Gcode для лазера: G-code упровление лазером при перемещении
Как работать c G-code (+ видео)
Какими командами пользоваться при работе с лазером Endurance
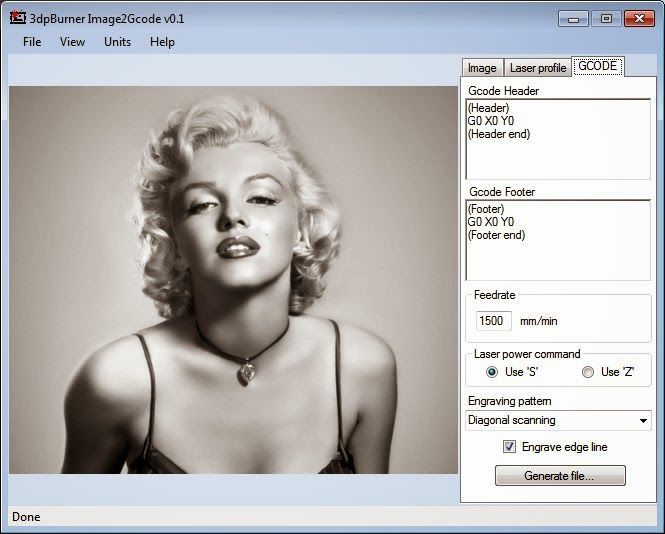
Для того, чтобы сделать контурное изображение для гравировки или резки мы советуем заранее подготовить G-code.
Грамотно сделанный G-code позволит вам выбрать оптимальные параметры резки или гравировки.
Есть 2 плагина для подготовкеи качественного g-code из программы Inkscape:
- Endurance Laser G-code
- J Tech Photonic Laser tool
Оба плагина и программа Inkscape есть на сайте Endurance.
Ранее мы делали видео, как подготовить изображение для лазерной гравировки и резки с помощью программы Inkscape:
Однако в этой статье я хотел бы рассказать именно о самом G-code, и какие команды бывают.
Сами команды делятся на группы:
G — Подготовительные (основные) команды;
М — Вспомогательные (технологические) команды.
Эти команды имеют параметры:
X — Координата точки траектории по оси X [G0 X100 Y0 Z0]
Y — Координата точки траектории по оси Y [G0 X0 Y100 Z0]
Z — Координата точки траектории по оси Z [G0 X0 Y0 Z100]
E — Координата точки выдавливания пластика [G1 E100 F100]
P — Параметр команды [M300 S5000 P280]
S — Параметр команды [G04 S15]
F — Параметр команды, подача (скорость) [G1 Y10 X10 F1000]
G — команды:
G0 — Холостой ход, без работы инструмента [G 0 X 10]
G1 — Координированное движение по осям X Y Z E [G 1 X 10]
G4 — Пауза в секундах [G4 S15]
G28 — Команда Home — паркуем головку [G28 Y0 X0 Z0]
G90 — Использовать абсолютные координаты [G90]
G91 — Использовать относительные координаты [G91]
G92 — Установить текущую заданную позицию [G92]
Дополнительный список команд (проверен на версии GRBL 0.9i):
Название G-code — Описание
G00 Быстрое позиционирование
G01 Линейная интерполяция
G02 Круговая интерполяция по часовой стрелке
G03 Круговая интерполяция против часовой стрелки
G04 Dwell
G10 Программируемый ввод данных
G17 Выбор плоскости XY
G18 Выбор плоскости ZX
G19 Выбор плоскости YZ
G20 Программирование в дюймах
G21 Программирование в миллиметрах (мм)
G28 Возврат к исходной позиции (ноль машины)
G30 Возврат к вторичному дому (машина ref pt)
G40 Коррекция радиуса инструмента выключена
G43 Компенсация смещения высоты инструмента отрицательная
G49 Компенсация коррекции длины инструмента
G53 Система координат машины
G54-G59 Системы координат работы (WCS)
G61 Точная остановка, модальная
G80 Отменить законченный цикл
G90 Абсолютное программирование
G90 Фиксированный цикл, для черновой обработки (акцент Z-оси)
G91 Инкрементное программирование
G92 Регистр позиции от нуля до вершины инструмента
G92 Цикл Threading, простой цикл
G94 Скорость подачи в минуту
M00 Обязательная остановка
M02 Конец программы
M03 Шпиндель включен (вращение по часовой стрелке) (лазера_)
M04 Шпиндель (вращение против часовой стрелки)
M05 Остановка шпинделя (лазера)
M08 Система охлаждения (наводнение)
M09 Охлаждение выключено
M30 Конец программы, с возвратом к верхней части программы
Пример работы gcode для гравера Endurance MakeBlock XY:
G00 // позиционирование
G04 P0 // пауза, установка задержки на 0
M05 S0 // отключение лазера
G90 G21 // определение шага в мм
G00 X5 Y5 // позиционирование по X и Y
G04 P0 // пауза, установка задержки на 0
M03 S255 // включение лазера и установка максимальной мощности
G04 P0 // пауза, установка задержки на 0
G01 X50 Y10 F1500 // перемещение головки лазера на 5 см по X и 1 см по Y, установка скорости 1500
G04 P0 // пауза, установка задержки на 0
M05 S0 // отключение лазера
G04 P0 // пауза, установка задержки на 0
M05 S0 // отключение лазера
G00 // позиционирование
M02 // Окончание программы
Полезные ссылки и материалы про G-code
http://cncwebtools.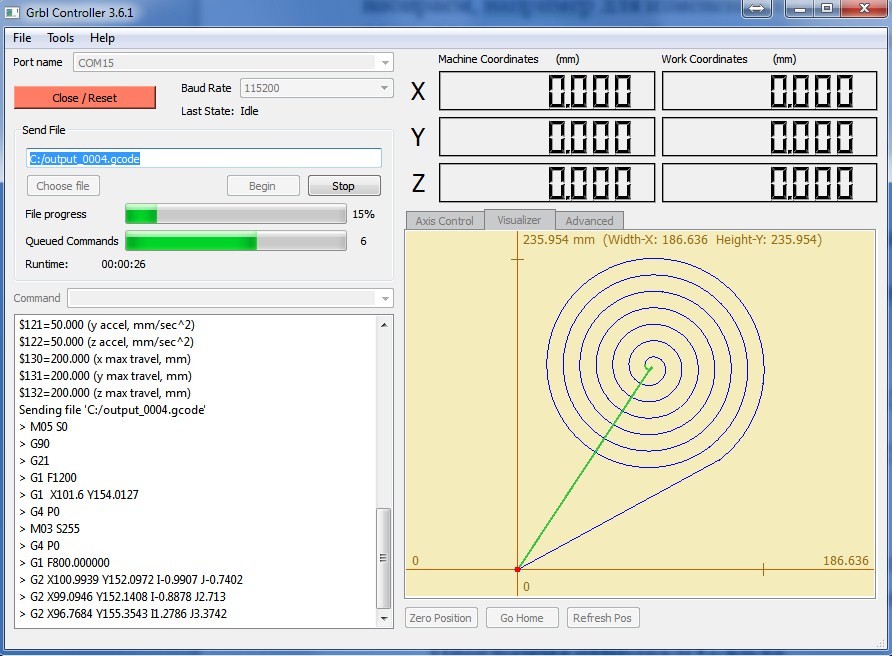 com/Apps/Table_Milling_GCode_Generator/index.html
com/Apps/Table_Milling_GCode_Generator/index.html
https://pikabu.ru/story/generiruem_gcode_s_pomoshchyu_besplatnogo_onlayn_servisa_makercam_5448847
http://www.microtechstelladata.com/TextToNCcode.aspx
https://ncviewer.com/
Полная инструкция и подготовке изображения вG-code находится на сайте Endurance.
Подробнее о практической работе с лазерами и граверами читайте в других статьях от Георгия Фомичева или на сайте компании Endurance.
Как из 3D формата перевести в G-код для лазерной резки? — Программные вопросы
#1
OFFLINE
Дмитрий11
Отправлено 04 Сентябрь 2019 — 20:26
Купили на производство китайский лазерный станок FХ430А для отрезки труб программное обеспечение которые шло со станком не воспринимает файлы 3d, может кто сталкивался как из 3D формата перевести в G код в формате NC именно для лазерной резки
- Наверх
#2
OFFLINE
тот еще наладчик
Отправлено 04 Сентябрь 2019 — 20:29
Им как правило фиалетово 3 д всякие , им dxf или igs подавай , а джи коды в камах готовят . Как прогрограмма называется ? Которая на мониторе вашего станка нарисована .
Как прогрограмма называется ? Которая на мониторе вашего станка нарисована .
- Наверх
#3
OFFLINE
2ar
Отправлено 04 Сентябрь 2019 — 20:30
А че за станок? По названию Гугл ваш че-то не показал.
Лазерные станки обычно с 3д не работают.
- Наверх
#4
OFFLINE
Дмитрий11
Отправлено 04 Сентябрь 2019 — 20:48
Программа которая шла со станком FL PIPE в ней тока можно стандартные отверстия и резы делать и сохраняет в TXT.
- Наверх
#5
OFFLINE
Дмитрий11
Отправлено 05 Сентябрь 2019 — 15:04
Может кто знает где взять утилиту на основе SheetCam, ArtCAM и из них уже сгенирировать в G код.
- Наверх
#6
OFFLINE
lkbyysq
Отправлено 05 Сентябрь 2019 — 15:26
Арткам не сможет никак. Нужнен полноценный пятиосевой САМ в основе.
- Наверх
#7
OFFLINE
Gosha
Отправлено 05 Сентябрь 2019 — 15:37
Давайте я поясню. Г-код генерит любая САМ программа. Чтобы сделать вырез скажем для бокового стыка вашей трубы вам достаточно начертить вектор в виде двух синусов на расстояние длины окружности той трубы, по нему сгенерить г-код любой САМ программой, станок его обрежет.
У г-кода есть стандартные команды — они одинаковые для всех станков, и расширенные, они разнятся по группам оборудования. Любая САМ программа может генерить как стандартные, так и эти специфичные коды, но для этого у нее нужно выбрать правильный постпроцессор для вашей модели станка.
К примеру мой код выглядит так:
‘ Project Name: box2.3dm
‘ Stock zero 0. 0. 0.
‘ Stock: 392.3 x 320. x 14. mm
‘ Post-Processor: quickCNC noF.spm
G90 G21
M3
‘ Tool Number = 0
‘ Tool name = 2 1/2 Axis Profiling
‘ Tool Diameter = 3.18 mm
G00Z22.
X3.88Y130.06
G01Z15.9
Y158.42Z10.9
Y309.42
G02X6.59Y310.54I1.59J0.
G01X26.77Y290.37
G02X27.23Y289.24I-1.13J-1.13
Символ апострофа — комментарий, мой станок его игнорирует. Ваш может игнорировать например символ скобки, тогда при попытке загрузки моего кода в ваш станок будет ошибка.
Команды G00, G01, G02 G03 стандартные, но в последних двух есть нюансы синтаксиса, тоже может произойти ошибка.
М команды вам вообще неинтересны — они для фрезера.
Ну и так далее.
В вики есть полное описание этого всего. Без понимания логики интерпретации команд конкретно вашей машиной вам тут никто ничего не подскажет.
Советую начать с углубленного анализа кода той программы, которая на вашем станке уверенно работает.
САМ модули, или как вы их называете, утилиты — это лишь продолжение вашего мозга через руки в сторону контроллера станка. Без мозга и рук они бесполезны.
- Наверх
#8
OFFLINE
preps
Отправлено 05 Сентябрь 2019 — 16:39
начертить вектор в виде двух синусов на расстояние длины окружности той трубы
Гоша, ты это о чем 🙂
в ней тока можно стандартные отверстия и резы делать
Что есть «стандартные отверстия и резы»? И что надо то в итоге?
- Наверх
#9
OFFLINE
preps
Отправлено 05 Сентябрь 2019 — 17:14
Лазерные станки обычно с 3д не работают.
Еще как работают.
- Наверх
#10
OFFLINE
Gosha
Отправлено 05 Сентябрь 2019 — 17:35
Гоша, ты это о чем 🙂
А я могу выдать вектор на любой угол стыковки труб тупо смоделировав их в рино. Работы на 5 мин + 2 мин на УП.
Что есть «стандартные отверстия и резы»? И что надо то в итоге?
Тебе же написали вроде:
утилиту на основе SheetCam, ArtCAM
Ну и чтобы кнопка F13 работала исправно
Сообщение отредактировал Gosha: 05 Сентябрь 2019 — 17:37
- Наверх
#11
OFFLINE
2ar
Отправлено 05 Сентябрь 2019 — 17:55
Еще как работают.
https://www.youtube….h?v=5Hp_DPEapzg
Интересная машинка, но тем не менее он гравирует и режет в плоскости благодаря повороту осей головы.
А я ТС понял, что он хочет вырезать бюст Ленина в теле трубы. )
- Наверх
#12
OFFLINE
preps
Отправлено 05 Сентябрь 2019 — 18:00
А я могу выдать вектор на любой угол стыковки труб тупо смоделировав их в рино.
Ну ты крууут 🙂 Вот так что ли?
А я ТС понял, что он хочет вырезать бюст Ленина в теле трубы.
)
Я так понял, что до бюста ленина из стальной трубы ему далеко, ему бы дырки в трубе резать научиться 🙂
- Наверх
Образцы G-кода для 3D-принтера / станка с ЧПУ / гравировального станка
An Endurance 15 Вт (реальная выходная мощность) лазер с водяным охлаждением и системой автофокусировки. Режет 10 мм дерева (2/5″)
Есть вопрос? Задайте вопрос нашим специалистам, и мы вам поможем!
Свяжитесь с нами! 👆
Представляем БЕСПЛАТНУЮ библиотеку g-code для лазерной резки и лазерной гравировки.
- _(обязательно)
- Как называется ваша машина(обязательно)
- Ваше имя (обязательно)
- Ваш адрес электронной почты (пожалуйста, введите правильный адрес электронной почты)
- Если у вас есть какие-либо проблемы с ним, опишите их здесь или просто поделитесь своими мыслями
Библиотека изображений и g-кодов для лазерная резка или гравировка.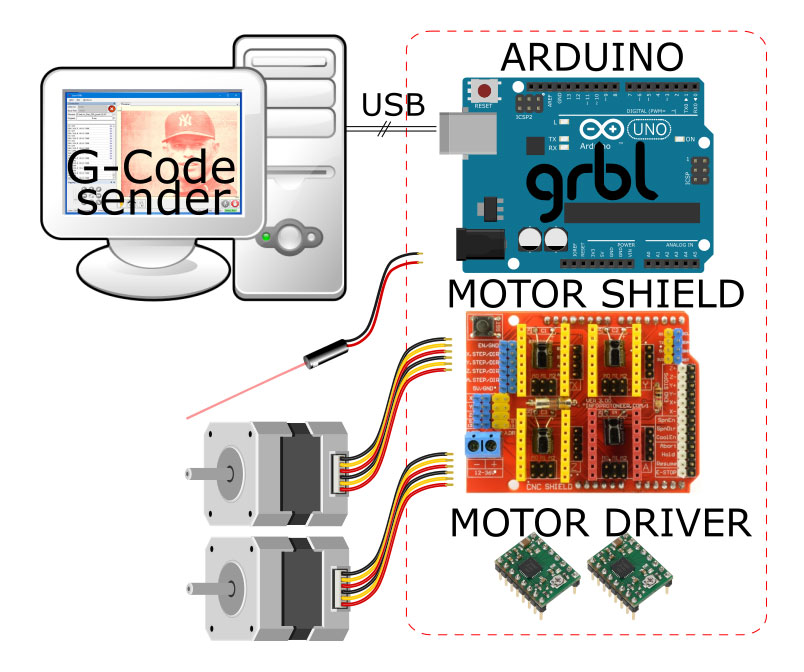
G-код (также RS-274) является наиболее широко используемым языком программирования с числовым программным управлением (ЧПУ). Инструкции G-кода предоставляются контроллеру машины (промышленному компьютеру), который сообщает двигателям, куда двигаться, как быстро двигаться и по какому пути следовать. Для запуска g-кода на вашей плате должна быть установлена специальная прошивка. Самые популярные прошивки сейчас это GRBL, Marlin и другие. GRBL в основном используется на таких рамах, как Eleksmaker, Sainsmart, CNCC LaserAxe, WainLux, Neje, Ortur, Atom и подобных машинах. Прошивка Marlin обычно используется на многих дешевых 3D-принтерах с открытым исходным кодом, таких как Anet, Anycubic, Wanhao и других…
Важно знать, что некоторые машины и рамы имеют несколько разные команды включения/выключения лазера.
Это может быть M103/M105 или M03/M05. Это зависит от параметров GRBL.
Могут быть некоторые ограничения скорости для резки и гравировки, которые также сохраняются в настройках GRBL.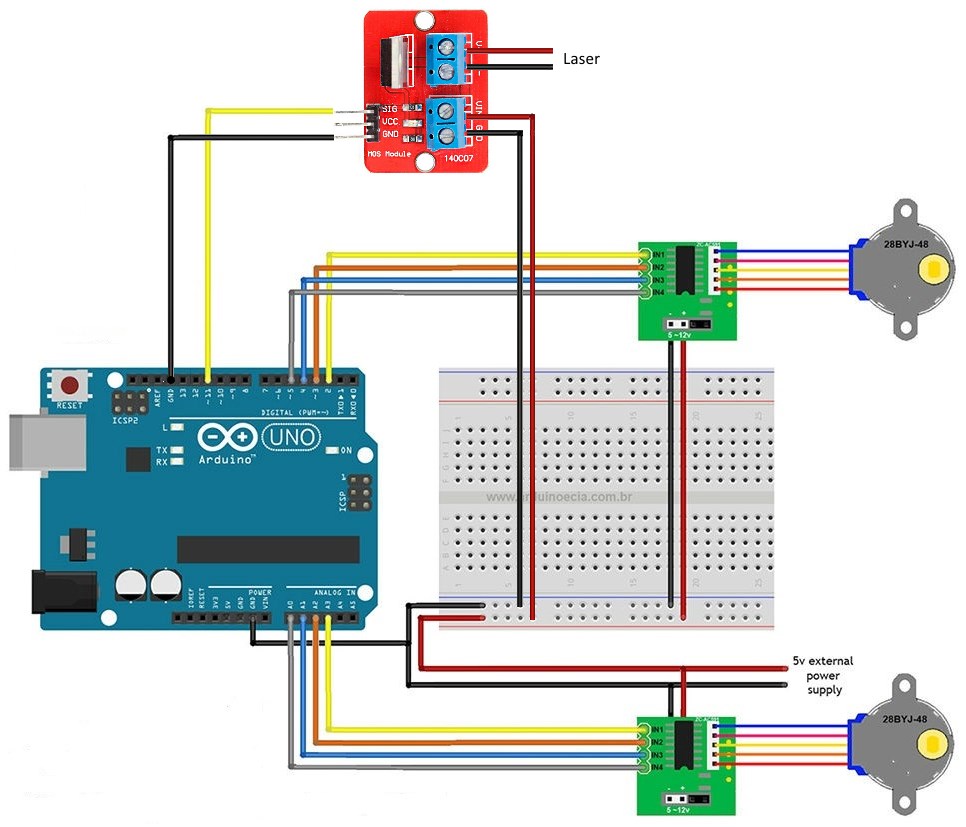
Важно знать, что GRBL должен быть правильно настроен, чтобы иметь возможность перемещать двигатели с требуемой скоростью и сохранять правильные размеры и пропорции.
У нас есть несколько шестнадцатеричных файлов (прошивки) в нашем центре загрузки >>>
Образцы G-кода, изображения, подходящие для лазерной резки/гравировки, а также видеоруководство по подготовке G-кода.
Проверенные и готовые g-коды для вашей рамки гравировки (прошивка GRBL 1.1H). Подходит для Ortur, Eleksmaker, Neje, Atomstack, LE5040 Sainsmart (Genmitsu), Wainlux гравировка (машины для резки)
скачать штамп файлы
скачать шахматные файлы
Downlaod Dog Tag Files
Скачать Face Files
Скачать файлы Mandalorian
Скачать деревянные часы
G-код, вектор и растильные изображения готовы для Engraving и Laser G-Code, Vect резка
Размеры по горизонтали составляют 40-50 мм (~2 дюйма), размеры по вертикали основаны на пропорциях.
Мощность лазера везде 100%
Скорость для прошивки GRBL — 1000 мм/мин, для прошивки marlin — 200 мм/мин
Загрузите наши примеры g-кодов >>>
Если у вас есть какие-либо вопросы — вы можете задать их нам в Livechat!
Как сгенерировать G-код для лазерной резки/гравировки.
Для создания g-кода вы можете использовать БЕСПЛАТНОЕ программное обеспечение Inkscape и плагин от лазеров Endurance или J Tech photonics.
Проведите быструю и безопасную оплату. Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Подготовка G-кода с использованием удлинения линии выносливости для чернила
9000
9000
9000
999999999999999999999999999999999999999999999999999999999999999000 9000 9000 9000
Посмотреть больше видеоматериалов о G-коде >>>
Все, что вам нужно знать о прошивке GRBL
Параметры, настройки, переменные.
Важно знать о параметрах GRBL, настройках прошивки
Бесплатный плагин лазеров Endurance для Inkscape
Как использовать плагин g-кода Endurance для Inkscape. Подробная инструкция.
Как использовать подключаемый модуль Endurance для лазерного программного обеспечения Inkscape (инструмент расширения надстроек генератора G-кода)
Набор лазерных линз Endurance. 4 различных объектива для вашего диодного лазера.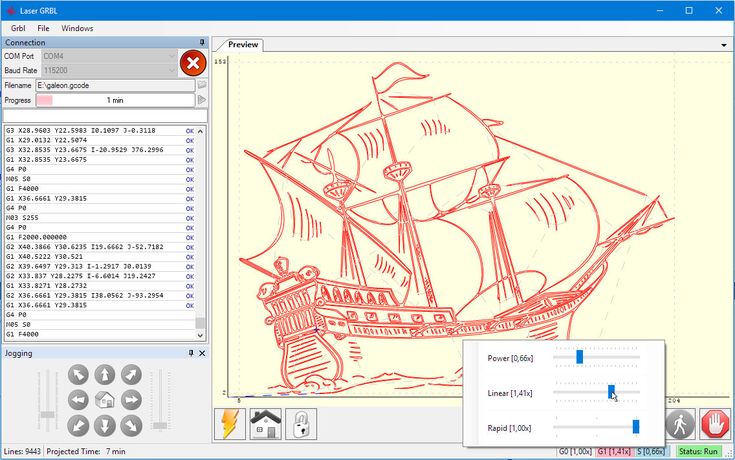
Лазерная резка и лазерная гравировка для дома и бизнеса
Преимущества лазеров Endurance
Стандарт высокого качества
Многоуровневая система тестирования.
Промышленные компоненты.
Сверхнадежный
Гарантированная продолжительность непрерывной работы ~48-72 часа.
Реальная непрерывная выходная мощность
Наша продукция имеет заявленную номинальную выходную мощность, в отличие от китайских аналогов.
Режим TTL
Может включаться и выключаться при напряжении 3,5-24В.
Переменная выходная мощность.
Подключи и работай
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Дружественная политика возврата
Не нравится лазер?
Просто верните товар в течение 30 дней и получите полный возврат средств.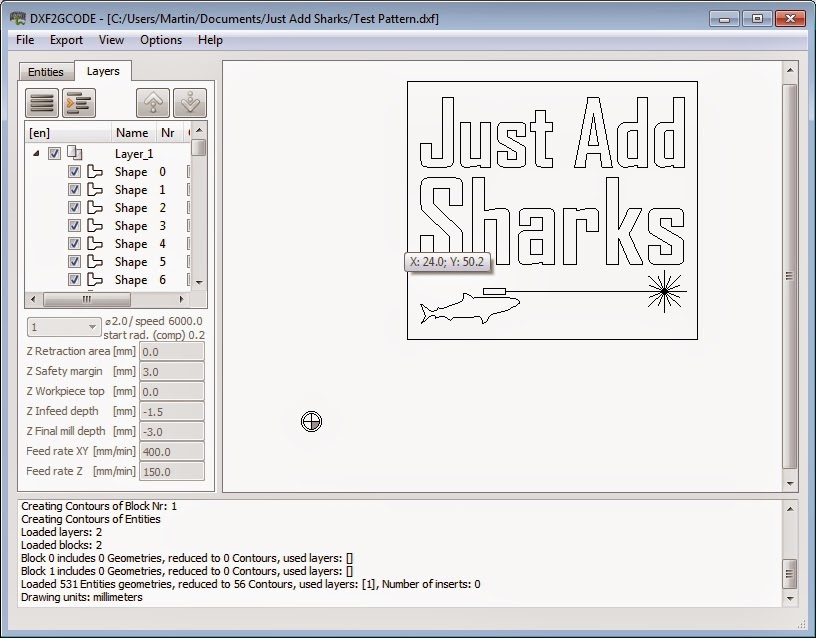
Лазерные приспособления и станки для лазерной гравировки (маркировки)
Почему наши клиенты покупают лазеры и станки для гравировки у Endurance?
Консультации в режиме реального времени
Мы помогаем и консультируем по телефону / электронной почте / мессенджеру Facebook / Telegram / Whatsapp / Viber.
Профессиональная поддержка
Помогаем установить и настроить лазер. Мы предлагаем квалифицированную послепродажную поддержку.
Все, что вам нужно
Для начала мы отправляем все необходимое в одной посылке.
Немедленная доставка
Мы отправляем все устройства в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Пожизненная гарантия
Все наши лазеры протестированы и могут работать до 10000 часов.
Возможность обновления
У вас старая модель? Обновите свое устройство на более мощное.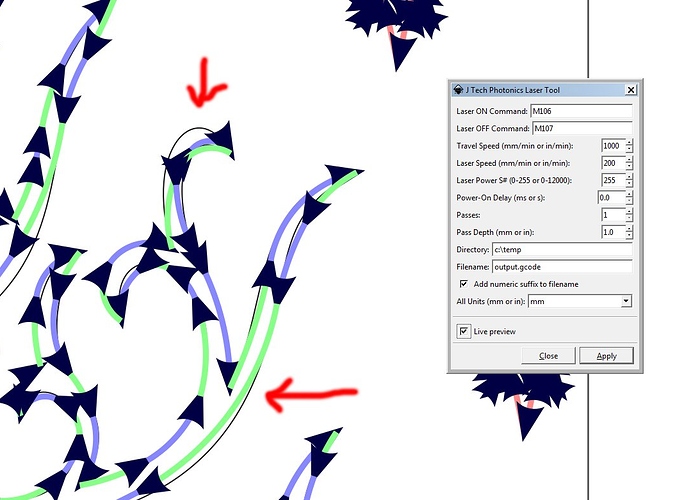
LaserGRBL – Бесплатная лазерная гравировка
Рынок лазерной гравировки полон продуктов: одни отличного качества, другие очень низкого качества. Я предлагаю вам, какие параметры проверить при выборе вашего первого лазерного гравера.
Качество машины: материалы, использованные для изготовления рамы, и общая надежность
Качество лазера: наличие дополнительных опций лазера и возможность обновления до более мощных моделей
Поддержка: наличие материалов (руководства, видео) и каналов поддержки (электронная почта, веб-сайт, Facebook) и запчасти
Я предлагаю сосредоточить ваше исследование на известных брендах, потому что неизвестные бренды редко предлагают качественную продукцию и послепродажную поддержку. Нехорошо потратить немного денег и почувствовать себя брошенным, когда есть проблема с продуктом!
Здесь вы можете найти список брендов, которые я лично протестировал и могу рекомендовать.
По каждой марке я делал обзор, и вы можете прочитать мое мнение об их продуктовой линейке.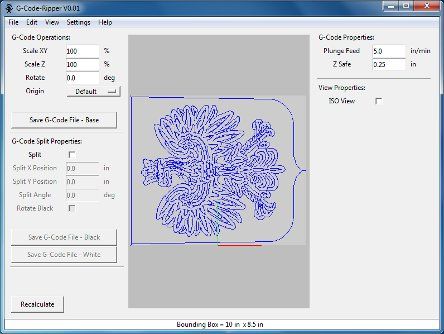
| Торговая марка | Машина | Laser | Support | Score | Opinion | Review |
|---|---|---|---|---|---|---|
| Ortur | 4.9 | best for innovation | review | |||
| Aufero | 4,5 | лучшая скорость двигателя | обзор | |||
| Atomstack | 4,7 | review | ||||
| Sculpfun | 4.7 | best for air assist | review | |||
| NEJE | 4. 7 7 | best product range | review | |||
| Comgrow | 4.5 | лучшее качество/цена | обзор | FoxAlien 56 | 4.3 | best robustness | review |
| Longer | 4.2 | best for price | review | |||
| TwoTrees | 4.2 | лучшая цена/комплектация | обзор | |||
| YoraHome | 4.7 | обзор |
ЧТО О ЛАЗЕРНОЙ МОЩНОСТИ?
В настоящее время ( июль 2022 ) легко найти лазерный модуль мощностью от 1,5 Вт до 20 Вт .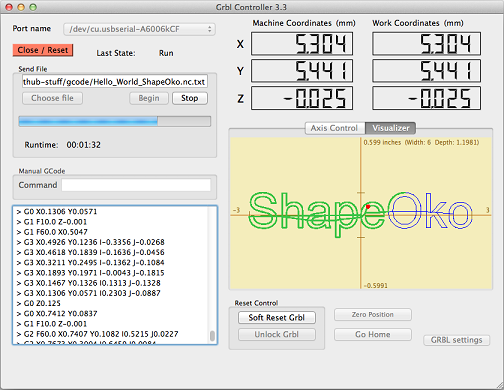
Пожалуйста, прочитайте внимательно! Я говорю об оптической силе : единственная реальная важная величина .
Часто вы обнаружите указанную мощность, которая представляет собой электрическую мощность, это значение примерно в 4 раза превышает оптическую мощность, поэтому 5 Вт можно назвать 20 Вт и, следовательно, может ввести вас в заблуждение.
Иногда рекламодатели изобретают какие-то странные эквиваленты мощности, поэтому нередко можно найти рекламируемую мощность 150 Вт.
вот пример
Будьте умны, всегда ищите оптическую мощность в спецификациях !
Мощность лазера от 1,5 Вт до 3,5 Вт
В основном встречаются в более дешевых моделях. Позволяет гравировать дерево и кожу и резать бумагу и картон, а также небольшие толщины фанеры и бальзы (пару мм).
Преимущество их низкой мощности состоит в том, что они имеют меньшую точку фокусировки, что позволяет им гравировать с высочайшим уровнем детализации. Машины, на которых устанавливаются эти лазеры, как правило, дешевле и могут быть куплены примерно за 200-250 долларов 9.0005
Машины, на которых устанавливаются эти лазеры, как правило, дешевле и могут быть куплены примерно за 200-250 долларов 9.0005
Мощность лазера 5,5 Вт.
Стандартный лазерный диод для моделей среднего класса. Обратите особое внимание на то, какую линзу фокусировки они устанавливают: важно, чтобы они устанавливали линзу FAC (быстрая коллимация оси) .
Начиная с 2021 года все новые лазерные модели наиболее распространенных брендов начинают использовать линзы FAC, но можно найти более старые модели без этой технологии. Будьте внимательны, особенно если покупаете б/у.
разница между стандартным объективом и объективом FAC
При оптической мощности > 5 Вт и линзе FAC можно гравировать камень, дерево, акрил и сталь (только поверхностная маркировка на стали). Можно ли резать до 3 мм акрила и 5 мм фанеры (даже больше, если использовать систему подачи воздуха) за несколько проходов.
резка фанеры гравировка стального лезвия резака
Лазер мощностью 5 Вт — лучший выбор для тех, кто впервые сталкивается с этим миром, поскольку он обеспечивает превосходную производительность по очень привлекательной цене (350 $ за полную машину).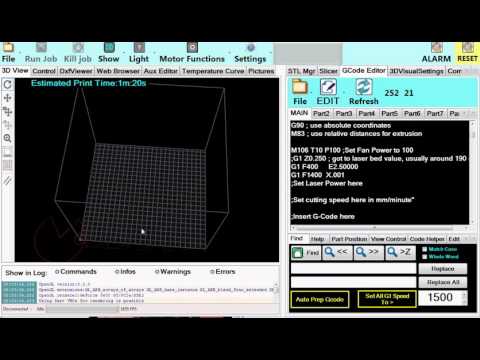
Лазер мощностью 10Вт и 20Вт
Эти лазеры зарезервированы для топовых моделей и появились на рынке только с начала 2022 года. Они изготавливаются путем соединения 2 или 4 диодов внутри модуля.
Эти модели, как правило, дороже (от 500 долларов за 10 Вт до 900 долларов за 20 Вт), но они единственные, которые обеспечивают действительно сравнимую производительность с лазерами на углекислом газе, сохраняя при этом несравнимую компактность и удобство управления.
Эти станки способны легко резать листы толщиной 10 мм за один проход. В сочетании с системой подачи воздуха также можно резать листы толщиной до 20 мм.
Самая дешевая машина с лазером оптической мощности 10 Вт — Comgo Z1. Она стоила всего 350$, а мой обзор этой машины доступен здесь. На мой взгляд, один из лучших граверов по соотношению цена/качество!
ЧТО О AIR ASSIST
Система Air Assist состоит из насоса высокого давления и тонкого сопла, которые создают прямой поток воздуха к точке лазерной абляции.
Преимущества системы подачи воздуха: большая глубина реза, более быстрый рез и более чистые кромки. Это также отличный способ избежать загрязнения линзы лазера, так как поток воздуха уносит дымы сгорания (грязные и полные остатков).
Только высококачественные машины оснащены встроенной системой подачи воздуха, например превосходный Sculpfun S10.
ЧТО О РАЗМЕРЕ РАМЫ
Т-образный станок
Состоит из двух алюминиевых направляющих, способных работать на поверхностях размером около 20см х 20см. Эти машины подходят для тех, кто работает с небольшими деталями, такими как ручки, кошельки, фоторамки. Это самые дешевые машины, и вы вряд ли найдете их с воздушной подпиткой или мощными лазерами, потому что их форма не позволяет устанавливать тяжелые модули.
Примерами этой категории являются Aufero Laser 1 и Atomstack P7 или Neje Master 2s.
Aufero Laser 1 с лазерным модулем LU2-4 SF 5,5 Вт. являются наиболее популярным вариантом. Все известные бренды предлагают по крайней мере одну модель, основанную на этом дизайне, но они не все одинаковы: например, некоторые бренды используют пластиковые детали, а другие — цельнометаллические. Очень важны также некоторые детали, такие как наличие направляющих для тросов (цепи тяги), которые предотвращают изгибание тросов под лазерной головкой, сжигание и повреждение станка; и наличие концевых/возвратных выключателей.
Очень важны также некоторые детали, такие как наличие направляющих для тросов (цепи тяги), которые предотвращают изгибание тросов под лазерной головкой, сжигание и повреждение станка; и наличие концевых/возвратных выключателей.
Примерами этой категории являются Scuplfun S9, Atomstack A5, Aufero Laser 2 и т. д.
Sculpfun S9 40 см x 40 см
В некоторых более прочных и надежных моделях используются металлические направляющие двойного размера, например, в FoxAlien Reizer. Эти модели дороже, но гарантируют возможность установки более тяжелых лазерных головок.
FoxAlien Reizer 40см x 40см
Jumbo Frame (80×40 и больше)
Только несколько брендов предлагают эту опцию, одна из них NEJE, у которой также есть гравер, способный работать на поверхностях 81см x 46см. Это Neje 3 MAX с лазером мощностью 10 Вт, который имеет очень конкурентоспособную цену (учитывая, что у него есть тормозная цепь).
Neje 3 MAX 81см x 46см
Некоторые другие бренды предлагают «комплект расширения», который позволяет увеличить рабочую поверхность за небольшую цену.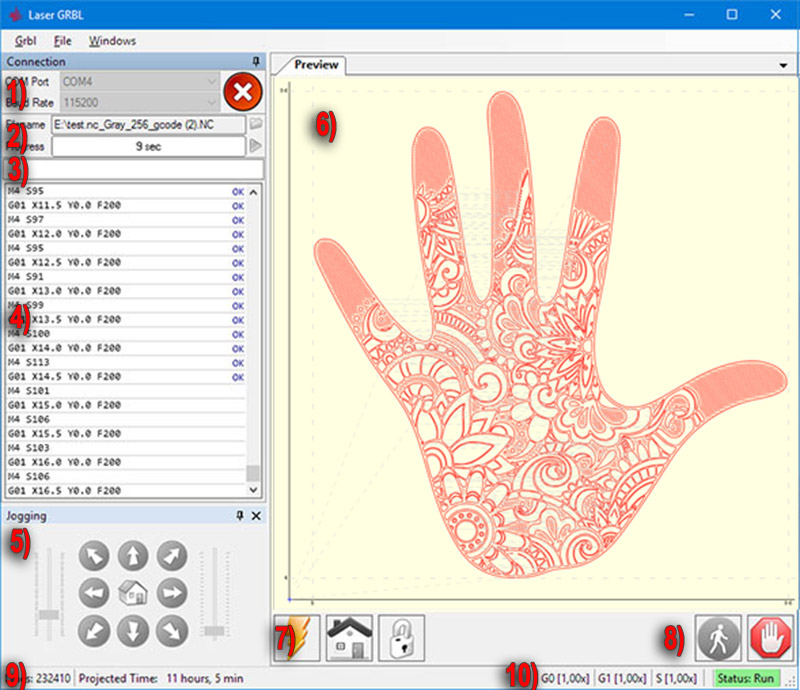
Комплект расширения Sculpfun 95 см x 41 см
МОДУЛИ УЛУЧШЕННОГО КАЧЕСТВА
Если вам нужны лазерные модули для непрерывного использования, я не рекомендую использовать модули, которые поставляются с вашими маркерами, либо те, которые дешевы на ebay, amazon, aliexpress, bangood, gearbest… Все эти модули рассчитаны на эпизодическое использование и быстро приходят в негодность при длительном использовании на максимальной мощности.
Есть очень хорошие продавцы под названием Opt Lasers, которые производят небольшие изделия, но самого высокого качества. Все они представляют собой модули, изготовленные вручную в соответствии с лучшими стандартами, все они протестированы один за другим, и они также могут предоставить персонализированные ответы для любых потребностей.
Доступен код скидки (подробнее)
Opt Lasers — это то, что я называю «феррари среди лазеров». Они предлагают широкий ассортимент продукции, который удовлетворит потребности любого профессионала, которому нужна высококачественная лазерная система на ЧПУ.
Оптическая мощность 6 Вт (эквивалентно 20 Вт)
Доступны лазерные модули с оптической мощностью от 2 Вт до 15 Вт (эквивалентно примерно 60 Вт электрической мощности). Это продукты, изготовленные из цельных алюминиевых блоков, индивидуально обработанные на станках с ЧПУ, доступны универсальные системы крепления для простого подключения к существующим станкам.
Лазерная головка мощностью 15 Вт, установленная на профессиональной системе ЧПУ (эквивалентно 85 Вт)
Их продукция включает в себя лазерные модули с воздушным и водяным охлаждением, магнитные быстроразъемные системы и многое другое!
https://optlasers.com
Лазерный диодный гравер подходит для небольших объемов работ. Если вам нужна быстрая гравировка, резка толстых материалов, вам следует подумать о покупке гравера мощностью 40 Вт или выше.
Такая мощность в настоящее время недостижима при использовании диодной технологии, поэтому вам придется выбрать установку с CO2-лазером. Эти машины, как правило, дороже, крупнее и сложнее в использовании, и в большинстве из них используется собственное управляющее программное обеспечение.
 01 мини
01 мини постоянные магниты. Ротор синхронного реактивного двигателя не имеет магнитов или обмоток и практически не испытывает потерь мощности. А поскольку в роторе нет магнитных сил, техническое обслуживание так же просто, как и в случае с асинхронными двигателями.
постоянные магниты. Ротор синхронного реактивного двигателя не имеет магнитов или обмоток и практически не испытывает потерь мощности. А поскольку в роторе нет магнитных сил, техническое обслуживание так же просто, как и в случае с асинхронными двигателями.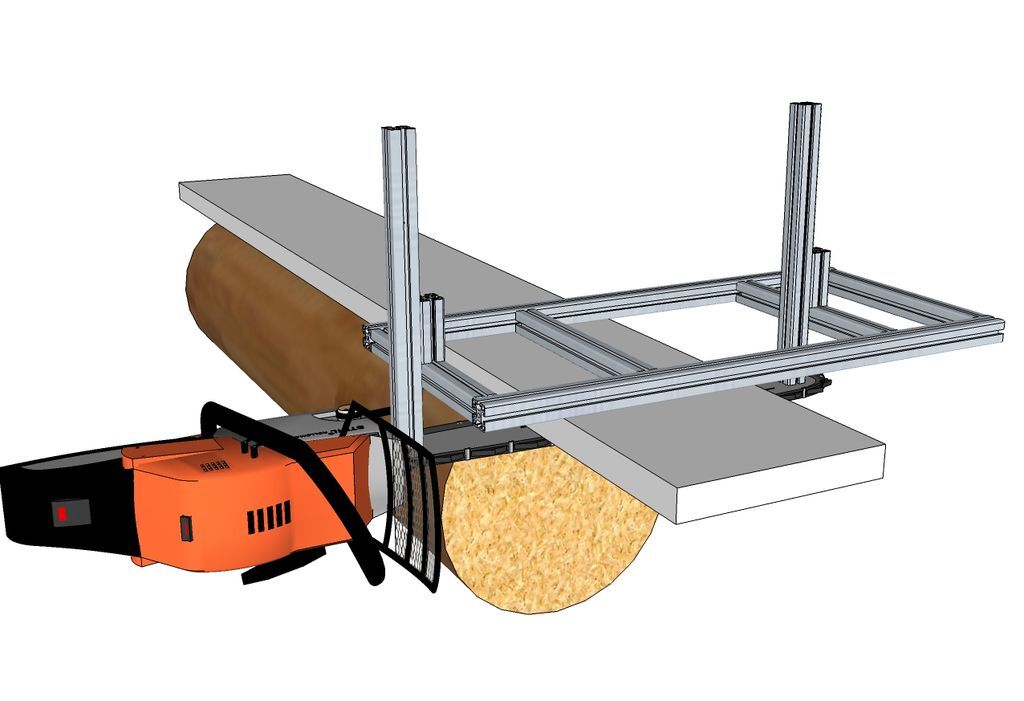 Это также поможет вам рассчитать стоимость владения различными двигателями и получить быстрый доступ к маркетинговой документации и чертежам, отчетам об испытаниях и таблицам технических данных.
Это также поможет вам рассчитать стоимость владения различными двигателями и получить быстрый доступ к маркетинговой документации и чертежам, отчетам об испытаниях и таблицам технических данных. Он прикреплен к раме двигателя; нет необходимости в проводке или механической обработке. Используя алгоритмы, основанные на многолетнем опыте компании ABB в области двигателей, интеллектуальный датчик ABB Ability™ передает информацию о работе и состоянии двигателя через шлюз Bluetooth или смартфон на защищенный сервер.
Он прикреплен к раме двигателя; нет необходимости в проводке или механической обработке. Используя алгоритмы, основанные на многолетнем опыте компании ABB в области двигателей, интеллектуальный датчик ABB Ability™ передает информацию о работе и состоянии двигателя через шлюз Bluetooth или смартфон на защищенный сервер.
 Эти пилы делают пропилы, которые не могут выполнять другие пилы, и идеально подходят для выполнения криволинейных и неправильных рисунков. Ленточные пилы также идеально подходят для распиловки пиломатериалов на более мелкие доски, а с прикрепленным правильным полотном их можно использовать даже для резки металла. Как и любой инструмент, ленточные пилы требуют внимания, обслуживания и ухода, а также требуют замены деталей, когда срок их службы подходит к концу.
Эти пилы делают пропилы, которые не могут выполнять другие пилы, и идеально подходят для выполнения криволинейных и неправильных рисунков. Ленточные пилы также идеально подходят для распиловки пиломатериалов на более мелкие доски, а с прикрепленным правильным полотном их можно использовать даже для резки металла. Как и любой инструмент, ленточные пилы требуют внимания, обслуживания и ухода, а также требуют замены деталей, когда срок их службы подходит к концу.


 Для большинства пил вы можете отрегулировать натяжение лезвия с помощью прикрепленного колеса, регулировочной ручки или рычага.
Для большинства пил вы можете отрегулировать натяжение лезвия с помощью прикрепленного колеса, регулировочной ручки или рычага. Зубья на дюйм (TPI) относятся к количеству зубьев на лезвии, причем более высокие числа подходят для резки более тонких материалов и получения более гладких резов.
Зубья на дюйм (TPI) относятся к количеству зубьев на лезвии, причем более высокие числа подходят для резки более тонких материалов и получения более гладких резов.
 Обновленные аппараты получили дополнительную функцию ручной дуговой сварки ММА. В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели.
Обновленные аппараты получили дополнительную функцию ручной дуговой сварки ММА. В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 185 способен работать при падении напряжения до 140 вольт.
Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 185 способен работать при падении напряжения до 140 вольт. 
 Обновленные аппараты получили дополнительную функцию ручной дуговой сварки ММА. В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели.
Обновленные аппараты получили дополнительную функцию ручной дуговой сварки ММА. В аппаратах реализована новая система отвода тепла от силовых элементов, выполненная на четырёх раздельных радиаторах охлаждения. Пластиковые накладки на углах аппарата, дополнившие антивандальное исполнение, отлично защитят органы управления от случайного повреждения. Изменение полярности теперь осуществляется не внутри аппарата, а кабелем на передней панели. Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 185 способен работать при падении напряжения до 140 вольт.
Мы рекомендуем этот аппарат для бытовой и полупрофессиональной сварки данного металла. Нагляное управление всеми важными параметрами сварки на лицевой панели позволит настроить полуавтомат для выполнения широкого спектра сварочных работ. Отдельным плюсом аппарата является возможность сварки в сетях с большими просадками питающего напряжения — OVERMAN 185 способен работать при падении напряжения до 140 вольт.
 Мощность генератора и мощность сети
Мощность генератора и мощность сети Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
Но не все машины имеют защиту, необходимую для предотвращения повреждения от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе. Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).
Мощность генератора также может характеризоваться «скачками» напряжения (ростом напряжения) и «скачками» напряжения (очень внезапными пиками избыточного напряжения).

 Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
Конденсаторы — это устройства, которые постоянно заряжаются и разряжаются. В инверторном сварочном аппарате конденсаторы будут заряжаться примерно в 1,4 раза выше стандартного входного напряжения. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата. Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже).
Для вашего спокойствия гарантия Weldforce включает/распространяется на использование машин Weldforce с питанием от генератора (при условии, что оператор соблюдает рекомендации, включенные в руководство по эксплуатации – см. пункт 5 ниже). IGBT менее уязвимы к колебаниям мощности сети и генератора.
IGBT менее уязвимы к колебаниям мощности сети и генератора.
 Выход
Выход Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя.
Эти цифры являются приблизительными ориентирами и не должны заменять рекомендации производителя. 


 .. или станет очень раздражающим для оператора.
.. или станет очень раздражающим для оператора.
 Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата.
Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые могут привести к отключению или повреждению сварочного аппарата. Э.&О.Э.
Э.&О.Э. Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению?
Я работаю в отдаленной части Северной Кении, и у меня есть желание начать работу. Я уверен, что информация из этой статьи станет отличным руководством для моих дальнейших начинаний. У меня только один вопрос, как ваша продукция может быть доставлена мне в Кению? Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
Требуемый размер генератора будет зависеть от количества требуемой мощности машины, которая может варьироваться в зависимости от типа машины (инвертор или трансформатор), рейтингов эффективности и т. д.
 Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?
Я видел, как люди без проблем сваривают с помощью адаптера L14-30 на 14-30 (YouTube). Однако я думаю, что использование только одной из двух фаз создаст несбалансированную нагрузку и, в конечном итоге, повредит генератор. Каковы ваши мысли, сэр?
 35
35 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
 Схема, деталировка в г.
Схема, деталировка в г.






 ………. 1 (для DS4010, DS4011)
………. 1 (для DS4010, DS4011) 16-16)
16-16) ) 1-7/16)
) 1-7/16) Мы постараемся указать и помочь найти подходящий сервисный центр для бренда, который вы покупаете здесь, в KHM Megatools. Вы должны иметь чек в качестве доказательства покупки для получения гарантии на каждую приобретаемую вами марку.
Мы постараемся указать и помочь найти подходящий сервисный центр для бренда, который вы покупаете здесь, в KHM Megatools. Вы должны иметь чек в качестве доказательства покупки для получения гарантии на каждую приобретаемую вами марку.  Tuazon Corner Luskot St. Brgy. Дон Мануэль
Tuazon Corner Luskot St. Brgy. Дон Мануэль  Роуз Брги. 161, Репаро Баэса, город Калукан
Роуз Брги. 161, Репаро Баэса, город Калукан 
 Brgy. Сиенна, Кесон-Сити, Метро Манила
Brgy. Сиенна, Кесон-Сити, Метро Манила  Corner Madrid, Binondo, Manila
Corner Madrid, Binondo, Manila 
 После размещения заказа и выбора пункта самовывоза при оформлении заказа ваш заказ будет подготовлен и готов к выдаче в течение 3–7 рабочих дней. Когда ваш заказ будет готов, мы отправим вам электронное письмо с инструкциями.
После размещения заказа и выбора пункта самовывоза при оформлении заказа ваш заказ будет подготовлен и готов к выдаче в течение 3–7 рабочих дней. Когда ваш заказ будет готов, мы отправим вам электронное письмо с инструкциями. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 Это мнение нашего магазина, и оно не классифицируется по каждой торговой марке соответственно.
Это мнение нашего магазина, и оно не классифицируется по каждой торговой марке соответственно.  com.ph
com.ph

 I.) вашего банковского счета, отправьте нам указанные ниже данные для обработки CI. Заполните все данные:
I.) вашего банковского счета, отправьте нам указанные ниже данные для обработки CI. Заполните все данные: 
 спецификации iPad Pro 12,9 дюйма (5-го поколения).
спецификации iPad Pro 12,9 дюйма (5-го поколения). спецификации iPad Pro 12,9 дюйма (4-го поколения).
спецификации iPad Pro 12,9 дюйма (4-го поколения). спецификации iPad Pro 12,9 дюйма (3-го поколения).
спецификации iPad Pro 12,9 дюйма (3-го поколения). спецификации iPad Pro 12,9 дюйма (2-го поколения).
спецификации iPad Pro 12,9 дюйма (2-го поколения). спецификации iPad Pro (9,7 дюйма).
спецификации iPad Pro (9,7 дюйма). спецификации iPad Air (5-го поколения).
спецификации iPad Air (5-го поколения). спецификации iPad Air (3-го поколения).
спецификации iPad Air (3-го поколения). спецификации iPad Air.
спецификации iPad Air. спецификации iPad mini (5-го поколения).
спецификации iPad mini (5-го поколения).
 спецификации iPad mini.
спецификации iPad mini. спецификации iPad (9-го поколения).
спецификации iPad (9-го поколения). спецификации iPad (7-го поколения).
спецификации iPad (7-го поколения). спецификации iPad (5-го поколения).
спецификации iPad (5-го поколения). спецификации iPad (3-го поколения).
спецификации iPad (3-го поколения). Платформа подходит не только для веб-сёрфинга и разработки приложений, но и может стать «мозгом» для робота или умного дома, медиацентром, узлом распределённой вычислительной системы или промышленным контроллером.
Платформа подходит не только для веб-сёрфинга и разработки приложений, но и может стать «мозгом» для робота или умного дома, медиацентром, узлом распределённой вычислительной системы или промышленным контроллером. 0, 2× USB 3.0
0, 2× USB 3.0 Обзор ОС на канале Виктор Кравченко
Обзор ОС на канале Виктор Кравченко

 Пожалуйста, включите JavaScript и обновите страницу.
Пожалуйста, включите JavaScript и обновите страницу.  Номер модели можно найти двумя способами:
Номер модели можно найти двумя способами:  технические характеристики iPad Pro 12,9 дюйма (6-го поколения).
технические характеристики iPad Pro 12,9 дюйма (6-го поколения). технические характеристики iPad Pro 12,9 дюйма (5-го поколения).
технические характеристики iPad Pro 12,9 дюйма (5-го поколения). технические характеристики 12,9-дюймового iPad Pro (4-го поколения).
технические характеристики 12,9-дюймового iPad Pro (4-го поколения). технические характеристики 12,9-дюймового iPad Pro (3-го поколения).
технические характеристики 12,9-дюймового iPad Pro (3-го поколения). технические характеристики 12,9-дюймового iPad Pro (2-го поколения).
технические характеристики 12,9-дюймового iPad Pro (2-го поколения)..jpg) технические характеристики iPad Pro (9,7 дюйма).
технические характеристики iPad Pro (9,7 дюйма). технические характеристики iPad Air (5-го поколения).
технические характеристики iPad Air (5-го поколения). технические характеристики iPad Air (3-го поколения).
технические характеристики iPad Air (3-го поколения). технические характеристики iPad Air.
технические характеристики iPad Air. технические характеристики iPad mini (5-го поколения).
технические характеристики iPad mini (5-го поколения). технические характеристики iPad mini 3.
технические характеристики iPad mini 3. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 Бур Макита D-00371.
Бур Макита D-00371. 01.2023
01.2023

 com’a Hoş Geldiniz
com’a Hoş Geldiniz


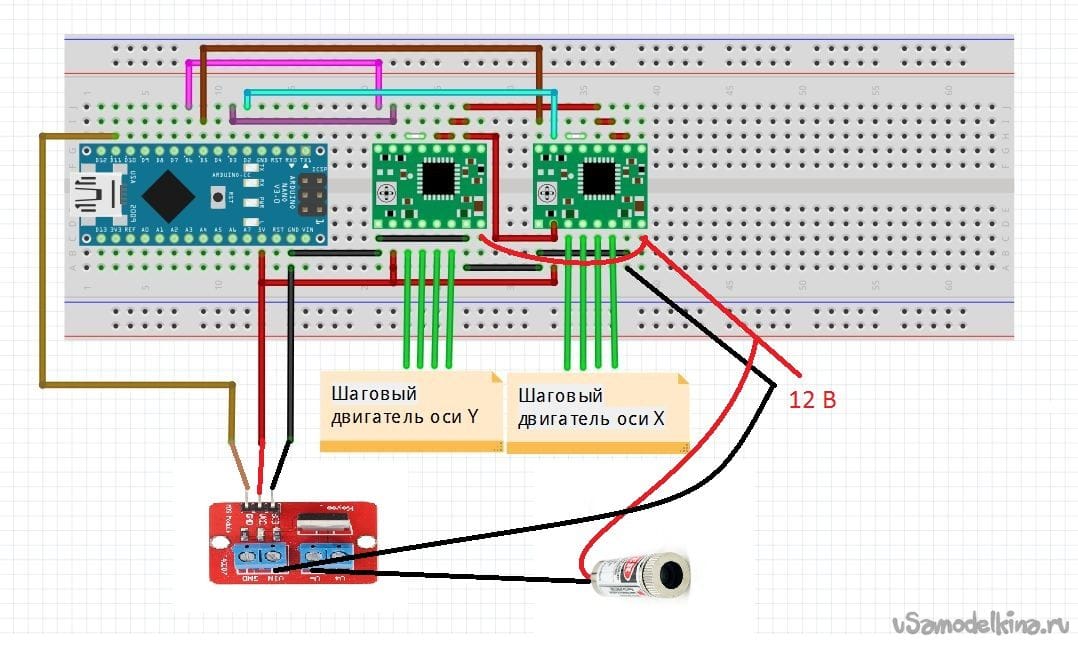
 Под них сверлятся отверстия и при помощи болтов устройства закрепляются.
Под них сверлятся отверстия и при помощи болтов устройства закрепляются. Работа должна выполняться очень точно, поэтому необходим качественный контроллер и драйвер.
Работа должна выполняться очень точно, поэтому необходим качественный контроллер и драйвер. Времена меняются, но моя любовь к лазерам остаётся прежней – я по-прежнему считаю, что они круты. Но что можно с ними делать? Существует уйма способов повеселиться, если у вас есть лазерная указка.
Времена меняются, но моя любовь к лазерам остаётся прежней – я по-прежнему считаю, что они круты. Но что можно с ними делать? Существует уйма способов повеселиться, если у вас есть лазерная указка.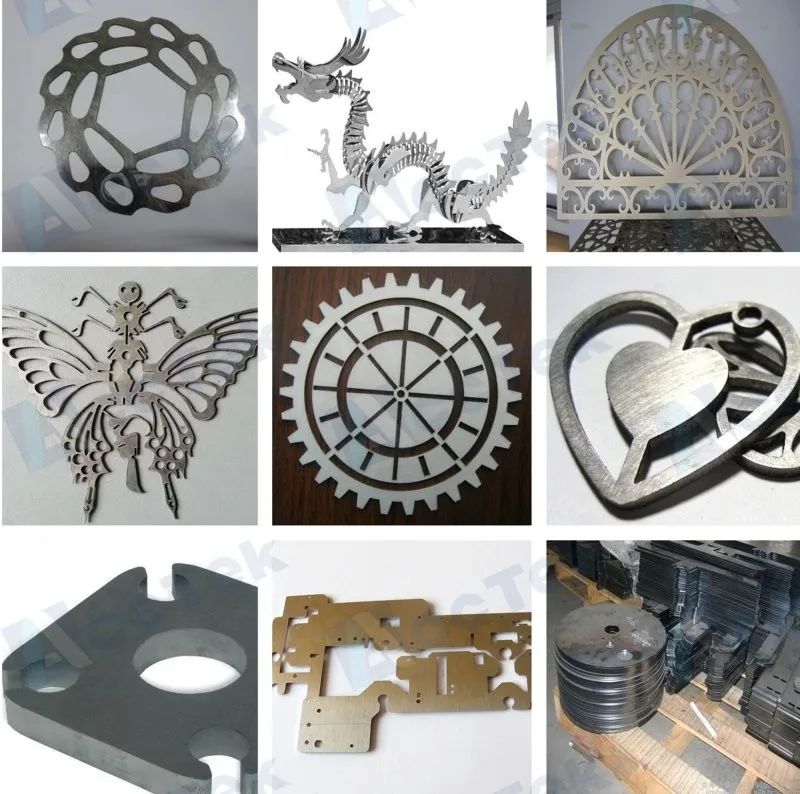 Фотоаппарат запечатлит весь свет, и у вас получатся очень красивые фото.
Фотоаппарат запечатлит весь свет, и у вас получатся очень красивые фото.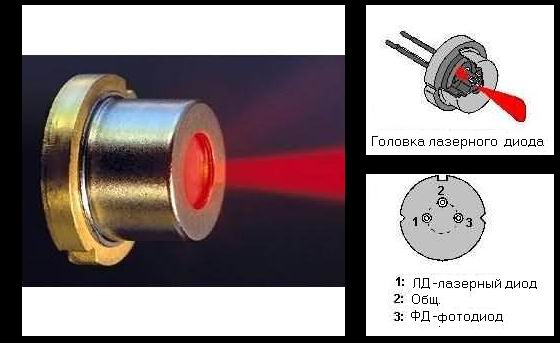
 Изучите, как свет реагирует на звуковые вибрации
Изучите, как свет реагирует на звуковые вибрации
 Это вторжение в личное пространство, а совсем не весёлое времяпрепровождение.
Это вторжение в личное пространство, а совсем не весёлое времяпрепровождение. Лазерный свет настолько интенсивен, что его можно использовать для придания формы алмазам или резки стали.
Лазерный свет настолько интенсивен, что его можно использовать для придания формы алмазам или резки стали.
 Например, если вы моложе 18 лет, вам не следует делать операцию на глазах Lasik.
Например, если вы моложе 18 лет, вам не следует делать операцию на глазах Lasik. Например, лазеры на углекислом газе (CO 2 ) делают неглубокие разрезы. Они часто используются для поверхностных видов рака, таких как рак кожи.
Например, лазеры на углекислом газе (CO 2 ) делают неглубокие разрезы. Они часто используются для поверхностных видов рака, таких как рак кожи. Риски кожной терапии включают:
Риски кожной терапии включают: Это вызывает меньшее повреждение тканей.
Это вызывает меньшее повреждение тканей. Это может помочь в мочеиспускании сразу после операции.
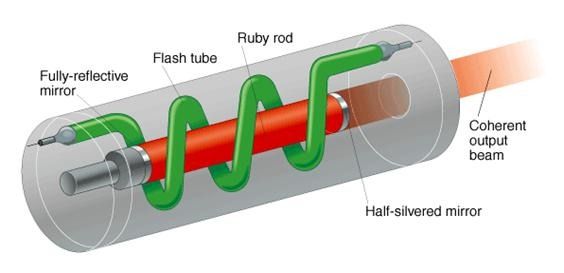
Это может помочь в мочеиспускании сразу после операции. В отличие от большинства источников света, свет от лазера (что означает l , свет a , усиление в 9 раз).0005 s стимуляция e миссия r излучение) настраивается на определенные длины волн. Это позволяет сфокусировать его в мощные лучи. Лазерный свет настолько интенсивен, что его можно использовать для придания формы алмазам или резки стали.
В отличие от большинства источников света, свет от лазера (что означает l , свет a , усиление в 9 раз).0005 s стимуляция e миссия r излучение) настраивается на определенные длины волн. Это позволяет сфокусировать его в мощные лучи. Лазерный свет настолько интенсивен, что его можно использовать для придания формы алмазам или резки стали.
 Например, лазеры на углекислом газе (CO 2 ) делают неглубокие разрезы. Они часто используются для поверхностных видов рака, таких как рак кожи.
Например, лазеры на углекислом газе (CO 2 ) делают неглубокие разрезы. Они часто используются для поверхностных видов рака, таких как рак кожи. Риски кожной терапии включают:
Риски кожной терапии включают: Это вызывает меньшее повреждение тканей.
Это вызывает меньшее повреждение тканей.
 00–19.00
00–19.00 00–19.00;
00–19.00;


 Информация о технических характеристиках, комплекте поставки, стране изготовления и внешнем виде товара может отличаться от фактической и основывается на последних доступных к моменту публикации данных.
Информация о технических характеристиках, комплекте поставки, стране изготовления и внешнем виде товара может отличаться от фактической и основывается на последних доступных к моменту публикации данных. «>Количество изделий в упаковке, шт.:
«>Количество изделий в упаковке, шт.: Сверхкомпактный твердый сплав на 70 % прочнее стандартного твердого сплава, что обеспечивает превосходную остроту и качество резки.
Сверхкомпактный твердый сплав на 70 % прочнее стандартного твердого сплава, что обеспечивает превосходную остроту и качество резки. ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB  ATB
ATB 

 8
8 Несовпадение внешнего вида и комплектности реального товара с фотографиями и описанием на сайте не является показателем ненадлежащего качества товара.
Несовпадение внешнего вида и комплектности реального товара с фотографиями и описанием на сайте не является показателем ненадлежащего качества товара.
 За 40 лет работы FUBAG стал признанным лидером европейского рынка и поставляет продукцию во многие страны мира.
За 40 лет работы FUBAG стал признанным лидером европейского рынка и поставляет продукцию во многие страны мира. 03.2019
03.2019 

 Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали.
Стоимостью 1 675 долларов США. С этой машиной, любая заготовка ствольной коробки дорабатывается до боевой детали. Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера.
Например, неизвестно точное количество винтовок, которые сегодня находятся в обращении в США, которые были приобретены на законных основаниях и имеют серийные номера. Он ведет YouTube-канал Alex Lab, где выкладывает видео создания безумных, но любопытных устройств. А самое интересное, что они реально…
Он ведет YouTube-канал Alex Lab, где выкладывает видео создания безумных, но любопытных устройств. А самое интересное, что они реально… Это вариация пулемета типа «миниган», в котором вместо патронов с порохом используются крошечные резиновые рогатки. Это делает его безопасным для живой силы противника, но…
Это вариация пулемета типа «миниган», в котором вместо патронов с порохом используются крошечные резиновые рогатки. Это делает его безопасным для живой силы противника, но… Затея обошлась изобретателю в полмиллиона долларов, но, судя по всему, деньги не были потрачены зря.
Затея обошлась изобретателю в полмиллиона долларов, но, судя по всему, деньги не были потрачены зря. Не беда – отчаянный кудесник Джайрас, автор YouTube-канала «Jairus of All», предлагает более дешевый и куда более эффектный вариант. Его детище без…
Не беда – отчаянный кудесник Джайрас, автор YouTube-канала «Jairus of All», предлагает более дешевый и куда более эффектный вариант. Его детище без… Death, получил три с половиной года тюрьмы за изготовление и продажу оружейных деталей владельцам незарегистрированных «стволов».
Death, получил три с половиной года тюрьмы за изготовление и продажу оружейных деталей владельцам незарегистрированных «стволов». Японский ютубер под ником Asp использовал силу воды, чтобы создать мощную водяную пушку, и выглядит она весьма устрашающе.
Японский ютубер под ником Asp использовал силу воды, чтобы создать мощную водяную пушку, и выглядит она весьма устрашающе. С противником надо бороться его же оружием, в чем вам поможет автоматический пулемет для стрельбы снежками. Достаточно будет использовать его все один раз, и больше никто…
С противником надо бороться его же оружием, в чем вам поможет автоматический пулемет для стрельбы снежками. Достаточно будет использовать его все один раз, и больше никто…

 Нет топлива-считай нет и автомобиля. Потому в тех условиях скорее он на дровах должен работать.Не спрост…
Нет топлива-считай нет и автомобиля. Потому в тех условиях скорее он на дровах должен работать.Не спрост… Так что замена так себе.
Так что замена так себе. Государственная оружейная палата была ведущим участником этого конкурса. Результатом стало параллельное развитие оружия и машин, методов и навыков, используемых для производства этого оружия.
Государственная оружейная палата была ведущим участником этого конкурса. Результатом стало параллельное развитие оружия и машин, методов и навыков, используемых для производства этого оружия. Это уменьшило количество металла, которое необходимо было удалить для достижения окончательной формы. Современные кузнечные станки с механическим приводом могут изготавливать более крупные детали, такие как ствольная коробка для винтовки М1, но теория остается той же. Преимущество ковки заключается в том, что процесс уплотняет металл, делая конечный продукт прочнее.
Это уменьшило количество металла, которое необходимо было удалить для достижения окончательной формы. Современные кузнечные станки с механическим приводом могут изготавливать более крупные детали, такие как ствольная коробка для винтовки М1, но теория остается той же. Преимущество ковки заключается в том, что процесс уплотняет металл, делая конечный продукт прочнее. Восковая или пластиковая модель детали изготавливается в подобных формах или может быть обработана или вырезана из цельного блока. Эти детали соединены в «дерево», что позволяет отливать множество деталей одновременно. «Дерево» кладут в банку, вокруг него заливают гипсовый материал и дают ему затвердеть. Затем банки помещают в печь, и выкройка выжигается, оставляя полость, идентичную модели. Затем в полость заливают расплавленную сталь и дают затвердеть. После остывания стали гипс откалывается и детали вырезаются в чистовой отделке.
Восковая или пластиковая модель детали изготавливается в подобных формах или может быть обработана или вырезана из цельного блока. Эти детали соединены в «дерево», что позволяет отливать множество деталей одновременно. «Дерево» кладут в банку, вокруг него заливают гипсовый материал и дают ему затвердеть. Затем банки помещают в печь, и выкройка выжигается, оставляя полость, идентичную модели. Затем в полость заливают расплавленную сталь и дают затвердеть. После остывания стали гипс откалывается и детали вырезаются в чистовой отделке.

 Эти отметки можно увидеть на задней или внутренней поверхности замка.
Эти отметки можно увидеть на задней или внутренней поверхности замка. Один из таких экспериментов заключался в вырезании рамки пистолета M1911 из металлической ложи, а не из поковок.
Один из таких экспериментов заключался в вырезании рамки пистолета M1911 из металлической ложи, а не из поковок. Большая часть удаления древесины была сделана с помощью копирующих токарных станков, потомков токарного станка Бланшара. Спиральные канавки на этих необработанных ложах — это следы режущих лезвий.
Большая часть удаления древесины была сделана с помощью копирующих токарных станков, потомков токарного станка Бланшара. Спиральные канавки на этих необработанных ложах — это следы режущих лезвий.


 Я использовал 9-долларовую ту, что была выше, и она выдержала 3 пистолетных рывка.
Я использовал 9-долларовую ту, что была выше, и она выдержала 3 пистолетных рывка.
