Бесщеточный электрический ударный гайковерт с высоким крутящим моментом, торцевой ключ 1/2 Аккумуляторный гайковерт Электроинструменты для аккумулятора Makiita 18 В
Цена 71 €
388VF 800N.m Бесщеточный электрический гайковерт Аккумуляторный аккумуляторный гайковерт квадратной формы 1/2 Электроинструменты для аккумулятора Makita 18 В
Электрический гвоздезабивной пистолет F30 Прямой гвоздезабивной пистолет двойного назначения Электрический гвоздезабивной пистолет Воздушный гвоздезабивной пистолет Стрельба по дереву Электрический гвоздевой пистолет
Цена 75 €
388VF 800N. m Бесщеточный электрический ударный гайковерт Аккумуляторный гайковерт 1/2 Sokect Электроинструмент Аккумулятор для батареи 18 В
Hengdian
Цена 173 €
Литий Электрическая бесщеточная отвертка Ударная дрель Ледобур с высоким крутящим моментом
Цена 53 €
Электрический гаечный ключ с храповым механизмом Литий-ионный угловой ключ для аккумулятора электроинструмента 12 В Патрон 3/8 дюйма
Показать еще
Основные характеристики Артикул: 4260145689973 Наименование товара: Пневматический ударный гайковерт Fubag IW900 Коммерческий тип: Пневмоангары Штрих-код (серийный номер/EAN): 4260145689973 Масса упаковки, г: 2960 Ширина упаковки, мм: 218 Высота упаковки, мм: 79 Длина пакета, мм: 223 Торговая марка: Фубаг Название модели: IW900 Тип: Пневматический ударный гайковерт Аннотация: Ударный пневмогайковерт FUBAG IW900 100194 имеет компактную конструкцию за счет отсутствия двигателя. Он предназначен для быстрого сканирования Оборудование: Пневмогайковерт; Упаковка.
Ender 5 Plus развитие модели Ender-5 с большим объемом печати (350x350x400 мм). В связи с увеличением объема, а соответственно веса и нагрузки производитель усилил конструкцию для сохранения высокого качества печати:
Для уменьшения колебаний оси Z применен двойной привод оси Z, т.е. 2 мотора и 2 винта с 4 стойками. Это обеспечивает равномерные движения и стабильное ведение платформы.
Для обеспечения плавного обогрева увеличенного стола, применили более мощный блок питания. Вместо блока питания 350 Вт на Ender-5, в Ender-5 Plus 500 Вт.
Также теперь принтер оборудован датчиком BL Touch. Он позволяет автоматически сканировать и строить карту высот, что исключает плохое прилипание первого слоя печати.
Датчик отсутствия филамента и функция продолжения печати в случае остановки принтера из-за отсуствия филамента или пропадания питания позволяют допечатать детали в случае возникновения проблем.
В принтере применен 4,3-дюймовым сенсорным экран, что по идее позволит пользоваться им более просто.
К качестве основания для печати съемное закаленное стекло, что обеспечивает хорошее качество распечаток, стекло более ровная поверхность чем гибкие пластины, меньше искажеается и имеет гораздо больший срок службы.
Комплектация:
Набор для сборки 3D принтера, ключи и отвертка, TF-карта и картридер, шпатель, бокорезы, игла для прочистки сопла, кабель питания, тестовый пластик (200 гр), запасные части, кабель USB
Назначение
Персональный
Страна
Китай
Производитель
Creality 3D
Технические характеристики
Корпус принтера
Открытый
Вид кинематики
Кубическая, кортезиан
DIY (набор для сборки)
Да
Технология печати
Моделирование методом наплавления (FDM/FFF)
Количество печатающих головок
1
Диаметр сопла, мм
0,4 (стандартный)
Область печати, мм
350х350х400
Толщина слоя, мм
0. 1 — 0.4
Платформа
c подогревом
Дисплей
4.3″ сенсорный
Диаметр нити, мм
1.75
Скорость печати
30 — 180 мм/сек
ПО
Cura, Slic3r, Simplify3D, Repetier-Host и другие слайсеры
Дополнительные параметры
Тип подачи
bouden
Точность печати
±0,1 мм
Температура экструдера
до 260°С
Температура столика
до 110°C
Номинальная мощность
500 Вт
Датчик филамента
Да
Плата
32-битная
Интерфейс
USB, SD
Тип материалов
полимерные или композиционные филаменты
Материалы
PLA, PETG, ABS и другие
Габариты
Размеры, мм
632х666х619
Габариты упаковки, мм
740x310x730
Вес нетто, кг
18,2
Вес брутто, кг
24
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
A Более быстрый 3D-принтер с автоматическим выравниванием и прямым приводом
【Высокоскоростная печать 250 мм/с Ender】: Официальные 3D-принтеры Creality Ender 5 s1 Усовершенствованная система движения с автономным двигателем на каждой оси X/Y/Z для увеличения до ускорения 2000 мм/с² и стальной трансмиссионный вал, который соединяет и синхронизирует ремни оси Y. 3D-принтер сокращает время печати и повышает эффективность.
【Прямая экструзия без засоров при 300 ℃】: двухступенчатый прямой экструдер «Sprite» 3D-принтера Ender обеспечивает сильное усилие экструзии 80 Н. Хотэнд оснащен титановым сердечником, препятствующим расползанию тепла, гофрированным радиатором для быстрого охлаждения и большой плавильной камерой объемом 50 мм³ для полного расплавления нити накала. Он может печатать PLA, TPU, PETG, ABS и другими материалами без засорения в течение 1000 часов.
【Стабильная рама обеспечивает качество】: Цельнометаллическая кубическая рама имеет классическую декартову структуру. Стабильность повышена за счет толстых линейных валов, дополнительных косынок, двух консолей и силиконовых креплений. Он обеспечивает 100% успешную печать в течение 1000 часов при скорости 250 мм/с.
【Автовыравнивание и интеллектуальные датчики】: Датчик CR Touch обеспечивает полностью автоматическое и точное выравнивание кровати по 16 точкам. Z-смещение можно отрегулировать с точностью до 0,05 с помощью сенсорного управления. Он также имеет датчик биения нити накала и восстановление потери мощности для учета случайных моментов. Это инструмент, на который всегда можно положиться.
【Липкая и гибкая поверхность сборки ПК】: лист из пружинной стали ПК имеет две выемки и магнитное основание для быстрой установки. Матовая поверхность ПК липнет к моделям. После печати модель можно сразу снять с небольшим изгибом.
3D-ПРИНТЕР CREALITY — ВЫСОКОСКОРОСТНАЯ ПЕЧАТЬ
Эндер-6
Эндер-5С1
Ender-3V2+Sonic Pad
Механическая конструкция
Core-XY
Стабильная кубическая рама
/
Типичная скорость печати
60-150 мм/с
120 мм/с
60-100 мм/с
Максимальная скорость печати
Макс. 180 мм/с
Макс. 250 мм/с
15-30% Увеличение скорости
Точность печати
±0,1 мм
±0,1 мм
±0,1 мм
Высота слоя
0,1–0,4 мм
0,05–0,35 мм
0,1–0,4 мм
Том сборки
250*250*400мм
220*220*280мм
220*220*250мм
Рабочая поверхность
Карборундовое стекло
ПК Пружинный стальной лист
Карборундовое стекло
Режим выравнивания
Руководство/Опция BL Touch
CR Сенсорное автоматическое выравнивание
/
Экструдер Тип
Боуден
Sprite Direct Extrusion Dual Gear
Боуден
Материалы для экструдера
Твердый пластик
Металл
Твердый пластик
Номинальная мощность
350 Вт
350 Вт
270 Вт
Температура сопла:
≤260℃
≤300℃
≤260℃
Температура нагревательного слоя:
≤110℃
≤110℃
≤110℃
Восстановление мощности
√
√
√
Датчик накаливания
√
√
х
Экран дисплея
Цветной сенсорный экран 4,3 дюйма
Цветной сенсорный экран 4,3 дюйма
Экран высокой четкости 4. 3Inc с ручкой
Опорный материал
PLA/TPU/PLA-дерево/углеродное волокно..
ПЛА, ПЭТГ, АБС, ТПУ, ПК, АСА, бедра
ПЛА/ТПУ/ПЭТГ
►ПОДЕЛИТЬСЯ НА YOUTUBE И ПОДРОБНЫЕ ОБЗОРЫ
Creality Ender-5 S1 Взгляните поближе! | Creality Ender-5S1 с экраном Sonic Pad Kilpper — от Aurora Tech
Вес: 12,1 кг
Вес брутто: 14,7 кг
Тип экструдера: двухступенчатый экструдер с прямым приводом «Sprite»
Программное обеспечение для нарезки: Creality Slicer, Creality Print, Cura, Repetier-Host, Simplify3D , итальянский, турецкий, китайский
3D-принтер Ender-5 S1 — Creality 3D
Эндер-5 С1
Скорая реализация творческих идей
Скорая реализация творческих идей
Модернизированная система движения для ускорения 2000 мм/с² и скорости печати до 250 мм/с (5 раз)*. Почувствуйте скорость и страсть 3D-печати прямо сейчас. Каждая ось X/Y/Z приводится в движение высокоточным шаговым двигателем. Стальной трансмиссионный вал синхронизирует два ремня оси Y. Мотор 42-48 по оси Y с высоким крутящим моментом для точного и точного движения.
Модернизированная система движения для ускорения 2000 мм/с² и скорости печати до 250 мм/с (5 раз)*. Почувствуйте скорость и страсть 3D-печати прямо сейчас. Каждая ось X/Y/Z приводится в движение высокоточным шаговым двигателем. Стальной трансмиссионный вал синхронизирует два ремня оси Y. Мотор 42-48 по оси Y с высоким крутящим моментом для точного и точного движения.
Высокая эффективность и экологичность
Повышение эффективности и экологичность
Сокращает время печати для всех типов моделей. Более высокая эффективность и меньшее энергопотребление.
Сокращает время печати для всех типов моделей. Более высокая эффективность и меньшее энергопотребление.
Твердо стойте, чтобы печатать качественные модели
Твердо стойте, чтобы печатать качественные модели
Цельнометаллическая кубическая рама имеет классическую декартову структуру. Стабильность повышена за счет толстых линейных стержней, дополнительных косынок, двух консолей и силиконовых креплений.
Цельнометаллическая кубическая рама соответствует классической декартовой структуре. Стабильность повышена за счет толстых линейных стержней, дополнительных косынок, двух консолей и силиконовых креплений.
Прямая экструзия, адаптированная для гибких нитей
Цельнометаллический экструдер прямого прессования Sprite оснащен двойными шестернями с передаточным числом 1:3,5. Он обеспечивает мощное и равномерное усилие экструзии 80 Н. Гораздо лучше при печати гибкими нитями, такими как ТПУ.
Hotend для высокотемпературной печати
Терморазрыв из титанового сплава: Низкая теплопроводность для предотвращения тепловой ползучести. Способен приручить до 300 ℃. Гофрированный радиатор: в 2,5 раза больше площади поверхности, быстро охлаждаемый бесшумным осевым вентилятором. Большая плавильная камера: плавильная камера объемом 50 мм³, окруженная большим нагревательным блоком объемом 4000 мм³. Он полностью расплавляет нить для плавной подачи.
1000 часов кормления без засоров* *Данные Creality Lab
Немедленно получите крутую модель
Немедленно получите крутую модель
Специальные воздуховоды «Urus» направляют сильный ветер, создаваемый большим вентилятором 5015 для непосредственного охлаждения только что напечатанной секции. Осажденный горячий материал сразу же затвердеет и склеится, что приведет к меньшему провисанию или деформации, вызванным перегревом. Это дает лучшие свесы, мосты и больше деталей в целом.
Специальные воздуховоды «Urus» направляют сильный ветер, создаваемый большим вентилятором 5015, для непосредственного охлаждения свежеотпечатанной секции. Осажденный горячий материал сразу же затвердеет и склеится, что приведет к меньшему провисанию или деформации, вызванным перегревом. Это дает лучшие свесы, мосты и больше деталей в целом.
Explore с высокотемпературными нитями
Explore с высокотемпературными нитями
Целый новый мир открывается, когда в игру вводятся различные термостойкие инженерные пластиковые нити. Обычные нити: PLA, PETG, TPU. Высокотемпературные нити*: ABS, PC, ASA, HIPS.
Целый новый мир открывается, когда в игру вводятся различные термостойкие инженерные пластиковые нити. Обычные нити: PLA, PETG, TPU. Высокотемпературные нити*: ABS, PC, ASA, HIPS.
Быстрая калибровка на уровне эксперта
Быстрая калибровка на уровне эксперта
Быстрое выравнивание станины с помощью автоматического выравнивания CR Touch и вспомогательного выравнивания или смещения высоты по оси Z с точностью до 0,01 мм. Получите идеальный первый слой без хлопот.
Быстрое выравнивание станины с помощью автоматического выравнивания CR Touch и вспомогательного выравнивания или смещения высоты по оси Z с точностью до 0,01 мм. Получите идеальный первый слой без хлопот.
Простой пользовательский интерфейс с сенсорным экраном
Простой пользовательский интерфейс с сенсорным экраном
4,3-дюймовый сенсорный экран с широким углом обзора, чувствительным откликом и пользовательским интерфейсом с вкладками. Для простоты настройки также добавлена страница ПИД-регулятора температуры.
4,3-дюймовый сенсорный экран с широким углом обзора, чувствительным откликом и пользовательским интерфейсом с вкладками. Для упрощения настройки также добавлена страница ПИД-регулятора температуры.
Липкая и сгибаемая сборочная поверхность из поликарбоната
Липкая и сгибаемая сборочная поверхность из поликарбоната
Лист из пружинной стали из поликарбоната имеет два выреза и магнитное основание для быстрой установки. Матовая поверхность ПК липнет к моделям. Причем, модель можно снять сразу с небольшим изгибом.
Лист из поликарбонатной пружинной стали имеет два выреза и магнитное основание для быстрой установки. Матовая поверхность ПК липнет к моделям. Причем, модель можно снять сразу с небольшим изгибом.
Для корректной работы обновите прошивку принтера до версии 5.411 (или выше)
Polygon X позволяет создавать задания на печать для принтеров линейки Series 2, а также Designer Classic, Designer X, Designer X PRO, Designer XL, Designer XL PRO.
Улучшена работа с высокополигональными моделями — увеличена скорость вращения и перемещения моделей по платформе.
В Профессиональный режим настройки задания добавлен параметр «Плотное основание поддержки», который позволяет выбрать — будет ли первый слой поддержки сплошным или нет.
Внесен ряд улучшений, связанных с сетевым подключением устройств линейки Series 2.
Исправлено несколько ошибок, связанных с сохранением профилей материалов для Series 2 и подсветкой поверхностей моделей на платформе.
Обновление от 29.03.2023:
— Большой список мелких правок и изменений.
Обновление от 19. 04.22:
Это обновление включает изменение рабочей области для принтеров Designer Classic, Designer X и Designer X PRO с прошивкой версии 5.516 или выше, а также новые функции, улучшения встроенных алгоритмов и исправление некоторых ошибок. В том числе, исправлена ошибка, связанная с некорректным выводом времени при печати заданий, сгенерированных в версии 2.3.0.
Обновление движка Picaso X Core — Увеличена скорость загрузки и нарезки высокополигональных моделей. — Исправлены некоторые ошибки прошлых версий: скорректированы настройки подачи для траекторий скрытия шва, а также ширины линий для заполнения щелей между периметрами (теперь снижена вероятность переэкструзии при использовании заполнения щелей) и двух первых слоев подложки.
Новые функции — Добавлен 3D шаблон заполнения «Молниевидный». Это самый экономичный и быстрый шаблон с автоматической плотностью, которая изменяется в зависимости от геометрии модели. — Добавлена функция «Зеркало». Она отражает модель относительно выбранной оси.
Изменения текущего функционала — Сборка и разделение моделей на поверхности теперь выполняется через контекстное меню в списке моделей. — Сокращен диапазон высот слоев для автоподбора параметров (ползунок «Детализация»). Для сопла 0.5 мм исключена высота слоя 0.4 мм, поскольку при такой высоте не гарантировано хорошее качество печати на большом спектре материалов на высоких скоростях. При этом установить такие парметры по-прежнему можно вручную. — Исправлена ошибка масштабирования модели, при которой итоговый габарит мог быть больше нужного на 0.01 мм, и некоторые другие ошибки приложения.
Изменения интерфейса — Введены незначительные изменения интерфейса просмотра профилей в облачной базе PICASO 3D. — При долгой подготовке задания теперь выводятся советы с лучшими практиками 3D печати. — Появилась полноценная версия программы на испанском языке.
Минимальные системные требования: — ОС Windows 7 (или выше) — .NETFramework версии 4.7.2 (или выше) — разрешение экрана не менее 1183х700.
Polygon X версии 2.1 и выше работает на новом движке Picaso X Core, который заметно расширяет спектр возможностей для пользователей.
Список того, что вы найдёте внутри: — Новая система регистрации/активации программы. — Обновлённый интерфейс. — Ускоренный процесс генерации заданий на печать. — 3 режима подготовки заданий на печать: от режима «без цифр» до режима с более, чем 100 параметрами. — Пользовательские наборы настроек, которые можно скачивать и передавать другим пользователям. — Механизм автоматического подбора настроек под любые диаметры сопел (представленные PICASO 3D официально). — 4 автоматически настраиваемых типа поддержки. — Уникальные настройки для отдельных моделей в рамках одного задания на печать. — Новые режимы и функции: Ваза, Сглаживание, Реверсивная модель, Защитный щит, Адаптивный слой. — Исправление ошибок прошлых версий.
Обзор 3D-принтера PICASO 3D Designer X PRO / Статьи
В комплект поставки принтера входят: принтер, флешка, кабель, бутылка клея, набор инструментов, катушка филамента и документация: инструкция, техпаспорт, гарантийник.
Обзор принтера
Толщина слоя настраивается от 200 до 50 микрон.
Принтер использует стандартную нить диаметром 1,75 мм, она широко распространена, чиповку PICASO не использует, поэтому можно печатать пластиками того производителя, который вам нравится.
В качестве материала столика используется стекло, никаких пленок на него не наклеено, следовательно, для лучшей адгезии желательно пользоваться клеем или спреем для 3D печати.
Платформа подогревается, что необходимо для печати, например, пластиком ABS. Экструдер устроен по технологии JetSwitch, как и у предыдущей версии принтера. Технология такого экструдера дает возможность быстрого переключения, с одного материала на другой. Он состоит из двух подвижных сопел, единственного мотора подачи пластика и клапана блокировки неактивного сопла это избавляет от потеков пластика и переключение между материалами занимает менее 5 секунд.
Пропал порт под micro SD, теперь печать запускается с USB флешки, либо через Ethernet-кабель. Кстати, принтеры теперь можно соединить в сеть и управлять ими через фирменное ПО Polygon X.
Катушки устанавливаются традиционно внутри принтера, на специальные ручки.
Так же, как и Pro 250, принтер идет только в черном цвете. Внешний вид немного изменился, но главное корпус скрывает внутри — теперь направляющие принтера крепятся не к внешнему корпусу, а к специальной стальной раме внутри принтера, это увеличивает общую жесткость конструкции и обеспечивает большую точность позиционирования при калибровке и печати, также это увеличивает вес принтера, примерно на 1 кг, до 16.
Механика устроена по стандартной декартовой схеме: платформа ходит по оси Z вверх и вниз, экструдер ходит по осям X и Y. Кинематика устроена по принципу H-Bot, наиболее распространенному сейчас среди FDM-принтеров. Корпус сделан из алюминиевого композита, как и раньше, внутренняя рама и направляющие стальные. Направляющие по осям X и Y рельсовые, по оси Z цилиндрические.
Проапгрейдилась подсветка, теперь она имеет функциональное значение: белая — во время печати, зеленая — по окончанию, желтая — в случае сбоя.
Теперь принтер сам может определить засор или прекращение подачи пластика. Принтер следит за ходом пластика и, если что-то пошло не так, попытается прочистить сопло с помощью алгоритма очистки. Если это не поможет, то принтер остановится и начнет сигнализировать о проблеме.
Обзор ПО
Много нововведений связано с встроенным ПО принтера.
Принтер теперь поддерживает систему профилей.Это набор настроек определенного пластика, хранящийся в памяти принтера, то есть теперь настройки пластика под печать можно выбрать непосредственно в принтере, а на слайсере вы готовите только саму нарезку на слои.
Например, единожды заслайсив модель, ее можно будет распечатать из разных материалов, не меняя g-code, а просто выбрав нужный профиль в принтере.
Слайсером для данного принтера выступает PolygonX, пришедший на замену Polygon 2.0. Отличается простотой интерфейса и настроек. Отдельно настраивается слайсинг модели, отдельно профили для принтера. Можно управлять принтером через Ethernet-кабель.
Калибровка
Cтоит рассказать о такой вещи, как контроль первого слоя. Это встроенная в принтер система. Анализируя выбранный профиль, данные о скорости подачи пластика и расстояние до платформы, принтер может на ходу менять высоту стола по оси Z для получения идеального первого слоя, что очень важно при FDM-печати.
Как запустить печать
После того, как вы подготовили файл для печати в слайсере, его можно отправить на печать 2 способами: с USB-флешки, перенеся на ней g-code с компьютера, или напрямую из слайсера, через Ethernet.
Непосредственно перед печатью можно задать качество, оно обратно пропорционально скорости.
Платформу, для печати ABS например, необходимо покрыть адгезивом. Нанесите его на салфетку и протрите поверхность.
Распылять клей внутри принтера нельзя. Он осядет на движущихся частях и полимеризуется, что испортит оборудование.
Печать
Печать происходит стандартно для FDM-принтеров. На дисплее принтера высвечивается информация о ходе печати.
Можно поставить принтер в активную паузу, при которой экструдер отъедет от стола и можно будет заменить материал. Так же, на ходу, можно вручную изменить скорость печати, температуру сопел и высоту прижима первого слоя.
Снятие изделия
Если вы печатали из ABS, то готовое изделие само отлепится от стола, когда тот остынет. В других случаях вам может потребоваться канцелярский нож, который идет в комплекте.
Итого
Принтер PICASO 3D Designer X PRO, в отличие от многих других, не поддался тенденции увеличения рабочего объема и делает акцент на качестве печати и удобстве работы. Этому служат и система профилей, и система контроля пластика и печати первого слоя, и система индикации.
Высокая точность, поддержка печати двумя материалами и высокая температура печати позволяют создавать качественные объекты с растворимыми поддержками из большинства существующих филаментов, включая угленаполненные — с карбоном, что дает возможность точной печати широкого спектра функциональных изделий. Рекомендуем PICASO 3D Designer X PRO для создания функциональных прототипов и образцов, а также для штучного производства деталей. Этот принтер подойдет всем, кому важна точность печати и, по каким-то причинам, не подходит стереолитография.
Источник
Picaso 3D-принтер Picaso 3D Designer
Свойства
Объем сборки
200 x 200 x 210 мм (7,9 x 7,9 x 8,3 дюйма)
Низкое разрешение слоя
200 микрон (0,008 дюйма)
Разрешение слоя Высокое
50 микрон (0,002 дюйма)
Отзывы
Пикасо
4. 4 2 отзыва
Качество печати
Надежность
Простота использования
Частота отказов
Текущие расходы
Программное обеспечение
Качество сборки
9003 0033
Сообщество
Показать отзывы Скрыть отзывы
16 марта 2021 г.
Вверх
1 марта 2021 г.
3D-принтер PICASO Designer X отличается компактной формой, оригинальным дизайном и функциональностью. С его помощью можно создавать самые сложные детали и объекты. Используемые в принтере технологии формирования слоев (FDM/FFF) обеспечивают максимально точную печать каждого объекта. Платформа сборки и высота сопел калибруются за секунды, что позволяет принтеру печатать очень быстро. Широкий диапазон рабочих температур предполагает использование самых разнообразных материалов для печати. Системы самоконтроля 3D-принтера PICASO Designer X эффективно следят за его текущим состоянием, своевременно обнаруживая засоры сопел, запутывания пластика и другие проблемы и устраняя их. Благодаря этому в процессе создания деталей и предметов исключается их повреждение. Минимальная толщина нити, выходящей из сопла 3D-принтера, составляет всего 0,1 мм. Это позволяет печатать модели и детали с высокой точностью.
Персональный 3D-принтер, флагман PICASO 3D. Принтер быстро и легко создает реальные объекты на основе виртуальной 3D-модели из ABS-пластика и экологически чистого PLA-пластика.
Отзывы
4.4
2 отзыва
Качество печати
Надежность
Простота использования
Частота отказов
100039 Расходы 9003
Программное обеспечение
Качество сборки
Отдел обслуживания клиентов
Сообщество
Показать отзывы Скрыть отзывы
16 марта 2021 г.
Вверх
1 марта 2021 г.
3D-принтер PICASO Designer X отличается компактной формой, оригинальным дизайном и функциональностью. С его помощью можно создавать самые сложные детали и объекты. Используемые в принтере технологии формирования слоев (FDM/FFF) обеспечивают максимально точную печать каждого объекта. Платформа сборки и высота сопел калибруются за секунды, что позволяет принтеру печатать очень быстро. Широкий диапазон рабочих температур предполагает использование самых разнообразных материалов для печати. Системы самоконтроля 3D-принтера PICASO Designer X эффективно следят за его текущим состоянием, своевременно обнаруживая засоры сопел, запутывания пластика и другие проблемы и устраняя их. Благодаря этому в процессе создания деталей и предметов исключается их повреждение. Минимальная толщина нити, выходящей из сопла 3D-принтера, составляет всего 0,1 мм. Это позволяет печатать модели и детали с высокой точностью.
Обзор 3D-принтера Picaso 3D Designer X (2023 г.
)
В этом обзоре 3D-принтера Picaso 3D Designer X мы рассмотрим функции, характеристики и производительность устройства. Узнайте, подходит ли принтер для любительской или профессиональной работы .
В этом руководстве
Picaso 3D Designer X — это профессиональный высокопроизводительный 3D-принтер из новой серии X от PICASO 3D, предназначенный для высококачественной печати. Читайте дальше, чтобы узнать, как собрать и настроить принтер, его технические особенности и области применения!
В НАЛИЧИИ TOP3DSHOP
Оборудование
Designer X поставляется в коробке размером 500 x 540 x 700 мм. Внутри коробки вы найдете принтер, катушку с нитью, две коробки с принадлежностями и буклет с краткой инструкцией по подготовке устройства к работе.
Производитель также предлагает для тестирования красную пластиковую шпулю Picaso 3D PLA весом 750 г.
Еще один предлагаемый предмет — коробка меньшего размера, содержащая шнур питания длиной 1,8 м и бутылку клея объемом 250 мл. Клей пригодится, когда вы хотите увеличить сцепление с поверхностью стола при печати тугоплавкими пластиками.
Во второй коробке есть гарантийный талон на техническое обслуживание и ящик для инструментов. В чемоданчике с инструментом находится запасная насадка диаметром 0,3 мм и флешка на 16 Гб.
Дверца принтера закрыта полиэтиленовой пленкой, а все подвижные части в печатной камере надежно закреплены пластиковыми стяжками.
Технические характеристики
Designer X имеет размеры 490 x 430 x 390 мм и весит 17 кг. Корпус принтера изготовлен из композитного алюминия, а дверца из полупрозрачного термостойкого пластика.
Электроника расположена в основании принтера под нижней панелью. Как и все принтеры серии Picaso X, Designer X оснащен надежным блоком питания Mean Well 350 Вт/24 В.
Материнская плата Designer X основана на 32-разрядном процессоре ARM CORTEX M4. Плата достаточно мощная, чтобы решить проблемы, связанные с функциональностью Designer Classic. Более того, это также обеспечивает правильную работу программных расширений новой прошивки Designer X.
3D-принтер также имеет 100-мм охладитель турбинного типа.
Все кабели аккуратно уложены; нет болтающихся проводов.
В принтере используется кинематика H-bot, которая использует один ремень на двух двигателях.
В этой системе движение печатающей головки по оси X происходит, когда оба двигателя вращаются в одном направлении. Когда моторы вращаются в разные стороны, голова движется только по оси Y. Наконец, когда вращается только один двигатель, головка движется по диагонали.
В системах H-bot двигатель на оси X отсутствует. Таким образом, система позволяет печатать на высоких скоростях благодаря своей легкой конструкции.
Однако в этой системе очень важны качество ремня и сила натяжения. Это связано с тем, что использование длинного ремня на высоких скоростях может привести к его растяжению, что повлияет на качество печати. Поэтому важно добиться максимальной жесткости в этой конструкции. Хорошей новостью является то, что ремень Designer X изначально натянут достаточно туго.
Также отсутствуют концевые выключатели на осях XY. Вместо этого экструдер подпрыгивает по углам, а принтер определяет координаты с помощью драйверов обратной связи,
Печатающая головка Designer X довольно большая и перемещается по двум цилиндрическим 8-миллиметровым валам.
В 3D-принтере Designer X используется прямой экструдер. В этом экструдере в печатающей головке установлен мотор подачи, что позволяет быстро ретрактировать печать. Устройство подачи имеет две шестерни, которые обеспечивают равномерную подачу гибких материалов, таких как Flex и TPU.
Также в печатающую головку встроена система двойного обдува. Два охладителя установлены друг напротив друга. Воздуховод идет прямо к первому кулеру, а второй кулер забирает поток воздуха от первого. Это обеспечивает более эффективное охлаждение горячего конца.
Встроенный энкодер системы Flow Control позволяет отслеживать сразу несколько видов возможных неисправностей. Например, вы можете отслеживать засорение сопла, запутывание материала, неравномерность диаметра и поломку прутка. В случае блокировки система автоматически запустит алгоритм очистки экструдера, после чего печать возобновится.
3D-принтер Designer X поставляется с соплом диаметром 0,3 мм. Однако при необходимости его можно заменить на сопло 0,2-0,8 мм.
Максимальная температура нагревательного блока 410°C. Температура достаточно высока для печати не только на обычных материалах, таких как ABS, PLA, PVA и HIPS, но и на суперплавких инженерных пластиках, таких как SBS, AEROTEX, ULTRAN и PEEK.
Рабочий объем
Рабочий объем принтера составляет 200 x 200 x 210 мм. Печатная платформа перемещается по оси Z с помощью 12-мм винта и двух 12-мм цилиндрических валов. Кровать также работает с инженерными пластиками и может нагреваться до 150°C.
Закрытый корпус принтера ограничивает возможность отделения модели от печатной платформы, что особенно важно при работе с большими моделями. Поэтому принтер имеет магнитное крепление на стеклянной пластине печатной платформы. Это позволяет снять распечатанную модель вместе с пластиной, а затем разделить их.
На боковых панелях принтера есть дверцы держателя нити, в которых также используются магнитные крепления.
Размеры печатной платформы позволяют свободно загружать 2-килограммовые рулоны пластика. Поэтому вы можете легко заменить материал во время печати или установить другой пластик для следующей печати.
Designer X имеет монохромный дисплей с энкодером.
Меню принтера разделено на привычные вкладки: печать, загрузка/выгрузка нити, подогрев стола и сопел, калибровка и другие настройки. Все команды меню написаны на русском языке.
Picaso 3D Designer X также имеет несколько обновлений. К ним относятся режим очистки печатающей головки, функция сушки катушки с нитью на столе, ночной режим печати с замедлением и ВЧ. Большинство функций имеют описательную анимацию.
Также в отдельном меню есть функция «Очиститель форсунок». Эта функция управляет дополнительным устройством в корпусе принтера — шайбой с отверстием из мягкой резины. При активации функции форсунка калибруется по отверстию в шайбе. Степень очистки сопла контролируют пропусканием нити через шайбу.
Однако, глядя на держатель шайбы, невольно удивляешься, почему он напечатан из АБС-пластика. На фоне качественного цельнометаллического корпуса и общего технического исполнения использование деталей из АБС вместо литья кажется неразумным.
Слайсер Polygon X
Designer X работает с проприетарным слайсером Polygon X. Слайсер поставляется с принтером на USB-накопителе.
Polygon X имеет простую конструкцию. Слайсер разделен на 3 условные вкладки: New Job, View Job и Monitoring.
На вкладке «Новое задание» вы можете разместить, повернуть и масштабировать модель с помощью панели инструментов справа.
После установки модели нажмите «Настройки работы». После этого появится меню с 3-мя режимами настроек: Basic, Advanced и Professional. Эти режимы ориентированы на пользователей с разным уровнем подготовки. В базовом режиме есть подсказки и минимальный набор контроллеров, а в режимах Advanced и Professional более сложная система настроек.
После подтверждения настроек нарезки откроется окно предварительного просмотра задания. Здесь отображаются настройки печати и модель разбита на слои. В этом окне слайсер предлагает сохранить нарезанную модель в формате .plgx на флешку или добавить в базу данных Polygon X, откуда можно отправить задание в Polygon X по LAN-соединению.
На третьей вкладке «Мониторинг» отображается информация о состоянии принтера и готовности к печати. Экосистема Polygon X поддерживает несколько одновременных сетевых подключений. Это упрощает мониторинг производственных операций нескольких принтеров.
Примеры печати
Вот примеры моделей, напечатанных на 3D-принтере Picaso 3D Designer X.
Станок для шлифования Proma BP-100 предназначен для шлифования (в зависимости от типа используемой шлифовальной ленты) как металлических деталей, запчастей и для заточки инструментов (зубила, ножей, садовый инвентарь и т.д.), так и для обработки дерева, пластика и т.д.
Полное описание …
2 место
Отзывы(0):
Цена: 25 626 p
Макс. обороты
1400
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
37
Комбинированнный шлифовальный станок Proma BKC-305 предназначен для обработки поверхностей различных нетяжёлых материалов. Обработка производится шлифовальным кругом. В зависимости от зернистости шлифовального круга, можно производить как обдирку грубой поверхности, так и её окончательную шлифовку.
Станок может использоваться на мелкосерийном производстве, в ремонтной и домашней мастерской, в гараже или на даче, благодаря небольшим габаритам и возможности подключения к бытовой сети 220 вольт.
Полное описание …
3 место
Отзывы(0):
Цена: 17 860 p
Макс. обороты
2850
Мощность , кВт
0.40
Напряжение
220В
Масса, кг
17
Шлифовальный станок OPTIMUM BTS 150 — комбинированный тарельчато-ленточный шлифовальный станок по дереву, подходит для обработки широкого круга материалов и форм: дерева, пластиков, жести и пр.
Полное описание …
4 место
Отзывы(0):
Цена: 22 550 p
Макс. обороты
1420
Мощность , кВт
0.75
Напряжение
220В
Масса, кг
35
Шлифовальный станок «Корвет-50» предназначен для предварительной и окончательной обработки поверхностей изделий из дерева, ДСП и подобных материалов. Рабочий орган станка — шлифовальный круг
Полное описание …
5 место
Отзывы(0):
Цена: 22 892 p
Макс. обороты
1580
Мощность , кВт
0.75
Напряжение
220В
Масса, кг
28
Тарельчатый шлифовальный станок Holzkraft TS 301 по дереву с наклонным столом и высокопроизводительным электродвигателем. Компактный станок для шлифовки плоскостей, фасок и скруглений. Подходит для обработки широкого круга материалов и форм: дерева, пластиков, жести и пр.
Особенности
Большеразмерный алюминиевый рабочий стол с двойной опоро
Полное описание . ..
6 место
Отзывы(0):
Цена: 57 984 p
Макс. обороты
1440
Мощность , кВт
0.80
Напряжение
220В
Масса, кг
47
Шлифовальный станок OPTIMUM BTS 250 — комбинированный тарельчато ленточный шлифовальный станок по дереву, подходит для обработки широкого круга материалов и форм: дерева, пластиков, жести и пр.
Полное описание …
7 место
Отзывы(0):
Цена: 61 420 p
Макс. обороты
1400
Мощность , кВт
0.70
Напряжение
220В
Масса, кг
35
Осцилляционный шпиндельный шлифовальный станок JET JBOS-5 многосторонняя шлифовальная машина с качающейся катушкой и полностью наклоняющимся столом, она идеально подходит для любой обработки поверхности в мастерской.
Качающееся движение катушки предотвращает возгорание обрабатываемого материала, а также распространение износа по длине абразива. Чугунный стол может наклоняться на 45°, что позволяет шлифовать поверхности под углом. 25-мм вибрационная функция гарантирует ровную поверхность шлифования и повышает долговечность Ваших шлифовальных втулок.
Полное описание …
8 место
Отзывы(0):
Цена: 62 100 p
Макс. обороты
2850
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
86
Заточной станок «Корвет-470» предназначен для заточки ножей из быстрорежущих и твердосплавных материалов для строгальных станков и рейсмусов. Возможна заточка ножей различной длины под разным углом.
Полное описание …
9 место
Отзывы(0):
Цена: 69 030 p
Макс. обороты
1440
Мощность , кВт
1. 50
Напряжение
220В
Масса, кг
80
Шлифовальный станок OPTIMUM ZSM 405 — барабанный шлифовальный станок по дереву с бесступенчато регулируемой подачей, регулировкой высоты шлифовального агрегата и встроенным шасси.
Полное описание …
10 место
Отзывы(0):
Цена: 492 591 p
Мощность , кВт
3.00
Напряжение
380В
Масса, кг
520
Шлифовальный станок OPTIMUM LBSM 2505 ESE — универсальный ленточный шлифовальный станок с подвижным столом (ШлПС) по дереву с поворотным шлифовальным агрегатом, сбалансированными приводными роликами и раздвижным рабочим столом 2530 х 810 мм с электрическим подъёмом.
Полное описание …
Сравнительная таблица
ТОП-10 Лучших Ленточных Шлифовальных Машин – Рейтинг 2023 года
Шлифовка поверхности обеспечивает не только ее гладкость, но и необходимый уровень сцепления подложки с лакокрасочным материалом. По типу конструкции выделяют различные виды электроинструмента, который используют при этом. Для обработки поверхностей из дерева чаще используют ленточные модели. Они отличаются высокой мощностью, быстро удаляют старую краску, лак, снимают слой в несколько миллиметров. Командой проекта ВыборЭксперта был составлен рейтинг, в который по результатам сравнительных тестов вошли лучшие ленточные шлифовальные машины.
Содержание
Производители ленточных шлифовальных машин
Купить хороший инструмент не просто, так как рынок заполнен моделями разных компаний. Чтобы устройство прослужило долго, при выборе нужно учитывать качество материалов, сборки. Надежность, удобство использования агрегата можно определить по репутации производителя. Лучшие ленточные шлифовальные машины выпускают следующие фирмы:
BortGlobal Ltd. – международная компания по производству строительного оборудования, электроинструментов. Сборка товаров осуществляется на заводах Китая. Качество моделей подтверждает трехлетняя гарантия. Пользователи ценят их за эргономику, современный дизайн, инновационные разработки. Продукцию выбирают не только обычные пользователи, но и профессионалы в области строительства, ремонта.
HammerWerkzeug GmbH – немецкая компания выпускает электрические инструменты, садовую, измерительную технику. Контроль качества осуществляется в 2 направлениях – ручная проверка совместно с автоматическим тестированием, обратная связь с потребителем. В серийное производство запускают только те модели, которые соответствуют стандартам ISO.
Hyundai – южнокорейский холдинг работает в сферах автомобилестроения, металлургии, химической промышленности. Также она выпускает бытовую электронику, силовую, садовую технику, электроинструменты. Особенность последних заключается в использовании оригинальных двигателей компании, что обеспечивает надежную, стабильную работу. Рассчитаны они на средний ценовой сегмент.
Bosch – немецкая группа компаний является надежным поставщиком стационарного, электрического инструмента, бытовой техники, запчастей для авто. Фирма всегда славилась качеством товаров, что позволило ей занимать топовые позиции в рейтингах производителей функциональных, надежных устройств.
Калибр – российская фирма выпускает садовый и строительный инструмент, сварочное, компрессионное оборудование. Низкая цена продукции обусловлена отсутствием дополнительных изысков, наворотов. Основной акцент производитель ставит на широкий ассортимент проверенных моделей, которые рассчитаны на регулярное применение в быту.
MakitaCorporation – японская компания поставляет на рынок профессиональные строительные инструменты. Ассортимент включает свыше 1000 видов моделей для эффективной обработки любых материалов. Пользователи ценят качество, надежность двигателей, прочность корпусов, возможность работы при экстремальных нагрузках.
Интерскол – российская компания занимается производством, продажей и обслуживанием электроинструмента, средств малой механизации. Успех фирмы обусловлен большим ассортиментом, доступной ценой продукции, широкой сетью сервисных центров. Товары характеризуются низким процентом возврата по гарантии в своем классе.
Black+Decker – американский производитель строительных и садовых инструментов. Ассортимент включает модели, которые помогут в решении любых вопросов по обустройству дома, дачи.
Штурм – российская группа компаний по производству бензо-, электро- и ручного инструмента. Каталог продукции включает все виды техники, которые необходимы потребителю для работы в доме, саду или на даче. Сборку моделей осуществляют на лучших заводах КНР. Разработка устройств осуществляется совместно с японскими, европейскими специалистами. При этом учитываются условия эксплуатации России.
Рейтинг ленточных шлифовальных машин
Рабочим инструментом агрегата выступает склеенная в форме кольца наждачная лента. Ее одевают на вращающиеся ролики, которые обеспечивают движение. За счет высокой мощности двигателя устройство быстро удаляет слой древесины с крупными неровностями. Использовать их можно также для обработки металла, пластика, стекла. При анализе номинантов в топ специалисты сайта Vyborexperta.ru учитывали следующие характеристики шлифмашин:
Скорость оборотов ленты;
Мощность;
Размер обрабатываемой площади, определяется по длине, ширине ленты;
Масса;
Наличие пылесборника, который обеспечивает чистоту рабочего места;
Тип регулятора скорости;
Функционал;
Уровень энергопотребления;
Длина шнура;
Комплектация;
Цена.
В рейтинге ленточных шлифовальных машин по дереву представлено описание 10 моделей. На основании отзывов пользователей для каждого устройства выделены плюсы и минусы.
Лучшие ленточные шлифовальные машины по дереву
Для личного использования рекомендуют выбирать модели с мощностью двигателя до 700 Вт. Они более легкие, компактные. Профессиональные устройства подойдут для большого объема работ. Безопасность и удобство эксплуатации обеспечивают дополнительные опции. Регулятор скорости позволяет выполнять черновое или тонкое шлифование поверхности. Возможность подключения к пылесосу увеличивает время работы без очистки мешка. В комплектацию брендовых моделей нередко входят полезные аксессуары, запасные детали. На основании тестирования эксплуатационных характеристик из 15 номинантов в обзор было выбрано 10 лучших шлифмашин.
Bort BBS-801N
Модель с минимальным размером ленты подходит для обработки небольших поверхностей. Специальный шлифовальный механизм гарантирует качество работы даже в труднодоступных местах. Ее длина составляет 457 мм, ширина – 75 мм. Работает на двигателе с мощностью 800 Вт, что обеспечивает хорошую производительность. Регулируемая в различных положениях рукоятка позволяет выполнять действие в любой плоскости. В комплекте присутствует пылесборник, 2 запасные ленты, набор щеток.
Достоинства
Малый вес;
Средняя цена;
Регулировка частоты вращения;
Блокировка включения;
Плавный пуск;
Крепление к столу;
Длина шнура питания – 3 м.
Недостатки
Часто слетает лента;
Пыль плохо идет в пылесборник.
Ручную ленточную шлифовальную машину рекомендуют купить 85 % респондентов. Основной проблемой номинанта пользователи выделяют слабый отвод опилок, пыли. Чтобы подключить пылесос, необходимо приобретать специальный переходник.
Hammer LSM 810
Устройство выпускают с двигателем мощностью 810 Вт. При длине ленты 533 мм, ширине 75 мм ее скорость вращения составляет 380 м/мин. Предусмотрена возможность ее регулировки. В функционал входит блокировка пуска. Модель оснащена мешком для сбора пыли, который обеспечивает чистоту рабочего места. Удобство использования гарантирует рукоятка с резиновой вставкой, малый вес агрегата.
Достоинства
Автоматическое центрирование ленты;
Возможность подключения к пылесосу;
Качество сборки;
Легкость замены ленты;
Длина шнура;
Средняя цена.
Недостатки
Слабая комплектация;
Высокая цена.
Большинство отзывов о ленточной шлифовальной машине положительные. Эксперты считают ее одной из лучших в своей ценовой категории. Шлифовать поверхности с ней удобно и практично, пылесборник работает хорошо.
Military BS600
Компактная модель работает на мощности 600 Вт. Длина ленты – 457 мм, ширина – 75 мм. Скорость вращения можно регулировать от 170 до 250 м/мин, что позволяет обрабатывать различные типы поверхностей. Питание, как и у предыдущих устройств — от сети. Также предусмотрена блокировка кнопки включения. Основным отличием выступает наличие в комплекте струбцин для крепления на поверхности верстака.
Достоинства
Низкая цена;
Наличие пылесборника, дополнительных щеток;
Надежное крепление ленты;
Плавный пуск;
Малый вес;
Удобство использования;
Дизайн.
Недостатки
Качество, размер пылесборника.
Пользователей привлекает соотношение «цена/функционал». Модели конкурентов стоят в 1,5 – 2 раза дороже. Наличие струбцин исключает скольжение машины при работе. К плюсам относят мощность, надежность. Основная жалоба заключается в том, что устройство быстро забивается без подключения к пылесосу. Купить ленточную шлифовальную машину рекомендуют более 90 % респондентов.
Hyundai BS 900
Модель используют для шлифовки поверхностей из древесины, металла, других материалов. Двигатель с мощностью 900 Вт обеспечивает скорость вращения ленты длиной 533 мм и шириной 75 мм от 240 до 400 м/мин. Это позволяет контролировать процесс шлифовки, использовать машину под определенный тип материала. В комплект входит пылесборник, переходник для пылесоса, что обеспечивает чистоту рабочего пространства.
Достоинства
Качество сборки, фрезеровки;
Малый уровень нагрева;
Средняя цена;
Регулировка скорости вращения;
Фиксация клавиши пуска;
Эргономичный дизайн.
Недостатки
Частое сползание ленты.
Большинство пользователей довольны работой, качеством сборки агрегата. Уровень шумности не выше, чем у аналогов. Подошва немного греется, но не критично. К минусам относят постоянный наезд ленты на пластиковый бортик нижнего ведущего колеса, что приводит к его быстрому стиранию.
Bosch PBS 75 A
Двигатель мощностью 710 Вт обеспечивает скорость съема до 350 м/мин. Устройство рассчитано на использование ленты длиной 533 мм, шириной 75 мм. Вес модели составляет 3,4 кг. Предусмотрена блокировка включения. В комплект входит многоразовый фильтр от пыли, запасная лента. Удобство эксплуатации обеспечивает автоматическая системы ее удержания в центре.
Достоинства
Эргономичная ручка;
Качество материалов;
Высокая производительность;
Надежность;
Плавный пуск.
Возможность подключения к пылесосу.
Недостатки
Отсутствует защита случайного нажатия кнопки пуска.;
Высокая цена.
К качеству сборки у пользователей претензий нет. Ручка и упор покрыты эластомером, который прочно приклеен. Отсутствие защиты на кнопке пуска перекрывает наличие блокировки работы, что помогает при большом объеме задач.
Минусом выделяют слабость комплектной шлифленты, которая рвется при первом использовании. Общее впечатление от модели пользователи оценивают на 4.
Калибр ЛШМ-1000УЕ
Одна из самых мощных машин в рейтинге работает со скоростью 120 – 360 м/мин. Рассчитана на использование ленты длиной 533 мм, шириной 75 мм. По функционалу не уступает предыдущим номинантам. В ней предусмотрена регулировка частоты вращения и центровки шлифовальной ленты, блокировка кнопки включения. В комплект входят запасные щетки, пылесборник. За счет однофазного коллекторного двигателя с мощностью 1000 Вт вес устройства достигает 3,6 кг.
Достоинства
Рукоятка проворачивается вокруг оси крепления;
Средняя цена;
Высокая производительность;
Эргономичная ручка;
Эффективность пылесборника.
Недостатки
Тяжелая для работы одной рукой;
Качество сборки.
Пользователи рассматривают модель как самую недорогую среди профессиональных устройств. С ее помощью быстро и легко можно обработать любые поверхности, но для ежедневного использования она не подходит. Низкое качество сборки не позволяет работать с ней без перерыва дольше 5 минут. К минусам относят заусеницы на поверхности, грубость сетевого шнура.
Makita 9911
Модель обзора оснащена двигателем с мощностью 650 Вт. Он обеспечивает скорость движения ленты, длина которой составляет 457 мм, в диапазоне 75 – 270 м/мин. Из дополнительных функций предусмотрена регулировка частоты вращения, сбор пыли в специальный мешок, автоцентровка ленты. В комплект входит дополнительная рукоятка, запасная шлифовальная лента.
Достоинства
Двойная защита изоляции;
Малый вес – 2,7 кг;
Крепление на верстаке;
Эргономичная конструкция;
Низкий уровень шума;
Плавный пуск.
Недостатки
Высокая цена;
Отсутствует защита двигателя от перегрева.
Большинство пользователей оставляют положительные отзывы о номинанте топа. Машина легкая, но мощная. Шумит значительно ниже, чем подобные устройства. Резиновый шнур позволяет выполнять работу даже на морозе. При этом ряд пользователей относят к минусам длинный и узкий пылеотвод, который постоянно забивается, мешает.
Интерскол ЛШМ-76/900
Модель выпускают с двигателем мощностью 900 Вт, что позволяет отнести ее к устройствам полупрофессионального типа. Длина ленты в 533 мм обеспечивает шлифовку поверхности размером 130 х 76 мм. Регулировка частоты вращения в агрегате не предусмотрена, поэтому работает он на одной скорости – 250 м/мин. Длина шнура с вилкой составляет 2,2 м. В комплект входит пылесборник, запасной зубчатый ремень.
Достоинства
Низкая цена;
Не греется при работе;
Удобство эксплуатации;
Легкость смены лент;
Качество сборки;
Хорошая производительность.
Недостатки
Низкая скорость;
Часто забивается канал отвода пыли.
Модель рекомендуют купить более 80 % респондентов. Они высоко оценивают надежность, безопасность использования номинанта. К минусам относят отсутствие струбцин в комплекте, сворачивание ленты в сторону, шумность. При этом после некоторого периода использования большинство недочетов становятся незаметными.
Black+Decker KA88
Высокопроизводительный агрегат оснащен двигателем с мощностью 720 Вт. Наличие выдвижного кожуха и переднего ролика с уменьшенным диаметром позволяет осуществлять шлифовку в труднодоступных местах. Многопозиционная рукоятка обеспечивает комфорт выполнения любых задач. Специальные устройства конструкции обеспечивают быстрое натяжение и замену ленты, длина которой составляет 533 мм. Эффективная система сбора опилок, пыли гарантирует чистоту рабочего пространства.
Достоинства
Блокировка включения;
Вес – 2,5 кг;
Средняя цена;
Предохранительное устройство, которое исключает повреждение стен;
Длинный кабель;
Возможность подключения пылесоса.
Недостатки
Отсутствует регулировка скорости вращения;
Громоздкий циклонный фильтр.
Цена соответствует качеству, машина справляется с поставленными задачами. Но модель обладает рядом недостатков, что не позволяет ее рекомендовать профессионалам.
Рукоять не прорезинена, устройство нельзя закрепить на боку или вверх ногами, балансировка смещена назад, фильтр мешает работе.
Sturm! BS8511U
Модель выпускают в голубом корпусе, ее вес составляет 3,55 кг. Работает на двигателе с мощностью 1100 Вт, что позволяет отнести ее к профессиональным агрегатам. Скорость вращения ленты, длина которой 533 мм, не превышает 380 м/мин. Удобство эксплуатации в труднодоступных местах обеспечивают узкие ролики. Для крепления на столе предусмотрены кронштейны, струбцины. Также в комплект входит пылесборник, запасная угольная щетка и лента, направляющая рамка.
Достоинства
3 позиции расположения рукоятки;
Высокая производительность;
Средняя цена;
Блокировка включения;
Хорошая комплектация;
Лента не сползает.
Недостатки
Тяжелая;
Короткий сетевой кабель.
Мощный агрегат тянет без проблем на любой скорости. Легко настраивается, конструкция надежная, минимум обращений в сервисные центры по поводу поломок. К минусам относят невозможность подключения пылесоса.
Какая ленточная шлифовальная машинка лучше
Перед покупкой эксперты рекомендуют попробовать, надежно ли инструмент лежит в руке. Если вес машины превышает 3,5 кг, рукоять неудобная, то при работе человек будет думать не о качестве шлифовки, а о возможности перехвата агрегата. Это часто приводит к ошибкам. Важным критерием выбора выступает наличие регулировки оборотов, что обеспечивает возможность обработки поверхностей разного типа. Чем выше мощность устройства, скорость движения ленты, тем дольше оно работает без перегрева. Какую ленточную шлифовальную машину выбрать, помогут определить следующие рекомендации специалистов проекта ВыборЭксперта:
Самая недорогая модель рейтинга – Military BS600;
Агрегат с минимальным весом – Black+Decker KA88;
Аппарат с лучшим диапазоном смены скоростей – Hyundai BS 900;
Устройство с самым мощным двигателем – Sturm! BS8511U;
Выбор пользователей – Hammer LSM 810;
Лучшее качество сборки – Bosch PBS 75 A;
Самая удобная в использовании – Bort BBS-801N.
Как выбрать ленточную шлифовальную машину из существующего разнообразия моделей, знает не каждый. Перед покупкой рекомендуют изучить влияние характеристик устройства на качество работы, удобство эксплуатации. Не лишним будет и прочтение отзывов, в которых указаны плюсы и минусы выбранной модели.
Лучшие ленточные шлифовальные машины 2023 года
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: amazon.com
Ленточная шлифовальная машина — относительно распространенный электроинструмент, который используется для удаления слоев дерева, металла, пластика или других целевых материалов. Это достигается с помощью цилиндрического куска наждачной бумаги, который быстро вращается двумя или более барабанами, увеличивая скорость до такой степени, что наждачная бумага может быстро прорвать несколько слоев. Ленточные шлифовальные машины — это мощные шлифовальные инструменты, которые лучше всего подходят для шлифования слоев грубого материала перед переходом на более легкую шлифовальную машину для точной работы.
Учитывая популярность этого инструмента в деревообрабатывающих мастерских, есть много брендов, из которых можно выбрать лучший ленточный шлифовальный станок для вашего следующего проекта по деревообработке. При поиске нового продукта обратите внимание на ленточно-шлифовальный станок DeWalt, ленточно-шлифовальный станок Milwaukee, ленточно-шлифовальный станок Ryobi или просто взгляните на список лучших продуктов ниже, чтобы найти несколько подходящих вариантов, включая настольный шлифовальный станок, мини-ленточный шлифовальный станок и ручная ленточная шлифовальная машина.
ОБЩИЙ ЛУЧШИЙ: Wen 6502T 4,3-амперная ленточная шлифовальная машина 4″ x 36″ и 6-дюймовая шлифовальная машина
ЛУЧШИЙ ВЫГОД: Skil 3″ x 18″ 6,0A ленточная шлифовальная машина
ЛУЧШИЙ РУЧНОЙ: Metabo 3″ x 21″ Варьируемый Ленточная шлифовальная машина Speed
BEST BENCHTOP: Bucktool Bench Ленточная и дисковая шлифовальная машина Combo | BS4603
ЛУЧШАЯ БЕСПРОВОДНАЯ: Бесщеточная ленточная шлифовальная машина Ryobi 18V One+
ЛУЧШАЯ С ПРОВОДОМ: Makita 9903 Ленточная шлифовальная машина 3″ x 21″
B EST ДЕТАЛИ ЛЕНТОЧНАЯ ШЛИФОВАЛЬНАЯ МАШИНА: Wen 6307 Детальный напильник с переменной скоростью
ЛУЧШАЯ МИНИ-ЛЕНТОЧНАЯ ШЛИФОВАЛЬНАЯ МАШИНА: Electronix Express 1″ x 30″ Мини-ленточная шлифовальная машина
Фото: amazon. com
Что следует учитывать При выборе лучшего ленточно-шлифовального станка
Чтобы найти подходящую ленточно-шлифовальную машину для вашего следующего проекта по деревообработке, необходимо подумать, ищете ли вы настольную ленточно-шлифовальную машину, ручную ленточно-шлифовальную машину или даже полностью беспроводную ленточно-шлифовальную машину для повышения маневренности. Кроме того, исследуйте мощность, скорость, размер и вес, чтобы найти лучший ленточный шлифовальный станок, отвечающий вашим потребностям.
Настольные и ручные
Существует два основных типа ленточных шлифовальных машин, различающихся по мобильности: настольные ленточные шлифовальные машины и ручные ленточные шлифовальные машины.
Настольные ленточные шлифовальные машины — это машины для тяжелых условий эксплуатации, предназначенные для установки в стационарном положении на прочной плоской поверхности во время работы. Пользователю необходимо подносить материал к шлифовальной ленте, а не шлифовальный станок к материалу. Это делает настольные ленточные шлифовальные станки отличным выбором для заточки ножей или инструментов, придания формы металлу, шлифования небольших работ по дереву и более точных работ.
Ручные ленточные шлифовальные машины более портативны, чем настольные модели, хотя многие ручные шлифовальные машины по-прежнему используют шнур питания или удлинитель для электричества. Покупатели могут найти небольшое разнообразие аккумуляторных ручных ленточных шлифовальных машин, которые действительно позволяют им воспользоваться портативностью и мобильностью инструмента. Однако эти устройства, как правило, менее мощные, чем настольные ленточные шлифовальные машины. Используйте ручные ленточные шлифовальные машины для работы над более крупными проектами, например, для шлифовки мебели или шкафов.
Мощность двигателя и источник питания
Для питания многих инструментов требуется прямое подключение к электрической розетке, и ленточные шлифовальные машины не исключение. Большинство ленточных шлифовальных машин, включая как настольные, так и ручные модели, подключаются к розетке с помощью шнура питания или удлинителя. Этот проводной вариант обеспечивает постоянную мощность, хотя и ограничивает радиус действия устройства. У некоторых производителей также есть беспроводные модели ленточных шлифовальных машин, которые работают от аккумулятора, хотя эти машины обычно менее мощные, чем модели с питанием от сети. На рынке есть несколько пневматических шлифовальных машин, но эти инструменты должны быть подключены к воздушному компрессору, и они не так надежны, как ленточная шлифовальная машина.
Обычно мощность двигателей ленточных шлифовальных машин варьируется от 2 до более 10 ампер, хотя выходная мощность аккумуляторной шлифовальной машины обычно указывается в напряжении от 16 до 20 вольт. Следует также отметить, что некоторые настольные ленточные шлифовальные машины для тяжелых условий эксплуатации требуют подключения к электросети с напряжением 220 В вместо стандартных 110 В, поэтому перед покупкой обязательно ознакомьтесь с информацией о продукте.
Скорость
Лента на ленточной шлифовальной машине приводится в движение до высоких скоростей за счет силы вращения, создаваемой барабанами. В большинстве случаев скорость ленты измеряется в футах в минуту (FPM) в диапазоне от 500 до 1500 FPM. Некоторые производители указывают скорость в оборотах в минуту (об/мин), поэтому покупателям важно внимательно прочитать детали, чтобы убедиться, что они четко понимают информацию.
Многие ленточные шлифовальные машины имеют только одну фиксированную скорость, поэтому, когда пользователи включают ее, для достижения этой скорости требуется несколько секунд; он будет оставаться на постоянной скорости, пока они не выключат его. Тем не менее, покупатели также могут найти ленточные шлифовальные машины с регуляторами скорости, которые позволяют им контролировать скорость, с которой работает шлифовальная машина.
Размер и вес
Небольшая ленточная шлифовальная машина — хороший выбор, если вам нужен инструмент для точного шлифования деталей, но если вы ищете ленточную шлифовальную машину для удаления толстых слоев дерева или металла, вам понадобится изделие для тяжелых условий эксплуатации. Ищите прочную ручную ленточно-шлифовальную машину для работы с большими объектами, такими как стол или дверь. Эти устройства могут вызвать усталость рук во время использования, поэтому рекомендуется найти продукт с удобным захватом и эргономичным дизайном, который поможет снизить нагрузку на пользователя.
Легкие ручные шлифовальные машины с широкими шлифовальными лентами — хороший выбор, если необходима мобильность, но если покупателям нужна настольная ленточная шлифовальная машина, им следует выбрать тяжелую модель, которая не сдвинется во время работы. Тяжелое основание также помогает уменьшить вибрации инструмента, повышая точность и управляемость.
Дополнительные функции
После того, как вы сузили выбор до нескольких продуктов, используя ключевые факторы, упомянутые выше, вы можете начать искать дополнительные функции, такие как встроенный мешок для сбора пыли, замки включения-выключения или индикаторы давления.
Мешки для сбора пыли помогают поддерживать чистоту на рабочем месте и на объекте, пока пользователи шлифуют. Встроенная вакуумная система собирает опилки по мере их образования, вместо того, чтобы оседать на поверхности целевого материала и мешать пользователю видеть проект.
Замки спускового крючка используются для повышения удобства пользователя за счет устранения необходимости держать палец на спусковом крючке во время шлифования. Просто нажмите на спусковой крючок, нажмите на фиксатор спускового крючка, затем отпустите спусковой крючок, чтобы использовать ленточный шлифовальный станок без постоянного нажатия на спусковой крючок.
Индикаторы давления предоставляют пользователю визуальную подсказку, указывающую, когда приложено правильное или слишком большое давление. Как правило, это достигается с помощью простого индикатора на шлифовальном станке, который светится разными цветами, чтобы указать величину давления, хотя он может различаться в зависимости от продукта и бренда.
Наш лучший выбор
Этот список лучших ленточных шлифовальных машин был составлен на основе широкого набора продуктов и сужен с использованием исследований и описанных выше спецификаций продуктов, чтобы найти лучшие ленточные шлифовальные машины для вашего следующего проекта.
Фото: amazon.com
ПОСМОТРЕТЬ
Ленточно-дисковая шлифовальная машина Wen 6502T «два в одном» представляет собой настольный вариант с широким и тяжелым основанием, предотвращающим смещение шлифовальной машины во время работы. Он оснащен встроенным портом для сбора пыли, который можно подключить непосредственно к мешку для сбора пыли или пылесосу для легкой уборки рабочего места. Ленточная шлифовальная машина имеет широкую шлифовальную ленту размером 4 дюйма на 36 дюймов с зернистостью 80, а дисковая шлифовальная машина поставляется с 6-дюймовым шлифовальным диском с зернистостью 80.
Хотя настольная шлифовальная машина не является правильным выбором для шлифования столов, стульев или других крупных предметов, она является отличным инструментом для задач с мелкими предметами, таких как шлифование спиц стула, заточка металлических инструментов или даже шлифование со скошенными углами с помощью опоры. стол и съемный угловой упор. Стол можно наклонять от 0 до 45 градусов, ленточный шлифовальный станок можно регулировать от 0 до 9 градусов. 0 градусов для горизонтального и вертикального шлифования.
Характеристики продукта
Скорость: 1900 футов в минуту и 3600 об/мин
Мощность: 4,3 А
Размер ремня: 4 дюйма на 36 дюймов и 6 дюймов на 6-дюймовый диск
Pros
Шлифовальная машина 2-в-1
Прочное железное основание для предотвращения смещения
Включает шлифовальную ленту зернистостью 80 и шлифовальный диск зернистостью 80
Регулируемое положение ленточной шлифовальной машины от 0 до 90 градусов
Минусы
Ограниченная мобильность из-за шнура питания и настольной конструкции
Приобретите ленточно-шлифовальную машину Wen 6502T в Amazon, The Home Depot или Wen.
Фото: amazon.com
ПОСМОТРЕТЬ
Эта доступная по цене ручная ленточная шлифовальная машина — хороший выбор для крупных проектов, таких как шлифование комода, работа с мебелью или ремонт деревянного стола. Он оснащен шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80, которая может работать со скоростью до 1050 футов в минуту. Хотя это относительно низкая скорость ленты, двигатель на 6 ампер приводит в движение ленту с достаточной мощностью, чтобы сделать ее очень эффективной при шлифовании толстых слоев дерева, металла и даже пластика.
Пользователи могут воспользоваться преимуществами встроенной системы сбора пыли с микрофильтрацией, которая всасывает пыль и мусор, работая над тем, чтобы участок оставался чистым и не загораживался опилками. Переключатель блокировки спускового крючка позволяет ленточно-шлифовальному станку работать на максимальной скорости, и пользователю не нужно нажимать на спусковой крючок. Это устройство также имеет систему автоматического отслеживания, которая удерживает шлифовальную ленту по центру шлифовальной машины и предотвращает проскальзывание шлифовальной ленты во время использования.
Характеристики продукта
Скорость: 1050 футов в минуту
Мощность: 6 ампер
Размер ремня: ремень 3 на 18 дюймов
Pro s
Система сбора пыли с микрофильтрацией
Доступная цена цена
Триггер включения с кнопкой блокировки для удобства пользователя
Автоматическое выравнивание ленты для удержания ленты по центру
Минусы
Низкая скорость ленты
Приобретите ленточно-шлифовальный станок Skil на Amazon, The Home Depot или Skil.
Фото: amazon.com
ПОСМОТРЕТЬ
Настольные ленточные шлифовальные машины отлично подходят для небольших проектов или для работы с отдельными частями более крупного проекта, но ручная ленточная шлифовальная машина, такая как эта модель Metabo, необходима для шлифования больших объект, который не может быть разумно поднят в положение для использования с настольной шлифовальной машиной. Ручная ленточная шлифовальная машина оснащена мощным двигателем на 9 ампер и переключателем переменной скорости, который позволяет пользователю регулировать скорость шлифовальной ленты от 820 до 1475 футов в минуту.
Для улучшения контроля и видимости ленточная шлифовальная машина имеет прозрачное контрольное окно, которое особенно полезно при шлифовании в ограниченном пространстве, у стены или в углу с ограниченной видимостью. Шлифовальная машина собирает пыль в пылесборный мешок, установленный слева, чтобы поддерживать чистоту и чистоту рабочего места. Однако, несмотря на эти выдающиеся особенности, ленточная шлифовальная машина является проводным устройством, а это означает, что радиус действия и портативность ограничены кабелем питания.
Характеристики продукта
Скорость: Переменная скорость от 820 до 1475 футов в минуту
Мощность: 9 А
Размер ремня: Ремень размером 3 дюйма на 21 дюйм
Pros
Мощный двигатель на 9 ампер
Регулировка скорости
Встроенное окошко для улучшения видимости
Мешок для сбора пыли, устанавливаемый слева
Минусы
900 58
Ограниченный ассортимент из-за проводного исполнения
Приобретите ленточно-шлифовальную машину Metabo в магазинах Amazon, Lowe’s или Metabo .
Фото: amazon.com
ПОСМОТРЕТЬ
Использование ручной ленточной шлифовальной машины для небольших проектов или отдельных деталей затруднено, поскольку для удержания ленточной шлифовальной машины нужны две руки, а целевой объект должен быть закреплен в тисках. Вместо того, чтобы устанавливать эту систему, выберите настольную модель, такую как ленточная и дисковая шлифовальная машина Bucktool. Настольный ленточный шлифовальный станок остается неподвижным, в то время как пользователь перемещает целевой материал на быстро движущуюся шлифовальную ленту для шлифовки, придания формы или заточки.
Двигатель с прямым приводом повышает эффективность шлифования, а тяжелое основание предотвращает скольжение или смещение шлифмашины во время работы. Отрегулируйте ориентацию ленточной шлифовальной машины от 0 до 90 градусов как для горизонтального, так и для вертикального шлифования или наклоните алюминиевый рабочий стол до 45 градусов для шлифования под углом с помощью встроенной дисковой шлифовальной машины. Просто имейте в виду, что этот стационарный инструмент не предназначен для переноски.
Характеристики продукта
Скорость: 2161 футов в минуту и 3450 об/мин
Мощность: 5 А
Размер ремня: Ремень 4 дюйма на 36 дюймов и диск 6 дюймов на 6 дюймов
Плюсы
Регулировка ленточной шлифовальной машины от 0 до 90 градусов
Наклон алюминиевого рабочего стола от 0 до 45 градусов
Настольная шлифовальная машина 2-в-1
Двигатель с прямым приводом повышает эффективность шлифования
Минусы
Стационарная установка не предназначен для переноски
Получите ленточный шлифовальный станок Bucktool на Amazon или Bucktool.
Фото: amazon.com
ПОСМОТРЕТЬ
Одной из наиболее распространенных проблем в переполненных мастерских является постоянная опасность споткнуться о сетевые электроинструменты. В то время как настольные инструменты можно настроить, подключить и расположить, чтобы ограничить эту проблему, ручные электроинструменты необходимо носить с собой и перемещать по мастерской. Инвестиции в беспроводную ленточно-шлифовальную машину — хороший способ устранить эту угрозу безопасности и повысить универсальность и контроль.
Эта беспроводная ленточная шлифовальная машина Ryobi поставляется с шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80 и мешком для сбора пыли. Он также оснащен переключателем блокировки триггера и регулируемой рукояткой для более удобного обращения. Однако эта беспроводная модель может развивать скорость только до 850 футов в минуту и не поставляется с аккумулятором или зарядным устройством, поэтому пользователям придется приобретать эти аксессуары отдельно.
Характеристики продукта
Скорость: 850 футов в минуту
Питание: 18 вольт
Размер ремня: ремень 3 на 18 дюймов
Pros
Портативная конструкция не мешает шнуру питания 90 014
Включает ленту наждачной бумаги зернистостью 80. и мешок для сбора пыли
Регулируемая рукоятка и литая рукоятка для лучшего контроля
Спусковой крючок с кнопкой блокировки для удобства пользователя
Минусы
Ограниченная мощность и скорость
Батарея не входит в комплект
Приобретите ленточно-шлифовальную машину Ryobi в The Home Depot или на Amazon.
Фото: amazon.com
SEE IT
При работе с ленточным шлифовальным станком важна постоянная мощность, потому что, если мощность отключается или колеблется в процессе выполнения проекта, скорость ленты замедляется, что приводит к неравномерным участкам на шлифовальной машине. поверхность материала. Эта ручная ленточная шлифовальная машина с питанием от сети является идеальным решением благодаря мощному двигателю на 8,8 А и длинному шнуру питания длиной 16,4 фута, который можно подключить к удлинителю для увеличения радиуса действия.
Автоматическая система выравнивания ленты помогает предотвратить проскальзывание шлифовальной ленты размером 3 дюйма на 21 дюйм во время использования, а входящий в комплект мешок для сбора пыли служит для поддержания чистоты и отсутствия опилок. Пользователи также могут воспользоваться настройками переменной скорости в диапазоне от 690 до 1440 футов в минуту для большего контроля во время работы.
Характеристики продукта
Скорость: Переменная скорость от 690 до 1440 футов в минуту
Мощность: 8,8 А
Размер ремня: Ремень размером 3 дюйма на 21 дюйм
Pros
Мощный проводной шнур 8,8 А
900 11 Включает прочный мешок для сбора пыли
Установка переменной скорости для лучшего контроля
Минусы
Ограниченная портативность
Фото: amazon. com
ПОСМОТРЕТЬ
Не каждая ленточная шлифовальная машина предназначена для шлифования с широким ходом. Эта детальная ленточная шлифовальная машина Wen имеет очень узкую шлифовальную ленту длиной всего 18 дюймов и шириной 0,5 дюйма. Узкая шлифовальная лента используется для обработки труднодоступных мест, углов и зазоров, куда другие шлифовальные машины не могут добраться, но она также предназначена для шлифования деталей и финишной обработки.
Ремень может поворачиваться на угол до 55 градусов для оптимального позиционирования и оснащен системой автоматического отслеживания ремня, которая не требует натяжения или регулировки. Этот продукт работает с набором переменной скорости, который можно установить от 1080 до 1800 футов в минуту. Высокая скорость делает это устройство идеальным для создания гладких, обработанных поверхностей, хотя узкая шлифовальная лента не подходит для обработки больших объектов.
Характеристики продукта
Скорость: Переменная скорость от 1080 до 1800 футов в минуту
Мощность: 2 А
9 0012 Размер ремня: Ремень размером 0,5 на 18 дюймов
Плюсы
Высокая скорость ленты для шлифования деталей
Узкой лентой легко маневрировать в ограниченном пространстве
Система автоматической регулировки ленты не требует натяжения или регулировки
Поворот до 55 градусов для универсального шлифования
Минусы
Не подходит для шлифования больших поверхностей.
Фото: amazon.com
ПОСМОТРЕТЬ
В мастерской, на кухне и дома используются самые разные металлические инструменты, такие как стамески, ножи или топоры. Однако эти инструменты могут затупиться при регулярном использовании, что ограничивает их способность резать, скалывать или нарезать. Чтобы решить эту проблему, эта мини-ленточная шлифовальная машина имеет узкую вертикальную шлифовальную ленту, которая идеально подходит для заточки металлических инструментов.
Шлифовальная лента размером 1 дюйм на 30 дюймов также подходит для небольших изделий из дерева или отдельных частей более крупных предметов, таких как шпиндели стула. Он работает со скоростью 3400 об/мин, что позволяет создавать гладкие обработанные поверхности, а настольный стол можно наклонять до 45 градусов. Настольная ленточная шлифовальная машина — отличный выбор для шлифования деталей, финишной шлифовки и заточки инструментов, но она не подходит для пользователей, которым нужна портативная ленточная шлифовальная машина.
Характеристики продукта
Скорость: 3400 об/мин
Мощность: 3 ампер
Pros
Узкая шлифовальная лента для детальных проектов
Стол наклоняется до 45 градусов
Включает шлифовальную ленту зернистостью 80
Идеально подходит для заточки кухонных ножей
Минусы
Настольная модель не предназначена для переноски
Получите ленточный шлифовальный станок Electronix Express на Amazon.
Наш вердикт
Ленточная шлифовальная машина Wen 6502T — отличный вариант для домашних мастеров, которым требуется более одного типа шлифовальной машины в мастерской из-за конструкции «два в одном», но если вы ищете легкую ручную ленточная шлифовальная машина, ленточная шлифовальная машина Skil — отличный выбор по доступной цене.
Как мы выбирали лучшие ленточные шлифовальные машины
Задача выбора лучших ленточных шлифовальных машин стала возможной только благодаря тщательному исследованию широкого спектра вариантов с целью определения диапазона скорости, мощности и универсальности, предлагаемых этот пул продуктов. Ленточные шлифовальные машины наиболее известны как сверхмощные шлифовальные инструменты, которые могут снимать толстые слои дерева и металла, чтобы подготовить проект к шлифованию деталей или финишной отделке. Имея это в виду, лучшие продукты должны были иметь достаточную мощность, чтобы пережевывать твердые материалы.
Также было необходимо выбрать более универсальные ленточные шлифовальные машины, которые можно было бы использовать для работы в условиях ограниченного пространства или для детального шлифования, поэтому в список вошли несколько ручных ленточных шлифовальных машин и даже аккумуляторная ленточная шлифовальная машина для превосходной портативности. Некоторые продукты имели конструкцию «два в одном», что давало пользователям выбор между ленточной шлифовальной машиной или дисковой шлифовальной машиной, в то время как другие ленточные шлифовальные машины имели дополнительные функции, такие как мешок для сбора пыли, чтобы они выделялись среди аналогичных продуктов. Спецификации продукта, дополнительные функции и уникальные особенности продукта были использованы для определения лучших ленточных шлифовальных машин для этого всеобъемлющего списка.
Советы по использованию ленточных шлифовальных машин
При использовании ленточной шлифовальной машины рекомендуется использовать соответствующие средства индивидуальной защиты, включающие закрытую обувь, длинные брюки, рубашку с длинными рукавами, защитные очки, маску и перчатки. Убедитесь, что помещение хорошо проветривается и достаточно света для безопасной работы над проектом.
Независимо от того, шлифуете ли вы дерево, металл или любой другой материал, убедитесь, что ручная ленточная шлифовальная машина перемещается с постоянной скоростью, чтобы не повредить ваш объект. Точно так же, если вы используете настольную шлифовальную машину, вам нужно перемещать материал с постоянной скоростью и давлением. Кроме того, убедитесь, что настольная шлифовальная машина имеет плоскую, устойчивую поверхность, на которой можно сидеть во время использования. Это поможет уменьшить вибрации и повысить точность.
При работе с ленточным шлифовальным станком используйте соответствующие средства индивидуальной защиты.
Перемещайте шлифовальную машину с постоянной скоростью, чтобы предотвратить перешлифовку или неровные участки.
Настольные ленточные шлифовальные машины должны иметь плоскую прочную поверхность, чтобы избежать смещения во время использования.
Часто задаваемые вопросы
Если вы все еще не знаете, как выбрать лучшую ленточно-шлифовальную машину, следующие ответы на некоторые из наиболее распространенных вопросов о ленточных шлифовальных машинах могут помочь вам лучше понять, как и когда использовать ленточно-шлифовальную машину. Шлифовальный станок.
В. Как пользоваться ленточной шлифовальной машиной?
Используйте ленточный шлифовальный станок, подключив его к сети и включив его, или подключив аккумулятор и включив его. Дайте шлифовальной машине несколько секунд, чтобы шлифовальная лента набрала заданную скорость. Если вы используете ручной ленточный шлифовальный станок, опустите шлифовальный станок к целевому материалу легким движением вперед. Лента сразу же схватится за материал, когда соприкоснется с ним, поэтому необходимо крепко держать шлифовальную машину, чтобы она не выскользнула из рук.
Если вы используете настольную шлифовальную машину, опустите материал в шлифовальную машину, помня о том, что быстро движущаяся лента вырвет материал из ваших рук, если вы не будете крепко держать его. Работайте шлифовальной машиной с волокнами древесины и не оставляйте шлифовальную машину или обрабатываемый материал на одном месте слишком долго, так как это может привести к чрезмерному шлифованию.
В. Когда следует использовать ленточный шлифовальный станок?
Ленточная шлифовальная машина — это мощный инструмент, используемый для обрезки кромок, выравнивания поверхностей и придания формы материалам. Как правило, этот инструмент предназначен для удаления толстых слоев дерева и металла для подготовки проекта к детальной шлифовке, хотя некоторые прецизионные ленточные шлифовальные машины подходят для легких отделочных работ.
В. Каков срок службы ленточных шлифовальных лент?
Срок службы ремня на ленточной шлифовальной машине составляет от 12 до 18 месяцев, в зависимости от частоты использования. Однако фактическая ленточная шлифовальная машина прослужит от 5 до 10 лет, если за ней правильно ухаживать, чистить и хранить, когда она не используется.
7 лучших ленточных шлифовальных машин 2023 года
Makita 9403 — зверь среди ленточных шлифовальных машин, который быстро выполняет свою работу
К
Мишель Ульман
Мишель Ульман
Мишель Ульман — эксперт по домашнему декору и обозреватель товаров для дома и сада. Она пишет о домашнем декоре более 10 лет для таких изданий, как BobVila.com и Better Homes & Gardens, и других.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 15.08.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан С. Брюэр II является лицензированным генеральным подрядчиком, специализирующимся на ремонте кухонь, ванных комнат и общем строительстве с двадцатилетним профессиональным опытом.
Узнайте больше о The Spruce’s Наблюдательный совет
Мы самостоятельно оцениваем все рекомендуемые товары и услуги. Если вы нажмете на предоставленные нами ссылки, мы можем получить компенсацию. Узнать больше.
Ель / Амелия Мэнли
Ленточная шлифовальная машина необходима для крупных проектов по деревообработке, требующих большого количества шлифовальных работ, таких как отделка полов, шлифовка шкафов или дверей или удаление краски. Говорит Карл Льюис, квалифицированный столяр и владелец веб-сайта «Сделай сам» thediyfix.com: «Ленточные шлифовальные машины отлично подходят для больших шлифовальных работ, когда вы работаете вдоль волокон, например, для шлифовки всего пола. Однако, если вы шлифуете поверхность, на которой волокна древесины идут в нескольких направлениях, возможно, вам лучше использовать эксцентриковую шлифовальную машину».
Мы изучили самые популярные доступные ленточные шлифовальные машины, оценив простоту использования, универсальность, надежность и общую производительность.
Вот лучшие ленточные шлифовальные машины для вашего следующего проекта «сделай сам».
Наш лучший выбор
Лучший в целом:
Ленточная шлифовальная машина Makita на Amazon
Лучший бюджет:
WEN Ленточная шлифовальная машина с проводом и мешком для пыли на Amazon
Лучший для ремонта автомобилей:
Astro P neumatic Tool Air Belt Sander на Amazon
Лучший для домашнего использования:
Ленточная шлифовальная машина BLACK+DECKER с мешком для пыли на Amazon
Лучшая шлифовальная машина для деталей:
WEN Шлифовальная машина с регулируемой скоростью на Amazon
Лучший аккумулятор:
RIDGID GEN5X Аккумуляторная бесщеточная ленточная шлифовальная машина на Amazon
Лучший Mini:
Dominty Mini Belt Sander на Amazon
В этой статье
Наш выбор
Что искать
Часто задаваемые вопросы
Зачем доверять ели
Амазонка
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Что нам нравится
Очень мощный
Достаточно тихий
Большая передняя рукоятка
Что нам не нравится
Тяжелый
Дорого
Для инструмента, который обеспечивает шлифование профессионального качества по цене, которая не ударит по вашему бюджету, вам будет трудно найти лучший вход в игру ленточной шлифовальной машины, чем Makita 9. 403. Она достаточно мощная, чтобы ее можно было назвать «зверем», хотя и не издает рев. Она может похвастаться званием самой тихой ленточно-шлифовальной машины в своем классе с уровнем шума, ограниченным 84 дБ. Он предназначен для защиты двигателя от пыли и мусора, что продлевает срок службы инструмента; большой плюс, если вы планируете использовать его часто. Внешний пылесборный мешок поворачивается, поэтому вы можете легко убрать его с дороги во время работы.
Оснащенный 4 x 24-дюймовым ремнем, который проносится со скоростью 1640 футов в минуту, 9403 является мастером по удалению древесины, легко удаляя слои дерева с различных поверхностей, в том числе с половых покрытий из твердой древесины, столешниц и многого другого. А при работе в ограниченном пространстве или шлифовании углов вы оцените его слегка укороченный дизайн, который позволяет шлифовать прямо до края стены или угла. Кроме того, он имеет большую переднюю рукоятку, которая упрощает управление инструментом во время работы и помогает снизить утомляемость кисти и предплечья.
Одним из немногих недостатков этого устройства профессионального уровня является его вес, который составляет колоссальные 15,8 фунта. Таким образом, маловероятно, что вы получите много накладных или вертикальных работ за 9 часов.403, но он идеально подходит для быстрой горизонтальной шлифовки полов, мебели, террас и многого другого.
Цена на момент публикации: $250
Тип: Портативный | Мощность: 11 ампер | Источник питания: Проводной | Максимальная скорость: 1640 футов в минуту | Размер ремня: 4 дюйма на 24 дюйма
Наши эксперты говорят
«При использовании ленточной шлифовальной машины обратите особое внимание на то, чтобы шлифовальная машина оставалась ровной во время работы. Не применяйте дополнительное давление во время шлифования. В противном случае на шлифуемой поверхности может образоваться провал». —Джо Фергюсон, архитектурный столяр в SkikingsRus
Амазонка
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Что нам нравится
Компактный и легкий
Надежная работа
Простота маневрирования в ограниченном пространстве
Что нам не нравится
Домашний мастер с ограниченным бюджетом знает, что нет ничего плохого в том, чтобы выбрать более доступную и менее многофункциональную альтернативу более дорогим ленточно-шлифовальным машинам, представленным на рынке. Ленточная шлифовальная машина WEN 6321 с мешком для пыли является одним из таких устройств, но это не означает, что она уступает в производительности. Благодаря 7-амперному двигателю, который вращает свой 3 x 21-дюймовый ремень со скоростью более 13 футов в секунду, WEN 6321 соответствует качеству модели более высокого класса по цене на долю конкурентов.
Независимо от проекта, эта ленточная шлифовальная машина выполняет свою работу, поэтому не судите о ней по ее легкой раме (весом чуть более 6 фунтов). Множество удобных функций, таких как простая замена ремня и его регулировка с помощью рычага или поворота ручки, а также съемный мешок для сбора пыли, облегчающий очистку, дополняют этот первоклассный и удобный для кошелька блок. Для домовладельца, который балуется всеми подручными вещами, ленточная шлифовальная машина WEN 6321 просто необходима.
Цена на момент публикации: $41
Тип: Портативный | Мощность: 7 ампер | Источник питания: Проводной | Максимальная скорость: 820 футов в минуту | Размер ремня: 3 дюйма на 21 дюйм
Амазонка
Посмотреть на Amazon
Что нам нравится
Что нам не нравится
Ленточные шлифовальные машины для ремонта автомобилей специально разработаны для использования в автомобильной промышленности и имеют легкие рамы для ручного вертикального использования. Если вы проводите много времени, работая с металлом, пневматическая ленточная шлифовальная машина Astro 3037 выиграет, когда речь заходит о производительности портативного устройства по разумной цене. Обратите внимание, что, в отличие от большинства ленточных шлифовальных машин, этот инструмент представляет собой пневматическое устройство с пневматическим приводом, требующее воздушного компрессора, который подает не менее 4 кубических футов воздуха в минуту при 90 фунтов на квадратный дюйм.
Astro 3037 идеально подходит для шлифовки труднодоступных точечных сварных швов или чистовой обработки выхлопных труб. Он предлагает непревзойденное управление, простой в настройке рычаг, позволяющий каждый раз получать правильный угол, канавку для ремня ½ дюйма и регулировку скорости. — при частоте вращения до 16 000 для оптимального измельчения.
Хотя он идеально подходит для работы с вашими любимыми транспортными средствами, Astro 3037 является исключительным дополнением к любому инструментарию любителя и профессионала. Вы можете использовать его для всех видов шлифовальных работ, от кованых перил до ремонта стекловолокна. Однако имейте в виду — у Astro 3037 нет мешка для пыли, а это значит, что он может поднимать металлические осколки, поэтому вам понадобится надлежащее защитное снаряжение.
Цена на момент публикации: $93
Тип: Деталь | Мощность: 0,5 лошадиных силы | Источник энергии: Воздух | Максимальная скорость: 16 000 об/мин | Размер ремня: ½ дюйма на 18 дюймов
Что говорят наши эксперты
«Для получения качественной отделки важно, чтобы шлифовальные ленты содержались в чистоте и не засорялись. Регулярная замена ремней может быть дорогостоящей, поэтому, чтобы продлить срок службы ремней, используйте абразивный очиститель. Это блоки, по которым вы проводите ленточной шлифовальной машиной, чтобы очистить ленту и сохранить ее шероховатость». 0603 Джо Фергюсон, столяр-архитектор SkikingsRus
Уолмарт
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Хотя для большинства домашних работ не требуются инструменты профессионального уровня, это не означает, что вы никогда не столкнетесь с проблемой, которую можно решить только с помощью ленточной шлифовальной машины. И хотя наем профессионала, как правило, является лучшим способом действий — в зависимости от проекта, конечно, — любителям домашнего обустройства будет трудно найти более достойную покупку, чем шнуровая ленточная шлифовальная машина BLACK+DECKER DS321.
Эта удобная ленточная шлифовальная машина, вес которой составляет всего 6,5 фунтов, оснащена поистине инновационной функцией: передним роликом, который позволяет вам достигать чрезвычайно узких углов, помогая пользователям поддерживать ровное шлифование. Другими словами: с BLACK+DECKER вы будете делать меньше работы для того же высокого качества результатов. А регулируемая рукоятка означает, что вы можете подходить к любой работе под любым удобным для вас углом, обеспечивая массу дополнительного контроля.
Цена на момент публикации: $51
Тип: Портативный | Мощность: 7 ампер | Источник питания: Проводной | Максимальная скорость: 800 футов в минуту | Размер ремня: 3 дюйма на 21 дюйм
Что говорят наши эксперты
«При использовании ленточной шлифовальной машины убедитесь, что лента движется прямо по шлифовальной машине и имеет правильное натяжение. Это предотвратит как неравномерное шлифование, так и износ ленты». — Джо Фергюсон, архитектурный столяр SkikingsRus
Амазонка
Посмотреть на Амазоне Посмотреть на Home Depot Посмотреть на Walmart
Что нам нравится
Что нам не нравится
Не для больших работ
В зависимости от работы по благоустройству дома проводная шлифовальная машина для деталей является гораздо более безопасным и практичным инструментом, чем полноразмерный аппарат. Конечно, вы можете использовать традиционную ленточную шлифовальную машину для шлифования деталей, но они, как правило, довольно громоздкие и громоздкие, в то время как шлифовальная машина с переменной скоростью WEN 6307 специально разработана для небольших проектов или работ, требующих шлифования только определенных участков. большую поверхность.
WEN 6307 намного короче и тоньше, чем стандартная ленточная шлифовальная машина с размерами ½ x 18 дюймов, но не жертвует производительностью ради размера и формы — он вращается со скоростью 1080–1800 футов в минуту и может похвастаться регулируемой рукояткой, которая поворачивается на 55 градусов в гарантировать, что его пользователи имеют полный контроль над трудными, труднодоступными областями, такими как верхние части дверей или шкафов.
Цена на момент публикации: $37
Тип: Деталь | Сила: 2 ампера | Источник питания: Проводной | Максимальная скорость: 1800 футов в минуту | Размер ремня: 1/2 дюйма на 18 дюймов
7 лучших эксцентриковых шлифовальных машин 2023 года
Амазонка
Посмотреть на Амазоне Вид на Home Depot
Что нам нравится
Что нам не нравится
Вердикт вынесен в отношении бесщеточной аккумуляторной ленточной шлифовальной машины RIDGID GEN5X: это универсальная, удобная в использовании шлифовальная машина с производительностью, не уступающей более дорогим моделям, и достаточной мощностью, чтобы посрамить конкурентов с проводным питанием. Он вращает ремень размером 3 x 18 дюймов и весит всего чуть более 6 фунтов, он легкий и им легко маневрировать в ограниченном пространстве.
GEN5X может похвастаться бесщеточным двигателем, который, с точки зрения непрофессионала, означает более интеллектуальный инструмент благодаря улучшенному определению сопротивления, увеличенному сроку службы двигателя, более длительному времени работы и, как правило, меньшему трению и падению напряжения — другими словами, производительность остается стабильной, без раздражающие скачки напряжения.
Вы будете удивлены, как долго эта беспроводная ленточная шлифовальная машина с батарейным питанием проработает всего после одной зарядки. Но стоит отметить, что этот электроинструмент не поставляется с аккумулятором или зарядным устройством, поэтому не забудьте подобрать подходящий 18-вольтовый аккумулятор RIDGID, прежде чем сделать решительный шаг и купить этот портативный источник энергии.
Цена на момент публикации: $145
Тип: Портативный | Питание: 18 вольт | Источник питания: Батарея | Максимальная скорость: 935 футов в минуту | Размер ремня: 3 дюйма на 18 дюймов
Что говорят наши эксперты
«Вы можете купить ленты для шлифовальной машины с различной зернистостью. Как правило, грубая зернистость лучше всего подходит для удаления большого количества материала, а более гладкая зернистость лучше всего подходит для финишной обработки поверхности».— Джо Фергюсон, столяр-архитектор SkikingsRus
Амазонка
Посмотреть на Amazon
Что нам нравится
Что нам не нравится
Если вы ищете ленточный шлифовальный станок в основном для заточки инструментов или выполнения мелких работ с мелкими деталями, вам не понадобится полноразмерный инструмент, предназначенный для более тяжелых задач. Вместо этого вы обнаружите, что мини-ленточная шлифовальная машина, такая как от Dominty, более чем достаточна для поддержания остроты ваших ножей, садовых инструментов и других инструментов с лезвиями, сглаживания краев небольших кусочков дерева или пластика, крафта и других задач. рукоделие по дому и двору.
Этот инструмент доказывает, что большая производительность достигается за счет небольших пакетов. Ремень размером 13 x 1/3 дюйма вращается с переменной скоростью от 4500 до 9000 об/мин. Хотя двигатель, по общему признанию, не самый мощный, инструмент компенсирует это своей универсальностью. Вы по достоинству оцените способность этой шлифовальной машины с легкостью шлифовать древесину, пластик и даже алюминиевые листы.
Мини-ленточная шлифовальная машина поставляется с 10 лентами разной зернистости.
Цена на момент публикации: $44
Тип: Настольный | Мощность: 110 вольт | Источник питания: Проводной | Максимальная скорость: 9000 об/мин | Размер ремня: 1/3 дюйма на 13 дюймов
Это лучшие многофункциональные инструменты с осцилляцией для проектов «сделай сам»
Окончательный вердикт
У шероховатых поверхностей нет ни единого шанса против прочности нашей лучшей ленточной шлифовальной машины Makita 9403 (см. на Amazon). Этот зверь шлифовальной машины может похвастаться профессиональным качеством, но удивительно тихим звуком для своего размера и мощности. Однако, если бюджет является проблемой, вы обнаружите, что ленточная шлифовальная машина WEN 6321 (вид в Home Depot), хотя, по общему признанию, не такая мощная или тихая, как наш лучший выбор, по-прежнему удовлетворительно выполняет свою работу и имеет очень разумную цену. .
Форма
Существует два основных типа ленточных шлифовальных машин: более крупные стационарные модели, устанавливаемые на столе, и более компактные ручные модели, которые можно использовать везде, где они вам нужны.
Стационарные ленточные шлифовальные станки необходимы в столярных или металлообрабатывающих мастерских для шлифования, шлифования или придания формы металлу, дереву, краснодеревщику или мебели. Типичный стационарный ленточный шлифовальный станок использует ленту шириной 4 дюйма и длиной 36 дюймов, но есть инструменты для тяжелых условий эксплуатации, которые работают с лентой шириной 6 дюймов на 48 дюймов, а также машины, предназначенные для более точной работы, которые используют ремень размером 1 на 30 дюймов.
Портативные ленточные шлифовальные машины на сегодняшний день являются самым популярным выбором для домашнего использования и проектов «сделай сам». Ленточные шлифовальные машины идеально подходят для легких и средних задач шлифования, полировки или придания формы. Эти инструменты полезны для широкого круга распространенных домашних работ, включая шлифование краски, клея или другой отделки, подготовку шкафов или мебели к повторной отделке, заточку инструментов, стирание краев дверей или окон, которые прилипают из-за вздутия, и шлифовка металлических поверхностей.
Есть несколько различных размеров ремней, которые следует учитывать: 3 дюйма на 21 дюйм, 3 дюйма на 18 дюймов и 4 дюйма на 24 дюйма — все они распространены для домашнего использования и других целей. Вы также найдете небольшие ленточные шлифовальные машины для сложных или труднодоступных задач; в них часто используется ремень размером 1/2 дюйма на 18 дюймов.
Мощность
Все стационарные ленточные шлифовальные машины работают от переменного тока, но вы найдете как проводные, так и беспроводные портативные ленточные шлифовальные машины, хотя проводные являются наиболее распространенным типом. Как и в случае с большинством электроинструментов, вы получите наибольшую мощность от сетевого инструмента, но компромиссом будет меньшая мобильность, поскольку вы привязаны к шнуру питания. Аккумуляторные ленточные шлифовальные машины обычно используют 18-вольтовые литий-ионные батареи, хотя в некоторых более прочных моделях вместо них используются 20-вольтовые батареи.
Мощность двигателей большинства ручных ленточных шлифовальных машин составляет от 6 до 12 ампер; если вам нужен инструмент только для легких и случайных шлифовальных работ, нижнего предела этого диапазона будет достаточно, но если вы планируете заняться более крупными проектами, вам больше подойдет ленточная шлифовальная машина, которая приближается к верхней части этого диапазона.
Скорость
Скорость, с которой ленточная шлифовальная машина вращает шлифовальную ленту, обычно измеряется в футах в минуту (fpm), хотя некоторые производители придерживаются скорости вращения в минуту (rpm). Многие из этих инструментов имеют только одну заданную скорость, которая обычно составляет около 1500 футов в минуту. Другие имеют настройку высокой и низкой скорости: около 500 футов в минуту на низкой и 1500 на высокой. Существуют также более дорогие ленточные шлифовальные машины с регуляторами скорости, поэтому вы можете точно настроить скорость именно там, где вам это нужно.
Часто задаваемые вопросы
Ленточная шлифовальная машина — это мощный шлифовальный инструмент, который использует два быстро вращающихся барабана для перемещения куска цилиндрической наждачной бумаги с целью быстрого и эффективного удаления дерева, металла и других целевых материалов.
Имейте в виду, что ленточная шлифовальная машина — это мощный инструмент, который может удалить большое количество материала за короткий промежуток времени. Чтобы использовать ленточный шлифовальный станок, подключите его к сети или включите и дайте шлифовальному станку разогнаться до полной скорости. Когда он наберет полную скорость, медленно опустите шлифовальную машину к материалу легким движением вперед. Вы сразу заметите, что лента захватывает материал во время шлифования, поэтому важно крепко держать шлифовальную машину, чтобы она не вырвалась из рук.
Работайте шлифовальной машиной по направлению волокон дерева, а не против волокон, и убедитесь, что вы не оставляете шлифовальную машину на одном месте слишком долго, так как она быстро сошлифует материал. Необходимо часто проверять свои успехи, чтобы случайно не создать вмятину или выбоину, которую нужно будет отремонтировать позже.
Ленточная шлифовальная машина, в отличие от других специализированных шлифовальных машин, не часто используется при тонкой обработке дерева, потому что ленточная шлифовальная машина просто слишком мощная. Вместо этого ленточные шлифовальные машины идеально подходят для удаления большого количества материала из проекта, что делает их хорошо подходящими для повторной отделки и придания формы деревообрабатывающим проектам.
В большинстве случаев ленточная шлифовальная машина не требуется, поскольку вы можете либо разрезать материал, либо использовать менее агрессивный шлифовальный инструмент. Однако, когда вам нужно удалить много материала с поверхности объекта, лучшим выбором будет ленточная шлифовальная машина. Они отлично подходят для повторной отделки полов, шлифовки старых пятен или формирования нового проекта деревообработки.
Эта статья редактируется и обновляется Мишель Ульман, экспертом по инструментам The Spruce. Она имеет большой опыт не только в написании статей обо всем, что связано с домом, но и в выполнении различных проектов «сделай сам», включая ландшафтный дизайн, покраску, настил полов, поклейку обоев, переделку мебели и простой ремонт. Для этого обзора она рассмотрела десятки ленточных шлифовальных машин, оценив основные функции, дополнительные функции и отзывы клиентов. Дополнительное исследование провел Тимоти Дейл, опытный эксперт по благоустройству дома. Он специализируется на ряде тем, включая сантехнику, строительство и рекомендации по продуктам.
Джо Фергюсон, архитектурный столяр компании SkitingsRus, и Карл Льюис, квалифицированный столяр и владелец сайта DIY thediyfix.
Проблемы, дефекты, ошибки 3D печати и варианты их решения
Часто во время работы 3D принтера могут возникнуть проблемы из-за которых на готовой модели возникают дефекты. Или вместо аккуратного изделия, на столе внезапно оказывается пластиковая лапша.
По сути, причины возникновения дефектов, можно условно разделить на 2 вида — это физические и программные.
Физические — это те которые возникают из-за проблем с механикой или любых других причин которые можно устранить физически. К ним относятся проблемы с механизмами принтера (натяжение ремней, люфты), забитое или деформированное сопло, неправильная геометрия стола и т.д.
Программные — это дефекты которые возникают из-за неправильных настроек слайсера или реже ошибками в прошивке принтера. Например неправильно подобранная скорость печати, настройка ретрактов, неправильно выбранная температура для пластика и т.д.
Очень редко проблема может крыться в неправильной или “слетевшей” прошивке принтера (хотя обычно принтер тогда просто не запустится), перегреве некоторых плат в процессе печати т. д. Это скорее частные случаи, поэтому их мы рассматривать не будем.
Модель отклеивается от печатного стола или не липнет к нему
Это самая распространенная проблема 3D печати. У каждого 3D печатника был случай когда первый слой предательски скатывается цепляясь за экструдер или самое обидное — когда отрывает от стола частично напечатанную модель. Первый слой должен прилипнуть намертво иначе ничего не напечатается.
Слишком большой зазор между столом и соплом
Это самая распространенная причина. Нужно просто выставить правильный зазор между столом и соплом.
В современных принтерах часто используется система автокалибровки (автовыравнивания) стола или вспомогательная программа выравнивания стола. Для калибровки таких принтеров воспользуйтесь инструкцией. Если инструкции нет, ее можно скачать на сайте производителя.
Если у вас простой принтер без автокалибровки, самосборный или KIT набор, для калибровки используйте щуп или сложенный пополам кусочек бумажки. Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Если у вас не получается идеально выровнять поверхность стола попробуйте печатать на рафте. Рафт — это толстая подложка в несколько слоев которая печатается под моделью. Она поможет сгладить небольшую кривизну стола.
Небольшая шпаргалка для определения правильности зазора по первому слою
Пластик с плохой адгезией
Некоторые виды пластика из-за разных причин, например большая усадка, плохо прилипают к поверхности печатной платформы. В этом случае попробуйте использовать наклейки или специальные 3D клеи для улучшения адгезии между столом и первым слоем пластика.
На заре 3D печати проводились эксперименты с разными домашними рецептами 3D клеев. ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
Некоторые виды высокотемпературных пластиков с большим процентом усадки (ABS, Нейлон и т.д) могут отклеиваться от стола во время печати. Это происходит из-за неравномерного остывания и “сжимания” модели (нижние слои уже остыли, а верхние еще нет). Для таких пластиков нужно обязательно использовать 3D принтер с подогреваемым столом и закрытым корпусом.
Слишком низкая температура пластика
Чем сильнее разогрет пластик при выходе из сопла тем лучше он прилипнет к печатной платформе. Первые 5-10 слоев лучше печатать на более высокой температуре (+ 5-10 градусов) и отключить вентилятор обдува.
Неправильные настройки первого слоя (скорость и толщина)
Более толстый слой прилипает проще, поэтому стандартно первый слой имеет толщину 0,3мм. При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
От того как 3D принтер напечатает первый слой зависит очень многое. Старайтесь контролировать печать первого слоя и только потом оставлять принтер работать в одиночестве.
Пластик не давится из сопла
Принтер уже вроде начал печатать, но печатный стол остается пустым. Или часть модели не напечаталась.
Забитое сопло
В 3D печати сопло — это расходник. Сопла забиваются или изнашиваются (частота зависит от типа пластика). Самое простое — это заменить сопло. Но если под рукой не оказалось запасного — можно попробовать почистить старое. Для этого существует целый набор тонких иголок. Или можно разогреть забитое сопло выше температуры плавления пластика и “выжечь” засор. Но впоследствии все равно сопло лучше заменить.
Низкая температура сопла
Нужно повысить температуру экструдера в настройках слайсера или проверить исправность термистора и нагревательного блока. Иногда термистор может некорректно считать температуру из-за неисправности или неправильных настроек прошивки 3D принтера.
Если проблема возникла после замены термистора — обратитесь к производителю или почитайте статьи про PID тюнинг.
Пустой экструдер
При нагревании экструдера из сопла начинает сочится пластик. Из-за этого печатать экструдер может начинать полупустым. Из-за этого часть первого слоя не печатается. Можно продавить пластик вручную, просто протолкнув пруток в сопло. Или решить эту проблему программно — в слайсере добавить печать контура вокруг модели (одна линия).
Некоторые производители и 3D энтузиасты в начало каждого GCode добавляют печать линии на краю стола. Это сделано для того чтобы в сопле был пластик к началу печати модели.
Механизм подачи не проталкивает пластик
Пластик проталкивает к экструдеру механизм подачи — мотор с надетой на вал специальным шкивом. Если пластик по какой то причине не проталкивается (забито сопло, низкая температура экструдера и т.д) то шкив “прогрызает” пруток. Нужно протолкнуть пластиковый пруток руками или отрезать поврежденный кусок.
Слоновья нога
Первые слои модели получаются более широкими выступают за границы модели. Это происходит из-за того что верхние слои давят на первые, еще не остывшие и расплющивают их.
Высокая температура стола
Из за слишком высокой температуры стола нижние слои долго остаются мягкими. Попробуйте снизить температуру стола. Снижать лучше постепенно (с шагом в 5 градусов). Можно попробовать включить обдув при печати первых слоев.
Маленький зазор между соплом и печатным столом
Если, при печати первого слоя, сопло находится слишком близко к столу то лишний пластик будет вытесняться. После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
Переэкструзия пластика
Когда материала выдавливается из сопла слишком много стенки модели получаются не гладкими, а бугристыми, с наплывами.
Решение программное — в настройках слайсера нужно выставить коэффициент подачи материала (текучесть) на меньшее значение. Среднее значение — 95-98%.
Стоит проверить диаметр прутка. Если его размер больше 1,75 то пластика будет выдавливаться больше чем нужно.
Недоэкструзия пластика
Пластика выдавливается слишком мало, из-за этого между слоем могут появляться щели. Готовая модель получится непрочной и хрупкой.
Неправильный диаметр нити
Проверьте в настройках слайсера диаметр нити. Иногда вместо популярного 1,75 по умолчанию установлен 2,85.
Неправильные настройки коэффициента подачи
Проверьте настройки текучести в слайсере. Среднее значение должно быть 95-98%.
Забитое сопло
Что то могло попасть в сопло и частично перекрыть выход пластику. Визуально пластик будет давиться из сопла, но в меньшем количестве чем нужно для печати.
Волосатость или паутинка на готовой модели
Из внешней стенки модели (чаще всего с одной стороны) торчат тоненькие ниточки пластика. Дефект появляется из за вытекания пластика из сопла при холостом перемещении.
Недостаточный ретракт
Ретракт — это небольшое вытягивание пластиковой нити из экструдера. Благодаря ретракту при холостом перемещении экструдера (от слоя к слою или от модели к модели) нагретый пластик не капает из сопла. Для некоторых текучих видов пластика (например PETG) скорость и величину ретракта нужно увеличить.
«Волосатость» легко можно удалить шлифовкой или срезать ниточки острым скальпелем.
Высокая температура экструдера
Чем выше температура экструдера, тем более жидким становится пластик. Важно найти баланс что бы пластик не был слишком жидким и хорошо «слипался» по слоям.
В подборе оптимальной температуры экструдера хорошо помогает тестовая модель — башня. На ней наглядно видно как ведет себя пластик при печати на разной температуре.
.
Температурный тест
Верх модели «дырчатый» или неровный
Верх модели получается бугристый или с отверстиями. Проблема может возникнуть если верхняя часть модели плоская. Например как у кубика.
Недостаточный обдув
При печати верхней плоскости (крышки) пластик не успевает остывать и остаётся слишком жидким. Из-за этого нити рвутся и образуются дыры. Увеличьте скорость вращения вентиляторов обдува на последних слоях.
Мало верхних слоев
Верх отпечатка может получится слишком тонким и из за этого деформироваться. Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Маленький процент заполнения
Если процент заполнения слишком маленький, то верхнему слою будет просто не на что опереться. Увеличьте процент заполнения в настройках слайсера.
Деформация модели
Некоторые части модели как будто оплавились в некоторых местах или с одной стороны. Проблема чаще всего возникает при печати PLA пластиком. Дефект появляется из-за того что пластик не успевает остывать и деформируется.
Недостаточный обдув модели
Включите вентиляторы обдува на максимум. Если их мощности не хватает (в некоторых принтерах вентилятор расположен только с одной стороны) можно поставить обычный настольный вентилятор и направить его на стол 3D принтера.
Маленькая модель
Маленькие модели сложно хорошо обдувать. Старайтесь печатать небольшие изделия вместе с большими или разместите несколько одинаковых моделей в разных углах стола. Так у пластика будет больше времени на остывание.
Смещение слоев
Во время печати слои смещаются по оси x или y.
Заедание печатной головы
Выключите принтер и руками попробуйте подвигать экструдер по оси х и y. Экструдер должен перемещаться свободно. Если есть заедания — проверьте механику принтера.Возможно виноват износ подшипников или кривизна валов.
Перегрев электроники
Иногда в смещении слоев могут быть виноваты проблемы с электроникой. Самая частая причина это перегрев драйверов или слишком низкий ток выставленный на них.
Поверхность стола плохо закреплена
Чаще всего это встречается у 3D принтеров со стеклом. Во время печати сопло может задеть модель и немного сдвинуть стекло. Перед печатью проверяйте хорошо ли закреплено стекло или другая печатная поверхность на нагревательном столе..
Пропуск слоев
На отпечатке видны небольшие дыры или оболочка модели получается не сплошная.
Тефлоновая трубка деформировалась
Термобарьеры существуют 2 видов — цельнометаллические и с тефлоновой трубкой. При перегреве тефлоновая трубка может деформироваться. Пластик будет проходить через нее, но в меньшем количестве.
Низкая температура экструдера или высокая скорость печати
Если экструдер недостаточно нагрет, то пластик будет недостаточно жидким и просто не будет успевать продавливаться через сопло. Чем выше скорость печати тем выше выше должна быть температура экструдера.
Иногда внешние стенки печатаются хорошо, а заполнение получается “рваным”. В этом случае снизьте скорость печати заполнения в слайсере.
Расслоение модели
На поверхности отпечатка во время или после печати образуются трещины. Трещины могут быть значительные или совсем небольшие. Чаще всего такая проблема возникает у пластиков с большим процентом усадки — ABS или Нейлон.
Резкий перепад температур (если модель расслаивается во время печати)
При резком перепаде температур (например сквозняк) часть модели остывает быстрее. Это приводит к неравномерности усадки и неправильному распределению внутреннего напряжения. Для пластиков с низкой усадкой это не критично. Но если процент усадки больше нескольких процентов модель может лопнуть по слоям.
Для печати такими пластиками рекомендуется использовать принтер с закрытым корпусом. Если такой возможности нет — постарайтесь максимально исключить сквозняки и резкие перепады температур в комнате где печатает 3D принтер.
Температура печати
Из-за слишком низкой температуры печати слои могут плохо “склеиваться” друг с другом. Повысьте температуру печати в настройках слайсера.
Закалка (если модель трескается после печати)
Иногда трещины на модели появляются через несколько дней после печати. Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Для закалки модель помещают, например в духовку, и нагревают до температуры размягчения пластика. После этого нагрев выключают и оставляют медленно остывать духовку с моделью внутри. Благодаря этому напряжение внутри отпечатка распределится более равномерно. Но в этом методе очень важна точность — стоит немного ошибиться с температурой и готовое изделие может “поплыть”.
Звон
В местах где экструдер менял направление видна рябь. Чаще всего это выглядит как тень вокруг “остро” выступающих элементов модели.
Проблемы с механикой
Иногда проблема возникает из-за люфта экструдера. Проверьте не разболталось ли крепление экструдера к направляющим. Обязательно проверьте натяжку всех ремней.
Высокая скорость печати или большие ускорения
Слишком быстрое перемещение экструдера может привести к вибрациям из-за которых и возникает рябь на стенке модели. Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Щели у тонкостенных моделей (не сплошная оболочка)
Тонкая стенка модели получается не сплошная, а состоящая из двух тонких стенок с узкой щелью между ними. С этой проблемой часто сталкиваются любители печатать “вырубки” для выпечки.
Левая модель с дефектом стенки, правая без
Несоответствие толщины стенки и диаметра сопла
Если толщина стенки 1мм, а диаметр сопла 0,4 получается что для сплошной стенки 2 проходов сопла мало, а 3 уже много. Результат будет зависеть от алгоритма слайсера, но чаще всего получится 2 стенки с тонкой щелью посередине (слайсер не может изменить толщину стенки). Решением проблемы может быть небольшая доработка 3D модели или использование другого слайсера.
Алгоритмы расчета 3D моделей постоянно совершенствуются и дорабатываются и сейчас эта проблема встречается уже реже.
При моделировании учитывайте не только толщину сопла, но и процент “наложения” линий друг на друга. Если у вас стоит сопло диаметром 0,4 — сделайте стенку в вашей модели не 0,8, а 0,7 — 0,75.
Неправильная геометрия модели
Когда вместо круга получается овал, а у вместо квадрата получается подобие ромба.
Основная причина — неисправности в механике принтера. Обязательно проверьте:
Ремни
Проверьте натяжение ремней по оси x и y. Со временем ремни растягиваются и может потребоваться их подтянуть или заменить. В каждом 3D принтере свой способ натяжки ремня. Если ремни растянуты незначительно можно донатянуть их при помощи «пружинки».
Незатянутые шкивы и т.д
Проверьте все ли болты и гайки затянуты. Нет ли люфтов. Особое внимание уделите затяжке шкивов расположенных на моторах по осям x и y.
Провисание некоторых частей модели
Некоторые части не напечатались, сломались или вместо аккуратной поверхности получается оплывшая сопля из пластика.
Нет поддержки для нависающих элементов
3D принтер не умеет печатать в воздухе, поэтому если в модели есть нависающие элементы нужно выставлять опоры — поддержки. Слайсер может сам выставить необходимые поддержки, нужно в настройках поставить соответствующую галочку.
При печати с растворимой поддержкой можно выставить зазор между моделью и поддержкой — 0. Так поверхность получится более гладкой. Если материал поддержки и модели одинаковый — нужно добавить небольшой зазор. Иначе будет сложно отделить поддержку от модели.
Разделить модель
Иногда на поддержки может уйти больше пластика чем на модель. В таком случае для экономии материала и времени будет удобнее модель порезать. Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
При резке модели можно оставлять пазы или закладные, что бы кусочки модели соединялись без смещения.
Итоги
В этой статье мы рассказали о самых популярных дефектах 3D печати и вариантах их решения. Не стоит пугаться такого длинного списка. Некоторые проблемы встречаются редко и вряд ли вы с ними столкнетесь.
Есть перечень проблем возникающих из-за конструктивных особенностей 3D принтера, поэтому старайтесь выбрать принтер который подойдет для ваших задач. Для этого нужно понимать какие изделия и каким материалом нужны именно вам.
Проблемы связанные с алгоритмами печати быстро устраняются разработчиками ПО.
Пусть вас не пугают возможные трудности и каждая печать будет удачной.
Дефекты 3D печати — Попробуем ввести классификацию
Добрый день, уважаемые посетители портала.
Сегодня я решил уходить не в художественную часть нашей работы, а снова в научную.
В силу стечения обстоятельств, я закончил университет по специальности инженер-литейщик. К чему я это упоминаю: во-первых, уже последние лет 10 литейке грозятся, что она умрет из-за штамповки и 3D печати. Во-вторых, в литейном деле используется очень много своей собственной терминологии. Сегодня я хочу попробовать описать основные дефекты 3D печати, возможные названия и способы борьбы с ними (дефектами, не названиями). Конечно, в рамках одной статьи на одном портале мы собственную терминологию не введем, но, как минимум, будет чего обсудить. Приглашаю вас к прочтению и адекватному комментированию.
Дефект : Коробление
Часто используемое описание: Отклеивается от платформы, изгибается
Описание : Искажение геометрии. Из-за перехода пластика из одного состояния в другое ( жидкое — твердо-жидкое — твердое ) и изменения температур, пластик начинает уменьшаться в объеме. Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.
Теперь немного физики и пояснений. НЕВОЗМОЖНО избавиться от термического сжатия или усадки. Это физический процесс — вы можете только его скомпенсировать. Кроме этого, помните — везде упоминают усадку 0.5 -0.9%. Но это только линейная, а значит объемная у вас будет больше.
Как бороться:
Уменьшить заполняемость — меньше пластика, меньше чему сжиматься — меньше усилие отрыва.
Использовать горячий стол — вы прогреваете нижние слои, что дает равномерное распределение напряжений внутри детали.
Делать внешний контур — вы можете печатать внешний слой вокруг детали. Это создает что-то вроде термобарьера вокруг детали, тем самым поддерживая температуру по объему, что приводит к равномерному распределению напряжений по детали. Альтернатива — закрытая камера печати, служит аналогичным образом
Использовать конструктивные элементы — Во-первых, проверьте чтобы ваша деталь хорошо лежала на столе — если ваша плоская грань детали вовсе не плоская ( в художке это легко — пару полигонов или вертексов переместить не туда на пару мм), то она легко оторвется. Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
Увеличьте силу сцепления — вы можете не бороться с напряжениями, а просто обеспечить необходимую силу сцепления. Однако, этот вариант мне кажется не очень хорошим — эти напряжения останутся и вашу деталь потом можно легко сломать в этом месте.
Дефект : Перекос
Часто используемое описание: Слои поплыли, Вертикаль не соблюдается, слои не ложатся ровно друг на друга
Описание : Возможно несколько вариантов данного дефекта. Либо слои просто неровно ложатся, либо модель печатается как-то кусками, либо просто легкий перекос. Данный дефект, как правило, связан с механической частью принтера. В следствие трения путь фактический путь печатающей головы не сходится с тем, что был заложен в машину.
Как бороться:
Проверьте ремни. Так как конструкций много, универсальный ответ тут дать сложно. Проверьте, чтобы они нормально лежали в местах контакта и нигде не перетирались. Посмотрите инструкцию принтера или какие-нибудь советы в интернете — вполне возможно проблему уже разобрали до вас.
Если принтер просто смещает слои друг относительно друга, то вполне возможно, что не обеспечена фиксация шкивов должным образом. С помощью черного маркера можете пометить положение, а после печати сравнить и подкрутить это место в случае необходимости.
Подвигайте печатающую голову без питания — она должна двигаться без существенных проблем. Если это не так — то может стоит наконец смазать валы ?
Не обеспечивается перпендикулярность — опять-таки из-за плохого крепления может не обеспечиваться перпендикулярность осей X и Y. Это может привести к данному дефекту, а значит пора снова лезть в принтер и крутить.
Проверьте печатающую платформу — стекло может начать елозить на вашем принтере. Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию.
Проблема с электроникой. Редкий случай, но возможный.
Дефект : Вскип, Подутость (?)
Часто используемое описание: Дырки на верхнем слое, проблема с внешним слоем.
Описание : Выступы на верхнем слое детали — могут быть как открытого, так и закрытого типа. По сути — это связано с провисанием пластика, который не успевает охлаждаться будучи напечатанным в воздухе без поддержек. Учитывая, что таких слоев может быть несколько и все они некачественные — получаем данный дефект.
Как бороться:
Обеспечьте охлаждение — ваш пластик должен хорошо остывать на верхнем слое. По рекомендациям, на этом этапе охлаждение должно идти максимально.
Обеспечьте достаточную толщину слоя и стенки — Кроме достаточного охлаждения, у вас должно быть необходимое количество слоев. Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.
Попробуйте изменить заполняемость — некоторые слайсеры изменяют конфигурацию заполняемости на определенном проценте заполнения, то есть разница может быть уже даже между 24% и 25%. Кроме этого, при большей заполняемости расстояние, которое печатается в воздухе меньше, что тоже может убрать данный дефект.
Дефект : Неслойность (?)
Часто используемое описание: Круглые вещи выходят не круглые, параллельные прямые выходят не параллельными
Описание : Иногда геометрия слоев не соблюдается — это может проявляться в окружностях, когда окружность получается не идеальном, а так же в параллельных прямых. Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.
Как бороться:
Подтяните ремни около печатающей головы — как это сделать, лучше всего посмотреть на портале 3dtoday или у запросить у вашего поставщика 3d принтера.
Проверьте, чтобы все крепежи были плотно затянуты — для этого воспользуйтесь инструментом, который скорее всего шел у вас в комплекте
Смажьте направляющие — добавить буквально по одной капле легкой смазки на ваши направляющие.
Дефект : Слоновья нога
Часто используемое описание: Толстые нижние слои, неодинаковые слои в основании.
Описание : Эффект, когда нижние слои вашей детали по площади больше, чем должны быть. Из-за того, что сопло в начале печати плотно прижимается к печатающему столу в начале печати, слой начинается немного размазываться, тем самым уменьшаясь в толщину, но увеличиваясь по площади. Потом печатать выравнивается, потому что плотного прижатия уже не происходит
Как бороться:
Отрегулируйте стол — ваше сопло не должно упираться в печатающую платформу — должен оставаться незначительный, но все-таки зазор.
Уменьшите температуру стола — небольшое уменьшение температуры стола тоже может сказаться на уменьшении данного дефекта. Не увлекайтесь данными способами слишком сильно — это может ухудшить общее качество печати.
Конструкционные улучшения модели — добавьте маленькие фаски или сопряжения. Вам придется немного поиграться с настройками, но благодаря такому конструктивному улучшению в модели ваша модель будет ровно и красивой. Однако, определить какой делать фаску сказать точно невозможно. Начните с фаски 0.5 x 45 , а дальше находите эмпирическим путем оптимальный вариант.
Дефект : Внешние провисания (?)
Часто используемое описание: Сопли, пластик между двумя деталями
Описание : Во время перехода печатающей головы от одной детали до другой или какого-то крупного элемента большой детали до другого, возникает длинный тонкий слой пластика, который портит внешнюю форму детали (деталей). Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.
Как бороться:
Используйте функцию retract — благодаря ей, печатающая голова чуть-чуть вернет назад пластик, так образом убирая его с кончика сопла. Данная настройка активируется непосредственно в слайсере (если он поддерживает ее). В слайсере Cura ретракт рисуется тонкими синими линиями и вы можете на уровне готового задания проверить данный момент.
Увеличьте скорость печати — физика проста — увеличив скорость печати, вы уменьшили время, когда пластик может зацепиться за вашу деталь. Однако, увеличение скорости печати не всегда возможно и может вызвать другие дефекты.
Измените температуру печати — температура печати напрямую влияет на жидкотекучесть, особенно в случае с PLA пластиком. Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
Дефект : Волнистость
Часто используемое описание: Изменение цвета у краев детали, дефекты по краям
Описание : Данный дефект проявляется в виде потемнений и легкой волнистости вокруг острых концов. Если вы начнете печатать текст, то на нем это будет выглядеть, как легкий эффект тени. Это происходит из-за инерции, которая сообщается жидкому пластику во время печати. Относительно пластика, печатающая голова обладает большой массой и во время резкой смены направления жидкий пластик не способен резко повторить траекторию, что вызывает легкую волнистость по углам.
Как бороться:
Уменьшить скорость печати — уменьшение скорости печати, уменьшает резкость на поворотах ,тем самым сглаживая эффект.
Уменьшить ускорение печатающей головы — эти настройки доступны не во всех слайсерах, однако, это позволит избавить от дефекта без уменьшения скорости печати.
Измените температуру печати — как мы упоминали ранее, температура влияет на жидкотекучесть, так что уменьшение температуры печати может помочь избавиться от дефекта.
Дефект : Рыхлота, Провисания (?)
Часто используемое описание: Сопли на детали, провисание пластик на детали
Описание : Один из самых распространенных и базовых дефектов — из-за печати в воздухе пластик провисает вместо получения ровной горизонтальной поверхности. Связано это с тем, что пластик не успевает остывать и печатается без поддержки там, где они необходимы. Провисания могут возникать много по каким причинам, хотя физическая природа дефекта практически неизменна. Из-за этого устранение этого дефекта может быть не очевидным.
Как бороться:
Охлаждение — в зависимости от пластика, вам может понадобится охлаждение или нет. Если это необходимо — обеспечьте его максимально, насколько возможно.
Печатайте больше одной детали — в случае мелких деталей, существенно поможет печать больше одной детали. Таким образом вы отведете источник тепла и дадите время вашей детали остыть.
Поработайте с толщиной слоя — невозможно дать рекомендацию, лучше ли увеличить слой или его уменьшить. В каждой ситуации надо решать, однако, изменение толщины слоя может улучшить или ухудшить эффект от провисаний.
Уменьшите скорость печати — очень часто уменьшение скорости печати может улучшить качество вашей детали.
Уменьшить температуру — если вы уменьшите температуру, пластик будет быстрее охлаждаться до твердого состояния. Однако, нельзя понижать температуру слишком низко, иначе качество печати может упасть.
Измените позицию детали — если это возможно без потери качества, постарайтесь по-другому расположить деталь. Остановитесь, подумайте или воспользуйтесь автопозиционированием (например, Meshmixer). Вместо того, чтобы бороться с дефектом часто можно его просто исключить.
Дефект : Слоистость нижнего слоя
Часто используемое описание: Четко выраженный нижний слой, толстые линии нижнего слоя
Описание : Печать нижнего слоя — один из самых ответственных моментов в печати. Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя.
Как бороться:
Уменьшить толщину первого слоя — во многих слайсерах есть возможность изменения первых слоев печати. Попробуйте сделать ее меньше для достижения результата, который вас устроит.
Повторная калибровка — очень многие проблемы с нижними слоями может решиться калибровкой стола. Установите расстояние немного меньше и возможно вы получите необходимый результат.
Дефект : Недоэкструзия
Часто используемое описание: Дырки в печати, проблемы со слоями, дефекты на поверхности
Описание : Недоэкструзия — это дефект, достойный отдельной статьи с описанием. Она может возникать в следствии огромного количества факторов, как связанных с принтером, так и с пластиком. Наблюдать ее очень легко — поверхность детали выходит не ровной, а со всякими вкраплениями, либо наоборот отсутствием пластика там, где он необходим. Для устранения данного дефекта может потребоваться комплексный подход.
Как бороться:
Измените скорость — возможно ваш принтер технически не может печатать на такой скорости. Может потребоваться его смазать или сменить пластик, но для начала попробуйте печатать на меньшей скорости. Кроме этого не все детали и не всеми пластиками, принтер может печатать на максимальной скорости
Смените температуру — у всех пластиков есть рекомендованные температуры для печати. Если вы печатаете не той температурой, то не обеспечиваете требуемые параметры по жидкотекучести по работе с данным пластиком и печатать вы будете им не корректно.
Проверьте пластик — пластик может отсыреть, быть грязным или быть некачественным. Все это может привести к недоэкструзии, либо что вы вообще не будете печатать. Кроме этого, пластик может сломаться из-за подающего механизма и его прочностных свойств. Возможно, вы не сможете печатать данным пластиком. А может у него диаметр гуляет.. Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
Проверьте подающий механизм — в случае работы с мягким пластиком, пластик может переминаться слишком сильно, что не позволит вам им нормально печатать. Тогда скорее всего будет необходимо ослабить захват прутка, однако, делать это стоит лишь предварительно связавшись с тех. поддержкой, если вы делаете это впервые.
Проверьте пруток — в ходе печати иногда ваш пруток может завязаться узлом или что-то мешает ему поступать в экструдер. Обязательно проверьте данный момент.
Сменить или прочистить сопло — ваше сопло не будет служить бесконечно. В ходе работы, оно будет загрязняться — как от нагара пластика, так от пыли, которую вы допустили. Всегда имейте пару сменных сопел, чтобы понять данную проблему. Кроме этого, когда вы заправляете пластик с меньшем температурой печати, пропечатайте на высокой температуре, чтобы полностью вышли остатки старого пластика и они не мешали работе.
Проверьте настройки слайсера — некоторые слайсеры могут использовать отвод сопла и его очистку для избавления от внешних провисаний. Из-за этого, когда вы возвращаете печатающую голову, вы не сразу начинаете подавать пластик. Это может привести к недоэкструзии в некоторых кускам модели.
Проверьте тефлоновую трубку — из-за грязи допущенной в зоне печати, тефлоновая трубка может загрязнится. Из-за этого пруток будет испытывать трение, что будет приводить к недоэкструзии.
Проверьте шестерни — если шестерни захватывающие пруток будут работать неправильно, то и выходить из сопла он будет проблемно. В случае, если более простые меры вам не подошли — проверьте, чтобы этот механизм работал корректно.
Дефект : Просечки (?)
Часто используемое описание: Стенки не спекаются между собой. Пустоты в стенках.
Описание : Механическая проблема. Из-за ограниченного пути печатающей части, возникают пустоты и нестыковка между стенками . Контакт может быть частичным, либо отсутствовать полностью.
Как бороться:
Подтяните ремни около печатающей головы — как это сделать, лучше всего посмотреть на портале 3dtoday или у запросить у вашего поставщика 3d принтера. Этот вариант лучше использовать в случае частичного контакта.
Уменьшите скорость печати — возможно на такой скорости пластик плохо укладывается. Так же легкое увеличение температуры может помочь.
Измените настройки стенки — такая проблема может возникнуть из-за принципа укладывания этой самой стенки. Если у вас стоит сопло 0.3, то это невозможно уложить идеальными слоями по 0.3 мм стенку в 1 мм. Таким образом программа может либо представить стенку, как 0.9 мм и уложить 3 слоя, либо как-то это скомпенсировать. Попробуйте изменить толщину стенки и возможно вы сможете избавиться от дефекта.
Дефект : Царапины
Часто используемое описание: Царапины на поверхности и неравномерность по цвету
Описание : Во время перемещения печатающая головка оставляем за собой след на пластике в следствие близкого контакта с поверхностью. Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.
Как бороться:
Увеличение скорости и уменьшение температуры — как в других подобных дефектах, когда пластик оставляет след, увеличение скорости и уменьшение температуры могут снизить эффект от данной проблемы.
Изменение настройки слайсера — В большой степени данный дефект можно контролировать слайсером. На примере Cura’ы можно использовать функцию z-hop (приподнимает сопло). Кроме этого можно поработать над ретрактом.
Изменение геометрии — данный дефект может еще проявляться на сложных поверхностях. Попробуйте добавить ровный слой на модели или в целом упростить геометрию, если вы сталкиваетесь с такой проблемой и она сильно портит вам жизнь.
Дефект : Недозаполнение
Часто используемое описание: Деталь странно печатается. Неправильное заполнение детали. Печать поддержек где их быть не должно
Описание : Вид дефектов связанный с электронной моделью — может быть связан много с чем. Если у полигонов неправильно направлены нормали, если модель не до конца сшита ( есть дырки) или состоит из нескольких элементов — все это может привести к данному виду дефектов, когда слайсер будет понимать неправильно, что от него хотят.
Как бороться:
Проверьте модель в Netfabb/Meshmixer — с помощью специализированных продуктов вы можете проверить модель и посмотреть, какие есть в ней ошибки. Данные программы устраняют многие проблемы, которые были допущены перед печатью. Однако, данные программы могут исказить вашу геометрию.
Исправьте электронную модель — если у вас есть навыки и возможность воспользуется функционалом 3д программ для исправления сетки. Сшейте сетки, закройте пустоты, обратите нормали , после чего проверьте получившийся g-code. В нем вы увидите, как будет печататься ваша модель и все ли вас устраивает.
Дефект : Пушистость
Часто используемое описание: Модель, как в волосах. Сопли. Провисания.
Описание : Уменьшенный вариант внешнего провисания. На модели торчат маленькие волосики, которые остаются от печатающего сопла. Физика явления такая же, но количество пластика существенно меньше. Однако, данный дефект может появляться даже если сопло не переходит от одного объекта к другому.
Как бороться:
Проверьте пластик — возможно, ваш пластик загрязнен или сделан не качественно. Попробуйте другой пластик и возможно получится избавиться от модели
Проверьте сопло — такая пушистость может быть первым признаком, что с соплом что-то не так. Проверьте внешнюю часть сопла, чтобы на ней ничего не торчало или попробуйте другое сопло
Удалить дефект после работы — этот тот редкий вид дефекта, от которого довольно легко избавиться пост обработкой. Используйте шкурку, надфиль или другой удобный инструмент.
Дефект: Пропущенный слой
Часто используемое описание: Слой отличается от остальных слоев модели. Модель слоится на куски
Описание:Случай, когда один или несколько слоев отличаются от других. Затем идет стабильная печать и дефект может повторится. Может возникать из-за недоэкструзии или проблем механизма.
Как бороться:
Ознакомьтесь с недоэкструзией — возможно, что вы увидите еще похожие дефекты и будете знать, как вам тогда действовать.
Смазать Z-направляющую — поскольку стол перемещается по Z направлению, то возможно на каких-то участках у вас скопилась грязь или не хватает смазки. Смажьте направляющую по рекомендации от производителя и проверьте работу.
Проблема с подшипниками — возможно, что проблема не в направляющей, а в другом элементе подъемного механизма. В этом случае вам надо проверить регулировку подшипников или отдать принтер в сервис. Дополнительную информацию ищите на портале 3dtoday
Излишняя смазка — слишком много смазывающего материала -не значит лучше. Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
Проблема с электроникой — возможно, что проблема связана не с механической, а электронной частью механизма. Если другие способы не помогают, то скорее всего принтер может понадобится отдать на ремонт.
Дефектные детали — к сожалению, такое бывает. Возможно, что все сделано хорошо, но какая-то деталь механизма вышла из строя. Опять-таки без разбора принтера это не решить.
Дефект: Несоблюдение осей
Часто используемое описание: Не соблюдается прямой угол.
Описание: Случаи, когда ответные части от механизма не встают в пазы из-за перекоса. Другой способ определить возникшую проблему — голова принтера перемещается с усилием.
Как бороться:
Редактирование осей — дефект устраняется только механически. Запросите у поставщика или производителя информацию о том, как скорректировать оси и после чего произведите донастройку принтера.
P.S.
Я не претендую на окончательную инстанцию. С моей стороны хочется адекватного обсуждения и предложений, чтобы эту статью дополнить и развивать и сформулировать в законченный вариант. Значки ? значат, что данное название я еще не считаю конечным и жду от вас других предложений по названиям. Только названия должны быть толковые, чтобы человек представлял, что это и использовал короткое слово для определения. Грамматические и лексические ошибки лучше отмечать мне в личку — надеюсь с редакцией договоримся, чтобы дали возможность исправить статью. Материал сформулирован по данному источнику . Специально не добавлял некоторые дефекты, которые не связаны с пластиком, принтером и печатающим механизмом (такие как отрыв детали от стола обычный и плохая работа электроники), хотя возможно вы скажите, что логичнее добавить. Короче готов к обсуждению.
С уважением, Панин Сергей
🔥 Подробное руководство по решению проблем с 3D-печатью от Bitfab
🤬У вас проблемы с 3D-принтером? Вы попали в нужное место.
В Bitfab мы подготовили подробное руководство по решению всех ваших проблем с 3D-печатью . Тысячи часов профессиональной 3D-печати за нашей спиной, чтобы помочь вам с неудачами, с которыми вы столкнулись с вашим принтером.
И мы не только даем вам ключи для диагностики ваших ошибок печати, но и лучшие советы, чтобы предотвратить их повторное появление, починить ваш принтер и откалибровать. Картинки, видео и наши лучшие советы в мега статье.
👇 Наслаждайтесь руководством и используйте указатель, если хотите перейти непосредственно к интересующей вас части.
📖 Что вы хотите прочитать?
🤬 Наиболее распространенные дефекты и проблемы при 3D-печати
Мы собрали подборку наиболее частых проблем, возникающих при использовании нашего 3D-принтера. Это те же самые проблемы, с которыми мы обычно сталкиваемся в нашем онлайн-сервисе 3D-печати, поэтому у нас есть немалый опыт их решения.
Хорошо откалиброванный принтер, правильное ламинирование и опытный оператор являются ключевыми факторами, позволяющими избежать этих проблем. Имея это, вы сможете решить любую проблему печати.
Если у вас возникли какие-либо из этих проблем, следуйте инструкциям, которые мы вам даем, и если вы все еще не можете их решить, у вас есть поле для комментариев в конце статьи, чтобы сообщить нам о своих сомнениях.
❌ Деформация, первый слой отслаивается и детали изгибаются
Деформация становится все менее распространенной проблемой, поскольку подавляющее большинство современных принтеров имеют горячую платформу. В любом случае коробление может быть вызвано следующими факторами:
Отсутствие сцепления со станиной: это может произойти из-за неправильной высоты насадки по отношению к основанию или плохого выравнивания; но и отсутствие сцепления с печатной поверхностью.
Термическое сжатие верхних слоев , которые при «усадке» тянут нижние слои. В этом случае поверхность печати может даже сломаться, если это тип BuildTak, так как наклейка будет оторвана от станины. Это может произойти и со стеклом. Это происходит в основном с такими материалами, как ABS или нейлон, и это очень сложно сделать при печати PLA.
В зависимости от нашей проблемы мы можем найти соответствующее решение:
Для отсутствие сцепления есть несколько решений. Если мы используем стеклянную основу, настоятельно рекомендуется использовать клей для увеличения фиксации детали. Некоторые известные клеи — это знаменитый лак для волос Nelly или его более профессиональная версия 3Dlac. Если мы используем ABS, мы можем нанести слой смеси, известной как ABS slurry , которую мы можем сделать сами, растворив ABS в контейнере с ацетоном.
Если ваша проблема связана с термическим сжатием , увеличение адгезии вам не поможет, так как, как мы уже говорили, деформация АБС может даже сломать нашу печатную основу. Чтобы решить эту проблему, мы можем просто накройте принтер всем, что есть дома. Подойдет большая коробка, а также более профессиональный корпус, сделанный в шкафу.
Идея в этом случае состоит в том, чтобы изолировать тепло, выделяемое слоем, чтобы не было большой разницы между температурой первых слоев и температурой верхних слоев, которые находятся дальше от тепла слоя.
Вот статья, в которой мы подробно объясняем эту проблему: Как избежать деформации и растрескивания моих 3D-отпечатков.
❌ Растрескивание или расслоение
Следствием вышеуказанной проблемы является растрескивание или расслоение. О растрескивании говорят, когда слои детали плохо соединяются, в результате чего эти слои разъединяются (отсюда и название расслаивания). Эта проблема может быть вызвана двумя разными причинами:
Плохая адгезия между слоями: слои плохо прилегают друг к другу.
Термическая усадка: слои хорошо склеиваются, но разница температур между разными участками детали вызывает ее деформацию, что может привести к расслоению некоторых слоев.
Если проблема заключается в отсутствии адгезии, это обычно связано с низкой температурой. Большинство нитей имеют температурный диапазон, в котором их можно печатать.
В этом диапазоне более низкие значения дадут нам лучший эстетический вид, так как осаждение будет «чище». И наоборот, более высокие значения дадут лучшую адгезию слоев. Печать материалов, таких как ABS, при температуре ниже надлежащей часто приводит к растрескиванию при попытке склеить два слоя без достаточного нагрева.
Чтобы проверить, не трескается ли наша деталь из-за отсутствия сцепления между слоями, мы можем попробовать повысить температуру и/или уменьшить скорость вентилятора слоев, так как чрезмерное охлаждение также может негативно сказаться на этом. Некоторые материалы, такие как ABS, всегда будут склонны к растрескиванию, и их будет труднее контролировать; другие, такие как PLA, очень легко печатать без трещин.
С другой стороны, если наша проблема связана с тепловым сжатием, решение будет более сложным, так как мы должны создать более теплую среду в нашей зоне печати. Оптимальным решением будет накрыть наш принтер, как указано в предыдущем пункте. Это может привести к некоторым проблемам, так как чрезмерная температура может привести к сбоям в работе электроники: пропуску шагов или потере артефактов печати… это также может привести к засорению, так как разница температур между холодной и горячей зонами не достаточна. хотэнд.
В общем, избегайте сквозняков (и, как следствие, колебаний температуры) и накрывайте наш принтер, но мы должны быть осторожны, чтобы избежать упомянутых проблем.
❌ Сдвиг слоя
Сдвиг слоя — это проблема, возникающая в виде смещения по некоторой оси на определенной высоте. Это может происходить по оси X, по оси Y или даже по обоим направлениям одновременно. Наиболее распространенные причины смещения слоев:
Перегрев двигателей или приводов: Электроника в целом не предназначена для непрерывной работы при очень высокой температуре.
Отсутствие мощности в двигателях , обычно вызванное очень низким значением напряжения в драйверах.
Механическая неисправность: может случиться так, что у нас сломаны некоторые зубья ремня или на валах есть мусор, который может вызвать застревание в движении нашего принтера. Иногда неправильно затянутый компонент также может вызвать дефекты смещения слоя, когда весь вал движется свободно.
Общий совет — поставить радиаторы и по возможности вентиляцию на драйверы нашей платы. Эти компоненты в основном заботятся о подаче всего необходимого воздушного потока к двигателям, поэтому они имеют тенденцию нагреваться. Точно так же, если наш принтер работает в очень жарких условиях, было бы уместно добавить радиатор к двигателям осей X и Y. Если драйверы очень горячие, вы обычно услышите стук , стук, стук в двигателях, когда драйверы ненадолго отключаются, чтобы дать им время остыть.
Кроме того, вы можете проверить, есть ли в вашем принтере драйверы с регулируемым напряжением, и если да, вы можете немного увеличить это напряжение, аккуратно повернув потенциометр на каждом драйвере. Будьте осторожны при этом и всегда делайте это с выключенным принтером или с помощью керамической отвертки, чтобы избежать короткого замыкания металлической отверткой. Если вы слишком сильно увеличите мощность двигателей, вы рискуете снова столкнуться с проблемой перегрева.
Наконец, убедитесь, что валы вашего принтера чисты и свободны от препятствий. Также проверьте, чтобы ремни и подшипники не были затянуты слишком сильно (если подшипники стянуты фланцами или винтами). Плохо двигающиеся валы, чрезмерно натянутые ремни… заставляют двигатели работать тяжелее и могут сбиваться шаги.
❌ Z-колебание
Эту проблему может быть трудно идентифицировать, так как часто бывает нелегко отличить ее от простой несогласованности в экструзии. Чтобы определить это, мы должны посмотреть, повторяется ли это несоответствие на регулярной основе. Если это кажется случайным или просто шумом в целом, ваша проблема, вероятно, не z-колебание, а проблема экструзии. И наоборот, если вам кажется, что периодически повторяется узор, например, волны на поверхности, у вас вполне может быть проблема с вашей осью Z.
Эта проблема в основном связана с дефектами конструкции машины, и ее трудно решить, не внося значительных изменений в шасси нашей машины. В первую очередь проверьте правильность сборки всех деталей, соблюдая перпендикулярность и отсутствие ослабленных винтов.
Попробуйте затянуть все винты на муфтах, которые соединяют двигатели оси Z со шпинделями. Также проверьте отсутствие люфта между шпинделем и трапециевидной гайкой. Сложно дать правильное решение, потому что оси требуется некоторая свобода перемещения, чтобы компенсировать небольшие ошибки в шасси, такие как углы, которые не идеально перпендикулярны.
Хорошим и не слишком дорогим решением является замена узла мотор-муфта-шпиндель на мотор со встроенным шпинделем. Мы также можем усилить наш принтер, чтобы рама принтера не качалась вверху.
❌ Натяжение
Натяжение — одна из самых распространенных проблем с деталями для новичков в мире 3D-печати, поэтому, если ваши детали имеют много струн, не беспокойтесь, это совершенно нормально и довольно легко решается.
Натяжение появляется, когда при перемещении хотэнда между двумя частями отпечатка небольшое количество пластика стекает и прилипает к обеим частям, оставляя между ними небольшую нить.
Эта проблема может быть вызвана использованием хотэнда плохого качества, но обычно машины имеют хотэнды достаточного качества, поэтому проблема почти всегда возникает из-за плохого ламинирования в слайсере.
Наиболее важными параметрами, которые вы должны проверить в слайсере, чтобы свести к минимуму натяжение, являются следующие:
Температура
Расстояние отвода
Скорость отвода
Температура является жизненно важным фактором и, вероятно, одним из 5 наиболее важных параметров в ваш профиль. Если у вас много струн, вы почти наверняка плавитесь при слишком высокой температуре. Помните, что у всех материалов есть диапазон температур, при которых ими можно печатать, поэтому попробуйте снизить температуру и приблизить ее к нижнему пределу, рекомендованному производителем. Если вы уже используете очень низкую температуру и все еще имеете натяжение, проверьте следующие пункты.
Пока нельзя «высосать» пластик из сопла, так как нельзя создать отрицательное давление, но можно минимизировать давление на сопло, вытянув нить из горячей зоны нашего хотэнда. Расстояние усадки очень зависит от нашего принтера, так как необходимо учитывать как расплавитель, так и экструдер, а также тип экструзии (прямая или боуденовская). Большинство боуденовских принтеров хорошо работают при величине усадки от 3 мм до 6 мм, а принтеры прямой экструзии — от 0,5 мм до 2 мм.
Скорость втягивания — еще один важный фактор, так как чем выше скорость, тем меньше натяжение. Эта скорость будет зависеть от двигателя нашего экструдера, а также от типа экструзии (1:1 против 3:1, как у экструдера Titan). Как правило, значения от 40 мм/с до 60 мм/с обычно работают, но если у вас есть какие-либо сомнения, спросите на форуме или в группе, посвященной вашему конкретному принтеру.
Кроме того, почти все слайсеры или ламинаторы имеют различные расширенные настройки, которые могут помочь уменьшить натяжение, но они будут иметь значение только в том случае, если три предыдущих хорошо отрегулированы. Это очень широкая тема, и мы могли бы сделать эксклюзивный гайд по этой проблеме, поэтому, если вы хотите его увидеть, оставьте нам комментарий!
❌ Перегрев, скручивание
Одной из самых простых проблем для диагностики является перегрев.
Как видно на изображении, плавление нашего пластика при чрезмерной температуре приведет к тому, что детали будут выглядеть деформированными, а центр слоя утонет. Это связано с тем, что при расплавлении при слишком высокой температуре материал не успевает остыть, и именно поэтому слои могут разрушаться или провисать.
Эти деформации будут намного сильнее выражены на небольших участках, типа небольших вершин нашей детали, где вместо чистой фигуры останется деформированное чурро.
Решение этой проблемы простое: снизить температуру. Мы также должны поиграть со значениями веера слоев, так как высокая температура может способствовать более плавной экструзии, и мы можем компенсировать эту температуру хорошим охлаждением. Таким образом, материал будет быстро охлаждаться, и мы сможем получить оптимальные результаты.
❌ Слоновья стопа
Слоновья стопа – дефект, состоящий из расширения в горизонтальной плоскости первых слоев нашей детали. Это может произойти из-за двух причин или, как правило, из-за их комбинации: сопло находится слишком близко к слою или температура слоя слишком высока.
Если сопло находится слишком близко к слою, очевидно, что первые слои будут более плоскими и, следовательно, расширятся в плоскости XY. Чтобы решить эту проблему, мы должны правильно выровнять наш первый слой, как указано в предыдущем разделе этой статьи.
Чрезмерная температура слоя (скажем, 90 или 100 градусов для PLA) может вызвать расширение и деформацию только что нанесенного пластика, вызывая очень характерный эффект.
❌ Призрак, звон
Лучшая статья на эту тему в Интернете — это пост 3D Campy от 3DSpana о ореоле, потому что он посвятил себя испытанию различных комбинаций и компонентов, фотографируя результаты, чтобы вы могли видеть, как снижается вес осей влияет на ореолы. Если вы предпочитаете это на видео, вот краткое изложение:
😍 Ключи для правильной печати на вашем принтере
Вы видели список проблем, которые мы собрали. Теперь вы должны знать, как делать вещи.
Знание своего принтера и ламинатора является ключом к безошибочной и бездефектной печати, поэтому вот несколько советов, которые помогут вам избежать проблем и помочь вам диагностировать и устранить их:
✅ Скорость печати
новички хотят слишком быстро печатать свои первые части.
Скорость печати является одним из важнейших параметров печати для получения наилучшего качества печати и превышение скорости очень негативно влияет на деталь по многим причинам: вибрация, проблемы экструзии, перегрев, потеря шагов…
Одно из первых. вам нужно сделать, когда вы сталкиваетесь с проблемой, чтобы уменьшить скорость печати, чтобы увидеть, если она решена. Обычно мы печатаем почти все детали со скоростью от 40 до 60 мм/с, в большинстве случаев большего и не требуется. В полиграфической службе самое важное — это надежность, а когда вам нужна надежность, лучше всего печатать с разумной скоростью, чтобы не выбрасывать детали.
Не обязательно печатать детали со скоростью 100 мм/с, особенно первые. Да, мы все знаем кого-то, кто это делает и делает, но это не лучший способ убедиться, что у него все получится.
✅ Регулировка и выравнивание платформы
Научиться правильно устанавливать платформу и экструдер на нужной высоте — это один из первых шагов, которые мы делаем с новым 3D-принтером.
Вот как выглядит правильно отрегулированная кровать: высота первого слоя должна быть правильной по всей поверхности кровати.
Первый слой слишком близко
Если первый слой расположен слишком близко к поверхности для печати, это может привести к застреванию, царапинам на станине, деталям неправильных размеров, слоновьей лапе…
Правильный первый слой
При первом слое правильно, нити, откладываемые экструдером, соприкасаются друг с другом и не прилегают к станине слишком плоско.
Первый слой слишком разделен
По отдельным нитям можно заметить очень отдельный первый слой.
Детали, напечатанные таким образом, обычно отделяются от станины или основы.
А как правильно выровнять парилку? Наша любимая техника бумага в углах . Не обязательно иметь принтер с самовыравниванием, лучше всего иметь надежный и хорошо откалиброванный принтер для качественной печати.
✅ Как предотвратить и устранить засорение экструдера
Застревание экструдера является основной причиной сбоев на ферме, подобной нашей. Возможно, вы освоили свой принтер, но замятия будут всегда, поэтому очень важно понимать их и иметь возможность предотвращать и устранять их.
Если вы еще не понимаете, как работает экструзия на 3D-принтере и каковы общие термины для их обозначения, вы можете сначала ознакомиться с нашим руководством по 3D-экструдерам.
Причины засорения
Засоры возникают по разным причинам, иногда в сочетании друг с другом. Я считаю, что лучший способ решить их — сначала понять все эти причины, а затем попробовать ряд методов, которые могут помочь их устранить.
Загрязнение кончика и печатного канала. Загрязнения, отложившиеся в печатном канале или на кончике сопла и препятствующие или полностью блокирующие поток нити.
ПТФЭ/тефлон с деградацией. Тефлоновые наконечники в горячей зоне требуют ухода за тефлоном, который при разрушении забивает поток нити накала.
Проблемы с экструдером. Возможно, ваш экструдер работает неправильно:
Слишком сильное или слишком слабое натяжение в док-станции
Низкое напряжение в приводе, из-за чего двигатель не получает достаточной мощности
Грязное упорное колесо с зубьями, покрытыми обломками нити
Любые незакрепленные или сломанные детали
Царапины на нити. Это очень, очень важно понять. Когда мы видим поцарапанную нить, надгрызенную колесом экструдера, это не всегда является причиной засорения. Все засоры при печати, независимо от причины, заканчиваются царапинами на нити. И только те засоры, которые возникают из-за напряжения пружины и чрезмерной усадки, являются первопричиной самого засора.
Наконечник царапает основание. Если первый слой слишком низкий, это может прервать поток расплавленного пластика и быстро вызвать засорение экструзионной системы.
Следите за усадкой. Деталь с большим количеством очень быстрых отводов может в конечном итоге поцарапать нить. Кроме того, длительное и медленное втягивание может привести к перегреву холодной зоны экструдера и засорению. Как правило, ретракции не вызывают засоров, но вы всегда должны следить за ними.
Плохое охлаждение. Охлаждение является фундаментальной переменной для цельнометаллических хот-эндов. Если ваш экструдер на 100% состоит из металла, как E3D V6, вы должны быть очень осторожны с этим и с чрезмерной усадкой.
Прочистите сопло с помощью игл для акупунктуры
Техника прохождения иглы для акупунктуры через печатающую головку наиболее полезна, если реальной причиной засорения является загрязнение. Сами насадки служат многие сотни, а то и тысячи часов использования, поэтому менять их почти никогда не придется.
Скорее всего, в сопле застряла частица, которую можно удалить с помощью иглы. Нагреваем головку и втыкаем иглу пока горячая, а затем вытаскиваем нить с частицами, которые могли быть причиной засорения, застрявшими в расплавленной нити.
Повторяйте этот процесс до тех пор, пока пластик снова не будет легко выходить из сопла.
Горячее и холодное вытягивание
Вытягивание занимает немного больше времени, чем с помощью акупунктурной иглы, но лучше очищает загрязнения, а также удаляет грязь не только с кончика, но и со всей внутренней части хотэнда.
Их легче объяснить с помощью видео, подобного приведенному ниже:
Тефлоновое переключение
В хотэндах с тефлоновым вкладышем необходимо менять этот компонент, как правило, каждые несколько сотен часов. Вкладыш из тефлона или ПТФЭ представляет собой небольшую трубку, которая проходит в горячей зоне вашего хотэнда, чтобы направлять нить на последних сантиметрах пробега, и которая изнашивается из-за температуры, которой она достигает. Его замена — это работа, которую вам придется научиться выполнять, чтобы правильно обслуживать принтер.
Перед тем, как трубка полностью испортится, вы заметите, что ваш принтер испытывает все больше и больше проблем с печатью, выходящая нить становится тоньше и ей труднее наносить материал на детали, которые вы печатаете быстрее.
В каждом принтере замена тефлона разная, но вот пример Hephestos 2 от BQ, чтобы вы лучше это поняли.
Регулировка параметров печати
Возможны засоры, которые могут возникать из-за того, что наш ламинат плохо адаптирован к типу детали и принтеру, который мы собираемся использовать.
Чтобы принтеру было проще экструдировать, вы можете попробовать:
Медленная печать
Печать при более высокой температуре
Печать более тонкими слоями
Уменьшение скорости потока, если у вас больше 100%
Эти все трюки, которые снижают требования к экструдеру и расплавителю, потому что они требуют меньшего потока через хотэнд и нагревают пластик, чтобы сделать его более жидким.
Отводы также могут влиять на проблемы экструзии:
Слишком большое или слишком быстрое втягивание может привести к царапанию нити в экструдере.
Слишком длинное или слишком медленное втягивание может вызвать проблемы с охлаждением расплавителя (особенно если он цельнометаллический) или привести к засорению пластмассы в холодной зоне расплавителя.
Если вы не знаете, как это исправить, разберите экструдер и хотэнд
Лучший способ решить механическую проблему, которую вы не знаете, как решить, — приступить к разборке того, что вы хотите исправить. Разобрать хотэнд и экструдер довольно просто и позволит вам увидеть, что происходит внутри, и поразмышлять над проблемой.
Когда вы разберете экструдер, вы заметите, что есть сломанные детали, где-то грязь, несколько ослабленных винтов…
Если вы разберете хотэнд, вы сможете увидеть состояние тефлона, натяжение резьбы если в канале для нити остались отпечатки.
В любом случае воспользуйтесь возможностью очистить детали, чтобы предотвратить ошибки в будущем.
👋 Это руководство по устранению неполадок 3D-печати от Bitfab
Большое спасибо, что зашли так далеко.
Если у вас есть какие-либо сомнения или другая проблема, просто напишите об этом в комментариях, и мы поможем вам решить ее, а может быть, даже добавим к остальным проблемам 😁
👋 Приветствую и еще раз спасибо!
Капли и прыщи | Программное обеспечение Simplify3D
Капли и прыщики
Во время 3D-печати экструдер должен постоянно останавливаться и начинать экструзию, перемещаясь в разные части платформы сборки. Большинство экструдеров очень хорошо производят равномерную экструзию во время работы, однако каждый раз, когда экструдер выключается и снова включается, это может создавать дополнительные вариации. Например, если вы посмотрите на внешнюю оболочку вашего 3D-принтера, вы можете заметить небольшую отметку на поверхности, которая представляет собой место, где экструдер начал печатать этот участок пластика. Экструдер должен был начать печатать внешнюю оболочку вашей 3D-модели в этом конкретном месте, а затем он в конце концов вернулся в это место, когда вся оболочка была напечатана. Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов.
Общие решения
Настройки отвода и выбега
Если вы начинаете замечать небольшие дефекты на поверхности отпечатка, лучший способ диагностировать их причину — внимательно следить за каждым периметром печати вашей детали. Дефект проявляется в тот момент, когда экструдер начинает печатать периметр? Или это появляется только позже, когда периметр завершен и экструдер останавливается? Если дефект появляется сразу в начале цикла, возможно, вам нужно немного изменить настройки ретракции. Нажмите «Изменить параметры процесса» и перейдите на вкладку «Экструдеры». Прямо под расстоянием отвода находится параметр «Дополнительное расстояние перезапуска». Этот параметр определяет разницу между расстоянием втягивания при остановке экструдера и расстоянием заправки, используемым при перезапуске экструдера. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика. Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.
Если дефект не возникает до конца периметра, когда экструдер останавливается, необходимо настроить другую настройку. Эта настройка называется выбегом. Вы можете найти его прямо под настройками отвода на вкладке «Экструдер». Выбег выключит ваш экструдер за короткое время до конца периметра, чтобы сбросить давление, которое создается внутри сопла. Включите эту опцию и увеличивайте значение до тех пор, пока не перестанете замечать дефект, появляющийся в конце каждого периметра, когда экструдер останавливается. Как правило, расстояния выбега в пределах 0,2-0,5 мм достаточно, чтобы оказать заметное влияние.
Избегайте ненужных втягиваний
Упомянутые выше настройки втягивания и выбега могут помочь избежать дефектов каждый раз, когда сопло втягивается, однако в некоторых случаях лучше вообще избегать втягивания. Таким образом, экструдер никогда не должен менять направление и может продолжать равномерную экструзию. Это особенно важно для машин, использующих экструдер Боудена, так как большое расстояние между двигателем экструдера и соплом затрудняет втягивание. Чтобы настроить параметры, контролирующие отвод, перейдите на вкладку «Дополнительно» и найдите раздел «Поведение управления слизью». Этот раздел содержит множество полезных настроек, которые могут изменить поведение вашего 3D-принтера. Как упоминалось в разделе «Натяжение или просачивание», отводы в основном используются для предотвращения просачивания сопла, когда оно перемещается между различными частями вашего отпечатка. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.
Другой связанный параметр можно найти в разделе «Поведение движения». Если ваш принтер собирается втягиваться только при пересечении открытых пространств, то было бы полезно избегать этих открытых пространств, насколько это возможно. Simplify3D включает чрезвычайно полезную функцию, которая может отклонить траекторию движения экструдера, чтобы избежать пересечения периметра контура. Если экструдер может избежать пересечения контура, изменив траекторию перемещения, то втягивание не потребуется. Чтобы использовать эту функцию, просто включите опцию «Избегать пересечения контура при перемещении».
Нестационарные отводы
Еще одна чрезвычайно полезная функция Simplify3D — возможность выполнять нестационарные отводы. Это особенно полезно для экструдеров Боудена, которые создают большое давление внутри сопла во время печати. Обычно, когда эти типы машин прекращают экструзию, избыточное давление все еще может создать каплю, если экструдер стоит на месте. Поэтому в Simplify3D добавлена уникальная опция, позволяющая сохранять движение сопла во время его втягивания. Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается.
Воронежский Завод Растительных Масел Воронежская обл
Грилькофф Тверь
Завод Донская Нива Липецкая обл
Ип Возчиков Дмитрий Александрович Сергиев Посад
Маслозавод Третьяковский Воронежская обл
Пеллетные Технологии Белгородская обл
org/Organization»>
Первая Пеллетная Компания
Муром
Руфком Москва
Солт Вышний Волочек
Форест Групп Вязьма
Хольц Хаус Москва
Экоойл Тамбовская обл
Северо-Западный федеральный округ
Бионет Онега
Биотепло Вологда
Волфорест Вологда
Клэз-Астар Кондопога
Лак Компани Санкт-Петербург
org/Organization»>
Лузалес Сыктывкар
Пантэон Санкт-Петербург
Русский Лесной Альянс Карелия Респ
Современные Технологии Обработки Древесины Санкт-Петербург
Приволжский федеральный округ
Ардатовский Фанерный Завод Нижегородская обл
Моспромстройматериалы-Вятка
Киров
Плайтерра Мордовия Респ
Плитпром Пермь
Форест Кировская обл
Уральский федеральный округ
Лесной Урал Сбыт
Серов
org/Organization»>
Сургутмебель Ханты-Мансийский Автономный округ — Югра АО
Сибирский федеральный округ
Алтай-Форест Алтайский край
Док Енисей Красноярский край
Лесосибирский Лдк № 1 Лесосибирск
Предприятия нет в списке? Пишите — добавим!
Новые и популярные производители
6 последних добавленных
Бионет 13 Янв
Ип Возчиков Дмитрий Александрович 20 Дек
Док Енисей 11 Июн
Экоойл 20 Мар
Маслозавод Третьяковский 17 Мар
Воронежский Завод Растительных Масел 17 Мар
Топ 6 по просмотрам за 30 дней
Воронежский Завод Растительных Масел 260
Ардатовский Фанерный Завод 254
Плайтерра 230
Завод Донская Нива 221
Волфорест 217
Ип Возчиков Дмитрий Александрович 203
Распределение производителей пеллет по территории России
По той же теме
Бензин 15
Битум 23
Вагонка 40
Толуол 11
Топливные брикеты 23
Уголь 46
Как скоро Россия станет крупнейшим мировым поставщиком пеллет в мире?
Выставки
Уже сейчас по официальным данным Россия является одним из крупнейших мировых производителей топливных пеллет (входит в ТОП-5), ее доля в глобальном объеме производства составляет около 6%. Кроме того, Россия находится на 4 месте по объему экспорта с долей на общемировом рынке в 7,6% (FAO/UNECE, 2020). Российский рынок пеллет экспортоориентирован: 85% производимого объема реализуется на внешний рынок. Такая зависимость от экспорта определяет требования к качественным характеристикам древесных пеллет, которые производятся российскими компаниями.
Сейчас при производстве топливных пеллет российские компании руководствуются требованиями стандартов ENPlus или техническими условиями контракта, приближенными к европейскому стандарту. На начало 2021 г. в России выдано 57 сертификатов Enplus (в т.ч. 51 сертификат выдан производителям). Точное количество производителей пеллет в России не выявлено. По оценкам WhatWood, данным производством в России занимается порядка 500 компаний. 40 крупнейших производителей обеспечивают около 80% рынка. Основным регионом производства является Архангельская область (ГК «УЛК», «Лесозавод-25», «Регион-Лес» и др.). На ТОП-10 регионов приходится 55,6% всего объема производства пеллет в стране.
Россия имеет значительный потенциал для дальнейшего развития производства. По предварительным оценкам WhatWood, в России в 2020 г. было произведено около 3 млн тонн пеллет, рост составил около 23% г/г., что ставит ее на второе место после США.
Экспоненциальный рост производства пеллет в следующие 10 лет
Если посмотреть на пятилетнюю ретроспективу, то можно констатировать, что пеллетная индустрия России проделала, очевидно, грандиозный путь. Хотя производство пеллет в России насчитывает уже более чем 15-летнюю историю, именно за последние пять лет был совершен основной рывок.
Так складывается, что пеллетная отрасль в стране очень тесно связана с развитием лесопиления. Корреляция прямая: растет производство пиломатериалов – растет производство побочных продуктов лесопиления – опилок, стружки и щепы для производства пеллет.
Несмотря на столь бурное развитие пеллетной индустрии в последние годы, в России до сих пор не появилось крупных игроков с системно построенным пеллетным бизнесом, не интегрированным с лесопильным бизнесом, который бы работал по принципу североамериканских Enviva Partners или Pinnacle Renewable Energy. Хотя в России предпосылок для создания такого бизнеса гораздо больше: по грубым оценкам, только отходов лесозаготовок на верхних складах остается 15–20% от объема лесозаготовок, особенно в Сибири и Дальнем Востоке.
Вероятно, что период первой волны активного роста производства пеллет в России закончился – почти все крупные лесопильные компании обеспечили свои заводы утилизаторами отходов – пеллетными производствами (75% объема получается из отходов лесопильных производств). В дальнейшем возможен рост производства за счет мелких и средних лесопильных предприятий. Но при этом не исключен вариант появления одного крупного игрока, который возьмет североамериканскую модель построения бизнеса (Enviva и Pinnacle) с адаптацией под российские реалии.
Предпосылки есть: с 2022 г. вероятно будет введен запрет на экспорт круглых лесоматериалов хвойных и ценных пород. Под запрет может попасть около 8 млн м³ круглых лесоматериалов. Очевидно, что инвесторы будут вкладываться в переработку этого лесосырья и в первую очередь – в производство пиломатериалов. Это может принести рынку дополнительный объем в 1,7–2 млн тонн пеллет в год.
Более активному развитию данного направления может способствовать государственная поддержка. Так, например, в Поручении Президента РФ от 6 ноября 2020 года («Перечень поручений по итогам совещания по вопросам развития и декриминализации лесного комплекса») предусматривается перевод муниципальных котельных с мазута и угля на биотопливо. Этот пункт будет закреплен в новой стратегии развития лесного комплекса, затем будет создана федеральная программа для ее реализации. Кроме того, наблюдается регулирование данного вопроса на уровне некоторых субъектов федерации.
Что сейчас происходит с ценами на пеллеты
Согласно ценовому обзору WhatWood «Рынок пеллет в России» в 2020 г. произошло значительное снижение уровня цен на пеллеты на мировых рынках, что связано с минимальным уровнем спроса, затаренными складами импортеров и вводом большого количества новых мощностей. Снижение цен на мировых рынках было компенсировано ослаблением российского рубля к доллару США и евро. Так, среднегодовой курс рубля к евро увеличился за 2020 г. к среднегодовому курсу за 2019 г. на 15%, декабрь к декабрю – на 30%. При этом в 2021 г. может наблюдаться так называемый «отложенный спрос». В России ежемесячно с марта 2020 г. происходило падение экспортных цен в пределах €5–10 за тонну и к декабрю 2020 г. достигло практически 40% относительно начала года.
Так, если в январе 2020 г. тонна древесных гранул премиального качества для индустриального рынка экспортировалась на условиях FCA С.-Петербург в среднем за €115,5/тонна, то в декабре 2020 г. цена варьировалась в диапазоне от €65 до €75 за тонну, средняя цена составила €70/тонна, а минимальные цены достигали €60/тонна. По словам участников рынка, цена в €60 отражает реальную стоимость пеллет в данный период времени для больших объемов отгрузок. При этом более мелкие партии товара могут точечно продаваться по более высоким ценам в районе €75–85 за тонну. Причиной продолжающегося падения цен является как полная обеспеченность европейских потребителей пеллетами, так и текущие погодные условия. Осень-зима 2020 г. продолжает тенденцию прошлого года и является аномально теплой для привычного уровня потребления на рынке пеллет.
Говоря о спросе на рынке пеллет со стороны Европы, российские участники рынка отмечают практически полное его отсутствие. Отгрузка пеллет производятся только крупными игроками рынка, такими как CM Biomass.
Так, начиная с июня 2020 г. компания CM Biomass практически каждый месяц совершала рекордные единовременные отгрузки товара в диапазоне от 32 до 35 тыс. тонн пеллет. В январе 2021 г. компания продолжает данную тенденцию. Всего за 2020 г. CM Biomass отгрузка в Морском порту Санкт-Петербурга составила 744 тыс. тонн пеллет, увеличившись более чем на 65% относительно 443,5 тыс. тонн по итогам 2019 г.
Менее крупные игроки рынка пеллет отмечают, что на рынке отсутствует желаемая стабильность, отгрузки происходят точечно небольшими партиями.
Определяющим фактором уровня цен на рынке являются погодные условия в Европе. Также незначительное влияние оказывает вторая волна Covid-19, которая способствует уменьшению промышленного производства в Европе. Однако, по словам участников рынка, основополагающим фактором все же являются климатические условия. Кроме погодных условий на российских производителей пеллет оказывает влияние возрастающее производство прочих стран-экспортеров.
Клиенты постоянно повышают требования к качеству пеллет, которое должно подтверждаться наличием соответствующих сертификатов. Одним из путей развития рынка пеллет может стать отказ от услуг посредников. По словам участников рынка, все больше контрактов заключается непосредственно между производителями и потребителями, что способствует снижению конечной цены.
Несмотря на практически полное отсутствие спроса со стороны европейского потребителя, на рынке наблюдается открытие новых производств и расширение пеллетных линий. Причиной этому служит рост курса евро к российскому рублю, что позволяет компаниям постепенно выходить на положительный уровень рентабельности. Так, один из игроков, сокративший в период пандемии объем производства в 3 раза (с 3 тыс. до 1 тыс. тонн), в сентябре 2020 г. нарастил объемы до 1,4 тыс. тонн, а в октябре 2020 г. планирует нарастить объемы до 2 тыс. тонн. В ближайшем будущем один из местных производителей планирует ввод пеллетной линии, которая позволит увеличить объем производства в 1,5 раза. При этом некоторые компании продолжают работать и реализовывать продукцию в убыток, так как полная остановка производства приведет к еще большим потерям.
Что ожидать по ценам в краткосрочной перспективе
По оценке WhatWood, спотовые цены на российские индустриальные пеллеты в ближайшей перспективе будут варьироваться в диапазоне от €65 до €80/тонна. Минимально возможный уровень цен на данный вид пеллет может достигать €50/тонна. В 1 кв. 2021 г. уровень цен может незначительно возрасти и составлять среднем €75 за тонну.
Отметим, что большой объем российских пеллет «премиум-класса» (пеллеты с сертификатами качества EN Plus A1, соответствующим подтверждением от Incolab и SGS, а также с сертификатами SBP/FCS/PEFC) реализуются в Европе в сегменте промышленного потребления – то есть покупаются и потребляются энергокорпорациями, такими как Ørsted, Stockholm Exergi, Fortum, Drax, по цене FCA Санкт-Петербург 70 €70/тонна. Хотя эти же самые пеллеты могли бы продаваться российскими производителями в сегмент частного потребления по цене €200–250/тонна в европейском ритейле, так как соответствуют этому качеству и условиям. И производителей, упаковывающих в мешки 15–20 кг становится все больше.
Однако не все российские крупные поставщики пеллет готовы удлинять канал продаж, развивать логистику на целевых рынках, арендовать склады, офисы, вкладываться в брендирование, упаковку и пр. для развития продаж от промышленного до частного потребления.
Отметим, что и по «длинным» контрактам в 2021 г. будет наблюдаться снижение цен. Так, один из крупных производителей рынка сообщил, что с января 2021 г. компания будет вынуждена «опустить» уровень цен на €5–10 относительно ноября-декабря 2020 г. Кроме того, осенью-зимой 2020 г., в случае возможности по контракту, наблюдается отказ сокращение объемов или полный отказ от них по «длинным» контрактам, а также пересмотр ценовых условий в сторону понижения.
Вместе со снижением цены FCA на пеллеты наблюдается рост цен на фрахт пеллет. Так, если в июле 2020 г. стоимость фрахта судна в порт Дании составляла около €16 за тонну, то к ноябрю стоимость поднялась до €21, а к декабрю – до €23–24 за тонну. Таким образом, за полгода цена на фрахт увеличилась на €8 за тонну, или почти в 1,5 раза.
По ожиданиям участников рынка спрос на рынке пеллет полностью может восстановиться лишь к началу подготовки к отопительному сезону осень-зима 2021–2022 гг., а именно к сентябрю 2021 года. Так, активное потребление пеллет в сезоне осень-зима 2020–2021 гг. будет происходить при установлении стабильного «минуса», при этом в связи с тем, что склады на стороне потребителя полностью заполнены, данное потребление будет происходить в первую очередь за счет запасов, в связи с чем восстановить привычный объем экспорта в ближайшей перспективе не удастся. При этом участники рынка отмечают, что внутри страны наблюдается как рост цен, так и рост потребления пеллет.
Российские производители пеллет могут почувствовать ценовое давление со стороны европейских потребителей. В связи с усилением конкуренции на российском рынке ввиду ввода в эксплуатацию новых производственных мощностей, а также с ростом курса евро, который увеличивает цену пеллет в рублях и прибыльность производств, российские производства имеют преимущества перед европейскими производителями, которые уже опустились ниже точки безубыточности и не имеют возможности снижения цен (цена реализации индустриальных пеллет €110–115/тонна (FOB Балтийские порты) уведет производства в отрицательную рентабельность).
Новые вводимые мощности будут усиливать давление на рынок
В 2021 г. планируется ввод в эксплуатацию и расширение мощностей на сумму более 1,1 млн тонн пеллет. Крупнейшим из планируемых ко вводу пеллетных производств является «Лузалес», планирующее расширение мощностей до 180 тыс. тонн пеллет в Республике Коми (п. Човью). Ранее ввод в эксплуатацию производства планировался на 2020 г.
Всего в 2020 г. суммарные производственные мощности российских производств были расширены на 670 тыс. тонн. При этом часть производственных мощностей, около 850 тыс. тонн были анонсированы, но не введены в эксплуатацию в 2020 г.
Одним из крупнейших производств, введенных в эксплуатацию в 2020 г., стал пеллетный завод в Архангельске мощностью 80 тыс. тонн пеллет в год, принадлежащий ГК «Регион-Лес». В ближайшие годы на этой площадке планируется построить лесопильное производство с объемом входной мощности 350–500 тыс. м³ круглого сырья, а также модернизировать цех по производству пеллет, увеличив его мощность до 100 тыс. тонн в год.
Потенциал российского предложения пеллет в мире
По официальным данным, Россия является одним из крупнейших в мире производителей древесных пеллет и входит в первую пятерку.
РЕКЛАМА
По официальным данным, Россия является одним из крупнейших в мире производителей древесных пеллет, входит в пятерку лидеров. Текущая доля страны в мировом производстве составляет около 6%, а по объему экспорта она занимает четвертое место с долей мирового рынка в 7,6% (Продовольственная и сельскохозяйственная организация/Европейская экономическая комиссия Организации Объединенных Наций, 2020 г.). Российская пеллетная промышленность ориентирована на экспорт — 85% продукции продается на внешние рынки. Такая зависимость от экспорта определяет качество пеллет, производимых российскими компаниями.
Российские производители пеллет в настоящее время руководствуются требованиями стандартов ENplus или контрактными техническими условиями, близкими к европейскому стандарту. По состоянию на начало 2021 года в России выдано 57 сертификатов ENplus (в том числе 51 сертификат выдан производителям). Точное количество российских производителей пеллет неизвестно. По оценкам WhatWood, производством древесных пеллет в России занимается около 500 компаний. Около 80% рынка приходится на 40 крупнейших производителей. Основным центром производства древесных пеллет в России является Архангельская область (Группа УЛК, Лесозавод 25, Регион-Лес и др.). На долю 10 ведущих регионов приходится 55,6% общего объема производства древесных пеллет в России.
Россия имеет значительный потенциал для дальнейшего роста мощностей. По предварительным оценкам WhatWood, в 2020 году в России было произведено около 3 млн тонн древесных пеллет. Рост производства составил около 23% в годовом исчислении, уступив только США
Экспоненциальный рост в ближайшие 10 лет Оценка последних пяти лет показывает, что российская промышленность древесных гранул быстро росла. Хотя история производства древесных гранул в стране насчитывает более 15 лет, именно в последние пять лет был сделан прорыв. Так сложилось, что индустрия пеллет в России во многом обусловлена развитием лесопильного производства. Существует прямая зависимость: чем выше выход пиломатериалов, тем выше выход побочных продуктов лесопиления — опилок, стружки и щепы, которые идут на пеллеты.
Несмотря на бурное развитие в последние годы, в России по-прежнему не хватает крупных предприятий с устойчивым бизнесом по производству пеллет без интеграции с лесопильным производством, таких как, например, Enviva (США) или Pinnacle Renewable Energy (Канада). Хотя предпосылок для создания такого бизнеса в России гораздо больше, возможность назрела. По приблизительным оценкам, 15–20 % объема заготовленной древесины остается в виде отходов лесопиления на лесоскладах, особенно в Сибири и на Дальнем Востоке.
Похоже, первая волна активного роста производства пеллет в России закончилась, так как почти все крупные лесопильные заводы оборудовали свои заводы по производству пеллет. Около 75% древесных пеллет в России производится из отходов лесопиления. Будущий рост производства может быть обеспечен главным образом малыми и средними лесопильными предприятиями. Хотя не исключено, что один крупный игрок сформируется и, в соответствии с российскими реалиями, примет североамериканскую модель ведения бизнеса (Enviva и Pinnacle). Однако есть определенные предпосылки, так как экспорт круглого леса хвойных и ценных пород, вероятно, будет запрещен после 2022 года. Под запрет попадает около 8 млн кубометров круглого леса. Вероятно, инвестиции будут вложены в переработку этого сырья и, в первую очередь, в производство пиломатериалов. Это могло бы обеспечить рынок дополнительным выпуском 1,7–2 млн тонн пеллет в год.
Государственная помощь может способствовать более активному развитию отрасли. Например, распоряжение президента РФ, выпущенное 6 ноября по итогам совещания по развитию и декриминализации лесной отрасли, предусматривает переход муниципальных котельных с мазута и угля на биотопливо. Это положение будет закреплено в новой стратегии развития лесной отрасли, а затем будет сформирована федеральная программа по ее реализации. Этот вопрос также регулируется на местах в некоторых регионах.
Цены на древесные пеллеты По данным Обзора цен на древесные пеллеты в России WhatWood, в 2020 году произошло существенное снижение цен на древесные пеллеты на зарубежных рынках, что было обусловлено низким спросом, заполненными складами и запуском многих новые производственные мощности. Снижение цен на внешних рынках было компенсировано ослаблением российского рубля по отношению к доллару США и евро. Так, среднегодовой курс рубля к евро вырос на 15% в 2020 году по сравнению с 2019 годом., и на 30%, если измерять с декабря по декабрь. При этом в 2021 году может наблюдаться так называемый «отложенный спрос». Начиная с марта 2020 года экспортные цены в России падали на 5–10 евро (6–12 долларов США) за тонну каждый месяц. К декабрю снижение составило почти 40% по сравнению с началом года.
Средняя цена за тонну древесных пеллет премиум-класса, экспортируемых на условиях FCA Санкт-Петербург, еще в январе 2020 года составляла 115,5 евро. за тонну. Как пояснили участники рынка, цена в 60 евро отражает реальную текущую стоимость древесных пеллет при крупных партиях, тогда как меньшие партии товара могут периодически продаваться по более высокой цене в диапазоне 75–85 евро за тонну. Причинами продолжающегося снижения цен являются как полная доступность древесных пеллет для европейских потребителей, так и текущие погодные условия. Продолжая тенденцию прошлого года, осень и зима были аномально теплыми для обычного уровня потребления на рынке пеллет.
Что касается спроса со стороны Европы, то российские участники рынка отмечают его практически полное отсутствие. Древесные пеллеты в этом направлении отгружают только крупные игроки рынка, такие как CM Biomass. Так, с июня 2020 года CM Biomass осуществляет рекордные разовые отгрузки древесных пеллет в размере 32 000–35 000 тонн почти каждый месяц. В январе 2021 года компания продолжила эту тенденцию. Всего CM Biomass отгрузила 744 000 тонн древесных Порт Санкт-Петербург в 2020 году, что означает увеличение более чем на 65% по сравнению с 443 500 тонн, зарегистрированными на конец 2019 года..
Небольшие предприятия отмечают, что на рынке отсутствует желаемая стабильность — отгрузки осуществляются эпизодически и небольшими партиями. Один порт сообщает, что в ноябре вообще не было отгрузок древесных пеллет. Кроме того, была отложена процедура заключения контрактов с сентября (обычный начальный период для заключения новых долгосрочных контрактов). На данный момент долгосрочные контракты «перенесены» на 1 квартал 2021 года.
Цены на рынке определяются погодными условиями в Европе. Вторая волна COVID-19также оказывает незначительное влияние, так как способствует ограничению промышленного производства в Европе. Однако, по мнению участников рынка, ключевым фактором по-прежнему являются погодные условия. Помимо погодных условий, российские производители пеллет находятся под влиянием роста производства в других странах-экспортерах, таких как США и Канада. Кроме того, некоторые европейские страны, такие как Чехия, значительно интенсифицируют экспорт древесных гранул. Отгрузки из страны во 2 квартале 2020 года составили 102 000 тонн, что на 16% больше, чем во 2 квартале 2019 года.и в 1,6 раза больше, чем в 1 квартале 2020 года.
Клиенты постоянно повышают требования к качеству пеллет, что должно подтверждаться наличием соответствующих сертификатов. Одним из способов развития рынка пеллет может стать дезинтермедиация. Как отмечают участники рынка, все больше контрактов заключается напрямую между производителями и потребителями, что способствует снижению конечной цены. Однако одним из сдерживающих факторов для таких сделок является наличие у компаний действующих складов только для приема и отгрузки грузов, которые не предназначены для длительного хранения товаров. Чтобы добиться успеха, компаниям необходимо повысить эффективность и гибкость производства и логистики древесных гранул, построить буферный склад для сырья и готовой продукции и соответствовать все более строгим европейским сертификационным требованиям.
Несмотря на практически полное отсутствие спроса со стороны европейских потребителей, на рынке происходит ввод в строй новых производственных мощностей и расширение линий по производству пеллет. Способствует этому растущий курс рубля к евро, позволяющий компаниям постепенно выходить на положительные значения рентабельности. Одно из предприятий, которое во время пандемии сократило выпуск в три раза (с 3000 до 1000 тонн), в сентябре увеличило его до 1400 тонн и планировало довести до 2000 тонн в октябре. Еще один производитель планирует ввести в эксплуатацию линию по производству пеллет, что позволит увеличить мощность в 1,5 раза. На фоне подобных событий другие компании продолжают работать и продавать продукцию в убыток, поскольку полная остановка производства приведет к еще большим убыткам.
Цены: краткосрочные ожидания По оценкам WhatWood, спотовые цены на российские древесные пеллеты в ближайшее время будут колебаться в пределах 65-80 евро за тонну. Минимально возможная цена на этот вид пеллет может достигать 50 евро за тонну. Цены могут незначительно вырасти в первом квартале 2021 года и составят в среднем 75 евро за тонну.
Примечательно, что большой объем российских древесных пеллет высшего качества (с сертификатами качества ENplus A1, соответствующими подтверждениями от Incolab и SGS, а также с Партнерством по устойчивому развитию биомассы/Лесным попечительским советом/Программой одобрения лесной сертификации) продается в Европа в сегменте промышленного потребления. То есть их покупают и потребляют энергетические корпорации типа Ørsted, Stockholm Exergi, Fortum и Drax по 70 евро за тонну (на условиях FCA Санкт-Петербург). Эти же древесные пеллеты российские производители могли бы продавать в сегменте частного потребления европейской розницы по цене 200–250 евро за тонну, поскольку они соответствуют требуемому качеству и характеристикам. Все больше и больше производителей предлагают упаковки весом от 15 до 20 кг (от 33 до 44 фунтов).
Не все крупные российские поставщики пеллет готовы удлинять канал сбыта, развивать логистику на целевых рынках, арендовать склады и офисы, инвестировать в брендинг и упаковку и т.д. для перехода продаж от промышленного потребления к частному.
По оценкам WhatWood, изменения цен, а также значительные изменения спроса в ближайшем будущем маловероятны. Спотовые цены будут зависеть от погодных условий и от того, насколько быстро покупатели израсходуют текущие излишки пеллет. Более того, отсутствие спроса, ведущее к снижению рентабельности производства, а также возможность отсутствия положительной ценовой динамики, но усиления конкуренции со стороны российских производителей и предприятий Европы, Америки и Канады, могут вынудить мелкие предприятия по производству пеллет, которые не могут позволить себе производить продукцию на потеря приостановить и полностью прекратить деятельность в ближайшем будущем.
Примечательно, что цены на долгосрочные контракты также снизятся в 2021 году. Один из крупных производителей объявил о снижении цены на ноябрь/декабрь 2020 года, начиная с января, на 5-10 евро.
Дополнительно имели место сокращения объемов или полное прекращение закупок по долгосрочным контрактам (при разрешении), а также пересмотр ценовой конъюнктуры в сторону понижения осенью и зимой 2020 года.
Наряду со снижением FCA цены на древесные пеллеты, для них увеличивается стоимость перевозки. Таким образом, если в июле 2020 года фрахт судна для доставки в порт Дании стоил около 16 евро за тонну, то к ноябрю стоимость выросла до 21 евро, а к декабрю — до 23–24 евро за тонну. В результате стоимость фрахта выросла на 8 евро за тонну, или почти в 1,5 раза за полгода.
Исходя из ожиданий участников рынка, спрос на древесные пеллеты может полностью восстановиться только к началу подготовки к осенне-зимнему сезону 2021–2022 гг., в частности, к сентябрю.
Это зависит от того, будет ли активное потребление пеллет сопровождаться стабилизацией минусовых температур. Хотя это потребление в первую очередь будет покрываться за счет текущих запасов, так как склады клиентов заполнены, восстановить обычный объем экспорта в ближайшее время не удастся. При этом участники рынка отмечают рост как цен, так и потребления пеллет внутри страны.
Российские производители пеллет могут почувствовать ценовое давление со стороны европейских потребителей. В связи с усилением конкуренции на внутреннем рынке из-за ввода новых производств, а также ростом курса рубля к евро российские предприятия имеют преимущества перед европейскими производителями, которые уже находятся ниже точки безубыточности и не могут себе позволить снижать цены (цена реализации 110–115 евро за тонну древесных пеллет (FOB порты Балтика) приведет к отрицательной рентабельности их производства). При этом российские производители отмечают выход на положительные значения рентабельности благодаря росту курса рубля к евро.
Новые производственные мощности усиливают давление рынка В 2021 году планируется ввести в эксплуатацию или расширить более 1,1 млн тонн древесных пеллет. Крупнейшим проектом является Лузалес, мощность которого увеличится до 180 000 тонн древесных пеллет в Коми , село Човью. Запуск объекта ранее планировался на 2020 год. Всего производственные мощности российских предприятий в 2020 году увеличились на 670 000 тонн. Еще 850 000 тонн мощности были заявлены, но не введены в эксплуатацию.
Одним из крупнейших производственных объектов, введенных в эксплуатацию в 2020 году, является завод по производству пеллет ГК «Регион-Лес» в г. Архангельске мощностью 80 000 тонн в год. В ближайшие годы на этой площадке планируется построить лесопильный завод производительностью 350 000–500 000 кубометров сырого круглого леса, а также модернизировать цех по производству пеллет с увеличением его мощности до 100 000 тонн в год.
Автор: Мария Фролова Аналитик, WhatWood [email protected] www.whatwood.ru
Анализ рынка пеллет в России
Перейти к содержимому
Анализ рынка пеллет в России
Посмотреть увеличенное изображение
Имея на своей территории 22% мирового лесного фонда, Россия обладает обильными ресурсами биомассы для производства биотоплива. Леса в России составляют около 542 млн м3, что составляет около 40 процентов территории России. Каждый год большое количество древесных отходов производится лесной промышленностью, что является преимуществом для производства продуктов из биомассы, таких как древесные гранулы. Однако индустрия древесных пеллет не развивалась должным образом. Производство и рынок древесных пеллет в России
Развитие в России идет медленно и поздно. Российское производство древесных пеллет имело место лишь в несколько десятилетий начала 21 века. В 2001 году был построен первый в России завод по производству пеллет с малым производством, а в последующие три года было построено около 6-7 заводов по производству древесных гранул с общим объемом производства древесных гранул не более 15-25 тысяч тонн. Затем, в 2005 и 2006 годах, производство пеллет в России быстро расширялось. В 2005 году насчитывалось 28-30 заводов по производству древесных гранул, производящих древесные гранулы, а в 2006 году их число увеличилось до 60 с общим объемом производства 122 тысяч тонн древесных гранул. В то время как в 2007 году Завод по производству древесных гранул сократился в России, однако мощность по производству древесных гранул продолжает увеличиваться. А в 2008 году количество заводов по производству пеллет в России снова увеличилось и достигло 100 производителей пеллет в России. Четыре года спустя, в 2012 году, производство древесных пеллет в России впервые достигло одного миллиона тонн.
Потребление древесных пеллет в России В начале развития российского рынка древесных пеллет древесные пеллеты в России в основном производились на экспорт. Около 90% древесных пеллет было экспортировано в Европу. Древесные гранулы использовались только в частных коттеджах для отопления в котле на пеллетах. При этом с 2007 года внутреннее потребление в России увеличилось. В 2007 году около 5-15% древесных гранул использовалось для внутреннего рынка, а в 2009 году внутреннее потребление древесных гранул увеличилось до 15-30%. В 2012 году внутреннее потребление производства древесных пеллет составило 150 000 тонн в год.
Насос гидравлический со шлангом для 10 т растяжки Matrix
Главная
Каталог
Автомобильный инструмент
Насосы гидравлические
Артикул:
513255
Скачать фото
Скачать все архивом
Давление при максимальной нагрузке, Мпа
62
Длина шланга, м
1. 55
Максимальное усилие, т
10
Соединитель, дюйм
3/4
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 5 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 5 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ гель шахматный облив, оверлок Россия Сибртех
Перчатки трикотажные, ПВХ гель шахматный облив, оверлок Россия Сибртех
Перчатки Нейлон, ПВХ точка, 13 класс, белые, L Россия
Перчатки Нейлон, ПВХ точка, 13 класс, белые, L Россия
Перчатки х/б, 3 пары в упаковке, 10 класс Россия
Перчатки х/б, 3 пары в упаковке, 10 класс Россия
513265
Цилиндр гидравлический для 10 т растяжки Matrix
Цилиндр гидравлический для 10 т растяжки Matrix
Цилиндр гидравлический для 10 т растяжки Stels
Цилиндр гидравлический для 10 т растяжки Stels
513485
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Matrix
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Matrix
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Stels
Цилиндр гидравлический, 10 т, стяжной усиленный с крюками Stels
513405
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Matrix
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Matrix
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в металлическом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в металлическом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе на колесах Stels
Растяжка гидравлическая, 10 т, набор из 17 предметов, 7 сменных насадок, в пластиковом кейсе на колесах Stels
Похожие товары
Насос гидравлический со шлангом для 10 т растяжки Stels
Насос гидравлический со шлангом для 10 т растяжки Stels
Насос гидравлический со шлангом для 10-тонной растяжки MATRIX
Артикул: 513255
Ссылка на инструкцию
http://instrument. ru/info/manual/513255.pdf
Производитель
MATRIX
Категория оборудования
Насосы гидравлические
Вес
7.3 кг
Все характеристики
К сравнению
В избранное
Категории:
Насосы гидравлические
Теги:
Обзор
Характеристики
Обзор
Инструмент представляет собой ручной насос для гидравлических механизмов и поставляется к ним как запасная или дополняющая часть. Применяется в комплекте с набором (51314, 51320, 51340, 51334, 51345) для растяжки и рихтовки металлоконструкций и кузовов автомобилей. Создаваемые усилия: для модели 51325 – 10 т, для модели 51327 – 4 т.
Характеристики
Ссылка на инструкцию
http://instrument.ru/info/manual/513255.pdf
Производитель
MATRIX
Категория оборудования
Насосы гидравлические
Вес
7. 3 кг
проблемы, следы износа, когда заменить, шумы
Обновлено: 17.11.2018
Поликлиновой ремень.
Если вы откроете капот в современном автомобиле с бензиновым или дизельным двигателем, то увидите как минимум один поликлиновой ремень. Смотрите это фото. Есть автомобили с двумя или тремя ремнями; у электромобилей нет ремней. Работа поликлинового ремня заключается в том, чтобы приводить в действие аксессуары, установленные на вашем двигателе, такие как генератор переменного тока, водяной насос и компрессор кондиционера.
Поликлиновой ремень отличается от ремня ГРМ. Ремень ГРМ приводит в движение распредвал(ы) двигателя и скрыт под защитными кожухами. Поликлиновой ремень расположен сбоку двигателя и его можно осмотреть из-под капота. Что будет, если порвется поликлиновой ремень? Из-за чего может свистеть ремень? Когда следует заменить поликлиновой ремень? Насколько это дорого?
Что произойдет, если порвется поликлиновой ремень?
Обрыв поликлинового ремня.
При обрыве поликлинового ремня автомобиль не будет ехать и его придется буксировать. Если двигатель работает без поликлинового ремня, он может перегреться, так как водяной насос перестанет работать. Порванный ремень также может повредить другие детали. Мы видели сломанные кожухи радиатора и порванные шланги охлаждающей жидкости, которые были повреждены порванным ремнем.
Признаками обрыва поликлинового ремня являются громкие шлепки, визг или стук из-под капота. Также может загореться сигнальная лампа системы зарядки в форме аккумулятора, потому что генератор переменного тока перестанет заряжать аккумулятор. Если в автомобиле установлен гидравлический насос усилителя руля, рулевое управление станет жестким.
Распространенные проблемы с ремнем и натяжителем, которые могут привести к разрыву ремня или возникновению шума
Вот несколько распространенных проблем:
Полиуретановый серпантиновый ремень по сравнению с новым ремнем.
1. Регулярный износ . Новый поликлиновой ремень имеет мягкую войлочную поверхность на ребристой стороне. По мере износа ремня резина ремня затвердевает и трескается; прокрутите вниз, чтобы увидеть фотографию треснувшего ремня. Изношенный ремень растягивается и теряет натяжение. Из-за этого ремень время от времени начинает проскальзывать. Вы можете услышать его при запуске двигателя утром или в сырую погоду в виде визжащих или чирикающих звуков, доносящихся из-под капота. Ремень также может выглядеть застекленным, как на этом фото.
Если других проблем нет и натяжитель ремня в порядке, новый поликлиновой ремень должен решить эту проблему. Замена поликлинового ремня стоит от 18 до 75 долларов за деталь плюс 50-150 долларов за работу.
Утечки масла могут повредить поликлиновой ремень за короткий промежуток времени.
2. Утечки масла . Иногда в двигателе появляются утечки масла в районе ремня, из-за чего ремень пропитывается маслом, см. фото. Масло или охлаждающая жидкость могут быстро повредить змеевик или ремень ГРМ.
Мы видели новый поликлиновой ремень, который прослужил менее недели в двигателе, из которого вытекает масло в районе ремня. В этом случае нет смысла устанавливать новый ремень. Течи масла должны быть устранены в первую очередь. Цена ремонта течи масла зависит от источника утечки. Замена прокладки клапанной крышки стоит недорого (120-300 долларов), но если утечка идет из сальника распредвала или других источников, ремонт будет более сложным.
Автоматический подпружиненный натяжитель ремня может заклинить внутри или изнашиваться на валу
3. Плохой подпружиненный автоматический натяжитель ремня. Надлежащее натяжение жизненно важно для любого ремня. Часто старый подпружиненный автоматический натяжитель ремня заклинивает или изнашивается и становится слабым. Без надлежащего натяжения поликлиновой ремень начнет проскальзывать. Это приведет к более быстрому износу ремня.
Мы видели заклинившие натяжители ремня, из-за чего ослабленный поликлиновой ремень скатывается с натяжителя. Симптомы ослабления поликлинового ремня включают громкий визжащий звук при запуске двигателя или при полном повороте руля в одну сторону. Поликлиновой ремень, который продолжает соскальзывать со шкива, является еще одним признаком плохого натяжителя. Решение — замена поликлинового ремня и натяжителя ремня. Подпружиненный автоматический натяжитель ремня стоит 20–50 долларов за деталь плюс работа (75–170 долларов).
Часто вы можете обнаружить гидравлический натяжитель ремня, например, течь масла.
4. Проблемы с гидронатяжителем ремня. На многих автомобилях установлен гидравлический поликлиновой натяжитель ремня, где вместо пружины натяжение поддерживается небольшим «амортизатором» (на фото). Тоже может выйти из строя. Симптомы включают утечку из натяжителя или дребезжащий шум в области ремня при работающем двигателе. Этот элемент часто выходит из строя во многих автомобилях, включая автомобили Toyota Corolla, Matrix, BMW и Mazda.
Исправление то же; неисправный натяжитель подлежит замене. Ремень тоже нужно заменить, если он не в новом состоянии. Гидравлический натяжитель ремня стоит от 35 до 75 долларов. Работа по его замене составляет 75-170 долларов.
5. Ручное натяжение ремня не отрегулировано . В некоторых автомобилях натяжение ремня регулируется вручную, смотрите фото. Вот еще пример: регулировка натяжения ремня в Toyota Yaris. Со временем ремень растягивается и если вовремя не отрегулировать натяжение, ремень начнет проскальзывать. Вы, наверное, видели: старая японская или корейская машина при запуске издает громкий визг.
Решение простое: если ремень все еще в хорошем состоянии, необходимо заново отрегулировать натяжение. Если ремень плохой, его необходимо заменить и правильно натянуть.
Генератор на этом фото не выровнен с ремнем и другими шкивами. Из-за этого ремень стал скрипеть и быстрее изнашиваться.
6. Перекос ременного шкива. Поликлиновой ремень проходит по нескольким шкивам. Если какое-либо из устройств с ременным приводом или натяжной ролик по какой-либо причине не выровнены с ремнем, ремень будет визжать. Часто эта проблема обнаруживается после того, как только что замененный ремень все еще визжит или быстро изнашивается. Одним из симптомов этой проблемы является повышенный износ одной стороны ремня.
Иногда визуально видно, что один из шкивов не выровнен. Например, в этой машине, на фото, генератор и ремень заменены в поездке, несколько недель назад. Теперь поскрипывает ремень. При ближайшем рассмотрении мы обнаружили, что генератор был ослаблен и смещен под углом. Это приводило к тому, что шкив генератора смещался относительно ремня, поэтому ремень визжал и быстрее изнашивался. Если приглядеться на фото, то можно увидеть резиновую стружку в районе между ремнем и генератором. Исправление в данном случае заключалось в замене ремня и изношенных болтов генератора для выравнивания генератора.
Неисправный подшипник в одном из натяжных шкивов, подобно этому, является еще одним распространенным источником шума.
7. Шумный натяжной ролик или подшипник натяжителя. Для прокладки поликлинового ремня во многих автомобилях используются свободно вращающиеся шкивы, подобные показанному на фотографии. Называется натяжной ролик. Он крутится на маленьком подшипнике. Когда этот подшипник выходит из строя, он может издавать скулящий/жужжащий или визжащий шум. Поскольку несколько устройств с ременным приводом могут издавать одинаковый шум, для диагностики этого может потребоваться некоторое время.
Механики используют специальный стетоскоп для поиска источника шума. Плохой подшипник внутри генератора, компрессора кондиционера или насоса гидроусилителя руля производит такой же шум. Механику может потребоваться снять ремень и проверить устройства, приводимые в движение ремнем, одно за другим.
Ремонт будет зависеть от того, какая деталь вышла из строя. Если просто бездельник, то не очень дорого: 15-35 долларов за деталь плюс 60-170 долларов за работу. Замена компрессора кондиционера или генератора может стоить от 450 до 850 долларов.
Когда требуется замена поликлинового ремня
Этот поликлиновой ремень все еще в хорошем состоянии, его пока не нужно заменять.
Поликлиновой ремень может прослужить от 30 000 до более 100 000 миль. Большинство производителей автомобилей не указывают интервалы замены поликлинового ремня, а рекомендуют проверять ремень во время регулярного обслуживания.
Например, вот что Toyota рекомендует для поликлинового ремня в Toyota Camry 2017 года:
Первоначальный осмотр через 60 000 миль/72 месяца. После этого проверяйте каждые 15 000 миль/18 месяцев.
Этот поликлиновой ремень имеет трещины, его необходимо заменить
Когда вы отвозите свой автомобиль на плановую замену масла, механик будет искать трещины (см. фото), сколы, поврежденные края, отсутствующие куски, остекление и другие признаки износа. В большинстве случаев легко увидеть, когда ремень изношен. Изношенный ремень подлежит замене. Поликлиновой ремень также необходимо заменить, если он пропитан маслом или растянут.
Стоимость замены поликлинового ремня
Если в вашем автомобиле два ремня, мы рекомендуем заменять их одновременно, потому что вы экономите на рабочей силе. Также хорошей идеей будет заменить старый поликлиновой ремень перед дальней поездкой. Замена поликлинового ремня стоит 18–75 долларов за деталь плюс 50–150 долларов за работу.
Насколько легко заменить поликлиновой ремень своими руками?
По шкале от 1 (легко) до 10 (оставьте это профессионалам) замена поликлинового ремня может быть оценена от 3 до 7 в зависимости от автомобиля. Чтобы заменить поликлиновой ремень, вам понадобится схема ремня, показывающая маршрут. Для некоторых автомобилей маршрут указан в руководстве по эксплуатации. Другой способ — нарисовать схему маршрутизации перед снятием старого ремня.
Реклама
Во многих переднеприводных автомобилях с поперечно расположенным двигателем пространство между двигателем и рамой ограничено, и замена серпантина может быть сложной задачей.
В некоторых автомобилях для снятия натяжителя ремня требуется специальный инструмент. Для заказа поликлинового ремня вам может понадобиться номер VIN, так как ремень может быть разным для разных годов и двигателей. Рекомендуется перед установкой сравнить новый ремень со старым, чтобы убедиться, что деталь подходит.
Если вам нужны надлежащие инструкции по ремонту, мы разместили список веб-сайтов, предлагающих платный доступ к руководствам по обслуживанию для различных автомобилей, внизу этой статьи. Конечно, есть YouTube, на котором тысячи автолюбителей публикуют видео, сделанные своими руками.
Читать далее: Ремень ГРМ: когда менять, что будет, если порвется Генератор, принцип работы, симптомы, проверка, проблемы, замена проблемы, варианты ремонта Как работают автомобильные детали и датчики
Оборудование для домашнего спортзала | Wirecutter
Мы самостоятельно проверяем все, что рекомендуем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию. Узнать больше›
Здоровье и фитнес
Упражнения
Ищете лучшее оборудование для тренировок и фитнеса? Мы все это пробовали. Мы бегали на беговых дорожках, качали гири, растягивались на ковриках для йоги, прыгали через скакалку, балансировали на мячах и восстанавливались с помощью пенопластовых валиков — и все это для того, чтобы найти лучшие продукты, которые помогут вам оставаться в форме.
Лучшие фитнес-трекеры
Ингрид Скджонг и Эми Робертс -использование и многофункциональность Fitbit Charge 5.
Лучшие наушники для бега
Лорен Драган все, поэтому у нас есть несколько рекомендаций, основанных на стиле, функциях и цене.
8 лучших бутылок для воды
Евой О’Нил и Сэмом Шильдом
Мы нашли восемь различных бутылок для воды, подходящих для всех, от спортивных крыс до заядлых путешественников.
Лучшая скакалка
Эми Робертс, Ингрид Скджонг и Кайра Блэквелл что скакалка XYLsports является лучшей для большинства людей.
Лучшая беговая дорожка.
Лучшие беговые коляски
Кэтрин Гэммон и Дженни Гриттерс
После рассмотрения 20 беговых колясок и тестирования семи мы пришли к выводу, что Thule Urban Glide 2 является лучшей.
Лучшие наушники для тренировок
(автор: Lauren Dragan) Нам нравится его надежная посадка, простое управление, водонепроницаемая конструкция и способность блокировать шум.
Лучший мяч для упражнений
Трейси Венс воздушное уплотнение.
Лучшее снаряжение для фитнеса от Wirecutter
автором Wirecutter Staff
Вот 75 лучших фитнес-тренажеров, которые помогут вам правильно начать год.
Как выбрать лучшие кроссовки для вас
Ингрид Скджонг и Эми Робертс снова в дороге. Поиск их может включать пробы и ошибки. Вот как начать.
Лучшие футбольные бутсы, мячи, ворота и многое другое по мнению экспертов The Athletic
Лучшие солнцезащитные очки для спорта
by Bob Howells
люди.
Лучшие велотренажеры
Ингрид Скджонг вы настроены на успех.
Обзор велосипеда Peloton: что нужно знать перед покупкой
Ингрид Скджонг и Эми Робертс ежемесячный членский взнос. Мы рассматриваем оба.
Лучшие коврики для йоги
Ингрид Скджонг и Эми Робертс У нас есть безрезиновые, бюджетные и дорожные варианты.
Лучшие леггинсы
(автор: Ingrid Skjong)
Как почистить коврик для йоги
Автор Ingrid Skjong
Вот как сохранить коврик свежим, чистым и подготовленным для занятий.
Лучшая экипировка для бега
Ингрид Скджонг и Wirecutter Staff
Правильная экипировка для бега поможет вам максимально эффективно тренироваться. После обширных исследований и испытаний со страстными бегунами, вот что мы рекомендуем.
Лучшие регулируемые гантели
Ингрид Скджонг и Эми Робертс. лучший вариант для домашних силовых тренировок.
Экипировка для бега в холодную погоду, которая вам понадобится этой зимой
, автор Ingrid Skjong , удобный и безопасный, когда температура падает.
Плохая идея купить Peloton прямо сейчас?
Ингрид Скджонг
Падение спроса, увольнения, отзыв — Peloton переживает тяжелые времена. Единственный плюс для покупателей: приобрести Peloton Bike стало проще, чем когда-либо.
Лучшие эспандеры
Эми Робертс
Мы потратили 25 часов на тестирование 10 наборов эспандеров. Эластичные эспандеры Bodylastics с уникальным защитным механизмом подходят большинству людей.
Лучший электрический скутер
Ник Гай
короткие поездки, а также поручения.
Лучшие беговые ремни
Эми Робертс и Ингрид Скджонг
Лучшие спортивные бюстгальтеры
Анна Перлинг и Ингрид Скджонг
Чтобы найти правильный спортивный бюстгальтер, лучше всего попробовать как можно больше. Мы рекомендуем 10 вариантов, чтобы начать поиск.
Отзыв Peloton Tread+: что нужно знать владельцам
Лучшие пенные валики
Ингрид Скджонг и Эми Робертс У нас есть выбор для разных предпочтений тоже.
Урок №7. Восстановление испорченной геометрии для создания объемной сетки
Урок №1: Линейный анализ потери устойчивости кронштейна в Femap
Урок №2: Создание геометрии и сетки в FEMAP
Урок №3: Группы и слои в FEMAP. Отличия и рекомендации
Урок №4: Режимы отображения и настройки вида View Options
Урок №5: Использование постпроцессора Femap with NX Nastran
Урок №6: Подготовка геометрии к разбиению на сетку КЭ в FEMAP with NX Nastran
Урок №7: Восстановление испорченной геометрии для создания сетки КЭ
Урок №8: Восстановление дефектов сетки в ручном режиме
Урок №9: Расчет балочной модели фермерной конструкции
Урок №10: Анализ осесимметричной модели сосуда под давлением
Урок №11: Анализ модели сварной трубы
Урок №12: Анализ пластинчатой модели корпуса
Урок №13: Динамический анализ переходных процессов Direct Transient в FEMAP
Урок №14: Гармонический анализ в FEMAP с использованием рестарта
Урок №7
В этом примере Вы научитесь восстанавливать испорченную геометрию для создания сетки в Siemens Femap.
Slivers — это небольшие грани, которые могут образовываться при выполнении булевых или других операциях при создании твердотельной геометрии. Как правило, эти грани намного меньше других граней геометрической модели. Пока они малы, они могут причинить большие затруднения при создании сетки.
Содержание:
Импорт геометрии, содержащую очень маленькую грань (Sliver).
Сшивание поверхностей (выполнение команды Solid, Stitch).
Создание сетки.
Устранение проблем с геометрией, вызвавших сбой сетки.
Создание конечно-элементной сетки по исправленной геометрии.
Slivers — это небольшие грани, которые могут образовываться при выполнении булевых или других операциях при создании твердотельной геометрии
Импортирование геометрии
Запустите FEMAP и создайте новый файл модели. Импортируйте файл геометрии Parasolid.
File, New.
File, Import, Geometry.
В диалоговом окне импорта геометрии (Geometry File to Import) перейдите в папку Examples в директории установки FEMAP, найдите файл Geometry_Repair.X_T и нажмите открыть. В диалоговом окне Solid Model Read Options оставьте настройки импорта по умолчанию и нажмите ОК.
Для удобства, разверните модель в пространстве таким образом, как показано на следующем рисунке.
Импорт геометрии в формате Parasolid в Siemens Femap
Обратите внимание: Файл Parasolid импортируется как поверхности, которые необходимо будет сшить между собой. Поверхности имеют случайный цвет. В этом случае, маленькая грань (Sliver) в геометрии довольно очевидна, но в реальной практике такие грани весьма трудно заметить невооруженным взглядом.
Сшейте поверхности между собой, чтобы создать единое тело (Solid).
Geometry, Solid, Stitch.
В диалоговом окне выбора объектов Entity Selection нажмите кнопку Select All, чтобы выбрать все поверхности. Нажмите ОК во всех диалоговых окнах.
Если FEMAP не создаст действительно твердое тело (Solid), то программа автоматически сделает все поверхности прозрачными и подсветит кривые, которые не были сшиты командой Stitch и мешают созданию замкнутого объема.
Прозрачный вид геометрической модели с подсвеченными кривыми для визуализации неполадок в геометрии
Прозрачный вид геометрической модели с подсвеченными кривыми будет оставаться таким до тех пор, пока Вы не выполните команду регенерации графического окна с помощью сочетания клавиш Ctrl+G (двойной щелчок левой кнопки мыши по графическому окну) или пока эта команда не будет выполнена в составе другой команды, например, при изменении внешнего вида модели от каркасного (Wireframe) на твердотельный (Solid) с помощью меню View Style на панели View.
Обратите внимание: На панели сообщений Messages появится подсказка о том, что вы создали твердотельный лист (Sheet Solid) вместо твердого тела (Solid).
Результаты выполнения команды Stitch в диалоговом окне Messages
Совет: Твердотельный лист (Sheet Solid) внешне очень похож на обычное твердое тело (Solid). Выполните следующие действия, чтобы определить, является ли модель твердым телом (Solid) или твердотельным листом (Sheet Solid).
Tools, Mass Properties, Solid Properties.
В диалоговом окне Select Solid for Mass Properties выберите геометрию.
Нажмите ОК. Нажмите No (не создавать узел и точечную массу в центре тяжести модели), затем в диалоговом окне Density задайте плотность (или оставьте значение по умолчанию) и нажмите ОК.
Примечание: Проверьте новые сообщения на панели Messages. Если значение объема равно 0, то это твердотельный лист. Если объем имеет значение отличное от нуля, то геометрия является обычным твердым телом (Solid). На данный момент Вы имеете твердотельный лист.
Если значение объема равно 0, то это твердотельный лист. Если объем имеет значение отличное от нуля, то геометрия является обычным твердым телом (Solid)
Создание объемной сетки
Попробуйте создать сетку по созданной ранее геометрии.
Mesh, Geometry, Solids.
В диалоговом окне Define Material – ISOTROPIC нажмите кнопку Load, чтобы загрузить стандартный материал из библиотеки.
В диалоговом окне Select From Library выберите любой материал.
Нажмите ОК в обоих диалоговых окнах задания материала. Нажмите ОК в диалоговом окне Automatic Mesh Sizing.
Примечание: FEMAP отображает сообщение: «Mesher Aborted». Нажмите кнопку ОК или NO. Дополнительные сведения о причинах сбоя создания сетки можно посмотреть в сообщениях на панели Messages.
Совет: FEMAP сначала создает сетку на внешних поверхностях модели. Затем, основываясь на сетке поверхностей, FEMAP заполняет внутренний объем твердого тела конечными элементами. Сообщение об ошибке «Surface mesh has at least one hole» указывает, что сетка на поверхностях не представляет собой замкнутый объем. FEMAP прервал процесс создания сетки и оставил поврежденную поверхностную сетку для диагностических целей.
Сообщение об ошибке «Surface mesh has at least one hole» указывает, что сетка на поверхностях не представляет собой замкнутый объем
Tools, Undo.
Совет: Команду отмены можно также выполнить с помощью сочетания клавиш Ctrl+Z.
Примечание: Проверьте панель сообщений Messages, чтобы убедиться в том, что действие команды Stitch было отменено. Если нет, повторите команду отмены (Tool, Undo) до тех пора, пока не отмените нужное действие.
Устранение проблем с геометрией, вызвавших сбой сетки
Поскольку создание сетки было прервано, необходимо исправить геометрию. Сначала попробуйте использовать команду очистки геометрии (Solid, Cleanup). Если это не сработает, Вам придется исправлять геометрию в ручном режиме.
Автоматическая очистка геометрии
Команда Geometry, Solid, Cleanup проверяет твердое тело и удаляет все посторонние элементы, которые могли быть созданы во время экспорта из пакета САПР или после выполнения логических операций.
Выполните команду очистки геометрии, чтобы попробовать устранить проблемы с геометрической моделью.
Geometry, Solid, Cleanup.
В диалоговом окне выбора объектов Entity Selection выберите созданный ранее твердотельный лист (Sheet Solid).
Нажмите ОК.
Диалоговое окно Solid Validation and Cleanup: Активируйте опцию «Enable Advanced Geometry» в разделе расширенных параметров очистки геометрии Advanced Geometry Cleanup, который также включает опции очистки недопустимой геометрии (Invalid Geometry), удаление небольших объектов (Remove Small Features) и оптимизацию геометрии (Optimize). Параметры Check Geometry (проверить геометрию), Match Model Scale Factor (сопоставить коэффициент масштабирования модели), Remove Redundant Geometry (удалить избыточную геометрию) и показать сообщения о ходе выполнения команд (Show Progress Messages) в разделе проверки геометрии Validate Geometry уже должны оставаться включенными.
Нажмите ОК.
Обратите внимание: На панели сообщений Messages будет написано, что проверка геометрии пройдена. Однако, если увеличить и развернуть модель, Вы увидите, что проблема не решена и геометрия до сих пор не является замкнутыми телом.
Иногда Вы не сможете определить, получится ли разбить геометрию на объемную сетку без попытки сшить ее
Совет: Несмотря на то, что геометрия прошла проверку, Вы все еще не можете разбить ее на объемные конечные элементы. Иногда Вы не сможете определить, получится ли разбить геометрию на объемную сетку без попытки сшить ее. С опытом, Вы узнаете, какая геометрия может быть разбита сразу, а какую необходимо модифицировать.
Перед созданием сетки попробуйте представить размер элемента и то, как с его помощью можно аппроксимировать геометрию. Если Вы не видите, как ваша геометрия может состоять из элементов, то скорее всего, сеточный построитель не сможет разбить ее на конечные элементы.
Удаление проблемной геометрии
Поскольку средство проверки геометрии не восстановило геометрию автоматически, вам придется исправлять ее вручную. Сначала удалите проблемную поверхность, затем создайте новую поверхность чтобы получить замкнутый объем.
Разбейте твердотельный лист (Sheet Solid) на отдельные поверхности, затем удалите поверхность, которая мешает создать замкнутый объем.
В диалоговом окне выбора объектов Entity Selection выберите проблемную поверхность.
Нажмите ОК. Нажмите ОК еще раз, чтобы подтвердить удаление.
Обновите графическое окно FEMAP с помощью команды Window, Regenerate или нажмите сочетание клавиш Ctrl+G.
Удаление проблемной геометрии
Создание новой поверхности
Теперь, когда вы удалили проблемную поверхность, вы можете создать новую поверхность, которая будет замыкать объем тела.
Убедитесь, что существует две кривые на одном ребре.
List, Geometry, Curve.
Наведите курсор на модель, чтобы выделить кривые.
Обратите внимание: Одна кромка модели будет содержать две кривые A и B, как показано на рисунке.
Одна кромка модели будет содержать две кривые A и B
Нажмите Cancel.
Выполните очистку геометрии, чтобы объединить две кривые A и B. Используйте новую кривую для создания новой поверхности.
Geometry, Solid, Cleanup.
В диалоговом окне выбора объектов Entity Selection нажмите кнопку Select All, чтобы выбрать все поверхности. Затем нажмите ОК.
Диалоговое окно Solid Validation and Cleanup: Активируйте опцию «Enable Advanced Geometry» в разделе расширенных параметров очистки геометрии Advanced Geometry Cleanup, который также включает опции очистки недопустимой геометрии (Invalid Geometry), удаление небольших объектов (Remove Small Features) и оптимизацию (Optimize). Параметры Check Geometry (проверить геометрию), Match Model Scale Factor (сопоставить коэффициент масштабирования модели), Remove Redundant Geometry (удалить избыточную геометрию) и показать сообщения о ходе выполнения команд (Show Progress Messages) в разделе проверки геометрии Validate Geometry уже должны оставаться включенными.
Нажмите ОК.
Обновите графическое окно FEMAP с помощью команды Window, Regenerate или нажмите сочетание клавиш Ctrl+G.
Geometry, Surface, Edge Curves.
В диалоговом окне Edge Surface выберите четыре кривые, которые образуют новую поверхность.
Выберите четыре кривые, которые образуют новую поверхность
Нажмите ОК. Затем нажмите Cancel.
Обновите графическое окно FEMAP с помощью команды Window, Regenerate или нажмите сочетание клавиш Ctrl+G.
Построение новой поверхности перед выполнением команды Stitch
Теперь необходимо сшить поверхности между собой.
Geometry, Solid, Stitch.
В диалоговом окне выбора объектов Entity Selection. нажмите кнопку Select All, чтобы выбрать все поверхности. Затем нажмите ОК во всех диалоговых окнах.
Обратите внимание: Посмотрите на панель сообщений Messages, чтобы убедиться, что твердое тело (Solid) было создано. Можно также выполнить двойную проверку с помощью команды Tools, Mass Properties, Solid Properties.
Убедитесь, что твердое тело (Solid) было создано Можно также выполнить двойную проверку с помощью команды Tools, Mass Properties, Solid Properties
Создание объемной сетки твердого тела
Mesh, Geometry, Solids. Используйте настройки построения сетки по умолчанию. Убедитесь, что вы загрузили материал из библиотеки.
Создание объемной сетки твердого тела
Самостоятельная работа
Для завершения анализа:
Приложите давление 100 psi на верхней поверхности и зафиксируйте нижнюю поверхность (Fixed Support).
Решите модель с помощью решателя NX Nastran, используя статический анализ.
Отобразите контурную эпюру напряжений по Мизесу.
Контурная эпюра напряжений по Мизесу
Это конец примера. Вам не нужно сохранять файл модели.
Попробуйте Siemens Femap и познакомьтесь с самыми современными возможностями моделирования в пре-/постпроцессоре Femapвместе с вычислительными возможностями ведущего в отрасли решателя Simcenter Nastran.
Посмотрите, как эти комплексные приложения для моделирования и анализа могут помочь Вам сэкономить деньги и сократить время выхода изделия на рынок благодаря оптимизированным проектам, уменьшению числа прототипов и натурных испытаний.
По этой ссылке Вы получите доступ к полной версии Siemens Femap: Base Module с дополнительным модулем Dynamic Response. Нет ограничений по количеству сохранений, размерам моделей или другим факторам, которые ограничивают Вашу способность моделировать и анализировать готовые проекты изделий.
Что нового в SOLIDWORKS 2020 / Хабр
Более чем шести миллионам пользователей по всему миру SOLIDWORKS позволяет ускорить и усовершенствовать процесс разработки изделий – начиная со стадии концептуального дизайна до изготовления конечной продукции – и сгенерировать добавленную стоимость для их бизнеса. Рассмотрим подробнее SOLIDWORKS 2020 — новейшую версию пакета приложений для 3D-дизайна и проектирования, разработанную научно-исследовательским подразделением Dassault Systèmes на основе комментариев и идей об усовершенствовании, собранных у сообщества SOLIDWORKS по всему миру.
Итак, SOLIDWORKS 2020 помогает оптимизировать процесс разработки и производства промышленных изделий на всех стадиях. В новой версии улучшения сосредоточились в основном в трех областях:
Повышение производительности. Усовершенствованные функции редактирования чертежей, работы со сборками, выполнения инженерных расчетов — все они значительно ускоряют проектирование и анализ изделий любой сложности.
Оптимизация процессов. Благодаря расширенным возможностям проектирования, расчетов, управления инженерными данными и подготовки производства сокращается цикл разработки, повышается качество продукции и снижается ее себестоимость.
Согласованная работа в облаке. К SOLIDWORKS 2020 можно без труда подключать приложения, работающие на платформе 3DEXPERIENCE. Это дает возможность контролировать многие аспекты разработки изделий, подготовки производства и поставки продукции, причем в любой момент времени.
SOLIDWORKS 2020
Ускорение работы с чертежами больших сборок.В новом режиме оформления чертежи открываются за секунды (раньше на это уходило несколько минут). Вы можете редактировать существующие обозначения и примечания, проставлять размеры, наносить обозначения отклонения формы, добавлять технические требования, создавать новые листы и многое другое. Этот режим особенно удобен для внесения небольших изменений (например, изменение допуска размеров), для вывода чертежей на печать, а также для рассмотрения и проверки проектов. Панорамирование и зумирование при включенном аппаратном ускорении происходят плавно.
Проектирование сборок. В SOLIDWORKS 2020 расширено применение «конвертов» при совместной работе группы проектировщиков. Содержимое «конвертов» не ограничивается единственной сборкой: вы можете выбрать нужные компоненты на верхнем уровне сборки. В режиме большой сборки доступны команды, позволяющие копировать, вставлять, скрывать, отображать компоненты на экране и др.
Гибкие компоненты. Одну и ту же деталь внутри сборки можно отображать по-разному: пружина, например, может находиться как в сжатом, так и в свободном состоянии. Несколько состояний поддерживается также для шарниров, гофрированных трубок и т.п. Гибкие компоненты избавляют от необходимости создавать отдельные файлы деталей или уникальные конфигурации, помогают оптимизировать управление данными и повышают эффективность.
Ускорение построения эскизов. С помощью силуэтных объектов вы можете создавать эскизы, проецируя контуры детали на плоскость, своего рода — тень объекта. Возможно построение сегментов эскиза с поддержкой непрерывности G3. Улучшения коснулись и такой функции, как «повторить отмененное действие»: теперь вы не потеряете результаты работы, даже если в результате серии отмен вы случайно покинете среду построения эскизов.
Расширение возможностей 3D-печати. Первый шаг к успешной 3D-печати — это проверка, не выходит ли деталь или сборка за пределы рабочей области принтера. Для этого в SOLIDWORKS 2020 используется обширная библиотека 3D-принтеров с характеристиками каждого устройства. Предварительный экспорт в ячеистый формат (STL и др. ) больше не нужен: срезы формируются сразу на основе точной 3D-геометрии и могут быть сохранены в 3MF — открытом основанном на XML формате, который специально предназначен для аддитивного производства и хранит не только 3D-геометрию, но и данные о материалах, цветах, текстурах и многом другом. Если на предприятии нет возможности для 3D-печати своими силами, вы можете заказать ее на площадке 3DEXPERIENCE Marketplace, выбрав исполнителя из сотен высококвалифицированных поставщиков услуг.
Технология 3D Interconnect для расширенного обмена данными. Теперь вы можете прямо из Проводника Windows перетаскивать в сборки CAD-файлы, экспортированные из других систем, — точно так же, как любые другие компоненты SOLIDWORKS. В SOLIDWORKS 2020 добавлена поддержка новых форматов: 3D DWG, DXF и IFC. Преобразования файлов для них не требуется.
Гибкая работа с поверхностями. Работа с импортированными поверхностями и создание эквидистантных поверхностей всегда были сильными сторонами SOLIDWORKS. Однако встречались ситуации, когда результат смещения отличался от ожидаемого. Сейчас SOLIDWORKS 2020 выделяет поверхности, которые не удается сместить, и вы можете либо изменить параметры смещения, либо совсем удалить такие поверхности.
Непосредственное редактирование сеток. Функционал редактирования триангуляционных моделей в SOLIDWORKS 2020 продолжил расширяться. В STL-файлах на кромки можно добавлять скругления, применяя те же методы, что и для твердотельных файлов SOLIDWORKS. Скругления могут преобразовываться в фаски, и наоборот. Разрывы в сетках STL заполняются с помощью контекстного меню.
Взаимодействие в облаке при подготовке производства. В SOLIDWORKS 2020 налажен удобный обмен данными с другими необходимыми инструментами через облачную платформу 3DEXPERIENCE. Инженеры взаимодействуют в реальном времени, где бы они ни находились и независимо от применяемых устройств. Среди возможностей, обеспечиваемых с помощью облака, можно отметить управление проектами, совместная работа над эскизами, разделение модели между исполнителями, а также управление жизненным циклом изделия.
Упорядочение 3D-примечаний по типам. Инженерам постоянно приходится заниматься поиском нужных элементов оформления деталей или узлов. Например, нужно быстро найти знак базовой поверхности для линейного размера или обозначения шероховатости, допусков формы и расположения. SOLIDWORKS 2020 обеспечил такую возможность. Развернув папку в дереве элементов, можно упорядочить в модели все размеры, базы, допуски и другие элементы оформления.
Упорядочение 3D-примечаний по видам. Примечания и условные обозначения можно сортировать по видам (спереди, сверху и т.п.). Это устраняет необходимость включения всех видов примечаний для поиска нужного элемента. Вся необходимая информация отображается в дереве, где есть возможность поиска по ключевым словам.
Показ и скрытие каждого отдельного примечания. Для того чтобы инженерам не приходилось постоянно включать и скрывать виды примечаний полностью (а также создавать свой вид для каждого отдельного примечания), в SOLIDWORKS 2020 добавлена возможность управлять видимостью условных обозначений в модели через контекстное меню.
Поясним теперь, какое место 3D-примечания занимают в схеме MBD (определение на основе модели). Кратко его можно выразить тремя ключевыми словами (тремя «И» в данном случае): интеграция, интуитивность, интеллектуальность. Интеграция заключается в ассоциативности примечаний с остальной моделью. Под интуитивностью понимают работу с примечаниями в 3D — мире, аналогичном нашему реальному, а также возможность ознакомления с ними на любых современных устройствах. И, наконец, благодаря интеллектуальности информация из 3D-примечаний без труда воспринимается станками и другими устройствами обработки изделий.
SOLIDWORKS CAM 2020
SOLIDWORKS CAM 2020 — важный компонент нашего решения, предназначенного для подготовки производства. Это полнофункциональная CAM-система, обеспечивающая 2,5-осевую обработку.
Контрольно-измерительные процедуры. Поддерживаются во многих современных станках с целью сделать обработку более быстрой, удобной и безошибочной. При изготовлении нескольких однотипных деталей станок автоматически находит нулевую точку и устанавливается в нее независимо от того, кто из операторов управляет его работой. Функция, позволяющая выйти на новый уровень скорости и эффективности, доступна только в SOLIDWORKS CAM Professional.
Создание выступов для резки. Функция автоматически создает выступы или микросоединения, основываясь на профиле детали, и параметрически обновляет их при каких-либо изменениях. Это помогает избегать производственного брака, поломок инструмента и оборудования, а значит — в определенной мере страхует от непредвиденных затрат и срыва сроков.
Пользовательские настройки. Мы привыкли, что многие вещи можно настраивать под свои предпочтения, например, мелодии на смартфонах, экранные заставки или оповещения. SOLIDWORKS CAM учитывает эту тенденцию, поддерживая персонализированную базу данных, в которую заносятся пользовательские форматы и правила. Следует помнить, что во время выполнения процедур, связанных с настройками, приложение SOLIDWORKS CAD должно быть закрыто.
Коническая резьба инструментом с несколькими режущими лезвиями. В новой версии в библиотеку добавлен инструмент, поддерживающий согласование угла резьбы в конических отверстиях.
Универсальный генератор постпроцессинга (UPG). Новая версия бесплатного генератора UPG поддерживает новейшие возможности SOLIDWORKS CAM.
SOLIDWORKS Simulation 2020
Повышенная скорость и точность расчетов. Благодаря объединению линейных и квадратичных элементов в одной задаче возросла скорость и точность работы SOLIDWORKS Simulation. В резьбовых и штырьковых соединениях учитывается деформация граней. После выполнения термического анализа модели с балками можно импортировать температуры в прочностные расчеты.
Все, кто следит за новостями рынка САПР, знают, что компания Dassault Systèmes провела
16 октября интерактивное мероприятие SOLIDWORKS SUMMIT, на котором представила обновленную систему проектирования SOLIDWORKS 2020.
Предлагаем вашему вниманию запись выступления Андрея Виноградова, технического менеджера SOLIDWORKS, Dassault Systèmes в России и СНГ, который дал подробный обзор ключевых обновлений и технических преимуществ программного пакета SOLIDWORKS 2020.
Подписывайтесь на новости Dassault Systèmes и всегда будьте в курсе инноваций и современных технологий.
Dassault Systèmes официальная страница
Подписывайтесь на Dassault Systèmes в соцсетях:
Facebook Vkontakte Linkedin 3DS Blog WordPress 3DS Blog on Render 3DS Blog on Habr
Справка для рабочего стола
Чтобы получить доступ к этой справочной системе на другом языке:
Войдите в свою учетную запись Onshape.
Доступ к настройкам учетной записи.
В разделе «Настройки» выберите нужный язык отображения.
Язык отображения изменяет текст интерфейса пользовательского интерфейса, а также текст справки на выбранный вами язык. Вам может потребоваться снова войти в Onshape, чтобы изменения вступили в силу.
Чтобы начать работу с Onshape и настроить учетную запись и параметры поведения по умолчанию, мы настоятельно рекомендуем сначала пройти курс «Учебник». Это проведет вас через соответствующие установки и настройки учетной записи, как начать набросок, сделать деталь и другие основы Onshape. Расчетное время прохождения всех разделов составляет 50 минут, но вы можете выбрать модули по вашему выбору.
Праймер Onshape
Выберите категорию информации ниже или выберите из оглавления слева. У нас также есть глоссарий, если вы хотите изучить список терминов Onshape и их определения.
Предприятие
Узнайте об инструментах управления процессами, безопасности и разрешениях для нескольких пользователей, которым требуется контроль доступа, отслеживание и отчетность
Моделирование
Узнайте о САПР корпоративного уровня с развертыванием и доступом в режиме реального времени, управлением данными, а также аналитикой и элементами управления
Управление релизами
Узнайте о контроле версий в сочетании с процессами управления релизами в группах
Onshape предлагает множество самообучающихся возможности для вас. Выберите предпочтительный метод обучения по ссылкам ниже. Заходите почаще, так как мы регулярно обновляем наши ресурсы.
Учебный центр
Доступ к средствам обучения, включая видео, учебные пособия и онлайн-классы
Видеотека
Доступ к нашей видеотеке, включая функции на основе браузера и мобильные функции
Веб-семинары
Доступ к записанным веб-семинарам Onshape по широкому кругу тем, как специфичных для Onshape, так и общеотраслевых
Если вы новичок в Onshape , знакомство с основами — это хороший способ познакомиться с концепциями Onshape и некоторыми основными функциями.
Эта основная справочная система содержит справку по всем платформам, на которых работает Onshape. В каждой теме объясняется информация для всех платформ. В некоторых разделах информация зависит от платформы, и для каждой платформы есть раскрывающиеся списки. В других разделах информация не зависит от платформы, поэтому информация относится ко всем платформам.
Кнопки панели инструментов
В правом верхнем углу каждой страницы расположены четыре кнопки, обозначенные ниже слева направо:
Развернуть все / Свернуть все — Кнопка-переключатель, которая разворачивает или сворачивает все выпадающие текстовые области на текущей странице. Перед печатью страницы рекомендуется развернуть все раскрывающиеся списки. Это настраивает страницу для печати со всеми видимыми текстовыми областями.
Печать — открывает диалоговое окно «Печать»; для отправки страницы на подключенный принтер или сохранения страницы в виде файла PDF.
Предыдущая страница — переход на предыдущую страницу на основе оглавления.
Следующая страница — переход к следующей странице на основе оглавления.
Условные обозначения
В этой справочной системе вы увидите следующие примечания:
Ссылки на наш учебный центр; дополнительные ресурсы, чтобы узнать больше о конкретных функциях программного обеспечения. Некоторые ресурсы требуют дополнительной покупки.
Полезные советы, идеи или альтернативные рабочие процессы.
Предупреждающие сообщения о возможных подводных камнях, известных проблемах или потенциальных проблемах.
Сообщения об устранении неполадок, которые помогут вам справиться с проблемами.
Обратная связь
Чтобы оставить отзыв о самой справочной системе, нажмите синюю кнопку обратной связи в правой части браузера.
Используйте инструмент в Onshape, чтобы зарегистрировать тикет для поддержки Onshape. Разверните меню «Справка» (щелкните значок) и выберите . Обратитесь в службу поддержки . Корпоративные клиенты также могут обратиться к своему менеджеру по работе с клиентами.
Внизу каждого раздела справки вы найдете Была ли эта статья полезной? 9Инструмент обратной связи 0101 (как показано ниже). Оставьте свой отзыв, нажав кнопку Да или Нет.
Была ли эта статья полезной?
Спасибо! Спасибо. Пожалуйста, используйте кнопку обратной связи, чтобы предоставить дополнительную информацию.
Последнее обновление: 11 апреля 2023 г.
Учебное пособие по NX. Моменты инерции центроида и площади
Предварительный просмотр материала в текстовом виде
Учебное пособие по NX. Центроиды и моменты инерции площадей ENAE 324. Аэрокосмические конструкции. Весна 2015 г.
NX автоматически рассчитает информацию о площади и массе любого поперечного сечения балки, о котором вы только можете подумать. из. В этом руководстве показано, как отобразить центроид сечения, главные оси, 2-е моменты площади. и произведение инерции. 1. Сначала нарисуйте поперечное сечение — асимметричный U-образный канал из задачи 1 HW6 показан ниже. Создание эскиза в плоскости X-Y — самый простой способ получить геометрическую форму поперечного сечения. свойств, так как текущая версия NX проецирует эскизы на плоскость X-Y для расчета этих значений (наброски на любых других плоскостях дают неправильные значения, если не будут предприняты дальнейшие шаги; мы сделаем сначала легкий путь).
2. В меню «Анализ» выберите «Расширенные массовые характеристики» -> «Площадь с использованием кривых…». Нажмите на Кнопка «Граница (постоянная)» («Граница (временная)» должна работать нормально). 3. Когда появится окно «2D-анализ», выберите края эскиза, чтобы определить границы профиля. 4. Нажмите ОК. Нажмите OK еще раз, чтобы установить допуск (0,01 подойдет). Нажмите «Список всех». 5. Откроется информационное окно с указанием положения центроида, Ix, Iy, Ixy и направлений главных осей. 1
Учебное пособие по NX — Центроиды и моменты инерции площадей ENAE 324 — Аэрокосмические конструкции — весна 2015 г.
1. В качестве альтернативы, если мы делаем набросок в плоскости Y-Z в соответствии с соглашением по анализу луча, мы можем получить та же самая информация по пути к нашей полной симуляции. Прежде чем закончить набросок, нажмите «Анализ». в верхней строке меню и выберите опцию «Section Inertia».
2. Выберите все ребра, определяющие сечение (отдельно или щелкнув и перетащив рамку вокруг их) и установите все флажки «Аннотация» и «Вывод» в поле «Анализ инерции сечения», которые появляется. Кроме того, установите «Тип сечения» на «Сплошной», затем нажмите «Показать информационное окно». кнопка в коробке. 3. Теперь вы увидите текстовое поле, содержащее положение центра тяжести сечения, а также направление и величины главных осей и эквивалентного прямоугольного сечения, выровненного с главным оси. Внутри этой прямоугольной секции находится примечание к эскизу, в котором содержится та же информация. Это самый быстрый способ перепроверить ваш расчет местоположения центроида сечения, который вы нашли вручную. 4. Закончите набросок. 2
Учебное пособие по NX — Центроиды и моменты инерции площадей ENAE 324 — Аэрокосмические конструкции — весна 2015 г.
5. Для нахождения 2-х моментов площадей Iy и IZ, а также произведения инерции Iyz этого сечения воспользуемся сочетание процессов моделирования, подробно описанных в предыдущем учебном пособии по моделированию NX — статические нагрузки. Сначала вытяните сечение балки по оси X до нужной длины. Для этого примера мы выбрали 1м (1000 мм).
6. Нажмите кнопку «Пуск» в левом верхнем углу экрана и выберите «Расширенное моделирование», чтобы откройте инструменты расширенного моделирования. Нажмите «Новый FEM и моделирование». чтобы создать новый набор файлов Simulation (*.sim) и FEM (*.fem). В «Новом Появится окно FEM and Simulation, либо нажмите на коробчатую балку часть, чтобы выбрать «тела для использования» или выбрать «все видимые» из раскрывающегося списка меню. Обратите внимание, что «Решатель» — «NX NASTRAN», а «Тип анализа» — «Структурный»; делали базовый статический структурный анализ, но NX может сделать намного больше. Нажмите «ОК». 7. Назовите свое «Решение», используя свое имя и UID, чтобы при просмотре результатов эта информация будет отображаться, и доступен простой снимок экрана. Примечание. Если вы хотите вернуться к рисунку в любой момент используйте меню «Окно» (в строке меню вверху), чтобы просмотреть деталь твердотельной модели *.prt. 8. В окне Simulation Navigator слева должен появиться файл YourNameAndUIDHere_fem1.fem. быть выделена синим цветом как часть «Работа»; если это не так, щелкните его правой кнопкой мыши и выберите «Сделать рабочую часть». Ты Теперь можно «Назначить материалы» балке, но это не обязательно ДЛЯ ЭТОГО УПРАЖНЕНИЯ, так как Iy, Iz и Iyz — геометрические свойства (а не свойства материала). 9. Мы создадим сетку детали, создав пользовательский элемент сетки сечения балки на основе нашей формы. Этот Этот процесс будет работать с любой секцией, которую вы нарисовали, и это очень простой и эффективный способ получить высококачественные результаты моделирования за очень короткое время (т. е. полезно знать для вашей реальной работы). 10. Сохраните свою работу. 3
Учебное пособие по NX — Центроиды и моменты инерции площадей ENAE 324 — Аэрокосмические конструкции — весна 2015 г.
11. Используя файл *.fem в качестве рабочей части (см. шаг 8), щелкните значок «Тип сетки» и выберите «1D Опция «Раздел элемента».
12. Появится окно, которое позволяет нам определить индивидуальную форму. для наших элементов сетки. Мы определим эту форму как поперечное сечение нашего асимметричного U-образного канала выглядит следующим образом: а. В появившемся окне «Диспетчер секций балки» нажмите «Создать раздел». б. В появившемся окне «Beam Section» выберите «Face солида». 4
Учебное пособие по NX — Центроиды и моменты инерции площадей ENAE 324 — Аэрокосмические конструкции — весна 2015 г.
13. Щелкните асимметричную грань U-образного профиля, чтобы выбрать эту грань и определить ее как пользовательское сечение балки. Затем, щелкните вектор оси Y, чтобы выбрать его в качестве опорного горизонтального вектора.
14. Установите флажок «Предварительный просмотр» внизу, чтобы убедиться, что ваш раздел определен правильно. Это должно выглядеть так:
5
Учебное пособие по NX — Центроиды и моменты инерции площадей ENAE 324 — Аэрокосмические конструкции — весна 2015 г.
15. Теперь нажмите кнопку, и все соответствующие геометрическая информация о вашем поперечном сечении появится в таком окне:
Примечание. Информация о центрах Y и Z в этом случае неверна, и для этого следует выполнить шаги 1–3. информация. Я думаю, это связано с тем, как NX переопределяет источник при настройке пользовательского луча. поперечное сечение. Также похоже, что расчет центра сдвига NX может быть неверным или не иметь отношения к метод, который мы описываем в классе. Примечание также: Моменты инерции (это неточный термин, его следует читать как «2-й момент площади» или «Момент инерции площади») даны в мм4, так как это те единицы, которые мы изначально определили для нашей модели: 1 см4 = 104 мм4, поэтому эти значения хорошо согласуются с тем, что вы должны были найти при ручном анализе HW6.
Уровень Бизон 3 глазка магнитная полоса ручки 600мм FIT
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Уровень Бизон, 3 глазка, магнитная полоса, ручки 600 мм. Магнитная полоса в нижней кромке для надежного удерживания уровня на металлических (ферромагнитных) поверхностях в процессе работы. 3 глазка, шкала. Материал: алюминий, пластиковые вставки.
Под заказ: доставка до 14 дней 1016 ₽
Под заказ: доставка до 14 дней 1066 ₽
В наличии 1016 ₽
В наличии 1107 ₽
В наличии 1103 ₽
В наличии 1066 ₽
Характеристики
Размеры
Длина:
600 мм
Ширина:
50 мм
Высота:
25 мм
Размеры в упаковке
Высота упаковки:
25 мм
Ширина упаковки:
50 мм
Длина упаковки:
600 мм
Вес, объем
Вес нетто:
0. 38 кг
Вес брутто:
0.38 кг
Другие параметры
Назначение:
для определения горизонтального и вертикального положения поверхностей и элементов
Применение:
строительно-отделочные работы
Производитель:
Finch Indastrial Tools CO
Страна происхож.:
Китай
Торговая марка:
FIT
Количество в наборе:
1 шт
Материал:
алюминий, пластиковые вставки, магнитная полоса
Материал корпуса:
алюминий
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Уровень Бизон 3 глазка магнитная полоса ручки 600мм FIT на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Уровень Бизон 3 глазка магнитная полоса ручки 600мм FIT в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
23903708 Отказное письмо ? 967.pdf
Статьи по теме
Выбираем веревку
Подольский аккумулятор: признанный лидер в своем сегменте
Аппарат сварочный Бизон 205ПН-3 | Инструмент и оборудование
50 лет Октября, 109б, Тюмень (склад)
7:00 — 19:00
В наличии 12 шт
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
В наличии 3 шт
Ирбитский тракт 16км, стр. 1, Тюмень
8:00 — 21:03
В наличии 2 шт
Строителей, 6б, с. Червишево
8:00 — 21:03
В наличии 2 шт
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 1 шт
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 1 шт
Панфиловцев, 86, Тюмень
Круглосуточно
В наличии 1 шт
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 1 шт
Трактовая, 15, с. Ембаево
8:00 — 21:03
В наличии 1 шт
Щербакова, 99а, Тюмень
Круглосуточно
В наличии 1 шт
Республики, 252к, Тюмень
7:00 — 21:00
В наличии 1 шт
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
В наличии 1 шт
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 1 шт
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 1 шт
Дамбовская, 10 ст19, Тюмень
7:00 — 21:00
В наличии 1 шт
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 1 шт
Московский тракт, 125б, с. Успенка
8:00 — 21:03
В наличии 1 шт
Ставропольская, 120 к2, Тюмень
7:00 — 0:00
В наличии 1 шт
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
В наличии 1 шт
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
В наличии 1 шт
2-я Дачная, 80, Тюмень
8:00 — 21:03
В наличии 1 шт
Домостроителей, 32, Тюмень
7:00 — 21:00
В наличии 1 шт
Приозерная , 1Б, Тюмень, деревня Решетникова
8:00 — 21:03
В наличии 1 шт
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
В наличии 1 шт
Лермонтова, 6, Тюмень, д. Патрушева
8:00 — 21:03
Привезем завтра при заказе сегодня
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Губернская, 42, мкр. Комарово
8:00 — 21:03
Привезем завтра при заказе сегодня
Малыгина, 57, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Магистральная, 14, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Согласия, 4, д. Субботина
8:00 — 21:03
Привезем завтра при заказе сегодня
Тимофея Кармацкого, 11, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Полевая, 109, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Первооткрывателей, 14, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Газовиков, 65, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Самарцева, 3, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Федорова, 12 к4, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Монтажников, 57, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
Привезем завтра при заказе сегодня
Холодильная, 120а, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Щербакова, 172, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
Привезем завтра при заказе сегодня
Пермякова, 83 к2, Тюмень
8:00 — 21:03
Привезем завтра при заказе сегодня
Широтная, 193, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Максима Горького, 31, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Интернациональная, 117, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
50 лет Октября, 57в, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Титова, 5, п. Богандинский
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Ямская, 92, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Олимпийская , 31, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Салманова, 12, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Авторемонтная, 49, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Константина Посьета, 16, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Широтная, 100 к5, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Моторостроителей, 5, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Федюнинского, 60, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Тульская, 7, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Профсоюзная, 63, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Ватутина, 12/1, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Республики, 204 к4, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
Привезем 18 апреля при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Минская, 11, Тюмень
8:00 — 21:03
Привезем 18 апреля при заказе сегодня
Бизон — Проект GNU — Фонд свободного программного обеспечения
Введение в Bison
Bison — это генератор синтаксических анализаторов общего назначения, который преобразует аннотированную контекстно-свободную грамматику в детерминированную LR или обобщенный синтаксический анализатор LR (GLR), использующий LALR (1) таблицы парсера. Как экспериментальная функция, Bison также может сгенерировать IELR (1) или канонические таблицы парсера LR(1). Как только вы освоите Bison, вы можете использовать его для разработки широкого спектра языковых парсеров, от от простых настольных калькуляторов до сложного программирования языки.
Bison обратно совместим с Yacc: все правильно написанные Yacc грамматики должны работать с Bison без изменений. Любой знакомый с Yacc можно без особых проблем использовать Bison. Тебе нужно свободное владение программированием на C или C++, чтобы использовать Bison. Java это также поддерживается в качестве экспериментальной функции.
Загрузка Бизон
Бизон можно найти на основном ftp-сервере GNU: http://ftp.gnu.org/gnu/bison/ (через HTTP) и ftp://ftp.gnu.org/gnu/bison/ (через FTP). Его также можно найти на зеркалах GNU; пожалуйста использовать зеркало, если можно.
Документация
Документация для Бизон доступен онлайн, как документация для большей части программного обеспечения GNU. Вы можете также найти дополнительную информацию о Бизон запустив информация бизон или человек бизон , или глядя на /usr/доля/doc/бизон/ , /usr/local/doc/бизон/ , или аналогичные каталоги в вашей системе. Краткий обзор доступен по работает bison —help .
Списки рассылки
Бизон имеет следующие списки рассылки:
жук-бизон используется для обсуждения большинства аспектов Бизон, включая запросы на разработку и улучшение, а также отчеты об ошибках.
помощь-бизон для общей помощи пользователям и обсуждения.
бизон-патчей предназначен для исправлений исходного кода, чтобы улучшить или исправить ошибки в Bison. Мы предпочитаем патчи против последних исходников Саванны.
Объявления о Бизон и большинство других программ GNU сделаны на информация-гну (архив).
Отчеты о безопасности, которые не следует публиковать немедленно, могут быть направляется непосредственно хранителю. Если нет ответа на срочный проблема, вы можете обратиться к общему безопасность список рассылки для консультации.
Участие
Разработка Бизон, и GNU в целом, это добровольная работа, и вы можете внести свой вклад. Для информацию, пожалуйста, прочтите Как помочь GNU. Если бы ты хотел бы принять участие, это хорошая идея, чтобы присоединиться к рассылке обсуждения список (см. выше).
Тестовые выпуски
Попытка последней тестовой версии (если она доступна) всегда оценил. Тестовые выпуски Бизон можно найти в http://alpha.gnu.org/gnu/bison/ (через HTTP) и ftp://alpha.gnu.org/gnu/bison/ (через FTP).
Разработка
Для источников разработки, систем отслеживания проблем и других информацию, см. Бизон страница проекта на savannah.gnu.org.
Перевод Бизон
Перевести Бизона сообщения на другие языки, см. Проект перевода страница для Бизон. Если у вас есть новый перевод строк сообщений, или обновления существующих строк, пожалуйста, внесите изменения в этот репозиторий. Только переводы с этого сайта будут включены в Бизон. Для получения дополнительной информации см. Перевод Проект.
Сопровождающий
Бизон в настоящее время поддерживается Аким Демаль и Поль Эггерт. Пожалуйста, используйте списки рассылки для связи.
Лицензирование
Бизон бесплатное программное обеспечение; вы можете распространять его и/или модифицировать под Условия Стандартной общественной лицензии GNU, опубликованные Free Фонд программного обеспечения; либо версия 3 Лицензии, либо (по вашему вариант) любой более поздней версии.
10er SET Spülmittel zu je 1 L Zitrone von Elina CLEAN / Reinigungsmittel / Geschirrspülmittel / Spüli
EAN 4326470409690
18. 52 USD
100 x Kugelschreiber, Restposten, Sonderposten, Kulli
EAN 4326470674708
11.05 USD
Elina Bimsschwam 10x2cm
EAN 4326470620170
3.82 USD
Elina med Pflege Cremebad Meeresfrische 1000ml
EAN 4326470450869
3. 94 USD
Не указан
EAN 4326470455055
Пакет подарочный.
EAN 4326470661210
Не указан
1 0
EAN 4326470438201
123СледующаяПоследняя
ВЕРМ — Волновой Холм
Стань ВЕРМОМ!
Хотя большинство стажировок проходят очно, некоторые аспекты могут проводиться удаленно по усмотрению Wave Hill.
Наставничество Wave Hill по экологическим исследованиям в лесу (WERM) — это 14-месячная программа, предлагающая целеустремленным учащимся средних школ Нью-Йорка уникальную возможность получить глубокие знания об экологии, а также принять участие в практических полевых работах и подлинных научных исследованиях. .
Wave Hill является частью сообщества ученых и реставраторов, работающих над улучшением 20 000 акров природных территорий Нью-Йорка. Стажеры WERM вносят непосредственный вклад в эти усилия, участвуя в важных полевых исследованиях с местными учеными и практиками-реставраторами, получая при этом деньги!
Подать заявку
Заявки необходимо подать до 17:00 пятницы, 3 марта 2023 г.
Подать заявку здесь
Участие в WERM показало мне, насколько мне нравятся науки, дало мне возможность работать с такой разнообразной группой людей и открыло мне реальность того, что моя будущая работа может держать.
Кристина Стажер ВЕРМ 2017-2018
Требования и преимущества
Квалификация кандидата:
В настоящее время учится в средней школе с большим интересом к научным исследованиям и городской среде
16 лет на 5 июля 2024 г. и является жителем Нью-Йорка, имеющим право работать в США
Возможность взять на себя 14-месячное обязательство с июня 2023 г. по август 2024 г., включая субботу в течение учебного года Верхний Манхэттен.
Пособия:
Компенсация в размере 3500 долларов США, включая стипендии, поощрительные стипендии и транспортные льготы
Получение до девяти кредитов колледжа после успешного завершения трех курсов
Получение рекомендаций по карьере и колледжу, а также доступ к сети выпускников Wave Hill
Чего ожидать
стажера ВЕРМ берут на себя различные обязанности в течение 14 месяцев, превращаясь в независимых исследователей к концу программы. В течение своего первого лета стажеры посещают два курса на уровне колледжа и занимаются лесовосстановлением. В течение учебного года стажеры расширяют свои знания о природных зонах Нью-Йорка и осваивают важные исследовательские навыки посредством семинаров и экскурсий. Весной и следующим летом стажеры проходят третий курс обучения в колледже и вместе с учеными-наставниками проводят исследования по экологической теме, прежде чем представить свои исследования на выпускном экзамене.
Этап I: лето 2023 г.
5 июля – 16 августа 2023 г. С понедельника по пятницу, с 9:00 до 16:00
Этап II: учебный год
Сентябрь 2023 г. – июнь 2024 г., Летом по субботам, с 10:00 до 16:00
9 Этап III 90: 2024
Приблизительно с 1 июля по 22 августа 2024 С понедельника по пятницу с 9:00 до 16:00
Кто должен подать заявку
Идеальные кандидаты на участие в программе WERM проявляют большой интерес к научным исследованиям и городской среде и стремятся применить свой академический энтузиазм и знания в области естественных наук для самостоятельной практической полевой работы и исследований. Для подачи заявки участники должны быть доступны в течение всех 14 месяцев программы WERM.
Важной целью программы WERM является устранение барьеров, препятствующих равным возможностям, и поддержка карьеры в области науки и окружающей среды. Мы понимаем, что наука улучшается благодаря разнообразию точек зрения, работающих вместе, чтобы понять наш мир. Мы призываем всех молодых людей Нью-Йорка, интересующихся городской экологией и стремящихся поддерживать обучение своих сверстников, подавать заявки.
Мы особенно рекомендуем подавать заявки абитуриентам, которые идентифицируют себя как чернокожие, латиноамериканцы, коренные жители и/или происходят из школ и сообществ с ограниченными ресурсами.
Информационно-разъяснительная работа и вербовка
Сотрудники Wave Hill посещают местные школы, общественные центры и некоммерческие организации, чтобы провести презентации о наших увлекательных программах. Пишите по адресуyouthprograms@wavehill. org, если вы хотите запланировать посещение.
Пожалуйста, также загрузите нашу листовку о Лесном проекте и Наставничестве по экологии лесных исследований (WERM) и поделитесь ею со своими учениками.
Лесной проект и листовка WERM
Wave Hill благодарна за возможность работать с нашими партнерами по сотрудничеству, Американским музеем естественной истории, Институтом исследований экосистем Кэри, Корнельским университетом, Колледжем Маунт-Сент-Винсент, Нью-Йоркским ботаническим садом, Проектом Готэм-Койот, Нью-Йорк. Отдел охраны природных территорий, Группа природных ресурсов парков Нью-Йорка, Консорциум наставничества научных исследований Нью-Йорка и Городская полевая станция Нью-Йорка Лесной службы Министерства сельского хозяйства США.
Почему мы не рекомендуем использовать WERM, Polylast или Rhino для пола вашего коневоза
Иногда продукты выглядят красиво на поверхности, но под ними скрываются опасные проблемы. Так обстоит дело с напольными покрытиями коневозов, сделанными из измельченных резиновых битов или химических соединений. Эти наносимые/распыляемые материалы доступны под несколькими торговыми марками, включая Polylast, WERM и Rhino Lining. Здесь, в Double D Trailers, мы не рекомендуем эти продукты, потому что они могут вызвать серьезные проблемы с безопасностью в вашем прицепе для лошадей.
Есть несколько причин, по которым у владельцев лошадей может возникнуть соблазн купить эти намазываемые материалы. Во-первых, они выглядят просто фантастически! Продукты Polylast или WERM покрывают пол вашего трейлера, создавая мягкую поверхность, на которой ваша лошадь может стоять. Rhino Lining — это продукт в виде спрея, который предназначен для защиты и сохранения внутренней части вашего трейлера, обеспечивая при этом блестящую и гладкую поверхность.
Полиласт (показан выше) и WERM изготовлены из кусочков резины, смешанных с клеем, который наносится на существующий пол вашего прицепа. Хотя мы считаем, что это отличный продукт для амбаров и спортивных комплексов, мы не рекомендуем его для полов коневозов. (Изображение предоставлено)
Кроме того, эти напольные покрытия прицепов часто устраняют необходимость в резиновых ковриках. Многие владельцы прицепов с алюминиевыми или деревянными полами боятся регулярно перемещать коврики, чтобы мыть и сушить прицеп после использования.
Регулярное удаление коврика особенно важно для алюминиевых прицепов, поскольку любая влага, оставшаяся на металлической поверхности, может начать процесс коррозии, что в конечном итоге приведет к серьезному ослаблению пола и его разрушению.
Системы напольных покрытий Polylast и WERM изготавливаются из химического связующего, который смешивается с переработанными битами резиновых шин. Как и цемент, смесь выливается на существующий пол трейлера и распределяется мастерком в течение 3-дневного процесса установки.
Брэд признал: «Все эти продукты великолепны в определенных приложениях ». Просто оказалось, что трейлеры не являются одним из этих идеальных приложений. Он ничего не делает для укрепления или укрепления существующего пола, а просто покрывает его навсегда, скрывая любые потенциальные проблемы, которые могут возникнуть под ним.
Проблемы, связанные с подкладкой Polylast, WERM и Rhino. Напольное покрытие прицепа для перевозки лошадей
Любой алюминиевый или деревянный пол, на который могут быть установлены эти изделия, должен содержаться в чистоте и сухости для сохранения прочности и целостности. «Когда мы наносим эти продукты на новый пол, люди видят только верхнюю сторону и наслаждаются тем, что маты больше не нужны», — объяснил Брэд. «Проблема в том, что эти типы напольных покрытий хороши ровно настолько, насколько хороши их приложения».
WERM (показан выше) и Polylast наносятся на пол прицепа с помощью шпателя, чтобы распределить материал ровным слоем.
Полы прицепов WERM рекламируются как 100% водонепроницаемые. Установщик из Техаса, который разговаривал с нами по телефону, заверил нас, что влага не попадет на исходный пол. Тем не менее, мы задаемся вопросом, можно ли каждый раз добиться идеального нанесения с помощью WERM и напыляемых подкладок Rhino.
Каждый раз, когда вы приклеиваете один продукт к другой поверхности, существует вероятность того, что человеческая ошибка приведет к ослаблению приклеенных участков. Эти зазоры между продуктом и исходным полом идеально подходят для того, чтобы вода тайно проникла в пол и начала разъедать его без вашего ведома.
«Если подготовительная работа не будет выполнена идеально, уплотнение может расслоиться», — продолжил Брэд. «Я просто не понимаю, как они могут предотвратить образование конденсата между этими двумя слоями». Влага даже от чего-то простого, например, от изменения температуры окружающей среды, может вызвать потение металла.
Проще говоря, при каждой установке нужно учитывать слишком много факторов. Сколько лет трейлеру? Какой алюминий присутствует? Какой тип отделки был использован на металле? Сочетание всех этих вопросов делает создание идеальной пломбы маловероятным.
Polylast, с другой стороны, специально рекламирует, что их продукт является пористым, чтобы вода могла просачиваться. Чтобы вода и моча не образовывали лужи в вашем трейлере, установщики просверливают в поверхности вашего металлического пола обычные отверстия диаметром 1/4 дюйма.
Представитель, с которым мы говорили, утверждает, что это не ослабляет пол, но, безусловно, пол без дырок прочнее, чем пол с несколькими сотнями. Мы также не уверены, что через эти отверстия будет стекать достаточно воды, чтобы оставшийся алюминий не вступал в регулярный и длительный контакт с водой.
Намазываемые или напыляемые полы можно укладывать на совершенно новые прицепы или на прицепы, которым несколько лет. Если ваш алюминиевый пол уже имеет признаки коррозии, этот тип напольного покрытия, безусловно, не следует рассматривать как «починку» или ремонт. это будет , а не укрепит ваш пол.
Использование этих продуктов очень похоже на то, как положить ковер на прогнившую половицу в вашем доме. Не удивляйтесь, когда однажды доска не выдержит и ваша нога (и коврик) провалятся сквозь пол. За исключением этого случая, это нога вашей лошади провалится сквозь пол коневоза.
Брэд подытожил свое мнение о продукции. «Я не вижу, как они будут хорошо работать в долгосрочной перспективе. Я бы очень беспокоился о разрушении барьеров, разрыве связей, человеческих ошибках при установке или о том, что конкретное место не сделано правильно.
«Хотя этот продукт может очень хорошо работать в проходах коровника или в стойлах, он не рекомендуется для полов трейлеров. Я просто думаю, что есть слишком много «если». С годами мы обнаружим, что это не то, что было задумано с точки зрения пола коневоза ».
Деревянные или деревянные полы обеспечивают более безопасные варианты
Компания Double D Trailers не рекомендует и не устанавливает какие-либо напыляемые, наносимые шпателем или роликовые полы, поскольку мы считаем, что есть два гораздо лучших варианта. Брэд заявил: «При выборе типа пола для вашего трейлера очень важно учитывать, какой тип будет самым безопасным для вашей лошади». Вместо того, чтобы покрывать пол материалом, мы считаем, что вы должны построить 9Сам пол 0111 из прочного и прочного материала.
Мы рекомендуем для полов коневозов 2-дюймовую пропитанную под давлением древесину с резиновыми ковриками. Важно, чтобы пиломатериал был правильно установлен так, чтобы доски шли вдоль трейлера (а не из стороны в сторону). Между досками должен быть зазор 1/4 дюйма, чтобы обеспечить циркуляцию воздуха.
Брэд рассказал о достижениях в области современных деревянных полов. «Еще в 80-х многие трейлеры с деревянным полом получили плохую репутацию, поскольку доски были установлены «бок о бок». Они были неправильной толщины и не подвергались обработке давлением. Хуже того, они были шпунтованными, что удерживало воду и влагу. В то время полы довольно быстро сгнили!»
Сегодня деревянный пол может быть лучшим и самым недорогим вариантом напольного покрытия. Он отлично защищает ноги вашей лошади от тепла, шума и вибрации, передающихся с дороги. Резиновые коврики следует периодически снимать, чтобы проверить целостность дерева внизу, но снимать коврики можно реже, чем в алюминиевом прицепе. Древесина хорошо справляется со своей задачей высыхания. Полы для трейлеров из пиломатериалов, обработанных под давлением, прочны, недороги и надежны.
Rumber Flooring сделан из переработанных шин. Резина формируется в виде твердых плит, которые соединяются вместе, образуя пол вашего трейлера. С этим материалом не происходит покрытия или растекания материалов.
Если вы ищете напольное покрытие, не требующее особого ухода, и готовы заплатить немного больше, наша следующая рекомендация — напольное покрытие Rumber . Так же, как Polylast и WERM, этот продукт изготовлен из переработанной резины. В отличие от этих брендов, доски Rumber составляют фактический материал для пола, а не просто покрывают верхнюю часть.
 3
3
 59
59
 fubag.ru/
fubag.ru/
 84 кг
84 кг
 3 бар, 880 Н·м, 185л/мин, 7000 об/мин (100194)
3 бар, 880 Н·м, 185л/мин, 7000 об/мин (100194) 3 бар, набор головок, кейс Тип: ударный,
3 бар, набор головок, кейс Тип: ударный, Пожалуйста, обновите браузер или загрузите другой
Пожалуйста, обновите браузер или загрузите другой M Бесщеточный аккумуляторный электрический ударный гайковерт с литиевой батареей 2X15000Amh 1/ 2-дюймовые электроинструменты 15000AMH0003
M Бесщеточный аккумуляторный электрический ударный гайковерт с литиевой батареей 2X15000Amh 1/ 2-дюймовые электроинструменты 15000AMH0003 m Бесщеточный электрический ударный гайковерт Аккумуляторный гайковерт 1/2 Sokect Электроинструмент Аккумулятор для батареи 18 В
m Бесщеточный электрический ударный гайковерт Аккумуляторный гайковерт 1/2 Sokect Электроинструмент Аккумулятор для батареи 18 В
 1 — 0.4
1 — 0.4  В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн  Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо 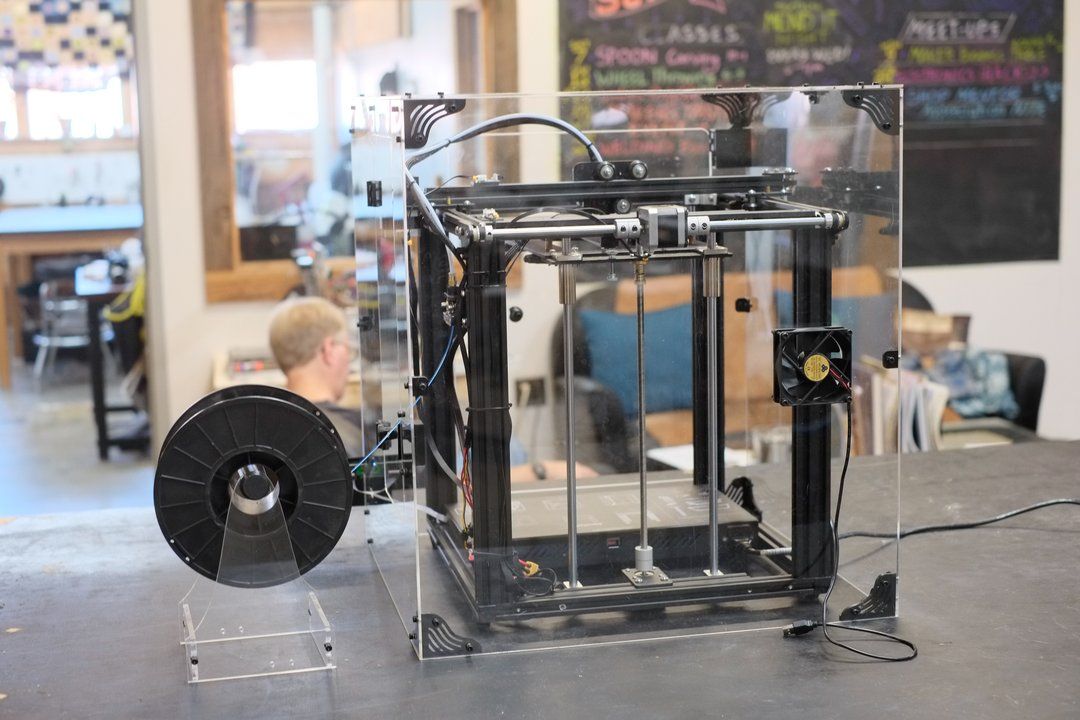
 3D-принтер сокращает время печати и повышает эффективность.
3D-принтер сокращает время печати и повышает эффективность. 180 мм/с
180 мм/с 3Inc с ручкой
3Inc с ручкой

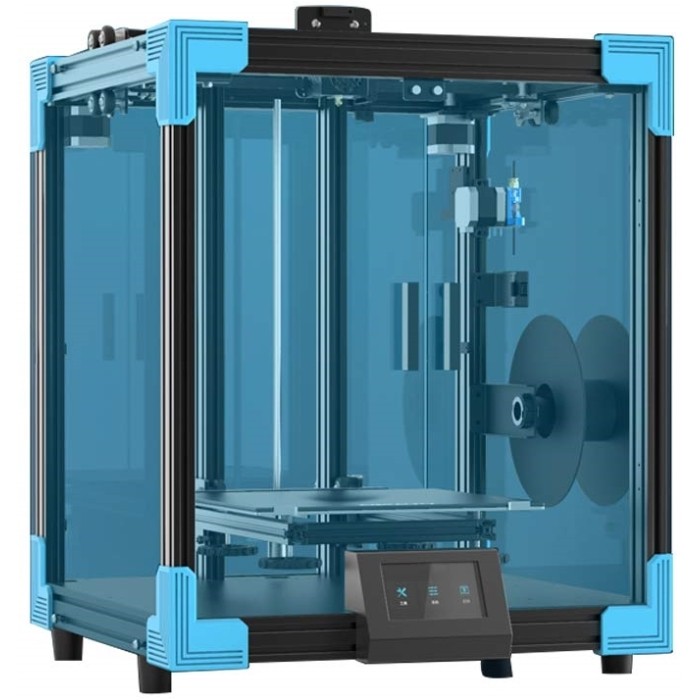






 Корпус сделан из алюминиевого композита, как и раньше, внутренняя рама и направляющие стальные. Направляющие по осям X и Y рельсовые, по оси Z цилиндрические.
Корпус сделан из алюминиевого композита, как и раньше, внутренняя рама и направляющие стальные. Направляющие по осям X и Y рельсовые, по оси Z цилиндрические.


 4
4  Используемые в принтере технологии формирования слоев (FDM/FFF) обеспечивают максимально точную печать каждого объекта. Платформа сборки и высота сопел калибруются за секунды, что позволяет принтеру печатать очень быстро. Широкий диапазон рабочих температур предполагает использование самых разнообразных материалов для печати.
Используемые в принтере технологии формирования слоев (FDM/FFF) обеспечивают максимально точную печать каждого объекта. Платформа сборки и высота сопел калибруются за секунды, что позволяет принтеру печатать очень быстро. Широкий диапазон рабочих температур предполагает использование самых разнообразных материалов для печати.  com/ru/products/printers/picaso-3d-designer/
com/ru/products/printers/picaso-3d-designer/
 )
) Клей пригодится, когда вы хотите увеличить сцепление с поверхностью стола при печати тугоплавкими пластиками.
Клей пригодится, когда вы хотите увеличить сцепление с поверхностью стола при печати тугоплавкими пластиками. Более того, это также обеспечивает правильную работу программных расширений новой прошивки Designer X.
Более того, это также обеспечивает правильную работу программных расширений новой прошивки Designer X. Хорошей новостью является то, что ремень Designer X изначально натянут достаточно туго.
Хорошей новостью является то, что ремень Designer X изначально натянут достаточно туго. Например, вы можете отслеживать засорение сопла, запутывание материала, неравномерность диаметра и поломку прутка. В случае блокировки система автоматически запустит алгоритм очистки экструдера, после чего печать возобновится.
Например, вы можете отслеживать засорение сопла, запутывание материала, неравномерность диаметра и поломку прутка. В случае блокировки система автоматически запустит алгоритм очистки экструдера, после чего печать возобновится. Поэтому принтер имеет магнитное крепление на стеклянной пластине печатной платформы. Это позволяет снять распечатанную модель вместе с пластиной, а затем разделить их.
Поэтому принтер имеет магнитное крепление на стеклянной пластине печатной платформы. Это позволяет снять распечатанную модель вместе с пластиной, а затем разделить их.


 обороты
обороты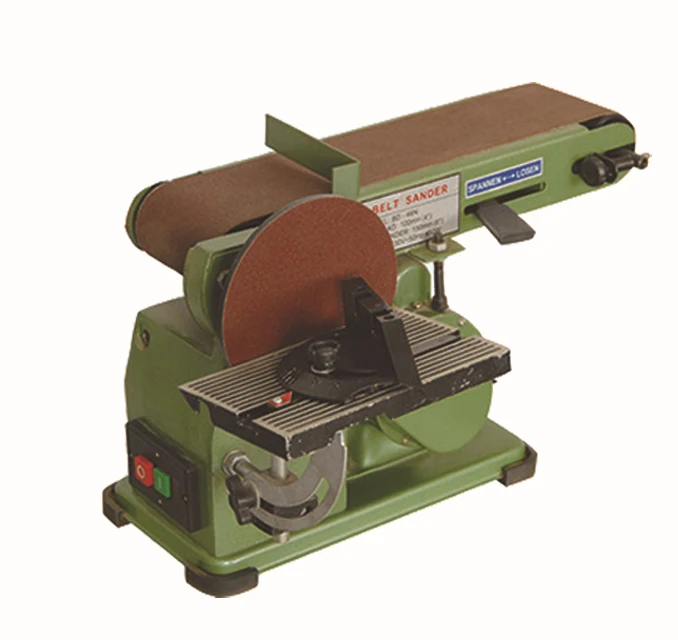 Рабочий орган станка — шлифовальный круг
Рабочий орган станка — шлифовальный круг ..
.. обороты
обороты обороты
обороты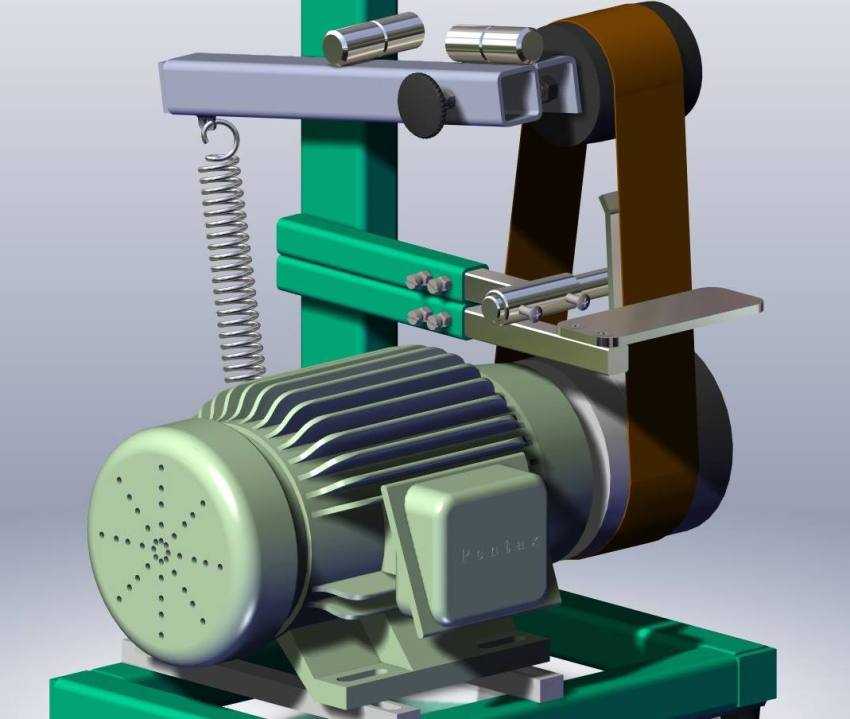 50
50
 Лучшие ленточные шлифовальные машины выпускают следующие фирмы:
Лучшие ленточные шлифовальные машины выпускают следующие фирмы: Также она выпускает бытовую электронику, силовую, садовую технику, электроинструменты. Особенность последних заключается в использовании оригинальных двигателей компании, что обеспечивает надежную, стабильную работу. Рассчитаны они на средний ценовой сегмент.
Также она выпускает бытовую электронику, силовую, садовую технику, электроинструменты. Особенность последних заключается в использовании оригинальных двигателей компании, что обеспечивает надежную, стабильную работу. Рассчитаны они на средний ценовой сегмент.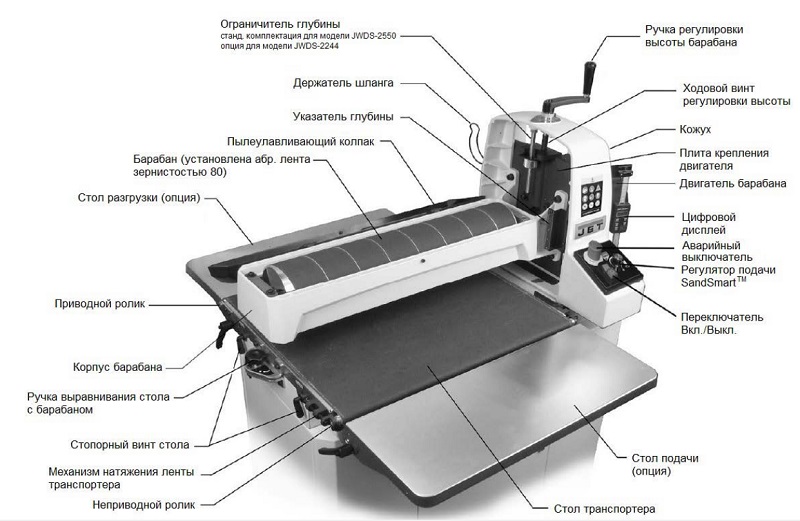 Ассортимент включает свыше 1000 видов моделей для эффективной обработки любых материалов. Пользователи ценят качество, надежность двигателей, прочность корпусов, возможность работы при экстремальных нагрузках.
Ассортимент включает свыше 1000 видов моделей для эффективной обработки любых материалов. Пользователи ценят качество, надежность двигателей, прочность корпусов, возможность работы при экстремальных нагрузках. Разработка устройств осуществляется совместно с японскими, европейскими специалистами. При этом учитываются условия эксплуатации России.
Разработка устройств осуществляется совместно с японскими, европейскими специалистами. При этом учитываются условия эксплуатации России. На основании отзывов пользователей для каждого устройства выделены плюсы и минусы.
На основании отзывов пользователей для каждого устройства выделены плюсы и минусы. Работает на двигателе с мощностью 800 Вт, что обеспечивает хорошую производительность. Регулируемая в различных положениях рукоятка позволяет выполнять действие в любой плоскости. В комплекте присутствует пылесборник, 2 запасные ленты, набор щеток.
Работает на двигателе с мощностью 800 Вт, что обеспечивает хорошую производительность. Регулируемая в различных положениях рукоятка позволяет выполнять действие в любой плоскости. В комплекте присутствует пылесборник, 2 запасные ленты, набор щеток. Предусмотрена возможность ее регулировки. В функционал входит блокировка пуска. Модель оснащена мешком для сбора пыли, который обеспечивает чистоту рабочего места. Удобство использования гарантирует рукоятка с резиновой вставкой, малый вес агрегата.
Предусмотрена возможность ее регулировки. В функционал входит блокировка пуска. Модель оснащена мешком для сбора пыли, который обеспечивает чистоту рабочего места. Удобство использования гарантирует рукоятка с резиновой вставкой, малый вес агрегата. Питание, как и у предыдущих устройств — от сети. Также предусмотрена блокировка кнопки включения. Основным отличием выступает наличие в комплекте струбцин для крепления на поверхности верстака.
Питание, как и у предыдущих устройств — от сети. Также предусмотрена блокировка кнопки включения. Основным отличием выступает наличие в комплекте струбцин для крепления на поверхности верстака. Двигатель с мощностью 900 Вт обеспечивает скорость вращения ленты длиной 533 мм и шириной 75 мм от 240 до 400 м/мин. Это позволяет контролировать процесс шлифовки, использовать машину под определенный тип материала. В комплект входит пылесборник, переходник для пылесоса, что обеспечивает чистоту рабочего пространства.
Двигатель с мощностью 900 Вт обеспечивает скорость вращения ленты длиной 533 мм и шириной 75 мм от 240 до 400 м/мин. Это позволяет контролировать процесс шлифовки, использовать машину под определенный тип материала. В комплект входит пылесборник, переходник для пылесоса, что обеспечивает чистоту рабочего пространства. Устройство рассчитано на использование ленты длиной 533 мм, шириной 75 мм. Вес модели составляет 3,4 кг. Предусмотрена блокировка включения. В комплект входит многоразовый фильтр от пыли, запасная лента. Удобство эксплуатации обеспечивает автоматическая системы ее удержания в центре.
Устройство рассчитано на использование ленты длиной 533 мм, шириной 75 мм. Вес модели составляет 3,4 кг. Предусмотрена блокировка включения. В комплект входит многоразовый фильтр от пыли, запасная лента. Удобство эксплуатации обеспечивает автоматическая системы ее удержания в центре.
 Низкое качество сборки не позволяет работать с ней без перерыва дольше 5 минут. К минусам относят заусеницы на поверхности, грубость сетевого шнура.
Низкое качество сборки не позволяет работать с ней без перерыва дольше 5 минут. К минусам относят заусеницы на поверхности, грубость сетевого шнура. Резиновый шнур позволяет выполнять работу даже на морозе. При этом ряд пользователей относят к минусам длинный и узкий пылеотвод, который постоянно забивается, мешает.
Резиновый шнур позволяет выполнять работу даже на морозе. При этом ряд пользователей относят к минусам длинный и узкий пылеотвод, который постоянно забивается, мешает. Они высоко оценивают надежность, безопасность использования номинанта. К минусам относят отсутствие струбцин в комплекте, сворачивание ленты в сторону, шумность. При этом после некоторого периода использования большинство недочетов становятся незаметными.
Они высоко оценивают надежность, безопасность использования номинанта. К минусам относят отсутствие струбцин в комплекте, сворачивание ленты в сторону, шумность. При этом после некоторого периода использования большинство недочетов становятся незаметными.



 com
com Пользователю необходимо подносить материал к шлифовальной ленте, а не шлифовальный станок к материалу. Это делает настольные ленточные шлифовальные станки отличным выбором для заточки ножей или инструментов, придания формы металлу, шлифования небольших работ по дереву и более точных работ.
Пользователю необходимо подносить материал к шлифовальной ленте, а не шлифовальный станок к материалу. Это делает настольные ленточные шлифовальные станки отличным выбором для заточки ножей или инструментов, придания формы металлу, шлифования небольших работ по дереву и более точных работ. Большинство ленточных шлифовальных машин, включая как настольные, так и ручные модели, подключаются к розетке с помощью шнура питания или удлинителя. Этот проводной вариант обеспечивает постоянную мощность, хотя и ограничивает радиус действия устройства. У некоторых производителей также есть беспроводные модели ленточных шлифовальных машин, которые работают от аккумулятора, хотя эти машины обычно менее мощные, чем модели с питанием от сети. На рынке есть несколько пневматических шлифовальных машин, но эти инструменты должны быть подключены к воздушному компрессору, и они не так надежны, как ленточная шлифовальная машина.
Большинство ленточных шлифовальных машин, включая как настольные, так и ручные модели, подключаются к розетке с помощью шнура питания или удлинителя. Этот проводной вариант обеспечивает постоянную мощность, хотя и ограничивает радиус действия устройства. У некоторых производителей также есть беспроводные модели ленточных шлифовальных машин, которые работают от аккумулятора, хотя эти машины обычно менее мощные, чем модели с питанием от сети. На рынке есть несколько пневматических шлифовальных машин, но эти инструменты должны быть подключены к воздушному компрессору, и они не так надежны, как ленточная шлифовальная машина.
 Ищите прочную ручную ленточно-шлифовальную машину для работы с большими объектами, такими как стол или дверь. Эти устройства могут вызвать усталость рук во время использования, поэтому рекомендуется найти продукт с удобным захватом и эргономичным дизайном, который поможет снизить нагрузку на пользователя.
Ищите прочную ручную ленточно-шлифовальную машину для работы с большими объектами, такими как стол или дверь. Эти устройства могут вызвать усталость рук во время использования, поэтому рекомендуется найти продукт с удобным захватом и эргономичным дизайном, который поможет снизить нагрузку на пользователя. Встроенная вакуумная система собирает опилки по мере их образования, вместо того, чтобы оседать на поверхности целевого материала и мешать пользователю видеть проект.
Встроенная вакуумная система собирает опилки по мере их образования, вместо того, чтобы оседать на поверхности целевого материала и мешать пользователю видеть проект.
 0 градусов для горизонтального и вертикального шлифования.
0 градусов для горизонтального и вертикального шлифования. Он оснащен шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80, которая может работать со скоростью до 1050 футов в минуту. Хотя это относительно низкая скорость ленты, двигатель на 6 ампер приводит в движение ленту с достаточной мощностью, чтобы сделать ее очень эффективной при шлифовании толстых слоев дерева, металла и даже пластика.
Он оснащен шлифовальной лентой размером 3 на 18 дюймов с зернистостью 80, которая может работать со скоростью до 1050 футов в минуту. Хотя это относительно низкая скорость ленты, двигатель на 6 ампер приводит в движение ленту с достаточной мощностью, чтобы сделать ее очень эффективной при шлифовании толстых слоев дерева, металла и даже пластика.

 Вместо того, чтобы устанавливать эту систему, выберите настольную модель, такую как ленточная и дисковая шлифовальная машина Bucktool. Настольный ленточный шлифовальный станок остается неподвижным, в то время как пользователь перемещает целевой материал на быстро движущуюся шлифовальную ленту для шлифовки, придания формы или заточки.
Вместо того, чтобы устанавливать эту систему, выберите настольную модель, такую как ленточная и дисковая шлифовальная машина Bucktool. Настольный ленточный шлифовальный станок остается неподвижным, в то время как пользователь перемещает целевой материал на быстро движущуюся шлифовальную ленту для шлифовки, придания формы или заточки.

 поверхность материала. Эта ручная ленточная шлифовальная машина с питанием от сети является идеальным решением благодаря мощному двигателю на 8,8 А и длинному шнуру питания длиной 16,4 фута, который можно подключить к удлинителю для увеличения радиуса действия.
поверхность материала. Эта ручная ленточная шлифовальная машина с питанием от сети является идеальным решением благодаря мощному двигателю на 8,8 А и длинному шнуру питания длиной 16,4 фута, который можно подключить к удлинителю для увеличения радиуса действия. com
com
 Ленточные шлифовальные машины наиболее известны как сверхмощные шлифовальные инструменты, которые могут снимать толстые слои дерева и металла, чтобы подготовить проект к шлифованию деталей или финишной отделке. Имея это в виду, лучшие продукты должны были иметь достаточную мощность, чтобы пережевывать твердые материалы.
Ленточные шлифовальные машины наиболее известны как сверхмощные шлифовальные инструменты, которые могут снимать толстые слои дерева и металла, чтобы подготовить проект к шлифованию деталей или финишной отделке. Имея это в виду, лучшие продукты должны были иметь достаточную мощность, чтобы пережевывать твердые материалы.

 Лента сразу же схватится за материал, когда соприкоснется с ним, поэтому необходимо крепко держать шлифовальную машину, чтобы она не выскользнула из рук.
Лента сразу же схватится за материал, когда соприкоснется с ним, поэтому необходимо крепко держать шлифовальную машину, чтобы она не выскользнула из рук.
 Брюэр II является лицензированным генеральным подрядчиком, специализирующимся на ремонте кухонь, ванных комнат и общем строительстве с двадцатилетним профессиональным опытом.
Брюэр II является лицензированным генеральным подрядчиком, специализирующимся на ремонте кухонь, ванных комнат и общем строительстве с двадцатилетним профессиональным опытом.
 403. Она достаточно мощная, чтобы ее можно было назвать «зверем», хотя и не издает рев. Она может похвастаться званием самой тихой ленточно-шлифовальной машины в своем классе с уровнем шума, ограниченным 84 дБ. Он предназначен для защиты двигателя от пыли и мусора, что продлевает срок службы инструмента; большой плюс, если вы планируете использовать его часто. Внешний пылесборный мешок поворачивается, поэтому вы можете легко убрать его с дороги во время работы.
403. Она достаточно мощная, чтобы ее можно было назвать «зверем», хотя и не издает рев. Она может похвастаться званием самой тихой ленточно-шлифовальной машины в своем классе с уровнем шума, ограниченным 84 дБ. Он предназначен для защиты двигателя от пыли и мусора, что продлевает срок службы инструмента; большой плюс, если вы планируете использовать его часто. Внешний пылесборный мешок поворачивается, поэтому вы можете легко убрать его с дороги во время работы.
 —Джо Фергюсон, архитектурный столяр в SkikingsRus
—Джо Фергюсон, архитектурный столяр в SkikingsRus 
 Если вы проводите много времени, работая с металлом, пневматическая ленточная шлифовальная машина Astro 3037 выиграет, когда речь заходит о производительности портативного устройства по разумной цене. Обратите внимание, что, в отличие от большинства ленточных шлифовальных машин, этот инструмент представляет собой пневматическое устройство с пневматическим приводом, требующее воздушного компрессора, который подает не менее 4 кубических футов воздуха в минуту при 90 фунтов на квадратный дюйм.
Если вы проводите много времени, работая с металлом, пневматическая ленточная шлифовальная машина Astro 3037 выиграет, когда речь заходит о производительности портативного устройства по разумной цене. Обратите внимание, что, в отличие от большинства ленточных шлифовальных машин, этот инструмент представляет собой пневматическое устройство с пневматическим приводом, требующее воздушного компрессора, который подает не менее 4 кубических футов воздуха в минуту при 90 фунтов на квадратный дюйм. Вы можете использовать его для всех видов шлифовальных работ, от кованых перил до ремонта стекловолокна. Однако имейте в виду — у Astro 3037 нет мешка для пыли, а это значит, что он может поднимать металлические осколки, поэтому вам понадобится надлежащее защитное снаряжение.
Вы можете использовать его для всех видов шлифовальных работ, от кованых перил до ремонта стекловолокна. Однако имейте в виду — у Astro 3037 нет мешка для пыли, а это значит, что он может поднимать металлические осколки, поэтому вам понадобится надлежащее защитное снаряжение. 0603 Джо Фергюсон, столяр-архитектор SkikingsRus
0603 Джо Фергюсон, столяр-архитектор SkikingsRus  Другими словами: с BLACK+DECKER вы будете делать меньше работы для того же высокого качества результатов. А регулируемая рукоятка означает, что вы можете подходить к любой работе под любым удобным для вас углом, обеспечивая массу дополнительного контроля.
Другими словами: с BLACK+DECKER вы будете делать меньше работы для того же высокого качества результатов. А регулируемая рукоятка означает, что вы можете подходить к любой работе под любым удобным для вас углом, обеспечивая массу дополнительного контроля. Конечно, вы можете использовать традиционную ленточную шлифовальную машину для шлифования деталей, но они, как правило, довольно громоздкие и громоздкие, в то время как шлифовальная машина с переменной скоростью WEN 6307 специально разработана для небольших проектов или работ, требующих шлифования только определенных участков. большую поверхность.
Конечно, вы можете использовать традиционную ленточную шлифовальную машину для шлифования деталей, но они, как правило, довольно громоздкие и громоздкие, в то время как шлифовальная машина с переменной скоростью WEN 6307 специально разработана для небольших проектов или работ, требующих шлифования только определенных участков. большую поверхность. Он вращает ремень размером 3 x 18 дюймов и весит всего чуть более 6 фунтов, он легкий и им легко маневрировать в ограниченном пространстве.
Он вращает ремень размером 3 x 18 дюймов и весит всего чуть более 6 фунтов, он легкий и им легко маневрировать в ограниченном пространстве. Как правило, грубая зернистость лучше всего подходит для удаления большого количества материала, а более гладкая зернистость лучше всего подходит для финишной обработки поверхности».— Джо Фергюсон, столяр-архитектор SkikingsRus
Как правило, грубая зернистость лучше всего подходит для удаления большого количества материала, а более гладкая зернистость лучше всего подходит для финишной обработки поверхности».— Джо Фергюсон, столяр-архитектор SkikingsRus  Ремень размером 13 x 1/3 дюйма вращается с переменной скоростью от 4500 до 9000 об/мин. Хотя двигатель, по общему признанию, не самый мощный, инструмент компенсирует это своей универсальностью. Вы по достоинству оцените способность этой шлифовальной машины с легкостью шлифовать древесину, пластик и даже алюминиевые листы.
Ремень размером 13 x 1/3 дюйма вращается с переменной скоростью от 4500 до 9000 об/мин. Хотя двигатель, по общему признанию, не самый мощный, инструмент компенсирует это своей универсальностью. Вы по достоинству оцените способность этой шлифовальной машины с легкостью шлифовать древесину, пластик и даже алюминиевые листы. на Amazon). Этот зверь шлифовальной машины может похвастаться профессиональным качеством, но удивительно тихим звуком для своего размера и мощности. Однако, если бюджет является проблемой, вы обнаружите, что ленточная шлифовальная машина WEN 6321 (вид в Home Depot), хотя, по общему признанию, не такая мощная или тихая, как наш лучший выбор, по-прежнему удовлетворительно выполняет свою работу и имеет очень разумную цену. .
на Amazon). Этот зверь шлифовальной машины может похвастаться профессиональным качеством, но удивительно тихим звуком для своего размера и мощности. Однако, если бюджет является проблемой, вы обнаружите, что ленточная шлифовальная машина WEN 6321 (вид в Home Depot), хотя, по общему признанию, не такая мощная или тихая, как наш лучший выбор, по-прежнему удовлетворительно выполняет свою работу и имеет очень разумную цену. .
 Как и в случае с большинством электроинструментов, вы получите наибольшую мощность от сетевого инструмента, но компромиссом будет меньшая мобильность, поскольку вы привязаны к шнуру питания. Аккумуляторные ленточные шлифовальные машины обычно используют 18-вольтовые литий-ионные батареи, хотя в некоторых более прочных моделях вместо них используются 20-вольтовые батареи.
Как и в случае с большинством электроинструментов, вы получите наибольшую мощность от сетевого инструмента, но компромиссом будет меньшая мобильность, поскольку вы привязаны к шнуру питания. Аккумуляторные ленточные шлифовальные машины обычно используют 18-вольтовые литий-ионные батареи, хотя в некоторых более прочных моделях вместо них используются 20-вольтовые батареи. Другие имеют настройку высокой и низкой скорости: около 500 футов в минуту на низкой и 1500 на высокой. Существуют также более дорогие ленточные шлифовальные машины с регуляторами скорости, поэтому вы можете точно настроить скорость именно там, где вам это нужно.
Другие имеют настройку высокой и низкой скорости: около 500 футов в минуту на низкой и 1500 на высокой. Существуют также более дорогие ленточные шлифовальные машины с регуляторами скорости, поэтому вы можете точно настроить скорость именно там, где вам это нужно. Вы сразу заметите, что лента захватывает материал во время шлифования, поэтому важно крепко держать шлифовальную машину, чтобы она не вырвалась из рук.
Вы сразу заметите, что лента захватывает материал во время шлифования, поэтому важно крепко держать шлифовальную машину, чтобы она не вырвалась из рук. Однако, когда вам нужно удалить много материала с поверхности объекта, лучшим выбором будет ленточная шлифовальная машина. Они отлично подходят для повторной отделки полов, шлифовки старых пятен или формирования нового проекта деревообработки.
Однако, когда вам нужно удалить много материала с поверхности объекта, лучшим выбором будет ленточная шлифовальная машина. Они отлично подходят для повторной отделки полов, шлифовки старых пятен или формирования нового проекта деревообработки.
 Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
Щуп должен быть слегка прижат соплом к столу. Перед калибровкой стол и экструдер нужно нагреть. Поочередно выровняйте поверхность стола над каждым регулировочным винтом (их может быть 3 или 4) и только потом проверяйте центральную точку.
 ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
ABS разведенный в ацетоне, клей БФ, сахарный сироп и даже пиво. Некоторые эксперименты были удачны. До сих пор некоторые энтузиасты в качестве 3D клея используют некоторые виды лаков для волос или клеев карандашей. Но все же они уступают по своим свойствам промышленным 3D клеям.
 При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
При увеличении скорости печати нагревательный блок может просто не успевать нагревать пластик до нужной температуры и он будет хуже прилипать к столу. Перед печатью проверьте в слайсере настройки скорости и толщины первого слоя.
 Но впоследствии все равно сопло лучше заменить.
Но впоследствии все равно сопло лучше заменить.
 Это сделано для того чтобы в сопле был пластик к началу печати модели.
Это сделано для того чтобы в сопле был пластик к началу печати модели.
 После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
После нескольких слоев это будет уже не так заметно, но может привести к эффекту “слоновьей ноги”.
 Среднее значение должно быть 95-98%.
Среднее значение должно быть 95-98%.
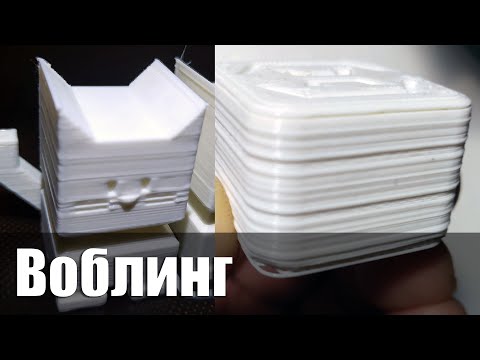
 Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
Проверьте настройки слайсера. Количество верхних слоев не рекомендуется ставить меньше 6.
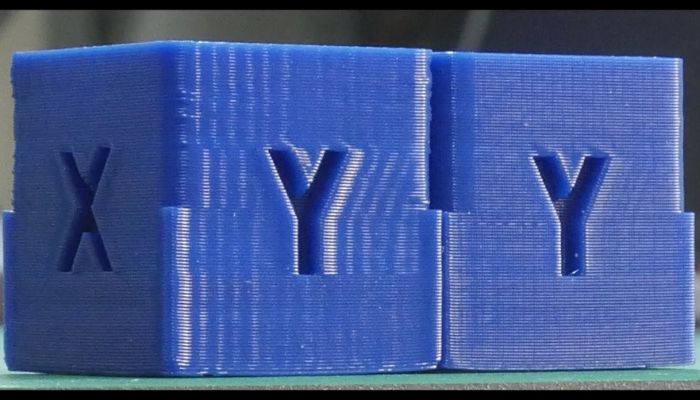 Так у пластика будет больше времени на остывание.
Так у пластика будет больше времени на остывание.

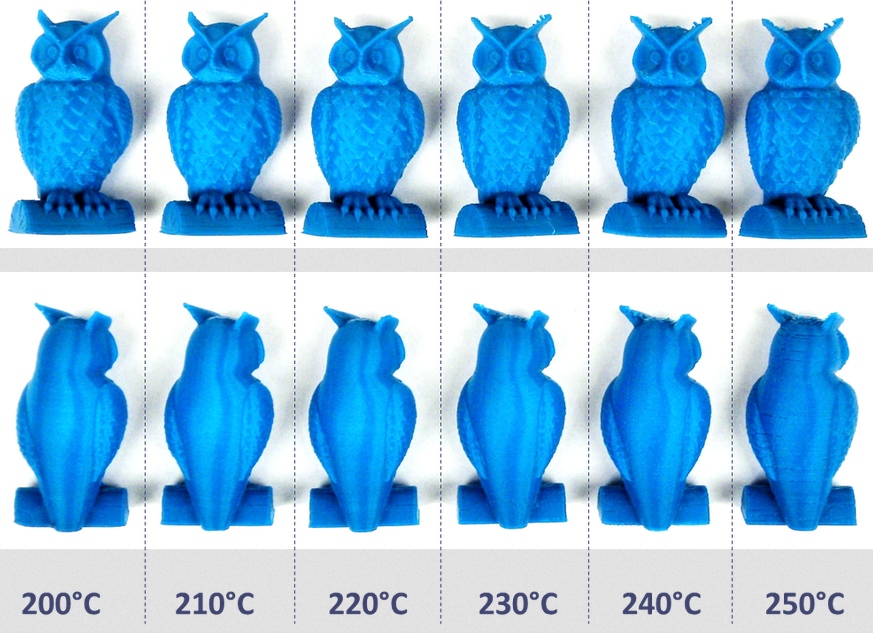 Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
Это происходит из-за неравномерного распределения внутреннего напряжения после остывания. Можно попробовать “закалить” готовое изделие.
 Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
Чем меньше вес экструдера тем менее заметной будет рябь. Чтобы избавится от звона просто уменьшите скорость печати в настройках слайсера.
 Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
Если у вас не один 3D принтер то модель получится напечатать в несколько раз быстрее.
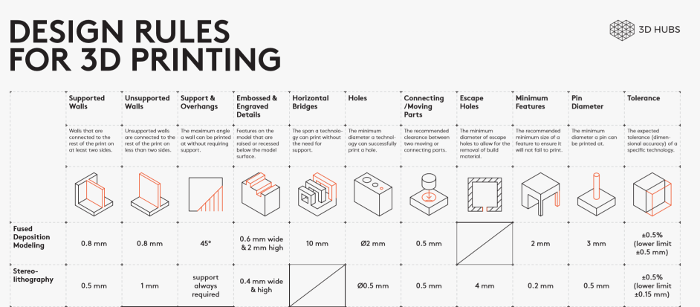
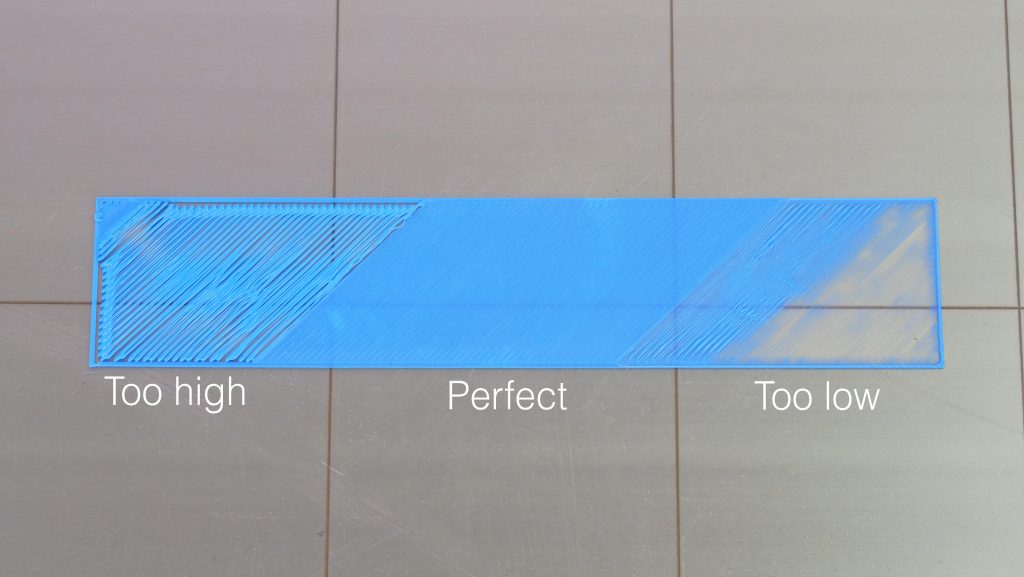 Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.
Этот процесс проходит неравномерно — сначала остывают края, а затем только центральная часть. Из-за этого возникают внутренние напряжения, которые отрывают края или ломают деталь.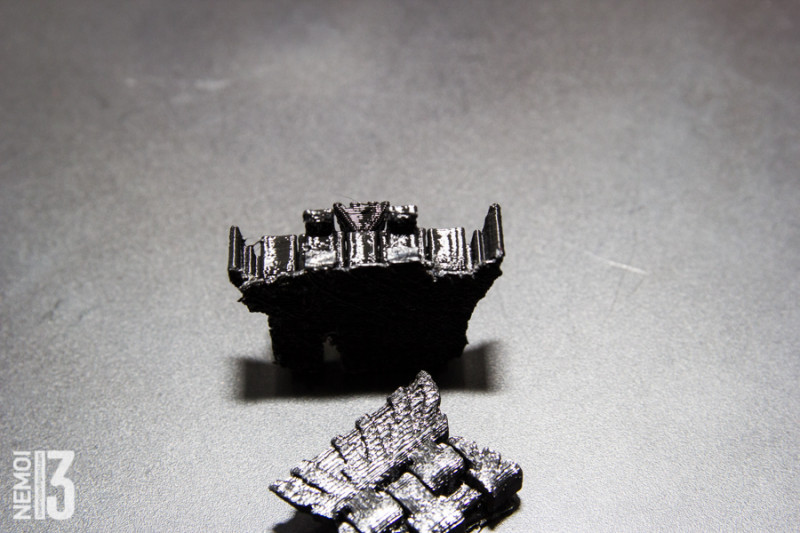 Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
Во-вторых, если вы понимаете физику процесса можете либо где-то добавить материала, либо сделать дырку в детали и пр. Таким образом вы искусственно вызовете перераспределение напряжений в детали, однако, этот способ крайне сложен.
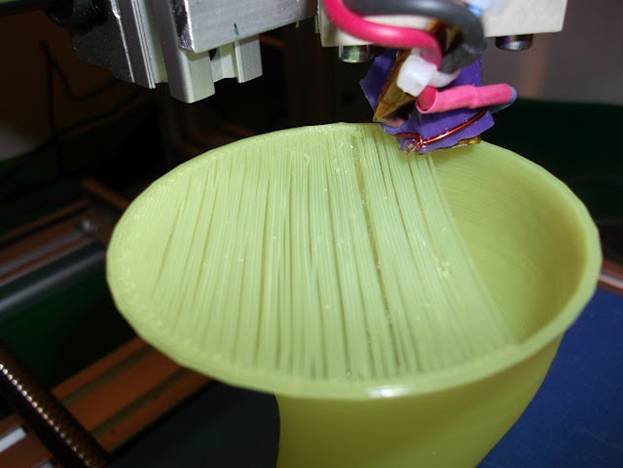 Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию.
Причем как-раз таки в одном направлении. В таком случае надо каким либо образом обеспечить его фиксацию. Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.
Опять-таки по рекомендациям, ваша стенка должна состоять, как минимум, в 6 слоев вашей толщины. Таким образом, при печати слоем 0.1 мм вам желательно, чтобы ваша стенка была не менее 0.6 мм. Но помните — слишком тонкие базовые слои тоже не подойдут — они просто не будут держать себя и другие слои.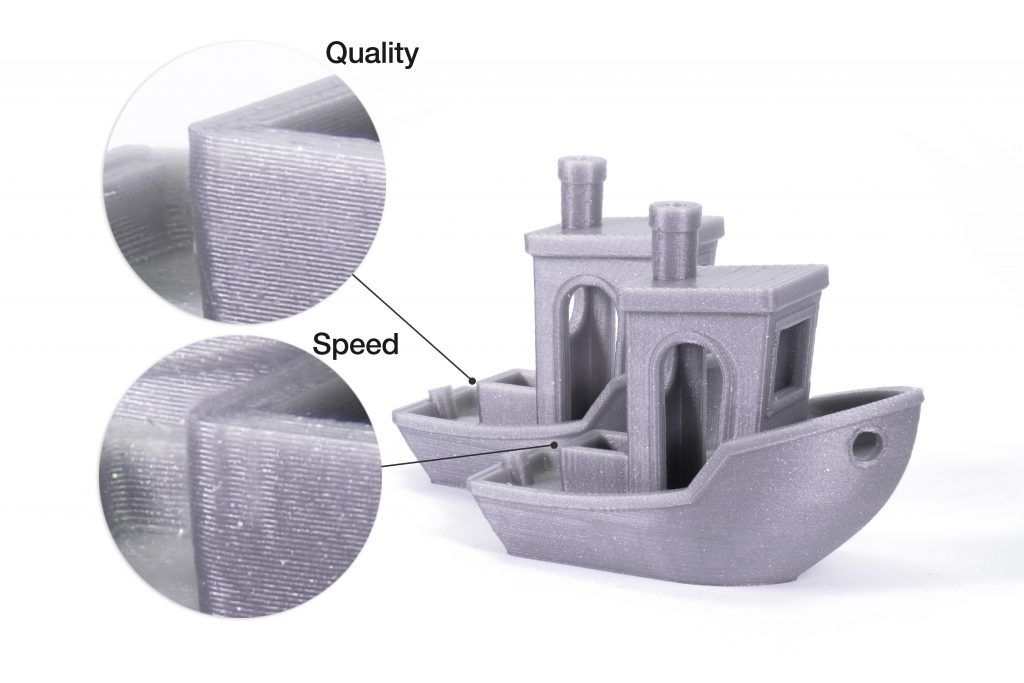 Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся.
Например, параллельные прямые сначала немножко расходятся, а потом, наоборот, чуть наслаиваются. Это связано с ремнями, идущие к шаговым моторам — скорее всего они не достаточно плотно крепятся. Потом печатать выравнивается, потому что плотного прижатия уже не происходит
Потом печатать выравнивается, потому что плотного прижатия уже не происходит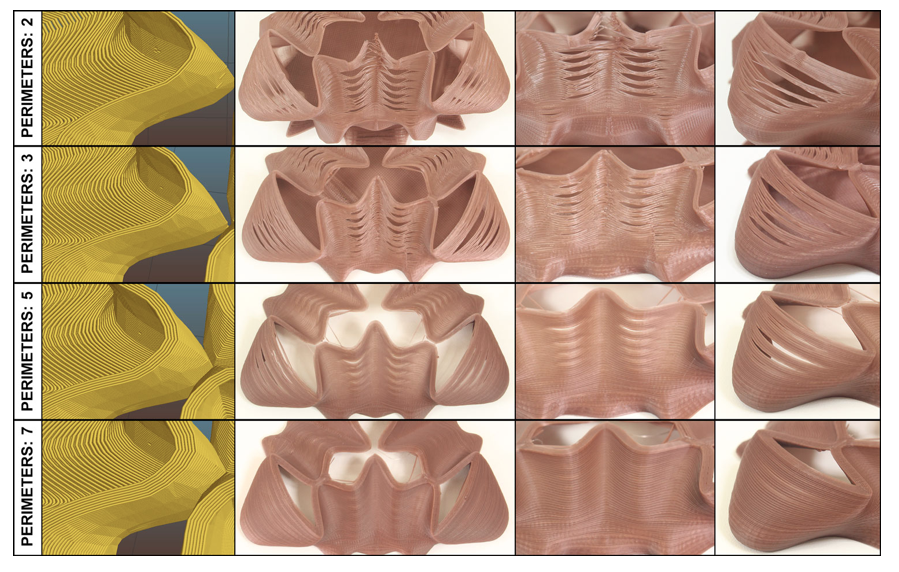 Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.
Возникает это из-за того, что пластик, который остается на кончике сопла под действием силы тяжести и трения зацепляется за одну деталь и начинает тянуться по воздуху. В зависимости от параметра жидкотекучести и времени затвердевания разные пластики по-разному проявляют данный дефект.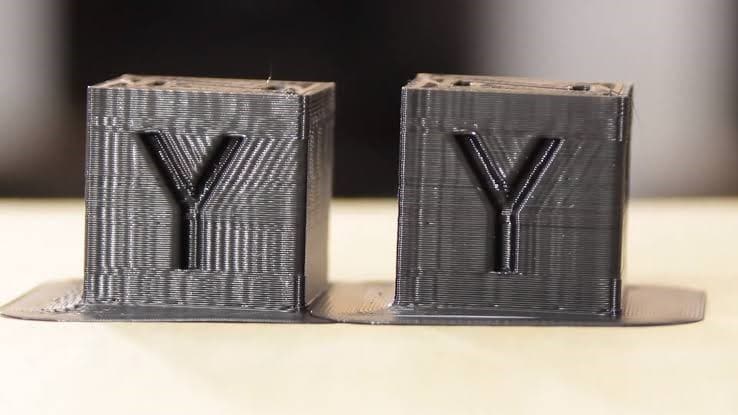 Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
Уменьшение температуры даже на 10 градусов существенно уменьшает эффект от внешних провисаний.
 Таким образом вы отведете источник тепла и дадите время вашей детали остыть.
Таким образом вы отведете источник тепла и дадите время вашей детали остыть. Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя.
Если мы будем печатать слишком близко, то мы получим дефект слоновья нога. В случае большого зазора, мы можем получить излишнюю слоистость нижнего слоя. Для устранения данного дефекта может потребоваться комплексный подход.
Для устранения данного дефекта может потребоваться комплексный подход. Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
Как вы понимаете, смена пластика на другой позволит быстро понять проблема в принтере или расходнике.
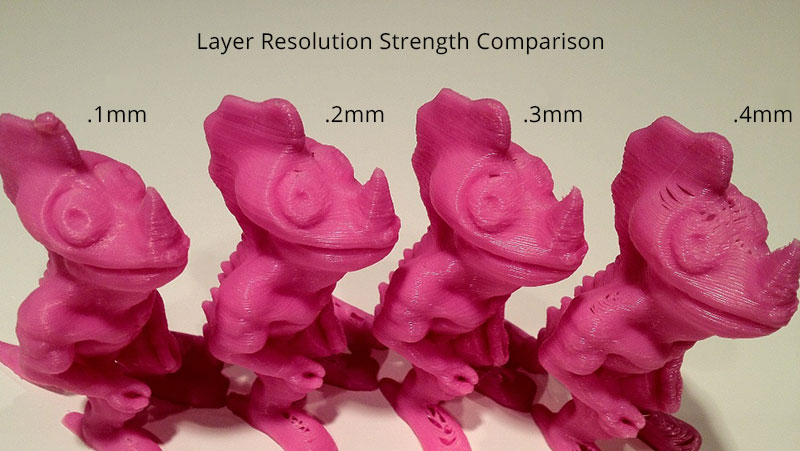 Контакт может быть частичным, либо отсутствовать полностью.
Контакт может быть частичным, либо отсутствовать полностью. Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта.
Это может быть как задевание старого пластика, так и размазывание нового пластика, которые вытекает из сопла из-за контакта. Печать поддержек где их быть не должно
Печать поддержек где их быть не должно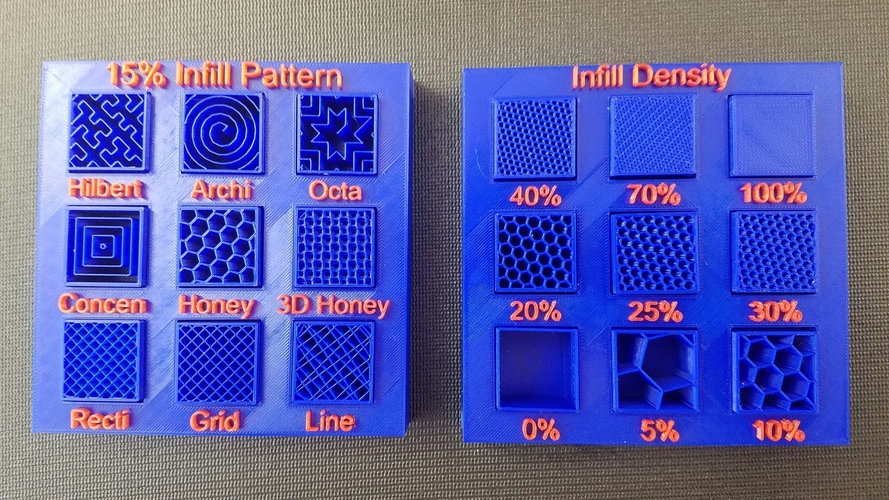
 Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.
Он может начать легко скапливать грязь и опять-таки начать вызывать данный эффект. Протрите валы и смажьте необходимым количеством материала.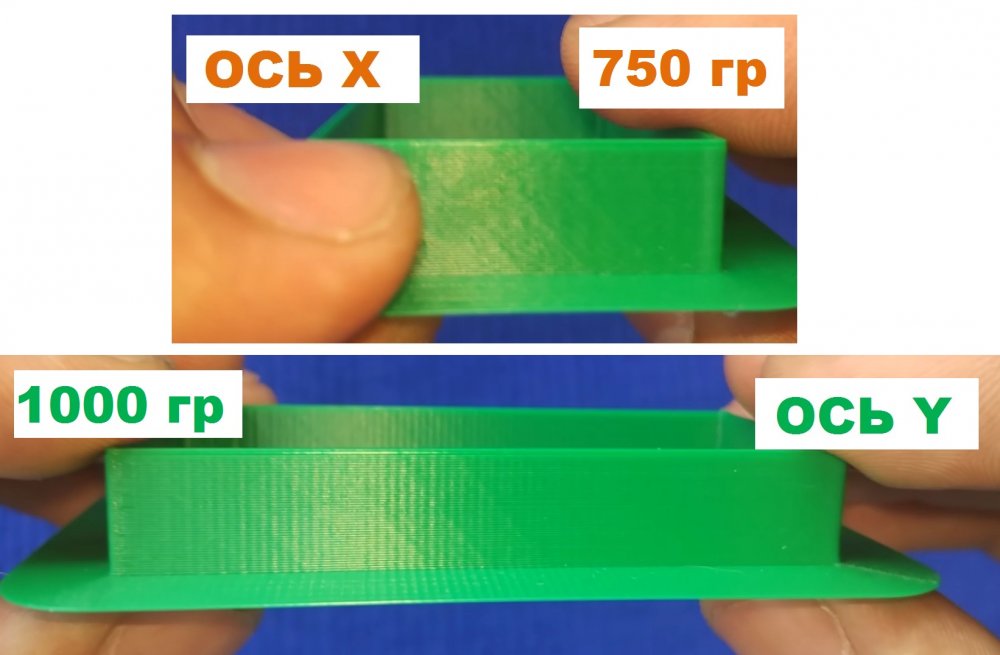
 Имея это, вы сможете решить любую проблему печати.
Имея это, вы сможете решить любую проблему печати. Это может произойти и со стеклом. Это происходит в основном с такими материалами, как ABS или нейлон, и это очень сложно сделать при печати PLA.
Это может произойти и со стеклом. Это происходит в основном с такими материалами, как ABS или нейлон, и это очень сложно сделать при печати PLA.
 Большинство нитей имеют температурный диапазон, в котором их можно печатать.
Большинство нитей имеют температурный диапазон, в котором их можно печатать. Это может привести к некоторым проблемам, так как чрезмерная температура может привести к сбоям в работе электроники: пропуску шагов или потере артефактов печати… это также может привести к засорению, так как разница температур между холодной и горячей зонами не достаточна. хотэнд.
Это может привести к некоторым проблемам, так как чрезмерная температура может привести к сбоям в работе электроники: пропуску шагов или потере артефактов печати… это также может привести к засорению, так как разница температур между холодной и горячей зонами не достаточна. хотэнд.
 Будьте осторожны при этом и всегда делайте это с выключенным принтером или с помощью керамической отвертки, чтобы избежать короткого замыкания металлической отверткой. Если вы слишком сильно увеличите мощность двигателей, вы рискуете снова столкнуться с проблемой перегрева.
Будьте осторожны при этом и всегда делайте это с выключенным принтером или с помощью керамической отвертки, чтобы избежать короткого замыкания металлической отверткой. Если вы слишком сильно увеличите мощность двигателей, вы рискуете снова столкнуться с проблемой перегрева.
 Если вы уже используете очень низкую температуру и все еще имеете натяжение, проверьте следующие пункты.
Если вы уже используете очень низкую температуру и все еще имеете натяжение, проверьте следующие пункты. Это очень широкая тема, и мы могли бы сделать эксклюзивный гайд по этой проблеме, поэтому, если вы хотите его увидеть, оставьте нам комментарий!
Это очень широкая тема, и мы могли бы сделать эксклюзивный гайд по этой проблеме, поэтому, если вы хотите его увидеть, оставьте нам комментарий!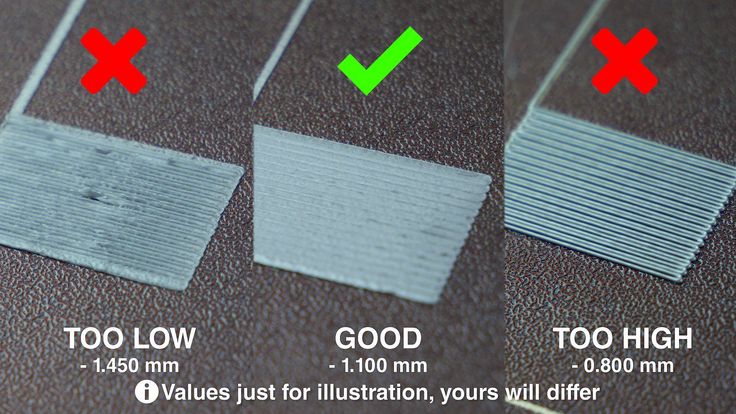 Таким образом, материал будет быстро охлаждаться, и мы сможем получить оптимальные результаты.
Таким образом, материал будет быстро охлаждаться, и мы сможем получить оптимальные результаты.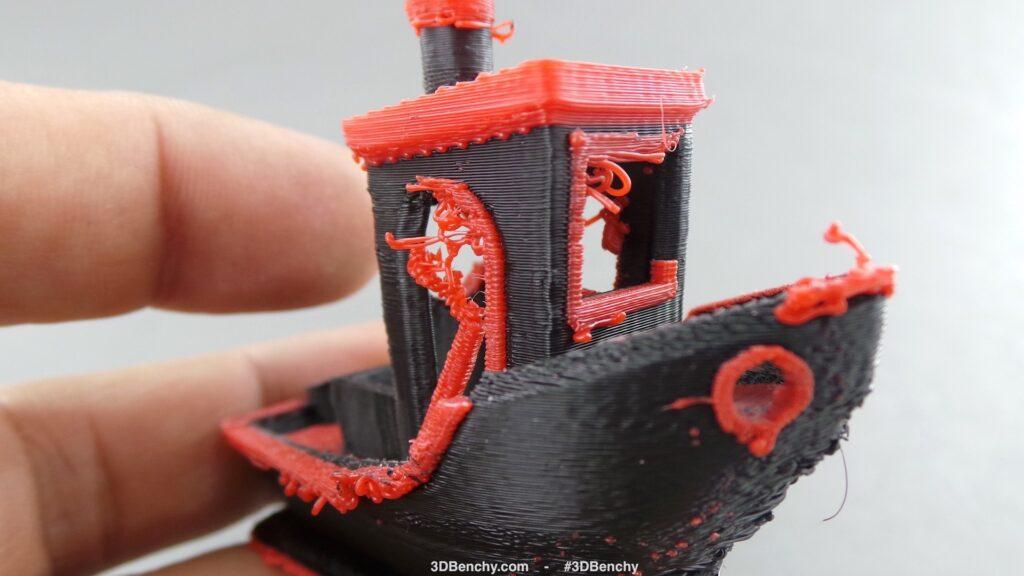 Если вы предпочитаете это на видео, вот краткое изложение:
Если вы предпочитаете это на видео, вот краткое изложение: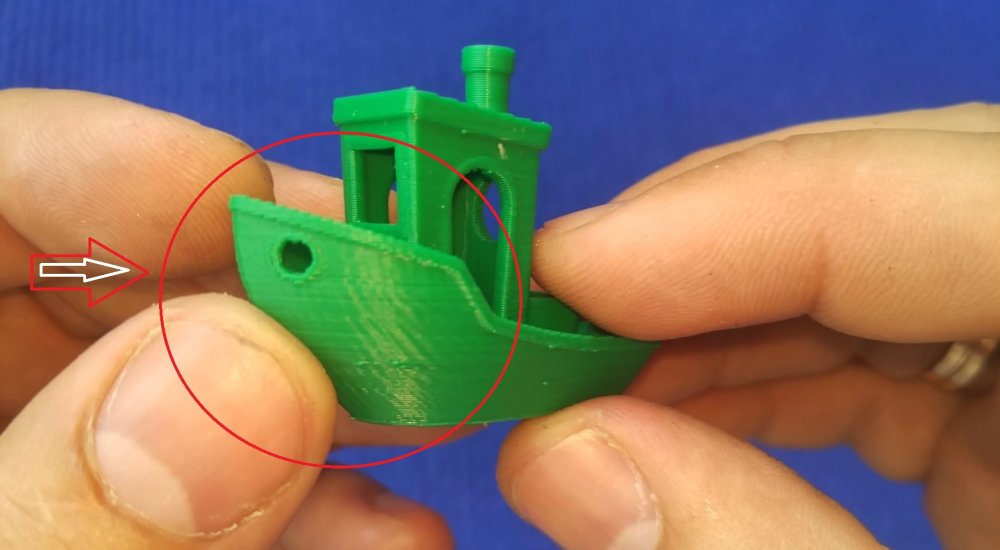 вам нужно сделать, когда вы сталкиваетесь с проблемой, чтобы уменьшить скорость печати, чтобы увидеть, если она решена. Обычно мы печатаем почти все детали со скоростью от 40 до 60 мм/с, в большинстве случаев большего и не требуется. В полиграфической службе самое важное — это надежность, а когда вам нужна надежность, лучше всего печатать с разумной скоростью, чтобы не выбрасывать детали.
вам нужно сделать, когда вы сталкиваетесь с проблемой, чтобы уменьшить скорость печати, чтобы увидеть, если она решена. Обычно мы печатаем почти все детали со скоростью от 40 до 60 мм/с, в большинстве случаев большего и не требуется. В полиграфической службе самое важное — это надежность, а когда вам нужна надежность, лучше всего печатать с разумной скоростью, чтобы не выбрасывать детали.
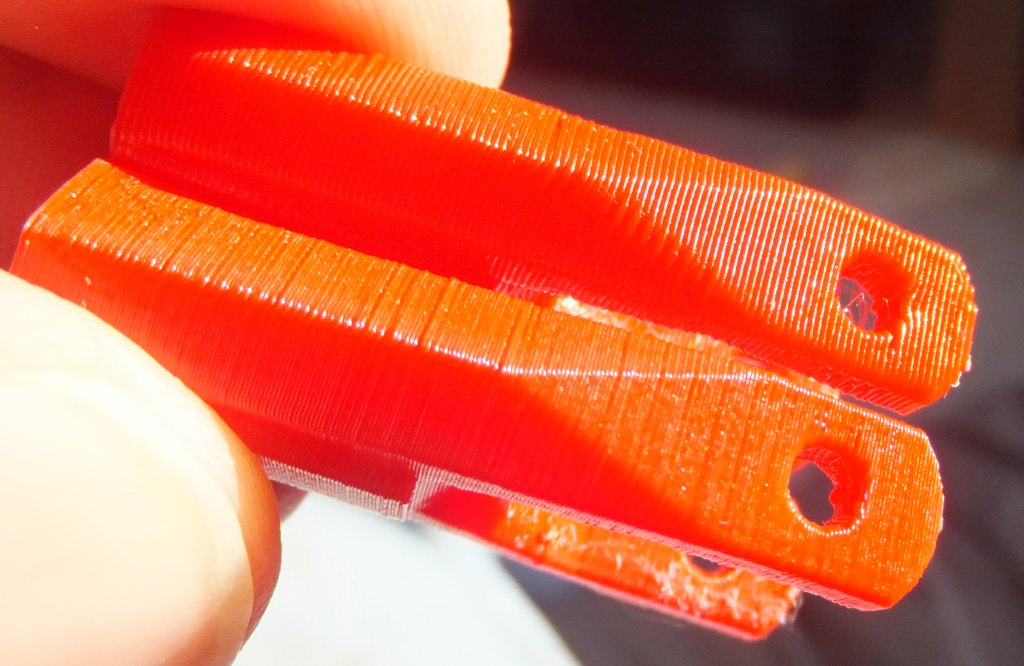
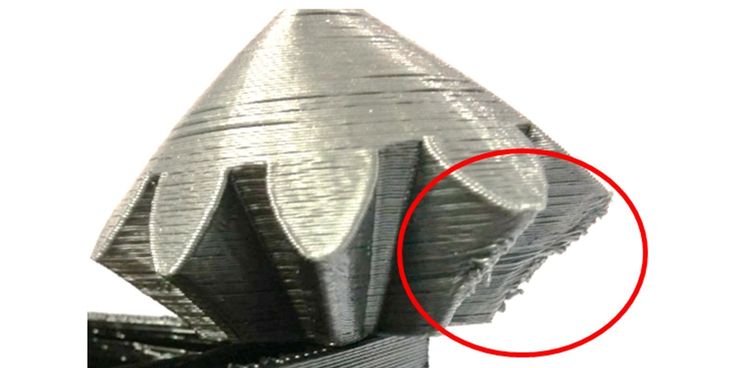 Это очень, очень важно понять. Когда мы видим поцарапанную нить, надгрызенную колесом экструдера, это не всегда является причиной засорения. Все засоры при печати, независимо от причины, заканчиваются царапинами на нити. И только те засоры, которые возникают из-за напряжения пружины и чрезмерной усадки, являются первопричиной самого засора.
Это очень, очень важно понять. Когда мы видим поцарапанную нить, надгрызенную колесом экструдера, это не всегда является причиной засорения. Все засоры при печати, независимо от причины, заканчиваются царапинами на нити. И только те засоры, которые возникают из-за напряжения пружины и чрезмерной усадки, являются первопричиной самого засора. Если ваш экструдер на 100% состоит из металла, как E3D V6, вы должны быть очень осторожны с этим и с чрезмерной усадкой.
Если ваш экструдер на 100% состоит из металла, как E3D V6, вы должны быть очень осторожны с этим и с чрезмерной усадкой.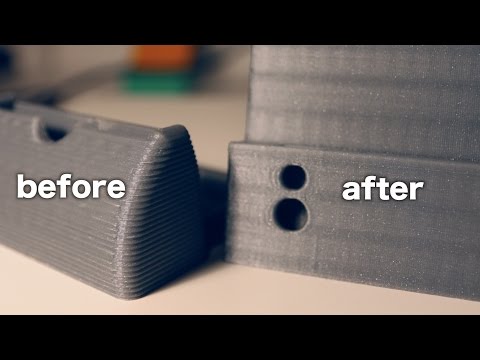



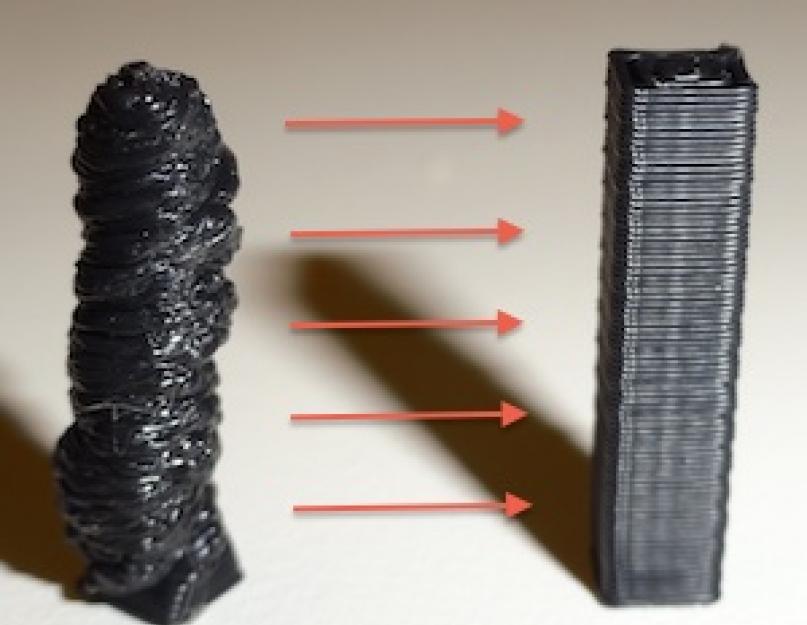 Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов.
Эти отметки обычно называют каплями или прыщами. Как вы можете себе представить, трудно соединить два куска пластика вместе, не оставив никаких следов, но в Simplify3D есть несколько инструментов, которые можно использовать для минимизации появления этих поверхностных дефектов. Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика. Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.
Если вы заметили дефект поверхности в самом начале периметра, то ваш экструдер, скорее всего, заливает слишком много пластика. Вы можете уменьшить расстояние запуска, введя отрицательное значение для дополнительного расстояния перезапуска. Например, если ваше расстояние втягивания составляет 1,0 мм, а дополнительное расстояние перезапуска составляет -0,2 мм (обратите внимание на отрицательный знак), то каждый раз, когда ваш экструдер останавливается, он будет втягивать 1,0 мм пластика. Однако каждый раз, когда экструдер должен снова начать экструзию, он будет проталкивать пластик обратно в сопло только на 0,8 мм. Регулируйте этот параметр до тех пор, пока дефект не исчезнет, когда экструдер первоначально начнет печатать периметр.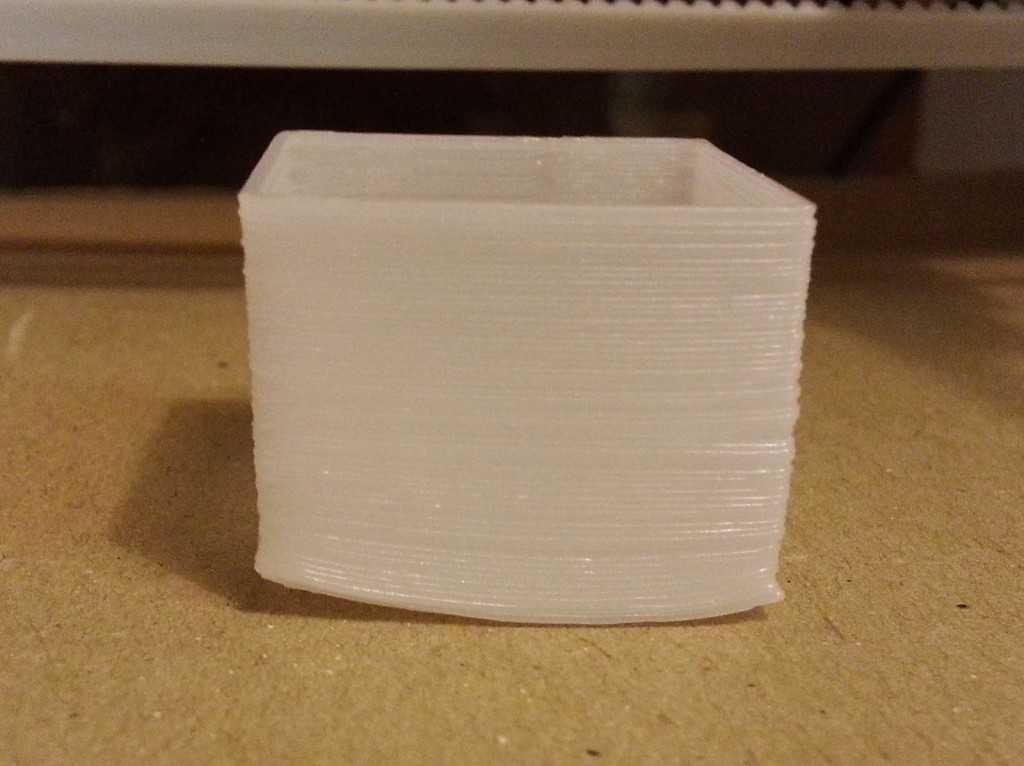 Включите эту опцию и увеличивайте значение до тех пор, пока не перестанете замечать дефект, появляющийся в конце каждого периметра, когда экструдер останавливается. Как правило, расстояния выбега в пределах 0,2-0,5 мм достаточно, чтобы оказать заметное влияние.
Включите эту опцию и увеличивайте значение до тех пор, пока не перестанете замечать дефект, появляющийся в конце каждого периметра, когда экструдер останавливается. Как правило, расстояния выбега в пределах 0,2-0,5 мм достаточно, чтобы оказать заметное влияние. Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.
Однако, если сопло не будет пересекать открытое пространство, возникающее просачивание будет внутри модели и не будет видно снаружи. По этой причине во многих принтерах будет включена опция «Втягивать только при пересечении открытых пространств», чтобы избежать ненужного втягивания.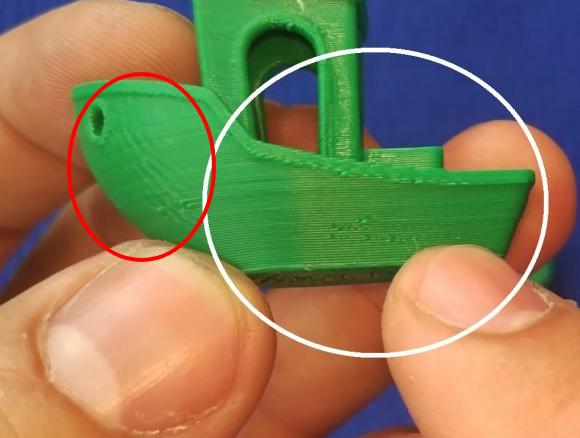 Это особенно полезно для экструдеров Боудена, которые создают большое давление внутри сопла во время печати. Обычно, когда эти типы машин прекращают экструзию, избыточное давление все еще может создать каплю, если экструдер стоит на месте. Поэтому в Simplify3D добавлена уникальная опция, позволяющая сохранять движение сопла во время его втягивания. Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается.
Это особенно полезно для экструдеров Боудена, которые создают большое давление внутри сопла во время печати. Обычно, когда эти типы машин прекращают экструзию, избыточное давление все еще может создать каплю, если экструдер стоит на месте. Поэтому в Simplify3D добавлена уникальная опция, позволяющая сохранять движение сопла во время его втягивания. Это означает, что вы с меньшей вероятностью увидите стационарную каплю, поскольку экструдер постоянно движется во время этого процесса. Чтобы включить эту опцию, мы должны настроить несколько параметров. Сначала нажмите «Редактировать параметры процесса» и перейдите на вкладку «Экструдер». Убедитесь, что опция «Протирание сопла» включена. Это даст принтеру указание протирать сопло в конце каждой секции, когда он прекращает печать. Для «Wipe Distance» введите значение 5 мм в качестве хорошей отправной точки. Затем перейдите на вкладку «Дополнительно» и включите параметр «Выполнять отвод во время движения вытеснения». Это предотвратит стационарное втягивание, так как теперь принтер получил указание протирать сопло, пока оно втягивается.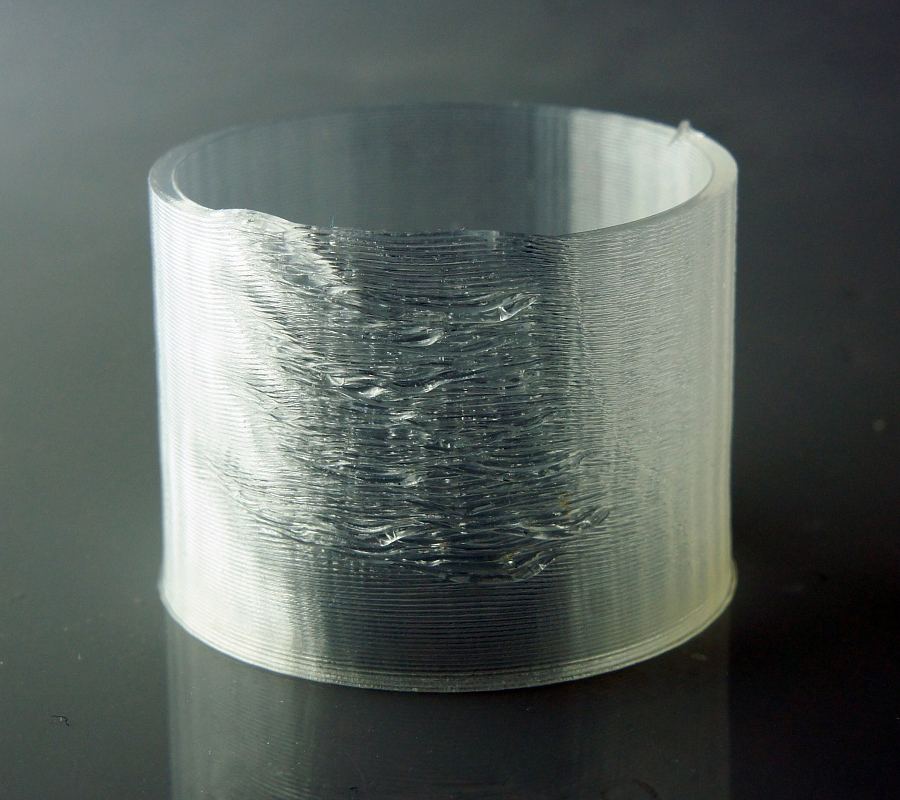
 org/Organization»>
org/Organization»> org/Organization»>
org/Organization»> 40 крупнейших производителей обеспечивают около 80% рынка. Основным регионом производства является Архангельская область (ГК «УЛК», «Лесозавод-25», «Регион-Лес» и др.). На ТОП-10 регионов приходится 55,6% всего объема производства пеллет в стране.
40 крупнейших производителей обеспечивают около 80% рынка. Основным регионом производства является Архангельская область (ГК «УЛК», «Лесозавод-25», «Регион-Лес» и др.). На ТОП-10 регионов приходится 55,6% всего объема производства пеллет в стране.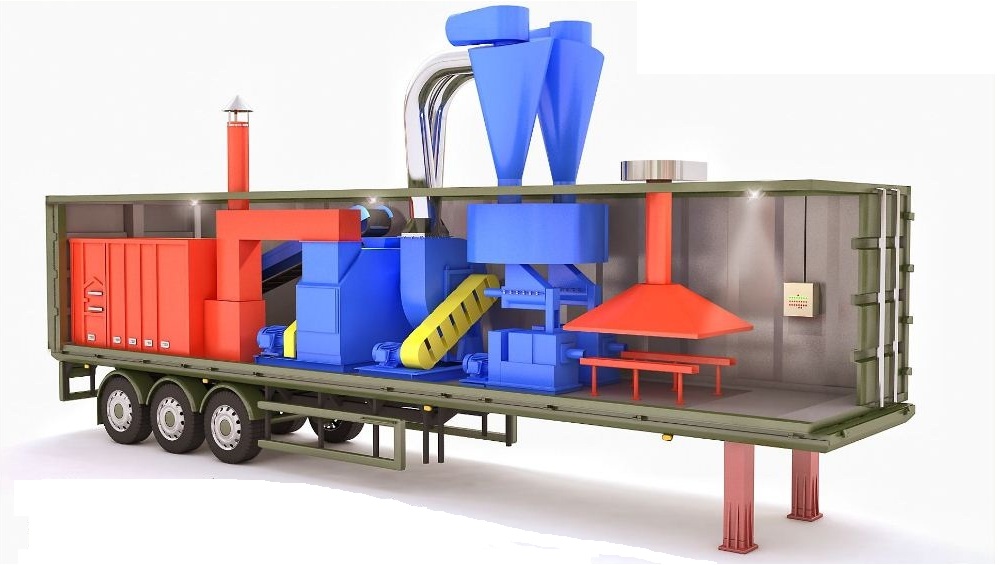
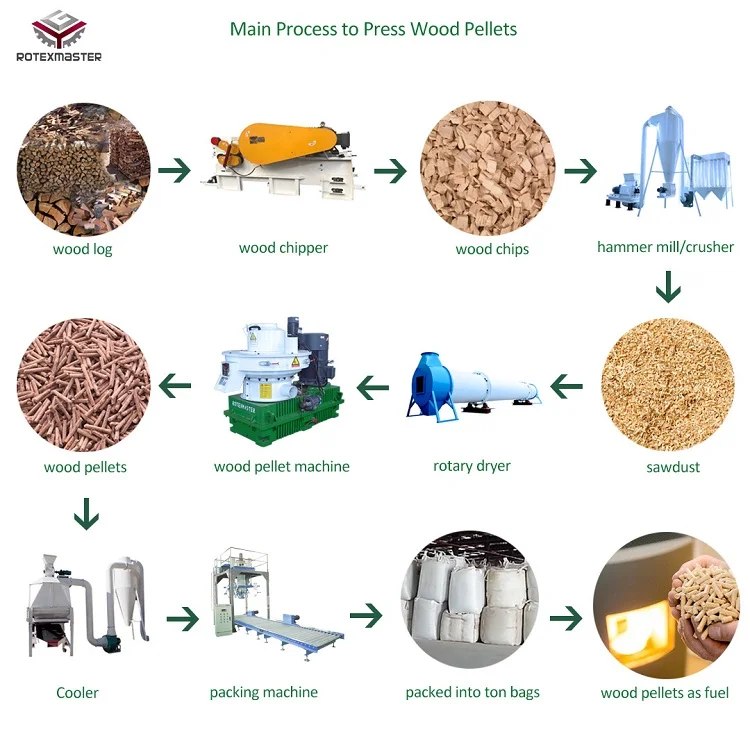
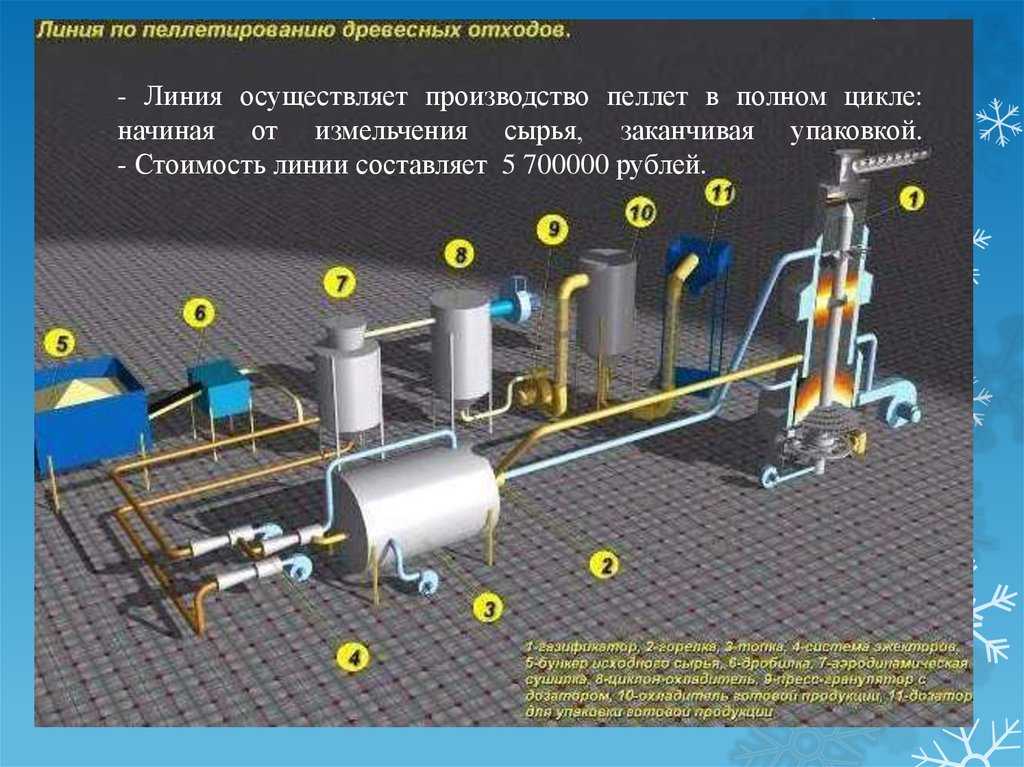 произошло значительное снижение уровня цен на пеллеты на мировых рынках, что связано с минимальным уровнем спроса, затаренными складами импортеров и вводом большого количества новых мощностей. Снижение цен на мировых рынках было компенсировано ослаблением российского рубля к доллару США и евро. Так, среднегодовой курс рубля к евро увеличился за 2020 г. к среднегодовому курсу за 2019 г. на 15%, декабрь к декабрю – на 30%. При этом в 2021 г. может наблюдаться так называемый «отложенный спрос». В России ежемесячно с марта 2020 г. происходило падение экспортных цен в пределах €5–10 за тонну и к декабрю 2020 г. достигло практически 40% относительно начала года.
произошло значительное снижение уровня цен на пеллеты на мировых рынках, что связано с минимальным уровнем спроса, затаренными складами импортеров и вводом большого количества новых мощностей. Снижение цен на мировых рынках было компенсировано ослаблением российского рубля к доллару США и евро. Так, среднегодовой курс рубля к евро увеличился за 2020 г. к среднегодовому курсу за 2019 г. на 15%, декабрь к декабрю – на 30%. При этом в 2021 г. может наблюдаться так называемый «отложенный спрос». В России ежемесячно с марта 2020 г. происходило падение экспортных цен в пределах €5–10 за тонну и к декабрю 2020 г. достигло практически 40% относительно начала года. При этом более мелкие партии товара могут точечно продаваться по более высоким ценам в районе €75–85 за тонну. Причиной продолжающегося падения цен является как полная обеспеченность европейских потребителей пеллетами, так и текущие погодные условия. Осень-зима 2020 г. продолжает тенденцию прошлого года и является аномально теплой для привычного уровня потребления на рынке пеллет.
При этом более мелкие партии товара могут точечно продаваться по более высоким ценам в районе €75–85 за тонну. Причиной продолжающегося падения цен является как полная обеспеченность европейских потребителей пеллетами, так и текущие погодные условия. Осень-зима 2020 г. продолжает тенденцию прошлого года и является аномально теплой для привычного уровня потребления на рынке пеллет.
 Причиной этому служит рост курса евро к российскому рублю, что позволяет компаниям постепенно выходить на положительный уровень рентабельности. Так, один из игроков, сокративший в период пандемии объем производства в 3 раза (с 3 тыс. до 1 тыс. тонн), в сентябре 2020 г. нарастил объемы до 1,4 тыс. тонн, а в октябре 2020 г. планирует нарастить объемы до 2 тыс. тонн. В ближайшем будущем один из местных производителей планирует ввод пеллетной линии, которая позволит увеличить объем производства в 1,5 раза. При этом некоторые компании продолжают работать и реализовывать продукцию в убыток, так как полная остановка производства приведет к еще большим потерям.
Причиной этому служит рост курса евро к российскому рублю, что позволяет компаниям постепенно выходить на положительный уровень рентабельности. Так, один из игроков, сокративший в период пандемии объем производства в 3 раза (с 3 тыс. до 1 тыс. тонн), в сентябре 2020 г. нарастил объемы до 1,4 тыс. тонн, а в октябре 2020 г. планирует нарастить объемы до 2 тыс. тонн. В ближайшем будущем один из местных производителей планирует ввод пеллетной линии, которая позволит увеличить объем производства в 1,5 раза. При этом некоторые компании продолжают работать и реализовывать продукцию в убыток, так как полная остановка производства приведет к еще большим потерям.
 Так, один из крупных производителей рынка сообщил, что с января 2021 г. компания будет вынуждена «опустить» уровень цен на €5–10 относительно ноября-декабря 2020 г. Кроме того, осенью-зимой 2020 г., в случае возможности по контракту, наблюдается отказ сокращение объемов или полный отказ от них по «длинным» контрактам, а также пересмотр ценовых условий в сторону понижения.
Так, один из крупных производителей рынка сообщил, что с января 2021 г. компания будет вынуждена «опустить» уровень цен на €5–10 относительно ноября-декабря 2020 г. Кроме того, осенью-зимой 2020 г., в случае возможности по контракту, наблюдается отказ сокращение объемов или полный отказ от них по «длинным» контрактам, а также пересмотр ценовых условий в сторону понижения. При этом участники рынка отмечают, что внутри страны наблюдается как рост цен, так и рост потребления пеллет.
При этом участники рынка отмечают, что внутри страны наблюдается как рост цен, так и рост потребления пеллет. тонн пеллет в Республике Коми (п. Човью). Ранее ввод в эксплуатацию производства планировался на 2020 г.
тонн пеллет в Республике Коми (п. Човью). Ранее ввод в эксплуатацию производства планировался на 2020 г. Текущая доля страны в мировом производстве составляет около 6%, а по объему экспорта она занимает четвертое место с долей мирового рынка в 7,6% (Продовольственная и сельскохозяйственная организация/Европейская экономическая комиссия Организации Объединенных Наций, 2020 г.). Российская пеллетная промышленность ориентирована на экспорт — 85% продукции продается на внешние рынки. Такая зависимость от экспорта определяет качество пеллет, производимых российскими компаниями.
Текущая доля страны в мировом производстве составляет около 6%, а по объему экспорта она занимает четвертое место с долей мирового рынка в 7,6% (Продовольственная и сельскохозяйственная организация/Европейская экономическая комиссия Организации Объединенных Наций, 2020 г.). Российская пеллетная промышленность ориентирована на экспорт — 85% продукции продается на внешние рынки. Такая зависимость от экспорта определяет качество пеллет, производимых российскими компаниями. Основным центром производства древесных пеллет в России является Архангельская область (Группа УЛК, Лесозавод 25, Регион-Лес и др.). На долю 10 ведущих регионов приходится 55,6% общего объема производства древесных пеллет в России.
Основным центром производства древесных пеллет в России является Архангельская область (Группа УЛК, Лесозавод 25, Регион-Лес и др.). На долю 10 ведущих регионов приходится 55,6% общего объема производства древесных пеллет в России.
 Однако есть определенные предпосылки, так как экспорт круглого леса хвойных и ценных пород, вероятно, будет запрещен после 2022 года. Под запрет попадает около 8 млн кубометров круглого леса. Вероятно, инвестиции будут вложены в переработку этого сырья и, в первую очередь, в производство пиломатериалов. Это могло бы обеспечить рынок дополнительным выпуском 1,7–2 млн тонн пеллет в год.
Однако есть определенные предпосылки, так как экспорт круглого леса хвойных и ценных пород, вероятно, будет запрещен после 2022 года. Под запрет попадает около 8 млн кубометров круглого леса. Вероятно, инвестиции будут вложены в переработку этого сырья и, в первую очередь, в производство пиломатериалов. Это могло бы обеспечить рынок дополнительным выпуском 1,7–2 млн тонн пеллет в год.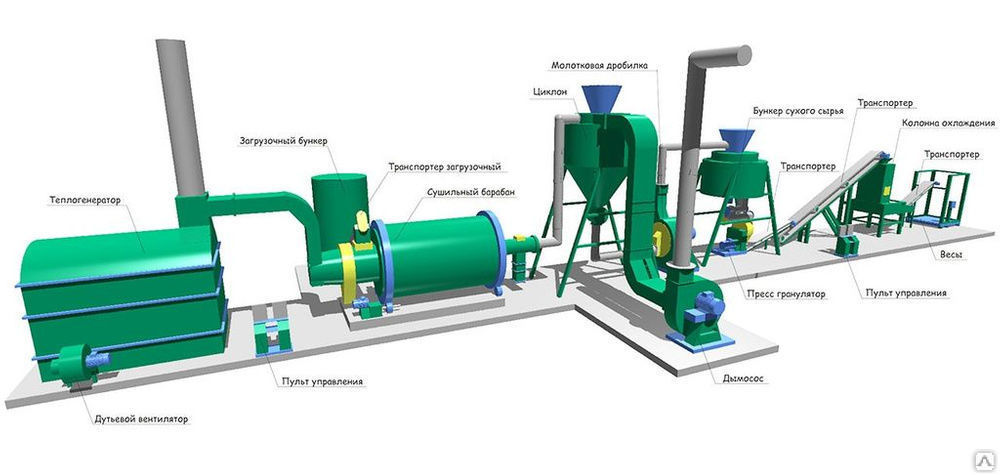 Снижение цен на внешних рынках было компенсировано ослаблением российского рубля по отношению к доллару США и евро. Так, среднегодовой курс рубля к евро вырос на 15% в 2020 году по сравнению с 2019 годом., и на 30%, если измерять с декабря по декабрь. При этом в 2021 году может наблюдаться так называемый «отложенный спрос». Начиная с марта 2020 года экспортные цены в России падали на 5–10 евро (6–12 долларов США) за тонну каждый месяц. К декабрю снижение составило почти 40% по сравнению с началом года.
Снижение цен на внешних рынках было компенсировано ослаблением российского рубля по отношению к доллару США и евро. Так, среднегодовой курс рубля к евро вырос на 15% в 2020 году по сравнению с 2019 годом., и на 30%, если измерять с декабря по декабрь. При этом в 2021 году может наблюдаться так называемый «отложенный спрос». Начиная с марта 2020 года экспортные цены в России падали на 5–10 евро (6–12 долларов США) за тонну каждый месяц. К декабрю снижение составило почти 40% по сравнению с началом года. Продолжая тенденцию прошлого года, осень и зима были аномально теплыми для обычного уровня потребления на рынке пеллет.
Продолжая тенденцию прошлого года, осень и зима были аномально теплыми для обычного уровня потребления на рынке пеллет. На данный момент долгосрочные контракты «перенесены» на 1 квартал 2021 года.
На данный момент долгосрочные контракты «перенесены» на 1 квартал 2021 года. Однако одним из сдерживающих факторов для таких сделок является наличие у компаний действующих складов только для приема и отгрузки грузов, которые не предназначены для длительного хранения товаров. Чтобы добиться успеха, компаниям необходимо повысить эффективность и гибкость производства и логистики древесных гранул, построить буферный склад для сырья и готовой продукции и соответствовать все более строгим европейским сертификационным требованиям.
Однако одним из сдерживающих факторов для таких сделок является наличие у компаний действующих складов только для приема и отгрузки грузов, которые не предназначены для длительного хранения товаров. Чтобы добиться успеха, компаниям необходимо повысить эффективность и гибкость производства и логистики древесных гранул, построить буферный склад для сырья и готовой продукции и соответствовать все более строгим европейским сертификационным требованиям. На фоне подобных событий другие компании продолжают работать и продавать продукцию в убыток, поскольку полная остановка производства приведет к еще большим убыткам.
На фоне подобных событий другие компании продолжают работать и продавать продукцию в убыток, поскольку полная остановка производства приведет к еще большим убыткам. Эти же древесные пеллеты российские производители могли бы продавать в сегменте частного потребления европейской розницы по цене 200–250 евро за тонну, поскольку они соответствуют требуемому качеству и характеристикам. Все больше и больше производителей предлагают упаковки весом от 15 до 20 кг (от 33 до 44 фунтов).
Эти же древесные пеллеты российские производители могли бы продавать в сегменте частного потребления европейской розницы по цене 200–250 евро за тонну, поскольку они соответствуют требуемому качеству и характеристикам. Все больше и больше производителей предлагают упаковки весом от 15 до 20 кг (от 33 до 44 фунтов).
 Хотя это потребление в первую очередь будет покрываться за счет текущих запасов, так как склады клиентов заполнены, восстановить обычный объем экспорта в ближайшее время не удастся. При этом участники рынка отмечают рост как цен, так и потребления пеллет внутри страны.
Хотя это потребление в первую очередь будет покрываться за счет текущих запасов, так как склады клиентов заполнены, восстановить обычный объем экспорта в ближайшее время не удастся. При этом участники рынка отмечают рост как цен, так и потребления пеллет внутри страны. Крупнейшим проектом является Лузалес, мощность которого увеличится до 180 000 тонн древесных пеллет в Коми , село Човью. Запуск объекта ранее планировался на 2020 год.
Крупнейшим проектом является Лузалес, мощность которого увеличится до 180 000 тонн древесных пеллет в Коми , село Човью. Запуск объекта ранее планировался на 2020 год.  Леса в России составляют около 542 млн м3, что составляет около 40 процентов территории России. Каждый год большое количество древесных отходов производится лесной промышленностью, что является преимуществом для производства продуктов из биомассы, таких как древесные гранулы. Однако индустрия древесных пеллет не развивалась должным образом.
Леса в России составляют около 542 млн м3, что составляет около 40 процентов территории России. Каждый год большое количество древесных отходов производится лесной промышленностью, что является преимуществом для производства продуктов из биомассы, таких как древесные гранулы. Однако индустрия древесных пеллет не развивалась должным образом.  В то время как в 2007 году Завод по производству древесных гранул сократился в России, однако мощность по производству древесных гранул продолжает увеличиваться. А в 2008 году количество заводов по производству пеллет в России снова увеличилось и достигло 100 производителей пеллет в России. Четыре года спустя, в 2012 году, производство древесных пеллет в России впервые достигло одного миллиона тонн.
В то время как в 2007 году Завод по производству древесных гранул сократился в России, однако мощность по производству древесных гранул продолжает увеличиваться. А в 2008 году количество заводов по производству пеллет в России снова увеличилось и достигло 100 производителей пеллет в России. Четыре года спустя, в 2012 году, производство древесных пеллет в России впервые достигло одного миллиона тонн.
 ru/info/manual/513255.pdf
ru/info/manual/513255.pdf
 Применяется в комплекте с набором (51314, 51320, 51340, 51334, 51345) для растяжки и рихтовки металлоконструкций и кузовов автомобилей. Создаваемые усилия: для модели 51325 – 10 т, для модели 51327 – 4 т.
Применяется в комплекте с набором (51314, 51320, 51340, 51334, 51345) для растяжки и рихтовки металлоконструкций и кузовов автомобилей. Создаваемые усилия: для модели 51325 – 10 т, для модели 51327 – 4 т. 3 кг
3 кг


 Замена поликлинового ремня стоит от 18 до 75 долларов за деталь плюс 50-150 долларов за работу.
Замена поликлинового ремня стоит от 18 до 75 долларов за деталь плюс 50-150 долларов за работу. Плохой подпружиненный автоматический натяжитель ремня. Надлежащее натяжение жизненно важно для любого ремня. Часто старый подпружиненный автоматический натяжитель ремня заклинивает или изнашивается и становится слабым. Без надлежащего натяжения поликлиновой ремень начнет проскальзывать. Это приведет к более быстрому износу ремня.
Плохой подпружиненный автоматический натяжитель ремня. Надлежащее натяжение жизненно важно для любого ремня. Часто старый подпружиненный автоматический натяжитель ремня заклинивает или изнашивается и становится слабым. Без надлежащего натяжения поликлиновой ремень начнет проскальзывать. Это приведет к более быстрому износу ремня.
 Вот еще пример: регулировка натяжения ремня в Toyota Yaris. Со временем ремень растягивается и если вовремя не отрегулировать натяжение, ремень начнет проскальзывать. Вы, наверное, видели: старая японская или корейская машина при запуске издает громкий визг.
Вот еще пример: регулировка натяжения ремня в Toyota Yaris. Со временем ремень растягивается и если вовремя не отрегулировать натяжение, ремень начнет проскальзывать. Вы, наверное, видели: старая японская или корейская машина при запуске издает громкий визг.
 Он крутится на маленьком подшипнике. Когда этот подшипник выходит из строя, он может издавать скулящий/жужжащий или визжащий шум. Поскольку несколько устройств с ременным приводом могут издавать одинаковый шум, для диагностики этого может потребоваться некоторое время.
Он крутится на маленьком подшипнике. Когда этот подшипник выходит из строя, он может издавать скулящий/жужжащий или визжащий шум. Поскольку несколько устройств с ременным приводом могут издавать одинаковый шум, для диагностики этого может потребоваться некоторое время.


 Когда вы покупаете по нашим ссылкам, мы можем получать комиссию. Узнать больше›
Когда вы покупаете по нашим ссылкам, мы можем получать комиссию. Узнать больше›
 Выполните следующие действия, чтобы определить, является ли модель твердым телом (Solid) или твердотельным листом (Sheet Solid).
Выполните следующие действия, чтобы определить, является ли модель твердым телом (Solid) или твердотельным листом (Sheet Solid).
 Однако, если увеличить и развернуть модель, Вы увидите, что проблема не решена и геометрия до сих пор не является замкнутыми телом.
Однако, если увеличить и развернуть модель, Вы увидите, что проблема не решена и геометрия до сих пор не является замкнутыми телом. Сначала удалите проблемную поверхность, затем создайте новую поверхность чтобы получить замкнутый объем.
Сначала удалите проблемную поверхность, затем создайте новую поверхность чтобы получить замкнутый объем.

 В новом режиме оформления чертежи открываются за секунды (раньше на это уходило несколько минут). Вы можете редактировать существующие обозначения и примечания, проставлять размеры, наносить обозначения отклонения формы, добавлять технические требования, создавать новые листы и многое другое. Этот режим особенно удобен для внесения небольших изменений (например, изменение допуска размеров), для вывода чертежей на печать, а также для рассмотрения и проверки проектов. Панорамирование и зумирование при включенном аппаратном ускорении происходят плавно.
В новом режиме оформления чертежи открываются за секунды (раньше на это уходило несколько минут). Вы можете редактировать существующие обозначения и примечания, проставлять размеры, наносить обозначения отклонения формы, добавлять технические требования, создавать новые листы и многое другое. Этот режим особенно удобен для внесения небольших изменений (например, изменение допуска размеров), для вывода чертежей на печать, а также для рассмотрения и проверки проектов. Панорамирование и зумирование при включенном аппаратном ускорении происходят плавно. Несколько состояний поддерживается также для шарниров, гофрированных трубок и т.п. Гибкие компоненты избавляют от необходимости создавать отдельные файлы деталей или уникальные конфигурации, помогают оптимизировать управление данными и повышают эффективность.
Несколько состояний поддерживается также для шарниров, гофрированных трубок и т.п. Гибкие компоненты избавляют от необходимости создавать отдельные файлы деталей или уникальные конфигурации, помогают оптимизировать управление данными и повышают эффективность. ) больше не нужен: срезы формируются сразу на основе точной 3D-геометрии и могут быть сохранены в 3MF — открытом основанном на XML формате, который специально предназначен для аддитивного производства и хранит не только 3D-геометрию, но и данные о материалах, цветах, текстурах и многом другом. Если на предприятии нет возможности для 3D-печати своими силами, вы можете заказать ее на площадке 3DEXPERIENCE Marketplace, выбрав исполнителя из сотен высококвалифицированных поставщиков услуг.
) больше не нужен: срезы формируются сразу на основе точной 3D-геометрии и могут быть сохранены в 3MF — открытом основанном на XML формате, который специально предназначен для аддитивного производства и хранит не только 3D-геометрию, но и данные о материалах, цветах, текстурах и многом другом. Если на предприятии нет возможности для 3D-печати своими силами, вы можете заказать ее на площадке 3DEXPERIENCE Marketplace, выбрав исполнителя из сотен высококвалифицированных поставщиков услуг. Однако встречались ситуации, когда результат смещения отличался от ожидаемого. Сейчас SOLIDWORKS 2020 выделяет поверхности, которые не удается сместить, и вы можете либо изменить параметры смещения, либо совсем удалить такие поверхности.
Однако встречались ситуации, когда результат смещения отличался от ожидаемого. Сейчас SOLIDWORKS 2020 выделяет поверхности, которые не удается сместить, и вы можете либо изменить параметры смещения, либо совсем удалить такие поверхности.
 При изготовлении нескольких однотипных деталей станок автоматически находит нулевую точку и устанавливается в нее независимо от того, кто из операторов управляет его работой. Функция, позволяющая выйти на новый уровень скорости и эффективности, доступна только в SOLIDWORKS CAM Professional.
При изготовлении нескольких однотипных деталей станок автоматически находит нулевую точку и устанавливается в нее независимо от того, кто из операторов управляет его работой. Функция, позволяющая выйти на новый уровень скорости и эффективности, доступна только в SOLIDWORKS CAM Professional.
 У нас также есть глоссарий, если вы хотите изучить список терминов Onshape и их определения.
У нас также есть глоссарий, если вы хотите изучить список терминов Onshape и их определения. Заходите почаще, так как мы регулярно обновляем наши ресурсы.
Заходите почаще, так как мы регулярно обновляем наши ресурсы. В других разделах информация не зависит от платформы, поэтому информация относится ко всем платформам.
В других разделах информация не зависит от платформы, поэтому информация относится ко всем платформам.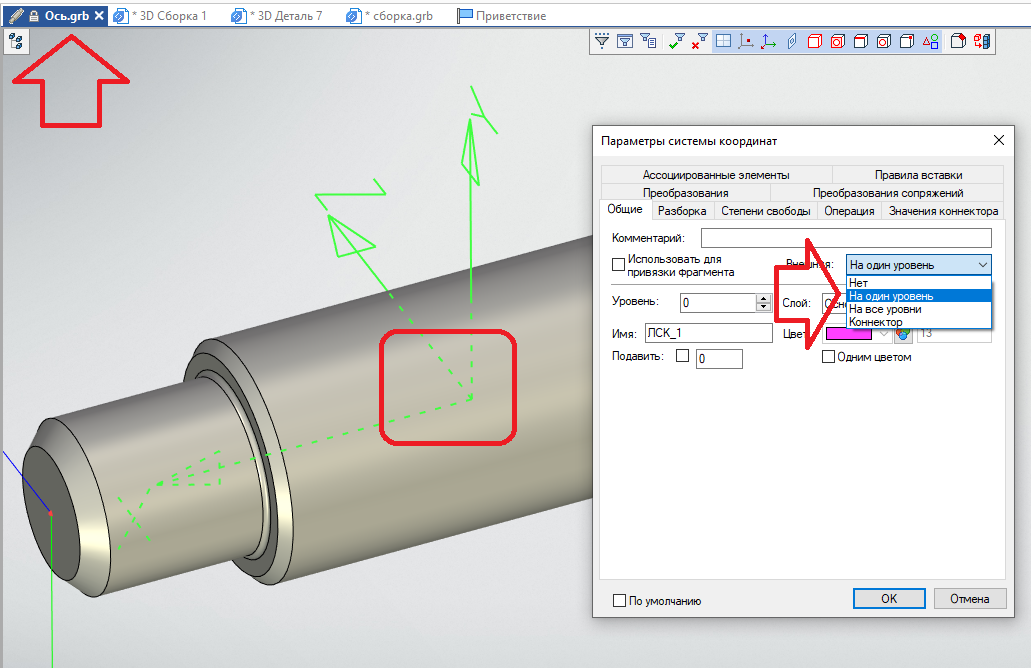
 Корпоративные клиенты также могут обратиться к своему менеджеру по работе с клиентами.
Корпоративные клиенты также могут обратиться к своему менеджеру по работе с клиентами.
 Это
Это Обратите внимание, что «Решатель» — «NX NASTRAN», а «Тип анализа» — «Структурный»; делали
Обратите внимание, что «Решатель» — «NX NASTRAN», а «Тип анализа» — «Структурный»; делали е. полезно знать для вашей реальной работы).
е. полезно знать для вашей реальной работы).
 На каждой
На каждой

 Ембаево
Ембаево Патрушева
Патрушева Нижняя Тавда
Нижняя Тавда Богандинский
Богандинский Как
Как Вы можете
Вы можете Если нет ответа на срочный
Если нет ответа на срочный Только переводы с этого сайта будут включены в
Только переводы с этого сайта будут включены в
 Крем для рук
Крем для рук 52 USD
52 USD 94 USD
94 USD

 В течение своего первого лета стажеры посещают два курса на уровне колледжа и занимаются лесовосстановлением. В течение учебного года стажеры расширяют свои знания о природных зонах Нью-Йорка и осваивают важные исследовательские навыки посредством семинаров и экскурсий. Весной и следующим летом стажеры проходят третий курс обучения в колледже и вместе с учеными-наставниками проводят исследования по экологической теме, прежде чем представить свои исследования на выпускном экзамене.
В течение своего первого лета стажеры посещают два курса на уровне колледжа и занимаются лесовосстановлением. В течение учебного года стажеры расширяют свои знания о природных зонах Нью-Йорка и осваивают важные исследовательские навыки посредством семинаров и экскурсий. Весной и следующим летом стажеры проходят третий курс обучения в колледже и вместе с учеными-наставниками проводят исследования по экологической теме, прежде чем представить свои исследования на выпускном экзамене. Для подачи заявки участники должны быть доступны в течение всех 14 месяцев программы WERM.
Для подачи заявки участники должны быть доступны в течение всех 14 месяцев программы WERM. Отдел охраны природных территорий, Группа природных ресурсов парков Нью-Йорка, Консорциум наставничества научных исследований Нью-Йорка и Городская полевая станция Нью-Йорка Лесной службы Министерства сельского хозяйства США.
Отдел охраны природных территорий, Группа природных ресурсов парков Нью-Йорка, Консорциум наставничества научных исследований Нью-Йорка и Городская полевая станция Нью-Йорка Лесной службы Министерства сельского хозяйства США. Rhino Lining — это продукт в виде спрея, который предназначен для защиты и сохранения внутренней части вашего трейлера, обеспечивая при этом блестящую и гладкую поверхность.
Rhino Lining — это продукт в виде спрея, который предназначен для защиты и сохранения внутренней части вашего трейлера, обеспечивая при этом блестящую и гладкую поверхность. Как и цемент, смесь выливается на существующий пол трейлера и распределяется мастерком в течение 3-дневного процесса установки.
Как и цемент, смесь выливается на существующий пол трейлера и распределяется мастерком в течение 3-дневного процесса установки.

 это будет , а не укрепит ваш пол.
это будет , а не укрепит ваш пол. Брэд заявил: «При выборе типа пола для вашего трейлера очень важно учитывать, какой тип будет самым безопасным для вашей лошади». Вместо того, чтобы покрывать пол материалом, мы считаем, что вы должны построить 9Сам пол 0111 из прочного и прочного материала.
Брэд заявил: «При выборе типа пола для вашего трейлера очень важно учитывать, какой тип будет самым безопасным для вашей лошади». Вместо того, чтобы покрывать пол материалом, мы считаем, что вы должны построить 9Сам пол 0111 из прочного и прочного материала. Он отлично защищает ноги вашей лошади от тепла, шума и вибрации, передающихся с дороги. Резиновые коврики следует периодически снимать, чтобы проверить целостность дерева внизу, но снимать коврики можно реже, чем в алюминиевом прицепе. Древесина хорошо справляется со своей задачей высыхания. Полы для трейлеров из пиломатериалов, обработанных под давлением, прочны, недороги и надежны.
Он отлично защищает ноги вашей лошади от тепла, шума и вибрации, передающихся с дороги. Резиновые коврики следует периодически снимать, чтобы проверить целостность дерева внизу, но снимать коврики можно реже, чем в алюминиевом прицепе. Древесина хорошо справляется со своей задачей высыхания. Полы для трейлеров из пиломатериалов, обработанных под давлением, прочны, недороги и надежны. 