Скорость вращения фрезы по металлу и иные параметры резания устанавливаются
индивидуально для каждой операции.
Содержание
Скорость вращения фрезы по металлу
Частота вращения фрезы по металлу
На что влияет скорость резания
Подача фрезы
Ширина фрезерования
Полезные советы по выбору режимов резания
Выбор режима резания в зависимости от материала заготовки
Где купить фрезы по металлу
Это:
частота вращения фрезы по металлу;
подача;
ширина фрезерования.
Детально рассмотрим выбор каждого параметра.
Частота вращения фрезы по металлу (скорость резания)
Это самый важный параметр фрезерования. В зависимости от него определяется, за какой период с поверхности заготовки будет снят слой металла определенной толщины. В первую очередь, частота вращения фрезы по металлу зависит от характеристик заготовки. Расскажем об особенностях обработки некоторых материалов.
Алюминиевые сплавы. Они распространены максимально широко. Причем существует множество вариантов исполнения. От них зависят эксплуатационные характеристики материалов и параметры их обработки. Частота вращения фрез по металлу при обработке сплавов на основе алюминия варьируется в пределах от 200 до 420 м/мин. Кстати, у алюминия низкая температура плавления. При высоких скоростях резания поверхности становятся пластичными.
Латунь. Этот сплав широко применяется при производстве запорной арматуры. Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
Бронза. Это еще более мягкий сплав. Для него скорость резания подбирается в диапазоне от 90 до 150 м/мин.
Нержавеющая сталь. Для работы с этим материалом устанавливают минимальную скорость резания. Она варьируется в пределах от 45 до 95 м/мин.
Скорость резания фрезы по металлу при работе с иными материалами также варьируется, изучите информацию в таблице.
Изображение №1: таблица режимов фрезерования при обработке различных материалов
На что влияет скорость резания
От скорости резания фрезы по металлу зависят качество обработки заготовок, производительность, а также степень износа инструмента. Расскажем обо всем в деталях.
Производительность. Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.
Качество получаемой поверхности. Чем выше скорость резания фрезы по металлу, тем лучше качество. Именно поэтому при финишной обработке устанавливают максимально допустимое значение. Получается требуемая шероховатость. При черновой обработке — наоборот, устанавливают низкую скорость резания.
Скорость износа инструмента. Чем выше скорость резания фрезы по металлу, тем сильнее она изнашивается. Ухудшаются точность и производительность. Для продления сроков службы фрез используют смазывающе-охлаждающие жидкости.
Фотография №1: фрезерование со смазывающе-охлаждающей жидкостью
Подача фрезы
Подачу фрезы по металлу выбирают в зависимости от следующих параметров резания.
Толщина металла, снимаемая за один проход.
Производительность оборудования для фрезерования.
Качество обработки заготовки.
Скорость резания фрезы по металлу и подача связаны между собой. Расскажем об основных моментах.
Уменьшение подачи. Приводит к возможности повышения скорости резания. Это улучшает качество обрабатываемых поверхностей. При чистовом фрезеровании заготовок устанавливаются минимальная подача и максимальная скорость резания. При соблюдении всех правил получаются практически зеркальные поверхности.
Увеличение подачи. Скорость резания снижается. Это связано с увеличением осевой нагрузки при снятии больших слоев металла за проходы. При увеличении подачи выше допустимого значения инструмент может поломаться.
Ширина фрезерования
Расскажем о важных особенностях выбора ширины фрезерования.
При увеличении ширины фрезерования возрастает количество металла, снимаемого за один проход. Это приводит к уменьшению скорости резания и износу инструмента.
Ширину фрезерования выбирают в зависимости от диаметров инструментов.
От ширины фрезерования также зависит число проходов. Все рассчитывается индивидуально.
На диаграмме ниже представлено соотношение ширины фрезерования и диаметра фрезы.
Изображение №2: диаграмма соотношения ширины фрезерования и диаметра фрезы
Полезные советы по выбору режимов резания
На выбор скорости резания фрезы по металлу, подачи и ширины обработки также оказывают влияние следующие моменты.
Габариты заготовок. Для обработки больших деталей используют инструменты с максимальным показателем износостойкости. Они не перегреваются при высоких нагрузках.
Тип применяемого оборудования. При обработке деталей на станках с ЧПУ устанавливаются более высокие параметры. Это связано с технологическим возможностями оборудования. При обработке деталей на обычных станках мастера устанавливают более низкую скорость резания фрез.
Материал фрезы. Также оказывает сильное влияние на выбор режимов резания. Для обработки большинства заготовок на высокой скорости используют инструменты, изготовленные из качественной быстрорежущей стали (Р6М5К5 и пр.). Твердосплавные фрезы применяют при резании труднообрабатываемых материалов.
Характеристики фрезы. К самым важным относятся диаметр инструмента и угол заточки режущей кромки. С увеличением диаметра скорость резания фрезы по металлу снижается.
Качество фрезерования. При черновой обработке заготовок устанавливают малую скорость резания, но применяется большая подача. При чистовом фрезеровании — все наоборот.
Поставленная задача. К примеру, при фрезеровании канавок и различных технологических отверстий режимы резания выбираются индивидуально.
Процесс охлаждения. При использовании СОЖ можно увеличить скорость резания и подачу.
Выбор режима резания в зависимости от материала заготовки
Выбор режима резания предполагает учет следующих особенностей материалов заготовок.
Степень обрабатываемости. Она, главным образом, зависит от пластичности материалов.
Твердость. С ее увеличением сложность обработки возрастает.
Дополнительные технологии обработки заготовок. Это закалка, отпуск, ковка и пр. Они изменяют твердость и иные характеристики материалов.
В размещенной ниже таблице приведены стандартные режимы резания при обработке различных материалов.
Изображение №3: стандартные режимы фрезерования
Где купить фрезы по металлу
Заказать фрезы по металлу для выполнения различных операций вы можете непосредственно у нас. Всегда в наличии инструменты следующих типов.
Дисковые.
Торцевые.
Концевые.
Угловые.
Цилиндрические.
Червячные.
Шпоночные и т. д.
Купить необходимые приспособления вы можете на сайте или по телефону. Ждем ваших заказов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
23 сентября 2022
Как пользоваться мультиметром
20 июня 2022
Полировка металла
8 марта 2022
Полировка металла на производстве и в быту
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Режимы резания в зависимости от материала и используемой фрезы
Приведенная ниже таблица содержит справочную информацию параметров режима резания, взятые из практики производства. От этих режимов рекомендуется отталкиваться при обработке различных материалов со схожими свойствами, но не обязательно строго придерживаться их.
Необходимо учитывать, что на выбор режимов резания, при обработке одного и того же материала одним и тем же инструментом, влияет множество факторов, основными из которых являются:
жесткость системы Станок – Приспособление – Инструмент – Деталь,
охлаждение инструмента,
стратегия обработки,
высота слоя снимаемого за проход и
размер обрабатываемых элементов.
Обрабатываемый материал
Тип работы
Тип фрезы
Частота, об/мин
Подача (XY), мм/мин
Примечание
Акрил
V-гравировка
V-образный гравер d=6 мм. , A=90, 60 град., T=0.2 мм
18000-24000
500-1500
По 0.2-0.5 мм за проход.
Раскрой Выборка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-20000
2500-3500
Встречное фрезерование. Не более 3-5 мм за проход. Желательно использовать СОЖ.
ПВХ до 10 мм
Раскрой Выборка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-20000
3000-5000
Встречное фрезерование.
Двухслойный пластик
Гравировка
Конический гравер, плоский гравер
18000-24000
1000-2000
По 0.3-0,5 мм за проход. Шаг не более 50% от пятна контакта (T).
Композит
Раскрой
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-20000
3000-3500
Встречное фрезерование.
Дерево ДСП
Раскрой Выборка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
18000-22000
2500-3500
Встречное фрезерование. По 5 мм за проход (подбирать, чтобы не обугливалось при резке поперек слоев).
Фреза спиральная 2-заходная компрессионная d=6 мм
18000-2000
3000-4000
Не более 10 мм за проход.
Гравировка
Фреза спиральная 2-заходная круглая d=3.175 мм
До 15000
1500-2000
Не более 5 мм за проход.
Конический гравер d=3.175 мм или 6 мм
18000-24000
1500-2000
Не более 5 мм за проход (в зависимости от угла заточки и пятна контакта). Шаг не более 50% от пятна контакта (T).
V-гравировка
V-образный гравер d=6 мм. , A=90, 60 град., T=0.2 мм
До 15000
1500-2000
Не более 3 мм за проход.
МДФ
Раскрой Выборка
Фреза спиральная 1-заходная с удалением стружки вниз d=6 мм
20000-21000
2500-3500
Не более 10 мм за проход. При выборке шаг не более 45% от d.
Фреза спиральная 2-заходная компрессионная d=6 мм
20000-21000
2500-3500
Не более 10 мм за проход.
Латунь ЛС 59 Л-63
бронза БрАЖ
Раскрой фрезеровка
Фреза спиральная 2-заходная d=2 мм
15000
500-1200
По 0,5 мм за проход. Желательно использовать СОЖ.
Гравировка
Конический гравер A=90, 60, 45, 30 град.
До 24000
500-1200
По 0. 3 мм за проход. Шаг не более 50% от пятна контакта (T). Желательно использовать СОЖ.
Дюралюминий, Д16, АД31
Раскрой фрезеровка
Фреза спиральная 1-заходная d=3.175 мм или 6 мм
12000-18000
800-1500
По 0,2-0,5 мм за проход. Желательно использовать СОЖ.
Магний
Гравировка
Конический гравер A=90, 60, 45, 30 град.
12000-15000
500-700
По 0,5 мм за проход. Шаг не более 50% от пятна контакта (T).
* Фрезерной обработке лучше всего подвергать пластики полученные литьем, т.к. у них более высокая темпера плавления.
* При резке акрила и алюминия желательно для охлаждения инструмента использовать смазывающую и охлаждающую жидкость (СОЖ), в качестве СОЖ может выступать обыкновенная вода или универсальная смазка WD-40 (в баллончике).
* При резке акрила, когда подсаживается (притупляется) фреза, необходимо понизить обороты до момента пока не пойдет колкая стружка (осторожнее с подачей при низких оборотах шпинделя — вырастает нагрузка на инструмент и соответственно вероятность его сломать).
* Для фрезеровки пластиков и мягких металлов, наиболее подходящими являются однозаходные (однозубые) фрезы (желательно с полированной канавкой для отвода стружки). При использовании однозаходных фрез создаются оптимальные условия для отвода стружки и соответственно отвода тепла из зоны реза.
* При фрезеровке рекомендуется применять такую стратегию обработки, при которой идет беспрерывный съем материала со стабильной нагрузкой на инструмент.
* При фрезеровке пластиков, для улучшения качества реза, рекомендуется использовать встречное фрезерование.
* Для получения приемлемой шероховатости обрабатываемой поверхности, шаг между проходами фрезы/гравера необходимо делать равным или меньше рабочего диаметра фрезы(d)/пятна контакта гравера (T).
* Для улучшения качества обрабатываемой поверхности желательно не обрабатывать заготовку на всю глубину сразу, а оставить небольшой припуск на чистовую обработку.
* При резке мелких элементов необходимо снизить скорость резания, чтобы вырезанные элементы не откалывались в процессе обработки и не повреждались.
Расчётные параметры — хорошо, но учесть полностью всё, практически не возможно. Существуют более полные формулы по расчётам режимов резания, в которых используют десятки параметров. Такие формулы применяют в массовом производстве, да и то, с последующей корректировкой. В единичном производстве применяют справочные таблицы и упрощенные формулы с обязательной корректировкой под конкретные условия. Накопленный опыт, позволяет быстро выбирать рациональные режимы резания.
Теоретические основы по выбору режимов резания
Скорость вращения и скорость подачи — это основные параметры для установки режимов резанья.
Скорость вращения (n) — зависит от характеристик шпинделя, инструмента и обрабатываемого материала. Для большинства современных шпинделей обороты варьируются в диапазоне 12 000 — 24 000 об/мин (для высокоскоростных 40 000 — 60 000 об/мин).
Скорость вращения вычисляется по формуле:
d – диаметр режущей части инструмента (мм) П – число Пи, постоянная величина = 3.14 V – скорость резания (м/мин) — это путь пройденный точкой режущей кромки фрезы в единицу времени
Для расчетов скорость резания (V) берут из справочных таблиц в зависимости от обрабатываемого материала.
Часто начинающие фрезеровщики путают скорость резанья (V) со скоростью подачи (S), но на деле это совершенно разные параметры!
Примечание: Для фрез с малым диаметром режущей части, расчетная скорость вращения (n) может оказаться значительно выше максимальной скорости вращения шпинделя, поэтому для дальнейшего расчета скорости подачи (S) необходимо брать фактическую, а не расчетную величину скорости вращения (n).
Скорость подачи (S) – это скорость перемещения фрезы, вычисляется по формуле:
fz — подача на один зуб фрезы (мм) z — количество зубьев n- скорость вращения (об/мин) Скорость врезания по оси Z (Sz) берется как 1/3 от скорости подачи по оси XY (S)
Таблица выбора скорости резания (V) и подачи на зуб (fz)
Обрабатываемый материал
Скорость резания (V), м/мин
Подача на зуб (fz), мм В зависимости от диаметра фрезы d
0.5мм
1-2мм
3-4мм
5-6мм
8-10мм
12-16мм
Пластик
300-400
0.02
0.06
0.15
0.20
0.30
0.40
Оргстекло
100-150
0. 02
0.05
0.10
0.18
0.25
0.30
Дерево
200-450
0.02
0.035
0.055
0.09
0.12
0.18
Алюминий
80-100
0.01
0.02
0.035
0.04
0.075
0.12
Латунь, Бронза
100-120
0.01
0.02
0.03
0.04
0.07
0.10
Магний
150-180
0.01
0.02
0.035
0.04
0.075
0.12
Сталь
35-50
0. 005
0.01
0.015
0.02
0.03
0.05
Чугун
40-60
0.005
0.015
0.02
0.03
0.04
0.06
Титан
20-30
0.005
0.01
0.02
0.03
0.04
0.07
Термопласты
50-150
0.1
0.03
0.05
0.06
0.07
0.08
Стеклопластик
100-150
0.1
0.03
0.04
0.08
0.10
0.12
Примечание:Если система СПИД (Станок-Приспособление-Инструмент-Деталь) с низкой жесткостью, то величину скорости резания выбираем ближе минимальным значениям, если система СПИД имеет среднюю и высокую жесткость, то соответственно и величину выбираем ближе к средним и максимальным значениям.
Общие рекомендации по подбору фрез
Фрезы подбирайте по принципу – наименьшая рабочая длина и наибольший рабочий диаметр необходимый для выполнения конкретной работы (фрезы с избыточной длиной и минимальным диаметром менее жесткие и склоны к образованию вибраций). Также при выборе диаметра фрезы учитывайте возможности станка, т.к. при использовании большого диаметра фрезы у шпинделя и привода станка может не хватить мощности
Правильно выбирайте конфигурацию фрезы. Стружечная канавка должна быть больше, чем объем снимаемого материала. Если стружка не будет свободно эвакуироваться из зоны резания, она забьет канал и инструмент начнет продавливать материал, а не резать его.
При обработке мягких материалов и материалов склонных к налипанию рекомендуется применять 1-заходные фрезы. Для обработки материалов средней жесткости рекомендуется применять 2-заходные фрезы. При обработке жестких материалов рекомендуется применять 3-х и более заходные фрезы.
Скорости резки — LittleMachineShop.com
Определить скорость шпинделя для точения, фрезерования, сверления и развертывания с эти диаграммы и калькуляторы скорости резки.
Токарная обработка
Фрезерование Сверление и развертывание верхний
Скорость вращения регулируется в соответствии с подачей мини-токарного станка (0,004 об/об), глубина резания 0,040 и стойкость инструмента 180 минут.
Материал
Обозначение AISI/SAE/ASTM
Быстрорежущая сталь Футов в минуту
Карбид Футов в минуту
Необрабатываемые углеродистые стали (ресульфурированные)
1212, 1213, 1215
270 — 290
820 — 1045
Необрабатываемые углеродистые стали без обработки
1108, 1109, 1115, 1117, 1118, 1120, 1126, 1211
215 — 235
950
Необрабатываемые углеродистые стали без обработки
1132, 1137, 1139, 1140, 1144, 1146, 1151
70 — 215
670 — 800
Необрабатываемые простые углеродистые стали (свинцовый)
• Определите скорость вращения для различных материалов и диаметров.
• Опишите федерацию для токарной обработки.
• Опишите скорость настройки.
• Опишите канал настроек.
Чтобы эффективно управлять любым станком, оператор должен понимать важность скорости резания и подачи. Много времени может быть потеряно, если станки не настроены на правильную скорость и подачу заготовки.
Чтобы устранить эту потерю времени, мы можем и должны использовать рекомендуемые скорости съема металла, которые были исследованы и протестированы производителями стали и режущего инструмента. Мы можем найти эти скорости резания и скорости съема металла в нашем приложении или в Справочнике по машинному оборудованию.
Мы можем управлять подачей на токарном станке с помощью сменных шестерен в быстросменном редукторе. Наш учебник рекомендует, когда это возможно, делать только два прохода для приведения диаметра к размеру: черновой проход и чистовой проход.
По моему опыту, я сделал как минимум три пореза. Один для быстрого удаления лишнего материала: черновой рез, один рез для окончательной обработки и учета давления инструмента и один для чистовой обработки.
Если бы вы целый день резали нить: изо дня в день. Вы можете настроить токарный станок только на два прохода. Один разрез для удаления всего материала, кроме 0,002 или 0,003, и последний разрез для сохранения размера и отделки. Это делается все время в некоторых магазинах сегодня.
Замечали ли вы, что когда вы делаете очень маленький проход на токарном станке от 0,001 до 0,002, качество отделки обычно оставляет желать лучшего, а на черновом проходе, сделанном до этого очень легкого прохода, качество отделки было хорошим? Причина этого в том, что при выполнении чистовых пропилов желательно некоторое давление инструмента.
дюймов в минуту = дюймов в минуту
об/мин =
оборотов в минуту
Подача = IPM
#T = количество зубьев фрезы
Подача/зуб = количество стружки на зуб, разрешенное для материала
Стружка/зуб = допустимая подача на зуб для материала
Скорость подачи = ChipTooth × #T × RPM
Пример: Материал = Алюминий 3-дюймовая фреза, 5 зубцов Нагрузка на стружку = 0,018 на зуб Об/мин = 3000 дюймов в секунду = 0,018 × 5 × 3000 = 270 дюймов в минуту
1. Скорость резания определяется как скорость (обычно в футах в минуту) инструмента, когда он режет заготовку.
2. Скорость подачи определяется как расстояние, пройденное инструментом за один оборот шпинделя.
3. Скорость подачи и скорость резания определяют скорость съема материала, потребляемую мощность и чистоту поверхности.
4. Подача и скорость резания в основном определяются разрезаемым материалом. Кроме того, следует учитывать глубину реза, размер и состояние станка, а также жесткость станка.
5. Черновая обработка (глубина резания от 0,01 до 0,03 дюйма) для большинства алюминиевых сплавов выполняется со скоростью подачи от 0,005 дюйма в минуту (дюйм/мин) до 0,02 дюйма в минуту, а чистовая обработка (глубина от 0,002 дюйма до 0,012 дюйма) cut) работает со скоростью от 0,002 до 0,004 дюймов в минуту.
6. По мере уменьшения мягкости материала скорость резания увеличивается. Кроме того, по мере того, как материал режущего инструмента становится прочнее, скорость резания увеличивается.
7. Помните, что на каждую тысячную глубину резания диаметр заготовки уменьшается на две тысячные.
Сталь Железо Алюминий Свинец
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Углеродистая сталь Быстрорежущая сталь Карбид
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента
Скорости резания:
Рабочая скорость резания токарного станка может быть определена как скорость, с которой точка на рабочей окружности проходит мимо режущего инструмента. Скорость резания всегда выражается в метрах в минуту (м/мин) или в футах в минуту (фт/мин). Промышленность требует, чтобы операции обработки выполнялись как можно быстрее; поэтому текущие скорости резания должны использоваться для типа разрезаемого материала. Если скорость резания слишком высока, кромка режущего инструмента быстро ломается, что приводит к потере времени на восстановление инструмента. При слишком низкой скорости резания будет потеряно время на операцию обработки, что приведет к низкой производительности. На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
Для определения числа оборотов токарного станка при выполнении на нем операций:
Формула: об/мин = (CuttingSpeed x 4) / диаметр
Сначала мы должны определить рекомендуемую скорость резания для материала, который мы собираемся обрабатывать.
Научитесь пользоваться Справочником по машинному оборудованию и другими соответствующими источниками для получения необходимой информации.
ПРИМЕР: С какой скоростью должно вращаться сверло диаметром 3/8 дюйма при сверлении мягкой стали?
Из рекомендуемой скорости резания из наших раздаточных материалов для занятий используйте скорость резания 100 для низкоуглеродистой стали.
(100 x 4) / 0,375 = 1066 об/мин
Каким было бы число оборотов в минуту, если бы мы обрабатывали на токарном станке заготовку диаметром 0,375 из мягкой стали?
об/мин = 100 х 4 / 1,00 = 400 об/мин
Рекомендуемая скорость резания для шести материалов в об/мин
Эти диаграммы предназначены для инструментов HSS. При использовании карбида нормы могут быть увеличены.
Подача токарного станка:
Подача токарного станка — это расстояние, на которое режущий инструмент продвигается по длине заготовки за каждый оборот шпинделя. Например, если токарный станок настроен на подачу 0,020 дюйма, режущий инструмент будет перемещаться по длине заготовки на 0,020 дюйма за каждый полный оборот, который делает заготовка. Подача токарного станка зависит от скорости ходового винта или подающего стержня. Скорость регулируется переключением передач в быстросменном редукторе.
По возможности следует делать только два разреза, чтобы получить разрез по диаметру. Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.
Рекомендуемые подачи для резки различных материалов при использовании режущего инструмента из быстрорежущей стали указаны в таблице ниже. Для обработки общего назначения рекомендуется подача от 0,005 до 0,020 дюйма для черновой обработки и подача от 0,012 до 0,004 дюйма для чистовой обработки.
Чтобы выбрать правильную скорость подачи для сверления, необходимо учитывать несколько факторов.
1. Глубина отверстия – удаление стружки
2. Тип материала – обрабатываемость
3. Охлаждающая жидкость – поток, туман, кисть
4. Размер сверла
5. Насколько сильна установка?
6. Чистота отверстий и точность
Подачи для токарной обработки:
Для механической обработки общего назначения используйте рекомендуемую скорость подачи 0,005–0,020 дюйма на оборот для черновой обработки и 0,002–0,004 дюйма на оборот для чистовой обработки.
Подача различных материалов (с использованием режущего инструмента из быстрорежущей стали)
Установка скоростей на токарном станке:
Токарные станки предназначены для работы на различных скоростях вращения шпинделя для обработки различных материалов. Там скорости измеряются в RPM (обороты в минуту) и изменяются коническими шкивами или уровнями шестерен. На одном токарном станке с ременным приводом различные скорости достигаются за счет замены плоского ремня и заднего зубчатого привода. На одном редукторном токарном станке скорости изменяются путем перемещения рычагов скорости в соответствующие положения в соответствии с таблицей оборотов, закрепленной на токарном станке (чаще всего на шпиндельной бабке). Перемещая положение рычага, положите одну руку на планшайбу или патрон и медленно сформируйте планшайбу рукой. Это позволит рычагам зацепить зубья шестерни без столкновения. Никогда не меняйте скорость, когда токарный станок работает на станках, оснащенных приводами с регулируемой скоростью, скорость изменяется путем поворота рукоятки во время работы станка.
Настройка подачи:
Подача на токарном станке или расстояние, на которое каретка проходит при обороте шпинделя, зависит от скорости стержня подачи или ходового винта. Это контролируется переключением передач в быстросменном редукторе. Этот быстросменный редуктор получает привод от шпинделя передней бабки через концевую зубчатую передачу. Таблица подач и резьбы, установленная на передней части быстросменного редуктора, указывает различные подачи и метрические шаги или резьбу на дюйм, которые можно получить, установив рычаги в указанные положения.
Чтобы установить скорость подачи для токарного станка Acura:
Пример:
1. Выберите нужную скорость подачи на диаграмме (см. рис. 2)
2. Выберите федерацию 0,007 – LCS8W (см. рис. 2)
3. L = рычаг выбора высокого/низкого уровня (см. рис. 3)
4. C = выберите «Диапазоны подачи» и измените значение на C на этом рычаге (см. рис. 3)
5. S = выберите диапазоны подачи и измените значение S на этом рычаге (см. рис. 3)
6. 8 = Выберите коробку передач и измените значение на 8 на этом рычаге (см. рис. 3)
7.W = Выберите диапазоны подачи и измените значение W на этом рычаге (см. рис. 3). Перед включением станка убедитесь, что все рычаги полностью зацеплены, повернув вручную шпиндель передней бабки, и убедитесь, что стержень подачи вращается.
1. Что такое IMP и RPM?
2. Какова формула скорости подачи?
3. Каким было бы число оборотов в минуту, если бы мы обтачивали заготовку диаметром 1,00 дюйма из низкоуглеродистой стали с помощью режущего инструмента из быстрорежущей стали?
4. Каким было бы число оборотов в минуту, если бы мы обтачивали заготовку диаметром 1,00 дюйма, изготовленную из низкоуглеродистой стали, с помощью твердосплавного режущего инструмента?
5. Скорость резки углеродистой стали и диаметр обрабатываемой детали составляет 6,00”. Найдите правильное число оборотов.
Аренда манипулятора в Москве | Низкие цены на услуги почасового проката с водителем
Компания «ТранСал» оказывает услугу аренды автокранов-манипуляторов для производства погрузочно-разгрузочных работ, транспортировки тяжеловесных и негабаритных грузов в Москве. Предлагаем большой выбор техники на базе КАМАЗ и малых грузовиков для решения разнообразных задач на срок от 1 часа. Машины предоставляем с водителем, оплата почасовая либо за смену (по договоренности с клиентом).
Технические возможности грузовых манипуляторов
Основная техническая особенность автомобилей с манипулятором заключается в том, что на шасси машины размещается дополнительное оборудование – кран-манипуляторное устройство (КМУ). Оно состоит из нескольких элементов:
опорной рамы;
системы управления;
стрелового механизма;
различных страховочных приспособлений.
На крановое устройство приходится до четверти грузоподъемности шасси базовой машины. Это позволяет достигнуть необходимого баланса для эффективного использования техники при погрузке.
Используя предлагаемую спецтехнику, вы сэкономите значительное количество средств и трудовых ресурсов. Аренда манипулятора упрощает погрузочно-разгрузочные работы благодаря отказу от использования услуг грузчиков и сокращению количества задействованных материальных ресурсов.
Интеграция грузовика и крана-автоманипулятора на единой платформе способствует значительному сокращению финансовых и временных издержек, а также, что крайне существенно с точки зрения организации грузоперевозок, увеличивает их скорость.
Предлагаемые в аренду манипуляторы позволяют перемещать предметы большого веса и размеров, а также нестандартных габаритов.
Кран-манипулятор на автоплатформе: особенности
Автокраны-манипуляторы чрезвычайно многофункциональны, в этом и состоит их главное преимущество. Машина, на базе которой установлено КМУ, одновременно выполняет функции автокрана и грузовика. Такая техника производить сразу несколько манипуляций: погрузку, перемещение, перевозку и разгрузку.
Во многих случаях без привлечения маневренного автокрана решить такелажную задачу не представляется возможным. Главным образом это бывает, когда большой манипулятор не справляется со своими рабочими функциями в силу габаритных ограничений.
Манипуляторы-самопогрузчики идеально подходят для самого широкого круга погрузочных работ. Они быстро и безопасно поднимают, погружают и оперативно перевозят как одиночные предметы небольшого размера, так и крупные объекты, целые конструкции и даже другой транспорт. Так, на погрузчике-манипуляторе можно свободно перемещать не только поддоны, паллеты, мешки, но и большие трубы, станки, целые гаражи, бытовки, легковые машины и иные крупногабаритные предметы.
Основные сферы применения автокранов
Укладка железобетонных плит
Погрузка-разгрузка паллетов с кирпичом
Подъем строительных материалов
Установка бытовок и хозяйственных блоков
Монтаж-демонтаж металлоконструкций
Укладка труб
Обустройство канализационных коммуникаций
Другие монтажные и высотные работы
Доставка бетонных колец для колодцев
Вывоз мусора и отходов со стройплощадок
Доставка спецтехники на площадку
Перевозка труб, бревен, прочих негабаритных предметов
Проведение погрузочных работ в условиях нехватки свободного пространства
Виды и ассортимент манипуляторов напрокат
Предлагаем арендаторам широкий выбор модификаций автоспецтехники с манипуляторными устройствами. Ее рабочие механизмы различаются в зависимости от модели.
По принципу действия устройства бывают:
Гидравлические. Сочетают экономичность и высокую маневренность при манипуляциях. Стрела крана с гидравликой в сложенном состоянии максимально компактна и не выходит в зону над транспортировочной платформой.
Тросовые. Позволяют вертикально перемещать предметы, находящиеся ниже уровня грунта, а также расположенные за высокими препятствиями, например за живыми оградами, заборами, стенами, прочими ограждениями. Тросовые модели надежны и просты в обслуживании за счет простого устройства механизма с минимальным числом элементов, которые склонны к быстрому выходу из строя. Непосредственно у основания стрелы расположен пульт управления. Благодаря нему оператор удобно управляет передвижениями груза, надежно контролирует и по необходимости легко корректирует его положение.
Телескопические. Стрела автокрана с выдвигаемым вперед телескопическим устройством позволяет перемещать предметы на значительном удалении. Многоколенные стрелы под управлением гидравлических цилиндров демонстрируют высокую маневренность, позволяют решать погрузочно-разгрузочные задачи максимально оперативно.
По грузоподъемности техника делится на три класса:
Легкая. Рассчитана на работу с грузами до 7 т (погрузка-разгрузка) и до 8,5 т (перевозка). Отличается высокой маневренностью, вотребована на малых расстояниях. При помощи таких устройств высаживают деревья, проводят ландшафтные работы, перемещают небольшие цельные сооружения (строительные бытовки, домики, киоски). Кроме этого, легкие КМУ находят широкое применение при сельскохозяйственных работах, возведении малоэтажных зданий и сооружений. Благодаря высокой управляемости манипуляторы легкого класса переносят легко повреждаемые грузы, выполняют сложные маневры.
Среднетяжелая. Подходит для манипуляций с весом до 15 т (погрузочно-разгрузочные работы), до 25 т (грузоперевозки). Основная сфера применения среднетяжелой техники — организация перевозок между населенными пунктами внутри страны. Использовать ее в дальней логистике экономически нецелесообразно. С помощью самопогрузчиков средней серии транспортируют промышленную технику, строительное оборудование и различные промышленные комплектующие.
Тяжелая. Грузоподъемность автокранов этой серии достигает 80 т. Машины задействуются в такелажных работах, используются для эвакуации тяжелой спецтехники и грузовых авто, вышедших из строя или попавших в аварию. Повсеместно применяются в лесозаготовительной сфере.
Спецтехника со всего мира в аренду по низким ценам
Япония. Автоманипуляторы японского производства по праву считаются самыми качественными и отличаются превосходной надежностью. Среди наиболее популярных японских КМУ – спецтехника брендов Kato, Maeda, ShinMaywa, Sakai.
Южная Корея. Корейские самопогрузчики вне конкуренции по соотношению цены и качества. Надежность и технические характеристики южнокорейских машин сравнимы с показателями японских аналогов. При этом они стоят значительно дешевле. Пожалуй, самые популярные автокраны из Южной Кореи – это Kanglim. Под этой торговой маркой выпускаются КМУ все типов, в том числе тяжелого класса. Другие корейские бренды вездеходов, самопогрузчиков и прочей спецтехники – Dong Yang, CS Machinery, Soosan.
Китай. Краны китайского производства нельзя отнести к надежным. Эта техника выходит из строя довольно часто. По техническим параметрам она также весьма существенно уступает аналогам из Японии и Кореи. Однако за счет доступной цены самих машин и комплектующих к ним на китайскую спецтехнику растет спрос на российском и мировом рынках.
Дания. Манипуляторные установки датской торговой Hojbjerg Maskinfabrik давно зарекомендовали себя с лучших сторон. Широкий модельный ряд кранов включает в себя устройства разной грузоподъемности, каждое из которых характеризуется высокой надежностью.
Италия. Мобильные подъемные краны с Аппенинского полуострова отличаются превосходными рабочими характеристиками. Машины Effer, Fassi, Amco Veba – эталон качества, надежности и удобства в эксплуатации и пример отличной производительности.
Швеция. Шведские манипуляторные установки – это бренд HIAB, уверенный мировой лидер в сфере производства оборудования для погрузо-разгрузочных работ. Под этой торговой маркой выпускаются автокраны-манипуляторы, способные успешно решать задачи высокой технологической сложности в любых условиях.
Виды кранов-манипуляторов по типу складывания стрелы
L-образные
Стреловое оборудование такого типа складывания часто встречается на японских, южнокорейских и американских кранах. В этой конфигурации манипуляторная установка имеет вид длинного «телескопа», а крюк подвешивается на тросе. На борту грузовика устройство монтируется над кузовом или над водительской кабиной.
Ключевые достоинства L-образных решений:
При распределении груза основная масса оборудования приходится на заднюю ось, что минимизирует риск перегрузки передней.
Высокая производительность при подъеме и манипуляциях с грузом за счет далекого (от 6 м и более) вылета телескопической стрелы.
Точность перемещений, которая обеспечивается подвеской крюка на тросе. Груз можно перемещать по прямой траектории.
Минусы:
При наличии препятствий погрузочно-разгрузочные работы проводить нельзя.
Поскольку стрела-телескоп находится над кузовом, высота транспортируемого груза ограничена.
Таким образом, использование манипуляторов с L-образным стрелами наиболее целесообразно исключительно при работах с компактными грузами.
Z-образные
Стрелами такой формы оснащаются манипуляторы европейского производства. Z-конструкция также называется коленчатой, потому что стрела складывается в несколько колен. Монтаж устройства Z-образного типа на грузовик производится либо за водительскую кабину, либо на заднюю часть кузова. При транспортировке груза оборудование находится в сложенном виде и располагается перпендикулярно раме автомобиля.
Главным достоинством этих стрел считаются эргономичные габариты. При использовании грузовика, оборудованного такой кран-манипуляторной установкой, задействуется вся полезная площадь кузова. Многоколенное КМУ позволяет перемещать грузы на значительное удаление, в том числе через препятствия в различные труднодоступные зоны.
Несмотря на солидный перечень преимуществ, представленная конструкция имеет и существенные минусы:
Высокий риск перегрузки передней оси грузовика. Для предотвращения поломок базовой машины необходимо использовать более мощное и дорогостоящее шасси.
Определенные трудности при выполнении погрузки-разгрузки у основания крановой установки, поскольку для ее свободного функционирования необходимо значительное пространство.
Кран-манипуляторные устройства коленчатого типа пользуется большой популярностью благодаря высоким показателям грузоподъемности и многофункциональности, способности успешно выполнять самые разные задачи, в том числе в сложных условиях.
Стреловое оборудование кран-манипуляторов
Выделяют два вида по способу подвешивания крюка: шарнирное и гибкое (канатное). Первое подразумевает жесткую фиксацию крюка к крановой стреле. Во втором случае крюк крепится на конец лебедки троса.
Система управления
Крановое оборудование представлено несколькими рычажными механизмами. За каждое действие (подъем или раздвижение стрелы, вертикальные и горизонтальные манипуляции с грузом) отвечает специальный рычаг. Для удобства эксплуатации системы управления ее органы находятся у основания стрелы по обеим сторонам.
В некоторых моделях рычажные механизмы размещаются в верхней части стрелы, в непосредственной близости к рабочему месту оператора манипулятора.
Передовые модели кранов также оснащены пультами дистанционного управления, которые позволяют удаленно контролировать рабочий процесс.
Аутригеры
Аутригеры – это выдвижные опоры, которые упираются в поверхность при проведении погрузки-разгрузки, придавая грузовику устойчивость и обеспечивая безопасность. Опоры, использующиеся на кранах-манипуляторах, различаются по механизму выдвижения, бывают механическими и гидравлическими.
Аутригеры, функционирующие по механическому принципу, приводятся в рабочее положение вручную. После установки опор на землю они закрепляются на месте.
Аутригеры с гидравлическими цилиндрами работают от гидросистемы грузовика, на базе которого смонтирована сама кран-манипуляторная установка. Как правило, опоры на гидравлике ставятся на тяжелые автокраны высокой грузоподъемности.
Автоматическое обеспечение безопасности
Чтобы обеспечить надежное и максимально безопасное функционирование кранового оборудования, его оснащают некоторыми автоматическими устройствами:
ограничителем грузоподъемности;
системой аварийной остановки;
звуко- и светосигнализацией;
системой ограничения по весу на подъем, которая учитывает дистанцию выноса стрелового механизма и диапазон поворота крана;
датчиком предельного выноса стрелы;
системой контроля устойчивости и углового положения.
За счет внедрения такой автоматики работа на самопогрузчике отвечает требованиям охраны труда и позволяет оператору точно контролировать нагрузку.
Сменные детали
Во многих случаях в комплекте с кранами предлагается различное сменное оборудование. Это гидравлические захваты для перемещения контейнеров, грейферы погрузки-разгрузки сыпучих материалов. Кроме этого, предлагаются манипуляторы с корзиной для подъема людей, присоски на стекло, рулонные захваты, вилки для транспортировки поддонов, захваты для бордюров и другое оборудование.
Заказать технику в «ТранСал»
Возьмите манипулятор в аренду – это быстро, удобно, надежно и при этом довольно дешево. Оплата рассчитывается по часам или (при долговременной аренде) за сутки. Чтобы выбрать оптимальную модель из каталога, которая лучше других решит ваши задачи, свяжитесь с консультантом.
Аренда манипулятора в Москве — заказать манипулятор
Перевозка бытовок
Аренда манипулятора в Москве и Московской области
Предлагаем в аренду манипуляторы с водителем-оператором КМУ в Москве и Московской области. Арендовать можно модели как отечественного и импортного производства, различного типа и грузоподъемности:
Цена аренды и услуги манипулятора
Цена зависит от веса груза, габаритов и удаленности от Москвы. Техника подбирается согласно требованиям по весу и габаритам перевозимого груза. Чем меньше вес — тем меньше цена аренды манипулятора. Также следует учитывать длину стрелы и грузоподъемность.
Цена аренды в Москве от 10000 р/смена (7 часов). В Московской области к стоимости аренды манипулятора добавляется пробег машины за МКАД в обе стороны равный 35 р/км.
Манипуляторы и цены
Услуги
Получить подробную информацию по условиям аренды, срокам и цене можно у наших менеджеров по телефонам указанным на сайте.
Преимущества аренды
Практика показывает, что приобрести подобную специализированную технику могут не все физические и юридические лица. В таком случае, аренда манипулятора – это оптимальное решение, ведь у него есть несколько преимуществ:
Экономичность. Клиенту не придется вызывать отдельно грузовик и кран. Достаточно воспользоваться одной машиной, способной заменить несколько агрегатов. Дополнительно следует отметить, что прокат обходится значительно дешевле в сравнении с постоянным техническим обслуживанием. Ремонтом будет заниматься арендодатель;
Удобство. Процесс оформления договора проходит быстро, клиент сможет взять манипулятор на максимально удобный срок;
Надежность. Арендатор получает полностью исправную технику, способную решить массу задач.
Заказать манипулятор в аренду
Если Вы в поисках многофункциональной спецтехники, предлагаем обратить внимание на современные модели манипулятора. Обратившись к нам, Вы можете быть уверены в надежности автомашины. Каждое транспортное средство регулярно и непосредственно перед сдачей в аренду проходит технический контроль. При всем этом цены на аренду у нас самые доступные. Заказав манипулятор в аренду, вы существенно экономите на использовании другой техники и быстро справитесь с поставленными задачами.
Чтобы выгодно заказать манипулятор в аренду в Москве или Московской области достаточно позвонить по номеру телефона +7 (495) 777-54-05 или +7 (921) 874-86-02 и сообщить диспетчеру о задачах, которые предстоит решить. Вид работ, условия, стоимость и способ оплаты оговариваются с заказчиком заранее. Желательно знать вес транспортируемого груза. Заказы принимаются круглосуточно!
Условия аренды манипулятора
Сдается в аренду манипулятор с водителем имеющим необходимую категорию допуска к управлению спецтехникой.
Цены на аренду актуальны для Москвы.
В Московской области (за пределами МКАД) каждый километр пробега оплачивается дополнительно по тарифу 35 р в обе стороны.
Арендуется манипулятор на 1 смену равную 7 часам + 1 час подачи техники. Если время аренды превышает смену, дальнейшие условия и стоимость согласовывается с руководством.
Окончательная стоимость аренды зависит от многих факторов и может меняться в большую или меньшую сторону в зависимости от задачи.
Манипулятор | Поливерс Музыка | Передовой вокальный плагин
Познакомься со своим новым голосом
Благодаря уникальным гранулярным алгоритмам Polyverse Manipulator может кардинально изменить тембр и высоту монофонического звука новыми и неизведанными способами. Плагин Manipulator настолько же универсален, насколько и побуждает к творчеству, от тонкой впечатляющей высоты тона и гармонизации до полноценного звукового искажения, которое оставит вас с совершенно новым звуком.
Воспроизвести видео
Поддержка форматов плагинов VST2 / VST3 / AU / AAX
Сгибай и ваяй свои звуки в новые
Изменение тембра и высоты тона вокала и инструментов
10 различных эффектов с бесконечными комбинациями
Меняйте мелодии существующих исполнений
Создавайте мгновенные гармонии, используя до 4 полифонических голосов.
Широкие возможности модуляции
Обработка в режиме реального времени с нулевой задержкой для живых выступлений
Поддерживает форматы подключаемых модулей VST2 / VST3 / AU / AAX
Для 64-разрядной версии Windows и OSX 10. 9+ 64-разрядной версии
Оснащенный 10 различными эффектами, включая сдвиг высоты тона, сдвиг формант, сдвиг гармоник, размытие звука, зернистый генератор переменного тока, псевдостерео и многое другое, Manipulator может взять обычный вокал и преобразовать его в сложный, чарующий новый звук. Другие монофонические и ритмические источники особенно хорошо работают с Manipulator.
Как и I Wish, Manipulator позволяет пользователям принимать MIDI-данные в режиме реального времени, позволяя управлять изменением высоты тона на лету с помощью MIDI-контроллера. Не понравилась вокальная мелодия в дубле? Играйте так, как вы это слышите! Манипулятор плавно транспонирует высоту тона и добавляет уникальную текстуру входящему звуку. Манипулятор поддерживает до 4 полифонических голосов при использовании с MIDI-входом.
Разработанный в сотрудничестве с культовым дуэтом электронной музыки Infected Mushroom, Manipulator делает многие фирменные техники создания вокала Infected доступными для всех. На протяжении многолетнего процесса разработки Infected использовали постоянно меняющиеся прототипы плагина для создания своих альбомов и живых выступлений. Именно этот процесс «художественной обратной связи» позволил Manipulator естественным образом превратиться в совершенный преобразователь голоса, которым он является сегодня.
Play Video
Демонстрация манипулятора: вокал
Play Video
Время манипулятора.
Воспроизвести видео
ОМГ, Я ЗВУЧУ КАК СИНТЕЗИЗАТОР
Женский вокал
Мужской вокал
Синтезаторы
«Манипулятор невероятен. Это самая низкая задержка, наименьшая нагрузка на ЦП и самый четкий живой алгоритм изменения высоты тона, который я когда-либо использовал. Его секция модуляции удивительна и интересна в использовании. Он позволяет мне делать то, что я делаю. Без него я Не знаю, как бы я достиг того, на что я способен. Это уникально и абсолютно бесценно. Это было бы выгодной сделкой по цене в 3 раза ».
— Бородач Битбоксер/мультиинструменталист/пионер живых лупов
«Несмотря на то, что у него есть миллион творческих функций, я использую Manipulator для простого и чистого изменения высоты тона. У Manipulator, без сомнения, самая плавная форманта, которую я когда-либо слышал. Супер чистое, быстрое и естественное звучание.»
— Дж. Виз Двукратный номинант на премию «Грэмми», автор песен и продюсер
.
«Манипулятор превосходен на творческом этапе производственного процесса. Это должно быть полезно для продюсера электронной танцевальной музыки, сидящего за компьютером дождливым днем в среду, без конкретной идеи, но с достаточным количеством свободного времени, чтобы построить отслеживать.»
— Блог производителей спален Интернет-журнал
Рейтинг
★ ★ ★ ★ ★ 4/5
«Это отличный инструмент для управления вокалом и другими источниками, а также для управления другими источниками. Возможности безграничны, и вы легко можете провести несколько часов, играя с ним просто для удовольствия! Функции управления высотой тона и гармонизации MIDI также очень полезны».
— В Музыканте Веб-сайт и блог продюсера/музыканта
Рейтинг
★ ★ ★ ★ ★ 4.8/5
Манипулятор — это отличный, мощный и версический вокал (и другие источники). возможности, и вы можете потерять несколько часов, просто играя с ним для удовольствия!»
— Парень с аудио-плагинами Веб-сайт новостей и предложений аудио
Рейтинг
★ ★ ★ ★ ★ 4,5/5
Больше отзывов
«Этот плагин меняет правила игры в области обработки вокала. Мне удалось сделать то, о чем я раньше и подумать не мог, и это побудило меня начать петь на некоторых из моих собственных новейших пластинок».
«Manipulator — один из моих любимых инструментов для настройки звука. С его помощью можно получить так много интересных эффектов, которых нельзя получить с помощью других инструментов».
— Декапировать Продюсер/семплер: Decap Music
«Манипулятор может создавать безумно звучащие текстуры при наложении на вокал или инструменты».
— Протозвезда DJ/Producer: Monstercat
«Создавайте безумные вокальные эффекты в реальном времени».
— Адам Каган Блог Sonarworks
«Я очень увлечен творческой обработкой вокала, и Manipulator стал центральным элементом того, чем я занимаюсь. Это беспрецедентное сочетание мощности и простоты делает его идеальным инструментом для моих любимых трюков и новых идей. Иными словами, «Манипулятор» просто безумно ВЕСЕЛЕН».
— Молдовер Дизайнер инструментов / продюсер
«С помощью Manipulator легко получить отличный звук. Высота тона, форманта и гармоники звучат плавно и лишены цифровых искажений, которые могут появиться при транспонировании звука».
— Место продюсера Дистрибьютор
«Если вам нравится деформировать и манипулировать звуками до неузнаваемости, но при этом делать их пригодными для использования, похоже, Manipulator для вас».
— Спросить Аудио Образовательная компания
«Это один из моих новых любимых плагинов для манипулирования. Если вы хотите трансформировать, мутировать, трансформировать, калечить, калечить или звуковым образом изуродовать вокал или буквально любой другой аудиовход, Манипулятор сделает эту работу!»
— Профессиональные аудиофайлы Статьи, видео и курсы
«Этот инструмент просто ЗВЕРЬ! Он может не только модулировать голос, он может принимать MIDI-сигнал и влиять на высоту тона обработанного аудиосигнала. Это можно сделать монофонически, чтобы подчеркнуть ноты мелодии или придать звуку ощущение «автоматической настройки»
— Танцевальная музыка Северо-Запада EDM Magazine
«Манипулятор — это гораздо больше, чем просто переключатель высоты тона. Он просто просит вас мыслить нестандартно и создавать что-то совершенно новое и оригинальное».
— Разбирающийся в снаряжении Audio-Music Production Guides
«Плагин предлагает почти безграничные возможности преобразования благодаря десяти встроенным эффектам. Какую бы комбинацию вы ни выбрали, цель состоит в том, чтобы придумать совершенно новые звуки и текстуры, чтобы сделать вокал в ваших треках выразительным. вне.»
— Интегр Аудио Блог аудио-музыкального производства
«Если вы ищете чистый цифровой вокодер, не ищите дальше. Манипулятор отличается более современным подходом к своим звуковым характеристикам. Это больше, чем просто вокодер. Манипулятор справится со всеми искажениями и деформациями вашего голоса one, что делает его отличной инвестицией для среднего бизнеса».
— Гипербиты Музыка Учебники по созданию аудио и блог
«Звуковой дизайн в фильмах ужасов может напрямую познакомить зрителей с опытом. музыкант или нет. Есть много советов о том, какие звуки и приемы хорошо работают в этом жанре, включая Polyverse Manipulator».
— Инструментальная ферма Визуальные эффекты/анимационная графика и инструменты плагинов
«Manipulator — это VST-плагин с изменением высоты тона, который действительно преуспевает в преобразовании вокала. Вы можете легко создавать вокальные гармонии или настраивать вокал так, чтобы он звучал как ведущий синтезатор, а не как человеческий голос. И то, и другое результатов действительно легко достичь с Manipulator».
— Джошуа Каспер Аудиоуроки/Блог
Показать меньше отзывов
В этом видеоуроке показано, как работает плагин, как им пользоваться и многое другое!
Воспроизвести видео
Всего за $149
Сэкономьте на Манипуляторе, когда получите набор зараженных грибов
Изготовление корпусов на заказ из металла и пластика для РЭА, приборов
Изготовление корпусов на заказ из металла и пластика для РЭА, приборов
Заказать корпус
Наши преимущества
Множество материалов
Более 15 материалов с разной фактурой и техническими характеристиками
Производство от 1 шт
Индивидуальная разработка и изготовление пластиковых корпусов для РЭА, электронных приборов и оборудования
Работаем быстро
Быстрое прототипирование на бытовых и промышленных 3D-принтерах со сроком от 1 дня
Серийное производство
Выгодная технология литья пластика в силиконовые формы для серийного производства
Удобная доставка
Экспресс-доставка по всей России и СНГ, доставка по Москве день в день
Подробное консультирование
Консультации и помощь наших технических специалистов на всех этапах производства
Примеры работ
Литье из пластика
Литье из пластика
Литье из пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из полиамида
3D-печать из полиамида
3D-печать из полиамида
3D-печать из разных пластиков
3D-печать из фотополимера
3D-печать из полиамида
3D-печать из полиамида
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из ABS-пластика
3D-печать из полиамида
3D-печать из ABS-пластика
Узнать стоимость вашего корпуса
Цены и сроки
ABS-пластик / 3D-печать
Ударопрочный, термостойкий пластик, широкая цветовая палитра. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
От 1 дня
От 15 q/см3
Полиамид / 3D-печать
Гибкий и прочный пластик. Идеален для прототипирования сложных форм, обеспечивает ровную слегка шероховатую поверхность хорошего качества
От 3 дней
От 99 q/см3
Фотополимер / 3D-печать
Гладкий и детализированный пластик, применяется для 3D-печати негабаритных предметов с мелкой детализацией, точных прототипов и качественных мастер-моделей, точность печати до 16 микрон.
От 1 дня
От 230 q/см3
10+ видов пластика / Литьё в силиконовые формы
Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками.
От 10 дней
От 10 000 q
Материал/Технология
ABS-пластик / 3D-печать
Ударопрочный, термостойкий пластик, широкая цветовая палитра. Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Срок: От 1 дня
Цена: От 15 q/см3
Материал/Технология
Полиамид / 3D-печать
Гибкий и прочный пластик. Идеален для прототипирования сложных форм, обеспечивает ровную слегка шероховатую поверхность хорошего качества
Срок: От 3 дней
Цена: От 99 q/см3
Материал/Технология
Фотополимер / 3D-печать
Гладкий и детализированный пластик, применяется для 3D-печати негабаритных предметов с мелкой детализацией, точных прототипов и качественных мастер-моделей, точность печати до 16 микрон.
Срок: От 1 дня
Цена: От 230 q/см3
Материал/Технология
10+ видов пластика /
Литьё в силиконовые формы
Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками.
Срок: От 10 дней
Цена: От 10 000 q/см3
Если вам не подходят типовые пластиковые корпуса для электроники, мы предлагаем штучное и серийное изготовление корпусов для РЭА, приборов и оборудования на заказ с помощью 3D-печати и литья пластика в силикон.
3D-печать корпусов обычно применяется для изготовления прототипов, тестовых образцов, единичных изделий или небольших серий за сравнительно короткий срок. В случае необходимости можно удобно доработать цифровую 3D-модель и напечатать разные версии корпуса для тестирования качественно-технических характеристик. Если требуется выставочный образец или прототип для демонстрации, мы предлагаем следующие услуги постобработки напечатанных на 3D-принтере корпусов: шлифовка, грунтовка, покраска, склейка, покрытие лаком.
Литье пластмассовых корпусов в силиконовые формы обычно выгодно использовать для производства небольшой серии изделий (10 — 1000 штук). Недорогая и сравнительно простая в изготовлении по сравнению с металлической оснасткой гибкая силиконовая форма для литья позволяет оптимизировать стоимость и срок производства партии. Для литья доступны более 10 видов пластиков с разной фактурой поверхности и температурно-прочностными характеристиками. Чем больше объем партии на литьё, тем меньше стоимость единицы.
Заявка на изготовление корпуса
Если у Вас есть 3D-модель, загрузите файл и рассчитайте стоимость 3D-печати онлайн
Нужно корпусное изделие с габаритами: длина мм, ширина мм, высота мм. В количестве штук.
Требования к материалу:
Готовый корпус нужно получить Меня зовут:
Ответ прислать на почту:
Телефон для оперативной связи:
Отправить заявку
Спасибо за отправку заявки!
Наши специалисты рассмотрят Ваш запрос и обязательно ответят.
Если Вы уже знаете, что для производства макета Вам нужна 3D-печать, и у Вас есть подготовленная 3D-модель, Вы можете загрузить файл на наш сайт, рассчитать стоимость и сделать заказ онлайн.
Отправить новую заявку
Заявка на изготовление корпуса
Если у Вас есть 3D-модель, загрузите файл и рассчитайте стоимость 3D-печати онлайн
КОНТАКТЫ
Имя *
E-mail *
Телефон для оперативной связи .
СРОКИ
Дедлайн
ХАРАКТЕРИСТИКИ
Кол-во, шт
Размеры (мм x мм x мм)
X
X
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Если у вас есть какой-то файл, который поможет нашим специалистам понять вашу задачу, прикрепите его к заявке:
Требования к материалу:
Изготовление деталей по чертежам из полимеров и цветных металлов в Москве
Изготовление деталей из полипропилена
3D печать пластиковых деталей
Печать автозапчастей на 3D принтере
3D печать
Изготовление деталей из полиацетали
Изготовление деталей из сверхмолекулярного полиэтилена (СВМП)
Изготовление деталей из фторопласта
Изготовление деталей из капролона
Изготовление деталей из полиамида
Заказать
Поломка небольшой пластиковой шестерни, ручки, кронштейна или другой мелкой детальки – распространенная проблема при эксплуатации промышленного оборудования и бытовой техники. Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.
3D печать из пластика – это возможность быстро изготовить детали и комплектующие, которые сложно или вообще невозможно найти в продаже. Технология также позволяет оперативно производить макеты и прототипы изделий и конструкций.
Компания «ШИК ПОЛИМЕР» предлагает услуги по штучному и мелкосерийному изготовлению деталей из пластика на 3D принтере. Современное оборудование позволяет печатать изделия с высокой точностью, при этом стоимость печати и расходных материалов доступна широкому кругу потребителей.
Наша компания располагает высокотехнологичными 3D принтерами, которые позволяют печатать детали и комплектующие больших размеров с высокой детализацией. Для выполнения заказов мы используем сертифицированные пластики промышленного класса, тип материала подбирается индивидуально под каждый заказ.
Наши специалисты – это профессионалы, имеющий большой опыт трехмерной печати изделий для нужд промышленных предприятий и организаций, частных лиц. За счет использования разных пластиков для 3д печати можно создавать детали и запчасти с разными функциональными характеристиками. Цена 3D печати пластиком зависит от типа используемого материала, размеров изделия, необходимости создания трехмерной модели.
С помощью 3д принтера мы можем изготовить единичные изделия или мелкосерийную партию:
шестерни, муфты, кронштейны, корпуса и любые другие запчасти и комплектующие машин и механизмов;
редкие пластиковые корпуса, ремкомплекты, прокладки и уплотнительные детали;
технические прототипы, архитектурные макеты, элементы интерьерного оформления и рекламных конструкций.
3D печать может осуществляться по электронному чертежу, эскизу, фотографии, оригиналу детали. Наши специалисты разработают трехмерную модель и выполнят высокоточную печать изделий. Заказы доставляются по Москве и в регионы России.
Чтобы просчитать стоимость услуг трехмерной печати, свяжитесь с нами через сайт или по телефону 7 (495) 125-05-63.
Как использовать 3D-печать для литья под давлением
Сегодня большинство пластиковых изделий в мире производятся методом литья под давлением. Однако изготовление пресс-форм может быть непомерно дорогим и трудоемким. К счастью, формы не всегда нужно изготавливать из металла — их можно распечатать на 3D-принтере.
Стереолитография (SLA) 3D-печать представляет собой экономичную альтернативу механической обработке алюминиевых форм. 3D-печатные детали SLA полностью твердые и изотропные, а материалы доступны с температурой деформации до 238 ° C при 0,45 МПа, что означает, что они могут выдерживать тепло и давление в процессе литья под давлением.
Загрузите наш бесплатный информационный документ, чтобы узнать, как создавать пресс-формы для 3D-печати.
Загрузить информационный документ
Веб-семинар
На этом веб-семинаре мы покажем вам, как использовать стереолитографические (SLA) 3D-печатные формы в процессе литья под давлением, чтобы снизить затраты, сократить время выполнения заказа и вывести на рынок более качественную продукцию. .
Посмотреть вебинар сейчас
3D-печатные формы для литья под давлением в алюминиевой раме с готовой отлитой под давлением деталью.
Благодаря доступным настольным 3D-принтерам, термостойким материалам для 3D-печати и машинам для литья под давлением можно самостоятельно создавать 3D-печатные формы для литья под давлением для производства функциональных прототипов и небольших функциональных деталей при производстве пластмасс. Для мелкосерийного производства (примерно 10-1000 деталей) 3D-печатные формы для литья под давлением экономят время и деньги по сравнению с дорогими металлическими формами. Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств.
Технология 3D-печати SLA — отличный выбор для литья. Он характеризуется гладкой поверхностью и высокой точностью, которую форма передает готовой детали, а также облегчает извлечение из формы. 3D-отпечатки, произведенные SLA, химически связаны, так что они полностью плотные и изотропные, создавая функциональные формы с качеством, недостижимым при моделировании методом наплавления (FDM). Настольные и настольные SLA-принтеры, подобные предлагаемым Formlabs, упрощают рабочий процесс, поскольку их легко внедрять, эксплуатировать и обслуживать.
Formlabs Rigid 10K Resin — это промышленный материал с высоким содержанием стекла, который служит идеальным формовочным материалом для широкого спектра геометрий и условий процесса литья под давлением. Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей.
Rigid 10K Resin — это основной материал Formlabs для печати сложных форм для литья под давлением, который мы демонстрируем в трех тематических исследованиях в нашем техническом документе. Французский промышленно-технический центр IPC провел исследование и напечатал тысячи деталей, контрактный производитель Multiplus использует его для мелкосерийного производства, а компания по разработке продуктов Novus Applications отлила сотни крышек со сложной резьбой с помощью одной формы из твердой смолы 10K.
Высокотемпературная смола является альтернативным материалом, который можно использовать, когда давление зажима и впрыска не слишком велико, а твердая смола 10K не может обеспечить требуемую температуру впрыска. Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.
Высокотемпературная смола, однако, довольно хрупкая. В случае более сложных форм он легко деформируется или трескается. Для некоторых моделей достижение более дюжины циклов может быть сложной задачей. Чтобы решить эту проблему, французский стартап Holimaker обратился к Grey Pro Resin. Он имеет более низкую теплопроводность, чем High Temp Resin, что приводит к более длительному времени охлаждения, но он мягче и может выдерживать сотни циклов.
Загрузите наш бесплатный технический документ, чтобы ознакомиться с подробными примерами из практики и узнать, как самостоятельно создавать 3D-печатные формы для литья под давлением.
Загрузить информационный документ
Литье под давлением с помощью 3D-печатных форм можно использовать для самых разных целей. Загрузите наш информационный документ с пятью практическими примерами из жизни, чтобы узнать, как этот гибридный производственный процесс позволяет изготавливать пресс-формы по требованию для быстрого производства небольших партий термопластичных деталей:
Компания IPC провела техническое исследование литья под давлением с использованием 3D-печатных форм
Multiplus использует 3D-печатные формы из твердой смолы 10K для мелкосерийного производства
Компания Novus Applications отлила под давлением сотни резьбовых крышек с помощью трехкомпонентной пресс-формы из твердой смолы 10K
Компания Braskem изготовила 3000 ремешков для масок за неделю со вставкой из высокотемпературной смолы
Holimaker производит сотни технических деталей с использованием пресс-форм из смолы Grey Pro Resin и Rigid 10K Resin
Текстуры на 3D-печатной форме из твердой смолы 10K и готовой формованной детали.
Пресс-форма для литья под давлением, напечатанная на 3D-принтере из высокотемпературной смолы Formlabs.
Основываясь на внутренних испытаниях и тематических исследованиях с нашими клиентами, мы предлагаем выбрать смолу для 3D-печати на основе критериев из таблицы ниже. Три звезды означают, что смола очень эффективна, одна звезда — менее эффективна.
Критерии
Высокая температура
Grey Pro Resin
ГРИНГ 10K SARIN
Высокая температура литья
0
Высокая температура литья
0
.0069
Shorter cooling time
★★★
★
★★
High pressure
★
★★
★★★
Increase cycle number for complex geometries
★
★★
★★★
Сложность процесса литья под давлением в основном определяется сложностью детали и конструкции формы. С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.
Тип литьевого пресса не оказывает существенного влияния на процесс. Если вы новичок в литье под давлением и хотите протестировать его с ограниченными вложениями, хорошим вариантом может стать настольная машина для литья под давлением, такая как Holipress или Galomb Model-B100. Автоматизированное оборудование для литья под давлением малого масштаба, такое как настольная машина Micromolder или гидравлическая машина Babyplast 10/12, являются хорошей альтернативой для массового производства мелких деталей.
Белая книга
Загрузите наш информационный документ с рекомендациями по использованию 3D-печатных форм в процессе литья под давлением для снижения затрат и времени выполнения заказов и ознакомьтесь с реальными примерами использования приложений Braskem, Holimaker и Novus.
Прочитать технический документ
Мы рекомендуем соблюдать правила проектирования для аддитивного производства, а также общие правила проектирования пресс-форм, такие как включение двух или трех градусов угла наклона, поддержание одинаковой толщины стенки по всей детали или закругление вверх по краям. Вот несколько полезных советов от пользователей и экспертов, относящихся к полимерным печатным формам:
Для оптимизации точности размеров:
Запланируйте припуск на форму для последующей обработки и корректировки размеров.
Распечатайте один комплект пресс-формы, чтобы понять отклонения размеров и учесть их в модели пресс-формы CAD.
Для продления срока службы пресс-формы:
Откройте ворота, чтобы снизить давление внутри полости.
Если возможно, сделайте одну сторону стопки плоской, а на другой стороне держите дизайн. Это уменьшит вероятность смещения блоков и риск перепрошивки.
Предусмотрите большие вентиляционные отверстия от края полости до края формы, чтобы воздух мог выходить. Это обеспечивает лучший поток в пресс-форму, минимизирует давление и уменьшает вскипание в области литника, что сокращает время цикла.
Избегайте тонких поперечных сечений: поверхность толщиной менее 1-2 мм может деформироваться при нагревании.
Для оптимизации печати:
Отрегулируйте заднюю часть пресс-формы, чтобы минимизировать количество материала: уменьшите поперечное сечение в областях, которые не поддерживают полость. Это сэкономит затраты на смолу и уменьшит риск сбоя печати или коробления.
Добавьте фаску, чтобы облегчить удаление детали с платформы сборки.
Добавьте центрирующие штифты по углам, чтобы выровнять оба оттиска.
Если у вас есть дополнительные вопросы о рабочем процессе, обязательно ознакомьтесь с нашей статьей Часто задаваемые вопросы: Литье под давлением с помощью 3D-печатных форм. Чтобы ознакомиться с полным рабочим процессом и другими рекомендациями, загрузите нашу белую книгу.
Пресс-форма для литья под давлением, напечатанная на 3D-принтере, может выполнять боковые действия.
Сочетание изготовления пресс-форм с настольной 3D-печатью позволяет инженерам и дизайнерам расширить область используемых материалов и использовать возможности своего 3D-принтера не только для быстрого прототипирования, но и в сфере производства.
Использование 3D-печатных форм, штампов и шаблонов для дополнения процессов формования и литья, как правило, быстрее и дешевле, чем фрезерование с ЧПУ, и проще, чем работа с силиконовыми формами.
Помимо литья под давлением, 3D-печатные формы можно использовать для следующих процессов литья и литья:
Термоформование и вакуумное формование
Силиконовый молдинг (также накладной, вставной)
Литье из вулканизированной резины
Ювелирное литье
Металлическое литье
Перейдите по ссылкам, чтобы загрузить наши официальные документы с конкретными рекомендациями для каждого процесса.
Белая книга
Заинтересованы в других областях применения 3D-печатных форм? Загрузите наш технический документ, в котором также рассматриваются вопросы термоформования и литья с использованием эластомеров.
Загрузите технический документ
Технический документ
Загрузите наш технический документ, чтобы узнать, как быстро создавать сложные формы с помощью 3D-печати, и узнать о советах и рекомендациях, которым вы должны следовать при подготовке деталей формы.
Загрузить технический документ
Технический документ
Загрузите этот отчет для тематических исследований с участием OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных реализации силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
3D-печать в индустрии пластмасс: как это работает
Знаете ли вы, что 3D-печать была изобретена Чарльзом У. Халлом в середине 1980-х годов? С тех пор технический прогресс усовершенствовал многие его операции и производительность.
3D означает три представления. 3D-печать также известна под названием «аддитивное производство». Основной целью 3D-системы является создание трехмерных объектов с помощью цифрового 3D-модала или CAD-модала.
3D-печать открыла владельцам бизнеса безграничные возможности гибкого дизайна. Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
Спрос на аддитивное производство растет день ото дня благодаря уникальным функциям и конкурентным преимуществам. В мире производства литья пластмасс 3D-печать также играет значительную роль. Ожидается, что мировая индустрия 3D-печати пластмасс достигнет 1,965,3 миллиона долларов к концу 2023 года. Используя трехмерный процесс, пластиковые изделия разрабатываются быстрее, чем другое традиционное оборудование.
Цифровой дизайн создается на компьютере, а затем переносится на 3D-принтер для дальнейшей реализации. Это экологически чистый метод производства пластика, который создает продукт с минимальными отходами. В основном это помогает в производстве бытовой техники, чехлов для телефонов, инструментов, стоматологических изделий, ювелирных изделий и кузовов автомобилей.
Most Popular Filaments Used in 3D Printing Plastic Manufacturing
1. Ceramic
2. Resin
3. Nylon
4. Titanium
5. Полимолочная кислота
6. Золото и серебро
7. Нержавеющая сталь
8. Акрилонитрил-бутадиен-стирол (АБС)
9. полиэтилентерефталат полиэтилена (ПЭТ)
10. Высокий ударный полистирол (бедра)
Преимущества 3D Printing Printance. индустрия производства пластмасс. Давайте посмотрим, как 3D-печать играет полезную роль в пластиковом бизнесе:
1. Гибкость в формировании дизайна
Аддитивное производство дает дизайнерам пластиковой промышленности дополнительное преимущество в создании любой формы, которую они хотят построить. Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
В то время как технология 3D позволяет производителям гибко выбирать цвета, формы, материалы и дизайны. Есть неограниченные варианты формы. Это позволяет легко создавать геометрические и желаемые творческие чертежи. 3D-печать помогает пользователю создавать сложные и уникальные конструкции, которые привнесли большие инновации в пластмассовую промышленность.
2. Тестирование образцов продукции методом прототипирования
Популярность и использование прототипирования в пластмассовой промышленности растет день ото дня. Пластиковое быстрое прототипирование – это ранний образец или модель желаемого объекта. Он создан для проверки соответствия процедуры спецификации или необходимости каких-либо изменений в объектной модели. Лучше всего тестировать продукты с помощью процедур прототипа, чтобы проанализировать, подходит ли пластиковый объект в соответствии с рыночной конкуренцией.
Прототип продукта для физического осмотра помогает выявить недостатки и проблемы. В случае возникновения каких-либо проблем, вы можете изменить дизайн и отправить его на печать. Изготовление образцов перед изготовлением дорогостоящих пресс-форм спасает владельцев бизнеса от финансовых потерь.
3. Экономически эффективный процесс
При традиционном способе сборки пластмасс было много технических деталей и сложных операций. В то время как 3D-система снижает трудозатраты, поскольку большая часть работы выполняется только по команде печати. Это менее дорого, потому что оно производит массовое производство с меньшими затратами на единицу.
4. Более быстрое производство
Трехмерный метод быстрее, чем литье под давлением. Он тестирует и проектирует желаемый продукт в кратчайшие сроки. Технологический процесс 3D завершается за несколько часов. Традиционные процессы производства пластика занимают дни. При 3D-печати изготовление форм не требуется. Производитель просто должен обновить 3D-файл в соответствии с новым дизайном.
5. Устойчивый метод сокращения отходов
3D-принтер создает объект, который требуется изготовить. Это не отходы таких продуктов, как литье под давлением и резка с ЧПУ. Когда производственная компания производит меньше отходов, она экономит большой капитал. Устойчивое развитие также поддерживает товарно-материальные запасы и сырье. Это также работает в пользу экологичности.
6. Адаптация под требования клиентов
У каждого клиента свои требования и спецификации. 3D-печать позволяет дизайнерам изготавливать пластиковые изделия на заказ в соответствии с требованиями клиентов. 3D-оттиски позволяют создавать четкие и креативные дизайны, которые преображают и повышают продажи. Можно делать бесконечную персонализацию по желанию клиентов.
7. Эффективная печать больших деталей
Печать больших размеров не является проблемой для процедуры 3D. С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
8. Продукт Высококачественный пластик
При реализации трехмерной технологии нет шансов получить плохой дизайн. Продукт самого высокого качества, собранный с помощью аддитивного производства, улучшает пользовательский опыт.
Лучшая особенность 3D-оборудования заключается в том, что оно позволяет пользователю выполнять пошаговую сборку пластиковых объектов с помощью 3D-дизайна и печати. Его эффективная производительность соответствует стандартным конструкциям. Рекомендуется применять медленную скорость печати, так как она обеспечивает лучшее качество объектов, а не высокую скорость печати.
9. Создание прочных и устойчивых деталей
Прочность изделий имеет наибольшее значение. Одним из лучших качеств машин для 3D-печати является изготовление прочных и надежных деталей.
Виртуальный 3d тюнинг автомобилей онлайн сервисами и программами для ПК
Практически любой автовладелец старается внести в свой автомобиль что-то неповторимое и индивидуальное. В некоторых случаях, вносятся некоторые доработки исключительно во внешний вид авто. В ряде случаев, модернизации подвергаются и различные системы, и узлы автомобиля. Подобный тюнинг, при отсутствии должной технической базы, сопряжен с множеством трудностей. Для того чтобы их избежать, и получить в конечном итоге достойный результат, всегда можно воспользоваться специализированными сервисами.
Содержание статьи:
1 Что такое виртуальный 3D тюнинг авто и кому это нужно
2 Плюсы и Минусы виртуальной модернизации авто
3 Онлайн сервисы по 3Д проектированию автомобилей
4 Популярные программы для тюнинга машин
Такой подход предоставляет автовладельцу массу возможных приёмов тюнинга своего автомобиля с наглядной демонстрацией вносимых изменений. Чтобы научиться пользоваться представленными сервисами, познакомимся с ними поближе. И данная статья, как нельзя лучше поможет нам в этом.
Что такое виртуальный 3D тюнинг авто и кому это нужно
Изначально, 3D тюнинг широко использовался специалистами, задействованными в сфере автодизайна. Постепенно, с развитием интернет технологии, все сопутствующие программы и сервисы стали доступны многим. С тех пор виртуальный тюнинг нашел большое число поклонников среди специалистов и простых автолюбителей.
Понятие 3D тюнинг подразумевает, прежде всего, программное обеспечение, включающее в себя графические редакторы и специальные программы — визуализаторы.
Каждая из них отличается по характеру исполнения и степени сложности. Некоторые сервисы рассчитаны на любителей. Они станут хорошим подспорьем для начинающих автовладельцев в выборе наиболее оптимальных направлений тюнинга. Такие программы предоставляют минимальное число опций и функциональных возможностей. Кроме этого, для освоения подобных сервисов, Вам не потребуется освоение сложных навыков и умений.
Читайте также: Как узнать машина в угоне или нет по Вин, Гос номеру и ПТС
К преимуществам подобных ресурсов можно отнести:
большой выбор комплектующих и компонентов тюнинга;
наличие специфических опций для тюнинга отечественных авто;
широкая цветовая гамма;
возможность моделирования на основе загруженной фотографии авто.
Такие услуги предоставляются различными онлайн сервисами. Наиболее популярный среди них 3dtuning.com.
Следующий тип программ ориентирован на более квалифицированный подход в данной области. Как правило, к их использованию прибегают при проектировании различных концепт каров и автомобилей эксклюзивного исполнения.
Таким образом, 3d тюнинг базируется на софте, который предоставляет наглядную демонстрацию всевозможных доработок и изменений, вносимых в конструкцию конкретного типа авто.
Плюсы и Минусы виртуальной модернизации авто
Внедрение таких сервисов позволило создавать совершенно новые концептуальные типы автомобилей при существенной экономии времени и сил. Если раньше, подобного рода тюнинг базировался на методе проб и ошибок, то сейчас при наличии соответствующего софта, становится возможным воплощение любых, самых амбициозных решений в кратчайшие сроки.
Таким образом, можно выделить ряд ключевых преимуществ виртуального тюнинга:
создание интерактивной модели с учетом действительных параметров;
постоянное обновление моделей и опций;
возможность корректировки огромного числа технических параметров;
возможность использования нестандартных методов и приемов.
Кроме этого, несмотря на своё зарубежное происхождение, большинство из представленных программ доступны в русскоязычной версии, что существенно упрощает работу с ними.
Статья по теме: Маркировка автомобильных шин и расшифровка обозначений
Недостатки виртуальной модернизации авто могут проявляться лишь в том случае, когда пользователь сервиса недостаточно компетентен в вопросе тюнинга.
Иногда, при излишней приверженности к разного рода новшествам, концептуальный проект авто превращается в нечто несуразное. Кроме этого, некоторые программы не отличаются высоким уровнем качества, в связи с чем возникают трудности выбора соответствующих компонентов.
Онлайн сервисы по 3Д проектированию автомобилей
В настоящее время, пользователю сети предоставлен широкий выбор сервисов и программ, предназначенных для 3д проектирования автомобилей. Подчас, у начинающего «автоконструктора» возникают трудности в выборе наиболее оптимального из них.
Поэтому, существует список самых популярных сервисов, выделенных в отдельную группу. Такая классификация была составлена по результатам опросов, на основе множества положительных отзывов.
Данные ресурсы выстроились в следующем порядке:
Cinema 4D;
Blender.
Использование представленных онлайн программ позволяет создавать индивидуальные проекты, как с нуля, так и на базе уже имеющегося авто.
Это интересно: Что значит ндекс скорости и нагрузки шин
Некоторые сервисы, при первом знакомстве, могут вызвать впечатление перегруженности. Но, при более подробном изучении, всё становится предельно ясно. Это, в частности касается популярной оболочки Cinema 4D.
Дело в том, что представленная программа постоянно обновляется, что приводит к появлению всё новых и новых модулей. Пользователю предлагается широкий выбор самых непредсказуемых опций, что первоначально приводит его в некоторое замешательство.
Популярные программы для тюнинга машин
Программы для тюнинга авто в большинстве своем делятся на две части: любительские и профессиональные.
Первые вмещают в себя достаточно ограниченно кол-во опций и инструментов, чего не скажешь о профессиональных программах. Они предлагают массу всевозможных вариантов тюнинга, начиная от мельчайших деталей, и заканчивая элементами оперения и каркаса автомобиля.
К сведению: Что делать если заблокировался руль и не поворачивается ключ зажигания
Среди них, наибольшую популярность снискали следующие программные оболочки:
Tuning Car Studio SK2;
Dimilights Embed;
Virtual Tuning 2.
Первая из представленных программ Tuning Car Studio предусматривает загрузку исходной фотографии автомашины. После этого, пользователь должен отметить те элементы кузова, которые подлежат изменениям. В процессе работы, выделенные области, в зависимости от выбранного инструмента, будут дополняться необходимыми деталями и формами.
Отдельного внимания заслуживает опция, предусматривающая покраску автомобиля. Для её активации достаточно воспользоваться аэрографом с заранее подобранным оттенком. Благодаря вспомогательным настройкам, можно изменять интенсивность цвета и тип ЛКП.
Программа предусматривает функцию тонировки стекол, использование деталей, наклеек и надписей. Помимо этого, можно вносить некоторые изменения в конфигурацию фар и дисков авто.
Программа Dimilights Embed снабжена аналогичным набором опции. С её помощью можно изменять геометрию кузова автомобиля посредством различных элементов. Удобный интерфейс и функция вращения авто даёт возможность более полной обзорности всего автомобиля.
Разработчики последней версии представленной оболочки внесли ряд дополнительных опций. А именно, обновленная версия предлагает пользователю широкий выбор оттенков цвета и рисунков аэрографии.
Если две предыдущие программы в большей степени проектировались под новичков, то оболочка Virtual Tuning 2 создавалась с расчетом на профессиональных пользователей.
Для начала работы в ней нужно в первую очередь найти свой автомобиль в списке представленных марок. Стоит отметить, что перечень авто постоянно обновляется, поэтому его поиск не вызывает затруднений, если конечно же Вы не владелец 401 москвича или 21 волги.
Данная программа предполагает комплексный тюнинг авто, затрагивающий большую часть элементов экстерьера и интерьера будущего проекта. Представленная оболочка поддерживает все доступные на сегодняшний день операционные системы и, несмотря на свой большой функциональный потенциал, не занимает много места на жестком диске.
Появление программ и сервисов виртуального 3D тюнинга открывает большие возможности в сфере автодизайна. Благодаря доступности и простоте исполнения, такие программы стали повсеместно использоваться как любителями, так и профессионалами различных тюнинг-ателье. Выбор в пользу данных технологий продиктован высоким уровнем визуализации, низкой степенью риска и конечным результатом, оправдывающим все надежды.
Виртуальный 3Д тюнинг автомобиля: популярные сервисы и программы
Владелец автомобиля желает внести в его образ нотку отличия или индивидуальности. Кто-то вносит изменения во внешность любимой машины, кто-то же погружается в структуру, начинку авто. Если не иметь нужных технических знаний по модернизации, можно не слабо навредить себе.
Чтобы не подвергаться опасности, а также не портить свой любимый автотранспорт, появилась возможность реализовывать свои мечты виртуально. Используя подобные сервисы, автовладелец получает в своё распоряжение массу механизмов для тюнинга машины, которые демонстрируют окончательный результат. Уделив всего 10 минут своего времени, читатель сможет узнать где найти подобный сервис, а также как в них работать.
Содержание
Что такое виртуальный 3Д тюнинг авто
Возможности программы для тюнинга машин
Плюсы и минусы 3D тюнинга авто
Онлайн-сервисы по тюнингу авто
Популярные программы для тюнинга авто на ПК
TuningCarStudioSK2
DimilightsEmbed
Virtual Tuning 2
AutodeskMaya
Cinema 4D
Что такое виртуальный 3Д тюнинг авто
Виртуальный 3Д тюнинг авто – это метод реализации внесения визуальных изменений в свой автомобиль при помощи программы на персональном компьютере. Такие сервисы были предназначены для моделирования и создания проектов будущих модернизаций машины на СТО.
Теперь, аналогичные приложения доступны в открытом доступе для любого. Они различаются по сложности, а также удобством интерфейса. Главная цель, это просчет возможных рисков при установке выбранной детали на конкретный автомобиль. Что бы не портить свою машину, достаточно внести данные о ней в программу, установить нужный комплект деталей. Система обработает информацию, выдаст окончательный результат, который полон данных о пользе такой модернизации.
Если автолюбитель никогда не сталкивался с сервисами авто моделирования, то рекомендуется использовать более простые для понимания приложения. Они включают в себя базовые знания авто модернизации, которые будут полезны для изучения новичкам. Приложения уровня «Про» не содержат базовых пояснений,а поэтому, новички будут испытывать трудности при работе с таковыми.
Положительные стороны виртуального 3Д моделирования видны сразу. Это не только занимательный, творческий процесс с авто в домашних условиях, но и не требующих затрат денег или рисков испортить машину. Кроме того, моделирование происходит молниеносно, с точностью, приближенной к реальности.
Возможности программы для тюнинга машин
Все приложения отличаются друг от друга своими возможностями. Если объединить все сервисы в один, то виртуальный 3Д тюнинг позволяет:
Изменять цвет авто, наносить аэрографию, плёночные наклейки, прочие надписи;
Добавлять неоновые подсветки на кузов машины или во внутрь салона;
Оборудовать автомобиль оригинальными воздуховодами на крыше или капоте;
Монтировать на колёса диски, выбранные из огромного каталога;
Изменять формы илистиль фар;
Ставить акустические системы, центральную консоль, салон, руль, прочее.
Используя сервисы виртуального 3Д авто тюнинга, водитель получает возможность не только внешне видоизменять любую модель машины, но и оснащать её всяческими деталями для усиления характеристик. Таким же образом удается проверить сочетаемость деталей с тем или иным авто, при этом не подвергая его полной разборке.
Такие функции доступны во всех «Про» версиях программ. Именно поэтому, они использовались на ведущих автомастерских, что позволяло клиенту предварительно увидеть окончательный результат работы мастеров. Теперь же, подобное занятие можно осуществитьсамому, а только потом обратиться за помощью к специалистам.
Плюсы и минусы 3D тюнинга авто
Появление подобных приложений, позволило автолюбителям в значительной мере экономить свои силы и средства. Кроме того, установка виртуальных деталей занимает 5 секунд, в отличие от реального времени, затрачиваемого на эту работу. Это полностью исключает метод проб и ошибок, которым подвергался любимый автотранспорт.
Исходя из этого, следует отметить следующие достоинства использования компьютерных приложений по виртуальной визуализации 3D авто тюнинга онлайн:
Возможность создания уникальной модели авто при учёте оригинальных его характеристик;
Постоянное обновление программ новыми моделями современных и ретро машин, что позволяет безопасно проводить тесты не только с популярными моделями, но и исторически недоступными;
Способность внесения корректировок в технические параметры своего авто, при этом просчитывая недостатки или негативные последствия;
Появление возможности использовать нестандартные методы и приёмы для осуществления своей детской, автомобильной мечты.
Хоть эти сервисы были разработаны за границей, на данный момент, почти все они идут с установленным интерфейсом на русском языке. Это значительно упрощает работу.
Недостатков у подобных сервисов практически нет. Они будут выявлены только в том случае, если таковой воспользуется малопонимающий в строении автотранспортапользователь.
Онлайн-сервисы по тюнингу авто
Удобство онлайн-сервисов обусловлено тем, что пользователю не нужно следить за обновлением материала. Эти занимается администратор сайта, который предоставляет свою версию программы. Все подобные сервисы абсолютно бесплатны, не требуют взноса на использование или обеспечение обновлениями.
Для продуктивной работы в приложениянужно наличие компьютера с выходом в интернет. Зачастую, такие сервисы выделяют место под форум, на котором пользователи могут найти соратников, а также обсуждать интересующие вопросы по теме авто тюнинга.
Некоторые сервисы могут показаться новичкам тяжелыми и малополезными. Дело в том, что они включают в себя большой ассортимент функций по влиянию на тонические характеристики авто. Это версии сервисов, которые ранее устанавливались на компьютеры зарубежных автомастерских. Если у автовладельца желание поиграться только с внешним видом, то лучше использовать программы по проще.
Популярные программы для тюнинга авто на ПК
Более продвинутые пользователи или автолюбители будут рады использовать приложения для авто тюнинга на ПК. Все они не располагают большим объемом, но требуют постоянной установки обновлений. Их интерфейс интуитивно понятен, а скачать можно просто торрент файлом.
Чтобы избавить новичков от долгого поиска нужной программы, был составлен список самых популярных, адаптированных онлайн-сервисов, которые позволяют виртуально проектировать тюнинг своего автомобиля.
TuningCarStudioSK2
Это самая лёгкая в управлении программа по виртуальному 3D моделированию авто тюнинга. Онлайн-версия сервиса позволяет изменять внешний вид авто, а также салон внутри. Чтобы начать работать с приложением, достаточно загрузить фотографию машины пользователя высокого качества.
DimilightsEmbed
Это ещё один онлайн-сервис, который адаптирован под новичка. Используя возможности приложения, автовладелец сможет внести изменения в визуальный стайлинг своего автомобиля.
Здесь доступны изменение цвета авто, добавление на него аэрографии и различных наклеек. Модель машины выполнена в 3D с возможностью функции вращения. Это даст возможность осмотреть кузов с любой стороны и под разными углами. Для профессионалов сервис не будет полезен, поскольку графика,предоставленная сервисом, низкого качества и не реалистична.
Virtual Tuning 2
Приложение, которое позволяет тюнинговать зарубежные модели машин. В нём появляется доступ к 3Д анимированным автомобилям с высоким качеством изображения. Есть возможность поддавать модернизации даже самые маленькие детали машины.
Добавление запчастей, улучшение подвески, изменение формы стёкол и технических характеристик двигателя – всё это доступно в программе. После проведения модернизации, пользователь может детально изучить внешний вид авто, путем проворачивания ракурса обзора с любой стороны.
Особенно уникально наличие функции, полезной для владельцев 3Д принтера. Получившуюся модель можно распечатать на нём и использовать как физическую модель-прототип будущего проекта.
AutodeskMaya
Программа 3Dмоделирования, которая позволяет не только создать модель машины мечты, но и одарить её анимацией. Она сложная для новичков, однако максимально приближена к реальности. При наличии 3Д принтера, можно разработать и изготовить для своего автомобиля точную копию подходящей детали.
Такое приложение используют в автомастерских и успешно применяют в тюнинге. Если обладать знаниями технической стороны строения автомобиля, то можно самостоятельно устроить мастерскую по модернизации авто.
Вот ссылка на просмотр видео со сложным процессом 3Д моделирования при помощи AutodeskMaya.
Cinema 4D
Программа для «ПРО» дизайнеров, которая обладает понятным интерфейсом. При помощи удобных инструментов, пользователь может выбрать ряд изменений автомобиля, которые будут подвергнуты изменениям.
Перед работой в Синема 4Д, рекомендуется подготовить макет на другом онлайн конструкторе, а уже макет преобразовывать в этой программе. Это программа ТОП уровня для создания 3Д модели тюнингованного авто.
Создание специальных программ и онлайн-сервисов для создания 3Д моделей автомобилей позволило открыть автолюбителям кучу возможностей. То, о чем раньше можно было мечтать в кино или компьютерных играх, теперь воплощено в жизнь и доступно любому.
бесплатных 3D-моделей автомобилей | CGTrader
4 245 3D-моделей автомобилей доступны для скачивания. Низкополигональные версии которых будут интересны геймдизайнерам или разработчикам приложений VR/AR, другие — кинематографистам, аниматорам или рекламодателям. От классических и антикварных автомобилей до гоночных и концептуальных автомобилей, которые можно увидеть в фильмах, существует множество 3D-моделей автомобилей практически в любом формате (FBX, OBJ, MAX, 3DS, C4D и т. д.), который может вам понадобиться. Используйте анимированные и бесплатные 3D-модели для создания прототипов и сокращения времени разработки….Показать еще
Filter
Select attribute
Low-poly3D PrintAnimatedPBRRiggedCollection
Show Age+3D MODEL EASTER SALE
Premium
$399. 00
max, obj, fbx, 3ds, c4d and more
Premium
$ 20,00
OBJ, FBX, TBSCENE, TBMAT, MA и больше
Premium
STL
Premium
$ 29,90
MAX, OBJ, FBX, MTL
$ 29,903
MAX, OBJ, FBX, MTL
.0003
Premium
$69.00
stl, pdf, dxf
Premium
max, obj, fbx, blend, mtl
Premium
PBR
fbx, blend
Premium
obj, fbx, 3ds, skp, mtl and more
Premium
Lowpoly
obj, fbx, 3ds, mtl, dae and more
Premium
obj, fbx, mtl, смесь, стл
Premium
obj, fbx, mtl, blend
Premium
Lowpoly
obj, fbx, 3ds, blend, mtl
Premium
obj, fbx, mtl, blend, stl and more
Premium
max, obj, fbx, blend, stl and more
Premium
obj, fbx, blend, mtl, stl and more
Premium
fbx, blend
Премиум
obj, FBX, MTL, STL
Premium
OBJ, FBX, MTL, Blend
Premium
PBR
Max, FBX
Max, FBX 3ds 3ds
Max, FBX 3ds
, MAR.
obj, fbx, blend, mtl
Premium
obj, fbx, mtl, blend
Premium
max, obj, fbx, mtl, dxf and more
Premium
obj , смесь, мтл
Premium
obj, fbx, blend, mtl
Premium
fbx
Premium
blend
Premium
Lowpoly
max, fbx
Premium
Max, OBJ, FBX, MTL
Premium
PBR
MAX
Premium
Blend
Premium
0002
fbx, blend
Premium
obj, blend, mtl
Premium
obj, mtl
Premium
obj, mtl
Premium
obj, fbx, blend , DAE, MTL
Premium
OBJ, FBX, 3DS, BIP, KSP и More
Premium
Lowpoly
MAX, FBX, USD
MAX, FBX, USD
9000 2
, FBX, USD
, FBX, USD 9003
MAX, FBX, USD 9003
. 0003
obj, skp, mtl, stl, bip и больше
Premium
Max, OBJ, FBX, 3DS, DAE и More
Premium
OBJ, FBX, Blend, MTL, GLTF и подробнее
Premium
OBJ, FBX, MTL, DAE, BLEND
Premium
PBR
OBJ, FBX, 3DS, Blend, MTL
3 онлайн -курс — Введение в 3D -модели автомобиля (3DS, Blend, MTL
00 — Введение в 3D -модели автомобиля (3DS, Blend, MTL
00 — введение в 3D -модели автомобиля (3DS, Blend, MTL
00 — введение в 3D -модели автомобиля (3DS, Blend, MTL
00.
Если вы увлечены автомобилями не только из-за их мощности, но и из-за их дизайна, в этом курсе вам понравится научиться моделировать автомобиль в 3D с нуля под руководством такого профессионала, как Альбер Сильва, 3D-художник. специализируется на моделировании транспортных средств и механизмов, который зарабатывает на жизнь своей страстью к автомобильному дизайну. Работая специалистом по 3D-моделированию в WebCreek Ecuador, он разрабатывает активы, используемые в обучающих системах, с помощью виртуальной реальности, применяемые в нефтяной промышленности, и параллельно сотрудничает в качестве 3D-моделировщика с такими компаниями, как Maersk и Moving Message Co. , а также с их клиентами. Векторноль.
В этом онлайн-курсе вы научитесь шаг за шагом моделировать автомобиль с помощью Autodesk Maya, Substance Painter, Keyshot и Adobe Photoshop. Сначала вы определите проект, вы будете искать эталонные изображения, вы изучите методы моделирования, оптимизацию, разрезы UV, текстурирование и экспорт карт, чтобы, наконец, импортировать и визуализировать свой автомобиль с максимальным уровнем детализации.
Начните со знакомства с Альбертом Сильвой, который расскажет вам о своем профессиональном пути и о том, как он вошел в мир 3D-моделирования. Узнайте, на что он повлиял, от автомобильных брендов до художников, специализирующихся на твердых поверхностях, текстурировании и моделировании автомобилей, а также других навыках.
Затем ознакомьтесь с тремя сценариями, в которых используется моделирование автомобилей, чтобы иметь возможность лучше определить фокус вашего проекта моделирования, будь то рендеринг, видеоигры или дополненная реальность.
Вместе с Альбером совершите краткий обзор интерфейса Autodesk Maya, одного из самых популярных программ для 3D-производства в различных отраслях. Узнайте, как перемещаться по проекту, перемещать камеру и редактировать фигуры. Затем найдите фотографии каждой детали автомобиля, над которым вы хотите работать, чтобы точно его смоделировать.
Начните моделировать капот, чтобы вам было проще разместить полигоны меша, и продолжайте создавать остальные компоненты — борта, крылья, двери, окна, крышу, шины, передние и задние фонари и дополнительные аксессуары , и закончите некоторыми деталями моделирования.
После завершения этапа моделирования просмотрите каждую созданную деталь, переименуйте их с помощью Outliner и сгладьте их вершины. Затем сделайте UV-разрезы и организуйте каждую вырезанную часть вручную с помощью инструмента «Макет».
Ознакомьтесь с основными функциями и интерфейсом Substance Painter, чтобы позже импортировать и текстурировать модель с помощью доступных библиотек.
Перейдите к созданию простого рендеринга, чтобы изучить функциональные возможности Keyshot, импортировать один из элементов сцены и познакомиться с интерфейсом движка рендеринга и инструментами этого движка рендеринга. Теперь настройте освещение, камеру и блэкплейт для рендеринга.
Завершите постобработку вашего рендера, чтобы исправить цвет, освещение и тени в Adobe Photoshop.
Моделирование, оптимизация, текстурирование и рендеринг грузовика Jeep Gladiator в условиях пустыни. Процесс фокусируется в основном на текстурах и освещении.
Любой, кто увлекается автомобилями и хочет начать работу с Maya и научиться моделировать автомобиль в 3D с нуля.
Альбер объясняет все с нуля, поэтому все, что вам нужно, это желание научиться моделировать.
Что касается материалов, вам потребуется компьютер с установленными программами Autodesk Maya, Substance Painter, KeyShot и Adobe Photoshop (вы можете загрузить пробную версию или версию для студентов, чтобы пройти курс).
С Вами вновь компания Кремен! В нашем ассортименте наконец появился жидкий силикон для форм. В наличии имеется силикон на оловянной основе и на платиновой основе. Силиконы обладают исключительными физическими характеристиками, прекрасно копируют фактуру изделия и отличаются большим числом циклов формования. В общем — чудо, а не материал.
На старте продаж мы прямо таки пошатнулись от количества вопросов о том, как изготовить форму из силикона. Именно поэтому данную статью мы решили посвятить этому вопросу. Способов изготовления формы существует великое множество — всё зависит от рельефа, вида и фактуры Вашего изделия. Однако сейчас мы рассмотрим самый простой способ изготовления формы — обычное литьё в опалубку. Расскажем, что нам для этого понадобится, и каким образом будет происходить технологический процесс работы для каждого из наших силиконов (оловянного и платинового). Данная статья рассчитана на новичков и людей, которые хотят ознакомиться с азами литья подобных материалов. Начнём!
Шаг первый. Изготовление (подбор) и обработка опалубки и размещение в ней мастер модели.
Для начала — что такое опалубка в литье? Классическая опалубка — это абсолютно любая герметичная ёмкость, одна из граней которой открыта. Эдакий контейнер.
Что такое мастер модель? Мастер модель — это непосредственно тот самый предмет который вы собираетесь копировать в будущем. Та самая модель, с которой мы собираемся снимать форму. Объект, который мы планируем заливать силиконом.
В качестве опалубки может служить что угодно. Однако, к этому «что угодно» должно быть несколько требований:
В него должна помещаться Ваша мастер модель. Причем не просто помещаться — Обратите внимание, чтобы от мастер модели до боковых стенок опалубки было минимум 0,5 см. А лучше — больше. Учтите, что это расстояние — стенки нашей будущей формы. То же самое с высотой опалубки. Высота опалубки должна быть минимум на 1. 5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы.
Опалубка должна быть герметичной. Её углы и стыки не должны иметь зазоров или щелей. Это на первый взгляд кажется, что силикон при литье вязкий как мёд. На деле же — он затекает в абсолютно все отверстия и находит путь даже через самые маленькие щели.
Исходя из написанного выше, что же может служить для нас опалубкой, так сказать, если приводить живой наглядный пример? Однажды мы снимали форму с монетки, стилизованной под старину. Её размеры были совсем небольшие, буквально 2 см в диаметре и примерно 0,3 см в высоту. В качестве опалубки для неё послужил небольшой пластиковый стаканчик, у которого мы отрезали верхнюю часть. Как то раз в качестве опалубки под форму для мыла у нас послужил квадратный ланчбокс для бутербродов. Но чаще всего опалубку приходилось собирать своими руками из досок дсп. Если собираете опалубку из досок — не забывайте про пункт 2 в этом шаге. Также мы располагаем информацией, что некоторые мастера собирают опалубку для литья из детского конструктора.
После того как опалубка готова, мы размещаем в ней мастер модель. Поскольку силикон это материал вязкий, то при литье он запросто сдвинет мастер модель с места и форма будет испорчена. По этому мастер модель необходимо не просто разместить на дне опалубки в нужном месте, но и приклеить её к этому месту.
Как только наша незамысловатая конструкция «Опалубка + Мастер Модель» готова, её можно обработать разделительным составом. Это делается для того, чтобы будущая форма вышла из опалубки легко и безболезненно, нигде не залипнув. Конечно, силиконы Kremen Mold обладают шикарными антиадгезионными свойствами, однако если Вы хотите перестраховаться, то делать это нужно на этом этапе.
Шаг второй. Подготовка силикона к литью. Смешивание.
Данный шаг мы разобьём на две части. В одной опишем, как смешивать Kremen Mold на олове, в другой — как смешивать Kremen Mold Platinum на платине.
Kremen Mold – силикон на оловянной основе.
Kremen Mold поставляется в формате: Тара с силиконом + Тара с отвердителем. Данный материал уже готов к эксплуатации. Для начала нужно взять необходимое Вам количество силикона в отдельной таре и взвесить его на весах. Далее берём другую тару и выливаем в неё необходимое количество отвердителя. Для силиконов Kremen Mold это 2% от массы взятого силикона. Если у Вас есть такая возможность, в тару с отвердителем добавьте маленькую капельку специализированного красителя (например ПалИж на нашем сайте). Капля красителя обеспечит контраст и позволит Вам видеть степень промеса материала.
После того, как компоненты отобраны и выверены по весу, выливайте и смешивайте их в отдельной таре. Перемешивать материал необходимо от 3 до 5 минут. Также обращайте внимание на степень промеса по цвету, если вы добавляли пигмент в отвердитель. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.
Kremen Mold Platinum — силикон на платиновой основе.
Kremen Mold Platinum поставляется в виде комплекта из двух одинаковых ёмкостей с компонентами силикона. Отверждение происходит после смешивания компонентов в пропорции 1 к 1. Т.е. Вам будет необходимо на весах отмерить нужное количество компонента А и взять такое же количество компонента Б, после чего перемешать их в отдельной таре. Заранее Вы можете добавить в один из компонентов пару капель красителя для того, чтобы визуально контролировать степень промеса. Смешивание компонентов производится в течение 3 — 5 минут. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.
Шаг третий. Необязательный, но крайне рекомендуемый. Дегазация.
Тут ничего замысловатого нет — силикон рекомендуется дегазировать в вакуумной камере. И для этого Вам понадобится, неожиданно, вакуумная камера. Это недешёвое оборудование, однако, если Вы планируете заниматься литьём композитных материалов на постоянной основе, то приобретение этого инструмента для Вас просто необходимо. Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.
Шаг четвёртый. Заливка.
После того как все предыдущие пункты выполнены, самое время приступать к литью силикона в опалубку. Заливка происходит постепенно, медленно, тонкой струей и преимущественно в одну точку — самое глубокое место мастер модели. Делается это для того, чтобы при литье силикон распределялся постепенно, обволакивая стенки и рельеф, выталкивая своей массой воздух и заполняя всё пространство опалубки. После литья, оставьте форму примерно на сутки. Это то время, когда силикон наберёт свою окончательную твёрдость.
Шаг пятый. Отверждение и расформовка.
Спустя вышеописанный промежуток времени можно будет расформовывать — извлекать форму из опалубки. Готово! Теперь у Вас есть форма, которую можно использовать для литья изделий, полностью копирующих нашу мастер модель!
Литье форм из жидкого силикона в домашних условиях / Хабр
В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.
Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале:
А это уже промышленная форма:
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.
Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.
Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.
Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.
Компонтент А
Компонент B:
Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.
Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.
Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.
Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.
Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.
Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
для изготовления силиконовых приманок;
для производства декоративного камня и плитки;
для литья из гипса;
для формовки мыла при изготовления;
использовать при формовке шоколада и желе;
для литья деталей из двухкомпонентного жидкого пластика;
при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Как сделать силиконовые формы: практическое руководство
На протяжении всей истории ремесленники использовали формы для изготовления всего, от оружия бронзового века до современных потребительских товаров. В то время как ранние формы обычно изготавливались из камня, современная наука дала начало материалам, с которыми гораздо легче работать, например силикону.
Сегодня огромное количество отраслей промышленности полагаются на изготовление силиконовых форм. Разработчики продуктов, инженеры, производители товаров «сделай сам» и даже повара изготавливают силиконовые формы для изготовления единичных или небольших партий деталей.
В этом практическом руководстве по изготовлению силиконовых форм мы разберем все, что вам нужно знать перед тем, как начать, предоставим список предметов, которые вам понадобятся, и дадим вам пошаговое руководство по изготовлению силиконовых форм для любой тип проекта.
Информационный документ
Загрузите этот отчет, чтобы узнать о примерах использования OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных варианта силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
Силикон — отличный выбор для изготовления пресс-форм, поскольку он обладает множеством преимуществ. Вы можете легко создать индивидуальный дизайн с помощью силиконового литья. Сами формочки тоже достаточно прочные, поэтому их можно использовать многократно, не опасаясь поломки. Неорганический состав силикона — по сравнению с каучуком, его органическим аналогом — делает его очень устойчивым к теплу и холоду, химическому воздействию и даже грибку. Некоторые из преимуществ силиконовых форм включают следующее:
Гибкость силикона облегчает работу с ним. Силиконовые формы гибкие и легкие по сравнению с более жесткими материалами, такими как пластик, и их также легче удалить после того, как деталь полностью сформирована. Благодаря высокому уровню гибкости силикона как форма, так и готовая деталь с меньшей вероятностью сломаются или отколются. Вы можете использовать специальные силиконовые формы, чтобы формировать все, от сложных инженерных компонентов до кубиков льда или кондитерских изделий на праздничную тематику.
Силикон выдерживает температуру от -65° до 400° градусов Цельсия. Кроме того, он может иметь удлинение 700%, в зависимости от состава. Обладая высокой стабильностью в широком диапазоне условий, вы можете помещать силиконовые формы в духовку, замораживать их и растягивать во время извлечения.
В большинстве случаев вы получите много тиражей из силиконовой формы. Однако важно отметить, что срок службы плесени может сильно различаться. Чем чаще вы отливаете и чем сложнее или детальнее ваш дизайн, тем быстрее ваша литейная форма может разлагаться. Чтобы продлить срок службы силиконовых форм, очистите их водой с мягким мылом, тщательно высушите и храните в горизонтальном положении, не штабелируя.
Несмотря на то, что работа с силиконом имеет множество преимуществ, необходимо помнить о некоторых ограничениях:
Силикон стоит дороже, чем латекс и органический каучук. Быстрое сравнение на Amazon показывает, что стоимость галлона силикона обычно превышает 100 долларов — почти в два раза больше, чем латекса.
Несмотря на свою гибкость, силикон может порваться, если его слишком сильно растянуть.
Не все силиконы имеют одинаковый состав. Всегда покупайте силикон и любые производственные материалы у надежного поставщика.
Как любители, так и профессионалы полагаются на силиконовые формы из-за их универсальности и простоты использования. Вот несколько примеров отраслей и областей применения, которые изготавливают силиконовые формы для производства своей продукции:
Силиконовое литье используется при создании прототипов и разработке продуктов в самых разных отраслях промышленности. Поскольку стоимость силиконовых форм значительно ниже, чем стоимость жестких инструментов для традиционных производственных процессов, таких как литье под давлением, литье в силиконовые формы идеально подходит для создания прототипов изделий, а также для создания бета-моделей для тестирования рынка и реакции потребителей на новый продукт. В то время как 3D-печать лучше подходит для быстрого создания одноразовых деталей, силиконовое литье и литье из уретана идеально подходят для небольших партий деталей.
Веб-семинар
Производство мостов быстрее, чем традиционные методы производства, и полезно для продуктов, объемы которых невелики или может потребоваться изменение конструкции. Посмотрите этот вебинар, чтобы узнать, как перейти от 3D-печати к литью среднего объема и литью под давлением.
Посмотреть вебинар прямо сейчас
Ювелиры используют специальные силиконовые формы для дублирования вырезанных вручную или напечатанных на 3D-принтере моделей из воска, что позволяет им поэтапно отказаться от трудоемкой работы по созданию вырезанных из воска моделей для каждого нового изделия, но при этом продолжают отлить из воска. Это предлагает значительный скачок в серийном производстве, позволяя литью по выплавляемым моделям работать в больших масштабах. Поскольку силиконовые формы обеспечивают высокий уровень детализации, ювелиры могут изготавливать изделия с богато украшенными деталями и сложной геометрией.
Силиконовая форма RTV (вулканизированная при комнатной температуре), сформированная вокруг 3D-печатного образца.
Информационный документ
3D-печать с использованием высокоэффективных материалов позволяет дизайнерам и литейщикам использовать цифровые технологии в своих производственных процессах. Прочтите сейчас, чтобы узнать, как 3D-печать можно использовать для производства мелких металлических деталей.
Загрузить информационный документ
Создатели используют силиконовые формы для изготовления множества нестандартных поделок, таких как мыло и свечи. Даже производители школьных принадлежностей часто используют силиконовые формы для изготовления таких предметов, как мел и ластики.
Например, небольшая австралийская компания Tinta Crayons использует силиконовое литье для изготовления мелков игривой формы с высокой детализацией поверхности.
Силиконовые формованные мелки от Tinta Crayons. (Источник изображения)
Силиконовые формы для пищевых продуктов используются для изготовления всевозможных причудливых кондитерских изделий, включая шоколад, мороженое и леденцы. Так как силикон выдерживает температуру до 400 градусов по Цельсию, формы можно использовать и в кулинарии. Маленькая выпечка, такая как кексы и кексы, хорошо поднимается в силиконовых формах.
Независимые художники и мастера часто используют силиконовую лепку для создания уникальных творений. Вы можете использовать силиконовые формы, чтобы сформировать или воспроизвести что угодно, от бомбочек для ванн до лакомств для собак — возможности практически безграничны. Забавный проект по лепке из силикона для детей — создать слепок своей руки. Просто убедитесь, что вы выбрали безопасный для кожи силикон.
Шаблон, иногда называемый мастером, — это деталь, которую вы используете для создания точного негатива в силиконовой форме. Если вы просто пытаетесь воспроизвести существующий объект, возможно, имеет смысл использовать этот объект в качестве шаблона. Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Чтобы создать новый дизайн или прототип, вы должны сначала изготовить свой шаблон; у вас есть несколько вариантов для этого. Вот несколько способов изготовления лекал для силиконовой лепки:
Лепка. Если вы талантливый скульптор или создаете относительно простой дизайн, вы можете использовать глину для создания узора. Лепка по шаблону также является забавным проектом для детей и экономичным вариантом для мастеров, занимающихся своими руками.
Резьба – Вы можете сделать свой узор из дерева. Мастера по резному дереву – отличный выбор для изготовления плитки и плоских конструкций.
3D-печать. Многие профессионалы и коммерческие дизайнеры выбирают 3D-печать шаблонов. Настольные 3D-принтеры предлагают множество преимуществ, включая гибкость проектирования в рамках программного обеспечения САПР, высокую точность, простоту модификации прототипа и быстрое время выполнения работ.
Когда у вас есть шаблон, вы можете приступить к изготовлению силиконовой формы.
Информационный документ
В этом техническом документе вы узнаете, как сочетать быструю оснастку с традиционными производственными процессами, такими как литье под давлением, термоформование или литье.
Загрузить информационный документ
Образец детали
Посмотрите и почувствуйте 3D-печатный образец высокого разрешения из первых рук. Мы отправим бесплатный образец детали в ваш офис.
Запросите бесплатный образец Деталь
Вот все, что вам нужно для создания базового набора силиконовых форм:
Мастер-шаблон
Жидкий силикон, например Smooth-On OOMOO 30
Коробка или непористый контейнер для корпуса пресс-формы
Разделитель для форм, например, универсальный разделитель для форм Smooth-On
Воск, смола или другой материал конечного использования
Прежде чем приступить к изготовлению форм, вам необходимо определить, какой тип форм вы хотите создать.
Цельные силиконовые формы похожи на формочки для кубиков льда. Вы заполняете форму, а затем даете материалу застыть. Однако так же, как лоток для кубиков льда создает кубики с плоской вершиной, цельные формы будут работать только с конструкциями, имеющими плоскую сторону. Если у вашего мастера есть глубокие подрезы, это также усложняет его извлечение и готовые детали из формы после того, как силикон затвердеет без повреждений.
Если это не касается вашего дизайна, цельная силиконовая форма — идеальный способ создать бесшовную 3D-репродукцию вашего мастера на всех его других поверхностях.
Цельные силиконовые формы идеально подходят для конструкций с плоской стороной и без глубоких подрезов.
Силиконовая форма, состоящая из двух частей, лучше подходит для воспроизведения вашего 3D-мастера без плоской стороны или с глубокими подрезами. Форма разделяется на две части, которые снова соединяются вместе, образуя заполняемую трехмерную полость (аналогично тому, как работает литье под давлением).
Двухкомпонентные формы не оставляют плоских поверхностей, и с ними легче работать, чем с цельными формами. С другой стороны, их немного сложнее создать, и могут образоваться швы, если две части не будут идеально заподлицо.
Двухкомпонентные силиконовые формы позволяют воспроизвести любой мастер-дизайн. (источник изображения)
Во-первых, вам нужно решить, хотите ли вы использовать цельную или двухкомпонентную форму. Процессы изготовления этих форм аналогичны, но создание формы, состоящей из двух частей, займет немного больше времени. Вы можете использовать следующую пошаговую инструкцию, чтобы создать свои собственные силиконовые формы.
Создайте шаблон продукта: Это окончательный дизайн детали, который будет воспроизведен в другом материале. При 3D-печати на стереолитографическом (SLA) 3D-принтере используйте любой стандартный полимер с высотой слоя 50 микрон. Следите за тем, чтобы на детализированной поверхности не было следов поддержки. Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.
Изготовление корпуса формы: МДФ с покрытием является популярным выбором для изготовления герметизирующей коробки для силиконовой формы, но подойдет даже простой готовый пластиковый контейнер. Ищите непористые материалы и плоское дно.
Разложите шаблон и нанесите смазку: Начните с легкого распыления смазки на внутреннюю часть корпуса формы. Разместите шаблоны внутри коробки детализированной стороной вверх. Слегка распылите на них разделитель для плесени. Для полного высыхания потребуется около 10 минут.
Подготовьте силикон: Смешайте силиконовый каучук в соответствии с инструкциями на упаковке. Вы можете использовать вибрирующее устройство, например, ручную электрическую шлифовальную машину, чтобы удалить пузырьки воздуха.
Залейте силикон в корпус пресс-формы: Аккуратно тонкой струйкой залейте смешанный силиконовый каучук в защитную коробку. Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.
Удаление силикона из формы: По завершении отверждения выньте силикон из защитной коробки и извлеките шаблоны. Это послужит вашей формой в виде лотка для кубиков льда для отливки конечного продукта.
Отливка детали: Опять же, рекомендуется слегка сбрызнуть силиконовую форму смазкой и дать высохнуть в течение 10 минут. Залейте готовый материал (например, воск или бетон) в полости и дайте им застыть.
Подготовка формы для следующей отливки: Эту силиконовую форму можно использовать несколько раз. Вернитесь к шагу семь, чтобы повторить процесс.
Чтобы создать пресс-форму, состоящую из двух частей, начните с выполнения первых двух шагов, описанных выше, которые включают создание шаблона и изготовление корпуса пресс-формы. После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
Выложите шаблоны из глины: Используйте глину, чтобы сформировать то, что в конечном итоге станет половиной вашей формы. Глина должна быть помещена внутрь корпуса формы так, чтобы половина мастера торчала из глины.
Подготовьте и залейте силикон: Следуйте инструкциям на упаковке силикона, чтобы подготовить и аккуратно залить силикон в корпус формы поверх глины и мастеров. Этот слой силикона будет половиной вашей формы, состоящей из двух частей.
Удалите все из корпуса формы: После того, как ваша первая форма затвердеет, вам нужно будет удалить силиконовую форму, шаблоны и глину из корпуса формы. Ничего страшного, если слои разделятся при извлечении.
Очистите глину: Очистите всю глину, чтобы открыть свою первую силиконовую форму и мастера. Убедитесь, что ваши мастера и существующая форма полностью чистые.
Поместите форму и шаблоны обратно в корпус формы: Вставьте существующую силиконовую форму и шаблоны (уложенные в форму) обратно в корпус формы лицевой стороной вверх, а не вниз.
Нанесите разделительный состав: Нанесите тонкий слой разделительного состава на верхнюю часть шаблона и существующей силиконовой формы, чтобы облегчить извлечение из формы.
Подготовьте и залейте силикон для второй формы: Следуя тем же инструкциям, что и раньше, подготовьте и залейте силикон в корпус формы для создания второй формы.
Подождите, пока затвердеет вторая форма: Подождите, пока вторая форма затвердеет, прежде чем пытаться извлечь ее из корпуса формы.
Извлеките из формы детали: Извлеките обе силиконовые формы из корпуса формы и осторожно раздвиньте их.
В конце концов, не существует единственно правильного способа производить продукты, будь то еда, фигурки или коммерческие компоненты. Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Хотите узнать больше о технологиях и способах изготовления силиконовых форм? Загрузите нашу белую книгу «Силиконовое литье для дизайна продукта».
Загрузить информационный документ
Серия Mold Star™, простая в использовании силиконовая формовочная резина
Серия Mold Star™, простая в использовании силиконовая формовочная резина | Smooth-On, Inc.
Простая в использовании силиконовая формовочная резина
Силиконы Mold Star ™ при отверждении превращаются в мягкие, прочные каучуки, которые устойчивы к разрыву и демонстрируют очень низкую усадку в течение длительного времени. Формы из Mold Star ™ долго хранится в вашей библиотеке форм и подходит для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star ™ обладает термостойкостью до 450°F (232°C) и подходит для литья низкотемпературных металлических сплавов.
Техническая информация и дополнительная информация
ОСОБЕННОСТИ
Каучуки Mold Star ™ смешиваются в соотношении 1A:1B по объему (весы не требуются) для точных измерений даже при очень малой массе и отверждаются при комнатной температуре с незначительной усадкой.
Масштаб не требуется
Соотношение смеси один к одному
Силиконы Mold Star ™ отличаются относительно низкой вязкостью, что делает вакуумную дегазацию необязательной и не требуется для большинства применений. Равномерный поток поможет свести к минимуму захваченный воздух.
Низкая вязкость
Без вакуумной дегазации
14 зуб., 19 зуб., 20 зуб. и 31 зуб.
14T, 19T, 20T и 31T
Сертифицированные безопасные для кожи, быстро отверждаемые силиконы для изготовления форм или литья в альгинатные формы.
Наше ателье принимает заказы на изготовление орденских планок и колодок для ветеранов и военнослужащих запаса и для ныне действующих военнослужащих любой сложности, которые при этом отличаются доступной ценой. Каждое такое изделие уникально, ведь у каждого свой набор медалей и других знаков отличия, поэтому для их создания требуются не только профессиональные умения, но специальные знания Устава ВС, без которых порядок расположения наград будет неверным, что может даже привести к штрафу их владельца. Обращаясь к нам, можете быть уверены, что мы выполним заказ точно в срок с учётом всех нормативных документов, а также ваших пожеланий в выборе материала (ткань, металл) и вида крепления (нитки, булавка, липучка, цанговый («бабочка») или магнитный механизмы). Мы используем только высококачественные материалы, которые в сочетании с мастерством наших сотрудников, позволят орденским планкам и колодкам сохранить свой первоначальный внешний вид на долгие годы.
Виды материалов и креплений: достоинства и недостатки
Орденские планки представляют собой основу, к которой крепятся специальные ленты, соответствующие дизайну наград.
Традиционным материалом изготовления основы для орденской планки является ткань, которая подбирается под характерный цвет-символ родов войск (голубой – для лётчиков, зелёный – для пограничников, хаки – для общевойсковых формирований и т.д.), что позволяет сразу подчеркнуть место службы. Но сегодня этот вариант становится всё менее популярным из-за быстрого изнашивания и загрязнения. Кроме того, основным способом прикрепления планок данного типа является пришивание, что, конечно, гарантирует прочность, ровность, аккуратность, но при этом создаёт трудности при стирке одежды или при необходимости надеть другую вещь (изделие сначала надо отпороть, а затем вновь пришить).
Более востребованным вариантом на сегодняшний день является металлическая основа, не только благодаря повышенной прочности и долговечности, но и большему выбору вариантов крепления – на булавке, липучке, цанговое или магнитное, главное отличие которых лёгкое снятие и слабое повреждение форменной ткани. Но при этом изделия на булавке сложно прикрепить ровно, на липучке – можно использовать лишь для мундиров и рубашек (для верхней одежды они не предназначены, хотя для тех, кто не хочет даже маленьких дырочек и появления потёртостей, такой вариант является лучшим выбором), более высокая цена является минусом цангового и магнитного механизмов, имеющих в своей основе металлическую пластину, которая с помощью специального зажима-гвоздика прикрепляется к ткани, а к ней уже с помощью специальной клипсы или магнита крепится орденская планка.
Сами ленты обычно изготавливаются из муаровой ткани, отличающейся невероятной грязе- и износоустойчивостью, а для большей сохранности покрываются целлулоидной плёнкой, которая дополнительно защищает изделие от внешних воздействий (влаги, пыли, грязи и т. д). При этом размеры лент также определены документами и составляют 24х8 мм (для действующих военнослужащих) и 24х12 мм (для ветеранов и военнослужащих запаса).
Изготовление орденских планок на магнитах, клипсах — 1 ед. 160 р. Изготовление орденских колодок на булавках — 1 ед. 180 р.
Эксклюзивное предложение!
Изготовление знаков на планки иностранных орденов и медалей.
Работа мастера ювелира любой сложности. Дорого.
Вверх
заказать изготовление планок из латуни
делаем на заказ
длина до 4-х метров, сечение любого размера, покрываем лаком и патинируем, есть сетификат КМ1
делаем на заказ длина до 4-х метров, сечение любого размера, покрываем лаком и патинируем, есть сертификат КМ1
нужно быстро оценить стоимость?
звоните 8-495-510-87-84, ответим на все вопросы
есть дизайн-проект, чертёж или эскиз?
присылайте на info@woodinteriors. ru, сделаем точный расчёт
Латунная планка используется в отделке интерьера или мебели в качестве изюминки и ненавязчивого акцента. С ее помощью придают более аккуратный вид стыкам разных видов отделки, а также делают более эстетичными столешницы, фасады, двери, стены и другие предметы обстановки. Отличительные черты латуни — долговечность, износоустойчивость и мягкий, благородный блеск. Этот материал идеально подходит для дорогих и изысканных интерьеров.
В нашей мастерской можно купить латунные планки, изготовленные на заказ и соответствующие всем требованиям клиента. Мы создаем из декоративные изделия премиум-класса с доставкой по Москве и в регионы. Чтобы приобрести планки из латуни с нужными вам параметрами, обращайтесь к нам по телефону или оставьте заявку на сайте!
НАШИ ПРЕИМУЩЕСТВА & ВАША ВЫГОДА
Цены от производителя
Поскольку мы работаем без посредников, вам не нужно переплачивать и терять время. Наши мастера выполняют самостоятельно все этапы работы с латунью, для этого на производстве есть все необходимое оборудование и материалы.
Оптимальные сроки
Даже если вы заказываете большое количество латунных планок, мы не заставим вас долго ждать. Современные станки позволяют выполнять такие проекты в короткие сроки.
Изготовление планок любого размера
Оригинальная технология позволяет нам выпускать изделия нестандартных размеров, в том числе габаритные. Не каждая мастерская берется за такую работу, а у нас она не только доступна, но и обходится сравнительно недорого.
Гарантия на всю продукцию нашего производства
Поскольку мы изготавливаем латунные планки сами от начала и до конца, это позволяет контролировать качество на каждом этапе. Гарантия на все изделия, представленные в продаже, начинается от 1 года.
Большое разнообразие отделки
Вы можете заказать патинированные латунные планки для сдержанного классического интерьера, более яркие и блестящие шлифованные изделия, а также полированные или покрытые лаком — они будут именно такого оттенка и фактуры, как вам нужно.
Качество премиум-класса
Мы занимаемся изготовлением предметов интерьера уже 20 лет. Этого времени достаточно, чтобы убедиться, что даже спустя десятилетия все изделия остаются такими же эстетичными и прочными как вскоре после покупки клиентом.
НАШИ ПРЕИМУЩЕСТВА & ВАША ВЫГОДА
Цены от производителя
Поскольку мы работаем без посредников, вам не нужно переплачивать и терять время. Наши мастера выполняют самостоятельно все этапы работы с латунью, для этого на производстве есть все необходимое оборудование и материалы.
Гарантия на всю продукцию нашего производства
Поскольку мы изготавливаем латунные планки сами от начала и до конца, это позволяет контролировать качество на каждом этапе. Гарантия на все изделия, представленные в продаже, начинается от 1 года.
Оптимальные сроки
Даже если вы заказываете большое количество латунных планок, мы не заставим вас долго ждать. Современные станки позволяют выполнять такие проекты в короткие сроки.
Большое разнообразие отделки
Вы можете заказать патинированные латунные планки для сдержанного классического интерьера, более яркие и блестящие шлифованные изделия, а также полированные или покрытые лаком — они будут именно такого оттенка и фактуры, как вам нужно.
Изготовление планок любого размера
Оригинальная технология позволяет нам выпускать изделия нестандартных размеров, в том числе габаритные. Не каждая мастерская берется за такую работу, а у нас она не только доступна, но и обходится сравнительно недорого.
Качество премиум-класса
Мы занимаемся изготовлением предметов интерьера уже 20 лет. Этого времени достаточно, чтобы убедиться, что даже спустя десятилетия все изделия остаются такими же эстетичными и прочными как вскоре после покупки клиентом.
Возможности изготовления
Изготовление латунных планок на заказ дает возможность приобрести именно такие изделия, какие вам нужны, даже если речь идет о необычном дизайне, нестандартных размерах или редком оттенке. Вы получаете их в нужном количестве в оговоренные сроки. Наши возможности позволяют воплотить в жизнь практически любой дизайнерский замысел, чтобы интерьер вашего дома, офиса или коммерческого заведения стал действительно красивым и эксклюзивным. Мы принимаем для работы готовые дизайн-проекты — файлы можно загрузить в форме заявки на сайте. Если проекта нет, можно прислать примерные фото или эскизы, а наш дизайнер выполнит остальную работу.
ПЛАНКИ ИЗ ЛАТУНИ И ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ
П-образные рейки из латуни
Сечение реек 20х20. Длина 3000мм. Предназначены для установки на стены в вертикальном или горизонтальном положении.
Широкие рейки из латуни
Размер сечения 200х20. Длина от 1500 до 3500мм. Рейки предназначены для установки на стены в вертикальном положении c помощью специально разработанного скрытого крепежа
Рейки из латуни в салоне сантехники на Ленинском проспекте
Отличное решение для зонирования пространства. Размер реек: 100х21, высота 3000мм. Для монтажа использовался скрытый крепёж пол-потолок. На изделия получен сертификат КМ1.
Патинированные рейки из латуни
Рейки сечением 20х5. Длина реек 3000мм. Рейки патинированы и покрыты лаком. Сертификат КМ1. Предназначены для установки на стены в вертикальном или горизонтальном положении с помощью оригинального скрытого крепежа.
Рейки из латуни в интерьерах гостиницы Radisson на Ленинском проспекте.
Поставляли рейки из латуни двух типоразмеров 20х20мм и 20х5. Длина реек от 550мм до 3000мм. Рейки патинированы и покрыты лаком. Сертификат КМ1.
Рейки из латуни на деревянных панелях
Один из ярких примеров модного решения по сочетанию дерева и латуни. На фасадах шкафа рейки установлены западлецо с плоскостью фасада. Отдека латунных реек выполнена под лаком без патинирования.
Рейки из латуни для пазов в стенах
На фото рейки размером сечения 20х2мм предназначены для установки в пазы в стенах или панелях. Рейки могут быть выполнены с любым размером сечения и любой длины. Патинирование, лак. Сертификат КМ1.
7 ШАГОВ ДО РЕЗУЛЬТАТА
Шаг 1.
Чтобы сделать заказ, свяжитесь с нами удобным способом и расскажите, какие изделия вам нужны и в какие сроки.
Шаг 2.
После предварительного расчета мы перезвоним вам, чтобы обсудить детали и ответить на вопросы.
Шаг 3.
Возможно, у нас есть готовые планки из латуни с подходящими вам характеристиками — мы покажем образцы. Если они не подходят, мы изготовим на заказ именно то, что вам нужно.
Шаг 4.
После согласования деталей заключается договор, в котором прописаны все условия сотрудничества, включая сроки и стоимость работ.
Шаг 5.
Мы выполняем заказ и присылаем фото готовых планок. При желании, вы можете приехать к нам и посмотреть их вживую.
Шаг 6.
В оговоренное время наши мастера доставят планки по указанному адресу и быстро выполнят монтаж, после чего уберут весь мусор и уедут.
Шаг 7.
Эстетичный декор из латунных планок много лет будет радовать глаз и придавать интерьеру благородный вид.
если у Вас есть дизайн-проект, фото или чертёж планок
отправьте его нам с помощью этой формы, сделаем точный расчёт стоимости и сроков
Прикрепить файл
Отправляя форму, я даю согласие на обработку персональных данных
ПОХОЖИЕ ИЗДЕЛИЯ
возможно Вам будет интересно
МОЛДИНГИ
ПРОФИЛЯ
УГОЛОК
ПОЛОСЫ
Прокрутить наверх
Изготовление досок — OSRS Wiki
В этой статье есть руководство по зарабатыванию денег: Изготовление литейных досок.
Пожалуйста, добавляйте советы на подстраницу, а не в статью ниже.
Для заклинания Plank Make требуется магия 86-го уровня и завершение Dream Mentor. Он превратит одно бревно, которое обычно можно переделать на лесопилке, в доску того же типа. Преобразование доски в дополнение к рунам для произнесения заклинания все еще требует затрат: это стоит 70% монет, которые взимает оператор лесопилки. Однако эта экономия сводится на нет стоимостью рун заклинания. Поэтому люди обычно используют Изготовление досок не для того, чтобы зарабатывать деньги, делая доски, а скорее для тренировки Магии, что приводит к более быстрому опыту, чем использование Алхимии высокого уровня.
Создание доски можно использовать один раз каждые три игровых тика или 1,8 секунды. Включая банковское время, до 1850 Plank Makes могут быть разыграны в час с оптимальными показателями, что дает около 166 000 Magic Experience в час.
В качестве альтернативы, игроки могут разыграть заклинание один раз, и они автоматически сделают остальные доски в своем инвентаре, хотя это на три тика (1,8 секунды) медленнее и приводит к замедлению процесса немного с преимуществом того, что он ниже усилие, отдав до 90,000 магического опыта в час.
Журнал
Доска
Стоимость в монетах
Изготовление досок
Лесопилка
Журналы
Доска
70
100
Дубовые бревна
Дубовая доска
175
250
Тиковые бревна
Тиковая доска
350
500
Бревна красного дерева
Доска красного дерева
1050
1500
Для доступа к Лунной книге заклинаний требуется завершение Лунной дипломатии, а для использования этого заклинания требуется завершение Наставника снов.
Spell cost
Input
Cost
1 2 15
302
Combo runes
1 2 15
317
1 2 15
1,532
1 2 15
332
Main-hands
1 2 «> ALT
227
0,93 2 15
296
7767676767676767676767676767676767676767.
Товар
Необходимые материалы
Стоимость материала
Прибыль/убыток
GP/XP
Доска
2 1 70
347
−86
-0,96
Дубовая доска
2 1 175
454
6
0,07
Тиковая доска
2 1 350
755
88
0,98
Доска из красного дерева
2 1 1 050
1 669
436
4,84
Приведенный ниже анализ стоимости предполагает использование посоха мохообразного, который дополняет руны природы.
Товар
Необходимые материалы
Стоимость материала
Прибыль/убыток
GP/XP
Доска
15 2 0,93 70
415,49
-154,49
-1,72
Дубовая доска
15 2 0,93 175
522,49
-62,49
-0,69
Тиковая доска
15 2 0,93 350
823,49
19,51
0,22
Доска из красного дерева
15 2 0,93 1050
1 737,49
367,51
4,08
Дата
Изменения
2 мая 2019 (обновление | опрос)
Создание досок теперь выполняется автоматически после применения и происходит примерно на 2 такта медленнее, чем ручное применение.
2 августа 2013 г. (обновление | опрос)
Теперь вы можете отключить сообщения о подтверждении цены для заклинания «Лунная доска».
22 февраля 2013 г. (обновление)
Этот контент был включен при официальном запуске серверов Old School RuneScape .
Лунная книга заклинаний — OSRS Wiki
Лунная книга заклинаний.
Лунная книга заклинаний — это книга заклинаний, к которой игроки могут получить доступ после завершения квеста «Лунная дипломатия». Широко используя астральные руны, книга заклинаний в первую очередь ориентирована на вспомогательные заклинания и заклинания боевой поддержки, уменьшая или устраняя необходимость в определенных предметах и оборудовании для выполнения определенных задач. Больший набор заклинаний доступен игрокам, выполнившим квест Наставник снов.
Заклинания в этой книге заклинаний используют все типы рун, кроме гнева.
Если после завершения квеста игрок потерял требования к навыкам, например, в режиме мертвеца, для применения любого лунного заклинания по-прежнему требуется 65 магии и 40 защиты без усилений.
Содержимое
1 Переключение книг заклинаний
2 Краткое изложение заклинаний
2.1 Боевые заклинания
2.2 Заклинания телепортации
2.3 Вспомогательные заклинания
3 изменения
Чтобы переключиться на Лунную книгу заклинаний, игроки должны помолиться у Астрального алтаря в юго-восточной части Лунного острова. На этом алтаре также можно создавать астральные руны с помощью навыка «Изготовление рун»; игроки не могут создавать астральные руны через Бездну. Самый простой способ добраться до Лунного острова — использовать свиток телепортации Лунного острова или табличку телепорта Лунного племени. Если вы собираетесь сменить книгу заклинаний, обязательно возьмите с собой телепорт, чтобы покинуть остров.
Игроки, достигшие 80-го уровня в Строительстве (или 75-го уровня с усилением острого рагу +5), могут построить лунный алтарь в своей Галерее достижений, что позволит им свободно переключаться между стандартной и лунной книгами заклинаний, не отправляясь к Астральному алтарю.
Заклинания, отмеченные звездочкой (*), требуют выполнения квеста Наставник Снов.
Боевые заклинания[edit | править код]
Боевые заклинания Лунной книги заклинаний в основном используются для поддержки игроков, например, для лечения и исцеления, а не для заклинаний, наносящих прямой урон противникам.
Игрок передает свои очки жизни двум игрокам с помощью заклинания Heal Group.
Значок
Мобильный значок
Заклинание
Уровень
рун
опыта
Эффект
Осмотр монстра*
66
1 1 1
61
Отображает информацию о монстре, на которого сотворено заклинание, например, его боевые характеристики, бонусы к защите и возможность его убийства в рамках задания Истребителя.
Лечение Другое
68
10 1 1
65
Исцеляет целевого отравленного игрока. У целевого игрока должна быть включена функция Accept Aid .
Вылечи меня
71
2 2 1
69
Излечивает заклинателя от яда, как если бы он принял противоядие.
Лечебная группа
74
2 2 2
74
Исцеляет от яда всех игроков в пределах квадрата 3×3 от заклинателя (включая тех, кто стоит на квадрате заклинателя). У игроков должен быть включен Accept Aid , чтобы воспользоваться этим заклинанием.
Статистический шпион*
75
2 5 1
76
Применяйте заклинания к другим игрокам, чтобы увидеть их боевые и небоевые характеристики. Он также показывает их текущую статистику, то есть их текущие очки жизни и очки молитвы.
Сон*
79
2 5 1
82
Погружает заклинателя в состояние, похожее на сон, где очки жизни восстанавливаются в три раза быстрее, чем обычно (1 очко здоровья каждые 20 секунд). Заклинатель останется в этом состоянии, пока не начнет двигаться или не достигнет полного здоровья.
Доля банка восстановления статистики
81
10 10 2
84
Применение этого зелья к зелью восстановления характеристик заставляет заклинателя вводить по 1 дозе каждому игроку в квадрате 5×5 (включая стояние на квадрате заклинателя), если у него включена функция Accept Aid .
Доля зелья повышения
84
12 10 3
88
Применение этого эффекта практически к любому зелью заставляет заклинателя вводить по 1 дозе каждому игроку в квадрате 5×5 (включая стояние на квадрате заклинателя), если у него включена функция Accept Aid .
Передача энергии
91
3 2 1
100
Передает целевому игроку 100% энергии специальной атаки заклинателя и часть его энергии бега. Нельзя использовать, если у заклинателя нет полной шкалы энергии специальной атаки. У игроков должно быть включено Accept Aid , чтобы воспользоваться этим заклинанием.
Исцелить Другое
92
3 1 3
101
Передает 75% текущих хитпойнтов заклинателя выбранному игроку. Целевой игрок должен иметь Принятие помощи включено для лечения этим заклинанием.
Месть Другое
93
10 3 2
108
Целевой игрок будет находиться под действием заклинания Месть. Чтобы получить это преимущество, у целевого игрока должна быть включена функция Accept Aid .
Месть
94
10 4 2
112
Следующая атака, наносящая урон заклинателю, также поражает противника, нанося урон в размере до 75% от первоначального нанесенного урона.
Группа исцеления
95
4 3 6
124
Передает 75% текущих хитпойнтов заклинателя между ранеными игроками, находящимися в пределах квадрата 3х3 от заклинателя (в том числе стоящих на квадрате заклинателя). Игроки должны иметь Принятие помощи включено, чтобы воспользоваться этим заклинанием.
Заклинания телепорта[edit | править код]
Игрок, использующий лунные заклинания для телепортации.
Значок
Мобильный значок
Заклинание
Уровень
рун
опыта
Примечания
Лунный домашний телепорт
0
Нет
Нет
Бесплатно телепортируется к берегу Лунного острова. Его применение занимает около 10 секунд, и его можно прервать в бою. Кроме того, его можно разыгрывать только каждые 30 минут.
Телепорт Лунного племени
69
2 2 1
66
Телепортирует игрока к воротам Лунного острова.
Телегруппа Лунное племя
70
4 2 1
67
Телепортирует игрока вместе с кем-либо в пределах квадрата 3×3 (включая стоящих на квадрате игрока) рядом с банком в городе Лунного племени. У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием.
Телепорт Урании
71
6 2 1
69
Телепортирует заклинателя к красным саламандрам за пределами пещеры Урания. Игроки должны поговорить с Бабой Ягой с активированной книгой заклинаний, чтобы разблокировать возможность использовать это заклинание.
Телепорт рождения в воде
72
1 2 1
71
Телепортирует игрока рядом с кораблем Джарвальда на Острове Водорождения, рядом с местами появления травы львиного зева.
Теле Группа Роды на воде
73
5 2 1
72
Телепортирует игрока вместе со всеми, кто находится в пределах квадрата 3×3 (включая стоящих на квадрате игрока) рядом с кораблем Джарвальда на Острове Водного Рождения. У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием.
Варварский телепорт
75
3 2 2
76
Телепортирует игрока к аванпосту варваров.
Варвар телегруппы
76
6 2 2
77
Телепортирует игрока вместе со всеми, кто находится в пределах квадрата 3×3 (включая стоящих на квадрате игрока) рядом с аванпостом варваров. Игроки должны иметь Принятие помощи включено, чтобы быть телепортированным этим заклинанием.
Телепорт Хазарда
78
4 2 2
80
Телепортирует игрока в Порт Хазард.
Теле Групп Хазард
79
8 2 2
81
Телепортирует игрока вместе со всеми, кто находится в пределах квадрата 3х3 (включая тех, кто стоит на квадрате игрока) в Порт Хазард. У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием.
Телепорт Гильдии Рыболовов
85
10 3 3
89
Телепортирует игрока за дверь Гильдии Рыболовов.
Телепортация к цели
85
1 1 1
45
Телепортирует игрока к назначенной цели в пустыне. Может быть применено только к целевым мирам.
Рыболовная гильдия Tele Group
86
14 3 3
90
Телепортирует игрока вместе со всеми, кто находится в пределах квадрата 3х3 (включая стоящих на квадрате игрока) за дверью в Гильдию Рыболовов. У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием.
Кэтерби Телепорт
87
10 3 3
92
Телепортирует игрока к банку в Кэтерби.
Теле Групп Кэтерби
88
15 3 3
93
Телепортирует игрока вместе с кем-либо в пределах квадрата 3×3 (включая стоящих на квадрате игрока) рядом с банком в Катерби. У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием.
Телепорт ледяного плато
89
8 3 3
96
Телепортирует игрока на половину ледяного плато на уровне 53 Wilderness. Предупреждает игрока о том, что он собирается телепортироваться в «Глубокие пустоши», с возможностью прервать.
Ледяное плато Tele Group
90
16 3 3
99
Телепортирует игрока вместе с кем-либо в пределах квадрата 3×3 (включая стоящих на квадрате игрока) на половину Ледяного плато участников. У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием. Предупреждает игрока (игроков), что они собираются телепортироваться / будут телепортированы в «Глубокие пустыни», с возможностью прервать.
Вспомогательные заклинания[edit | править код]
Игрок обрабатывает сельскохозяйственный участок суперкомпостом с помощью заклинания Плодородная почва.
Значок
Мобильный значок
Заклинание
Уровень
рун
опыта
Тип
Испечь пирог
65
5 4 1
60
Автоматически выпекает все сырые пироги в инвентаре игрока, один за другим, без риска пригорания. Игрок получает полный кулинарный опыт.
Геомантия
65
8 3 3
60
Позволяет игроку просматривать статус каждого обрабатываемого патча в игре, за исключением тех, которые используются во время квестов.
Завод по лечению
66
8 1
60
Лечит больной сельскохозяйственный участок.
Контакт с НПС
67
2 1 1
63
Позволяет игрокам телепатически разговаривать с набором неигровых персонажей, как будто они находятся рядом с ними.
Увлажнение*
68
1 3 1
65
Заполняет все сосуды в инвентаре игрока водой. Заклинание также может поливать все саженцы в инвентаре игрока.
Комплект охотника*
71
2 2
70
Дает игроку набор охотника, содержащий различные инструменты, используемые при обучении охотника.
Пряди льна
76
5 1 2
75
Мгновенно превращает до пяти льняных тетив в инвентарь игрока.
Марка Superglass
77
10 6 2
78
Мгновенно превращает все ведра с песком и кальцинированной содой, морскими или болотными водорослями в расплавленное стекло без использования печи.
Коричневая кожа
78
5 2 1
81
Вылуживает до пяти шкур в инвентаре игрока без обычных затрат, связанных с дубильными мастерами. Требуется завершение сложного дневника фременника.
Струнные украшения
80
10 5 2
83
Ненатянутые амулеты в инвентаре игрока немедленно становятся натянутыми (по одному на заклинание).
Магическое наполнение
82
7 7 2
86
Позволяет игроку создавать комбинированные руны без использования противоположных талисманов в течение 12,6 секунд.
Плодородная почва
83
15 3 2
87
Это заклинание обрабатывает указанный сельскохозяйственный участок суперкомпостом или ультракомпостом, если игроки прочитали книгу, покрытую пеплом, и имеют в своем инвентаре два вулканических пепла.
Изготовление досок*
86
15 2 1
90
Превращает одно бревно в доску. Заклинание взимает меньшую плату за изготовление каждой доски по сравнению с операторами лесопилки.
Перезарядка драконьего камня
89
4 1 1
97,5
Заряжает все зачарованные украшения из драконьего камня (кроме кольца богатства). Требуется завершение сложного дневника фременника.
Обмен книгами заклинаний*
96
3 2 1
130
Позволяет игрокам переключиться на другую книгу заклинаний для одного применения заклинания.
Дата
Изменения
13 октября 2016 г. (обновление)
В книгу заклинаний добавлен телепорт Урании.
21 апреля 2016 г. (обновление)
Групповые телепорты Лунара больше не будут дважды запускать 10-секундный таймер задержки телепорта в режиме Мертвеца.
15 октября 2015 (обновление | опрос)
Добавлено новое заклинание Лунное заклинание Геомантия, требующее 65 Магии, 3 Астральных рун, 3 Природных рун и 8 Земных рун.
Купити Фрези по дереву за цінами виробника в Запоріжжі та Україні від компанії [Компанія].
Магазин «Cooltool» пропонує фрези для роботи з деревом
Спростити та підвищити ефективність роботи допоможуть фрезери по дереву!
Найбільший вибір фрез — понад 613!
Дивитися всі
Інтернет-магазин «Cooltool»
Лідери продажів у «Cooltool»
Кромочная Фреза (арт.9234)
Конусна фреза з розмірами 25.4х11, кутом нахилу 45. Діаметр хвоста: 8 мм.
Детальніше
Фреза пазова (арт.10500)
Пряма фреза розміром 35х32мм і діаметром хвоста 12 мм.
Детальніше
Набір фрез Енкор (арт.9340)
Об’єднані рамкові фрези з діаметром хвоста 12 мм.
Детальніше
Фрези виготовляються з міцної сталі
Заточуються фахівцями на високоточному обладнанні, що дозволяє робити більш рівні зрізи.
Є насадні фрези (для роботи з деревом на стаціонарних верстатах) і кінцеві (для роботи з деревом на верстатах або з ручними апаратами).
Набори фрез більш комфортний варіант для роботи, так як всі фрези в ньому узгоджені і вам не доведеться витрачати час на їх підбір.
Вибирати фрези
Інтернет-магазин «Cooltool» пропонує
Величезний вибір фрез, який задовольнить потреби будь-якого клієнта
✔
Доступні ціни від 70 грн
✔
Часті акції для клієнтів
✔
Допомога з вибором товарів від наших менеджерів
✔
Доставка по території України, обраним вами способом
✔
Як працює магазин «Cooltool»?
Замовлення на сайті або в телефонному режимі
Узгодження умов замовлення з нашим співробітником
Відправка товару або самовивіз
Отримання та оплата замовлення
Вибирайте фрези для комфортної роботи з деревом з нижче представленого асортименту товарів! Якісні фрези забезпечать вам легкість в роботі і найбільш ефективні результати.
за порядкомза зростанням ціниза зниженням ціниза новизною
Фреза – вид режущего инструмента, который имеет 2 или более режущих частей, устанавливаемый в патрон или на ось, используемый для фрезерования. Фреза для фрезеров Энкор имеет возможность, установки как во фрезерный станок по дереву, так и в ручной фрезер.
Фрезы для дерева, изготавливаются из сталей повышенной прочности, с точно просчитанной формой узора режущей части. Заточка производится высококлассными специалистами на точных станках, с минимальным биением. Благодаря чему кромка фрезы имеет качественную, без раковин структуру. Применение всего вышеуказанного гарантировано повышает износостойкость, а также рез получается более ровным и качественным. Широчайший выбор насадных фрез для фрезерных станков и концевых фрез под цанги, позволит выполнить фрезерование любой конфигурации. Наши фрез могут устанавливаться не только на фрезерные машинки или фрезерные станки. Благодаря унифицированным хвостовикам 8 или 12 мм, фрезы устанавливаются в цанги или сверлильные патроны многофункциональных деревообрабатывающих станков
Особенности фрез по дереву представленных в нашем магазине :
Фрезы изготавливаются из прочной стали
Затачиваются специалистами на высокоточном оборудовании, что позволяет делать более ровные срезы.
Есть насадные фрезы (для работы с деревом на стационарных станках) и концевые (для работы с деревом на станках
или с ручными аппаратами).
Наборы фрез более комфортный вариант для работы, так как все фрезы в нем согласованны и вам не придется тратить время на их подбор.
Для качественной фиксации заготовки к рабочему столу, а также при необходимости склеивания заготовок, профессионалы рекомендуют использовать качественные струбцины или тиски.
В нашем интернет магазине cooltool.in.ua Вы получите профессиональную консультацию при выборе фрезы по дереву, а также сопутствующей оснастке и различным приспособлениям, которые могут понадобиться при работе.
Фрезы по дереву для ручного фрезера
Выберите категорию:
Все Инструмент Festool
» Акционные предложения FESTOOL
» Пиление
»» Аккумуляторные дисковые пилы
»» Пиление: лобзики
»»» Лобзики
»»» Оснастка для лобзика
»»» Пилки для лобзика
»» Полустационарные монтажные пилы
»»» Монтажная дисковая пила
»»» Оснастка для монтажной дисковой пилы
»»» Оснастка для торцовочно-усовочной пилы
»»» Оснастка для торцовочной пилы
»»» Пильные диски для монтажной дисковой пилы
»»» Пильные диски для торцовочной пилы
»»» Торцовочная пила с протяжкой
»»» Торцовочно-усовочная пила SYM
»» Ручные дисковые пилы
»»» Погружные пилы
»»» Оснастка для ручных дисковых пил
»»» Пильные диски
» Фрезерование
»» Вертикальные фрезеры
»» Дисковые фрезеры
»» Кромочные фрезеры
»» Оснастка для вертикальных фрезеров
»» Оснастка для дисковых фрезеров
»» Оснастка для кромочного фрезера
»» Оснастка для модульного кромочного фрезера
»» Оснастка для оконного фрезера
»» Фреза для обработки многослойных материалов
»» Фрезы для дискового фрезера
»» Фрезы для кромочного фрезера OFK 500 (специальный хвостовик)
»» Фрезы для кромочных фрезеров OFK/MFK 700
»» Фрезы для обработки полимерных материалов
»» Фрезы по дереву для ручного фрезера
»» Шипорезная система VS 600
»»» Оснастка для VS 600
» Сверление и завинчивание
»» Аккумуляторный перфоратор
»» Аккумуляторные дрели-шуруповёрты
»»» Аккумуляторные ударные дрели-шуруповёрты
»»» Аккумуляторный шуруповёрт для гипсокартона
»»»» Оснастка для шуруповёрта для гипсокартона DWC
»» Дрели / ударные дрели
»» Аккумуляторы и оснастка
»» Зарядные устройства
»» Оснастка для сверления и завинчивания
»»» Инструментальный патрон и насадки
»» Биты
»»» Программа бит impactplus
»»» Биты CENTROTEC
»» Сверлильные инструменты
»» Сверлильная стойка
» Шлифование
»» Шлифование пневмо инструментами
»»» Оснастка для пневматических эксцентриковых шлифовальных машинок
»»»»» для SN2**, HN2, Ph2, Ph3, Ph3-KA, Ph2-Axial, Ph3000
»»»»» для SN2** AccuBird, PowerBird
»»»»» для серии Taurus
»»»» Суперудлиненные насадки
»»»»» для NTS, NTX(F), Flipper, PH 1-VK, PH 2-VK, Ph2-L
»»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, PH-Axial, Ph3000
»»»»» для Accubird, Powerbird, Taurus
»»»» Пружинные насадки
»»»» Для установки на мягкие и хрупкие материалы
»»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, PH-Axial, Ph3000
»»»»» для Accubird, Powerbird, Taurus
»»»» Для создания подвижных соединений
»»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, PH-Axial, Ph3000
»»»»» для Accubird и Powerbird
»»»» Универсальные насадки ( мундштук )
»»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, Ph3000
»»»»» для Accubird и Powerbird
»»»» для MegaGrip
»»»»» для Ph3000
»»»»» для PowerBird
»»»» Насадки к Taurus 5-6
»»» Головки
»»»» Угловые головки
»»»»» для Ph2, Ph3
»»»»» для Taurus 1-4
»»»» Удлиненные головки для Accubird и Powerbird
»»»» Удлиненные головки с уменьшенным диаметром для Taurus 1-2
»»»» Головки с уменьшенным диаметром для серии PH
»»»» Параллельная головка для Taurus 1-4
»»» Губки
»» Для заклепок-гаек
»»» Насадки и шпильки для серии заклепочников FireBird
»»» Насадки и шпильки для серии заклепочников GBM
»»» Насадки и шпильки для серии заклепочников FireFox
»» Для заклепок-болтов
»» Дополнительная оснастка
»»» Устройство отсоса стержней ( VAS) для серии PH
»»» Стационарный шланг, для отвода стержней, cерия Taurus
»»» Пусковой механизм давления для Taurus 1-4
»»» Ножная педаль
»»» Датчик учета качества и количества установленных заклепок Taurus 1-4
»»» Система управления процессом для cерии Taurus 1-4
»» Для Taurus Speed Rivet
Вырубные прессы OEMME
Оборудования для алюминиевого профиля
Оборудование для сборки теплового профиля
Вальцовочное оборудование KUTTRUFF
Обрабатывающие центры по алюминию
Оборудование для массива древесины Harwi
» Раскроечная пила HVS-HVS Performer
» Форматно-раскроечные пилы 130-180-210
» Радиально-консольная пила Delta 85-135
» Радиально-консольная пила 450-W
» Радиально-консольная пила 625-U 625-H 625-H-2K
» Вертикальная пила Piranha
» Вертикальная пила Orca
» Вертикальная пила OrcaMatic
РОКИТ
Запасные части
Бренд:
ВсеTime-ProofSKytoolsAbsolutOEMMEGESIPAFestool
Результатов на странице:
5203550658095
Wood Router Circle Cutting Jig для электрического ручного триммера Makita Millin
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сохранить 0
FOXBC
Нет отзывов
Доставка из: Китай
Цвет: от 1 до 135 см
Вариант
Китай / от 1 до 135 см — 37,26 долл. США Китай / от 1 до 70 см — 32,05 долл. США
Поделиться этим продуктом
DIY Supplies: Woodworking
Тип: Комбинация
Тип: тренировки
Тип: Hammers
Тип: PLIERS
Тип: SAWS
Тип: отвертки
Тип: Hripenches
Тип: Knives
.
Происхождение: CN (Происхождение)
Упаковка: Чехол
is_customized: №
Применение: Инструмент для обработки дерева
Кодировка: ganweiMGGJ74
Продукт имеет две спецификации: 1-70 см, 1-135, пожалуйста, выберите спецификации нуждаться.
Тонкая обработка
Изготовлен из высококачественного бакелита, алюминиевого сплава и нержавеющей стали.
Универсальное отверстие
Зарезервировано несколько наборов положений отверстий, которые подходят для 99% обрезных станков. Подходит для триммеров Dongcheng, Bosch, Aoben, Makita и Wacker. Их можно установить напрямую (для специальных моделей они также могут быть установлены сами по себе)
В пакет включено:
Вариант установки триммерного станка
направляющая
центральный вал
ручка
дрель
кольцо
шестигранный ключ
винт
Country
United StatesCanadaAustraliaUnited Kingdom—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения / товары, не подлежащие возврату Определенные типы товаров не подлежат возврату, например, скоропортящиеся товары (например, продукты питания, цветы или растения), нестандартные товары (например, специальные заказы или персонализированные товары) и товары личной гигиены ( например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт.
Обмен Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть товар, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового товара.
Возврат Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
American ExpressDiners ClubDiscoverJCBMastercardPayPalVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Правила техники безопасности
БУДЬТЕ ОСТОРОЖНЫ. Всегда надевайте средства защиты глаз и ушей вместе с пылезащитными масками. Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией любого изделия (включая заточку).
ПРЕДУПРЕЖДЕНИЕ: При повторном измельчении продуктов FOXBC образуется пыль из потенциально опасных компонентов. Перед использованием бит всегда читайте и соблюдайте руководство по технике безопасности для владельца любого силового оборудования. Всегда используйте защитные очки при использовании этого или любого другого твердосплавного режущего инструмента.
ВНИМАНИЕ: Продукты FOXBC могут подвергать вас воздействию химических веществ, включая свинец и/или кобальт, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
ПРЕДУПРЕЖДЕНИЕ: Сверление, шлифовка или механическая обработка изделий из дерева могут подвергнуть вас воздействию древесной пыли — вещества, которое, как известно в штате Калифорния, вызывает рак. Избегайте вдыхания древесной пыли или используйте маску или другие средства индивидуальной защиты. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
Идеальная концевая фреза для деревообработки с ЧПУ
Концевые фрезы по дереву с различными наконечниками
Будь то резка, фрезерование карманов, погружная резка или подрезка, не все задачи можно выполнить с помощью одной и той же фрезы по дереву. Например, при фрезеровании карманов поверхность должна быть плоской. При 3D-фрезеровании, например при рельефных работах, важно избегать резких видимых переходов между отдельными траекториями фрезерования. Таким образом, кончик концевой фрезы, так называемая шлифовка, имеет решающее значение для окончательной обработки вашей заготовки.
«Рыбий хвост»
Резак «рыбий хвост» имеет специальную заточку, напоминающую сверло. Это позволяет вертикально погрузиться в мультиплекс или другое дерево.
Коротко:
Шлифовка «рыбий хвост»
Вертикальное врезание в дерево
Торцевая фреза
Торцевая фреза имеет плоский наконечник. Поскольку он оставляет ровную поверхность, он идеально подходит для фрезерования карманов и очистки карманов.
Короче:
Плоский наконечник
Отлично подходит для фрезерования карманов
Сферическая фреза
Концевая фреза со сферическим концом имеет полусферу на конце. Это делает радиусную фрезу идеально подходящей, например, для бесступенчатого вырезания рельефов.
Кратко:
Возможна бесступенчатая резьба
Очень хорошо подходит для рельефных работ
Гравировка по дереву с помощью подходящей концевой фрезы
Гравюры по дереву не только выглядят шикарно, но и легко индивидуализируются. Таким образом, вы можете использовать свой станок с ЧПУ для создания разнообразных деревянных вывесок, табличек с колокольчиками или табличек с именами с гравировкой по дереву в кратчайшие сроки. Если необходимо фрезеровать только глубину, можно использовать простую фрезу по дереву. С другой стороны, 3D-надписи или 3D-эффекты могут быть идеально выполнены с помощью гравировальных насадок или V-образных фрез.
V-образная канавка или гравировальная фреза — это коническая концевая фреза для создания объемных надписей. Специальный резак доступен с различными углами заострения (30°, 45°, 60°, 90°) и создает стильные 3D-эффекты. V-образная канавка подходит для больших работ. Для более деликатных проектов лучше всего подойдет гравировальная насадка.
Кратко:
Для 3D-надписей и 3D-эффектов
V-образная канавка для больших объемов работ
Гравировальная фреза для более тонких работ
Доступен с различными углами при вершине (30°, 45°, 60°, 90°)
Типы фрез и геометрия режущей кромки
Если вы ищете подходящую фрезу по дереву, существует широкий выбор различных концевых фрез. Фреза со спиральными зубьями особенно подходит для обработки мягкой древесины, а фреза с двумя канавками отлично подходит для фрезерования твердой древесины. Подрезка вверх, вниз или компрессионная концевая фреза, выбор соответствующей фрезы по дереву зависит от вашего проекта и режущей кромки, которую вы хотите получить. Объясняем, на что нужно обратить внимание.
Верхний рез
Вертикальный фрезерный станок выталкивает стружку вверх. Чистый край создается на нижней стороне заготовки.
Коротко:
Поднимает чипы наверх
Чистый край на нижней стороне
Вниз
Концевая фреза с врезанием отбрасывает стружку к основанию. Чистый край создается на верхней части заготовки.
Коротко:
Прижимает стружку
Чистый край сверху
Концевая фреза компрессионная
Наконечник срезан вверх, остальная часть срезана вниз. Чистые кромки создаются на нижней и верхней стороне заготовки.
Коротко:
Специальная фреза для фрезерования дерева
Наконечник срезан вверх, остальные срезаны вниз
Обе кромки чистые
Торцевое фрезерование на станке с ЧПУ
В деревообработке часто необходима ровная поверхность. Если у вас в мастерской или дома есть рубанок, вы можете использовать его для выравнивания и сглаживания необработанной древесины. Альтернативой правке является торцевая фрезеровка на станке с ЧПУ. Просто закрепите торцевую фрезу во фрезерном двигателе, и древесина будет равномерно удаляться по пути.
Установка алмазного бурения бетона ООО «ПК Сатурн»
О компании
Каталог
Трубогибы гидравлические
Трубогиб ТГ-1
Трубогиб ТГ-2
Трубогиб ТГ-3
Трубогиб ТГ-4
Трубогиб ручной для тонкостенной трубы ТГ-1м
Запасные части для трубогибов
Трубогибы электрогидравлические
Трубогиб ТГЭ-2
Трубогиб ТГЭ-3
Трубогиб ТГЭ-4
Электрические опрессовщики
Сатурн НИЭ-3-60
Сатурн НИЭ-6-60
Сатурн НИЭ-12-60
Запасные части
Ручные опрессовщики
Сатурн НИР-60
Сатурн НИР-25
Сатурн НИР-50
Сатурн НИР-25 Э
Сатурн НИР-50А
Сатурн THP 50-60 (CP-50)
Прочистные машины
А 75
A 150
Расходные части
Алмазное бурение
SATURN OB-110E
SATURN OB-132
SATURN OB-165
SATURN OB-180
SATURN OB-205
SATURN OB-255
SATURN OB-160E
SATURN OB-355
Наклонная стойка KCY-400F
Наклонная стойка B-type
Алмазные коронки СТАНДАРТ
Станки ленточнопильные
Станок BS-115
Станок BS-712N
Станок BS-712R
Сварочные аппараты для пластиковых труб
Резьбонарезной инструмент
Электроклупп Saturn
Электроклупп Saturn mini
Резьбонарезные головки
СОЖ 5л.
Запасные части для электроклуппов Сатурн
Ручные профилегибы
Профилегиб TR-50
Профилегиб TR-50
Профилегиб HB-40
Профилегибы электрические
Новости
Сертификаты
Контакты
Контактная информация
Задать вопрос
Дилерам
классификация, обзор особенностей и рекомендации по выбору
При ремонте, строительстве, реконструкции зданий зачастую требуется выполнять работы по обустройству технологических проемов, сверлению отверстий в конструкциях из бетона, железобетона, кирпича и камня. В этом случае обратите внимание на инструмент с алмазными коронками, с его помощью можно решать как разовые, так и профессиональные задачи в больших объемах. Давайте разбираться, что такое установка для алмазного бурения, какую выбрать, на что обратить внимание в первую очередь.
Классификация установок для алмазного бурения по типам и критерии выбора
Перед тем как выбрать установку алмазного бурения, определитесь с перечнем задач, которые собрались решать. Дело в том, что в эту категория входит множество устройств, технические характеристики которых существенно различаются.
Чтобы не допустить ошибки при покупке, обращайте внимание на классификацию, которая применяется большинством производителей и строителей:
Необходимо сверление отверстия, диаметр которого не превысит 100–130 мм, тогда остановите свой выбор на установке, укомплектованной двигателем мощностью до 1,8-2 кВт, который способен обеспечить высокую частоту вращения рабочей коронки.
Требуется подготовить технологические проемы с диаметром в пределах 200 мм, стоит купить установку алмазного бурения с приводным электродвигателем, мощность которого будет не менее 2500 Вт.
Для бурения глубоких отверстий для установки анкеров в фундаменты, подготовки проемов под системы вентиляции диаметром до 350 мм применяют оборудование с двигателями мощностью в пределах 3–3,5 кВт.
Установки этой категории выпускают зарубежные производители. Стоит отметить, что цена профессиональных устройств высока.
Классификация установок для алмазного бурения по брендам и популярные модели
При выборе установок алмазного бурения рекомендуем обратить внимание на продукцию следующих наиболее известных брендов:
Bosch — электроинструмент этого производителя традиционно отличается качеством сборки, рабочим ресурсом. Можно выбрать установку во всем диапазоне мощности, доступна различная комплектация. Эргономичны, работать с такими устройствами удобно. Продукция этого бренда занимает лидирующие позиции в рейтингах, посвященных оборудованию для алмазного бурения и резки.
Tyrolit — производитель из Австрии, устройства которого пользуются заслуженным спросом среди профессиональных строителей. Предлагаемые модели позволяют бурить на значительную глубину в вертикальных и горизонтальных поверхностях. Есть возможность установки коронок различного диаметра, допускается изменение угла при необходимости.
Messer — один из новых игроков в этом сегменте производства. Несмотря на это, инструмент уже завоевал признание в профессиональной среде. Основной плюс — более выгодная цена, при этом по эксплуатационным характеристикам практически не уступает оборудованию признанных лидеров.
Хорошие модели оборудования представлены у брендов Hilti, Husqvarna, WEKA. Последние предлагают оборудование, способное просверлить отверстие диаметром до 400 мм, правда, только в кирпичной стене. На рынке есть предложения и от других компаний, широко представлены производители из Китая. Но практика показала, что если необходима надежная установка для алмазного бурения, способная проработать несколько сезонов, выбирайте модели указанных производителей. Это даст гарантию выполнения больших объемов работ. Стоит отметить, что устройства этой категории способны справиться с железобетоном, независимо от степени армирования. В отличие перфораторов этот критерий не играет практически никакой роли.
Особенности конструкции, оснастка
В качестве привода используется электродвигатель, укомплектованный системами изменения скорости, в том числе и в автоматическом режиме, защиты от перегрузки. Но встречаются и модели с ДВС, гидравлическим приводом, которые чаще всего применяют при дорожном строительстве, масштабных работах.
Крепление оборудования осуществляется благодаря опорной плитой и стойке (штативу). Фиксация в рабочем положении выполняется несколькими способами. Проще всего, установить на ровную подготовленную поверхность. Благодаря незначительной вибрации при работе, массы устройства вполне хватает для надежной фиксации на одном месте. Используют и крепление при помощи анкеров, вакуумного оборудования, но такая необходимость возникает при сверлении больших и глубоких отверстий.
Применение стойки, которая соединена с плитой шарнирно, позволит изменять угол, при котором осуществляется бурение. Подача бурильного оборудования обеспечена винтовым, реечным или цепным механизмом, который перемещает каретку с основным оборудованием вдоль стойки.
Отметим, что есть и модели в ручном исполнении, которые подойдут для выполнения разовых работ, в быту, при ремонте. По внешнему виду, мощности инструмент практически ничем не отличается от обычной дрели, применяется для сверления отверстий небольшого диаметра, например, под водопроводную трубу.
В качестве основной оснастки выступает коронка, изготовленная из прочной стали. На режущей части установлены алмазные напайки, которые и позволяют быстро сверлить бетон, железобетон, кирпичную и каменную кладку. Можно встретить коронки, диаметр которых достигает 1200 мм. Чтобы увеличить срок службы оснастки, предусмотрена система водяного охлаждения режущей части, которая позволяет предотвратить преждевременный износ алмазных напаек.
На что ещё обратить внимание при выборе — какие характеристики важны
Помимо мощности двигателя, оцените и другие эксплуатационные характеристики оборудования. Обратите внимание на такие моменты:
Конструкция стойки, от которой зависит точность подачи режущего инструмента, соответствие направления, возможность изменения угла бурения. На опорную стойку будут приходиться серьезные нагрузки, так как профессиональные установки отличаются значительным весом. По этой причине к ним предъявляют жесткие требования по прочности,
Хорошо зарекомендовали себя устройства с двух-трехскоростными редукторами, которые позволяют выбрать оптимальный режим работы.
Помогает и функция плавной регулировки частоты вращения коронки, за счет чего удается подобрать скорость с учетом прочности и других особенностей материала, сверление которого необходимо.
Если у вас возникли сложности в выборе определенной модели, воспользуйтесь бесплатной консультацией специалиста интернет-магазина Евроинструмент.рф. Позвоните или оставьте заявку на сайте, расскажем об особенностях установок алмазного бурения, выпускаемых разными производителями.
Установки для алмазного колонкового бурения | Станки для колонкового бурения бетона
перейти к содержанию
Сортировать по
Выберите первый элемент для сравнения
Выберите второй элемент для сравнения
Выберите третий элемент для сравнения
Сравнивать
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Следующий уровень :»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,»select_rewards» :»Выберите награду»,»shop_now»:»Купить сейчас»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:» Введите действительную дату рождения»,»warning_title_for_reward»:»К сожалению, вы не имеете права на участие в программе лояльности и вознаграждений»,»warning_title_for_reward_requirelogin»:»Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, {{ log_in_link }}, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен )»,»activity_refund_earn_point»:»-{{ points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:»+{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ( {{ Discount_code }})»,»referrer_guest_notify_message»:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:» Вам не разрешено использовать реферальную программу»,»referral_no_activity»:»Нет активности»,»referral_history_customer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата» ,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})»,»discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней «,»activity_discount_expired_code»:»Срок действия скидки истек {{ code }}»,»activity_discount_expired»:»Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, размещенный в день вашего рождения, будут умножаться на {{multiple_points}}!»,»your_discount_code»:»Ваш код скидки:»,»verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты. «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Правило выполнено»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно с вознаграждением»,»birthday_field»:»Поле дня рождения»,»birthday_success»:»Ваша информация сохранена. Вы получите награду в свой День рождения»,»points_expires_on_date»:»Действует до {{ дня }} {{ месяца }} {{ года }}»,»points_program_title»:»Программа баллов»,»points_program_description»:»Присоединяйтесь к нашей Программа лояльности и получайте вознаграждения за выполнение различных действий в нашем магазине!»,»referral_program_title»:»Реферальная программа»,»referral_program_description»:»Пригласите своих друзей в наш магазин и получайте вознаграждение за каждого привлеченного друга. «,»referral_program_attencion»:» Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.»,»referral_share_link_description»:»Поделитесь своей реферальной ссылкой с друзьями»,»vip_tiers_description»:»Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.», «your_status»:»Ваш статус»,»next_status»:»Следующий статус»,»registration_description»:»Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!»,»join_now»:»Присоединяйтесь сейчас»,»have_account»:»Уже есть учетная запись?»,»reward_is_currently_unavailable»:»Это вознаграждение в настоящее время недоступно, обратитесь к администратору сайта. {{ reload_page_btn }}»,»reload_page_btn»:»Обновите страницу»,»log_in_link»:»войдите в систему»,»allcolibri_success_activation»:»ПОЗДРАВЛЯЕМ! ВЫ ТОЛЬКО {{ кампанияName }}»,»allcolibri_day_limit_request»:»Лимит активности возможен один раз в сутки»,»user_authentication_required»:»Требуется аутентификация пользователя»,»allcolibri_is_disabled»:»Allcolibri отключен»,»allcolibri_post_request»:» Ожидается, что запрос будет отправлен в формате POST»,»not_enough_points_for_redeem»:»Недостаточно баллов для погашения»,»reward_tab_title»:»Награды»,»shop_it»:»КУПИТЬ»,»назад»:»Назад»,»click_for_sound_on «:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Просмотреть в Instagram»,»view_on_tiktok»:»Просмотреть в Tiktok»,»instagram_gallery»:»Галерея Instagram»}
Алмазная установка для колонкового бурения – легкая установка для колонкового бурения
Профессиональная установка для колонкового бурения по бетону диаметром до 8 дюймов.
DBE 201 – самая мощная, компактная и легкая установка для колонкового бурения в отрасли. Легкая и обтекаемая конструкция станка для колонкового бурения делает его чрезвычайно портативным и простым в маневрировании для любого бурения бетона. Благодаря мощному двигателю мощностью 2500 Вт (18 А) станок DBE 201 лидирует в своем классе по производительности бурения — сверление отверстий диаметром до 8 дюймов. Для CS Unitec ценность заключается в разработке: благодаря эргономичному дизайну и стандартным функциям безопасности, включая механическую фрикционную муфту и защиту от перегрузок по току, эта установка для бурения колонковым бурением обеспечивает повышенную безопасность, производительность и удобство для пользователя. Позвоните сегодня, чтобы поговорить с одним из наших специалистов по колонковому бурению.
Макс. Отверстие
Диам.
Speeds
Use
Weight
Power
Ø 8″
450 RPM
Только для монтажа на буровой установке
34 фунта
18 AMP / 110 V
Преимущества:
Compact & Lightweight:
.
Двигатель и установка в сборе
Встроенная система подачи воды
Высокая износостойкость:
Редуктор в масляной ванне для оптимальной смазки
Шпиндель из нержавеющей стали
Защита двигателя от перегрузки
Пружины, заряженные углеродными щетками — защита от двигателя
Снижение усталости:
Якоря подставка для легкого бурения
Экономичный:
9005. Обтекаемая прочная конструкция
Лучшее соотношение мощности и веса
Повышенная безопасность:
Механическая предохранительная фрикционная муфта
GFCI Защита от перегрузки по току
Анкерное крепление
Применение:
Мокрое сверление железобетона, бетона, природного камня и асфальта
Особенности
Технические характеристики
Видео
Аксессуары
Мощный, легкий, компактный сверлильный станок
Для сверления на полу, стенах и потолках
Двигатель и буровая установка как единое целое
Включает резьбовое соединение 1¼» x 7 для установки широкого спектра сверл, соединение 5/8″ x 11 опционально
Виртуальный 3d тюнинг автомобилей онлайн сервисами и программами для ПК
Практически любой автовладелец старается внести в свой автомобиль что-то неповторимое и индивидуальное. В некоторых случаях, вносятся некоторые доработки исключительно во внешний вид авто. В ряде случаев, модернизации подвергаются и различные системы, и узлы автомобиля. Подобный тюнинг, при отсутствии должной технической базы, сопряжен с множеством трудностей. Для того чтобы их избежать, и получить в конечном итоге достойный результат, всегда можно воспользоваться специализированными сервисами.
Содержание статьи:
1 Что такое виртуальный 3D тюнинг авто и кому это нужно
2 Плюсы и Минусы виртуальной модернизации авто
3 Онлайн сервисы по 3Д проектированию автомобилей
4 Популярные программы для тюнинга машин
Такой подход предоставляет автовладельцу массу возможных приёмов тюнинга своего автомобиля с наглядной демонстрацией вносимых изменений. Чтобы научиться пользоваться представленными сервисами, познакомимся с ними поближе. И данная статья, как нельзя лучше поможет нам в этом.
Что такое виртуальный 3D тюнинг авто и кому это нужно
Изначально, 3D тюнинг широко использовался специалистами, задействованными в сфере автодизайна. Постепенно, с развитием интернет технологии, все сопутствующие программы и сервисы стали доступны многим. С тех пор виртуальный тюнинг нашел большое число поклонников среди специалистов и простых автолюбителей.
Понятие 3D тюнинг подразумевает, прежде всего, программное обеспечение, включающее в себя графические редакторы и специальные программы — визуализаторы.
Каждая из них отличается по характеру исполнения и степени сложности. Некоторые сервисы рассчитаны на любителей. Они станут хорошим подспорьем для начинающих автовладельцев в выборе наиболее оптимальных направлений тюнинга. Такие программы предоставляют минимальное число опций и функциональных возможностей. Кроме этого, для освоения подобных сервисов, Вам не потребуется освоение сложных навыков и умений.
Читайте также: Как узнать машина в угоне или нет по Вин, Гос номеру и ПТС
К преимуществам подобных ресурсов можно отнести:
большой выбор комплектующих и компонентов тюнинга;
наличие специфических опций для тюнинга отечественных авто;
широкая цветовая гамма;
возможность моделирования на основе загруженной фотографии авто.
Такие услуги предоставляются различными онлайн сервисами. Наиболее популярный среди них 3dtuning.com.
Следующий тип программ ориентирован на более квалифицированный подход в данной области. Как правило, к их использованию прибегают при проектировании различных концепт каров и автомобилей эксклюзивного исполнения.
Таким образом, 3d тюнинг базируется на софте, который предоставляет наглядную демонстрацию всевозможных доработок и изменений, вносимых в конструкцию конкретного типа авто.
Плюсы и Минусы виртуальной модернизации авто
Внедрение таких сервисов позволило создавать совершенно новые концептуальные типы автомобилей при существенной экономии времени и сил. Если раньше, подобного рода тюнинг базировался на методе проб и ошибок, то сейчас при наличии соответствующего софта, становится возможным воплощение любых, самых амбициозных решений в кратчайшие сроки.
Таким образом, можно выделить ряд ключевых преимуществ виртуального тюнинга:
создание интерактивной модели с учетом действительных параметров;
постоянное обновление моделей и опций;
возможность корректировки огромного числа технических параметров;
возможность использования нестандартных методов и приемов.
Кроме этого, несмотря на своё зарубежное происхождение, большинство из представленных программ доступны в русскоязычной версии, что существенно упрощает работу с ними.
Статья по теме: Маркировка автомобильных шин и расшифровка обозначений
Недостатки виртуальной модернизации авто могут проявляться лишь в том случае, когда пользователь сервиса недостаточно компетентен в вопросе тюнинга.
Иногда, при излишней приверженности к разного рода новшествам, концептуальный проект авто превращается в нечто несуразное. Кроме этого, некоторые программы не отличаются высоким уровнем качества, в связи с чем возникают трудности выбора соответствующих компонентов.
Онлайн сервисы по 3Д проектированию автомобилей
В настоящее время, пользователю сети предоставлен широкий выбор сервисов и программ, предназначенных для 3д проектирования автомобилей. Подчас, у начинающего «автоконструктора» возникают трудности в выборе наиболее оптимального из них.
Поэтому, существует список самых популярных сервисов, выделенных в отдельную группу. Такая классификация была составлена по результатам опросов, на основе множества положительных отзывов.
Данные ресурсы выстроились в следующем порядке:
Cinema 4D;
Blender.
Использование представленных онлайн программ позволяет создавать индивидуальные проекты, как с нуля, так и на базе уже имеющегося авто.
Это интересно: Что значит ндекс скорости и нагрузки шин
Некоторые сервисы, при первом знакомстве, могут вызвать впечатление перегруженности. Но, при более подробном изучении, всё становится предельно ясно. Это, в частности касается популярной оболочки Cinema 4D.
Дело в том, что представленная программа постоянно обновляется, что приводит к появлению всё новых и новых модулей. Пользователю предлагается широкий выбор самых непредсказуемых опций, что первоначально приводит его в некоторое замешательство.
Популярные программы для тюнинга машин
Программы для тюнинга авто в большинстве своем делятся на две части: любительские и профессиональные.
Первые вмещают в себя достаточно ограниченно кол-во опций и инструментов, чего не скажешь о профессиональных программах. Они предлагают массу всевозможных вариантов тюнинга, начиная от мельчайших деталей, и заканчивая элементами оперения и каркаса автомобиля.
К сведению: Что делать если заблокировался руль и не поворачивается ключ зажигания
Среди них, наибольшую популярность снискали следующие программные оболочки:
Tuning Car Studio SK2;
Dimilights Embed;
Virtual Tuning 2.
Первая из представленных программ Tuning Car Studio предусматривает загрузку исходной фотографии автомашины. После этого, пользователь должен отметить те элементы кузова, которые подлежат изменениям. В процессе работы, выделенные области, в зависимости от выбранного инструмента, будут дополняться необходимыми деталями и формами.
Отдельного внимания заслуживает опция, предусматривающая покраску автомобиля. Для её активации достаточно воспользоваться аэрографом с заранее подобранным оттенком. Благодаря вспомогательным настройкам, можно изменять интенсивность цвета и тип ЛКП.
Программа предусматривает функцию тонировки стекол, использование деталей, наклеек и надписей. Помимо этого, можно вносить некоторые изменения в конфигурацию фар и дисков авто.
Программа Dimilights Embed снабжена аналогичным набором опции. С её помощью можно изменять геометрию кузова автомобиля посредством различных элементов. Удобный интерфейс и функция вращения авто даёт возможность более полной обзорности всего автомобиля.
Разработчики последней версии представленной оболочки внесли ряд дополнительных опций. А именно, обновленная версия предлагает пользователю широкий выбор оттенков цвета и рисунков аэрографии.
Если две предыдущие программы в большей степени проектировались под новичков, то оболочка Virtual Tuning 2 создавалась с расчетом на профессиональных пользователей.
Для начала работы в ней нужно в первую очередь найти свой автомобиль в списке представленных марок. Стоит отметить, что перечень авто постоянно обновляется, поэтому его поиск не вызывает затруднений, если конечно же Вы не владелец 401 москвича или 21 волги.
Данная программа предполагает комплексный тюнинг авто, затрагивающий большую часть элементов экстерьера и интерьера будущего проекта. Представленная оболочка поддерживает все доступные на сегодняшний день операционные системы и, несмотря на свой большой функциональный потенциал, не занимает много места на жестком диске.
Появление программ и сервисов виртуального 3D тюнинга открывает большие возможности в сфере автодизайна. Благодаря доступности и простоте исполнения, такие программы стали повсеместно использоваться как любителями, так и профессионалами различных тюнинг-ателье. Выбор в пользу данных технологий продиктован высоким уровнем визуализации, низкой степенью риска и конечным результатом, оправдывающим все надежды.
Виртуальный 3Д тюнинг автомобиля: популярные сервисы и программы
Владелец автомобиля желает внести в его образ нотку отличия или индивидуальности. Кто-то вносит изменения во внешность любимой машины, кто-то же погружается в структуру, начинку авто. Если не иметь нужных технических знаний по модернизации, можно не слабо навредить себе.
Чтобы не подвергаться опасности, а также не портить свой любимый автотранспорт, появилась возможность реализовывать свои мечты виртуально. Используя подобные сервисы, автовладелец получает в своё распоряжение массу механизмов для тюнинга машины, которые демонстрируют окончательный результат. Уделив всего 10 минут своего времени, читатель сможет узнать где найти подобный сервис, а также как в них работать.
Содержание
Что такое виртуальный 3Д тюнинг авто
Возможности программы для тюнинга машин
Плюсы и минусы 3D тюнинга авто
Онлайн-сервисы по тюнингу авто
Популярные программы для тюнинга авто на ПК
TuningCarStudioSK2
DimilightsEmbed
Virtual Tuning 2
AutodeskMaya
Cinema 4D
Что такое виртуальный 3Д тюнинг авто
Виртуальный 3Д тюнинг авто – это метод реализации внесения визуальных изменений в свой автомобиль при помощи программы на персональном компьютере. Такие сервисы были предназначены для моделирования и создания проектов будущих модернизаций машины на СТО.
Теперь, аналогичные приложения доступны в открытом доступе для любого. Они различаются по сложности, а также удобством интерфейса. Главная цель, это просчет возможных рисков при установке выбранной детали на конкретный автомобиль. Что бы не портить свою машину, достаточно внести данные о ней в программу, установить нужный комплект деталей. Система обработает информацию, выдаст окончательный результат, который полон данных о пользе такой модернизации.
Если автолюбитель никогда не сталкивался с сервисами авто моделирования, то рекомендуется использовать более простые для понимания приложения. Они включают в себя базовые знания авто модернизации, которые будут полезны для изучения новичкам. Приложения уровня «Про» не содержат базовых пояснений,а поэтому, новички будут испытывать трудности при работе с таковыми.
Положительные стороны виртуального 3Д моделирования видны сразу. Это не только занимательный, творческий процесс с авто в домашних условиях, но и не требующих затрат денег или рисков испортить машину. Кроме того, моделирование происходит молниеносно, с точностью, приближенной к реальности.
Возможности программы для тюнинга машин
Все приложения отличаются друг от друга своими возможностями. Если объединить все сервисы в один, то виртуальный 3Д тюнинг позволяет:
Изменять цвет авто, наносить аэрографию, плёночные наклейки, прочие надписи;
Добавлять неоновые подсветки на кузов машины или во внутрь салона;
Оборудовать автомобиль оригинальными воздуховодами на крыше или капоте;
Монтировать на колёса диски, выбранные из огромного каталога;
Изменять формы илистиль фар;
Ставить акустические системы, центральную консоль, салон, руль, прочее.
Используя сервисы виртуального 3Д авто тюнинга, водитель получает возможность не только внешне видоизменять любую модель машины, но и оснащать её всяческими деталями для усиления характеристик. Таким же образом удается проверить сочетаемость деталей с тем или иным авто, при этом не подвергая его полной разборке.
Такие функции доступны во всех «Про» версиях программ. Именно поэтому, они использовались на ведущих автомастерских, что позволяло клиенту предварительно увидеть окончательный результат работы мастеров. Теперь же, подобное занятие можно осуществитьсамому, а только потом обратиться за помощью к специалистам.
Плюсы и минусы 3D тюнинга авто
Появление подобных приложений, позволило автолюбителям в значительной мере экономить свои силы и средства. Кроме того, установка виртуальных деталей занимает 5 секунд, в отличие от реального времени, затрачиваемого на эту работу. Это полностью исключает метод проб и ошибок, которым подвергался любимый автотранспорт.
Исходя из этого, следует отметить следующие достоинства использования компьютерных приложений по виртуальной визуализации 3D авто тюнинга онлайн:
Возможность создания уникальной модели авто при учёте оригинальных его характеристик;
Постоянное обновление программ новыми моделями современных и ретро машин, что позволяет безопасно проводить тесты не только с популярными моделями, но и исторически недоступными;
Способность внесения корректировок в технические параметры своего авто, при этом просчитывая недостатки или негативные последствия;
Появление возможности использовать нестандартные методы и приёмы для осуществления своей детской, автомобильной мечты.
Хоть эти сервисы были разработаны за границей, на данный момент, почти все они идут с установленным интерфейсом на русском языке. Это значительно упрощает работу.
Недостатков у подобных сервисов практически нет. Они будут выявлены только в том случае, если таковой воспользуется малопонимающий в строении автотранспортапользователь.
Онлайн-сервисы по тюнингу авто
Удобство онлайн-сервисов обусловлено тем, что пользователю не нужно следить за обновлением материала. Эти занимается администратор сайта, который предоставляет свою версию программы. Все подобные сервисы абсолютно бесплатны, не требуют взноса на использование или обеспечение обновлениями.
Для продуктивной работы в приложениянужно наличие компьютера с выходом в интернет. Зачастую, такие сервисы выделяют место под форум, на котором пользователи могут найти соратников, а также обсуждать интересующие вопросы по теме авто тюнинга.
Некоторые сервисы могут показаться новичкам тяжелыми и малополезными. Дело в том, что они включают в себя большой ассортимент функций по влиянию на тонические характеристики авто. Это версии сервисов, которые ранее устанавливались на компьютеры зарубежных автомастерских. Если у автовладельца желание поиграться только с внешним видом, то лучше использовать программы по проще.
Популярные программы для тюнинга авто на ПК
Более продвинутые пользователи или автолюбители будут рады использовать приложения для авто тюнинга на ПК. Все они не располагают большим объемом, но требуют постоянной установки обновлений. Их интерфейс интуитивно понятен, а скачать можно просто торрент файлом.
Чтобы избавить новичков от долгого поиска нужной программы, был составлен список самых популярных, адаптированных онлайн-сервисов, которые позволяют виртуально проектировать тюнинг своего автомобиля.
TuningCarStudioSK2
Это самая лёгкая в управлении программа по виртуальному 3D моделированию авто тюнинга. Онлайн-версия сервиса позволяет изменять внешний вид авто, а также салон внутри. Чтобы начать работать с приложением, достаточно загрузить фотографию машины пользователя высокого качества.
DimilightsEmbed
Это ещё один онлайн-сервис, который адаптирован под новичка. Используя возможности приложения, автовладелец сможет внести изменения в визуальный стайлинг своего автомобиля.
Здесь доступны изменение цвета авто, добавление на него аэрографии и различных наклеек. Модель машины выполнена в 3D с возможностью функции вращения. Это даст возможность осмотреть кузов с любой стороны и под разными углами. Для профессионалов сервис не будет полезен, поскольку графика,предоставленная сервисом, низкого качества и не реалистична.
Virtual Tuning 2
Приложение, которое позволяет тюнинговать зарубежные модели машин. В нём появляется доступ к 3Д анимированным автомобилям с высоким качеством изображения. Есть возможность поддавать модернизации даже самые маленькие детали машины.
Добавление запчастей, улучшение подвески, изменение формы стёкол и технических характеристик двигателя – всё это доступно в программе. После проведения модернизации, пользователь может детально изучить внешний вид авто, путем проворачивания ракурса обзора с любой стороны.
Особенно уникально наличие функции, полезной для владельцев 3Д принтера. Получившуюся модель можно распечатать на нём и использовать как физическую модель-прототип будущего проекта.
AutodeskMaya
Программа 3Dмоделирования, которая позволяет не только создать модель машины мечты, но и одарить её анимацией. Она сложная для новичков, однако максимально приближена к реальности. При наличии 3Д принтера, можно разработать и изготовить для своего автомобиля точную копию подходящей детали.
Такое приложение используют в автомастерских и успешно применяют в тюнинге. Если обладать знаниями технической стороны строения автомобиля, то можно самостоятельно устроить мастерскую по модернизации авто.
Вот ссылка на просмотр видео со сложным процессом 3Д моделирования при помощи AutodeskMaya.
Cinema 4D
Программа для «ПРО» дизайнеров, которая обладает понятным интерфейсом. При помощи удобных инструментов, пользователь может выбрать ряд изменений автомобиля, которые будут подвергнуты изменениям.
Перед работой в Синема 4Д, рекомендуется подготовить макет на другом онлайн конструкторе, а уже макет преобразовывать в этой программе. Это программа ТОП уровня для создания 3Д модели тюнингованного авто.
Создание специальных программ и онлайн-сервисов для создания 3Д моделей автомобилей позволило открыть автолюбителям кучу возможностей. То, о чем раньше можно было мечтать в кино или компьютерных играх, теперь воплощено в жизнь и доступно любому.
бесплатных 3D-моделей автомобилей | CGTrader
4041 3D-модель автомобиля доступна для скачивания. Низкополигональные версии которых будут интересны геймдизайнерам или разработчикам приложений VR/AR, другие — кинематографистам, аниматорам или рекламодателям. От классических и антикварных автомобилей до гоночных и концептуальных автомобилей, которые можно увидеть в фильмах, существует множество 3D-моделей автомобилей практически в любом формате (FBX, OBJ, MAX, 3DS, C4D и т. д.), которые могут вам понадобиться. Используйте анимированные и бесплатные 3D-модели для создания прототипов и сокращения времени разработки….Показать еще
Filter
Select attribute
Low-poly3D PrintAnimatedPBRRiggedCollection
Show Age+Discounts
Premium
$20. 00
obj, fbx, tbscene, tbmat, ma and more
Premium
$299.00
max, obj, fbx, 3ds, c4d и другие
Premium
69,00 $
stl, pdf, dxf
Premium
9 Lowpoly
00003
$60.00
fbx
Premium
$10.00
obj, blend, mtl
Premium
max, obj, mtl
Premium
Lowpoly
obj, fbx, 3ds , MTL, DAE и More
Premium
MAX, OBJ, MA, MB, MTL и More
Premium
OBJ, FBX, Blend, MTL, STL и больше
Premium
Lowpoly
obj, fbx, 3ds, blend, mtl
Premium
obj, fbx, mtl, blend
Premium
max, obj, fbx, mtl, dxf and more
Premium
OBJ, FBX, MTL, Blend, STL и More
Premium
OBJ, FBX, Blend, MTL
Premium
Max
999993
9999993
9999993
929930003
max, fbx
Premium
PBR
max
Premium
PBR
max, obj, fbx, 3ds, mtl
Premium
Lowpoly
Max, FBX, USD
Premium
OBJ, FBX, Blend, DAE, MTL
Premium
Max, OBJ, MTL
Premium
OBJ, C4D, MTL
, C4D, C4D, MTL
, C4D, C4D
. 0003
Premium
max, obj, fbx, 3ds, dae and more
Premium
c4d
Premium
obj, blend, mtl, dae
Premium
obj, fbx , 3DS, Blend, MTL и More
Premium
OBJ, MTL
Premium
, FBX, STL, MTL, Blend и More
Premium
Animated
Animated
99000 2
.0003
Max, OBJ, FBX, 3DS, C4D и More
Premium
MAX, OBJ, FBX, MTL, USD и более
Premium
MAX, OBJ, FBX, 3DS, DAE и больше
MAX, OBJ, FBX, 3DS, DAE и больше
Premium
OBJ, MTL, DAE, Blend
Premium
MAX, OBJ, 3DS, MTL
Premium
FBX, Blend
SLDSMPRTRSASMPRMPRSMPRTSMPRTSMPRTSMPRTSMPRT.
Премиум
MAX, OBJ, FBX, MTL, MA и MER
Premium
FBX, DAE, BLEND, ABC, STL
Premium
Blend
Premium
99993
.
fbx, tbscene, tbmat, ma, mb
Premium
obj, fbx, mtl, blend, stl
Premium
obj, fbx, mtl
Premium
obj, fbx, бленд, мтл
3D-моделирование | ЗероЛайт
3D-моделирование для детализированных, настраиваемых транспортных средств и виртуальных миров, которые оживляют их
3D-моделирование
Многоцелевые транспортные средства и активы окружающей среды для работы в режиме реального времени и производства медиа
Наш сервис 3D-моделирования позволяет брендам демонстрировать свои автомобили в цифровом виде с максимально возможным качеством и строить эффективные процессы, избегая разрозненности 3D-активов. Цифровые двойники автомобилей и среды, созданные ZeroLight, возвращаются бренду в различных форматах с полными правами собственности.
Ваши 3D-модели, готовые к работе в реальном времени
Специалист по 3D-моделированию для интерактивного 3D-опыта в реальном времени
Готов со всех сторон
Полная свобода внешнего и внутреннего обзора
Конфигурируемый
150% конфигурируемый цифровой двойник с логикой переключения
Анимации
Открытие и перемещение дверей, мест хранения, складных крыш и т. д.
Высокая детализация
Сохраняет качество при самых высоких разрешениях
Освещение и цифровые дисплеи
Посмотреть фары, информационно-развлекательные системы и многое другое
Звуки
Встроенные звуки автомобиля для большей реалистичности
Внутренний и механический
Демонстрация инженерных компонентов и систем
Вождение готово. Виртуальные тест-драйвы
Демонстрируйте автомобили там, где они должны быть — на дороге. Точно продемонстрируйте производительность, управляемость, безопасность и комфорт с помощью виртуального тест-драйва, основанного на физике качества моделирования ZeroLight. В сочетании с драматическим окружением, кинематографической режиссурой и индивидуальными настройками вы получите максимальный эффект и ценность 3D-модели, созданной для работы в реальном времени.
Автомобили, созданные с помощью службы 3D-моделирования ZeroLight, в стандартной комплектации поддерживают расширенные сцены вождения.
Создан с нуля
Два ультраредких автомобиля оживают в цифровом виде
Серебряная стрела
3D-моделирование ZeroLight воплотило Audi Union Silver Arrow в сверхвысококачественную 3D-модель для использования с захватывающим опытом виртуальной реальности. Эта гоночная легенда 1930-х годов является единственной в своем роде и создана на основе референсных фотографий, сделанных с настоящей машины в музее Audi.
Виртуальная Серебряная стрела так же уникальна, как и настоящая, с точно воссозданными износом, царапинами и отпечатками рулевого колеса.
Посмотреть пример использования
Перетащите, чтобы открыть каркас
Пагани Хуайра
Цифровое воссоздание эксклюзивного Pagani Huayra, а также моделей BC и Roadster включало сложное 3D-моделирование интерьера, экстерьера, а также двигателя.
Модели Pagani Huayra, как и все модели, созданные ZeroLight, готовы к многоканальному использованию, что позволяет использовать их для любого взаимодействия с клиентами, включая конфигураторы онлайн и в магазине, виртуальную реальность и для создания медиа.
Посмотреть пример использования
Перетащите, чтобы взорвать машину
Пагани Хуайра
Цифровое воссоздание эксклюзивного Pagani Huayra, а также моделей BC и Roadster включало сложное 3D-моделирование интерьера, экстерьера, а также двигателя.
Модели Pagani Huayra, как и все модели, созданные ZeroLight, готовы к многоканальному использованию, что позволяет использовать их для любого взаимодействия с клиентами, включая конфигураторы онлайн и в магазине, виртуальную реальность и для создания медиа.
Посмотреть пример из практики
Оживите свои 3D-изображения в реальном времени
Услуги по созданию окружающей среды
Служба создания среды
Мы воплощаем в жизнь сцены конфигуратора и виртуальные впечатления с 3D-средами в реальном времени. Запечатлейте чувства и волнение бренда, модели и маркетингового сообщения с фотореалистичными городскими, естественными и объемными видео-локациями вместе с концептуальными, полностью смоделированными сценами.
Мы объединяем новейшие технологии фотографии, 3D-моделирования и 3D-технологии в реальном времени, чтобы создавать визуально потрясающие среды, которые работают во всех многоканальных решениях ZeroLight.
Пейзаж
Объемное видео
ZeroLight — пионер в области объемного видео. Эти виртуальные сцены нового поколения погружают клиентов в 360-градусную видеосреду, которая обеспечивает полную свободу движения и перспективы, расширяя цифровое присутствие и вовлекая клиентов. См. наш объемный видеопроект ZeroLight Labs для получения дополнительной информации.
Прекрасные 3D-сцены, воплощенные в жизнь с помощью технологии реального времени
Specialist modelling for real-time 3D environments
Real-time reflections
and shadows
Physical based
rendering (PBR)
32K 360 degree photography
HDR Photography
Volumetric video
Dynamic events and effects
Photogrammetry
Полностью сгенерированный ландшафт с высокой степенью мозаичности
Лазерное сканирование
Время суток
Наша служба создания среды
Мы предлагаем Environment Creation как полную комплексную услугу.
Литье форм из жидкого силикона в домашних условиях / Хабр
В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.
Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале:
А это уже промышленная форма:
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения. Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.
Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы. Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.
Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.
Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.
Компонтент А
Компонент B:
Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.
Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.
Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.
Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.
Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.
Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
для изготовления силиконовых приманок;
для производства декоративного камня и плитки;
для литья из гипса;
для формовки мыла при изготовления;
использовать при формовке шоколада и желе;
для литья деталей из двухкомпонентного жидкого пластика;
при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Создание пресс-форм из силикона: практическое руководство
На протяжении истории для изготовления разных вещей, от оружия в бронзовом века до современных потребительских товаров, ремесленники использовали пресс-формы. Первые пресс-формы делали из камня, но современная наука позволила получить материалы, с которыми проще работать, например силикон.
Сегодня литье в силиконовых пресс-формах используется компаниями во многих отраслях. Чтобы создать модель в одном экземпляре или несколько ее партий, силиконовые пресс-формы используют все, от разработчиков продукции и инженеров до любителей творчества и даже шеф-поваров.
В этом практическом руководстве по созданию пресс-форм из силикона мы рассмотрим все вопросы, которые нужно знать перед началом работы. Мы также расскажем о том, что вам для этого потребуется, и пошагово продемонстрируем, как использовать силиконовые пресс-формы в любых проектах.
Технический доклад
В этом докладе содержатся практические примеры компаний OXO, Tinta Crayons и Dame Products, иллюстрирующие три различных случая применения литья в силиконовых пресс-формах для разработки и производства продукции, в том числе многослойное литье и литье со вставкой.
Скачать технический доклад
Силикон — это надежное решение для изготовления пресс-форм. Он обладает множеством преимуществ. С помощью литья в силиконовых пресс-формах можно создавать проекты по индивидуальным параметрам. Сами пресс-формы получаются достаточно прочными. Их можно использовать несколько раз, и они не сломаются. Силикон — это неорганический материал. По сравнению с каучуком, своим органическим аналогом, он обладает высокой устойчивостью к теплу и холоду, воздействию химических веществ и даже образованию плесени. Пресс-формы из силикона обладают следующими преимуществами:
Силикон — гибкий материал. Благодаря этому с ним легко работать. Силиконовые пресс-формы можно сгибать; они мало весят по сравнению с более жесткими материалами, например пластмассой. Из них также легко извлекать отлитые модели. Силикон обладает хорошей гибкостью. Поэтому вероятность того, что силиконовые пресс-формы или отлитые в них модели сломаются, меньше. Пресс-формы из силикона, созданные по индивидуальным параметрам, можно использовать для изготовления любых изделий, от сложных инженерных компонентов до кубиков льда и сладостей к празднику.
Силикон способен выдерживать температуру от -65 до +400 градусов Цельсия. В зависимости от формулы он обладает удлинением до 700 %. У него высокая стойкость к широкому ряду условий: силикон можно поместить в печь или холодильник и растянуть его после этого.
В большинстве случаев одну силиконовую пресс-форму можно использовать много раз. Однако нужно понимать, что срок службы разных пресс-форм может сильно отличаться. Чем чаще выполняется литье и чем сложнее форма создаваемой модели, тем быстрее пресс-форма будет изнашиваться. Чтобы максимально продлить срок службы пресс-форм из силикона, их нужно очищать слабым мыльным раствором, тщательно высушивать и хранить по отдельности, не складывая друг на друга.
Силикон обладает массой преимуществ, но у него есть и ряд ограничений:
Силикон дороже латекса или органического каучука. Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.
Несмотря на хорошую гибкость, силикон может порваться, если его сильно растянуть.
Силикон создают, применяя разные формулы. Поэтому его и другие материалы для производства нужно покупать у надежного поставщика.
Как любители, так и профессионалы используют пресс-формы из силикона из-за их универсальности и простоты в применении. Вот несколько отраслевых примеров и случаев применения, где их используют для производства продукции:
Литье в силиконовых пресс-формах используется для прототипирования и разработки продукции в различных отраслях. Стоимость силиконовых пресс-форм значительно ниже, чем жестких инструментов для традиционных производственных процессов, таких как литье под давлением. Литье в пресс-формах из силикона отлично подходит для прототипирования конструкций изделий, а также для создания образцов, чтобы проверить потребительский спрос на новую продукцию на рынке. Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей.
Вебинар
Производство с помощью новых технологий быстрее традиционных методов, а также эффективно при создании продукции в малых масштабах или внесении изменений в ее конструкцию. Посмотрите этот вебинар и узнайте, как использовать 3D-печать для создания моделей в средних масштабах методом литья под давлением.Смотреть вебинар
Ювелиры используют силиконовые пресс-формы для дублирования созданных вручную или напечатанных на 3D-принтере моделей из воска. Это дает им возможность постепенно отказаться от трудоемкой работы, вырезая модели из воска для каждого нового изделия, но при этом продолжать использовать этот материал для литья. Благодаря этому можно совершить значительный скачок в серийном производстве и использовать литье по выплавляемым моделям в заданных масштабах. Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
Силиконовая пресс-форма с вулканизацией при комнатной температуре, наложенная на созданный на 3D-принтере образец.
Технический доклад
3D-печать с использованием высокоэффективных материалов позволяет проектировщикам и специалистам по литью использовать в своих производственных процессах цифровые технологии. Прочитайте эту статью и узнайте, как можно использовать 3D-печать для производства мелких металлических изделий.Скачать технический доклад
Мастера используют силиконовые пресс-формы, чтобы создавать изделия ручной работы с индивидуальными параметрами, например, мыло или свечи. Чтобы изготовить продукцию, такую как мел и ластики, пресс-формы из силикона используют даже производители школьных принадлежностей.
Например небольшая австралийский компания Tinta Crayons применяет пресс-формы из силикона для производства цветных восковых мелков с забавной формой и высоким качеством поверхности.
Цветные восковые мелки в виде роботов компании Tinta Crayons, отлитые в силиконовых пресс-формах (источник изображения).
С помощью силиконовых пресс-форм для еды можно создавать различные кондитерские изделия причудливой формы, в том числе шоколад, фруктовый лед и леденцы. Так как силикон выдерживает температуру до 400 градусов Цельсия, такие пресс-формы можно также использовать для запекания. Кроме того, в них хорошо поднимаются маленькие мучные изделия, такие как булочки и кексы.
Независимые художники и любители творчества используют литье в силиконовых пресс-формах для создания уникальных изделий. Их можно применять для придания формы любым предметам и изготовления их копий, от бомб для ванной до лакомств для собак. Возможности практически безграничны. Детям будет интересно создать копию своей руки с помощью литья в силиконовых пресс-формах. Нужно лишь убедиться в том, что используемый силикон безопасен для кожи.
Образец — это модель, которую используют для получения точного ее отпечатка в силиконовой пресс-формы. Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.
Для получения новой конструкции или прототипа сначала нужно изготовить образец. Для этого есть несколько способов. Среди них следующие:
Лепка: если вы талантливый скульптор или создаете модель с относительно простой конструкцией, для изготовления образца можно использовать глину. Лепка образца также будет интересна детям и представляет собой экономичное решение для любителей творчества.
Резьба: образец можно создать с помощью резьбы по дереву. Образцы, вырезанные из дерева, — это отличный выбор для создания плиток и плоских конструкций.
3D-печать: многие профессионалы и проектировщики в компаниях выбирают печать образцов на 3D-принтере. Настольные 3D-принтеры обладают множеством преимуществ. Они дают широкие возможности для проектирования в программном обеспечении САПР, обеспечивают высокую детализацию, легкость при внесении изменений в прототипы, а также быстрое создание моделей.
Получив образец, можно начинать изготовление силиконовой пресс-формы.
Для создания базовой пресс-формы из силикона потребуется следующее:
Образец
Жидкий силикон, например, Smooth-On OOMOO 30
Емкость или беспористый контейнер в качестве корпуса для пресс-формы
Смазка для пресс-формы, например, Smooth-On Universal Mold Release
Воск, полимер или другой материал для конечного использования
Прежде чем приступить к созданию пресс-форм, нужно решить, какие вам нужны.
Однокомпонентные силиконовые пресс-формы похожи на лоток для кубиков льда. В них заливают материал и дают ему затвердеть. Однако, как и в случае с кубиками льда, у которых верхняя поверхность плоская, однокомпонентные пресс-формы подходят только для создания моделей, у которых одна из сторон ровная. Если у вашего образца есть глубокие канавки, после затвердевания силикона его и готовые модели будет сложнее извлечь, не повредив.
Если у вашего образца другая конструкция, то однокомпонентные силиконовые пресс-формы идеально подойдут для непрерывного 3D-воспроизведения всей его поверхности.
Однокомпонентные силиконовые пресс-формы — наилучшее решение для изготовления моделей с плоской стороной и без глубоких канавок.
Для 3D-воспроизведения образца без плоской стороны или с глубокими канавками лучше подойдет двухкомпонентная пресс-форма. Она состоит из двух элементов, которые соединяются и образуют трехмерную полость (аналогично тому, как осуществляется литье под давлением).
У двухкомпонентных пресс-форм нет плоских поверхностей, и с ними проще работать, чем с формами, состоящими из одного компонента. Из недостатков: их немного сложнее изготовить. Также на поверхности моделей могут оставаться швы, если компоненты пресс-формы не расположить вровень друг с другом.
С помощью двухкомпонентных пресс-форм можно воспроизводить образцы с любой конструкцией (источник изображения)
Сначала нужно решить, какую пресс-форму использовать: одну- или двухкомпонентную. Процесс их изготовления схож, но на создание двухкомпонентной пресс-формы потребуется немного больше времени. Для изготовления силиконовых пресс-форм можно использовать следующие пошаговые инструкции.
Создайте образец вашего изделия: это ваш окончательный проект модели, которая будет воспроизведена из другого материала. При печати на стереолитографическом 3D-принтере используйте стандартные полимеры с высотой слоя 50 мкм. На детализированной поверхности не должно быть следов от поддерживающих структур. Промойте модели с помощью ИПС. Если поверхность остается липкой, это может повлиять на процесс литья в силиконовых пресс-формах.
Создайте корпус для пресс-формы: популярное решение для изготовления емкости для пресс-формы — ДВП с порошковой окраской, но подойдет и обычный пластиковый контейнер. Материалы должны быть беспористыми и с плоским дном.
Расположите образец и нанесите смазку для литья: нанесите немного смазки на внутреннюю поверхность корпуса для пресс-формы. Поместите образцы в емкость так, чтобы их детализированная поверхность была обращена вверх. Нанесите на них небольшой слой смазки для литья. Подождите 10 минут, пока они полностью высохнут.
Приготовьте силикон: смешайте силиконовый каучук в соответствии с указаниями на упаковке. Для удаления пузырьков воздуха можно использовать устройства, создающие вибрацию, такие как ручная электрошлифовальная машина.
Залейте силикон в корпус для пресс-формы: осторожно залейте смешанный силиконовый каучук в емкость узкой струей. Сначала заливайте каучук в нижнюю часть емкости (основание) и постепенно поднимайтесь по контурам образца, напечатанного на 3D-принтере. Толщина слоя каучука сверху образца должна быть не менее одного сантиметра. В зависимости от типа и торговой марки силикона процесс затвердевания займет от одного часа до дня.
Извлеките силикон из емкости: после того как силикон затвердеет, извлеките его и образцы из емкости. Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.
Отлейте вашу модель: рекомендуется нанести небольшой слой смазки на силиконовую пресс-форму и дать ей высохнуть в течение 10 минут. Залейте материал для конечного использования (например, воск или цемент) в полости и дайте ему затвердеть.
Подготовьте пресс-форму к следующей заливке: силиконовую пресс-форму можно использовать много раз. Перейдите к седьмому пункту и повторите процесс.
Чтобы создать двухкомпонентную силиконовую пресс-форму, выполните первые два действия, указанные выше: создайте образец и корпус для пресс-формы. После этого выполните следующие действия:
Расположите образцы в корпусе, поместив их в глину: чтобы сформировать половину пресс-формы, используйте глину. Глину нужно выложить в корпус для пресс-формы. Образец нужно вставить в глину наполовину.
Приготовьте силикон и залейте его: приготовьте силикон, следуя указаниям на его упаковке, и осторожно залейте его поверх глины и образцов. Залитый слой силикона — это первая половина двухкомпонентной пресс-формы.
Извлеките все содержимое из корпуса для пресс-формы: после того как первая половина затвердеет, извлеките ее, образцы и глину из корпуса для пресс-формы. При извлечении содержимого допускается отделение слоев друг от друга.
Выполните очистку от глины: полностью очистите первую половину пресс-формы и образцы от глины. Образцы и полученная часть пресс-формы должны быть абсолютно чистыми.
Поместите пресс-форму и образцы обратно в корпус: снова поместите полученную часть пресс-формы со вставленными в нее образцами в корпус так, чтобы они были обращены вверх, а не вниз.
Нанесите слой смазки для литья: чтобы проще было извлечь второй компонент пресс-формы, нанесите тонкий слой смазки на верхнюю поверхность образца и первой части пресс-формы.
Приготовьте силикон и залейте его для получения второй части пресс-формы: следуя приведенным ранее указаниям, приготовьте и залейте силикон в корпус, чтобы получить второй компонент пресс-формы.
Дождитесь, пока вторая часть пресс-формы затвердеет: прежде чем извлечь второй компонент пресс-формы из корпуса, дождитесь, пока она затвердеет.
Извлеките модели: извлеките обе части пресс-формы из корпуса и аккуратно отсоедините их друг от друга.
Будь то еда, фигурки или коммерческие компоненты, единственно верного способа производства продукции в целом не существует. Для достижения наилучших результатов зачастую используется сочетание разных методов. Чтобы принимать наиболее эффективные решения в рамках своего проекта, важно знать о преимуществах и недостатках каждого из них.
Хотите узнать о других методах литья в пресс-формах и случаях их применения? Скачайте наш технический доклад «Прессование из силикона для разработки продукции».
Скачать технический доклад
Как сделать силиконовые формы: практическое руководство
На протяжении всей истории ремесленники использовали формы для изготовления всего, от оружия бронзового века до современных потребительских товаров. В то время как ранние формы обычно изготавливались из камня, современная наука дала начало материалам, с которыми гораздо легче работать, например силикону.
Сегодня огромное количество отраслей промышленности полагаются на изготовление силиконовых форм. Разработчики продуктов, инженеры, производители товаров «сделай сам» и даже повара изготавливают силиконовые формы для изготовления единичных или небольших партий деталей.
В этом практическом руководстве по изготовлению силиконовых форм мы разберем все, что вам нужно знать перед тем, как приступить к работе, предоставим список предметов, которые вам понадобятся, и дадим пошаговое руководство по изготовлению силиконовых форм для любой тип проекта.
Технический документ
Загрузите этот отчет, чтобы узнать о примерах использования OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных варианта силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
Силикон — отличный выбор для изготовления пресс-форм, поскольку он обладает множеством преимуществ. Вы можете легко создать индивидуальный дизайн с помощью силиконового литья. Сами формочки тоже достаточно прочные, поэтому их можно использовать многократно, не опасаясь поломки. Неорганический состав силикона — по сравнению с каучуком, его органическим аналогом — делает его очень устойчивым к теплу и холоду, химическому воздействию и даже грибку. Некоторые из преимуществ силиконовых форм включают следующее:
Гибкость силикона облегчает работу с ним. Силиконовые формы гибкие и легкие по сравнению с более жесткими материалами, такими как пластик, и их также легче удалить после того, как деталь полностью сформирована. Благодаря высокому уровню гибкости силикона как форма, так и готовая деталь с меньшей вероятностью сломаются или отколются. Вы можете использовать специальные силиконовые формы, чтобы формировать все, от сложных инженерных компонентов до кубиков льда или кондитерских изделий на праздничную тематику.
Силикон выдерживает температуру от -65° до 400° градусов Цельсия. Кроме того, он может иметь удлинение 700%, в зависимости от состава. Обладая высокой стабильностью в широком диапазоне условий, вы можете помещать силиконовые формы в духовку, замораживать их и растягивать во время извлечения.
В большинстве случаев вы получите много тиражей из силиконовой формы. Однако важно отметить, что срок службы плесени может сильно различаться. Чем чаще вы отливаете и чем сложнее или детальнее ваш дизайн, тем быстрее ваша литейная форма может разлагаться. Чтобы продлить срок службы силиконовых форм, очистите их водой с мягким мылом, тщательно высушите и храните в горизонтальном положении, не штабелируя.
Несмотря на то, что работа с силиконом имеет множество преимуществ, необходимо помнить о некоторых ограничениях:
Силикон стоит дороже, чем латекс и органический каучук. Быстрое сравнение на Amazon показывает, что стоимость галлона силикона обычно превышает 100 долларов — почти в два раза больше, чем латекса.
Несмотря на свою гибкость, силикон может порваться, если его слишком сильно растянуть.
Не все силиконы имеют одинаковый состав. Всегда покупайте силикон и любые производственные материалы у надежного поставщика.
Как любители, так и профессионалы полагаются на силиконовые формы из-за их универсальности и простоты использования. Вот несколько примеров отраслей и областей применения, которые изготавливают силиконовые формы для производства своей продукции:
Силиконовое литье используется при создании прототипов и разработке продуктов в самых разных отраслях промышленности. Поскольку стоимость силиконовых форм значительно ниже, чем стоимость жестких инструментов для традиционных производственных процессов, таких как литье под давлением, литье в силиконовые формы идеально подходит для создания прототипов продуктов, а также для создания бета-моделей для тестирования рынка и реакции потребителей на новый продукт. В то время как 3D-печать лучше подходит для быстрого создания одноразовых деталей, силиконовое литье и литье из уретана идеально подходят для небольших партий деталей.
Веб-семинар
Производство мостов быстрее, чем традиционные методы производства, и полезно для продуктов, объемы которых невелики или может потребоваться изменение конструкции. Посмотрите этот вебинар, чтобы узнать, как перейти от 3D-печати к литью среднего объема и литью под давлением.
Посмотреть вебинар прямо сейчас
Ювелиры используют специальные силиконовые формы для дублирования вырезанных вручную или напечатанных на 3D-принтере моделей из воска, что позволяет им поэтапно отказаться от трудоемкой работы по созданию вырезанных из воска моделей для каждого нового изделия, но при этом продолжают отлить из воска. Это предлагает значительный скачок в серийном производстве, позволяя литью по выплавляемым моделям работать в больших масштабах. Поскольку силиконовые формы обеспечивают высокий уровень детализации, ювелиры могут изготавливать изделия с богато украшенными деталями и сложной геометрией.
Силиконовая форма RTV (вулканизированная при комнатной температуре), сформированная вокруг 3D-печатного образца.
Информационный документ
3D-печать с использованием высокоэффективных материалов позволяет дизайнерам и литейщикам использовать цифровые технологии в своих производственных процессах. Прочтите сейчас, чтобы узнать, как 3D-печать можно использовать для производства мелких металлических деталей.
Загрузить информационный документ
Создатели используют силиконовые формы для изготовления множества нестандартных поделок, таких как мыло и свечи. Даже производители школьных принадлежностей часто используют силиконовые формы для изготовления таких предметов, как мел и ластики.
Например, небольшая австралийская компания Tinta Crayons использует силиконовое литье для изготовления мелков игривой формы с высокой детализацией поверхности.
Силиконовые формованные мелки от Tinta Crayons. (Источник изображения)
Силиконовые формы для пищевых продуктов используются для изготовления всевозможных причудливых кондитерских изделий, включая шоколад, мороженое и леденцы. Так как силикон выдерживает температуру до 400 градусов по Цельсию, формы можно использовать и в кулинарии. Маленькая выпечка, такая как кексы и кексы, хорошо поднимается в силиконовых формах.
Независимые художники и мастера часто используют силиконовую лепку для создания уникальных творений. Вы можете использовать силиконовые формы, чтобы сформировать или воспроизвести что угодно, от бомбочек для ванн до лакомств для собак — возможности практически безграничны. Забавный проект по лепке из силикона для детей — создать слепок своей руки. Просто убедитесь, что вы выбрали безопасный для кожи силикон.
Шаблон, иногда называемый мастером, — это деталь, которую вы используете для создания точного негатива в силиконовой форме. Если вы просто пытаетесь воспроизвести существующий объект, возможно, имеет смысл использовать этот объект в качестве шаблона. Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Чтобы создать новый дизайн или прототип, вы должны сначала изготовить свой шаблон; у вас есть несколько вариантов для этого. Вот несколько способов изготовления лекал для силиконовой лепки:
Лепка. Если вы талантливый скульптор или создаете относительно простой дизайн, вы можете использовать глину для создания узора. Лепка по шаблону также является забавным проектом для детей и экономичным вариантом для мастеров, занимающихся своими руками.
Резьба – Вы можете сделать свой узор из дерева. Мастера по резному дереву – отличный выбор для изготовления плитки и плоских конструкций.
3D-печать. Многие профессионалы и коммерческие дизайнеры выбирают 3D-печать шаблонов. Настольные 3D-принтеры предлагают множество преимуществ, включая гибкость проектирования в рамках программного обеспечения САПР, высокую точность, простоту модификации прототипа и быстрое время выполнения работ.
Когда у вас есть шаблон, вы можете приступить к изготовлению силиконовой формы.
Информационный документ
В этом техническом документе вы узнаете, как сочетать быструю оснастку с традиционными производственными процессами, такими как литье под давлением, термоформование или литье.
Загрузить информационный документ
Образец детали
Посмотрите и почувствуйте 3D-печатный образец высокого разрешения из первых рук. Мы отправим бесплатный образец детали в ваш офис.
Запросите бесплатный образец Деталь
Вот все, что вам нужно для создания базового набора силиконовых форм:
Мастер-шаблон
Жидкий силикон, например Smooth-On OOMOO 30
Коробка или непористый контейнер для корпуса пресс-формы
Разделитель для форм, например, универсальный разделитель для форм Smooth-On
Воск, смола или другой материал конечного использования
Прежде чем приступить к изготовлению форм, вам необходимо определить, какой тип форм вы хотите создать.
Цельные силиконовые формы похожи на формочки для кубиков льда. Вы заполняете форму, а затем даете материалу застыть. Однако так же, как лоток для кубиков льда создает кубики с плоской вершиной, цельные формы будут работать только с конструкциями, имеющими плоскую сторону. Если у вашего мастера есть глубокие подрезы, это также усложняет его извлечение и готовые детали из формы после того, как силикон затвердеет без повреждений.
Если это не касается вашего дизайна, цельная силиконовая форма — идеальный способ создать бесшовную 3D-репродукцию вашего мастера на всех его других поверхностях.
Цельные силиконовые формы идеально подходят для конструкций с плоской стороной и без глубоких подрезов.
Силиконовая форма, состоящая из двух частей, лучше подходит для воспроизведения вашего 3D-мастера без плоской стороны или с глубокими подрезами. Форма разделяется на две части, которые снова соединяются вместе, образуя заполняемую трехмерную полость (аналогично тому, как работает литье под давлением).
Двухкомпонентные формы не оставляют плоских поверхностей, и с ними легче работать, чем с цельными формами. С другой стороны, их немного сложнее создать, и могут образоваться швы, если две части не будут идеально заподлицо.
Двухкомпонентные силиконовые формы позволяют воспроизвести любой мастер-дизайн. (источник изображения)
Во-первых, вам нужно решить, хотите ли вы использовать цельную или двухкомпонентную форму. Процессы изготовления этих форм аналогичны, но создание формы, состоящей из двух частей, займет немного больше времени. Вы можете использовать следующую пошаговую инструкцию, чтобы создать свои собственные силиконовые формы.
Создайте шаблон продукта: Это окончательный дизайн детали, который будет воспроизведен в другом материале. При 3D-печати на стереолитографическом (SLA) 3D-принтере используйте любой стандартный полимер с высотой слоя 50 микрон. Следите за тем, чтобы на детализированной поверхности не было следов поддержки. Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.
Изготовление корпуса формы: МДФ с покрытием является популярным выбором для изготовления герметизирующей коробки для силиконовой формы, но подойдет даже простой готовый пластиковый контейнер. Ищите непористые материалы и плоское дно.
Разложите шаблон и нанесите смазку: Начните с легкого распыления смазки на внутреннюю часть корпуса формы. Разместите шаблоны внутри коробки детализированной стороной вверх. Слегка распылите на них разделитель для плесени. Для полного высыхания потребуется около 10 минут.
Подготовьте силикон: Смешайте силиконовый каучук в соответствии с инструкциями на упаковке. Вы можете использовать вибрирующее устройство, например, ручную электрическую шлифовальную машину, чтобы удалить пузырьки воздуха.
Залейте силикон в корпус пресс-формы: Аккуратно тонкой струйкой залейте смешанный силиконовый каучук в защитную коробку. Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.
Удаление силикона из формы: По завершении отверждения выньте силикон из защитной коробки и извлеките шаблоны. Это послужит вашей формой в виде лотка для кубиков льда для отливки конечного продукта.
Отливка детали: Опять же, рекомендуется слегка сбрызнуть силиконовую форму смазкой и дать высохнуть в течение 10 минут. Залейте готовый материал (например, воск или бетон) в полости и дайте им застыть.
Подготовка формы для следующей отливки: Эту силиконовую форму можно использовать несколько раз. Вернитесь к шагу семь, чтобы повторить процесс.
Чтобы создать пресс-форму, состоящую из двух частей, начните с выполнения первых двух шагов, описанных выше, которые включают создание шаблона и изготовление корпуса пресс-формы. После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
Выложите шаблоны из глины: Используйте глину, чтобы сформировать то, что в конечном итоге станет половиной вашей формы. Глина должна быть помещена внутрь корпуса формы так, чтобы половина мастера торчала из глины.
Подготовьте и залейте силикон: Следуйте инструкциям на упаковке силикона, чтобы подготовить и аккуратно залить силикон в корпус формы поверх глины и мастеров. Этот слой силикона будет половиной вашей формы, состоящей из двух частей.
Удалите все из корпуса формы: После того, как ваша первая форма затвердеет, вам нужно будет удалить силиконовую форму, шаблоны и глину из корпуса формы. Ничего страшного, если слои разделятся при извлечении.
Очистите глину: Очистите всю глину, чтобы открыть свою первую силиконовую форму и мастера. Убедитесь, что ваши мастера и существующая форма полностью чистые.
Поместите форму и шаблоны обратно в корпус формы: Вставьте существующую силиконовую форму и шаблоны (уложенные в форму) обратно в корпус формы лицевой стороной вверх, а не вниз.
Нанесите разделительный состав: Нанесите тонкий слой разделительного состава на верхнюю часть шаблона и существующей силиконовой формы, чтобы облегчить извлечение из формы.
Подготовьте и залейте силикон для второй формы: Следуя тем же инструкциям, что и раньше, подготовьте и залейте силикон в корпус формы для создания второй формы.
Дождитесь затвердевания второй формы: Подождите, пока вторая форма затвердеет, прежде чем пытаться извлечь ее из корпуса формы.
Извлеките из формы детали: Извлеките обе силиконовые формы из корпуса формы и осторожно раздвиньте их.
В конце концов, не существует единственно правильного способа производить продукты, будь то еда, фигурки или коммерческие компоненты. Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Хотите узнать больше о технологиях и способах изготовления силиконовых форм? Загрузите нашу белую книгу «Силиконовое литье для дизайна продукта».
Загрузить информационный документ
Серия Mold Star™, простая в использовании силиконовая формовочная резина
Серия Mold Star™, простая в использовании силиконовая формовочная резина | Smooth-On, Inc.
Простая в использовании силиконовая формовочная резина
Силиконы Mold Star ™ при отверждении превращаются в мягкие, прочные каучуки, которые устойчивы к разрыву и демонстрируют очень низкую усадку в течение длительного времени. Формы из Mold Star ™ долго хранится в вашей библиотеке форм и подходит для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star ™ обладает термостойкостью до 450°F (232°C) и подходит для литья низкотемпературных металлических сплавов.
Техническая информация и дополнительная информация
ОСОБЕННОСТИ
Каучуки Mold Star ™ смешиваются в соотношении 1A:1B по объему (весы не требуются) для точных измерений даже при очень малой массе и отверждаются при комнатной температуре с незначительной усадкой.
Масштаб не требуется
Соотношение смеси один к одному
Силиконы Mold Star ™ отличаются относительно низкой вязкостью, что делает вакуумную дегазацию необязательной и не требуется для большинства применений. Равномерный поток поможет свести к минимуму захваченный воздух.
Низкая вязкость
Без вакуумной дегазации
14 зуб., 19 зуб., 20 зуб. и 31 зуб.
14T, 19T, 20T и 31T
Сертифицированные безопасные для кожи, быстро отверждаемые силиконы для изготовления форм или литья в альгинатные формы.


 Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
Латунь отличается высокой мягкостью. Поэтому для резания этого сплава устанавливают скорость резания в диапазоне от 130 до 320 м/мин.
 Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.
Чем выше скорость резания, тем выше производительность оборудования. Это особенно важно при серийном и массовом производстве.


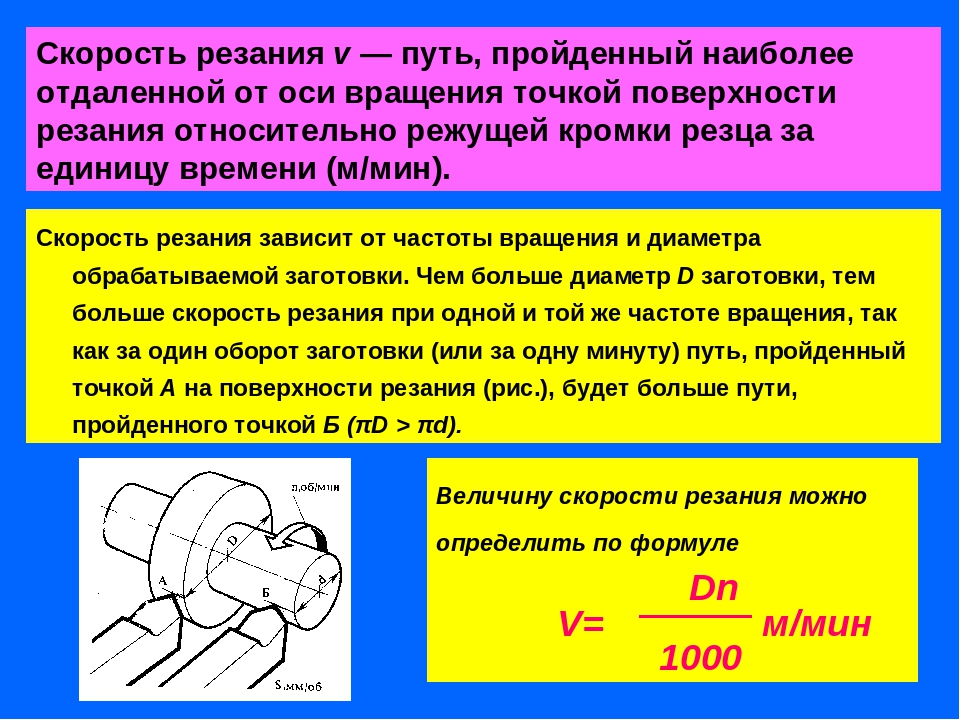
 С увеличением диаметра скорость резания фрезы по металлу снижается.
С увеличением диаметра скорость резания фрезы по металлу снижается.

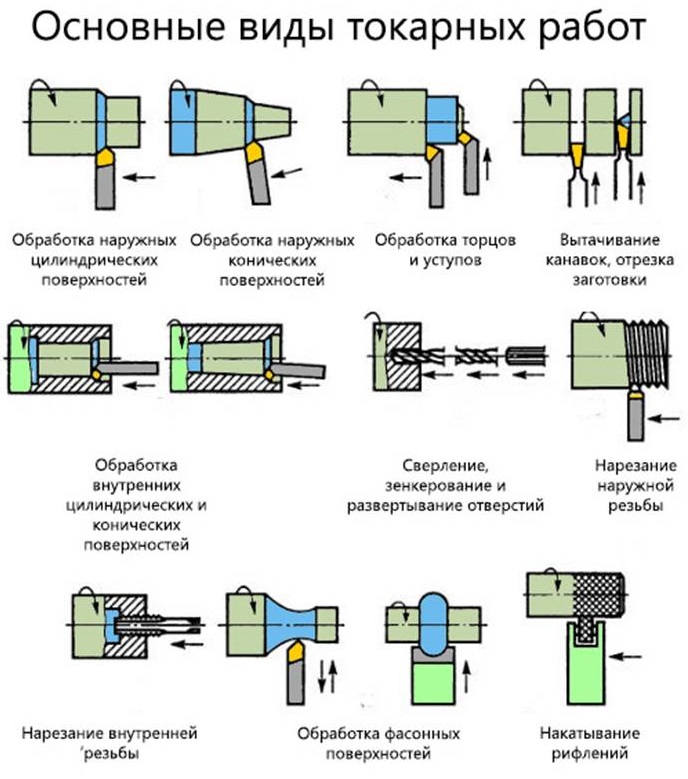 д.
д.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. , A=90, 60 град., T=0.2 мм
, A=90, 60 град., T=0.2 мм
 , A=90, 60 град., T=0.2 мм
, A=90, 60 град., T=0.2 мм 3 мм за проход.
3 мм за проход.
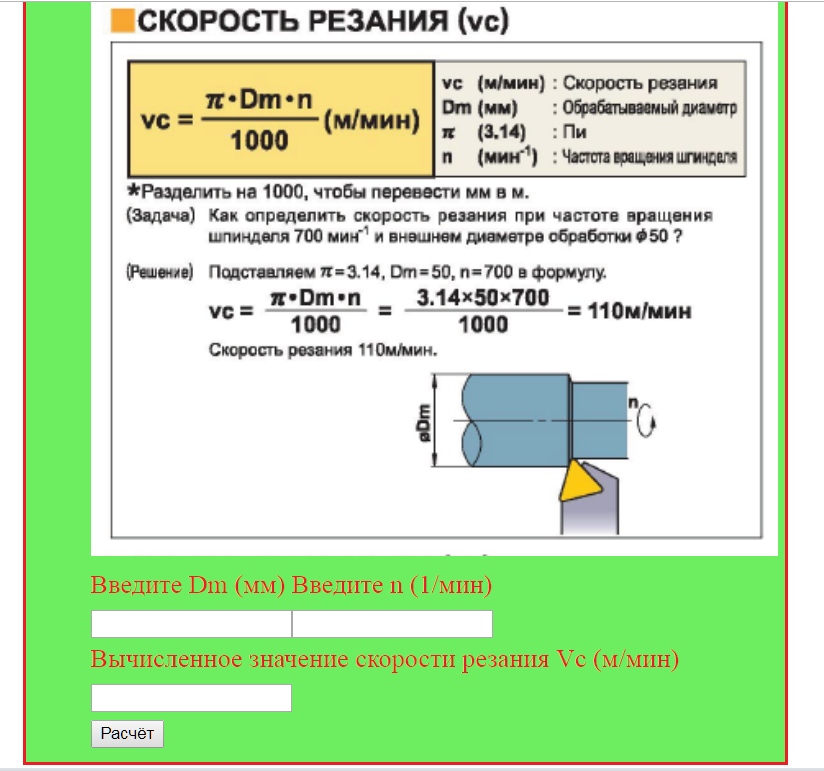

.thumb.jpg.1d165c314089e277c01ccf829de547f5.jpg)
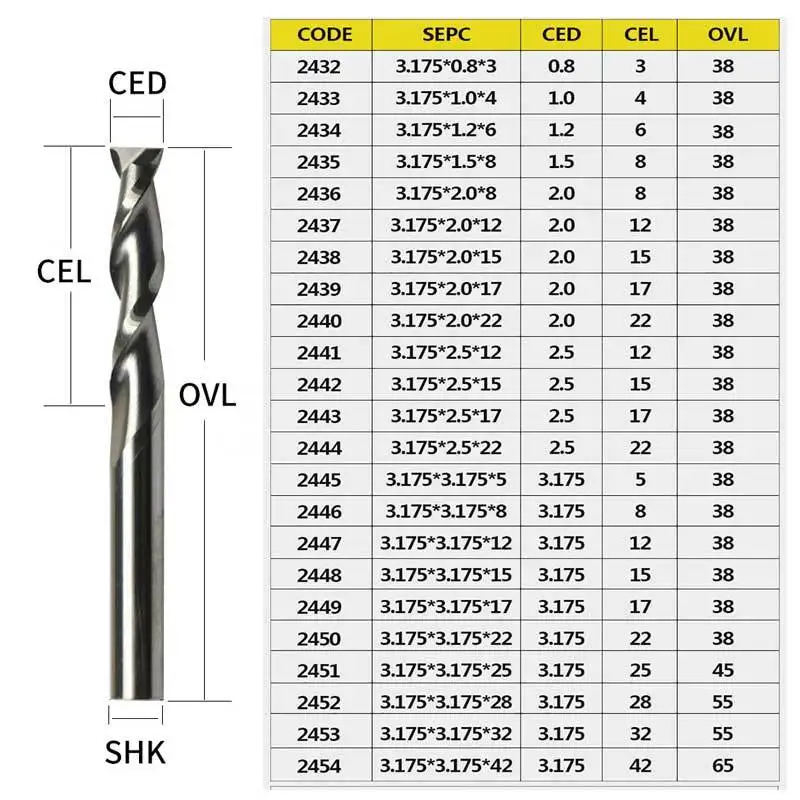 02
02 005
005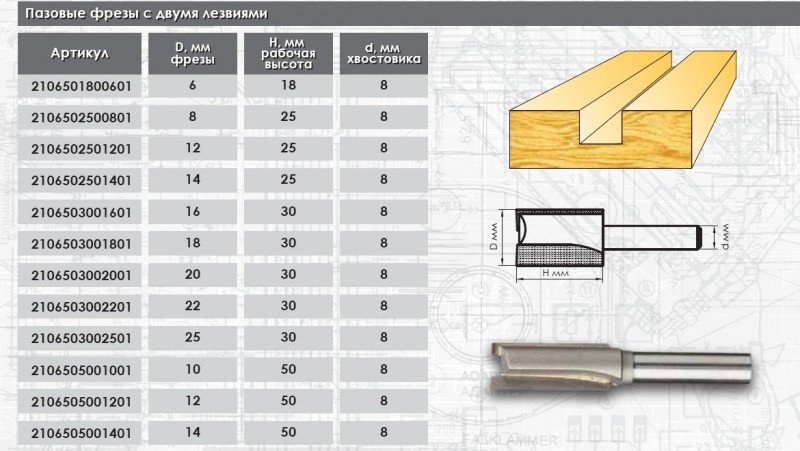




 Это делается все время в некоторых магазинах сегодня.
Это делается все время в некоторых магазинах сегодня.

 На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
На основе исследований и испытаний, проведенных производителями стали и режущего инструмента, см. таблицу скоростей резания токарных станков ниже. Перечисленные ниже скорости резания быстрорежущей стали рекомендуются для эффективного съема металла. Эти скорости могут незначительно варьироваться в зависимости от таких факторов, как состояние машины, тип обрабатываемого материала и наличие песка или твердых пятен в металле. Число оборотов, на которое должен быть установлен токарный станок для резки металлов, следующее:
 Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.
Поскольку цель чернового реза — быстрое удаление лишнего материала, качество поверхности не имеет большого значения. Следует использовать грубый корм. Чистовая обработка используется для доведения диаметра до нужного размера и получения хорошего качества поверхности, поэтому следует использовать мелкую подачу.

 S = выберите диапазоны подачи и измените значение S на этом рычаге (см. рис. 3)
S = выберите диапазоны подачи и измените значение S на этом рычаге (см. рис. 3)
 Такая техника производить сразу несколько манипуляций: погрузку, перемещение, перевозку и разгрузку.
Такая техника производить сразу несколько манипуляций: погрузку, перемещение, перевозку и разгрузку. Ее рабочие механизмы различаются в зависимости от модели.
Ее рабочие механизмы различаются в зависимости от модели. Многоколенные стрелы под управлением гидравлических цилиндров демонстрируют высокую маневренность, позволяют решать погрузочно-разгрузочные задачи максимально оперативно.
Многоколенные стрелы под управлением гидравлических цилиндров демонстрируют высокую маневренность, позволяют решать погрузочно-разгрузочные задачи максимально оперативно. Использовать ее в дальней логистике экономически нецелесообразно. С помощью самопогрузчиков средней серии транспортируют промышленную технику, строительное оборудование и различные промышленные комплектующие.
Использовать ее в дальней логистике экономически нецелесообразно. С помощью самопогрузчиков средней серии транспортируют промышленную технику, строительное оборудование и различные промышленные комплектующие. Пожалуй, самые популярные автокраны из Южной Кореи – это Kanglim. Под этой торговой маркой выпускаются КМУ все типов, в том числе тяжелого класса. Другие корейские бренды вездеходов, самопогрузчиков и прочей спецтехники – Dong Yang, CS Machinery, Soosan.
Пожалуй, самые популярные автокраны из Южной Кореи – это Kanglim. Под этой торговой маркой выпускаются КМУ все типов, в том числе тяжелого класса. Другие корейские бренды вездеходов, самопогрузчиков и прочей спецтехники – Dong Yang, CS Machinery, Soosan.

 Многоколенное КМУ позволяет перемещать грузы на значительное удаление, в том числе через препятствия в различные труднодоступные зоны.
Многоколенное КМУ позволяет перемещать грузы на значительное удаление, в том числе через препятствия в различные труднодоступные зоны. Во втором случае крюк крепится на конец лебедки троса.
Во втором случае крюк крепится на конец лебедки троса. После установки опор на землю они закрепляются на месте.
После установки опор на землю они закрепляются на месте.
 Техника подбирается согласно требованиям по весу и габаритам перевозимого груза. Чем меньше вес — тем меньше цена аренды манипулятора. Также следует учитывать длину стрелы и грузоподъемность.
Техника подбирается согласно требованиям по весу и габаритам перевозимого груза. Чем меньше вес — тем меньше цена аренды манипулятора. Также следует учитывать длину стрелы и грузоподъемность. Ремонтом будет заниматься арендодатель;
Ремонтом будет заниматься арендодатель; Вид работ, условия, стоимость и способ оплаты оговариваются с заказчиком заранее. Желательно знать вес транспортируемого груза. Заказы принимаются круглосуточно!
Вид работ, условия, стоимость и способ оплаты оговариваются с заказчиком заранее. Желательно знать вес транспортируемого груза. Заказы принимаются круглосуточно! Плагин Manipulator настолько же универсален, насколько и побуждает к творчеству, от тонкой впечатляющей высоты тона и гармонизации до полноценного звукового искажения, которое оставит вас с совершенно новым звуком.
Плагин Manipulator настолько же универсален, насколько и побуждает к творчеству, от тонкой впечатляющей высоты тона и гармонизации до полноценного звукового искажения, которое оставит вас с совершенно новым звуком. 9+ 64-разрядной версии
9+ 64-разрядной версии На протяжении многолетнего процесса разработки Infected использовали постоянно меняющиеся прототипы плагина для создания своих альбомов и живых выступлений. Именно этот процесс «художественной обратной связи» позволил Manipulator естественным образом превратиться в совершенный преобразователь голоса, которым он является сегодня.
На протяжении многолетнего процесса разработки Infected использовали постоянно меняющиеся прототипы плагина для создания своих альбомов и живых выступлений. Именно этот процесс «художественной обратной связи» позволил Manipulator естественным образом превратиться в совершенный преобразователь голоса, которым он является сегодня. Без него я Не знаю, как бы я достиг того, на что я способен. Это уникально и абсолютно бесценно. Это было бы выгодной сделкой по цене в 3 раза ».
Без него я Не знаю, как бы я достиг того, на что я способен. Это уникально и абсолютно бесценно. Это было бы выгодной сделкой по цене в 3 раза ». Возможности безграничны, и вы легко можете провести несколько часов, играя с ним просто для удовольствия! Функции управления высотой тона и гармонизации MIDI также очень полезны».
Возможности безграничны, и вы легко можете провести несколько часов, играя с ним просто для удовольствия! Функции управления высотой тона и гармонизации MIDI также очень полезны». С его помощью можно получить так много интересных эффектов, которых нельзя получить с помощью других инструментов».
С его помощью можно получить так много интересных эффектов, которых нельзя получить с помощью других инструментов».
 Какую бы комбинацию вы ни выбрали, цель состоит в том, чтобы придумать совершенно новые звуки и текстуры, чтобы сделать вокал в ваших треках выразительным. вне.»
Какую бы комбинацию вы ни выбрали, цель состоит в том, чтобы придумать совершенно новые звуки и текстуры, чтобы сделать вокал в ваших треках выразительным. вне.» Вы можете легко создавать вокальные гармонии или настраивать вокал так, чтобы он звучал как ведущий синтезатор, а не как человеческий голос. И то, и другое результатов действительно легко достичь с Manipulator».
Вы можете легко создавать вокальные гармонии или настраивать вокал так, чтобы он звучал как ведущий синтезатор, а не как человеческий голос. И то, и другое результатов действительно легко достичь с Manipulator». емкость
емкость давление подачи воздуха
давление подачи воздуха
 Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.
Хорошо подходит для корпусов с простой геометрией, дает шероховатую поверхность с заметными слоями печати.


 Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.
Пользоваться прибором становится неудобно или вообще невозможно, при этом отдельные элементы узлов и механизмов продаются редко. Чаще всего приходится покупать узел в сборе, что приводит к значительным финансовым затратам.

 Заказы доставляются по Москве и в регионы России.
Заказы доставляются по Москве и в регионы России.

 Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств.
Они также обеспечивают более гибкий производственный подход, позволяя инженерам и дизайнерам создавать прототипы пресс-форм для литья под давлением и тестировать конфигурации пресс-форм или легко модифицировать пресс-формы и продолжать дорабатывать свои конструкции с минимальными затратами времени и средств. Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей.
Rigid 10K Resin имеет HDT 218°C при 0,45 МПа и модуль упругости при растяжении 10 000 МПа, что делает его прочным, чрезвычайно жестким и термически стабильным формовочным материалом, который будет сохранять свою форму под давлением и температурой для производства точных деталей. Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.
Высокотемпературная смола имеет температуру теплового изгиба (HDT) 238°C при 0,45 МПа, самую высокую среди смол Formlabs и одну из самых высоких среди смол на рынке, что позволяет ей выдерживать высокие температуры формования и минимизировать время охлаждения. В нашем техническом документе рассматривается пример с Braskem, нефтехимической компанией, которая провела 1500 циклов впрыска с одной вставкой формы, напечатанной с помощью High Temp Resin, для производства ремешков для масок. Компания напечатала вкладыш и поместила его в универсальную металлическую форму, встроенную в систему впрыска. Это мощное решение для быстрого производства средних серий.

 С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.
С помощью 3D-печатных форм можно вводить широкий спектр термопластов, таких как ПП, ПЭ, ТПЭ, ТПУ, ПОМ или ПА. Материал с низкой вязкостью поможет снизить давление и продлить срок службы пресс-формы. Полипропилен и ТЭП легко перерабатываются при большом количестве циклов. Напротив, более технические пластики, такие как полиамид, допускают меньшее количество прогонов. Работа с разделительным составом помогает отделить деталь от формы, особенно для гибких материалов, таких как ТПУ или ТЭП.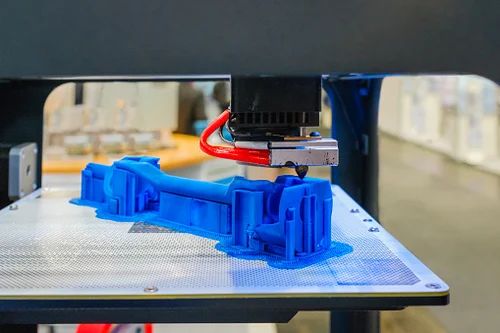


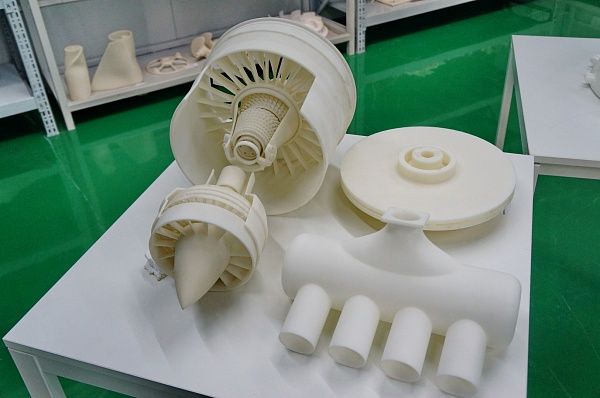 Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
Он становится популярным среди производителей пластика. Опрос, проведенный Statista, показал, что около 68% респондентов упомянули прототипирование как самую известную причину использования 3D-печати в 2020 году.
 Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
Традиционные методы, используемые для многократного изготовления копий одного и того же дизайна с помощью форм. Один и тот же повторяющийся дизайн сводил к минимуму возможности роста отрасли.
 Производитель просто должен обновить 3D-файл в соответствии с новым дизайном.
Производитель просто должен обновить 3D-файл в соответствии с новым дизайном. С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.
С большими деталями легко работать на 3D-принтере. Он может строить продукт объемом до 180 кубических метров. На рынке доступно множество моделей 3D-принтеров, предназначенных для печати больших объектов.



 Для её активации достаточно воспользоваться аэрографом с заранее подобранным оттенком. Благодаря вспомогательным настройкам, можно изменять интенсивность цвета и тип ЛКП.
Для её активации достаточно воспользоваться аэрографом с заранее подобранным оттенком. Благодаря вспомогательным настройкам, можно изменять интенсивность цвета и тип ЛКП.
 Благодаря доступности и простоте исполнения, такие программы стали повсеместно использоваться как любителями, так и профессионалами различных тюнинг-ателье. Выбор в пользу данных технологий продиктован высоким уровнем визуализации, низкой степенью риска и конечным результатом, оправдывающим все надежды.
Благодаря доступности и простоте исполнения, такие программы стали повсеместно использоваться как любителями, так и профессионалами различных тюнинг-ателье. Выбор в пользу данных технологий продиктован высоким уровнем визуализации, низкой степенью риска и конечным результатом, оправдывающим все надежды.
 Система обработает информацию, выдаст окончательный результат, который полон данных о пользе такой модернизации.
Система обработает информацию, выдаст окончательный результат, который полон данных о пользе такой модернизации.


 Все они не располагают большим объемом, но требуют постоянной установки обновлений. Их интерфейс интуитивно понятен, а скачать можно просто торрент файлом.
Все они не располагают большим объемом, но требуют постоянной установки обновлений. Их интерфейс интуитивно понятен, а скачать можно просто торрент файлом. Используя возможности приложения, автовладелец сможет внести изменения в визуальный стайлинг своего автомобиля.
Используя возможности приложения, автовладелец сможет внести изменения в визуальный стайлинг своего автомобиля.

 00
00
 0003
0003


 5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы.
5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы.


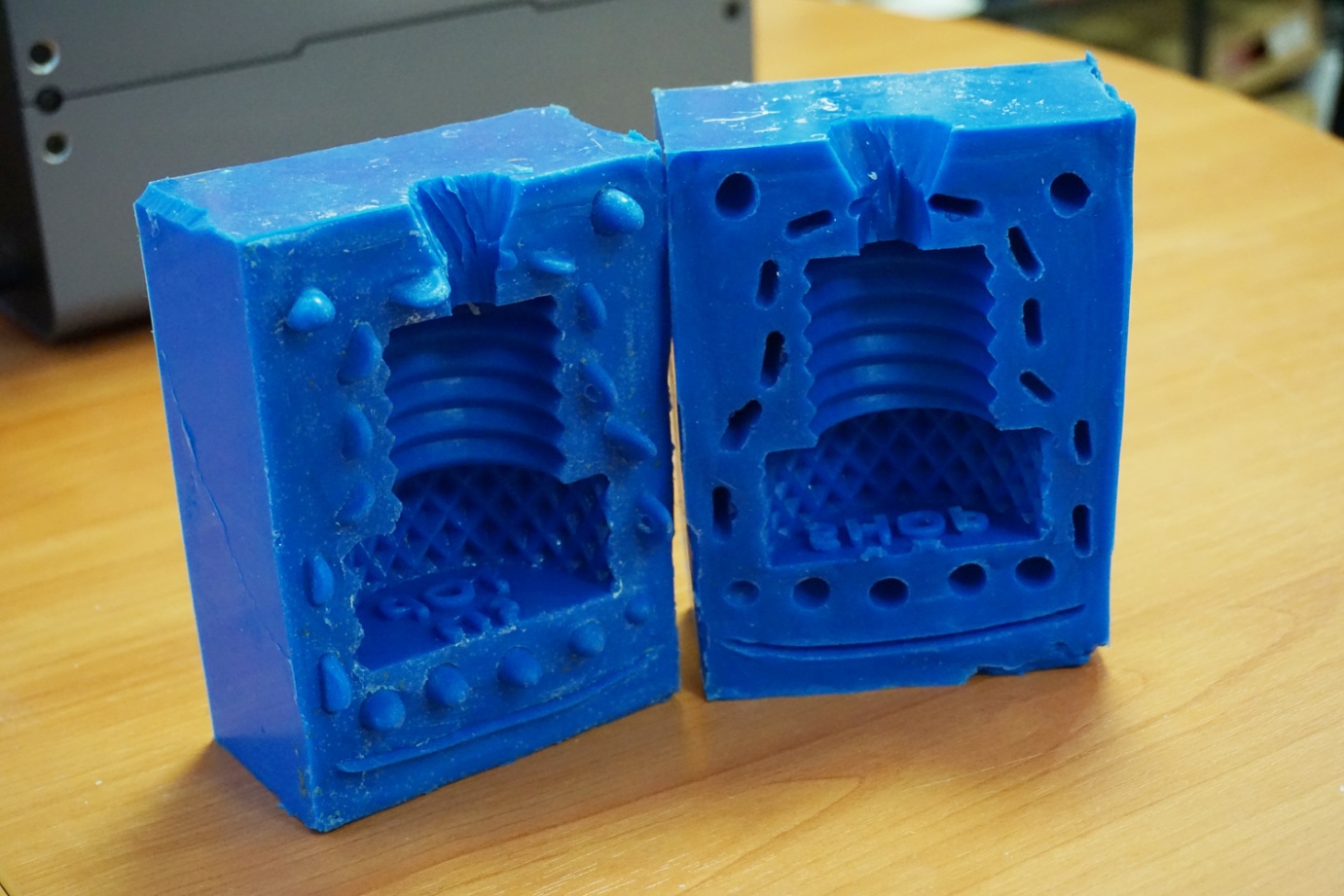 Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.
Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.

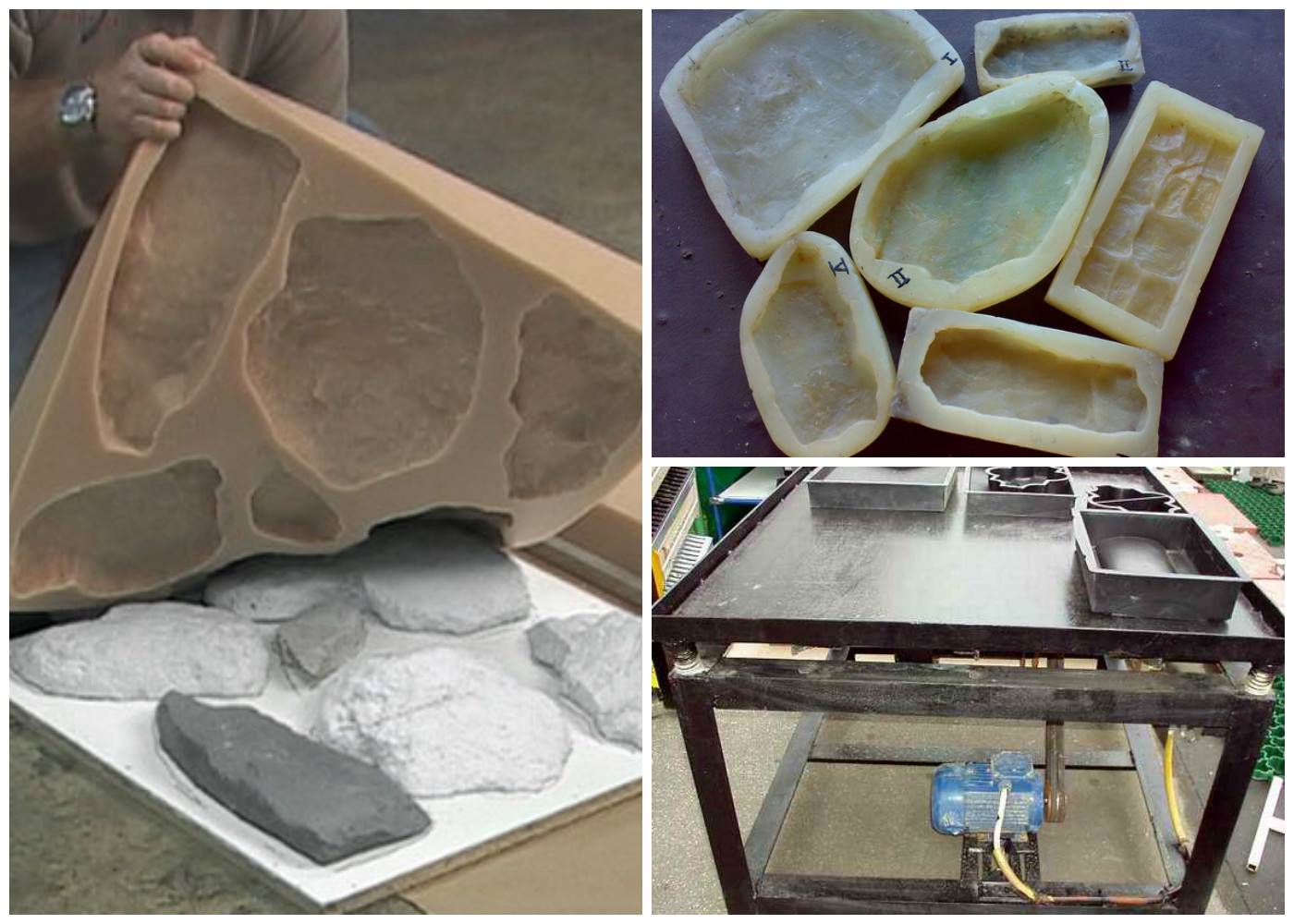 Но это мелочи.
Но это мелочи.
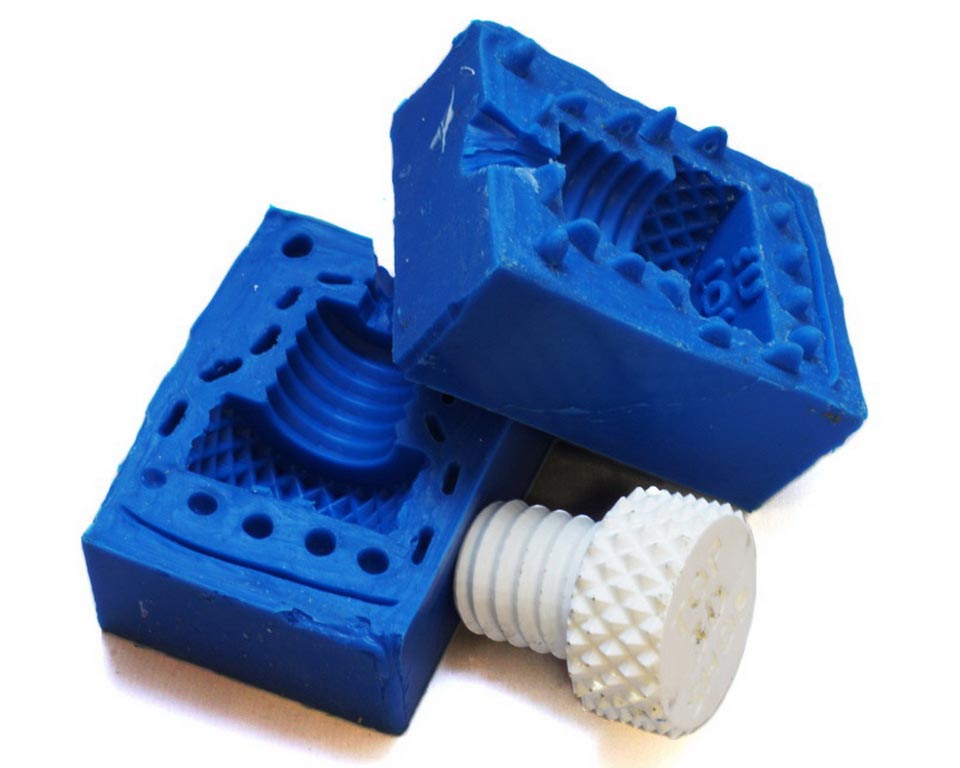 Проще всего использовать воду.
Проще всего использовать воду.







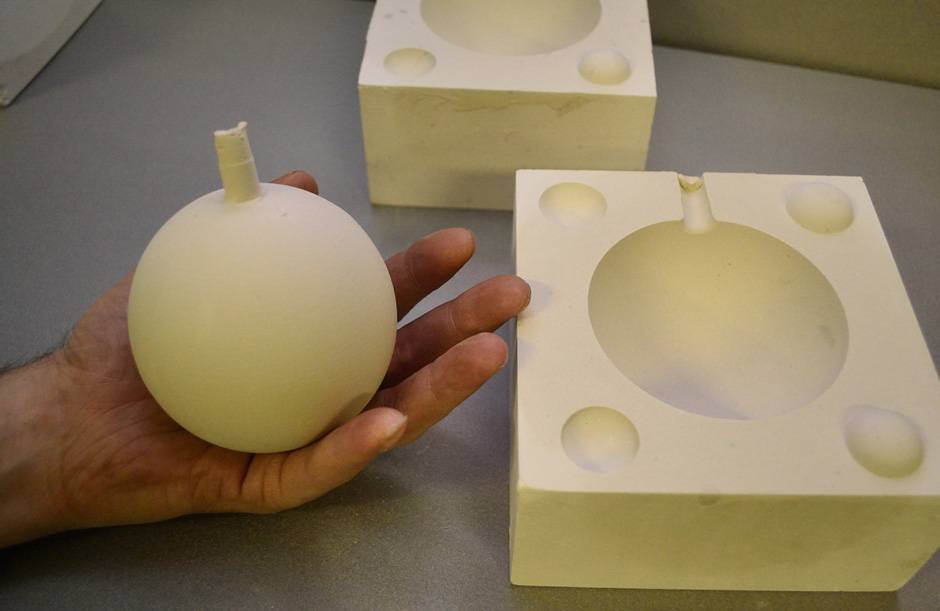
 (Источник изображения)
(Источник изображения) Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.


 Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.
Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона. Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.
Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона. После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
 Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.


 д). При этом размеры лент также определены документами и составляют 24х8 мм (для действующих военнослужащих) и 24х12 мм (для ветеранов и военнослужащих запаса).
д). При этом размеры лент также определены документами и составляют 24х8 мм (для действующих военнослужащих) и 24х12 мм (для ветеранов и военнослужащих запаса). ru, сделаем точный расчёт
ru, сделаем точный расчёт
 Современные станки позволяют выполнять такие проекты в короткие сроки.
Современные станки позволяют выполнять такие проекты в короткие сроки. Вы получаете их в нужном количестве в оговоренные сроки. Наши возможности позволяют воплотить в жизнь практически любой дизайнерский замысел, чтобы интерьер вашего дома, офиса или коммерческого заведения стал действительно красивым и эксклюзивным. Мы принимаем для работы готовые дизайн-проекты — файлы можно загрузить в форме заявки на сайте. Если проекта нет, можно прислать примерные фото или эскизы, а наш дизайнер выполнит остальную работу.
Вы получаете их в нужном количестве в оговоренные сроки. Наши возможности позволяют воплотить в жизнь практически любой дизайнерский замысел, чтобы интерьер вашего дома, офиса или коммерческого заведения стал действительно красивым и эксклюзивным. Мы принимаем для работы готовые дизайн-проекты — файлы можно загрузить в форме заявки на сайте. Если проекта нет, можно прислать примерные фото или эскизы, а наш дизайнер выполнит остальную работу.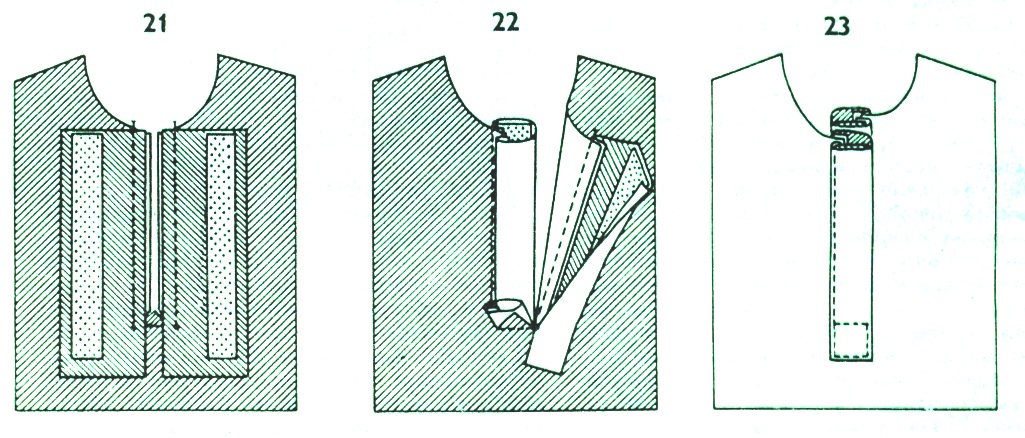
 Рейки могут быть выполнены с любым размером сечения и любой длины.
Рейки могут быть выполнены с любым размером сечения и любой длины.
/60b2cb78fd2b2b7.ru.s.siteapi.org/img/2c4509d3053267715afe672cf858438de254c45c.jpg)
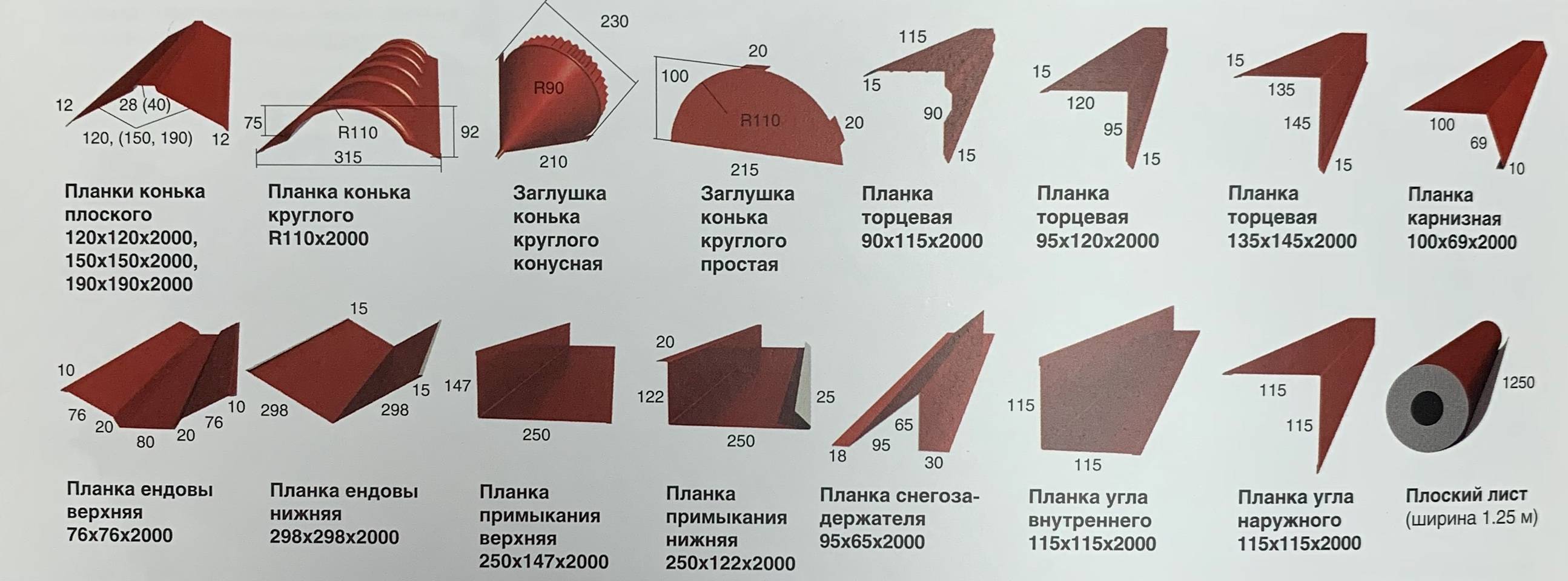
 «> ALT
«> ALT 

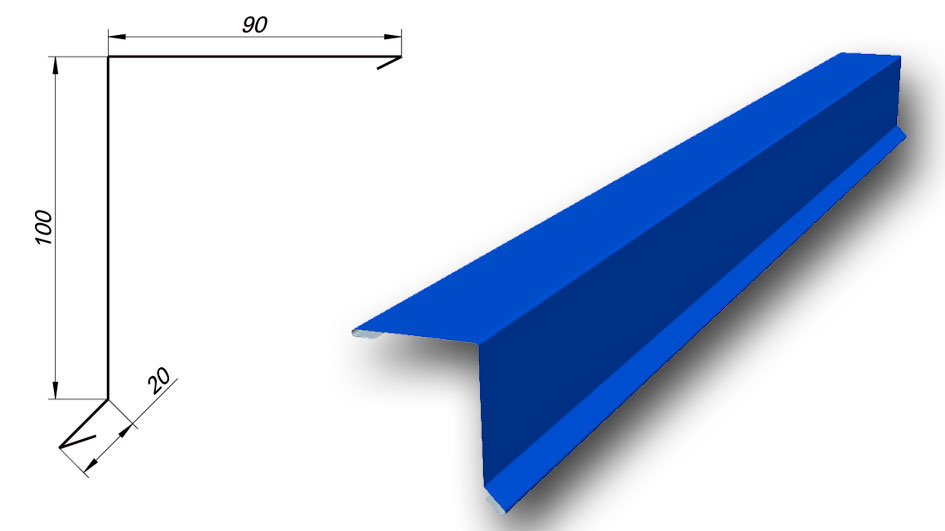
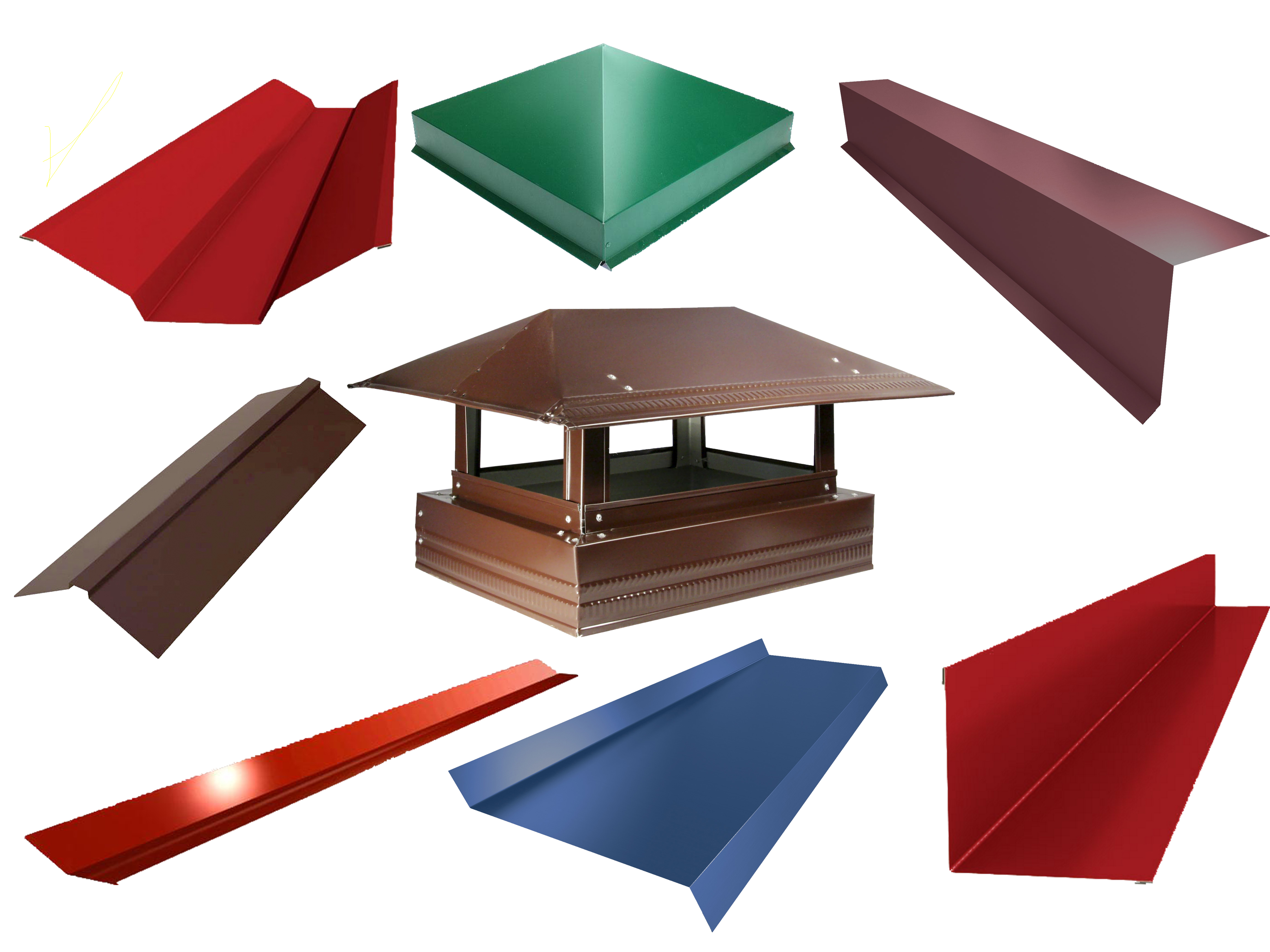
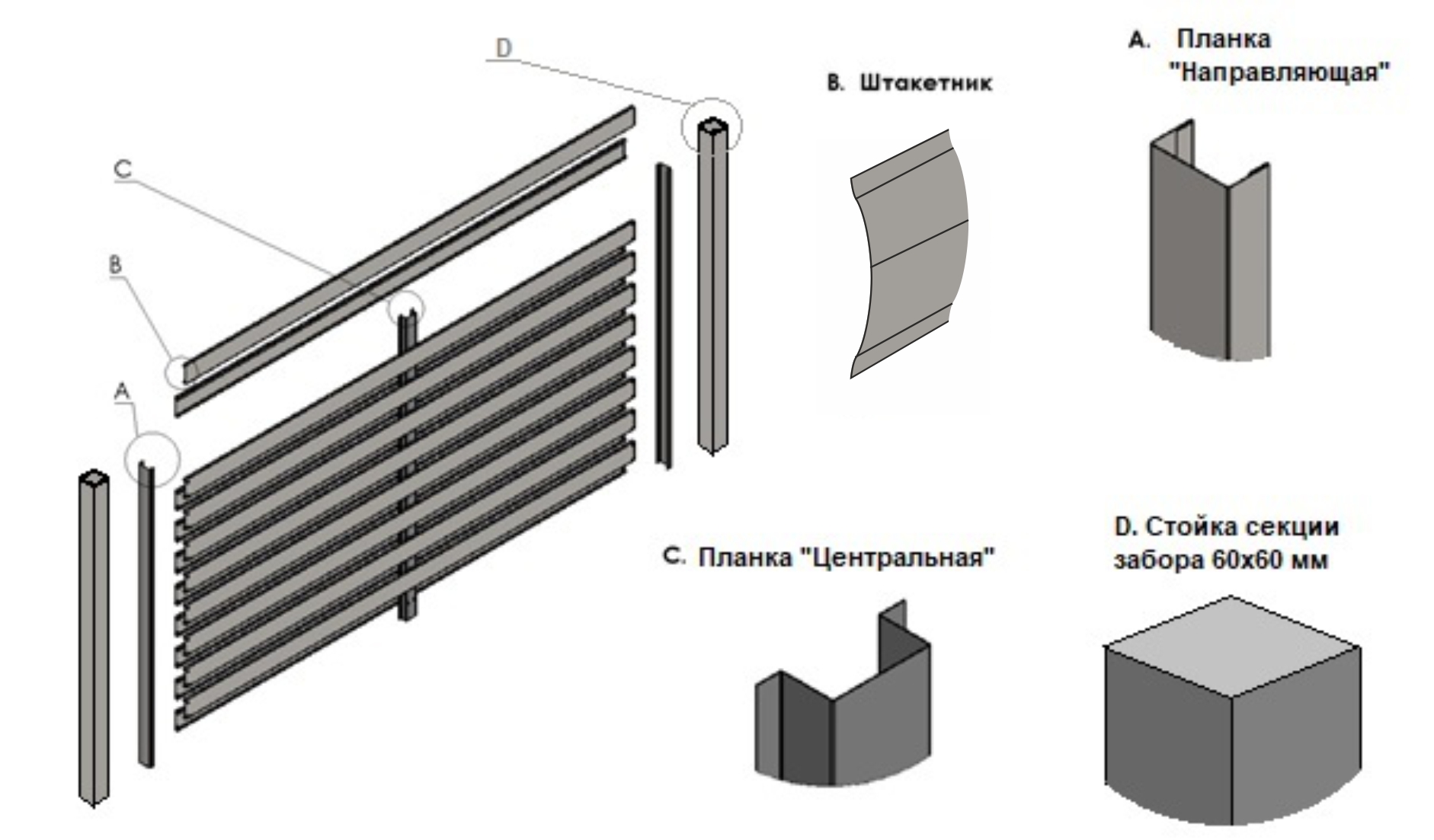
 Он также показывает их текущую статистику, то есть их текущие очки жизни и очки молитвы.
Он также показывает их текущую статистику, то есть их текущие очки жизни и очки молитвы.

 Его применение занимает около 10 секунд, и его можно прервать в бою. Кроме того, его можно разыгрывать только каждые 30 минут.
Его применение занимает около 10 секунд, и его можно прервать в бою. Кроме того, его можно разыгрывать только каждые 30 минут. Игроки должны поговорить с Бабой Ягой с активированной книгой заклинаний, чтобы разблокировать возможность использовать это заклинание.
Игроки должны поговорить с Бабой Ягой с активированной книгой заклинаний, чтобы разблокировать возможность использовать это заклинание./60b2cb78fd2b2b7.ru.s.siteapi.org/img/a509a75ad0744b078b6d9644d38588725fb80cd9.jpg)
 У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием. Предупреждает игрока (игроков), что они собираются телепортироваться / будут телепортированы в «Глубокие пустыни», с возможностью прервать.
У игроков должен быть включен Accept Aid , чтобы быть телепортированными этим заклинанием. Предупреждает игрока (игроков), что они собираются телепортироваться / будут телепортированы в «Глубокие пустыни», с возможностью прервать.


 Требуется завершение сложного дневника фременника.
Требуется завершение сложного дневника фременника.
 YZ4vh5RF_MsGefQQGFxInLw-yhjuXEr0zwxdYH0Gs_g» data-advtracking-product-id=»1121975097″ data-tg-chain=»{"view_type": "preview"}»>
YZ4vh5RF_MsGefQQGFxInLw-yhjuXEr0zwxdYH0Gs_g» data-advtracking-product-id=»1121975097″ data-tg-chain=»{"view_type": "preview"}»> 0eW9EsQIOBxqxYivvQghlofdqgW8jMYW-VfYiREdZDw» data-advtracking-product-id=»76998835″ data-tg-chain=»{"view_type": "preview"}»>
0eW9EsQIOBxqxYivvQghlofdqgW8jMYW-VfYiREdZDw» data-advtracking-product-id=»76998835″ data-tg-chain=»{"view_type": "preview"}»> mQclSl0PBR2FVKuTZN44W51AAZmihHClFeC0Thah5-I» data-advtracking-product-id=»22415046″ data-tg-chain=»{"view_type": "preview"}»>
mQclSl0PBR2FVKuTZN44W51AAZmihHClFeC0Thah5-I» data-advtracking-product-id=»22415046″ data-tg-chain=»{"view_type": "preview"}»> fN0suW9Nr3W7boTPIsSnQ4Drkdi3ftZINh2Blh38R7s» data-advtracking-product-id=»4622034″ data-tg-chain=»{"view_type": "preview"}»>
fN0suW9Nr3W7boTPIsSnQ4Drkdi3ftZINh2Blh38R7s» data-advtracking-product-id=»4622034″ data-tg-chain=»{"view_type": "preview"}»> YRfU_9mu_Ls1o9TJjDYuYACKmlPw9lfCK5OL_vofFHM» data-advtracking-product-id=»418339845″ data-tg-chain=»{"view_type": "preview"}»>
YRfU_9mu_Ls1o9TJjDYuYACKmlPw9lfCK5OL_vofFHM» data-advtracking-product-id=»418339845″ data-tg-chain=»{"view_type": "preview"}»> DV5z0ql-Ar82c8Gi8RocR-6eI_yhjiEtRB076TmLl90″ data-advtracking-product-id=»1422488010″ data-tg-chain=»{"view_type": "preview"}»>
DV5z0ql-Ar82c8Gi8RocR-6eI_yhjiEtRB076TmLl90″ data-advtracking-product-id=»1422488010″ data-tg-chain=»{"view_type": "preview"}»> MTMDMdp3AmRFdvd3BoXjNA7hpcZZLneG_0AaX8uW3vA» data-advtracking-product-id=»126569409″ data-tg-chain=»{"view_type": "preview"}»>
MTMDMdp3AmRFdvd3BoXjNA7hpcZZLneG_0AaX8uW3vA» data-advtracking-product-id=»126569409″ data-tg-chain=»{"view_type": "preview"}»> Ty1e1UPDVy4jJaPuwKL7_Ma09HwfYpQhwaZfpOcxxfU» data-advtracking-product-id=»127226002″ data-tg-chain=»{"view_type": "preview"}»>
Ty1e1UPDVy4jJaPuwKL7_Ma09HwfYpQhwaZfpOcxxfU» data-advtracking-product-id=»127226002″ data-tg-chain=»{"view_type": "preview"}»> mGTWjQ7C2IzkyD_aBZReu2e5GYyDJmvtfBt-srxWi20″ data-advtracking-product-id=»625095914″ data-tg-chain=»{"view_type": "preview"}»>
mGTWjQ7C2IzkyD_aBZReu2e5GYyDJmvtfBt-srxWi20″ data-advtracking-product-id=»625095914″ data-tg-chain=»{"view_type": "preview"}»> 37saBZuFU6q27JCmLxM2fwXQzpQZTlo7Mm1FDEdXbq4″ data-advtracking-product-id=»625095915″ data-tg-chain=»{"view_type": "preview"}»>
37saBZuFU6q27JCmLxM2fwXQzpQZTlo7Mm1FDEdXbq4″ data-advtracking-product-id=»625095915″ data-tg-chain=»{"view_type": "preview"}»> cDJcFsf-xtjs49gItryLwSC159Hq2-AuZ8Z9eiDyl4I» data-advtracking-product-id=»625095916″ data-tg-chain=»{"view_type": "preview"}»>
cDJcFsf-xtjs49gItryLwSC159Hq2-AuZ8Z9eiDyl4I» data-advtracking-product-id=»625095916″ data-tg-chain=»{"view_type": "preview"}»> eOytYul3csQMyEEs6OJxYcfUQ9LJwili6pO31xuDOaQ» data-advtracking-product-id=»127277748″ data-tg-chain=»{"view_type": "preview"}»>
eOytYul3csQMyEEs6OJxYcfUQ9LJwili6pO31xuDOaQ» data-advtracking-product-id=»127277748″ data-tg-chain=»{"view_type": "preview"}»> Благодаря унифицированным хвостовикам 8 или 12 мм, фрезы устанавливаются в цанги или сверлильные патроны многофункциональных деревообрабатывающих станков
Благодаря унифицированным хвостовикам 8 или 12 мм, фрезы устанавливаются в цанги или сверлильные патроны многофункциональных деревообрабатывающих станков
 США Китай / от 1 до 70 см — 32,05 долл. США
США Китай / от 1 до 70 см — 32,05 долл. США Их можно установить напрямую (для специальных моделей они также могут быть установлены сами по себе)
Их можно установить напрямую (для специальных моделей они также могут быть установлены сами по себе) Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 Например, при фрезеровании карманов поверхность должна быть плоской. При 3D-фрезеровании, например при рельефных работах, важно избегать резких видимых переходов между отдельными траекториями фрезерования. Таким образом, кончик концевой фрезы, так называемая шлифовка, имеет решающее значение для окончательной обработки вашей заготовки.
Например, при фрезеровании карманов поверхность должна быть плоской. При 3D-фрезеровании, например при рельефных работах, важно избегать резких видимых переходов между отдельными траекториями фрезерования. Таким образом, кончик концевой фрезы, так называемая шлифовка, имеет решающее значение для окончательной обработки вашей заготовки. Это делает радиусную фрезу идеально подходящей, например, для бесступенчатого вырезания рельефов.
Это делает радиусную фрезу идеально подходящей, например, для бесступенчатого вырезания рельефов. V-образная канавка подходит для больших работ. Для более деликатных проектов лучше всего подойдет гравировальная насадка.
V-образная канавка подходит для больших работ. Для более деликатных проектов лучше всего подойдет гравировальная насадка.

 В этом случае обратите внимание на инструмент с алмазными коронками, с его помощью можно решать как разовые, так и профессиональные задачи в больших объемах. Давайте разбираться, что такое установка для алмазного бурения, какую выбрать, на что обратить внимание в первую очередь.
В этом случае обратите внимание на инструмент с алмазными коронками, с его помощью можно решать как разовые, так и профессиональные задачи в больших объемах. Давайте разбираться, что такое установка для алмазного бурения, какую выбрать, на что обратить внимание в первую очередь.
 Продукция этого бренда занимает лидирующие позиции в рейтингах, посвященных оборудованию для алмазного бурения и резки.
Продукция этого бренда занимает лидирующие позиции в рейтингах, посвященных оборудованию для алмазного бурения и резки. Но практика показала, что если необходима надежная установка для алмазного бурения, способная проработать несколько сезонов, выбирайте модели указанных производителей. Это даст гарантию выполнения больших объемов работ. Стоит отметить, что устройства этой категории способны справиться с железобетоном, независимо от степени армирования. В отличие перфораторов этот критерий не играет практически никакой роли.
Но практика показала, что если необходима надежная установка для алмазного бурения, способная проработать несколько сезонов, выбирайте модели указанных производителей. Это даст гарантию выполнения больших объемов работ. Стоит отметить, что устройства этой категории способны справиться с железобетоном, независимо от степени армирования. В отличие перфораторов этот критерий не играет практически никакой роли.
 Благодаря незначительной вибрации при работе, массы устройства вполне хватает для надежной фиксации на одном месте. Используют и крепление при помощи анкеров, вакуумного оборудования, но такая необходимость возникает при сверлении больших и глубоких отверстий.
Благодаря незначительной вибрации при работе, массы устройства вполне хватает для надежной фиксации на одном месте. Используют и крепление при помощи анкеров, вакуумного оборудования, но такая необходимость возникает при сверлении больших и глубоких отверстий.
 Можно встретить коронки, диаметр которых достигает 1200 мм. Чтобы увеличить срок службы оснастки, предусмотрена система водяного охлаждения режущей части, которая позволяет предотвратить преждевременный износ алмазных напаек.
Можно встретить коронки, диаметр которых достигает 1200 мм. Чтобы увеличить срок службы оснастки, предусмотрена система водяного охлаждения режущей части, которая позволяет предотвратить преждевременный износ алмазных напаек.

 Пожалуйста, {{ log_in_link }}, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
Пожалуйста, {{ log_in_link }}, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть  «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,  «,»referral_program_attencion»:» Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.»,»referral_share_link_description»:»Поделитесь своей реферальной ссылкой с друзьями»,»vip_tiers_description»:»Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.», «your_status»:»Ваш статус»,»next_status»:»Следующий статус»,»registration_description»:»Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!»,»join_now»:»Присоединяйтесь сейчас»,»have_account»:»Уже есть учетная запись?»,»reward_is_currently_unavailable»:»Это вознаграждение в настоящее время недоступно, обратитесь к администратору сайта. {{ reload_page_btn }}»,»reload_page_btn»:»Обновите страницу»,»log_in_link»:»войдите в систему»,»allcolibri_success_activation»:»ПОЗДРАВЛЯЕМ! ВЫ ТОЛЬКО {{ кампанияName }}»,»allcolibri_day_limit_request»:»Лимит активности возможен один раз в сутки»,»user_authentication_required»:»Требуется аутентификация пользователя»,»allcolibri_is_disabled»:»Allcolibri отключен»,»allcolibri_post_request»:» Ожидается, что запрос будет отправлен в формате POST»,»not_enough_points_for_redeem»:»Недостаточно баллов для погашения»,»reward_tab_title»:»Награды»,»shop_it»:»КУПИТЬ»,»назад»:»Назад»,»click_for_sound_on «:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Просмотреть в Instagram»,»view_on_tiktok»:»Просмотреть в Tiktok»,»instagram_gallery»:»Галерея Instagram»}
«,»referral_program_attencion»:» Вы получите вознаграждение, как только ваш реферал совершит свою первую покупку у нас.»,»referral_share_link_description»:»Поделитесь своей реферальной ссылкой с друзьями»,»vip_tiers_description»:»Выполните больше действий, чтобы повысить уровень и получить больше эксклюзивных преимуществ.», «your_status»:»Ваш статус»,»next_status»:»Следующий статус»,»registration_description»:»Присоединяйтесь к программе лояльности, чтобы получить эксклюзивные награды!»,»join_now»:»Присоединяйтесь сейчас»,»have_account»:»Уже есть учетная запись?»,»reward_is_currently_unavailable»:»Это вознаграждение в настоящее время недоступно, обратитесь к администратору сайта. {{ reload_page_btn }}»,»reload_page_btn»:»Обновите страницу»,»log_in_link»:»войдите в систему»,»allcolibri_success_activation»:»ПОЗДРАВЛЯЕМ! ВЫ ТОЛЬКО {{ кампанияName }}»,»allcolibri_day_limit_request»:»Лимит активности возможен один раз в сутки»,»user_authentication_required»:»Требуется аутентификация пользователя»,»allcolibri_is_disabled»:»Allcolibri отключен»,»allcolibri_post_request»:» Ожидается, что запрос будет отправлен в формате POST»,»not_enough_points_for_redeem»:»Недостаточно баллов для погашения»,»reward_tab_title»:»Награды»,»shop_it»:»КУПИТЬ»,»назад»:»Назад»,»click_for_sound_on «:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Просмотреть в Instagram»,»view_on_tiktok»:»Просмотреть в Tiktok»,»instagram_gallery»:»Галерея Instagram»}



 Для её активации достаточно воспользоваться аэрографом с заранее подобранным оттенком. Благодаря вспомогательным настройкам, можно изменять интенсивность цвета и тип ЛКП.
Для её активации достаточно воспользоваться аэрографом с заранее подобранным оттенком. Благодаря вспомогательным настройкам, можно изменять интенсивность цвета и тип ЛКП.
 Благодаря доступности и простоте исполнения, такие программы стали повсеместно использоваться как любителями, так и профессионалами различных тюнинг-ателье. Выбор в пользу данных технологий продиктован высоким уровнем визуализации, низкой степенью риска и конечным результатом, оправдывающим все надежды.
Благодаря доступности и простоте исполнения, такие программы стали повсеместно использоваться как любителями, так и профессионалами различных тюнинг-ателье. Выбор в пользу данных технологий продиктован высоким уровнем визуализации, низкой степенью риска и конечным результатом, оправдывающим все надежды.
 Система обработает информацию, выдаст окончательный результат, который полон данных о пользе такой модернизации.
Система обработает информацию, выдаст окончательный результат, который полон данных о пользе такой модернизации.
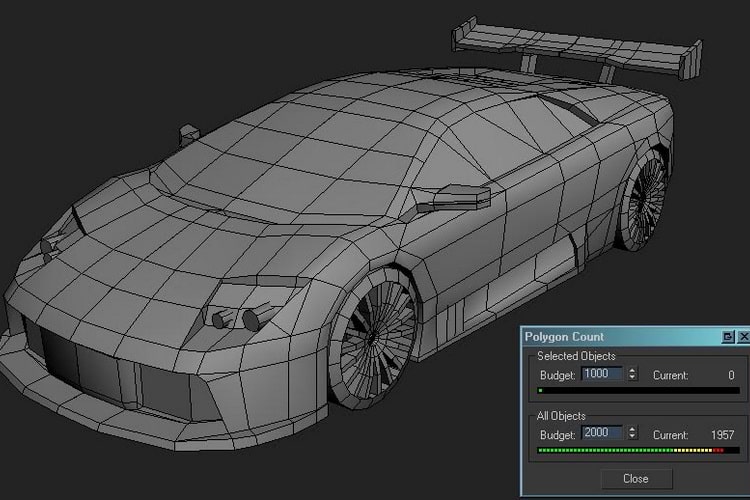 Все они не располагают большим объемом, но требуют постоянной установки обновлений. Их интерфейс интуитивно понятен, а скачать можно просто торрент файлом.
Все они не располагают большим объемом, но требуют постоянной установки обновлений. Их интерфейс интуитивно понятен, а скачать можно просто торрент файлом. Используя возможности приложения, автовладелец сможет внести изменения в визуальный стайлинг своего автомобиля.
Используя возможности приложения, автовладелец сможет внести изменения в визуальный стайлинг своего автомобиля.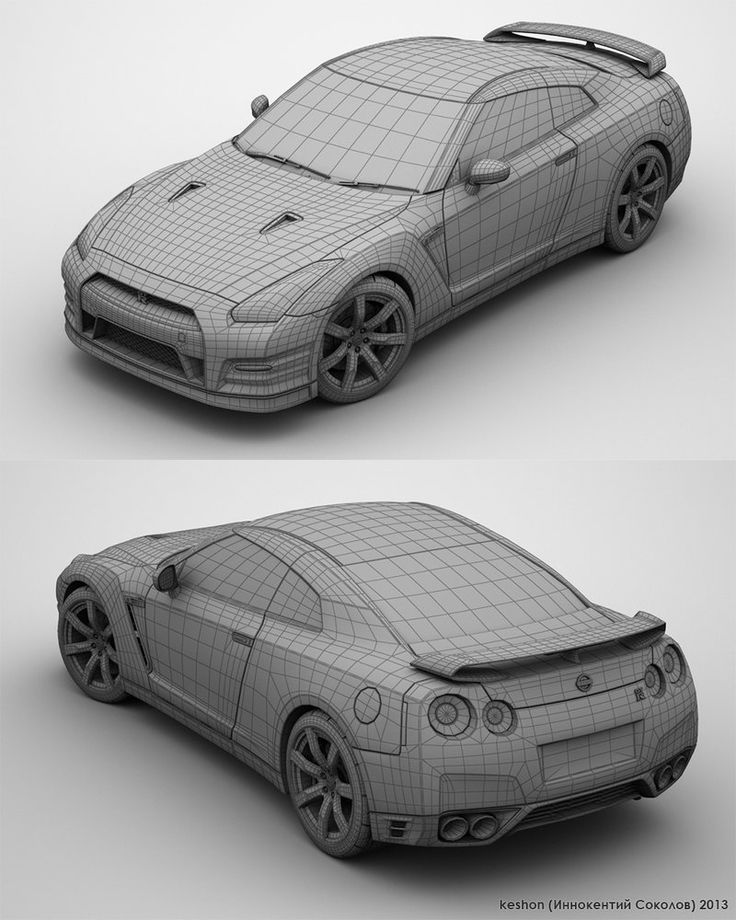
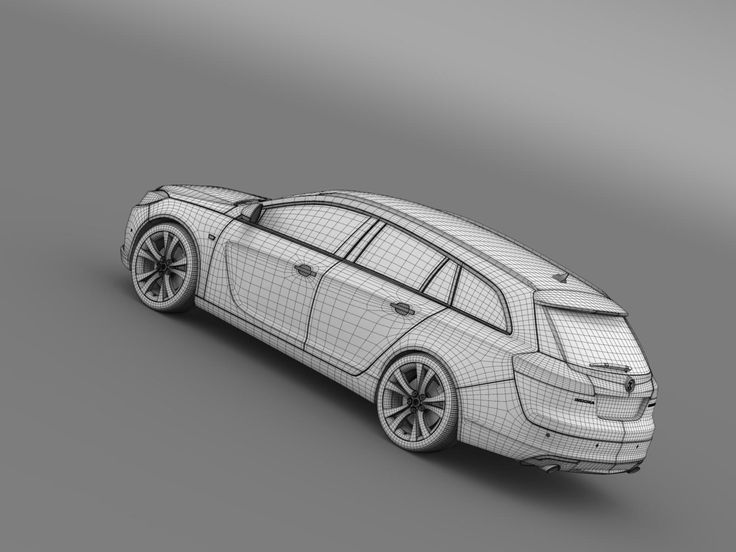
 0003
0003

 В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
 Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.


 Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса.
Если заглянуть на Amazon, то можно найти много предложений по продаже силикона за 100 долларов США, что почти в два раза дороже латекса. Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей.
Если 3D-печать лучше подходит для создание моделей в одном экземпляре, то литье в силиконовых пресс-формах и из полиуретана — идеальное решение для мелкосерийного производства моделей. Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
Так как силиконовые пресс-формы позволяют хорошо передать детали, ювелиры могут создавать изделия с мелким орнаментом и замысловатой геометрической формой.
 Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.
Если вы просто хотите сделать копию существующего объекта, имеет смысл использовать его в качестве образца. Нужно лишь убедиться в том, что этот объект способен выдержать процесс создания пресс-формы.

 Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.
Полученная форма будет использоваться наподобие лотка для льда, чтобы изготовить продукцию для конечного использования.





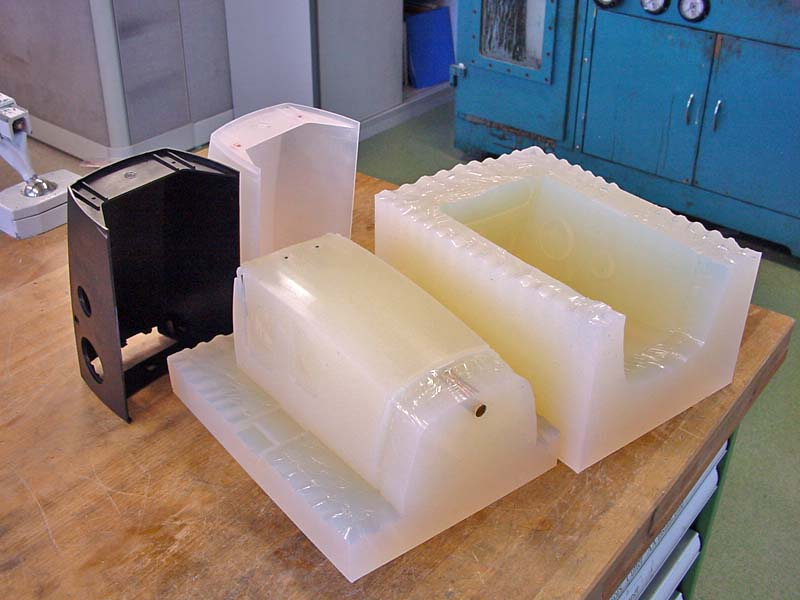
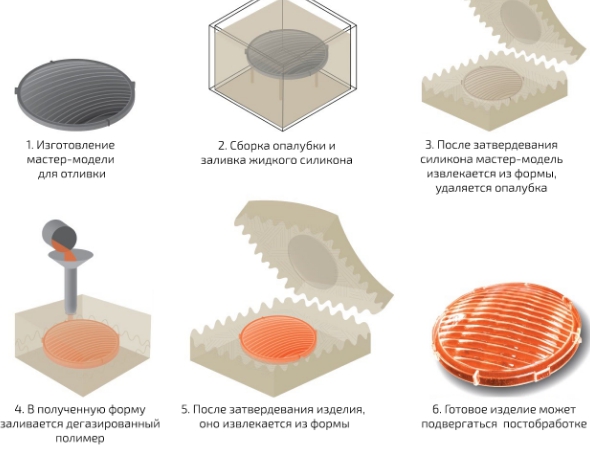
 (Источник изображения)
(Источник изображения) Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.


 Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.
Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.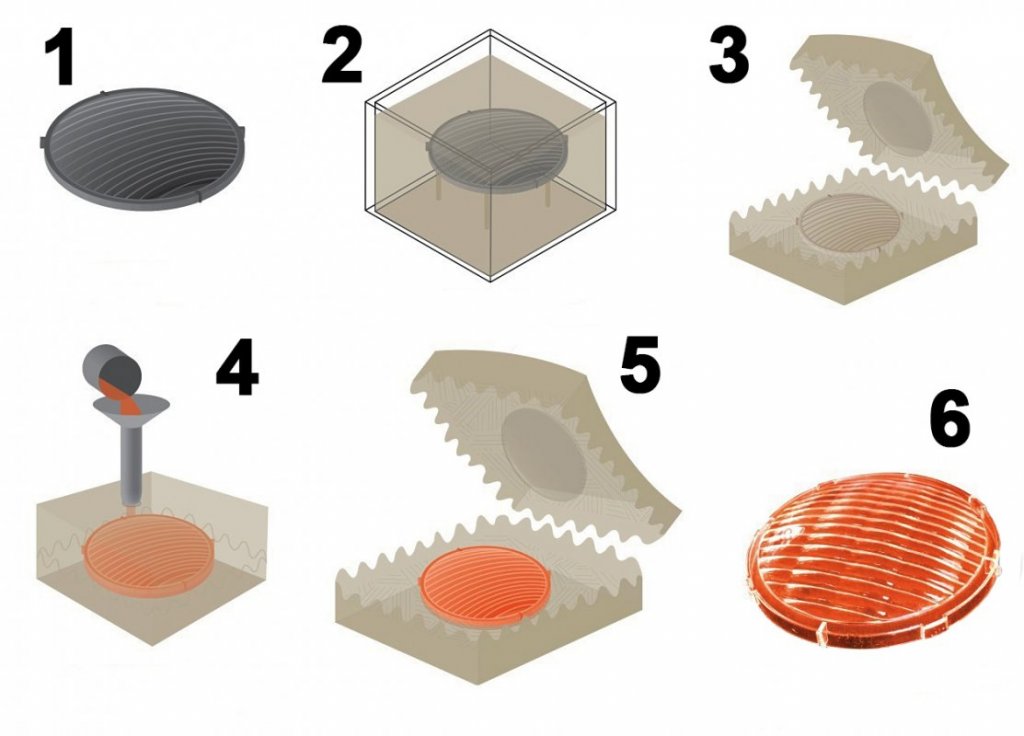 Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.
Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона. После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
 Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
