RF5083TF Набор ключей TORX T9-T40 складной с отверстием 8 предметов ROCKFORCE — RF-5083TF
Распечатать
Главная Инструмент и ключи, оборудование
5
1
Код для заказа: 544308
Добавить фото
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: ROCKFORCE
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — 5 шт.
Данные обновлены: 30.04.2023 в 16:30
Все характеристики
Отзывы о товаре
Вопрос-ответ
Статьи о товаре
Характеристики
Сообщить о неточности в описании товара
Код для заказа
544308
Артикулы
RF-5083TF
Производитель
ROCKFORCE
Каталожная группа:
. .Инструмент шоферский и принадлежности Принадлежности
Ширина, м:
0.035
Высота, м:
0.03
Длина, м:
0.11
Вес, кг:
0.247
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Сертификаты
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Статьи о товаре
Наличие товара на складах и в магазинах, а также цена товара указана на 30.04.2023 16:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
Набор Г-образных экстра-удлиненных ключей TORX с отверстием, TT10-TT50, 9 шт, HOEGERT HT1W831
Особенности:
ключи изготовлены из легированной стали S2 высокого качества;
выдерживают повышенные нагрузки, обладают стойкостью к деформациям и сколам;
Г-образная форма и экстра-длинные стержни позволяют приложить к крепежу различное плечо силы или работать с крепежом в труднодоступных местах;
соответствуют стандарту DIN 911;
рабочие размеры ключей в наборе – TT10, TT15, TT20, TT25, TT27, TT30, TT40, TT45, TT50;
поставляются на пластиковом держателе с маркировкой размеров.
СвернутьРазвернуть описание
Любые вопросы о покупке HOEGERT HT1W831 и его характеристиках вы можете задать по телефону, электронной почте или в чате на сайте, мы обязательно ответим.
Характеристики
Тип ключей
Torx с отверстием
Система измерений
Torx
Г-образные
да
Удлиненный
да
Изогнутый
нет
Масса, кг
0,5
размеры ключей, Torx
T10; T15; T20; T25; T27; T30; T40; T45; T50
Количество предметов, шт
9
Вид упаковки
пластиковый держатель
Комплект поставки
ключи — 9 пр.
держатель
Сертификация
Отзывы (0)
отзывов пока нет, можете оставить первый
Ваш отзыв
Ваше имя
E-mail
Отзыв
Достоинства
Недостатки
Поставьте оценку от 1 до 5 —
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27.07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Вопросы (0)
вопросов пока нет, можете оставить первый
Ваш вопрос
Ваше имя
E-mail
Вопрос
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27. 07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Просто купите набор Г-образных ключей Torx® с центральным отверстием 8
Хоффманн Груп Домашняя страница
Количество
Информация о продукте
Технические данные
Количество отверток
8
Профиль привода
Отвертка для винтов TORX® с отверстием
Материал
Хромованадиевая сталь
Отверстие в профиле Torx®
да
Тип продукта
Отвертка
Артикул №
625065 8
EAN / GTIN
4062406570293
Описание
Исполнение:
Г-образный хвостовик; через закаленные (твердые и жесткие). В стальном сером цвете.
Преимущество:
С центральным отверстием во внутреннем профиле Torx® для винтов с защищенным от несанкционированного доступа штифтом.
Бесплатная доставка: Для заказов из США на сумму более 100 долларов США
Посетите другие наши веб-сайты
Сокеты Apex Dotco Tool Omega Technologies Инструменты MRO Инструменты MRO Mobile Инструменты MRO Mexico 90 221 Инструменты для технического обслуживания, Великобритания
Купить Биты Apex — Инструменты для крепления
1/4-дюймовый шестигранный силовой привод Torx — защита от несанкционированного доступа с отверстием для отверток с центральной стойкой от Apex® Fastener Tools, формально Cooper Tools. Крепления Torx становятся все более и более распространенными в автомобильной и бытовой технике. Apex® предлагает полный набор насадок для винтов Torx. По своей конструкции винты с головкой Torx лучше противостоят выворачиванию, чем винты с головкой Phillips или со шлицем. В то время как головки Phillips были разработаны для того, чтобы заставить привод отвернуться, чтобы предотвратить чрезмерное затягивание, головки Torx были разработаны для предотвращения кулачка. Причиной этого была разработка лучших автоматических отверток с ограничением крутящего момента для использования на заводах.
Вместо того, чтобы полагаться на выскальзывание инструмента из головки винта при достижении уровня крутящего момента, что может привести к повреждению наконечника отвертки, головки винта и/или обрабатываемой детали, новая конструкция отвертки стабильно обеспечивает желаемый крутящий момент. Качество Apex® начинается с выбора сырья, используется только тщательно отобранная высококачественная инструментальная сталь. Каждое долото Apex® изготавливается с соблюдением самых строгих допусков в отрасли, большинство из них даже жестче, чем требования лицензионного соглашения, и все долота Apex® соответствуют самым строгим правительственным и военным спецификациям.
Отображаются продукты 1 — 12 из 12 результатов
Показать: 30
36
60
90
200
Сортировка: По умолчанию
Цена от низкой до высокой
Цена от высокой к низкой
Имя (А-Я)
Имя (Я-А)
Новейшие
49-TX-10-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $25,05
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 1 15/16 »/49 мм
49-A-TX-10-H Вершина 1/4» Torx Hex Power Drive Bits, с защитой от несанкционированного доступа
Цена: $27,21
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
49-B-TX-10-H Вершина 1/4» Torx Hex Power Drive Bits, с защитой от несанкционированного доступа
Цена: цена по запросу
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 3 1/2 дюйма/89 мм
49-TX-15-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $25,05
Количество: * Только целый номер
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 1 15/16 »/49 мм
49-A-TX-15-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $27,21
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
49-B-TX-15-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $29,31
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 3 1/2 дюйма/89 мм
49-C-TX-15-H Вершина 1/4» Torx Hex Power Drive, защищенная от несанкционированного доступа
Цена: $32,55
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 6 дюймов/152 мм
49-TX-20-H Вершина 1/4» Torx Hex Power Drive Bits, с защитой от несанкционированного доступа
Цена: $31,24
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер драйвера: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 1 15/16 » 49 мм
49-A-TX-20-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $27,21
Количество: * Целое число только
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
49-B-TX-20-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $29,31
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки. Размер привода: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 3 1/2 дюйма/89мм
49-C-TX-20-H Вершина 1/4» Torx Hex Power Drive, устойчивая к взлому
Цена: $33,69
Количество: * Только целое число
Биты Torx® с шестигранным приводом Apex® 1/4 дюйма, защищенные от несанкционированного доступа, с отверстием в центре стойки.
Кабельные стяжки нейлоновые КСС 4х300 мм, белые (100 шт.) Fortisflex 49399
Кабельные стяжки нейлоновые КСС 4х300 мм, белые Fortisflex 49399
138.39 ₽
134.78 ₽
132.38 ₽
Кабельные стяжки нейлоновые КСС 4х300 мм, белые Fortisflex 49399
ФИО или название компании*
E-mail*
Контактные телефоны (с кодом города)*
* — поля, обязательные для заполнения
Отправляя форму, я даю согласие на обработку персональных данных.
Кабельные стяжки нейлоновые КСС предназначены для крепежа и соединения в жгут кабелей и проводов
Материал: нейлон 6.6, не содержит галогенов, самозатухающий
Температурный диапазон: от -40°C до +85°C
Температура монтажа: от 0°C до +60°C
Замковый механизм одностороннего хода. Неразъемный
Посмотреть все отзывы
Расчет доставки
Для товара не указан вес или обьем
Условия доставки
Доставка осуществляется в течении 2-4 рабочих дней после поступления оплаты на наш расчётный счёт
В день доставки с Вами свяжутся логисты нашей компани, для уточнения времени и места доставки товара. Обращаем Ваше внимание, что доставка производится только до подъезда или места куда может подъехать машина. Дальнейшая транспортировка происходит силами заказчика
Время ожидания водителя при доставке товара составляет 15 минут
В случае если въезд на территорию заказчика платный — его стоимость оплачивает покупатель
Доставка товаров осуществляется ежедневно, с Пн. по Пт. с 10:00 до 17:00 часов
Похожие товары
Хомут — стяжка КСС 4х250 мм, белые Fortisflex 49398
Код: 1107
Артикул: 49398
Статус:
Кабельные стяжки нейлоновые КСС 4х250 мм, белые (100 шт. ) Fortisflex 49398
Цена
121.36 ₽
118.20 ₽
116.08 ₽
В корзину
Кабельные стяжки нейлоновые КСС 3х60 мм, белые Fortisflex 57871
Код: 814
Артикул: 57871
Статус:
Кабельные стяжки нейлоновые КСС 3х60 мм, белые (100 шт.) Fortisflex 57871
Цена
20.38 ₽
19.85 ₽
19.49 ₽
В корзину
Кабельные стяжки нейлоновые КСС 3х120 мм, белые Fortisflex 49392
Код: 817
Артикул: 49392
Статус:
Кабельные стяжки нейлоновые КСС 3х120 мм, белые (100 шт.) Fortisflex 49392
Цена
34.88 ₽
33.97 ₽
33.36 ₽
В корзину
Оставить отзыв
Ваш браузер устарел рекомендуем обновить его до последней версии или использовать другой более современный.
Обратный звонок
Ваше имя*
Ваш e-mail*
Комментарий:
Ваш номер телефона*
Проверка: 7+?=60*
Обновить вопрос
Нажимая на кнопку “Заказать услугу”, Вы соглашетесь на обработку персональных данных
Вы можете заказать Тестирование СКС в компании Olmi-Connect, заполнив эту простую форму
Наши менеджеры свяжутся с Вами и проконсультируют по всем имеющимся вопросам. Поля, обязательные для заполнения, помечены звездочкой (*).
Вы можете заказать Обратная связь со страницы Услуги в компании Olmi-Connect, заполнив эту простую форму
Наши менеджеры свяжутся с Вами и проконсультируют по всем имеющимся вопросам. Поля, обязательные для заполнения, помечены звездочкой (*).
Название компании*
Телефон*
E-mail*
Нажимая на кнопку “Заказать услугу”, Вы соглашетесь на обработку персональных данных
Вы не вошли в систему
Имя пользователя (логин)*
Пароль*
Чужой компьютер
* — поля, обязательные для заполнения
Забыли пароль?
ФИО или название компании *
Логин *:
E-mail *:
Пароль *:
Пароль *:
* — поля, обязательные для заполнения
Восстановление доступа
E-mail*
* — поля, обязательные для заполнения
Запрос на восстановление доступа отправлен. Письмо для сброса пароля придет навашу почту в течение 1 минуты
Fortisflex Нейлоновые стяжки КСС 4 х 300 (100шт)
Результаты поиска Штрих-код: 4650054930073
Наши пользователи определили следующие наименования для данного штрих-кода:
Краскопульт электрический Вихрь ЭКП-400 — для нанесения краски и других составов (лака, грунтовки, пропиток). Вещество из устройства выделяется под давлением встроенного насоса. Имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Преимущества:
Бачок объемом 1 литр позволяет работать без дозаправки продолжительное время
Высокое качество покраски за счет воздушного типа двигателя – лакокрасочные материалы переносятся на поверхность тонким ровным слоем
Комплектация:
Краскопульт
Бачок для краски
Сопло (форсунка) 2,5 мм
Сопло (форсунка) 1,7 мм
Воронка для определения густоты краски
Инструкция
Коробка
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Краскопульт «Вихрь» ЭКП-400
Корзина: пусто
+7(978)-683-36-69
Увеличить
Производитель: ВИХРЬ
0 отзывов
Артикул:
72/17/2
Вес:
2,15
кг.
Ед. измерения:
шт
Нет в наличии
Количество:
Доступно
Авторизуйтесь для просмотра цен
Краскораспылитель Вихрь ЭКП-400 простой в эксплуатации инструмент для нанесения краски и других составов (лака, грунтовки, пропиток). Вещество из устройства выделяется под давлением встроенного насоса. ЭКП-400 имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Преимущества ЭКП-400:
1. В комплекте поставки идут 2 сопла (насадки) разного диаметра (1,5 мм и 2 мм). 2 мм – широкая площадь покрытия и толстый слой нанесения. 1,5 мм – малая площадь покрытия и тонкий слой нанесения.
2. Бачок объемом 1 литр позволяет работать без дозаправки продолжительное время.
3. Высокое качество покраски за счет воздушного типа двигателя – лакокрасочные материалы переносятся на поверхность тонким ровным слоем.
Вес в упаковке
Вид краскопульта
Со встроенным компрессором
Гарантия, мес.
Диаметр сопла
1.5 ; 2
Комплектация
Краскопульт 1 шт. Бачок для краски 1 шт. Сопло (форсунка 2 мм. (установлена на сопло краскопульта) 1 шт. Сопло (форсунка) 1,5 мм. 1 шт. Руководство по эксплуатации 1 шт. Упаковка 1 шт.
РОС20ВСК | 5 дюймов Орбитальная шлифовальная машина/полировщик Palm Random
Поделиться с
Обзор 360°
Включает
Преимущества
Технические данные
Аксессуары и приспособления
Отзывы
Описание продукта
Bosch ROS20VSK 5 дюймов. Эксцентриковая шлифовальная/полировальная машина имеет встроенную систему торможения с демпфированием колодок для устранения вихревых следов на готовой детали. Этот инструмент обеспечивает быстрое удаление и сверхгладкую поверхность. Любой профессионал, которому необходимо шлифовать, особенно столяры, краснодеревщики и плотники, обнаружит, что шлифовальный станок выполняет работу в соответствии со строгими стандартами и быстро. Чтобы обеспечить надежный захват диска во время использования, в нем используется дисковое крепление Bosch на липучке. Податливая микропористая подложка обеспечивает гладкую и чистовую отделку как на плоских, так и на рельефных поверхностях. Он был разработан с эргономичной мягкой верхней частью и корпусом. Он имеет регулируемую скорость от 7 500 до 12 000 об/мин, чтобы скорость соответствовала задаче. Он также включает в себя бортовую систему фильтрации мелкой пыли.
Включает
Количество
Включить
1
ROS20VS 5 дюймов. Орбитальная шлифовальная машина Palm Random
1
5 дюймов. Шлифовальный диск
1
RS034 5 дюймов. Мягкая шлифовальная тарелка
1
2609170071 Демпфирующее кольцо
1
2609199179 Микрофильтр пылесборник
1
Переходник для вакуумного шланга VAC002
1
Чемодан для переноски
Преимущества
Встроенная тормозная система с демпфированием тормозных колодок для предотвращения образования вихревых следов
Дисковая насадка на липучке
Подложка из микроячеистых материалов для чистовой отделки
Используются широко распространенные отраслевые стандарты с 8 отверстиями размером 5 дюймов. диски с липучкой
Регулятор скорости для соответствия скорости заготовке и задаче
Диапазон регулировки от 7 500 до 12 000 об/мин
Оптимальная бортовая система для фильтрации мелкой пыли
Мягкая ручка сверху и корпуса
-вибрация
Шлифовальный диск, переходник для вакуумного шланга и сумка для переноски
Технические данные
Технические характеристики
Сила тока
2,5
Тип корпуса
Твердый пластик
Размеры
5″ х 6″ х 9″
Размер диска
5 дюймов
Сбор пыли
Да
Эксцентриковое смещение
3/64 дюйма (1,2 мм)
Высота
6,0″
Длина
9,0″
Без нагрузки ОПМ
7 500–12 000
Диаметр орбиты
3/32 дюйма (2,5 мм)
Радиус орбиты
3/64 дюйма (1,25 мм)
Размер прокладки
5 дюймов
Размер/Тип бумаги
Круглый 5 дюймов
Рейтинг
120 В переменного тока
Шлифовальный станок Тип
Случайные орбитальные шлифовальные машины
Контроль скорости
Переменная скорость
Диапазон скоростей
7 500 — 12 000 оп/мин
Инструментальный уровень
2 — Сетевой — промежуточная регулировка скорости
Переменная скорость
Да
Напряжение
120 В
Вес
3,5 фунта
Ширина
5,0″
Работает с
Сверхмягкая подошва на липучке RS033
Подкладка мягкая на липучке RS034
Подложка жесткая на липучке RS035
Шланги вакуумные антистатические 26255 с помощью антистатического адаптера в комплекте с этими шлангами), VAC008 и большинство других 22-мм и 35-мм антистатических шлангов
Другие вакуумные шланги Vh2022, Vh2035 и Vh2635 (с помощью адаптера VX120, входящего в комплект этих шлангов), шланги VAC005 и VAC006 и большинство другие шланги 22 мм и 35 мм
Адаптер вакуумного шланга для подсоединения к вакуумным шлангам 1-1/4″ или 1-1/2″ VAC002 или VAC024
(1) GEX33-5 5 дюймов. Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Шланговые адаптеры
Масса
5,1 фунта
Включает
(1) GEX33-6 6 дюймов. Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранная шлифовальная головка, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Переходники для шлангов
Масса
5,2 фунта
Включает
(1) GEX34-6 6 дюймов. Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (1) пылесос Адаптер шланга
Эксцентриковая шлифовальная/полировальная машина, (1) съемная передняя рукоятка, (1) 5 дюймов. Шлифовальный диск, (1) RS038 5 дюймов. Мягкая опорная подкладка, (1) 2605411234 трубчатый пылесборник, (1) переходник для вакуумного шланга VAC024, (1) ключ для прокладки на 5 мм
Вес
5,3 фунта
Эксцентриковая шлифовальная/полировальная машина, (1) съемная передняя рукоятка, (1) трубчатый пылесборник 2605411234, (1) переходник для вакуумного шланга VAC024, (1) шлифовальный диск, (1) RS6045 6 дюймов. Мягкая опорная подушка, (1) ключ для подкладок на 5 мм
Вес
5,3 фунта
Аксессуары и насадки для ROS20VSK
Опорные тарелки
Полировальные колпачки и диски
Шлифовальные насадки, эксцентриковые шлифмашины
29
4
4 Шлифовальные диски для эксцентриковых шлифовальных машин
Служба поддержки
Служба поддержки клиентов
Есть вопрос по инструменту, аксессуару, приложению или обслуживанию? Позвоните нам по телефону 1-877-BOSCH99 (1-877-267-2499) или посетите раздел часто задаваемых вопросов.
Схема поиска деталей
Найдите и загрузите схему деталей для своего инструмента.
Регистрация продукта
Защита ваших инвестиций в электроинструменты Bosch поможет вам сэкономить время и деньги в будущем.
Заказ запасных частей
Закажите оригинальные запчасти Bosch здесь.
Отправьте нам SMS
Введите свой номер телефона
Предоставляя информацию в этой форме, я даю свое согласие на то, чтобы связаться со мной по СМС/СМС для решения этого вопроса.
Отправка выполнена успешно
Ваше сообщение успешно отправлено
Ошибка
Ошибка
Односкоростная эксцентриковая шлифовальная машина Bosch ROS10 5”
Артикул № 257090
MFR #ROS10
5-дюймовая односкоростная эксцентриковая шлифовальная машина Bosch ROS10 обеспечивает быстрое снятие материала и получение однородной ультрагладкой поверхности, поэтому столяры и плотники-отделочники могут шлифовать быстро и в соответствии со строгими стандартами. Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Дисковые насадки Bosch с липучкой…
См. полное описание и характеристики
64,99 $
В наличии
Количество
Bosch ROS10 5-дюймовая односкоростная эксцентриковая шлифовальная машина для ладони
Особенности продукта
Разрывная система. Встроенная тормозная система с демпфированием колодок для предотвращения образования вихревых следов.
Мотор. Двигатель на 2,5 А обеспечивает 12 000 об/мин.
Насадка для диска. Крепление диска на липучке для надежного захвата.
Опорная подушка. Микропористая подложка для гладкой и тонкой отделки.
Комфорт пользователя. Мягкая верхняя часть и корпус для удобства пользователя и низкий уровень вибрации.
Сбор пыли. Встроенная система сбора пыли с микрофильтром и конструкцией контейнера с защитой от проливания, которая сводит к минимуму попадание пыли в шлифовальный станок.
Диски. Используются широко распространенные 5-дюймовые диски с крючками и петлями с 8 отверстиями.
Описание
5-дюймовая односкоростная эксцентриковая шлифовально-полировальная машина Bosch ROS10 обеспечивает быстрое снятие материала и получение идеально гладкой поверхности, поэтому столяры и столяры-отделочники могут шлифовать быстро и в соответствии со строгими стандартами. Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Крепление диска Bosch на липучке обеспечивает надежный захват диска во время использования. Кроме того, подложка из микропористого материала гибкая, что обеспечивает гладкую чистовую отделку как на плоских, так и на рельефных поверхностях. Благодаря удобной верхней части с мягкой накладкой и конструкции корпуса эта шлифовальная машина на 2,5 А обеспечивает 12 000 об/мин для первоклассного съема материала. Он также включает в себя бортовую систему фильтрации мелкой пыли.
Характеристики
Сила тока
2,5
Тип корпуса
Без футляра
Размеры
5″ x 6″ x 9″
Размер диска
5″
Сбор пыли
Да
Эксцентриковое смещение
3/64 дюйма (1,2 мм)
Высота
6,0″
Длина
9,0″
ОПМ без нагрузки
12 000
Диаметр орбиты
3/32″ (2,5 мм)
Радиус орбиты
3/64 дюйма (1,25 мм)
Размер прокладки
5″
Рейтинг
120 В переменного тока
Инструментальный уровень
4 – Сетевой – односкоростной базовый
Напряжение
120 В
Вес
3,5 фунта
Ширина
5,0″
Работает с
Сверхмягкая опорная подушка на липучке RS033Мягкая опорная подушка на липучке RS034Жесткая опорная подушка на липучке RS035
Антистатические вакуумные шланги Вх2622А и Вх2635А (с помощью антистатического адаптера, входящего в комплект этих шлангов), ВАС008 и большинство других антистатических шлангов диаметром 22 мм и 35 мм.
Пневмогайковерт ударный Fubag IW580 1/2″ имеет компактную конструкция за счет отсутствия двигателя. Большой крутящий момент и ударный механизм обеспечивают высокую производительность. Широкая клавиша «Пуск» — для удобного и простого управления инструментом. Модель широко используется в автосервисах, производственных цехах, ремонтных мастерских.
Преимущества
Высокий момент затяжки;
Наличие удара — для мгновенного откручивания приржавевших и закисших гаек;
Инструмент устойчив к механическому износу;
Ударным пневмогайковертом FUBAG IW580 100190 можно работать даже в условиях повышенной влажности;
Регулировка момента затяжки;
Реверс;
Низкая пожаро- и взрывоопасность рабочего процесса благодаря работе на сжатом воздухе.
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Интернет-магазин Кувалда.ру предлагает пневматические ударные гайковерты Fubag, соответствующие требованиям и стандартам качества. У нас вы можете оплатить товар по безналичному расчету или наличными, а также картой. Каталог пневматических гайковертов Fubag постоянно расширяется и дополняется новейшими моделями. В нашем интернет-магазине есть удобная и быстрая доставка по Москве и Московской области. Для быстрого поиска товаров используйте функцию поиска по категориям, разделам и подразделам, а также в строке поиска по поисковому слову или номеру. Сориентироваться в представленном товаре помогут опытные менеджеры, которые расскажут вам технические детали и условия поставки. Благодаря широкому ассортименту пневматических ударных гайковертов Fubag у нас есть все, что вам нужно. Будем рады ответить на ваши вопросы о наших ценах и ассортименте. Будем рады вашим предложениям и пожеланиям по улучшению нашего сервиса.
Пневматические ключи Fubag предназначены для отвинчивания и затягивания элементов резьбовых соединений. В зависимости от модели и технических характеристик они востребованы в бытовых целях, в автосервисах, на стройках и в производстве.
Типы и конструктивные особенности
Пневматические ключи Fubag являются устройствами ударного типа и воздействуют на крепеж с помощью мощных импульсов рабочего механизма. Они подключены к компрессору, который обеспечивает подачу сжатого воздуха, и могут выполнять работу в больших объемах.
В продаже имеются следующие типы ключей:
Угловой. Такие модели отличаются перпендикулярным расположением рабочего вала по отношению к корпусу и небольшими габаритами. Небольшой вес и компактность позволяют использовать угловые устройства для работы в стесненных условиях и труднодоступных местах.
Пистолет. Они имеют высокий крутящий момент и могут работать с резьбовыми соединениями разных размеров. Пистолетные модели востребованы в автомастерских при выполнении шиномонтажа колес любой техники и на производственных предприятиях.
Прямые гайковерты тяжелые, имеют высокий крутящий момент и предназначены для ослабления и затягивания больших болтов и гаек. Для удобства оператора при работе и равномерного распределения нагрузки оборудование оснащено дополнительной рукояткой.
Критерии выбора инструмента
Хотите недорого купить пневматический ключ «Fubag» в Москве? Компания Fubag-power предлагает широкий выбор моделей прямого, пистолетного и углового удара, которые отличаются комплектацией и техническими параметрами.
При покупке пневматического инструмента для откручивания и затяжки гаек и болтов необходимо обратить внимание на следующие характеристики:
значение крутящего момента;
объем воздуха, необходимый для работы;
материал корпуса и размеры;
размер приводного квадрата, который может быть 3/8, 1/2, 3/4 или 1 дюйм;
длина рабочего вала.
При этом учитываются назначение, объем и интенсивность использования оборудования.
Низкая цена на пневмогайковерт Fubag в интернет-магазине Fubag-power обусловлена прямыми поставками продукции от производителя и отсутствием посредников. Мы предоставляем гарантии на все виды пневмоинструмента и осуществляем доставку товара по Екатеринбургу, Москве и другим регионам РФ.
Арт. 100191
IW580 Пневматический ударный гайковерт 1/2″ Универсальный ударный гайковерт, подходящий для самых сложных соединений. Прочный металлический корпус. В комплекте: кейс, набор головок 9, 10, 11, 13, 14, 17, 19, 22, 24, 27 мм, удлинитель 1/2″ 125 мм.
FUBAG IWM 1900
Арт. металлический корпус. Подходит для работы с самыми сложными соединениями, в том числе с «закисшими» соединениями. Сверхпрочный металлический корпус не боится падений и повреждений. Крутящий момент 1890 Нм позволяет работать с самыми тяжелыми соединениями и большими диаметрами резьбы. Подходит для автомастерских, в том числе для обслуживания грузовых автомобилей, строительства, крупных производств, сборки металлоконструкций.
FUBAG IWM 2500
Арт. 100275
Первый пневматический ключ Fubag 1” в металлическом кейсе. Корпус из ударопрочного сплава. Самый высокий крутящий момент позволяет обслуживать грузовики и другую тяжелую технику, собирать стальные конструкции и т. д. Чрезвычайно прочный и устойчивый к падениям. Очень мощный, справится с самыми тяжелыми, застарелыми, кислыми составами.
FUBAG IWM 1700
Арт. 100245
Новый ключ с квадратным хвостовиком 3/4 дюйма Прочный ударопрочный металлический корпус для самых тяжелых условий эксплуатации. Преимущества: — Мощная и производительная, но при этом простая в использовании модель — Самый надежный и прочный корпус, устойчивый к царапинам и следам масла. — Отлично подходит для обслуживания автомобилей, промышленности, строительства. — Эргономичная ручка с покрытием для максимального комфорта — Низкая вибрация во время работы
FUBAG IWM 1400
Арт. 100235
Новый гайковерт с квадратным сечением 3/4″. Подходит для обслуживания автомобилей. Мощная и мощная модель с малым весом. Преимущества: — Высококачественный металлический сплав — Ударопрочный и надежный корпус, не боится падений и повреждений — Немаркое покрытие, на корпусе нет царапин и следов масла — Быстро достигает нужного крутящего момента — Удобный курок положение для максимального комфорта — Низкая вибрация
FUBAG IWM 1100
Арт. 100225
Мощный ключ для высокоинтенсивных работ в тяжелых условиях. Максимальный крутящий момент 1080 Нм. Легко использовать даже одной рукой. Преимущества: — Ударный механизм Twin Hammer — Высокопрочный корпус — Удобная регулировка крутящего момента — Поверхность, устойчивая к царапинам — Рабочий вал и молоток из двухуровневой закаленной стали
FUBAG IWM 680
Art. 100201
Новый пневматический ключ Fubag в максимально надежном и прочном металлическом кейсе. Самая востребованная мощность (крутящий момент) на рынке – 675 Нм. Удобная регулировка мощности, не оставляющая следов и устойчивая к царапинам поверхность. Рабочий вал и молоток из двухуровневой закаленной стали. Ударный механизм Twin Hammer.
2). Рычаг силовой головки опускается вниз, создавая усилие Р, действующее на рычаг 5. Рычаг 5 передает усилие через шток 4 на качающийся конус 3. Конус, перемещаясь вправо, раздвигает плунжеры 16, и детали закрепляются качающимися прихватами 12. Для освобождения обработанных деталей сжатый воздух подводят к другой полости пневматической силовой головки. Рычаг ее поднимается вверх. Шток 4 с конусом 3 перемещается влево. Прихваты 12 под действием пружин 10 повертываются и освобождают деталь. Регулировочные винты 14 применяются для настройки приспособления. Приспособление крепят на столе станка четырьмя болтами М16.
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 15255075100
И00.38.00.03 — Конус
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.03 — Конус. cdwФайл модели:..
$2.00
И00.38.00.03 — Конус — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.03 — Конус — чертеж.cdw..
$1.00
И00.38.00.04 — Шток
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.04 — Шток.cdwФайл модели:И..
$2.00
И00.38.00.04 — Шток — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.04 — Шток — чертеж.cdw..
$1.00
И00.38.00.05 — Рычаг
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.05 — Рычаг.cdwФайл модели:..
$2.00
И00.38.00.05 — Рычаг — чертеж
В архиве находится файл чертежа. Версия программы Компас 16. И00.38.00.05 — Рычаг — чертеж.cdw..
$1.00
И00.38.00.07 — Головка
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.07 — Головка.cdwФайл модел..
$2.00
И00.38.00.07 — Головка — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.07 — Головка — чертеж.cdw..
$1.00
И00.38.00.08 — Установ угловой
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.08 — Установ угловой.cdwФа..
$2.00
И00.38.00.08 — Установ угловой — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.08 — Установ угловой — чертеж…
$1.00
И00.38.00.09 — Толкатель
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
$2.00
И00.38.00.09 — Толкатель — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.09 — Толкатель — чертеж.cdw..
$1.00
И00.38.00.10 — Пружина
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.10 — Пружина.cdwФайл модел..
$2.00
И00.38.00.10 — Пружина — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.38.00.10 — Пружина — чертеж.cdw..
$1.00
И00.38.00.11 — Винт пружины
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.38.00.11 — Винт пружины.cdwФайл ..
$2.00
Показано с 1 по 15 из 36 (всего 3 страниц)
Классификация приспособлений — Токарное дело
Классификация приспособлений
Категория:
Токарное дело
Классификация приспособлений
В зависимости от типа производства, формы и размеров заготовок, технических требований и условий применения станочные приспособления подразделяются на несколько групп: универсальные общего назначения (УП), специальные (СП),универсально-сборные (УСП), сборно-разборные (СРП) и некоторые другие.
Универсальные приспособления используются в единичном и серийном производстве для установки и закрепления заготовок, различных по форме и размерам. К ним относятся токарные патроны, станочные тиски, кондукторы, делительные устройства, столы и др.
Универсальные приспособления разделяют на безналадочные и наладочные. Наладочные приспособления состоят из двух частей — универсальной и сменной. У ниверсальная часть, состоящая из корпуса, привода и Других деталей, является постоянной и в соответствии со стандартами изготовляется заранее. Наладочная часть приспособления состоит из сменных наладок, которые изготовляются в соответствии с формой и размерами группы деталей, обрабатываемых в данном при-споеоблении.
Специальные приспособления предназначены для обработки определенной детали или группы однотипных деталей. Такие приспособления обеспечивают высокую точность установки и быстрое закрепление.
Универсально-сборные приспособления используются в единичном и мелкосерийном производстве. Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
Универсальные приспособления. Рассмотрим наиболее распространенные в машиностроении конструкции универсальных безналадочных приспособлений.
Кулачковые патроны. Для установки и закрепления заготовок на токарных и шлифовальных станках применяют кулачковые патроны. Они бывают двух-, трех- и четырехкулачковые, с ручным и механизированным приводом, самоцентрирующие с независимым перемещением кулачков. По ГОСТу 1654—71 патроны делятся на четыре класса точности: Н — нормальной, П — повышенной, В — высокой, А — особо высокой.
Двухкулачковые патроны служат для закрепления небольших по размерам заготовок, имеющих сложную форму, — арматуры, фасонного литья, штамповок, поковок и т. п. Их изготовляют с ручным приводом, со спирально-реечным и винтовым механизмами (ГОСТ 14903—69), с клиновым центрирующим (ГОСТ 16866— 71) и клинорычажным (ГОСТ 16682—71) механизмами.
Двухкулачковый самоцентрирующий клинорычаж-ный механизированный патрон показан на рис. 1. Он закрепляется на шпинделе станка с помощью переходного фланца. От самоотвинчивания патрон во время работы предохраняется пружинным стопором. Он установлен в гайке, которая закреплена на винте стопором. Винт, соединенный с тягой штока пневмопривода, служит для регулирования радиального перемещения кулачков.
Рис. 1. Универсальные патроны: а — двухкулачковый; б — трехкулачковый.
Наибольшее применение находят универсальные трехкулачковые спирально-реечные патроны с ручным зажимом (рис. 1). Диск, расположенный в корпусе патрона, на одной торцевой поверхности имеет коническое зубчатое колесо, а на другой — спиральные реечные пазы, которые находятся в зацеплении с рейками.
Универсальные четырехкулачковые патроны служат для закрепления деталей сложной формы, для которых требуется высокая точность выверки оси, и тяжелых деталей. По ГОСТу 3890—72 четырехкулачковые , патроны с независимым перемещением кулачков ключом изготовляются четырех классов точности—Н, П, В, А— и двух типов: А — для крепления на фланцевые концы шпинделей и Б — для крепления на резьбовые концы шпинделей через промежуточные фланцы. В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки.
Универсальный четырехкулачковый патрон с механизированным приводом для перемещения кулачков приведен на рис. 2. В этом патроне каждая пара противоположно установленных кулачков перемещается последовательно.
Рис. 2. Универсальный четырехкулачковый патрон..
При перемещении штока вправо происходит раскрепление детали.
Машинные тиски относятся к группе универсальных приспособлений, в которых обрабатываются различные по форме и размерам заготовки. Тиски имеют постоянные детали — корпус, салазки, механизм закрепления — и сменные губки для обработки различных по форме и размерам заготовок. Тиски изготовляют с одной или двумя подвижными, а также плавающими губками. Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
По ГОСТу 14904—69 машинные тиски изготовляют трех типов: А — с ручным приводом, Б — с гидроприводом, В — с пневмоприводом. Конструкции машинных тисков должны быть жесткими, быстродействующими и удобными в работе.
Универсальные поворотные тиски с встроенным пневмоприводом показаны на рис. 3. В основание тисков встроен пневмоцилиндр, с которым соединен поворотный корпус. К корпусу прикреплен распределительный кран с рукояткой. На верхней части корпуса закреплена плита. В плите и подвижной губке имеются Т-образные пазы под головки болтов для крепления к тискам сменных наладок. Регулируемая гуока, которую можно перемещать винтом, закреплена на плите. Губку можно снять, когда обрабатывают крупногабаритные заготовки.
Закрепление заготовки происходит следующим образом. Сжатый воздух, поступая в верхнюю полость пневмоцилиндра, перемещает поршень со штоком при этом длинное плечо рычага опускается, а короткое перемещает губку вправо, и заготовка закрегь ляется.
Делительные головки применяют для установки, закрепления и периодического поворота или непрерывного вращения небольших заготовок, обрабатываемых на фрезерных станках. В инструментальных цехах используются оптические делительные головки для угловых измерений, делительных работ и угловой разметки при обработке сложных и точных деталей технологической оснастки.
Рис. 3. Машинные тиски..
Стандартом предусмотрен выпуск четырех типов головок: ОДГ-2, ОДГ-5, ОДГ-Ю и ОДГ-бО с ценой деления 2”, 5”, 10” и 60”. Конструктивно оптические делительные головки различаются только оформлением оптической системы.
Универсальная делительная головка с пневматичесмкие цанговым зажимом изображена на рис. 4.
Рис. 4. Делительная головка..
Закрепление заготовки в головке происходит следующим образом. Сжатый воздух через штуцер по каналу распределительного клапана попадает в полость Б и перемещает поршень со штоком и втулкой влево. Втулка, перемещаясь по конической поверхности цанги, сжимает ее и закрепляет заготовку. Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.
С помощью рукоятки шпиндель головки с заготовкой можно повернуть на заданный угол.
Универсально-наладочные приспособления состоят из двух частей — универсальной и сменной. В универ. сальную часть входят корпусные детали и привод, а в сменную — наладки, изготовленные в соответствии с формой и размерами обрабатываемых деталей. В состав УНП входят кулачковые и цанговые патроны, тиски, скальчатые кондукторы, столы и др.
Скальчатые кондукторы широко используются при обработке различных деталей на сверлильных станках. | Выпускаются кондукторы скальчатые консольные с пневматическим закреплением (ГОСТ 16889—71), портальные с пневматическим закреплением (ГОСТ 16892—71) и портальные с конусным зажимом (ГОСТ 16891—71).
В конструкцию любого скальчатого кондуктора входят постоянные и сменные узлы (наладки). Постоянными узлами и деталями являются корпус, две или три скалки, несущие кондукторную плиту, и механизм для перемещения скалок и закрепления обрабатываемых деталей.
Сменные наладки проектируют в соответствии с конфигурацией обрабатываемых деталей. Они состоят из установочно-зажимных узлов и сменной кондукторной плиты с комплектом кондукторных втулок. Для базирования и фиксации сменных наладок в корпусе и кондукторной плите предусматриваются установочные поверхности (центрирующие отверстия, установочные пальцы, Т-образные пазы и т. п.).
С помощью скальчатых кондукторов можно обрабатывать самые разнообразные по форме и размерам детали, начиная от валиков и кончая плоскостными деталями.
Устройство и принцип действия скальчатого кондуктора несложны. На основании (рис. 5, а) кр„епят сменную наладку, на которой устанавливают обрабатываемую деталь. Одно целое с основанием составляют стойки, в отверстия которых входят скалки, присоединенные к сменной кондукторной плите.
Несмотря на то что для каждой детали требуются особая наладка и кондукторная плита, проектирование и изготовление их занимают меньше времени и обходятся дешевле, нежели создание всего кондуктора.
Рис. 5. Скальчатые кондукторы..
В тех случаях, когда закрепление детали должно быть произведено в направлении, перпендикулярном сверлению, применяют скальчатые кондукторы консольного типа (рис. 5,б).
Портальный скальчатый кондуктор (рис. 5, в) имеет две отдельные стойки. Расстояние между ними можно изменить, для чего основание, на котором устанавливают наладку для крепления детали, делают выдвижным. В нужном положении основание закрепляют поворотом рукоятки.
Пневматический скальчатый кондуктор изображен на рис. 6. В корпус (рис. 6, а) кондуктора встроен цилиндр, где перемещается поршень со штоком, заменяющим собой одну из трех скалок.
Рис. 6. Пневматический скальчатый кондуктор..
Пример базирования и закрепления сменных элементов для сверления четырех отверстий в детали с цилиндрическим хвостовиком и прямоугольным фланцем приведен на рис. 6.
Сборка УСП должна производиться опытным слесарем-сборщиком по карте технологического процесса механической обработки детали или по схематическому чертежу. После использования УСП оно разбирается на составные элементы, которые хранятся в специальных кладовых.
Рис. 8. Жесткие и разжимные оправки..
Применение универсально-сборных приспособлений дает возможность резко сократить сроки изготовления технологической оснастки.
Специальные приспособления используются для механической обработки конкретной детали, имеют одно-целевое назначение и поэтому наиболее трудоемки и дорогостоящи. Они широко применяются в крупносерийном и массовом производстве.
Специальные приспособления различают по видам обработки, для которых они предназначены.
Токарные приспособления. В зависимости от способа установки обрабатываемой детали специальные токарные приспособления могут быть выполнены в виде оправки или патрона.
Рис. 9. Оправка с гидропластом..
Для чистовой обработки деталей типа колес и втулок можно применять разжимную оправку, показанную на рис. 8. Деталь надевается на правую часть оправки с тремя продольными прорезями. Коническая пробка вгоняется в корпус оправки легкими ударами молотка, разжимает ее и тем самым закрепляет деталь.
Оправка с гидропластом для чистовой обработки деталей изображена на рис. 9. Корпус оправки крепится к планшайбе, На корпусе напрессована в нагретом состоянии разжимная втулка, на которой для лучшего уплотнения в местах посадки сделаны кольцевые углубления. Рабочая (тонкая) часть втулки—-Мембрана — должна быть изготовлена весьма точно, разностенности, которая может привести к смещ’ени3 оси обрабатываемой детали.
В крупносерийном и массовом производстве широко распространены специальные самоцентрирующие двух-и трехкулачковые патроны с механическим приводом (пневматическим, гидравлическим или от электродвигателя). По конструкции специальные кулачковые патроны мало чем отличаются от универсальных патронов.
Сверлильные приспособления. Для обработки отверстий на вертикальных одношпиндельных, радиально-сверлильных и многошпиндельных станках применяются различного типа кондукторы — накладные, стационарные, поворотные, ящичные и др.
Накладные кондукторы — наиболее простые по конструкции и наиболее дешевые приспособления для сверлильных станков. Накладными их называют потому, что их надевают (накладывают) на обрабатываемую деталь, а после обработки отверстий снимают. Накладной кондуктор для обработки отверстий в корпусе накатной головки показан на рис. 10. Деталь устанавливается на оправку и базируется на ней своим отверстием, а торцевым пазом фиксируется по выступу на торце детали. Опоры, запрессованные в корпус кондуктора, обеспечивают правильное его положение относительно детали. К детали кондуктор крепится откидной шайбой и гайкой. Винт предотвращает поворот оправки при закреплении детали.
Для сверления отверстия, расположенного на наружной цилиндрической поверхности детали, имеется установочная площадка на корпусе кондуктора, перпендикулярная оси кондукторной втулки 8. Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Для закрепления детали необходимо отвернуть гайку и подвернуть шайбу, после чего корпус кондуктора и деталь свободно снимаются с оправки.
Рис. 10. Накладной кондуктор..
Рис. 11. Поворотный (а) и опрокидываемый (б) кондукторы..
Опрокидываемые кондукторы применяют в тех слу-чаях, когда в одной детали необходимо обработать несколько отверстий, расположенных под некоторым углом друг к другу. Такой кондуктор для сверления во втулке трех отверстий под углом 120° изображен на рис. 11.
Корпус кондуктора выполнен в виде шестигранной призмы. Деталь надевается на правый цилиндрический конец фиксатора и поджимается втулкой при вращении винта, пропущенного через откидной кронштейн 8. При сверлении первого отверстия через втулку кондуктор устанавливается на столе станка поверхностями А. При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В.
После обработки трех отверстий отвертывают винт, отводят в сторону кронштейн и выталкивают деталь из кондуктора нажатием на кнопку фиксатора, который проходит сквозь фланец. Когда кнопку отпускают, пружина возвращает фиксатор в исходное положение.
Фрезерные приспособления. Основным назначением фрезерных приспособлений является правильное базирование и жесткое закрепление детали. Так как при фрезеровании усилия резания обычно бывают весьма значительными и направлены иначе, чем при сверлении, то и применяемые приспособления должны быть более жесткими по конструкции. Приспособления устанавливаются на станках в строго определенном положении по отношению к режущему инструменту с помощью направляющих шпонок, установов (габаритов) и установочных шаблонов.
Рис. 12. Приспособление для фрезерования квадратов. .
После обработки и вывода заготовки из-под фрезы ее раскрепляют и поворачивают на 90° таким образом, чтобы цилиндрический хвостовик хомутика лег на правую опорную шпильку. Затем, закрепив заготовку, фрезеруют две другие стороны квадрата. Опорные шпильки 6 располагают симметрично относительно оси угла
призмы таким образом, чтобы ось хвостовика хомути лежащего на шпильках, составляла с вертикальнее осью угла призмы угол 45±0,5°.
Приспособление с гидравлическим зажимом детал предназначенное для фрезерования лапок на хвостовиках концевого инструмента, показано на рис. 12. Сменные угловые призмы крепятся к корпусу приспособления винтами. Угол наклона боковых плоскостей призм зависит от угла конуса хвостовика де. тали.
Хвостовик укладывается в паз призмы до упора на стержне, который фиксируется в корпусе винтом. Сверху хвостовик прижимается рычагом, вращающимся на оси шпильки, в отверстии стойки. В нерабочем положении левый конец рычага поднят пружиной, а в рабочем — опущен и закрепляет в угловом пазу призмы с помощью болта со сферической головкой, ввернутой в шток поршня гидроцилиндра.
При подаче масла в нижнюю полость гидроцилиндра через гидропанель, установленную на кронштейне станка, поршень, поднимаясь вверх, поднимает правый конец рычага и прижимает левым концом деталь. Для раскрепления детали производят переключение гидропанели, чтобы масло из нижней полости гидроцилиндра перетекало в резервуар и одновременно подавалось в его верхнюю полость. При этом поршень опустится вниз под действием пружины 10 и вместе с ним опустится правый конец рычага, а левый освободит деталь.
Мембранные патроны просты в изготовлении и обеспечивают высокую точность (0,004…0,005 мм) фиксации детали относительно оси вращения шпинделя.
Винтовой мембранный патрон показан на рис. 13. Мембрана изготовлена из пружинной стали 65Г за одно целое с рожками Б. С помощью винтов мембрана крепится к планшайбе станка. В рожки мембраны ввернуты винты, которые фиксируются в нужном положении гайками. Положение детали в осевом направлении определяется упорами. Когда мембрана собрана, винты и упоры шлифуют. Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.
Рис. 13. Винтовой мембранный патрон.
—
Различают приспособления (оснастку) для получения заготовок, механической обработки, сборки, контроля, захвата, транспортирования предмета производства и т. д. Самыми многочисленными из указанных являются станочные приспособления, предназначенные для установки (базирования и закрепления) заготовок в целях их обработки на металлорежущих станках. Ряд станочных приспосблений, кроме этого, обеспечивает направление режущего инструмента, облегчает наладку технологической системы для размерной обработки. В зависимости от метода обработки и типа применяемого станка различают токарные, сверлильные, фрезерные, протяжные, шлифовальные и другие станочные приспособления.
Оправки, переходные втулки, резцедержатели и другие устройства, обеспечивающие требуемое положение и закрепление режущего инструмента на станке, называют вспомогательным инструментом. Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы.
Станочное приспособление, режущий и вспомогательный инструменты, а также станок, устройство управления станком, заготовка являются элементами технологической системы, которая создается и может быть использована при выпуске конкретной детали, если она включает все перечисленные выше элементы и если она подготовлена к выполнению данной операции.
Каждый раз, когда возникает необходимость организовать выпуск новых или модернизированных изделий, проводят технологическую подготовку производства (ТПП). Как правило, затраты на проектирование и изготовление технологической оснастки значительны и составляют 80—90% затрат на ТПП и 15—40% стоимости оборудования, для которого эта оснастка предназначается. Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
Универсальные безналадочные приспособления представляют собой неразборные станочные приспособления, предназначенные для многократного применения без какой-либо доработки. Такие приспособления (например, центры, токарные патроны, поворотные столы и т. п.) широко применяют в единичном и серийном производстве.
Универсальн о-н аладочные приспособления состоят из универсальной базовой части (применяемой многократно) и сменных или регулируемых установочных элементов (называемых наладкой). Такие приспособления (например, универсальные наладочные тиски, угольники и т. д.) используют в единичном и серийном производстве. В условиях серийного и крупносерийного производства применяют специализированные наладочные приспособления, в которых базовая часть является специализированной.
Из всех видов технологической оснастки многократного применения наибольшее распространение получила система универсальн о-с борных приспособлений (УСП). Эти приспособления широко используют в единичном и серийном производстве при обработке заготовок как на универсальных станках, так и на станках с ЧПУ. Эти приспособления собирают из заранее изготовленных стандартных деталей и узлов высокой точности и износостойкости. Обычно приспособления собирают слесари 3—6-го разряда за 1—20 ч в зависимости от его сложности и размера. Чертеж приспособления не изготовляют.
Элементы УСП по назначению делят на базовые, опорные, направляющие, прижимные, крепежные и разные. Отдельную группу составляют сборочные единицы (узлы): поворотные головки; фиксаторы; делительные диски; центровые бабки и т. д. В качестве примера на рис. 13.1 показан кондуктор для сверления вала, созданный на базе гидроблока, предназначенного для механизации закрепления заготовки. Обрабатываемый вал устанавливают на две призмы, смонтированные на гидроблоке. Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
Основные элементы УСП имеют срок службы 10— 15 лет, их изготовляют из высококачественных материалов и подвергают термической обработке. Так, базовые и опорные элементы изготовляют из легированной стали 12ХНЗА; их цементируют на глубину 0,7—1,6 мм и закаливают до твердости 58—62 HRC,. К точности деталей УСП предъявляют высокие требования. Например, допустимые отклонения высоты базовых плит находятся в пределах от 0 до 0,04 мм.
Для высокоточной обработки используют специализированные комплекты УСП (например, УСП-ЧПУ для станков с ЧПУ) повышенной жесткости и точности.
В серийном производстве изделий с ограниченным периодом изготовления (до 1,5 лет) применяют сборно-разборные приспособления, собираемые из стандартных деталей и узлов. После сборки таких приспособлений возможна доработка поверхностей их деталей, контактирующих с заготовкой.
Рис. 1. Кондуктор для сверления вала
Неразбираемые специальные приспособления предназначены для серийного и крупносерийного производства определенных изделий. Детали этих приспособлений повторно не используют.
Опыт эксплуатации станочных приспособлений показывает, что во всех случаях, где это оправдано технико-экономическим расчетом, применение переналаживаемой оснастки вместо специальной позволяет в среднем в 2—5 раз сократить цикл технологической подготовки производства, сократить объем ручных слесарно-сборочных работ, снизить затраты на материалы и т. д.
Реклама:
Читать далее:
Способы и погрешности установки заготовок в приспособлениях
Статьи по теме:
Основные направления модернизации токарных станков
Применение группового метода обработки деталей
Рационализация технологического процесса
Уменьшение времени на управление станком
Уменьшение времени на измерение детали
Главная → Справочник → Статьи → Блог → Форум
Глава 5.
Планарные связи
Йи Чжан с Сьюзан Фингер Стефанни Беренс
Содержание
5.1 Введение
5.1.1 Что такое механизмы связи?
Задумывались ли вы когда-нибудь, какой механизм вызывает появление ветрового стекла? стеклоочиститель на лобовом стекле автомобиля колебаться ( рис. 5-1а)? Механизм, показанный на рис. 5-1b, преобразует вращательное движение двигателя в колебательное стеклоочистителя.
Рисунок 5-1 Стеклоочиститель
Давайте сделаем простой механизм с аналогичным поведением. Возьми немного картона и сделайте четыре полоски, как показано на рисунке 5-2а.
Возьмите 4 штифта и соберите их, как показано на рисунке. 5-2б.
Теперь держите 6 дюймов. полоса, чтобы он не мог двигаться и поворачивать 3 дюйма полоска. Вы увидите, что 4in. полоса колеблется.
Рисунок 5-2 Четырехрычажный механизм своими руками
Четырехрычажная связь является самым простым и часто наиболее полезным механизмом. Как мы упоминали ранее, механизм, состоящий из твердых тел и младшие пары называется связью (Охота 78). В планарных механизмах существует только два вида нижние пары — оборотные пары и призматические пары.
Простейшая замкнутая связь — это четырехзвенниковая связь. четыре элемента, три подвижных звена, одно фиксированное звено и четыре штифта суставы. Связь, имеющая хотя бы одно фиксированное звено, является механизмом. Следующий пример четырехзвенной связи был создан в SimDesign в simdesign/fourbar.sim
.
Рисунок 5-3 Соединение с четырьмя стержнями в SimDesign
Этот механизм имеет три подвижных звена. Две ссылки закреплены на кадр, который не показан на этой картинке. В SimDesign ссылки могут быть прибиты к фону, тем самым превращая их в рамку.
Сколько степеней свободы у этого механизма? Если мы хотим, чтобы он был только один, мы можем наложить одно ограничение на связь, и она будет иметь определенное движение. Четырехзвенная связь самый простой и удобный механизм.
Напоминание: Механизм состоит из твердых тел и нижних пар называются связями (Hunt 78). В плоские механизмы бывают только двух видов нижних пар: поворотные пары и призматические пары.
5.1.2 Функции соединений
Функция рычажного механизма состоит в том, чтобы производить вращательные, колебательные, или возвратно-поступательное движение от вращения кривошипа или порок наоборот (Ham и др. 58). Определенные более конкретно связи могут быть использованы для преобразования:
непрерывного вращения в непрерывное вращение с постоянной или переменное отношение угловых скоростей.
Непрерывное вращение в колебательное или возвратно-поступательное движение (или реверс), с постоянным или переменным передаточным числом.
Колебание в колебание или возвратно-поступательное движение в возвратно-поступательное движение, с постоянным или переменным отношением скоростей.
Связи выполняют множество различных функций, которые можно классифицировать в соответствии с основной целью механизма:
Генерация функции : относительное движение между звеньями соединенный с рамой,
Генерация пути : путь точки трассировки или
Генерация движения : движение соединительного звена.
5.2 Четырехрычажные механизмы
Одним из простейших примеров связи с ограничениями является четырехзвенный механизм . Различные полезные механизмы могут формироваться из четырехзвенного механизма с небольшими вариациями, такими как изменение характера пар, пропорций звеньев, и т. д. . Кроме того, многие механизмы сложных ссылок представляют собой комбинации двух или более таких механизмов. Большинство четырехзвенных механизмов относятся к одному из следующих двух классов:
четырехзвенный рычажный механизм и
кривошипно-кривошипный механизм.
5.2.1 Примеры
Параллелограммный механизм
В параллелограммном четырехзвенном соединении ориентация муфты не меняется в процессе движения. На рисунке показан загрузчик. Очевидно, поведение поддержания параллелизма важно в погрузчик. Ковш не должен вращаться при подъеме и опускании. Соответствующий файл SimDesign — simdesign/loader. sim.
Рисунок 5-4 Механизм фронтального погрузчика
Кривошипно-ползунковый механизм
Четырехзвенный механизм имеет некоторые специальные конфигурации, созданные сделать одну или несколько ссылок бесконечной по длине. Кривошипная рукоятка (или кривошипно-ползунковый) механизм, показанный ниже, представляет собой четырехзвенниковую связь с ползунок, заменяющий бесконечно длинную выходную ссылку. Соответствующий Файл SimDesign — simdesign/slider.crank.sim.
Рисунок 5-5 Кривошипно-ползунковый механизм
Эта конфигурация переводит вращательное движение в поступательное. один. Большинство механизмов приводятся в движение двигателями, а кривошипы часто используется для преобразования вращательного движения в линейное движение.
Кривошип и поршень
Вы также можете использовать ползунок в качестве входной ссылки и рукоятку в качестве выходная ссылка. В этом случае механизм передает поступательное движение во вращательное движение. Поршни и кривошип во внутреннем двигатель внутреннего сгорания является примером механизма этого типа. соответствующий файл SimDesign — simdesign/combustion.sim.
Рисунок 5-6 Кривошип и поршень
Вы можете задаться вопросом, почему слева есть еще один слайдер и ссылка. Этот механизм имеет две мертвые точки. Ползунок и ссылка слева помогите механизму преодолеть эти мертвые точки.
Устройство подачи блоков
Одним из интересных применений кривошипа является устройство подачи блоков. Файл SimDesign можно найти в simdesign/block-feeder.sim
.
Рисунок 5-7 Устройство подачи блоков
5.2.2 Определения
В ряду планарных механизмов простейшая группа нижней пары механизмы четырехзвенные. A Четырехрычажный механизм состоит из четырех стержневых звеньев и четырех поворотных пар, как показано на рис. 5-8.
Рисунок 5-8 Четырехрычажный механизм
Звено напротив фрейма называется соединительное звено и звенья шарнирно прикреплены к раме называются боковыми ссылками . Ссылка, которую можно свободно вращать 360 градусов по отношению ко второму звену будет называться вращать относительно второго звена (не обязательно рамка). Если возможно, чтобы все четыре бара стали одновременно выровнены, такое состояние называется точкой изменения .
Вот некоторые важные концепции механизмов ссылок:
Кривошип : Боковая тяга, вращающаяся относительно рамы, называется кривошип .
Кулиса : любое звено , которое не вращается , называется коромыслом .
Кривошипно-коромысловый механизм : В четырехзвенном рычажном механизме, если более короткая боковая тяга вращается, а другая качается ( т.е. , колеблется), он называется кривошипно-коромысловым механизмом .
Двухкривошипный механизм : В четырехзвенном рычажном механизме, если обе боковые звенья вращаются, он называется двухкривошипным механизмом .
Двойной кулисный механизм : В четырехрычажном механизме, если оба боковые звенья качаются, он называется двухрычажным механизмом .
5.2.3 Классификация
Перед классификацией четырехзвенников нам необходимо ввести некоторые основная номенклатура.
В четырехзвенном соединении мы имеем в виду сегмент линии между петли на заданном звене в виде стержня , где:
с = длина кратчайшего стержня
l = длина самого длинного стержня
p, q = длина промежуточного стержня
Теорема Грасгофа утверждает, что четырехзвенный механизм имеет в точке не менее одно вращающееся звено, если
с + л
(5-1)
и все три мобильные ссылки будут качаться, если
с + л > р + q
(5-2)
Неравенство 5-1 равно критерию Грасгофа .
Все четырехзвенные механизмы попадают в одну из четырех категорий, перечисленных в Таблица 5-1:
Из таблицы 5-1 видно, что для механизма, имеющего кривошип, сумма длин его самого короткого и самого длинного звеньев должна быть меньше или равной сумме длин двух других звеньев. Однако, это условие необходимое, но недостаточное. Механизмы удовлетворения это состояние подразделяется на следующие три категории:
Если самая короткая ссылка является боковой, механизм представляет собой кривошипно-кулисный механизм. Кратчайший звено – это кривошип в механизме.
Когда кратчайшее звено является рамкой механизм, механизм двухкривошипный.
Когда самая короткая ссылка звено сцепки, механизм двухкоромысловый.
5.2.4 Угол передачи
На рисунке 5-11, если AB является входной ссылкой, сила, приложенная к выходному звену, CD , передается через соединительное звено BC . (То есть, нажав на ссылку CD накладывает силу на ссылку AB , которая передается по ссылке BC .) Для достаточно медленных движений (незначительные силы инерции), сила в соединительном звене чистая растяжение или сжатие (незначительное изгибающее действие) и направлено по г. до н.э. г. . При заданной силе в соединительном звене крутящий момент передается на выходной бар (примерно пункт D ) максимально, когда угол между соединительная шина BC и выходная шина CD имеют размер /2. Следовательно, угол BCD равен называется угол передачи .
(5-3)
Рисунок 5-11 Угол передачи
Когда угол передачи значительно отклоняется от /2, крутящий момент на выходном стержне уменьшается и может оказаться недостаточным для преодоления трения в система. По этой причине угол отклонения =|/2-| не должно быть слишком большим. В практике, нет определенного верхнего предела для , потому что существование силы инерции могут устранить нежелательные силовые соотношения которая присутствует в статических условиях. Тем не менее, следующие Критерий можно соблюдать.
5.2.5 Мертвая точка
Когда боковое звено, такое как AB на рис. 5-10, выравнивается с соединительным звеном BC , его можно только сжать или удлиняется муфтой. В этой конфигурации крутящий момент приложен к ссылка на другой стороне, CD , не может вызвать вращение в ссылке АБ . Поэтому говорят, что эта ссылка находится в мертвой точке (иногда называется точкой переключения ).
Рисунок 5-10 Мертвая точка
На рис. 5-11, если AB является кривошипом, он может быть выровнен с BC в полное выдвижение по линии AB 1 C 1 или в сгибание с AB 2 в сложенном виде Б 2 С 2 . Обозначим угол ADC через и угол DAB на . Мы используем индекс 1 для обозначают расширенное состояние и 2 для обозначения изогнутого состояния ссылок AB и BC . В расширенном состоянии ссылка CD не может вращать по часовой стрелке, не растягивая и не сжимая теоретически жесткая леска AC 1 . Поэтому ссылка CD не может перейти в запретную зону ниже C 1 D , и должен быть в одном из двух крайние положения; другими словами, ссылка CD находится в экстремуме. А второй экстремум звена CD приходится на = 1 .
Обратите внимание, что крайние положения бокового звена происходят одновременно с мертвыми точками противоположного звена.
В некоторых случаях мертвая точка может быть полезна для таких задач, как работа крепления (Рисунок 5-11).
Рисунок 5-11 Рабочее крепление
В других случаях мертвая точка должна быть и может быть преодолена с помощью момента инерции звеньев или с несимметричным развертыванием механизм (Рисунок 5-12).
Рисунок 5-12 Преодоление мертвой точки асимметричным развертывание (двигатель V)
5.2.6 Кривошипно-ползунковый механизм
Кривошипно-ползунковый механизм, широко известный в двигателей, является частным случаем кривошипа-коромысла механизм. Обратите внимание, что если качелька 3 на рис. 5-13а очень длинный, его можно заменить блоком, скользящим в криволинейной прорези или направляющей, как показано на рисунке. Если длина коромысла бесконечны, направляющая и блок больше не изогнутый. Скорее, они кажутся прямыми, как показано на рис. 5-13b, а соединение принимает форму обычный кривошипно-ползунковый механизм .
Рисунок 5-13 Кривошипно-ползунковый механизм
5.2.7 Инверсия кривошипно-ползункового механизма
Инверсия — это термин, используемый в кинематике для обозначения разворота или взаимозаменяемость формы или функции применительно к кинематическим цепям и механизмам. Для например, взяв другую ссылку в качестве фиксированной, ползунковая рукоятка механизм, показанный на рис. 5-14а, можно инвертировать в механизмы, показанные на рис. 5-14b, c и d. Другой примеры можно найти в применении этих механизмов. Для например, механизм насосного устройства на рис. 5-15 такой же, как на рис. 5-14b.
Типы механических штифтов – Руководство покупателя Томаса
Шплинт фиксирует вал шестерни на месте.
Изображение предоставлено Дэном Логаном/Shutterstock.com
Машинные штифты, также называемые крепежными штифтами или крепежными штифтами, представляют собой тип специального крепежа, используемого для надлежащего выравнивания и соединения двух деталей или компонентов. Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).
В дополнение к вышеперечисленным характеристикам эти компоненты доступны в различных размерах и материалах, включая металл, пластик и дерево, с различными конструкциями, подходящими для множества применений. Определение оптимального типа машинного штифта для использования во многом зависит от требований приложения, поскольку каждый тип штифта используется для выполнения различных функций и операций.
Крепежи с машинными штифтами, обычно используемые в промышленности и торговле, можно разделить на несколько общих категорий, которые включают:
Шплинты
Установочные штифты
Сцепные и шплинтовые пальцы
Фиксирующие штифты
Пружинные штифты
В следующих разделах описывается каждая из вышеупомянутых категорий машинных штифтов, а также приводятся примеры их соответствующих подтипов.
Шплинты
Шплинты, также называемые шплинтами или проволочными зажимами, представляют собой проволочные крепежные детали с двумя зубцами, используемые при сборке машин для фиксации деталей или других крепежных элементов (например, штифтов со шпильками или гаек с прорезями) на месте и предотвращения их ослабления с течением времени. Используя быстросъемную, полукруглую или круглую конструкцию, эти крепежные детали обычно требуют предварительно просверленного отверстия или оборачивают компонент вала во время установки.
Самый распространенный тип шплинтов — разрезные — имеет закругленную головку и гибкие зубцы. Эти характеристики делают его пригодным для вставки и крепления предварительно просверленных компонентов, а также для блокировки других крепежных элементов.
Некоторые из доступных типов шплинтов включают шплинты-бабочки, шплинты, шпильки, кольцевые шплинты и поворотные шплинты.
Установочные штифты
Установочные штифты представляют собой короткие, прямые и цилиндрические стержни, используемые для выравнивания компонентов машины перед их скреплением друг с другом с помощью других крепежных элементов, таких как винты или болты. Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
В основном используемые в машиностроении, конические штифты представляют собой распространенный тип установочных штифтов, которые имеют больший диаметр на одном конце, который постепенно сужается к меньшему концу. Эти штифты доступны в моделях без резьбы, а также с одинарной и двусторонней резьбой и подходят для позиционирования и крепления компонентов в узлах, таких как колеса и рычаги, к валам.
Ведущие штифты, штифты с канавками и штифты с накаткой — это некоторые из других доступных типов штифтов.
Пальцы сцепки и шпингалета
Штифты сцепки и шплинты аналогичны крепежным элементам как по форме, так и по функциям; оба этих быстросъемных, цилиндрических и (как правило) прямых штифта вставляются в предварительно просверленные ответные отверстия для временной фиксации или соединения компонентов.
Чем эти два типа штифтов отличаются, так это механизмами блокировки; в то время как сцепные штифты требуют дополнительного крепежного компонента (обычно шплинта) для фиксации в нужном положении, шплинтовые шплинты (также стилизованные под шплинты или шплинты) имеют встроенный фиксирующий механизм.
Например, шплинт представляет собой тип сцепного пальца, который фиксируется с помощью шплинта. Как правило, они используются как часть системы крепления с вилкой, чтобы можно было присоединить штифт к другому устройству, например, к крану или пахотному оборудованию. Шплинты, с другой стороны, обычно используются для узлов осей или колес и содержат кольцевой компонент, который защелкивается на месте и предотвращает ослабление крепления и развал узла.
Другими примерами сцепных и шплинтовых пальцев являются стопорные штифты, стопорные штифты и рычажные штифты.
Установочные штифты
Установочные штифты используются для позиционирования, выравнивания и фиксации двух заготовок вместе с жесткими допусками. Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.
Некоторые из подтипов этих двух категорий штифтов включают штифты с круглой головкой, зажимные штифты, конусные установочные штифты, пробойники, Г-образные штифты и Т-образные штифты.
Пружинные штифты
Пружинные штифты представляют собой штифты с дюбелями, которые имеют полую цилиндрическую конструкцию без головки и доступны как в спиральных, так и в скрученных моделях. Как следует из названия, спиральные пружинные штифты изготавливаются из металлического материала, обычно из стали, который скручивается в цилиндрическую форму, а катанные штифты (также называемые пружинными штифтами с прорезями) скручиваются в форму.
Экономичные и не требующие практически никакой подготовки перед использованием, эти типы крепежа могут применяться во многих областях, начиная от электрических соединителей и заканчивая металлическими изделиями.
Дополнительные типы контактов
В дополнение к упомянутым выше типам доступны и другие штифты для более специализированного промышленного и коммерческого применения. К таким штифтам относятся штифты выталкивателя, шарнирные штифты, срезные штифты и штифты для сварки.
Резюме
Это руководство дает общее представление о типах машинных штифтов, доступных для использования в промышленных и коммерческих целях.
Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим руководствам Thomas или посетите платформу поиска поставщиков Thomas, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
G-коды для ЧПУ: программируем станок своими силами
Для станков с программным числовым управлением существует специальный язык. Этот язык называют ISO 7 bit. Система G кодов для ЧПУ представляет собой специальные команды для работы фрезерных и токарных станков с ПУ, в командах задаются специальные параметры. Обучение ЧПУ программированию производится в технических колледжах или на курсах дополнительного образования.
Что такое G-код
Кодовая система для токарно – фрезерных станков с ЧПУ представляет собой особую группу команд, которые распознаются станками с функциями программного управления. Кодовая система была разработана компанией Electronic Industries Allience в 1960 году и доработана в 1980 году. С 1982 года она начала действовать в России. Кодовый язык входит в структуру основ программирования, он непрерывно совершенствуется и изменяется.
Какие бывают G-коды
Программы с G-кодом пишутся в виде текстового формата, каждую строчку называют кадром. Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Команды группы G называют подготовительными. Они задают движение рабочих элементов на станке с определенной скоростью. Скорость может быть круговой или линейной. Также G-код используется для обработки отверстий и резьбы. Еще одной функцией является управление параметрами и координатными системами аппаратуры.
Основные команды программы направлены на выполнение следующих функций:
G00 – G04 функция позиционирования;
G17 – G19 осуществляют переключение рабочих параметров;
G40 – G44 компенсация длины и диаметра разных элементов аппарата;
G54 – G59 переключение координатных систем;
G71 – функция обработки отверстий;
G80 – G84 функция нарезания резьбы и сверления;
G90 – G92 переключение абсолютной и относительной систем координат.
Символы бывают разными: М выполняет вспомогательные функции, такая команда необходима для смены инструмента, вызова подпрограммы и ее завершения, S – это функция основного движения, F – подача, Т, D, Н являются выражением функций инструмента.
Значение символа зависит от вида станка с ЧПУ. Программирование осуществляется на основе этих кодов.
Подготовительные функции
Подготовительные функции в кодовой системе выражены символом G. Каждому коду соответствует особенное значение. Все подготовительные команды, к примеру, выбор рабочей плоскости или выбор скорости перемещения, задаются первыми в программе. В коде зашифрована определенная функция. Числовыми значениями задаются параметры.
Расшифровка основных G кодов для ЧПУ
Перейдем к рассмотрению того, как расшифровываются основные G коды для станков с ПУ.
G00
Задает скоростное позиционирование. Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.
G01
Представляет собой линейную интерполяцию. Такая команда необходима для движения инструмента по прямой, скорость задается символом F. Отмена функции осуществляется кодами G00, G02, G03. Пример записи команды: G01 X20 Y150 F60.
G02
Задает движение по часовой стрелке, режущий инструмент начинает двигаться по дугообразной траектории, скорость задается символом F. Также задаются параметры в координатной плоскости. Символы I, J, K – определяющие координаты дуги в плоскости. Отмена осуществляется кодами G00, G01, G03.
G03
Это движение против часовой стрелки по дуге с заданной скоростью.
G04
Задают перерыв в работе. продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды.
G17
Задает плоскость. С помощью кода G17 выбирают координаты XY. Такая функция необходима для вращающихся движений и процесса сверления.
G18
Задает плоскость в координатах XZ, эта плоскость становится рабочей в процессе круговой интерполяции, вращательных движениях и процессе сверления.
G19
Позволяет выбрать рабочую площадь в координатах YZ. Такая функция необходима для движения инструмента в круговой интерполяции и постоянном цикле сверления.
G20
Позволяет вводить данные в дюймовых измерениях. Функция предназначена для работы с дюймовыми показателями.
G21
Позволяет работать с метрическими показателями. Он необходим при работе с данными, выраженными в метрах.
G40
Отменяет функцию автоматической коррекции на заданный радиус инструмента, задаваемого G41 и G42.
G41
Включает автокоррекцию на радиус инструмента, который располагается слева от обрабатываемой детали относительно хода его движения. В программу также входит функция D.
G42
Аналогичен коду G41, он предназначен для автокоррекции на радиус, расположенный справа от обрабатываемой детали. Программу также задают с функцией D.
G43
Необходим для компенсации длины инструмента, корректирует его положение и задается вместе с функцией инструмента Н.
G52
Задает локальные координатные параметры помимо стандартных параметров.
G53
Позволяет переключаться на координатную систему рабочего станка.
G54 – G59
Осуществляют заданное смещение рабочего элемента относительно координатных параметров станка. Используя коды G54, G55, G56, G57, G58, G59 можно определить, в какой именно системе координат будет совершаться работа. Меняя коды, программист получает возможность обрабатывать разнообразные детали.
Если кодами G54 – G59 была задана какая-либо координатная система, то она будет действовать до тех пор, пока не будет отменена, и введутся другие параметры.
G64
Представляет собой режим резки, при этом автоматически отменяются другие функции.
G68
Задается вращение координат, команда позволяет смещать координатную систему под определенным углом. Плоскость вращения, центр и угол поворота задается командами G17, G18, G19, R. Команда G69 отменяет эту функцию.
G71
Позволяет делать отверстия в изделиях.
G73
Это функция высокоскоростного сверления отверстий.
G74
Используется для нарезания левой резьбы.
G81, G82, G83
Используются для цикла сверления: стандартного, с выдержкой и прерывистого.
G85 – G87
Позволяют осуществлять разные циклы растачивания.
G92
Позволяет установить абсолютные накопители положения.
G97
Задает параметры оборотов, производимых за одну минуту.
Все коды взаимодействуют между собой и образовывают отдельную группу. В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.
Требования к написанию программы
Программы, которые пишут для станка с ЧПУ на основе использования джи кодов, имеют определенную совершенно четкую структуру, которая состоит из нескольких команд. Все команды для работы со станком объединяются по группам – кадрам. Завершение одного кадра отмечается символом CR/LF, программу заканчивает вспомогательный код М02 или М30.
Если к программе необходимо сделать комментарий, то его размещают в круглых скобках. К примеру, (перемещение к точке начала фрезерования). Комментарий может находиться сразу после кода, но можно также и вынести его в отдельную строку.
Одна и та же команда может повторяться неоднократно, заданное количество раз в определенной последовательности. Программа пишется с помощью основных и вспомогательных функций. Ее считывают токарные и фрезерные станки.
Генерированием кодов для работы за станком на производстве занимаются специальные программы. На каждом предприятии такая система действует отлажено и ее контролирует оператор. При необходимости любую программу можно сгенерировать самостоятельно с помощью специального программного обеспечения, которое можно скачать в интернете.
Никаких специальных знаний для этого не потребуется, достаточно иметь представление о декартовой системе координат, знать физические величины и определения из курса геометрии. В качестве примера можно воспользоваться уже готовой программой. Для работы потребуются таблицы с расшифровкой кодов.
Для создания кода необходимо иметь следующие знания:
введение геометрических параметров и размеров обрабатываемой детали;
знать параметры инструментов и устройств, с помощью которых осуществляется работа;
толщина слоя, которую потребуется снять;
глубина введения инструмента для проделывания прорезей.
На практике такие действия произвести несложно. Для того чтобы понять как устроена система, можно посмотреть пример записи команд, потребуется также вспомогательная таблица с кодами.
Существуют специальные сервисы, позволяющие создавать программы для станков онлайн, их можно генерировать на готовом примере. Никакое дополнительное программное обеспечение устанавливать на компьютер не потребуется. Все, что нужно, это выход в интернет. При программировании требуется особая внимательность, если ошибиться в ведении числового показания, можно повредить деталь или сломать станки. Программы, созданные таким образом, можно использовать на токарных, фрезерных, плазменных станках и обрабатывать самые разные материалы.
G коды для ЧПУ Mach4
G-код — наименование языка программирования систем с числовым программным управлением (ЧПУ).
Управляющая программа представляет собой обычный текстовый файл и состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 — ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 — ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 — локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 — вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 — отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 — высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
G74 — цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 — возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
G99 — возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98
Краткое руководство по G-коду ЧПУ G40 [Отмена компенсации резца]
by Brandon Fowler
Содержание
Что делает код G40?
G40 — это G-код ЧПУ для отключения коррекции на режущий инструмент.
Компенсация на режущий инструмент включается либо с помощью G41 для компенсации режущего инструмента слева, либо с помощью G42 для компенсации режущего инструмента справа.
Хотите узнать больше о CNC G Code?
Что такое компенсация на режущий инструмент?
Компенсация режущего инструмента — это режим ЧПУ, который позволяет контроллеру ЧПУ регулировать размер режущего инструмента.
Установка размера режущего инструмента позволяет использовать одну и ту же программу с несколькими различными режущими инструментами.
Включение компенсации на режущий инструмент указывает станку смещать режущий инструмент либо влево с помощью G41, либо вправо с помощью G42. Смещение составляет половину диаметра режущего инструмента, иначе называемого радиусом.
Визуализировать, в какую сторону будет переключаться машина, может быть немного сложно. Сдвиг происходит так, как если бы вы смотрели в направлении движения фрезы.
На двух изображениях ниже показано, как будет двигаться ЧПУ, когда активны другие режимы компенсации режущего инструмента.
Где в программе появляется G40?
Команду G40 можно найти в любом месте программы, но чаще всего ее можно найти в строках безопасности программы.
Линии безопасности — это набор кодов, используемых для перевода станка с ЧПУ в правильный режим (режимы) перед запуском программы. Иногда это означает включение режимов, иногда их отключение.
G40 — одна из команд выключения.
Линии безопасности часто используются в начале нового раздела кода, чтобы убедиться, что ЧПУ настроено на правильные режимы перед запуском раздела кода.
Что нужно знать при использовании кода G40
При использовании G40 для отмены коррекции на режущий инструмент следует обратить внимание на два основных момента:
Отменить компенсацию на режущий инструмент, если расстояние от детали превышает половину диаметра фрезы
Сделать ход при отмене компенсации на режущий инструмент
Отмена компенсации на режущий инструмент при достаточном удалении от детали предотвращает откат станка в часть. Хорошей практикой является перемещение станка по оси Z так, чтобы он находился вдали от детали перед отменой коррекции на режущий инструмент.
Движение заставляет машину двигаться согласованным образом. Некоторые станки могут реагировать неожиданно, если при отмене коррекции на режущий инструмент не выполняется никаких движений. Машина в основном думает, что она телепортировалась.
Не телепортируйте ЧПУ. Сделайте ход при отмене коррекции на режущий инструмент.
Другие команды отмены
Имеется несколько команд отмены G-кода. The table below shows the most common codes for turning modes off:
Description
Cancel cutter compensation
Cancel tool length compensation
Cancel scaling
Cancel custom macro call
Cancel rotation
Cancel canned cycles
Хотите узнать больше о CNC G Code?
G40 G41 G42 Примеры программ ЧПУ
Программа фрезерной обработки с ЧПУ для описания того, как два или более радиуса могут быть соединены вместе в программе фрезерной обработки с ЧПУ. Пример подпрограммы фрезерного станка с ЧПУ N10 T1 h2 M6…
В примерах программ фрезерной обработки с ЧПУ показано использование G91 G41 G43 G-кодов. Программа фрезерного станка ЧПУ G91 G41 G43 Программа обработки деталей ЧПУ N05 G54 N10 M6 T1 G43 h2 M3 N15…
Компенсация радиуса фрезы Пример программы показывает, как G41, G40 можно использовать в программе фрезерного станка с ЧПУ. Код компенсации режущего инструмента, используемый в этой программе: G41 Компенсация радиуса режущего инструмента слева…
Код примера программирования фрезерного станка с ЧПУ с рисунком, показывающим, как G41 Компенсация радиуса режущего инструмента слева используется в программе фрезерного станка с ЧПУ. Фрезерная программа с ЧПУ (G41 Компенсация радиуса фрезы слева)…
Очень простой пример программы для фрезерной обработки с ЧПУ, который покажет операторам с ЧПУ использование концепций программирования фрезерной обработки Siemens Sinumerik. Эта программа написана для 4-осевого фрезерного станка с ЧПУ, где C…
Пример программирования токарного станка Fanuc, в котором используется постоянный цикл Fanuc G71 Цикл токарной обработки G70 Цикл чистовой обработки G74 Цикл сверления с центральным сверлением Этот пример программирования токарного станка Fanuc иллюстрирует использование G71 Токарная обработка…
ЧПУ Упражнение по программированию для машинистов токарных станков с ЧПУ, которые работают с системой управления ЧПУ Fanuc (или аналогичной системой управления ЧПУ). В этом упражнении по программированию с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…
Пример программы базового стандартного цикла ЧПУ для начинающих станков с ЧПУ Базовое упражнение по программированию ЧПУ для начинающих станков с ЧПУ / начинающих программистов ЧПУ, которые только начинают свою профессиональную деятельность…
Пример программирования ЧПУ для повторяющегося цикла Fanuc G73. Цикл повторения шаблона Fanuc G73 уже был описан здесь Цикл повторения шаблона Fanuc G73 Вам могут понравиться другие Fanuc…
Цикл повторения шаблона Fanuc G73 помогает операторам станков с ЧПУ легко программировать/обслуживать/отлаживать программы удаления грубого материала. Другие постоянные циклы Fanuc, такие как цикл продольной резки G71 или цикл торцовки G72, удаляют…
Это пример программирования обрабатывающего центра с ЧПУ или упражнение по программированию вертикальных обрабатывающих центров (VMC). Базовый и простой для понимания для станков с ЧПУ / программистов с ЧПУ начального уровня.
Все товарыКабель и проводМодульное электрооборудованиеРозетки/ выключатели и комплектующиеСветильникиЛампыКабель-каналЛоток металлическийСчетчики электроэнергииТруба и металлорукавЭлектромонтажные изделияЭлектрооборудованиеЩиты
0Корзина
0 р.
Отложенные
0
Сравнение
Главная
Каталог
ЭЛЕКТРОМОНТАЖНЫЕ ИЗДЕЛИЯ
Молниезащита и заземление
Молниезащита Jupiter ДКС
Молниеприемный стержень, 4 м NL4000
Характеристики
Описание товара
Наличие в магазинах
Отзывы (0)
Вопрос-ответ
Производитель:
ДКС
Фасовка:
1
Артикул:
NL4000
Вес:
2,52
Объем:
0,002
Материал:
Алюминий
Диаметр:
16
Подключение:
Провод круглого сечения
Модель/исполнение:
Молниеприемник с резьбой
Молниеприемный стержень применяется для установки стержневого молниеприемника на бетонном основании на кровле. Резьба М16 позволяет ввинтить стержень в бетонное основание. Длина стержня — 4000 мм, диаметр 16 мм. Материал — алюминий.
г. Краснодар, ул Онежская, 60
Под заказ0
г. Краснодар, ул. Кр. Партизан, 194
Под заказ0
г. Краснодар, ул. Солнечная, 25
Под заказ0
г. Краснодар, ул. Дзержинского, 98/3
Под заказ0
г. Краснодар, ул. Уральская, 87
Под заказ0
г. Краснодар, ул. Российская, 252
Под заказ0
г. Краснодар Центральный склад
Под заказ0
г. Краснодар, ул. Западный обход, 34
Под заказ0
г. Краснодар, ул. К. Россинского, 7
Под заказ0
Внешний склад
В наличии457
Нет отзывов к товару
Оставить отзыв
Пожалуйста, авторизуйтесь чтобы иметь возможность оставить вопрос
Dkc молниеприемник стержневой 4 м nl4000, dkc в Подольске: 3-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Подольск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Электротехника
Электротехника
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
17 998
DKC (ДКС) Молниеприемный стержень, 4м Высота: 4000 мм, Диаметр: 16 мм
SMART NL 4000 КОРОБОЧНЫЙ ТОКАРНЫЙ ЦЕНТР 18″ ПАТРОН
Главная
АВТОМАТИЗАЦИЯ
Б/У ОБОРУДОВАНИЕ
ЗАПАСНЫЕ ЧАСТИ
ФИНАНСИРОВАНИЕ
Документ 90 100003 NL-Series-Brochure-4.12.22.pdf
Обзор
Тип:
2-осевые токарные станки с ЧПУ
Производитель:
SMART MACHINE TOOL
Модель:
NL 4000-1200 (18″ ПАТРОНЫ)
6 Продажа
6
6 Статус: 9 6 Описание
HEAVY DUTY Горизонтальное точение Центры • Коробка передач – модели NL2500, 3000, 4000, 5000 и NL 6000 оснащены двухступенчатой рядной коробкой передач. NL 7000 оснащен стандартной трехступенчатой коробкой передач. • Шпиндель – Двухрядные цилиндрические роликоподшипники спереди и сзади в сочетании с радиально-упорными подшипниками обеспечивают высокую жесткость для тяжелой резки и отличное качество поверхности. • Револьверная головка с 12 позициями – 3-компонентная муфта Curvic большого диаметра для превосходной жесткости и увеличения срока службы инструмента. Серводвигатель переменного тока с высоким крутящим моментом обеспечивает быстрое индексирование, отличное позиционирование и повторяемость (время индексирования 0,15 секунды). • Жесткая станина с наклоном под углом 45 градусов — конструкция станины с торсионной трубкой с наклоном под углом 45 градусов и широкие направляющие направляющие. Легкий доступ к заготовке и превосходный отвод стружки. • Программируемый корпус задней бабки и пиноль — Направляющие с большим расстоянием между ними и прочная конструкция корпуса задней бабки обеспечивают жесткость обработки, а встроенная конструкция пиноли шпинделя обеспечивает более высокую жесткость.
Технические характеристики
РАЗМЕР ПАТРОНА (дюйм)
18
УСИЛЕНИЕ БАР (дюйм)
1 4,63
9004 9004 VER BED
31
МАКС. ДИАМЕТР ПОВОРОТА (дюйм)
22,8
МАКС. ДЛИНА ПОВОРОТА (дюйм)
47,76
ЗАДНЯЯ БАБКА
Да
SPIND 2000
НАСАДКА ШПИНДЕЛЯ
A2-11
ДВИГАТЕЛЬ ШПИНДЕЛЯ HP
60
Управление
ЧПУ (FANUC)
0 900 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЕМКОСТЬ Качели над кроватью 31,10” Качели над поперечными салазками 23,62” Максимальный диаметр поворота 22,83 дюйма Максимальная длина поворота 47,76 дюйма ГЛАВНЫЙ ШПИНДЕЛЬ Размер патрона 18” Носик шпинделя А2-11 (АСА) Двигатель главного шпинделя (макс. 60 л.с. Скорость шпинделя 2000 об/мин Диаметр отверстия 5,20 дюйма Внутренний диаметр тянущей трубы 4,63 дюйма Крутящий момент шпинделя (макс.) 2421 фут-фунт. Метод привода шпинделя 2-ступенчатый КРОВАТЬ, ГОРКА И ПЕРЕВОЗКА Ход по оси X 12,6 дюйма Перемещение по оси Z 51,2 дюйма Ускоренный ход (X / Z) 630 дюймов в минуту / 787 дюймов в минуту Направляющие (X / Z) Box Way Структура кровати 45o Наклонная кровать Диаметр ШВП (X / Z) 1,57 дюйма / 2 дюйма Осевое усилие подачи, Макс. (X / Z) 10 170 фунтов. / 10 550 фунтов Повторяемость (X / Z) +0,00008 дюйма / +0,00012 дюйма БАШНЯ Количество инструментальных станций 12 Инструменты Скорость поворота револьверной головки (1 станция) 0,25/шаг Соединение Curvic 3-компонентный гидравлический зажим / индекс сервопривода Диаметр соединения / сила зажима 90,96 дюйма / 18 524 фунта. Размер инструмента (точение и торцовка) 1-1/4” – клиновой зажим Размер инструмента (максимальный диаметр борштанги) 2-1/2”” Повторяемость индекса башни +0,00020”
ЗАДНЯЯ БАБКА Центр задней бабки (конус) MT #5 (встроенный) Диаметр пиноли 5,51 дюйма Ход пиноли (гидравлический) 4,72 дюйма Максимальная тяга пиноли 5895 фунтов. СИСТЕМА ОХЛАЖДЕНИЯ Двигатель насоса охлаждающей жидкости 3,4 л.с. (145 фунтов на кв. дюйм) Емкость бака охлаждающей жидкости 63,4 галлона. Тип системы Съемная/Независимая ГИДРАВЛИКА / СМАЗКА Емкость гидравлического бака 6,3 галлона. Требуемое гидравлическое масло (или эквивалентное) ISO VG32 Емкость бака смазки пути 0,79гал. Требуемое масло для смазки путей (или эквивалентное) ISO VG68 РАЗМЕР МАШИНЫ Требования к площади пола (Д x Ш) (без CC) 175,2 x 77,8 дюймов Вес машины 23 589 фунтов. Потребляемая мощность 55 кВА Напряжение 220В±10%, 60 Гц, 3 фазы ЧПУ Модель ЧПУ Fanuc 0i-TF Дисплей 10,4-дюймовый цветной ЖК-монитор TFT ТРАНСПОРТИРОВОЧНЫЕ РАЗМЕРЫ (Д x Ш x В, Вес) Ящик №1 (машина) 189 дюймов x 91 дюйм x 97 дюймов, 25 022 фунта. Ящик №2 (конвейер для стружки) 167 дюймов x 37 дюймов x 59 дюймов, 1918 фунтов. КОНСТРУКЦИЯ И ХАРАКТЕРИСТИКИ МАШИНЫ: • Цельная жесткая наклонная станина под углом 45 градусов из чугуна Meehanite. • Коробчатая конструкция направляющих с антифрикционными контактными поверхностями. • Конструкция шпинделя и передней бабки с защитой от перегрева • Ультраточные и высокопрочные подшипники шпинделя класса P4 • Мощные и надежные двигатели и приводы Fanuc • Высокоточные предварительно натянутые шарико-винтовые пары с двойным анкерным креплением — упорные подшипники класса P4 • Жесткая револьверная головка на 12 станций с высокой точностью индексации и жестким изогнутым соединением • Стандартное устройство предварительной настройки инструмента для сокращения времени настройки и измерения инструмента • Электрический ограничитель крутящего момента защищает шарико-винтовые пары • Отдельная система охлаждения • Дозируемая смазка поршневого распределителя • Система разделения пути смазки СТАНДАРТНЫЙ ПАКЕТ ИНСТРУМЕНТА: • Клиновой зажим в сборе 5 комплектов • Держатель удлинителя (1-1/4 дюйма) 1 шт. • Лицевой держатель (1-1/4 дюйма) 1 шт. • Держатель U-образного сверла (2-1/2 дюйма) 5 шт. • Втулка расточной оправки (1/2 дюйма) 1 шт. • Втулка расточной оправки (5/8 дюйма) 1 шт. • Втулка расточной оправки (3/4 дюйма) 1 шт. • Втулка расточной оправки (1 дюйм) 1 шт. • Втулка расточной оправки (1-1/4 дюйма) 1 шт. • Втулка расточной оправки (1-1/2 дюйма) 1 шт. • Втулка расточной оправки (2 дюйма) 1 шт. • Головка сверла МТ №2 1 шт. • Головка сверла МТ №3 1 шт. • Головка сверла МТ №4 1 шт. • Головка сверла МТ №5 1 шт. • Центр задней бабки MT #5 1 шт.
Оснащен
УМНЫМ ПАКЕТОМ • Устройство предварительной настройки инструмента • Нефтяной скиммер • Программируемая задняя бабка (корпус и пиноль) • Встроенные подшипники задней бабки MT #5 • Интерфейс загрузчика • Руководство i
2-осевые токарные станки с ЧПУ
Есть на продажу?
ТОКАРНЫЙ ЦЕНТР SMART NL 4000 BOX WAY 18″ ПАТРОН
2-осевые токарные станки с ЧПУ
Рекомендуемое оборудованиеПросмотреть все
Микроножницы Yasargil — NL4000
Обзор
Технические характеристики
eIFU и ресурсы
Часто задаваемые вопросы
Уведомления о продукте
Обзор
О компании V. Mueller™
В течение 120 лет инструменты V. Mueller разрабатывались с использованием первоклассных технологий и высококачественного дизайна, чтобы гарантировать успешные результаты для хирургов и пациентов.
true
Особенности и преимущества
КАРТЫ ВОЗМОЖНОСТЕЙ И ПРЕИМУЩЕСТВ НЕДОСТУПНЫ
КАРТЫ ОСОБЕННОСТЕЙ И ПРЕИМУЩЕСТВ НЕДОСТУПНЫ
Рекламная история
Ссылки
Спецификация
GTIN — каждый
10885403075315
1
GTIN — каждый
10885403075315
1
Ссылки
Электронные инструкции по применению (eIFU)
Ресурсы
Коллекция литературы BD по промышленности и нашим предложениям содержит информацию, которую вы можете использовать, чтобы продолжать стремиться к совершенству.
Узнать больше
BD предлагает обучающие ресурсы, которые помогут улучшить вашу клиническую практику в рамках нашей цели продвигать мир здравоохранения ™.
Узнать больше
BD поддерживает отрасль здравоохранения, предоставляя лидирующие на рынке продукты и услуги, направленные на улучшение медицинского обслуживания при одновременном снижении затрат. Мы проводим и принимаем участие в мероприятиях, которые преуспевают в , продвигая мир здоровья ™.
Узнать больше
BD продвигает клиническое превосходство, предоставляя различные ресурсы, посвященные передовому опыту, клиническим инновациям и отраслевым тенденциям в области здравоохранения.
Генератор оснащается бензиновым 4-тактным двигателем объемом 113 см3 и мощностью 3.2 л.с. Обмотка альтернатора выполнена из меди. При включении экономичного режима в зависимости от нагрузки электронная система зажигания и электронная регулировка оборотов двигателя позволяют значительно экономить топливо.
Пластиковый кожух снижает уровень шума. Для подключения потребителей предусмотрены 2 защищенных розетки 230В/16А и выход 12В для зарядки аккумуляторной батареи. Для переноски имеется ручка.
Другие особенности устройства:
чистое синусоидальное напряжение на выходе;
защита от работы при низком уровне масла;
защита от перегрузки и короткого замыкания;
современная антивибрационная система;
низкий уровень шума;
степень защиты IP23.
СвернутьРазвернуть описание
Любые вопросы о покупке DENZEL 94702 и его характеристиках вы можете задать по телефону, электронной почте или в чате на сайте, мы обязательно ответим.
Характеристики
Максимальная мощность, кВт
2,2
Продолжительная мощность, кВт
1,8
Напряжение, В
12; 220
Объем двигателя, куб. см
113
Стартер
ручной
Реверсивный старт
нет
Топливо
А-92
Объем бака, л
4
Время работы, ч
5
Розетка 220 В / 16 А, шт
2
Розетка 12 В, шт
1
Габариты, мм
545х320х450
Масса, кг
21
Комплект поставки
генератор в упаковке 545х320х450 мм
комплект инструментов
руководство по эксплуатации с гарантийным талоном
Сертификация
Отзывы (0)
отзывов пока нет, можете оставить первый
Ваш отзыв
Ваше имя
E-mail
Отзыв
Достоинства
Недостатки
Поставьте оценку от 1 до 5 —
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27. 07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Вопросы (0)
вопросов пока нет, можете оставить первый
Ваш вопрос
Ваше имя
E-mail
Вопрос
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27.07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Используется мощный компрессор Denzel DKV2200/100, X-PRO мощностью 2200 Вт в строительстве, в ремонтных мастерских и на производстве для обеспечения работа с пневмоинструментом: пневмомолоты, пневматические гаечные ключи и другие. Сжимает до 400 литров воздуха в минуту. и накапливает в ресивере на 100 л. Компрессор прослужит. на долгие годы даже при интенсивной работе. Двигатель оборудован с системами защиты от перегрузки и перегрева: отключается автоматически, если температура превышает норму и во время скачки напряжения. Достоинства: Примыкающие поверхности картера детали дополнительно обрабатываются и полируются для плотного прилегания, что снижает риск утечки масла. Вал и цилиндр есть из чугуна, что увеличивает срок службы и надежность компрессор. Эффективная система смазки снижает коэффициент трения деталей, что снижает износ. Металл корпус фильтра с резиновым уплотнением предотвращает утечку воздуха, что обеспечивает подачу воздуха без абразивных частиц. Утечка клапан удаляет конденсат из пневмосистемы. Два быстроразъемные разъемы позволяют подключать несколько инструментов одновременно. один раз. Предохранительный клапан в случае избыточного давления сбрасывает это, что обеспечивает безопасность работы компрессора. Устойчивость и снижение вибрации благодаря резиновым накладкам на ножках. Полный контроль: два манометра на редукторе позволяют следить за давлением на выходе и в ресивере. Мобильность компрессора обеспечивается большими колесами и ручка. Гарантия 3 года.
Показать больше
Отзывы
Размер
DKV2200/100 (100L)
Количество
Связанные страницы налоги и сборы. Информация, представленная выше, предназначена только для справочных целей. Продуктов может не быть на складе, а расчеты доставки могут измениться в любое время. Desertcart не подтверждает никаких утверждений, сделанных в приведенных выше описаниях продуктов. Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart.
Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Грузию. Для получения более подробной информации посетите нашу страницу поддержки.
Часто задаваемые вопросы о воздушном компрессоре Denzel X PRO 2 2 кВт 400 л мин. DKV 2200 100 100 л в Грузии
Где я могу купить воздушный компрессор Denzel X PRO 2 2 кВт 400 л мин. DKV 2200 100 100 л онлайн в лучшем случае цена в Грузии?
desertcart — это лучшая платформа для покупок в Интернете, где вы можете купить воздушный компрессор Denzel X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L от известных брендов. Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки.
Воздушный компрессор Denzel X PRO 2 2 кВт 400 л MIN DKV 2200 100 100 л доступен и готов к доставке в Грузия?
Desertcart отправляет воздушный компрессор Denzel X PRO 2 2 кВт 400 л MIN DKV 2200 100 100 л в другие города Грузии. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L без проблем с доставкой, таможней или пошлинами.
Безопасно ли покупать Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L на тележке для пустыни?
Да, абсолютно безопасно покупать Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L на сайте desertcart, который является 100% законным сайтом, работающим в 164 странах. С 2014 года Desertcart поставляет клиентам широкий ассортимент товаров и выполняет их желания. Вы найдете несколько положительных отзывов от клиентов Desertcart на таких порталах, как Trustpilot и т. д. Веб-сайт использует систему HTTPS для защиты всех клиентов и защиты финансовых данных и транзакций, совершаемых в Интернете. Компания использует новейшие модернизированные технологии и программные системы для обеспечения честных и безопасных покупок для всех клиентов. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
DVIDS — Новости — Центр надводных боевых действий ВМС Дензел Бриджес из дивизии Порт-Уэнем назван чернокожим инженером года
Концентратор DVD лучше всего работает с включенным JavaScript
Дензел Бриджес, инженер по надежности боевых систем военно-морского центра надводных боевых действий, подразделение Port Hueneme Division (NSWC PHD), получил награду Black Engineer of the Year Award (BEYA) как лидер современных технологий за свои лидерские и технические и аналитические навыки во время COVID -19пандемия.
Bridges «быстро превращается в способного лидера во всем, к чему он прикасается», — написал Цзин Ли-Коле, управляющий филиалом, номинировавший Bridges на премию BEYA.
Награды были вручены на 37-й конференции BEYA STEM (наука, технологии, инженерия и математика) 9–11 февраля в конференц-центре на набережной к югу от Вашингтона, округ Колумбия. журнала US Black Engineer and Information Technology, издаваемого Career Communications Group Inc., и Совета инженеров-деканов колледжей и университетов, которые исторически являются черными.
Награды присуждаются в первую очередь чернокожим мужчинам и женщинам, которые демонстрируют выдающиеся достижения в областях, связанных с STEM, и служат источником вдохновения для будущих инженеров, ученых и новаторов.
Инженерное вдохновение Бриджес, инженер-механик в отделе боевых систем, испытаний и оценки (отдел C), вырос в Риверсайде, штат Калифорния, где его отец работал в службе безопасности в судоходном гиганте FedEx Corp., а его мать работала в агентстве социальных услуг с округ Риверсайд.
«Я всегда знал, что хочу изучать инженерное дело с первого года обучения в старшей школе, когда меня вдохновил мой двоюродный брат», — сказал Бриджес, получивший степень бакалавра в области материаловедения и инженерии в Корнельском университете в Итаке, штат Нью-Йорк. , а также степень магистра и доктора машиностроения Университета Теннесси в Ноксвилле.
«Сначала я думал, что хочу изучать химическую инженерию, потому что думал, что хочу сделать карьеру, связанную с возобновляемыми источниками энергии», — сказал Бриджес. «Когда я посмотрел на требования к курсу с четырьмя семестрами химии и двумя семестрами физики в первые два года обучения в школе, я решил пойти в другом направлении».
Получив ученую степень к июлю 2019 года, Бриджес думал, что в конечном итоге он перейдет в Окриджскую национальную лабораторию Министерства энергетики США, примерно в 25 милях к западу от Университета Теннесси.
«С точки зрения усталости я определенно хотел выйти из академической среды», — сказал Бриджес, после того как помог написать более 30 научных статей с коллегами по различным темам, от передовых инженерных материалов и производства до сплавов и соединений.
Статья, которой, по его словам, он больше всего гордится, называется «Смачиваемость, диффузионное поведение и моделирование наночастиц и нанопроволок никеля при пайке инконеля 718», опубликованная в 2021 году после того, как он получил докторскую степень.
«В конечном итоге я вижу в нем жизнеспособную замену для некоторых структурных применений или высокотемпературных сборок, таких как аэрокосмическая промышленность или турбины», — сказал Бриджес, который чувствует себя комфортно, рассказывая об объяснении в статье различий между пайкой и пайкой, а также используя наноматериалы меди, никеля или серебра для соединения материалов.
Темы, изложенные в документе, сосредоточены на использовании никелевых наноматериалов для соединения никелевых суперсплавов и математическом моделировании их поведения.
Примерно за шесть месяцев до того, как Бриджес окончил Университет Теннесси, тетя инженера из Министерства энергетики предложила ему посетить конференцию BEYA STEM в Вашингтоне, округ Колумбия. Именно там Бриджес, прислушавшийся к совету своей тети, встретил Майкла Гиббонса, бывшего доктора наук NSWC. менеджер филиала, который сейчас работает в программном офисе лодок и боевых кораблей исполнительного офиса программы (PEO Ships) (PMS 300) в Вашингтоне, округ Колумбия
Бриджес пропустил набор кадров для компаний Raytheon Technologies Corp. , Boeing Co. и других военных подрядчиков. Он был настолько впечатлен презентацией Гиббонса о NSWC PHD, что собрал чемоданы и вернулся в Калифорнию, опередив свою невесту, которая заканчивала степень магистра в области общественного здравоохранения в Университете Джорджии, чтобы начать работу в NSWC PHD в августе. 12, 2019.
Четыре с половиной месяца спустя он и его невеста поженились.
Участие NSWC PHD Сегодня Бриджес проводит анализ надежности различных боевых систем. «Это огромная честь — быть номинированным на эту награду и победить, тем более что это для той же конференции, на которую меня пригласили четыре года назад», — сказал Бриджес.
Бриджес также исполнял обязанности руководителя группы с июня 2022 года в группе инженеров по надежности боевых систем. Он использовал свой академический опыт исследований в области наноматериалов и материалов для сварки, пайки и пайки для участия в программе командования военно-морской инновационной науки и техники (NISE).
NISE предоставляет финансирование, чтобы помочь сотрудникам NSWC PHD изучить идею проекта, разработать новую инженерную концепцию или обновить свое лабораторное оборудование.
Бриджес также помогал обучать студентов-стажеров по летним и осенним программам в рамках 10-недельной летней программы стажировок военно-морских исследовательских предприятий Управления военно-морских исследований, также известной как NREIP. NREIP связывает команду с колледжами и университетами.
Бриджес также часто вызывается добровольцами для проведения общекомандных организованных переговоров, на которых обсуждается широкий круг тем в уважительной и не осуждающей обстановке. Темы, которые он освещал, включают соблюдение Дня Мартина Лютера Кинга-младшего; Июнь, федеральный праздник, посвященный освобождению порабощенных афроамериканцев; и физическое и психическое здоровье.
«Он смог быстро учиться и адаптироваться ко многим техническим и организационным задачам, используя свои навыки эффективного решения проблем и всегда проявляя высокую трудовую этику и профессиональное поведение», — сказал Ли-Коле, руководитель отдела.
«Он очень хорошо осведомлен, у него есть докторская степень, но он очень скромный», — добавила Ли-Коле. «Он всегда готов учиться и работать там, где ему может быть некомфортно, например, руководить летними стажерами. Это не его зона комфорта, но он по-прежнему работает волонтером».
Тайрон Таборн, основатель, издатель, председатель и генеральный директор Career Communications Group, которая спонсирует награды BEYA, сказал, что с 2020 года по меньшей мере полдюжины других сотрудников NSWC PHD получили награды BEYA, и что команда находится на радаре его организации, поскольку инженерный узел.
— Это большое дело, — сказал Таборн. «Эта награда является подтверждением его тяжелой работы. Дело не в расе. Это не потому, что ты мужчина. Если вы получите эту награду, вы соревнуетесь с одними из лучших людей в нашей стране».
ВСЕОБЩЕЕ ДОСТОЯНИЕ
Эта работа, Центр надводных боевых действий ВМС, Дензел Бриджес из дивизии Порт-Уэнем, названный «Черным инженером года» Патриком Майо, определенным DVIDS, должен соответствовать ограничениям, указанным на https://www.
Производитель оставляет за собой право изменять характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Предложение по продаже товара действительно в течение срока наличия этого товара на складе.
Мотоблок Denzel DPT-470, 7 л.с, ременное сцепление, ширина 85 см, глубина 35 см, фрез 3 х 4, ШОМ, передачи 3В/1Н / 56405
Главная
МОТОБЛОКИ + КУЛЬТИВАТОРЫ
Культиваторы, мотоблоки бензиновые
Культиваторы, мотоблоки (Denzel, Германия)
Мотоблок Denzel DPT-470, 7 л.с, ременное сцепление, ширина 85 см, глубина 35 см, фрез 3 х 4, ШОМ, передачи 3В/1Н / 56405
Описание
Характеристики
Отзывы (0)
Описание
Мотоблок Denzel DPT-470 предназначен для рыхления, вспахивания, пропалывания почвы и других работ в поле, на огороде и придомовой территории. 24 фрезы из закаленной стали эффективно обрабатывают участки шириной 85 см и глубиной до 35 см, и не нуждаются в дополнительной заточке.
Бензиновый четырехтактный двигатель Denzel серии Long Life мощностью 7 л.с. справится как с легкими задачами, так и со вспахиванием целины, глинистой почвы и вязкого грунта площадью до 1-2 гектаров.
Преимущества
Регулировка режимов — мотоблок имеет 4 скорости (3 вперед и 1 назад), это позволяет не только эффективно работать на разном грунте, но и легко извлекать мотоблок из вязкой почвы.
Усиленный сошник толщиной 12 мм позволяет настроить глубину вспахивания, удержать равновесие при вспахивании почвы и выступает в качестве задней опоры в процессе хранения мотоблока.
Шкив отбора мощности позволяет подключать к мотоблоку активное навесное оборудование, что делает его многофункциональным помощником и значительно экономит бюджет пользователя.
Защита от низкого уровня масла LO-protection — мотоблок не включится при незаполненном картере, такое решение предотвращает поломку двигателя и продлевает срок службы оборудования.
Защитные крылья предотвращают вылетание почвы, камней и прочих предметов на оператора, что гарантирует безопасность работы.
Воздушный фильтр очищает поступающий в цилиндр воздух от твердых частиц, обеспечивая его сохранность — это особенно важно при обработке сухой почвы.
Надежный карбюратор Great Point — мотоблок работает стабильно даже при высокой нагрузке на двигатель.
Качественные детали — закаленный до твердости 45-50 HRС стальной коленвал и надежный распредвал обеспечивают высокую производительность мотоблока в любое время года.
Низкий расход топлива 1 л/ч позволяет непрерывно работать более 3-х часов, не отвлекаясь на заправку.
Чугунный корпус редуктора обеспечивает ему высокие прочностные характеристики, а также увеличивает вес мотоблока, поэтому он легко справляется с плотным грунтом.
Удобство управления — регулятор оборотов двигателя, выключатель зажигания и рычаг сцепления находятся на рукоятке перед пользователем.
Эргономичные рукоятки изогнутой формы находятся на оптимальном расстоянии друг от друга и усилены стальной перекладиной, поэтому пользователь не устанет даже при длительной работе.
Комфортная транспортировка — усиленная рукоятка-бампер и большие колеса позволяют с легкостью перемещать мотоблок до нужного места.
Набор для крепежа входит в комплект поставки — не придется приобретать его отдельно.
На мотоблок предоставляется расширенная гарантия на 3 года.
Характеристики
Тип двигателя
четырехтактный
Максимальная мощность двигателя
7 л.с.
Объем двигателя
212 см3
Производитель двигателя
DENZEL
Расход топлива
1 л/ч
Уровень шума
104 дБ
Стартер
ручной
Количество фрез
24
Максимальная ширина обработки
85 см
Диаметр фрез
35 см
Механизм сцепления
ременное
Тип ступицы
шестигранник 23 мм
Тип топлива
АИ-92
Объем топливного бака
3.6 л
Объем масла в картере
0.6 л
Объем масла в редукторе
1.15 л
Тип редуктора
шестеренчато-цепной
Типоразмер колес
4.00-10
Число передач
вперед 3/назад 1
Передача мощности на активное навесное оборудование
шкив отбора мощности
Особенности
колеса в комплекте
Напишите свой отзыв о «Мотоблок Denzel DPT-470, 7 л.
с, ременное сцепление, ширина 85 см, глубина 35 см, фрез 3 х 4, ШОМ, передачи 3В/1Н / 56405»
Имя / Псевдоним
Минусы
Комментарий
Оценка товара
Мотоблоки (BCS, Yağmur Blitz, Grillo)
Свяжитесь с нами:
(931) 295-9009
900 02 Сельскохозяйственные и мотоблоки Dailey’s
Мотоблоки Blitz, BCS и Grillo, сопутствующее оборудование и аксессуары
Dailey’s Farm и BCS Shop
BCS Walk-Behind Trac
Сравнение тракторов и цены
Компания Yağmur Tarım, основанная в Стамбуле, Турция, в 1974 году, является крупнейшим производителем в Турции в своей области. Они предлагают превосходное качество и широкий ассортимент продукции благодаря своей философии постоянных инноваций и приверженности высококачественным производственным процессам. Yağmur верит в технологическое развитие и постоянно продвигается в исследованиях и разработках благодаря своим ноу-хау и опытной команде инженеров. Благодаря этому продукты Yağmur предназначены для самых тяжелых работ в экстремальных условиях и всегда предлагают больше возможностей для пользователей.
Сегодня Yağmur предлагает один из самых широких в мире ассортиментов культиваторов, двухколесных тракторов и косилок. Их состав конкурирует с кем-либо в своей области, включая BCS и Grillo.
Их начало было производство водяных насосов и деталей дизельных двигателей, и они экспортировали свои водяные насосы по всему Ближнему Востоку. В 1980-х годах началось производство и внедрение их первых «электрических культиваторов». В течение следующих 10 лет Yağmur Tarım продолжала расширять свою линейку «электрических румпелей», представляя несколько новых моделей, а также начав экспортировать «электрические румпели» в другие страны Ближнего Востока.
В 2000 году Ягмур Тарим приобрел итальянскую линейку двухколесных тракторов у итальянской компании Valpadana, одного из трех крупнейших производителей в Европе по производству шагающих тракторов. Компания Valpadana была основана в 1956 году. После покупки линии Valpadana производство было перенесено на завод Yagmur Tarım в Стамбуле, Турция. Таким образом, хотя их турецкий 2-колесный трактор полностью построен в Стамбуле, Турция, оригинальная конструкция трактора — это итальянский 2-колесный трактор. В этом случае он может работать аналогично другим итальянским двухколесным тракторам (BCS, Grillo) и использовать тот же или очень похожий выбор навесного оборудования. Одно из преимуществ Yagmur — больше возможностей и лучшее качество сборки за те же или меньшие деньги. Кроме того, Yagmur — единственная марка продаваемого нами оборудования, для которого мы сдаем в аренду навесное оборудование.
Мотоблоки Grillo
Мотоблоки Yagmur Blitz
Компания Grillo, основанная семьей Пинца в 1953 г. одной из первых компаний, предложивших сменные орудия на мотоблок в Италии (оригинальные машины принимали плуг, культиватор, опрыскиватель и прицеп). «Grillo» в переводе с итальянского означает «Сверчок» (отсюда и «жук» в логотипе Grillo), и на вопрос, почему он выбрал это название для своей компании, старый мистер Пинца ответил: «Что касается насекомых, то они не вредят саду, и они издают приятный звук». Мотоблоки Grillo десятилетиями были одним из основных конкурентов BCS, и на самом деле две компании сотрудничали с 1960-х и вплоть до начала 1980-х годов, первоначально помогая друг другу в разработке новых орудий и, в конце концов, даже продавая некоторые из тракторов друг друга (старые модели BCS 705 и 755 были произведены Grillo, а старый Grillo 7M имел трансмиссию BCS 725). Первоначальные машины BCS были ТОЛЬКО мотокосами с серповидным брусом, и только когда BCS и Grillo начали работать вместе в конце 1960-х годов, BCS начала предлагать культиваторы (дизайн Grillo), а Grillo — косилки (дизайн BCS). Сегодня области знаний по-прежнему очевидны: у Grillo есть преимущество в лучшем культиваторном орудии, а BCS делает более красивое косилочное орудие с серповидным (режущим) брусом. Текущий выбор моделей Grillo является хорошим дополнением к линейке BCS, которую мы использовали в течение многих лет, а некоторые орудия даже взаимозаменяемы между Grillo и BCS с помощью недорогого адаптера. Завод Grillo расположен в Чезене, на северо-востоке Италии, и им до сих пор управляет семья Пинца. Тракторы Grillo, по сути, подходят для тех же типов навесного оборудования, что и наши тракторы BCS. Преимущества тракторов Grillo: превосходное качество по чрезвычайно конкурентоспособной цене; более удобный в обслуживании дизайн для людей, которые хотят обслуживать свою собственную машину. Недостатки: нет широко развитой дилерской сервисной сети в США (пока… но они растут!) многоязычные руководства по эксплуатации и т. д.). Для спокойствия наших клиентов мы храним запасные части «must have» для тракторов Grillo, а импортер держит в наличии запасные части на тысячи долларов, которые можно быстро отправить, как правило, в течение дня или около того.
Компания BCS была основана недалеко от Милана, Италия, в 1942 году Луиджи Кастольди и двумя сотрудниками, Камило Боннетти и Северино Сперони (Кастольди — буква «C» в BCS, два других — «B» и «S») и их первым продуктом была моторизованная косилка с серповидным брусом. Идея заключалась в том, чтобы произвести революцию в мелкомасштабном скашивании сена для мелких горных фермеров в Европе; единственным другим способом косить сено была коса или косилка с копытным приводом. Два сотрудника сочли это слишком рискованным и выручили компанию на второй год, но г-н Кастольди продолжал ее, и после окончания Второй мировой войны мелкие фермеры в Италии получили государственные деньги, чтобы помочь модернизировать / механизировать небольшие фермы и получить их. экономика подвижная и конкурентоспособная. Продажи взлетели, и к 19К 60-м годам БКС выпустила десятки тысяч машин. Вплоть до конца 60-х годов BCS производила только модификации своей оригинальной сенокосной машины с несколькими аксессуарами. В 1967 году в мире BCS открылась новая глава, когда они начали предприятие по обмену технологиями с компанией GRILLO из Чезены, Италия, которая производила почвообрабатывающую технику с 1953 года. -редукторные мотоблоки и полный комплекс почвообрабатывающих, покосных, снегоуборочных, транспортных и других различных орудий. Две компании сотрудничали до начала 1980-х годов, и в настоящее время они действуют как конкуренты, хотя каждый обязан другому своим положением сегодня. В 1990-х годах BCS приобрела двух своих конкурентов в Италии, тракторную компанию Ferrari и тракторную компанию Pasquali, что сделало BCS крупнейшим производителем мотоблоков в мире. В США дилерская сеть BCS большая и охватывает всю территорию США (более 600 человек). Чтобы лучше обслуживать наших клиентов, мы храним запасные части для тракторов BCS на тысячи долларов и обычно можем отправить их в тот же день.
За кулисами: перевороты, падения и безумие «Полета»
«Полет» Роберта Земекиса — это трезвая драма о зависимости, в которой Дензел Вашингтон играет пьяного пилота авиакомпании Уипа Уитакера. Но история начинается с бравурной сцены, в которой Уип предпринимает экстраординарные меры, чтобы попытаться спасти свой искалеченный пикирующий самолет и 102 человека на борту. Здесь мы говорим с мастерами, участвовавшими в создании сцены аварии на краю вашего сиденья. (Отрывки из сценария сценариста Джона Гэйтинса).
ВНУТР. КАБИНА — ДЕНЬ
ЭВАНС
Спуститься и сохранить 30 тысяч.
Режиссер Роберт Земекис: Такой набор представляет собой трубу — кабину и кабину. Буквально, есть только один вход и один выход для всех. Так что самое сложное — выяснить, какие техники, какие актеры, какое оборудование входят, в каком порядке и что уходит в каком порядке, потому что для загрузки всех и вся требуется целая вечность. А потом ты делаешь кадр, и все должны вернуться и пойти в ванную.
БАХ! САМОЛЕТ ВНЕЗАПНО КАЧИВАЕТСЯ В БОК
Супервайзер по спецэффектам Майкл Лантьери: Я пошел на тренажеры Delta через Ларри Гудрича, нашего технического консультанта. Я попросил их запрограммировать проблему в симулятор и почувствовать точное давление на коромысло, частоту вибраций, которые будут происходить, как это будет ощущаться. Это дало мне возможность подражать, вплоть до того, насколько сильно Дензелу приходилось тянуть коромысло, насколько быстрыми были толчки и вибрации.
Ветер РЕЕТ, когда дверцы механизма опускаются. Планер сильно трясется и тарахтит.
Звукорежиссер Рэнди Том: Когда мы получили треки изначально, вибрации не было вообще. Для фюзеляжа мы использовали большой грузовик с полуприцепом. Мы трясли весь грузовик. Мы также получили шейкер для краски, который позволял регулировать частоту встряхивания. Мы прикрепили пластиковые шкафы и верхние багажные полки, лестницы и другие металлические предметы. Мы начали с низкочастотной вибрации и увеличивали ее все быстрее и быстрее.
КНУТ
(в свой микрофон)
Мы спускаемся, неконтролируемое… ВООООООООООООООООООО!!
Оператор-постановщик Дон Берджесс: Как заставить людей испытать страх падения в самолете? Самолет уходит в вертикальное пикирование, а мы его перевернули — как вы даете почувствовать это зрителям? Снимал по-настоящему, высший пилотаж, но ты этого не чувствуешь. Вы должны манипулировать камерой, использовать ракурсы, движение, чтобы продать эти идеи.
Супервайзер визуальных эффектов Кевин Бэйли: Не имеет значения, выглядит ли это в точности как самолет, падающий со скоростью 400 миль в час; это может выглядеть слишком медленно. Это может выглядеть слишком быстро. Дон Берджесс работал с производителем камер, чтобы создать специальное крепление, которое могло бы удерживать три камеры Red Epic на носу вертолета [для съемки с воздуха], но вы просто не можете летать на вертолете достаточно быстро, чтобы обмануть аудиторию. это пикирование носом со скоростью 400 миль в час. Таким образом, то, как мы придали ему эту энергию, заставило все эти цифровые облака, которые пролетали мимо камеры, очень быстро, чтобы придать ему дополнительное ощущение скорости и срочности. Это не просто трюк, который мы используем на протяжении всего эпизода: иногда это кадры с вертолета, иногда это цифровая среда, иногда мы используем настоящие облака, а затем смешиваем с ними компьютерные облака.
КНУТ
Маргарет, как зовут вашего сына?
МАРГАРЕТ
Тревор.
КНУТ
Скажи: «Я люблю тебя, Тревор».
МАРГАРЕТ
Почему?
КНУТ
Черный ящик.
Лётный инструктор Ларри Гудрич: №1 был для Дензела, как для капитана, оставаться в спокойной и уверенной манере — чтобы не было всего этого волнения и беспокойства среди экипажа, будь то первое офицер, который может пытаться схватить штурвал, или стюардесса, которая может кричать и кричать, пока вы пытаетесь справиться с маневром.
КНУТ
Мы собираемся катить. Готовый? Вот так. У меня есть контроль.
ЭВАНС
ЧТО! ЧТО ТЫ ИМЕЕШЬ В ВИДЕ, КАЧАТЬ ЭТО?!!
Неуклюжий лайнер делает медленный, некрасивый перекат.
Гудрич: Я служил в ВВС, и мы летали на самолетах вверх ногами. В авиаиндустрии? Нет. Но если бы это было так и я мог бы выйти из положения, то да.
Лантьери: Мы не могли за один раз перевернуть весь самолет вверх дном. Мы купили настоящий MD-80 и отправили его из Мохаве, штат Калифорния, в Атланту, разрезали его на три части, а затем у нас была секция кабины и две секции фюзеляжа. Итак, мы сделали одну половину, затем другую, а затем, используя визуальные эффекты, скомпоновали их вместе, чтобы все выглядело так, будто все было сделано одновременно.
ВНУТР. КАБИНА САМОЛЕТА — ТО ЖЕ
ПАССАЖИРЫ кричат, когда самолет переворачивается, и они висят вверх ногами.
Лантьери: Сложнее всего сделать что-то абсолютно реальное… все реакции людей, все выражения их лиц, то, как висит их вес тела. В большинстве вещей, которые вы могли бы увидеть, у них есть каскадеры в каскадерских ремнях. Но они не висят нормально, каскадёрские жгуты. Поэтому мы подвешивали их к специально разработанным ремням безопасности, чтобы они висели точно так же, как если бы они находились в перевернутом самолете. Юридический отдел Paramount очень внимательно следил за мной [смеется].
Burgess: Люди, которые действительно проделали большую работу, были операторами камеры; им приходилось работать буквально вверх ногами.
Координатор трюков Чарли Кроуэлл: Это была Бони Янасигава, девушка-каскадер, которая была стюардессой в задней части самолета, которая в итоге врезалась в сиденье, потеряла сознание и кувыркалась в пассажирском салоне. В самолете было полно каскадеров — людей, которые обучены не только выполнять трюки, но и обеспечивать безопасность других каскадеров. Пока она кувыркалась, ее заметили каскадеры. Она приземлится на этих людей.
Лантьери: Наш директор решил не обманывать, проделав дыру в боку самолета. Вы можете избежать наказания за убийство, продув туда кучу воздуха и несколько бумаг. Если вы посмотрите, у нас царит мертвая тишина, что, я думаю, и есть то, что действительно жутко и что пугает людей.

 .Инструмент шоферский и принадлежности
.Инструмент шоферский и принадлежности


 07.2006 г. №152-ФЗ
07.2006 г. №152-ФЗ В стальном сером цвете.
В стальном сером цвете.
 Крепления Torx становятся все более и более распространенными в автомобильной и бытовой технике. Apex® предлагает полный набор насадок для винтов Torx. По своей конструкции винты с головкой Torx лучше противостоят выворачиванию, чем винты с головкой Phillips или со шлицем. В то время как головки Phillips были разработаны для того, чтобы заставить привод отвернуться, чтобы предотвратить чрезмерное затягивание, головки Torx были разработаны для предотвращения кулачка. Причиной этого была разработка лучших автоматических отверток с ограничением крутящего момента для использования на заводах.
Крепления Torx становятся все более и более распространенными в автомобильной и бытовой технике. Apex® предлагает полный набор насадок для винтов Torx. По своей конструкции винты с головкой Torx лучше противостоят выворачиванию, чем винты с головкой Phillips или со шлицем. В то время как головки Phillips были разработаны для того, чтобы заставить привод отвернуться, чтобы предотвратить чрезмерное затягивание, головки Torx были разработаны для предотвращения кулачка. Причиной этого была разработка лучших автоматических отверток с ограничением крутящего момента для использования на заводах. Каждое долото Apex® изготавливается с соблюдением самых строгих допусков в отрасли, большинство из них даже жестче, чем требования лицензионного соглашения, и все долота Apex® соответствуют самым строгим правительственным и военным спецификациям.
Каждое долото Apex® изготавливается с соблюдением самых строгих допусков в отрасли, большинство из них даже жестче, чем требования лицензионного соглашения, и все долота Apex® соответствуют самым строгим правительственным и военным спецификациям. Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
Размер драйвера: T-10-H Основной диаметр: 0,107 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм
Размер привода: T-15-H Основной диаметр: 0,128 Диаметр корпуса (дюйм/мм): 0,150/3,8 мм Общая длина (дюйм/мм): 2 3/4 дюйма/75 мм Размер драйвера: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 1 15/16 » 49 мм
Размер драйвера: T-20-H Основной диаметр: 0,151 Диаметр корпуса (дюйм/мм): 0,171/4,3 мм Общая длина (дюйм/мм): 1 15/16 » 49 мм
 ) Fortisflex 49398
) Fortisflex 49398 Поля, обязательные для заполнения, помечены звездочкой (*).
Поля, обязательные для заполнения, помечены звездочкой (*).
 УП.) FORTISFLEX
УП.) FORTISFLEX
 Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.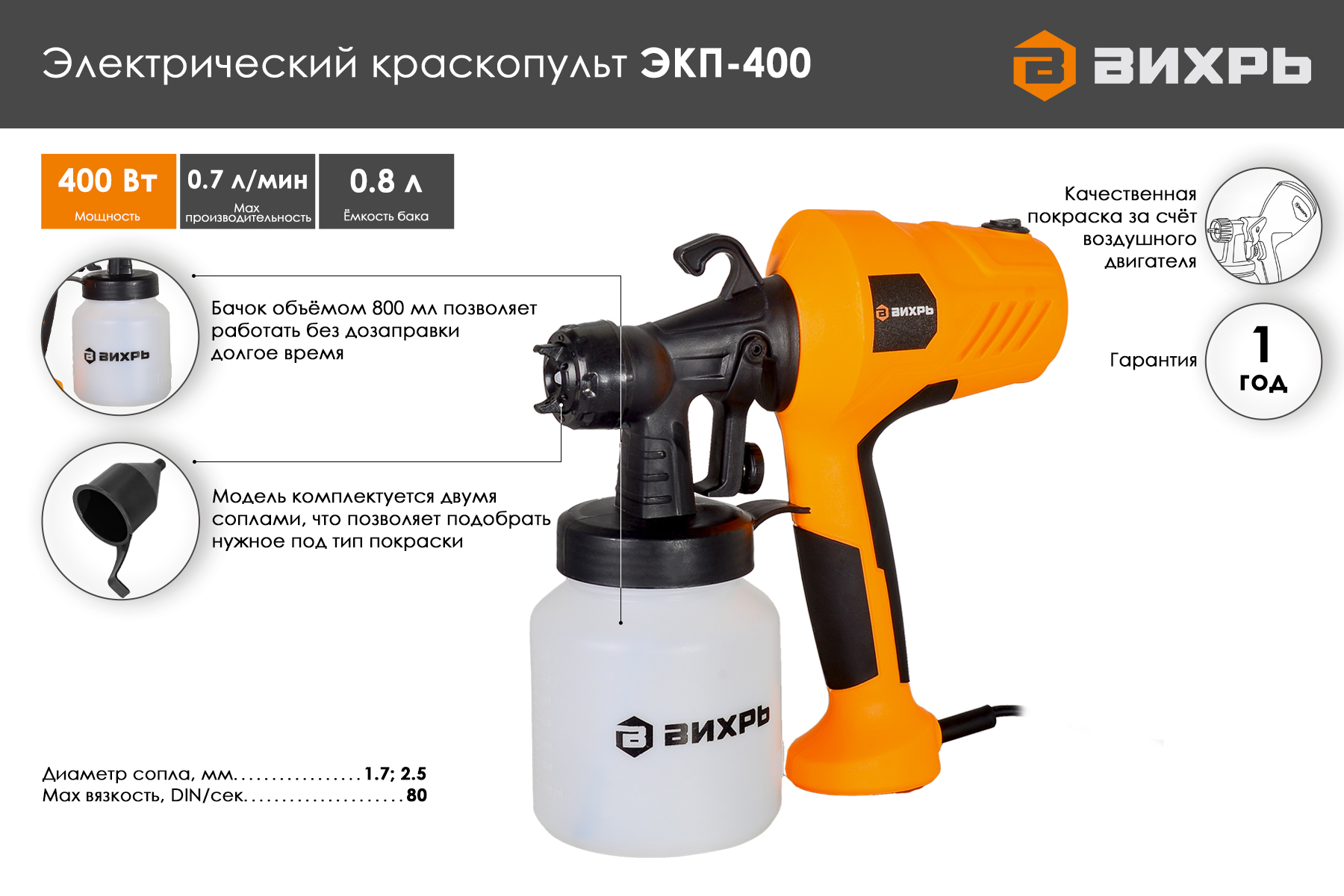

 Вещество из устройства выделяется под давлением встроенного насоса. ЭКП-400 имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.
Вещество из устройства выделяется под давлением встроенного насоса. ЭКП-400 имеет форму пистолета с расположенным снизу бачком. Данная конструкция компактна и удобна для бытового использования, транспортировки и хранения.

 диски с липучкой
диски с липучкой Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная пластина, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски
Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная пластина, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная подушка, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски
Орбитальная шлифовальная машина/полировщик Palm, (1) 5 дюймов. Шлифовальный диск, (1) RS034 5 дюймов. Мягкая шлифовальная подушка, (1) демпфирующее кольцо 2609170071, (1) пылесборник с микрофильтром 2609199179, (1) переходник для вакуумного шланга VAC002, (1) кейс для переноски Двухрежимная эксцентриковая шлифовальная машина, (1) средняя опорная тарелка, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (2) переходники для вакуумного шланга
Двухрежимная эксцентриковая шлифовальная машина, (1) средняя опорная тарелка, (1) шестигранный ключ, (1) шлифовальный диск, (1) съемная передняя рукоятка, (2) переходники для вакуумного шланга Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранная шлифовальная головка, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Переходники для шлангов
Эксцентриковая шлифовальная/полировальная машина с несколькими отверстиями, (1) средняя опорная тарелка с несколькими отверстиями, (1) шестигранная шлифовальная головка, (1) шлифовальный диск, (1) съемная передняя рукоятка, (1) пылесборник с микрофильтром, (2) пылесос Переходники для шлангов Односкоростная эксцентриковая шлифовальная/полировальная машина для ладони, (1) RS034 5 дюймов. Мягкая подложка, (1) 5 дюймов. Шлифовальный диск, (1) 2609170071 Демпфирующее кольцо, (1) 2609199179 Пылесборник для микрофильтра, (1) VAC002 Переходник для вакуумного шланга
Односкоростная эксцентриковая шлифовальная/полировальная машина для ладони, (1) RS034 5 дюймов. Мягкая подложка, (1) 5 дюймов. Шлифовальный диск, (1) 2609170071 Демпфирующее кольцо, (1) 2609199179 Пылесборник для микрофильтра, (1) VAC002 Переходник для вакуумного шланга Мягкая опорная подушка, (1) ключ для подкладок на 5 мм
Мягкая опорная подушка, (1) ключ для подкладок на 5 мм
 Встроенная тормозная система с демпфированием колодок для предотвращения образования вихревых следов.
Встроенная тормозная система с демпфированием колодок для предотвращения образования вихревых следов. Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Крепление диска Bosch на липучке обеспечивает надежный захват диска во время использования. Кроме того, подложка из микропористого материала гибкая, что обеспечивает гладкую чистовую отделку как на плоских, так и на рельефных поверхностях. Благодаря удобной верхней части с мягкой накладкой и конструкции корпуса эта шлифовальная машина на 2,5 А обеспечивает 12 000 об/мин для первоклассного съема материала. Он также включает в себя бортовую систему фильтрации мелкой пыли.
Он предназначен для устранения вихревых следов на заготовке благодаря встроенной тормозной системе с демпфированием колодок. Крепление диска Bosch на липучке обеспечивает надежный захват диска во время использования. Кроме того, подложка из микропористого материала гибкая, что обеспечивает гладкую чистовую отделку как на плоских, так и на рельефных поверхностях. Благодаря удобной верхней части с мягкой накладкой и конструкции корпуса эта шлифовальная машина на 2,5 А обеспечивает 12 000 об/мин для первоклассного съема материала. Он также включает в себя бортовую систему фильтрации мелкой пыли.
 ru
ru давление: 6.3 атм
давление: 6.3 атм Большой крутящий момент и ударный механизм обеспечивают высокую производительность. Широкая клавиша «Пуск» — для удобного и простого управления инструментом. Модель широко используется в автосервисах, производственных цехах, ремонтных мастерских.
Большой крутящий момент и ударный механизм обеспечивают высокую производительность. Широкая клавиша «Пуск» — для удобного и простого управления инструментом. Модель широко используется в автосервисах, производственных цехах, ремонтных мастерских. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
 Пневматические гайковерты Fubag Критерии выбора инструмента
Пневматические гайковерты Fubag Критерии выбора инструмента В зависимости от модели и технических характеристик они востребованы в бытовых целях, в автосервисах, на стройках и в производстве.
В зависимости от модели и технических характеристик они востребованы в бытовых целях, в автосервисах, на стройках и в производстве.


 100235
100235 100201
100201 අපගේ මිල ගණන් සහ පරාසය පිළිබඳ ඔබේ ප්රශ්නවලට පිළිතුරු දීමට අපි සතුටු වෙමු. අපගේ සේවාව වැඩිදියුණු කිරීම සඳහා ඔබගේ යෝජනා ස හ කැමැත්ත අපි සාදරයෙන් පිළිගනිමු.
අපගේ මිල ගණන් සහ පරාසය පිළිබඳ ඔබේ ප්රශ්නවලට පිළිතුරු දීමට අපි සතුටු වෙමු. අපගේ සේවාව වැඩිදියුණු කිරීම සඳහා ඔබගේ යෝජනා ස හ කැමැත්ත අපි සාදරයෙන් පිළිගනිමු.



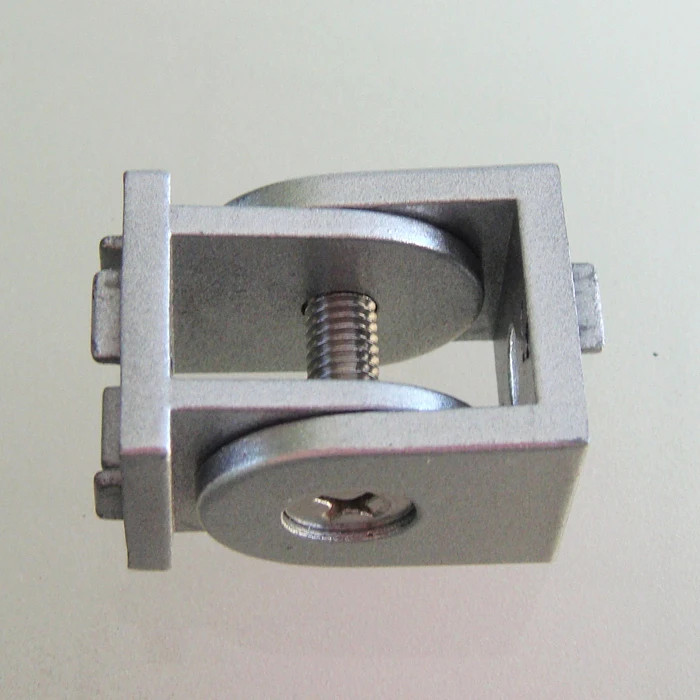 И00.38.00.05 — Рычаг — чертеж.cdw..
И00.38.00.05 — Рычаг — чертеж.cdw.. Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
Версия программы Компас 16.Файл чертежа:И00.38.00.09 — Толкатель.cdwФайл мод..
 Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
Технико-организационная сущность системы УСП заключается в том, что любое специальное станочное приспособление собирается из стандартизованных и нормализованных деталей и узлов, заранее изготовленных и многократно используемых.
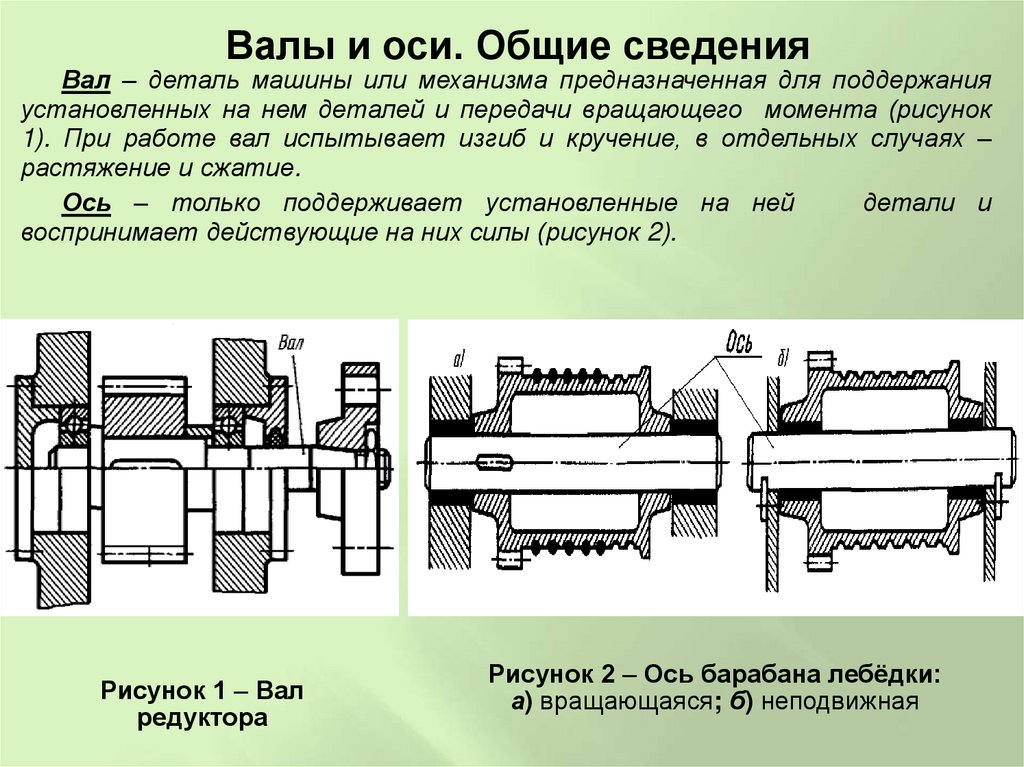 В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки.
В этих патронах каждый кулачок может перемещаться в радиальном пазу корпуса независимо от других с помощью установочного винта, имеющего только вращательное движение. Его продольному перемещению препятствуют сухари, запрессованные в корпусе. При использовании этих патронов требуется много времени на установку и закрепление заготовки. Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
Зажимы в тисках делают: ручными, винтовыми, эксцентриковыми, пневматическими, механизированными, гидравлическими и пнезмогидравличе-скими.
 Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.
Раскрепление ее осуществляется после того, как сжатый воздух по другому штуцеру поступает в полость А. Одновременно воздух из полости Б выходит в атмосферу. Поршень со штоком и втулкой отходит вправо, усилие с лепестков цанги снимается, и заготовка освобождается.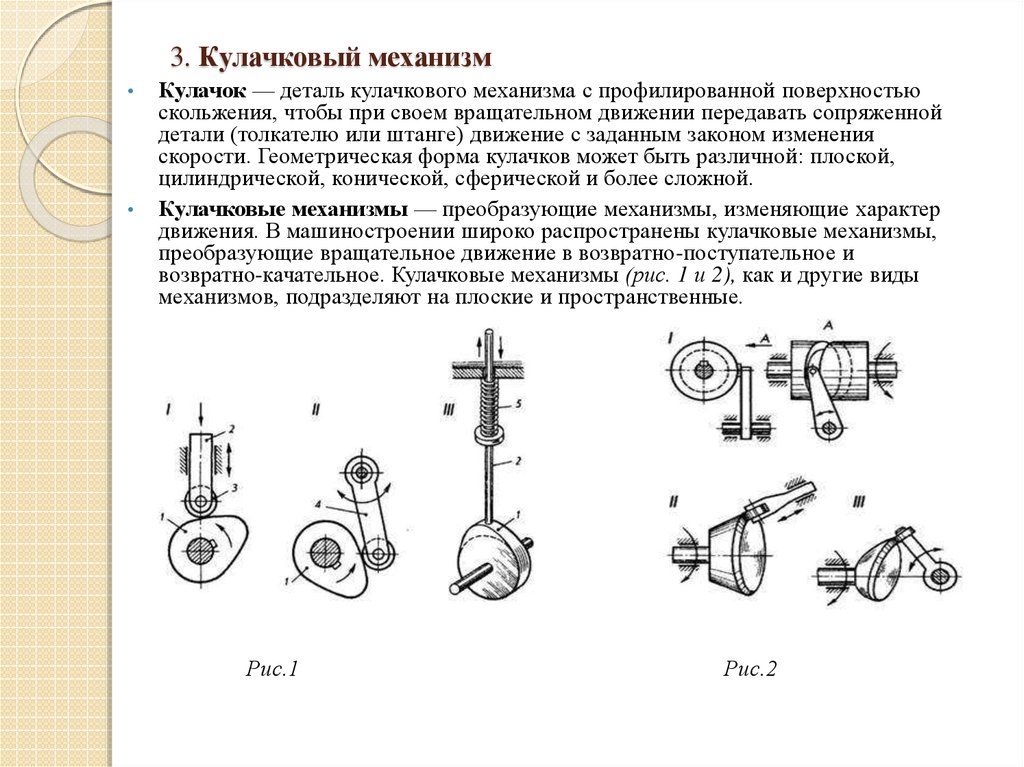

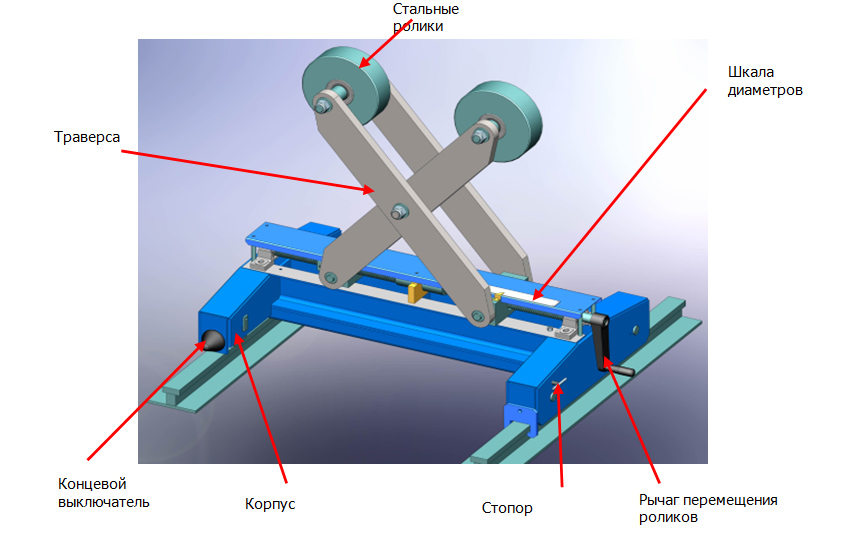 6.
6.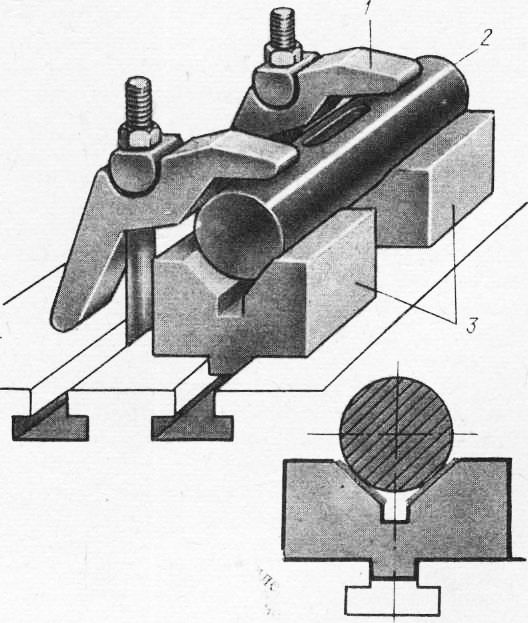
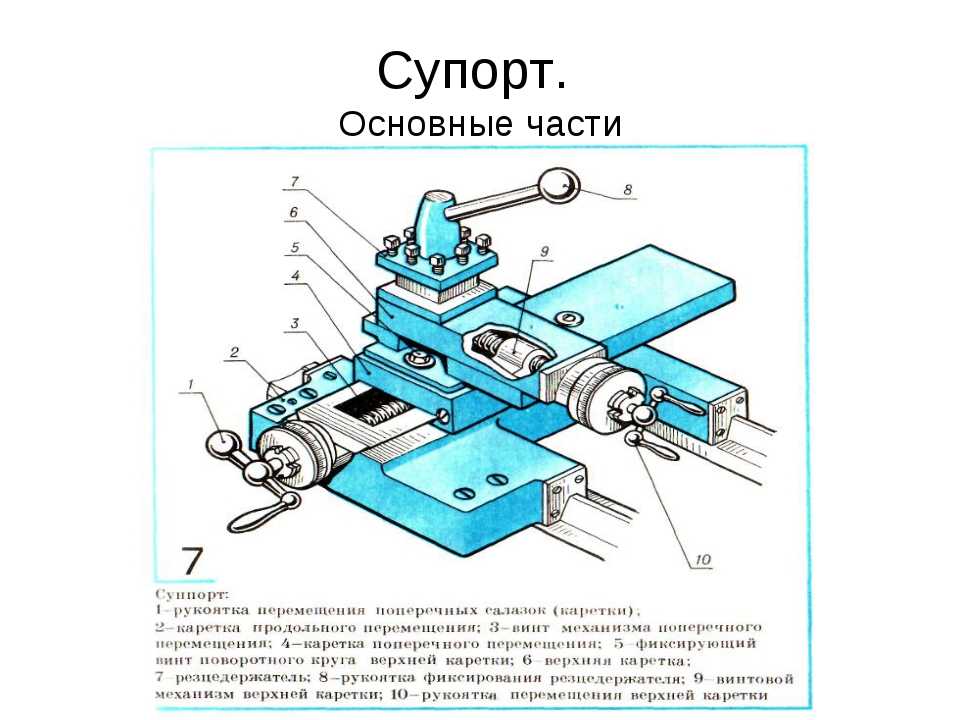
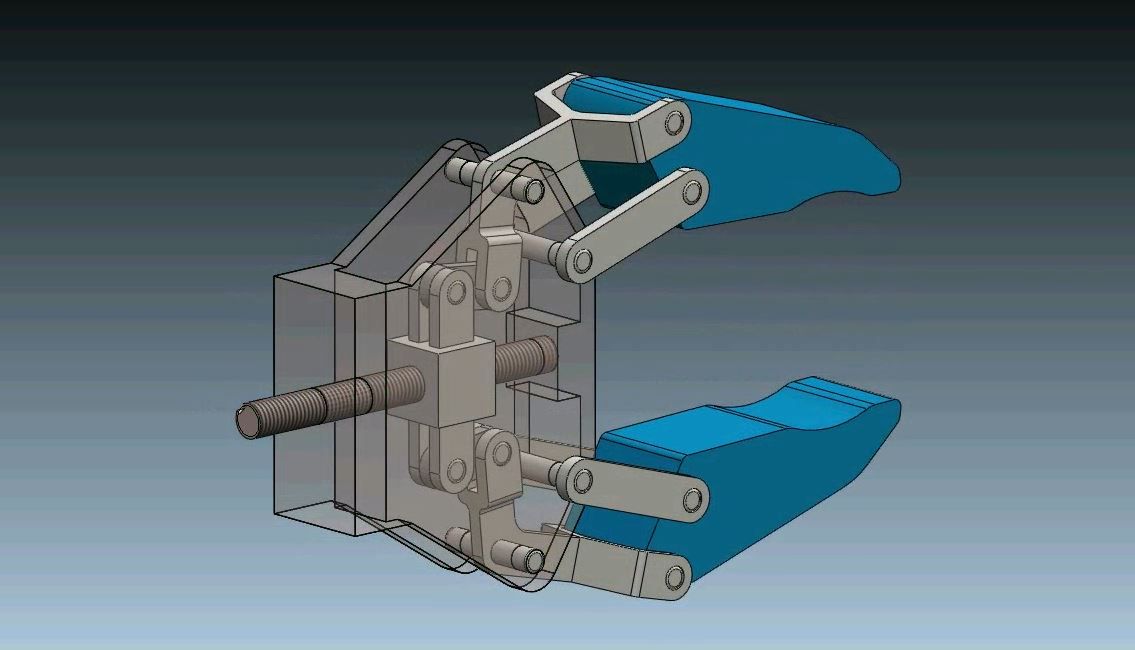 Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости.
Во избежание перекосов при сверлении отверстий через втулки установочные поверхности опор должны быть прошлифованы после сборки с корпусом так, чтобы они лежали в одной плоскости. При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В.
При обработке второго отверстия его необходимо повернуть на 120° и установить на стол станка поверхностями Б. При сверлении третьего отверстия кондуктор устанавливается поверхностями В. .
.
 Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.
Концы винтов шлифуют на такой размер, который был бы меньше окончательного размера наружного диаметра обрабатываемой детали на величину перемещения рожков или зажимных винтов, чтобы обеспечить закрепление детали.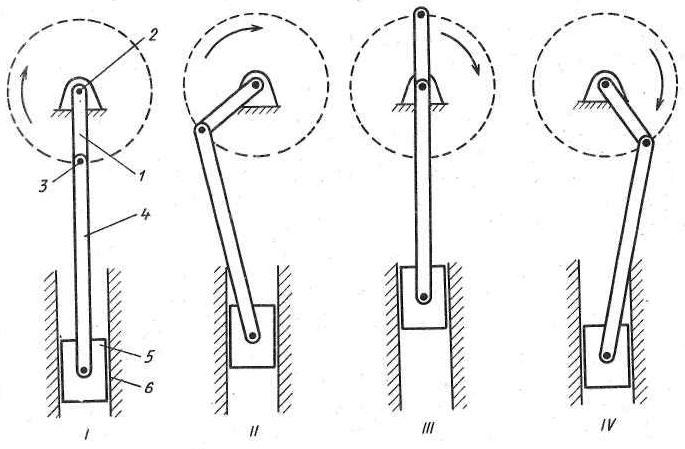 Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы.
Для станков токарной, расточной, фрезерной, сверлильной и других групп изготовляют комплекты вспомогательных инструментов, позволяющие применять разнообразные режущие инструменты. Технологические комплекты режущего и вспомогательного инструмента образуют систему инструментальной оснастки станков данной группы. Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.
Для снижения этих затрат в качестве технологической оснастки стремятся использовать типовые, универсальные приспособления, а если это невозможно, то применять приспособления, собранные из стандартных и унифицированных деталей и узлов. Уменьшение числа оригинальных деталей в приспособлениях существенно сокращает сроки и стоимость подготовки производства изделия.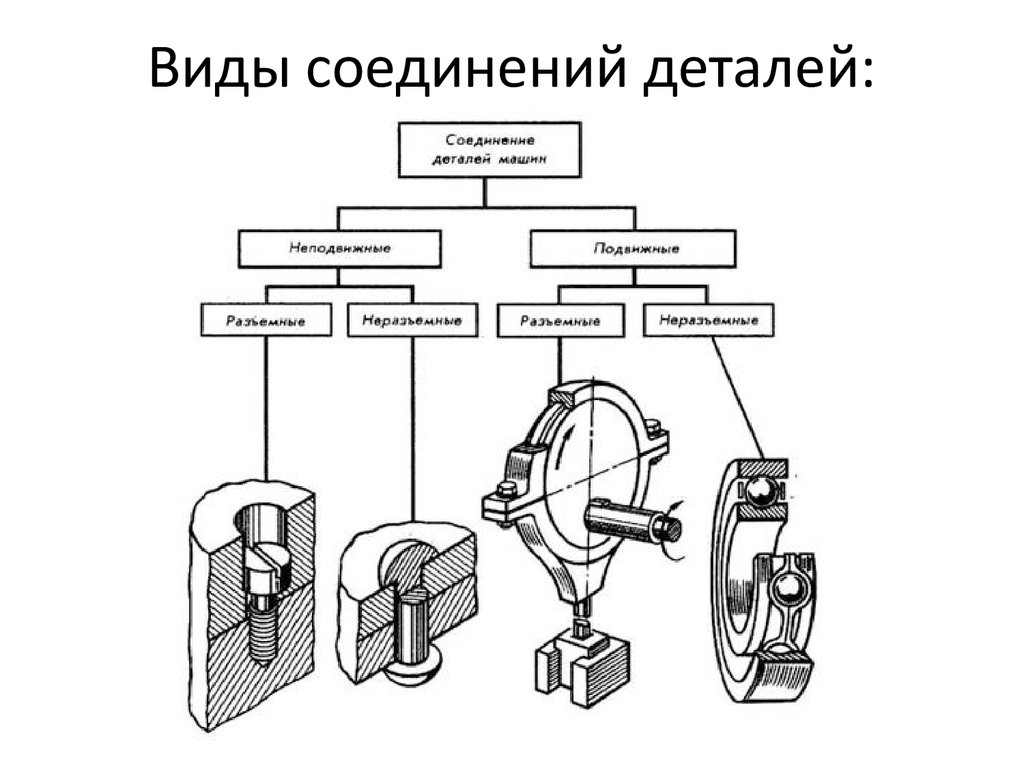
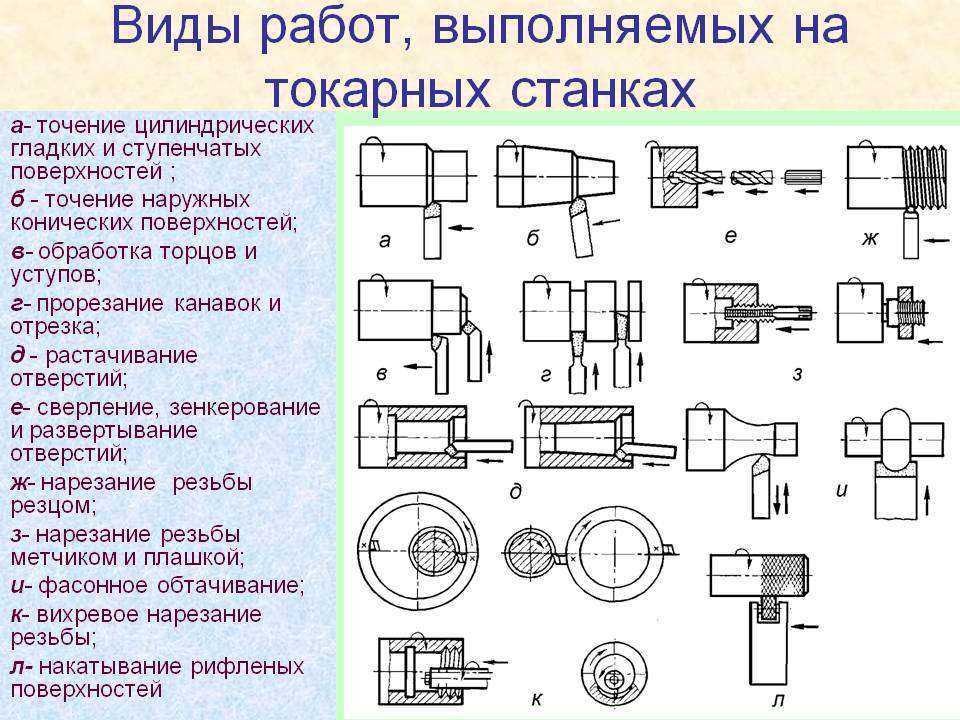 Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
Кондукторные планки закреплены на опорах. Шпилька, смещающая прихват, ввинчена в шток цилиндра гидроблока, соединенного с гидропневмоусилителем шлангами.
 Планарные связи
Планарные связи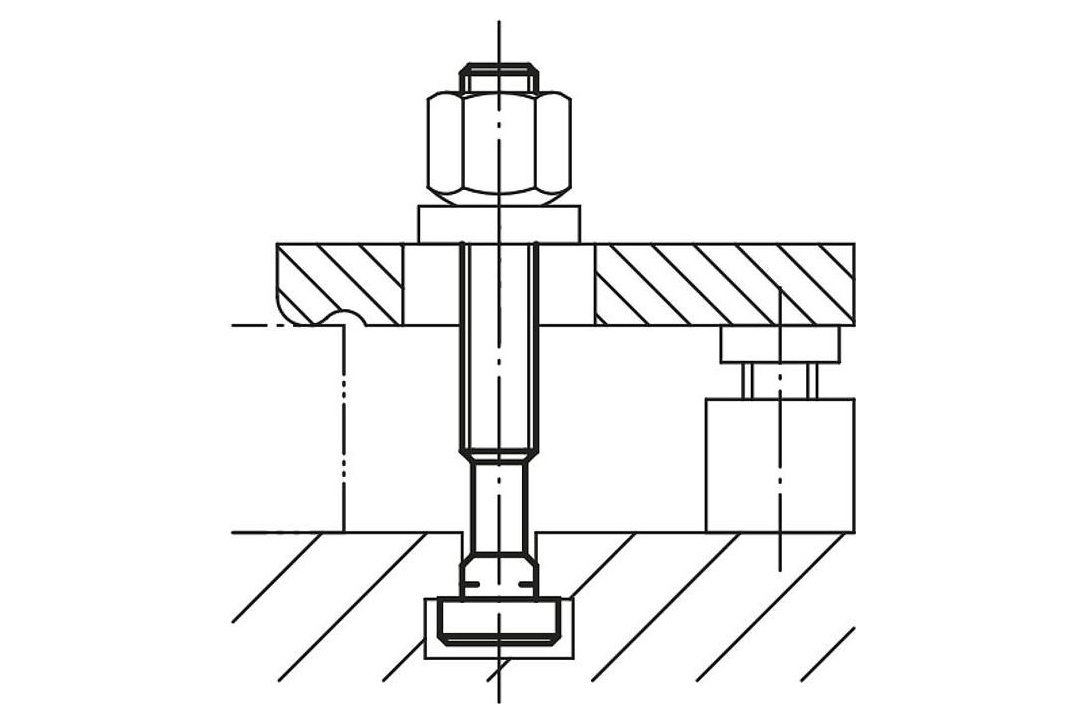


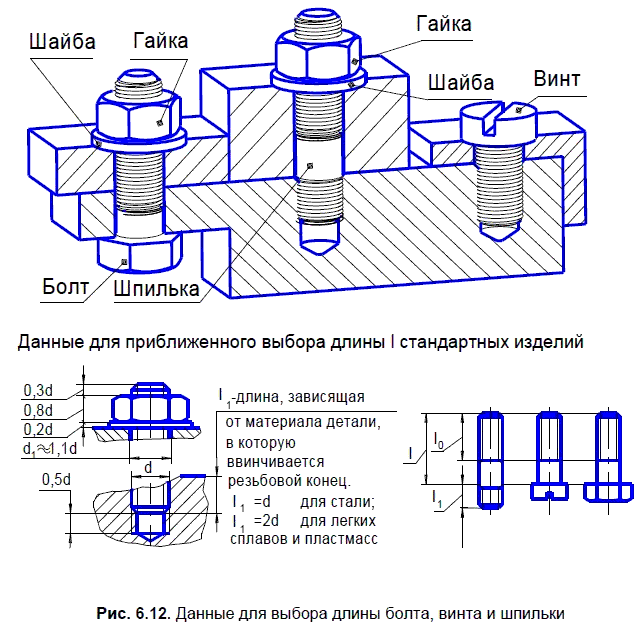 sim.
sim. Поршни и кривошип во внутреннем
Поршни и кривошип во внутреннем Ссылка, которую можно свободно вращать
Ссылка, которую можно свободно вращать
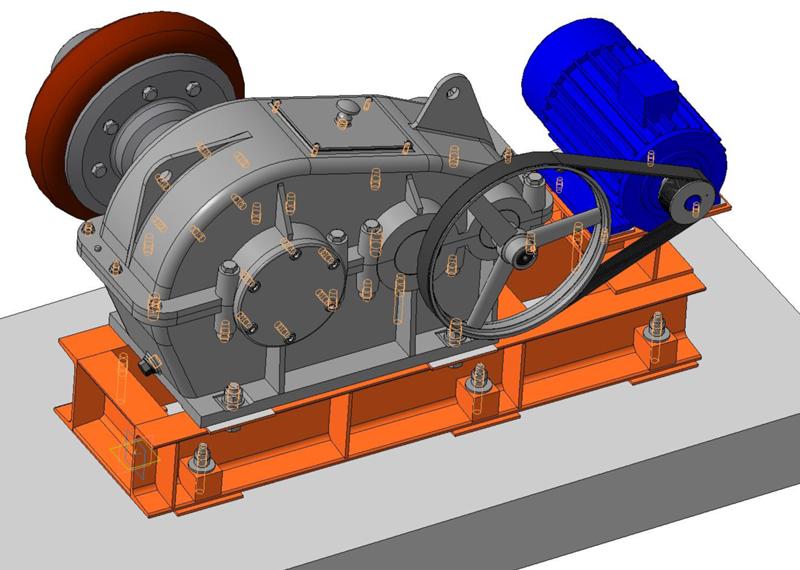 р + д
р + д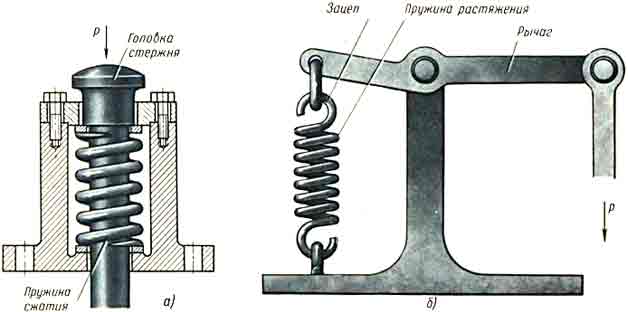 Кратчайший
Кратчайший


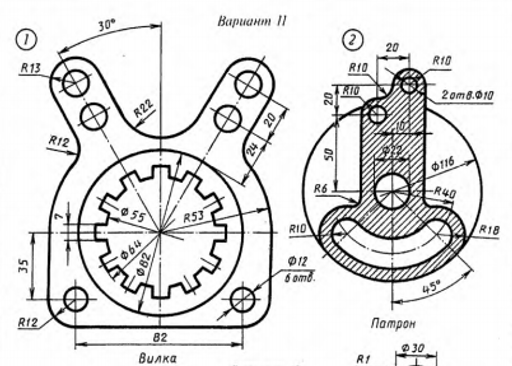
 1 Введение
1 Введение Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).
Доступны полупостоянные и быстросъемные модели, для установки и снятия этих креплений может потребоваться дополнительное давление или инструменты (например, полупостоянные), или они имеют подпружиненный механизм, который фиксирует их на месте, что упрощает установку и снятие. (т. е. быстродействующий).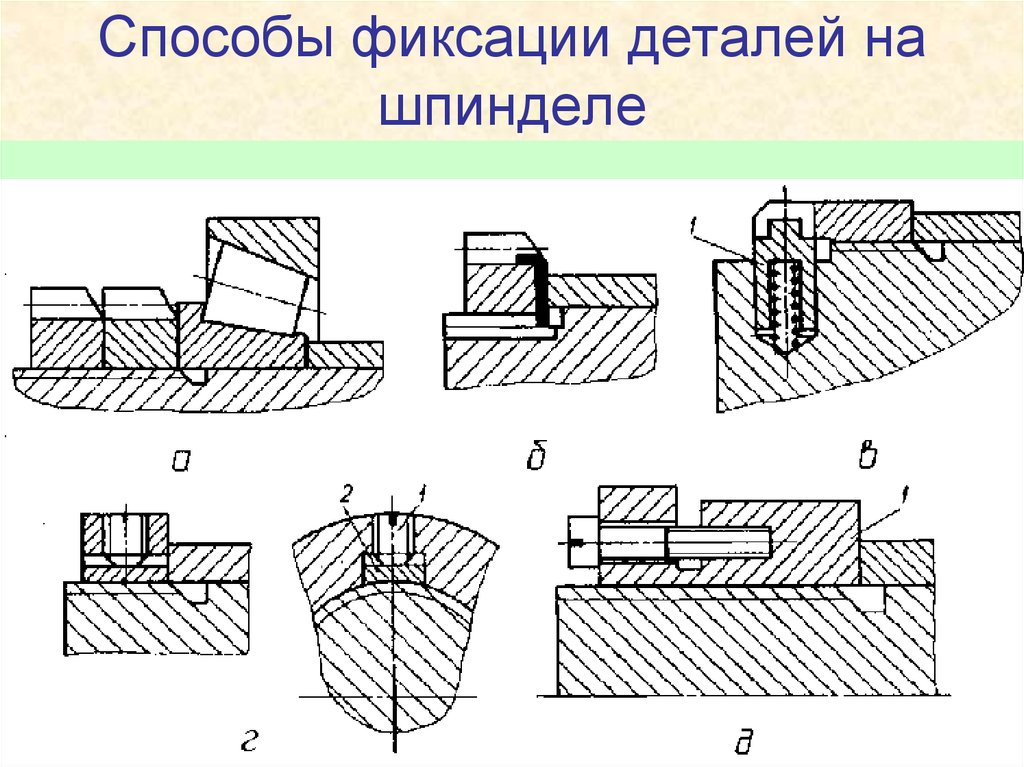
 Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
Эти крепежные детали доступны в высокоточных конических, прорезных, спиральных, ступенчатых и рифленых конструкциях и, как правило, имеют высокий коэффициент трения, что позволяет им фиксировать узлы на месте. Некоторые из типичных применений дюбельных штифтов включают сборку мебели и использование в качестве простых петель или осей.
 Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.
Доступные с несколькими различными конструктивными характеристиками и конфигурациями, включая форму головки и хвостовика, а также ручную, пневматическую, гидравлическую и электрическую активацию, эти цилиндрические крепежные детали подходят для широкого спектра применений.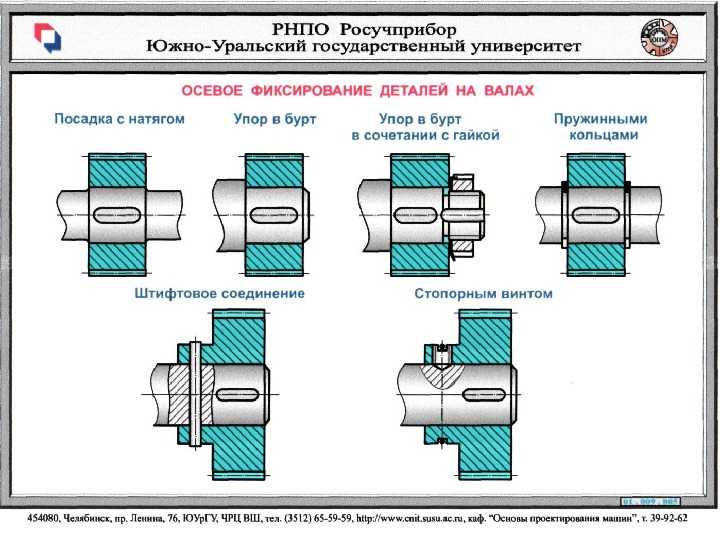


 Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.
Ее используют, когда нужно быстро переместить режущий инструмент в готовое состояние для начала работы или поместить его в безопасную позицию. Ускоренный вариант не применяют в процессе обработки деталей, поскольку скорость, которая развивается в данном случае, очень высока. Данную команду можно отменить с помощью команды G01, G02, G03.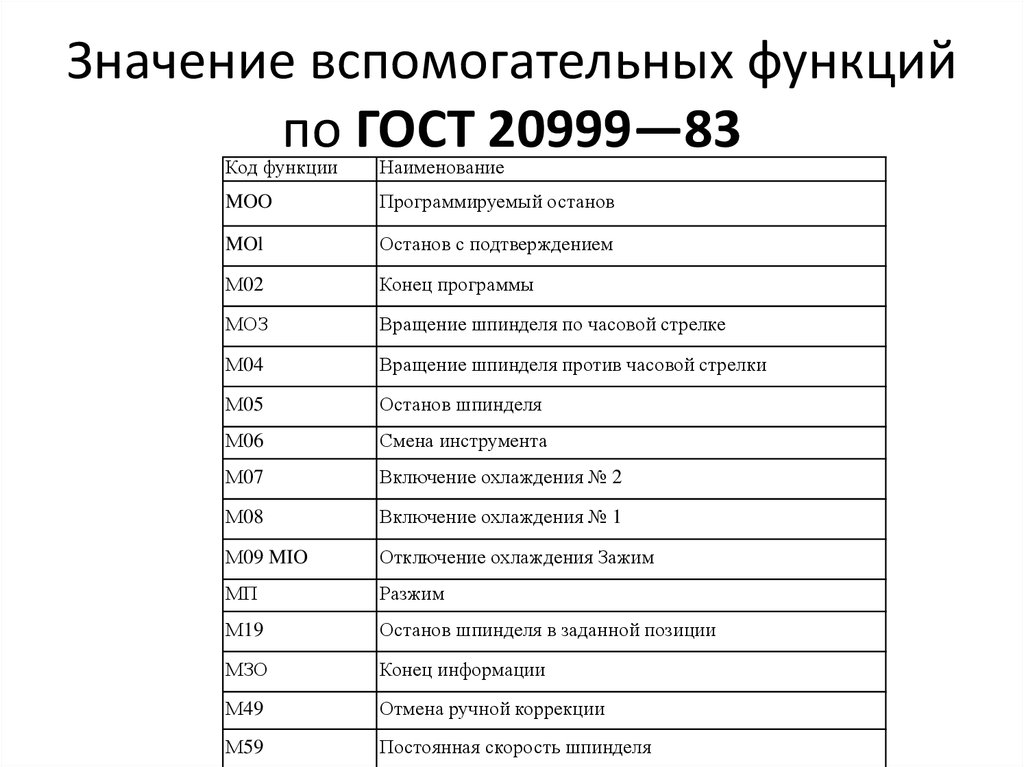 продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды.
продолжительность паузы задается Х или Р символом. Обычно пауза длится около одной секунды. В программу также входит функция D.
В программу также входит функция D.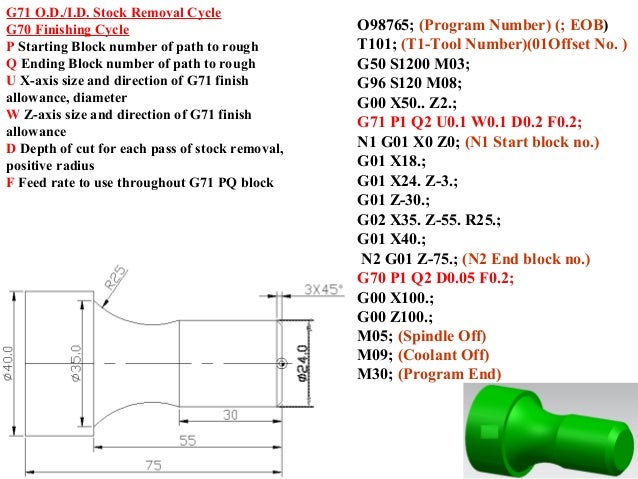
 В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.
В системе программы одна функция сменяется другой. Пример кодовой программы можно найти в интернете. Кодовая таблица должна быть в поле зрения во время программирования.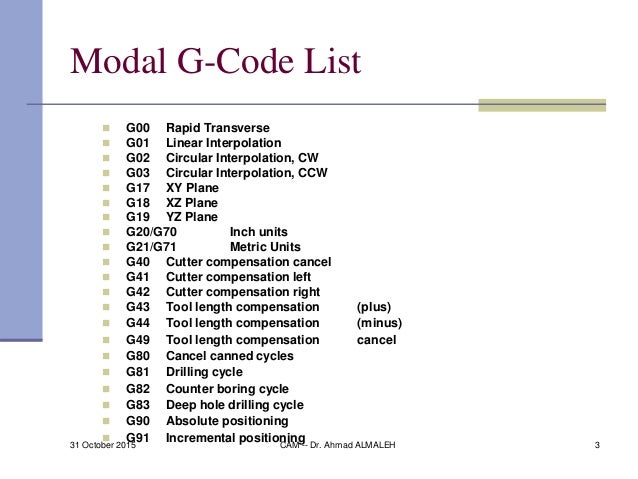 Программа пишется с помощью основных и вспомогательных функций. Ее считывают токарные и фрезерные станки.
Программа пишется с помощью основных и вспомогательных функций. Ее считывают токарные и фрезерные станки.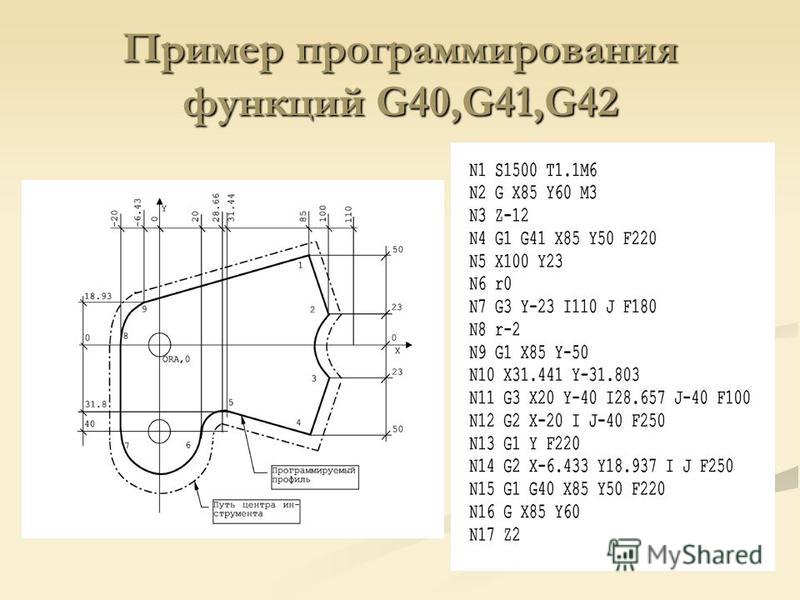

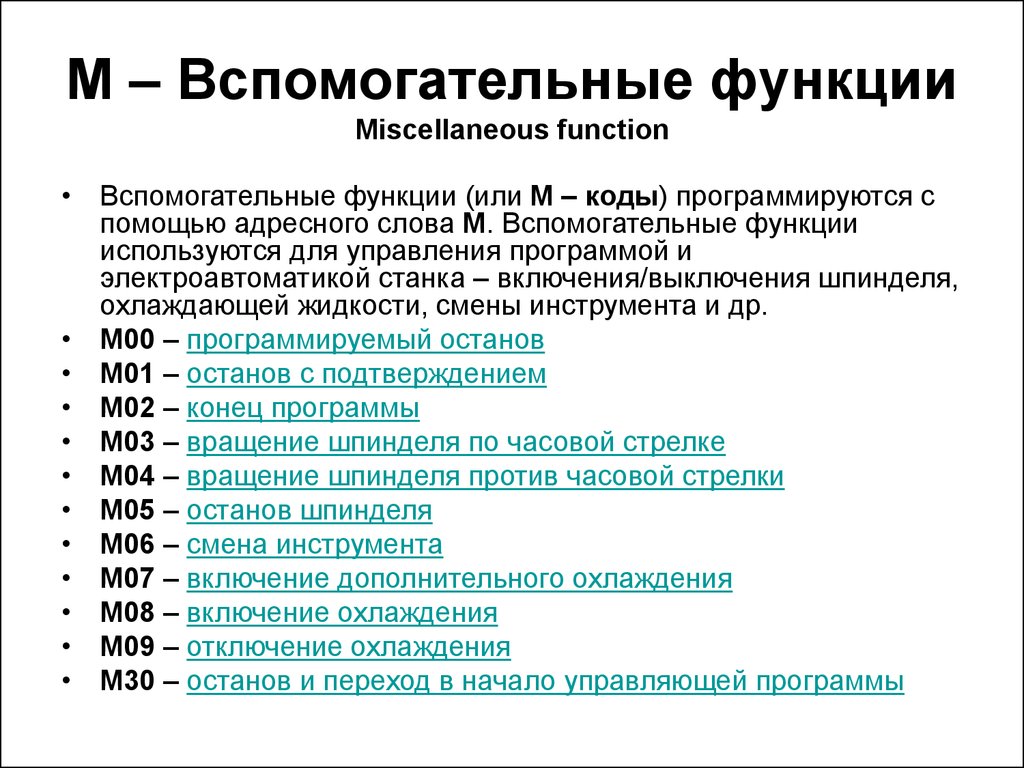 При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
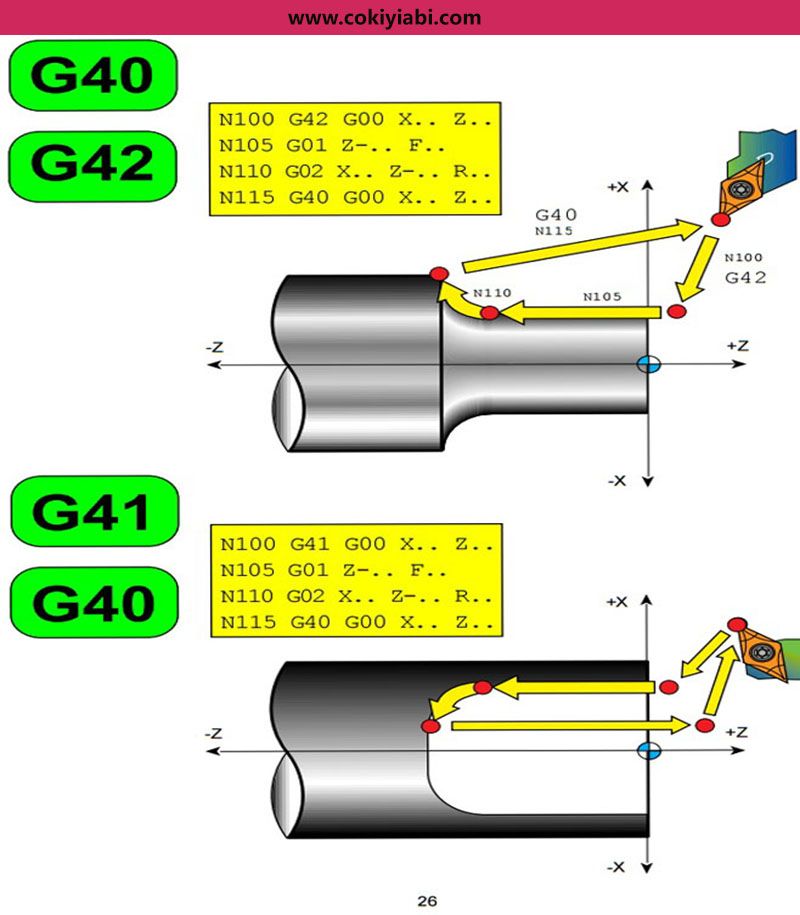

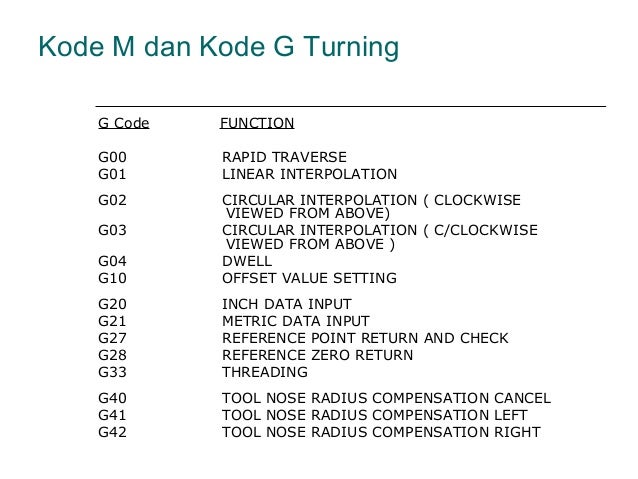 Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
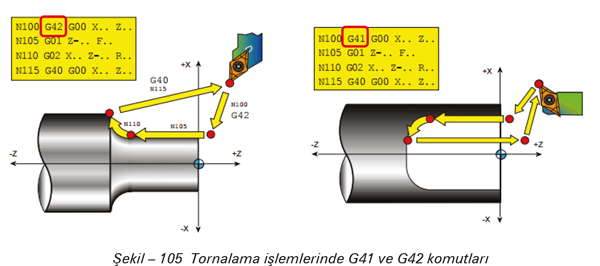
 Движение в исходное положение после обработки идет на ускоренной подаче.
Движение в исходное положение после обработки идет на ускоренной подаче.
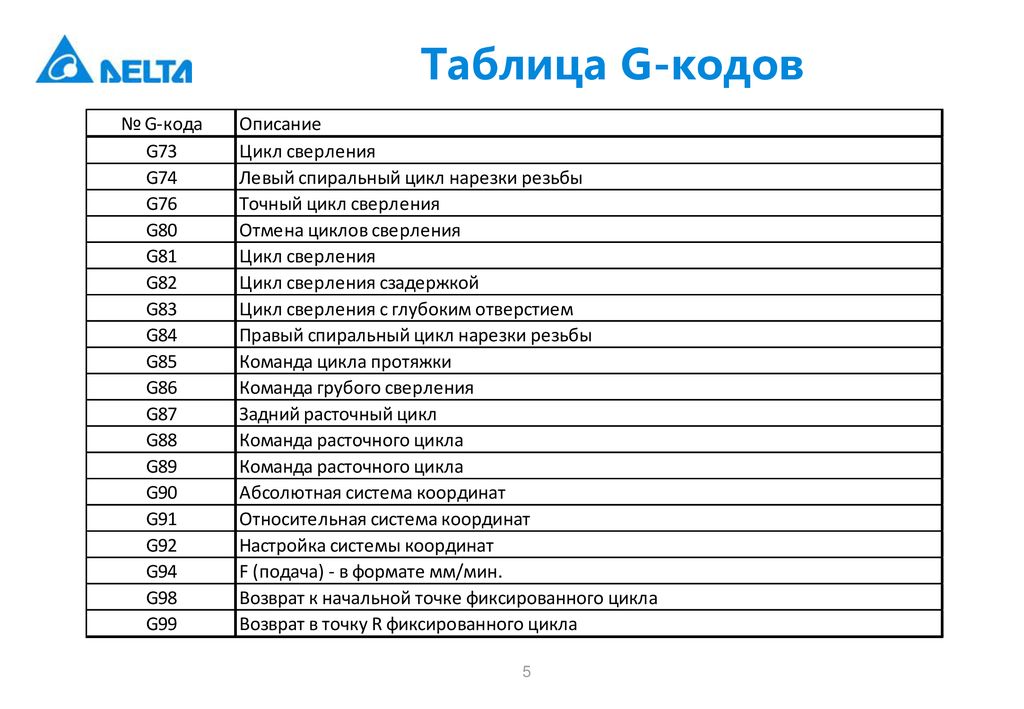 Движение в исходное положение после обработки идет на ускоренной подаче.
Движение в исходное положение после обработки идет на ускоренной подаче.
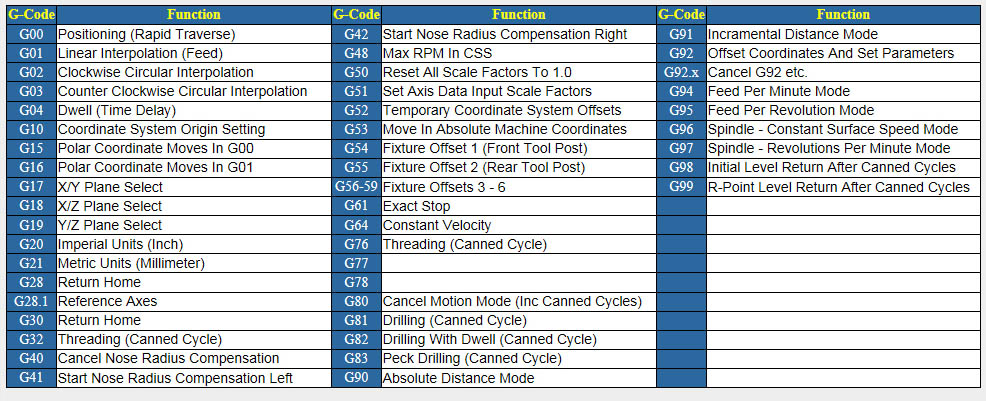
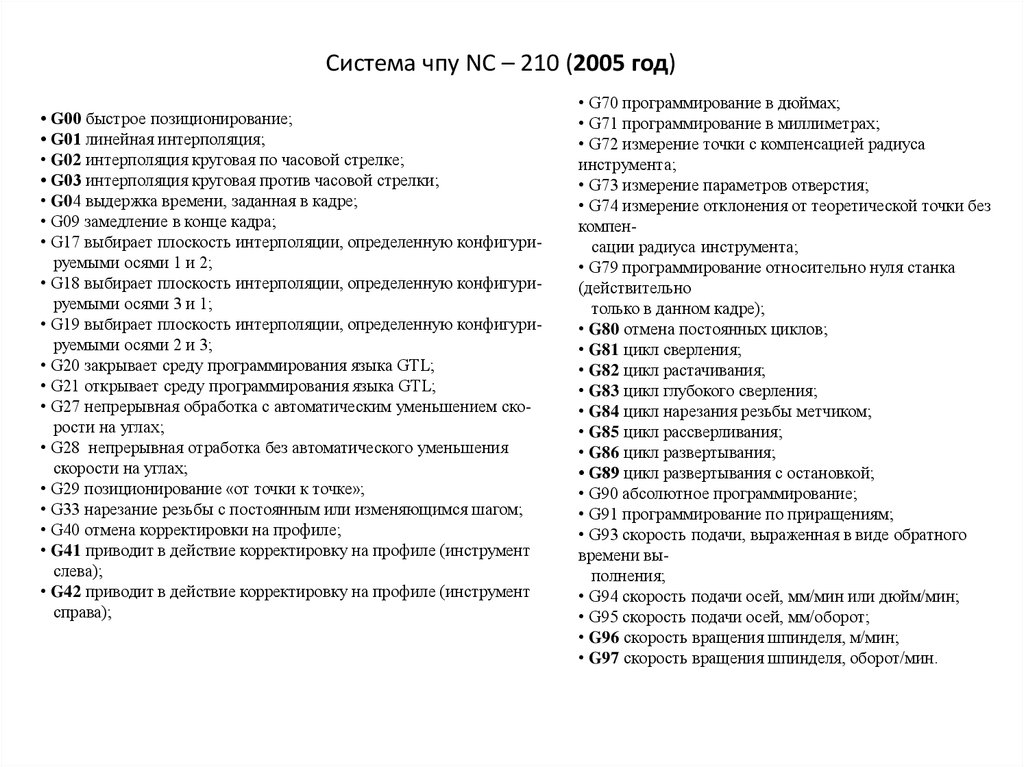
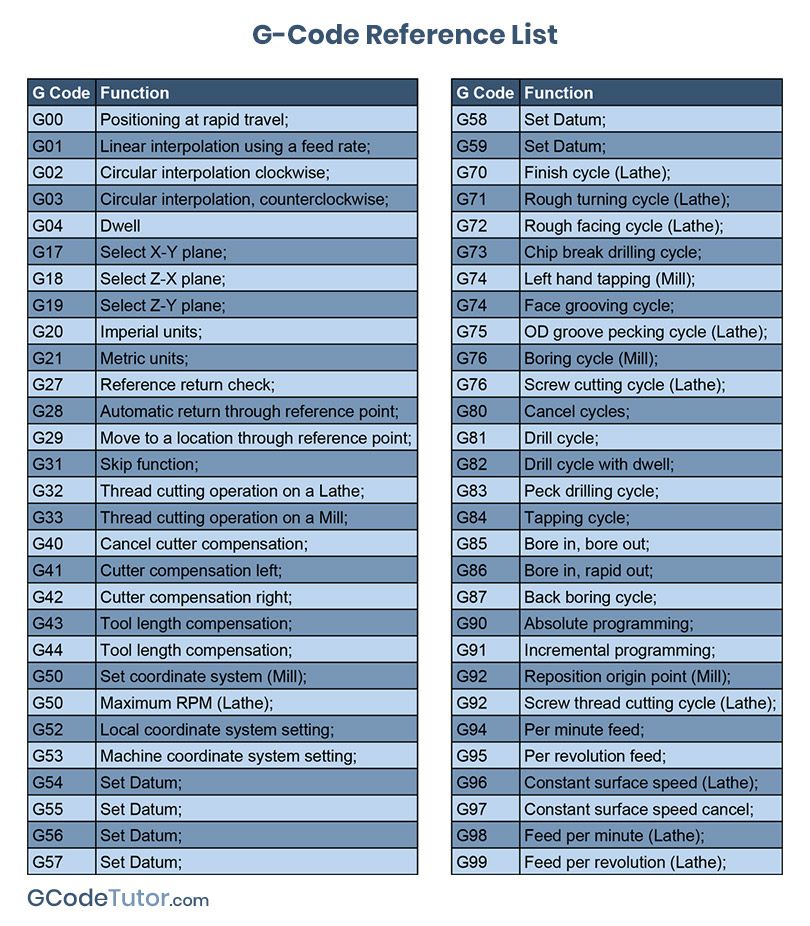 Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.


 Хорошей практикой является перемещение станка по оси Z так, чтобы он находился вдали от детали перед отменой коррекции на режущий инструмент.
Хорошей практикой является перемещение станка по оси Z так, чтобы он находился вдали от детали перед отменой коррекции на режущий инструмент.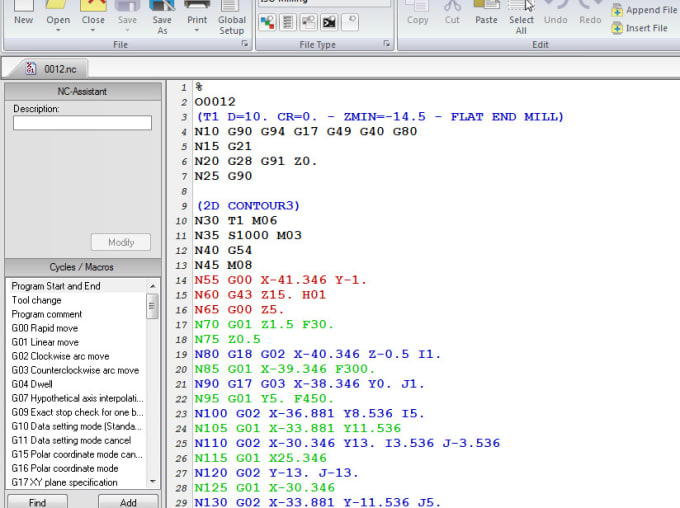 Пример подпрограммы фрезерного станка с ЧПУ N10 T1 h2 M6…
Пример подпрограммы фрезерного станка с ЧПУ N10 T1 h2 M6… В этом упражнении по программированию с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…
В этом упражнении по программированию с ЧПУ используется токарный цикл Fanuc G71 Fanuc G74 Peck Drilling…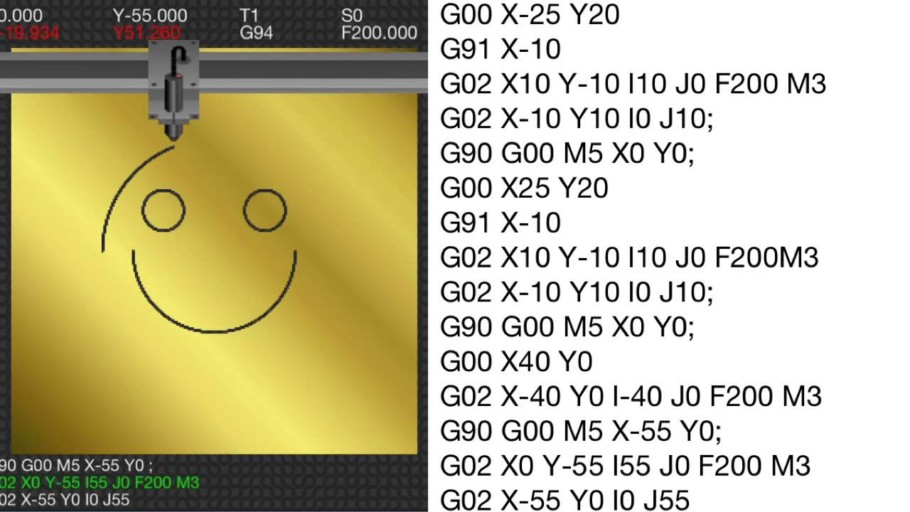
 (дл.4м) DKC NL4000
(дл.4м) DKC NL4000 (дл.4м) DKC NL4000
(дл.4м) DKC NL4000 NL 7000 оснащен стандартной трехступенчатой коробкой передач.
NL 7000 оснащен стандартной трехступенчатой коробкой передач.
 60 л.с.
60 л.с.


 Mueller™
Mueller™


 см
см 07.2006 г. №152-ФЗ
07.2006 г. №152-ФЗ
 Утечка
Утечка Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Грузию. Для получения более подробной информации посетите нашу страницу поддержки.
Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Грузию. Для получения более подробной информации посетите нашу страницу поддержки. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L без проблем с доставкой, таможней или пошлинами.
Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Denzel Air Compressor X PRO 2 2 KW 400 L MIN DKV 2200 100 100 L без проблем с доставкой, таможней или пошлинами. Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий.
Ваши данные надежно защищены и охраняются компанией с использованием шифрования и других новейших программ и технологий. журнала US Black Engineer and Information Technology, издаваемого Career Communications Group Inc., и Совета инженеров-деканов колледжей и университетов, которые исторически являются черными.
журнала US Black Engineer and Information Technology, издаваемого Career Communications Group Inc., и Совета инженеров-деканов колледжей и университетов, которые исторически являются черными.

 , Boeing Co. и других военных подрядчиков. Он был настолько впечатлен презентацией Гиббонса о NSWC PHD, что собрал чемоданы и вернулся в Калифорнию, опередив свою невесту, которая заканчивала степень магистра в области общественного здравоохранения в Университете Джорджии, чтобы начать работу в NSWC PHD в августе. 12, 2019.
, Boeing Co. и других военных подрядчиков. Он был настолько впечатлен презентацией Гиббонса о NSWC PHD, что собрал чемоданы и вернулся в Калифорнию, опередив свою невесту, которая заканчивала степень магистра в области общественного здравоохранения в Университете Джорджии, чтобы начать работу в NSWC PHD в августе. 12, 2019.


 Предложение по продаже товара действительно в течение срока наличия этого товара на складе.
Предложение по продаже товара действительно в течение срока наличия этого товара на складе. 24 фрезы из закаленной стали эффективно обрабатывают участки шириной 85 см и глубиной до 35 см, и не нуждаются в дополнительной заточке.
24 фрезы из закаленной стали эффективно обрабатывают участки шириной 85 см и глубиной до 35 см, и не нуждаются в дополнительной заточке.


 с, ременное сцепление, ширина 85 см, глубина 35 см, фрез 3 х 4, ШОМ, передачи 3В/1Н / 56405»
с, ременное сцепление, ширина 85 см, глубина 35 см, фрез 3 х 4, ШОМ, передачи 3В/1Н / 56405» Они предлагают превосходное качество и широкий ассортимент продукции благодаря своей философии постоянных инноваций и приверженности высококачественным производственным процессам. Yağmur верит в технологическое развитие и постоянно продвигается в исследованиях и разработках благодаря своим ноу-хау и опытной команде инженеров. Благодаря этому продукты Yağmur предназначены для самых тяжелых работ в экстремальных условиях и всегда предлагают больше возможностей для пользователей.
Они предлагают превосходное качество и широкий ассортимент продукции благодаря своей философии постоянных инноваций и приверженности высококачественным производственным процессам. Yağmur верит в технологическое развитие и постоянно продвигается в исследованиях и разработках благодаря своим ноу-хау и опытной команде инженеров. Благодаря этому продукты Yağmur предназначены для самых тяжелых работ в экстремальных условиях и всегда предлагают больше возможностей для пользователей.
 одной из первых компаний, предложивших сменные орудия на мотоблок в Италии (оригинальные машины принимали плуг, культиватор, опрыскиватель и прицеп). «Grillo» в переводе с итальянского означает «Сверчок» (отсюда и «жук» в логотипе Grillo), и на вопрос, почему он выбрал это название для своей компании, старый мистер Пинца ответил: «Что касается насекомых, то они не вредят саду, и они издают приятный звук». Мотоблоки Grillo десятилетиями были одним из основных конкурентов BCS, и на самом деле две компании сотрудничали с 1960-х и вплоть до начала 1980-х годов, первоначально помогая друг другу в разработке новых орудий и, в конце концов, даже продавая некоторые из тракторов друг друга (старые модели BCS 705 и 755 были произведены Grillo, а старый Grillo 7M имел трансмиссию BCS 725). Первоначальные машины BCS были ТОЛЬКО мотокосами с серповидным брусом, и только когда BCS и Grillo начали работать вместе в конце 1960-х годов, BCS начала предлагать культиваторы (дизайн Grillo), а Grillo — косилки (дизайн BCS).
одной из первых компаний, предложивших сменные орудия на мотоблок в Италии (оригинальные машины принимали плуг, культиватор, опрыскиватель и прицеп). «Grillo» в переводе с итальянского означает «Сверчок» (отсюда и «жук» в логотипе Grillo), и на вопрос, почему он выбрал это название для своей компании, старый мистер Пинца ответил: «Что касается насекомых, то они не вредят саду, и они издают приятный звук». Мотоблоки Grillo десятилетиями были одним из основных конкурентов BCS, и на самом деле две компании сотрудничали с 1960-х и вплоть до начала 1980-х годов, первоначально помогая друг другу в разработке новых орудий и, в конце концов, даже продавая некоторые из тракторов друг друга (старые модели BCS 705 и 755 были произведены Grillo, а старый Grillo 7M имел трансмиссию BCS 725). Первоначальные машины BCS были ТОЛЬКО мотокосами с серповидным брусом, и только когда BCS и Grillo начали работать вместе в конце 1960-х годов, BCS начала предлагать культиваторы (дизайн Grillo), а Grillo — косилки (дизайн BCS). Сегодня области знаний по-прежнему очевидны: у Grillo есть преимущество в лучшем культиваторном орудии, а BCS делает более красивое косилочное орудие с серповидным (режущим) брусом. Текущий выбор моделей Grillo является хорошим дополнением к линейке BCS, которую мы использовали в течение многих лет, а некоторые орудия даже взаимозаменяемы между Grillo и BCS с помощью недорогого адаптера. Завод Grillo расположен в Чезене, на северо-востоке Италии, и им до сих пор управляет семья Пинца. Тракторы Grillo, по сути, подходят для тех же типов навесного оборудования, что и наши тракторы BCS. Преимущества тракторов Grillo: превосходное качество по чрезвычайно конкурентоспособной цене; более удобный в обслуживании дизайн для людей, которые хотят обслуживать свою собственную машину. Недостатки: нет широко развитой дилерской сервисной сети в США (пока… но они растут!) многоязычные руководства по эксплуатации и т. д.). Для спокойствия наших клиентов мы храним запасные части «must have» для тракторов Grillo, а импортер держит в наличии запасные части на тысячи долларов, которые можно быстро отправить, как правило, в течение дня или около того.
Сегодня области знаний по-прежнему очевидны: у Grillo есть преимущество в лучшем культиваторном орудии, а BCS делает более красивое косилочное орудие с серповидным (режущим) брусом. Текущий выбор моделей Grillo является хорошим дополнением к линейке BCS, которую мы использовали в течение многих лет, а некоторые орудия даже взаимозаменяемы между Grillo и BCS с помощью недорогого адаптера. Завод Grillo расположен в Чезене, на северо-востоке Италии, и им до сих пор управляет семья Пинца. Тракторы Grillo, по сути, подходят для тех же типов навесного оборудования, что и наши тракторы BCS. Преимущества тракторов Grillo: превосходное качество по чрезвычайно конкурентоспособной цене; более удобный в обслуживании дизайн для людей, которые хотят обслуживать свою собственную машину. Недостатки: нет широко развитой дилерской сервисной сети в США (пока… но они растут!) многоязычные руководства по эксплуатации и т. д.). Для спокойствия наших клиентов мы храним запасные части «must have» для тракторов Grillo, а импортер держит в наличии запасные части на тысячи долларов, которые можно быстро отправить, как правило, в течение дня или около того.
 В 1967 году в мире BCS открылась новая глава, когда они начали предприятие по обмену технологиями с компанией GRILLO из Чезены, Италия, которая производила почвообрабатывающую технику с 1953 года. -редукторные мотоблоки и полный комплекс почвообрабатывающих, покосных, снегоуборочных, транспортных и других различных орудий. Две компании сотрудничали до начала 1980-х годов, и в настоящее время они действуют как конкуренты, хотя каждый обязан другому своим положением сегодня. В 1990-х годах BCS приобрела двух своих конкурентов в Италии, тракторную компанию Ferrari и тракторную компанию Pasquali, что сделало BCS крупнейшим производителем мотоблоков в мире. В США дилерская сеть BCS большая и охватывает всю территорию США (более 600 человек). Чтобы лучше обслуживать наших клиентов, мы храним запасные части для тракторов BCS на тысячи долларов и обычно можем отправить их в тот же день.
В 1967 году в мире BCS открылась новая глава, когда они начали предприятие по обмену технологиями с компанией GRILLO из Чезены, Италия, которая производила почвообрабатывающую технику с 1953 года. -редукторные мотоблоки и полный комплекс почвообрабатывающих, покосных, снегоуборочных, транспортных и других различных орудий. Две компании сотрудничали до начала 1980-х годов, и в настоящее время они действуют как конкуренты, хотя каждый обязан другому своим положением сегодня. В 1990-х годах BCS приобрела двух своих конкурентов в Италии, тракторную компанию Ferrari и тракторную компанию Pasquali, что сделало BCS крупнейшим производителем мотоблоков в мире. В США дилерская сеть BCS большая и охватывает всю территорию США (более 600 человек). Чтобы лучше обслуживать наших клиентов, мы храним запасные части для тракторов BCS на тысячи долларов и обычно можем отправить их в тот же день. Но история начинается с бравурной сцены, в которой Уип предпринимает экстраординарные меры, чтобы попытаться спасти свой искалеченный пикирующий самолет и 102 человека на борту. Здесь мы говорим с мастерами, участвовавшими в создании сцены аварии на краю вашего сиденья. (Отрывки из сценария сценариста Джона Гэйтинса).
Но история начинается с бравурной сцены, в которой Уип предпринимает экстраординарные меры, чтобы попытаться спасти свой искалеченный пикирующий самолет и 102 человека на борту. Здесь мы говорим с мастерами, участвовавшими в создании сцены аварии на краю вашего сиденья. (Отрывки из сценария сценариста Джона Гэйтинса). Я попросил их запрограммировать проблему в симулятор и почувствовать точное давление на коромысло, частоту вибраций, которые будут происходить, как это будет ощущаться. Это дало мне возможность подражать, вплоть до того, насколько сильно Дензелу приходилось тянуть коромысло, насколько быстрыми были толчки и вибрации.
Я попросил их запрограммировать проблему в симулятор и почувствовать точное давление на коромысло, частоту вибраций, которые будут происходить, как это будет ощущаться. Это дало мне возможность подражать, вплоть до того, насколько сильно Дензелу приходилось тянуть коромысло, насколько быстрыми были толчки и вибрации. Вы должны манипулировать камерой, использовать ракурсы, движение, чтобы продать эти идеи.
Вы должны манипулировать камерой, использовать ракурсы, движение, чтобы продать эти идеи.
 Но если бы это было так и я мог бы выйти из положения, то да.
Но если бы это было так и я мог бы выйти из положения, то да. Юридический отдел Paramount очень внимательно следил за мной [смеется].
Юридический отдел Paramount очень внимательно следил за мной [смеется].