Топ-10 масок для сварщиков — Рейтинг 2019 (Топ-10)
Обзор популярных защитных масок-хамелеонов
Категории:
Лучшие бюджетные маски для сварщиков
Автор Лучшие высококачественные маски для сварщиков
Step2
1
практике сварщиков-любителей маски-хамелеоны с автоматическими светофильтрами полностью вытеснили традиционные маски со сменными стеклами. Часто их используют профессионалы, сохраняя привычную маску только для работы на морозе (когда «хамелеоны» начинают заметно лагать при включении) или с несколькими коллегами одновременно (автоматика начинает реагировать на свет со странного дуга).
Причина тому проста: при достаточно доступной цене автоматическая маска делает работу сварщика на порядок удобнее, облегчает новичкам отработку навыка зажигания дуги и легко адаптируется к различным условиям работы. Отключение светофильтра позволяет использовать маску и защищать глаза при очистке швов абразивными валиками и дисками.
Наиболее важным параметром маскирующего фильтра является его затемнение , измеряемое в произвольных единицах DIN. В зависимости от условий работы требуется разная плотность светофильтра: для аргонодуговой сварки или сварки обычным электродом с тем же током нужен более темный светофильтр, чем при сварке полуавтоматом.
Бюджетные маски обычно имеют минимум настроек — обычно можно изменить только время реакции и задержку осветления регуляторами, расположенными внутри, степень затемнения не регулируется. Более дорогие модели имеют плавную регулировку затемнения и вынесенное время реакции. Уровень цен у них существенно отличается, поэтому в рейтинге они разделены на две категории.
Категория
Место
Имя
Рейтинг
Цена
Лучшие бюджетные сварочные маски
1
ПАТРИОТ 400С
9,5/10
2 520
2
Вестер WH8
9,3/10
2 500
3
Кватро Элементи Дельта
8,4/10
1 450
4
Ресанта МС-4 65/34
8,3/10
1 290
Лучшие высококачественные сварочные маски
1
Fubag ULTIMA 5-13 Панорамный черный
9. 8/10
4 720
2
Визор Fubag Ultima 5-13 черный
9,7/10
4 400
3
Аврора САН-7
9,5/10
4 200
4
Визор Fubag Optima 9-13
9,5/10
3 290
5
Аврора Солнце-9 Макс Эксперт
9,0/10
5 900
6
Сварог АС-4000Ф
8,7/10
5 560
Лучшие бюджетные сварочные маски
Если вы ищете хорошую недорогую сварочную маску-хамелеон и готовы пожертвовать размерами козырька, но хотите, чтобы регулировки были доступны снаружи, вам стоит обратить внимание на «Патриот». Да, визор 92х42 мм не такой уж и большой, но работает четко, а абсолютно все элементы управления доступны без снятия маски. Под левой рукой – ручка диммирования (9-13 DIN) и ползунок автодиммирования, под правой рукой – ручка чувствительности и трехпозиционный переключатель времени задержки.
Вес маски чуть больше полкилограмма, удобна для длительного ношения. Конечно, повязка у нее простоватая, но в целом маска стоит своих денег.
Основные преимущества:
Регулировки полностью доступны без снятия маски.
Хорошее качество фильтра
Минусы:
Маленькие ползунки сложно переключать в леггинсах
Подробнее
9,5 / 10
Рейтинг
Отзывы
За такие деньги однозначно надо брать.
Подробнее
По цене Вестера «Патриот» идет рука об руку, но выигрывает в нем разве что в массе (процентов почти на 20 меньше). А вот сам козырек здесь меньше (90×35), а диапазон затемнения не ограничивается выше 13 DIN, как обычно, а только 11 DIN. Внешний регулятор всего один — устанавливает степень затемнения и отключает автомат в крайнем положении. Внутри панели плавные регуляторы чувствительности и задержки просветления.
В итоге признаем, что сварочная маска Вестер явно не может конкурировать с Патриотом, так как качество светофильтра у них одинаковое, а Патриот удобнее.
Основные преимущества:
Внешний диммер
Минусы:
Ограниченный диапазон диммирования
Подробнее
9,3 / 10
Рейтинг
Отзывы
Нормальный хамелеон, отрабатывает как надо маска — сенсоров конечно не хватает, это надо учитывать.
Подробнее
Недорогая сварочная маска с минимумом регулировок: их, в общем-то, и нет. Даже пауза и чувствительность не настраиваются — а такие регулировки, хоть и ступенчатые, сейчас предлагают даже самые бюджетные «Корунды» и иже с ними. Так что маска работает на полном автомате, затемняя от 4 DIN до 11 DIN при необходимости. Отключить автоматику также невозможно, поэтому при попытке работы с болгаркой придется столкнуться с морганием козырька. Хотя визор для такой цены вполне неплох по размеру — 98х35 мм.
Но в любом случае маска «Четыре стихии» оказалась не самой удачной, и она получает подобающее место в рейтинге лучших сварочных масок.
Основные преимущества:
Небольшой вес (менее 400 г)
Низкая цена
Хороший размер козырька для этого класса.
Минусы:
Без регулировок
Оголовье примитивное
Подробнее
8,4 / 10
Рейтинг
Отзывы
Дешево-сердито, что тут скажешь. По крайней мере, лучше, чем обычно.
Подробнее
У этой маски много «близнецов» от других российско-китайских брендов. При этом отличаются они только названием: даже крылатые цветные отпечатки по бокам маски абсолютно одинаковы у Ресанта и, например, у Корунда.
Питание маски — комбинированное, от фотоэлемента и встроенного аккумулятора. Основной недостаток этой схемы в том, что при хранении включенной маски в темноте аккумулятор остается постоянно разряженным, фактически маска начинает работать только от фотоэлемента. Это может привести к заметным задержкам.
Степень затемнения маски фиксированная, равная 11 DIN. Это значение является компромиссным: многим сварщикам работа с полуавтоматом покажется ненужной, в то же время при сварке электродом диаметром 4-5 мм его будет недостаточно. Чувствительность срабатывания фильтра также не настраивается. Задержка осветления — 0,5 с.
Отсутствие регулировок делает маску МС-4 чувствительной к условиям окружающей среды: на морозе время реакции будет существенно меняться, возможны вариации степени затемнения.
Основные преимущества:
доступная цена;
легкая маска (480 г).
Минусы:
нет регулировок;
встроенный аккумулятор вместо сменного аккумулятора;
чувствительность к холоду.
Подробнее
8,3 / 10
Рейтинг
Отзывы
Выбирал в основном из-за цены. Расстраиваться начал осенью, когда в гараже похолодало: утром можно было ловить «зайчиков», маска срабатывала с большим опозданием. Теперь я бы выбрал лучшую модель.
Подробнее
Лучшие высококачественные сварочные маски
Эта сварочная маска – бесспорный лидер по соотношению цены, функциональности и качества в нашем рейтинге. Имеет два диапазона регулировки степени затемнения, благодаря чему регулируется в самых широких пределах – от 5 до 13 DIN. Работу в сложных условиях облегчает широкое поле зрения (размер светофильтра в масках серии Panoramic 100×93 мм) и наличие четырех фотодатчиков: если случайно закрыть один или два, вас не ослепят из-за неактивного затемнения.
Регулировка степени затемнения производится на внешнем контроллере сбоку маски. Его ручка имеет грубую выемку, что позволяет легко использовать ее в леггинсах. Чувствительность и время задержки регулируются регуляторами внутри маски — только из-за этого рейтинг маски снижается с полных 10 баллов вниз. Регулировку чувствительности разумнее было бы сделать более доступной.
За питание электрической схемы, помимо фотоэлементов, отвечают также два сменных аккумулятора. Для продления срока их службы, маску лучше хранить в переключателе режимов, находящемся в положении «обрезка» при принудительном отключении фотоэлемента.
Также доступны варианты масок в красном и серебристом исполнении (Panoramic Red и Panoramic Silver).
Основные преимущества:
широкое поле зрения;
большой диапазон диммирования;
привлекательный дизайн;
Доступный по цене функционал.
Минусы:
не оформлена регулировка чувствительности;
переключение диапазонов диммирования также выполняется внутри, хотя настройка внутри диапазона производится снаружи.
Подробнее
9,8 / 10
Рейтинг
Отзывы
Маска оправдывает свою цену на сто процентов. Поле зрения не хуже, чем у обычных масок, но есть и все достоинства «хамелеона». Единственный минус, если можно так сказать, жалко царапать краску.
Подробнее
Отличный вариант сварочной маски-хамелеона по цене, качеству, удобству и производительности. Судите сами — тут и козырек приличной площади (100х67 мм), и удобно расположенный регулятор степени затемнения, который в крайнем положении переводит маску в режим GRIND (отключение автоматического затемнения). При этом диапазон «черноты» визора задается внутри маски ползунком. В первом положении затемнение регулируется в пределах от 5 до 8 DIN, во втором — 9-13 дин. Внутри панель содержит элементы управления чувствительностью и задержкой просветления. Сам визор немного темноват в выключенном состоянии (4 DIN), но это не серьезный недостаток.
Также отметим удобный и крепко держащийся размер оголовья, приемлемый вес маски, которая не перегружает шею при длительном использовании. Блок питания двойной — солнечная батарея и две литиевые батареи. В отличие от моделей на одном аккумуляторе, маска «живет» без их замены гораздо дольше, хотя затраты на замену в итоге выходят одинаковыми: какой из них заменяется чаще, а два реже.
Основные преимущества:
Хорошее поле зрения
Удобное оголовье
Простая регулировка
Минусы:
Скрытая внутри регулировка чувствительности
Подробнее
9,7 / 10
Рейтинг
Отзывы
Отличная маска, своих денег однозначно — подороже, только козырек пошире и все.
Подробнее
Отличная сварочная маска-хамелеон с козырьком размером 99х55 мм, имеющим затемнение в выключенном состоянии 4 DIN. Автозатемнение (9-13 DIN) регулируется снаружи, с другой стороны маски сбоку установлены регулятор чувствительности и переключатель «сварка-зачистка». Переключатель, увы, неудобен — в гетре пользоваться им сложно. Внутри маски остались только переключатель задержки времени и кнопка проверки батареи.
Задержка плавно не регулируется, предусмотрено только три положения ползунка: короткая/средняя/длинная задержка. В целом отсутствие плавной регулировки не так уж и страшно, в целом маске можно смело отдать достойное место в рейтинге. Разве что работа на малых токах ей не всегда будет удобна, тем не менее, для этой цели лучше подходят маски, позволяющие установить затемнение менее 9 DIN.
Основные преимущества:
Множество внешних регулировок
Хорошая область козырька
Минусы:
Неудобный переключатель «зачистка/сварка»
Подробнее
9,5 / 10
Рейтинг
Отзывы
По удобству — лучшая сварочная маска из всех, что у меня были, и цена хорошая.
Подробнее
Один из лидеров продаж на российском рынке сварочных масок «Хамелеон». По сравнению с лидером рейтинга у этой маски меньший размер светофильтра — 95х55 мм, а регулировка затемнения имеет всего один диапазон 9-13 DIN. Но для большинства сварочных работ этого более чем достаточно, а более низкая цена является дополнительным стимулом для выбора именно этой маски.
В отличие от топовой серии Panoramic выведена не только регулировка степени затемнения, но и чувствительность срабатывания. Благодаря этому переход между различными режимами сварки в аппарате Optima 9-13 Визор-маска вполне удобна.
Питание маски комбинированное, от фотоэлемента и аккумулятора напряжением 3 В. Режим «Притирка» используется для хранения или зачистки швов, при которых светофильтр принудительно отключается.
Корпус маски изготовлен из легкого (вес в сборе — 500 г) ударопрочного пластика. Единственный его недостаток – цвет, выбранный производителем для белого цвета оформления; при использовании маски в регуляторах на ее поверхности остаются бросающиеся в глаза пятна.
Основные преимущества:
за свою цену отличное поле зрения и достаточный диапазон регулировок;
наиболее часто необходимые корректировки делаются на внешней стороне маски;
По характеристикам эта сварочная маска мне показалась лучшей. Регуляторы снаружи, не надо снимать маску для регулировки настроек.
Подробнее
Маска сварщика с широким полем зрения и светлым стеклом в выключенном состоянии — 3 DIN. Так что работать в нем можно и болгаркой, и абразивными конусами (помимо ударопрочности, на всякий пожарный еще и козырек подойдет), не опасаясь что-то упустить из-за темного стекла. Затемнение регулируется плавно в диапазоне от 4 до 13 DIN. Доступные настройки: чувствительность и задержка выключения затемнения. Питание такое же, как и у большинства масок этого класса от литиевой батареи, и перед началом работы его легко проверить: нажать кнопку ТЕСТ на внутренней панели и, если контрольный индикатор не горит, заменить батарею .
Основная претензия к «Авроре» — это то, что все регуляторы расположены внутри, то есть для каждого изменения настроек нужно снимать маску. Дистанционное управление было бы гораздо удобнее, правда? А в более дешевом SUN-7 есть все!
Основные преимущества:
Широкий диапазон настроек
Быстрая реакция
Возможность работы сваркой на малых токах с нормальным видом
Минусы:
За эти деньги уже ждешь наличие внешних регуляторов, но увы…
Подробнее
9,0 / 10
Рейтинг
Отзывы
По сути — тот же Fubag, но под другим именем. Использую в основном на одних и тех же настройках, чтобы внутренние регуляторы не напрягали.
Подробнее
Гой скажи, рой! Честно говоря, странной выглядит ценовая политика бренда: за эти деньги можно найти сварочную маску и с более широким углом обзора, и с внешним регулятором. Здесь размер козырька всего 96х47 мм, а все регуляторы спрятаны внутри.
Что нам доступно? Во-первых, это выключатель с автозатемнением, а для безопасности у него есть своя световая индикация. Теперь невозможно случайно «подцепить зайчиков», надев отсоединенную маску и взявшись за пятиэлектрод на нержавейке (автор гарантирует, что ощущения через пару часов будут незабываемыми). Если светодиод горит — все в порядке, можно варить. Off — маска отключена. Во вторую очередь — регулятор диммирования, однодиапазонный (9-13 дин). В третьих — плавная регулировка чувствительности срабатывания и задержки просветления. Ну и как вишенка на торте — светодиодный «контроль» заряда двух установленных аккумуляторов.
Это все хорошо, но не слишком ли велика переплата за два светодиода? Конечно, мы не спорим — и эта маска может вам понравиться, но мы не будем ставить ей высокую оценку.
Основные преимущества:
Видимый внутри индикатор режима работы
Высококачественный светофильтр, быстрый отклик
Минусы:
Относительно небольшой козырек
Внутренние регулировки
Подробнее
8,7 / 10
Рейтинг
Отзывы
Дорого, но надежно. Никогда не подводил.
Подробнее
Какую сварочную маску лучше купить?
К выбору сварочной маски нужно подходить ответственно. Даже если он будет использоваться редко, не стоит экономить на своем зрении. Коварство ожога сетчатки состоит в том, что его нельзя сразу заметить: кажущаяся пустяковой пропущенная вспышка даст о себе знать только через несколько часов резью в глазах.
Но качественная маска – это не только безопасность. Благодаря правильному подбору светопропускания можно получить наилучший обзор зоны сварки, а значит, и лучший способ контролировать ее ход.
Сварочная маска CHAMELEON 3V0 Welding Legend
W403548
Сварочная маска с автоматическим затемнением
Сварочная маска с автоматическим затемнением, удобная и легкая, с автоматическим запуском фильтра ADF, черного, синего и красного цвета. Покрытие, препятствующее запотеванию, помогает поддерживать постоянный четкий обзор.
Feature.Products.PDP.DetailsMain.Features
Область просмотра 97 х 40 мм.
Скорость переключения линз: 1/12 000 с.
Два датчика дуги.
ДИН 3/8-13.
Поставляется с одной внутренней и двумя внешними защитными пластинами, а также экраном с защитой от запотевания, одним оголовьем, препятствующим потоотделению, и одной комфортной подушкой.
Система координат чпу, кодирование и запись информации
При этом на схемах станков направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку — буквами со штрихом; при этом положительное направление движения, обозначаемое буквой со штрихом, противоположно соответствующему движению, обозначаемому той же буквой без штриха.
Ось Z (см. рис. 2) в системе координат чпу определяется по отношению к шпинделю главного движения, т.е. шпинделю, вращающему инструмент в станках сверлильно фрезерно расточной группы, или шпинделю, вращающему заготовку в станках токарной группы. Движение по оси Z в положительном направлений должно соответствовать направлению отвода инструмента от заготовки (см. рис. 2).
Ось X должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки (рис. 1, α). На станках с вращающимся инструментом, например фрезерных, сверлильных, при вертикальной оси Z положительное перемещение по оси X направлено вправо (рис. 1, б).
Положительное направление движения по оси Y в системе координат чпу следует выбирать так, чтобы ось Y вместе с осями Z и X образовывала правую прямоугольную систему координат (см. рис. 1, б).
Несмотря на то что с помощью трехкоординатной прямоугольной системы координат описывается положение любых точек в геометрическом пространстве, в современной механообработке часто возникает необходимость в изготовлении столь сложных поверхностей, когда недостаточно перемещений рабочих органов только по трем осям координат. В этом случае используют пространственную прямоугольную систему координат с дополнительными круговыми осями координат, которые располагаются вокруг основных линейных осей X, Y и Z (см. рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.
Система координат ЧПУ предполагает, что за положительное направление круговой координатной оси принимается направление вращения по часовой стрелке, если смотреть в положительном направлении вдоль соответствующей ей линейной оси (см. рис. 1, б).
В ряде станков с ЧПУ дополнительно к основным (первичным) прямолинейным движениям X, Y и Z имеются вторичные движения параллельно им. Их следует обозначать соответственно буквами U, V и W. Если дополнительно имеются третичные движения, параллельные им, их следует обозначать соответственно буквами P, Q, R.
Если дополнительно к первичным круговым движениям имеются вторичные вращательные движения, параллельные или непараллельные А, В и С, их следует обозначать буквами D и Е.
Прямоугольную систему координат с дополнительными круговыми осями можно также представить как пространственную полярную систему координат (рис. 3).
В полярной системе координат положение точки Р на плоскости XY определяется расстоянием (радиусом) R от точки до начала координат и углом α между определенной осью координат и радиусом, проведенным в точку из начала координат (см. рис. 3). Как правило, в полярной системе координат чпу на плоскости XY угол α указывается от оси X. Угол α может иметь как положительное, так и отрицательное значение.
1.7. СИСТЕМЫ КООРДИНАТ СТАНКОВ С ЧПУ
Общетехнические дисциплины / Технологические основы гибких автоматизированных производств / 1.7. СИСТЕМЫ КООРДИНАТ СТАНКОВ С ЧПУ
Программирование движений рабочих органов и осуществление заданных перемещений в станках с ЧПУ тесно связаны с системами координат. Большинство отечественных и зарубежных станков с ЧПУ имеют систему координат, предложенную Международной организацией по стандартизации (ISO). В основу положена правая система координат с осями Х, Y, Z, которые указывают положительные направления движения инструментов относительно неподвижной заготовки. Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5).
За положительные направления перемещений подвижных органов принимают такие их перемещения, при которых инструмент и заготовка удаляются друг от друга. При расположении системы координат в пространстве пользуются следующими правилами: ось Х всегда располагают горизонтально, а ось Z совмещают с осью вращения инструмента. Лишь в токарных станках, где вместо инструмента вращается заготовка, ось Z совмещают с осью шпинделя.
Во многих станках бывают случаи, когда по одной и той же оси предусмотрено перемещение нескольких (двух-трех) рабочих органов. Тогда используют вторичные (U, V, W) и третичные (P, Q, R) оси. Круговые перемещения инструмента относительно заготовки считаются положительными при направлении против часовой стрелки, если смотреть на острие соответствующей оси координат. Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’.
На рис. 1.5 представлены примеры расположения осей координат для наиболее типичных компоновок станков с ЧПУ.
Для программирования обработки кроме направления осей координат необходимо установить способ и начало отсчета перемещений по каждой оси. В системах ЧПУ используют два различных способа отсчета: абсолютный и относительный (в приращениях). При абсолютном способе отсчета положение начала координат фиксировано для всей программы обработки. Это начало называют станочным нулем, и для каждого подвижного органа всегда оговаривают в паспорте станка или инструкции к нему. При работе от станочных нулей на программоносителе записывают абсолютные значения координат последовательно расположенных опорных точек. Достоинство такого способа отсчета состоит в том, что станок каждый раз отрабатывает заданные координаты (расстояния) от одной и той же точки (станочного нуля). Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов.
Приступая к разработке технологической операции, выполняемой на станке с ЧПУ, необходимо направление осей системы координат и начало отсчета уточнить по паспорту станка. Так, например, по паспорту обрабатывающего центра 2Б622МФ2, оснащенного отечественной системой программного управления «Размер-2М», убеждаемся, что направление осей системы координат соответствует схеме, представленной на рис. 1.5, г. При этом по оси Y перемещается шпиндельная бабка. Начало отсчета ее перемещений (станочный нуль) находится вместе совмещения оси шпинделя и установочной поверхности стола. Поперечное перемещение стола совпадает с осью Х. Станочный нуль для этой оси проходит через ось поворотного стола в его крайнем заднем (от рабочего) положении. Осевое перемещение расточного шпинделя совпадает с осью Z. Станочный нуль для перемещений шпинделя находится в его крайнем выдвинутом положении. Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.
В некоторых случаях, в особенности при использовании позиционных систем ЧПУ, отрабатывать программу от станочного нуля оказывается неудобно по следующим причинам:
· во-первых, это удлиняет холостые установочные перемещения, так как обрабатываемые заготовки различны по своим размерам;
· во-вторых, это затрудняет установку заготовки, так как требуется такое ее положение на столе станка, при котором базовые поверхности находились бы на точных расстояниях от начала отсчета станка;
· в третьих, определенное затруднение вызывает программирование обработки таких заготовок, у которых измерительные базы не совпадают с установочными.
В связи с этим в системе числового программного управления станков предусмотрена возможность переноса начала отсчета в любую точку на пути перемещения подвижного органа станка. Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением.
В системах, предусматривающих возможность использования «плавающего нуля» (системах с относительным способом отсчета координат), нулевым каждый раз принимают положение исполнительного органа, которое он занимал перед началом очередного перемещения к следующей опорной точке. В программу в этом случае записывают приращения координат при переходе от предыдущей к последующей точке.
Первая опорная точка программы называется исходной, или старт-точкой. Она выверяется при настройке станка и играет роль начала координат, от которого рассчитывают программу обработки конкретной заготовки. Такой способ отсчета используют почти во всех современных позиционных системах ЧПУ. Однако точность положения рабочего органа при этом в каждый момент времени зависит от точности отработки ко
ординат предыдущих опорных точек. Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ.
По числу управляемых движений (координат) системы ЧПУ могут быть двух-, трех-, четырех-, пятикоординатными и т.д. В позиционных системах движения по отдельным координатам могут осуществляться хотя и одновременно, но несогласованно. Для контурных систем важной характеристикой является число одновременно и согласованно управляемых координат. Однако некоторые контурные системы ЧПУ построены так, что согласованные перемещения возможны не по всем координатам одновременно, а только при отсутствии движения по одной из осей координат. Такие системы с одной неполной координатой иногда обозначают дробным числом, добавляя к целому числу одновременно и согласованно работающих координат еще половину координаты. Например, четырехкоординатная система с одной неполной координатой обозначается как 3,5-координатная. Число одновременно управляемых координат – важная технологическая характеристика станка.
Для обработки заготовки любой конфигурации на токарном станке обычно достаточно двух координат по числу двух основных направлений подач – продольной и поперечной. Для токарного станка, оснащенного двумя суппортами (например, станок модели 1734ФЗ), становится необходимой четырехкоординатная система управления. Сверлильные станки с ЧПУ обычно двухкоординатны, поскольку их основная задача – совмещение инструмента с осью отверстия. Для расточных станков чаще применяют трехкоординатные системы. Фрезерные станки должны иметь не менее трех одновременно управляемых координат для обработки сложных криволинейных поверхностей пространственными строчками. Наиболее рациональными являются пятикоординатные фрезерные станки, у которых дополнительно программируются повороты заготовки и наклоны инструмента, что позволяет обрабатывать труднодоступные участки поверхности и улучшать условия резания.
После изучения каждого раздела пособия необходимо ответить на контрольные вопросы. Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.
Абсолютное и инкрементальное программирование ЧПУ
Gcode G91 и Gcode G90: Абсолютное и инкрементальное программирование ЧПУ
Вот совок: gcode G90 и gcode G91 сообщают вашему станку с ЧПУ, использовать ли абсолютные или инкрементальные координаты.
В чем разница между абсолютной и инкрементальной системами координат?
Начнем с определения. Абсолютные координаты измеряются от нуля программы, начала программы. Относительные перемещения измеряются от текущей позиции. Мы только что рассмотрели движения по дуге окружности с помощью G02 и G03. Координаты центра дуги, выраженные I и J, являются относительными координатами.
Теперь более практический пример. Предположим, вы находитесь в продуктовом магазине и спрашиваете продавца, в каком отделе лежит печенье. Если он ответит: «Иди к 14-му ряду за печеньем», это будет абсолютная координата, относящаяся к первому проходу — «нулевой части» продуктового магазина.
Если вместо этого он ответит: «Здесь три прохода вниз», это инкрементная координата. Мы привыкли к обоим видам в повседневной жизни, и оба они полезны в зависимости от ситуации.
Обратите внимание, что то, что мы могли бы назвать «относительными координатами», часто называют координатами «инкрементного режима» в руководствах по программированию контроллера ЧПУ. Это просто другой способ сказать то же самое.
Переключение между относительными (gcode G91) и абсолютными координатами (gcode G90)
Как мы можем переключаться между относительными и абсолютными координатами? Обычный способ — использовать gcode G90 для использования абсолютных координат и G91 для использования относительных координат. Например:
G90 (Переключиться на абсолютные координаты)
G0 X0Y0Z0 (Перейти к началу программы в точке 0, 0, 0)
G91 (Переключиться на относительные координаты)
6
7 (Переключиться на относительные координаты) одна единица справа по X и одна единица справа по Y )
G90 (Вернуться к абсолютным координатам)
Предшествующая программа включает как абсолютное перемещение в X0Y0Z0, так и относительное перемещение. Как видите, gcode G90 и gcode G91 являются модальными.
Пример абсолютного программирования G90 GCode
В этом и следующем примерах я покажу, как вырезать одну и ту же фигуру, прямоугольник, используя как абсолютные, так и относительные координаты. Начнем с абсолютных координат GCode G90.
Имея кусок материала шириной 6 дюймов, высотой 4 дюйма и толщиной 1 дюйм, мы хотим вырезать карман, который находится на расстоянии 1 дюйм от краев, используя концевую фрезу 1/2 дюйма. Вот рисунок нашей части:
Вот наша часть…
Хорошо, а вот пример gcode:
; Мы предполагаем, что резак находится где-то на безопасном расстоянии над деталью, чтобы мы могли ускориться.
G90 ; Убедитесь, что мы находимся в режиме абсолютной координаты gcode G90.
G00 ; Используйте пороги скорости.
X1,25 Y1,25 ; Абсолютные координаты прямо над углом
G01 ; Используйте скорость рабочей подачи (фактическая скорость подачи и g-коды оборотов шпинделя не показаны
Z-0,5 ; Врезание до дна паза
; Теперь обходим карман против часовой стрелки, то есть фрезеруем с подъемом
X4. 75
Y2.75
X1.25
Y1.25
; Не будем показывать все ходы для зачистки лузы, но мы только что обошли периметр, используя абсолютные ходы.
Результирующие ходы выглядят следующим образом:
Пример относительного программирования G91 GCode
Давайте попробуем еще раз с относительными перемещениями. Вот наш gcode:
; Мы предполагаем, что резак находится где-то на безопасном расстоянии над деталью, чтобы мы могли ускориться.
G90 ; Убедитесь, что мы находимся в режиме абсолютной координаты gcode G90. Мы не знаем, где находится резак, поэтому используем absolute, чтобы убедиться.
G00 ; Используйте пороги скорости.
X1,25 Y1,25 ; Абсолютные координаты прямо над углом
G01 ; Использовать скорость рабочей подачи (фактическая скорость подачи и g-коды оборотов шпинделя не показаны
Z0.0
G91 ; Теперь мы точно знаем, где находимся, поэтому переключитесь на относительные координаты. 0007
; Теперь мы обходим карман против часовой стрелки, таким образом, мы фрезеруем подъем
X3.5
Y1.5
X3.5
Y-1.5
; Не будем показывать все ходы для зачистки лузы, но мы только что обошли периметр, используя абсолютные ходы.
Размеры всегда удобны при вычислении относительных перемещений:
Как вы проверяете свой G-код перед тем, как поместить его на машину?
Конечно, «воздух» можно перерезать, но это медленно. Хотели бы вы узнать о каком-нибудь программном обеспечении, которое позволяет вам выполнить 5 основных тестов вашего g-кода, прежде чем он будет отправлен на машину? Это сэкономит вам много времени и нервов.
Спорим, расскажи мне больше!
Какой режим используется моим контроллером по умолчанию?
Интересно, что большинство элементов управления запускаются в относительном/инкрементном режиме (G91). Это сделано потому, что считается более безопасным, если режим не соответствует вашим ожиданиям. Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете!
Использование слов UVW для инкрементных координат
Некоторые контроллеры позволяют использовать оба стиля одновременно, используя UVW. Мы могли бы написать предыдущую программу так:
G90 (переключиться на абсолютные координаты)
G0 X0Y0Z0 (переместиться в начало программы в точке 0, 0, 0)
G0 U1V1 (переместиться на одну единицу вправо по X и одну единицу прямо в Y )
Этот формат UVW удобен и немного короче. Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги.
Зачем мне использовать инкрементальные или абсолютные перемещения?
Рассмотрим пару случаев.
Во-первых, все дело в том, как вы хотите думать о своей проблеме. Что более естественно — думать о том, что происходит относительно какой-то абсолютно центральной точки или относительно вашего текущего местоположения? Контроллеру ЧПУ все равно, так что делайте то, что вам легко.
Во-вторых, предположим, что вы просто читаете распечатку и вводите G-код. Для некоторых точек может быть проще использовать относительные координаты, так как у вас может не быть абсолютных координат. На распечатках обычно указываются размеры относительно соседних элементов, а не относительно некоторой абсолютной нулевой точки детали.
Последний пример — это запись подпрограмм. Предположим, у вас есть функция, которая повторяется более одного раза в вашей программе g-кода. Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени.
Стандартные циклы и автоматический gcode G91
Многие стандартные циклы (такие как циклы сверления) позволяют указать координаты, поэтому стандартный цикл выполняется несколько раз, по одному разу для каждого запуска цикла. Это позволяет легко делать такие вещи, как сверление нескольких отверстий, используя список координат отверстий. Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.
Обязательно ознакомьтесь с документацией вашего контроллера, чтобы узнать, делает ли он это.
Используйте редактор G-Wizard для преобразования между абсолютными и относительными координатами
Преобразование набора g-кода из абсолютных в относительные или наоборот может быть утомительным и подверженным ошибкам, но это легко, если у вас есть программное обеспечение для этого. это автоматически. Оказывается, в G-Wizard Editor есть команда, которая делает это преобразование за вас.
В разделе Tools Revision есть команда Relative / Absolute, которая делает это очень простым:
Вы можете преобразовать всю программу или выбранный вами блок строк.
Ссылки
Видео о разнице между абсолютным и инкрементным программированием
Упражнения
1. Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).
2. Преобразуйте программу, которую вы написали в #1, чтобы использовать относительные координаты (не забудьте включить gcode G91!). Вы можете использовать абсолютную координату, чтобы добраться до центра прямоугольника в начальном движении G00.
3. Определите, разрешает ли ваш элемент управления перемещение UVW, и если да, перепишите #2, чтобы использовать их без вызова G91 для переключения на относительные координаты.
Часто задаваемые вопросы о G90 и G91 GCode
Что такое G90 в GCode?
G-код G90 заставляет координаты интерпретироваться как абсолютные координаты.
Что делает G91 в GCode?
G-код G91 заставляет интерпретировать координаты относительно текущего положения.
Что такое ЧПУ с абсолютным позиционированием?
Абсолютное позиционирование запускается g-кодом G90. При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Абсолютное и пошаговое перемещение — в чем разница?
Абсолютное или инкрементальное движение? Это два термина, которые вы услышите или будете использовать в механическом цеху, и многие люди на самом деле не понимают разницы. Когда я нахожусь в магазине клиента, обучая его работе с новой машиной, меня немного удивляет, как много людей не знают, в чем разница. Не поймите меня неправильно, в незнании нет ничего плохого — в конце концов, если бы вы уже знали, то не читали бы это прямо сейчас, и тогда мое существование было бы бессмысленным.
По моему опыту, есть несколько способов передать разницу между абсолютным движением и пошаговым движением. Когда дело доходит до движения машины, проще говоря:
Движение АБСОЛЮТНОЕ перемещает В КООРДИНАТУ на основе вашей НУЛЕВОЙ ТОЧКИ .
ДОПОЛНИТЕЛЬНОЕ движение перемещает РАССТОЯНИЕ на основе вашего ТЕКУЩЕГО ПОЛОЖЕНИЯ . Пошаговое перемещение не принимает во внимание нулевую точку вашей детали.
Абсолютное перемещение — используется для перемещения станка из произвольного места в задней части рабочей зоны в нулевую точку (в данном случае в верхнюю часть левого переднего угла заготовки).
Давайте рассмотрим пример. Мы будем работать, исходя из предположения, что у вас есть приспособление и заготовка, установленные на вашем станке, и ваша нулевая точка — это передний левый угол, а верхняя часть заготовки — это нуль по оси Z. Вы только что закончили настройку своих инструментов, так что вы находитесь в конце вашего стола в какой-то случайной координате. Сделаем вид, что ваша программа начинается с X0 Y0 Z0. 5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?
Ну, технически вы можете использовать либо абсолютное перемещение, либо пошаговое перемещение. Чтобы сделать это пошаговое движение, вы должны ввести X -6,753 Y-14,265, а затем выполнить некоторые математические операции. В настоящее время вы находитесь на Z 2,37 и должны достичь Z 0,5. 2,37 – 0,5 = 1,87. Таким образом, для вашего ввода Z вы должны ввести Z -1,87. Это приведет вас к X0 Y0 Z0.5. С другой стороны, если вы сделаете абсолютное движение, ваш ввод будет X0 Y0 Z0.5. Вы говорите машине: «Я хочу переместить ось X в 0, я хочу переместить ось Y в 0, и я хочу переместить ось Z в 0,5». Вот где проявляется реальная польза абсолютного движения. Когда вы двигаетесь ДО ТОЧКИ Абсолют — это гораздо более простой путь.
Пошаговое перемещение — используется после фрезерования отверстия в детали и необходимости фрезерования другого элемента на расстоянии 6 дюймов.
На другой стороне этого аргумента есть ситуация, когда вы просверлили отверстие или карман в своей детали и знаете, что вам нужен еще один элемент на расстоянии шести дюймов. Теперь, если ваша первая функция находится в X0 Y0, то это действительно не проблема, поскольку абсолютное движение и постепенное движение будут одинаковыми. Однако, если вы не в нуле, то внезапно ваше абсолютное движение становится более трудным, так как вам нужно определить точку относительно вашей нулевой точки, а не расстояние от вашего текущего положения. Давайте использовать те же числа, что и раньше. Вы просверлили отверстие на X6,753 Y14,265. Вам нужно второе отверстие в шести дюймах по оси X. Чтобы использовать абсолютное движение, ваш ввод XY будет X12,735 (6,753 + 6,000) Y14,265. Не слишком сложно, но, безусловно, есть вероятность ошибки. С другой стороны, если вы решите сделать пошаговое перемещение, ваш ввод XY будет X6 Y0. Вы говорите машине: «Я хочу переместить ось X на 6 дюймов в положительном направлении, а по оси Y — на 0 дюймов».
Наборы Амперка, Набор Tetra, создание электронных устройств, обучение программированию
Хотите научить ребёнка основам программирования, но понимаете, что скучные книги могут навсегда отбить его интерес к этой теме? Набор «Tetra» — отличное решение для начала увлекательных экспериментов, которые не оставят ребёнка равнодушным и станут первым шагом в освоении этой науки.
Набор состоит из материнской платы Tetra, комплекта электронных модулей и книги с экспериментами.
Электроника
Плата Tetra — это настоящий маленький компьютер. Вы можете подключить Tetra к своему компьютеру через обычный USB-кабель, а затем запрограммировать её на выполнение задуманного алгоритма, и тем самым создать собственное электронное устройство.
К Tetra можно подключать различные электронные модули, чтобы определять нажатия кнопок, измерять температуру, освещённость, считывать значения с других сенсоров. Можно управлять моторами, включать светодиоды, воспроизводить звук. Каждый модуль имеет своё назначение.
Плата выполнена на том же микроконтроллере, что и популярная платформа Arduino. Это означает, что помимо тех модулей, которые уже включены в комплект, к Tetra можно подключить и другие компоненты совместимые с Arduino.
Программирование
Желаемое поведение устройства описывают с помощью визуального языка программирования Scratch (Скретч), который специально создан для изучения детьми основ программирования.
Программы на Scratch составляются из набора логических блоков. Ими можно задавать условия, циклы, считывать показания сенсоров, посылать исполнительные команды, вводить переменные. Все как в настоящем программировании, только проще и наглядней: не нужно печатать код, всё понятно интуитивно.
С помощью платы Tetra и языка Скретч можно работать со всеми теми модулями, которые входят в набор. Сами модули легко устанавливаются на Tetra в специальные разъёмы-слоты. Модули можно быстро сменять, комбинировать и оживлять своей программой.
Книга
Книга в наборе подробно рассказывает, как работать с платой и средой программирования.
Эксперименты и программы идут от простых к более сложным. Всего в книге — 97 заданий, включая эксперименты для самостоятельного выполнения и идеи для собственных проектов.
Для кого
Набор будет интересен детям от 9 лет. По окончании курса юный инженер:
овладеет алгоритмическим мышлением;
узнает базовые принципы программирования;
поймёт, как работает современная электроника, основанная на микроконтроллерах.
При желании можно будет продолжить изучение программирования и электроники, используя уже мощные языки программирования и сложные компоненты. Для этого подойдут наборы серии Матрёшка или образовательный набор «Амперка».
Комплектация
1× Материнская плата Tetra
2× Светодиод «Пиранья» (Troyka-модуль) (Красный)
2× Светодиод «Пиранья» (Troyka-модуль) (Жёлтый)
2× Светодиод «Пиранья» (Troyka-модуль) (Зелёный)
2× Кнопка (Troyka-модуль)
1× Зуммер (Troyka-модуль)
1× Аналоговый термометр (Troyka-модуль)
1× Датчик освещённости (Troyka-модуль)
1× Датчик Холла (Troyka-модуль)
1× ИК-приёмник (Troyka-модуль)
1× Потенциометр (Troyka-модуль)
1× Микросервопривод FS90
1× Кабель USB (A — B)
1× Книга
Набор упакован в яркую коробку и станет приятным подарком для начинающего инженера.
Видеоуроки по TETRA
Освітній набір для дітей Tetra купити в Україні
Освітній набір Tetra
Хочете навчити дитину основам програмування, але розумієте, що нудні книги можуть назавжди відбити його інтерес до цієї теми? Набір «Tetra» — відмінне рішення для початку захоплюючих експериментів, які не залишать дитину байдужою і стануть першим кроком в освоєнні цієї науки.
Відеоогляд
Загальні відомості
Набір складається з материнської плати Tetra, комплекти електронних модулів і книги з експериментами.
Електроніка
Плата Tetra підключається до комп’ютера через кабель USB (A — B). До платформи можна підключати різні електронні модулі, щоб визначати натискання кнопок, вимірювати температуру, освітленість, зчитувати значення з інших сенсорів. Можна керувати моторами, включати світлодіоди, відтворювати звук. Кожен модуль має своє призначення.
Плата виконана на тому ж мікроконтролері, що і популярна платформа Arduino. Це означає, що крім тих модулів, які вже включені в комплект, до Tetra можна підключити й інші компоненти сумісні з Arduino.
Програмування
Бажане поведінка пристрою описують з допомогою візуальної мови програмування Scratch (Скретч) в середовищі програмування S4A.
Програми Scratch складаються з набору логічних блоків. Ними можна задавати умови, цикли, зчитувати показання сенсорів, посилати виконавчі команди, вводити змінні. Все як у справжньому програмуванні, тільки простіше і наочніше: не потрібно друкувати код, все зрозуміло інтуїтивно.
З допомогою плати Tetra і мови Скретч можна працювати з усіма тими модулями, які входять в набір. Самі модулі легко встановлюються на Tetra в спеціальні роз’єми-слоти. Модулі можна швидко змінювати, комбінувати і оживляти своєю програмою.
Книга
Книга в наборі докладно розповідає, як працювати з платою та середовищем програмування.
Експерименти і програми йдуть від простих до більш складних. Всього в книзі — 96 завдань, включаючи експерименти для самостійного виконання та ідеї для власних проектів.
Підручник написав прогресивний учитель з багаторічним досвідом, Копосов Денис Геннадійович. Він знає толк у викладанні.
Для кого
Набір буде цікавий гікам від 9 років. По закінченні курсу юний технар:
опанує алгоритмічним мисленням;
дізнається базові принципи програмування;
зрозуміє, як працює сучасна електроніка, заснована на мікроконтролерах.
Продовжуйте вивчення програмування і електроніки, використовуючи потужні мови програмування і складні компоненти. Для цього підійдуть набори серії Матрьошка або Йодо.
Президент и главный исполнительный директор Брэди М. Мерфи занимал должность президента и главного исполнительного директора с мая 2019 года, а с декабря 2018 года — директора. С февраля 2018 года по В мае 2019 года он занимал пост нашего президента и главного операционного директора.
До прихода в TETRA г-н Мерфи с января 2016 г. по февраль 2018 г. занимал должность главного исполнительного директора Paradigm Group B.V., частной компании, специализирующейся на стратегических технологиях для добывающей энергетической отрасли. Ранее г-н Мерфи работал в Halliburton в течение 26 лет. и занимал многочисленные должности в международной и Северной Америке, включая старшего вице-президента по глобальному развитию бизнеса и маркетингу, старшего вице-президента по развитию бизнеса в Восточном полушарии и старшего вице-президента по региону Европы и Африки к югу от Сахары.
Мистер Мерфи получил степень бакалавра наук. имеет степень в области химического машиностроения Университета штата Пенсильвания и является выпускником программы Advanced Management Program Гарвардской школы бизнеса.
Джон Ф. Глик
Председатель совета директоров, член комитета по назначениям, управлению и устойчивому развитию, по должности член всех других комитетов совета директоров
Г-н Глик является членом нашего совета директоров с с января 2014 г. и в качестве председателя с мая 2022 г. Он был председателем нашего комитета по назначениям, управлению и устойчивому развитию с мая 2015 г. и членом нашего комитета по управлению человеческим капиталом и вознаграждениям с мая 2014 г. по май 2022 г. г-н Глик был главой исполнительным директором и директором публичной компании Lufkin Industries, Inc. с марта 2008 г. до выхода на пенсию в июле 2013 г., а с августа 2007 г. занимал пост президента и директора Lufkin. Во время своего пребывания в должности г-н Глик курировал рост Lufkin и , в конечном итоге продажа компании General Electric в июле 2013 года. С 19 сентябряС 94 по август 2007 г. г-н Глик занимал должности вице-президента и генерального директора подразделения силовых трансмиссий Lufkin. С августа 2007 г. по август 2008 г. он занимал должности вице-президента и генерального директора нефтепромыслового подразделения Lufkin. До прихода в Lufkin с 1974 по 1994 г. г-н Глик занимал несколько руководящих должностей в компании Cameron Iron Works, Inc. в качестве неисполнительного председателя совета директоров, председателя комитета по назначениям и управлению, а также члена по должности члена комитетов по аудиту и вознаграждениям Hunting PLC, публичной компании, торгуемой на Лондонской фондовой бирже, а также служит в качестве Казначей ОМС здоровья Святого Луки и входит в его исполнительный комитет. Г-н Глик ранее входил в совет директоров Weatherford International plc с декабря 2019 года.до июня 2020 года.
Г-н Глик получил степень бакалавра наук. получил степень бакалавра журналистики в Канзасском университете и окончил Гарвардскую высшую школу бизнеса по программе развития менеджмента.
Марк Э. Болдуин
Директор Г-н Болдуин является членом нашего Совета директоров с января 2014 года и председателем нашего Комитета по аудиту с мая 2014 года. Г-н Болдуин занимал должность исполнительного вице-президента и руководителя финансовый директор публичной компании Dresser-Rand Group, Inc. с августа 2007 г. до выхода на пенсию в мае 2013 г. До прихода в Dresser-Rand он занимал должности исполнительного вице-президента, главного финансового директора и казначея Veritas DGC Inc. ., публичная компания, с августа 2004 г. по февраль 2007 г., и операционный партнер First Reserve Corporation с апреля 2003 г. по июль 2004 г. Г-н Болдуин занимал должности исполнительного вице-президента и финансового директора NextiraOne с октября 2001 г. по август 2002 г., а также председатель правления и главный исполнительный директор Pentacon Inc. с 19с 97 по 2001 год. С 1980 по 1997 год г-н Болдуин занимал различные финансовые и операционные должности в Keystone International Inc., включая казначея, главного финансового директора и президента группы промышленных клапанов и систем управления. Г-н Болдуин в настоящее время является директором и членом комитета по аудиту KBR, Inc. , а также директором и членом комитета по аудиту Nine Energy Service, Inc., обе из которых являются публичными компаниями. Ранее он занимал должность директора Seahawk Drilling Inc. с августа 2009 года.до февраля 2011 г.
Г-н Болдуин имеет степень бакалавра. получил степень бакалавра машиностроения в Университете Дьюка и степень магистра делового администрирования в Тулейнском университете.
Томас Р. Бейтс-младший, доктор философии.
Директор Д-р Бейтс был членом нашего совета директоров с ноября 2011 года, председателем нашего комитета по управлению человеческим капиталом и вознаграждениям с мая 2014 года и членом этого комитета с мая 2012 года. является частным инвестором и в настоящее время является адъюнкт-профессором финансового факультета Техасского христианского университета, где он преподает по программе MBA в Школе бизнеса Нили и входит в совет Энергетического института Ральфа Лоу. Доктор Бейтс присоединился к Lime Rock Management LP, частной инвестиционной компании, специализирующейся на энергетике, в качестве управляющего директора в 2001 году и стал старшим советником фирмы в 2010 году, прежде чем уйти на пенсию в 2013 году. Доктор Бейтс имел 25-летний опыт управления нефтяным сервисом. и операции до прихода в Lime Rock. Служил с 19с 98 по 2000 год в качестве президента Discovery Group компании Baker Hughes и отвечал за интеграцию Western Atlas в Baker Hughes. Ранее он занимал пост президента и главного исполнительного директора Weatherford Enterra. Ранее д-р Бейтс проработал 15 лет в компании Schlumberger как внутри страны, так и за рубежом, и отвечал за бизнес-подразделение Anadrill, когда первые инструменты MWD и LWD были коммерциализированы. Доктор Бейтс начал свою карьеру в Shell Oil Company, где он проводил исследования в области бурения. Д-р Бейтс был личным инвестором и/или корпоративным инвестором в более чем дюжине стартапов в сфере нефтесервисных технологий. Доктор Бейтс также входит в совет директоров и является председателем комитета по вознаграждениям и развитию лидерства и членом комитета по аудиту канадской публичной компании SSR Mining, Inc., а также председателем совета директоров и членом комитета по аудиту Vantage Drilling International, публичной компании, которая торгуется на внебиржевом рынке. Д-р Бейтс ранее входил в советы директоров Independence Contract Drilling, Inc. с августа 2014 г. по июнь 2020 г., Weatherford International, plc с декабря 2019 г.до июня 2020 г. и Tidewater Inc. с июля 2017 г. по октябрь 2019 г.
Доктор Бейтс является выпускником Мичиганского университета со степенью доктора философии. в машиностроении.
Джина Луна
Директор Г-жа Луна является членом нашего совета директоров с июля 2018 года и в настоящее время является председателем нашего комитета по назначениям, управлению и устойчивому развитию, а также членом нашего комитета по аудиту. Г-жа Луна работала управляющим партнером GP Capital Partners с ноября 2020 г., а с ноября 2016 г. по сентябрь 2021 г. — генеральным директором независимой консалтинговой фирмы Luna Strategies, LLC. До этого г-жа Луна работала в JPMorgan Chase and Co. в течение 21 года, занимая несколько руководящих должностей, последний раз в качестве управляющего директора Chase Commercial Banking с 2009 года. по ноябрь 2016 года в качестве директора по маркетингу Chase Commercial Banking с 2005 по 2009 год и главного операционного директора коммерческого и инвестиционного банка Южного региона с 2000 по 2005 год. Г-жа Луна также работала в совете директоров и в качестве член аудиторского комитета публичной компании Roku, Inc. с 7 декабря 2020 года.
Г-жа Луна получила степень бакалавра наук в области делового администрирования со специализацией в области финансов и управления в Техасском университете A&M и получила степень Сертификация директоров NACD в рамках программы сертификации директоров NACD. Сертифицированные директора NACD зарекомендовали себя как приверженные непрерывному обучению по возникающим вопросам и содействию повышению профессионального уровня директоров.
Шэрон Бут МакГи
Директор С февраля 2022 года г-жа МакГи является членом нашего Совета директоров и членом нашего Комитета по управлению человеческим капиталом и вознаграждениям, а также нашего Комитета по назначениям, управлению и устойчивому развитию.
В мае 2021 года г-жа МакГи основала SDBM Executive and Strategic Advisory, LLC, независимую консультационную службу для новой энергетической, химической, сырьевой, горнодобывающей и нефтегазовой отраслей. До этого г-жа МакГи 33 года проработала в корпорации Albemarle, занимая несколько руководящих должностей, последняя из которых занимала пост вице-президента по связям с инвесторами и корпоративному развитию с 2016 по январь 2021 года, вице-президента по Азиатско-Тихоокеанскому региону и глобальной пожарной безопасности. Продажи с 2014 по 2016 год, вице-президент по продажам в Северной и Южной Америке с 2013 по 2014 год, вице-президент подразделения по химическим веществам с высокими характеристиками с 2008 по 2013 год и директор по глобальному бизнесу, промышленные бромиды с 2005 по 2008 год. Albemarle является одним из крупнейших мировых производителей лития и производных лития, а также брома и производных брома, и г-жа МакГи участвовала во многих из этих стратегических дискуссий.
Г-жа МакГи получила сертификат Executive MBA в Университете штата Луизиана и степени магистра и бакалавра наук в области химического машиностроения в Университете Арканзаса, а также получила сертификат директора NACD по программе сертификации директоров NACD. Сертифицированные директора NACD зарекомендовали себя как приверженные непрерывному обучению по возникающим вопросам и содействию повышению профессионального уровня директоров.
Шон Д. Уильямс
Директор Г-н Уильямс является членом нашего Совета директоров с марта 2021 года и членом нашего Комитета по аудиту и Комитета по управлению человеческим капиталом и вознаграждениям с апреля 2021 года. Совсем недавно г-н Уильямс занимал должность главного исполнительного директора Nexeo Plastics Holdings, Inc., глобальный дистрибьютор пластмасс, с апреля 2019 года по июнь 2020 года и с сентября 2012 года по март 2019 года в качестве исполнительного вице-президента Nexeo Solutions, Inc. Г-н Уильямс ушел на пенсию с июня 2020 года. Nexeo Solutions, с 2007 по 2012 год г-н Уильямс занимал пост президента Momentive Global Sealants, глобального подразделения по производству специальных герметиков, и президента Momentive Performance Materials, предприятия по производству специальных силиконовых материалов. В начале своей карьеры г-н Уильямс провел 22 года, занимая руководящие должности в сфере промышленности и материально-технического снабжения в компании General Electric, а также руководил бизнесом по всему миру в Северной и Южной Америке, Европе и Азии в широком секторе рынка. С 1 января 2022 года г-н Уильямс является исполнительным председателем совета директоров Covia Holdings, LLC, поставщика решений на основе полезных ископаемых, обслуживающих промышленные и энергетические рынки, а также членом ее аудиторского комитета и компенсационного комитета с декабря 2020 г., а с декабря 2020 г. по декабрь 2021 г. занимал пост председателя совета директоров. С июля 2021 г. г-н Уильямс также входил в совет директоров Kirby Corporation, публичной компании9. 0003
Г-н Уильямс получил степень магистра делового администрирования в Школе бизнеса Хааса Калифорнийского университета в Беркли и степень бакалавра делового администрирования. по электротехнике Университета Пердью.
Руководство — TETRA Technologies, Inc.
Брэди М. Мерфи
Президент и главный исполнительный директор Брэди М. Мерфи является нашим президентом и главным исполнительным директором с мая 2019 года, а директором — с декабря 2018 года. С февраля 2018 года по май 2019 года он занимал пост нашего президента и главного операционного директора.
До прихода в TETRA с января 2016 г. по февраль 2018 г. г-н Мерфи занимал должность главного исполнительного директора Paradigm Group B.V., частной компании, специализирующейся на стратегических технологиях для добывающей энергетической отрасли. Ранее г-н Мерфи работал в Halliburton в течение 26 лет. и занимал множество должностей в разных странах и Северной Америке, в том числе старшего вице-президента по глобальному развитию бизнеса и маркетингу, старшего вице-президента по развитию бизнеса в Восточном полушарии и старшего вице-президента по региону Европы и Африки к югу от Сахары.
Мистер Мерфи получил степень бакалавра наук. имеет степень в области химического машиностроения Университета штата Пенсильвания и является выпускником программы Advanced Management Program Гарвардской школы бизнеса.
Элихио В. Серрано
Старший вице-президент и финансовый директор Элихио В. Серрано занимает должность старшего вице-президента и финансового директора с августа 2012 года. Г-н Серрано занимал должность финансового директора глобального проекта UniversalPegasus International. управляющая, инженерно-строительная управляющая компания, с октября 2009 г.по июль 2012 г. До работы в UniversalPegasus он занимал ряд руководящих должностей в компаниях Paradigm BV, EGL и Schlumberger. Г-н Серрано также занимал должности директора, председателя комитета по аудиту и члена комитета по корпоративному управлению и назначениям корпорации Tesco до ее приобретения компанией Nabors в декабре 2017 года. Элихио является директором корпорации Park Lawn Corporation, базирующейся в Торонто. публично торгуемая компания, и является председателем комитета Park Lawn по кадрам и вознаграждениям.
Мистер Серрано получил степень бакалавра делового администрирования. степень в области бухгалтерского учета и финансов Техасского университета в Эль-Пасо. Г-н Серрано был сертифицированным бухгалтером в штате Техас с 1986 г. по март 2002 г., когда его лицензия стала недействительной.
Мэтью Дж. Сандерсон
Исполнительный вице-президент и коммерческий директор Мэтью Дж. Сандерсон занимал должность нашего исполнительного вице-президента и коммерческого директора с сентября 2022 года. С декабря 2016 года по сентябрь 2022 года он занимал должность старшего вице-президента. Президент, ответственный за наше подразделение Water and Flowback Services и наше глобальное подразделение по жидкостям и продуктам заканчивания. До прихода в TETRA г-н Сандерсон проработал более 19лет работы в компании «Шлюмберже» на различных руководящих должностях в операционной и функциональной областях в Северной Америке и за рубежом.
Он получил степень бакалавра прикладных наук в области гражданского строительства (экологический вариант) в Королевском университете в Кингстоне, Канада, и степень магистра наук в области управления нефтяной и газовой промышленностью в Университете Хериот-Ватт в Эдинбурге, Шотландия.
Тим Мёллер
Старший вице-президент по глобальной цепочке поставок и химикатам Тим Мёллер занимал должность старшего вице-президента по глобальной цепочке поставок и химикатов с апреля 2020 года, а с апреля 2018 года занимал должность вице-президента и директора по закупкам. Присоединившись к TETRA, г-н Мёллер работал главным операционным директором Melior Innovations и генеральным директором TessaFrac, частной компании, занимающейся разработкой и коммерциализацией инновационных решений в области материалов нового поколения, которые имеют широкое применение в различных отраслях, включая нефтегазовую промышленность, промышленные покрытия и широкополосную связь. Gap Electronics с сентября 2012 г. по март 2018 г. Г-н Мёллер также входит в совет директоров в качестве председателя Alchemy Sciences (компания Melior Innovations) с октября 2016 г. Он также занимал различные должности в цепочке поставок в Halliburton, включая должности вице-президента и директора по закупкам. , где он отвечал за глобальное расширение цепочки поставок компании для otprint в ключевые развивающиеся регионы, такие как Китай, Индия и Латинская Америка.
Г-н Меллер получил степень бакалавра в области управления бизнесом в Техасском университете A&M. Вне работы Тим был добровольцем в качестве члена совета директоров Хьюстонского совета по развитию поставщиков из числа меньшинств, советов ассоциации домовладельцев и комитета по улучшению развития округа Монтгомери.
Рой Э. МакНивен
Старший вице-президент по эксплуатации энергетических услуг Рой Э. МакНивен занимал должность старшего вице-президента по эксплуатации энергетических услуг с сентября 2022 года. До прихода в TETRA он занимал должность старшего вице-президента Операции для CSI Compressco GP LLC, генерального партнера CSI Compressco LP и одной из наших бывших дочерних компаний, с декабря 2019 г. до 3 февраля 2022 г. и в качестве вице-президента по операциям с октября 2018 г. по декабрь 2019 г. Г-н МакНивен занимал должность вице-президента по аренде в Nabors Industries с декабря 2017 г. до прихода в CSI Compressco. До этой должности он в течение 13 лет работал в корпорации Tesco на различных руководящих должностях, включая вице-президента по поставкам и коммерциализации продукции, вице-президента по продуктам и услугам, вице-президента по продажам и обслуживанию послепродажного обслуживания, аренде и глобальной цепочке поставок, а также Глобальный директор по продажам, обслуживанию и аренде послепродажного обслуживания до того, как Tesco была приобретена Nabors.
Г-н МакНивен получил степень бакалавра делового администрирования, а также степень магистра делового администрирования в Университете Атабаски в Канаде.
Алисия П. Бостон
Главный юрисконсульт и директор по контролю за соблюдением нормативных требований Алисия П. Бостон работает нашим главным юрисконсультом с августа 2021 года, а с августа 2020 года — нашим директором по контролю за соблюдением нормативных требований. отвечает за соблюдение нормативных требований для наших внутренних и международных операций и осуществляет надзор за всеми аспектами юридических вопросов, соблюдения нормативных требований и этики. Она имеет 25-летний юридический опыт работы в области корпоративного права, договоров, стратегических коммерческих сделок и ведения судебных процессов. С июля 2009 г.по август 2021 года она занимала различные должности штатных юрисконсультов в нашем юридическом отделе, в том числе помощника главного юрисконсульта, где с возрастающей ответственностью занималась широким кругом юридических вопросов. До прихода в TETRA г-жа Бостон занималась юридической практикой в частных юридических фирмах по вопросам корпоративного права и ценных бумаг, в том числе в Jackson Walker LLP (юридическая фирма Am Law 200) и других частных юридических фирмах. Кроме того, г-жа Бостон также работала корпоративным юрисконсультом в TOTAL Petrochemicals USA, дочерней компании публичной компании TOTAL S.A. 9.0003
Г-жа Бостон имеет степень доктора юридических наук с отличием Южного Техасского университета и степень бакалавра делового администрирования в области международного бизнеса Техасского университета в Остине. Она является членом Коллегии адвокатов штата Техас с 1997 года.
Ричард О’Брайен
Вице-президент по финансам, глобальный контролер и помощник казначея Контролер с 25 марта 2019 г. и помощник казначея с 3 мая 2019 г. С октября 2002 г. до прихода в TETRA г-н О’Брайен занимал несколько руководящих финансовых должностей в BHP Petroleum с возрастающими обязанностями. С июня 2018 года по март 2019 года он занимал должность руководителя отдела разделения сланцевого бизнеса BHP.а до этого с июля 2014 г. по май 2018 г. занимал должность финансового директора. С декабря 2012 г. по июль 2014 г. он также занимал должность контролера по операционному учету. получил степень по английской литературе в Кардиффском университете в Кардиффе, Уэльс, и является дипломированным бухгалтером и членом Института дипломированных бухгалтеров Англии и Уэльса.
Яцек Муха
Вице-президент по финансам и казначею Яцек М. Муха является нашим вице-президентом по финансам и казначею с сентября 2019 года.
Сварочный инвертор-полуавтомат Сварог MIG 2000 (N280) за 91 340 руб. с НДС.
STANDART MIG 2000 (N280)— инверторный сварочный аппарат для полуавтоматической сварки в среде защитного газа (MIG/MAG), сварки порошковой проволокой (FCAW), а также для ручной дуговой сварки покрытым электродом (MMA). Аппарат размещается на тележке с поворотными колесами со специальной площадкой для крепления газового баллона.
Отличительными особенностями аппарата являются:
Бесперебойная работа при продолжительных нагрузках
Регулировка индуктивности
Смена полярности, сварка порошковой проволокой
Возможность использования катушки D300 весом 20 кг
Разъем подключения «Spool gun» горелки
Розетка 36 В для подогревателя газа
Функция дожигания проволоки и холостой прогон проволоки
ММА сварка
STANDART MIG 2000 работает от питающей сети 200 В
STANDART MIG 2000 имеет прочный металлический корпус
Для удобства аппарат оснащен тележкой с поворотными колесами, на который также устанавливается баллон с газом
Благодаря разъему ОКС 35-50 мм силовые выходы при работе не нагреваются
Удобная система управления:
Регулятор сварочного тока для ММА
Регулятор напряжения на дуге
Цифровой дисплей для отображения напряжения на дуге
Цифровой дисплей для отображения силы тока
Кнопка переключения типа горелок: Стандартная и «Spool gun»
Кнопка выбора способа сварки
Регулятор скорости подачи сварочной проволоки
Кнопка холостого прогона сварочной проволоки
Светодиодный индикатор перегрева
Индикатор сети загорается, когда аппарат включен
Производитель
Сварог
Серия
Standart
Тип питания
Инвертор
Режимы сварки
MMA, MIG, MAG
Напряжение питающей сети
220 В
Розетка 36 В
Да
Частота питающей сети
50 Гц
Сварочный ток MIG
30 — 200 А
Сварочный ток MMA
10 — 200 А
Потребляемый ток
40 А
Сварочный ток MIG при ПН 100%
130 А
Сварочный ток MMA при ПН 100%
130 А
Рабочее напряжение
15. 5 — 24 В
Рабочее напряжение MIG
15.5 — 24 В
Рабочее напряжение ММА
20.4 — 28 В
Минимальное напряжение
187 В
Напряжение холостого хода
52 В
Напряжение холостого хода MIG
52 В
Напряжение холостого хода MMA
52 В
Потребляемая мощность
5. 6 KW
Потребляемая мощность MIG
5.6 KW
Потребляемая мощность ММА
6.6 KW
Коэффициент мощности
0. 75
ПН
60 %
КПД
85 %
Подающий механизм
Встроенный
Скорость подачи проволоки
1. 5 — 16 м/мин
Диаметр сварочной проволоки MIG
0.6 мм, 0.8 мм, 1 мм
Диаметр электрода MMA
1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм
Максимальная масса катушки
15 кг
Холостой прогон проволоки
Да
Класс изоляции
F
Класс защиты
23
Вес
45 кг
Габариты
880 × 296 × 616 мм
Смена полярности
Да
Сварка порошковой проволокой
Да
Количество роликов
2
Функция дожигания сварочной проволоки
Да
Гарантия
5 лет
Горелка в сборе TECH MS 25, 3 м— 1 шт.
Клемма заземления в сборе 200 А, 3 м— 1 шт.
Редуктор с подогревом— 1 шт.
Комплектный ролик— 1 шт.
Комплект ЗИП— 1 шт.
Паспорт и Руководство по эксплуатации— 1 шт.
Сварочный полуавтомат СВАРОГ MIG 2000 (N280)
КОД: 92748
Описание
Особенности
Характеристики
Комплект поставки
Сварочный инвертор MIG 2000 (N280) предназначен для полуавтоматической сварки в среде защитного газа (MIG/MAG), сварки порошковой проволокой (FCAW), а так же для ручной дуговой сварки покрытым электродом (MMA). Аппарат размещается на тележке с поворотными колесами со специальной площадкой для крепления газового баллона.
аксессуары дом кино книги косметика красота кухня обувь одежда парфюм путешествия техника украшения фото цели | облако тегов
Набор для выращивания кристаллов »Фигурный кристалл. Сердце фиолетовое»
https://www.lilkko.ru/collect…
Подсвечники
хотят: 240 чел.
2022-12-09 02:48 Высокие элегантные для романтических ужинов (3-5 шт, желательно разной высоты)
Чайник стеклянный
хотят: 290 чел.
2022-12-09 02:42 Как на картинке — с высокой ручкой
кошель
хотят: 70 чел.
https://www.lamoda.ru/p/rtlab…
Маска для сна Sleepy, Трехцветный кот
https://www.lilkko.ru/collect…
Сделать кимчи
еда
Моченые яблоки
хотят: 2 чел.
еда
2022-12-09 01:41 Детское воспоминание
Соль и пену для ванны
хотят: 3 чел.
Серьги
хотят: 6263 чел.
https://sokolov.ru/jewelry-ca…
Набор для поделок из эпоксидки
2022-12-09 01:05 Как вариант — на авито бывает люди отдают пользованные наборы с кучей всяких примочек
Страницы: 1 2 3 4 … 452529 (4525288)
Напишите ваши желания
Книги, которые хотите прочитать, фильмы, которые хотите посмотреть, музыку, которую хотите слушать, места, которые хотите посетить, дела, которые хотите завершить, цели, которые хотите достичь, технику, гаджеты, украшения, парфюмерию, компьютеры, периферию, одежду, обувь, инструменты, игрушки и все остальное.
Ленточная пила Корвет-34 — цена, отзывы, характеристики с фото, инструкция, видео
Ленточная пила «Корвет-34» предназначена для прямолинейного и радиусного пиления древесины, материалов на основе дерева, ламинированных панелей, алюминиевого сплава, пластика и других подобных материалов.
Особенности оборудования
Комплектуется асинхронным двигателем.
Ременная передача защищает двигатель от перегрузки и делает работу станка более тихой.
Две скорости движения пильной ленты.
Магнитный пускатель исключает самопроизвольный пуск станка после временного отключения электропитания.
Регулируемый по высоте стабилизатор пильной ленты.
Стабилизация пильной ленты осуществляется за счет подшипников качения.
Литой рабочий стол.
Наклон рабочего стола до 45 град.
Комплектуется параллельным и транспортирным упором.
Патрубок для подсоединения пылесоса.
Простота замены пильной ленты.
Щетка для очистки шкива.
Концевой выключатель отключает двигатель при открытии бокового кожуха.
Характеристика
Значение
Номинальная потребляемая мощность двигателя, Вт
800
Номинальное напряжение питания, В/Гц
220/50
Тип электродвигателя
асинхронный
Передача
ременная
Число скоростей
2
Скорость движения пильной ленты, м/сек
6.2; 13.2
Размер рабочего стола, мм
400х480
Угол наклона рабочего стола, град
0-45
Максимальная толщина обрабатываемой заготовки, мм
180
Длина пильной ленты, мм
224
Ширина пильной ленты, мм
6. 35-15
Диаметр патрубка для пылесборника, мм
100
Масса Корвет-34 нетто/брутто, кг
60/65
Размер упаковки (ДхШхВ), мм
1060х370х475
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о Корвет-34:
Достоинства:
Недорого, качество достойное.
Комментарий:
Для гаражных работ брать что-то дороже корвета вряд ли стоит, поэтому его и выбрал. А вот пилы советую взять нормальные. Родные мягкие. И натяжением озаботьтесь, если будет брать, заводское никуда не годится, резы будут кривые. Для перфекционистов советую еще стружкоотсос организовать – я себе сделал, задолбался чистить пилу и шкиф. Да и в гараже куда чище.
Покупал(а) для:
Шабашек.
Ответить
Недостатки:
Цена завышена.
Комментарий:
По сравнению с младшими моделями добавили станину чугун (зачем она, корвет не берет никто для работ промышленного масштаба), и движок на полтинник мощнее (чисто для галочки). Теперь жалею, что все это не проверил. к самому станку серьезных претензий нет.
Ответить
Оставить отзыв
Масса брутто: 65 кг. Габариты в упаковке ДхШхВ, мм: 1060x370x475
Ленточная пила Корвет-34 с доставкой в г. Москва: подробные условия и стоимость
Корвет-31 Станок ленточнопильный электрический. Паспорт, схемы, описание, характеристики
Сведения о производителе ленточнопильного Корвет-31
Поставщиком станка ленточнопильного Корвет-31 (пилы ленточной) является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станок ленточнопильный (Ленточная пила) модели Корвет 31 предназначен для пиления заготовок из древесины и материалов на ее основе, тонкого алюминиевого профиля, пластика и других подобных материалов. Пила позволяет выполнять криволинейное пиление с определенным радиусом. Пила не рассчитана на работу при непрерывном производстве. Не допускается обработка металлов, асбоцементных материалов, камня и подобных материалов, мягких пластмассовых и резиноподобных материалов.
Вертикальные ручные ленточнопильные отрезные станки по дереву позволяют производить резание как прямолинейное, так и криволинейное по наружному и внутреннему контуру, с помощью ручной подачи заготовки. Заготовка, в отличие от горизонтальных станков, не зажимается в тисках, а вручную удерживается на рабочем столе и подается в зону резания. Пильная рама не перемещается.
Пила ленточная Корвет 31 (станок ленточнопильный) работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 31 может эксплуатироваться в нормальных климатических условиях:
температура окружающей среды от 1 до 35 °C
относительная влажность воздуха до 80 % при температуре 25 °C
Корвет-31 Общий вид станка ленточнопильного
Корвет-31 станок ленточнопильный. Фото. Смотреть в увеличенном масштабе
Состав ленточнопильного станка Корвет-31
Состав ленточнопильного станка Корвет-31. Смотреть в увеличенном масштабе
Перечень основных узлов ленточнопильного станка Корвет-31
Защитный кожух
Петли защитного кожуха
Боковой упор
Выключатель (магнитный пускатель)
Регулировочный упор (ввернут внизу стола)
Патрубок пылесборника
Монтажные отверстия
Замки кожуха
Верхняя подвижная направляющая (и защита пильной ленты)
Стабилизатор ленты
Лента пильная
Угловой упор
Винт – замок
Ручка натяжения пильной ленты
Винт регулировки наклона направляющего колеса
Фиксатор высоты подвижного экрана
Рабочий стол
Держатель стола
Шкала наклона
Ручка фиксации стола
Указатель наклона
Электродвигатель
Основание
Ведущее колесо
Направляющее колесо
Ползун
Органы управления ленточнопильного станка Корвет-31
Пуск и остановка пилы (Рис.
2, Рис.3, Рис.4)
Включение и отключение рабочего режима пилы осуществляется выключателем – магнитным пускателем (4). Для включения пилы необходимо кратковременное нажатие на кнопку со знаком « I ». Для отключения пилы достаточно кратковременного нажатия на кнопку « 0 »
Установка положения бокового упора (Рис.2, Рис.3)
Поднимите ручку фиксации бокового упора (3).
Установите упор (3) на рабочий стол (17). Опустите ручку фиксации вниз упора (3). Кулачок ручки должен жестко стабилизировать боковой упор (3). (Не прилагайте значительных усилий). При необходимости можно, вращая ручку фиксации (в верхнем положении) упора (3), изменить начальную длину фиксирующей тяги.
Боковой упор (3) после перемещений и последующей фиксации должен сохранять параллельность относительно направляющих рабочего стола (17).
Корректировка положения упора (3) возможна за счет двух винтов, расположенных на нем.
Рукоятка натяжения пильной ленты (14) (Рис.2)
После установки и предварительного натяжения пильной ленты (11) её необходимо позиционировать на вращающихся колесах (24 и 25) (по центру обрезиненной поверхности). Проворачивая колеса (24 и 25) по часовой стрелке, необходимо отметить тенденцию смещения пильной ленты (11) от центра на колесах (24 и 25):
Вращайте верхнее направляющее колесо (25) по часовой стрелке, наблюдая при этом за положением пильной ленты (11). Если пильная лента (11) смещается от центра, необходимо её позиционирование;
Если пильная лента (11) смещается, медленно вращайте винт позиционирования (15) по/против часовой стрелки (в зависимости от направления смещения), одновременно продолжайте вращать колесо (25) до возвращения пильной ленты (11) на середину;
Проверьте положение полотна на нижнем ведущем колесе (24). Если позиционирование необходимо, производите его до тех пор, пока пильная лента (11) не «сядет» без поперечных смещений по центру обоих колес (24 и 25).
После центрирования пильной ленты (11) на обоих колесах (24 и 25), вращайте ручку (14) натяжения пильной ленты (11) до заметного сжатия пружины. Продолжайте затягивать ручку (14) до плотной посадки пильной ленты (11) на колеса (24 и 25). Недостаточное натяжение пильной ленты (11) может стать причиной ее заклинивания в пропиле и «пробуксовывания» на колесах (24 и 25) при работе.
Не натягивайте пильную ленту (11) слишком сильно.
Фиксатор высоты верхней подвижной направляющей (Рис.2;3). Фиксатор высоты верхней направляющей (16) задает высоту открытой зоны для пильной ленты (11).
Основные операции выполняемые на ленточнопильном станке Корвет 31 (Рис. 2-6)
ВНИМАНИЕ: Чтобы обеспечить правильную работу пилы, не засорять рабочее место и оградить оператора от воздействия опилок и древесной пыли — необходимо к патрубку (6) подсоединить систему принудительного пылеудаления (пылесос).
Пила предназначена для пиления заготовок из древесины и материалов на ее основе, тонкого алюминиевого профиля, твердых пластиков и других подобных материалов. Ленточная пила позволяет выполнять криволинейные радиусные пиления по перечисленным материалам.
Применение пылесборника. (Рис.2;4)
При существенных объемах работы применение пылесоса обязательно. Отсутствие принудительного отбора опилок и пыли негативно влияет на качество работы пилы и может стать причиной ее поломки. Кожух (1) необходимо периодически очищать от опилок и пыли, следить за состоянием щетки очистки ведущего колеса (24), регулируя ее положение по мере истирания ворса.
Рабочие операции общего назначения (Рис. 2-6)
При выполнении прямолинейного продольного или поперечного пиления заготовка обязательно должна плотно лежать на рабочем столе (17) и, кроме того, опираться непосредственно на боковой упор (3). Позиция бокового упора (3) определяется заданным размером детали, и упор (3) должен быть точно выставлен и жестко зафиксирован.
Радиус закругления зависит от ширины используемой пильной ленты (11) и разводки ее зубьев. Для пильной ленты шириной 6 мм радиус закругления не должен быть менее 12,5 мм.
Корвет-31 станок ленточнопильный. Схемы и детали сборки
Корвет-31 станок ленточнопильный. Схемы и детали сборки. Смотреть в увеличенном масштабе
Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Связанные ссылки. Дополнительная информация
Ленточные пилы VBS TM | Bonetti Group
Ленточнопильные станки
Пилы для аэрокосмической промышленности
0%
600 TM
800 TM
1000 TM
1250 TM
Ленточнопильный станок с подвижным столом
2 5 Универсальные станки
20 08 Прочный и надежный станок для резки алюминия, стали, полимеров и композитов.
Модели
Характеристики, указанные в таблице, не являются обязательными и могут отличаться от текущих моделей. Пожалуйста, свяжитесь с нами для получения более подробной информации.
Гравитационная подача. Лезвие входит в материал под действием силы тяжести, что позволяет работать без помощи рук.
Быстрая настройка. Легкое переключение между отрезной пилой, контурной пилой и продольной пилой. Быстрая настройка делает его идеальным для производства.
Низковольтное управление с тепловой защитой и аварийным остановом для аварийного пуска и остановки.
Рама и основание изготовлены из сверхпрочной сварной стали для обеспечения жесткости. Создан для работы в самых сложных условиях.
Система с регулируемой скоростью подачи с гидравлическим регулятором подачи с удобным передним клапаном управления потоком.
Четыре скорости лезвия и бесступенчатая регулировка давления лезвия.
Закрытое ограждение для ступенчатого шкива и узла нижнего колеса.
Онлайн калькулятор расчета стоимости 3D (3Д) печати
Вы здесь
Главная » Наши услуги
Как расcчитать стоимость 3д печати
загрузите в калькулятор модель в формате STL;
получите расчет стоимости и рекомендации;
измените настройки печати или оставьте стандартные;
если готовы заказать 3д печать на 3d принтере, нажмите кнопку «Заказать печать», заполните контактные данные и отправьте заявку.
Для наглядности использована тестовая модель. Чтобы рассчитать свою модель, загрузите ее. Расчет происходит автоматически.
Загрузить файл в формате STL?Нажмите кнопку «Загрузить» и выберите файл 3д модели. Это файл в формате STL, например 3dmodel.stl. Калькулятор автоматически сразу же рассчитает стоимость. Вы можете сразу перейти к расчету ниже или измените настройки 3д печати
Характеристики модели, рекомендации и стоимость 3д печати
Объем, см3: — Площадь, см2: — Размеры, мм: — Расход пластика, см3: — Расход пластика, гр: —
Рекомендации: —
Предварительная стоимость печати: —
Установить свои настройки 3д печати? Нажмите, если не требуются особые настройки печати, а не настройки по умолчанию*оптимальные настройки по соотношению цена/качество).
Настройки по умолчанию отмечены знаком *.
Выберите материал:? Это тот материал, которым будет выполнена 3д печать. Упрощенно так — для шестеренок, корпусов и подобных технических деталей подойдет ABS, для фигурок и сувениров — PLA, по остальным — посмотрите таблицу сравнения материалов в разделе FAQ
ABS*ABS обладает прочностью и износостойкостью, применяется для печати корпусов, шестерен и нагруженных деталей. Печатаем по умолчанию.
PLAPLA обладает малой усадкой при печати, хорошо пропечатывает мелкие фрагменты, может печатать нависающие элементы. Также так как PLA изготавливается из кукурузы,то он может использоваться в пищевом производстве
PET-GPET-G прочнее ABS, обладает меньшей усадкой, химически устойчив. У этого пластика отличная межслойная агдезия. Пищевой пластик
CarbonCarbon — это нейлон с добавлением углерода. Очень прочный и износосойкий, имеет малую усадку и деформацию при печати. Кроме этого после печати детали имеют шероховатую поверхность, на которой не видна слоистость
FlexFlex — отличный резиноподобный материал. В отличие от аналога TPU (полиуретана) химически устойчив к машинному маслу и бензину, может применяться в качестве прокладок и гибких шлангов в автомобильной сфере
ФотополимерФотополимерная смола незаменима при печати мелких и точных деталей. Достоинства: толщина слоя до 1 микрон, отсутствие видимости слоев, возможность печати прозрачных моделей, окрашивание перед печатью красящими пигментами
ABS-LikeABS-Like — это тип фотополимера, прочность которого приближена к ABS, благодаря чему чему ABS-Like может использоваться для печати нагруженных и прочных деталей. В совокупности с сверхвысокой точностью печати он незаменим при печати малых шестерен и деталей механизмов
Выберите плотность заполнения:? Этот параметр характеризует насколько деталь будет заполнена пластиком. Часто не требуется полностью заполнять деталь, для экономии пластика можно использовать частичное заполнение
10%
20%*
33%
50%
100%
Выберите толщину (высоту) слоя:? Этот параметр характеризует качество.
Чем меньше толщина слоя, тем качественнее будет печать, но тем больше время печати и ее стоимость
0,05мм
0,1мм
0,15мм
0,2мм
0,25мм*
Заказать печать
Тестовая модель
Для вращения модели удерживайте левую кнопку мыши Для изменения масштаба используйте среднюю кнопку мыши или Shift и левую кнопку мыши
Для перемещения модели используйте Alt и левую кнопку мыши
Заказать печать
Оператор печати получит заявку с 3D моделью и выбранными характеристиками печати и свяжется с Вами.
Художественный экопластик PLA изготавливается из кукурузы и поэтому полностью экологичен и поэтому может применяться в качестве аксуссуаров и пищевых приборов, например, для печати кулинарных формочек, бутылок и детских игрушек. Благодаря особенностям материала (детализация,печать «на весу») из него хорошо получаются фигурки, сувениры и различные декоративные элементы. Хорошо обрабатывается и сглаживается. Заказать печать
Отличное соотношение цена-качество,изготавливается из нефти. Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически. Заказать печать
У PET-G отличная межслойная адгезия, благодаря чему детали из этого пластика будут прочнее ABS. Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать
Carbon — это нейлон с добавлением углерода. Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
You must have JavaScript enabled to use this form.
Заказать
Телефон
Тип услуги — Не указано -3д печать3д сканирование3д моделированиедругое
Выбор пластика — Не указано -ABS/PLAPET-GCarbonFlexFotopolimerABS-Like
Разрешённые типы файлов: obj stl max doc pdf jpg png step 3ds zip rar.
Примечания
Многие потенциальные клиенты нашей компании, размышляющие над тем, чтобы обратиться за нашими профессиональными услугами, полагают, что стоимость трехмерной печати сегодня очень высока. Мол, новое дорогостоящее оборудование, не самые дешевые материалы и уникальная технология, доступная далеко не на каждом углу, приводят к автоматическому удорожанию оказываемой услуги, которая только недавно начала пользоваться популярностью на территории нашей страны. Но подобные рассуждения входят вразрез с основополагающей концепцией и философией ведения деятельности нашей компании. С первого дня открытия мы поставили перед собой цель нести технологии трехмерной печати в массы, сделав их максимально доступными для всех желающих. И, по нашему мнению, на данной стезе нам удалось добиться больших успехов. Убедиться в этом вам поможет калькулятор стоимости 3Д печати, размещенный на официальном сайте нашей компании.
Разработка соответствующего программного обеспечения являлась одной из первоочередных задач наших квалифицированных программистов. Мы стремились продемонстрировать потенциальным заказчикам, что трехмерная печать может быть вполне демократичной в своей конечной цене. А делать это лучше всего с помощью предоставления возможности проведения собственных расчетов по индивидуальным параметрам, доступной каждому посетителю нашего сайта. Чтобы воспользоваться калькулятором стоимости 3D печати, вам не придется связываться с нашими менеджерами, проходить процедуру регистрации на сайте или отправлять куда-либо свои контактные данные. Просто заходите на сайт, переходите на специальную страничку и совершаете пошаговые действия, конечным итогом которых будет получение нужного вам результата в виде цены заказываемой услуги.
Как конкретно проводится расчет стоимости 3Д печати в калькуляторе на нашем сайте? Данная процедура сводится к совершению трех базовых шагов.
Загрузка модели
Вам понадобится файл трехмерной модели объекта, который вы хотите распечатать посредством заказа соответствующей услуги в нашей компании. Файл должен быть в формате STL, который является оптимальным как для самой печатной процедуры, так и для проведения необходимых расчетов.
Настройки трехмерной печати
Это расширенные действия по обозначению индивидуальных параметров печатного процесса. В частности, здесь можно определиться с материалом изготовления объекта печати, плотностью заполнения объекта и толщиной печатного слоя. Каждый из указанных параметров, выставляемых в соответствующих окнах онлайн калькулятора стоимости 3D печати, будет во многом определять качество конечного результата. Это особенно важно для параметра толщины (высоты) стенок распечатанной детали, которая будет тем качественнее, чем толще и прочнее будет ее основополагающий слой.
Обратите внимание, что определяемые параметры уже выставлены по умолчанию, и изменять их по своему желанию вам предстоит в ручном режиме. Что касается выставленных настроек, они являются подходящими для подавляющего большинства наших клиентов и их заказов. Речь идет об использовании надежного пластика ABS, 20-процентной плотности заполнения распечатываемого объекта, а также толщины слоя на уровне 0,25 миллиметров. Если подобные параметры вас устраивают, можете смело пропускать второй пункт и переходить к третьему шагу использования калькулятора расчета стоимости 3Д печати.
Получение результата
При загрузке правильного файла трехмерной модели наш калькулятор быстро произведет необходимые подсчеты, после чего выведет цену на ваш экран. Одновременно будут просчитаны и визуально обозначены основные характеристики распечатываемого объекта, а также предоставлены рекомендации, касающиеся возможной необходимости изменения параметров заказа для достижения более качественного результата. Онлайн расчет стоимости 3D печати в калькуляторе запускается сразу после того, как вы загрузите трехмерную модель. Но при изменении параметров из второго шага расчет производится повторно, выдавая скорректированный результат.
Является ли сумма, получаемая посредством осуществления описанных шагов, окончательной и бесповоротной? Нет. Калькулятор расчета стоимости печати призван обозначить для вас примерную цену заказываемой услуги, которая может изменяться в ту или иную сторону при непосредственном составлении заказа совместно с менеджером нашей компании. Но вы уже будете знать, на какую стоимость примерно рассчитывать, чтобы получить нужный вам результат. Гарантируем, что конечная цена, прописываемая в договоре, если и будет отличаться от просчитанной в калькуляторе, то лишь на минимальное значение.
В качестве четвертого шага можно обозначить заполнение контактной информации в соответствующих графах на нашем сайте, а также отправление заявки по вашей трехмерной модели и индивидуально определенным характеристикам печатного процесса операторам нашей компании. Разумеется, к данному шагу вы перейдете только при условии, что выданная онлайн калькулятором стоимость 3Д печати вас устраивает.
Расчет стоимости 3D печати онлайн. 3Д печать на заказ в Москве
Чтобы узнать цену печати на 3D-принтере, загрузите Вашу модель в формате STL, или OBJ на в окно загрузки на сайта. Далее система перенаправит Вас на страницу, где необходимо выбрать требуемую технологию печати, материал печати и цвет. После выбора указанных параметров, на странице отобразиться ориентировочная стоимость печати Вашего изделия. Для расчета точной стоимости печати, или оформления заказа нажмите кнопку Заказать. Заполните необходимые поля. Специалисты компании 3DServices сделают расчет и предоставим Вам информацию по стоимости и срокам печати.
Калькулятор стоимости 3D-печати
Создано Bogna Szyk
Отзыв от Małgorzata Koperska, MD и Adena Benn
Последнее обновление: 19 октября 2022 г.
Содержание:
Сколько стоит 3D-печать?
Нити для 3D-принтеров
Часто задаваемые вопросы
Независимо от того, начинаете ли вы заниматься 3D-печатью или занимаетесь профессиональной 3D-печатью, этот калькулятор стоимости 3D-печати и наш калькулятор толщины бумаги обязательно вам пригодятся. После ввода нескольких основных параметров вы сможете точно определить, сколько вы должны брать за любую работу.
Естественно, если у вас нет 3D-принтера и вы пытаетесь подсчитать, сколько стоит 3D-печать, этот калькулятор также вам подойдет! Продолжайте читать, чтобы понять основной принцип, лежащий в основе этого, или узнать, какой тип нити лучше всего подходит для вашего проекта.
Если вы серьезно относитесь к открытию полиграфического бизнеса, вам также следует изучить наш конвертер количества бумаги, чтобы узнать больше об условиях, связанных с покупкой бумаги оптом, и о количестве, содержащемся в нем. Кроме того, наш калькулятор размера пикселей для печати поможет вам узнать больше о том, что нужно для создания изображений хорошего качества при печати. Это то, что должен знать каждый, кто серьезно относится к построению полиграфического бизнеса.
Сколько стоит 3D-печать?
Наш калькулятор 3D-принтера делит общую стоимость задания на 3D-печать на две части: стоимость материала , непосредственно соответствующая материалу, который будет использоваться, и стоимость рабочей силы , связанная со временем печати. Кроме того, вы можете добавить наценку , чтобы убедиться, что вы получаете хоть какую-то прибыль от каждого напечатанного вами предмета.
Стоимость материалов рассчитываем по следующей формуле:
стоимость материала = ρ π × (d/2)² × L × цена
где
ρ – плотность материала;
d – диаметр нити;
L — длина нити, используемой для печати; и
цена стоимость материала за единицу веса (за килограмм или фунт).
После того, как вы узнали стоимость материала, пришло время узнать, какова стоимость рабочей силы:
стоимость рабочей силы = время × почасовая ставка
где
время — время, необходимое для завершения работы,
почасовая ставка — стоимость одного часа 3D-печати.
В конце расчетов наш калькулятор стоимости 3D-печати добавляет наценку) для учета прибыли:
окончательная цена = (стоимость материала + стоимость работы) × (100% + наценка)
Вуаля — вы просто нашел общую стоимость работы 3D печати! Обязательно поэкспериментируйте с результатом, например, изменив почасовую ставку или добавив полчаса ко времени печати, чтобы имитировать заклинивший экструдер, который нужно починить.
Нити для 3D-принтера
Вы наверняка замечали, что стоимость материала зависит от трех основных факторов: объема материала, его плотности и цены. В то время как объем зависит исключительно от проекта, который вы собираетесь печатать, два других связаны с типом нити.
В нашем калькуляторе стоимости 3D-печати вы можете выбрать один из шести наиболее распространенных типов нити. Если вы используете другой, откройте расширенный режим , чтобы вручную ввести его плотность.
тип нити
полное имя
плотность (г/см³)
АБС
Акрилонитрил-бутадиен-стирол
1,05
ПЛА
Полимолочная кислота
1,27
ПЭТГ
Полиэтилентерефталат
1,25
ПЭТТ
Нить T-Glase
1,45
БЕДРА
Ударопрочный полистирол
1,04
ТПУ
Термопластичный полиуретан
1,30
Часто задаваемые вопросы
Сколько стоит 3D-печать за дюйм?
Стоимость $0,35 . Однако это сильно зависит от стоимости материала. Калькулятор стоимости 3D-печати Omnicalculator поможет вам проанализировать различные варианты.
Нам нужно выбрать тип материала. Например, ABS с плотностью 0,6069 унций/дюйм 3 и ценой 20 долларов .
Учитывая плотность, нам нужно напечатать 0,6069 унций .
Наш калькулятор 3D-принтеров показывает, что 3D-печать одного дюйма будет стоить $0,35 .
Как рассчитать стоимость 3D печати?
Вы можете использовать калькулятор 3D-принтера Omnicalculator или сделать следующее:
Определите тип материала вашего 3D-принтера и получите его цену за килограмм. Также узнайте его плотность
Рассчитайте объем вашей 3D-модели для печати. Используйте свое программное обеспечение для проектирования для повышения точности.
Получите массу вашей модели, умножив ее объем на плотность материала.
Умножьте полученную массу на цену материала за килограмм. Результат представляет собой стоимость 3D-печати вашего материала. Не забудьте добавить затраты на рабочую силу, такие как электричество и время проектирования.
Можно ли сделать бизнес с помощью 3D-принтера?
Да, можете, и калькулятор стоимости 3D-печати Omnicalculator поможет вам в этом. Чтобы добиться успеха, следуйте следующим рекомендациям:
Уделите должное время выбору материала, так как качество/удобство использования имеют наибольшее значение.
Не забудьте добавить затраты на рабочую силу, такие как электричество, и стоимость рабочей силы, среди прочего.
Добавьте цену наценки, которая будет вашей прибылью по сравнению с вашими затратами.
Как печатать на 3D-принтере?
После того, как вы узнали, сколько стоит 3D-печать, и у вас дома есть 3D-принтер и материалы для печати, сделайте следующее:
Создайте или найдите дизайн, который вас интересует. Сохраните его как файл STL в переносной памяти.
Отрегулируйте положение сопла и платформы принтера, чтобы они были параллельны и достаточно близко друг к другу.
Предварительно нагрейте кровать и проверьте другие рекомендации производителя.
Распечатать!
Богна Шик
Стоимость материала
Тип материала
Диаметр нити
Длина нити
Вес накала
Стоимость материала
$
Стоимость рабочей силы
$
Стоимость за час
Стоимость труда
$
за час Окончательная цена
Наценка
Окончательная цена
$
Посмотреть 33 похожих калькулятора техники и электроники 💻
Закон Амдала Емкость батареи Срок службы батареи… 30 еще
Калькулятор цен на лучшую 3D-печать — MakerOS с помощью поиска Google. У каждого производителя филамента есть такая информация.
Машина
Срок службы машины в часах — это сколько проработает машина. Некоторые производители могут указывать это для своих машин. Другой способ взглянуть на это — сколько времени потребуется, пока вы не замените эту машину, устаревает ли она или вы заменяете ее чем-то новым (при условии отсутствия стоимости лома).
Стоимость обслуживания в год — стоимость плана обслуживания. Кроме того, все расходные материалы, которые входят в машину в течение года, такие как синяя малярная лента для печати поверхностей, на самом деле все, что входит в стоимость машины, которую вы хотите компенсировать этим числом.
Готовый материал
Сколько времени уходит на изготовление 1 кубического сантиметра материала? В минутах — важно понимать скорость, с которой ваша машина может печатать. Нет необходимости рассчитывать время прогрева, время, необходимое для нагрева сопла или станины. Есть два способа сделать это. Возьмите куб в 1 кубический сантиметр, войдите в свой слайсер, и он даст вам оценку времени, как долго он будет печатать. Но более точный и правильный способ сделать это — засечь секундомер, чтобы увидеть, сколько времени потребуется для печати куба в 1 кубический сантиметр от первой экструзии до остановки печати. Если вам нужен куб, скачайте его здесь. Это среднее число, и оно должно быть базовым. Различные движения машины движутся по-разному, и ваш пробег может отличаться.
Сколько можно внести за 1 час? В граммах — это наша скорость осаждения материала в час.
Facility
Ежемесячная арендная плата — арендная плата за то, где вы работаете. Если вы работаете из дома, включите либо ипотеку, либо ежемесячную арендную плату, будь то квартира или дом.
Ежемесячные коммунальные услуги — включите любые расходы на поддержку вашего задания на печать. Все, что входит в эксплуатацию самого объекта.
Люди
Время установки и демонтажа задания в минутах — когда вы хотите выполнить задание на печать для клиента, сколько времени вам потребуется, чтобы проверить файлы, нарезать их, передать машины, снести их и убрать опоры? Дайте себе больше времени, чем вы думаете, что вам нужно. Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени.
Программное обеспечение/услуги
Сколько вы тратите на различное программное обеспечение для ведения вашего бизнеса? Лицензия Solidworks, ваша общая система управления запасами, ERP и т. д.
Все прочие услуги — это все ваши вспомогательные программные услуги, которые вы используете, например, стоимость размещения вашего веб-сайта, других веб-сервисов, таких как электронная почта, и стоимость MakerOS.
Расчетные затраты ($/час)
Здесь вы заметите, что печать материала и амортизация машины являются самыми низкими затратами для бизнеса. Истинные затраты — это ваша арендная плата, ваше программное обеспечение и человеческое время.
Сколько стоит изготовление купленного материала?
Сколько времени потребуется на изготовление всех граммов (часов) — это время в часах, которое потребуется для использования всего материала в катушке.
Стоимость изготовления всего материала — если взять общую часовую стоимость и умножить ее на время, необходимое для изготовления всех граммов.
Сколько рабочих мест запланировано на единицу? — это средний показатель. Нам нужно понять, сколько в среднем рабочих мест содержится в 1-килограммовой катушке (единице). Для этого посмотрите на последние 10 заданий печати, которые вы выполняли для клиентов, и оцените, сколько материала было использовано. Задание на печать может состоять из нескольких отпечатков, может быть несколько частей, которые помещаются на печатную платформу.
Общая стоимость для изготовления всех материалов — эта строка суммирует строки «Стоимость изготовления всех материалов» и «Добавленная стоимость человеческого времени», и вы должны получить больше этой суммы в долларах из этой катушки, чтобы быть прибыльным.
Что вы должны зарядить?
Наценка — если вы печатаете из PLA, реальная фактическая цена находится в пределах от 1,20 до 2,50 долларов, в зависимости от того, что вы печатаете, и качества этой печати за кубический сантиметр. 93) — плотность печати напечатанной детали (сыпучий порошок против спеченного порошка).
Машина
Стоимость машины — это будет значительно больше, чем машина FDM
Изготовленный материал
Запуск и охлаждение машины (мин) — вам придется проверить машину чтобы найти входы для этих разделов. В качестве примера на данный момент мы будем использовать EOS FORMIGA P110 в качестве тестовой машины. С машиной EOS на нагрев и охлаждение уйдет примерно два часа.
Стоимость запуска и охлаждения — мы получаем это число, взяв время запуска и охлаждения машины и умножив его на общую стоимость машинного времени в час.
Время печати слоя (в секундах) — на каждый слой должно уйти 15 секунд.
Высота слоя — с нашей машиной EOS она должна быть 0,1 мм.
Время печати куба 10x10x10 мм (мин.) — что мы действительно хотим знать, так это сколько времени займет чистое время печати, чтобы напечатать 10 мм в направлении Z.
Расчет стоимости материала и времени печати для куба — цена материала, которая составляет 0,06 доллара США за грамм, и время печати куба, равное 25 минутам, что в данном случае дает нам 10,57 доллара США.
Стоимость вспомогательного оборудования — сюда входит стоимость специального пылесоса, который вам нужен для машины, и этот пылесос может стоить от 4 до 6 тысяч долларов, а также станция очистки или станция прорыва, что составляет еще несколько тысяч долларов. . Таким образом, для нашего вспомогательного оборудования EOS FORMIGA P110 должно быть около 15 000 долларов.
Макс. плотность упаковки % — чем плотнее печать, тем больше вероятность появления дефектов, поэтому используйте 10% в качестве максимальной плотности упаковки.
Граммы, напечатанные в час — это самое важное число, которое нужно знать во всем этом разделе «Изготовленные материалы».
>>> Что делать, если у меня несколько компьютеров? <<<
Если у вас есть две машины SLS (одинаковой модели) и для обеих машин требуется одинаковое вспомогательное оборудование, просто разделите стоимость вспомогательного оборудования на два. В конечном счете, мы пытаемся получить стоимость печати только с одной машиной.
Facility
Ежемесячная арендная плата — арендная плата за то, где вы работаете. Если вы работаете из дома, включите либо ипотеку, либо ежемесячную арендную плату, будь то квартира или дом.
Ежемесячные коммунальные услуги — включите любые расходы на поддержку вашего задания на печать. Все, что входит в эксплуатацию самого объекта.
Люди
Время на установку и демонтаж для работы в минутах 903:15 — Сколько времени вашей команде требуется на подготовку сборки? Когда вы хотите выполнить задание на печать для клиента, сколько времени вам потребуется, чтобы проверить файлы, нарезать их, доставить на машины, разобрать и удалить опоры? Дайте себе больше времени, чем вы думаете, что вам нужно. Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени. Для машины SLS это должно занять больше времени, чем для машины FDM. Машина SLS требует немного больше утонченности.
Программное обеспечение/услуги
Сколько вы тратите на различное программное обеспечение для ведения вашего бизнеса? Лицензия Solidworks, ваша общая система управления запасами, ERP и т. д.
Все прочие услуги — это все ваши вспомогательные программные услуги, которые вы используете, например, стоимость размещения вашего веб-сайта, других веб-сервисов, таких как электронная почта, и стоимость MakerOS.
>>> Что делать, если у меня есть несколько программ для каждой строки ? <<<
Как и в случае с несколькими машинами, разделите затраты на количество используемого программного обеспечения или услуг. С программным обеспечением/услугами это делать не обязательно, но это, безусловно, хорошее упражнение, чтобы понять эффект масштаба для бизнеса.
Расчетные затраты
Общие почасовые затраты — это значительно больше для SLS, чем для FDM — примерно в 4 раза больше. Тем не менее, это значительно быстрее для печати на принтере SLS.
Сколько стоит изготовление купленного материала?
Сколько времени нужно для изготовления всех граммов (часов) — здесь мы видим, что печатать на машине SLS намного быстрее, чем на машине FDM.
Количество рабочих мест, запланированных на единицу — это среднее значение
Добавленная стоимость машинных процедур — это количество рабочих мест, запланированных на единицу, умноженное на стоимость запуска и охлаждения вашей машины.
Что вы должны зарядить?
Увеличьте прибыль — По сравнению с машиной FDM, машина SLS может быть очень прибыльной, даже если машина SLS очень дорогая. Так что увеличьте свою прибыль еще больше из-за эффекта масштаба, а также, главным образом, из-за рабочих мест, которые вы можете разместить на машине. Так что увеличьте его до 100%, 125%, даже 175%. Если вы берете 50%, вы в основном снижаете маржу.
Оборудование EWM для полуавтоматической сварки в среде инертного/активного газа
Полуавтомат EWM Wega 601
Полуавтомат EWM Wega 601
Аппарат для сварки MIG/MAG со ступенчатым переключением EWM Wega 601
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ ДАЖЕ В НЕБЛАГОПРИЯТНЫХ УСЛОВИЯХ
Сварка MIG/MAG стандартная
Мощные аппараты MIG/MAG сварки со ступенчатым переключением
Сфокусированное качество: аппарат Wega с водяным охлаждением, отдельным устройством подачи проволоки и на выбор с управлением Synergic.
Область применения:
• Стандартная сварка MIG/MAG короткой, смешанной и капельной дугой с использованием аргона, газовых смесей и CО2
• Материалы: низкоуглеродистые, низко- и высоколегированные стали, а также алюминиевые сплавы
• Производственные и ремонтные работы в металлообрабатывающей промышленности, металлоконструкциях и машиностроении, изготовлении емкостей и аппаратов, автомобиле и судостроении, монтажных работах и т. д.
Технические данные
Документация
Сопутствующая продукция
Особенности:
• Инновационная конструкция корпуса с эргономичной концепцией ручек и максимальной мобильностью: погрузка краном или штабелеукладчиком
• Продуманная конструкция корпуса с улучшенными воздуховодами для увеличения продолжительности включения и электронным управлением вентилятора для снижения количества загрязнений в аппарате
• Максимальная экономичность при минимизированной последующей обработке швов благодаря сварке без брызг короткой и капельной дугой с использованием аргона, газовых смесей и CO2
• Оптимален для любого применения благодаря разным исполнениям, точно подобранной мощности и многообразию вариантов: компактный или с выносным устройством подачи проволоки, с воздушным или жидкостным охлаждением, разные устройства подачи проволоки и панели управления
• Мощная система охлаждения для горелки с центробежным насосом, радиатор увеличенной площади c большим баком (9 литров)
• Идеальное зажигание и сварка: cварочный дроссель с 3 выводами для разных материалов, мелкоступенчатая регулировка напряжения, 4-роликовый подающий механизм с большими подающими роликами для надежной подачи проволоки
Технические характеристики
Wega 601
MIG/MAG
Сетевое напряжение
В
400
Диапазон регулирования сварочного тока
A
50-600
Продолжительность включения при температуре окружающей среды
• Классическая концепция управления (управление двумя регуляторами) с прямым доступом ко всем сварочным параметрам• 2-тактный, 4-тактный, точечный, интервальный режимы
М2.40
• Современная концепция управления одним регулятором Synergic с 24 стандартными сварочными заданиями и цифровым дисплеем для отображения всех параметров сварки • 2-тактный, 4-тактный, точечный, итервальный режимы, бестоковая заправка проволоки и постпродувка газа • Возможность выбора режима работы: Job (управление одним регулятором) и Manual (двухкнопочное управление) • Настройка предпродува газа через подменю
Информация для заказа
Тип
Наименование
Артикул
Wega 601 FDW
Аппарат для сварки MIG/MAG со ступенчатым переключением, компактный, с жидкостным охлаждением, центральный разъем Euro, 4-роликовый привод
090-005088-00502
Wega M1. 02 drive 41L
Устройство подачи проволоки, жидкостное, Euro-ZA
090-004965-00502
Wega M2.40 drive 41L
Устройство подачи проволоки, жидкостное, Euro-ZA
090-004967-00502
WK KL/Z 95MM² 4M
Кабель массы с зажимом
092-000171-00000
3/8″R I/1/4″R O /SW19
переходник с 3/8″ нa 1/4″
094-016619-00000
DM1 35L/MIN
Редуктор с двумя манометрами
094-011763-00000
OW CEE 32A
Заводская опция: сетевая вилка, монтаж включен
092-008215-00000
KOS25
Заказная конфигурация с монтажом для переносных и компактных установок
Сварочная горелка MIG/MAG, с жидкостным охлаждением
094-500060-00000
Опции и принадлежности
Наименование
Артикул
Инструкция EWM Wega 601
Сварочный полуавтомат EWM WEGA 601 DW
Особенности
Инновационная конструкция корпуса с эргономичной концепцией ручек и максимальной мобильностью: погрузка краном или штабелеукладчиком
Продуманная конструкция корпуса с улучшенными воздуховодами для увеличения продолжительности включения и электронным управлением вентилятора для снижения количества загрязнений в аппарате
Максимальная экономичность при минимизированной последующей обработке швов благодаря сварке без брызг короткой и капельной дугой с использованием аргона, газовых смесей и CO2
Оптимален для любого применения благодаря разным исполнениям, точно подобранной мощности и многообразию вариантов: компактный или с выносным устройством подачи проволоки, с воздушным или жидкостным охлаждением, разные устройства подачи проволоки и панели управления
Мощная система охлаждения для горелки с центробежным насосом, радиатор увеличенной площади с большим баком (9 литров)
Идеальное зажигание и сварка: сварочный дроссель с 3 выводами для разных материалов, мелкоступенчатая регулировка напряжения, 4-роликовый подающий механизм с большими подающими роликами для надежной подачи проволоки
Область применения
Стандартная сварка MIG/MAG короткой, смешанной и капельной дугой с использованием аргона, газовых смесей и CO2
Материалы: низкоуглеродистые, низко- и высоколегированные стали, а также алюминиевые сплавы
Производственные и ремонтные работы в металлообрабатывающей промышленности, металлоконструкциях и машиностроении, изготовлении емкостей и аппаратов, автомобиле- и судостроении, монтажных работах и т. д.
Выбор панели управления
M 1.02
Классическая концепция управления (управление 2-мя регуляторами) с прямым доступом ко всем сварочным параметрам
Современная концепция управления одним регулятором Synergic с 24 стандартными сварочными заданиями и цифровым дисплеем для отображения всех параметров сварки
2-тактный, 4-тактный, точечный, интервальный, бестоковая заправка проволоки и продувка газа
Возможность выбора режима работы: Job (управление одним регулятором) и Manual (двухкнопочное управление)
Заводской код изделия: 090-005089-00502
Общее описание WEGA 601 DW:
Сварочные полуавтоматы серии WEGA отличаются великолепными характеристиками зажигания дуги и сварочными характеристиками, жесткой конструкцией, учитывающей эргономические требования, а также прекрасным соотношением цена/производительность. Благодаря различным концепциям управления они предназначены для универсального применения, начиная с решения простых сварочных проблем и кончая сферой высоких технологий в промышленном и кустарном производстве. Преимущества: Прекрасные характеристики зажигания дуги и сварочных свойств благодаря применению оптимизированного сварочного дросселя с отводами для сварки различных материалов, большому числу ступеней для установки напряжения и времени дожигания проволоки, а также большим роликам с надежной системой подачи проволоки. Минимальная потребность в последующей обработке благодаря сварке с малым разбрызгиванием при использовании короткой дуги со струйным переносом металла в среде аргона, газовых смесей и CO2. Легкость обращения, обеспечиваемая эргономической конструкцией аппаратов и наглядным размещением органов управления. Мобильность благодаря наличию больших поворотных и неповоротных колес, 4 рым-болтам для подъема любым краном, степени защиты IP23 для наружной установки и низкому расположению центра тяжести, обеспечивающему надежную защиту от опрокидывания. Жесткость, обеспечиваемая прочным стальным корпусом, создает идеальные возможности для применения в промышленном и кустарном производстве. Минимальная потребность в уходе и малый уровень шума благодаря применению вентилятора и водяного насоса, управляемых в зависимости от температуры. Удобство технического обслуживания благодаря доступному расположению узлов внутри аппарата. Универсальность благодаря простому изменению полярности для сварки порошковой проволокой (опция). Эксплуатационная надежность, обеспечиваемая термовыключателями в трансформаторе и выпрямителе. Соответствие стандарту DIN ISO 9000 и следующим благодаря возможности документирования параметров сварки. Гибкость применения благодаря разнообразным принадлежностям и опциям, например, устройство дистанционного управления для коррекции подачи проволоки, горелка Push/Pull (тяни/толкай) и т.д.
Применение WEGA 601 DW:
Стандартная сварка MIG/MAG короткой, смешанной и струйной дугой с использованием аргона, газовых смесей и CO2. Материалы: низкоуглеродистые, низко- и высоколегированные стали, а также алюминиевые сплавы. Сплошные и порошковые проволоки. Производственные и ремонтные работы в мeтaллообрабатывающей промышленности, металлоконструкциях и машиностроении, изготовлении емкостей и аппаратов, автомобиле- и судостроении, монтажных работах и т.д.
В настоящее время эта недвижимость не продается и не сдается в аренду на Trulia. Описание и данные об имуществе, приведенные ниже, могли быть предоставлены третьей стороной, домовладельцем или общедоступными записями.
Этот дом для одной семьи расположен по адресу 601 S 7th St, Vega, TX. 601 S 7th St находится в Веге, штат Техас, с почтовым индексом 79092. В этом доме 3 спальни. Это свойство имеет размер партии 75,00 акров.
Дом.
Property Information
Property Type / Style
Property Type: Single Family Home
Interior Features
Interior Детали
Дополнительное хранилищеХранение
Камин и СПА
Камин
Exterior Features
Parking & Garage
Parking: Carport
Lot Information
Lot Area : 75,00 акров
Налоги и оценка имущества
Год
2021
Налог
Оценка
$ 38 020
Домные факты, обновленные по округам
LGBTQ Local Legal Protection
Перейти к первому элементу
Дома вне рынка рядом с 601 S 7th St
Перейти к последнему элементу
Перейти к первому элементу
601 S 7th St, Vega, TX 79092 представляет собой дом с 3 спальнями для одной семьи. Это свойство в настоящее время недоступно для продажи.
Trulia является зарегистрированным товарным знаком Zillow, Inc. Zillow, Inc. имеет лицензии на брокерские операции с недвижимостью во всех 50 штатах, а округ Колумбия и Zillow (Canada) Inc. имеют лицензии на брокерские услуги в нескольких провинциях.
§ 442-H Стандартные операционные процедуры Нью-Йорка Уведомление о ярмарке жилья в Нью-Йорке TREC: Информация о брокерских услугах, Уведомление о защите прав потребителей California DRE #1522444
Связаться с Zillow, Inc Brokerage
Zillow Group стремится обеспечить цифровую доступность для людей с ограниченными возможностями. Мы постоянно работаем над улучшением доступности нашего веб-интерфейса для всех, и мы приветствуем отзывы и запросы на размещение. Если вы хотите сообщить о проблеме или найти жилье, сообщите нам об этом.
СтройБаза ПРОРАБ. Всё для стройки ремонта и отделки в Грязях, ул. Хлебозаводская, 33А
СтройБаза ПРОРАБ. Всё для стройки ремонта и отделки в Грязях, ул. Хлебозаводская, 33А — фото, отзывы, рейтинг, телефон и адрес
В
Вера Широкова
7 отзывов
год назад
Место отличное, можно что-то посмотреть подешевле. Хороший персонал.
3 Ответить
Л
Литаврина Марина
1 отзыв
год назад
Большой ассортимент товаров, доступные цены, приятные скидки
7 Ответить
М
михаил ефименко
5 отзывов
год назад
Прекрасный магазин, всё находится под рукой, дешёвая доставка.
8 Ответить
А
Андрей Кобзев
4 отзыва
год назад
Не плохой ассортимент товаров. Приветливые продавцы
8 Ответить
Ж
железо это просто
4 отзыва
год назад
Мне понравилась база. Есть что выбрать. Но крепежа мало
8 Ответить
A
Andrei Shevchenko
6 отзывов
год назад
Материалы на весь дом в одном магазине. Покупать приятно, обслужат, пакет дадут, порекомендуют что-нибудь еще (хотя иногда молодым менеджерам нужно подтянуть пробелы в знаниях, а это как ни как материалы, инструмент, которые нынче денег стоят не малых). В самом магазине уютно, чисто. Во дворе так же всё по полочкам. Вот разметка стоянки как головоломка, но водители паркуются как им удобно. Иногда прихожу просто посмотреть, что новенького. В общем магазин хороший, рекомендую всем.
7 Ответить
М
Михаил
3 отзыва
год назад
Радует очень большой выбор для стройки и ремонта. Цены не самые низкие. Хотелось бы, чтобы открыли филиал в р-не СХТ.
11 Ответить
М
Марина Карих
3 отзыва
год назад
Раньше пыталась что-то искать в других магазинах. Методом отбора поняла, что Прораб лучший по ассортименту и цене. Все для ремонта дома и дачи. И сантехнику всю тут брала. Очень довольна!
10 Ответить
Ваша оценка *
Оценка формирует рейтинг компании
Ваш отзыв *
Согласен на обработку персональных данных
Отзыв не должен содержать нецензурной брани и оскорблений в адрес сотрудников организации
Мешки для строительного мусора ПРОРАБ 100л 10шт трёхслойные 60х100см
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Пакеты для мусора строительные трёхслойные. Номинальное количество в рулоне 10 штук. Номинальный объем 100 литров.
В наличии 363 ₽
Бокситогорск (10)
Васкелово (14)
Великий Новгород (11)
Волхов (11)
Выборг (21)
Выра (12)
Вырица (30)
Гатчина (19)
Грузино (19)
Заполье (12)
Зеленогорск (33)
Кингисепп (21)
Кириши (17)
Кировск (28)
Колпино (14)
Колтуши (14)
Коммунар (20)
Лодейное Поле (26)
Лосево (13)
Луга (10)
Морозова (15)
Мурино (16)
Ново-Токсово (33)
Отрадное (16)
Песочный (24)
Приозерск (31)
Псков (19)
Романовка (15)
Рощино (15)
Всеволожск (90)
Сестрорецк (37)
Сиверский (19)
Сланцы (22)
Сосново (13)
Сосновый Бор (11)
Тихвин (11)
Токсово (17)
Тосно (9)
Ульяновка (12)
Черемыкино (9)
Характеристики
Размеры
Длина:
320 мм
Ширина:
60 мм
Высота:
60 мм
Вес, объем
Вес нетто:
0. 685 кг
Другие параметры
Производитель:
ООО ‘ППК’
Страна происхож.:
Россия
Торговая марка:
Прораб
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Мешки для строительного мусора ПРОРАБ 100л 10шт трёхслойные 60х100см на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Мешки для строительного мусора ПРОРАБ 100л 10шт трёхслойные 60х100см в магазине Сосново вы можете в интернет-магазине «ВИМОС».
Сертификаты
ДЕКЛАРАЦИЯ ППК.pdf
Статьи по теме
Pinotex Base – основа основ
Ремонт без пыли, грязи и шума за короткий срок
Монтажный клей Quelyd Мастификс приклеит все
Bostik — монтаж в удовольствие
По фасаду встречают
Резиновая краска ТМ Master Good — то, что Вам нужно
Главное о лессировке – как защитить и покрасить дом в один приём
Краски аэрозольные Coralino
Антисептик ТОНОТЕКС Krona – высокая прочность покрытия
«Жидкий Локер» NIP Ponace вы оцените по достоинству
Marshall EXPORT 7 – для различных поверхностей
Marshall для кухни и ванной – надежная защита поверхностей
Прямо по ржавчине!
Линейка Dulux Professional Bindo: системный подход к покраске
Обновить интерьер без лишних усилий
Шина и колеса для квадроциклов/вездеходов от Worlds #1 Source
Versa Cross V3
Радиальная шина Versa Cross® V3
Экстремальные характеристики для пересеченной местности и пересеченной местности. Модель Versa Cross V3 с улучшенным рисунком протектора и 8-слойной радиальной конструкцией разработана для современных высокопроизводительных автомобилей UTV и SxS. Посмотреть продукт Polaris RZR PRO R и Turbo R, руль Hurricane доступен в матовом черном и бронзовом цветах, а SS212 доступен в черном цвете с фрезерованными вставками.. Просмотр продукта
Tenacity® XNR
Tenacity® XNR
10-слойные радиальные шины Tenacity® High Performance SxS с современным компьютерным ненаправленным рисунком протектора, специально разработанные для пустынной, гравийной, каменистой и песчаной местности. Просмотр продукта
MT911
MT911®
Глубокие грунтозацепы 1-1/2 дюйма, центральная зона изгиба и агрессивный дизайн плечевого протектора MT911 помогут вам преодолеть самые грязные участки тропы. Просмотр продукта
Coyote
COYOTE® Desert Tire
Специально разработанная для мощных транспортных средств UTV и SxS восьмислойная шина Coyote с радиальными характеристиками изготовлена в США. Посмотреть в действии
Twister
Направленное колесо Twister®
Первое и единственное на рынке колесо с направленным движением, демонстрирующее одинаковые спицы, обращенные вперед, на всех четырех шинах. View Product
Колеса
Utility ATV/SxS/Sport ATV/Golf
См. все колеса
Шины
Utility ATV/SxS/Sport ATV/Golf
Посмотреть все шины
Читайте последние новости, пресс-релизы, события и обновления из мира ITP.
Колеса ITP Inertia® теперь доступны в бронзовом цвете
Франклин, штат Теннесси — 20 июля 2022 г. — ITP с гордостью объявляет о добавлении опции бронзовой отделки для колеса Inertia®. Сейчас предлагается
Подробнее »
Новый ИТП МТ911 Грязевая шина
Франклин, штат Теннеси — 11 мая 2022 г. — ITP с гордостью объявляет о выпуске новой грязевой шины MT911 под брендом ITP, которая предлагает исключительные характеристики
. Подробнее »
Новое колесо Momentum® доступно в четырех размерах
Франклин, Теннесси — 26 апреля 2022 г. — ITP с гордостью объявляет о выпуске нового колеса Momentum® под брендом ITP с впечатляющим дизайном
Подробнее »
ITP спонсирует лучших гонщиков и команды, участвующие в гонках по бездорожью Utility ATV/SxS. Читайте последние обновления и смотрите, какие из них снова на подиуме. 9
Подробнее #TeamITP на гонке BITD Vegas to Reno Desert Race 2020
Подробнее
#TeamITP помещает двух гонщиков в десятку лучших на гонке Silver State 300
#TeamITP помещает двух гонщиков в десятку лучших на гонке Silver State 300 Race
Читать Подробнее
Джастин Ламберт выигрывает Baja 1000 2019 на ITP Tyres
Джастин Ламберт выигрывает Baja 1000 2019 на ITP Tyres
Прочтите больше
#teamitp Заработает два подиума в Bitd Silver State 300 Race
#TeamIt Зарабатывает два подиума на BITD Silver State 300 Race
Подробнее
Джонс выигрывает BITD UTV Parker 250 на шинах ITP
Джонс выигрывает BITD UTV Parker 250 на шинах ITP
Подробнее
Лучшие гонщики ITP-10 Зарабатывает четыре финиша на BITD Laughlin Desert Classic
Гонщики ITP четырежды финишировали в топ-10 на BITD Laughlin Desert Classic
Подробнее
Джастин Ламберт поднимается на подиум
Джастин Ламберт поднимается на подиум
Подробнее
0 0 Up with Pro-Racer Jake Carver
Подробнее
ITP Desert Racers заняли первые места на подиуме на BITD Vegas-To-Reno
ITP Desert Racers заняли первые места на подиуме на BITD Vegas-To-Reno
Подробнее
Ищите Дерека и Джейсона Мюррей из ITP, когда они борются с суровой пустыней на первой гонке SCORE International Series в этом году — San Felipe 250.
Ищите Дерека и Джейсона Мюррей из ITP, когда они берут суровая пустыня на первой гонке SCORE International Series года — San Felipe 250.
Подробнее
Видео и фото с недавних гонок и мероприятий, где мы покоряли трассы и подиумы.
Оставайтесь на связи
Подпишитесь на нашу рассылку, чтобы получать последние новости, обновления о новых продуктах и первыми узнавать о суперкрутых предложениях.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Имя *
Фамилия *
Электронная почта *
Комментарий
Продукты
Скачать каталог
4142
9000 2
4142
9000 2
42
9000 2
42
0003
О ITP
Партнер с нами
Техническая поддержка 909. 390.1905 Служба поддержки клиентов 800.827.1001
Условия использования | Политика конфиденциальности
Мы используем файлы cookie, чтобы предложить вам лучший просмотр, анализировать трафик сайта и персонализировать контент. Узнайте о том, как мы используем файлы cookie и как вы можете ими управлять, в нашей Политике использования файлов cookie. Если вы продолжаете использовать этот сайт, вы соглашаетесь на использование нами файлов cookie.
Некоторые виды работ и некоторые трассы и так достаточно сложны, и вам не нужно ездить на квадроцикле, что увеличивает рабочую нагрузку. Именно поэтому мы создали нашу Honda FourTrax Foreman Rubicon. Это прочный квадроцикл с мягкой и комфортной ездой благодаря независимой задней подвеске (IRS). Кроме того, мы снабжаем каждый Rubicon одноцилиндровым двигателем объемом 518 куб. см, прочными передними и задними багажниками, простой в использовании системой реверса, стильным дизайном, удобным универсальным ящиком и многим другим. С четырьмя моделями легко выбрать правильное сочетание функций, например, нашу автоматическую DCT или механическую коробку передач и гидроусилитель руля, которые подходят именно вам. И каждый Rubicon предлагает нашу знаменитую долговечность, надежность и общее качество Honda — выигрышную комбинацию, которая отличает их от других. Обязательно ознакомьтесь с нашей новой моделью Black Forest Green и в этом году!
Важная информация по технике безопасности: рекомендуется для водителей в возрасте 16 лет и старше. Honda рекомендует всем водителям квадроциклов пройти курс обучения и внимательно прочитать руководство пользователя.
Наш автоматический DCT, доступный на некоторых универсальных квадроциклах FourTrax, позаботится о переключении передач, поэтому вам не нужно это делать.
ОСОБЕННОСТИ
FourTrax Foreman Rubicon 4×4 EPS
FourTrax Foreman Rubicon 4×4 Automatic DCT
Предыдущий модельный год с предсерийными шинами показан
Каждая модель Foreman Rubicon оснащена прочным двигателем объемом 518 куб.см с мощностью и крутящим моментом, необходимыми для отличной производительности. Эта мощность также дает ему лучшую способность взбираться на холмы. Итог: работайте или развлекайтесь, этот квадроцикл всегда доставляет удовольствие!
Доступный на наших автоматических моделях DCT, этот единственный рычаг удобен и прост в эксплуатации. Это особенно полезно, когда вам приходится постоянно переключаться с переднего на задний ход, например, когда вы вспахиваете снег.
Показан предыдущий модельный год
Стеллажи Rubicon имеют прочную стальную конструкцию и большую плоскую поверхность. Более того, они сконструированы таким образом, чтобы можно было легко прикреплять и снимать грузовые ящики и другие аксессуары из нашей линейки Honda Pro-Connect™, повышая универсальность вашего Rubicon.
Предыдущий модельный год с предсерийными шинами показан
Независимая задняя подвеска (IRS) Rubicon дает два больших преимущества: во-первых, она помогает обеспечить постоянный контакт шин с землей для превосходного сцепления; во-вторых, он обеспечивает плавную езду по пересеченной местности, поэтому вас не бьют по тропе.
Загрузка
ХАРАКТЕРИСТИКИ
ПОКАЗАНО РАНЧО, ОБОРУДОВАННОЕ DCT
РАЗНИЦА ДКП
Это больше, чем просто автомат. Это технология, которая дает вашему квадроциклу огромные преимущества в реальном мире.
КАК ЭТО РАБОТАЕТ
ПОКАЗАНО РАНЧО, ОБОРУДОВАННОЕ DCT
ЛУЧШЕЕ УПРАВЛЕНИЕ
Благодаря плавной мощности, настоящему компрессионному торможению и оптимальному сцеплению вы получаете еще лучший контроль.
ПОКАЗАНО РАНЧО, ОБОРУДОВАННОЕ DCT
РОК-ЗВЕЗДА
Плавная подача мощности означает, что вы можете двигаться вверх и по большим камням со скоростью, позволяющей спланировать следующий шаг.
ПРОВЕРЕННАЯ ТЕХНИКА
Это прочная и надежная технология Honda в лучшем виде, проверенная годами на сотнях тысяч единиц.
ЛУЧШЕЕ УПРАВЛЕНИЕ
РОК-ЗВЕЗДА
ПРОВЕРЕННАЯ ТЕХНИКА
ЭФФЕКТИВНЫЙ И ПРОЧНЫЙ
Поскольку наш DCT настолько эффективен, на землю передается больше энергии.
Аккумуляторная дрель-шуруповёрт Bosch GSR 18V-50 Professional 06019H5000
Описание
Обзор
Характеристики
Гарантия
Запасные части
Аккумуляторная дрель-шуруповёрт Bosch GSR 18V-50 Professional 06019H5000 — компактные размеры, металлический быстрозажимной патрон, мощный бесщеточный двигатель, автономная работа на 18V аккумуляторе дают возможность долгое время проводить тяжелые работы по сверлению, закручиванию.
Преимущества:
Дрель-шуруповерт Bosch GSR 18V-50 с двухскоростным редуктором, плавной регулировкой числа оборотов, переключением реверса, 20-уровневой настройкой крутящего момента
Рассчитана на сверление отверстий диаметром до 35 мм в дереве, до 13 мм в металле, закручивания и откручивания винтов и шурупов 10 мм
Класс товара
профессиональный
Тип
аккумуляторный
Тип двигателя
бесщеточный
Тип аккумулятора
Li-ion
Тип патрона
быстрозажимной
Макс. крутящий момент, Н·м
50
Напряжение аккумулятора, В
18
Емкость аккумулятора, А*ч
2
Наличие удара
нет
Наличие реверса
да
Количество скоростей
2
Макс. количество оборотов, об/мин
1800
Количество ступеней крутящего момента
20+1
Макс. диаметр сверления (металл), мм
8
Макс. диаметр сверления (дерево), мм
35
Макс. диаметр шурупа, мм
10
Регулировка оборотов
да
Вес нетто, кг
1
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Аккумуляторный шуруповерт BOSCH GSR 18V-50 + 2 GBA 18V 2.0 Ач Professional 06019H5000
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Аккумуляторный инструмент
/
Дрели-шуруповерты
/
Аккумуляторный шуруповерт BOSCH GSR 18V-50 + 2 GBA 18V 2. 0 Ач Professional 06019H5000
Полное описание
Характеристики
Теги товара
Аккумуляторный шуруповерт BOSCH GSR 18V-50 + 2 GBA 18V 2.0 Ач Professional 06019H5000
Аккумуляторный шуруповерт BOSCH GSR 18V-50 + 2 GBA 18V 2.0 Ач Professional 06019H5000 — надежный и универсальный беспроводный операционный инструмент. Шуруповерт BOSCH GSR 18V-50 Professional относится к профессиональной технике для завинчивания шурупов и сверления алюминия, стали и древесины. Инновационные технологии защиты двигателя и аккмуляторов от перегрузки обеспечивают долгий срок эксплуатации инструмента BOSCH GSR 18V-50 Professional. Оснащение шуруповерта BOSCH GSR 18V-50 Professionalмощным бесщеточным мотором и фиксацией насадок в 20 различных положениях делает этот инструмент непревзойденным и незаменимым помощником мастеру. Удобный крюк позволяет подвесить шуруповерт на ремень или на стремянку для переноса и хранения на период небольшого неиспользования инструмента. Эта модификация дополнена кейсом, зарядным устройством и 2 аккумуляторами 18 В Li-Ion по 2 А/ч.
Свойства аккумуляторного шуруповерта BOSCH GSR 18V-50 Professional 06019H5000:
Удобный и компактный инструмент.
Мощный бесщеточный мотор.
Встроенная подсветка светодиодами для освещения недостаточно светлой рабочей зоны.
Петля для удобного подвешивания инструмента на ремень или стремянку.
Надежный 2-скоростной планетарный редуктор.
Электронная система, регулирующая обороты.
Противоскользящая накладка на рукоятке.
Быстрозажимной патрон.
Реверс.
Система защиты от перегрузки и перегрева двигателя Electronic Motor Protection (EMP)
Защита аккумуляторных блоков перегрузки, перегрева и глубокого разряда Electronic Cell Protection (ECP)
Прочный металлический патрон и компактный эргономичный дизайн идеально подходят для использования в тяжелых условиях
Профессиональная система 18 В.
Комплект поставки:
Аккумуляторный шуруповерт BOSCH GSR 18V-50 Professional 06019H5000
Аккумулятор GBA 18V 2.0Ah (2 шт)
Зарядное устройство GAL 18V-20
Клипса на пояс
Кейс L-CASE.
Число оборотов холостого хода (1-я/2-я скорость)
0 – 460 / 0 – 1.800 об/мин
Макс. крутящий момент при вворачивании шурупов в мягкий/твердый материал
28 / 50 Нм
Аккумулятор, В / Ач
18 / 2,0
Тип аккумулятора
Li-Ion
Диапазон хвостовиков для сверлильного патрона, мин./макс.
1,5 / 13 мм
Макс. Ø отверстия в алюминии
13 мм
Макс. Ø отверстия в древесине
35 мм
Макс. диам. отверстия в стали
13 мм
Установка крутящего момента
20 + 1
Вес, кг
1,4
Похожие товары
Вместе с этим также покупают
Показать все
Угловая шлифмашина BOSCH GWS 13-125 CIE Professional 060179F002
Аккумуляторная угловая шлифмашина BOSCH GWS 18-125 V-LI + GBA 18 В 4. 0 Aч + GAL 18V-40 Professional 0615990L6G
Перфоратор BOSCH GBH 2-26 DRE Professional 0611253708
Отвертка для сухой конструкции с оптимизированным удобством использования благодаря режиму энергосбережения и выдвижному ограничителю глубины. Режим энергосбережения значительно увеличивает количество шурупов на одном заряде аккумулятора. Дополнительный комфорт благодаря выдвижному ограничителю глубины для …
Полное описание
№ арт.: 2693697
№ производителя: 06019K7001
Код EAN: 4059952581156
Отвертка для сухой конструкции с оптимизированным удобством использования благодаря режиму энергосбережения и выдвижному ограничителю глубины. Режим энергосбережения значительно увеличивает количество шурупов на одном заряде аккумулятора. Дополнительный комфорт благодаря выдвижному ограничителю глубины для …
Шуруповерт для сухих конструкций с повышенным удобством использования благодаря режиму энергосбережения и выдвижному ограничителю глубины. Режим энергосбережения значительно увеличивает количество шурупов на одном заряде аккумулятора. Дополнительный комфорт благодаря выдвижному ограничителю глубины для отвинчивания винтов с неизменной настройкой глубины. Отличная управляемость благодаря тонкой форме и весу менее 1 кг.
Этот текст переведен автоматически.
Основные моменты и детали
Литий-ионный аккумулятор 18 В
Крутящий момент (макс.) (детали) 6 Нм
Винт Ø (макс.) (детали) 6 мм
Факты
Бесщеточный моторВыдвижной ограничитель глубины
Доставка
ГТБ 18В-45
1x кобура с зажимом для ремня
1x держатель бит
1x вставка для отвертки (бита) Ph 2
L-КОРПУС 136
Комментарии
Требуется аккумулятор Bosch Professional 18 В — не входит в комплект поставки. Мы рекомендуем аккумуляторную батарею Bosch Professional 18V 4,0 Ah PROCoreAMPShare: аккумуляторы и зарядные устройства полностью совместимы с системой Bosch Professional 18V, а также со многими другими инструментами брендов аккумуляторного партнерства AMPShare.
Отзывы клиентов
Аналогичные продукты
Services
Guides & Tutorials
Product Tests & Reviews
More services
See and discover other items from category Cordless Screwdrivers & Drills
Bosch Professional GTB 18V-45 06019K7000 Аккумуляторный шуруповерт, 18 В, литий-ионный, бесщеточный | Конрад. com
Назад к Аккумуляторные шуруповерты и дрели
№ арт.: 2693695
№ производителя: 06019K7000
Код EAN: 4059952581132
Отвертка для сухой конструкции с оптимизированным удобством использования благодаря режиму энергосбережения и выдвижному ограничителю глубины. Режим энергосбережения значительно увеличивает количество шурупов на одном заряде аккумулятора. Дополнительный комфорт благодаря выдвижному ограничителю глубины для …
Полное описание
№ арт.: 2693695
№ производителя: 06019K7000
EAN: 4059952581132
Отвертка для сухой конструкции с оптимизированным удобством использования благодаря режиму энергосбережения и выдвижному ограничителю глубины. Режим энергосбережения значительно увеличивает количество шурупов на одном заряде аккумулятора. Дополнительный комфорт благодаря выдвижному ограничителю глубины для …
Шуруповерт для сухих конструкций с повышенным удобством использования благодаря режиму энергосбережения и выдвижному ограничителю глубины. Режим энергосбережения значительно увеличивает количество шурупов на одном заряде аккумулятора. Дополнительный комфорт благодаря выдвижному ограничителю глубины для отвинчивания винтов с неизменной настройкой глубины. Отличная управляемость благодаря тонкой форме и весу менее 1 кг.
Этот текст переведён автоматически.
Особенности и детали
Литий-ионный аккумулятор 18 В
Крутящий момент (макс.) (детали) 6 Нм
Винт Ø (макс.) (детали) 6 мм
Факты
Бесщеточный моторВыдвижной ограничитель глубины
Доставка
ГТБ 18В-45
1x кобура с зажимом для ремня
1x держатель бит
1x вставка для отвертки (бита) Ph 2
коробка, коробка
Комментарии
Требуется аккумулятор Bosch Professional 18 В — не входит в комплект поставки. Мы рекомендуем аккумуляторную батарею Bosch Professional 18V 4,0 Ah PROCoreAMPShare: аккумуляторы и зарядные устройства полностью совместимы с системой Bosch Professional 18V, а также со многими другими инструментами брендов аккумуляторного партнерства AMPShare.

 В зависимости от условий работы требуется разная плотность светофильтра: для аргонодуговой сварки или сварки обычным электродом с тем же током нужен более темный светофильтр, чем при сварке полуавтоматом.
В зависимости от условий работы требуется разная плотность светофильтра: для аргонодуговой сварки или сварки обычным электродом с тем же током нужен более темный светофильтр, чем при сварке полуавтоматом. 8/10
8/10

 Хотя визор для такой цены вполне неплох по размеру — 98х35 мм.
Хотя визор для такой цены вполне неплох по размеру — 98х35 мм. Основной недостаток этой схемы в том, что при хранении включенной маски в темноте аккумулятор остается постоянно разряженным, фактически маска начинает работать только от фотоэлемента. Это может привести к заметным задержкам.
Основной недостаток этой схемы в том, что при хранении включенной маски в темноте аккумулятор остается постоянно разряженным, фактически маска начинает работать только от фотоэлемента. Это может привести к заметным задержкам. Чувствительность и время задержки регулируются регуляторами внутри маски — только из-за этого рейтинг маски снижается с полных 10 баллов вниз. Регулировку чувствительности разумнее было бы сделать более доступной.
Чувствительность и время задержки регулируются регуляторами внутри маски — только из-за этого рейтинг маски снижается с полных 10 баллов вниз. Регулировку чувствительности разумнее было бы сделать более доступной. Поле зрения не хуже, чем у обычных масок, но есть и все достоинства «хамелеона». Единственный минус, если можно так сказать, жалко царапать краску.
Поле зрения не хуже, чем у обычных масок, но есть и все достоинства «хамелеона». Единственный минус, если можно так сказать, жалко царапать краску. Блок питания двойной — солнечная батарея и две литиевые батареи. В отличие от моделей на одном аккумуляторе, маска «живет» без их замены гораздо дольше, хотя затраты на замену в итоге выходят одинаковыми: какой из них заменяется чаще, а два реже.
Блок питания двойной — солнечная батарея и две литиевые батареи. В отличие от моделей на одном аккумуляторе, маска «живет» без их замены гораздо дольше, хотя затраты на замену в итоге выходят одинаковыми: какой из них заменяется чаще, а два реже. Переключатель, увы, неудобен — в гетре пользоваться им сложно. Внутри маски остались только переключатель задержки времени и кнопка проверки батареи.
Переключатель, увы, неудобен — в гетре пользоваться им сложно. Внутри маски остались только переключатель задержки времени и кнопка проверки батареи. По сравнению с лидером рейтинга у этой маски меньший размер светофильтра — 95х55 мм, а регулировка затемнения имеет всего один диапазон 9-13 DIN. Но для большинства сварочных работ этого более чем достаточно, а более низкая цена является дополнительным стимулом для выбора именно этой маски.
По сравнению с лидером рейтинга у этой маски меньший размер светофильтра — 95х55 мм, а регулировка затемнения имеет всего один диапазон 9-13 DIN. Но для большинства сварочных работ этого более чем достаточно, а более низкая цена является дополнительным стимулом для выбора именно этой маски.
 Доступные настройки: чувствительность и задержка выключения затемнения. Питание такое же, как и у большинства масок этого класса от литиевой батареи, и перед началом работы его легко проверить: нажать кнопку ТЕСТ на внутренней панели и, если контрольный индикатор не горит, заменить батарею .
Доступные настройки: чувствительность и задержка выключения затемнения. Питание такое же, как и у большинства масок этого класса от литиевой батареи, и перед началом работы его легко проверить: нажать кнопку ТЕСТ на внутренней панели и, если контрольный индикатор не горит, заменить батарею .



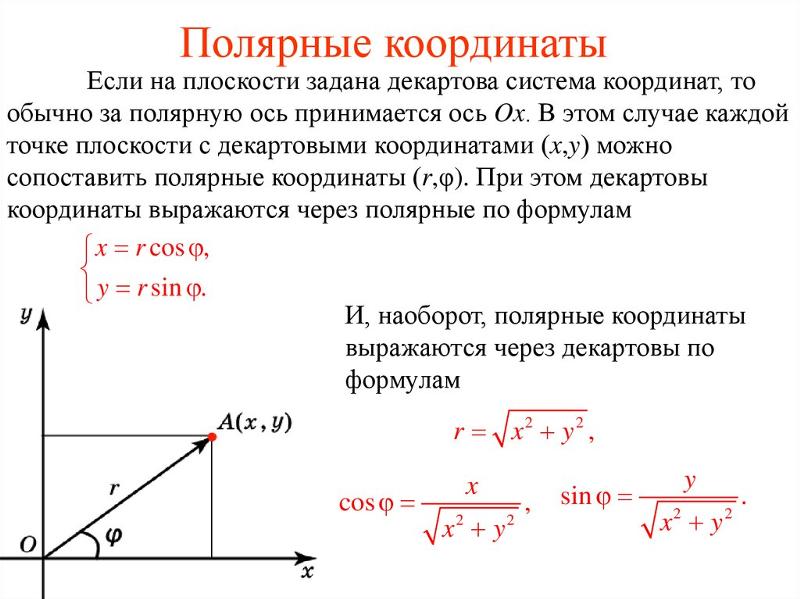 рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.
рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.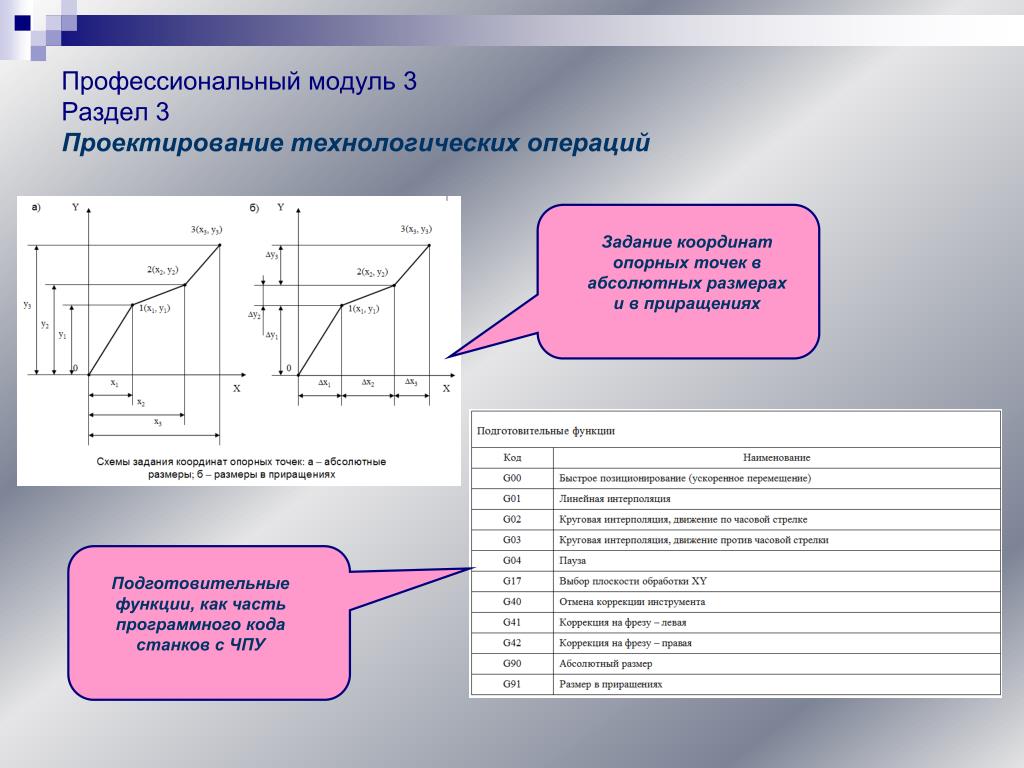 3).
3).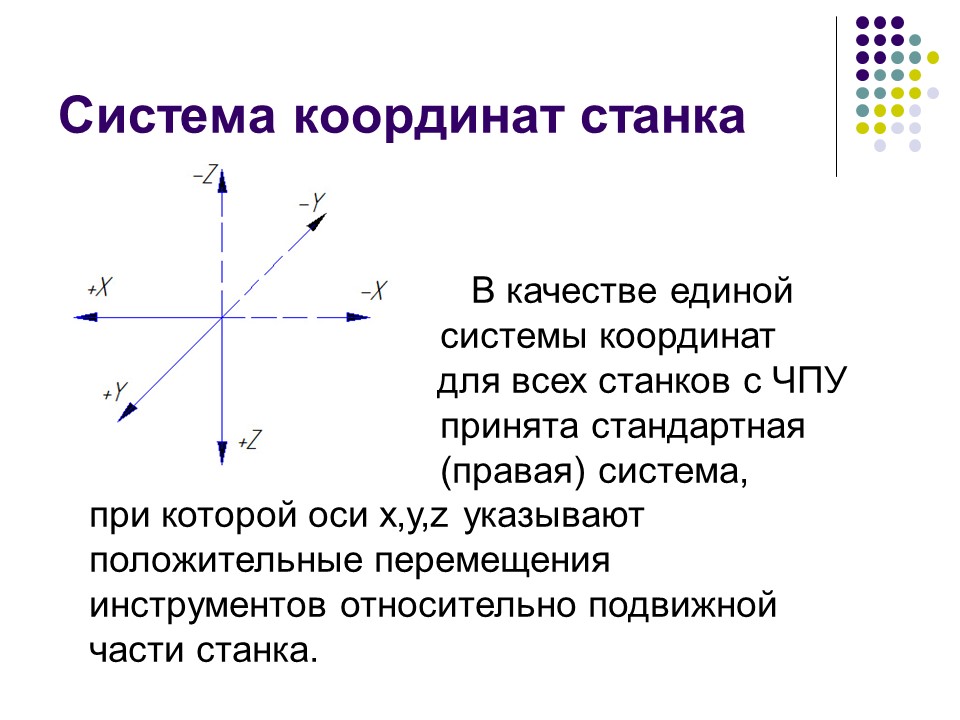 Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5).
Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5). Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’.
Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’. 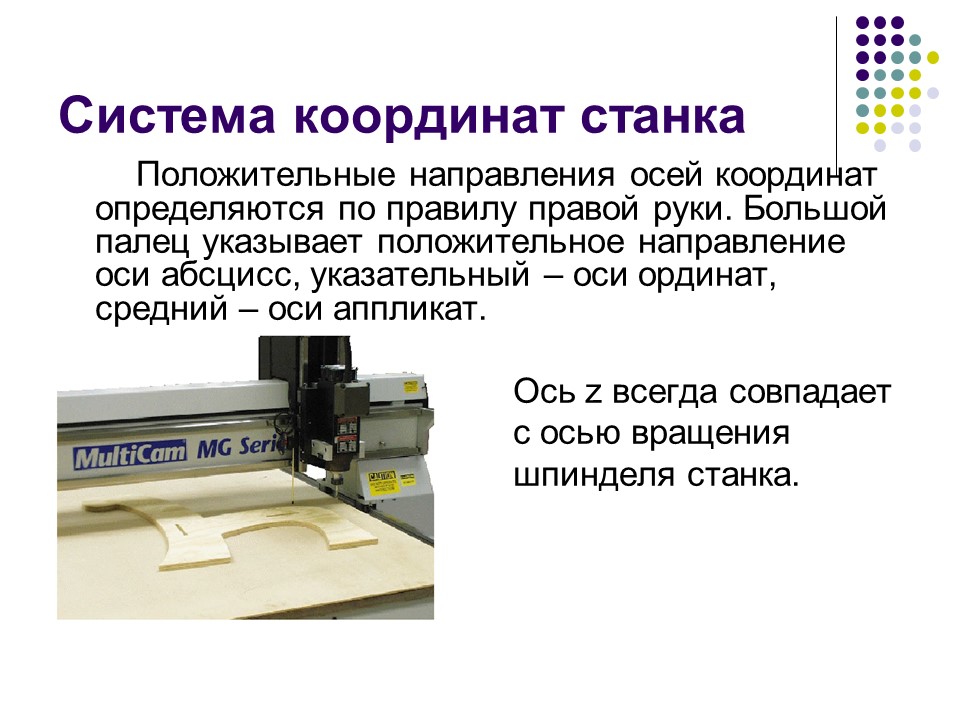 Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов.
Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов. Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.
Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.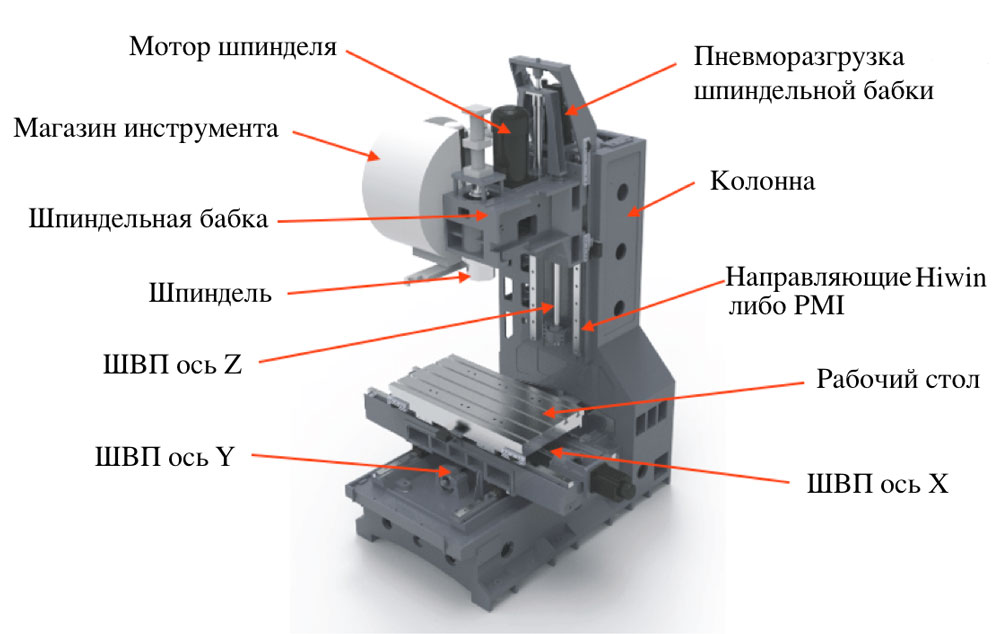 Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением.
Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением.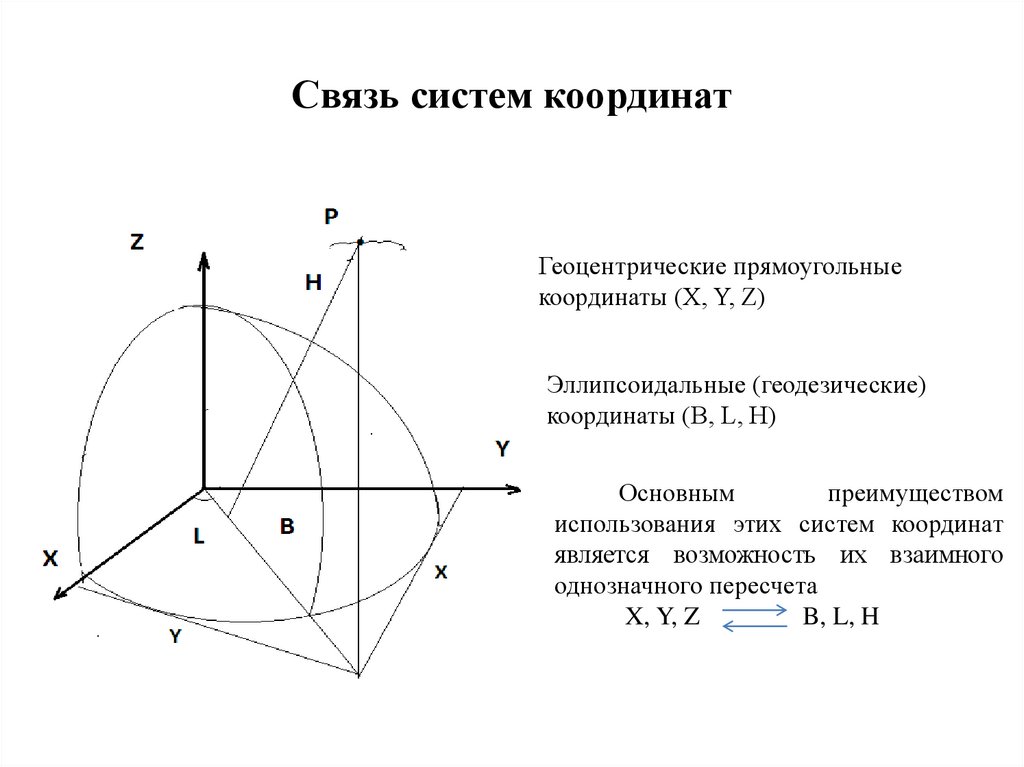 Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ.
Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ.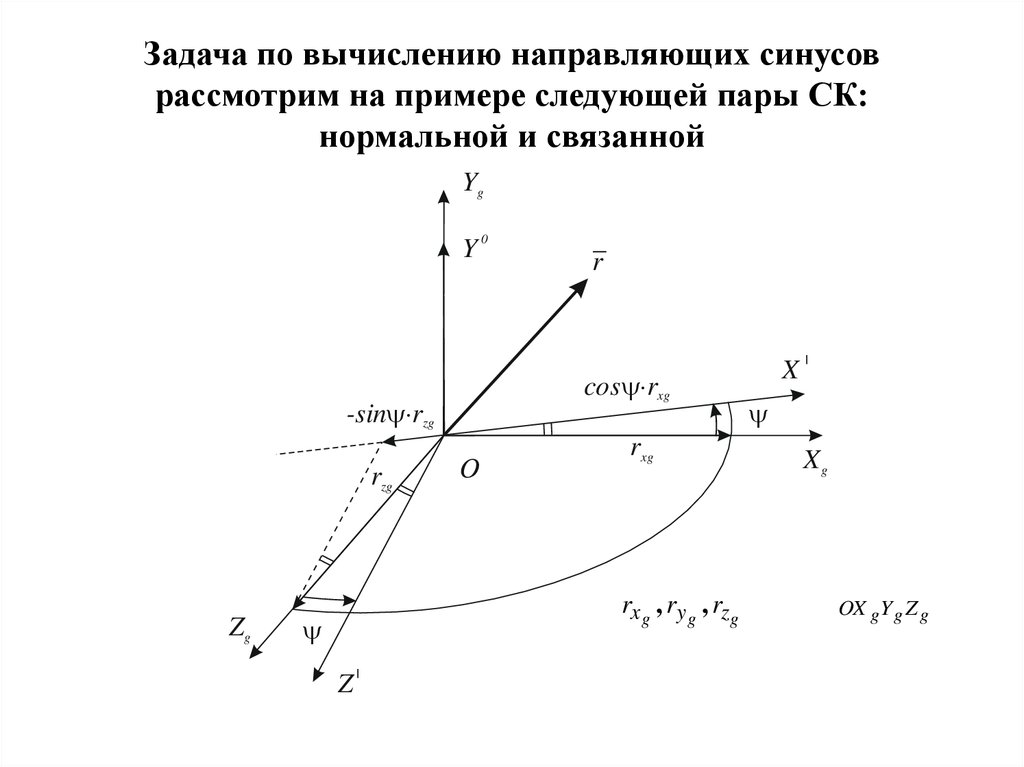 Число одновременно управляемых координат – важная технологическая характеристика станка.
Число одновременно управляемых координат – важная технологическая характеристика станка.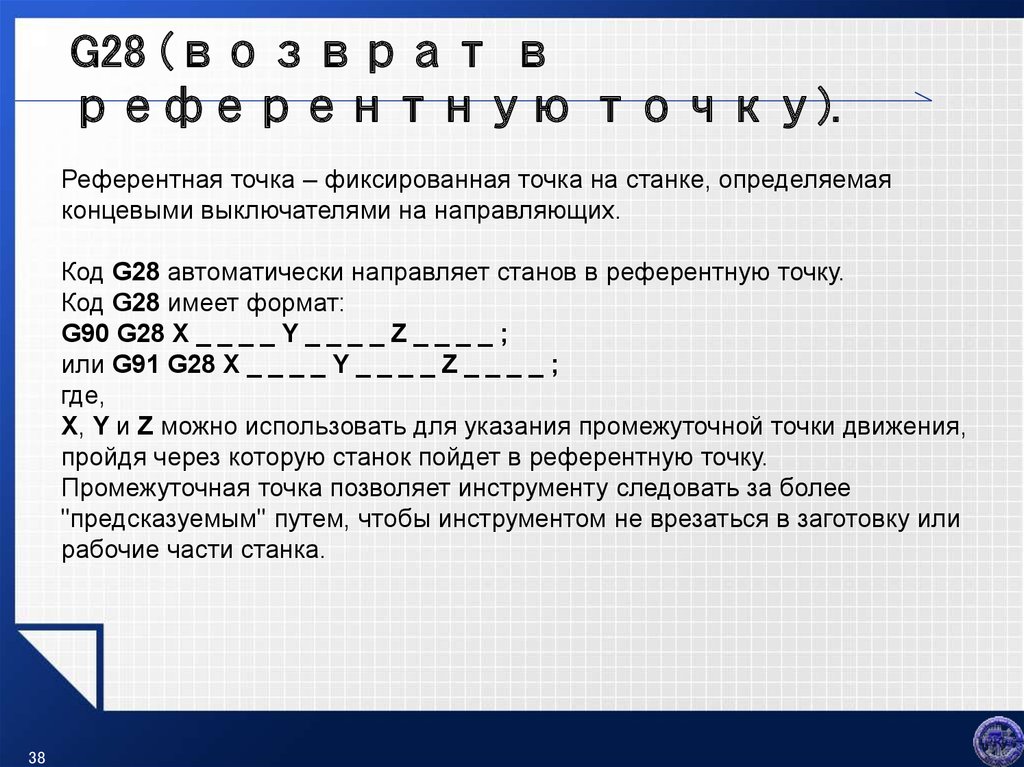 Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.
Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.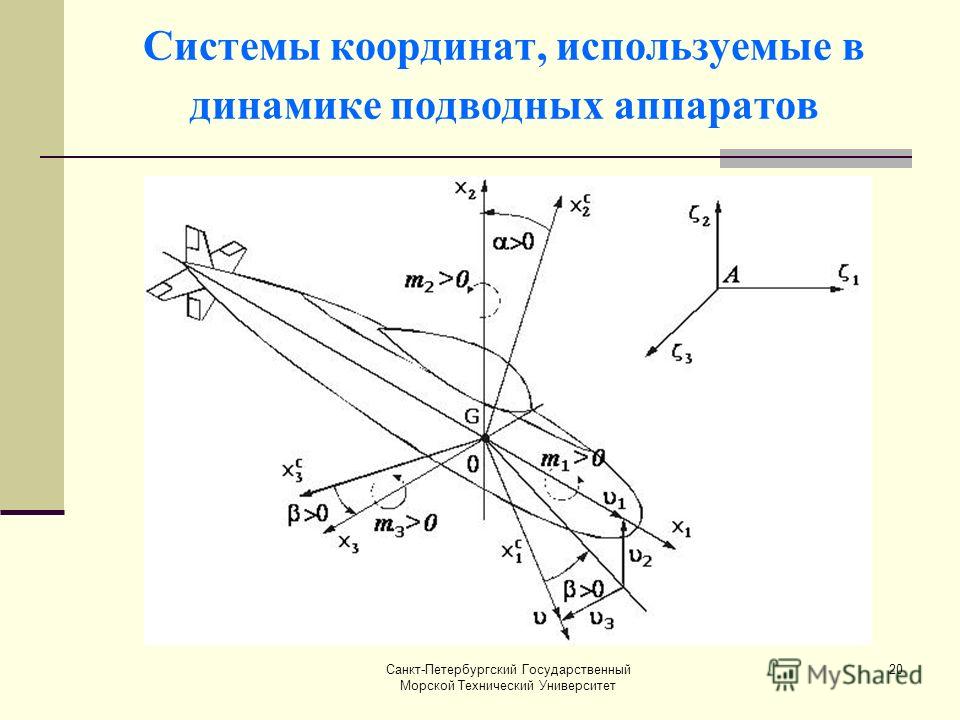
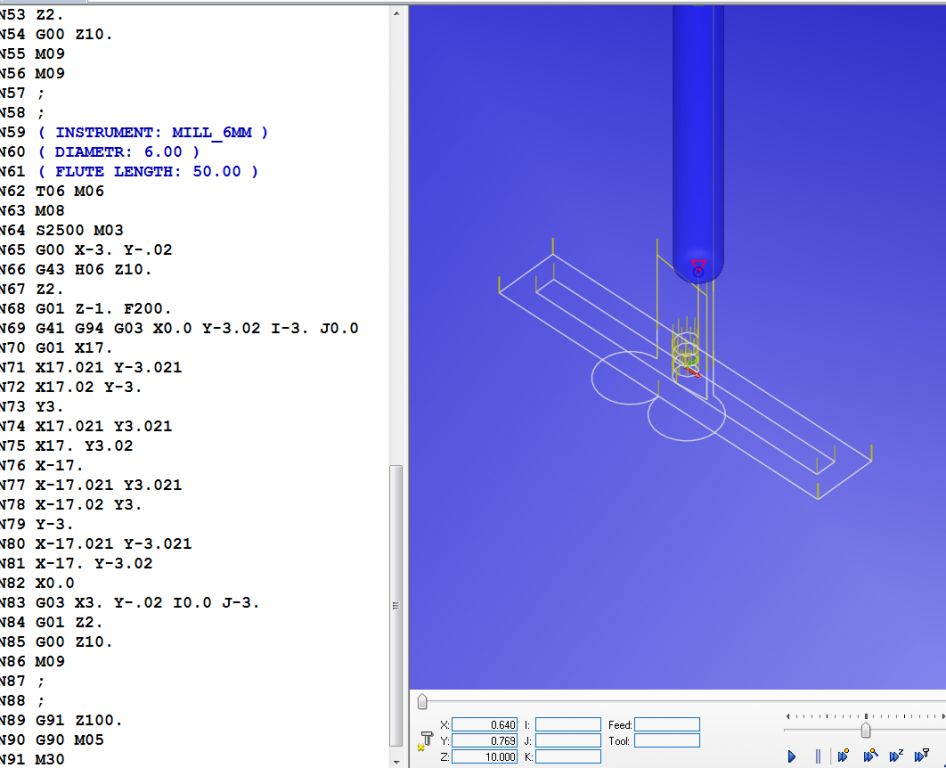 Как видите, gcode G90 и gcode G91 являются модальными.
Как видите, gcode G90 и gcode G91 являются модальными.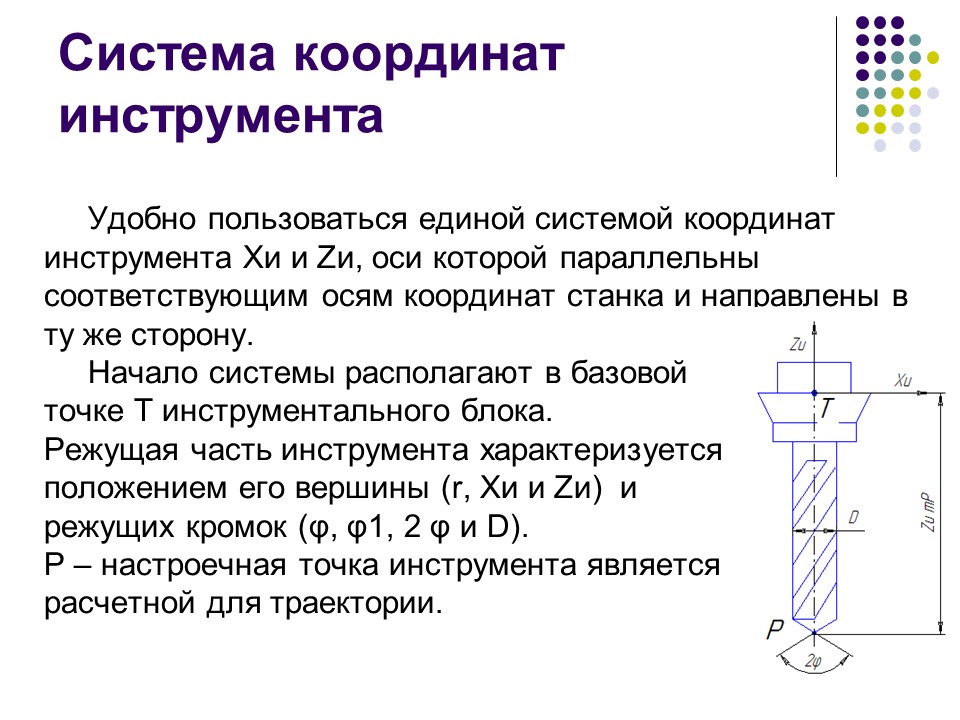 75
75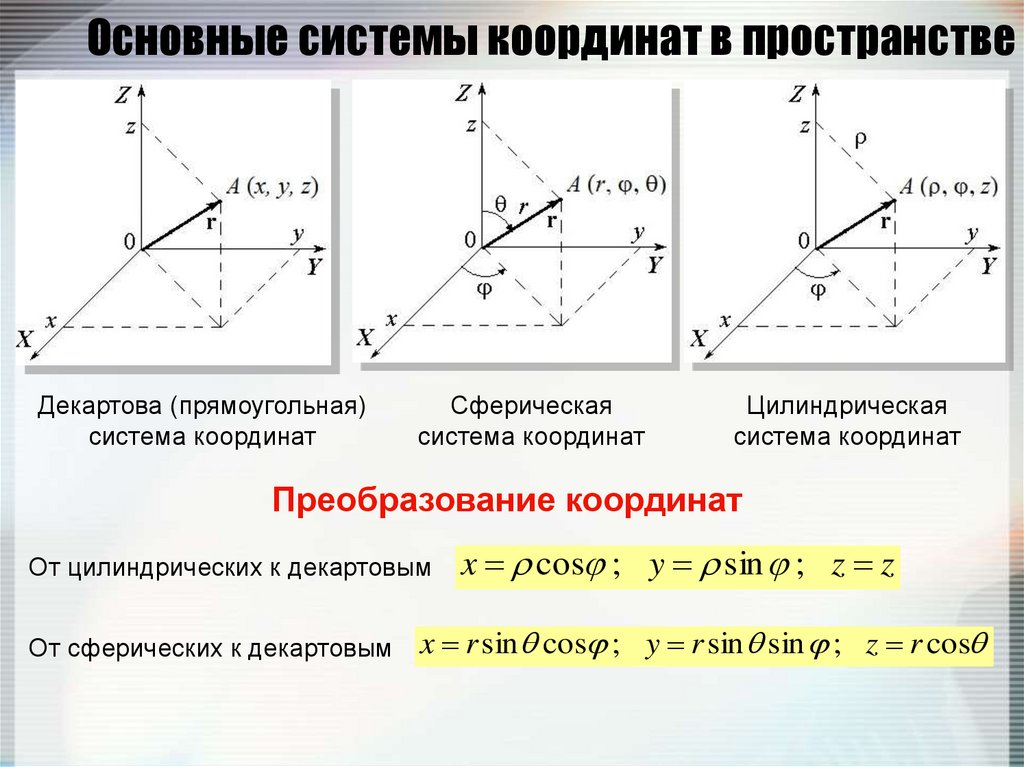 0007
0007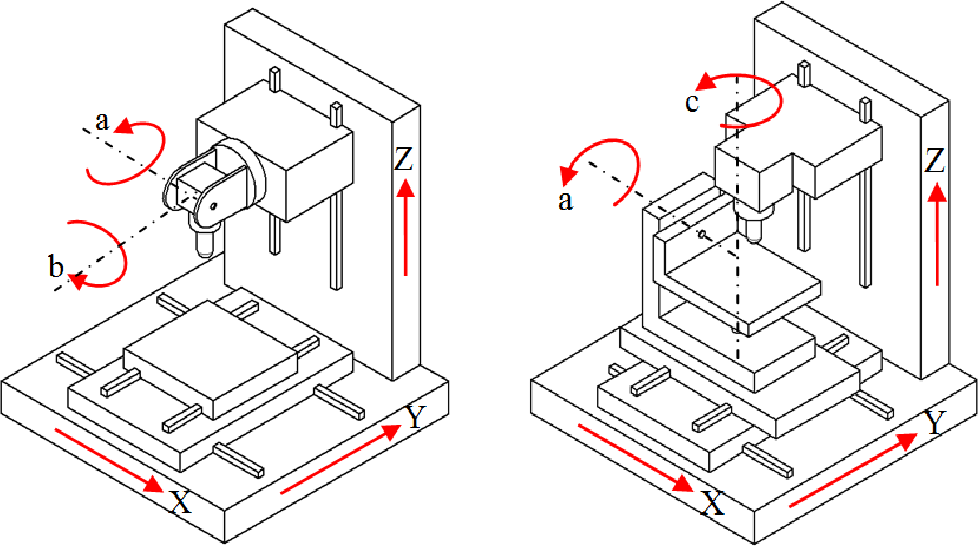 Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете!
Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете!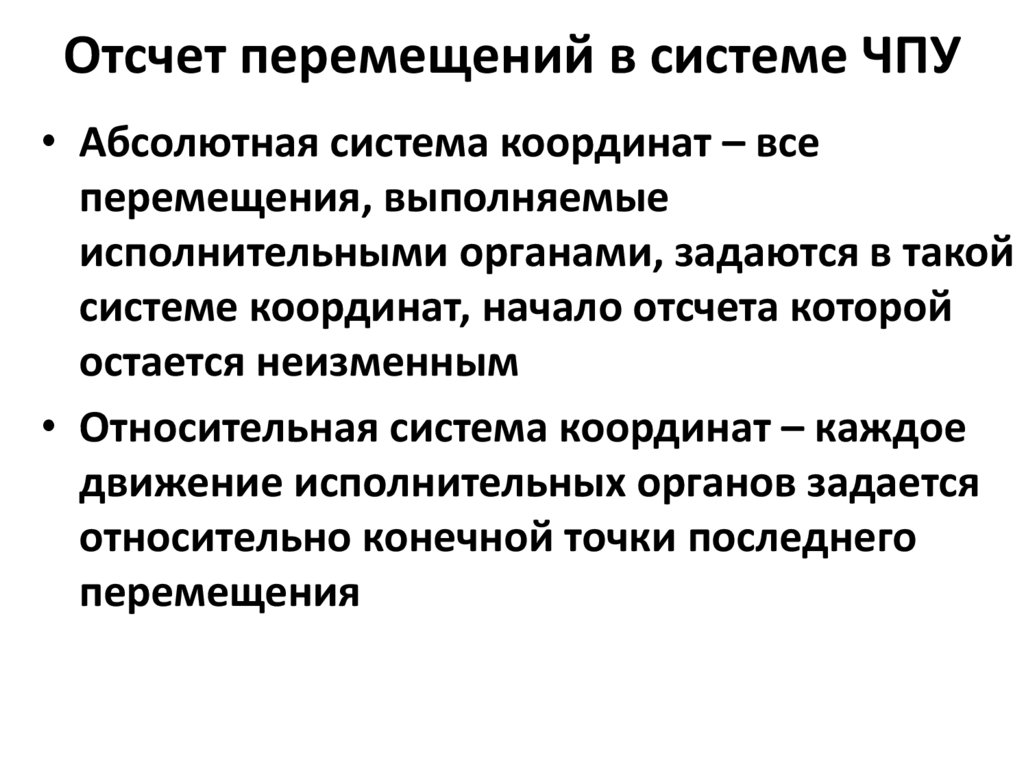 Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги.
Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги.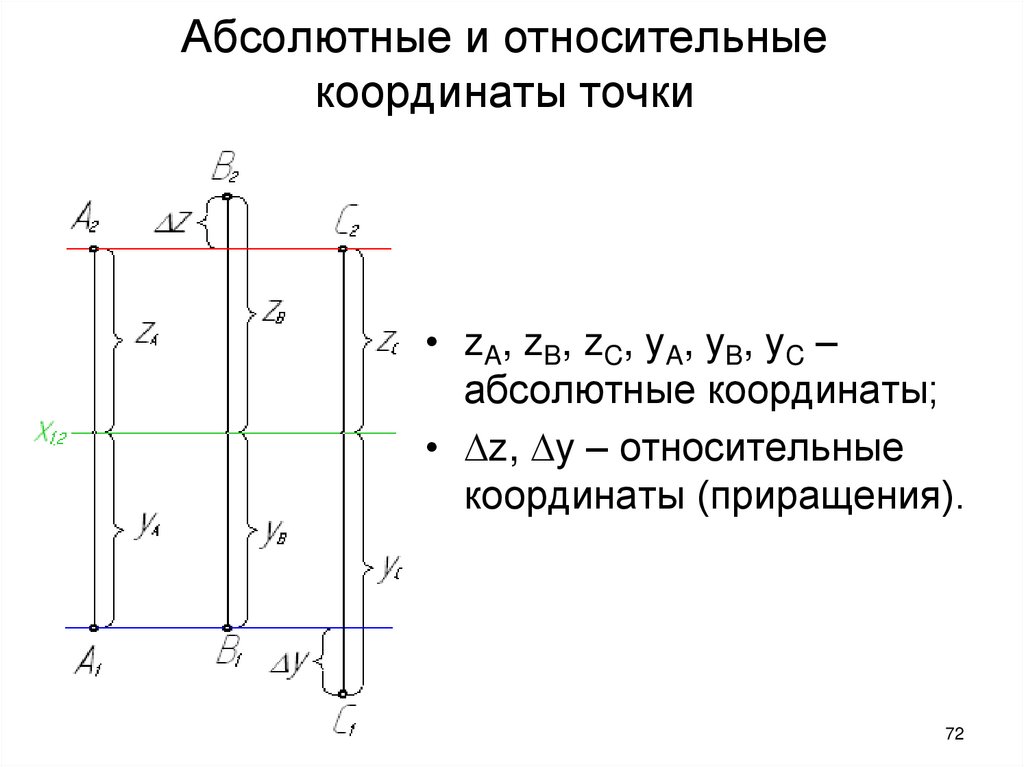 Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени.
Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени. Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.
Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.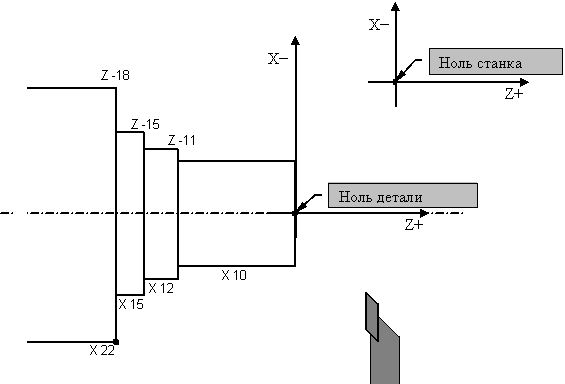 Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).
Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).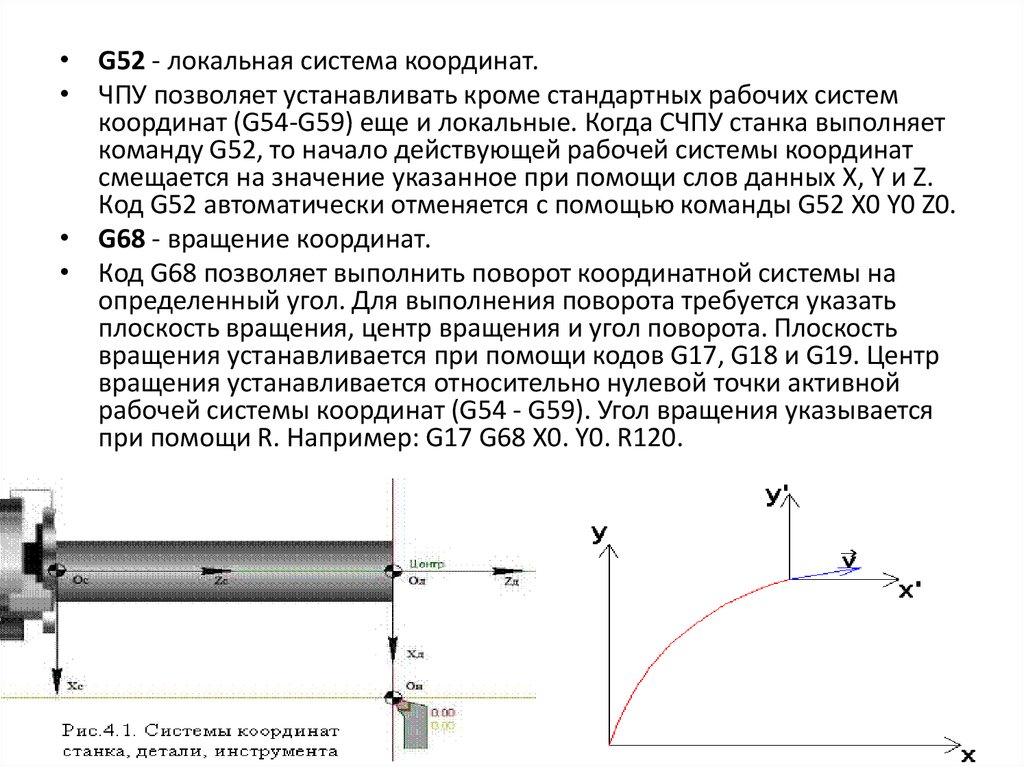 При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.
При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.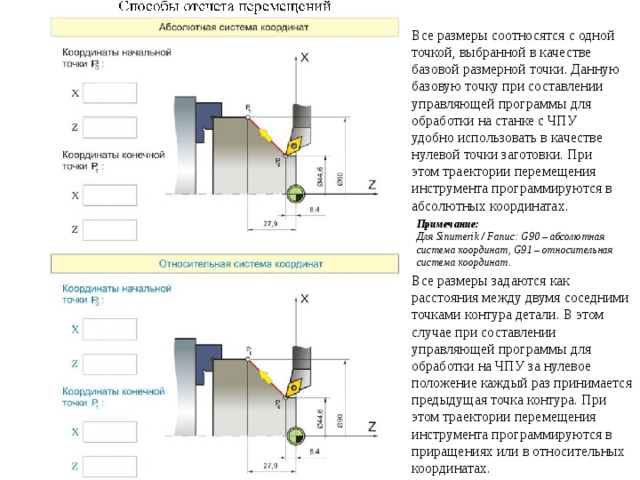 Когда дело доходит до движения машины, проще говоря:
Когда дело доходит до движения машины, проще говоря: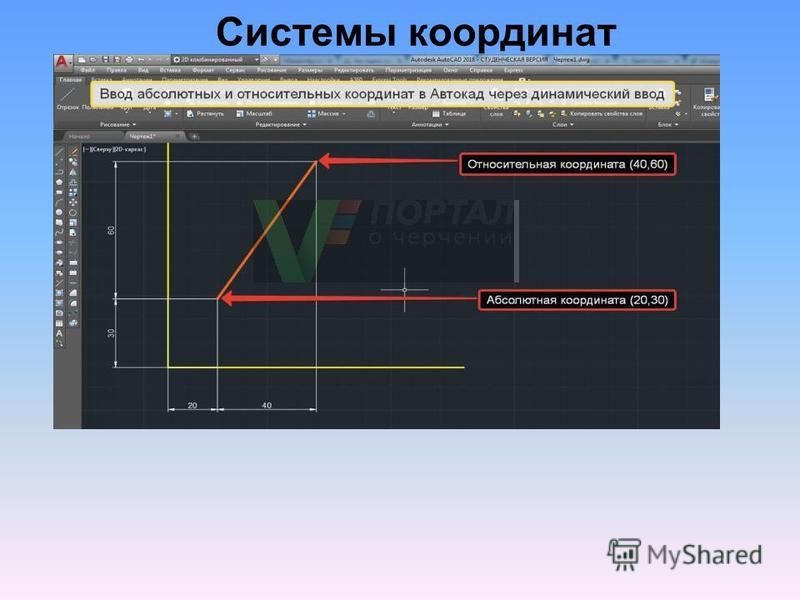 5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?
5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?
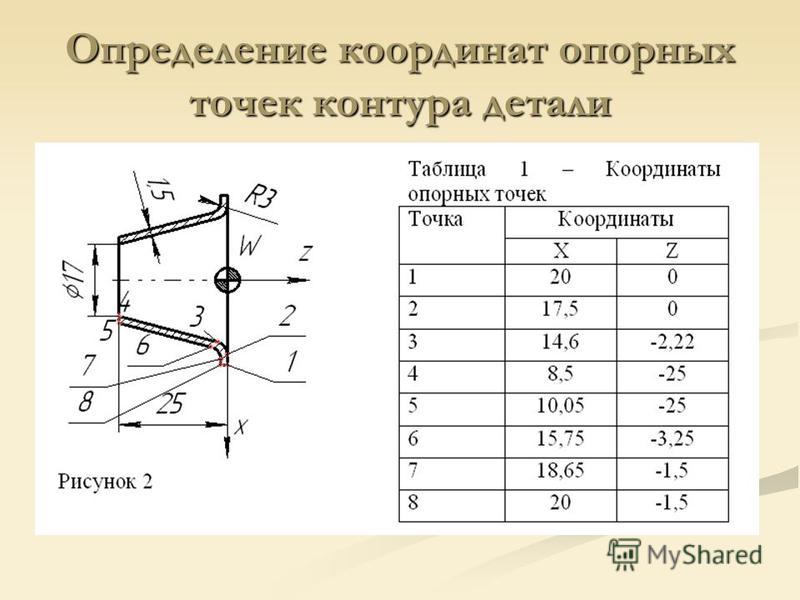
 Модули можно быстро сменять, комбинировать и оживлять своей программой.
Модули можно быстро сменять, комбинировать и оживлять своей программой.
 Можна керувати моторами, включати світлодіоди, відтворювати звук. Кожен модуль має своє призначення.
Можна керувати моторами, включати світлодіоди, відтворювати звук. Кожен модуль має своє призначення.


 С августа 2007 г. по август 2008 г. он занимал должности вице-президента и генерального директора нефтепромыслового подразделения Lufkin. До прихода в Lufkin с 1974 по 1994 г. г-н Глик занимал несколько руководящих должностей в компании Cameron Iron Works, Inc. в качестве неисполнительного председателя совета директоров, председателя комитета по назначениям и управлению, а также члена по должности члена комитетов по аудиту и вознаграждениям Hunting PLC, публичной компании, торгуемой на Лондонской фондовой бирже, а также служит в качестве Казначей ОМС здоровья Святого Луки и входит в его исполнительный комитет. Г-н Глик ранее входил в совет директоров Weatherford International plc с декабря 2019 года.до июня 2020 года.
С августа 2007 г. по август 2008 г. он занимал должности вице-президента и генерального директора нефтепромыслового подразделения Lufkin. До прихода в Lufkin с 1974 по 1994 г. г-н Глик занимал несколько руководящих должностей в компании Cameron Iron Works, Inc. в качестве неисполнительного председателя совета директоров, председателя комитета по назначениям и управлению, а также члена по должности члена комитетов по аудиту и вознаграждениям Hunting PLC, публичной компании, торгуемой на Лондонской фондовой бирже, а также служит в качестве Казначей ОМС здоровья Святого Луки и входит в его исполнительный комитет. Г-н Глик ранее входил в совет директоров Weatherford International plc с декабря 2019 года.до июня 2020 года.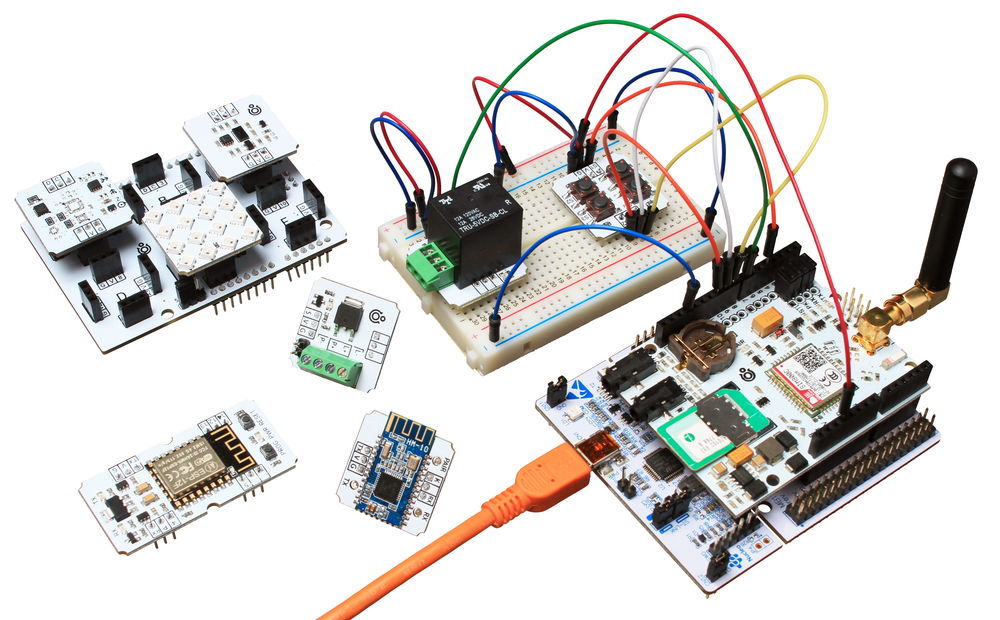 Г-н Болдуин занимал должность исполнительного вице-президента и руководителя финансовый директор публичной компании Dresser-Rand Group, Inc. с августа 2007 г. до выхода на пенсию в мае 2013 г. До прихода в Dresser-Rand он занимал должности исполнительного вице-президента, главного финансового директора и казначея Veritas DGC Inc. ., публичная компания, с августа 2004 г. по февраль 2007 г., и операционный партнер First Reserve Corporation с апреля 2003 г. по июль 2004 г. Г-н Болдуин занимал должности исполнительного вице-президента и финансового директора NextiraOne с октября 2001 г. по август 2002 г., а также председатель правления и главный исполнительный директор Pentacon Inc. с 19с 97 по 2001 год. С 1980 по 1997 год г-н Болдуин занимал различные финансовые и операционные должности в Keystone International Inc., включая казначея, главного финансового директора и президента группы промышленных клапанов и систем управления. Г-н Болдуин в настоящее время является директором и членом комитета по аудиту KBR, Inc.
Г-н Болдуин занимал должность исполнительного вице-президента и руководителя финансовый директор публичной компании Dresser-Rand Group, Inc. с августа 2007 г. до выхода на пенсию в мае 2013 г. До прихода в Dresser-Rand он занимал должности исполнительного вице-президента, главного финансового директора и казначея Veritas DGC Inc. ., публичная компания, с августа 2004 г. по февраль 2007 г., и операционный партнер First Reserve Corporation с апреля 2003 г. по июль 2004 г. Г-н Болдуин занимал должности исполнительного вице-президента и финансового директора NextiraOne с октября 2001 г. по август 2002 г., а также председатель правления и главный исполнительный директор Pentacon Inc. с 19с 97 по 2001 год. С 1980 по 1997 год г-н Болдуин занимал различные финансовые и операционные должности в Keystone International Inc., включая казначея, главного финансового директора и президента группы промышленных клапанов и систем управления. Г-н Болдуин в настоящее время является директором и членом комитета по аудиту KBR, Inc. , а также директором и членом комитета по аудиту Nine Energy Service, Inc., обе из которых являются публичными компаниями. Ранее он занимал должность директора Seahawk Drilling Inc. с августа 2009 года.до февраля 2011 г.
, а также директором и членом комитета по аудиту Nine Energy Service, Inc., обе из которых являются публичными компаниями. Ранее он занимал должность директора Seahawk Drilling Inc. с августа 2009 года.до февраля 2011 г. Доктор Бейтс имел 25-летний опыт управления нефтяным сервисом. и операции до прихода в Lime Rock. Служил с 19с 98 по 2000 год в качестве президента Discovery Group компании Baker Hughes и отвечал за интеграцию Western Atlas в Baker Hughes. Ранее он занимал пост президента и главного исполнительного директора Weatherford Enterra. Ранее д-р Бейтс проработал 15 лет в компании Schlumberger как внутри страны, так и за рубежом, и отвечал за бизнес-подразделение Anadrill, когда первые инструменты MWD и LWD были коммерциализированы. Доктор Бейтс начал свою карьеру в Shell Oil Company, где он проводил исследования в области бурения. Д-р Бейтс был личным инвестором и/или корпоративным инвестором в более чем дюжине стартапов в сфере нефтесервисных технологий. Доктор Бейтс также входит в совет директоров и является председателем комитета по вознаграждениям и развитию лидерства и членом комитета по аудиту канадской публичной компании SSR Mining, Inc., а также председателем совета директоров и членом комитета по аудиту Vantage Drilling International, публичной компании, которая торгуется на внебиржевом рынке.
Доктор Бейтс имел 25-летний опыт управления нефтяным сервисом. и операции до прихода в Lime Rock. Служил с 19с 98 по 2000 год в качестве президента Discovery Group компании Baker Hughes и отвечал за интеграцию Western Atlas в Baker Hughes. Ранее он занимал пост президента и главного исполнительного директора Weatherford Enterra. Ранее д-р Бейтс проработал 15 лет в компании Schlumberger как внутри страны, так и за рубежом, и отвечал за бизнес-подразделение Anadrill, когда первые инструменты MWD и LWD были коммерциализированы. Доктор Бейтс начал свою карьеру в Shell Oil Company, где он проводил исследования в области бурения. Д-р Бейтс был личным инвестором и/или корпоративным инвестором в более чем дюжине стартапов в сфере нефтесервисных технологий. Доктор Бейтс также входит в совет директоров и является председателем комитета по вознаграждениям и развитию лидерства и членом комитета по аудиту канадской публичной компании SSR Mining, Inc., а также председателем совета директоров и членом комитета по аудиту Vantage Drilling International, публичной компании, которая торгуется на внебиржевом рынке. Д-р Бейтс ранее входил в советы директоров Independence Contract Drilling, Inc. с августа 2014 г. по июнь 2020 г., Weatherford International, plc с декабря 2019 г.до июня 2020 г. и Tidewater Inc. с июля 2017 г. по октябрь 2019 г.
Д-р Бейтс ранее входил в советы директоров Independence Contract Drilling, Inc. с августа 2014 г. по июнь 2020 г., Weatherford International, plc с декабря 2019 г.до июня 2020 г. и Tidewater Inc. с июля 2017 г. по октябрь 2019 г. по ноябрь 2016 года в качестве директора по маркетингу Chase Commercial Banking с 2005 по 2009 год и главного операционного директора коммерческого и инвестиционного банка Южного региона с 2000 по 2005 год. Г-жа Луна также работала в совете директоров и в качестве член аудиторского комитета публичной компании Roku, Inc. с 7 декабря 2020 года.
по ноябрь 2016 года в качестве директора по маркетингу Chase Commercial Banking с 2005 по 2009 год и главного операционного директора коммерческого и инвестиционного банка Южного региона с 2000 по 2005 год. Г-жа Луна также работала в совете директоров и в качестве член аудиторского комитета публичной компании Roku, Inc. с 7 декабря 2020 года.
 Nexeo Solutions, с 2007 по 2012 год г-н Уильямс занимал пост президента Momentive Global Sealants, глобального подразделения по производству специальных герметиков, и президента Momentive Performance Materials, предприятия по производству специальных силиконовых материалов. В начале своей карьеры г-н Уильямс провел 22 года, занимая руководящие должности в сфере промышленности и материально-технического снабжения в компании General Electric, а также руководил бизнесом по всему миру в Северной и Южной Америке, Европе и Азии в широком секторе рынка. С 1 января 2022 года г-н Уильямс является исполнительным председателем совета директоров Covia Holdings, LLC, поставщика решений на основе полезных ископаемых, обслуживающих промышленные и энергетические рынки, а также членом ее аудиторского комитета и компенсационного комитета с декабря 2020 г., а с декабря 2020 г. по декабрь 2021 г. занимал пост председателя совета директоров. С июля 2021 г. г-н Уильямс также входил в совет директоров Kirby Corporation, публичной компании9.
Nexeo Solutions, с 2007 по 2012 год г-н Уильямс занимал пост президента Momentive Global Sealants, глобального подразделения по производству специальных герметиков, и президента Momentive Performance Materials, предприятия по производству специальных силиконовых материалов. В начале своей карьеры г-н Уильямс провел 22 года, занимая руководящие должности в сфере промышленности и материально-технического снабжения в компании General Electric, а также руководил бизнесом по всему миру в Северной и Южной Америке, Европе и Азии в широком секторе рынка. С 1 января 2022 года г-н Уильямс является исполнительным председателем совета директоров Covia Holdings, LLC, поставщика решений на основе полезных ископаемых, обслуживающих промышленные и энергетические рынки, а также членом ее аудиторского комитета и компенсационного комитета с декабря 2020 г., а с декабря 2020 г. по декабрь 2021 г. занимал пост председателя совета директоров. С июля 2021 г. г-н Уильямс также входил в совет директоров Kirby Corporation, публичной компании9. 0003
0003
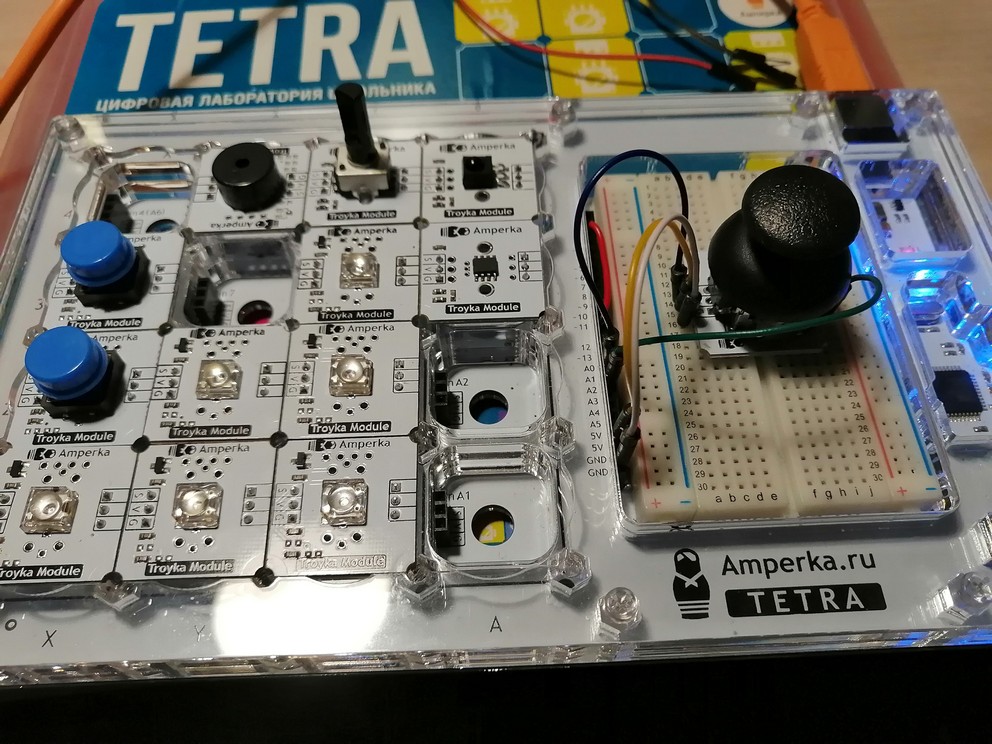 публично торгуемая компания, и является председателем комитета Park Lawn по кадрам и вознаграждениям.
публично торгуемая компания, и является председателем комитета Park Lawn по кадрам и вознаграждениям.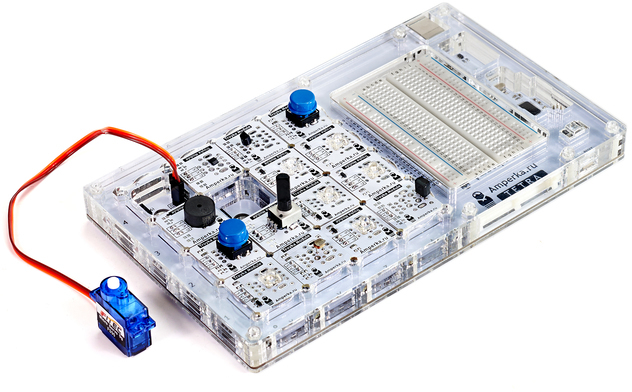
 по март 2018 г. Г-н Мёллер также входит в совет директоров в качестве председателя Alchemy Sciences (компания Melior Innovations) с октября 2016 г. Он также занимал различные должности в цепочке поставок в Halliburton, включая должности вице-президента и директора по закупкам. , где он отвечал за глобальное расширение цепочки поставок компании для otprint в ключевые развивающиеся регионы, такие как Китай, Индия и Латинская Америка.
по март 2018 г. Г-н Мёллер также входит в совет директоров в качестве председателя Alchemy Sciences (компания Melior Innovations) с октября 2016 г. Он также занимал различные должности в цепочке поставок в Halliburton, включая должности вице-президента и директора по закупкам. , где он отвечал за глобальное расширение цепочки поставок компании для otprint в ключевые развивающиеся регионы, такие как Китай, Индия и Латинская Америка. до 3 февраля 2022 г. и в качестве вице-президента по операциям с октября 2018 г. по декабрь 2019 г. Г-н МакНивен занимал должность вице-президента по аренде в Nabors Industries с декабря 2017 г. до прихода в CSI Compressco. До этой должности он в течение 13 лет работал в корпорации Tesco на различных руководящих должностях, включая вице-президента по поставкам и коммерциализации продукции, вице-президента по продуктам и услугам, вице-президента по продажам и обслуживанию послепродажного обслуживания, аренде и глобальной цепочке поставок, а также Глобальный директор по продажам, обслуживанию и аренде послепродажного обслуживания до того, как Tesco была приобретена Nabors.
до 3 февраля 2022 г. и в качестве вице-президента по операциям с октября 2018 г. по декабрь 2019 г. Г-н МакНивен занимал должность вице-президента по аренде в Nabors Industries с декабря 2017 г. до прихода в CSI Compressco. До этой должности он в течение 13 лет работал в корпорации Tesco на различных руководящих должностях, включая вице-президента по поставкам и коммерциализации продукции, вице-президента по продуктам и услугам, вице-президента по продажам и обслуживанию послепродажного обслуживания, аренде и глобальной цепочке поставок, а также Глобальный директор по продажам, обслуживанию и аренде послепродажного обслуживания до того, как Tesco была приобретена Nabors. отвечает за соблюдение нормативных требований для наших внутренних и международных операций и осуществляет надзор за всеми аспектами юридических вопросов, соблюдения нормативных требований и этики. Она имеет 25-летний юридический опыт работы в области корпоративного права, договоров, стратегических коммерческих сделок и ведения судебных процессов. С июля 2009 г.по август 2021 года она занимала различные должности штатных юрисконсультов в нашем юридическом отделе, в том числе помощника главного юрисконсульта, где с возрастающей ответственностью занималась широким кругом юридических вопросов. До прихода в TETRA г-жа Бостон занималась юридической практикой в частных юридических фирмах по вопросам корпоративного права и ценных бумаг, в том числе в Jackson Walker LLP (юридическая фирма Am Law 200) и других частных юридических фирмах. Кроме того, г-жа Бостон также работала корпоративным юрисконсультом в TOTAL Petrochemicals USA, дочерней компании публичной компании TOTAL S.A. 9.0003
отвечает за соблюдение нормативных требований для наших внутренних и международных операций и осуществляет надзор за всеми аспектами юридических вопросов, соблюдения нормативных требований и этики. Она имеет 25-летний юридический опыт работы в области корпоративного права, договоров, стратегических коммерческих сделок и ведения судебных процессов. С июля 2009 г.по август 2021 года она занимала различные должности штатных юрисконсультов в нашем юридическом отделе, в том числе помощника главного юрисконсульта, где с возрастающей ответственностью занималась широким кругом юридических вопросов. До прихода в TETRA г-жа Бостон занималась юридической практикой в частных юридических фирмах по вопросам корпоративного права и ценных бумаг, в том числе в Jackson Walker LLP (юридическая фирма Am Law 200) и других частных юридических фирмах. Кроме того, г-жа Бостон также работала корпоративным юрисконсультом в TOTAL Petrochemicals USA, дочерней компании публичной компании TOTAL S.A. 9.0003 Она является членом Коллегии адвокатов штата Техас с 1997 года.
Она является членом Коллегии адвокатов штата Техас с 1997 года.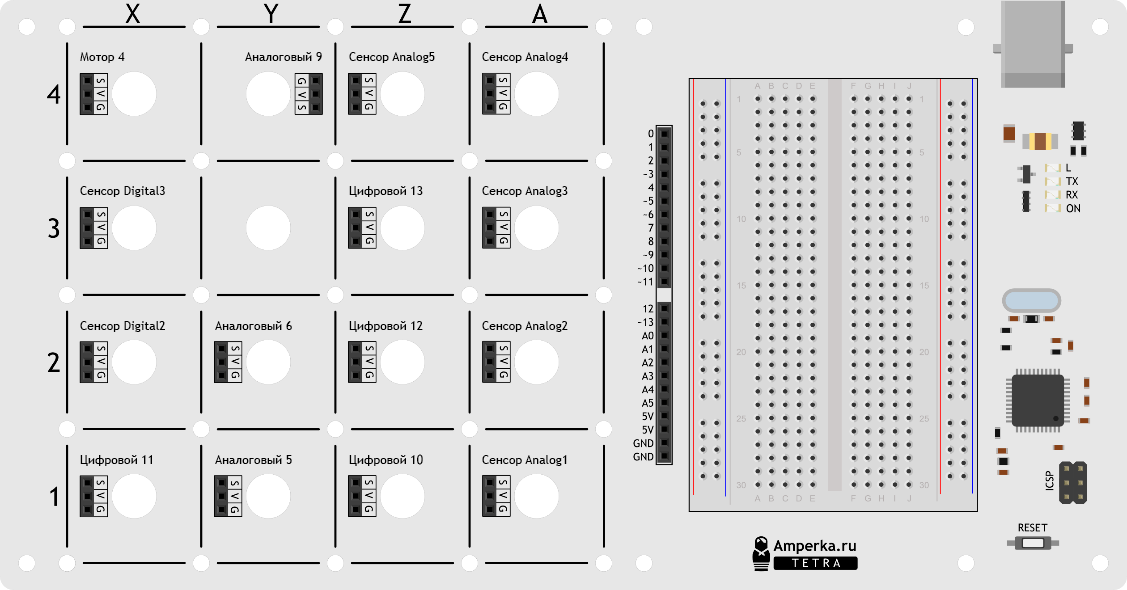
 6 KW
6 KW 75
75 5 — 16 м/мин
5 — 16 м/мин
 5 кВА
5 кВА


 35-15
35-15 Теперь жалею, что все это не проверил. к самому станку серьезных претензий нет.
Теперь жалею, что все это не проверил. к самому станку серьезных претензий нет. Назначение, область применения
Назначение, область применения
 2, Рис.3, Рис.4)
2, Рис.3, Рис.4) Проворачивая колеса (24 и 25) по часовой стрелке, необходимо отметить тенденцию смещения пильной ленты (11) от центра на колесах (24 и 25):
Проворачивая колеса (24 и 25) по часовой стрелке, необходимо отметить тенденцию смещения пильной ленты (11) от центра на колесах (24 и 25):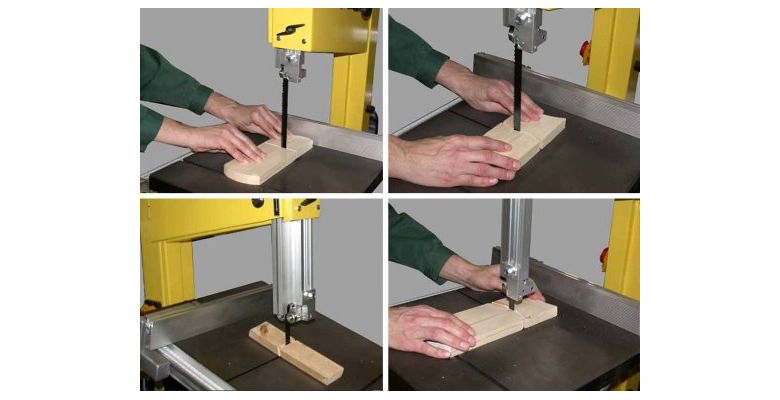 Недостаточное натяжение пильной ленты (11) может стать причиной ее заклинивания в пропиле и «пробуксовывания» на колесах (24 и 25) при работе.
Недостаточное натяжение пильной ленты (11) может стать причиной ее заклинивания в пропиле и «пробуксовывания» на колесах (24 и 25) при работе. Отсутствие принудительного отбора опилок и пыли негативно влияет на качество работы пилы и может стать причиной ее поломки. Кожух (1) необходимо периодически очищать от опилок и пыли, следить за состоянием щетки очистки ведущего колеса (24), регулируя ее положение по мере истирания ворса.
Отсутствие принудительного отбора опилок и пыли негативно влияет на качество работы пилы и может стать причиной ее поломки. Кожух (1) необходимо периодически очищать от опилок и пыли, следить за состоянием щетки очистки ведущего колеса (24), регулируя ее положение по мере истирания ворса. Видеоролик
Видеоролик .45
.45 Д. Мебель своими руками, 2004
Д. Мебель своими руками, 2004 И. Полная энциклопедия художественных работ по дереву, 2010
И. Полная энциклопедия художественных работ по дереву, 2010
 Лезвие входит в материал под действием силы тяжести, что позволяет работать без помощи рук.
Лезвие входит в материал под действием силы тяжести, что позволяет работать без помощи рук.
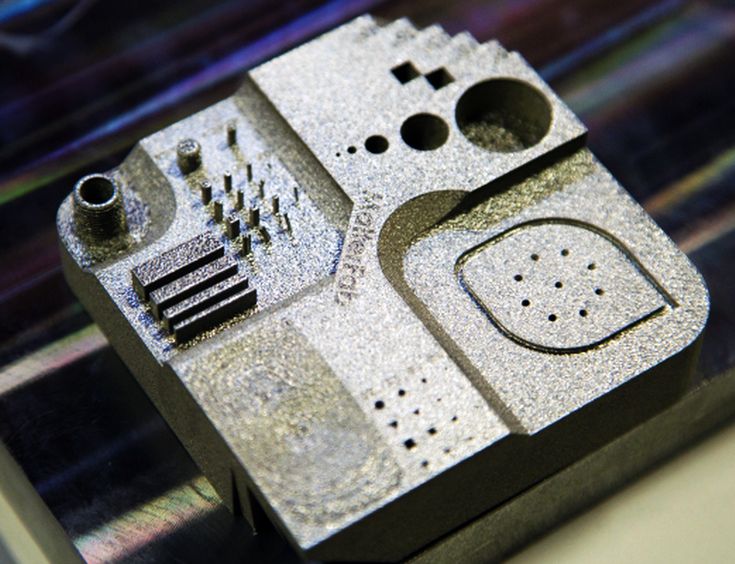 В отличие от аналога TPU (полиуретана) химически устойчив к машинному маслу и бензину, может применяться в качестве прокладок и гибких шлангов в автомобильной сфере
В отличие от аналога TPU (полиуретана) химически устойчив к машинному маслу и бензину, может применяться в качестве прокладок и гибких шлангов в автомобильной сфере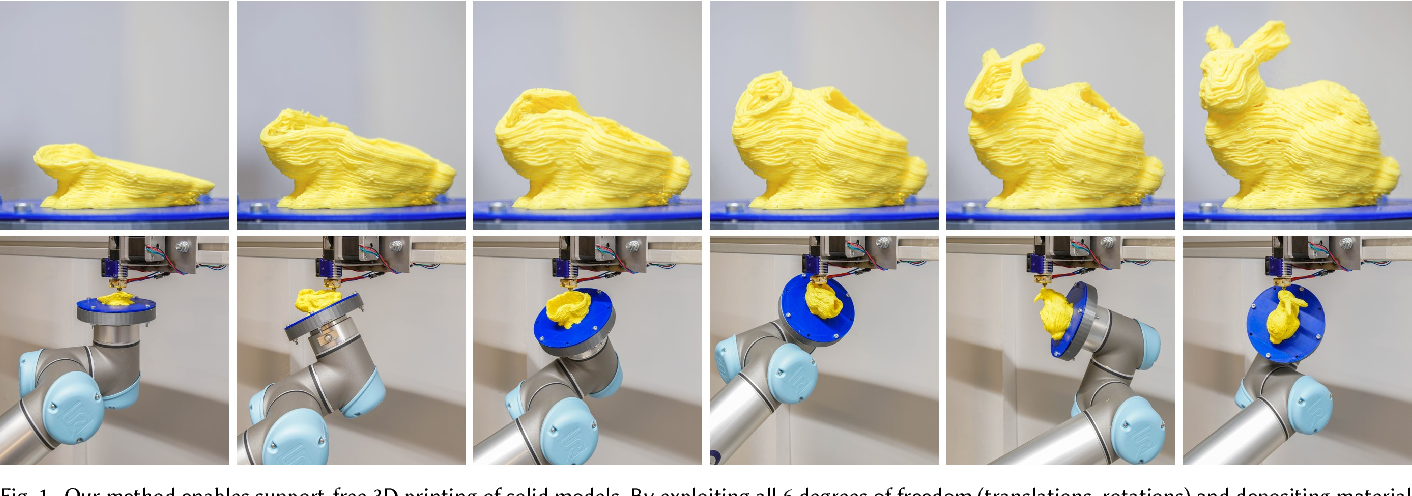 Чем меньше толщина слоя, тем качественнее будет печать, но тем больше время печати и ее стоимость
Чем меньше толщина слоя, тем качественнее будет печать, но тем больше время печати и ее стоимость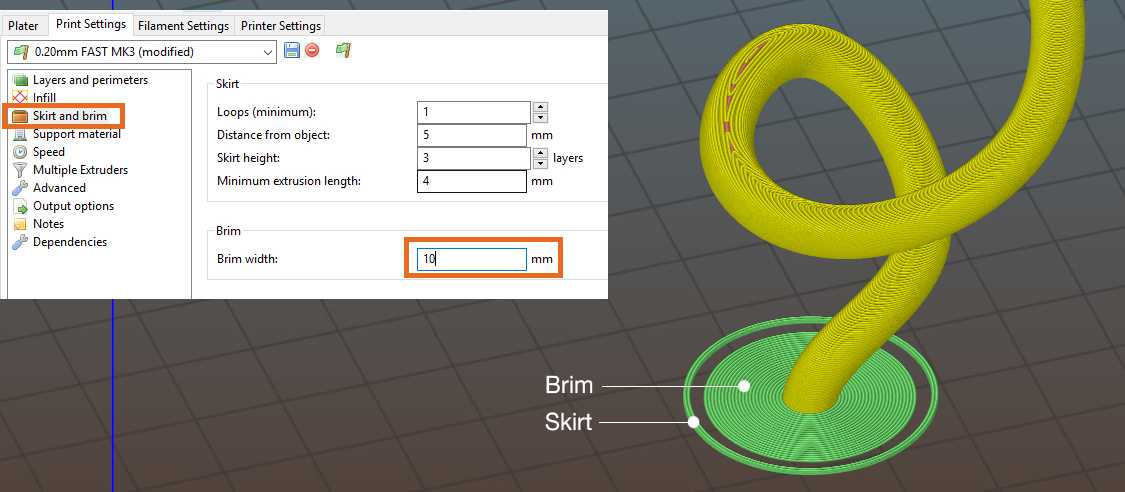
 Благодаря особенностям материала (детализация,печать «на весу») из него хорошо получаются фигурки, сувениры и различные декоративные элементы. Хорошо обрабатывается и сглаживается.
Благодаря особенностям материала (детализация,печать «на весу») из него хорошо получаются фигурки, сувениры и различные декоративные элементы. Хорошо обрабатывается и сглаживается. Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически.
Хорошо подходит для печати корпусов, приборов, автомобильных элементов, шестерен и механизмов, эластичен и крепок. Отлично обрабатывается механически и химически. Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать
Кроме того, PET-G обладает химической стойкостью и может применяться в пищевом производстве (обычные пластиковые бутылки сделаны из PET). Заказать печать Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
Благодаря этому сочетанию карбон имеет сверхпрочность нейлона, но избавлен от его недостатка — сильной усадки. Также карбон имеет удивительное свойство: поверхность детали после печати — шероховатая без видимой слоистости, как у остальных пластиков. Поэтому он может применяться не только для печати сверхпрочных и нагруженных изделий, но и декоративных элементов. Заказать печать
 Убедиться в этом вам поможет калькулятор стоимости 3Д печати, размещенный на официальном сайте нашей компании.
Убедиться в этом вам поможет калькулятор стоимости 3Д печати, размещенный на официальном сайте нашей компании.
 Что касается выставленных настроек, они являются подходящими для подавляющего большинства наших клиентов и их заказов. Речь идет об использовании надежного пластика ABS, 20-процентной плотности заполнения распечатываемого объекта, а также толщины слоя на уровне 0,25 миллиметров. Если подобные параметры вас устраивают, можете смело пропускать второй пункт и переходить к третьему шагу использования калькулятора расчета стоимости 3Д печати.
Что касается выставленных настроек, они являются подходящими для подавляющего большинства наших клиентов и их заказов. Речь идет об использовании надежного пластика ABS, 20-процентной плотности заполнения распечатываемого объекта, а также толщины слоя на уровне 0,25 миллиметров. Если подобные параметры вас устраивают, можете смело пропускать второй пункт и переходить к третьему шагу использования калькулятора расчета стоимости 3Д печати. Но при изменении параметров из второго шага расчет производится повторно, выдавая скорректированный результат.
Но при изменении параметров из второго шага расчет производится повторно, выдавая скорректированный результат.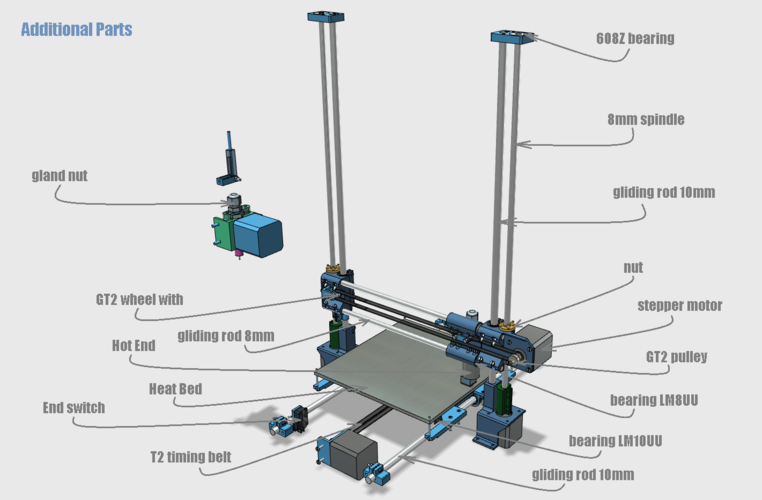
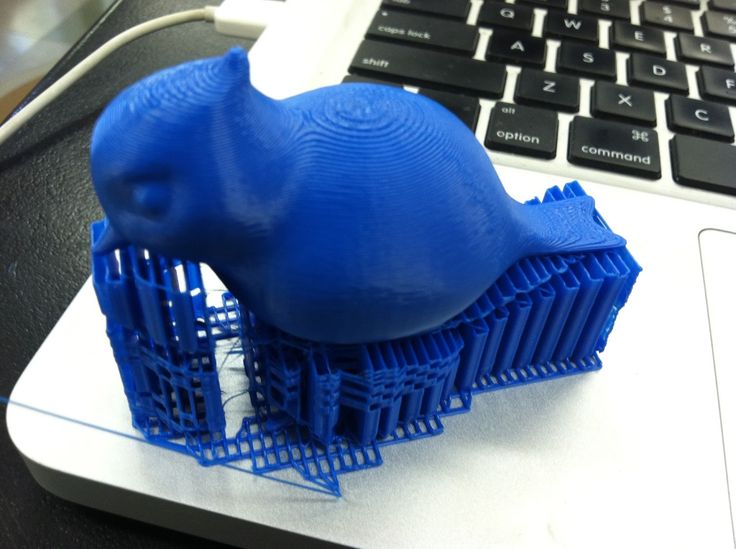 Далее система перенаправит Вас на страницу, где необходимо выбрать требуемую технологию печати, материал печати и цвет. После выбора указанных параметров, на странице отобразиться ориентировочная стоимость печати Вашего изделия. Для расчета точной стоимости печати, или оформления заказа нажмите кнопку Заказать. Заполните необходимые поля. Специалисты компании 3DServices сделают расчет и предоставим Вам информацию по стоимости и срокам печати.
Далее система перенаправит Вас на страницу, где необходимо выбрать требуемую технологию печати, материал печати и цвет. После выбора указанных параметров, на странице отобразиться ориентировочная стоимость печати Вашего изделия. Для расчета точной стоимости печати, или оформления заказа нажмите кнопку Заказать. Заполните необходимые поля. Специалисты компании 3DServices сделают расчет и предоставим Вам информацию по стоимости и срокам печати.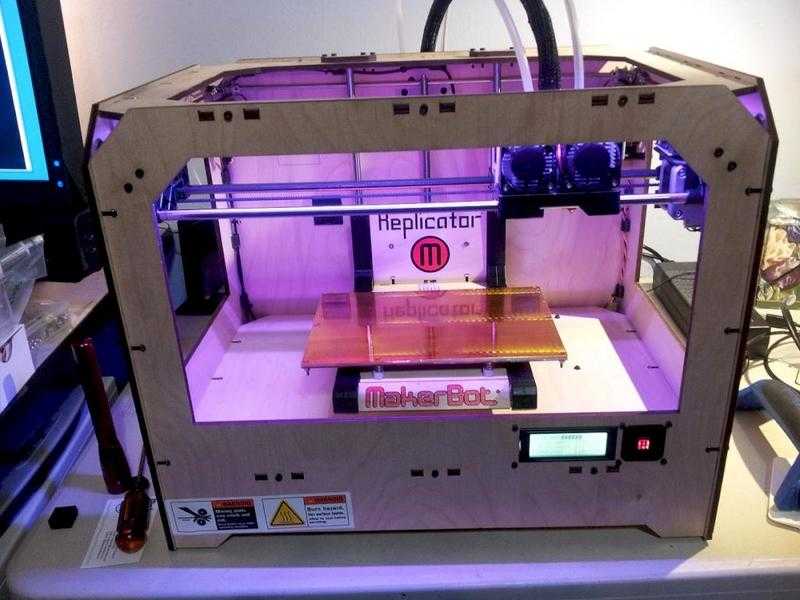
 Кроме того, вы можете добавить наценку , чтобы убедиться, что вы получаете хоть какую-то прибыль от каждого напечатанного вами предмета.
Кроме того, вы можете добавить наценку , чтобы убедиться, что вы получаете хоть какую-то прибыль от каждого напечатанного вами предмета.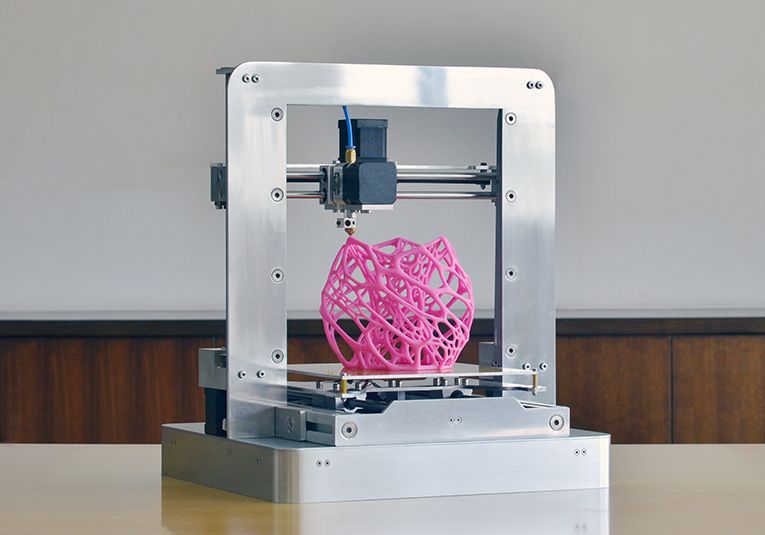
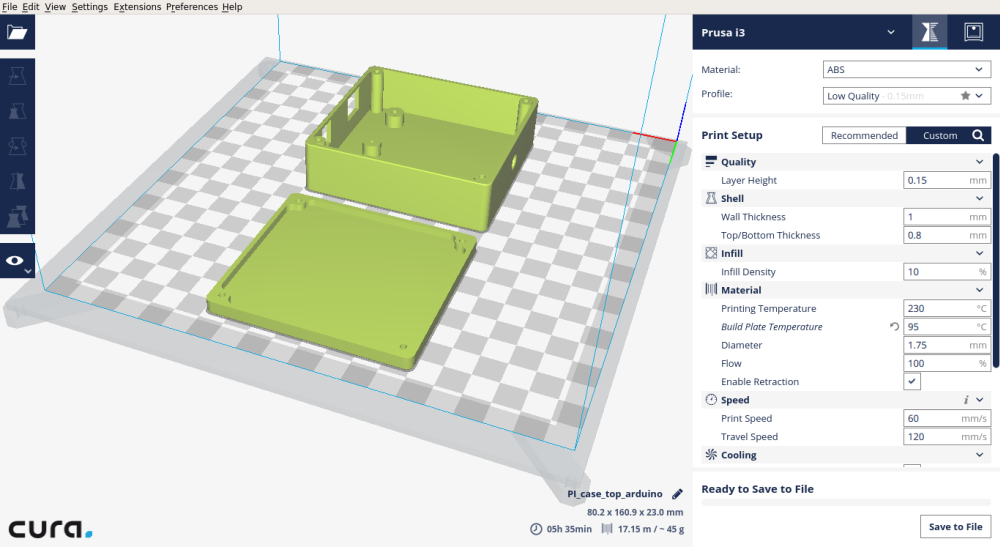 Однако это сильно зависит от стоимости материала. Калькулятор стоимости 3D-печати Omnicalculator поможет вам проанализировать различные варианты.
Однако это сильно зависит от стоимости материала. Калькулятор стоимости 3D-печати Omnicalculator поможет вам проанализировать различные варианты.
 Сохраните его как файл STL в переносной памяти.
Сохраните его как файл STL в переносной памяти. Некоторые производители могут указывать это для своих машин. Другой способ взглянуть на это — сколько времени потребуется, пока вы не замените эту машину, устаревает ли она или вы заменяете ее чем-то новым (при условии отсутствия стоимости лома).
Некоторые производители могут указывать это для своих машин. Другой способ взглянуть на это — сколько времени потребуется, пока вы не замените эту машину, устаревает ли она или вы заменяете ее чем-то новым (при условии отсутствия стоимости лома). Но более точный и правильный способ сделать это — засечь секундомер, чтобы увидеть, сколько времени потребуется для печати куба в 1 кубический сантиметр от первой экструзии до остановки печати. Если вам нужен куб, скачайте его здесь. Это среднее число, и оно должно быть базовым. Различные движения машины движутся по-разному, и ваш пробег может отличаться.
Но более точный и правильный способ сделать это — засечь секундомер, чтобы увидеть, сколько времени потребуется для печати куба в 1 кубический сантиметр от первой экструзии до остановки печати. Если вам нужен куб, скачайте его здесь. Это среднее число, и оно должно быть базовым. Различные движения машины движутся по-разному, и ваш пробег может отличаться. Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени.
Вы должны дать себе реалистичное среднее значение и дополнительное время в этом расчете. Если вы недооцените этот вклад, вы потеряете много денег и времени.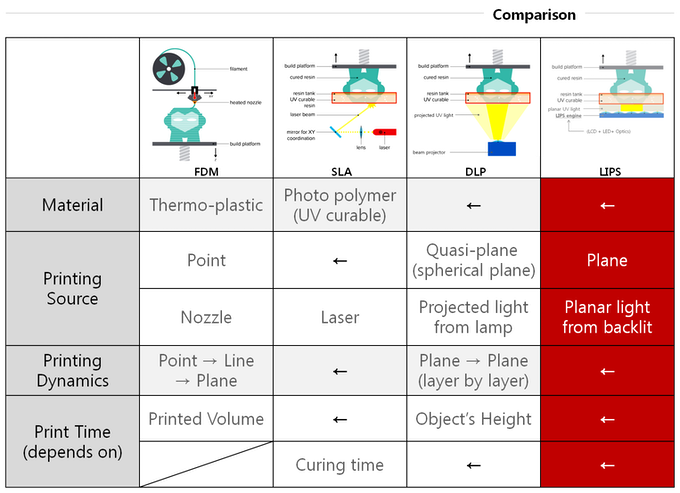
 93) — плотность печати напечатанной детали (сыпучий порошок против спеченного порошка).
93) — плотность печати напечатанной детали (сыпучий порошок против спеченного порошка).
 В конечном счете, мы пытаемся получить стоимость печати только с одной машиной.
В конечном счете, мы пытаемся получить стоимость печати только с одной машиной. Для машины SLS это должно занять больше времени, чем для машины FDM. Машина SLS требует немного больше утонченности.
Для машины SLS это должно занять больше времени, чем для машины FDM. Машина SLS требует немного больше утонченности. Тем не менее, это значительно быстрее для печати на принтере SLS.
Тем не менее, это значительно быстрее для печати на принтере SLS.
 02
02  02 drive 41L
02 drive 41L д.
д. Благодаря различным концепциям управления они предназначены для универсального применения, начиная с решения простых сварочных проблем и кончая сферой высоких технологий в промышленном и кустарном производстве.
Благодаря различным концепциям управления они предназначены для универсального применения, начиная с решения простых сварочных проблем и кончая сферой высоких технологий в промышленном и кустарном производстве. 

 5-24 м/мин
5-24 м/мин до
до Это свойство в настоящее время недоступно для продажи.
Это свойство в настоящее время недоступно для продажи.
 Методом отбора поняла, что Прораб лучший по ассортименту и цене. Все для ремонта дома и дачи. И сантехнику всю тут брала. Очень довольна!
Методом отбора поняла, что Прораб лучший по ассортименту и цене. Все для ремонта дома и дачи. И сантехнику всю тут брала. Очень довольна! Номинальное количество в рулоне 10 штук. Номинальный объем 100 литров.
Номинальное количество в рулоне 10 штук. Номинальный объем 100 литров. 685 кг
685 кг Расчет стоимости доставки производится
Расчет стоимости доставки производится 2 ст. 437 Гражданского
2 ст. 437 Гражданского Модель Versa Cross V3 с улучшенным рисунком протектора и 8-слойной радиальной конструкцией разработана для современных высокопроизводительных автомобилей UTV и SxS. Посмотреть продукт Polaris RZR PRO R и Turbo R, руль Hurricane доступен в матовом черном и бронзовом цветах, а SS212 доступен в черном цвете с фрезерованными вставками.. Просмотр продукта
Модель Versa Cross V3 с улучшенным рисунком протектора и 8-слойной радиальной конструкцией разработана для современных высокопроизводительных автомобилей UTV и SxS. Посмотреть продукт Polaris RZR PRO R и Turbo R, руль Hurricane доступен в матовом черном и бронзовом цветах, а SS212 доступен в черном цвете с фрезерованными вставками.. Просмотр продукта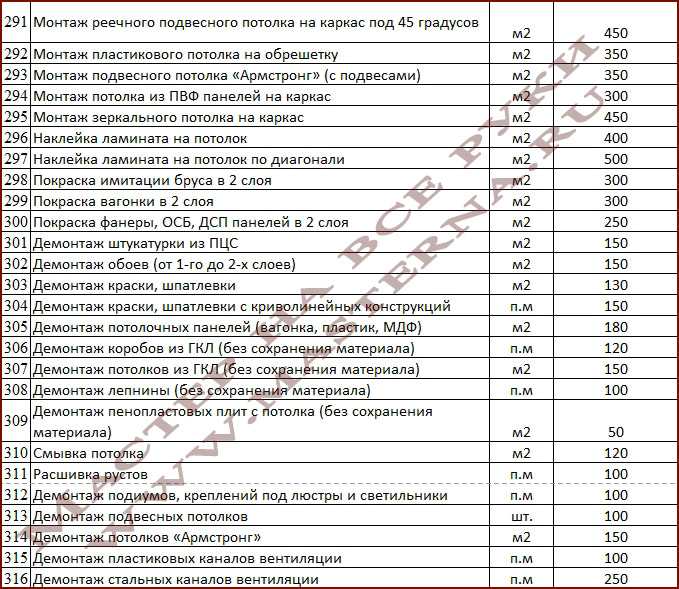 Посмотреть в действии
Посмотреть в действии

 390.1905
390.1905  см, прочными передними и задними багажниками, простой в использовании системой реверса, стильным дизайном, удобным универсальным ящиком и многим другим. С четырьмя моделями легко выбрать правильное сочетание функций, например, нашу автоматическую DCT или механическую коробку передач и гидроусилитель руля, которые подходят именно вам. И каждый Rubicon предлагает нашу знаменитую долговечность, надежность и общее качество Honda — выигрышную комбинацию, которая отличает их от других. Обязательно ознакомьтесь с нашей новой моделью Black Forest Green и в этом году!
см, прочными передними и задними багажниками, простой в использовании системой реверса, стильным дизайном, удобным универсальным ящиком и многим другим. С четырьмя моделями легко выбрать правильное сочетание функций, например, нашу автоматическую DCT или механическую коробку передач и гидроусилитель руля, которые подходят именно вам. И каждый Rubicon предлагает нашу знаменитую долговечность, надежность и общее качество Honda — выигрышную комбинацию, которая отличает их от других. Обязательно ознакомьтесь с нашей новой моделью Black Forest Green и в этом году!



