Чтобы получить акционную скидку, найдите и положите в корзину товары, обычные цены которых перечёркнуты (чёрным указана акционная цена), оформите заказ с удобным для вас способом получения и оплаты!
Условия акции:
• В акции участвуют только товары, цены на которые указаны чёрным цветом, а обычные цены — серым цветом и перечёркнуты.
• Другие скидки по заказам и товарам сайта к скидкам по данной Акции не добавляются и не суммируются.
• Количество товара ограничено, акционные цены действительны только на товары, имеющиеся у нас на складе в Москве.
Уважаемые Покупатели! Консультации наших специалистов и выдача заказов будут недоступны с 31 декабря 2022 г. по 8 января 2023 г. Ждём вас у нас в магазине с 9 января 2023 года! В связи с повышенной нагрузкой в работе нашего интернет-магазина в послепраздничный период и в связи с действием Новогодней акции ваши заказы могут быть обслужены и отгружены с некоторой задержкой.
Заранее просим извинить нас за возможные неудобства. Надеемся на ваше понимание!
С наступающими Новым 2023-м годом и Рождеством!
Счастья, Здоровья, Мира, Достатка и процветания вашему делу!
Подпишитесь на рассылку, чтобы не пропустить полезные новости и скидки на товары
Подписаться
База универсальная для крепления копировальных колец к фрезеру D-170 мм d-30 мм с центрирующим конусом
База универсальная с центрирующим конусом
• для крепления копировальных колец к фрезеру
• конус со ступенчатым хвостовиком под цанги ø8 мм и ø12 мм . ..
Подробнее
Показать все параметры Скрыть параметры
Артикул
RBU170
1 920₽
2 400₽
Есть в наличии
Профиль алюминиевый 25х12мм длина 0,8 м
Алюминиевая шина-рельса c направляющим П-образным пазом 19 мм ( 3/4″ ) для стандартных ползунов, упоров и транспортиров • профиль с П-образным пазом с шириной 19 мм ( 3/4″) • алюминий анодированный • серебристый матовый цвет • ширина 25 мм • высота 12 мм • длина 0,8 м …
Подробнее
Показать все параметры Скрыть параметры
Артикул
TR25.080
Профиль
П-образный
312₽
390₽
Есть в наличии
В корзину
Сравнить в серии
Гайка овальная 12х25 М6
Гайка овальная
• 12х25 М6 . ..
Подробнее
Артикул
TRG
40₽
50₽
Есть в наличии
В корзину
Сравнить в серии
Шланг полиолефиновый 0,6 мм D=60 мм L=5м
…
Подробнее
Показать все параметры Скрыть параметры
Артикул
WE-060-50
1 422₽
1 778₽
Есть в наличии
Профиль алюминиевый 19х12 длина 0,8 м
Профиль — шина T-track
• профиль с Т-образным пазом, совместимым с шестигранной головкой стандартного болта М8
• алюминий анодированный
• серебристый матовый цвет
• длина 0,8 м . ..
Подробнее
Показать все параметры Скрыть параметры
Артикул
TR19.080
Профиль
19х12
288₽
360₽
Есть в наличии
В корзину
Сравнить в серии
TR31.080 профиль шина анодированная
…
Подробнее
Показать все параметры Скрыть параметры
Артикул
TR31.080
Профиль
31х12
576₽
720₽
Есть в наличии
В корзину
Сравнить в серии
TR49. 100 профиль шина анодированная
…
Подробнее
Показать все параметры Скрыть параметры
Артикул
TR49.100
Профиль
49,2х14,9
1 248₽
1 560₽
Есть в наличии
Комплект из двух профилей 300 мм для фрезерного шаблона
Комплект 300 мм
• комплект предназначен для сборки фрезерного шаблона совместно с комплектами
500/700/1000
мм
• в комплект входят две алюминиевые шины 300 мм с нанесённой шкалой и пазами, 2 сборочных набора
• высота профиля 16 мм …
Подробнее
Артикул
TR299. 030
2 952₽
3 690₽
Есть в наличии
В корзину
Сравнить в серии
Клещи С-образные 150мм
Клещи С-образные 150 мм
• 66×42 мм …
Подробнее
Артикул
HLC-6
874₽
1 093₽
Есть в наличии
В корзину
Сравнить в серии
Профиль-шина 99 мм, анод., серебро матовое, 1 м
Профиль-шина T-track 99 мм
• анодированное серебро матовое
• длина 1 м . ..
Подробнее
Артикул
TR099.1000
1 760₽
2 200₽
Есть в наличии
Линейка самоклеящаяся 0,6 м с двунаправленной шкалой
Линейка самоклеящаяся 0,6 м с двунаправленной шкалой
• самоклеящаяся
• двунаправленная шкала
• ширина 12,5 мм
• длина 0,6 м …
Подробнее
Артикул
RUL-06G
243₽
304₽
Есть в наличии
В корзину
Сравнить в серии
Струбцина параллельная 600х80. Усилие прижима до 150 кг
…
Подробнее
Показать все параметры Скрыть параметры
Артикул
PCL-6080
Усилие
150 кг
1 242₽
1 552₽
Есть в наличии
Струбцина из ковкого чугуна F-образная 200х80. Усилие прижима до 270 кг DIN5117
…
Подробнее
Показать все параметры Скрыть параметры
Артикул
FCB-2080
Усилие
270 кг
430₽
537₽
Есть в наличии
В корзину
Сравнить в серии
Профиль алюминиевый 13х9,2 длина 0,6 м для TR19 TR31 TR33
Профиль ползуна алюминиевый Т-образный
• профиль ползунка с Т-образным пазом 13 мм
• алюминий анодированный
• серебристый матовый цвет
• длина 0,6 м . ..
Подробнее
Артикул
TR13.060
280₽
350₽
Есть в наличии
В корзину
Сравнить в серии
Профиль-шина 99 мм, анод., серебро матовое, 2 м
Профиль-шина T-track 99 мм
• анодированное серебро матовое
• длина 2 м …
Подробнее
Артикул
TR099.2000
3 520₽
4 400₽
Есть в наличии
В корзину
Сравнить в серии
База универсальная для крепления копировальных колец к фрезеру D-170 мм d-30 мм
База универсальная из оргстекла
• для крепления копировальных колец к фрезеру . ..
Подробнее
Показать все параметры Скрыть параметры
Артикул
UB170
1 600₽
2 000₽
Под заказ
Профиль-шина 99 мм, анод., серебро матовое, 1,5 м
Профиль-шина T-track 99 мм
• анодированное серебро матовое
• длина 1,5 м …
Подробнее
Артикул
TR099.1500
2 640₽
3 300₽
Есть в наличии
В корзину
Сравнить в серии
Профиль ползуна алюминиевый Т-образный 13 мм, анод. , серебро матовое, 0,75 м
Профиль ползуна алюминиевый Т-образный
• профиль ползунка с Т-образным пазом 13 мм
• алюминий анодированный
• серебристый матовый цвет
• длина 0,75 м …
Подробнее
Артикул
TR013.750
280₽
350₽
Есть в наличии
В корзину
Сравнить в серии
Загрузить еще
HE8 Муфта между насосом KAP12 и двигателем 0,55–0,75 кВт
Новый продукт
Марка
HYDRAAPP
Двигатель: 0,55 — 0,75 кВт Вал: 19 мм ручка 6 мм Насос: KAP12 / GHP1 Вал: 1:8 конус
В наличии 2 шт.
1 026 чешских крон без НДС.
1 026 Kč включая налог.
Описание
Фланец между двигателем и насосом для гидроагрегатов.
Технический паспорт
Артикул
1283
Масса
0,0 кг
Обозначение
HE8
Насос
КАП12 / ГХП1
Двигатель
0,55–0,75 кВт
Вал — ручка насоса
конус 1:8/3,15 мм
Вал — пружина двигателя
19/6
Двигатель: 0,55–0,75 кВт Вал: 19 мм ручка 6 мм Насос: KAP12 / GHP1 Вал: 1:8 конус
Еще 16 товаров из этой же категории:
ПРИЛОЖЕНИЕ ГИДРЫ
HE18
Двигатель: 2,2-4 кВт Вал: 28 мм шпунт 8 мм Насос: KAP12/GHP1 Вал: 1:8 конус
Цена 550 крон без НДС 550 Kč налог вкл.
8 В наличии
ХБЭ
Softex 38 / 45.42-25 ALU
Двигатель: 11 — 18,5 кВт Вал/язычок: 42/12 мм Насос: EIPh4-xxxRK23-1X Вал/язычок: 25/8 мм
Цена 1 483 чешских крон без учета налогов. 1483 Kč, включая налог.
Нет в наличии
АХП МЕРКЛ
Муфта M10x14 028665
Муфта M10x14 028665 Муфта для блока цилиндров AHP MERKLE.
Цена 315 Kč без налога. 315 Kč налог вкл.
Нет в наличии
ХБЭ
PTÖK 300/144 DF VDMA + BB
Двигатель: 5,5–7,5 кВт Вал: ручка 38 мм, 10 мм Насос: 01-PHP1-20-FHRM Вал: 25 мм, шпунт 8 мм PTÖK300 / 144 DF VDMA + BB-код 100 / 4xDIN (3019/2)
Цена 17 213 чешских крон без учета налогов. 17 213 крон, включая налог.
Нет в наличии
МП ФИЛЬТР
SGEA01M04048FG
Двигатель: 1,1–1,5 кВт Вал: 24/8 мм Размер 0 SGEA01M04048FG
Цена 176 Kč без НДС 176 Kč налог вкл.
Нет в наличии
МП ФИЛЬТР
АКА13FS300Z4E
Двигатель: 18,5 — 22 кВт Центр: 250 мм Шаг винтов: 300 мм (4xM16) Насос: KHP30 Центр: 50,8 мм Шаг винтов: 128×98,5 мм (4xM8)
Цена 3 931 Kč без учета налогов. 3931 крон, включая налог.
Нет в наличии
3 рабочих дня
ХБЭ
PR 200/110/433/1
Двигатель: 0,75–1,5 кВт Центр: 130 мм Шаг винтов: 165 мм (4xM10) Насос: EIPh3-xxxRK03-1X Центр: 82,55 мм Шаг винтов: 106,4 мм (2xM10)
Цена 866 Kč без НДС 866 Kč налог вкл.
Нет в наличии
ПРИЛОЖЕНИЕ ГИДРЫ
HE43
Двигатель: 1,1-1,5 кВт Вал: 24 мм ручка 8 мм Насос: KAP12/GHP1 Вал: 1:8 конус
Цена 471 Kč без налога. 471 Kč налог вкл.
3 В наличии
ПРИЛОЖЕНИЕ ГИДРЫ
HL13
Двигатель: 5,5 — 7,5 кВт Центр: 230 мм Шаг винтов: 265 мм (4xM12) Насос: KHP30 / GHP3 Центр: 50,8 мм Шаг винтов: 128×98,2 мм
Цена 1 446 Kč без налога. 1446 крон, включая налог.
Нет в наличии
ХБЭ
Softex 24 / 30.28-25 ALU
Двигатель: 2,2 — 4 кВт Вал / язык: 28/8 мм Насос: EIPh4-xxxRK23-1X Вал / язык: 25/8 мм
Цена 672 Kč без налога. 672 Kč налог вкл.
Нет в наличии
МП ФИЛЬТР
EGE2
Цена 70 Kč без налога. 70 Kč налог вкл.
3 В наличии
МП ФИЛЬТР
SGEA21FS200
Конус: 1/8 Ручка: 3,2–4 мм Насосы: OT200, X2V, KHP20 Размер 2 SGEA21FS200
Цена 207 Kč без НДС 207 Kč налог вкл.
Нет в наличии
ХБЭ
Старекс МБ 38.38-25
Двигатель: 5,5-7,5 кВт Вал / язык: 38/10 мм Насос: 01-PHP1-20-FHRM Вал / язык: 25/8 мм Starex MB 38.38-25
Цена 1 864 чешских крон без учета налогов. 1864 Kč, включая налог.
3 В наличии
ПРИЛОЖЕНИЕ ГИДРЫ
HE48
Двигатель: 2,2-4 кВт Вал: 28 мм ручка 8 мм Насос: KHP30/GHP3 Вал: 1:8 конус
Цена 654 Kč без НДС. 654 Kč налог вкл.
Нет в наличии
ХБЭ
Softex 42/55.48-40 GG
Двигатель: 11 — 18,5 кВт Вал/язычок: 42/12 мм Насос: EIPH6-xxxRK23-1X Вал/язычок: 40/12 мм
Цена 1 976 Kč без учета налогов. 1976 крон, включая налог.
Нет в наличии
ХБЭ
Пайдекс 55/70.65-32 ГГ
Двигатель: 55 кВт Вал / язык: 65/18 мм Насос: EIPH5-xxxRA23-1X Вал / язык: 32/10 мм
Цена 5 237 чешских крон без учета налогов. 5 237 чешских крон, включая налог.
Нет в наличии
Муфты
KE — Cross & Morse — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Эластомерные муфты серии KE Муфта KE представляет собой эластичную муфту общего назначения, полностью взаимозаменяемую со стандартными муфтами, часто используемыми в промышленности. Муфта состоит из двух обработанных чугунных ступиц, соединенных эластомерным зубчатым венцом. Доступная в 8 основных типоразмерах, с крутящим моментом до 3300 Нм, муфта KE обеспечивает положительную передачу мощности между валами в сочетании с возможностью компенсировать умеренные уровни несоосности. Муфты KE предназначены для передачи крутящего момента, соответствующего размерам коммерческих валов, которые можно использовать. Доступные либо с параллельным отверстием, либо с конической втулкой, эти муфты быстро и легко собираются благодаря обработанным наружным фланцам, обеспечивающим простое выравнивание с помощью всего лишь прямой кромки. Эластомерное зубчатое колесо отлито из полиэфира Pebax R, который является маслостойким, имеет частичную стойкость к химическим веществам и низкую скорость поглощения влаги. Зубчатый венец амортизирует переходные пиковые крутящие моменты, эффективно снижая передачу рабочих вибраций и ударных нагрузок. Стандартные муфты могут эксплуатироваться при температуре окружающей среды от –40°C до +85°C. Стандартную процедуру выбора муфты см. на стр. 2. Количество пусков, которым подвергается муфта КЕ, влияет на срок ее службы, поэтому необходимо изменить расчетную мощность Pd для приводов, которые совершают более 4 пусков в день, на коэффициент f. в таблице, чтобы получить мощность выбора Ps. Таким образом, число пусков/день Процедура выбора муфты KE кВт Номинальная мощность — Стандартные муфты KE Размер муфты 7 Динамическая балансировка требуется для скоростей вращения вала более 3600 об/мин. *Для скоростей вращения вала ниже 100 об/мин используйте номинальный крутящий момент Tn. Максимальные скорости вала муфты, контролируемые безопасным макс. Окружная скорость для чугуна. Электронная почта: [email protected]
Муфты серии KE Муфты KE Размеры и технические характеристики Муфты KE поставляются с цельными ступицами для доработки, «тип B»; или ступицы с коническим отверстием для стандартных конических втулок. Ступицы с коническим отверстием могут быть снабжены втулкой со стороны ступицы, тип H, или со стороны фланца, тип F, для облегчения установки на конец вала двигателя/редуктора. J = размер зазора, необходимого для снятия ступицы с помощью домкрата с укороченным шестигранником. ключ. Мощности муфты № муфты Максимальный крутящий момент Максимальное смещение Угловые градусы Номинальный крутящий момент *Предпочтительнее динамически…
Все каталоги и технические брошюры Cross & Morse
Муфты и муфты Sheargard
8 страниц
Конические втулки
2 страницы
Предохранительные муфты Cross Safegard
2 страницы
Муфты серии CS Mini
1 страниц
Муфты стандартной серии CS
1 страниц
Гибкие муфты Sheargard
2 страницы
Предохранительные муфты Sheargard
4 страницы
Шарикоподшипники типа Sealmaster® ER
10 страниц
Шарикоподшипники Sealmaster® для погрузочно-разгрузочных работ
Cigarette boy, left my heart in your ashtray
Sound of your voice, a lullaby made of bad days
You fill that void, but what's the point?
'Cause you moving on to the next stage
My lip in your teeth, roses in my glasses
We break the AC when we make out to Black Sabbath
You fill that void, but what's the point?
Guess we're both a little bit damaged
I want your heavy metal love
I just can't, just can't get enough
So give me, give me all you got
I want your heavy metal love
I want your heavy metal love (love, love, love)
I just can't, just can't get enough (nah, nah, nah)
So give me, give me all you got (break my heart)
I want your heavy metal love (love, love, love)
Oh babe, I see you carry all of that baggage, shit you never unpack
I'm holding on to those habits, won't you hold me instead
So cynical but typical
How I'm trapped in all of that madness
When the smoke clears in the night
Like oh my God, like oh my, oh my God
It's so cold here, tell me why
Like oh my God, like oh my, oh my God
I want your heavy metal love
I just can't, just can't get enough
So give me, give me all you got
I want your heavy metal love
I want your heavy metal love (love, love, love)
I just can't, just can't get enough (nah, nah, nah)
So give me, give me all you got (break my heart)
I want your heavy metal love (love, love, love)
ЭЛЕКТРОГРЕЛКА ДЛЯ ЖИВОТНЫХ ECOSAPIENS MIMI HOT 50Х80 СМ
Выберите категорию Все Ортопедические подушки» Подушки для путешествий» Детские подушки» Валики» Подушка на сиденье» Подушки для взрослых» Противопролежневые подушки» Подушки до и после беременности» Подушки для ног (противоварикозные)» Наволочки для подушек» Подушки Ortocorrect Фиксаторы суставов ортопедические» Фиксаторы суставов детские» Бандаж для голеностопного сустава» Фиксаторы запястья» Фиксаторы для пальцев рук» Фиксаторы локтя (налокотники)» Фиксаторы плеча» Фиксаторы для пальцев ноги, шины» Фиксаторы руки Косынки» Фиксатор Дезо» Фиксаторы бедра» Фиксаторы кинезио тейпы Облучатели Рециркуляторы Ионизаторы Воздуха» Рециркуляторы Дезар» Климатическая техника»» Обогреватели»» Климатические комплексы» Очистители-ионизаторы» Рециркуляторы Биос+» Увлажнители воздуха для дома Средства реабилитации» Инвалидные Коляски Механические Электрические Детские»» Электрические коляски для Инвалидов»» Механические Инвалидные Коляски»» Детские Инвалидные Коляски»» Аксессуары для Колясок» Ортопедические Костыли подмышечные и подлокотные» Трости» Опоры-ходунки роллаторы»» Опоры-Ходунки»» Роллаторы» Кресла-туалет с санитарным оснащением» Стулья для ванной комнаты» Сидения и Полки для ванной комнаты» Мини Велотренажеры» Насадки На унитаз» Поручни Ступени» Прочее для Реабилитации Массажные Кресла Накидки Массажеры для ног» Массажные кресла» Массажные накидки» Массажеры для ног Вибромассажеры Массажные подушки Массажные пояса» Массажные Подушки Шиацу» Массажные пояса для похудения» Массажные Пояса для шеи» Массажеры для глаз» Массажные матрасы с подогревом» Вибромассажеры электрические, антицеллюлитные и ручные для тела» Массажеры для лица Товары до и после беременности Ортопедические Воротники и Бандажи шейного отдела» Воротники шанца детские» Воротники шанца для взрослых»» Мягкие воротники Шанца»» Воротники Шанца средней жесткости»» Жесткие воротники (Филадельфия) Бандажи После операционные до родовые противорадикулитные» Бандажи до- и послеродовые» Бандажи послеоперационные» Бандажи после мастэктомии» Бандажи детские» Бандажи согревающие» Бандажи противогрыжевые» Бандажи при опущении внутренних органов» Бандажи на грудную клетку Изготовление индивидуальных стелек Ортопедическое корректирующее белье Ортопедические корректоры осанки» Корсеты детские» Корсеты для взрослых Ортопедические корсеты» Корсеты противорадикулитные» Корсеты детские» Корсеты пояснично-крестцовые» Кольца Дельбе» Корсеты грудо-поясничные» Корсеты гиперэкстензионные (грудной отдел)» Корсеты корректирующие» Корсеты поясничные Ортопедические матрасы: пружинные, каркасные и противопролежневые» Матрасы противопролежневые» Матрасы ортопедические (бескаркасные)» Матрасы ортопедические: пружинные и каркасные Компрессионный трикотаж» Антиэмболические компрессионные чулки (госпитальные)» Компрессионные чулки» Компрессионные колготки» Компрессионные гольфы» Колготки компрессионные для беременных» Приспособление для надевания компрессионного трикотажа» Компрессионный трикотаж» Компрессионные рукава Ортопедические Стельки и корректоры стопы» Взрослые ортопедические стельки и полустельки» Детские ортопедические стельки» Корректоры стопы и силиконовые вкладыши Ортопедические Наколенники Тутор Ортез» Наколенники Согревающие» Наколенники легкой степени фиксации» Наколенники средней степени фиксации» Наколенники сильной степени фиксации» Тутор, Ортез Палки для скандинавской ходьбы Обувь послеоперационная медицинская Барука» Рефлекторные массажные тапочки» Барука — обувь ортопедическая послеоперационная Аппликаторы Ляпко, коврики, валики и мячики Аппликаторы Кузнецова Электропростыни, электрогрелки, электроодеяла Массажные Столы Массажные изделия и мячи» Тренажеры и эспандеры» Массажные коврики для ног» Гимнастические мячи (фитболы)» Балансировочные (воздушные подушки)» Мячи и подушки» Ортопедические Массажеры» Гели Медицинская техника и товары для красоты и здоровья» Тонометры» Пульсоксиметры» Термометры бесконтактные» Ингаляторы» Небулайзеры» Ирригаторы» Стетоскопы» Увлажнитель воздуха» Солевая лампа» Зубные электрические щетки и насадки» Маникюрные приборы» Зеркала с подсветкой» Подогреватели» Глюкометры тест полоски» Домашний SPA-салон» Расчески Ледоступы Антилед Ортопедическая обувь для детей и взрослых» Обувь повышенной комфортности» Ортопедическая обувь для детей»» Босоножки»» Туфли»» Ботинки»» Сапожки Средства Защиты» Перчатки Медицинские» Антисептик» Маски медицинские и респираторы Очки корригирующие Пленка «Полимедэл» в Санкт Петербурге и по всей России
Выберите цвет: ВсеЧерныйБелыйБежевыйЧёрно-серыйСерыйЧерно-фиолетовыйЧерно-розовыйЧерно-серебристыйБело-бирюзовыеЧерно- серебристыйБело- бирюзовыйБелый (рост1: 158-167 см)Бежевый (рост1: 158-167 см)Черный (рост1: 158-167 см)Белый (рост2: 168-176 см)Бежевый (рост2: 168-176 см)Черный (рост2: 168-176 см)Черно-Бежевый (Рост1: 158-167 см)Черно-Бежевый (Рост2: 168-176 см)черно-бежевыйчерно-белыйчерно-белый (рост1: 158-167 см)черно-белый (рост 2: 168-176 см)черный-левыйчерный-правыйРыжийТемно-синийСинийбежевый (рост 1 — до 165 см)бежевый (рост2 — после 165 см)Белый 1класс компрессииБелый 2 класс компрессиибежевый профилактикабежевый 1класс компрессиибежевый 2 класс компрессииЧерный профилактикаЧерный 2 класс компрессииЧерный 1класс компрессииГорчичныйТемно-бежевыйКоричневыйСветло-бежевыйДжинсТелесныйБронзаШоколадОранжевыйГолубойкрасныйСине-черныйКарамельРозовыйЖёлтыйЦветнаябело-голубойбело-розовыймолочныйтемно-серыйбело-фиолетовыймалиновыйфиолетовыйфиолетовый с рисункомБело-малиновыйСеро-красныйЗелено-бежевыйКоричнево-голубойКоричнево-бежевыйСеро-синийРозово-фиолетовыйБело-салатовыйБело-красныйСиренево-бирюзовыйРозово-белыйСеро-зеленыйБело-желтыйсине-оранжевыйсине-красныйБирюзовыйБордово-красныйСине-голубойБело-синийБело-черныйФиолетово-бирюзовыйXамелеонТемно-фиолетовыйЧерно-синийЧерно-зеленыйСине-серыйБирюзово-красныйКоричнево-оранжевыйКоричнево-розовыйСеро-розовыйБордово-розовыйсине-желтыйФиолетово-МалиновыйЧерно-серыйБордовыйСиреневыйТемно-коричневыйбордово-розовыйКрасно-черныйСине-зеленыйКоричнево-бирюзовыйЛиловыйРазноцветныйс рисункомСветло-серыйСереброДымЗагарЗеленыйсеро-голубойчерно-зеленыйчерно-красныйсветлое деревокрасная с цветами. розовая с цветамичерная крокодиловаякрасная с цветамисеребрстая с цветамисиняя с цветамифиолетово-синяясветло-синяя с цветамибелая с цветамиструктура темное дерево)серебротемно-розоваятеплый светхолодный светШахматыКаштанУзорыСафари- песочныйКапучиноЧерно-СинийлимонбордоБежево-коричневыйСине-коричневыйПрозрачныйЗолотойОранжево-черныйКоричнево-черный
Производитель Все3МA&D Company LtdAdanexADANEX (ПОЛЬША)AGUAiquraAMRONArmedB.WellBeurer GmbH, ГерманияBionimeBNS (Германия)BradexBufaloClima Control (Италия)ComformaDTEcoSapiensEcotenElly (Италия)ErgodynamicErgoforceErgoformaERGOPOWERFortaFostaGeratherm Medical AG, Germany / Гератерм Медикал АГ, ГерманияGESSHeeberHocoJanettLab+laliolaLEDRAPLASTICLUOMMAMaltriMAVI BEYAZMed CareMega OrthopedicMicrolifeMikiradMjartanNiva Medical OyOmronOrthoComfortOrthoformaORTHOFUTUREOrtoORTO ProfessionalOrtocorrectORTONICAORTUZZIPerlinaRestArtSchieblerSeniSenseShoeboy’sShoeboy’ssolidea ИТАЛИЯSoul SleepSPIROTEKTALUSTANGLE TEEZERTea (Италия)TimedTouch TechnologyVarisan FashionVarisan TopVarisan Top CottonXiaomiZENETАлефАльфа -МедикаБиос+ВАГУМАГВеликобританияДезарЗмИталияКinexib РroКитайКНРКомф-ОртКрейтЛяпкоМалайзияМега ОптимМега-ОптимМед-мосНидерландыНика МедНормаОАО «Амкодор-Белвар» БЕЛАРУСЬОРТООРТО-СИЛУЭТОртолабОРТОНИКОртоникаОРТОСИЛАПасТерПИК-ФРАНСПОЛЬШАПрофтекстильРоссияСмоленскТайваньТривесЧистый воздухШвейцарияЭкотен
2007 PGO HOT 50 specifications and pictures
General moped information
Model
PGO HOT 50
Year
2007
Category
Scooter
Рейтинг
3. 9 Посмотрите подробный рейтинг соотношения цены и качества, дизайна и внешнего вида, надежности и т. д. Сравните с любым другим велосипедом.
Двигатель и трансмиссия
Смещение
49,0 см. (2,99 кубические дюймы)
Тип двигателя
Одиночный цилиндр, двухпроход
Один-цилинд (3,6 кВт)) @ 6750 об / мин
Крутящий момент
4,9 Нм (0,5 кг-м или 3,6 фут.0011
Bore x stroke
40.0 x 39.2 mm (1.6 x 1.5 inches)
Ignition
CDI
Lubrication system
Auto Oil Mixture
Cooling система
Пневматическая
Коробка передач
Автоматическая
Тип трансмиссии
Ремень 1) 00006
Сцепление
Сухой стиль, центробежный тип
Шасси, подвеска, тормоза и колес Передняя шина
120/90-10
Задняя шина
130/90-10
Передние тормоза
Один диск. Hydraulic Disk
Rear brakes
Expanding brake (drum brake)
Physical measures and capacities
Dry weight
84.0 kg (185.2 pounds)
Power/weight передаточное число
0,0595 л.с./кг
Общая высота
1110 мм (43,7 дюйма)
Общая длина
1710 mm (67.3 inches)
Overall width
670 mm (26.4 inches)
Wheelbase
1195 mm (47.0 inches)
Fuel capacity
5,10 л (1,35 галлона США)
Другие характеристики
Варианты цвета
Белый, черный, серебристый
Электрический и ударный
Обновление спецификаций
Сообщить об отсутствующих спецификациях или необходимых обновлениях.
Дополнительная информация
Страховые расходы
Сравните котировки страховых услуг в США от лучших страховых компаний страны.
Варианты финансирования
Сравните котировки кредита на покупку мотоцикла в США от ведущих национальных поставщиков.
Поиск запчастей
Revzilla предлагает скидки до 50% на аксессуары для мотоциклов. Доставка в большинство стран. Также ознакомьтесь с нашим обзором интернет-магазинов мотоциклов на Bikez.info.
Техническое обслуживание
Найти запчасти, жидкости. фильтры, инструменты для обслуживания и руководства по обслуживанию на Amazon.com.
Задать вопросы
Присоединяйтесь к дискуссионной группе 07 PGO HOT 50 или к общей дискуссионной группе PGO.
Похожие велосипеды
Список похожих велосипедов для сравнения характеристик.
Bikez.biz имеет эффективные объявления мотоциклов. Объявления бесплатны. Нажмите здесь, чтобы продать подержанный PGO HOT 50 2007 года выпуска. или рекламировать любой другой MC для продажи. Вы можете перечислить все доступные PGO HOT 50 2007 года. а также подписаться на уведомления по электронной почте, когда такие мопеды будут рекламироваться в будущем. У Bikez большое количество пользователей, которые ищут подержанные велосипеды. Прежде чем купить этот велосипед, вы должны просмотреть список родственные мотоциклы Сравните технические характеристики. Посмотрите на фотографии. И ознакомьтесь с рейтингом работы двигателя мопеда, стоимостью ремонта и т.д.
Паспортный образец для данного мопеда ПГО
Дизайн и внешний вид PGO HOT 50 2007 года:
(74,2 из 100)
Щелкните здесь, чтобы просмотреть полный рейтинг. Вы также можете сравнить велосипеды.
Изображения, товарные знаки и логотипы третьих лиц являются собственность соответствующих собственников. Технические характеристики могут быть изменены без предварительного уведомления. Bikez.com был разработана ObjectLabs.
Hoosier Hot 50 Jobs
Публикация Центра бизнес-исследований Индианы при Школе бизнеса Келли Университета Индианы.
Распечатать эту статью
В Америке мы любим победителей и списки, которые говорят нам, кто победители находятся. Мы используем списки для выбора наших фильмов, музыки, телешоу, стоковых покупки и где жить. Другие списки говорят нам, кто самый красивый, лучше всего одет, популярен или имеет больше всего денег. Наше увлечение с списки переносятся в область планирования карьеры и руководства. Мы хотите знать, какие профессии наиболее перспективны для хорошей работы через четыре-шесть лет. Мы хотим знать, какие горячие рабочие места.
Часто этот запрос приводит к списку самых быстрорастущих профессий либо в процентах, либо в прямом числовом приросте. Но те типы списков действительно имеют ограниченную ценность. Списки «самых быстрорастущих» как правило, преобладают занятия с небольшой занятостью, а «наибольшая В списках роста преобладают низкооплачиваемые профессии с коротким рабочим днем. Например, самый последний национальный список «самых быстрорастущих» Бюро трудовой статистики (BLS) показало помощников по домашнему здоровью — очень низкооплачиваемая работа с небольшой требуемой подготовкой — так как ее количество одно занятие. В списке BLS с наибольшим ростом рабочих мест номер один был розничные продавцы — еще одна низкооплачиваемая и, как правило, низкоквалифицированная профессия. Некоторые списки также слишком короткие, чтобы дать представление о широте профессиональной деятельности. возможности.
Департамент развития рабочей силы штата Индиана хотел предоставить действительно полезный список, чтобы помочь Hoosiers в выборе карьеры и избежать некоторые подводные камни, рассмотренные выше. Мы включили три компонента которые могут быть наиболее интересны при планировании карьеры:
Быстрый рост
Большое количество возможностей
Хорошая оплата
Мы также включили общепринятые уровни образования и профессиональной подготовки. на этих работах.
Результат — первое издание Hoosier Hot. 50 рабочих мест , которые теперь могут можно увидеть в бюро по трудоустройству и центрах карьеры, а также на Веб-сайт Hoosiers by the Numbers (www.hoosierdata.in.gov). Список должен обновляться каждые шесть месяцев.
Насколько горячо горячо?
Для измерения привлекательности работы использовались три ключевых элемента: рост рабочих мест (численное увеличение), темпы роста (процентное увеличение), и высокая заработная плата. Все выбранные вакансии должны были:
Быть в числе 200 лучших как по общему росту, так и по темпам роста в профессиональных прогнозах Индианы на 2002–2012 гг.
Иметь заработную плату выше средней по штату для всех профессий согласно последней доступной статистике занятости Обзор (OES) для Индианы.
Каждый из этих элементов был проиндексирован, чтобы придать 50-процентный вес факторы роста занятости и 50 процентов к коэффициенту заработной платы при определении самая горячая из горячих работ.
На рис. 1 показаны 10 основных рабочих мест на Hoosier. Список 50 популярных вакансий и их прогнозируемый рост с 2002 по 2012 год.
Рисунок 1. Численный и процентный рост первой десятки
Hoosier Горячие 50 Вакансий , с 2002 по 2012 год
Могу ли я получить горячую работу сразу после окончания средней школы?
Список демонстрирует важность для Hoosiers продолжения их образование. Таблица 1 показывает десять самых высокооплачиваемых должностей в Hoosier. Список Hot 50 Jobs и соответствующие степени, необходимые для получения этих рабочих мест. Из 50 вакансий в списке 32 требуют как минимум степени бакалавра. степень. Еще 13 требуют хотя бы некоторого высшего образования.
Таблица 1: Самые высокооплачиваемые профессии в списке Hoosier Hot 50 Jobs List и Степень, необходимая для их получения
Нажмите, чтобы увеличить изображение
Вы хотите быть сборщиком счетов? Это единственное занятие в списке, требующем только краткосрочного обучения на рабочем месте, и это самый низкооплачиваемый в списке.
Основные моменты горячего списка:
Медицинские поля в целом очень горячие, содержащие 21 из 50 горячих рабочих мест (см. Таблица 2 ).
Десять горячих профессий найдены в компьютерной, научной и инженерной сферах поля.
Пятеро в деле.
Социальные службы/правительство и образование имеют по четыре.
Остальные шесть находятся в юриспруденции и строительстве/производстве/ремонте.
Таблица 2. Вакансии Hoosier Hot 50 по секторам
Нажмите, чтобы открыть PDF с возможностью увеличения
Усовершенствования для версии 1.2
В настоящее время мы изучаем другие индикаторы жара, которые мы можем включить в наш индекс, включая использование краткосрочных (двухлетних) профессиональных прогнозов для Индианы (должен выйти этим летом), возможность некоторого взвешивания на основе выборочной частоты, с которой профессия указана в списке вакансий веб-сайты или использование необходимых знаний, навыков и способностей — как в отличие от формальных требований к обучению. Горячие вакансии по регионам для Индианы регионы экономического роста также находятся в стадии разработки и должны быть доступны это лето.
Обзор слайсера Lychee для 3D печати. подготовка моделей к печати
Существует множество вариаций 3D принтеров, отличающихся не только материалами, но и самое главное технологией печати. Тем не менее можно выделить два основных наиболее популярных и востребованных типа 3Д принтеров: FDM и LCD. Первые печатают путем наплавления слой за слоем пластиковой нитью. Вторые печатают модель смолой, которая под действием света с определенной длиной волны полимеризуется и отвердевает.
Технологии обладают своими особенностями, достоинствами и недостатками, но самое главное – они отличаются не только материалом, но и самой сутью. LCD-принтеры печатают посекционно, в то время как FDM-принтеры делают это построчно. Таким образом для этих устройств должны использоваться и разные слайсеры. Вот так и возник рынок для многих компаний, ведь требовалось создать новое ПО, чем и занялась Mango3D, разработав Lychee Slicer.
Софт Lychee Slicer базируется на основных функциях популярных слайсеров. Это бесплатное ПО предлагает универсальный инструмент для быстрой нарезки моделей для LCD-принтеров разных моделей. Работать с программой могут как любители-энтузиасты, так и профессионалы.
Lychee Slicer стремится сделать работу с принтером проще и эффективнее. Он предлагает такой функционал, как автосоздание поддержек, размещение, углубление. ПО совместимо с Linux, MacOS и Windows, поддерживает более 75 моделей 3Д принтеров. Разработчики предлагают три варианта программы: бесплатная версия, платная с помесячной оплатой и платная с годовой подпиской. Платные версии предлагают расширенный набор функций. Эта программа может стать прекрасной альтернативой слайсерам ChiTuBox и Formware 3D Slicer. Но об этом далее…
Стоимость и подписка
Слайсер Lychee поставляется с тремя возможными вариантами лицензии, как это уже говорилось выше. Две из них платные с 30-дневным бесплатным пробным периодом, и одна бесплатная.
Бесплатная версия доступна для скачивания и установки. В ней доступен основной функционал, а также ряд уникальных инструментов, которые упоминаются ниже. В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати.
Платные версии поставляются в двух вариантах: с годовой подпиской и с месячной подпиской. Оплата взимается в евро, обратите на это внимание. Платные версии содержат весь инструментарий бесплатной версии, а также предлагает дополнительный расширенный функционал. Годовая подписка подарит пользователем скидку, в размере 3 евро в месяц, а функции и инструменты будут те же.
Интерфейс Lychee
Интерфейс слайсера Lychee практически не отличается от слайсеров к FDM-принтерам. Рабочий процесс аналогичен и состоит из 5 основных шагов. При этом настройка принтера осуществляется только при первом подключении программного обеспечения к принтеру.
Настройка принтера
Слайсер Lychee совместим с 75 моделями LCD принтеров. Если у вас одна из поддерживаемых моделей, то ее добавление будет элементарной задачей. Для этого нужно перейти к списку производителей 3Д принтеров и выбрать свою модель устройства. Далее вы можете импортировать или создать свой профиль смолы.
Макет
После завершения настройки принтера софт загружает представление «Макет». Здесь можно добавлять модели, масштабировать их, изменять ориентацию в пространстве. Возможно восстановление объекта и работа с функциями «Магия», «Измерение».
Поддержки
Программа позволяет на данном шаге автоматически сформировать опоры. Также можно поставить опоры самостоятельно, создать плоты. Шаг, как понятно, не обязательный, особенно если выбрана автоматическая генерация поддержек, но для печати сложных изделий весьма функциональный. Меню позволяет настраивать плотность, форму поддержек, диаметр, а также менять характеристики плота.
Предварительный просмотр
Это удобное меню. В котором можно визуализировать модель перед физической печатью. Данный раздел схож с подобными у других слайсеров, но есть и ряд уникальных инструментов. Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер.
Экспорт
Наконец, добрались до последнего шага под названием «Экспорт». Здесь выбираются окончательные настройки печати, а также можно узнать время печати по предварительной оценке. Если вы собираетесь печатать на одном из преднастроенных принтеров, то возможности меню ограничены. Варианты касаются типа смолы и метода сглаживания.
Функционал программы
Остановимся на базовых функциях Lychee Slicer, которыми в принципе обладает любой слайсер.
Профили смолы и специальные принтеры
У Lychee Slicer есть возможность настройки собственного принтера из «свободной зоны» или пользовательский принтер. Принтер из фри-зон настраивается очень просто. После этого открывается доступ к основному функционалу программы. При настройке принтера из фри-зон надо иметь в виду, что Lychee Slicer не сможет создать файл, который будет совместим с вашим оборудованием. Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
Аналогично или основываясь на тех же принципах можно создавать профили смолы, для чего потребуется указать такие параметры, как толщина слоя, скорость печати. Можно и стоимость бутылки смолы указать. В целом эти профили могут использоваться как способ настройки печати.
После импорта объекта в Lychee Slicer можно выполнять все вышеназванные функции, как, впрочем, и в любом другом слайсере. Есть также функции отмены и повтора. Они позволяют исправлять любые ошибки, допущенные в ходе настройки.
Поддержки
Lychee Slicer может в авторежиме сгенерировать поддержки. Но есть режим и ручного создания поддержек. При этом можно настроить структуру и вид, а платные версии программы позволяют использовать поддержки разных форм и манипулировать различными методами размещения в ручном режиме.
Размеры
Лицензия PRO также позволяет производить измерения. Встроенный измерительный инструментарий Lychee Slicer весьма полезен. С его помощью можно измерять различные параметры, например расстояние между поддержками. Неплохой инструмент для проверки работы перед отправкой ее на печать.
Уникальный функционал
Помимо базового функционала разработчик снабдил Lychee Slicer рядом уникальных функций, которые сложно найти в других слайсерах.
Режим «Магия»
Функция представляет собой автоматическую оптимизацию положения, опорной структуры, ориентации модели или моделей. Реализована она в виде кнопочки и включается одним нажатием. Она весьма полезна, так как помогает сэкономить кучу времени.
Детектор свеса
Данная фукция помогает автоматически находить свесы, на которых нет опорных конструкций. Эта функция не нова, она реализована и в других слайсерах, в том же Formware, но в Lychee Slicer продвинутые пользователи имеют возможность не только находить свес, но и настраивать структуру поддержек в соответствии со своими требованиями. В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
Заполнение, дренаж, полости в реальном времени
Данная функция для слайсера в принципе не обязательна. Но у Lychee Slicer она реализована и позволяет экономить на дорогой смоле, при сохранении высочайшего качества отпечатков.
Переменный параметр высоты слоя
Данная функция доступна в платной версии и поддерживается не всеми 3Д принтерами. Тем не менее переменная высота слоя позволяет оптимизировать время печати за счет изменения на некоторых участках высоты слоя. Среди SLA-слайсеров данная функция есть только у Lychee Slicer. Она реализована только в FDM-слайсерах, например, Cura.
Пиксель Перфект Мод
Еще один режим, который реализован только в платных версиях. Он позволяет обеспечить профессиональным пользователям максимально высокий уровень точности. То есть этот режим позволяет нарезать модель так, чтобы эта нарезка максимально соответствовала разрешению вашего оборудования.
Доступна новая версия слайсера Lychee
Новости
Подпишитесь на автора
Подписаться
Не хочу
11
Франко-бельгийская компания Mango 3D выпустила обновленную версию слайсера Lychee — программного обеспечения для подготовки 3D-моделей к 3D-печати на стереолитографических 3D-принтерах. Новый вариант отличается усовершенствованным интерфейсом и оптимизированными алгоритмами построения поддержек.
Слайсер Lychee разработан специально для работы в связке со стереолитографическими аддитивными системами, печатающими фотополимерными смолами. Программа совместима с 3D-принтерами семейств Anycubic Photon, Creality Halot, Phrozen Shuffle и Phrozen Sonic, всеми MSLA 3D-принтерами от Elegoo и многими другими популярными предложениями. Официально поддерживаются свыше ста систем, а если нужного 3D-принтера нет в списке, ключевые параметры можно настроить вручную.
Новая версия Lychee получила полностью переработанный пользовательский интерфейс с более удобной и понятной компоновкой. В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами.
Чтобы модели было удобнее рассматривать под разными углами без постоянного вращения вручную, разработчики добавили возможность сохранения ракурсов. Кроме того, добавлена возможность предварительного просмотра по слоям. Еще одна интересная функция под названием Physical Size Mode отображает модели в реальном масштабе для более точной оценки размеров и детализации изделий еще на стадии подготовки к 3D-печати.
Слайсер Lychee предлагается в бесплатной версии, а также платной профессиональной с расширенным функционалом. Программа совместима с Windows, Mac OS и Linux. Подробная информация доступна на официальном сайте.
Стереолитография
слайсер
MSLA
Lychee
Подпишитесь на автора
Подписаться
Не хочу
11
Комментарии к статье
Еще больше интересных статей
10
Подпишитесь на автора
Подписаться
Не хочу
Сотрудник судостроительного предприятия «Арктика» Игорь Костусев получил областную премию имени Ломо…
Читать дальше
4
Подпишитесь на автора
Подписаться
Не хочу
Создание центра будет способствовать повышению качества и снижению себестоимости изделий машинострое. ..
Читать дальше
sarkazm
Загрузка
01.04.2016
39857
68
Подпишитесь на автора
Подписаться
Не хочу
Новости из мира печати короткой строкой
Компания FDplast объявила о выпуске бесплат…
Читать дальше
Home — Mango 3D
Мощный и универсальный слайсер для полимерных 3D-принтеров, доступный в трех вариантах: бесплатный, профессиональный и премиум-класс принтер. Вы быстро и легко определите наилучшую ориентацию, создадите и отредактируете опоры с помощью мощного автоматического или ручного создания опор, а также предварительно просмотрите свою работу перед экспортом на 3D-принтер.
Lychee Slicer прост в использовании и предоставляет мощные инструменты в элегантном изысканном интерфейсе. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Так почему бы не начать сегодня? Личи Слайсер теперь доступен бесплатно!
С Lychee Slicer у вас есть лучший инструмент для подготовки ваших 3D-моделей для вашего 3D-принтера Resin. Вы быстро и легко определите наилучшую ориентацию, создадите и отредактируете опоры с помощью мощного автоматического или ручного создания опор, а также предварительно просмотрите свою работу перед экспортом на 3D-принтер.
Lychee Slicer прост в использовании и предоставляет мощные инструменты в элегантном изысканном интерфейсе. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Так почему бы не начать сегодня? Личи Слайсер теперь доступен бесплатно!
Загрузить Lychee Slicer
Mango3D может предоставить производителям 3D-принтеров настраиваемую операционную систему для управления оборудованием, а также простые в использовании элементы управления для пользователей, а также программное обеспечение для нарезки с белой этикеткой, настраиваемое в соответствии с вашими потребностями.
С Mango OS и Slicer вы и ваши конечные пользователи не заперты в закрытой системе . Формат файла манго можно адаптировать к другому программному обеспечению для нарезки.
Mango Slicer (OEM)
Mango Slicer — лучшее решение для подготовки 3D-моделей с белой этикеткой, доступное производителям 3D-принтеров SLA. Программное обеспечение полностью настраивается, адаптировано к потребностям и особенностям машин и предлагает конечным пользователям максимальное удобство работы с вашим 3D-принтером. Слайсер Личи основан на Слайсере Манго.
Mango OS
Наша операционная система для 3D-принтеров предлагает несколько сервисов: расширенное управление принтерами, поддержка мультитач, дистанционное управление Wi-Fi, несколько веб-камер с созданием интервальной съемки, история печати и многое другое. Mango OS разработана для Raspberry Pi 4 и может быть интегрирована в профессиональные 3D-принтеры, а также в проекты Makers.
Свяжитесь с нами
Мы проектируем и разрабатываем продукты, которые облегчают жизнь людей.
В Mango 3D мы являемся основной командой разработчиков и инженеров-электронщиков, увлеченных 3D-печатью и смежными технологиями. Мы разрабатываем программные и аппаратные решения для частных лиц, профессионалов и производителей.
Лазерный станок Rabbit HX 1690SG, специальная модификация, назначение: резка материалов, пластики до 20 мм, дерево, фанера 16мм, ткань, мех, кожа; гравировка материалов стекло, металл, камень керамика. Осуществляется гравировка по камню, стеклу и керамике. Лазерный станок Rabbit HX-1690 SG оснащён двумя лазерными трубками и двумя режущими головками, которые делят рабочую поверхность на две одинаковые части и работают синхронно, это позволяет сократить время работы вдвое. Мощность, трубок составляет 80/80 W позволяет резать материалы толщиной до 20 мм. и увеличить производительность. Мы поставляем оборудование RABBIT во все регионы России, производим гарантийное обслуживание в течении 12 месяцев, всё оборудование укомплектовано лицензионным программным обеспечением, мы оказываем услуги пусконаладочных работ, производим обучение по работе с оборудованием и программным обеспечением.
Связаться с продавцом
Мощность лазера, Вт: 60
Рабочая поверхность, мм: 1600*900
Мощность, Вт: 1600
Тип лазера: 2 х CO2
Режим управления шаговый двигатель
Регулировка мощности лазера аппаратное, программное
Глубина резки (акрил), мм: 0-25
Скорость гравировки, мм/с: 0-500
Скорость резки, мм/с: 0-500
Точность позиционирования, мм:
Минимальный размер гравирования букв, мм: буква кирилицы:1,5*1,5
Поддерживаемое программное обеспечение CorelDraw, AutoCAD, LaserCut 5.0
Гравирование круглых поверхностей необходимо дополнительное приспособление
Охлаждение: водяное
Электропитание: 220V±10% 50HZ
Дополнительное оборудование: система охлаждения, устройство для гравировки на цилиндрических поверхностях
Лицензии и сертификаты
Нет
Связаться с продавцом
Доставка и оплата
Отзывы
Вопросы-ответы
Отзывы
О компании “Allready” пока нет отзывов 🙁
Хотите оставить?
[Влияние HX-I на аллотрансплантаты щитовидной железы кролика]
. 1996 март; 27(1):49-53.
[Статья в
Китайский]
X Ван 1 , W Shen, J Tan, C Du, K Li, X Huang
Принадлежности
принадлежность
1 Отделение общей хирургии, Первая дочерняя больница, Чэнду.
PMID:
9208620
[Статья в
Китайский]
X Wang et al.
Хуа Си И Кэ Да Сюэ Сюэ Бао.
1996 март
. 1996 март; 27(1):49-53.
Авторы
Х Ван 1 , В. Шен, Дж. Тан, С. Ду, К. Ли, С. Хуан
принадлежность
1 Отделение общей хирургии, Первая дочерняя больница, Чэнду.
PMID:
9208620
Абстрактный
Мы изучили эффект против отторжения HX-I, препарата традиционных китайских трав, на аллотрансплантатах щитовидной железы кролика. Трансплантации выполнены 28 кроликам после тотальных тиреоидэктомий. Места трансплантации находились в претрахиальных мышцах. Этих животных разделили на четыре группы, а именно: группа I: гомотрансплантаты; группа I: аллотрансплантаты без лекарств; Группа II: аллотрансплантаты с дексаметазоном (0,25 мг/(кг.сут) внутримышечно) и группа IV: аллотрансплантаты с водным раствором HX-I, (5 г/(кг.сут) перорально). Лечение длилось 28 дней. Образцы крови брали каждую неделю после операции. Сывороточные Т3 и Т4 тестировали с помощью РИА. Трансплантаты были удалены для гистологического исследования на 28-й день после операции. Гистопатологию отторжения и выживаемость оценивали и классифицировали. На 7-й и 14-й дни уровни Т3 и Т4 в сыворотке были практически одинаковыми между группами. На 21-й и 28-й дни уровни Т3 и Т4 в I и IV группах были выше, чем во II группе (P < 0,05). Гистопатологические выводы были; в группе I поврежденные фолликулы с выраженной лимфоцитарной инфильтрацией и фиброзом, 6 случаев отторжения; в группе II два случая смерти и три случая с повреждением ткани щитовидной железы и выраженной лимфоцитарной инфильтрацией; в группе IV - три случая с поврежденной тканью щитовидной железы и четыре интактных трансплантата. Наши результаты показывают, что как HX-I, так и дексаметазон могут ингибировать отторжение аллотрансплантатов щитовидной железы у кроликов, но дексаметазон имеет больше побочных эффектов. HX-I имеет много компонентов, и механизм его раннего анти-отторжения заслуживает дальнейшего изучения.
Похожие статьи
Функциональные возможности аутотрансплантата щитовидной железы: экспериментальное исследование.
Папазиогас Б., Антониадис А., Лазаридис Ч., Макрис Дж., Котакиду Р., Параскевас Г., Папазиогас Т. Папазиогас Б. и соавт. J Surg Res. 2002 г., апрель; 103 (2): 223-7. doi: 10.1006/jsre.2001.6348. J Surg Res. 2002.
PMID: 11922738
Восстановление функции щитовидной железы после тотальной тиреоидэктомии и количественной трансплантации клеток щитовидной железы.
вертикальный монтаж на стену с нижней подводкой (½’)
Автоматическое поддержание температуры воды на выходе
электронное управление
системы защиты: УЗО, от перегрева, работы без воды
функции: дисплей, индикатор включения, термометр, ограничение температуры нагрева
Средний рейтинг Проточный электрический водонагреватель Thermex Chief 8500 — 5
Всего известно о 3 отзывах о Проточный электрический водонагреватель Thermex Chief 8500
Ищете положительные и негативные отзывы о Проточный электрический водонагреватель Thermex Chief 8500?
Из 11 источников мы собрали 3 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Проточный электрический водонагреватель Thermex Chief 8500 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Проточный электрический водонагреватель Thermex Chief 8500, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Проточный электрический водонагреватель Thermex Chief 8500
Информация об отзывах обновлена на 22.11.2022
Написать отзыв
Имя скрыто, 12.08.2020
Достоинства: Поставил в квартиру, на 2 человек хватает за глаза. 2 недели отработал без проблем. Температура воды не скачет. Сборка нормальная, ставил сам. Под него у меня отдельная линия, температуру выставлял на 45С. Хороший вариант для подстраховки в период отключения горячей воды. Кабель закладывал отдельный от щитка.
Недостатки: За пуск и две недели эксплуатации не обнаружил. Шаблона в комплекте действительно нет, но это не проблема.
Сергей, 03.08.2020
Достоинства: Относительно недорогой для 8,5 кВт. Ощутимым преимуществом является медная нагреватель нач система. КПД теплоотдачи у неё на порядок выше, чем у стали. В принципе из-за этого и выбрал данную модель.
Недостатки: Ну прям нужно максимально аккуратно его подключать. Всё прям такое пластмассовое и хрупкое. Но в защиту могу сказать, что аналоги до такой цены +- такие же по качеству.
Комментарий: В целом все норм. Юзаю порядка двух недель, установил температуру нагрева 41 градус, полет пока нормальный. Брал исключительно для эксплуатации в период сезонного отключения горячей воды.
Alex A. , 04.07.2020
Достоинства: Нормальный водонагреватель. Со своей функцией справляется. Красивый внешний вид. Большой дисплей, крупные цифры . Можно настроить три температурных режима. Есть смарт-режим (автоматическая установка температуры при разных свойствах воды — температуры, давления).
Недостатки: В наборе идет предохранительный клапан на вход холодной воды. Перед его установкой проверьте, притянута ли гайка к клапану (необходим шестигранник), а то может в этом месте протекать. Подключал три раза — протекало, пока не понял, что гайка на клапане съемная и плохо была притянута.
Комментарий: Установил и подключил быстро (после, как разобрался с клапаном…;о))). Отсутствие шаблона монтажа не смутило. Взял лист бумаги, перевернул нагреватель, положил на него лист и карандашом обозначил на нем места крепления. Приложил лист на стену и просверлил отверстия. Верхняя точка крепления находится не по середине, поэтому шаблон необходимо накладывать на стену в перевернутом положении, та сторона, которая была к Вам лицом прикладывается к стене. Выставил температуру на максимум — 55 С, отрегулировал напор воды — искупаться и помыть посуду хватает…;о))
Основные характеристики
Тип водонагревателя
проточный
Способ нагрева
электрический
Производительность
4.9 л/мин
Потребляемая мощность
8.5 кВт (220 В)
Максимальная температура нагрева воды
+48 °С
Количество точек водоразбора
несколько точек (напорный)
Давление на входе
от 0.50 до 5.90 атм.
Режимы и функции
Автоматическое поддержание температуры воды на выходе
да
Управление водонагревателем
электронное
Индикация
включения
Наличие термометра
есть
Дисплей
есть
Ограничение температуры нагрева
есть
Системы защиты
УЗО
есть
Защита
от включения без воды, от перегрева
Степень защиты от воды
5
Характеристика нагревательных элементов и теплообменников
Электрический нагревательный элемент
ТЭН
Материал нагревательного элемента
медь
Монтаж и комплектация
Установка
вертикальная, нижняя подводка, способ крепления: настенный
Размеры (ШхВхГ)
235x420x90 мм
Вес
2. 7 кг
Присоединительный диаметр
½ «
Подробная комплектация
— водонагреватель; — предохранительный клапан; — руководство по эксплуатации; — шаблон для установки; — монтажный набор.
Дополнительная информация
производительность: ∆t=25℃ — 4,9 л/мин, ∆t=35℃ — 3,5 л/мин; номинальное давление — 0,7 МПа; номинальный ток нагрузки — 38 А; программирование режимов нагрева; режим умного нагрева «Smart heat»; индикатор заземления; индикатор уровня мощности
Дополнительно
Гарантийный срок
2 г.
Производители
Показать еще
Thermex Chief 8500 цена, характеристики, видео обзор, отзывы
Технические характеристики *
Установка
вертикальная
Потребляемая мощность
8. 5 кВт
Производительность
4.9 л/мин
Подводка
нижняя
Способ подачи воды
напорный
Номинальная мощность
8.5 кВт
Макс. температура нагрева воды
48 °С
Тип водонагревателя
проточный
Напряжение сети
220 В
Присоединительный диаметр
1/2 «
Минимальное
0.5 атм.
Способ нагрева
электрический
Максимальное
5. 9 атм.
Способ крепления
настенный
Нагревательный элемент *
Вид нагревательного элемента
трубчатый
Материал нагревательного элемента
медь
Функциональность *
Двухтарифный режим
Нет
Управление водонагревателем
электронное
Термометр
Да
Автоподдержание температуры воды на выходе
Да
Дисплей
Да
Индикация включения
Да
Безопасность *
Защита от перегрева
Да
Степень защиты от воды
5
УЗО
Да
Ограничение температуры нагрева
Да
Защита от включения без воды
Да
Размеры и вес *
Высота
420 мм
Глубина
90 мм
Вес
2. 7 кг
Ширина
235 мм
* Точные характеристики уточняйте у продавца.
AHG Solutions Guide Edition 2.8
РешенияРуководствоEdition2.8
Страница 3 и 4: Содержание Содержание Содержание Компания
Страница 5 и 6: Содержание Обзор компании Наша цель
Страница 7 и 8: Содержание Автоматическое отопление Adva
Страница 9 и 10: Содержание Продажа и техническая поддержка
Страница 11 и 12: Содержание Обслуживание и техническое обслуживание 5 К
Страница 13 и 14: Содержание Тепловые насосы воздух-вода Ai
Страница 15 и 16: Содержание Revere® CO 2 — воздух-вода
Страница 17 и 18: Содержание Revere® CO 2 — воздух-вода
страница 19 и 20: Содержание Performance Data Revere®
Страница 21 и 22: Содержание Revere® CO 2 — Air to Wat
Страница 23 и 24: Содержание Revere® CO 2 — Air to Wat
Страница 25 и 26: Содержание Revere® CO 2 — Воздух в воду
Стр. 27 и 28: Содержание Revere® R410A Inverter A
Страница 29 и 30: Содержание Область применения Санитарно-горячая вода
Страница 31 и 32: Содержание Особенности Revere R410A — Ai
Страница 33 и 34: Содержание Revere R410A — Air to Wate
Страница 35 и 36: Содержание Основные компоненты • Struct
Страница 37 и 38: Содержание Габаритные чертежи Galle
Страница 39 и 40: Содержание Основные компоненты • Struct
Страница 41 и 42: Содержание Galleti MPE — воздух-вода
Страница 43 и 44: Содержание Air Galleti MPE — к воде
Страница 45 и 46: Содержание MPE 028 — 040 / T30 — T45
Страница 47 и 48: Содержание Характеристики HPS Galletti и
Страница 49 и 50: Содержание Практический пример Galleti HPS — A
Страница 51 и 52: Содержание Основные компоненты • Struct
Page 53 и 54:
Содержимое Содержание Номинальная модель технических данных
Page 55 и 56:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/55″ title=»Contents Galleti EvitecH — Air to W»> Содержание Galleti evitech — AIR TO W
Page 57 и 58:
Содержимое основных компонентов • Struct
5. Страница 59и 60:
Содержание SCX-H (Версии с реверсом
Страница 61 и 62:
Содержание Galleti SCX — воздух-вода
Страница 63 и 64:
Содержание Тепловые насосы вода-вода
Страница 6006 900 :
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/65″ title=»Contents Technical Data Revere CO 2″> Содержание Технические данные Revere CO 2
Страница 8 5 и 820120 Содержание Meridian — Конденсирование кипения
Page 87 и 88:
Содержимое Meridian — Condensing кипячение
Page 89 и 90:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/89″ title=»Contents Meridian — Condensing Boil»> Содержание Meridian — Condensing Byting
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/111″ title=»Contents Moorea I — Condensing Boil»> Содержание Moorea I — Конденсирование кипения
Page 113 и 114:
Содержание Moorea I — Конденсирование кипения
Page 115 и 116:
Содержимое аксессуары — Конденсирование B
Page 117 и 118:
СОВЕРИТЕСЬ.
Стр. 119 и 120:
Содержание Arizona — Стандартный Boi
Стр. 121 и 122:
Содержание Arizona — Стандартный Boi
Страница 123 и 124:
Содержание Arizona 9 — Стандартный0003
Page 125 и 126:
Содержание XRE — обычные котлы
Page 127 и 128:
Содержание XRE — Обычные котлы
Page 129 и 130:
Содержимое газ, двойное топливо и нефть
Page 131. и 132:
Содержание Enterprise Natural Gas Bur
Страница 133 и 134:
Содержание Enterprise Natural Gas Bur
Страница 135 и 136:
L Z W AN J G Y P O min K Содержание E
Page 137 и 138:
Содержимое Enterprise Light Oil Burne
Page 139 и 140:
Содержание LMV Электронная горелка Cont
Page 141 и 142:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/141″ title=»Contents Flue Systems CONDENSING & «> Содержание. Дымоход из нержавеющей стали
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/201″ title=»Contents Air Separators — Dirt and «> Содержимое воздушных сепараторов — грязь и
Page 203 и 204:
Содержание грязных сепараторов — грязь и
Page 205 и 206:
Содержание грязи — грязь и
Page 207:
. и 208:
Содержание Сепараторы грязи и воздуха —
Страница 209 и 210:
com/en/document/view/63053208/ahg-solutions-guide-edition-28/209″ title=»Contents Dirt and Air Separators — «> Содержание Сепараторы грязи и воздуха —
com/en/document/view/63053208/ahg-solutions-guide-edition-28/239″ title=»Contents 316L Stainless Steel Hot W»> Содержание 316L из нержавеющей стали Hot W
Page 241 и 242:
Содержание Duplex 2205 из нержавеющей stee
Page 243 и 244:
Содержание Стальные буфер Резервуары для хранения
Страница 247 и 248:
Содержание Пользовательские буферные резервуары — Ther
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/271″ title=»Contents Hydraulic Separators — HVA»> Контента. и 274:
Содержание Теплообменники – HVAC Acc
Страница 275 и 276:
Содержание Клапаны и манометры – HVAC A
Страница 277 и 278:
Содержание Клапаны и манометры – HVAC A
Page 279 и 280:
Содержимые клапаны и датчики — HVAC A
Page 281 и 282:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/281″ title=»Contents Valves and Gauges — HVAC A»> Содержимые клапаны и датчики — HVAC A
Page 283 и 284:
СОДЕРЖА 285 и 286:
Содержание Продукты для очистки воды —
Страница 287 и 288:
Содержание Сборные конструкции The best pr
Страница 289 и 290:
Содержание Сборные изделия 287
6
6
50001
Узнать больше
Узнать больше
Кто такой Термекс?
Thermex Corporation — крупная международная торгово-промышленная группа компаний и один из ведущих мировых производителей отопительного и водонагревательного оборудования с 1949 года.
Производство
Наши производственные мощности расположены в разных странах.
Качество и надежность
Мы уверены, что производитель может добиться успеха, только поддерживая высокий уровень качества. Только лучшие компоненты и сырье используются в сочетании с квалифицированными и научными процедурами, чтобы соответствовать нашим стандартам качества.
Технологии и инновации
Являясь специализированным производителем водонагревателей, Thermex Corporation создала собственные научные лаборатории и конструкторские бюро. Здесь осуществляется вся деятельность по изучению, разработке и внедрению инновационных технологий.
Социальная ответственность
Корпорация Thermex отвечает не только за качество своей продукции, но и интегрирует принципы социальной ответственности в свою бизнес-стратегию.
О нас
Thermex прошел 70-летний путь от местного итальянского производителя до международной корпорации с ведущими многонациональными брендами, которые сейчас общепризнаны миллионами людей по всему миру.
Подробнее
72
Многолетний опыт
11500
Клиенты по всему миру
60
Страны продаж
104
Филиалы и представительства3 9054
Вольфганг Грассль, член правления
Две вещи остаются неизменными: специализация — водонагревательное и отопительное оборудование, и миссия Thermex — дарить людям доступное тепло и комфорт в любой точке мира.
Хочу научиться программе Alphacam — Вопросы по AlphaCAM
#1
OFFLINE
cameliot82
Отправлено 23 Сентябрь 2010 — 15:55
Люди добрые прошу помогите мне. Хочу научится программе Alphacam. Документация, тутор или обучалки нету. Посоветуйте. Помогите пожалуйста
Наверх
#2
OFFLINE
husenasker
Отправлено 23 Сентябрь 2010 — 19:36
Попробую что небудь найти в нете
Наверх
#3
OFFLINE
vv92
Отправлено 23 Сентябрь 2010 — 19:42
Москвичи, прогуляйтесь по Горбушке-пешие прогулки полезны. Мы Замкадыши вам так завидуем-до нерезиновой долго и небесплатно гулять.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#4
OFFLINE
nasibden
Отправлено 29 Июль 2011 — 13:15
Народ предлогаю развить тему alphacam очень много проблем встречается на пути новечков я один из них и очень бы хотел помоч себе и таким как я! если есть люди желающие помочь или направить хоть кудато где можно подчеркнуть для себя полезной инфо буду очень признателен
Наверх
#5
OFFLINE
tpsega
Отправлено 03 Декабрь 2011 — 04:52
немного работаю в alphacam — что Вас интересует, может смогу помочь. ..
Наверх
#6
OFFLINE
zoro
Отправлено 14 Декабрь 2011 — 13:40
Люди добрые прошу помогите мне. Хочу научится
очень много проблем встречается на пути новечков я один из них и очень бы хотел помоч себе и таким как я! если есть люди желающие помочь или направить хоть кудато где можно подчеркнуть для себя полезной инфо буду очень признателен
Ага,щас смотрите разбежались,тут замкадыши только панты колотят сами забыли когда:Люди добрые прошу помогите.Я тоже думал что форумы(не все)- обмен знаний,опыта информации хоть какой то.Так что уважаемые cameliot82 и nasibden нам нужно прогуляться как советует vv92-а ещё ГУРУ,мда
Наверх
#7
OFFLINE
3D-BiG
Отправлено 14 Декабрь 2011 — 14:22
а VV92 дал именно дельный совет: на горбушке есть и прога и уроками на CD торгуют, а вот для замкадышей это обычно далековато — все четко и подробно дал. .. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор…
Наверх
#8
OFFLINE
MiG
Отправлено 14 Декабрь 2011 — 14:27
Форум и правда для обмена знаниями и опытом,а не заочные курсы на халяву… если человек и сам старается ,читает-учится,но что-то конкретное не понятно -помогут обязательно, а на просьбу типа «Хочу научится-научите меня» какой ответ вы ждали?
P\s… по альфакаму — две минуты в яндексе и нашел мануал какой -то на русском Руководство по AlphaCam.pdf (2.4 МБ)
Наверх
#9
OFFLINE
korsa
Отправлено 19 Июль 2013 — 15:40
Как чертить на криволинейной поверхности? ответ: «чертить на прямой плоскости, а потом проецировать на криволинейную. ..» не устраивает. как чертить на развертке криволинейной поверхности.
Сообщение отредактировал korsa: 19 Июль 2013 — 15:49
Наверх
#10
OFFLINE
Appatit
Отправлено 25 Февраль 2014 — 13:03
всем доброго времени суток нужна помощь в Альфакаме. Сейчас проблема в том, что делаю небольшой барельеф а арткаме, фрезировка получается долгой, потому как фрезой иду маленькой вдоль Х со смещением 0,3 мм. Хочу ускорить производство. Знаю что в Солид Каме можно сфрезкровать материал большой фрезой, а потом доробатывать более мелкими. Как это реализовано в Альфакаме?
Наверх
#11
OFFLINE
3D-BiG
Отправлено 26 Февраль 2014 — 06:18
В АртСАМ-е также можно вначале грубо обработать большой фрезой. .. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е?
Наверх
#12
OFFLINE
Appatit
Отправлено 26 Февраль 2014 — 13:44
скорей в альфакаме. Хотя не критично. Важно обработать большой, потом меньшими, чтобы ускорить производство
Наверх
#13
OFFLINE
tpsega
Отправлено 27 Февраль 2014 — 02:00
Наверх
#14
OFFLINE
tpsega
Отправлено 01 Март 2014 — 03:48
Наверх
#15
OFFLINE
31010
Отправлено 31 Март 2014 — 22:35
Всем привет! Кто-нить может подсказать, есть ли в AlphaCam обработка по средней линии, как в ArtCam-e? Если есть, то где она?
Наверх
#16
OFFLINE
альфа стиль
Отправлено 19 Октябрь 2017 — 14:22
Наконец создан раздел, нас мало, но мы в тельняшках! Спасибо «Добрый» Админ!
Наверх
#17
OFFLINE
yaso73
Отправлено 19 Октябрь 2017 — 14:25
А кроме тех,кто в тельняшках,можно рядом постоять?Давно интересуюсь,просто надобности нет.
Наверх
#18
OFFLINE
альфа стиль
Отправлено 19 Октябрь 2017 — 14:37
А кроме тех,кто в тельняшках,можно рядом постоять?Давно интересуюсь,просто надобности нет.
Думаю, что со временем поклонников в разы станет больше, даже среди друзей наших меньших!))
Я надеюсь, что будет интересно тем, кто заглядывает в темы изготовления фасадов.
Наверх
#19
OFFLINE
yaso73
Отправлено 19 Октябрь 2017 — 14:50
Делать фасады такой прогой — это как гвозди микроскопом забивать.
Редактор постов есть? Четыре оси тянет же? Если пост редактируется не так зубодробительно,как в мастеркаме — то хороший вариант.Да и счмщики с альфой работают.Правда не любят учить,падлы итальянские.
Уроки толковые есть?
Наверх
#20
OFFLINE
альфа стиль
Отправлено 19 Октябрь 2017 — 15:33
Делать фасады такой прогой-это как как два пальца об асфальт. Куда проще, изменил цифры в высоте и ширине, ну, если надо, еще какие запараметрировал и вуаля, секунда и траектории перестроились. Я пробовал ПП переделывать из простого до применительно к радиусным фасадам …все работает… радиусный фасад компануется и УП скидывается на станок за пару минут…
Уроки в тубе есть по построению геометрий и использованию всяких НЯШЕК, по параметрации не видел, но что знаю, готов объяснить.
Делать фасады такой прогой — это как гвозди микроскопом забивать.
Редактор постов есть? Четыре оси тянет же? Если пост редактируется не так зубодробительно,как в мастеркаме — то хороший вариант.Да и счмщики с альфой работают.Правда не любят учить,падлы итальянские.
Уроки толковые есть?
СЧМщики это хто? Понял-станочники.
Сообщение отредактировал рондо стиль: 19 Октябрь 2017 — 15:37
Наверх
Как открыть файл ANC? Расширение файла .ANC
Alphacam NC Program
Что такое файл ANC?
ANC суффикс имени файла в основном используется для Alphacam NC Program файлов. Planit Solutions Inc. определил стандарт формата Alphacam NC Program. Формат файла ANC совместим с программным обеспечением, которое может быть установлено на системной платформе Windows. Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов.
Программы, которые поддерживают ANC расширение файла
Ниже приведена таблица со списком программ, которые поддерживают ANC файлы. Файлы с суффиксом ANC могут быть скопированы на любое мобильное устройство или системную платформу, но может быть невозможно открыть их должным образом в целевой системе.
Программы, обслуживающие файл ANC
Windows
Alphacam
Как открыть файл ANC?
Причин, по которым у вас возникают проблемы с открытием файлов ANC в данной системе, может быть несколько. К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами.
Шаг 1. Установите Alphacam программное обеспечение
Основная и наиболее частая причина, препятствующая открытию пользователями файлов ANC, заключается в том, что в системе пользователя не установлена программа, которая может обрабатывать файлы ANC. Решение простое, просто скачайте и установите Alphacam. В верхней части страницы находится список всех программ, сгруппированных по поддерживаемым операционным системам. Самый безопасный способ загрузки Alphacam установлен — для этого зайдите на сайт разработчика (Planit Solutions Inc.) и загрузите программное обеспечение, используя предоставленные ссылки.
Шаг 2. Обновите Alphacam до последней версии
Если у вас уже установлен Alphacam в ваших системах и файлы ANC по-прежнему не открываются должным образом, проверьте, установлена ли у вас последняя версия программного обеспечения. Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
Шаг 3. Назначьте Alphacam для ANC файлов
Если у вас установлена последняя версия Alphacam и проблема сохраняется, выберите ее в качестве программы по умолчанию, которая будет использоваться для управления ANC на вашем устройстве. Процесс связывания форматов файлов с приложением по умолчанию может отличаться в деталях в зависимости от платформы, но основная процедура очень похожа.
Изменить приложение по умолчанию в Windows
Щелкните правой кнопкой мыши на файле ANC и выберите «Открыть с помощью опцией».
Далее выберите опцию Выбрать другое приложение а затем с помощью Еще приложения откройте список доступных приложений.
Чтобы завершить процесс, выберите Найти другое приложение на этом… и с помощью проводника выберите папку Alphacam. Подтвердите, Всегда использовать это приложение для открытия ANC файлы и нажав кнопку OK .
Изменить приложение по умолчанию в Mac OS
В раскрывающемся меню, нажав на файл с расширением ANC, выберите Информация
Найдите опцию Открыть с помощью — щелкните заголовок, если он скрыт
Выберите из списка соответствующую программу и подтвердите, нажав « Изменить для всех» .
Наконец, это изменение будет применено ко всем файлам с расширением ANC должно появиться сообщение. Нажмите кнопку Вперед, чтобы подтвердить свой выбор.
Шаг 4. Убедитесь, что ANC не неисправен
Если проблема по-прежнему возникает после выполнения шагов 1-3, проверьте, является ли файл ANC действительным. Отсутствие доступа к файлу может быть связано с различными проблемами.
1. Убедитесь, что ANC не заражен компьютерным вирусом
Если файл заражен, вредоносная программа, находящаяся в файле ANC, препятствует попыткам открыть его. Немедленно просканируйте файл с помощью антивирусного инструмента или просмотрите всю систему, чтобы убедиться, что вся система безопасна. Если файл ANC действительно заражен, следуйте инструкциям ниже.
2. Убедитесь, что файл с расширением ANC завершен и не содержит ошибок
Вы получили ANC файл от другого человека? Попросите его / ее отправить еще раз. Возможно, что файл не был должным образом скопирован в хранилище данных и является неполным и поэтому не может быть открыт. Если файл ANC был загружен из Интернета только частично, попробуйте загрузить его заново.
3. Проверьте, есть ли у пользователя, вошедшего в систему, права администратора.
Иногда для доступа к файлам пользователю необходимы права администратора. Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
4. Убедитесь, что ваше устройство соответствует требованиям для возможности открытия Alphacam
Если система перегружена, она может не справиться с программой, которую вы используете для открытия файлов с расширением ANC. В этом случае закройте другие приложения.
5. Убедитесь, что ваша операционная система и драйверы обновлены
Регулярно обновляемая система, драйверы и программы обеспечивают безопасность вашего компьютера. Это также может предотвратить проблемы с файлами Alphacam NC Program. Возможно, что одно из доступных обновлений системы или драйверов может решить проблемы с файлами ANC, влияющими на более старые версии данного программного обеспечения.
Вы хотите помочь?
Если у Вас есть дополнительная информация о расширение файла ANC мы будем признательны, если Вы поделитесь ею с пользователями нашего сайта. Воспользуйтесь формуляром, находящимся здесь и отправьте нам свою информацию о файле ANC.
Маршрутизатор ALPHACAM | CAM-система для фрезерования с ЧПУ
Маршрутизация
Простота использования — это лишь одна из причин, по которой ALPHACAM является отраслевым стандартом и предпочтительной системой для программирования фрезерных станков с ЧПУ. Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM.
Подставка для агрегата
Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко управляются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени.
Планарная обработка
Ось вращения, установленная на головке фрезерного станка с ЧПУ, может быть запрограммирована на любой рабочей плоскости. Полностью поддерживаются агрегаты с программируемой осью вращения и ручным наклоном, а также фрезерные станки с полностью интерполирующими 5-осевыми головками. Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.
3D-гравировка
Графические изображения и текст можно легко создавать и обрабатывать с помощью мощной 3D-гравировки ALPHACAM. Эта команда контурирует геометрию с помощью инструмента формы, и при встрече с острым углом инструмент автоматически отводит инструмент для создания острого угла, что часто называют тиснением.
3D-маршрутизация
Несколько стратегий черновой и чистовой 3D-обработки тел, поверхностей и даже файлов STL доступны в ALPHACAM. Эти стратегии можно применять к любой рабочей плоскости, что позволяет запрограммировать обработку 3 плюс 2 на станках с 4- и 5-осевыми вращающимися головками. 5-осевой модуль ALPHACAM представляет собой кабель для 4- и 5-осевой одновременной обработки поверхностей и 3D кривых обрезки, часто используемых для отделки спинок стульев.
Раскрой
Максимальное использование материала стало проще благодаря функции автоматического раскроя ALPHACAM. Детали можно выбирать на экране или из набора деталей, зафиксировать их ориентацию (если необходимо сохранить направление волокон) или повернуть на любой угол. Вложение поддерживает ввод/вывод инструмента, опорные метки для мелких деталей и деталей с несколькими глубинами, где требуется луковая шелуха.
Диспетчер ограничений геометрии
Используя менеджер ограничений ALPHACAM, геометрию можно сделать параметрической, между отдельными элементами можно применять такие правила, как касание, и устанавливать переменные, такие как расстояние между ними. При изменении переменных автоматически изменяется размер и разрешается геометрия, а благодаря применяемым правилам сохраняется ее целостность. Это делает создание и последующую обработку семейств деталей очень быстрыми и простыми.
Специализированная сверлильная установка
Используя команду ALPHACAM Multi Drilling, траектории инструментов можно оптимизировать для любой сверлильной установки. Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм.
Интегрированный CAD CAM
ALPHACAM — это полностью интегрированное программное решение CAD CAM с расширенными функциями. Он разработан, чтобы предложить вашему бизнесу повышенную производительность, исключительную надежность и дополнительную гибкость.
Непрерывная программа развития и усовершенствования ALPHACAM гарантирует, что она не только идет в ногу с изменяющимися потребностями пользователей в деревообрабатывающей промышленности, но и обеспечивает максимальную отдачу от ваших инвестиций в CAM.
ALPHACAM также предлагает новейшие средства моделирования деталей в САПР с помощью нашего твердотельного моделиста.
Модули:
ALPHACAM Art Программное обеспечение для трехмерного рельефного моделирования и обработки для проектов фрезерования и гравировки с ЧПУ, таких как резьба по декоративным декоративным панелям и дверям, лепные украшения, столярные изделия на заказ, архитектурные молдинги, объемные вывески, логотипы компаний на заказ, ювелирные изделия. изделия, индивидуальные подарки и награды. Плюс множество других приложений.
Инструменты построения 3D-компонентов ALPHACAM Art упрощают работу с существующими 3D-моделями и создание собственных 3D-форм. ALPHACAM Art основан на движке проектирования VCarve Pro мирового класса и использует такой же логичный и простой в использовании интерфейс.
С помощью ALPHACAM Art пользователи могут быстро и легко преобразовывать 2D-эскизы, фотографии, рисунки и графические проекты в уникальные высококачественные 3D-резные изображения и рисунки.
ALPHACAM Essential Идеальный продукт начального уровня для базовой 2D-работы с ЧПУ. Этот модуль предлагает основные инструменты, необходимые для производства CAD CAM, включая размещение деталей с экрана и 3D-гравировку.
ALPHACAM Standard Идеальный продукт для магазинов и субподрядчиков. Этот модуль предлагает все функции пакета Essential с дополнительной поддержкой вложения деталей из списка вложений, горизонтальной обработки, многократного использования данных обработки (стилей обработки) и многого другого.
ALPHACAM Advanced Предназначен для производителей, работающих со сложными шаблонами произвольной формы и инструментами. В дополнение к функциональным возможностям модулей более низкого уровня этот модуль предлагает сложные стратегии 3D-обработки, импорт твердотельных моделей и извлечение элементов, создание параметрических деталей с ограничениями и многое другое. Этот модуль также включает Microsoft Visual Basic для приложений и подходит для тех, кто может использовать надстройку ALPHACAM или специально созданные приложения и инструменты автоматизации.
ALPHACAM Ultimate Добавлена поддержка полной одновременной обработки по 4/5 осям для производителей столярных изделий и мебели с высокими техническими характеристиками.
ALPHACAM Отзывы и цены 2022
Аудитория
Инженеры и компании, которые ищут решение CAD CAM для деревообработки, резки металла и камня
Об ALPHACAM
Простота использования — это лишь одна из причин, по которой ALPHACAM является отраслевым стандартом и предпочтительной системой для программирования фрезерных станков с ЧПУ. Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня.
Цены
Бесплатная пробная версия:
Доступна бесплатная пробная версия.
Интеграции
См. Интеграции
Рейтинги/отзывы
В целом
0,0 / 5
простота
0,0 / 5
Особенности
0,0 / 5
дизайн
0,0 / 5
поддерживать
0,0 / 5
Это программное обеспечение еще не проверено. Будьте первым, кто оставит отзыв:
Обзор этого программного обеспечения
Информация о компании
Hexagon
Соединенное Королевство
www.alphacam.com
Видео и снимки экрана
Transformieren sie ihre kundenkommunikation mit twilio
Zuverlässige Kommunikation auf Globaler Ebene
Twilio Ist Die Weltweit Führende Cloud-Basierte Kommunikations, Mit Derewete, Smelenelegnikationsplattform, Mit Dereherene-venerenerenerenerenemunikations, Mit dereherenerenerene-venenerenerenemunikations, Mit dereherene-viennikations.
Опубликовано: 7.07.2012 Рубрика: Столярные работы Просмотров: 15284
Освоив навыки столярных работ, как приятно продемонстрировать семье и друзьям мебель, сделанную своими руками. Что может быть приятнее, чем потрогать отточенное до бритвенной остроты лезвие, вдохнуть запах дерева, пощупать его текстуру, а затем сделать чистый свежий распил!
В этой статье рассказано об основных приемах столярных работ. Как использовать столярные инструменты, чтобы получить различные формы, соединения и текстуры древесины. Если вы не уверены в каком-то приеме или в сорте древесины, стоит поэкспериментировать с обрезками дерева. Наведите в мастерской порядок и поддерживайте его. Некоторые мастера перед началом нового проекта затачивают ручной инструмент, наводят чистоту в мастерской и чистят все свои инструменты и машины.
Подготовка древесины и разметка
Как только вы решите, что именно будете делать, разделите тщательно отобранные и обструганные пиломатериалы на группы. Пометьте каждую заготовку в соответствии с ее будущим местом в изделии, отметьте верх, низ, лицевые поверхности и лучшие кромки. С помощью карандаша и рулетки разметьте отрезки нужной длины, а угольником — линии распилов. Циркулем нанесите дуги и окружности. Делительным циркулем перенесите размеры с чертежа на древесину.
Если необходимо сделать доску более узкой или разметить соединение, установите рейсмус на нужное деление и процарапайте метку, двигая рейсмус вдоль кромки заготовки. Малкой размечайте линии, идущие под косыми углами. Если вам понадобятся парные детали, размечайте их одновременно и помните, что одна деталь должна быть зеркальным отражением второй. Для разметки соединений пользуйтесь ножом.
Криволинейные распилы
Криволинейный распил можно сделать электроножовкой, электролобзиком или ленточной пилой. Ножовка хороша для распилов большого радиуса и толстой древесины, когда линия распила идет вдали от кромок.
Криволинейный распил
Ножовки снабжены поворотными основаниями, которые меняют угол распила, а в зависимости от типа и толщины материала следует использовать разные пильные полотна. Для криволинейных распилов небольшого радиуса и при толщине древесины менее 50 мм используйте лобзиковый станок или электролобзик.
Лобзиковый станок
Установите новую пилку и натяните ее так, чтобы она звенела, если щелкнуть по ней пальцем. Если надо вырезать проем, можно поступить двояко: либо начните распил с кромки, либо, если вам не нужно затрагивать кромку, сначала высверлите в удаляемой части отверстие, потом высвободите один конец пилки, пропустите ее сквозь проделанное отверстие и снова зажмите и затяните.
Сверление отверстий
Для точного и аккуратного высверливания больших отверстий пользуйтесь сверлильным станком и сверлами Форстнера. Отметьте центр отверстия, закрепите соответствующее сверло и установите ограничитель глубины. Затем прижмите заготовку струбцинами к рабочему столу (это займет некоторое время, но полностью себя оправдает). Если отверстие глубокое, при работе несколько раз поднимайте сверло, чтобы удалить отходы и свести перегрев к минимуму. Если предстоит высверлить много отверстий в одинаковых деталях, полезно из обрезков древесины изготовить шаблон, который крепится струбцинами к рабочему столу станка.
Сверление отверстий
Для высверливания отверстий под шурупы и установочных отверстий для гвоздей стоит применять дрель, причем удобнее пользоваться аккумуляторной дрелью. Если надо ввернуть много шурупов, установите в патрон дрели прилагаемую к этому инструменту отвертку.
Вворачивание шурупов дрелью
Строгание вручную
Строгать рубанком очень увлекательно, когда лезвие острое и достаточно времени. Фуганок идеально подходит для строгания вдоль волокон. Не забудьте укрепить заготовку на верстаке. Сделайте пробный проход, убедитесь, что лезвие установлено на нужную глубину, а потом приступайте к работе.
Строгание фуганком
Торцовый рубанок хорош для обработки острых кромок и для зачистки торцов. Устанавливайте лезвие так, чтобы оно срезало тончайшую стружку. Обрабатывая торцевые участки, старайтесь не сбиваться в сторону и не допускать сколов.
Строгание торцовым рубанком
Выбирание пазов вручную
Разметьте паз с помощью карандаша, линейки, угольника и, возможно, острия ножа, перенесите заготовку на рабочий стол сверлильного станка и сверлом подходящего размера высверлите основную часть ненужной древесины.
Высверливание паза
Удалите стружку, зажмите заготовку в тисках и выберите остатки ненужной древесины стамеской, удерживая инструмент вертикально. Кстати, есть отличная статья по выбору стамесок.
Выбирание паза стамеской
Выбирание пазов фрезером
Паз можно выбрать фрезой, при этом техника работы зависит от размеров и местоположения паза. Фрезер можно держать в руках и вести по заготовке, при выбирании же открытого паза прикрепите его к рабочему столу и передвигайте заготовку. В этом случае точность работы будет зависеть от положения направляющей планки (упора) и высоты фрезы. Всегда делайте пробный проход, используя обрезок древесины. Лучше всего выбирать паз поэтапно и делать несколько проходов. После каждого прохода удаляйте опилки, чтобы не перегреть фрезу.
Выбирание пазов фрезером
Вырезание шипа вручную
Разметьте линии заплечиков (длину шипа) угольником и ножом, затем рейсмусом отметьте высоту и ширину шипа. Удалите ненужную древесину шипорезной пилой. Сначала сделайте пропилы вдоль волокон до линии заплечиков со всех четырех сторон шипа. Затем обрежьте шип по линии заплечиков поперек волокон. Зачистите шип стамеской.
Вырезание шипа фрезером
Если предстоит вырезать много шипов (или если вы просто любите работать с машинами), то фрезер с рабочим столом будет идеальным инструментом. Если большой размер заготовки не позволяет поместить ее на рабочем столе фрезера, лучше прижать ее струбцинами к верстаку и обрабатывать, держа фрезер в руках. Установите упор на длину шипа, а фрезу — на нужную высоту, затем, крепко прижимая заготовку к ограждению, удалите излишнюю древесину за несколько проходов. Когда конец шипа упрется в упор, переверните заготовку и повторите процедуру с обратной стороны. Если вы остановились еще до того, как фреза достигла линии заплечиков, зачистите шип стамеской.
Вырезание шипа фрезером
Выбирание продольного паза фрезером
Чтобы выбрать паз шириной 6 мм и глубиной 4 мм на расстоянии 10 мм от кромки доски, поступите так. Прикрепите фрезер к рабочему столу и установите 6-миллиметровую фрезу. Установите направляющую планку на 10 мм. Отрегулируйте высоту фрезы, чтобы она возвышалась на 2 мм над столом. Сделайте проход вдоль направляющей, чтобы получить паз глубиной 2 мм. Выключите фрезер, поднимите фрезу еще на 2 мм и повторите проход. Получится паз глубиной 4 мм.
Выбирание продольного паза фрезером
Выбирание фальца на кромке доски
Чтобы выбрать фальц шириной 10 мм и глубиной 4 мм, поступите следующим образом. Вам понадобится прямозубая цилиндрическая фреза меньшего размера, чем ширина фальца (например, диаметром 5 мм). Установите ограничитель на расстоянии 5 мм от задней кромки фрезы, а фрезу — на высоту 2 мм. Уприте доску в ограничитель и выберите фальц шириной 5 мм. Повторите проход, по-прежнему упирая доску в ограничитель, чтобы получить фальц шириной 10 мм. Выключите фрезер, установите фрезу на высоту 4 мм и повторите процедуры, чтобы завершить фальц.
Выбирание фальца на кромке доски
Выбирание паза ручным фрезером
Прижмите заготовку струбцинами к верстаку. Выберите фрезу по ширине паза или меньшего размера и установите ограничитель глубины. Прижмите струбцинами к заготовке параллельно пазу деревянную планку, которая послужит направляющей. Опустите фрезер, прижмите его основание к направляющей, включите, подождите, пока фреза не наберет полных оборотов, и сделайте проход. Если фреза уже паза, передвиньте направляющую и повторяйте процедуру, пока не получите требуемую ширину и глубину паза.
Выбирание паза ручным фрезером
Фрезерование фасонных кромок
Вырезать фрезером фасонные кромки очень просто. Прикрепите фрезер к его столу и вставьте выбранную вами фрезу — выкружную, радиусную или фасонную. Используйте фрезу с опорным роликом.
Фрезерование фасонных кромок выкружной фрезой
Отодвиньте упор, чтобы он не мешал. Прижмите заготовку к столу и сделайте несколько проходов фрезой слева направо. Продолжайте фрезеровать до тех пор, пока заготовка не станет прижиматься к опорному ролику — при этом фреза перестает резать. Если фасонная кромка выглядит обожженной, значит, либо затупилась фреза, либо вы протягивали заготовку слишком медленно.
Фрезерование фасонных кромок радиусной фрезой
Фрезерование по шаблону
Применяйте шаблон, если вам нужно изготовить несколько деталей с одинаковыми кромками. Сначала вырежьте пилой заготовки приблизительной формы, оставляя не более 4-5 мм излишней древесины на подлежащих фрезерованию кромках. Установите на основании фрезера направляющий ролик. Вырежьте из фанеры шаблон с припуском на закраины и прибейте его прямо к поверхности заготовки. Включите фрезер и ведите его по кромке шаблона.
В качестве шаблона можно взять уже изготовленную деталь и использовать прямозубую цилиндрическую фрезу с опорным роликом (он может быть сверху или снизу фрезы).
Косоугольное распиливание с помощью рамной лучковой пилы
Такая пила позволяет легко делать распилы под любым углом. Установите режущее полотно на раме под необходимым углом (90, 45, 36, 22,5 или 15°) и зафиксируйте его. Поставьте ограничитель глубины на нужную отметку. Положите заготовку на стол пилы, прижмите к ограничителю, а затем плавными движениями вперед и назад сделайте распил.
Косоугольное распиливание с помощью рамной лучковой пилы
Вбивание гвоздей
Осмотрите заготовку и решите, где именно нужно вбить гвоздь. Если это место находится вблизи кромки и существует опасность расколоть дерево, электродрелью высверлите сначала установочное отверстие, используя сверло, диаметр которого меньше диаметра гвоздя. Затем ударами молотка подходящего размера вбейте гвоздь. Если гвоздь пошел криво, вытащите его гвоздодером или плоскогубцами. Если вы забиваете очень мелкие гвозди, которые трудно удерживать пальцами, удерживайте их круглогубцами.
Вбивание гвоздей
Вворачивание шурупов
У вас есть выбор между шурупами из мягкой стали, нержавеющей стали, латунными или алюминиевыми шурупами с прямыми или крестовидными шлицами и потайными или полукруглыми головками. Полукруглые головки четко выделяются на поверхности дерева, потайные головки либо находятся заподлицо с поверхностью, либо окаймлены латунными шайбами, либо скрыты деревянными заглушками. Шурупы ввертывают ручной отверткой, дрелью с соответствующей насадкой или шуруповертом.
Вворачивание шурупов дрелью или шуруповертом
При пользовании дрелью установите блокирующий механизм, чтобы шуруп был ввернут на требуемую глубину. Если древесина мягкая, установочное отверстие можно проделать шилом, если твердая — высверлить сверлом меньшего диаметра.
Установочное отверстие можно проделать шилом
Чтобы можно было скрыть шурупы под деревянными заглушками, вам придется высверлить зенковочным сверлом отверстие под заглушку и соответствующим резцом — пробку. Не используйте стальные шурупы для дуба — они вступают в реакцию с древесиной и влагой, и появляются пятна. Вместо них берите шурупы из плакированной стали, латуни или нержавеющей стали.
Токарная обработка древесины
Если вы хотите изготавливать детали круглого сечения (ножки стульев, миски, тарелки), вам не обойтись без токарного станка. Приобретайте самый мощный и тяжелый станок, какой только позволяет ваш бюджет, — с регулируемым зажимным патроном и набором планшайб. Веретенообразные и цилиндрические детали вытачивают, закрепляя заготовку между передним и задним центрами станка, миски или тарелки — на наружной стороне шпинделя.
Токарная обработка древесины
Лучшие токарные станки снабжены устройством, позволяющим обтачивать большие заготовки на наружной стороне шпинделя. Вам потребуется разнообразный токарный инструмент — стамеска, отрезной резец, косое долото и радиусный шабер.
Вырезание ножом
Чтобы вырезать дверную ручку или защелку, вам не потребуется ничего, кроме хорошего острого ножа (не из нержавеющей стали). В одной руке держите заготовку, в другой нож и режьте дерево, нажимая на спинку лезвия большим пальцем. Остальное — дело навыка. Для практики сначала поэкспериментируйте, например, с мягкой древесиной липы.
Вырезание ножом
Установка петель
Два самых распространенных типа петель — декоративные накладные петли из латуни (крепятся шурупами с потайными головками, ввинчиваемыми заподлицо с поверхностью) и стальные врезные петли (крепятся в гнездах стальными шурупами с потайными головками). В последнем случае обведите створку петли острием ножа, прорежьте контур стамеской, а затем выберите древесину стамеской на нужную глубину. Створка должна плотно сидеть в гнезде. Всегда вместе с петлями покупайте подходящие шурупы.
Шлифование древесины
Для получения гладких поверхностей используют многочисленные сорта наждачной бумаги (шкурки). Шкурку можно использовать или саму по себе, или обернуть ею деревянный брусок. Лучше всего шлифовать дерево несколько раз — после распиливания, после высыхания клея и после окончательной отделки.
Шлифование древесины наждачной бумагой
Для первого шлифования пользуйтесь обычной наждачной бумагой, для отделки — тонкой шкуркой на основе окиси алюминия (она дороже, но служит куда дольше). Для шлифования больших плоских поверхностей применяйте круглошлифовальную машину. Работайте в хорошо проветриваемом помещении и обязательно надевайте пылезащитную маску.
Шлифование древесины круглошлифовальной машинкой
Естественная отделка древесины
Первоначально термин «естественная отделка» означал, что дерево шлифовали и оставляли в натуральном виде, теперь это понятие включает еще и обработку маслом или воском. Датское или тиковое масло наносят тонким слоем безворсовой хлопковой тканью или кистью.
Отделка древесины тиковым маслом
Дают высохнуть и обрабатывают самой тонкой шкуркой, чтобы удалить «гребни» (грубую текстуру из приподнявшихся древесных волокон, которая возникает при впитывании первого слоя покрытия), затем наносят второй тонкий слой. Если вы хотите сделать поверхность менее жесткой, натрите ее восковой мастикой.
При отделке изделий, которые будут контактировать с пищей, вместо тикового или датского масла используйте растительное, например оливковое. Втирают его тканью.
Покраска древесины
У вас есть выбор между масляной краской на основе уайт-спирита и водорастворимой акриловой краской. Оба вида краски наносят кистью. Визуальное различие между поверхностями, выкрашенными той или иной краской, очень невелико, однако после работы с масляной краской кисти следует вымыть уайт-спиритом, а после акриловой краски — проточной водой.
Покраска древесины
Пары масляной краски могут вызывать головокружение и тошноту, а акриловой краски — сухость в горле. Независимо от типа используемой вами краски надевайте респиратор и, по возможности, работайте на открытом воздухе.
Особые виды отделки древесины
Работая с американским дубом, можно получить интересную текстуру, если обработать древесину проволочной щеткой. Такая текстура приятна на ощупь, а получающаяся в результате шероховатая поверхность позволит вам не беспокоиться о том, что ее повредят когти домашних животных.
Обработка древесины проволочной щеткой
Щеткой водят вдоль волокон, пока на поверхности не останется необработанных мест, после чего ее натирают маслом.
Отделка древесины свечным пламенем
Отделка свечным пламенем помогает скрыть пороки низкокачественной древесины. На окрашенную поверхность кистью наносят масляный лак. Через некоторое время он подсыхает и становится липким, и тогда под поверхностью водят горящей свечой. Обязательно дождитесь, чтобы поверхность стала липкой (на ней должны оставаться отпечатки пальцев), и держите банку с лаком и кисть подальше от свечи. Этой работой лучше заниматься вдвоем где-нибудь подальше от мастерской. Попрактикуйтесь на обрезках, прежде чем приступать к серьезной работе.
Метки: отделка древесины, столярные работы
Поделитесь ссылкой на статью в социальных сетях
Вы можете оставить свой комментарий
Поделитесь своим мнением, что Вы думаете о прочитанном? Если Вам не понравилась статья, напишите в комментариях причину. Возможно, Вы заметили ошибку или у Вас появились вопросы, напишите об этом. Только зная Ваше мнение, можно будет улучшить и дополнить статью.
9 несложных способов сделать ручной фрезер для мастерской
Не у каждого начинающего мастера есть возможность купить ручной фрезер — все-таки хороший инструмент стоит приличных денег. В качестве временного (а возможно и постоянного) решения можно использовать для работы в мастерской самодельный ручной фрезер.
Содержание
1 Ручной фрезер из старого пылесоса
1. 1 Основные этапы работ
2 Самодельный ручной фрезер из электрической дрели
2.1 Основные этапы работ
2.2 Видео
3 Как сделать мини фрезер из бормашинки
3.1 Основные этапы работ
3.2 Видео
4 Компактный ручной фрезер из болгарки и полипропилена
4.1 Основные этапы работ
4.2 Видео
5 Ручной фрезер из гравёра с деревянной площадкой
6 Ручной фрезер для гипсокартона из обычной болгарки и фанеры
6.1 Основные этапы работ
7 Ручной фрезер из фанеры и электродрели
7.1 Основные этапы работ
7.2 Видео
8 Ручной фрезер из мотора от стиральной машины
8.1 Изготовление ручного фрезера
8.2 Видео
9 Как сделать ручной фрезер из электрической дрели
9.1 Основные этапы работ
9.2 Видео
Ручной фрезер из старого пылесоса
У многих мастеров «на складе» хранятся раритетные вещи, которые жалко выбрасывать. Например, пылесос из далекого советского прошлого. Примерно из 50-х годов ХХ века. Служил он верой и правдой не один год. И еще, наверное, столько бы прослужил. Но на смену ему пришел новый пылесос. Красивый и современный. Без мешка для пыли. А со старым что делать?
Читайте также: 3 полезных самоделки из пластиковой трубы
Можно попробовать сделать из него ручной фрезер!
По крайней мере такая идея пришла в голову автору YouTube канала Handmade Creative Channel. Звучит, конечно, немного странно. Но мастера-самодельщики, они такие, креативные.
Основные этапы работ
Первым делом вооружаемся отверткой и разбираем пылесос.
Для нашей самоделки будем использовать только электродвигатель. Главное, чтобы он был рабочим, иначе ничего не получится.
Читайте также: 5 простых способов, как сделать кипятильник из подручных средств
В целом, электродвигатель отлично подходит для изготовления ручного фрезера.
Только вал не подходит. Нужно его доработать. Из болта автор выточил на токарном станке удлинитель вала, который выступает одновременно держателем для фрезы.
Из канализационной пластиковой трубы изготавливаем корпус ручного фрезера. Помещаем внутрь него электродвигатель и фиксируем на винты.
Читайте также: Идея для мастерской: как сделать бормашину своими руками
Из той же пластиковой трубы необходимо будет сделать опорную площадку. Как она выглядит, можно посмотреть на фото ниже.
Обратите внимание: для крепления площадки на корпусе используются два уголка и болты с гайками.
Читайте также: Как быстро почистить ковер с помощью электродрели
В принципе, все готово. Необходимо лишь установить плату для регулировки оборотов электродвигателя и вывести регулятор снаружи корпуса.
Устанавливаем фрезу, фиксируем гайками.
Надеваем на корпус опорную площадку, установив ее на требуемой высоте, и стягиваем края с помощью болтов и гаек.
Ну а теперь можно приступать к работе!
И сразу в глаза бросается явный недочет — очень не хватает ручек, чтобы удобнее было держать фрезер в руках. А в целом, со своей задачей агрегат вроде справляется.
Самодельный ручной фрезер из электрической дрели
Расскажем, как изготовить фрезер из электрической дрели — она выступает в качестве привода. Для изготовления остальных деталей понадобятся обрезки фанеры и деревянного бруска.
Возможно, вам интересно будет прочитать статью: как сделать простую шлифнасадку для электродрели и шуруповерта.
Основные этапы работ
Из фанеры вырезаем опорную подошву фрезера. По центру сверлим отверстие для фрезы. Далее отпиливаем два одинаковых по длине деревянных бруска. С помощью суперклея крепим их к основанию.
С обратной стороны основания сверлим отверстия, и для пущей надежности прикручиваем стойки на саморезы.
На следующем этапе из фанеры вырезается подвижная площадка. По бокам необходимо выпилить пазы, чтобы она могла перемещаться вдоль направляющих стенок. По центру высверливаем отверстие под сверлильный патрон.
К стойкам площадка крепится с помощью барашковых болтов. Предварительно нужно просверлить в ней отверстия, и установить мебельные гайки.
На последнем этапе устанавливаем дрель, и фиксируем ее с помощью двух болтов. Затем в патроне зажимаем фрезу. Поднимая или опуская площадку, можно регулировать вылет фрезы.
Видео
Пошаговый процесс изготовления ручного фрезера показан в авторском видеоролике с YouTube канала «WillWood — Столярные изделия для начинающих».
Incredible what you can do with a drill — router function !!!
Как сделать мини фрезер из бормашинки
Для выполнения мелких фрезерных работ в условиях домашней мастерской можно воспользоваться самодельным мини фрезером, изготовленным на базе бормашинки.
Необходимые материалы:
бормашинка;
оргстекло;
мебельные направляющие;
фанера или доска;
крепёжный хомут.
Приспособление состоит из нескольких главных элементов: основания (опорной подошвы), стойки, подвижной площадки, к которой крепится бормашинка, и ограничителя глубины — для регулировки вылеты фрезы.
Своим личным опытом сборки самодельного мини фрезера поделился с нами автор YouTube канала TECH YSF.
Основные этапы работ
Первым делом необходимо изготовить подвижную площадку. Для этого можно использовать фанеру, ДСП или кусок доски.
Отпиливаем заготовку нужной длины. Вырезаем в ней круглое «окошко», чтобы был доступ к разъёму питания.
Высверливаем в площадке два отверстия и устанавливаем болты. С помощью крепёжного хомута крепим к стойке бормашинку.
Подготавливаем две мебельных направляющих.
Крепим их к стойке из оргстекла с помощью двустороннего скотча, а затем прикручиваем дополнительно на саморезы.
После этого к мебельным направляющим прикручиваем подвижную площадку с бормашинкой.
На следующем этапе к нижней части стойки крепится основание (опорная подошва) из плексигласа. Предварительно в нём надо будет высверлить в нем отверстие для фрезы.
Далее необходимо прикрепить сбоку подвижной площадки самодельный ограничитель глубины для регулировки вылета фрезы.
Видео
Подробно о том, как сделать мини фрезер из бормашинки, рекомендуем посмотреть в авторском видеоролике ниже. Спасибо за внимание.
Amazing idea with the mini milling drill
Компактный ручной фрезер из болгарки и полипропилена
Многие полезные приспособления для домашней мастерской, если нет возможности купить заводские модели, вполне можно изготовить из подручных средств и инструментов.
В данном обзоре автор покажет, как сделать своими руками компактный ручной фрезер из болгарки и полипропилена (фитингов для соединения водопроводных труб).
Также нам потребуются еще две металлических трубки одинаковой длины, обычные гайки и барашковые болты, две удлиненные гайки (муфты) и небольшой кусок листового металла.
Советуем также прочитать статью-обзор: как изготовить самодельные ножницы для резки арматуры и стальных полос.
Первым делом берем шуруповерт или электродрель, вставляем в патрон кусок шпильки необходимой длины.
Накручиваем на шпильку удлиненную гайку и обтачиваем по всей окружности, убирая грани и придавая ей округлую форму. Аналогично поступаем со второй муфтой. Гайки запрессовываем в металлические трубки.
Основные этапы работ
На следующем этапе отрезаем кусок металла нужного размера. Отрезаем углы и загибаем две параллельные стороны.
Далее нам потребуются полипропиленовые фитинги: крестовина и два тройника, и кусок трубки.
Впаиваем трубку сначала с одной стороны крестовины, потом обрезаем ножовкой заподлицо, потом — со второй. Это нужно, чтобы уменьшить внутренний диаметр отверстий в крестовине.
После этого впаиваем в крестовину два полипропиленовых тройника, как это показано на фото ниже.
В тройниках сверлим отверстия и впаиваем в них обычные гайки, предварительно нагрев их горелкой. В эти гайки будут вкручиваться барашковые болты. Делаем пропил в верхней части.
В металлической пластине сверлим три отверстия: одной по центру и два по краям — для установки направляющих. Потом красим все детали, и можно приступать к сборке.
Видео
Подробно о том, как сделать компактный ручной фрезер из подручных материалов, смотрите в авторском видеоролике. Сама идея принадлежит автору YouTube канала Workshop Diy.
Самый дешевый фрезер своими руками!
Ручной фрезер из гравёра с деревянной площадкой
Мини ручной фрезер для точных работ можно сделать из простого гравера. Для создания инструмента необходимо поставить гравёр на площадку перпендикулярно к поверхности.
Самый простой способ изготовления площадки — это использование дерева. Конструкция состоит из нижней части с выпиленным полукругом участком и бруском с вклеенной резьбовой втулкой, на которую устанавливается гравёр.
Регулировка высоты осуществляется двумя шпильками с гайками, а для удобства работы по бокам основания приклеены бруски. Мини фрезером удобно делать точные работы с применением малых насадок.
Ручной фрезер для гипсокартона из обычной болгарки и фанеры
Из обычной болгарки (УШМ) и обрезков фанеры можно сделать своими руками полезный инструмент, который пригодится всем, кто много работает с гипсокартоном.
В данном обзоре автор рассказывает, как сделать своими руками простой кромочный фрезер для гипсокартона. Он снимает слой гипса и аккуратно отделяет сам картон от поверхности гипса.
Первым делом необходимо вырезать из фанеры заготовку прямоугольной формы. Высверливаем в ней отверстие, чтобы можно было надеть на редуктор, и сверлим четыре крепежных отверстия.
Основные этапы работ
На следующем этапе, после того как закрепили фанерку, устанавливаем диск и фиксируем его зажимной гайкой.
Затем по бокам и с тыльной части прикручиваем куски фанеры, сверху крепим крышку с отверстием для удаления пыли.
Лицевую часть также закрываем небольшим куском фанеры. Должен выглядывать только край диска.
На последнем этапе останется только закрепить ручку, чтобы удобно было держать приспособу в процессе работы. Затем подсоединяем шланг пылесоса, и можно тестировать данную самоделку.
Ручной фрезер из фанеры и электродрели
Иногда при изготовлении какой-либо самоделки в заготовке нужно вырезать паз или, например, красиво обточить торец детали.
Это можно сделать при помощи фрезера. Но покупать такой дорогой инструмент, если вы не планируете его использовать постоянно — нет никакого смысла.
Поэтому в таких ситуациях выгоднее будет сделать ручной фрезер. Например, из электродрели и фанеры.
Первым делом отрезаем заготовки из фанеры необходимого размера.
В опорной «подошве» по центру сверлим отверстие для фрезы, а по краям — крепим кубики из фанеры, в которых нужно просверлить отверстия.
Основные этапы работ
На следующем этапе из фанеры толщиной 18-20 мм вырезаем верхнюю площадку с креплением для дрели. В ней тоже необходимо просверлить отверстия по краям.
В отверстия, просверленные в основании («подошве»), надо будет вставить длинные болты.
В отверстия, которые просверлены в верхней площадке самодельного фрезера, запрессовываем стальные втулки.
Это необходимо для того, чтобы площадка с дрелью могла свободно перемещаться по направляющим вниз-вверх.
Далее приступаем к сборке: на болты надеваем пружины, потом устанавливаем верхнюю площадку.
Для фиксации используются две самодельных барашковых гайки, изготовленные из фанеры и обычных гаек.
Видео
Подробно о том, как сделать ручной фрезер из фанеры и электродрели, смотрите в данном видеоролике.
Make A Router Attachment For Drill Machine || Homemade Drill Attachment
Ручной фрезер из мотора от стиральной машины
Если вам попался в руки электродвигатель от стиральной машинки-автомат, его можно использовать с пользой. Например, почему бы не сделать ручной фрезер для гаража или домашней мастерской?
В первую очередь необходимо насадить сверлильный патрон на вал двигателя. Для этого надо сточить вал до нужного диаметра, а также рассверлить отверстие в самом патроне.
На следующем этапе необходимо взять амортизаторы авто, просверлить в них крепежные отверстия, слить масло и прикрепить к корпусу электродвигателя. Они будут выступать в качестве направляющих.
Изготовление ручного фрезера
Далее автор отрезает болгаркой кусок пластины прямоугольной формы и вырезает в нем квадратное отверстие. Затем штоки амортизаторов надо будет приварить к этой стальной пластине.
Потом нужно сделать защитный кожух для патрона. Это на тот случай, если вдруг патрон слетит с вала, то чтобы не полетел в неизвестном направлении. Ну а вообще лучше использовать не сверлильный, а цанговый патрон.
В конце останется только сделать механизм для регулировки фрезера по высоте и установить кнопку включения (ее можно снять со старой электрической дрели).
Видео
Подробнее о том, как сделать ручной фрезер из двигателя от стиральной машины-автомат, смотрите в видеоролике на сайте.
Это круто. Как сделать МОЩНЫЙ фрезер из мотора от стиралки своими руками.
Как сделать ручной фрезер из электрической дрели
При помощи ручного фрезера можно выполнять различные операции по обработке деревянных заготовок: снимать фаску, оформлять кромку, делать резьбу. Однако для многих мастеров нет острой необходимости в покупке ручного фрезера, поскольку он требуется лишь для выполнения разовых работ.
В такой ситуации намного дешевле и проще сделать самодельный ручной фрезер из подручных материалов.
Опорную станину можно сделать из доски или фанеры, а в качестве привода можно использовать сетевую электродрель.
Из куска доски или фанеры подходящей толщины и размеров необходимо вырезать две круглых заготовки. Они будут использоваться для изготовления основного каркаса. Обрабатываем диски на ленточно-шлифовальном станке.
Основные этапы работ
После шлифовки в круглых деревянных заготовках нужно просверлить отверстия по центру. Для этого лучше всего использовать коронку подходящего диаметра.
Внутренние края зачищаем при помощи наждачной бумаги. В итоге должны получится два «бублика».
На одном из деревянных кругов делаем разметку и выпиливаем четыре куска. В получившихся «выступах» (не во всех, а только в двух) сверлим сквозные отверстия и делаем углубление под потай. После этого размечаем круг пополам и распиливаем его на 2 одинаковые части.
На последнем этапе работ соединяем оба деревянных «бублика» между собой при помощи двух деревянных брусков, установленных вертикально. Предварительно делаем разметку и сверлим отверстия.
Видео
Подробнее о том, как сделать простой ручной фрезер из электрической дрели, смотрите в видеоролике на сайте.
How to Make a Wooden Router Attachment for a Drill machine. | DIY .
Андрей Васильев
Задать вопрос
Как вырезать идеальные отверстия в дереве – Деревообработка для простых смертных
Основы, Как
У вас есть несколько вариантов, когда вам нужно вырезать отверстие. Что вы выберете, зависит от того, насколько большой вам нужен диаметр, насколько чистый вам нужен срез и сколько вы готовы потратить. Вот 4 наиболее распространенных метода вырезания идеальных отверстий в древесине
Один из самых простых способов вырезания отверстия любого размера – использование лобзик . Недостатком здесь является то, что пила может дрейфовать во время резки, и получить идеальный круг практически невозможно. И хотя результат может быть достаточно хорошим в зависимости от того, что вы строите, в этом видео я хочу сосредоточиться на методах, которые позволят создать идеальный круг.
Вырезание отверстий электролобзиком — простой метод… но почти невозможно сделать идеально круглые отверстия.
Биты-лопаты
Биты-лопаты имеют две режущие кромки и центральное острие.
Самый дешевый метод — лопата или лопастное сверло . Они в основном используются в грубых строительных проектах, где качество резки не имеет решающего значения, например, сверление отверстий в стенных стойках для прокладки электрического провода. Тем не менее, вы можете быть удивлены, насколько чисто они будут прорезать отверстия в массивной древесине, если вы будете сверлить медленно и использовать подложку. Фактически, разрезы, которые я получаю с ними, часто соперничают по качеству с насадкой Форстнера.
Лопата может проделать довольно чистое отверстие в твердом пиломатериале……и фанере.
Одним из недостатков лопатовых бит является то, что они не подходят для проделывания больших отверстий. Я думаю, что самый большой диаметр, который я обычно вижу, составляет 1 ½ дюйма. Но набор насадок стоит дешево, и его стоит иметь в магазине.
Биты Фростнера
Биты Форстнера обеспечивают чистый рез с плоским дном.
Большой скачок в качестве достигается за счет сверла Форстнера . Это, безусловно, лучший выбор для деревообрабатывающих проектов. Они имели сверхчистые разрезы с минимальными разрывами. Поскольку они создают плоское дно, они также полезны, если вам нужно только частично просверлить доску. И вы можете найти их большего диаметра, чем лопатки: я видел их до 4 дюймов, и вы, вероятно, можете найти еще больше.
Используйте более медленные скорости сверла для больших бит.
Конечно, самым большим недостатком бит Форстнера является их стоимость. В зависимости от того, какую марку вы покупаете, они могут быть очень дорогими. Я рекомендую приобрести мультибитный комплект. Я купил набор в Costco за 50 долларов более 15 лет назад и до сих пор получаю отличные результаты. И я только что видел этот набор из 14 предметов на Амазоне за чуть менее 50 долларов . Если вы работаете по дереву на выходных, вам подойдет недорогой набор.
Набор бит Форстнера
Кольцевые пилы
Кольцевые пилы различных диаметров.
Кольцевые пилы доступны даже большего диаметра, чем сверла Форстнера, и они могут быть немного дешевле. В отличие от лопаток и долот Форстнера, они вырезают заглушки, а не отверстия.
Вместо того, чтобы сверлить древесину, как другие сверла… коронками удаляются круглые заглушки.
Как и в случае с лопатой и битами Форстнера, вы получите наилучшие результаты, используя сверлильный станок. Если у вас его нет, обязательно зажмите заготовку. Его будет невозможно удержать руками. Дрель медленно поднимает пилу вверх и вниз, чтобы убрать опилки. Если он перестает резать, проверьте, не забиты ли зубья.
Если у вас нет сверлильного станка, обязательно закрепите заготовку.
Приспособление для фрезерования по кругу
Все три предыдущих метода основаны на необходимости покупать специальную фрезу или пилу для отверстий каждого размера, которые необходимо вырезать. Это может дорого обойтись. А что, если вам нужно вырезать действительно большое отверстие, скажем, 10 дюймов в диаметре? Все, что вам нужно, это один инструмент: маршрутизатор. Это отличный способ вырезать маленькие или большие отверстия. Основным недостатком является то, что время настройки занимает больше времени, чем другие методы.
Приспособление для резки кругов для вашего фрезера позволяет делать круглые отверстия любого размера.
Как сделать приспособление для вырезания кругов для фрезера
Снимите основание фрезера.
Прикрепите к основанию кусок фанеры.
Вставка прямой насадки
Измерьте радиус нужного отверстия.
Отметьте расстояние по радиусу от сверла до точки на фанерном основании.
Просверлите в этом месте шуруп и ввинтите его в заготовку и подложку.
Опустите фрезер в заготовку и поверните его вокруг винта, чтобы вырезать отверстие.
Замените основание фрезера полосой фанеры. Просверлите отверстие в месте, где будет точка вращения. После привинчивания основания к заготовке опустите фрезер в дерево и начните вращаться вокруг винта.
Как и все в деревообработке, для каждой задачи есть варианты. Это мои любимые способы вырезать идеальные отверстия в дереве. В основном я хочу подчеркнуть, что вы можете достичь практически любой цели по дереву с помощью скромных инструментов. Мой совет всегда покупать новый инструмент или обновлять то, что у вас есть, только тогда, когда вы просто не можете чего-то добиться с тем, что у вас есть.
Как сделать отверстие в дереве без сверла
Как сделать отверстие в дереве БЕЗ сверла, спросите вы? Будет ли для этого какая-то причина? Я не был уверен, поэтому я рассмотрел этот вопрос:
Да, вы можете. Просто вбейте небольшой гвоздь в дерево. В нем останется отверстие диаметром примерно равным диаметру гвоздя. Затем вы можете расширить отверстие каким-либо другим инструментом, например, разверткой. Часто это проще, чем найти дрель, выбрать правильную насадку, вставить ее в патрон, установить дрель и включить ее.
Часто можно просверлить отверстие, не отрываясь от работы, чтобы найти сверло. Таким образом, вы можете оставаться на месте и продолжать удерживать древесину на месте. Скажем, вам нужно повесить картину или прикрепить полку к стене. Вы можете прислониться к раме картины или полке, пока будете вставлять гвоздь в точное положение для отверстия. Затем вы можете пробить стену свободной рукой.
Правда, то же самое можно сделать и с дрелью, особенно с легкой аккумуляторной моделью. На самом деле, многие столяры, вероятно, предпочли бы такую ситуацию. Однако ногтевой подход проще.
С сетевыми дрелями проблем может быть еще больше. Вам нужно найти торговую точку рядом с местом, где вы планируете выполнять свою работу. Если вы не можете найти подходящую розетку, вам нужно найти удлинитель для использования. я не знаю о вас; однако я потратил значительное количество времени на поиски шнуров, ключей для патронов, сверл и подобных предметов.
Кроме того, шнур заставляет инструмент оттягиваться , когда вы пытаетесь удержать его на месте. Я предполагаю, что это может быть связано с весом шнура, жесткостью или жесткостью. Эта ситуация может затруднить просверливание отверстия в точном месте с помощью сетевой дрели. Однако с гвоздем и молотком вы не столкнетесь с подобной проблемой!
Я предполагаю, что « …Без ДРЕЛЬ… » в названии относится к электрической или силовой ДРЕЛЬ (проводной или беспроводной). Это не относится к ручному инструменту, такому как скоба. Итак, начнем:
Зачем делать дыру в дереве?
То, как вы делаете отверстие, часто зависит от причины отверстия. Вот некоторые из причин, по которым нужно сделать отверстие в дереве:
Чтобы отметить положение
Столяры часто делают отверстия, чтобы отметить места для шурупов, гвоздей или других крепежных элементов.
Затем они поворачивают винт отверткой, чтобы затянуть его. В случае с гвоздем его дополнительно забивают молотком.
Дрели часто громоздки и ими трудно управлять. Может возникнуть проблема с позиционированием сверла. Вы можете упростить этот процесс, вставив конец сверла в отверстие. Это отверстие можно сделать с помощью небольшого гвоздя, шурупа, гвоздя, скобы или подобного предмета.
Чтобы найти центр
Предположим, у вас есть петля для двери. Затем вам нужно будет прикрепить его к двери с помощью шурупов. Тем не менее, вы должны быть очень точными при измерении позиций для них. Отверстия для винтов должны быть точно по центру отверстий в шарнире. Если бы они отличались от по сравнению с , даже на небольшую величину, петля не работала бы должным образом, и дверь не могла бы закрываться без трения головок винтов друг о друга. Петля с винтами
Примечание. Некоторые из приведенных ниже ссылок могут быть партнерскими. Для получения дополнительной информации см. страницу раскрытия информации.
С помощью самоцентрирующегося пуансона отверстия для винтов можно разместить в нужных местах. См. самоцентрирующийся пуансон на Amazon.
Итак, как он это делает? Ну, пуансон имеет скошенный край. Этот край входит в отверстие шарнира. Поскольку вы держите пуансон перпендикулярно шарниру, пуансон позиционируется в центре отверстия. Когда вы нажимаете на центральную часть, она делает отверстие в нужном месте.
Вы можете повторить этот процесс для других отверстий для винтов, а затем затянуть винты, чтобы удерживать шарнир на месте.
Чтобы сделать направляющее отверстие
Вы можете использовать гвоздь или аналогичный предмет, чтобы сделать направляющее отверстие для большего гвоздя, винта или другого крепежного элемента. Отверстие такого типа позволяет вставлять крепеж в определенном месте и помогает предотвратить растрескивание дерева.
В случае шурупа по дереву направляющие отверстия обычно меньше самого шурупа. Если хотите, в верхней части отверстия может быть фаска вырез для головки винта. Это можно сделать с помощью ручного инструмента с зенковкой. Я написал пост о шурупах с потайной головкой.
Ручная дрель с зенкером
Эта фаска , прорезанная в верхней части направляющего отверстия, позволяет затягивать шуруп так, чтобы он находился на одном уровне с поверхностью дерева, даже если шуруп имеет плоскую головку и нижняя часть конической формы . Это позволяет деревянному проекту иметь более законченный вид.
Заглушка для дерева закрывает шуруп
Мы можем пойти еще дальше: Вы также можете сделать отверстие большего размера с раззенковкой в верхней части направляющего отверстия. Это позволяет затянуть шуруп так, чтобы головка находилась ниже поверхности дерева. Вы можете закончить это, вставив заглушку в отверстие с цековкой и отшлифовав его заподлицо с поверхностью дерева.
Пробка может быть изготовлена с помощью специальной насадки для резки пробки. В качестве альтернативы можно использовать кусок дюбеля. На изображении ниже показана такая ситуация. Обратите внимание, что дюбели могут иметь декоративный вид, когда деталь окрашена.
Как сделать небольшое отверстие в дереве без сверла?
Для этого обычно вдавливают или вбивают небольшой гвоздь в кусок дерева. Это оставит отверстие диаметром примерно равным диаметру гвоздя. Другой способ сделать это — сначала сделать меньшее отверстие с помощью гвоздя. Затем вставьте шуруп большего размера и поверните шуруп, чтобы увеличить отверстие.
Так почему бы вам не пропустить шаг с гвоздем и просто ввинтить его в дерево? Это кажется логичным, и кажется, что это было бы проще. Однако для поворота винта без отверстия часто требуется слишком большое усилие или крутящий момент. После этого отвертка может выскользнуть из паза на головке винта.
Можно ли ввинчивать шурупы в дерево, не сверля?
Вам действительно нужно просверлить направляющее отверстие для шурупа? Или вам нужно сделать какое-то отверстие с помощью гвоздя или подобного предмета, прежде чем использовать винт? Ну, это кажется хорошей идеей. Если вы этого не сделаете, вы рискуете прожевать головку и разрушить винт.
Кроме того, отвертка может вгрызаться в поверхность дерева, когда она соскальзывает. Это может привести к повреждению. Возможно, вам будет трудно отремонтировать это с помощью одной только наждачной бумаги, и вам, возможно, придется использовать наполнитель для дерева. См. древесный наполнитель на Amazon.
Кроме того, само дерево может расколоться или треснуть, если шуруп закручивается без отверстия. Это может испортить ваш проект и привести к необходимости перерезать куски дерева. Одним из решений является склеивание треснувших частей вместе, если это возможно.
Установка винта в правильном положении без отверстия может быть затруднена. Винт имеет тенденцию двигаться при вращении, и отверстие, которое он производит, может быть не в том месте. Вот почему центральный удар очень полезен.
Наконец, банка с винтом вытащите из положения, прежде чем вы сможете затянуть его на месте. Этой ситуации можно избежать, вставив винт в отверстие. Опять же, вы можете сделать это отверстие с помощью гвоздя или другого острого предмета.
Как вручную просверлить отверстие в дереве?
Всегда можно просверлить отверстие электродрелью. Однако можно ли сделать это вручную? Ответ ДА!
На самом деле есть много способов сделать это. Приведенный ниже список не является исчерпывающим:
Скоба и сверло
Скоба — это ручной инструмент, используемый для проделывания отверстия в дереве. Технически этот инструмент можно использовать для сверления. Тем не менее, я не буду помещать его в категорию сверла для целей этой статьи. Это потому, что это не электрическая дрель (как проводная, так и беспроводная).
Чтобы сделать отверстие, вы прикрепите бит к скобе. Затем вы перемещаете рычаг устройства по кругу и нажимаете на верхнюю часть инструмента. Скоба и насадка для деревообработки
Существует множество размеров насадок для распорки, поэтому с помощью подходящей насадки можно сверлить отверстия разных диаметров. Кроме того, можно использовать насадку, которая настраивается на множество диаметров. Для получения дополнительной информации см. что-то подобное на Amazon. Биты для скобы
Толкающая «дрель»
Опять же, это ручной инструмент. Так что я не классифицирую его как сверло . Чтобы сделать отверстие, вы втыкаете его в дерево, позволяете ему подняться, а затем снова вдавливаете его обратно. Вы повторяете этот процесс снова и снова. Это действие поворачивает биту в одну сторону, затем в другую. В результате он просверливает отверстие в древесине. По этой ссылке показана проталкивающая тренировка на Amazon.
Этот инструмент удобен тем, что вы можете одной рукой держать древесину, а другой управлять дрелью. Это упрощает работу и предотвращает выпадение деталей.
Ручная дрель
Это не электроинструмент. Так что включу в этот список. Вы двигаете ручку по кругу, чтобы вращать патрон и поворачивать биту. Таким способом можно просверлить отверстие в дереве. Преимущество заключается в том, что вы можете легко регулировать скорость вращения в соответствии с потребностями вашей работы. Ручная дрель
Развертка
Допустим, вам нужно отверстие диаметром больше диаметра гвоздя. Можно ли сделать это отверстие без сверла? Да, ты можешь! Это можно сделать с помощью развертки. Ручная развертка
Вы можете использовать этот ручной инструмент без электродрели. Во-первых, вы делаете меньшее отверстие для кончика развертки чем-то вроде гвоздя. Затем вставьте в него наконечник развертки и вращайте вперед-назад. Это увеличивает диаметр отверстия.
Копировальная пила
Этот инструмент имеет маленькое лезвие, похожее на лезвие прокручивающей пилы. Он прикреплен к металлической раме, которую плотник может перемещать вверх и вниз. Это движение прорезает древесину. Копировальная пила
С помощью этого инструмента можно сделать отверстие. Итак, как это делается? Сначала вы делаете небольшое отверстие острым предметом, например, гвоздем. Размер отверстия должен быть больше размера лезвия копровой пилы. Снимите полотно с рамы копровальной пилы. Вы тогда пропустите его через сделанное вами отверстие. Когда вы закончите, снова прикрепите диск к раме и перемещайте пилу вверх и вниз. Это позволяет вырезать отверстие любого размера и формы.
Самоцентрирующийся пробойник
Я уже описывал этот ручной инструмент, вы можете использовать его, чтобы сделать отверстие точно в центре любого другого круглого отверстия. Примерами являются отверстия для шурупов, используемых для крепления дверных петель. См. самоцентрирующийся пуансон на Amazon.
Gimlet
Это ручной инструмент с винтовым концом . Он позволяет просверлить отверстие в куске дерева. См. гамлеты на Амазоне.
Вы также можете использовать сверла с ручным фиксатором. Конец бита похож на винт. Выше долота видны спиральные режущие кромки. На другом конце есть хвостовик. Эта часть крепится к патрону Brace.Gimlet для деревообрабатывающей скобы
Можно ли просверлить отверстие с помощью электроинструмента, отличного от электродрели?
Конечно! Для проделывания отверстий можно использовать многие другие электроинструменты. Вот неполный список некоторых электроинструментов для этого:
Фрезерный станок
Фрезерный станок по дереву можно использовать для многих целей. Острая насадка возле основания инструмента вращается с высокой скоростью. Это вращающееся сверло способно придавать форму дереву, вырезать каналы и даже пробивать целый кусок дерева. Таким образом, он может вырезать отверстие. Однако часто удобнее использовать электрическую дрель (сетевую или аккумуляторную), чтобы делать обычные отверстия.
Фрезерный станок по дереву
Лобзик
У лобзика есть лезвие, которое движется вверх и вниз. Затем острые зубья на лезвии прорывают древесину и позволяют оператору вырезать кривую. Некоторые лезвия позволяют инструменту погружаться в кусок дерева. Вы можете начать с середины, наклонить пилу вниз, пока лезвие не коснется дерева, и вдавить в него движущееся лезвие. Затем вы можете расширить отверстие и вырезать любую форму, которую хотите. Например, вы можете вырезать форму розетки в куске панели. Это позволяет получить доступ к розетке, когда обшивка установлена на место. Инструмент для деревообработки лобзик
Радиальная ручная пила
С помощью этого инструмента вы можете изменить высоту лезвия во время его вращения. Так, лезвие может пройти через кусок дерева. Таким образом, вы можете вырезать отверстие или отверстие (вы можете сделать то же самое с настольной пилой).
Кроме того, радиальная ручная пила является чрезвычайно универсальным инструментом. С соответствующими насадками вы можете превратить его в сверлильный станок. Однако в этот момент он действительно становится электродрелью, поэтому я не буду включать его в этот список.
Выжигатель по дереву / Инструмент для пирографии
С его помощью можно проделать отверстие в дереве, прожигая его насквозь. Опять же, он не предназначен для этой цели, и, вероятно, было бы лучше использовать электрическую дрель для проделывания отверстий. См. инструмент для пирографии на Amazon.
Заключение
Итак, на этом статья в блоге Как сделать отверстие в дереве без дрели завершается. Мы видели, что вам действительно не нужна дрель для этого. На самом деле, мы видели, что иногда есть преимущества в том, чтобы не использовать его: вы тратите меньше времени на поиск сверла, может потребоваться время на настройку вашей работы, и вы можете контролировать скорость резания (в данном случае отверстия). ) легче.
Все, что вам нужно, чтобы сделать отверстие, это гвоздь или другой острый предмет.
Настройка и техническое обслуживание FDM 3Д принтеров для долговечной работы. Инструкция для пользователей.
Содержание:
Какие узлы 3D принтера требуют регулярного ухода?
В чем особенности ухода за FDM 3D принтерами?
Калибровка и уход за нагревательным столом.
Очистка и уход за печатающим блоком.
Очистка и уход за кинематикой 3Д принтера.
Очистка и уход за корпусом.
Отсек электроники, как ухаживать?
Вывод
Всем привет, друзья, с Вами компания 3DTool!
Современные 3Д принтеры обладают продвинутыми системами контроля процесса печати, подачи материала, автокалибровкой и множеством других полезных, автоматизированных функций, и довольно далеко ушли от своих предшественников, где все манипуляции вплоть до подстройки тока на драйверах шаговых моторов и программирования прошивки под свою версию устройства необходимо было делать вручную. Тем не менее большая часть современных устройств так же требуют постоянного ухода и технического обслуживания. Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.
Какие узлы 3D принтера требуют регулярного ухода?
Для начала определимся, на какие вообще крупные узлы можно разбить любой 3д принтер?
Корпус
Кинематика
Печатающий блок
Печатный стол
Материнская плата / электроника
Независимо от технологии 3D печати, любой 3д принтер можно разбить на эти компоненты. Например, корпус требует очистки от налипшей пыли снаружи или внутри дабы не создавать риск короткого замыкания от статического электричества, кинематика требует очистки от налипшей грязи, регулярного смазывания и при необходимости замены ремней (не в случае с жесткой кинематикой на швп) печатающий блок необходимо чистить от налипшего материала, а в случае с фотополимерными принтерами не допускать вообще никаких загрязнений, особенно если это DLP или SLA 3Д принтер.
Однако давайте конкретизируем наше руководство и возьмем за основу некий стандартный FDM 3D принтер, как наиболее распространенный на рынке и на его основе подробно опишем процессы.
Каталог FDM 3D принтеров
В чем особенности ухода за FDM 3D принтерами?
Что из себя представляет сама технология и по какому принципу она работает, вы можете узнать из нашей статьи ЗДЕСЬ. В данном же материале мы подразумеваем, что читатель уже знаком с основными понятиями и терминами и понимает описываемый предмет.
Итак. Мы знаем, что термополимерные 3д принтеры работают с филаментом в качестве расходного материала, а сам процесс печати связан с нагреванием рабочих элементов устройства до довольно высоких температур. Сам расплавленный материал осаждается на рабочем столе либо на специальной адгезионной поверхности (BuildTak), либо на стекле с нанесенном на него клеем, либо на любом другом виде этого элемента. Например, ранее часто встречались просто алюминиевые столы, требующие наклеивания каптоновй ленты или малярного скотча.
Хорошая, ровная поверхность с нанесенным адгезивом это 90% вероятности успешно завершенной печати. Первый слой всегда определяет получится ли изделие вообще, или после некоторого количества времени печати, если первый слой отклеился или не пропечатался, вместо модели вы увидите характерную «вермишель».
Таким образом самым важным и первым пунктом технического обслуживания и настройки 3д принтера является настройка или калибровка нагревательного стола.
Калибровка и уход за нагревательным столом.
Существуют 3 варианта калибровки нагревательных столов – Ручная, Полуавтоматическая и автоматическая. Чаще всего в современных принтерах встречается полуавтоматический вариант, его мы сейчас и рассмотрим.
При полуавтоматическом варианте калибровки горизонта вашей рабочей области принтер запускает специальную программу движения, облегчающую процесс. Например, в 3д принтерах PICASO3D на платформе X, пользователю нужно ровно установить стеклянную платформу в своих пазах, запустить процесс калибровки и следовать указаниям устройства на экране. Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
В случае ручной калибровки, например на 3д принтерах Zenit 3D, принтер так же управляет процессом передвигая печатающий блок по точкам калибровки, но поднимать или опускать стол в соответствующей точке должен сам оператор.
В упомянутых выше 3д принтерах зенит, это позволяют сделать 3 специальных регулировочных винта под конслью стола (на фото), которые необходимо подкручивать до тех пор, пока расстояние от стола до кончика сопла не будет насчитывать +/- 100мкм. Лучше всего это расстояние замерять специальным автомобильным щупом (для регулирования клапанов), или с помощью обычной белой а4 бумаги.
Суть калибровки заключается в подстраивании высоты так, чтобы лист бумаги или щуп двигались между столом и соплом с небольшим усилием, но все же легко проходили этот зазор. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
!Обратите внимание!
В случае нанесения адгезивного лака/спрея на стеклянную поверхность стола, всегда выполняйте калибровку _после_ нанесения средства, иначе в процессе смены стекла уровень может «убежать». Для наилучшей адгезии принтерам со стеклянным столом, можем порекомендовать проверенный годами адгезивный клей – спрей Picaso3D.
Следующий узел, требующий частого внимания и ухода – печатающий блок. Далее поговорим о нем.
Очистка и уход за печатающим блоком.
Конструкция этого узла такова, что нижняя точка — кончик сопла, всегда контактирует с материалом. На многих конфигурациях ее формы нижняя кромка как бы «разглаживает» выходящий из нее слой материала. Ввиду этого практически невозможно избежать налипания пластика на поверхность сопла, что со временем будет приводить к ее загрязнению, т. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
Для того, чтобы сопло всегда было чистым, старайтесь после каждых двух трех удачных печатей протирать сопло неткаными салфетками, или трудновоспламеняемой тканью в момент, когда сопло еще горячее.
Если такой возможности нет, или загрязнение слишком велико, есть более радикальный способ, который требует извлечения сопла.
Способов очистки снятого сопла довольно много и нет нужды описывать в этом материале их все. Достаточно перечислить два основных: растворение пластика в растворителе, или прожигание газовой горелкой.
!ВНИМАНИЕ!
Любой обозначенный ниже способ требует от вас наличия подготовленного помещения с вытяжкой и оборудованного противопожарной системой. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
В первом случае сопло опускается в ацетон и держится в нем несколько часов, после чего остатки пластика счищаются вручную жесткой щеткой.
Во втором случае вам необходима газовая горелка и длинный толстый пинцет/щипцы, которыми вы будете держать сопло. Необходимо нагреть его до слегка красноватого состояния, чтобы весь пластик выгорел и остудить в теплой воде. После чего его можно установить обратно в принтер предварительно посушив.
Каталог FDM 3D принтеров
Очистка и уход за кинематикой 3Д принтера
Кинематическая система вашего 3д принтера – важнейший узел, обеспечивающий бОльшую часть качества печати устройства. Исполнение кинематики, качество ее узлов и состояния влияют на изделие не меньше, чем сам филамент или печатающий блок. Безусловно, одно не может работать без другого, но, если вы сталкиваетесь с появившимися внезапно «артефактами» на поверхности ваших распечаток и уверены, что это не вина печатающего блока или электроники, обратите внимание на вашу кинематику.
Разные 3д принтеры построены на разных кинематических схемах. Они используют разные по длине ремни, разные виды направляющих и кронштейнов, разные виды подшипников и шпулей. Однако объединяет их одна важная вещь – для всех из них требуется чистота и своевременная смазка. Чем смазывать тот или иной вид направляющих и их каретки как правило чаще всего можно найти в руководстве к принтеру, а саму процедуру необходимо выполнять при интенсивной загрузке принтера не реже раза в месяц. К тому же, чем чаще работает устройство, тем медленнее смазка приходит в негодность, а чем больше устройство «простаивает» тем больше вероятность, что направляющие засорились пылью, а смазка утратила свои свойства.
Чтобы нанести ее заново, отключите принтер от сети и передвигая вручную печатающий блок, последовательно очистите направляющие от старой смазки и налипшей грязи ветошью, или нетканой салфеткой, смоченной в бензине / спирте. После чего протрите насухо и нанесите немного смазки равномерно по всей протяженности направляющих.
Обратите внимание, что рельсовые направляющие чаще всего имеют сапуны для впрыскивания смазки в тело каретки, а цилиндрические подшипники забиваются смазкой внутри. Конечно же, качественнее всего будет поменять смазку на элементах с полным разбором кинематики, но для неопытных пользователей мы не будем этого советовать. Просто обратитесь в ближайший сервис и доверьтесь профессионалам.
Каталог FDM 3D принтеров
Очистка и уход за корпусом.
В зависимости от материала, которым выполнен корпус вашего 3д принтера, можно выбрать разные сценарии его очистки. Например, если корпус выполнен из дибонда, как у принтеров PICASO 3D, достаточно использовать средство очистки мебели и обыкновенный спрей – антистатик. Так же следует поступить с элементами, выполненными из акрила / оргстекла.
Если же ваш корпус пластиковый или металлический, перед очисткой требуется убедится в том, что применяемые вами средства не повредят краску и/или пластик, это можно проверить по маркировке на флакончиках подобных средств.
Зачем вообще нужно чистить корпус? Спросит редкий читатель. А мы ответим: по той простой причине, что даже заземленные 3д принтеры с многочисленными защитами от статики и фильтрами на сетевом шнуре не застрахованы от разряда накопившейся энергии по материнской плате или другим электронным компонентам, что может вывести их из строя. К тому же грязный корпус внутри и снаружи это просто опасно с точки зрения самовозгорания и не эстетично.
И все же, а что на счет электроники?
Отсек электроники, как ухаживать?
Через многочисленных щели в корпусе и вентиляционные отверстия, в отсек электроники может попадать пыль и другой сор. Как не трудно догадаться, электроника – мозги и нервная система вашего устройства. Без нее ваш 3Д принтер не более чем набор шестерней и пластика. Сама по себе электронная начинка устройства, как правило защищена от различных напастей с помощью заземления, различных фильтров, сеточек и активного обдува, однако со временем она все равно покрывается слоем тонкой пыли или грязи и требует периодического внимания.
Если отсек электроники вашего устройства труднодоступен и для осмотра/очистки требуется разобрать пол принтера, мы не рекомендуем этого делать. Если же дело требует откручивания одной/двух крышек, регулярной проверяйте состояние системы и при необходимости продувайте сжатым воздухом. Но ни в коем случае не пылесосьте! Обычные бытовые пылесосы можно сравнить с огромными магнитами, накапливающими на своих корпусах статику, при прямом контакте с которой может пробежать искра по вашим электронным компонентам и платам по незапланированному сценарию и просто повредить их.
Лучшим способом очистки отсека от пыли будет ручная прочистка лопастей вентиляторов и продув компонентов сжатым воздухом. При этом весь процесс желательно делать под хорошей вытяжкой или на открытом воздухе.
Вывод.
Как и любое другое сложное техническое устройство, 3д принтер требует регулярного ухода и обслуживания. В него могут входить как периодические полные осмотры, разбор с устранением минорных проблем, так и простая очистка трущихся/нагревающихся элементов и уход за внешним видом устройства.
В нашей статье мы не затрагивали вопросов касающихся замены расходных запасных частей и случаев поломок устройства. Здесь даны базовые советы для новичков о том, как пользоваться 3д принтером правильно и что нужно делать для того, чтобы он прослужил вам долгую службу.
Более предметных вопросов, касающихся технического обеспечения и замены расходных материалов, мы обсудим в будущих статьях, если Ваш отклик будет положительным.
А на этом у нас все! Надеемся статья была для Вас полезной!
Приобрести FDM 3D принтер популярных производителей, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
После того, как вам пришла идея купить 3D-принтер и своими руками собрать его, следует понять, как работает 3D-принтер и как его настраивать.
Для первого использования вам понадобиться правильно откалибровать принтер. В большинстве случаев прошивка уже стоит на плате и вам остается лишь правильно настроить начальное положение сопла над столом. Расскажем обо все по порядку.
Начнем с того, что объясним, как вообще возможно калибровать 3D-принтер, собранный своими руками. Это делается с помощью 3-х (иногда 4-х) концевых выключателей, или попросту стоперов, (небольшие запчасти для 3d-принтера), установленных на каждой оси X, Y, Z.
Стоперы выглядят как коробка с рычажком и прикрепляются к направляющим. Их легко можно двигать по оси, пока зажимный болт ослаблен.
Именно так мы должны сначала откалибровать ось Z. Когда экструдер ищет начальное положение, допустим по Z, он двигается вниз, пока не надавит на рычажок стопера. После того, как рычаг будет полностью прижат к стоперу, он передаст на управляющую плату необходимую информацию о том, где находится начальное положение относительно стопера. В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
Сперва на глаз или по линейке определим, где нужно расположить стопер. Затем в меню принтера (на дисплее) найдем управление осями. Они называются по-разному и находятся в разных местах, нам нужны пункты меню вроде «MOVE AXIS» и «HOME Z». (Такая неразбериха может возникнуть, когда вы решили купить 3d-принтер на интернет-площадках, вроде aliexpress) Нажав «HOME Z», экструдер поедет вниз, пока не нажмет рычаг стопера. После первого раза вы поймете, насколько ошиблись с местом расположения стопера. Далее остается лишь передвигать стопер до тех пор, пока вы не добьетесь нужного расстояниям между соплом и столом.
Теперь нужно настроить ось Х. Для этого нам понадобится подобрать место установки соответствующего стопера на горизонтальной оси, по которой ездит экструдер. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Самой простой настройкой, пожалуй, является калибровка оси Y. Наша задача – установить стопер на горизонтальную направляющую, по которой ездит стол. Аналогично предыдущей настройке, сопло должно находиться на краю передней части стола при Y=0. Не забываем, что теперь выбирается команда «HOME Y».
После такой настройки нам надо выбрать пункт типа «HOME» или «AUTO HOME». Тогда экструдер должен встать в левый передний угол стола, перемещаясь сразу по все трем осям. Но на этом настройка не заканчивается. Дело в том, что нам нужно, чтобы указанное расстояние между столом и соплом было в каждой точке стола. А так как невозможно с первого раза идеально ровно установить стол, то нам придется проверять выполнение данного условия в нескольких точках и настраивать его с помощью подкручивания зажимающих стол винтов.
Это лучше всего делать следующим образом: ставим сопло в начальное положение с помощью AUTO HOME, затем отключаем 3D-принтер от сети и вручную двигаем экструдер по периметру стола, а затем по диагонали, подкручивая, где нужно, стол. Данные движения повторяем 2-3 раза. После того, как у нас во всех точках стола экструдер стоит на нужной высоте (толщина листа), нужно затянуть зажимные болты стоперов покрепче. В процессе частого применения 3D-принетра, случается, что стоперы немного меняют свое положение. Поэтому важно следить за этим, особенно в печати первого слоя. Если первый слой лег как надо, то, скорее всего, все будет хорошо.
Дополнительно, хочется сказать про один интересный нюанс, который помогает решить несколько часто возникающих проблем в технологии 3d-печати. Бывает, что пластик не липнет к столу 3D-принтера. Это может возникать по трём причинам:
Неправильная температура стола или сопла для используемого ABS или PLA пластика
Плохой материал стола (например, металл)
Неправильная настройка диаметра прутка в слайсере (программа для 3d-принтера Repetier Host)
Другие неизвестные причины, по которым пластик не липнет к стеклянному столу
Если исключить п. 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
На этом настройку принтера можно считать оконченной, осталось лишь научиться создавать файлы для печати, используя модели для 3d-принтера! Именно об этом будет наша следующая статья — «Работа в Repetier Host».
Руководство по установке 3D-принтера
| Top 3D Shop
Всем привет! Это Top 3D Shop, и в следующей статье мы поговорим о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам необходимо освоить аддитивные технологии для работы, прочтите наши рекомендации по настройке принтера и созданию своих первых моделей.
Подготовка
Перед подключением собранного 3D-принтера необходимо убедиться, что транспортировочные фиксаторы сняты. Пряжки ремня могут повредить принтер.
В зависимости от модели пользователи могут применять различные методы печати, включая SD-карту, USB-накопитель, ПК с проводным подключением, Wi-Fi или Ethernet. В большинстве случаев они комбинируются: многие модели предлагают 2–3 метода.
Сравним печать с SD карты и через стационарный компьютер или ноутбук.
Оба метода имеют свои преимущества и недостатки. Печать через ПК «нагляднее»; кроме того, вы можете вносить изменения в процессе. При работе с SD-картой на печать не влияет загруженность компьютера; исключено случайное отсоединение USB-кабеля, соединяющего принтер с ПК. Печать с SD-карт более надежна, но иногда принтеры не могут их прочитать. При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, откуда его можно передать любым из вышеперечисленных способов (обычно по проводному соединению или Wi-Fi, а также с SD-карты или USB-накопителя). диск), как, например, в принтерах Raise3D и Phrozen.
При печати с ноутбука или стационарного компьютера принтер должен быть подключен к ним с помощью USB-кабеля. Как только операционная система обнаружит принтер как новое устройство, она должна автоматически установить драйверы для вашего принтера. В противном случае драйверы необходимо загрузить из Интернета или установить с носителя, поставляемого вместе с принтером.
Для печати с SD-карты карта с файлами 3D-объектов помещается в соответствующий слот принтера. Как правило, к принтеру прилагается SD-карта с несколькими файлами тестовых моделей.
Узнайте больше о подключении 3D-принтера, возможных проблемах и их решениях.
Программное обеспечение для 3D-печати
Современный рынок изобилует программным обеспечением для 3D-печати. Существует множество платных и бесплатных программ для 3D-дизайна, редактирования моделей, нарезки. Некоторые из них интуитивно понятны и подходят для новичков, а другие могут быть понятны только профессионалам.
Чтобы узнать больше, ознакомьтесь с полным руководством по самому популярному и проверенному программному обеспечению для моделирования, обработки и печати 3D-объектов.
3D-дизайн и форматы файлов
Любая печать начинается с поиска или создания 3D-модели, которую можно создать с нуля посредством 3D-дизайна или на основе 3D-сканирования. 3D-дизайн позволяет воплотить идею в трехмерной модели. Посетите блог Top 3D Shop, чтобы узнать о бесплатном программном обеспечении для 3D-моделирования. Чтобы их как следует освоить, потребуется не меньше месяца, поэтому для начала рекомендуем скачать модели из интернета или обратиться к специалистам по 3D-дизайну. Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Загруженные файлы могут оказаться бракованными: иногда модели требуют исправления ошибок. Модельная сетка должна быть герметичной: необходимо проверить наличие зазоров там, где они должны быть, и отсутствие отверстий там, где их быть не должно. Также не должно быть самопересечений, «висячих» точек, микронных зазоров; нормали должны быть расположены правильно.
Источник: 3dtoday.ru
В Windows 10 предустановлено приложение для просмотра и базовой обработки 3D-объектов: раньше это был 3D Builder, в более поздних версиях — Paint 3D. Эта программа подходит для начинающих пользователей.
Опытные пользователи могут использовать Netfabb Studio Basic или Solid Inspector с бесплатным плагином Sketchup, который позволит находить ошибки и восстанавливать модели: редактировать сетку, заполнять отверстия и удалять двойные поверхности, исправлять полигоны и делить модели по ортогональным плоскостям.
Хотя модель можно исправить во многих слайсерах, лучше использовать узкоспециализированный софт.
Двумя наиболее часто используемыми форматами файлов в 3D-печати являются .STL и .OBJ. Перед печатью они преобразуются с помощью слайсеров в управляющий G-код, распознаваемый принтерами.
Слайсеры — это программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента наполнения зависит прочность и вес модели. Полая модель печатается значительно быстрее, требует меньше материала и имеет меньший вес, но имеет крайне низкую прочность. Модель со 100% заполнением, наоборот, максимально прочная, но расходует гораздо больше материала и несравненно дольше печатается. Здесь важно соблюдать баланс — оптимальное наполнение моделей разного размера и для разных целей будет сильно различаться.
Чаще всего новички используют программы, которые идут в комплекте с принтером, или универсальное программное обеспечение для нарезки: бесплатные Repetier Host и Ultimaker Cura или платные, такие как Simplify3D.
Калибровка 3D-принтера
Перед началом печати устройство необходимо откалибровать. Обычно в инструкции к принтеру написано, как это сделать.
Поговорим подробнее о калибровке FDM-принтеров, так как их обычно выбирают для ознакомления с 3D-печатью, ввиду доступности и доступной цены таких устройств и материалов для печати на них.
Выравнивание платформы
Источник: all3dp.com
Механическая калибровка принтера по технологии FDM представляет собой выравнивание плоскости печатной платформы, то есть рабочей пластины.
Целью выравнивания является позиционирование платформы таким образом, чтобы плоскость перемещения осей XY экструдера была параллельна плоскости поверхности станины. Последовательность калибровки различается в зависимости от модели — подробности читайте в инструкции. Калибровка обычно заключается в затягивании четырех регулировочных винтов по краям платформы.
Источник: all3dp. com
У этой калибровки есть один недостаток — середина станины остается не выровненной. Проблема актуальна для недорогих принтеров, где поверхность пластины неровная. Для проверки центра платформы можно распечатать первый слой из нескольких моделей, расположенных по краям и в центре печатной платформы.
При нагреве станина подвергается термическому расширению, что неизбежно приводит к деформации. Если первый слой не отклеивается, проблемы с неровным ложем решаются подбором параметров печати для первого слоя: низкая скорость (15 мм/с), чуть более высокая температура, подача филамента увеличивается, если есть большой зазор и пониженный, если зазор маленький.
Если станина настолько неровная, что в углах печать идет хорошо, а в центре она либо слишком высоко над станиной, либо упирается в нее, то рекомендуется закрепить на станине стекло и печатать на нем.
Помимо выравнивания необходимо задать рабочую нулевую точку — высоту сопла над станиной, с которой начинается печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Для некоторых 3D-принтеров установка рабочего нуля и выравнивание стола выполняются как одна процедура; для других моделей это отдельные действия. В последнем случае следуйте инструкции для конкретной модели.
Выравнивание стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем во время печати или если вам пришлось применить силу при снятии печати и прижимных винтов может расслабился.
Автоматическое выравнивание платформы
Автоматическое выравнивание платформы печати осуществляется с помощью щупа или подобных устройств (иногда щупом служит само сопло печатающей головки, если в конструкции предусмотрен соответствующий датчик). Они соприкасаются с поверхностью кровати в точках, указанных в прошивке. Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Настройки
После выполнения механической калибровки необходимо установить оптимальные параметры для первого отпечатка. Их можно настроить вручную или с помощью утилиты калибровки 3D-принтера.
Расходные материалы
В FDM-принтерах используется катушка с пластиковой проволокой — филаментом, наиболее популярными из которых являются ABS и PLA.
Модели из АБС более долговечны, они предназначены для использования в машинах и могут выдерживать трение и воздействие окружающей среды. Для прототипирования и проектирования объектов больше подходит PLA.
Первая печать
Источник: all3dp.com
После того, как принтер прогрет и настроен, можно приступать к печати. В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
Чтобы отпечатанная модель не отрывалась от платформы, не расслаивалась и не деформировалась в процессе печати, необходимо, чтобы первый слой модели хорошо прилегал к платформе.
Для достижения хорошей адгезии рекомендуется печатать первый слой с меньшей скоростью, чем последующие. Таким образом, пластик успевает прилипнуть к поверхности кровати. Кроме того, желательно сделать его более толстым, чтобы компенсировать неровности кровати или уложенного на нее подстилающего слоя.
Следующие предметы также могут быть использованы для хорошей адгезии: малярная или синяя лента, термостойкая лента Kapton, клей-карандаш, лак для волос, пиво или кола, раствор ABS или PLA в ацетоне, (само)клеящиеся пленки, стекло или зеркало.
Есть еще несколько вспомогательных средств для достижения хорошей адгезии: плоты, краи и юбки. Подложка – это специально напечатанная подложка, которая укладывается под изделие. Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Печать с опорами
Для сложной геометрии программы нарезки создают специальные опоры для нависающих элементов. Несмотря на то, что опоры портят соседние поверхности (если они напечатаны из одного материала), нужно понимать, что без опор нависающие элементы печатать нельзя — они провиснут, и модель потеряет форму. Печать без опор допустима для стен с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами подставки могут быть напечатаны из материала, растворитель которого не взаимодействует с основным материалом модели, например, из ПВА (водорастворимый) или УППС (D-лимоненрастворимый). Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Проблемы с печатью и пути их решения
Проблем, связанных с освоением 3D-печати, очень много: от сборки устройства до неправильно напечатанных моделей. Вот несколько моментов, на которые стоит обратить внимание:
При выборе модели для печати необходимо соотнести ее дизайн с габаритами принтера. Некоторые модели можно распечатать по частям и склеить.
Крайне важно учитывать условия эксплуатации модели. Было бы неразумно печатать формы для выпечки из материалов с температурой плавления 105–150 ℃ при температуре духовки около 200 ℃, также нельзя использовать токсичные пластики для печати предметов, контактирующих с пищевыми продуктами.
Не все нужно печатать. Некоторые вещи проще сделать из готовых материалов, чем тратить время на моделирование, печать и постобработку.
Не всегда есть возможность сразу установить правильную температуру печати: она может различаться для материалов разных производителей. Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Заключение
Как видно из статьи, для освоения 3D-печати требуется некоторое время. Поначалу может показаться, что тонкостей слишком много, но они легко запоминаются и не вызывают затруднений при условии, что вы потренировались и приобрели определенный навык. Все, что вам нужно, это желание и энтузиазм.
Как настроить настольную производственную станцию для 3D-печати
Подготовка рабочего места для вашего нового 3D-принтера может быть захватывающей, просто убедитесь, что вы приняли во внимание некоторые ключевые советы, прежде чем приступить к работе.
Опубликовано 23 января 2020 г.
от
Алек Рихтер
Вы готовы начать 3D-печать на своем 3D-принтере FFF, будь то для бизнеса или для развлечения, и, возможно, вы приобрели машину, и она уже в пути, или вы все еще думаете, какую из них приобрести (что, я предложите позвонить нам, и мы можем помочь вам найти именно то, что вам нужно). Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Выбор места:
Первое, на что следует обратить внимание, это место, где вы собираетесь разместить принтер. Это может измениться в зависимости от размера и количества принтеров, о которых мы говорим. Имея всего один принтер, было бы легко установить рядом с вами специальный стол, на котором есть все, что вам нужно, но с дюжиной принтеров вам понадобится система стеллажей, и ваши потребности значительно изменятся. В любом случае лучше иметь некоторое пространство, большое или маленькое, которое вы могли бы сфокусировать на 3D-печати и обеспечить, чтобы 3D-принтер или принтеры оставались там какое-то время. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Существует множество различных мест и стилей установки для 3D-принтеров FFF, например, этот специально модифицированный стеллаж.
Некоторые примеры:
Здесь, в студии, у нас установлено много принтеров, которые регулярно используются для печати (и в качестве классного фона). Это изготовлено на заказ с использованием импортных шведских столов из ДСП с ножками, расколотыми распорками, напечатанными на 3D-принтере, и множеством винтов, скрепляющих все вместе. Это специально созданная установка, но она удовлетворяет наши потребности, однако она менее удобна, чем наличие одного рядом со мной, за которым я могу внимательно следить, но с таким количеством 3D-принтеров шум нарастает, и в комнате становится заметно теплее, когда они все бегут.
Использование уже существующих мебельных решений и их дальнейшее развитие является основой для настройки 3D-печати многих пользователей.
Другим нравится держать свои принтеры прямо на столе рядом с компьютером, чтобы упростить управление и следить за отпечатками по мере их выполнения. В зависимости от размера 3D-принтера, это будет наиболее вероятная установка, просто потому, что она не требует дополнительных усилий, но все же работает очень хорошо. Pulse XE прекрасно помещается на столе, но принтер, такой как Raise 3D Pro2+, немного велик, чтобы поместиться на рабочем столе, и лучше подходит для тележки, что делает его отличной платформой для Fab Station.
Тележка Raise Pro2+ — отличное дополнение для управления материалами и инструментами.
Еще один действительно элегантный вариант — это небольшая тележка, на которую можно поставить 3D-принтер, и это дает дополнительное преимущество, поскольку все инструменты и аксессуары находятся рядом с принтером. Убедитесь, что это прочная платформа, так как любое шаткое основание может повлиять на качество печати, производимой на 3D-принтере, даже на самой современной машине.
Для других машин найти достаточно большую тележку несложно, вам просто нужно будет сделать немного больше собственных настроек, чтобы она соответствовала вашим потребностям.
Хранение нити:
Подумайте, где вы будете хранить весь материал, который будете собирать для своего 3D-принтера; вы будете удивлены тем, как быстро вы переходите от пары катушек к десяткам, особенно с учетом большого разнообразия цветов и материалов, доступных на MatterHackers.com.
Учитывая тот объем материалов, который у нас есть в MatterHackers, нам нужен был простой способ управлять всем. В студии у нас есть нить под рамой под принтерами, организованная по материалам. В другом месте в офисе у нас есть волокнистая стена, где хранятся все наши другие материалы от PLA до PEEK. Здесь мы упорядочили материал по конкретному материалу, цвету и размеру диаметра, что позволяет очень легко найти именно ту нить, которую вы ищете. Существует множество различных способов ведения организованного инвентаря, но цель должна состоять в том, чтобы получить доступ к любому материалу, который вам нужен, без необходимости слишком много перемещаться, чтобы добраться до него. Наличие катушек в студии в две или три стопки становится больше проблем, чем пользы.
Четкое отображение всех ваших материалов не только выглядит красиво, но и значительно упрощает просмотр вашего текущего инвентаря.
Поддержание чистоты:
Теперь, когда вы справились с основными задачами, важно содержать рабочее место в чистоте и порядке. 3D-печать настолько чиста или грязна, насколько вы ей позволите; очень легко накопить кучу обрезков нити, линий очистки, юбок и неудачных отпечатков. Я обнаружил, что лучший способ бороться с этим — иметь маленькую кисть, например, кисть для рисования, чтобы иметь возможность смахивать пыль с принтера и прилегающих территорий, и мусорное ведро рядом с рабочей станцией, чтобы сметать все в него. Когда у меня есть мусорное ведро в другом конце комнаты, очень легко просто положить отходы и подумать: «Я разберусь с этим позже».
Мусорное ведро и маленькая щетка позволяют всегда помнить о чистоте.
Инструменты для достижения успеха:
Есть несколько важных инструментов, которые я считаю бесценными для процесса 3D-печати. Держите под рукой несколько USB-накопителей, SD-карт или микро-SD-карт (независимо от того, что используют ваши принтеры), чтобы вы могли начать нарезку, пока ваши отпечатки еще не закончились. Набор штангенциркулей и запасных аккумуляторов для измерения деталей и получения ощущения масштаба как для 3D-моделей, которые вы проектируете, так и для моделей, которые вы загрузили; фаска 0,5 мм может выглядеть большой, но на самом деле ее практически нет. Резаки заподлицо отлично подходят для обрезки нити перед тем, как вы вставите ее в экструдер, или, если вы будете осторожны, она удобна для удаления опоры. Художественный нож или инструмент для удаления заусенцев — это удобный инструмент для удаления любых пятен на оттиске или очень тонких основах. В зависимости от того, поддерживает ли его 3D-принтер, гаечный ключ для снятия сопла в случае серьезного замятия или если вам нужно заменить его во время обслуживания (многие используют гаечный ключ на 7 мм, другие используют большие размеры, поэтому обязательно сверьтесь со своими штангенциркулем). перед покупкой). Вы также можете легко найти их в наборах инструментов MatterHackers.
Наличие штангенциркуля всегда под рукой дает моим проектам хорошую проверку работоспособности, чтобы все мои виртуальные измерения имели смысл в реальном мире.
Техническое обслуживание:
Следуйте всем рекомендациям производителя 3D-принтеров, но в целом за этими машинами довольно легко ухаживать. Время от времени убедитесь, что все скользящие поверхности, такие как линейные стержни или рельсы, хорошо смазаны, мусор находится вдали от любых движущихся частей, и вы не замечаете, что какие-либо детали значительно изнашиваются (например, ремни могут создавать много черной пыли). если они выходят из строя).
Поддержание поверхности вашей печати в чистоте и чистоте только поможет вам в долгосрочной перспективе, поэтому обращайте внимание на любые признаки износа и незамедлительно устраняйте их. Неожиданное время простоя намного хуже, чем ожидаемое техническое обслуживание.
Устранение неполадок:
У нас есть много видеороликов и статей, в которых подробно рассказывается, как устранять любые проблемы, которые могут возникнуть при 3D-печати, ссылки на которые вы можете найти ниже. Для тех трудноразрешимых проблем, которые кажутся не такими уж общими, вы всегда можете связаться с нашей службой поддержки по телефону или электронной почте. Я бы порекомендовал посмотреть видео MatterHackers о «деформации» и «не выдавливании детали», так как это, кажется, самые распространенные ошибки, которые я вижу у новых пользователей. Мы также добавим ссылку на наше удобное руководство по устранению неполадок в описании видео ниже.
Наличие 3D-принтера откроет перед вами новые возможности для творчества: от маленьких и изысканных до больших и специализированных. Хотя для многих это первый инструмент, наблюдать за тем, как работают эти машины, замечательно, и даже после всех этих лет я все еще загипнотизирован, наблюдая за тем, как они работают. Есть ли у вас какие-то детали настройки, о которых я не упомянул и которые, по вашему мнению, важно знать другим? Я всегда открыт для того, чтобы узнать больше и поделиться знаниями с другими читателями, поэтому обязательно оставьте комментарий ниже.
Спортивный распредвал двигателя авто — что это такое и для чего нужен
Установка спортивного распредвала для двигателя — основной вид тюнинга автомобиля. Расскажем — что такое валы «верховые» и «низовые», для чего нужны и какую прибавку мощности дают. Как влияет конструкция распредвала на повышение мощности.
Для чего нужен
Распределительный вал — механический «мозг» двигателя, который формирует характер работы мотора. Причина замены стандартного вала авто на спортивный та же, что других деталей. Штатная деталь слишком усредненная, разработана в соответствии с запросами большинства водителей.
Основной характеристикой двигателя считают мощность. На деле влияние на характер автомобиля оказывают максимальная мощность и крутящий момент. Ведь наибольшую мощность можно реализовать только при определенных оборотах, близких к максимальным. «Горячему» водителю нужен приемистый двигатель, который при трогании с места и разгоне, не напрягаясь «идет» за педалью газа. Это обеспечивает крутящий момент, если он достаточно большой и постоянный на низких и средних оборотах.
Стандартные двигатели с точки зрения гонщиков имеют существенный недостаток — отсутствие тяги на низких оборотах вращения коленвала.
Гоночный распредвал обеспечивает оптимальную подачу смеси в цилиндр путем увеличения высоты подъема клапанов. Тюнинговые кулачки отличаются плавностью профиля, что обеспечивает надежную работу механизма газораспределения. Особенностью спортивных валов является то, что их применение отодвигает границу детонации (стук пальцев), в особенности на малых оборотах.
Влияние распредвала на мощность двигателя
Подъем клапана
Измеряется в миллиметрах и представляет максимальное расстояние, на которое он отходит от седла. Продолжительность открывания клапанов — отрезок времени, измеряемый в градусах поворота коленвала. Измеряется, как клапан поднялся от седла на малую величину, часто составляющую 0,5 или 1,2 мм.
Каждый из критериев спортивного распредвала связан с другими и модификация одного повлияет, как другие улучшат или ухудшат работу двигателя. Но увеличение подъема и времени открывания увеличивают мощность мотора в зоне максимальных оборотов. Если максимально их увеличить, то двигатель будет неспособен работать на оборотах ниже 2 000.
Гоночные распредвалы имеют низко-оборотный предел «холостого хода» (2 000 об/мин). Распредвалы для тюнинга можно сделать «цивилизованными» путем изменения моментов открывания и закрывания клапанов, но компромиссом будет максимальная мощность.
Продолжительность открывания
Известна конструкторам форсированных моторов из-за влияния на мощность двигателя автомобиля. Чем дольше удерживаются открытыми клапаны, тем большая максимальная мощность будет получена. Если время открывания клапана слишком большое, то дополнительная максимальная мощность приведет к нестабильной работе мотора на низких оборотах.
Для гонок максимальная мощность является единственной целью, а для «обычных» автомобилей с форсированными двигателями важными являются приемистость и крутящий момент снизу.
Увеличение подъема клапана
Полезна в увеличение мощности авто, т. к. может её добавить без существенного влияния на характеристики двигателя на низких оборотах. Теоретически это будет работать. Но механизмы привода клапанов не такие простые. Высокие скорости движения клапанов, обуславливаемые этими профилями, существенно уменьшают надежность мотора.
Когда продолжительность открывания клапана уменьшается, то на его перемещение из закрытого положения до полного подъема и возвращения обратно остается меньше времени. Потребуются клапанные пружины с увеличенным усилием и становится механически невозможным приводить в движение клапаны даже при относительно низких оборотах.
Что такое валы верховые и низовые
Существуют различные спортивные распредвалы, предназначенные для разных целей:
низовой моментный вал для городской езды;
универсальный вал «город — трасса»;
верховой вал «трасса».
Выбирая для двигателя машины распредвал с меньшим подъемом клапанов, то в наибольшей степени реализуем положительный эффект на низких оборотах вращения коленвала. Распредвал с большим подъемом кулачков позволяет повысить мощность на высоких частотах.
При подборе вала стараются изменить кривую крутящего момента или мощности в диапазоне рабочих режимов двигателя в зависимости от стиля вождения и пожеланий владельца. Максимальные значения смещают в область низких оборотов — тогда вал называют «низовым», если в область высоких оборотов — «верховым».
Какой ставить распредвал для тюнинга
Если хотим увеличить эффективность в заданных оборотах, придется жертвовать другими параметрами. Так, «низовые» валы автомобиля проигрывают в зоне высоких оборотов, а «верховые» — на холостом ходу и при низких оборотах. Отвечает за изменения профиль кулачка. Для увеличения тяги на «низах» его делают более широким и плавным, если требуется мощность на «верхах» — более узким и острым.
Соответственно, если готовите машину к драг-рейсингу, стоит установить вал «низы—середина». Если не устраивает «тупизна» автомобиля на трассе — «верховой».
После установки спортивного распредвала авто надо отрегулировать клапаны с помощью разрезной шестерни. Если выставить распредвал на «опережение», то впускной клапан будет подниматься больше, чем выпускной, — это даст прирост мощности на высоких оборотах. Установка на «запаздывание» обеспечит больший подъем выпускного клапана, чем впускного, и увеличение тяги в области низких оборотов.
Для лучшего эффекта придётся делать чип-тюнинг «мозгов» двигателя авто и заново обучать работу мотора под новый распредвал.
Спортивные валы — полноценный тюнинг двигателя автомобиля. Они находят поклонников среди спортсменов, гонщиков и обычных автолюбителей. Всё благодаря оптимальному соотношению цены распредвала для тюнинга и установки с полученной отдачей двигателя машины. Некоторые способны увеличить мощность на 20% при стабильной работе на «низах».
Тюнинговые и спортивные распредвалы
Каждый из нас старается всячески улучшить свой автомобиль, и путей к этому находится великое множество. Когда же речь заходит о двигателе, все в один голос твердят об увеличении его мощности. Хотя, если более серьёзно подойти к вопросу, то прежде надо обратить внимание на его крутящий момент.
Мы знаем, что выжать наибольшую мощность возможно при стабильных максимальных оборотах, но такой режим двигателя применяется редко. Обычному водителю более важна приёмистость автомобиля, который послушно отзывается на педаль газа как в режиме хода с места, так и при его разгоне. Такое поведение машины обеспечивается большим и относительно постоянным крутящим моментом на низких и средних оборотах, чем и «грешат» ВАЗовские двигатели. На низкой частоте вращения коленчатого вала у них отсутствует достаточная «тяга».
Владельцы автомобиля ВАЗ часто жалуются на дёрганье машины в начале движения, заметные провалы при резком нажатии на «газ», у многих быстро «летит» сцепление и практически все отмечают неэффективность пятой передачи. Действительно, при оборотах двигателя менее 3000 об./мин. наблюдается его недостаточная приёмистость. Кривая крутящего момента зависит от параметров газораспределения, так называемых «фаз распредвала», а также «время-сечения» открытия клапанов, которые задаются профилем кулачков распредвала. В зависимости от его угла поворота и получается разная величина открытия клапана. Для лучшего функционирования автомобиля на низких оборотах добиваются быстрой подачи в цилиндр необходимого объёма рабочей смеси, то есть заметно сужают фазу открытия впускного клапана.
В отличие от обычных распредвалов, в спортивных моделях используются кулачки с другими геометрическими размерами. Их более высокая и широкая форма приводит к тому, что клапан поднимается на большую высоту и дольше находится в открытом состоянии, что обеспечивает подачу полноценной смеси. Профиль кулачков отличается плавностью форм, что делает работу механизма газораспределения более надёжной на широких фазах.
Из всего вышесказанного следует, что максимальная мощность двигателя и его крутящий момент могут иметь различные величины. И если использование стандартного распредвала предполагает увеличенный крутящий момент на средних оборотах, то спортивный обеспечивает максимальную отдачу на высоких оборотах двигателя. Спортивный распредвал на автомобили ВАЗ устанавливается с разрезной шестерней (звёздочка или шкив распредвала), с помощью которой становится возможна более точная регулировка и настройка фаз. С её помощью настраивается наибольшая мощность на необходимых оборотах двигателя.
Применением тюнинговых распредвалов можно добиться работы двигателя под нагрузкой без заметных перебоев даже при снижении оборотов до предельного уровня. При этом отодвигается граница детонации, то есть перестают «стучать пальцы» на малых и средних оборотах коленвала. Заметно снижение расхода топлива и уменьшение токсичности выхлопных газов. Как следствие, уменьшается склонность двигателя к детонации, а значит, увеличивается его ресурс.
Распредвалы на ВАЗовских двигателях довольно чувствительны к регулировке зазоров, поэтому на тюнинговых распредвалах заметно увеличен участок сбега кулачков на стороне закрытия клапана. Это облегчает регулировку зазоров и в несколько раз снижает их количество. Проследим этот факт на следующем примере: после установки тюнингового распредвала регулировка клапанных зазоров требуется после 60 000 км пробега двигателя. При использовании обычного распредвала потребовалось бы не менее четырёх регулировок. Это заметно увеличивает срок эксплуатации изделия и экономит средства и время, необходимые на каждую регулировку клапанов. Посчитайте сами: грамотная регулировка занимает не менее 3,5 часов и стоит порядка 20 у.е.
Классификация распредвалов
Тюнинговые модели распредвалов можно разделить на две группы: низовые и верховые. По названию видно, что одни увеличивают момент на низких оборотах двигателя, а другие на высоких оборотах. Это достигается при помощи изменения высоты подъёма и особого профиля кулачков, а также определёнными фазами открытия/закрытия клапанов.
Низовые распредвалы
Этот вид изделий имеет небольшую высоту подъёма при отсутствии зоны перекрытия клапанов. Такой режим предотвращает выбрасывание рабочей смеси на низких оборотах обратно во впуск. Конечно, малая высота подъёма вызывает потерю наполнения на высоких оборотах и это ведёт к уменьшению максимальной мощности двигателя. Поэтому, в основном, они применяются при езде по городу. Не забывайте, что мощность двигателя, в основном, влияет только на максимальную скорость вашего автомобиля, что не является критическим показателем. Для примера можно привести следующие цифры: уменьшение мощности двигателя ВАЗ-2109 на 10 л.с. снизит максимальную скорость всего на 6 км/ч.
К достоинствам низовых валов можно отнести повышение крутящего момента на «низах». Именно это позволит вам резко ускориться со светофора, не включая пониженную передачу. На средних оборотах эти распредвалы ничем не лучше серийных, а на высоких даже хуже их.
Верховые распредвалы
Эти изделия, наоборот, имеют высокие подъёмы, большую зону перекрытия клапанов и широкие фазы. Такой режим увеличивает наполнение на «верхах», что происходит из-за увеличения проходного сечения в зонах клапанов и благодаря использованию эффекта инерционного наддува. Это ведёт к увеличению мощности двигателя, причём максимальный крутящий момент смещается в зону высоких оборотов. К сожалению, заметен провал на «низах», что происходит вследствие более широкой фазы, во время которой рабочая смесь обратно выталкивается во впускной коллектор при низких частотах вращения. И чем лучшие характеристики имеет верховой распредвал, тем сильнее этот эффект.
Тюнинговые и спортивные распредвалы
Верховые распредвалы дополнительно делятся на тюнинговые и спортивные. Их различие, в основном, касается фазовой характеристики, подъёма клапанов и высоты перекрытия. Чем больше высота подъёма, тем выше момент и, как правило, мощность на высоких оборотах.
Спортивные распредвалы практически непригодны для использования в городских условиях вождения. Они имеют заметный провал при низких оборотах и довольно неустойчивые повышенные обороты холостого хода. Максимальная отдача у них происходит только в области почти предельных частот вращения двигателя, что неприемлемо при обычных условиях вождения.
Одним из ярких представителей спортивного класса изделий можно назвать Вал распределительный ВАЗ 2101-2107, Нива «НУЖДИН» 12,70 мм/12,40 мм (292°/290°).
Также стоит обратить внимание на следующие изделия:
Теперь вы можете выбрать необходимый вид распредвала для своего автомобиля, исходя из предполагаемых режимов его использования.
Определение
в кембриджском словаре английского языка
Примеры вала
вала
Название представляло собой комбинацию слов «шахта» для обозначения добычи руды в шахтах и «ремесло» для обозначения строительства или создания чего-либо.
Из проводного
Более продвинутые системы с электронным управлением избавятся от рулевого вала и колонки.
Из сланца
С ростом туризма есть планы открыть подземные шахты для публики.
Из Нью-Йорк Пост
Он буквально собирается шагнуть в шахту лифта ?
Из NPR
Изящество метаподиала вал представлен уменьшенной шириной по сравнению с его длиной.
Из Phys.Org
Этот кабель должен пройти через головную раму, прежде чем спуститься в шахту .
От Huffington Post
Он привязывал их к ветвям деревьев кожаными ремнями, украшенными перьями.
Из NOLA.com
Эти купюры — канарейка в шахте вал реальности.
От Хаффингтон Пост
По его словам, шахта лифта была затоплена, и офицеры могли более безопасно извлечь тело в светлое время суток.
Из NOLA.com
В результате взрыва были повреждены электрические и вентиляционные системы, обслуживающие самый глубокий ствол шахты .
Из ВРЕМЕНИ
Он имеет длину 7 1/2 дюйма, с деревянным валом размером 6 3/4 дюйма.
От Хаффингтон Пост
Одна из этих шахт находится под фермой, принадлежащей пожилому человеку.
От Блумберга
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
Сочетания с валом
вал
Эти слова часто используются в сочетании со словом вал.
Нажмите на словосочетание, чтобы увидеть больше его примеров.
шахта доступа
Участок также будет включать временную шахту доступа и причал для погрузки грунта, вынутого из туннеля, на баржи для вывоза.
Из архива
Hansard
Пример из архива Hansard. Содержит парламентскую информацию под лицензией Open Parliament License v3.0
уравновешивающий вал
V-образный угол 60 градусов устраняет необходимость в уравновешивающем валу, повышая точность и снижая механическую сложность.
From
Wikipedia
Этот пример взят из Википедии и может быть повторно использован под лицензией CC BY-SA.
центральная шахта
Эта гробница представляла собой центральную шахту, которая разделяла две камеры; в этой гробнице был найден богатый клад, состоящий из морских ракушек, бирюзы и жадеита.
Из Cambridge English Corpus
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
tangkai senjata dsb, batang penghela, poros engkol…
Узнать больше Узнать больше
cán, tay cầm, càng xe…
Увидеть больше
szyb, rękojeść, trzonek…
Подробнее
batang, gandar, aci…
der Schaft, die Deichsel, die Welle…
sjakt [мужской род], stråle [мужской род], skaft…
Увидеть больше
ручка, держатель, голобля…
Подробнее
шахта, ручка, рукоятка…
Узнать больше
Нужен переводчик?
Получите быстрый бесплатный перевод!
Как произносится вал ?
Обзор
слежка
темный
тенистый
теневые сделки
вал
вал
валопровод
трахаться
трахнул
Проверьте свой словарный запас с помощью наших веселых викторин по картинкам
{{randomImageQuizHook. copyright1}}
{{randomImageQuizHook.copyright2}}
Авторы изображений
Пройди тест сейчас
Слово дня
Прими решение
решить
Об этом
Блог
Мотыги и скряги (язык того, как мы тратим)
Подробнее
New Words
space brolly
В список добавлено больше новых слов
Наверх
Содержание
АнглийскийСреднийПримерыСочетанияПереводы
Вал Определение и значение | Dictionary.
com.
[вал, вал]
/ ʃæft, ʃɑft /
Сохрани это слово!
См. синонимы для: вал / вал / вал на сайте Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
сущ.
длинное древко, образующее корпус различного оружия, такого как копья, алебарды или стрелы.
что-то направленное или колючее, как при резком нападении: стрелы сарказма.
луч или луч: луч солнечного света.
длинная, относительно прямая рукоятка, служащая важной или балансирующей частью орудия или устройства, например молотка, топора, клюшки для гольфа или другого орудия.
Машины. Вращающийся или колеблющийся круглый прямой стержень для передачи движения и крутящего момента, обычно опирающийся на подшипники и несущий шестерни, колеса и т.п., как гребной вал на корабле или приводной вал двигателя.
флагшток.
Архитектура.
часть колонны или опоры между основанием и капителью.
любой четкий, тонкий, вертикальный элемент каменной кладки, заделанный в стену или опору и обычно поддерживающий или имитирующий поддержку арки или свода.
памятник в виде колонны, обелиска и т.п.
любой из параллельных деревянных брусков, между которыми зацеплено животное, тянущее повозку.
любой похожий на колодец проход или вертикальное замкнутое пространство, например, в здании: шахта лифта.
Горное дело. вертикальный или наклонный проход, ведущий на поверхность.
Ботаника. ствол дерева.
Зоология. основной стержень или средняя жилка пера.
Также называется листом. Текстиль. жгут или основа по схеме переплетения нитей в конструкциях переплетения (обычно используется в сочетании): восьмивальный атлас.
часть канделябра, поддерживающая ветви.
Сленг: Вульгарный. пенис.
Сленг: грубое, несправедливое или предательское обращение: Я чувствую, что он дает мне вал.
глагол (используется с дополнением)
толкать или толкать шестом: гнать лодку через туннель.
Сленг. относиться жестоко, несправедливо или вероломно.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Начало вала
Впервые записано до 1000; Средний английский; Староанглийский скафт; родствен немецкому Schaft; сравните латинское scāpus «вал», греческое skêptronscepter
ДРУГИЕ СЛОВА ОТ вала
без вала, прилагательноеподобный валу, прилагательноеподшахт, существительноене·вал·ед, прилагательное
Слова рядом с валом
аллея, Шефтсбери, перо вала, могила вала, мощность вала
9 Лучших проектов для начинающих операторов на фрезерном станке с ЧПУ
Чтобы стать профессиональным оператором фрезерного станка с ЧПУ, нужно хотя бы немного узнать о многих вещах. На самом деле, это больше похоже на изучение множества вещей — от программирования до резки деталей с очень узкими допусками.
Однако после того, как новички усвоили некоторые основы в каждой из этих областей, они часто стремятся приступить к каким-либо проектам. Чтобы помочь вам начать работу, мы составили список лучших проектов для начинающих операторов, которые можно сделать на фрезерном станке с ЧПУ.
Фрезерование овцы
Для начала создайте овцу с помощью фрезерного станка с ЧПУ! На самом деле это намного проще, чем кажется. Вы создадите программу, чтобы вырезать контур овцы в части материала. Подойдет любой материал, лучше начать с чего-нибудь, кроме высококачественной стали. Проект поможет закрепить ваши базовые навыки программирования, а также поможет узнать, с чего начать и с чего закончить программу ЧПУ. Вы можете настроить базовую программу, по мере необходимости, чтобы приспособить ее к различным станкам, материалам и размерам инструментов.
Код был разработан для вырезания на пенопласте концевой фрезой с 2 канавками 1/8 дюйма, но он также должен работать и с мягкой древесиной. Если у вас нет этих инструментов или материалов под рукой, файл .zip также содержит 3D-модель овцы, так что вы можете запустить его через желаемое программное обеспечение CAM, чтобы настроить для другого материала или инструмента.
Чтобы настроить резку, закрепите материал так, чтобы он располагался под прямым углом к машине. Используя UGS или любое другое управляющее программное обеспечение по вашему выбору, переместите инструмент. Сбросьте нулевую точку в центре. Любой метод удержания должен быть достаточным, вы можете ссылаться на них на странице «Удержание» в разделе «Основы». Размеры овцы составляют 100 мм в ширину и 70 мм в высоту, глубина реза составляет 6 мм.
CNSheep-files. zip
131Скачать
Куб Тернера
Качественно выполненный куб Тернера выглядит даже большим чудом инженерной мысли, чем он есть на самом деле, геометрические фигуры слой за слоем располагаются внутри куба. Нельзя сказать, что это простой проект — создание хорошего куба Тернера проверяет вашу способность сохранять сам куб идеально квадратным. Вам также необходимо обеспечить идеальную отделку и равномерно пропорциональный интерьер. Но если все будет сделано правильно, вы пройдете свой первый тест фрезерования на станке с ЧПУ и получите впечатляющее украшение для своего стола. Вы можете найти инструкцию по созданию такого куба по ссылке на CNC Cookbook.
Параллельные прецизионные блоки
В какой-то момент вашей карьеры фрезеровщика вам понадобится проделать сквозное отверстие в заготовке. Проблема в том, что единственное, что находится под вашей заготовкой — это станина вашего станка, поэтому, просверливая сквозное отверстие, вы, вероятно, либо повредите стол, либо, что более вероятно, испортите своё сверло.
Параллельные прецизионные блоки — простой, дешевый и легкий способ решить все эти проблемы. Вы можете найти большой набор инструкций здесь, но короткая версия заключается в следующем: во первых, используйте более мягкий металл, например алюминий, так что если вы попадете фрезой в один из таких блоков вы не повредите ваш инструмент. После этого ваша задача состоит в том, чтобы просто сделать эти параллели, ну, параллельными, чтобы вы могли использовать две или более из них для поддержки заготовки и создания столь необходимой высоты.
Направляющая для метчика
По сути, это один из самых простых проектов в списке, но вы все равно можете использовать его для отработки точной резки. Когда вы закончите, вы обнаружите, что это один из самых полезных инструментов.
Направляющая для метчика — это просто металлический блок с просверленными отверстиями. Вы можете использовать его, чтобы «направлять» сверло в заготовку при резке новой детали, отсюда и название. Фрезерование собственной направляющей для метчика заставляет вас практиковать точную резку, конусность и навыки измерения, необходимые для сопоставления каждого отверстия с вершиной V-образной выемки в нижней части блока.
TAP-GUIDE.pdf
75Скачать
Тиски инструментальщика
Порядок операций, припуск на шлифование, планирование работ — вот что вы узнаете, делая инструментальные тиски на своем фрезерном станке. Это довольно сложная работа, хотя сложность возникает больше при планировании, чем при резке деталей. Тем не менее, данный проект повысит ваши навыки по использованию фрезерного станка с ЧПУ. Чертежи прилагаются!
TOOLMAKER-VISE-PROJECT.pdf
111Скачать
Подставка для микрометра
Вот проект, сочетающий в себе несколько приемов. Вам понадобятся столярные и токарные работы, нужно будет освоить резьбу и нарезание пазов. И этот проект подставки для микрометра также предоставляет несколько возможностей сделать его красивым. Вы можете практиковать свой навык отделки до тех пор, пока подставка не засияет, и в конце работы у вас будет инструмент, который будет красивым и чрезвычайно практичным.
MICROMETER-STAND.pdf
64Скачать
Молоток оператора
«Молоток оператора» часто используется как стартовый проект для освоения токарного станка, но с небольшой модификацией вы обнаружите, что он подойдёт и для освоения фрезерного станка. Конечно, если у вас есть и токарный станок с ЧПУ, сделайте этот проект на обоих станках и вы заметно улучшите свои навыки.
В прикрепленном файле вы найдете отличный пример хорошего «молотка оператора».
MACHINIST-HAMMER.pdf
79Скачать
V-образные блоки
V-образные блоки — это высокоточные приспособления для металлообработки, которые обычно используются для удержания круглых металлических стержней или труб для выполнения операций сверления или фрезерования.
Этот проект позволит отточить навыки планирования работ, фрезерования, термообработки и шлифования.
VEE-BLOCKS.pdf
75Скачать
Стальной суперблок 1-2-3
Базовые блоки 1-2-3 это более сложная версия параллельных прецизионных блоков, упомянутых ранее. Как и параллельные блоки, их нетрудно изготовить, но они требуют некоторой точности. Главное, чтобы каждый блок был такого же размера и формы, что и другие, обеспечивая параллельность и соответствие сторон. Вы можете использовать блоки 1-2-3, чтобы поддерживать детали или удерживать их над станиной фрезерного станка, что позволяет полностью фрезеровать детали через заготовку.
Суперблок 1-2-3 развивает идею дальше, используя чередующийся рисунок отверстий с зенковкой и резьбой, позволяя соединять блоки вместе. Соблюдение абсолютно точного чередующегося рисунка проверит ваши навыки обработки, а также поможет вам научиться доводить простой проект до совершенства.
Вы можете найти подробный план по созданию суперблока 1-2-3 в прикрепленном файле.
Каждый из перечисленных выше инструментов подтолкнет вас к развитию как оператора станка, заставляя изучать разные техники и думать о каждом проекте по-новому. Какой бы проект вы ни выбрали, после его завершения вы повысите свои умения в работе на фрезерном станке с ЧПУ.
123-SUPERBLOCK.pdf
93Скачать
Если вам понравилась данная статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Что можно изготовить на ЧПУ-станке
21 Окт, 2021
ЧПУ-станки – это роботизированные станки, которые выполняют задачи по программе без участия человека. Станки с ЧПУ без проблем изготавливают самые сложные изделия, на создание которых опытный мастер мог бы потратить месяцы.
Из-за доступности станков многие компании производят изделия на ЧПУ на заказ по доступной цене. Давайте посмотрим, что реально изготовить.
Рекламные изделия
Изготовление вывесок (объемных букв, лайтбоксов) – направление, где ЧПУ станки как нельзя лучше раскрывают свои способности. Станок великолепно режет пластики, акрил, МДФ и другие материалы для рекламной индустрии. Гладкий и ровный срез, идеальное соответствие макету, быстрая скорость обработки – именно этим станок с ЧПУ покоряет производителей рекламных конструкций.
Упаковка
Производство упаковок на ЧПУ тоже пользуется популярностью. С помощью станка реально за короткий срок разработать целую партию необычных упаковок со сложным дизайном. Причем из любых материалов, начиная от картона и пенопласта и заканчивая древесиной.
Производство мебели
Фрезеровка и резка на ЧПУ открывает массу возможностей для создания уникальной мебели и элементов фурнитуры. Станки отлично производят:
Фасады мебели из дерева и МДФ;
Фурнитуру – изысканные ножки, ручки и опоры;
Непосредственно саму мебель.
Игрушки
Конструкторы, деревянные игрушки, 3D-пазлы и многие другие игрушки можно сделать с помощью станка. Интересно, что для изготовления игрушек не нужен супер-крутой станок с большим рабочим полем. Достаточно небольшого, и всё получится.
Декор интерьера
Фрезерный ЧПУ позволяет сделать превосходные украшения для интерьера. Изысканные настенные картины и панно, декор на стенах – это лишь малая часть возможного. Чаще всего на ЧПУ производят:
Настенные и потолочные панели из дерева;
Декор из пенополистирола (плинтусы, имитация лепнины, колонны, подиумы и т.п.)
Витражи на стекле.
Архитектура и стройка
Станки с ЧПУ – большие помощники в этой отрасли. Благодаря им разрабатывают массу изделий, но зачастую заказывают:
Архитектурные 3D-макеты;
Наличники с изысканной резьбой;
Изготовление входных и межкомнатных дверей.
Промышленность
Это была первая отрасль, в которой задействовали ЧПУ-станки. Они до сих пор активно используются, потому что делают автоматическими множество операций, а также отличаются невероятной точностью. На ЧПУ производят:
Печатные платы;
Корпуса для устройств с различной конфигурацией;
Пресс-формы для литья под давлением;
Детали для автомобилей;
Детали для аэрокосмической отрасли;
Детали для тяжелого машиностроения.
ЧПУ-станки универсальны, а производство изделий с их помощью стоит не очень дорого. Подумайте о том, чтобы изготовить декор или упаковку, или еще какую-нибудь нужную для вас вещь на ЧПУ.
Команда Profreza24 качественно выполнит ваш заказ в сжатые сроки. У нас современные лазерные и фрезерные станки с ЧПУ, и мы отлично знаем свою работу.
7 Применение станков с ЧПУ
Работаете ли вы с деревом, металлом или почти с любым другим материалом, вы, несомненно, слышали о всемогущих станках с ЧПУ. Хотя мы связываем что-либо с компьютерами за последние несколько десятилетий, технология ЧПУ на самом деле существует с 1940-х годов.
Как вы могли догадаться, с тех пор технология ЧПУ прошла долгий путь и предлагает множество новых применений. Давайте поговорим о некоторых из лучших применений и преимуществ обработки с ЧПУ.
1. Обработка с ЧПУ может быть повторена
Наибольшее преимущество штамповки с ЧПУ заключается в том, что после того, как вы зададите дизайн, вы сможете сделать столько копий, сколько позволят ваши материалы. Делаете ли вы таблички. резные знаки, украшения или даже автомобильные детали; как только программа установлена, вы можете просто сохранить ее и использовать повторно, когда захотите.
Несмотря на то, что у технологии ЧПУ слишком много преимуществ, их можно использовать даже больше, чем мы могли бы уместить в один список. Вот некоторые из тех, о которых вы, возможно, не слышали.
2. Стоматологическое оборудование
Хотите верьте, хотите нет, но известно, что стоматологи используют оборудование с ЧПУ для определенных процедур, особенно для зубных коронок.
Услуги ЧПУ часто связаны с деревом или листовым металлом, но они могут сделать гораздо больше. Поскольку оборудование является точным, вы даже можете использовать программы ЧПУ для вырезания зубных коронок и имплантатов.
Лучшее в нем то, что его легко настроить, а точность позволяет создавать коронки, которые идеально помещаются во рту там, где они предназначены. Если вы думали, что производители автомобилей были единственными, кто предлагал услуги механической обработки, подумайте еще раз! Стоматологи используют эту технологию уже много лет.
3. Оружие
Возможно, вы слышали споры о 3D-принтерах из-за их способности производить огнестрельное оружие без серийных номеров. Что ж, станки с ЧПУ существуют намного дольше и всегда имели такую возможность.
Мало того, на станках с ЧПУ можно даже модифицировать огнестрельное оружие, включая рукоятки и другие аксессуары. Единственное отличие от 3D-принтера — количество исходного материала. Однако производство огнестрельного оружия без разрешения является незаконным, но в процессе производства многих марок огнестрельного оружия используются станки с ЧПУ.
Производится не только огнестрельное оружие; военная и оборонная промышленность часто использует производство с ЧПУ для другого необходимого им оружия и оборудования. Вся отрасль полагается на производство большого количества оборудования с ЧПУ.
4. Строительство
Хотя это и неудивительно, во многих случаях в процессе строительства может пригодиться штамповка с ЧПУ. Некоторые из которых вы можете не ожидать.
Самые опытные плотники не могут сравниться с такой точностью, а некоторые работы, особенно при работе с существующими конструкциями, требуют идеальной подгонки.
Этот уровень точности может понадобиться и другим профессиям, включая монтажников трубопроводов, сантехников и даже специалистов по системам отопления, вентиляции и кондиционирования воздуха. Причина главным образом в том, что технология ЧПУ может предложить гораздо больше, чем любой другой инструмент. Они могут работать как фрезер, сверлильный станок, лобзик, настольная пила, фуганок, даже строгальный станок и многое другое одновременно, с возможностью работать с любым материалом, о котором вы только можете подумать. Это трудно победить.
5. Транспорт
Это широкое понятие, потому что технология ЧПУ предлагает столь широкий спектр услуг в отрасли. Авиационная, железнодорожная и автомобильная промышленность используют технологию ЧПУ в той или иной форме, потому что она предлагает такой широкий спектр услуг.
Детали самолета должны быть изготовлены с такой точностью, чтобы обеспечить надлежащее функционирование всех частей, когда вы находитесь в тысячах футов в воздухе. Вот почему отрасль так долго обращалась к услугам механической обработки.
Железные дороги и автомобили также должны быть надлежащим образом собраны для обеспечения безопасности. Когда ежегодно производится более 70 миллионов автомобилей, автопроизводители должны быть уверены, что контроль качества имеет наивысший приоритет. Все должно быть однообразно. Ну, люди просто не могут обеспечить такое же единообразие, как машины, что делает услуги ЧПУ чрезвычайно ценными для отрасли.
6. Исследования и разработки
Исследования и разработки почти в каждой отрасли требуют прототипов, а также некоторой степени проб и ошибок. Это включает в себя физику, химию, биотехнологии, деревообработку и многое другое. Обработка на станках с ЧПУ дает возможность воплотить любую идею из вашей головы с высочайшей точностью.
С момента своего создания он использовался для разработки точных прототипов почти для каждой области, которую вы можете назвать, и продолжает делать то же самое сегодня.
7. Производство ниши
Правда в том, что станки с ЧПУ могут практически все. Все, что нужно изготовить из нужного объема практически любого материала, можно сделать на станке с ЧПУ.
Какая еще машина могла бы построить электрогитару, ободья прялки, дверь и зубную коронку всего за пару часов? Технология ЧПУ подняла ставки для производства самых разных ниш и стилей и только продолжает совершенствоваться. Независимо от того, каковы ваши производственные потребности, ЧПУ может удовлетворить их для вас.
Это не дрель
Обработка на станках с ЧПУ позволяет использовать все инструменты, которые только можно представить в руках опытного мастера. Если вы хотите сделать что угодно, правильный специалист по ЧПУ сможет запрограммировать это для вас и сделать столько копий, сколько вам нужно! Будьте в курсе наших последних производственных новостей и обращайтесь к нам с любыми потребностями или вопросами, которые у вас есть!
ЧПУ Вдохновение: 32 продукта, которые вы могли бы производить и продавать сегодня
Обновлено
3 мая 2022 г.
Автор Etiido
Опубликовано 21 января 2020 г. в ЧПУ
За прошедшие годы обработка с ЧПУ стала неотъемлемой частью многих отраслей, включая автомобилестроение, аэрокосмическую промышленность, медицину, производство, продукты питания, спорт и моду. Сотни тысяч компаний используют станки с ЧПУ для создания как простых, так и сложных изделий, которые было бы невозможно создать без этих станков.
Кроме того, прошли те времена, когда станки с ЧПУ стоили дорого и когда обработку с ЧПУ могли выполнять только специалисты, прошедшие годы обучения.
Сегодня, несмотря на то, что существуют дорогие станки с ЧПУ профессионального уровня, которыми могут управлять только специалисты, существуют станки с ЧПУ, которыми могут владеть и пользоваться любители, любители и домашние мастера без многолетнего обучения.
Теперь, независимо от того, являетесь ли вы владельцем механического цеха, у которого есть время между заказами, или любителем, который просто любит что-то делать, ваш станок с ЧПУ действительно может принести вам немного денег. Существуют тысячи продуктов, которые вы можете проектировать, создавать и продавать!
Если на данный момент вы не знаете, с чего начать, что делать и где продавать, мы в Scan2CAD прикроем вашу поддержку. В этой статье со списком продуктов с ЧПУ мы рассмотрим 32 идеи продуктов, которые вы можете реализовать на своем станке с ЧПУ, а также сайты, на которых вы продаете эти продукты.
Прежде чем мы перейдем к списку, вот несколько полезных праймеров для станков с ЧПУ и типичных материалов с ЧПУ:
Станки с ЧПУ
ЧПУ означает числовое программное управление. Это общий термин для машин, которыми управляет компьютер; этот термин охватывает небольшие станки для любителей и большие промышленные резаки, а также станки для обработки дерева, пластика или алюминия. Вы загружаете векторные файлы, содержащие инструкции о том, как должен двигаться инструмент. Инструкции предоставляются в формате декартовых координат (например, два шага вперед, начиная с точки (0,0)). Наиболее распространенные станки с ЧПУ, с которыми вы столкнетесь, относятся к следующим категориям:
Плазменные резаки
Маршрутизаторы
Лазерные резаки
Гидроабразивная резка.
Конечно, существует множество других типов станков с ЧПУ, каждый из которых подходит для конкретных случаев использования. Например, электроэрозионные станки с ЧПУ и шлифовальные станки с ЧПУ.
Здесь, в Scan2CAD, мы даже составили список лучших комплектов ЧПУ для начинающих, а это означает, что вы сможете найти идеальный станок для завершения проекта по вашему выбору.
Материал
Существуют сотни материалов, которые можно резать и гравировать на станках с ЧПУ; они доступны с различной отделкой (матовая, зеркальная, прозрачная, ламинированная), цветами (флуоресцентные, блестящие) и толщиной. Некоторые такие материалы, обычно используемые станками с ЧПУ:
Акриловые листы
Пластмассы и пенопласты
Винил
Плиты из дерева и МДФ
Бумага и картон
Металлы
Стекло
Ткань и кожа
Резина
Содержание
1. Знаки
Создание вау-фактора для входящих в офис. (источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси
Вывески — прекрасный пример простых и эффективных изделий из дерева с ЧПУ, которые можно продавать. Они обычно создают первое впечатление, когда вы входите в офис или бизнес. Что может быть лучше, чем хорошо продуманная вывеска, чтобы произвести хорошее первое впечатление.
2. Чехлы для телефонов
Красивый, практичный, прочный (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси Амазонка
С помощью станков с ЧПУ вы можете изготовить красивые и прочные чехлы для любого типа телефона. Независимо от количества портов, разъемов, динамиков или камер в телефоне, вы можете сделать чехол или куртку, которые будут идеально ему подходить. Кроме того, вы можете добавить индивидуальную гравировку на корпус корпуса.
3. Ключницы
Никогда больше не теряйте ключи (Источник)
Материал: металл
Сложность: простая
Где они продаются? Этси
Ключники — невоспетые герои организации. Это могут быть довольно простые изделия из металла с ЧПУ. Они есть у всех. Хотя есть несколько держателей ключей, многие из них довольно тусклые. Проявите творческий подход! Вы даже можете включить другие инструменты, такие как открывалки для бутылок, в свои ключницы.
4. Подставка для телефона
Расслабьтесь и держите руки свободными (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Этси Амазонка Ebay
Согласитесь, это может быть очень неприятно, когда вы хотите посмотреть фильм на своем телефоне, но просто не можете занять удобное положение, потому что вам приходится держать телефон. Вы пытаетесь положить его вниз, но он просто продолжает опрокидываться. Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
5. Держатель предметов
Будьте организованными и свободными от беспорядка (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси Амазонка
Очень часто мы теряем или забываем наши личные вещи, такие как наши телефоны, кошельки, ключи, очки и часы, поскольку мы всегда носим их с собой. В других случаях наши рабочие места выглядят неорганизованными из-за этих предметов. Держатель для предметов обеспечивает эстетическое и практичное средство для хранения всех ваших личных вещей в одном месте, чтобы вы никогда не забывали их брать с собой. Существуют различные, одинаково практичные стили подставок для предметов, которые вы можете сделать в соответствии со своим вкусом и в зависимости от предметов, которые вы собираетесь разместить.
6. Портрет ЧПУ
Чтобы воспоминания оставались вечными (Источник)
Материал: дерево, металл
Сложность: Средняя
Где они продаются? Этси Амазонка
Мы видели портреты карандашом, портреты красками и даже портреты из песка. Но портреты с ЧПУ — это другой уровень удивительности. Начнем с того, что если вы начнете с красивого дизайна, вы всегда получите идеальный портрет. Кроме того, вы можете создавать портреты чего угодно, от людей до абстрактного искусства. Портреты с ЧПУ редки, красивы и очень стильны.
7. Автомобильные значки
Прокачай свою поездку (Источник)
Материал: металл
Сложность: простая
Где они продаются? Этси Ebay
Многие автовладельцы являются поклонниками автомобильных значков, так что это отдельная ниша. Вы можете создавать логотипы, изображения, слоганы, крылатые фразы или просто причудливые надписи, которые можно использовать в качестве автомобильных значков. Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену.
8. Детали станков с ЧПУ
Детали станков с ЧПУ, обработанные на станках с ЧПУ (Источник)
Материал: металл
Сложность: Комплекс
Где они продаются? Амазонка
Забавно, как много слесарей вспоминают только то, что они должны были выточить запасные части своих машин, когда машины портятся. Одна из первых вещей, которые вы должны создать с новым станком с ЧПУ, — это запасные части станка. Таким образом, вы не только никогда не окажетесь в затруднительном положении, но у вас также будет достаточно запчастей, чтобы продать их тем, кто застрял.
9. Индивидуальные гравировки
Настройте все! (Источник)
Материал: дерево, металл, пластик, акрил
Сложность: простая
Где они продаются? Этси
Индивидуальная гравировка хороша тем, что ее можно нанести практически на все. От мебели до посуды и канцтоваров.
Под номером 10 в нашем списке изделий с ЧПУ находятся декоративные заборы и ворота. С помощью станков с ЧПУ/лазерных резаков вы можете вырезать узоры из листового металла, независимо от того, насколько они сложны. Это позволяет создавать красивые заборы, двери, ширмы и ворота без ущерба для безопасности
11. Абажуры
Абажуры с лазерной резкой (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Амазонка
Подобно декоративным заборам и воротам, абажуры можно изготавливать путем вырезания узоров из листового металла или дерева. Вы можете сделать различные формы абажуров, чтобы они подходили к разным типам ламп и лампочек.
12. Штампы
Удобный брендинг (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Этси
Марки используются сотнями тысяч больших и малых компаний. В наши дни даже у отдельных лиц есть марки. Станки с ЧПУ позволяют очень быстро создавать очень точные и прочные штампы.
13. Подарочные коробки
Превратите подарочную упаковку в подарок (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Амазонка
Подарочные коробки обычно попадают в мусорку после того, как подарки вынуты. Так быть не должно. Хорошо сделанные подарочные коробки сами по себе являются подарками и могут использоваться в качестве ящиков для хранения и контейнеров в будущем.
14. Щелкунчик
Получить взлом (Источник)
Материал: металл, дерево
Сложность: Средняя
Где они продаются? Этси
Возможно, это не самая очевидная из наших идей для изделий с ЧПУ, но щипцы для орехов — еще один пример того, как можно сочетать красоту, практичность и долговечность. Приложив немного инженерных усилий, вы сможете быстро расколоть орехи.
15. Декоративные скалки
Превратите печенье в произведение искусства (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси
С помощью декоративных скалок очень просто сделать украшенное печенье. Эти булавки сделаны из дерева и могут нести любой узор, который вы придумаете.
16. Игрушки
Снятие стресса для всех (Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Амазонка
Существует множество игрушек, которые можно изготовить на станке с ЧПУ. Вы можете делать спиннеры, волчки, миниатюрные транспортные средства, кукольные домики, миниатюрную мебель, миниатюрных животных и т. д.
17. Настенная плитка
Улучшите акустику и визуальные эффекты с помощью настенной плитки из войлока (Источник)
Материал: войлок, дерево
Сложность: простая
Где они продаются? Этси
Плитка — это стильный способ украсить полы, стены или столы за небольшую часть стоимости традиционной плитки. Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время.
18. Ювелирные изделия и аксессуары
Когда высокие технологии встречаются с модой (Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Этси
Обработка с ЧПУ быстро завоевывает популярность в индустрии моды из-за свободы творчества, которую она предоставляет. Вы можете создавать кольца, броши, браслеты, серьги, запонки, зажимы для галстука, ожерелья, ремни и даже галстуки-бабочки на станках с ЧПУ. Ожидается, что из многих возможных идей продуктов с ЧПУ ювелирные изделия будут иметь постоянный рост продаж, поскольку все больше клиентов требуют уникальных и сделанных на заказ изделий, для создания которых идеально подходят небольшие студии с ЧПУ.
19. Телефонные усилители
Динамики без электричества (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Этси
Бывают случаи, когда громкость вашего телефона даже на максимальной громкости недостаточна. Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона.
20. Минималистичные кошельки
Безопасный, надежный, минимальный (Источник)
Материал: дерево, металл
Сложность: простая
Где они продаются? Амазонка
Мы можем создавать игрушки, украшения и портреты, так что же мешает нам создавать кошельки. Вы можете создавать очень прочные минималистичные кошельки, в которых можно хранить деньги, удостоверения личности и банковские карты. Не стесняйтесь проявлять творческий подход к узорам на кошельке, а также к тому, как кошельки открываются и закрываются.
21. Велосипедные педали
Чрезвычайно прочные и устойчивые велосипедные педали (Источник)
Материал: металл
Сложность: Комплекс
Где они продаются? Амазонка
Из-за большого стресса, которому они подвергаются, велосипедные педали часто выходят из строя и требуют замены. С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки.
22. Подставки
Добавить урок к чаю (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Эсти
Подставки для напитков — еще один способ раскрыть свой творческий потенциал с помощью узоров и форм. Эти продукты очень похожи на плитки, которые мы описали выше, с той разницей, что они независимы.
23. Украшения для интерьера
Оживите любое пространство с помощью хорошо продуманного декора(Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Этси
Когда дело доходит до предметов интерьера и станков с ЧПУ, вы буквально ограничены только своим воображением. Существуют тысячи удивительных, инновационных, практичных, красивых, абстрактных и дурацких вещей, которые считаются эстетически приятными. Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению.
24. Настольные игры
Когда высокие технологии встречаются с весельем (Источник)
Материал: дерево, металл
Сложность: Варьируется
Где они продаются? Этси
Устали играть со скучными игровыми досками и игральными картами? Ты не одинок. К счастью, вы можете что-то с этим сделать. Вы можете сделать долговечные произведения искусства из любой настольной игры и ее частей, таких как шахматы, змейки и лестницы, монополия, шашки и игральные карты.
25. Зажигалки
Вечные зажигалки на все случаи жизни (Источник)
Материал: металл
Сложность: Комплекс
Где они продаются? Этси
Думаю, можно с уверенностью предположить, что все мы знаем, как стильно выглядит хорошо сделанная зажигалка. Забудьте о зажигалках с тусклыми пластиковыми контейнерами или простыми металлическими корпусами. С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся.
26. Пепельницы
Пепельницы (Источник)
Материал: металл
Сложность: простая
Где они продаются? Эсти
Пепельницы — еще один продукт, занимающий отдельную нишу. Курильщики знают, как это может раздражать, когда вокруг никого нет. Не стесняйтесь проявлять творческий подход к своему дизайну, превращая пепельницы в украшения.
27. Тактическое оружие/инструменты для выживания
Набор для выживания в вашем кошельке (Источник)
Материал: металл
Сложность: Варьируется
Где они продаются? Эсти
Независимо от того, занимаетесь ли вы кемпингом на открытом воздухе или занимаетесь своими руками в помещении, во многих чрезвычайных ситуациях потенциально может спасти тактический инструмент выживания, такой как швейцарский армейский нож (или как вы решите назвать свою комбинацию инструментов). С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди.
28. Фонари
Блестящий пример мастерства (Источник)
Материал: металл
Сложность: Средняя
Где они продаются? Сбросить
Это еще один пункт в нашем списке, который требует некоторых знаний по физике. Правда, вам придется потратить несколько долларов на электронные компоненты, но усилия того стоят. Вы можете максимально творчески подходить к корпусу.
29. Солонки и перечницы
Украсьте свой обеденный стол практичной декоративной посудой (Источник)
Материал: дерево, металл
Сложность: Средняя
Где они продаются? Ящик и бочка
Превратите скучную столовую посуду в прекрасные произведения искусства с помощью станков с ЧПУ. Проявив немного творчества, солонки и перечницы можно превратить в украшение.
30. Таблетки
Будь всегда готов (Источник)
Материал: металл
Сложность: Средняя
Где они продаются? 7гаджеты
Капсулы для таблеток очень важны для людей, которым необходимо носить с собой лекарства. Вы можете создавать ударопрочные и водостойкие капсулы, которые можно носить даже как украшение.
31. Свистки
Свистки (Источник)
Материал: металл
Сложность: Средняя
Где они продаются? Амазонка
Свистки, как и многие другие продукты в нашем списке, являются нишевыми продуктами. Есть несколько не очень качественных свистков, поэтому покупатели будут готовы потратиться на прочный и красивый свисток.
32. Корпуса гитар
Гордость гитариста (Источник)
Материал: дерево
Сложность: простая
Где они продаются? Заказ
Если вы когда-либо встречали гитариста, вы, вероятно, знаете, как они оберегают и гордятся корпусом своей гитары. С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.
Могу ли я продавать продукцию с ЧПУ, если у меня нет станка с ЧПУ?
Помните, что эти возможности ЧПУ доступны не только владельцам станков с ЧПУ. Все эти проекты возможны, даже если у вас нет оборудования в вашем гараже.
Все, что вам нужно сделать, это ввести в Google «услуги лазерной гравировки рядом со мной» (или любую другую технологию, которую вы хотели бы использовать), и вам будет предложено множество вариантов и ценовых категорий на выбор. Это высококвалифицированные специалисты, предлагающие свое оборудование и услуги, чтобы вы могли воплотить в жизнь любую идею, которая придет вам в голову. Большинство из этих сервисов предоставят конкретные инструкции о том, в каких форматах предоставлять ваши файлы дизайна, какие ограничения дизайна и так далее. Некоторые поставщики услуг принимают заказы только в больших объемах, в то время как другие готовы производить единичные экземпляры или прототипы.
Заключение
Итак, этот обширный список продуктов с ЧПУ вдохновил вас на то, чтобы сегодня включить ваш станок с ЧПУ?
Как мы узнали, эти идеи проектов с ЧПУ могут быть как простыми, так и сложными, как мы выбираем, с использованием различных материалов для изготовления ваших изделий на заказ для продажи.
Давайте завершим мой обзор моих лучших 5 идей продуктов с ЧПУ:
Продукт
Материал
Сложность
Где они продаются
Подставки
Дерево
Простой
Этси
Ювелирные изделия
Металл
Варьируется
Этси
Знаки
Дерево
Простой
Этси
Декоративные заборы и ворота
Дерево, металл
Простой
Этси
Украшения для интерьера
Дерево, металл
Варьируется
Этси
Вам: Что мы пропустили? Что вы стремились создать в своей студии ЧПУ? Дайте нам знать в комментариях
Об авиакомпании Etiido
Я сертифицированный инженер-механик с любовью к творческому и техническому письму.
 Ремкомплекты. Герметик. Аксессуары
Ремкомплекты. Герметик. Аксессуары Ремкомплекты. Герметик. Аксессуары
Ремкомплекты. Герметик. Аксессуары

 ..
.. ..
.. ..
..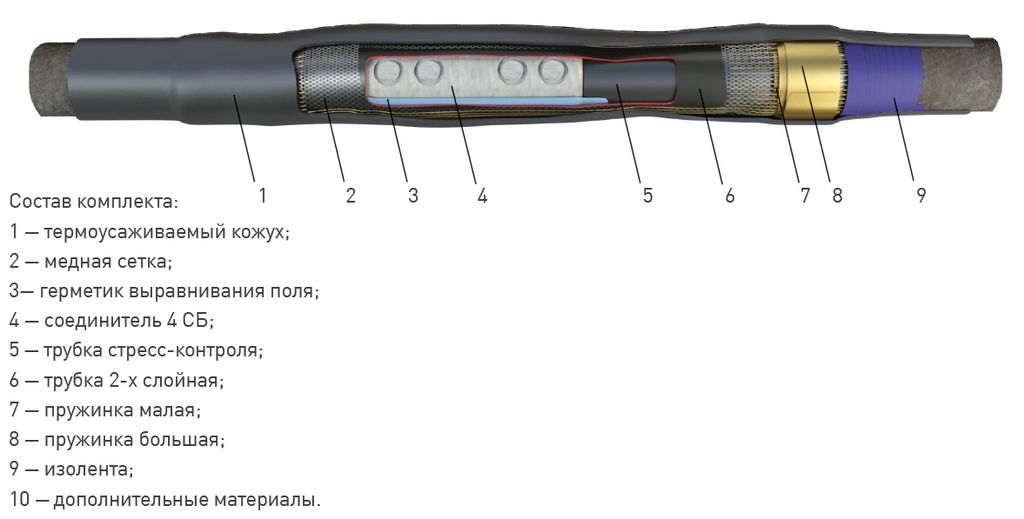 100 профиль шина анодированная
100 профиль шина анодированная 030
030 ..
.. Усилие прижима до 150 кг
Усилие прижима до 150 кг ..
.. ..
.. , серебро матовое, 0,75 м
, серебро матовое, 0,75 м




 Муфта состоит из двух обработанных чугунных ступиц, соединенных эластомерным зубчатым венцом. Доступная в 8 основных типоразмерах, с крутящим моментом до 3300 Нм, муфта KE обеспечивает положительную передачу мощности между валами в сочетании с возможностью компенсировать умеренные уровни несоосности. Муфты KE предназначены для передачи крутящего момента, соответствующего размерам коммерческих валов, которые можно использовать. Доступные либо с параллельным отверстием, либо с конической втулкой, эти муфты быстро и легко собираются благодаря обработанным наружным фланцам, обеспечивающим простое выравнивание с помощью всего лишь прямой кромки. Эластомерное зубчатое колесо отлито из полиэфира Pebax R, который является маслостойким, имеет частичную стойкость к химическим веществам и низкую скорость поглощения влаги. Зубчатый венец амортизирует переходные пиковые крутящие моменты, эффективно снижая передачу рабочих вибраций и ударных нагрузок. Стандартные муфты могут эксплуатироваться при температуре окружающей среды от –40°C до +85°C.
Муфта состоит из двух обработанных чугунных ступиц, соединенных эластомерным зубчатым венцом. Доступная в 8 основных типоразмерах, с крутящим моментом до 3300 Нм, муфта KE обеспечивает положительную передачу мощности между валами в сочетании с возможностью компенсировать умеренные уровни несоосности. Муфты KE предназначены для передачи крутящего момента, соответствующего размерам коммерческих валов, которые можно использовать. Доступные либо с параллельным отверстием, либо с конической втулкой, эти муфты быстро и легко собираются благодаря обработанным наружным фланцам, обеспечивающим простое выравнивание с помощью всего лишь прямой кромки. Эластомерное зубчатое колесо отлито из полиэфира Pebax R, который является маслостойким, имеет частичную стойкость к химическим веществам и низкую скорость поглощения влаги. Зубчатый венец амортизирует переходные пиковые крутящие моменты, эффективно снижая передачу рабочих вибраций и ударных нагрузок. Стандартные муфты могут эксплуатироваться при температуре окружающей среды от –40°C до +85°C. Стандартную процедуру выбора муфты см. на стр. 2. Количество пусков, которым подвергается муфта КЕ, влияет на срок ее службы, поэтому необходимо изменить расчетную мощность Pd для приводов, которые совершают более 4 пусков в день, на коэффициент f. в таблице, чтобы получить мощность выбора Ps. Таким образом, число пусков/день Процедура выбора муфты KE кВт Номинальная мощность — Стандартные муфты KE Размер муфты 7 Динамическая балансировка требуется для скоростей вращения вала более 3600 об/мин. *Для скоростей вращения вала ниже 100 об/мин используйте номинальный крутящий момент Tn. Максимальные скорости вала муфты, контролируемые безопасным макс. Окружная скорость для чугуна. Электронная почта: [email protected]
Стандартную процедуру выбора муфты см. на стр. 2. Количество пусков, которым подвергается муфта КЕ, влияет на срок ее службы, поэтому необходимо изменить расчетную мощность Pd для приводов, которые совершают более 4 пусков в день, на коэффициент f. в таблице, чтобы получить мощность выбора Ps. Таким образом, число пусков/день Процедура выбора муфты KE кВт Номинальная мощность — Стандартные муфты KE Размер муфты 7 Динамическая балансировка требуется для скоростей вращения вала более 3600 об/мин. *Для скоростей вращения вала ниже 100 об/мин используйте номинальный крутящий момент Tn. Максимальные скорости вала муфты, контролируемые безопасным макс. Окружная скорость для чугуна. Электронная почта: [email protected] J = размер зазора, необходимого для снятия ступицы с помощью домкрата с укороченным шестигранником. ключ. Мощности муфты № муфты Максимальный крутящий момент Максимальное смещение Угловые градусы Номинальный крутящий момент *Предпочтительнее динамически…
J = размер зазора, необходимого для снятия ступицы с помощью домкрата с укороченным шестигранником. ключ. Мощности муфты № муфты Максимальный крутящий момент Максимальное смещение Угловые градусы Номинальный крутящий момент *Предпочтительнее динамически…
 розовая с цветамичерная крокодиловаякрасная с цветамисеребрстая с цветамисиняя с цветамифиолетово-синяясветло-синяя с цветамибелая с цветамиструктура темное дерево)серебротемно-розоваятеплый светхолодный светШахматыКаштанУзорыСафари- песочныйКапучиноЧерно-СинийлимонбордоБежево-коричневыйСине-коричневыйПрозрачныйЗолотойОранжево-черныйКоричнево-черный
розовая с цветамичерная крокодиловаякрасная с цветамисеребрстая с цветамисиняя с цветамифиолетово-синяясветло-синяя с цветамибелая с цветамиструктура темное дерево)серебротемно-розоваятеплый светхолодный светШахматыКаштанУзорыСафари- песочныйКапучиноЧерно-СинийлимонбордоБежево-коричневыйСине-коричневыйПрозрачныйЗолотойОранжево-черныйКоричнево-черный 5 см7.5см60*52*3060-80 см80-100 см100-120см120-140 см84-100 см100-116см116-132см60-75 см70-90 см85-110см105-125см120-140см105-115 см60-70см70-80см80-90см90-100см100-110см110-120см120-130см130-140см101-105см121-125см126-130см84-88 см88-92см108-112см35-51см33-35см38-55см15-18см18-21см21-24см24-27см27-30см2,5см3,5см50-65см65-80см16-18см18-20см20-22см22-24см24-26см25-35 см36-46см47-57см40-50см50-60см40-55см55-75см10-16см14,5-16,5см16,5-18,5см18,5-21,5см15-21см32-25см высота валиков: 8 см,32-25см высота валиков: 6 см,47 х 30 см, высота валиков: 8 см,47 х 30 см, высота валиков: 10 см,40 х 25 см, высота валиков: 6см40 х 25 см, высота валиков 8 см48 х 30 см, высота валиков: 9 см48 х 30 см, высота валиков: 11 см,32 х 25 см, высота валиков: 9 см32 х 25 см, высота валиков: 7 см47 х 28 см, высота валиков: 8 см47 х 28 см, высота валиков: 12 см,50 х 30 см, высота валиков: 16см, 11см190-38 смМалыйСреднийБольшой№4 (39-40)№3 (37-38)№2 (36-37)№5 (40-41)№1 (34-35)№6 (42-43)350Х260Х65мм33х28х21XXL3.
5 см7.5см60*52*3060-80 см80-100 см100-120см120-140 см84-100 см100-116см116-132см60-75 см70-90 см85-110см105-125см120-140см105-115 см60-70см70-80см80-90см90-100см100-110см110-120см120-130см130-140см101-105см121-125см126-130см84-88 см88-92см108-112см35-51см33-35см38-55см15-18см18-21см21-24см24-27см27-30см2,5см3,5см50-65см65-80см16-18см18-20см20-22см22-24см24-26см25-35 см36-46см47-57см40-50см50-60см40-55см55-75см10-16см14,5-16,5см16,5-18,5см18,5-21,5см15-21см32-25см высота валиков: 8 см,32-25см высота валиков: 6 см,47 х 30 см, высота валиков: 8 см,47 х 30 см, высота валиков: 10 см,40 х 25 см, высота валиков: 6см40 х 25 см, высота валиков 8 см48 х 30 см, высота валиков: 9 см48 х 30 см, высота валиков: 11 см,32 х 25 см, высота валиков: 9 см32 х 25 см, высота валиков: 7 см47 х 28 см, высота валиков: 8 см47 х 28 см, высота валиков: 12 см,50 х 30 см, высота валиков: 16см, 11см190-38 смМалыйСреднийБольшой№4 (39-40)№3 (37-38)№2 (36-37)№5 (40-41)№1 (34-35)№6 (42-43)350Х260Х65мм33х28х21XXL3. 5-324.0-336.5-366.5-428-368-42м+60х34х 11/825*16*6535х39х1030*20*1040*716,5 см15-1617-1819-2021-2235-42 смS: 35-38M: 39-41№3 36/8№4 50/817 дюймов18 дюймов19 дюймов14 дюймов S15 дюймов) S16 дюймов S17 дюймов S19, дюймов S20 дюймов S14 дюймов P15 дюймов P16 дюймов P17 дюймов P18 дюймов P19 дюймов P20 дюймов P16 дюймов31,520 дюймов22 дюймадля левшейдля правшей1950*850*80 мм400 X 400 X 650 мм;40х40х5,5 см410х400х50 мм600х600х150 мм70х190 см;7х23х3,5 см25 х 13 х 3 см20.3 х 4 х 2 смS – 30-37М – 34-41L – 39-4536-3940-44
5-324.0-336.5-366.5-428-368-42м+60х34х 11/825*16*6535х39х1030*20*1040*716,5 см15-1617-1819-2021-2235-42 смS: 35-38M: 39-41№3 36/8№4 50/817 дюймов18 дюймов19 дюймов14 дюймов S15 дюймов) S16 дюймов S17 дюймов S19, дюймов S20 дюймов S14 дюймов P15 дюймов P16 дюймов P17 дюймов P18 дюймов P19 дюймов P20 дюймов P16 дюймов31,520 дюймов22 дюймадля левшейдля правшей1950*850*80 мм400 X 400 X 650 мм;40х40х5,5 см410х400х50 мм600х600х150 мм70х190 см;7х23х3,5 см25 х 13 х 3 см20.3 х 4 х 2 смS – 30-37М – 34-41L – 39-4536-3940-44 9 Посмотрите подробный рейтинг соотношения цены и качества, дизайна и внешнего вида, надежности и т. д. Сравните с любым другим велосипедом.
9 Посмотрите подробный рейтинг соотношения цены и качества, дизайна и внешнего вида, надежности и т. д. Сравните с любым другим велосипедом. Hydraulic Disk
Hydraulic Disk

 Вы также можете сравнить велосипеды.
Вы также можете сравнить велосипеды. Мы хотим знать, какие горячие рабочие места.
Мы хотим знать, какие горячие рабочие места.
 Все выбранные вакансии должны были:
Все выбранные вакансии должны были: Таблица 1 показывает десять самых высокооплачиваемых должностей в Hoosier.
Таблица 1 показывает десять самых высокооплачиваемых должностей в Hoosier.

 В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати.
В бесплатной версии также можно получать рекламу, которая связана с вопросами 3Д печати. Далее вы можете импортировать или создать свой профиль смолы.
Далее вы можете импортировать или создать свой профиль смолы. Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер.
Например, «Симулятор», «В масштабе». Первый позволяет визуализировать ход печати, а режим «В масштабе» помещает модель с некоторыми объектами, чтобы можно сравнить форму и размер. Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
Поэтому готовый объект вместе с поддержками и всем необходимым, что будет сформировано в Lychee нужно будет экспортировать в слайсер, который поставляется с вашим оборудованием.
 В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
В бесплатной версии этот режим недоступен, в ней реализовано сканирование выступов.
 В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами.
В профессиональной версии усовершенствован алгоритм построения опорных структур с ручным распределением: с помощью функции Support Painting пользователь задает дистанцию между поддержками и очерчивает необходимый участок модели, после чего программа автоматически заполняет указанную площадь опорами. ..
.. Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.
Это упрощает подготовку файла для 3D-печати. Программное обеспечение постоянно разрабатывается и обновляется, чтобы предоставить вам последние инновации в области 3D-печати, и у нас есть специальные члены группы технической поддержки, которые помогут вам в вашем путешествии по 3D-печати.



 д.)
д.) Обновление 3D-моделей с сохранением опор
Обновление 3D-моделей с сохранением опор Д.
Д. Д.)
Д.)
 Поддержка Mirror
Поддержка Mirror

 1996 март; 27(1):49-53.
1996 март; 27(1):49-53.
 Гистопатологию отторжения и выживаемость оценивали и классифицировали. На 7-й и 14-й дни уровни Т3 и Т4 в сыворотке были практически одинаковыми между группами. На 21-й и 28-й дни уровни Т3 и Т4 в I и IV группах были выше, чем во II группе (P < 0,05). Гистопатологические выводы были; в группе I поврежденные фолликулы с выраженной лимфоцитарной инфильтрацией и фиброзом, 6 случаев отторжения; в группе II два случая смерти и три случая с повреждением ткани щитовидной железы и выраженной лимфоцитарной инфильтрацией; в группе IV - три случая с поврежденной тканью щитовидной железы и четыре интактных трансплантата. Наши результаты показывают, что как HX-I, так и дексаметазон могут ингибировать отторжение аллотрансплантатов щитовидной железы у кроликов, но дексаметазон имеет больше побочных эффектов. HX-I имеет много компонентов, и механизм его раннего анти-отторжения заслуживает дальнейшего изучения.
Гистопатологию отторжения и выживаемость оценивали и классифицировали. На 7-й и 14-й дни уровни Т3 и Т4 в сыворотке были практически одинаковыми между группами. На 21-й и 28-й дни уровни Т3 и Т4 в I и IV группах были выше, чем во II группе (P < 0,05). Гистопатологические выводы были; в группе I поврежденные фолликулы с выраженной лимфоцитарной инфильтрацией и фиброзом, 6 случаев отторжения; в группе II два случая смерти и три случая с повреждением ткани щитовидной железы и выраженной лимфоцитарной инфильтрацией; в группе IV - три случая с поврежденной тканью щитовидной железы и четыре интактных трансплантата. Наши результаты показывают, что как HX-I, так и дексаметазон могут ингибировать отторжение аллотрансплантатов щитовидной железы у кроликов, но дексаметазон имеет больше побочных эффектов. HX-I имеет много компонентов, и механизм его раннего анти-отторжения заслуживает дальнейшего изучения.

 Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Проточный электрический водонагреватель Thermex Chief 8500, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Проточный электрический водонагреватель Thermex Chief 8500, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами! Кабель закладывал отдельный от щитка.
Кабель закладывал отдельный от щитка. , 04.07.2020
, 04.07.2020
 Выставил температуру на максимум — 55 С, отрегулировал напор воды — искупаться и помыть посуду хватает…;о))
Выставил температуру на максимум — 55 С, отрегулировал напор воды — искупаться и помыть посуду хватает…;о))
 7 кг
7 кг 5 кВт
5 кВт 9 атм.
9 атм. 7 кг
7 кг 27 и 28: Содержание Revere® R410A Inverter A
27 и 28: Содержание Revere® R410A Inverter A yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/55″ title=»Contents Galleti EvitecH — Air to W»> Содержание Galleti evitech — AIR TO W
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/55″ title=»Contents Galleti EvitecH — Air to W»> Содержание Galleti evitech — AIR TO W yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/65″ title=»Contents Technical Data Revere CO 2″> Содержание Технические данные Revere CO 2
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/65″ title=»Contents Technical Data Revere CO 2″> Содержание Технические данные Revere CO 2 yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/77″ title=»Contents Eurogen — Condensing Boile»> Содержимое Eurogen — Конденсирование Boile
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/77″ title=»Contents Eurogen — Condensing Boile»> Содержимое Eurogen — Конденсирование Boile yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/89″ title=»Contents Meridian — Condensing Boil»> Содержание Meridian — Condensing Byting
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/89″ title=»Contents Meridian — Condensing Boil»> Содержание Meridian — Condensing Byting yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/101″ title=»Contents Modulex EXT — Condensing B»> Содержимое модулекс Ext — Конденсирование B
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/101″ title=»Contents Modulex EXT — Condensing B»> Содержимое модулекс Ext — Конденсирование B yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/111″ title=»Contents Moorea I — Condensing Boil»> Содержание Moorea I — Конденсирование кипения
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/111″ title=»Contents Moorea I — Condensing Boil»> Содержание Moorea I — Конденсирование кипения 121 и 122:
121 и 122: и 132:
и 132: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/141″ title=»Contents Flue Systems CONDENSING & «> Содержание. Дымоход из нержавеющей стали
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/141″ title=»Contents Flue Systems CONDENSING & «> Содержание. Дымоход из нержавеющей стали Системы дымохода — Flu
Системы дымохода — Flu com/en/document/view/63053208/ahg-solutions-guide-edition-28/167″ title=»Contents Accessories — Biomass Boil»> СОДЕРЖА :
com/en/document/view/63053208/ahg-solutions-guide-edition-28/167″ title=»Contents Accessories — Biomass Boil»> СОДЕРЖА : yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/177″ title=»Contents Duraflex Joule — Static Ex»> Содержание Duraflex Joule — Static Ex
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/177″ title=»Contents Duraflex Joule — Static Ex»> Содержание Duraflex Joule — Static Ex yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/189″ title=»Contents Duraflex EcoPress — Pressu»> Содержимое Duraflex Ecopress — Pressu
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/189″ title=»Contents Duraflex EcoPress — Pressu»> Содержимое Duraflex Ecopress — Pressu yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/201″ title=»Contents Air Separators — Dirt and «> Содержимое воздушных сепараторов — грязь и
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/201″ title=»Contents Air Separators — Dirt and «> Содержимое воздушных сепараторов — грязь и com/en/document/view/63053208/ahg-solutions-guide-edition-28/209″ title=»Contents Dirt and Air Separators — «> Содержание Сепараторы грязи и воздуха —
com/en/document/view/63053208/ahg-solutions-guide-edition-28/209″ title=»Contents Dirt and Air Separators — «> Содержание Сепараторы грязи и воздуха —
 yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/231″ title=»Contents Duplex 2205 Stainless Stee»> Содержимое Duplex 2205 Stainless STEE
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/231″ title=»Contents Duplex 2205 Stainless Stee»> Содержимое Duplex 2205 Stainless STEE com/en/document/view/63053208/ahg-solutions-guide-edition-28/239″ title=»Contents 316L Stainless Steel Hot W»> Содержание 316L из нержавеющей стали Hot W
com/en/document/view/63053208/ahg-solutions-guide-edition-28/239″ title=»Contents 316L Stainless Steel Hot W»> Содержание 316L из нержавеющей стали Hot W yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/251″ title=»Contents HVAC Pumps HVAC Pumps Ther»> Содержание0003
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/251″ title=»Contents HVAC Pumps HVAC Pumps Ther»> Содержание0003 Содержание. Страница 259 и 260:
Содержание. Страница 259 и 260: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/271″ title=»Contents Hydraulic Separators — HVA»> Контента. и 274:
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/271″ title=»Contents Hydraulic Separators — HVA»> Контента. и 274: yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/281″ title=»Contents Valves and Gauges — HVAC A»> Содержимые клапаны и датчики — HVAC A
yumpu.com/en/document/view/63053208/ahg-solutions-guide-edition-28/281″ title=»Contents Valves and Gauges — HVAC A»> Содержимые клапаны и датчики — HVAC A


 ..
.. .. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор…
.. В принципе при запуске станков обучаю работе в ArtCAM-е на уровне, достаточном для дальнейшего самообучения. И не только со станками — иногда езжу для просто обучения, как это например было с рядом контор… ..» не устраивает.
..» не устраивает. .. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е?
.. Или я ничего из вашего поста не понял — вы же делаете в АртСАМ-е?


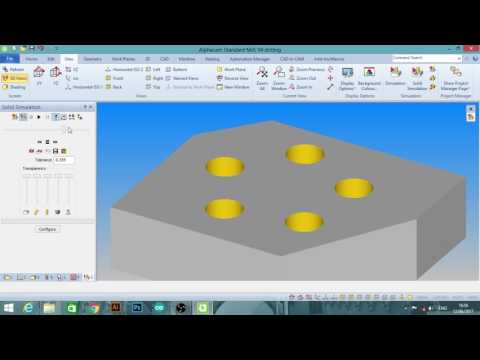 Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов.
Файлы с расширением ANC классифицируются как Другие файлы файлы. Подмножество Другие файлы содержит #NUMEXTENSIONS # различных форматов файлов. Alphacam является наиболее используемой программой для работы с ANC файлами. На официальном сайте разработчика Planit Solutions Inc. вы найдете не только подробную информацию о программном обеспечении Alphacam, но также о ANC и других поддерживаемых форматах файлов. К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами.
К счастью, наиболее распространенные проблемы с файлами ANC могут быть решены без глубоких знаний в области ИТ, а главное, за считанные минуты. Ниже приведен список рекомендаций, которые помогут вам выявить и решить проблемы, связанные с файлами. Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
Разработчики программного обеспечения могут реализовать поддержку более современных форматов файлов в обновленных версиях своих продуктов. Это может быть одной из причин, по которой ANC файлы не совместимы с Alphacam. Последняя версия Alphacam должна поддерживать все форматы файлов, которые совместимы со старыми версиями программного обеспечения.
 Отсутствие доступа к файлу может быть связано с различными проблемами.
Отсутствие доступа к файлу может быть связано с различными проблемами. Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
Войдите в систему, используя учетную запись администратора, и посмотрите, решит ли это проблему.
 Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.
Безопасные быстрые перемещения между плоскостями автоматически контролируются и проверяются с помощью расширенного твердотельного моделирования. Мощные возможности постобработки ALPHACAM означают, что используются расширенные функции всех контроллеров ЧПУ, включая вращение плоскости.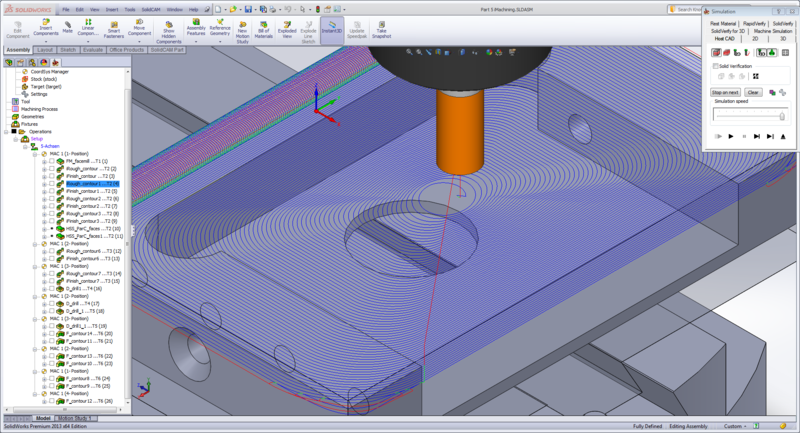
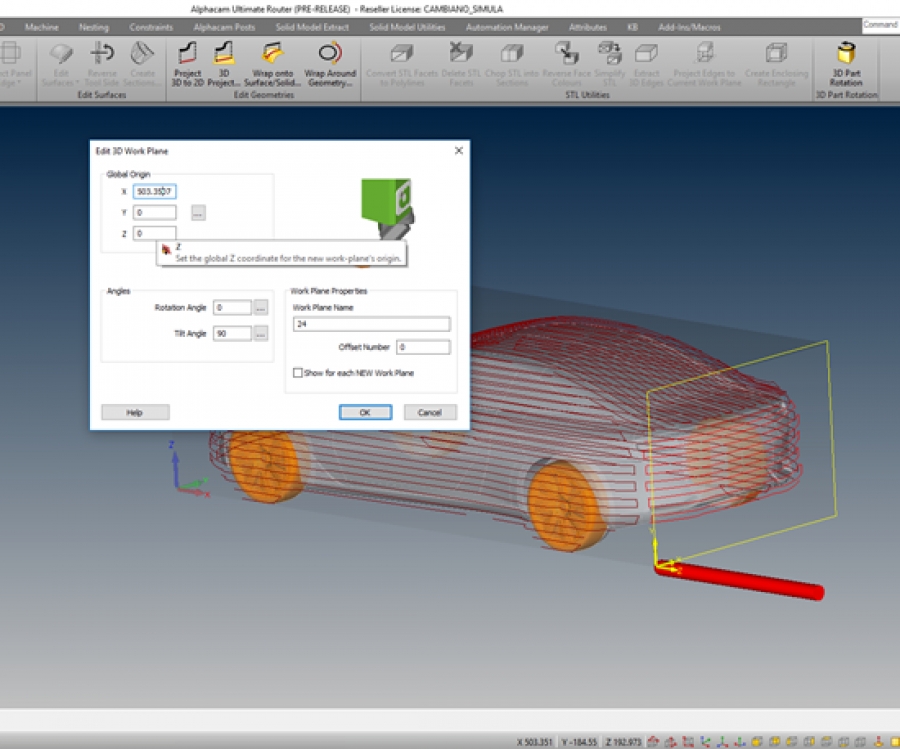 Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм.
Отверстия подбираются под диаметр сверла и обрабатываются автоматически; несколько сверл выбираются одновременно, когда соответствует стандартный шаг 32 мм. изделия, индивидуальные подарки и награды. Плюс множество других приложений.
изделия, индивидуальные подарки и награды. Плюс множество других приложений.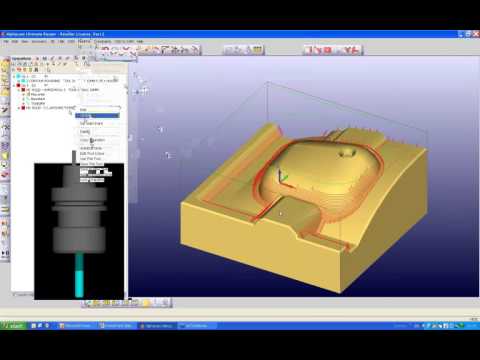
 Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня.
Инструменты и методы обработки, уникальные для этой отрасли, поддерживаются специальными модулями маршрутизатора ALPHACAM. Горизонтальные агрегаты для обработки таких деталей, как рельефы петель и врезки замков, легко контролируются с помощью ALPHACAM. Стандартные приспособления можно создавать и сохранять в системе, а при необходимости вставлять в рабочие плоскости, что обеспечивает значительную экономию времени. ALPHACAM является лидирующим программным обеспечением CAM для фрезерной обработки от 2 до 5 осей. Акцент при разработке ALPHACAM делается на то, чтобы предоставить нашим клиентам производительность, надежность и гибкость. ALPHACAM является одним из ведущих и наиболее авторитетных поставщиков программного обеспечения CAD CAM для каменной промышленности. ALPHACAM Stone был специально разработан для решения уникальных задач, возникающих при обработке мрамора и камня. Интеграции
Интеграции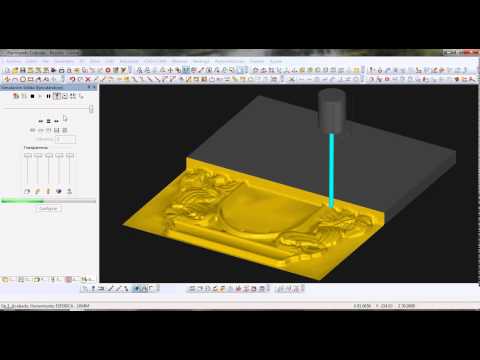
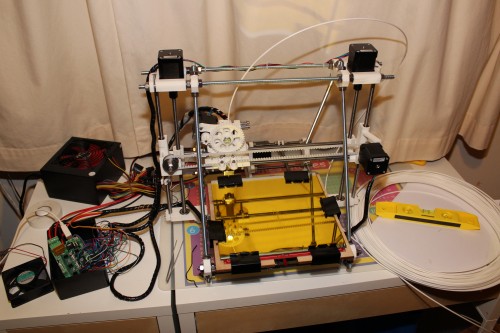
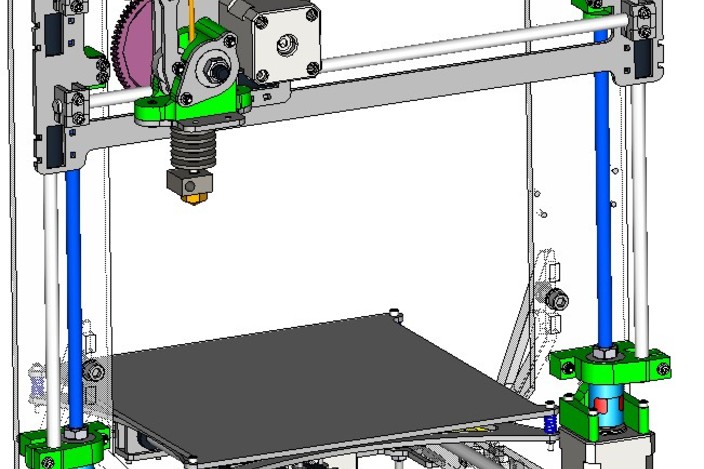
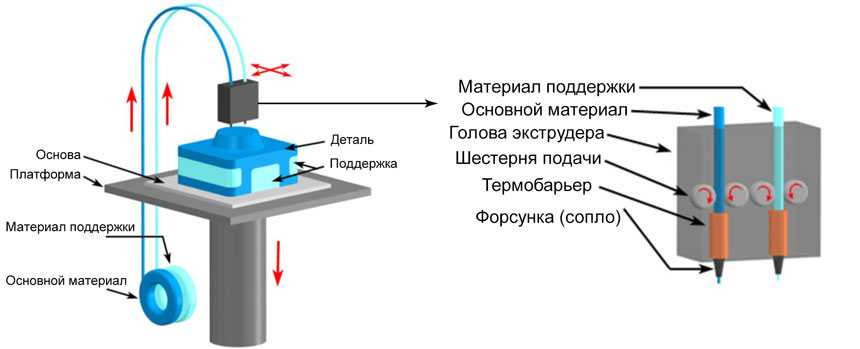 Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
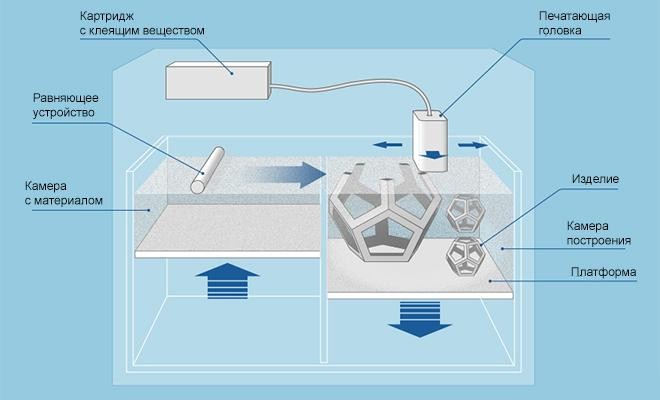

 В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».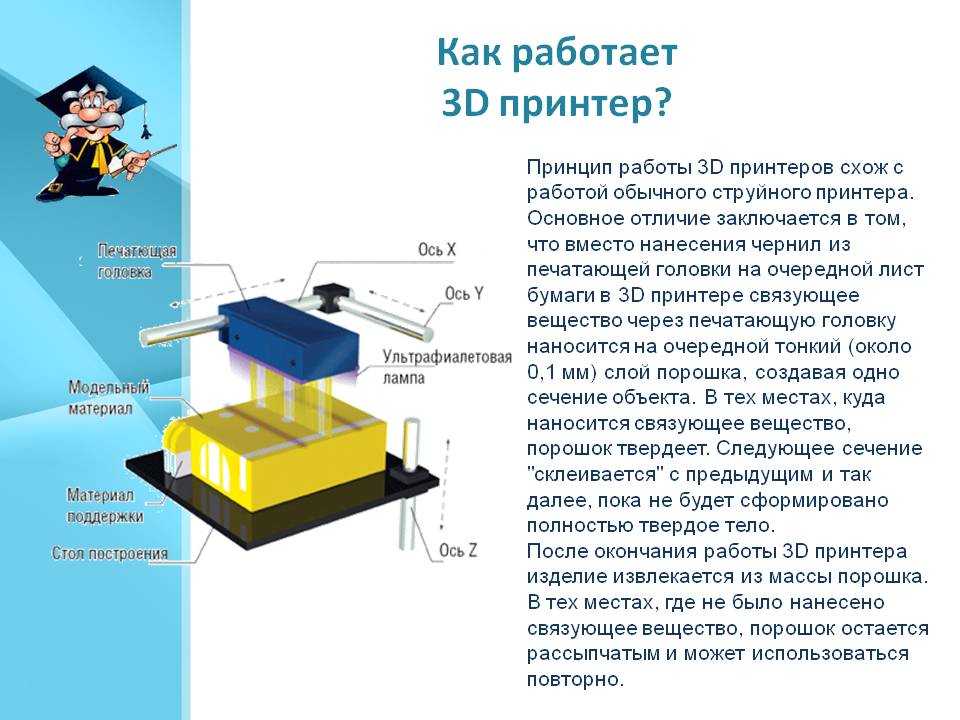
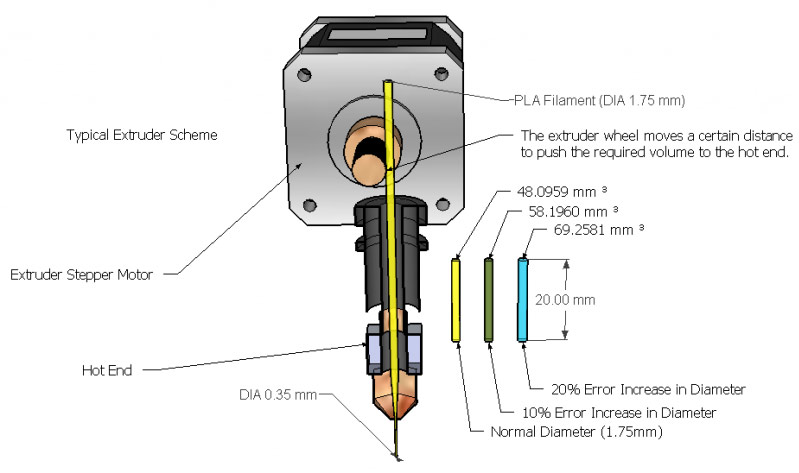 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
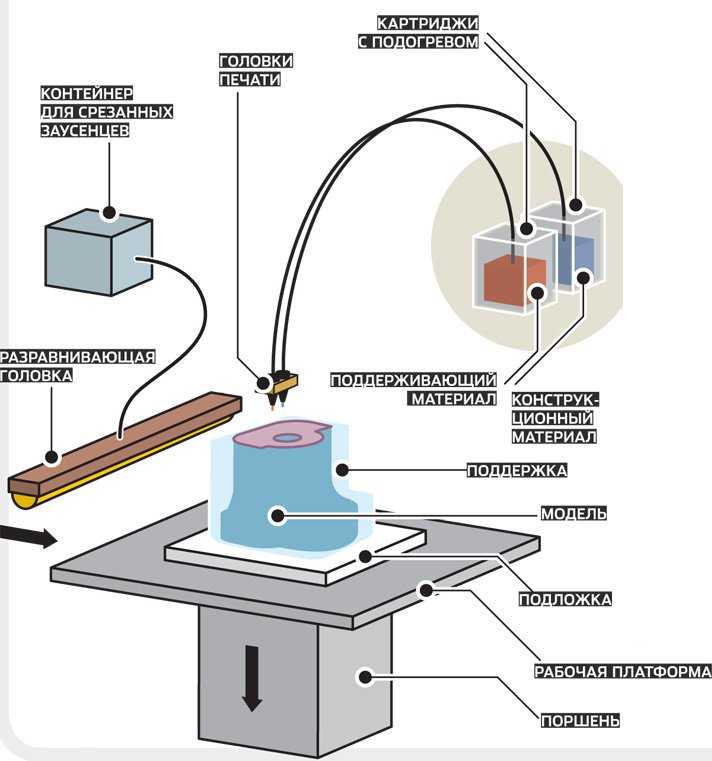 При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.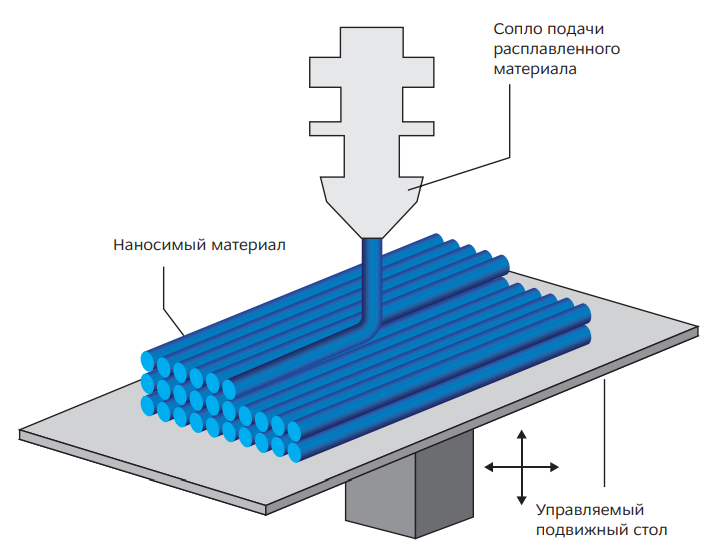
 Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.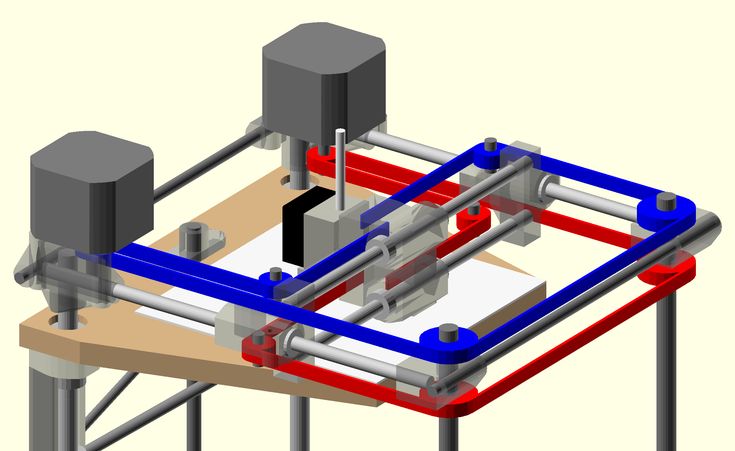
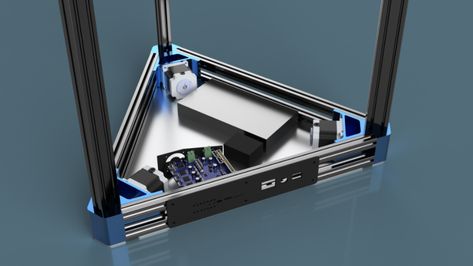
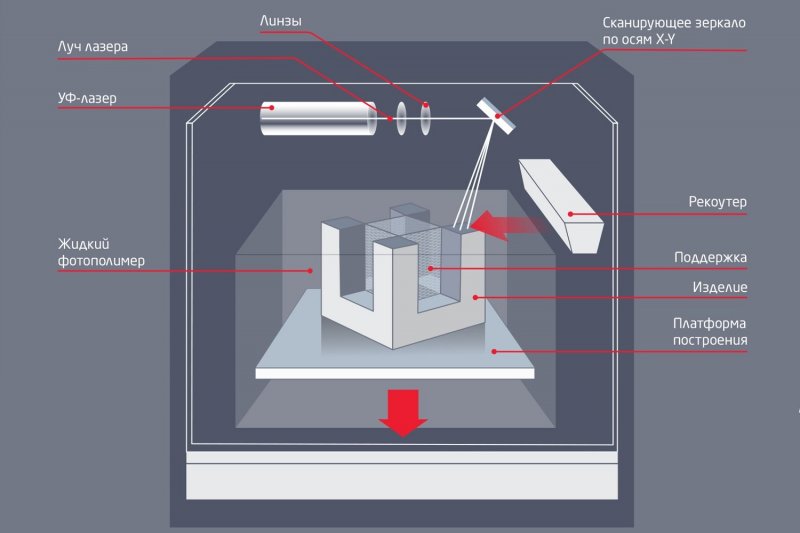 com
com  Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.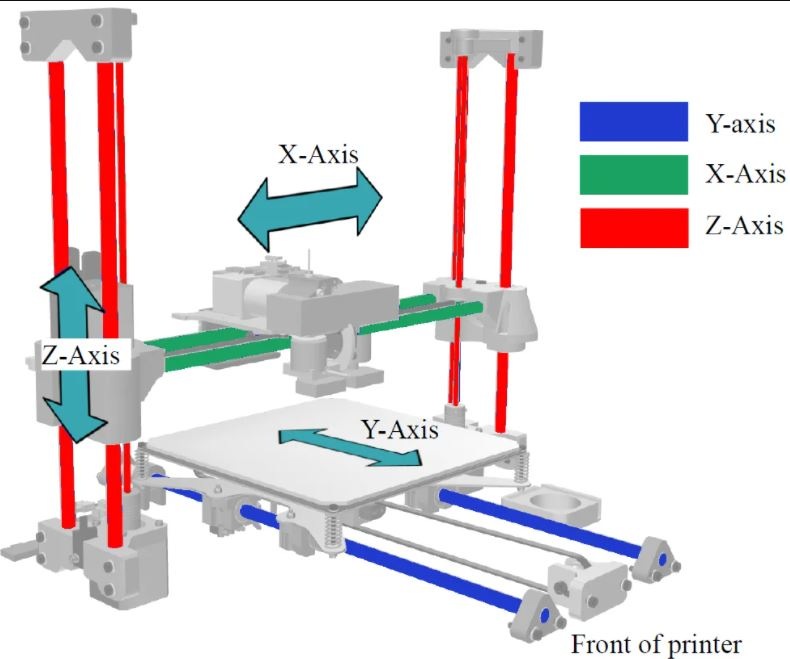 Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.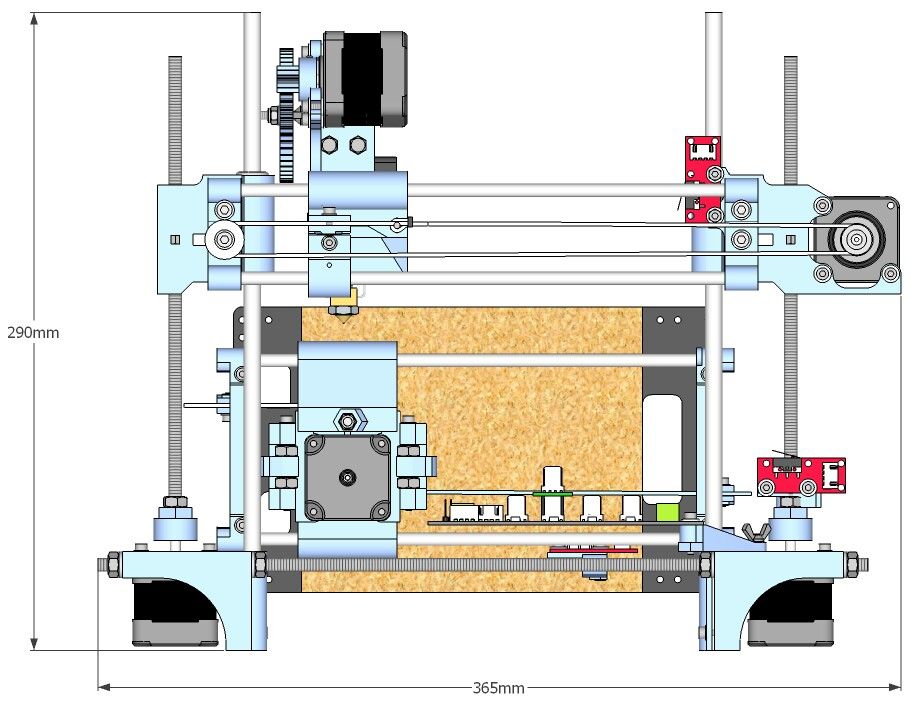 В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.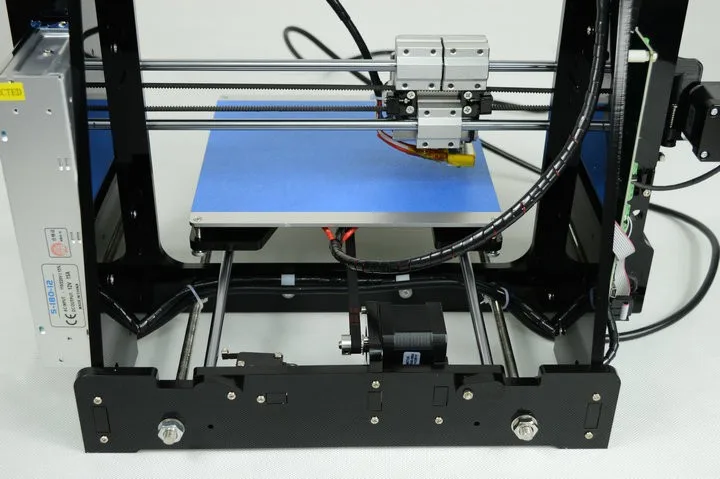 Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения. Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.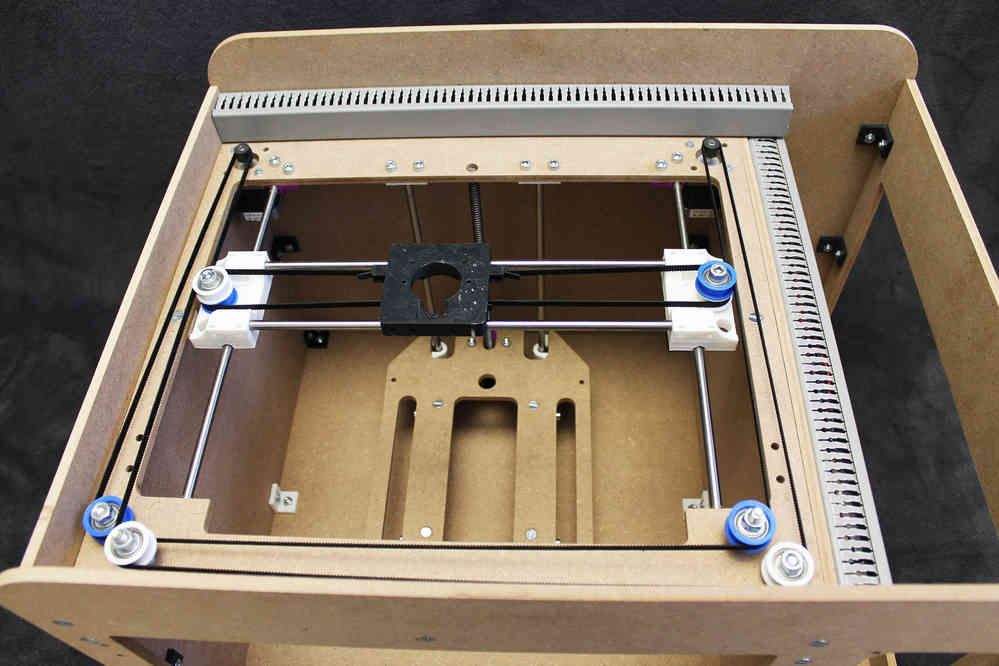 Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.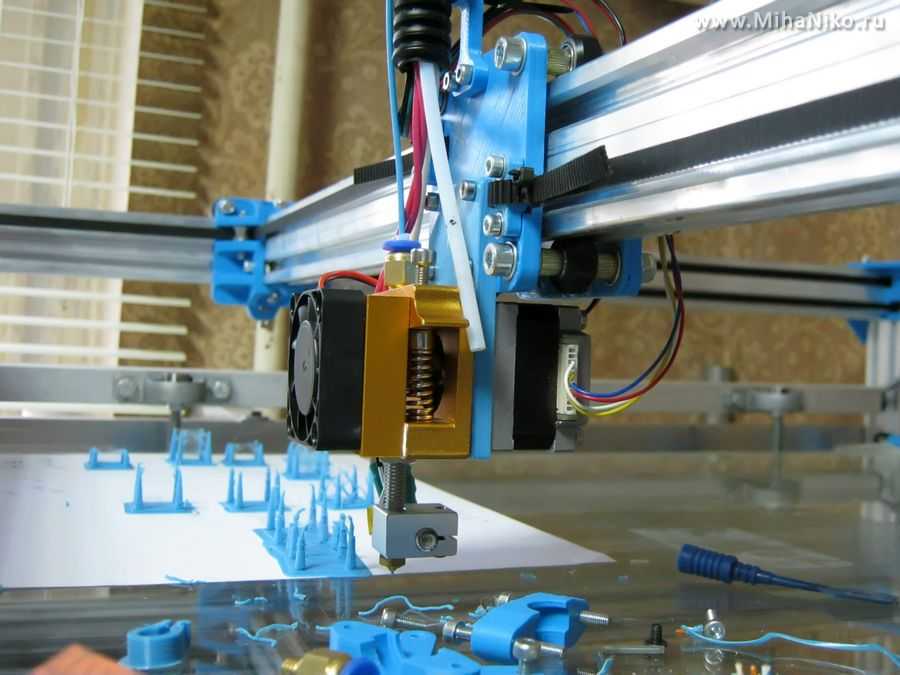 Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.





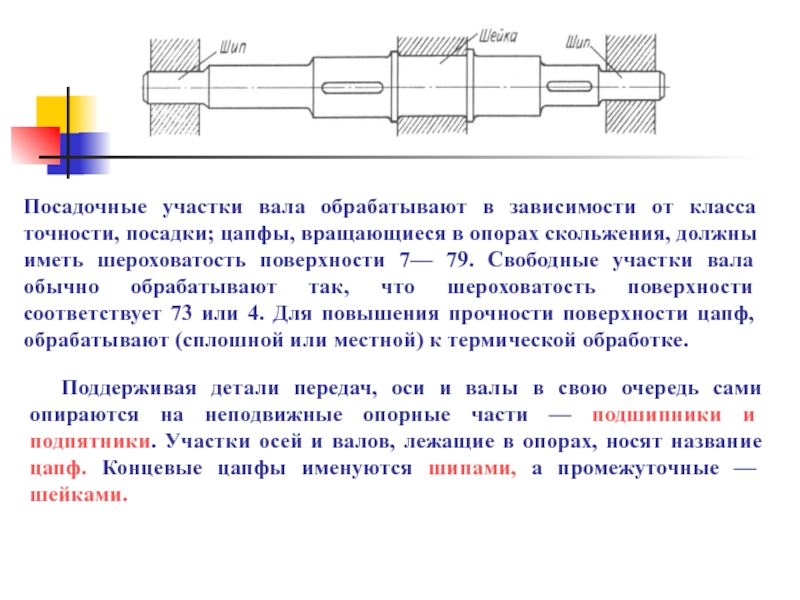
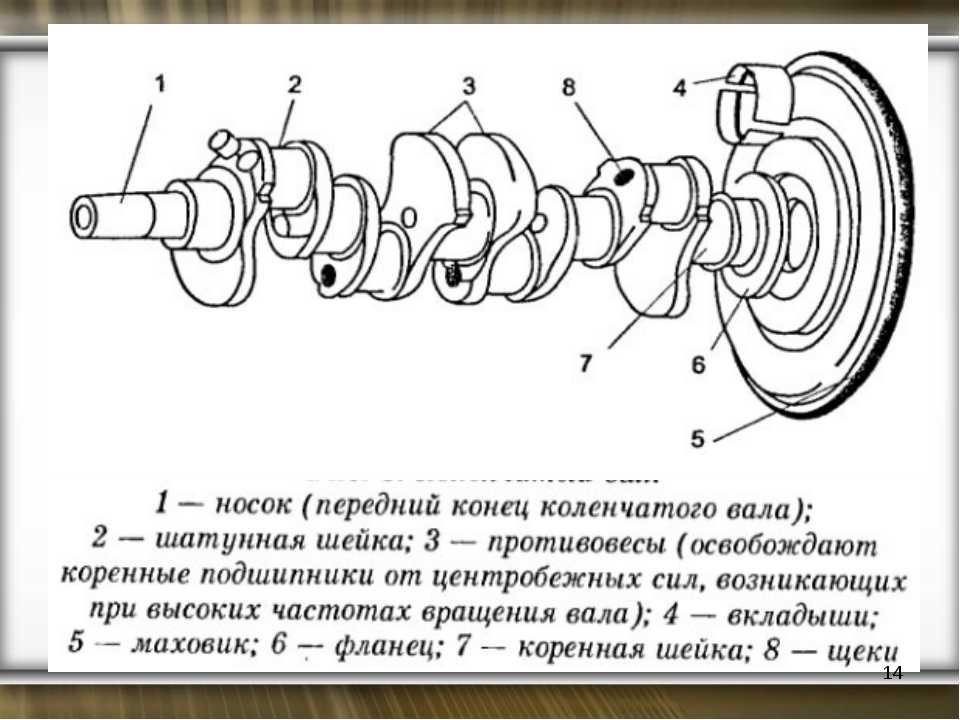 Действительно, при оборотах двигателя менее 3000 об./мин. наблюдается его недостаточная приёмистость. Кривая крутящего момента зависит от параметров газораспределения, так называемых «фаз распредвала», а также «время-сечения» открытия клапанов, которые задаются профилем кулачков распредвала. В зависимости от его угла поворота и получается разная величина открытия клапана. Для лучшего функционирования автомобиля на низких оборотах добиваются быстрой подачи в цилиндр необходимого объёма рабочей смеси, то есть заметно сужают фазу открытия впускного клапана.
Действительно, при оборотах двигателя менее 3000 об./мин. наблюдается его недостаточная приёмистость. Кривая крутящего момента зависит от параметров газораспределения, так называемых «фаз распредвала», а также «время-сечения» открытия клапанов, которые задаются профилем кулачков распредвала. В зависимости от его угла поворота и получается разная величина открытия клапана. Для лучшего функционирования автомобиля на низких оборотах добиваются быстрой подачи в цилиндр необходимого объёма рабочей смеси, то есть заметно сужают фазу открытия впускного клапана.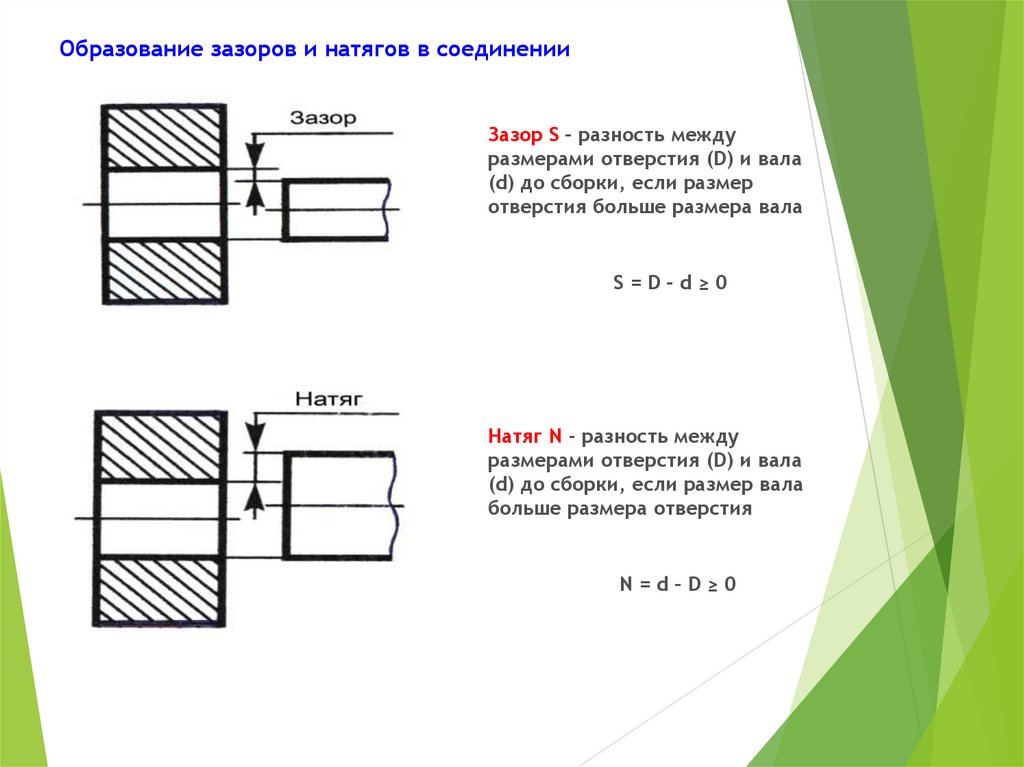

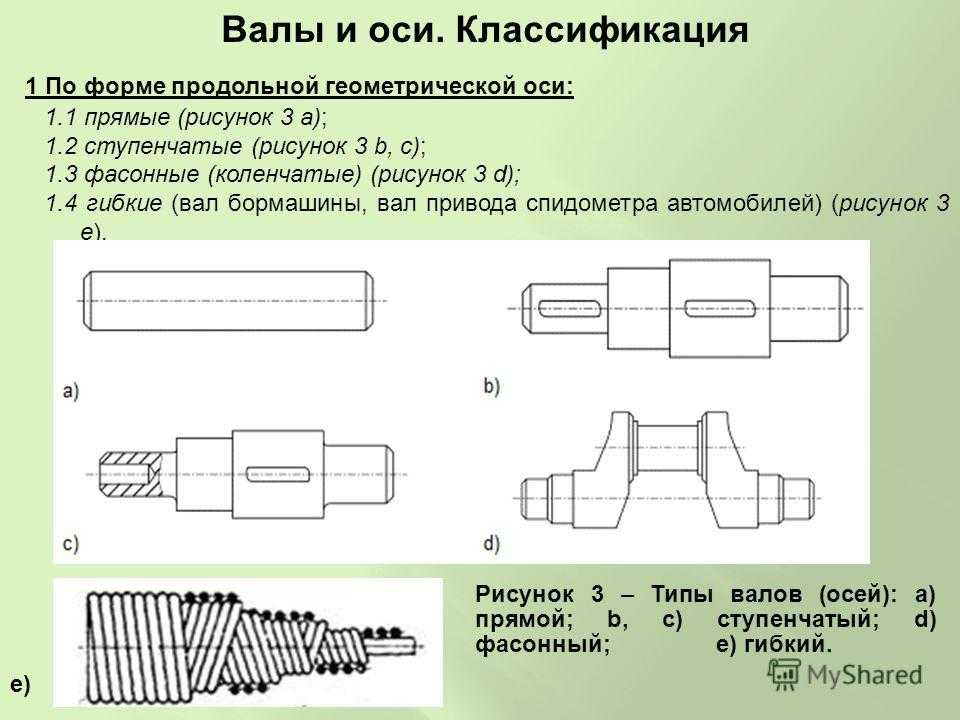 Это достигается при помощи изменения высоты подъёма и особого профиля кулачков, а также определёнными фазами открытия/закрытия клапанов.
Это достигается при помощи изменения высоты подъёма и особого профиля кулачков, а также определёнными фазами открытия/закрытия клапанов.
 На средних оборотах эти распредвалы ничем не лучше серийных, а на высоких даже хуже их.
На средних оборотах эти распредвалы ничем не лучше серийных, а на высоких даже хуже их.
 Их различие, в основном, касается фазовой характеристики, подъёма клапанов и высоты перекрытия. Чем больше высота подъёма, тем выше момент и, как правило, мощность на высоких оборотах.
Их различие, в основном, касается фазовой характеристики, подъёма клапанов и высоты перекрытия. Чем больше высота подъёма, тем выше момент и, как правило, мощность на высоких оборотах.






 copyright1}}
copyright1}}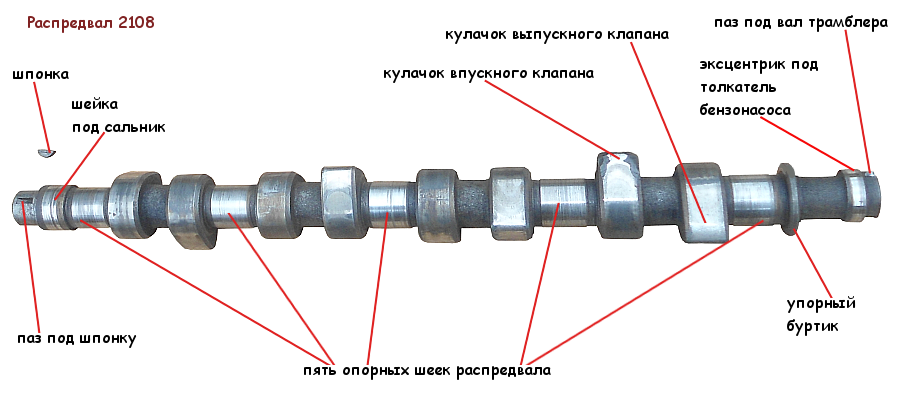 com.
com.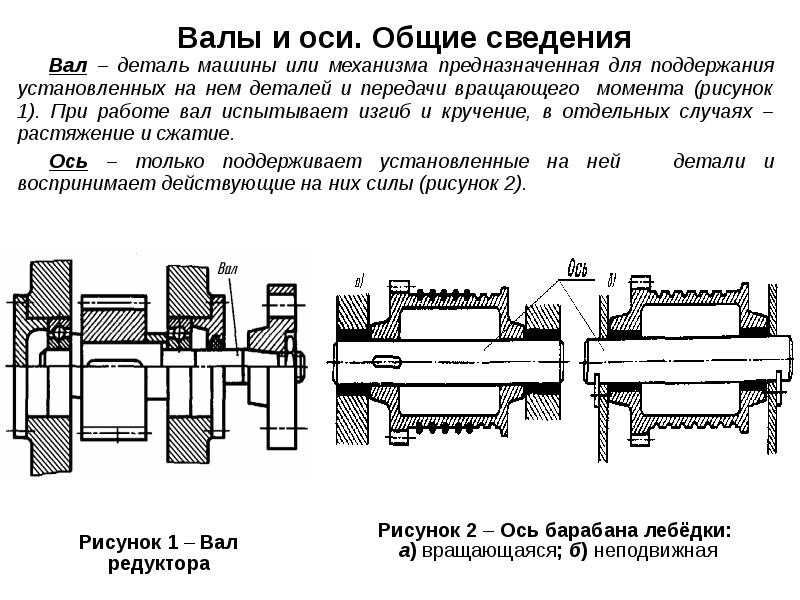
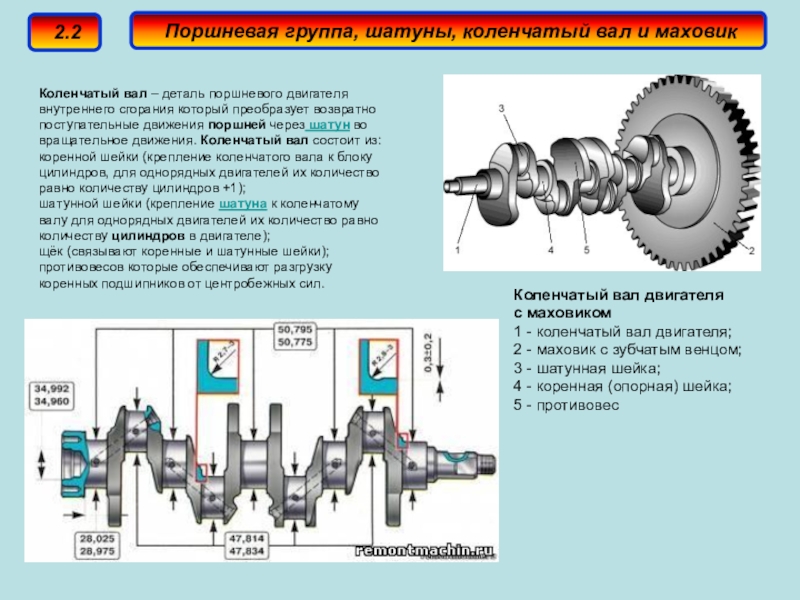


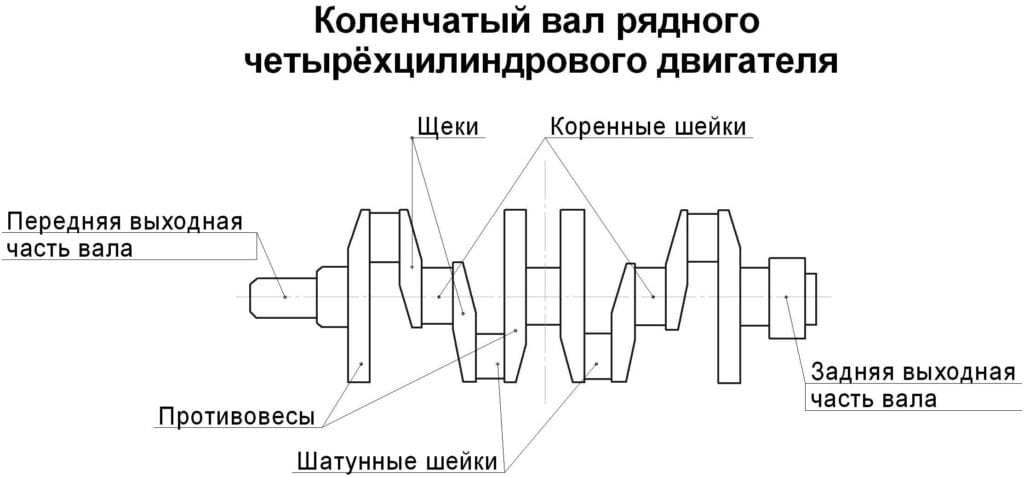 |DAILY BEAST
|DAILY BEAST
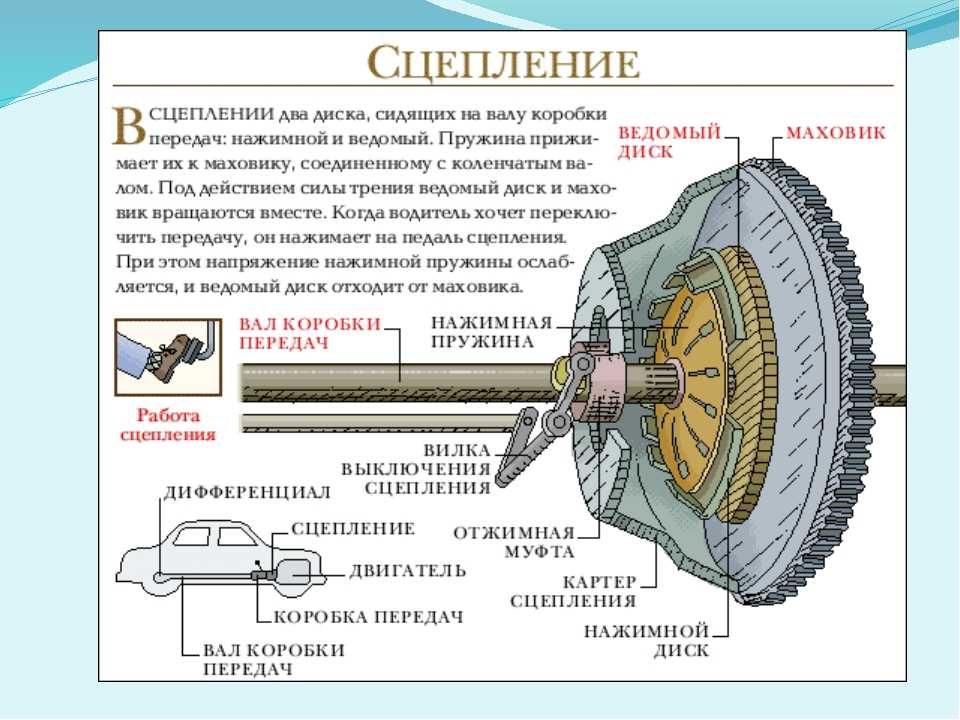
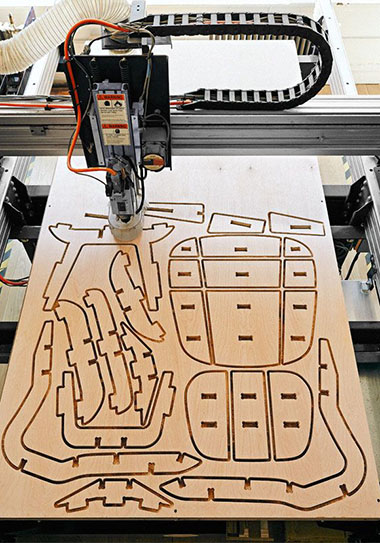 zip
zip




 Станок великолепно режет пластики, акрил, МДФ и другие материалы для рекламной индустрии. Гладкий и ровный срез, идеальное соответствие макету, быстрая скорость обработки – именно этим станок с ЧПУ покоряет производителей рекламных конструкций.
Станок великолепно режет пластики, акрил, МДФ и другие материалы для рекламной индустрии. Гладкий и ровный срез, идеальное соответствие макету, быстрая скорость обработки – именно этим станок с ЧПУ покоряет производителей рекламных конструкций. Достаточно небольшого, и всё получится.
Достаточно небольшого, и всё получится.
 Делаете ли вы таблички. резные знаки, украшения или даже автомобильные детали; как только программа установлена, вы можете просто сохранить ее и использовать повторно, когда захотите.
Делаете ли вы таблички. резные знаки, украшения или даже автомобильные детали; как только программа установлена, вы можете просто сохранить ее и использовать повторно, когда захотите.
 Некоторые из которых вы можете не ожидать.
Некоторые из которых вы можете не ожидать.


 Существуют тысячи продуктов, которые вы можете проектировать, создавать и продавать!
Существуют тысячи продуктов, которые вы можете проектировать, создавать и продавать! Наиболее распространенные станки с ЧПУ, с которыми вы столкнетесь, относятся к следующим категориям:
Наиболее распространенные станки с ЧПУ, с которыми вы столкнетесь, относятся к следующим категориям: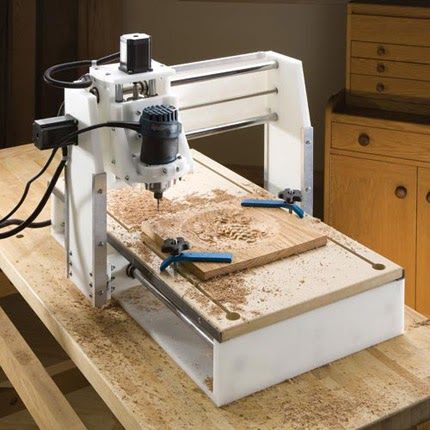 Знаки
Знаки 
 Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
Точно так же вам нужно использовать телефон на кухне, в гараже или ванной, но подходящего места для его хранения просто нет. С держателем для телефона все эти заморочки позади. Просто положите свой телефон и делайте все, что хотите. Вы можете внести изменения в свой дизайн, в зависимости от размера телефона, который вы имеете в виду.
 Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену.
Кроме того, есть автовладельцы, чьи оригинальные логотипы оторвались и пропали, и они ищут замену. От мебели до посуды и канцтоваров.
От мебели до посуды и канцтоваров.
 Приложив немного инженерных усилий, вы сможете быстро расколоть орехи.
Приложив немного инженерных усилий, вы сможете быстро расколоть орехи. Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время.
Настенная плитка дает вам больше вариантов стиля с формами и узорами. У вас также есть возможность сделать взаимосвязанные плитки, которые вы можете удалить и заменить в любое время. Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона.
Один из способов решить эту проблему — использовать внешние динамики. Тем не менее, экологически безопасный, простой, неэлектронный и красивый способ усилить динамик вашего телефона — это телефонные усилители с ЧПУ. Обладая базовыми знаниями физики и дизайна, вы легко сможете удвоить громкость своего телефона. Усилитель телефона также можно использовать как подставку для телефона. С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки.
С помощью станка с ЧПУ вы можете создавать чрезвычайно прочные велосипедные педали, способные выдерживать безумные нагрузки. Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению.
Мы, очевидно, не можем вдаваться в список того, что вы можете сделать в качестве декора интерьера, поэтому не стесняйтесь дать волю своему воображению. С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся.
С помощью станка с ЧПУ, если вы правильно понимаете принципы работы, вы можете сделать зажигалку в форме чего угодно и с любыми декоративными элементами, которые вам нравятся. С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди.
С помощью станка с ЧПУ вы можете создавать качественные инструменты или коллекции инструментов, которые наверняка привлекут внимание покупателей. Опять же, не стесняйтесь проявлять творческий подход к своим проектам. Мы видели удостоверения личности, которые складываются в ножи, и линейку, которая подпиливает, завинчивает, открывает бутылки и удаляет гвозди. Проявив немного творчества, солонки и перечницы можно превратить в украшение.
Проявив немного творчества, солонки и перечницы можно превратить в украшение.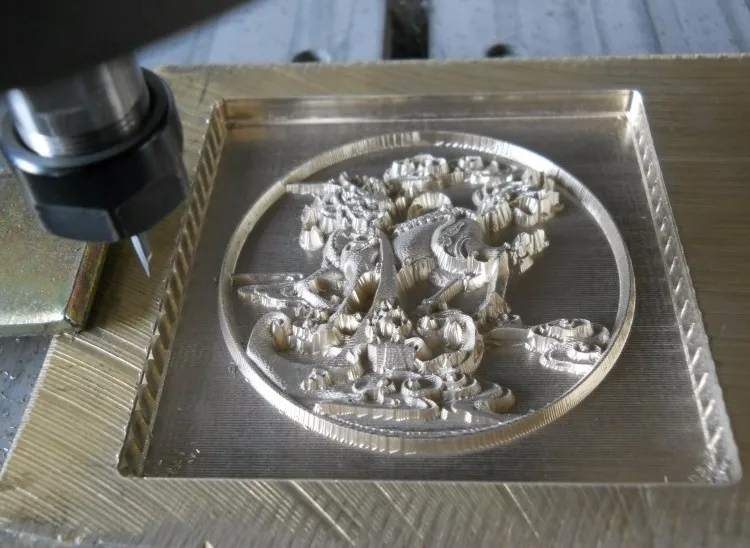 С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.
С помощью станка с ЧПУ и небольшого количества дерева вы можете создать корпус гитары с потрясающим дизайном.
