Форма ОС-4 — это акт, который оформляется при выбытии основного средства организации, кроме автотранспорта.
Содержание
Когда используется форма ОС-4
Прекращение эксплуатации зданий и оборудования в ходе работы организации — обычная практика. В процессе работы возникают ситуации, когда ремонт, реставрация или модернизация объекта являются экономически нецелесообразными. В этом случае принимается решение о списании объекта ОС.
Процедура списания непригодного объекта описана в ПБУ 6/01 и ФСБУ 6/2020 «Основные средства». Проводится в несколько этапов:
Созыв специальной комиссии с целью установления факта непригодности здания или оборудования для дальнейшего использования в компании. Комиссия состоит минимум из трех человек, в ее состав обязательно включают материально ответственное за объект лицо. Юридическое лицо вправе пригласить в состав комиссии стороннего эксперта.
Комиссия выносит свое заключение, на основании которого руководитель издает приказ о выбытии основного средства.
Члены комиссии составляют акт о списании.
Документ составляется в двух экземплярах, один из которых остается у лица, ответственного за инспектируемый объект ОС, второй передается в бухгалтерию для отражения факта выбытия в бухгалтерском и налоговом учете. В учете расходы и доходы, возникающие при выбытии основного средства, включаются в состав «прочих» и отражаются на счете 91 в корреспонденции со счетом 01.
На основании акта о списании прекращается начисление амортизации основного средства, и объект не учитывается в целях исчисления налога на имущество.
Правила заполнения формы
В настоящее время нет установленной формы акта о списании основных средств. Допустимо составление документа в произвольной форме, закрепленной в учетной политике организации. На практике компании часто используют унифицированный акт ОС-4, утвержденный постановлением Госкомстата № 7 от 21.01.2003.
Утвержденная упомянутым нормативным актом унифицированная форма ОС-4 состоит из четырех блоков.
Блок 1. Шапка с реквизитами организации. В этот раздел вносятся основные данные о юридическом лице (название, ИНН, КПП), Ф.И.О. материально ответственного лица, реквизиты приказа — основания для списания и причина выбытия ОС.
Блок 2. Представлен в виде таблицы с девятью графами. Раздел содержит основные сведения о списываемом объекте. Заполняются технические характеристики, фактический срок, в течение которого основное средство эксплуатировалось в организации, и данные бухгалтерского учета о первоначальной и остаточной стоимости ОС, а также начисленной амортизации.
Блок 3. Включает в себя информацию о содержании драгоценных материалов в выбывающем основном средстве. Под таблицей заполняется заключение комиссии о возможности выбытия.
Блок 4. Последняя, четвертая, таблица заполняется показателями о затратах и доходах, связанных с выбытием основного средства. В первую половину включаются расходы на демонтаж с указанием подтверждающих первичных документов и бухгалтерских проводок. Во второй половине отражаются доходы от списания ОС. Как правило, это оприходование деталей оборудования в качестве материальных ценностей. Такое поступление отражается по рыночной стоимости ТМЦ.
Заполненный акт по форме ОС-4 в обязательном порядке содержит подписи членов комиссии и визируется руководителем и главным бухгалтером организации.
Вам в помощь образцы, бланки для скачивания
Скачать бланк формы ОС-4 в эксель
Скачать заполненный образец формы ОС-4 в эксель
‘;}
Распечатать
Поделиться
Соловьева Валентина Бухгалтер
В 2008 г. окончила СПбГУ, математико-механический факультет В 2009 Г. окончила экономический факультет СПБГУ с 2008 г работаю в области бухгалтерии с 2015 г — главным бухгалтером Закончила ряд курсов по бухгалтерскому и налоговому учету
Вы можете заказать изготовление металлоконструкций или купить готовую продукцию. Работаем оптом и в розницу. Осуществляем доставку. Данный ресурс не является публичной офертой. Цена изделий уточняется у менеджера по продажам.
Все материалы данного сайта являются объектами авторского права (в том числе дизайн). Запрещается копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя.
Интерфейс проводки PAC OS-4 Подключите новую автомобильную стереосистему и сохраните предупреждающие звуковые сигналы, OnStar®, органы управления задними сиденьями, заводской усилитель и тюнер XM в некоторых автомобилях GM 2006 года выпуска в Crutchfield
Подключите новую автомобильную стереосистему и сохраните безопасность предупредительные звуковые сигналы, OnStar®, органы управления задними сиденьями, заводской усилитель и тюнер XM в некоторых автомобилях GM 2006 года выпуска
Товар №127ОС4
Интерфейс PAC OS-4 позволяет заменить заводскую радиостанцию в некоторых автомобилях GM 2006 года выпуска на премиальную или Bose®…
Делает это
Поместиться твоя машина?
Найдите что
Подходит
ваш автомобиль
Удалить
Проверка посадки. ..
Интерфейс проводки PAC OS-4 — передний
Интерфейс проводки PAC OS-4
Интерфейс проводки PAC OS-4
Интерфейс проводки PAC OS-4
Интерфейс проводки PAC OS-4
Интерфейс проводки PAC OS-4
Интерфейс PAC OS-4 позволяет заменить заводскую радиостанцию в некоторых автомобилях GM 2006 года выпуска на премиальную или Bose®…
Товар, снятый с производства
1 вопрос
— 3 ответа
Товар №127ОС4
Обзор
Отзывы
Подробности
Аксессуары
Вопросы и ответы
Статьи
Я буду делать все возможное, чтобы делать видео полезными и интересными.
Я помешан на камерах с детства. Я действительно увлекся этим в возрасте 12 лет, когда у меня появилась 35-мм камера Pentax K1000. Мой отец тоже помешан на фото, и у нас был доступ в фотолабораторию. С тех пор я с удовольствием пробую новые камеры, объективы и фототехнику. Работая здесь, в Кратчфилде, я имею дело со всем новым и крутым оборудованием для камер, до которого только могу дотянуться.
Я также увлекаюсь аудио, от автомобильной аудиосистемы до домашней аудиосистемы и наушников. Я меломан, и для меня открытием стало то, что я обнаружил, насколько больше могут быть музыкальные записи, если слушать их на высококачественном оборудовании. Это опыт, который я стараюсь передавать другим как можно чаще. Я искренне верю, что наличие качественной экипировки в машине или дома действительно может обогатить вашу жизнь.
Я начал заниматься видео в самом начале своей карьеры в Кратчфилде, когда я был копирайтером для автомобильных аудиосистем. В те дни наша видеопрограмма только начинала свою работу, и многие из нас включались, когда позволяли наши обязанности по написанию и редактированию. Сегодня у нас есть специальная команда, которая снимает сотни видеороликов в год, в том числе освещает продукты и линейки продуктов, видеоролики с практическими рекомендациями, видеоролики, которые проливают свет на нашу компанию, и заканчивают все, что между ними. Я горжусь тем, что являюсь частью этой команды и частью работы, которую мы делаем.
Моя работа доставляет массу удовольствия, потому что я играю со всеми классными вещами, которые вы видите на нашем веб-сайте, пока я снимаю видео. Практическое знакомство с оборудованием помогает мне понять, что я должен показать вам о продукте, и я смотрю на наши видео как на способ поговорить с вами, когда вы обдумываете покупку. Если я хорошо справляюсь со своей работой, вы должны выйти из видео Кратчфилда, поняв, почему вы хотите — или не хотите — этот продукт. В конце концов, это должно быть что-то, что вам нравится.
Подробнее о Zak
Начал работать в компании Crutchfield в 2007 г.
Начинал в качестве копирайтера на Crutchfield.com, прежде чем взять на себя роль координатора видеопроизводства, которая включает чередование подготовительных работ, выступая в качестве резервного продюсера во время съемки, публикации, SEO-исследования и долгосрочное планирование
Ежегодно посещает десятки обучающих мероприятий для поставщиков
По состоянию на 2019 год участвовал в восьми конвенциях CES в качестве представителя компании Crutchfield
Присутствовал на конференции NAB Post-Production World для профессионалов в области видео.
Фотограф, бас-гитарист, садовник, и он делает свой собственный острый соус
Еще от Зака Биллмайера
Что такое заводские звуковые процессоры?
Видео: изнутри отдела исследования продукции компании Crutchfield
Установите собственную автомобильную стереосистему с помощью Crutchfield
Интерфейс PAC OS-4 позволяет заменить заводское радио в некоторых автомобилях GM 2006 года выпуска на аудиосистемы премиум-класса или Bose®, сохраняя при этом использование OnStar®, все заводские предупреждающие звуковые сигналы и звуковые указатели поворота. Вы также сохраните использование установленного на заводе спутникового радио XM, а также аудиосистемы 5.1 в оборудованных автомобилях Cadillac. Гарантия: 1 год.
ПРОЧИТАЙТЕ
Интерфейс PAC OS-4 позволяет заменить заводское радио в некоторых автомобилях GM 2006 года выпуска аудиосистемами премиум-класса или Bose®, сохраняя при этом использование OnStar®, всех заводских звуковых сигналов и звуковых указателей поворота. Вы также сохраните использование установленного на заводе спутникового радио XM, а также аудиосистемы 5.1 в оборудованных автомобилях Cadillac. Гарантия: 1 год.
Введите информацию о своем автомобиле или позвоните консультанту по телефону 1-888-955-6000, чтобы узнать, будет ли этот интерфейс работать с вашим автомобилем.
МЕНЬШЕ ЧИТАТЬ
Комплектация:
PAC OS-4 Wiring Interface Руководство пользователя
OS-4 GM LAN OnStar Retention Radio Сменный интерфейс
Антенна CM-X Chime
B-BA2A адаптер (9,5″)
Жгут проводов OS-NAV (8,5″)
Жгут проводов OS-GMLAN29 (9.5″)
Жгут проводов OS-RADPWRAUDIO
Жгут проводов с центральными/дополнительными штекерами RCA (31″)
Инструкции по установке
ПТР №ОС-4
Загрузка обзоров…
Обзоры проводного интерфейса PAC OS-4
Средний обзор:
11 отзывов
Спасибо за отзыв
Большинство отзывов обрабатываются и публикуются в течение 5 рабочих дней. После публикации отзыва вы получите электронное письмо с подтверждением.
Спасибо за отзыв!
Ваш отзыв появится в течение недели.
Фильтр по рейтингу
Фотографии клиентов
Сортировка отзывов
Проверенный клиент (Что это?)
Проверенный отзыв сотрудника (Что это?)
Плюсы:
Минусы:
Полезно?
<< >>
Подробности
Исследовано Стейси Б. из Crutchfield.
Исследование продукта
Особенности
Обзор: PAC OS-4 позволяет вам заменить заводскую радиостанцию вашего автомобиля на модернизированную радиостанцию послепродажного обслуживания. Он легко взаимодействует с компьютерной шиной данных автомобиля. Интерфейс будет поддерживать работу системы OnStar в автомобилях с аудиосистемами Bose, аудиосистемами с усилителем и системами без усилителей. OS-4 имеет встроенную коммутацию, которая позволяет звук из системы OnStar для воспроизведения через два передних заводских динамика. Все предупреждающие звуковые сигналы, звуковые сигналы поворота, Bluetooth и система помощи при парковке сзади автомобиля (при наличии) будут отключены. сохраняется.
Совместимость: OS-4 совместим со следующими автомобилями General Motors (as of 1/4/2012):
Crutchfield Car Selector для совместимости с вашим автомобилем.
Примечания по совместимости: При установке OS-4 применяются следующие условия:
OS-4 сохранит использование заводского приемника XM. Для этой функции должны присутствовать заводские элементы управления RSE (развлекательная система для пассажиров задних сидений).
Этот интерфейс можно использовать для подключения к усилителю Bose даже если на транспортном средстве нет OnStar.
Интерфейс будет работать в аудиосистемах с усилителем или без усилителя.
Этот интерфейс сохраняет аудиосистему 5.1 в оборудованных автомобилях Cadillac.
Встроенная схема Smart Mute будет воспроизводить OnStar через передние динамики и позволит аудиоразъемам RSE продолжать воспроизводить источник звука, выбранный элементами управления RSE.
Дополнительный удерживающий ремень RSE: Удерживающий ремень GMRSAV RSE жгут (120GMRSAV, продается отдельно) позволяет сохранить развлекательную систему для пассажиров задних сидений. выбрать автомобили GM. GMRSAV обеспечивает аудио/видео вход на заводе потолочный видеоэкран с вашего нового вторичного радиоприемника и обеспечивает аудио/видео выход с панели управления задним сиденьем на послепродажную головку Ед. изм.
Загрузка аксессуаров…
1 вопрос уже задан
А
Регулировки нет. Я закрепил звуковой сигнал под приборной панелью ровно настолько, чтобы его не было видно. Мне помогло, теперь я хорошо слышу
[MARCUS R 02 июня 2014 ]
A
Этот жгут был предназначен для использования с установленным заводским усилителем, если вы сняли заводской усилитель (а не головное радиоустройство, или в вашем автомобиле его не было, вам придется использовать выходные соединения громкоговорителей вместо соединений линейного уровня. для питания заводского усилителя. Кроме того, вам, возможно, придется проконсультироваться с PAC напрямую, поскольку Crutchfield не предлагает всю линейку PAC, и мне пришлось покупать необходимый мне комплект напрямую у PAC. Удачи.
[Пол, 02 июня 2014 г.]
А
Вы неправильно установили усиленное и неусиленное соединение на основном модуле. Вероятно, вам нужно переместить вилку. Это сбивает с толку, но вы получаете уровни выхода предварительного усилителя вместо полной секции усилителя в головном устройстве. Вы можете поменять их местами, но сначала прочитайте инструкцию еще раз.
[УИЛЬЯМ 01 июня 2014 ]
Загрузка статей…
ТОП
Сравните звук
SpeakerCompare ™
Запатентованная технология Virtual Audio ™
Технология Virtual Audio позволяет сравнивать звуковые характеристики динамиков, чтобы вы могли принять более обоснованное решение о покупке.
Для начала
Выберите марку наушников ниже.
Модель
Пожалуйста, отключите активное шумоподавление для достижения наилучших результатов.
Не видите свои наушники? Возьмите напрокат комплект для прослушивания
SpeakerCompare ™ защищен патентами и патентными заявками, принадлежащими Crutchfield Corporation.
SpeakerCompare ™
Запатентованная технология Virtual Audio ™
Прослушивание динамиков перед покупкой
SpeakerCompare имитирует звук домашних и автомобильных динамиков через наушники. Он позволяет сравнивать звуковые характеристики разных динамиков, чтобы вы могли принять более обоснованное решение о покупке.
Для начала
Выберите марку наушников в правом столбце. Если ваших наушников нет в списке, мы рекомендуем использовать наш комплект для прослушивания.
SpeakerCompare ™ защищен патентами и патентными заявками, принадлежащими Crutchfield Corporation.
ДинамикСравнить ™
РАВНО СИЛА
РАВНО VOLUME
Что слушать
Примечания к треку
Пожалуйста, отключите активное шумоподавление для достижения наилучших результатов.
Мы здесь, чтобы помочь
Чтобы получить бесплатную персональную консультацию, позвоните по телефону 1-888-291-8923. Наши консультанты прослушали большинство динамиков, которые мы продаем, и могут помочь вам сделать лучший выбор для вашей системы.
Мы будем рады узнать ваше мнение
Выберите наушники
Модель
Пожалуйста, отключите активное шумоподавление для достижения наилучших результатов.
Не видите свои наушники? Возьмите наш комплект для прослушивания напрокат
Выберите трек, чтобы начать прослушивание
Динамики Audition перед покупкой
SpeakerCompare имитирует звук домашних и автомобильных динамиков через наушники. Он позволяет сравнивать звуковые характеристики разных динамиков, чтобы вы могли принять более обоснованное решение о покупке.
Почему важно выбирать наушники
SpeakerCompare адаптирует ваши впечатления от прослушивания именно к тем наушникам, которые у вас есть, так что то, что вы слышите, сравнимо с прослушиванием динамиков рядом друг с другом. Знание того, какую модель наушников вы используете, позволяет нам удалить любую звуковую окраску из вашего опыта.
Два разных режима прослушивания
В реальной комнате для прослушивания вы обнаружите, что одни колонки играют громче, чем другие, при одинаковой мощности. В режим равной мощности , вы услышите эти различия в громкости, поскольку они естественным образом возникают между динамиками.
В режиме равной громкости мы сделали громкость каждого динамика примерно одинаковой. Это дает вам более прямое сравнение тонких различий в голосовых связях между говорящими.
Ничто не сравнится с прослушиванием динамиков в вашем помещении
Функция SpeakerCompare дает вам представление о звуковых различиях. Но на производительность в реальном мире влияет акустика вашего автомобиля или дома, выбранное вами усиление и исходный материал. Мы по-прежнему считаем, что золотым стандартом для прослушивания спикеров является прослушивание их в вашей собственной среде, поэтому мы предлагаем 60-дневную гарантию возврата денег.
Наш комплект для прослушивания
Чтобы помочь вам выбрать правильные динамики, мы рекомендуем использовать комплект для прослушивания SpeakerCompare от Crutchfield. Он включает в себя пару наушников студийного качества, руководство по получению максимальной отдачи от сеанса и несколько других необходимых предметов. Мы тщательно отобрали компоненты этого комплекта, чтобы обеспечить кристально чистое звучание. Он доступен за номинальную арендную плату и включает товарный кредит Crutchfield на 25 долларов.
Запросить комплект
Оцените свой опыт работы с SpeakerCompare
Спасибо за ваш отзыв!
Мы будем рады узнать ваше мнение
Оцените свой опыт работы с SpeakerCompare ™
Больше не показывать
Спасибо за ваш отзыв!
ОС-1,ОС-3,ОС-4-Компьютерный музей
Главная >
Исторические компьютеры в Японии >
ОС офисного компьютера >
ОС-1,ОС-3,ОС-4
NEC назвала недавно разработанные операционные системы для офисных компьютеров OS-3, OS-4 и OS-1. Число, добавленное к названиям операционных систем, относилось к основному блоку памяти: 3 — для барабанной памяти, 4 — для дисков и 1 — для гибких дисков. Операционные системы были установлены и отправлены на офисные компьютеры NEAC System 100G и 100H, которые были улучшенными преемниками NEAC System 100, начиная с 19 августа.75.
В апреле 1976 года NEC установила и поставила операционные системы на офисные компьютеры NEAC System 100E и 100F (младшие модели 100G и 100H), которые были первыми домашними машинами, оснащенными 16-битным процессором LSI и периферийной схемой управления LSI. NEAC System 100E и 100F стандартно оснащались ЭЛТ-дисплеями вместо принтеров, используемых в более старых моделях, что делало их первыми настольными офисными компьютерами в Японии. Хотя CRT был небольшим, всего 40 символов в ширину и 16 строк в высоту, он предлагал совершенно новый уровень работоспособности по сравнению с предыдущими компьютерами. ЭЛТ и клавиатура работали синхронно, и это позволяло не только вводить команды на компьютер и отображать сообщения с компьютера; они заменили обычную комбинацию клавиатуры и принтера для ввода и отображения данных в деловых и административных процессах.
100E и 100F могли использовать COBOL как язык для разработки приложений. Версия COBOL называлась COBOL4 и соответствовала стандарту JIS Level 1 COBOL. Хотя это была довольно примитивная версия, наличие COBOL в качестве языка разработки офисных компьютеров было новаторским.
Рисунок 1: Стандарт языка COBOL4
В ОС-4 было три режима обработки в соответствии с форматом выполнения программы.
Пакетная обработка — OS-4 была оснащена JCL для обеспечения последовательного выполнения программ.
Обработка запроса — в этом режиме обработки операционная система приостанавливала выполнение текущей пакетной программы и запускала и выполняла программу с более высоким приоритетом через прерывание; когда программа прерывания завершится, приостановленная пакетная программа возобновится.
Многозадачная обработка. В многозадачных системах, поставки которых начались в декабре 1977 г. и которые могли подключаться к восьми станциям (станциям для пишущих машинок или станциям отображения), операционная система в этом режиме обработки могла выполнять до девяти задач последовательно, с до восьми задач, таких как выставление счетов или другие бизнес-процессы, выполняемых на переднем плане, и одной пакетной задачи, работающей в фоновом режиме.
дизельный 4-тактный двигатель 1005 куб. см, цилиндров: 3
мощность: 17.65 кВт / 24 л.с.
бесступенчатая автоматическая трансмиссия
круиз-контроль
гидроусилитель руля
гидравлический выход
поддержка навесного оборудования сзади
Средний рейтинг Shibaura SX24 HST — 5
Всего известно о 1 отзывах о Shibaura SX24 HST
Ищете положительные и негативные отзывы о Shibaura SX24 HST?
Из 11 источников мы собрали 1 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Shibaura SX24 HST выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Shibaura SX24 HST, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Shibaura SX24 HST
Отзывы про Shibaura SX24 HST
Информация об отзывах обновлена на 22. 11.2022
Написать отзыв
Яромеев Антон, 29.06.2017
Комментарий: Приобрел себе такой трактор когда мне перестало хватать мощности моего 500 кубового, и не пожалел. Из этого мощь так и прет! Но зато благодаря гидроусилке управляется он прекрасно даже на зыбком грунте. Хоть и мощность 24 л.с. это не очень много, но для мини трактора весом менее 700кг этого достаточно.
Ищете положительные и негативные отзывы о Shibaura ST333 HST?
Из 11 источников мы собрали 1 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки Shibaura ST333 HST выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о Shibaura ST333 HST, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по Shibaura ST333 HST
Отзывы про Shibaura ST333 HST
Информация об отзывах обновлена на 22. 11.2022
Написать отзыв
Решетилов Василий, 05.08.2017
Комментарий: Пo paботе встал вопрос с выбором многофункционального трактора. Облазил весь интернет, перечитал кучу описаний и отзывов. Я выбирал между 3 моделями. Остановился на этом тракторе. Нравится в управлении. не шумит. Очень легко маневрировать на участке, гидроусилитель руля работает как положено. Опробован на нескольких объектах серьезной нагрузкой, могу сказать что серьезных проблем не увидел.
Подробные характеристики
Общие характеристики
Тип
мини-трактор
Фары и огни
передние, задние и габаритные
Двигатель
Тип двигателя
дизельный, четырехтактный, цилиндров: 3
Производитель и модель двигателя
Shibaura N843
Объем двигателя
1496 куб. см
Мощность двигателя
33 л.с.
Тип охлаждения двигателя
водяное
Электростартер
есть
Трансмиссия и привод
Тип привода
полный
Тип трансмиссии
бесступенчатая автоматическая
Минимальный радиус поворота
276 см
Максимальная скорость движения
25.5 км/ч вперед
Дополнительное оснащение
Круиз-контроль
есть
Гидроусилитель руля
есть
Регулировка сиденья
есть
Индикатор топлива или заряда аккумулятора
есть
Навесное и прицепное оборудование
Гидравлический выход
есть
Поддержка прицепного оборудования
есть
Поддержка навесного оборудования (вал отбора мощности)
есть
Тип крепления навесного оборудования
трехточечное
Максимальная грузоподъемность навесного механизма
0. 873 кг
Габариты и масса
Размер задних колес
25×14″
Размер передних колес
14×7″
Колесная база
1100 мм
Габариты, ДхШхВ
2825х1345х2490 мм
Масса
1100 кг
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Производители
Cub Cadet18
Скаут17
MTD14
Rossel6
McCULLOCH5
Беларус5
Husqvarna5
Файтер4
Кентавр3
STIGA3
TYM Тractors2
Weed Eater2
Xingtai2
Profi2
Shibaura2
Митракс2
MasterYard2
Jinma2
Gianni Ferrari1
SNAPPER1
Чувашпиллер1
Honda1
Уралец1
AL-KO1
Показать еще
Обзоры
Shibaura — TractorByNet.
com Обзоры
Shibaura — TractorByNet.com
Главная >
Шибаура
В нашей базе 77 моделей Shibaura. Выберите модель ниже, чтобы просмотреть подробные обзоры, характеристики, фотографии и информация.
Фильтр:
Все модели (77)
|
Текущие модели (11)
|
Модели, снятые с производства (66)
Садовые и садовые тракторы
SPX2146
SPX2452
Subcompact Tractors
Under 25 HP Tractors
D23F
SD1400A
SD1500A0
SD1643
SD1800
2
4 SD10031
SD1840
SD1843
SD2000
SD2003
SD2043
SD2203
SD2240
SD2243
SD2403
SE2540
SL1603
9 SL0031
ST318
ST321
ST324
SU1100
SU1140
SU1301
SU1341
SU1500
SU1540
SX21
Тракторы 25-50 л. с.
9
0022
D28F
S435
S445
SD2200
SD2600
SD2603
SD2604
SD2640
SD2643
SD2803
SD2843
SD3000
6 SD33203 9003
024
SD3243
SD3903
SD3943
SD4000
SD4003
SD4043
SD4603
SD4643
SD 5040T
SE4000
SE5306
SE5346
SE6300
44440026 SE6340
SE7300
SE7300T
SE7340
SE7340T
SE7900
SE7940
SE8300
SE8305
SE8340
ST330
ST329
ST333
6 ST40031
ST445
50-100 HP Tractors
100-200 HP Tractors
SF1000T
SF1040T
Не нашли нужную модель?
Нажмите здесь, чтобы предложить новую модель в нашу базу данных.
Вернуться к началу
сообщить об этом объявлении
Шибаура
Дом
Ферма
Шибаура
Shibaura была основана в 1950 году как совместное предприятие компаний Toshiba и Ishikawajima Harima Industries (IHI). Компания начала с производства двигателей и садовых тракторов, а в 1961 году начала производство компактных тракторов. Шибаура построил несколько моделей компактных тракторов для Ford-New Holland.
Сортировка по модели Сортировать по году Сортировать по мощности Сортировать по фабрике
Ящик инструментальный 40 x 18,4 x 18,4 см ESSENTIAL TB пластиковый замок Stanley STST1-75517
Доставка по Украине
532. 43 грн
Купить
Vizborn
Ящик Для Инструментов (406 x 205 x 195 мм) «Essential» STANLEY STST1-75517
На складе
Доставка по Украине
по 574 грн
от 2 продавцов
574 грн
Купить
ООО «ВЕГА КОМФОРТ»
Ящик Для Инструментов (320 х 188 х 132 мм) «Essential» STANLEY STST1-75515
На складе
Доставка по Украине
по 436 грн
от 2 продавцов
436 грн
Купить
ООО «ВЕГА КОМФОРТ»
Смотрите также
Ящик большого объема ESSENTIAL CHEST, размеры 665x404x344 мм, с колесами STANLEY STST1-80150
Доставка по Украине
3 102 — 3 341.84 грн
от 3 продавцов
3 199 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 480х250х250 мм STANLEY STST1-75520
Доставка по Украине
791 — 870.24 грн
от 4 продавцов
849 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 320x188x132 мм (12. 5) STANLEY STST1-75514
Доставка по Украине
443 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 400x184x184 мм STANLEY STST1-75517
Доставка по Украине
532 грн
Купить
Интернет-магазин VolynTools
Ящик ESSENTIAL, размеры 406x205x195 мм STANLEY STST1-75518
Доставка по Украине
708 грн
Купить
Интернет-магазин VolynTools
Ящик для інструментів Stanley ESSENTIAL CHEST 665x404x344 мм (STST1-80150)
Доставка из г. Киев
3 342 грн
Купить
Santel
Ящик для інструментів STANLEY ESSENTIAL пластиковий 16″ STST1-75518
Доставка из г. Киев
708 грн
Купить
Santel
Ящик для інструментів STANLEY ESSENTIAL пластиковий 16″ STST1-75517
Доставка из г. Киев
532 грн
Купить
Santel
Ящик инструментальный 19″ Jumbo Stanley 1-92-906
Доставка по Украине
1 155.14 грн
924.11 грн
Купить
Vizborn
Ящик для інструментів STANLEY ESSENTIAL 316x156x128 мм, 12. 5″ STST1-75514
Доставка из г. Киев
443 грн
Купить
Santel
Ящик для інструменту Stanley «Jumbo», 19 д, 48,6 см, арт. 1-92-906
Доставка по Украине
930 грн
Купить
Stanley-ua
Ящик ESSENTIAL, размеры 406x205x195 мм STANLEY STST1-75518
Доставка по Украине
708 грн
Купить
KITKEY
Ящик большого объема ESSENTIAL CHEST, с колесами STANLEY STST1-80150
Доставка по Украине
3 342 грн
Купить
KITKEY
Ящик инструментальный 19″ Stanley 1-79-217
На складе в г. Киев
Доставка по Украине
1 434.70 грн
1 219.50 грн
Купить
ZEtool строительный инструмент
Ящик для инструментов STANLEY: общая ширина 19 1/4 дюйма, общая ширина 10 1/4 дюйма, общая высота 9 3/4 дюйма, запирается на замок — 19YU44|019151M
СТЭНЛИ
Вещь # 19Ю44
производитель Модель #
019151М
UNSPSC #
24112401
№ страницы каталога
750
750
Страна происхождения
США.
Страна происхождения может быть изменена.
Пластиковые ящики для инструментов имеют глубокий корпус для хранения инструментов и верхнюю ручку для переноски ящика между местами. Их откидная верхняя часть открывается для доступа к инструментам для загрузки и выгрузки. Они весят меньше, чем металлические ящики аналогичного размера, что упрощает транспортировку. Они не вмятины и не ржавеют, и у них нет острых углов, которые могли бы выдолбить или поцарапать поверхность.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
СТЭНЛИ
Вещь # 19Ю44
производитель Модель #
019151М
UNSPSC #
24112401
№ страницы каталога
750
750
Страна происхождения
США.
Страна происхождения может быть изменена.
Пластиковые ящики для инструментов имеют глубокий корпус для хранения инструментов и верхнюю ручку для переноски ящика между местами. Их откидная верхняя часть открывается для доступа к инструментам для загрузки и выгрузки. Они весят меньше, чем металлические ящики аналогичного размера, что упрощает транспортировку. Они не вмятины и не ржавеют, и у них нет острых углов, которые могли бы выдолбить или поцарапать поверхность.
Стэнли 19-1500 | Вакуумные фильтры
Рассчитывайте на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда вы заказываете Stanley 19-1500 в Zoro.
Рекомендуемый продукт
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Магазин Стэнли 19-1500
Одноразовый фильтр-мешок, 3 шт. , влажный пылесос
Посмотреть полную информацию о продукте
$18,78
Одноразовый фильтр-мешок, 3 шт., влажный пылесос
Посмотреть полную информацию о продукте
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Многоразовый фильтр из синей ткани, с зажимным кольцом
Посмотреть полную информацию о продукте
Поролоновый фильтр для Stanley, влажный/сухой пылесос
Посмотреть полную информацию о продукте
$11,44
Поролоновый фильтр для Stanley, влажный/сухой пылесос
Портативный вакуумный магазин, Источник питания вакуума Проводной, Стандартный тип вакуумной фильтрации, Тип вакуумного захвата влажный/сухой, Вакуумный воздушный поток 50 куб. Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
Посмотреть полную информацию о продукте
$116,81
Портативный вакуумный магазин, Источник питания вакуума Проводной, Стандартный тип вакуумной фильтрации, Тип вакуумного захвата влажный/сухой, Вакуумный воздушный поток 50 куб. Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
Станок распиловочный ЗУБР СРЦ-254 предназначен для большинства работ по дереву: продольного, наклонного, косого и комбинированного распила. Применяется в деревообрабатывающей промышленности, мебельном производстве. Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания.
Преимущества
Мощный двигатель обеспечивает производительный рез высокого качества
Прочный пластиковый корпус
Эффективный отвод стружки из зоны резания, за счёт заборного патрубка в верхнем кожухе диска
Безопасное хранение всех принадлежностей прямо на корпусе
Регулируемая продольная направляющая с надёжной системой фиксации
Электромагнитный выключатель с защитой от случайного включения
Восстанавливаемый термопредохранитель
Стальной рабочий стол
Справочная информация
Всего в остатке по складам:
1 шт.
Доступно к заказу в интернет магазине:
1 шт.
Минимальная партия:
1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Станок распиловочный ЗУБР СРЦ-254 предназначен для большинства работ по дереву: продольного, наклонного, косого и комбинированного распила. Применяется в деревообрабатывающей промышленности, мебельном производстве. Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания.
Преимущества
Мощный двигатель обеспечивает производительный рез высокого качества
Прочный пластиковый корпус
Эффективный отвод стружки из зоны резания, за счёт заборного патрубка в верхнем кожухе диска
Безопасное хранение всех принадлежностей прямо на корпусе
Регулируемая продольная направляющая с надёжной системой фиксации
Электромагнитный выключатель с защитой от случайного включения
Восстанавливаемый термопредохранитель
Стальной рабочий стол
Характеристики станка распиловочного Зубр СРЦ-254
Измерено в Шукур в упаковке
Вес, брутто
22 кг
Длина
74. 00 см
Ширина
62.00 см
Высота
33.00 см
Где купить станке распиловочном СРЦ-254
Наличие станка распиловочного Зубр СРЦ-254 приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Магазин
Количество, шт
Основной склад Склад-магазин на Рыбинской 25Ц
0 шт
Склад-магазин на 1-й пр. Рождественского 3Б
0 шт
Магазин на Рыбинской 25М
0 шт
Магазин с. Солянка, ул. Каспийская, д. 2А
0 шт
Магазин на Рыбинской 19в
0 шт
Магазин на Аксакова 7 Б
0 шт
Магазин с. Карагали, ул. Зеленая д.22/4
0 шт
Магазин на Соликамской 74
1 шт
Остаток всего
1
В резерве
0
ссылка на страницу с контактами, адресами и схемой расположения магазинов
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить станке распиловочном СРЦ-254
Чтобы купить станке распиловочном Зубр СРЦ-254 необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Ошибка № 922369: javamail: FTBFS на Buster/Sid
Источник: javamail
Серьезность: серьезный
Теги не указаны
Обоснование: не удается собрать из исходников
Вы также можете увидеть тот же сбой сборки из воспроизводимых сборок.
усилия проектов.
https://tests.reproducible-builds.org/debian/rb-pkg/unstable/amd64/javamail.html
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/index-all.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses-index. html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allpackages-index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/deprecated-list.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Создание /usr/src/packages/BUILD/mail/target/apidocs/index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/overview-summary.html...
[ 254s] Генерация /usr/src/packages/BUILD/mail/target/apidocs/help-doc.html...
[ 254 с] 1 ошибка
[ 254 с] 1 предупреждение
[ 254с] [[1;34минИНФО[м]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mПропуск распространения JavaMail API[m
[ 254s] [[1;34mINFO[m] Этот проект был забанен в сборке из-за
предыдущие неудачи.
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mReactor Сводка для распространения JavaMail API
1. 6.2:[м
[ 254с] [[1;34минИНФО[м]
[ 254s] [[1;34mINFO[m] Распределение JavaMail API ......................
[1;32 м УСПЕХ [м [ 2,080 с]
[ 254s] [[1;34mINFO[m] JavaMail API ...................................... ..
[1;31mFAILURE[м [ 21,766 с]
[ 254s] [[1;34mINFO[m] JavaMail API (без провайдеров) ........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JAR JavaMail API ......................................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] smtp-провайдер JavaMail API .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поставщик imap API JavaMail .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API Gmail IMAP-провайдер ...................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API pop3-поставщик ......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поддержка dsn API JavaMail .......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Обработчик протоколирования JavaMail API .......................
[1;33мПРОПУСК[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1;31mBUILD FAILURE[m]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254 с] [[1;34 мИНФО[м] Общее время: 24,522 с
[ 254s] [[1;34mINFO[m] Завершено в: 2019-02-15T04:59:59Z
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;31mERROR[m] Не удалось выполнить цель
[32morg. apache.maven.plugins:maven-javadoc-plugin:3.0.1:jar[m
[1m(default-cli)[m в проекте [36mjavax.mail[m: [1;31mMavenReportException:
Ошибка при создании Javadoc: [m
[ 254s] [[1;31mERROR[m] [1;31mКод выхода: 1 - javadoc: ошибка - код
в документации используются модули, но пакеты, определенные в
https://docs.oracle.com/javase/7/docs/api/ находятся в безымянном модуле.[m
[ 254с] [[1;31мОШИБКА[м]
[1;31m/usr/src/packages/BUILD/mail/src/main/java/com/sun/mail/util/package.html:60:
предупреждение - Тег @link: ссылка не найдена: java.util.logging[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mКомандная строка была:
/usr/lib/jvm/java-11-openjdk-amd64/bin/javadoc @options @argfile[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mОбращайтесь к сгенерированным файлам Javadoc в
'/usr/src/packages/BUILD/mail/target/apidocs' каталог [m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] -> [1m[Справка 1][m
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Чтобы увидеть полную трассировку стека ошибок, перезапустите
Maven с переключателем [1m-e[m].
[ 254s] [[1;31mERROR[m] Перезапустите Maven, используя переключатель [1m-X[m], чтобы включить полный
журнала отладки.
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Для получения дополнительной информации об ошибках и возможных
решения, пожалуйста, прочитайте следующие статьи:
[ 254s] [[1;31mERROR[m] [1m[Справка 1][m
http://cwiki.apache.org/confluence/display/MAVEN/MojoExecutionException
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] После устранения проблем можно возобновить
построить с помощью команды
[ 254s] [[1;31mERROR[m] [1mmvn <цели> -rf :javax.mail[m
[ 255s] dh_auto_build: /usr/lib/jvm/default-java/bin/java -noverify -cp
/usr/share/maven/boot/plexus-classworlds-2.x.jar -Dmaven.home=/usr/share/maven
-Dmaven.multiModuleProjectDirectory=/usr/src/packages/BUILD
-Dclassworlds.conf=/etc/maven/m2-debian.conf
-Dproperties.file.manual=/usr/src/packages/BUILD/debian/maven.properties
org.codehaus.plexus.classworlds.launcher.Launcher
-s/etc/maven/settings-debian.xml -Ddebian.dir=/usr/src/packages/BUILD/debian
-Dmaven. repo.local=/usr/src/packages/BUILD/debian/maven-repo пакет
javadoc:jar javadoc:aggregate -DskipTests -Dnotimestamp=true -Dlocale=en_US
вернул код выхода 1
[ 255s] make: *** [debian/rules:6: build] Ошибка 1
[ 255s] dpkg-buildpackage: ошибка: подпроцесс сборки debian/rules вернул выход
статус 2
[ 255 с]
-- Системная информация:
Выпуск Debian: buster/sid
APT предпочитает тестирование
Политика APT: (900, «тестирование»), (500, «нестабильный»), (1, «экспериментальный»)
Архитектура: amd64 (x86_64)
Зарубежные архитектуры: i386
Ядро: Linux 4.19.0-3-amd64 (SMP с 8 ядрами ЦП)
Флаги заражения ядра: TAINT_USER, TAINT_WARN.
Регион: LANG=en_US.UTF-8, LC_CTYPE=en_US.UTF-8 (charmap=UTF-8), LANGUAGE=en_US
(charmap=UTF-8)
Оболочка: /bin/sh связана с /bin/dash
Инициализация: systemd (через /run/systemd/system)
LSM: AppArmor: включен
Не удалось собрать авогадролибы на openSUSE E: lto-no-text-in-archive — Support
andythe_great
#1
Здравствуйте,
Я пытаюсь получить авогадролибы для сборки на openSUSE Tumbleweed. Гитхаб
OpenChemistry/авогадролибс
Библиотеки
Avogadro обеспечивают 3D-рендеринг, визуализацию, анализ и обработку данных, полезных в вычислительной химии, молекулярном моделировании, биоинформатике, материаловедении и смежных областях. — О…
Я столкнулся с проблемой при сборке с помощью cmake с компилятором gcc.
Я сталкиваюсь с несколькими ошибками, говорящими E: lto-no-text-in-archive cmake, дайте подсказку: этот архив не содержит непустой секции .text. Архив не был создан с параметром -ffat-lto-objects.
Я добавил %global _lto_cflags %%{_lto_cflags} -ffat-lto-objects в cmake, которые исправляют ошибку. Однако сопровождающий пакета не примет это, поскольку на самом деле это не исправление.
Я смотрю на какой-то другой проект с похожей проблемой, такой как github. com
# --*- Автоконф --*-
# Обработайте этот файл с помощью autoconf для создания скрипта конфигурации.
AC_PREREQ(2.61)
#
# Номер версии 0MQ извлекается из include/zmq.h с помощью
# скрипт version.sh. Следовательно, он должен быть обновлен там.
# Версия в git должна отражать *следующую* запланированную версию.
#
AC_INIT([zeromq],[m4_esyscmd([./version.sh])],[[email protected]])
AC_CONFIG_AUX_DIR(конфигурация)
AC_CONFIG_MACRO_DIR (конфигурация)
AC_CONFIG_HEADERS([источник/платформа.hpp])
AM_INIT_AUTOMAKE (внешние подпапки-объекты tar-ustar dist-zip)
# Разрешить «configure --disable-maintainer-mode», чтобы отключить проверку временных меток
AM_MAINTAINER_MODE([включить])
m4_pattern_allow([AC_PROG_CC_C99])
m4_include([m4/ax_check_compile_flag.m4])
m4_include([m4/ax_cxx_compile_stdcxx_11.m4])
Этот файл был усечен. показать оригинал
К которому они добавляют флаг -ffat-lto-objects. Возможно, придется добавить -ffat-lto-objects и в авогадролибы.
Как производят конструктор «Lego». — Как это сделано, как это работает, как это устроено — LiveJournal
Сегодня мы отправимся в город Биллунд в Дании, чтобы посетить завод который производит всемирно известный конструктор LEGO. Посмотрим процесс производства изнутри, и проследим за ходом обработки и упаковки известного конструктора.
Такие кирпичики лежат перед штаб-квартирой компании Lego Group в Биллунде.
Компания появилась на свет в 1932 году. Её основателем стал датчанин Оле Кирк Кристиансен, который был бригадиром команды плотников и столяров. В 1947 году компания расширила производство и начала выпуск пластиковых игрушек.Начиная с момента своего появления в 1949 году, элементы LEGO во всех своих вариантах остаются совместимы друг с другом. Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы.
Все детали конструкторов LEGO изготавливаются по определённому стандарту с высокой степенью точности , которая позволяет соединять их без значительных усилий. Кроме того, после соединения детали должны надёжно крепиться друг к другу. Для обеспечения этих условий элементы конструктора производятся с точностью в 2 микрометра.
С 1991 года, с началом эры компьютерных видеоигр, компания Лего 11 лет несла убытки, исправив это положение только с выходом новых роботизированных наборов.
Процесс создания лего кирпичиков на самом деле не так уж сложен. Производство элементов конструктора состоит из заливки жидкого пластика в форму и помещение ее под пресс. Форма охлаждается, открывается – и в руках у вас готовый кирпичик конструктора Lego. Затем следует вторая, более сложная часть процесса — обработка, добавление художественных деталей таких как костюмы, галстуки и т.п.
Это приемная в штаб-квартире Lego. Обратите внимание на потолок и стулья – кажется, что они изготовлены из кирпичиков конструктора.
Все конструктора Lego производятся из одинакового пластика на основе акрилонитрила, бутадиена и стирола. Он поступает к Lego напрямую от поставщиков и хранится потом в гигантских бункерах. Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Это формовочная машина. Сначала очень горячий пластик заливают в формы на правой стороне. Затем он распространяется через маленькие каналы, и попадает в прессовочную область через очень маленькие разрезы. Когда холодная вода заливается в формовочную машину, она способствует остыванию пластика, и форма открывается, позволяя кирпичам беспрепятственно выпасть на ленту конвейера.
В настоящее время существует около 7 тыс. активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
Здесь можно видеть как пластик заливается в прессовочную область формовочной машины.
На этой фотографии мы видим две части эллипсоидной формы, которые только что побывали в пресс-форме. Через несколько секунд они упадут на ленту конвейера.
На этой фотографии форма для изготовления частей эллипсоидной формы с верхнего фото.
Произведенные кирпичики и другие элементы могут быть впоследствии использованы по-разному. Эти синие детальки могут быть использованы как в качестве голов для крошечных фигурок так и в качестве украшения для других элементов.
Тысячи фиолетовых кирпичиков Lego, которые еще несколько минут назад были под прессом.
Это один из двенадцати формовочных модулей, расположенных в Биллунде. В каждом модуле, или специальной производственной комнате, расположено до 64 рабочих формовочных машин, разделенных на два блока по 32 машины в каждом.
Роботизированная рука, убирающая отходы от процесса плавки и изготовления деталей из формовочной машины. Пластик будет вновь отправлен на переплавку и ему найдут применение уже в очень скором времени.
Корзина для отходов производства.
Производство на фабрике Lego является практически безотходным, так как пластику находят применение. Однако некоторая часть образовавшихся в процессе производства отходов все-таки отправляется в мусорную корзину.
Трубы, по которым гранулы пластика поступают в формовочные машины. Шум, который при этом образуется, напоминает шум, который вызывали бы миллиарды зернышек риса, двигаясь по пластиковым трубам.
Формовочные машины используются на протяжение четырех недель, а потом их вынимают и проводят полную тщательную очистку. На фотографии мы видим работника компании за этой процедурой.
На этом этапе производства фигурок к ним приделают руки, ноги, головы и другие дополнительные детали и элементы.
Робот приделывает руки фигурке.
Здесь можно видеть, как машина штампует на фигурках лица и рубашки.
Этот дисплей показывает вес небольшого мешка фрагментов Lego, известного как предварительная тара. Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Предварительные тары фрагментов Lego на конвейере, в конце которого они проходят взвешивание.
Это отдел упаковки, большинство деталей находится в пакетах, которые попадают в тару автоматически. Но некоторые пакеты слишком большие, и их приходится трясти вручную, чтобы детали равномерно распределились и пакеты стали более плоскими и тонкими.
Сотни картонных заготовок, из которых сделают коробки для наборов Lego на тему «Звездных войн».
Эта машина контролирует высоту коробок, чтобы они могли плотно закрываться и фрагменты не выпали при транспортировке.
Коробки с наборами Lego на тему «Звездных войн» на конвейере.
Эта машина автоматически закрывает коробки и запечатывает их.
Коробки с наборами Lego на тему «Звездных войн» полностью упакованы и готовы к отправке.
Эта машина берет по две готовые коробки с ноборами «Звездных войн» и размещает их в ящиках по шесть штук.
Работник подбирает две коробки, случайно упавшие с конвейера.
В каждом из этих ящиков по шесть коробок с наборами Lego на тему «Звездных войн».
Теперь эти ящики отправятся в Чехию, где попадут в официальный дистрибьюторский центр Lego, на склад завода в городе Кладно, который кстати выпускает 35-40 % (свыше миллиона деталей) всей продукции компании. Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире.
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
Еще раз напомню, что посты теперь можно читать на канале в Телеграме
и как обычно в инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Оригинал взят отсюда.
Tags: Дания, завод, конструктор, производство
Как производят конструктор «Lego» — Как это сделано
Сегодня мы отправимся в город Биллунд в Дании, чтобы посетить завод который производит всемирно известный конструктор LEGO. Посмотрим процесс производства изнутри, и проследим за ходом обработки и упаковки известного конструктора.
Такие кирпичики лежат перед штаб-квартирой компании Lego Group в Биллунде.
Компания появилась на свет в 1932 году. Её основателем стал датчанин Оле Кирк Кристиансен, который был бригадиром команды плотников и столяров. В 1947 году компания расширила производство и начала выпуск пластиковых игрушек.Начиная с момента своего появления в 1949 году, элементы LEGO во всех своих вариантах остаются совместимы друг с другом. Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы.
Все детали конструкторов LEGO изготавливаются по определённому стандарту с высокой степенью точности , которая позволяет соединять их без значительных усилий. Кроме того, после соединения детали должны надёжно крепиться друг к другу. Для обеспечения этих условий элементы конструктора производятся с точностью в 2 микрометра.
С 1991 года, с началом эры компьютерных видеоигр, компания Лего 11 лет несла убытки, исправив это положение только с выходом новых роботизированных наборов.
Процесс создания лего кирпичиков на самом деле не так уж сложен. Производство элементов конструктора состоит из заливки жидкого пластика в форму и помещение ее под пресс. Форма охлаждается, открывается – и в руках у вас готовый кирпичик конструктора Lego. Затем следует вторая, более сложная часть процесса — обработка, добавление художественных деталей таких как костюмы, галстуки и т. п.
Это приемная в штаб-квартире Lego. Обратите внимание на потолок и стулья – кажется, что они изготовлены из кирпичиков конструктора.
Все конструктора Lego производятся из одинакового пластика на основе акрилонитрила, бутадиена и стирола. Он поступает к Lego напрямую от поставщиков и хранится потом в гигантских бункерах. Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Это формовочная машина. Сначала очень горячий пластик заливают в формы на правой стороне. Затем он распространяется через маленькие каналы, и попадает в прессовочную область через очень маленькие разрезы. Когда холодная вода заливается в формовочную машину, она способствует остыванию пластика, и форма открывается, позволяя кирпичам беспрепятственно выпасть на ленту конвейера.
В настоящее время существует около 7 тыс. активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
Здесь можно видеть как пластик заливается в прессовочную область формовочной машины.
На этой фотографии мы видим две части эллипсоидной формы, которые только что побывали в пресс-форме. Через несколько секунд они упадут на ленту конвейера.
На этой фотографии форма для изготовления частей эллипсоидной формы с верхнего фото.
Произведенные кирпичики и другие элементы могут быть впоследствии использованы по-разному. Эти синие детальки могут быть использованы как в качестве голов для крошечных фигурок так и в качестве украшения для других элементов.
Тысячи фиолетовых кирпичиков Lego, которые еще несколько минут назад были под прессом.
Это один из двенадцати формовочных модулей, расположенных в Биллунде. В каждом модуле, или специальной производственной комнате, расположено до 64 рабочих формовочных машин, разделенных на два блока по 32 машины в каждом.
Роботизированная рука, убирающая отходы от процесса плавки и изготовления деталей из формовочной машины. Пластик будет вновь отправлен на переплавку и ему найдут применение уже в очень скором времени.
Корзина для отходов производства.
Производство на фабрике Lego является практически безотходным, так как пластику находят применение. Однако некоторая часть образовавшихся в процессе производства отходов все-таки отправляется в мусорную корзину.
Трубы, по которым гранулы пластика поступают в формовочные машины. Шум, который при этом образуется, напоминает шум, который вызывали бы миллиарды зернышек риса, двигаясь по пластиковым трубам.
Формовочные машины используются на протяжение четырех недель, а потом их вынимают и проводят полную тщательную очистку. На фотографии мы видим работника компании за этой процедурой.
На этом этапе производства фигурок к ним приделают руки, ноги, головы и другие дополнительные детали и элементы.
Робот приделывает руки фигурке.
Здесь можно видеть, как машина штампует на фигурках лица и рубашки.
Этот дисплей показывает вес небольшого мешка фрагментов Lego, известного как предварительная тара. Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Предварительные тары фрагментов Lego на конвейере, в конце которого они проходят взвешивание.
Это отдел упаковки, большинство деталей находится в пакетах, которые попадают в тару автоматически. Но некоторые пакеты слишком большие, и их приходится трясти вручную, чтобы детали равномерно распределились и пакеты стали более плоскими и тонкими.
Сотни картонных заготовок, из которых сделают коробки для наборов Lego на тему «Звездных войн».
Эта машина контролирует высоту коробок, чтобы они могли плотно закрываться и фрагменты не выпали при транспортировке.
Коробки с наборами Lego на тему «Звездных войн» на конвейере.
Эта машина автоматически закрывает коробки и запечатывает их.
Коробки с наборами Lego на тему «Звездных войн» полностью упакованы и готовы к отправке.
Эта машина берет по две готовые коробки с ноборами «Звездных войн» и размещает их в ящиках по шесть штук.
Работник подбирает две коробки, случайно упавшие с конвейера.
В каждом из этих ящиков по шесть коробок с наборами Lego на тему «Звездных войн».
Теперь эти ящики отправятся в Чехию, где попадут в официальный дистрибьюторский центр Lego, на склад завода в городе Кладно, который кстати выпускает 35-40 % (свыше миллиона деталей) всей продукции компании. Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире.
Про производство конструктора можно посмотреть здесь. Первое видео — короткая версия, на втором показан полный производственный процесс. Рекомендую оба.
Источник
Вы когда-нибудь задумывались, как делаются блоки Lego? [Видео]
Мэри Малкольм Обновлено
Ваши любимые детали и блоки LEGO были изготовлены особым образом, и мы подумали, что было бы интересно поближе познакомиться с процессом изготовления LEGO. Играли ли вы с LEGO или наборами LEGO или даже просто наслаждались фильмом LEGO, задумывались ли вы когда-нибудь, как они были сделаны?
Как делаются кубики LEGO?
Кубики LEGO
Скорее всего, в какой-то момент вашей жизни у вас были блоки Lego. По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO.
Но когда вы это делаете, это действительно вызывает некоторые вопросы.
Как делают Лего?
Где делают Лего?
Когда был сделан первый Лего?
Как давно существует Лего?
Как изготавливаются кубики Lego?
Теперь, если вы похожи на меня, вы думаете, что имеете общее представление о том, как они сделаны, но вы ошибаетесь.
Они сделаны на такой машине? {хихикает}
Несмотря на то, что Lego существует всего около пятидесяти лет, они уже были признаны «игрушкой века»… дважды.
Есть Лего фильмы.
Лего еда.
Тематический парк Lego, в который можно сводить детей!
Кино смотрим!
Лего захватывает наше воображение, потому что мы можем построить из них ВСЁ.
И компания Lego доказала это, выпуская удивительные наборы за наборами, которые просто потрясают нас (и заставляют хотеть большего!). И они всегда приносят нам отличные новые продукты.
Интересно, сколько времени ушло на сборку…
Но… как делаются эти продукты Lego?
Я представил сборочную линию с пластиковым прессом и сортировочными бункерами.
И хотя это часть всего этого, я и близко не был близок к тому, что происходит на самом деле!
Взгляните! Это обязательно понравится всем любителям Lego.
Видео: Как делают LEGO Видео
Видео: Как делают минифигурки LEGO?
Не забыли о минифигурках LEGO? Теперь они тоже часть мультивселенной LEGO!
Где делают Лего?
Знаете ли вы, что конструкторы Lego производятся в нескольких странах? США не входит в их число!
На самом деле они производятся на 4 разных предприятиях по всему миру!
Дания
Венгрия
Мексика
Китай
Чехия
Первоначальная компания Lego, которая начала производить игрушки Lego, на самом деле находилась в Дании.
Первоначальным названием Lego были датские слова LEg GOdt. Это значит хорошо играть. Как круто?
Когда были изобретены лего?
Итак, мы видели, как делали лего, но когда они были сделаны? Первые лего были изготовлены в Биллунде, Дания. Компания была основана в 1932 году, и это так мило, потому что датскому мастеру игрушек помогал его 12-летний сын!
Сначала они были не пластиковыми, а деревянными. Они не будут сделаны из новых материалов и форм Lego до более позднего времени. Почти десятилетие спустя они станут пластиковыми игрушками, которые мы знаем и любим.
Когда началось массовое производство Лего?
Несмотря на то, что компания LEGO начала производить их в 1932 году, они не стали нарицательным и не были пластиковыми и массово производились на формовочных машинах до 1947 года. гораздо позже в других странах, но они быстро стали игрушкой века.
Еще больше развлечений LEGO из блога о мероприятиях для детей
Нужна помощь с организацией LEGO и хранением LEGO? Мы тебя прикрыли.
Собери космический корабль LEGO… это так весело.
У нас есть несколько идей для сборки LEGO, которые вам понравятся.
Возьмите несколько забавных распечаток LEGO здесь.
Вы видели этот крутой улей LEGO?
Ознакомьтесь с имеющейся у нас информацией о кубиках LEGO Costco и обо всем этом.
Как собрать стол LEGO из мебели Ikea. <— мы используем наш уже более 6 лет, и он ИДЕАЛЬНЫЙ.
Разве это не круто, как делают Лего? Ваше мнение? Дайте нам знать в комментариях, мы будем рады услышать от вас.
Мэри Малкольм
Из чего сделаны кубики Lego и почему наступать на них так больно? – Сложные проценты
Категории
Химия материалов
нажмите, чтобы увеличить Нажмите, чтобы увеличить
Lego — одна из самых популярных и узнаваемых детских игрушек. Вы когда-нибудь задумывались, из чего сделаны эти кирпичи или как они сделаны? Или, если на то пошло, почему так больно, если ты наступаешь на него? Эта графика берет взгляд!
Кубики Lego всегда изготавливались из пластика, но это не всегда был один и тот же вид пластика. С 1949 по 1963 год в качестве полимера использовался ацетат целлюлозы. Это то же самое вещество, которое когда-то использовалось в киноиндустрии для фильмов. Он и по сей день используется в пластиковых оправах некоторых очков.
В 1963 году компания Lego сменила пластик, из которого были сделаны их кубики, на другой полимер, акрилонитрил-бутадиен-стирол (сокращенно АБС). ABS имеет несколько преимуществ перед ацетатом целлюлозы: он прочнее, меньше деформируется со временем и более устойчив к выцветанию. Единственным недостатком было то, что, в отличие от ацетата целлюлозы, ABS непрозрачен, поэтому из него нельзя сделать прозрачные детали Lego. В этих случаях вместо него теперь используется поликарбонатный пластик. Чтобы получить различные цвета деталей Lego, в ABS добавляют красители Macrolex.
Производственный процесс Lego начинается с крошечных гранул АБС, доставляемых грузовиками на фабрики. Здесь их сбрасывают в гигантские металлические бункеры, а затем загружают в формовочные машины, где они нагреваются до 230°C (450°F). Это плавит гранулы, образуя пластиковую слизь, которая автоматически подается в формы для деталей Lego. Формовочная машина прикладывает давление, чтобы обеспечить идеальную форму деталей Lego, затем они охлаждаются и выталкиваются. После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки.
В 2014 году Lego произвела 60 миллиардов деталей. Из этих деталей не менее 318 миллионов составляют миниатюрные шины для автомобилей Lego, что делает Lego крупнейшим производителем шин в мире! Эти шины изготовлены из полимера, немного отличающегося от АБС, а именно из стирола, бутадиена и стирола (СБС).
Когда дело доходит до боли, возникающей при наступлении на деталь Lego, виноват ABS. Тестовые образцы Lego в процессе производства в рамках мер контроля качества Lego. Тесты включают сжатие между дисками с силой 15 кг и бросание предметов на кирпичи, чтобы убедиться, что они не разобьются при ударе. Один тест даже имитирует 50-килограммового ребенка, наступающего на деталь Lego, чтобы убедиться, что она причиняет максимум боль не ломается и не расщепляется. Средняя сила, которую может выдержать элемент Lego 2×2, составляет 4240 ньютонов, что эквивалентно силе, которую может выдержать человек весом около 430 килограммов. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
В Lego есть и другие риски, кроме того, что на него можно наступить. В более старых кирпичах Lego 1970-х и 80-х годов содержался кадмий, помогающий окрашивать красные и желтые кирпичи. Те, у кого есть некоторые познания в химии, знают, что кадмий и его соединения ядовиты и могут оказывать токсическое действие. Исследования показали, что уровни кадмия в этих старых кирпичах превышают текущие ограничения ЕС. Важно рассматривать это в контексте количества, которое находится на уровне микрограммов. Обращение с этими старыми кирпичами сопряжено с минимальным риском заражения, но вы, возможно, захотите воздержаться от их попадания в рот! Lego постепенно отказалась от кадмия, поскольку его токсичность стала очевидной, и новые кирпичи Lego не содержат его.
У всех деталей Lego есть еще одна проблема: они сделаны из пластика, полученного из нефти. Нефть — исчерпаемый ресурс, и производство Lego из нефти оказывает значительное воздействие на окружающую среду. В 2012 году группа Lego поставила перед собой цель найти и использовать более экологичное сырье для своей продукции к 2030 году. Ранее в этом году они сделали небольшой шаг к этой цели, объявив, что с этого года зеленые листья, кусты и деревья их продукция будет производиться из полиэтилена, полученного из экологически чистых источников сахарного тростника. Однако этот полиэтилен далеко не настолько прочен или долговечен, чтобы заменить АБС, поэтому поиски его замены продолжаются.
Понравился этот пост? Поддержите графику Compound Interest на Patreon!
Изображение в этой статье находится под лицензией Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License. Ознакомьтесь с рекомендациями по использованию контента сайта.
Работа в компании Вулкан Пумпен Рус в Санкт-Петербурге, вакансии Вулкан Пумпен Рус на Superjob
Работа в компании Вулкан Пумпен Рус в Санкт-Петербурге, вакансии Вулкан Пумпен Рус на Superjob»»»»»»»»»»»»»»»»»»»»»»»»»»
Ваш браузер устарел. Сайт может отображаться некорректно
Обновить браузер
Санкт-Петербург
Ваш город Санкт-Петербург?
+7 495 790 72 77
Вход
Регистрация
Клиент SuperJob с 2010 года
Поделиться
До 50 сотрудников
В компании нет открытых вакансий
Описание
Вакансии
Оптовые продажи промышленного насосного оборудования. Компания является официальным дилером иностранных компаний, занимающийся производством и продажей насосов. ООО Вулкан Пумпен Рус занимается продажей и обслуживанием промышленного насосного оборудования на территории РФ.
Заявите о желании работать в компании
Сайт и соцсети
www. vpumpen.ru
Подпишитесь на вакансии компанииКак только в компании появятся вакансии, мы пришлем вам письмо на почту
Подходящие вакансии
Сегодня в 22:12
Администратор магазина (г Киров, ул Романа Ердякова, д 18)
28 000 — 35 000 ₽/месяц
Добавить в избранное
Пятёрочка
Киров (Кировская область)
Отклик без резюме
Организация работы магазина. Контроль работы сотрудников. Выполнение плана по товарообороту, минимизация потерь. Взаимодействие… Образование не ниже среднего профессионального. Управленческий опыт работы от 0,5 года (желательно). Опыт работы в ритейле…
Смотрят
1
человек
Скрыть
Сегодня в 22:11
Пеший курьер
50 000 — 70 000 ₽/месяц
Добавить в избранное
Курьер- служба доставки
Йошкар-Ола
Отклик без резюме
Доступно студентам
Используя мобильное приложение быстро осуществлять доставку документов, писем, забытых ключей и электроники. Граждане иных… В ПОДАРОК ДЛЯ КУРЬЕРОВ: денежный сертификат, самокат, смартфон в зависимости от того, что для Вас в приоритете. Опыт не является…
Смотрят
2
человека
Скрыть
Сегодня в 22:10
Yandex Go корпоративтік клиенттеріне қолдау көрсету қызметінің маманы (қазақ тілін білетін)
По договорённости
Добавить в избранное
Яндекс
Астрахань
Удаленная работа
Клиент шағымданған кезде қандай әрекет жасау керектігін білесіз. Жұмысқа ресми түрде орналасу — еңбек өтілі, еңбек демалысы… Клиенттерге әртүрлі мәселелерді шешуге көмектесу. Бұрын келіссөздер жүргізіп, клиенттермен туындаған жанжалдыжағдайларды…
Смотрят
1
человек
Скрыть
Сегодня в 22:10
Специалист контакт-центра
от 24 000 ₽/месяц
Добавить в избранное
Ростелеком
6. 5
Отклик без резюме
Опыт не нужен
Удаленная работа
Прием входящих обращений от клиентов компании. Поиск, диагностика и предложения решений технических проблем на стороне клиента Грамотная устная и письменная речь. Уверенный пользователь ПК. Желание обучаться новому и развиваться. Наличие ПК (Windows…
Смотрят
4
человека
Скрыть
Сегодня в 22:10
Товаровед
35 300 — 40 500 ₽/месяц
Добавить в избранное
Магнит, Розничная сеть
Кулешовка
Отклик без резюме
Организация и контроль приемки товара. Контроль качества, количества и сроков реализации товара, наличия сопроводительных… Образование не ниже средне-специального. Базовый уровень владения ПК и стандартными офисными программами. Опыт работы в аналогичной…
Смотрят
1
человек
Скрыть
Сегодня в 22:09
Повар производства-обвальщик Москва, Планерная, 7
40 000 — 56 000 ₽/месяц
Добавить в избранное
Перекрёсток
6. 4
Москва
Разделка и обвалка туш скота всех видов. Предпродажная обработка вручную или на механических пилах туш, полутуш, четвертин Уровень образования: не ниже среднего профессионального (повар) при отсутствии опыта работы. Опыт работы не менее 6 месяцев…
Смотрят
3
человека
Скрыть
Сегодня в 22:09
Заместитель управляющего магазином
69 000 — 111 000 ₽/месяц
Добавить в избранное
Фреш Маркет
Управление персоналом. Создавать и поддерживать дружелюбную атмосферу. Обучать и быть наставником, обеспечивать успешную… Опыт успешного управления командами от 1 года. Организаторские и лидерские навыки. Умение правильно ставить задачи и контролировать…
Смотрят
4
человека
Скрыть
Сегодня в 22:08
Продавец-консультант (гипермаркет Ашан Лето)
от 28 840 ₽/месяц
Добавить в избранное
Ашан
6. 7
Санкт-Петербург
Выкладка товара на полки. Контроль цен. Контроль сроков годности. Поддержание чистоты в отделе. Работа с клиентами Готовность к физической нагрузке. Активность, доброжелательность, ответственность. Опыт работы не обязателен — проводим обучение
Смотрят
39
человек
Скрыть
Сегодня в 22:05
Оператор наполнения начинкой
59 000 — 63 000 ₽/месяц
Добавить в избранное
ГК АКМЭ
Санкт-Петербург
Проспект Ветеранов
Московская
Отклик без резюме
Работа на конвейерной линии наполнения начинки. Осуществлять непрерывный процесс на участке наполнения начинки. Контроль… Опыт работы на пищевом производстве от 1 года. Средне-специальное образование. Внимательность, ответственность. Умение работать…
Смотрят
3
человека
Скрыть
Сегодня в 22:05
Старший менеджер по обслуживанию
от 5000 ₽/месяц
Добавить в избранное
Сбербанк России
Кшенский
Отклик без резюме
Опыт не нужен
Работать в отделении офиса Сбера. Проводить кассовые операции: прием, выдача, обмен денег. Предлагать продукты и сервисы Сбера Хочешь построить карьеру в банковской сфере. Специалист со средним профессиональным, неполным высшим или высшим образованием
Смотрят
44
человека
Скрыть
Сегодня в 22:05
Менеджер по аренде коммерческой недвижимости
от 80 000 ₽/месяц
Добавить в избранное
ЗАМОСКВОРЕЧЬЕ
Москва
Тверская
и ещё 9 станций
Отклик без резюме
Опыт не нужен
Переговоры с клиентами. Показы объектов недвижимости. Заключением договоров Энергичность. Целеустремлённость. Общительность. Порядочность
Смотрят
50
человек
Скрыть
Сегодня в 22:04
Охранник (м. Белорусская, Баррикадная)
40 000 — 47 000 ₽/месяц
Добавить в избранное
Азбука вкуса
6.9
Москва
9 минутБелорусская
11 минутБаррикадная
Отклик без резюме
Контроль внутреннего порядка на объекте (в магазине или на складе). Предотвращение хищений имущества на объекте Опыт работы в аналогичной должности является преимуществом. Для работы вам понадобится мед. книжка (можно оформить в компании)
Смотрят
3
человека
Скрыть
Сегодня в 22:03
Повар-кондитер
от 30 000 ₽/месяц
Добавить в избранное
Морская техническая академия им. адмирала Д. Н. Сенявина
Санкт-Петербург
Обеспечение приготовления блюд в строгом соответствии с рецептами. Обслуживание гостей в соответствии с нормами и инструкциями Повар 4 -5 разряда. Наличие на момент трудоустройства. Сертификат о прививках (Корь, Дифтерия, COVID-19, Анализ-Диз.Группа)
Смотрят
3
человека
Скрыть
Сегодня в 22:03
Бухгалтер в единственном лице
100 000 — 120 000 ₽/месяц
Добавить в избранное
Алиев Руслан Чингизович (Jobers)
Москва
Формирование, оптимизация и сдача налоговой отчетности. Учет всех доходов и расходов. Контроль правильности оформления и… Опыт работы не менее 5 лет, из них бухгалтером в единственном лице не менее 2 лет. Знание 1С Бухгалтерии и 1С управление торговлей
Смотрят
2
человека
Скрыть
Сегодня в 22:02
Уборщик / Сотрудник по зачистке вагонов / Разнорабочий / Зачистщик
30 000 — 50 000 ₽/месяц
Добавить в избранное
Транс-Сервис
Донецк (Донецкая область)
Очистка вагонов после выгрузки от остатков груза: промывка, пропарка, проветривание, дезинфекция вагонов и ветеринарно-санитарная… Выносливость и физическое здоровье — активная работа весь день, много перемещений. Аккуратность. Готовность к переработкам
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
Набор стальных ножей HuoHou HU0095 RUS Stainless Steel Kitchen Knife Set (3 ножа + ножницы + подставка) в категории Приборы для кухни
8 800 511-31-83
Главная
Каталог товаров
Товары для дома и офиса
Приборы для кухни
Набор стальных ножей HuoHou HU0095 RUS Stainless Steel Kitchen Knife Set (3 ножа + ножницы + подставка)
получить оптовый прайс
Штрихкод: 6970960062315
Артикул: HU0095 Silver RUS
Производитель: HUOHOU
Набор стальных ножей (3 ножа + ножницы + подставка из нержавеющей стали) HUOHOU HU0095 – полезная вещь для любой кухни! ОФИЦИАЛЬНАЯ РУССКАЯ ВЕРСИЯ:
— полностью русифицированная упаковка, отсутствие китайского языка/иероглифов
— подробная и понятная инструкция на русском языке
— оригинальная продукция: наличие декларации или сертификата соответствия по всем необходимым регламентам
Все это позволит Вам преподнести действительно достойный подарок, который будет как приятно дарить, так и самому получить в знак внимания.
Запросите цену
Описание
Характеристики
HUOHOU представляет набор стальных ножей (3 ножа + ножницы + подставка из нержавеющей стали) HUOHOU HU0095. Набор HUOHOU HU0095, в котором сочетаются функциональность, эргономика и высокое качество материалов, будет по-настоящему незаменимым на Вашей кухне.
Лезвия ножей и ножниц, входящих в набор HUOHOU HU0095, сделаны из мартенситной нержавеющей стали 30Cr13, а потому не боятся коррозии и царапин. Рукоятки ножей также сделаны из нержавеющей стали: повредить ножи каким-либо образом, не желая того, едва ли получится, с таким лезвием и такими рукоятями ножи прослужат очень долго. Рукоятки же ножниц сделаны из полипропилена – прочного материала, не содержащего токсинов, не имеющего неприятного запаха, а также сохраняющего форму даже при температуре в 100 С. Корпус подставки для ножей тоже сделан из нержавеющей стали: едва ли подставка прослужит меньше самих ножей. Конструкция же подставки создана так, чтобы можно было сушить ножи прямо в ней: помыв нож, не обязательно сначала класть его на сушилку, а уже позже убирать в подставку. Прочность ножей составляет HRC54+-2, что более достаточно для всех кухонных задач. Преимуществом набора HUOHOU HU0095 является использование нержавеющей стали не только для лезвий, но и для рукояток ножей и даже подставки, что создает особый стиль, а также делает входящие в набор HUOHOU HU0095 изделия исключительно прочными.
Набор HUOHOU HU0095 позволит решить практически любые предназначенные для кухонных ножей задачи максимально удобно и быстро. Нож-слайсер предназначен для нарезки продуктов тонкими и аккуратными ломтиками, с прочими задачами справятся либо классический универсальный нож, либо универсальный нож в японском стиле — нож сантоку.
Если придет время после длительного использования заточить ножи, обратите внимание на точилки Huohou HU0045 и HU0066. Кухонные аксессуары HUOHOU – изысканность во всем, комфорт и наслаждение для Вас.
Технические характеристики и внешний вид товара могут отличаться, приоритетную силу имеет реальный продукт.
Пожалуйста, если вы увидели, что в описании товара есть ошибка, или просто опечатка, то дайте нам знать. Мы быстро исправим.
Уважаемые блогеры, редакторы и писатели.
Мы готовы безвозмездно предоставить наши товары для обзоров на ваших каналах и сайтах. Для принятия решения, присылайте информацию о вашем блоге на [email protected]. Условия предоставления товара(ов) зависят от конкретного канала, сайта.
Технические характеристики и внешний вид товара могут отличаться, приоритетную силу имеет реальный продукт.
Пожалуйста, если вы увидели, что в описании товара есть ошибка, или просто опечатка, то дайте нам знать. Мы быстро исправим.
Уважаемые блогеры, редакторы и писатели.
Мы готовы безвозмездно предоставить наши товары для обзоров на ваших каналах и сайтах. Для принятия решения, присылайте информацию о вашем блоге на [email protected]. Условия предоставления товара(ов) зависят от конкретного канала, сайта.
Набор стальных ножей HuoHou HU0014 RUS 6-Piece Stainless Steel Kitchen Knife Set (4 ножа + ножницы + подставка)Набор стальных ножей HuoHou HU0033 RUS Composite Steel Kitchen Knife Set (4 ножа + подставка)
CHITUBOX Pro V1.2.0 Разблокируйте Super Pre-support Power
Проверьте это!
24 апреля 2022 г., CHITUBOX Pro V1.2.0 официально выпущен! На этот раз мы добавили не только более 10 новых функций и 19 принтеров, но также оптимизировали некоторые функции и алгоритмы, чтобы повысить эффективность предварительной обработки и добиться прогресса в препроцессоре SLA/DLP/LCD для 3D-печати. Есть несколько творческих способов нарезки, которые полностью поразят ваше воображение. Хотите узнать больше? Пойдём разбираться вместе.
1. S Upport S S Усеивание На этот раз CHITUBOX Pro V1.2.0. Это помогает вам сохранить опоры, когда вы хотите изменить масштаб модели, и опоры могут оставаться того же диаметра при масштабировании. Это весьма полезно для большинства дизайнеров, что помогает им решить проблему редактирования опор для моделей разных размеров. А для профессионалов и энтузиастов 3D-печати масштабирование поддержек может помочь им легко печатать, поскольку им нужно только один раз добавить подставки, которые могут печатать разные размеры. Маленький или большой.
2. Модель A фильтрация —— Взаимозаменяемый
Вы когда-нибудь сталкивались с ситуацией, что после того, как вы закончите редактирование опор, все еще нужно изменить некоторые детали, но выясните, .Должны ли вы снова добавить опоры?
Конечно нет! Pro V1. 2.0 добавлена функция изменения модели, вы можете заменить модель без изменений или удалить опоры. Напоминание: модель по-прежнему должна оставаться прежней, но изменены только детали.
3. Малый Автоматическая привязка к опоре — просто и легко
А еще мы добавили функцию автоматической привязки к небольшой опоре в CHITUBOX Pro V1.2.0, вы можете найти ее на опорах панель редактирования, и есть сочетания клавиш, чтобы открывать и закрывать ее. Вы можете свободно задать радиус привязки, и слайсер рассчитает подходящую небольшую опору для опор по определенному алгоритму и значительно повысит эффективность добавления опор.
4. Auto-supporting Function Enhancement ——Always B e Y our B ack U p
Compare to в предыдущей версии мы также обновляем функцию автоматической поддержки. Когда вы активируете эту функцию, слайсер автоматически создаст вспомогательные опоры, чтобы помочь укрепить основной стебель и улучшить стабильность и вероятность успеха при печати.
5. Поддерживает слияние — не только для красоты возможность объединять опоры со всей или частью выбранной области.
При этом положение, направление и размер точек соединения не будут затронуты, только средняя и нижняя часть будут объединены по определенному алгоритму. Эта функция способна предоставить вам больше места для редактирования поддержек.
6. Компенсация времени печати слоя —— Высокая точность
CHITUBOX Pro V1.2.0 также добавлена компенсация времени печати слоя. Эта функция позволяет точно прогнозировать время печати.
7. Оставить одну основную полость—— Меньше значит больше
Иногда внутреннюю часть модели можно разделить на несколько частей после выдолбления, а некоторые части маленькие и их трудно найти, что усложняет задачу. рытье ямы. Это может привести к сбоям при печати или растрескиванию модели.
Тем не менее, новая функция способна управлять внутренней структурой, чтобы она прошла через всю модель, оставив только основную полость, что значительно повышает вероятность успеха печати.
8. Ремонт Обновление модуля
(1) Функция Добавление и оптимизация
В ремонтном модуле, Chitubox Pro V1.2.0. Отверстия, удаление избыточных оболочек, а также добавление треугольника вручную, удаление треугольника и перевернутого треугольника и т. д.
В CHITUBOX Pro V1.2.0 функция удаления избыточных оболочек добавила информационное окно оболочек модели и выбираемую опцию, которая позволяет работать с одной или несколькими оболочками.
(2)Обновление пользовательского интерфейса
Настройка строки меню
Вариант восстановления строки меню был обновлен на основе оптимизации функций, сохранены общие клавиши и добавлены кнопки «Добавить треугольник», «Удалить треугольник» и «Обратный треугольник».
Добавлена панель инструментов слева
В левой части режима восстановления в Pro версии 1.2.0 добавлен ярлык для панели инструментов, который значительно упрощает управление и ремонт модели, если вы хотите выбрать определенную область модели.
9. Более гибкий подход к редактированию поддержек и оптимизации обнаружения островков — «поддерживает» бесплатно, а также точно подход к редактированию поддержек для получения бесплатных «поддержек». Это помогает снизить риск повреждения поверхности модели.
Оптимизированное обнаружение островков позволяет более точно определять количество островков, что помогает улучшить проверку качества файла модели.
Added 19 New Printers—— A n A bundance o f C hoices
CHITUBOX Pro V1. 2.0, это обновление добавило в систему 9 популярных принтеров, чтобы удовлетворить спрос клиентов на отличные принтеры. Давайте проверим все эти новые обновления вместе.
Новые добавленные принтеры:
Добавленный ELEGOO JUPITER
Добавлен ELEGOO MARS 3 PRO
Добавлен ЭЛЕГО САТУРН 2
Добавлен Phrozen Sonic Mini 8K
Добавлен Phrozen Sonic Mighty 8K
Добавлен EPAX X1-4KS
Добавлен EPAX DX10 PRO 8K
Добавлен EPAX E10 8K
Добавлен EPAX X10 8K
Добавлен EPAX X133 6K
Добавлен AnyCubic_Photon_Mono_4K
Добавлен AnyCubic_Photon_Mono X_6K
Добавлен AnyCubic_Photon_SQ
Добавлен HALO-LITE
Добавлен HALO-ONE
Добавлен HALOT-ONE PLUS
Добавлен HALO-ONE PRO
Добавлен HITRY-Ракета 1
Добавлен HITRY-Rocket 1 Pro
Исправление ошибок
В CHITUBOX Pro V1. 2.0 также исправлены некоторые серьезные ошибки, которые мы обнаружили в предыдущей версии, это может повысить скорость и стабильность слайсера:
Исправлена ошибка, связанная с конфигурацией по умолчанию. изменения файла при предварительном просмотре файла конфигурации в многопараметрическом интерфейсе
Исправлена ошибка изменения плотности и цены смолы
Исправлены некоторые ошибки несовместимости программного обеспечения
Исправлена ошибка, из-за которой опоры проходили через модель при добавлении опор в некоторых случаях
Исправлена ошибка slicercrash в определенных случаях
Исправлена ошибка, из-за которой окно снимка экрана не отображалось вверху при создании полноэкранного снимка экрана
Исправлена ошибка нажатия кнопки сворачивания при перетаскивании боковой панели с правой стороны основного интерфейса, и боковая панель с правой стороны сворачивалась неправильно
CHITUBOX Pro V1. 2.0 официально выпущен, вы можете бесплатно скачать его с нашего сайта. Если у вас есть какие-либо вопросы или вам нужна помощь, присоединяйтесь к нашей группе Facebook:
Как предотвратить растрескивание и растрескивание помидоров
Как сотрудник Amazon я зарабатываю на соответствующих покупках. Вы можете прочитать мое полное заявление о раскрытии информации здесь.
Помидоры растрескиваются или трескаются — это распространенная проблема, которая, безусловно, вызывает разочарование. Но есть несколько простых решений этой распространенной проблемы с помидорами!
Как неприятно идти в сад, чтобы схватить тот помидор, который, как вы знаете, был почти созревшим, и хорошо, что он треснул по боку с большой уродливой трещиной! Фу! Давайте посмотрим, как мы можем предотвратить эту распространенную проблему.
Причина, по которой ваши помидоры лопаются и трескаются, довольно проста. Это происходит, когда растение получает слишком много воды сразу, либо из-за сильного дождя, либо из-за хорошего полива. Плод растет быстрее, чем кожура, поэтому кожура трескается, а плод раскалывается.
Трещины могут располагаться поперек нижней части помидора или по вертикали сбоку, или же они могут представлять собой концентрические круги вокруг верхней части помидора.
Это часто случается при непостоянном поливе. Растение сухое до костей, а затем вы идете и даете ему хороший лонг-дринк, и вот как оно окупается! Или у вас действительно жаркая сухая погода, из-за которой растение испытывает сильную жажду, а затем идет сильный сильный дождь с дневной грозой.
Как предотвратить растрескивание и растрескивание помидоров?
Самый простой способ предотвратить расщепление и растрескивание помидоров — убедиться, что они постоянно поливаются и не допускают высыхания настолько, чтобы они начали увядать. Один из способов сделать это — поставить помидоры на систему полива по времени. Еще один совет — мульчируйте помидоры, так как это предотвратит их быстрое высыхание на поверхности.
Системы капельного полива идеальны, потому что они не тратят воду на испарение и стекание, а если оставить их работать в течение достаточно долгого времени, они дают очень глубокое замачивание, которое позволяет корням растений расти глубже. Если растения не поливают глубоко, у них развиваются только поверхностные корни. Поверхностные корни очень быстро высыхают только от дневной жары.
В идеале они должны получать как минимум 1-2 дюйма воды каждую неделю и не позволять им пересыхать между поливами. Если у вас очень жаркая температура или они растут в горшках, им может потребоваться больше воды, чем указано.
Обратите внимание на капельное орошение на фотографии выше, а также сильно обрезанные растения томатов.
Большинство людей не поливают достаточно глубоко. В следующий раз, когда вы решите, что обеспечили достаточный полив, когда закончите, выкопайте 6-8 дюймов. Там даже влажно? Держу пари, что этого не будет. Честное слово , Попробуйте и посмотрите, как у вас дела.
В идеале она должна быть хорошей и влажной даже глубже 6-8 дюймов. Чем глубже уходит вода, тем глубже уходят корни. Вот почему так важен капельный полив.
Съедобны ли расщепленные помидоры? Если оставить их в саду после расщепления, и они заживут, то их можно есть. Если они не заживут, вы обнаружите, что плесень быстро появится из-за этой теплой влажной среды внутри помидора, который греется в теплое солнце, и оно начнет гнить, так что это будет несъедобно.0003
Это может произойти даже внутри помещения, если расколотый помидор слишком долго лежит на прилавке из-за теплых летних температур. Поэтому внимательно осмотрите его перед едой и удалите любые подозрительные открытые участки.
Удобрение рассады томатов
Правильная подкормка и полив рассады томатов также может помочь предотвратить расщепление/растрескивание и другие проблемы, такие как вершинная гниль цветков. Мне нравится использовать Tomato Tone для моих помидоров, используя его для первоначальной посадки, а также подкормку им каждые несколько недель.
Я также раз в месяц опрыскиваю рыбной эмульсией/раствором английской соли вечером или в пасмурный день, чтобы не сжечь растения. Я использую одну столовую ложку каждого из них, смешанную с одним галлоном воды, в качестве раствора.
Сорвите помидоры перед поливом
Мало того, что помидоры могут растрескаться после хорошего полива, полив также может ослабить их вкус. Перед тем, как полить или перед тем, как начнется буря, я выхожу и срываю любые спелые помидоры или любые помидоры, которые покраснели от цвета. Зеленые незрелые помидоры обычно не трескаются, так как кожица более жесткая, чем кожица спелых помидоров.
Собирая их перед поливом, вы также получите лучший вкус томатов. Так что собирайте чаще, но особенно перед поливом!
Выбор сортов томатов, устойчивых к растрескиванию
Если вы перепробовали все вышеперечисленное и все еще недовольны расщепленными или треснувшими помидорами, рассмотрите возможность выращивания только сортов томатов, устойчивых к растрескиванию.
Проблемы, дефекты, ошибки 3D печати и варианты их решения
Часто во время работы 3D принтера могут возникнуть проблемы из-за которых на готовой модели возникают дефекты. Или вместо аккуратного изделия, на столе внезапно оказывается пластиковая лапша.
По сути, причины возникновения дефектов, можно условно разделить на 2 вида — это физические и программные.
Физические — это те которые возникают из-за проблем с механикой или любых других причин которые можно устранить физически. К ним относятся проблемы с механизмами принтера (натяжение ремней, люфты), забитое или деформированное сопло, неправильная геометрия стола и т.д.
Программные — это дефекты которые возникают из-за неправильных настроек слайсера или реже ошибками в прошивке принтера. Например неправильно подобранная скорость печати, настройка ретрактов, неправильно выбранная температура для пластика и т.д.
Очень редко проблема может крыться в неправильной или “слетевшей” прошивке принтера (хотя обычно принтер тогда просто не запустится), перегреве некоторых плат в процессе печати т. д. Это скорее частные случаи, поэтому их мы рассматривать не будем.
Модель отклеивается от печатного стола или не липнет к нему
Это самая распространенная проблема 3D печати. У каждого 3D печатника был случай когда первый слой предательски скатывается цепляясь за экструдер или самое обидное — когда отрывает от стола частично напечатанную модель. Первый слой должен прилипнуть намертво иначе ничего не напечатается.
Слишком большой зазор между столом и соплом
Это самая распространенная причина. Нужно просто выставить правильный зазор между столом и соплом.
В современных принтерах часто используется система автокалибровки (автовыравнивания) стола или вспомогательная программа выравнивания стола. Для калибровки таких принтеров воспользуйтесь инструкцией. Если инструкции нет, ее можно скачать на сайте производителя.
Если у вас простой принтер без автокалибровки, самосборный или KIT набор, для калибровки используйте щуп или сложенный пополам кусочек бумажки. Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Если у вас не получается идеально выровнять поверхность стола попробуйте печатать на рафте. Рафт — это толстая подложка в несколько слоев которая печатается под моделью. Она поможет сгладить небольшую кривизну стола.
Небольшая шпаргалка для определения правильности зазора по первому слою
Пластик с плохой адгезией
Некоторые виды пластика из-за разных причин, например большая усадка, плохо прилипают к поверхности печатной платформы. В этом случае попробуйте использовать наклейки или специальные 3D клеи для улучшения адгезии между столом и первым слоем пластика.
На заре 3D печати проводились эксперименты с разными домашними рецептами 3D клеев. ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
Некоторые виды высокотемпературных пластиков с большим процентом усадки (ABS, Нейлон и т.д) могут отклеиваться от стола во время печати. Это происходит из-за неравномерного остывания и “сжимания” модели (нижние слои уже остыли, а верхние еще нет). Для таких пластиков нужно обязательно использовать 3D принтер с подогреваемым столом и закрытым корпусом.
Слишком низкая температура пластика
Чем сильнее разогрет пластик при выходе из сопла тем лучше он прилипнет к печатной платформе. Первые 5-10 слоев лучше печатать на более высокой температуре (+ 5-10 градусов) и отключить вентилятор обдува.
Неправильные настройки первого слоя (скорость и толщина)
Более толстый слой прилипает проще, поэтому стандартно первый слой имеет толщину 0,3мм. При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
От того как 3D принтер напечатает первый слой зависит очень многое. Старайтесь контролировать печать первого слоя и только потом оставлять принтер работать в одиночестве.
Пластик не давится из сопла
Принтер уже вроде начал печатать, но печатный стол остается пустым. Или часть модели не напечаталась.
Забитое сопло
В 3D печати сопло — это расходник. Сопла забиваются или изнашиваются (частота зависит от типа пластика). Самое простое — это заменить сопло. Но если под рукой не оказалось запасного — можно попробовать почистить старое. Для этого существует целый набор тонких иголок. Или можно разогреть забитое сопло выше температуры плавления пластика и “выжечь” засор. Но впоследствии все равно сопло лучше заменить.
Низкая температура сопла
Нужно повысить температуру экструдера в настройках слайсера или проверить исправность термистора и нагревательного блока. Иногда термистор может некорректно считать температуру из-за неисправности или неправильных настроек прошивки 3D принтера.
Если проблема возникла после замены термистора — обратитесь к производителю или почитайте статьи про PID тюнинг.
Пустой экструдер
При нагревании экструдера из сопла начинает сочится пластик. Из-за этого печатать экструдер может начинать полупустым. Из-за этого часть первого слоя не печатается. Можно продавить пластик вручную, просто протолкнув пруток в сопло. Или решить эту проблему программно — в слайсере добавить печать контура вокруг модели (одна линия).
Некоторые производители и 3D энтузиасты в начало каждого GCode добавляют печать линии на краю стола. Это сделано для того чтобы в сопле был пластик к началу печати модели.
Механизм подачи не проталкивает пластик
Пластик проталкивает к экструдеру механизм подачи — мотор с надетой на вал специальным шкивом. Если пластик по какой то причине не проталкивается (забито сопло, низкая температура экструдера и т.д) то шкив “прогрызает” пруток. Нужно протолкнуть пластиковый пруток руками или отрезать поврежденный кусок.
Слоновья нога
Первые слои модели получаются более широкими выступают за границы модели. Это происходит из-за того что верхние слои давят на первые, еще не остывшие и расплющивают их.
Высокая температура стола
Из за слишком высокой температуры стола нижние слои долго остаются мягкими. Попробуйте снизить температуру стола. Снижать лучше постепенно (с шагом в 5 градусов). Можно попробовать включить обдув при печати первых слоев.
Маленький зазор между соплом и печатным столом
Если, при печати первого слоя, сопло находится слишком близко к столу то лишний пластик будет вытесняться. После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
Переэкструзия пластика
Когда материала выдавливается из сопла слишком много стенки модели получаются не гладкими, а бугристыми, с наплывами.
Решение программное — в настройках слайсера нужно выставить коэффициент подачи материала (текучесть) на меньшее значение. Среднее значение — 95-98%.
Стоит проверить диаметр прутка. Если его размер больше 1,75 то пластика будет выдавливаться больше чем нужно.
Недоэкструзия пластика
Пластика выдавливается слишком мало, из-за этого между слоем могут появляться щели. Готовая модель получится непрочной и хрупкой.
Неправильный диаметр нити
Проверьте в настройках слайсера диаметр нити. Иногда вместо популярного 1,75 по умолчанию установлен 2,85.
Неправильные настройки коэффициента подачи
Проверьте настройки текучести в слайсере. Среднее значение должно быть 95-98%.
Забитое сопло
Что то могло попасть в сопло и частично перекрыть выход пластику. Визуально пластик будет давиться из сопла, но в меньшем количестве чем нужно для печати.
Волосатость или паутинка на готовой модели
Из внешней стенки модели (чаще всего с одной стороны) торчат тоненькие ниточки пластика. Дефект появляется из за вытекания пластика из сопла при холостом перемещении.
Недостаточный ретракт
Ретракт — это небольшое вытягивание пластиковой нити из экструдера. Благодаря ретракту при холостом перемещении экструдера (от слоя к слою или от модели к модели) нагретый пластик не капает из сопла. Для некоторых текучих видов пластика (например PETG) скорость и величину ретракта нужно увеличить.
«Волосатость» легко можно удалить шлифовкой или срезать ниточки острым скальпелем.
Высокая температура экструдера
Чем выше температура экструдера, тем более жидким становится пластик. Важно найти баланс что бы пластик не был слишком жидким и хорошо «слипался» по слоям.
В подборе оптимальной температуры экструдера хорошо помогает тестовая модель — башня. На ней наглядно видно как ведет себя пластик при печати на разной температуре.
.
Температурный тест
Верх модели «дырчатый» или неровный
Верх модели получается бугристый или с отверстиями. Проблема может возникнуть если верхняя часть модели плоская. Например как у кубика.
Недостаточный обдув
При печати верхней плоскости (крышки) пластик не успевает остывать и остаётся слишком жидким. Из-за этого нити рвутся и образуются дыры. Увеличьте скорость вращения вентиляторов обдува на последних слоях.
Мало верхних слоев
Верх отпечатка может получится слишком тонким и из за этого деформироваться. Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Маленький процент заполнения
Если процент заполнения слишком маленький, то верхнему слою будет просто не на что опереться. Увеличьте процент заполнения в настройках слайсера.
Деформация модели
Некоторые части модели как будто оплавились в некоторых местах или с одной стороны. Проблема чаще всего возникает при печати PLA пластиком. Дефект появляется из-за того что пластик не успевает остывать и деформируется.
Недостаточный обдув модели
Включите вентиляторы обдува на максимум. Если их мощности не хватает (в некоторых принтерах вентилятор расположен только с одной стороны) можно поставить обычный настольный вентилятор и направить его на стол 3D принтера.
Маленькая модель
Маленькие модели сложно хорошо обдувать. Старайтесь печатать небольшие изделия вместе с большими или разместите несколько одинаковых моделей в разных углах стола. Так у пластика будет больше времени на остывание.
Смещение слоев
Во время печати слои смещаются по оси x или y.
Заедание печатной головы
Выключите принтер и руками попробуйте подвигать экструдер по оси х и y. Экструдер должен перемещаться свободно. Если есть заедания — проверьте механику принтера.Возможно виноват износ подшипников или кривизна валов.
Перегрев электроники
Иногда в смещении слоев могут быть виноваты проблемы с электроникой. Самая частая причина это перегрев драйверов или слишком низкий ток выставленный на них.
Поверхность стола плохо закреплена
Чаще всего это встречается у 3D принтеров со стеклом. Во время печати сопло может задеть модель и немного сдвинуть стекло. Перед печатью проверяйте хорошо ли закреплено стекло или другая печатная поверхность на нагревательном столе..
Пропуск слоев
На отпечатке видны небольшие дыры или оболочка модели получается не сплошная.
Тефлоновая трубка деформировалась
Термобарьеры существуют 2 видов — цельнометаллические и с тефлоновой трубкой. При перегреве тефлоновая трубка может деформироваться. Пластик будет проходить через нее, но в меньшем количестве.
Низкая температура экструдера или высокая скорость печати
Если экструдер недостаточно нагрет, то пластик будет недостаточно жидким и просто не будет успевать продавливаться через сопло. Чем выше скорость печати тем выше выше должна быть температура экструдера.
Иногда внешние стенки печатаются хорошо, а заполнение получается “рваным”. В этом случае снизьте скорость печати заполнения в слайсере.
Расслоение модели
На поверхности отпечатка во время или после печати образуются трещины. Трещины могут быть значительные или совсем небольшие. Чаще всего такая проблема возникает у пластиков с большим процентом усадки — ABS или Нейлон.
Резкий перепад температур (если модель расслаивается во время печати)
При резком перепаде температур (например сквозняк) часть модели остывает быстрее. Это приводит к неравномерности усадки и неправильному распределению внутреннего напряжения. Для пластиков с низкой усадкой это не критично. Но если процент усадки больше нескольких процентов модель может лопнуть по слоям.
Для печати такими пластиками рекомендуется использовать принтер с закрытым корпусом. Если такой возможности нет — постарайтесь максимально исключить сквозняки и резкие перепады температур в комнате где печатает 3D принтер.
Температура печати
Из-за слишком низкой температуры печати слои могут плохо “склеиваться” друг с другом. Повысьте температуру печати в настройках слайсера.
Закалка (если модель трескается после печати)
Иногда трещины на модели появляются через несколько дней после печати. Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Для закалки модель помещают, например в духовку, и нагревают до температуры размягчения пластика. После этого нагрев выключают и оставляют медленно остывать духовку с моделью внутри. Благодаря этому напряжение внутри отпечатка распределится более равномерно. Но в этом методе очень важна точность — стоит немного ошибиться с температурой и готовое изделие может “поплыть”.
Звон
В местах где экструдер менял направление видна рябь. Чаще всего это выглядит как тень вокруг “остро” выступающих элементов модели.
Проблемы с механикой
Иногда проблема возникает из-за люфта экструдера. Проверьте не разболталось ли крепление экструдера к направляющим. Обязательно проверьте натяжку всех ремней.
Высокая скорость печати или большие ускорения
Слишком быстрое перемещение экструдера может привести к вибрациям из-за которых и возникает рябь на стенке модели. Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Щели у тонкостенных моделей (не сплошная оболочка)
Тонкая стенка модели получается не сплошная, а состоящая из двух тонких стенок с узкой щелью между ними. С этой проблемой часто сталкиваются любители печатать “вырубки” для выпечки.
Левая модель с дефектом стенки, правая без
Несоответствие толщины стенки и диаметра сопла
Если толщина стенки 1мм, а диаметр сопла 0,4 получается что для сплошной стенки 2 проходов сопла мало, а 3 уже много. Результат будет зависеть от алгоритма слайсера, но чаще всего получится 2 стенки с тонкой щелью посередине (слайсер не может изменить толщину стенки). Решением проблемы может быть небольшая доработка 3D модели или использование другого слайсера.
Алгоритмы расчета 3D моделей постоянно совершенствуются и дорабатываются и сейчас эта проблема встречается уже реже.
При моделировании учитывайте не только толщину сопла, но и процент “наложения” линий друг на друга. Если у вас стоит сопло диаметром 0,4 — сделайте стенку в вашей модели не 0,8, а 0,7 — 0,75.
Неправильная геометрия модели
Когда вместо круга получается овал, а у вместо квадрата получается подобие ромба.
Основная причина — неисправности в механике принтера. Обязательно проверьте:
Ремни
Проверьте натяжение ремней по оси x и y. Со временем ремни растягиваются и может потребоваться их подтянуть или заменить. В каждом 3D принтере свой способ натяжки ремня. Если ремни растянуты незначительно можно донатянуть их при помощи «пружинки».
Незатянутые шкивы и т.д
Проверьте все ли болты и гайки затянуты. Нет ли люфтов. Особое внимание уделите затяжке шкивов расположенных на моторах по осям x и y.
Провисание некоторых частей модели
Некоторые части не напечатались, сломались или вместо аккуратной поверхности получается оплывшая сопля из пластика.
Нет поддержки для нависающих элементов
3D принтер не умеет печатать в воздухе, поэтому если в модели есть нависающие элементы нужно выставлять опоры — поддержки. Слайсер может сам выставить необходимые поддержки, нужно в настройках поставить соответствующую галочку.
При печати с растворимой поддержкой можно выставить зазор между моделью и поддержкой — 0. Так поверхность получится более гладкой. Если материал поддержки и модели одинаковый — нужно добавить небольшой зазор. Иначе будет сложно отделить поддержку от модели.
Разделить модель
Иногда на поддержки может уйти больше пластика чем на модель. В таком случае для экономии материала и времени будет удобнее модель порезать. Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
При резке модели можно оставлять пазы или закладные, что бы кусочки модели соединялись без смещения.
Итоги
В этой статье мы рассказали о самых популярных дефектах 3D печати и вариантах их решения. Не стоит пугаться такого длинного списка. Некоторые проблемы встречаются редко и вряд ли вы с ними столкнетесь.
Есть перечень проблем возникающих из-за конструктивных особенностей 3D принтера, поэтому старайтесь выбрать принтер который подойдет для ваших задач. Для этого нужно понимать какие изделия и каким материалом нужны именно вам.
Проблемы связанные с алгоритмами печати быстро устраняются разработчиками ПО.
Пусть вас не пугают возможные трудности и каждая печать будет удачной.
Дефекты 3D печати — Попробуем ввести классификацию
Добрый день, уважаемые посетители портала.
Сегодня я решил уходить не в художественную часть нашей работы, а снова в научную.
В силу стечения обстоятельств, я закончил университет по специальности инженер-литейщик. К чему я это упоминаю: во-первых, уже последние лет 10 литейке грозятся, что она умрет из-за штамповки и 3D печати. Во-вторых, в литейном деле используется очень много своей собственной терминологии. Сегодня я хочу попробовать описать основные дефекты 3D печати, возможные названия и способы борьбы с ними (дефектами, не названиями). Конечно, в рамках одной статьи на одном портале мы собственную терминологию не введем, но, как минимум, будет чего обсудить. Приглашаю вас к прочтению и адекватному комментированию.
Дефект : Коробление
Часто используемое описание: Отклеивается от платформы, изгибается
Описание : Искажение геометрии. Из-за перехода пластика из одного состояния в другое ( жидкое — твердо-жидкое — твердое ) и изменения температур, пластик начинает уменьшаться в объеме. Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.
Теперь немного физики и пояснений. НЕВОЗМОЖНО избавиться от термического сжатия или усадки. Это физический процесс — вы можете только его скомпенсировать. Кроме этого, помните — везде упоминают усадку 0.5 -0.9%. Но это только линейная, а значит объемная у вас будет больше.
Как бороться:
Уменьшить заполняемость — меньше пластика, меньше чему сжиматься — меньше усилие отрыва.
Использовать горячий стол — вы прогреваете нижние слои, что дает равномерное распределение напряжений внутри детали.
Делать внешний контур — вы можете печатать внешний слой вокруг детали. Это создает что-то вроде термобарьера вокруг детали, тем самым поддерживая температуру по объему, что приводит к равномерному распределению напряжений по детали. Альтернатива — закрытая камера печати, служит аналогичным образом
Использовать конструктивные элементы — Во-первых, проверьте чтобы ваша деталь хорошо лежала на столе — если ваша плоская грань детали вовсе не плоская ( в художке это легко — пару полигонов или вертексов переместить не туда на пару мм), то она легко оторвется. Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
Увеличьте силу сцепления — вы можете не бороться с напряжениями, а просто обеспечить необходимую силу сцепления. Однако, этот вариант мне кажется не очень хорошим — эти напряжения останутся и вашу деталь потом можно легко сломать в этом месте.
Дефект : Перекос
Часто используемое описание: Слои поплыли, Вертикаль не соблюдается, слои не ложатся ровно друг на друга
Описание : Возможно несколько вариантов данного дефекта. Либо слои просто неровно ложатся, либо модель печатается как-то кусками, либо просто легкий перекос. Данный дефект, как правило, связан с механической частью принтера. В следствие трения путь фактический путь печатающей головы не сходится с тем, что был заложен в машину.
Как бороться:
Проверьте ремни. Так как конструкций много, универсальный ответ тут дать сложно. Проверьте, чтобы они нормально лежали в местах контакта и нигде не перетирались. Посмотрите инструкцию принтера или какие-нибудь советы в интернете — вполне возможно проблему уже разобрали до вас.
Если принтер просто смещает слои друг относительно друга, то вполне возможно, что не обеспечена фиксация шкивов должным образом. С помощью черного маркера можете пометить положение, а после печати сравнить и подкрутить это место в случае необходимости.
Подвигайте печатающую голову без питания — она должна двигаться без существенных проблем. Если это не так — то может стоит наконец смазать валы ?
Не обеспечивается перпендикулярность — опять-таки из-за плохого крепления может не обеспечиваться перпендикулярность осей X и Y. Это может привести к данному дефекту, а значит пора снова лезть в принтер и крутить.
Проверьте печатающую платформу — стекло может начать елозить на вашем принтере. Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию.
Проблема с электроникой. Редкий случай, но возможный.
Дефект : Вскип, Подутость (?)
Часто используемое описание: Дырки на верхнем слое, проблема с внешним слоем.
Описание : Выступы на верхнем слое детали — могут быть как открытого, так и закрытого типа. По сути — это связано с провисанием пластика, который не успевает охлаждаться будучи напечатанным в воздухе без поддержек. Учитывая, что таких слоев может быть несколько и все они некачественные — получаем данный дефект.
Как бороться:
Обеспечьте охлаждение — ваш пластик должен хорошо остывать на верхнем слое. По рекомендациям, на этом этапе охлаждение должно идти максимально.
Обеспечьте достаточную толщину слоя и стенки — Кроме достаточного охлаждения, у вас должно быть необходимое количество слоев. Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.
Попробуйте изменить заполняемость — некоторые слайсеры изменяют конфигурацию заполняемости на определенном проценте заполнения, то есть разница может быть уже даже между 24% и 25%. Кроме этого, при большей заполняемости расстояние, которое печатается в воздухе меньше, что тоже может убрать данный дефект.
Дефект : Неслойность (?)
Часто используемое описание: Круглые вещи выходят не круглые, параллельные прямые выходят не параллельными
Описание : Иногда геометрия слоев не соблюдается — это может проявляться в окружностях, когда окружность получается не идеальном, а так же в параллельных прямых. Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.
Как бороться:
Подтяните ремни около печатающей головы — как это сделать, лучше всего посмотреть на портале 3dtoday или у запросить у вашего поставщика 3d принтера.
Проверьте, чтобы все крепежи были плотно затянуты — для этого воспользуйтесь инструментом, который скорее всего шел у вас в комплекте
Смажьте направляющие — добавить буквально по одной капле легкой смазки на ваши направляющие.
Дефект : Слоновья нога
Часто используемое описание: Толстые нижние слои, неодинаковые слои в основании.
Описание : Эффект, когда нижние слои вашей детали по площади больше, чем должны быть. Из-за того, что сопло в начале печати плотно прижимается к печатающему столу в начале печати, слой начинается немного размазываться, тем самым уменьшаясь в толщину, но увеличиваясь по площади. Потом печатать выравнивается, потому что плотного прижатия уже не происходит
Как бороться:
Отрегулируйте стол — ваше сопло не должно упираться в печатающую платформу — должен оставаться незначительный, но все-таки зазор.
Уменьшите температуру стола — небольшое уменьшение температуры стола тоже может сказаться на уменьшении данного дефекта. Не увлекайтесь данными способами слишком сильно — это может ухудшить общее качество печати.
Конструкционные улучшения модели — добавьте маленькие фаски или сопряжения. Вам придется немного поиграться с настройками, но благодаря такому конструктивному улучшению в модели ваша модель будет ровно и красивой. Однако, определить какой делать фаску сказать точно невозможно. Начните с фаски 0.5 x 45 , а дальше находите эмпирическим путем оптимальный вариант.
Дефект : Внешние провисания (?)
Часто используемое описание: Сопли, пластик между двумя деталями
Описание : Во время перехода печатающей головы от одной детали до другой или какого-то крупного элемента большой детали до другого, возникает длинный тонкий слой пластика, который портит внешнюю форму детали (деталей). Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.
Как бороться:
Используйте функцию retract — благодаря ей, печатающая голова чуть-чуть вернет назад пластик, так образом убирая его с кончика сопла. Данная настройка активируется непосредственно в слайсере (если он поддерживает ее). В слайсере Cura ретракт рисуется тонкими синими линиями и вы можете на уровне готового задания проверить данный момент.
Увеличьте скорость печати — физика проста — увеличив скорость печати, вы уменьшили время, когда пластик может зацепиться за вашу деталь. Однако, увеличение скорости печати не всегда возможно и может вызвать другие дефекты.
Измените температуру печати — температура печати напрямую влияет на жидкотекучесть, особенно в случае с PLA пластиком. Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
Дефект : Волнистость
Часто используемое описание: Изменение цвета у краев детали, дефекты по краям
Описание : Данный дефект проявляется в виде потемнений и легкой волнистости вокруг острых концов. Если вы начнете печатать текст, то на нем это будет выглядеть, как легкий эффект тени. Это происходит из-за инерции, которая сообщается жидкому пластику во время печати. Относительно пластика, печатающая голова обладает большой массой и во время резкой смены направления жидкий пластик не способен резко повторить траекторию, что вызывает легкую волнистость по углам.
Как бороться:
Уменьшить скорость печати — уменьшение скорости печати, уменьшает резкость на поворотах ,тем самым сглаживая эффект.
Уменьшить ускорение печатающей головы — эти настройки доступны не во всех слайсерах, однако, это позволит избавить от дефекта без уменьшения скорости печати.
Измените температуру печати — как мы упоминали ранее, температура влияет на жидкотекучесть, так что уменьшение температуры печати может помочь избавиться от дефекта.
Дефект : Рыхлота, Провисания (?)
Часто используемое описание: Сопли на детали, провисание пластик на детали
Описание : Один из самых распространенных и базовых дефектов — из-за печати в воздухе пластик провисает вместо получения ровной горизонтальной поверхности. Связано это с тем, что пластик не успевает остывать и печатается без поддержки там, где они необходимы. Провисания могут возникать много по каким причинам, хотя физическая природа дефекта практически неизменна. Из-за этого устранение этого дефекта может быть не очевидным.
Как бороться:
Охлаждение — в зависимости от пластика, вам может понадобится охлаждение или нет. Если это необходимо — обеспечьте его максимально, насколько возможно.
Печатайте больше одной детали — в случае мелких деталей, существенно поможет печать больше одной детали. Таким образом вы отведете источник тепла и дадите время вашей детали остыть.
Поработайте с толщиной слоя — невозможно дать рекомендацию, лучше ли увеличить слой или его уменьшить. В каждой ситуации надо решать, однако, изменение толщины слоя может улучшить или ухудшить эффект от провисаний.
Уменьшите скорость печати — очень часто уменьшение скорости печати может улучшить качество вашей детали.
Уменьшить температуру — если вы уменьшите температуру, пластик будет быстрее охлаждаться до твердого состояния. Однако, нельзя понижать температуру слишком низко, иначе качество печати может упасть.
Измените позицию детали — если это возможно без потери качества, постарайтесь по-другому расположить деталь. Остановитесь, подумайте или воспользуйтесь автопозиционированием (например, Meshmixer). Вместо того, чтобы бороться с дефектом часто можно его просто исключить.
Дефект : Слоистость нижнего слоя
Часто используемое описание: Четко выраженный нижний слой, толстые линии нижнего слоя
Описание : Печать нижнего слоя — один из самых ответственных моментов в печати. Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя.
Как бороться:
Уменьшить толщину первого слоя — во многих слайсерах есть возможность изменения первых слоев печати. Попробуйте сделать ее меньше для достижения результата, который вас устроит.
Повторная калибровка — очень многие проблемы с нижними слоями может решиться калибровкой стола. Установите расстояние немного меньше и возможно вы получите необходимый результат.
Дефект : Недоэкструзия
Часто используемое описание: Дырки в печати, проблемы со слоями, дефекты на поверхности
Описание : Недоэкструзия — это дефект, достойный отдельной статьи с описанием. Она может возникать в следствии огромного количества факторов, как связанных с принтером, так и с пластиком. Наблюдать ее очень легко — поверхность детали выходит не ровной, а со всякими вкраплениями, либо наоборот отсутствием пластика там, где он необходим. Для устранения данного дефекта может потребоваться комплексный подход.
Как бороться:
Измените скорость — возможно ваш принтер технически не может печатать на такой скорости. Может потребоваться его смазать или сменить пластик, но для начала попробуйте печатать на меньшей скорости. Кроме этого не все детали и не всеми пластиками, принтер может печатать на максимальной скорости
Смените температуру — у всех пластиков есть рекомендованные температуры для печати. Если вы печатаете не той температурой, то не обеспечиваете требуемые параметры по жидкотекучести по работе с данным пластиком и печатать вы будете им не корректно.
Проверьте пластик — пластик может отсыреть, быть грязным или быть некачественным. Все это может привести к недоэкструзии, либо что вы вообще не будете печатать. Кроме этого, пластик может сломаться из-за подающего механизма и его прочностных свойств. Возможно, вы не сможете печатать данным пластиком. А может у него диаметр гуляет.. Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
Проверьте подающий механизм — в случае работы с мягким пластиком, пластик может переминаться слишком сильно, что не позволит вам им нормально печатать. Тогда скорее всего будет необходимо ослабить захват прутка, однако, делать это стоит лишь предварительно связавшись с тех. поддержкой, если вы делаете это впервые.
Проверьте пруток — в ходе печати иногда ваш пруток может завязаться узлом или что-то мешает ему поступать в экструдер. Обязательно проверьте данный момент.
Сменить или прочистить сопло — ваше сопло не будет служить бесконечно. В ходе работы, оно будет загрязняться — как от нагара пластика, так от пыли, которую вы допустили. Всегда имейте пару сменных сопел, чтобы понять данную проблему. Кроме этого, когда вы заправляете пластик с меньшем температурой печати, пропечатайте на высокой температуре, чтобы полностью вышли остатки старого пластика и они не мешали работе.
Проверьте настройки слайсера — некоторые слайсеры могут использовать отвод сопла и его очистку для избавления от внешних провисаний. Из-за этого, когда вы возвращаете печатающую голову, вы не сразу начинаете подавать пластик. Это может привести к недоэкструзии в некоторых кускам модели.
Проверьте тефлоновую трубку — из-за грязи допущенной в зоне печати, тефлоновая трубка может загрязнится. Из-за этого пруток будет испытывать трение, что будет приводить к недоэкструзии.
Проверьте шестерни — если шестерни захватывающие пруток будут работать неправильно, то и выходить из сопла он будет проблемно. В случае, если более простые меры вам не подошли — проверьте, чтобы этот механизм работал корректно.
Дефект : Просечки (?)
Часто используемое описание: Стенки не спекаются между собой. Пустоты в стенках.
Описание : Механическая проблема. Из-за ограниченного пути печатающей части, возникают пустоты и нестыковка между стенками . Контакт может быть частичным, либо отсутствовать полностью.
Как бороться:
Подтяните ремни около печатающей головы — как это сделать, лучше всего посмотреть на портале 3dtoday или у запросить у вашего поставщика 3d принтера. Этот вариант лучше использовать в случае частичного контакта.
Уменьшите скорость печати — возможно на такой скорости пластик плохо укладывается. Так же легкое увеличение температуры может помочь.
Измените настройки стенки — такая проблема может возникнуть из-за принципа укладывания этой самой стенки. Если у вас стоит сопло 0.3, то это невозможно уложить идеальными слоями по 0.3 мм стенку в 1 мм. Таким образом программа может либо представить стенку, как 0.9 мм и уложить 3 слоя, либо как-то это скомпенсировать. Попробуйте изменить толщину стенки и возможно вы сможете избавиться от дефекта.
Дефект : Царапины
Часто используемое описание: Царапины на поверхности и неравномерность по цвету
Описание : Во время перемещения печатающая головка оставляем за собой след на пластике в следствие близкого контакта с поверхностью. Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.
Как бороться:
Увеличение скорости и уменьшение температуры — как в других подобных дефектах, когда пластик оставляет след, увеличение скорости и уменьшение температуры могут снизить эффект от данной проблемы.
Изменение настройки слайсера — В большой степени данный дефект можно контролировать слайсером. На примере Cura’ы можно использовать функцию z-hop (приподнимает сопло). Кроме этого можно поработать над ретрактом.
Изменение геометрии — данный дефект может еще проявляться на сложных поверхностях. Попробуйте добавить ровный слой на модели или в целом упростить геометрию, если вы сталкиваетесь с такой проблемой и она сильно портит вам жизнь.
Дефект : Недозаполнение
Часто используемое описание: Деталь странно печатается. Неправильное заполнение детали. Печать поддержек где их быть не должно
Описание : Вид дефектов связанный с электронной моделью — может быть связан много с чем. Если у полигонов неправильно направлены нормали, если модель не до конца сшита ( есть дырки) или состоит из нескольких элементов — все это может привести к данному виду дефектов, когда слайсер будет понимать неправильно, что от него хотят.
Как бороться:
Проверьте модель в Netfabb/Meshmixer — с помощью специализированных продуктов вы можете проверить модель и посмотреть, какие есть в ней ошибки. Данные программы устраняют многие проблемы, которые были допущены перед печатью. Однако, данные программы могут исказить вашу геометрию.
Исправьте электронную модель — если у вас есть навыки и возможность воспользуется функционалом 3д программ для исправления сетки. Сшейте сетки, закройте пустоты, обратите нормали , после чего проверьте получившийся g-code. В нем вы увидите, как будет печататься ваша модель и все ли вас устраивает.
Дефект : Пушистость
Часто используемое описание: Модель, как в волосах. Сопли. Провисания.
Описание : Уменьшенный вариант внешнего провисания. На модели торчат маленькие волосики, которые остаются от печатающего сопла. Физика явления такая же, но количество пластика существенно меньше. Однако, данный дефект может появляться даже если сопло не переходит от одного объекта к другому.
Как бороться:
Проверьте пластик — возможно, ваш пластик загрязнен или сделан не качественно. Попробуйте другой пластик и возможно получится избавиться от модели
Проверьте сопло — такая пушистость может быть первым признаком, что с соплом что-то не так. Проверьте внешнюю часть сопла, чтобы на ней ничего не торчало или попробуйте другое сопло
Удалить дефект после работы — этот тот редкий вид дефекта, от которого довольно легко избавиться пост обработкой. Используйте шкурку, надфиль или другой удобный инструмент.
Дефект: Пропущенный слой
Часто используемое описание: Слой отличается от остальных слоев модели. Модель слоится на куски
Описание:Случай, когда один или несколько слоев отличаются от других. Затем идет стабильная печать и дефект может повторится. Может возникать из-за недоэкструзии или проблем механизма.
Как бороться:
Ознакомьтесь с недоэкструзией — возможно, что вы увидите еще похожие дефекты и будете знать, как вам тогда действовать.
Смазать Z-направляющую — поскольку стол перемещается по Z направлению, то возможно на каких-то участках у вас скопилась грязь или не хватает смазки. Смажьте направляющую по рекомендации от производителя и проверьте работу.
Проблема с подшипниками — возможно, что проблема не в направляющей, а в другом элементе подъемного механизма. В этом случае вам надо проверить регулировку подшипников или отдать принтер в сервис. Дополнительную информацию ищите на портале 3dtoday
Излишняя смазка — слишком много смазывающего материала -не значит лучше. Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
Проблема с электроникой — возможно, что проблема связана не с механической, а электронной частью механизма. Если другие способы не помогают, то скорее всего принтер может понадобится отдать на ремонт.
Дефектные детали — к сожалению, такое бывает. Возможно, что все сделано хорошо, но какая-то деталь механизма вышла из строя. Опять-таки без разбора принтера это не решить.
Дефект: Несоблюдение осей
Часто используемое описание: Не соблюдается прямой угол.
Описание: Случаи, когда ответные части от механизма не встают в пазы из-за перекоса. Другой способ определить возникшую проблему — голова принтера перемещается с усилием.
Как бороться:
Редактирование осей — дефект устраняется только механически. Запросите у поставщика или производителя информацию о том, как скорректировать оси и после чего произведите донастройку принтера.
P.S.
Я не претендую на окончательную инстанцию. С моей стороны хочется адекватного обсуждения и предложений, чтобы эту статью дополнить и развивать и сформулировать в законченный вариант. Значки ? значат, что данное название я еще не считаю конечным и жду от вас других предложений по названиям. Только названия должны быть толковые, чтобы человек представлял, что это и использовал короткое слово для определения. Грамматические и лексические ошибки лучше отмечать мне в личку — надеюсь с редакцией договоримся, чтобы дали возможность исправить статью. Материал сформулирован по данному источнику . Специально не добавлял некоторые дефекты, которые не связаны с пластиком, принтером и печатающим механизмом (такие как отрыв детали от стола обычный и плохая работа электроники), хотя возможно вы скажите, что логичнее добавить. Короче готов к обсуждению.
С уважением, Панин Сергей
Blobs and Zits
Blobs and Zits
Во время 3D-печати экструдер должен постоянно останавливаться и начинать выдавливание, перемещаясь к различным частям платформы сборки. Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов.
Общие решения
Настройки отвода и выбега
Если вы начинаете замечать небольшие дефекты на поверхности отпечатка, лучший способ диагностировать их причину — внимательно следить за каждым периметром печати вашей детали. Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика. Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.
Если дефект не возникает до конца периметра, когда экструдер останавливается, необходимо настроить другую настройку. Эта настройка называется выбегом. Вы можете найти его прямо под настройками отвода на вкладке «Экструдер». Выбег выключит ваш экструдер за короткое время до конца периметра, чтобы сбросить давление, которое создается внутри сопла. Включите эту опцию и увеличивайте значение до тех пор, пока не перестанете замечать дефект, появляющийся в конце каждого периметра, когда экструдер останавливается. Как правило, расстояния выбега в пределах 0,2-0,5 мм достаточно, чтобы оказать заметное влияние.
Избегайте ненужных втягиваний
Упомянутые выше настройки втягивания и выбега могут помочь избежать дефектов каждый раз, когда сопло втягивается, однако в некоторых случаях лучше вообще избегать втягивания. Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.
Другой связанный параметр можно найти в разделе «Поведение движения». Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении».
Нестационарные отводы
Еще одна чрезвычайно полезная функция Simplify3D — возможность выполнять нестационарные отводы. Это особенно полезно для экструдеров Боудена, которые создают большое давление внутри сопла во время печати. Обычно, когда эти типы машин прекращают экструзию, избыточное давление все еще может создать каплю, если экструдер стоит на месте. Поэтому в Simplify3D добавлена уникальная опция, позволяющая сохранять движение сопла во время его втягивания. Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается. Это очень мощная функция, которую можно попробовать, если у вас все еще возникают проблемы с удалением этих дефектов с поверхности вашего отпечатка.
Выберите расположение ваших начальных точек
Если вы все еще видите небольшие дефекты на поверхности вашего отпечатка, Simplify3D также предоставляет параметр, который может управлять расположением этих точек. Нажмите «Изменить параметры процесса» и выберите вкладку «Слой». В большинстве случаев расположение этих начальных точек выбрано для оптимизации скорости печати. Однако у вас также есть возможность рандомизировать размещение начальных точек или выровнять их по определенному местоположению. Например, если вы печатаете статую, вы можете выровнять все начальные точки так, чтобы они находились на задней стороне модели, чтобы их не было видно спереди. Для этого включите опцию «Выбрать начальную точку, ближайшую к определенному местоположению», а затем введите координату XY, где вы хотите разместить начальные точки.
Связанные темы
Натяжение или просачивание
Натяжение или просачивание
Натяжение (иначе известное как просачивание, усы или «волосатые» отпечатки) возникает, когда на 3D-печатной модели остаются небольшие нити пластика. Обычно это происходит из-за того, что пластик вытекает из сопла, когда экструдер перемещается в новое место. К счастью, в Simplify3D есть несколько настроек, которые могут решить эту проблему. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Общие решения
Расстояние отвода
Наиболее важной настройкой отвода является расстояние отвода. Это определяет, сколько пластика вытягивается из сопла. Как правило, чем больше пластика вытягивается из сопла, тем меньше вероятность того, что сопло будет вытекать при движении. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Скорость отвода
Следующей настройкой отвода, которую следует проверить, является скорость отвода. Это определяет, насколько быстро нить вытягивается из сопла. Если вы втягиваете экструдер слишком медленно, пластик будет медленно просачиваться через сопло и может начать протекать до того, как экструдер переместится к новому месту назначения. Если вы втянете слишком быстро, нить может отделиться от горячего пластика внутри сопла, или быстрое движение ведущей шестерни может даже стереть кусочки вашей нити. Обычно в диапазоне 1200-6000 мм/мин (20-100 мм/с) существует оптимальная зона, при которой ретракция работает лучше всего. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
Слишком высокая температура
После того, как вы проверили настройки отвода, следующей наиболее распространенной причиной чрезмерного натяжения является температура экструдера. Если температура слишком высока, пластик внутри сопла станет менее вязким и будет легче вытекать из сопла. Однако, если температура слишком низкая, пластик все еще будет твердым, и его будет трудно выдавливать из сопла. Если вы считаете, что у вас правильные настройки втягивания, но вы все еще сталкиваетесь с этими проблемами, попробуйте уменьшить температуру экструдера на 5-10 градусов. Это может существенно повлиять на конечное качество печати. Вы можете настроить эти параметры, нажав «Изменить параметры процесса» и выбрав вкладку «Температура». Выберите свой экструдер из списка слева, а затем дважды щелкните заданное значение температуры, которое вы хотите изменить.
Длительные перемещения по открытому пространству
Как мы уже говорили выше, натяжение происходит, когда экструдер перемещается между двумя разными точками, и во время этого движения пластик начинает вытекать из сопла. Продолжительность этого движения может иметь большое влияние на то, насколько сильно происходит просачивание. Короткие движения могут быть достаточно быстрыми, чтобы пластик не успевал вытекать из сопла. Тем не менее, длинные движения, скорее всего, создадут струны. К счастью, Simplify3D включает чрезвычайно полезную функцию, которая может помочь минимизировать длину этих движений. Программное обеспечение достаточно умно, чтобы автоматически регулировать траекторию движения, чтобы убедиться, что сопло имеет очень короткое расстояние для перемещения по открытому пространству. Фактически, во многих случаях программное обеспечение может найти путь движения, который не пересекает открытое пространство! Это означает, что нет возможности создать струну, потому что сопло всегда будет находиться поверх твердого пластика и никогда не выйдет за пределы детали. Чтобы использовать эту функцию, перейдите на вкладку «Дополнительно» и включите параметр «Избегать пересечения контура при перемещении».
Скорость движения
Наконец, вы также можете обнаружить, что увеличение скорости движения вашей машины также может сократить время, в течение которого экструдер может просачиваться при перемещении между частями. Вы можете проверить, какие скорости движения использует ваша машина, щелкнув вкладку «Скорости» в настройках процесса. Скорость движения по осям X/Y представляет собой скорость перемещения из стороны в сторону и часто напрямую связана с количеством времени, которое ваш экструдер тратит на перемещение на открытом воздухе. Если ваша машина может обрабатывать перемещение на более высоких скоростях, вы можете обнаружить, что увеличение этих параметров также может уменьшить натяжение между деталями.
Инструкция Перфоратора Интерскол П-45/1000Э на русском
В представленном списке руководства для конкретной модели Перфоратора — Интерскол П-45/1000Э. Вы можете скачать инструкции к себе на компьютер или просмотреть онлайн на страницах сайта бесплатно или распечатать.
В случае если инструкция на русском не полная или нужна дополнительная информация по этому устройству, если вам нужны дополнительные файлы: драйвера, дополнительное руководство пользователя (производители зачастую для каждого продукта делают несколько различных документов технической помощи и руководств), свежая версия прошивки, то вы можете задать вопрос администраторам или всем пользователям сайта, все постараются оперативно отреагировать на ваш запрос и как можно быстрее помочь. Ваше устройство имеет характеристики:Тип крепления бура/сверла: SDS-Max, Количество скоростей работы: 1, Потребляемая мощность: 1005 Вт, Макс. число оборотов холостого хода: 285 об/мин, Макс. частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке.
interskol-p-451000e-guide.pdf
Руководство пользователя
interskol-p-451000e-certificate.doc
Скачать сертификат соответствия
Скачать
Для многих товаров, для работы с Интерскол П-45/1000Э могут понадобиться различные дополнительные файлы: драйвера, патчи, обновления, программы установки. Вы можете скачать онлайн эти файлы для конкретнй модели Интерскол П-45/1000Э или добавить свои для бесплатного скачивания другим посетителями.
Файлов не найдено
Если вы не нашли файлов и документов для этой модели то можете посмотреть интсрукции для похожих товаров и моделей, так как они зачастую отличаются небольшим изменениями и взаимодополняемы.
Обязательно напишите несколько слов о преобретенном вами товаре, чтобы каждый мог ознакомиться с вашим отзывом или вопросом. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э.
Основные и самые важные характеристики модели собраны из надежных источников и по характеристикам можно найти похожие модели.
Здесь представлен список самых частых и распространенных поломок и неисправностей у Перфораторов. Если у вас такая поломка то вам повезло, это типовая неисправность для Интерскол П-45/1000Э и вы можете задать вопрос о том как ее устранить и вам быстро ответят или же прочитайте в вопросах и ответах ниже.
Название поломки
Описание поломки
Действие
Появление Трещин На Стволах
Разлом Бойка Ударного Механизма
Катастрофический Износ Внутренней Поверхности Ствола
Заміна Боцка На Даний Момент Є Сильний Удар Бойка І Відчувається Сильний Храп
Застряло Сверло. Не Вынимается.
В Патроне Застряло Сверло. Как Его Можно Безболезненно Вынуть?
Нет Вращения По Часовой Стрелке,Против Часовой Работает Нормально
Замена Щеток
Слабая Энергия Удара
Перфоратор Работает Но Не Сверлит Бетон-Кирпич
Не Крутит
Не Крутит, При Проворачивании Патрона Начинает Схватывать
Поломка Ротора
Смазка
Сильный Запах При Работе
Не Держится Гайка
Не Работает Переключатель Режимов
Не Включает Ни Один Режим
Перелом Растровой Трубки
Перелом Растровой Трубки Т Е Ствола От Какого Перфоратора Может Подойти
Двигатель Работает , Сверло Не Не Крутит А Отбойник Работает
Вечером Отдолбил Широты Отбойщиком , Включил Утром На Сверление И К Моему Удевлению Перфоратор Не Сверлит Но Двигатель Работает. В Чем Причина Не Знаю!!!
Перфоратор Ferm Ebf-850K
Сломан Поршневой Палец
Стопорное Кольцо
Развалилось
Слабый Удар
Как Снимается Нижний Переключатель?
Не Работает Режим Удар
Не Переключается Режим Удар,Режим Удар-Сверление Работает
В нашей базе сейчас зарегестрированно 18 353 сервиса в 513 города России, Беларусии, Казахстана и Украины.
МИР И СЕРВИС — ПРОФ
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
шоссе Варшавское, д. 143а стр 2
Телефон:
74957440014
Сайт:
n/a
Время работы Время работы не указано
НИМАЛ
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
ул. Иркутская, д.17, стр.8
Телефон:
74957307777
Сайт:
n/a
Время работы Время работы не указано
АЛКИОНА
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Дмитровское шоссе, дом 139
Телефон:
74959133939
Сайт:
n/a
Время работы Время работы не указано
ЭЛЕКТРОРЕМКОМПЛЕКТ
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Измайловского зверинца 1-я. ул., д.8
Телефон:
79175711271
Сайт:
n/a
Время работы Будни: с 1100 до 2000 Суббота: выходной Воскресенье: выходной
ОЛИМП
⭐ ⭐ ⭐ ⭐ ⭐
Адресс:
Краснобоготырская д.2
Телефон:
74993902898
Сайт:
n/a
Время работы Будни: с 1000 до 1900 Суббота: с 1000 до 1700 Воскресенье: выходной
1000E — Панели управления маршрутизатором
Руководство по эксплуатации CP-1000E
Загрузить спецификацию (96,3 КБ)
Свяжитесь с нами по поводу этого продукта
Панель управления CP-1000E оснащена технологией назначаемых и динамических ЖК-кнопок. Каждая из ЖК-кнопок может отображать текстовые строки из нескольких символов. CP-1000E имеет 16 кнопок с 256 виртуальными кнопками.
Панель CP-1000E идеальна для приложений, где необходимо регулярно менять источники и адресаты, например, ПТС или другие приложения, где вам необходимо предварительно настроить панели для выполнения различных или повторяющихся задач.
Структура меню панели может быть настроена для быстрой навигации по системе. При нажатии кнопки меню некоторые или все кнопки изменяют свою функцию и легенду. Затем их работа определяется настройкой конфигурации для этого меню.
Панель представляет собой радикальное изменение в конструкции панели управления, в результате чего она стала самой гибкой панелью управления на современном рынке.
Функции
Гибкие настройки функций или меню, обеспечивающие быстрый и простой доступ
Легко реконфигурируется для регулярно меняющихся условий
Каждый ЖК-дисплей имеет матрицу 32×24 точек, способную отображать три строки по пять символов текста или графики
Подсветка каждого ЖК-дисплея может быть красной, зеленой или желтой с двухуровневой программируемой интенсивностью, обеспечивающей визуальную индикацию состояния кнопки
Полностью программируемая кнопка
Выбор кнопки для каждого источника с помощью кнопок NEXT и LAST в режиме страницы для выбора большего количества источников
Кнопка LOCK или ENABLE для защиты от несанкционированного или случайного выбора
Кнопки могут быть запрограммированы на отрыв или для придания панели структуры меню
Отмена джойстика камеры на любых восьми входах с мгновенным или фиксирующим действием
Поддерживает Qlink для управления устаревшим маршрутизатором. Напрямую подключается к большинству маршрутизаторов Evertz для простого управления маршрутизатором. Обратитесь на завод для обеспечения поддержки.
Поддерживает Ethernet для подключения к системе управления маршрутизатором MAGNUM. (Пожалуйста, свяжитесь с заводом, чтобы получить список маршрутизаторов, которые могут напрямую поддерживать панели Ethernet)
Технические характеристики
Управление
Джойстик
8 Параллельное замыкание контактов, уровни TTL (GPI). D9 мужской
Qlink
Коаксиальное соединение 75 Ом для прямого подключения к маршрутизаторам. Требуется переходник BNC, «T» и заделка.
Ethernet
Стандартный интерфейс Ethernet для подключения к системе управления маршрутизатором MAGNUM. RJ45. (Пожалуйста, свяжитесь с заводом, чтобы получить список маршрутизаторов, которые могут напрямую поддерживать панели Ethernet)
Электрика
Напряжение
Автоматический выбор диапазона 100–240 В перем. тока, 50/60 Гц или 12 В пост. тока, 3 А
Мощность
15 Вт
Номинал предохранителя
250В, 2А, выдержка времени
Физический
Высота
Стандартная высота стойки 1,75 дюйма (45 мм) 1RU
Ширина
Монтаж в 19-дюймовую (483 мм) стойку
Глубина
3,5 дюйма (89 мм), без разъемов
Вес
3 фунта (1,36 кг)
Рабочая температура
0-40°С
Соответствие
Безопасность
Внесен в список ETL, соответствует директивам ЕС по безопасности
ЭМИ/РЧП
Соответствует требованиям FCC, часть 15, класс A Соответствует директиве ЕС по электромагнитной совместимости
Информация для заказа
Примечания
• Эти номера деталей относятся только к оборудованию. Точность работы определяется конфигурацией панели управления.
CP-1000E
Интеллектуальная удаленная панель, 1RU, 16 кнопок
Аксессуары
CP-1000E-DMK
Комплект для настольного монтажа CP-1000E
Пожалуйста, предоставьте следующую информацию с вашим запросом. Все поля обязательны к заполнению.
У вас есть этот продукт? Да: Нет:
Пожалуйста, подождите.
..
Экспоненциальные и логарифмические модели
Экспоненциальные и логарифмические модели
Графер
Калькулятор
Возврат
Справка
Точечная диаграмма
Содержание: Эта страница соответствует § 4.5 (стр. 359) текста.
Предлагаемые проблемы из текста:
р. 366 #7,9,15,17,25,33,35,69
Экспоненциальный рост и упадок
Другие модели
Экспоненциальный рост и упадок
Два распространенных типа математических моделей:
Экспоненциальный рост: y = a e bx , b > 0,
Экспоненциальное затухание: y = a e -bx , b > 0,
Пример 1.
В течение 1980-х годов население одного города увеличилось со 100 000 до 205 000 человек. Население по годам указано в таблице ниже.
Год
1980
1981
1982 г.
1983 г.
1984
1985 г.
1986 г.
1987 г.
1988 г.
1989 г.
Население в тысячах
100
108
117
127
138
149
162
175
190
205
Эти данные хорошо аппроксимируются моделью экспоненциального роста P = 100 e 0,08t , где t — число лет, начиная с 1980 г. Другими словами, 1980 г. соответствует t = 0, 1981 г. соответствует t = 1 и т. д. Данные точки и модель представлены на графике ниже.
Точки данных о населении и модель P = 100 e 0,08t
, где t — количество лет с 1980 года.
Задача 1: Используйте модель, чтобы предсказать численность населения города в 1994.
1991 соответствует t = 11, поэтому наша модель предсказывает, что население составит
человек.
P = 100 e 0,08*11 = 241 тысяча.
Задача 2: Согласно нашей модели, когда численность населения достигнет 300 тысяч?
Чтобы решить эту задачу, приравняем 100 e 0,08t к 300 и найдем t.
100 е 0,08 т = 300
e 0,08t = 3 Возьмем натуральный логарифм обеих частей.
ln e 0,08 т = ln 3
0,08t = пер 3
t = (ln 3)/0,08 = 13,73, приблизительно.
Таким образом, ожидается, что население достигнет 300 тысяч примерно на три четверти пути в течение года. 1993.
Важно понимать ограничения этой модели. Хотя из графика видно, что для t между 0 и 9, значения модели очень близки к фактическим значениям населения, мы не должны предполагать, что наша модель будет дать точный прогноз численности населения для значений t, намного превышающих 9. Например, модель предсказывает что в 2080 году (t = 100) население города будет почти 300 миллионов человек! Это маловероятно.
Предположим, мы знаем, что переменная y может быть выражена в форме ae bx , но мы не знаем значений а и б. Если нам даны любые две точки на графике y, то можно найти числа a и b. простейший случай, который часто встречается в приложениях, когда мы знаем значение y, когда x = 0 и еще одна точка на графике y.
Пример 2.
Предположим, что население P растет экспоненциально, поэтому P = ae bt , где t измеряется в годах.
Если P = 15000 в 1990 г., а P выросло до 17000 в 1993 г., найдите формулу для P.
Пусть t будет количеством лет с 1990 года. Тогда a = 15000 , значение P при t = 0,
Обратите внимание, что t можно было выбрать по-другому. Например, мы могли бы позволить t быть количеством лет с 1900. Но тогда мы не знали бы значения P при t = 0, поэтому мы не знали бы значения a сразу.
Нам еще нужно найти b. Все, что мы знаем о b, это то, что оно положительно, поскольку население растет. С использованием значение, которое мы нашли для a, у нас есть
P = 15000 e bt .
1993 год соответствует t = 3, поэтому мы подставляем P = 17000 и t = 3 в приведенное выше уравнение и находим б.
17000 = 15000 е 3б
Мы решали уравнения этой формы несколько раз. Первым шагом является выделение экспоненциального члена. затем возьмем натуральный логарифм обеих частей.
17/15 = е 3b
пер. (17/15) = пер. е 3b
лн (17/15) = 3б
б = (ln(17/15))/3 = 0,0417 (приблизительно)
Следовательно, P = 15000 e 0,0417 т
Основываясь на этой модели, когда население достигнет 20000 человек?
Примем P равным 20000 и найдем t.
20000 = 15000 е 0,0417 т
4/3 = е 0,0417 т
ln (4/3) = ln e 0,0417 т
лн (4/3) = 0,0417 т
t = (ln (4/3))/0,0417 = 6,9 года
Итак, мы ожидаем, что население достигнет 20000 к концу 19 века.96.
Упражнение 1 :
Найдите модель вида P = ae bt , где t — количество лет с 1970 г., если P = 30000 в 1970 г. и P = 36000 в 1977 г. Используйте эту модель, чтобы предсказать значение P в 1980 г.
Ответить
Когда коэффициент x (или как там называется независимая переменная) равен отрицательному значению , значит лепим убывающая переменная . Это называется экспоненциальным распадом. Мы проиллюстрируем экспоненциальное затухание, рассматривая радиоактивное вещество. Образец радиоактивного вещества со временем распадается.
Пример 3.
Масса (в граммах) радиоактивного материала в образце определяется выражением N = 100e -0,0017t , где t измеряется годами.
Найдите период полураспада этого радиоактивного вещества.
Период полураспада радиоактивного вещества – это время, необходимое для распада половины данного образца. Обратите внимание, что период полураспада не зависит от размера образца. Если период полураспада определенного радиоактивного материала составляет 700 лет, то если начальная масса образца 1000 грамм, то через 700 лет будет 500 грамм. Если начальная масса образца всего 8 грамм, через 700 лет будет 4 грамма.
В этом примере масса радиоактивного материала составляет 100 граммов в момент времени t = 0. Следовательно, период полураспада равен количество времени, необходимое для распада образца до 50 граммов. Таким образом, мы можем найти период полураспада, приравняв N до 50 и решение для t.
100e -0,0017t = 50
e -0,0017t = 0,5
Примечание. Если бы начальное количество было 800 граммов, то нам пришлось бы решить уравнение 800e -0,0017т =400, и после деления обеих частей на 800 мы получим e -0,0017t = 0,5, что совпадает с уравнением выше. Вот почему период полураспада не зависит от исходного количества.
ln e -0,0017t = ln 0,5
-0,0017t = ln 0,5
t = (ln 0,5)/-0,0017 = 408 лет (приблизительно)
Вопрос : Почему (ln 0,5)/-0,0017 равно (ln 2)/0,0017?
В предыдущем разделе мы обсудили важный пример экспоненциального роста, а именно непрерывный начисление процентов. Вычисление периода полураспада радиоактивного вещества очень похоже на вычисление удвоение времени для инвестиций.
Пример 4.
Если 1000 долларов инвестируются под 9% годовых с постоянным начислением сложных процентов, сколько времени потребуется для инвестиций? удвоить? Используя формулу сложных процентов A = Pe рт , у нас
А = 1000e 0,09t
Мы хотим найти время, за которое инвестиции удвоятся, то есть до 2000 долларов, поэтому устанавливаем А равно 2000 и найти t.
1000e 0,09t = 2000 Разделите обе части на 1000.
е 0,09 т = 2
Примечание : Как и период полураспада, время удвоения не зависит от первоначальных инвестиций P. Если бы мы начали с 50 долларами и спросили, сколько времени пройдет, прежде чем у нас будет 100 долларов, тогда мы бы решили уравнение
50e 0,09t = 100, и после деления обеих частей на 50 мы снова получим e 0,09t = 2,
.
ln e 0,09 т = ln 2
0,09 т = ln 2
t = (ln 2)/0,09 = 7,7 года (приблизительно).
Вопрос: Если вы инвестируете 3000 долларов под 9% годовых, сколько вы будете иметь через 15 с половиной лет?
Ответ: Около 12000 долларов. Это легко аппроксимировать, потому что время удвоения составляет 7,7 года, поэтому 15,5 лет соответствует до чуть более двух удвоений. 3000 -> 6000 -> 12000.
Упражнение 2 :
Сколько времени требуется инвестициям, чтобы утроить при непрерывном начислении процентов 11? Ответ
Бензиновый генератор Hyundai HY 7000 SE-3 известной корейской марки, номинальной мощностью 5 кВт предназначен для питания трёхфазных потребителей в частном доме, на даче, строительной площадке, корпоративном мероприятии или в торговом паильоне.
Мощность основная (номинальная), кВт
5
Мощность резервная (максимальная), кВт
5.5
Напряжение, В
230/400
Число фаз
3
Частота, Гц
50
Вид топлива
Бензин
Инверторная модель
Нет
Тип запуска
Электростарт
Наличие АВР
Опционально
Исполнение
Открытое
Объём бака, л
25
Расход топлива (при 75% нагрузке), л/ч
1. 7
Двигатель
Hyundai
Модель двигателя
IC 390
Альтернатор
Hyundai
Охлаждение
Воздушное
Количество оборотов, об/мин
3000
Длина, мм
830
Ширина, мм
560
Высота, мм
600
Вес, кг
96
Производство/сборка
Китай
Гарантия
12 месяцев
Производитель
Hyundai (Корея)
Hyundai — марка, очаровавшая весь автомобильный рынок России своими изящными формами и привлекательной ценой, представляет свою серию поративных генераторов, работающих на бензине. Признанное качество корейского бренда и доступная цена делают электрогенераторы с инверторной технологией Хёндэ ещё более заманчивыми.
Подходят ли эти генераторы для частного дома и дачи, стройки и выездных мероприятий?
Да, подходят, их мошность 5 кВт, но нужно учитывать, что он предназначен для обеспечения электроэнергией трёхфазную технику. Так же, желательно не нагружать электроустановку более чем на 80% от номинальной мощности — в таком режиме электрогенератору будет работать максимально комфортно и он прослужит Вам долгие годы.
Можно ли установить на него автозапуск?
Да, в комплектацию входит электростартер, а значит установка автопуска возможна и даже желательна, если электрогенератор будет использоваться в качестве резервного источника питания.
Есть ли гарантия?
На всю продукцию Хёндэ распространяется ЧЕСТНАЯ гарантия 1 год. Сервисные центры (всего их 125) есть во всех крупных городах, пять из них находятся в Москве.
Можно ли заказать доставку или забрать самовывозом?
Возможны любые варианты. Доставка в пределах Москвы или до транспортной компании осуществляется БЕСПЛАТНО. Стоимость доставки по Московской области согласовывается с менеджером исходя из удаленности от МКАД, а в регионы РФ осуществляется по тарифам ТК. Самовывоз так же возможен в любое рабочее время в будние дни.
Как можно оплатить генератор?
Мы работаем с юридическими и физическими лицами по всей России. При доставке частным заказчикам по Москве и области можно оплатить товар при получении. При заказе из регионов России, сперва производится оплата (через банк, переводом с карты на карту или другим удобным Вам способом по согласованию с менеджером), а отгрузка осуществляется через 1-2 дня. Работа с юридическими лицами по безналичному расчету осуществляет только по предоплате.
Я сомневаюсь в качестве. Стоит ли, всё таки, покупать?
Спешим Вас успокоить – покупать стоит! Качество техники Hyundai выше большинства аналогов, а сервис за более семи лет присутствия бренда в России отработан до мелочей.
Почему стоит купить именно у Вас?
Генераторы и электростанции – это наш профиль, а техника Hyundai является одним из наших ключевых направлений. Мы не просто продаем, чтобы продать, а реализуем продукт, в котором мы уверены. Наши инженеры знают эту технику вдоль и поперёк, а менеджеры проходят постоянное повышение квалификации. Всё это делается для того, чтобы мы могли предложить Вам именно то, что оптимально подойдёт под Ваши задачи.
Надеемся, что мы смогли дать ответы на все основные вопросы. Если же требуется более подробная консультация или помощь в выборе, наши менеджеры уже ждут Вашего звонка.
Внимание! Приоритетом нашей компании является отзывчивое и доброжелательное отношение к каждому клиенту. Мы ценим Вас и уверяем, чтоб общение с менеджером оставит только тёплые и приятные воспоминания от полученной консультации.
Если Вы уже купили Hyundai HY 7000 SE-3 в нашей компании или просто являетесь его владельцем и имеете опыт эксплуатации, оставьте, пожалуйста, Ваш отзыв (вверху страницы под фото генератора). Это поможет другим людям более подробно узнать об этом товаре и сделать правильный выбор при покупке.
Генератор Hyundai HY7000SE-3 в категории «Электрооборудование»
Эта щетка является универсальной деталью, поэтому это наиболее распространенная угольная щетка, используемая в генераторах щеточного типа. Если ваша угольная щетка выглядит так, она заменит ее и будет работать как надо. Щетка имеет 2 угольных стержня и 2 лепестковых соединения. Клеммы представляют собой типичные положительные и отрицательные соединения. Если ваш генератор потерял выходную мощность, эта часть является одной из наиболее распространенных проблем, но может быть не единственной. Поскольку во время ремонта может возникнуть несколько проблем, тестирование всегда предлагается. Однако во многих случаях тестирование можно проводить визуально.
Угольную щетку можно найти в головке генератора, и ее легко снять. Два одиночных провода на AVR подключаются к положительному и отрицательному контакту на щетке. Чтобы найти щетку, просто снимите крышку с конца головки генератора и найдите АРН. Угольная щетка подключена к проводам на AVR и расположена рядом с центральным валом в головке.
После обнаружения убедитесь, что ваша угольная щетка соприкасается, и убедитесь, что провода подключены правильно. Если щетки не соприкасаются и все провода подсоединены правильно, возможно, щетки необходимо заменить. Щетка должна быть отмечена, какие клеммы положительные и отрицательные. Большинство регуляторов напряжения также имеют маркировку, но некоторые нет. Вы не причините вреда, пересекая положительное и отрицательное соединение. Однако мы рекомендуем искать маркировку во время ремонта.
Эти щетки имеют 2 отверстия диаметром 1/4″ на расстоянии 1″ друг от друга. Первая угольная палочка находится на расстоянии 5/8 дюйма от задней стороны щетки. Карбоновые палочки расположены на расстоянии 5/8 дюйма от центра и на той же длине от корпуса. Иногда для правильной посадки необходимы прокладки, но чаще всего это не так. Эта угольная щетка является очень простой и прямой заменой. Для получения точных сведений и измерений щелкните вкладку «Дополнительная информация» выше.
Эта кисть будет доставлена БЕСПЛАТНО с нашего склада в США.
Ваш заказ будет отправлен на следующий рабочий день с отслеживанием, загруженным в PayPal в дополнение к нашему веб-сайту. В большинстве случаев ваша посылка будет отправлена через USPS, но мы можем использовать и другие услуги. Обычно время доставки в США составляет от 1 до 4 дней с момента оплаты. Тем не менее, мы предлагаем более быструю доставку в дополнение к бесплатной доставке. Например, USPS Express и Priority предлагают более быстрые сроки доставки. Однако доставка этих более быстрых услуг не бесплатна.
Ищете лучшие оптовые цены на угольные щетки и другие товары? Нажмите на ссылку ниже, чтобы просмотреть наши оптовые цены и варианты!
Запчасти для генераторов оптом
Хотите купить этот товар на eBay? Используйте ссылку ниже, чтобы просмотреть этот товар на eBay!
Все детали являются универсальными и не предназначены для использования в качестве OEM-запчастей. Все перечисленные марки и модели сделаны так, чтобы упростить поиск запасных частей.
Насос дренажный Вихрь ДН-250 68/2/11 — подходит для перекачивания чистой воды или воды, в которой встречаются естественные загрязнения. Отличается высокой производительностью — 7200 л/ч. Оснащен поплавковым механизмом для исключения поломки и автоматического включения/выключения. В конструкции насоса предусмотрена ручка для удобной переноски.
Преимущества:
Пластиковый корпус не подвержен коррозии
Поплавковый механизм служит для автоматического включения/выключения
Максимальная глубина всасывания — 7 м
Ручка для удобной переноски
Тип воды
чистый
Напряжение сети, В/Гц
220/50
Макс. производительность, л/мин
120
Макс. мощность, Вт
250
Макс. давление, атм
0.7
Макс. высота подъема (напор), м
7
Макс. глубина погружения, м
7
Макс. температура воды, °C
35
Забор воды
нижний
Материал корпуса
пластик
Защита от сухого хода
да
Класс защиты
IP68
Трубное соединение, дюйм
внутренняя G1 1/2
Конструкция
центробежный
Макс. размер пропускаемых частиц, мм
5
Длина кабеля, м
7
Габариты без упаковки (ДxШxВ), мм
160x160x280
Вес нетто, кг
3. 1
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Дренажный насос ВИХРЬ ДН-250
Мощность, кВт 250
Высота напора, м: 7
Дренажный насос ВИХРЬ ДН-250 предназначен для откачивания и отведении воды и стоков с инородными примесями из различных водоёмов и резервуаров (котлованов, шахт, сливных ям и т.д). С их помощью можно выкачивать воду в случае подтопления жилых помещений и подвалов. Электродвигатель насоса асинхронный, однофазный с короткозамкнутым ротором. Корпус изготовлен из прочного пластика. Удобный компактный размер. Максимальная глубина всасывания составляет не более 8 метров. Температура перекачиваемой жидкости должна быть от +1°С до +35°С. Не допускается работа дренажного насоса «в сухую» (без воды), попадание воздуха во всасывающую магистраль. От перегрузки насос защищает термопротектор, отключение происходит автоматически. При временной установке рекомендуются гибкие трубы, для постоянной установки рекомендуются жесткие трубы.
При использовании данной модели допускается только чистая вода с минимальным загрязнением, наибольший размер твёрдых частиц не должен превышать 5 мм.
Насос оснащён внешним поплавковым выключателем, который отрегулирован на определённый уровень включения и отключения насоса. Необходимо удостовериться, что при минимальном уровне воды выключатель отключает насос. Убедитесь, что объем воды в пределах max и min поля регулирования по отношению к количеству перекачиваемой воды и не требует от насоса более 20 включений в час.
Документация
Инструкция по применению: Дренажный насос ВИХРЬ ДН-250
Сертификат: Дренажные насосы ВИХРЬ
Дренажные насосы
Размеры в упаковке
0.211 × 0.211 × 0.211
Бренд
Вихрь
Страна бренда
Россия
Страна производства
Китай
Мощность, кВт
250
Тип
Центробежный, Погружной, Вертикальный
Высота напора, м
7
Макс. производительность, л/ч
7200
Макс. температура воды, °C
35
Частота, Гц
50
Материал
Пластик
Качество воды
Чистая
Тип двигателя
асинхронный, однофазный с короткозамкнутым ротором
Поплавковый выключатель
Внешний
Класс товара
Бытовой
Питание
От электросети
Диаметр пропускаемых частиц, мм
5
SHM VORTEX-TP РАСХОДОМЕРЫ DN250 (10 ДЮЙМОВ)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер
Ду250
Ассортимент жидкости
120-950 м3/ч
Газовая плита
970-5500 м3/ч
Размер
Д = 115 мм
Д = 300 мм
В = 540 мм
Ш = 600 мм
Вес
68 кг
Артикул: 0183
Категория: РАСХОДОМЕРЫ SHM VORTEX-TP
Описание
РАСХОДОМЕРЫ SHM VORTEX-TP DN250 (10 ДЮЙМОВ): Цифровой расходомер для газа, жидкости и пара, корпус, водоотвод и сенсор изготовлены из нержавеющей стали SUS 316L. Корпус преобразователя изготовлен из алюминия с эпоксидным покрытием, способного работать в жестких условиях технологического процесса.
ПРИМЕНЕНИЕ:
Серия расходомеров SHM Vortex-TP подходит для нефтяной, химической промышленности, металлургии, теплоэнергетики, прядения, производства бумаги и т. д. Измерение перегрева/насыщенного пара, сжатого/обычного воздуха (кислорода, азот, водород, природный/угольный газ и т. д.), вода и жидкости (бензин, спирт, бензол и т. д.)
ХАРАКТЕРИСТИКИ SHM VORTEX-TP РАСХОДОМЕРЫ DN250 (10 ДЮЙМОВ):
DN25-200 = 4,0 МПа , DN250-300 = 1,6 МПа
Температура среды: -40-250°C, -40-320°C
Рабочее напряжение: датчик и преобразователь: +12 В постоянного тока, +24 В, питание от батареи: батарея 3,6 В.
Степень защиты: IP 65 (требуется IP 68)
Условия окружающей среды: Темп. -20-55°C, относительная влажность: 5-90%, атмосферное давление: 86-106 кПа.
Часы работы: с понедельника по пятницу; 09:00 – 17:00 Суббота – Воскресенье ; Закрыто
По. PT Путра Сидуасаудара Индонезия
LUGB Трубопроводный вихревой расходомер DN250 с зажимом
Подробная информация
Описание продукта
LUGB Вихревой расходомер DN250
Описание продукта
Вихревые расходомеры в основном используются для измерения расхода промышленных трубопроводных жидкостей, таких как газ, жидкость, пар и другие среды. Он характеризуется малой потерей давления, большим диапазоном измерения и высокой точностью. На него почти не влияют плотность жидкости, давление, температура, вязкость и другие параметры при измерении объемного расхода в рабочих условиях. Нет подвижных механических частей, поэтому надежность высока, а техническое обслуживание невелико. Параметры прибора могут быть стабильными в течение длительного времени. [1] Используя пьезоэлектрический датчик напряжения, высокая надежность, может работать в диапазоне рабочих температур -20 ~ + 250 ℃. Он имеет аналоговый стандартный сигнал и цифровой импульсный сигнал. Его легко использовать с компьютером и другими цифровыми системами. Это относительно продвинутый и идеальный расходомер.
Основная функция 1. В корпус расходомера встроена функция компенсации температуры и давления, которая может измерять стандартный объемный расход или стандартный массовый расход жидкости. 2. Полностью интеллектуальная и цифровая схема, которая может автоматически компенсировать плотность измеряемой жидкости или вычислять объем при стандартных условиях. 3. Новые функции цифровой фильтрации и коррекции делают измерение расхода более точным и надежным. 4. Тип с батарейным питанием может непрерывно работать более двух лет без внешнего источника питания. 5. Новый матричный ЖК-дисплей с китайскими иероглифами делает его более удобным в использовании и эксплуатации.
Технические параметры
Название продукта
Интеллектуальный вихревой расходомер
Измеряемая среда
Пар, газ, жидкость (вода, масло)
Калибр изделия
DN15-DN300 трубопроводного типа, DN250-1500 вставного типа
 Комиссия состоит минимум из трех человек, в ее состав обязательно включают материально ответственное за объект лицо. Юридическое лицо вправе пригласить в состав комиссии стороннего эксперта.
Комиссия состоит минимум из трех человек, в ее состав обязательно включают материально ответственное за объект лицо. Юридическое лицо вправе пригласить в состав комиссии стороннего эксперта. Комиссия состоит минимум из трех человек, в ее состав обязательно включают материально ответственное за объект лицо. Юридическое лицо вправе пригласить в состав комиссии стороннего эксперта.
Комиссия состоит минимум из трех человек, в ее состав обязательно включают материально ответственное за объект лицо. Юридическое лицо вправе пригласить в состав комиссии стороннего эксперта.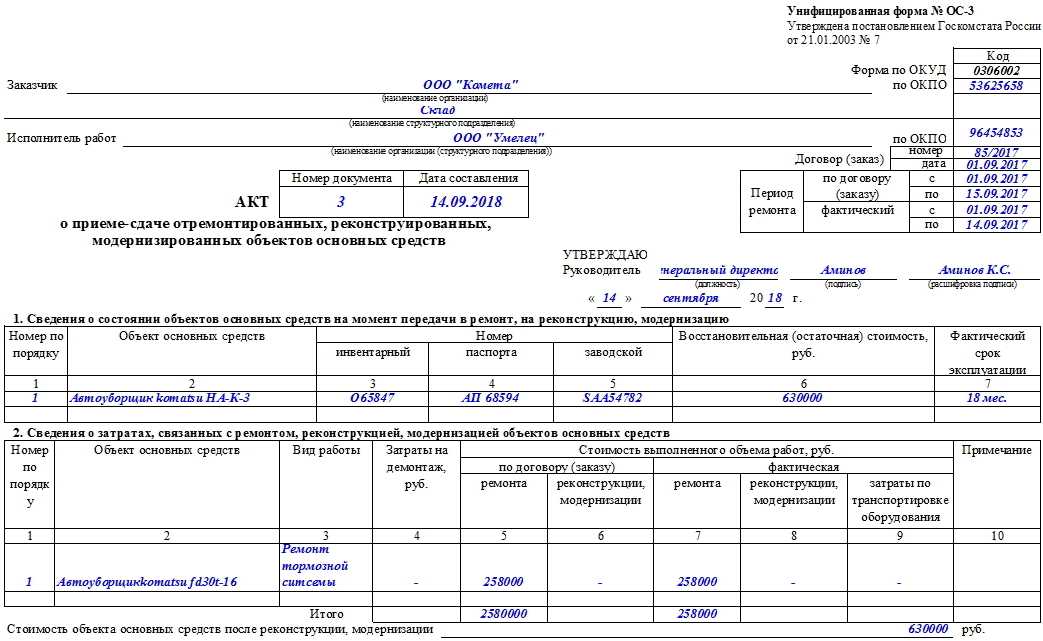 Допустимо составление документа в произвольной форме, закрепленной в учетной политике организации. На практике компании часто используют унифицированный акт ОС-4, утвержденный постановлением Госкомстата № 7 от 21.01.2003.
Допустимо составление документа в произвольной форме, закрепленной в учетной политике организации. На практике компании часто используют унифицированный акт ОС-4, утвержденный постановлением Госкомстата № 7 от 21.01.2003. Под таблицей заполняется заключение комиссии о возможности выбытия.
Под таблицей заполняется заключение комиссии о возможности выбытия. окончила СПбГУ, математико-механический факультет
окончила СПбГУ, математико-механический факультет Новокузнецк, ул. Слесарная, 7а, корпус 3
Новокузнецк, ул. Слесарная, 7а, корпус 3 Запрещается копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя.
Запрещается копирование, распространение (в том числе путем копирования на другие сайты и ресурсы в Интернете) или любое иное использование информации и объектов без предварительного согласия правообладателя. ..
.. С тех пор я с удовольствием пробую новые камеры, объективы и фототехнику. Работая здесь, в Кратчфилде, я имею дело со всем новым и крутым оборудованием для камер, до которого только могу дотянуться.
С тех пор я с удовольствием пробую новые камеры, объективы и фототехнику. Работая здесь, в Кратчфилде, я имею дело со всем новым и крутым оборудованием для камер, до которого только могу дотянуться. Я горжусь тем, что являюсь частью этой команды и частью работы, которую мы делаем.
Я горжусь тем, что являюсь частью этой команды и частью работы, которую мы делаем.
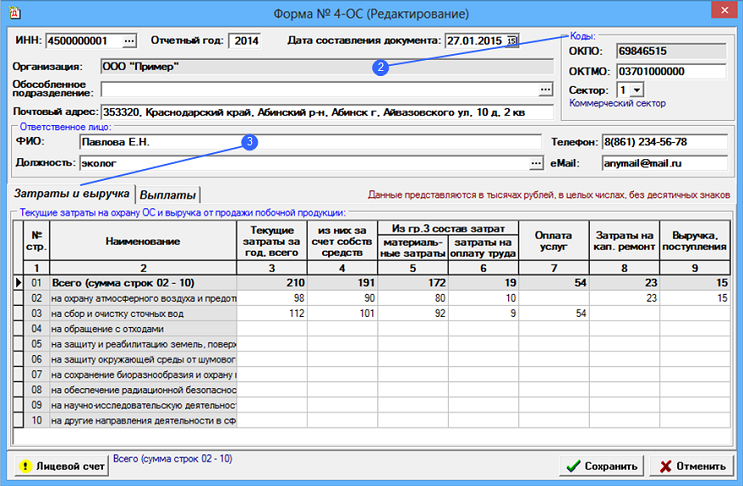 Вы также сохраните использование установленного на заводе спутникового радио XM, а также аудиосистемы 5.1 в оборудованных автомобилях Cadillac. Гарантия: 1 год.
Вы также сохраните использование установленного на заводе спутникового радио XM, а также аудиосистемы 5.1 в оборудованных автомобилях Cadillac. Гарантия: 1 год. После публикации отзыва вы получите электронное письмо с подтверждением.
После публикации отзыва вы получите электронное письмо с подтверждением. OS-4 имеет встроенную коммутацию, которая позволяет
OS-4 имеет встроенную коммутацию, которая позволяет 0203 2007-2009
0203 2007-2009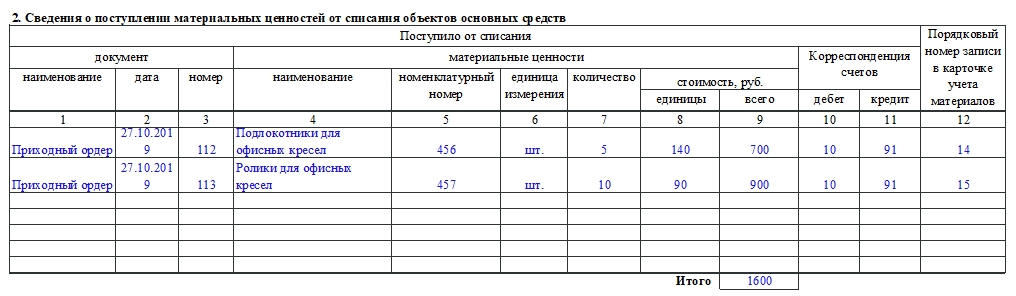
 Я закрепил звуковой сигнал под приборной панелью ровно настолько, чтобы его не было видно. Мне помогло, теперь я хорошо слышу
Я закрепил звуковой сигнал под приборной панелью ровно настолько, чтобы его не было видно. Мне помогло, теперь я хорошо слышу Вы можете поменять их местами, но сначала прочитайте инструкцию еще раз.
Вы можете поменять их местами, но сначала прочитайте инструкцию еще раз. Он позволяет сравнивать звуковые характеристики разных динамиков, чтобы вы могли принять более обоснованное решение о покупке.
Он позволяет сравнивать звуковые характеристики разных динамиков, чтобы вы могли принять более обоснованное решение о покупке.

 Он включает в себя пару наушников студийного качества, руководство по получению максимальной отдачи от сеанса и несколько других необходимых предметов. Мы тщательно отобрали компоненты этого комплекта, чтобы обеспечить кристально чистое звучание. Он доступен за номинальную арендную плату и включает товарный кредит Crutchfield на 25 долларов.
Он включает в себя пару наушников студийного качества, руководство по получению максимальной отдачи от сеанса и несколько других необходимых предметов. Мы тщательно отобрали компоненты этого комплекта, чтобы обеспечить кристально чистое звучание. Он доступен за номинальную арендную плату и включает товарный кредит Crutchfield на 25 долларов. Число, добавленное к названиям операционных систем, относилось к основному блоку памяти: 3 — для барабанной памяти, 4 — для дисков и 1 — для гибких дисков. Операционные системы были установлены и отправлены на офисные компьютеры NEAC System 100G и 100H, которые были улучшенными преемниками NEAC System 100, начиная с 19 августа.75.
Число, добавленное к названиям операционных систем, относилось к основному блоку памяти: 3 — для барабанной памяти, 4 — для дисков и 1 — для гибких дисков. Операционные системы были установлены и отправлены на офисные компьютеры NEAC System 100G и 100H, которые были улучшенными преемниками NEAC System 100, начиная с 19 августа.75.

 11.2022
11.2022 см
см
 11.2022
11.2022 см
см 873 кг
873 кг com Обзоры
com Обзоры с.
с.
 с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с. с.
с.
 1-95-612
1-95-612 2939B
2939B C24 FACOM
C24 FACOM 1-95-613
1-95-613 C19 FACOM
C19 FACOM STST1-79231
STST1-79231 STST1-75517
STST1-75517 C2T FACOM
C2T FACOM 1-79-206
1-79-206 1-95-614
1-95-614 DWST1-70706
DWST1-70706 BT.C4TA
BT.C4TA 1-79-217
1-79-217 BT.11A
BT.11A 30 грн
30 грн Киев
Киев 43 грн
43 грн 5) STANLEY STST1-75514
5) STANLEY STST1-75514 5″ STST1-75514
5″ STST1-75514

 , влажный пылесос
, влажный пылесос , влажный/сухой пылесос
, влажный/сухой пылесос 00
00 Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
Сухая емкость 1 1/2 галлона, тип вакуумного сбора без мешка, тип эффективности двигателя бесщеточный, количество ступеней двигателя 1, мощность воздуха 90 Вт, пиковая мощность 2 л.с., мощность 940 Вт, ток 7,8 А, частота 60 Гц, напряжение 120 В, высота 11 дюймов, длина 10 дюймов, ширина 11 дюймов, вес 6 фунтов
 Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания.
Электромагнитный выключатель, предотвращающий случайное включение при восстановлении напряжения. Защитный кожух диска автоматически откидывается при подаче заготовки и защищает оператора от травм. Восстанавливаемая защита от перегрузки. Планетарный механизм регулировки положения диска по углу и высоте. Система пылеотвода, с дополнительным патрубком в верхнем кожухе диска, позволяет удалять стружку непосредственно из зоны резания. 00 см
00 см Солянка, ул. Каспийская, д. 2А
Солянка, ул. Каспийская, д. 2А Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа. html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allpackages-index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/deprecated-list.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Создание /usr/src/packages/BUILD/mail/target/apidocs/index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/overview-summary.html...
[ 254s] Генерация /usr/src/packages/BUILD/mail/target/apidocs/help-doc.html...
[ 254 с] 1 ошибка
[ 254 с] 1 предупреждение
[ 254с] [[1;34минИНФО[м]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mПропуск распространения JavaMail API[m
[ 254s] [[1;34mINFO[m] Этот проект был забанен в сборке из-за
предыдущие неудачи.
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mReactor Сводка для распространения JavaMail API
1.
html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allpackages-index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/deprecated-list.html...
[ 254s] Строительный индекс для всех классов...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/allclasses.html...
[ 254s] Создание /usr/src/packages/BUILD/mail/target/apidocs/index.html...
[ 254s] Генерация
/usr/src/packages/BUILD/mail/target/apidocs/overview-summary.html...
[ 254s] Генерация /usr/src/packages/BUILD/mail/target/apidocs/help-doc.html...
[ 254 с] 1 ошибка
[ 254 с] 1 предупреждение
[ 254с] [[1;34минИНФО[м]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mПропуск распространения JavaMail API[m
[ 254s] [[1;34mINFO[m] Этот проект был забанен в сборке из-за
предыдущие неудачи.
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1mReactor Сводка для распространения JavaMail API
1. 6.2:[м
[ 254с] [[1;34минИНФО[м]
[ 254s] [[1;34mINFO[m] Распределение JavaMail API ......................
[1;32 м УСПЕХ [м [ 2,080 с]
[ 254s] [[1;34mINFO[m] JavaMail API ...................................... ..
[1;31mFAILURE[м [ 21,766 с]
[ 254s] [[1;34mINFO[m] JavaMail API (без провайдеров) ........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JAR JavaMail API ......................................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] smtp-провайдер JavaMail API .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поставщик imap API JavaMail .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API Gmail IMAP-провайдер ...................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API pop3-поставщик ......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поддержка dsn API JavaMail .......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Обработчик протоколирования JavaMail API .......................
[1;33мПРОПУСК[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1;31mBUILD FAILURE[m]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254 с] [[1;34 мИНФО[м] Общее время: 24,522 с
[ 254s] [[1;34mINFO[m] Завершено в: 2019-02-15T04:59:59Z
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;31mERROR[m] Не удалось выполнить цель
[32morg.
6.2:[м
[ 254с] [[1;34минИНФО[м]
[ 254s] [[1;34mINFO[m] Распределение JavaMail API ......................
[1;32 м УСПЕХ [м [ 2,080 с]
[ 254s] [[1;34mINFO[m] JavaMail API ...................................... ..
[1;31mFAILURE[м [ 21,766 с]
[ 254s] [[1;34mINFO[m] JavaMail API (без провайдеров) ........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JAR JavaMail API ......................................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] smtp-провайдер JavaMail API .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поставщик imap API JavaMail .........................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API Gmail IMAP-провайдер ...................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] JavaMail API pop3-поставщик ......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Поддержка dsn API JavaMail .......................
[1;33мПРОПУСК[м
[ 254s] [[1;34mINFO[m] Обработчик протоколирования JavaMail API .......................
[1;33мПРОПУСК[м
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;34mINFO[m] [1;31mBUILD FAILURE[m]
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254 с] [[1;34 мИНФО[м] Общее время: 24,522 с
[ 254s] [[1;34mINFO[m] Завершено в: 2019-02-15T04:59:59Z
[ 254с] [[1;34минИНФО[м]
[1м------------------------------------------------ ------------------------[м
[ 254s] [[1;31mERROR[m] Не удалось выполнить цель
[32morg. apache.maven.plugins:maven-javadoc-plugin:3.0.1:jar[m
[1m(default-cli)[m в проекте [36mjavax.mail[m: [1;31mMavenReportException:
Ошибка при создании Javadoc: [m
[ 254s] [[1;31mERROR[m] [1;31mКод выхода: 1 - javadoc: ошибка - код
в документации используются модули, но пакеты, определенные в
https://docs.oracle.com/javase/7/docs/api/ находятся в безымянном модуле.[m
[ 254с] [[1;31мОШИБКА[м]
[1;31m/usr/src/packages/BUILD/mail/src/main/java/com/sun/mail/util/package.html:60:
предупреждение - Тег @link: ссылка не найдена: java.util.logging[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mКомандная строка была:
/usr/lib/jvm/java-11-openjdk-amd64/bin/javadoc @options @argfile[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mОбращайтесь к сгенерированным файлам Javadoc в
'/usr/src/packages/BUILD/mail/target/apidocs' каталог [m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] -> [1m[Справка 1][m
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Чтобы увидеть полную трассировку стека ошибок, перезапустите
Maven с переключателем [1m-e[m].
apache.maven.plugins:maven-javadoc-plugin:3.0.1:jar[m
[1m(default-cli)[m в проекте [36mjavax.mail[m: [1;31mMavenReportException:
Ошибка при создании Javadoc: [m
[ 254s] [[1;31mERROR[m] [1;31mКод выхода: 1 - javadoc: ошибка - код
в документации используются модули, но пакеты, определенные в
https://docs.oracle.com/javase/7/docs/api/ находятся в безымянном модуле.[m
[ 254с] [[1;31мОШИБКА[м]
[1;31m/usr/src/packages/BUILD/mail/src/main/java/com/sun/mail/util/package.html:60:
предупреждение - Тег @link: ссылка не найдена: java.util.logging[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mКомандная строка была:
/usr/lib/jvm/java-11-openjdk-amd64/bin/javadoc @options @argfile[m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] [1;31mОбращайтесь к сгенерированным файлам Javadoc в
'/usr/src/packages/BUILD/mail/target/apidocs' каталог [m
[ 254с] [[1;31мОШИБКА[м] [1;31м[м
[ 254s] [[1;31mERROR[m] -> [1m[Справка 1][m
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Чтобы увидеть полную трассировку стека ошибок, перезапустите
Maven с переключателем [1m-e[m]. [ 254s] [[1;31mERROR[m] Перезапустите Maven, используя переключатель [1m-X[m], чтобы включить полный
журнала отладки.
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Для получения дополнительной информации об ошибках и возможных
решения, пожалуйста, прочитайте следующие статьи:
[ 254s] [[1;31mERROR[m] [1m[Справка 1][m
http://cwiki.apache.org/confluence/display/MAVEN/MojoExecutionException
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] После устранения проблем можно возобновить
построить с помощью команды
[ 254s] [[1;31mERROR[m] [1mmvn <цели> -rf :javax.mail[m
[ 255s] dh_auto_build: /usr/lib/jvm/default-java/bin/java -noverify -cp
/usr/share/maven/boot/plexus-classworlds-2.x.jar -Dmaven.home=/usr/share/maven
-Dmaven.multiModuleProjectDirectory=/usr/src/packages/BUILD
-Dclassworlds.conf=/etc/maven/m2-debian.conf
-Dproperties.file.manual=/usr/src/packages/BUILD/debian/maven.properties
org.codehaus.plexus.classworlds.launcher.Launcher
-s/etc/maven/settings-debian.xml -Ddebian.dir=/usr/src/packages/BUILD/debian
-Dmaven.
[ 254s] [[1;31mERROR[m] Перезапустите Maven, используя переключатель [1m-X[m], чтобы включить полный
журнала отладки.
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] Для получения дополнительной информации об ошибках и возможных
решения, пожалуйста, прочитайте следующие статьи:
[ 254s] [[1;31mERROR[m] [1m[Справка 1][m
http://cwiki.apache.org/confluence/display/MAVEN/MojoExecutionException
[ 254с] [[1;31мОШИБКА[м]
[ 254s] [[1;31mERROR[m] После устранения проблем можно возобновить
построить с помощью команды
[ 254s] [[1;31mERROR[m] [1mmvn <цели> -rf :javax.mail[m
[ 255s] dh_auto_build: /usr/lib/jvm/default-java/bin/java -noverify -cp
/usr/share/maven/boot/plexus-classworlds-2.x.jar -Dmaven.home=/usr/share/maven
-Dmaven.multiModuleProjectDirectory=/usr/src/packages/BUILD
-Dclassworlds.conf=/etc/maven/m2-debian.conf
-Dproperties.file.manual=/usr/src/packages/BUILD/debian/maven.properties
org.codehaus.plexus.classworlds.launcher.Launcher
-s/etc/maven/settings-debian.xml -Ddebian.dir=/usr/src/packages/BUILD/debian
-Dmaven. repo.local=/usr/src/packages/BUILD/debian/maven-repo пакет
javadoc:jar javadoc:aggregate -DskipTests -Dnotimestamp=true -Dlocale=en_US
вернул код выхода 1
[ 255s] make: *** [debian/rules:6: build] Ошибка 1
[ 255s] dpkg-buildpackage: ошибка: подпроцесс сборки debian/rules вернул выход
статус 2
[ 255 с]
-- Системная информация:
Выпуск Debian: buster/sid
APT предпочитает тестирование
Политика APT: (900, «тестирование»), (500, «нестабильный»), (1, «экспериментальный»)
Архитектура: amd64 (x86_64)
Зарубежные архитектуры: i386
Ядро: Linux 4.19.0-3-amd64 (SMP с 8 ядрами ЦП)
Флаги заражения ядра: TAINT_USER, TAINT_WARN.
Регион: LANG=en_US.UTF-8, LC_CTYPE=en_US.UTF-8 (charmap=UTF-8), LANGUAGE=en_US
(charmap=UTF-8)
Оболочка: /bin/sh связана с /bin/dash
Инициализация: systemd (через /run/systemd/system)
LSM: AppArmor: включен
repo.local=/usr/src/packages/BUILD/debian/maven-repo пакет
javadoc:jar javadoc:aggregate -DskipTests -Dnotimestamp=true -Dlocale=en_US
вернул код выхода 1
[ 255s] make: *** [debian/rules:6: build] Ошибка 1
[ 255s] dpkg-buildpackage: ошибка: подпроцесс сборки debian/rules вернул выход
статус 2
[ 255 с]
-- Системная информация:
Выпуск Debian: buster/sid
APT предпочитает тестирование
Политика APT: (900, «тестирование»), (500, «нестабильный»), (1, «экспериментальный»)
Архитектура: amd64 (x86_64)
Зарубежные архитектуры: i386
Ядро: Linux 4.19.0-3-amd64 (SMP с 8 ядрами ЦП)
Флаги заражения ядра: TAINT_USER, TAINT_WARN.
Регион: LANG=en_US.UTF-8, LC_CTYPE=en_US.UTF-8 (charmap=UTF-8), LANGUAGE=en_US
(charmap=UTF-8)
Оболочка: /bin/sh связана с /bin/dash
Инициализация: systemd (через /run/systemd/system)
LSM: AppArmor: включен
 com
com Возможно, придется добавить -ffat-lto-objects и в авогадролибы.
Возможно, придется добавить -ffat-lto-objects и в авогадролибы. a
a a
a a
a a
a
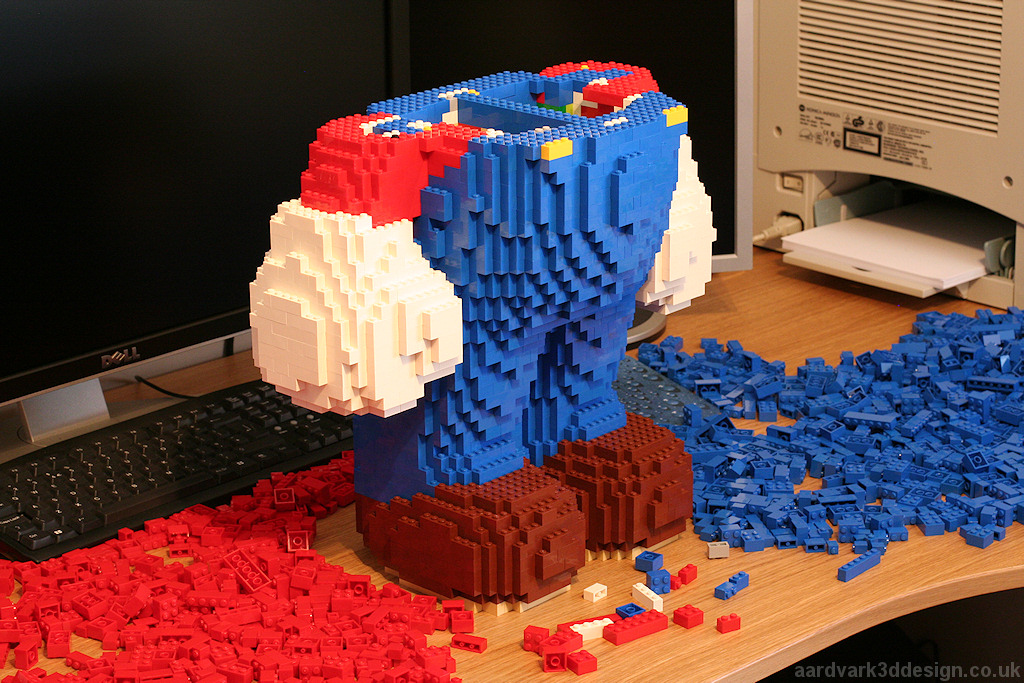 Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.
Обычно он либо красный, либо прозрачный, а краска для конкретных фрагментов добавляется в формовочные машины. Это емкость, наполненная жидким пластиком на основе акрилонитрила, бутадиена и стирола, с добавлением отдельных красителей.

 Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
Вес должен быть между 94,9 и 95,7 граммами. Вес этой предварительной тары составляет 94,94 грамм, так что она проходит проверку. Однако, как показывает дисплей, пять мешков оказались слишком легкими, и один был слишком тяжелым.
 Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю. Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы.
Так, например, элементы, созданные в 1958 году, по-прежнему соединяются с элементами, выпущенными в 2010, несмотря на радикальные изменения в дизайне и форме элементов за эти годы. п.
п. активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
активных форм, которые используются при производстве Lego. Однако в целом в распоряжении компании находится больше 9 тыс. таких форм, многие из которых ждут своего часа на полках, как эта, например. Средняя форма стоит около 72 тыс. долларов, стоимость самой сложной и дорогой — 360 тыс. долларов.
 На фотографии мы видим работника компании за этой процедурой.
На фотографии мы видим работника компании за этой процедурой.
 Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире.
Там расположен гигантский роботизированный склад, один из самых больших в Европе, где производится оформление заказов и рассылка продукции по торговым точкам во всём мире. По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO.
По крайней мере, вы их видели и знаете, что они из себя представляют. Или, может быть, ваши дети, но мы редко задумываемся о процессе производства маленьких блоков LEGO. И они всегда приносят нам отличные новые продукты.
И они всегда приносят нам отличные новые продукты.

 С 1949 по 1963 год в качестве полимера использовался ацетат целлюлозы. Это то же самое вещество, которое когда-то использовалось в киноиндустрии для фильмов. Он и по сей день используется в пластиковых оправах некоторых очков.
С 1949 по 1963 год в качестве полимера использовался ацетат целлюлозы. Это то же самое вещество, которое когда-то использовалось в киноиндустрии для фильмов. Он и по сей день используется в пластиковых оправах некоторых очков. Это плавит гранулы, образуя пластиковую слизь, которая автоматически подается в формы для деталей Lego. Формовочная машина прикладывает давление, чтобы обеспечить идеальную форму деталей Lego, затем они охлаждаются и выталкиваются. После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки.
Это плавит гранулы, образуя пластиковую слизь, которая автоматически подается в формы для деталей Lego. Формовочная машина прикладывает давление, чтобы обеспечить идеальную форму деталей Lego, затем они охлаждаются и выталкиваются. После этого добавляются все необходимые украшения и собираются детали, которые нужно собрать, например, минифигурки. Средняя сила, которую может выдержать элемент Lego 2×2, составляет 4240 ньютонов, что эквивалентно силе, которую может выдержать человек весом около 430 килограммов. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
Средняя сила, которую может выдержать элемент Lego 2×2, составляет 4240 ньютонов, что эквивалентно силе, которую может выдержать человек весом около 430 килограммов. Короче говоря, кубики Lego созданы для того, чтобы на них было больно наступать.
 Граждане иных…
Граждане иных… 5
5 4
4 7
7 Проводить кассовые операции: прием, выдача, обмен денег. Предлагать продукты и сервисы Сбера
Проводить кассовые операции: прием, выдача, обмен денег. Предлагать продукты и сервисы Сбера Белорусская, Баррикадная)
Белорусская, Баррикадная) Наличие на момент трудоустройства. Сертификат о прививках (Корь, Дифтерия, COVID-19, Анализ-Диз.Группа)
Наличие на момент трудоустройства. Сертификат о прививках (Корь, Дифтерия, COVID-19, Анализ-Диз.Группа) Аккуратность. Готовность к переработкам
Аккуратность. Готовность к переработкам Подробнее
Подробнее
 Конструкция же подставки создана так, чтобы можно было сушить ножи прямо в ней: помыв нож, не обязательно сначала класть его на сушилку, а уже позже убирать в подставку. Прочность ножей составляет HRC54+-2, что более достаточно для всех кухонных задач. Преимуществом набора HUOHOU HU0095 является использование нержавеющей стали не только для лезвий, но и для рукояток ножей и даже подставки, что создает особый стиль, а также делает входящие в набор HUOHOU HU0095 изделия исключительно прочными.
Конструкция же подставки создана так, чтобы можно было сушить ножи прямо в ней: помыв нож, не обязательно сначала класть его на сушилку, а уже позже убирать в подставку. Прочность ножей составляет HRC54+-2, что более достаточно для всех кухонных задач. Преимуществом набора HUOHOU HU0095 является использование нержавеющей стали не только для лезвий, но и для рукояток ножей и даже подставки, что создает особый стиль, а также делает входящие в набор HUOHOU HU0095 изделия исключительно прочными.
 Для принятия решения, присылайте информацию о вашем блоге на
Для принятия решения, присылайте информацию о вашем блоге на  S Upport S S Усеивание На этот раз CHITUBOX Pro V1.2.0. Это помогает вам сохранить опоры, когда вы хотите изменить масштаб модели, и опоры могут оставаться того же диаметра при масштабировании. Это весьма полезно для большинства дизайнеров, что помогает им решить проблему редактирования опор для моделей разных размеров. А для профессионалов и энтузиастов 3D-печати масштабирование поддержек может помочь им легко печатать, поскольку им нужно только один раз добавить подставки, которые могут печатать разные размеры. Маленький или большой.
S Upport S S Усеивание На этот раз CHITUBOX Pro V1.2.0. Это помогает вам сохранить опоры, когда вы хотите изменить масштаб модели, и опоры могут оставаться того же диаметра при масштабировании. Это весьма полезно для большинства дизайнеров, что помогает им решить проблему редактирования опор для моделей разных размеров. А для профессионалов и энтузиастов 3D-печати масштабирование поддержек может помочь им легко печатать, поскольку им нужно только один раз добавить подставки, которые могут печатать разные размеры. Маленький или большой. 2.0 добавлена функция изменения модели, вы можете заменить модель без изменений или удалить опоры. Напоминание: модель по-прежнему должна оставаться прежней, но изменены только детали.
2.0 добавлена функция изменения модели, вы можете заменить модель без изменений или удалить опоры. Напоминание: модель по-прежнему должна оставаться прежней, но изменены только детали. Когда вы активируете эту функцию, слайсер автоматически создаст вспомогательные опоры, чтобы помочь укрепить основной стебель и улучшить стабильность и вероятность успеха при печати.
Когда вы активируете эту функцию, слайсер автоматически создаст вспомогательные опоры, чтобы помочь укрепить основной стебель и улучшить стабильность и вероятность успеха при печати. рытье ямы. Это может привести к сбоям при печати или растрескиванию модели.
рытье ямы. Это может привести к сбоям при печати или растрескиванию модели.
 2.0, это обновление добавило в систему 9 популярных принтеров, чтобы удовлетворить спрос клиентов на отличные принтеры. Давайте проверим все эти новые обновления вместе.
2.0, это обновление добавило в систему 9 популярных принтеров, чтобы удовлетворить спрос клиентов на отличные принтеры. Давайте проверим все эти новые обновления вместе. 2.0 также исправлены некоторые серьезные ошибки, которые мы обнаружили в предыдущей версии, это может повысить скорость и стабильность слайсера:
2.0 также исправлены некоторые серьезные ошибки, которые мы обнаружили в предыдущей версии, это может повысить скорость и стабильность слайсера: 2.0 официально выпущен, вы можете бесплатно скачать его с нашего сайта. Если у вас есть какие-либо вопросы или вам нужна помощь, присоединяйтесь к нашей группе Facebook:
2.0 официально выпущен, вы можете бесплатно скачать его с нашего сайта. Если у вас есть какие-либо вопросы или вам нужна помощь, присоединяйтесь к нашей группе Facebook:
 Один из способов сделать это — поставить помидоры на систему полива по времени. Еще один совет — мульчируйте помидоры, так как это предотвратит их быстрое высыхание на поверхности.
Один из способов сделать это — поставить помидоры на систему полива по времени. Еще один совет — мульчируйте помидоры, так как это предотвратит их быстрое высыхание на поверхности. Там даже влажно? Держу пари, что этого не будет. Честное слово , Попробуйте и посмотрите, как у вас дела.
Там даже влажно? Держу пари, что этого не будет. Честное слово , Попробуйте и посмотрите, как у вас дела. Мне нравится использовать Tomato Tone для моих помидоров, используя его для первоначальной посадки, а также подкормку им каждые несколько недель.
Мне нравится использовать Tomato Tone для моих помидоров, используя его для первоначальной посадки, а также подкормку им каждые несколько недель.
 Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
 ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
 При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
 Но впоследствии все равно сопло лучше заменить.
Но впоследствии все равно сопло лучше заменить.
 Это сделано для того чтобы в сопле был пластик к началу печати модели.
Это сделано для того чтобы в сопле был пластик к началу печати модели.
 После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
 Среднее значение должно быть 95-98%.
Среднее значение должно быть 95-98%.
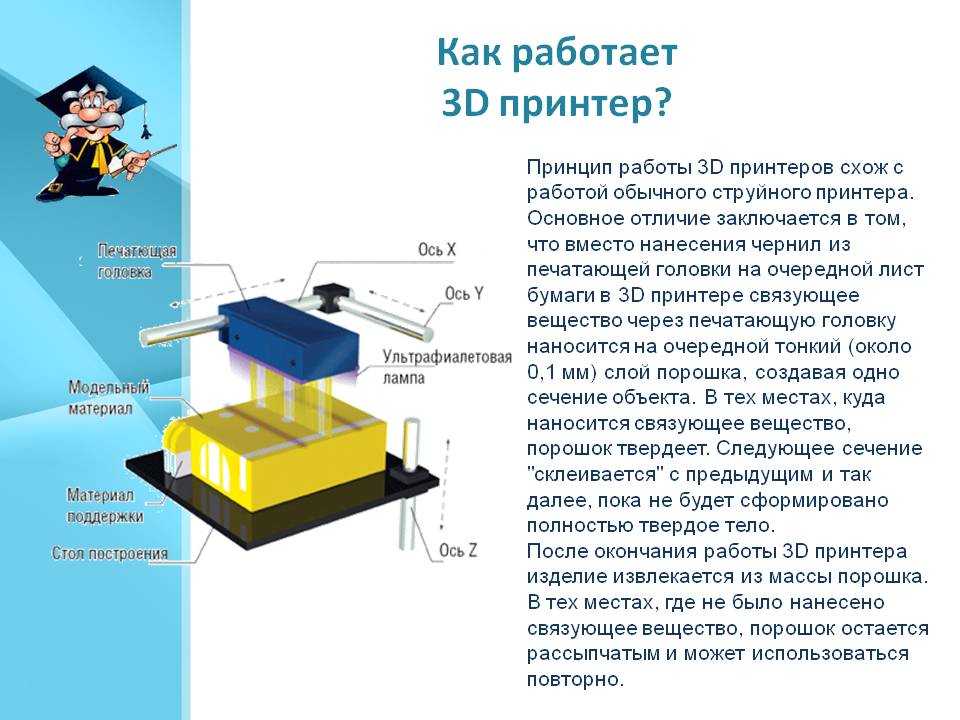
 Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
 Так у пластика будет больше времени на остывание.
Так у пластика будет больше времени на остывание.


 Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
 Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.


 Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
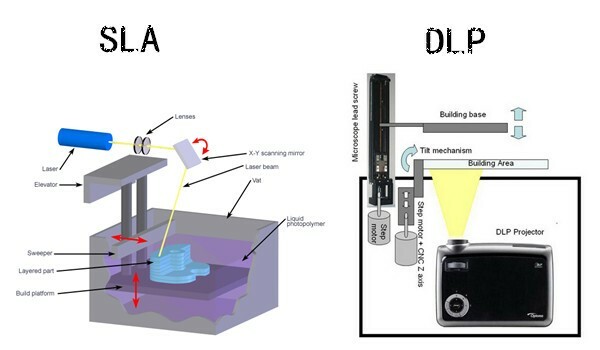
 Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.
Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь. Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
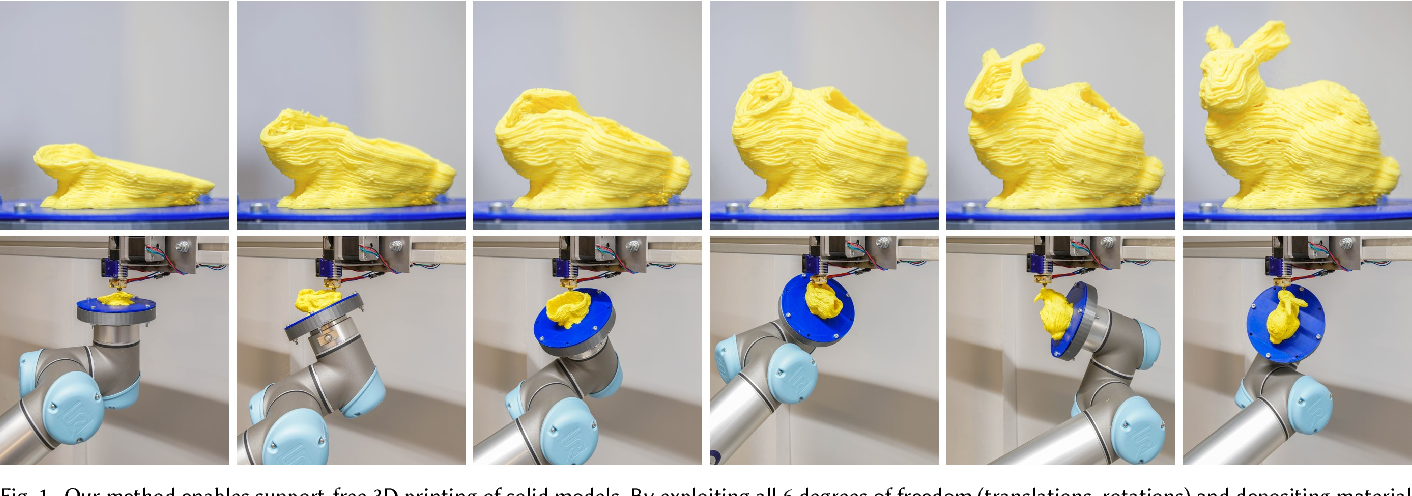 Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию.
Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию. Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.
Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои. Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.
Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся. Потом печатать выравнивается, потому что плотного прижатия уже не происходит
Потом печатать выравнивается, потому что плотного прижатия уже не происходит Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.
Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект. Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
 Таким образом вы отведете источник тепла и дадите время вашей детали остыть.
Таким образом вы отведете источник тепла и дадите время вашей детали остыть. Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя.
Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя. Для устранения данного дефекта может потребоваться комплексный подход.
Для устранения данного дефекта может потребоваться комплексный подход. Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
 Контакт может быть частичным, либо отсутствовать полностью.
Контакт может быть частичным, либо отсутствовать полностью. Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.
Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта. Печать поддержек где их быть не должно
Печать поддержек где их быть не должно

 Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
 Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов.
Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов. Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика.
Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика. Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.
Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр. Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.
Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания. Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении».
Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении». Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается. Это очень мощная функция, которую можно попробовать, если у вас все еще возникают проблемы с удалением этих дефектов с поверхности вашего отпечатка.
Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается. Это очень мощная функция, которую можно попробовать, если у вас все еще возникают проблемы с удалением этих дефектов с поверхности вашего отпечатка. Нажмите «Изменить параметры процесса» и выберите вкладку «Слой». В большинстве случаев расположение этих начальных точек выбрано для оптимизации скорости печати. Однако у вас также есть возможность рандомизировать размещение начальных точек или выровнять их по определенному местоположению. Например, если вы печатаете статую, вы можете выровнять все начальные точки так, чтобы они находились на задней стороне модели, чтобы их не было видно спереди. Для этого включите опцию «Выбрать начальную точку, ближайшую к определенному местоположению», а затем введите координату XY, где вы хотите разместить начальные точки.
Нажмите «Изменить параметры процесса» и выберите вкладку «Слой». В большинстве случаев расположение этих начальных точек выбрано для оптимизации скорости печати. Однако у вас также есть возможность рандомизировать размещение начальных точек или выровнять их по определенному местоположению. Например, если вы печатаете статую, вы можете выровнять все начальные точки так, чтобы они находились на задней стороне модели, чтобы их не было видно спереди. Для этого включите опцию «Выбрать начальную точку, ближайшую к определенному местоположению», а затем введите координату XY, где вы хотите разместить начальные точки. Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера.
Наиболее распространенная настройка, используемая для борьбы с чрезмерным натягиванием, называется втягиванием. Если втягивание включено, когда экструдер завершает печать одной секции вашей модели, нить будет вытягиваться назад в сопло, чтобы действовать как контрмера против просачивания. Когда пришло время снова начать печатать, нить будет протолкнута обратно в сопло, так что пластик снова начнет выдавливаться из наконечника. Чтобы убедиться, что втягивание включено, нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция отвода включена для каждого из ваших экструдеров. В разделах ниже мы обсудим важные настройки отвода, а также несколько других настроек, которые можно использовать для борьбы с натяжением, например, настройки температуры экструдера. Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность.
Большинству экструдеров с прямым приводом требуется расстояние втягивания всего 0,5-2,0 мм, в то время как для некоторых экструдеров Боудена может потребоваться расстояние втягивания до 15 мм из-за большего расстояния между приводной шестерней экструдера и нагретым соплом. Если вы столкнулись с натягиванием отпечатков, попробуйте увеличить расстояние втягивания на 1 мм и снова проверьте, улучшится ли производительность. К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.
К счастью, Simplify3D уже предоставил множество предварительно настроенных профилей, которые могут дать вам отправную точку для того, какая скорость отвода работает лучше всего, но идеальное значение может варьироваться в зависимости от используемого материала, поэтому вы можете поэкспериментировать, чтобы увидеть, отличается ли скорость отвода. скорости уменьшают количество струн, которые вы видите.















 частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке.
частота ударов: 2400 уд/мин, Макс. энергия удара: 8 Дж, полные характеристики смотрите в следующей вкладке. Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э.
Проявляйте активность что как можно бльше людей смогли узнать мнение настоящих людей которые уже пользовались Интерскол П-45/1000Э. 3 кг
3 кг Не Вынимается.
Не Вынимается. В Чем Причина Не Знаю!!!
В Чем Причина Не Знаю!!! ул., д.8
ул., д.8
 Напрямую подключается к большинству маршрутизаторов Evertz для простого управления маршрутизатором. Обратитесь на завод для обеспечения поддержки.
Напрямую подключается к большинству маршрутизаторов Evertz для простого управления маршрутизатором. Обратитесь на завод для обеспечения поддержки. тока, 50/60 Гц
тока, 50/60 Гц  Точность работы определяется конфигурацией панели управления.
Точность работы определяется конфигурацией панели управления.  ..
..
 Другими словами, 1980 г. соответствует t = 0, 1981 г. соответствует t = 1 и т. д. Данные
Другими словами, 1980 г. соответствует t = 0, 1981 г. соответствует t = 1 и т. д. Данные


 Это называется экспоненциальным распадом. Мы проиллюстрируем экспоненциальное затухание, рассматривая
Это называется экспоненциальным распадом. Мы проиллюстрируем экспоненциальное затухание, рассматривая Следовательно, период полураспада равен
Следовательно, период полураспада равен Вычисление периода полураспада радиоактивного вещества очень похоже на вычисление
Вычисление периода полураспада радиоактивного вещества очень похоже на вычисление

 Признанное качество корейского бренда и доступная цена делают электрогенераторы с инверторной технологией Хёндэ ещё более заманчивыми.
Признанное качество корейского бренда и доступная цена делают электрогенераторы с инверторной технологией Хёндэ ещё более заманчивыми.

 Это поможет другим людям более подробно узнать об этом товаре и сделать правильный выбор при покупке.
Это поможет другим людям более подробно узнать об этом товаре и сделать правильный выбор при покупке. 6,3 кВт) с автозапуском
6,3 кВт) с автозапуском 50 грн
50 грн ru!
ru! Эта щетка является универсальной деталью, поэтому это наиболее распространенная угольная щетка, используемая в генераторах щеточного типа. Если ваша угольная щетка выглядит так, она заменит ее и будет работать как надо. Щетка имеет 2 угольных стержня и 2 лепестковых соединения. Клеммы представляют собой типичные положительные и отрицательные соединения. Если ваш генератор потерял выходную мощность, эта часть является одной из наиболее распространенных проблем, но может быть не единственной. Поскольку во время ремонта может возникнуть несколько проблем, тестирование всегда предлагается. Однако во многих случаях тестирование можно проводить визуально.
Эта щетка является универсальной деталью, поэтому это наиболее распространенная угольная щетка, используемая в генераторах щеточного типа. Если ваша угольная щетка выглядит так, она заменит ее и будет работать как надо. Щетка имеет 2 угольных стержня и 2 лепестковых соединения. Клеммы представляют собой типичные положительные и отрицательные соединения. Если ваш генератор потерял выходную мощность, эта часть является одной из наиболее распространенных проблем, но может быть не единственной. Поскольку во время ремонта может возникнуть несколько проблем, тестирование всегда предлагается. Однако во многих случаях тестирование можно проводить визуально. После обнаружения убедитесь, что ваша угольная щетка соприкасается, и убедитесь, что провода подключены правильно. Если щетки не соприкасаются и все провода подсоединены правильно, возможно, щетки необходимо заменить. Щетка должна быть отмечена, какие клеммы положительные и отрицательные. Большинство регуляторов напряжения также имеют маркировку, но некоторые нет. Вы не причините вреда, пересекая положительное и отрицательное соединение. Однако мы рекомендуем искать маркировку во время ремонта.
После обнаружения убедитесь, что ваша угольная щетка соприкасается, и убедитесь, что провода подключены правильно. Если щетки не соприкасаются и все провода подсоединены правильно, возможно, щетки необходимо заменить. Щетка должна быть отмечена, какие клеммы положительные и отрицательные. Большинство регуляторов напряжения также имеют маркировку, но некоторые нет. Вы не причините вреда, пересекая положительное и отрицательное соединение. Однако мы рекомендуем искать маркировку во время ремонта.
 высота подъема (напор), м
высота подъема (напор), м размер пропускаемых частиц, мм
размер пропускаемых частиц, мм 1
1


 производительность, л/ч
производительность, л/ч Корпус преобразователя изготовлен из алюминия с эпоксидным покрытием, способного работать в жестких условиях технологического процесса.
Корпус преобразователя изготовлен из алюминия с эпоксидным покрытием, способного работать в жестких условиях технологического процесса.

 Он характеризуется малой потерей давления, большим диапазоном измерения и высокой точностью. На него почти не влияют плотность жидкости, давление, температура, вязкость и другие параметры при измерении объемного расхода в рабочих условиях. Нет подвижных механических частей, поэтому надежность высока, а техническое обслуживание невелико. Параметры прибора могут быть стабильными в течение длительного времени. [1] Используя пьезоэлектрический датчик напряжения, высокая надежность, может работать в диапазоне рабочих температур -20 ~ + 250 ℃. Он имеет аналоговый стандартный сигнал и цифровой импульсный сигнал. Его легко использовать с компьютером и другими цифровыми системами. Это относительно продвинутый и идеальный расходомер.
Он характеризуется малой потерей давления, большим диапазоном измерения и высокой точностью. На него почти не влияют плотность жидкости, давление, температура, вязкость и другие параметры при измерении объемного расхода в рабочих условиях. Нет подвижных механических частей, поэтому надежность высока, а техническое обслуживание невелико. Параметры прибора могут быть стабильными в течение длительного времени. [1] Используя пьезоэлектрический датчик напряжения, высокая надежность, может работать в диапазоне рабочих температур -20 ~ + 250 ℃. Он имеет аналоговый стандартный сигнал и цифровой импульсный сигнал. Его легко использовать с компьютером и другими цифровыми системами. Это относительно продвинутый и идеальный расходомер.
