Линейный лазерный нивелир c улучшенной видимостью луча зеленого цвета на 3 x 360°. Самонивелирующийся (±4° за
Комплектация
кейс L-BOXX 136, универсальный держатель BM 1 Professional, лазерный отражатель, карман, 1 аккумулятор GBA 12V 2.0Ah, быстрозарядное устройство GAL 1230 CV.
Производитель
Китай.
Детали
Без поверки
Документы:
pdfскачать
pdfскачать
pdfскачать
Характеристики
Артикул
0601063T00
Тип товара
Нивелир
Бренд
Bosch
Вид
Лазерный
Тип
Линейный
Дальность действия, м
30
Дальность действия с приемником, м
120
Количество лучей
3
Цвет луча
Зеленый
Направление лучей
Горизонталь 360/ 2 вертикали 360
Угол самовыравнивания, °
±4
Длина волны, нм
500-540
Точность нивелирования, мм/м
±0,2
Степень защиты
IP54
Источники питания
4х1. 5 В (АА)
Резьба под штатив
1/4″, 5/8″
Рабочая температура, °С
От -10 до +40
Класс лазера
2
Упаковка
L-BOXX
Температура хранения, °С
От -20 до +70
Время измерения, с
4
Совместимые лазерные приемники
LR7
Рабочий диапазон, м
30
Гарантия, мес
12+24
Страна-производитель
Китай
Часто ищут
Линия 360, Выравнивание автоматическое
Вес, кг
4,849
Отзывы покупателей
Сначала показывать
Боходир
Москва 17 марта 2022
Очень доволенНедостатки: Нету
Джахонгир
Москва 14 сентября 2021
Рекомендую, тонкий луч , зарядное устройство удобное штука, 3 лазер у меня , зелёный и красные лучи но на батарейки 🔋. Отдельно надо купить для них зарядное устройство и батарейки.
Кирилл
Санкт-Петербург 21 мая 2021
не соответствует цена его качествуДостоинства: один плюс аккумуляторы не надо покупать батарейкиНедостатки: слишком широкий толстый луч
Руслан
Москва 27 марта 2021
Я доволен!Достоинства: Отличный инструмент. Очень доволен! Рекомендую.Недостатки: За 1 год пользования недостатков не нашёл!
Санкт-Петербург 06 февраля 2021
Очень хороший инструмент. Крепкий, надёжный.Достоинства: Пока лучший, чем работать доводилось. Луч виден и при солнечной погоде, геометрия углов точнаяНедостатки: Луч толстоват. Дороговато.
Николай
Санкт-Петербург 07 октября 2020
Цена — это единственный минус. Устройство продуманное и функциональное. С приемником Bosch (0601069J00) для линейного нивелира LR 7 Professional и с поворотной площадкой удобно было размечать длинные коридоры под кирпичную кладк.
Алексей
Санкт-Петербург 05 февраля 2020
А так,вещь очень хорошая если нормально относиться верой и правдой работать будет.Достоинства: Работаем этими лазерами уже 10 лет одни из лучших. у этого даже в приложении написано когда лазер уронили.главное что он теперь на аккумуляторе.Недостатки: Цена конечно завышена, можно конечно было штатив в комплект сделать.
Очень доволенДостоинства: Отличный уровень,управление со смартфона через преложение,хочу сказать,что с аккумулятором в разы удобнее,чем с батарейками,да и заряжается какие-то 20 минут,а работает часов 5 ( постоянно включён),видимость луча отличная,да и магнитное крепление очень удобное,цена да,дороговат маленько,но он стоит этих денег,если кто занимается профессионально,то штука очень хорошая.Недостатки: Не нашёл
Владислав
Санкт-Петербург 07 октября 2019
Если нет нужды в зеленом луче, берите красный. В работе с плиткой он мне не понравился, для сравнения stabila lax 50 купленный в 2011 году, даёт более четкий и тонкий луч. В остальном уровень, как уровень ничего нового.Достоинства: Ввиду того, что «одноклассники» или дороже или хуже, брать можно…Недостатки: Достаточно толстые лучи, по обе стороны луча на белом или светлом основании можно наблюдать ещё по 5-6 очень тонких линий своего рода сепия.
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Фотографии покупателей
Вам могут понадобиться
Штативы, рейки, держатели
Батарейки
Защита рук
Маркеры, карандаши, мел
Отвесы, шнуры
Рулетки
Уровни
Пояса, ремни, сумки
Демисезонная спецодежда
Рабочая обувь, наколенники
Зимняя спецодежда
611096
Доставим
Сегодня
Привезем в строительные центры
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Держатель Bosch LR 6/LR 7 (1608M00C1L) для приемника
Цена за шт
2 358 ₽
За баллы:
589,25
В корзину
129525
Доставим
Сегодня
32 упак
Привезем в партнерские пункты выдачи
01/01 после 10:00
6 упак
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив ADA Digit 130 (A00170) для нивелиров и фото/видео техники 1,3 м
Цена за упак
1 690 ₽
За баллы:
422,25
В корзину
129524
Доставим
Сегодня
46 упак
Привезем в партнерские пункты выдачи
01/01 после 10:00
7 упак
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив ADA Light S (А00177) для нивелиров и теодолитов 1,73 м
Цена за упак
4 990 ₽
За баллы:
1 247,25
В корзину
129519
Доставим
Сегодня
58 упак
Привезем в партнерские пункты выдачи
01/01 после 10:00
12 упак
при заказе до 30/12 до 11:59
Смотреть на карте
Очки ADA Laser glasses (A00126) для лазерных приборов
Цена за упак
450 ₽
За баллы:
112,25
В корзину
675180
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штанга Condtrol Pillar (2-17-042) для нивелиров составная с треногой 3,6 м
Цена за шт
6 990 ₽
За баллы:
1 747,25
В корзину
675179
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м
Цена за шт
2 990 ₽
За баллы:
747,25
В корзину
625354
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив ADA Silver PLUS (А00556) для нивелиров телескопический с треногой 3,6 м
Цена за шт
5 990 ₽
За баллы:
1 497,25
В корзину
675177
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Очки Condtrol (1-7-101) для лазерных нивелиров зеленые
Цена за шт
390 ₽
За баллы:
97,25
В корзину
675178
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Штатив Condtrol h230 (2-17-032) для нивелиров и фото/видео техники 1,3 м
Цена за шт
1 990 ₽
За баллы:
497,25
В корзину
825033
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Очки Condtrol (1-7-035) для лазерных нивелиров красные
Цена за шт
390 ₽
За баллы:
97,25
В корзину
136276
Доставим
Сегодня
Привезем в строительные центры
Смотреть на карте
Штатив Bosch BT 160 (00601091200) для оптического нивелира 1,6 м
Цена за шт
7 100 ₽
За баллы:
1 774,75
В корзину
Похожие товары
611094
Доставим
Сегодня
Привезем в партнерские пункты выдачи
01/01 после 10:00
при заказе до 30/12 до 11:59
Смотреть на карте
Нивелир лазерный Bosch GCL 2-50 (0601066F01) с приемником LR6
Цена за шт
19 634 ₽
За баллы:
4 908,25
В корзину
Нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге.
Лазерный нивелир BOSCH GLL 3-80 CG Professional + BM 1 в Киеве. 0601063T00 цена. Нивелиры Bosch по Украине
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Измерительная техника
/
Нивелиры
/
Лазерный нивелир BOSCH GLL 3-80 CG Professional + BM 1 0601063T00
Полное описание
Характеристики
Теги товара
Лазерный нивелир BOSCH GLL 3-80 CG Professional
Лазерный нивелир BOSCH GLL 3-80 CG Professional — компактный универсальный линейный лазер для всех работ внутри помещения с проецированием зеленых лучей. Построитель плоскостей BOSCH GLL 3-80 CG Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 CG Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 CG Professional составляет ± 0,2 мм/м. В базовой комплектации универсальный держатель BM1 и кейс L-BOXX 136.
Свойства лазерного нивелира BOSCH GLL 3-80 CG Professional:
Зеленый свет обладает видимостью вчетверо лучше
Неограниченные возможности применения: одна горизонтальная и две вертикальные линии под углом 360° позволяют широко использовать этот инструмент для одновременной маркировки, выравнивания и нивелирования внутри помещения.
Автоматическое нивелирование до 4° за 4 секунды: точная работа на участке диаметром до 120 мм с помощью приемника LR7.
Компактный, простой в эксплуатации и чрезвычайно крепкий (IP 54).
Дистанционное управление через порт Bluetooth
Датчик калибровки
Может питаться от 12-вольтовых аккумуляторов или щелочных батареек (4 аккумулятора 1,5 В LR6 AA)
Аккумуляторная дрель-шуруповерт BOSCH GSR 12V-35 Professional Solo 06019H8000
Линейный лазер GLL 3-80 CG
Линейный лазер GLL 3-80 CG | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
в L-BOXX 136 с 1 батареей GBA 12 В 2,0 Ач, крепление
Показать вариант
688,00 EUR
Рекомендованная розничная цена без НДС
Найдите местного дилера
Линейные лазеры
GLL 3-80 CG
Подробные цены
L-BOXX 136
Универсальное крепление BM 1 Professional
Лазерная мишень
Сумка
1 батарея GBA 12 В 2,0 Ач
Быстрозарядное устройство GAL 12V-40 Professional
Номер заказа: 0601063T00
688,00 евро
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в L-BOXX 136 с 1 батареей GBA 12 В 2,0 Ач, крепление
0 601 063 T00
688,00 евро
Рекомендованная розничная цена без НДС
Найдите местного дилера
GLL 3-80 CG Professional
Ваш выбор
в L-Boxx 136 с 1 x батарея GBA 12V 2,0AH, Mount
Заказ номер: 0 601 063 T00
Select Variant
688. 00 EUR
Рекомендованная розничная цена без НДС
Найдите местного дилера
GLL 3-80 CG
Подробные цены
L-BOXX 136
Универсальное крепление BM 1 Professional
Лазерная мишень
Сумка
1 батарея GBA 12 В 2,0 Ач
Быстрозарядное устройство GAL 12V-40 Professional
Номер заказа: 0601063T00
688,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
L-BOXX 136 1 600 A01 2G0
Универсальное крепление BM 1 Professional 0 601 015 A01
Лазерная мишень
Сумка
1 батарея GBA 12 В 2,0 Ач 1 600 Z00 02X
Быстрозарядное устройство GAL 12V-40 Professional 1 600 A01 9Р3
Показать меньше
Показать больше
Дополнительные данные
Рабочий диапазон с приемником, значение
120 м
Точность
+/- 0,2 мм/м*/** (*для четырех горизонтальных точек пересечения; **плюс отклонение в зависимости от использования)
Проекция
3 линии по 360°
Напряжение батареи
12
Лазерный диод
500 – 540 нм,
Рабочая Температура
-10 – 40 °С
Температура хранилища
-20 – 70 °С
Лазерный класс
2
Рабочий диапазон
до 30 м
Рабочий диапазон с приемником
до 120 м
Диапазон самовыравнивания
± 4°
Время выравнивания
4 с
Защита от пыли и брызг
IP 54*** (***кроме литий-ионного аккумулятора и адаптера аккумулятора AA1)
Источник питания
Литий-ионный аккумулятор 12 В, 4 x 1,5 В LR6 (AA)
Время работы (макс. )
6 часов (Li-Ion) и 4 часа (4 x AA) в 3-строчном режиме
Резьба штатива
1/4″, 5/8″
Вес, ок.
0,9 кг
Цвет лазерной линии
зеленый
Совместимые лазерные приемники
ЛР 7
Рабочий диапазон, значение
30 м
GLL 3-80 CG Professional: Дополнительная информация
Основные характеристики продукта
Линейный лазер GLL 3-80 CG Professional просто подключается и проецирует жирные линии 3 x 360° для максимальной видимости. Ярко-зеленые лазерные линии обеспечивают в четыре раза лучшую видимость, чем красные линии. Инновационный мониторинг CAL Guard и приложение для смартфона, подключенное по Bluetooth®, обеспечивают дистанционное управление, а также бесконтактную настройку и высокую точность. Три линии этого инструмента по 360° обеспечивают одновременное горизонтальное и вертикальное выравнивание для высокоэффективной работы.
Оборудование и применение
Этот линейный лазер был разработан для настила полов, установки окон, установки полок, строительных каркасов для гипсокартона и укладки плитки.
Дополнительная информация
Благодаря двойному источнику питания GLL 3-80 CG Professional он может работать как с литий-ионной батареей 12 В, так и со стандартными щелочными батареями для дополнительной гибкости. Он способен выравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,2 мм/м*/** и имеет рабочий диапазон до 120 м при использовании дополнительного LR7 Профессиональный ресивер. Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54***).
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить. Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Линейный лазер GLL 3-80 CG
Линейный лазер GLL 3-80 CG | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
в переносном кейсе с 4 батареями (AA), набор принадлежностей
Показать вариант
В настоящее время недоступен онлайн
Найти местного дилера
Линейные лазеры
GLL 3-80 CG
Подробные цены
4 батарейки 1,5 В LR6 (AA)
Сумка
Адаптер для щелочных батарей AA1
Лазерная мишень
Чемодан
Универсальный держатель BM 1 Professional
Зажим
Номер заказа: 0601063U80
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в кейсе с 4 батареями (AA), набор принадлежностей
0 601 063 U80
Найти местного дилера
GLL 3-80 CG Professional
Your Selection
в кейсе с 4 батареями (AA), набор принадлежностей
Номер заказа: 0 601 063 U80
Выберите вариант
В настоящее время недоступен онлайн
Найти местного дилера
GLL 3-80 CG
Подробные цены
4 батарейки LR6 1,5 В (AA)
Сумка
Адаптер для щелочных батарей AA1
Лазерная мишень
Чемодан
Универсальный держатель BM 1 Professional
Зажим
Номер заказа: 0601063U80
0,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
4 батарейки 1,5 В LR6 (AA)
Сумка
Адаптер щелочной батареи AA1 1 608 M00 C1B
Лазерная мишень
Чемодан
Универсальный держатель BM 1 Professional 0 601 015 A00
Постобработка пластика после 3D-печати, механическая и химическая
Наиболее популярными методами доводки распечатанных 3D-объектов являются шлифовка, пескоструйная обработка и обработка парами растворителей.
Это заблуждение, что при 3D-печати нельзя получить такие же гладкие и отполированные объекты, как с помощью традиционных промышленных технологий. На такие заявления можно возразить простой наждачкой, и эта техника доводки очень распространена.
То, какая техника доводки используется, во многом зависит от геометрии и материала детали. Эти факторы определяют и уровень эстетичности, который удастся достичь, и ее функциональность, потому что разные методы позволяют добиваться разных текстур и внешнего вида. Одни методы лучше подходят для прототипов и выставочных моделей, другие — для деталей механизмов.
Ошкуривание
Несмотря на то, что системы послойного наплавления созданы, чтобы получать высококачественные детали непосредственно из принтера, линии соединения слоев остаются видны, а конечному пользователю этого совсем не надо, особенно, если речь идет о решении, в котором эстетический вид является приоритетом. Ошкуривание позволяет устранить эти недостатки и может быть использовано для моделей, торговых образцов или концептов, полнофункциональных прототипов и узлов и механизмов конечного уровня.
Многим высококачественным объектам, изготовленным на 3D-принтере, для придания гладкости и для того, чтобы избавиться от линий в местах наложения слоев, достаточно доводки наждачной шкуркой.
Процесс ошкуривания всем известен. Пластиковые детали обрабатывают руками или на шлифовальном станке, как это делается с деревянными или металлическими элементами. Ошкуривание недорого и эффективно, кроме того, это проверенный метод, с помощью которого можно достичь качественной отделки. По сути, это наиболее распространенный способ доводки распечатанных на 3D-принтере объектов.
Наждачкой можно обработать все, кроме самых маленьких деталей. А большими они могут быть сколько угодно, хотя вручную добираться до мелких дефектов и неровностей бывает сложно. В типовых ситуациях процесс относительно быстр. При послойном наплавлении речь обычно идет о борьбе со ступенчатыми поверхностями. Ступеньки на детали размером где-то с пульт ДУ зачищаются примерно за 15 минут, притом что покраска такой же детали из-за дополнительных шагов, таких как подготовка и сушка, длится 2 часа.
Когда деталь должна быть в первую очередь точной и долговечной, очень важно учитывать, сколько материала будет удалено при ошкуривании. Если его будет удалено много, нужно до печати внести изменения в дизайн, сделать стенки более толстыми. Требования, предъявляемые к детали, определяют также, какая именно техника ошкуривания будет применена, ручная или механическая, и какой будет задействован инструмент.
Пескоструйная обработка
Вторым по распространенности методом доводки является пескоструйная обработка. В этом случае оператор управляет соплом, из которого на деталь, чтобы скрыть на ней следы от слоев, под напором распыляется мелкодисперсный материал. Процесс быстрый, занимает 5-10 минут, результат выглядит цельно.
При пескоструйной обработке на деталь, помещенную в закрытую камеру, направляется поток мелких пластиковых частиц, в результате чего через 5-10 минут поверхность становится гладкой.
Данная технология легко модифицируется, ее можно использовать с большинством материалов. Применяется она и в период разработки и изготовления детали, на любом этапе – от прототипирования до производства. Такого рода гибкость обусловлена тем, что обработка обычно производится мелкими частицами тонко переработанного термопластика. Именно такой «песок», абразивные характеристики которого при распылении находятся в пределах от средних до высоких. Очень хорошо работает пищевая сода, поскольку она не слишком агрессивна. С ней, однако, работать несколько сложнее, чем с пластиком.
Одно из ограничений пескоструйной обработки — размер объекта. Поскольку процесс производится в закрытой камере ограниченного объема, обычно речь идет о габаритах примерно до 60 x 80 x 80 см. Пескоструйная обработка осуществляется вручную, поэтому за один раз доводится только одна деталь и ни о каком «массовом производстве» речи не идет.
Обработка парами
Третий по популярности метод доводки называется обработкой парами или паровая обработкой. В этом случае деталь находится в атмосфере испарений вещества, доведенного до точки кипения. Частицы испаряющегося вещества вплавляются в обрабатываемую поверхность на глубину примерно 2 микрона, делая ее гладкой и блестящей всего за несколько секунд. Те, кто предпочитают матовую поверхность, могут подвергнуть деталь пескоструйной обработке после обработки парами, когда деталь уже сглажена и механическое контактное напряжение снято.
В результате обработки ABS-пластика парами ацетона, поверхность становится гладкой и глянцевой, единственный минус такой технологии — склаживаются углы и мелкие детали
Поскольку поверхность получается очень гладкой, обработка парами широко применяется для предметов широкого спроса, прототипов и в медицинских приложениях. Метод не сказывается существенно на точности детали. После пескоструйной обработки объект готов для нанесения пленочного, защитного или декоративного слоя. Такие покрытия обычно наносятся на более прочные материалы, к которым предъявляются высокие требования.
К сожалению, как и у пескоструйки, у технологии обработки парами есть ограничения по размерам деталей. В отличие от ошкуривания и пескоструйной обработки, обработка парами имеет ограничения и по материалам. Для обработки ABS-пластика используется ацетон. При обработке PLA-пластика используется тетрагидрофуран или дихлорметан. Обработанные материалы достаточно практичны и прочны, созданные изделия сохраняют свою изначальную прочность и гибкость.
Постобработка изделий после 3D печати. Ограничения и сложности
Содержание
Проблематика
Основные этапы постобработки изделия
Отделение от платформы построения
Удаление поддержек
Удаление остатков материала
Фотоотверждение, снятие остаточного напряжения или спекание
Доведение ответственных поверхностей
Улучшение качества поверхности
Улучшение механических свойств изделия
Контроль качества изделия
Автоматизированные методы постобработки
Сухое электрохимическое полирование
Автоматизированная очистка от металлического порошка
Электрохимическое удаления поддержек
Станция просеивания и смешивания порошка
Автоматизированная очистка от полиамидного порошка
Улучшение качества поверхности пластиков и полиамидов
Покраска полиамидных изделий
Выводы
Постобработка — это процесс или последовательность операций, которую необходимо совершить с изделием или материалом, перед или после 3D печати, для получения необходимых характеристик детали.
Проблематика
На сегодняшний день ни одна технология 3д печати, не позволяет нам получить изделие готовое к использованию сразу после печати. И с этой точки зрения отличие между технологиями лишь в том, что после одних требуется больше времени на постобработку, а после других меньше, но факт остается фактом, постобработка — это неотъемлемый этап изготовления изделия методом аддитивного производства. В самом начале, хотел бы оговориться, в этой статье речь идет преимущественно о промышленном применении аддитивных технологий и о самих промышленных технологиях 3Д печати.
По последним данным, постобработка может занимать до 70% времени затраченного на весь процесс аддитивного производства изделия. Вызвано это в большей степени тем, что почти все этапы постобработки изделия, производятся вручную.
Ручная постобработка имеет ряд ограничений:
низкая производительность (удаление поддержек после SLM печати на одном изделии может занят несколько часов)
отсутствие повторяемости (оператор не может сделать 2 одинаковых изделия)
низкая прогнозируемость (невозможно заранее точно понять сколько времени займет постобработка нового изделия)
обработке подлежат только изделия простой формы (невозможно вручную обработать внутренние каналы и полости)
Все эти ограничения, не позволяют рассматривать аддитивные технологии как профессиональный инструмент для производства средней или крупной серии изделий, и можно с уверенностью сказать, что постобработка — это бутылочное горлышко всего процесса аддитивного производства.
При этом нельзя сказать, что использование ручных методов обработки — это вина самих пользователей, до недавнего времени системы автоматизированной постобработки на рынке отсутствовали в принципе и пользователям ничего не оставалось кроме как придумывать свои собственным методы обработки изделий после печати. Согласно исследованию 2019 года, 83% компаний имеют сложности с постобработкой изделий.
Основные этапы постобработки изделия
Все этапы постобработки можно поделить на два типа, одни из них обязательные и без их проведения изделие не может быть использовано совсем, другие необязательные, и зависят от требований к детали в каждом конкретном случае. Можно сказать что почти все необязательные виды постобработки сводятся к улучшению качества поверхности. Этапы внутри себя уже делятся на автоматизированные и ручные. В зависимости от технологии печати эти этапы могут проводиться в разном порядке.
Обязательные:
Отделение от платформы построения
Автоматизированный этап. В случае с пластиками и полимерами легко производится руками, в случае с металлами изделие срезается с платформы построения либо электроэрозионным станком, либо с помощью ленточнопильного станка, этап как таковой не вызывает проблем
Удаление поддержек
Полностью ручная операция, одна из самых затратных по времени. Подразумевает в большинстве случаев ювелирный ручной труд, одна ошибка может привести к браку, особенно в случае с печатью металлом, очень проблемный этап.
Удаление остатков материала
Ручная операция, производится в основном встроенным пылесосом и пескоструйной обработкой. проблемы возникают при очистке каналов и изделий со сложной геометрией, а также при очистке больших металлических изделий. Так же сложность вызывает то что остатки материала нужно определенным образом обработать (просеять в случае с порошкообразными материалами) и хранить.
Фотоотверждение, снятие остаточного напряжения или спекание
Автоматизированный этап. Отверждение или спекание производится в специальной камере или установке, в зависимости от размеров установки можно обработать от одной до нескольких партий напечатанных изделий.
Доведение ответственных поверхностей
Автоматизированный этап. Обычно выполняется на фрезерном станке с ЧПУ, подразумевает фрезерование отверстий в размер, или финишную фрезеровку плоскости.
Необязательные:
Улучшение качества поверхности
Это на сегодняшний день самый широко представленный этап постобработки, какие-то из методов автоматизированные, какие-то ручные. Далее о каждом подробнее:
токарная/фрезерная обработка, позволяет получить высокую точность изделий, но только на изделиях простой формы, не получится обработать сложные каналы и внутренние полости. Затратный по времени и дорогой метод. Требуются специальные знания написания управляющих программ обработки
галтовка, позволяет быстро убрать высокую шероховатость поверхности, сама установка недорогая и простая в использовании. Но скругляет острые кромки и края, по этой причине не подходит для большинства изделий
шлифование, тут все минусы ручной постобработки
плазменное полирование, позволяет получить глянцевую зеркальную поверхность, но сложно контролируется и так же, как и галтовка скругляет кромки
покраска
Улучшение механических свойств изделия
горячее изостатическое прессование
Контроль качества изделия
обратное сканирование, изделие сканируетеся и сравнивается с CAD моделью, создается карта отклонений, после чего делается вывод подходит ли изделие или нет. Простой и относительно малозатратный процесс
компьютерная томография, изделие сканируется с помощью рентген установки, в результате чего можно получить полную 3д модель, для анализа на отсутствие внутренних пустот и трещин
ультразвуковой анализ, позволяет получить информацию о пустотах и трещинах в изделии
Как можно понять из приведенных выше методов, самыми проблемными являются такие этапы как удаление поддержек и улучшение качества поверхности.
Автоматизированные методы постобработки
На сегодняшний день большинство аддитивных технологий уже способны конкурировать с традиционными при производстве малой или средней серии изделий. Помогают в этом уникальные автоматизированные технологии обработки изделий после печати. Самые главные преимущества автоматизированных методов постобработки, как раз полностью противопоставляются несовершенству ручных методов. Самым главным плюсом несомненно является возможность масштабирования производства и снижение затрат на постобработку единицы изделия.
Ручные методы
Автоматизированные методы
Производительность
низкая
высокая
Повторяемость
низкая
высокая
Прогнозируемость
низкая
высокая
Геометрия изделия
простая
сложная
Инновационные методы автоматизированной постобработки:
Сухое электрохимическое полирование
Сухое электрохимическое полирование по технологии DryLyte. Уникальная технология объемного шлифования и полирования поверхности, позволяет добиться зеркальной поверхности по всей плоскости изделия, включая внутренние полости, с сохранением всех острых кромок и углов. Более подробно о технологии можно почитать в этой статье.
Автоматизированная очистка от металлического порошка
Solukon, установка позволяет очистить изделия сложной формы от остатков порошка в каналах и труднодоступных местах. Платформа построения крепится в рабочую зону, после чего поворотный стол вращает изделие по запрограммированному циклу, все это происходит с применением ультразвука.
Электрохимическое удаление поддержек
удаление поддержек и улучшение качества поверхности по технологии Hirtisation. Запатентованная электрохимическая технология удаления поддержек, позволяет растворить поддержки в труднодоступных местах, а также улучшить шероховатость всей поверхности изделия.
Станция просеивания и смешивания порошка
Ультразвуковая станция одновременно просеивает и смешивает новый металлический порошок с уже использованным, в результате создает необходимый состав для качественной печати.
Автоматизированная очистка от полиамидного порошка
PostProDP, установка решает проблему очистки изделий после SLS печати, и позволяет очистить большое количество изделий одновременно за 10 минут.
Улучшение качества поверхности пластиков и полиамидов
Улучшение качества поверхности по технологии PostPro3D. Улучшение шероховатости изделий из полиамида и пластика, позволяет получить глянцевую поверхность как после литья.
Покраска полиамидных изделий
покраска полиамидных изделий PostProCOL. Технология позволяет покрасить изделие из полиамида и других порошковых пластиков, при этом краска внедряется внутрь изделия, не меняя его размеров.
Оставить заявку на подбор решения для постобработки можно через форму обратной связи
Выводы
Если раньше при использовании 3д принтера для печати прототипов постобработку не рассматривали как этап печати, то сегодня по мере внедрения аддитивных технологий как инструмента производства, этап постобработки уже рассматривается пользователями как неотъемлемая его часть. Использование аддитивных технологий растет, и затраты на постобработку становятся критичными в себестоимости напечатанного изделия. Мы переходим от бюджетов на исследования и разработки к масштабным решениям по инвестициям в производство.
Читайте другие наши статьи по теме постобработке печатных изделий:
Финишная постобработка изделий из полиамида после 3D печати
Постобработка металлических изделий с помощью сухого электрохимического полирования DLyte
Solukon — оборудование для финишной обработки металлических изделий
По все вопросам, вас с удовольствием проконсультируют наши специалисты, обратится к ним можно любым удобным способом:
Постобработка — это часть процесса 3D-печати, которую часто упускают из виду. По мере того, как рынок аддитивного производства переходит от прототипирования к производству конечных деталей, ориентированных на потребительские рынки, внешний вид 3D-печатных продуктов становится все более важным. Вот тут и приходит на помощь постобработка 3D-печатных деталей.
Что такое постобработка в 3D-печати?
Детали, изготовленные с помощью технологий 3D-печати, обычно требуют определенной обработки после производства. Этот важный этап процесса 3D-печати известен как постобработка. Короче говоря, постобработка в 3D-печати относится к любому процессу или задаче, которую необходимо выполнить с напечатанной деталью, или к любой технике, используемой для дальнейшего улучшения объекта. Думайте об этом как о последнем штрихе в обработке и доработке деталей, которые выходят из 3D-принтера. Варианты постобработки 3D-печатных деталей включают удаление поддержки или лишнего материала, промывку и отверждение, шлифовку или полировку модели до покраски или окрашивания.
Затраты на постобработку 3D-печатных деталей
Постобработка может быть дорогостоящей, особенно если она выполняется вручную. Ручная постобработка трудоемка и не масштабируется. Это также станет неустойчивым в крупносерийном производстве.
Стоимость постобработки может составлять почти одну треть стоимости производства 3D-печатной модели. Согласно отчету Wohler за 2018 год, 27% общих затрат на производство модели можно отнести к затратам, связанным с постобработкой, которые включают затраты на поломку детали.
К счастью, недавнее развитие различных систем постобработки означает, что задачу обработки 3D-печатных деталей можно автоматизировать и, как следствие, снизить затраты.
Различные компании разрабатывают оборудование для постобработки для автоматизации процесса. Некоторые из этих компаний, например DyeMansion, специализируются только на машинах для постобработки. Другие, такие как Carbon и FormLabs, являются производителями 3D-принтеров, которые добавляют системы постобработки для бесперебойной работы со своими настройками печати.
Итак, какие существуют различные методы постобработки?
Мы можем выделить 5 этапов постобработки, хотя не все этапы требуются для всех проектов:
Очистка
Фиксация
Отверждение или закалка
Отделка поверхности
Окрашивание
5 -техника обработки может варьироваться в зависимости от процесса печати, используемого для создания модели.
1. Очистка
а) Удаление вспомогательного материала (FDM и распыление материала)
При печати моделей с выступающими элементами с помощью FDM или других технологий струйной обработки материалов необходимы опорные конструкции, удерживающие выступающие элементы.
Эти опорные конструкции могут быть напечатаны с использованием того же материала, что и сама модель. Но когда машина позволяет печатать несколькими материалами, можно использовать специальный вспомогательный материал. Тем не менее, каждый раз, когда требуется структура поддержки, будет задействована некоторая постобработка.
Существует два типа вспомогательного материала: растворимый и нерастворимый (обычно последний представляет собой тот же материал, из которого напечатана модель).
Нерастворимый материал относительно прочен и может быть удален только с помощью таких инструментов, как ножи или плоскогубцы. Это нужно делать осторожно, так как существует риск повреждения модели или непреднамеренного удаления мелких деталей.
При использовании растворимого вспомогательного материала снижается риск повреждения модели. Опорные структуры можно растворить в воде или с помощью химического вещества под названием лимонен. Примерами растворимых материалов являются HIPS (используется в качестве подложки с материалом ABS) и PVA (используется в качестве подложки с материалом PLA).
б) Удаление порошка (SLS и порошковое слияние)
в) Промывка (SLA и фотополимеризация)
Детали, напечатанные с помощью SLA или другой фотополимеризации, можно легко очистить после печати. Две компании добавили стиральные машины для постобработки, которые легко интегрируются в их линейку процессов печати.
FormLabs добавила Form Wash, в которой для очистки деталей используется изопропиловый спирт (IPA). Компания Carbon разработала машину Smart Part Washer для очистки.
2. Крепление
Иногда требуется мелкий ремонт, чтобы заполнить небольшие отверстия или трещины или даже соединить детали, которые были напечатаны отдельно.
a) Заполнение
Когда наполнители и отвердители используются для ремонта нежелательных отверстий или трещин в печатном объекте.
b) Склеивание и сварка
Используется, когда необходимо соединить отдельно напечатанные детали. Отпечатки из АБС-пластика можно сваривать или склеивать с помощью ацетона.
3. Отверждение
Как и в случае с картофелем фри, запекание моделей после печати улучшает механические свойства (хрусткость в случае картофеля фри) материала.
Formlabs и Carbon добавили отверждение с использованием УФ-излучения в свой процесс печати (соответственно SLA и CLIP, оба процесса фотополимеризации). После того, как модель напечатана, специальные сушильные машины нагревают модель, чтобы привести деталь к оптимальным механическим свойствам. Таким образом, отверждение отличается от других вариантов постобработки тем, что оно улучшает не только эстетические характеристики, но и физическое качество модели.
4. Отделка поверхности
После мытья, очистки, удаления подложки или излишков материала и отверждения доступны различные процессы, чтобы сделать модель более эстетичной. Это особенно актуально, когда модели ориентированы на потребительские рынки.
a) Шлифование
Линии слоев или точки касания, где поддерживающая структура была прикреплена к модели, могут быть удалены путем тщательной шлифовки поверхности модели с использованием наждачной бумаги с различной зернистостью: от низкой до высокой для окончательной обработки. Помимо трудоемкости, ручное шлифование может привести к неоднозначным результатам. При автоматизированной полировке этого можно избежать.
Линии слоев особенно заметны на 3D-моделях, созданных с использованием методов наложения слоев (например, FDM).
b) Паровая или химическая обработка.
Иногда для выравнивания поверхности модели используются химикаты. Пары вступают в реакцию с внешним слоем объекта. Линии слоя стираются, оставляя гладкий внешний слой, придавая модели глянцевый вид.
Для моделей, напечатанных из PLA и ABS, часто используется ацетон или химическое вещество тетрагидрофуран (ТГФ).
Проблема этой техники в том, что ею нельзя управлять: можно расплавить мелкие детали, которые должны остаться. Кроме того, пары могут быть вредны при вдыхании. Этого можно избежать, используя закрытые машины химической очистки.
5. Окрашивание
В некоторых случаях 3D-модели могут быть напечатаны с использованием цветного материала, а с помощью мультиматериальной печати могут быть сделаны (многоцветные) отпечатки. Но можно также выбрать окраску на этапе постобработки.
Покрытие и покраска
Детали, требующие окраски, в идеале должны быть напечатаны белым материалом. Перед покраской модели обычно наносится слой грунтовки. Окрашивание можно выполнять вручную с помощью кисти или распылителя. Есть машины, которые автоматизируют напыление деталей.
Куда можно обратиться для постобработки?
Таким образом, постобработка становится все более неотъемлемой частью процесса 3D-печати. Благодаря разработке специальных машин для постобработки процесс становится автоматизированным, что делает его более масштабируемым, чем это было возможно ранее.
У вас есть возможность использовать специальные услуги постобработки, но все чаще полиграфические службы предоставляют услуги постобработки своим клиентам, предлагая им универсальное решение.
Руководство по постобработке и финишной обработке 3D-печати SLA смолой
Стереолитография (SLA) 3D-печать стала широко популярной благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда передовых материалов с прекрасными характеристиками. и гладкая поверхность.
Однако детали не выходят из принтера готовыми на 100%: они часто требуют постобработки. В то время как детали прямо со сборочной платформы готовы к использованию и гладкие, несколько дополнительных штрихов сделают детали пригодными для широкого спектра применений.
В этом руководстве мы расскажем все, что вам нужно знать о постобработке деталей SLA, от промывки деталей в изопропиловом спирте, их пост-отверждения светом и теплом, покраски, шлифовки и т. д.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Многие пользователи хотят знать, как красить детали, напечатанные на 3D-принтере SLA, или как сглаживать и полировать их для создания красивых моделей, готовых к заказу. Для этого детали необходимо промыть, чтобы удалить с поверхности липкую, излишнюю смолу. Если не вымыть детали должным образом, они останутся липкими и неприглядными, поэтому постобработка жизненно важна для успешной 3D-печати.
Промывка деталей SLA Советы:
Formlabs рекомендует промывать детали SLA изопропиловым спиртом (IPA) или монометиловым эфиром трипропиленгликоля (TPM). Большинство пользователей считают, что изопропиловый спирт более эффективен для мытья деталей. Обратите внимание, что растворы IPA часто можно купить только в больших количествах, поэтому вы должны быть готовы хранить излишки IPA для будущего использования. Прежде чем принять решение о наилучшем способе действий, проверьте наличие на месте.
Детали следует перемещать в растворителе, а также замачивать для оптимальной очистки.
Перед снятием опор необходимо промыть детали.
При создании конструкций с узкими каналами, таких как микрофлюидика, может потребоваться шприц для очистки нашей внутренней смолы и предотвращения отверждения смолы и блокирования каналов.
Для полной очистки некоторых деталей может потребоваться две промывки в изопропиловом спирте или TPM. Перед отделкой рекомендуем постирать в воде. Для каждой детали вы должны использовать собственное суждение о том, полностью ли очищена деталь.
Formlabs рекомендует Form Wash вместе с настольными принтерами Formlabs и Form Wash L для широкоформатных SLA-принтеров для автоматизации промывки и ополаскивания печатных деталей.
См. Form Wash См. Form Wash L
Когда печать SLA-детали заканчивается, реакция полимеризации может быть еще не завершена. Это означает, что детали не достигли своих окончательных свойств материала и могут работать не так, как ожидалось, особенно прочные детали под нагрузкой. Воздействие света и тепла на отпечаток, называемое пост-отверждением, поможет укрепить свойства материала.
Отверждение деталей SLA Советы:
Постотверждение не является обязательным для стандартных смол. Другие типы смол требуют последующего отверждения для достижения их оптических механических свойств.
Для биосовместимых материалов последующее отверждение необходимо для достижения стандартов безопасности, установленных регулирующими органами.
Каждый материал должен подвергаться процессу отверждения в течение определенного периода времени. Здесь можно посмотреть время отверждения для каждой смолы.
Form Cure и Form Cure L, два решения для постотверждения от Formlabs для настольных и широкоформатных 3D-принтеров SLA, предназначены для постотверждения деталей, напечатанных в Formlabs Resins, быстро и стабильно. С помощью Form Cure и Form Cure L 3D-печатные детали SLA можно подвергать пост-отверждению точно с правильной длиной волны, при разных температурах и в течение разного времени.
См. Form Cure См. Form Cure L
Информационный документ
В этом техническом документе изучаются основы пост-полимеризации и способы настройки процесса для экономии времени и достижения наилучших результатов.
Загрузить информационный документ
Шлифовка 3D-печатных деталей SLA часто является лучшим методом или сглаживанием краев, удалением дефектов и избавлением от любых оставшихся следов поддержки. Ручная шлифовка наиболее эффективна для простых форм, но шлифовать сложные объекты с глубокими щелями и внутренними опорами может быть сложно или невозможно.
Лучший способ отшлифовать детали SLA — начать с мелкозернистой наждачной бумаги и постепенно переходить на более мелкую зернистость. Например, 3D-печатные детали SLA можно отшлифовать, чтобы они стали гладкими и блестящими, с помощью наждачной бумаги с зернистостью 3000. Медленно увеличивайте зернистость, полируя и разглаживая деталь, пока она не достигнет желаемой текстуры. При зернистости около 12 000 детали должны стать отражающими. Если у вас возникли проблемы, шлифование детали под проточной водой или на мокрой наждачной бумаге иногда может помочь создать гладкую поверхность на жестких деталях.
Детали SLA выходят из строя с заметно меньшим количеством линий слоев, чем детали, напечатанные с помощью других процессов 3D-печати, таких как FDM. Часто линии слоев на принтерах SLA незаметны. Это означает, что отпечатки FDM часто требуют значительно большей шлифовки для сглаживания деталей. Тем не менее, если вам нужна гладкая как стекло поверхность, SLA требует шлифовки, чтобы полностью удалить любые следы слоев, особенно на сферических деталях. Медленное увеличение зернистости наждачной бумаги позволит вам устранить или уменьшить линии слоев до минимального уровня на любой детали SLA.
Наиболее распространенной причиной шлифовки деталей для 3D-печати является удаление маркировки поддержки. Когда вы освоитесь с 3D-печатью, возможно, стоит потратить дополнительное время в процессе подготовки к печати, чтобы наклонить 3D-отпечатки таким образом, чтобы удалить или уменьшить поддержку важных частей отпечатка. Например, если вы печатаете бюст или модель, часто можно наклонить деталь так, чтобы лицо модели не нуждалось в опорах. Это значительно облегчит процесс шлифовки.
Если вы довольны процессом шлифовки, можно использовать ткань из микрофибры, чтобы удалить любые мелкие дефекты и наждачную бумагу, оставшуюся на поверхности отпечатка.
Если вы выполняете значительное количество шлифовальных работ на одной детали, мы обнаружили, что протирание детали минеральным маслом после промывки может создать сверхгладкую поверхность. Как и большинство методов, минеральное масло может давать или не давать значительных преимуществ для вашей печати в зависимости от геометрии детали; возможно, вам придется попробовать отшлифовать несколько деталей, прежде чем вы найдете идеальную технику отделки.
Для всех, кто заинтересован в высококачественных и точных деталях SLA, Formlabs Finishing Tools представляет собой набор специально разработанных продуктов, предназначенных для оптимизации рабочего процесса постобработки SLA и помогающих пользователям добиться превосходной чистоты поверхности, идеально гладких плоскостей и краев, а также приподнятого внешнего вида. , при этом сокращая ваше рабочее время и стоимость каждой детали.
См. Инструменты для отделки
Пример детали, напечатанной на 3D-принтере SLA и окрашенной акрилом.
Печать с окрашенной смолой : Для этого процесса требуется взять 1 л прозрачной смолы и окрасить ее, обычно спиртовыми чернилами, для создания пользовательского цвета. Затем модифицированный Clear Resin можно поместить в 3D-принтер Formlabs для использования, и деталь будет напечатана в новом созданном пользователем цвете. Спиртовые чернила полностью растворяются в прозрачной смоле, что делает ее идеальным красящим веществом, обеспечивающим стабильные цвета на всей печати. Если вы собираетесь раскрашивать напечатанные на 3D-принтере детали окрашенной смолой, обратите внимание, что для этих деталей вам понадобится отдельный раствор для промывки, так как цветная смола растворится в воде. Пометьте свой моющий раствор, чтобы отслеживать, какие типы красителей использовались, чтобы убедиться, что вы случайно не промоете деталь из белой смолы в воде, содержащей темный краситель.
Прозрачная смола, смешанная со спиртовыми чернилами.
Совет: Formlabs Color Kit — это стандартный интегрированный пакет для смешивания цветов, предлагаемый Formlabs. Color Kit позволяет 3D-печать в различных цветах без ручной работы по отделке и покраске. Чтобы увидеть, как работает набор для окрашивания, посмотрите видео ниже.
Чтобы увидеть Color Kit в действии, узнайте, как Birdkids разработали новый продукт, используя 3D-печать с широким спектром материалов, включая Color Kit, для создания прототипа цветовой палитры для нового продукта.
Узнать больше о Color Kit
Окрашивание SLA-деталей после печати : Если вы не хотите смешивать всю партию окрашенного материала, но все же хотите окрасить свои детали, вы можете нанести краску после печати. Вы можете легко окунуть интересующие области в различные растворы красителей, чтобы получить разноцветные детали.
Некоторые виды смолы окрашиваются легче, чем другие, например Clear Resin и Elastic Resin. Еще раз, мы рекомендовали создать раствор спиртовых чернил и замочить в нем детали, напечатанные на 3D-принтере, вместе с опорами.
Одним из преимуществ окрашивания напечатанных на 3D-принтере деталей с помощью окрашенной смолы является то, что вам не нужно менять цвет всего литра смолы. Вместо этого вы можете распечатать несколько деталей из прозрачной смолы и покрасить их в разные цвета. Окрашенные детали, напечатанные на 3D-принтере, также намного легче чистить с помощью изопропилового спирта, так как они не требуют специальной промывки изопропиловым спиртом.
Окраска акрилом : Для сложных моделей с замысловатыми деталями можно добавить немного цвета только с помощью краски. Хотя этот процесс может занять много времени, а результат определяется вашими способностями к рисованию, он предлагает пользователю больше художественной свободы. Поскольку покраска выполняется после того, как деталь уже вымыта и отверждена, этот рабочий процесс также не требует специальной промывки изопропиловым спиртом.
Опытный художник с помощью акрила может оживить детали.
Аэрозольная краска: Аэрозольная краска создает гладкие поверхности и глубокие цветовые градиенты и особенно эффективна для больших или плоских оттисков. В руках опытного пользователя 3D-печатные детали SLA могут быть быстро окрашены распылением. Лучший метод окраски распылением — нанесение нескольких тонких слоев, в идеале — за один сеанс. Распыляемый грунт — лучший способ покрасить печатные детали, поскольку он быстро покрывает поверхность ровным слоем. Мы рекомендуем вам прочитать руководство Formlabs «Как загрунтовать и покрасить 3D-печатные детали», чтобы получить пошаговое руководство по передовым методам окраски распылением 3D-печатных деталей SLA.
Для установки на Таймс-сквер, Окно в сердце, команды Formlabs и Aranda/Lasch работали с автомастерской, чтобы нанести на каждую плитку лак Lesonal Universal Clear.
Для деталей, которые созданы, чтобы действительно впечатлять, есть один альтернативный шаг, который пользователи могут предпринять в процессе полировки. Чтобы полностью отполировать 3D-печатные детали SLA, вы можете покрыть их, а не использовать один из методов окраски, упомянутых выше. Как правило, прозрачное покрытие распылением лучше всего подходит для придания деталям блеска. Распылительные покрытия следует наносить только после тщательной шлифовки детали.
При нанесении покрытия на детали, напечатанные на 3D-принтере, рекомендуется пропустить процесс отверждения прозрачной смолы, поскольку иногда она может вызывать пожелтение деталей. Если деталь, которую вы покрываете, будет использоваться исключительно в эстетических целях, то отверждение для выявления ее механических свойств может не понадобиться. Вместо отверждения деталь следует оставить сохнуть на воздухе после промывки изопропиловым спиртом и водой. После полного высыхания нанесите два-три слоя распылением в непыльной среде.
Покрытие также может открыть новые возможности для использования деталей, напечатанных на 3D-принтере. Одним из них является гальваническое покрытие деталей, чтобы изменить их и повысить удобство использования. Гальваника – это электрохимический процесс, при котором ионы металла осаждаются тонким слоем на поверхности детали. Гальванопокрытия поверхностей значительно укрепляют лежащие в основе детали и повышают устойчивость материала к износу, воздействию УФ-излучения и коррозии.
Экономически эффективное аддитивное производство построенное на системах 3D печати металлами, интеграция в существующие технологические процессы аддитивных подходов, перевод части процессов на аддитивные принципы — актуальные тренды, о которых задумываются. Эти […]
2-го октябра участвуем в качестве технологического партнера в форуме «РазвИТие» в Москве (Отель «Холидей Инн Сокольники», ул. Русаковская, дом 24), Цитируем: В проведении экспозиции примут участие не только члены консорциума, […]
Российские 3D-принтеры. Что мешает напечатать будущее
Часто использую 3D печать для своих производственных нужд, но всегда мысль снять видео о том, как 3D печатная деталь пошла в дело, приходит уже после того, как все готово. Сейчас […]
Минпромторг РФ подготовил каталог отечественных производителей 3D принтеров. Ссылка на источник: http://minpromtorg.gov.ru/common/upload/files/docs/katalog_additivity.pdf В каталоге 81 лист из них 11 листов содержащих справочные данные и титульные листы. Из оставшихся 70 листов […]
Полимер 3DSLA.RU для LCD SLA 3D принтеров дает стабильный результат и обеспечивает высокое качество при печати на 3D принтерах на LCD матрицах, такие как Anycubic Photon и подобные. Для удобства наших […]
Специалисты АО «Котлин-Новатор» разумно отнеслись к SLM-процессу, как к одному из этапов производственной цепочки и стали встраивать его в свои производственные процессы. Оставлю право раскрывать детали своим уважаемым партнерам, но […]
Итоги форума «Металлообработка 2019» для отечественного рынка аддитивных технологий от Дмитрия Трубашевского.
В первый день выставки Металлообработка 2019 директор департамента Инвестиционного машиностроения Минпромтора РФ М.И. Иванов ознакомился с нашей продукцией. Вниманию высоких гостей были представлены новые системы 3D печати и расходные материалы.
Производство медицинских изделий индивидуального назначения методами аддитивного производства оправдано с экономической точки зрения, т.к. практически все они имеют строго индивидуальную форму и параметры. На фотографиях протезы межпозвоночного диска (кейдж) со […]
Приветствуем вас. Сегодня на очереди новинка от компании 3DSLA.RU Эта компания и ранее производила полимеры и различные принтеры. Но, теперь они изобрели 7 классных полимеров, с совершенно новым составом. Полимеры […]
Triangulatica 1.2.0.6 выпущена. Вы можете скачать пробную версию на https://triangulatica.com/ru Триал: 10 полнофункциональных нарезок в пробной версии. Новое: — Встроенная в расчетное едро калибровка по таблицам коррекции для гальво (Используйте […]
С 15 апреля 2019 года стартуют поставки новой серии наших полимеров, предназначенных для 3D печати на доступных 3D LCD и SLA принтерах (Anycubic Photon, Whanhao D7 и т.д.).
Утром 3го апреля 2019го главный разработчик нашей компании, Денис Власов, посетил деловой завтрак по приглашению Министра экономики, инноваций, цифровизации и энергетики земли Северный Рейн-Вестфалия проф. д-ра Андреаса Пинкварта, где уже […]
Печатаем кобальт-хромом колпачки и бюгельные протезы для стоматологического применения на установке селективного лазерного сплавления RussianSLM FACTORY.
На техническом совете по внедрению аддитивных технологии АО «Судостроительная корпорация «Ак Барс» обсудили задачи, высказали мнения, подискутировли, поразились масштабам предприятия и показали наработки #3DSLA.RU — Российские 3D принтеры и #Triangulatica. В очередной […]
Утром 28 ноября 2018 на #ПМИФ представил нашу #RussianSLM FACTORY губернатору Санкт-Петербурга А.Д. Беглову, председателю правления ОАО «Роснано» Чубайсу А.Б, Вице-губернатору Санкт-Петербурга Мовчану С.Н., председателю Комитета по промышленной политике и инновациям Санкт-Петербурга Мейксину […]
Интервью ТАСС
Интервью, данное J’Son TV.
17 октября 2018 года мы обнаружили нашего главного разработчика Дениса Власова в лонг-листе RBC AWARD 2018 в номинации «Инноватор». ПРЕМИЯ РБК СПБ 2018
Triangulatica — наш мощный слайсер для всех технологий 3D печати представлен на ИННОПРОМ 2018г. У Triangulatica есть два огромные достоинства — это поддержка всех технологий 3D печати и быстрая математика […]
RussianSLM® FACTORY и Triangulatica представлены Министру Минпромторга РФ Д. В, Мантурову Министр Минпромторга РФ Денис Валентинович Мантуров посетил стенд 3DSLA.RU — Российские 3D принтеры и познакомился с нашими новыми продуктами: 3D […]
Промышленные 3D-принтеры Total Z
FDM и SLS 3D‑принтеры, оборудование для сушки и постобработки
О компании
FDM 3D‑принтеры
Промышленные 3D‑принтеры Total Z серии PRO
450-PRO 950-PRO
Высокопроизводительные 3D‑принтеры Total Z серии LPRO
1000-PRO-LL
Настольные 3D‑принтеры Total Z серии G3
250-G3 250-G3 (2X) XL250-G3(2X)
Настольные 3D‑принтеры Total Z серии G5
G5
SLS 3D‑принтеры Total Z
SLS-250
Портальные системы 3D‑печати гранулами
Total Z AnyForm FGF
Машины Total Z для сушки и постобработки
Total Z D5
Вакуумные сушильные камеры
Помогают подготовить пластик к печати. Удаляют влагу из гигроскопичных материалов. Снижают риск «кипения» пластика, поломки экструдера, ухудшения качества поверхности изделия.
Смотреть →
Total Z MPC-310
Ацетоновые бани
Оборудование для химической постобработки готовых объектов. Помогает добиться глянцевой и гладкой поверхности продукта.
Смотреть →
Total Z UB-450; 500; 650; 950; 1200;
Ультразвуковые ванны
Машины для физико‑химической постобработки моделей. Удаляют поддерживающий пластик с поверхности готовых изделий. Очищают материал в местах, недоступных для ручной обработки.
Смотреть 5 моделей →
Наши возможности
Оборудование соответствует российским и международным стандартам
Расходники для принтеров и оборудования всегда в наличии на складе
Участвуем в НИОКР, сотрудничаем с НИИ
Работаем с оборонными предприятиями и государственными заказчиками
Оперативное гарантийное обслуживание
Выезд и обучение на территории заказчика
Реализованные проекты по отраслям
Авиапром и спецпродукция
Поставка промышленного 3D‑принтера под проект пассажирского самолета МС‑21 корпорации «Иркут».
Поставка высокотемпературного 3D‑оборудования для лаборатории аддитивных технологий ВИАМ.
Поставка 3D‑принтера для печати экспериментальными материалами на производство Центрального института авиационного моторостроения.
Судостроение
Подбор образцов инженерного пластика под проект печати корпусных элементов для судостроительного завода.
Автопром
Поставка оборудования для 3D‑прототипирования на завод группы «АвтоВАЗ».
Ракетно-космическая
Поставка первого производственного оборудования для 3D‑печати в Центр аддитивных технологий АО «РКЦ „Прогресс“».
Литейное производство
Изготовление матрицы с применением 3D‑печати по технологии FDM для производства штучных металлических деталей, снятых производства, или для замены деталей с долгим сроком поставки.
Образование
Производство настольного 3D‑принтера для школьников и студентов в сотрудничестве с командой разработчиков методических материалов для учебных классов.
Электроника
Внедрение 3D‑оборудования на ВКО «Символ».
Прототипирование осветительного оборудования для сети продовольственных магазинов «Пятёрочка».
Поставка промышленного 3D‑принтера под проект пассажирского самолета МС‑21 корпорации «Иркут».
Поставка высокотемпературного 3D‑оборудования для лаборатории аддитивных технологий ВИАМ.
Поставка 3D‑принтера для печати экспериментальными материалами на производство Центрального института авиационного моторостроения.
Судостроение
Подбор образцов инженерного пластика под проект печати корпусных элементов для судостроительного завода.
Автопром
Поставка оборудования для 3D‑прототипирования на завод группы «АвтоВАЗ».
Ракетно-космическая
Поставка первого производственного оборудования для 3D‑печати в Центр аддитивных технологий АО «РКЦ „Прогресс“».
Литейное производство
Изготовление матрицы с применением 3D‑печати по технологии FDM для производства штучных металлических деталей, снятых производства, или для замены деталей с долгим сроком поставки.
Образование
Производство настольных 3D‑принтеров для школьников и студентов в сотрудничестве с командой разработчиков методических материалов для учебных классов.
Электроника
Внедрение 3D‑оборудования на ВКО «Символ».
Прототипирование осветительного оборудования для сети продовольственных магазинов «Пятёрочка».
Новые модели систем промышленной 3D‑печати Total Z в Москве на выставке «Интерпластика»
«Интерпластика» − ключевое событие для рынка пластмасс и каучуков, которое ежегодно собирает экспертов со всего мира на одной бизнес‑площадке.
Команда Total Z примет участие в выставке Rosmould−2023
Оборудование Total Z можно будет посмотреть в специализированном разделе 3D‑TECH, который соберет лидеров в области аддитивных технологий и 3D‑печати.
Новости компании
Настольные 3D-принтеры Total Z были представлены в инновационном пространстве «Точка кипения Тимирязевка»
7 ноября 2022
Total Z на Технофоруме‑2022 в составе команды «Сколково»
31 октября 2022
Total Z на выставке ИННОПРОМ-2022 в Екатеринбурге
15 июля 2022
Больше новостей
Компания Total Z представила систему высокоскоростной 3D-печати гранулами на выставке «Металлообработка-2022»
6 июня 2022
Оборудование Total Z проходит сертификацию на соответствие стандартам Евросоюза
14 февраля 2022
Нам доверяют
Российских Компаний 3D Печати » Медиа Сеть 3D Печати
Global AM HubsRussia
Краткий обзор российской 3D-печати с помощью последнего фестиваля 3D Today Fest в Москве
Davide Sher7 декабря 2019 г.
Чтение через 6 минут
Будьте в курсе всего, что происходит в чудесном мире AM, через наше сообщество LinkedIn.
Россия скрытна и загадочна. Так оно и есть. Это противоречит очень современной потребности в постоянной и глобальной видимости своих многочисленных технологических стартапов. Россия огромна и по иронии судьбы — как будто ее огромной территории недостаточно — это еще и страна, которая имеет самую тесную связь с орбитой Земли. Они были первыми, кто отправил туда человека, и они были единственными, кто отправил туда людей с тех пор, как космический шаттл вышел на пенсию (и до тех пор, пока Space X, Boeing и NASA не приступили к орбитальным полетам с экипажем). Так что это Россия, одновременно очень традиционная (и закрытая) и футуристическая (стремящаяся к открытости). Эти две разные души живут в российских компаниях, занимающихся 3D-печатью: производители и хакеры находятся в центре внимания, в то время как промышленные, коммерческие и государственные организации работают в фоновом режиме над внедрением процессов АП.
Да, это Москва сегодня..
Недавно у нас была возможность посетить Москву, чтобы принять участие в очень хорошо организованной конференции, организованной нашими друзьями и партнерами в 3D Today, ведущей российской онлайн-платформе для аддитивного производства. Находясь в Москве и во время конференции, у нас была возможность посетить и встретиться с некоторыми из самых интересных российских компаний, занимающихся 3D-печатью. При поддержке нашего собственного индекса 3dpbm это карта компаний, которые произвели на нас наибольшее впечатление. Как всегда, обратите внимание, что это не все российские компании 3D-печати. Чтобы увидеть список всех российских компаний, занимающихся 3D-печатью, посетите наш Справочник.
3D Bioprinting Solutions
Компания 3D Bioprinting Solutions основана ИНВИТРО, крупнейшей частной медицинской компанией в России, поэтому лаборатория расположена на одном этаже объекта ИНВИТРО в Москве. Другими соучредителями компании являются основатель INVITRO Александр Островский и генеральный и финансовый директор VIVAX BIO (также член Консультативного комитета INVITRO) Яков Балаховский. Базирующаяся в Нью-Йорке компания VIVAX BIO на самом деле является материнской компанией 3D Bioprinting Solutions благодаря сложной структуре, которая рассматривает 3dbio как основную исследовательскую лабораторию, используемую для подпитки идей для новых коммерческих стартапов, основанных на биопечати.
Компания работает над проектами, в буквальном смысле неземными: создание первого в России биопринтера (Фабион) в 2014 г., биопечать и имплантация щитовидной железы грызунам в 2015 г., разработка биопринтера на основе магнитной левитации и наконец, отправив (не один раз, а дважды) указанный биопринтер, метко названный Organ.aut, для печати в космосе на МКС. Это было в 2018 году.
Anisoprint
Anisoprint, стартап-резидент исследовательского центра «Сколково» в Москве, стала первой компанией, бросившей вызов доминированию Markforged в области 3D-печати непрерывным волокном методом экструзии (в недавно представленной системе Fiber компании Desktop Metal используется другой подход). . Идея разработать 3D-принтер с непрерывным волокном пришла четырем соучредителям в результате их опыта работы в аэрокосмическом сегменте. Основное преимущество, которое Anisoprint может предложить по сравнению с Markforged, — это более совершенная система экструзии, которая позволяет укладывать армирующие волокна в решетчатую структуру, дополнительно и значительно сокращая использование — и, следовательно, стоимость — волокнистых материалов без ущерба для качества. прочность части.
Итак, что ждет Anisoprint дальше? Компания очень сосредоточена на расширении европейского рынка, где Markforged уже хорошо зарекомендовала себя. Тем не менее, Markforged уделяет больше внимания системам Metal X и до сих пор не смогла представить крупноформатную машину промышленного уровня для композитов. Что есть у Anisoprint и как раз вовремя: композитная 3D-печать сейчас становится все более популярной, поскольку технологии развиваются, чтобы удовлетворить спрос на более автоматизированное производство, особенно с использованием непрерывного волокна
АМТ Спецавиа
АМТ Спецавиа, возможно, самая важная компания в мире коммерческой строительной 3D-печати, о которой вы никогда не слышали. На самом деле мы уже освещали некоторые из их впечатляющих работ в прошлом: один из крупнейших коммерческих строительных 3D-принтеров, один из самых первых 3D-печатных домов (на самом деле это дом основателя АМТ Спецавиа, Александра Маслова), 3D-печать для восстановления древнего фонтан и даже коралловые рифы. Фактически, датская компания Printhuset сначала обратилась к системам АМТ Спецавиа, прежде чем запустить свой новый бизнес COBOD. Как и многие российские компании, АМТ не получает широкой прессы за пределами России, но должна.
Справа налево: Евгений Тарбеев (отвечает за коммуникации в АМТ), я (Давид Шер, соучредитель 3dpbm), Сергей Пушкин, основатель 3D Today) и Александр Маслов (основатель АМТ Спецавиа).
Picaso 3D
Компания Picaso 3D, работающая с 2011 года, является крупнейшим производителем филаментных 3D-принтеров в России, продающим оборудование в России. В настоящее время компания расширяет свое присутствие в Европе и расширяет возможности настольных компьютеров. Системы PIcaso Designer теперь могут быть объединены в сеть с фермами и могут печатать детали небольшого размера из современного пластика, такого как PEEK. На сегодняшний день ассортимент Picaso 3D включает три модели: Designer X, Designer XPRO и Designer XL.
Thor3D
Компания Thor3D, основанная Анной Зевелёв, является компанией, за которой мы следим уже много лет. В первые дни компания боролась с очень агрессивной конкуренцией (даже в суде) со стороны тогдашнего лидера сегмента Artec 3D. Как только судебные вопросы были улажены, Thor 3D, наконец, получил возможность внедрять инновации в соответствии с первоначальными намерениями Анны Зевелёв, когда она основала компанию. С тех пор Thor 3D выпустил очень успешный 3D-сканер Calibry. Сейчас Анна делит свое время между Калифорнией и Москвой, где базируется Thor 3D и где она работает.
3D-сканер Calibry
iGo3D Россия
iGo3D Россия — вероятно, крупнейший продавец 3D-принтеров в России. Как следует из названия, он был основан как подразделение немецкого магазина 3D-печати и реселлера 3D-принтеров iGo3D (одного из самых первых когда-либо открытых магазинов 3D-печати), но теперь он полностью независим. Как и многие другие успешные продавцы 3D-принтеров для 3D-печати нового поколения, iGo3D фокусируется, в частности, на двух торговых марках: Ultimaker (один из самых продаваемых в мире брендов экструзионных нитей для настольных ПК) и Formlabs (самый успешный в мире бренд SLA для настольных ПК). iGo3D Russia также перепродает оборудование для 3D-принтеров BCN3D.
Аддитивные решения
Аддитивные решения — или AddSol — вероятно, основной российский производитель металлических 3D-принтеров SLM, ориентированный на медицину, аэрокосмическую промышленность, двигателестроение, оборонную промышленность, металлургию, автомобилестроение, образование и исследования. Используя высококачественный российский инжиниринг, компания нацелена на этих и других промышленных предприятий, внедривших технологию SLM, в основном в Российской Федерации и СНГ. В продуктовый портфель компании входят: производственные станки — 3D-принтеры различных модификаций, программное обеспечение Stratum, металлические порошки, исследования, разработка технологий, консалтинг, сервис, поставка запчастей, обучение по различным программам. текущий ассортимент компании включает меньший размер S90 и более крупный D250, а на подходе и другие более крупные модели.
«Полема»
«Полема» — российский производитель сферических металлических порошков для 3D-печати, MIM-технологий, наплавки и напыления с повышенными характеристиками по чистоте, зернистости и расходу. АМ-материалы, выпускаемые на новом заводе, открытом в 2018 году, включают сферические порошки на основе железа, никеля, кобальта, хрома, молибдена и вольфрама. Компания также представила новую линейку тугоплавких сплавов для 3D-печати и теперь предлагает услуги по производству деталей с использованием аддитивного производства и собственных порошков. Среди новых продуктов, представленных в этом году, — аналоги 316L и Inconel 718, которые могут быть использованы в нефтегазовой отрасли, аэрокосмической и двигателестроительной, инструментальной и других высокотехнологичных сферах как для аддитивных, так и для других технологий модификации поверхностей.
PrintProduct3D
Хотя название в переводе на английский язык может показаться не очень интересным, PrintProduct3D — очень крупный дистрибьютор расходных материалов для 3D-печати в России. Штаб-квартира находится в Санкт-Петербурге, представительства и партнеры компании есть в Москве (3D-Mall, Салон 3D-печати «Селена» и 3d-diy.ru), Казани (Мир 3D-печати), Воронеже, Красноярске и Кемерово. PrintProduct3D продает системы экструзии (включая Picaso3D) и фотополимеризации, а также широкий ассортимент нитей, растворителей, клеев и 3D-ручек для печати. Они также довольно хороши в 3D-печати, что ясно показали впечатляющие Дэдпул и Леди Дэдпул в натуральную величину ниже, представленные на их стенде 3D Today Fest.
3D Today
3D Today — ведущее русскоязычное издание для 3D-печати, основанное и управляемое Сергеем Пушкиным. Только в России 3D Today является одним из крупнейших новостных сайтов, посвященных 3D-печати, и партнером 3dpbm по освещению российского рынка, имея более 30 000 читателей. После первого очень успешного мероприятия в Санкт-Петербурге 3D Today также регулярно организует фестиваль 3D Today Fest, который становится ведущим событием для российской 3D-печати с участием как производителей, так и производителей. все чаще промышленные компании AM, работающие на рынках России и СНГ. Ниже подборка фотографий с фестиваля 3D Today Fest в Москве, в котором приняли участие 3dpbm.
Связанные статьи
Кнопка «Вернуться к началу»
Российский 3D-принтер, VolgoBot 1.0 представлен и выпущена бета-версия — 3DPrint.com
Россия — страна, которая в последнее время действительно открывает новые горизонты в сфере 3D-печати. Появляется все больше и больше производителей 3D-принтеров и материалов для 3D-печати, а также розничных продавцов, которые перепродают эти машины. Для одной компании под названием VolgoBot, которая существует с 2014 года, был официально представлен их первый 3D-принтер VolgoBot 1. 0.
VolgoBot 1.0 — это 3D-принтер на основе технологии FFF с рабочим объемом 200 x 200 x 250 мм и возможностью печати с минимальной толщиной слоя всего 0,04 мм из PLA, ABS, нейлона, ПЭТ и гибких нитей. .
«Основной задачей проекта была разработка модели профессионального принтера, которая была бы лучшей в своем ценовом диапазоне, поэтому для этой цели мы использовали лучшие комплектующие и лучшие материалы», — основатель ВолгоБот — объясняет Михаил Козенко. «Принтер разработан с чистого листа, поэтому много общих проблем, таких как: застревание в экструдере; невозможность печати FLEX резиноподобными материалами; перегрев электроники; недостаточное и неравномерное охлаждение печатных деталей; гибкость конструкции принтера; неудобное расположение катушки с расходными материалами и многое другое было учтено при ее разработке».
Принтер, по словам Козенко, на самом деле довольно надежный и долговечный аппарат, и в настоящее время они проходят внутренние испытания внутри компании. В настоящее время бета-версия ВолгоБот 1.0 доступна для покупки всего за 47 000 российских рублей (приблизительно 700 долларов США), хотя окончательная версия будет стоить около 70 000 рублей (примерно 1040 долларов США).
Некоторые дополнительные характеристики принтера можно найти ниже:
Технология печати: FFF (Fusioned Filament Fabrication)
VolgoBot также планирует предложить исключительную техническую поддержку своим клиентам, обеспечивая им душевное спокойствие, если у них возникнут проблемы с настройкой или эксплуатацией своих машин.
Из-за большого разнообразия фотополимерных 3D принтеров нельзя однозначно дать рекомендации по режимам печати, поэтому на этой странице собраны общие советы по настройке фотополимерных принтеров для работы с полимерами HARZ Labs.
Страница разбита не несколько разделов, актуальность которых разнится от принтера к принтеру (например, залита ли кювета силиконом, или натянута тефлоновая пленка).
Для каждого принтера необходима индивидуальная подстройка
Даже внутри одной модели принтеров могут потребоваться различные настройки (особенно это заметно при работе с DLP технологией).
Мы постарались собрать максимальное количество информации по настройке работы пары 3D принтер-фотополимер для лучшего опыта его использования и достижения максимально возможного качества печати.
Тестовые модели
Любая настройка печати 3D принтера должна строится по определенной методике, в основе которой лежит эталонная модель.
В нашей практике мы используем две эталонные модели для настройки параметров печати. Первая — простая быстропечатаемая модель нужна для грубой настройки режима, а вторая для тонкой подстройки.
Конечно, Вы можете использовать собственные модели для настройки.
Толщина слоя
В зависимости от уровня принтера, который вы используете, толщина слоя может варьироваться от 4мкм до 300мкм. Однако, наиболее частоиспользуемыми толщинами слоев являются значения, лежащие в диапазоне от 20мкм до 100мкм.
Помимо разрешающей сособности принтера стоит учитывать и свойства фотополимеров, поскольку фотополимеры рассчитанные на печать слоями 100мкм и 20мкм оличаются и имеют различную критическую глубину отверждения.
Цвет
Точность
Нижняя граница
Красный
Точный
до 40мкм
Вишневый
Сверхточный
до 4мкм
Прозрачный
Точный
до 40мкм
Белый
Точный
до 40мкм
Серый
Точный
до 40 мкм
Черный
Сверхточный
до 20 мкм
Время засветки
Время засветки слоя в первую очередь зависит от типа излучателя и его мощности излучателя. Во вторую очередь на время засветки влияет активность фотополимера.
Более активный фотополимер требует меньшего времени засветки слоя, а значит модель будет расти быстрее, однако чем активнее фотополимер, тем агрессивне он будет относится к силикону. Целью наших разработок является поиск баланса между двумя этими величинами.
Дополнительное внимание заслуживает тема засветки базовых слоев. Наша общая рекомендация по их экспозиции — засвечивать их в 3-4 раза дольше основных слоев.
Высота подъема столика
Высота подъема столика зависит от многих факторов. Однако определяющим фактором является скорее настройки вашего принтера.
Иначе говоря, есть ли горизонтальное движение кюветы относительно столика, есть ли кивок, какой материал кюветы и какое время засветки фотополимера у вас настроено.
Если используется кювета с тефлоновой подложкой, то высота подъема столика может зависить от площади модели, поскольку на тефлоне идет полное отвердение фотополимерного слоя и возможно натягивание тефлоновой пленки за моделью (в отличие от силикона).
Тип покрытия кюветы
Высота подъема
Силикон
0-3мм
Тефлон
2-6мм
Помогла ли вам статья?
Настройки для Anycubic Photon — HARZ Labs
В таблице приведено приблизительное время засветки фотополиров HARZ Labs для Anycubic Photon. Для точной калибровки именно вашего экземпляра принтера используйте наш калибровочный тест.
Вот приблизительное время отверждения смол HARZ Labs для Anycubic Photon. Пожалуйста, используйте наш калибровочный файл для точной калибровки собственного 3D-принтера.
Волоконный лазер Raycus мощностью 1000 Вт | Одномодульный CW RFL-C1000
перейти к содержанию
Как государственная группа компаний Китая, у нас очень хорошие отношения с Raycus.
Если вам нужен такой источник лазерной резки Raycus Rfl-C1500, вы можете получить у нас ценовое предложение.
Raycus разработал третье поколение одномодового лазера с непрерывным волоконным лазером мощностью от 250 Вт до 2000 Вт, новое поколение лазеров имеет более высокую эффективность фотоэлектрического преобразования (> 30%), лучшее качество луча, более стабильную, более мощную способность противостоять высоким уровням сопротивления, Оптимизация второго поколения оптоволоконной системы передачи, представленная в то же время, гарантирует достижение более стабильной резки толстых листов, прецизионного эффекта резки.
Этот продукт применим в различных сферах применения: резка, сварка, штамповка, производство медицинских устройств и т. Д., Разделочная доска с узким пропилом и светом поперечного сечения, лазер другого типа с очевидными преимуществами по сравнению с рынком.
Характеристики одномодульного волоконного лазера непрерывного действия мощностью 1000 Вт
Технические характеристики
Высокая эффективность электрооптического преобразования
Входная мощность (В переменного тока): 200-240, однофазный
Режим управления: внешний RS232, внешний AD, супер терминал
диапазон регулировки мощности (1ТП1Т): 10-100
Другие характеристики
Размеры (мм): 485 * 237 * 748 (ручка в комплекте)
Вес (кг): <50
Метод охлаждения: водяное охлаждение
Рабочая температура (℃): 10-40
Применение одномодульного CW волоконного лазера мощностью 1000 Вт RFL-C1000
Прецизионная резка
Сварка металлов
Прокалывание листового металла
Резьба по металлу
Обработка поверхности
3D-печать / быстрое прототипирование
Предпродажное обслуживание
1. Бесплатная вырезка образцов,
Для бесплатной резки / тестирования образца, пожалуйста, отправьте нам свой файл CAD, мы выполним резку здесь и сделаем видео, чтобы показать вам процесс резки, или отправим вам образец для проверки качества резки.
2. Индивидуальный дизайн машины
В соответствии с требованиями заказчика, мы можем пересмотреть нашу машину соответственно для удобства клиента и высокой эффективности производства.
Сервис после продажи
A. Машина будет снабжена обучающим видео и руководством пользователя на английском языке по установке, эксплуатации, техническому обслуживанию и устранению неисправностей, а также будет предоставлять техническое руководство по электронной почте, факсу, телефону, скайпу…. для быстрого решения.
Мы предлагаем техников для обслуживания на месте, клиент оплачивает визу, билеты, местные расходы на проживание.
B. Заказчик может прийти на наш завод для обучения. Мы предложим обучение установке, эксплуатации, устранению неисправностей и техническому обслуживанию оборудования.
Как правильно выбрать лазерный станок для вашего бизнеса
Январь 21st, 2022
Лазерный очиститель
Январь 11, 2022
Станок для лазерной резки с ЧПУ
Январь 5-го, 2022
Волоконный лазер 40 кВт
Январь 4 апреля 2022 г.
Станок для лазерной резки с ЧПУ
Январь 3-го, 2022 г.
Получите предложение сейчас!
имя
Телефон
Электронное письмо
Сообщение
Перейти наверх
Различия оптоволоконных излучателей IPG, Raycus и Maxphotonics
Излучатели Maxphotonics, Raycus и Ipg относятся к категории оптоволоконных лазеров, что означает, что формирование луча происходит не в газовой среде, а при помощи тончайшего волокна, отражательная способность которого близка к абсолютной (в большинстве своем в таких устройствах используется чистый кварц с легированной поверхностью).
Волоконное лазерное оборудование значительно превосходит газовое как в плане точности и скорости обработки, так и по продолжительности эксплуатации. Для примера, средний срок службы газоразрядного излучателя составляет 6000 часов, а оптоволоконный может работать около 100000 без потерь в качестве.
Еще одним достоинством таких установок является способность к резке и гравировке металлов, что очень важно, так как газовые лазеры с этим не справляются в силу неподходящей длины волны луча.
Выпуском волоконного лазерного оборудования занимается достаточно большое количество компаний, сконцентрированных на изготовлении станков с ЧПУ, однако, по обзорам покупательского спроса лидируют среди них только три, причем, делают это с большим отрывом от прочих конкурентов. Речь идет об американском бренде Ipg и компаниях Raycus и Maxphotonics, которые расположены в Китае.
IPG Photonics (США-Россия)
Бренд IPG открывает список лидеров по производству комплектующих для лазерных станков. Производственные площади международной компании расположены в США, Германии и России, а ее основателем является советский ученый В. Гапонцев, который и руководит ею по сегодняшний день. Доля IPG Photonics в поставках волоконного оборудования на мировой рынок составляет порядка 80%.
Лазеры IPG знамениты своей непревзойденной надежностью и эффективностью.
Политика компании построена на динамичном развитии и активном исследовании возможностей оптического волокна. Все инновационные разработки немедленно внедряются в новые продукты и служат основанием для модернизации уже существующих.
IPG
Основными достоинствами излучателей IPG являются:
компактность;
длительный эксплуатационный период, превышающий 100000 часов;
уникальная система боковой накачки диодов;
собственный метод легирования волокна;
стабильность потока;
идеальное качество луча без потерь на рассеивание;
опции много- и одномодового излучения;
мощность излучения варьируется от 100 до 1000 Вт;
расширенный функционал управления.
Это далеко не полный перечень достоинств волоконных лазеров IPG. Что касается недостатков, то единственным является высокая цена, которая превышает стоимость китайских станков целиком.
Raycus
Китайская компания, основанная в 2007 году и специализирующаяся на выпуске оптоволоконных лазеров. Является первопроходцем в этой области в своей стране, а в 2010 году излучатели марки Raycus были даже признаны достоянием нации.
Заслужила мировое признание благодаря сочетанию высочайшего качества сборки и доступной стоимости. Продукцию Raycus справедливо называют аналогом Ipg Photonics, так как последние два поколения их лазеров полностью идентичны американскому бренду.
Компания интенсивно развивается и уделяет много внимания исследовательской деятельности. В 2013 году они представили на мировой рынок установку мощностью 10000 Вт, и представители фирмы утверждают, что это не предел.
Raycus
Стоит отметить, что по части комплектации и количеству настроек, оборудование китайского бренда также ничем не уступает заокеанскому лидеру среди производителей волоконных лазеров. А в плане клиентского сервиса и гибкой ценовой политики даже превосходят его.
Maxphotonics
Еще один китайский бренд Maxphotonics выступает замыкающим в тройке известных мировых компаний-производителей оптоволоконного оборудования. Несмотря на то, что в плане стоимости и качества его продукция не особенно отличается от товаров Raycus, лазеры Maxphotonics пользуются чуть меньшим спросом.
Виной тому скудная комплектация, ограниченное количество настроек и невысокая мощностная планка (20 Вт).
Однако, по части эксплуатационного ресурса излучатели данного бренда не отстают и гарантированно демонстрируют все те же 100000 часов, а диапазон материалов, подходящих для работы с ними, даже более обширен и включает не только металлы и пластики, но и эпоксидную смолу, керамику и резину.
Maxphotonics
Надежность, долговечности и ценовая доступность делает волоконные излучатели Maxphotonics оптимальным устройством для ведения предпринимательской деятельности по производству сувениров, нанесению корпоративной символики на офисные принадлежности, гравировке шильд и т. д.
Металлургия Производитель автомобилей Железнодорожное сообщение Батарея питания Кухня/Оборудование 3С Электронный
Промышленность
Одномодульные волоконные лазеры непрерывного действия
Высокая эффективность электрооптического преобразования
Стойкость к высокому сопротивлению
Эффективная резка листов
Длина выходного волокна может быть изменена по индивидуальному заказу
Эксплуатация без обслуживания
Широкий диапазон частот модуляции
Мощные импульсные волоконные лазеры
Высокая эффективность электрооптического преобразования
Стойкость к высокому сопротивлению
Эффективная резка листов
Длина выходного волокна может быть изменена по индивидуальному заказу
Эксплуатация без обслуживания
Широкий диапазон частот модуляции
Импульсные волоконные лазеры с модуляцией добротности
Высокая эффективность электрооптического преобразования
Стойкость к высокому сопротивлению
Эффективная резка листов
Длина выходного волокна может быть настроена
Эксплуатация без обслуживания
Wide modulation frequency range
MOPA Fiber Lasers
Single Module CW Fiber Lasers
High-power Pulsed Fiber Lasers
Q-Switched Pulsed Fiber Lasers
Multi-module CW Fiber Lasers
QCW Fiber Lasers
Волоконные лазеры MOPA
Оптоволоконный прямой диодный лазер
Сварочные волоконные лазеры
01
Поиск сервисной сети
Получить предложение по продукту
Поддержка политики службы
Центр загрузки данных
Щелкните для просмотра
Новости Raycus
Тенденции отрасли
Rayclass
Wuhan Raycus Fiber Laser Technologies Co. , Ltd. (далее именуемая «Wuhan Raycus») является первым китайским предприятием, занимающимся исследованиями, разработками и масштабированием производство мощных волоконных лазеров и базовых устройств, а также крупнейшая научно-исследовательская и производственная база волоконных лазеров с глобальным влиянием в Китае.
Г-н Ян Дапэн изменил глобальную структуру лазерной промышленности: национальные интересы превыше всего в стремлении к мечтам и лазерным инновациям.
С 1996 по 2006 и по 2016 год Ян Дапэн прожил два десятилетия. Казалось бы, простые фигуры и изменение времени были наполнены его глубокой любовью, бесконечными чувствами, неутомимой эксплуатацией и самоотверженностью. Столкнувшись с журналистами, Янь Дапэн только что сказал: «Одно десятилетие доказало мое правильное решение уйти, а другое десятилетие доказало мое правильное решение вернуться обратно. Достаточно.»
«За нашу Родину мне всегда очень стыдно».
Китайская долина оптики, Ухань. Слова «Национальные интересы превыше всего» впечатляюще звучат в Raycus, в котором Ян Дапэн является вице-президентом и главным инженером. Причина, по которой Ян Дапэн считает это предложение основной ценностью компании, не случайна. Он сказал: «За нашу Родину мне всегда очень стыдно».
В 1996 г. г-ну Яну Дапэну было за 40, он добился успеха в своей карьере и работал профессором в Восточно-китайском инженерном колледже (ныне Нанкинский университет науки и технологий). В этом году того, у кого была мечта, отправили в Америку для дальнейшего обучения.
В то время волоконный лазер зарождался в Америке и был малоизвестен людям в Китае. Этот волоконный лазер высвобождает лазерную энергию через волокно толщиной с человеческий волос и может широко применяться в коммуникациях, медицине, химии, национальной обороне и других областях. Его эффективность преобразования энергии на 20% выше, чем у традиционного лазера. Лазер отличается меньшим энергопотреблением, малыми размерами, отсутствием шума и загрязнения окружающей среды. Г-н Ян Дапэн увидел его широкую перспективу развития и начал исследовать его.
Год обучения подошел к концу. Вернуться или нет? В то время он был поражен эмоциями и разумом. Чтобы изучить техники, он решил продолжить обучение в Америке, подумав.
Г-н Ян Дапэн, который никогда не ослаблял своих усилий, нервничал еще больше: «Я никогда не беру отпуск, я провожу День благодарения и Рождество в лаборатории».
Вскоре г-н Ян Дапэн стал выдающейся личностью в индустрии волоконных лазеров, он был одобрен Американской программой выдающихся талантов и получил грин-карту. Когда он обнаружил, что продукт, в исследованиях и разработках которого он принимал участие в Америке, экспортируется в Китай по высокой цене, он очень расстроился. Затем г-н Янь Дапэн в возрасте 51 года решительно ушел в отставку и вернулся в Китай для пионерской работы со всей своей семьей.
«Национальные интересы превыше всего» отражает его тяжелые обязанности и глубокую любовь.
«Создать цепочку производства волоконных лазеров для китайцев».
В 2006 году Ян Дапэн приехал в Ухань с делегацией ведущих зарубежных талантов и принял участие в «Конференции по новаторству и развитию зарубежных китайцев в Китае». В то время ведущее отечественное лазерное предприятие HGTECH искало руководителя. Они быстро стали партнерами и вскоре основали первого китайского производителя волоконных лазеров — Raycus. С тех пор Ян Дапэн изменил глобальную структуру лазерной промышленности.
Долгое время из-за блокировки иностранных технологий и ценовой монополии основные отечественные лазерные технологии и компоненты всегда находились на лабораторной стадии. Хотя Raycus освоила основную технологию, ее продукция отличается высокой стоимостью и неконкурентоспособностью из-за отсутствия полной производственной цепочки в Китае.
Чтобы сделать отечественные волоконные лазеры устойчивыми и вписаться в мировую конкуренцию, мы должны создать «производственную цепочку волоконных лазеров, принадлежащую китайскому народу», что было определением, которое тайно принял Ян Дапэн, когда он был в Америке. . С этой целью он путешествовал, чтобы обучать технологиям и учить предприятия производить компоненты вручную, стремясь продвигать специальное производство всех компонентов для волоконных лазеров. Основываясь на освоении самых передовых технологий, он постоянно вводил технические новшества и направлял отрасль на создание «совместных эффектов». Наконец, 100% отечественная производственная цепочка волоконных лазеров была завершена.
Это разрушило монополию иностранных компаний в области волоконных лазеров, а также напрямую снизило цены на импортную продукцию на 60 % и более. В прошлом импульсный лазер мощностью 20 Вт для маркировки в Америке продавался по цене 150 000 юаней, а теперь Raycus продает его по цене 12 000 юаней, и его характеристики продукта могут соперничать с зарубежными продуктами. В 2013 году в Raycus был разработан первый в Китае волоконный лазер высокой мощности, что стало важной вехой в промышленном развитии Китая и показало, что китайские независимые возможности в области исследований и разработок волоконных лазеров достигли уровня мирового уровня. В то же время Raycus, как производитель волоконных лазеров, занимает второе место по уровню производства и третье место по масштабам производства в мире, а его продукция экспортируется в более чем 20 стран, включая Америку и Германию, а его прямые экономические Ожидается, что в этом году пособия составят более 500 миллионов юаней.
«Сейчас Америка по-прежнему накладывает эмбарго на экспорт мощных волоконных лазеров мощностью более 1000 Вт в Китай, но мы можем производить высокомощные волоконные лазеры мощностью 10 000 Вт и выше. Благодаря интеграции восходящей производственной цепочки у нас появилась возможность делать то, что мы хотим». — с гордостью сказал г-н Ян Дапэн.
«На обширной земле повсюду можно устроить площадку для авантюр».
С тех пор, как он вернулся в Китай, программы поддержки науки и технологий и крупные проекты шли к нему непрерывным потоком. Что касается тяжелых обязанностей, возложенных государством, г-н Янь Дапэн считает, что они отражают полное доверие и горячую надежду государства на таких репатриантов, как он. Уважаемые преподаватели альма-матер , отправившие его для дальнейшего обучения за границу, также дают ему свое сердечное одобрение.
Г-н Ян Дапэн знает, что производство волоконных лазеров требует командной работы. Чтобы расширять команду и привлекать таланты, он всегда советовал другим, опираясь на собственный опыт: «На огромной земле везде можно устроить площадку для начинаний».
С тех пор, как г-н Ян Дапэн сотрудничал с HGTECH, многие таланты мирового уровня, такие как Сюй Цзиньлинь и Сяо Лимин, последовательно присоединились к команде, и многие молодые люди с докторскими степенями приехали в Ухань, чтобы поехать к г-ну Янь Дапэну, чтобы изучить самые передовые технологии. В этот момент в отрасли появился «эффект Янь Дапэна».
Теперь «эффект Янь Дапэна» стал намного шире и глубже. Чтобы привлечь таланты, он привлекает Ли Чэна, Лу Куньчжуна и других экспертов «Программы тысячи талантов», чтобы они вернулись к новаторской работе со своими акциями. С внедрением талантов талантами китайский бизнес по производству волоконных лазеров стал намного живее и динамичнее.
Обрабатывающий центр с ЧПУ представляет собой многофункциональный станочный комплекс с программной системой управления. Обрабатывающий центр оснащён подвижным рабочим столом (одним или несколькими) и системой автосмены инструмента. Центр способен обрабатывать заготовки из различных материалов. Станочный комплекс имеет очень широкие технологические возможности, благородя поворотному столу, большому набору инструментов и значительному диапазону изменений частот вращения шпинделя и скоростей подач.
Стоимость обрабатывающих центров с ЧПУ довольно высокая, что, однако, компенсируется производственными возможностями оборудования. Обрабатывающие центры позволяют выпускать изделия с высоким темпом — за счёт сокращения временных затрат на перенос заготовок между станками, приспособленными для разных технологических этапов. Тем не менее, использование такого оборудования оправдано прежде всего там, где требуется комплексная обработка с возможностью совмещать различные техпроцессы и получать «на выходе» готовое изделие. Поэтому обрабатывающие центры с ЧПУ широко применяются на мебельных предприятиях, при производстве оконных блоков, а также для обработки сложных корпусных деталей.
Особенности конструкции
Основой станочного комплекса является сварная несущая станина из высокопрочной стали, обеспечивающая достаточную степень устойчивости всей конструкции. За счёт особых решений, станина отличается повышенной жёсткость, что положительно сказывается на способности поглощать вибрации при работе. Станина является опорой для одного или нескольких рабочих столов, оснащённых механизмом поворота и предназначенных для размещения (и закрепления) обрабатываемой заготовки.
Параллельно станине размещается консоль, являющаяся основой всего инструментального комплекса обрабатывающего центра с ЧПУ. Консоль передвигается над рабочим столом в горизонтальном направлении, а установленный на консоли суппорт может дополнительно совершать поперечные и наклонные движения, обеспечивая возможность 5-ти координатной обработки заготовок. Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования.
Прецизионная механика, качественные продольные направляющие с пониженным трением, мощные и точные исполнительные серводвигатели инструментального портала, высокопроизводительная система ЧПУ — все эти решения направлены на достижение высокой скорости и качества обработки.
Обрабатывающие центры рассчитаны на длительную эксплуатацию в напряжённых условиях промышленного производства. Применяемая система распределённой картриджной смазки позволяет обеспечивать подачу масла в строго дозированном количестве, в нужные узлы и пары трения. Это сокращает расход смазки, значительно снижает трудоёмкость облуживания станка и в то же время обеспечивает длительную работоспособность без потерь исходных характеристик точности.
В качестве дополнительного оборудования станочный комплекс может иметь систему СОЖ высокого давления, что позволяет, в частности, проводить высокоскоростную обработку твёрдых закалённых металлов. Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей.
Технологические возможности
Обрабатывающие центры с ЧПУ сочетают в себе токарный и фрезерный станки. Это позволяет вести эффективную 5-ти координатную обработку всех поверхностей заготовки (торцевых, краёв, глухих и открытых пазов), выполнять сверление отверстий, обрабатывать рёбра, приливы и бобышки, снимать фаски, выполнять скругления, нарезать резьбу и т. д.
Обрабатывающие центры могут работать с заготовками из любых материалов, в том числе с древесинной, МДФ, ДВП, ДСП, фанерой, композитными алюминиевыми панелями (типа «Alucobond», «Dibond»), пластиками, органическим стеклом, искусственным и натуральным камнем, цветными металлами, сталями, алюминиевыми и дюралевыми сплавами, титаном и т. п.
Продуманная система крепления заготовки на рабочем столе сочетает преимущества вакуумных столов и механического зажима струбцинами под Т-образные пазы. Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок.
Несмотря на сложность выполняемых задач, управление и программирование станка осуществляется сравнительно легко. Этому способствует система ЧПУ, позволяющая задавать программу обработки, в том числе импортирую готовые STL-файлы. Каждый обрабатывающий центр оснащён шкафом управления и стойкой ЧПУ. Благодаря отельному расположению, управляющая электроника надёжно защищена от вибраций и нагрева при работе оборудования. Пульт управления предоставляет доступ ко всем функциям станка и обеспечивает безопасность технологического процесса — за счёт дистанционного контроля оборудования.
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,5 Голосов: 4
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Вертикальные обрабатывающие центры с ЧПУ модели М400, М450, М500, М550
Специальная цена
Связь с ведущим специалистом
+7 (495) 147-88-24
Посмотреть технические характеристики
Вертикальные фрезерные обрабатывающие центры с ЧПУ RAIS M400,М450, М500, М550 предназначены для обработки разных материалов. Обладают высокой скоростью резания и точностью позиционирования. Имеют направляющие качения, прямой привод осей и шпинделя, большой магазин и 4-5ю оси (опция), что позволяют увеличить количество обрабатываемых поверхностей детали за 1 установ заготовки
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Ваше имя
Телефон
Ваш вопрос
200
Защита от спама
Ваше имя
Телефон
Защита от спама
Ваше имя
Телефон
Защита от спама
Какова функция обрабатывающего центра с ЧПУ? также называется Токарный центр с ЧПУ
Знания
Обрабатывающий центр с ЧПУ (Обрабатывающий центр с ЧПУ) можно назвать интеграцией функций машины. Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства.
Опубликовано: 24.03.2020
Фото unsplash
Тип механизма обрабатывающего центра с ЧПУ
Тип классификации конфигурации обрабатывающего центра с ЧПУ
Обрабатывающий центр с ЧПУ (токарный центр с ЧПУ) представляет собой передовой производственный станок. Станки могут выполнять различные операции механической обработки. Типы и функции обрабатывающих центров с ЧПУ представлены ниже.
Обрабатывающий центр с ЧПУ (обрабатывающий центр) представляет собой передовой производственный станок, который может выполнять различные операции механической обработки с высокой точностью, высоким качеством и высокой чистотой поверхности. Станок с ЧПУ (токарный центр с ЧПУ) может выполнять сверлильные, фрезерные и токарные операции.
Производство призматических деталей в промышленности, таких как редукторы, перегородки, рамы, крышки и т. д., требует различных видов операций, таких как фрезерование, растачивание, сверление, нарезание резьбы и многие другие сопутствующие операции механической обработки. Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки.
Тип механизма обрабатывающего центра с ЧПУ:
Основной целью обрабатывающего центра с ЧПУ является сокращение времени производства и использование передовых механизмов в обрабатывающем центре с ЧПУ.
АТС (автоматическая смена инструмента)
APC (автоматическое устройство смены поддонов)
Сервосистема ЧПУ
Система обратной связи
Шариковый винт с рециркуляцией и гайка
Тип классификации конфигурации обрабатывающего центра с ЧПУ:
Горизонтальный обрабатывающий центр
Вертикальные обрабатывающие центры
Универсальные обрабатывающие центры
Горизонтальный обрабатывающий центр Обрабатывающий центр (токарный центр) имеет горизонтальный шпиндель, и инструмент устанавливается на шпиндель станка, обычно это одношпиндельный станок с автоматической сменой инструмента. ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.
Вертикальный обрабатывающий центр На этом типе станка можно выполнять несколько операций за один установ. Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.
Универсальный обрабатывающий центр Универсальный обрабатывающий центр похож на горизонтальный обрабатывающий центр, но вал шпинделя может непрерывно наклоняться из горизонтального положения в вертикальное под управлением компьютера. Универсальный обрабатывающий центр состоит из пяти или более осей, которые позволяют устанавливать верхнюю поверхность заготовки на горизонтальный обрабатывающий центр, чтобы можно было обрабатывать разные стороны заготовки за один блок.
Заводы токарных станков с ЧПУ (обрабатывающие центры с ЧПУ) в разных странах активно и постоянно совершенствуют производственные возможности, ожидая разработки более точных обрабатывающих центров с ЧПУ.
Если вы хотите получать больше мгновенных сообщений, подпишитесь на наши аккаунты в Instagram, Facebook, Twitter.
Опубликовано 24 марта 2020 г.
Источник: слайд-шоу
Дальнейшее чтение
Актуальная тема
Вас также может заинтересовать …
Заголовок
Знания
Что такое EMR и EHR? Незаменимые системы медицинских и медицинских данных в умном здравоохранении
EMR (Электронная медицинская карта) — это целенаправленные медицинские данные, которые в основном используются клиницистами для диагностики и лечения. EHR (электронная медицинская карта) фокусируется на личных данных о здоровье, которые включают в себя состояние физического, психического или психического здоровья. EHR имеет более широкий диапазон, чем EMR.
Заголовок
Знания
Технология высокоскоростной передачи данных — универсальная последовательная шина 4
Спрос на высокоскоростную передачу данных растет день ото дня, что способствовало быстрому развитию технологии USB (универсальной последовательной шины) в последние годы. Появление центрального процессора (ЦП), поддерживающего USB4, символизирует начало новой эры технологии USB.
Заголовок
Знания
Каковы классификации абразивов?
Абразивы — общий термин для абразивов и абразивных инструментов, включая абразивные изделия и абразивные изделия.
Заголовок
Знания
Что такое Силовые машины?
Производство, эксплуатация и техническое обслуживание наземных, морских и воздушных транспортных средств входят в сферу энергетического машиностроения.
Заголовок
Знания
Техническая одежда: технический текстиль
Одним из самых простых способов классификации является классификация текстиля, кроме текстиля для одежды и предметов интерьера, в качестве технического текстиля. Давайте посмотрим, что такое так называемый технический текстиль.
Заголовок
Знания
Что такое Текстильная промышленность?
Предшественником цепи текстильной промышленности является нефтехимическое сырье. После изготовления нейлонового волокна, полиэфирного волокна, вискозного волокна, углеродного волокна и других продуктов из человеческого волокна, оно превращается в пряжу, затем вплетается в ткань, а затем отбеливается, окрашивается, печатается. Процедуры окрашивания и отделки, такие как покрытие, отделка, пошив и пошив швейных изделий или других сопутствующих текстильных изделий. Процесс производства текстиля можно разделить на четыре этапа: волокно, текстиль, крашение и отделка, готовая одежда / домашний текстиль, среди которых текстиль можно разделить на два этапа: прядение и ткачество: прядение — это преобразование ровницы в крученая пряжа. После отправки на фабрику пряжа вставляется в рабочую ось стола текстильной машины, а стол текстильной машины тянет пряжу вверх и отправляет ее на текстильную машину; следующий шаг — шаг ткачества, на этом этапе в текстильной машине используется челнок. Он непрерывно перемещается взад и вперед и, наконец, сплетает его в кусок ткани. После обработки тканевой ткани (включая хлопок, шерсть, синтетическое волокно и т. д.) в коробке ее можно отправить производителям для последующей обработки для формирования цепочки текстильной промышленности.
Заголовок
Знания
Автоматический метод определения общего содержания углеводородов в воздухе
Суммарные нефтяные углеводороды представляют собой смесь многих различных соединений. Люди могут подвергаться воздействию нефтяных углеводородов несколькими способами, включая топливные насосы, разлитое на дороге масло и использование химикатов на работе или дома. Некоторые общие нефтяные углеводороды могут воздействовать на нервную систему, вызывая головные боли и головокружение.
Заголовок
Знания
Подводная робототехника — наука и техника для подводных исследований
Подводная робототехника используется не только в спасательных и поисковых работах, она уже применялась при разведке морских ресурсов, топографической съемке морского дна, строительстве и обслуживании морских инженерных сооружений.
Заголовок
Знания
Что такое процесс формования углеродного волокна?
Композитные материалы из углеродного волокна необходимо обрабатывать с использованием процесса формования от препрега до конечной детали. С развитием технологии углеродного волокна процесс формования композитных материалов из углеродного волокна также постоянно совершенствуется. Тем не менее, различные процессы формования композитных материалов из углеродного волокна не существуют для обновления и устранения, и часто различные процессы сосуществуют для достижения наилучшего эффекта в различных условиях и различных ситуациях.
Заголовок
Знания
Что такое конденсатор?
Конденсаторы используются в цепях переменного тока и импульсных цепях. В цепях постоянного тока конденсаторы обычно играют роль блокировки постоянного тока.
Заголовок
Знания
Что такое толщиномер?
Толщиномеры — это инструменты, используемые для измерения толщины материалов и объектов, чтобы удовлетворить различные потребности в высокоточных измерениях и испытаниях.
Заголовок
Знания
Что такое инструмент CBN?
Токарные инструменты из CBN плотно спечены на основе нитрида бора и карбида вольфрама. Твердость нитрида бора близка к PCD. Он обладает превосходной химической стабильностью и не вызывает сродства с железом, кобальтом и металлами на основе никеля. Поэтому он особенно подходит для деформационного упрочнения стали с твердостью выше 45 HRC. Подходят также закаленный чугун и жаропрочная сталь (инконель).
AreaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChinaChristmas IslandCocos IslandColombiaComorosCongoCook IslandsCosta RicaCote DIvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerGabonGambiaGeorgiaGermanyGhanaGibraltarGreat BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHawaiiHondurasHong KongHungaryIcelandIndonesiaIndiaIranIraqIrela ndIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea NorthKorea SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalaysiaMalawiMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMidway IslandsMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNambiaNauruNepalNetherland AntillesNetherlands (Holland, Europe)NevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalau IslandPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandPolandPortugalPuerto RicoQatarRepublic of MontenegroRepublic of SerbiaReunionRomaniaRussiaRwandaSt BarthelemySt EustatiusSt HelenaSt Kitts-NevisSt LuciaSt MaartenSt Pierre & MiquelonSt Vincent & GrenadinesSaipanSamoaSamoa AmericanSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyri aТаитиТайваньТаджикистанТанзанияТаиландТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанТеркс и КайкосТувалуУгандаВеликобританияУкраинаОбъединенные Арабские ЭмиратыСоединенные Штаты АмерикиУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамВиргинские острова (Британия)Виргинские острова (США)ZimbaWemen Is9Wallis & FutanaY
Приостановить
тристик арку
Лорем ипсум
Долор сит амет
Мори лакус авг
скалярный
Сед Ронкус
максимус
Идентификатор Nunc
ниси коммодо
Проин ут гной
Прозрачный
Применить
Обрабатывающие центры с ЧПУ | HOMAG
Обрабатывающие центры с ЧПУ для деревообработки
Если вы хотите купить новый или подержанный фрезерный станок с ЧПУ, вы ожидаете, что станок решит ваши производственные задачи. Обрабатывающие центры с ЧПУ HOMAG предлагают передовые технологии от лидера мирового рынка для всех технологий деревообработки для производителей всех размеров.
Компания HOMAG, лидер мирового рынка, представляет свои обрабатывающие центры с ЧПУ:
Мы предлагаем передовые технологии и оборудование для высокоэффективного производства мебели, предметов интерьера, строительных элементов и столярных изделий, для обработки панелей, пластмасс и массивной древесины.
Преимущества наших обрабатывающих центров с ЧПУ
Подходящая система зажима для любой задачи: консольный или плоский стол, сетчатый стол, зажимной стол, многостоловый стол, сдвоенный стол, стол с направляющими, консольный стол
Доступны варианты с 3, 5 или 5 осями.
Тяжелая рама станка из сварной стальной конструкции и стабильной конструкции мобильного портала.
Быстрый и удобный доступ к узлам обработки и агрегатам.
Максимальный обзор машины во время обработки с одновременным обеспечением защиты и надежных функций безопасности для оператора
Простая заправка клея-расплава
Простая и быстрая загрузка и замена кромочных материалов
Энергоэффективное извлечение с низкой потребляемой мощностью
Снижение энергопотребления за счет работы в режиме ожидания нажатием кнопки
Области применения обрабатывающего центра с ЧПУ
С нашими деревообрабатывающими станками с ЧПУ мы предлагаем ВАШЕ решение. С обрабатывающим центром с ЧПУ от HOMAG вы идеально подготовлены для выполнения любых задач.
Производство лестниц
Производство мебели
Кухонные и ванные шкафы
Милл.
Производство окна
Производство дверей
сформированные детали
Внутренняя отделка
Plastics Processing
112 9012 ОБОРУДОВАНИЯ
SECURNALING SECURNALINCE
9012 9001 2 9012 ОБОРУДОВАНИЯ.
Насколько разнообразны требуемые производственные требования, настолько широк спектр характеристик оборудования и технологий. Мы можем предложить вам все, чтобы получить максимальную отдачу от вашего оборудования: от устройств смены инструмента, агрегатов, обработки кромок, консольных столов, сетчатых столов, вакуумных присосок до индивидуальных зажимных решений для нашего фрезерного станка с ЧПУ.
Process technologies:
sawing
cutting
connecting
separate
milling
drilling
glue edges
edge finishing
measuring
3D machining
Automation of your CNC machining center
Благодаря интеллектуальным решениям мы можем помочь вам превратить ваш обрабатывающий центр с ЧПУ в производственные ячейки с автоматической погрузкой материалов и другими функциями. От входа в систему автоматизации до неограниченного манипулирования заготовками:
навесные загрузчики/кормораздатчики
обработка роботом
маркировка
управление производственными ячейками
визуализация установки/системы
Партнерство, ориентированное на решения, инновационные — обрабатывающие центры с ЧПУ от HOMAG.
Пятиосевая обработка
Облицовка кромки
Вложение
Фрезерно-фрезерные станки с ЧПУ и станки с ЧПУ для раскроя
Станки с ЧПУ для раскроя деревянных панелей.
Наши станки и программное обеспечение для раскроя позволяют выполнять раскройную обработку и разделение материалов из деревянных панелей с использованием 3-, 4- или 5-осевой технологии. Размер, резка и обработка деревянных панелей на станках с ЧПУ помогают сэкономить время и материал.
Насос Grundfos UPS 40-120 F (220V) — технические характеристики на сайте РУСКЛИМАТ
код товара: НС-0027478
20 м3/час
ПРОИЗВОДИТЕЛЬНОСТЬ до
470 Вт
МОЩНОСТЬ ПОТРЕБЛЕНИЯ до:
Отзывов: 2
Описание
Характеристики
Отзывы (2)
Документация
Основные
Артикул
96401942
Бренд
GRUNDFOS
Гарантийный срок
12 мес
Страна производства
ГЕРМАНИЯ
Серия
UPS серии 200
Цвет корпуса
Красный гранатовый
Потребительские
Область применения
Универсальное оборудование
Технологии
Мокрый ротор
Да
Производительность
Макс. производительность
20 м3/час
Номинальная рабочая точка (подъём)
4.6 м
Управление
Вид управления
Не электронное
Защита и безопасность
Защита от перегрева
Да
Клапан обратного потока
Нет
Монтажные
Вариант размещения
Универсальное
Вид установки (крепления)
Монтаж присоединительный
Макс. потребляемая мощность, Вт
470 Вт
Макс. температура жидкости
120 °С
Макс. рабочее давление
10 Па
Макс. рабочее давление
10 бар
Монтажная длина
0.25 м
Максимальный напор
12 м
Напряжение электропитания, В
230
Вес и габариты товара
Вес товара (нетто)
19.1 кг
Высота товара
0.35 м
Ширина товара
0.27 м
Глубина товара
0.29 м
Вес и габариты упаковки
Вес товара с упаковкой (брутто)
19.96 кг
Высота упаковки товара
35 см
Ширина упаковки товара
27 см
Глубина упаковки товара
29 см
Дополнительные
Гарантийный документ
Гарантийный талон
Сравнить
В избранное
81 144 ₽
Нашли дешевле? Снизим цену!
Статус
под заказ
Доставка
бесплатно
Срок доставки
32 дня
Забери из магазина
При онлайн-оплате
Забери из магазина — скидка 10%
При онлайн-оплате скидка 3%
Беспроцентная рассрочка 0-0-6
Бесплатная доставка по г. Москва
Закажите коммерческое предложение
Закажите звонок!
Удобная функция заказа обратного звонка.
8 (495) 777-19-77
Помогаем по любым вопросам продажи и сервиса.
[email protected]
Не стесняйтесь написать нам письмо.
Сайт РУСКЛИМАТ.ру предлагает посмотреть технические характеристики Насоса Grundfos UPS 40-120 F (220V), которые могут вам помочь сделать правильный выбор при покупке товара.
Загрузка…
Загрузка…
ТРЕБУЕТСЯ ПОМОЩЬ?
ЗАЯВКА НА РАСЧЕТ
бюджета на кондиционирование, отопление, вентиляцию.
8 (495) 777-19-77
Помогаем по любым вопросам продажи и сервиса.
[email protected]
Не стесняйтесь написать нам письмо.
8 (495) 777-19-77
Сравнение
0 товаров
Товар добавлен к сравнению!
Товар удален из сравнения!
Корзина
0 товаров, 0a
Оформить
Загрузка. ..
Продолжая работу с rusklimat.ru, вы подтверждаете использование сайтом cookies вашего браузера.
ОК
Подробнее
Оставьте номер вашего телефона и мы вам перезвоним
Вы успешно заказали покупку товара в один клик!
Наши менеджеры свяжутся с вами в ближайшее время.
Неверно указан номер телефона, пожалуйста, повторите ввод!
Оставьте номер вашего телефона и мы вам перезвоним
Главная \ Каталог товаров \ Насосы и гидроаккумуляторы \ Насосы Grundfos ( Грундфос ) \ Циркуляционные насосы UPS Grundfos ( Грундфос ) \ Насос циркуляционный UPS 40-120 F Grundfos ( Грундфос )
Наименование — Насос циркуляционный UPS 40-120 F Grundfos фланцевый Применение — фланцевые циркуляционные насосы UPS 40-120F Grundfos ( Грундфос ) используются для создания принудительной циркуляции теплоносителя в системах отопления Производитель — GRUNDFOS ( Грундфос ) Дания Марка — UPS 40 120 F Grundfos Артикул производителя — 96401942
Технические характеристики и размеры
Тип — циркуляционный Вид — насос с » мокрым ротором « Рабочая среда — вода Максимальный напор = 9.55 м Максимальный расход = 22.03 м3 / ч Температура рабочей среды = — 10ºС . . . + 120ºС Температура окружающей среды = 0ºС . . . + 40ºС Максимальное рабочее давление = 10 бар Напряжение питания = 1 х 230 В / 50 Гц Ток при скорости 3 = 2.2 А Подключение питания — однофазный Максимальная потребляемая мощность = 470 Вт Материал корпуса — чугун Цвет корпуса — красный Вес ( нетто ) = 19.1 кг Монтажная длина, L1 = 250 мм Проход условный = 40 мм Управление — трёхступенчатое ( для создания наиболее экономичного режима электродвигатель имеет 3 скорости вращения, переключение скоростей производится вручную ) Присоединение — фланцевое ( ответные фланцы Ду 40, Ру 10 ) Особенности конструкции: насос встроен в линию Паспорт и инструкция по монтажу и эксплуатации ( просмотр ) Сертификат ( по запросу ) Каталог насосов Grundfos ( просмотр ) Цена / прайс ( по запросу ) Сопутствующие товары
Фланцы стальные ГОСТ 33259-2015 ГОСТ 12820-80
Прокладки для фланцев ГОСТ 15180-86
Болты и гайки ГОСТ 7798-70 ГОСТ 5915-70
Возврат в on-line каталог >>
Получить консультацию, узнать цены или оформить заявку, чтобы купить этот товар Вы сможете, прислав запрос по электронной почте на адрес: proton.lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
ООО «ПРОТОН», Россия, Москва, проспект Андропова, дом 38 Официальный сайт: www.proton-st.ru,тел.: +7 (495) 641 16 85
Grundfos UPS 40-120 F Коммерческие циркуляционные насосы 1 x 240 В 50 Гц PN. 96401942
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Требуется
Тема отзыва Обязательно
комментариев Обязательно
Артикул:
УПС40-120Ф
Вес:
17,90 сом
Доставка:
Бесплатная доставка
Нажми и собери Доступно
В настоящее время: 1885,00 долларов США
Доступные финансы.
Описание
Информация о гарантии
0 отзывов
Описание
Коммерческий циркуляционный насос Grundfos UPS 40-120 F 1 x 240 В, 50 Гц Номер продукта Grundfos: 96401942
Ассортимент циркуляционных насосов Grundfos теперь доступен онлайн и готов к заказу с полными техническими характеристиками, чтобы сделать ваш выбор беспроблемным. Если вы не уверены в правильности насоса, у Plumbonline есть преданная своему делу команда специалистов по насосам с более чем 20-летним опытом выбора насосов.
Обзор
Насос с герметизированным ротором, т.е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью. Во избежание проблем, связанных с утилизацией, большое значение придается использованию как можно меньшего количества различных материалов.
Области применения
Циркуляционные насосы Grundfos типов UPS 40|50|65|80 однофазные и трехфазные насосы предназначены для циркуляции жидкостей в системах отопления, ГВС (бронза) и кондиционирования воздуха.
Характеристики насоса:
3-скоростной двигатель
Керамические радиальные подшипники
Угловой осевой подшипник
Корпус ротора, опорная плита и оболочка ротора из нержавеющей стали
Корпус статора из алюминиевого сплава
0 Чугунный корпус насоса Статор со встроенным термовыключателем
Если вы не уверены в правильности выбора насоса, в Plumbonline работает преданная своему делу команда специалистов по насосам с более чем 20-летним опытом подбора насосов.
Просмотреть всеЗакрыть
Информация о гарантии
Grundfos Два года гарантии
Просмотреть всеЗакрыть
0 Отзывы
Просмотреть всеЗакрыть
Grundfos UPS 40-120 F Коммерческие циркуляционные насосы 3x415V50Hz
Насосы Grundfos
В настоящее время: 1801,00 долларов США
Доступные финансы.
(пока отзывов нет)
Написать рецензию
Насосы Grundfos
Grundfos UPS 40-120 2 F Коммерческие циркуляционные насосы 3 x 415 В 50 Гц PN. 96401944
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Артикул:
УПС40-120/Ф415
Вес:
19,50 сом
Доставка:
Бесплатная доставка
Нажми и собери Доступно
В настоящее время: 1801,00 долларов США
Доступные финансы.
Описание
Информация о гарантии
0 отзывов
Описание
Grundfos UPS 40-120 F Коммерческие циркуляционные насосы 3 x 415 В 50 Гц Номер продукта Grundfos 96401944
Plumbonline является авторизованным дистрибьютором насосов Grundfos. Ассортимент циркуляционных насосов Grundfos теперь доступен онлайн и готов к заказу с полными техническими характеристиками, чтобы сделать ваш выбор беспроблемным. Если вы не уверены в правильности насоса, у Plumbonline есть преданная своему делу команда специалистов по насосам с более чем 20-летним опытом выбора насосов.
Обзор
Насос с герметизированным ротором, т.е. насос и двигатель образуют единый блок без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью. Во избежание проблем, связанных с утилизацией, большое значение придается использованию как можно меньшего количества различных материалов.
Многие компьютерные пользователи кинотеатрам предпочитают домашний просмотр фильмов, когда в уютной обстановке можно запускать неограниченное количество кинолент. И даже если вы хотите посмотреть 3D-фильм дома – это тоже не проблема, но для этого понадобится прибегнуть к помощи специального программного обеспечения. Сегодня мы будем запускать фильм в 3D-режиме с помощью программы KMPlayer. Данная программа является чрезвычайно удобным и функциональным медиапроигрывателем, одной из функций которого и является возможность запускать фильмы в 3D-режиме.
Современные технологии и способы реализации 3D фильмов
Сейчас на рынке присутствуют различные возможности реализации стереоскопического кино на экранах кинотеатров, мониторов и телевизоров.
Анаглиф
Поляризационный
Интерференционный
Безочковый
Каждый из способов реализации 3Д имеет преимущества и недостатки. но каждый из них основан на принципе, что каждый глаз видит собственную картинку, а мозг совмещает 2 изображения, получая в итоге трёхмерное объёмное.
3dviewer.net
В принципе, при наличии постоянного доступа в интернет, совсем не обязательно качать и устанавливать на компьютер программы для просмотра объектов для 3ds max. Посмотреть и повертеть модель можно и в режиме реального времени, на сайте. Очень удобен в этом плане сайт 3d viewer. Просто перетягиваем модельку в браузер и пользуемся.
Этот сайт предлагает возможность посмотреть на то, как сделан объект, скрывая и показывая его части.
Основные поддерживаемые форматы: 3ds, Obj, Stl Где посмотреть: https://3dviewer.net
Как изображение разделяется в 3Д и сводится в одно объёмное
Способов разделения изображения несколько. Это реализуется при помощи монитора, очков, программного обеспечения. Монитор должен быть с поддержкой 3Д изображения (при этом не все 3Д форматы видео подходят).
Как вывести 3Д изображение на обычном мониторе
В нашем случае, мы хотим вывести объёмную картинку с обычного монитора без поддержки 3Д. Это возможно при помощи анаглифа и соответствующих очков. Технология подразумевает использование очков с двумя цветными фильтрами — красного и синего. А монитор выводит 2 изображения — с синими оттенками и с красными (цвета могут быть и другими, но синий и красный фильтр наиболее распространены). Каждый глаз через фильтр анаглифических очков увидит своё изображение. Анаглифические очки стоят недорого, к тому же, их можно изготовить самостоятельно.
Настоящий эффект присутствия на экране обычного 3D-монитора своими руками
Автор: Сергей Хижий, фотолюбитель и видеограф, занимается стереосъёмкой с 1984 года
На пороге третьего тысячелетия мы стали свидетелями бума трехмерных технологий в кино, старт которому дал выход на стереоэкраны знаменитого «Аватара». Всё больше игровых и анимационных фильмов снимается в 3D. Телевизоры с объемным изображением все чаще входят в дома. Однако в форумах частенько звучит неприязнь к технологиям 3D: многие зрители не получают удовольствия от просмотра стереофильмов, напротив, порой слышны жалобы на головную боль или сильную утомляемость.
Почему? Может быть, киностудии и производители бытовой электроники что-то нам недодают? Может быть, мы сами делаем что-то неправильно? Может быть, недостаточно просто сесть в трёх метрах от телевизора и надеть стереоочки, чтобы получить удовольствие от объемной картинки? Свои личные наблюдения на этот счет я бы хотел начать с небольшого экскурса в историю вопроса.
Годом рождения фотографии считается 1839-й. Как это ни странно, «стереофотография» появилась на свет раньше фотографии. В 1838 году английский ученый и изобретатель Чарльз Уитстоун выступил перед членами Лондонского Королевского общества с докладом о «феномене бинокулярного зрения». Тогда в качестве своих работ он использовал нарисованные картинки:
Чтобы демонстрировать эти картинки раздельно для каждого глаза, Уитстоун изобрел стереоскоп. Полноценные стереофотографии изобретатель смог продемонстрировать лишь в 1851 году после того, как шотландский ученый Дэвид Брюстер изобрел фотографическое устройство, оснащенное двумя объективами.
Несмотря на то, что конструкций стереоскопов существует великое множество, принципиально, за прошедшие с тех пор десятилетия стереоскоп претерпел незначительные изменения. Все стереоскопы объединяет наличие в их конструкции двух окуляров, задача которых увеличить индивидуальный для каждого глаза фотографический отпечаток или диапозитив так, чтобы он заполнил, по возможности, всё поле зрения. По ощущениям это равносильно рассматриванию сцены непосредственно глазами фотографа, сделавшего стереоснимок. Не удивительно, ведь по конструкции стереоскоп напоминает фотокамеру с двумя объективами с той лишь разницей, что объективы камеры фокусируются на снимаемом объекте, а окуляры стереоскопа – на изображениях, полученных объективами этой камеры. Зрительное ощущение нахождения на месте съемки будем называть эффектом присутствия.
Мне с детства знаком стереоскоп для просмотра стереодиапозитивов, который выпускался еще в советские времена:
Картонную или пластмассовую рамку с двумя диапозитивами размером 36×24 мм нужно было вставить в стереоскоп и направить его задней матовой стенкой из молочно-белого пластика на источник света. На просвет получался изумительно яркий, красочный и хорошо детализированный объемный вид. Снимая одним фотоаппаратом парные кадры на фотопленку для слайдов, мне удавалось получить отличные стереопары.
Недостатком использования одного фотоаппарата являлась невозможность съёмки подвижных объектов, потому что после съёмки левого кадра нужно было сместить фотоаппарат по горизонтали в позицию для правого кадра.
Но времена меняются, и фотопленка уже давно отошла на покой, уступив место цифровым фотоаппаратам. Моя спарка из двух фотоаппаратов Canon PowerShot A610 с идеально синхронизированными по USB затворами позволяет делать стереоснимки даже быстро движущихся объектов:
Идеальным средством просмотра печатных стереопар, получаемых этой спаркой, стал самодельный стереоскоп:
В картонном корпусе закреплены две очковые линзы с увеличением +9 диоптрий. На обычной фотобумаге размером 10х15 или 9х14 см печатается встык стереопара из двух изображений шириной 65 мм и высотой 86 мм, по одному изображению на каждый глаз. Стереоскоп ставится под лампу, чтобы хорошо осветить стереопару спереди сверху. В итоге, несмотря на мелкую зернистость, стереопары, распечатанные на хорошем струйном фотопринтере с высоким разрешением, смотрятся просто шикарно. Полный эффект присутствия! Взгляд останавливается…, нет, даже не на фотографических деталях, а на РЕАЛЬНЫХ ВЕЩАХ, которые хочется потрогать, и которые, возможно, остались бы незамеченными, будь это плоская фотография.
И вот, казалось бы, с развитием электронных технологий наступил рай для любителей стереосъемки: появились доступные 3D-мониторы, 3D-телевизоры и 3D-камеры. В дополнение к стереофотографии теперь можно снимать своё собственное стереоскопическое видео. Берите, пользуйтесь, наслаждайтесь. Но нет, радоваться еще рано. И причина тому – пресловутая рампа, или иными словами, рамка экрана в совокупности с той плоскостью, на которой формируется, как теперь модно говорить, не стерео, а 3D-изображение.
Будучи удаленным на 2-3 метра, телевизор даже с большой диагональю занимает далеко не все поле зрения зрителя. Эффекта присутствия больше нет. Есть прямоугольное окно, в котором демонстрируется некий объемный мир. Да, это более зрелищно, чем смотреть плоскую картинку, но не совсем то, чего можно было бы ожидать от бинокулярного просмотра. Просмотр в стереоскопе не имеет рампы как таковой; каждый глаз видит свою индивидуальную картинку, расположенную, благодаря окуляру, «в бесконечности». Нет такого предмета, на котором левая и правая картинки накладывались бы друг на друга, как это происходит на экране телевизора.
Телевизор – сам по себе объемный предмет в пространстве, и зритель двумя глазами смотрит конкретно на этот предмет. В стереоскопе, напротив, есть только мнимые изображения, но нет предмета, на который они проецируются.
Наличие рампы накладывает ограничения на методы стереосъемки. Представьте, что перед стереокинокамерой установлена черная рамка, и нужно снимать строго через нее:
Если снимаемый объект находится в плоскости рамки, он одинаково открыт обоим объективам, рамка загораживает одни и те же участки. Но объекты, которые находятся позади рамки, рамка перекрывает от объективов по-разному. Правый объектив захватывает несколько больше объектов слева, а левый – несколько больше объектов справа. Так образуются зоны моноскопии по бокам кадра.
Отсюда вытекают первые два правила стереосъемки с рампой. Первое правило: сюжетно важную часть кадра нужно располагать в плоскости рампы. Второе правило: фон в кадре слева и справа следует выбирать однотонным, чтобы зоны моноскопии были менее заметны.
Съемка без рампы для стереоскопа подразумевает, что оси объективов стереокамеры параллельны друг другу и направлены в бесконечность. Она так и называется – съемка на параллельных осях. Съемка с воображаемой рампой, в свою очередь, требует, чтобы эти оси сходились в плоскости рампы. Такая съемка называется съемкой на перекрестных (конвергентных) осях. Процесс сведения осей объективов называется регулировкой параллакса. На рисунке ниже представлены принципиальные отличия съемки на параллельных осях (с нулевым параллаксом) от съемки на перекрестных осях:
При просмотре стереопары, выполненной по методу съемки на параллельных осях, мнимые изображения удаленных объектов совмещаются друг с другом. При этом взгляд смотрящего направлен вдаль, а оси его глаз так же параллельны, как оси съемочных объективов. Мнимые изображения близких объектов в такой стереопаре смещаются вправо на левом ракурсе, и влево на правом ракурсе. Ничего не стоит левому глазу повернуться направо и, одновременно, правому глазу повернуться налево.
Действительно, глаза у человека способны безболезненно сводится на очень близкое расстояние, хоть на кончик носа. Поэтому просмотр параллельной стереопары не может вызывать дискомфорта в принципе. Единственным минусом такой стереопары является образование боковых зон моноскопии в плоскостях изображений ближних объектов. Однако, при достаточном увеличении эти зоны можно сдвинуть в зону периферийного зрения.
При просмотре стереопары, выполненной по методу съемки на перекрестных осях, изображения близких (сюжетно важных) объектов совмещаются на экране телевизора. Рассматривание изображений этих объектов физиологически ничем не отличается от рассматривания самого телевизора: глаза сфокусированы на плоскость экрана, а оси глаз слегка сведены.
Проблемы могут возникнуть с изображениями удаленных объектов. На левом ракурсе они смещаются влево, а на правом – вправо. До момента, пока оси глаз не станут параллельны, все хорошо. Но если смещения изображений удаленных объектов слишком велики, то зрителю нужно развести глаза в стороны, чтобы избежать двоения.
К сожалению, разводить глаза в стороны мы не умеем, поэтому следует избегать чрезмерных смещений заднего плана. Для этого при съёмке нужно либо ограничить параллакс, либо максимальную удаленность объектов заднего плана, либо и то и другое.
Ограничить удаленность объектов можно съемкой в помещении или установкой задника. Параллакс же определяется расстоянием от камеры до рампы и базисом, то есть расстоянием между осями объективов. Базис 65 мм соответствует среднестатистическому расстоянию между зрачками глаз человека и является предпочтительным для стереосъемки. Но при съёмке на перекрестных осях приходится уменьшать базис до 40 мм, а при съёмке крупных планов и того меньше. В результате зрителям не нужно болезненно “разводить” свои глаза при просмотре, но привычные вещи, оставаясь объемными, теряют свою форму и становятся более плоскими. Альтернативой уменьшению базиса с целью контролировать параллакс остается лишь увеличение расстояния до рампы.
С прицелом на рампу выпускаются и современные любительские стереокамеры. Они оснащены автоматической регулировкой параллакса на объект, который находится в фокусе. А чтобы автомат не уводил в запредельный параллакс, объективы таких камер расположены гораздо ближе друг к другу, чем глаза человека. Дополнительным плюсом таких “узкоглазых” камер можно назвать их небольшие габариты и вес, что также импонирует видеолюбителям.
Лично я являюсь противником рампы и сторонником создания эффекта присутствия. Я не хочу ограничиваться никакими «окнами» и «рамками» и поэтому снимаю свои фотографии и видео на параллельных осях и демонстрирую их на устройствах с большим полем зрения.
Зачем ограничивать себя экраном телевизора, если будущее за видеостенами? Хотите понять, о каком эффекте присутствия я говорю – сходите в IMAX, оцените его огромный всепоглощающий экран. Понравилось? Тогда самое время попробовать получить такой же эффект на экране компьютерного 3D-монитора.
Первый шаг – обеспечить широкий угол обзора. Чтобы монитор занимал практически все поле зрения, к нему нужно приблизиться на достаточно короткое расстояние. В зависимости от диагонали монитора, это расстояние может быть от 20 до 40 см.
Второй шаг – перенос экрана монитора в бесконечность. Зачем же мы тогда в первом шаге приблизились к нему так близко? Все просто, переносить мы будем не сам монитор, а его мнимое изображение. Чтобы не напрягать глаза фокусировкой на близкое расстояние, применим решение, аналогичное по своей сути классическому стереоскопу: наденем диоптрийные (медицинские) очки. Фокусное расстояние линз таких очков должно быть равно расстоянию от глаз в положении просмотра до дальнего угла монитора. В этом случае, глаза будут фокусироваться в бесконечность, но при этом четко видеть экран.
Сразу предупреждаю, НЕЛЬЗЯ использовать линзы с фокусным расстоянием меньше расчетного: вы посадите зрение, если будете долго находиться перед монитором в таких очках. Для безопасности можно применять линзы с фокусным расстоянием несколько больше расчетного. Целью такого ограничения является недопущение ситуации, когда хрусталик пытается сфокусироваться на чем-то «дальше бесконечности».
По той же причине в очках не следует отодвигаться от монитора на длительное время или смотреть мимо монитора. В стереоскопе расстояние от линз до стереопары жестко фиксировано, а при использовании монитора за расстоянием до него нужно следить самостоятельно, в этом вся разница.
Чтобы заказать правильные очки, нужно преобразовать расчетное фокусное расстояние линз f в оптическую силу D, которая измеряется в диоптриях. Оптическая сила линзы обратно пропорциональна фокусному расстоянию, выраженному в метрах:
D = 1 /f
Таким образом, если расстояние от глаза до угла экрана равно 30 см, нужны линзы с оптической силой D=1/0,3=3,33 диоптрий. Для безопасности можно уменьшить оптическую силу, округлив ее до +3 диоптрий. Если вы уже носите очки, то просто сложите оптическую силу ваших очков с расчетным значением D, и получится оптическая сила новых очков для просмотра стерео. Например, если вы носите очки с D= –4 диоптрии, то в рассматриваемом случае вам потребуются очки с оптической силой D = –4 + 3 = –1 диоптрия.
Третий шаг – обеспечение естественной направленности глаз. Теперь, когда мы с помощью очков виртуально перенесли плоскость экрана в бесконечность, нужно позаботиться о том, чтобы при взгляде на эту бесконечность оптические оси глаз были параллельны, как это происходит в жизни. Понятно, что для этого нужно разнести изображения удаленных предметов в плоскости экрана на расстояние, равное межцентровому расстоянию глаз, то есть, в среднем на 65 мм:
Это делается регулировкой параллакса в вашем стереопроигрывателе. Например, в NVIDIA 3D Vision Video Player, регулировка параллакса возможна через меню Файл => Параллакс => Увеличить/Уменьшить горизонтальный параллакс или непосредственно в процессе воспроизведения комбинациями клавиш Shift+Right / Shift+Left:
Снимите затворные или поляризационные очки. Найдите в фильме кадр, в котором можно выделить четкий ориентир на большом расстоянии от камеры. Ориентиром может быть изгиб линии горизонта, или далекое здание, или дерево вдалеке, или фонарный столб в ночи, как на иллюстрации выше. Затем, регулируя параллакс, наблюдайте, как левое и правое изображения ориентира сходятся и расходятся друг относительно друга. Задача состоит в том, чтобы изображение ориентира для левого глаза переместить в плоскости монитора на 65 мм левее изображения ориентира для правого глаза. Готово.
Единственная сложность во всей этой схеме просмотра – одновременное ношение диоптрийных и затворных очков. Обычно производители проектируют затворные очки таким образом, чтобы их можно было носить поверх обычных. Если у вас монитор с поляризационными очками, то, наверняка, в комплекте с ними имеются и накладные поляризационные фильтры, которые надеваются прямо на обычные очки.
Эффект присутствия в бюджетном варианте – анаглифе – тоже достигается описанным выше способом, только фильтры на диоптрийные очки нужны не поляризационные, а красно/сине-зеленые. Способ позволяет с головой окунуться в мир с неполной цветовой гаммой. С другой стороны, если бюджет позволяет, то заглянуть в виртуальную реальность можно с помощью готового решения – аналога классического стереоскопа – видеошлема. Компания Sony, например, уже сегодня предлагает персональный 3D-дислей HMZ-T1 по цене 3D-телевизора:
Это устройство пока не дотягивает до Full HD по разрешению и ограничивается двумя OLED-матрицами размером 1280х720 пикселей, что уже не плохо, но можно надеяться, что за этой моделью последуют другие, более продвинутые.
В заключение хочу пожелать успехов всем, кто решится испытать эффект присутствия на своем мониторе и тем самым еще раз, как на машине времени, очутиться в тех местах, где когда-то удалось побывать со стереокамерой. Приятного просмотра!
Сергей Хижий,
фотолюбитель и видеограф,
занимается стереосъемкой с 1984 года.
Москва, 15 декабря 2011 г.
Подготавливаем обычный фильм для просмотра в 3Д формате
Сейчас в сети можно легко найти практически любой современный фильм в формате 3Д. Однако, если Ваш исходный материал в 2Д, фильм можно подготовить самостоятельно для просмотра в 3Д-объёме. Для этого понадобится одна из соответствующих программ (есть бесплатные и платные версии).
MakeMe3D
Эта программа позволяет переделать обычный фильм в формат 3Д. Пользователь имеет возможность настраивать формат и параметры итоговой картинки. Доступен вариант подготовки видеоматериала для очков с парой зелёно-пурпурного фильтра, а не сине-красного.
sView — Movie Player
Это плеер для подготовки видеофайла «на лету», то есть нет необходимости предварительно пережимать фильм из 2Д в 3Д. Программа позволяет настраивать различные виды фильтрации изображения. Отмечу, что программы не предъявляют особых повышенных требований к мощности компьютера. В результате получаем приблизительно такую картинку (если смотреть 3Д на обычном мониторе без анаглифических очков).
Stereoscopic Player
Эта программа для воспроизведения нашего фильма в 3D-формате на обычном мониторе.
MeshLab
Еще одна небольшая программка, которую можно скачать и установить на компьютер абсолютно бесплатно. Позволяет быстро просмотреть модель, а также производить манипуляции над ее сеткой. Показывает количество вершин Vertices и поверхностей Faces. Разработчики предоставляют приложение на IOS с таким же названием.
Основные поддерживаемые форматы: 3ds, Obj, Ply, Stl, Off, Asc, X3d, Wrl. Где скачать: на официальном сайте
P3d.in
Еще один сайт для онлайн-просмотра 3d объектов. Для того чтобы пользоваться, нужно зарегистрироваться. После этого можно будет загрузить объект, а также одеть его в текстуры, настроить свет, используя готовые карты освещения. При всех преимуществах, сервис остается абсолютно бесплатным, предоставляя 50 Мб памяти для загрузки моделей.
Основные поддерживаемые форматы: только Obj Где посмотреть: https://p3d.in
Автор урока: Алиса Куб
Как посмотреть обыкновенный фильм в 3D
Большинство из нас любит время от времени смотреть фильмы, а последнее время все больше выпускается фильмов в формате 3D. Постепенно новые технологии входя в нашу жизнь.
Просмотр фильма в объемном формате позволяет увидеть по-новому многие визуальные эффекты, применяемые в таком фильме. Для показа фильмов в 3D формате используется специальная технология, которая называется стереоскопия.
Содержание:
Настройка The KMPlayer
Отключение режима просмотра видео в 3D
Выводы статьи
Технология показа фильмов в трехмерном виде была известна давно, но приобрела большую популярность после успеха фильма «Аватар», снятого Джеймсом Кэмероном. С тех пор было выпущено довольно много фильмов, которые можно посмотреть в 3D формате.
Зритель смотрит фильм, снятый в 3D формате используя специальные стереоскопические очки: поляризационные, затворные или анаглифные. Использование таких специальных очков дает возможность увидеть фильм с объемным изображением.
А что же делать тем любителям фильмов, которые имеют фильмы только в формате 2D? Есть множество прекрасных фильмов созданных еще до наступления эры 3D фильмов.
Для того, чтобы вы смогли посмотреть фильм в 3D формате, вам понадобятся стереоскопические очки. Для этого подойдут самые простые анаглифные очки, например, с синей и красной линзой.
Такие очки лучше купить в магазине или если нет такой возможности, очки можно сделать самому. Вы можете посмотреть здесь как их изготовить в домашних условиях.
Настройка The KMPlayer
Для просмотра видео в 3D формате необходим мультимедийный плеер KMPlayer (The KMPlayer). Плеер бесплатный и имеет поддержку русского языка.
Этот универсальный плеер может проигрывать различные видео и аудио файлы и имеет множество настроек. Плеер уже содержит в себе набор встроенных кодеков для проигрывания большинства видео и аудио форматов.
Сначала скачайте мультимедийный The KMPlayer на свой компьютер, а затем установите данную программу.
Далее вам понадобиться фильтр Anaglyph.ax, скачать его можно будет по ссылке, расположенной ниже.
anaglyph скачать
После того, как вы скачали фильтр Anaglyph. ax к себе на компьютер, его необходимо будет поместить в папку с установленным плеером.
Для этого откройте Проводник, а в окне Проводника, перейдите по следующему пути: «Локальный диск C:» => «Program Files» => «The KMPlayer». Переместите в эту папку фильтр Anaglyph.ax.
После этого запустите KMPlayer. Затем нажмите на клавиатуре на кнопку «F2», после этого будет открыто окно «Конфигурация». В панели настроек в разделе «Фильтры», нажмите на пункт «Диспетчер фильтров».
В окне «Конфигурация» нажмите на кнопку «Добавить внешний фильтр». Далее в окне Проводника вам нужно выделить фильтр Anaglyph.ax, а затем нажать на кнопку «Открыть».
В окне «Конфигурация», в разделе «Настройки приоритета», выберите пункт «Использовать принудительно».
В разделе «Диспетчер фильтров» щелкните два раза левой кнопкой мыши по выделенной записи «Anaglyph Filter», а после этого войдите в окно настроек фильтра.
«Глубина сцены» по умолчанию выставлена 15, но желательно сделать от 2 до 7 в зависимости от фильма. Это соотношение выбирается опытным путем и здесь можно будет поэкспериментировать.
Для просмотра разных фильмов понадобиться менять «Глубину сцены» для лучшего восприятия видео файла. В этом окне посмотрите правильно ли выбраны цвета для ваших очков в пункте «Очки». После завершения настроек нажмите на кнопку «ОК».
Теперь плеер настроен на воспроизведение фильма в режиме 3D. Когда вы захотите посмотреть обыкновенный фильм в 3D, то тогда вам нужно будет запустить плеер, а затем нажать на кнопку KMPayer, в самом верхнем левом углу программы.
В контекстном меню выберите пункт «Открыть файл(ы)…». С помощью Проводника выберите на своем компьютере тот фильм, который вы желаете посмотреть.
Далее в окне Проводника нажмите на кнопку «Открыть». После этого, в окне плеера вы увидите воспроизведение фильма таким образом, как выглядит фильм в формате 3D, который мы видим без очков.
Для настройки воспроизведения фильма, кликните правой кнопкой мыши по окну плеера, а в контекстном меню нажмите на пункт «Фильтр» => «Anaglyph Filter». В настройках отрегулируйте «Глубину сцены» (в разных фильмах по-разному от 2 до 10).
Посмотрите на изображение, надев стереоскопические очки, при разной глубине сцены, чтобы выбрать оптимальное изображение. После этого нажмите на кнопку «ОК». Все, теперь этот фильм можно будет смотреть в 3D режиме.
Вот так этот фильм выглядит на самом деле, без применения специального фильтра.
Приятного просмотра!
Отключение режима просмотра видео в 3D
При запуске другого видео файла The KMPlayer будет воспроизводить это видео в 3D режиме. Для того, чтобы воспроизведение других видео файлов происходило в обычном режиме, вам нужно будет в плеере отключить воспроизведение в 3D режиме.
Для того, чтобы отключить 3D формат, нажимаете на клавиатуре на кнопку «F2» => «Конфигурация» => «Диспетчер заказных фильтров». В окне «Конфигурация» снимаете флажок с пункта «Anaglyph Filter», а потом нажимаете в этом окне на кнопку «Удалить», а затем на кнопку «Закрыть». После перезапуска плеера видео будет воспроизводиться в обычном режиме.
Выводы статьи
При помощи фильтра Anaglyph и медиаплеера KMPlayer пользователь может посмотреть обычный фильм в режиме 3D на своем компьютере.
Нажимая на кнопку, я даю согласие на обработку персональных данных и принимаю политику конфиденциальности
Как перейти на 3D на вашем ПК
Почему вы можете доверять Pocket-lint
(Pocket-lint) — 3D-технология стоит на повестке дня почти каждого крупного производителя дисплеев. Это остается одним из основных наворотов, который меняет телевизоры высокого класса и помог многим увлечься в царство высокой четкости и Blu-ray.
В игровом мире 3D стало обязательным для любой крупнобюджетной игры с высокими техническими характеристиками, поскольку она включена в порты самых продаваемых программ для Xbox и PlayStation. Тем не менее, эта технология остается дорогой для внедрения, поскольку приличный 3D-телевизор потребляет до тысячи долларов, и даже в этом случае вы ограничены в количестве контента, который можете смотреть. На данный момент ПК остается лучшим местом для просмотра трехмерных игр, предлагая лучшее соотношение цены и качества и самую большую доступную библиотеку игр и видео.
Итак, с чего начать? Какая установка вам нужна? И, наконец, что не менее важно, сколько это будет стоить?
Новый ПК или ноутбук?
Это первый вопрос, на который вы захотите ответить. В зависимости от того, сколько энергии находится под капотом вашего текущего компьютера, вам нужно будет решить, стоит ли просто покупать новую видеокарту или совершенно новую установку.
Pocket-lint
Ноутбук
В настоящее время у нас есть Alienware M17x с процессором Nvidia 460m, чего более чем достаточно для получения довольно приличного 3D-сигнала. Проблема в том, что в отличие от настольного компьютера вы не можете обновить свой ноутбук до поддержки 3D, так как вам нужно будет отключить дисплей. Это означает, что нужно выбрать готовое к 3D решение, в котором уже есть необходимая настройка видеокарты.
Такие вещи, как еще не выпущенный Toshiba F750 3D без очков, определенно заманчивы, но лично мы рекомендуем HP Envy 17 из-за качества сборки и общей производительности.
Ноутбуки с лучшими характеристиками теперь могут легко конкурировать с настольными компьютерами, а портативность для игр и 3D, безусловно, является преимуществом.
Настольный ПК
Если речь идет об обновлении вашей текущей системы, вы будете удивлены тем, насколько большой скачок в графической производительности может обеспечить одна только приличная карта, но без достаточно мощного процессора, чтобы поддержать это, вы собираетесь столкнуться с проблемами. Не забывайте, что при запуске игр в 3D вы, по сути, просите свой компьютер отрендерить все дважды — а это очень сложная задача.
Предположим, что у вас есть настольный компьютер с процессором Intel Sandy Bridge текущего поколения внутри и около 4 ГБ ОЗУ. Теоретически вам следует просто обновить графическую карту. Однако те, кто серьезно относится к производительности и внешнему виду, скорее всего, захотят заняться чем-то с i7 и 8 ГБ ОЗУ, возможно, даже с SSD. Такие компании, как Alienware, предлагают сверхмощные готовые 3D-решения, которые, если вы можете себе это позволить, наверняка вас не разочаруют. Вам не обязательно выбирать игровую установку, чтобы овладеть 3D, однако есть такие вещи, как MSI AE2420 3D all-in-one, которые справятся с низкоуровневой графикой в трехмерных играх. Для тех, кто немного более предприимчив в отношении настольных компьютеров, вы можете попытаться использовать такие компании, как Scan, для заказа деталей и сборки собственной установки, или, если вы предпочитаете, они могут создать для вас индивидуальную установку.
Какая карта?
Вы захотите сделать выбор между картами ATi или Nvidia, обе из которых предлагают несколько разные способы потребления 3D-контента. ATi — это более прямой подход, вывод сигнала прямо на обычный 3D-телевизор и использование прилагаемых к нему очков. Компания делегирует свою поддержку 3D в играх сторонним компаниям и, таким образом, может потерять некоторое качество в работе конечного пользователя. Для тех, кто рассматривает Nvidia, путь обновления намного проще: вам понадобится новая карта, очки и монитор с поддержкой 3D. Как только все три настроены, программное обеспечение Nvidia сделает все остальное.
Pocket-lint
Для менее одержимых спецификациями выбор видеокарты может быть похож на обсуждение довольно запутанного моря неприятных имен и цифр. Очень сложно понять, что именно купить, чтобы достичь желаемых результатов.
Лучший подход к делу — думать о максимальной трате. Вы можете сходить с ума, когда захотите, с компонентами ПК, создавая чудовищные установки с жидкостным охлаждением, чтобы получить эти дополнительные несколько кадров в секунду, или довольствоваться плавной и стабильной машиной с хорошим соотношением цены и качества. В то время как некоторые могут стремиться к максимальной производительности, мы лично считаем, что 3D высокой четкости со стабильной скоростью 30 кадров в секунду более чем достаточно. Не забывайте также, что 3D Blu-Ray всегда будет хорошо смотреться, если ваш монитор достаточно приличный.
На настольном ПК переключиться на 3D гораздо проще (и дешевле), чем на ноутбуке. Все, что выше Nvidia GeForce GT 330, будет запускать игры и видео, хотя GeForce GTX 550 является хорошей отправной точкой. Мы бы порекомендовали выбрать что-то вроде 560Ti, доступного по цене около 150 фунтов стерлингов и обладающего достаточной мощностью.
Если вы раньше не устанавливали графическую карту, подумайте о том, чтобы установить ее в вашу систему профессионально, хотя это относительно легко сделать, ошибки легко сделать, и они могут быть дорогостоящими.
Какой дисплей?
После того, как ваша карта будет запущена в вашей системе, пришло время подключить ее к дисплею. Если вы пошли по пути ATi, то вам понадобится что-то, что использует собственные фирменные очки. 3D-телевизор лучше всего, помните, что он, скорее всего, будет стоять на вашем столе, поэтому меньше, вероятно, лучше.
С Nvidia вы хотите подобрать 3D-монитор. В настоящее время на рынок выходят некоторые из них со встроенной технологией 3D Vision, но вы всегда можете подобрать очки и монитор отдельно. Рассмотрим Acer HN274H, который поставляется с ИК-излучателем. Более дешевой альтернативой является Samsung SM2233RZ, который стоит около 170 фунтов стерлингов. Добавьте очки за 80 фунтов стерлингов, и вы получите полную настройку 3D.
Pocket-lint
Если вы выбрали простое обновление графической карты и монитора, теоретически вы можете перейти на 3D менее чем за 400 фунтов стерлингов. В отличие от покупки игровой приставки и 3D-телевизора, это на самом деле более дешевое решение и дает доступ к более крупной и красивой игровой библиотеке.
Какое программное обеспечение?
Итак, все настроено и готово к работе. 3D-очки надеты, видеокарта приятно гудит, но вам еще предстоит выбрать игру, с которой вы отправитесь в свое новое компьютерное приключение.
Теперь на выбор доступно около 500 игр с поддержкой 3D, и такие вещи, как Star Craft II, отлично смотрятся и работают в 3D даже на самых слабых компьютерах. Battlefield Bad Company 2 также хорошо подходит для эффекта 3D, а блестящий Batman Arkham Asylum также выглядит и играется великолепно. Тем не менее, для тех, кто хочет стать свидетелем настоящей графической демонстрации, не может быть ничего другого, кроме Crysis 2, который действительно подтолкнет вашу установку.
Pocket-lint
Игра очень хорошо оптимизирована, что означает, что она будет работать плавно на большинстве настроек без графики, выставленной на полную мощность. Однако, если вы немного раскошелились, подумайте о том, чтобы перейти на DX11 и ультра настройки, откровенно говоря, в 3D это самая красивая игра, которую мы когда-либо видели.
Также помните, что игры для ПК, как правило, дешевле, чем для консолей, так что вы, вероятно, можете немного раскошелиться. Нам нравится использовать Steam для загрузки наших игр прямо на наш компьютер, но те, у кого медленное подключение к Интернету, вероятно, захотят придерживаться традиционного варианта с диском.
Какое видео?
Аватар долгое время остается классическим 3D-диском Blu-ray, с которым можно сравнивать вещи, однако вам придется покупать его на eBay или покупать телевизор Panasonic, поскольку он по-прежнему заключен в эксклюзивной сделке. Большинство обнаружит, что он отлично смотрится на мониторах даже в более дешевом конце 3D-спектра. Однако Tron Legacy, безусловно, является новым большим мальчиком в городе. Это один из лучших дисков Blu-ray с красивой цветовой палитрой и очень хорошим 3D-эффектом. «Гадкий я» и «Облачно, возможны фрикадельки» также заслуживают внимания, хотя у первого нет особой сюжетной линии, о которой можно написать домой. Согласно недавнему интервью, которое мы дали Fox, в ближайшие месяцы ждите гораздо больше игр.
Коэффициенты контрастности могут не соответствовать стандартам 3D-телевидения, и вы можете получить только 120 Гц, но, честно говоря, все в 3D выглядит хорошо, особенно с учетом разницы в цене.
Лучший ноутбук 2022 года: лучшие бюджетные и премиальные ноутбуки для профессионалов, студентов и обычных пользователей Макс Фриман-Миллс · · Обновленный
Если вы ищете новый ноутбук, вы пришли по адресу место. Мы протестировали все лучшие варианты.
Для тех, кто ищет максимально плавное воспроизведение без дрожания, возможно, лучше подойдет более дорогой монитор или решение ATi с HDTV.
Стоит отметить, что вам потребуется проигрыватель Blu-ray в вашей системе и PowerDVD 10 или более поздней версии CyberLink, чтобы запустить воспроизведение 3D-фильмов.
Должен ли я?
Независимо от того, сколько денег вы потратите, 3D на ПК выглядит великолепно. Сохранение стоимости дешевле, чем установка 3D-телевизора и консоли, вполне возможно, даже если вы начинаете с нового рабочего стола и монитора. Помимо захватывающих игр и просмотра фильмов, вы также получаете быстрый компьютер для повседневного использования. Графика будет выглядеть лучше, и у вас будет правильный ввод с клавиатуры и мыши (или контроллера) для игр.
Тем, кто уже имеет достаточно приличный процессор и материнскую плату, но чувствует, что их аппаратное обеспечение начинает тормозить, мы настоятельно рекомендуем потратиться на новую карту и монитор. Мало того, что ваша система ускорится, вы также получите дополнительный бонус 3D дома.
В конечном итоге решение о переходе на 3D зависит от вашей текущей компьютерной ситуации. Для хардкорных геймеров это следующий логический шаг при обновлении аппаратного обеспечения. Однако доступность означает, что теперь это жизнеспособная альтернатива для фанатов консолей, которые хотят получить более дешевое 3D-исправление.
Искушение? Или вы хотите придерживаться второго измерения?
Письмо Хантера Скипворта.
Как включить или отключить режим 3D-отображения
Вы, наверное, видели режим 3D-отображения на своем компьютере и задавались вопросом, что это было, верно?
Или, может быть, вы пытались установить соединение с монитором и увидели знак режима отображения 3D.
В любом случае, мы знаем, что вам интересно, что такое режим 3D-отображения, для чего он полезен и как его включить или отключить в Windows 10. Благодаря нашим техническим экспертам мы предоставим вам необходимую информацию о режиме отображения Windows 3D и о том, является ли это жизненно важной функцией.
Содержание
Что такое 3D-дисплей?
Как работает 3D-дисплей?
Как работает 3D-дисплей в Windows 10?
Типы 3D-дисплеев
– Пассивные 3D-дисплеи
– Активные 3D-дисплеи
– Безстеклянные 3D-дисплеи
Что такое режим 3D-отображения?
Как настроить параметры режима отображения 3D
Как отключить 3D-режим в Windows 10
Разница между стереоскопией и 3D-дисплеем
Заключение
Что такое 3D-дисплей?
Как следует из названия, 3D-дисплеи, будь то мониторы, телевизоры или очки, предназначены для предоставления пользователям превосходных трехмерных изображений . В зависимости от типа контента, который вы пытаетесь просмотреть, 3D-дисплей, например 3D-монитор, предоставит вам большую глубину и точность, чем обычный дисплей.
Как работает 3D-дисплей?
3D-монитор работает за счет использования очков с поляризованными линзами для фильтрации различных световых волн для создания трехмерных аспектов, видимых человеческому глазу. Некоторые из новейших технологий создания 3D-дисплеев включают в себя многоракурсные, объемные, голографические и стереоскопические дисплеи.
Как работает 3D-дисплей в Windows 10?
Режим трехмерного отображения Windows 10 использует интерфейс драйвера устройства (DDI) и платформу интерфейса прикладного программирования (API) для обеспечения стереоскопического 3D, позволяющего пользователям наслаждаться 3D-играми и воспроизведением видео.
Ваша система должна иметь необходимые компоненты для реализации технологии стереоскопического 3D-рендеринга. Вам потребуются основные компоненты, такие как видеокарта с поддержкой 3D-рендеринга, превосходный монитор с поддержкой 3D-зрения, программные приложения и периферийные устройства, такие как 3D-очки, контроллеры и многое другое.
Типы 3D-дисплеев
Существует в основном три различных типа 3D-дисплеев доступны для потребителей, включая пассивные, активные и безстеклянные дисплеи.
– Пассивные 3D-дисплеи
Пассивные 3D-дисплеи работают естественно, как и должны 3D-дисплеи. Это мониторы , разработанные с различными линзами , которые позволяют получить отличное восприятие при просмотре контента на мониторе.
Однако вам может понадобиться пара специальных очков , чтобы видеть в глубину . Большинство пассивных 3D-мониторов оснащены как минимум парой таких очков.
Пассивные 3D-очки довольно недорогие и являются самыми дешевыми среди всех трех вариантов. Мониторы также предназначены для выполнения большей части работы, поэтому вам могут не понадобиться специальные очки.
Однако пассивные 3D-дисплеи не обеспечивают наилучшего качества изображения , поскольку очки, необходимые для просмотра подробного контента на мониторе, могут сделать изображения размытыми. Это может стать для вас препятствием, если вы заботитесь о 3D-изображениях и качестве изображения.
– Активные 3D-дисплеи
Активные 3D-мониторы аналогичны своим пассивным аналогам. Они требуют, чтобы вы носили специальные очки , чтобы видеть лучшую глубину резкости, но их очки питаются от батареек.
Кроме того, благодаря своему режиму питания, эти очки выполняют настройку изображения и постоянно регулируют частоту обновления содержимого, которое вы видите на мониторе, в отличие от пассивных 3D-дисплеев, где всю работу выполняет только монитор.
Благодаря их режиму работы вы получаете превосходное качество изображения при использовании специальных очков и сопряжении их с активными 3D-мониторами. Изображения становятся ярче, и вы наслаждаетесь лучшим и более широким углом обзора. Активные 3D-очки также могут работать с широким спектром мониторов.
Однако активные 3D-мониторы , как правило, довольно дороги . Кроме того, из-за экстремальных возможностей монитора вам может потребоваться отличная видеокарта, способная работать с частотой обновления, временем отклика, качеством изображения и другими возможностями монитора.
Если ваши настройки не соответствуют требованиям или вы пытаетесь срезать углы, вы, вероятно, столкнетесь с ореолами на вашем дисплее — явлением, когда изображения или контент, который вы просматриваете , перемещаются слишком быстро и становятся размытыми для глаз . Двоение может вызвать утомление глаз и головную боль.
– 3D-дисплеи без стекла
Если вам не нравится идея носить очки для просмотра 3D-изображения, или вам просто не нравится идея подзарядки батарей, тогда 3D-дисплеи без стекла идеальные варианты для выбора.
В этих мониторах используется технология, известная как автостероскопия , которая обеспечивает отличные широкие углы обзора и создает иллюзию глубины. Как вы уже догадались, эти 3D-дисплеи являются самыми дорогими и не очень распространены среди потребителей.
Что такое режим 3D-отображения?
Режим 3D-отображения позволяет просматривать изображения и играть в игры с чрезвычайной глубиной резкости по сравнению с тем, что вы получили бы на обычном дисплее. Этот режим активирует 3D-возможности вашего монитора, позволяя вам наслаждаться лучшим восприятием, когда вы носите специальные 3D-очки в паре с монитором, если вы используете активный или пассивный 3D-дисплей.
Получение режима 3D-отображения на вашем компьютере с Windows 10 означает, что ваш ПК подключен к монитору с возможностями 3D-отображения .
Как настроить параметры режима 3D-отображения
Настройка режима 3D-отображения в Windows 10 относительно проста.
Все, что вам нужно сделать, это выполнить следующие шаги:
После того, как ваш компьютер будет полностью настроен для просмотра 3D, вы получите символ режима 3D-отображения на панели задач. Щелкните треугольник рядом с символом режима 3D-отображения и включите режим 3D-отображения.
После включения режима 3D статус отображения 3D изменится на « 3D ВКЛ. ».
Можно выбирать из различных типов контента, включая 3D, 2D и автоматический . Тип 3D-контента позволяет вам наслаждаться контентом в 3D-режиме; тип 2D-контента воспроизводит ваш контент в 2D-режиме, а автоматический тип контента выбирает идеальный режим для просматриваемого контента. Вы можете выбрать любой из этих типов контента, чтобы получить наилучшие впечатления от просмотра.
Обязательно установите флажок рядом с опцией преобразования 2D в 3D . При этом ваш 2D-контент будет автоматически воспроизводиться в 3D-режиме. Вы можете точно настроить эффект глубины 3D, перемещая ползунок «Настройка глубины 3D» влево или вправо, чтобы уменьшить или увеличить поле глубины.
При настройке типа дисплея нажмите « монитор дисплея », чтобы выбрать идеальный вариант дисплея и конфигурацию для вашей установки. Что касается опции «Определить отображение», вам нужно будет выбрать один из следующих вариантов: в зависимости от конфигурации вашего оборудования:
Full HD — 3D TV, конфигурация, которая воспроизводит ваш контент в формате шахматной доски
Full HD — 3D TV Interleaved, конфигурация дисплея, при которой ваши видео воспроизводятся подряд, формат чередования
HDMI 1.4 , видеовыход, использующий технологию упаковки кадров для воспроизведения контента через HDMI 1.4
NVIDIA 3D Vision позволяет вашему компьютеру перейти в эксклюзивный режим и воспроизводит ваш контент в формате с последовательностью кадров
Anaglyph воспроизводит ваш контент в анаглифическом формате
Следующим параметром является « Установить размер панели дисплея », который вам нужно будет настроить вручную, установив флажок рядом с ним , а затем используя ползунок, чтобы определить размер вашего монитора, телевизора или другого дисплея. аппаратное обеспечение. Как только вы это сделаете, нажмите «ОК», и ваши настройки будут сохранены.
Как отключить режим 3D в Windows 10
Выполните следующие действия, чтобы отключить режим отображения 3D Windows 10:
Щелкните правой кнопкой мыши любую пустую область экрана рабочего стола и выберите настройки графики
.
Выберите «Основной режим» и нажмите «ОК» или нажмите «Ввод» на клавиатуре
.
Теперь перейдите к опции 3D и отключите режим 3D с экрана
Обратите внимание, что настройки графики, которые вы выберете, будут связаны с вашим графическим процессором, например, настройка графики NVIDIA
.
Разница между стереоскопией и 3D-дисплеем
Стереоскопический дисплей — это технология, которая обеспечивает смещение изображений для левого и правого глаза отдельно . Эти офсетные изображения являются 2D-изображениями, но благодаря стереоскопической технологии они комбинируются таким образом, что человеческий мозг обманывается, заставляя думать, что они имеют 3D-эффект.
С другой стороны, 3D-дисплеи предлагают реальное 3D-изображение , что позволяет зрителям наслаждаться более насыщенным контентом, большей глубиной и более четким качеством изображения. Кроме того, в отличие от стереоскопического дисплея, где движения головы и глаз могут влиять на перспективу, 3D-дисплеи обеспечивают постоянное качество просмотра независимо от того, насколько сильно вы двигаете головой и глазами, что позволяет получить больше информации о просматриваемом контенте.
Заключение
Мы говорили о том, что такое режим 3D-отображения, как его активировать и как отключить в Windows 10. Вот краткий обзор , чтобы убедиться, что у вас есть четкое представление о Windows 3D режим отображения:
3D-дисплеи позволяют вам наслаждаться большей глубиной резкости
Вы можете получить размытые изображения при использовании специальных 3D-очков на пассивных 3D-дисплеях
Специализированные 3D-очки для активных дисплеев питаются от батареи, а
— для пассивных дисплеев. 0116
Активные 3D-очки помогают монитору улучшать частоту обновления и корректировать изображение
3D-дисплеи без стекла не так распространены, как пассивные и активные 3D-дисплеи
Вы можете просматривать 3D-контент на 3D-дисплеях без очков, не используя очки
3D-дисплеи без стекла дороже, чем пассивные и активные дисплеи
Вы можете использовать анаглифные очки для просмотра 3D-контента без 3D-монитора
Вам потребуется выбрать другие настройки графики или настройки графики, связанные с вашим графическим процессором, чтобы полностью отключить 3D-режим
Мы считаем, что теперь вы знаете, что такое режим 3D-отображения, что такое монитор с поддержкой 3D-видения, а также как правильно настроить вашу систему для получения превосходного 3D-опыта. Если вы также ищете, как отключить 3D-режим в Windows 10, мы уверены, что наше руководство пригодится .
Имейте в виду, что вам потребуется сложная установка , а также качественные периферийные устройства и программное обеспечение для удобного использования режима 3D.
Выполнение строительно-ремонтных задач сегодня происходит благодаря применению специальной техники. Автобетоносмесители представляют собой современное оборудование, которое позволяет приготовить бетонную смесь во время ее доставки на стройплощадку. Также техника может использоваться на месте проведения работы. Автобетоносмеситель доставляет готовый раствор на место его использования, поддерживая однородность при транспортировке. Качественные опорные ролики автобетоносмесителя выступают в качестве составного элемента, который позволяет вращать барабан. Эти изделия отличаются компактностью и высокой прочностью. Они дополняются игольчатыми подшипниками. Благодаря толстостенным наружным кольцам роликам, которые могут выдержать высокие нагрузки. Опорные ролики автобетоносмесителя отличаются превосходной коррозийной стойкостью. В них не нужно постоянно поддерживать определенный уровень смазки во время использования. Такое оборудование может иметь:
Съемное внутреннее кольцо;
Несъемное внутреннее кольцо.
Вы можете приобрести подобные изделия в нашей компании. Также мы предлагаем своим клиентам различные комплектующие для роликов. Приобрести их можно на нашем сайте. Компания может порадовать покупателей огромным ассортиментом запчастей для автобетоносмесителей. Наши консультанты помогут вам выбрать подходящие ролики, стоимость которых вас полностью удовлетворит. Вы также можете заказать ролики для миксера и ряд других деталей.
Достоинства конструкции опорных роликов
Такие изделия не требуют ремонта и могут эксплуатироваться при температурном режиме -34°С до + 107°С;
Для их производства использована прочная сталь;
Корпус отличается применением износостойкого сплава;
Современное оборудование позволяет изготовить детали по уникальным размерам;
Их эксплуатация отличается простотой.
Разновидности конструкции, размеры опорных роликов
На сегодняшний день производители предлагают продукцию любых габаритов. По диаметру изделия могут быть от26 до 250мм. Каждая модель может отличаться определенным набором особенностей:
Гладкой цилиндрической рабочей поверхностью;
V–образной канавкой;
U–образной канавкой;
Выпуклым профилем.
Выбор роликов
Наша компания готова доставить вам опорные ролики автобетоносмесителя, которые будут иметь максимальное качество. Изделия производят ведущие компании. Также мы готовы предоставить вам собственную продукцию и быстрый ее ремонт. Мы работаем в этой сфере уже довольно долго, поэтому гарантируем качество и доступную стоимость изделий. Благодаря нашей помощи вы сможете приобрести любые комплектующие для автобетоносмесителей, которые изготовлены известными брендами. Компания обеспечит вас своевременной доставкой каждого изделия в любой регион.
Оформление заказа
Если вы желаете заказать продукцию, которая показана в каталоге сайта, то оставляйте заявку, которую быстро обработают наши сотрудники. Мы предлагаем всем желающим купить ролик тигарбо, или ролик D280. Консультанты компании всегда готовы ответить на имеющиеся у вас вопросы.
Purdy White Dove наносит гладкий, идеально ровный слой краски
К
Мишель Ульман
Мишель Ульман
Мишель Ульман — эксперт по домашнему декору и обозреватель товаров для дома и сада. Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, и других.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 07.07.22
Мы самостоятельно исследуем, тестируем, проверяем и рекомендуем лучшие продукты — узнайте больше о наш процесс. Если вы покупаете что-то по нашим ссылкам, мы можем получить комиссию.
Ель / Лесия Лэндис
Отличный чехол для малярного валика — цилиндрический кусок ткани, надеваемый на раму валика, — распределяет краску более эффективно, чем кисть, сокращая время покраски и обеспечивая гладкое и ровное покрытие.
Мы оценили покрытия для малярных валиков на основе их долговечности, легкости нанесения и универсальности. Наш лучший выбор, тканый чехол для валика Purdy White Dove, наносит гладкий, идеальный слой краски.
Вот лучшие покрытия для валиков в ряде категорий, которые, скорее всего, заинтересуют художника, работающего своими руками.
Наши лучшие выборы
Лучшие в целом:
Purdy White Dove Woven Roller Covers на Amazon
Лучшее значение:
Крышки ролика Bates Paint Paint. для палуб и ограждений:
Wooster Wool Wooster 3/4-Inch Roller Cover на Amazon
Лучшее для дверей и шкафов:
Whiz Шкаф и двери 4-дюймовые чехлы для валиков из пеноматериала в магазине Lowe’s
Лучшее для потолков с попкорном:
Чехол для попкорна/акустического валика Wooster в Home Depot
Лучшая микрофибра:
Профессиональные чехлы из микрофибры для малярных валиков 03
Лучшие чехлы для валиков из микрофибры 03
для отделки:
Wooster Super Doo-Z 3-дюймовый валик для краски на Amazon
Best Oversize:
Purdy Golden Eagle 18-дюймовый валик на Amazon
Best для шероховатых наружных поверхностей:
Valspar Stucco, настилы и покрытия для каменной кладки в магазине Lowe’s
В этой статье
Наш выбор
Что искать
Часто задаваемые вопросы
Зачем доверять ели
Парди
Посмотреть на Амазоне Посмотреть на Walmart Посмотреть на Лоу
Что говорят покупатели? 93% из более чем 900 рецензентов Amazon оценили этот продукт на 4 звезды или выше.
Есть причина, по которой даже профессиональные маляры любят этот тканый чехол для валика из полиэстера Dralon: он ложится гладким слоем краски практически на любую достаточно гладкую поверхность, не оставляя после себя ворса, полос, тонких пятен или пятен, и он не разбрызгивается и не разбрызгивается. брызги краски во время работы. Вы получите первоклассные результаты, даже если вы новичок в рисовании своими руками. Это действительно многоцелевой рулонный чехол.
Используйте это покрытие для роликов с любой латексной или масляной краской, морилкой, лаком или герметиком на стенах, дверях, отделке, шкафах, потолках, полах и даже на металле. Ворс толщиной 3/8 дюйма скользит по гладким и полугладким поверхностям, включая гипсокартон, панели и бетон. Лучше всего, вы получаете пакет из трех по очень разумной цене. Эти чехлы для валиков можно стирать для повторного использования, и они имеют стандартный размер 9 дюймов. Они надеваются и снимаются с любой стандартной рамы малярного валика.
Ширина: 9 дюймов | Материал: Полиэстер | Ворс: 3/8 дюйма | Текстуры поверхности: от гладкой до полугладкой
Что говорят наши эксперты
«Если вы целенаправленно не пытаетесь создать текстуру, всегда выбирайте валик с низким ворсом. Для стен используйте ворс от ¼ до 3/8 дюймов для стандартной отделки яичной скорлупы. При использовании полуглянцевой краски, нанесении лака валиком или покраске шкафов я предпочитаю мохеровый валик с ворсом 3/16 дюйма или губчатый валик. Ищите прочную и прямую раму ролика. Для небольших проектов мебели или шкафов я предпочитаю использовать 4-дюймовый или 6-дюймовый ролик, а стандартный 9-дюймовый.дюймовый или 18-дюймовый ролик обычно лучше всего подходит для стен». Лиза Рикерт, генеральный директор и креативный директор Jolie Home
Бейтс
Посмотреть на Амазоне Посмотреть на Bateschoice.com
Бюджетные рукава для малярных валиков могут быть сложными, поскольку вы обычно получаете то, за что платите, когда речь идет о качестве покрытия. Чехлы по выгодной цене, изготовленные из недорогих тканей и материалов, начнут рваться, рваться или сплющиваться уже после одного проекта. По крайней мере, плохие бюджетные покрытия не сохранят краску, позволяя случайным брызгам и каплям испортить вашу работу, когда вы будете раскатывать ее по поверхности. Однако у вас не будет таких проблем с 1/2-дюймовыми ворсовыми валиками Bates.
Эти 9-дюймовые рукава — вы получаете упаковку из пяти штук — сделаны из микрофибры, которая ложится гладким слоем краски, не осыпаясь. Используйте эти рукава практически на любой гладкой или слегка текстурированной поверхности и с любым типом краски, морилки или лака. Вы можете постирать и использовать рукава повторно, но по такой выгодной цене вы можете просто выбросить их, как только проект будет завершен.
Ширина: 9 дюймов | Материал: Микрофибра | Ворс: 1/2 дюйма | текстур поверхности: От гладкой до полугладкой
Лучшие кромкообрезные станки для получения профессиональных результатов для любого проекта «сделай сам»
ПенаПРО
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Губки из пеноматериала идеально подходят для работы с глянцевыми красками или когда вы рисуете очень гладкую поверхность, на которой будут видны отдельные ворсинки. Втулка 9-дюймового малярного валика FoamPRO изготовлена из очень прочного пенопласта с ворсом 3/8 дюйма, который удерживает много краски, не матируя, позволяя покрывать гладкие и полугладкие поверхности идеально ровным слоем краски и ноль следов ролика.
Используйте эти покрытия для роликов с любым типом краски на дверях, шкафах, мебели, стенах, панелях и даже потолках, которые не слишком сильно текстурированы. Обратите внимание, что вам нужно использовать меньшее давление, чем с традиционным синтетическим роликовым рукавом, чтобы избежать брызг или капель краски. Когда вы закончите, промойте пенопластовое покрытие водой, дайте ему высохнуть, и оно готово для вашего следующего проекта.
Ширина: 9 дюймов | Материал: Пена | Ворс: 3/8 дюйма | Текстуры поверхности: От гладкой до полугладкой
10 лучших красок для внутренних стен 2022 года
Вустер
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Окрашивание полушероховатых деревянных поверхностей, таких как настилы, старые или новые заборы, уличная мебель и наружная деревянная отделка, может быть сложной задачей. Многие валики не наносят достаточно краски, чтобы покрыть неровности дерева, или цепляются за шероховатую поверхность. Но с покрытием для валика Wooster Wool 3/4-Inch Nap Roller Cover вы получите удовольствие от профессионально выглядящей работы по покраске даже в этих сложных проектах.
Обложка изготовлена из высококачественной 100% натуральной овечьей шерсти, мягкой, плотной и достаточно толстой, чтобы можно было нанести идеальный слой краски. И хотя это отличное покрытие для валиков для масляных красок, морилок и лаков, оно также отлично справляется со всеми типами продуктов на латексной или водной основе. Крышка ролика имеет стандартную длину 9 дюймов.
«Чтобы рассчитать, сколько краски вам понадобится, умножьте длину каждой поверхности на высоту, чтобы получить площадь в квадратных футах, а затем сложите полученные значения. Один галлон краски покроет около 400 квадратных футов. И всегда тратиться на качественную краску; это стоит того. Они лучше покроют, лучше закончатся, прослужат дольше и облегчат ретушь». Джефф Кук, владелец Handyman Connection of Pensacola
Виз
Посмотреть на Лоу
Многие проекты покраски включают в себя стены, которые обычно имеют слегка текстурированную отделку. Но при покраске нетекстурированных поверхностей, таких как внутренние или входные двери, шкафы, отделка и мебель, требуется максимально гладкая поверхность. Для таких ситуаций используйте 4-дюймовые поролоновые крышки для шкафов и дверей Whiz. Эти покрытия из вспененного материала высокой плотности наносят максимально гладкое покрытие латексной или масляной краской, шеллаком, морилкой, лаком, лаком, уретаном или герметиком даже при глянцевом покрытии.
Поролоновые валики не осыпают мокрую краску ворсинками — это может стать серьезной проблемой при работе с глянцевыми покрытиями — и не оставляют следов от валиков. 4-дюймовый размер идеально подходит для дверей и шкафов, а крышки роликов подходят для любой стандартной 4-дюймовой роликовой рамы. Вы получаете упаковку из шести роликовых чехлов.
Вид на Home Depot Посмотреть на оборудовании Ace Посмотреть на Zoro.com
Покраска любого потолка может быть сложной задачей, но покраска потолка с текстурой попкорна — еще более сложная задача, так как большинство кистей и валиков не могут справиться с холмами и впадинами на потолке из попкорна, не пропуская пятна, не перегружая другие и не разрушая текстуру. между. На помощь приходит покрытие Wooster Popcorn/Acoustical Roller Cover, которое специально разработано для равномерного и быстрого нанесения краски на попкорн или акустические потолки, сильно текстурированные стены, кирпичную кладку и штукатурку.
Покрытие валика изготовлено из толстой пены с несколькими прорезями и ворсом 9/16 дюймов, что позволяет покрыть неровную текстуру, не раздавливая текстуру попкорна. Стандартный 9-дюймовый валик подходит для любой стандартной рамы валика и может использоваться для нанесения любой латексной, акриловой или масляной краски.
Освежите внешний вид вашего дома с помощью лучших красок для межкомнатных дверей
профессиональный класс
Посмотреть на Амазоне Посмотреть на Walmart
Если вам нужна очень гладкая поверхность или вы используете глянцевую краску, вы обнаружите, что микрофибра отлично справляется с созданием гладкого, идеального слоя краски, на котором нет ни ворсинок, ни следов от валика. А чехлы для валиков Pro Grade 1/2-Inch Nap из микрофибры более чем справляются с этой задачей. Эти 9-дюймовые рукава прочны и хорошо работают с любым типом краски или пятна.
Используйте эти рулонные покрытия для любого типа внутренней поверхности, гладкой или слегка текстурированной: стены, потолки, кухонные шкафы, мебель и даже полы. Поскольку микрофибра удерживает много краски, вы быстро закончите свой проект. Закончив, вы можете очистить рукава для дальнейшего использования или просто выбросить их; они очень доступны по цене.
Ширина: 9 дюймов | Материал: Микрофибра | Ворс: 1/2 дюйма | Текстуры поверхности: от гладкой до полугладкой
Что говорят наши эксперты
«При покупке нескольких галлонов краски одного цвета вылейте их все в один большой контейнер и тщательно перемешайте, а не используйте по одному галлону за раз. Это позволяет сохранить постоянство цвета краски от начала до конца». Джефф Кук, владелец Handyman Connection of Pensacola
Вустер
Посмотреть на Амазоне Посмотреть на оборудовании Ace
Вы можете предположить, что кисть для створки — единственный способ покрасить отделку, но на самом деле с помощью валика подходящего размера, такого как 3-дюймовый Wooster Super Doo-Z, вы можете справиться с отделкой малярным валиком, что ускорит работу. и проще. Этот экстра-мини-роликовый рукав изготовлен из устойчивой к линьке синтетической ткани с ворсом 3/8 дюйма. Он предназначен для нанесения самого гладкого слоя краски на гладкие и полугладкие поверхности, такие как отделка, двери, молдинги, плинтусы или даже небольшие предметы мебели.
Используйте эти покрытия для валиков с любой краской, эмалью или лаком, даже с глянцевым покрытием. Помните, что для использования этих чехлов вам понадобится 3-дюймовая роликовая рама. Вы получаете пакет из двух рукавов.
Ширина: 3 дюйма | Материал: Синтетика | Ворс: 3/8 дюйма | Текстуры поверхности: от гладкой до полугладкой
Парди
Посмотреть на Амазоне Посмотреть на Лоу Посмотреть на Menards.com
Если вы окрашиваете широкий участок стены, забора или любой другой большой поверхности с текстурой от полугладкой до полушероховатой и хотите выполнить работу быстро, то вам понравится негабаритный Purdy Golden Eagle 18. -дюймовая крышка ролика. Этот роликовый рукав изготовлен из трикотажного полиэстера высокой плотности с ворсом 1/2 дюйма, чтобы справиться с самым широким спектром покрасочных ситуаций и любым типом краски.
Имейте в виду, что вы не можете маневрировать 18-дюймовым валиком так же легко, как 9-дюймовым валиком, когда рисуете вокруг отделки, розеток и других препятствий: этот большой мальчик лучше всего использовать для больших участков беспрепятственной поверхности. Вам также понадобится роликовая рама, достаточно большая, чтобы справиться с ним. Purdy делает регулируемую раму, которая растягивается до 18 дюймов, она продается отдельно.
Ширина: 18 дюймов | Материал: Вязаный полиэстер | Ворс: 1/2 дюйма | Текстур поверхности: От полугладкой до полушероховатой
Лучшие марки красок для кухонных шкафов, которые помогут обновить ваш стиль
Валспар
Посмотреть на Лоу
Работа с очень шероховатыми поверхностями, такими как кирпичная кладка, оштукатуренные стены, необработанная древесина, текстурированный бетон или камень, может быть сложной задачей для малярного валика. Очень шероховатые поверхности имеют тенденцию цепляться за малярный валик и рваться, оставляя неровную поверхность и кусочки сброшенного валика, застрявшие в краске. Но этого не произойдет, если вы используете Valspar Stucco, Decks & Masonry Paint Roller Cover.
Эти прочные трикотажные полиэфирные роликовые рукава имеют ворс толщиной 3/4 дюйма, который выдерживает износ, связанный с покраской шероховатых поверхностей, поэтому вы можете быстро завершить свой проект и получить желаемые профессиональные результаты. Вы получаете пакет из двух рукавов.
«Отложите немного краски в плотно закрывающийся пластиковый контейнер для подкраски. Храните контейнер внутри дома — при хранении на улице он становится жертвой колебаний температуры — и маркируйте его, в том числе, где он был куплен, любые цветовые коды и где использовалась краска. Благодаря этому у меня были идеальные ретуши спустя 12 лет после первоначальной покраски. Когда вы храните небольшое количество краски в большой банке с краской, краска испортится, даже если банка закрыта». Джефф Кук, владелец Handyman Connection of Pensacola
Парди
Посмотреть на Амазоне Посмотреть на Walmart Посмотреть на Лоу
При покраске сверхгладкой поверхности, такой как металл, или при работе с очень глянцевыми красками вам понадобится покрытие валика с очень низким, но плотным ворсом, чтобы краска ложилась ровно, не оставляя следов от валика, пузырей или других дефектов. . Крышка для валика Purdy White Dove 1/4 дюйма отвечает всем требованиям. Это тканое покрытие высокой плотности Dralon создает максимально гладкую поверхность.
Используйте 9дюймовый валик покрыть любой латексной или масляной краской. Синтетическая ткань содержит впечатляющее количество краски, так что вы сможете быстро выполнить работу, но при этом она не будет проливаться или разбрызгиваться во время работы.
Иногда все, что вам нужно, это небольшой валик для быстрого подкрашивания потертостей или сколов краски, для работы в труднодоступных местах, для покраски небольших предметов мебели или для поделок. В это время вы по достоинству оцените качество и производительность 4-дюймового мини-чехла для малярного валика True Blue.
Эти маленькие роликовые втулки изготовлены из микрофибры с ворсом 3/8 дюйма, которая собирает и наносит довольно много краски без чрезмерного осыпания, разбрызгивания или размазывания. Используйте их с любым типом латексной или масляной краски на гладких и полугладких поверхностях. Вы получаете упаковку из 10 футляров по очень разумной цене, что делает их идеальными футлярами для быстрой покраски.
Ширина: 4 дюйма | Материал: Микрофибра | Ворс: 3/8 дюйма | Текстуры поверхности: От гладкой до полугладкой
8 лучших малярных валиков 2022 года, которые покорят ваш проект «Сделай сам»
Окончательный вердикт
Если вы ищете надежное, высокоэффективное покрытие для валиков, которое ложится ровным слоем любого типа краски на широкий спектр поверхностей, то трудно превзойти покрытие для валиков Purdy White Dove ⅜-Inch Nap Woven ( см. на Amazon). Но если вам нужна крышка для валика для покраски отделки или других узких поверхностей, то мы рекомендуем 3-дюймовый рукав для валика Wooster Super Doo-Z (см. на Amazon).
Материал
Покрытия малярных валиков обычно изготавливаются из тканых или трикотажных синтетических волокон, натуральной шерсти, микрофибры или пены. Хотя любой из них может быть многоцелевым, у каждого есть свои сильные стороны.
Синтетические покрытия для валиков из полиэстера, нейлона или смеси синтетических материалов являются наиболее распространенными типами. Эти рукава отлично справляются с нанесением гладкого ровного слоя краски на большинство поверхностей внутренних стен, а также на двери, отделку, мебель и нетекстурированные потолки. Накладки на валики из микрофибры, изготовленные из очень тонкого полиэстера, особенно хороши для гладких и глянцевых поверхностей.
Вы заметите, что есть трикотажные и тканые синтетические роликовые рукава. Как правило, трикотажные чехлы лучше всего подходят для лакокрасочных покрытий с низким блеском, таких как плоские и яичной скорлупы, в то время как тканые чехлы лучше всего подходят для блестящих глянцевых покрытий, так как тканые чехлы с наименьшей вероятностью осыпают ворсинки на влажную краску. .
Натуральная овечья шерсть лучше всего подходит для масляных красок, хотя некоторые художники также предпочитают ее для латексных красок, так как шерсть удерживает много краски и плавно распределяет ее даже по шероховатым поверхностям. Втулки из поролона хороши для нанесения лаков и герметиков на древесину, но их можно использовать и для нанесения краски. Поролоновые покрытия для валиков особенно хороши для очень гладких поверхностей и даже для покраски металла.
Сон
Ворс рулонного покрытия — это толщина материала. Как правило, чем выше ворс, тем больше краски удержит валик и тем легче будет покрыть шероховатые поверхности. При выборе покрытия для роликов важно учитывать ворс.
Как правило, если вы красите внутренние стены с довольно гладкими поверхностями, лучше всего выбирать ворс от 3/8 до 1/2 дюйма. Это самые распространенные сны. Однако для очень гладких поверхностей или при использовании краски с глянцевым покрытием более низкий ворс 1/4 дюйма создаст гладкую, идеальную поверхность, к которой вы стремитесь.
При окрашивании шероховатых поверхностей выбирайте более высокий ворс для достижения наилучших результатов. Штукатурка и грубая древесина требуют ворса от 3/4 до 1 дюйма для наилучшего покрытия, в то время как очень грубые поверхности, такие как бетон, кирпич и камень, могут быть еще толще с 1-1/4 дюйма до 1-1. ворс 1/2 дюйма.
Размер
Малярные валики и покрытия для валиков бывают разных размеров, предназначенных для разных целей. Если ваш проект простой, например, покраска одной или нескольких стен среднего размера, 9дюймовый ролик, который является стандартом, является вашим лучшим выбором. Но для работы в ограниченном пространстве, покраски отделки, маневрирования в углу или резки вокруг потолка полезен валик меньшего размера. Для обрезки лучше всего подойдет 2-дюймовый или 3-дюймовый валик, а 4-дюймовый или 6-дюймовый валик пригодится для широкого круга небольших проектов.
Если вы красите широкий участок стены, забора или потолка, валик одинакового размера справится с этой задачей быстро. Вы найдете большие ролики от 12 дюймов до 18 дюймов, но имейте в виду, что эти большие ролики сложнее маневрировать вокруг краев, отделки или оконных рам.
Эта статья редактируется и обновляется Мишель Ульман, экспертом по инструментам The Spruce. Она имеет большой опыт не только в написании статей обо всем, что связано с домом, но и в выполнении различных проектов «сделай сам», включая ландшафтный дизайн, покраску, настил полов, поклейку обоев, переделку мебели и простой ремонт.
Для этого обзора она рассмотрела десятки покрытий для валиков, оценивая каждое на предмет эффективности, простоты использования и отзывов клиентов, а также свой собственный опыт выполнения многочисленных проектов по рисованию своими руками. Она также получила советы и предложения от Джеффа Кука, владельца Handyman Connection of Pensacola, и Лизы Рикерт, генерального директора и креативного директора Jolie Home.
Обновлено
Лорен Мерфи
Лорен Мерфи
Лорен Мерфи — эксперт по рукоделию и писатель с более чем пятилетним практическим опытом в области кулинарии, рукоделия и создания предметов домашнего декора. Она имеет степень в области наук об окружающей среде Университета Западного Вашингтона и по-прежнему увлечена экологически чистыми проектами «сделай сам». Лорен также писала для Earth 911, Forbes Advisor и HuffPost.
Узнайте больше о The Spruce’s Редакционный процесс
Кисти и валики — Краска
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Выберите 2 или более продуктов для сравнения характеристик.0079
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями comparrishson.compare
Select 2 или более продуктов для бок по бок сравнение. 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного параллельное сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для одновременного сравнения функций сравнение.Сравнить
Выбрать 2 или более продуктов для бок о бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Каждый студент любого технического вуза знаком с таким предметом, как «Детали машин». Я не стал исключением и своевременно прошел полный курс молодого бойца по этой дисциплине.
Помимо изучения основных принципов, норм и правил теоретической части, нам предстояло выполнить курсовой проект по разработке редуктора.
Все бы ничего, да вот только делать это нужно было в электронном виде, а привычную для многих Windows я давно поменял на все чаще и чаще встречающуюся в рядах технарей Mac OS, под которую инженерное ПО полностью отсутствует. Это большой пробел для разработчиков САПР, потому что вслед за дизайнерами и фотографами в «яблочную» технику приходит все больше и больше инженеров. Появляется спрос, а предложения почти нет. Думаю, в ближайшее время многие осознают преимущества техники Apple и, так же как и я, столкнутся с проблемой отсутствия специализированных программ.
Хорошим инженерным приложением для моей работы мог бы стать КОМПАС-3D, но отсутствие версии для Mac OS заставило искать альтернативу. Поиски оказались долгими и утомительными.
Сперва я попробовал использовать кросс-платформенный TurboCAD, но застопорился на создании равнобедренного треугольника. Несмотря на всю банальность программы, разобраться в ней оказалось просто невозможно. Потратив около получаса на простую фигуру, я понял, что КПД такой работы крайне низок.
Были еще MiniCAD, CADintosh, DoodleCAD, MacDraft, Sailcut CAD и другие малоизвестные программы, но все они оказались достаточно примитивными и не адаптированными для моих задач. К тому же в них полностью отсутствует специфика разработки отечественных проектов. Поэтому многие из них я скачивал и после первого же запуска отправлял в корзину. Кроме того, в Рунете вряд ли удалось бы найти дельные советы по работе с этими приложениями.
Поиски полноценного AutoCAD для Mac OS завели в тупик — его просто нет, точнее, не было в то время. Официальный AutoCAD для Mac появился сравнительно недавно. Кстати, доступен он и в студенческом сообществе Autodesk. Но дело в том, что еще со времени работы в Windows продукт AutoCAD показался мне в большей степени графическим редактором, нежели проектировочным.
Отчаявшись, я решил вновь обратиться к КОМПАС-3D, но выбрал другой подход. Если гора не идет к Магомету, то Магомет идет к горе. Так же поступил и я: если КОМПАС-3D не работает в среде Mac OS, то Mac OS будет функционировать под КОМПАСом.
Просмотрев сайт АСКОН, я нашел отличное решение для студентов — КОМПАС-3D LT, бесплатную учебную версию программы с некоторыми, некритичными для меня, ограничениями по функционалу. Вооружившись КОМПАС-3D LT V11 и CrossOver, программой для запуска Windows-приложений на Mac OS, я приступил к работе.
Подробный иллюстрированный рассказ о том, как это было, приведу ниже, а сначала немного отступлю от основной темы и разъясню, почему решил сменить привычную всем Microsoft Windows на так же хорошо известную, но меньше используемую Apple Mac OS.
Прежде всего, это было не новое по своей сути желание найти что-то более безопасное, быстрое и надежное, чем операционная система компании Microsoft. Анализируя отзывы в Сети о различных альтернативных операционных системах, я нашел все важные для меня позитивные качества в Mac OS и решил на собственном опыте убедиться в правдивости того, что пишут в Интернете об этой ОС. И я остался доволен своим выбором!
Вернемся же к нашей теме и перейдем от чистой теории к иллюстрированной практике. Шаг за шагом мы вместе пройдем путь от загрузки приложений из Интернета до создания моделей и чертежей в КОМПАС-3D на Mac OS. Приступим!
Прежде всего, нам понадобится скачать с официальных сайтов разработчиков два приложения: непосредственно сам КОМПАС-3D LT (support.ascon.ru/download/freeware_ascon/items/?dl_id=349) и программу CrossOver Mac для запуска Windows-приложений на Mac OS (www.codeweavers.com/products/cxmac).
Скачать учебную версию КОМПАС-3D можно бесплатно и без проблем с официального сайта разработчиков
Рекомендуется скачать именно лицензионные версии приложений, потому что это безопаснее и правильнее.
Установка CrossOver так же проста, как и любого другого приложения для Mac OS: нужно перетащить программу в папку «Приложения», и будет получена установленная версия программы.
Теперь следует перейти к непосредственной установке КОМПАС-3D на базе CrossOver.
Следует открыть папку «Загрузки» и распаковать скачанный с официальной страницы приложения архив с программой (Kompas3D_LT_V11_SP1_intgr.zip). В появившейся после разархивации папке нужно найти инсталлятор (setup.exe) и запустить его.
Откроется он сразу через CrossOver — это будет понятно по его значку, совпадающему со значком CrossOver. Если этого не произойдет, необходимо щелкнуть на установочном файле правой кнопкой мыши и в раскрывшемся меню выбрать пункт «Открыть в программе -> Выбрать программу…» после чего в раскрывшемся списке выбрать CrossOver.
После запуска setup. exe через CrossOver произойдет переход в Software Installer — подпрограмму, занимающуюся непосредственно установкой Windows-приложений. На первой странице, называющейся Select Package, следует нажать кнопку Install Unsupported Software…, а затем кнопку Continue.
После запуска setup.exe через CrossOver откроется Software Installer, где следует выбрать команду Install Unsupported Software…
А теперь следующий пункт процесса — Select Bottle.
«Бутылка» (bottle) в понимании CrossOver — это такая часть Mac OS, которая будет автономно функционировать «по законам Windows», что, собственно, и позволяет запускать exe-приложения в операционной системе Apple Mac OS.
Из предложенных вариантов следует выбрать пункт New bottle (Создание новой «бутылки») и нажать на кнопку Create Bottle and Continue (Создать «бутылку» и продолжить). Потом ввести название «бутылки» (я решил назвать ее Kompas) и выбрать операционную систему (легко догадаться, что winxp — это Windows XP). Лучше предпочесть ее, потому что она самая надежная. В конце следует нажать на Сreate (Создать). В общем, процесс создания новой Bottle займет некоторое время.
После завершения этого процесса автоматически запустится знакомый Windows Installer, устанавливающий КОМПАС-3D
Когда завершится процесс создания новой Bottle, автоматически запустится знакомый абсолютно всем пользователям Windows инсталлятор КОМПАС-3D, и процесс установки будет заключаться в многократном нажатии на кнопку «Далее».
В конце установки нужно нажать кнопку «Готово» и подождать завершения процесса в CrossOver.
Когда все будет готово, откроется папка с ярлыками установленного КОМПАС-3D. В Windows эта папка появилась бы в меню «Пуск -> Программы -> КОМПАС-3D LT V11».
Последним штрихом инсталляции программы будет перетаскивание ярлыка из папки в Dock, чтобы упростить доступ к приложению
Можно поаплодировать самим себе, ведь мы реализовали то, что планировали: КОМПАС-3D установлен на Mac OS!
А теперь давайте посмотрим, как будет выглядеть наша САПР в непривычной для нее операционной системе.
Первым в программе нас встретит окно настройки вида приложения — оставляем все как есть и нажимаем ОK.
Ждем окончательной загрузки программы и открытия окна «Справка». Учтите, что окно справки закрывать не рекомендуется, потому что CrossOver может расценить этот шаг как закрытие самого приложения.
Теперь все готово для работы КОМПАС-3D в среде Mac OS
В программе все выглядит как обычно, т.е. интуитивно понятно. Приведу лишь несколько полезных советов и укажу на возможные проблемы с ее работой в Mac OS.
Для подключения библиотеки стандартных элементов чертежей необходимо во вкладке «Сервис» выбрать пункт «Подключить библиотеку..» и файл constr.rtw.
После этого в главном меню приложения появится дополнительная вкладка «Библиотека», где и будут отображаться все стандартные элементы.
Копирование и вставку удобнее осуществлять не через горячие кнопки, а через всплывающее после выделения меню.
Основные рабочие инструменты располагаются в левом боковом меню, причем верхняя часть задает их группу, а в нижней отображаются непосредственно они сами.
Следует помнить, что КОМПАС-3D LT V11 позволяет открывать только один чертеж одновременно. Это, конечно, не очень удобно, но бесплатно и законно, так что чаще копируем элементы из одного чертежа в другой описанным способом.
Иногда в работе приложения случаются сбои, но не стоит этого бояться, ведь при последующем запуске КОМПАС предложит восстановить закрытый чертеж из автоматически сохраненной копии. Как правило, такая копия содержит все внесенные в чертеж изменения, но на всякий случай рекомендую чаще сохранять проделанную работу.
Еще одна проблема, с которой я столкнулся при работе в КОМПАС-3D в среде Mac OS, — некорректное отображение курсора мыши, но к этому быстро привыкаешь, а привязка к точкам при построении позволяет не испытывать от этого «глюка» значительных проблем.
Проблем со скоростью работы КОМПАСа на Mac OS удалось избежать — она сопоставима со скоростью работы в Microsoft Windows.
Замечание для любителей свежих версий ПО: на сайте АСКОН можно переписать новую, 12-ю версию КОМПАС-3D в аналогичной бесплатной комплектации (support.ascon.ru/download/freeware_ascon/items/?dl_id=470).
Различий в установке и использовании нет. КОМПАС-3D LT V12 может быть полезен реализацией поверхностного моделирования — эта основное нововведение в программе. Также в бесплатной версии появилась возможность запускать несколько чертежей одновременно, что значительно упростит задачу компоновки общего чертежа из частных.
Вот, пожалуй, и все основные аспекты установки и работы лучшей, на мой взгляд, инженерной программы в операционной системе Mac OS. Почему лучшей? По содержанию, инструментарию, удобству использования, универсальности и эстетике. Мне кажется, что именно это ПО вызовет у меня интерес к моей чертежной работе. Редактировать чертежи мне было мало того что удобно — интересно! А чем больше самоотдача в создании проекта, тем выше его качество, которое в результате и определяет сущность работы.
Надеюсь, мое подробное описание поможет вам установить и использовать КОМПАС-3D на вашем компьютере Apple.
Аналоги KOMPAS-3D — 25 похожих программ и сервисов для замены
520
Sketchup
3D моделирование для всех.
Условно бесплатная
Windows
Mac OS
Онлайн сервис
SketchUp (ранее известен как Google Sketchup) — это компьютерная программа для 3D-моделирования, которая предназначена для проектирования широкого спектра задач, таких как архитектура, дизайн интерьера, машиностроение, дизайн объектов для фильмов и видеоигр. Доступны две версии — бесплатная SketchUp Make и платная версия с дополнительным функционалом, SketchUp Pro.
256
FreeCAD
Параметрический 3D-моделлер с открытым исходным кодом.
Бесплатная
Windows
Mac OS
FreeCAD является параметрическим 3D CAD моделлером общего назначения. Разработка эта с полностью открытым исходным кодом (лицензия LGPL). FreeCAD нацелен непосредственно на сферу машиностроения и проектирования изделий, но программа также подходит и для более широкой области применения в сфере проектирования, например, в архитектуре.
168
Autodesk AutoCAD
Autodesk AutoCAD — это коммерческое программное приложение для автоматизированного проектирования (CAD) и разработки.
Платная
Windows
Android
iPhone
Mac OS
Онлайн сервис
AutoCAD — это программное приложение для 2D и 3D автоматизированного проектирования (CAD) и черчения — с 1982 года доступно как настольное приложение, а с 2010 года — как мобильное веб- и облачное приложение, которое в настоящее время продается как Autocad 360.
118
LibreCAD
2D CAD — приложение с открытым исходным кодом для Windows, Apple и Linux.
Бесплатная
Windows
Mac OS
LibreCAD (первоначально QCad, затем CADuntu) — это 2D CAD-приложение с открытым исходным кодом для Windows, Apple и Linux. Он основан на Qt, ведущей кроссплатформенной среде разработки приложений и пользовательского интерфейса.
91
DraftSight
DraftSight — это открытый 2D продукт САПР профессионального уровня для пользователей, которые хотят лучше читать.
Условно бесплатная
Windows
Mac OS
DraftSight — это открытый 2D продукт САПР профессионального уровня для пользователей, которым нужен лучший способ чтения, записи и обмена файлами DWG. DraftSight прост в использовании и доступен для профессиональных пользователей САПР, студентов и преподавателей для бесплатной загрузки и активации.
66
SolidWorks
Dassault Systèmes SolidWorks Corp.
Платная
Windows
Dassault Systèmes SolidWorks Corp. разрабатывает и продает программное обеспечение для трехмерного проектирования САПР, программное обеспечение для анализа и программное обеспечение для управления данными о продукции. SolidWorks является ведущим поставщиком программного обеспечения для проектирования 3D CAD.
55
nanoCAD
nanoCAD — это профессиональная 2D-система САПР с собственной поддержкой DWG и полной возможностью настройки.
Условно бесплатная
Windows
nanoCAD — это профессиональная 2D-система САПР с собственной поддержкой DWG и полной возможностью настройки. Это абсолютно бесплатно для деловых, профессиональных или личных целей.
47
QCAD
QCAD представляет собой приложение для компьютерной разработки в 2D.
Бесплатная
Windows
Mac OS
QCAD представляет собой приложение для компьютерной разработки в 2D. С помощью QCAD вы можете создавать технические чертежи или схемы, такие как планы зданий, интерьеров или механических деталей.
46
BRL-CAD
BRL-CAD — это мощная кроссплатформенная система моделирования твердого тела с открытым исходным кодом.
Бесплатная
Windows
Mac OS
BRL-CAD — это мощная кроссплатформенная система моделирования твердого тела с открытым исходным кодом, которая включает в себя:
40
BricsCAD
Мощная платформа САПР с функциями, знакомыми вам по приложениям .dwg.
Платная
Windows
Mac OS
Мощная платформа САПР с функциями, знакомыми вам по приложениям .dwg. BricsCAD® объединяет передовой 2D-дизайн с интеллектом прямого 3D-моделирования. Для Windows, Linux и Mac.
25
SolveSpace
SOLVESPACE — это параметрическая программа 3D CAD с функциями выдавливания, вращения, объединения и разности.
Бесплатная
Windows
Mac OS
SolveSpace — программа с открытым исходным кодом для 2D и 3D CAD (автоматизированного проектирования). Это параметрический моделировщик на основе ограничений с простыми возможностями механического моделирования. Разработан Джонатаном Вестхусом.
19
IronCAD
IronCAD является лидером по производительности, когда речь идет о воплощении креативных идей в трехмерную реальность.
Платная
Windows
IronCAD является лидером по производительности, когда речь идет о воплощения креативных идей в трехмерную реальность благодаря использованию революционного подхода к дизайну. Ironcad обеспечивает такой уровень свободы дизайна, который сегодня не имеет аналогов в отрасли, где пользователи могут редактировать свой дизайн на любом этапе. IronCAD также предоставляет новую альтернативу сегодняшним системам, основанным только на параметрической истории, предоставляя дополнительные возможности радикально новой трехмерной среды, обеспечивающей непревзойденную простоту использования и превосходную производительность.
17
NaroCAD
Целью этого проекта является разработка полноценного и расширяемого программного обеспечения 3D CAD.
Бесплатная
Windows
NaroCAD — это полноценное и расширяемое приложение CAD для трехмерного параметрического моделирования.
14
PTC Creo
Creo Elements — это набор ПО для 3D-дизайна.
Платная
Windows
Creo Elements/Pro, ранее известный как Pro/ENGINEER, — это стандарт в 3D-дизайне продуктов.
12
Designspark Mechanical
DesignSpark Mechanical — это программное обеспечение для 3D-моделирования.
Платная
Windows
DesignSpark Mechanical — это программное обеспечение для трехмерного моделирования, очень простое в использовании, так что все инженеры смогут создавать и обмениваться моделями.
12
Solid Edge
Solid Edge — это ведущая в отрасли система механического проектирования с исключительными инструментами для создания и управления цифровыми 3D-прототипами.
Платная
Windows
iPhone
Solid Edge — это ведущая в отрасли система механического проектирования с исключительными инструментами для создания и управления цифровыми 3D-прототипами. Благодаря превосходному моделированию ядра и рабочим процессам, уникальной ориентации на потребности конкретных отраслей и полностью интегрированному управлению проектами, Solid Edge направляет проекты к безошибочному и точному проектному решению.
11
TurboCAD
TurboCAD — это пакет программного обеспечения с несколькими различными уровнями функций.
Платная
Windows
Mac OS
TurboCAD — это пакет программного обеспечения с несколькими различными уровнями функций. Он является конкурентом программ Autodesk и используется инженерами, архитекторами и любителями.
10
GstarCAD
GstarCAD — это экономичное и инновационное решение, обеспечивающее максимальную совместимость данных.
Платная
Windows
iPhone
GstarCAD — это экономичное и инновационное решение, обеспечивающее максимальную совместимость данных. GstarCAD имеет удобный интерфейс, в котором есть все, что вы ожидаете от программного обеспечения САПР. Он также имеет знакомые элементы управления, что позволяет вам удобно перемещаться по нему и легко выполнять ваши задачи.
10
Archimedes
Archimedes — это бесплатное программное обеспечение CAD (Computer Aided Design) с открытым исходным кодом.
Бесплатная
Windows
Mac OS
Archimedes — это бесплатное программное обеспечение CAD (Computer Aided Design) с открытым исходным кодом. Это надежная система, построенная на Java-платформе Rich Client от Eclipse, полностью основанная на плагинах. Это означает, что он легко расширяется, но также имеет довольно тонкое ядро, которое позволяет вам выбирать нужные функции и легко удалять другие.
10
ANSYS SpaceClaim
SpaceClaim 3D Modeling Software быстро решает проблемы с моделированием.
Платная
Windows
SpaceClaim Engineer — самый быстрый и самый инновационный 3D-модельер в мире. С SpaceClaim Engineer вы получаете выгоду от:
9
Microsoft 3D Builder
Просмотр, захват, персонализация и печать 3D-моделей.
Бесплатная
Windows
Просмотр, захват, персонализация и печать 3D-моделей. Загружайте различные виды 3D-файлов и редактируйте их, используя пространство трехмерного моделирования. Сделайте снимок при помощи своей веб-камерой и переведите его в 3D. Требуется Windows 8.1 или выше.
8
Cobalt
Cobalt — это программное обеспечение для параметрического 3D-моделирования для проектирования и разработки продукции, которое легко использовать.
Платная
Windows
Mac OS
Cobalt — это программное обеспечение для параметрического трехмерного моделирования, предназначенное для проектирования и разработки продукции, которое легко использовать. Оно предлагает каркасное, твердотельное и поверхностное моделирование с точными чертежами, визуализацией и анимацией.
7
Vectorworks
Vectorworks — программа для автоматизированного проектирования (САПР).
Платная
Windows
Mac OS
Vectorworks — это программа для автоматизированного проектирования (САПР), разработанная Nemetschek North America, которая используется для черчения, технического рисования и трехмерного моделирования. Vectorworks предлагает 2D, 3D, управление производством и возможности презентаций на всех этапах процесса проектирования.
1
ZW3D
ZW3D — все в одном.
Платная
Windows
ZW3D разработан для полного процесса разработки продукта. Обладает самым быстрым ядром для гибридного моделирования на твердой поверхности, разделения твердых форм и интеллектуальной обработки. Это дает клиентам бесконечные преимущества, такие как снижение затрат, оптимизация рабочего процесса проектирования и повышение эффективности.
Компас MongoDB | MongoDB
Compass — это интерактивный инструмент для запросов, оптимизации и анализа данных MongoDB. Получайте ключевую информацию, перетаскивайте элементы для создания пайплайнов и многое другое.
Загрузить сейчас
Удобная работа с вашими данными в Compass, графическом интерфейсе, созданном MongoDB и для него. Compass предоставляет все, от анализа схемы до оптимизации индексов и конвейеров агрегации, в едином централизованном интерфейсе.
Компас можно загрузить и использовать бесплатно
Доступно для Linux, Mac и Windows
Обнаружение закономерностей и выбросов в данных
Проанализируйте схему документа, чтобы глубже понять данные. Compass выбирает и анализирует ваши документы, чтобы предоставить подробные метаданные о ваших коллекциях, включая диапазоны дат и целых чисел, наиболее часто встречающиеся значения и многое другое.
Легко запрашивайте данные
Найдите нужные данные за считанные секунды с помощью встроенной панели запросов Compass. Фильтруйте документы в своей коллекции, используя интуитивно понятные операторы запросов, соответствующие выражениям на других языках. Отбирайте, сортируйте и изменяйте результаты с высокой степенью детализации.
Подробнее
Поддерживайте бесперебойную работу базы данных
Добавляйте новые индексы и удаляйте неэффективные, чтобы оптимизировать запросы, отслеживать показатели сервера и базы данных в реальном времени, исследовать проблемы с производительностью с помощью плана визуального объяснения и многое другое.
Узнать больше
Простой способ агрегирования данных
Используйте встроенный интуитивно понятный конструктор для создания мощных конвейеров агрегирования в несколько кликов. Добавляйте последовательные этапы в конвейер и автоматически просматривайте данные по мере прохождения каждого этапа. Извлекайте ключевую информацию, такую как годовой региональный доход, отток пользователей и многое другое.
Подробнее
Взаимодействуйте с данными с помощью нашего универсального графического интерфейса
Внедряйте обновления, находите данные и выполняйте другие ключевые операции — и все это с помощью единого пользовательского интерфейса.
Быстрое получение необходимых данных
Выполняйте поиск документов и коллекций непосредственно с панели запросов Compass.
Конструктор конвейеров агрегации методом перетаскивания
Создавайте конвейеры из более чем 200 операторов и экспортируйте их на предпочитаемом языке для использования в приложении.
Доступ к оболочке MongoDB непосредственно в Compass
Управляйте своими развертываниями, выполняя команды во встроенной оболочке MongoDB.
Импорт и экспорт данных по мере необходимости
Compass позволяет легко импортировать и экспортировать файлы JSON и CSV в коллекции и из них.
Визуализация, проверка и анализ схемы
Понимание структуры ваших документов. Создавайте, обновляйте и применяйте схему в коллекциях.
Подробная оценка производительности запросов
Проверка отдельных запросов и разбивка многоэтапных запросов с помощью плана наглядных объяснений.
Оптимизация запросов с помощью анализа индекса
Просмотр использования индекса и добавление или удаление индексов для повышения производительности запросов.
Начните использовать Compass сегодня
Compass — это бесплатный графический интерфейс для MongoDB. Контролируйте и оптимизируйте свою базу данных с помощью единого удобного интерфейса.
Ускорьте разработку
Поднимите свою разработку на новый уровень с платформой данных для разработчиков MongoDB. Создавайте и выпускайте продукты быстро, безопасно и уверенно.
Query API
Работайте с данными на своих условиях. Агрегируйте, индексируйте, запрашивайте и обновляйте данные любого типа — не нужно изучать новый язык запросов.
Подробнее
Компас: более простой способ работы с данными
Управляйте всеми своими данными с помощью единого графического интерфейса. Compass оптимизирует рабочие процессы, анализирует проблемы с производительностью, оптимизирует запросы и многое другое.
Попробуйте бесплатно
Скачать Compass, чтобы попробовать его:
Интуитивно понятный UI
Aggreaturation Builder
Картование схемы
Анализ метаданных
Emgedded Mongoshell
EG 3d для PC / MAC / Windes 7.10 — свободный. Скачать
Разработчик: Statlertronik
Лицензия: 1.02
Рейтинг: 0/5 — голосов
Последнее обновление: 20.07.2022
Рекламные ссылки
Сведения о приложении
Версия
Размер
ВВД
Дата выпуска
Категория
Инструменты Приложения
Описание:
EG Compass 3D — это виртуальный 3D-компас с симуляцией физики. … [читать дальше]
Ссылка с QR-кодом: [подробнее ]
Надежное приложение: [подробнее ]
Совместимость с Windows 7/8/10 ПК и ноутбуков
Скачать на ПК
Совместимость с Android
Скачать на Android
Посмотреть старые версии
Ищу способ скачать EG Compass 3D для Windows 10/8/7 ПК ? Тогда вы находитесь в правильном месте. Продолжайте читать эту статью, чтобы узнать, как загрузить и установить одно из лучших приложений для инструментов EG Compass 3D для ПК.
Большинство приложений, доступных в магазине Google Play или iOS Appstore, созданы исключительно для мобильных платформ. Но знаете ли вы, что по-прежнему можете использовать любое из ваших любимых приложений для Android или iOS на своем ноутбуке, даже если официальная версия для платформы ПК недоступна? Да, у них есть несколько простых приемов, которые вы можете использовать для установки приложений Android на компьютер с Windows и использования их так же, как на смартфонах Android.
Здесь, в этой статье, мы перечислим различные способы Скачать EG Compass 3D на ПК в пошаговом руководстве. Итак, прежде чем приступить к делу, давайте посмотрим на технические характеристики EG Compass 3D.
EG Compass 3D for PC – Technical Specifications
Name
EG Compass 3D
Installations
Developed By
Statlertronik
EG Compass 3D находится в верхней части списка приложений категории «Инструменты» в магазине Google Play. У него очень хорошие рейтинги и отзывы. В настоящее время EG Compass 3D для Windows имеет более установок приложений и 0 звезд средних совокупных рейтинговых баллов пользователей.
EG Compass 3D Скачать для ПК Windows 10/8/7 Ноутбук:
Большинство современных приложений разрабатываются только для мобильной платформы. Такие игры и приложения, как PUBG, Subway Surfers, Snapseed, Beauty Plus и т. д., доступны только для платформ Android и iOS. Но эмуляторы Android позволяют нам использовать все эти приложения и на ПК.
Таким образом, даже если официальная версия EG Compass 3D для ПК недоступна, вы все равно можете использовать ее с помощью эмуляторов. Здесь, в этой статье, мы собираемся представить вам два популярных эмулятора Android для использования EG Compass 3D на ПК .
EG Compass 3D Скачать для ПК Windows 10/8/7 – Способ 1:
Bluestacks – один из самых крутых и широко используемых эмуляторов для запуска приложений Android на ПК с Windows. Программное обеспечение Bluestacks доступно даже для Mac OS. Мы собираемся использовать Bluestacks в этом методе для загрузки и установки EG Compass 3D для ПК Windows 10/8/7 Ноутбук . Давайте начнем наше пошаговое руководство по установке.
Шаг 1 : Загрузите программное обеспечение Bluestacks 5 по ссылке ниже, если вы не установили его ранее — Загрузите Bluestacks для ПК
Шаг 2 : Процедура установки довольно проста и понятна. После успешной установки откройте эмулятор Bluestacks.
Шаг 3 : Первоначальная загрузка приложения Bluestacks может занять некоторое время. После его открытия вы сможете увидеть главный экран Bluestacks.
Шаг 4 : Магазин Google Play предустановлен в Bluestacks. На главном экране найдите Playstore и дважды щелкните значок, чтобы открыть его.
Шаг 5 : Теперь найдите приложение, которое хотите установить на свой компьютер. В нашем случае найдите EG Compass 3D для установки на ПК.
Шаг 6 : После того, как вы нажмете кнопку «Установить», EG Compass 3D будет автоматически установлен в Bluestacks. Вы можете найти приложение в списке установленных приложений в Блюстакс.
Теперь вы можете просто дважды щелкнуть значок приложения в bluestacks и начать использовать приложение EG Compass 3D на своем ноутбуке. Вы можете использовать приложение так же, как и на своих смартфонах Android или iOS.
Если у вас есть APK-файл, в Bluestacks есть возможность импортировать APK-файл. Вам не нужно заходить в Google Play и устанавливать игру. Однако рекомендуется использовать стандартный метод установки любых приложений для Android.
Последняя версия Bluestacks обладает множеством потрясающих функций. Bluestacks4 буквально в 6 раз быстрее, чем смартфон Samsung Galaxy J7. Поэтому рекомендуется использовать Bluestacks для установки EG Compass 3D на ПК. Для использования Bluestacks у вас должен быть ПК с минимальной конфигурацией. В противном случае вы можете столкнуться с проблемами загрузки во время игры в высококлассные игры, такие как PUBG.
EG Compass 3D Скачать для ПК Windows 10/8/7 – Метод 2:
Еще один популярный эмулятор Android, который в последнее время привлекает большое внимание, – это MEmu play. Он очень гибкий, быстрый и предназначен исключительно для игровых целей. Теперь мы увидим, как Загрузите EG Compass 3D для ПК с Windows 10 или ноутбука 8 или 7 с помощью MemuPlay.
Шаг 1 : Загрузите и установите MemuPlay на свой ПК. Вот ссылка для скачивания — веб-сайт Memu Play. Откройте официальный сайт и загрузите программное обеспечение.
Шаг 2 : После установки эмулятора просто откройте его и найдите значок приложения Google Playstore на главном экране Memuplay. Просто дважды нажмите на него, чтобы открыть.
Шаг 3 : Теперь найдите EG Compass 3D App в магазине Google Play. Найдите официальное приложение от разработчика Statlertronik и нажмите кнопку «Установить».
Шаг 4 : После успешной установки вы сможете найти EG Compass 3D на главном экране MEmu Play.
MemuPlay — простое и удобное приложение. Он очень легкий по сравнению с Bluestacks. Поскольку он предназначен для игр, вы можете играть в такие высококлассные игры, как PUBG, Mini Militia, Temple Run и т. д.
EG Compass 3D для ПК. Заключение:
EG Compass 3D завоевал огромную популярность благодаря простому, но эффективному интерфейсу. Мы перечислили два лучших способа установки EG Compass 3D на ноутбук с Windows . Оба упомянутых эмулятора популярны для использования приложений на ПК. Вы можете воспользоваться любым из этих способов, чтобы получить EG Compass 3D для ПК с Windows 10 .
На этом мы заканчиваем эту статью о EG Compass 3D Download for PC .
 5 В (АА)
5 В (АА) 5 В (АА)
5 В (АА) Отдельно надо купить для них зарядное устройство и батарейки.
Отдельно надо купить для них зарядное устройство и батарейки.
 Недостатки: Не нашёл
Недостатки: Не нашёл Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге. Построитель плоскостей BOSCH GLL 3-80 CG Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 CG Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 CG Professional составляет ± 0,2 мм/м. В базовой комплектации универсальный держатель BM1 и кейс L-BOXX 136.
Построитель плоскостей BOSCH GLL 3-80 CG Professional одновременно проецирует горизонтальную и 2 вертикальные плоскости (360°). Рабочий диапазон работы линейного нивелира BOSCH GLL 3-80 CG Professional с приемником составляет 120 м. Точность замеров при помощи лазерного нивелира BOSCH GLL 3-80 CG Professional составляет ± 0,2 мм/м. В базовой комплектации универсальный держатель BM1 и кейс L-BOXX 136.
 0
0
 00 EUR
00 EUR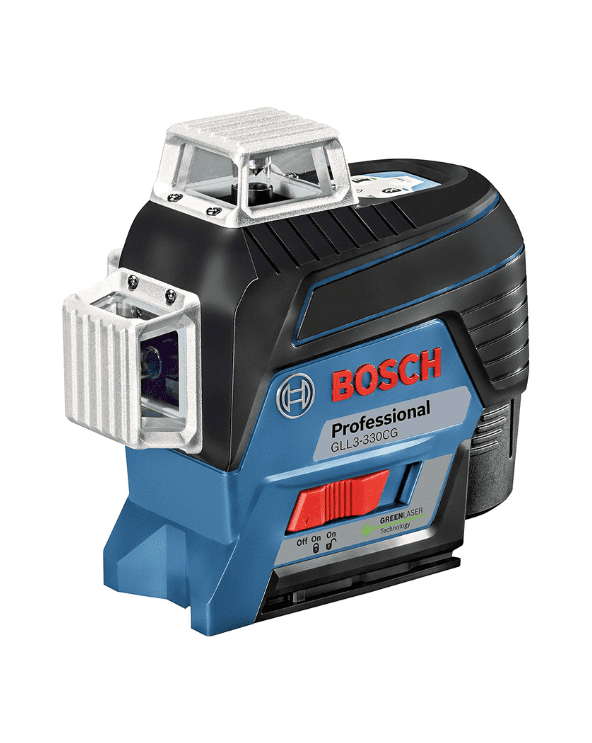 )
) Ярко-зеленые лазерные линии обеспечивают в четыре раза лучшую видимость, чем красные линии. Инновационный мониторинг CAL Guard и приложение для смартфона, подключенное по Bluetooth®, обеспечивают дистанционное управление, а также бесконтактную настройку и высокую точность. Три линии этого инструмента по 360° обеспечивают одновременное горизонтальное и вертикальное выравнивание для высокоэффективной работы.
Ярко-зеленые лазерные линии обеспечивают в четыре раза лучшую видимость, чем красные линии. Инновационный мониторинг CAL Guard и приложение для смартфона, подключенное по Bluetooth®, обеспечивают дистанционное управление, а также бесконтактную настройку и высокую точность. Три линии этого инструмента по 360° обеспечивают одновременное горизонтальное и вертикальное выравнивание для высокоэффективной работы. Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54***).
Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54***).


 При послойном наплавлении речь обычно идет о борьбе со ступенчатыми поверхностями. Ступеньки на детали размером где-то с пульт ДУ зачищаются примерно за 15 минут, притом что покраска такой же детали из-за дополнительных шагов, таких как подготовка и сушка, длится 2 часа.
При послойном наплавлении речь обычно идет о борьбе со ступенчатыми поверхностями. Ступеньки на детали размером где-то с пульт ДУ зачищаются примерно за 15 минут, притом что покраска такой же детали из-за дополнительных шагов, таких как подготовка и сушка, длится 2 часа.
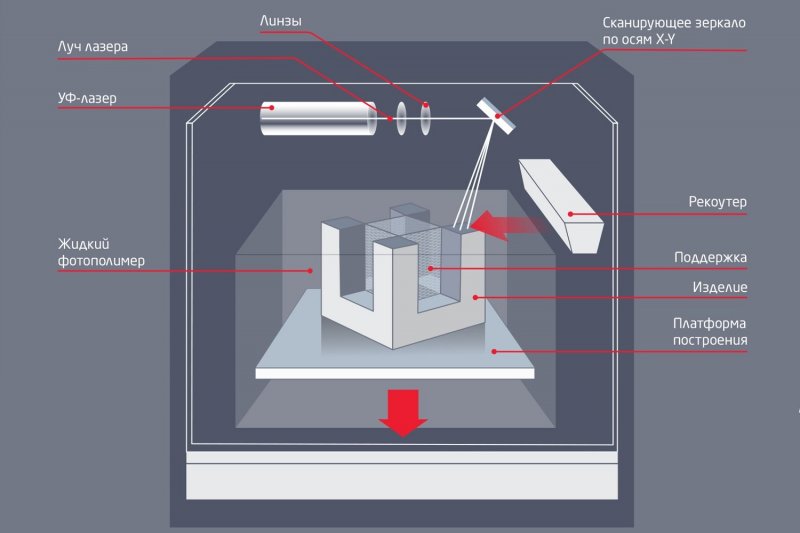 Такие покрытия обычно наносятся на более прочные материалы, к которым предъявляются высокие требования.
Такие покрытия обычно наносятся на более прочные материалы, к которым предъявляются высокие требования.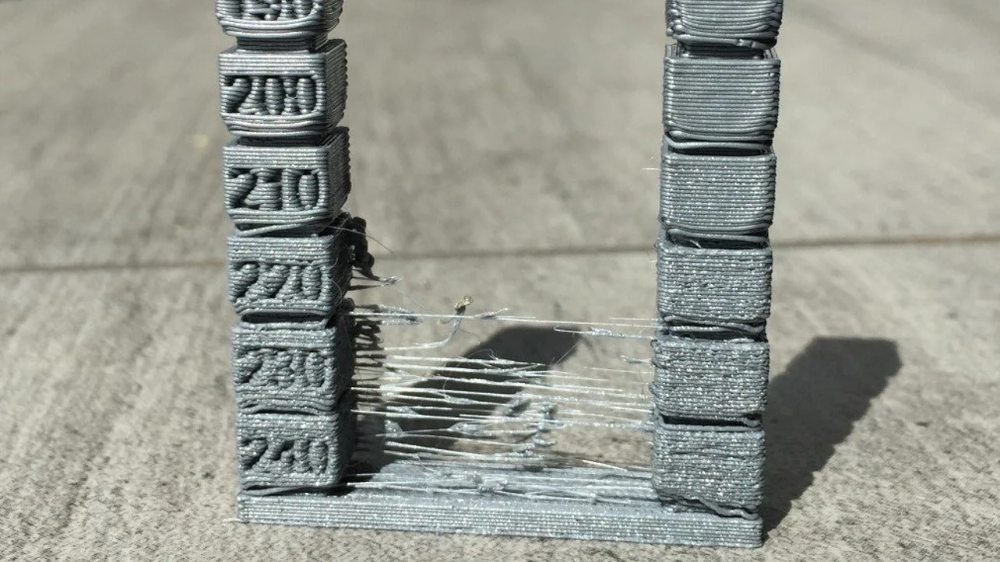

 В случае с пластиками и полимерами легко производится руками, в случае с металлами изделие срезается с платформы построения либо электроэрозионным станком, либо с помощью ленточнопильного станка, этап как таковой не вызывает проблем
В случае с пластиками и полимерами легко производится руками, в случае с металлами изделие срезается с платформы построения либо электроэрозионным станком, либо с помощью ленточнопильного станка, этап как таковой не вызывает проблем Отверждение или спекание производится в специальной камере или установке, в зависимости от размеров установки можно обработать от одной до нескольких партий напечатанных изделий.
Отверждение или спекание производится в специальной камере или установке, в зависимости от размеров установки можно обработать от одной до нескольких партий напечатанных изделий. Но скругляет острые кромки и края, по этой причине не подходит для большинства изделий
Но скругляет острые кромки и края, по этой причине не подходит для большинства изделий
 Уникальная технология объемного шлифования и полирования поверхности, позволяет добиться зеркальной поверхности по всей плоскости изделия, включая внутренние полости, с сохранением всех острых кромок и углов. Более подробно о технологии можно почитать в этой статье.
Уникальная технология объемного шлифования и полирования поверхности, позволяет добиться зеркальной поверхности по всей плоскости изделия, включая внутренние полости, с сохранением всех острых кромок и углов. Более подробно о технологии можно почитать в этой статье.
 Использование аддитивных технологий растет, и затраты на постобработку становятся критичными в себестоимости напечатанного изделия. Мы переходим от бюджетов на исследования и разработки к масштабным решениям по инвестициям в производство.
Использование аддитивных технологий растет, и затраты на постобработку становятся критичными в себестоимости напечатанного изделия. Мы переходим от бюджетов на исследования и разработки к масштабным решениям по инвестициям в производство. По мере того, как рынок аддитивного производства переходит от прототипирования к производству конечных деталей, ориентированных на потребительские рынки, внешний вид 3D-печатных продуктов становится все более важным. Вот тут и приходит на помощь постобработка 3D-печатных деталей.
По мере того, как рынок аддитивного производства переходит от прототипирования к производству конечных деталей, ориентированных на потребительские рынки, внешний вид 3D-печатных продуктов становится все более важным. Вот тут и приходит на помощь постобработка 3D-печатных деталей. 



 После того, как модель напечатана, специальные сушильные машины нагревают модель, чтобы привести деталь к оптимальным механическим свойствам. Таким образом, отверждение отличается от других вариантов постобработки тем, что оно улучшает не только эстетические характеристики, но и физическое качество модели.
После того, как модель напечатана, специальные сушильные машины нагревают модель, чтобы привести деталь к оптимальным механическим свойствам. Таким образом, отверждение отличается от других вариантов постобработки тем, что оно улучшает не только эстетические характеристики, но и физическое качество модели.
 Перед покраской модели обычно наносится слой грунтовки. Окрашивание можно выполнять вручную с помощью кисти или распылителя. Есть машины, которые автоматизируют напыление деталей.
Перед покраской модели обычно наносится слой грунтовки. Окрашивание можно выполнять вручную с помощью кисти или распылителя. Есть машины, которые автоматизируют напыление деталей. и гладкая поверхность.
и гладкая поверхность. Для этого детали необходимо промыть, чтобы удалить с поверхности липкую, излишнюю смолу. Если не вымыть детали должным образом, они останутся липкими и неприглядными, поэтому постобработка жизненно важна для успешной 3D-печати.
Для этого детали необходимо промыть, чтобы удалить с поверхности липкую, излишнюю смолу. Если не вымыть детали должным образом, они останутся липкими и неприглядными, поэтому постобработка жизненно важна для успешной 3D-печати.
 На фотографиях протезы межпозвоночного диска (кейдж) со […]
На фотографиях протезы межпозвоночного диска (кейдж) со […]
 В, Мантурову Министр Минпромторга РФ Денис Валентинович Мантуров посетил стенд 3DSLA.RU — Российские 3D принтеры и познакомился с нашими новыми продуктами: 3D […]
В, Мантурову Министр Минпромторга РФ Денис Валентинович Мантуров посетил стенд 3DSLA.RU — Российские 3D принтеры и познакомился с нашими новыми продуктами: 3D […] Удаляют влагу из гигроскопичных материалов. Снижают риск «кипения» пластика, поломки экструдера, ухудшения качества поверхности изделия.
Удаляют влагу из гигроскопичных материалов. Снижают риск «кипения» пластика, поломки экструдера, ухудшения качества поверхности изделия.

 Эти две разные души живут в российских компаниях, занимающихся 3D-печатью: производители и хакеры находятся в центре внимания, в то время как промышленные, коммерческие и государственные организации работают в фоновом режиме над внедрением процессов АП.
Эти две разные души живут в российских компаниях, занимающихся 3D-печатью: производители и хакеры находятся в центре внимания, в то время как промышленные, коммерческие и государственные организации работают в фоновом режиме над внедрением процессов АП. Другими соучредителями компании являются основатель INVITRO Александр Островский и генеральный и финансовый директор VIVAX BIO (также член Консультативного комитета INVITRO) Яков Балаховский. Базирующаяся в Нью-Йорке компания VIVAX BIO на самом деле является материнской компанией 3D Bioprinting Solutions благодаря сложной структуре, которая рассматривает 3dbio как основную исследовательскую лабораторию, используемую для подпитки идей для новых коммерческих стартапов, основанных на биопечати.
Другими соучредителями компании являются основатель INVITRO Александр Островский и генеральный и финансовый директор VIVAX BIO (также член Консультативного комитета INVITRO) Яков Балаховский. Базирующаяся в Нью-Йорке компания VIVAX BIO на самом деле является материнской компанией 3D Bioprinting Solutions благодаря сложной структуре, которая рассматривает 3dbio как основную исследовательскую лабораторию, используемую для подпитки идей для новых коммерческих стартапов, основанных на биопечати. . Идея разработать 3D-принтер с непрерывным волокном пришла четырем соучредителям в результате их опыта работы в аэрокосмическом сегменте. Основное преимущество, которое Anisoprint может предложить по сравнению с Markforged, — это более совершенная система экструзии, которая позволяет укладывать армирующие волокна в решетчатую структуру, дополнительно и значительно сокращая использование — и, следовательно, стоимость — волокнистых материалов без ущерба для качества. прочность части.
. Идея разработать 3D-принтер с непрерывным волокном пришла четырем соучредителям в результате их опыта работы в аэрокосмическом сегменте. Основное преимущество, которое Anisoprint может предложить по сравнению с Markforged, — это более совершенная система экструзии, которая позволяет укладывать армирующие волокна в решетчатую структуру, дополнительно и значительно сокращая использование — и, следовательно, стоимость — волокнистых материалов без ущерба для качества. прочность части. На самом деле мы уже освещали некоторые из их впечатляющих работ в прошлом: один из крупнейших коммерческих строительных 3D-принтеров, один из самых первых 3D-печатных домов (на самом деле это дом основателя АМТ Спецавиа, Александра Маслова), 3D-печать для восстановления древнего фонтан и даже коралловые рифы. Фактически, датская компания Printhuset сначала обратилась к системам АМТ Спецавиа, прежде чем запустить свой новый бизнес COBOD. Как и многие российские компании, АМТ не получает широкой прессы за пределами России, но должна.
На самом деле мы уже освещали некоторые из их впечатляющих работ в прошлом: один из крупнейших коммерческих строительных 3D-принтеров, один из самых первых 3D-печатных домов (на самом деле это дом основателя АМТ Спецавиа, Александра Маслова), 3D-печать для восстановления древнего фонтан и даже коралловые рифы. Фактически, датская компания Printhuset сначала обратилась к системам АМТ Спецавиа, прежде чем запустить свой новый бизнес COBOD. Как и многие российские компании, АМТ не получает широкой прессы за пределами России, но должна. Системы PIcaso Designer теперь могут быть объединены в сеть с фермами и могут печатать детали небольшого размера из современного пластика, такого как PEEK. На сегодняшний день ассортимент Picaso 3D включает три модели: Designer X, Designer XPRO и Designer XL.
Системы PIcaso Designer теперь могут быть объединены в сеть с фермами и могут печатать детали небольшого размера из современного пластика, такого как PEEK. На сегодняшний день ассортимент Picaso 3D включает три модели: Designer X, Designer XPRO и Designer XL. Как и многие другие успешные продавцы 3D-принтеров для 3D-печати нового поколения, iGo3D фокусируется, в частности, на двух торговых марках: Ultimaker (один из самых продаваемых в мире брендов экструзионных нитей для настольных ПК) и Formlabs (самый успешный в мире бренд SLA для настольных ПК). iGo3D Russia также перепродает оборудование для 3D-принтеров BCN3D.
Как и многие другие успешные продавцы 3D-принтеров для 3D-печати нового поколения, iGo3D фокусируется, в частности, на двух торговых марках: Ultimaker (один из самых продаваемых в мире брендов экструзионных нитей для настольных ПК) и Formlabs (самый успешный в мире бренд SLA для настольных ПК). iGo3D Russia также перепродает оборудование для 3D-принтеров BCN3D. текущий ассортимент компании включает меньший размер S90 и более крупный D250, а на подходе и другие более крупные модели.
текущий ассортимент компании включает меньший размер S90 и более крупный D250, а на подходе и другие более крупные модели.
 После первого очень успешного мероприятия в Санкт-Петербурге 3D Today также регулярно организует фестиваль 3D Today Fest, который становится ведущим событием для российской 3D-печати с участием как производителей, так и производителей. все чаще промышленные компании AM, работающие на рынках России и СНГ. Ниже подборка фотографий с фестиваля 3D Today Fest в Москве, в котором приняли участие 3dpbm.
После первого очень успешного мероприятия в Санкт-Петербурге 3D Today также регулярно организует фестиваль 3D Today Fest, который становится ведущим событием для российской 3D-печати с участием как производителей, так и производителей. все чаще промышленные компании AM, работающие на рынках России и СНГ. Ниже подборка фотографий с фестиваля 3D Today Fest в Москве, в котором приняли участие 3dpbm. 0.
0.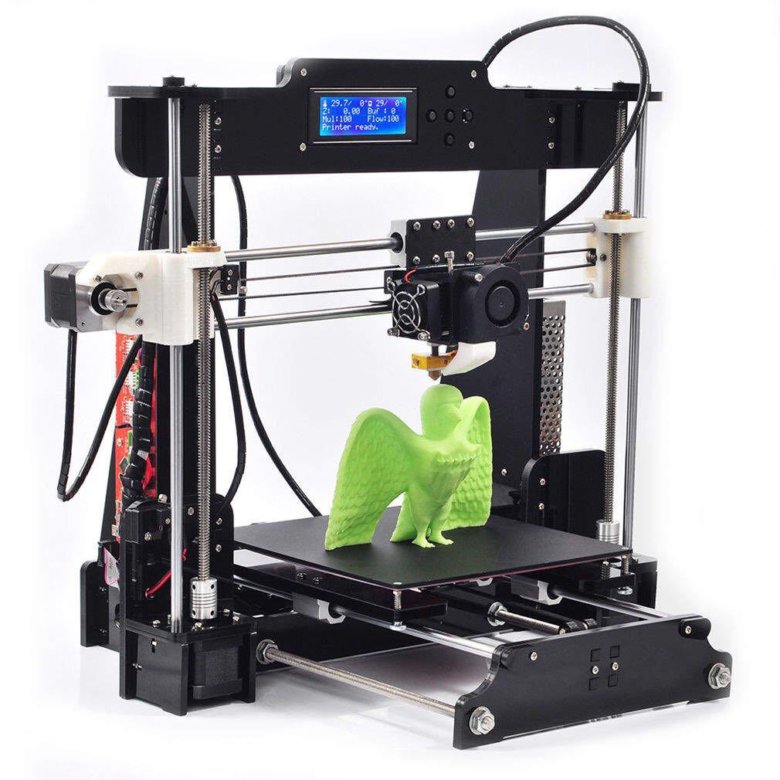 В настоящее время бета-версия ВолгоБот 1.0 доступна для покупки всего за 47 000 российских рублей (приблизительно 700 долларов США), хотя окончательная версия будет стоить около 70 000 рублей (примерно 1040 долларов США).
В настоящее время бета-версия ВолгоБот 1.0 доступна для покупки всего за 47 000 российских рублей (приблизительно 700 долларов США), хотя окончательная версия будет стоить около 70 000 рублей (примерно 1040 долларов США).
 Во вторую очередь на время засветки влияет активность фотополимера.
Во вторую очередь на время засветки влияет активность фотополимера.


 Пожалуйста, используйте наш калибровочный файл для точной калибровки собственного 3D-принтера.
Пожалуйста, используйте наш калибровочный файл для точной калибровки собственного 3D-принтера.
 Бесплатная вырезка образцов,
Бесплатная вырезка образцов, Мы предложим обучение установке, эксплуатации, устранению неисправностей и техническому обслуживанию оборудования.
Мы предложим обучение установке, эксплуатации, устранению неисправностей и техническому обслуживанию оборудования.




 д.
д. , Ltd. (далее именуемая «Wuhan Raycus») является первым китайским предприятием, занимающимся исследованиями, разработками и масштабированием производство мощных волоконных лазеров и базовых устройств, а также крупнейшая научно-исследовательская и производственная база волоконных лазеров с глобальным влиянием в Китае.
, Ltd. (далее именуемая «Wuhan Raycus») является первым китайским предприятием, занимающимся исследованиями, разработками и масштабированием производство мощных волоконных лазеров и базовых устройств, а также крупнейшая научно-исследовательская и производственная база волоконных лазеров с глобальным влиянием в Китае. Достаточно.»
Достаточно.» Лазер отличается меньшим энергопотреблением, малыми размерами, отсутствием шума и загрязнения окружающей среды. Г-н Ян Дапэн увидел его широкую перспективу развития и начал исследовать его.
Лазер отличается меньшим энергопотреблением, малыми размерами, отсутствием шума и загрязнения окружающей среды. Г-н Ян Дапэн увидел его широкую перспективу развития и начал исследовать его.
 . С этой целью он путешествовал, чтобы обучать технологиям и учить предприятия производить компоненты вручную, стремясь продвигать специальное производство всех компонентов для волоконных лазеров. Основываясь на освоении самых передовых технологий, он постоянно вводил технические новшества и направлял отрасль на создание «совместных эффектов». Наконец, 100% отечественная производственная цепочка волоконных лазеров была завершена.
. С этой целью он путешествовал, чтобы обучать технологиям и учить предприятия производить компоненты вручную, стремясь продвигать специальное производство всех компонентов для волоконных лазеров. Основываясь на освоении самых передовых технологий, он постоянно вводил технические новшества и направлял отрасль на создание «совместных эффектов». Наконец, 100% отечественная производственная цепочка волоконных лазеров была завершена. В то же время Raycus, как производитель волоконных лазеров, занимает второе место по уровню производства и третье место по масштабам производства в мире, а его продукция экспортируется в более чем 20 стран, включая Америку и Германию, а его прямые экономические Ожидается, что в этом году пособия составят более 500 миллионов юаней.
В то же время Raycus, как производитель волоконных лазеров, занимает второе место по уровню производства и третье место по масштабам производства в мире, а его продукция экспортируется в более чем 20 стран, включая Америку и Германию, а его прямые экономические Ожидается, что в этом году пособия составят более 500 миллионов юаней. Уважаемые преподаватели альма-матер , отправившие его для дальнейшего обучения за границу, также дают ему свое сердечное одобрение.
Уважаемые преподаватели альма-матер , отправившие его для дальнейшего обучения за границу, также дают ему свое сердечное одобрение.
 Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования.
Мощный шпиндель с высокой частотой вращения позволяет справляться с любыми — даже самыми твёрдыми материалами заготовок. Магазин для набора режущих инструментов и механизм их автоматической смены дополнительно расширяют возможности оборудования. Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей.
Благодаря высокой производительности управляющая система ЧПУ изначально «заточена» под оптимизацию траектории движения инструмента при высокоскоростной обработке деталей. Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок.
Большой запас хода по вертикали позволяет устанавливать на рабочий стол специализированные приспособления для упрощения загрузки/выгрузки заготовок. Обладают высокой скоростью резания и точностью позиционирования. Имеют направляющие качения, прямой привод осей и шпинделя, большой магазин и 4-5ю оси (опция), что позволяют увеличить количество обрабатываемых поверхностей детали за 1 установ заготовки
Обладают высокой скоростью резания и точностью позиционирования. Имеют направляющие качения, прямой привод осей и шпинделя, большой магазин и 4-5ю оси (опция), что позволяют увеличить количество обрабатываемых поверхностей детали за 1 установ заготовки Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства.
Обрабатывающий центр с ЧПУ охватывает множество возможностей обработки. Комплексное производство сокращает время замены оборудования и повышает эффективность производства. д., требует различных видов операций, таких как фрезерование, растачивание, сверление, нарезание резьбы и многие другие сопутствующие операции механической обработки. Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки.
д., требует различных видов операций, таких как фрезерование, растачивание, сверление, нарезание резьбы и многие другие сопутствующие операции механической обработки. Раньше этот производственный процесс приходилось делить на множество рабочих стадий, и работа на различных станках позволяла производить готовый продукт, что приводило к большим затратам времени и средств на доставку. Для решения этой проблемы был разработан станочный центр с ЧПУ. Фрезерные, токарные и сверлильные операции на одном станке позволяют одному станку выполнять большее количество операций обработки. ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы.
ATC состоит из сменного магазина, вмещающего от 16 до 100 инструментов, в котором можно хранить несколько инструментов. Для сокращения времени погрузки и разгрузки может быть установлена автоматическая смена паллет (APC). APC состоит из шести, восьми и более поддонов, заготовка может быть установлена на поддоне, а станок можно запрограммировать на завершение предыдущего поддона. После работы поменяйте еще один новый лоток. Для разных заготовок могут потребоваться разные программы. Из-за высокой скорости удаления материала в процессе объем режущего инструмента обычно велик, поэтому магазин инструментов требует большого положения на каждом инструменте, а относительный вес становится больше. Некоторые станки также имеют дополнительные функции для вращения всего шпинделя, так что горизонтальная ось шпинделя становится вертикальной, что позволяет использовать различные методы работы. Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.
Большинство вертикальных обрабатывающих центров имеют три оси, а некоторые имеют функцию шпиндельной головки, которая может вращаться по одной или двум осям. Для обработки поверхности гравировки вертикальный обрабатывающий центр наиболее подходит для производства пресс-форм и обработки пресс-форм. Основные типы вертикальных обрабатывающих центров: шагающие колонны, портальные конструкции и многошпиндельные.
 EHR имеет более широкий диапазон, чем EMR.
EHR имеет более широкий диапазон, чем EMR.
 д.) в коробке ее можно отправить производителям для последующей обработки для формирования цепочки текстильной промышленности.
д.) в коробке ее можно отправить производителям для последующей обработки для формирования цепочки текстильной промышленности.
 В цепях постоянного тока конденсаторы обычно играют роль блокировки постоянного тока.
В цепях постоянного тока конденсаторы обычно играют роль блокировки постоянного тока. Поэтому он особенно подходит для деформационного упрочнения стали с твердостью выше 45 HRC. Подходят также закаленный чугун и жаропрочная сталь (инконель).
Поэтому он особенно подходит для деформационного упрочнения стали с твердостью выше 45 HRC. Подходят также закаленный чугун и жаропрочная сталь (инконель). Обрабатывающие центры с ЧПУ HOMAG предлагают передовые технологии от лидера мирового рынка для всех технологий деревообработки для производителей всех размеров.
Обрабатывающие центры с ЧПУ HOMAG предлагают передовые технологии от лидера мирового рынка для всех технологий деревообработки для производителей всех размеров. С обрабатывающим центром с ЧПУ от HOMAG вы идеально подготовлены для выполнения любых задач.
С обрабатывающим центром с ЧПУ от HOMAG вы идеально подготовлены для выполнения любых задач. От входа в систему автоматизации до неограниченного манипулирования заготовками:
От входа в систему автоматизации до неограниченного манипулирования заготовками:
 рабочее давление
рабочее давление Москва
Москва ..
.. 55 м
55 м lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85





 Телевизоры с объемным изображением все чаще входят в дома. Однако в форумах частенько звучит неприязнь к технологиям 3D: многие зрители не получают удовольствия от просмотра стереофильмов, напротив, порой слышны жалобы на головную боль или сильную утомляемость.
Телевизоры с объемным изображением все чаще входят в дома. Однако в форумах частенько звучит неприязнь к технологиям 3D: многие зрители не получают удовольствия от просмотра стереофильмов, напротив, порой слышны жалобы на головную боль или сильную утомляемость. Полноценные стереофотографии изобретатель смог продемонстрировать лишь в 1851 году после того, как шотландский ученый Дэвид Брюстер изобрел фотографическое устройство, оснащенное двумя объективами.
Полноценные стереофотографии изобретатель смог продемонстрировать лишь в 1851 году после того, как шотландский ученый Дэвид Брюстер изобрел фотографическое устройство, оснащенное двумя объективами.
 На обычной фотобумаге размером 10х15 или 9х14 см печатается встык стереопара из двух изображений шириной 65 мм и высотой 86 мм, по одному изображению на каждый глаз. Стереоскоп ставится под лампу, чтобы хорошо осветить стереопару спереди сверху. В итоге, несмотря на мелкую зернистость, стереопары, распечатанные на хорошем струйном фотопринтере с высоким разрешением, смотрятся просто шикарно. Полный эффект присутствия! Взгляд останавливается…, нет, даже не на фотографических деталях, а на РЕАЛЬНЫХ ВЕЩАХ, которые хочется потрогать, и которые, возможно, остались бы незамеченными, будь это плоская фотография.
На обычной фотобумаге размером 10х15 или 9х14 см печатается встык стереопара из двух изображений шириной 65 мм и высотой 86 мм, по одному изображению на каждый глаз. Стереоскоп ставится под лампу, чтобы хорошо осветить стереопару спереди сверху. В итоге, несмотря на мелкую зернистость, стереопары, распечатанные на хорошем струйном фотопринтере с высоким разрешением, смотрятся просто шикарно. Полный эффект присутствия! Взгляд останавливается…, нет, даже не на фотографических деталях, а на РЕАЛЬНЫХ ВЕЩАХ, которые хочется потрогать, и которые, возможно, остались бы незамеченными, будь это плоская фотография.
 Но объекты, которые находятся позади рамки, рамка перекрывает от объективов по-разному. Правый объектив захватывает несколько больше объектов слева, а левый – несколько больше объектов справа. Так образуются зоны моноскопии по бокам кадра.
Но объекты, которые находятся позади рамки, рамка перекрывает от объективов по-разному. Правый объектив захватывает несколько больше объектов слева, а левый – несколько больше объектов справа. Так образуются зоны моноскопии по бокам кадра. При этом взгляд смотрящего направлен вдаль, а оси его глаз так же параллельны, как оси съемочных объективов. Мнимые изображения близких объектов в такой стереопаре смещаются вправо на левом ракурсе, и влево на правом ракурсе. Ничего не стоит левому глазу повернуться направо и, одновременно, правому глазу повернуться налево.
При этом взгляд смотрящего направлен вдаль, а оси его глаз так же параллельны, как оси съемочных объективов. Мнимые изображения близких объектов в такой стереопаре смещаются вправо на левом ракурсе, и влево на правом ракурсе. Ничего не стоит левому глазу повернуться направо и, одновременно, правому глазу повернуться налево.
 В результате зрителям не нужно болезненно “разводить” свои глаза при просмотре, но привычные вещи, оставаясь объемными, теряют свою форму и становятся более плоскими. Альтернативой уменьшению базиса с целью контролировать параллакс остается лишь увеличение расстояния до рампы.
В результате зрителям не нужно болезненно “разводить” свои глаза при просмотре, но привычные вещи, оставаясь объемными, теряют свою форму и становятся более плоскими. Альтернативой уменьшению базиса с целью контролировать параллакс остается лишь увеличение расстояния до рампы. Понравилось? Тогда самое время попробовать получить такой же эффект на экране компьютерного 3D-монитора.
Понравилось? Тогда самое время попробовать получить такой же эффект на экране компьютерного 3D-монитора. Для безопасности можно применять линзы с фокусным расстоянием несколько больше расчетного. Целью такого ограничения является недопущение ситуации, когда хрусталик пытается сфокусироваться на чем-то «дальше бесконечности».
Для безопасности можно применять линзы с фокусным расстоянием несколько больше расчетного. Целью такого ограничения является недопущение ситуации, когда хрусталик пытается сфокусироваться на чем-то «дальше бесконечности». Если вы уже носите очки, то просто сложите оптическую силу ваших очков с расчетным значением D, и получится оптическая сила новых очков для просмотра стерео. Например, если вы носите очки с D= –4 диоптрии, то в рассматриваемом случае вам потребуются очки с оптической силой D = –4 + 3 = –1 диоптрия.
Если вы уже носите очки, то просто сложите оптическую силу ваших очков с расчетным значением D, и получится оптическая сила новых очков для просмотра стерео. Например, если вы носите очки с D= –4 диоптрии, то в рассматриваемом случае вам потребуются очки с оптической силой D = –4 + 3 = –1 диоптрия. Найдите в фильме кадр, в котором можно выделить четкий ориентир на большом расстоянии от камеры. Ориентиром может быть изгиб линии горизонта, или далекое здание, или дерево вдалеке, или фонарный столб в ночи, как на иллюстрации выше. Затем, регулируя параллакс, наблюдайте, как левое и правое изображения ориентира сходятся и расходятся друг относительно друга. Задача состоит в том, чтобы изображение ориентира для левого глаза переместить в плоскости монитора на 65 мм левее изображения ориентира для правого глаза. Готово.
Найдите в фильме кадр, в котором можно выделить четкий ориентир на большом расстоянии от камеры. Ориентиром может быть изгиб линии горизонта, или далекое здание, или дерево вдалеке, или фонарный столб в ночи, как на иллюстрации выше. Затем, регулируя параллакс, наблюдайте, как левое и правое изображения ориентира сходятся и расходятся друг относительно друга. Задача состоит в том, чтобы изображение ориентира для левого глаза переместить в плоскости монитора на 65 мм левее изображения ориентира для правого глаза. Готово. Способ позволяет с головой окунуться в мир с неполной цветовой гаммой. С другой стороны, если бюджет позволяет, то заглянуть в виртуальную реальность можно с помощью готового решения – аналога классического стереоскопа – видеошлема. Компания Sony, например, уже сегодня предлагает персональный 3D-дислей HMZ-T1 по цене 3D-телевизора:
Способ позволяет с головой окунуться в мир с неполной цветовой гаммой. С другой стороны, если бюджет позволяет, то заглянуть в виртуальную реальность можно с помощью готового решения – аналога классического стереоскопа – видеошлема. Компания Sony, например, уже сегодня предлагает персональный 3D-дислей HMZ-T1 по цене 3D-телевизора: Однако, если Ваш исходный материал в 2Д, фильм можно подготовить самостоятельно для просмотра в 3Д-объёме. Для этого понадобится одна из соответствующих программ (есть бесплатные и платные версии).
Однако, если Ваш исходный материал в 2Д, фильм можно подготовить самостоятельно для просмотра в 3Д-объёме. Для этого понадобится одна из соответствующих программ (есть бесплатные и платные версии).
 Постепенно новые технологии входя в нашу жизнь.
Постепенно новые технологии входя в нашу жизнь.
 ax к себе на компьютер, его необходимо будет поместить в папку с установленным плеером.
ax к себе на компьютер, его необходимо будет поместить в папку с установленным плеером. Это соотношение выбирается опытным путем и здесь можно будет поэкспериментировать.
Это соотношение выбирается опытным путем и здесь можно будет поэкспериментировать. В настройках отрегулируйте «Глубину сцены» (в разных фильмах по-разному от 2 до 10).
В настройках отрегулируйте «Глубину сцены» (в разных фильмах по-разному от 2 до 10). После перезапуска плеера видео будет воспроизводиться в обычном режиме.
После перезапуска плеера видео будет воспроизводиться в обычном режиме. На данный момент ПК остается лучшим местом для просмотра трехмерных игр, предлагая лучшее соотношение цены и качества и самую большую доступную библиотеку игр и видео.
На данный момент ПК остается лучшим местом для просмотра трехмерных игр, предлагая лучшее соотношение цены и качества и самую большую доступную библиотеку игр и видео.
 Однако те, кто серьезно относится к производительности и внешнему виду, скорее всего, захотят заняться чем-то с i7 и 8 ГБ ОЗУ, возможно, даже с SSD. Такие компании, как Alienware, предлагают сверхмощные готовые 3D-решения, которые, если вы можете себе это позволить, наверняка вас не разочаруют. Вам не обязательно выбирать игровую установку, чтобы овладеть 3D, однако есть такие вещи, как MSI AE2420 3D all-in-one, которые справятся с низкоуровневой графикой в трехмерных играх. Для тех, кто немного более предприимчив в отношении настольных компьютеров, вы можете попытаться использовать такие компании, как Scan, для заказа деталей и сборки собственной установки, или, если вы предпочитаете, они могут создать для вас индивидуальную установку.
Однако те, кто серьезно относится к производительности и внешнему виду, скорее всего, захотят заняться чем-то с i7 и 8 ГБ ОЗУ, возможно, даже с SSD. Такие компании, как Alienware, предлагают сверхмощные готовые 3D-решения, которые, если вы можете себе это позволить, наверняка вас не разочаруют. Вам не обязательно выбирать игровую установку, чтобы овладеть 3D, однако есть такие вещи, как MSI AE2420 3D all-in-one, которые справятся с низкоуровневой графикой в трехмерных играх. Для тех, кто немного более предприимчив в отношении настольных компьютеров, вы можете попытаться использовать такие компании, как Scan, для заказа деталей и сборки собственной установки, или, если вы предпочитаете, они могут создать для вас индивидуальную установку. Компания делегирует свою поддержку 3D в играх сторонним компаниям и, таким образом, может потерять некоторое качество в работе конечного пользователя. Для тех, кто рассматривает Nvidia, путь обновления намного проще: вам понадобится новая карта, очки и монитор с поддержкой 3D. Как только все три настроены, программное обеспечение Nvidia сделает все остальное.
Компания делегирует свою поддержку 3D в играх сторонним компаниям и, таким образом, может потерять некоторое качество в работе конечного пользователя. Для тех, кто рассматривает Nvidia, путь обновления намного проще: вам понадобится новая карта, очки и монитор с поддержкой 3D. Как только все три настроены, программное обеспечение Nvidia сделает все остальное. Не забывайте также, что 3D Blu-Ray всегда будет хорошо смотреться, если ваш монитор достаточно приличный.
Не забывайте также, что 3D Blu-Ray всегда будет хорошо смотреться, если ваш монитор достаточно приличный.

 Нам нравится использовать Steam для загрузки наших игр прямо на наш компьютер, но те, у кого медленное подключение к Интернету, вероятно, захотят придерживаться традиционного варианта с диском.
Нам нравится использовать Steam для загрузки наших игр прямо на наш компьютер, но те, у кого медленное подключение к Интернету, вероятно, захотят придерживаться традиционного варианта с диском.
 Графика будет выглядеть лучше, и у вас будет правильный ввод с клавиатуры и мыши (или контроллера) для игр.
Графика будет выглядеть лучше, и у вас будет правильный ввод с клавиатуры и мыши (или контроллера) для игр.
 В зависимости от типа контента, который вы пытаетесь просмотреть, 3D-дисплей, например 3D-монитор, предоставит вам большую глубину и точность, чем обычный дисплей.
В зависимости от типа контента, который вы пытаетесь просмотреть, 3D-дисплей, например 3D-монитор, предоставит вам большую глубину и точность, чем обычный дисплей. Вам потребуются основные компоненты, такие как видеокарта с поддержкой 3D-рендеринга, превосходный монитор с поддержкой 3D-зрения, программные приложения и периферийные устройства, такие как 3D-очки, контроллеры и многое другое.
Вам потребуются основные компоненты, такие как видеокарта с поддержкой 3D-рендеринга, превосходный монитор с поддержкой 3D-зрения, программные приложения и периферийные устройства, такие как 3D-очки, контроллеры и многое другое.
 Изображения становятся ярче, и вы наслаждаетесь лучшим и более широким углом обзора. Активные 3D-очки также могут работать с широким спектром мониторов.
Изображения становятся ярче, и вы наслаждаетесь лучшим и более широким углом обзора. Активные 3D-очки также могут работать с широким спектром мониторов.

 Вы можете точно настроить эффект глубины 3D, перемещая ползунок «Настройка глубины 3D» влево или вправо, чтобы уменьшить или увеличить поле глубины.
Вы можете точно настроить эффект глубины 3D, перемещая ползунок «Настройка глубины 3D» влево или вправо, чтобы уменьшить или увеличить поле глубины. аппаратное обеспечение. Как только вы это сделаете, нажмите «ОК», и ваши настройки будут сохранены.
аппаратное обеспечение. Как только вы это сделаете, нажмите «ОК», и ваши настройки будут сохранены.
 0116
0116
 м/час
м/час ru
ru 01.07.100
01.07.100
 Автобетоносмесители представляют собой современное оборудование, которое позволяет приготовить бетонную смесь во время ее доставки на стройплощадку. Также техника может использоваться на месте проведения работы. Автобетоносмеситель доставляет готовый раствор на место его использования, поддерживая однородность при транспортировке. Качественные опорные ролики автобетоносмесителя выступают в качестве составного элемента, который позволяет вращать барабан. Эти изделия отличаются компактностью и высокой прочностью. Они дополняются игольчатыми подшипниками. Благодаря толстостенным наружным кольцам роликам, которые могут выдержать высокие нагрузки. Опорные ролики автобетоносмесителя отличаются превосходной коррозийной стойкостью. В них не нужно постоянно поддерживать определенный уровень смазки во время использования. Такое оборудование может иметь:
Автобетоносмесители представляют собой современное оборудование, которое позволяет приготовить бетонную смесь во время ее доставки на стройплощадку. Также техника может использоваться на месте проведения работы. Автобетоносмеситель доставляет готовый раствор на место его использования, поддерживая однородность при транспортировке. Качественные опорные ролики автобетоносмесителя выступают в качестве составного элемента, который позволяет вращать барабан. Эти изделия отличаются компактностью и высокой прочностью. Они дополняются игольчатыми подшипниками. Благодаря толстостенным наружным кольцам роликам, которые могут выдержать высокие нагрузки. Опорные ролики автобетоносмесителя отличаются превосходной коррозийной стойкостью. В них не нужно постоянно поддерживать определенный уровень смазки во время использования. Такое оборудование может иметь: Также мы предлагаем своим клиентам различные комплектующие для роликов. Приобрести их можно на нашем сайте. Компания может порадовать покупателей огромным ассортиментом запчастей для автобетоносмесителей. Наши консультанты помогут вам выбрать подходящие ролики, стоимость которых вас полностью удовлетворит. Вы также можете заказать ролики для миксера и ряд других деталей.
Также мы предлагаем своим клиентам различные комплектующие для роликов. Приобрести их можно на нашем сайте. Компания может порадовать покупателей огромным ассортиментом запчастей для автобетоносмесителей. Наши консультанты помогут вам выбрать подходящие ролики, стоимость которых вас полностью удовлетворит. Вы также можете заказать ролики для миксера и ряд других деталей.
 01.07.005, кожух ролика, 42184-27.13.04.000, кожух литой, кожух сварной, крышка ролика, сб-172-1.01.07.200, сб-172-1.01.16.200, сб-92-1.01.11.008 (металл), опора ролика, сб-172-1.01.07.100, сб-92-1.01.11.200, сб-92-1а.01.11.200, кольцо в130 гост 13941-68, кронштейн ролика, опора ролика, сб-92-1.01.11.100, основание ролика, ось в сборе, сб-172-1.01.16.000, ось ролика, сб-172-1.01.07.004, сб-92-1.01.11.002, подшипник 7610, 58148z.01.08.200, сб-92-1.01.11.004, подшипник 7312, сб-172-1.01.07.001, ролик без кронштейна и кожуха, сб-172-1.01.07.000-01, сб-92-1.01.11.000, сб-92-1а.01.11.000, ролик без подшипников, ролик в сборе, 01.07.000 (7312), 01.07.001 (7610/7312), 581451.01.08.000, 58146z.01.08.200, сб-92-1а.01.11.004, сб-172-1.01.16.003
01.07.005, кожух ролика, 42184-27.13.04.000, кожух литой, кожух сварной, крышка ролика, сб-172-1.01.07.200, сб-172-1.01.16.200, сб-92-1.01.11.008 (металл), опора ролика, сб-172-1.01.07.100, сб-92-1.01.11.200, сб-92-1а.01.11.200, кольцо в130 гост 13941-68, кронштейн ролика, опора ролика, сб-92-1.01.11.100, основание ролика, ось в сборе, сб-172-1.01.16.000, ось ролика, сб-172-1.01.07.004, сб-92-1.01.11.002, подшипник 7610, 58148z.01.08.200, сб-92-1.01.11.004, подшипник 7312, сб-172-1.01.07.001, ролик без кронштейна и кожуха, сб-172-1.01.07.000-01, сб-92-1.01.11.000, сб-92-1а.01.11.000, ролик без подшипников, ролик в сборе, 01.07.000 (7312), 01.07.001 (7610/7312), 581451.01.08.000, 58146z.01.08.200, сб-92-1а.01.11.004, сб-172-1.01.16.003 Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, и других.
Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, и других.


 Чехлы по выгодной цене, изготовленные из недорогих тканей и материалов, начнут рваться, рваться или сплющиваться уже после одного проекта. По крайней мере, плохие бюджетные покрытия не сохранят краску, позволяя случайным брызгам и каплям испортить вашу работу, когда вы будете раскатывать ее по поверхности. Однако у вас не будет таких проблем с 1/2-дюймовыми ворсовыми валиками Bates.
Чехлы по выгодной цене, изготовленные из недорогих тканей и материалов, начнут рваться, рваться или сплющиваться уже после одного проекта. По крайней мере, плохие бюджетные покрытия не сохранят краску, позволяя случайным брызгам и каплям испортить вашу работу, когда вы будете раскатывать ее по поверхности. Однако у вас не будет таких проблем с 1/2-дюймовыми ворсовыми валиками Bates. Втулка 9-дюймового малярного валика FoamPRO изготовлена из очень прочного пенопласта с ворсом 3/8 дюйма, который удерживает много краски, не матируя, позволяя покрывать гладкие и полугладкие поверхности идеально ровным слоем краски и ноль следов ролика.
Втулка 9-дюймового малярного валика FoamPRO изготовлена из очень прочного пенопласта с ворсом 3/8 дюйма, который удерживает много краски, не матируя, позволяя покрывать гладкие и полугладкие поверхности идеально ровным слоем краски и ноль следов ролика. Многие валики не наносят достаточно краски, чтобы покрыть неровности дерева, или цепляются за шероховатую поверхность. Но с покрытием для валика Wooster Wool 3/4-Inch Nap Roller Cover вы получите удовольствие от профессионально выглядящей работы по покраске даже в этих сложных проектах.
Многие валики не наносят достаточно краски, чтобы покрыть неровности дерева, или цепляются за шероховатую поверхность. Но с покрытием для валика Wooster Wool 3/4-Inch Nap Roller Cover вы получите удовольствие от профессионально выглядящей работы по покраске даже в этих сложных проектах. Один галлон краски покроет около 400 квадратных футов. И всегда тратиться на качественную краску; это стоит того. Они лучше покроют, лучше закончатся, прослужат дольше и облегчат ретушь». Джефф Кук, владелец Handyman Connection of Pensacola
Один галлон краски покроет около 400 квадратных футов. И всегда тратиться на качественную краску; это стоит того. Они лучше покроют, лучше закончатся, прослужат дольше и облегчат ретушь». Джефф Кук, владелец Handyman Connection of Pensacola 4-дюймовый размер идеально подходит для дверей и шкафов, а крышки роликов подходят для любой стандартной 4-дюймовой роликовой рамы. Вы получаете упаковку из шести роликовых чехлов.
4-дюймовый размер идеально подходит для дверей и шкафов, а крышки роликов подходят для любой стандартной 4-дюймовой роликовой рамы. Вы получаете упаковку из шести роликовых чехлов.
 и проще. Этот экстра-мини-роликовый рукав изготовлен из устойчивой к линьке синтетической ткани с ворсом 3/8 дюйма. Он предназначен для нанесения самого гладкого слоя краски на гладкие и полугладкие поверхности, такие как отделка, двери, молдинги, плинтусы или даже небольшие предметы мебели.
и проще. Этот экстра-мини-роликовый рукав изготовлен из устойчивой к линьке синтетической ткани с ворсом 3/8 дюйма. Он предназначен для нанесения самого гладкого слоя краски на гладкие и полугладкие поверхности, такие как отделка, двери, молдинги, плинтусы или даже небольшие предметы мебели. -дюймовая крышка ролика. Этот роликовый рукав изготовлен из трикотажного полиэстера высокой плотности с ворсом 1/2 дюйма, чтобы справиться с самым широким спектром покрасочных ситуаций и любым типом краски.
-дюймовая крышка ролика. Этот роликовый рукав изготовлен из трикотажного полиэстера высокой плотности с ворсом 1/2 дюйма, чтобы справиться с самым широким спектром покрасочных ситуаций и любым типом краски. Очень шероховатые поверхности имеют тенденцию цепляться за малярный валик и рваться, оставляя неровную поверхность и кусочки сброшенного валика, застрявшие в краске. Но этого не произойдет, если вы используете Valspar Stucco, Decks & Masonry Paint Roller Cover.
Очень шероховатые поверхности имеют тенденцию цепляться за малярный валик и рваться, оставляя неровную поверхность и кусочки сброшенного валика, застрявшие в краске. Но этого не произойдет, если вы используете Valspar Stucco, Decks & Masonry Paint Roller Cover. Благодаря этому у меня были идеальные ретуши спустя 12 лет после первоначальной покраски. Когда вы храните небольшое количество краски в большой банке с краской, краска испортится, даже если банка закрыта». Джефф Кук, владелец Handyman Connection of Pensacola
Благодаря этому у меня были идеальные ретуши спустя 12 лет после первоначальной покраски. Когда вы храните небольшое количество краски в большой банке с краской, краска испортится, даже если банка закрыта». Джефф Кук, владелец Handyman Connection of Pensacola
 на Amazon). Но если вам нужна крышка для валика для покраски отделки или других узких поверхностей, то мы рекомендуем 3-дюймовый рукав для валика Wooster Super Doo-Z (см. на Amazon).
на Amazon). Но если вам нужна крышка для валика для покраски отделки или других узких поверхностей, то мы рекомендуем 3-дюймовый рукав для валика Wooster Super Doo-Z (см. на Amazon). .
.
 Вы найдете большие ролики от 12 дюймов до 18 дюймов, но имейте в виду, что эти большие ролики сложнее маневрировать вокруг краев, отделки или оконных рам.
Вы найдете большие ролики от 12 дюймов до 18 дюймов, но имейте в виду, что эти большие ролики сложнее маневрировать вокруг краев, отделки или оконных рам. Она имеет степень в области наук об окружающей среде Университета Западного Вашингтона и по-прежнему увлечена экологически чистыми проектами «сделай сам». Лорен также писала для Earth 911, Forbes Advisor и HuffPost.
Она имеет степень в области наук об окружающей среде Университета Западного Вашингтона и по-прежнему увлечена экологически чистыми проектами «сделай сам». Лорен также писала для Earth 911, Forbes Advisor и HuffPost. Сравните
Сравните Сравните
Сравните
 Но дело в том, что еще со времени работы в Windows продукт AutoCAD показался мне в большей степени графическим редактором, нежели проектировочным.
Но дело в том, что еще со времени работы в Windows продукт AutoCAD показался мне в большей степени графическим редактором, нежели проектировочным. Анализируя отзывы в Сети о различных альтернативных операционных системах, я нашел все важные для меня позитивные качества в Mac OS и решил на собственном опыте убедиться в правдивости того, что пишут в Интернете об этой ОС. И я остался доволен своим выбором!
Анализируя отзывы в Сети о различных альтернативных операционных системах, я нашел все важные для меня позитивные качества в Mac OS и решил на собственном опыте убедиться в правдивости того, что пишут в Интернете об этой ОС. И я остался доволен своим выбором!
 exe через CrossOver произойдет переход в Software Installer — подпрограмму, занимающуюся непосредственно установкой Windows-приложений. На первой странице, называющейся Select Package, следует нажать кнопку Install Unsupported Software…, а затем кнопку Continue.
exe через CrossOver произойдет переход в Software Installer — подпрограмму, занимающуюся непосредственно установкой Windows-приложений. На первой странице, называющейся Select Package, следует нажать кнопку Install Unsupported Software…, а затем кнопку Continue. Лучше предпочесть ее, потому что она самая надежная. В конце следует нажать на Сreate (Создать). В общем, процесс создания новой Bottle займет некоторое время.
Лучше предпочесть ее, потому что она самая надежная. В конце следует нажать на Сreate (Создать). В общем, процесс создания новой Bottle займет некоторое время.


 Редактировать чертежи мне было мало того что удобно — интересно! А чем больше самоотдача в создании проекта, тем выше его качество, которое в результате и определяет сущность работы.
Редактировать чертежи мне было мало того что удобно — интересно! А чем больше самоотдача в создании проекта, тем выше его качество, которое в результате и определяет сущность работы. Доступны две версии — бесплатная SketchUp Make и платная версия с дополнительным функционалом, SketchUp Pro.
Доступны две версии — бесплатная SketchUp Make и платная версия с дополнительным функционалом, SketchUp Pro.
 Он основан на Qt, ведущей кроссплатформенной среде разработки приложений и пользовательского интерфейса.
Он основан на Qt, ведущей кроссплатформенной среде разработки приложений и пользовательского интерфейса.
 Это абсолютно бесплатно для деловых, профессиональных или личных целей.
Это абсолютно бесплатно для деловых, профессиональных или личных целей.

 Ironcad обеспечивает такой уровень свободы дизайна, который сегодня не имеет аналогов в отрасли, где пользователи могут редактировать свой дизайн на любом этапе. IronCAD также предоставляет новую альтернативу сегодняшним системам, основанным только на параметрической истории, предоставляя дополнительные возможности радикально новой трехмерной среды, обеспечивающей непревзойденную простоту использования и превосходную производительность.
Ironcad обеспечивает такой уровень свободы дизайна, который сегодня не имеет аналогов в отрасли, где пользователи могут редактировать свой дизайн на любом этапе. IronCAD также предоставляет новую альтернативу сегодняшним системам, основанным только на параметрической истории, предоставляя дополнительные возможности радикально новой трехмерной среды, обеспечивающей непревзойденную простоту использования и превосходную производительность.

 Vectorworks предлагает 2D, 3D, управление производством и возможности презентаций на всех этапах процесса проектирования.
Vectorworks предлагает 2D, 3D, управление производством и возможности презентаций на всех этапах процесса проектирования. Получайте ключевую информацию, перетаскивайте элементы для создания пайплайнов и многое другое.
Получайте ключевую информацию, перетаскивайте элементы для создания пайплайнов и многое другое. Отбирайте, сортируйте и изменяйте результаты с высокой степенью детализации.
Отбирайте, сортируйте и изменяйте результаты с высокой степенью детализации.