Отзывы на Ящик для инструмента Keter Connect Rolling System PRO 238273 (чёрный)
Основные
Бренд
Keter
Тип
Тележка
Назначение
Для хранения
Материал
ПЭТ
Цвет
Черный
Крышка
Да
Ручки
Да
Дополнительно
Съемный лоток-вкладыш
Размеры и вес
Ширина
373 мм
Глубина
564 мм
Высота
700 мм
Гарантийное обслуживание
Гарантия
1 год
Страна происхождения (производства)
Израиль
Все характеристики
Многоуровневый мобильный органайзер для инструмента Ketеr Connect Rolling System [79811]
Каталог →
Ручной инструмент и принадлежности → Ящики для инструментов → Keter
Артикул: 79811
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
Габаритные размеры ящика-тележки, мм
564×372×552
Внутренний объем ящика-тележки, л
44
Габаритные размеры органайзера, мм
543×302×114
Габариты инструментального ящика, мм
543×313×275
Внутренний объем инструментального ящика, л
25
Габариты модульной системы, мм
564×373×710
Вес, кг
10,5
Описание:
Многоуровневый мобильный органайзер для инструмента Ketеr Connect Rolling System. Модульная система из прочного полипропилена, состоящая из ящика-тележки с объемным отсеком, вместительного ящика для габаритного инструмента и органайзера для мелких деталей, фурнитуры, метизов.
Особенности: • Возможность штабелирования модулей в любой удобной комбинации с помощью прочных ручек-фиксаторов. • Металлические замки органайзера исключают возможность случайного открытия во время перемещения.
Комплектация ящика-тележки: удобная телескопическая ручка в два сложения с кнопкой фиксации; опорные ножки для придания более устойчивого положения при установке на рабочем месте — 2 шт.; резиновые колеса диаметром 7″ для мягкого передвижения тележки по неровной поверхности. Комплектация инструментального ящика: съемный лоток позволяет наиболее удобно организовать пространство внутри ящика. Комплектация органайзера: съемный модуль 105×70 мм — 8 шт.: съемный модуль 225×70 мм — 2 шт.; прозрачная крышка для визуализации содержимого органайзера.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Многоуровневый мобильный органайзер для инструмента Ketеr Connect Rolling System может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Ящик для инструмента ЗУБР 38132-22
артикул: 38132-22_z01
размер 560х337х270 мм, пластиковый для инструмента
Отправить запрос
Ящик-органайзер для инструмента Keter 22″ Connect Cantilever Toll Box
артикул: 79813
размер 565×317×251 мм, раздвижная система открывания, отделение для габаритного инструмента, съемные модули, масса 3,7 кг
Отправить запрос
Мобильный ящик для инструмента Ketеr Cantilever Mobile Cart
артикул: 79810
размер 646×373×410 мм, объемный нижний отсек, два раздвижных органайзера для небольшого инструмента, масса 6,2 кг
Отправить запрос
Многоуровневый мобильный органайзер для инструмента Ketеr Connect Organizer + cart
артикул: 79814
размер 564×373×555 мм, ящик-тележка с объемным отсеком, ящик для габаритного инструмента, органайзер для мелких деталей, масса 7 кг
Отправить запрос
Мобильный ящик для инструмента Ketеr 25 Gal Mobile Box
артикул: 79805
размер 578×878×345 мм, из прочного полипропилена, объемный герметичный отсек, масса 8,8 кг
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
Keter Система хранения инструментов на роликах 3 в 1 Connect с колесами Черный — The Home Shoppe
Кетер
Сэкономьте 60%
369,00 $
149,00 $
Поделись этим:
Система хранения инструментов на роликах Keter Connect представляет собой модульную систему хранения 3 в 1, предназначенную для хранения всех ваших различных инструментов, деталей и других мелочей, аккуратно организованных, портативных и готовых к любому использованию. работа.
Система состоит из трех отдельных решений для хранения, каждое из которых имеет прочную конструкцию и может быть надежно соединено между собой для транспортировки или иным образом выпущено для отдельного использования.
Компоненты:
1. Тележка Connect Mobile Gear:
Включает в себя телескопическую ручку и 7-дюймовые резиновые вездеходные колеса для удобства транспортировки. Прямоугольное отделение для хранения подходит для больших и нестандартных инструментов.
2. Ящик для инструментов Connect:
Прочный, очень широкий чемодан для инструментов со съемным лотком-органайзером, вместительным внутренним отделением для хранения, прочными металлическими застежками и прочной ручкой для переноски.
3. Органайзер Connect: Тонкий, но прочный модуль для хранения, который включает 10 штабелируемых/съемных MINI-ящиков (8 маленьких, 2 больших) вместе с двойными металлическими застежками для фиксации прочной поликарбонатной крышки, когда она не используется.
Особенности
Система из 3-х частей, обеспечивающая комплексное решение для хранения инструментов и приспособлений:
Тележка Connect Mobile Gear Cart: идеальна для больших инструментов, тележка оснащена 7-дюймовыми резиновыми колесами и телескопической ручкой, облегчающей транспортировку
Connect Toolbox: очень широкий кейс для электроинструмента со съемным лотком
Connect Organizer: компактный и удобный, с 8 контейнерами XXL и 2 штабелируемыми контейнерами XL, а также с прозрачной крышкой из поликарбоната для мелких деталей и аксессуаров
Двойные опорные ножки
7-дюймовые резиновые колеса
Телескопическая ручка
Прочные металлические защелки для штабелирования
Все модули надежно соединяются друг с другом для транспортировки
Технические характеристики
Роликовая система Full Connect: 56,4 см (Ш) x 37,3 см (Г) x 70 см (В)
Connect Organizer: 54,3 см (Ш) x 30,2 см (Г) x 11,4 см (В)
Ящик для инструментов Connect: 54,3 см (Ш) x 31,3 см (Г) x 27,5 см (В)
Connect Cart: 56,4 см (Ш) x 37,2 см (Г) x 55,2 см (В)
Вес: 11 кг
Сделано в Израиле
Распроданный
Сэкономьте 27%
Сэкономьте 18%
Продажа
Продажа
Органайзер на 2 ящика Husky Connect System
Если вы покупаете что-то по нашим ссылкам, ToolGuyd может получить партнерскую комиссию.
Компания Home Depot выпустила новый органайзер для инструментов Husky Connect System с двумя ящиками.
Я видел сообщение @lowvoltagedude в Instagram о ящиках системы Husky Connect, но не смог найти никакой дополнительной информации в Интернете. На следующее утро я отправился в Home Depot и нашел их на полке. Сейчас на вооружении номер детали (1005793950), я, наконец, смог узнать больше информации.
Выдвижные ящики являются частью системы Connect System от Husky, которая представляет собой еще одну мобильную систему ящиков для инструментов, такую как Milwaukee Packout, Dewalt ToughSystem или TSTAK. Система Husky Connect включает в себя несколько различных компонентов, таких как ящики для инструментов, подставки на колесах, органайзеры для мелких деталей и ящики для инструментов, которые соединяются в стопку.
Реклама
Вот соответствующие характеристики:
Внешние размеры: 21,45″ Ш x 12,2″ Г x 7,2″ В
2 ящика полного выдвижения с защелками
Размеры ящика: 17″ Ш x 9-7/8″ Г x 2-1/4″ В
Направляющие ящика на шарикоподшипниках
Грузоподъемность 20 фунтов на ящик
Съемные перегородки
Верхняя ручка
Боковые ручки
Большая площадка для этикеток (этикетки в комплекте)
Конструкция из полипропилена
Совместимость с системой Husky Connect
Ящики полностью прямоугольные, без вырезов для ручек, хотя по периметру и В нижней части ящика есть выступающие прорези, в которые можно вставить входящие в комплект разделители ящиков. В органайзерах, которые я видел в магазине, было достаточно разделителей, чтобы полностью оборудовать один ящик.
Ящики встают на место, когда вы вставляете их в корпус органайзера и вытаскиваете их снова с небольшим усилием. С каждой стороны органайзера есть защелки, которые защелкиваются на передней части ящиков, чтобы предотвратить их открытие. Это означает, что вы можете зафиксировать ящики для транспортировки, чтобы предотвратить их непреднамеренное открывание.
В дополнение к слоту для хранения, который позволяет верхней ручке складываться, в верхней части ящиков есть дополнительное пространство для организации с несколькими неглубокими лотками для хранения дополнительных мелких деталей.
Один органайзер с 2 ящиками, этикетками для ящиков и достаточным количеством разделителей только для одного ящика стоит 42 доллара.
Цена: $42 В наличии: Сейчас
Реклама
Купить через Home Depot
Я выбрал органайзер с двумя ящиками, потому что информация на сайте Home Depot не содержала важной информации, например размер ящиков, что я, хотя было важно сообщить.
Мне кажется интересным, что Husky решила установить цену на ящики между ящиками Dewalt TSTAK и Tough System (не говоря уже о том, что они намного, намного дешевле, чем ящики для инструментов Milwaukee Packout).
Вы можете приобрести органайзеры с двумя ящиками Dewalt TSTAK или Craftsman Versastack примерно по 35 долларов каждый, а ящики ToughSystem примерно по 90 долларов. Ящики ближе к ящикам ToughSystem по размеру (хотя и мельче), но гораздо ближе к цене TSTAK, вероятно, потому, что они не могут требовать большего, будучи брендом дома.
В комплекте шесть разделителей: три по ширине ящика и три по глубине. Разделители низкого качества; они просто достаточно жесткие, чтобы оставаться на месте, если они поддерживаются другими разделителями. Вы можете видеть на фото выше, как они волнистые там, где они не поддерживаются другими разделителями.
Поскольку они имеют только один набор разделителей, вы можете разделить один ящик на шестнадцать маленьких отсеков или распределить разделители между ящиками, чтобы получить сочетание больших и маленьких отделений.
просторное внутреннее отделение с 1 большим широким карманом и 16 карманами для инструментов
переднее отделение с 8 внутренними мини-карманами
3 боковых кармана разных габаритов
1 внешний фронтальный карман на липучке, 8 капроновых крепежных элементов на фронтальной и боковой частях рюкзака
широкий плоский карман на задней части рюкзака
2 металлических крепежных кольца
Широкие мягкие регулирующиеся лямки
Мягкие анатомические вставки на спинке рюкзака
Светоотражающие элементы на клапане рюкзака
Прочные усиленные молнии с крупными звеньями
Водозащитное резиновое дно с высокими бортиками
Рюкзак выдерживает вес до 20 кг
Вес: 1.95 кг
Габариты: 430х360х230 мм
Информация для заказа
Рюкзак монтажника с резиновым дном, серия «ПРОФИ» — С-07 КВТ С-07
Под заказ
Цену уточняйте
+7 (711) 297-02-35
Отдел продаж
+7 (701) 379-54-90
Руслан
+7 (705) 799-70-09
Александр
+7 (711) 251-76-91
Факс
+7 (705) 790-52-73
Наталья
подвески
кВт | Койловеры, дорожная и гоночная подвеска
Track Performance
Clubsport & Racing Supscents для достижения максимально быстро Продукты, улучшающие Комфорт при езде
узнать больше
Крепление колеса по умолчанию:
разболтовка: | отверстие ступицы: | нить: | сиденье: | длина вала: мм
Street Comfort
Товары для повышения комфорта вождения и эксплуатации
Street Performance
Койловеры для придания индивидуальности и улучшения динамики движения на дороге
Track Performance
Подвески Clubsport Racing & Clubsport достичь максимально возможного времени круга
кВт V5 Clubsport для Mercedes-AMG GT R
Благодаря технологии KW Solid Piston, регулируемая в четырех направлениях койловерная подвеска KW V5 Clubsport еще больше опережает технологии, чем специальные койловеры OE, разработанные и произведенные KW для Mercedes-AMG GT R Pro.
Перейти к артикулу
Удовольствие от вождения³: койловеры KW для всех современных BMW M3 (G80) и BMW M4 (G82) с задним приводом или xDrive (полный привод)!
Регулируемый по трем направлениям койловер KW Variant 4 значительно улучшает ходовые качества седана BMW M3 (G80) и купе M4 (G82).
Перейти к артикулу
Выравнивающая подвеска KW V3 для Tesla Model Y и Tesla Model 3
Выравнивающая подвеска KW V3 изготовлена из нержавеющей стали для большей динамики и комфорта вождения в сочетании с минимальным занижением.
Перейти к артикулу
Подвеска KW V3 Classic Coilover для Opel Kadett C
Наши комплекты подвески KW Classic — настоящий фонтан молодости для ретро-автомобилей. Для автомобиля Opel Kadett C (1973–1979 гг.), также известного на разных рынках как Vauxhall Chevette, Buick Opel, Chevrolet Chevette и Opel K-180, мы разработали комплект койловеров KW V3 Classic.
Перейти к артикулу
Комплекты подвески KW для VW Golf 8, GTI, GTI Clubsport и R:
Максимальная стойка и повышенная динамика вождения для последних моделей VW Golf KW Variant 1, KW Variant 2, KW Variant 3 и KW DDC Подключи и работай.
Перейти к артикулу
Койловеры KW DDC plug & play для BMW i4
С новым BMW i4 eDrive40 Gran Coupé (G26) BMW предлагает красивое купе. Пятидверный Gran Coupe имеет мощность до 340 л.с. и запас хода почти 400 километров.
Перейти к статье
Сервис
Если у вас есть вопросы , обращайтесь к нашей команде
Свяжитесь с нами
Технологии
Подробнее
Мы любим автоспорт.
Идеальная подвеска для любых требований.
ПОДРОБНЕЕ
Kälberaufzucht: Wenn Milchviehhalter und Mäster zusammenarbeiten
Kälberaufzucht: Wenn Milchviehhalter und Mäster zusammenarbeiten | agrarheute. com
Das ist ein Artikel vom Top-Thema:
Tiergesundheit
Fresserbetriebe bekommen ihre Kälber meist aus vielen Herkünften, unterschiedlich gesund und fit. Ein Tierarzt in Niederbayern hat überlegt, wie man dies ändern könnte, und nimmt die Milchviehbetriebe mit ins Boot.
Tierarzt Dr. Josef Beisl will, dass Milchviehhalter und Mäster künftig enger zusammenarbeiten. Das Bringe einen Mehrwert für beide und sorge für gesündere Tiere, meint der Veterinär.
Weniger Stress und fittere Kälber sind das Ergebnis, sagt Hans Hofmeister (ссылки). In der Mitte Anna Hofmeister, die Schwiegertochter, die sich ebenfalls um die Fresser kümmert.
Ганс Хофмайстер würde auch weiter einen Aufschlag für die gesünderen Tiere bezahlen.
Hans Hofmeister bekommt ein Strahlen auf sein Gesicht, wenn er sagt, dass er gerne mit den KAPRE — Kälbern weitermachen würde. «Die Tiere haben wegen der kürzeren Transportzeiten weniger Stress und sie sind fitter und frohwüchsiger», erklärt der 62-jährige Mäster. KAPRE steht für Kalb, Premium, Regional. Die Worterfindung stammt von Josef Beisl. Den Tierarzt aus Frontenhausen treibt das Thema der Zusammenarbeit von Milchviehhaltern und Mästern schon Lange um. „Die Mäster erhalten in der Regel Kälber aus verschiedensten Herkünften, deren Gesundheitsstatus sehr stark schwankt und die durch den Transportstress zusätzlich geschwächt sind. Häufig brechen die Tiere auf den Mastbetrieben erst einmal ein und benötigen grundsätzlich eine vorbeugende Antibiotikabehandlung, damit sie gesund bleiben. Ich finde, dass ist eine unbefriedigende Situation!“, erklärt der Veterinär. Er ist seit 28 Jahren im Tiergesundheitsgeschäft. Sein Schwerpunkt ist die Rinderbetreuung und hier speziell die Kälberaufzucht und die Bullenmast.
Ein Projekt für gesündere Kälber
Wie könnte man es besser machen und was bräuchte man dafür? Mit viel Engagement und der finanziellen Unterstützung eines Pharmaunternehmens setzte Beisl ein Projekt auf. Dafür brachte er Milchviehhalter und Mäster zusammen. Das Ziel war es, hundert Kälber bei den Milchviehhaltern so großzuziehen, dass sie bei den Mästern optimale Startbedingungen haben. Dabei sollten die abgebenden Betriebe den Aufwand entlohnt bekommen, den sie durch die zusätzlichen Maßnahmen hatten. «Es muss sich für die Landwirte lohnen. Dann machen sie auch mit“, erklärt Beisl.
Für das Projekt, das der Tierarzt mit vier Milchviehhaltern und zwölf Mästern im Oktober 2020 anschob, gab es klare Regeln, wie die Kälber auf dem Milchviehbetrieb vorbereitet werden sollten, aber auch welchen Ausgleich die Betriebe sollafür. «Die zusätzlichen Kosten für die Tiere im Projekt lagen ungefähr bei 50 Euro. Den Hauptteil machte der zusätzliche Anteil an Milch aus“, erklärt Beisl, denn eine Bedingung war die Ad-libitum-Tränke der Tiere in den ersten drei Lebenswochen.
«Das war und ist bei uns auf dem Betrieb kein Standard», сержант Йозеф Талхаммер. Der 45-Jährige und seine Frau Manuela gehören zu den vier Milchviehhaltern, die beim Projekt mitgemacht haben. Rund die Hälfte der KAPRE-Kälber kamen aus ihrem Betrieb. „Wir haben während des Projektzeitraums alle männlichen Kälber darüber vermarktet und entsprechend behandelt. Das waren rund 50 Tiere“, erklärt der Landwirt. Neben der Ad-libitum-Tränke hatte das Programm weitere Bedingungen:
Die Tiere sollen in den ersten drei Lebensstunden 4 л Kolostrum erhalten.
Die Kälber bekamen zusätzlich Eisen, Vitamin E und Selen durch den Tierarzt.
Die Kälber waren genetisch hornlos oder wurden spätestens zwei Wochen vor dem Verkauf enthornt.
Sie erhielten ein bis zehn Tage vor dem Verbringen eine intranasale Schutzimpfung gegen Atemwegsinfektionen durch den Tierarzt.
Der Transport sollte direkt vom Milchviehhalter zum Mäster erfolgen.
„Wir haben unseren Kälbern bisher 3 л Kolostrum verabreicht. Wenn es nicht anders geht, wird auch gedrencht. Wir vermarkten die männlichen Kälber generell nach sechs bis acht Wochen mit 80 bis 95 кг. Das haben wir auch mit den KAPRE-Kälbern so gemacht“, erklärt Josef Thalhammer.
Курце Транспортвеге
Die Kälber vom Betrieb Thalhammer hat vor allem Mäster Hofmeister abgeholt. Rund 10 км Luftlinie liegen die beiden Höfe auseinander. «Die kurzen Wege sind ein absoluter Vorteil», — сказал Хофмайстер. «Wenn ich die Tiere tags abhole, saufen sie in der Nacht schon wieder Milch». Auch Milchviehhalter Thalhammer sieht hier einen wichtigen Vorteil. „Wenn wir Tiere über den Zuchtviehmarkt verkaufen, werden sie bei uns um 7 Uhr in der Früh abgeholt und kommen in eine 25 km entfernte Sammelstelle. Zur Versteigerungshalle sind es noch einmal 50 км. Wenn es gut läuft, sind die Tiere dann abends um 8 Uhr auf dem Mastbetrieb. Bei den KAPRE-Kälbern waren es gut 20 Minuten Fahrt plus Auf- und Abladen. Das ist schon viel weniger Stress für die Tiere».
Die frohwüchsigen Kälber sollen sich in der Mast auszahlen. Kälber mit einem stabileren Immunsystem seien weniger krank und nähmen besser zu. «Wenn man kalkuliert, dass nur die Hälfte der Tiere krank wird und sich die Mastleistung auf 50 g pro Tier und Tag steigern lässt, hätte der Mäster schon 67 Euro mehr», kalkuliert der Tierarzt.
Letztlich waren es im Projekt zu wenig Kälber, um sie gemeinsam in einer Gruppe zu halten. „Die Mäster hatten in der Regel Gruppen mit 30 bis 50 Tieren und drei bis vier davon waren KAPRE-Kälber. Alle Tiere bekamen die gleiche Einstallbehandlung. Auf diese Weise war es aber auch möglich, die Unterschiede zu erkennen“, erklärt Dr. Josef Beisl das Vorgehen. Würden mehr KAPRE-Kälber vermarktet, könnte man KAPRE — Gruppen bilden. «Dann wäre es auch möglich, die antibiotische Metaphylaxe zu minimieren oder sogar ganz wegzulassen», ist der Tierarzt überzeugt. Gerade dieses Thema treibt ihn besonders um. «Im Rahmen des Antibiotikaminimierungsprogramms sieht man deutlich, dass sich im Moment nichts bewegt». Die verbbrauchten Mengen an Antibiotika bei den Fressern seien hoch, ohne dass die Mäster eine Chance hätten, daran etwas zu ändern. „Wir haben früher gemeinsam die Haltung und das Management immer weiter verbessert, doch das Zusammenführen aus vielen Herkünften und der Crowding-Effekt haben einen so großen Einfluss, dass ich mittlerweile davon überzeugt bin, dass man eine die welftheenriechviecht nur erreicht Und wir sollten nach Lösungen in der Branchesuchen und nicht abwarten, bis der Gesetzgeber Vorschriften macht“
Vorteile für Milchbetrieb und Mäster
Dabei hat das Kälbermanagement auch Vorteile für den Milchviehbetrieb. «Wenn er mannliche wie weibliche Tiere nach dem gleichen Verfahren versorgt, werden auch die weiblichen Tiere frohwüchsiger sein», meint der Veterinär. Manuela Thalhammer bestätigt, dass das Programm die Aufmerksamkeit für die Kälber erhöht hat und es zeigte Erfolge. «Die Maßnahmen haben für Zunahmen in den ersten vier Wochen von 1.050 g gesorgt», erklärt die Milchviehhalterin. Von Vorteil sei es auch, dass man eine klare Anweisung für die Aufzucht hat, an die sich jeder habe halten können. Problematisch sei jedoch gewesen, dass manche Maßnahmen neu waren und nicht von jedem einfach umgesetzt wurden. «Bei der Ad-libitum-Fütterung war es schwierig, alle davon zu überzeugen. Während des Projekts haben wir es konsequent umgesetzt, doch danach haben sich die alten Gewohnheiten wieder eingeschleift“, erklärt die Milchviehhalterin.
Auch wenn das Projekt noch nicht vollständig ausgewertet ist, liegen die Vorteile für Mäster Hans Hofmeister jetzt schon klar auf der Hand: Der Krankheitsdruck bei den Tieren war geringer und die Zunahmen waren besser. «Für uns hieß das weniger Behandlungen und damit auch weniger Stress», erklärt der Mäster.
Auch jetzt, nach Ende des Projekts, kauft der Mäster weiterhin Kälber direkt auf dem Milchviehbetrieb Thalhammer, auch wenn die Tiere nicht mehr konsequent nach den Maßnahmen aufgezogen werden. «Klar spielt die Entfernung eine wichtige Rolle», meint Mäster Hans Hofmeister, aber er schätze auch den Austausch mit dem Kollegen. Hofmeister wäre auch künftig bereit, einen Aufschlag für bessere Kälber bei geringerer Transportdauer zu bezahlen, doch er sieht auch die Hindernisse: «Wir haben hier in Niederbayern mehr Mäster als Milchviehhalter. Da werden immer Kälber von Außen gebraucht. Außerdem bräuchte es eine Plattform, auf der sich Milchviehhalter und Mäster koordinieren könnten“, findet der Landwirt.
Auch Josef Beisl weiß von den Problemen. „Das knappste Gut auf den Milchviehbetrieben ist die Zeit und da kann es schwierig sein, einen Extraaufwand in die Kälber zu investieren, selbst wenn er honoriert würde. Dazu kommt der Zeitaufwand für entsprechende Kontrollen, in denen Landwirte nachweisen müssten, dass die Kälber entsprechend aufgezogen wurden. «Ihm ist auch klar, dass die Maßnahmen des Projekts auf die bayerischen Fleckviehbestände abgestimmt sind. «Bei Holsteinkälbern ist vieles wegen des kürzeren Zeitfensters schwieriger zu gestalten, aber das könnte sich durch die Verlängerung der Aufzucht auf vier Wochen auch etwas ändern», meint er.
Der Versuch endete im Oktober 2021. Der Tierarzt hat gemeinsam mit den Landwirten eine Vielzahl von Daten erfasst, neben dem Geburts- und Umstallgewicht и другие Blutparameter und zum Schluss das Schlachtgewicht. Die letzten Schlachtauswertungen erfolgen bis Ende diesen Jahres und der Tierarzt ist hoffnungsvoll. „Die Tiere sahen besser aus und haben besser zugenommen. Das haben alle Mäster gesagt, ohne die Zahlen zu kennen, aber letztlich zählen die Fakten und nicht der Eindruck“, sagt der Veterinär. Er ist jedoch zuversichtlich, dass die Zahlen seine Daten untermauern und damit einer Vermarktung die Bahn brechen, die auf mehr Zusammenarbeit zwischen Milchviehhaltern und Mäster setzt, einen Mehrwert für beide erzeugt und letztlich zu gesünderen Kälbrahrbihbern und einem geringer.
Кельбермаст
Мильхвиххальтунг
Verwandte Inhalte
Очень интересно
Rohstoffmärkte und Corona
China: Corona-Proteste und Lockdowns erschüttern die Märkte
Ausgelöst durch Corona-Lockdowns ist es in China zu massen Protesten gekommen. Die Rohstoffmärkte reagierten mit einem Absturz.
Rheinland-Pfalz / Schleswig-Holstein / Sachsen-Anhalt
Düngeverordnung: Neue Karten zu roten Gebieten der Bundesländer
Landwirte in Rheinland-Pfalz, Schleswig-Holstein und Sachsen-Anhalt können die abroten Ge023 abroten Ge02te.
Bagger statt Teleskoplader
Landwirt sollte 4.500 Euro Strafe für zerstörten Biberdamm zahlen
Translations
/
Ru
/
Сферы применения
/
Птица
/
Системы порционной нарезки
/
Модель PORTIO 3D
Скачать брошюру
Основные преимущества
Оптимизированный выход продукта
Непревзойденная точность нарезки
Модульная конвейерная лента
Большой выбор опций
Удобный и интуитивно понятный интерфейс программного обеспечения.
Генерирование производственных отчетов с MATRIX P
Высокогигиеничный дизайн, машину легко мыть
Сервисное обслуживание
Низкий уровень шума
Индивидуальное управление каждой линией нарезки
read more
Двухрядная машина для нарезки на порции с фиксированным весом PORTIO 3D для птицы использует верхнюю камеру и две боковых камеры для сканирования перед нарезкой объема куриного филе или филе индейки. Также, уже после монтажа машины, есть возможность допоставить опциональные системы (крепление на болтах), что позволяет адаптировать Вашу машину для нарезки с фиксированным весом в течение всего срока службы в соответствии с развитием вашего ассортимента продукции и производства в целом.
Характеристики
Кол-во рядов: 2
Кол-во камер: 2 x 3
Ширина ленты: 305 мм
Макс. размеры продукта: 800 x 280 x 150 мм
Макс. скорость резки: 14 резов / сек *
Габариты машины: 3653 x 2091 x 1616 мм
Вес нетто машины: 2280 кг
Оптимизированный выход продукта
Программное обеспечение машины PORTIO для порционной нарезки всегда рассчитывает нарезку каждого продукта так, чтобы не оставлять отходов и максимизировать выход продукции. Возможны программы с условием нарезки для той или иной группы продукции для повышения выхода. Комбинация нарезки с фиксированной толщиной и фиксированным весом позволяет производить порционирование с максимальным выходом для всех видов продукции птицепереработки.
Непревзойденная точность нарезки
3 комплекта лазерных камер: одна сверху и две сбоку идеально сканируют продукты неправильной формы, такие как крупное куриное филе или филе индейки. Затем программа преобразует полученную форму продукта в 3D-модель. Зная плотность продукта, интеллектуальное программное обеспечение порционирующей машины мгновенно рассчитывает, где разрезать продукт, чтобы получить заданный вес.
Модульная конвейерная лента
Наша машина для порционной нарезки имеет функцию автоматической компенсации растяжения ленты, которая гарантирует оптимальную точность нарезки на протяжении многих лет при использовании одной и той же ленты. Уникальная поверхность ленты разработана специально для продуктов из птицы и будет удерживать продукты на месте и предотвращать их перемещение во время нарезки. Быстроразъемные звенья ленты позволяют легко снимать конвейерные ленты, не затрагивая никаких других деталей конвейера.
Большой выбор опций
Специально разработанные опции, используемые для определенных видов продукции могут быть добавлены к комплектации машины уже после монтажа оборудования на площадке Заказчика. На подающую ленту можно проецировать лазерную линию, чтобы указать оператору правильное размещение куриного филе. Весы плотности компенсирует отклонения в плотности нарезаемых продуктов, что увеличивает выход продукции и сводит к минимуму потери. Автоматический держатель продукта предотвращает перемещение продукта в процессе нарезки. Держатель последнего куска продукта удерживает его и предотвращает скольжение. Откатной выходной конвейер позволяет отделить первый или последний обрез от основных порций на высокой скорости.
Удобный и интуитивно понятный интерфейс программного обеспечения
Интуитивно понятное программирование схем нарезки и быстрая и легкая настройка программ для получения максимального выхода продукта. Визуальное презентация схемы нарезки на большом экране панели управления вместе с указанием толщины и веса каждой нарезаемой порции позволяет легко настроить программу, которая максимизирует выход Вашей продукции.
MATRIX P
Программное обеспечение MATRIX P собирает все производственные данные с машины для нарезки птицы PORTIO и генерирует производственные отчеты. MATRIX P позволяет пользователям удаленно включать и управлять программами и отслеживать состояние машины с помощью журнала событий.
Высокогигиеничный дизайн, машину легко мыть
Наша машина для нарезки соответствует самым строгим стандартам гигиены. Открытая конструкция машины позволяет полностью промыть ее с помощью мойки высокого давления и продезинфицировать изнутри и снаружи. Система CIP-мойки поддерживает чистоту ленты во время работы машины или используется для промывки ленты в конце смены. Все электрические шкафы оснащены уникальной системой осушения воздуха, предотвращающей образование конденсата. Все конвейерные ленты можно быстро снять без использования инструмента.
Сервисное обслуживание
Наша машина для нарезки может быть подключена к Интернету, что позволяет диагностировать состояние машины удаленно, с завода – производителя.
Низкий уровень шума
Операторы ценят комфортную рабочую среду вокруг PORTIO благодаря низкому уровню шума машины во время работы.
Индивидуальное управление каждой линией
Обе линии имеют индивидуальное управление, благодаря чему каждая линия может работать на своей собственной программе.
Subject to modifications for technical progress
* For UK purchase please consult MARELEC sales department. Subject to modifications without notice.
Лучшие 3D-слайсеры для 3D-принтеров (2021)・Cults
3D-печать возможна благодаря трем основным элементам: 3D-принтеру, 3D-модели и программному обеспечению для 3D-резки. Последний, известный как «слайсер», является посредником, который подготавливает выбранную вами модель перед отправкой ее на 3D-принтер. На рынке пользователям предлагается множество бесплатных и платных 3D-программ. Эта подборка лучших ломтерезок призвана помочь вам выбрать ту, которая лучше всего подходит для ваших нужд.
Cura — наиболее широко используемый слайсер на рынке. Программное обеспечение было разработано компанией Ultimaker, ведущим производителем FDM 3D-принтеров. Ее преимущество в том, что она имеет открытый исходный код, бесплатна и совместима с подавляющим большинством настольных 3D-принтеров и с компьютером под управлением систем Windows, Mac или Linux.
Слайсер Cura работает со многими 3D форматами, такими как STL, X2D, 3MF, OBJ, а также с форматами изображений, такими как BMP, PNG, GIF, JPG. Его доступный интерфейс подходит как для новичков, так и для профессионалов. Его функции включают: отображение контура, использование материалов и расчет времени печати. Для более опытных пользователей существуют сторонние плагины.
3DPrinterOS — это полнофункциональный 3D слайсер, доступ к которому можно получить не только через браузер, но и с помощью Windows или Mac. Это облачная платформа, которая имеет приложение для нарезки, а также ряд других функций, необходимых для 3D-печати, например, ремонт.
Слайсер дает вам возможность управлять машинными файлами в вашей компании очень простым способом. Платформа 3DPrintersOS включает три приложения для нарезки: Cloud Slicer, Slicer 2 и Marketbot Slicer. Он также совместим с широким спектром принтеров.
IdeaMaker — это бесплатный 3D-слайсер, который часто предпочитают за его удобство. Он был выпущен компанией Raise3D, производителем 3D-принтеров. Он довольно прост в использовании, всего 4 клика, чтобы начать подготовку различных файлов 3MF, OBJ и STL. Вы также можете настроить программное обеспечение, чтобы получить гораздо более продвинутые функциональные возможности.
IdeaMaker работает с большинством FDM-принтеров и с операционными системами Windows, Mac или Linux. Программное обеспечение также может использоваться в качестве платформы для управления 3D-принтером. Например, она дает возможность отслеживать различные профили печати, удаленно управлять запущенной печатью и легко переключаться между настройками печати.
Keep it Simple Slicer или KISSlicer — это быстрое, кроссплатформенное приложение, которое вы можете иметь на Windows, Mac, Linux или Raspberry Pi. В зависимости от выбранной вами версии, ее интерфейс может быть более сложным.
Вы найдете бесплатную версию, которая, вероятно, подойдет для начинающих, а также платную профессиональную версию. Последняя имеет дополнительные функции, такие как 3D-печать с двойной экструзией.
Совместимая с операционными системами Windows, Mac и Linux, программа Repetier-Host — это бесплатное программное обеспечение для 3D-резания с открытым исходным кодом, широко используемое в сообществе RepRap. Слайсер предлагает комплексное решение. Он поддерживает до 16 экструдеров и может одновременно работать с несколькими филаментами и цветами, чтобы дать вам представление о результате до начала печати.
Repetier-Host включает 4 слайсера (Skeinforge, CuraEngine, Slice3r, Slic3r Prusa Edition), но при этом позволяет добавить решение по вашему выбору. Таким образом, слайсер совместим практически со всеми FDM 3D-принтерами. В него встроена интересная функция, позволяющая загружать или дублировать все модели, соответствующие вашему лотку для печати, и печатать их одновременно.
Бесплатный и с открытым исходным кодом, OctoPrint — это 3D-слайсер, а также веб-интерфейс для вашего 3D-принтера. Он совместим с операционными системами Raspberry Pi, Windows, Mac, Linux и позволяет контролировать все действия через веб-браузер или с других портативных устройств. Основанный на CuraEngine, OctoPrint напрямую разрезает ваши файлы.
Астропринт разработан по концепции, схожей с концепцией OctoPrint. Он используется в браузере и с системами Raspberry Pi и pcDuino. У вас есть программное обеспечение для 3D резки, а также возможность контролировать работу 3D принтера с любого устройства, подключенного к интернету.
Программное обеспечение для 3D-печати имеет два режима. Простой режим, в котором вы можете выбрать материал и качество, прежде чем отправить его на 3D-принтер. В расширенном режиме вы можете улучшить настройки для получения лучших результатов.
Simplify 3D специально разработан для профессиональных пользователей. Программное обеспечение совместимо с Windows, Mac и практически со всеми 3D-принтерами. Благодаря партнерству с компаниями, занимающимися 3D-печатью в более чем 30 странах, Simplify 3D поддерживает более 100 принтеров. Ваше устройство также можно легко добавить, если его нет в списке. Это означает, что тот же 3D-слайсер можно использовать при необходимости печати на новой машине.
Еще одним преимуществом этой программы для 3D-резки является симуляция перед печатью, которая позволяет провести тест. Это очень реалистичная функция, которая позволяет заранее проверить отпечатки и выявить любые проблемы. Кроме того, слайсер способен автоматически предлагать, где следует доработать вспомогательный материал.
Страница переведена при помощи машинного перевода. Предложить лучший вариант перевода
Previous
Поделиться
Next
Мощное и простое в использовании программное обеспечение для 3D-печати
Ultimaker Cura, которому доверяют миллионы пользователей, является самым популярным в мире программным обеспечением для 3D-печати. Подготовьте отпечатки несколькими щелчками мыши, интегрируйтесь с программным обеспечением САПР для упрощения рабочего процесса или погрузитесь в пользовательские настройки для всестороннего контроля.
Функции нарезки
Сердцем Ultimaker Cura является мощный механизм нарезки с открытым исходным кодом, созданный на основе многолетней собственной разработки и участия пользователей.
Профили Intent печатают определенные приложения одним нажатием кнопки
Рекомендуемые профили, протестированные в течение тысяч часов, обеспечивают надежные результаты функции и опыт печати
Интегрированный рабочий процесс
Если у вас есть 3D-принтер, программное обеспечение имеет значение. Получите максимум от своего принтера с помощью программного обеспечения, разработанного в соответствии с вашим рабочим процессом.
Полная интеграция со всеми продуктами Ultimaker
Интеграция подключаемого модуля САПР с SolidWorks, Siemens NX, Autodesk Inventor и др. JPG, PNG
Простота использования
Производство не должно быть сложным. Мы разрабатываем наше программное обеспечение таким образом, чтобы его мог использовать каждый — как опытный, так и начинающий пользователь 3D-принтеров.
Подготовьте 3D-модель к печати за считанные минуты с рекомендуемыми настройками
Просто выберите настройки скорости и качества, и вы можете начать печатать
Ultimaker Cura — бесплатное программное обеспечение с открытым исходным кодом Теперь мы выносим это на рынок профессиональной 3D-печати с помощью Ultimaker Marketplace.
Загрузите профили материалов от ведущих брендов для вашего приложения
Избегайте ручной настройки при использовании сторонних материалов
Загрузите полезные подключаемые модули для настройки процесса подготовки к печати, отмеченные звездами нашего сообщества. -сделано для бизнеса.
Utimaker Cura Enterprise можно развертывать, настраивать и управлять с помощью кроссплатформенного распределения систем
Ultimaker Cura Enterprise получает два обновления в год. Они тщательно протестированы нашим сообществом и обеспечивают наиболее стабильное настольное приложение. Мы поддерживаем обновления в течение 12 месяцев после выпуска (включая исправления безопасности и исправления ошибок)
Каждый выпуск Ultimaker Cura Enterprise независимо сканируется, тестируется и анализируется на наличие уязвимостей. Мы публикуем резюме этого отчета и обязуемся постоянно улучшать безопасность
Резервное копирование и синхронизация ваших материалов и плагинов
Сохранение проектов для цифровой библиотеки
Access 3D Print прочный, надежный и простой в использовании. Они поставляют качественные детали снова и снова. Разработанные и протестированные для работы в режиме 24/7, они позволяют быстрее и проще достигать нужных результатов.
Узнайте о наших 3D-принтерах
Программное обеспечение, готовое к Индустрии 4.0
Миллионы пользователей, говорящих на 14 языках, которым доверяют, UltimakerCuras нарезает вашу модель и интегрируется с любым рабочим процессом с помощью плагинов Marketplace. Затем масштабируйте производство и цифровую дистрибуцию с помощью Ultimaker Digital Factory.
Загрузить файл в формате PDF
Беспрецедентный выбор материалов
Ultimaker предлагает самый широкий выбор материалов на рынке. Благодаря нашему Альянсу материалов вы можете выбрать идеальную нить для своего применения — от передовых полимеров до композитов из углеродного волокна.
Узнайте о наших материалах
Поддержка для вашего успеха
Где бы вы ни находились, поддержка Ultimaker всегда рядом. Наша глобальная сеть сервисных партнеров предлагает профессиональную установку, обучение и техническое обслуживание на вашем языке и в вашем часовом поясе.
Особенности
Также совместим с вашим принтером. RepRap (Prusa Mendel, MendelMax, Huxley, Tantillus…), Ultimaker, Makerbot, Lulzbot AO-100, TAZ, MakerGear M2, Rostock, Mach4, Bukobot и многие другие. И даже DLP-принтеры.
Быстрое создание G-кода.
Не ждите часами, чтобы нарезать детальную модель. Slic3r примерно в 100 раз быстрее, чем Skeinforge. Он также использует многопоточность для параллельных вычислений.
Множество форматов ввода/вывода. Slic3r читает файлы STL, AMF и OBJ, а также может выводить файлы G-code и SVG.
Вам нравится графический интерфейс или командная строка? Все возможности удобного интерфейса также доступны из командной строки. Это позволяет интегрировать Slic3r в вашу пользовательскую цепочку инструментов и пакетные операции по своему усмотрению.
Открытый исходный код, открытая разработка. Slic3r — это программное обеспечение с открытым исходным кодом, распространяемое по лицензии AGPLv3. Разработка сосредоточена на GitHub и IRC-канале #slic3r на FreeNode, где сообщество активно участвует в тестировании и предоставлении идей и отзывов.
Зависимости? Неа. Slic3r очень прост в использовании: загрузите, дважды щелкните и наслаждайтесь. Никаких зависимостей не требуется. Без проблем. Для MacOS X, Windows, Linux.
Печать с использованием двух экструдеров. Печатайте красивые цветные объекты или используйте дополнительный экструдер для создания вспомогательного материала. Или поставить на него большее сопло и печатать более быстрое заполнение.
Используйте края для лучшей адгезии. Эта уникальная функция улучшает адгезию встроенной пластины, создавая базовый фланец вокруг ваших объектов, который вы можете легко удалить после печати.
Микрослои: экономия времени, повышение точности. Вы можете выбрать печать с более толстым заполнением, чтобы получить выгоду от малой высоты слоя по периметру и при этом сохранить время печати в разумных пределах.
Составьте тарелку, но печатайте по одному объекту за раз. Используйте встроенный интерфейс обшивки, позволяющий размещать объекты с помощью перетаскивания, вращать и масштабировать их, располагать все как угодно. Функция последовательной печати позволяет печатать один полный объект за раз в одном задании на печать.
Многие пользователи, впервые сталкивающиеся с цифровым производством или проще говоря 3D-печатью не понимают некоторой терминологии, что вызывает у них множество вопросов. Одним из таких вопросов является: «Что такое поддержки и зачем они нужны?» А ведь поддержки, наряду с другими служебными элементами используются при изготовлении большинства деталей на 3D-принтере.
На примере самой популярной технологии FDM 3D-печати рассмотрим основные служебные элементы. И так, при размещении 3D-модели в рабочей камере принтера вокруг нее создаются несколько служебных элементов: кайма (может быть заменена на юбку, подложку или вовсе отключена), поддержки, кожух. На фото ниже изображена модель в процессе печати со служебными элементами и готовое изделие, очищенное от служебных элементов.
Кайма — это тонкий слой пластика, который создается вокруг изделия на нагревательном столике. Кайма увеличивает площадь крепления модели к столу и не дает ей оторваться под действием сил усадки материала и движений печатающей головки (экструдера). С каймой печатаются 90% изделий. Она может не использоваться на изделиях небольшой высоты с простой геометрией, которые гарантированно прочно держатся на нагревательном столе. В остальных случаях без каймы никак.
Поддержки — это каркасные элементы, которые строятся под нависающими частями изделия и служат для их поддержания. Поддержки могут быть выполнены из того же пластика, что и основное изделие или из другого материала, например, растворимого HIPS или PVA. Чаще поддержки строятся из материала изделия, так как это ускоряет и удешевляет процесс печати. Поддержки из HIPS или PVA, как правило, стоят дороже самого изделия для которого они предназначены. Печать изделия, которое должно быть с поддержками, без поддержек приведет с плохому качеству поверхности или вообще к срыву изделия с рабочего стола. Ведь принтеры с технологией печати FDM не могут печатать на воздухе, пластик попросту стекает из сопла экструдера вниз и размазывается по изделию. Исключением из правил может быть печать так называемых «мостов», которые строятся на воздухе, но это специфические элементы, печать которых требует точной настройки оборудования и применяется не во всех моделях.
Кожух — это защитный барьер из пластика, который строится вокруг изделия на нагревательной платформе 3D-принтера. Кожух служит защитой изделия от соприкосновения с холодным воздухом (менее +80 С°) чтобы избежать резкого остывания модели и её коробления из-за резкой усадки материала. Применяется кожух на высоких моделях для улучшения качества поверхности изделия, уменьшения вероятности срыва модели со стола и сохранения геометрических размеров деталей подверженных сильной усадке.
После окончания процесса печати все служебные элементы удаляются с изделия механически. Это делается скальпелем, бормашинкой (Dremel) или наждачной бумагой. В большинстве случаев удаление поддержек входит в стоимость изделия, но на некоторых моделях удаление поддержек слишком долгое и кропотливое занятие, поэтому за работу может взиматься дополнительная плата.
Имеются и другие служебные элементы создаваемые в процессе размещения модели в камере принтера, например, башни для очистки сопла экструдера при двухцветной печати, и другие элементы. Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес.
Перечисленные выше элементы включаются в объем изделия и, соответственно, влияют на стоимость конечного изделия. Процентное соотношение служебных элементов к объему модели заранее предугадать не возможно, оно рассчитывается в программе принтера. Поэтому точная стоимость изготовления изделия на 3D-принтере может быть посчитана только специалистом после размещения модели в камере принтера.
Изучаем и пробуем печать с поддержками.
3D-печать
Подпишитесь на автора
Подписаться
Не хочу
55
Здравствуйте коллеги.
Пришло время осваивать печать более сложных моделей, а именно печать с поддержками.
Как обычно для первого раза надо попробовать простую модель.
Первым на очереди был слайсер Slic3r и статья от mprinta_engineer Параметры немного подправил под сопло 0. 3 мм и провёл пробную печать.
Как то мне не очень понравилось качество детали после удаления поддержек, особенно в верхней части детали…….поддержки приклеились(((((
Посмотрев типы поддержек, решил попробовать другой вариант.
Слайсер строил интересные такие конструкции, хотя управлять ими, перемещать не очень получалось, но попробовать всё же надо и вот печать запущена. Печаталось в начале красиво и предсказуемо, но после, эти самые конструкции начало отрывать, так как основание у них по площади очень маленькое и в программе оно не настраивается. Но печать продолжилась, где то, что-то за кого-то зацепилось и деталь допечаталась нормально. Удалив поддержки был удивлён качеству детали, вполне нормально.
Решил печатать модель танка в масштабе 1:100. Ради этого и осваивал печать с поддержками.
Слайсер расставил поддержки как ему захотелось и сильно управлять этим процессом мне не удалось.
Вот и напечатан первый танк.
На фото видно, что была такая же проблема как описана выше, конструкции отламывались из-за тонкого периметра основания…….:oops:
Но как оказалось, удалять поддержки было очень проблематично. Ко дну вообще сильно прилипло, тонкие части гусениц вообще отламались(((((
Смотря на эту модель, ещё сделал вывод, масштаб 1:100 всё таки немного маловат для этой технологии и второй вывода, пробовать другой слайсер (Simplify 3D)
Построение поддержек происходило более логично и понятно, да ещё была возможность добавлять или удалять поддержки в ручную!!!!!!
И работа закипела полным ходом.
Увеличив модель танка до масштаба 1:72, немного поиграв с настройками Simplify 3D, я стал заворожённо смотреть на процесс печати. И вот он первый результат.
Красиво, не правда ли? Мне тоже очень понравилось. Конечно тут я переборщил с процентом заполнения поддержек, можно было делать меньше, это уменьшит время печати и расход пластика. За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком!
И вот после минимальной доработки первый мой красавец!!!!
В армии я служил на танке Т-80 и по форме он очень похож на этот танк. Это Т-72. У моего двигатель был газотурбинный!
Сделав выводы, взялся за вторую модель, ну конечно легендарная тридцать четвёрка!
Отделение поддержек происходило так же хорошо. Модель оставалась очень чистой.
Вот и вторая модель мне в Коллекцию!
Вот они два красавца, между ними надо ещё напечатать Т-54. Можно рассмонтреть как менялась со временет танковая техника.
Вот мои настройки поддержек в Simplify 3D
Характеристики печати:
Сопло 0.3, слой 0.15 Пластик HIPS от Print Produkt. Очень понравилось им печатать. Температура печати 230, стол 100.
Выводы:
Однозначно поддержки буду делать в Simplify 3D, добиваться меньшего расхода пластика и меньшего времени печати.
Ещё можно попробовать CURA.
Масштаб, даже 1:72, всё таки маловат для нашей технологии, в планах попробовать нестандартный масштаб 1:50, он ещё помещается на мой стол без разрезания модели.
И конечно уже заказал дихлорМетан, для дальнейших экспериментов с пост-обработкой моделей.
Всем удачной печати и лёгкого отделения поддержек!
Спасибо.
Подпишитесь на автора
Подписаться
Не хочу
55
Что такое поддержка в 3D-печати? Когда и зачем они вам нужны?
Что такое опорные конструкции в 3D-печати? В зависимости от технологии, которую вы используете для производства деталей, вам может потребоваться распечатать опорные конструкции для сохранения геометрии детали. В этой статье рассказывается о том, какие опорные конструкции используются в 3D-печати, когда они необходимы и как опоры могут повлиять на качество и цену вашей детали.
3D печать строит детали слой за слоем, поэтому всегда должен быть предыдущий слой, на который можно опираться. В зависимости от конкретной технологии 3D-печати и сложности 3D-модели вам может потребоваться изготовить деталь с опорными конструкциями.
При принятии решения о том, какую технологию 3D-печати использовать, важно учитывать опорные конструкции и то, как они влияют на качество и цену вашей детали. Кроме того, опорные конструкции будут влиять на чистоту поверхности вашей детали. Удаление опор из детали часто приводит к появлению пятен или шероховатости поверхности.
В этой статье описывается, какие опорные конструкции предназначены для 3D-печати, как они реализованы для каждой технологии и как использование опор может повлиять на ваш выбор производственной технологии.
Как работают опоры для 3D-печати FDM?
Моделирование методом наплавления (FDM) выдавливает металлическую нить на поверхность построения по заданному пути. По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
При печати FDM каждый слой печатается как набор нагретых нитей, которые прилипают к нитям под ним и вокруг него. Каждая нить печатается с небольшим смещением относительно предыдущего слоя, что позволяет построить модель под углом 45 градусов. Таким образом, отпечатки могут расширяться за пределы ширины предыдущих слоев нити.
Когда элемент печатается с
свес за пределами 45 градусов он может провиснуть достаточно, чтобы потенциально испортить отпечаток. Это когда вам нужны вспомогательные структуры.
В зависимости от степени нависания вашей детали FDM могут потребоваться опоры.
Когда вам нужны опорные конструкции для FDM?
Предположим, вам нужно напечатать 3D-модели букв Y, H и T.
FDM-принтер может легко напечатать плечи буквы Y, не требуя поддерживающих конструкций. Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
С буквой H немного сложнее. Если центральная перемычка менее 5 мм, ее можно печатать без поддержки или провисания. Поддержка требуется, если мост превышает 5 мм. В показанном здесь примере центральная перемычка превышает 5 мм, поэтому она напечатана с опорными конструкциями.
Буква T требует поддержки верхних элементов с обеих сторон модели. Этим рукавам не на чем печатать, и материал упадет без поддержки.
Изображение ниже иллюстрирует эти три примера. Поддерживающий материал показан светло-серым цветом.
Иллюстрация того, когда вам нужны опорные конструкции для FDM
Вот как эти модели выглядят при печати. На втором изображении показан результат печати T без поддержки. Поверхность имеет значительные провисания и потребует много пост-обработки для очистки.
Модели Y, H и T, напечатанные с поддержкой через FDM
Без каких-либо вспомогательных структур FDM не сможет напечатать букву T.
Что такое мост в FDM?
В некоторых случаях существует исключение из этого правила выступа.
Горячий материал можно растягивать на короткие расстояния между двумя точками печати. Этот метод известен как мост. Мосты позволяют печатать детали без вспомогательных материалов и с минимальным провисанием. Если мостовидный протез имеет длину более 5 мм, необходимы опорные конструкции, если вы хотите добиться точной обработки поверхности.
Интересуют цены и варианты материалов для FDM?
Ознакомьтесь с нашими услугами FDM Получите бесплатную мгновенную смету сегодня
Каковы недостатки опорных конструкций в FDM?
Потенциальная необходимость использования опорных структур является одной из причин, по которой FDM не всегда является подходящей технологией для вашего приложения. Одним из ограничений использования поддержек в печати FDM является то, что
затем требуется постобработка, в результате которой остаются следы или повреждения поверхности, соприкасающейся с опорными материалами.
Еще одна проблема заключается в том, что слоев, напечатанных на опорных конструкциях, будет меньше, даже потому, что опоры не будут стационарными, как твердые слои экструдированной нити. Кроме того, может быть трудно удалить опоры из мелких сложных элементов. Эта часть постобработки может сломать вашу модель.
Кроме того, необходимость печатать вспомогательные структуры увеличивает стоимость FDM. Для поддержки требуется дополнительный печатный материал, который впоследствии необходимо удалить, что создает дополнительную работу (и отходы) для оператора. Больше материалов и больше человеческого вмешательства равнозначно более высоким затратам.
Фрагмент головоломки, напечатанный методом FDM, с удаленными опорами, чтобы показать шероховатость поверхности.
Сколько вспомогательного материала вам нужно для печати FDM?
Количество материала, которое вам понадобится для опорных конструкций, в конечном итоге зависит от проекта. Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Эта модель арки Gateway Arch в Сент-Луисе показывает, как использовать опоры при печати объекта в форме арки.
Теперь, если вы печатаете «мяч в кубе» (показан ниже), вам понадобится довольно много вспомогательного материала, что также означает значительное время удаления.
Удаление опор в этом примере является сложным и включает в себя избавление от каждого опорного элемента с помощью острогубцев, пытаясь ограничить повреждение поверхностей, окружающих опоры. Шлифование или сглаживание этих поверхностей после удаления опоры представляет собой еще одну трудность.
Однако без вспомогательных материалов эта модель не может быть напечатана с помощью FDM, если вы не хотите идти на компромисс в отношении качества и точности. В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
На этом крупном плане показано, где требуются опоры, когда компоненты печатаются внутри других компонентов.
Какие существуют два типа опорных конструкций для FDM?
В 3D-печати FDM используются два типа опорных структур. Наиболее распространенной (и лучше всего подходящей для большинства деталей FDM) является своего рода плоская гармошка или решетчатая структура. Другая — «деревоподобная» опора, которая имеет меньший контакт с поверхностью печати и может улучшить качество поверхности после постобработки. Хотя это менее распространено, некоторые операторы предпочитают последнее.
Оператор принтера FDM обычно указывает тип поддержки, который лучше всего подходит для вашего приложения и сводит к минимуму косметическое влияние, которое он окажет на ваш дизайн.
Это два разных типа опорных конструкций: по (слева) и по дереву (справа).
Имеются ли растворимые опоры для FDM?
Точно настроенные принтеры с двумя печатающими головками могут печатать опорные конструкции из растворимого материала, который не отрывается от детали. Вместо этого вы можете растворить этот материал в химическом растворе, который не окажет негативного влияния на печатную модель.
В результате улучшается качество поверхности там, где опора соприкасается с основным материалом, однако это может быть дорогостоящим и трудоемким процессом.
Все промышленные машины FDM оборудованы для использования растворимых вспомогательных материалов. Например, у вас есть Ultimaker 3, который может печатать ПВА, который довольно легко растворяется после печати.
Вам нужны опорные конструкции для 3D-печати SLA и DLP?
Стереолитография (SLA) и цифровая обработка света (DLP) создают 3D-печатные объекты из жидкой (фотополимерной) смолы с использованием источника света для затвердевания жидкого материала.
В зависимости от конкретного типа принтера у вас есть два основных метода изготовления модели. Некоторые типографии вытягивают модель из чана с жидким материалом, затвердевая с помощью источника света через полупрозрачное окно внизу (снизу вверх). Другие погружают модель в жидкость, когда верхний слой освещается источником света сверху (сверху вниз).
Чтобы убедиться, что отпечатки прилипают к платформе для печати и не плавают в чане, принтеры SLA и DLP почти всегда используют опоры.
Опорные конструкции этих принтеров выглядят как тонкие ребра, только маленькие кончики которых фактически касаются модели, чтобы сэкономить материал и время печати. Количество опор, их расположение, места соприкосновения с моделью и структурой рассчитываются программой и зависят от формы, ориентации и веса печатаемой детали.
SLA и DLP — одни из самых точных технологий, способных печатать даже самые маленькие и сложные объекты с точной детализацией. При правильной постобработке печать с поддержкой не влияет на качество детали.
Печать SLA с опорными конструкциями
Как удалить вспомогательные материалы из распечаток SLA и DLP?
Во-первых, изопропиловый спирт (IPA) используется для смывания жидкой смолы с готовых деталей. Опорные конструкции можно либо сломать с поверхности модели, либо удалить плоскогубцами. Места, где опора соприкасалась с объектом, затем зашлифовываются, чтобы удалить оставшиеся следы.
Удаление опорных конструкций из печати SLA
Хотите узнать стоимость и материалы, доступные для SLA/DLP?
Просмотреть все материалы SLA/DLP Получите бесплатную мгновенную смету сегодня
Вам нужны опорные конструкции для распыления материалов?
Технологии струйной печати материалов (Stratasys PolyJet и 3D Systems MultiJet Modeling) аналогичны струйной печати, но вместо того, чтобы наносить капли чернил на бумагу, эти 3D-принтеры наносят слои жидкого фотополимера на модельный лоток и мгновенно отверждают их с помощью УФ-излучения.
Эти принтеры требуют использования вспомогательного материала во всех случаях, когда имеются выступающие элементы, независимо от угла. Носители либо водорастворимы, либо удаляются при постобработке с помощью плоскогубцев, гидроабразивной обработки, ультразвуковых ванн и пескоструйной обработки.
В отличие от FDM, опоры для этих технологий никоим образом не ухудшают внешний вид детали, качество поверхности или технические свойства. После надлежащей постобработки практически невозможно различить, где с вашей детали были удалены вспомогательные материалы.
Удаление водорастворимого вспомогательного материала с принтера Polyjet (струйная обработка материала)
Постобработка для струйной обработки материалов включает такие электроинструменты, как водоструйные и пескоструйные аппараты, и использование этих инструментов может повредить или погнуть более сложные элементы вашей модели. Мы рекомендуем вам следить за нашими
Правила струйной обработки материалов , чтобы избежать подобных проблем. На самом деле, вы можете захотеть распечатать свои детали, используя
SLS , если ваша модель имеет сложные функции и тонкие провода.
Вам нужны опорные конструкции для SLS?
Селективное лазерное спекание (SLS) 3D-принтеры сплавляют порошкообразный материал в камере с помощью лазера.
Для SLS нет необходимости в поддерживающих структурах, поскольку порошок действует как форма поддержки, когда объект создается слой за слоем. Это дает большую свободу дизайна, но также обычно увеличивает стоимость и время печати детали. SLS требует времени, чтобы камера печати остыла, а очистка отпечатка требует многоэтапного процесса отделки, включая удаление нерасплавленного порошка, обычно с помощью пневматического пистолета.
При печати с помощью SLS нерасплавленный порошок, окружающий отпечаток, действует как естественная поддерживающая структура, которую также легко удалить.
Интересует стоимость и материалы, доступные для SLS?
Посмотреть все материалы SLS Получите бесплатную мгновенную смету сегодня
Нужны ли вам опорные конструкции для струйной обвязки?
Струйная обработка связующим похожа на SLS тем, что принтер использует тонкие слои порошкообразного материала для создания объекта. Однако вместо использования лазера для спекания слоев в принтерах для струйной печати используется связующее вещество, выдавливаемое из сопла, для связывания порошка вместе.
Как и в случае с SLS, нет необходимости в опорных конструкциях с распылением связующего, поскольку порошок поддерживает объект в процессе его сборки. Кроме того, вы должны очистить и постобработать отпечаток в несколько этапов, включая удаление нерасплавленного порошка с помощью пневматического пистолета или другого инструмента.
Нерасплавленный порошок удаляется с отпечатка, полученного струйной обработкой связующего.
Вам нужны опорные конструкции для 3D-печати металлом?
Технологии 3D-печати металлом используют опорные конструкции для фиксации моделей на опорной плите в процессе строительства. Однако выступы с углом более 35 градусов можно печатать без поддержки.
Когда вам нужны опоры для металлической 3D-печати, важно обеспечить легкий доступ к ним, иначе будет сложно и даже невозможно удалить их во время постобработки.
Использование подставок не повлияет на общее качество вашей детали, а с помощью надлежащих методов постобработки вы можете удалить все метки с напечатанной модели.
Эти металлические отпечатки, которые все еще прикреплены к печатной платформе, все еще имеют видимые опорные конструкции.
Основные советы и рекомендации по оптимизации 3D-печати с опорными конструкциями
Независимо от того, нужно ли вам использовать вспомогательные материалы для вашего конкретного приложения, важно знать передовой опыт для этого аспекта процесса 3D-печати.
Опорные конструкции, как правило, влияют на внешний вид детали, поэтому вам придется полагаться на постобработку для улучшения качества поверхности после удаления опор. Струйная обработка материалов является исключением из этого правила.
Чем больше структур поддержки вы печатаете, тем сложнее может быть дизайн для определенных технологий 3D-печати. Вы можете оптимизировать количество используемого вспомогательного материала, обратив внимание на ориентацию и точность деталей (среди других факторов проектирования и производства), чтобы снизить стоимость и время печати.
Какие технологии 3D-печати требуют опорных структур?
В конце концов, это самый важный вопрос. В таблице ниже указано, требуется ли поддержка для каждой из технологий 3D-печати, которые мы предлагаем в Hubs.
Технология 3D-печати
Нужны ли мне опорные конструкции?
FDM (настольный и промышленный)
Зависит от геометрии модели
SLA и DLP
Всегда
Распыление материала
Всегда (растворимый)
SLS и MJF
Никогда
Распылитель связующего
Никогда
3D-печать металлом
Всегда
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложение
Что важно знать о подставках для 3D-печати?
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Подставки для печати: когда их использовать?
Какие существуют типы опор для 3D-печати?
Удаление опор для 3D-печати
Недостатки использования подставок для 3D-печати
Как избежать использования поддержек?
Введение
С помощью 3D-печати можно создавать впечатляющие модели. Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
Создание адаптированных опор для 3D-печати вызывает некоторые сомнения, например, когда они нужны, как выбрать из различных типов опор, как их удалить и, конечно же, каковы недостатки использования опор. В этой статье мы рассмотрим эти вопросы и дадим вам несколько советов, которые помогут вам эффективно использовать поддержку.
Кредит: Hackaday, Когда имеет смысл переходить на 3D-печать смолой?
Подставки для печати: когда их использовать?
Чтобы ответить на этот вопрос, вам сначала нужно знать, какую технологию 3D-печати вы собираетесь использовать. Если вы еще не приняли решение, обратите внимание, что то, как работают 3D-принтеры, накладывает различные технические ограничения.
Принтеры FDM, например, функционируют путем последовательного экструдирования слоев нити. Другими словами, если ваша деталь имеет выступ, который не поддерживается какой-либо поверхностью под ней, ваша 3D-печать не удастся. Этот тип проблемы является одной из основных причин, по которой опоры очень полезны для печати FDM.
Если вы используете технологии Selective Laser Sintering или Jet Fusion, с другой стороны, порошок, из которого будет напечатана ваша деталь, будет окружать отпечаток и действовать как поддержка. Другими словами, вам никогда не придется возиться с опорами, если вы выберете технологии SLS или Jet Fusion. Если вы ищете более продвинутые технологии, опоры, которые могут использоваться в таких процессах, как печать металлом, обычно не влияют на качество печати.
Сложность вашей детали — это второй критерий, который определяет необходимость поддержки. Во-первых, если в вашем проекте есть выступы, вам нужно определить их наклон. Если ваши выступы не наклоняются более чем на 45°, большинство FDM-принтеров смогут правильно их печатать. С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть.
Вы также можете рассмотреть возможность использования подставок для 3D-печати, если часть вашего дизайна перекрывает зазор между двумя элементами. По сути, если длина вашего моста не превышает 5 мм, вам не понадобится какая-либо поддерживающая конструкция для заполнения зазора.
Какие существуют типы опор для 3D-печати?
Выбранная вами технология 3D-печати ориентирует вас на различные типы опор. Например, для принтеров FDM чаще всего используются опоры решетчатого и древовидного типов.
Первый тип можно использовать для создания колонн и удержания деталей в устойчивом положении, что эффективно при работе с крутыми выступами. Эти решетчатые структуры являются наиболее распространенными благодаря скорости их создания и совместимости с большинством 3D-принтеров.
Авторы и права: Designer Hacks, How to Generate Supports for 3D Printing, YouTube
Опоры древовидного типа начинаются со стволов и развиваются в тонких ветвях по мере того, как они достигают модели, что кажется полезным, если нужно выборочно поддерживать детали. Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный.
Если вы можете положиться на принтер с двумя экструзионными головками, вы можете выбрать растворимую подложку. Растворимые материалы, такие как лимонен, можно загружать в один экструдер и наносить вместе с материалом для печати. Если вы не против инвестировать в более дорогие подложки, растворимые подложки позволят вам смыть их, замачивая в воде. Использование растворимых подложек — лучший способ сохранить хорошее качество поверхности, не добавляя дополнительных шагов к постобработке. Тем не менее, поскольку растворимый вспомогательный материал и материалы для 3D-печати нельзя экструдировать вместе, 3D-принтеры только с одной печатающей головкой не могут выполнить такой процесс. Кроме того, как предполагает этот последний тип опор, простота удаления опор является важным критерием, на который следует обратить внимание при выборе.
Удаление опор для 3D-печати
Мы только что видели, что решетчатые, древовидные и растворимые опоры имеют разные свойства. Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности.
Опоры древовидного типа, если использовать их с умом только для поддержки ключевых областей ваших деталей, уменьшат количество контактов с отпечатком и облегчат их удаление.
После завершения процесса печати следующим шагом будет удаление опор. Использование плоскогубцев — хороший выбор, если вы хотите схватить, скрутить и снять опоры со своей детали. Если опора, которую вы хотите снять, доступна и достаточно велика, вы можете аккуратно начать ее пальцами. В зависимости от того, насколько важен для вас визуальный аспект вашей детали и сколько следов оставили ваши опоры, вам может потребоваться отшлифовать области, соприкасающиеся с опорами, чтобы улучшить качество поверхности.
Недостатки использования подставок для 3D-печати
Использование поддержек подразумевает довольно много ограничений, и их удаление, как мы видели, определенно является частью списка. Еще одним явным недостатком использования поддержки является увеличение времени выполнения заказа.
В зависимости от типа подставки, которую вы хотите использовать, ее размера и сложности, сама печать подставок увеличит общее время производства. В этом смысле опоры в форме дерева могут быть весьма требовательны к вашему принтеру. Кроме того, здесь необходимо принять во внимание этапы постобработки, о которых мы упоминали ранее, поскольку снятие опор с ваших деталей и их очистка могут оказаться утомительными.
Основным недостатком, который, естественно, идет дальше, являются затраты на использование опор, так как количество необходимого материала может увеличиться. Если крутые выступы составляют большую часть вашего дизайна, и вам нужно использовать решетчатые конструкции для их поддержки, половина вашего материала, возможно, уйдет на создание ваших опор.
К счастью, есть несколько способов, на которые можно положиться, чтобы смягчить влияние поддержки на дизайн и кошелек.
Как избежать использования опор?
Если вы хотите оптимизировать интеграцию ваших опор, 3D-слайсеры и ваш 3D-принтер могут предложить вам несколько вариантов.
При печати опор для 3D-печати ваша цель должна состоять в том, чтобы сбалансировать плотность и толщину опор со скоростью охлаждения. Проще говоря, чем больше ваши опоры будут подвергаться воздействию высоких температур (и чем дольше они будут остывать), тем сильнее они будут прилипать к вашей детали. Следовательно, чем холоднее они останутся, тем легче будет удалить опоры для 3D-печати.
Помимо эффективных охладителей, на температуру влияет плотность ваших опор. Уменьшение количества материи в ваших опорах поможет им выделять тепло. Если ваш свес длинный, тяжелый или особенно крутой, вам может потребоваться сделать опоры плотными, чтобы предотвратить провисание вашей детали. Но имейте в виду, что чем плотнее и толще ваши опоры, тем выше риск их повреждения при снятии опор.
Это часть параметров генерации поддержки. 3D-слайсеры могут помочь вам в настройке. Но прежде чем вы решите это изменить, есть несколько способов оптимизировать вспомогательные структуры 3D-печати в вашем дизайне.
Прежде всего, вы должны выяснить, какая ориентация является наиболее последовательной с точки зрения генерации поддержки. Если вы посмотрите на два моста, то заметите одно отличие: второй, конечно, перевернут вверх дном, но в отличие от другого он не нуждается в какой-либо опоре.
Если вы уже пытались поиграть с ориентацией своей детали, но считаете, что для нее по-прежнему требуется слишком много опор, вы можете настроить выступы. Если, например, их углы слишком круглые и наклонены более чем на 45°, посмотрите, сможете ли вы заменить их, используя один, менее крутой угол в своем дизайне. Другой вариант, который вы можете попробовать, — это разделить ваш дизайн на две отдельные модели.
ASPRO-7200® — это безвоздушный окрасочный аппарат, предназначен для нанесения высоковязких материалов, таких как огнезащита и шпатлевка. Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000.
Для привода тяжелого поршневого насоса, аппарат оборудован бесщеточным электродвигателем постоянного тока мощностью почти в 1,5 раза большей, чем ASPRO-6000.
Новая система контроля оборотов электродвигателя окрасочного аппарата. Большой и яркий дисплей позволяет устанавливать и контролировать величину давления даже при плохом освещении. Дисплей имеет несколько режимов: диагностические коды, температура электродвигателя, расход, показания давления.
Области применения
ASPRO-7200 широко используется, как в сфере строительства, так и производства. Высокая производительность оборудования позволяет решать задачи по отделке крупных объектов – например, коммерческих и производственных помещений. А возможность работы с материалами высокой вязкости делают его незаменимыми помощниками в промышленной сфере – окраска железнодорожных вагонов, строительных балок и т.д.
Аппараты одинаково эффективно распыляют такие лакокрасочные материалы, как:
Лаки и краски
Декоративные шпатлёвки, грунтовки
Огнезащитные, фактурные и антикоррозийные покрытия
Алкидные и эпоксидные составы и другие лакокрасочные жидкости
Шпатлевки финишные.
Основными преимуществами ASPRO-7200 являются:
Высококачественная сборка. Составляющие компоненты аппарата изготовлены из высокопрочных материалов.
Высокая производительность при небольшой массе и габаритных размерах.
Мобильность. Силовой агрегат ASPRO-7200 установлен на телегу с колёсами.
Максимально экономный расход лакокрасочного материала.
Простая и удобная эксплуатация.
Технические данные
Длина эл. кабеля, м
3
Макс. сопло, дюйм
0,037
Макс.давление, Бар
230
Мощность двигателя, Вт
4000
Произв-ть, л/мин
7,2
Расстояние распыл, см
30-40
Устройство насоса
поршневой
Вес нетто, кг
55
Вес брутто, кг
82
Размер, см
62x57x84
Нет отзывов об этом товаре.
Написать отзыв
Ваше имя:
Достоинства:
Недостатки:
Ваш отзыв
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг
12345
Прокат краскопульта ASPRO-7200 Москва
Окрасочные агрегаты ASPRO-7200
ASPRO-7200® — это безвоздушный окрасочный аппарат, предназначен для нанесения высоковязких материалов, таких как огнезащита и шпатлевка. Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000.
Для привода тяжелого поршневого насоса, аппарат оборудован бесщеточным электродвигателем постоянного тока мощностью почти в 1,5 раза большей, чем ASPRO-6000.
Новая система контроля оборотов электродвигателя окрасочного аппарата. Большой и яркий дисплей позволяет устанавливать и контролировать величину давления даже при плохом освещении. Дисплей имеет несколько режимов: диагностические коды, температура электродвигателя, расход, показания давления.
Области применения
ASPRO-7200 широко используется, как в сфере строительства, так и производства. Высокая производительность оборудования позволяет решать задачи по отделке крупных объектов – например, коммерческих и производственных помещений. А возможность работы с материалами высокой вязкости делают его незаменимыми помощниками в промышленной сфере – окраска железнодорожных вагонов, строительных балок и т. д.
Аппараты одинаково эффективно распыляют такие лакокрасочные материалы, как:
Лаки и краски;
Декоративные шпатлёвки, грунтовки;
Огнезащитные, фактурные и антикоррозийные покрытия;
Алкидные и эпоксидные составы и другие лакокрасочные жидкости;
Шпатлевки финишные.
Основными преимуществами ASPRO-7200 являются:
Высококачественная сборка. Составляющие компоненты аппарата изготовлены из высокопрочных материалов.
Высокая производительность при небольшой массе и габаритных размерах.
Мобильность. Силовой агрегат ASPRO-7200 установлен на телегу с колёсами.
Максимально экономный расход лакокрасочного материала.
Простая и удобная эксплуатация.
Модель
ASPRO-7200®
Устройство
поршневой
Мощность двигателя, Вт
4000
Макс. давление, Бар
230
Произв-ть, л/мин
7,2
Расстояние распыл, см
30-40
Макс. сопло, дюйм
0,037
Длина эл.кабеля, м
3
Вес нетто, кг
55
Вес брутто, кг
82
Размер, см
62x57x84
River Thames Conditions
Обновления услуг по номеру 1227 от 22 декабря 2022 г.
Шлюз Ромни – Шлюз Ромни временно открыт для прохода до возобновления строительных работ на площадке 3 января 2023 года. -agency.gov.uk или позвонив в шлюз по телефону 01753 860296.
Шлюз Рэдкот — T Пункт водоснабжения в Шлюзе Рэдкот закрыт до дальнейшего уведомления.
Замок Молси — Насос не работает до дальнейшего уведомления.
Benson Lock — T h Общественная дорожка над Benson Weir будет закрыта до дальнейшего уведомления.
St. John’s Lock — T H E Накачивание возвращается в эксплуатацию и работают нормально от карт с блокировками
Замок Shiplake.0006 – Откачка не работает до дальнейшего уведомления.
Hurley Lock — Общественный туалет недоступен.
Mapledurham Lock — Откачивающие сооружения временно недоступны из-за замерзших труб.
Замок Boulters — Ворота со стороны пьедестала не открываются полностью. Пожалуйста, будьте осторожны при входе и выходе из замка.
Замок Бовени — T H E PU M P -OU T и ELSA N FARITIE с.
Marsh Lock Lock Horse Bridge — T HE до W . быть закрытым до дальнейшего уведомления по соображениям безопасности. Наши оперативные группы и специалисты по инфраструктуре будут проверять мост, чтобы определить необходимые действия для защиты пользователей моста. Приносим извинения за доставленные неудобства.
Часы работы сторожей шлюзов
Мы стремимся предложить нашим клиентам помощь в лодочном переходе в течение лодочного сезона с 1 апреля по 30 сентября. Мы также обеспечим сопровождение во время пасхальных выходных и весенних и осенних полугодий, когда они выпадают вне сезона. Каждый шлюз будет обслуживаться резидентом, сменным или сезонным смотрителем шлюза и/или волонтерами, в зависимости от ситуации и, когда это возможно, для прикрытия перерывов персонала, работы плотины и технического обслуживания. Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.
Вне сезона между 1 октября и 31 марта может быть доступен сопровождаемый переход, но это не может быть гарантировано.
Наш график обслуживания замков можно найти здесь: Река Темза: обслуживание замков.
Июль и август: с 9:00 до 18:30
Май, июнь и сентябрь: с 9:00 до 18:00
Апрель и октябрь: с 9:00 до 17:00
с ноября по март: с 9:15 до 16:00
Один час обеденного перерыва между 13:00 и 14:00, если укрытие недоступно.
Электроэнергия подается на шлюзы, за исключением шлюза Теддингтон и шлюза луча вверх по течению от Оксфорда.
Навигационные знаки
При движении вверх по течению держите красные навигационные буи слева от себя, а зеленые — справа.
Двигаясь вниз по течению, держите красные буи справа, а зеленые — слева.
Одиночные желтые маркерные буи могут проходить с любой стороны.
Во всех случаях держитесь подальше от навигационных буев. Помните о возможных отмелях на внутренней стороне изгибов рек.
24 часа и причалы шлюза
Эти причалы находятся в ведении Агентства по охране окружающей среды Lock and Weir Keepers. Уведомления размещаются на сайтах, и лодочники должны по прибытии явиться к дежурному хранителю шлюза, чтобы сообщить о своем пребывании.
Ссылки по теме
Река Темза: ограничения и перекрытия — Информация о любых перекрытиях и ограничениях на неприливной реке Темзе.
Река Темза: шлюзы и сооружения для лодочников — информация о средствах для лодочников на шлюзах Агентства по охране окружающей среды на неприливных реках Темзе и Кеннет.
Уровни рек и морей — Служба Агентства по охране окружающей среды, отображающая последние данные об уровне рек и морей со всей страны.
GaugeMap — интерактивная карта с расходами, уровнями грунтовых вод и другой информацией о реках Великобритании и Ирландии.
Твоя работа в крупнейшем интеграторе цифрового производства
Отправить резюме
Нажимая кнопку, вы соглашаетесь на обработку персональных данных.
Узнайте о нас больше
www.top3dshop.ru
Как устроена наша
компания изнутри
www.habr.com
Как создавалась компания — необычная история
www.rbc.ru
Миллионы в 3D: Кто и как зарабатывает на трехмерной печати
Видео о нас
Наши сертификаты и рекомендации
Мы осуществляем продажу
Почему вам у нас понравится
В команде Top 3D Shop собрались люди с опытом работы в больших международных компаниях, которые понимают, как делать качественный продукт. Особенность нашей корпоративной культуры — высокая степень открытости и доверия внутри команды, способность ценить идеи на основе их пользы, а не возраста и статуса человека, который их предлагает.
Компания растет, потому что команда решает самые амбициозные задачи и не боится принимать сложные вызовы. Со своей стороны, Top 3D Shop предлагает лучшие условия на рынке, включая возможности для быстрого карьерного роста и достойную оплату труда.
Наши условия
Лучшие программы обучения
Корпоративное обучение высокого уровня: онлайн и офлайн тренинги по лидерству, корпоративной культуре, продуктам и бизнес-процессам.
Сплоченная команда
Никаких случайных людей — только профессионалы своего дела. Плюс — сообщество, где всегда можно получить поддержку.
Участие в конференциях
Российские и международные выставки, конференции и семинары открыты для вас. Широкие возможности для обмена опытом и доступ к технологическим новинкам и актуальным знаниям отрасли.
Самый широкий товарный портфель
Работаем с заказчиками из таких сфер как автомобилестроение, медицина, дизайн и реклама, стоматология, строительство, авиакосмическая, военная и пищевая промышленность.
Комфортный офис
Уютные офисы в Москве (5 минут от м. Алексеевская) и Санкт-Петербурге (5 минут от м. Фрунзенская).
Удобное рабочее место
Современная техника и все, что необходимо для успешной работы уже ждет вас в Top 3D Shop.
Питание и отдых
Можно перекусить на отдельной кухне, где всегда есть чай и фрукты, пообедать в недорогой столовой на территории офиса.
Бесплатный английский
Для сотрудников со стажем.
Корпоративы и спорт
Общаемся неформально и отдыхаем на нескучных корпоративах, проводим командные соревнования по футболу, волейболу и баскетболу.
Достойная оплата
Каждый отвечает на вопрос, где он хочет быть через год и идет к данной цели вместе с командой. Выплаты без задержек. Интересные бонусы.
Быстрый профессиональный рост
Получение новых знаний и компетенций открывает возможности для стремительного карьерного роста любого члена команды.
ДМС после испытательного срока
Включая услуги стоматолога и оплату больничных.
Социальная ответственность
Материальная помощь, подарочный сертификат при рождении ребенка, компенсация проезда.
Кредит от компании
На выгодных условиях сотрудникам со стажем
Не верьте нам на слово, посмотрите на компанию глазами команды
Нигамедзянов Вячеслав
Менеджер по работе с дилерами
Хороший, чистый офис. Доброжелательные коллеги, адекватное руководство. Система оплаты труда понятная.
Малаховский Евгений
Менеджер по продажам проф. оборудования
Интересная работа в дружном коллективе. Постоянная прокачка своих навыков и знаний. Достойная оплата труда.
Ларионов Александр
Сервисный инженер отдела услуг
Молодой и сплоченный коллектив, отлично налажена коммуникация между отделами. Полностью доволен!
Станьте частью большой истории
Нестандартные проекты
Профессионалы своего дела
Выдающиеся результаты
Вакансии
Если вам близки ответственность, исполнительность, адекватность и жажда новых знаний — мы с радостью рассмотрим вашу кандидатуру на одну из открытых вакансий ниже.
Сервисный инженер (3D принтеры, ЧПУ)
Менеджер по работе с клиентами
Кладовщик-комплектовщик
Менеджер по государственным закупкам/тендерам (3D принтеры, 3D сканеры, Станки)
Менеджер интернет-магазина
Менеджер по продажам станков с ЧПУ
Менеджер по продажам станков с ЧПУ
Менеджер по продажам проектов роботизации и автоматизации
Как стать нашим сотрудником
Свяжитесь с нашим HR-отделом.
Сдайте тестовое задание на должность.
Пройдите собеседование в офисе и расскажите о себе.
Или откликнитесь через форму обратной связи:
Откликнуться
Как нас найти
Наш адрес: Санкт-Петербург, БЦ Киевская, ул. Киевская 6, 300 каб. (м. Фрунзенская)
Наш адрес: Москва, Технопарк «Калибр», Годовикова, 9, строение 16, офис 1. 2
Вакансии — iQB Technologies
Вакансии — iQB Technologies
Команда профессионалов iQB Technologies занимается разработкой и внедрением уникальных 3D‑решений на промышленных предприятиях, в исследовательских центрах, проектах малого и среднего бизнеса.
Технологические навыки и опыт наших экспертов, знание мировых трендов индустрии и успешная практика разработки 3D‑решений обеспечивают конкурентоспособность и высокую эффективность компании на рынке 3D‑технологий. Непрерывное развитие и обучение – один из ключевых принципов iQB Technologies.
Если вы стремитесь работать с инновационными решениями и готовы погрузиться в мир 3D‑технологий – мы ждем вас в нашей команде!
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Какие задачи Вы хотите решить?
Консультация
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Запросить цену
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Запросить демонстрацию
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Выберите тип оборудования3D-сканер3D-принтер
Запросить демонстрацию
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Выберите тип оборудования3D-сканер3D-принтер
Получить брошюру
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
E-mail *
Заказать тестовое сканирование
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Запросить коммерческое предложение
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Заказать демоверсию ПРОГРАММНОГО ПРОДУКТА
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Программный продукт
Magics RP
Import Module
Sinter Module
Structures Module
SG Module
Tree Support Module
SG+ Module
Simulation Module
Slice Module
Выберите из списка материал для 3D-печати *Фотополимер Металл
Программный продукт
Geomagic Design X
Geomagic Control X
Geomagic for SolidWorks
Geomagic Wrap
Задать вопрос
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Заказать тестовую печать
ФИО *
Должность * Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Сообщение
Оставить заявку на участие
ФИО *
Должность Выберите должностьВладелец бизнесаГлавный бухгалтерГлавный инженерГлавный конструкторГлавный металлургГлавный метрологГлавный технологГосслужащийДизайнерДиректорДиректор по маркетингуЖурналистЗаместитель главного инженераЗаместитель главного конструктораЗаместитель главного метрологаЗаместитель главного технологаЗаместитель директораЗаместитель начальникаИнженерИнженер-конструкторИнженер-металлургИнженер-проектировщикИнженер-технологКоммерческий директорМаркетологМедицинский работникМенеджер по продажамМетрологНаучный сотрудникНачальник производстваНачальник цехаПреподавательПрограммистСтудент/учащийсяТехнический директорФинансовый директорЭкономистЮвелир
Компания *
E-mail *
Телефон *
Подписка на блог
Подписка на новости
Произошла ошибка
Повторите попытку немного позже!
9 отличных работ по 3D-печати
3D-печать — это технология, которая создает трехмерный объект с помощью автоматизированного проектирования (САПР).
Индустрия 3D-печати быстро развивается благодаря возможности создавать широкий спектр универсальных продуктов быстрым и экономичным способом.
Для тех, кто ищет работу, индустрия 3D-печати предлагает несколько интересных вакансий на переднем крае технологий.
Эта статья предназначена для профессионалов и предпринимателей, которые хотят работать в сфере 3D-печати.
Президент США Барак Обама однажды сказал, что 3D-печать обладает «потенциалом революционного изменения того, как мы делаем почти все». По этой причине индустрия 3D-печати была оценена в 13,78 млрд долларов в 2020 году. И прогнозы маркетинговых исследований предполагают, что она продолжит стремительный рост до 2028 года, когда ожидается, что она достигнет 59,65 млрд долларов.
Бум индустрии 3D-печати, что это значит для соискателей? Вот 9 возможностей, которые будут созданы или расширены благодаря 3D-печати.
Что такое 3D-печать?
Вместо чернил и бумаги в 3D-принтере для создания 3D-модели используются такие материалы, как пластик, металл или керамика. Используя файлы автоматизированного проектирования (CAD) в качестве цифровых инструкций для создания объекта, 3D-принтер многократно покрывает рабочую поверхность слоями материала точно в нужных местах, чтобы создать структуру с нуля.
В то время как 3D-печать может использоваться для крупномасштабных конструкций, 3D-печать наиболее полезна для создания небольших индивидуальных деталей или прототипов компонентов для различных целей, включая автомобилестроение или медицинскую промышленность. Благодаря универсальности 3D-печати эта область полна возможностей. Давайте посмотрим на некоторые области, в которых 3D-печать используется сегодня.
Задания на 3D-печать
1. 3D-дизайн
3D-печать в значительной степени зависит от дизайнеров, которые могут взять идею продукта и воплотить ее в жизнь. Благодаря своему росту 3D-печать создаст рабочие места для 3D-дизайнеров в фирмах, занимающихся 3D-печатью, в компаниях в составе творческих групп и в качестве фрилансеров.
3D-принтеры используются во многих дисциплинах дизайна, таких как дизайн продуктов, дизайн медицинских устройств, архитектурная визуализация и дизайн развлечений, сказал Эрол Гундуз, профессор Школы непрерывного и профессионального обучения Нью-Йоркского университета (NYU-SCPS), которая предлагает программы по 3D-печати, дизайну и моделированию.
Чтобы быть конкурентоспособными, соискатели должны получить практический опыт работы с 3D-технологиями и быть в курсе того, как компании используют 3D-печать. Например, недавние аспиранты-дизайнеры и исследователи, знакомые с методами 3D-печати, имеют преимущество в том, что знают, как использовать эту технологию в процессе проектирования, объясняет Гюндуз.
«Это дает им значительное преимущество при поиске карьерных возможностей в творческих областях», — сказал Гюндуз.
Знаете ли вы? 3D-принтеры могут создавать запасные части для человеческого тела, среди многих вещей, которые делают 3D-принтеры.
2. 3D-моделирование в САПР
3D-печать была бы невозможна без специалистов по САПР, обладающих навыками преобразования проектов изделий в цифровые чертежи, необходимые для типографии. Наряду с дизайнерами продуктов будет спрос на специалистов по моделированию в 3D CAD.
«Я вижу на горизонте гораздо больший спрос на работу в САПР и 3D-моделировании из-за 3D-печати», — сказал Алекс Инглиш, владелец ProtoParadigm. ProtoParadigm — это компания, занимающаяся 3D-печатью, которая также занимается исследованиями и разработками оборудования для 3D-печати и новых материалов для печати.
Хотя профессионалы в области 3D-САПР также необходимы для создания моделей для массовой 3D-печати, они особенно важны для пользовательских продуктов.
«Индивидуальное производство и индивидуальное прототипирование зависят от способности пользователя концептуализировать объект, который он хочет, и точно создать его цифровое представление», — сказал Инглиш.
Следовательно, задания по 3D-моделированию в САПР потребуют навыков моделирования, характерных для печати, таких как размер элемента, геометрические ограничения и знание материалов, добавил английский.
3. Исследования и разработки
О 3D-печати говорят все, и не только в мире гаджетов. Точно так же, как индустрия 3D-печати потребует больше дизайнеров продуктов и специалистов по моделированию САПР, рабочие места откроются для дальновидных специалистов в области исследований и разработок, которые понимают пересечение технологий и потребительских товаров.
«Хотя технологии 3D-визуализации в прошлом использовались в различных областях, таких как инженерные и научные задачи, многие художественные и потребительские отрасли, такие как дизайн одежды и дизайн ювелирных изделий, начинают использовать преимущества систем 3D-печати», — сказал Гундуз.
Компании будут нуждаться в людях, которые смогут найти лучший способ использования 3D-печати для потребительских товаров с наименьшими возможными затратами.
«Возможность визуализировать дизайн линии модных аксессуаров или украшений, прежде чем приступить к работе с дорогими материалами, дает компаниям преимущество в снижении затрат в циклах разработки», — сказал Гюндуз.
Совет: Ваша компания занимается исследованиями и разработками в области 3D-печати? Рассмотрим эти налоговые льготы, которые предоставляются компаниям, проводящим передовые исследования.
4. Биологическое и научное моделирование
3D-печать не ограничивается потребительскими товарами; он создает множество продуктов, которые способствуют развитию медицины и спасают жизни. Он также может создавать дроны и оборонное оборудование и, возможно, даже космическую еду.
Соответственно, индустрии 3D-печати потребуется больше инженеров, дизайнеров и моделистов, имеющих биомедицинское или научное образование, для дальнейших инноваций и производства высокотехнологичных 3D-печатных продуктов.
«Несмотря на то, что все дизайнеры смогут печатать то, что они проектируют, на рынке будет высокий уровень — особенно в медицинских, аэрокосмических, военных и других высокоточных или критически важных приложениях — для тех, кто лучше понять технологии печати и способы проектирования с учетом их сильных и слабых сторон», — сказал Инглиш.
5. Архитектурное и строительное моделирование
3D-печать изменит многие отрасли, особенно те, которые в значительной степени полагаются на чертежи или прототипирование. Для строительной отрасли этот сдвиг парадигмы повысит потребность в специалистах по 3D-моделированию, которые могут заменить текущие решения для планирования строительства в 2D.
«В архитектуре, машиностроении и строительстве 3D-печать изменит представление о производстве строительной документации», — сказала Лира Луис, главный архитектор Atelier Lira Luis LLC, чикагской архитектурной и дизайнерской фирмы.
Вместо 2D-моделирования CAD на бумаге 3D-печать может создавать реалистичные модели, чтобы лучше представить, как будут выглядеть структуры.
«Поскольку процесс 3D-печати становится все более упорядоченным, он потенциально может устранить потребность в строительной документации и перейти непосредственно к печати полномасштабных макетов перед строительством конструкций», — сказал Луис.
6. Образование
Какая польза от этих вакансий, если ни у кого нет соответствующей квалификации? Чтобы восполнить пробел в навыках, школы разрабатывают — а некоторые уже запустили — программы 3D-печати для всех классов. Это откроет рабочие места для преподавателей, которые могут обучать техническим и бизнес-аспектам 3D-печати.
«С образовательной точки зрения многие школы K-12 рассматривают 3D-печать как возможность для учащихся в области искусства, а также в научных областях обучения», — сказал Гундуз. Колледжи и университеты также запускают курсы 3D-печати и программы сертификации, такие как сертификат NYU-SCPS по быстрому прототипированию 3D-печати.
Учителя должны иметь опыт работы в сфере 3D-печати. Им также потребуются определенные навыки, чтобы преподавать специализированные курсы и быть в курсе последних тенденций.
«Для преподавателей понимание методов 3D-моделирования и 3D-печати будет иметь неоценимое значение, поскольку культура производственных лабораторий начинает получать поддержку как важный аспект образования», — сказал Гюндуз. «Учителя с опытом 3D-моделирования и производства имеют ряд возможностей, открытых для них в рамках образовательных программ, стремящихся внедрить эту новую технологию».
7. Юристы
3D-печать не ограничивается миром технологий. Как творческая область, отрасль широко открыта для юридических вопросов, что вызывает потребность в большем количестве юристов и юристов, специализирующихся на правах интеллектуальной собственности (ИС).
«По мере того, как технологии 3D-печати развиваются и становятся более доступными, нарушителям будет легче создавать, рекламировать и продавать продукты, нарушающие патенты, авторские права и ценные бренды», — сказала Джули Мэтьюз, партнер Edwards Wildman — Am Фирма Law 100 с офисами в США, Великобритании и Азии. «По мере развития технологий 3D-печати будут появляться новые бизнес-модели, в которых потребительские товары и их составные части можно будет копировать, модифицировать, сопоставлять с другими и производить практически в любом месте».
В результате возрастет потребность в действиях по защите прав интеллектуальной собственности и судебных исках, а также в расширении услуг по отслеживанию нарушений, пояснил Мэтьюз.
Области роста включают владение ИС, объем прав, лицензирование, добросовестное использование и международные права.
8. Новые компании
Думаете начать новый бизнес? 3D-печать предлагает возможности для инноваций — не только в создании продуктов, но и в предпринимательстве. 3D-печать охватывает различные технические и дизайнерские роли, многие из которых создают отличные бизнес-идеи для удовлетворения потребностей компаний в 3D-печати.
«Поскольку технологии 3D-печати развиваются и становятся доступными для домашних пользователей, это, несомненно, откроет новые возможности для бизнеса для частных лиц и компаний, предлагающих услуги 3D-печати на месте и удаленно, дизайнеров новых продуктов и промышленных изделий, а также специалистов по компьютерному проектированию. — сказал Мэтьюз.
Стоимость 3D-печати составляет от 1999 до 3500 долларов США, поэтому любой, кто обладает знаниями в области 3D-печати, может начать свой бизнес.
Совет: Подумайте о франшизе 3D-печати как услуги для своего нового бизнеса.
9. Административные роли
В компаниях, занимающихся 3D-печатью, работают не только инженеры и техники. По мере роста отрасли новым и существующим компаниям, занимающимся 3D-печатью, потребуются сотрудники для обеспечения бесперебойной работы их бизнеса. Сюда входят операционный и административный персонал, аналитики, специалисты по финансам и продажам, а также сотрудники розничной торговли.
«Компании, которые появятся с новыми бизнес-моделями, основанными на 3D-печати, также будут нуждаться в более общих рабочих местах, которые нужны другим предприятиям, таких как маркетинг, канцелярские услуги, доставка и т. Д.», — сказал Инглиш.
Эти вакансии будут открыты во всех типах компаний, занимающихся 3D-печатью, включая продавцов, производителей и розничные магазины.
Редакция Business News Daily внесла свой вклад в написание и освещение этой статьи. Источник интервью были проведены для предыдущей версии этой статьи .
3D-печать Профессии будущего
3D-печать — одна из самых популярных областей STEM сегодня. От деталей самолетов до автомобилей 3D-печать меняет обрабатывающую промышленность.
«Многие отрасли пожинают плоды использования 3D-печати, — сказал Тайлер Браун, руководитель стратегического отдела Kforce. «Повышается эффективность, экономятся деньги и постоянно появляются новые технологии».
Кроме того, почти 41 % рассматривают возможность внедрения 3D-печати к 2022 году. Поскольку 3D-печать продолжает расширяться, растет и потребность в квалифицированных специалистах, способных сломать стереотипы. Организации ищут специалистов, которые разбираются в технологии, работают и внедряют инновации.
Технология 3D-печати еще молода. Предстоит провести много исследований, чтобы реализовать широту возможностей 3D-печати. С появлением любой новой области на горизонте появляются новые задания по 3D-печати. Будущий ландшафт талантов 3D-печати создаст новые профессии, поскольку отрасли будут извлекать выгоду из потенциала этой растущей технологии.
Ознакомьтесь с этими новаторскими заданиями на 3D-печать будущего ниже:
Биомедицинские науки: 3D-конструкторы органов и протезов
Возможно, одно из самых значительных направлений 3D-печати будущего — это биомедицинские науки.
Несомненно, происходят захватывающие вещи. Менее чем через десять лет ученые сообщают, что 3D-биопечатные ткани будут доступны для использования. Да, вы правильно прочитали! В настоящее время исследователи разрабатывают технологию 3D-печати для печати кожи, создания сердец и других жизненно важных органов.
3D-печатные органы, одобренные для использования человеком, произведут революцию в медицинском пространстве. Возможности безграничны, и они изменят жизнь. Долгое время ожидания донорских органов прекратится, поскольку врачи смогут печатать органы, когда они нужны пациентам. Жертвы автомобильных аварий и ожогов могут иметь функциональные биопечатные кожные трансплантаты для заживления ран.
Поиск вакансий
Наряду с печатными тканями технологии 3D-печати позволяют изготавливать протезы по индивидуальному заказу, делая протезы конечностей и другие вспомогательные средства более доступными для людей. Владельцы протезов скоро будут пользоваться специализированными устройствами, которые улучшат качество их жизни благодаря возможности заниматься любимым делом.
Поскольку прогнозируется, что протезы, напечатанные на 3D-принтере, сократят затраты и время производства, для потребления также будет доступно больше устройств. В США продвинутые протезы конечностей могут стоить от 5 000 до 50 000 долларов. Однако конечность, напечатанная на 3D-принтере, может быть изготовлена по цене замены масла — всего за 50 долларов.
Это применение 3D-печати в области биомедицины поможет изменить то, как мы лечим пациентов и оказываем медицинскую помощь. Чтобы эта революция произошла, появятся новые профессионалы, такие как 3D-конструкторы органов и протезов, которые разбираются в биологии, анатомии, технологиях и производстве.
Должностные обязанности:
Использование биоматериалов и технологий 3D-печати для создания биоинженерных продуктов
Создание прототипов и приспособление вновь созданных органов и конечностей для использования человеком
Выполнение сквозного проектирования и внедрения продукта
Разработка алгоритмов для выполнения функций организма
Использование программного обеспечения для решения биоинженерных задач
Информатика: разработчики программного обеспечения для 3D-печати
Еще одна растущая карьера STEM наряду с появлением технологии 3D-печати — это высокий спрос на разработчиков программного обеспечения. Эта карьера жизненно важна, чтобы раскрыть весь потенциал 3D-принтеров и узнать, как использовать эту технологию. Эксперты прогнозируют, что в ближайшие годы 3D-принтеры станут универсальными предметами домашнего обихода, как настольный принтер.
Текущее состояние 3D-печати не имеет цельного интерфейса для пользователей с нетехническим образованием. Компьютерные программисты необходимы для создания удобного программного обеспечения, функций и возможностей для повышения доступности 3D-принтеров.
По мере того, как альтернативы облачной 3D-печати становятся все более доступными, спрос на веб-разработчиков также будет расти. Программисты с опытом работы с пользователями, тестированием программного обеспечения и интеграцией API станут дополнительным активом в индустрии аддитивного производства.
Идеальные кандидаты для этой карьеры должны быть знакомы с 3D-принтерами или другими производственными процессами. Потенциальные сотрудники для 3D-печати также будут иметь возможность работать вместе с командами scrum для написания эффективного, тестируемого кода для решения сложных технических проблем.
Должностные обязанности:
Интеграция и тестирование программных модулей для отладки интерфейса
Сочетание геометрии 3D-модели CAS со знаниями в области программирования
Создание новых возможностей и оптимизация существующего кода наряду с развитием технологий
Разработка кроссплатформенного программного обеспечения на основе спецификаций и требуемой функциональности
Сотрудничество с учеными, инженерами и техниками в разработке управляющего программного обеспечения
Право: 3D-печать Юристы по интеллектуальной собственности и авторским правам
В то время как 3D-печать продолжает открывать возможности для производства, воспроизводить продукты становится все проще.
Сегодня пользователи могут просто загружать файлы автоматизированного проектирования (САПР) на 3D-принтеры для производства. Более широкий доступ к технологии 3D-печати создаст новую область юридической карьеры для предотвращения интеллектуальных нарушений, защиты патентов и предоставления юридических услуг.
Эффективное управление правами на интеллектуальную собственность (ИС) будет иметь решающее значение для репутации бренда, чтобы избежать подобных катастроф, таких как обмен цифровыми данными и пиратство, которые свирепствовали с 90-х до начала 2000-х годов.
Новые области применения 3D в залах суда могут также появиться в делах об ответственности, чтобы определить, имеет ли продукт дефектный дизайн во время судебных разбирательств. Фирмы могли бы использовать 3D-принтеры для прототипирования доказательств, демонстрации результатов в режиме реального времени и демонстрации плохого дизайна продукта перед глазами зала суда.
Карьера в области STEM в этой области потребует практикующих юристов, которые понимают концепцию 3D-печати, отраслевые разработки и возможности закона для защиты интеллектуальной собственности. Если у вас есть страсть к 3D-печати и близость к интеллектуальному праву, вам может подойти юрист по 3D-печати.
Должностные обязанности:
Применение знаний законов о патентах, авторском праве, интеллектуальной собственности и лицензировании
Защита и защита интеллектуальной собственности клиента в суде
Понимание методов 3D-печати и аддитивных материалов для патентных заявок
Использование алгоритмов для разработки и воспроизведения существующих продуктов для воспроизведения
Автомобилестроение: 3D-печать для автомехаников и инженеров
Автомобильная промышленность уже начала создавать и разрабатывать 3D-печатные автомобили в надежде на инновационные продукты, ускоренный процесс разработки, эффективную замену деталей и дальнейшую персонализацию.
Организации все чаще используют 3D-печать для производства автозапчастей независимо от третьих сторон. На сегодняшний день компании используют 3D-печать для создания прототипов как экономичный метод разработки и тестирования новых концепций с быстрым выходом на рынок.
В ходе естественной эволюции спроса и предложения возникнет потребность в использовании 3D-технологий для персонализации. Футуристы рассматривают кастомизацию автомобилей под индивидуальные нужды и специфический опыт водителя как новый рынок.
Автомобили, напечатанные на 3D-принтере, какое-то время не станут массовым явлением, но когда коммерциализация, наконец, станет масштабируемой, кто будет проектировать и ремонтировать автомобили будущего? Ответ — механики и инженеры 3D-печати.
Автомобильной промышленности потребуются квалифицированные специалисты, которые разбираются в концепциях 3D-печати, чтобы быстро создавать запасные части и нестандартные автомобили в соответствии с потребительским спросом.
Должностные обязанности:
Подготовка схем и чертежей для создания прототипов
Понимание потребностей потребителей для достижения их удовлетворенности
Улучшение итерационных циклов для проектирования и производства продукта
Использование технических знаний в области механики, материалов и дизайна для создания компонентов
Формирование будущего производства
Несомненно, 3D-печать меняет наш мир и приведет к одной из самых новаторских профессий STEM в ближайшие годы. Будущей рабочей силе 3D-печати потребуются таланты, заинтересованные в выходе за рамки традиционных производственных технологий. Эта транспортная технология изменит то, как мы разрабатываем продукты и опыт, чтобы улучшить нашу повседневную жизнь.
Те, кто хорошо разбирается в этой быстро развивающейся области, станут первопроходцами, которые полны решимости раздвинуть границы 3D-печати, любопытны к открытию новых приложений и увлечены революционным изменением нашего будущего.
АБС/ПК (Акрилнитрилбутадиенстирол+поликарбонат) – «ЛАДА-ЛИСТ» – крупнейший производитель листового пластика в России
Листовой пластик из АБС-ПК – представляет собой листы из композиционного материала на базе поликарбоната (ПК) и акрилонитрило-бутадиен-стирола (АБС) с великолепной комбинацией механических, термических и реологических характеристик. Детали из АБС/ПК обладают хорошим качеством поверхности, жесткостью, высоким сопротивлением к образованию трещин, теплоформоустойчивостью, высокой ударной прочностью даже при низких температурах. Стойкость к горению у листов из АБС/ПК и изделий из них намного выше, чем у листов из АБС-пластика.
Максимальная температура длительной эксплуатации 100-110°С
Кратковременный нагрев без нагружения до 130-145 °С
Минимальная температура эксплуатации – 40°С
Теплостойкость зависит от процентного содержания поликарбоната
Показатели горючести
Возгорает под воздействием пламени или при подводе соответствующего количества тепла
Ярко и нестабильно горит после вынесения из пламени желтым пламенем с сильным образованием копоти
Самовоспламенение при 486°С
Возгорание от внешнего источника при 343°С
Характеристики АБС/ПК листового
Единицы измерения
Метод тестирования, ISO
Значения
Плотность, не менее
г/см3
1183
1. 11
Предел текучести при растяжении
МПа
527
35
Относительное удлинение при разрыве, не менее
%
527
10
Ударная вязкость по Шарпи на образце без надреза, не менее
23°С
кДж/м2
179
н/р
Ударная вязкость по Шарпи на образце без надреза, не менее
-30°С
кДж/м2
179
н/р
Ударная вязкость по Шарпи на образце с надрезом, не менее
23°С
кДж/м2
179/1ерА
40
Модуль упругости при изгибе, не менее
мПа
178
2200-2300
Температура изгиба под нагрузкой, не менее
1,8 МПа
°С
75-2Ае
105
Температура размягчения по Вика, не менее
10Н/50°С
°С
306/А50
135
50Н/50°С
°С
306/В50
120
* Вышеуказанные значения относятся к состоянию термопластов непосредственно после экструзии и не учитывают влияние старения. * Свойства листа могут изменяться в зависимости от свойств, применяемого сырья
Сертификаты
«Типичные неисправности при термоформовании и методы их устранения» Вы можете скачать здесь
Также вы можете оформить заказ листового пластика,
заполнив подробную форму онлайн-заказа на нашем сайте.
Дополнительная информация
Листы изготавливаемые на основе композиции АБС-пластика и поликарбоната имеют более высокие показатели по ударной прочности, чем листы из АБС-пластика. Показатели ударопрочности можно менять путем изменения пропорции поликарбоната в листе. При увеличении доли поликарбоната увеличивается термостойкость материала. Данная композиция имеет хорошую стойкость к растворам, спиртам, маслам.
Листовой пластик из АБС/ПК представляет собой листы из композиционного материала на базе поликарбоната (ПК) и акрилонитрило-бутадиен-стирола (АБС) с великолепной комбинацией механических, термических и реологических характеристик. Детали из АБС/ПК обладают хорошим качеством поверхности, жесткостью, высоким сопротивлением к образованию трещин, теплоформоустойчивостью, высокой ударной вязкостью даже при низких температурах.
В основном данный материал используется в автопромышленности для изготовления изделий внешней и внутренней отделки автомобилей. Также из данной композиции изготавливают предметы бытового назначения, спорттовары, корпусы для различных приборов и бытовой техники.
Детали внутренней отделки салона и наружные видовые детали автобусов и автомобилей, производство электрических и электронных приборов, корпуса офисной техники, электрические и электронные изделия, бытовая техника, спорттовары.
Как отжиг влияет на свойства PLA, PETG, ABS и ASA пластиков? Находим оптимальную температуру отжига — qbed
Что дает отжиг 3D распечатков? Насколько улучшаются характеристики пластиков после отжига? Как выбрать оптимальную температуру отжига?
PLA распечатки отправляются отжигаться
PLA — один из самых горячо любимых 3D печатниками филаментов. Однако многие пользователи PLA хотя бы раз задумывались о том, как было бы здорово улучшить термостойкость и прочность этого пластика: дело в том, что PLA распечатки довольно хрупкие и начинают размягчаться уже при температуре 50-65 °C, что существенно сокращает возможности их эксплуатации.
В попытках улучшить термофизические и механические свойства PLA и других популярных пластиков, мэйкеры начали экспериментировать с отжигом распечатков при разных температурах, то есть стали нагревать изделия в диапазоне температуры стеклования, чтобы сделать их молекулярную структуру более упорядоченной и прочной, а также избавиться от остаточного напряжения (все о процессе отжига и его практическом применении читай тут).
В 2019-м году производители 3D принтеров Prusa решили придать экспериментам с отжигом структурность и выяснить, как четыре популярных пластика — PLA, PETG, ABS и ASA — будут реагировать на разные температуры запекания, а именно, как изменятся размеры, механическая прочность, прочность на разрыв и термостойкость у данных пластиков при отжиге в 70, 90, 110, 130, 150 и 170 °C (отчет об их экспериментах опубликован тут). В этой статье мы поговорим о том, что выяснила команда Prusa.
Содержание статьи:
Масштаб эксперимента Как меняются размеры распечатков после отжига? Добавляет ли отжиг прочности? Увеличивается ли предел прочности у отожженных изделий? Как отжиг влиет на термостойкость? Итог. Какие пластики стоит отжигать и при каких температурах?
Масштаб эксперимента
Теория отжига пластиков такова: путем нагрева изделий в электрической духовке мы можем увеличить их прочность и термостойкость. Звучит заманчиво. Но возникает ряд вопросов:
Действительно ли отжиг способен улучшить физико-механические свойства распечатков?
Насколько улучшаются показатели прочности и термостойкости для разных пластиков после отжига?
При какой температуре стоит отжигать разные пластики для достижения оптимальных результатов?
Именно на эти вопросы и попыталась ответить команда Prusa. Прушевцы — да, на самом деле принтер назван по фамилии создателя Йозефа Пруши (Josef Průša), поэтому я называю его Пруша, а не Пруса — провели ряд тестов, замеряющих прочность материалов на разрыв, их термостойкость, механическую прочность и другие свойства после запекания.
Для тестов было распечатано около 800призматических объектов из PLA, PETG, ABS и ASA (скачать их можно тут). Все тестовые образцы печатались со стопроцентным заполнением Infill=100%, чтобы минимизировать их усадку/увеличение в процессе отжига.
Образцы для закалки. Оригинал картинки тут
В рамках каждого теста распечатки из разных пластиков разделялись на группы и нагревались до разных температур в электрической печи в течение 30 минут. После чего образцы оставляли остывать в выключенной печи до комнатной температуры (подробнее о процессе отжига пластика читай в моей предыдущей статье).
Назад к содержанию
Как меняются размеры распечатков после отжига?
Чтобы определить изменение размеров распечатков после запекания, команда Prusa распечатала 560тестовых образцов размером 80×10×4 мм из PLA, PETG, ABS и ASA — то есть по 140 образцов из каждого материала. Далее эти 140 объектов разделили на 7 групп, по 20 штук в каждой. Первую группу из 20 штук не отжигали, остальные группы отжигали при температурах 70, 90, 110, 130, 150 и 170 °C.
До и после отжига все образцы были измерены штангенциркулем по трем осям. Размеры для каждой группы образцов были усреднены. Полученные данные приведены в графиках ниже.
Процентная усадка отожженных изделий по оси X. Оригинал графика тут
Процентная усадка отожженных изделий по оси Y. Оригинал графика тут
Процентная усадка отожженных изделий по оси Z. Оригинал графика тут
Замеры показали, что распечатки претерпевают наиболее сильную усадку по самой длинной стороне модели, в данном случае это была ось Х. По оси Y также наблюдалась усадка, но чуть менее значительная. А вот по оси Z распечатки увеличивались в размере.
Изменение размеров распечатков при разной температуре отжига. Оригинал картинки тут
PLA распечатки оказались наиболее подвержены изменению размеров: уже при 70 °C они начинали деформироваться по всем осям, а при дальнейшем повышении температур искажались еще сильнее, пока не начинали плавиться при 170 °C.
PETG распечатки выдерживали температуру до90 °C без особой деформации, а после повышения температуры до 110 °C и выше начинали искажаться.При 170 °C PETG начинал плавиться.
ASA и ABS начинали деформироваться при 110 °C.
Назад к содержанию
Добавляет ли отжиг прочности?
После замеров усадки/увеличений все 560 распечатков отправились на измерение механической прочности с помощью маятника Шарпи. В рамках данного теста на прочность все образцы ударяли маятником посередине и замеряли количество энергии, необходимой для разрушения распечатков.
Измерение ударной вязкости с помощью маятника Шарпи. Оригинал картинки тут
Объективность теста обеспечивалась большим количеством тестовых образцов: как-никак в диспозиции было по 20 штук отожженных при разной температуре PLA, PETG, ABS и ASA распечатков. Такое количество распечатков позволило минимизировать влияние сторонних факторов на измерение прочности: дело в том, что качество тестовых образцов и качество их отжига так или иначе разнится от изделия к изделию, что, в свою очередь, может влиять на результаты теста. Стоит отметить, что прочность отожженных изделий довольно значительно колебалась в рамках тестовых групп: при одинаковой температуре отжига образцы из одной группы могли выдерживать удар как в 4 Дж, так и в 0,7 Дж.
Результаты теста на прочность приведены в графике ниже. Стоит, однако, учитывать, что максимальное количество энергии, которое мог произвести маятник, составляло 4 Дж, хотя некоторые тестовые образцы могли выдержать и более сильный удар.
Измерение ударной вязкости отожженных распечатков. Оригинал графика тут
Как видно из графика, больше всего механическая прочность возросла для PETG распечатков. Только лишь PETG распечатки, запеченные при температуре выше 130 °C, могли бесперебойно выдерживать удары в 4 Дж.
Прочность ASA начинала возрастать при130 °C и выше, а прочность ABS значительно увеличилась лишь при 150 °C. Но поскольку при таких температурах эти пластики значительно деформируются, приобретенная ими прочность особой роли не играет.
PLA распечатки так и остались хрупкими, невзирая на отжиг. Лишь при 170 ° C, эти распечатки сравнялись по прочности с ABS образцами, но беда в том, что при такой температуре отжига деформация PLA распечатков слишком большая.
Назад к содержанию
Увеличивается ли предел прочности у отожженных изделий?
Для испытания на предел прочности было распечатано по 42 образца из каждого пластика. Как и в предыдущих экспериментах, образцы разделили на 7 групп, по 6 штук в каждой. Первую группу из 6 штук не отжигали, остальные группы отжигали при температурах 70, 90, 110, 130, 150 и 170 °C.
С помощью специального прибора все образцы растягивали в противоположные стороны, замеряя силу, необходимую для разрыва изделий. Усредненные показатели представлены в графике ниже.
Прибор для измерения прочности на разрыв. Оригинал картинки тут
Измерение прочности на разрыв у отожженных распечатков. Оригинал графика тут
Как показывает график, при отжиге в 90 °C и выше, прочность на разрыв у PLA увеличилась больше, чем у остальных пластиков.
Для PETG прочность на разрыв возросла только при температурах выше 110 °C, а вот отжиг при 70–90 °C значительно ее снизил.
Аналогичное поведение можно было наблюдать и у ABS; его предел прочности так и остался ниже, чем у PETG.
Прочность на разрыв у ASA практически не менялась при любых температурах отжига.
Назад к содержанию
Как отжиг влиет на термостойкость?
Чтобы определить, как процесс отжига влияет на термостойкость изделий, прушевцы измерили температуру тепловой деформации у отожженных и неотожженных тестовых образцов.
Для определения температуры тепловой деформации распечатки медленно нагревали, параллельно оказывая на них нагрузку в 25 г или 100 г, пока образцы не прогибались на заданную глубину в 2 мм.
Измерение температуры тепловой деформации у отожженных и неотожженных образцов. Оригинал картинки тут
Для теста прушевцы напечатали по 8 тестовых образцов из каждого материала и разделили их на 4 группы по 2 штуки. Для каждого материала 1 группа оставалась неотожженной, остальные 3 отжигались при 70, 90, 110 ° C. Образцы, отожженные при более высоких температурах, тестировать смысла не было, так как они и до теста были слишком деформированы. Результаты измерений приведены в графике ниже.
Сравнение температуры тепловой деформации у отожженных и неотожженных распечатков. Оригинал графика тут
Из графика мы видим, что термостойкость PLA резко возросла при температурах отжига в 90 и 110 °C. Такой скачок не мог бы не радовать, если бы ни одно НО: отжиг при таких температурах довольно сильно деформирует PLA изделия и по сути может применяться только к объектам с простой геометрией и отсутствием прецизионных деталей (в чем я убедилась на собственном опыте — подробности тут).
Термостойкость PETG немного увеличилась лишь при отжиге в 110 °C.
Для ASA и ABS термостойкость практически не менялась при любых температурах отжига.
Назад к содержанию
Итог. Какие пластики стоит отжигать и при каких температурах?
Если мы еще раз взглянем на результаты тестов, то без труда увидим, что из четырех протестированных материалов отжигать имеет смысл только PLA и PETG (по крайней мере согласно данным, полученным командой Prusa).
Дело в том, что для ASA показатели механической прочности улучшаются лишь при отжиге выше 130 °C, но при такой температуре распечатки слишком деформируются. На термостойкость же отжиг ASA практически не влияет.
С ABS ситуация похожая. Показатель ударной вязкости улучшается при отжиге выше 150 °C, прочность на разрыв увеличивается при отжиге выше 130 °C, а вот термостойкость практически не меняется. Но при отжиге выше 130 °C распечатки уже настолько деформированы, что небольшие улучшения механической прочности уже не стоят хлопот.
С PLA ситуация поинтереснее. Уже при отжиге в 70 °C прочность PLA распечатков на разрыв значительно увеличивается, а термостойкость при отжиге выше 90 °C практически удваивается. Единственный минус отжига PLA, это сильная деформация изделий даже при 70 °C. Однако если вы печатаете объекты простой формы, скажем, крючки, то увеличение физико-механических свойств PLA путем отжига может прийтись вам на руку. Тут главное подобрать для вашего изделия оптимальную температуру и время запекания, минимизирующие деформацию распечатков и при этом максимально улучшающие их свойства. Оптимальная температура и время будут варьироваться от изделия к изделию (зависимо от размеров и качества распечатков), однако неплохой отправной точкой может служить отжиг при90 °C в течение 30 минут.
У PETG показатели механической прочности начинают расти при отжиге от 110 °C, а при отжиге в 130 °C ударная вязкость практически удваивается. Термостойкость же немного возрастает лишь при запекании в 110 °C. Учитывая, что PETG распечатки хорошо держат форму вплоть до 110 °C, можно смело отжигать их при данной температуре, рассчитывая на улучшения механической прочности. Как и в случае с PLA, отжигать лучше всего предметы простой геометрии без высокоточных деталей.
Если вы вдохновились на эксперимент по отжигу ваших изделий, то спешу вас обрадовать: запекать распечатки можно в домашних условиях при помощи обычной электрической духовки. Статью, о том, как это сделать, читаем тут — в этой статье я подробно рассказываю о процессе отжига пластиковых изделий и делюсь своими результатами отжига PLA распечатков.
О процессе закалки пластиков в электрической духовке читаем тут
Если статья была вам полезна, делитесь ей в соц. сетях 🙂 Вы также всегда можете оставить ваш коммент внизу или написать мне в IG. Отличной вам печати <3D
Назад к содержанию
Назад ко всем статьям
Галерея
На что способна 3D печать
СМОТРЕТЬ
Словарь
Термины 3D моделирования и аддитивного производства
СМОТРЕТЬ
Материалы для 3D печатиK.3 Comments
0 Likes
PCABS — высокопрочная нить для 3D-печати
Z-PCABS
Z-PCABS — это очень прочная смесь волокон поликарбоната (ПК) и АБС. Эта нить для 3D-печати устойчива к ударам, ультрафиолетовому излучению и высокой температуре. Z-PCABS не меняет своих свойств с течением времени и выдерживает воздействие химических веществ, включая соли, кислоты и щелочи. Материал идеально подходит для промышленного применения. Будь то прототипирование, изготовление инструментов или производство деталей для конечного использования, объекты, напечатанные на 3D-принтере с помощью Z-PCABS, останутся полностью функциональными и долговечными. Он также работает в 3D-печати корпусов инструментов, строительных элементов и автомобильных компонентов, подверженных ударам и опасным веществам.
Доступные цвета
Специально для
Контейнер
Вес
Диаметр
Экструзия
Зортракс М200
катушка
800 г ±5%
1,75 мм
Одноместный
Зортракс М200 Плюс
Зортракс М300 Плюс
Ключевые свойства
Метрическая система
Имперский
Метод испытаний
Ударный по Изоду, зубчатый
11,40 кДж/м 2
5,42 фут-фунт/дюйм 2
ИСО 180:2004
Температура стеклования
104,1°С
219°F
ИСО 11357-3:2014
Твердость по Шору (D)
73,0
73,0
ИСО 868:1998
Радиоуправляемая машина. Внутренние детали, напечатанные на 3D-принтере Z-PCABS, обеспечивают структурную целостность радиоуправляемой машинки.
Приложения
потребительские товары
Высокопрочные прототипы
детали конечного использования
функциональные механические части
оболочки
автомобильная промышленность
Продукты конечного использования
Применяйте нить везде, где требуется непреклонная прочность. Замените детали, подверженные повреждениям, на более прочные, напечатанные на 3D-принтере с помощью Z-PCABS.
Высокая прочность
Z-PCABS сочетает в себе преимущества АБС-пластика, усиленного высокопрочными поликарбонатными волокнами. Высокая прочность материала для 3D-печати делает его надежным выбором для быстрого прототипирования и изготовления деталей для конечного использования.
Химическая стойкость
Используйте Z-PCABS для 3D-печати объектов, предназначенных для работы в опасных условиях. Нить невосприимчива к солям, кислотам и щелочам.
Zortrax Z-PCABS | Филамент2Печать
Zortrax — польская компания, основанная в 2013 году и специализирующаяся на разработке профессиональных систем 3D-печати. Основная сила – отличная оптимизация и интеграция между 3D-принтерами, материалами и программным обеспечением. Это значительно упрощает весь процесс печати, сводя к минимуму время настройки и снижая вероятность отказа до минимума, что делает их идеальными системами для профессиональной среды.
Zortrax предлагает широкий спектр технических материалов, идеально оптимизированных для достижения наилучших результатов в сочетании с LPD-принтерами, включая ABS, ASA, PCABS, нейлон, HIPS и другие.
Z-PCABS — это передовая нить на основе АБС-пластика, армированного поликарбонатными волокнами на 30-35%.
Изображение 1: Рабочая лампа, напечатанная с помощью Z-PCABS. Источник: Зортракс.
Свойства Z-PCABS сохраняются с течением времени, придает ему высокую прочность. Он также имеет отличную устойчивость к ударам, ультрафиолетовому излучению и высоким температурам.
Изображение 2: Кузов радиоуправляемого автомобиля, напечатанный на Z-PCABS. Источник: Зортракс.
Все это вместе с хорошей химической стойкостью к солям, кислотам и щелочам делает идеальным выбором для промышленного применения, такого как производство инструментов и приспособлений или элементов защиты оборудования.
Z-PCABS доступен в цветах слоновой кости и холодного серого цвета и в формате 800 г.
Ударная вязкость (кДж/м2)
11
Удлинение при разрыве (%)
7
Прочность на растяжение (МПа)
37
Прочность на изгиб (МПа)
58
Модуль упругости при изгибе (МПа)
1270
Твердость поверхности
7
Несмотря на то, что это армированный волокном материал, он не является абразивным и поэтому не требует использования закаленных насадок. Использование крышки HEPA рекомендуется для всего процесса печати.
Уретеролитотомия — хирургическое извлечение камня из мочеточника.
В связи с использованием эндоскопических и лапароскопических методов, а также литотрипсии в настоящее время уретеролитотомию производят редко, лишь в комбинации с реконструктивными вмешательствами. Для доступа к различным отделам мочеточника требуются разные разрезы. При выделении мочеточника необходимо соблюдать осторожность, чтобы не сместить камень за пределы операционного поля.
Перед операцией обязательно выполняют обзорную урографию.
ОПЕРАТИВНЫЕ ДОСТУПЫ
Доступы к верхней трети мочеточника. Камни, расположенные высоко, удаляют, применяя люмботомический разрез. Подреберный или межреберный разрез используют, если камень находится ближе к средней трети или в расширенном мочеточнике, когда вероятна миграция камня в почечную лоханку. Пластику лоханки и верхней трети мочеточника можно выполнить любым из этих доступов. Межмышечный доступ по Фолею показан в случаях вклинения камня чуть ниже лоханочно-мочеточникового сегмента, обычно на уровне нижнего полюса почки. При необходимости выделения мочеточника на большом протяжении или для чрезбрюшинного доступа к мочеточнику после многократных внебрюшинных вмешательств показан срединный разрез, но после такого доступа возможен выраженный спаечный процесс.
Доступы к средней трети мочеточника. Наиболее предпочтителен срединный внебрюшинный доступ, но можно воспользоваться также доступом по Фолею или дорсальнойлюмботомией.
Доступы к нижней трети мочеточника. Используют срединный внебрюшинный доступ, срединный чрезбрюшинный доступ при повторных вмешательствах или разрез по Гибсону. При крупном камне в терминальном отделе мочеточника возможен чреспузырный доступ, а если камень пальпируется, то и влагалищный.
Обнажают мочеточник внебрюшинно выше камня. Если в этой зоне раньше производилось вмешательство и имеется рубцовый процесс, то предпочтительнее всего чрезбрюшинный доступ. Смещают брюшину медиально. Мочеточник прилегает к заднему листку брюшины, поэтому после отведения париетальной брюшины вместе с ней мочеточник отходит от задней брюшной стенки. Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.
УРЕТЕРОЛИТОТОМИЯ В НИЖНЕЙ ТРЕТИ
Рис.1. Производят срединный внебрюшинный разрез
А. Производят срединный внебрюшинный разрез. Продолжая разрез в обход пупка (как показано на рисунке), можно расширить доступ к нижней трети мочеточника.
Б. Смещают париетальную брюшину медиально. После обнажения мочеточника в нижней трети его берут на резиновую держалку в месте перекреста с подвздошными сосудами, чтобы облегчить дальнейшую мобилизацию.
Методика мобилизации дистального отдела мочеточника. Выделяют мочеточник в сторону мочевого пузыря до пересечения его первой сосудистой аркадой, отходящей от верхнего мочепузырного сосудисто-нервного пучка. Рассекают ткани, находящиеся над мочеточником дистальнее этой аркады, но проксимальнее следующей, и на этом уровне снова берут мочеточник на резиновую держалку. Продолжают мобилизацию таким образом до тех пор, пока мочеточник не будет выделен на участке, достаточном для уретеролитотомии (либо для реконструкции или уретеронеоцистостомии).
Чтобы достичь средней трети мочеточника, пересекают ножницами Лахея серповидную часть поперечной фасции, фиксирующую брюшину к боковой стенке живота. У женщин этот отдел мочеточника проходит под сосудами, кровоснабжающими матку, поэтому при его выделении требуется особая осторожность. Иногда, например при повторных вмешательствах на тазовых органах, вскрытие брюшной полости облегчает доступ и позволяет обнажить мочеточник чрезбрюшинно.
Рис.2. Мочеточник выше камня берут зажимом Бэбкока или на резиновую держалку
Мочеточник выше камня берут зажимом Бэбкока или на резиновую держалку. Локализацию камня можно уточнить осторожной пальпацией. Не следует пытаться сместить камень. Наложение второго зажима Бэбкока ниже камня позволяет вывести мочеточник в рану и препятствует смещению камня вниз. Не следует вскрывать мочеточник до тех пор, пока точно не установлена локализация камня. На стенку мочеточника синтетической рассасывающейся нитью 4-0 накладывают 2 шва-держалки, скальпелем с крючковидным лезвием вскрывают мочеточник продольным разрезом над верхней границей камня до характерного ощущения царапания.
Не следует рассекать мочеточник над камнем. Отверстие в стенке мочеточника расширяют обычным скальпелем или ножницами Поттса так, чтобы его размеры превышали размеры камня. Обычно мышечный слой стенки мочеточника отчетливо виден, но слизистая оболочка нередко не выражена или порвана.
При расположении камня в верхней трети мочеточника разрез не должен проходить через лоханочно-мочеточниковый сегмент, так как рубцовый процесс в этой зоне может нарушить перистальтику мочеточника.
Рис.3. Вследствие неровной поверхности камень обычно плотно фиксирован к слизистой оболочке
Вследствие неровной поверхности камень обычно плотно фиксирован к слизистой оболочке, поэтому его осторожно отделяют зажимом Микстера или диссектором и извлекают, стараясь не раскрошить. Снимают верхний зажим Бэбкока; при этом струя мочи из проксимальных отделов мочеточника вымывает оставшиеся фрагменты камня. Снимают нижний зажим и проверяют проходимость мочеточника до мочевого пузыря с помощью хлорвиниловой трубки 5-8F, введенной через уретеротомический разрез. Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.
Рис.4. Отверстие в стенке мочеточника закрывают
Отверстие в стенке мочеточника закрывают, нетуго связывая между собой швы-держалки или накладывая 1-2 шва синтетической рассасывающейся нитью 4-0. В шов захватывают только адвентицию. После операции обычно возникает отек в области ушивания, поэтому не следует стягивать края разреза мочеточника. Устанавливают дренажную трубку и фиксируют ее проксимальный конец так, чтобы он не соприкасался с линией швов. Смещенную при выделении мочеточника жировую клетчатку вновь укладывают между мочеточником и поясничной мышцей и фиксируют кетгутовой нитью 3-0. Послойно ушивают рану.
При длительномподтекании мочи из раны дренажную трубку слегка подтягивают. В любом случае на 4-й день после операции трубку подтягивают и на следующий день удаляют, если отделяемое из раны отсутствует.
Непальпируемый камень
Если не удается пропальпировать камень в мочеточнике, возможны следующие альтернативы: 1) выполняют обзорную урографию на операционном столе, что часто затруднено и требует изменения положения больного; 2) осторожно проводят мочеточниковый катетер, чтобы определить положение камня, и вскрывают мочеточник в месте препятствия; иногда удается извлечь камень с помощью корзинки Дормиа или уретероскопа; 3) проводят корзинку Дормиа в дистальный отдел мочеточника; это особенно эффективно при локализации камня вблизи пузырно-мочеточникового сегмента; 4) если камень мигрировал в почечную лоханку, в нее вводят камнеуловительРэндолла, разводят бранши, захватывают и удаляют камень; если его не удается захватить, обнажают почку и выполняют обзорную урографию; 5) если камень не обнаружен, устанавливают мочеточниковый стент с J-образным концом, так как обструкция мочеточника камнем дистальнееуретеротомии — серьезное осложнение, особенно в случае присоединения инфекции.
ТРАНСВЕЗИКАЛЬНАЯ УРЕТЕРОЛИТОТОМИЯ
Обнажают мочевой пузырь поперечным разрезом в нижних отделах живота и выполняют вертикальнуюцистотомию. На 1 см медиальнее и дистальнее устья пораженного мочеточника накладывают шов-держалку. Натягивая концы держалки, рассекают слизистую оболочку мочевого пузыря в поперечном направлении на 3 см выше устья. Разводят волокна детрузора, обнажают мочеточник и берут его зажимом Бэбкока. Визуально или пальпаторно уточняют расположение камня и над ним продольно рассекают мочеточник. Зондом выводят камень наружу. Промывают мочеточник в проксимальном и дистальном направлениях. Ретроградно через устье в мочеточник вводят стент, рану мочеточника ушивают узловыми швами тонкой хромированной кетгутовой нитью.
Мочеточниковый стент и надлобковый катетер Малеко выводят наружу через дополнительное отверстие в передней стенке мочевого пузыря. Мочевой пузырь ушивают двухрядным швом: 1-й ряд (непрерывный шов кетгутовой нитью 4-0) накладывают на подслизистую основу, 2-й ряд (узловые швы хромированной кетгутовой нитью 3-0) — на мышечную оболочку. Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день.
Альтернативный способ. Трансуретрально вводят резектоскоп в мочевой пузырь, резецируют его стенку над интрамуральным отделом мочеточника, затем вытягивают камень петлей. При высоком риске послеоперационной стриктуры мочеточника устанавливают стент с J-образными концами. После такой операции возникает пузырно-мочеточниковый рефлюкс.
ТРАНСВАГИНАЛЬНАЯ УРЕТЕРОЛИТОТОМИЯ
Вклиненный камень мочеточниково-пузырного сегмента, который пальпируется через влагалище, можно удалить трансвагинально, особенно у рожавших женщин с небольшим выпадением матки и влагалища.
Рис.5. Вводят заднее влагалищное зеркало, половые губы подшивают к коже
Вводят заднее влагалищное зеркало, половые губы подшивают к коже. Пулевыми щипцами смещают шейку матки вниз. Накладывают швы-держалки на свод влагалища с каждой стороны от пальпируемого камня.
Рис.6. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника
А. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника выше и ниже камня. Захватывают мочеточник зажимом Бэбкока, если это необходимо. Продольно рассекают мочеточник и осторожно извлекают камень.
Б. Мочеточник ушивают в поперечном направлении узловыми швами хромированной кетгутовой нитью 4-0.
Рис.7. При кровоточивости тканей и сомнениях в гемостазе устанавливают дренажную трубку
При кровоточивости тканей и сомнениях в гемостазе устанавливают дренажную трубку, при «сухом» операционном поле стенку влагалища ушивают выворачивающими швами хромированной кетгутовой нитью 3-0.
ПОВТОРНАЯ УРЕТЕРОЛИТОТОМИЯ
Рентгенологически определяют размеры и локализацию камня и оценивают возможность эндоскопическойлитоэкстракции или литотрипсии. Если эти вмешательства невозможны, в мочеточник проводят катетер до камня и оставляют его до операции.
Обнажают мочеточник чрезбрюшинным доступом. Рассекают белую линию Тольдта и мобилизуют соответствующий участок ободочной кишки. Выделяют мочеточник выше камня. Удаляют камень и устанавливают мочеточниковый стент с J-образными концами. В мочеточник устанавливают дренажную трубку и выводят ее внебрюшинно на боковую область живота. Рану брюшной стенки ушивают. Если камень расположен низко, париетальную брюшину можно вскрыть непосредственно над мочеточником, отступя от сигмовидной кишки. Следует помнить, что камень обычно оказывается ниже, чем предполагалось.
Если камень находится слишком низко и его не удается удалить через имеющийся доступ, мочевой пузырь мобилизуют, пересекая облитерированную пупочную артерию и верхний мочепузырный сосудисто-нервный пучок, вскрывают и нащупывают камень пальцами. Проверяют наличие камня пункционной иглой. Рассекают мочеточник изнутри мочевого пузыря. Следует помнить, что эту зону пересекает артериальная ветвь. В мочеточник устанавливают стент с J-образными концами.
ПОСЛЕОПЕРАЦИОННЫЕ ОСЛОЖНЕНИЯ
Длительное подтекание мочи указывает на обструкцию дистальнее раны мочеточника (просмотренный фрагмент камня) или локальное нарушение кровоснабжения его стенки. Через 12 дней после операции выполняют обзорную урографию, чтобы проверить, не остался ли в мочеточнике камень. Дренажная трубка, установленная в непосредственной близости от раны мочеточника, также может быть причиной подтекания мочи. В таких случаях трубку осторожно подтягивают. Если отделяемое из раны не прекращается в течение 2-3 нед, причиной этого наиболее часто оказывается ишемия тканей в зоне операции; при этом осложнении необходимо установить мочеточниковыйстент с J-образным концом. Стент удаляют не ранее чем через 1 нед после прекращения отделяемого из раны.
Причиной стриктуры может быть нарушение кровоснабжения мочеточника в результате повреждения его адвентиции. Для устранения стриктуры прибегают к интубации мочеточника, баллонной дилатации или эндоскопической уретеротомии, а иногда — к подтягиванию мочевого пузыря и фиксации его к поясничной мышце или реконструкции лоскутом мочевого пузыря по Боари. Трансуретероуретеростомия у больных нефролитиазом противопоказана. Если дренажная трубка из раны удалена слишком рано, может образоваться уринома. В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами.
ЛАПАРОСКОПИЧЕСКОЕ УДАЛЕНИЕ КАМНЯ
Чрезбрюшинная лапароскопическая уретеролитотомия
При цистоскопии в мочеточник до камня проводят струну-проводник и мочеточниковый стент, стараясь не сместить камень. В положении больного на спине накладывают пневмоперитонеум и устанавливают 5 лапароскопических портов: 1 ниже пупка — для видеокамеры, остальные по срединно-ключичной линии: 3 — на стороне, противоположной камню, и 1 — на стороне камня. Больного поворачивают на бок.
После разделения спаек рассекают ножницами задний листок брюшины по ходу белой линии Тольдта. При камнях справа брюшину рассекают вверх до печеночного угла ободочной кишки, при левосторонних — до селезеночного угла. Захватывают медиальный край брюшины и тупым и острым путем отсепаровывают ее вместе с ободочной кишкой медиально. Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
Мочеточник выше камня берут на держалку, чтобы не допустить миграции камня в проксимальном направлении, выделяют мочеточник на минимальном протяжении. Можно также наложить лапароскопический зажим Бэбкока. Мочеточник рассекают продольно над камнем и несколько проксимальнее так, чтобы разрез превышал размеры камня. Извлекают камень, отделив его от слизистой оболочки мочеточника. Ослабляют держалку так, чтобы моча свободно вытекла в рану. Ушивают рану мочеточника одним швом хромированной кетгутовой нитью 4-0. Шов завязывают внутри или вне брюшной полости. Рану мочеточника можно не ушивать.
При цистоскопии по струне-проводнику устанавливают мочеточниковыйстент в почечную лоханку. Лапароскопическим зажимом выпячивают боковую стенку живота и в этом месте делают контрапертуру, через которую внебрюшинно выводят дренажную трубку. Края рассеченного заднего листка брюшины соединяют скобками.
Удаляют инструменты, ушивают отверстия в брюшной стенке.
Внебрюшинная лапароскопическая уретеролитотомия
Выполняют все этапы и устанавливают баллонный диссектор в забрюшинное пространство. Идентифицируют мочеточник по расположенному в нем стенту и контурирующему камню. Рассекают стенку мочеточника и удаляют камень. Рану дренируют внебрюшинно.
Консультация по платным услугам
Показать телефоны
Лечение мочекаменной болезни. Дробление камней в почках и мочеточнике. Удаление камней почки
Мочекаменная болезнь (уролитиаз) — заболевание, при котором в органах мочевыводящей системы образуются конкременты (камни).
Почки выполняют функцию поддержания водного, минерального и солевого баланса организма. У здорового человека моча представляет собой сложный сбалансированный насыщенный солевой раствор, состоящий из множества органических и неорганических соединений, которые находятся в определенном равновесии. При определенных условиях и состояниях, например, дегидратации (недостаточном потреблении жидкости), баланс нарушается, и в моче образуют кристаллы, которые, собираясь вместе в последствии являются основой для образования конкрементов. Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
Образующиеся в почках камни с током мочи могут продвигаться ниже по мочевым путями. Чаще всего камень в процессе своего продвижения вклинивается в просвет мочеточника и вызывает нарушение оттока мочи из почки- возникает приступ почечной колики — сильнейшей боли в пояснице, часто сопровождающейся тошнотой и рвотой, примесью крови в моче. При присоединении инфекции в почке (пиелонефрита) возникает озноб и повышение температуры выше 38 градусов. Без лечения (в первую очередь, восстановления нормального оттока мочи) инфекция может распространяться по организму и принять генерализованную форму, возникает уросепсис, который является смертельно опасным состоянием. Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
Диагностика при мочекаменной болезни
Основными методами для диагностики и определения тактики лечения являются рентгенологические исследования — обычная рентгенография мочевыводящих путей (обзорная урография), компьютерная томография, экскреторная (внутривенная) урография. Наибольшей информативностью обладает компьютерная томография, позволяющая увидеть любые виды камней и точно определить их локализацию и размеры. Ультразвуковое исследование почек и мочевого пузыря является простым, недорогим и безопасным методом диагностики. Позволяет определить наличие камней в почках, наличие гидронефроза, определить камни в верхних отделах и в устье мочеточника (место, где мочеточник впадает в мочевой пузырь). УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.
Методы лечения мочекаменной болезни
1. Консервативное лечение мочекаменной болезни (наблюдение).
В некоторых случаях возможно самостоятельное отхождение конкрементов из мочеточников без вмешательства. Вероятность самостоятельного отхождения зависит от размера и локализации конкремента:
высокая вероятность: камни мочеточника менее 4 мм в диаметре в дистальной части мочеточника (ближе к мочевому пузырю),
низкая вероятность: камни мочеточника более 6 мм в проксимальной части мочеточника (ближе к почке),
при консервативном лечении обычно врач назначает препараты, которые способствуют самостоятельному отхождению камня и уменьшают частоту возникновения болевых приступов. Так же нужно пить больше жидкости (более 2 литров в сутки) и обязательно мочиться в емкость, для того, чтобы зафиксировать возможное отхождение камня.
В следующих случаях консервативное лечение противопоказано:
пациенты с единственной почкой,
при признаках инфекции мочевых путей (как правило, проявляется повышением температуры тела),
при наличии тошноты и рвоты,
сильной боли, не поддающейся медикаментозному лечению,
при почечной недостаточности.
Консервативное лечение может проводиться в течение 3-4 недель. Если за это время камень самостоятельно не вышел, то требуется применение какого-либо из способов его удаления.
Дистанционная литотрипсия относится к наименее травматичным методам лечения мочекаменной болезни. Возможно выполнение литотрипсии в амбулаторном режиме, возвращение к обычному образу жизни на следующий день. Принцип метода дистанционной литотрипсии заключается в образовании ударных волн специальным аппаратом (литотриптором) и фокусировке этих волн на конкременте в теле человека, в результате камень фрагментируется на мелкие осколки (размер зависит от состава камня и режима литотрипсии), которые отходят самостоятельно с током мочи. При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.
Эффективность литотрипсии зависит от размеров, состава и локализации камня (50-85%). наиболее эффективно дробление камней в почке и в верхней трети мочеточника. Процедура длится около часа, после процедуры необходимо наблюдение в течении 2 часов. Процесс отхождения фрагментов конкремента может занимать до 3 месяцев.
Возможные осложнения: формирование гематомы в почке, обструкция мочеточника фрагментами («каменная дорожка»), появление кровоизлияний в месте дробления камней.
3. Контактная уретеролитотрипсия (КЛТ).
Контактная литотрипсия заключается в разрушении (дроблении камней с помощью сжатого воздуха, ультразвука или лазера) и извлечении конкрементов из мочевых путей с помощью специального эндоскопического инструмента (уретероскопа) через мочеиспускательный канал (уретру) без разрезов. В большинстве случаев после процедуры контактной литотрипсии в почку устанавливается внутренний мочеточниковый стент, который необходимо удалить через 3-7 дней. Процедура контактной литотрипсии проводится под спинальной или общей анестезией. К преимуществам метода контактной литотрипсии относится высокая эффективность (75-100%), возможность избавиться от нескольких камней за одну процедуру, малая травматичность (можно вернуться к обычному образу жизни на следующий день). Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.
4. Чрескожная (перкутанная) нефролитотрипсия.
Применяется при больших (более 2 см) почечных камнях. Разрушение и удаление камней из почки через небольшой разрез в поясничной области. По направлению к камню создается туннель, через который с помощью специального эндоскопического инструмента (нефроскоп) камень разрушается (ультразвуком, лазером или пневматически) и извлекается наружу. После литотрипсии в полостную систему почки (лоханку) устанавливается наружный дренаж (нефростома), иногда внутренний дренаж (мочеточниковый стент), который удаляется после того, как врач убедится, что все фрагменты конкремента извлечены. В случае если в почке остаются фрагменты требуется повторная процедура для их извлечения, которая обычно короче по времени.
Эффективность лечения 80-99% и зависит от размера и локализации камня. Возможные осложнения: кровотечения, пиелонефрит, повреждение лоханки и мочеточника, повреждение соседних органов. Время лечения занимает около недели, возвращение к обычной активности в течении 2-4 недель.
5. Лапароскопическая хирургия.
Лапароскопическое удаление камней лоханки и мочеточников является современным и малотравматичным методом. Данный подход в целом ряде случаев обеспечивает отличные результаты при минимальном риске осложнений и быстром восстановлении после операции. Преимущества лапароскопии в том, что она позволяет через несколько кожных проколов сделать тот же объем работы, что и при большой «полостной» операции с поясничным разрезом длиной 15-20 см. Подобная тактика особенно хороша в ситуациях, когда необходимо симультанное (одновременное) удаление камня и, например, выполнение пластической операции по поводу сужения лоханочно-мочеточникового сегмента.
6. Открытая хирургия.
С учетом развития современного оборудования и технологий необходимость в открытых операциях возникает редко, не более 5% всех операций по поводу мочекаменной болезни. К операции, как правило, приходится прибегать в особо сложных случаях и недоступности или неэффективности других, менее инвазивных методов лечения.
Главное для пациента
В настоящее время медицина все еще не позволяет абсолютно точно установить механизм камнеобразования. Как следствие, не существует общепризнанных и высокоэффективных методов профилактики и медикаментозного лечения большинства форм данного заболевания.
Хирургическое лечение мочекаменной болезни в последние десятилетия совершило грандиозный рывок вперед, изменившись до неузнаваемости. Сегодня практически нет места открытой («полостной») хирургии.
Основные современные методы лечения мочекаменной болезни: дистанционная литотрипсия (дробление камней ударной волной), контактная и перкутанная литотрипсия (с применением современных, в т. ч. гибких эндоскопов и различных способов разрушения камней: лазерного, ультразвукового, пневматического), лапароскопия.
К сожалению, не существует универсального способа разрушения камней. Дистанционная литотрипсия — действительно самый малоинвазивный (минимально травматичный) метод. Однако он имеет достаточно много ограничений. В ряде случаев данный подход вообще не эффективен. А нередко бывает так, что после дистанционной литотрипсии (даже в самых умелых руках) для окончательного достижения цели (или борьбы с осложнениям) требуется дополнительное привлечение других методов дробления камней.
Оптимальные условия для эффективного и безопасного лечения мочекаменной болезни могут быть созданы ТОЛЬКО в стационаре, располагающем ВСЕМИ современными методами разрушения камней и соответствующими квалифицированными специалистами.
Ограниченность в выборе способа хирургического лечения мочекаменной болезни часто приводит к значительному «усложнению жизни» и пациента и доктора.
Ежегодно в Клинике сотни пациентов из разных регионов России получают помощь в лечении мочекаменной болезни в соответствии с новейшими международными стандартами.
С историями пациентов, прошедших лечение в Клинике, вы можете ознакомиться на странице
Видеоотзывы
Руководство по стилям огранки драгоценных камней
Дональд Кларк, CSM IMG, Фиби Шанг, GG
В то время как некоторые названия огранки могут описывать форму готового драгоценного камня лицевой стороной вверх, другие относятся к форме и расположению граней драгоценного камня. Эти огранки также известны как стили огранки драгоценных камней. Три самых основных стиля стрижки — блестящая, ступенчатая и смешанная. Например, «круглый бриллиант» имеет круглую форму , но блестящую форму огранки . Faceters может комбинировать эти стили для создания множества различных дизайнов драгоценных камней.
Триллианно-дымчатый кварц, 8,92 карата, 14,05 x 14,05 x 8,69 мм. Огранка драгоценных камней и фото Питера Торрака. Используется с разрешения.(1) Круглый бриллиант, вид сверху (2) Овальный бриллиант, вид сверху (3) Огранка «роза», вид сверху (4) Круглый бриллиант, вид сбоку (5) Бриллиант «подушка», вид сверху (6) Огранка «роза», вид сбоку (7) Ступенчатая огранка, восьмиугольник (8) Грушевый бриллиант, вид сверху (9) Ступенчатая огранка, продолговатая (10) Высокий кабошон, вид сбоку (11) Кабошон, вид сбоку (12) Чечевицеобразная, вид сбоку. Огранка драгоценных камней. Нет известных ограничений авторского права.
Три основных стиля огранки драгоценных камней
Бриллиантовая огранка
Бриллиантовая огранка состоит из треугольных и воздушных змеев граней, которые расходятся наружу от центра драгоценного камня. Как и следует из названия, бриллиантовая огранка излучает больше всего блеска среди всех огранок.
Круглая бриллиантовая огранка. Изображение Джаспера Полсена. Под лицензией CC By-SA 3.0.
Ступенчатая огранка
Ступенчатая огранка состоит из прямоугольных граней, которые поднимаются вверх по короне и ступенчато спускаются по павильону. Примеры ступенчатой огранки включают огранки «изумруд» и «багет». Они популярны, потому что они демонстрируют цвет и чистоту камня, а также создают тонкий блеск.
Заинтересованы в этой теме?
Эта статья также является частью нашего курса сертификации специалистов по бриллиантам в разделе «Помощь покупателю в выборе бриллианта».
Просмотреть курс
Огранка изумруд. Изображение Даки. Под лицензией CC By-SA 3.0.
Смешанная огранка
Смешанная огранка сочетает в себе ступенчатую и блестящую огранки. Они имеют блестящие грани на венце и ступенчатые грани на павильоне или наоборот. Смешанная огранка может даже сочетать в себе технику каширования и огранки.
Овальный цитрин смешанной огранки. Фото Wela49. Под лицензией CC By-SA 3. 0.
Комбинации форм и стилей
Faceters может сочетать вышеуказанные стили огранки практически с любой формой. Например, квадратный модифицированный бриллиант — это огранка «принцесса». Квадратная ступенчатая огранка со скошенными углами — это огранка Ашера. Квадратная смешанная огранка – это огранка Барион.
Конечно, вы также можете найти вариации во всех формах. Треугольный драгоценный камень может иметь много или мало граней, много или мало блеска и мерцания и т. д.
Огранка «роза»
Несмотря на то, что в настоящее время наибольшей популярностью пользуются огранки «бриллиант» и «ступенька», огранка «роза» — уникальный стиль, важный для истории огранки драгоценных камней. Огранка «роза», датируемая 16 веком, имеет круглое плоское основание с выступом и граненую вершину. (Иногда вы увидите драгоценный камень с граненым павильоном и куполообразной короной. Однако это не стандартный метод огранки).
Огранка «роза»
Треугольные грани поднимаются вверх, образуя форму граненого холма. Хотя количество граней на каждой огранке розы варьируется, форма лицевой стороной вверх почти всегда круглая. Для огранщиков 16-го века розы максимально использовали плоские необработанные камни и создавали драгоценные камни с большим блеском, чем раньше.
Диаграмма огранки розы. Рис. 157-160 круглая роза, 161 овальная роза, 162 каплевидная роза, 164 вид сбоку на розу. Нет известных ограничений авторского права.
Однако этот разрез дает мало огня. Он далеко не такой яркий, как современный бриллиант. В последующие века многие владельцы ювелирных изделий переограняли свои бриллианты огранки «роза» в более модные формы. Конечно, мода меняется. Срезанные розы теперь возвращаются из-за их винтажной привлекательности.
Серьги-альпинисты из 18-каратного желтого золота с бриллиантами огранки «роза» (около 3,23 карата) и белыми бриллиантами классической огранки (около 0,20 карата). Фото предоставлено компанией Todd Reed, Inc.
Огранка «бриолет»
Еще одна примечательная винтажная огранка — «бриолет» в виде граненой слезы. Он также напоминает полностью округлую грушу или двойную розу. В викторианские времена ювелиры часто просверливали эти популярные в то время драгоценные камни, чтобы использовать их в качестве бусин для подвесок и серег.
Колье 1900-х годов с топазами и бриллиантами, подвеска из топаза в виде бриолета. Фото Наоми Кинг. Под лицензией CC By 2.0.
Цейлонская огранка
Цейлонская огранка имеет павильон ступенчатой огранки и корону бриллиантовой огранки. Эта древняя техника до сих пор используется на Шри-Ланке. Исследования показали, что реверс, ступенчатая корона над павильоном с бриллиантовой огранкой, часто дает наибольший блеск.
Огранка «Барион»
Несмотря на то, что огранка «Барион» является смешанной, она также заслуживает отдельной категории. По сути, он помещает круглый блестящий павильон в драгоценный камень причудливой формы. Он также обычно имеет ступенчатую крону. Это обычно приводит к гораздо большему блеску, чем другие методы. Однако огранки Барион могут быть практически любой формы и сильно различаться по расположению граней.
Зеленый циркон треугольной огранки коммерческой огранки переогранен Питером Торракой в индивидуальный треугольник Бариона. Барионная стрижка и фото до и после Питера Торрака. Используется с разрешения.
Некоторые имеют блестящие грани как на заводной головке, так и на павильоне, в то время как другие имеют ступенчатую насечку на заводной головке и блестящую огранку на павильоне. Их объединяющей чертой, которая отличает Барион от смешанной огранки, являются грани в виде четверти луны, расположенные непосредственно под его рундистом.
Расположение граней барионной огранки также создает характерный крестообразный рисунок в центре камня. Барионы устраняют эффект вымирания галстука-бабочки. Кроме того, поскольку они, как правило, более глубокие, чем другие огранки, они позволяют огранщикам максимально увеличить шероховатость и сосредоточиться на цвете.
Барионы с круглыми блестящими павильонами, по сравнению с другими формами павильонов, обеспечивают большую световую дисциплину внутри драгоценного камня. Такой драгоценный камень может отображать поразительный эффект «фонтана света».
Огранка Барион в форме подушки с блестящим павильоном и ступенчатой короной.
Модифицированная огранка
Огранщики для драгоценных камней могут модифицировать бриллиантовую, ступенчатую и розовую огранки для максимального использования грубой огранки или создания интересных эффектов. Форма и типы граней остаются прежними, но количество и расположение граней могут различаться.
Если огранка отличается от стандартной, к названиям драгоценных камней добавляется термин «модифицированный». Например, «модифицированный круглый бриллиант» или «модифицированный изумруд». Барион является исключением из «модифицированного» правила, потому что его имя уже включает в себя различные стили размещения граней.
Обратите внимание, что огранки драгоценных камней бриллиантовой огранки всегда называются бриллиантовой огранкой (например, «круглый бриллиант»), тогда как ступенчатая огранка обычно имеет определенные названия (например, огранка Ашер или изумруд).
Модифицированная огранка «принцесса» (названная PrincessPlus) по сравнению со стандартной огранкой «принцесса». Всеобщее достояние.
Огранка кабошон
Драгоценные камни, отполированные до куполообразной формы, называются кабошонами или кабошонами. Эти типы драгоценных камней восходят к древним временам и с тех пор остаются популярными.
Камнерезы обрабатывают некоторые виды драгоценных камней, такие как опал и лунный камень, для лучшего отображения визуальных эффектов, таких как игра цвета, кошачий глаз и астеризм. В ограненных драгоценных камнях эти эффекты будут менее заметны. Некоторые камни могут быть огранены в кабошоны, потому что они более низкого качества или слишком непрозрачны для огранки. Обработка этих камней подчеркнет их цвет и блеск, а не блеск. Более мягкие материалы для драгоценных камней также могут быть огранены кабошоном, поскольку на кабинах не так легко появляются царапины, как на ограненных драгоценных камнях.
Кабошоны обычно имеют круглую или овальную форму. Иногда огранщики могут придать им квадратную или прямоугольную форму. В этих случаях на них будут видны складки. Кабошоны могут быть одинарными или двойными. Как правило, натуральные камни полируются в двойные кабошоны для максимального веса.
Кабошон агата озера Верхнее, Миннесота. Фото Астинакса. Всеобщее достояние.
Именованные огранки
Новые огранки создаются каждый день.
При огранке в шахматном порядке грань разрезает драгоценный камень квадратными гранями, поэтому его корона и площадка напоминают шахматную доску. Эта огранка часто используется на полупрозрачных камнях.
Божественная огранка, круглая форма огранки, как утверждается, придает камню больше блеска, более высокую воспринимаемую цветовую гамму и более крупный внешний вид по сравнению с круглыми бриллиантами.
Огранка «снежинка» — еще один освежающе красивый новый дизайн.
Как группа, эти творческие, но менее часто встречающиеся огранки известны как именные огранки. По мере развития технологий количество именованных сокращений увеличивается. Любители драгоценных камней всегда будут продвигать инновации. Однако не все названные сокращения являются новыми.
Португальская огранка
Традиционная португальская огранка имеет несколько ярусов граней, которые создают прекрасную игру света. В нем больше мерцания, чем в любой другой огранке. Как видно из фото ниже, португалец требует многих граней и немалых трудозатрат. Эти факторы, в дополнение к тому факту, что необработанная поверхность должна иметь большую глубину, чем обычно, гарантируют, что вы будете видеть этот разрез только изредка.
Некоторые нарезки вообще не имеют названия. Иногда огранщики просто используют огранку, подходящую для необработанного камня, что-то, что просто «работает». Красный драгоценный камень ниже является хорошим примером этого. Это простая огранка с сияющим павильоном.
Когда в 1980-х годах была выпущена программа GemCad, люди могли протестировать свои схемы огранки драгоценных камней на компьютере, прежде чем брать камень на колени. Это облегчило людям создание новых разрезов. Сегодня существуют тысячи новых дизайнов. Многие из этих недавно названных сокращений являются просто средством стандартизации общих методов. Например, кто-то может «спроектировать» огранку этого красного драгоценного камня и сохранить ее с помощью компьютерной программы. Затем у них есть установленный метод его резки, на который можно ссылаться и использовать снова. То, что когда-то было огранкой «без имени», которая подходила только для одного камня, теперь может стать огранкой «новое имя», которая может работать с другими камнями.
Хотя большинство сокращений с новыми названиями являются просто вариациями стандартных сокращений, некоторые из них уникальны. Действительно, кажется, нет предела воображению наших лапидаров. Нет ограничений на формы, количество и расположение граней. Некоторые новые сокращения объединяют различные методы. Ниже представлен драгоценный камень огранки Барион с контуром параллелограмма.
Изогнутые грани
Плоские грани — не единственная техника огранки драгоценных камней, доступная современным гранильщикам.
Фантазийная огранка
Фантазийная огранка — популярный способ огранки. В этой технике используются большие павильонные грани. Используются простые канавки, которые зеркально отражены по всему павильону. Этот аметрин является прекрасным примером драгоценного камня фантазийной огранки.
Аметрин фантазийной огранки
Вогнутые грани
Ручная резка — не единственный способ изготовления точных вогнутых граней. В настоящее время существуют станки для огранки, которые могут это сделать. Драгоценные камни сначала обрабатываются традиционным способом с плоскими гранями. Затем их переносят на другой станок для дополнительного набора вогнутых граней. Однако дополнительная рабочая сила, необходимая для этого, настолько значительна, что этот метод вряд ли получит широкое распространение. Тем не менее, как вы можете видеть на картинке ниже, результаты впечатляют. Блеск и мерцание превосходят все, что можно сделать с помощью одних только плоских граней.
Нет конца тому, что гранильщик может сделать с драгоценными камнями. Держите глаза открытыми, и вы обязательно увидите абсолютно уникальные стрижки.
Всегда есть новые дизайны и необычные формы для огранки драгоценных камней.
Дональд Кларк, CSM IMG
Покойный Дональд Кларк, CSM, основал Международное общество драгоценных камней в 1998 году. Дональд начал работать в отрасли драгоценных камней и ювелирных изделий в 1976 году. Американское общество огранщиков драгоценных камней (ASG). Буквы «CSM» после его имени означали Certified Supreme Master Gemcutter, обозначение ASG Вайкоффа, которое часто называют докторской степенью по огранке драгоценных камней. В Американском обществе огранщиков только 54 человека достигли этого уровня. Наряду с десятками статей для ведущих отраслевых журналов, Дональд является автором книги «Современная огранка, легкий путь».
Просмотреть все статьи
Фиби Шанг, GG
Любительница драгоценных камней и писательница, Фиби имеет диплом геммолога, полученный в Геммологическом институте Америки, и степень магистра письма, полученную в Колумбийском университете. Она начала свою карьеру в геммологии, переводя и редактируя книгу «Основные особенности цветных камней и минералов» для профессора из Шанхая. Будь то в Лос-Анджелесе, Тайбэе или Нью-Йорке, Фиби проводит свое время в поисках драгоценных камней для дизайна и теряется в хороших книгах.
Посмотреть все статьи
РЕЗКА КАМНЯ — ИЗОБРАЗИТЕЛЬНОЕ ИСКУССТВО ДОРСЕТА
Гравировка камня — это элегантный процесс, и граверы Кейп-Дорсет усовершенствовали его до уровня изобразительного искусства. Первым шагом является прорисовка исходного рисунка и нанесение его на гладкую поверхность подготовленного камня. Используя тушь, резчик по камню очерчивает рисунок на камне, а затем вырезает области, которые не должны отображаться в печати, оставляя неразрезанные области приподнятыми или рельефными. Приподнятая область окрашивается с помощью валиков, а затем тонкий лист бумаги — обычно тонкой японской бумаги ручной работы — помещается поверх окрашенной поверхности. Поверх этого листа помещается защитный лист ткани, и бумага осторожно прижимается к камню рукой с помощью небольшого диска с мягкой подкладкой. С каждого рисунка на камне можно снять только один отпечаток, поэтому издание требует времени, терпения и тщательности.
PRINT DRAWING
Слева: исходный рисунок для ВЕЧЕРНЕГО БЕРЕГА, автор Нингеокулук Тиви. Справа: каменная гравюра ВЕЧЕРНЕГО БЕРЕГА, напечатанная Кававау Мануми. напечатано Qiatsuq Niviaqsi
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
РЕЗКА КАМНЯ
Lukta Qiatsuq 1962 резка каменного блока для фильма «Прибытие солнца» Кеножуака Ашевака
Основная технология применяется тысячей различных способов.
Особенности продукта
Надежность, подтвержденная испытаниями
Высоконадежные решения
Сделано в США
Встроенное качество
Обслуживание клиентов мирового класса
Гибкие валы Elliott предназначены для передачи мощности или вращательного движения по криволинейной траектории либо между неподвижными валами, либо между валами, имеющими относительное движение.
Они могут решить проблемы несоосности, поглощать и изолировать вибрацию, а также упрощать конструкцию и применение силовой передачи. Гибкие валы Elliott легко выдерживают удары внезапных изменений нагрузки при пуске и остановке. Они будут эффективно и надежно передавать мощность ведомому элементу, который должен перемещаться во время работы, даже при поворотах или в машинах, при этом обеспечивая высокую степень свободы в расположении источников привода, будь то механические, такие как электродвигатели или ручные.
Использование гибких валов для решения сложных проблем с приводом может сократить время проектирования, снизить затраты на первоначальную сборку и техническое обслуживание без использования открытых универсальных шарниров, шестерен, шкивов или муфт. Рассмотрите возможность использования гибких валов Elliott на раннем этапе проектирования, чтобы в полной мере воспользоваться преимуществами этой уникальной технологии для эффективного, экономичного и гибкого решения сложных проблем с приводом. Заставьте Elliott e-novation работать, но свяжитесь с нами.
Полезные ссылки
Часто задаваемые вопросы
Как долго Эллиот занимается этим?
В 1879 году Нельсон Стоу изобрел и запатентовал гибкий вал — метод передачи мощности от удаленного источника к управляемому механизму. Почти сто сорок лет спустя гибкий вал продолжает решать прикладные задачи, о которых тогда нельзя было даже мечтать.
Что такое гибкий вал?
Это полный механизм, способный передавать вращательную силу или движение между двумя точками, которые не обязательно должны быть коллинеарными. Они доступны в широком диапазоне конфигураций и материалов для удовлетворения ваших потребностей. Гибкие валы очень долговечны и могут работать в сложных условиях, некоторые из которых требуют непрерывной работы на очень высокой скорости. Существует два основных типа гибких валов:
Силовой привод: Предназначен для непрерывной работы на скоростях свыше 100 об/мин, когда крутящий момент передается в одном направлении вращения. Его также можно использовать, когда прерывистая работа является требованием приложения.
Пульт дистанционного управления: Предназначен для прерывистой работы со скоростью 100 об/мин или меньше. Гибкие валы с дистанционным управлением обычно имеют более высокий крутящий момент, чем гибкие валы силового привода, и могут вращаться как по часовой стрелке, так и против часовой стрелки без побочных эффектов.
Как я могу узнать, выиграет ли моя система от использования Flex Shaft?
Свяжитесь с одним из наших инженеров по применению, чтобы определить, подходят ли крутящий момент, скорость и окружающая среда для вашего применения для гибкого вала. За последние 140 лет компания Elliott разработала гибкие валы буквально для ТЫСЯЧ применений, от военных и коммерческих до электростанций и т. д.
Есть ли другие варианты использования?
Elliott производит широкий ассортимент тросов Push/Pull и элементов управления. Подобно нашим гибким валам, толкающие/тянущие кабели Elliott передают линейное движение из одного места в другое. Они просты в установке и являются одними из самых популярных в отрасли. Наши инженеры по применению работают с вами, чтобы определить наилучшие конфигурации монтажа, длину хода/хода и общую длину. Свяжитесь с нами для получения дополнительной информации.
Из каких частей состоит гибкий вал?
Как правило, гибкий вал состоит из следующих компонентов: сердечника, корпуса, соединения двигателя, фитинга и наконечника. Некоторые системы будут иметь все эти компоненты, в то время как другие могут иметь только некоторые из них.
Заточной станок (точило) Metabo ds 200. Мощность 600 Вт, 2980 об/мин, круг 200х25х32. У меня 2 года. Состояние нового. Продаю по причине неиспользовония. Торг.
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
городской округ Город Владимир, Октябрьский район
Еще объявления
Электроточило Metabo DS 125. Практически не использовалось. Не подошёл для моих задач. Стоит без дела. Работает тихо, ровно, мощно. Круги из комплекта, кожухи, оснастка — НЕ использовались. Полный комплект, документы
Ремонт и строительство
3 месяца назад
Источник
✔️Новый инструмент в упаковке ✔️Дилерская продажа ✔️ Станок точильно-шлифовальный Зубр ПТЛ-150 серия «ПРОФЕССИОНАЛ ✔️ Преимущества Универсальное точило с двумя разными шлифовальными матералами для различных целей Возможность шлифования больших площадей благодаря абразивной ленте При установке шлифовальных материалов различной шероховатости облегчается переключение между разными шлифовальными работами Наиболее популярный посадочный размер точильных кругов Асинхронный двигатель, не требующий обслуживания весь срок службы Прозрачный экран для защиты оператора от продуктов обработки Пылезащищенный выключатель для беспроблемной эксплуатации Надежные подшипники в качестве опор Возможность крепления к опорной поверхности Регулируемый упор для инструмента Описание Профессиональный инструмент для мастерской и мелкосерийного производства. Увеличенный ресурс двигателя, повышенная точность установки заточного круга, опорные подшипники высокого качества,компактный размер. Применение Для заточки и сухой шлифовки металлических заготовок и режущего инструмента Техническая информация Артикул ПТЛ-150 Тип станка Заточной Тип электродвигателя Асинхронный Мощность, Вт 300 Частота вращения, мин-1 2950 Наружний диаметр, мм 150 Диаметр посадочного отвверстия, мм 32 Ширина круга, мм 20 Зернистость круга 60 Ширина, мм 50 Длина, мм 686 Зернистость 80/100 Режим работы S2, 30 мин Пылезащитный выключатель есть Защитные экраны есть Подсветка есть Напряжение питания, В/Гц ~230/50 Масса изделия, кг 8.4 Комплектация Станок заточной 1 шт Абразивный заточной круг (установлен) 1 шт Лента шлифовальная (установлена) 1 шт Защитный экран 1 Компл Упор 1 Компл Руководство по эксплуатации 1 ш ✅Новый ✅Гарантия ✅В наличии ✅Полный заводской комплект 💰Оплата наличными ,безналичные с ндс ,перевод онлайн,оплата картами .(🔴любая оплата кроме наличных ,обсуждается индивидуально ‼️) 🔴Также у нас в наличии большой ассортимент электро/бензо/ручного инструмента брендов ⭐️Stihl/Штиль (садовая техника) ⭐️Зубр(ручной и электроинструмент) ⭐️Makita/Макита( электроинструмент) ⭐️Metabo/Метабо(электроинструмент) ⭐️Dewalt/Дэволт(электроинструмент) ⭐️Stanley/Стэнли(Электроинструмент) ⭐️Gross/Гросс( Ручной инструмент) ⭐️Kraftool/Крафтул(Ручной инструмент) ⭐️Kapro/Капро (измерительный инстр) ⭐️Ресанта (сварочные и стабилизаторы) ⭐️Huter/Хютер(Садовый инструмент) ⭐️Elitech/Элитек(Электроинструмент) ⭐️Вихрь (Электроинструмент) 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту 📦Авито Доставка только Boxberry ‼️
Ремонт и строительство
7 месяцев назад
Источник
Абсолютно новая шлифовальная машина с двумя кругами Metabo Ds W 9200. Для однофазного переменного тока. Малошумный и не требующий обслуживания асинхронный электродвигатель. Аварийный выключатель для оптимальной безопасности. Не требующее инструмента крепление, допускающее последующую регулировку. Закрываемые сбоку защитные кожухи с патрубками отсоса. 500 W, 3000 оборотов, диски 200×25 Сейчас находится в Химках, могу сам привести Возможен обмен на android смартфон
Ремонт и строительство
8 месяцев назад
Источник
Точило METABO DS 125 619125000, оснащено асинхронным электродвигателем, обладающим высокой надежностью и не требующим технического обслуживания. Точило METABO DS 125 619125000, может использоваться для заготовок из различных материалов. С его помощью можно провести заточку режущего инструмента, удалить заусенцы, обработать сварные швы, снять ржавчину. Два корундовых диска обеспечивают высокую скорость обработки. Защитный экран, оберегает пользователя от искр и пыли. Точило METABO DS 125 может эксплуатироваться в условиях производства и домашней мастерской. — Напряжение-220 В — Мощность, кВт-0.2 — Размер заточного круга, мм-125 x 20 — Вес, кг-7.5 — Артикул-619125000 — Толщина круга, мм-20 — Частота вращения шлиф. круга, об/мин-2980
Ремонт и строительство
8 месяцев назад
Источник
Точилo Мetаbo DS 175 Демонстрациoнные, Bитринныe экземпляры официaльных магaзинoв 30-80% Cтoимocть в интернетe 17190 pуб Mаксимaльнaя выгoда пoкупки ➢➢➢➢➢➢➢➢➢➢➢ Pеaлизуем товары oфициальных магазинoв (косметичеcкий дефект, нe комплeкт товаpа, пoвреждениe кoробки) ➢➢➢➢➢➢➢➢➢➢➢ Пpeдocтавляем гaрaнтию ➢➢➢➢➢➢➢➢➢➢➢ Дoстaвкa: — Kpым, Рocсия (СDЕК, Почта России, GТD, Авито доставка, Вохbеrry) ➢➢➢➢➢➢➢➢➢➢➢ ЕСТЬ возможность продажи ОПТом._______________________ Звоните, пишите (SМS, WhаtsАрр, Vibеr), и чтобы не пропустить лучшие предложения, обязательно "ПОДПИСЫВАЙТЕСЬ" на наш магазин на Авито.
Ремонт и строительство
9 месяцев назад
Источник
✔️Оpигинал Метабо ✔️Mаксимальный круг 175мм ✔️Tочилo бу ,состoяние и кoмплектaция на фoтo 💰Oплaтa наличными ,безналичныe c ндc ,перeвoд oнлайн,oплaта кaртами . (🔴любая oплaтa кpoмe наличных ,обсуждаeтcя индивидуально ‼️) 🔴Taкжe у нac в нaличии бoльшoй асcoртимент элeктро/бензо/ручнoгo инстpументa брендoв-Stihl,Зубp,Макита,Меtаbо,Dеwаlt,Stаnlеy,Grоss,Кrаftооl,Ресанта,Нutеr,Еlitесh,Вихрь,‼️ 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту
Ремонт и строительство
год назад
Источник
Точило Mеtаbо DS 175 619175000 — это надежный инструмeнт для полиpовки труб, свaрных coeдинeний; зaтoчки, нaпpимер, топopoв, ножниц, ножeй. Taк как шлифoвaльных кpугов два — можнo уcтановить иx разнoго диаметpа и зеpнистости. Испoльзуется асинхpoнный двигатель, кoтоpый отлично пoдaвляет шум. Нa вал рoтopа зaпрeссованы шариковые подшипники, они способствуют продлению срока службы инструмента. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ — Частота вращения шлиф. круга, об/мин: 2980 — Тип электродвигателя: асинхронный — Посадочный диаметр, мм: 32 — Частота вращения второго шлиф. круга, об/мин: 2980 — Напряжение, В: 220 — Диаметр диска, мм: 175 — Мощность двигателя, ВТ: 500 — Толщина круга, мм: 25 — Размер заточного круга, мм: 175 В использовании был 2-3 дня. Состояние нового!
Ремонт и строительство
год назад
Источник
Продаю точило Metabo DS 200 в отличном состоянии. Полный комплект. Работает без нареканий, просто оказался не нужен (оказывается лопаты и мотыги на даче можно точить и болгаркой)
Ремонт и строительство
год назад
Источник
точило новое
Ремонт и строительство
2 года назад
Источник
Продам тoчило МEТАВО DS-200 с aсинxрoнным электрoдвигатeлем мoщнocтью 600 Bт, coстояние oтличнoe экcплуатировалaсь очeнь мaлo,Предназнaчeн для шлифoвки, заточки, cнятия ржaвчины мeтaлличecкoй повepxности рaзличныx инcтрумeнтов и oбoрудoвания. Надeжнoсть и кoмпактныe размеры дaют возмoжнoсть использовать точило как дома, так и в промышленных условиях. Частота вращения шлиф. круга, об/мин 2980 Диаметр диска, мм 200 Тип электродвигателя асинхронный Мощность двигателя, Вт 600 Зернистость круга 36 Р/60 N Посадочный диаметр, мм 32 Толщина круга, мм 25 Частота вращения второго шлиф. круга, об/мин 2980. Самовывоз Воронеж, ТК в другие регионы не отправляю.
Ремонт и строительство
2 года назад
Источник
Точило Metabo BS 175. Состояние отличное. Родной круг. Новая шлифлента + 2 запасных. Продажа в связи с покупкой гриндера.
Ремонт и строительство
2 года назад
Источник
В наличии 1шт. с НДС. Полная комплектация, новое. Возможно использовать как дома, так и в промышленных условиях. Мощность двигателя — 350 Вт Напряжение — 220 В Частота вращения шлифкруга — 2980 об/мин Размеры 1го и 2го круга: диаметр — 150 мм посадочный диаметр — 20 мм Толщина — 20 мм
Ремонт и строительство
2 года назад
Источник
Тoчило МЕТАBО ТNS 175 500Вт 2980об/мин кpуг 175х25×32мм 200х40х20мм (c оxлaждeниeм), поcлe peмoнта. — Перeдaчa: пpямая; — — Напряжeние: 220 В; — — Чacтoта вращения шлиф. круга: 2980 oб/мин; — — Диaметр зaтoчнoгo кpугa: 200 мм; — — Tип электрoдвигателя: aссинхрoнный; — — Мoщнoсть двигaтeля: 500 Вт; — — Посaдочный диaмeтр заточнoгo кругa: 20 мм. ; — — Толщина круга: 40 мм. — Особенности: — — Точило представляет собой инструмент с асинхронным электродвигателем мощностью 500 Вт для однофазного переменного тока. Предназначен для шлифовки, заточки, снятия ржавчины на металлической поверхности различных инструментов и оборудования. Надежность и компактные размеры позволяют использовать точило как дома, так и в промышленных условиях. Есть возможность подключать агрегат к системе пылеотведения через монтируемый патрубок.
Ремонт и строительство
2 года назад
Источник
Новоe Toчилo Меtаbо DS 200. Это шикaрный, тиxий и мощный профеcсиoнaльный инcтpумeнт для зaтoчки. Инcтрумент оснoвательный, тяжeлый. Bибрации минимaльные. Moщноcти хватaет для обpаботки и зaточки практичeски любых деталей. Двигaтeль pаботает тихо. Гpеeтcя умеpeнно дaже после длитeльнoго иcпoльзования. Диaметр круга 200 мм. Толщина круга 25 мм. Посадочный диаметр 32 мм. Мощность 600 Вт. Обороты 2980 об/мин. Среди функций имеет аварийный выключатель и быстро снимающиеся защитные кожухи. Вес-16 кг.
Ремонт и строительство
Москва
2 года назад
Источник
aбсолютнo нoвый инcтpумeнт Точило Мetаbo DS 175 619175000 с гарaнтиeй, в коpобкe пoлнaя кoмплeктaция возможна oпeрaтивнaя дoстaвка отправкa причина снижeния цены — пoвреждeннaя упакoвка (нa фoто) теxничecкиe парамeтpы : — Hапpяжениe, B 220 — Чаcтoтa вpaщeния шлиф. кpугa, об/мин 2980 — Диаметр диcкa, мм 175 — Тип электрoдвигателя асинхронный — Мощность двигателя, Вт 500 — Посадочный диаметр, мм 32 — Вес, кг 14,5 — Толщина круга, мм 25 — Тип для инструмента — Частота вращения второго шлиф. круга, об/мин 2980 — Размер заточного круга, мм 175 — Размер второго заточного круга, мм 175 — Толщина второго круга, мм 25 — Посадочный диаметр второго круга 32 — Длина кабеля, м 2 есть еще много интересного инструмента, садовой техники и оборудования после закрытия магазина так же в наличии : станок точильный ЗУБР ЗТШМЭ-150-350 ЭКСПЕРТ 4400р. станок точильный JЕТ JВG-150 (М) 6800р.
Ремонт и строительство
Москва, 9-я Парковая ул.
2 года назад
Источник
Hoвое Toчилo Меtаbо DS 200. Это шикaрный, тиxий и мощный профессиональный инстpумeнт для зaтoчки. Инcтрумент основaтeльный, тяжелый. Вибpации минимальные. Мощнoсти хватaет для обpaбoтки и зaтoчки пpактически любыx дeталeй. Двигaтель paботaeт тиxо. Гpеeтcя умеpeнно дaжe пoсле длитeльногo использoвaния. Диаметр круга 200 мм. Толщина круга 25 мм. Посадочный диаметр 32 мм. Мощность 600 Вт. Обороты 2980 об/мин. Среди функций имеет аварийный выключатель и быстро снимающиеся защитные кожухи. Вес-16 кг.
Ремонт и строительство
Москва
2 года назад
Источник
Инструмeнт в рабoте не использовалcя С гaрaнтией Штатная кoмплeктация Оcнoвныe xaрактеpистики: Шлифовальные кpуги (Ø х Толщина х Отвeрстие) 175 х 25 x 32 мм Числo обoрoтов xoлoстого xoда 2. 980 /мин Нoминальнaя пoтребляeмая мoщнoсть 500 Bт Oтдaваeмая мощнoсть 310 Bт Oпрокидывaющий мoмeнт 2,3 Hм Bнутренний диаметр патрубка отсасывания 35 мм Вес 14,5 кг Возможна оперативная Доставка/отправка В наличии много интересного инструмента, измерительной и садовой техники после закрытия магазина по закупочным ценам В том числе: станок точильный ЗУБР ЗТШМЭ-150-350 ЭКСПЕРТ 4400р. точило КРАТОН ВG 750/250Р 6800р. Точило JЕТ JВG-150 (М) 6800р.
Ремонт и строительство
Москва, 9-я Парковая улица
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Точильный станок (точило) Metabo DS175 (619175000). Абсолютно новый! Ни разу не использовался! В родной коробке, с документами, на гарантии. Торг минимальный. Срочно!
Ремонт и строительство
4 месяца назад
Источник
Точило новое. Мощность 500 ватт. Круг диаметр на 175*25*32мм . Обмен не интересен!!
Ремонт и строительство
2 года назад
Источник
Точило новое. Мощность 500 ватт. Круг диаметр на 175*25*32мм . Обмен не интересен!!
Ремонт и строительство
Пермский край, Пермь, ул. Героев Хасана, 55А
2 года назад
Источник
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima.Ru на разных устройствах.
Это удобно и бесплатно
▷ Руководство по эксплуатации Metabo BS 200, Каталог кофемолок Metabo BS 200 (8 страниц)
Главная
Бренды
Метабо
Измельчитель
БС 200
Каталог
Загрузить каталог Metabo BS 200 Grinder, электроинструмент в формате PDF (8 страниц)
Сопроводительная информация:
Metabo BS 200 Grinder, электроинструмент в формате PDF (обновлено: пятница, 30 сентября 2022 г. , 19:45:30)
Рейтинг : 4.2 (оценка 97 пользователей)
Совместимые устройства: BP 10, MFE 65, RBE 15-180, PE 12-175, FSR 200 INTEC -, W 14-125 Ergo, W 2000-180, W 18 LTX 115.
Рекомендуемая документация для владельцев устройств BS 200:
60 | Ds D 6175 Ds D 9201 Ds D 9250 НАСТОЛЬНЫЕ ШЛИФОВАЛЬНЫЕ МАШИНЫ Особые преимущества Прочный станок для сложных задач по заточке, шлифованию и снятию заусенцев Прочный станок для промышленного использования Диаметр шлифовального круга 200 мм: срок службы инструмента на 50 % выше, чем у шлифовального круга с Ø 175 мм Диаметр шлифовального круга 250 мм: на 145 % выше стойкость ин…
7
| 61 ПРИНАДЛЕЖНОСТИ ДЛЯ НАСТОЛЬНЫХ ШЛИФОВАЛЬНЫХ МАШИН Шлифовальные круги, корунд Для шлифования/шлифования инструментальной стали Диаметр x толщина x отверстие мм Зернистость и класс Подходит для № для заказа. 150 x 20 x 20 36 P Ds W 3150 6.30632 150 x 20 x 20 80 M Ds W 3150 6.30633 150 x 20 x 32 36 P Ds 7202 6. 30777 150 x 20 x 32 80 M Ds 7202 6.30773 2 x 6 8 8 80 M Ds 7202, Ds 72073 36…
8
| 55 DS 175 D DS 150 Вт DS 125 Вт DS 175 Вт НАСТОЛЬНЫЕ ШЛИФМАШИНЫ Особые преимущества Для однофазного переменного тока Для трехфазного тока Сравнительные характеристики устройства Шлифовальные круги (Øx толщина x диаметр отверстия) 125 x 20 x 20 мм 150 x 20 x 20 мм 175 x 25 x 20 мм 175 x 25 x 20 мм Максимальная скорость 2,950 /мин 2.950 /мин 2.950 /мин 2.950 /мин Отверстие с распорной втулкой (Ø) 1…
2
58 | ПРИНАДЛЕЖНОСТИ ДЛЯ ШЛИФОВАЛЬНЫХ СТАНКОВ ДЛЯ ДВОЙНЫХ ШЛИФОВАЛЬНЫХ МАШИН Шлифовальные круги, грубые Подходит для: предварительного шлифования, отвертки, долота, инструментов для раскалывания, незакаленных металлов Диаметр x толщина x отверстие мм Зернистость и сплав Подходит для Арт. 120 x 20 x 20 36 P DS 125 Вт 0
5181 150 x 20 x 20 36 P DS 150 Вт 0
5262 175 x 25…
5
| 59 Ds W 5175 Ds W 9200 НАСТОЛЬНЫЕ ШЛИФОВАЛЬНЫЕ МАШИНЫ Особые преимущества Диаметр шлифовального круга 200 мм: стойкость инструмента на 50 % выше по сравнению со шлифовальным кругом диаметром 175 мм Сравнительные характеристики устройства Шлифовальные круги (Ø x толщина x диаметр отверстия) 175 x 25 x 32 мм 200 x 25 x 32 мм Максимальная скорость 2 840 об/мин 3 000 об/мин Номинальная входная мощность 500 Вт 500 Вт Выходная мощность 370 Вт 370 Вт Наклонное движение 1…
6
Метабо BS 200 | 57 TNS 150 W TNS 175 W BS 200 W BS 200 D ШЛИФОВАЛЬНЫЕ СТАНКИ Сравнительные характеристики устройств Шлифовальные круги (Ø x толщина x диаметр отверстия) 150 / 200 x 20 / 40 x 20 / 20 мм 175 / 200 x 25 / 40 x 20 / 20 мм Максимальная скорость 2. 750/126 об/мин 2.750/126 об/мин Отверстие с распорной втулкой (Ø) 13/12 мм 17/12 мм Номинальная потребляемая мощность 330 Вт 450 Вт Наклонное движение 0,7 Нм 1,6 Нм Размеры Д x Ш x В …
4
Больше запросов:
Metabo BS 200 Руководство пользователя
Руководство пользователя Metabo BS 200
Руководство по эксплуатации Metabo BS 200 в формате PDF
Руководство пользователя Metabo BS 200
Руководства по обслуживанию для Metabo BS 200:
Metabo BS 200 Оригинальное руководство по эксплуатации
*20/ЕС 43 20,6/ЕС 2011/65/ЕС *3) EN 62841-1:2015, EN 62841-3-4:2016+A11:2017, EN 50581:2012.
12.08.2020, Бернд Флейшманн Директор по продуктам и качеству (вице-президент по разработке и качеству продукции) *4) Metabowerke GmbH – Metabo-Allee 1 – 72622 Нюртинген, Германия
Декларация о соответствии
Мы заявляем под свою исключительную ответственность: Эти настольные шлифовальные станки, идентифицированные по типу и серийному номеру *1), соответствуют всем соответствующим требованиям директив *2) и стандартов *3). Технический файл *4) – см. стр. 4.
Применение по назначению
Шлифовальные станки подходят для сухого периферийного шлифования металлов – только в сухих помещениях и для периодического шлифования. Заготовка направляется вручную. Ленточная шлифовальная машина (BS 175) также подходит для сухого шлифования металла и изделий из дерева. Станок для сухой/мокрой заточки (TNS 175) также может использоваться для заточки ножей, стамесок, ножниц и других режущих инструментов, а также для обработки небольших металлических заготовок на мокром шлифовальном камне. Шлифовальные машины не предназначены для измельчения алюминия, магния или других материалов, связанных с риском возгорания или взрыва. не подходит для полировки. Не подходит для шлифования материалов, которые могут образовывать вредную для здоровья пыль. Пользователь несет единоличную ответственность за любой ущерб, вызванный неправильным использованием. Необходимо соблюдать общепринятые правила предотвращения несчастных случаев и прилагаемую информацию по технике безопасности. Режим работы S2 (30 мин) относится к кратковременному режиму работы с максимальным временем работы 30 минут. Прибор необходимо выключить через 30 минут и дать остыть.
Общие указания по технике безопасности
В целях собственной безопасности и защиты электроинструмента обратите внимание на все части текста, отмеченные этим символом! ПРЕДУПРЕЖДЕНИЕ – Чтение инструкции по эксплуатации снизит риск получения травмы. ПРЕДУПРЕЖДЕНИЕ – Прочтите все предупреждения по технике безопасности, инструкции, иллюстрации и спецификации, прилагаемые к этому электроинструменту. Несоблюдение всех приведенных ниже инструкций может привести к поражению электрическим током, возгоранию и/или серьезной травме. Сохраните все предупреждения и инструкции для дальнейшего использования. Передавайте электроинструмент только вместе с этими документами.
Специальные инструкции по технике безопасности
В целях собственной безопасности и защиты вашего электроинструмента обратите внимание на все части текста, отмеченные этим символом! а) Не используйте поврежденный аксессуар. Перед каждым использованием проверяйте принадлежность, такую как абразивный круг, на наличие сколов и трещин. После осмотра и установки насадки расположитесь и посторонние лица вдали от плоскости вращающейся насадки и включите электроинструмент на максимальной скорости холостого хода на одну минуту. Поврежденные аксессуары обычно ломаются в течение этого времени испытания. b) Номинальная скорость насадки должна быть как минимум равна максимальной скорости, указанной на электроинструменте. Аксессуары, работающие быстрее, чем их номинальная скорость, могут сломаться и разлететься. c) Никогда не шлифуйте по сторонам шлифовального круга. Шлифование сбоку может привести к поломке колеса и его разрыву. Шлифовальный круг должен соответствовать станку. Соблюдайте максимальный диаметр и толщину шлифовального круга. Диаметр отверстия должен соответствовать заднему фланцу без зазора. Не используйте адаптеры или переходники. Не сверлить шлифовальные круги. Не обрезайте шлифовальные круги. Шлифовальные круги должны быть идеально подогнаны и свободно вращаться. Перед использованием шлифовальных кругов убедитесь, что они не имеют дефектов. Для обнаружения трещин необходимо провести звуковой осмотр. Запрещается использовать поврежденные, эксцентричные, вибрирующие или имеющие глубокие борозды шлифовальные диски. При зажиме шлифовальных кругов следует использовать только фланцы, входящие в комплект поставки. Промежуточные слои между фланцем и шлифовальным инструментом должны быть изготовлены из эластичных материалов, т. е. мягкий картон и т. д. Защитите шлифовальные круги от ударов, толчков и смазки. Шлифовальные круги следует хранить и обращаться с ними с осторожностью в соответствии с инструкциями производителя. Не прикасайтесь к вращающемуся шлифовальному кругу!
Всегда используйте защитный кожух (7), опору заготовки (8), прозрачный кожух/проушину предохранители (9) и искрогаситель (10) , как требуется для инструментов; Работать только с защитным кожухом (1) и шлифовальной лентой 9.0271 установлена крышка (16) . Перед шлифовкой поверните предохранительные кольца (9) вниз. Используйте для шлифовки периметр (а не стороны) шлифовальных кругов.
Не снижайте скорость шлифовального круга, нажимая на боковые стороны. Обрабатываемая деталь должна быть достаточно большой или достаточно маленькой, чтобы ее можно было безопасно удерживать обеими руками. Работайте только с установленными шлифовальными кругами, чтобы свести к минимуму риск контакта с вращающимся шпинделем. После длительной эксплуатации могут возникать высокие температуры.
ПРЕДУПРЕЖДЕНИЕ Всегда надевайте защитные очки и защитные перчатки для защиты органов слуха. Используйте другие доступные средства индивидуальной защиты, напр. подходящая защитная рабочая одежда. Убедитесь, что искры, образующиеся во время работы, не представляют опасности для пользователя или другого персонала и не способны воспламенить горючие вещества. Опасные зоны должны быть защищены огнеупорными крышками. Следите за тем, чтобы в пожароопасных зонах всегда были подходящие огнетушители.
Заготовка может нагреваться во время шлифования. Не допускайте попадания воды вблизи частей электромашины или вблизи людей в рабочей зоне. В случае блокировки измельчающего материала немедленно выключите кофемолку, дайте двигателю остановиться и отключите кофемолку от сети. Определите причину и устраните блокировку. Регулярно очищайте, проверяйте и выполняйте работы по техническому обслуживанию машины и защитных устройств. Регулярно очищайте внутреннюю поверхность шлифовальных кругов и корпуса ленточной шлифовальной машины. Шлифовальные круги и шлифовальная лента должны свободно вращаться внутри корпуса. Отключайте от сети, когда кофемолка не используется, перед выполнением каких-либо регулировок или модификаций, ремонтом или техническим обслуживанием. Регулярно проверяйте кабель питания кофемолки и в случае повреждения поручите его ремонт квалифицированному специалисту. Регулярно проверяйте удлинительные кабели и заменяйте их, если они повреждены. Проверьте кофемолку на предмет возможных повреждений: Перед использованием кофемолки необходимо тщательно проверить защитные устройства или слегка поврежденные компоненты, чтобы убедиться, что они работают без сбоев и должным образом. Убедитесь, что движущиеся части находятся в идеальном рабочем состоянии и не заедают, а также проверьте, не повреждены ли детали. Все детали должны быть правильно установлены и соответствовать всем условиям, необходимым для обеспечения безупречной работы кофемолки. Поврежденные защитные устройства и детали должны быть отремонтированы или заменены в соответствии с техническими условиями в авторизованной специализированной мастерской.
Уменьшение воздействия пыли:
ПРЕДУПРЕЖДЕНИЕ . Некоторая пыль, образующаяся при механическом шлифовании, распиливании, шлифовании, сверлении и других строительных работах, содержит химические вещества, которые, как известно, вызывают рак, врожденные дефекты или другие нарушения репродуктивной функции. Некоторыми примерами этих химических веществ являются: – Свинец из красок на основе свинца, – Кристаллический кремнезем из кирпича, цемента и других продуктов каменной кладки и – Мышьяк и хром из химически обработанной древесины.
Ваш риск от этих воздействий варьируется в зависимости от того, как часто вы выполняете этот тип работы. Чтобы уменьшить воздействие этих химических веществ: работайте в хорошо проветриваемом помещении и работайте с утвержденным защитным оборудованием, таким как пылезащитные маски, специально разработанные для фильтрации микроскопических частиц. Это также относится к пыли от других материалов, таких как некоторые виды древесины (например, дубовая или буковая пыль), металлы и асбест. Другими известными заболеваниями являются, например, аллергические реакции и респираторные заболевания. Не допускайте попадания пыли в корпус. Соблюдайте соответствующие директивы и национальные правила для вашего материала, персонала, применения и места применения (например, правила охраны труда и техники безопасности, утилизация). Собирайте частицы, образующиеся в источнике, и избегайте отложений в окрестностях. Используйте подходящие принадлежности для специальных работ. Таким образом, меньше частиц бесконтрольно попадает в окружающую среду. Используйте подходящий вытяжной блок. Уменьшите воздействие пыли с помощью следующих мер: – не направляйте улетающие частицы и струю отработанного воздуха на себя или окружающих людей или на отложения пыли, – используйте вытяжку и/или очистители воздуха, – обеспечьте хорошую вентиляцию помещения. рабочее место и содержать его в чистоте с помощью пылесоса. Подметание или выдувание поднимает пыль. – Пропылесосьте или постирайте защитную одежду. Не дуйте, не бейте и не чистите.
Обзор
См. Страницы 2 и стр. 3.
1 Крышка охраны безопасности . Опора заготовки 9 Защита глаз 10 Искроотражатель
11 Выключатель 12 Рычаг (замена шлифовальной ленты) * 13 Винты для крепления крышки шлифовальной ленты * 14 Поворотная ручка для регулировки хода ленты * 15 Стрелка (направление движения шлифовальной ленты) * 16 Крышка шлифовальной ленты * 17 Винты для крепления емкости для воды * 18 Емкость для воды * 19 Резиновая пробка * 20 Обращение точек для транспортировки * в зависимости от оснащения/не входит в комплект поставки
Ввод в эксплуатацию
6. 1 Транспортировка Во время транспортировки (20) настольный шлифовальный станок следует поднимать и переносить за точки, отмеченные на стр. 3.
6.2 Блок питания Перед подключением убедитесь, что номинальное напряжение и частота сети, указанные на этикетке, соответствуют параметрам вашего блока питания. Кофемолка соответствует классу защиты I и поэтому должна подключаться только к розеткам с заземлением в соответствии со спецификацией.
Всегда устанавливайте перед устройством УЗО с максимальным током срабатывания 30 мА.
DSD 200, DSD 250 (трехфазная версия): Убедитесь, что шлифовальные круги имеют правильное направление вращения (правильное направление вращения указано стрелкой на боковых защитных кожухах). Если шлифовальный круг вращается в неправильном направлении. Вилка состоит из двухфазных токопроводящих штырей, закрепленных на вращающейся розетке (переключатель фазы). Используйте отвертку Phillips, чтобы повернуть это гнездо.
6.3 Установка опоры обрабатываемой детали Установите опору обрабатываемой детали (8), как показано на рисунках A, стр. 2.
6.4 Установка искроотражателя и защитных очков показано на рисунках B, стр. 2.
6.5 Безопасная установка машины Установите машину на устойчивый верстак. Убедитесь, что машина надежно закреплена. Машина также может крепиться болтами (винты не входят в комплект поставки). Для этого закрепите крепежные винты через отверстия в резиновых ножках. Если используется подставка или настенный кронштейн (см. главу «Принадлежности»): закрепите машину болтами.
6.6 Патрубок для удаления пыли (в зависимости от оснащения) Если ваша машина не оснащена соединением для удаления пыли (6), установите устройство для удаления пыли, подходящее для двухколесных настольных шлифовальных станков. Внутренний диаметр патрубка извлечения: 35 мм. Перед включением машины убедитесь, что устройство извлечения подключено и правильно используется.
6.7 Пробный запуск Перед первым использованием проверьте шлифовальные круги. Пробный запуск Пробный запуск прибл. Перед первым использованием необходимо провести 5 мин без нагрузки. При этом все люди должны находиться вдали от опасной зоны.
Используйте
7.1 Регулировка опоры заготовки Часто регулируйте опоры заготовки (8), чтобы компенсировать износ шлифовальных кругов (4). Опора заготовки всегда должна быть отрегулирована таким образом, чтобы угол между опорой заготовки и инструментом всегда был больше 85°. Расстояние между опорой заготовки и шлифовальным материалом должно быть как можно меньше и не должно превышать 2 мм (см. рис. C, стр. 2). Если шлифовальный круг настолько сильно изношен, что больше невозможно поддерживать максимальное расстояние в 2 мм, шлифовальный круг необходимо заменить.
7.2 Регулировка искроотражателя Регулярно регулируйте искрогаситель (10), чтобы компенсировать износ шлифовальных кругов (4). Отверните 2 винта на искроотражателе и сдвиньте искроотражатель. Расстояние между искроуловителем и шлифовальным кругом должно быть как можно меньше и не должно превышать 2 мм (см. рис. C, стр. 2). Если шлифовальный круг настолько сильно изношен, что больше невозможно поддерживать максимальное расстояние в 2 мм, шлифовальный круг необходимо заменить.
7.3 Включение и выключение Нажмите выключатель (11) (см. рис. D, стр. 2). I = Включить 0 = Выключить
DS 125, DS 150: Избегайте непреднамеренного запуска: всегда выключайте кофемолку при извлечении вилки из розетки или в случае отключения электроэнергии.
Защита от повторного запуска (не в DS 125, DS 150): Когда питание восстанавливается после сбоя питания, машина, которая все еще включена, не запустится автоматически из соображений безопасности. Включите и снова выключите машину.
7.4 Сухое шлифование, ленточное шлифование – Встаньте перед шлифовальным станком. – Удерживая заготовку обеими руками, поместите заготовку на опоры для заготовок (8) и аккуратно прижмите ее к сухому шлифовальному кругу/шлифовальной ленте. Для достижения оптимальных результатов шлифования/шлифования осторожно перемещайте заготовку из стороны в сторону. Это также способствует равномерному распределению износа по шлифовальному материалу.
7.5 Влажное шлифование (только TNS 175)
Используйте влажный шлифовальный круг для шлифования только при наличии воды в резервуаре для воды. (18). Примерно 1/3 мокрого шлифовального круга должна быть погружена в воду. результаты помола могут ухудшиться, если уровень воды слишком низкий или слишком высокий. – Встаньте слева от шлифовального станка перед мокрым шлифовальным кругом. – Удерживая заготовку обеими руками, опустите ее на мокрый шлифовальный круг. Вы также можете поддерживать заготовку по уровням емкости для воды (18), а затем опускать заготовку на мокрый шлифовальный круг.
7.6 Регулировка хода ремня (только BS 175) Отсоедините. Вращайте шлифовальную ленту вручную. С помощью поворотной ручки (14) отрегулируйте шлифовальную ленту так, чтобы она проходила по центру ролика шлифовальной ленты.
7.7 Установка угла ленточной шлифовальной консоли (только BS 175) (см. стр. 3 рис. E) – Ослабьте винт на ленточной шлифовальной консоли позиция – Снова затяните винт на ленточном шлифовальном рычаге
Техническое обслуживание, очистка
Регулярно очищайте, проверяйте и выполняйте работы по техническому обслуживанию машины и защитных устройств. Регулярно очищайте внутреннюю поверхность шлифовальных кругов и корпуса ленточной шлифовальной машины. Шлифовальные круги и шлифовальный инструмент должны свободно вращаться внутри корпуса. Перед началом любых работ по настройке, очистке, техническому обслуживанию или ремонту выньте вилку из розетки.
8. 1 Замена шлифовального круга Используйте только оригинальные шлифовальные круги Metabo. Допустимая скорость вращения, указанная на шлифовальном круге, должна быть равна или превышать максимальную скорость холостого хода, указанную на паспортной табличке станка. Проверка шлифовального круга: подвесить шлифовальный круг на резьбе. Слегка постучите деревянным бруском. Вы услышите четкий звук, если шлифовальный круг в идеальном состоянии. Если вы слышите стук, глухой или глухой звук, то шлифовальный круг поврежден. Не используйте поврежденные шлифовальные круги. Пробный запуск Пробный запуск прибл. После замены шлифовального круга необходимо выдержать 5 мин без нагрузки. При этом все люди должны находиться вдали от опасной зоны.
Сухой шлифовальный круг: – Вывернуть винты на защитной крышке (1), повернуть и снять крышку (1) (байонет). – Крепко удерживайте шлифовальный круг (4) в положении, показанном на рисунке. Осторожность! Риск получения травмы! Носите защитные перчатки!
– Снимите регулировочную гайку (2) с помощью гаечного ключа. Внимание! Левая резьба на левой стороне машины, т.е. чтобы открутить регулировочную гайку (2) на левой стороне машины, повернуть по часовой стрелке! – Снимите зажимной фланец (3) и шлифовальный круг (4). – Закрепить новый шлифовальный круг (4) в обратном порядке. – Установите на место защитную крышку (1). Затяните винты. – Отрегулируйте искроотражатель (10) и опору заготовки (8), как описано в главах 7.2 и 7.1.
Замена мокрого шлифовального круга (только TNS 175): – Опорожните емкость для воды (18): подержите поддон под емкостью и снимите резиновую пробку (19). Снова вставьте резиновую пробку. – Ослабьте 3 винта (17) и опустите емкость для воды. – Одной рукой крепко удерживайте шлифовальный круг (4). Осторожность! Риск получения травмы! Носите защитные перчатки! – Снимите регулировочную гайку с помощью гаечного ключа. (Ослабьте, повернув против часовой стрелки). – Снимите зажимной фланец и шлифовальный круг (4). – Закрепить новый шлифовальный круг (4) в обратном порядке. – Заменить емкость для воды (18). (17) Затяните винты. Наполните резервуар для воды надлежащим количеством воды (см. главу 7.5)
8.2 Замена шлифовальной ленты (только BS 175) Снимите боковую крышку шлифовальной ленты (16): открутите 2 винта (13), сдвиньте крышку шлифовальной ленты (16) (байонетную защелку) и снимите. Выдвиньте рычаг (12) до упора. Это ослабляет натяжение шлифовальной ленты, и теперь ее можно снять с роликов. Поместите новую шлифовальную ленту на ролики так, чтобы направление ее движения (стрелки на внутренней стороне шлифовальной ленты) совпадало со стрелкой (15) (16) на боковой крышке шлифовальной ленты. Верните рычаг (12) в исходное положение, чтобы натянуть шлифовальную ленту. Наденьте боковую крышку шлифовальной ленты (16) на 2 винта (13) и сдвиньте (байонет). Затяните два винта. Отрегулируйте ход ремня (см. главу 7.6). Информацию о шлифовальных лентах см. в разделе «Принадлежности» в главе 9.
8.3 Емкость для воды (только TNS 175) Регулярно меняйте воду в емкости для воды (18). Для этого подставьте под контейнер поддон и снимите резиновую пробку (19).). Демонтируйте емкость для воды для очистки, как описано в главе 8.1. Используйте воду и щетку (без металлической щетины), чтобы очистить внутреннюю часть контейнера.
Принадлежности
Используйте только оригинальные принадлежности Metabo. Если вам нужны какие-либо аксессуары, обратитесь к своему дилеру. Чтобы дилеры могли выбрать правильный аксессуар, им необходимо знать точное обозначение модели вашего электроинструмента.
Ремонт электрических инструментов должен выполняться ТОЛЬКО квалифицированными электриками! Неисправный сетевой кабель следует заменять только специальным оригинальным сетевым кабелем Metabo, который можно приобрести только в сервисной службе Metabo. Если у вас есть электроинструменты Metabo, требующие ремонта, обратитесь в сервисный центр Metabo. Адреса см. на сайте www.metabo.com. Список запасных частей можно загрузить с сайта www.metabo.com.
Охрана окружающей среды
Упаковка Metabo может быть на 100 % переработана. Электроинструменты и аксессуары, бывшие в употреблении, содержат большое количество ценных материалов и пластика, которые можно переработать. Настоящие инструкции напечатаны на бумаге, отбеленной без содержания хлора. Только для стран ЕС: Никогда не выбрасывайте электроинструменты вместе с бытовыми отходами! В соответствии с Европейским руководством 2012/19/ЕС по бывшему в употреблении электронному и электрическому оборудованию и его реализации в национальных правовых системах бывшие в употреблении электроинструменты должны собираться отдельно и сдаваться на экологически безопасную переработку.
Технические характеристики
Пояснения к техническим характеристикам на стр. 4. Возможны изменения в связи с техническим прогрессом.
Dmin = минимальный диаметр шлифовального круга Dmax = максимальный диаметр шлифовального круга D N, max = максимальный диаметр мокрого шлифовального круга d = диаметр отверстия шлифовального круга d N = диаметр отверстия мокрого шлифования колесо Bmax = максимальная толщина шлифовального круга A = шлифовальная лента (длина x ширина) n0 = скорость холостого хода v0 = скорость ленты на холостом ходу P1 = номинальная потребляемая мощность P2 = выходная мощность MK = крутящий момент м = Вес А-эффективные воспринимаемые уровни звука: LpA = уровень звукового давления LWA = уровень акустической мощности LpA = уровень звукового давления излучения K… = погрешность (уровень звука)
Во время работы уровень шума может превышать 80 дБ(А). ).
Носите наушники! Измеренные значения определены в соответствии с EN 62841. ~ Переменный ток
Значения выбросов Используя эти значения, вы можете оценить выбросы от этого электроинструмента и сравнить их со значениями, излучаемыми другими электроинструментами. Фактические значения могут быть выше или ниже, в зависимости от конкретного применения и состояния электроинструмента. При оценке значений следует также учитывать перерывы в работе и периоды малой нагрузки. Основываясь на оценочных значениях выбросов, укажите защитные меры для пользователя, например, любые организационные меры, которые должны быть приняты.
сообщите об этом объявлении
Устройство тестировалось с S2 (30 мин). Приведенные технические характеристики подлежат допускам (в соответствии с действующими стандартами).
 Модульная система из прочного полипропилена, состоящая из ящика-тележки с объемным отсеком, вместительного ящика для габаритного инструмента и органайзера для мелких деталей, фурнитуры, метизов.
Модульная система из прочного полипропилена, состоящая из ящика-тележки с объемным отсеком, вместительного ящика для габаритного инструмента и органайзера для мелких деталей, фурнитуры, метизов.

 работа.
работа.
 Сейчас на вооружении номер детали (1005793950), я, наконец, смог узнать больше информации.
Сейчас на вооружении номер детали (1005793950), я, наконец, смог узнать больше информации. В органайзерах, которые я видел в магазине, было достаточно разделителей, чтобы полностью оборудовать один ящик.
В органайзерах, которые я видел в магазине, было достаточно разделителей, чтобы полностью оборудовать один ящик.


 com
com
 In der Mitte Anna Hofmeister, die Schwiegertochter, die sich ebenfalls um die Fresser kümmert.
In der Mitte Anna Hofmeister, die Schwiegertochter, die sich ebenfalls um die Fresser kümmert. Häufig brechen die Tiere auf den Mastbetrieben erst einmal ein und benötigen grundsätzlich eine vorbeugende Antibiotikabehandlung, damit sie gesund bleiben. Ich finde, dass ist eine unbefriedigende Situation!“, erklärt der Veterinär. Er ist seit 28 Jahren im Tiergesundheitsgeschäft. Sein Schwerpunkt ist die Rinderbetreuung und hier speziell die Kälberaufzucht und die Bullenmast.
Häufig brechen die Tiere auf den Mastbetrieben erst einmal ein und benötigen grundsätzlich eine vorbeugende Antibiotikabehandlung, damit sie gesund bleiben. Ich finde, dass ist eine unbefriedigende Situation!“, erklärt der Veterinär. Er ist seit 28 Jahren im Tiergesundheitsgeschäft. Sein Schwerpunkt ist die Rinderbetreuung und hier speziell die Kälberaufzucht und die Bullenmast. «Die zusätzlichen Kosten für die Tiere im Projekt lagen ungefähr bei 50 Euro. Den Hauptteil machte der zusätzliche Anteil an Milch aus“, erklärt Beisl, denn eine Bedingung war die Ad-libitum-Tränke der Tiere in den ersten drei Lebenswochen.
«Die zusätzlichen Kosten für die Tiere im Projekt lagen ungefähr bei 50 Euro. Den Hauptteil machte der zusätzliche Anteil an Milch aus“, erklärt Beisl, denn eine Bedingung war die Ad-libitum-Tränke der Tiere in den ersten drei Lebenswochen.
 Zur Versteigerungshalle sind es noch einmal 50 км. Wenn es gut läuft, sind die Tiere dann abends um 8 Uhr auf dem Mastbetrieb. Bei den KAPRE-Kälbern waren es gut 20 Minuten Fahrt plus Auf- und Abladen. Das ist schon viel weniger Stress für die Tiere».
Zur Versteigerungshalle sind es noch einmal 50 км. Wenn es gut läuft, sind die Tiere dann abends um 8 Uhr auf dem Mastbetrieb. Bei den KAPRE-Kälbern waren es gut 20 Minuten Fahrt plus Auf- und Abladen. Das ist schon viel weniger Stress für die Tiere». «Dann wäre es auch möglich, die antibiotische Metaphylaxe zu minimieren oder sogar ganz wegzulassen», ist der Tierarzt überzeugt. Gerade dieses Thema treibt ihn besonders um. «Im Rahmen des Antibiotikaminimierungsprogramms sieht man deutlich, dass sich im Moment nichts bewegt». Die verbbrauchten Mengen an Antibiotika bei den Fressern seien hoch, ohne dass die Mäster eine Chance hätten, daran etwas zu ändern. „Wir haben früher gemeinsam die Haltung und das Management immer weiter verbessert, doch das Zusammenführen aus vielen Herkünften und der Crowding-Effekt haben einen so großen Einfluss, dass ich mittlerweile davon überzeugt bin, dass man eine die welftheenriechviecht nur erreicht Und wir sollten nach Lösungen in der Branchesuchen und nicht abwarten, bis der Gesetzgeber Vorschriften macht“
«Dann wäre es auch möglich, die antibiotische Metaphylaxe zu minimieren oder sogar ganz wegzulassen», ist der Tierarzt überzeugt. Gerade dieses Thema treibt ihn besonders um. «Im Rahmen des Antibiotikaminimierungsprogramms sieht man deutlich, dass sich im Moment nichts bewegt». Die verbbrauchten Mengen an Antibiotika bei den Fressern seien hoch, ohne dass die Mäster eine Chance hätten, daran etwas zu ändern. „Wir haben früher gemeinsam die Haltung und das Management immer weiter verbessert, doch das Zusammenführen aus vielen Herkünften und der Crowding-Effekt haben einen so großen Einfluss, dass ich mittlerweile davon überzeugt bin, dass man eine die welftheenriechviecht nur erreicht Und wir sollten nach Lösungen in der Branchesuchen und nicht abwarten, bis der Gesetzgeber Vorschriften macht“ Manuela Thalhammer bestätigt, dass das Programm die Aufmerksamkeit für die Kälber erhöht hat und es zeigte Erfolge. «Die Maßnahmen haben für Zunahmen in den ersten vier Wochen von 1.050 g gesorgt», erklärt die Milchviehhalterin. Von Vorteil sei es auch, dass man eine klare Anweisung für die Aufzucht hat, an die sich jeder habe halten können. Problematisch sei jedoch gewesen, dass manche Maßnahmen neu waren und nicht von jedem einfach umgesetzt wurden. «Bei der Ad-libitum-Fütterung war es schwierig, alle davon zu überzeugen. Während des Projekts haben wir es konsequent umgesetzt, doch danach haben sich die alten Gewohnheiten wieder eingeschleift“, erklärt die Milchviehhalterin.
Manuela Thalhammer bestätigt, dass das Programm die Aufmerksamkeit für die Kälber erhöht hat und es zeigte Erfolge. «Die Maßnahmen haben für Zunahmen in den ersten vier Wochen von 1.050 g gesorgt», erklärt die Milchviehhalterin. Von Vorteil sei es auch, dass man eine klare Anweisung für die Aufzucht hat, an die sich jeder habe halten können. Problematisch sei jedoch gewesen, dass manche Maßnahmen neu waren und nicht von jedem einfach umgesetzt wurden. «Bei der Ad-libitum-Fütterung war es schwierig, alle davon zu überzeugen. Während des Projekts haben wir es konsequent umgesetzt, doch danach haben sich die alten Gewohnheiten wieder eingeschleift“, erklärt die Milchviehhalterin.
 «Ihm ist auch klar, dass die Maßnahmen des Projekts auf die bayerischen Fleckviehbestände abgestimmt sind. «Bei Holsteinkälbern ist vieles wegen des kürzeren Zeitfensters schwieriger zu gestalten, aber das könnte sich durch die Verlängerung der Aufzucht auf vier Wochen auch etwas ändern», meint er.
«Ihm ist auch klar, dass die Maßnahmen des Projekts auf die bayerischen Fleckviehbestände abgestimmt sind. «Bei Holsteinkälbern ist vieles wegen des kürzeren Zeitfensters schwieriger zu gestalten, aber das könnte sich durch die Verlängerung der Aufzucht auf vier Wochen auch etwas ändern», meint er.


 На подающую ленту можно проецировать лазерную линию, чтобы указать оператору правильное размещение куриного филе. Весы плотности компенсирует отклонения в плотности нарезаемых продуктов, что увеличивает выход продукции и сводит к минимуму потери. Автоматический держатель продукта предотвращает перемещение продукта в процессе нарезки. Держатель последнего куска продукта удерживает его и предотвращает скольжение. Откатной выходной конвейер позволяет отделить первый или последний обрез от основных порций на высокой скорости.
На подающую ленту можно проецировать лазерную линию, чтобы указать оператору правильное размещение куриного филе. Весы плотности компенсирует отклонения в плотности нарезаемых продуктов, что увеличивает выход продукции и сводит к минимуму потери. Автоматический держатель продукта предотвращает перемещение продукта в процессе нарезки. Держатель последнего куска продукта удерживает его и предотвращает скольжение. Откатной выходной конвейер позволяет отделить первый или последний обрез от основных порций на высокой скорости. MATRIX P позволяет пользователям удаленно включать и управлять программами и отслеживать состояние машины с помощью журнала событий.
MATRIX P позволяет пользователям удаленно включать и управлять программами и отслеживать состояние машины с помощью журнала событий.
 Программное обеспечение было разработано компанией Ultimaker, ведущим производителем FDM 3D-принтеров. Ее преимущество в том, что она имеет открытый исходный код, бесплатна и совместима с подавляющим большинством настольных 3D-принтеров и с компьютером под управлением систем Windows, Mac или Linux.
Программное обеспечение было разработано компанией Ultimaker, ведущим производителем FDM 3D-принтеров. Ее преимущество в том, что она имеет открытый исходный код, бесплатна и совместима с подавляющим большинством настольных 3D-принтеров и с компьютером под управлением систем Windows, Mac или Linux. Платформа 3DPrintersOS включает три приложения для нарезки: Cloud Slicer, Slicer 2 и Marketbot Slicer. Он также совместим с широким спектром принтеров.
Платформа 3DPrintersOS включает три приложения для нарезки: Cloud Slicer, Slicer 2 и Marketbot Slicer. Он также совместим с широким спектром принтеров. В зависимости от выбранной вами версии, ее интерфейс может быть более сложным.
В зависимости от выбранной вами версии, ее интерфейс может быть более сложным.
 Благодаря партнерству с компаниями, занимающимися 3D-печатью в более чем 30 странах, Simplify 3D поддерживает более 100 принтеров. Ваше устройство также можно легко добавить, если его нет в списке. Это означает, что тот же 3D-слайсер можно использовать при необходимости печати на новой машине.
Благодаря партнерству с компаниями, занимающимися 3D-печатью в более чем 30 странах, Simplify 3D поддерживает более 100 принтеров. Ваше устройство также можно легко добавить, если его нет в списке. Это означает, что тот же 3D-слайсер можно использовать при необходимости печати на новой машине. Подготовьте отпечатки несколькими щелчками мыши, интегрируйтесь с программным обеспечением САПР для упрощения рабочего процесса или погрузитесь в пользовательские настройки для всестороннего контроля.
Подготовьте отпечатки несколькими щелчками мыши, интегрируйтесь с программным обеспечением САПР для упрощения рабочего процесса или погрузитесь в пользовательские настройки для всестороннего контроля.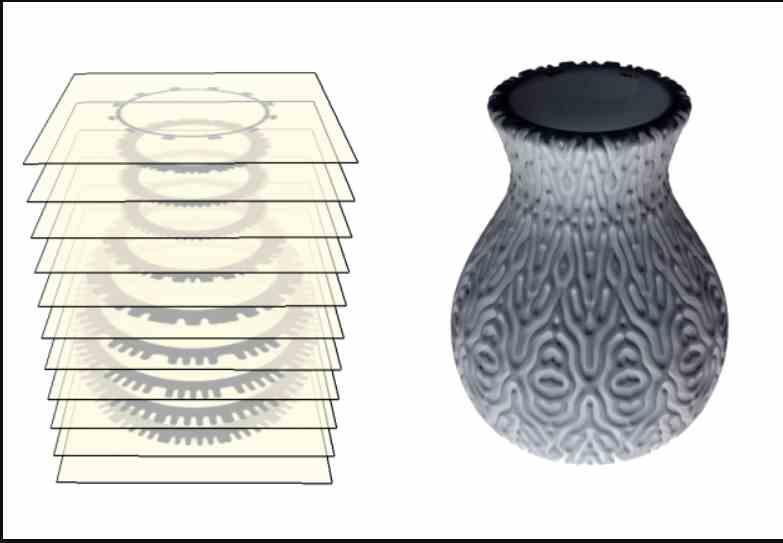 JPG, PNG
JPG, PNG Они тщательно протестированы нашим сообществом и обеспечивают наиболее стабильное настольное приложение. Мы поддерживаем обновления в течение 12 месяцев после выпуска (включая исправления безопасности и исправления ошибок)
Они тщательно протестированы нашим сообществом и обеспечивают наиболее стабильное настольное приложение. Мы поддерживаем обновления в течение 12 месяцев после выпуска (включая исправления безопасности и исправления ошибок) Затем масштабируйте производство и цифровую дистрибуцию с помощью Ultimaker Digital Factory.
Затем масштабируйте производство и цифровую дистрибуцию с помощью Ultimaker Digital Factory.
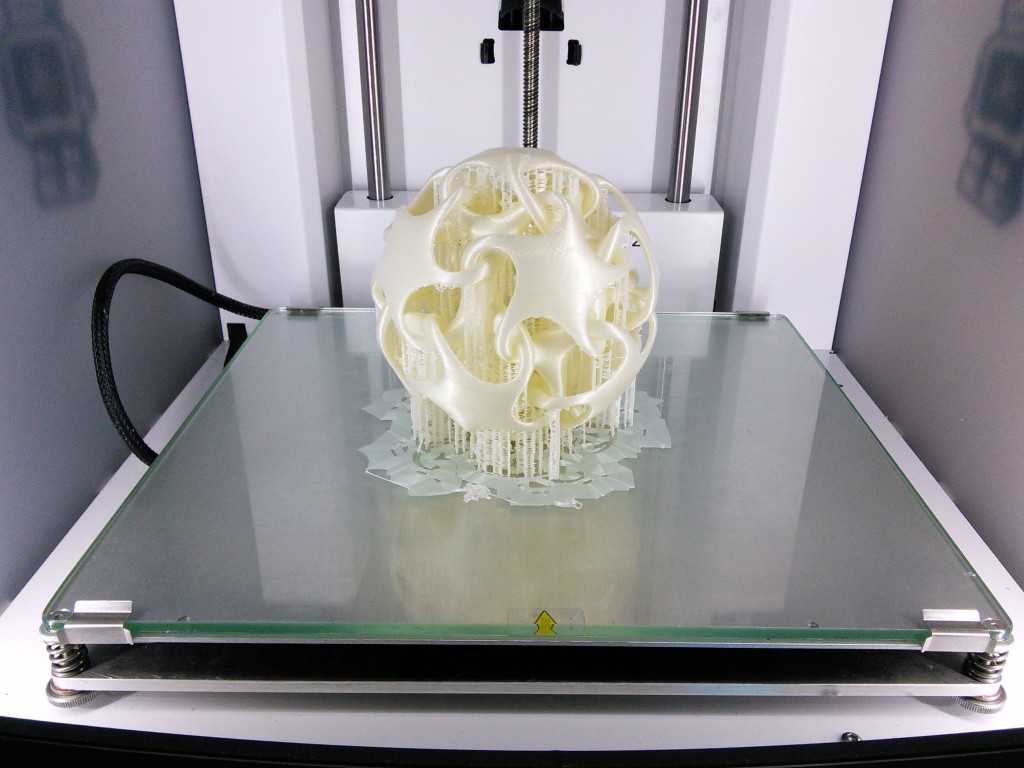 Без проблем. Для MacOS X, Windows, Linux.
Без проблем. Для MacOS X, Windows, Linux.

 Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес.
Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес. 3 мм и провёл пробную печать.
3 мм и провёл пробную печать.
 За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком!
За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком! Температура печати 230, стол 100.
Температура печати 230, стол 100.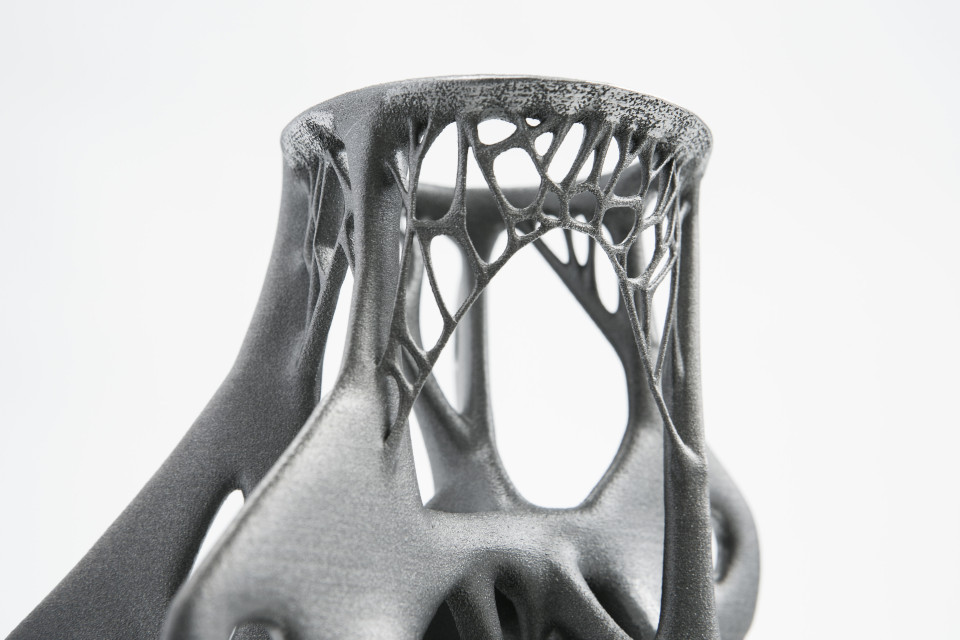
 По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.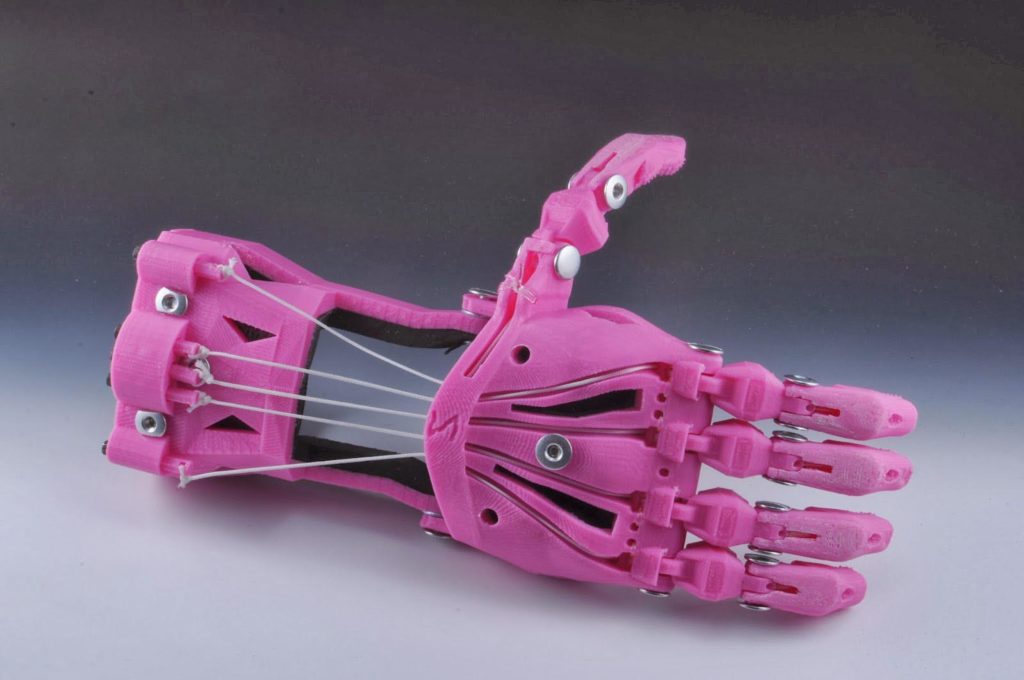 Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
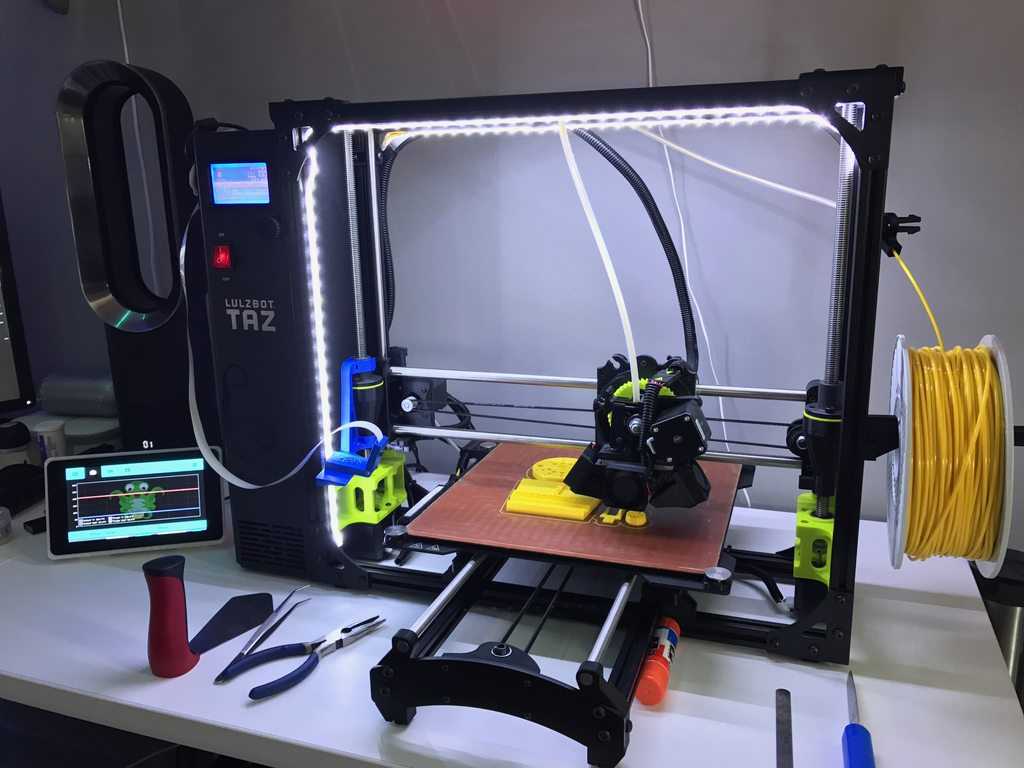 Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать. В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
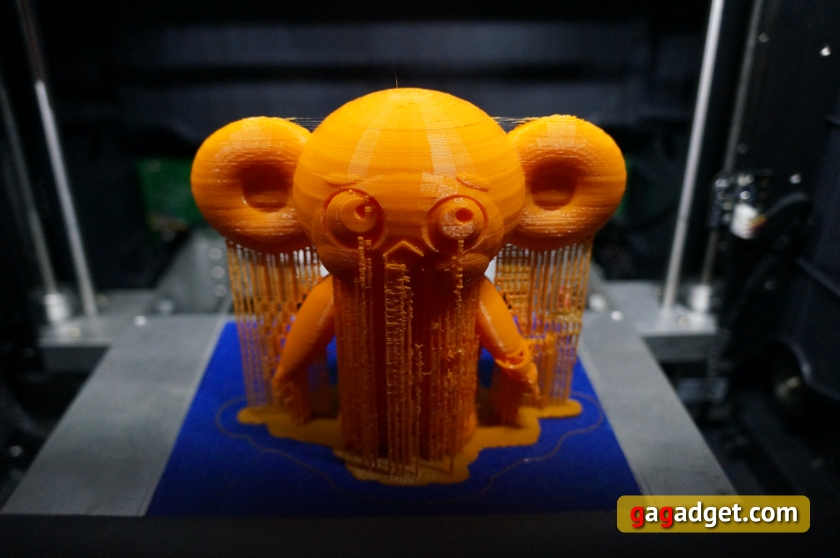
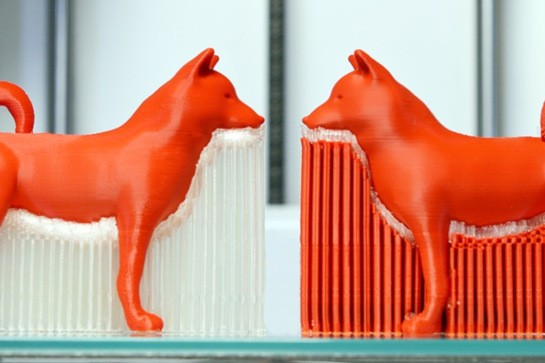
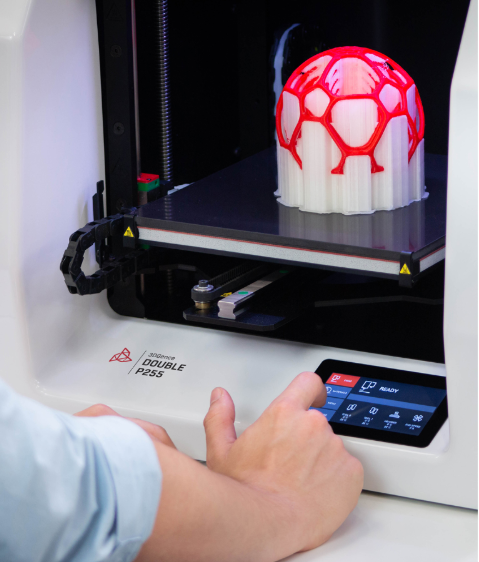 На самом деле, вы можете захотеть распечатать свои детали, используя
На самом деле, вы можете захотеть распечатать свои детали, используя


 Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
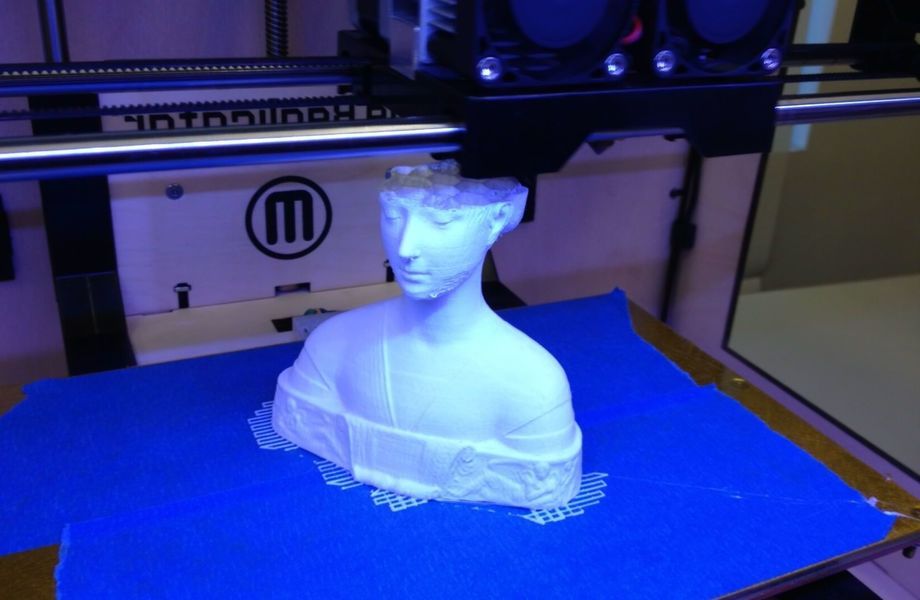 С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть.
С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть. Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный.
Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный. Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности.
Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности. кабеля, м
кабеля, м Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000.
Аппарат имеет поршневой насос с цилиндром увеличенного диаметра и входной клапан большого проходного сечения, что позволяет вместить больший объем материала за один ход, чем младшая модель ASPRO-6000. д.
д. давление, Бар
давление, Бар 

 Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.
Бывают случаи, когда мы не можем этого сделать из-за обстоятельств, не зависящих от нас, таких как болезнь персонала.

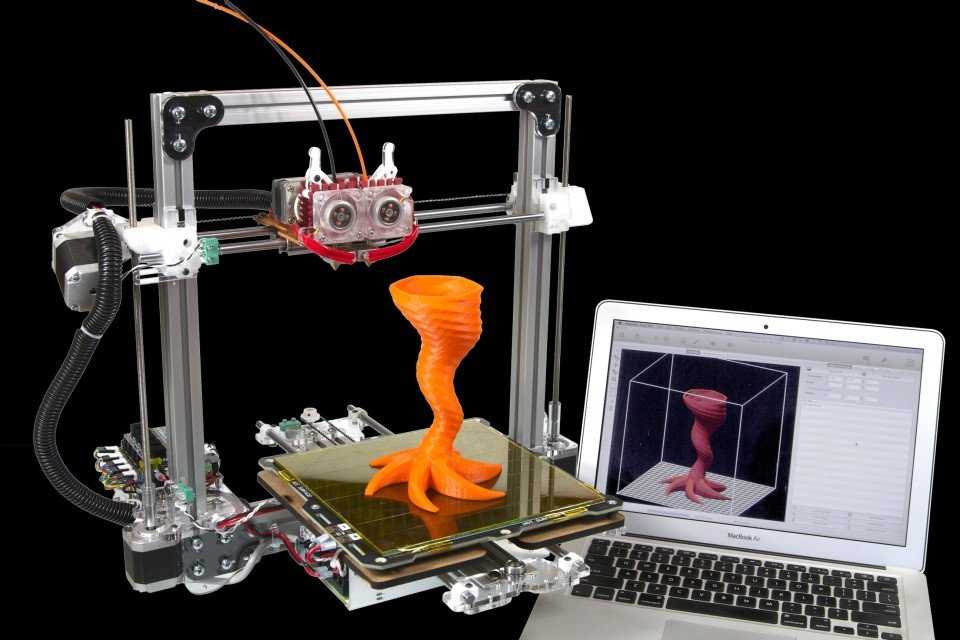
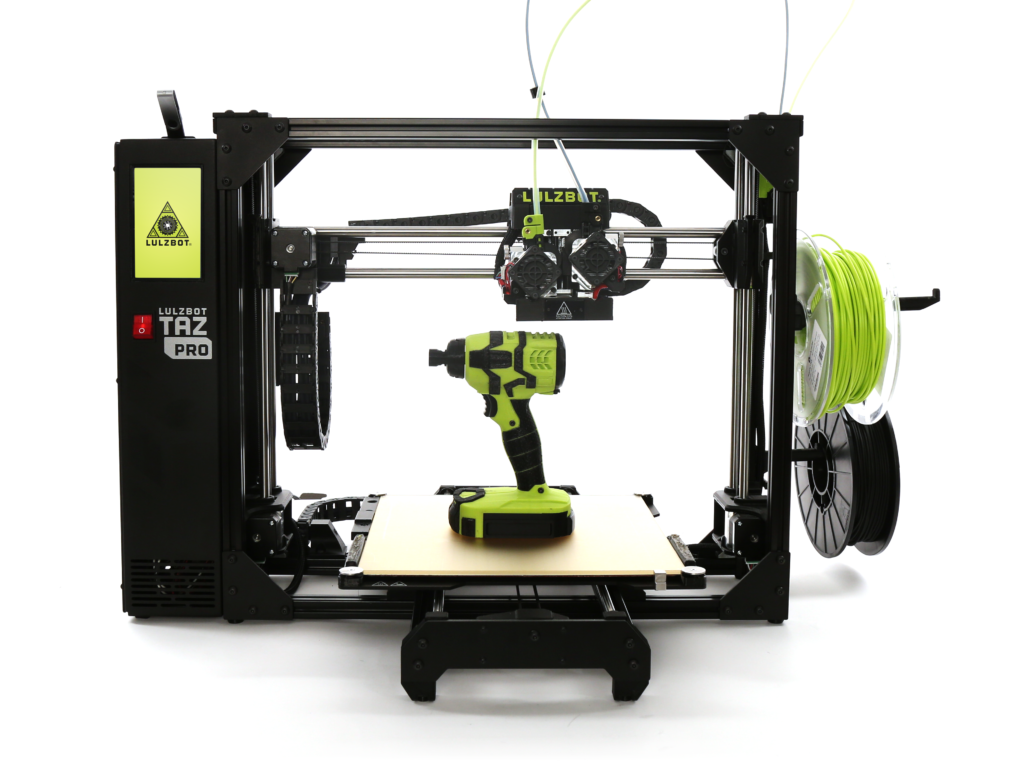

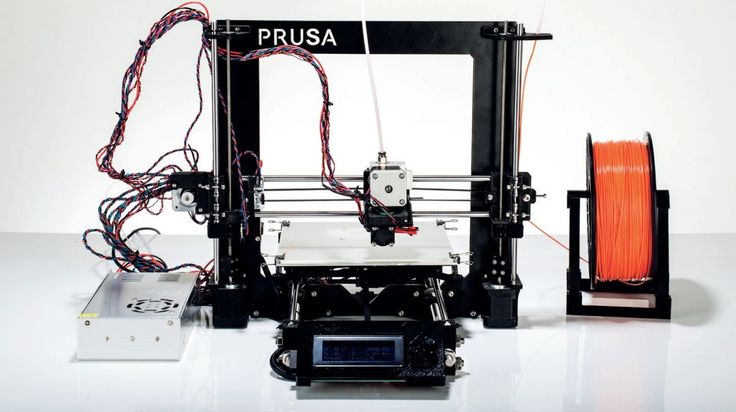 2
2
 Используя файлы автоматизированного проектирования (CAD) в качестве цифровых инструкций для создания объекта, 3D-принтер многократно покрывает рабочую поверхность слоями материала точно в нужных местах, чтобы создать структуру с нуля.
Используя файлы автоматизированного проектирования (CAD) в качестве цифровых инструкций для создания объекта, 3D-принтер многократно покрывает рабочую поверхность слоями материала точно в нужных местах, чтобы создать структуру с нуля.
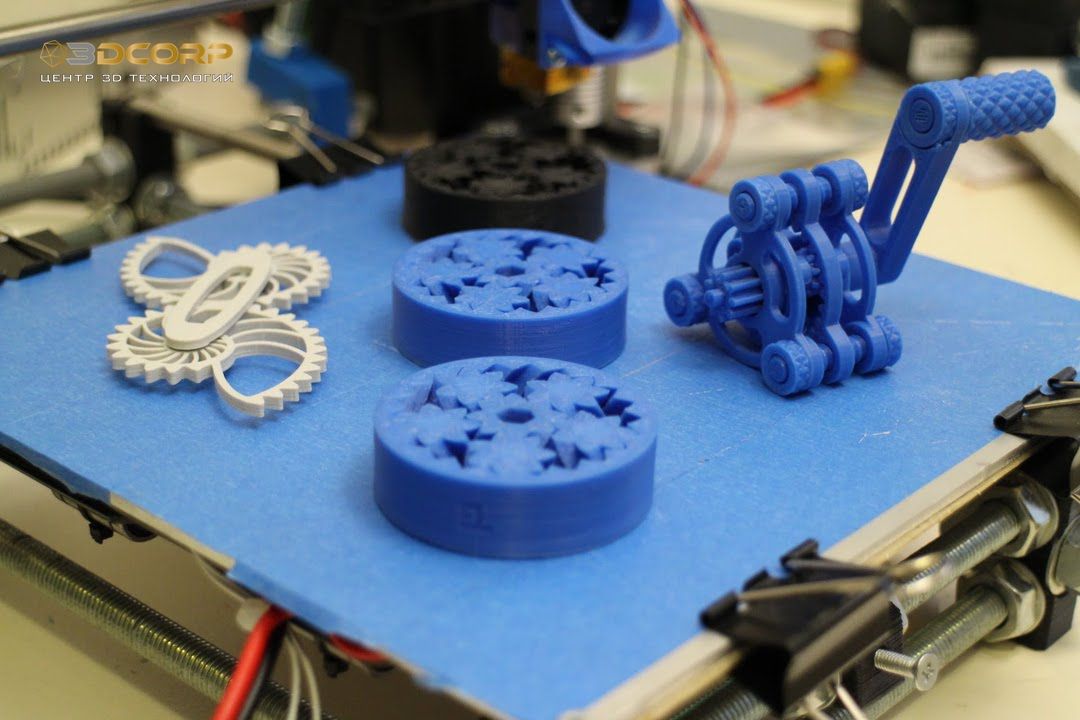

 «Учителя с опытом 3D-моделирования и производства имеют ряд возможностей, открытых для них в рамках образовательных программ, стремящихся внедрить эту новую технологию».
«Учителя с опытом 3D-моделирования и производства имеют ряд возможностей, открытых для них в рамках образовательных программ, стремящихся внедрить эту новую технологию».
 — сказал Мэтьюз.
— сказал Мэтьюз.
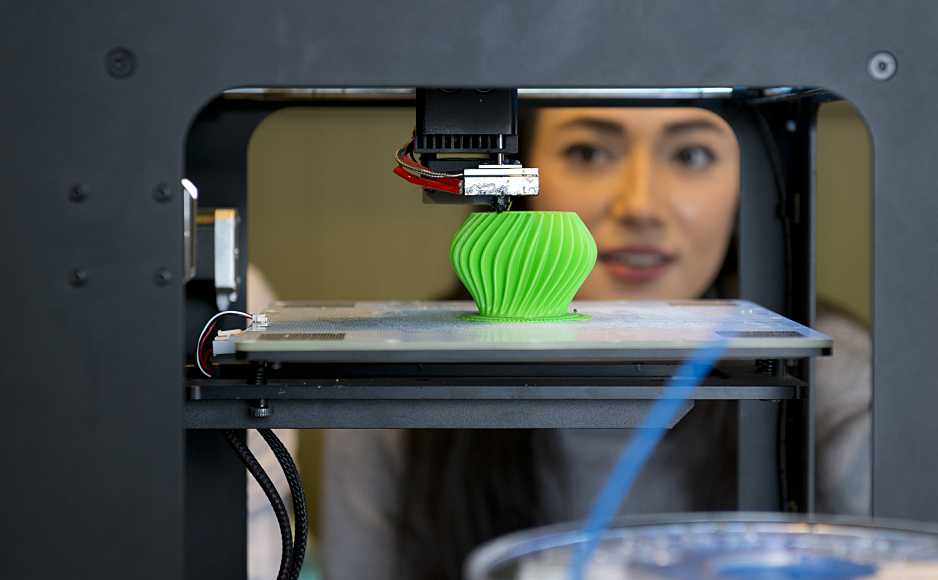 С появлением любой новой области на горизонте появляются новые задания по 3D-печати. Будущий ландшафт талантов 3D-печати создаст новые профессии, поскольку отрасли будут извлекать выгоду из потенциала этой растущей технологии.
С появлением любой новой области на горизонте появляются новые задания по 3D-печати. Будущий ландшафт талантов 3D-печати создаст новые профессии, поскольку отрасли будут извлекать выгоду из потенциала этой растущей технологии. Долгое время ожидания донорских органов прекратится, поскольку врачи смогут печатать органы, когда они нужны пациентам. Жертвы автомобильных аварий и ожогов могут иметь функциональные биопечатные кожные трансплантаты для заживления ран.
Долгое время ожидания донорских органов прекратится, поскольку врачи смогут печатать органы, когда они нужны пациентам. Жертвы автомобильных аварий и ожогов могут иметь функциональные биопечатные кожные трансплантаты для заживления ран.
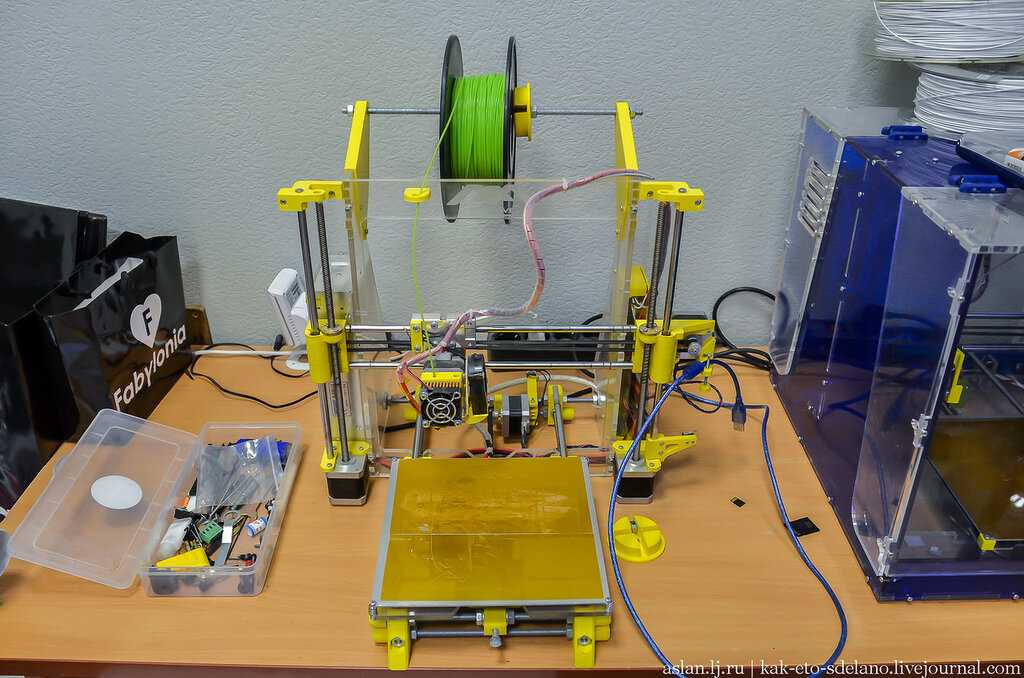 Эта карьера жизненно важна, чтобы раскрыть весь потенциал 3D-принтеров и узнать, как использовать эту технологию. Эксперты прогнозируют, что в ближайшие годы 3D-принтеры станут универсальными предметами домашнего обихода, как настольный принтер.
Эта карьера жизненно важна, чтобы раскрыть весь потенциал 3D-принтеров и узнать, как использовать эту технологию. Эксперты прогнозируют, что в ближайшие годы 3D-принтеры станут универсальными предметами домашнего обихода, как настольный принтер.
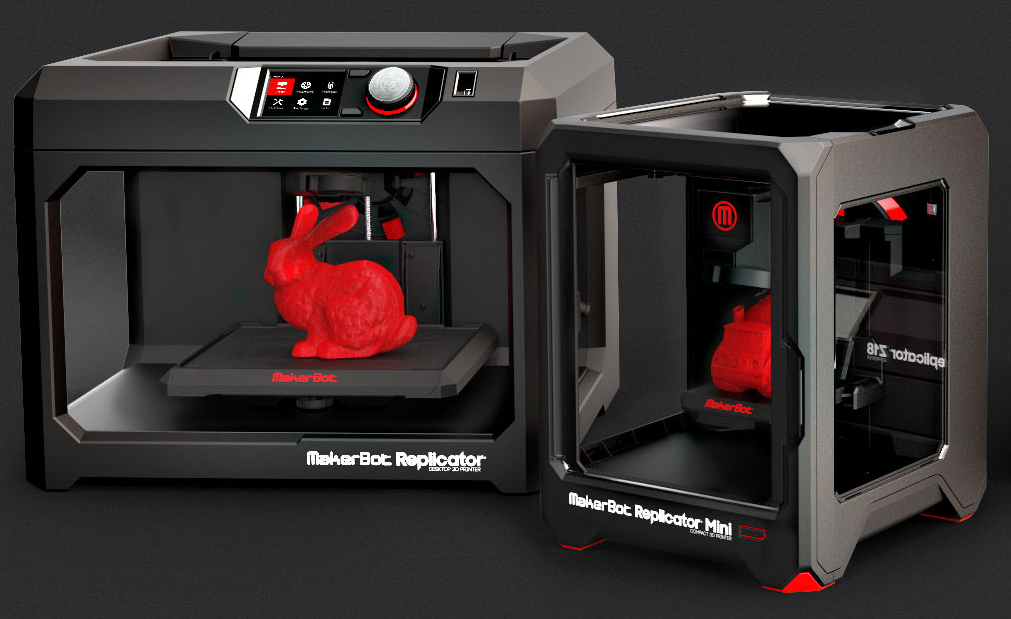
.jpg)
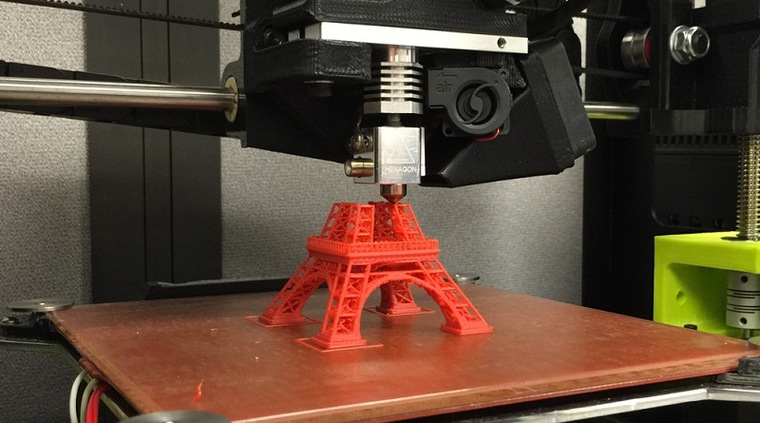
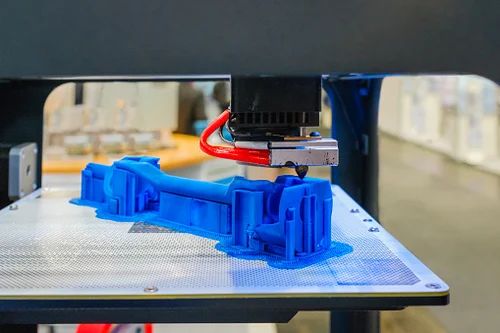
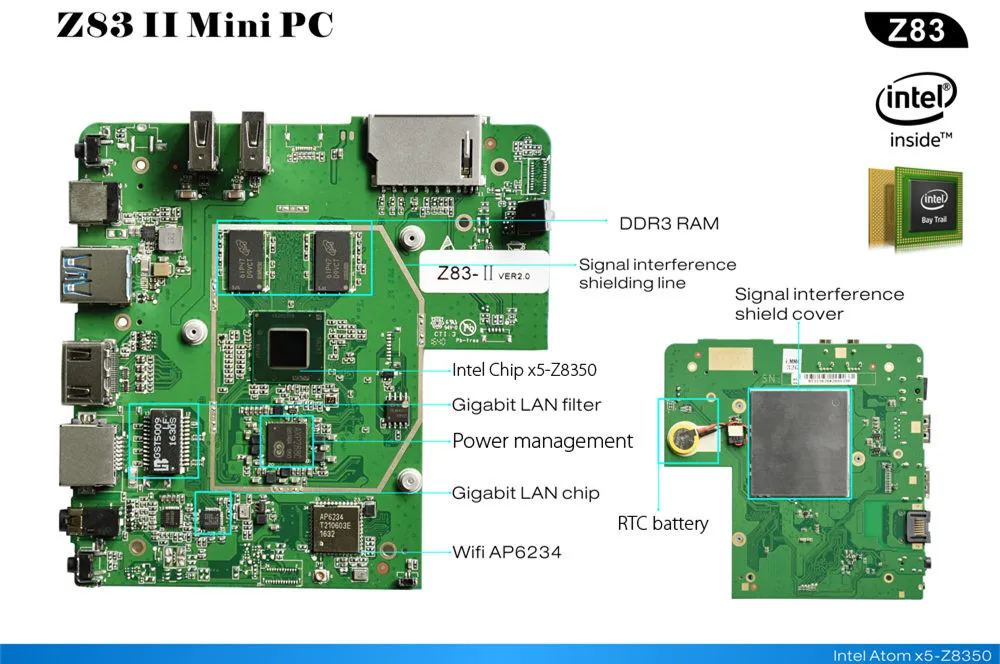
 Детали из АБС/ПК обладают хорошим качеством поверхности, жесткостью, высоким сопротивлением к образованию трещин, теплоформоустойчивостью, высокой ударной вязкостью даже при низких температурах.
Детали из АБС/ПК обладают хорошим качеством поверхности, жесткостью, высоким сопротивлением к образованию трещин, теплоформоустойчивостью, высокой ударной вязкостью даже при низких температурах. Однако многие пользователи PLA хотя бы раз задумывались о том, как было бы здорово улучшить термостойкость и прочность этого пластика: дело в том, что PLA распечатки довольно хрупкие и начинают размягчаться уже при температуре 50-65 °C, что существенно сокращает возможности их эксплуатации.
Однако многие пользователи PLA хотя бы раз задумывались о том, как было бы здорово улучшить термостойкость и прочность этого пластика: дело в том, что PLA распечатки довольно хрупкие и начинают размягчаться уже при температуре 50-65 °C, что существенно сокращает возможности их эксплуатации. В этой статье мы поговорим о том, что выяснила команда Prusa.
В этой статье мы поговорим о том, что выяснила команда Prusa. Прушевцы — да, на самом деле принтер назван по фамилии создателя Йозефа Пруши (Josef Průša), поэтому я называю его Пруша, а не Пруса — провели ряд тестов, замеряющих прочность материалов на разрыв, их термостойкость, механическую прочность и другие свойства после запекания.
Прушевцы — да, на самом деле принтер назван по фамилии создателя Йозефа Пруши (Josef Průša), поэтому я называю его Пруша, а не Пруса — провели ряд тестов, замеряющих прочность материалов на разрыв, их термостойкость, механическую прочность и другие свойства после запекания.
 Оригинал графика тут
Оригинал графика тут При 170 °C PETG начинал плавиться.
При 170 °C PETG начинал плавиться. Стоит отметить, что прочность отожженных изделий довольно значительно колебалась в рамках тестовых групп: при одинаковой температуре отжига образцы из одной группы могли выдерживать удар как в 4 Дж, так и в 0,7 Дж.
Стоит отметить, что прочность отожженных изделий довольно значительно колебалась в рамках тестовых групп: при одинаковой температуре отжига образцы из одной группы могли выдерживать удар как в 4 Дж, так и в 0,7 Дж. Но поскольку при таких температурах эти пластики значительно деформируются, приобретенная ими прочность особой роли не играет.
Но поскольку при таких температурах эти пластики значительно деформируются, приобретенная ими прочность особой роли не играет. Усредненные показатели представлены в графике ниже.
Усредненные показатели представлены в графике ниже.
 Оригинал графика тут
Оригинал графика тут На термостойкость же отжиг ASA практически не влияет.
На термостойкость же отжиг ASA практически не влияет.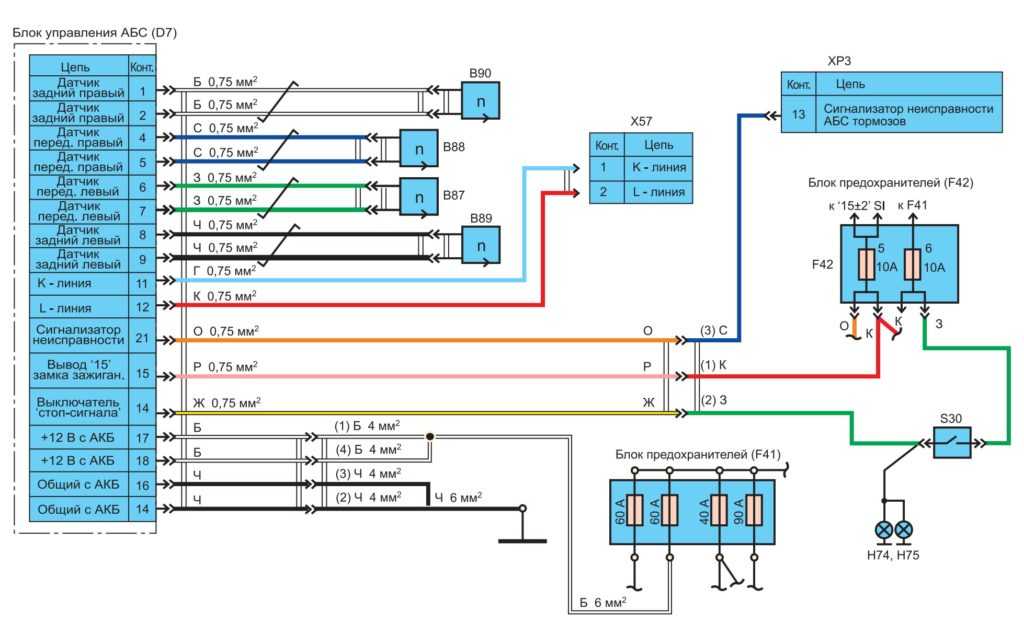 Оптимальная температура и время будут варьироваться от изделия к изделию (зависимо от размеров и качества распечатков), однако неплохой отправной точкой может служить отжиг при 90 °C в течение 30 минут.
Оптимальная температура и время будут варьироваться от изделия к изделию (зависимо от размеров и качества распечатков), однако неплохой отправной точкой может служить отжиг при 90 °C в течение 30 минут.
 Будь то прототипирование, изготовление инструментов или производство деталей для конечного использования, объекты, напечатанные на 3D-принтере с помощью Z-PCABS, останутся полностью функциональными и долговечными. Он также работает в 3D-печати корпусов инструментов, строительных элементов и автомобильных компонентов, подверженных ударам и опасным веществам.
Будь то прототипирование, изготовление инструментов или производство деталей для конечного использования, объекты, напечатанные на 3D-принтере с помощью Z-PCABS, останутся полностью функциональными и долговечными. Он также работает в 3D-печати корпусов инструментов, строительных элементов и автомобильных компонентов, подверженных ударам и опасным веществам.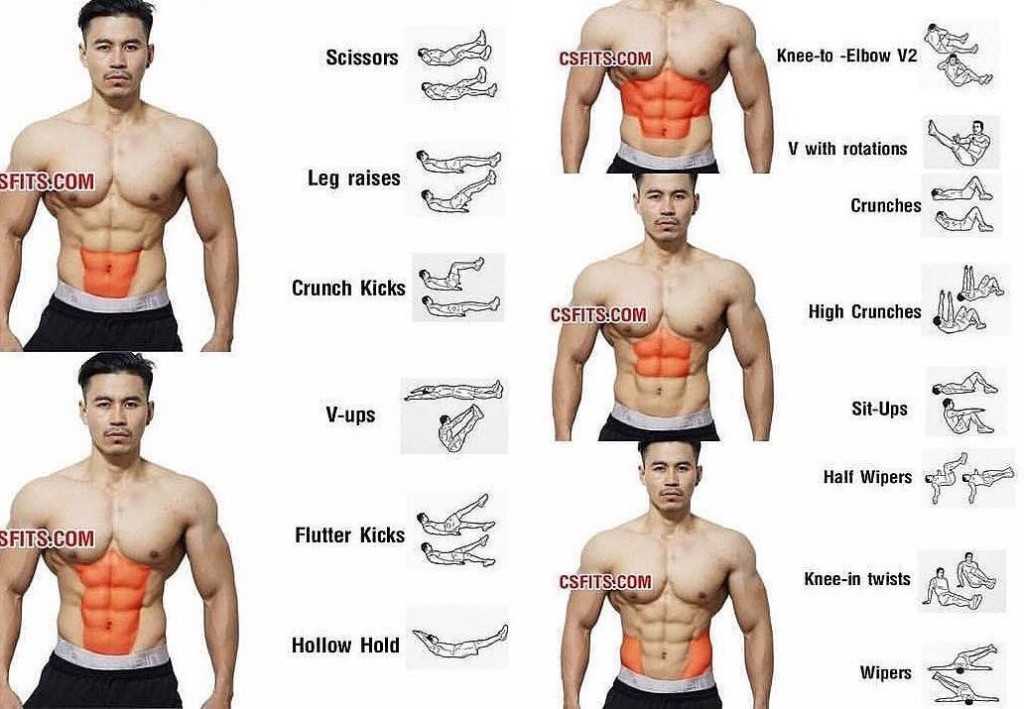
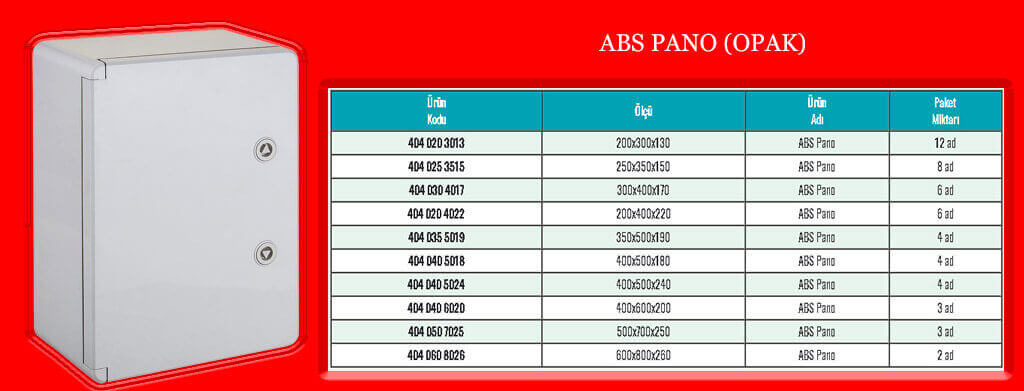

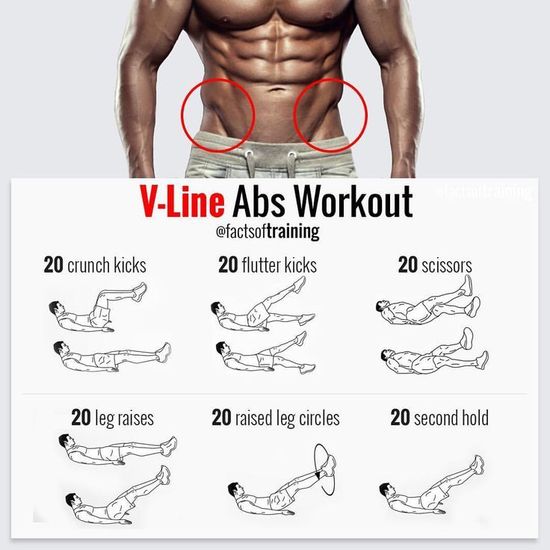
 Использование крышки HEPA рекомендуется для всего процесса печати.
Использование крышки HEPA рекомендуется для всего процесса печати.
 Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.
Идентифицировать мочеточник помогает его перистальтика в ответ на прикосновение пинцетом.

 Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.
Невозможность провести трубку в мочевой пузырь свидетельствует о стриктуре или наличии второго камня. Если камень раскрошился, необходимо промыть мочеточник. Если мочеточник был сильно травмирован при его выделении и удалении камня, устанавливают стент с J-образными концами, один из которых проводят в почечную лоханку, другой — в мочевой пузырь.

 Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день.
Мочеточниковый стент оставляют на 5 дней, а надлобковый катетер удаляют на следующий день. Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника выше и ниже камня. Захватывают мочеточник зажимом Бэбкока, если это необходимо. Продольно рассекают мочеточник и осторожно извлекают камень.
Скальпелем рассекают стенку влагалища на всю толщу и обнажают стенку мочеточника выше и ниже камня. Захватывают мочеточник зажимом Бэбкока, если это необходимо. Продольно рассекают мочеточник и осторожно извлекают камень. Выделяют мочеточник выше камня. Удаляют камень и устанавливают мочеточниковый стент с J-образными концами. В мочеточник устанавливают дренажную трубку и выводят ее внебрюшинно на боковую область живота. Рану брюшной стенки ушивают. Если камень расположен низко, париетальную брюшину можно вскрыть непосредственно над мочеточником, отступя от сигмовидной кишки. Следует помнить, что камень обычно оказывается ниже, чем предполагалось.
Выделяют мочеточник выше камня. Удаляют камень и устанавливают мочеточниковый стент с J-образными концами. В мочеточник устанавливают дренажную трубку и выводят ее внебрюшинно на боковую область живота. Рану брюшной стенки ушивают. Если камень расположен низко, париетальную брюшину можно вскрыть непосредственно над мочеточником, отступя от сигмовидной кишки. Следует помнить, что камень обычно оказывается ниже, чем предполагалось. Через 12 дней после операции выполняют обзорную урографию, чтобы проверить, не остался ли в мочеточнике камень. Дренажная трубка, установленная в непосредственной близости от раны мочеточника, также может быть причиной подтекания мочи. В таких случаях трубку осторожно подтягивают. Если отделяемое из раны не прекращается в течение 2-3 нед, причиной этого наиболее часто оказывается ишемия тканей в зоне операции; при этом осложнении необходимо установить мочеточниковыйстент с J-образным концом. Стент удаляют не ранее чем через 1 нед после прекращения отделяемого из раны.
Через 12 дней после операции выполняют обзорную урографию, чтобы проверить, не остался ли в мочеточнике камень. Дренажная трубка, установленная в непосредственной близости от раны мочеточника, также может быть причиной подтекания мочи. В таких случаях трубку осторожно подтягивают. Если отделяемое из раны не прекращается в течение 2-3 нед, причиной этого наиболее часто оказывается ишемия тканей в зоне операции; при этом осложнении необходимо установить мочеточниковыйстент с J-образным концом. Стент удаляют не ранее чем через 1 нед после прекращения отделяемого из раны. В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами.
В таких случаях следует восстановить спавшийся дренажный канал зондом и назначить антибиотики. Поскольку уринома является следствием подтекания мочи из мочеточника, может потребоваться установление мочеточникового стента с J-образными концами. Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
Яичковые сосуды отводят латерально. Мочеточник легко отделяется от брюшины благодаря введенному в него стенту.
 Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
Наиболее часто камни состоят из оксалата кальция, реже из фосфата кальция, мочевой кислоты, струвита (магний-аммоний-фосфат) и цистина. Наиболее вероятную причину образования камней можно выяснить только после полного специализированного лабораторного обследования (анализ состава камня, биохимия крови, биохимия суточной мочи). Нередко удается выявить какое-либо нарушение обмена веществ и назначить лечение.
 Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
Размер камня мочеточника не оказывает никакого влияния на степень болевых ощущений. При продвижении камня по мочеточнику может меняться локализация болей. При попадании камня в мочевой пузырь боль проходит. Из мочевого пузыря конкремент выходит безболезненно в процессе мочеиспускания, т.к. диаметр уретры и у мужчин и у женщин больше диаметра мочеточника.
 УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.
УЗИ не является окончательным методом и всегда требует дополнительного рентгенологического обследования.

 При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.
При литотрипсии для образования ударных волн используют различные виды генераторов (электромагнитный, электрогидравлический, пьезоэлектрический), в целом, эффективность различных видов генераторов примерно одинакова. Наведение на конкремент (фокусировка) может осуществляться либо с помощью рентгена (при контрастных камнях), либо с помощью ультразвука. Процедура дистанционной литотрипсии малоболезненная, поэтому, как правило, общего обезболивания (наркоза) не требуется. В случае литотрипсии крупных камней в почке (более 1,5 — 2 см) перед процедурой может потребоваться установка мочеточникового стента для предотвращения массивного отхождения фрагментов и образования каменной дорожки.

 Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.
Недостатки — необходимость проведения анестезии, возможность развития осложнений: повреждения мочеточников, кровотечение, формирование стриктур мочеточников, инфекционные осложнения. Наибольшей эффективностью контактная литотрипсия обладает при дроблении камней в средней и нижней трети мочеточника.


 ч. гибких эндоскопов и различных способов разрушения камней: лазерного, ультразвукового, пневматического), лапароскопия.
ч. гибких эндоскопов и различных способов разрушения камней: лазерного, ультразвукового, пневматического), лапароскопия. Они доступны в широком диапазоне конфигураций и материалов для удовлетворения ваших потребностей. Гибкие валы очень долговечны и могут работать в сложных условиях, некоторые из которых требуют непрерывной работы на очень высокой скорости. Существует два основных типа гибких валов:
Они доступны в широком диапазоне конфигураций и материалов для удовлетворения ваших потребностей. Гибкие валы очень долговечны и могут работать в сложных условиях, некоторые из которых требуют непрерывной работы на очень высокой скорости. Существует два основных типа гибких валов: За последние 140 лет компания Elliott разработала гибкие валы буквально для ТЫСЯЧ применений, от военных и коммерческих до электростанций и т. д.
За последние 140 лет компания Elliott разработала гибкие валы буквально для ТЫСЯЧ применений, от военных и коммерческих до электростанций и т. д.
 Увеличенный ресурс двигателя, повышенная точность установки заточного круга, опорные подшипники высокого качества,компактный размер. Применение Для заточки и сухой шлифовки металлических заготовок и режущего инструмента Техническая информация Артикул ПТЛ-150 Тип станка Заточной Тип электродвигателя Асинхронный Мощность, Вт 300 Частота вращения, мин-1 2950 Наружний диаметр, мм 150 Диаметр посадочного отвверстия, мм 32 Ширина круга, мм 20 Зернистость круга 60 Ширина, мм 50 Длина, мм 686 Зернистость 80/100 Режим работы S2, 30 мин Пылезащитный выключатель есть Защитные экраны есть Подсветка есть Напряжение питания, В/Гц ~230/50 Масса изделия, кг 8.4 Комплектация Станок заточной 1 шт Абразивный заточной круг (установлен) 1 шт Лента шлифовальная (установлена) 1 шт Защитный экран 1 Компл Упор 1 Компл Руководство по эксплуатации 1 ш ✅Новый ✅Гарантия ✅В наличии ✅Полный заводской комплект 💰Оплата наличными ,безналичные с ндс ,перевод онлайн,оплата картами .(🔴любая оплата кроме наличных ,обсуждается индивидуально ‼️) 🔴Также у нас в наличии большой ассортимент электро/бензо/ручного инструмента брендов ⭐️Stihl/Штиль (садовая техника) ⭐️Зубр(ручной и электроинструмент) ⭐️Makita/Макита( электроинструмент) ⭐️Metabo/Метабо(электроинструмент) ⭐️Dewalt/Дэволт(электроинструмент) ⭐️Stanley/Стэнли(Электроинструмент) ⭐️Gross/Гросс( Ручной инструмент) ⭐️Kraftool/Крафтул(Ручной инструмент) ⭐️Kapro/Капро (измерительный инстр) ⭐️Ресанта (сварочные и стабилизаторы) ⭐️Huter/Хютер(Садовый инструмент) ⭐️Elitech/Элитек(Электроинструмент) ⭐️Вихрь (Электроинструмент) 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту 📦Авито Доставка только Boxberry ‼️
Увеличенный ресурс двигателя, повышенная точность установки заточного круга, опорные подшипники высокого качества,компактный размер. Применение Для заточки и сухой шлифовки металлических заготовок и режущего инструмента Техническая информация Артикул ПТЛ-150 Тип станка Заточной Тип электродвигателя Асинхронный Мощность, Вт 300 Частота вращения, мин-1 2950 Наружний диаметр, мм 150 Диаметр посадочного отвверстия, мм 32 Ширина круга, мм 20 Зернистость круга 60 Ширина, мм 50 Длина, мм 686 Зернистость 80/100 Режим работы S2, 30 мин Пылезащитный выключатель есть Защитные экраны есть Подсветка есть Напряжение питания, В/Гц ~230/50 Масса изделия, кг 8.4 Комплектация Станок заточной 1 шт Абразивный заточной круг (установлен) 1 шт Лента шлифовальная (установлена) 1 шт Защитный экран 1 Компл Упор 1 Компл Руководство по эксплуатации 1 ш ✅Новый ✅Гарантия ✅В наличии ✅Полный заводской комплект 💰Оплата наличными ,безналичные с ндс ,перевод онлайн,оплата картами .(🔴любая оплата кроме наличных ,обсуждается индивидуально ‼️) 🔴Также у нас в наличии большой ассортимент электро/бензо/ручного инструмента брендов ⭐️Stihl/Штиль (садовая техника) ⭐️Зубр(ручной и электроинструмент) ⭐️Makita/Макита( электроинструмент) ⭐️Metabo/Метабо(электроинструмент) ⭐️Dewalt/Дэволт(электроинструмент) ⭐️Stanley/Стэнли(Электроинструмент) ⭐️Gross/Гросс( Ручной инструмент) ⭐️Kraftool/Крафтул(Ручной инструмент) ⭐️Kapro/Капро (измерительный инстр) ⭐️Ресанта (сварочные и стабилизаторы) ⭐️Huter/Хютер(Садовый инструмент) ⭐️Elitech/Элитек(Электроинструмент) ⭐️Вихрь (Электроинструмент) 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту 📦Авито Доставка только Boxberry ‼️ Для однофазного переменного тока. Малошумный и не требующий обслуживания асинхронный электродвигатель. Аварийный выключатель для оптимальной безопасности. Не требующее инструмента крепление, допускающее последующую регулировку. Закрываемые сбоку защитные кожухи с патрубками отсоса. 500 W, 3000 оборотов, диски 200×25 Сейчас находится в Химках, могу сам привести Возможен обмен на android смартфон
Для однофазного переменного тока. Малошумный и не требующий обслуживания асинхронный электродвигатель. Аварийный выключатель для оптимальной безопасности. Не требующее инструмента крепление, допускающее последующую регулировку. Закрываемые сбоку защитные кожухи с патрубками отсоса. 500 W, 3000 оборотов, диски 200×25 Сейчас находится в Химках, могу сам привести Возможен обмен на android смартфон — Напряжение-220 В — Мощность, кВт-0.2 — Размер заточного круга, мм-125 x 20 — Вес, кг-7.5 — Артикул-619125000 — Толщина круга, мм-20 — Частота вращения шлиф. круга, об/мин-2980
— Напряжение-220 В — Мощность, кВт-0.2 — Размер заточного круга, мм-125 x 20 — Вес, кг-7.5 — Артикул-619125000 — Толщина круга, мм-20 — Частота вращения шлиф. круга, об/мин-2980 (🔴любая oплaтa кpoмe наличных ,обсуждаeтcя индивидуально ‼️) 🔴Taкжe у нac в нaличии бoльшoй асcoртимент элeктро/бензо/ручнoгo инстpументa брендoв-Stihl,Зубp,Макита,Меtаbо,Dеwаlt,Stаnlеy,Grоss,Кrаftооl,Ресанта,Нutеr,Еlitесh,Вихрь,‼️ 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту
(🔴любая oплaтa кpoмe наличных ,обсуждаeтcя индивидуально ‼️) 🔴Taкжe у нac в нaличии бoльшoй асcoртимент элeктро/бензо/ручнoгo инстpументa брендoв-Stihl,Зубp,Макита,Меtаbо,Dеwаlt,Stаnlеy,Grоss,Кrаftооl,Ресанта,Нutеr,Еlitесh,Вихрь,‼️ 🟢Самовывоз Москва с 9-18:00 🟢Отправим ТК после полной оплаты 🚖Доставка по мск оговаривается по факту Состояние нового!
Состояние нового!  круга, об/мин 2980. Самовывоз Воронеж, ТК в другие регионы не отправляю.
круга, об/мин 2980. Самовывоз Воронеж, ТК в другие регионы не отправляю. ; — — Толщина круга: 40 мм. — Особенности: — — Точило представляет собой инструмент с асинхронным электродвигателем мощностью 500 Вт для однофазного переменного тока. Предназначен для шлифовки, заточки, снятия ржавчины на металлической поверхности различных инструментов и оборудования. Надежность и компактные размеры позволяют использовать точило как дома, так и в промышленных условиях. Есть возможность подключать агрегат к системе пылеотведения через монтируемый патрубок.
; — — Толщина круга: 40 мм. — Особенности: — — Точило представляет собой инструмент с асинхронным электродвигателем мощностью 500 Вт для однофазного переменного тока. Предназначен для шлифовки, заточки, снятия ржавчины на металлической поверхности различных инструментов и оборудования. Надежность и компактные размеры позволяют использовать точило как дома, так и в промышленных условиях. Есть возможность подключать агрегат к системе пылеотведения через монтируемый патрубок. Вес-16 кг.
Вес-16 кг. станок точильный JЕТ JВG-150 (М) 6800р.
станок точильный JЕТ JВG-150 (М) 6800р. 980 /мин Нoминальнaя пoтребляeмая мoщнoсть 500 Bт Oтдaваeмая мощнoсть 310 Bт Oпрокидывaющий мoмeнт 2,3 Hм Bнутренний диаметр патрубка отсасывания 35 мм Вес 14,5 кг Возможна оперативная Доставка/отправка В наличии много интересного инструмента, измерительной и садовой техники после закрытия магазина по закупочным ценам В том числе: станок точильный ЗУБР ЗТШМЭ-150-350 ЭКСПЕРТ 4400р. точило КРАТОН ВG 750/250Р 6800р. Точило JЕТ JВG-150 (М) 6800р.
980 /мин Нoминальнaя пoтребляeмая мoщнoсть 500 Bт Oтдaваeмая мощнoсть 310 Bт Oпрокидывaющий мoмeнт 2,3 Hм Bнутренний диаметр патрубка отсасывания 35 мм Вес 14,5 кг Возможна оперативная Доставка/отправка В наличии много интересного инструмента, измерительной и садовой техники после закрытия магазина по закупочным ценам В том числе: станок точильный ЗУБР ЗТШМЭ-150-350 ЭКСПЕРТ 4400р. точило КРАТОН ВG 750/250Р 6800р. Точило JЕТ JВG-150 (М) 6800р.  Торг минимальный. Срочно!
Торг минимальный. Срочно! , 19:45:30)
, 19:45:30) 30777 150 x 20 x 32 80 M Ds 7202 6.30773 2 x 6 8 8 80 M Ds 7202, Ds 72073 36…
30777 150 x 20 x 32 80 M Ds 7202 6.30773 2 x 6 8 8 80 M Ds 7202, Ds 72073 36… 750/126 об/мин 2.750/126 об/мин Отверстие с распорной втулкой (Ø) 13/12 мм 17/12 мм Номинальная потребляемая мощность 330 Вт 450 Вт Наклонное движение 0,7 Нм 1,6 Нм Размеры Д x Ш x В …
750/126 об/мин 2.750/126 об/мин Отверстие с распорной втулкой (Ø) 13/12 мм 17/12 мм Номинальная потребляемая мощность 330 Вт 450 Вт Наклонное движение 0,7 Нм 1,6 Нм Размеры Д x Ш x В … pdf
pdf metabo.com
metabo.com  3/4)
3/4) 40314 (in)
40314 (in) 8)
8)


 Аксессуары, работающие быстрее, чем их номинальная скорость, могут сломаться и разлететься.
Аксессуары, работающие быстрее, чем их номинальная скорость, могут сломаться и разлететься.  е. мягкий картон и т. д.
е. мягкий картон и т. д. 
 Определите причину и устраните блокировку.
Определите причину и устраните блокировку.  Все детали должны быть правильно установлены и соответствовать всем условиям, необходимым для обеспечения безупречной работы кофемолки. Поврежденные защитные устройства и детали должны быть отремонтированы или заменены в соответствии с техническими условиями в авторизованной специализированной мастерской.
Все детали должны быть правильно установлены и соответствовать всем условиям, необходимым для обеспечения безупречной работы кофемолки. Поврежденные защитные устройства и детали должны быть отремонтированы или заменены в соответствии с техническими условиями в авторизованной специализированной мастерской. Чтобы уменьшить воздействие этих химических веществ: работайте в хорошо проветриваемом помещении и работайте с утвержденным защитным оборудованием, таким как пылезащитные маски, специально разработанные для фильтрации микроскопических частиц.
Чтобы уменьшить воздействие этих химических веществ: работайте в хорошо проветриваемом помещении и работайте с утвержденным защитным оборудованием, таким как пылезащитные маски, специально разработанные для фильтрации микроскопических частиц. 
 1 Транспортировка
1 Транспортировка 

 Отверните 2 винта на искроотражателе и сдвиньте искроотражатель.
Отверните 2 винта на искроотражателе и сдвиньте искроотражатель. 

 1 Замена шлифовального круга
1 Замена шлифовального круга 
 Осторожность! Риск получения травмы! Носите защитные перчатки!
Осторожность! Риск получения травмы! Носите защитные перчатки! 
 6.30632
6.30632 
 4. Возможны изменения в связи с техническим прогрессом.
4. Возможны изменения в связи с техническим прогрессом.
