системе наши клиенты могут использовать миллионы вариантов и найти индивидуальное техническое решение для любых задач. При этом цель модульной системы – суметь из минимального числа компонентов составить максимальное многообразие конечных продуктов.

 Будь то цилиндрический мотор-редуктор из нержавеющей стали RES.. или конический мотор-редуктор из нержавеющей стали KES..: Эти мотор-редукторы особенно прочны, долговечны и просты в обслуживании, а с коническим редуктором еще и очень компактны.
Будь то цилиндрический мотор-редуктор из нержавеющей стали RES.. или конический мотор-редуктор из нержавеющей стали KES..: Эти мотор-редукторы особенно прочны, долговечны и просты в обслуживании, а с коническим редуктором еще и очень компактны.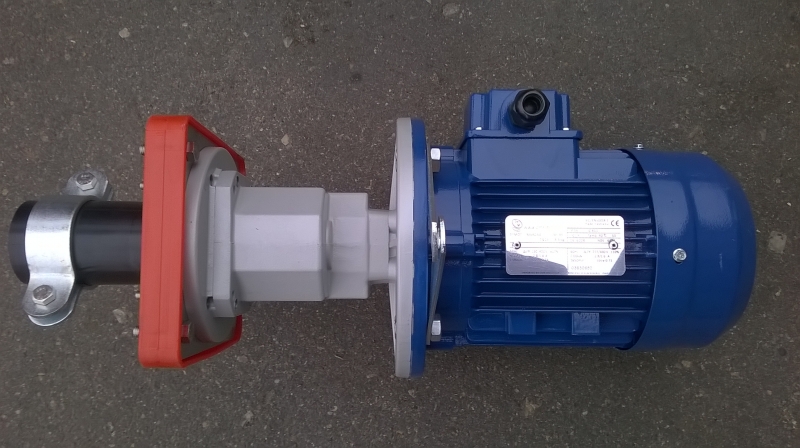

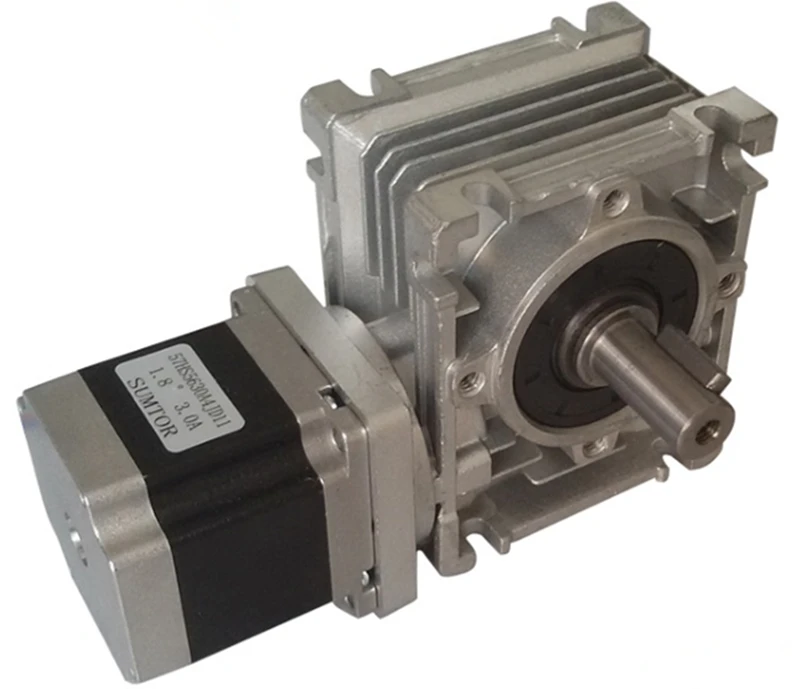
 Однако определенные трудности
Однако определенные трудности Будьте уверены, что
Будьте уверены, что В первую очередь необходимо проверить задний сальник коленвала
В первую очередь необходимо проверить задний сальник коленвала Как
Как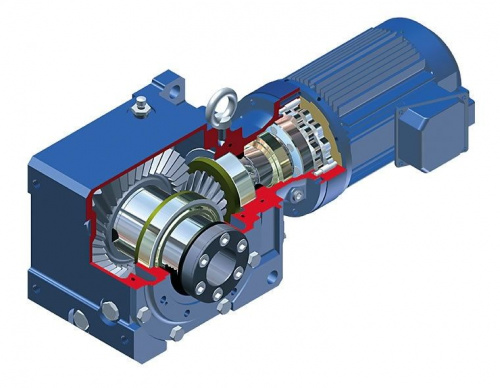 С ручным и
С ручным и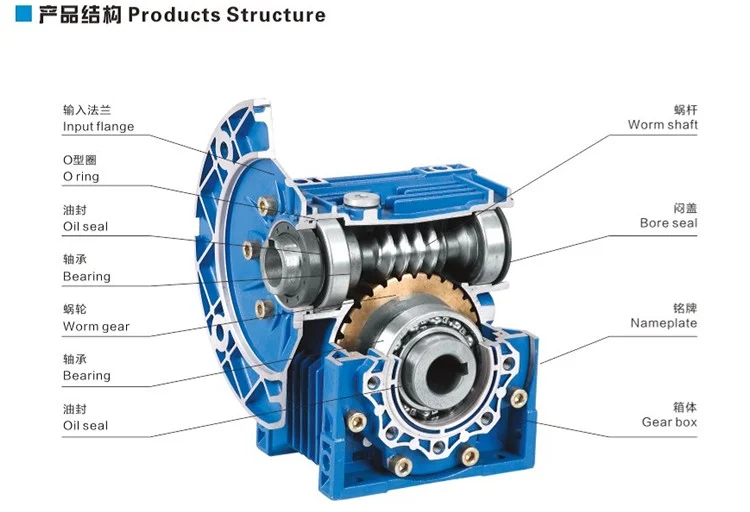 1 1. Вал сцепления
1 1. Вал сцепления
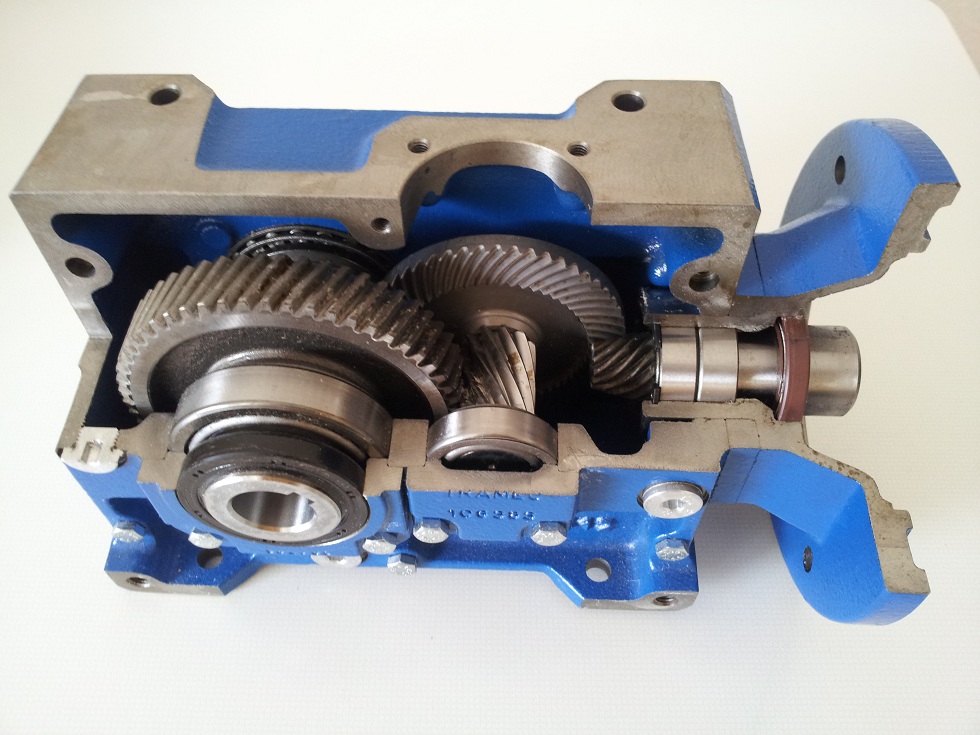 Кроме того, приводной вал и главный вал находятся на одной линии, что обеспечивает оптимальную передачу мощности между двигателем и коробкой передач.
Кроме того, приводной вал и главный вал находятся на одной линии, что обеспечивает оптимальную передачу мощности между двигателем и коробкой передач. Уменьшая трение, подшипники позволяют коробке передач работать эффективно и с минимальным износом.
Уменьшая трение, подшипники позволяют коробке передач работать эффективно и с минимальным износом. Он делает это с помощью набора шестерен, которые можно переключать для изменения скорости и крутящего момента на выходе. Шестерни расположены в определенной последовательности, называемой передаточным числом, что позволяет автомобилю работать на разных скоростях, сохраняя при этом оптимальные характеристики двигателя.
Он делает это с помощью набора шестерен, которые можно переключать для изменения скорости и крутящего момента на выходе. Шестерни расположены в определенной последовательности, называемой передаточным числом, что позволяет автомобилю работать на разных скоростях, сохраняя при этом оптимальные характеристики двигателя.


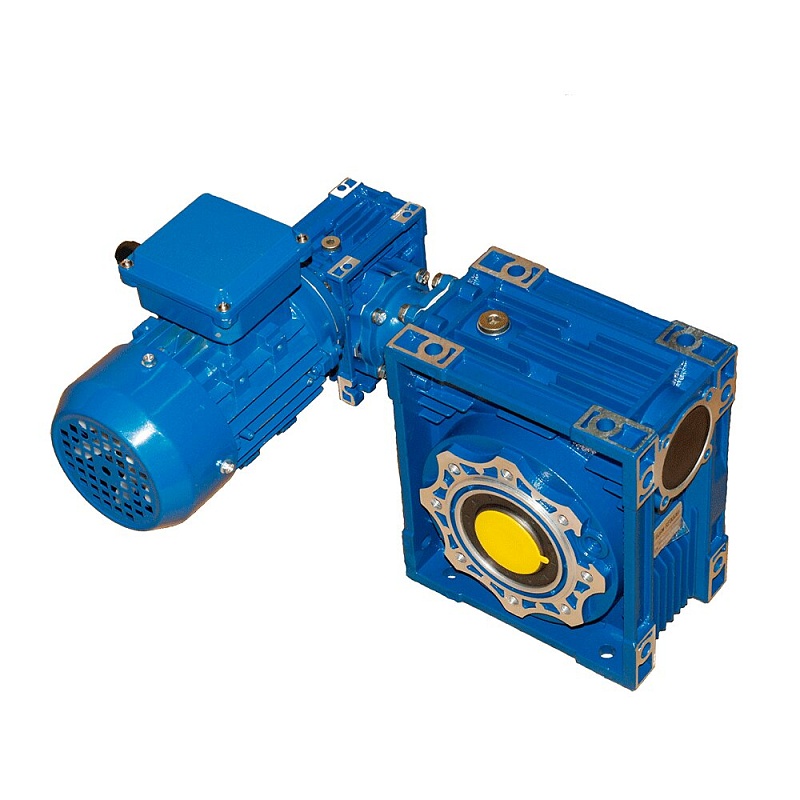 В нем используются шестерни, которые постоянно находятся в зацеплении, но не обязательно в зацеплении. Шестерни выбираются путем скольжения соответствующей шестерни по валу в зацепление с выходной шестерней.
В нем используются шестерни, которые постоянно находятся в зацеплении, но не обязательно в зацеплении. Шестерни выбираются путем скольжения соответствующей шестерни по валу в зацепление с выходной шестерней.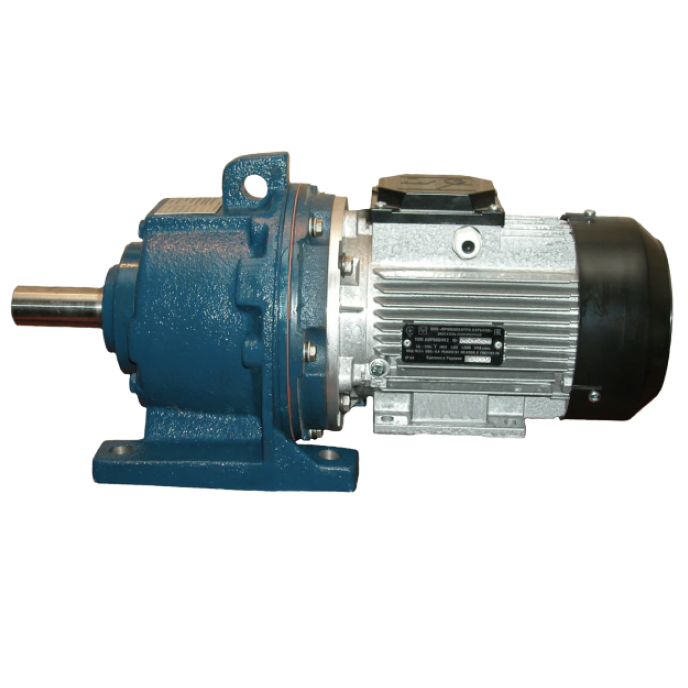 Этот процесс устраняет необходимость в двойном сцеплении, которое используется в других типах коробок передач для согласования скоростей передач перед включением.
Этот процесс устраняет необходимость в двойном сцеплении, которое используется в других типах коробок передач для согласования скоростей передач перед включением. Это избавляет водителя от необходимости вручную переключать передачи, что делает вождение более удобным и комфортным.
Это избавляет водителя от необходимости вручную переключать передачи, что делает вождение более удобным и комфортным. Она широко использовалась в легковых и грузовых автомобилях GM в 1940-х и 1950-х годах. Сегодня она устарела и заменена современной технологией автоматической трансмиссии.
Она широко использовалась в легковых и грузовых автомобилях GM в 1940-х и 1950-х годах. Сегодня она устарела и заменена современной технологией автоматической трансмиссии.
 Эта функция повышает эффективность использования топлива и обеспечивает плавность вождения. Бесступенчатая трансмиссия — популярный выбор для небольших автомобилей, гибридных автомобилей и некоторых высокопроизводительных спортивных автомобилей.
Эта функция повышает эффективность использования топлива и обеспечивает плавность вождения. Бесступенчатая трансмиссия — популярный выбор для небольших автомобилей, гибридных автомобилей и некоторых высокопроизводительных спортивных автомобилей.
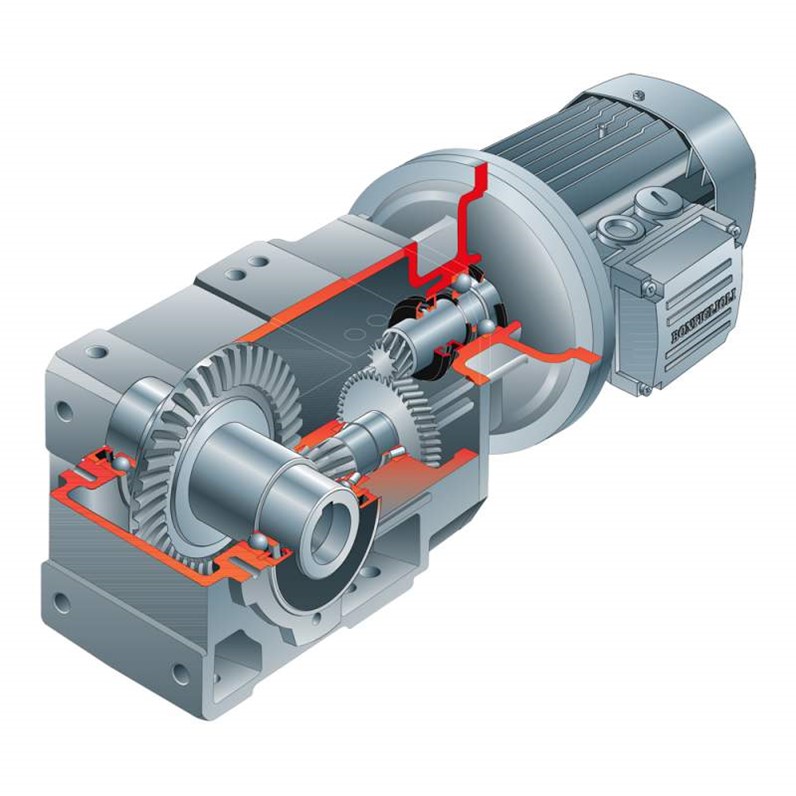 Он использует шестерни и зубчатые передачи для обеспечения преобразования скорости и крутящего момента от вращающегося источника энергии к другому устройству.
Он использует шестерни и зубчатые передачи для обеспечения преобразования скорости и крутящего момента от вращающегося источника энергии к другому устройству.

 А почему этих людей в эту службу принимали? Давайте представим. Они там работали, были врачами. Молодой польский поэт Гжегож Пшемык – был избит, от чего и умер. Кто осуществлял вскрытие? Министерские врачи осуществляли. И тем самым служили аппарату устрашения, потому что в заключениях показывали, что ничего не произошло, что сам себя избил тот, кто был избит сотрудниками Службы безопасности или Моторизованной поддержки гражданской милиции (ZOMO). Так работала та система. И то, что мы делаем сейчас, — это наша обязанность перед теми миллионами людей, которые подавлялись силовым аппаратом ПНР.
А почему этих людей в эту службу принимали? Давайте представим. Они там работали, были врачами. Молодой польский поэт Гжегож Пшемык – был избит, от чего и умер. Кто осуществлял вскрытие? Министерские врачи осуществляли. И тем самым служили аппарату устрашения, потому что в заключениях показывали, что ничего не произошло, что сам себя избил тот, кто был избит сотрудниками Службы безопасности или Моторизованной поддержки гражданской милиции (ZOMO). Так работала та система. И то, что мы делаем сейчас, — это наша обязанность перед теми миллионами людей, которые подавлялись силовым аппаратом ПНР. Их преследовали. И эти люди говорят, что мы принимаем справедливое решение. Кстати, в законе есть положение, говорящее, что если кто-то из сотрудников Службы безопасности без ведома своего начальства сотрудничал с оппозицией, то его новый закон не коснется. Надзор за всем процессом будет осуществлять Институт национальной памяти Польши. Он будет вести дела и принимать решения, сотрудничал кто-то с оппозицией или нет. Хочу отметить важную деталь: впервые Служба безопасности законодательно появилась в 1983 году. В июле 1989 года, то есть уже после июньских частично свободных выборов, служба насчитывала 24 тысячи человек. До февраля 1990 года из 24 тысяч осталось 6600. Как это произошло? А так, что тогдашний глава СБ Чеслав Кищак поменял вывеску на этой организации, чтобы так сказать «сохранить» людей в других местах. Институт Национальной памяти благодаря своим историческим исследованиям, указал на те должности, на те организации, которые участвовали в аппарате устрашения Польской Народной Республики.
Их преследовали. И эти люди говорят, что мы принимаем справедливое решение. Кстати, в законе есть положение, говорящее, что если кто-то из сотрудников Службы безопасности без ведома своего начальства сотрудничал с оппозицией, то его новый закон не коснется. Надзор за всем процессом будет осуществлять Институт национальной памяти Польши. Он будет вести дела и принимать решения, сотрудничал кто-то с оппозицией или нет. Хочу отметить важную деталь: впервые Служба безопасности законодательно появилась в 1983 году. В июле 1989 года, то есть уже после июньских частично свободных выборов, служба насчитывала 24 тысячи человек. До февраля 1990 года из 24 тысяч осталось 6600. Как это произошло? А так, что тогдашний глава СБ Чеслав Кищак поменял вывеску на этой организации, чтобы так сказать «сохранить» людей в других местах. Институт Национальной памяти благодаря своим историческим исследованиям, указал на те должности, на те организации, которые участвовали в аппарате устрашения Польской Народной Республики.





 Необходимые навыки включают географические информационные системы, методологию оценки воздействия и методы планирования наследия и природных ресурсов. Студенты, специализирующиеся в этой области, надеются на карьеру как у государственных, так и у частных работодателей в сфере отдыха, парков и туризма, включая государственные и федеральные агентства и частные предприятия, некоммерческие организации, молодежные лагеря и программы экологического образования.
Необходимые навыки включают географические информационные системы, методологию оценки воздействия и методы планирования наследия и природных ресурсов. Студенты, специализирующиеся в этой области, надеются на карьеру как у государственных, так и у частных работодателей в сфере отдыха, парков и туризма, включая государственные и федеральные агентства и частные предприятия, некоммерческие организации, молодежные лагеря и программы экологического образования.
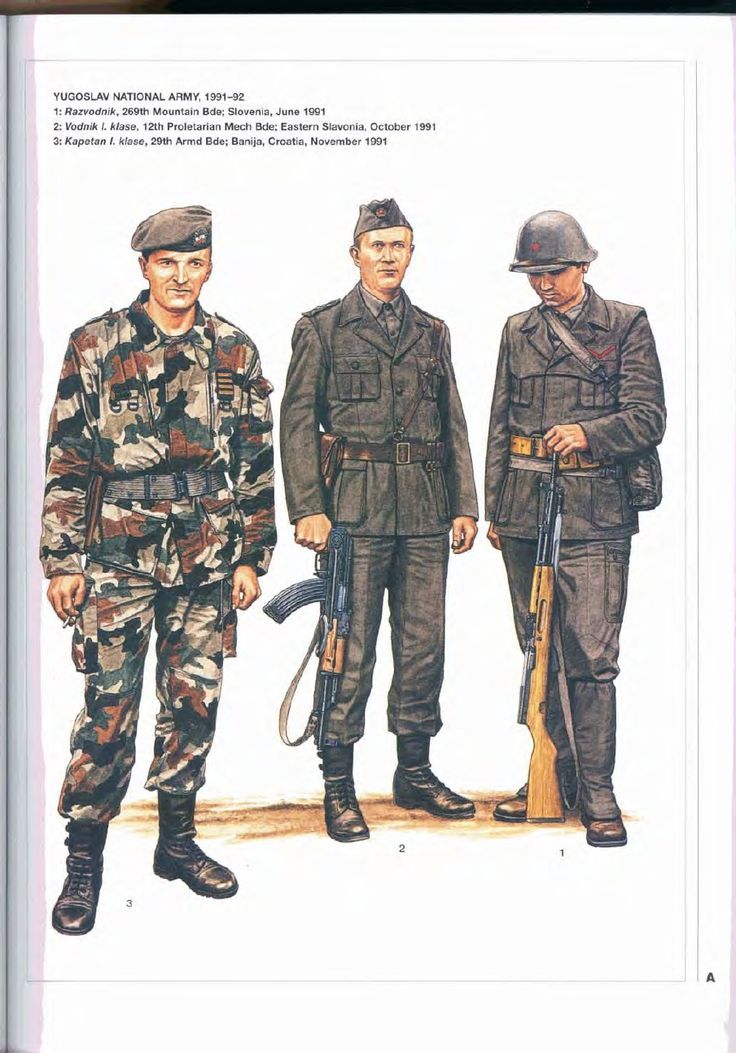 . (1990)
. (1990)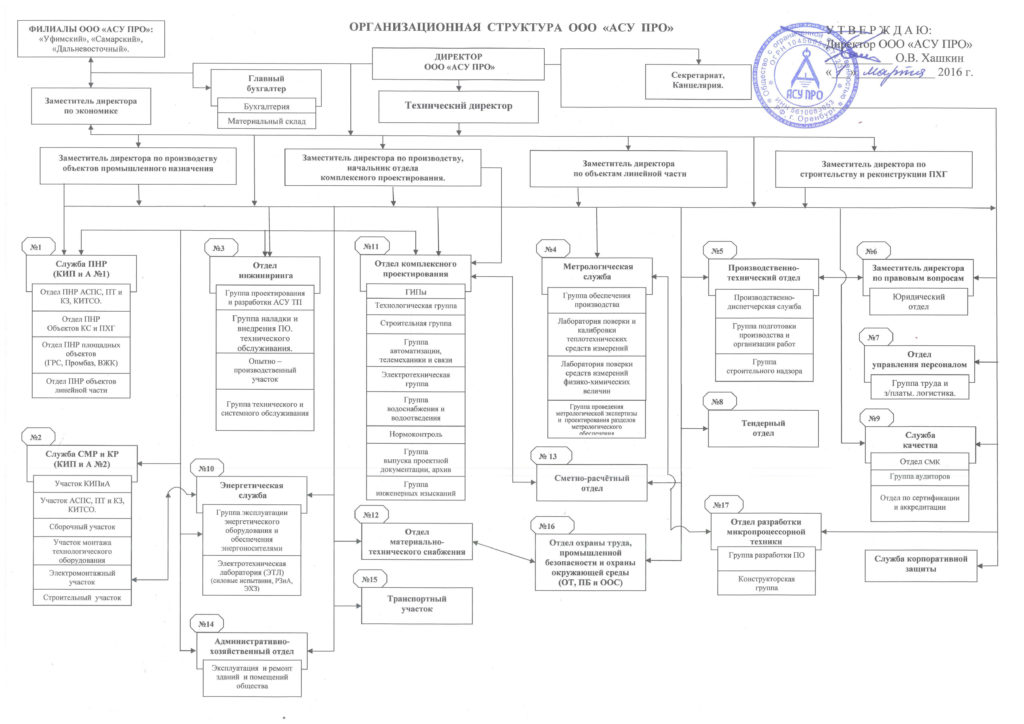

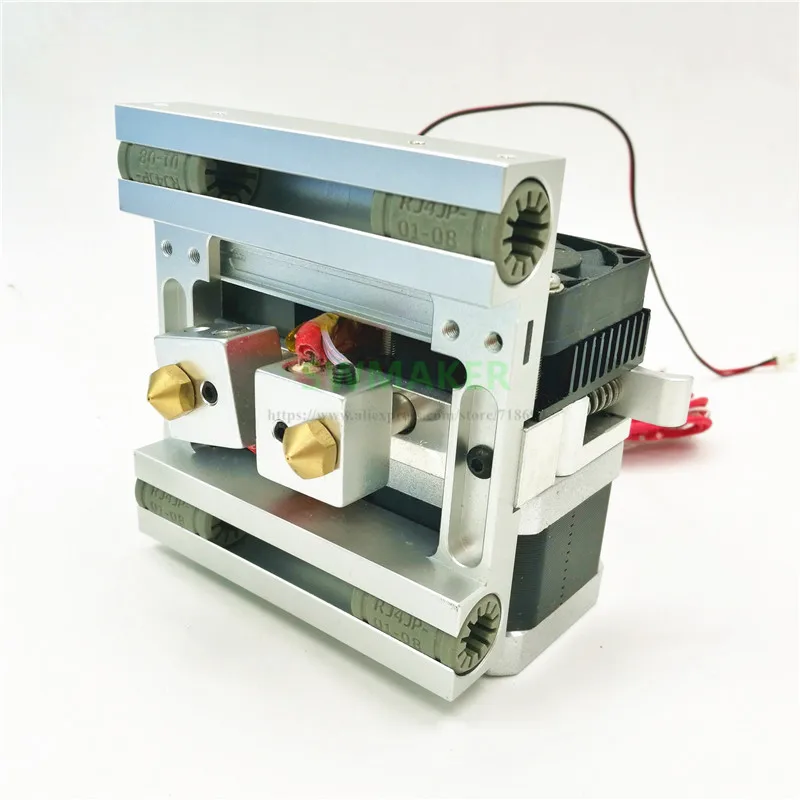 1V, 25C
1V, 25C 22 ₽Перейти в магазин
22 ₽Перейти в магазин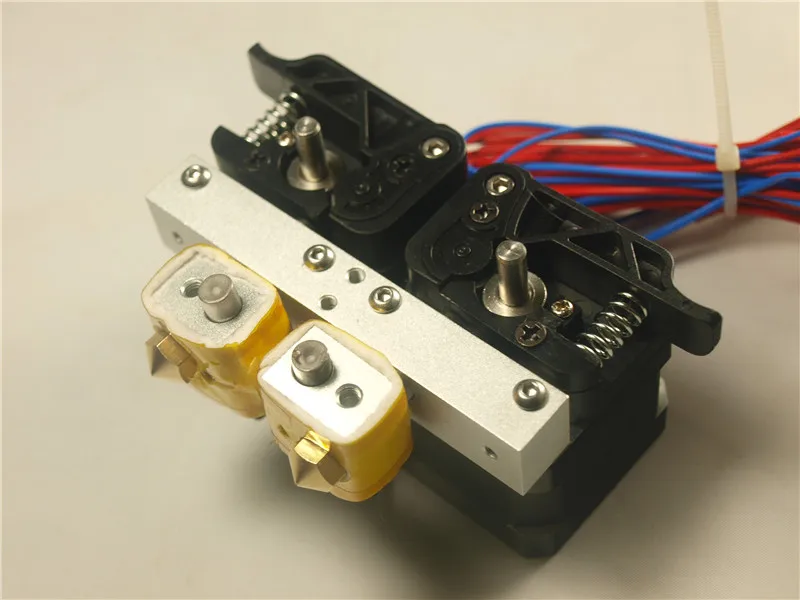 На выброс, всеравно пока шла посылка решил под Титан все переделать.
На выброс, всеравно пока шла посылка решил под Титан все переделать. 61 ₽
61 ₽ 08 ₽
08 ₽ 30 ₽
30 ₽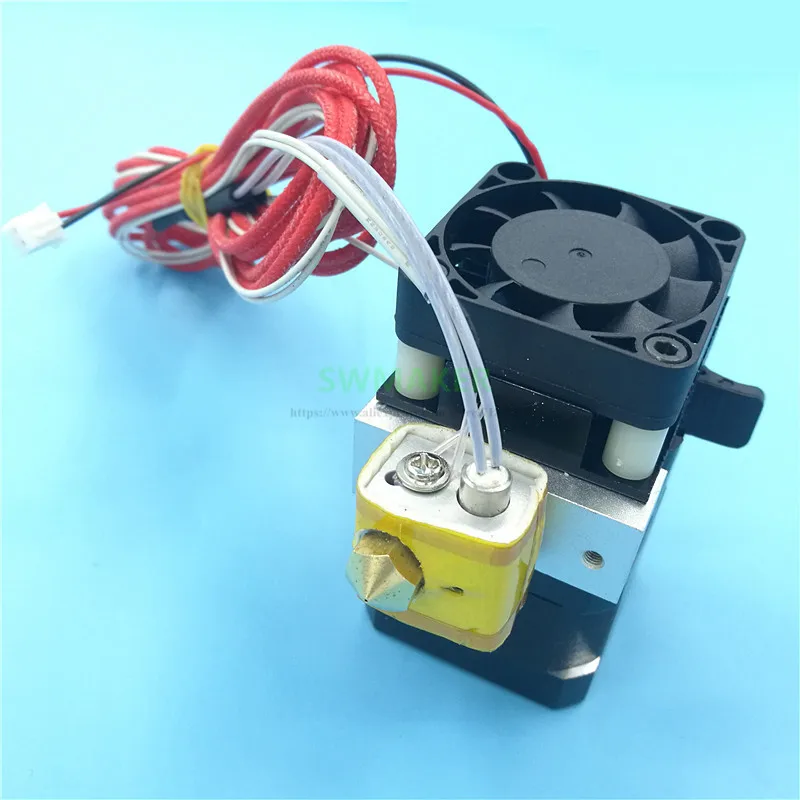 1
1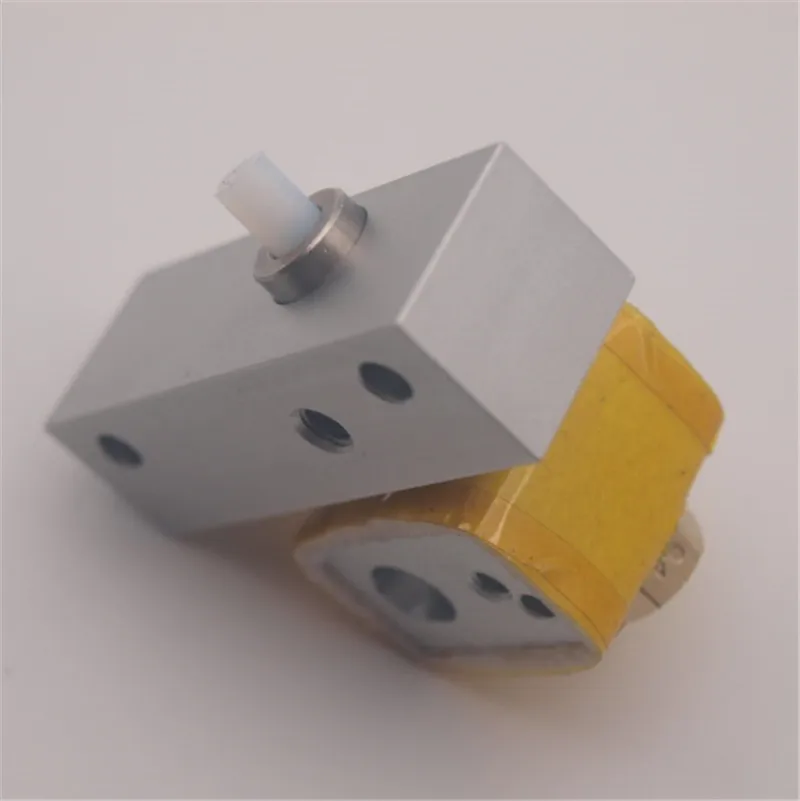 32 ₽
32 ₽ 14 ₽
14 ₽ 13 ₽
13 ₽ 73 ₽
73 ₽ 08 ₽
08 ₽ 25 ₽
25 ₽ 72 – 623.60 ₽
72 – 623.60 ₽ 9
9 12 ₽
12 ₽ Я сделал этот пост именно по этой причине, чтобы изложить и объяснить, сравнить и ответить, что отличает каждое сопло.
Я сделал этот пост именно по этой причине, чтобы изложить и объяснить, сравнить и ответить, что отличает каждое сопло.
 Это относится к экструдеру, хотэнду и соплу, и они обычно поставляются в комплекте, поэтому их можно собрать вместе, но их можно купить и по отдельности.
Это относится к экструдеру, хотэнду и соплу, и они обычно поставляются в комплекте, поэтому их можно собрать вместе, но их можно купить и по отдельности. Купив 3D-принтер, вы узнаете, какой диапазон совместим.
Купив 3D-принтер, вы узнаете, какой диапазон совместим. К сожалению, у них также не было подшипников с V-образными канавками.
К сожалению, у них также не было подшипников с V-образными канавками. Общая длина V6 короче, чем у MK8, но резьба у него длиннее.
Общая длина V6 короче, чем у MK8, но резьба у него длиннее.
 Вы не сможете использовать линейку MK10 с любыми другими предыдущими моделями хотэндов, поскольку они имеют резьбу разного размера.
Вы не сможете использовать линейку MK10 с любыми другими предыдущими моделями хотэндов, поскольку они имеют резьбу разного размера. 



 Есть много причин, по которым я бы выбрал именно этот вариант, вы можете получить более подробную информацию, прочитав мой обзор экструдера Hemera.
Есть много причин, по которым я бы выбрал именно этот вариант, вы можете получить более подробную информацию, прочитав мой обзор экструдера Hemera.


 Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.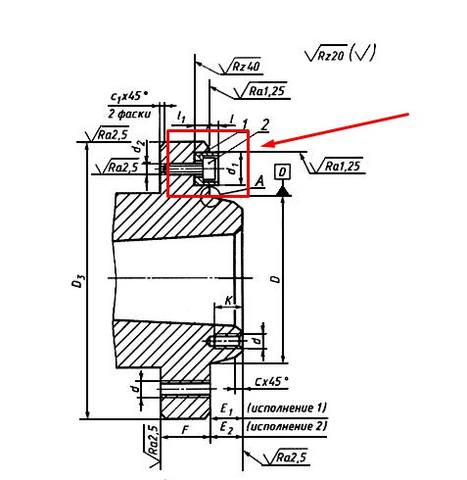
 Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный. Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.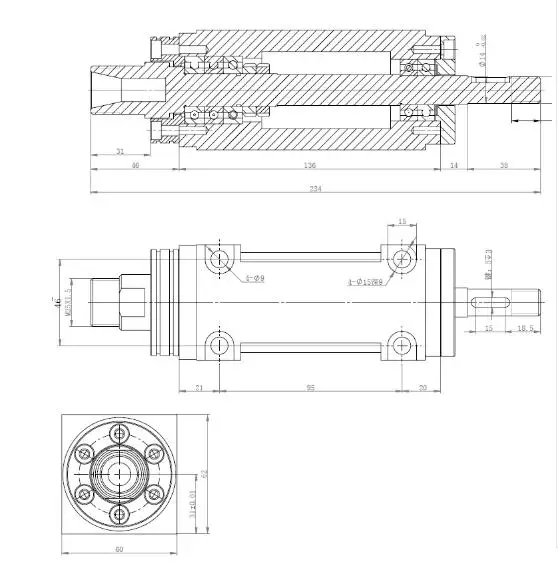


 Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593) В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше. Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.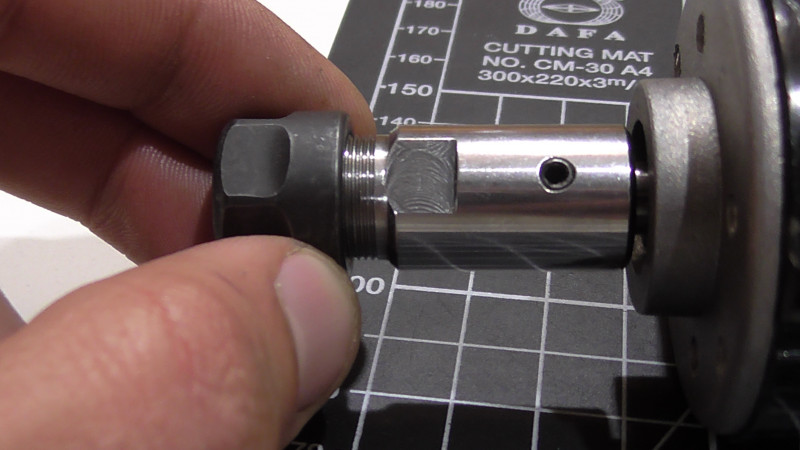 ), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.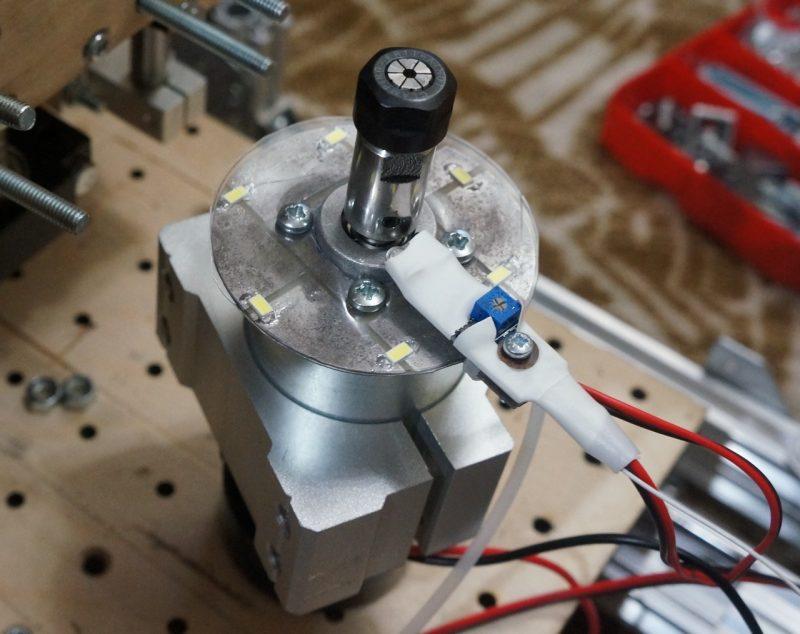
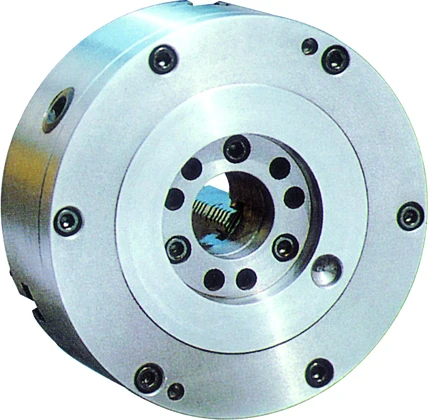 Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков. Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]
Этот прецизионно изготовленный из легированной стали патрон предназначен для установки на токарные станки и полировальные двигатели, содержащие стандартные стоматологические конические валы. При заказе укажите 7L (левый) или 7R (правый). Транспортировочный вес: 6 унций [107 г] Размеры упаковки: диаметр хвостовика 5/8 дюйма x длина 3 5/8 дюйма [2 см x 9 см]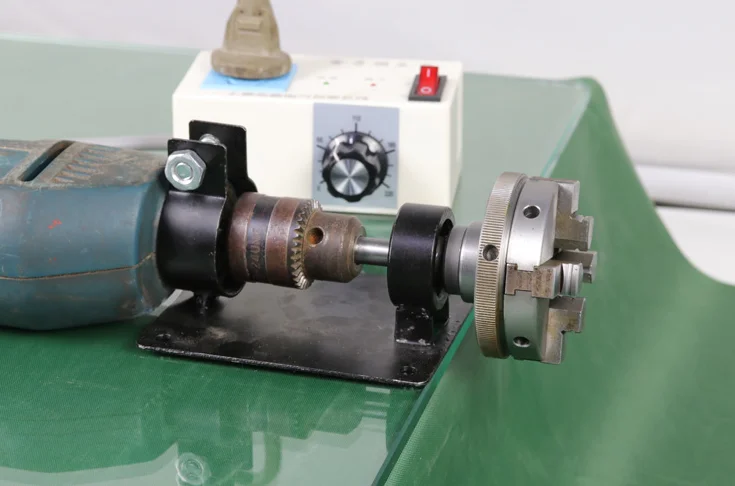 Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже).
Патроны для обработки камней изготавливаются в соответствии со строгими стандартами из качественной латуни. Только для использования на конических валах токарных станков. При заказе указывайте номер патрона (ниже). При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”.
При заказе укажите 9L (левый) или 9R (правый). Транспортировочный вес: 8 унций [227 г] Размеры устройства: 4 7/8” Д x 5/8” Диаметр хвостовика [12 см x 2 см] с диаметром хвостовика 1/4”. Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см]
Обработанный с предельной точностью, 18 Atlas обеспечивает техническому специалисту концентричность, не имеющую себе равных ни в одном другом регулируемом патроне, без биения и без вибрации. Только для правого вала. Транспортировочный вес: 1 фунт [0,5 кг] Размеры устройства: 2 1/2” Д x 1 1/4” Диаметр хвостовика [6 см x 3 см] Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
Изготовлен из легированной стали и покрыт гальваническим покрытием. При заказе укажите 13L (левый) или 13R (правый). Транспортировочный вес: 4 унции [113 г] Размеры устройства: 2 5/8” Д x 3/4” Диаметр хвостовика [7 см x 2 см] с диаметром хвостовика 1/4”.
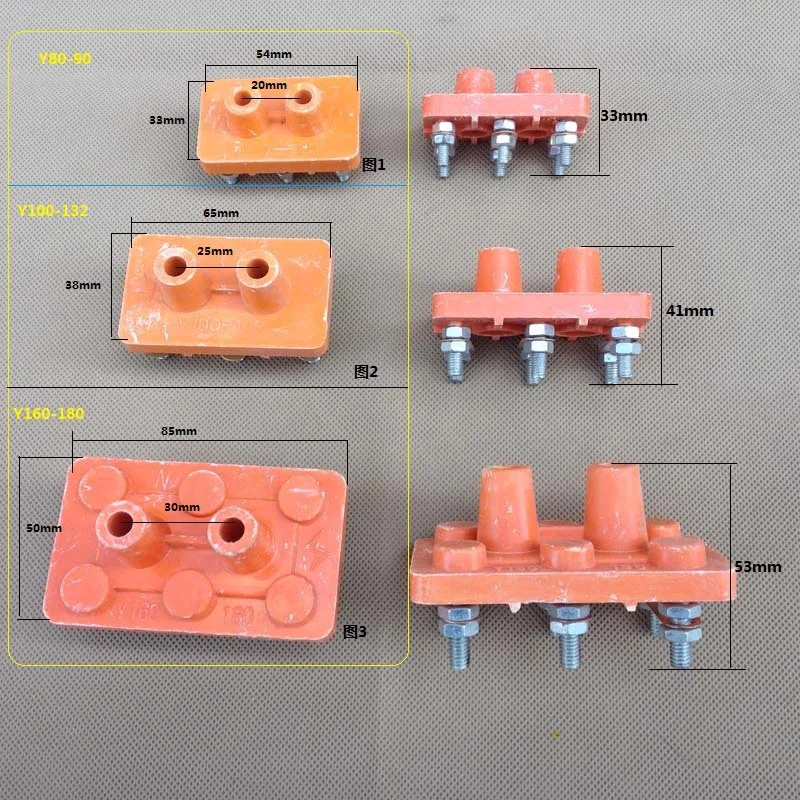 В идеальном варианте ПЧ и двигатель с тормозом должны быть выпущены одним производителем.
В идеальном варианте ПЧ и двигатель с тормозом должны быть выпущены одним производителем.
 Такеж рекомендуется использовать фиксатор резьбы.
Такеж рекомендуется использовать фиксатор резьбы.
 Если технологический процесс не позволяет сократить число торможений в единицу времени, следует предусмотреть дополнительный обдув тормоза, а также более ответственно подходить к его техобслуживанию.
Если технологический процесс не позволяет сократить число торможений в единицу времени, следует предусмотреть дополнительный обдув тормоза, а также более ответственно подходить к его техобслуживанию.

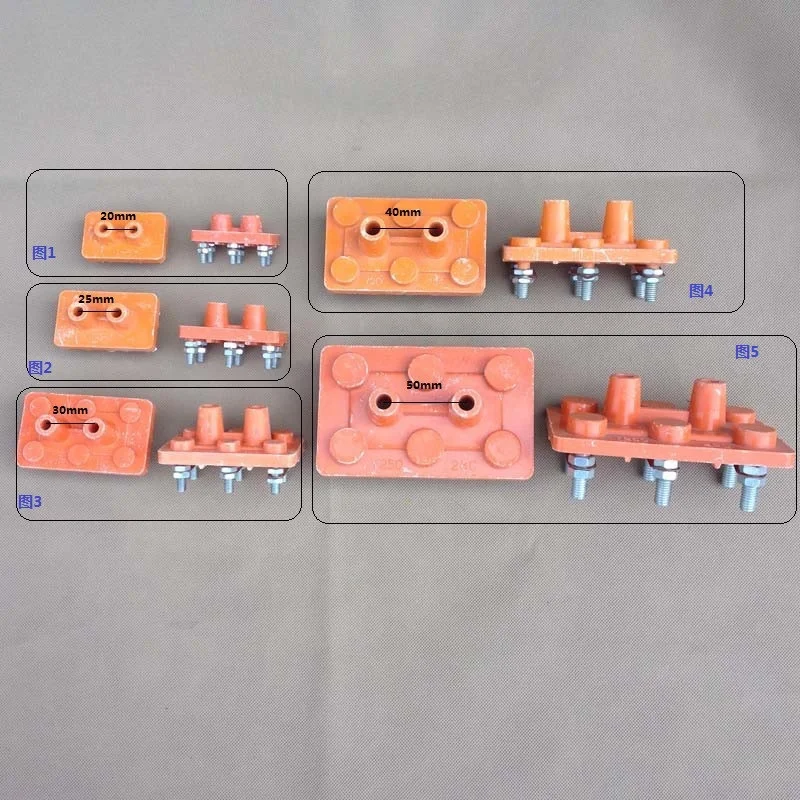 450 В;
450 В;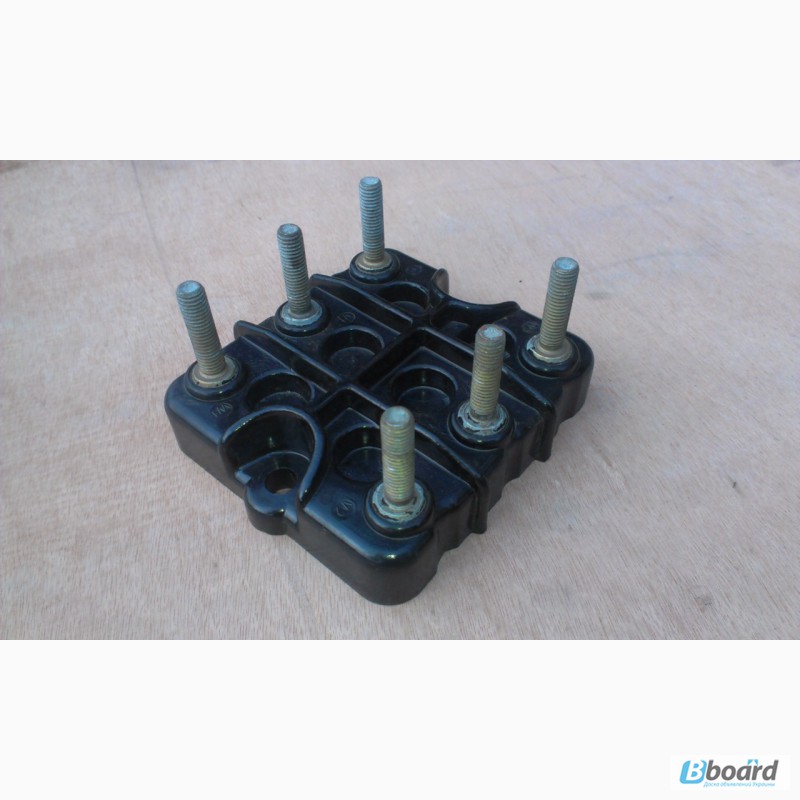 5-10
5-10
 400 В
400 В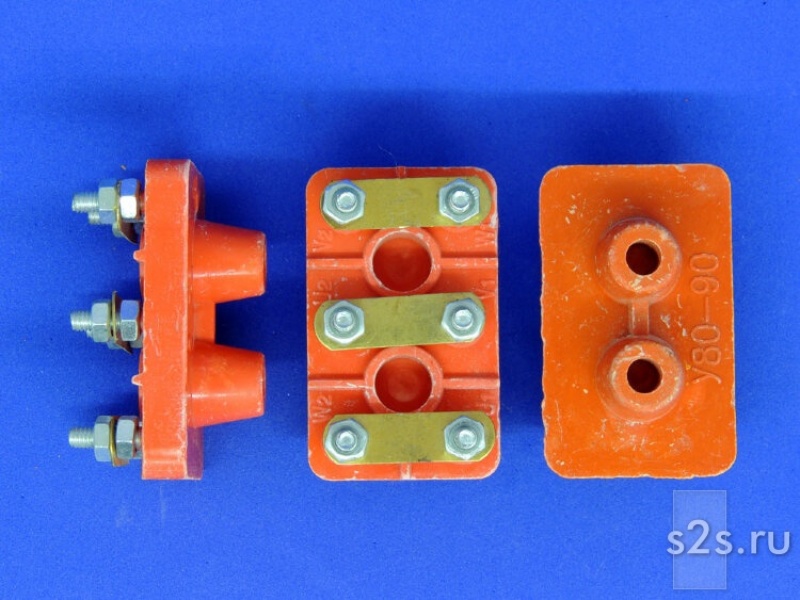




 В следующей таблице указаны их размеры.
В следующей таблице указаны их размеры.
 Он указывается в ньютон-метрах (Нм) и является мерой усилия мотор-редуктора и нагрузки, которую он может привести в движение этим усилием.
Он указывается в ньютон-метрах (Нм) и является мерой усилия мотор-редуктора и нагрузки, которую он может привести в движение этим усилием.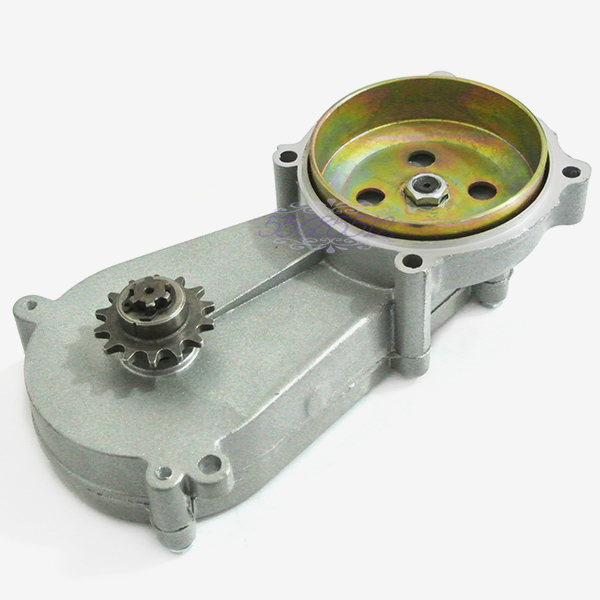 А в производстве безалкогольных напитков они перемещают бутылки, упаковки и ящики, а также применяются при розливе напитков или сортировке пустой тары. Вся внутренняя логистика производственных предприятий полностью зависит от приводов, будь то складирование, сортировка или выдача товара.
А в производстве безалкогольных напитков они перемещают бутылки, упаковки и ящики, а также применяются при розливе напитков или сортировке пустой тары. Вся внутренняя логистика производственных предприятий полностью зависит от приводов, будь то складирование, сортировка или выдача товара.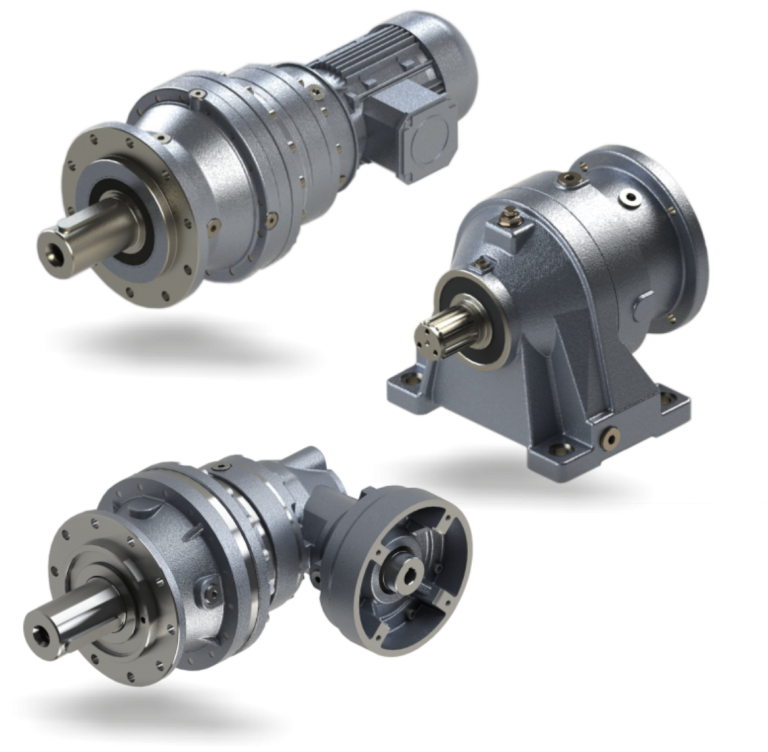 . series AC motor (efficiency class IE2)
. series AC motor (efficiency class IE2) voltage to which one phase (winding) of the installed motor can be subjected (here 220-242 V)
voltage to which one phase (winding) of the installed motor can be subjected (here 220-242 V) 45 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 400 V)
45 A): Maximum current the motor’s outer conductor can accommodate (corresponds to maximum voltage of 400 V)
 95 A): Maximum current to which one phase (winding) of the installed motor can be subjected (corresponds to maximum voltage of 254-277 V)
95 A): Maximum current to which one phase (winding) of the installed motor can be subjected (corresponds to maximum voltage of 254-277 V) In other words, the material used for the gearmotor’s insulating system can withstand temperatures up to the one indicated.
In other words, the material used for the gearmotor’s insulating system can withstand temperatures up to the one indicated.
 108 kg)
108 kg) Благодаря разработанной в SEW-EURODRIVE универсальной модульной системе наши клиенты могут использовать миллионы вариантов и найти индивидуальное техническое решение для любых задач. При этом цель модульной системы – суметь из минимального числа компонентов составить максимальное многообразие конечных продуктов.
Благодаря разработанной в SEW-EURODRIVE универсальной модульной системе наши клиенты могут использовать миллионы вариантов и найти индивидуальное техническое решение для любых задач. При этом цель модульной системы – суметь из минимального числа компонентов составить максимальное многообразие конечных продуктов.

 Будь то цилиндрический мотор-редуктор из нержавеющей стали RES.. или конический мотор-редуктор из нержавеющей стали KES..: Эти мотор-редукторы особенно прочны, долговечны и просты в обслуживании, а с коническим редуктором еще и очень компактны.
Будь то цилиндрический мотор-редуктор из нержавеющей стали RES.. или конический мотор-редуктор из нержавеющей стали KES..: Эти мотор-редукторы особенно прочны, долговечны и просты в обслуживании, а с коническим редуктором еще и очень компактны.
 Были изобретены разные типы мотор-редукторов.
Были изобретены разные типы мотор-редукторов. Также стоит отметить надежность этих агрегатов, качественное оборудование очень редко выходит из строя. При грамотной эксплуатации, гарантированный ресурс работы может составлять десятки тысяч часов
Также стоит отметить надежность этих агрегатов, качественное оборудование очень редко выходит из строя. При грамотной эксплуатации, гарантированный ресурс работы может составлять десятки тысяч часов
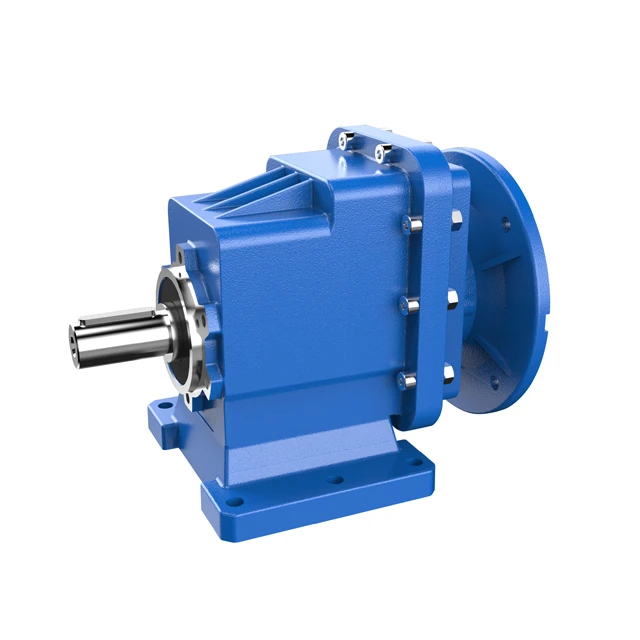

 Однако определенные трудности
Однако определенные трудности Будьте уверены, что
Будьте уверены, что В первую очередь необходимо проверить задний сальник коленвала
В первую очередь необходимо проверить задний сальник коленвала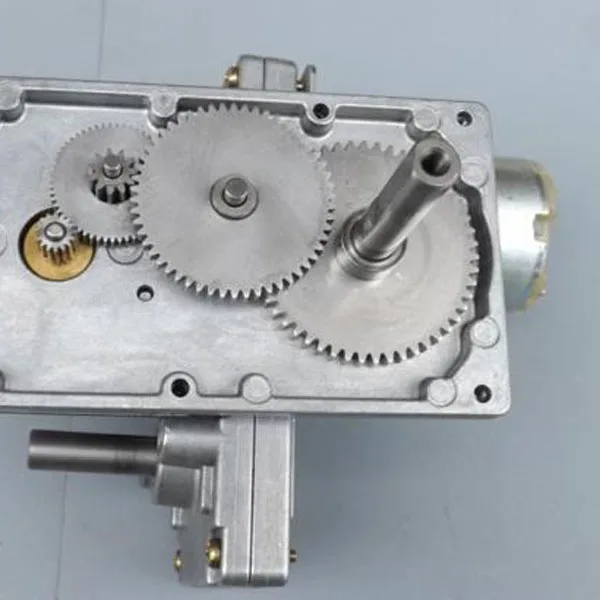 Как
Как Это слишком быстро для колес, поэтому шестерни преобразуют мощность в скорости, с которыми колеса могут справиться. В шестернях используются блокирующиеся зубья, соединяющие маленькие быстро движущиеся шестерни с более крупными шестернями с большим количеством зубьев, и эта большая шестерня вращается с меньшей скоростью.
Это слишком быстро для колес, поэтому шестерни преобразуют мощность в скорости, с которыми колеса могут справиться. В шестернях используются блокирующиеся зубья, соединяющие маленькие быстро движущиеся шестерни с более крупными шестернями с большим количеством зубьев, и эта большая шестерня вращается с меньшей скоростью.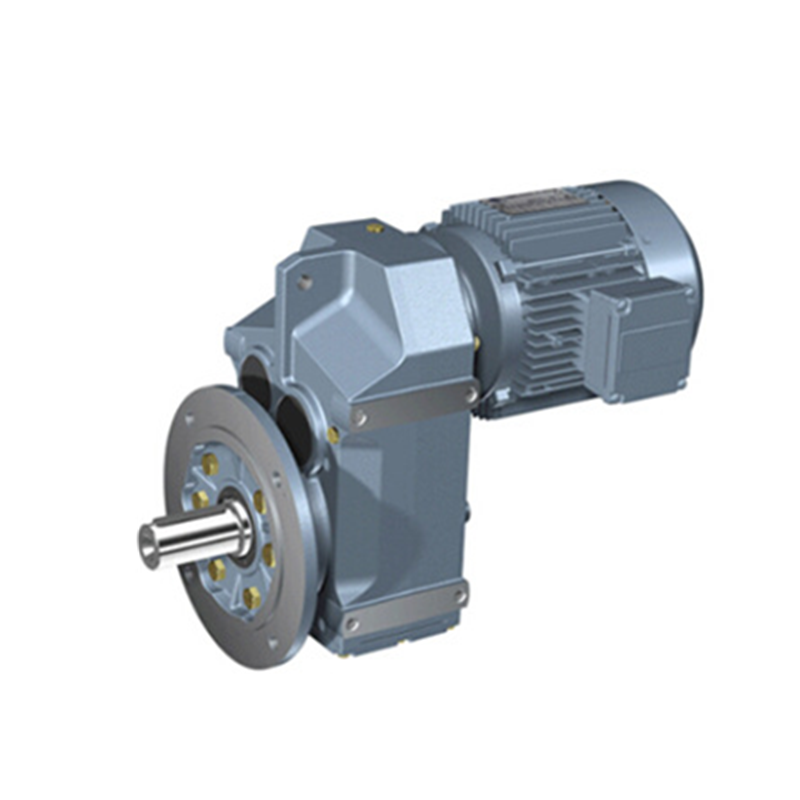
 ca .
ca .
 Частотник прекрасно справляется с замедлением и торможением привода. Избыточная энергия, которая при динамическом торможении накапливается на конденсаторах звена постоянного тока, выделяется в виде тепла на тормозном резисторе. Однако есть ситуации, когда требуется специализированное решение — двигатель с электромеханическим (электромагнитным) тормозом.
Частотник прекрасно справляется с замедлением и торможением привода. Избыточная энергия, которая при динамическом торможении накапливается на конденсаторах звена постоянного тока, выделяется в виде тепла на тормозном резисторе. Однако есть ситуации, когда требуется специализированное решение — двигатель с электромеханическим (электромагнитным) тормозом.



 Эту функцию нужно использовать осторожно во избежание порчи оборудования и травм персонала.
Эту функцию нужно использовать осторожно во избежание порчи оборудования и травм персонала.
 Затем следует дополнительная информация об электрических свойствах каждой модели, а также дополнительная информация об общих характеристиках всех размеров.
Затем следует дополнительная информация об электрических свойствах каждой модели, а также дополнительная информация об общих характеристиках всех размеров.

 Хотя почему такое имя? Потому что двигатели поставляются в ящиках. Часто слово «двигатель» используется взаимозаменяемо со словом «двигатель», случайным упущением различия между двигателем внутреннего сгорания и двигателем, которое мы обычно используем для описания источника электроэнергии. До нынешнего момента. Идите вперед и позвоните в Revolt Systems от EV West, чтобы заменить электрическую трансмиссию Tesla, что это такое: мотор в ящике.
Хотя почему такое имя? Потому что двигатели поставляются в ящиках. Часто слово «двигатель» используется взаимозаменяемо со словом «двигатель», случайным упущением различия между двигателем внутреннего сгорания и двигателем, которое мы обычно используем для описания источника электроэнергии. До нынешнего момента. Идите вперед и позвоните в Revolt Systems от EV West, чтобы заменить электрическую трансмиссию Tesla, что это такое: мотор в ящике. Как и в случае с другими доступными моторными комплектами EV West и т. п. (компания предлагает переоборудование электромобилей для различных классических автомобилей), аккумулятор и блок управления для установки, по-видимому, продаются отдельно, и все компоненты будут доступны по отдельности.
Как и в случае с другими доступными моторными комплектами EV West и т. п. (компания предлагает переоборудование электромобилей для различных классических автомобилей), аккумулятор и блок управления для установки, по-видимому, продаются отдельно, и все компоненты будут доступны по отдельности.
 Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом.
Кроме того, они изолируют системы друг от друга. Управляющие трансформаторы распространены в электронных схемах, которым требуется постоянное напряжение или ток с низкой мощностью или вольт-амперным номиналом. ..
.. ..
.. ..
..
 Входное напряжение — трансформатор, возрастающее
Входное напряжение — трансформатор, возрастающее