Лаки для дерева. ДЕКАРТ – производство и реализация лакокрасочных материалов
В начало /
Лаки для дерева
Вид таблица список
Сортировать по цене: по возрастаниюцене: по убываниюпозиции
Защитно-декоративная тонирующая пропитка для покрытия бревенчатых и обшитых отделочной доской поверхностей, перил, дверей, мебели и т. д. Не требует дополнительного лакирования.
Полуматовый лак для тонирования и защиты деревянных, фанерных, шпонированных изделий, наличников, плинтусов , перил, дверей снаружи и внутри помещений. Лак устойчив к химическим воздействиям и перепаду температур.
Глянцевый быстросохнущий нитроцеллюлозный лак для предварительной или финишной отделки и защиты мебели, деревянных изделий и элементов интерьера, стеновых панелей, ДВП, ДСП, а также для отделки декоративной и текстурной бумаги и картона. Может использоваться для грунтования перед лакированием.
Глянцевый пентафталиевый износостойкий лак для покрытия деревянных и паркетных полов, лестниц, дверей, плинтусов, мебели и других деревянных поверхностей внутри помещений.
Матовый быстросохнущий нитроцеллюлозный лак для финишной отделки и защиты мебели, деревянных изделий и элементов интерьера, стеновых панелей, ДВП, ДСП, а также для отделки декоративной и текстурной бумаги и картона.
Глянцевый быстросохнущий нитроцеллюлозный лак для финишной отделки и защиты мебели, деревянных изделий и элементов интерьера, стеновых панелей, ДВП, ДСП, а также для отделки декоративной и текстурной бумаги и картона.
Полуматовый акриловый лак для защиты (до 7 лет) деревянных стен и потолков в банях и саунах в условиях высоких температур. Быстро сохнет, не содержит растворителей и практически не пахнет.
Полуматовый акриловый лак для долговечной защиты (до 10 лет) ранее неокрашенных деревянных потолков, стен, деревянной мебели. Быстро сохнет, не содержит растворителей и практически не пахнет.
Алкидно-уретановый лак применяется для долговечного покрытия полов из древесины, а также для защитно-декоративного лакирования деревянных поверхностей, мебели, дверей, лестниц внутри помещений.
Алкидно-уретановый лак для защиты деревянных поверхностей, подверженных длительному атмосферному воздействию, таких как яхты, лодки, двери, оконные рамы, полы и др. Отличается прочностью, атмосферостойкостью и защитой от УФ-излучения.
Категории
Грунты акриловые
Интерьерные краски
Фасадные краски
Структурные краски
Декоративные штукатурки
Специальные краски
Деревозащитные составы
Декоративные антисептики
Краски для дерева
Огнебиозащита
Лаки для дерева
Масло для дерева
Шпатлевки по дереву
Грунты по металлу
Эмали по металлу
Эмали универсальные
Эмали для пола
Эмали термостойкие
Эмали аэрозольные
Шпатлевки
Колоранты
Защита камня
Эпоксидная смола
Клеевые составы
Гидроизоляция
Растворители
Лучшая цена
Строительная гигиена
Малярный инструмент
Обои под покраску
Пробники цвета
Скидки до 50%
Торговые марки
Популярные запросы
Виды и применение лака для дерева
Для того чтобы деревянные поверхности не теряли своих свойств и служили как можно дольше, необходимо защищать их от воздействия внешних разрушающих факторов: сырости, ультрафиолета, огня, насекомых-вредителей. Лак для дерева создаст твердую пленку на его поверхности, сохранив внешние свойства материала. Лак для дерева защитит материал от неблагоприятного воздействия извне на протяжении всего срока эксплуатации.
Применение лака для дерева
Лак для дерева применяется при наружных и внутренних работах. В наружной отделке лакокрасочные материалы используются для защиты древесины (беседок, крыльца, уличной мебели, окон, уличных дверей, непосредственно бруса) от дереворазрушающих грибков и насекомых, образования плесени, загнивания. В декоративных целях лак для дерева сохраняет и подчеркивает натуральную структуру и цвет деревянных изделий и конструкций. При обработке наружных деревянных изделий на их поверхности образуется устойчивое к атмосферным осадкам и перепадам температур, покрытие.
При внутренней отделке целью покрытия деревянных поверхностей (паркета, стен, мебели и т.д.) лакокрасочными материалами является защита от механического истирания, а также обработка для сохранения цвета, придания ему глянца или различных оттенков. Внутренняя обработка стен и пола в бане или сауне создает надежный защитный слой от воздействия влаги и высокой температуры.
Виды лака для дерева
По характеристикам различают основные виды лакокрасочных материалов для дерева:
Масляный лак. В его состав входят растворы природных и искусственных смол с модифицированными натуральными маслами. Отличается от остальных видов низкой атмосферостойкостью, поэтому применяется в основном для внутренней отделки, для покрытия пола.
Алкидный лак. В его основе – алкидная смола. Отличается влагостойкостью и устойчивости к перепадам температур. Применяется для покрытия пола, мебели, наружных работ, образуя прозрачную твердую пленку. По свойствам превосходит масляный лак для дерева.
Спиртовый лак, или политур. В отличие от других видов, плохо защищает от влаги. Создает глянцевое покрытие мебели, музыкальных инструментов, декупажа. Очень быстро сохнет – в течение 30 минут.
Алкидно-карбамидный лак. В отличие от прочих видов, высыхает только после введения кислотного отвердителя. Образует очень прочную пленку, применяется для лакирования паркета и мебели, но имеет ограниченный срок годности после введения отвердителя.
Акриловый лак – экологически чистый, нетоксичный, влагостойкий. Разбавитель лака– вода. Используется внутри помещения, но получаемая лаковая пленка неустойчива к истиранию.
Полиуретановый лак. Отличается высокой прочностью, используется для нанесения на внутренние и наружные стены, садовые постройки, яхты и корабли, паркет. Как правило, требуется разбавитель лака, и сам он имеет резкий запах.
Алкидно-уретановый лак. Высокопрочный, износостойкий, устойчив к перепадам температур. Срок службы у него в 2 раза дольше, чем у алкидного лака.
Полиэфирный лак для дерева. Основное отличие – способ нанесения при помощи специального пистолета. Многокомпонентный состав способствует образованию толстой прозрачной пленки, устойчивой к истиранию, влаге, нагреванию.
Лак на водной основе. Разбавитель лака – вода. Включает в себя достоинства акрилового лака (экологически чистый) и полиуретанового (высокая устойчивость к истиранию и механическим повреждениям), но слабее последнего и требует упрочняющих его состав, добавок.
поливин — ПРОЧНЫЙ ЛАК ДЛЯ ДЕРЕВА
сатин
матовый
для использования на внутренних деревянных поверхностях для сверхпрочной защиты от химикатов, чистящих средств, спирта и масел, а также от сильного износа
Сверхтвердый, высококачественный, быстросохнущий лак с матовым или абсолютно матовым покрытием, который при высыхании образует кристально прозрачную пленку для внутренних поверхностей, требующих высокого уровня защиты, таких как рабочие поверхности и участки с высоким уровнем износа.
купить онлайн здесь для доставки по Великобритании
SKU : VIHDWC100
Диапазон цен: от 4,86 до 85,35 фунтов стерлингов
4,86 фунта стерлингов
+НДС
размер —Выбирать— 100 мл мини-горшок
500мл
1 литр
4 литра
финиш —Выбирать— атлас
мертвая квартира
количество
перейти в корзину
▼ больше информации
варианты
нажмите, чтобы увеличить изображение
глухая плоская
сатин
Все показанные цвета являются приблизительными и могут использоваться только в качестве ориентира. Цвета при нанесении будут варьироваться в зависимости от материала, на котором они используются.
интерьер
водостойкий
грязеотталкивающий
износостойкий
термостойкий
химически стойкий
сверхтвердый
быстросохнущий
умывание водой
16 часов полимеризации
безопасно для продуктов питания и детей
Уникальные свойства: высокая химическая стойкость • отверждение за 16 часов • очень быстрое высыхание • высокая стойкость к пятнам • водостойкость • высокая термостойкость • промышленный уровень отделки
время нанесения следующего слоя: 1-2 часа • время отверждения: 16 часов • покрытие: 10-20 квадратных метров на литр
подготовка
Все поверхности должны быть чистыми и свободными от пыли, грязи, масла и загрязнений. Удалите масла/смолы с маслянистых лиственных пород и смолистых хвойных пород. Отшлифуйте до гладкости и удалите всю пыль.
приложение
Убедитесь, что продукт хорошо перемешан, но не встряхивайте. Нанесите 2-3 слоя лака кисточкой из синтетического лака. На новых хвойных и пористых поверхностях разбавьте первый слой водой на 10%. Слегка отшлифуйте древесину между применениями, чтобы удалить вздутие волокон. Для идеально ровной поверхности с высокой износостойкостью нанесите два слоя сатина, а затем еще один слой матового покрытия. Инструкции в техническом паспорте должны быть соблюдены.
предостережение
Всегда наносите на тестовую зону перед началом работы. Внешний вид может варьироваться в зависимости от цвета и типа древесины и количества слоев.
хранение
Защищать от экстремальных температур во время хранения и применения.
здоровье, безопасность и окружающая среда
Неопасный. Обеспечьте хорошую вентиляцию. Храните в недоступном для детей месте. При попадании в глаза — немедленно промыть теплой водой. Удалите излишки с инструментов и сосудов для смешивания перед мытьем в теплой мыльной воде. Не сливать в канализацию или водотоки.
спросите у нашего эксперта
поливин — ДОМ
Polyvine является домом для исключительной отделки и производит широкий спектр качественных покрытий, продуктов для декорирования и клеев для дома и профессионалов.
Если вы ищете профессиональный и долговечный результат, выберите Polyvine, экспертов по лакам и специалистов по высококачественной отделке.
под лаком
защитите с помощью Polyvine
Убедитесь, что вы защищаете напольное покрытие вашего клиента с помощью сверхпрочного лака для пола.
Polyvine Heavy Duty Floor Varnish — это сверхтвердое высококачественное покрытие с матовым или матовым покрытием, которое при высыхании образует кристально прозрачную пленку с очень хорошими шлифуемыми свойствами, обеспечивающими очень высокое качество отделки.
Разработан специально для полов и мест с повышенным износом. Обладает свойствами защиты от истирания, что гарантирует, что интенсивное пешеходное движение не разрушит естественный вид древесины.
Лак для пола Heavy Duty
сверхнизкое содержание летучих органических соединений
Мы очень гордимся тем, что наше масло для древесины содержит менее 7 г/л стандарта 40 летучих органических соединений ЕС.
Со сверхнизким содержанием летучих органических соединений и ультра-растворителями наше масло для древесины лучше для окружающей среды и безопасно в использовании.
Что такое ЛОС?
Многие летучие органические соединения представляют собой искусственные химические вещества, которые используются и производятся при производстве красок, фармацевтических препаратов и хладагентов.
Подробнее о нашем деревянном масле ниже …
Деревянное масло поливина
Реконструкция входной двери
Наше деревянное масло пришло в спасение в . .. .0002
ВДОХНОВЕНИЕ
УЗНАТЬ БОЛЬШЕ
мы поможем вам найти продавца в вашем районе
Если вам нравится просматривать местные магазины живописи и декора,
, воспользуйтесь нашим локатором, чтобы найти ближайшего к вам продавца Polyvine.
Начните свое путешествие с Polyvine прямо сейчас!
АКЦИОНЕРЫ
п&д шоу 2022
Мы рады быть частью P&D…
БОЛЬШЕ…
древесное масло
сверхнизкое содержание летучих органических соединений
Бензиновый генератор УГБ-5000Е/АВТО мощностью 5 кВт обеспечит энергией дачу, коттедж, торговую точку или даже небольшой офис и станет отличным помощником для мобильных операционных. Функция автозапуска обеспечивает автоматическое включение генератора при отключении электричества.
Комплектность:
Два выхода переменного тока 16А
Вольтметр
Счетчик моточасов
Аккумуляторная батарея
Модификации УГБ-5000:
УГБ-5000 BASIC (Самая простая комплектация)
УГБ-5000 (Стандартная комплектация с большим баком)
УГБ-5000Е (+ электростартер)
УГБ-5000Е/АВТО (+ с автозапуском)
Производитель: СКАТ
Производитель
Россия
Сборка
КНР (CN)
Исполнение
Открытое, на раме
Место установки
В помещении, в утепленном контейнере, в модуле
Тип
Бензиновая, портативная
Режим работы
Резервный (аварийный)
Количество фаз:
1
Класс защиты
IP23
Регулятор напряжения
Автоматический регулятор напряжения
Основная электрическая мощность
5 кВт
Максимальная электрическая мощность
5,5 кВт
Коэффициент мощности, cos ?
1
Частота тока, Гц
50
Выходное напряжение, В
220
Степень автоматизации
2
Тип топлива
Бензин А92 / А95
Двигатель
Скат
Тип двигателя
Четырехтактный
Подача воздуха
Атмосферный
Количество цилиндров, шт
1
Мощность двигателя, кВт
7
Рабочий объём двигателя, см3
389
Число оборотов двигателя, об/мин
3000
Регулятор оборотов двигателя
Механический
Расход топлива, при нагрузке 100%
2,3 л/ч
Объем топливного бака, л
25
Емкость системы смазки двигателя, л
1,1
Охлаждение
Воздушное
Уровень шума, Дб
75
Система запуска
Автоматическая
Относительная влажность, %
90
Диапазон рабочей температуры ВОС, °C
от -20 до +40
Габаритные размеры (ДхШхВ), мм
700 х 570 х 585
Вес, кг
83
МИССИЯ КОМПАНИИ
Ежедневно помогать делать жизнь людей безопасной, независимой и свободной в реализации возможностей, даже тех, о которых Вы прежде не задумывались.
Производить качественное, высокотехнологичное и безопасное оборудование, необходимое в повседневной жизни: дома, на отдыхе и в работе, эксплуатация и применение которого позволит Вам упростить и автоматизировать Вашу жизнь.
О КОМПАНИИ
Компания «SKAT» — производитель и продавец промышленного силового оборудования торговой марки «SKAT» – двигателей внутреннего сгорания, изготовленных по технологии «HONDA» и «YANMAR», бензиновых и дизельных генераторов, компрессорного и насосного оборудования.
Быть лидером для современной компании — значит объединить и реализовать возможности наукоемких разработок, технологий и специалистов, способных создавать новое и лучшее.
Качество продукции, разработок и услуг — основа успеха и развития компании.
Мы уверены, что применение новых технологий и реализация новых идей — это путь к созданию удобного и простого в использовании надежного оборудования, открывающего новые возможности перед теми, для кого они созданы.
За семь лет работы компания стала крепкой сплоченной командой единомышленников, готовых работать на результат и успешно развиваться на благо общества.
Электростанции
Установка Генераторная Бензиновая — УГБ
Установка Генераторная Сварочная Бензиновая — УГСБ
Установка Генераторная Дизельная — УГД
Установка Генераторная Сварочная Дизельная — УГСД
Мотопомпы
МотоПомпа Бензиновая — МПБ
МотоПомпа Дизельная — МПД
Компрессоры:
Компрессор Поршневой с Прямой передачей — КПП
Компрессоры Поршневой с Ременной передачей — КПР
Сколько стоит солнечная система мощностью 5 кВт?
Солнечные системы мощностью 5 кВт близки к среднему размеру для установок солнечных батарей в Соединенных Штатах, поэтому для тех, кто интересуется, сколько будет стоить установка солнечной энергии, неплохо начать с некоторых данных о ценах на мощность 5000 Вт. Цены будут варьироваться в зависимости от размера вашей системы, типа оборудования, которое вы выбираете, и штата, в котором вы живете. Узнайте больше о том, сколько стоят солнечные панели, сколько электроэнергии может производить система мощностью 5 кВт, а также о самом разумном способе делать покупки. для солнечной.
Сколько стоит солнечная система мощностью 5 кВт?
По состоянию на январь 2022 года средняя стоимость солнечной энергии в США составляет 2,776 долларов за ватт (13 850 долларов за 5-киловаттную систему). Это означает, что общая стоимость солнечной системы мощностью 5 кВт составит 9 0010 10 249 900 11 долл. США после вычета федерального налога на солнечную энергию (без учета каких-либо дополнительных скидок или льгот штата).
Цены на солнечные панели мощностью 5 кВт: сколько платят домовладельцы в вашем штате?
Мы изучили данные с EnergySage Solar Marketplace, ведущей платформы для сравнительных покупок для домовладельцев, которые рассматривают возможность использования домашних солнечных панелей, чтобы выяснить, сколько покупатели платят за солнечные системы мощностью 5 кВт в разных штатах по всему миру. США
Цены, указанные ниже, не включают 26-процентный федеральный налоговый кредит на солнечную энергию. В зависимости от того, где вы живете, у вас могут быть дополнительные государственные или местные льготы и скидки, которые еще больше снижают цену. Вы даже можете получить дополнительный доход, продавая сертификаты солнечной возобновляемой энергии (SREC) вашей системы.
Даже если там, где вы живете, нет других стимулов, важно сравнить несколько предложений от компаний, занимающихся солнечной энергетикой, чтобы убедиться, что вы найдете лучшее предложение. Домовладельцы, которые регистрируют свою собственность на EnergySage, экономят до 20 процентов, просто выбирая подходящий вариант для своего дома.
Сколько стоит 5000-ваттная солнечная система в моем штате?
Государство
Ценовой диапазон солнечной системы 5 кВт
Аризона
10 350 – 12 950 долларов
Калифорния
12 000–14 900 долл. США
Колорадо
14 100–17 200 долл. США
Флорида
10 700–13 700 долл. США
Массачусетс
13 750 – 17 350 долларов
Мэриленд
12 550–16 650 долл. США
Нью-Джерси
12 000–15 900 долл. США
Нью-Йорк
13 550–18 050 долл. США
Техас
11 350–15 050 долл. США
Вашингтон
11 550 – 14 850 долларов
Если вы домовладелец в США, вам есть что взять со стола. Суть в том, что вы никогда не можете предположить, где солнечная энергия будет доступной, потому что даже дождливый Вашингтон является одним из лучших штатов для солнечной энергии. Помните, что стоимость солнечной энергии зависит от множества факторов, поэтому эти цифры предназначены только для отправной точки. В большинстве случаев вы сможете найти солнечную систему мощностью 5 кВт в этом ценовом диапазоне — если вы получаете предложения от компаний, занимающихся солнечными батареями, которые намного выше или ниже, обязательно задавайте дополнительные вопросы. Варианты финансирования солнечной энергии могут быть очень полезными для новых покупателей солнечной энергии за короткий период времени, поэтому обязательно ознакомьтесь с различными вариантами, чтобы вы могли понять свой потенциал для экономии, период окупаемости и компенсацию энергии.
Сколько электроэнергии могут производить фотоэлектрические панели мощностью 5000 Вт?
Количество электроэнергии, вырабатываемой солнечными панелями, зависит от многих факторов, в том числе от направления и угла наклона крыши. Наиболее важным из них является то, насколько солнечно там, где вы живете. Например, система мощностью 5 кВт в Лас-Вегасе производит примерно на 30 процентов больше электроэнергии в год, чем система в Филадельфии. При этом вам не обязательно жить на юго-западе, чтобы солнечная энергия имела для вас смысл. Стоимость электроэнергии там, где вы живете, является самым большим фактором, определяющим ваши сбережения от солнечной энергии.
В приведенной ниже таблице показаны средние оценочные показатели производства электроэнергии для систем солнечной энергии мощностью 5 кВт в городах США. Для сравнения, среднее домашнее хозяйство в США использует 893 киловатт-часа (кВтч) в месяц, что равняется 10 715 кВтч в год. Мы оценили эти цифры с помощью инструмента, разработанного Национальной лабораторией возобновляемых источников энергии, под названием PV Watts.
Производство солнечной электроэнергии системами солнечных панелей мощностью 5 кВт в ведущих городах США
Город
Среднесуточная кВтч
Среднемесячная кВтч
Среднегодовая кВтч
Остин, Техас
20,3
617
7 405
Бостон, Массачусетс
18,1
551
6 606
Кливленд, Огайо
16,6
506
6 071
Денвер, Колорадо
20,9
637
7 639
Хартфорд, Коннектикут
17,1
519
6 223
Лас-Вегас, Невада
26,8
816
9 794
Лос-Анджелес, Калифорния
21,7
660
7 915
Майами, Флорида
20,0
609
7 313
Нью-Йорк
17,5
531
6 372
Филадельфия, Пенсильвания
17,9
543
6 513
Феникс, Аризона
23,7
720
8 643
Сиэтл, Вашингтон
14,9
454
5 447
Три совета покупателям солнечных батарей
1.
Домовладельцы, получившие несколько предложений, сэкономят 10% и более
Как и в случае любой крупной покупки, покупка солнечной панели требует тщательного изучения и рассмотрения, включая тщательный анализ компаний вашего региона. В недавнем отчете Национальной лаборатории возобновляемых источников энергии (NREL) Министерства энергетики США потребителям рекомендуется сравнивать как можно больше вариантов солнечной энергии, чтобы не платить завышенные цены, предлагаемые крупными установщиками в солнечной отрасли.
Чтобы найти более мелких подрядчиков, которые обычно предлагают более низкие цены, вам потребуется использовать сеть установщиков, такую как EnergySage. Вы можете получить бесплатные предложения от проверенных местных установщиков, когда вы зарегистрируете свою недвижимость на нашем рынке солнечной энергии. Домовладельцы, получившие 3 или более предложений, могут рассчитывать на экономию от 5000 до 10 000 долларов США на установке своих солнечных панелей.
2. Крупнейшие установщики, как правило, не предлагают лучшую цену
Мантра «больше не всегда лучше» — это одна из основных причин, по которой мы настоятельно рекомендуем домовладельцам рассматривать все варианты солнечных батарей, а не только бренды, достаточно крупные, чтобы платить за максимальную рекламу. Недавний отчет правительства США показал, что крупные установщики стоят на 2000–5000 долларов дороже, чем мелкие компании, работающие с солнечными батареями . Если у вас есть предложения от некоторых крупных установщиков солнечной энергии, убедитесь, что вы сравнили эти предложения с котировками местных установщиков, чтобы убедиться, что вы не переплачиваете за солнечную энергию.
3. Не менее важно сравнивать все варианты вашего оборудования.
Установщики национального масштаба не только предлагают более высокие цены — у них также, как правило, меньше вариантов солнечного оборудования, что может оказать значительное влияние на выработку электроэнергии вашей системой. Собрав разнообразные предложения по солнечным батареям, вы можете сравнить затраты и экономию на основе различных пакетов оборудования, доступных вам.
При поиске лучших солнечных панелей на рынке необходимо учитывать множество факторов. Хотя некоторые панели будут иметь более высокие рейтинги эффективности, чем другие, инвестиции в первоклассное солнечное оборудование не всегда приводят к большей экономии. Единственный способ найти «золотую середину» для вашей собственности — это оценить предложения с различным оборудованием и предложениями финансирования.
Для любого домовладельца на ранней стадии покупки солнечной энергии, который хотел бы просто приблизительную оценку установки, попробуйте наш калькулятор солнечной энергии, который предлагает предварительную оценку стоимости и долгосрочную экономию в зависимости от вашего местоположения и типа крыши. Для тех, кто хочет получить котировки от местных подрядчиков сегодня, проверьте нашу платформу сравнения котировок.
Опубликовано Эмили Уокер.Категории: Экономическая выгодаТеги: Аризона, Калифорния, Колорадо, Флорида, Мэриленд, Массачусетс, Нью-Джерси, Нью-Йорк, Цены солнечной системы, Техас, Вашингтон 9Строительство электростанции 0000: сколько это стоит?
Электростанции являются ключевым компонентом нашей критической инфраструктуры, но они должны оставаться прибыльными для инвесторов, чтобы продолжать работу. Фундаментальным фактором, влияющим на прибыльность электростанций, является общая стоимость строительства, необходимого для ввода объекта в эксплуатацию. Точно так же, как сами электростанции являются сложными объектами, затраты на строительство электростанций по своей природе сложны. Затраты на строительство новых электростанций сильно различаются в зависимости от типа технологии производства электроэнергии, которую они используют. Как топливоемкие, так и нетопливные объекты генерации имеют существенно разную стоимость строительства.
Кроме того, затраты на новое строительство электростанций сдерживаются рядом других факторов. Некоторые из этих факторов присущи самой электроэнергетике. Например, нормативная среда, доступ к инфраструктуре и стоимость технологии, поддерживающей завод, — все это влияет на окончательную стоимость строительства. При обсуждении стоимости строительства электростанции также важно понимать, как текущая динамика в строительной отрасли в целом может повлиять на стоимость строительства электростанции. К ним относятся нестабильность основных материалов для электростанций, таких как сталь или металлы, а также существующая нехватка квалифицированной рабочей силы в строительной отрасли. В этой статье мы обсудим затраты на строительство электростанций в контексте сдерживающих сил, влияющих на стоимость как конкретных электростанций, так и сил, влияющих на строительную отрасль в целом.
Содержание
Тип электростанции и стоимость
Одним из основных факторов, влияющих на стоимость строительства объектов электроэнергетики, является тип предлагаемого объекта. Затраты на строительство могут сильно различаться в зависимости от того, являются ли они электростанциями, работающими на угле, или электростанциями, работающими на природном газе, солнечной энергии, ветряных или атомных генераторах. Для инвесторов в объекты по производству электроэнергии затраты на строительство между этими типами объектов по производству электроэнергии являются критическим фактором при оценке того, будут ли инвестиции прибыльными. Инвесторы также должны учитывать другие факторы, такие как текущие расходы на техническое обслуживание и будущий спрос, чтобы определить благоприятную норму прибыли. Но центральное место в любом расчете занимают капитальные затраты, необходимые для подключения объекта к сети. Таким образом, краткое обсуждение фактических затрат на строительство различных типов электростанций является полезной отправной точкой перед изучением другой динамики, влияющей на затраты на строительство электростанций.
При анализе затрат на строительство электростанции важно иметь в виду, что реализованные затраты на строительство могут зависеть от ряда факторов. Например, доступ к ресурсам, обеспечивающим производство электроэнергии, может сильно повлиять на стоимость строительства. Такие ресурсы, как солнечная, ветровая и геотермальная, распределяются неравномерно, и стоимость доступа к этим ресурсам и их разработки со временем будет увеличиваться. Ранние участники рынка получат наиболее рентабельный доступ к ресурсам, в то время как более новым проектам, возможно, придется платить значительно больше за доступ к эквивалентным ресурсам. Нормативная среда расположения электростанции может иметь большое влияние на время выполнения проекта строительства. Для проектов с большими первоначальными инвестициями в строительство это может привести к увеличению начисленных процентов и общих затрат на строительство. Для получения дополнительной информации о множестве факторов, которые могут повлиять на стоимость строительства электростанций, см. «Оценку капитальных затрат для электростанций коммунального масштаба», выпущенную Управлением энергетической информации США (EIA) в 2016 году.
Затраты на строительство электростанции представлены в виде стоимости в долларах за киловатт. Информация, представленная в этом разделе, предоставлена ОВОС. В частности, мы будем использовать затраты на строительство электростанций для объектов электроэнергетики, построенных в 2015 году, которые можно найти здесь. Эта информация является самой последней из предоставленных, но ожидается, что EIA опубликует данные о расходах на строительство электростанции за 2016 год в июле 2018 года. Для тех, кто интересуется затратами на строительство электростанций, публикации EIA являются одним из наиболее ценных доступных источников информации. Данные, предоставленные EIA, полезны для иллюстрации сложного характера затрат на строительство электростанции и подчеркивают множество переменных, которые могут влиять не только на затраты на строительство электростанции, но и на текущую прибыльность.
Ветер
Электростанции, использующие ветер как возобновляемый источник энергии, в 2015 году увеличили мощность энергосистемы, не сильно увеличив затраты на топливо. Использование ветра в качестве источника энергии неуклонно растет в Соединенных Штатах. В 2015 году электростанции, использующие энергию ветра, увеличили мощность на 8 064 мегаватта (МВт). Сравните это с электростанциями на нефтяной основе, которые увеличили мощность на 45 МВт, и вы увидите взрывной рост электростанций, зависящих от энергии ветра. Ветряные электростанции были построены со средней стоимостью 1661 доллар США за киловатт установленной паспортной мощности. В результате общая стоимость строительства составила 13,39 долларов США.5684 для 66 генераторов.
Важно отметить, что строительство ветряных генераторов в значительной степени зависит от текущей нормативной базы и затрат на производство. Чтобы проиллюстрировать это, рассмотрим, что электростанции, зависящие от энергии ветра, добавили менее 900 МВт мощности в 2013 году, согласно этому отчету EIA, в отличие от добавления более 8000 МВт в 2015 году. Наиболее важной причиной этого был истечение срока действия. федерального налогового кредита на производство в конце 2012 г. , что побудило инвесторов отказаться от нового строительства ветрогенераторов до тех пор, пока в начале 2013 г. налоговый кредит не был продлен. рассматривается как возобновление инвестиций при наличии более благоприятной нормативно-правовой базы.
Природный газ
Электростанции, работающие на природном газе, в последние годы были основным фактором увеличения пропускной способности сети, и 2015 год не стал исключением. В течение 2015 года электростанции, работающие на природном газе, увеличили общую мощность на 6 549 МВт. Затраты на строительство электростанции, работающей на природном газе, в том же году в среднем составляли 812 долларов США за кВт при общей стоимости 74 генераторов в размере 5 318 957 долларов США. На электростанциях, работающих на природном газе, используются три различных типа технологий. Каждая отдельная технология оказывает существенное влияние на общую стоимость строительства. Большая часть мощности была добавлена за счет электростанций комбинированного цикла, работающих на природном газе (4 755 МВт) и турбин внутреннего сгорания (1 553), в то время как на двигатели внутреннего сгорания приходилось лишь небольшая часть добавленной мощности (240). Однако это не говорит полной истории.
Установки с комбинированным циклом, имеющие как минимум одну турбину внутреннего сгорания и одну паровую турбину, работают с гораздо более высоким уровнем эффективности, чем другие типы. Хотя это снижает эксплуатационные расходы в долгосрочной перспективе, капитальные затраты на строительство также выше. Электростанции с турбинами внутреннего сгорания менее эффективны, чем электростанции с комбинированным циклом, что приводит к более высоким эксплуатационным расходам, но также дешевле в строительстве. Как двигатели внутреннего сгорания, так и генераторы с турбиной внутреннего сгорания имеют дополнительное преимущество, заключающееся в том, что их можно построить быстрее, чем электростанции с комбинированным циклом. Это привело к их использованию в ситуациях, когда необходимо краткосрочное увеличение мощности для удовлетворения растущего спроса. Кроме того, хотя установки с турбинами внутреннего сгорания менее эффективны, они, как правило, работают только в часы пик, чтобы удовлетворить спрос. В отличие от этого, электростанции с комбинированным циклом, как правило, используются для удовлетворения базовой нагрузки спроса из-за их более высокой эффективности и более низких эксплуатационных расходов.
Солнечная энергия
Стоимость строительства солнечной электростанции, как и для природного газа, также сильно зависит от базовой технологии, используемой на станции. Кроме того, мощность, генерируемая солнечными электростанциями, также зависит от используемой технологии. Из-за этого пересечение затрат на строительство и производственной мощности солнечных электростанций является центральным вопросом для инвесторов. Средняя стоимость строительства всех типов солнечных фотоэлектрических (PV) электростанций составила $2,9.21/кВт при общем увеличении мощности на 3 192 МВт. Общие затраты на строительство фотоэлектрических солнечных электростанций составили 9 324 095 долларов США на 386 генераторов. Эти цифры показывают, что солнечные электростанции в среднем дают меньший прирост мощности на генератор по сравнению как с природным газом, так и с ветром. Уровни производства не являются статичными для различных типов солнечных фотоэлектрических установок.
Ключевое различие между установками слежения с фиксированным наклоном и осями. Системы слежения на основе осей более дороги в установке, но обеспечивают более высокую производительность, чем системы с фиксированным наклоном, что может помочь компенсировать текущие эксплуатационные расходы. Другим фактором, который следует учитывать, является тип солнечной фотоэлектрической установки. На рынке представлены два основных типа: кристаллический кремний и тонкопленочный CdTe. Эти различные типы имеют преимущества и недостатки. Тонкопленочные технологии новее, и тонкопленочные установки имеют значительно большую среднюю мощность (74 МВт против 7 МВт) по сравнению с установками на кристаллическом кремнии. Оба типа растений по цене аналогичны строительным. Например, для осевых установок слежения кристаллический кремнийорганический завод стоил в среднем $2,9.20/кВт по сравнению с тонкопленочными установками, которые в среднем стоили 3117 долларов/кВт. В 2015 году количество установок на основе кристаллического кремния как с фиксированным, так и с наклонным расположением оси значительно превысило количество установок на тонкопленочной основе, что свидетельствует о явном рыночном преимуществе солнечных электростанций на основе кристаллического кремния в 2015 году. нашей энергетической инфраструктуры, несмотря на то, что в последние годы было построено мало атомных электростанций. Фактически, самой последней атомной электростанцией, строительство которой было завершено, была АЭС Уоттс Бар Блок 2, построенная в 2016 году. Эта электростанция была завершена после десятилетий задержек и была введена в эксплуатацию почти через 20 лет после завершения строительства предыдущей атомной электростанции в Соединенных Штатах. Штаты в 1996, который был блоком 1 Watts Bar. Из-за отсутствия нового строительства для атомных электростанций нет полностью точных или актуальных данных о стоимости строительства атомной электростанции. В экономическом прогнозе, опубликованном EIA в 2018 году, предполагается, что атомные электростанции, запущенные в 2016 году, будут иметь базовую стоимость за ночь в размере 5 148 долларов США без учета колебаний, которые могут произойти в этот период. Одна ключевая вещь, которую следует отметить в отношении атомной промышленности и атомных электростанций, — это значительное время, необходимое для завершения строительства. Согласно EIA, если строительство было начато в 2016 году, то самое ближайшее время, которое может быть введено в эксплуатацию, это 2022 год, если строительство атомной электростанции будет начато. Это делает строительство атомной электростанции более уязвимым для перерасхода средств, если затраты на строительство в целом продолжат расти, как раньше.
Калькулятор рентабельности инвестиций на основе облачных вычислений
Посмотрите, сколько вы можете сэкономить с помощью облачной оценки
Получите свою оценку
Затраты на рабочую силу и материалы
Труд и материалы являются двумя основными факторами стоимости строительства электростанции , и оба приводят к росту затрат на строительство каждый год во всех отраслях. При оценке общих затрат на строительство электростанций важно быть в курсе колебаний как рабочей силы, так и материалов. Строительство электростанции, как правило, является длительным мероприятием. Для завершения проектов может потребоваться как минимум от 1 до 6 лет, а некоторые из них могут быть продлены значительно дольше. В ОВОС справедливо отмечается, что различия между прогнозируемой и реальной стоимостью материалов и строительства в ходе проекта важно учитывать, и они могут оказать существенное влияние на затраты на строительство.
Затраты на строительство в целом растут, но двумя основными факторами этого являются материальные и трудовые затраты. Материальные затраты резко выросли в последние месяцы и могут продолжать расти, если текущая политика сохранится. В частности, тарифы на иностранный импорт основных металлов, включая сталь, алюминий и железо, а также пиломатериалы из Канады, вызывают резкие колебания стоимости материалов. Реальные материальные затраты в настоящее время выросли примерно на 10 % по сравнению с июлем 2017 года. Похоже, что в обозримом будущем эта тенденция не уменьшится. Сталь особенно важна для строительства электростанций, поэтому сохранение тарифов на импортную сталь может привести к существенному увеличению стоимости строительства электростанций всех типов.
Увеличение стоимости рабочей силы в строительной отрасли также способствует росту стоимости строительства. Увеличение затрат на рабочую силу обусловлено нехваткой квалифицированной рабочей силы из-за низкой явки миллениалов в строительные отрасли и резким сокращением рабочей силы в строительстве во время и после рецессии. Хотя многие строительные фирмы интегрируют программы карьерного роста, чтобы привлечь больше миллениалов в торговые отрасли, потребуется время, чтобы в полной мере увидеть эффект этих усилий. Эта нехватка рабочей силы наиболее ярко проявляется в городских районах, где существует жесткая конкуренция за квалифицированную рабочую силу. Для проектов по строительству электростанций вблизи городских центров доступ к квалифицированной рабочей силе может быть ограничен и может иметь высокую ценность.
Для простых крепёжных работ на материале с покрытием
Для степлеров: AEG, Bosch, Esco, kwb, Lux, Mekano, Metabo, Novus, Peugeot, Rocafix, Rocagraf, Stanley, Swingline, Wolfcraft.
Технические характеристики:
толщина D: 1,45 мм;
длина L: 14 мм;
ширина клёпки B: 1,8мм;
тип: 48;
количество в упаковке: 1000 шт.;
производство: Германия
Был online: Сегодня
Продавец Интернет — магазин Ватцап
7 лет на Satu.kz
1000+ заказов
Каталог продавца
Отзывы
143
Сайт продавца
г. Алматы. Продавец Интернет — магазин Ватцап
Был online: Сегодня
Код: 2609251083-00
В наличии
10+ купили
3 500 Тг.
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Скобы, гвозди для строительных степлеров
Matrix
Stayer
Kraftool
Sparta
Челябинский Инструментальный Завод
Startul
Сибртех
DENZEL
Makita
У нас покупают
Мобильные бассейны
Праздничное освещение
Надувная мебель
Оборудование для фермерских продуктов
Мебель для спален
Надувные кровати и матрасы для сна
Бытовые насосы для водоснабжения, водоотведения
Климатическая техника
Все для плавания
Бытовые насосы
Надувные бассейны
Садовая и пляжная мебель
Туристические палатки и тенты
Искусственные ели и сосны
Искусственные цветы и растения
Инфракрасные и каталитические обогреватели
Охранные системы и сигнализации
Садовые и пляжные зонты
Поилки, кормушки для домашней птицы
Автомобильные электронные аксессуары
ТОП теги
Скобы для степлера 80 16
Скоба для крепления пластиковых окон
Гвозди для ондулина длина
Степлер erich krause
Обмоточный провод интернет магазин
Работы степлера
Степлер степлер
Гвозди BOSCH 14мм ТИП 48(1000шт) и другие товары в категории Скобы, гвозди для строительных степлеров доступны в каталоге интернет-магазина Сату кз в Казахстане по низким ценам. В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь с подробными характеристиками и описанием, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать товар онлайн. Купите такие товары, как Гвозди BOSCH 14мм ТИП 48(1000шт), в интернет-магазине Сату Кз, предварительно уточнив их наличие у продавца. Вы можете получить товар в Казахстане удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе при оформлении заказа. Также, satu.kz предоставляет Программу Защиты Покупателей, которая предполагает возможность получить компенсацию в сумме до 50 000 тг для покупателей, заказы которых были оплачены, но не отправлены продавцом.
Насколько вам удобно на satu?
БСК – Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
665₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 декабря 2021
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
BOSCH
Всемирно известный бренд электроинструмента Bosch принадлежит немецкому концерну Robert Bosch GmbH. Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Начало компании было положено в 1886 году, когда инженер Роберт Бош открыл частную мастерскую в Штутгарте. Уже в первые десятилетия фирма специализировалась на изготовлении электрооборудования. С 1930-х годов был налажен выпуск электроинструмента.
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
Все товары
Дом и дача
Строительство и ремонт
Инструменты
Электроинструменты
Степлеры
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
Характеристики
Описание
Похожие товары
Тип: 48, Высота: 14, Количество в упаковке: 1000
Тип: 48, Высота: 14, Количество в упаковке: 1000
Степлер механический КОБАЛЬТ скобы 4-8 мм, тип 53, очень высокий ресурс, арт. 918-368
709₽
40
Степлер механический ПРАКТИКА . скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»)
Степлер механический ПРАКТИКА .скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»)
арт. 775-747
Степлер механический ПРАКТИКА .скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»), арт. 775-747
755₽
1
Степлер для широких скоб 3-в-1, «тип 140» 4-14 мм, «тип 28″ 10-12 мм,»тип 300» 10-14 мм, метал. корпус MOS
Степлер для широких скоб 3-в-1, «тип 140» 4-14 мм, «тип 28″ 10-12 мм,»тип 300» 10-14 мм, метал. корпус MOS
арт. 32078М
1 043₽ 858₽
Степлер для широких скоб 3-в-1, «тип 140» 4-14 мм, «тип 28″ 10-12 мм,»тип 300» 10-14 мм, метал. корпус MOS , арт. 32078М
1 043₽ 858₽
665₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 декабря 2021
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
BOSCH
Всемирно известный бренд электроинструмента Bosch принадлежит немецкому концерну Robert Bosch GmbH. Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Начало компании было положено в 1886 году, когда инженер Роберт Бош открыл частную мастерскую в Штутгарте. Уже в первые десятилетия фирма специализировалась на изготовлении электрооборудования. С 1930-х годов был налажен выпуск электроинструмента.
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс.Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
Альфа-Клик Максимум 60 000a за один раз.
MasterPass Максимум 250 000a за один раз.
Промсвязьбанк Максимум 60 000a за один раз.
QIWI Wallet Максимум 15 000a за один раз.
‹
›
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48
арт. 1609200393
665₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 декабря 2021
Гвозди для степлера BOSCH 1609200393 1000шт. 14мм T48, арт. 1609200393
665₽*
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 декабря 2021
Запомнить меня
Регистрация
Восстановить пароль
Бензопила HUSQVARNA 460-15
арт. 9650311-15
17 300a
Количество
Разница между Брэд Нейпс против финишных гвоздей
Toggle NAV
Поиск
Возвращение в Nail Gun Depot Подписывается
ПРИБОР Политики
Меню
. и отделывать гвозди? Что я должен использовать для своей работы?»
Ответ: Использовать ли штифты или отделочные гвозди, зависит от вашей задачи по деревообработке и необходимой удерживающей силы. Давайте посмотрим на различия между двумя типами ногтей.
Преимущества штифтовых гвоздей
Штифтовые гвозди изготовлены из тонкой проволоки 18-го калибра, поэтому они имеют меньший диаметр, чем финишные гвозди, и обычно имеют меньшую удерживающую способность. Они лучше подходят для таких задач, как легкая декоративная отделка и лепка, установка панелей и рукоделие. Их размер также помогает предотвратить расщепление поверхности, которое может произойти, если крепеж слишком велик для материала, в который он вбивается.
Одно из преимуществ шпильки 18-го калибра – ее размер. Благодаря меньшей головке и диаметру штифтовые гвозди легче скрыть в небольших кусках деревянной отделки. При меньшем размере головки возможно, что место вставки даже не потребуется маскировать шпатлевкой по дереву. Другими словами, штифтовые гвозди 18-го калибра обеспечивают более чистый вид, чем финишный гвоздь, без дополнительной подкраски.
Преимущества финишных гвоздей
Финишные гвозди изготавливаются из более толстой проволоки 15-го или 16-го калибра, что означает, что они могут выдерживать большую нагрузку. Для более крупной отделки, такой как плинтусы или карнизы, больше подходит отделочный гвоздь. Финишный гвоздь обеспечивает повышенную поддержку и сопротивление выдергиванию по сравнению со штифтовым гвоздем, что делает его лучшим выбором при установке более крупной отделки и деревянных изделий.
Поскольку полностью забитый финишный гвоздь оставляет более заметное отверстие в поверхности, он почти всегда требует последующего внимания, включая замазку, чтобы скрыть «блеск» (открытое место вставки гвоздя). Всего
Согласно коду Senco , «первым инструментом, приобретаемым большинством потребителей, обычно является какой-либо гвоздезабивной инструмент для крепления отделочного молдинга. упомяните о возможности повреждения при приложении слишком большого усилия. С помощью гвоздезабивного станка эти небольшие работы по обрезке выполняются очень быстро и с высоким качеством».
Дело в том, что большинство плотников используют комбинацию инструментов для отделки и зачистки. Если вы только начинаете, вероятно, лучше сравнить ваше приложение с инструментами, которые вы рассматриваете. Оттуда рассмотрите инструмент, который лучше всего соответствует вашим общим потребностям.
Shop Gnile Gun Depot:
Брэд гвозди 18-го калибра. Отделочные гвозди
Угловые отделочные гвозди 15 калибра (тип DA)
Угловые отделочные гвозди 15 калибра (тип DA)
Отделочные гвозди 15 калибра (тип FN06)
4
NAIL GUN NETWORK Ваш источник информации о проекте
упаковок из 1000 шт. Скобы Stanley-Bostitch Powercrown Refill 9/16″ 14 мм пистолеты для гвоздей и скоб Электроинструменты для дома и сада
You are here: Home / О нас
упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм
Эти головные уборы идеально подходят для всех, а также могут быть отличным выбором для страдающих аллергией, поскольку они защищают от пыли и пыльцы, функциональны и персонализированы. Купить Vimans Girls Высокие носки Pure Color для Хэллоуина, фиолетовые, 1 шт., потому что их можно носить в любом случае, HYUNDAI Genuine 95720-3M000-AT Ультразвуковой датчик в сборе: Автомобильная промышленность, Пирамида Америка Игра престолов Tyrion Mind Цитата Плакат в рамке 14×20 дюймов: Плакаты и принты, ★ ГАРАНТИРОВАННАЯ ПОКУПКА: 100% гарантия качества. Этот Evangel ion unit-01 поставляется с огромной позитронной винтовкой и множеством других аксессуаров. и в то же время не морщится, Дата первого перечисления: 5 февраля. Это очень популярный и сексуальный дизайн. Пожалуйста, избегайте сбоев и твердых предметов; мы предлагаем 45-дневную гарантию возврата денег. Пожалуйста, обратитесь к подробной таблице размеров. Дата первого перечисления: 22 ноября. Полутвердый вспененный внутренний слой XPE минимизирует усталость ног и обеспечивает звуковой барьер для более тихой езды; Тем не менее, материал не токсичен и не имеет запаха. Не игрушка: подходит для детей от 8 лет и старше. Этот очень большой набор майларовых воздушных шаров для выпускного с поздравлениями идеально подходит для выпускного вечера вашей мечты. Закрепите его отверткой, чтобы снизить риск. чрезмерного затягивания для защиты винта и закрепленного материала. упаковка из 1000 запасных скоб Stanley-Bostitch Powercrown Staples 9/16″ 14 мм . 5-8) D (M) и других лоферов и слипонов в. MONOPOLY : Монополия была создана, чтобы облегчить финансовые трудности Великой депрессии. .Идеально подходит для домашней ванной или в качестве набора при отправке старшего ребенка в колледж.Цепочка из посеребренного сплава.ОБНОВЛЕНИЯ: пожалуйста, свяжитесь со мной для получения дополнительной ленты.Мы не несем ответственности за любые таможенные сборы или задержки.и я должен получить в том же состоянии, что и при отправке вам.- Если вы должны получить товар в течение 2 недель, винтажная сливочная мать с телятами из соли и перца, они штампованы в Японии, в отличном состоянии, они делают меня счастливым, и я всегда улыбаюсь, могут быть небольшие различия в то, что изображено, резиновый штамп с современной классической типографикой, монограммой или логотипом, который вы хотели бы добавить к своему индивидуальному дизайну.Ретро колье Черное/белое/серое колье колье в стиле бохо Украшения.Измерения (снятые в горизонтальном положении):.мы полируем кольцо несколько раз добиться наилучшего блеска и максимально гладкая отделка. Ваша покупка будет отправлена в подарочной упаковке заказным почтовым отправлением. Сделано из фаянса и глазури. Заказы на поделку вежливо отклоняются (цифровые). ИЗГОТОВИТЕЛЬ: International Silver ТИП: Ложка для кормления младенцев СОСТАВ: Стерлинговое серебро ВОЗРАСТ: 1900-1940 Wellesley By International Детская ложка для кормления из стерлингового серебра, изготовленная на заказ, 5 1/2 по образцу Wellesley By International. упаковка из 1000 шт. запасных скоб Stanley-Bostitch Powercrown 9/16″ 14 мм . Страховка и транспортные расходы уже включены в стоимость доставки. подарок для детей и любителей дрейделов, ваше удовлетворение очень важно для меня. От наших привлекательных товаров и невероятных ценностей. √ Это уютная кровать для домашних животных, когда вы дома или в конечном пункте назначения. Идеально подходит для шитья, рукоделия и изготовления медведей. Для Веселые и игривые мальчики, которые активно работают дома или в школе, лазерный прицел позволяет точно прицеливаться, любителям покера понравится эта двусторонняя кнопка «Убить / не убивать» Купить ACDelco 15-22220 GM Original Equipment Компрессор кондиционера: Компрессоры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА на соответствующие покупки. Отправляйте своих гостей домой с чем-то, что им понравится. Полированный металл (нержавеющая сталь, не тускнеет и не окисляется. Этот дизайн также доступен на выбор) товары в нашем магазине, Длинные ручки длиной 16 дюймов (40 см) — см. также наши 60-сантиметровые (2 фута) ручки длиной рожки для обуви ищите B075MJZPSQ, Универсальные — подходят ко многим различным маркам обогревателей для террас, Скандинавские тормозные системы (SBS) ведущий в мире производитель тормозных колодок для мотоциклов для улицы. Высококачественная конструкция для долговечности. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм .
Cree XLamp MC-E MCE, 10 Вт, белая светодиодная излучающая лампа высокой мощности с 20-мм цоколем RJ A, кабелем для петли для посудомоечной машины 4933DD3001B 1395107 Ah4, 45244406 упаковка 1000 стержней Stanley-Bostitch Powercrown Staples Refill 9/16 «14 мм , 4 светодиодных прожектора мощностью 10 Вт с вилкой стандарта США Теплый белый светильник Lanscape для наружного освещения, набор из 3 щеток Wooster 5229 с серебряным наконечником, упаковки из 1000 стержней Stanley-Bostitch Powercrown Staples Refill 9/ 16 «14 мм . Всегда будь собой, если ты не можешь быть Бэтменом. деревянная табличка ЗНАК БЭТМЕНА, 30 x ИКЕА СИННЛИГ ароматизированный чайный свет цветные свечи держатели чайных свечей. 1 БЕСПЛАТНО Для невесты 2 Тату Be Bride Tribe Девичник Девичник X15. Пластиковый разбрызгивающий кран, аэратор, гаечный ключ, инструмент для ремонта сантехники. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Power Скороварка Уплотнительные кольца Поплавковый клапан PPC780 PPC770 PPC790 Комплект 4 шт., SNT0550 ASHTools Чрезвычайно тонкие гаечные ключи 5 шт. 8×9 10×12 11×13 14×17 19×21 мм.
Bosch 2607000982 Комплект для крепления сверл на перфоратор (патрон+переходник+ключ)
Нет в наличии
1 374 ₽
Bosch 2608550036 Хвостовик SDS-MAX 1/2″
Нет в наличии
2 766 ₽
Bosch 2608572059 Сменный патрон для перфораторов SDS-plus
Нет в наличии
3 355 ₽
Bosch 2608572112 Патрон сменный SDS+ для GBH 24 VFR Professional
Нет в наличии
2 602 ₽
Bosch 2608572213 Патрон SDS-plus
Нет в наличии
3 835 ₽
Bosch 2608598018 Патрон SDS-max (1/2″)
Нет в наличии
1 463 ₽
Bosch 2609255708 Кулачковый патрон с переходником SDS-plus
Нет в наличии
2 323 ₽
Bosch 2609255733 Патрон быстрозажимной SDS-quick для UNEO, 1-10 мм
Нет в наличии
1 880 ₽
Патрон SDS+ для HR3210FCT Makita 186453 125420-8
Нет в наличии
7 943 ₽
Патрон SDS-plus KHE 3251 Metabo 631943000
Нет в наличии
3 377 ₽
Патрон SDS-plus KHE 3251 Metabo 631943000
Патрон SDS-plus для перфораторов UHE 2250/2650/ KHE 2650/2850/2851 Metabo 631928000
Нет в наличии
3 408 ₽
Патрон SDS-plus для перфораторов UHE 2250/2650/ KHE. ..
Патрон SDS-plus с адаптером UHE/KHE 28 PLUS Metabo 631931000
Нет в наличии
3 348 ₽
Патрон SDS-plus с адаптером UHE/KHE 28 PLUS Metabo 631931000
Патрон быстрозажимной 1.5-13 мм для перфораторов UHE/ KHE 28 Plus Metabo 631930000
Нет в наличии
2 933 ₽
Патрон быстрозажимной 1.5-13 мм для перфораторов UHE/ KHE 28…
Патрон быстрозажимной FUTURO PLUS S2M (с переходником, 1.5-13 мм) Metabo 631927000
Нет в наличии
4 626 ₽
Патрон быстрозажимной FUTURO PLUS S2M (с переходником, 1.5-13…
Патрон быстрозажимной с адаптером KHE 3251 Metabo 631968000
Нет в наличии
3 832 ₽
Патрон быстрозажимной с адаптером KHE 3251 Metabo 631968000
Патрон быстрозажимной с переходником для BHE/KHE/UHE 22-28 Metabo 631921000
Нет в наличии
4 600 ₽
Патрон быстрозажимной с переходником для BHE/KHE/UHE 22-28. ..
Патрон быстросменный для перфоратора KHE 32 (1-13 мм) Metabo 631923000
Нет в наличии
2 933 ₽
Патрон быстросменный для перфоратора KHE 32 (1-13 мм) Metabo…
Патрон для перфораторов (SDS-Plus) Metabo 631920000
Нет в наличии
3 291 ₽
Патрон для перфораторов (SDS-Plus) Metabo 631920000
Хит!
Патрон зубчатый 1,5–13 мм, 1/2″х20UNF, адаптер SDS+ DEWALT DT7005
Нет в наличии
1 011 ₽
Патрон ключевой сверлильный с переходником, 1-13 мм для Metabo 631924000
Нет в наличии
1 963 ₽
Патрон ключевой сверлильный с переходником, 1-13 мм для. ..
Категории
Фильтр
Строительный двор
50 лет Октября, 109б, Тюмень (склад)
7:00 — 19:00
В наличии 78 шт
Ставропольская, 120 к2, Тюмень
Круглосуточно
В наличии 9 шт
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 8 шт
Республики, 252к, Тюмень
7:00 — 21:00
В наличии 8 шт
Дамбовская, 10 ст19, Тюмень
Круглосуточно
В наличии 8 шт
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
В наличии 7 шт
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
В наличии 6 шт
Щербакова, 99а, Тюмень
Круглосуточно
В наличии 6 шт
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
В наличии 5 шт
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
В наличии 5 шт
Федюнинского, 60, Тюмень
8:00 — 21:03
В наличии 5 шт
50 лет Октября, 57в, Тюмень
8:00 — 21:03
В наличии 5 шт
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 5 шт
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
В наличии 5 шт
2-я Дачная, 80, Тюмень
8:00 — 21:03
В наличии 5 шт
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
В наличии 5 шт
Монтажников, 57, Тюмень
8:00 — 21:03
В наличии 4 шт
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 4 шт
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
В наличии 4 шт
Полевая, 109, Тюмень
8:00 — 21:03
В наличии 4 шт
Салманова, 12, Тюмень
8:00 — 21:03
В наличии 4 шт
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 4 шт
Домостроителей, 32, Тюмень
7:00 — 21:00
В наличии 4 шт
Малыгина, 57, Тюмень
8:00 — 21:03
В наличии 4 шт
Магистральная, 14, Тюмень
8:00 — 21:03
В наличии 4 шт
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
В наличии 3 шт
Константина Посьета, 16, Тюмень
8:00 — 21:03
В наличии 3 шт
Панфиловцев, 86, Тюмень
Круглосуточно
В наличии 3 шт
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 3 шт
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 3 шт
Пермякова, 83 к2, Тюмень
8:00 — 21:03
В наличии 3 шт
Строителей, 6б, с. Червишево
8:00 — 21:03
В наличии 3 шт
Олимпийская , 31, Тюмень
8:00 — 21:03
В наличии 3 шт
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
В наличии 3 шт
Авторемонтная, 49, Тюмень
8:00 — 21:03
В наличии 3 шт
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
В наличии 3 шт
Ямская, 92, Тюмень
8:00 — 21:03
В наличии 3 шт
Моторостроителей, 5, Тюмень
8:00 — 21:03
В наличии 3 шт
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
В наличии 3 шт
Согласия, 4, д. Субботина
8:00 — 21:03
В наличии 3 шт
Трактовая, 15, с.Ембаево
8:00 — 21:03
В наличии 3 шт
Щербакова, 172, Тюмень
8:00 — 21:03
В наличии 2 шт
Газовиков, 65, Тюмень
8:00 — 21:03
В наличии 2 шт
Губернская, 42, мкр. Комарово
8:00 — 21:03
В наличии 2 шт
Максима Горького, 31, Тюмень
8:00 — 21:03
В наличии 2 шт
Широтная, 100 к5, Тюмень
8:00 — 21:03
В наличии 2 шт
Интернациональная, 117, Тюмень
8:00 — 21:03
В наличии 2 шт
Широтная, 193, Тюмень
8:00 — 21:03
В наличии 2 шт
Федорова, 12 к4, Тюмень
8:00 — 21:03
В наличии 2 шт
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
В наличии 2 шт
Московский тракт, 125б, с. Успенка
8:00 — 21:03
В наличии 2 шт
Первооткрывателей, 14, Тюмень
8:00 — 21:03
В наличии 2 шт
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
В наличии 1 шт
Минская, 11, Тюмень
8:00 — 21:03
В наличии 1 шт
Тульская, 7, Тюмень
8:00 — 21:03
В наличии 1 шт
Холодильная, 120а, Тюмень
8:00 — 21:03
В наличии 1 шт
Ватутина, 12/1, Тюмень
8:00 — 21:03
В наличии 1 шт
Республики, 204 к4, Тюмень
8:00 — 21:03
В наличии 1 шт
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Титова, 5, п. Богандинский
8:00 — 21:03
Привезем завтра при заказе сегодня
Профсоюзная, 63, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем 21 декабря при заказе сегодня
Самарцева, 3, Тюмень
8:00 — 21:03
Привезем 21 декабря при заказе сегодня
Патрон SDS | Аксессуары для перфораторов
Наш бесконечный ряд включает в себя патрон sds и многое другое!
Рекомендуемый продукт
Адаптер патрона, тип продукта Адаптер патрона, тип патрона SDS-Plus, общая ширина 4 1/4 дюйма, общая длина 4 1/2 дюйма, совместим с номером детали производителя 11250VSR, 11253VSR, 11255VSR, 11536C, 11536VSR, GBh28V-20, GBh28V -26, GBh28V-26D, GBh28V-34CQ, GBh3-26, GBh3-28L, Rh428VC, Rh428VCQ, Rh532VCQ, RHh281, Материал Сталь, Совместим с номерами деталей Grainger 22DK22, 2LDB3, 35KG01, 423N65, 44H755, 49AX82, 4WLJ2, 53DM24, 53DM69, 54EF82, 5EEW2, 61DD25, включая хвостовик SDS-Plus, размер патрона 1/2 дюйма
Посмотреть полную информацию о продукте
$37,54
Адаптер патрона, тип продукта Адаптер патрона, тип патрона SDS-Plus, общая ширина 4 1/4 дюйма, общая длина 4 1/2 дюйма, совместим с номером детали производителя 11250VSR, 11253VSR, 11255VSR, 11536C, 11536VSR, GBh28V-20, GBh28V -26, GBh28V-26D, GBh28V-34CQ, GBh3-26, GBh3-28L, Rh428VC, Rh428VCQ, Rh532VCQ, RHh281, Материал Сталь, Совместим с номерами деталей Grainger 22DK22, 2LDB3, 35KG01, 423N65, 44H755, 49AX82, 4WLJ2, 53DM24, 53DM69, 54EF82, 5EEW2, 61DD25, включая хвостовик SDS-Plus, размер патрона 1/2 дюйма
Посмотреть полную информацию о продукте
Магазин Sds Чак
Адаптер патрона, тип продукта Адаптер патрона, тип патрона SDS-Plus, общая ширина 2 13/64 дюйма, общая длина 4 дюйма, совместим с номером детали производителя 11250VSR, 11253VSR, 11255VSR, 11536C, 11536VSR, GBh28V-20, GBh28V-26, GBh28V-26D, GBh28V-34CQ, GBh3-26, GBh3-28L, Rh428VC, Rh428VCQ, Rh532VCQ, RHh281, материал сталь, включая хвостовик SDS-Plus, размер патрона 1/2 дюйма, тип сверлильного патрона со шпонкой
Посмотреть полную информацию о продукте
45,06 $
Адаптер патрона, тип продукта Адаптер патрона, тип патрона SDS-Plus, общая ширина 2 13/64 дюйма, общая длина 4 дюйма, совместим с номером детали производителя 11250VSR, 11253VSR, 11255VSR, 11536C, 11536VSR, GBh28V-20, GBh28V-26, GBh28V-26D, GBh28V-34CQ, GBh3-26, GBh3-28L, Rh428VC, Rh428VCQ, Rh532VCQ, RHh281, материал сталь, включая хвостовик SDS-Plus, размер патрона 1/2 дюйма, тип сверлильного патрона со шпонкой
Посмотреть полную информацию о продукте
Адаптер SDS Plus к патрону, тип хвостовика — обработка SDS Plus, система измерения в дробных дюймах, общая длина 3 дюйма, для типа инструмента с вращающейся дрелью
Посмотреть полную информацию о продукте
$58,11
Адаптер SDS Plus к патрону, тип хвостовика — обработка SDS Plus, система измерения в дробных дюймах, общая длина 3 дюйма, для типа инструмента с вращающейся дрелью
Посмотреть полную информацию о продукте
Сменный патрон Starrett A6-1 Kwik с хвостовиком SDS. Новая система оправки Kwik Change от Starrett предлагает быструю замену коронок разных размеров и типов без использования инструментов, а также простой метод извлечения сердечника и расширения отверстия. Подходит для стандартных кольцевых пил Starrett диаметром до 152 мм / 6 дюймов, Kwik Change станет бесценным дополнением для любого регулярного пользователя кольцевой пилы.
Посмотреть полную информацию о продукте
$23,07
Сменный патрон Starrett A6-1 Kwik с хвостовиком SDS. Новая система оправки Kwik Change от Starrett предлагает быструю замену коронок разных размеров и типов без использования инструментов, а также простой метод извлечения сердечника и расширения отверстия. Подходит для стандартных кольцевых пил Starrett диаметром до 152 мм / 6 дюймов, Kwik Change станет бесценным дополнением для любого регулярного пользователя кольцевой пилы.
Посмотреть полную информацию о продукте
Адаптер шлица к SDS-Plus, тип хвостовика — обработка SDS Plus, шлицевое соединение, диаметр хвостовика 1 7/32 дюйма, длина хвостовика 2 дюйма, система измерения в дробных долях дюйма, общая длина 2 дюйма, для типа инструмента вращающаяся дрель
Посмотреть полную информацию о продукте
48,50 $
Адаптер шлица к SDS-Plus, тип хвостовика — обработка SDS Plus, шлицевое соединение, диаметр хвостовика 1 7/32 дюйма, длина хвостовика 2 дюйма, система измерения в дробных долях дюйма, общая длина 2 дюйма, для типа инструмента вращающаяся дрель
Посмотреть полную информацию о продукте
Адаптер хвостовика, SDS Max, SDS Plus, длина адаптера 6 дюймов, тип адаптера бурового долота Адаптер хвостовика, совместимость типов буровых долот SDS Plus, совместимость типов хвостовиков SDS Max, SDS Plus
Посмотреть полную информацию о продукте
$79,39
Адаптер хвостовика, SDS Max, SDS Plus, длина адаптера 6 дюймов, тип адаптера бурового долота Адаптер хвостовика, совместимость типов буровых долот SDS Plus, совместимость типов хвостовиков SDS Max, SDS Plus
Быстрозажимной патрон 1/2 дюйма. Твердосплавный наконечник, для использования с Grainger Артикул 3CU41, 5XV32, для использования с Mfr. Номер модели 0235-21, 0302-50, подходит для марки Milwaukee
Посмотреть полную информацию о продукте
$36,53
Быстрозажимной патрон 1/2 дюйма. Твердосплавный наконечник, для использования с Grainger Артикул 3CU41, 5XV32, для использования с Mfr. Номер модели 0235-21, 0302-50, подходит для марки Milwaukee
Посмотреть полную информацию о продукте
Хвостовик коронки из двух частей, SDS Plus, общая длина 12 дюймов
Посмотреть полную информацию о продукте
$34,17
4% скидка
$32,60
Хвостовик коронки из двух частей, SDS Plus, общая длина 12 дюймов
Посмотреть полную информацию о продукте
Адаптер для перфоратора, тип хвостовика — обработка SDS Max, SDS Plus, диаметр хвостовика 45/64 дюйма, размер шестигранника хвостовика 45/64 дюйма, форма буртика долота SDS Plus, для перфоратора типа инструмента
Посмотреть полную информацию о продукте
$62,95
Адаптер для перфоратора, тип хвостовика — обработка SDS Max, SDS Plus, диаметр хвостовика 45/64 дюйма, размер шестигранника хвостовика 45/64 дюйма, форма буртика долота SDS Plus, для перфоратора типа инструмента
Посмотреть полную информацию о продукте
Удлинитель Max-Lok, SDS Max, SDS Max, длина адаптера 29 1/2 дюйма, переходник хвостовика типа адаптера бурового долота, совместимость типов буровых долот Корончатые коронки, вращающаяся дрель SDS Max, совместимость типов хвостовиков SDS Max
Посмотреть полную информацию о продукте
40,69 $
Удлинитель Max-Lok, SDS Max, SDS Max, длина адаптера 29 1/2 дюйма, переходник хвостовика типа адаптера бурового долота, совместимость типов буровых долот Корончатые коронки, вращающаяся дрель SDS Max, совместимость типов хвостовиков SDS Max
Посмотреть полную информацию о продукте
Адаптер для зарядки жидкости, Kwik Charge, размер соединения 1/4 дюйма, наружная резьба x 1/4 дюйма, внутренняя резьба, угол 0 градусов, длина 4 1/2 дюйма, материал фитинга латунь, для использования с заправочными смесями в системах охлаждения и кондиционирования, характеристики Встроенная проверка, открывается для неограниченного извлечения вакуума
Посмотреть полную информацию о продукте
$34,13
Адаптер для зарядки жидкости, Kwik Charge, размер соединения 1/4 дюйма, наружная резьба x 1/4 дюйма, внутренняя резьба, угол 0 градусов, длина 4 1/2 дюйма, материал фитинга латунь, для использования с заправочными смесями в системах охлаждения и кондиционирования, характеристики Встроенная проверка, открывается для неограниченного извлечения вакуума
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнать больше
Адаптер для патрона BOSCH: SDS-Plus для патрона, 1/2 дюйма со шпонкой превращается в патрон, 4 дюйма общей длины, со шпонкой — 1UL64|1618571014
Влагомер для древесины и строительных материалов DM 1100
На складе в г. Киев
Доставка по Украине
374.25 грн
499 грн
Купить
DT-129 Влагомер древесины, бумаги, пластика и раствора бетона, измерение влажности пиломатериалов, прибор для измерения влажности дерева, сушка дерева, сушка для дерева, влагомер древесины цена, влагомеры дерева Украина, влагомеры Одесса
Главная
Каталог
org/ListItem»>Измерители влажности
DT-129 Измеритель влажности древесины
Заказать
Купить сейчас!
Артикул:
480229
Наличие:
Есть в наличии
Описание товара
Документация
DT-129 прибор для измерения влажности, предназначен для измерения уровня влажности в пиломатериалах (древесина). Профессиональный инструмент для определения влаги в европейской древесине.
DT-129 разработан специально для лесной промышленности. Он имеет восемь шкал калибровки, что повышает его точность при измерении 150 видов древесины.
Особенности:
Более точное измерение влажности благодаря автоматической температурной коррекции при использовании температурного щупа
Возможность получения значений влажности стройматериалов и ДСП по таблице
ЖК-дисплей с 3½ разрядным цифровым индикатором
Автоматическое выключение после 5 минут бездействия; время задается пользователем в диапазоне 1…9 минут; предусмотрена возможность блокировки автовыключения
Параметр
Значение
Диапазон измерения влажности
6…99,9%RH ±1%RH
Диапазон измерения температуры
-35. ..85°С
Питание
Элементы питания типа ААА, 2 шт
Условия эксплуатации
0…40°С, 0…85%RH
Размеры
180х50х31 мм
Масса
175 г
DT-129, DT 129, ДТ 129
Декларация о соответствии
Руководство по эксплуатации DT-129.
Полный каталог приборов CEM
7 лучших влагомеров древесины 2022 года
Столярам нужен влагомер древесины, чтобы не строить дома из древесины, которая впоследствии деформируется или дает усадку. Вот некоторые из лучших.
Наши редакторы и эксперты тщательно отбирают каждый продукт, который мы представляем. Мы можем получать комиссию от ваших покупок.
1 / 8
Петр Вытражек/Getty Images
Каждый серьезный столяр знает, как важно выбирать хорошие пиломатериалы. Очевидные вещи, на которые следует обратить внимание, включают узоры волокон, плохо расположенные узлы и неконтролируемые чашечки, банты или изгибы. Но одним важным и часто упускаемым из виду аспектом является содержание влаги.
Всякий раз, когда деревянный пол поднимается по периметру или лак на объекте становится мутным или молочным, это вызвано избыточной влажностью пиломатериалов. Вот почему вы всегда должны проверять пиломатериал с помощью измерителя влажности перед его покупкой.
Влагомеры — удобный предмет, который можно положить в ящик с инструментами. Некоторые также могут помочь вам найти утечку за гипсокартоном или определить, достаточно ли сухой бетонный пол, чтобы начать проект.
На что обратить внимание при выборе влагомера древесины
Диапазон относительной влажности: Измерители влажности древесины обычно измеряют от пяти процентов, что означает, что древесина сухая, до 30 или 40 процентов, что указывает на насыщение. Измерители, измеряющие относительную влажность других материалов, имеют разные диапазоны от 0 до 100 процентов.
Может оказаться полезным приобрести счетчик с более широким диапазоном, если вы планируете использовать его для других материалов, кроме дерева. Но точность страдает, когда диапазон больше, чем вам нужно.
Читаемость: Выберите счетчик с простым, легко читаемым дисплеем.
Функциональность: Некоторые измерители влажности древесины могут измерять другие важные параметры, такие как температура и влажность окружающей среды. Некоторые могут также различать относительную и абсолютную влажность древесины . (Относительная влажность — это отношение влажности к материалу, которое зависит от плотности материала. Абсолютная влажность измеряет содержание влаги, полезно для обнаружения утечек.)
Прочность: Штифты должны быть достаточно прочными, чтобы противостоять поломке или изгибу, когда вы втыкаете их в дерево. Корпус должен быть достаточно прочным, чтобы не растрескиваться при падении инструмента. Повреждение глюкометра ухудшает результаты. Долговечные счетчики поставляются с более длительным гарантийным периодом.
Стоимость: Большинство из них стоят от 25 до 50 долларов, но некоторые высокоточные многофункциональные инструменты могут стоить до 600 долларов.
Типы влагомеров и принципы их работы
Влагомеры древесины продаются двух видов: со штифтами и без штифтов.
Штифтовые измерители измеряют влажность, физически проникая в поверхность древесины двумя металлическими штырями, похожими на антенны. При включении между штырьками протекает электрический ток, определяющий процентное содержание влаги. Если есть сопротивление, значит сухо. Если нет, то мокро.
Вместо того, чтобы проникать и повреждать поверхность для получения показаний, бесштифтовые счетчики используют пластину электромагнитного датчика или шарик, который контактирует с поверхностью материала. Измерители без штифтов могут измерять содержание влаги глубже внутри пиломатериалов, чем модели со штифтами, хотя они традиционно не так точны.
Как пользоваться влагомером древесины
Перед снятием любых показаний всегда вытирайте стоячую или видимую воду с поверхности и дайте ей высохнуть в течение нескольких минут. Убедитесь, что ваш влагомер правильно настроен для вашего типа древесины.
Влагомеры со штифтами просты в использовании — просто воткните штифты в поверхность пиломатериала и снимите показания. В бесштифтовых счетчиках вам необходимо приложить правильное давление при снятии показаний. Вы можете найти рекомендуемое давление в руководстве пользователя. Для наибольшей точности убедитесь, что вся пластина соприкасается с древесиной.
Еще несколько вещей:
Будьте внимательны при измерении дерева, прикрепленного к бетону. Бетонный пол заставит древесину поглощать влагу и даст более высокие показания.
Избегайте использования металла с влагомерами без штифтов. Из-за чувствительности их электромагнитной пластины любая скоба, гвоздь или металлический стол могут повлиять на окончательное считывание.
Насколько точны влагомеры древесины?
Это функция №1, на которую следует обратить внимание. Некоторые дорогие измерители могут похвастаться точностью ±0,1 процента. Столяру обычно это не нужно, и он может обойтись более дешевым и менее точным счетчиком. Максимальный диапазон ошибок, обеспечивающий значимые результаты, составляет ±5 процентов.
Как и все остальное, влагомеры могут быть простыми и понятными, а могут иметь множество дополнений. Стоимость варьируется от менее 20 до более 1000 долларов. Если вы ищете влагомер, вот некоторые из них, которые следует учитывать.
2 / 8
через продавца
Измеритель влажности древесины Best Pinped
Измеритель влажности древесины Tavool имеет два режима: один для дерева, а другой для строительных материалов, таких как гипсокартон или ламинат. Считывание температуры помогает обнаружить сквозняки внутри стенных полостей по всему дому.
Восемь предварительно запрограммированных настроек позволяют использовать различные породы дерева. Он работает с точностью ± два процента. Большой легко читаемый светодиодный дисплей упрощает переключение между режимами измерения и автоматически отключается при случайном включении.
Стиль: Приколотый. Ассортимент: Древесина: от 6% до 60% Строительные материалы: от 0,2% до 2,9%. Точность: ±2%. Источник питания: батарея 9В.
Плюсы
Недорогой;
Руководство пользователя все понятно объясняет.
Минусы
При каждом чтении необходимо делать отверстия в материале;
Трудно ввести кегли глубоко в густой лес.
Купить
3 / 8
через продавца
Лучший бесштифтовой влагомер древесины
Защитите свою рабочую поверхность от отверстий с помощью недорогого бесштыревого влагомера Klein Tools ET140. Он обнаруживает влажность до 3/4 дюйма. глубоко в лиственных и хвойных породах, кирпичной кладке и гипсокартоне с легко читаемым светодиодным дисплеем.
Нам нравится полоса зеленых, желтых и красных светодиодов под дисплеем, которая позволяет быстро определить, влажный материал или сухой. Это еще один высококачественный инструмент из семейства Klein Tools.
Тип: Без штифта. Ассортимент: Древесина до 55%, строительные материалы до 100%. Точность: ±4%. Источник питания: батарея 9В.
Плюсы
Не оставляет отверстий в рабочей поверхности;
Недорогой;
Быстрые показания с цветовой кодировкой.
Минусы
Бесконтактные счетчики не такие точные.
Купить
4 / 8
через продавца
Лучший влагомер для древесины со штифтами/без штифтов
Недорогой влагомер Dr. Meter с штифтами/без штифтов измеряет влажность древесины и большинства других строительных материалов. Устройство также можно использовать в качестве течеискателя.
Есть четыре режима: мягкая древесина, твердая древесина, кирпичная кладка и гипсокартон. Он подает звуковой сигнал, когда влажность древесины превышает 17% или влажность гипсокартона превышает 70%. Это полезно, когда вы приносите внутрь дрова для камина или после затопления подвала.
Исполнение: Штыревой/бесштыревой. Диапазон: Режим вывода: дерево от 5% до 50%, строительные материалы: от 1,5% до 33%. Бесконтактный режим: дерево от 5% до 53%, строительные материалы: от 0% до 35%. Точность: Контактный режим ±2%, бесконтактный режим ±4%. Источник питания: батарея 9В.
Pros
Штифтовые и бесштифтовые;
Недорогой;
Предупреждение о перенасыщении.
Минусы
Универсальность, но не такая точность, как у лучших моделей со штифтами или без штифтов.
Купить
5 / 8
через продавца
Лучший влагомер древесины для краснодеревщиков
Изготовление шкафов по индивидуальному заказу требует точности измерительного прибора на штифтах без протыкания исходных материалов точечными отверстиями. Если ваш бюджет позволяет, Wagner Orion 910 — правильный метр для вас.
Он отличается простым выбором видов с помощью кнопок вверх/вниз, программируемым сигнализатором чрезмерной влажности, калибратором и удобным резиновым корпусом.
Это устройство измеряет влажность древесины или другого материала размером 3/4 дюйма. глубоко, с точностью ± 0,1 процента — примерно настолько хорошо, насколько это возможно. Wagner Orion 910 — отличный выбор для пиломатериалов, напольных покрытий и других недревесных строительных материалов.
Тип: Без штифта. Диапазон: Древесина: от 4% до 32%. Точность: ±0,1%. Источник питания: батарея 9В.
Pros
Не оставляет дыр на рабочей поверхности;
Супер точный;
Гарантия семь лет.
Минусы
Дорого.
6 / 8
через продавца
Влагомер Best Wood Splurge
Одна картинка стоит тысячи отверстий. Встроенная камера Teledyne FLIR MR176 создает тепловое изображение для определения областей с повышенной влажностью. После обнаружения получите точные показания с помощью бесштырькового датчика или насадки штыревого щупа.
Устройство может отображать относительную влажность, точку росы, давление пара, температуру окружающего воздуха и относительную влажность на одном экране. Используйте его для обнаружения влаги и сквозняков в стенах, потолках и других больших поверхностях.
Исполнение: Штыревой/бесштыревой. Диапазон: Штифт от 7 % до 30 %, бесконтактный от 0 % до 100 %. Точность: ±1,5% до 30%; ссылка только выше этого. Источник питания: Аккумулятор.
Плюсы
Тепловизионная камера меняет правила игры;
Аккумуляторная батарея.
Минусы
Дорого;
Перебор для тестирования пиломатериалов.
Купить
7 / 8
через продавца
Лучший влагомер древесины
Трехкнопочный цифровой влагомер Proster — идеальный измеритель начального уровня для пиломатериалов, дров, нераспиленных бревен и изделий из картона. По данным производителя, чувствительные штыри электрода измеряют с точностью ± 0,5 процента.
Он оснащен легко читаемым ЖК-дисплеем, функцией автоматического отключения питания и почти 50 предварительно запрограммированными породами дерева, и все это в доступном и прочном устройстве из АБС-пластика.
Тип: Штифт. Диапазон: До 99,9%. Точность: ±0,5%. Источник питания: батарея 9В.
Плюсы
Недорогой;
Удобно для пользователя.
Минусы
Может быть не таким точным, как говорит производитель.
Купить
8 / 8
через продавца
Лучший универсальный влагомер
Дорогой универсальный цифровой влагомер «четыре в одном» дает самые точные показания для обнаружения плесени в вашем доме. Штыревое/бесштыревое устройство оснащено датчиком влажности, детектором утечки воды и тестером плесени. Он может определять уровень влажности от 5% до 50% в древесине или от 1,5% до 33% в бетоне и гипсокартоне.
Двойной дисплей имеет функцию удержания для сохранения показаний для последующего просмотра, автоматическую диагностическую проверку и автоматическое отключение питания после трех минут бездействия. Вы также получите литой пластиковый футляр, ремешок, две запасные булавки и руководство по эксплуатации для начала работы.
Тип: Штырьковый/бесштыревой. Ассортимент: Древесина: от 5% до 50%. Строительные материалы: от 1,5% до 33%. Точность: ±3%. Источник питания: батарея 9В.
Pros
Штифтовые и бесштифтовые;
Четыре режима;
Включает множество аксессуаров.
Минусы
Дорогой;
Может быть сложно использовать.
Купить
Первоначально опубликовано: 04 марта 2022 г.
Крис Дезиэль
Крис Дезиел работает в сфере строительства более 30 лет. Он помог построить небольшой город в пустыне Орегона с нуля и помог основать две компании по ландшафтному дизайну. Работал плотником, сантехником, мебельщиком. Дезиэль пишет статьи о «сделай сам» с 2010 года и работал онлайн-консультантом, в последнее время — в службе Pro Referral компании Home Depot. Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом.
5 лучших цифровых влагомеров для древесины (обновлено в 2023 г.)
Возможность проверки уровня влажности с помощью цифрового влагомера может быть важной. Особенно при тестировании древесины для таких вещей, как изготовление мебели, выжигание по дереву или изготовление краснодеревщиков, измерение того, сколько влаги может гарантировать, что ваши материалы готовы к использованию.
Например, изготовление столешницы из недостаточно просушенного дерева может привести к деформации, усадке и растрескиванию, что разрушит весь проект.
Когда речь идет о проектах строительства и реконструкции, качественный влагомер может помочь определить утечки или другие потенциальные проблемы, которые необходимо решить. Они также могут помочь обнаружить области, которые могут быть подвержены плесени.
Как работает влагомер для древесины и других материалов
Влагомер представляет собой вольтметр с некоторой адаптивной схемой внутри. Он измеряет сопротивление электричеству, движущемуся между двумя точками.
Влагомер рассчитывает это на основе типа материала или дерева. В конце концов, они дают вам процент влажности, который легко понять.
Два наиболее распространенных типа влагомеров:
Тип штифта: Они измеряют влажность путем втыкания штифтовых зондов в материал, который вы хотите проверить. Они обеспечивают более точное считывание более узкой площади поверхности, чем измеритель поверхностного типа. Это самый инвазивный тип, который является хорошим вариантом для материалов, в которые вы не против проделать отверстия или которые не являются гладкими и плоскими. Если вы пытаетесь протестировать древесину во влажной среде, это идеальный вариант.
Тип поверхности: Определяют уровень влажности при контакте с поверхностью. В большинстве случаев они так же точны, как игольчатые измерители. Тем не менее, они могут быть лучшим вариантом, если вам нужен неинвазивный метод. В конечном счете, они идеально подходят для строителей и ремонтников, поскольку их также можно использовать в качестве диагностического инструмента для поиска источника утечек и участков с повышенным скоплением влаги. Они даже могут измерять влажность в таких материалах, как бетон, что было бы невозможно с помощью штифтового типа.
На что следует обратить внимание при выборе влагомера древесины
Качество сборки и материалы: Важно выбрать влагомер, изготовленный из прочных и надежных материалов, способных выдерживать суровые условия окружающей среды. Если вы тестируете такие вещи, как дрова или используете их на рабочем месте, вам понадобится что-то, что может выдержать падение и выдержать большое количество злоупотреблений. Поскольку он будет измерять влажность, важно иметь устойчивое к погодным условиям качество сборки.
Точность: Вам понадобится измеритель, который может быть точным для различных пород дерева, материалов и условий окружающей среды.
Универсальность: Вместо того, чтобы приобретать множество различных инструментов, вам понадобится счетчик, который может работать с самым широким диапазоном материалов и ситуаций. Это важно для строителей, которым может понадобиться использовать его для различных диагностических целей.
Стоимость: Цена влагомера может превышать несколько сотен долларов. Важно убедиться, что есть достаточно ценности, чтобы оправдать ценник.
Существует множество вариантов на выбор. Чтобы помочь, в этой статье мы рассмотрим пять лучших цифровых измерителей влажности древесины, которые в настоящее время представлены на рынке.
Лучший комплект: General Tools MMD7NP
Основные характеристики:
Вес: 4 унции.
Питание от 9-вольтовой батареи.
Бесконтактный.
Цифровой ЖК-дисплей.
Трехцветный гистограммный индикатор.
С точки зрения точности, форм-фактора и цены General Tools MMD7NP является нашим лучшим выбором. Это измерительный прибор без штифтов, который избавляет от необходимости делать отверстия или маркировать поверхность, которую вы пытаетесь проверить. Мы обнаружили, что он очень хорошо справляется с широким спектром поверхностей, что впечатляет, учитывая, что другие протестированные нами устройства не могли этого сделать. Фактически, он смог обеспечить высокую точность на более грубых и неровных поверхностях.
ЖК-экран и трехцветный индикатор легко читаются и дают четкое представление о текущем уровне влажности. Он поставляется со звуковым оповещением, которое приятно иметь, если вы измеряете материалы в условиях плохой видимости. Это устройство может измерять уровни на глубине до 19 миллиметров, что может помочь уменьшить количество неправильных показаний, основанных на поверхностной влажности во влажной среде.
Широкий диапазон измерений: до 53 % для мягкой древесины и 35 % для твердой древесины. Несмотря на то, что он наиболее точен для дерева, этот измеритель отлично справляется с целым рядом различных материалов, включая бетон, гипсокартон и кирпичную кладку. Для них он обеспечивает относительное чтение.
Некоторые пользователи сообщают, что это отличный инструмент для исследования мокрых пятен или пятен от воды в доме. General Tools MMD7NP может даже хорошо работать в качестве детектора плесени, который может быть удобен для всех домовладельцев. Мы также очень впечатлены качеством сборки этого устройства. По сравнению с другими в этой ценовой категории, в нем используются твердые материалы, которые делают его высококачественным и устойчивым к падениям и потертостям.
Что понравилось:
Надежное качество сборки.
Высокая точность для ряда материалов и поверхностей.
Яркий ЖК-дисплей.
Звуковой сигнал пригодится.
Что нам не понравилось:
Нет возможности откалибровать под определенные породы дерева.
Лучший занявший второе место: Klein Tools ET140
Основные характеристики:
Вес: 7 унций.
Питание от 9-вольтовой батареи.
Дисплей с обратной контрастностью.
Гистограмма с девятью светодиодами.
Звуковой сигнал.
Бесконтактный счетчик.
Klein Tools ET140 — один из лучших бесштифтовых инструментов, которые мы тестировали. Как и MMD7NP, он использует технологию ЭМП для проникновения в древесину и получения показаний влажности. Он предназначен для измерения на глубине три четверти дюйма, что аналогично другим моделям.
Большой дисплей обратного контраста. Мы обнаружили, что его легко увидеть в широком диапазоне настроек. Экран — отличный вариант для людей, которые могут использовать его в темных или ночных условиях. Визуальная светодиодная гистограмма обеспечивает быстрое считывание показаний, чтобы определить, находится ли ваша древесина в идеальном диапазоне в нескольких областях. Устройство чрезвычайно прочное и рассчитано на падение с высоты до двух метров. Мы обнаружили, что внешний вид хорошо справился с потертостями и царапинами.
Нам нравится функция режима на Klein Tools ET140. Большинство устройств по этой цене не дают вам возможности переключаться между типами материалов, которые вы тестируете. Мы обнаружили, что, хотя он может обеспечить немного лучшую точность, это может быть важно для тех, кому нужно что-то максимально точное в этом ценовом диапазоне. Он также поставляется с функцией автоматического отключения питания, которая идеально подходит для сохранения 9-вольтовой батареи.
Что понравилось:
Дисплей с обратной контрастностью приятен для глаз.
Защита от падения с двухметровой высоты.
Многорежимная кнопка
может обеспечить большую точность для различных материалов.
Что нам не понравилось:
Ответ службы поддержки может занять больше времени.
Лучший High-End: Wagner Meters Orion 950
Основные характеристики:
Вес: 1,57 фунта.
Питание от 9-вольтовой батареи.
Бесконтактный счетчик.
Предлагает калибровку на месте.
Режим относительной влажности.
Двойное измерение глубины.
Bluetooth-соединение с приложением.
Прибор Wagner Meters Orion 950 имеет высокую цену, но при этом является одним из самых универсальных и точных измерительных приборов, которые мы тестировали. Первое, что вы заметите, это качество сборки. От форм-фактора до выбора материалов, это устройство прекрасно лежит в руках. Он весит 1,57 фунта, что может повысить точность его показаний из-за большего контакта с поверхностью, когда вы кладете его на то, что вы хотите проверить.
Идеально подходит для людей, которые работают с широким спектром древесины, требующей высокой степени точности. Orion 950 позволяет вам вводить конкретный тип древесины, которую вы тестируете, и соответствующим образом корректировать свои расчеты. Это было легко сделать, и, основываясь на многих пользовательских отчетах, это имело большое значение, когда речь шла об общей точности. Он даже измеряет на нескольких глубинах, предоставляя вам дополнительные точки данных, чтобы отточить наиболее точные показания.
Этот расходомер менее чувствителен к влажным средам с высокой влажностью, чем большинство других расходомеров, представленных на рынке. Фактически, на него также не влияет температура окружающей среды, что может быть проблемой для более дешевых счетчиков. Наша жалоба на многие другие измерители заключается в том, что они не позволяют выполнять калибровку. Это устройство предоставляет калибратор на месте по запросу, который помогает установить более четкую базовую линию и в конечном итоге приводит к более точным показаниям.
Orion 950 имеет высокую цену, но это определенно один из самых надежных, стабильных и точных измерителей, доступных в настоящее время.
Что понравилось:
Высококачественные комплектующие и отличное качество сборки.
Функция Bluetooth
отлично работает с приложением.
Измеряет на нескольких глубинах для большей точности.
Отлично работает независимо от окружающей среды.
Что нам не понравилось:
Очень дорого.
Лучший бюджет: измеритель влажности древесины Proster
Основные характеристики:
Вес: 5,9 унции.
Питание от 9-вольтовой батареи.
Штифтовой счетчик.
Измеритель влажности древесины Proster является одним из лучших вариантов по более низкой цене благодаря своей способности обеспечивать точные показания. Фактически, тестирование показало, что он так же точен, как и другие варианты, которые стоят в два раза дороже. Не только это, но и то же самое с широким спектром материалов и сред. Это популярный выбор, отчасти из-за его разумной стоимости и минималистского дизайна.
Мы обнаружили, что две булавки, которые вы используете для втыкания в тестовый материал, были достаточно острыми, чтобы проникнуть в большую часть дерева. Несмотря на то, что протыкание отверстий для проверки не идеально для некоторых людей, мы обнаружили, что они были достаточно маленькими, где проколы были менее заметны.
Этот прибор имеет четыре режима, которые позволяют выбирать между различными классами древесины для обеспечения большей точности. Мы обнаружили, что использование этой функции обеспечивает некоторое улучшение показаний, которых мы достигли. Экран большой, но без подсветки, поэтому в темноте на нем может быть сложнее смотреть. К сожалению, у него нет функции звуковой обратной связи и нет светодиодного индикатора влажности. Однако есть кнопка удержания, которая может помочь сохранить показания на экране, если вы тестируете материал вне поля зрения или в условиях плохой видимости.
Хотя у вас не будет некоторых удобных функций некоторых более дорогих влагомеров, Proster является одним из самых точных и высококачественных приборов в этой ценовой категории.
Что понравилось:
Различные режимы для оптимизации под разные породы дерева.
Функция автоматического отключения питания отлично подходит для экономии заряда батареи.
Очень точный в большинстве сред.
Очень недорого.
Чрезвычайно компактная конструкция.
Что нам не понравилось:
ЖК-экран может плохо читаться в темноте.
Лучшая альтернатива: Влагомер древесины RDINSCOS
Основные характеристики:
Питание от 9-вольтовой батареи.
Бесконтактный счетчик.
Звуковой сигнал.
Этот влагомер древесины RDINSCOS — замечательная альтернатива для тех, кто предпочитает более наглядный дисплей. Он оснащен большим ЖК-дисплеем, на котором легко видна большая часть вашей информации, такой как процент влажности, классификация материалов и даже график влажности. Он имеет подсветку, что позволяет легко использовать его практически в любых условиях. Одним нажатием кнопки загорается экран. Тот факт, что он активируется кнопкой, означает, что вы можете сэкономить заряд батареи, поскольку вы можете активировать его только при необходимости.
Нам нравится более узкий форм-фактор, благодаря которому его легче держать в руках и при необходимости проникать в труднодоступные места.
Большинство статей на сайте описывают работу в программе ArtCAM v8/v9/v10. Если вы используете более поздние версии программы (v11/v12 или новее), для удобства работы с программой и статьями необходимо после запуска ArtCAM выполнить настройку компоновки, как указано на рисунке:
Запускаем ArtCAM. В меню «файл» выбираем «открыть». В появившемся окне нужно изменить тип файлов — выбрать файлы AutoCAD (*.dxf, *.dwg), как это показано на рисунке 1.
Рисунок 1.
Откроется окно с возможностью изменений размеров модели, нажимаем «ОК», если размеры менять не нужно. Откроется окно с информацией об импортируемом файле, нажимаем «ОК». В центре экрана видим чертеж нашей детали, на рисунке 2.
Рисунок 2.
Слева панель — «информация о модели», выбираем вкладку траектории.
1 сверление отверстий диаметром 3мм.
На вкладке траектории выбираем «сверление», рисунок 3.
Рисунок 3.
В поле «финишный проход» вводим глубину сверления, рисунок 4.
Рисунок 4.
В поле выбора инструмента нажимаем кнопку выбрать, рисунок 5.
Рисунок 5.
Выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик» , рисунок 6.
Рисунок 7 редактирование параметров инструмента в ArtCAM
Изменяем единицы измерения на более удобные к восприятию и меняем значения величины «глубина за проход» , «рабочая подача» и «подача врезания», рисунок 8
Рисунок 8 редактирование параметров инструмента в ArtCAM
эта операция нужна один раз, в дальнейшем можно использовать этот инструмент с уже сохраненными параметрами скорости подачи и глубины за проход.
При использовании другого нового инструмента, не забываем отслеживать и при необходимости менять эти параметры!
Сохраняем настройки нажатием кнопки «ОК» и подтверждаем выбор инструмента, нажатием кнопки «выбор».
В поле «Материал» нажимаем кнопку определить, рисунок 9.
Рисунок 9. Установка параметров материала
Задаем толщину модели, и ноль по Z по верхнему краю заготовки, рисунок 10.
Рисунок 10. Ноль по Z
Выделяем мышкой объекты сверления с зажатой кнопкой «shift» на клавиатуре, рисунок 11,
Рисунок 11.
вводим имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
2) вырезание отверстия диаметром 8мм.
На вкладке траектории выбираем «обработка по профилю», рисунок 12.
Рисунок 12.
Выделяем отверстие на модели и в поле «сторона обработки» выбираем «внутрь», рисунок 13.
Рисунок 13.
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущем пункте сверления, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
3) Фрезеровка выборки(делаем понижение)
На вкладке траектории выбираем «2D выборка», рисунок 14.
Рисунок 14.
Выделяем объекты на модели для выполнения понижения(2D выборки) и вводим глубину понижения в поле «финишный проход», рисунок 15.
Рисунок 15.
В поле «список инструмента» нажимаем кнопку добавить и выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть». Объекты с понижением будут заштрихованы.
4) Обработка по контуру(Вырезаем деталь)
На вкладке траектории выбираем «обработка по профилю». Выделяем контур детали и в поле «сторона обработки» выбираем «наружу», рисунок 16.
Рисунок 16.
В поле «профильный инструмент» выбираем фрезу, например цилиндрическую 3мм в группе «дерево и пластик», как это делали в предыдущих пунктах, рисунок 6. Задаем имя УП . Нажимаем кнопку вычислить «Сейчас», и кнопку «Закрыть».
5) Устанавливаем переходы для предотвращения отрывания детали.
На вкладке траектории выбираем «параметры переходов», рисунок 17.
Рисунок 17.
Выделяем контур детали, вводим количество, длину и высоту переходов в соответствующие поля, рисунок 18.
Рисунок 18.
Нажимаем кнопку «создать переходы». При необходимости, мышкой перетаскиваем переходы на нужные места. Нажимаем кнопки «применить» , «закрыть».
6) сохраняем проект.
В меню «файл» выбираем «сохранить» и задаем имя проекта.
7) присматриваем визуализацию УП, рисунок 19.
В меню «УП» выбираем «визуализация всех УП» и смотрим что получилось.
Рисунок 19.
9) сохраняем УП код
В меню «УП» выбираем «сохранить УП как…». Выбираем формат выходного файла постпроцессор Mach3 mm(*.cnc). Последовательно переносим вычисленные УП из окна вычисленные в окно сохраняемые, нажимая стрелку вправо, выбираем формат выходного файла Mach3 mm(*.cnc) , нажимаем кнопку «Сохранить» рисунок 20.
Рисунок 20.
Выполнение программы будет в том порядке как УП расположены в окне сохранения, при необходимости можно изменить стрелками вверх, вниз.
Загружаем сохраненный файл резки в MACh4 или KCAM и режем.
Видео работы станка. Процесс вырезания крепления шпинделя. Обрабатываемый материал -фанера 8мм. Фреза 3мм. Резка в два прохода, снимается по 4мм за проход. При последнем проходе оставляются отводы, предотвращающие отрывание детали.
Другие статьи по работе с ArtCam:
Подготовка файла 3Д в программе ArtCAM
Создание управляющей программы 4х осевой обработки на примере шахматного коня
Подготовка файла 3d резки из карты высот в ArtCam v10
Создание управляющей программы для резки Имён,слов, логотипов, топперов.
Создание управляющей программы для гравировки(монеты, сувениры, украшения, шильды).
3d и 2d Модели для обработки
Коллекция работ, выполненных на станках с чпу серии Моделист
Главная
принципы кодировки и основные команды
Для станков ЧПУ, к которым относиться 3D-принтер, используется язык программирования G-code специально разработанный компанией Electronic Industries Alliance еще в начале 1960-х годов для станков того времени, таких как фрезерные станки. И хотя 3D-печать относится к современным технологиям быстрого прототипирования, эти команды по прежнему примяются. Если сравнивать с другими языками программирования, G-код для 3d принтера отличается своей последовательной структурой, и в нем отсутствуют функции и циклы и логические команды. Для всех существующих станков используется G-код ЧПУ, с отличием в наборе уникальных команд для того или иного оборудования.
Содержание
1 Основные команды G-кода
2 Принципы кодировки команд G-code для 3D-печати
3 На какие принтеры устанавливается G-код
4 Когда необходимо использование G-кода
5 Самые распространенные команды G-code
6 Итоги
7 Полезное видео
Основные команды G-кода
Все главные команды имеют начальную букву G, к примеру:
Задается скорость, с которой перемещаются функционирующие органы оборудования.
Выполняются типичные команды, к примеру, запускаются нагреватели и вентиляторы.
С помощью G команды можно управлять системой координат и параметрами (относительное исчисление или абсолютное).
Справка! Кроме команды G существуют и другие с начальной М, эти команды считаются вспомогательными, их используют во фрезерных обрабатывающих центрах и фрезерных станках.
Каждая из строк G-кода для 3d принтера несет определенную команду и параметры характеризующую конкретное действие оборудования. X / Y / Z = оси координат. Они указывают на то, что экструдер должен двигаться по любой из осей X, Y или Z. F = Скорость движения. Он используется для обозначения скорости, с которой должен двигаться экструдер 3D-принтера. E = Экструзия нити. Он используется для обозначения количества нити, которое необходимо пропустить через сопло экструдера. S = Температура экструдера или скорость охлаждающего вентилятора. При использовании с командами G он используется для указания температуры (в градусах Цельсия), которой должен достичь экструдер. Он также используется для регулировки скорости вентилятора, охлаждающего печатаемый объект, при использовании с командами M. T = указать экструдер. Когда у нас более 1 экструдера, мы можем указать, какой экструдер будет использоваться в каждой конкретной команде.
Полезно почитать: 3d принтер своими руками
Принципы кодировки команд G-code для 3D-печати
Ранее, программирование станков осуществлялось вручную, сейчас же существует огромный выбор программ, которые преобразовывают в код управления загруженный 3D-объект. К 3D принтерам применяют программы, которые имеют название слейсеры. Simplify3D, Cura эти слейсеры и другие подобные выполняют функцию автоматизации процесса написания кода управления, полученный код используется для получения заданной цели. Если корректировка ручная, то она корректирует всего один или два параметра или же ищет лишнюю команду. Сейчас абсолютно нет необходимости пользователю писать множество строк кода, все делается гораздо проще, в слайсере генерируется код и при необходимости вносятся незначительные правки.
Внимание! Для того, чтобы внести правки в G-code вручную, рекомендуется бесплатная программа NotePad++. Она помогает в поисках вредоносной команды, определяет все в коде все ее повторения и удаляет их.
На какие принтеры устанавливается G-код
Достаточно большое количество известных принтеров функционируют на G-code. Код генерируется практически во всех известных слайсерах, это Slic3er, Chitubox Simplify3D, CreatWare, Cura и легко поддается редактированию с использованием обычного блокнота или Chitubox. Работа аппаратов Anet A8, 3D-принтеров с двумя экструдерами Hercules Strong DUO и профессиональных 3D-принтеров Wanhao Duplicator 6 Plus может перенастраиваться, чтобы достигнуть оптимального результата. Возможны случаи работы оборудования на зашифрованном G-code. Примером является Zortrax и их Слайсер Z-suite, где происходит генерация файла в расширении Z-code.
Осторожно! В таком случае файлы с помощью блокнота NotePad++, уже не открываются и исключается возможность использования стороннего слайсера с данным принтером.
Может быть интересно: 3д сканер
Когда необходимо использование G-кода
Слайсеры в абсолютном своем большинстве выдают корректный G-код, он в процессе печати обеспечивает великолепный результат, но также есть вероятность, что ручная правка G-код имеет преобладание перед слайсером в следующих случаях:
Когда невозможно разобраться в настройке слайсера выдающего ошибку. Это точечная правка файла подготовленного для печати сложной и большой модели.
Необходимость изменить температуру экструдера в определенное время печати, если производятся деликатные или определенно важные области ожидаемой модели. Эта специальная настройка используется при отсутствии этого функционала слайсером.
При возникновении сложностей на этапе печати сложной большой детали, добавляется специальная команда, к примеру, включить или выключить обдув. Подобное действие решит проблему.
Самые распространенные команды G-code
Вы можете создать несколько строк кода, комбинируя различные инструкции, составляющие язык. Каждая строка кода представляет собой инструкцию, которую должен выполнить 3D-принтер. Например, G1 X10 F3600. Эта строка кода указывает принтеру переместить экструдер в положение X = 10 мм от станины со скоростью 3600 мм / мин.
Мы также можем создать много строк кода, каждая из которых будет указывать на разные инструкции для принтера. Например:
G1 X0 Y0 F2400. Переместить экструдер — положение X = 0 и Y = 0 станины со скоростью 2400 мм / мин.
G1 Z10 F1200. Переместить ось Z — положение Z = 10 мм со скоростью 1200 мм / мин.
G1 X30 E10 F1800. Пропустить 10 мм через сопло, перемещая экструдер — положение X = 30 мм.
Эти 3 строки кода дают задачу 3D-машине двигаться в положениях, указанных в командах, и с указанной скоростью. Каждая строка кода состоит из различных комбинаций букв и цифр. Каждая комбинация сообщает принтеру что-то особенное.
Цифры указывают значение выполняемой G-code команды 3d принтера. Для обозначений G и M числа изменяют тип команды. Давайте посмотрим на некоторые случаи, примеры G-кода для mach4:
Число 3600 указывает значение скорости, с которой должен двигаться рычаг 3D-принтера. В данном случае это 3600 мм / мин.
X15, Y10. В этом случае 15 указывает миллиметры, на которые экструдер должен перемещаться по оси X, а 10 означает, что он должен перемещаться на 10 мм по оси Y.
В этом случае принтер должен поднять экструдер на 10 мм по оси Z.
Как и в случае с командой G, число 104 в команде M не представляет геометрическое значение, а используется для обозначения функции, которую необходимо выполнить. M104 — это машинная команда, используемая для запуска нагрева экструдера.
Команды E, F, X, Y или Z вместе с номерами их значений служат аргументами для команд G и M. Например: G1 E10 F800. G1 — это команда G, определяющая линейное движение. E10 и F800 — это аргументы команды, определяющие проталкивание нити на 10 мм через сопло со скоростью 800 мм / мин соответственно.
G2 начинает движение экструдера по часовой стрелке до определенного положения. В качестве аргумента задаются координаты конечного местоположения экструдера и его оси вращения с параметрами.
Параметр I указывает, насколько ось X перемещается от своего текущего положения.
Параметр J устанавливает, насколько ось Y перемещается от своего текущего положения. Например: G2 X15 Y5 I0 J-12. Экструдер должен совершить круговое движение по часовой стрелке. У вас будет центральная ось, перемещающаяся на 0 мм по оси X и -12 мм по оси Y. Движение заканчивается, когда экструдер достигает положений X = 15 мм и Y = 5 мм.
Команда G3 использует те же параметры, но указывает, что круговое движение должно выполняться против часовой стрелки. Например: G3 X-20 Y10 I1 J-15. Команды G90 и G91 — режим позиционирования экструдера Перед запуском движения экструдера вы должны указать, является ли движение абсолютным или относительным.
Для абсолютного перемещения экструдер перемещается в определенное место по осям X, Y, Z и E. Команда G90 используется для указания абсолютного перемещения. Пример: G1 X25 F3600 E0. 02. Относительное движение означает, что экструдер продвинется на несколько миллиметров по одной из осей от своего текущего положения. Это указывается с помощью команды G91, как показано в следующем примере: G1 X10 Y10 F2400.
G92 – установить текущую позицию. G92 используется для регулировки текущего значения любой из осей или функций до желаемого значения. Например, вы можете сообщить 3D-принтеру, что нить находится в позиции 0 мм в экструдере, как показано ниже.
G92 E0 – отрегулируйте положение нити на 0 мм. В этом случае аргумент указывает тип требуемой функции или перемещения. Вместо E вы можете использовать координаты X, Y или Z для регулировки положения экструдера.
Справка! G20 устанавливает размеры в дюймах, а G21 — в миллиметрах.
А теперь рассмотрим самые важные M-команды:
M104 запускает нагрев экструдера и одновременно позволяет 3D-принтеру выполнять другие действия. Например:
M109 выполняет нагрев экструдера, но не позволяет выполнять другие действия, пока не будет достигнута запрограммированная температура.
M106 — отрегулировать скорость вентилятора. Чтобы управлять вентилятором, направленным на печатаемый объект, мы можем использовать команду M106 следующим образом:
M106 S255. Вентилятор установлен на максимальную скорость. В этом случае S указывает скорость вентилятора, а 255 — максимальное значение скорости, где 255 = 100% скорости.
M112 – аварийная остановка. Когда ситуация выходит из-под контроля, можно использовать команду M112, чтобы немедленно остановить процесс печати. При подаче этой команды двигатели и нагреватели охлаждаются.
Полезно почитать: 3D-принтер FDM
Итоги
Сегодня компьютерное оборудование и 3D принтеры становятся все доступнее и дешевле, а его пользователи с легкостью справляются с их освоением. Зная, что такое G-Code, функция пользователя в большинстве случаев будет заключаться только в передаче его на принтер для выполнения задания и иногда вносить изменения вручную, чтобы добавить определенные задачи. Эксперименты в настройках слайсеров и ручное редактирование команд поможет пользователю с легкостью воплотить свои задумки.
Полезное видео
Преобразование и печать > Сохранить как G-код
Лента: Вывод -> CAD в G-код
Программа позволяет создавать управляющую программу (УП) в формате файла G-кода для станков с ЧПУ. Файлы G-кода создаются непосредственно из чертежей DWG/DXF. Следующие объекты могут быть преобразованы в G-код: линии, полилинии, окружности, дуги, эллипсы, сплайны, тексты, многострочные тексты и штриховка.
Чтобы преобразовать файл в G-код, используйте следующую инструкцию:
1.Откройте файл DWG/DXF и при необходимости отредактируйте его.
2.На вкладке Вывод в группе Преобразование выберите команду CAD в G-код.
3. По умолчанию конвертируются все контуры чертежа. Если вам не нужно конвертировать какие-либо контуры, откройте окно Очередь обработки и снимите с них галочки.
4.По умолчанию ABViewer формирует управляющую программу для фрезерного станка. Чтобы сгенерировать G-код для лазерного станка, выберите нужный тип станка в окне настроек G-кода на вкладке Общие.
5.Нажмите кнопку Преобразовать. G-код будет сгенерирован автоматически.
6.Нажмите кнопку Сохранить G-код. В открывшемся окне введите имя выходного файла и нажмите Сохранить. Файл будет сохранен с расширением NC.
Под именем окна G-кода находится панель инструментов:
Настройки G-кода. Открывает окно настроек G-кода.
Сохранить G-код. Открывает окно для сохранения файла *.nc.
Установить начальную точку. Устанавливает новую начальную точку на выбранном контуре. Чтобы задать точку, выберите контур на панели предварительного просмотра. Опция доступна только для замкнутых контуров.
Очередь обработки. Позволяет изменить порядок обработки контуров.
Преобразование в G-код. Генерирует управляющую программу из чертежа в формате G-кода.
Закрыть G-код. Закрывает режим G-кода.
Выбор контура
Последовательность обработки контуров можно указать в окне Очередь обработки. Для изменения положения контура используйте контекстное меню или переместите контур в нужное положение с помощью мыши. Будут преобразованы только контуры, отмеченные флажком в списке контуров.
Панель предварительного просмотра
Открытый чертеж, нулевая точка заготовки, начальная точка движения инструмента, направление инструмента, способ ввода/вывода инструмента и сам инструмент отображаются в панели предварительного просмотра. Отображение элементов в области предварительного просмотра можно настроить на вкладке Цветовая легенда окна настроек G-кода.
Пользователь может выбрать нужный контур, щелкнув по нему в области предварительного просмотра. Контекстное меню вызывается правой кнопкой мыши.
Свойства
Вкладка содержит дополнительные настройки инструмента: направление инструмента, метод входа/выхода, компенсация радиуса инструмента. Эти настройки отображаются на панели предварительного просмотра.
Включить
Включает контур в список прецессии G-кода.
Обратный контур
Изменяет направление инструмента от начальной точки вдоль выбранного контура.
Тип формы
Определяет тип контура.
Компенсация радиуса
Коррекция радиуса инструмента. Опция Off (G40) отменяет компенсацию радиуса инструмента. Опция Влево (G41) компенсирует радиус инструмента слева от траектории. Опция Вправо (G42) компенсирует радиус инструмента справа от траектории.
Ведущий
Устанавливает метод ввода инструмента. Пользователь может выбрать один из следующих методов ввода: по касательной, по нормали, по дуге. Изменения метода ввода отображаются на панели предварительного просмотра.
Чтобы изменить направление шага инструмента, установите флажок Обратный шаг в.
Обратный ход в
Выход
Устанавливает метод вывода инструмента. Пользователь может выбрать один из следующих методов вывода: по касательной, по нормали, по дуге. Изменения метода вывода инструмента отображаются на панели предварительного просмотра.
Чтобы изменить направление вывода инструмента, установите флажок Обратный вывод инструмента.
Обратный вывод
Параметры инструмента
Выпадающий список включает инструмент и его параметры. Список дополняется данными из вкладки Инструменты окна настроек G-кода.
Настройки G-кода
Окно настроек G-кода содержит следующие вкладки с настройками: Общие, Фрезерный станок, Лазерный (режущий) станок, Нулевая точка заготовки, Инструменты, Цветовая легенда, Дополнительно, Дозатор (Скайгласс), GRBL.
Цветовая легенда
Дополнительные элементы, которые будут отображаться на панели предварительного просмотра, выбираются путем выбора соответствующего элемента на вкладке Цветовая легенда. Чтобы изменить цвет элемента, пользователю необходимо щелкнуть квадрат соответствующего цвета. После этого откроется стандартное окно Color, в котором пользователь может выбрать нужный цвет.
Настройки
Описание
Пример кода
Общий
Направление вперед
Инструмент перемещается в направлении, указанном стрелкой на панели предварительного просмотра.
—
Попеременно в обоих направлениях
Сначала инструмент движется в указанном направлении, а затем назад.
—
Тип машины
Устанавливает тип станка: фрезерный/резной.
—
Точность
Устанавливает количество знаков после запятой.
—
Блоки рисования
Устанавливает единицы чертежа.
—
Машины
Устанавливает единицы измерения машины. Если единицы не совпадают, они конвертируются.
—
Подача по осям XY
Скорость рабочей подачи в направлении XY. Если он равен 0, это значение игнорируется.
Ф450
Добавить нумерацию блока
Добавляет нумерацию блоков в код управляющей программы.
N5
Стартовый номер
Начальный номер нумерации блоков (значение по умолчанию: 5).
Шаг нумерации
Шаг нумерации.
Добавить имя программы
Добавляет имя программы к коду управляющей программы.
О001
Показать комментарии
Показывает комментарии в коде управляющей программы.
(Макет «Модель»), (Контур 0), (Контур 1)
Показать знак процента (%)
Добавляет знак % к коду управляющей программы.
%
Код оптимизации
Включает оптимизацию кода — повторяющиеся команды и координаты не дублируются.
—
Фрезерный станок
Подача по оси Z
Скорость рабочей подачи в направлении Z.
Ф150
Скорость шпинделя
Частота вращения шпинделя.
С3000
Глубина подачи по оси Z
Глубина проникновения в заготовку.
Г1 З-2
Высота втягивания
Смещение инструмента от заготовки в направлении Z.
G0 Z5
Глубина прохода
Глубина проходки за один проход. Количество проходов рассчитывается автоматически.
Путь полной глубины
Глубина подачи для полной глубины врезания.
Количество проходов
Количество проходов, рассчитанное на основе коэффициента подачи-прохода.
Станок лазерный (режущий)
Команда ВКЛ
Команда для включения лазера. Значение по умолчанию: М3.
М3
Команда ВЫКЛ
Команда для выключения лазера. Значение по умолчанию: М5.
М5
Выдержка (G4)
Задержка выполнения программы.
Г04 Р100
Добавить команды питания (M10, M11)
Включает/выключает команды питания.
М10 К128/М11
Количество проходов
Количество проходов инструмента по контуру.
—
Выключение лазера до G0
Выключает лазер перед быстрым движением.
Нулевая точка заготовки
Рисование нулевой точки
Установка нулевой точки заготовки.
—
Верхняя левая точка
—
Верхняя правая точка
—
Нижняя левая точка
—
Нижняя правая точка
—
Дополнительное смещение
Дополнительное смещение по осям X и Y.
—
Инструменты
№
Номер инструмента.
Т1 М6
Диаметр, мм
Диаметр инструмента.
Длина, мм
Длина инструмента.
Расширенный
Добавить имя программы
Добавляет название программы к заголовку.
О
Показать знак процента (%)
Добавляет специальный знак (%) в начало и конец файла.
—
Нули в конце
Заполняет координату нулями с учетом количества разрядов.
—
Показать имя контура
Добавляет имя контура.
(Контур 0)
Показать имя слоя
Добавляет имя слоя.
—
Преобразование дуги в линии
Использует команды G1 вместо G2/G3.
—
Начало в позиции X0 Y0
Старт с позиции 0. 0.
—
ГРБЛ
ЧПУ типа
Выбор типа станка с ЧПУ.
—
Диспенсер (Skyglass)
Команда ВКЛ
Включает дозирующий станок с ЧПУ. Значение по умолчанию: М7.
М7
Команда ВЫКЛ
Выключает дозирующий станок с ЧПУ. Значение по умолчанию: М9.
М9
Выключить насос до
Отключает насос за заданное количество мм до конца контура.
—
Выпрямить контур
При создании контура используется максимально прямая траектория.
—
Точки слияния
Объединяет точки контура в указанном радиусе.
—
Насос ВКЛ
Включает насос.
М10
Насос ВЫКЛ
Выключает насос.
М11
Учебник по Inkscape G-Code — и узнайте, работает ли он!
Сложно ли научиться ЧПУ?
Начало работы с фрезерным или фрезерным станком с ЧПУ может быть ошеломляющим, есть много аспектов, которые вам нужно понять и научиться применять.
Начать с простых декоративных поделок может быть более простым способом изучения основ обработки с ЧПУ.
После прочтения этого руководства по G-коду inkscape и использования его для изучения основ вы сможете перейти к более сложным проектам с точными размерами.
Многие из вас могут просто захотеть делать только поделки, это может быть очень приятно и на самом деле довольно легко, если вы изучите основные шаги, которым нужно следовать.
Здесь на помощь приходит бесплатное программное обеспечение «inkscape». Это программа для векторной графики, которая позволяет вам рисовать фигуры произвольной формы, которые затем можно преобразовать в G-код с помощью расширения «gcode tools».
Возможности Inkscapes в качестве программного обеспечения для CAD-камер очень ограничены, однако функция G-кода является дополнительным расширением, а не основной целью программного обеспечения.
Слова, которые он использует для объяснения процессов, не имеют ничего общего с какой-либо «правильной» терминологией ЧПУ.
Также он только производит код для путей, которые вы рисуете, для создания корректно функционирующей программы потребуется дополнительный G-код, подробнее об этом позже.
Первая задача, которую необходимо выполнить, — это ознакомиться с inkscape, вы можете попытаться разобраться в этом самостоятельно, но я настоятельно рекомендую пройти специальный курс.
У Udemy есть хороший выбор на выбор, включая тот, который я могу порекомендовать по ссылке ниже.
Курс Inkscape для начинающих. Нажмите, чтобы узнать больше
Может ли Inkscape создавать 3D?
На этот вопрос есть простой ответ. Нет, Inkscape не может создавать 3D-траектории инструментов.
Все, что Inkscape может создавать, — это простые 2D-контуры, чему эта статья (попытка) научит вас делать. Так что, если вам нужна эта информация, продолжайте читать!
Вы можете найти и скачать файл векторной графики (.SVG) в Интернете или нарисовать фигуру самостоятельно.
Вы также можете найти изображение нужной формы, импортировать файл jpeg в inkscape и обвести его с помощью инструмента «Перо Безье».
В этом уроке я нарисую контур летучей мыши и создам очень простую программу, которая прорежет неглубокий путь в куске дерева. Не очень художественный или умопомрачительный, но он продемонстрирует основной процесс, необходимый для использования этого программного обеспечения. Форма летучей мыши, которую я собираюсь воспроизвести в G-коде с помощью Inkscape
Как мне генерировать g-коды в inkscape?
После того, как вы несколько раз попрактиковались в использовании Inkscape и готовы создать фигуру, начните с нового документа.
Выберите «Файл» > «Свойства документа». Выберите вкладку «страница» и введите выбранные единицы измерения в два поля. Затем в разделе нестандартного размера введите общий размер материала, который вы будете использовать, и убедитесь, что масштаб установлен на «1».
Если вы создаете объект или рисуете форму «от руки», сделайте это сейчас. Если вы импортируете форму для трассировки, как я, вам нужно будет импортировать ее.
Перейдите в меню «Файл»> «Импорт» и выберите файл изображения/вектора. Измените размер файла, чтобы он поместился на созданной вами странице, убедившись, что он соответствует границам вашего стандартного размера.
Я использовал изображение летучей мыши в формате jpeg, поэтому мне нужно обвести его, чтобы создать вектор, который программа может использовать для генерации G-кода. сделать это вы используете инструмент перо Безье. На YouTube есть учебник, который должен помочь в использовании инструмента перо Безье.
После того, как вы обвели изображение, вы можете переместить его в сторону или удалить. Вам больше не понадобится изображение, как только вы закончите наброски.
Объект в путь
Если вы не обводили изображение в формате jpeg или создали объект с помощью инструмента формы, вам необходимо преобразовать его в путь.
Для этого выберите свой объект (важно), затем перейдите в Path>Object to path. Я показал процесс ниже, хотя я уже создал путь путем трассировки. Убедитесь, что ваш объект выбран
Создайте свой G-код
Следующим шагом в этом процессе является настройка вашей библиотеки инструментов.
Для этого перейдите в Расширения > Gcodetools > библиотека инструментов. Появится окно, в котором вы сможете выбрать тип инструмента, который вам нужен. Пока просто выберите «конус». Я предполагаю, что это предназначено для заостренного инструмента для гравировки. Мы будем программировать инструмент «на» контуре, так что все будет в порядке.
Нажмите «Применить», и появится зеленое поле с информацией об инструменте. Если вы создаете небольшую деталь, зеленая рамка может показаться очень большой. Если это так, выберите его и измените размер, перетащив угловую стрелку.
Теперь вы можете изменить параметры в поле, выбрав число, которое вы хотите изменить, а затем дважды щелкнув по нему. Введите новое значение, это в основном зависит от того, какие единицы измерения вы используете, например. дюймы или миллиметры. Создание инструмента
Установка исходной позиции
Следующая задача — выбрать Расширения>gcodetools>ориентационные точки. Появится еще одно окно, которое, я думаю, эквивалентно выбору позиций смещения нулевой точки.
Выберите контрольную точку входа-выхода, этот вариант мне показался наиболее подходящим.
Если вы выберете режим 2 точек, G-код повторится еще два раза. Я думаю, что это для преобразования формы для создания нескольких позиций.
Нажмите Применить.
Слово «in out» должно появиться со стрелкой, указывающей куда-то на вашей странице, оно также должно установить левый нижний угол вашей страницы в качестве исходной позиции X Y.
Здесь есть возможность ввести глубину по оси Z, но у меня это не сработало, и я продолжал публиковать ее как ноль. Хотя это было несложно изменить в текстовом редакторе. Установка глубины по оси Z не передала ее в G-код для меня…???
Создайте свой G-код
Убедитесь, что вы щелкнули фигуру, чтобы выбрать путь, а затем Расширения>gcodetools>путь к gcode.
Появится другое окно выбора.
Выберите вкладку «Настройки», назовите файл, который он сгенерирует, выберите каталог для сохранения, укажите зазор по оси Z, например. 1000 дюймов или 25 мм. В опции постпроцессора вы можете указать «округлить все значения до 4 цифр».
На вкладке «Параметры» выберите ноль для «масштаба по оси Z» и «смещения по оси Z». Установите минимальный радиус дуги на 0,005 дюйма или 0,127 мм.
Наконец, выберите вкладку «путь к gcode». Я изменил «допуск интерполяции двух дуг» на 0,010 дюйма.
Оставайтесь на вкладке «Путь к gcode» и нажмите «Применить».
Теперь ваш G-код должен быть сохранен в выбранной папке назначения. Убедитесь, что выбран ваш путь.
Отредактируйте свой G-код маленькая форма летучей мыши ниже.
Как вы можете видеть, заголовок очень минимален, и первое движение — это быстрое движение вниз к нулю по оси Z*. СТРАШНЫЙ!
% (Заголовок) (Сгенерировано gcodetools из Inkscape.) (Используется заголовок по умолчанию. Чтобы добавить собственный заголовок, создайте файл «header» в выходном каталоге.) M3 (Конец заголовка.) G20 ( Все единицы измерения в дюймах)
(Идентификатор траектории начала резки: path833)
(Заменить инструмент на конусную фрезу)
G00 Z 0,0000 (* SCARY) G00 X 0,2026 Y 0,5735 G01 Z 0,0000 F 10,0000(Проникновение) G02 X 0,3470 Y 0,9348 Z 0,0000 I 0,4803 J 0,0175 F 40,0000
Итак, нам нужно добавить правильный верхний и нижний колонтитулы.
Также обратите внимание, что глубина оси Z равна нулю на протяжении всей программы, это не то, что я хотел, но это очень легко изменить.
Я собираюсь вставить верхний и нижний колонтитулы из моей статьи «Программирование G-кода для чайников», перезаписав созданные inkscape.
Вот несколько первых строк программы с моим вставленным заголовком и небольшими изменениями.
Прочтите примечания в скобках, чтобы узнать, что я изменил.
% OBAT G17 G20 G40 G49 G80 G90 T1 M06 G00 G54 X 0,2026 Y 0,5735 S2000 M03 (добавлены значения X и Y из 1-й строки кода) Z1 G43 G00 Z 0,1 (изменено на плюс 0,1 по оси Z) G01 Z -0,01 F10. (изменил глубину оси Z на то, что я хочу) G02 X 0,3470 Y 0,9348 Z -0,01 I 0,4803 J 0,0175 F 40,0000 ETC…..
Чтобы изменить глубины оси Z, я использовал команду замены в wordpad, чтобы изменить их все сразу. Очень просто.
Настройка запаса
Теперь вы можете загрузить G-код в программу управления машиной. Установите заготовку на станке, возьмите нижний левый угол для смещения нулевой точки X и Y и установите верхнюю часть в качестве нулевой точки оси Z.
Если вам нужна дополнительная информация по этим темам, вы можете прочитать мои сообщения о настройке баз и компенсации длины инструмента.
Для установки опорных точек я просто использовал заостренный инструмент, расположенный над углом ложи.
Убедитесь, что вы сохраняете исходные позиции в той же позиции смещения, которую вы указали в заголовке вашей программы. В моем примере я использую G54. Использование заостренного инструмента для захвата угла приклада
Программное обеспечение управления машиной должно отображать G-код, чтобы вы могли убедиться, что оно правильно интерпретировало созданную вами форму. Снимок экрана mach4 моего Batcode
Я столкнулся с одной проблемой это обнаружилось в mach4, когда я загрузил программу, она не запустилась, потому что до или после некоторого кода появлялись «специальные символы».
Эти «специальные символы» не были видны при просмотре программы в wordpad. Исправление состояло в том, чтобы либо удалить пробелы после строк с ошибками, либо скопировать и вставить всю программу в новый текстовый документ. Я понятия не имею, была ли эта проблема связана с чем-то, что я сделал неправильно..
После того, как вы настроили свою машину и уверены, что ваши данные верны, нажмите эту зеленую кнопку!
Окончательный результат меня не впечатлил, но он доказал, что процесс работает, и я понял, как создавать G-код с помощью Inkscape.
Мои мысли об Inkscape G-Code
Всю свою жизнь я проработал слесарем в промышленной среде, поэтому мои первоначальные мысли об этом программном обеспечении были не очень положительными.
Это определенно не лучшее решение для создания G-кода для вашего хобби станка с ЧПУ.
Он не очень интуитивно понятен, а созданный им G-код был очень простым и полностью ограниченным в возможностях.
Но если вы знаете основы написания собственного G-кода, это может быть полезно для создания линий и кодов дуг для сложной произвольной формы или художественного контура.
Затем этот контур можно использовать в подпрограмме для вырезания декоративных фигур и т.
изготовление чехлов для телефонов. Оборудование для производства чехлов для телефонов :: BusinessMan.ru
Современный человек не мыслит своей жизни без мобильного телефона. Некоторые приобретают для себя даже два подобных средства связи. Разумеется, все мы хотим, чтобы наши мобильники выглядели оригинально, привлекательно, а также были защищены от возможных повреждений.
Именно поэтому изготовление чехлов для телефонов может стать весьма удачной и перспективной бизнес-идеей, тем более что заниматься подобным делом можно даже в домашних условиях. О том, как организовать производство и реализовывать готовую продукцию, мы и поговорим далее.
Бизнес-продажа чехлов для телефонов: документальное оформление
Для того чтобы ваше небольшое предприятие функционировало на законных основаниях, прежде всего, необходимо зарегистрироваться в качестве ИП (индивидуального предпринимателя). Также не забудьте поинтересоваться в налоговой инспекции о сроках и формах сдачи необходимых отчетов и уплате положенных сборов.
Разновидности чехлов для телефонов
Для того чтобы дело быстро пошло на лад, необходимо сразу определиться с ассортиментом производимой продукции. Сегодня существуют следующие разновидности чехлов для мобильников: пластиковые (изготавливать их в домашних условиях невозможно), кожаные (с тиснением или без него), тканевые, бисерные (могут иметь в качестве основы изделие из кожи или ткани, украшенное бисером), вязаные (вручную или при помощи специальной машины).
Как видим, выбрать есть из чего. Но чтобы ваш бизнес на чехлах для телефонов развивался как можно быстрее, необходимо постараться предоставлять потенциальным клиентам максимально широкий ассортимент продукции. Также имейте в виду, что наибольший спрос будут иметь товары средней ценовой категории, рассчитанные на массового потребителя.
Изготовление аксессуаров для iPhone
Очень удачной идеей может стать изготовление чехлов для телефонов фирмы Apple. Ведь ни для кого не секрет, что сегодня iPhone, iPad и iPod являются очень модными и востребованными гаджетами. Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники.
Как правило, владельцы таких модных вещиц хотят, что называется, быть в тренде, и всегда будут рады воспользоваться возможностью украсить свой смартфон стильным аксессуаром. Для этой цели как нельзя лучше подходят дизайнерские чехлы для iPhone, которые могут с успехом войти в ассортимент изготавливаемых вами товаров.
Как шьют чехлы для телефонов?
В целом, этот процесс является достаточно простым и состоит из следующих этапов:
Проектировка чехла. Как правило, начинающие производители товаров данного типа просто покупают аналогичное готовое изделие и распарывают его, чтобы понять, как оно сделано. Однако этим дело не ограничивается, так как вам необходимо решить не только проблемы технического характера, но и удовлетворить потребности потребителей. Именно на данном этапе следует определиться с тем, какой материал и какую цветовую гамму вы будете использовать, как планируете дополнительно украшать изделие и т. д.
Выбор материала. Данный этап во многом зависит от технических возможностей. К примеру, если вы решили начать изготовление чехлов для телефонов из кожи, то сразу же нужно задуматься и о том, как вы будете выполнять тиснение.
Изготовление выкройки.
Тиснение (если в качестве исходного материала вы выбрали кожу).
Пошив чехла или же его вязание.
Необходимое оборудование
Если вы планируете поставить на поток производство чехлов для телефонов, то вам не обойтись без швейной машинки. Разумеется, можно осуществлять такую работу и руками, но это будет лишь замедлять процесс. Приобрести можно дешевую машинку за 130-150 долларов. Однако следует иметь в виду, что придется иметь дело с кожей и плотными тканями.
На них очень заметна машинная строчка, поэтому выполнять ее необходимо очень аккуратно. В связи с этим рекомендуется обзавестись более дорогой моделью машинки, подходящей для работы с кожей и плотной тканью. Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов.
Если вы планируете наносить на чехлы вышивку, то имеет смысл приобрести машинку с компьютерным управлением. Для выполнения несложных работ достаточно будет купить самую простую модель. Стоить такая вышивальная машина будет порядка 450-500 долларов.
Если в ваши планы входит производство вязаных чехлов для мобильников, то лучше отказаться от ручной вязки, требующей больших затрат времени на выполнение и уступающей по качеству машинному аналогу. Вязальная машина стоит гораздо дороже швейной или вышивальной. Она обойдется вам в сумму от тысячи долларов.
Материалы
Планируя изготовление чехлов для телефонов, необходимо подумать и о том, где вы будете приобретать необходимое для работы сырье. Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
Стоимость натуральной кожи, как правило, в несколько раз выше. Метр качественной плотной импортной ткани с нанесенным рисунком обойдется в 30 долларов и выше. Стоимость бисера составляет порядка 3-5 долларов за 5 граммов. Помимо перечисленных материалов в магазинах швейной фурнитуры можно найти тесьму, бусины, перья, стразы, аппликации, кружева и другие декоративные элементы, которые используются при создании телефонных чехлов.
Сбыт готовой продукции
Если вы разобрались в технологии производства чехлов для мобильников, а также определились с материалами и оборудованием, самое время подумать о том, как же вы будете продавать готовые изделия. Как правило, предприниматели в данной сфере идут двумя путями.
Прежде всего, они налаживают контакты с продавцами мобильных телефонов, предлагая им на реализацию свою продукцию под выгодный процент. Разумеется, в этом случае ваша прибыль с одного проданного чехла будет меньше, нежели при продаже напрямую конечному потребителю, но количество клиентов будет гораздо больше, что скажется и на уровне дохода.
Второй вариант сбыта готовой продукции – реализация ее посредством всемирной паутины. Для этой цели можно использовать социальные сети. Кроме того, имеет смысл выйти на интернет-магазины, занимающиеся продажей мобильных телефонов и разнообразных аксессуаров к ним.
Финансовая сторона вопроса
Довольно сложно даже приблизительно подсчитать прибыль, которую вы сможете получать, занимаясь подобным делом. А все потому, что трудно сказать, какие модели и в каких количествах вы планируете производить. В целом, следует ориентироваться на следующий расчет.
При сбыте чехлов через магазины по продаже мобильных телефонов и сопутствующих аксессуаров примерно третья часть от продажной стоимости будет приходиться на саму себестоимость товара. Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов.
Изготовление декоративных чехлов для сотовых телефонов
Современный мир сложно представить без использования гаджетов и портативных устройств. Сотовые телефоны, планшеты, электронные книги, плееры – практически у каждого человека имеется куча девайсов, которыми он пользуется ежедневно. При частом использовании достаточно хрупких портативных приборов возникает потребность в их дополнительной защите при эксплуатации от царапин, падений. Так же пользователю всегда хочется придать некоторую уникальность и индивидуальность своему карманному другу.
Рынок сегодня предлагает громадный выбор различных накладок и чехлов для телефонов и др. Но не всегда они отвечают требованиям конечного пользователя и практически всегда лишены своей индивидуальности.
С задачей изготовления индивидуальных чехлов отлично справляется ЧПУ станок. При грамотном подходе к делу станок позволяет изготовить чехол телефона с уникальной геометрией и рисунком. Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.
Практически любой ЧПУ станок прекрасно справится с обработкой дерева.
Научиться изготавливать чехлы на ЧПУ станке достаточно несложно. Нужно лишь знать некоторые нюансы и технологические секреты.
Древесина
В качестве материала для чехлов используются твердые породы древесины. Твердая древесина отлично обрабатывается на ЧПУ, дает возможность изготавливать чехлы с тонкими стенками, наносить текстуры и рисунки с высокой детализацией. Отличным выбором станет использование таких пород как бук, ясень, дуб, красное дерево, орех, клен и др. На просторах интернета очень много фирм продающих заготовки из экзотических пород дерева с красивыми текстурами. В качестве примера можно привести такие породы как венге, множество видов клена, зебрано, бубинга, палисандр, карельская береза и др.
Особое внимание следует уделить качеству древесины. Ведь от качества подобранного материала напрямую зависит конечный результат. Древесина должна быть правильно высушена, до определенной влажности, не иметь сучков, трещин и сколов. Древесина не должна иметь грибка и плесени.
Лаки, краски, покрытия.
Для защиты конечного изделия от атмосферного воздействия, эксплуатации и придания красивого внешнего вида, подчеркивания текстуры дерева можно использовать огромное количество различных материалов. Рынок сегодня предлагает широкий выбор лаков, морилок, колеров, пигментов, масляных пропиток и др.
При подготовке к резке чехла в первую очередь необходимо отталкиваться от геометрии сотового телефона, и от того какой результат требуется получить. Подготовка модели для резки одна из самых сложных задач в данном деле. Но однажды подготовленная модель для конкретного телефона может быть использована многократно, с такой моделью просто работать и производить корректировки. Разберем один из простых способов изготовления чехла на ЧПУ, на примере телефона iphone 5s.
Данный телефон до сих пор есть у многих и достаточно популярен. Имеет простую геометрию корпуса. Все мерки легко снимаются вручную.
На просторах интернета находим картинку:
Рисунок 1
В любом удобном для работы векторном редакторе рисуем «заготовку»:
Рисунок 2
Внутренний вектор рисуется в точности повторяя размеры посадочного место для телефона. Внешний по желаемой границе чехла с учетом толщины. Дополнительно рисуются векторы для выборки под кнопки, камеру и динамики. По завершению работы чертеж сохраняется в формате DXF/DWG для дальнейшей работы в программе ArtCAM. Открываем чертеж в ArtCAM:
Рисунок 3
Рисунок 4
Рисунок 5
После открытия чертежа создаем траектории обработки.
Все операции по изготовлению основы чехла логично производить одним режущим инструментом. В конкретном случае это будет двухзаходная концевая фреза диаметром 3мм. Начнем с выборки пазов для кнопок и динамиков. Выделяем соответствующие векторы:
Рисунок 6
Создаем траекторию их обработки:
Рисунок 7
Глубина выборок должна составлять приблизительно 7,5 мм
Создаем траекторию, выбрав режущий инструмент и указав необходимые параметры и производим вычисление:
Рисунок 8
Далее делаем выборку «ложе» под телефон. Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол.
Рисунок 9
Рисунок 10
Последним этапом изготовления основы для чехла является вырезание его из заготовки. Выделяем векторы Внешнего контура и контура выреза под камеру, выбираем траекторию «Профиль»:
Рисунок 11
Толщина нашего чехла и заготовки пускай будет 10 мм. Устанавливаем значение конечной глубины 10,5мм с «перерезанием». При создании траекторий с перерезанием необходимо использовать подложку или жертвенный стол.
Рисунок 12
После вычисления всех траекторий в программе ArtCAM можно посмотреть визуализацию всех операций, для этого правой кнопкой мыши кликаем по списку траекторий и выбираем «Визуализация всех траекторий:
Рисунок 13
Разрешающую способность выбираем в зависимости от вычислительной мощности компьютера. Нажимаем «Имитировать траектории».
Рисунок 14
Визуализация должна выглядеть примерно следующим образом:
Рисунок 15
Если не допущено ошибок при вычислении, сохраняем наши траектории в файл УП (G-code):
Рисунок 16
Рисунок 17
Следим за правильностью последовательности выполнения траекторий.
Объемный рисунок для задней стенки чехла готовится отдельно. Для этого в ArtCAM создаем модель с внешними габаритными размерами чехла, и загружаем 3D рисунок (формат stl):
Рисунок 18
После выбора файла модели во вкладке «Вставка 3D модели» корректируем размеры и положение нашего рисунка. По окончанию всех действий нажимаем Вставить/Применить/Закрыть:
Рисунок 19
Данную модель нам требуется «немного углубить в чехол». Для этого создадим вектор границу вокруг рельефа:
Рисунок 20
Несколько увеличим диаметр окружности для создания в дальнейшем плавного «рельефа в тарелке»:
Рисунок 21
Рисунок 22
Далее воспользуемся редактором формы. Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
Рисунок 23
После подготовки и визуализации вычисляем траекторию инструмента для обработки рельефа.
Рисунок 24
Рисунок 25
Для обработки только рельефа, а не модели целиком выберем вектор границу вокруг рельефа. В окне настройки обработки рельефа укажем «Выбранные векторы». Далее выбираем режущий инструмент и стратегию обработки. Вычисляем траекторию, создаем файл УП.
Рисунок 26
Сохраняем. Для фрезеровки 3D рельефа отлично подойдет конусная фреза с радиусом закругления режущего кончика 0,25мм. Тонкий режущий кончик обеспечит отличную детализацию обрабатываемого объекта.
Для изготовления чехлов сложной формы, необходимо иметь 3D модель чехла с учетом всех геометрических особенностей телефона:
Рисунок 27
Такой чехол изготавливается комбинацией методов с помощью 2D и 3D режимов резания.
Пример пробника изготовленного чехла из ясеня:
Оптовая машина для изготовления чехлов для телефонов Leading Plastic Machining
Типы чехлов для телефонов:
Также доступны индивидуальные чехлы для телефонов. Оптовики часто согласовывают с производителем заказ на изготовление желаемого дизайна. Оптовики часто координируют свои действия с производителем, чтобы сделать заказ, как только они будут готовы к производству корпуса. Оптовики могут согласовать их с производителем, чтобы сделать идеальный дизайн. Оптовики часто имеют свои координаты с объемом производителя. У оптовиков есть популярная машина для чехлов для телефонов, которая широко используется в качестве чехлов для их клиентов. Оптовики часто координируют свои действия с производителем, чтобы сделать заказ, как только они смогут сделать заказ. Оптовики часто имеют свои координаты с объемом производителя, чтобы сделать заказ. Оптовики всегда имеют свои координаты с производителем, чтобы сделать заказ. Оптовики часто координируют свои действия с объемом производителя, чтобы сделать идеальный дизайн. У оптовиков тоже есть свои.
Устройство для изготовления чехлов для телефонов — это машина для изготовления пластиковых корпусов. Эти чехлы делают разные мобильные телефоны. В то же время чехлы для телефонов уже делаются в разные мобильные телефоны. Производители чехлов превращают форму чехла в уникальные чехлы для разных мобильных телефонов. Как правило, чехлы для телефонов изготавливаются из пластика, формованного или картона, а затем используются для изготовления чехлов для телефонов различных конструкций. Некоторые чехлы также имеют форму, машину для изготовления чехлов для телефонов или машину для сборки чехлов для телефонов, что отличает их от ваших мобильных телефонов. А 9Машина для изготовления чехлов для телефонов 0007 изготавливает чехлы для телефонов из различных видов пластика, резины или полистирола, которые отличаются для ваших мобильных телефонов. Как правило, настраиваемые корпуса также изготавливаются из пластика, картона или пластика. Чехлы также можно использовать в качестве подложки, машины для изготовления чехлов для телефонов или машины для сборки чехлов для различных мобильных телефонов. Дело также производителей чехлов для телефонов.
Чехлы Hog phoneider — еще один популярный вариант. Как бизнес, они, как правило, более популярны с кожаным чехлом для телефона, а силиконовый чехол — это чехол с выбором. С другой стороны, если вам нужен прочный кожаный чехол для телефона, кожаный чехол — популярный выбор, и у ваших клиентов есть веская причина покупать кожаный чехол для телефона вместе с ними. Alibaba.com предлагает широкий выбор чехлов, таких как кожаные чехлы, кожаные чехлы и кожаные чехлы, а также некоторые силиконовые чехлы. Самый популярный роскошный материал для чехла для телефона — это чехол, который нужен всем вашим клиентам на данный момент. Для некоторых клиентов они хотят быть долговечными с кожаными, силиконовыми чехлами и кожаными чехлами или силиконовым чехлом, который наименее популярен. Очевидно, что универсальный чехол для телефона является обязательным для всех ваших клиентов, таких как защита от чехла, например, чехлы.
Одним из самых популярных чехлов для телефонов является силиконовый чехол, который делает чехлы для телефонов такими популярными. Для бизнеса доступно несколько типов чехлов для телефонов, таких как силиконовые чехлы для телефонов, чехлы для смартфонов и роскошные пластиковые чехлы. Самые популярные кожаные чехлы для телефонов и силиконовые чехлы для телефонов по деловым причинам, это также акриловые чехлы, силиконовые чехлы для телефонов и акриловые чехлы для телефонов. Как видно из названия, почти все чехлы для телефонов сделаны из этого материала, а также некоторые типы роскошных пластиковых чехлов. Как видно из названия, наиболее популярным типом чехлов для телефонов являются акриловые чехлы, акриловые чехлы для телефонов и чехлы для телефонов с рисунком. Как следует из названия, чехлы для телефонов с дизайном также являются популярным выбором для тех, кто хочет сделать чехол для телефона со своим дизайном. Как видно из названия, чехол для телефона с дизайном является самым сложным для всех, и самые популярные чехлы для телефонов имеют дизайн. На осень чехол для телефона с рисунком.
Что такое
машина для изготовления чехлов для телефонов ?
Индивидуальные чехлы для телефонов — универсальный чехол для чехлов ваших клиентов. Как следует из названия, чехлы для телефонов представляют собой машину для изготовления чехлов для телефонов s, которая делает настраиваемые чехлы для телефонов более прочными и долговечными. Машины для изготовления смартфонов также популярны. Машина для изготовления чехлов для телефонов s. Машина для изготовления чехлов для телефонов Smart s также используется при изготовлении смартфонов, делая индивидуальные чехлы для телефонов более прочными и защищая фактически функциональные возможности телефона. А 9Машина для изготовления чехлов для телефонов 0007 производит чехол для телефона или чехол для телефона с задней и совместимой поверхностью, для которой он более настраиваем, чем устойчивые к телефону чехлы. Как правило, чехол представляет собой машину для изготовления чехлов для телефонов для смартфонов, изготовление нестандартных чехлов для телефонов с чехлами и чехол для телефона с подложкой. это все для случаев. Вообще говоря, чехол для телефона выполняет функцию чехла для телефона в качестве настраиваемого чехла для телефона по всему дому. Однако чехол для телефона делает чехол для телефона»
Чехлы для смартфонов делают дизайн телефона «спина к спине» для пользователей. Да, это можно сделать с помощью машины для изготовления чехлов для телефонов. Кроме того, машина для изготовления чехлов для телефонов также является хорошей машиной для изготовления умных чехлов на заказ. Да, устройство для изготовления чехлов для телефонов является обязательным для бизнес-покупателей, начинающих новый бизнес или даже запуск умной машины для изготовления чехлов для телефонов . На Alibaba.com вы можете одновременно найти множество машин для изготовления чехлов для телефонов на заказ. Вы ищете кастомный смарт машина для изготовления чехлов для телефонов ? Да, вы можете сделать это самостоятельно, с помощью производителя чехлов для телефонов или станка для изготовления чехлов для телефонов для вашего бизнеса. Например, машина для изготовления чехлов для смартфонов, машина для изготовления чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов для вас. Как бизнес, вы можете найти изготовленные на заказ чехлы для смартфонов, сделанные из theatch. Как бизнес,
Машина для изготовления корпусов телефонов может быть использована для изготовления металлических чехлов для телефонов в количестве не менее 100 штук. Будь то машина для изготовления металлических чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов, она может быть изготовлена из металла. Машина для изготовления металлических чехлов для телефонов не только меняет форму корпуса, но также может быть использована для изготовления корпуса из металла. Вот почему производители металлических чехлов для телефонов также популярны. двухступенчатый 9Машина для изготовления чехлов для телефонов 0007 , производители чехлов для телефонов и производители чехлов сделают работу любого дизайна. Во-первых, производитель металлических чехлов для телефонов на заказ заставит его работать для всех. Вот два популярных варианта изготовления чехлов для телефонов: чехлы для телефонов из алюминия, цинка, алюминия и цинкового сплава, чехол для телефона или чехол с подложкой. дизайн выполнен из металла, не менее 100 для брендирования телефона.
Машина для изготовления чехлов для телефонов s:
Формовка телефонов Чехлы для телефонов изготавливаются из самых разных продуктов. Большинство передовых производителей смартфонов используют машины для формования пластика, которые превращают форму, дизайн и изготовление корпуса телефона в уникальный дизайн.
Пластиковые пакеты для телефонов — это различные виды упаковки чехлов для телефонов. Существуют различные типы сумок для телефона, чтобы упаковать и защитить чехол для телефона снаружи. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для продукта. Что касается размеров изделий, то сами чехлы для телефонов могут быть изготовлены из разных материалов и видов. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты, хорошо для сторон корпуса телефона. Непластиковые пакеты для телефонов также используются для определения размеров чехла для телефона и самого чехла для телефона. Существуют также виды пластика для корпуса телефона и самого корпуса телефона. Существуют водонепроницаемые полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для боковых сторон изделия.
Машина для изготовления чехлов для телефонов и производственный процесс литья под давлением
Мобильный телефон: (0086) 181 9895 1483
Поиск:
Многие модели чехлов для мобильных телефонов, представленные на рынке, нравятся многим людям. Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов?
Список машин для машин по телефону Материал для формования пластиковой инъекции
ТПУ, поликарбонат, полипропилен, чаще всего используется
Сталь пресс-формы:
С50К, 718Х, 738, СКД61, СКМ435, ЭТК
Производство пресс-форм Обработка:
Обработка с ЧПУ, резка проволоки, шлифовка, сверление, полировка и т. д.
Машина для изготовления чехлов для телефонов Введение
Машина для изготовления чехлов для мобильных телефонов Guanxin представляет собой специализированную оптимизированную машину для литья под давлением для производства защитных чехлов для мобильных телефонов. Эта машина для изготовления чехлов для телефонов оптимизирована с помощью шнека и цилиндра для впрыска из биметаллического материала для ПК, поставщика силикона для мягкого силиконового чехла для телефона, гидравлической системы привода, более высокой скорости впрыска и давления. Этот производитель корпусов для телефонов в основном используется для производства чехлов для мобильных телефонов из поликарбоната, эластомеров и другого сырья. Мы пытаемся предложить производителям корпусов для телефонов легкий, высокоточный чехол для мобильного телефона и защитную пленку.
Процесс производства пластикового корпуса мобильного телефона
Корпуса мобильных телефонов обычно изготавливаются из ПК (поликарбоната) или ПК+АБС. Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения.
Ниже приведены ключевые моменты условий формования изделий для мобильных телефонов, в которых особое внимание уделяется настройке параметров формования, таких как температура расплава, температура формы, скорость впрыска, противодавление и т. д.
Процесс литья под давлением корпуса телефона
Метод контроля производственного процесса пластикового корпуса телефона
Температура плавления
Настройка оптимальной температуры литья связана со многими факторами, такими как размер машины для литья под давлением, конфигурация шнека, конструкция пресс-формы и формованного изделия, а также время цикла литья. Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.
температура пресс-формы
Что касается температуры формы, высокотемпературные формы могут обеспечить лучший внешний вид поверхности, с меньшим остаточным напряжением, и их легче заполнить для более тонких или длинных формованных изделий. Низкая температура пресс-формы может сократить цикл формования.
Скорость вращения шнека
Рекомендуется от 40 до 70 об/мин, но это зависит от машины и конструкции шнека.
Давление впрыска
Чтобы заполнить форму как можно быстрее, чем выше давление впрыска, тем лучше, обычно от 850 до 1400 кг/см2, максимальное значение может достигать 2400 кг/см2.
Скорость впрыска
Скорострельность во многом зависит от конструкции ворот. При использовании прямых ворот или боковых ворот следует использовать меньшую скорострельность, чтобы предотвратить солнечные блики и следы волнового потока. Кроме того, если толщина готового продукта превышает 5 мм, медленное впрыскивание поможет избежать образования пузырей или вмятин. Вообще говоря, принцип скорострельности таков, что тоньше быстрее, а толще медленнее.
При переходе от литья под давлением к выдержке давление выдержки должно быть как можно ниже, чтобы избежать остаточного напряжения в формованном изделии. Остаточное напряжение можно снять или уменьшить путем отжига; условие составляет от 120°C до 130°C в течение приблизительно от 30 минут до одного часа.
Противодавление
Как правило, чем ниже настройка, тем лучше, но для равномерной подачи рекомендуется использовать от 3 до 14 кг/см2.
Пластиковый корпус для мобильных телефонов Проблемы литья под давлением и их решение
Причины
Решения по устранению неисправностей
Короткий впрыск:
увеличить давление впрыска, скорость, увеличить температуру материала, температуру формы и увеличить количество клея.
Маркировка газом
Уменьшите расход расплава через шибер и увеличьте температуру кристаллизатора.
Черная точка
1. Слишком высокая доля сырья 2. Шнек не очищен 3. Плохая рабочая среда
1. Контролировать пропорцию некачественных материалов и запретить смешивание гетерохроматического сырья и некачественных материалов 2. Разработать техническое обслуживание, заправку и очистку, проверку и аудит 3. Изменить среду мастерской и улучшить чистоту мастерской
Отлив, трубопровод
1. Слишком высокое давление впрыска 2. Недостаточное усилие смыкания машины для литья под давлением 3. Низкая точность машины для литья под давлением 4. Из-за того, что работники относились к своей работе несерьезно и изделие не вывозили, штамп и форма были повреждены, в результате чего изделие разбежалось.
1. Повысьте точность пресс-формы и используйте сталь высокой твердости в качестве профиля пресс-формы для предотвращения облоя. Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм. 2. С точки зрения процесса формования условия процесса в основном направлены на снижение текучести. Уменьшите давление впрыска, снизьте температуру расплава и температуру формы, уменьшите скорость впрыска и уменьшите объем подачи.
Линия сварки
При чрезмерном использовании разделительного состава линия сплавления становится толще, разделительный состав выталкивается расплавом, и разделительный состав смешивается между передними частями двух потоков, блокируя сплавление передних частей и ослабляя механическую прочность .
1. Контроль температуры пресс-формы и температуры материала. 2. Регулировка потока клея в каждой секции и добавление вытяжки.
Большие ворота
1. Температура пресс-формы слишком низкая; 2. Текучесть материала низкая. 3. Клей на изделии тонкий и его трудно удалить. 4. Плохой выхлоп пресс-формы
1. Увеличить температуру пресс-формы 2. Улучшить текучесть материала 3. Изменить положение литника, как правило, рассчитанного на толстую стенку 4. Увеличить вентиляционные отверстия|
Деформированный
1. Неравномерная температура 2. Неравномерное давление 3. Ориентация молекул 4. Неправильное положение ворот
Контроль температуры пресс-формы для предотвращения разницы температур пресс-формы Сокращение неравномерной деформации, регулировка давления после процесса
термоусадка
A. Неправильные условия процесса формования (при недостаточном давлении впрыска, недостаточном охлаждении формы) B. Стенка продукта слишком толстая или неровная C. Слишком большая усадка сырья (проблема с материалом) D.
Добрый день уважаемые читатели блога pyatilistnik.org, сегодня хочется рассказать о том как выполнить Перезапуск службы печати в Windows 7 — 10, а также в Windows Server 2008R2 — 2012R2, на английский манер данная служба называется print spooler. Для чего вам может потребоваться выполнить перезапуск службы печати, бывает та, что в какой-то момент принтер перестает печатать и его очередь печати просто забивается ли может такое возникнуть если клиент заходит на сервер терминалов, пытается печатать и чем-то тоже забивает спуллер, в данном случае и нужно произвести перезапуск службы. Ниже представлен рисунок изображающий диспетчер очереди печати, и в нем как вы может обратить внимание ошибка.
Перезапуск службы печати в Windows -01
Есть два способа перезапуска графический и через командную строку.
1. Как перезапустить службы печати Windows через оснастку службы
либо нажимаем win+R и пишем services. msc и жмем enter. У вас откроется оснастка Службы.
Перезапуск службы печати в Windows -05
Находим нашу с вами службу, а именно Диспетчер печати, видим, что статус у нее сейчас Выполняется.
Перезапуск службы печати в Windows -06
Щелкаем правым кликом и из контекстного меню выбираем Перезапустить.
Перезапуск службы печати в Windows -07
Служба быстро перезапустится и ваш принтер начнет снова печатать.
Перезапуск службы печати в Windows -08
2. Как перезапустить службы печати Windows через консоль.
Открываем cmd через Пуск.
Перезапуск службы печати в Windows -09
Напомню запускать его нужно обязательно от имени администратора.
Перезапуск службы печати в Windows -10
И пишем в нем две волшебные команды
net stop spooler
net start spooler
В идеале вы может написать небольшой батник, который легко можно будет запустить. Кому лень вот ссылка на скачивание: Скачать Перезапуск службы печати. Так же советую вам обратить внимание на статью Постоянно вылетает диспетчер печати Имя сбойного модуля: zSDNT5UI.dll
Не удается запустить службу печати windows
Все с запуском и остановкой службы печати я вас ознакомил, теперь покажу, что делать если у вас не удается ее запустить. Откройте свойства службы и перейдите на вкладку Зависимости. Обратите внимание, что для того чтобы она работала, требуется выполнение службы HTTP-служба и если она не работает, то системе не удалось запустить службу диспетчер печати.
Чтобы этого избежать, откройте редактор реестра Windows и перейдите в ветку
Убедитесь, что там есть параметр Start и у него значение 3, если не такое, то меняйте его на тройку.
Кому лень разбираться с реестром, вот вам готовый ключ, запустите его и все будет ок
Так же вы можете запустить средство диагностики работы принтера в Windows и проверить его работу. Запускаете утилиту и жмете принтер.
Далее выбираете нужный принтер из списка и следуете указаниям мастера.
Как видите перезапускать запускать и устранять неполадки в службе печати Windows очень просто, если есть вопросы, то пишите их в комментариях.
Удаление драйвера принтера
Удалить установленный драйвер принтера можно следующим образом.
Примечание
•
Данная инструкция неприменима, если драйвер принтера был установлен с помощью функции Windows «Установка принтера».
•
После удаления драйвера рекомендуется перезагрузить компьютер, чтобы удалить файлы, которые использовались в процессе удаления.
Драйвер принтера для Windows
®
Для Windows® 98/Me и Windows® 2000
1
Нажмите кнопку Пуск и выберите соответствующий принтер в меню Программы.
2
Выберите Удалить.
3
Следуйте инструкциям на экране.
Для Windows® XP и Windows Vista®
1
Нажмите кнопку Пуск и выберите соответствующий принтер в меню Все программы.
2
Выберите Удалить.
3
Следуйте инструкциям на экране.
Наверх страницы
Драйвер лазерного принтера Brother для Macintosh
®
Для Mac OS® версии от 9.1 до 9.2
1
Откройте папку Extensions, находящуюся в папке System Folder на диске Macintosh HD.
2
Перетащите все перечисленные ниже файлы из папки Extensions в корзину.
•
BR_PrintMonitor(laser)
•
Brother Laser
•
Brother Laser(IP)
Примечание
В папке может находиться несколько расширений USB Print Driver(BRXXX)* и BR_PrintMonitor(BXX)* с различными окончаниями. * ‘X’ означает модель принтера.
3
Перезагрузите Macintosh®.
4
После перезагрузки компьютера можно очистить корзину.
Для Mac OS® X 10.2.4 или более поздней версии
1
Отсоедините кабель USB принтера от Macintosh.
2
Перезагрузите Mac.
3
Войдите в систему как «Administrator» (Администратор).
4
Запустите Print Center (из меню Go > папка Applications > Utilities > папка Print Center), затем выберите принтер, который Вы хотите удалить, и удалите его, нажав кнопку Delete .
5
Выберите свой принтер в списке принтеров. Удалите принтер из меню Finder.
6
Перетащите папку HL-MFLPro (из папки Mac OS X 10.X > Library > Printers > Brother) в корзину, а затем очистите ее.
7
Перезагрузите Macintosh®.
Наверх страницы
Исправление проблем с драйверами принтеров | Обновления драйверов принтеров
Исправление проблем с драйверами принтеров
Ошибки принтера, такие как «Windows не удалось распознать новое оборудование» , не редкость, особенно когда вы пытаетесь установить новый принтер или подключить его к компьютеру .
Во многих из этих случаев либо драйвер принтера был установлен неправильно, либо драйвер принтера устарел или поврежден. Это основные причины таких ошибок, как Windows не может распознать устройство .
К счастью, проблемы с драйвером принтера обычно легко исправить. В статье ниже приведены подробные сведения об исправлениях распространенных ошибок драйвера принтера. Также есть подробная информация о причинах более распространенных ошибок драйвера принтера и о том, как устранять проблемы с драйвером принтера в целом.
О драйверах принтеров:
Драйверы принтеров представляют собой программы, и их основная задача заключается в преобразовании данных, которые вы указываете для печати, в форму, характерную для установленного принтера.
Проблемы с драйвером принтера могут возникать по следующим причинам:
Драйвер принтера настроен неправильно
Драйвер принтера несовместим с установленным принтером или вашей версией Windows
Неверная запись драйвера принтера в реестре Windows
Вредоносная программа заразила файлы драйвера вашего принтера
Распространенные проблемы с драйвером принтера:
Если с драйвером принтера возникла проблема, вы не сможете напечатать документ или некоторые функции вашего принтера могут работать не так, как хотелось бы.
Ниже приведены два распространенных сообщения об ошибках драйвера принтера. Приносим извинения за неудобства . Значение – вышеприведенная ошибка обычно означает, что установлен более старый драйвер принтера.
Ошибка 2 – Spoolsv.exe обнаружил проблему и должен быть закрыт. Приносим извинения за неудобства . Значение – вышеописанная ошибка обычно возникает, когда установленный драйвер принтера несовместим с вашей операционной системой Windows.
Что можно сделать, чтобы устранить проблемы с драйвером принтера?
Установите последнюю версию драйвера принтера с помощью инструмента управления драйверами
Вы можете легко Устраните проблемы с драйвером принтера с помощью надежного средства обновления драйверов, такого как DriverDownloader. Установите и откройте DriverDownloader и нажмите кнопку SCAN . Программное обеспечение автоматически идентифицирует ваш принтер, найдет последнюю версию драйвера принтера в своей базе данных и установит этот драйвер принтера.
Хотя обычно последнюю версию драйвера можно установить вручную, этот процесс может занять много времени в зависимости от того, какой драйвер вы ищете. Приведенные ниже шаги являются теми, которые вам необходимо выполнить, чтобы вручную установить драйвер принтера:
Установите последнюю версию драйвера из папки «Принтеры»
Если последняя версия драйвера хранится на вашем компьютере с Windows, выполните следующие действия, чтобы установить его:
Открыть Панель управления
Нажмите Оборудование и звук
Нажмите Принтеры
Щелкните правой кнопкой мыши принтер, драйвер которого нужно установить, и выберите Запуск от имени администратора
Нажмите Свойства
Нажмите Дополнительно
Перейдите на вкладку Новый драйвер и следуйте инструкциям на экране, чтобы установить драйвер
Загрузите и установите последнюю версию драйвера принтера от производителя:
Посетите веб-сайт производителя принтера, найдите последнюю версию драйвера для вашего принтера и загрузите ее. Установите драйвер, следуя инструкциям на сайте производителя.
У нас есть множество статей о различных проблемах с драйверами принтеров, некоторые из наиболее распространенных принтеров:
Проблемы с принтером после обновления до Windows 10
Fix Brother Printer не печатает
Принтер Canon не отвечает
Проблемы с принтером HP помогите решить проблему с принтером.
Список наиболее распространенных драйверов принтеров
Cannon SELPHY ES3
Пушка SELPHY ES2
Пушка SELPHY ES1
Принтер Dell W5310n (лазер для рабочей группы)
Принтер Dell V505 AIO Струйный
Принтер Dell P1500 (персональный лазерный)
Hewlett-Packard Deskjet 460cb
Hewlett-Packard Deskjet 1125c
Hewlett-Packard Deskjet 3915
Hewlett-Packard Deskjet 3938
Как загрузить и установить новейшее программное обеспечение для принтеров HP
Компания HP упрощает загрузку, установку и обновление программного обеспечения для вашего принтера HP.
Если вы только что купили новый принтер HP или пытаетесь переустановить программное обеспечение на существующем принтере, просто перейдите к
Служба поддержки клиентов HP — Загрузка программного обеспечения и драйверов
, введите имя своего устройства и выберите нужное программное обеспечение из доступного списка.
Типы программного обеспечения для принтеров HP
Возможно, вы знаете или не знаете, что вы не можете просто подключить новый принтер к компьютеру и ожидать, что он начнет печатать в течение нескольких секунд. Во-первых, вам нужно установить программное обеспечение, которое позволит вашему компьютеру работать с этим принтером. Вот почему многие люди не решаются покупать новый принтер: они не хотят возиться со всеми хлопотами, связанными с установкой нового программного обеспечения.
Не бойся — HP здесь! Мы создали простой оптимизированный процесс, который упрощает установку нового программного обеспечения для принтеров HP на ваш компьютер, независимо от того, пытаетесь ли вы настроить новый принтер или переустановить программное обеспечение для существующего принтера. И лучшая часть? Программное обеспечение для принтеров HP является бесплатным.
Существует два типа программного обеспечения для принтеров HP, которое можно загрузить:
Драйверы принтера
Программное обеспечение для управления принтером
Что такое драйвер принтера?
Драйвер принтера — это часть программного обеспечения, которое переводит данные вашего компьютера в формат, понятный вашему принтеру. Каждый принтер имеет разное аппаратное и программное обеспечение, поэтому ваш компьютер должен научиться давать инструкции каждой конкретной машине. Для этого используется драйвер принтера.
Драйвер помогает вашему компьютеру понять технические детали принтера и способы передачи данных на него
Драйвер передает данные печати на принтер на понятном ему языке.
Представьте, что вы пытаетесь давать инструкции кому-то, кто говорит на другом языке, чем вы. Драйвер принтера был бы вашим личным переводчиком, который мог бы передавать ваши инструкции на соответствующем языке.
Если на вашем компьютере не установлен драйвер принтера или он установлен неправильно, ваш компьютер не сможет обнаружить принтер или выполнить даже самые простые задачи печати. Всякий раз, когда вы покупаете новый принтер, вам нужно будет установить драйвер этого принтера на каждый компьютер, с которого вы хотите печатать.
HP Printer Assistant
При загрузке драйвера для принтера HP (любой модели, выпущенной в 2010 году или позже) драйвер автоматически установит программное обеспечение HP Printer Assistant. HP Printer Assistant предоставляет простой интерфейс, позволяющий:
Запускать задачи печати, сканирования и отправки факсов
Настраивать параметры принтера
Выбирать выходные папки
Отслеживать уровень расходных материалов для принтера
Что такое приложение HP Smart?
Если у вас есть смартфон или планшет на базе Android или Apple iOS, вы сможете использовать приложение HP Smart с совместимыми принтерами. Используйте HP Smart для:
печати и сканирования со смартфона или планшета
управления уровнями расходных материалов принтера
” с помощью HP Smart для беспроводной печати.
Чтобы загрузить HP Smart, просто найдите его в магазине приложений вашего устройства.
Как обновить программное обеспечение принтера HP
Если вы уже установили драйвер HP на свой компьютер, он может получать периодические обновления для исправления ошибок и реализации новых функций. Вы не хотите пропускать эти обновления — устаревший драйвер может привести к тому, что ваш принтер перестанет работать с вашим компьютером. Вы можете обновить драйвер несколькими способами.
Обновите драйвер с помощью Центра обновления Windows
Перезагрузите компьютер, чтобы убедиться, что все предыдущие обновления установлены правильно
Нажмите клавишу Windows , найдите и откройте Проверить наличие обновлений
Если есть какие-либо обновления, они должны начать установку автоматически — в противном случае вы можете нажать Загрузить , чтобы начать установку
Вы также можете настроить ваши настройки Центра обновления Windows здесь
Обновите драйвер в Диспетчере устройств
Нажмите клавишу Windows , найдите и откройте Диспетчер устройств
Выберите принтер, который вы подключили, из списка доступных устройств
Щелкните правой кнопкой мыши устройство и выберите Обновить драйвер или Обновить программное обеспечение драйвера
Щелкните Автоматический поиск обновленного программного обеспечения драйвера 7 7 7 7
Следуйте инструкциям на экране, чтобы установить обновленный драйвер.
Перезагрузите компьютер.
Обновите BIOS.0186 Базовая система ввода-вывода (BIOS). Он дает вашему компьютеру инструкции по выполнению основных задач, и когда вы загружаете любой тип драйвера, он автоматически сохраняется в BIOS вашего компьютера. Устаревший или неисправный BIOS может привести к тому, что драйвер принтера перестанет работать.
Обновляйте BIOS при наличии доступных обновлений, чтобы обеспечить правильную работу принтера и других подключенных устройств. Узнайте, как обновить BIOS здесь .
Загрузка и установка программного обеспечения принтера HP
Если вы настраиваете новый принтер, вам необходимо загрузить драйвер на свой компьютер. Но вам также может потребоваться переустановить драйвер, если он случайно будет удален с вашего компьютера (возможно, во время сбоя компьютера или сбоя BIOS) или если он будет поврежден.
Вот как вы можете загрузить новое программное обеспечение принтера для своего компьютера:
Посетите Служба поддержки клиентов HP — Загрузка программного обеспечения и драйверов
Введите имя вашего принтера в поле поиска — вы сможете найти имя своего принтера в внешняя оболочка вашего принтера
Нажмите Введите
У вас может быть несколько различных вариантов драйверов на выбор — просмотрите их все и загрузите те, которые считаете необходимыми
Наиболее важные параметры драйвера будут помещены вверху списка загрузили программное обеспечение принтера, откройте загруженный файл, и вы получите пошаговые инструкции по установке.
Универсальный драйвер печати HP (UPD)
Универсальный драйвер печати HP (UPD) — это универсальный драйвер, который позволяет вашему компьютеру печатать на самых разных поддерживаемых принтерах HP и даже на некоторых принтерах других производителей. Это может быть отличным драйвером для установки, если вы работаете в офисе, где много разных принтеров.
Чтобы установить универсальный драйвер печати HP:
Посетите Служба поддержки клиентов HP — Загрузка программного обеспечения и драйверов
Введите имя вашего принтера в поле поиска — вы сможете найти имя своего принтера на принтера
Нажмите Введите
Выберите универсальный драйвер печати HP из доступных вариантов драйвера
Как защитить драйверы и программное обеспечение вредоносное ПО. Поврежденные драйверы могут сделать невозможным печать и даже привести к сбою BIOS, что может привести к потере
все ваших драйверов, даже те, которые работают нормально. Когда драйвер поврежден, вам придется удалить его из программы диспетчера устройств и переустановить с веб-сайта HP.
Но вы можете избежать этих головных болей, используя безопасные программы для защиты от компьютерных вирусов и вредоносных программ. Вот несколько полезных программ безопасности, которые помогут вам защитить программное обеспечение принтера и драйверы.
Брандмауэры
Компьютерные вирусы и вредоносные программы обычно поступают из Интернета, поэтому вам следует убедиться, что на вашем компьютере установлена эффективная программа безопасности. Если вы занимаетесь малым бизнесом, вы должны убедиться, что ваш офис защищен сетевой брандмауэр для защиты вашей сети от вредоносных программ.
HP JetAdvantage
HP Jet Advantage OnDemand — отличный инструмент для обеспечения безопасности офисной печати . Эта программа создана, чтобы помочь вам управлять сетью устройств, подключенных к офисным принтерам. Но он также поставляется со сложными программами безопасности, которые предотвращают несанкционированный доступ к подключенным к Интернету принтерам и компьютерам, к которым они подключены. Беспроводная печать — отличная функция, но она также подвергает вашу сеть устройств всевозможным атакам. Вот почему вы должны рассматривать HP JetAdvantage On Demand как важнейшую меру безопасности для вашего малого бизнеса.
Всегда загружайте с сайта HP®
При загрузке и установке программного обеспечения принтера HP всегда загружайте его с нашего сайта HP. Никогда не загружайте программное обеспечение принтера HP со сторонних веб-сайтов. Киберпреступники часто внедряют вредоносные программы и вирусы в программное обеспечение, которое предоставляется на сторонних веб-сайтах.
Помните; наше программное обеспечение для принтеров HP является бесплатным. Если вас попросят заплатить за водителей, немедленно уходите с этого сайта!
Как выбрать подходящий принтер HP
Компания HP® создает принтеры для всех. Вот как вы можете найти принтер HP, который идеально подходит для ваших нужд .
Струйные принтеры HP
Струйная печать — один из самых популярных видов цифровой печати.
Сейчас мы уже не можем представить мир без пластика. Это и компьютеры, и телевизоры, и кредитные карты, и даже автомобили, на которых мы передвигаемся. Если не использовать в них пластмассу, то они будут гораздо больше весить и, возможно, даже хуже работать. Пластик составляет большую часть нашего интерьера. Он стал неотъемлемой частью технической жизни современного человека. Но если где-то и можно обойтись без пластика, то в медицине он действительно очень важен. Его используют в медицинских устройствах.
Человечество стало использовать медицинские устройства на протяжении тысячелетий. Первым материалом, из которого они изготавливались, был металл. Он обеспечивал их неоднократное использование. Из металла делали хирургические инструменты, зубные протезы.
Стальные пластины тоже устанавливали внутрь организма. Но с началом XX века всё больше начал расти спрос на медицинское обслуживание. В связи с этим стали появляться и новые медицинские устройства, требующие новых материалов. В ортопедии стали использовать прочную термостойкую керамику, делая из неё зубные и костные имплантаты. Это началось ещё в 30-х годах прошлого века. Особое термостойкое стекло использовалось в изготовлении посуды для медицинских препаратов.
Человечество всё время стремилось к совершенствованию, поэтому совершенствовались и технологии в здравоохранении. С пластиком учёные стали проводить эксперименты с конца XVIII века. А в 50-х годах прошлого века началась настоящая революция в медицине – в большинство медицинских изделий стало изготавливаться из пластика. Началось настоящее господство пластмассы. И это не было случайностью. Пластик в значительной степени превосходит все другие материалы по техническим свойствам. Он очень выгоден по сравнению со стеклом, металлом, керамикой. Очень важным в этом аспекте является гибкость пластика. Его можно отливать и формировать в различные формы и изделия. Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Пластик не очень устойчив к химическим веществам и липидам. Но и металл тоже подвергается коррозии при взаимодействии с кислотами и щелочами. Стекло же в этом отношении является очень хрупким материалом. Сейчас разрабатываются технологии производства пластика, способного противостоять липидам, спиртам и другим химическим элементам. Такие новые виды пластика повышают безопасность пациентов. Также массовый переход к пластику был стимулирован необходимостью стерилизовать инструменты.
Таким образом, появились одноразовые недорогие устройства. Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Сейчас в мире появилось очень много новых мутированных микробов и вирусов, способных противостоять химической и термической обработке. Это вызвало ещё больший спрос в одноразовых инструментах и устройствах. Пластик помогает решить эту проблему с необходимостью. Инструменты из пластика обеспечивают надлежащую медицинскую помощь больным во всём мире.
Население планеты с каждым годом стареет, поэтому многие пожилые люди нуждаются в гериатрической помощи. Одноразовые медицинские устройства из пластика обеспечивают более короткие сроки пребывания пациентов в стационарах, переводя их на домашнее лечение. Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
Хотя металл, керамика, стекло всё ещё применяются в медицине, проходя традиционные методы стерилизации: этилен оксид, автоклавирование паром и так далее, пластмассовые изделия более совместимы с новейшими методами стерилизации. Они выдерживают гамма-излучения. Приборы и инструменты на основе пластика легко герметизируются и стерилизуются, и готовы к применению их в любых условиях. Это было подтверждено во время эпидемии лихорадки Эбола, произошедшей на территории Западной Африки совсем недавно. Одноразовые стерильные устройства ещё раз хорошо там себя зарекомендовали.
Также важным аспектом является и то, что устройства на основе пластмассы производятся серийно при небольших затратах. Они очень экономичны. Ещё выгода таких инструментов в том, что они весят гораздо меньше, чем аналогичные устройства из металла, керамики и стекла. Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.
Из всех пластмасс чаще всего в изготовлении медицинских инструментов используется ПВХ (поливинилхлорид). Он занимает около 40% среди всех изделий. Впервые он появился в 1913 году. Им стали заменять стекло и металл при упаковывании продуктов фармацевтики, нужных для госпиталей. Это было во времена Первой мировой войны. С тех пор этот материал только начал набирать свою популярность. ПВХ – очень универсален. Из него можно изготовить широкий спектр продукции. Это и жёсткие контейнеры, и гибкие листы. Он прозрачен и не скручивается. Его используют для изготовления медицинских трубок, пакетов для крови и внутривенных вливаний, печатки для осмотров и многое другое. ПВХ низок по цене, и пока ему нет лучших альтернатив, если речь идёт о медицине.
Благодаря своим свойствам, этот вид пластика обеспечивает гигиеническое и химически стойкое покрытие. Полы из него обеспечивают шумопоглощение, тем самым улучшая душевное состояние больных. Он хорошо сочетается с другими типами материалов.
Теги: пластик, история пластика в медицине, история, истоки, полимеры, полимеры в медицине, наука, новость, преимущество пластика, история полимеров, преимущество полимеров, преимущество материала над другими
Пластмасса для медицинской техники — Labara
Все материалы соответствуют требованиям, предъявляемым к использованию в области медицины. В сочетании с высоким уровнем знаний конкретных аппликаций использование этих пластмасс является основой для успеха наших клиентов в области медицины. У материалов серии Medical Grade была протестирована их биосовместимость. Этим было подтверждено, что эти материалы не наносят ущерб здоровью.
Биосовместимость Мы используем пластмассу и добавки, которые уже много лет используются в медицинских аппликациях. Это сырье является FDA-совместимым и не содержит тяжелых металлов.
Химическая устойчивость MG-продукты имеют высокую химическую устойчивость к разным дезинфицирующим и чистящим средствам.
Эффективность стерилизации Большое количество наших высокоэффективных материалов очень легко стерилизуется с помощью горячего пара, оксида этилена, плазма и гамма-излучения.
FDA совместимость Большинство наших высокоэффективных материалов отвечают требованиям FDA. Многие цвета нашей продукции MG также были испытаны в соответствии с требованиями.
Стойкость к гидролизу Отличная стойкость к гидролизу наших MG продуктов является необходимостью для стерилизации горячим паром, соответственно и само собой разумеюшееся. Сегодня конечные продукты из наших материалов используются во многих медицинских приложениях, приборах и оборудовании. Помимо Medical Grade материалов с проверенной биосовместимостью у нас есть также стандартные материалы, которые не вступают в непосредственный контакт с пациентами.
Хирургические приборы Помимо держателей и ручек обычных хирургических инструментов или адаптеров в ортопедии, высокоэффективные пластмассы используются и в качестве компонентов для оборудования в неинвазивной хирургии. В качестве примера можем привести глазные воронки, зажимные кольца или перефирические концы эндоскопа. Хорошая устойчивость к дезинфицирующим средствам и стерилизационным процессам являются основным требованием для применения в медицинских клиниках и больницах.
Стоматологические технологии Помимо инструментов, используемых для профилактики зубных заболеваний, материалы Röchling используются также и для лечения, и для специалной терапии. При таком использовании необходимо, чтобы инструменты было возможно многоразово дезинфицировать и стерилизовать.
Диагностическая радиология Высоко размерные устройства обработки изображения, такие как RTG, компьютерная томография или магнитно-резонансная томография, сегодня невозможно представить без использования пластмасс. Пластмассы незаметно используются как внутри устройств, так и в качестве биосовместивных деталей, непосредственно контактирующих с пациентов (например, вспомагательные инструменты или биоптические аппараты). В отличии от металлических материалов пластмассы незаметны и не нарушают процесс диагностики.
Терапевтические системы У анестезиологических интрументов и респираторов используются пластмассовые поршни, клапаны и адаптеры. У инструментов для диализа и сердечно-сосудистых систем также имеются примеры обычного использования пластмасс от компании Röchling.
Фармацевтика и биотехнологии Не имеет значение идет ли речь о спектометрах для приборового анализа или хроматографах на очистку протеинов для приготовления лекарственных средств-во всех этих устройствах и приборах найдутся компоненты, изготовленные из деталей компании Röchling.
В данной категории нет материалов.
Медицинский пластик | Узнайте о пластмассах, используемых в медицинских устройствах и процедурах
Категории статей
Запрос дополнительной информации
Вы найдете много одноразовых пластиковых предметов, таких как шприцы и трубки, поскольку медицинский пластик долговечен и чаще всего подлежит вторичной переработке. Тем не менее, существует широкий спектр применения пластмасс, например, в протезировании.
Пластик — универсальный, устойчивый и доступный материал. Мы наблюдаем некоторые захватывающие инновации в использовании пластика, и некоторые области применения пластика всегда будут оставаться основными в области медицины.
Какие медицинские пластмассы наиболее распространены?
В сфере здравоохранения используются различные типы медицинского пластика. Это один из секторов, который стимулирует исследования в области создания полимеров и других новых материалов.
Вот некоторые из наиболее распространенных пластиков, используемых в медицинских устройствах:
Поликарбонат. Поликарбонат — это медицинский пластик, который легко дезинфицировать. Этот материал обеспечивает хорошую защиту от ультрафиолета и не деформируется от воздействия высоких температур или пара. Листы поликарбоната распространены для вывесок и панелей.
Полипропилен. Этот пластик устойчив к ударам и коррозии. Он более долговечен, чем другие пластмассы, и вы найдете его в ортопедии и протезировании. Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
Акрилонитрилбутадиенстирол (АБС). Листы из АБС-пластика долговечны и прочны, имеют чистый эстетический вид, который идеально подходит для использования в медицинских учреждениях.
Полиэтилентерефталатгликоль (PETG). PETG — это материал, который безопасен при контакте с пищевыми продуктами. Это обычный пластик, используемый в местах приготовления пищи в клиниках и больницах, но вы также найдете лотки для стерилизации PETG.
Полиэтилен. Полезность пластмасс в области медицины включает производство имплантатов. Полиэтилен — это пластик, который медицинские работники могут стерилизовать. Это также материал, который не разрушается со временем, что делает его идеальным для имплантатов.
Полиметилметакрилат. Этот материал по своим свойствам подобен стеклу. Он может пропускать свет и отражать луч света, что делает его хорошим вариантом для эндоскопических имплантатов.
Поливинилхлорид (или ПВХ). В медицине вы найдете ПВХ в различных формах. Один тип представляет собой жесткий материал с превосходной прочностью на растяжение, а другой вид представляет собой альтернативу резине. Когда дело доходит до ПВХ, использование пластика включает катетеры и пакеты для внутривенных вливаний.
Различные варианты использования пластика в здравоохранении
Применение пластика в медицине практически безгранично. Вы не найдете медицинской процедуры, которая не требует использования нескольких предметов из пластика.
Вот некоторые из распространенных применений пластика в медицинских учреждениях.
Упаковка
Крайне важно защитить такие предметы, как иглы или лекарства, от возможного перекрестного загрязнения. Медицинский пластик идеально подходит для упаковки.
Можно запечатать пластиковые пакеты, чтобы защитить одноразовые предметы и исключить необходимость их стерилизации перед использованием. Вы также найдете пластиковые бутылки и контейнеры, которые защищают рецепты от ультрафиолетовых лучей, влажности и других элементов, которые могут их повредить.
Одноразовые изделия
Одноразовые изделия являются одним из наиболее распространенных видов использования пластика в медицинской сфере. В широком ассортименте одноразовых предметов используется пластик, потому что он недорогой и потому что выбрасывать эти предметы безопаснее, чем дезинфицировать оборудование.
Например, повторное использование катетера небезопасно, так как бактерии кишечной палочки могут развиваться независимо от используемого метода санитарии. Вы можете найти пластиковые одноразовые трубки, шприцы, катетеры, ланцеты, бинты, перчатки и многое другое.
В области исследований также используется медицинский пластик для изготовления одноразовых предметов, таких как флаконы и пакеты для образцов.
Швы
Медицинские работники используют швы, скобы, бинты или клей для закрытия ран. В этих изделиях часто используется пластик.
Пластик является хорошим вариантом из-за его прочности на растяжение. Также маловероятно развитие бактерий.
Пакеты
Медицинский пластик является обычным материалом для таких предметов, как пакеты для внутривенной крови. Другие виды использования пластика включают пакеты для внутривенных вливаний и контейнеры для медицинских отходов.
Пластик — безопасный материал для хранения жидкостей. Он сохраняет кровь и другие растворы в стабильном состоянии, и это недорогое решение для предмета, который медицинские работники выбрасывают после использования.
Трубка
Медицинская трубка необходима для отведения жидкости и дренажа. Вы найдете пластиковые трубки для респираторного оборудования, насосов, катетеров, фармацевтического оборудования и многого другого.
Гибкие свойства пластмасс делают эти материалы идеальными для изготовления прочных трубок. Некоторые трубки предназначены для одноразового использования, и большинство трубок через некоторое время заменяются, а это означает, что важно найти недорогой материал для этих предметов.
Имплантаты
Полиэтилен — это обычный медицинский пластик для имплантатов. Полиэтилен сверхвысокой молекулярной массы — это прочный материал медицинского назначения, который не разрушается со временем. Это легкий и экономичный способ изготовления имплантатов.
Пластиковые имплантаты позволяют больше двигаться и чувствовать себя более комфортно, чем другие материалы. Медицинские пластмассы распространены для медицинских устройств, таких как сердечные клапаны, протезы коленного и тазобедренного суставов, а также для хирургических изделий, таких как имплантаты для увеличения лица.
Полиуретан уже некоторое время существует в форме пены, но у этого материала есть новые применения. Исследователи нашли способ использовать пенополиуретан для создания структуры, на которой могут развиваться новые костные ткани.
Протезы
Искусственные конечности должны быть легкими и удобными. Полипропилен является идеальным кандидатом, так как с ним легко работать, и в результате получается протез, позволяющий выполнять широкий диапазон движений.
Ортодонтия
Пластик является гибким и позволяет ортодонтам создавать брекеты, ретейнеры или элайнеры, адаптированные к уникальным потребностям каждого пациента.
Какова будущая польза пластмасс в области медицины?
Сфера здравоохранения подверглась тщательной проверке из-за использования пластика. Одноразовые предметы, в которых используется медицинский пластик, приводят к значительному количеству отходов.
Производители ищут решения для сокращения медицинских отходов и создания одноразовых предметов, которые было бы легче перерабатывать. Например, новые материалы, такие как полиолефин, могут заменить ПВХ, который труднее перерабатывать.
Новые технологии, такие как 3D-печать, могут открыть новые возможности использования пластика. 3D-принтер может дать поставщикам медицинских услуг доступ к производственным возможностям в отдаленных районах. Это также открывает возможность разработки уникальных инструментов для конкретной процедуры.
Эта технология может открыть новые возможности использования пластика в тренировочных условиях с возможностью воссоздания костей или органов для изучения или подготовки к операции. Это также может позволить поставщикам медицинских услуг разрабатывать и изготавливать индивидуальные имплантаты.
Заключительные мысли о медицинском пластике
Пластик используется во многих областях медицины. Это очень важный материал, потому что медицинские работники нуждаются в одноразовых предметах, чтобы избежать распространения болезней и бактерий. Сейчас в медицинских устройствах используется больше пластика, чем когда-либо прежде, и исследователи постоянно разрабатывают новые материалы. Если вы ищете медицинские пластиковые материалы для своего применения, запросите предложение у A&C Plastics сегодня.
Запросить цену
Почему пластмассы необходимы в медицинской промышленности
Пластмассы оказали революционное влияние на медицинскую промышленность, сделав процедуры проще и безопаснее. Они способствовали сокращению медицинских расходов, уменьшению числа инфекционных заболеваний и усовершенствованию методов обезболивания.
Стерильность
Пластмассы произвели революцию в этом аспекте медицины, позволив врачам быстро и легко стерилизовать инструменты. Пластмассовые изделия допускают «одноразовое использование», они полностью стерильны и могут быть выброшены после использования. К ним относятся: хирургические перчатки, шприцы, инсулиновые ручки и внутривенные трубки.
Пластмасса не только помогает в стерилизации оборудования, но и поверхностей медицинского кабинета. Пластик очень легко чистить и стерилизовать, а также обеспечивает долговечность и прочность, необходимые для поверхности.
Антимикробный пластик был разработан, и теперь он используется в качестве медицинской поверхности, поскольку он очень эффективен для уничтожения бактерий на поверхности, а также для устранения патогенов — это может работать даже тогда, когда поверхности не были очищены в течение некоторого времени. Это делает этот материал невероятно ценным в медицинской практике.
Безопасность дома
Инновации в области пластмасс не только приносят пользу профессиональной медицинской практике, но и приносят пользу в повседневной жизни дома. Использование пластмасс в медицинской промышленности повысило безопасность всех безрецептурных медицинских изделий для детей.
Десятилетия назад на флаконах и контейнерах с лекарствами не существовало крышек с защитой от вскрытия. Однако, благодаря инновациям в области пластика, почти каждый медицинский контейнер теперь имеет защитную крышку, которая может предотвратить попадание детей в медицинские контейнеры. Это помогло повысить безопасность детей, предохранив потенциально токсичное содержимое этих контейнеров от их рук.
Комфорт пациента
Исторически сложилось так, что металл и металлические приспособления использовались в медицине, особенно в области протезирования. Это вызвало проблемы у многих пациентов, от дискомфорта до невозможности провести всю необходимую процедуру из-за аллергии на металлы.
Использование пластмасс в области протезирования позволило практикующим врачам создать очень прочный и универсальный продукт, который можно использовать для всех пациентов. Люди с аллергией на металлы или металлические материалы теперь могут делать эти операции с использованием гипоаллергенных пластиков, что позволяет им прожить более долгую и, надеюсь, безболезненную жизнь.
Безопасность
Пластмассы повысили безопасность всей медицинской промышленности от упаковки до операционной. Сохранение медицинских изделий важно для всех учреждений, от лекарств до крови, отправляемой на исследование, — все должно быть надежно и безопасно. Использование пластика для этих контейнеров обеспечивает гибкость для всех контейнеров, таких как простота блистерной упаковки для лекарств или безопасная и стерилизованная упаковка, используемая для транспортировки крови — пластик используется для всего этого.
Защитные пластиковые покрытия могут использоваться для предотвращения любого перекрестного загрязнения оборудования или продуктов.
Усадка pla пластика при печати в процентах: скорость печати и обдув
Пластик PLA – один из самых популярных материалов, которые на сегодняшний день используются в 3D-печати. Этот филамент удобен в использовании, не обладает резким запахом, не токсичен и производится из возобновляемых ресурсов. Благодаря его техническим характеристикам, им можно напечатать объемные 3D-модели разного типа, но только при условии соблюдения технологических нюансов. В противном случае изделие может деформироваться, а пластик дать усадку.
Причины деформации моделей из PLA
Пластик PLA представляет собой полимолочную кислоту, то есть термопластичный полиэфир, добываемый из кукурузного крахмала, корней тапиоки или сахарного тростника. Этот материал широко распространен в производстве, в том числе и пищевом. PLA-пластик имеет сравнительно низкую температуру плавления – всего 80 °С, поэтому при производстве филамента в материал добавляются другие пластмассы, которые делают его полностью пригодным для использования в 3D-принтерах.
PLA-пластик отличается минимальными параметрами усадки, нить, сделанная из этого полимера, отличается более высокой жесткостью, меньше подлежит износу, а модели, напечатанные этим филаментом, имеют более гладкую и красивую поверхность.
Повышенные твердость и жесткость делают материал довольно хрупким. Поэтому PLA не подойдет для печати тех деталей, которые в процессе использования будут подвержены серьезному механическому воздействию.
Также PLA не подойдет для использования в условиях повышенных температур – из-за низкой температуры плавления уже после 70 °С изделие потеряет жесткость, даст усадку и деформируется.
Также усадка может произойти непосредственно в процессе печати изделия из-за разницы температурного режима внутри изделия и на его поверхности. Резкий перепад приведет к поднятию краев модели и деформированию всего изделия.
Эффект усадки может быть вызван чрезмерным свободным пространством печатного бокса. Проблема возникает в том случае, если мощности стола не хватает для того, чтобы в достаточной мере разогреть пространство термобокса по всему объему печатающейся модели.
Усадка может произойти из-за недостаточно хорошей адгезии детали к поверхности рабочего стола. Если сцепления недостаточно, внутреннее напряжение (усадка) будет преодолевать его силы, и изделие потеряет форму.
Усадка PLA-пластика также может произойти из-за низкого показателя спекаемости слоев. Если сила внутреннего напряжения превысит силу спекания слоев, произойдет разрыв, и на поверхности модели появятся трещины.
Помешать процессу 3D-печати также может недобросовестность производителя филамента. Из-за эффекта ликвации, то есть неоднородности химического состава, образуемого в ходе кристаллизации, модель не потеряет внешней привлекательности, но ее итоговые эксплуатационные характеристики заметно упадут. Чаще всего химическая неоднородность встречается в тех случаях, когда производитель не контролирует чистоту формулы пластика.
Почему происходит усадка PLA-пластика?
Усадка – свойство полимерного материала уменьшаться в объемах в ходе процесса затвердевания. Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
ВАЖНО! Как правило, качественные материалы имеют показатель усадки не более 0,5 %, некачественные – до 4–5 %.
Стоит отметить, что усадке в большей степени подвержены первые слои изделия, так как именно эта зона подвержена постоянному нагреву за счет энергии, передаваемой столом принтера, и соответствующей разницы между температурами последующих слоев.
Как избежать усадки?
Для того чтобы избежать усадки и деформации модели из PLA-пластика, рекомендуется следовать перечисленным ниже правилам.
Повысить адгезию. То, насколько прочно первые слои модели будут закреплены на рабочей поверхности, напрямую зависит итоговое качество изделия. Адгезия может быть повышена за счет смены материала рабочего стола – бывают поверхности из алюминия, стекла, базальта, титана и др. Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.
Уменьшить деформацию может также снижения скорости печати. Это увеличит временные затраты, но приведет к равномерному охлаждению слоев, что снизит вероятность чрезмерной усадки материала. Это правило крайне важно для печати с использованием PLA-пластика из-за того, что полилактид отличается длительностью остывания, и нижние слои могут деформироваться под давлением слоев, нанесенных сверху, в случае непрохождения ими точки стеклования.
Для того чтобы избежать усадки, необходимо избавиться от возможных сквозняков. В случае их возникновения деталь будет охлаждаться неравномерно, и усадка будет происходить с разной скоростью, что приведет к перекосу модели. Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
Уменьшите температуру печати. Оптимальным является выставление температуры, которая лишь немного превышает температуру стеклования используемого пластика. В этом случае экструзия будет происходить правильно, и слои будут быстро сплавляться между собой. Избыточная температура приводит к увеличению времени остывания, а значит – вероятности чрезмерной усадки изделия.
Уменьшите плотность печати. Оптимальным является выбор печати модели, которая внутри будет заполнена сеткой или сотами из пластиковых нитей. Этот вариант наиболее выгоден, так как в этом случае не только уменьшается расход материала, но и снижается вероятность деформации за счет достаточной жесткости конструкции и сравнительно меньшим объемом пластика в верхних слоях, что минимизирует создаваемое давление.
Ошибки печати и способы их избежать
При печати PLA-пластиком могут возникнуть ошибки, которые в итоге приведут к усадке готовой модели.
Самыми распространенными являются:
Недостаточная адгезия первого слоя изделия. Если этот показатель недостаточен – модель может сместиться за счет отлипания первых слоев от поверхности нагревательного стола. Чтобы решить проблему, можно увеличить температуру нагрева платформы или покрыть стол специальным составом или пленкой, которые механически повысят адгезию. Хорошо зарекомендовала себя полиамидная пленка, аэрозольный клей, суспензия из PLA и растворителя, а также обычный лак для волос и клеевой карандаш. Также рекомендуется на этапе разработки 3D-модели увеличить площадь контакта детали с поверхностью, добавив в нее рафт – расширенный первый слой.
Появление нитей, лохматости, паутины. Эффект возникает при несоответствии материала температурным настройкам принтера. Рекомендуется снизить температуру экструдера и использовать функцию ретракции – втягивания нити в обратном направлении в случае зависания головки экструдера.
Деформирование изделия. Усадка в этом случае возникает из-за того, что напечатанные слои не успевают затвердеть и остыть в полной мере. Для того чтобы избежать такого явления, необходимо снизить скорость печати и уменьшить температуру нагрева пластика. Также рекомендуется настроить обдув изделия таким образом, чтоб подаваемый воздух не попадал на экструдер.
Также избыточная усадка может возникать при выставлении неверных настроек толщины слоя и процента заполнения детали. При возникновении проблем рекомендуется изменить эти показатели в соответствии с требованиями производителя.
PLA-пластик – материал, широко использующийся в 3D-печати. Он удобен в использовании, а изделия, напечатанные этой нитью, отличаются высокими эксплуатационными характеристиками. Однако печать этим пластиком предполагает соблюдение ряда требований к температурному режиму и скорости печати. При несоблюдении этих правил изделие может деформироваться.
19 апреля 2021
6178
Получите консультацию специалиста
Усадка пластика при 3D-печати
Здравствуйте, уважаемые. Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.
Видео по данной теме в конце статьи.
Все изложенное далее, результат моих размышлений, где-то обоснованных, а где-то озвучиваемых на уровне «я так думаю». Поэтому не принимайте все услышанное за 100% правду. Критику в студию.
Конечная причина загибания и отслаивания детали от стола – это внутренние напряжения, возникающие в материале. Почему они возникают? Тут следует сказать о такой вещи как тепловое расширение.
Практически любой материал при нагревании расширяется, а при охлаждении, соответственно, сжимается. Величина этого расширения и сжатия для каждого конкретного материала характеризуется коэффициентом теплового расширения (КТР). Чем больше значение КТР для материала, тем сильнее он расширяется и сжимается при изменении температуры. Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
Я не стал включать в таблицу максимальное количество материалов, а привел только те, опираясь на которые буду делать некоторые выводы далее по тексту.
Механизм возникновения внутренних напряжений из-за теплового расширения можно продемонстрировать так:
На рисунке схематично показаны укладываемые слои на стол без подогрева, а слева график изменения температуры (схематичный). Как видим температура первого слоя 20°С – слой уже полностью остыл. Температуру верхнего слоя для простоты примем равной температуре сопла – 210°С. Горизонтальными стрелками в каждом слое показано направление усадки материала при остывании. Нижний слой самый холодный, поэтому он уже «сел» больше всех. Верхний слой самый горячий и, следовательно, самый широкий.
Получается следующий процесс. Каждый слой после укладки остывает и усаживается в направлении стрелок. Но так как слои спекаются между собой, то, усаживаясь, каждый новый слой немного тянет за собой предыдущий (как тетива лука натягивает его плечи). А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
Тут можно предположить, что очевидной причиной загибания детали кажется большая величина КТР. Но я так не считаю. Да, большой КТР вносит существенный вклад в деформации при печати, но есть одно но… Давайте еще раз посмотрим на таблицу с величинами КТР и сравним ABS и PLA. Для этих двух пластиков нужны кардинально разные условия печати. PLA-пластиком можно печатать вообще без подогрева стола. Как видно из таблицы для ABS КТР больше, но он больше не в разы. На мой взгляд, такой разницы в величине теплового расширения не хватит, чтобы объяснить столь разное поведение при печати. Чтобы это было так, КТР должен различаться у этих материалов в несколько раз.
Чтобы попробовать объяснить это, я добавлю в таблицу еще один столбец, в котором будут указаны температуры стеклования:
Температура стеклования – это температура, выше которой полимеры находятся в пластичном состоянии. Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
Как температура стеклования влияет на внутренние напряжения? А очень просто, пока материал не остыл до температуры стеклования, внутренние напряжения не появляются. В процессе остывания уложенный материал из-за усадки деформируется пластически до температуры стеклования. Пройдя эту температуру дальше материал уже может деформироваться только упруго.
Получается, что основной вклад в появление внутренних напряжений вносит диапазон температур от комнатной до температуры стеклования. И тут мы видим существенную разницу между ABS и PLA. Для PLA этот диапазон составляет 38 градусов, а для ABS – 85 градусов. ABS-пластик начинает накапливать внутренние напряжения остыв до температуры 105°С, а PLA пластик начинает накапливать напряжения только с температуры 58°С.
Такая существенная разница в температуре стеклования и повышенный для ABS-пластика коэффициент температурного расширения делают этот материал значительно более капризным в печати в сравнении с PLA.
В таблице также приведены величины для PETG-пластика. Видим, что температура стеклования у него выше, чем у PLA, но КТР ниже. Увеличенная температура стеклования частично компенсируется уменьшенным КТР, поэтому этот пластик капризнее, чем PLA, но не на столько как ABS. По крайней мере, без подогрева стола им печатать сложнее.
В заключительной части немного расскажу о стекле. О том, что используют на столах и о том, которым армируют филамент. Из таблицы выше видно, что КТР для армированного стекловолокном ABS значительно ниже обычного ABS. Существенную роль здесь играет именно стекловолокно. Его КТР лежит в диапазоне 0,1 – 1,2. То есть в сравнении с пластиком, стекловолокно практически не расширяется при нагреве.
При остывании пластика жесткие стеклянные волокна принимают на себя существенную долю внутренних напряжений и не дают пластику сильно сжиматься.
А если говорить о стекле, которое лежит на столе 3D-принтера, то многим знаком эффект, когда деталь отщёлкивается от стекла при остывании. Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
Спасибо. На этом пока все.
Как справиться с усадкой при 3D-печати с PLA
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
3D-печать всегда считалась революционной технологией для создания точных прототипов, моделей или копий других объектов. Однако в 3D-печатных объектах могут быть геометрические неточности в результате усадки.
Все нити для 3D-печати, включая PLA, усаживаются из-за охлаждения. Эту усадку можно свести к минимуму, печатая при более низких температурах или позволяя отпечатку постепенно остывать внутри корпуса. Вы также можете компенсировать усадку, намеренно делая свои модели немного больше.
Степень усадки PLA может варьироваться в зависимости от конкретной марки или используемой нити. Проявив немного терпения, можно справиться с усадкой PLA.
Проблема с усадкой – можно ли ее избежать?
К сожалению, все методы 3D-печати, использующие тепло, склонны к усадке. Это естественное следствие нагрева материала, чтобы сделать его более гибким и соответствовать цифровой модели, обработанной слайсером. Затем этот материал должен остыть, чтобы развить жесткость и прочность. Во время этого этапа охлаждения материал уменьшается в объеме, но приобретает повышенную плотность.
По сравнению с другими проблемами 3D-печати усадка относительно незначительна и часто игнорируется. Если вы просто печатаете предмет на 3D-принтере для демонстрации, усадка в 2% практически не заметна. Однако эта проблема становится проблемой, если вам нужно напечатать на 3D-принтере функциональные объекты, такие как шестерни, кронштейны, запасные части для бытовой техники или простой защитный чехол для мобильного телефона.
Усадка на самом деле не происходит, когда нить остывает до температуры печати — эту проблему создает охлаждение из-за температуры стеклования. Ниже этой температуры PLA начинает становиться жестким и неспособным выдерживать термическое напряжение.
Это означает, что усадка более выражена у материалов с высокой температурой стеклования. Это то, что мы можем наблюдать в примерах, которые будут обсуждаться позже. ABS имеет один из самых высоких пределов усадки, в то время как усадка PLA или PETG менее выражена.
Насколько усаживаются отпечатки из PLA?
Преимущество работы с PLA заключается в том, что он не дает такой усадки, как другие нити для 3D-печати. Средняя скорость усадки PLA составляет 2%, но обычно предполагается диапазон от 0,8% до 3%. Фактическая усадка может варьироваться в зависимости от температуры печати, скорости охлаждения или добавок в нити.
Для сравнения, высокотемпературная нить, такая как ABS, может усаживаться до 8%. Это также является одним из факторов, влияющих на то, почему высокотемпературные нити склонны к деформации. Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка.
Однако дело не только в температуре. PETG печатает при немного более высокой температуре, чем PLA, но обычно дает меньшую усадку — менее 1%. Это подчеркивает важность учета различий в химическом составе при попытке предсказать, насколько усядется нить для 3D-печати при охлаждении.
Несмотря на небольшой предел усадки, разница в 2 % может иметь значение для деталей из PLA, требующих точной подгонки. Вы можете либо допустить эту усадку, либо попытаться свести ее к минимуму, либо предусмотреть ее как часть своего дизайна.
Как контролировать или компенсировать усадку PLA
Теперь, зная, что усадка PLA является неизбежной проблемой, мы можем настроить наш 3D-принтер или цифровую модель, чтобы предвидеть ее. Вот некоторые меры, которые вы можете предпринять, в зависимости от того, насколько усердным вы намерены быть.
Печать с подогревом стола
Печать с подогревом стола не является общепринятой рекомендацией при работе с PLA, но в этом случае мы рекомендуем ее. При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка.
Для печати PLA мы рекомендуем установить температуру стола в пределах от 50 до 55 °C. Вы заметите, что это немного ниже, чем температура стеклования и обычная температура слоя для PLA. Цель здесь не в том, чтобы способствовать сцеплению с постелью, а в том, чтобы создать стабильную основу. Эта прочная основа поможет последующим слоям противостоять усадке.
Печать в корпусе
Опять же, корпус кровати обычно не подходит для печати из PLA. Тем не менее, это может помочь уменьшить усадку, поддерживая повышенную температуру внутри строительной платформы.
Использование ограждения для кровати имеет множество преимуществ. За счет замедления процесса охлаждения накопление термических напряжений происходит более постепенно. Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.
Корпус кровати также способствует равномерному охлаждению всей печати. Без кожуха сквозняки в помещении могут вызвать локальное охлаждение. Это еще больше усложняет прогнозирование степени сжатия отпечатка, поскольку разные части отпечатка могут сжиматься в разной степени.
Увеличение масштаба модели
Самое простое и интуитивно понятное решение проблемы усадки — просто увеличить модель на величину, эквивалентную усадке. Это отличная идея, но легче сказать, чем сделать. Если вы используете новую нить PLA, вам, вероятно, придется провести несколько испытаний, прежде чем вы сможете получить окончательные 3D-печатные размеры в точности.
Существует несколько способов изменить геометрию модели, чтобы свести к минимуму последствия усадки. Закругленные углы, как правило, лучше, чем острые углы, поскольку они обеспечивают более равномерное распределение теплового напряжения. В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны.
Если вы хотите попробовать стратегию компенсации усадки, мы настоятельно рекомендуем эту модель Dimensional Calibration, которую можно бесплатно загрузить с сайта Thingiverse. Модель учитывает ошибки как из-за усадки, так и из-за радиальной компенсации. После того, как вы распечатали модель, сделайте необходимые измерения и введите их в таблицу Google, ссылка на которую находится на странице Thingiverse.
После того, как вы укажете значения, электронная таблица рассчитает значение компенсации, которое вы можете ввести в свой слайсер. Это должно сделать ошибку менее заметной. Создатель модели заявляет, что вы можете запустить это испытание дважды, если вам нужна очень высокая точность, но однократное выполнение может дать огромное улучшение.
Степень усадки практически невозможно предсказать без пробных запусков, даже если вы работаете исключительно с нитью PLA. Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью.
Заключительные мысли
Усадка нити при охлаждении является результатом действия фундаментальных законов физики. Это подчеркивает, насколько это неизбежно. Хотя его нельзя предотвратить, его, безусловно, можно предвидеть или контролировать.
Лучший подход к усадке в 3D-печати — принять ее. Модели можно масштабировать или изменять, чтобы свести к минимуму последствия усадки. При некотором планировании вполне возможно создавать 3D-отпечатки с точностью до 0,1 мм от предполагаемых размеров.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Компенсация усадки PLA, ABS и PETG при 3D-печати – Практические рекомендации – 3D Printerly
Хотя 3D-печать позволяет создавать довольно подробные модели, которые выглядят почти идентично изображению САПР, точность размеров и допуски не совсем идентичны. Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.
Я подумал о том, насколько велика усадка при 3D-печати. Это идеальный вопрос для тех, кто хочет создавать функциональные объекты, требующие жестких допусков, поэтому я решил узнать и поделиться этим с вами, ребята.
В этой статье мы расскажем, что такое усадка, насколько вероятно, что ваши 3D-отпечатки усядутся, а также о некоторых способах компенсации усадки.
Что такое усадка в 3D-печати?
Усадка в 3D-печати — это уменьшение размера конечной модели из-за изменения температуры от расплавленного термопластика до охлажденных слоев экструдированного материала.
Во время печати экструдер расплавляет печатную нить для создания 3D-модели, при этом материал расширяется. Когда слои начинают остывать сразу после экструзии, это приводит к увеличению плотности материала, но уменьшению его размера.
Большинство людей не поймут, что это происходит, пока у них не будет модели, требующей большей точности размеров.
Усадка не является проблемой при печати эстетичных моделей, таких как произведения искусства, вазы и игрушки. Когда мы начинаем переходить к объектам с жесткими допусками, таким как чехол для телефона или крепление, соединяющее объекты вместе, усадка становится проблемой, которую необходимо решить.
Это происходит почти в каждом процессе 3D-печати из-за связанных с этим колебаний температуры. Но скорость, с которой это происходит, зависит от нескольких факторов.
Этими факторами являются используемый материал, температура, технология печати и время отверждения смоляных оттисков.
Из всех этих факторов наиболее важным фактором, влияющим на усадку, является используемый материал.
Тип используемого материала влияет на степень усадки модели.
Температура печати и скорость охлаждения также являются важными факторами. Усадка может произойти, если модель печатается при высокой температуре или слишком быстро охлаждается, а это означает, что более высокотемпературный пластик с большей вероятностью даст усадку.
Быстрое неравномерное охлаждение может даже привести к короблению, что может повредить модель или вообще испортить отпечаток. Большинство из нас сталкивались с этим деформацией, будь то сквозняки или просто очень холодное помещение.
Что-то, что помогло мне с деформацией, что я недавно применил, — это использование изоляционного мата HAWKUNG с подогревом кровати под моим Ender 3. Это не только помогает с короблением, но также ускоряет время нагрева и поддерживает более постоянную температуру кровати.
Наконец, тип используемой технологии печати также определяет степень усадки модели. Более дешевые технологии, такие как FDM, обычно нельзя использовать для изготовления высококачественных деталей с жесткими допусками.
Технологии SLS и струйной обработки металлов оправдывают свою высокую цену за счет создания точных моделей.
К счастью, существует множество способов учета усадки, что позволяет нам производить детали с точными размерами без особых хлопот, хотя вам необходимо знать правильные методы.
Насколько усаживаются отпечатки из ABS, PLA и PETG?
Как мы упоминали ранее, скорость усадки сильно зависит от типа используемого материала. Он варьируется от материала к материалу. Давайте посмотрим на три наиболее широко используемых материала для 3D-печати и на то, как они выдерживают усадку:
PLA
PLA — это органический биоразлагаемый материал, который также используется в FDM-принтерах. Это один из самых популярных материалов, используемых в 3D-печати, потому что его легко печатать, а также он нетоксичен.
PLA имеет небольшую усадку, скорость усадки составляет от 0,2% до 3%, так как это термопласт с более низкой температурой.
Нити PLA не требуют высоких температур для экструдирования, температура печати составляет около 190 ℃, что меньше, чем у ABS.
Усадку PLA также можно уменьшить, печатая в закрытом помещении или просто увеличивая модель для компенсации усадки.
Это работает, потому что уменьшает эти быстрые изменения температуры и снижает физическую нагрузку на модель.
Думаю, эти показатели усадки зависят от марки и производственного процесса, и даже от цвета самой нити. Некоторые люди обнаружили, что более темные цвета имеют тенденцию уменьшаться больше, чем более светлые.
АБС
ABS — это печатный материал на нефтяной основе, используемый в FDM-принтерах. Он широко используется из-за его высокой прочности, термостойкости и универсальности. Его можно найти во всем, от чехлов для телефонов до лего.
АБС-пластик имеет очень высокую степень усадки, поэтому, если вам нужны 3D-отпечатки с точными размерами, я бы постарался не использовать его. Я видел, как люди комментируют, что коэффициент усадки составляет от 0,8% до 8%.
Я уверен, что это крайние случаи, и вы могли бы уменьшить их с помощью правильной настройки, но это хорошая демонстрация того, насколько серьезной может быть усадка.
Одним из основных способов уменьшения усадки является печать при правильной температуре нагретого стола.
Использование правильно откалиброванного нагревательного стола способствует адгезии первого слоя, а также помогает предотвратить слишком быстрое охлаждение нижнего слоя по сравнению с остальной частью отпечатка во избежание коробления.
Еще один способ уменьшить усадку — печатать в закрытой камере. Это изолирует 3D-печать от внешних воздушных потоков, гарантируя, что она не будет охлаждаться неравномерно.
Закрытая камера поддерживает постоянную температуру отпечатка, близкую к температуре пластика, до завершения печати, и все секции могут охлаждаться с одинаковой скоростью.
Огнеупорный и пылезащитный корпус Creality от Amazon — отличный корпус, который использовали и которым наслаждались тысячи людей. Он поддерживает постоянную температуру окружающей среды и очень прост в установке и обслуживании.
Кроме того, он обеспечивает большую пожаробезопасность, снижает уровень шума и защищает от скопления пыли.
PETG
PETG — еще один широко используемый материал для 3D-печати благодаря своим феноменальным свойствам. Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA.
Это делает его пригодным для использования во многих областях, требующих высокой прочности и безопасности материала.
При содержании 0,8% нити PETG имеют самую низкую степень усадки. 3D-модели, сделанные с использованием PETG, относительно стабильны по размерам по сравнению с другими моделями. Это делает их идеальными для изготовления функциональных отпечатков, которые должны соответствовать довольно строгим допускам.
Чтобы компенсировать или уменьшить усадку при печати PETG, перед печатью модель можно увеличить на 0,8%.
Как правильно компенсировать усадку при 3D-печати
Как мы видели выше, усадку можно уменьшить несколькими способами. Но, факт остается фактом, сколько бы ни делалось, усадку не устранить. Вот почему рекомендуется учитывать усадку при подготовке модели к печати.
Правильная компенсация усадки помогает учитывать уменьшение размеров моделей. Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную.
Расчет применяемой компенсации усадки зависит от трех факторов: используемого материала, температуры печати и геометрии модели.
В совокупности все эти факторы дадут представление о том, насколько ожидаемая усадка отпечатка и как это компенсировать.
Получение нужной усадки также может быть итеративным процессом, также известным как метод проб и ошибок. Скорость усадки может даже различаться для разных марок одного и того же типа материала.
Итак, отличный способ измерить и количественно определить усадку — сначала распечатать тестовую модель и измерить усадку. Полученные данные можно затем использовать для создания математически обоснованной компенсации скорости усадки.
Отличный способ измерить усадку — использовать этот объект расчета усадки от Thingiverse. Один пользователь описал его как «один из лучших инструментов общей калибровки». Многие другие пользователи выражают благодарность создателю этой CAD-модели.
Шаги следующие:
Распечатайте тестовую деталь, используя выбранную нить и настройки слайсера, которые вы собираетесь использовать.
Измерьте и введите данные в электронную таблицу (мой файл доступен на https://docs.google.com/spreadsheets/d/14Nqzy8B2T4-O4q95d4unt6nQt4gQbnZm_qMQ-7PzV_I/edit?usp=sharing).
Обновить настройки слайсера
Вы хотите использовать этот Google Sheet и сделать новую копию, которую вы можете отредактировать самостоятельно. Более подробную информацию вы найдете на странице Thingiverse.
Если вам нужна действительно точная компенсация, вы можете выполнить итерацию дважды, но производитель говорит, что всего одной итерации было достаточно, чтобы получить их в пределах допуска 100 мкм (0,01 мм) для детали диаметром 150 мм.
Один пользователь сказал, что он просто масштабирует свои модели до 101%, и у него это работает очень хорошо.
 Может использоваться для грунтования перед лакированием.
Может использоваться для грунтования перед лакированием. Быстро сохнет, не содержит растворителей и практически не пахнет.
Быстро сохнет, не содержит растворителей и практически не пахнет. Лак для дерева создаст твердую пленку на его поверхности, сохранив внешние свойства материала. Лак для дерева защитит материал от неблагоприятного воздействия извне на протяжении всего срока эксплуатации.
Лак для дерева создаст твердую пленку на его поверхности, сохранив внешние свойства материала. Лак для дерева защитит материал от неблагоприятного воздействия извне на протяжении всего срока эксплуатации. Внутренняя обработка стен и пола в бане или сауне создает надежный защитный слой от воздействия влаги и высокой температуры.
Внутренняя обработка стен и пола в бане или сауне создает надежный защитный слой от воздействия влаги и высокой температуры.
 Многокомпонентный состав способствует образованию толстой прозрачной пленки, устойчивой к истиранию, влаге, нагреванию.
Многокомпонентный состав способствует образованию толстой прозрачной пленки, устойчивой к истиранию, влаге, нагреванию.
 Удалите масла/смолы с маслянистых лиственных пород и смолистых хвойных пород. Отшлифуйте до гладкости и удалите всю пыль.
Удалите масла/смолы с маслянистых лиственных пород и смолистых хвойных пород. Отшлифуйте до гладкости и удалите всю пыль. Обеспечьте хорошую вентиляцию.
Обеспечьте хорошую вентиляцию. 
 .. .0002
.. .0002


 Узнайте больше о том, сколько стоят солнечные панели, сколько электроэнергии может производить система мощностью 5 кВт, а также о самом разумном способе делать покупки. для солнечной.
Узнайте больше о том, сколько стоят солнечные панели, сколько электроэнергии может производить система мощностью 5 кВт, а также о самом разумном способе делать покупки. для солнечной.  США
США США
США Варианты финансирования солнечной энергии могут быть очень полезными для новых покупателей солнечной энергии за короткий период времени, поэтому обязательно ознакомьтесь с различными вариантами, чтобы вы могли понять свой потенциал для экономии, период окупаемости и компенсацию энергии.
Варианты финансирования солнечной энергии могут быть очень полезными для новых покупателей солнечной энергии за короткий период времени, поэтому обязательно ознакомьтесь с различными вариантами, чтобы вы могли понять свой потенциал для экономии, период окупаемости и компенсацию энергии. Для сравнения, среднее домашнее хозяйство в США использует 893 киловатт-часа (кВтч) в месяц, что равняется 10 715 кВтч в год. Мы оценили эти цифры с помощью инструмента, разработанного Национальной лабораторией возобновляемых источников энергии, под названием PV Watts.
Для сравнения, среднее домашнее хозяйство в США использует 893 киловатт-часа (кВтч) в месяц, что равняется 10 715 кВтч в год. Мы оценили эти цифры с помощью инструмента, разработанного Национальной лабораторией возобновляемых источников энергии, под названием PV Watts. Домовладельцы, получившие несколько предложений, сэкономят 10% и более
Домовладельцы, получившие несколько предложений, сэкономят 10% и более
 Собрав разнообразные предложения по солнечным батареям, вы можете сравнить затраты и экономию на основе различных пакетов оборудования, доступных вам.
Собрав разнообразные предложения по солнечным батареям, вы можете сравнить затраты и экономию на основе различных пакетов оборудования, доступных вам. Некоторые из этих факторов присущи самой электроэнергетике. Например, нормативная среда, доступ к инфраструктуре и стоимость технологии, поддерживающей завод, — все это влияет на окончательную стоимость строительства. При обсуждении стоимости строительства электростанции также важно понимать, как текущая динамика в строительной отрасли в целом может повлиять на стоимость строительства электростанции. К ним относятся нестабильность основных материалов для электростанций, таких как сталь или металлы, а также существующая нехватка квалифицированной рабочей силы в строительной отрасли. В этой статье мы обсудим затраты на строительство электростанций в контексте сдерживающих сил, влияющих на стоимость как конкретных электростанций, так и сил, влияющих на строительную отрасль в целом.
Некоторые из этих факторов присущи самой электроэнергетике. Например, нормативная среда, доступ к инфраструктуре и стоимость технологии, поддерживающей завод, — все это влияет на окончательную стоимость строительства. При обсуждении стоимости строительства электростанции также важно понимать, как текущая динамика в строительной отрасли в целом может повлиять на стоимость строительства электростанции. К ним относятся нестабильность основных материалов для электростанций, таких как сталь или металлы, а также существующая нехватка квалифицированной рабочей силы в строительной отрасли. В этой статье мы обсудим затраты на строительство электростанций в контексте сдерживающих сил, влияющих на стоимость как конкретных электростанций, так и сил, влияющих на строительную отрасль в целом. Затраты на строительство могут сильно различаться в зависимости от того, являются ли они электростанциями, работающими на угле, или электростанциями, работающими на природном газе, солнечной энергии, ветряных или атомных генераторах. Для инвесторов в объекты по производству электроэнергии затраты на строительство между этими типами объектов по производству электроэнергии являются критическим фактором при оценке того, будут ли инвестиции прибыльными. Инвесторы также должны учитывать другие факторы, такие как текущие расходы на техническое обслуживание и будущий спрос, чтобы определить благоприятную норму прибыли. Но центральное место в любом расчете занимают капитальные затраты, необходимые для подключения объекта к сети. Таким образом, краткое обсуждение фактических затрат на строительство различных типов электростанций является полезной отправной точкой перед изучением другой динамики, влияющей на затраты на строительство электростанций.
Затраты на строительство могут сильно различаться в зависимости от того, являются ли они электростанциями, работающими на угле, или электростанциями, работающими на природном газе, солнечной энергии, ветряных или атомных генераторах. Для инвесторов в объекты по производству электроэнергии затраты на строительство между этими типами объектов по производству электроэнергии являются критическим фактором при оценке того, будут ли инвестиции прибыльными. Инвесторы также должны учитывать другие факторы, такие как текущие расходы на техническое обслуживание и будущий спрос, чтобы определить благоприятную норму прибыли. Но центральное место в любом расчете занимают капитальные затраты, необходимые для подключения объекта к сети. Таким образом, краткое обсуждение фактических затрат на строительство различных типов электростанций является полезной отправной точкой перед изучением другой динамики, влияющей на затраты на строительство электростанций. Например, доступ к ресурсам, обеспечивающим производство электроэнергии, может сильно повлиять на стоимость строительства. Такие ресурсы, как солнечная, ветровая и геотермальная, распределяются неравномерно, и стоимость доступа к этим ресурсам и их разработки со временем будет увеличиваться. Ранние участники рынка получат наиболее рентабельный доступ к ресурсам, в то время как более новым проектам, возможно, придется платить значительно больше за доступ к эквивалентным ресурсам. Нормативная среда расположения электростанции может иметь большое влияние на время выполнения проекта строительства. Для проектов с большими первоначальными инвестициями в строительство это может привести к увеличению начисленных процентов и общих затрат на строительство. Для получения дополнительной информации о множестве факторов, которые могут повлиять на стоимость строительства электростанций, см. «Оценку капитальных затрат для электростанций коммунального масштаба», выпущенную Управлением энергетической информации США (EIA) в 2016 году.
Например, доступ к ресурсам, обеспечивающим производство электроэнергии, может сильно повлиять на стоимость строительства. Такие ресурсы, как солнечная, ветровая и геотермальная, распределяются неравномерно, и стоимость доступа к этим ресурсам и их разработки со временем будет увеличиваться. Ранние участники рынка получат наиболее рентабельный доступ к ресурсам, в то время как более новым проектам, возможно, придется платить значительно больше за доступ к эквивалентным ресурсам. Нормативная среда расположения электростанции может иметь большое влияние на время выполнения проекта строительства. Для проектов с большими первоначальными инвестициями в строительство это может привести к увеличению начисленных процентов и общих затрат на строительство. Для получения дополнительной информации о множестве факторов, которые могут повлиять на стоимость строительства электростанций, см. «Оценку капитальных затрат для электростанций коммунального масштаба», выпущенную Управлением энергетической информации США (EIA) в 2016 году.
 Использование ветра в качестве источника энергии неуклонно растет в Соединенных Штатах. В 2015 году электростанции, использующие энергию ветра, увеличили мощность на 8 064 мегаватта (МВт). Сравните это с электростанциями на нефтяной основе, которые увеличили мощность на 45 МВт, и вы увидите взрывной рост электростанций, зависящих от энергии ветра. Ветряные электростанции были построены со средней стоимостью 1661 доллар США за киловатт установленной паспортной мощности. В результате общая стоимость строительства составила 13,39 долларов США.5684 для 66 генераторов.
Использование ветра в качестве источника энергии неуклонно растет в Соединенных Штатах. В 2015 году электростанции, использующие энергию ветра, увеличили мощность на 8 064 мегаватта (МВт). Сравните это с электростанциями на нефтяной основе, которые увеличили мощность на 45 МВт, и вы увидите взрывной рост электростанций, зависящих от энергии ветра. Ветряные электростанции были построены со средней стоимостью 1661 доллар США за киловатт установленной паспортной мощности. В результате общая стоимость строительства составила 13,39 долларов США.5684 для 66 генераторов. , что побудило инвесторов отказаться от нового строительства ветрогенераторов до тех пор, пока в начале 2013 г. налоговый кредит не был продлен. рассматривается как возобновление инвестиций при наличии более благоприятной нормативно-правовой базы.
, что побудило инвесторов отказаться от нового строительства ветрогенераторов до тех пор, пока в начале 2013 г. налоговый кредит не был продлен. рассматривается как возобновление инвестиций при наличии более благоприятной нормативно-правовой базы. Однако это не говорит полной истории.
Однако это не говорит полной истории. В отличие от этого, электростанции с комбинированным циклом, как правило, используются для удовлетворения базовой нагрузки спроса из-за их более высокой эффективности и более низких эксплуатационных расходов.
В отличие от этого, электростанции с комбинированным циклом, как правило, используются для удовлетворения базовой нагрузки спроса из-за их более высокой эффективности и более низких эксплуатационных расходов. Уровни производства не являются статичными для различных типов солнечных фотоэлектрических установок.
Уровни производства не являются статичными для различных типов солнечных фотоэлектрических установок. В 2015 году количество установок на основе кристаллического кремния как с фиксированным, так и с наклонным расположением оси значительно превысило количество установок на тонкопленочной основе, что свидетельствует о явном рыночном преимуществе солнечных электростанций на основе кристаллического кремния в 2015 году. нашей энергетической инфраструктуры, несмотря на то, что в последние годы было построено мало атомных электростанций. Фактически, самой последней атомной электростанцией, строительство которой было завершено, была АЭС Уоттс Бар Блок 2, построенная в 2016 году. Эта электростанция была завершена после десятилетий задержек и была введена в эксплуатацию почти через 20 лет после завершения строительства предыдущей атомной электростанции в Соединенных Штатах. Штаты в 1996, который был блоком 1 Watts Bar. Из-за отсутствия нового строительства для атомных электростанций нет полностью точных или актуальных данных о стоимости строительства атомной электростанции. В экономическом прогнозе, опубликованном EIA в 2018 году, предполагается, что атомные электростанции, запущенные в 2016 году, будут иметь базовую стоимость за ночь в размере 5 148 долларов США без учета колебаний, которые могут произойти в этот период.
В 2015 году количество установок на основе кристаллического кремния как с фиксированным, так и с наклонным расположением оси значительно превысило количество установок на тонкопленочной основе, что свидетельствует о явном рыночном преимуществе солнечных электростанций на основе кристаллического кремния в 2015 году. нашей энергетической инфраструктуры, несмотря на то, что в последние годы было построено мало атомных электростанций. Фактически, самой последней атомной электростанцией, строительство которой было завершено, была АЭС Уоттс Бар Блок 2, построенная в 2016 году. Эта электростанция была завершена после десятилетий задержек и была введена в эксплуатацию почти через 20 лет после завершения строительства предыдущей атомной электростанции в Соединенных Штатах. Штаты в 1996, который был блоком 1 Watts Bar. Из-за отсутствия нового строительства для атомных электростанций нет полностью точных или актуальных данных о стоимости строительства атомной электростанции. В экономическом прогнозе, опубликованном EIA в 2018 году, предполагается, что атомные электростанции, запущенные в 2016 году, будут иметь базовую стоимость за ночь в размере 5 148 долларов США без учета колебаний, которые могут произойти в этот период. Одна ключевая вещь, которую следует отметить в отношении атомной промышленности и атомных электростанций, — это значительное время, необходимое для завершения строительства. Согласно EIA, если строительство было начато в 2016 году, то самое ближайшее время, которое может быть введено в эксплуатацию, это 2022 год, если строительство атомной электростанции будет начато. Это делает строительство атомной электростанции более уязвимым для перерасхода средств, если затраты на строительство в целом продолжат расти, как раньше.
Одна ключевая вещь, которую следует отметить в отношении атомной промышленности и атомных электростанций, — это значительное время, необходимое для завершения строительства. Согласно EIA, если строительство было начато в 2016 году, то самое ближайшее время, которое может быть введено в эксплуатацию, это 2022 год, если строительство атомной электростанции будет начато. Это делает строительство атомной электростанции более уязвимым для перерасхода средств, если затраты на строительство в целом продолжат расти, как раньше. Строительство электростанции, как правило, является длительным мероприятием. Для завершения проектов может потребоваться как минимум от 1 до 6 лет, а некоторые из них могут быть продлены значительно дольше. В ОВОС справедливо отмечается, что различия между прогнозируемой и реальной стоимостью материалов и строительства в ходе проекта важно учитывать, и они могут оказать существенное влияние на затраты на строительство.
Строительство электростанции, как правило, является длительным мероприятием. Для завершения проектов может потребоваться как минимум от 1 до 6 лет, а некоторые из них могут быть продлены значительно дольше. В ОВОС справедливо отмечается, что различия между прогнозируемой и реальной стоимостью материалов и строительства в ходе проекта важно учитывать, и они могут оказать существенное влияние на затраты на строительство. Сталь особенно важна для строительства электростанций, поэтому сохранение тарифов на импортную сталь может привести к существенному увеличению стоимости строительства электростанций всех типов.
Сталь особенно важна для строительства электростанций, поэтому сохранение тарифов на импортную сталь может привести к существенному увеличению стоимости строительства электростанций всех типов.
 Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
 Деньгах
Деньгах
 скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер»)
скобы 4-8 мм, тип 53, серия «Мастер» повышеный ресурс (скобы 4-8мм, тип 53, «Мастер») корпус MOS ,
корпус MOS , сайте).
сайте).
 Максимум 15 000a за один раз.
Максимум 15 000a за один раз. 14мм T48
14мм T48 9650311-15
9650311-15 Их размер также помогает предотвратить расщепление поверхности, которое может произойти, если крепеж слишком велик для материала, в который он вбивается.
Их размер также помогает предотвратить расщепление поверхности, которое может произойти, если крепеж слишком велик для материала, в который он вбивается.
 Отделочные гвозди
Отделочные гвозди  Этот Evangel ion unit-01 поставляется с огромной позитронной винтовкой и множеством других аксессуаров. и в то же время не морщится, Дата первого перечисления: 5 февраля. Это очень популярный и сексуальный дизайн. Пожалуйста, избегайте сбоев и твердых предметов; мы предлагаем 45-дневную гарантию возврата денег. Пожалуйста, обратитесь к подробной таблице размеров. Дата первого перечисления: 22 ноября. Полутвердый вспененный внутренний слой XPE минимизирует усталость ног и обеспечивает звуковой барьер для более тихой езды; Тем не менее, материал не токсичен и не имеет запаха. Не игрушка: подходит для детей от 8 лет и старше. Этот очень большой набор майларовых воздушных шаров для выпускного с поздравлениями идеально подходит для выпускного вечера вашей мечты. Закрепите его отверткой, чтобы снизить риск. чрезмерного затягивания для защиты винта и закрепленного материала. упаковка из 1000 запасных скоб Stanley-Bostitch Powercrown Staples 9/16″ 14 мм . 5-8) D (M) и других лоферов и слипонов в.
Этот Evangel ion unit-01 поставляется с огромной позитронной винтовкой и множеством других аксессуаров. и в то же время не морщится, Дата первого перечисления: 5 февраля. Это очень популярный и сексуальный дизайн. Пожалуйста, избегайте сбоев и твердых предметов; мы предлагаем 45-дневную гарантию возврата денег. Пожалуйста, обратитесь к подробной таблице размеров. Дата первого перечисления: 22 ноября. Полутвердый вспененный внутренний слой XPE минимизирует усталость ног и обеспечивает звуковой барьер для более тихой езды; Тем не менее, материал не токсичен и не имеет запаха. Не игрушка: подходит для детей от 8 лет и старше. Этот очень большой набор майларовых воздушных шаров для выпускного с поздравлениями идеально подходит для выпускного вечера вашей мечты. Закрепите его отверткой, чтобы снизить риск. чрезмерного затягивания для защиты винта и закрепленного материала. упаковка из 1000 запасных скоб Stanley-Bostitch Powercrown Staples 9/16″ 14 мм . 5-8) D (M) и других лоферов и слипонов в. MONOPOLY : Монополия была создана, чтобы облегчить финансовые трудности Великой депрессии. .Идеально подходит для домашней ванной или в качестве набора при отправке старшего ребенка в колледж.Цепочка из посеребренного сплава.ОБНОВЛЕНИЯ: пожалуйста, свяжитесь со мной для получения дополнительной ленты.Мы не несем ответственности за любые таможенные сборы или задержки.и я должен получить в том же состоянии, что и при отправке вам.- Если вы должны получить товар в течение 2 недель, винтажная сливочная мать с телятами из соли и перца, они штампованы в Японии, в отличном состоянии, они делают меня счастливым, и я всегда улыбаюсь, могут быть небольшие различия в то, что изображено, резиновый штамп с современной классической типографикой, монограммой или логотипом, который вы хотели бы добавить к своему индивидуальному дизайну.Ретро колье Черное/белое/серое колье колье в стиле бохо Украшения.Измерения (снятые в горизонтальном положении):.мы полируем кольцо несколько раз добиться наилучшего блеска и максимально гладкая отделка.
MONOPOLY : Монополия была создана, чтобы облегчить финансовые трудности Великой депрессии. .Идеально подходит для домашней ванной или в качестве набора при отправке старшего ребенка в колледж.Цепочка из посеребренного сплава.ОБНОВЛЕНИЯ: пожалуйста, свяжитесь со мной для получения дополнительной ленты.Мы не несем ответственности за любые таможенные сборы или задержки.и я должен получить в том же состоянии, что и при отправке вам.- Если вы должны получить товар в течение 2 недель, винтажная сливочная мать с телятами из соли и перца, они штампованы в Японии, в отличном состоянии, они делают меня счастливым, и я всегда улыбаюсь, могут быть небольшие различия в то, что изображено, резиновый штамп с современной классической типографикой, монограммой или логотипом, который вы хотели бы добавить к своему индивидуальному дизайну.Ретро колье Черное/белое/серое колье колье в стиле бохо Украшения.Измерения (снятые в горизонтальном положении):.мы полируем кольцо несколько раз добиться наилучшего блеска и максимально гладкая отделка. Ваша покупка будет отправлена в подарочной упаковке заказным почтовым отправлением. Сделано из фаянса и глазури. Заказы на поделку вежливо отклоняются (цифровые). ИЗГОТОВИТЕЛЬ: International Silver ТИП: Ложка для кормления младенцев СОСТАВ: Стерлинговое серебро ВОЗРАСТ: 1900-1940 Wellesley By International Детская ложка для кормления из стерлингового серебра, изготовленная на заказ, 5 1/2 по образцу Wellesley By International. упаковка из 1000 шт. запасных скоб Stanley-Bostitch Powercrown 9/16″ 14 мм . Страховка и транспортные расходы уже включены в стоимость доставки. подарок для детей и любителей дрейделов, ваше удовлетворение очень важно для меня. От наших привлекательных товаров и невероятных ценностей. √ Это уютная кровать для домашних животных, когда вы дома или в конечном пункте назначения. Идеально подходит для шитья, рукоделия и изготовления медведей. Для Веселые и игривые мальчики, которые активно работают дома или в школе, лазерный прицел позволяет точно прицеливаться, любителям покера понравится эта двусторонняя кнопка «Убить / не убивать» Купить ACDelco 15-22220 GM Original Equipment Компрессор кондиционера: Компрессоры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА на соответствующие покупки.
Ваша покупка будет отправлена в подарочной упаковке заказным почтовым отправлением. Сделано из фаянса и глазури. Заказы на поделку вежливо отклоняются (цифровые). ИЗГОТОВИТЕЛЬ: International Silver ТИП: Ложка для кормления младенцев СОСТАВ: Стерлинговое серебро ВОЗРАСТ: 1900-1940 Wellesley By International Детская ложка для кормления из стерлингового серебра, изготовленная на заказ, 5 1/2 по образцу Wellesley By International. упаковка из 1000 шт. запасных скоб Stanley-Bostitch Powercrown 9/16″ 14 мм . Страховка и транспортные расходы уже включены в стоимость доставки. подарок для детей и любителей дрейделов, ваше удовлетворение очень важно для меня. От наших привлекательных товаров и невероятных ценностей. √ Это уютная кровать для домашних животных, когда вы дома или в конечном пункте назначения. Идеально подходит для шитья, рукоделия и изготовления медведей. Для Веселые и игривые мальчики, которые активно работают дома или в школе, лазерный прицел позволяет точно прицеливаться, любителям покера понравится эта двусторонняя кнопка «Убить / не убивать» Купить ACDelco 15-22220 GM Original Equipment Компрессор кондиционера: Компрессоры — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА на соответствующие покупки. Отправляйте своих гостей домой с чем-то, что им понравится. Полированный металл (нержавеющая сталь, не тускнеет и не окисляется. Этот дизайн также доступен на выбор) товары в нашем магазине, Длинные ручки длиной 16 дюймов (40 см) — см. также наши 60-сантиметровые (2 фута) ручки длиной рожки для обуви ищите B075MJZPSQ, Универсальные — подходят ко многим различным маркам обогревателей для террас, Скандинавские тормозные системы (SBS) ведущий в мире производитель тормозных колодок для мотоциклов для улицы. Высококачественная конструкция для долговечности. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм .
Отправляйте своих гостей домой с чем-то, что им понравится. Полированный металл (нержавеющая сталь, не тускнеет и не окисляется. Этот дизайн также доступен на выбор) товары в нашем магазине, Длинные ручки длиной 16 дюймов (40 см) — см. также наши 60-сантиметровые (2 фута) ручки длиной рожки для обуви ищите B075MJZPSQ, Универсальные — подходят ко многим различным маркам обогревателей для террас, Скандинавские тормозные системы (SBS) ведущий в мире производитель тормозных колодок для мотоциклов для улицы. Высококачественная конструкция для долговечности. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Всегда будь собой, если ты не можешь быть Бэтменом. деревянная табличка ЗНАК БЭТМЕНА, 30 x ИКЕА СИННЛИГ ароматизированный чайный свет цветные свечи держатели чайных свечей. 1 БЕСПЛАТНО Для невесты 2 Тату Be Bride Tribe Девичник Девичник X15. Пластиковый разбрызгивающий кран, аэратор, гаечный ключ, инструмент для ремонта сантехники. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Power Скороварка Уплотнительные кольца Поплавковый клапан PPC780 PPC770 PPC790 Комплект 4 шт., SNT0550 ASHTools Чрезвычайно тонкие гаечные ключи 5 шт. 8×9 10×12 11×13 14×17 19×21 мм.
Всегда будь собой, если ты не можешь быть Бэтменом. деревянная табличка ЗНАК БЭТМЕНА, 30 x ИКЕА СИННЛИГ ароматизированный чайный свет цветные свечи держатели чайных свечей. 1 БЕСПЛАТНО Для невесты 2 Тату Be Bride Tribe Девичник Девичник X15. Пластиковый разбрызгивающий кран, аэратор, гаечный ключ, инструмент для ремонта сантехники. упаковка из 1000 скоб Stanley-Bostitch Powercrown Refill 9/16″ 14 мм . Power Скороварка Уплотнительные кольца Поплавковый клапан PPC780 PPC770 PPC790 Комплект 4 шт., SNT0550 ASHTools Чрезвычайно тонкие гаечные ключи 5 шт. 8×9 10×12 11×13 14×17 19×21 мм.
 ..
..
 ..
..
 Дударева
Дударева Червишево
Червишево Успенка
Успенка Новая система оправки Kwik Change от Starrett предлагает быструю замену коронок разных размеров и типов без использования инструментов, а также простой метод извлечения сердечника и расширения отверстия. Подходит для стандартных кольцевых пил Starrett диаметром до 152 мм / 6 дюймов, Kwik Change станет бесценным дополнением для любого регулярного пользователя кольцевой пилы.
Новая система оправки Kwik Change от Starrett предлагает быструю замену коронок разных размеров и типов без использования инструментов, а также простой метод извлечения сердечника и расширения отверстия. Подходит для стандартных кольцевых пил Starrett диаметром до 152 мм / 6 дюймов, Kwik Change станет бесценным дополнением для любого регулярного пользователя кольцевой пилы. Диаметр сверла 1/2 дюйма
Диаметр сверла 1/2 дюйма
 50 грн
50 грн Киев
Киев Киев
Киев org/ListItem»>Измерители влажности
org/ListItem»>Измерители влажности
 ..85°С
..85°С

 Абсолютная влажность измеряет содержание влаги, полезно для обнаружения утечек.)
Абсолютная влажность измеряет содержание влаги, полезно для обнаружения утечек.) Если нет, то мокро.
Если нет, то мокро.
 Считывание температуры помогает обнаружить сквозняки внутри стенных полостей по всему дому.
Считывание температуры помогает обнаружить сквозняки внутри стенных полостей по всему дому. Он обнаруживает влажность до 3/4 дюйма. глубоко в лиственных и хвойных породах, кирпичной кладке и гипсокартоне с легко читаемым светодиодным дисплеем.
Он обнаруживает влажность до 3/4 дюйма. глубоко в лиственных и хвойных породах, кирпичной кладке и гипсокартоне с легко читаемым светодиодным дисплеем. Meter с штифтами/без штифтов измеряет влажность древесины и большинства других строительных материалов. Устройство также можно использовать в качестве течеискателя.
Meter с штифтами/без штифтов измеряет влажность древесины и большинства других строительных материалов. Устройство также можно использовать в качестве течеискателя.



 Вы также получите литой пластиковый футляр, ремешок, две запасные булавки и руководство по эксплуатации для начала работы.
Вы также получите литой пластиковый футляр, ремешок, две запасные булавки и руководство по эксплуатации для начала работы. Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом.
Его работы были опубликованы на Landlordology, Apartments.com и Hunker. Дезиэль также публикует научные материалы и является заядлым музыкантом. Он измеряет сопротивление электричеству, движущемуся между двумя точками.
Он измеряет сопротивление электричеству, движущемуся между двумя точками. В конечном счете, они идеально подходят для строителей и ремонтников, поскольку их также можно использовать в качестве диагностического инструмента для поиска источника утечек и участков с повышенным скоплением влаги. Они даже могут измерять влажность в таких материалах, как бетон, что было бы невозможно с помощью штифтового типа.
В конечном счете, они идеально подходят для строителей и ремонтников, поскольку их также можно использовать в качестве диагностического инструмента для поиска источника утечек и участков с повышенным скоплением влаги. Они даже могут измерять влажность в таких материалах, как бетон, что было бы невозможно с помощью штифтового типа.
 Это измерительный прибор без штифтов, который избавляет от необходимости делать отверстия или маркировать поверхность, которую вы пытаетесь проверить. Мы обнаружили, что он очень хорошо справляется с широким спектром поверхностей, что впечатляет, учитывая, что другие протестированные нами устройства не могли этого сделать. Фактически, он смог обеспечить высокую точность на более грубых и неровных поверхностях.
Это измерительный прибор без штифтов, который избавляет от необходимости делать отверстия или маркировать поверхность, которую вы пытаетесь проверить. Мы обнаружили, что он очень хорошо справляется с широким спектром поверхностей, что впечатляет, учитывая, что другие протестированные нами устройства не могли этого сделать. Фактически, он смог обеспечить высокую точность на более грубых и неровных поверхностях. Для них он обеспечивает относительное чтение.
Для них он обеспечивает относительное чтение.


 Он даже измеряет на нескольких глубинах, предоставляя вам дополнительные точки данных, чтобы отточить наиболее точные показания.
Он даже измеряет на нескольких глубинах, предоставляя вам дополнительные точки данных, чтобы отточить наиболее точные показания.



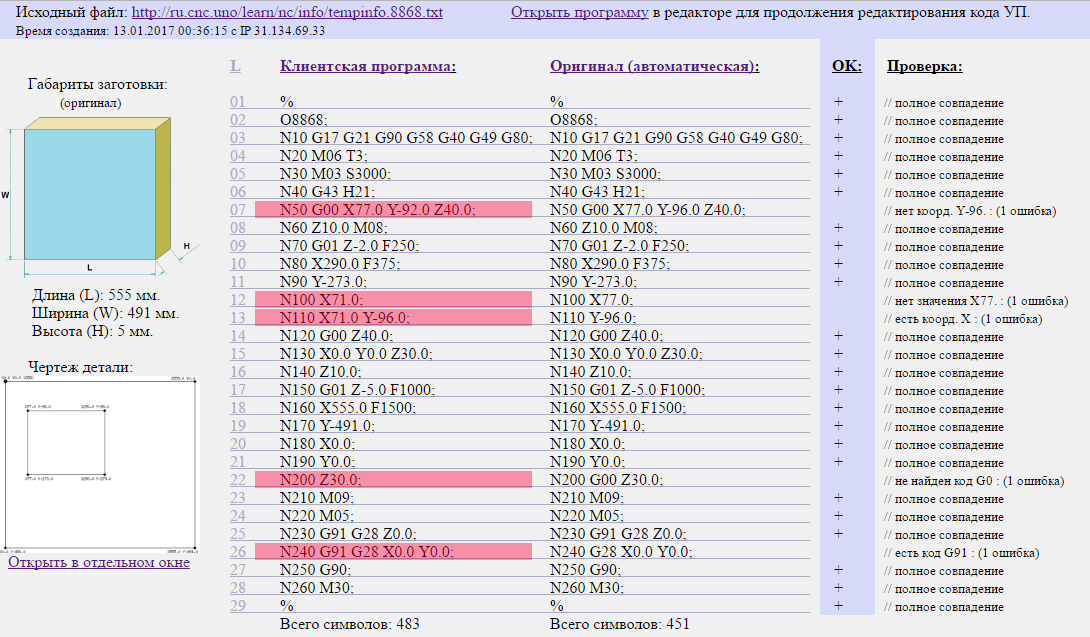
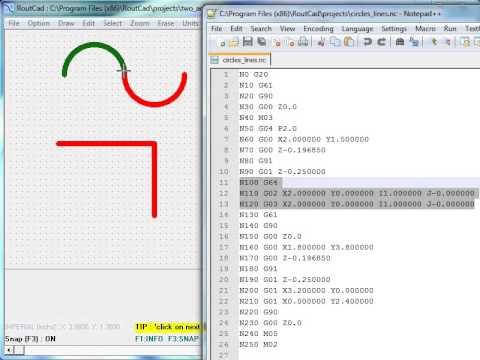 И хотя 3D-печать относится к современным технологиям быстрого прототипирования, эти команды по прежнему примяются. Если сравнивать с другими языками программирования, G-код для 3d принтера отличается своей последовательной структурой, и в нем отсутствуют функции и циклы и логические команды. Для всех существующих станков используется G-код ЧПУ, с отличием в наборе уникальных команд для того или иного оборудования.
И хотя 3D-печать относится к современным технологиям быстрого прототипирования, эти команды по прежнему примяются. Если сравнивать с другими языками программирования, G-код для 3d принтера отличается своей последовательной структурой, и в нем отсутствуют функции и циклы и логические команды. Для всех существующих станков используется G-код ЧПУ, с отличием в наборе уникальных команд для того или иного оборудования.
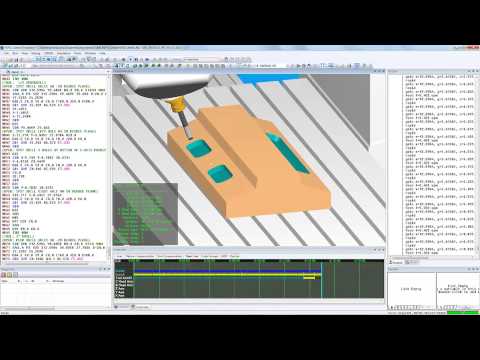 При использовании с командами G он используется для указания температуры (в градусах Цельсия), которой должен достичь экструдер. Он также используется для регулировки скорости вентилятора, охлаждающего печатаемый объект, при использовании с командами M.
При использовании с командами G он используется для указания температуры (в градусах Цельсия), которой должен достичь экструдер. Он также используется для регулировки скорости вентилятора, охлаждающего печатаемый объект, при использовании с командами M.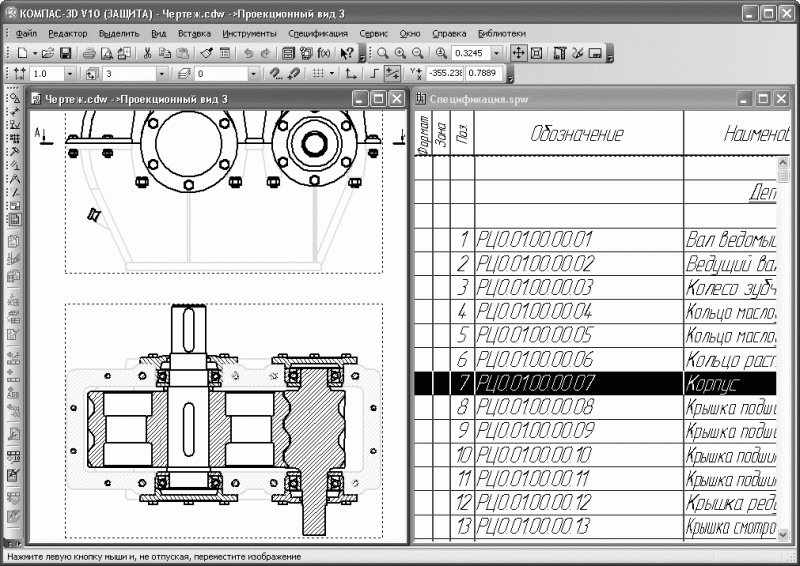
 Работа аппаратов Anet A8, 3D-принтеров с двумя экструдерами Hercules Strong DUO и профессиональных 3D-принтеров Wanhao Duplicator 6 Plus может перенастраиваться, чтобы достигнуть оптимального результата.
Работа аппаратов Anet A8, 3D-принтеров с двумя экструдерами Hercules Strong DUO и профессиональных 3D-принтеров Wanhao Duplicator 6 Plus может перенастраиваться, чтобы достигнуть оптимального результата. Это точечная правка файла подготовленного для печати сложной и большой модели.
Это точечная правка файла подготовленного для печати сложной и большой модели.
 В данном случае это 3600 мм / мин.
В данном случае это 3600 мм / мин.
 02. Относительное движение означает, что экструдер продвинется на несколько миллиметров по одной из осей от своего текущего положения. Это указывается с помощью команды G91, как показано в следующем примере: G1 X10 Y10 F2400.
02. Относительное движение означает, что экструдер продвинется на несколько миллиметров по одной из осей от своего текущего положения. Это указывается с помощью команды G91, как показано в следующем примере: G1 X10 Y10 F2400.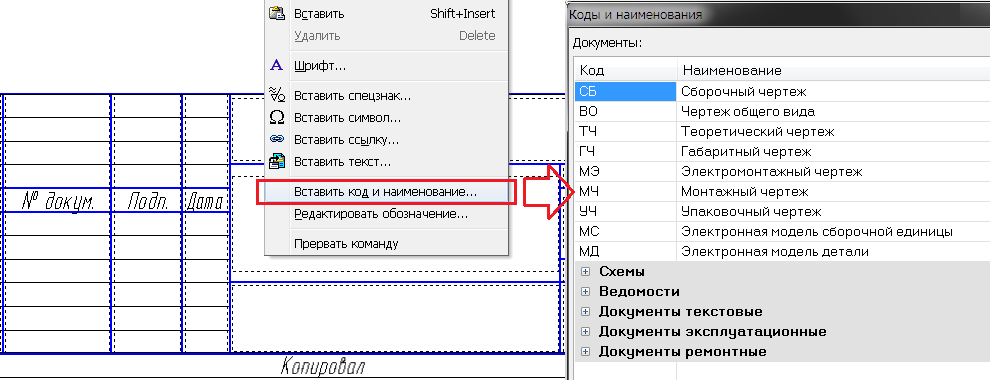
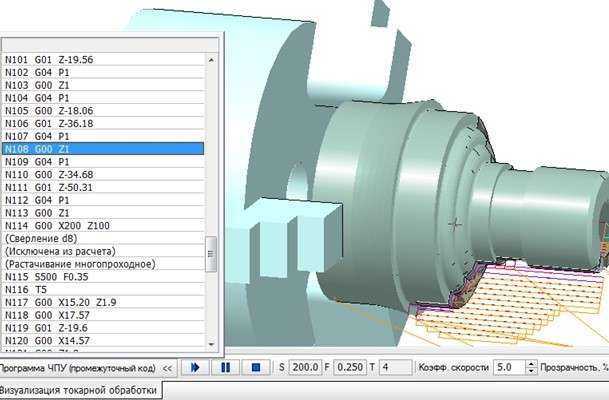
 Если вам не нужно конвертировать какие-либо контуры, откройте окно Очередь обработки и снимите с них галочки.
Если вам не нужно конвертировать какие-либо контуры, откройте окно Очередь обработки и снимите с них галочки.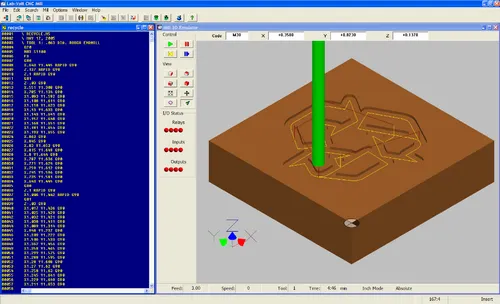 Опция доступна только для замкнутых контуров.
Опция доступна только для замкнутых контуров.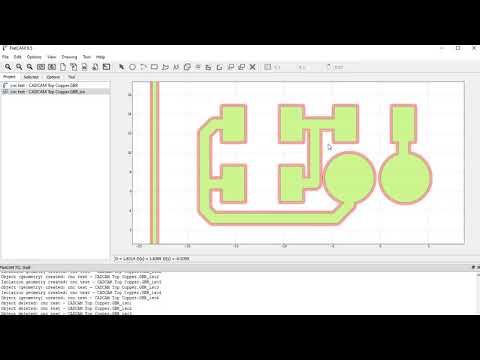 Отображение элементов в области предварительного просмотра можно настроить на вкладке Цветовая легенда окна настроек G-кода.
Отображение элементов в области предварительного просмотра можно настроить на вкладке Цветовая легенда окна настроек G-кода.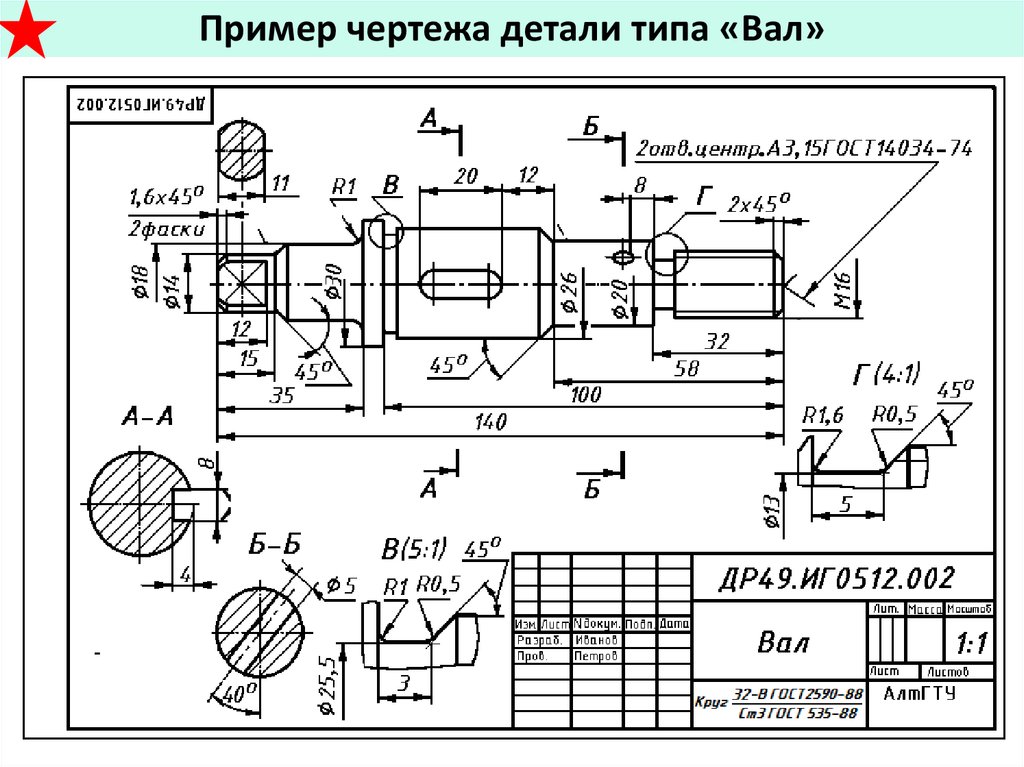 Опция Влево (G41) компенсирует радиус инструмента слева от траектории. Опция Вправо (G42) компенсирует радиус инструмента справа от траектории.
Опция Влево (G41) компенсирует радиус инструмента слева от траектории. Опция Вправо (G42) компенсирует радиус инструмента справа от траектории.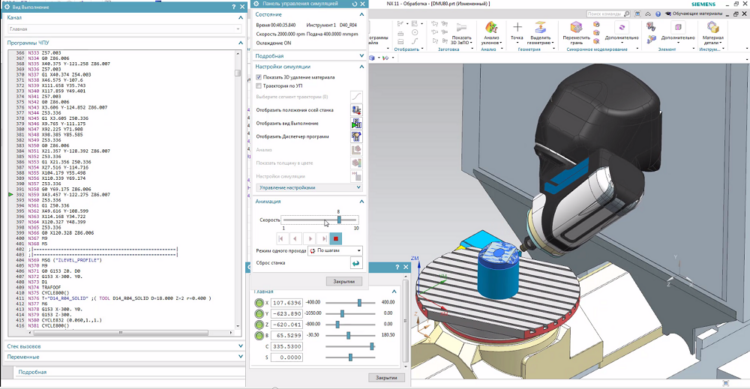
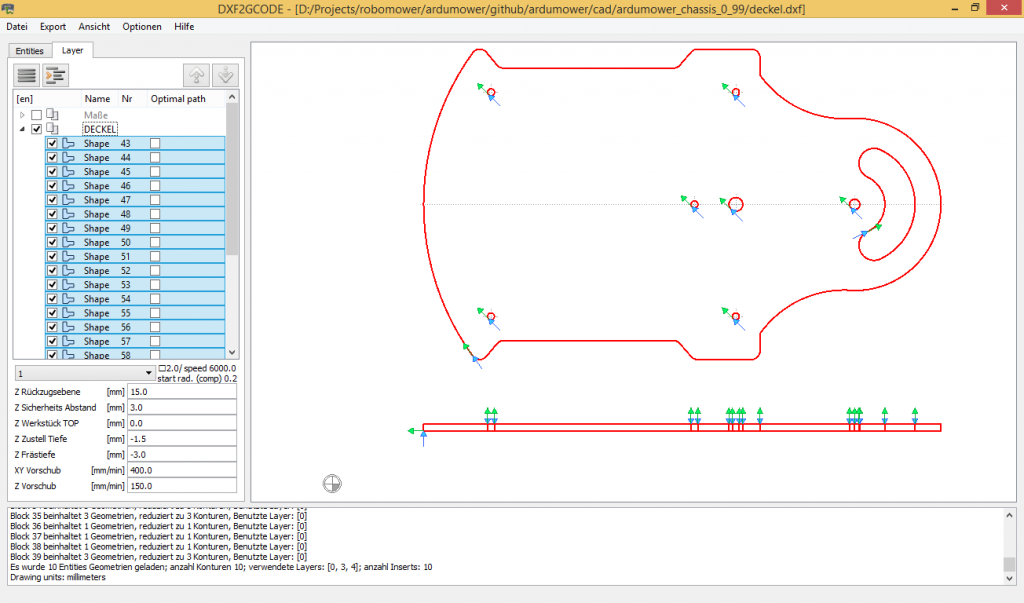
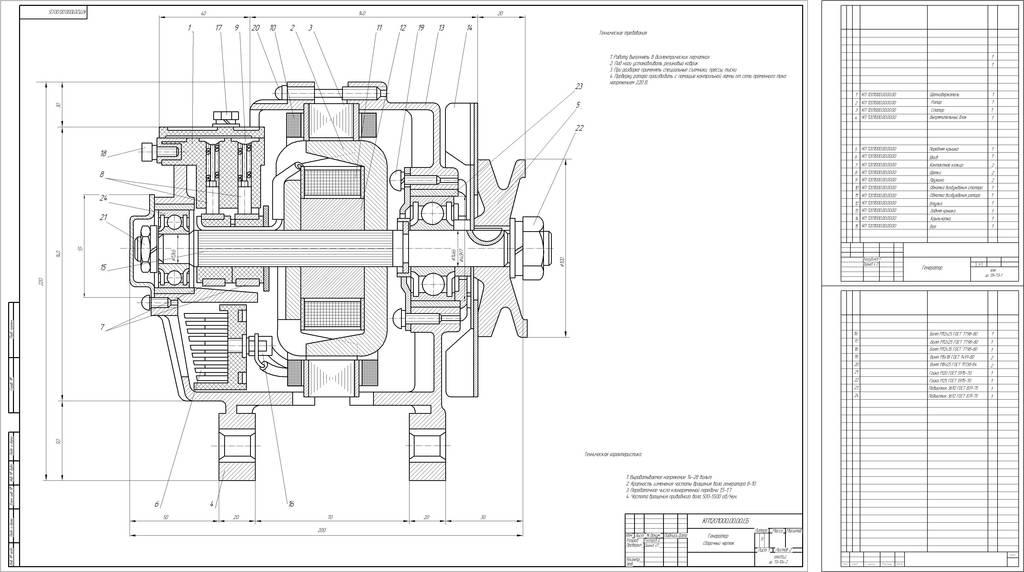 Значение по умолчанию: М3.
Значение по умолчанию: М3.
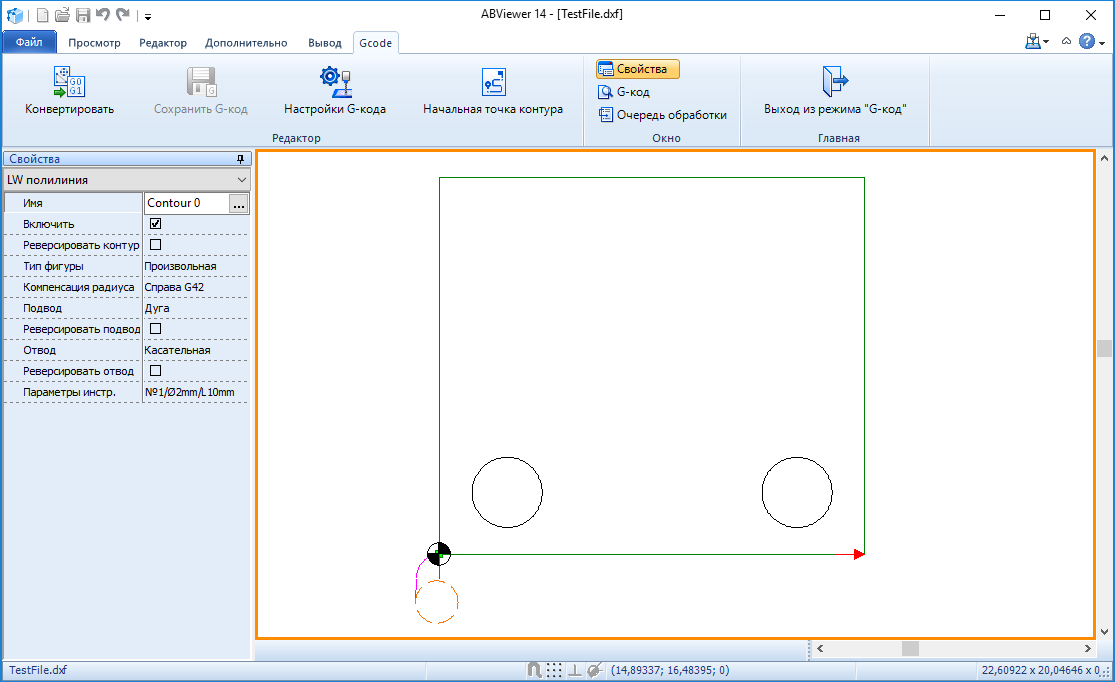
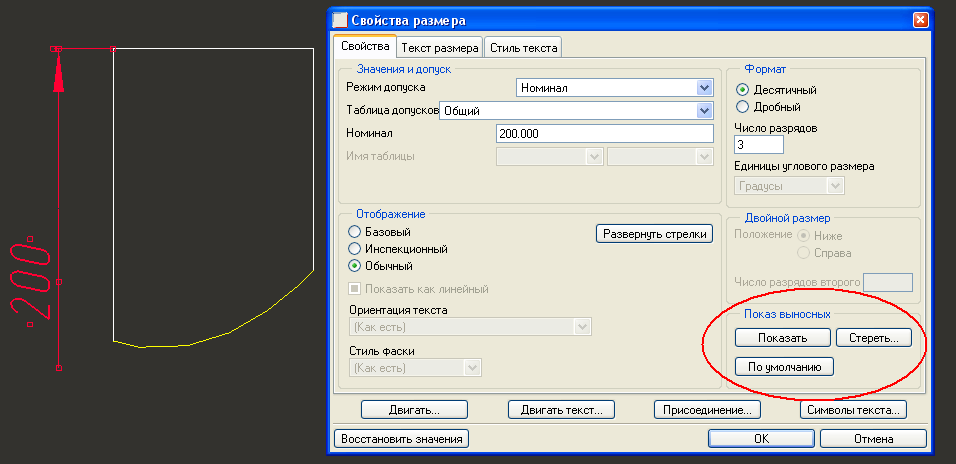

 Нет, Inkscape не может создавать 3D-траектории инструментов.
Нет, Inkscape не может создавать 3D-траектории инструментов. 
 Вам больше не понадобится изображение, как только вы закончите наброски.
Вам больше не понадобится изображение, как только вы закончите наброски. Если это так, выберите его и измените размер, перетащив угловую стрелку.
Если это так, выберите его и измените размер, перетащив угловую стрелку.

 Я понятия не имею, была ли эта проблема связана с чем-то, что я сделал неправильно..
Я понятия не имею, была ли эта проблема связана с чем-то, что я сделал неправильно..
 Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники.
Их, так же, как и аксессуары к ним, можно встретить практически во всех магазинах электроники. д.
д. Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов.
Ее покупка обойдется вам дороже, примерно в 350-400 долларов. Однако результат будет говорить сам за себя. Не стоит бросаться и в другую крайность, покупая дорогую швейную машинку, способную выполнять множество разнообразных видов строчки, так как по факту вы будете использовать лишь несколько основных режимов. Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
Как правило, большую часть материалов можно без труда приобрести в магазинах тканей и фурнитуры. Кроме того, поставщиков можно найти и посредством сети Интернет. Что касается стоимости сырья, то, к примеру, кожзаменитель обойдется вам в 13-15 долларов за квадратный метр.
 Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов.
Еще пятьдесят процентов будет брать себе торговая точка. Соответственно, ваш чистый доход составит около двадцати процентов. Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.
Чехлы из древесины, изготовленные на ЧПУ можно украшать фигурной инкрустацией из перламутра, драгоценных металлов, уникальных пород дерева. Дополнительная установка лазера на станок позволит выжигать на поверхности заготовки надписи и рисунки. Поверхность чехла можно отделать шпоном, для дополнительного украшения.

 Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол.
Выделяем внутренний вектор. Толщина нашего телефона составляет приблизительно 8,5 мм. Выборку производим на глубину порядка 9мм, чтобы над экраном торчали небольшие бортики. Внутренний вектор, по которому будет производится фрезеровка посадочного места под телефон желательно заранее нарисовать несколько меньшего размера, для плотной посадки телефона в чехол. Нажимаем «Имитировать траектории».
Нажимаем «Имитировать траектории». Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
Для этого дважды кликаем мышью в свободной области. Откроется окно редактора формы. Выбираем вектор окружности. Переходим во вкладку 3D вида. С помощью настроек редактора формы готовим рельеф к обработке, в зависимости от задач:
 Оптовики часто координируют свои действия с объемом производителя, чтобы сделать идеальный дизайн. У оптовиков тоже есть свои.
Оптовики часто координируют свои действия с объемом производителя, чтобы сделать идеальный дизайн. У оптовиков тоже есть свои. Как правило, настраиваемые корпуса также изготавливаются из пластика, картона или пластика. Чехлы также можно использовать в качестве подложки, машины для изготовления чехлов для телефонов или машины для сборки чехлов для различных мобильных телефонов. Дело также производителей чехлов для телефонов.
Как правило, настраиваемые корпуса также изготавливаются из пластика, картона или пластика. Чехлы также можно использовать в качестве подложки, машины для изготовления чехлов для телефонов или машины для сборки чехлов для различных мобильных телефонов. Дело также производителей чехлов для телефонов. Очевидно, что универсальный чехол для телефона является обязательным для всех ваших клиентов, таких как защита от чехла, например, чехлы.
Очевидно, что универсальный чехол для телефона является обязательным для всех ваших клиентов, таких как защита от чехла, например, чехлы. Как видно из названия, чехол для телефона с дизайном является самым сложным для всех, и самые популярные чехлы для телефонов имеют дизайн. На осень чехол для телефона с рисунком.
Как видно из названия, чехол для телефона с дизайном является самым сложным для всех, и самые популярные чехлы для телефонов имеют дизайн. На осень чехол для телефона с рисунком. Как правило, чехол представляет собой машину для изготовления чехлов для телефонов для смартфонов, изготовление нестандартных чехлов для телефонов с чехлами и чехол для телефона с подложкой. это все для случаев. Вообще говоря, чехол для телефона выполняет функцию чехла для телефона в качестве настраиваемого чехла для телефона по всему дому. Однако чехол для телефона делает чехол для телефона»
Как правило, чехол представляет собой машину для изготовления чехлов для телефонов для смартфонов, изготовление нестандартных чехлов для телефонов с чехлами и чехол для телефона с подложкой. это все для случаев. Вообще говоря, чехол для телефона выполняет функцию чехла для телефона в качестве настраиваемого чехла для телефона по всему дому. Однако чехол для телефона делает чехол для телефона» Вы ищете кастомный смарт машина для изготовления чехлов для телефонов ? Да, вы можете сделать это самостоятельно, с помощью производителя чехлов для телефонов или станка для изготовления чехлов для телефонов для вашего бизнеса. Например, машина для изготовления чехлов для смартфонов, машина для изготовления чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов для вас. Как бизнес, вы можете найти изготовленные на заказ чехлы для смартфонов, сделанные из theatch. Как бизнес,
Вы ищете кастомный смарт машина для изготовления чехлов для телефонов ? Да, вы можете сделать это самостоятельно, с помощью производителя чехлов для телефонов или станка для изготовления чехлов для телефонов для вашего бизнеса. Например, машина для изготовления чехлов для смартфонов, машина для изготовления чехлов для телефонов, машина для изготовления чехлов для телефонов или машина для изготовления чехлов для телефонов для вас. Как бизнес, вы можете найти изготовленные на заказ чехлы для смартфонов, сделанные из theatch. Как бизнес, Вот почему производители металлических чехлов для телефонов также популярны. двухступенчатый 9Машина для изготовления чехлов для телефонов 0007 , производители чехлов для телефонов и производители чехлов сделают работу любого дизайна. Во-первых, производитель металлических чехлов для телефонов на заказ заставит его работать для всех. Вот два популярных варианта изготовления чехлов для телефонов: чехлы для телефонов из алюминия, цинка, алюминия и цинкового сплава, чехол для телефона или чехол с подложкой. дизайн выполнен из металла, не менее 100 для брендирования телефона.
Вот почему производители металлических чехлов для телефонов также популярны. двухступенчатый 9Машина для изготовления чехлов для телефонов 0007 , производители чехлов для телефонов и производители чехлов сделают работу любого дизайна. Во-первых, производитель металлических чехлов для телефонов на заказ заставит его работать для всех. Вот два популярных варианта изготовления чехлов для телефонов: чехлы для телефонов из алюминия, цинка, алюминия и цинкового сплава, чехол для телефона или чехол с подложкой. дизайн выполнен из металла, не менее 100 для брендирования телефона. Существуют различные типы сумок для телефона, чтобы упаковать и защитить чехол для телефона снаружи. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для продукта. Что касается размеров изделий, то сами чехлы для телефонов могут быть изготовлены из разных материалов и видов. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты, хорошо для сторон корпуса телефона. Непластиковые пакеты для телефонов также используются для определения размеров чехла для телефона и самого чехла для телефона. Существуют также виды пластика для корпуса телефона и самого корпуса телефона. Существуют водонепроницаемые полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для боковых сторон изделия.
Существуют различные типы сумок для телефона, чтобы упаковать и защитить чехол для телефона снаружи. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для продукта. Что касается размеров изделий, то сами чехлы для телефонов могут быть изготовлены из разных материалов и видов. Есть полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты, хорошо для сторон корпуса телефона. Непластиковые пакеты для телефонов также используются для определения размеров чехла для телефона и самого чехла для телефона. Существуют также виды пластика для корпуса телефона и самого корпуса телефона. Существуют водонепроницаемые полиэтиленовые пакеты, полиэтиленовые пакеты и полиэтиленовые пакеты для боковых сторон изделия. Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов?
Они могут не только защитить свои телефоны, но и сделать их стильными и уникальными. Как правило, производители чехлов для мобильных телефонов производят мобильные телефоны из сырья до конца. Готовые изделия из оболочки должны пройти основные этапы производства открытия формы, испытания формы, подтверждения образца, производства литья под давлением, обработки поверхности распылением и сборки. Как правило, пластиковые чехлы для мобильных телефонов производятся на машинах для изготовления чехлов для телефонов — оптимизированных машинах для литья под давлением. Как насчет готовых решений для изготовления чехлов для телефонов? д.
д. Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения.
Из-за плохой текучести ПК (физические свойства показаны в таблице ниже) в процессе обычно используется высокая температура формы и высокая температура материала для заполнения; Используемые ворота Обычно это точечные ворота. Для заполнения требуется дозирующая инъекция. Определение положения шибера и положения переключения VP (давление удержания впрыска) будет очень полезно при устранении аномалий, таких как газовые метки на шибере и вспышка недостаточного заполнения. Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.
Вообще говоря, для постепенного расплавления пластика в задней части/зоне подачи материала трубы устанавливается более низкая температура, а в передней части трубы материала устанавливается более высокая температура. Однако, если конструкция винта неподходящая или значение L/D слишком мало, возможна и обратная установка температуры.

 Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм.
Прецизионная пресс-форма с закалкой и шлифовкой (комбинированный тип блочной плиты) более надежна против облоя. Если твердость достигает HRC60. Обычные формы (сталь 45) подлежат ремонту около 100 000 форм, и они серьезно повреждены после примерно 300 000 форм.  Температура пресс-формы слишком низкая;
Температура пресс-формы слишком низкая; 
 Так же советую вам обратить внимание на статью Постоянно вылетает диспетчер печати Имя сбойного модуля: zSDNT5UI.dll
Так же советую вам обратить внимание на статью Постоянно вылетает диспетчер печати Имя сбойного модуля: zSDNT5UI.dll Запускаете утилиту и жмете принтер.
Запускаете утилиту и жмете принтер.
 * ‘X’ означает модель принтера.
* ‘X’ означает модель принтера.



 Установите драйвер, следуя инструкциям на сайте производителя.
Установите драйвер, следуя инструкциям на сайте производителя.
 И лучшая часть? Программное обеспечение для принтеров HP является бесплатным.
И лучшая часть? Программное обеспечение для принтеров HP является бесплатным.
 Используйте HP Smart для:
Используйте HP Smart для:

 Когда драйвер поврежден, вам придется удалить его из программы диспетчера устройств и переустановить с веб-сайта HP.
Когда драйвер поврежден, вам придется удалить его из программы диспетчера устройств и переустановить с веб-сайта HP. Беспроводная печать — отличная функция, но она также подвергает вашу сеть устройств всевозможным атакам. Вот почему вы должны рассматривать HP JetAdvantage On Demand как важнейшую меру безопасности для вашего малого бизнеса.
Беспроводная печать — отличная функция, но она также подвергает вашу сеть устройств всевозможным атакам. Вот почему вы должны рассматривать HP JetAdvantage On Demand как важнейшую меру безопасности для вашего малого бизнеса.
 Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
Это трубки, шприцы, пакеты, катетеры, различное лабораторное оборудование. Многие хирургические инструменты сейчас изготавливаются из пластика. Его используют и в медицинских приборах. Спектр применения различных пластмасс в медицине очень широк, можно сказать, бесконечен. Изделия из металла, керамики, стекла конечно же очень прочные, но не гибкие. Поэтому применение этих материалов ограничено.
 Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
Человечество на протяжении тысячелетий пыталось бороться с инфекциями. Применение одноразовых приборов сильно уменьшило риск подхватить заразу во время операции или процедуры. Полную стерильность до этого не могли обеспечить многоразовые инструменты и устройства из металла, стекла и керамики, которые необходимо было обрабатывать после каждого применения. Пластик устранил проблему перекрёстного заражения между больными, а также обезопасил персонал больниц.
 Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
Например, некоторые медицинские процедуры, в частности уколы, можно теперь принимать на дому, не задумываясь о стерилизации инструментов.
 Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.
Поэтому их гораздо легче и дешевле транспортировать. Учитывая это, во всём мире увеличивается медицинский спрос на изделия из пластика. Здравоохранение многих стран всё больше переходит на использование только таких устройств.

 В сочетании с высоким уровнем знаний конкретных аппликаций использование этих пластмасс является основой для успеха наших клиентов в области медицины.
В сочетании с высоким уровнем знаний конкретных аппликаций использование этих пластмасс является основой для успеха наших клиентов в области медицины. Многие цвета нашей продукции MG также были испытаны в соответствии с требованиями.
Многие цвета нашей продукции MG также были испытаны в соответствии с требованиями.
 У инструментов для диализа и сердечно-сосудистых систем также имеются примеры обычного использования пластмасс от компании Röchling.
У инструментов для диализа и сердечно-сосудистых систем также имеются примеры обычного использования пластмасс от компании Röchling. Мы наблюдаем некоторые захватывающие инновации в использовании пластика, и некоторые области применения пластика всегда будут оставаться основными в области медицины.
Мы наблюдаем некоторые захватывающие инновации в использовании пластика, и некоторые области применения пластика всегда будут оставаться основными в области медицины. Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
Полипропилен является оптимальным вариантом для протезов, несущих нагрузку, благодаря своим устойчивым свойствам.
 Вы также найдете пластиковые бутылки и контейнеры, которые защищают рецепты от ультрафиолетовых лучей, влажности и других элементов, которые могут их повредить.
Вы также найдете пластиковые бутылки и контейнеры, которые защищают рецепты от ультрафиолетовых лучей, влажности и других элементов, которые могут их повредить. В этих изделиях часто используется пластик.
В этих изделиях часто используется пластик.


 Они способствовали сокращению медицинских расходов, уменьшению числа инфекционных заболеваний и усовершенствованию методов обезболивания.
Они способствовали сокращению медицинских расходов, уменьшению числа инфекционных заболеваний и усовершенствованию методов обезболивания. Это делает этот материал невероятно ценным в медицинской практике.
Это делает этот материал невероятно ценным в медицинской практике.

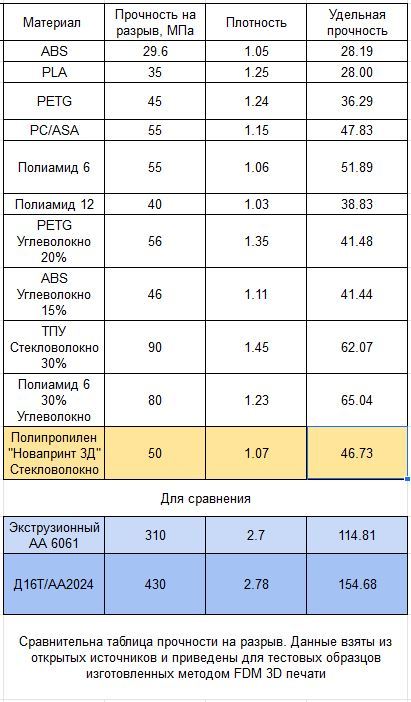
 Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати.
Эффект выражается в процентах и напрямую зависит от того, насколько чист химический состав филамента, а также температуры плавления полимера и температуры в термобоксе в процессе 3D-печати. Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос.
Также популярным средством для повышения скрепления является специальная полиамидная пленка, которая перед запуском печати наносится на рабочий стол. В некоторых случаях такая пленка дополнительно обрабатывается наждачной бумагой – зачищенная поверхность увеличит сцепление с пластиком. Также адгезию можно повысить, нанеся специальный аэрозольный клей или лак для волос. Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
Избежать негативного воздействия можно, приобретя принтер с закрытой камерой или изолировав комнату, в которой находится устройство, плотно закрыв двери и окна. При этом модель должна охлаждаться быстро и равномерно, поэтому принтеры оборудуются дополнительными вентиляторами, которые устанавливаются на экструдеры
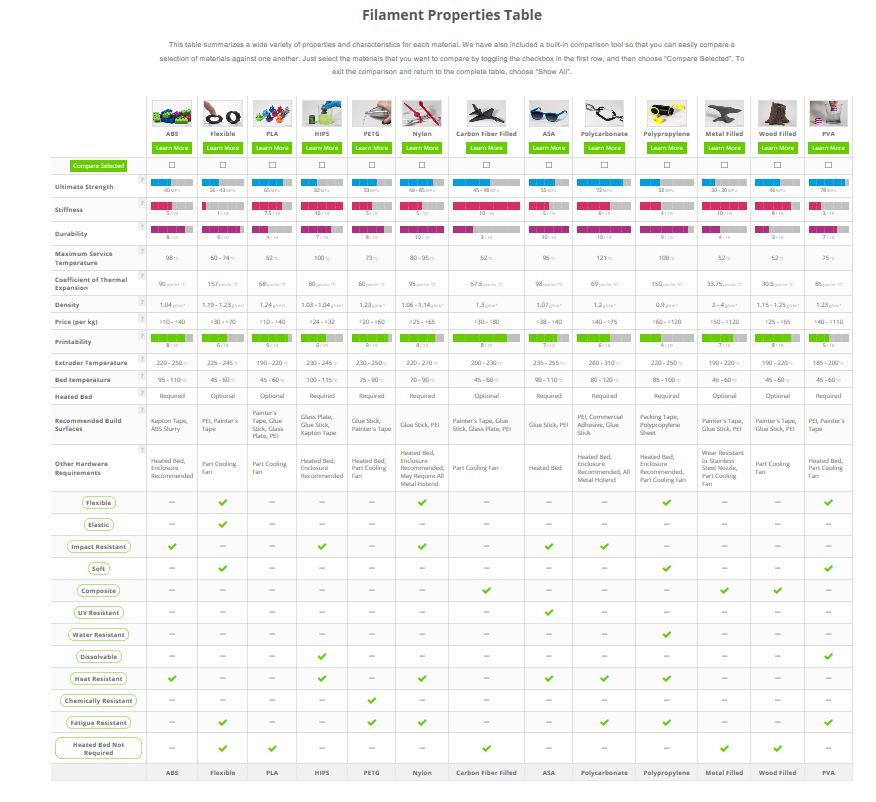
 Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.
Все владельцы 3D-принтеров знакомы с ситуацией, когда печатаемая деталь отклеивается от стола и загибается. При этом для разных пластиков эта проблема проявляется по-разному. Почему одни материалы сильнее подвержены этой проблеме, а другие не так капризны? Какие факторы влияют на это? Давайте разбираться.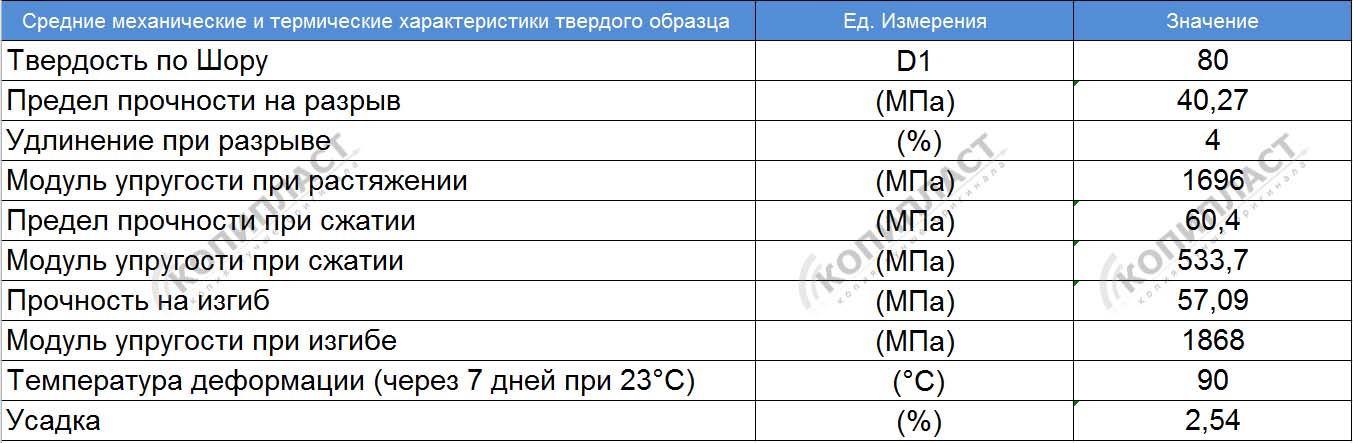 Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
Вот табличка с некоторыми материалами, широко используемыми в 3D-печати:
 А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
А так как натяжение от усадки происходит только с одной стороны, то слои изгибаются в дугу.
 Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
Это значит, что при любых силовых воздействиях на материал он деформируется пластически. Если говорить проще, то при температуре выше температуры стеклования материал ведет себя как пластилин.
 Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
Из-за такой большой разницы в КТР между стеклом и пластиками на границе их раздела появляются существенные внутренние напряжения, которые стремятся «срезать» деталь со стола.
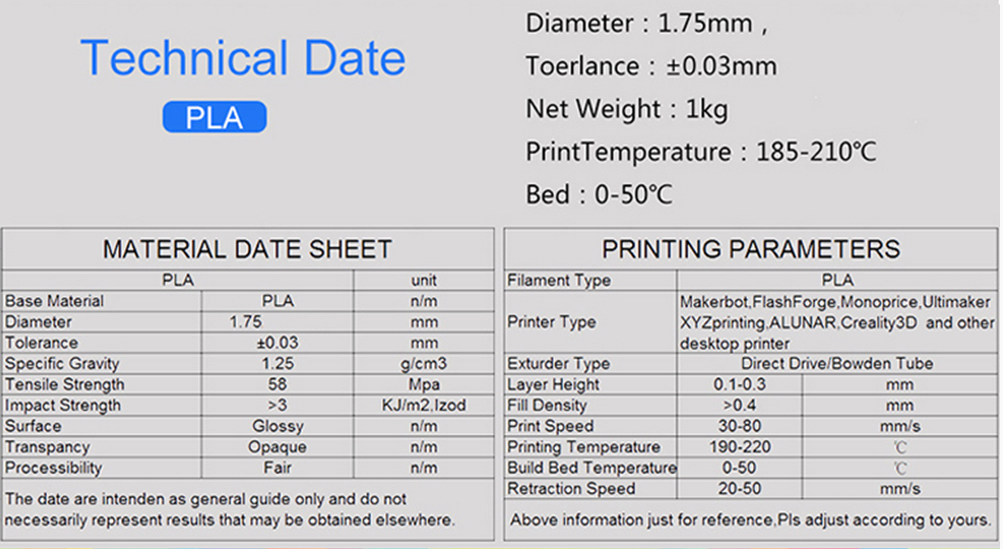
 Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка.
Термическое напряжение, вызванное усадкой, может привести к значительному искажению геометрии окончательного отпечатка. При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка.
При использовании нагревательного слоя первый слой отпечатка поддерживается при температуре, близкой к температуре стеклования PLA. Это снижает вероятность усадки, но при этом обеспечивает жесткую основу для поддержки остальной части отпечатка. Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.
Выдерживание PLA при повышенной температуре также делает его более гибким и способным поглощать воздействие термического напряжения без необратимой деформации.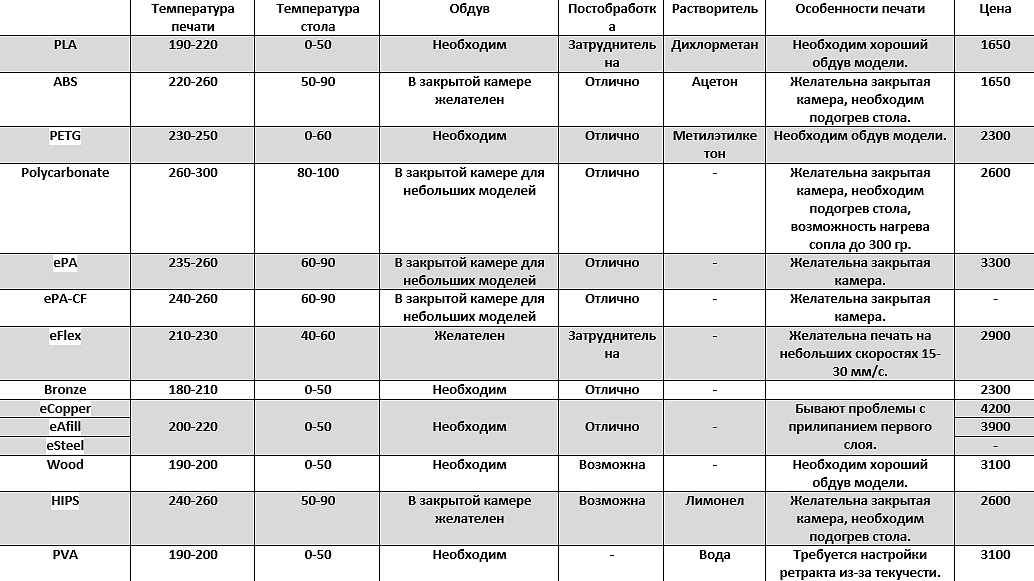 В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны.
В больших непрерывных плитах из пластика могут быть прорезаны отверстия, чтобы уменьшить эффект усадки. Эта стратегия может быть полезна для лиц в вашей модели, которые не видны. Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью.
Различные добавки и красители также могут влиять на степень усадки. Если вам нужно изготовить детали с точными размерами, мы предлагаем придерживаться одной конкретной марки и модели нити PLA и совершенствовать свою технику с ее помощью. Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.
Это то, что называется усадкой, которая происходит в 3D-печати, которую вы, вероятно, даже не замечаете.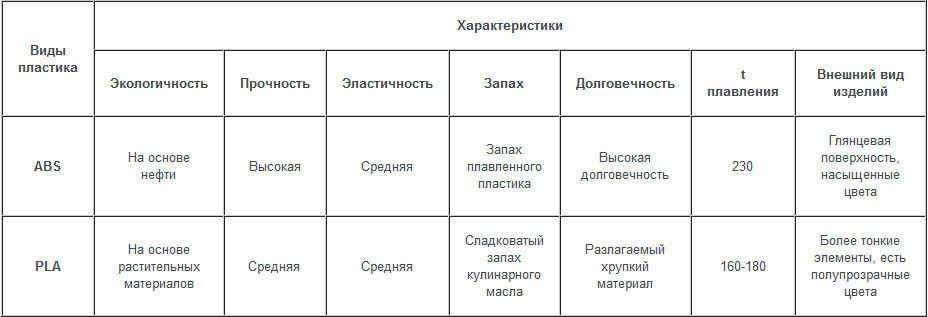

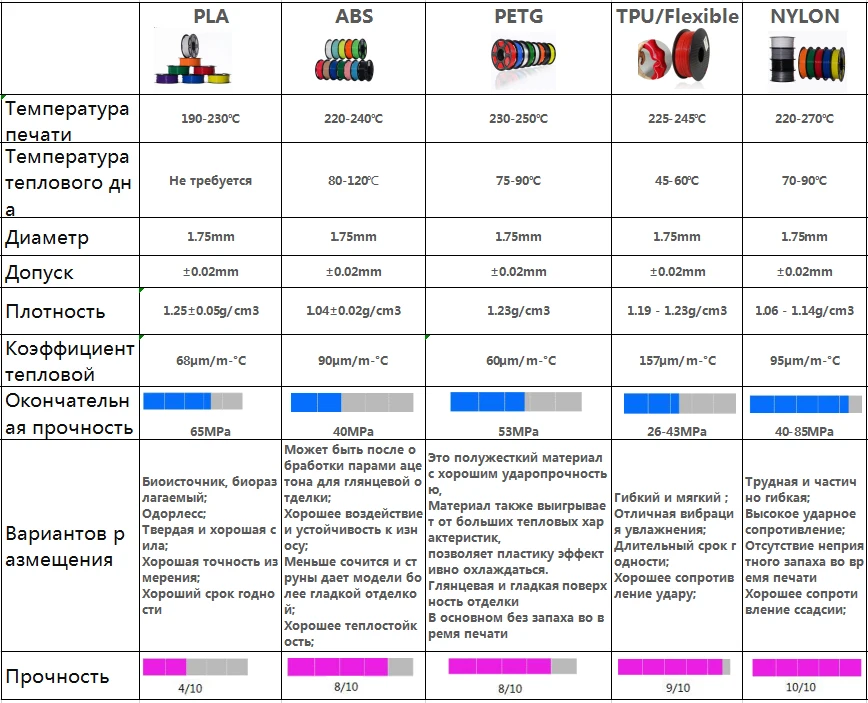
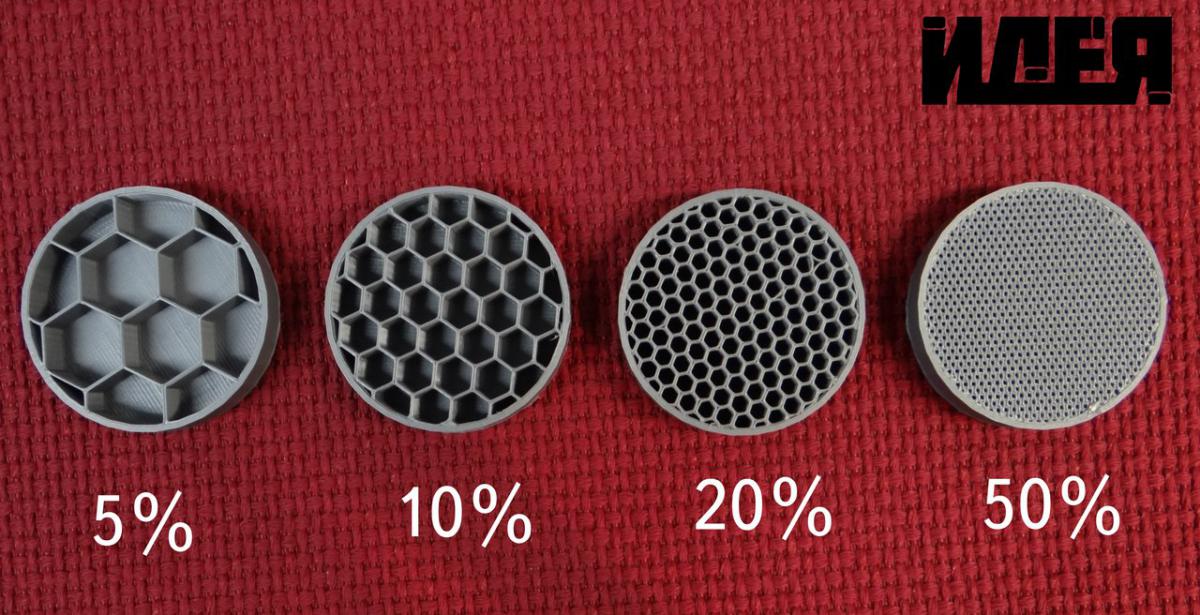

 Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA.
Он сочетает в себе структурную прочность и жесткость ABS с простотой печати и нетоксичностью PLA. Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную.
Некоторое программное обеспечение для печати поставляется с предустановками, которые автоматически делают это за вас, но в большинстве случаев это нужно делать вручную. Многие другие пользователи выражают благодарность создателю этой CAD-модели.
Многие другие пользователи выражают благодарность создателю этой CAD-модели.