Робот это определение для детей: Что такое робототехника и зачем она ребёнку? ✅ Блог IQsha.ru
Что такое робототехника и зачем она ребёнку? ✅ Блог IQsha.ru
В одной известной песне из детского кинофильма есть такие слова: “Позабыты хлопоты, остановлен бег, вкалывают роботы, а не человек!”. И если во времена создания этого фильма это была еще фантастика, то сегодня роботы — наша реальность. Нравится нам это или нет, но современные дети растут в эпоху гаджетов и “умных домов”. Это означает, что и родители должны не отставать от подрастающего поколения. Что ж, давайте разбираться вместе, зачем нам робототехника.
Робототехника — это творческий процесс создания роботизированной техники, проще говоря, роботов. Такое направление объединяет в себе множество наук: математику, логику, физику, механику, программирование и многое другое. Летающие квадрокоптеры, “умный” пылесос, марсоход — это всё роботы, которых придумал человек.
Сегодня создание роботов доступно не только учёным, но и обычным детям. Всё большую популярность набирают кружки программирования и робототехники. С каждым годом растёт число ребят, интересующихся техническим творчеством. Чем же так привлекает подрастающее поколение это направление науки?
С каждым годом растёт число ребят, интересующихся техническим творчеством. Чем же так привлекает подрастающее поколение это направление науки?
Процесс создания робота — это и увлекательное времяпровождение, и общение в кругу единомышленников. Кроме того, что дети интересно проводят время, занятия робототехникой формируют полезные навыки:
- мелкую моторику;
- логическое мышление;
- внимательность;
- ориентацию в пространстве;
- творческие способности;
- усидчивость.
Также робототехника помогает в развитии личностных качеств ребёнка, а именно: ответственности, дисциплины, трудолюбия, уважения и самостоятельности.
У детей, занимающихся робототехникой, формируются метапредметные навыки:
- умение анализировать и систематизировать данные;
- способность ставить задачи и решать их;
- планировать дела и контролировать их выполнение;
- умение достигать поставленных целей.
Понятие робот
Робот — это программируемое устройство, которое выполняет определённые действия без участия человека.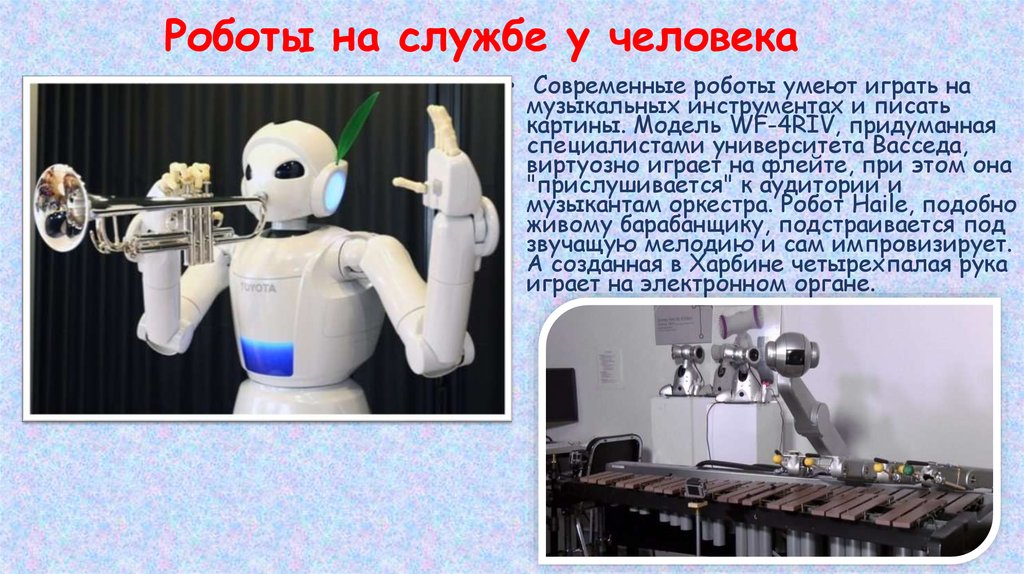 Робот действует по заранее заложенной программе, подстраиваясь под внешние условия. Данные, которые влияют на последующие действия, он получает от датчиков (аналог органов чувств у живых существ).
Робот действует по заранее заложенной программе, подстраиваясь под внешние условия. Данные, которые влияют на последующие действия, он получает от датчиков (аналог органов чувств у живых существ).
Термин “робот” впервые появился в произведении чешского писателя “Универсальные роботы Россума”. Для создания этого нового понятия автор Карел Чапек использовал слово “robota” — это работа, рабство (в переводе с чешского). Так в его романе возникли роботы — рабы, созданные человеком.
Что такое робототехника
Робототехника — это прикладная наука, которая занимается проектированием и созданием технических систем. Она опирается на множество других дисциплин: электронику, механику, физику, математику, информатику.
Зачатки робототехники появились ещё в древности. В античности существовали движующиеся статуи. Создание “чудо-механизмов” восхищало и пугало публику, но при этом помогало развитию всех наук. В каждом столетии находились изобретатели, которые старались “оживить” свои творения.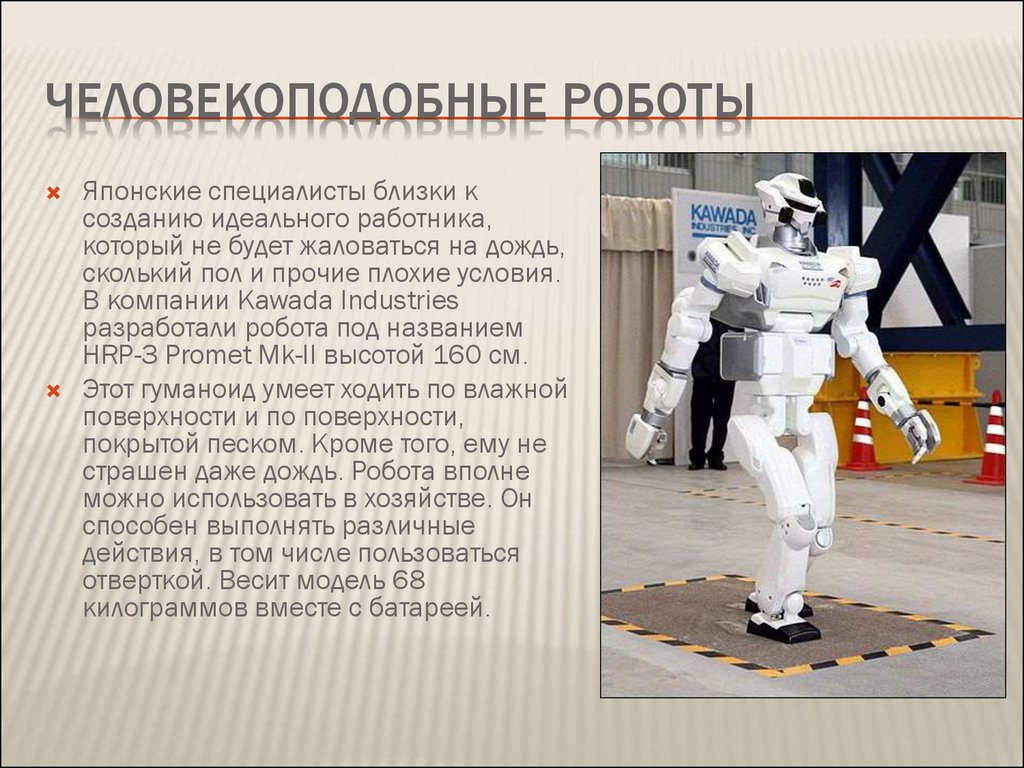
Сегодня робототехника — это высокотехнологичный процесс, основы которого под силу освоить даже детям дошкольного возраста.
Классификация робототехники
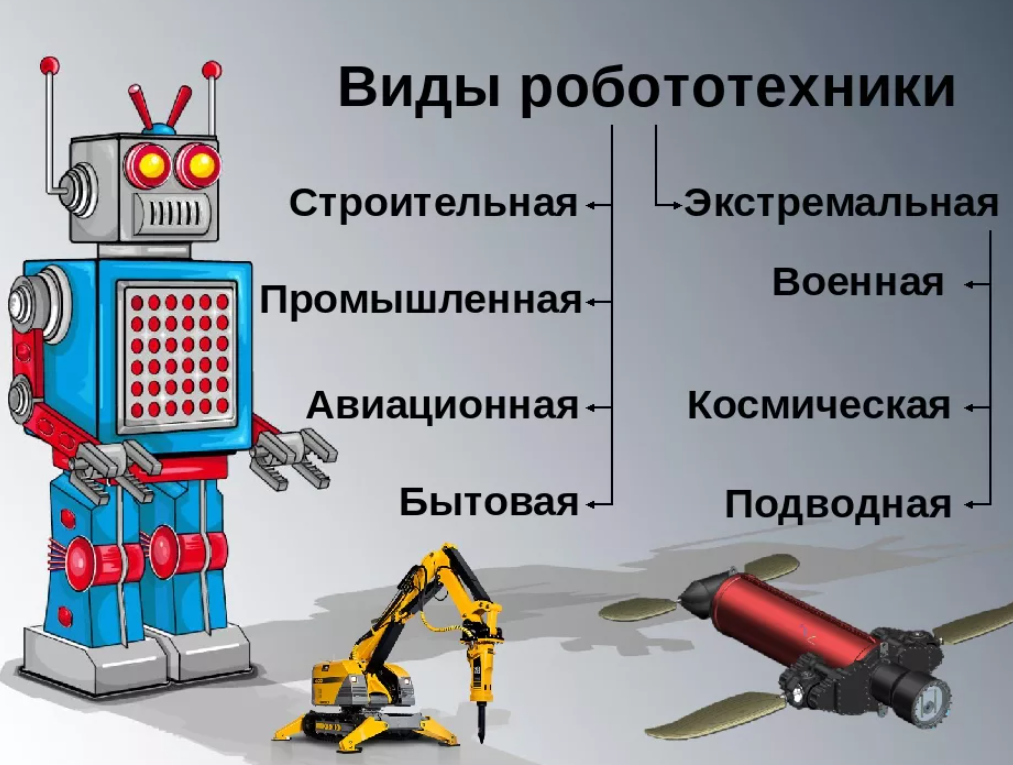
В зависимости от прикладной функции робототехника бывает: индустриальная (промышленная) и сервисная.
Промышленные роботы могут быть зафиксированными и передвижными, что позволяет им осуществлять промышленные задачи. К таким механизмам относят роботов-исследователей и роботов-сапёров. По данным статистики за 2020 год, в мире насчитывается около 3 млн. индустриальных роботов.
Сервисные роботы выполняют полезную работу для человека, исключая промышленные задачи. Такие помощники могут быть индивидуальными и профессиональными. Роботы-помощники делают доставки продуктов и клининг, помогают медицинским работникам, применяются в социальной сфере.
Области робототехники
Роботам доверяют рутинные, трудоёмкие обязанности, требующие высокой точности и недоступные для живого существа.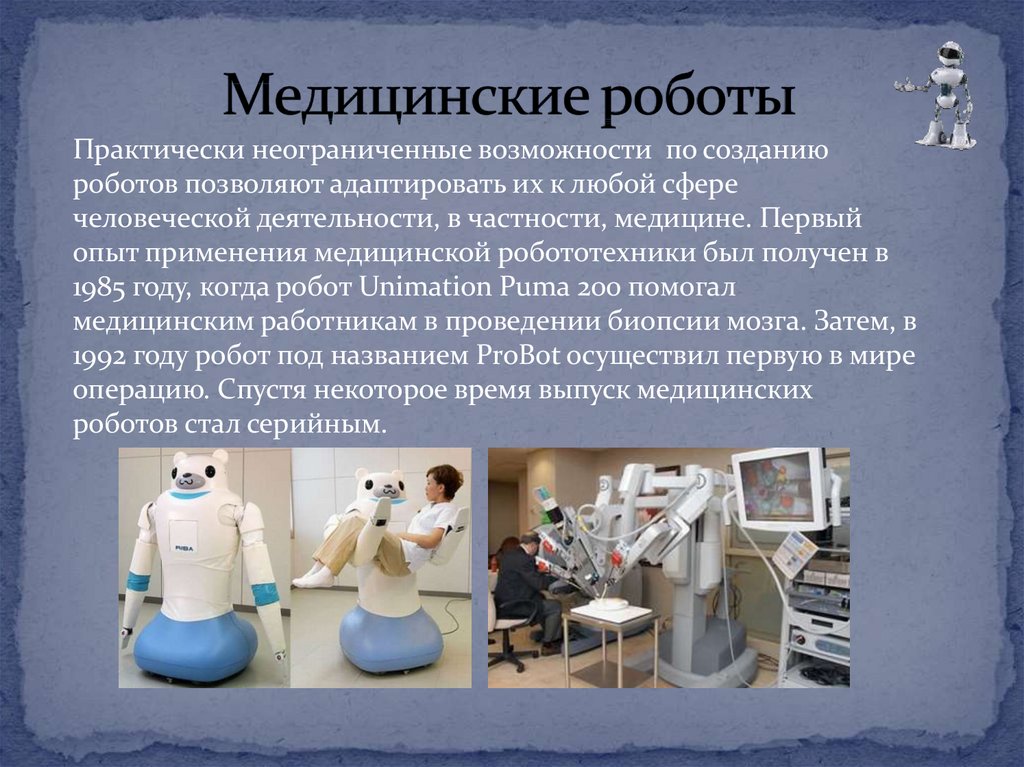 Такая работа есть в любой сфере деятельности. Сегодня с полной уверенностью можно сказать, что робототехника прочно обосновалась практически во всех сферах жизни — образовании, промышленности, сельском хозяйстве, медицине, космонавтике, транспорте, военном деле, безопасности. На фермах работают доильные роботы, в небе летают роботизированные пилоты, а по дорогам ездят робомобили. Даже в спорте есть место роботам.
Такая работа есть в любой сфере деятельности. Сегодня с полной уверенностью можно сказать, что робототехника прочно обосновалась практически во всех сферах жизни — образовании, промышленности, сельском хозяйстве, медицине, космонавтике, транспорте, военном деле, безопасности. На фермах работают доильные роботы, в небе летают роботизированные пилоты, а по дорогам ездят робомобили. Даже в спорте есть место роботам.
Во всю идет развитие искусственного интеллекта. Учёные разных стран трудятся над созданием робота со схожими с человеческими особенностями личности. Параллельно с этим рассматривают и моральную сторону данной области робототехники.
Зачем робототехника детям
В рамках стандартной системы образования очень мало обращают внимание на развитие у детей технических способностей. Внедрение современных приборов образовательный процесс идёт очень медленно и не всегда успевает за техническим прогрессом. Как же тогда будут появляться юные изобретатели?
Выполните развивающие упражнения от Айкьюши
Доступные кружки конструирования, программирования и робототехники позволяют нашим детям развивать свои технические навыки, креативность, изобретательность.
Такие секции дают возможность расширить кругозор и прикоснуться к науке. Дети осознают, что привычные бытовые предметы не просто продаются в магазине, а их создаёт человек. Помимо это, посетив несколько занятий, уже можно определить, есть ли у ребёнка технические способности, понять круг интересов.
Если же ребёнку понравится конструирование роботов, он будет увлечён и заинтересован, то в процессе изучения он будет развивать:
- компьютерную грамотность;
- проектирование;
- основы математики;
- и даже английский язык (принятый стандарт в технической отрасли).
На курсах робототехники юные конструкторы не просто знакомятся с теорией, но и применяют полученные знания на практике. Это очень важно! Ведь возможность ощутить результат своих знаний повышает мотивацию учиться, интересоваться, развиваться. В результате ребёнок будет лучше усваивать точные науки, станет более внимательным, сможет лучше концентрироваться на решении задач.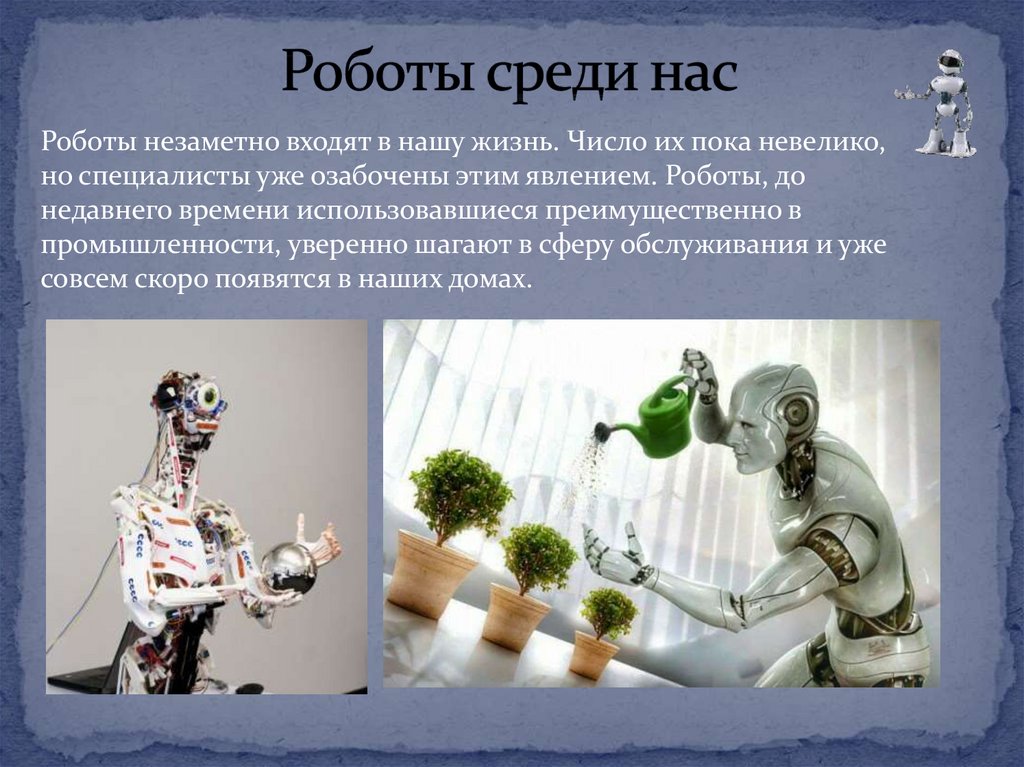
Робототехника предполагает нестандартное решение поставленных целей. Благодаря такой практике дети даже в повседневной жизни учатся находить выход в сложных ситуациях.
Где учат делать роботов
Количество частных робоклубов набирает обороты с каждым годом. Сегодня практически в каждом городе есть кружки дополнительного образования по робототехнике и программированию. В школах также появился модуль робототехники в рамках предмета “Технология”. Даже если ребёнок не собирается связывать свою жизнь с роботами, то во время обучения в школе он познакомится с миром роботизированной техники.
Начиная с 10-11 лет, дети уже осознанно идут в кружки по созданию роботов. Здесь школьники активно изучают программирование, конструирование, собирают уникальные модели.
Если же детское увлечение переросло в желание получить профессию робототехника, то перед выпускником школы стоит нелегкий выбор ВУЗа, в котором он получит высшее образование. На сегодняшний день факультеты робототехники и механотроники появляются во многих учебных заведениях. Неудивительно, ведь роботостроение — это одно из самых перспективных направлений.
Неудивительно, ведь роботостроение — это одно из самых перспективных направлений.
Как выбрать кружок по робототехнике
Как только вы решили, что ребёнок будет посещать кружок робототехники, то сразу же встаёт следующий вопрос. Как определить, в какой центр дополнительного образования отдать своё чадо?
Несколько советов, которые помогут вам сделать правильный выбор:
- Время
Обязательно учитывайте загруженность ребенка. Как часто он сможет посещать этот кружок? Сколько по времени нужно добираться до него? - Деньги
Узнайте стоимость занятий в кружках, поинтересуйтесь системой абонементов, уточните о наличии пробного бесплатного занятия, а также как возмещаются пропущенные занятия по болезни или из-за отъезда. - Результат
Расспросите о результатах учеников. Определите, чего именно вы ждёте от таких занятий — просто увлекательного времяпрепровождения или конкретных высоких результатов (например, побед в турнирах).
- Соревнования
Попросите рассказать об условиях участия в соревнованиях (проезд, проживание, питание и дальнейшие перспективы). - Количество учеников
Уточните наполняемость групп: есть ли филиалы у этой организации? - Оценивание учеников
Спросите, имеется ли в кружке система оценки достижений, подбирают ли уровень сложности индивидуально. - Образовательная программа
Попросите рассказать о программе, по которой будут проходить занятия, чтобы избежать посещения кружка “просто собираем конструкторы”. - Будущее
Выясните, есть ли в секции программа сотрудничества с учебными заведениями, ВУЗами для продолжения образования уже в профессиональном ключе.
Польза робототехники
Мир стремительно меняется каждый день. То, что казалось фантастикой, уже стало реальностью: умные телефоны, беспилотный транспорт, роботы-помощники. Наши дети растут в новой действительности, открывая в ней всё больше возможностей.
Наши дети растут в новой действительности, открывая в ней всё больше возможностей.
Робототехника помогает малышам понять, как функционируют окружающие его технологии и чем они полезны. Это развивает и усиливает интерес к прикладной науке, рождая желание конструировать и нести в мир полезное. Благодаря этому ребята учатся самостоятельно проектировать и создавать роботов.
Польза робототехники для детей также в том, что она объединяет в себе как развлечение, так и множество практических знаний. Приобретая новые навыки, дети становятся увереннее в себе, активнее и самостоятельнее.
Робототехника для детей в качестве дополнительного занятия подходит практически любому ребёнку. Даже если у вашего чада не будет впечатляющих достижений в конструировании роботов, у него будет представление о мире технологий и его разнообразии.
Развивать логическое мышление ребёнок может как на курсах робототехники, так и занимаясь на нашем сайте в разделе “Логика и мышление”.
О том, как научить малыша решать логические задачки, вы можете прочесть в нашей статье “Как научить детей дошкольного и младшего школьного возраста решать логические задачки”.
Ольга Шадрина,
практикующий педагог-дефектолог, автор упражнений и обучающих материалов IQsha.ru
Что такое робототехника и чем она полезна для детей ☰ Polycent — детский образовательный центр
Робототехника (наука о роботах) становится все более и более популярной. На заводах трудятся руки-манипуляторы, профессиональным операторам и любителям на помощь пришли летающие дроны, чтобы облегчить жизнь хозяйкам, появились бытовые роботы пылесосы и мойщики окон, специальные роботы исследуют космос, а для того, чтобы помочь людям с ограниченными возможностями, появляются высокотехнологичные протезы и экзоскелеты.
В XXI веке возможность заниматься робототехникой появилась не только у ученых, но у и школьников! О том, что такое робототехника и чем она полезна для детей расскажут преподаватели нашего образовательного центра POLYCENT.
Ярослав Кондратьев
Преподаватель направления «Робототехника»
Методист детского образовательного центра POLYCENT
Старший тренер сборной Team Polycent
На сегодняшний день изучение основ робототехники для детей возможно в школе и в кружках дополнительного образования. Многие родители сейчас задаются вопросом, зачем детям робототехника? Такие занятия развивают творческий потенциал ребенка. Обратите внимание на робототехнику, если ваш ребенок проявляет интерес к технологиям.
Многие родители сейчас задаются вопросом, зачем детям робототехника? Такие занятия развивают творческий потенциал ребенка. Обратите внимание на робототехнику, если ваш ребенок проявляет интерес к технологиям.
Робототехника поможет практически прокачать школьнику физику, сразу увидеть результат написанной программы, проявить инженерные качества и создать свой собственный проект.
Спортивная робототехника может подтолкнуть ребят к выбору дальнейшей профессии в сфере робототехники, высоких технологий или программирования. Это уже не любительский кружок по конструированию. Занятия требуют максимальной отдачи, изучения смежных дисциплин, постоянных тренировок и работы над ошибками.
Максим Сильченко
Преподаватель направления «Робототехника»
Выпускник факультета «Мехатроника и Робототехника» МИРЭА
Тренер спортивного направления робототехники
Робототехника – это не будущее, это настоящее ребенка! Нет, безусловно у робототехники есть будущее, но занятия робототехникой позволяют совершенствовать свои навыки непосредственно в данный момент времени. Она развивает как физические, так и умственные способности ребенка. Сочетает в себе такие дисциплины, как математика, физика, информатика и логика, творческая деятельность и коммуникация с окружающими.
Она развивает как физические, так и умственные способности ребенка. Сочетает в себе такие дисциплины, как математика, физика, информатика и логика, творческая деятельность и коммуникация с окружающими.
Никто точно не знает, что может быть популярно через 10-15 лет, ведь сейчас также активно развиваются такие направления, как искусственный интеллект и нейросети, которые, безусловно, будут тесто связаны с робототехникой (но как и в каком виде – это уже отдельный вопрос). Поэтому занятия робототехникой решают проблему в данный момент, а не в абстрактном будущем – позволяют ребенку проникнуться инженерией с ранних лет, что, безусловно, поможет ему в дальнейшем определить вектор развития его как специалиста в том или ином направлении.
Михаил Ревякин
Преподаватель направления «Робототехника»
Соавтор учебных пособий по робототехнике для младших школьников и один из создателей Авторской мастерской по робототехнике в издательстве Бином.
Тренер спортивного направления робототехники
Многие ребята сейчас приходят на занятия робототехникой в возрасте 4-5 лет. Назвать это полноценной робототехникой трудно. Но на базе образовательных конструкторов учащиеся обучаются конструированию, работе с инструкцией, учатся взаимодействовать друг с другом и преподавателем, развивают мелкую моторику, изучают алгоритмы без компьютера.
Следующий этап – конструирование моделей, которые можно запустить при помощи компьютерной программы. Сначала ученики копируют программу, написанную преподавателем. Но постепенно учатся писать свои собственные. Ведь на начальных этапах это не составляет труда – для таких моделей используют визуальное программирование, где каждое действие запускается при помощи блока-картинки. Блок с изображением мотора и поворотной стрелкой направо означает вращение мотора по часовой стрелке.
Для ребят постарше программирование становится сложнее, а сама робототехника перестает быть модульной (из готовых конструкторов). Постепенно учащиеся начинают знакомиться с электроникой и узнают, как устроены различные электронные компоненты, создают робота собственными руками!
Постепенно учащиеся начинают знакомиться с электроникой и узнают, как устроены различные электронные компоненты, создают робота собственными руками!
Карина Блинова
Преподаватель направления «Робототехника»
Методист детского образовательного центра POLYCENT
Тренер спортивного направления робототехники
В чем польза от занятий робототехникой для современных школьников? В первую очередь, нужно понять для самих себя – что вы и ваш ребенок хотите получить от занятий. Прикоснуться к чему-то модному и перспективному или направить ребенка, который проявляет способности в конструировании? Или, наоборот, не проявляет, но вы хотите дать ему возможность познакомиться с таким направлением, вместо долгих часов, которые он дома просиживает за компьютерными играми? А может вы видите его победителем международных соревнований по робототехнике? Все это здорово, полезно для развития и так далее. Но, в первую очередь, это должно быть действительно интересно самому ребенку. Ведь занятия робототехникой для детей – это не про игрушечных роботов. Это обучение, где ребята в занимательной форме изучают основы механики и конструирования, развивают свои творческие способности, учатся работать в команде, соревнуются и знакомятся с основами программирования. Нет единого курса по робототехнике для детей. Поэтому если вы задумываетесь, с какого возраста отдать своего ребенка в кружок, то ответ будет – практически с любого. Начиная с 4-5 лет, можно познакомиться с этим направлением. На сегодняшний день существует огромное количество готовых конструкторов для модульной робототехники, а также возможность самостоятельной сборки простых моделей из различных компонентов.
Ведь занятия робототехникой для детей – это не про игрушечных роботов. Это обучение, где ребята в занимательной форме изучают основы механики и конструирования, развивают свои творческие способности, учатся работать в команде, соревнуются и знакомятся с основами программирования. Нет единого курса по робототехнике для детей. Поэтому если вы задумываетесь, с какого возраста отдать своего ребенка в кружок, то ответ будет – практически с любого. Начиная с 4-5 лет, можно познакомиться с этим направлением. На сегодняшний день существует огромное количество готовых конструкторов для модульной робототехники, а также возможность самостоятельной сборки простых моделей из различных компонентов.
Робототехника – это про автоматизированные системы, которые действуют по заранее заложенным программам. Роботы незаметно окружают нас. В основном, на производстве и в быту. В будущем появится множество профессий, связанных с робототехникой. Это будут инженеры, дизайнеры, тестировщики, мастера по ремонту вышедших из строя машин, программисты роботов и так далее. Возможно, детские курсы ардуино стану первым шагом в выборе специальности для вашего ребенка!
Возможно, детские курсы ардуино стану первым шагом в выборе специальности для вашего ребенка!
|
Примечание: Научит создавать продуманные конструкции, писать для них программы робототехника для детей. Купить курсы в Москве легко в нашем центре. Также расскажем и покажем, что такое язык программирования Arduino для начинающих. Обучение подойдет для ребят от 10 до 13 лет.
|
роботов для детей: изучить факты инстерстента и делать веселье
- Главная
- Обучение за рубежом
- Физика
- ХИМИЯ
- Еще
30 апреля 2022
Когда вы думаете о роботе, что является первым, что первое, что то, что это первое, что то, что первое, что приходит на ум? Роботы у многих ассоциируются с образом автоматизированных человекоподобных машин с монотонными голосами. В то время как некоторые роботы разработаны специально, чтобы выглядеть как люди, многие из действующих сегодня в мире роботов не имеют никаких физических особенностей человека. Роботы часто ассоциировались с научной фантастикой (R2-D2, Wall-E, Transformers), и они широко используются на фабриках и в других местах производства для их механических услуг. Сегодня мы находим их повсюду вокруг нас — в наших домах, офисах, школах и торговых центрах, и это лишь некоторые из мест. Роботы — одни из самых захватывающих изобретений, некоторые из них объединены с искусственным интеллектом и машинным обучением, а некоторые — с человеческим разумом, сердцем и мозгом. Возможно, вы задаетесь вопросом о некоторых интересных фактах о роботах. Но для начала давайте сначала ответим на несколько основных вопросов.
Роботы часто ассоциировались с научной фантастикой (R2-D2, Wall-E, Transformers), и они широко используются на фабриках и в других местах производства для их механических услуг. Сегодня мы находим их повсюду вокруг нас — в наших домах, офисах, школах и торговых центрах, и это лишь некоторые из мест. Роботы — одни из самых захватывающих изобретений, некоторые из них объединены с искусственным интеллектом и машинным обучением, а некоторые — с человеческим разумом, сердцем и мозгом. Возможно, вы задаетесь вопросом о некоторых интересных фактах о роботах. Но для начала давайте сначала ответим на несколько основных вопросов.
Что такое робот?
Робот — это машина, запрограммированная на выполнение задач и воспроизведение действий человека. Слово «робот» происходит от чешского слова «robota», которое примерно переводится как «принудительный труд» или «тяжелая работа». Эти машины созданы для различных целей и выполнения множества различных функций.
Что такое робототехника?
Наука и изучение роботов называется «робототехникой». Ученые изучают, проектируют, производят и экспериментируют с роботами в области робототехники. Робототехника является междисциплинарной, но в основном относится к области инженерии и компьютерных наук. Читайте дальше, чтобы узнать больше фактов о роботах для детей.
Ученые изучают, проектируют, производят и экспериментируют с роботами в области робототехники. Робототехника является междисциплинарной, но в основном относится к области инженерии и компьютерных наук. Читайте дальше, чтобы узнать больше фактов о роботах для детей.
Каковы характеристики роботов?
- У роботов нет физических или экологических потребностей, как у людей.
- С момента своего создания и массового распространения роботы заменили рабочую силу человека.
- У роботов нет чувств и эмоций. Однако «Разумные роботы» запрограммированы на сознание с помощью искусственного интеллекта.
- Роботы очень дороги из-за их механической организации и потребностей в обслуживании, а также времени, необходимого для их разработки.
- Источником энергии роботов в основном является электричество, которое поступает по проводам, солнечной энергии или встроенным батареям.

- Существует множество различных типов роботов в зависимости от их назначения и функций: промышленные, военные, служебные, исследовательские, опасные среды, медицинские и развлекательные, и это лишь некоторые из них.
- Автоматы — это полностью автономные роботы, которые повторяют действия.
- Аэроботы — это роботы, способные летать на другие планеты.
Какие факты об истории роботов?
- Роботы изначально были созданы из-за их практической полезности для людей — их целью было помогать людям и облегчать им работу.
- Греческий математик Архит из Тарента создал первого известного «робота» в V веке до нашей эры. Архит создал механического деревянного голубя, который мог летать на высоту до 200 метров и махать крыльями. Точные детали и механика этого изобретения неизвестны, но некоторые предполагают, что голубь был связан с тросом, прикрепленным к шкиву и противовесу, что позволяло голубю «летать».
- Леонардо да Винчи сконструировал робота-гуманоида в 1464 году. Робота да Винчи называли «механическим рыцарем», и он мог самостоятельно двигать руками, сидеть и стоять.
- Слово «робот» впервые было использовано в пьесе «RUR» («Универсальные роботы Россум»). RUR был написан чешским драматургом и журналистом Карелом Чапеком в 1920 году.
- «Электро» — так звали первого говорящего робота-гуманоида в 1939 году. Электро был построен компанией Westinghouse и был запрограммирован на произнесение 700 слов. Он был 7 футов в высоту и мог выполнять простые задачи, такие как надувание воздушных шаров.
- Термин «робототехника» был придуман Исааком Азимовым, писателем-фантастом и футуристом, в 1941 году. Азимов использовал этот термин, чтобы охарактеризовать робототехнику и предвидеть рост индустрии мощных роботов.
- Первый мобильный и восприимчивый робот назывался «Шейки». SRI International разработала Shakey в Силиконовой долине.
 Shakey был разработан для планирования, поиска маршрута и перестановки простых объектов. Шейки также называли «первым электронным человеком».
Shakey был разработан для планирования, поиска маршрута и перестановки простых объектов. Шейки также называли «первым электронным человеком». - В 1948 году британский робототехник Уильям Грей Уолтер изобрел роботов Элмера и Элси. Эти роботы могут воспроизводить реалистичное поведение.
- Первый промышленный робот был представлен в 1961 году. Этот робот назывался «Unimate». Он был создан Джорджем Деволом и Джозефом Энгельбергером для сварки кузовов автомобилей на сборочной линии завода General Motors.
- Первая задокументированная непреднамеренная смерть, вызванная роботом, произошла в 1981 году, когда рука робота убила японского промышленного рабочего.
- Профессор Кевин Уорвик из Университета Рединга в 1998 году вживил в свою нервную систему микрочип, который позволил ему управлять освещением, замками, лифтами и другими устройствами.
Как роботы используются в современном мире?
- Согласно исследованию World Robotics 2020, проведенному Международной федерацией робототехники (IFR), в настоящее время в мире используется более 2 миллионов промышленных роботов.

- Высокоспециализированные хирурги используют роботов в хирургии для выполнения операций, недоступных для человеческой руки.
- Роботы используются в космосе для исследования и выполнения задач, которые не под силу людям-исследователям. Роботы используются, потому что они могут выживать в течение длительного времени в суровых условиях космоса.
- НАСА уже отправило на планету Марс пять роботизированных транспортных средств. Этих роботов назвали вездеходами, и они получили имена — Sojourner, Spirit, Opportunity, Curiosity и Perseverance.
- Нанороботы — это микроскопические роботы, используемые в здравоохранении, сельском хозяйстве и других областях. Их ширина не превышает 50-11 нм.
- Самый маленький в мире летающий робот — RoboBee, автономный летающий микробот. Эти крошечные роботы были изобретены Институтом Висса в Гарварде для использования в сельском хозяйстве или ликвидации последствий стихийных бедствий.
- Япония переживает бум на рынке роботов для ухода за больными.
 Поскольку к 2065 году ожидается, что 40% населения Японии будет старше 65 лет, страна инвестирует в медицинские технологии, включая роботов-медсестер.
Поскольку к 2065 году ожидается, что 40% населения Японии будет старше 65 лет, страна инвестирует в медицинские технологии, включая роботов-медсестер. - Южная Корея стала первой страной, разработавшей закон о роботах. Хотя эти законы еще не закреплены в конституции, некоторые законы, такие как Закон о кибербезопасности на веб-сайте Stanford Law, устанавливают некоторые правила этики в робототехнике.
Что можно сказать о статистике роботов?
- Около половины всех роботов в мире находятся в Азии, а 30% всех роботов — в Японии.
- Вакуумные роботы в настоящее время являются самым популярным типом бытовых роботов.
- Музей компьютерной истории предоставляет полную хронологию ИИ и робототехники.
- В Зале славы роботов Карнеги-Меллона представлены одни из самых влиятельных вымышленных роботов, например, Железный великан из XIX века.99, а Мария из фильма 1927 года «Метрополис»
Какие интересные факты о роботах для детей?
Помимо практического и научного использования, роботы также используются для развлечения и развлечения. Ниже приведены некоторые забавные факты о роботах для детей:
Ниже приведены некоторые забавные факты о роботах для детей:
- София, человекоподобный робот, созданный Hanson Robotics, является первым в мире роботом-гражданином и первым роботом-послом инноваций для ПРООН.
- Роботы могут видеть и слышать с помощью камер и датчиков, которые создают картину окружающей их среды.
- Большинство роботов с искусственным интеллектом — женщины, поскольку исследования показали, что большая часть населения предпочитает женский голос мужскому.
- Корпус морской пехоты США протестировал четвероногого робота-собаку, разработанного командой Boston Dynamics из Google X, чтобы изучить возможность его использования в бою.
- Baymax, вымышленный медицинский робот из диснеевского фильма «Большой герой 6», вдохновлен исследованиями в области высокотехнологичной робототехники, проведенными в Университете Карнеги-Меллона. Студент Карнеги-Меллона Сиддхарт Санан разработал надувную роботизированную руку для своей докторской степени.
 исследовательская работа. Роботизированная рука Санана послужила источником вдохновения для создания милого персонажа Baymax.
исследовательская работа. Роботизированная рука Санана послужила источником вдохновения для создания милого персонажа Baymax. - PARO — это робот-тюлень для терапии животных с пятью тактильными, слуховыми, световыми, температурными датчиками и датчиками позы. Таканори Шибата создал его в Институте исследования интеллектуальных систем Японии AIST.
Какое будущее у роботов и робототехники?
По мере того, как вы изучали эти забавные факты о роботах для детей и фактах о робототехнике для детей, в дальнейшем таких фактов будет гораздо больше. В последние годы было сделано много разработок в области робототехники. Области искусственного интеллекта и индустрия смартфонов открыли новые пути для развития и роста робототехники. То, что мы когда-то видели только в кино, теперь становится свидетелями в реальности. Недавние инновации в робототехнике способствовали оценке того, что к 2030 году этот сектор будет стоить 260 миллиардов долларов. Роботы, вероятно, будут использоваться в основном в профессиональных услугах, таких как уборка, доставка и транспортировка. Со временем, когда регулярно происходят новые разработки и изобретения, вы можете ожидать этого в ближайшее время. Детям предстоит заново изучить целый ряд новых фактов о робототехнике.
Роботы, вероятно, будут использоваться в основном в профессиональных услугах, таких как уборка, доставка и транспортировка. Со временем, когда регулярно происходят новые разработки и изобретения, вы можете ожидать этого в ближайшее время. Детям предстоит заново изучить целый ряд новых фактов о робототехнике.
Соответствующие статьи
ОБУЧЕНИЕ ГОСУДАРСТВА
с учебой Turito за рубежом
с Turito Eraw Rude
Get Expert Counte от TURITO
9016 GET. С Turito CAP.
Кодировка
С кодировкой Turito.
Робототехника
С Turito RoboNinja
С Turito RoboNinja
Репетиторство
Индивидуальные занятия для безраздельного внимания
Факты о роботах для детей
Атлас (2016), двуногий робот-гуманоид
Робот Honda ASIMO
Робот является искусственным агентом, то есть он действует как замена человека, выполняя то, для чего он предназначен.
Роботы обычно представляют собой машины, управляемые компьютерной программой или электронной схемой. Они могут находиться под непосредственным контролем человека. Они могут быть спроектированы так, чтобы выглядеть как люди, и в этом случае их поведение может свидетельствовать об интеллекте или мышлении. Большинство роботов выполняют определенную работу, и они не похожи на людей. Они могут быть разных форм.
Однако в художественной литературе роботы обычно выглядят как люди и живут своей собственной жизнью. Есть много книг, фильмов и видеоигр с роботами. Айзек Азимов I, Робот , пожалуй, самый известный.
Содержание
- История
- Современные роботы
- Типы роботов
- По способу передвижения
- восточные и западные виды
- Восточные мысли о роботах
- Западные мысли о роботах
- Законы о роботах
- Связанные страницы
- Картинки для детей
История
Модель робота Леонардо с внутренним устройством. Возможно построен Леонардо да Винчи около 1495 года.
Возможно построен Леонардо да Винчи около 1495 года.
У. Х. Ричардс с «Джорджем», 1932 г.
Люди давно интересовались созданием машин, которые могли бы выполнять для нас работу. Но чтобы построить всего одну машину, нужны время и деньги, поэтому ранние идеи так и оставались идеями или создавались для того, чтобы смешить богатых людей. В 1464 году Леонардо да Винчи сконструировал машину в форме человека, которая выглядела как рыцарь. Она управлялась веревками и колесами. Другие инженеры и мечтатели рисовали механических людей. В1920 октября Карел Чапек написал о них рассказ, в котором он использовал чешское слово, связанное с «работой»: робот.
Самые успешные конструкции роботов 20-го века не были похожи на людей. Они были созданы для использования. Джордж Девол сделал первый из них, Unimate, в 1954 году с одной рукой и одной рукой. General Motors купила его в 1960 году. В следующем году он начал работать на заводе в Нью-Джерси, поднимая и складывая куски металла, которые были слишком горячими, чтобы люди могли до них дотронуться.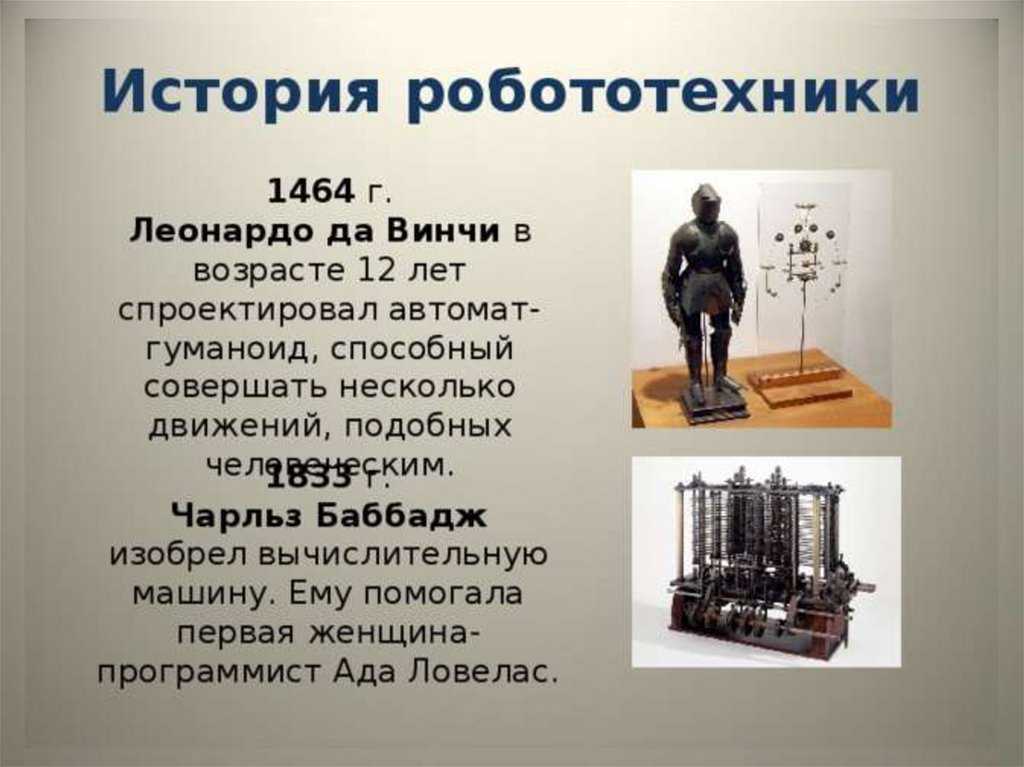 Инженеры могли запрограммировать его и перепрограммировать, если нужно.
Инженеры могли запрограммировать его и перепрограммировать, если нужно.
Современные роботы
Промышленный робот, используемый для сварки
Роботы имеют множество применений. Многие фабрики используют роботов, чтобы выполнять тяжелую работу быстро и без ошибок. Они не похожи на людей, потому что созданы для того, чтобы что-то делать. Это «промышленные» роботы. Некоторые роботы находят и избавляются от бомб. Если кто-то ошибется, робот будет поврежден или уничтожен, что лучше, чем смерть человека. Есть также роботы, которые помогают по дому, например, пылесосить или управлять газонокосилкой. Такие роботы должны узнать о области работы.
Несколько роботов делают операции в тех местах внутри тела, где человеческая рука слишком велика.
Планетоходы — это роботы для исследования далеких планет. Поскольку для отправки радиосигнала с Земли на другую планету требуется много времени, роботы выполняют большую часть своей работы в одиночку, без команд с Земли.
Люди до сих пор думают, что роботы имеют форму человека — две ноги, две руки и голову. ASIMO — это один из роботов, который помогает ученым научиться проектировать и программировать роботов. Он может ходить, что непросто запрограммировать.
Типы роботов
Четвероногий военный робот Cheetah, эволюция BigDog (на фото), был признан самым быстрым в мире роботом на ногах в 2012 году, побив рекорд, установленный двуногим роботом Массачусетского технологического института в 1989 году.
Бытовой робот-пылесос Roomba выполняет одну черную работу
Робот-помощник FRIEND
Автономные роботы – роботы, не управляемые человеком:
- Аэробот – робот, способный к самостоятельному полету на другие планеты
- Android – человекоподобный робот; напоминающий форму или форму человека
- Automaton — ранний самоуправляемый робот, снова и снова выполняющий одни и те же действия
- Автономное транспортное средство – транспортное средство, оснащенное системой автопилота, способное перемещаться из одной точки в другую без участия человека-оператора
- Ballbot — динамически устойчивый мобильный робот, предназначенный для балансирования на одном сферическом колесе (т.
 е. на шаре)
е. на шаре) - Киборг — также известный как кибернетический организм, существо с биологическими и искусственными (например, электронными, механическими или роботизированными) частями
- Робот для обезвреживания взрывоопасных предметов – мобильный робот, предназначенный для оценки того, содержит ли объект взрывчатые вещества; некоторые несут детонаторы, которые можно положить на объект и активировать после того, как робот уйдет
- Gynoid — робот-гуманоид, похожий на человеческую женщину
- Hexapod (ходоход) — шестиногий шагающий робот, использующий простое передвижение, подобное насекомому
- Промышленный робот — перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материалов, деталей, инструментов или специализированных устройств с помощью переменных запрограммированных движений для выполнения различных задач.
- 3D-принтер
- Робот-насекомое — небольшой робот, предназначенный для имитации поведения насекомых, а не сложного человеческого поведения.

- Микробот — микроскопические роботы, предназначенные для проникновения в тело человека и лечения болезней
- Военный робот — экзокостюм, способный сливаться со своим пользователем для увеличения силы, скорости, управляемости и т. д.
- Мобильный робот – самоходный и автономный робот, способный двигаться по механически не ограниченному курсу.
- Крылатая ракета — управляемая роботом ракета с взрывчатым веществом.
- Робот для музыкальных развлечений — робот, созданный для музыкальных развлечений, играя на изготовленном на заказ инструменте или на инструментах, разработанных человеком.
- Нанобот — такой же, как микробот, но меньшего размера. Компоненты находятся в масштабе нанометра или близко к нему (10 −9 метров).
- Робот-протез – программируемый манипулятор или устройство, заменяющее отсутствующую человеческую конечность.
- Ровер — робот с колесами, предназначенный для передвижения по местности других планет
- Сервисный робот – машины, расширяющие возможности человека.

- Snakebot — робот или компонент робота, напоминающий щупальце или хобот слона, в котором используется множество небольших приводов, обеспечивающих непрерывное криволинейное движение компонента робота со многими степенями свободы. Обычно это применяется к роботам со змеиной рукой, которые используют это как гибкий манипулятор. Более редким применением является змеебот, где весь робот подвижен и похож на змею, чтобы получить доступ через узкие пространства.
- Хирургический робот – дистанционный манипулятор, используемый для хирургии замочной скважины
- Шагающий робот – робот, способный передвигаться пешком. Из-за трудностей с равновесием двуногие шагающие роботы до сих пор были редкостью, и большинство шагающих роботов использовали многоногие походки, подобные насекомым.
.
По способу передвижения
Мобильные роботы можно классифицировать по:
- Среде, в которой они перемещаются:
- Наземные или домашние роботы. Чаще всего они колесные, но также включают роботов с двумя или более ногами (гуманоидных или напоминающих животных или насекомых).

- Воздушные роботы обычно называют беспилотными летательными аппаратами (БПЛА).
- Подводных роботов обычно называют автономными подводными аппаратами (АНПА).
- Полярные роботы, предназначенные для передвижения по обледенелой среде с расщелинами
- Наземные или домашние роботы. Чаще всего они колесные, но также включают роботов с двумя или более ногами (гуманоидных или напоминающих животных или насекомых).
- Устройство, которое они используют для перемещения, в основном:
- Робот с ногами – ноги, подобные человеческим (например, андроидам) или ноги, как у животных
- Треки
- Колесный робот
Восточные и западные виды
Восточные мысли о роботах
Примерно половина всех роботов в мире находится в Азии, 32% в Европе, 16% в Северной Америке, 1% в Австралии и 1% в Африке. 30% всех роботов в мире находятся в Японии. В Японии больше всего роботов, чем в любой другой стране мира, и она является лидером в мировой индустрии робототехники. Япония на самом деле считается роботизированной столицей мира.
В Японии и Южной Корее идеи будущих роботов были в основном положительными. Положительный прием роботов может быть частично из-за известного мультяшного робота «Астробой». Китай выразил взгляды на робототехнику, аналогичные взглядам Японии и Южной Кореи, но Китай отстает и от Америки, и от Европы в развитии робототехники. Восточноазиатская точка зрения состоит в том, что роботы должны быть примерно равны людям. Они считают, что роботы могли бы ухаживать за стариками, учить детей или служить помощниками. Популярное мнение в Восточной Азии состоит в том, что роботы должны стать более популярными и продвинутыми. Эта точка зрения противоположна популярной западной точке зрения.
Положительный прием роботов может быть частично из-за известного мультяшного робота «Астробой». Китай выразил взгляды на робототехнику, аналогичные взглядам Японии и Южной Кореи, но Китай отстает и от Америки, и от Европы в развитии робототехники. Восточноазиатская точка зрения состоит в том, что роботы должны быть примерно равны людям. Они считают, что роботы могли бы ухаживать за стариками, учить детей или служить помощниками. Популярное мнение в Восточной Азии состоит в том, что роботы должны стать более популярными и продвинутыми. Эта точка зрения противоположна популярной западной точке зрения.
«Это начало эпохи, в которой люди и роботы могут сосуществовать», — говорит японская компания Mitsubishi об одном из многих человекоподобных роботов в Японии. Министерство информации и коммуникаций Южной Кореи прогнозирует, что в период с 2015 по 2020 год в каждой южнокорейской семье будет робот.
Боевик-робот
Западное общество, скорее всего, будет против или даже опасаться развития роботов. В научно-фантастических фильмах и других историях они часто изображаются как опасные мятежники против человечества.
В научно-фантастических фильмах и других историях они часто изображаются как опасные мятежники против человечества.
Запад рассматривает роботов как «угрозу» будущему людей, что во многом связано с религиозным влиянием авраамических религий, в которых создание машин, способных думать самостоятельно, было бы почти игрой в Бога. Очевидно, что эти границы не четкие, но между двумя идеологиями есть существенная разница.
Законы о роботах
Писатель Айзек Азимов рассказывал много историй о роботах, у которых были три закона робототехники, чтобы защитить людей от них.
- Робот не может причинить вред человеку или своим бездействием допустить, чтобы человеку был причинен вред.
- Робот должен подчиняться приказам, отданным ему людьми, за исключением случаев, когда такие приказы противоречат Первому закону.
- Робот должен защищать свое существование до тех пор, пока такая защита не противоречит Первому или Второму закону.
Они не использовались в реальной жизни, когда он их изобрел. Однако в современном мире роботы более сложны, и однажды могут понадобиться настоящие законы, очень похожие на изначальные три закона Айзека Азимова.
Однако в современном мире роботы более сложны, и однажды могут понадобиться настоящие законы, очень похожие на изначальные три закона Айзека Азимова.
Об этих законах говорят в видеоиграх Megaman.
Южная Корея была первой страной в мире, где были приняты законы о роботах.
Связанные страницы
- НАСА
- Аниматроника — использование робототехники для создания марионеток
- Навигация
- Векс
Картинки для детей
Шарнирные сварочные роботы, используемые на заводе, относятся к типу промышленных роботов
.
КИТТ (вымышленный робот) ментально антропоморфен.
iCub физически антропоморфен.
Аль-Джазари – Музыкальная игрушка
Торпеда Бреннана, одна из первых «управляемых ракет»
Патент США 2 988 237, выданный в 1961 г. на имя Devol.
Сцена из пьесы Карела Чапека 1920 года «Р.
 У.Р.». ( Универсальные роботы Россум ), показаны три робота
У.Р.». ( Универсальные роботы Россум ), показаны три робота.
Лапароскопический роботизированный хирургический аппарат
Робот-подборщик на фабрике
TOPIO, робот-гуманоид, играл в пинг-понг на Токийской международной выставке роботов (IREX) 2009
Андроид или робот, похожий на человека, может казаться утешительным для одних людей и беспокоить других
Робот общего назначения днем выполняет функции проводника, а ночью — охранника.
Интеллектуальный автоматический самосвал сбрасывает товары без линий или маяков на рабочем месте.
Техник Корпуса морской пехоты США готовится использовать телеробота для подрыва закопанного самодельного взрывного устройства недалеко от Кэмп-Фаллуджа, Ирак.
Игрушечные роботы на выставке в Museo del Objeto del Objeto в Мехико.
Итальянский фильм Механический человек (1921), первый фильм, в котором показана битва между роботами.
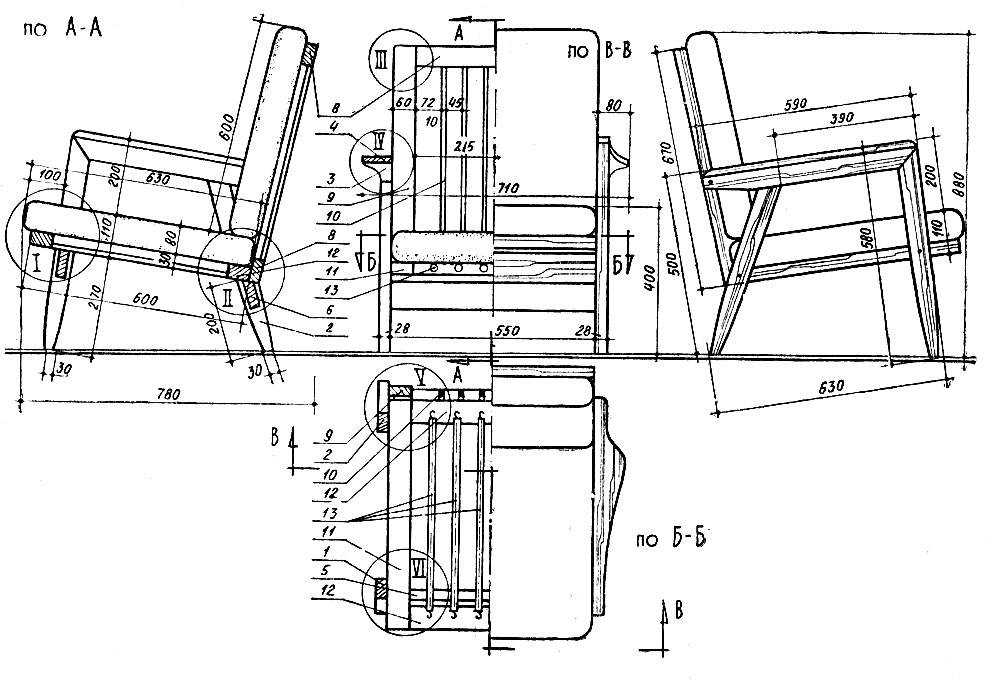
 д. Кроме того, каркасы могут быть изготовлены из древесностружечных и древесноволокнистых плит в сочетании с брусковыми элементами из древесины, а также из отходов древесины (стружек, опилок), спрессованных со связующими добавками и наполнителями.
д. Кроме того, каркасы могут быть изготовлены из древесностружечных и древесноволокнистых плит в сочетании с брусковыми элементами из древесины, а также из отходов древесины (стружек, опилок), спрессованных со связующими добавками и наполнителями. Для большей устойчивости задним ножкам придают изгиб, позволяющий перенести точку опоры стула несколько назад. Для удобства сидения, за счет изгиба задних ножек, спинка должна иметь отклонение от вертикали на 10… 18°. Ножки могут быть в сечении квадратными или круглыми, по форме — конусными, прямыми и изогнутыми.
Для большей устойчивости задним ножкам придают изгиб, позволяющий перенести точку опоры стула несколько назад. Для удобства сидения, за счет изгиба задних ножек, спинка должна иметь отклонение от вертикали на 10… 18°. Ножки могут быть в сечении квадратными или круглыми, по форме — конусными, прямыми и изогнутыми.
 Стул изготовляется со спинкой и сиденьем различной категории мягкости. Спинка крепится шурупами на клею; при толщине 12 мм через заданную ножку боковин, а при толщине 6 мм — с лицевой стороны (головки шурупов в обоих случаях заделывают пробками).
Стул изготовляется со спинкой и сиденьем различной категории мягкости. Спинка крепится шурупами на клею; при толщине 12 мм через заданную ножку боковин, а при толщине 6 мм — с лицевой стороны (головки шурупов в обоих случаях заделывают пробками). В мягких стульях фанерные филенки сиденья заменяют гибкими основаниями из лент, резиновых лент или пружин «змейка», которые также прикрепляют к царгам.
В мягких стульях фанерные филенки сиденья заменяют гибкими основаниями из лент, резиновых лент или пружин «змейка», которые также прикрепляют к царгам. Все детали и элементы оединяют в основном металлическими скрепками-винтами, глухарями, болтами и т. д.
Все детали и элементы оединяют в основном металлическими скрепками-винтами, глухарями, болтами и т. д.
 В некоторых стульях этой конструкции имеется трапециевидная или круглая проножка. Передние ножки крепят к царге на круглый шип с клеем. Для более прочного соединения дополнительно ставят клин. Для усиления крепления передней ножки к Царге подклеивают бобышку. Задние ножки к царге крепят болтами, пропускаемыми через ножку и царгу, и глухарями, пропускаемыми через царгу и ввинченными в ножку.
В некоторых стульях этой конструкции имеется трапециевидная или круглая проножка. Передние ножки крепят к царге на круглый шип с клеем. Для более прочного соединения дополнительно ставят клин. Для усиления крепления передней ножки к Царге подклеивают бобышку. Задние ножки к царге крепят болтами, пропускаемыми через ножку и царгу, и глухарями, пропускаемыми через царгу и ввинченными в ножку.
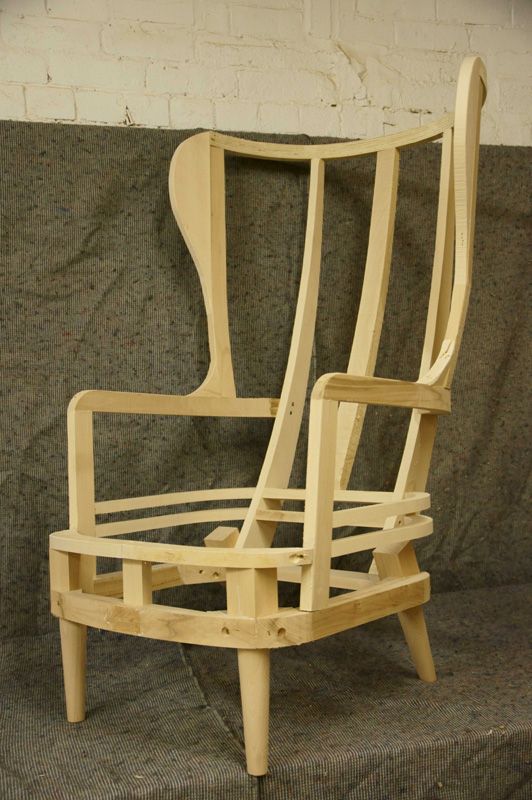
 Я хотел бросить себе вызов с проектом, который никогда раньше не делал, но я также знал, что он может закончиться эпическим провалом.
Я хотел бросить себе вызов с проектом, который никогда раньше не делал, но я также знал, что он может закончиться эпическим провалом.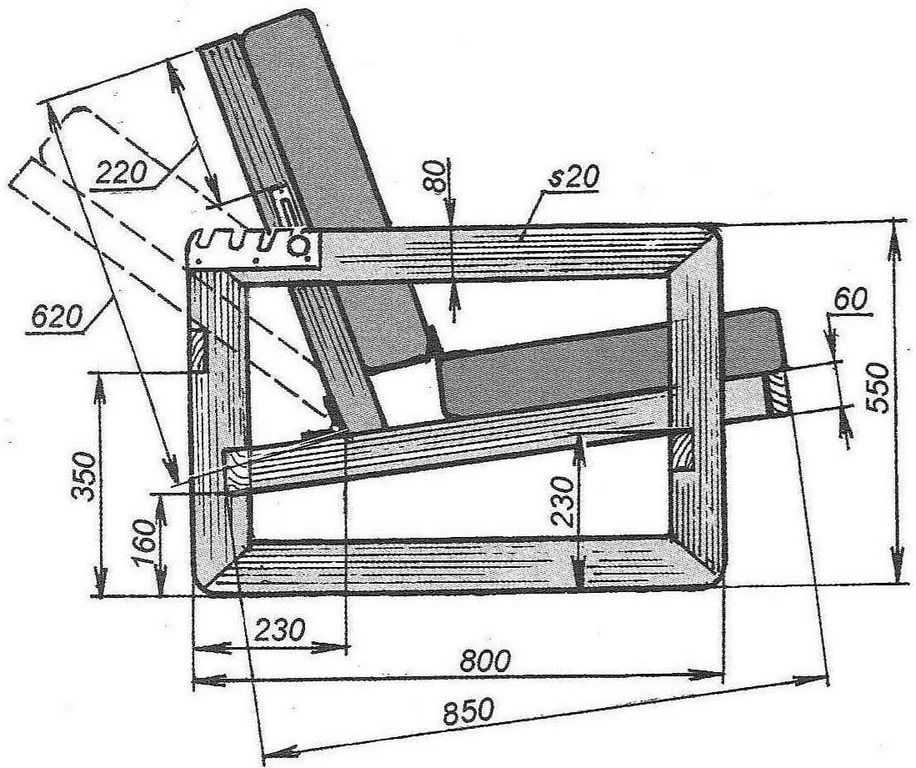
 Между двумя центральными частями нет клея.
Между двумя центральными частями нет клея. Я предварительно просверлил все эти отверстия и использовал 2,5-дюймовые шурупы для дерева, чтобы скрепить детали.
Я предварительно просверлил все эти отверстия и использовал 2,5-дюймовые шурупы для дерева, чтобы скрепить детали. Опять же, я предварительно просверлил отверстия. Я предварительно просверливаю ВСЕ свои отверстия, когда строю подобные вещи. Если вы не просверлите предварительно, вы рискуете расколоть древесину.
Опять же, я предварительно просверлил отверстия. Я предварительно просверливаю ВСЕ свои отверстия, когда строю подобные вещи. Если вы не просверлите предварительно, вы рискуете расколоть древесину.

 🙂
🙂 Я соединил их вместе с помощью столярного клея и саморезов.
Я соединил их вместе с помощью столярного клея и саморезов.
 Если вы решили заняться проектом изготовления обеденного стула своими руками и у вас нет обеденного стула, который можно было бы использовать в качестве шаблона (особенно для элементов поддержки спины), я настоятельно рекомендую съездить в Армию Доброй Воли или Армию Спасения и купить дешевый стул. стул, который вы можете использовать в качестве шаблона. Если вы не сделаете эти опоры для спины правильно, весь стул будет выглядеть неуклюжим и чувствовать себя очень некомфортно.
Если вы решили заняться проектом изготовления обеденного стула своими руками и у вас нет обеденного стула, который можно было бы использовать в качестве шаблона (особенно для элементов поддержки спины), я настоятельно рекомендую съездить в Армию Доброй Воли или Армию Спасения и купить дешевый стул. стул, который вы можете использовать в качестве шаблона. Если вы не сделаете эти опоры для спины правильно, весь стул будет выглядеть неуклюжим и чувствовать себя очень некомфортно.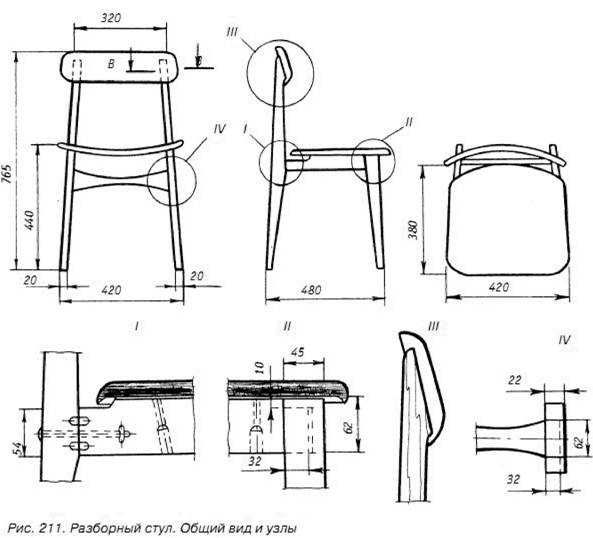
 Мы также опишем процесс обивки и завершающие штрихи, а также поговорим о правилах безопасности, которым необходимо следовать до и во время деревообработки.
Мы также опишем процесс обивки и завершающие штрихи, а также поговорим о правилах безопасности, которым необходимо следовать до и во время деревообработки.
 Затем прикрепите эту часть к двум другим, используя винты с головкой.
Затем прикрепите эту часть к двум другим, используя винты с головкой.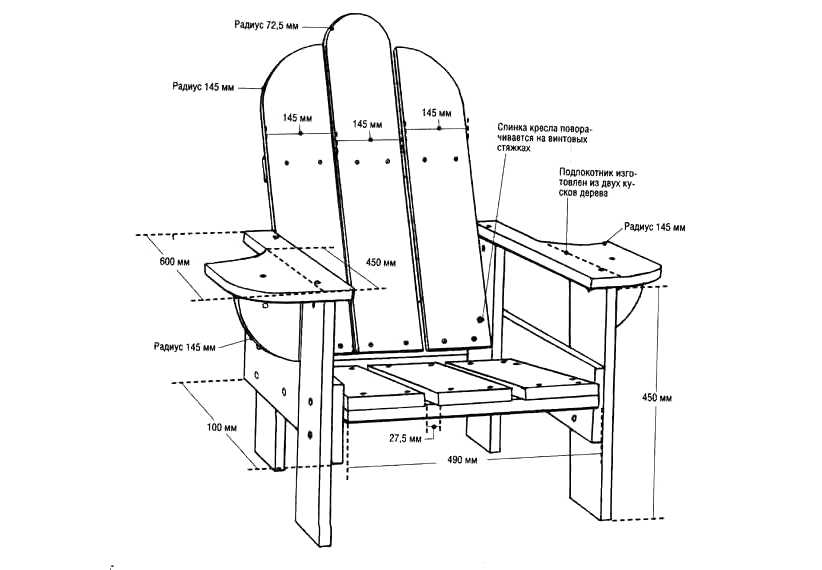 Вы можете использовать морилку или краску, или просто использовать все как есть. Ты почти там! Все, что вам нужно, это пара подушек, чтобы положить на сиденье и спинку.
Вы можете использовать морилку или краску, или просто использовать все как есть. Ты почти там! Все, что вам нужно, это пара подушек, чтобы положить на сиденье и спинку.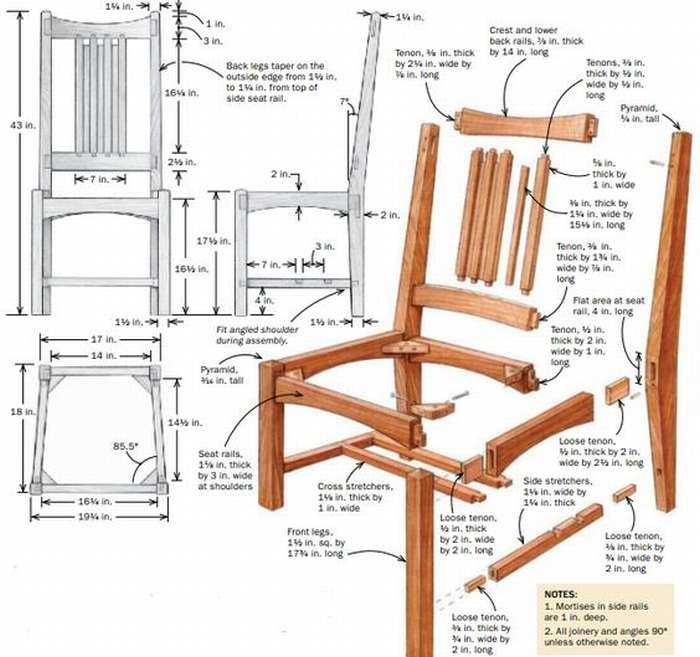 Сделайте то же самое для другой задней ноги, а также для двух передних. Вырезанную ножку можно использовать как шаблон.
Сделайте то же самое для другой задней ноги, а также для двух передних. Вырезанную ножку можно использовать как шаблон. Прикрепите их к задним опорам с помощью столярного клея и саморезов.
Прикрепите их к задним опорам с помощью столярного клея и саморезов. Если ваша опора для спины имеет изгиб или угол, отрежьте длинную часть руки, чтобы она соответствовала соответствующей части опоры для спины.
Если ваша опора для спины имеет изгиб или угол, отрежьте длинную часть руки, чтобы она соответствовала соответствующей части опоры для спины. Вам понадобятся два вертикальных и один горизонтальный кусок. Отрежьте доску шириной 1,18 дюйма (3 см) и приклейте ее к внутренней части задней фермы на расстоянии 1 дюйма (2,5 см) от низа. Добавьте две вертикальные части внутри задней рамы между нижней и верхней частями спинки. Между задней частью и новым дополнительным обрамлением должно быть расстояние 1 дюйм (2,5 см).
Вам понадобятся два вертикальных и один горизонтальный кусок. Отрежьте доску шириной 1,18 дюйма (3 см) и приклейте ее к внутренней части задней фермы на расстоянии 1 дюйма (2,5 см) от низа. Добавьте две вертикальные части внутри задней рамы между нижней и верхней частями спинки. Между задней частью и новым дополнительным обрамлением должно быть расстояние 1 дюйм (2,5 см).

 Затем добавьте ткань и скрепите ее скобами.
Затем добавьте ткань и скрепите ее скобами. Если на вашей ткани есть рисунок, убедитесь, что он совпадает со стулом.
Если на вашей ткани есть рисунок, убедитесь, что он совпадает со стулом. Никогда не носите свободную одежду, потому что она может быть захвачена пилящим или режущим оборудованием. Носите защитную одежду, подходящую для условий деревообработки. Если у вас длинные волосы, убедитесь, что они собраны сзади. Если у вас есть браслеты, цепочки или любые украшения, снимите их, прежде чем приступать к работе по дереву.
Никогда не носите свободную одежду, потому что она может быть захвачена пилящим или режущим оборудованием. Носите защитную одежду, подходящую для условий деревообработки. Если у вас длинные волосы, убедитесь, что они собраны сзади. Если у вас есть браслеты, цепочки или любые украшения, снимите их, прежде чем приступать к работе по дереву. Кроме того, если у вас валяется много разных шнуров, вы можете споткнуться и упасть.
Кроме того, если у вас валяется много разных шнуров, вы можете споткнуться и упасть.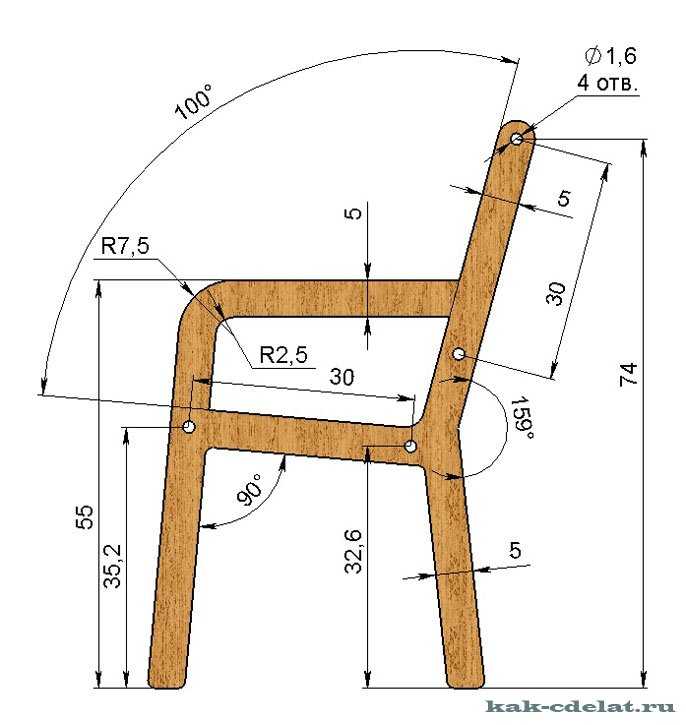
 д.). Полностью совместима с любой 12-вольтовой пусковой системой. Устройство использует встроенный аккумулятор, не требующий техобслуживания, что позволяет хранить его в любом положении без риска утечки кислоты
д.). Полностью совместима с любой 12-вольтовой пусковой системой. Устройство использует встроенный аккумулятор, не требующий техобслуживания, что позволяет хранить его в любом положении без риска утечки кислоты .
. org/ListItem»>Для дома, дачи и ремонта »
org/ListItem»>Для дома, дачи и ремонта » Однако, начиная с Call of Duty: Modern Warfare 2 , они доступны в качестве дополнительного оружия.
Однако, начиная с Call of Duty: Modern Warfare 2 , они доступны в качестве дополнительного оружия. 13.1 Только кампания
13.1 Только кампания Они могут использоваться в качестве непрямой огневой поддержки, противотанковых, противопехотных и противовоздушных целей.
Они могут использоваться в качестве непрямой огневой поддержки, противотанковых, противопехотных и противовоздушных целей.
 Ripped Rocket Turret (классифицируется как Special)
Ripped Rocket Turret (классифицируется как Special) 

 13 Call of Duty: Modern Warfare
13 Call of Duty: Modern Warfare 4 Служебный долг: Black Ops
4 Служебный долг: Black Ops Игрок также получает доступ к своему гранатомету в «Призраках», нажимая и удерживая кнопку/клавишу, соответствующую смертоносному снаряжению, и отпуская эту кнопку/клавишу, запускает гранату. В качестве компенсации за повышенную нагрузку, которую использование гранатомета в Ghosts влечет за собой на создание класса, гранатомет намного сильнее в Ghosts, имеет больший радиус взрыва, а при использовании Danger Close гранатомет не только имеет очень большое количество убийств с одного выстрела. взрывной радиус, но он также может убить с одного выстрела пользователей Blast Shield без необходимости физически поражать их гранатой.
Игрок также получает доступ к своему гранатомету в «Призраках», нажимая и удерживая кнопку/клавишу, соответствующую смертоносному снаряжению, и отпуская эту кнопку/клавишу, запускает гранату. В качестве компенсации за повышенную нагрузку, которую использование гранатомета в Ghosts влечет за собой на создание класса, гранатомет намного сильнее в Ghosts, имеет больший радиус взрыва, а при использовании Danger Close гранатомет не только имеет очень большое количество убийств с одного выстрела. взрывной радиус, но он также может убить с одного выстрела пользователей Blast Shield без необходимости физически поражать их гранатой. »
» Эту задержку можно сократить, нажав соответствующую кнопку перезарядки сразу после выстрела гранаты.
Эту задержку можно сократить, нажав соответствующую кнопку перезарядки сразу после выстрела гранаты. S.D.D. but never used)
S.D.D. but never used) Это приведет к титулу «Noob Tuber», отсылке к вышеупомянутому уничижительному отношению к игрокам, использующим это дополнение.
Это приведет к титулу «Noob Tuber», отсылке к вышеупомянутому уничижительному отношению к игрокам, использующим это дополнение. Однако в Black Ops II есть минимальное расстояние.
Однако в Black Ops II есть минимальное расстояние.



 YxZgaln2FXdI-R0L97tTKkphejf2gitbIyaLhvElGIE» data-advtracking-product-id=»460675539″ data-tg-chain=»{"view_type": "preview"}»>
YxZgaln2FXdI-R0L97tTKkphejf2gitbIyaLhvElGIE» data-advtracking-product-id=»460675539″ data-tg-chain=»{"view_type": "preview"}»> iakwhtcF2CTAGyinTvZDKKqBlPsxJ8983wpMiJEs6kI» data-advtracking-product-id=»1437250942″ data-tg-chain=»{"view_type": "preview"}»>
iakwhtcF2CTAGyinTvZDKKqBlPsxJ8983wpMiJEs6kI» data-advtracking-product-id=»1437250942″ data-tg-chain=»{"view_type": "preview"}»> mc5A8yj5ndQPcwGwxQN_XuQecjMWvYBSfflGq0Ss6jw» data-advtracking-product-id=»1524774488″ data-tg-chain=»{"view_type": "preview"}»>
mc5A8yj5ndQPcwGwxQN_XuQecjMWvYBSfflGq0Ss6jw» data-advtracking-product-id=»1524774488″ data-tg-chain=»{"view_type": "preview"}»> dx_sIo2xjLLfyTSNWnWKp-ZxGta_aGJDcr_Vu4d1cP4″ data-advtracking-product-id=»1692965776″ data-tg-chain=»{"view_type": "preview"}»>
dx_sIo2xjLLfyTSNWnWKp-ZxGta_aGJDcr_Vu4d1cP4″ data-advtracking-product-id=»1692965776″ data-tg-chain=»{"view_type": "preview"}»> -YqgmNldMQQUlA-npWt1f45YWqqWcyn-AQX63Zidt2Y» data-advtracking-product-id=»365120641″ data-tg-chain=»{"view_type": "preview"}»>
-YqgmNldMQQUlA-npWt1f45YWqqWcyn-AQX63Zidt2Y» data-advtracking-product-id=»365120641″ data-tg-chain=»{"view_type": "preview"}»> Dcb6kmCU55dBGsw_cisikEa8FNoOTL1CPM4RbvfGjJ0″ data-advtracking-product-id=»1226809867″ data-tg-chain=»{"view_type": "preview"}»>
Dcb6kmCU55dBGsw_cisikEa8FNoOTL1CPM4RbvfGjJ0″ data-advtracking-product-id=»1226809867″ data-tg-chain=»{"view_type": "preview"}»> dUnallv1EPZohwl0fYeiLItG2cIrqVHMzWVfccOfgLI» data-advtracking-product-id=»1468469091″ data-tg-chain=»{"view_type": "preview"}»>
dUnallv1EPZohwl0fYeiLItG2cIrqVHMzWVfccOfgLI» data-advtracking-product-id=»1468469091″ data-tg-chain=»{"view_type": "preview"}»> i8aIac0xm7JqyFcaIvNJCLwgCtKFUX8xtmQ20dkL9-c» data-advtracking-product-id=»1557772550″ data-tg-chain=»{"view_type": "preview"}»>
i8aIac0xm7JqyFcaIvNJCLwgCtKFUX8xtmQ20dkL9-c» data-advtracking-product-id=»1557772550″ data-tg-chain=»{"view_type": "preview"}»> YIYUhRFAGluu1xD-u5fLYQEO0hIl083ihynp_MGSdr0″ data-advtracking-product-id=»1601151475″ data-tg-chain=»{"view_type": "preview"}»>
YIYUhRFAGluu1xD-u5fLYQEO0hIl083ihynp_MGSdr0″ data-advtracking-product-id=»1601151475″ data-tg-chain=»{"view_type": "preview"}»> Rhdo1-a2y_j_S3DQUQNJEUn76XILwJZpk-4zxJ-q9vc» data-advtracking-product-id=»1692965775″ data-tg-chain=»{"view_type": "preview"}»>
Rhdo1-a2y_j_S3DQUQNJEUn76XILwJZpk-4zxJ-q9vc» data-advtracking-product-id=»1692965775″ data-tg-chain=»{"view_type": "preview"}»> mnS-MSZ7S1RICzuV4W4bn-y0QAgzIzSEpIiPSVJLD90″ data-advtracking-product-id=»365120920″ data-tg-chain=»{"view_type": "preview"}»>
mnS-MSZ7S1RICzuV4W4bn-y0QAgzIzSEpIiPSVJLD90″ data-advtracking-product-id=»365120920″ data-tg-chain=»{"view_type": "preview"}»> jUrq-0QnDhxUyf52IuTmwYRDq-KWrDHL6HHoE1pRLoY» data-advtracking-product-id=»365120810″ data-tg-chain=»{"view_type": "preview"}»>
jUrq-0QnDhxUyf52IuTmwYRDq-KWrDHL6HHoE1pRLoY» data-advtracking-product-id=»365120810″ data-tg-chain=»{"view_type": "preview"}»> Обратите внимание, что фактическая цена поездки может отличаться в зависимости от штата, а расходы на дорогу будут варьироваться в зависимости от индивидуальных обстоятельств, выбора страховой компании, выбранных опций и аксессуаров. Соответственно, обратитесь к местному дилеру Hyundai, чтобы подтвердить цену, которая подходит именно вам. Hyundai оставляет за собой право изменять, заменять или расширять все предложения по своему усмотрению. Краска металлик и слюда являются дополнительными опциями и оплачиваются дополнительно.
Обратите внимание, что фактическая цена поездки может отличаться в зависимости от штата, а расходы на дорогу будут варьироваться в зависимости от индивидуальных обстоятельств, выбора страховой компании, выбранных опций и аксессуаров. Соответственно, обратитесь к местному дилеру Hyundai, чтобы подтвердить цену, которая подходит именно вам. Hyundai оставляет за собой право изменять, заменять или расширять все предложения по своему усмотрению. Краска металлик и слюда являются дополнительными опциями и оплачиваются дополнительно. Не подходит для моделей Active или Highlander.
Не подходит для моделей Active или Highlander. На iLoad предоставляется гарантия 5 лет/160 000 км (в зависимости от того, что наступит раньше) независимо от его использования. Коммерческая заявка не распространяется на автомобили Hyundai Genesis, используемые для проката/лимузина. Подробную информацию и исключения см. в полных условиях гарантии. Читать далее.
На iLoad предоставляется гарантия 5 лет/160 000 км (в зависимости от того, что наступит раньше) независимо от его использования. Коммерческая заявка не распространяется на автомобили Hyundai Genesis, используемые для проката/лимузина. Подробную информацию и исключения см. в полных условиях гарантии. Читать далее. Часть будет возвращена. Подробнее
Часть будет возвращена. Подробнее
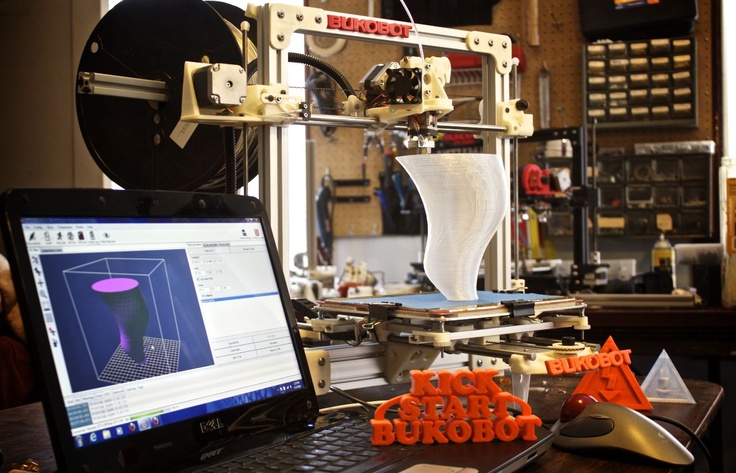
 В результате получается не наплавленное, а послойно склеенное изделие.
В результате получается не наплавленное, а послойно склеенное изделие.
 Это препятствие, которое команда Мэйдзи с Токио пытается преодолеть с помощью Functgraph.
Это препятствие, которое команда Мэйдзи с Токио пытается преодолеть с помощью Functgraph.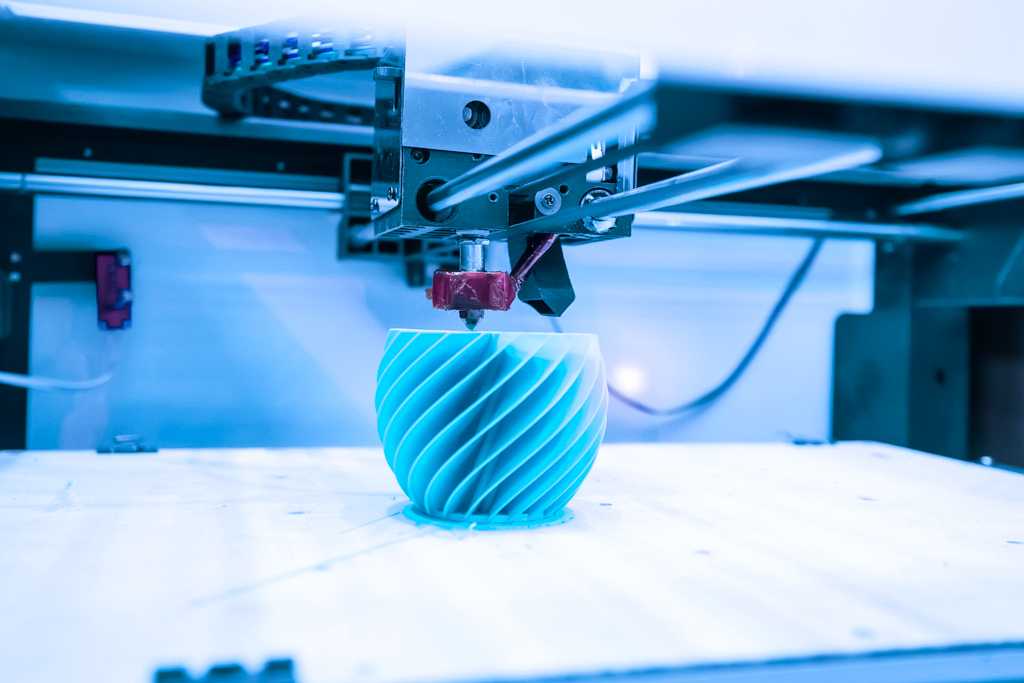
 Концевые эффекторы включают специальные крючки для отрыва опор, складывания печатных деталей или движущихся частей.
Концевые эффекторы включают специальные крючки для отрыва опор, складывания печатных деталей или движущихся частей. Благодаря разумному использованию комбинаций операций, Functgraph может служить адаптируемым производственным роботом для целого ряда творческих приложений.
Благодаря разумному использованию комбинаций операций, Functgraph может служить адаптируемым производственным роботом для целого ряда творческих приложений.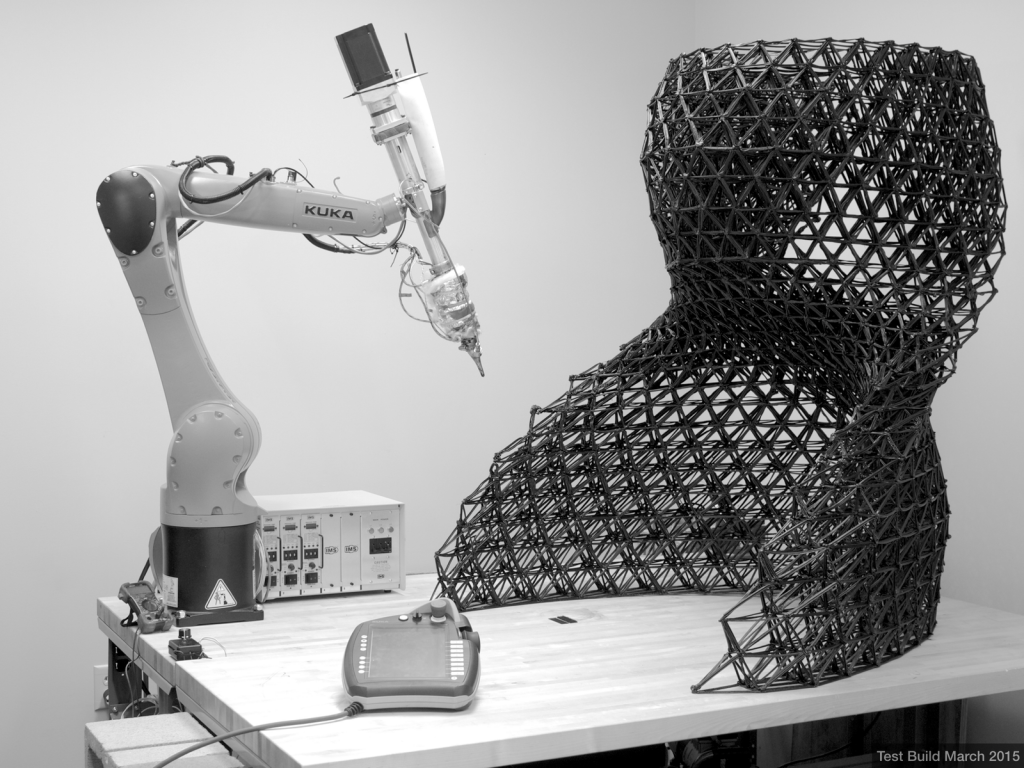



 Большинство вакансий, которые я видел, требуют не менее 1 года опыта работы с 3D-печатью, а также некоторых знаний о программном обеспечении для печати.
Большинство вакансий, которые я видел, требуют не менее 1 года опыта работы с 3D-печатью, а также некоторых знаний о программном обеспечении для печати. Похоже, что операторов 3D-печати не хватает, поэтому я уверен, что они будут рады ответить на любые ваши вопросы.
Похоже, что операторов 3D-печати не хватает, поэтому я уверен, что они будут рады ответить на любые ваши вопросы.

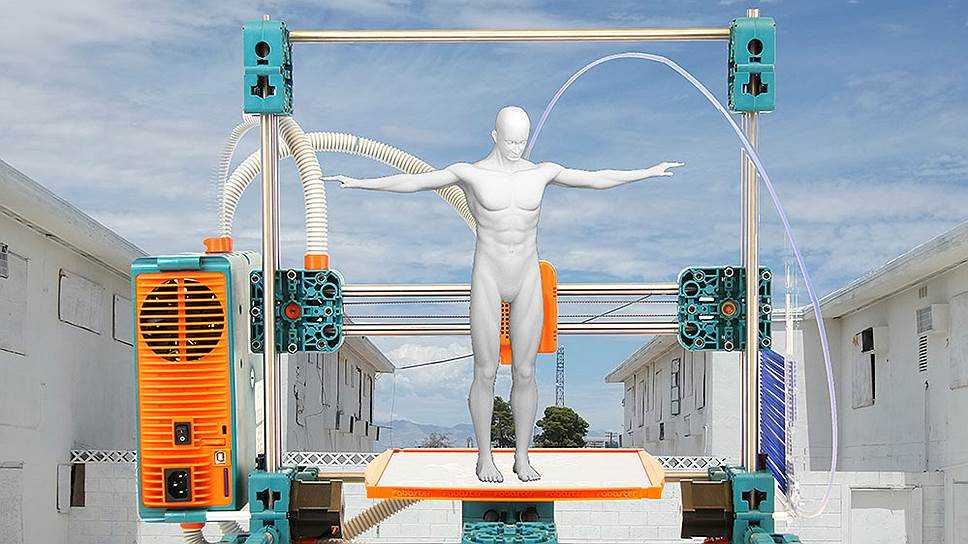
 Наши концепции объединяют конкретные технологии, методы дистанционного зондирования и анализ данных в практичных инструментах поддержки принятия решений, чтобы создать дополнительную ценность для наших клиентов по всему миру. 3D-печать бетоном (3DCP) изменит мир строительства и приведет к одной из самых прорывных профессий в ближайшие годы. Мы инвестируем в разработку и применение 3DCP в строительном секторе. Это позволит повысить производительность, устойчивость и гибкость в будущем.
Наши концепции объединяют конкретные технологии, методы дистанционного зондирования и анализ данных в практичных инструментах поддержки принятия решений, чтобы создать дополнительную ценность для наших клиентов по всему миру. 3D-печать бетоном (3DCP) изменит мир строительства и приведет к одной из самых прорывных профессий в ближайшие годы. Мы инвестируем в разработку и применение 3DCP в строительном секторе. Это позволит повысить производительность, устойчивость и гибкость в будущем. Успешный кандидат получит знания о соответствующих операциях в процессах 3D-печати бетоном. Он / она будет взаимодействовать с подсистемами 3D-печати, такими как насосы, шланги, электрооборудование, двигатели, элементы управления, проектирование печатающих головок, датчики и программный интерфейс. Управление и обслуживание всех необходимых инструментов и оборудования, необходимых в процессе 3D-печати, является важной частью этой роли. Требуются голландский и английский языки.
Успешный кандидат получит знания о соответствующих операциях в процессах 3D-печати бетоном. Он / она будет взаимодействовать с подсистемами 3D-печати, такими как насосы, шланги, электрооборудование, двигатели, элементы управления, проектирование печатающих головок, датчики и программный интерфейс. Управление и обслуживание всех необходимых инструментов и оборудования, необходимых в процессе 3D-печати, является важной частью этой роли. Требуются голландский и английский языки.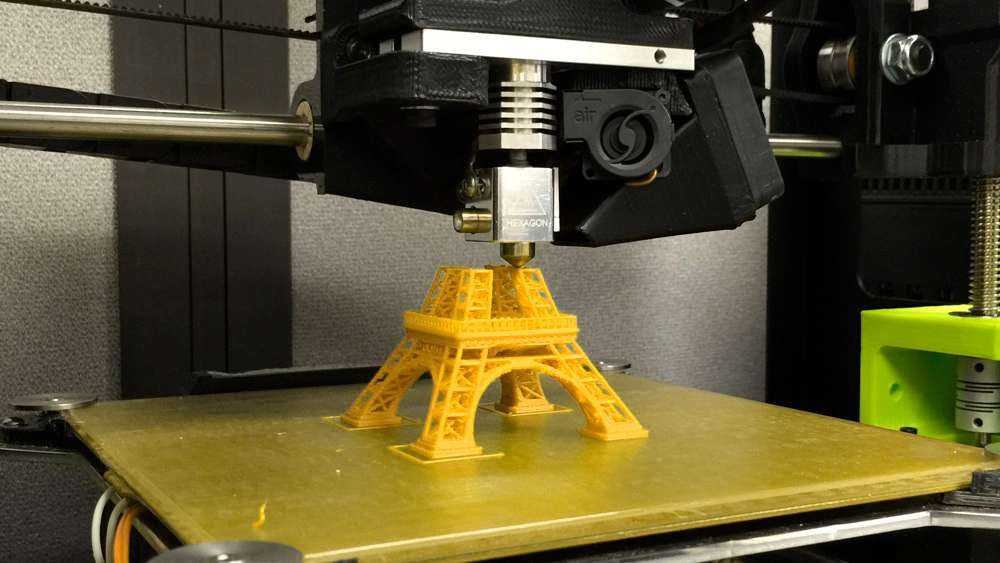
 ult-responsive.flipbox_heading» data-responsive-json-new=»{"font-size":"","line-height":""}»>Разработка и конструирование
ult-responsive.flipbox_heading» data-responsive-json-new=»{"font-size":"","line-height":""}»>Разработка и конструирование Более 1500 готовых штанц-форм
Более 1500 готовых штанц-форм
 Производство гофрокартона по технологии варьируется в зависимости от толщины материала. Толщина готовой продукции непосредственным образом влияет на сферу дальнейшего использования материала.
Производство гофрокартона по технологии варьируется в зависимости от толщины материала. Толщина готовой продукции непосредственным образом влияет на сферу дальнейшего использования материала. PACKMARKET нанесет логотип на картонную упаковку и сделает ее вашим конкурентным преимуществом.
PACKMARKET нанесет логотип на картонную упаковку и сделает ее вашим конкурентным преимуществом. Мы можем произвести коробки на заказ 4‐х клапанные-типовые, а также короба сложной формы. Для производства упаковки, используется исключительно качественное сырье. Вы получаете презентабельный внешний вид по низкой цене. Срок поставки 2-5 дней.
Мы можем произвести коробки на заказ 4‐х клапанные-типовые, а также короба сложной формы. Для производства упаковки, используется исключительно качественное сырье. Вы получаете презентабельный внешний вид по низкой цене. Срок поставки 2-5 дней. Упаковка, изготовленная нами по размерам заказчика, полностью соответствует своему назначению и объектам, для которых она предназначается. Такая тара отличается индивидуальным дизайном, на нее может быть нанесена рекламная надпись или фирменный логотип.
Упаковка, изготовленная нами по размерам заказчика, полностью соответствует своему назначению и объектам, для которых она предназначается. Такая тара отличается индивидуальным дизайном, на нее может быть нанесена рекламная надпись или фирменный логотип. Рассчитайте стоимость прямо сейчас
Рассчитайте стоимость прямо сейчас Доставка осуществляется во все регионы России, а также в Москву и Санкт-Петербург.
Доставка осуществляется во все регионы России, а также в Москву и Санкт-Петербург. п.
п. count }} {{ plural(box.count, ‘коробки’, ‘коробок’, ‘коробок’) }}
count }} {{ plural(box.count, ‘коробки’, ‘коробок’, ‘коробок’) }}




 По сути, мякоть отжимается и растирается машинными венчиками в большой ванне.
По сути, мякоть отжимается и растирается машинными венчиками в большой ванне.

 Они в большей степени используются для перевозки тяжелых грузов.
Они в большей степени используются для перевозки тяжелых грузов.


 Так как же дерево наконец становится коробкой?
Так как же дерево наконец становится коробкой? Это можно сделать путем измельчения дерева о камень или химической обработки древесной щепы. При этом вы можете добавить химические вещества, такие как сульфат натрия, чтобы увеличить прочность целлюлозы. Для большинства видов картона целлюлоза остается того же цвета. Тем не менее, его также можно отбелить, чтобы создать белый вид.
Это можно сделать путем измельчения дерева о камень или химической обработки древесной щепы. При этом вы можете добавить химические вещества, такие как сульфат натрия, чтобы увеличить прочность целлюлозы. Для большинства видов картона целлюлоза остается того же цвета. Тем не менее, его также можно отбелить, чтобы создать белый вид. Для более дешевых коробок можно использовать меньше гофрирования, что может помочь сэкономить место, уменьшить количество используемого материала и снизить выбросы углерода.
Для более дешевых коробок можно использовать меньше гофрирования, что может помочь сэкономить место, уменьшить количество используемого материала и снизить выбросы углерода. Триммер также надрезает картон, облегчая сгибание, когда коробка готова к сборке.
Триммер также надрезает картон, облегчая сгибание, когда коробка готова к сборке.
 Это означает, что разгрузочная (левая) сторона упора, должна быть на одном уровне с внешней режущей кромкой фрезы. Чтобы это сделать, приложите линейку на приемную часть упора, при выключенном фрезере, установите режущую кромку фрезы в самую высокую точку, регулировкой положения упора добейтесь отсутствие зазора между линейкой и упором, как показано на верхнем фото. Последний шаг в настройке — регулировка высоты фрезы.
Это означает, что разгрузочная (левая) сторона упора, должна быть на одном уровне с внешней режущей кромкой фрезы. Чтобы это сделать, приложите линейку на приемную часть упора, при выключенном фрезере, установите режущую кромку фрезы в самую высокую точку, регулировкой положения упора добейтесь отсутствие зазора между линейкой и упором, как показано на верхнем фото. Последний шаг в настройке — регулировка высоты фрезы.
 ru
ru
 Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.



 Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).


 — 11:15
— 11:15
 хвостовик R-8 на сверлильном патроне. Если у вас есть 5/8 «-диаметр. прямой хвостовик на сверлильном патроне, вы сэкономите сотни замен цанг в год, если купите несколько концевых фрез обычного размера с таким же размером хвостовика, как и у сверлильного патрона.
хвостовик R-8 на сверлильном патроне. Если у вас есть 5/8 «-диаметр. прямой хвостовик на сверлильном патроне, вы сэкономите сотни замен цанг в год, если купите несколько концевых фрез обычного размера с таким же размером хвостовика, как и у сверлильного патрона. Если он не вращается свободно, купите новый.
Если он не вращается свободно, купите новый. Это простые в использовании, очень точные инструменты для установки углов. Синусоида должна охватывать пути стандартных фрезерных тисков. Не думайте, что эти инструменты слишком ценны для повседневной работы. Меньшие синусоидальные полосы удобны для ручной работы на фрезерном станке. Идеален вариант с межосевым расстоянием от 3 до 5 дюймов.
Это простые в использовании, очень точные инструменты для установки углов. Синусоида должна охватывать пути стандартных фрезерных тисков. Не думайте, что эти инструменты слишком ценны для повседневной работы. Меньшие синусоидальные полосы удобны для ручной работы на фрезерном станке. Идеален вариант с межосевым расстоянием от 3 до 5 дюймов. Он удерживает инструмент или заготовку за один конец, позволяя ему вращаться. Также может быть установлен на столе станка для удержания заготовки. Две или более регулируемых губки фактически удерживают инструмент или деталь. Может приводиться в действие вручную, пневматически, гидравлически или электрически. См. цангу.
Он удерживает инструмент или заготовку за один конец, позволяя ему вращаться. Также может быть установлен на столе станка для удержания заготовки. Две или более регулируемых губки фактически удерживают инструмент или деталь. Может приводиться в действие вручную, пневматически, гидравлически или электрически. См. цангу.

 Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации.
Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации. Когда инструмент вращается, оператор станка включает механизм, который перемещает заготовку под ним, удаляя небольшое количество материала с ее верхней поверхности при каждом проходе.
Когда инструмент вращается, оператор станка включает механизм, который перемещает заготовку под ним, удаляя небольшое количество материала с ее верхней поверхности при каждом проходе.



 А некоторые торцевые фрезы можно использовать для обработки квадратных уступов, как это делают уступные фрезы, при условии, что уступ достаточно мелкий по глубине. Как уже говорилось ранее, существует огромное разнообразие фрез. Хитрость заключается в том, чтобы знать, какой из них использовать и как его применять.
А некоторые торцевые фрезы можно использовать для обработки квадратных уступов, как это делают уступные фрезы, при условии, что уступ достаточно мелкий по глубине. Как уже говорилось ранее, существует огромное разнообразие фрез. Хитрость заключается в том, чтобы знать, какой из них использовать и как его применять.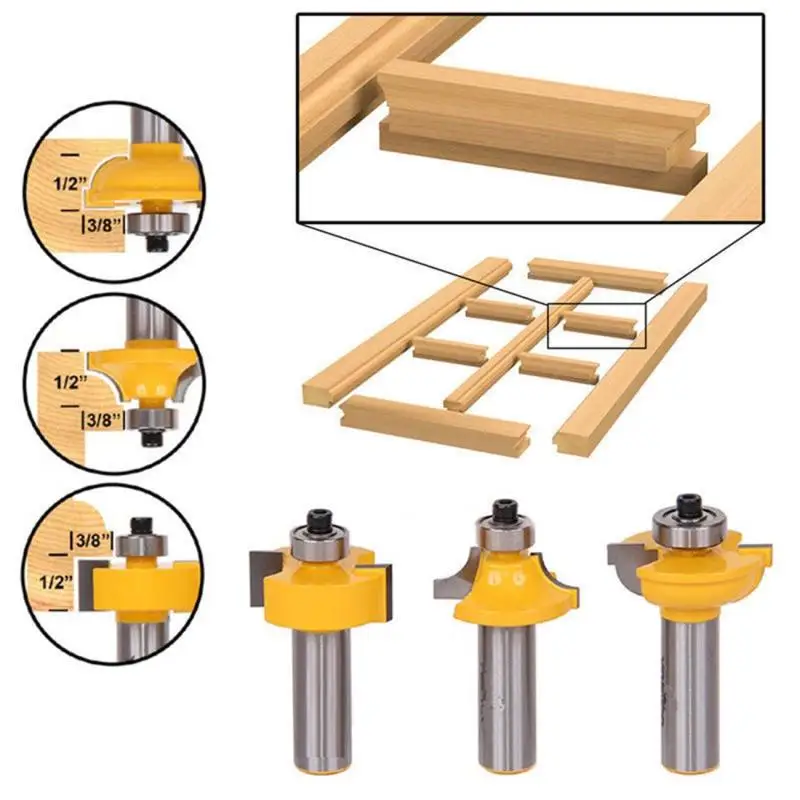
 К тому же часть пильного диска со стороны оператора закрывается защитным кожухом, чтобы минимизировать вероятность контакта с частями тела или одеждой.
К тому же часть пильного диска со стороны оператора закрывается защитным кожухом, чтобы минимизировать вероятность контакта с частями тела или одеждой. На такое способна любая базовая модель. Профессиональные устройства имеют возможность более широкой регулировки с шагом в 1°.
На такое способна любая базовая модель. Профессиональные устройства имеют возможность более широкой регулировки с шагом в 1°. Такие устройства оборудованы специальными направляющими, позволяющими сдвинуть головку с диском в поперечном направлении стола. Это дает возможность пилить широкие заготовки, обычно до 200-350 мм. Торцовочная пила с функцией протяжки имеет хорошо просматриваемые внешние конструктивные отличия. Сразу бросаются в глаза 2 направляющие на рычаге крепления головки, а также удлиненная шина на столике для упора заготовок, оборудованная разрезом для прохода пильного диска.
Такие устройства оборудованы специальными направляющими, позволяющими сдвинуть головку с диском в поперечном направлении стола. Это дает возможность пилить широкие заготовки, обычно до 200-350 мм. Торцовочная пила с функцией протяжки имеет хорошо просматриваемые внешние конструктивные отличия. Сразу бросаются в глаза 2 направляющие на рычаге крепления головки, а также удлиненная шина на столике для упора заготовок, оборудованная разрезом для прохода пильного диска. Это позволяет очень точно отрегулировать деталь по меткам, чтобы исключить даже миллиметровую погрешность. Зачастую у бюджетного инструмента лазерный указатель не отражает реальную линию выполнения пропила. Это нужно учитывать и проверять наличие погрешности перед выполнением ответственного распила.
Это позволяет очень точно отрегулировать деталь по меткам, чтобы исключить даже миллиметровую погрешность. Зачастую у бюджетного инструмента лазерный указатель не отражает реальную линию выполнения пропила. Это нужно учитывать и проверять наличие погрешности перед выполнением ответственного распила. С ними гораздо удобнее контролировать углы, чем при использовании шкалы.
С ними гораздо удобнее контролировать углы, чем при использовании шкалы. Но все же большая оснастка предпочтительней. У малых дисков соответственно и небольшая глубина пропила. То есть не всем пилам под силу сделать торцевание бруска сечением 60х60 мм за один проход. Если диск всего 165 мм, то заготовку приходится поворачивать, чтобы делать пропил со всех сторон.
Но все же большая оснастка предпочтительней. У малых дисков соответственно и небольшая глубина пропила. То есть не всем пилам под силу сделать торцевание бруска сечением 60х60 мм за один проход. Если диск всего 165 мм, то заготовку приходится поворачивать, чтобы делать пропил со всех сторон. При ее недостатке пильный диск застревает в заготовках, поэтому пиление должно осуществлять с небольшим нажимом. Пилы, представленные на рынке, имеют мощность от 1000 Вт до 2400 Вт. Для рядового потребителя, который применяет пилу в бытовых целях, достаточно мощности начиная от 1600 Вт, но лучше больше.
При ее недостатке пильный диск застревает в заготовках, поэтому пиление должно осуществлять с небольшим нажимом. Пилы, представленные на рынке, имеют мощность от 1000 Вт до 2400 Вт. Для рядового потребителя, который применяет пилу в бытовых целях, достаточно мощности начиная от 1600 Вт, но лучше больше. То есть, выбирая торцовочную пилу нужно предварительно разобраться с расходниками, которые лучше всего подойдут для конкретного материала.
То есть, выбирая торцовочную пилу нужно предварительно разобраться с расходниками, которые лучше всего подойдут для конкретного материала. Эргономичный инструмент пользуется большим спросом как в быту, так и на производстве.
Эргономичный инструмент пользуется большим спросом как в быту, так и на производстве.
 В профессиональных моделях с наклоном диска вправо–влево угол реза составляет 45-47 о. Это ускоряет рабочий процесс, т. к. нет необходимости крутить обрабатываемую заготовку в разные стороны.
В профессиональных моделях с наклоном диска вправо–влево угол реза составляет 45-47 о. Это ускоряет рабочий процесс, т. к. нет необходимости крутить обрабатываемую заготовку в разные стороны. Простая конструкция не вызывает трудностей в эксплуатации и редко выходит из строя.
Простая конструкция не вызывает трудностей в эксплуатации и редко выходит из строя.


 Рабочее место должно хорошо освещаться и содержаться в чистоте. Перед началом работы и в процессе эксплуатации торцовочной пилы необходимо следовать правилам:
Рабочее место должно хорошо освещаться и содержаться в чистоте. Перед началом работы и в процессе эксплуатации торцовочной пилы необходимо следовать правилам:
 к. неисправность любого блока может привести к травматизму.
к. неисправность любого блока может привести к травматизму.
 Электрическая установка с двигателем мощностью 1800 Вт создает скорость вращения 4200 оборотов в минуту. Инструмент с поворотным столом и углом наклона диска 45 о позволяет выполнять не только большие объемы работы, но и сложные задачи. В комплект оборудования, питающегося от сети 220 В, входит коробка и монтажные ключи. Компактные габариты и относительно небольшой вес (17 кг) позволяет легко перемещать электрическую установку с одного места на другое.
Электрическая установка с двигателем мощностью 1800 Вт создает скорость вращения 4200 оборотов в минуту. Инструмент с поворотным столом и углом наклона диска 45 о позволяет выполнять не только большие объемы работы, но и сложные задачи. В комплект оборудования, питающегося от сети 220 В, входит коробка и монтажные ключи. Компактные габариты и относительно небольшой вес (17 кг) позволяет легко перемещать электрическую установку с одного места на другое.

 Это рубящее движение, когда лезвие обычно находится под углом 90 градусов к забору. Отрезная пила также использует мощный электродвигатель, который приводит в движение вращающееся лезвие.
Это рубящее движение, когда лезвие обычно находится под углом 90 градусов к забору. Отрезная пила также использует мощный электродвигатель, который приводит в движение вращающееся лезвие.



 Основным инструментом такой передачи является зубчатый ремень. Благодаря его наличию обеспечивается обработка заготовки по заданной оси, с целью получения более высокого показателя точности и производительности. Передача с ременным приводом является одной из самых распространенных.
Основным инструментом такой передачи является зубчатый ремень. Благодаря его наличию обеспечивается обработка заготовки по заданной оси, с целью получения более высокого показателя точности и производительности. Передача с ременным приводом является одной из самых распространенных. Управление осуществляется непосредственно на станке.
Управление осуществляется непосредственно на станке.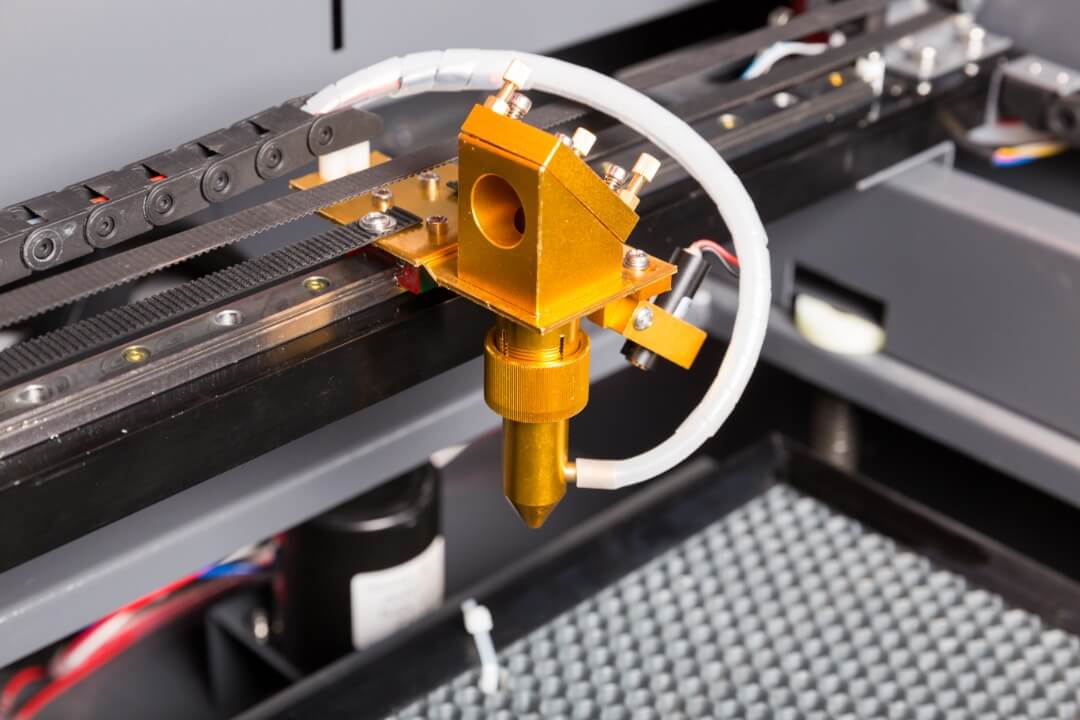 Применение чиллера позволяет осуществлять контроль за рабочей температурой охлаждающей жидкости, более конкретно позволяет сохранять заданное значение, сокращать объем воды, которая располагается в охладительной системе. Применение чиллера – наилучший способ обеспечения функционирования лазерного оборудования без перебоев.
Применение чиллера позволяет осуществлять контроль за рабочей температурой охлаждающей жидкости, более конкретно позволяет сохранять заданное значение, сокращать объем воды, которая располагается в охладительной системе. Применение чиллера – наилучший способ обеспечения функционирования лазерного оборудования без перебоев. д.
д. plt,*.dst,*.dxf,*.bmp,*.dwg,*.ai
plt,*.dst,*.dxf,*.bmp,*.dwg,*.ai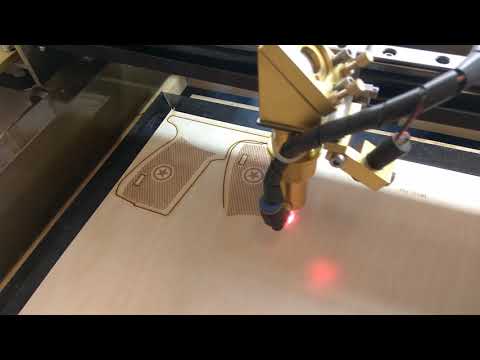
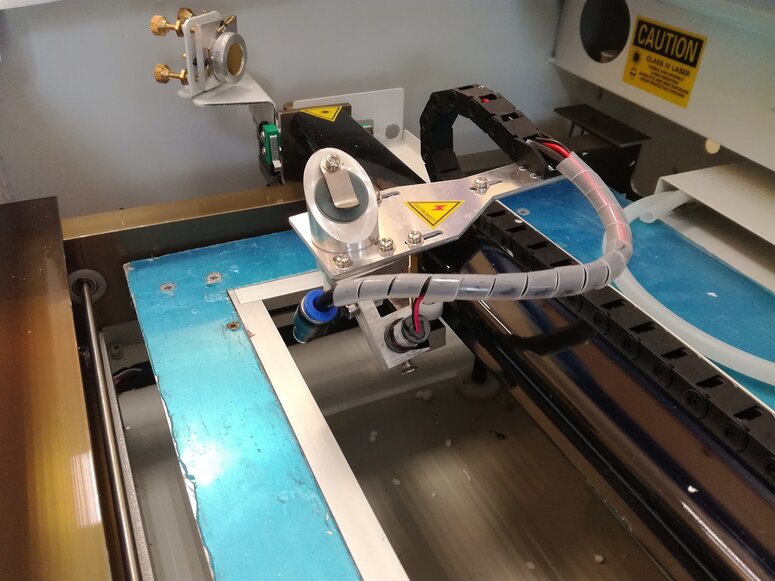 В ней мы подробно на конкретных примерах разберем, какими бывают лазерные станки для резки фанеры, на что обращать внимание при выборе этого оборудования в части комплектации и производственных возможностей, как все это влияет на цену, какой должна быть мастерская, а также рассмотрим способы и режимы лазерной резки и гравировки фанеры.
В ней мы подробно на конкретных примерах разберем, какими бывают лазерные станки для резки фанеры, на что обращать внимание при выборе этого оборудования в части комплектации и производственных возможностей, как все это влияет на цену, какой должна быть мастерская, а также рассмотрим способы и режимы лазерной резки и гравировки фанеры. Для понимания различий предлагаем вам посмотреть подробные видеообзоры малоформатного 6040 lps Zoldo® RD и широкоформатного 1610 lps Zoldo®.
Для понимания различий предлагаем вам посмотреть подробные видеообзоры малоформатного 6040 lps Zoldo® RD и широкоформатного 1610 lps Zoldo®. Такой не поместится ни на одно из вышеперечисленных рабочих полей, как говорится, тютелька в тютельку, только если это не широкоформатный аппарат, либо станок с протяжкой материала. Поэтому такие листы фанеры в любом случае придется кроить, к примеру, циркулярной пилой. И чем меньше времени вы будете тратить на эту процедуру, тем ниже будет себестоимость готовой продукции. Поэтому если вам от лазерного станка для резки фанеры требуется большая производительность, то выбирайте средне или широкоформатный. Если вы рассматриваете лазер для хобби или мелкой серии, где время производства не так уж и важно, то вам подойдет малоформатный аппарат.
Такой не поместится ни на одно из вышеперечисленных рабочих полей, как говорится, тютелька в тютельку, только если это не широкоформатный аппарат, либо станок с протяжкой материала. Поэтому такие листы фанеры в любом случае придется кроить, к примеру, циркулярной пилой. И чем меньше времени вы будете тратить на эту процедуру, тем ниже будет себестоимость готовой продукции. Поэтому если вам от лазерного станка для резки фанеры требуется большая производительность, то выбирайте средне или широкоформатный. Если вы рассматриваете лазер для хобби или мелкой серии, где время производства не так уж и важно, то вам подойдет малоформатный аппарат. Помимо этого дешевые лазерные станки по фанере не могут похвастаться мощностью и ресурсом СО2 излучателя (лазерной трубки), влияющими на то, какую максимальную толщину фанеры и с какой скоростью вы сможете резать, а также как долго прослужит лазерная трубка.
Помимо этого дешевые лазерные станки по фанере не могут похвастаться мощностью и ресурсом СО2 излучателя (лазерной трубки), влияющими на то, какую максимальную толщину фанеры и с какой скоростью вы сможете резать, а также как долго прослужит лазерная трубка.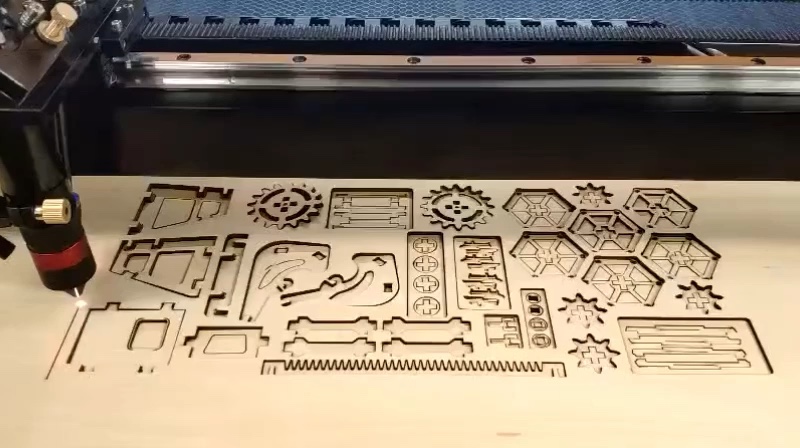 Для удобной и быстрой работы в рабочей зоне станка требуется много свободного пространства.
Для удобной и быстрой работы в рабочей зоне станка требуется много свободного пространства.
 Наиболее популярный сорт фанеры для лазерной резки — 2/2. Он удовлетворяет отсутствием большого количества сучков, неровностей, гнили, полостей (каверн) и каких-то других внутренних и внешних дефектов. Если сорт обозначен меньшим числом, то качество фанеры еще лучше, если большим — хуже. Также фанера бывает шлифованной и не шлифованной.
Наиболее популярный сорт фанеры для лазерной резки — 2/2. Он удовлетворяет отсутствием большого количества сучков, неровностей, гнили, полостей (каверн) и каких-то других внутренних и внешних дефектов. Если сорт обозначен меньшим числом, то качество фанеры еще лучше, если большим — хуже. Также фанера бывает шлифованной и не шлифованной. Далее стопку сверху надо равномерно (по всей поверхности) придавить каким-то грузом. Через некоторое время после высыхания фанера приобретен более прямую форму, но сразу обратите внимание, что без какой-либо гарантии того, что спустя время фанеру опять не поведет. Такова ее природа.
Далее стопку сверху надо равномерно (по всей поверхности) придавить каким-то грузом. Через некоторое время после высыхания фанера приобретен более прямую форму, но сразу обратите внимание, что без какой-либо гарантии того, что спустя время фанеру опять не поведет. Такова ее природа. Зачастую подобная используется для изготовления мебели. Для того, чтобы прорезать такую в параметрах обработки станка необходимо настраивать большую мощность лазера и медленную скорость. Минусом такого режима резки является черный торец вырезаемых из фанеры деталей.
Зачастую подобная используется для изготовления мебели. Для того, чтобы прорезать такую в параметрах обработки станка необходимо настраивать большую мощность лазера и медленную скорость. Минусом такого режима резки является черный торец вырезаемых из фанеры деталей. Должно быть 1,5-2 атмосферы (1,5-2 бар)
Должно быть 1,5-2 атмосферы (1,5-2 бар) Оптимальный подбор этих параметров, а также мощности лазера позволяет создавать изображения или рисунки различного качества, к примеру, темные, когда вы задаете на гравировку большую мощность и меньшую скорость, или светлые, когда лазерная гравировка происходит на больших скоростях и малой мощности. Помимо этого лазерная гравировка может быть глубокой, поверхностной и рельефной.
Оптимальный подбор этих параметров, а также мощности лазера позволяет создавать изображения или рисунки различного качества, к примеру, темные, когда вы задаете на гравировку большую мощность и меньшую скорость, или светлые, когда лазерная гравировка происходит на больших скоростях и малой мощности. Помимо этого лазерная гравировка может быть глубокой, поверхностной и рельефной.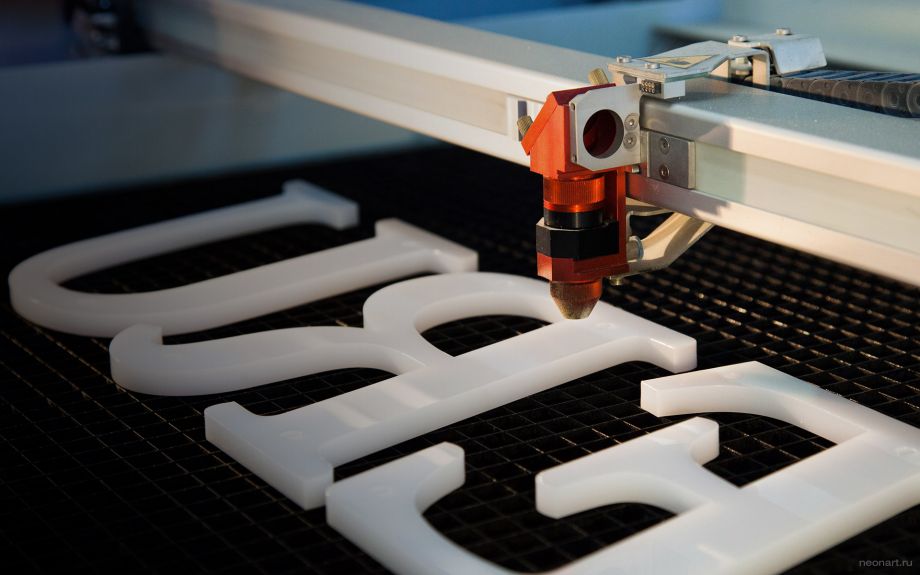 Происходит это в режиме резки с малой мощностью СО2 излучателя и большой скоростью. Как и в случае с лазерной гравировкой на качество обработки влияет индивидуальный подбор этих параметров.
Происходит это в режиме резки с малой мощностью СО2 излучателя и большой скоростью. Как и в случае с лазерной гравировкой на качество обработки влияет индивидуальный подбор этих параметров. Петрозаводск), владелец которой Алексей Потапов подробно рассказал про свое дело, а также поделился советами, опытом и лайфхаками, которые помогут начинающим владельцам лазерных станков организовать свою мастерскую любого масштаба.
Петрозаводск), владелец которой Алексей Потапов подробно рассказал про свое дело, а также поделился советами, опытом и лайфхаками, которые помогут начинающим владельцам лазерных станков организовать свою мастерскую любого масштаба.
 С помощью лазерной технологии вы можете резать материал быстро, без контакта и, следовательно, без износа. Лазерная гравировка обеспечивает тонкое и естественное изменение цвета материала. Логотипы, имена или маркировка могут повысить ценность подарков или рекламных материалов и сделать их уникальными.
С помощью лазерной технологии вы можете резать материал быстро, без контакта и, следовательно, без износа. Лазерная гравировка обеспечивает тонкое и естественное изменение цвета материала. Логотипы, имена или маркировка могут повысить ценность подарков или рекламных материалов и сделать их уникальными.
 Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
 В некоторых местах материал может не прорезаться. Также читайте дереворежущие станки.
В некоторых местах материал может не прорезаться. Также читайте дереворежущие станки.
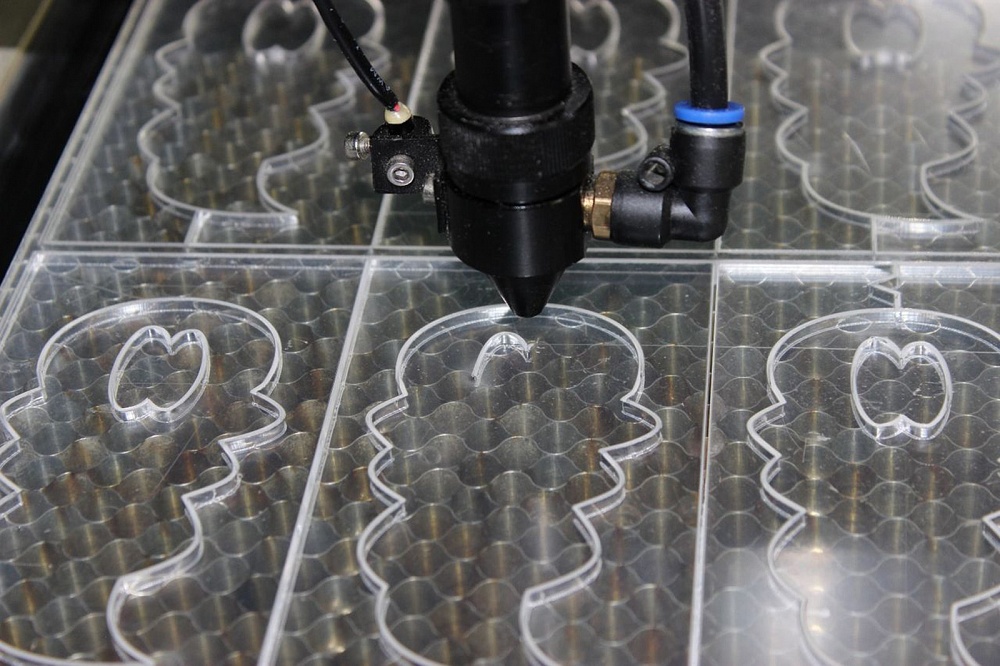 Поэтому для небольшого производства вполне достаточно 60 Вт.
Поэтому для небольшого производства вполне достаточно 60 Вт.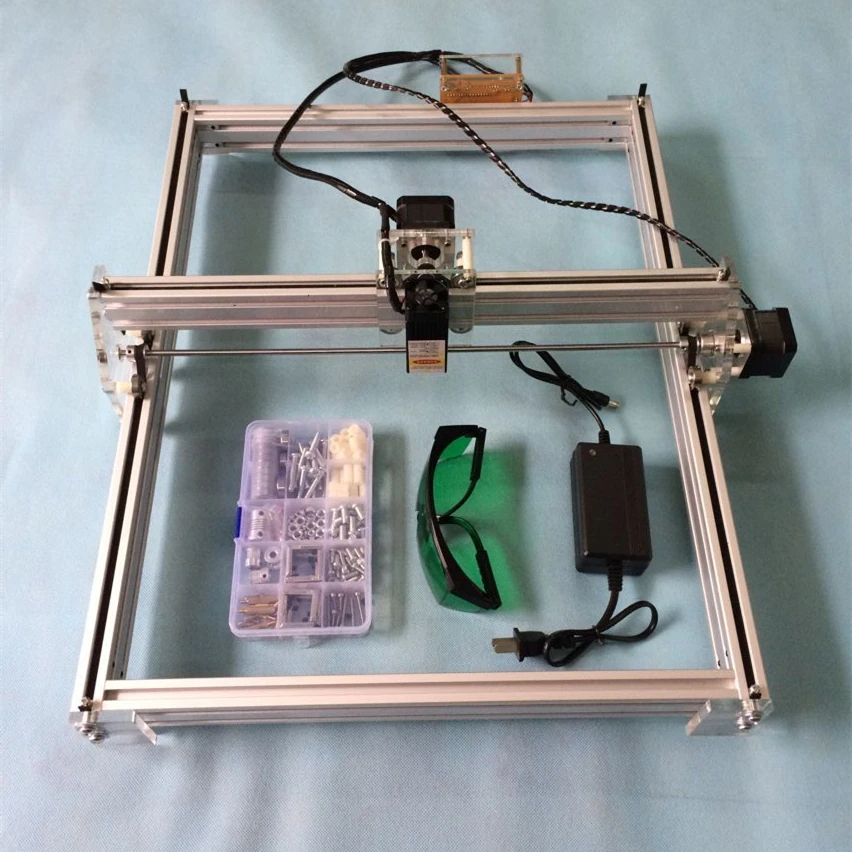
 Это решение гарантирует долговечность.
Это решение гарантирует долговечность.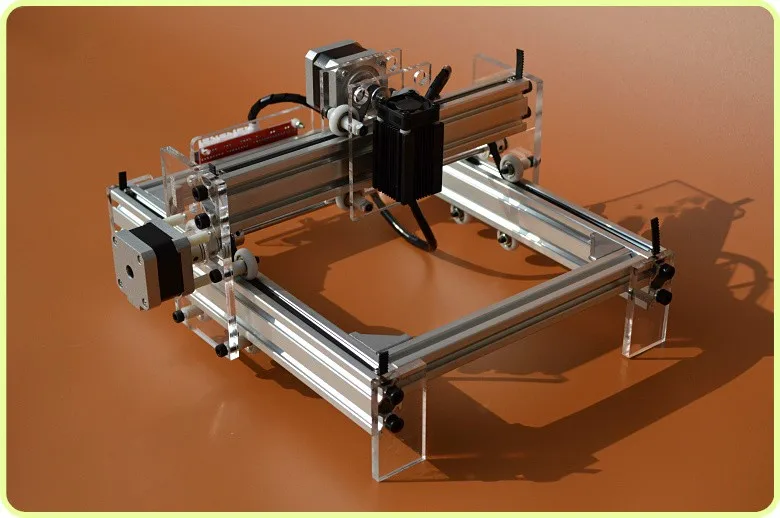 Для этого устанавливается поворотное устройство.
Для этого устанавливается поворотное устройство. Размер рабочей зоны составляет 900х600 мм, что позволяет обрабатывать практически любой неметаллический материал, в том числе и фанеру. Станок оснащен сквозным столом, что позволяет ускорить процесс серийного производства.
Размер рабочей зоны составляет 900х600 мм, что позволяет обрабатывать практически любой неметаллический материал, в том числе и фанеру. Станок оснащен сквозным столом, что позволяет ускорить процесс серийного производства.

 ,
, Невысокая гибкость.
Невысокая гибкость.

 Спиральные рукава часто приобретают для цехов и автомастерских, потому что после использования они возвращаются на свое место и не мешаются под ногами.
Спиральные рукава часто приобретают для цехов и автомастерских, потому что после использования они возвращаются на свое место и не мешаются под ногами.
 Качественные, надежные соединения крайне важны для эффективного и безопасного использования пневматических инструментов.
Качественные, надежные соединения крайне важны для эффективного и безопасного использования пневматических инструментов.

 Даже находясь в свободном положении, он будет стремиться в скрученное спиральное положение. Этот факт делает его компактным и удобным при хранении. К тому же, рабочему нет необходимости заботиться об укладке оборудования: сразу после завершения эксплуатации такой шланг просто скручивается в спираль.
Даже находясь в свободном положении, он будет стремиться в скрученное спиральное положение. Этот факт делает его компактным и удобным при хранении. К тому же, рабочему нет необходимости заботиться об укладке оборудования: сразу после завершения эксплуатации такой шланг просто скручивается в спираль. В любом случае, к параметрам выбора длины шланга следует отнестись со всей серьезностью.
В любом случае, к параметрам выбора длины шланга следует отнестись со всей серьезностью. Соответственно, чем больше диаметр, тем большее количество воздуха компрессор способен прокачать за одну единицу времени. Диаметр крайне важен при эксплуатации пневматического специализированного инструмента, т.к. там происходит довольно интенсивное прокачивание воздуха при коротких перерывах. Чем больше будет диаметр внутреннего кольца изделия, тем лучше он подойдет для эксплуатации в связке с компрессором для пневмооборудования и работе с повышенным давлением. Шланги с небольшим диаметром обладают более низкой прокачиваемостью, следовательно, имеют более низкий КПД. Впрочем, в некоторых случаях можно ограничиться спиралевидным рукавом малого диаметра, главное, чтобы он обеспечивал давление, необходимое для правильной подачи воздуха.
Соответственно, чем больше диаметр, тем большее количество воздуха компрессор способен прокачать за одну единицу времени. Диаметр крайне важен при эксплуатации пневматического специализированного инструмента, т.к. там происходит довольно интенсивное прокачивание воздуха при коротких перерывах. Чем больше будет диаметр внутреннего кольца изделия, тем лучше он подойдет для эксплуатации в связке с компрессором для пневмооборудования и работе с повышенным давлением. Шланги с небольшим диаметром обладают более низкой прокачиваемостью, следовательно, имеют более низкий КПД. Впрочем, в некоторых случаях можно ограничиться спиралевидным рукавом малого диаметра, главное, чтобы он обеспечивал давление, необходимое для правильной подачи воздуха. Последние встречаются реже и применяются для решения узкоспециализированных задач. В большинстве случаев можно ограничиться использованием размеров стандартного образца.
Последние встречаются реже и применяются для решения узкоспециализированных задач. В большинстве случаев можно ограничиться использованием размеров стандартного образца.


 Случается ситуация, что давление необходимо увеличить, но прибавлять параметр больше нельзя, рукоятка находится в крайнем положении. В таком случае все давление уходит в рукав установки или компрессора. Поэтому при выборе изделия крайне важно ориентироваться на этот параметр. Без учета нагрузки правильная эксплуатация шланга под давлением невозможна.
Случается ситуация, что давление необходимо увеличить, но прибавлять параметр больше нельзя, рукоятка находится в крайнем положении. В таком случае все давление уходит в рукав установки или компрессора. Поэтому при выборе изделия крайне важно ориентироваться на этот параметр. Без учета нагрузки правильная эксплуатация шланга под давлением невозможна. На первый взгляд, необходимо учесть лишь несколько параметров. С другой стороны, стоит ошибиться хотя бы в одном из них, и дальнейшая эксплуатация может быть проблематичной. Задача требует тщательного изучения всех параметров приобретаемого изделия и знакомства основными характеристиками компрессора, в связке с которым планируется эксплуатировать шланг.
На первый взгляд, необходимо учесть лишь несколько параметров. С другой стороны, стоит ошибиться хотя бы в одном из них, и дальнейшая эксплуатация может быть проблематичной. Задача требует тщательного изучения всех параметров приобретаемого изделия и знакомства основными характеристиками компрессора, в связке с которым планируется эксплуатировать шланг.

 США9 шт.
США9 шт. 6,81-3001-01.6,81-3001-02ХХ ,81-3001-03HH,81-3001-04HH,81-3001-06HH,81-3001-07HH,81-3001-10HH,81-3001-12HH,81-3001-15HH,81-3001-15NC,81 -3001-16HH,81-3001-16NC,81-3001-20HH,81-3001-25HH,81-3001-25NC,81-3021-00.3,81-3021-00.6,81-3031-01.6,81-3031 -25NC,81-3001-25HNC,81-3021-00.6H,81-3031-00.3H,81-3001-00.6HH
6,81-3001-01.6,81-3001-02ХХ ,81-3001-03HH,81-3001-04HH,81-3001-06HH,81-3001-07HH,81-3001-10HH,81-3001-12HH,81-3001-15HH,81-3001-15NC,81 -3001-16HH,81-3001-16NC,81-3001-20HH,81-3001-25HH,81-3001-25NC,81-3021-00.3,81-3021-00.6,81-3031-01.6,81-3031 -25NC,81-3001-25HNC,81-3021-00.6H,81-3031-00.3H,81-3001-00.6HH США
США 6ХХ
6ХХ 6,81-3301-06НК,81-3331-25НК
6,81-3301-06НК,81-3331-25НК 6ч
6ч

 gif»>
gif»> переливной шланг в сборе.
переливной шланг в сборе.  web.com/imagelib/sitebuilder/layout/spacer.gif»>
web.com/imagelib/sitebuilder/layout/spacer.gif»>

 США
США Переходник для заполнения цилиндра CGA-870
Переходник для заполнения цилиндра CGA-870 
 web.com/imagelib/sitebuilder/layout/spacer.gif»>
web.com/imagelib/sitebuilder/layout/spacer.gif»> Шланг CGA-540–540 в сборе
Шланг CGA-540–540 в сборе  Номинальное до 3000 фунтов на квадратный дюйм
Номинальное до 3000 фунтов на квадратный дюйм США
США (Доступны более длинные шланги)
(Доступны более длинные шланги) web.com/imagelib/sitebuilder/layout/spacer.gif»>
web.com/imagelib/sitebuilder/layout/spacer.gif»>