Съемник стопорных колец KRAFTOOL внешний/внутренний 6в1 22811 — используется при снятии или установке стопорных колец — внутренних или внешних. В комплектацию входят сменные насадки, которые расширяют функциональность представленного ручного инструмента. Выполнен из качественного прочного материала, что позволяет увеличить срок эксплуатации.
Преимущества:
Простота применения
Долгий срок службы
Качественное исполнение
Эффективность в работе
Комплектация:
Съемник
3 сменные насадки
Упаковка
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
Съемник стопорных колец KRAFTOOL с изогнутыми губками, внешний, 175 мм: цена, фото, описание, характеристики
Такой материал, как алюминий и сплавы на его основе широко востребован в различных отраслях промышленности. Это обусловлено эко свойствами и эксплуатационными характеристиками.
Существует ошибочное мнение, что данный металл легко обрабатывать. Однако подобная «лёгкость» требует применения высокоточного современного оборудования и соответствующих профессиональных навыков оператора.
Минусы и плюсы обработки алюминия
на фрезерном станке
Данный материал отличается высокой пластичностью. Это хорошее качество. Но, при выполнении фрезеровки, именно оно является серьёзной предпосылкой к повреждению заготовки. Появлению на ней вмятин, рисок, иных дефектов, которые весьма заметны на продукции.
Испортить металлическую заготовку возможно даже на этапе её фиксации к рабочему столу последнего.
Именно поэтому рекомендовано все алюминиевые заготовки фиксировать не механическими прижимами, а с использованием специальных вакуумных столов.
Подобное решение является безальтернативным при выполнении гравировальных работ, нанесении различных изображений на тонкую и сверхтонкую фольгу. Механически закрепить её невозможно чисто физически.
Из-за высокой вероятности возникновения дефектов на заготовке, в процессе её обработки, алюминий весьма чувствителен к воздействиям малейших вибраций станка и обрабатывающего инструмента. Это обязательно требуется учитывать. Так как, при ошибочном подборе режима фрезерования, либо применении неправильно закрепленных (разбалансированных) цанги, фрезы, готовая поверхность выполненного реза может получиться замятой. Деталь пойдет в брак.
Тонкости режимов фрезерования
Податливость Al, вопреки бытующему мнению, вовсе не означает, что обрабатывать его просто и легко на любых выбранных режимах реза, включая предельные.
Высока вероятность возникновения, даже при умеренных скоростях фрезерования, ситуаций, когда металлическая стружка наглухо забивает имеющиеся у фрезы канавки. Инструмент выходит из строя.
С целью исключения вероятности возникновения подобных ситуаций требуется:
выполнять работы «правильными» фрезами, с необходимым числом зубьев и канавок;
использовать СОЖ;
грамотно выбирать требуемые режимы фрезерования.
Все это достигается, в первую очередь, строгим выполнением рекомендаций изготовителей станков и фрез.
Ещё одна особенность. По умолчанию определение «алюминий» является собирательным. Оно распространяется на все сплавы, производимые на основе данного металла. Специфика их обработки может различаться весьма существенно.
Пример. «Мягкий» АМГ и дюралюминий требуют собственных режимов обработки. Последние подбираются с учётом существ3ующих требований к финишному качеству выпускаемой детали и параметров станка.
Высокоскоростная обработка алюминия (ВСО)
Фрезерование алюминия, востребованная и одна из наиболее простых технологий его обработки. Установленная фреза, снимая слой металла заданной толщины, придаёт обрабатываемой заготовке необходимую форму, размеры.
Применение современных моделей с ЧПУ обеспечивает гарантированное выполнение обработки с max точной реализацией самых мелких элементов, получить 2D или 3D рельеф любой степени сложности. Все изображения прорабатываются детально и чётко.
Экономическая эффективность различных технологий может различаться достаточно существенно. ВСО является, на данный момент, наиболее действенным способом обработки алюминиевых заготовок. Объясняется это тем, что высокое число оборотов шпинделя органично сочетается с возможностью увеличения (на таких режимах) глубины реза. Пример. Для стали этот показатель не меняется.
В целом ряде ситуаций экономически более целесообразным является вариант изготовления одной детали (со значительным процентом отходов обработки), чем выкраивание нескольких деталей из того же объёма материала. именно этим объясняется востребованность при обработке режимов ВСО.
«Гладко было на бумаге…»
Безусловная привлекательность тандемной технологии, ВСО + увеличенная глубина реза, содержит свою «ложку дёгтя». Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Требуется обязательный учёт гармонического закона, согласно которому колеблется фреза, шпиндель. Проще говоря, требуется учитывать, кроме статической, также динамические характеристики возникающих вибраций.
Пример. Теоретические выкладки, подтвержденные практикой, показывают – ВСО обработку Al деталей лучше всего выполнять концевой фрезой, имеющей 3 спиральных канавки. Увеличение их количества снижает эффективность удаления стружки в силу сокращения сечения каждой канавки пропорционально росту их количества.
Обратный вариант, уменьшить их число до 2, тоже не проходит. Он приведёт к росту нежелательных гармоник. Это обусловлено следующим. Частота, с которой колеблется фреза, перестаёт совпадать с числом ударов, которые совершает по детали пара режущих кромок (при частоте вращения шпинделя, достигающих 20000 об/мин).
Оценить оптимальную скорость его вращения позволяют специальные программные продукты. Они позволяют оценить тональность собственных колебаний устройства. Для этого проводится «прослушивание» системы станок – инструмент. Задачу решает подключенный к ПК микрофон специальной конструкции.
Тонкости фрезерования алюминия
на станке с ЧПУ
Приступая к фрезерованию алюминия на фрезерном станке с ЧПУ, следует помнить — предельные значения режимов реза, являющиеся оптимальными, для него, существенно уже, чем для пластика, дерева. Выход за них приводит к ускоренному изнашиванию режущего инструмента, существенному снижению качества обработки.
Следует помнить о высокой вероятности забивания каналов стружкой, что приводит к браку.
Руководствуясь рядом несложных рекомендаций, можно избежать подобного результата.
Не спешите при выполнении работ.
Все основные характеристики: величина подачи, глубина реза и скорость его выполнения должны соответствовать параметрам, заданным для вашего станка производителем. Не гонитесь за скоростью. Это обязательно скажется на качестве.
Для получения максимально точных значений считайте требуемую скорость подачи с применением калькулятора.
Это специальный программный продукт. Оптимальным решением будет наличие в нём следующих значений:
установка min значений числа оборотов;
адаптация под фрезы разной конфигурации (цилиндрические, концевые, иные).
Чем больше диапазон, тем лучше калькулятор.
учет прочность материала заготовки на изгиб;
вывод информацию о скорости, с которой идёт износ инструмента;
учет возможного истончения стружки;
возможность расчёта (с учётом мощности станка) нескольких режимов обработки.
Оптимальное решение — фрезы тех марок, которые изначально предназначены для эксплуатации в режиме ВСО, имеющие износостойкие покрытия. Пример, диборид титана (TiB2).
При работе фрезами с d<6 мм возможно подобраться к скоростям 20000 об/мин максимально близко.
Своевременно удаляйте стружку из рабочих областей.
Несвоевременное выполнение данной процедуры, кратчайший путь к поломке фрезы.
Контролируйте глубину реза.
Чем глубже рез, тем сложнее удалять стружку. Оптимальное решение, выбрать нужную глубину, совершив несколько проходов.
Обеспечьте бесперебойную смазку.
Использование СОЖ минимизирует вероятность налипания стружки, перегрева инструмента. Делает работу комфортной.
Если допустимая скорость перемещения шпинделя по двум осям (X, Y) недостаточно высокая, требуется применять фрезы с минимальным числом зубьев (два или один, с обязательным наличием широких канавок для удаления стружки)
Нельзя допускать работы станка на предельных мощностях.
Вывод
Прекрасным выбором для предприятия, планирующего фрезерную обработку алюминиевых заготовок, является покупка ЧПУ станка линейки WATTSAN. С их подробными характеристиками можно ознакомиться на нашем сайте LASERCUT.
10 полезных советов по резке алюминия на станках с ЧПУ
Демонстрация и консультация
Оплата любым способом
Доставка по всей территории РФ
Гарантия и сервисное обслуживание
10 полезных советов по резке алюминия на станках с ЧПУ
Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Фрезерование алюминия
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи — согласно характеристикам вашего станка.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
— Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
— Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
— Учитывать прочность материала на изгиб;
— Выводить предупреждения о скорости износа. При работе на низких оборотах и повышенной температуре она значительно возрастает.
— Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
— Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель — это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент
будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.
Зоны оптимальных режимов у металлов гораздо уже, чем у дерева или пластика
9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы
с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке. Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Вывод
Обработка алюминия на станках с ЧПУ
является абсолютно выполнимой на большинстве станков. Стоит лишь грамотно решить вопрос выбора оптимального режима, учесть все требования подачи и скоростей, а также мудрого выбора инструмента и параметров резки. И, само собой, воспользоваться каким-нибудь калькулятором чтобы это всё рассчитать, не забывая про особенности стружкообразования при обработке алюминия. Успешных проектов!
Назад в раздел
Резка алюминия на фрезерном станке с ЧПУ: 11 простых советов
Может ли фрезерный станок резать алюминий?
Люди часто спрашивают: «Может ли фрезерный станок с ЧПУ резать алюминий?» Они привыкли видеть, что они в основном режут дерево и пластик. Я всегда отвечаю на этот вопрос: «Да, любой фрезерный станок с ЧПУ может резать алюминий, если вы сделаете это правильно». Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Как только вы узнаете секреты, вы обнаружите, что обработка алюминия на фрезерном станке с ЧПУ не только проста, но и очень продуктивна. Использование фрезерного станка с ЧПУ для алюминиевых деталей может быть очень успешным занятием при небольшой осторожности и подготовке. Это не значит, что фрезерный станок с ЧПУ не подойдет для вашей задачи, поэтому обязательно прочитайте нашу статью «Фрезерный станок с ЧПУ и фрезерный станок», чтобы узнать больше.
Резка алюминия с помощью фрезерного станка Основы
Следует помнить несколько моментов о том, чем алюминий (и другие металлы) отличается от дерева или пластика. Во-первых, они имеют гораздо меньшую «золотую середину» для оптимальных подач и скоростей. Если вы выходите из зоны наилучшего качества, фрезы начинают ломаться, они изнашиваются намного быстрее, а чистота поверхности в лучшем случае оставляет желать лучшего. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
У металлов гораздо меньшие «сладкие точки» (более узкий диапазон допустимых подач и скоростей), чем у дерева или пластика…
Во-вторых, для алюминия (и некоторых других металлов) существует фактор «липкости». Алюминий хочет прилипнуть к инструменту. На самом деле, он будет делать это до такой степени, что приварится к инструменту. Как только на режущих кромках появятся клейкие алюминиевые отложения, этот инструмент недолго прослужит, особенно при скорости вращения 20 000 об/мин и выше.
Лучший фрезерный станок с ЧПУ для алюминия
Итак, учитывая, что мы можем резать алюминий практически на любом фрезерном станке с ЧПУ, какой фрезерный станок с ЧПУ лучше всего подходит для алюминия?
Есть два особенно важных качества. Во-первых, это жесткость. Любой изгиб станка приведет к тому, что инструмент будет резаться с отклонением, что радикально увеличит износ инструмента. Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
11 советов по резке алюминия на фрезерном станке с ЧПУ
Несмотря на эти трудности, вы можете успешно резать алюминий практически на любом фрезерном станке. Вот 11 советов по успешной резке алюминия на фрезерном станке с ЧПУ:
1. Не спешите
Фрезерный станок с ЧПУ может резать алюминий, но он не является идеальным инструментом для вырезания крупных аэрокосмических деталей, таких как лонжероны крыльев. Цена, которую вы заплатите за успех, — замедление процесса. Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
2. Подачи и скорости фрезерного станка с ЧПУ по алюминию
Послушайте, вы, по всей вероятности, приблизитесь к пределу возможностей вашего станка. Резать алюминий на фрезерном станке с ЧПУ не так уж и легко, поэтому давайте сделаем это правильно. Ни о какой «нарезке на слух», о которой так любят говорить старожилы. Ухо не успевает за вами достаточно быстро, когда ваша машина скользит по углам и сквозь карманы. В одну минуту все в порядке, а в следующую вы уворачиваетесь от кончика резака, который отломился и разлетелся по магазину. Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Убедитесь, что тот, который вы получаете, имеет необходимые функции для фрезерных станков с ЧПУ. Очень важные функции для фрезерных станков с ЧПУ, которые мы включаем в калькулятор G-Wizard, включают:
— установка минимальной скорости вращения. Калькулятор не поможет, если он постоянно говорит вам двигаться медленнее, чем вы можете.
— Типы фрезерных станков с ЧПУ: биты V, компрессионные и понижающие биты важны для пользователей фрезерных станков с ЧПУ. Убедитесь, что ваш новый калькулятор обрабатывает их так же, как G-Wizard.
— Отклонение: Отклонение инструмента является фактом жизни и является причиной многих поломок инструментов. Убедитесь, что ваш калькулятор вычисляет отклонение и что у него есть такие возможности, как оптимизатор резки и мастера CADCAM, помогающие найти решения, позволяющие избежать чрезмерного отклонения.
– Предупреждение о трении: Если вы слишком сильно замедлите скорость подачи, фреза перестанет срезать хорошую чистую стружку и начнет пахать по поверхности. Это называется «трением» и действительно сокращает срок службы инструмента из-за выделяемого тепла. Получите калькулятор с предупреждением о натирании.
– Утончение стружки: Когда вы делаете легкие пропилы, ширина которых меньше половины диаметра фрезы, вы получаете утончение стружки. Ваш калькулятор должен компенсировать это, иначе вы преждевременно изнашиваете инструменты.
— Возможность снижать мощность для менее жестких машин: см. № 10 ниже, чтобы узнать больше. Также хорошо, если калькулятор имеет несколько профилей машины, чтобы вы могли легко переключаться между профилями с полной оценкой и профилями со сниженной номинальной стоимостью по мере необходимости.
Как только у вас появится калькулятор, вашей первой проблемой будет слишком низкая рекомендуемая частота вращения. Одна из проблем для большинства фрезерных станков с ЧПУ заключается в том, что шпиндель работает быстрее, чем на многих фрезерных станках с ЧПУ. Ваш средний новый фрезерный станок с ЧПУ максимально достигает при 10 000 об/мин, а многие фрезерные станки с ЧПУ не могут работать с такой скоростью медленный . Жизнь для них начинается примерно при 20 000 об/мин. Следующие несколько советов посвящены решениям этой проблемы.
3. Используйте алюминиевые фрезы для резки алюминия (карбидные концевые фрезы)
В фрезерных станках с ЧПУ используются различные специальные фрезы, которые не следует использовать с алюминием. Спирали с продольной резкой, компрессионные фрезы и тому подобное не подходят для работы с алюминием.
Вам нужны алюминиевые фрезы, специально предназначенные для алюминия. В большинстве станков с ЧПУ для этой цели используются концевые фрезы с 2 или 3 канавками. Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Это помогает увеличить рекомендуемую скорость вращения, чтобы убедиться, что ваши фрезы работают на высоких оборотах, на которых работают шпиндели фрезерного станка с ЧПУ. Измерение, которое определяет это, называется поверхностной скоростью (для получения дополнительной информации об этом и многих других подсказках и советах по каналам и скоростям ознакомьтесь с нашей кулинарной книгой по каналам и скоростям). Твердосплавные фрезы могут работать намного быстрее, чем фрезы из быстрорежущей стали. Забудьте о фрезах из быстрорежущей стали и кобальта для алюминия.
Например, мне нужно вырезать паз с помощью концевой фрезы 1/4″. Если я выберу концевую фрезу из быстрорежущей стали, G-Wizard скажет мне, что она хочет работать со скоростью 5877 об/мин, и мой фрезерный шпиндель со скоростью 20 000 об/мин не будет работать так медленно. Поэтому я перешел на твердосплавную концевую фрезу. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Алюминиевые фрезы?
Вы начали задаваться вопросом, почему большая часть мира называет «алюминий» «алюминием»? Если вы думаете, что это просто странный маленький британизм в английском языке, то на самом деле это не так. Долгое время все, включая американцев, называли его «алюминий». Затем американская алюминиевая компания ALCOA допустила опечатку во многих своих печатных материалах. Они отказались от «i» и назвали его алюминием. И они были настолько влиятельны, что это закрепилось, по крайней мере, в США.
4. Используйте фрезы меньшего диаметра
Другой способ увеличить число оборотов – использовать фрезы меньшего диаметра. Забудьте о концевых фрезах 1/2″. Опустите до 1/4″ максимум и, как правило, меньше. Поскольку вы собираетесь использовать меньшие диаметры, вам нужны более жесткие фрезы, чтобы отклонение инструмента не стало проблемой — помните, вам нужен калькулятор подачи и скорости, который учитывает отклонение инструмента. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Глядя на наш пример №3 с твердосплавными фрезами, предположим, что вместо концевой фрезы 1/4″ мы используем фрезу 3/16″. Это, казалось бы, небольшое изменение теперь увеличило рекомендуемую скорость вращения до 23226 об/мин — основная территория шпинделя фрезерного станка. Нам легко снизить скорость до 20 000 об/мин и немного увеличить срок службы инструмента.
Мораль этой истории заключается в том, чтобы тщательно подбирать инструменты к возможностям вашей машины.
5. Будьте параноиком в отношении очистки стружки
Я не могу не подчеркнуть этого, особенно когда материал имеет свойство связываться с резаком.
Повторная нарезка стружки ломает больше фрез, чем любая другая вещь, которую я вижу. Будьте параноиком по поводу очистки фишек. Не рассчитывайте на близлежащую вакуумную систему сбора пыли, если вы лично не убедились, что она высасывает стружку даже из самых глубоких порезов. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
6. Следите за глубиной резания и прорезями — они затрудняют удаление стружки =”text-align:>
Чем глубже вы режете и чем ближе к прорези проходит фреза, тем труднее удалить стружку дна отверстия. Сделайте больше проходов, чтобы вырезать до необходимой глубины и открыть меньшие глубины для лучшего доступа.
Вот совет. При работе с материалом, к которому приклеен тонкий лист алюминия, устанавливайте лист алюминиевой стороной вверх. Это позволяет как можно быстрее убрать алюминий с резака.
7. Смазать туманом
Предполагая, что вы достаточно параноидально относитесь к этой стружке, следующая проблема заключается в том, чтобы обеспечить смазку, чтобы уменьшить склонность стружки прилипать к режущим кромкам.
Многие пользователи фрезерных станков с ЧПУ ненавидят возиться с охлаждающей жидкостью любого типа, но для надежной резки чего-либо, кроме самого тонкого алюминия, вам в значительной степени необходимо использовать какую-либо смазку. Поскольку вы, по-видимому, уже соорудили подачу сжатого воздуха, вы можете также запустить туман охлаждающей жидкости через тот же механизм. На самом деле, купите господина, чтобы обеспечить воздушный поток и туман охлаждающей жидкости. Это просто и недорого.
Можно настроить распыление так, чтобы оседало очень мало жидкости, чтобы уменьшить беспорядок, и это нормально, пока то, что распыляется, попадает на резак.
Иногда просто невозможно использовать туман, но вам все равно нужно вырезать алюминий. Если вы режете очень тонкий алюминий или делаете очень мелкие проходы, вы можете обойтись без смазки. Сделайте несколько тестов и посмотрите.
8. Не замедляйте скорость подачи слишком сильно!
Если вы уменьшите скорость подачи, вы рискуете заставить инструмент тереться, а не резать. Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Наша фреза 3/16″ со скоростью 21 тыс. об/мин, например, хочет подавать со скоростью 91 дюйм/мин. Если вы слишком сильно замедлитесь, скажем, на 1/4 от этого, многие подумают, что они нянчатся с машиной и инструментом. Нет ничего более далекого от правды. Если вы начнете работать настолько медленно, что фреза начнет тереться при 20 000 об/мин, вы нагреете все детали и резко сократите срок службы инструмента. Подробнее об этом явлении трения см. в нашей статье о нагрузке на стружку и скорости резания.
Быть в курсе проблем с трением легко, если вы используете калькулятор подачи и скорости, такой как G-Wizard, который предупреждает вас о трении.
9. Если ваша машина не может подавать достаточно быстро, используйте меньше зубьев и увеличьте ширину резания
Концевая фреза с одним зубом…
Обычно мы все равно используем 3 или меньше зубьев с алюминием – просто не пытайтесь использовать четыре или более фреза из алюминия!
Причина в том, что алюминий дает особенно крупную стружку. Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Предположим, вы используете калькулятор подачи и скорости и столкнулись с ситуацией, когда ваш станок просто не может перемещать фрезу достаточно быстро. Например, возьмем наш пример 3/16″ при 21 тыс. об/мин, предположим, что мы вырезаем пропил шириной 0,040″. G-Wizard предлагает подавать на концевую фрезу с 3 зубьями со скоростью 166 дюймов в минуту, но ваш фрезерный станок с ЧПУ может выполнять точную и надежную резку только со скоростью 100 дюймов в минуту. Что делать?
Ответ: попробуйте меньше флейт. Фрезу с 2 зубьями требуется только скорость подачи 110 дюймов в минуту. Замедление до 100 IPM не приведет к риску трения — это всего на 10% медленнее.
Кстати, мы говорили о резке алюминия, но с древесиной эта проблема усугубляется, потому что более мягкий материал можно резать гораздо быстрее. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Вот подсказка: именно по этой причине делают фрезы с 1 канавкой. Datron — одна из компаний, которая продает концевые фрезы с одной канавкой.
Если мы рассмотрим сценарий с одной канавкой при 20000 об/мин, GW теперь рекомендует 294 дюйма в минуту. Если вы сжигаете дрова, это, вероятно, потому, что вы подаете слишком медленно, и фреза трется. Кстати, я люблю смотреть, как быстро движущийся промышленный фрезерный станок с ЧПУ пробивает дерево и поднимает метель из стружки и пыли. Холодные бобы!
Еще одна вещь, о которой следует знать, это то, что называется «Радиальное утончение стружки». Если ширина резания меньше 1/2 диаметра фрезы, вам необходимо увеличить скорость подачи, поскольку ваш станок производит неестественно тонкую стружку из-за радиального утончения стружки. И здесь вы снова думаете об этом, делая сверхтонкие резы и резко снижая скорость подачи. Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
10. Используйте предел мощности для уменьшения жесткости
Хорошо, вы освоили остальные 9 советов, и все идет хорошо, но теперь вы столкнулись с ограничениями жесткости вашей машины. Если пахать на полную мощность, случаются плохие вещи. Станок вибрирует и разрушает фрезу, чистота поверхности оставляет желать лучшего, или станок отклоняется и режет очень неточно.
Силы резания для металла, вероятно, будут намного выше, чем для дерева, а фрезерные станки с ЧПУ (иногда называемые портальными фрезерными станками) значительно менее жесткие, чем аналогичные фрезерные станки с ЧПУ. Это просто факт жизни. По крайней мере, сравните рабочую зону фрезерного станка (намного меньше, чем у фрезера) и его вес (намного выше, чем у фрезера) с фрезерным станком с ЧПУ. За исключением самых больших промышленных портальных мельниц, нет никакого сравнения. И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
Мы не знаем точную жесткость данной машины. Нет опубликованной спецификации, которую мы могли бы использовать для сравнения или расчета. Но мы можем использовать мощность шпинделя в качестве прокси. Именно с этой силой, «давящей» на заготовку при резке, должна бороться жесткость. G-Wizard имеет возможность рассчитать мощность шпинделя со сниженной номинальной мощностью, которая соответствует рабочему диапазону и весу вашего станка до мощности шпинделя, подходящей для этого уровня жесткости. Результаты могут вас удивить, но они основаны на реальных эмпирических измерениях.
Например, предположим, что у вас есть фрезерный станок размером 4 х 8 футов с ходом по оси Z 20 дюймов, который весит 1000 фунтов. Обратите внимание, что даже довольно легкий коммерческий фрезерный станок с ЧПУ, такой как Haas TM-1, будет иметь ход 30 ″ x 12 ″ x 16 ″ и общий вес 3240 фунтов — гораздо меньший корпус и намного больший вес. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Снижение номинальных характеристик значительно снизит наши цифры — 22 тыс. об/мин и 79IPM для полного паза с 3/16″ дюйма и 2 канавками. Но мы выполним работу с лучшим качеством поверхности, точностью и меньшей склонностью к отклонению рамы машины или вибрации.
Не запускайте все время с пониженными характеристиками, сохраняйте профиль машины со сниженными характеристиками, а другой — без. Используйте заниженный для более тонкой обработки поверхности или в случаях, когда фреза продолжает ломаться.
11. Фрезерный станок с ЧПУ обрабатывает алюминиевый лист иначе, чем фрезерный станок с ЧПУ, разрезающий алюминиевый лист
Существует огромная разница между фрезерным станком с ЧПУ, который режет тонкий алюминиевый лист, и фрезерным станком с ЧПУ, который режет более толстый алюминиевый лист. Чем толще материал и чем больше глубина реза, тем важнее следовать этим советам.
Заключение
Обработка алюминия на фрезерном станке с ЧПУ абсолютно выполнима практически на любом фрезерном станке. Это всего лишь вопрос согласования возможностей вашего станка с требованиями к подаче и скорости материала «наилучшего результата» за счет разумного выбора инструментов и параметров резки. Хороший калькулятор подачи и скорости, такой как наш G-Wizard, может помочь вам в этом. Добавьте к этому потребность в смазке и паранойю по поводу скопления стружки, и вы готовы заняться алюминиевым проектом.
Часто задаваемые вопросы по резке алюминия на фрезерном станке с ЧПУ
Может ли фрезерный станок с ЧПУ резать алюминий?
Абсолютно! Это вопрос использования правильной фрезы или долота, правильной подачи и скорости, а также избегания различных других ошибок, описанных в этой статье.
По какой причине фрезерные станки с ЧПУ не режут алюминий?
Отсутствие смазки – причина №1, по которой фрезерные станки с ЧПУ не могут резать алюминий. Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Как получить хорошую скорость и подачу фрезерного станка с ЧПУ для алюминия?
Используйте высококачественный калькулятор подачи и скорости, созданный для фрезерных станков с ЧПУ. Есть много проблем, характерных для фрезерных станков с ЧПУ, которые необходимо учитывать для правильной подачи и скорости.
Какие фрезы с ЧПУ лучше всего подходят для алюминия?
Используйте качественные твердосплавные концевые фрезы с числом канавок не более 3.
Резка алюминия на фрезерном станке с ЧПУ: Руководство для экспертов
Можно ли эффективно резать алюминий на фрезерном станке с ЧПУ?
Хотя фрезерные станки с ЧПУ чаще всего используются для резки неметаллов, фрезерование алюминия стало довольно популярным из-за повышенной жесткости, обеспечиваемой бюджетными фрезерными станками с ЧПУ.
Хотя резка алюминия на фрезерном станке с ЧПУ может оказаться сложной задачей, существует несколько стратегий, позволяющих получить хорошие результаты даже на небольших станках с ЧПУ.
В этой статье обсуждаются все проблемы, которые могут возникнуть при резке алюминия на фрезерном станке с ЧПУ. Несколько важных советов и стратегий обсуждаются в следующих разделах.
Что в этом обзоре ?
Как обрабатывать алюминий с ЧПУ?
Алюминий и его сплавы
Заключительные мысли
Часто задаваемые вопросы (FAQ)
Как резать алюминий на фрезерном станке с ЧПУ
Фрезерование алюминия на станке с ЧПУ
температура, которая может вызвать некоторые проблемы при обработке на фрезерном станке с ЧПУ. Как правило, для преодоления трудностей и получения резания с хорошим качеством поверхности рекомендуется использовать концевую фрезу с 3 зубьями, большим углом подъема винтовой линии (35°–40°) и адаптивной траекторией движения инструмента.
Будучи мягким металлом, он требует сравнительно меньшего усилия резания, чем другие твердые металлы, такие как сталь, титан и т. д. алюминий.
Оптимальные скорости и подачи для фрезерования алюминия
Инструментальный материал
Тип резания
Скорость (об/мин)
Скорость подачи (дюйм/мин) глубина резания
чес)
HSS
Черновая обработка
2500
30
0,06
8
HSS 247
3500
10
0,015
Твердый сплав
Черновая обработка
12000
50
0,06
Карбид
Финишная обработка
20000
35
0,015
Параметры s для обработки алюминия концевыми фрезами 1/4″ с 3 зубьями
Хорошее соотношение между скоростью режущего инструмента и скоростью подачи известно как «зона наилучшего восприятия».
Металлы имеют меньшие точки наилучшего восприятия, чем дерево и пластмассы, что означает меньше возможностей для ошибки при настройке параметров для обработки металлов с ЧПУ.
Обработка алюминия с подачей ниже оптимальной может привести к повышению температуры поверхности, что приведет к расплавлению алюминия и повреждению инструмента.
Установка скорости подачи выше оптимальной приведет к сильным вибрациям и плохому качеству поверхности.
Кроме того, оптимальные параметры обработки материала варьируются от одного ЧПУ к другому.
Крупногабаритный промышленный ЧПУ создает более высокий крутящий момент и обеспечивает большую жесткость по сравнению с настольным ЧПУ небольшого размера.
Это позволяет промышленному ЧПУ работать с более высокими скоростями и подачами и удалять больший объем материала, чем настольное ЧПУ.
Таким образом, в зависимости от типа используемого ЧПУ идеальный баланс скорости и скорости подачи режущего инструмента чрезвычайно необходим для поддержания хорошего управления процессом.
Скорость фрезерования алюминия
Скорость режущего инструмента зависит от различных факторов, таких как тип материала, режущий инструмент, станок с ЧПУ и т. д.
Концевые фрезы со специальным покрытием необходимо вращать в определенном диапазоне оборотов для активации покрытие.
Различные концевые фрезы могут выполнять определенный процесс обработки на разных скоростях.
Например, оптимальная скорость для сверления алюминия 1/4-дюймовой концевой фрезой из быстрорежущей стали с 3 зубьями составляет 2139–4584 об/мин.
Расчет подачи и скорости концевой фрезы из быстрорежущей стали с использованием онлайн-калькулятора
С другой стороны, концевые фрезы из твердого сплава более жесткие, чем концевые фрезы из быстрорежущей стали, и способны выдерживать большее усилие резания без защелкивания.
Таким образом, рекомендуемая скорость возрастает примерно до 9 000–19 000 об/мин при использовании твердосплавной концевой фрезы с такими же характеристиками.
Эта высокая скорость позволяет концевым фрезам из твердого сплава быстрее резать алюминий и обеспечивает более высокую скорость подачи, чем концевые фрезы из быстрорежущей стали.
Расчет подачи и скорости для концевой фрезы из твердого сплава с помощью онлайн-калькулятора
Кроме того, жесткость твердого сплава позволяет использовать концевые фрезы малого диаметра для выполнения сложных резов.
По мере уменьшения диаметра концевой фрезы рекомендуемое число оборотов увеличивается.
Одним из больших преимуществ выбора твердосплавных концевых фрез является их жесткость. Следовательно, вы можете выбрать концевые фрезы малого диаметра.
Например, вместо 1/4 дюйма, если вы выберете твердосплавную концевую фрезу 3/16 дюйма, рекомендуемое число оборотов подскочит с 17 420 до 23 230. Вы можете оставить его на уровне около 20 000 оборотов в минуту, чтобы оно работало хорошо и сохраняло длительный срок службы инструмента.
Подача для фрезерования алюминия
Скорость, с которой режущий инструмент входит в материал
Скорость подачи зависит от скорости шпинделя, количества канавок, количества стружки и типа обрабатываемого материала.
Например, 0,5-дюймовая концевая фреза из быстрорежущей стали с 2 зубьями и средней толщиной стружки 0,004 дюйма может иметь оптимальную скорость подачи около 47 дюймов в минуту при скорости вращения шпинделя 6000 об/мин.
Слишком низкая скорость подачи может привести к трение, явление, при котором инструмент начинает врезаться в поверхность материала, выделяя избыточное тепло и сокращая срок службы инструмента. 10 000 об/мин и скорость подачи около 40 дюймов в минуту при сохранении малой глубины резания.
Алюминий — пластичный металл с низкой температурой плавления, который иногда может образовывать клейкую массу при резке на станке с ЧПУ.
Пластичная природа приводит к образованию наростов на кромках, которые подвергаются наклепу и сокращают срок службы инструмента.
Кроме того, сильное тепло, выделяющееся при резке алюминия, может привести к привариванию стружки к инструменту, что приведет к ухудшению чистоты поверхности заготовки и даже к поломке инструмента.
Поэтому необходимо задать оптимальные параметры и поддерживать хороший контроль процесса при обработке алюминия на ЧПУ.
Стружкообразование
Прерывистое стружкообразование наиболее желательно при обработке металлов на ЧПУ.
Эта прерывистая стружка отрывается от основного металла, забирая часть тепла, образующегося в процессе.
Защищает инструмент от перегрева и исключает возможность приваривания стружки к инструменту.
Однако чрезвычайно прерывистое образование стружки может испортить чистоту поверхности, вызывая следы вибрации на обработанной поверхности.
При обработке алюминия образование стружки зависит от скорости и подачи процесса.
Установлено, что наилучшее стружкообразование для алюминия с хорошим качеством поверхности достигается при обработке на высокой скорости и низкой подаче.
Обработка поверхности
Обработка поверхности алюминия, обработанного на станках с ЧПУ (Источник: E3journals)
Резка алюминия на станках с ЧПУ с высокой скоростью и низкой скоростью подачи обеспечивает гладкий рез с хорошим качеством поверхности.
Для улучшения чистоты поверхности алюминия рекомендуется использовать многопроходную технику с малой глубиной резания.
Кроме того, использование подъемного пропила вместо обычного пропила также улучшает чистоту поверхности пропила, выполняемого на алюминии.
Однако, если требуется хорошо отполированная поверхность, могут потребоваться дополнительные процессы механической обработки, такие как пескоструйная обработка, шлифовка и т. д.
Выбор инструмента
Когда дело доходит до выбора правильной концевой фрезы для процесса, фрезерные станки с ЧПУ предлагают различные варианты.
Правильный выбор инструмента для обработки улучшает качество поверхности и сокращает время цикла процесса.
Выбор подходящей концевой фрезы для резки алюминия на станке с ЧПУ зависит от различных факторов.
В зависимости от материала инструмента
Материал, используемый для изготовления инструмента, определяет его способность выдерживать экстремальные условия обработки без потери остроты.
Концевые фрезы с порошковым покрытием и твердосплавные концевые фрезы являются двумя наиболее популярными типами концевых фрез, используемых для обработки алюминия.
Мягкость алюминия приводит к забиванию стружкой канавок концевой фрезы. 9№ 0005
Порошковое покрытие концевой фрезы помогает уменьшить количество липкой стружки, образующейся при резке алюминия.
Концевые фрезы с покрытием из нитрида титана-алюминия (TiAlN) или карбонитрида титана (TiCN) используются для фрезерования алюминия, так как это делает канавки скользкими, что препятствует перемещению стружки.
2-зубая концевая фреза с покрытием TiAiN
Фрезы с твердосплавным покрытием могут работать на высоких оборотах и поэтому рекомендуются для обработки алюминия.
Эти концевые фрезы, как правило, дороже, чем концевые фрезы из быстрорежущей стали, но они обеспечивают большую жесткость при длительном сроке службы и могут резать алюминий, как масло.
Концевые фрезы с твердосплавным покрытием рекомендуются для малых предприятий, поскольку они обеспечивают высокую прочность твердого сплава по разумной цене.
Для крупных производств рекомендуется использовать цельные твердосплавные концевые фрезы, поскольку они сравнительно более жесткие, способны обеспечивать более высокое усилие резания и обеспечивают длительный срок службы инструмента при минимальном техническом обслуживании.
Твердосплавная концевая фреза с тремя зубьями
Тем не менее, концевая фреза из быстрорежущей стали иногда также может использоваться для резки алюминия, и поэтому она рекомендуется для любителей и мастеров-любителей.
В зависимости от количества канавок
Режущая кромка концевой фрезы известна как канавка, и чем больше число канавок, тем больше материала удаляется за один оборот.
Однако по мере увеличения количества канавок способность стружки соскальзывать с инструмента снижается.
Это приводит к накоплению стружки в концевой фрезе, что приводит к износу инструмента и даже к его поломке.
С другой стороны, меньшее количество канавок обеспечивает хороший отвод стружки и позволяет ей легко соскальзывать с зоны резания.
Поэтому при обработке пластичных материалов с низкой температурой плавления, таких как алюминий, рекомендуется использовать концевые фрезы с 2 или 3 зубьями, которые облегчают удаление стружки.
На основе угла подъема
Угол подъема — это угол между центральной осью и касательной к режущей кромке инструмента.
Для облегчения удаления стружки рекомендуется использовать больший угол наклона спирали, поскольку он позволяет струже скользить по ней и удаляться из зоны резания.
Однако большой угол наклона спирали увеличивает трение стружки, скользящей по инструменту, что приводит к повышению температуры и может привести к привариванию стружки к поверхности инструмента.
Поэтому рекомендуется использовать концевую фрезу с углом наклона спирали от 35° до 40° для черновой обработки и концевую фрезу с углом наклона спирали 45° для чистовой обработки.
Управление сроком службы инструмента
При резке алюминия необходимо обеспечить остроту инструмента для достижения наилучших результатов.
Хотя алюминий является пластичным металлом, он существенно влияет на срок службы инструмента и затупляет режущую кромку концевой фрезы.
Это можно минимизировать, следуя оптимизированной траектории движения инструмента.
Вращающий момент обычно рекомендуется для обработки внутренних контуров, таких как отверстия и пазы.
Линейное движение режущего инструмента
В этой технике вместо погружения в заготовку инструмент движется по траектории с постепенно увеличивающейся глубиной.
Это снижает усилие, действующее на режущую кромку, и увеличивает срок службы инструмента.
Кроме того, при выполнении резов по внешним контурам рекомендуется использовать метод адаптивной траектории инструмента.
Адаптивная траектория инструмента использует дуговое движение (криволинейная траектория инструмента) на входе и выходе инструмента из заготовки.
Адаптивная траектория движения инструмента (Источник: Sapience-group)
Это увеличивает срок службы инструмента, поддерживая постоянную нагрузку на концевую фрезу на протяжении всего резания.
Смазка
Тепло, выделяемое в процессе резки, также может повредить режущий инструмент.
Таким образом, хорошая система смазки необходима для сохранения остроты инструмента при длительной обработке алюминия без перегрева.
Периодические мелкие резы и другие кратковременные процессы механической обработки могут выполняться без смазки за счет качества поверхности и срока службы инструмента.
Однако при выполнении операций с высокой производительностью съема материала рекомендуется использовать систему смазки распылением или смазку потоком.
Система смазки струей сравнительно дешевле, чем смазка туманом, но создает больше беспорядка.
Дешевая и эффективная альтернатива дорогостоящей смазке распылением и грязной смазке струей — аэрозольный баллончик WD-40.
Удаление стружки
Фрезерование металла с ЧПУ с подачей воздуха для удаления стружки
Высокая температура, выделяемая при обработке алюминия, может привести к прилипанию стружки к инструменту.
Это влияет на чистоту поверхности выреза в заготовке и резко снижает срок службы инструмента.
Чтобы избежать этих уничижительных условий, необходимо удалять стружку с инструмента и заготовки.
Для этой цели можно использовать магазинный пылесос или воздушный бластер.
Однако при использовании строительного пылесоса стружка, как правило, застревает в пылеулавливающем башмаке и царапает заготовку, когда пылезащитный башмак скользит по поверхности.
С другой стороны, сопло струи воздуха, направленное на головку режущего инструмента, более надежно, поскольку струя сжатого воздуха выталкивает стружку из зоны резания.
Улучшает чистоту поверхности реза и помогает регулировать температуру режущего инструмента.
Жесткость фрезерного станка с ЧПУ
Шарико-винтовой привод в фрезерном станке с ЧПУ Shapeoko HDM
Обработка алюминия требует гораздо большей жесткости, чем резка дерева или пластика.
Хороший фрезерный станок с ЧПУ для фрезерования алюминия должен быть достаточно жестким, чтобы обеспечивать высокое усилие резания без ущерба для качества реза.
Фрезерный станок с ЧПУ с шарико-винтовой передачей или реечной передачей обычно рекомендуется для обработки алюминия.
Это связано с тем, что они обеспечивают лучшую жесткость, чем ходовые винты и ременный привод, и, следовательно, сводят к минимуму проблемы изгиба и вибрации.
При обработке алюминия на малогабаритном настольном ЧПУ с меньшей жесткостью рекомендуется выполнять неглубокие резы и использовать концевые фрезы с укороченной длиной для гашения вибраций.
Зажим
Так как это мягкий металл, зажим алюминия иногда может быть сложным, особенно при работе с тонкостенными алюминиевыми деталями.
Вакуумная присоска обеспечивает равномерное удерживающее усилие по всей поверхности и рекомендуется для удерживания тонких пластин из алюминия.
Вакуумные присоски для удержания работы (Источник: Amastone)
Кроме того, перед зажимом рекомендуется заполнить полости тонкостенной алюминиевой заготовки, так как это обеспечивает дополнительную жесткость.
Лучшие алюминиевые сплавы для механической обработки
Алюминий — пластичный металл с хорошей электро- и теплопроводностью и низкой температурой плавления.
Чистый алюминий пластичен по своей природе и редко используется в производстве с ЧПУ.
Добавление некоторых легирующих элементов к алюминию приводит к получению различных марок алюминия, которые обладают большей прочностью, сохраняя при этом свойства чистого алюминия.
В зависимости от легирующих элементов, добавляемых в алюминий, существуют различные алюминиевые сплавы, которые используются в различных отраслях промышленности, таких как аэрокосмическая промышленность, транспорт и электроника.
Эти алюминиевые сплавы можно разделить на категории в зависимости от их состава и термической обработки.
Термообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания материала сплава с чистым алюминием при высоких температурах (900–1050 ℉) для повышения растворимости в твердом состоянии.
Эта высокотемпературная обработка повышает прочность алюминиевого сплава.
Алюминий 6061
Алюминий 6061 обрабатываемая деталь
Это самый популярный алюминиевый сплав для станков с ЧПУ, который обеспечивает превосходное соотношение прочности к весу и естественную коррозионную стойкость.
Это делает алюминий 6061 предпочтительным выбором для аэрокосмической промышленности, товаров народного потребления и общего производства.
Хотя он обладает хорошей устойчивостью к растрескиванию под нагрузкой, он не рекомендуется для применения в условиях высоких нагрузок.
Обладает отличной обрабатываемостью и обрабатываемостью, что делает его идеальным для обработки на станках с ЧПУ.
Алюминий MIC-6
Алюминий MIC-6
MIC-6 является вторым наиболее широко используемым алюминиевым сплавом в проектах обработки с ЧПУ.
Это алюминиевый сплав серии 7000, содержащий цинк в качестве основного легирующего элемента.
MIC-6 выпускается в виде литых пластин, невосприимчивых к изменению температуры и устойчивых к деформации при обработке на станках с ЧПУ.
Если ваш проект требует точного контроля размеров и допусков, например, при изготовлении инструментов, измерительного оборудования и медицинских инструментов, вам следует рассмотреть алюминий MIC-6.
Однако его свариваемость ограничена по сравнению с 6061, поскольку сварные соединения могут растрескиваться из-за коррозии.
Алюминий 6082
Уголки и швеллеры из алюминия 6082
Алюминий 6082 обладает более высокой прочностью на растяжение, чем 6061, при меньшей стоимости, чем серия 7000.
Обладает свойствами, подобными алюминию 6061, и обеспечивает самую высокую прочность на растяжение среди сплавов серии 6000 с исключительной стойкостью к коррозии.
Благодаря своей высокой прочности на растяжение этот сплав обычно используется для изготовления несущих конструкций, таких как опоры, рамы и т. д.
Алюминий 7075
Шасси самолета из алюминия 7075
Этот сплав также известен как алюминий аэрокосмического качества из-за его превосходного отношения прочности к весу.
Это легкий металл, обеспечивающий прочность и твердость, сравнимые со сталью.
Это делает его пригодным для применения в условиях высоких нагрузок в аэрокосмической, военной и транспортной отраслях для изготовления крупных компонентов с минимальным увеличением веса продукта.
Алюминий 7075 хорошо выдерживает усталость и является хорошим выбором для изготовления деталей, подвергающихся повторяющимся циклам нагрузки и разгрузки.
Однако он имеет меньшую обрабатываемость и свариваемость по сравнению с другими сплавами и имеет наименьшую коррозионную стойкость среди алюминиевых сплавов из-за присутствия меди.
Алюминий 2024
Фюзеляж самолета из алюминия 2024
Алюминий 2024 представляет собой алюминий средней и высокой прочности, основным легирующим элементом которого является медь.
Обладает отличным соотношением прочности и веса с хорошей усталостной прочностью, но не такой прочный, как алюминий 7075.
В аэрокосмической отрасли алюминий 2024 используется для изготовления фюзеляжа самолета и натяжных элементов крыла.
Однако он подвержен термическому удару и имеет низкую коррозионную стойкость.
Нетермообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания чистого алюминия с легирующим материалом посредством холодной обработки, такой как прокатка или растяжение, при которых происходит уменьшение площади.
Это уменьшение стабилизирует свойства алюминиевого сплава и контролирует его прочность.
Алюминий 3003
Алюминий 3003 CNC-обработка
Алюминий 3003 производится путем добавления марганца в качестве основного легирующего элемента.
Это сплав общего назначения с умеренной прочностью и хорошей коррозионной стойкостью.
Кроме того, он обладает хорошей свариваемостью и формуемостью, что делает его подходящим для деталей, требующих изменения формы после механической обработки.
Этот сплав обычно используется в производстве товаров для дома и изделий из листового металла, таких как кухонное оборудование, кровля, водосточные желоба, сайдинг и отделка.
Алюминий 5052
Лодка из алюминия 5052
Алюминий 5052 – это самый прочный нетермообрабатываемый сплав, основными легирующими компонентами которого являются магний и хром.
Исключительно устойчив к коррозии даже под действием морской воды и солевых брызг.
Это делает его пригодным для использования на судах и в кухонном оборудовании, которое регулярно подвергается воздействию соленой воды.
Алюминий 5083
Деталь кузова из алюминия 5083
Алюминий 5083 имеет хорошее соотношение веса и прочности и обладает устойчивостью к коррозии.
Кроме того, сварные соединения алюминия 5083 демонстрируют замечательную прочность, что делает его идеальным для изготовления компонентов тяжелых транспортных средств, таких как грузовики, корабли, железнодорожные вагоны и т. д.
Заключительные мысли
Обработка алюминия на ЧПУ может привести некоторые проблемы, которые можно решить, поддерживая хороший контроль процесса и устанавливая оптимальные параметры.
Хотя резка алюминия на небольшом настольном станке с ЧПУ (например, Shapeoko) может быть немного сложной задачей, это, безусловно, достижимо.
При обработке алюминия на малогабаритных фрезерных станках с ЧПУ всегда рекомендуется начинать с наименьшей рекомендуемой настройки и постепенно увеличивать параметры, чтобы найти оптимальную настройку.
Наконец, оптимальные параметры для резки алюминия варьируются от одной установки к другой, поэтому перед обработкой фактической заготовки рекомендуется выполнить пробные прогоны на обрезках материала.
Часто задаваемые вопросы (FAQ)
Могу ли я использовать цеховой пылесос для удаления стружки при обработке алюминия?
Да, вы можете использовать цеховой пылесос для удаления стружки при обработке алюминия.
Calibre представлен как тактический командный шутер, где игроку предстоит выступить за бойца одного из спецподразделения и участвовать в секретных спецоперациях. В игре широко представлен арсенал вооружения, все модели и их характеристики были воспроизведены с реалистичной точностью. Разработчики напрямую сотрудничают с концерном Калашников. Множество игровых локаций, четыре специализации и три игровых режима Столкновение, Спецоперация и Фронт.
Видео Играть онлайн
. Прохождение Сталкер
( 120 Голосов )
Сталкер Тень Чернобыля обладает интересным, интригующим сюжетом с неожиданными поворотами, увлекая главного героя по бескрайним территориям Зоны Отчуждения. На игровых локациях расположена масса наземных объектов, от простых деревенских домиков до огромных научно исследовательских институтов. Среди разнообразия игровых локаций в игре присутствуют подземные уровни, как правило, с расположенными в них секретными лабораториями.
Доступ в некоторые лаборатории обычно заблокирован гермодверями с кодовыми замками, за которыми находятся документы интересующие главного героя. Большинство кодов от дверей в Сталкер Тень Чернобыля, найти довольно сложно и в этом гайде мы постараемся открыть все секреты, скрытые от любопытного сталкерского взора, за кодовыми дверями.
Коды от лаборатории X-18 в Сталкер Тень Чернобыля
Код от первой двери X-18 — 1243
Код от второй двери X-18 — 9524
Доступ к дверям вы найдете по сюжету, когда будете обследовать лабораторию. В X-18 вы обнаружите двух погибших ученых и после осмотра тел, главный герой получит сообщения с кодами на свой личный ПДА.
Обратите внимание, что знание кодов не дает доступ на открытие дверей, найти и обыскать трупы ученых необходимо обязательно.
Коды от дверей на Радаре в Сталкер Тень Чернобыля
Код от двери наземной галереи Радара — 1287975
Дверь вы сможете обнаружить, когда будете двигаться вдоль наземной галереи, пробиваясь через плотный огонь монолитовцев охраняющих подходы к антеннам Выжигателя. В конце галереи вы увидите небольшую площадку с лестницей, на ней прицельным огнем вас будет встречать вооруженный СВД, снайпер монолитовец.
Код от двери, по задумке разработчиков вы получите обыскав группу ученых, тела которых будут лежать рядом, однако условия появления ключ карты с кодом к сожалению не известны.
Поэтому поднимайтесь по лестнице на верх и вводите код, за дверью вас будет ожидать три обычных аптечки и старая бесполезная аппаратура.
Код для первой двери в бункер Радара — 342089 или 2011533
Дверь рядом с выключателем Радара — заблокирована, кодов к ней нет.
Другие коды, которые вы можете найти в игре.
Код с ПДА сталкера Угрюмого — 19840519 (не открывает ни одну дверь в игре).
Код с фотографии — 4615 (не подходит ни к одному кодовому замку).
Видео с получением всех кодов от дверей в Сталкере Тень Чернобыля
Новые статьи:
Где найти голову Сидоровича в Возвращение Шрама 2
Как установить OGSR MOD
Код от двери в Х18 в Сталкер Игра Душ Эксельсиор
Где найти артефакт Пульс в Игра Душ Эксельсиор
Где найти четыре артефакта в Сталкер Игра Душ Эксельсиор
Предыдущие статьи:
Все коды дверей в Сталкер Фотограф
Где найти Артефакты в Сталкер Зов Припяти
Все тайники в Сталкер Зов Припяти
Как спать в Сталкер Чистое Небо
Как вступить в Свободу в Сталкер Тень Чернобыля
Следующая страница >>
Для того чтобы прокомментировать материал необходимоЗарегистрироваться.
Коды дверей, сейфов в Сталкер ОП 2.1
В центре внимания
Рекомендуем
Calibre представлен как тактический командный шутер, где игроку предстоит выступить за бойца одного из спецподразделения и участвовать в секретных спецоперациях. В игре широко представлен арсенал вооружения, все модели и их характеристики были воспроизведены с реалистичной точностью. Разработчики напрямую сотрудничают с концерном Калашников. Множество игровых локаций, четыре специализации и три игровых режима Столкновение, Спецоперация и Фронт.
Видео Играть онлайн
. Прохождение Сталкер
( 14 Голосов )
Прохождение мода ОП 2.1 насыщено неожиданными, сюжетными поворотами и интересными квестами, где главному герою приходиться спускаться в лаборатории, искать шифры, пароли для открытия сейфов и кодовых замков. Как правило, большинство кодов персонаж получает во время выполнения заданий, обыскивая убитых противников, получая информацию из личных кпк и документов.
Однако многое бывает скрыто от взора и доступно лишь самым любознательным игрокам, тщательно исследующих игровые локации, на предмет секретных пещер и потайных дверей. В данном гайде мы постарались собрать все коды от дверей в ОП 2.1.
Основную массу кодов, главный герой получает в награду за выполнение квестов, однако с некоторыми придется потрудиться, отгадывая зашифрованный код и подбирая необходимую комбинацию. Для облегчения задачи и экономии времени, самые сложные коды мы представили в данном гиде.
Коды от дверей в Сталкер ОП 2. 1
Код от двери в пещеру Тёмной Лощины — 26041986
Код от двери на Затоне, ведущую в лабораторию Х-7 — 4815162342
Код от двери в лабораторию X-18 — 1243 (первая дверь), 9524 (вторая).
Код от двери в лабораторию Х-10 — 342089
Код от потайной двери в Х-10 от Кости — 2619547
Код от двери на Радаре — 1287975
Код от двери в Лабиринте — 208568
Коды от сейфов в Сталкер ОП 2.1
Код от сейфа на Армейских Складах для Майора Кузнецова — 433645466
Новые статьи:
Где найти инструменты в Чёрный Сталкер 2
Где найти инструменты в Сталкер Пространственная Аномалия
Как попасть на Стройплощадку в ОП 2.1
Как убрать developer mode в ОП 2.1
Как попасть на Металлургический Завод в ОП 2.1
Предыдущие статьи:
Как пользоваться ремкомплектом в ОП 2.1
Где найти костюм бандита в Lost Alpha DC 1. 4007
Где найти ключ Волка в Lost Alpha DC 1.4007
Где найти Шустрого в Lost Alpha DC 1.4007
Где найти Гаусс пистолет для Петренко в ОП 2.1
Следующая страница >>
Для того чтобы прокомментировать материал необходимоЗарегистрироваться.
Универсальный модуль PUM01 – X10.COM
Наведите курсор на изображение, чтобы увеличить его
Сэкономьте 14%
Артикул: PUM01
Используйте вашу систему X10 для управления низковольтными устройствами!
Используйте этот модуль для управления низковольтными устройствами, такими как спринклерные системы, элементы управления шторами, открыватели гаражных ворот и дворовое освещение. Он может быть настроен на мгновенное или продолжительное замыкание контактов и имеет встроенный звуковой сигнал.
Универсальный модуль X10 PRO может замыкать контакт на мгновение при отправке сигнала ВКЛ или на неопределенный срок, пока не будет отправлен сигнал ВЫКЛ. Он может даже подавать звуковой сигнал при ответе на сигналы, если вы выберете.
С универсальным модулем X10 PRO возможности безграничны:
Выпустите своих детей из машины и откройте для них переднюю дверь, не вставая со своего места
Держите газон пышным и зеленым благодаря полному управлению разбрызгивателями
Закройте дверь гаража с дивана в гостиной
Другие элементы, которыми может управлять универсальный модуль X10, включают: термостаты, элементы управления шторами, открыватели окон, устройства безопасности, камины с электронным зажиганием, заслонки HVAC, динамики, телефоны, сигнальные устройства и многое другое.
Технические характеристики
X10 Номер продукта: PUM01 Комплектация: (1) универсальный модуль X10 PRO Номинальная мощность: 5 А, 24 В постоянного тока (15 А, 120 VAC при правильной изоляции). Загрузки: Руководство по эксплуатации
Примечание: При автоматизации устройства открывания гаражных ворот и другого оборудования руководствуйтесь здравым смыслом и мерами предосторожности. Хотя большинство устройств открывания гаражных ворот имеют встроенные функции безопасности, использование устройства, находящегося вне пределов вашей видимости, может привести к материальному ущербу, телесным повреждениям или чему-то еще худшему.
Все заказы, приобретенные на X10.com, могут быть возвращены в течение 30 дней с полным возвратом средств. Чтобы вернуть или обменять (в соответствии с описанными ниже условиями гарантии) весь заказ или его часть, вы должны связаться с нами, чтобы получить номер разрешения на возврат товара (RMA#). Напишите нам по адресу [email protected] , чтобы получить RMA# от представителя. Для заказов, приобретенных у реселлера, отличного от X10.com, мы просим вас обращаться непосредственно к продавцу по всем гарантийным претензиям, возврату или обмену в соответствии с гарантией. рекомендации, описанные ниже. Все возвращаемые товары должны быть в оригинальной упаковке, включая руководства, аксессуары, кабели и т. д., с разрешением RMA#, четко напечатанным на внешней стороне упаковки. Запросы на возврат должны быть сделаны, и продукт должен быть получен на нашем складе в течение 30 дней с даты RMA. Любые расходы по доставке и/или обработке первоначального заказа не могут быть возмещены. За любой возвращенный недефектный товар взимается комиссия в размере 15% за пополнение запасов. X10.com не несет ответственности за стоимость доставки или повреждение возвращенных товаров. Возвращаемые устройства должны быть тщательно упакованы. Любой товар, который не упакован во внешнюю транспортную коробку, будет отклонен, и кредит не будет выдан. Обратите внимание, что посылки, отправленные обычной почтовой службой США, не могут быть отслежены для обеспечения доставки. Поскольку X10.com не может предоставить кредит для возврата без подтверждения его получения, мы рекомендуем вам использовать службу доставки, которую можно отследить или застраховать. Все возвращаемые товары должны быть в оригинальной упаковке, включая руководства, аксессуары, кабели и т. д. с номер разрешения на возврат (RMA#), четко напечатанный на внешней стороне упаковки.
Система безопасности X10 DS10A Датчик двери и окна Pre DS12A — TheX10Shop
10 долларов 99 $10,99
Цена за единицу за
Стоимость доставки рассчитывается при оформлении заказа.
Заголовок по умолчанию — продано Количество
Осталось всего 0!
СОВЕРШЕННО НОВЫЙ, но СТАРЫЙ ЗАПАС
Номер модели торговой марки Powerhouse X10 DS10A.
Имеют отдельные магнитные контакты, которые упрощают размещение по сравнению с новым DS12A. Самая большая проблема с новыми DS12A заключается в том, что половина контактов установлена внутри. Это означает, что вы должны установить сам датчик так, чтобы он совпадал со второй половиной, что в некоторых случаях невозможно.
Для использования с беспроводными системами безопасности X10.
Включает сигнализацию при открытии защищенной двери или окна.
Требуются 2 батарейки АА (не входят в комплект), которые могут обеспечить до 1 года работы.
Только для использования внутри помещений. Диапазон радиочастотной передачи позволяет разместить его на расстоянии до 100 футов от консоли системы безопасности.
Цвет белый. Крепежные винты и двухсторонняя вспененная лента для переключателей с магнитными контактами входят в комплект.
Вы можете просмотреть инструкции онлайн в формате PDF, нажав здесь.
Вес одной упаковки: 4 унции.
Это датчик двери/окна марки X10 Powerhouse модели DS10A для использования с любым базовым приемником беспроводной системы безопасности X10 (PS561, SC1200 или DC821) или может быть добавлен к любой беспроводной системе X10 (DS7000, SC1200, DC8700, SS5400, SS5402). . Также работает с некоторыми беспроводными системами безопасности Radio Shack. Когда дверь или окно открываются, датчик посылает радиочастотный сигнал обратно на консоль безопасности, активируя сигнализацию.
Эти датчики сначала инициализируются в консоли вашей системы безопасности, чтобы их можно было распознать. Во время настройки автоматически генерируется случайный код, который однозначно идентифицирует каждый датчик. Консоль безопасности регистрирует каждый из этих случайных кодов как следующую по порядку зону (до 16 зон). Вы можете установить столько типов датчиков безопасности (дверные/оконные датчики DS10A или датчики движения MS10A), сколько необходимо, всего до 16. Каждые 90 минут они проходят самостоятельную проверку на предмет правильной работы. Если датчик не сообщает об этом, это может означать слабую или разряженную батарею или то, что она была повреждена. Консоль безопасности не включится, если датчик двери/окна не сообщил об этом, но это можно отменить, нажав кнопку BYPASS на консоли.
Графитовая пластина для 9404 Makita 423317-8 (112*190мм) — Makita Online
Скидки и акции
Официальный дилер
100 летняя гарантия
Удобный ремонт
Прокат инструмента
Скидки и акции
Лучшие предложения, выгодные комплектации, подарки и скидки от нашего магазина в этом разделе…
Узнать больше
Официальный дилер
Работая с нами, вы гарантированно приобретаете только оригинальный товар подлиного качества. Мы работаем по всем видам оплат. Только приобретая товар у официального дилера, вы застрахованы от подделок. Будем рады нашему долгосрочному сотрудничеству.. .
Узнать больше
100 летняя гарантия
Мы полностью уверены в качестве и надёжности профессионального электроинструмента Makita, обладая собственной авторизованной сервисной базой по ремонту электроинструмента, мы предлагаем нашим покупателям расширенную гарантию от сервисного центра ООО «Макита Веб» в Москве…
Узнать больше
Удобный ремонт
Сервисный центр ООО «Макита Веб» предлагает эксклюзивную услугу «Удобный ремонт». Располагая собственной службой доставки, компания ООО «Макита Веб» готова абсолютно бесплатно осуществлять доставку вышедшего из строя электро и бензоинструмента Makita в сервисный…
Узнать больше
Сервисная карта
Предлагаем всем нашим клиентам Сервисную карту Makita Online БЕСПЛАТНО…
Узнать больше
Отзывы клиентов
Залогом нашего успешного роста является качественныйтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Узнать больше
Возврат 365 дней
Компания Макита Веб готова принять или обменять купленный у нас товар в течение 365 дней без объяснения причины, если товар надлежащего качества, не был в употреблении и сохранен товарный вид.
Узнать больше
Прокат инструмента
Если стоит задача произвести ремонт, монтажные, демонтажные или др. работы, то часто экономически выгодным является именно аренда электроинструмента. Использование качественной оригинальной продукции гарантирует выполнение работы в срок.
Узнать больше
Подарочные карты
Если Вы не знаете что купить своему любимому мужу, хорошему начальнику или лучшему другу, — закажите подарочную карту, и он сам выберет то, что ему действительно нужно. Владелец подарочной карты может заказать необходимый инструмент с доставкой на дом.
Узнать больше
Пластина MAKITA графитовая для 9404 (423317-8)
Пластина MAKITA графитовая для 9404 (423317-8)
Каталог товаров
Спецпредложения
Маска в подарок
Распродажа
Аккумуляторный инструмент
Измерительный инструмент
Зарядные и пусковые устройства,стабилизаторы
Садовая техника
Электроинструмент
Снегоуборщики
Тепловое оборудование
Электроинструмент
УШМ (болгарки)
Шуруповерты сетевые
Перфораторы
Дрели
Пилы
Лобзики
Точила
Фрезеры
Шлифовальные машины
Отбойные молотки
Рубанки
Резаки
Штроборезы
Полировальные машины
Гайковерты
Граверы
Строительные миксеры
Клеевые пистолеты (термопистолеты)
Краскопульты электрические
Ножницы по металлу
Пароочистители, стеклоочистители
Пылесосы строительные
Степлеры электрические
Термофены (промышленные фены)
Аккумуляторный инструмент
Аккумуляторные шуруповерты
Аккумуляторные гайковерты
Аккумуляторные отвертки
Аккумуляторные рубанки
Аккумуляторные лобзики
Аккумуляторные перфораторы
Аккумуляторные дисковые пилы
Аккумуляторные УШМ (болгарки)
Аккумуляторные сабельные пилы
Аккумуляторные граверы
Аккумуляторные ножницы
Аккумуляторные пилы
Аккумуляторные резаки
Аккумуляторные фонари
Аккумуляторные шлифмашины
Генераторы (электростанции)
Бензиновые
Газовые
Дизельные
Сварочные
Садовая техника и инвентарь
Все для полива
Садовый инвентарь
Бензопилы
Высоторезы
Газонокосилки
Измельчители
Аккумуляторная техника
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Принадлежности и оснастка для строительства
Для генераторов и электростанций
Для пуско-зарядных устройств
Удлинители, кабели, фонари
Хозяйственные товары
Запасные части
Автотовары
Инструмент для ремонта автомобиля
Ремни и стяжки
Средства индивидуальной защиты
Подъемное оборудование
Стяжки цепные,талрепы
Блоки монтажные
Захват-клипсы
Лебедки
Тали
Домкраты
Тележки гидравлические
Главная
Оснастка и расходные материалы
Для инструмента
Для ленточношлифовальных машин
MAKITA
Пластина MAKITA графитовая для 9404 (423317-8)
КОД 20926
РЕЙТИНГ
Артикул423317-8
БрендMAKITA
Базовая единицашт
Отзывы
Оставить отзыв
Ваша оценка:
Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 11
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00, Сб-Вс: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н Пн-Пт: с 10:00 до 20:00, Сб-Вс: с 10:00 до 19:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Пн-Пт: с 10:00 до 20:00, Сб: с 10:00 до 19:00, Вс — выходной. С 23.04.23 Пн-Пт: с 10:00 до 20:00, Сб-Вс: с 10:00 до 19:00
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А Пн-Пт: с 09:00 до 20:00, Сб: с 10:00 до 19:00, Вс — выходной
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н Ежедневно с 10:00 до 20:00
Ленинский проспект, 198216, г.С-Пб., пр.Народного ополчения, д.22 Ежедневно: с 10.00 до 20.00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 Пн-Пт: с 10:00 до 20:00, Cб-Вс: с 10:00 до 19:00
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Пн-Пт: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл., г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл. , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
История просмотра
0.15
Makita 423036-6 Сменная графитовая пластина
В корзину
Быстрый просмотр
Ленточная шлифовальная машина Makita 9924DB 3″X24″
Макита
Сейчас:
329,00 $
Makita 9924DB 3″X24″ Ленточная шлифовальная машина Прочная конструкция для тяжелых условий эксплуатации Описание: Удлиненная база позволяет выполнять шлифование заподлицо Инновационный дизайн для шлифования заподлицо со стенами с использованием передней и боковой части шлифовальной машины. ..
В корзину
Быстрый просмотр
Makita 9403 Ленточная шлифовальная машина 4 x 24 дюйма
Макита
Сейчас:
429,00 $
Makita 9403 Ленточная шлифовальная машина 4 дюйма x 24 дюйма Описание: Предназначен для предотвращения попадания загрязнений в корпус двигателя Оснащен мощным двигателем для производственных применений Гладкий, специально разработанный…
Быстрый просмотр
Makita 9404 Ленточная шлифовальная машина 4″X24″
Макита
Сейчас:
459,00 $
Ленточная шлифовальная машина Makita 9404 4″X24″ Конструкция с плоским верхом для использования в качестве перевернутой стационарной шлифовальной машины
В корзину
Быстрый просмотр
Макита 191214-3 7-дюймовый вдавленный центральный кожух колеса
Макита
Сейчас:
34,40 $
Makita 191214-3 7-дюймовый центральный защитный кожух Описание: Подходит для большинства инструментов Makita О модели 7-дюймовый защитный кожух предназначен для отвода искр и мусора во время шлифовальных работ. ..
Быстрый просмотр
Сменный поролоновый фильтр Makita 195945-6 Power Cutter
Makita
Makita 195945-6 Запасной поролоновый фильтр для электрорезака Описание: Регулярная очистка и замена обеспечивают оптимальную работу и срок службы инструмента UPC: 088381430500
В корзину
Быстрый просмотр
Эксцентриковая шлифовальная машина Makita 5 дюймов
Макита
Сейчас:
$109.00
Makita 5-дюймовая эксцентриковая шлифовальная машина АРТИКУЛ № BO5030 Подушка на липучке (липучка)Описание: Для дополнительной долговечности в тяжелых условиях шлифовальная машина оснащена двигателем высокой мощности с большими шарикоподшипниками после…
В корзину
Быстрый просмотр
Makita 199557-7 Фильтр для DHR242RMEV
Макита
Сейчас:
29,05 $
Makita MKA199557-7 Фильтр для DHR242RMEV Фильтр HEPA Makita 199557-7 улавливает частицы всех размеров с эффективностью 99,75% и совместим с пылеуловителями DX06 и DX07 для. ..
В продаже
Добавить в корзину
Быстрый просмотр
Противоаэрозольный респиратор 3M™, 8511, N95
3M
Сейчас:
18,95 долларов США
Было:
25,85 долл. США
Противоаэрозольный респиратор 3M™, 8511, N95 Этот одноразовый противоаэрозольный респиратор N95 оснащен запатентованным клапаном 3M Cool Flow и помогает обеспечить комфортное и надежное респираторное…
Купить Углеродная пластина Makita 193201-8 онлайн на сайте desertcart Angola
Торговая марка: Makita
Торговая марка: Makita
Описание
Создает определенную степень жесткости для стабилизации платформы.
Снижает теплопередачу при шлифовании.
Подходит для использования с ленточной шлифовальной машиной Makita 9404.
Кол-во в упаковке 1.
Импортировано из Великобритании (размеры и характеристики основаны на рынке Великобритании).
Полное описание недоступно
Показать больше
Отзывы
Количество
Связанные страницы
Подмагазины › Обычные магазины
Просмотрите страницы с похожими товарами: makita belt. Desertcart доставляет в Анголу более 100 миллионов товаров со всего мира.
Отказ от ответственности: указанная выше цена включает все применимые налоги и сборы. Информация, представленная выше, предназначена только для справочных целей. Продуктов может не быть на складе, а расчеты доставки могут измениться в любое время. Desertcart не подтверждает никаких утверждений, сделанных в приведенных выше описаниях продуктов. Для получения дополнительной информации обратитесь к производителю или в службу поддержки клиентов Desertcart. Хотя Desertcart прилагает разумные усилия, чтобы показывать только товары, доступные в вашей стране, некоторые товары могут быть отменены, если они запрещены к ввозу в Анголу. Для получения более подробной информации посетите нашу страницу поддержки.
Часто задаваемые вопросы о Makita 193201 8 Carbon Plate в Анголе
Где я могу купить Makita 193201 8 Carbon Plate онлайн по лучшей цене в Анголе?
desertcart — это лучшая платформа для покупок в Интернете, где вы можете купить углеродную пластину Makita 193201 8 от известных брендов. Desertcart поставляет самый уникальный и самый большой выбор товаров со всего мира, особенно из США, Великобритании и Индии, по лучшим ценам и в кратчайшие сроки.
Макита 193201 8 Carbon Plate доступен и готов к доставке в Ангола?
пустынная тележка отправляет Makita 193201 8 Carbon Plate в другие города Анголы. Получите неограниченную бесплатную доставку в более чем 164 странах с членством в Desertcart Plus. Мы можем быстро доставить Makita 193201 8 Carbon Plate без проблем с доставкой, таможней или пошлинами.
Безопасно ли покупать Makita 193201 8 Carbon Plate на тележке для пустыни?
Да, абсолютно безопасно покупать Makita 193201 8 Carbon Plate на сайте desertcart, который является 100% законным сайтом, работающим в 164 странах.
Маска сварщика ULTIMA 5-13 PANORAMIC SILVER, зона обзора 100х93 мм, Fubag 992520
Особенности маски сварщика ULTIMA 5-13 PANORAMIC SILVER Fubag 992520: • самая большая зона обзора — 100 х 93 мм; • повышенная скорость автоматического переключения экрана в темное состояние; • плавная регулировка чувствительности и степени затемнения; • лучшие параметры для работы в режиме TIG-сварки; • четыре оптических сенсора. Технические характеристики маски сварщика ULTIMA 5-13 PANORAMIC SILVER Fubag 992520: • размер экрана, мм – 100×93; • размер картриджа, мм – 133x114x9; • количество сенсоров, шт. – 4: • защита от УФ/ИК-излучения, DIN – 16; • световой режим, DIN – 4,0; • диапазон светопропускания, DIN – 5-9 / 9-13; • Вкл/Выкл питания – автоматическое; • регулировка степени затемнения – внешняя; • регулировка чувствительности – внутренняя; • питание – солн. эл. + 2 батарейки; • время переключения в тёмное состояние, сек – 0,00004; • время переключения в светлое состояние, быстро, сек – 0,15; • время переключения в светлое состояние, медленно, сек – 0,8; • масса, кг – 0,5.
СвернутьРазвернуть описание
Любые вопросы о покупке Fubag 992520 и его характеристиках вы можете задать по телефону, электронной почте или в чате на сайте, мы обязательно ответим.
Характеристики
Масса, кг
0,5
Количество сенсоров, шт.
4
Защита от УФ/ИК-излучений, DIN
Световой режим, DIN
4
Питание
солн. элементы + 2 батарейки
Время переключения в темное состояние, сек.
0,00004
Время переключения в светлое состояние, сек.
0,15-0,8
Размеры смотрового окна, мм
100х93
Размеры светофильтра, мм
133x114x9
Особенности конструкции
инновационность
эффективность
Комплект поставки
изделие в сборе
Сертификация
Отзывы (0)
отзывов пока нет, можете оставить первый
Ваш отзыв
Ваше имя
E-mail
Отзыв
Достоинства
Недостатки
Поставьте оценку от 1 до 5 —
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27. 07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Вопросы (0)
вопросов пока нет, можете оставить первый
Ваш вопрос
Ваше имя
E-mail
Вопрос
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27.07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Маска сварочная Fubag ULTIMA 5-13 Panoramic Silver (992520)
3D печать ростовых фигур и парковых скульптур. Цена.
Современные технологии позволили открыть новые возможности в реализации задумок в области оформления. Речь идет о ростовых фигурах и скульптурах самого различного назначения. Если раньше фигуры делались из папье-маше и оставляли желать лучшего или создавались художниками, но стоили просто баснословных сумм, как и произведенные на фабриках методом литья или штамповки, то сейчас все стало намного проще и намного лучше с точки зрения качества. 3Д печать позволяет быстро, качественно и дешево изготовить фигуры любого размера и степени сложности.
Так какие варианты открывает нам 3Д печать?
Ростовые фигуры
Ростовая фигура – это фигура какого-либо реального или вымышленного персонажа выполненная в полный рост и в объеме. Такие фигуры очень реалистичны.
Все видели ростовые фигуры и хорошо с ними знакомы. С ними сталкиваешься на различных промо-акциях, их можно увидеть в парках аттракционов, тематических парках, в кафе и ресторанах, в магазинах и торговых центрах, на выставочных площадках. Они позволяют создать настроение, привлечь внимание, что с точки зрения рекламы крайне важно!
Найдется место ростовой фигуре и в интерьере, особенно, если это любимый герой или персонаж. Причем как в домашнем, так и в офисном.
Ростовые фигуры можно изготовить методом 3Д печати, и этот подход обладает массой преимуществ:
долговечность и практичность – фигуры печатаются из пластика, который не подвержен действию влаги и температур;
возможность печати фигур любого размера;
возможность точной реализации задумки любой степени сложности с высочайшей детализацией;
высокая степень реалистичности;
небольшой вес – фигуры можно легко транспортировать и перемещать;
кратчайшие сроки изготовления.
В компании 3Д Сервис вы можете заказать 3Д печать ростовых фигур любого размера. Можно предоставить свой файл с макетом или доверить создание 3Д модели нашим специалистам. Все детали перед печатью обязательно согласуются с заказчиком. Наши сотрудники готовы также профессионально раскрасить фигуру. Это может быть монохромная покраска, под металл или полноцветный вариант. Мы гарантируем высокое качество исполнения и доступные цены!
Парковые скульптуры
Ландшафтный дизайн не обходится без различных скульптур. Они выполняются из разных материалов. Даже в частных садах появляются небольшие фигурки, позволяющие создать настроение. Как правило, это небольшие изделия из керамики типового производства, то есть не несут сложной и неординарной смысловой нагрузки и не уникальны.
Хотите использовать для своего ландшафта уникальные парковые скульптуры? Есть такая возможность, причем обойдется это недорого, а срок исполнения будет совсем небольшой.
3Д печать позволяет создавать уникальные парковые скульптуры. Благодаря этому можно создавать целые сюжетные линии, например, тематический парк в духе «Алисы в стране чудес» или ландшафт в стиле деревушки хоббитов. Все это возможно благодаря 3Д печати.
Парковые скульптуры, напечатанные на 3Д принтере, обладают массой преимуществ:
высочайшая стойкость к негативному воздействию окружающей среды;
доступная цена;
кратчайшие сроки исполнения;
реалистичная и точная реализация задач любой степени сложности;
оригинальность и эксклюзивность;
небольшой вес изделий, что гарантирует легкость транспортировки и мобильность;
отсутствие ограничений по размерам, детализации и пр. ;
долговечность.
В компании 3Dservices вы можете заказать 3Д печать садовых и парковых скульптур по выгодной цене. Вы можете предоставить нам готовый макет или мы создадим уникальный 3Д макет для вас с обязательным согласованием перед отправкой на печать. Мы можем не только напечатать парковые скульптуры сказочных героев, но и монументы, таблички, арки, любые элементы малых архитектурных форм (арки, колонны и т.п.) Изделия могут быть раскрашены в цвета по вашей задумке, выполнены в монохромной гамме или под металл.
Мы готовы помочь вам в воплощении задумки любой вашей идеи!
Давайте сделаем мир прекраснее вместе!
Что делать, если модель слишком большая для печати? Какой программой можно разделить 3D-модель? / 3D-принтеры, станки и аксессуары / iXBT Live
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики. Продолжая посещать сайты проектов вы соглашаетесь с нашей Политикой в отношении файлов cookie
Рано или поздно каждый пользователь 3D — принтера сталкивается с проблемой маленькой области печати и что делать, если хочется печатать большие модели, а принтер не позволяет?
Поделить их самостоятельно и сейчас я расскажу как.
Платная программа, с помощью которой мы будем делить нашу модель. Программа с большим количеством возможностей, с которыми вы можете ознакомиться самостоятельно и очень проста в использовании для новичков.
1. Загружаем модель в Netfabb Ultimate и с помощью ползунков «x» «y» «z» указываем место нашего разреза и нажимаем ножницы, расположенные ниже.
2. Что бы фигура во время склейки не перекосилась, сделаем крепления. Для этого нажимаем Pin settings и настраиваем крепления.
3. После разоденем фигуру и сохраняем.
4. Печатаем и радуемся
Cлайсер 3D — моделей с открытым исходным кодом с его помощью также можно делить модели во время настройки печати. Это не так удобно, как в описанном способе выше, но зато бесплатно.
1. Загружаем модель и опускаем её ниже уровня печати
2. Готовим модель к печати. Главное — запомните уровень, на который опустили модель.
Такой же слайсер 3D — моделей, как и Cura, но позволяющий более детально настроить параметры печати.
1. Загружаем модель и выбираем разрез модели
2. Настраиваем уровень разреза
3. Делим модель и подготавливаем к печати
Бесплатная программа для нарезки 3 — моделей, как и представленные выше, но для меня она неудобная советую использовать любую другую из выше представленных
1. Загружаем модель в рабочее пространства и нажимаем cut…
2. Далее выбираем, какую часть, будем печатать, верхнюю или нижнюю настраиваем уровень разреза и нажимаем perform cut
3. Разрезаем модель и продолжаем дальнейшую настройку при необходимости
Программа для редактирования файлов STL и 3D — сеток имеет достаточно много функций для настройки
1. Загружаем модель и выбираем в меню слева Edit после Plane Cut
2. Настраиваем уровень разреза модели
3. Разрезаем модель и продолжаем настройку печати
Я показал самые простые и удобные способы, разделить модель на несколько частей для более лёгкой печати, но если у вас все же появились вопросы, пишите их в комментариях.
Новости
Публикации
TAKSTAR – компания, которая едва ли нуждается в представлении: уверен, что каждый аудиофил встречал упоминания модели Pro80, а портативный усилитель HA101 и вовсе был небольшой революцией на рынке…
Долгое время наблюдала за строительством китайского бизнес-центра «Парк Хуамин» около Ботанического сада. Его закончили еще до ковида. А территорию благоустроить не успели. Так и стояли все эти…
Общеизвестно, что электричество и вода не совместимы между собой. Поэтому возникает вопрос: «Можно ли ездить на электрическом самокате, если идет дождь?» По сути езда в плохую погоду удовольствие…
Бренд Takstar официально начал работать в РФ. Но оказывается не все знакомы с данным брендом. Давайте вместе попробуем разобраться. Ниже расскажу об истории возникновения бренда, продукции и…
Думаю многие обращали внимание на необычный наклон остекления на диспетчерских вышках в аэропортах и на многих моделях тепловозов, которые часто можно встретить на железнодорожных путях. Сразу…
Вряд ли кто из читателей никогда не слышал про компанию Thermaltake (Термалтейк). Этот производитель очень давно присутствует на нашем рынке, и имеет огромный перечень выпускаемых комплектующих…
Лучшие модели для 3D-печати・Культы
Фильтровать по:
Безопасные
Бесплатно
Лучшие
В продаже
С марками
Сортировать по:
ДатаЦенаЗагрузкиНравится
💡
Помощь в поиске
Слишком много результатов? Вы можете попробовать еще раз:
написав свои ключевые слова между кавычками "…" для уточнения поиска
, написав прочерк - перед термином, чтобы удалить конкретный термин из поиска
, написав по: и имя дизайнера, чтобы отфильтровать поиск по имени дизайнера
, написав номер конструкции для поиска конкретной конструкции
Среди этих результатов вы обнаружили один или несколько дизайнов, которые не соответствуют вашему запросу или не имеют отношения к нему? Пожалуйста, свяжитесь с нами, чтобы сообщить об этой проблеме, чтобы мы могли вмешаться.
ОСЬ ОЛЕНЬ
5,49 €
YAMATO DEN DEN MUSHI. ONE PIECE FAN ART
8 €
Животное на стене
€11
-10%
€9,90
Мост через Снейк-Маунтин
3,60 €
Larvitar LOW POLY POKEMON
0,78 €
Pupitar LOW POLY POKEMON
0,78 €
Tyranitar LOW POLY POKEMON
0,78 €
Lugia LOW POLY POKEMON
0,78 €
Ho-Oh Low Poly Pokemon
0,78 €
Маршалл
3,95 €
Мужчина с катаной
12 евро
Rem — Re:Zero
1,37 €
Зума
3,95 €
Annie From Attack on Titan Shingeki no Kyojin Модель для 3D-печати
12,04 €
Крошечный Блатсуаз
€3
Циннаморолл Мику
3 €
Sunshroom Plants VS Zombies
3 €
Луиджи — Супер Марио
3,50 €
Жираф
1,50 €
Suzume Daijin Cat
1,99 €
Футурама Эми
€3
-10%
€2,70
Промышленный робот для футуристических диорам
8,69 €
охотник за привидениями 3 Уинстон Зеддемор Олдман Кеннер фигурка реакции
9,15 €
Cammy White Street Fighter 6 Fanart фигурка
15 евро
ПАДМЕ АМИДАЛА
1,83 €
Funko Pop Harry Styles (Дом Гарри)
3 €
Статуэтка Doggie Shiba-inu 01 Модель для 3D-печати Модель для 3D-печати
9,15 €
Статуэтка Doggie Shiba-inu 02 Модель для 3D-печати
9,15 €
Doggie Shiba-inu 03 статуэтка Модель для 3D печати Модель для 3D печати
9,15 €
Фигурка робота Geometry Dash
Бесплатно
Статуэтка Doggie Shiba-inu 04 Модель для 3D-печати
9,15 €
Королевская акула
1,83 €
Алая Ведьма
2,29 €
ФАЙЛЫ STL СТАТУЯ РИСУНОК ВИДЕО ИГРА ЦИФРОВОЙ ШАБЛОН 3D ПЕЧАТЬ СКУЛЬПТУРА ИСКУССТВО
2,50 €
Cooper — STL 3D Kit Основа для куклы с шарнирным соединением — PLA нить / SLA смола Совместимые файлы / Жираф
51 €
Корешей «8Ball»
Бесплатно
Крошечный Чаризард
3 €
Супер Марио
3,50 €
кенгуру
бесплатно
фигурка fb
4 €
Фигурка покемона Wo-Chien
2 €
Фигурка покемона Чи-Ю
2 €
Фигурка покемона Тинг-Лу
2 €
Маровак Покемон Рисунок
€2
Фигурка покемона Cubone
2 €
Exeggutor Pokemon Figure
€2
Фигурка Exeggcute Pokemon
2 €
Электрод Покемон Рисунок
2 €
Рис.
4. 3D-принтер
Рисунок 4® Заводские решения
Производительные и экономичные цифровые производственные решения для производственных сред
Существует решение Figure 4, соответствующее любым производственным требованиям:
Figure 4 обеспечивает высокоскоростное прямое цифровое производство, процесс, который дополняет традиционные методы производства, обеспечивая производителям точность, надежность, воспроизводимость и время безотказной работы традиционного литья, производя детали без затрат и трудоемких аспектов оснастки.
Новое определение производства
3D Systems Рис 4 делает 3D-производство реальностью — с повышенной производительностью, долговечностью, повторяемостью и более низкой совокупной стоимостью операций (TCO). Рисунок 4 обеспечивает производительность, обеспечиваемую скоростью и автоматизацией, с воспроизводимыми в реальном мире точными деталями, демонстрирующими эффективность шести сигм в широком диапазоне прочных материалов промышленного класса.
Высокоскоростное прямое цифровое производство
На рис. 4 представлены сверхбыстрые технологии аддитивного производства с системами, обеспечивающими расширяемую мощность для удовлетворения текущих и будущих потребностей. Благодаря доступу к целому ряду инновационных материалов, Рис. 4 предлагает безинструментальные альтернативы традиционным процессам литья под давлением или литья уретана с прямым цифровым производством прецизионных пластиковых деталей. Получите качество и производительность отлитых под давлением деталей с гладкой поверхностью и исключительным качеством боковых стенок, не тратя время и средства на инструменты.
Загрузить информационный документ о прямом цифровом производстве
Модульная платформа растет вместе с производственными потребностями
Поставляется в виде настраиваемых единиц для масштабирования в любое время. Рис. 4 позволяет наращивать производственные мощности вместе со спросом — от автономного принтера для быстрого прототипирования и мелкосерийного прямого 3D-производства до модульных систем, которые растут по мере роста вашего объема, до полностью автоматизированного , полностью интегрированное заводское решение.
Широкий и постоянно расширяющийся ассортимент материалов, доступных для рис. 4, предназначен для удовлетворения широкого спектра потребностей в приложениях, таких как функциональное прототипирование, непосредственное производство деталей для конечного использования, формование и литье, и включает в себя жесткие и прочные материалы с термопластичным поведением, резиноподобные , литейные, термостойкие и биосовместимые материалы.
Усовершенствуйте свой рабочий процесс
В решениях, показанных на рис. 4, используется 3D Sprint, передовое программное обеспечение 3D Systems для подготовки файлов, редактирования, печати и управления с помощью единого интуитивно понятного интерфейса. 3D Sprint автоматически создает исключительно эффективные опоры и оптимизацию, требующую гораздо меньшего количества материалов, что может привести к значительной экономии.
Максимизируйте свое производство
3D Connect обеспечивает новый уровень управления 3D-производством благодаря приложениям для мониторинга парка и удаленной диагностики. Служба 3D Connect обеспечивает безопасное облачное соединение с сервисными службами 3D Systems для упреждающей и превентивной поддержки, позволяющей повысить качество обслуживания, увеличить время безотказной работы и обеспечить производственную надежность вашей системы.
3D-печать пластиком предлагает широкий выбор технических материалов, эластомеров и композитов. Вам нужна гибкость? Сила? Биосовместимость? Более?
3D-печать из пластмассы для создания практически всего — используется для прототипирования, производства, анатомических моделей и многого другого. Выберите пластиковый материал и 3D-технологию, чтобы обеспечить нужные вам характеристики.
Заинтересованы в покупке принтера?
Для использования этой формы у вас должен быть включен JavaScript.
Имя
Фамилия
Деловая электронная почта
Компания
Страна — Select Country —AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta & MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR ChinaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth MacedoniaNorwayOmanOutlying OceaniaPakistanPalauPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaRepublic of Sudan ( Северный Судан) Св. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Состояние — Select State —Buenos AiresCatamarcaChacoChubutCiudad Autónoma de Buenos AiresCórdobaCorrientesEntre RíosFormosaJujuyLa PampaLa RiojaMendozaMisionesNeuquénRío NegroSaltaSan JuanSan LuisSanta CruzSanta FeSantiago del EsteroTierra del FuegoTucumánAustralian Capital TerritoryNew South WalesNorthern TerritoryQueenslandSouth AustraliaTasmaniaVictoriaWestern AustraliaBurgenlandKärntenNiederösterreichOberösterreichSalzburgSteiermarkTirolVorarlbergWienAcreAlagoasAmapáAmazonasBahiaCearáDistrito FederalEspírito SantoGoiásMaranhãoMato GrossoMato Grosso do SulMinas GeraisParáParaíbaParanáPernambucoPiauíRio de JaneiroRio Grande do NorteRio Grande do SulRondôniaRoraimaSanta CatarinaSão PauloSergipeTocantinsAlbertaBritish ColumbiaManitobaNew BrunswickNewfoundland and LabradorNorthwest TerritoriesNova ScotiaNunavutOntarioPrince Edward IslandQuebecSaskatchewanYukon TerritoriesAisén del General Carlos Ibañez del CampoAntofagastaAraucaníaArica y ParinacotaAtacamaBío-BíoCoquimboLibertador General Bernardo O’HigginsLos LagosLos RíosMagallanesMauleRegión Metropolitana de SantiagoTarapacáValparaísoAnhuiBeijingChinese TaipeiChongqingFujianGansuGuangdongGuangxiGuizhouHainanHebeiHeilongjiangHenanHong KongHubeiHunanJiangsuJiangxiJilinLiaoningMacaoNei MongolNingxiaQinghaiShaanxiShandongShanghaiShanxiSichuanTianjinXinjiangXizangYunnanZhejiangÎle-de-FranceOccitanieAuvergne-Rhône-AlpesBourgogne-Franche-ComtéBretagneCentre-Val de LoireCorseGrand EstHauts-de- FranceJuraNormandieNouvelle-AquitainePays de la LoireProvence-Alpes-Côte d’AzurBaden-WürttembergBayernBerlinBrandenburgBremenHamburgHessenMecklenburg-VorpommernNiedersachsenNordrhein-WestfalenRheinland-PfalzSaarlandSachsenSachsen-AnhaltSchleswig-HolsteinThüringenAndaman and Nicobar IslandsAndhra PradeshArunachal PradeshAssamBiharChandigarhChhattisgarhDadra and Nagar HaveliDaman and DiuDelhiGoaGujaratHaryanaHimachal PradeshJammu and KashmirJharkhandKarnatakaKeralaLakshadweepMadhya PradeshMaharashtraManipurMeghalayaMizoramNagalandOdishaPuducherryPunjabRajasthanSikkimTamil NaduTripuraUttar PradeshUttarakhandWest BengalCarlowCavanClareCorkDonegalDublinGalwayKerryKildareKilkennyLaoisLeitrimLimerickLongfordLouthMayoMeathMonaghanOffalyRoscommonSligoTipperaryWaterfordWestmeathWexfordWicklowAgrigentoAlessandriaAnconaAostaArezzoAscoli PicenoAstiAvellinoBariBarletta-Andria-TraniBellunoBeneventoBergamoBiellaBolognaBolzanoBresciaBrindisiCagliariCaltanissettaCampobassoCarbonia-IglesiasCasertaCataniaCatanzaroChietiComoCosenzaCremonaCrotoneCuneoEnnaFermoFerraraFirenzeFoggiaForlì- CesenaFrosinoneGenovaGoriziaGrossetoImperiaIserniaLa SpeziaL’AquilaLatinaLecceLeccoLivornoLodiLuccaMacerataMantovaMassa — CarraraMateraMedio CampidanoMessinaMilanoModenaMonza e BrianzaNapoliNovaraNuoroOgliastraOlbia-TempioOristanoPadovaPalermoParmaPaviaPerugiaPesaro e UrbinoPescaraPiacenzaPisaPistoiaPordenonePotenzaPratoRagusaRavennaReggio CalabriaReggio EmiliaRietiRiminiRomaRovigoSalernoSassariSavonaSienaSondrioSiracusaTarantoTeramoTerniTrapaniTrentoTrevisoTriesteTorinoUdineVareseVeneziaVerbano-Cusio-OssolaVercelliVeronaVibo ValentiaVicenzaViterboAichiAkitaAomoriChibaEhimeFukuiFukuokaFukushimaGifuGunmaHiroshimaHokkaidoHyogoIbarakiIshikawaIwateKagawaKagoshimaKanagawaKochiKumamotoKyotoMieMiyagiMiyazakiNaganoNagasakiNaraNiigataOitaOkayamaOkinawaOsakaSagaSaitamaShigaShimaneShizuokaTochigiTokushimaTokyoTottoriToyamaWakayamaYamagataYamaguchiYamanashiBusanDaeguDaejeonGangwonGwangjuGyeonggiIncheonJejuNorth ChungcheongNorth GyeongsangNorth JeollaSeoulSouth ChungcheongSouth GyeongsangSouth JeollaUlsanJohorKedahKelantanMelakaNegeri SembilanPahangPerakPerlisPulau PinangSabahSarawakSelangorTerengganuWilayah Persekutuan Kuala LumpurWilayah Persekutuan LabuanWilayah Persekutuan PutrajayaAguascalientesBaja CaliforniaBaja California SurCampecheChiapasChihuahuaCoahuilaColimaDurangoFederal DistrictGuanajuatoGuerreroHidalgoJaliscoMexico StateMichoacánMorelosNayaritNuevo LeónOaxacaPueblaQuerétaroQuintana RooSan Luis PotosíSinaloaSonoraTabascoTamaulipasTlaxcalaVeracruzYucatánZacatecasŚląskieŁódzkieŚwiętokrzyskieDolnośląskieKujawsko-pomorskieLubelskieLubuskieMałopolskieMazowieckieOpolskiePodkarpackiePodlaskiePomorskieWarmińsko-mazurskieWielkopolskieZachodniopomorskieAdygeya, RespublikaAltay , RespublikaAltayskiy krayAmurskaya oblast’Arkhangel’skaya oblast’Astrakhanskaya oblast’Bashkortostan, RespublikaBelgorodskaya oblast’Bryanskaya oblast’Buryatiya, RespublikaChechenskaya RespublikaChelyabinskaya oblast’Chukotskiy avtonomnyy okrugChuvashskaya RespublikaDagestan, RespublikaIngushetiya, RespublikaIrkutskaya oblast’Ivanovskaya oblast’Kabardino-Balkarskaya RespublikaKaliningradskaya oblast’Kalmykiya, RespublikaKaluzhskaya oblast ‘Kamchatskiy krayKarachayevo-Cherkesskaya RespublikaKareliya, RespublikaKemerovskaya oblast’Khabarovskiy krayKhakasiya, RespublikaKhanty-Mansiyskiy avtonomnyy okrug-YugraKirovskaya oblast’Komi, RespublikaKostromskaya oblast’Krasnodarskiy krayKrasnoyarskiy krayKurganskaya oblast’Kurskaya oblast’Leningradskaya oblast’Lipetskaya oblast’Magadanskaya oblast’Mariy El, RespublikaMordoviya, RespublikaMoskovskaya oblast’MoskvaMurmanskaya oblast’Nenetskiy avtonomnyy okrugNizhegorodskaya oblast’Novgorodskaya oblast’Novosibirskaya oblast’Omskaya oblast’Orenburgskaya oblast’Orlovskaya oblast’Penzenskaya oblast’Permskiy krayPrimorskiy krayPskovskaya oblast’Rostovskaya oblast’Ryazanskaya oblast’Sakha, RespublikaSakhalinskaya oblast’Samarskaya oblast’Sankt-PeterburgSaratovskaya область Северная Осетия-Алания, Республика Смоленская область, Ставропольский край, Свердловская область, Тамбовская область, Татарстан, Республика, Томская область, Тульская область, Тверская область, Тюменская область, Тыва, Республика Удмуртская Республика, Ульяновская область, Владимирская область, Владимирская область. oblast’Voronezhskaya oblast’Yamalo-Nenetskiy avtonomnyy okrugYaroslavskaya oblast’Yevreyskaya avtonomnaya oblast’Zabaykal’skiy krayCentral SingaporeNorth EastNorth WestSouth EastSouth WestA CoruñaÁlava / ArabaAlbaceteAlicante / AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Cruz de TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel -StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd?yamanAdanaAfyonkarahisarAksarayAmasyaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll and ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries and GallowayDurhamEast AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast Riding of YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle of AngleseyIsle of ManIsle of WightIsles of ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Port TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire and KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne and WearTyroneVale of GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Малые отдаленные островаВиргинские острова СШАЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайоминг
Промышленность — Нет — Академические и исследовательские Авиакосмическая и оборонная промышленностьСтоматологияЗдравоохранениеПроизводство и прототипированиеТранспорт и автоспорт
Должностной уровень — Выберите уровень работы —C-LevelPresident или VPDirectorManagerProfessional StaffConsultant or ContractorIntern or StudentHobbyist
Должностная функция — Выберите должность —Инженерия — Разработка программного обеспечения — Производство оборудования Финансы ИТ Юридические услуги Маркетинг Закупки Продажи Техник по обслуживанию — Техник по обслуживанию оборудования — Другое
Уровень интереса — Выберите интересующий вас уровень —Начало исследованияОценка решений и конкурентовЗаинтересованы в покупке через 1-3 месяцаЗаинтересованы в покупке в течение 3-6 месяцевЗаинтересованы в покупке в течение 6-12 месяцевЯ хотел бы поговорить со специалистом по решениямУ меня проблема или вопрос
Область интереса — Выберите -Принтеры• Профессиональный принтер (ColorJet, MultiJet)• Производственный принтер (SLA, SLS, Metal/DMP)• Рисунок 4• Titan Additive• Другое программное обеспечениеHaptics• HapticsHealthcare• Виртуальное хирургическое планирование• Анатомическое моделирование• Kumovis Additive
3D-принтер — Выберите -MJP• ProJet 2500• ProJet 2500 Plus• ProJet 2500W• ProJet 2500 IC• ProJet 3600• ProJet 5600CJP• ProJet 260 Plus• Projet 360• ProJet 460 Plus• ProJet 660Pro• ProJet 860ProDMP• DMP Flex 100• DMP 200• ProX 200 Flex 200• DMP Flex 350• DMP Factory 350• DMP Factory 500• ProX 100• ProX 300SLS• SLS 6100• SLS 380• sPro 140• sPro 230SLA• SLA 750• ProJet 6000• ProJet 7000• ProX 800• ProX 950Рисунок 4• Рисунок 4 Автономный• Рисунок 4 Модульный• Рисунок 4 Производство• Рисунок 4 Ювелирные изделияNextDent• NextDent 5100Kumovis• Kumovis R1Atlas• Atlas H• Atlas HSMaterialsBioprinter
Программный продукт — Выберите -3D Connect Manage3D Connect ServiceУслуги 3D-моделирования3D Sprint3D Sprint Pro для SLA3DXpertGeomagic Control XGeomagic Design XGeomagic для SOLIDWORKSGeomagic FreeformGeomagic SculptGeomagic TouchGeomagic Touch XGeomagic WrapOpenHapticsPhantom Premium
Область интереса — Select -Проектирование и производство медицинских устройствМедицинские симуляторыАнатомические моделиПрограммное обеспечение D2PСтоматологические услуги по производству и дизайну
Я согласен получать сообщения 3D Systems Communications
Хотите получать специальные предложения, обновления продуктов и новости о событиях от 3D Systems? Нажимая «Да», вы соглашаетесь получать последующие сообщения от 3D Systems или наших партнеров.
Обзор Gardena Flex 1/2″. Поливочные шланги для сада
Gardena Flex 1/2″ — это небольшая линейка садовых шлангов диаметром ½ дюйма, которая состоит из трех моделей. Главной их особенностью является долговечность, подтверждаемая 20-летней гарантией от производителя.
Длительный срок эксплуатации объясняется толстыми стенками, за счет чего шланг не спутывается, не перегибается, и не портится никаким другим образом.
5%скидка Для читателей нашего блога скидка 5% на весь ассортимент
Ваш промокод:BLOGСмотреть все шланги
Описание
Приходят изделия Gardena Flex 1/2″ смотанными в кольца и скрепленными стяжками. Они поставляются без коробки, но с цветной биркой, на которой указана вся основная информация:
артикул шланга;
звездочки, количество которых соответствует уровню устойчивости к перекручиванию и изломам;
название модели;
диаметр шланга;
метраж;
штрих-код;
знак устойчивости к ультрафиолету и низким температурам;
гарантийный срок от производителя.
Такой вариант поставки позволяет уменьшить габариты и вес покупки.
Внешний вид
Все шланги сделаны в сером цвете с оранжевыми полосами — такой окрас позволяет без труда найти их в густой зеленой траве или на черно-коричневой земле. Изделия имеют толстые стенки, которые позволяют им выдержать достаточно большое давление воды, а также не перегибаться и не истираться. Внутренний диаметр шлангов составляет 1/2 дюйма (13 мм).
Изготовлены они из специального материала высокого качества — ПВХ, который не пересыхает и не растрескивается на солнце.
Изделия оснащены ребристым профилем Power Grip, который обеспечивает идеальное соединение с коннекторами базовой системы полива.
Шланги Gardena Flex 1/2″ прекрасно подойдут для частого использования в саду. Также они пригодны для подачи питьевой воды, поэтому могут быть подведены в дом.
Особенности
Главными особенностями изделий являются:
1. Высокое качество, подтвержденное гарантией в 20 лет. Шланги могут эксплуатироваться на протяжении минимум 10 сезонов. Однако для этого необходимо обеспечивать им правильное хранение.
2. Прочность стенок. Данные модели не спутываются, не перекручиваются и не перегибаются благодаря использованию спиралевидного текстильного армирования, усиленного углеродными волокнами. Такая оплетка обеспечивает высокую прочность, оцененную на 4 звезды из 6 возможных, что позволяет избежать преждевременных заломов, потертостей, а также снижает вероятность механических повреждений — например, порезов или проколов.
3. Устойчивость к высокому давлению. Поливочные шланги за счет наличия толстых стенок и использования ПВХ способны выдерживать до 25 бар.
4. Экологичность. Все модели изготовлены только из высококачественных материалов, которые не содержат в своем составе опасных пластификаторов, а также тяжелых металлов (бария, свинца, кадмия). Благодаря этому не наносится вред окружающей среде, здоровью человека и животных.
5. Устойчивость к ультрафиолету и погодным условиям. За счет наличия специального темного слоя данные изделия не пропускают солнечные лучи, а потому надежно защищены от прорастания водорослей внутри рукава. При этом сам ультрафиолет, а также низкая температура до -10°C и жара до +50°C не способны повредить наружный слой. В результате этого шланги при перепадах температурного режима не размягчаются и не замерзают.
6. Гибкость. Она позволяет складывать изделия под разными углами. Этот показатель оценен на 4 звезды из 6 возможных.
Следует отметить, что данные шланги имеют внушительный вес (около 3–7 кг, в зависимости от модели), из-за которого физически неподготовленному человеку может быть трудно переносить их с места на место. Поэтому для более легкого перемещения по участку рекомендуется приобрести специальную тележку.
Разновидности
Всего в линейку Gardena Flex 1/2″ входит 3 разновидности шлангов:
1. Длиной 20 м (18033-20). Вес этой модели составляет 3,2 кг.
2. Длиной 20 м + набор с фитингами (18034-20). В данном случае в комплект, помимо самого шланга, входят: адаптер, штуцер резьбовой, коннектор стандартный, наконечник для полива и коннектор с автостопом. Вес изделия тот же.
3. Длиной 50 м (18039-20). Эта модель весит 6,9 кг.
Линейка поливочных шлангов Gardena Flex 1/2″ представляет собой прочные изделия длиной 20 и 50 м. Они изготовлены из ПВХ с армированной оплеткой, поэтому не истираются, не перекручиваются, не перегибаются и долго служат. А отсутствие в составе материалов вредных веществ позволяет использовать шланги для подачи питьевой воды.
Все модели устойчивы к морозу, жаре и ультрафиолету, поэтому нет необходимости каждый раз убирать их с улицы.
Шланг поливочный итальянский в категории «Дом и сад» в Виноградове
MAGIC HOSE Поливочный шланг садовый 30 м Шланг садовый
На складе в г. Одесса
Доставка по Украине
268 грн
Купить
Те Що Треба
Одесса
Шланг поливочный 1/2 » 25м Tecnotubi RETIN Profi
Доставка из г. Житомир
910 грн
Купить
Сервисный центр Волисс
Житомир
Шланг поливочный Avci Flex АГАТ 3/4″ L20
Доставка по Украине
от 684 грн/бухта
Купить
АБИ-Терм
Шланг поливочный Avci Flex АЙЛИН 3/4″ L20
Доставка по Украине
от 951.60 грн/бухта
Купить
АБИ-Терм
Шланг поливочный Avci Flex ВУЛКАН 3/4″ L20
Доставка по Украине
от 1 005.20 грн/бухта
Купить
АБИ-Терм
Шланг поливочный Avci Flex ЛIТО 1/2″ L20 желтый с красной полосой
Шланг для поливу X-Hose, 37.5 м / Шланг поливочный + распылитель
На складе
Доставка по Украине
244 — 769 грн
от 54 продавцов
293 грн
Купить
MegaShop
Шланг для полива Magic Hose растягивающий 10/30 м с пистолетом
На складе в г. Ровно
Доставка по Украине
370 грн
Купить
HozShop
Ровно
Шланг для полива Magic Hose растягивающий 10/50 м с пистолетом 100FT
На складе в г. Ровно
Доставка по Украине
1 050 грн
Купить
HozShop
Ровно
Шланг для полива Magic Hose растягивающий 15 / 45 м с пистолетом
На складе в г. Ровно
Доставка по Украине
450 грн
Купить
HozShop
Ровно
Шланг для полива Magic Hose растягивающий 2,5 / 12,5 м с пистолетом 25 FT
На складе в г. Ровно
Доставка по Украине
520 грн
Купить
HozShop
Ровно
Шланг для полива Magic Hose растягивающий 5 / 15 м с пистолетом
На складе в г. Ровно
Доставка по Украине
240 грн
Купить
HozShop
Ровно
Шланг кислородный (Италия) Refittex Oxygen
Доставка по Украине
55 грн/м
Купить
Интернет-магазин Ассорти Инструмент
Смотрите также
Шланг для полива 3/4 (30метров) ФЛОРИЯ
На складе
Доставка по Украине
1 700 грн
Купить
магазин «Сантехник плюс»
Шланг для полива 3/4 (50м) САНИ
На складе
Доставка по Украине
1 800 грн
Купить
магазин «Сантехник плюс»
Шланг для полива Панси (ЗЕБРА) 3/4 (20метров)
На складе
Доставка по Украине
850 грн
Купить
магазин «Сантехник плюс»
Шланг для полива Панси (ЗЕБРА) 3/4 (30метров)
На складе
Доставка по Украине
1 250 грн
Купить
магазин «Сантехник плюс»
Шланг для полива Экспорт 3/4 (50м)
На складе
Доставка по Украине
2 800 грн
Купить
магазин «Сантехник плюс»
Шланг для поливу REFLEX 3/4″ 50м, WFR3/450
Доставка по Украине
3 936 — 5 190 грн
от 14 продавцов
3 936. 24 грн
4 278.53 грн
Купить
ЦЕНТР САНТЕХНИКИ
Шланг для орошения REFLEX 3/4″ 50м, WFR3/450
Доставка по Украине
4 269.06 грн
4 640.28 грн
Купить
ЦЕНТР САНТЕХНИКИ
Шланг для полива X HOSE 60 м с распылителем, садовый шланг, поливочный шланг для сада
На складе
Доставка по Украине
366 грн
Купить
MegaShop
Шланг для полива X HOSE 15 м с распылителем, садовый шланг, поливочный шланг для сада
На складе
Доставка по Украине
246 грн
Купить
MegaShop
Шланг GoldPlast Украина 20 м
Доставка по Украине
603 грн
Купить
Интернет-магазин Домус
Шланг GoldPlast Украина 30 м
Доставка по Украине
905 грн
Купить
Интернет-магазин Домус
Шланг GoldPlast Украина 50 м
Доставка по Украине
1 508 грн
Купить
Интернет-магазин Домус
Шланг GoldPlast Майами 20 м
Доставка по Украине
921 грн
Купить
Интернет-магазин Домус
Шланг GoldPlast Майами 50 м.
Доставка по Украине
2 302 грн
Купить
Интернет-магазин Домус
Шланги Gardena Шланг Comfort FLEX 13 мм (1/2″), 30 м
Дом
Продукты
Полив
Шланги
Шланг Comfort FLEX 13 мм (1/2″), 30 м
Артикул № 18036-20
Шланг Comfort FLEX 13 мм (1/2″), 30 м
Артикул № : 18036-20
Артикул № 18036-20
Длина шланга
30 м
Диаметр шланга
13 мм
Гарантия в годах (после регистрации)
20
Давление разрыва
25 бар
Где купить
Сравнивать
Удалять
Функции
Описание
Информация и сервис
Функции
Функции
С профилем Power Grip
Этот профиль шланга гарантирует идеальное удерживающее усилие и надежное соединение между шлангом и соединителем шланга.
Высококачественная спиральная сетчатая ткань
Шланги GARDENA чрезвычайно устойчивы к давлению и всегда сохраняют свою форму.
Качественный шланг для давления до 25 бар
Шланг изготовлен из качественного материала с дополнительной толщиной и прочностью стенки. Легко выдерживает давление до 25 бар.
20-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Функции
С профилем Power Grip
Этот профиль шланга гарантирует идеальное удерживающее усилие и надежное соединение между шлангом и соединителем шланга.
Высококачественная спиральная сетчатая ткань
Шланги GARDENA чрезвычайно устойчивы к давлению и всегда сохраняют свою форму.
Качественный шланг для давления до 25 бар
Шланг изготовлен из качественного материала с дополнительной толщиной и прочностью стенки. Легко выдерживает давление до 25 бар.
20-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Описание
Описание
Устойчивый к давлению и прочный шланг с Power Grip
Шланг GARDENA Comfort FLEX 13 мм (1/2″) имеет длину 30 м и диаметр 13 мм (1/2″). Используйте его в саду для надежного полива растений или для уборки. Шланг стабильный по размерам и гибкий, а его высококачественная структура делает практически невозможным скручивание или завязывание узлов. Профиль Power Grip обеспечивает стабильное соединение и оптимальную фиксацию между шлангом и соединителем шланга или гидрозатвором. Поскольку шланг устойчив к ультрафиолетовому излучению и морозу, его можно хранить на открытом воздухе круглый год. Благодаря большой толщине стенки водяной шланг имеет длительный срок службы и выдерживает разрывное давление до 25 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов (
Технические характеристики
Артикул №
18036-20
EAN-код:
4078500001717
Технические характеристики
Давление разрыва
25 бар
Длина шланга
30 м
Диаметр шланга
13 мм
Гарантия в годах (после регистрации)
20
Информация и сервис
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Вам нужна дополнительная информация об этом продукте?
Пожалуйста, свяжитесь со службой поддержки клиентов или ознакомьтесь с нашими часто задаваемыми вопросами. Вы ищете руководство? Затем введите 4- или 5-значный артикул в поле поиска.
Перейти к FAQ
Шланги Gardena Шланг Comfort FLEX 13 мм (1/2″), 50 м
Дом
Продукты
Полив
Шланги
Шланг Comfort FLEX 13 мм (1/2″), 50 м
Артикул № 18039-20
Шланг Comfort FLEX 13 мм (1/2″), 50 м
Артикул № : 18039-20
Артикул № 18039-20
Длина шланга
50 м
Диаметр шланга
13 мм
Гарантия в годах (после регистрации)
0
2 16 Давление разрыва
25 бар
Где купить
Сравнивать
Удалять
Функции
Описание
Информация и сервис
Функции
Функции
С профилем Power Grip
Этот профиль шланга гарантирует идеальное удерживающее усилие и надежное соединение между шлангом и соединителем шланга.
Высококачественная спиральная сетчатая ткань
Шланги GARDENA чрезвычайно устойчивы к давлению и всегда сохраняют свою форму.
Качественный шланг для давления до 25 бар
Шланг изготовлен из качественного материала с дополнительной толщиной и прочностью стенки. Легко выдерживает давление до 25 бар.
20-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Функции
С профилем Power Grip
Этот профиль шланга гарантирует идеальное удерживающее усилие и надежное соединение между шлангом и соединителем шланга.
Высококачественная спиральная сетчатая ткань
Шланги GARDENA чрезвычайно устойчивы к давлению и всегда сохраняют свою форму.
Качественный шланг для давления до 25 бар
Шланг изготовлен из качественного материала с дополнительной толщиной и прочностью стенки. Легко выдерживает давление до 25 бар.
20-летняя гарантия гарантирует высокое качество
*После регистрации на сайте gardena.com/registration в течение 3 месяцев после покупки. Условия гарантии на сайте gardena.com/warranty.
Описание
Описание
Прочный и устойчивый к давлению шланг с Power Grip
Шланг GARDENA Comfort FLEX 13 мм (1/2″) имеет длину 50 м и диаметр 13 мм (1/2″). Используйте его в саду для надежного полива растений или для уборки. Шланг стабилен по размеру и гибок, а его высококачественная структура делает практически невозможным скручивание или завязывание узлов. Профиль Power Grip обеспечивает стабильное соединение и оптимальную фиксацию между шлангом и соединителем шланга или гидрозатвором. Поскольку шланг устойчив к ультрафиолетовому излучению и морозу, его можно хранить на открытом воздухе круглый год. Благодаря большой толщине стенки водяной шланг имеет длительный срок службы и выдерживает разрывное давление до 25 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов (
Технические характеристики
Артикул №
18039-20
EAN-код:
4078500001731
Технические характеристики
Давление разрыва
25 бар
Длина шланга
50 м
Диаметр шланга
13 мм
Гарантия в годах (после регистрации)
20
Информация и сервис
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов.
Как наносить огнезащитные краски на металлоконструкции рассказывают специалисты НПО Стройзащита
Главная \ Статьи \ Четыре основных этапа нанесения огнезащитных красок на металлоконструкции
Защита от пожаров – необходимое мероприятие при возведении различных строительных объектов. Это комплекс работ направленных на предотвращение возгорания материалов и ограничение распространения пламени. В бытовом строительстве огнезащита металлических и стальных конструкций применяется не часто, зато промышленное строительство невозможно представить без работ по противопожарной защите металла.
Зачем нужна огнезащита металла
Непрофессионалу может показаться, что металлические и стальные конструкции не нужно защищать от огня, ведь металл не горюч. На самом деле это не так.
Открытый огонь быстро нагревает и раскаляет конструкции из металла, что способствует распространению пламени. Кроме того, при нагреве более 500°C металл теряет прочность и конструкция может обрушиться.
Таким образом, огнезащита металлоконструкций решает сразу две задачи:
Скорость распространения пожара значительно снижается.
Появляется больше времени для эвакуации людей и имущества.
Существует несколько способов защитить металлические конструкции от нагревания при пожаре.
Облицовка металла плитами из негорючих материалов, например, базальтовыми матами. Такой способ гарантирует огнестойкость до 3 часов.
Обработка конструкции противопожарными штукатурными смесями обеспечивает защиту от пламени на 2 часа.
Нанесение противопожарной краски на поверхность стальной конструкции, например огнезащитных красок Крауз.
Нанесение огнезащитной краски гарантирует огнестойкость металлической конструкции до 1,5 часов и, благодаря относительно невысокой цене материалов и меньшей трудоёмкости работ, применяется чаще других.
Основные этапы огнезащитных работ
Огнезащитные краски Крауз отличаются от бытовых более сложным химическим составом, ухудшающим сцепление поверхностью металла (адгезию). Кроме того, огнезащитные краски необходимо наносить в несколько слоёв и тщательно просушивать каждый слой. В результате получается покрытие толщиной до нескольких миллиметров. Эти особенности противопожарных красок требуют тщательного соблюдения технологии нанесения.
Профессионалы в области нанесения противопожарных материалов выделяют четыре основных этапа работ:
Подготовка защищаемой поверхности
Грунтование
Нанесение краски
Нанесение финишного покрытия
Чёткое соблюдение этих этапов, ответственный подход на каждом из них, а также качественные материалы – залог успеха огнезащитных работ.
Подготовка поверхности
Первый этап огнезащитной обработки металла – подготовка защищаемой поверхности. Данный этап напрямую влияет на результат, ведь неправильная или некачественная подготовка поверхности сводит все свойства огнезащитного покрытия на ноль. Даже металлические и стальные конструкции, которые не были в эксплуатации и не имеют следов ржавчины и остатков старой краски, требуют обязательной очистки.
Поверхность металлоконструкции можно очистить механическим или химическим способом.
Механическая очистка может производиться вручную или механизировано с помощью абразивных инструментов или аппарата пескоструйной очистки. При химической очистке используют различные преобразователи ржавчины и смывки старой краски. Не важно, какой из способов будет выбран для очистки поверхности, главное – получить поверхность без каких-либо загрязнений и покрытий.
После очистки поверхность металла необходимо обезжирить, чтобы избавить её от жиров и масел органического и неорганического происхождения, ухудшающих адгезию. Мы рекомендуем использовать для обезжиривания ацетон или бутилацетат, расходуя 150 гр/м2. Рекомендуется обезжиривать поверхность прямо перед нанесением первого слоя огнезащитного покрытия.
Нанесение грунта
Основой для любой огнезащитной краски является грунт. Грунтование защищаемой поверхности решает сразу две задачи: во-первых, защищает поверхность металлоконструкции от коррозии; во-вторых, улучшает адгезию краски с поверхностью металла. Необходимо внимательно отнестись к выбору грунта, учитывая состояние и условия эксплуатации конструкции. Мы рекомендуем отдать предпочтение универсальному грунту ГФ-021 на основе акрила. Наносить грунтовку необходимо, расходуя 50-70 г/м2, чтобы получить слой толщиной 30-50 мкм.
Не забудьте и о качестве грунтовки. Важно, чтобы грунт был изготовлен в соответствии с требованиями ГОСТ, а не ТУ. Более дешевые аналоги дольше высыхают, а под воздействием пламени деформируются и отслаиваются до того, как огнезащитное покрытие начнёт работать.
Ещё раз напомним, что грунт наносится на тщательно очищенную и обезжиренную поверхность. Также необходимо дождаться полного высыхания загрунтованной поверхности и только после этого наносить огнезащитную краску. Мы рекомендуем выдержать 72 часа для полного высыхания грунта. Соблюдение этих простых правил позволит добиться хорошей адгезии противопожарной краски и убережет поверхность огнезащитного покрытия от растрескивания.
Информацию о видах грунтовок по металлу и технологии нанесения вы найдёте в статье «Грунтовки по металлу – необходимый этап работ по огнезащите металлоконструкций».
Нанесение огнезащитной краски
При нанесении огнезащитных красок «Крауз», необходимо руководствоваться рекомендациями производителя, чётко контролируя толщину каждого слоя и выдерживая временные интервалы между слоями для их тщательной просушки. Соблюдение рекомендаций позволит избежать растрескивания и вспучивания готового покрытия.
Способы нанесения красок по металлу «Крауз»
Огнезащитную краску можно наносить различными инструментами:
кистью,
валиком,
краскопультом,
аппаратом безвоздушного распыления.
Использование аппарата безвоздушного распыления – самый эффективный и быстрый способ нанесения огнезащитного покрытия. Малярный агрегат позволяет наносить краску равномерно, строго контролируя толщину слоя, значительно снижает расход краски на больших площадях, уменьшает трудозатраты и сокращает время нанесения.
Если работы по огнезащите проводятся на небольшой площади и малой высоте, а также при окрашивании тонких, узких конструкций, эффективнее использовать краскопульты или окрасочные пистолеты различных конструкций. Они позволяют наносить краску равномерно, снижают потери материала.
Использование кисти или валика допустимо при нанесении краски на небольшие площади со сложным рельефом, на узкие конструкции (тонкие трубы, металлические сетки, лестничные перила). Нанесение кистью или валиком увеличивает время высыхания на 20-25%. Применение кисти или валика на больших площадях значительно увеличивает расход краски.
Технология нанесения
Если огнезащитная краска хранилась при температуре близкой к 0С, следует занести краску в более тёплое помещение на 2-3 часа, чтобы состав согрелся. Перед нанесением огнезащитную к
раску необходимо тщательно перемешать. Мы рекомендуем применять низкооборотную дрель с насадкой-миксером. Скорость перемешивания 120-300 об/мин.
Необходимый предел огнестойкости достигается путём нанесения краски в несколько слоёв с тщательной просушкой каждого слоя. Огнезащитные краски «Крауз» наносятся слоем толщиной не более 0,9 мм. Толщина слоя более 1 мм может спровоцировать неравномерное вспучивание краски при нагревании, снижая целостность теплоизоляционного слоя. При расчёте расхода краски и требуемой толщины готового покрытия мы рекомендуем пользоваться данными в техническом регламенте по нанесению краски.
Перед нанесением каждого последующего слоя необходимо тщательно просушить предыдущий. Например, слой краски толщиной 250 мкм должен сохнуть не менее 4 часов. При нанесении и просушки огнезащитных красок Крауз и Крауз-Ультра температура воздуха должна быть не ниже +5С, а краски Крауз-Р – не ниже -15С. Влажность воздуха не должна превышать 80%. Максимальную прочность покрытие набирает спустя 2 дня.
Нанесение защитного покрытия
Чтобы увеличить срок эксплуатации огнезащитного покрытия, придать ему дополнительную влагостойкость или изменить цвет, рекомендуется применение финишных покрытий, таких как защитная краска Крауз-П. Краска наносится после окончательной просушки огнезащитного покрытия, толщина слоя не должна превышать 100 мкм. В основной состав краски добавляются компоненты, обеспечивающие требуемые свойства (влагостойкость, устойчивость к истиранию, необходимый оттенок). Колеровка краски Крауз-П осуществляется только на производстве или после согласования с НПО «Стройзащита».
Меры безопасности при работе с огнезащитными красками
Огнезащитные краски Крауз и Крауз-Ультра не содержат в составе органический растворитель, поэтому при их нанесении не выделяется вредных для человека веществ. Краску Крауз-Р, имеющую в составе органический растворитель, необходимо наносить в хорошо проветриваемых помещениях.
Огнезащитные работы должны выполнять люди, имеющие навыки работы с противопожарными материалами и оборудованием для их нанесения.
Участок строительного объекта, на котором проводят нанесение краски, должен быть закрыт от посторонних лиц или работ, не связанных с огнезащитой металлоконструкций. На участке запрещено курить и принимать пищу.
Все рабочие должны иметь защитные костюмы или фартуки, перчатки для защиты рук и респираторы для защиты органов дыхания.
После окончания работ, а также при случайном попадании краски на кожу, необходимо воспользоваться тёплой водой и мылом. Очищать краску с кожи растворителем запрещено.
После высыхания все противопожарные краски Крауз не выделяют токсичных для человека или животных веществ, поэтому соблюдать особые меры безопасности при эксплуатации покрытия нет необходимости.
Если у вас остались вопросы по нанесению огнезащитных красок Крауз, интересует цена на противопожарные материалы и условия сотрудничества, позвоните нашим менеджерам по телефонам +7 (495) 968-26-68, 797-06-72 или через форму обратной связи на сайте.
февраль 2016 г.
Огнезащитная краска для стальных конструкций ОЗК-01-Р
Тип огнезащиты
ОЗК-01Р представляют собой однокомпонентную вспучивающуюся огнестойкую краску на основе растворителей.
Назначение
Огнезащитная вспучивающая краска ОЗК-01-Р предназначена для огнезащитной обработки металлических и железобетонных конструкций и получения трудносгораемой древесины.
Сертификация
Сертификат пожарной безопасности № С-RU.ПБ 07.В.00048 от 14.05.2010г..
Правила применения
Краска ОЗК-01-Р поставляется готовой к применению. Наносится при помощи агрегатов безвоздушного распыления, валика или кисти. Перед применением краску тщательно перемешивают.
До требуемой консистенции краску можно разбавить растворителем. В летнее время применять уайт-спирит, в зимнее время — растворитель № 646.
При осуществлении работ по огнезащите температура воздуха должна быть не менее -5 °С.
Огнезащитная обработка металлических конструкций:
Металлические конструкции перед нанесением огнезащитной краски должны быть очищены от ржавчины, пыли, отслоившихся старых лакокрасочных покрытий, жиров и защищены антикоррозийными грунтовками (например грунт ГФ-021 или другой аналогичный). Все загрязнения удаляются, растворителем (уайт-спирит), места с поврежденной грунтовкой очищаются и грунтуются заново.
Для нанесения краски агрегатом безвоздушного распыления рекомендуется использовать оборудование со следующими параметрами:
Наименование параметра
Значение
Рабочее давление не менее, атм
80-120
Диаметр сопла краскопульта, мм
0,48-0,53
Угол распыления, градусов
20-40
Диаметр подающего шланга, мм
10
Длина подающего шланга, м
максимальная 30
Толщина краски не должна превышать 0,6 мм в один слой. При необходимости получения большей толщины покрытия, краска наносится в несколько слоев.
Межслойная сушка при различных методах нанесения должна составлять не менее 12 часов при температуре +20°С и относительной влажности воздуха не более 70%. Перед нанесением последующего слоя необходимо убедится, что краска на поверхности высохла до «отлипа».
Толщину каждого мокрого (неотвержденного) слоя покрытия во время окрасочных работ измеряют отдельно. Для измерений используют линейку для измерения мокрых пленок.
Для измерения толщины сухого слоя покрытия используют магнитные толщиномеры неразрушающего контроля. Измерения толщины слоя покрытия производят не менее, чем в трех точках с интервалом в 1 метр. Измерения проводят только после полного отверждения покрытий.
При необходимости возможна колеровка краски в пастельные тона, для чего в краску вводится колеровочная паста в соответствии с инструкцией на применение колеровочной пасты, но не более 5 %.
Для повышения декоративных свойств покрытия допускается нанесение финишного покрытия состоящего из одного и двух слоев (но не более 40 мкм) лакокрасочного материала на основе акриловых сополимеров или полиуретана или других пленкообразующих веществ.
Огнезащитная эффективность краски в зависимости от толщины краски и приведенной толщины металла составляет:
45 минут, толщина краски 1,07 мм (расход 1,8 кг/м², без учета потерь), приведенная толщина металла 3,4 мм;
60 минут, толщина краски 1,24 мм (расход 2,1 кг/м², без учета потерь), приведенная толщина металла 3,4 мм;
90 минут, толщина краски 1,78 мм (расход 2,97 кг/м², без учета потерь), приведенная толщина металла 5,8 мм.
Практический расход краски зависит от толщины и метода нанесения и может увеличиваться на 15-20 %.
Огнезащитная обработка деревянных конструкций
Поверхность древесины, подлежащая обработке огнезащитной краской, должна быть до ее нанесения очищена от коры, пыли, грязи и жирных пятен. Древесина должна иметь естественную влажность.
Краска наносится на поверхность распылением или вручную малярной кистью или валиком с равномерным распределением по всей площади.
При требовании колеровки в краску добавляется соответствующая колеровочная паста согласно инструкции по ее применению. Колеровка возможна только в пастельные тона.
Для получения трудносгораемой древесины (1 группа огнезащитной эффективности) необходимо нанести 200 грамм краски ОЗК-01-Р на 1 м² защищаемой поверхности (без учета потерь). Покрытие устойчиво к старению.
Огнезащитная обработка железобетонных конструкций
Поверхность железобетонных конструкций должна быть очищена от пыли, грязи и огрунтована грунтовкой ГАЗ-К ТУ 2313-009-54737814-2006 с толщиной 0,05 мм или другой аналогичной.
При нанесении огнезащитной краски толщина одного наносимого слоя рекомендуется не более 0,6 мм влажного покрытия. Последующие слои наносятся на высушенный слой краски. Сушка каждого слоя не менее 12 часов при температуре 20 °С и влажности до 70%. При снижении температуры и увеличении влажности время сушки соответственно увеличивается.
Краска ОЗК-01-Р, нанесенная с толщиной сухого слоя 1,1 мм и расходом 1,9 кг/м² без учета потерь, на предварительно загрунтованные железобетонные конструкции имеет огнезащитную эффективность не менее 120 минут при достижении арматурой критической температуры не более 500 оС.
Правила безопасности
При применении краски следует соблюдать следующие меры предосторожности: помещение, в котором проводятся работы должно проветриваться; использовать спецодежду (хлопчатобумажный халат, комбинезон), средства индивидуальной защиты кожи рук (защитные латексные или резиновые перчатки) ,респираторы типа «Лепесток». В целях профилактики использовать защитные крема и пасты на основе силикона. Все применяемые СИЗ и спецодежда должны быть сертифицированы и на них должны быть выданы санитарно- эпидемиологические заключения.
При работе с оборудованием необходимо соблюдать требования безопасности, предусмотренные в инструкциях по эксплуатации данного оборудования.
К работе допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, соответствующее обучение и имеющие удостоверения на право производства работ.
Перед началом работ необходимо провести инструктаж рабочих непосредственно на рабочем месте. Проведение инструктажа регистрируется в специальном журнале и подтверждается подписью рабочего, прошедшего инструктаж.
Хранение
Гарантийный срок хранения огнезащитной краски ОЗК-01-Р при соблюдении условий транспортирования и хранения в плотно закрытой таре составляет 12 месяцев.
По истечении срока хранения она может быть использована по назначению после предварительной проверки ее качества на соответствие требованиям технических условий.
При несоответствии требованиям ТУ ее утилизируют по договору в места, согласованные с Роспотребнадзором.
Эксплуатационные показатели
Гарантийный срок службы огнезащитной краски ОЗК-01-Р, нанесенной в строгом соответствии с настоящей инструкцией, при эксплуатации в закрытом помещении составляет не менее 15 лет.
Ознакомьтесь с нашей полной линейкой распылителей PFP (пассивной противопожарной защиты), предназначенных для нанесения широкого спектра вспучивающихся огнезащитных материалов на стеллажи для труб, двутавровые балки, конструкционную сталь, резервуары для хранения и многое другое. Универсальные и надежные огнезащитные распылители Graco созданы для работы в суровых условиях.
Идеально подходит для трубных стеллажей и конструкций из конструкционной стали
Если в вашем проекте требуется вспучивающаяся противопожарная защита, мы готовы помочь вам. Многокомпонентные или однокомпонентные распылители Graco работают с густыми вспучивающимися огнезащитными материалами на основе эпоксидной смолы — они идеально подходят для трубных стеллажей и конструкционной стали.
Работа с широким спектром материалов
Мощные огнезащитные распылители Graco могут работать с некоторыми из самых стойких вспучивающихся эпоксидных смол. Кроме того, наши распылители достаточно универсальны для распыления однокомпонентных и многокомпонентных материалов.
Подкрашивание до больших объемов
С каким бы огнезащитным материалом вы ни работали, распылители Graco справятся с различными производственными требованиями, от небольших подкрасок до больших стальных резервуаров.
Результаты фильтрации
Тип
Безвоздушный распылитель с подачей воздуха
(1)
Пневматический распылитель
(1)
Безвоздушный распылитель
(4)
Многокомпонентный распылитель
(1)
Пневмопоршневой насос
(1)
Дозирующий комплект
(1)
Система дозирования
(1)
Фильтры
Тип
Безвоздушный распылитель с подачей воздуха
(1)
Пневматический распылитель
(1)
Безвоздушный распылитель
(4)
Многокомпонентный распылитель
(1)
Пневмопоршневой насос
(1)
Дозирующий комплект
(1)
Система дозирования
(1)
XM PFP
«> Разработанный для нанесения эпоксидных вспучивающихся огнезащитных покрытий, Graco XM PFP является первой и единственной системой, сертифицированной ATEX и IECEx для использования во взрывоопасных средах; он рассчитан как на электрическую, так и на механическую конструкцию.
Узнать больше
Xtreme PFP
Распылитель Xtreme PFP идеально подходит для распыления термопластичных эпоксидных смол PFP, его легко чистить благодаря быстросъемному насосу с двумя шариками.
Подробнее
TexSpray HD
«> Семейство распылителей TexSpray HD от Graco идеально подходит для подрядчиков, которым требуются надежность и долговечность. Они легко справляются с самым широким диапазоном размеров наконечников, шлангами большей длины и более тяжелыми покрытиями. Оптимизирован для тяжелых покрытий, а также для всего спектра красок и грунтовок.
Подробнее
GH Big Rig
Газогидравлические распылители Graco GH Big Rig идеально подходят для подрядчиков, которым нужна максимальная производительность и непревзойденная производительность. Идеально подходящие для больших объемов работ, эти распылители доступны с различными рабочими характеристиками для распыления практически любого покрытия.
Узнать больше
TexSpray DutyMax
«> Газо-гидравлические распылители TexSpray DutyMax от Graco — это мощные устройства для подрядчиков, которые распыляют широкий спектр вспучивающихся материалов для огнезащитных работ.
Подробнее
DutyMax
Газовый гидравлический безвоздушный распылитель Graco DutyMax GH 675DI идеально подходит для подрядчиков, которым требуется распылитель высокого давления в небольшом корпусе. Добейтесь желаемых результатов при выполнении внутренних и наружных работ благодаря возможности распыления множества различных материалов, а также полному спектру…
Узнать больше
Служба технической поддержки
+32 89 770 847
Понедельник — Пятница 8:30 — 17:00 CET
Отправить сообщение
Общая поддержка
+32 89 770 865
Понедельник — пятница 8:30 — 17:00 CET
Отправить сообщение
Искать термин:
Вспучивающиеся огнезащитные распылители
Ознакомьтесь с нашей полной линейкой распылителей PFP (пассивной противопожарной защиты), предназначенных для нанесения широкого спектра вспучивающихся огнезащитных материалов на стеллажи для труб, двутавровые балки, конструкционную сталь, резервуары для хранения и многое другое. Универсальные и надежные огнезащитные распылители Graco созданы для работы в суровых условиях.
Идеально подходит для трубных стеллажей и конструкций из конструкционной стали
Если в вашем проекте требуется вспучивающаяся противопожарная защита, мы готовы помочь вам. Многокомпонентные или однокомпонентные распылители Graco работают с густыми вспучивающимися огнезащитными материалами на основе эпоксидной смолы — они идеально подходят для трубных стеллажей и конструкционной стали.
Работа с широким спектром материалов
Мощные огнезащитные распылители Graco могут работать с некоторыми из самых стойких вспучивающихся эпоксидных смол. Кроме того, наши распылители достаточно универсальны для распыления одно- и многокомпонентных материалов.
Подкрашивание до больших объемов
С каким огнезащитным материалом вы не работаете, распылители Graco справятся с различными производственными требованиями, от небольших подкрасок до больших стальных резервуаров.
Результаты фильтрации
Тип
Безвоздушный распылитель с подачей воздуха
(1)
Пневматический распылитель
(1)
Безвоздушный распылитель
(5)
Многокомпонентный распылитель
(1)
Пневматический поршневой насос
(1)
Дозирующий комплект
(1)
Система дозирования
(1)
Фильтры
Тип
Безвоздушный распылитель с подачей воздуха
(1)
Пневматический распылитель
(1)
Безвоздушный распылитель
(5)
Многокомпонентный распылитель
(1)
Пневматический поршневой насос
(1)
Дозирующий комплект
(1)
Система дозирования
(1)
XM PFP
«> Разработанный для нанесения эпоксидных вспучивающихся огнезащитных покрытий, Graco XM PFP является первой и единственной системой, сертифицированной ATEX и IECEx для использования во взрывоопасных средах; он рассчитан как на электрическую, так и на механическую конструкцию.
Узнать больше
Xtreme PFP
Распылитель Xtreme PFP идеально подходит для распыления термопластичных эпоксидных смол PFP, его легко чистить благодаря быстросъемному насосу с двумя шариками.
Узнать больше
Mark HD
«> Электрические безвоздушные распылители Graco Mark HD идеально подходят для подрядчиков, которым необходимы универсальность, надежность и производительность. Серия Mark HD раз за разом дает подрядчикам возможность выполнять огнезащитные и другие работы с помощью одного и того же распылителя.
Узнать больше
GMAX II HD
Семейство распылителей Graco GMAX II HD идеально подходит для подрядчиков, которым требуются надежность и долговечность. Они легко справляются с самым широким диапазоном размеров наконечников, шлангами большей длины и более тяжелыми покрытиями. Оптимизирован для тяжелых покрытий, а также для всего спектра красок и грунтовок.
Узнать больше
GH Big Rig
Perfect for large jobs, these sprayers are available with different performance points to spray nearly any coating.»> Семейство газогидравлических распылителей Graco GH Big Rig идеально подходит для подрядчиков, которым нужна максимальная производительность и непревзойденная производительность. Идеально подходящие для больших объемов работ, эти распылители доступны с различными рабочими характеристиками для распыления практически любого покрытия.
Узнать больше
DutyMax HD
Газогидравлические распылители Graco DutyMax HD — это мощные устройства для подрядчиков, которые распыляют широкий спектр вспучивающихся материалов для противопожарных работ.
Полумаска фильтрующая формованная , модель «Исток», с клапаном выдоха, FFP1 NR Россия
Главная
Каталог
Отделочный инструмент
Средства индивидуальной защиты
Маски защитные
Артикул:
892507
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
RUSSIA
Класс защиты
FFP1
Наличие клапана
есть
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Очки закрытые «Эргономичные» с прямой вентиляцией, поликарбонат Сибртех
Очки закрытые «Эргономичные» с прямой вентиляцией, поликарбонат Сибртех
Щиток защитный НБТ, 400 х 220 мм, поликарбонат Россия Сибртех
Щиток защитный НБТ, 400 х 220 мм, поликарбонат Россия Сибртех
Комбинезон защитный Люкс, 60 г/м2, 172-180 см Сибртех
Комбинезон защитный Люкс, 60 г/м2, 172-180 см Сибртех
Каска защитная с храповым механизмом, Европласт, оранжевая Россия Сибртех
Каска защитная с храповым механизмом, Европласт, оранжевая Россия Сибртех
Пистолет для монтажной пены, усиленный алюминиевый корпус Сибртех
Пистолет для монтажной пены, усиленный алюминиевый корпус Сибртех
Правило алюминиевое «Трапеция», 1 ребро жесткости, L-1, 0 м Россия Сибртех
Правило алюминиевое «Трапеция», 1 ребро жесткости, L-1, 0 м Россия Сибртех
848457
Миксер для красок и штукатурных смесей, 100 х 600 мм, оцинкованный, шестигранный хвостовик 10мм Denzel
Миксер для красок и штукатурных смесей, 100 х 600 мм, оцинкованный, шестигранный хвостовик 10мм Denzel
Таз прямоугольный строительный, 90 л Россия Сибртех
Таз прямоугольный строительный, 90 л Россия Сибртех
Похожие товары
892527
Полумаска фильтрующая формованная, модель «Исток», с клапаном выдоха, FFP1 NR, 10шт Россия
Полумаска фильтрующая формованная, модель «Исток», с клапаном выдоха, FFP1 NR, 10шт Россия
892467
Полумаска фильтрующая формованная,модель «Исток»,с угольным слоем,с клапаном выдоха FFP1 NR Россия
Полумаска фильтрующая формованная,модель «Исток»,с угольным слоем,с клапаном выдоха FFP1 NR Россия
Полумаска фильтрующая (респиратор) c угольным слоем, с клапаном выдоха, FFP1, 10 шт Россия Сибртех
Полумаска фильтрующая (респиратор) c угольным слоем, с клапаном выдоха, FFP1, 10 шт Россия Сибртех
892567
Полумаска фильтрующая складная, модель «Исток», с клапаном выдоха FFP1 NR Россия
Полумаска фильтрующая складная, модель «Исток», с клапаном выдоха FFP1 NR Россия
892597
Полумаска фильтрующая формованная, модель «Исток», с клапаном выдоха, FFP2 NR Россия
Полумаска фильтрующая формованная, модель «Исток», с клапаном выдоха, FFP2 NR Россия
Полумаска фильтрующая формованная Исток, с клапаном выдоха, FFP1 NR [892507]
Каталог →
Средства индивидуальной защиты → Респираторы → ИСТОК
Артикул: 892507
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
Вес
0. 02
Бренд
RUSSIA
Количество в упаковке
1
Класс защиты
FFP1
Наличие клапана
есть
Описание:
Полумаска фильтрующая формованная с клапаном выдоха служит для защиты органов дыхания человека от различных видов аэрозолей (пыли, туманов и дымов) животного, металлургического и минерального происхождения, дустов и порошкообразных удобрений, не выделяющих токсичные газы и пары. Применяется в строительстве, машиностроении, сельском хозяйстве, пищевой отрасли, металлургической промышленности, а также во всех отраслях, где необходима защита от пыли и аэрозолей.
Клапан выдоха респиратора обеспечивает низкое сопротивление при выдохе, снижает влажность и температуру в полумаске, тем самым создавая комфортные условия работы. Класс защиты – FFP1 NR. Степень защиты до 4 ПДК. Полумаска предназначена для одноразового использования NR. Материалы изделия – нетканое полипропиленовое полотно, пластик, каучук, эластичная тесьма. Полумаска сертифицирована и соответствует ТР ТС 019/2011 «О безопасности средств индивидуальной защиты», что является гарантией их высокого качества.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Полумаска фильтрующая формованная Исток, с клапаном выдоха, FFP1 NR может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437. 2 Гражданского кодекса РФ.
Похожие товары:
Полумаска фильтрующая формованная, модель Исток FFP1 NR
артикул: 892517
Отправить запрос
Полумаска фильтрующая складная, модель Исток, с клапаном выдоха FFP1 NR
артикул: 892567
Отправить запрос
Полумаска фильтрующая формованная Исток с угольным слоем, с клапаном выдоха FFP1 NR
артикул: 892467
Отправить запрос
Полумаска фильтрующая формованная, модель Исток, с клапаном выдоха, FFP2 NR
артикул: 892597
Отправить запрос
Полумаска фильтрующая формованная, модель Исток, FFP1 NR 892512
артикул: 892512
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
Формованные одноразовые маски Comfort серии 5000
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Существуют литые версии FFP1, FFP2 и FFP3
Специально разработанное уплотнение пылезащитной маски сохраняет свою форму, обеспечивая комфорт и безопасность в течение длительного времени
Высокоэффективный клапан выдоха: облегчает дыхание при длительном использовании.
Большой внутренний объем повышает комфорт при ношении за счет уменьшения накопления тепла и конденсата
Носовое уплотнение обеспечивает надежную индивидуальную посадку и оптимальную защиту.
Эластичный ремешок с двойными скобами: прочный в случае многократного снятия без касания фильтрующей секции.
Специально разработанное уплотнение, адаптированное к носу: хорошая посадка и комфорт в течение дня.
Гипоаллергенный: минимальный риск раздражения.
Отрасли и приложения
Производство автомобилей и запчастей
Строительство
Пищевая промышленность
Литейное производство
Черная металлургия
Медицина и фармацевтика
Горнодобывающая промышленность
Текстильная промышленность
90 007 Шлифование или резка дерева
Применение : Текстиль, горнодобывающая, строительная, металлургическая промышленность, производство кузовов автомобилей, деревообработка (включая дуб, бук, экзотические породы дерева), сельскохозяйственная и садоводческая деятельность, пищевая промышленность, резка и литье металлов, фармацевтическое производство, атомная промышленность, переработка токсичных отходов, аккумуляторная (Ni-Cad), биологические риски и т. д. … Защищает от пыли, туманов и паров, содержащих карбонат кальция, глину, каолин, целлюлозу, хлопок, муку, черные металлы, цемент, силикат натрия, серу, стекловолокно и пластик, твердую древесину, уголь, кварц, цветные металлы, медь, алюминий, барий, титан, ванадий, хром, марганец, молибден, сурьма, никель, платина, родий, стрихнин, уран, умеренно радиоактивные частицы, растительные и минеральные масла, смазочно-охлаждающие жидкости (список не является исчерпывающим).
Сертификаты СИЗ категории EC: 3 Обеспечение качества: ISO 9001 / 2000 Сертификаты: EN 149:20 01+A1:2009
Техническое обслуживание Срок службы: 3 года Информация о хранении: Температурный диапазон условий хранения: -20°C/+40°C Максимальная относительная влажность при условиях хранения: менее 95%
Максимальный уровень использования Может использоваться в атмосфере, содержащей твердые и/или жидкие аэрозоли в концентрациях, соответствующих средней токсичности. Маркировка «NR» (не для повторного использования); его можно использовать в одну смену (согласно EN 149:2001+A1:2009). В случае конкретных загрязняющих веществ могут применяться определенные ограничения или ограничения. См. применимые стандарты охраны труда и техники безопасности.
ОГРАНИЧЕНИЯ ПО ИСПОЛЬЗОВАНИЮ Эту одноразовую фильтрующую полумаску НЕ следует использовать в следующих ситуациях:
Концентрация кислорода менее 17% (атмосфера с дефицитом кислорода)
Загрязняющие вещества или их концентрации неизвестны или представляют непосредственную опасность для жизни или здоровья
Концентрации загрязняющих веществ превышают уровни, установленные действующими стандартами охраны труда и техники безопасности
При наличии токсичных или радиоактивных загрязнителей
В присутствии газов или паров
Во взрывоопасных средах
Пожаротушение.
Номер ссылки
Описание
Размер
Классификация
Клапан выдоха
Уплотнение
Застежки
Упаковочная коробка/футляр/поддон
MOQ 9 0121
НПФ
НПФ
Предыдущий номер
1007221
HONEYWELL 5185 M /L FFP1 NR D
M/L
FFP1 NR D
№
Носовой
Эластичный
20/200/5400
200
4
4
1007222
HONEYWELL 5186 M/L FFP1 NR D V
M/L
FFP1 NR D
Да
Носовой
El
Спецификация
Наименование
Описание
Размер файла
Дата
Размер
HPPE Respiratory EU 5000 Comfort Спецификация
HPPE Respiratory EU 500 0 Техническое описание комфорта
application/pdf 251,08 КБ
11/11/2022
251,08 КБ
Имя
Описание
Размер файла
Дата 9 0005
Размер
HPPE Respiratory EU 5000 Comfort, техническое описание
HPPE Respiratory EU 5000 Comfort, техническое описание
251,08 КБ
11. 11.2022
251,08 КБ
Имя
Описание
Размер файла
Дата 900 05
Размер
Респиратор HPPE EU 5000 Comfort Лист данных
HPPE Respiratory EU 5000 Comfort Технические характеристики
251.08 KB
11.11.2022
Номер продукта
SKU
Изображение
SKU
Описание
1007221
HONEYWELL 5185 M/L FFP1 NR D
1007222
HONEYWELL 5186 M/L FFP1 NR D V
1007223-V2
HONEYWELL 5208 V2 M/L FFP2 NR D
1007224-V2
HONEYWELL 5209V2 M/L FFP2 NR D V
1015635-V2
HONEYWELL 5311 V2 M/L FFP3 NR D V
{{название}}
{{описание}}
{{/Результаты}}
Изображение
Артикул
Описание
1007221
HONEYWELL 5185 M/L FFP1 NR D
1007222
HONEYW ELL 5186 M/L FFP1 NR D V
1007223-V2
HONEYWELL 5208 V2 M/L FFP2 NR D
1007224-V2
HONEYWELL 5209 V2 M/L FFP2 NR D V
1015635-V2
HONEYWELL 5311 V2 M/L FFP3 NR D V
90 077 {{название}}
{{описание}}
{{/Результаты}}
Пылезащитные маски | Строительная маска для лица
Вдыхание вредных веществ может привести к повреждению дыхательной системы и организма в целом. Часто эти, как правило, необратимые последствия обнаруживаются гораздо позже, поэтому защита от респираторных токсинов и вредных веществ особенно важна на рабочем месте.
Что такое средства защиты органов дыхания и когда используются респираторы?
Защита органов дыхания относится к средствам индивидуальной защиты (СИЗ), которые используются для защиты от респираторных токсинов и опасных веществ и которые особенно важны для безопасности труда . В средствах защиты органов дыхания существует различие между фильтрующими и изолирующими устройствами : если известна загрязняющая нагрузка и в окружающем воздухе присутствует не менее 17 об.% кислорода, фильтрующих устройств , то есть респираторов , достаточно. Эти устройства фильтруют загрязняющие вещества из окружающего воздуха, прежде чем он будет вдыхаться. В случае более высоких нагрузок и более низкого содержания кислорода в воздухе следует использовать изолирующие устройства , такие как автономный дыхательный аппарат или дыхательный аппарат с воздушным транспортом. Эти устройства снабжают пользователя дополнительным кислородом и изолируют его от окружающего воздуха.
Какие типы респираторов доступны?
Как часть средств индивидуальной защиты (СИЗ), респираторы uvex могут надежно фильтровать частицы и капли из воздуха и соответствуют европейскому стандарту DIN EN 149. Защитные маски uvex для фильтрации частиц делятся на три основных класса защиты в зависимости от их различия в фильтрующей способности:
Маски FFP1 отфильтровывают не менее 80 процентов частиц из окружающего воздуха.
Маски FFP2 могут отфильтровывать 94 процента частиц.
Маски FFP3 имеют потенциал фильтрации 99 процентов .
Чем выше требуемая мощность фильтрации, тем больше слоев фильтра используется при производстве маски или тем больше плотность слоев фильтра. Различные фильтрующие слои определяют сохранение формы, сопротивление разрыву, естественную фильтрацию и внешний вид маски. Поскольку защитные маски со временем создают повышенное сопротивление дыханию, uvex разработал специальные 9Высокоэффективные маски 0320 Эти маски максимально снижают сопротивление дыханию и улучшают микроклимат под маской.
Защитные маски uvex также различаются по форме: формованные маски или маски в виде чашечек отличаются особой прочностью и их можно носить в течение длительного времени. С другой стороны, плоские складные маски удобны в хранении и подходят для путешествий. Они нашли свое место в повседневной жизни многих людей, особенно во время пандемии коронавируса. Оба типа респираторов доступны от uvex с 9 или без клапан выдоха .
Наши респираторы представляют собой полумаски с фильтрацией частиц или маски для мелкой пыли с системой фильтрации, предназначенной для защиты пользователя от твердых или жидких частиц и пыли при надевании на рот и нос. Полные маски защищают все лицо и рекомендуются для защиты от вредных веществ, которые также воздействуют на кожу.
Какие респираторы обеспечивают защиту от каких опасных веществ?
Респираторы uvex обеспечивают защиту от аэрозоли, мелкая пыль, твердые частицы в дыме и жидкие частицы, которые действуют как среда передачи вирусов и бактерий . Маски uvex не защищают от газов и паров. Некоторые маски оснащены клапаном выдоха , который выпускает использованный воздух в окружающую среду и снова закрывается во время вдоха. Это предотвращает накопление тепла и влаги под маской и снижает сопротивление дыханию. респираторы uvex всех трех классов защиты (FFP1, FFP2 и FFP3) соответствуют европейскому стандарту EN 149:2001+A1:2009 .
Маски uvex FFP1 : Приобретите маску FFP1 для задач, связанных с нетоксичной и нефиброгенной пылью . В большинстве случаев этот вид вредных веществ вызывает резкий запах и временное раздражение дыхательных путей. Эти маски защищают от загрязнения до , в четыре раза превышающего предписанный предел воздействия на рабочем месте . Маски uvex FFP1 используются в сельском хозяйстве и пищевой промышленности .
Маски uvex FFP2 : Приобретите маску FFP2 для защиты от пыли, дыма, аэрозолей и фиброгенных частиц (жидких и твердых) или для работ в области медицины, связанных с работой с людьми. Эти фиброгенные частицы могут вызывать долговременное повреждение легких и временное раздражение дыхательной системы. Маски uvex FFP2 могут выдерживать максимальную нагрузку , в десять раз превышающую предельно допустимую нагрузку на рабочем месте. Маски FFP2 используются в металлообрабатывающая промышленность и горнодобывающая промышленность .
Маски uvex FFP3 : Приобретите маску FFP3, если вы подвергаетесь воздействию токсичных и вредных аэрозолей, пыли и дыма . Маски uvex FFP3 также необходимы для защиты от канцерогенных или радиоактивных веществ, бактерий, вирусов и грибковых спор. Но обратите внимание: Наши маски не защищают от радиоактивности вообще, только от твердых радиоактивных частиц. Эти маски также защищают вас от нагрузок, которые составляют 30 раз применимый предел воздействия на рабочем месте. Одним из примеров применения является химическая промышленность .
На этой странице вы можете узнать больше о важности классов защиты FFP. Подробный список некоторых основных вредных веществ, от которых защищают маски uvex, см. в нашем Руководстве по защите органов дыхания. Мы также рекомендуем вам ознакомиться с нашими часто задаваемыми вопросами о респираторах.
На что следует обратить внимание при покупке респираторов?
1. Определите свои потребности
Перед покупкой защитных масок попросите экспертов провести оценку рисков вашей рабочей среды и ее загрязнителей. Это проясняет вероятность опасности для здоровья, какие опасности присутствуют, насколько они значительны и сколько времени требуется для их развития. Вы должны всегда консультироваться со специалистами и определять юридические требования в вашей профессиональной области, прежде чем покупать защитные маски. Оценка опасной ситуации также позволит установить, требуются дополнительные средства индивидуальной защиты , такие как защитные перчатки или защита для глаз.
2. Найдите подходящий респиратор
Как упоминалось выше, тип опасных веществ и уровень воздействия определяют, какой уровень защиты является подходящим. Если у вас есть какие-либо вопросы, пожалуйста, не стесняйтесь обращаться к нашим экспертам-консультантам, которые всегда готовы помочь вам. Важно внимательно выбирать тип маски uvex .
3. Убедитесь, что вы знаете, как правильно надевать респиратор. Для этого работодатель должен организовать дополнительное обучение . Прочтите инструкцию по эксплуатации и информацию об упаковке , чтобы узнать, как правильно надевать маску, так как очень важно, чтобы маска плотно прилегала к лицу, чтобы обеспечить эффективную защиту. Наденьте маску на подбородок, а затем поместите ее на рот и нос. Отрегулируйте оголовья по отдельности и плотно прижмите переносицу. Всегда следите за тем, чтобы маска была надежно закреплена, но не перетягивайте ремни. Пожалуйста, ознакомьтесь также с нашими обучающими видеороликами по надеванию защитных масок uvex на нашем канале YouTube.
Если у вас борода и/или бакенбарды или у вас глубокие шрамы , вы должны обратиться к соответствующему сотруднику службы безопасности, чтобы найти индивидуальное решение , чтобы убедиться, что ваш респиратор надежно сидит на вас. Наш широкий ассортимент означает, что у нас есть варианты для различных форм лица. Если вы носите очки , мы рекомендуем маску с клапаном, чтобы предотвратить запотевание линз.
4. Носите маску нужное количество времени
Одноразовые респираторы предназначены для ношения в течение одного рабочего дня продолжительностью до восьми часов . Если вы работаете с токсичными веществами или работаете с вирусами, бактериями или канцерогенными веществами, меняйте респиратор каждый раз, когда его снимаете. Эти одноразовые маски помечены буквой «NR» для «одноразового использования», а многоразовые маски помечены буквой «R» для «многоразового использования».
Что делает респираторы uvex такими особенными?
Из-за большого количества фильтрующих слоев в респираторах накапливается сопротивление дыханию , что может затруднить дыхание. Чем выше требования к характеристикам фильтра пылезащитной маски, тем выше сопротивление дыханию. Чтобы решить эту проблему и повысить комфорт пользователя, uvex разработал высокоэффективные маски , которые обеспечивают низкое сопротивление дыханию и улучшают условия воздуха при ношении маски. Дополнительной особенностью масок uvex является клапан вдоха и значительно увеличенная поверхность фильтра. Этот тип маски в первую очередь связан с самозащитой.
 22 кг
22 кг Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
 88 р.
88 р. США
США США
США США
США США
США США
США США
США США
США США
США США
США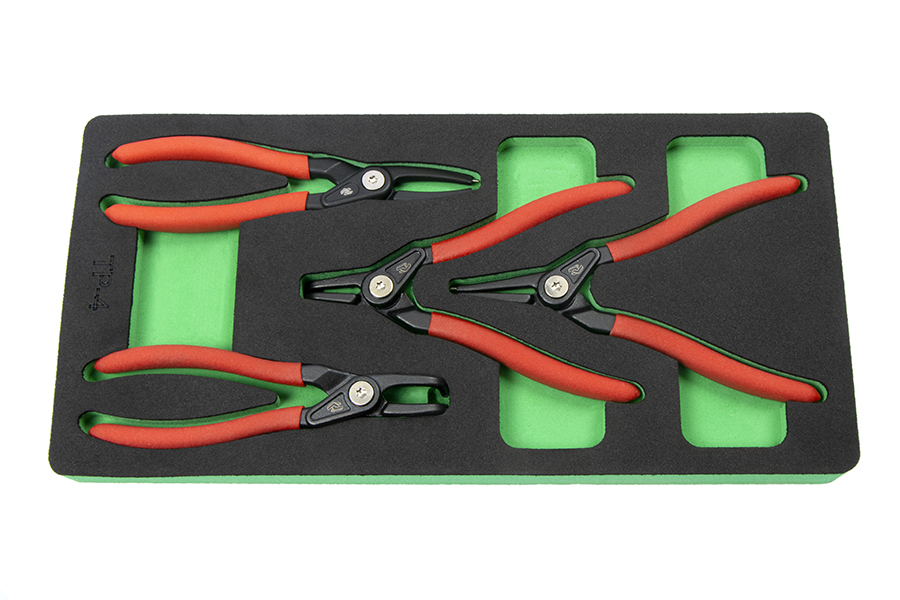 США
США США
США США
США США
США США
США
 Инструмент выходит из строя.
Инструмент выходит из строя.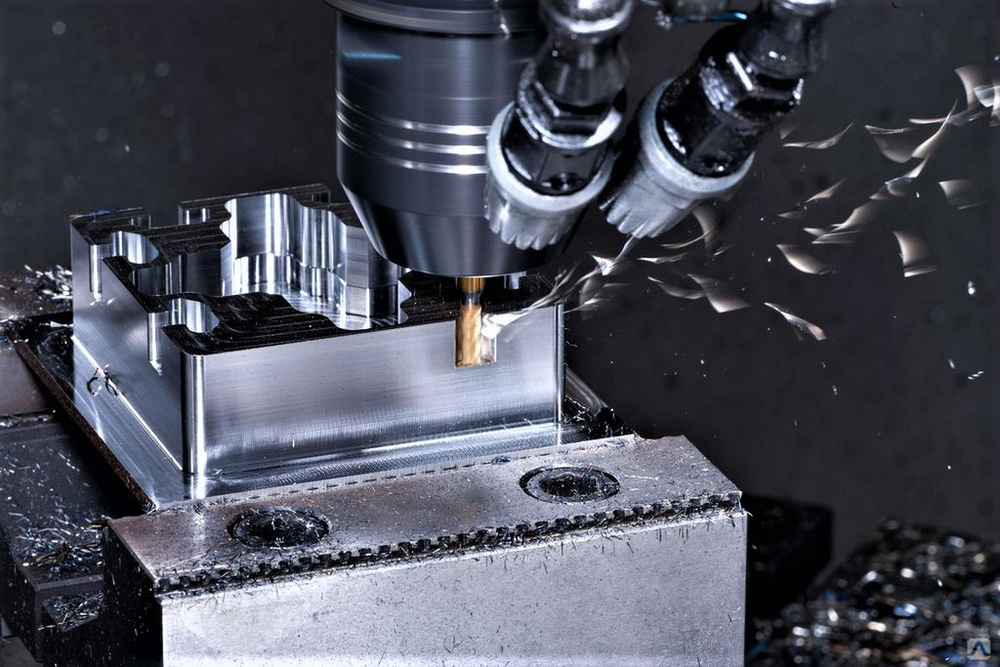
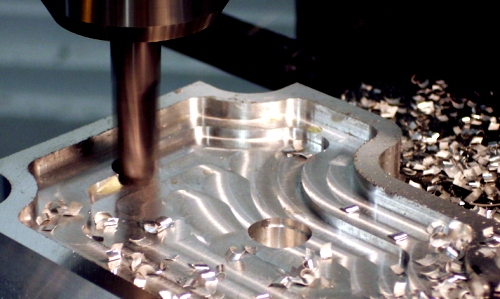 Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
 Не гонитесь за скоростью. Это обязательно скажется на качестве.
Не гонитесь за скоростью. Это обязательно скажется на качестве.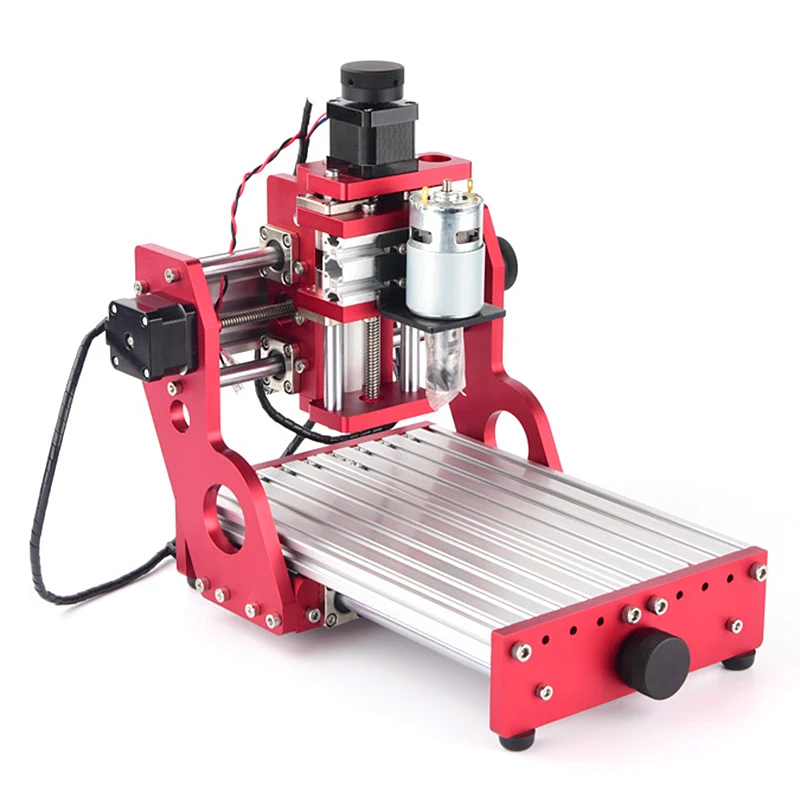 Пример, диборид титана (TiB2).
Пример, диборид титана (TiB2).
 Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.

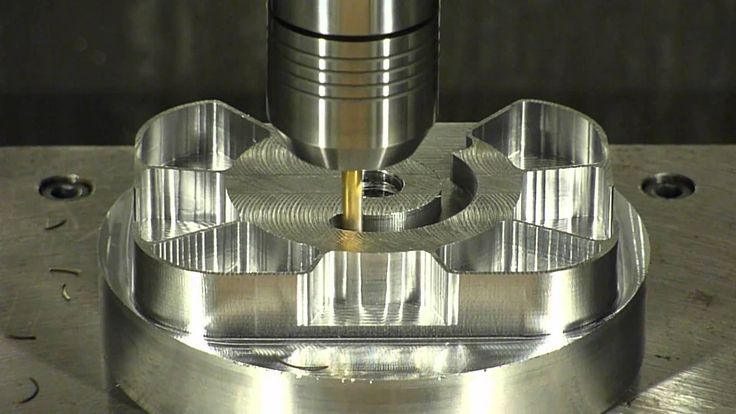 При работе на низких оборотах и повышенной температуре она значительно возрастает.
При работе на низких оборотах и повышенной температуре она значительно возрастает. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.

 А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.-500x500.jpg)
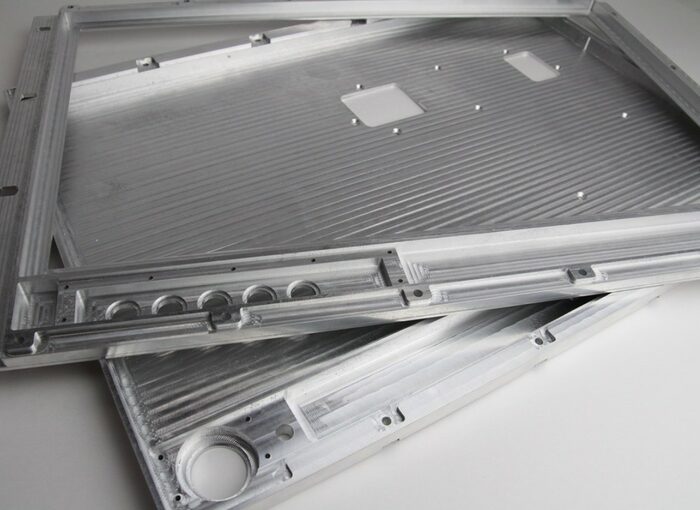 Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы. Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь: Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.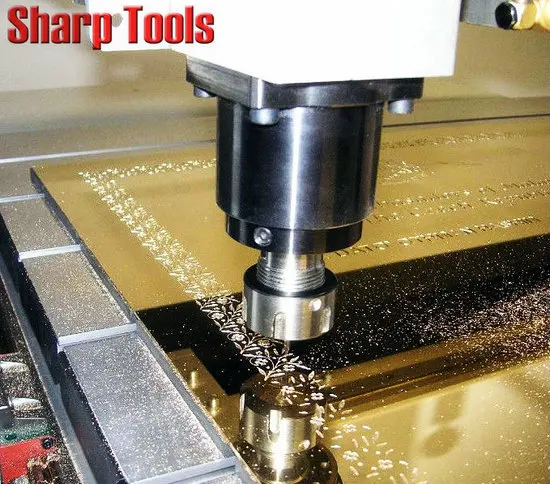 Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.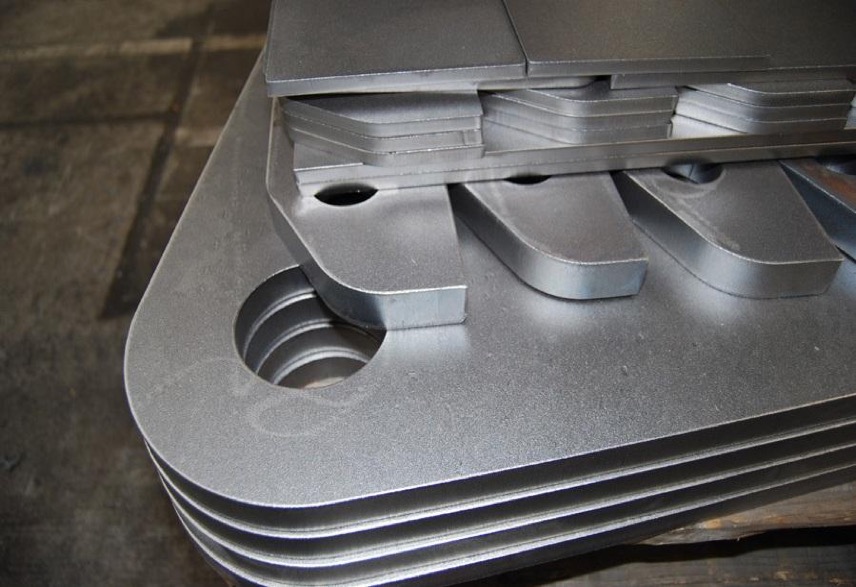 Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).

 Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.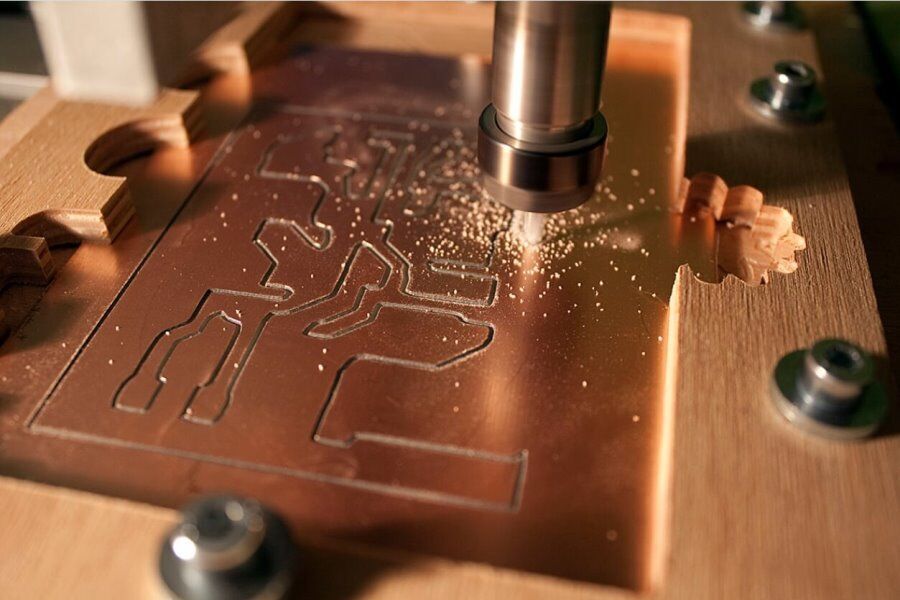
 Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.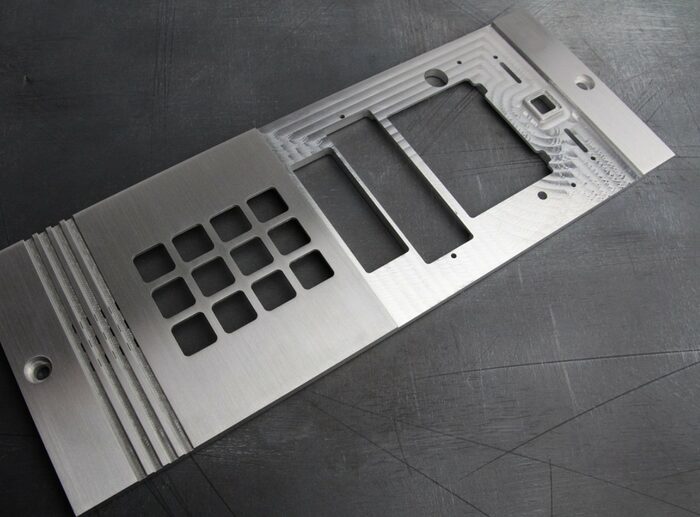 Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!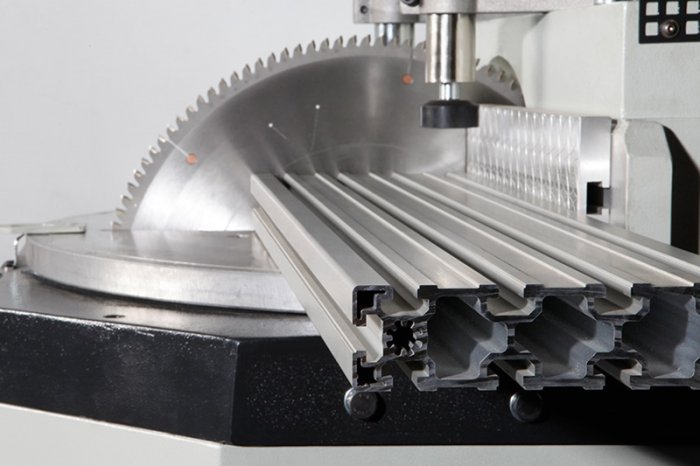 Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.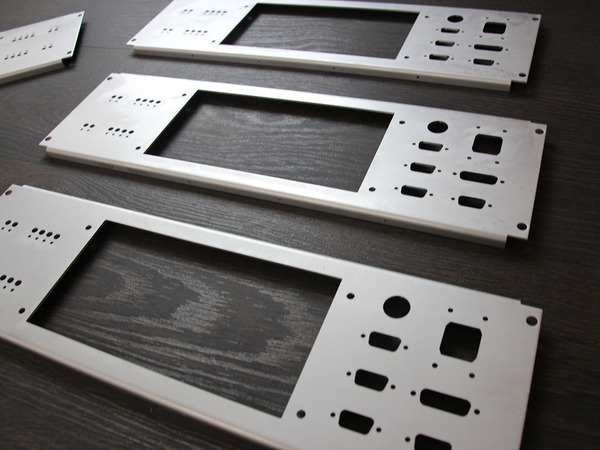 И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
 Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.




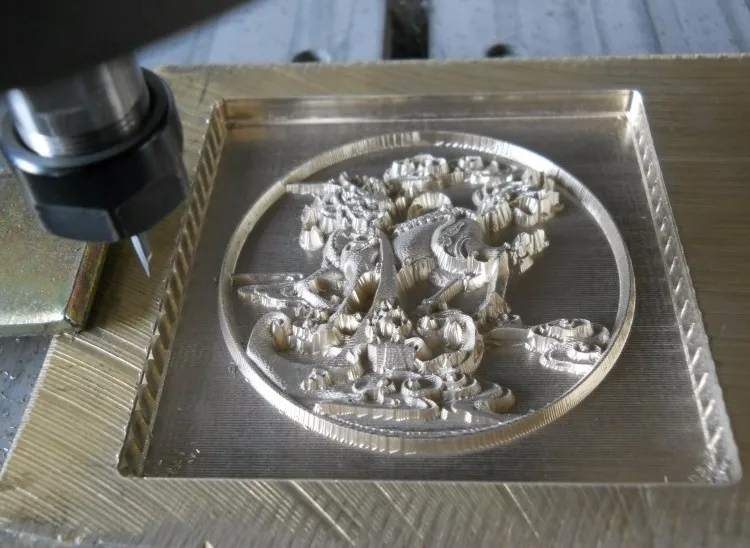


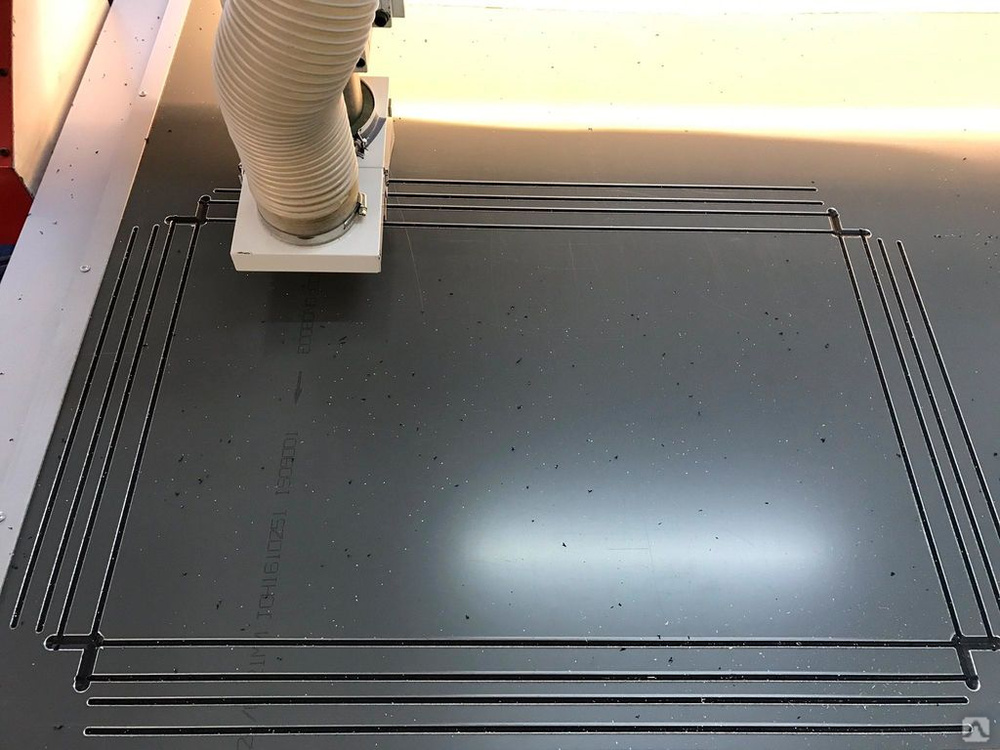

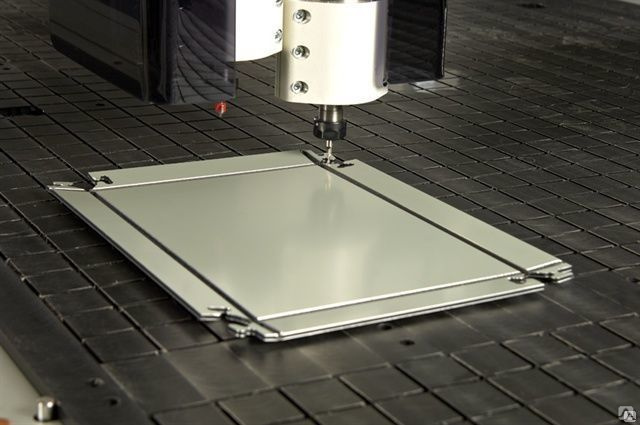
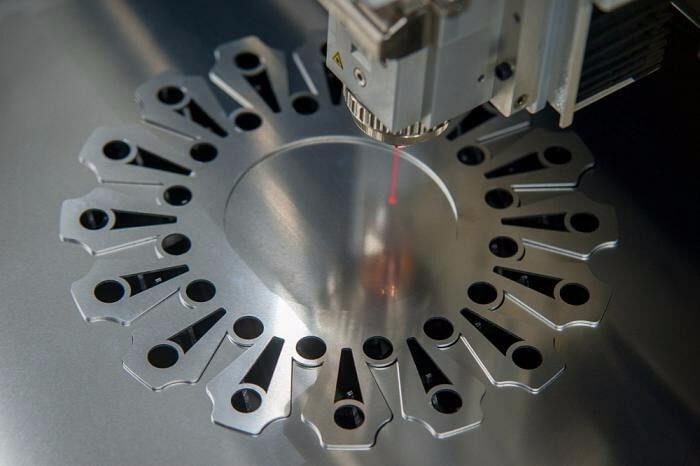

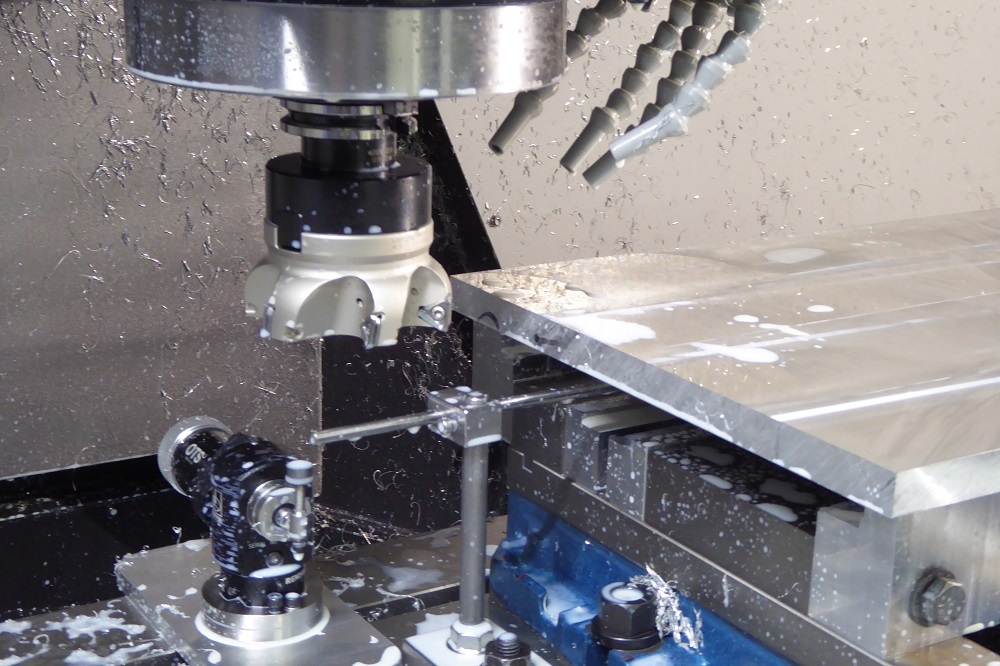


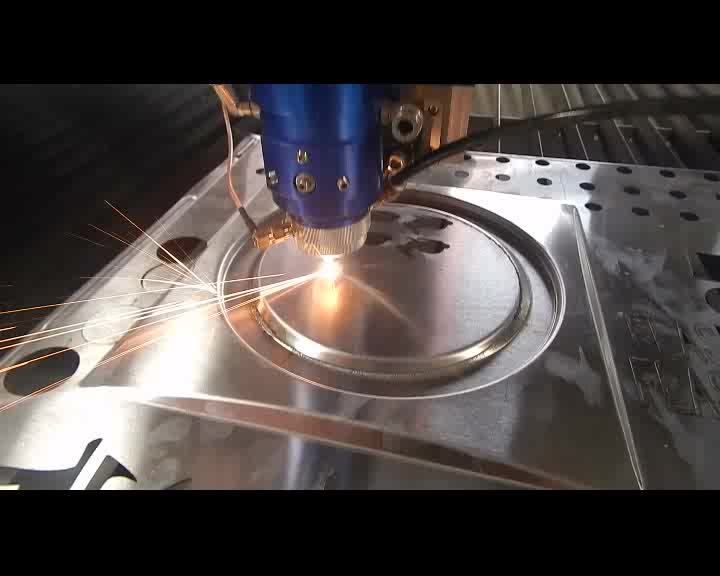

 д.
д.
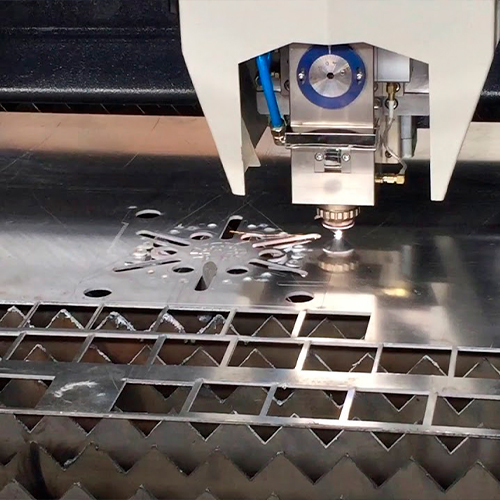
 д.
д.
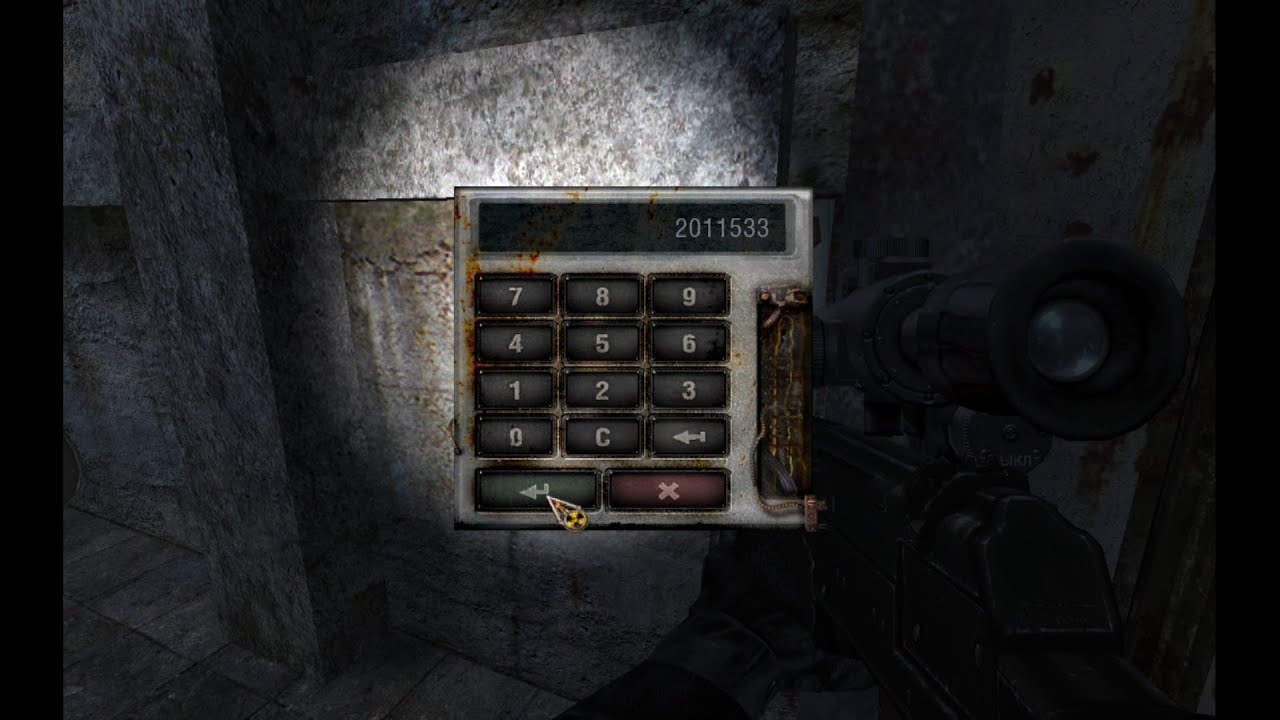 В X-18 вы обнаружите двух погибших ученых и после осмотра тел, главный герой получит сообщения с кодами на свой личный ПДА.
В X-18 вы обнаружите двух погибших ученых и после осмотра тел, главный герой получит сообщения с кодами на свой личный ПДА.
 Прохождение Сталкер
Прохождение Сталкер 1
1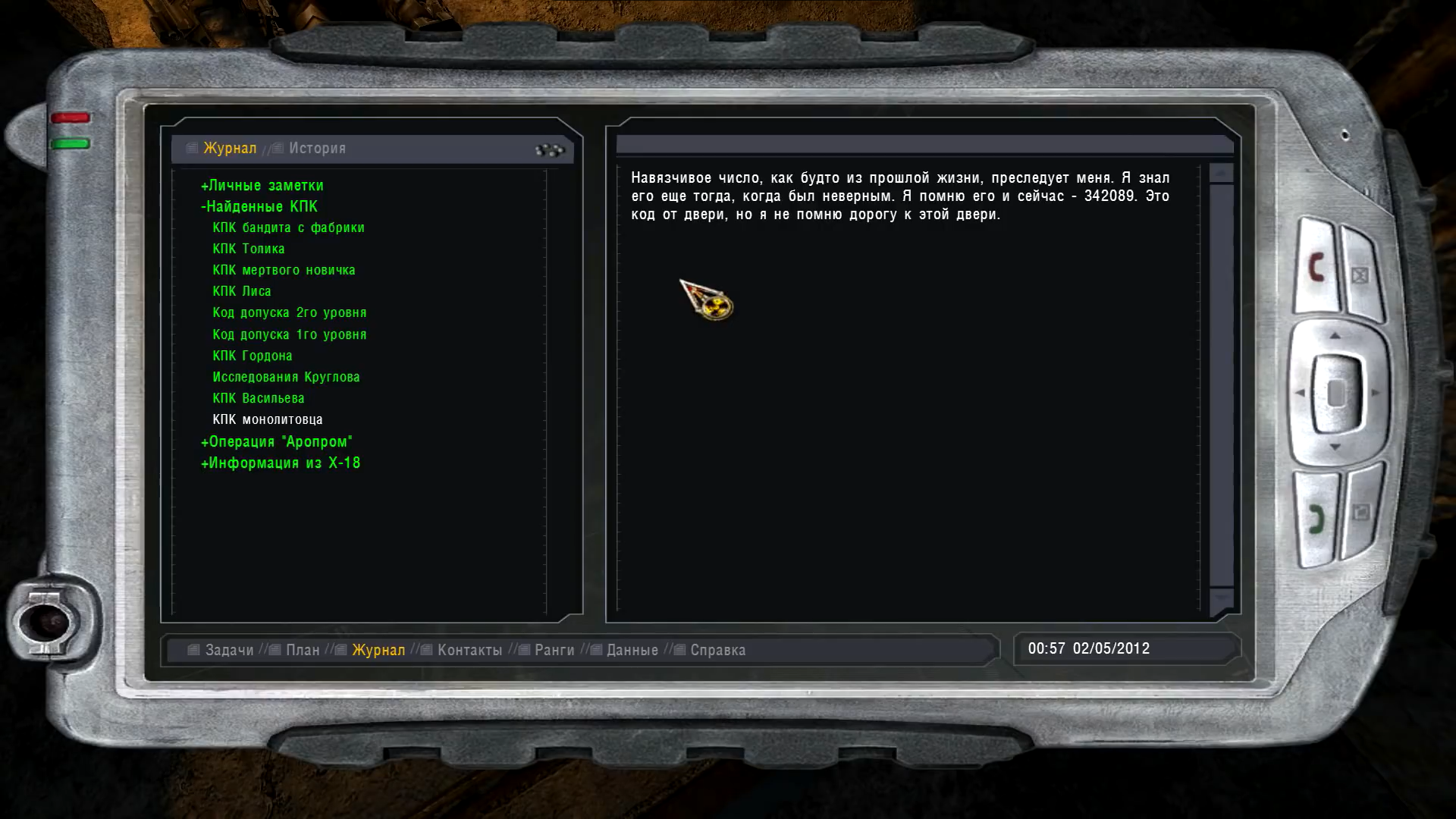 4007
4007 Он может даже подавать звуковой сигнал при ответе на сигналы, если вы выберете.
Он может даже подавать звуковой сигнал при ответе на сигналы, если вы выберете. Хотя большинство устройств открывания гаражных ворот имеют встроенные функции безопасности, использование устройства, находящегося вне пределов вашей видимости, может привести к материальному ущербу, телесным повреждениям или чему-то еще худшему.
Хотя большинство устройств открывания гаражных ворот имеют встроенные функции безопасности, использование устройства, находящегося вне пределов вашей видимости, может привести к материальному ущербу, телесным повреждениям или чему-то еще худшему. д., с разрешением RMA#, четко напечатанным на внешней стороне упаковки. Запросы на возврат должны быть сделаны, и продукт должен быть получен на нашем складе в течение 30 дней с даты RMA. Любые расходы по доставке и/или обработке первоначального заказа не могут быть возмещены. За любой возвращенный недефектный товар взимается комиссия в размере 15% за пополнение запасов. X10.com не несет ответственности за стоимость доставки или повреждение возвращенных товаров. Возвращаемые устройства должны быть тщательно упакованы. Любой товар, который не упакован во внешнюю транспортную коробку, будет отклонен, и кредит не будет выдан. Обратите внимание, что посылки, отправленные обычной почтовой службой США, не могут быть отслежены для обеспечения доставки. Поскольку X10.com не может предоставить кредит для возврата без подтверждения его получения, мы рекомендуем вам использовать службу доставки, которую можно отследить или застраховать. Все возвращаемые товары должны быть в оригинальной упаковке, включая руководства, аксессуары, кабели и т.
д., с разрешением RMA#, четко напечатанным на внешней стороне упаковки. Запросы на возврат должны быть сделаны, и продукт должен быть получен на нашем складе в течение 30 дней с даты RMA. Любые расходы по доставке и/или обработке первоначального заказа не могут быть возмещены. За любой возвращенный недефектный товар взимается комиссия в размере 15% за пополнение запасов. X10.com не несет ответственности за стоимость доставки или повреждение возвращенных товаров. Возвращаемые устройства должны быть тщательно упакованы. Любой товар, который не упакован во внешнюю транспортную коробку, будет отклонен, и кредит не будет выдан. Обратите внимание, что посылки, отправленные обычной почтовой службой США, не могут быть отслежены для обеспечения доставки. Поскольку X10.com не может предоставить кредит для возврата без подтверждения его получения, мы рекомендуем вам использовать службу доставки, которую можно отследить или застраховать. Все возвращаемые товары должны быть в оригинальной упаковке, включая руководства, аксессуары, кабели и т. д. с номер разрешения на возврат (RMA#), четко напечатанный на внешней стороне упаковки.
д. с номер разрешения на возврат (RMA#), четко напечатанный на внешней стороне упаковки. Это означает, что вы должны установить сам датчик так, чтобы он совпадал со второй половиной, что в некоторых случаях невозможно.
Это означает, что вы должны установить сам датчик так, чтобы он совпадал со второй половиной, что в некоторых случаях невозможно. . Также работает с некоторыми беспроводными системами безопасности Radio Shack. Когда дверь или окно открываются, датчик посылает радиочастотный сигнал обратно на консоль безопасности, активируя сигнализацию.
. Также работает с некоторыми беспроводными системами безопасности Radio Shack. Когда дверь или окно открываются, датчик посылает радиочастотный сигнал обратно на консоль безопасности, активируя сигнализацию.
 Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
Подтверждением тому, благодарственные и рекомендательные письма наших клиентовтвенный и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов и профессиональный уровень оказания услуг по продаже и обслуживанию инструментов Makita. Подтверждением тому, благодарственные и рекомендательные письма наших клиентов…
 С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
 ..
.. ..
.. ..
..
 Для получения более подробной информации посетите нашу страницу поддержки.
Для получения более подробной информации посетите нашу страницу поддержки.
 элементы + 2 батарейки
элементы + 2 батарейки 07.2006 г. №152-ФЗ
07.2006 г. №152-ФЗ Алатау (Институт Ядерной Физики)
Алатау (Институт Ядерной Физики) Достык
Достык
 Наши сотрудники готовы также профессионально раскрасить фигуру. Это может быть монохромная покраска, под металл или полноцветный вариант. Мы гарантируем высокое качество исполнения и доступные цены!
Наши сотрудники готовы также профессионально раскрасить фигуру. Это может быть монохромная покраска, под металл или полноцветный вариант. Мы гарантируем высокое качество исполнения и доступные цены! ;
;


 Сразу…
Сразу…
 4. 3D-принтер
4. 3D-принтер
 Служба 3D Connect обеспечивает безопасное облачное соединение с сервисными службами 3D Systems для упреждающей и превентивной поддержки, позволяющей повысить качество обслуживания, увеличить время безотказной работы и обеспечить производственную надежность вашей системы.
Служба 3D Connect обеспечивает безопасное облачное соединение с сервисными службами 3D Systems для упреждающей и превентивной поддержки, позволяющей повысить качество обслуживания, увеличить время безотказной работы и обеспечить производственную надежность вашей системы. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуринамШпицберген и Ян-МайенШвецияШвейцарияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова oblast’Voronezhskaya oblast’Yamalo-Nenetskiy avtonomnyy okrugYaroslavskaya oblast’Yevreyskaya avtonomnaya oblast’Zabaykal’skiy krayCentral SingaporeNorth EastNorth WestSouth EastSouth WestA CoruñaÁlava / ArabaAlbaceteAlicante / AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Cruz de TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel -StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd?yamanAdanaAfyonkarahisarAksarayAmasyaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll and ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries and GallowayDurhamEast AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast Riding of YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle of AngleseyIsle of ManIsle of WightIsles of ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Port TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire and KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne and WearTyroneVale of GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Малые отдаленные островаВиргинские острова СШАЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайоминг
oblast’Voronezhskaya oblast’Yamalo-Nenetskiy avtonomnyy okrugYaroslavskaya oblast’Yevreyskaya avtonomnaya oblast’Zabaykal’skiy krayCentral SingaporeNorth EastNorth WestSouth EastSouth WestA CoruñaÁlava / ArabaAlbaceteAlicante / AlacantAlmeríaAsturiasÁvilaBadajozBalearsBarcelonaBurgosCáceresCádizCantabriaCastellón / CastellóCiudad RealCórdobaCuencaGironaGranadaGuadalajaraGuipúzcoa / GipuzkoaHuelvaHuescaJaénLa RiojaLas PalmasLeónLleidaLugoMadridMálagaMurciaNavarra / NafarroaOurensePalenciaPontevedraSalamancaSanta Cruz de TenerifeSegoviaSevillaSoriaTarragonaTeruelToledoValencia / ValènciaValladolidVizcaya / BizkaiaZamoraZaragozaAargauAppenzell AusserrhodenAppenzell InnerrhodenBasel-LandschaftBasel -StadtBernFribourgGenèveGlarusGraubündenJuraLuzernNeuchâtelNidwaldenObwaldenSankt GallenSchaffhausenSchwyzSolothurnThurgauTicinoUriValaisVaudZugZürichChanghua CountyChiayi CityChiayi CountyHsinchu CityHsinchu CountyHualien CountyKaohsiung CityKaohsiung CountyKeelung CityMiaoli CountyNantou CountyPenghu CountyPingtung CountyTaichung CityTaichung CountyTainan CityTainan CountyTaipei CityTaipei CountyTaitung CountyTaoyuan CountyYilan CountyYunlin CountyŞırnakŞanlıurfaİstanbulİzmirAğrıAd?yamanAdanaAfyonkarahisarAksarayAmasyaAnkaraAntalyaArdahanArtvinAydınBalıkesirBartınBatmanBayburtBilecikBingölBitlisBoluBurdurBursaÇanakkaleÇankırıÇorumDenizliDiyarbakırDüzceEdirneElazığErzincanErzurumEskişehirGaziantepGiresunGümüşhaneHakkâriHatayIğdırIspartaKırşehirKırıkkaleKırklareliKahramanmaraşKarabükKaramanKarsKastamonuKayseriKilisKocaeliKonyaKütahyaMalatyaManisaMardinMersinMuşMuğlaNevşehirNiğdeOrduOsmaniyeRizeSakaryaSamsunSiirtSinopSivasTekirdağTokatTrabzonTunceliUşakVanYalovaYozgatZonguldakCrimeaCherkasyChernihivChernivtsiDnipropetrovskDonetskIvano-FrankivskKharkivKhersonKhmelnytskyiKirovohradKyivLuhanskLvivMykolaivOdesaPoltavaRivneSumyTernopilVinnytsiaVolynZakarpattiaZaporzhzhiaZhytomyrAberdeen CityAberdeenshireAngusAntrimArgyll and ButeArmaghAvonBanffshireBedfordshireBerkshireBlaenau GwentBordersBridgendBristolBuckinghamshireCaerphillyCambridgeshireCardiffCarmarthenshireCeredigionChannel IslandsCheshireClackmannanshireClevelandConwyCornwallCumbriaDenbighshireDerbyshireDevonDorsetDownDumfries and GallowayDurhamEast AyrshireEast DunbartonshireEast LothianEast RenfrewshireEast Riding of YorkshireEast SussexEdinburghEssexFalkirkFermanaghFifeFlintshireGlasgowGloucestershireGreater ManchesterGwyneddHampshireHerefordshireHertfordshireHighlandHumbersideInverclydeIsle of AngleseyIsle of ManIsle of WightIsles of ScillyKentLancashireLeicestershireLincolnshireLondonLondonderryMerseysideMerthyr TydfilMiddlesexMidlothianMonmouthshireMorayNeath Port TalbotNewportNorfolkNorth AyrshireNorth East LincolnshireNorth LanarkshireNorth YorkshireNorthamptonshireNorthumberlandNottinghamshireOrkneyOuter HebridesOxfordshirePembrokeshirePerthshire and KinrossPowysRenfrewshireRhondda, Cynon, TaffRoxburghshireRutlandShetlandShropshireSomersetSouth AyrshireSouth LanarkshireSouth YorkshireStaffordshireStirlingSuffolkSurreySwanseaTorfaenTyne and WearTyroneVale of GlamorganWarwickshireWest DunbartonshireWest LothianWest MidlandsWest SussexWest YorkshireWiltshireWorcestershireWrexhamAlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFederated MicronesiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarshall IslandsMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaNorthern Mariana IslandsOhioOklahomaOregonPalauPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Малые отдаленные островаВиргинские острова СШАЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайоминг
 Высокое качество, подтвержденное гарантией в 20 лет. Шланги могут эксплуатироваться на протяжении минимум 10 сезонов. Однако для этого необходимо обеспечивать им правильное хранение.
Высокое качество, подтвержденное гарантией в 20 лет. Шланги могут эксплуатироваться на протяжении минимум 10 сезонов. Однако для этого необходимо обеспечивать им правильное хранение.
 Вес этой модели составляет 3,2 кг.
Вес этой модели составляет 3,2 кг. Житомир
Житомир Ровно
Ровно 24 грн
24 грн


 Профиль Power Grip обеспечивает стабильное соединение и оптимальную фиксацию между шлангом и соединителем шланга или гидрозатвором. Поскольку шланг устойчив к ультрафиолетовому излучению и морозу, его можно хранить на открытом воздухе круглый год. Благодаря большой толщине стенки водяной шланг имеет длительный срок службы и выдерживает разрывное давление до 25 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов (
Профиль Power Grip обеспечивает стабильное соединение и оптимальную фиксацию между шлангом и соединителем шланга или гидрозатвором. Поскольку шланг устойчив к ультрафиолетовому излучению и морозу, его можно хранить на открытом воздухе круглый год. Благодаря большой толщине стенки водяной шланг имеет длительный срок службы и выдерживает разрывное давление до 25 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов ( Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.

 Профиль Power Grip обеспечивает стабильное соединение и оптимальную фиксацию между шлангом и соединителем шланга или гидрозатвором. Поскольку шланг устойчив к ультрафиолетовому излучению и морозу, его можно хранить на открытом воздухе круглый год. Благодаря большой толщине стенки водяной шланг имеет длительный срок службы и выдерживает разрывное давление до 25 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов (
Профиль Power Grip обеспечивает стабильное соединение и оптимальную фиксацию между шлангом и соединителем шланга или гидрозатвором. Поскольку шланг устойчив к ультрафиолетовому излучению и морозу, его можно хранить на открытом воздухе круглый год. Благодаря большой толщине стенки водяной шланг имеет длительный срок службы и выдерживает разрывное давление до 25 бар. Он не содержит загрязняющих веществ и, следовательно, не содержит фталатов (
 Кроме того, огнезащитные краски необходимо наносить в несколько слоёв и тщательно просушивать каждый слой. В результате получается покрытие толщиной до нескольких миллиметров. Эти особенности противопожарных красок требуют тщательного соблюдения технологии нанесения.
Кроме того, огнезащитные краски необходимо наносить в несколько слоёв и тщательно просушивать каждый слой. В результате получается покрытие толщиной до нескольких миллиметров. Эти особенности противопожарных красок требуют тщательного соблюдения технологии нанесения.
 Необходимо внимательно отнестись к выбору грунта, учитывая состояние и условия эксплуатации конструкции. Мы рекомендуем отдать предпочтение универсальному грунту ГФ-021 на основе акрила. Наносить грунтовку необходимо, расходуя 50-70 г/м2, чтобы получить слой толщиной 30-50 мкм.
Необходимо внимательно отнестись к выбору грунта, учитывая состояние и условия эксплуатации конструкции. Мы рекомендуем отдать предпочтение универсальному грунту ГФ-021 на основе акрила. Наносить грунтовку необходимо, расходуя 50-70 г/м2, чтобы получить слой толщиной 30-50 мкм.

 Огнезащитные краски «Крауз» наносятся слоем толщиной не более 0,9 мм. Толщина слоя более 1 мм может спровоцировать неравномерное вспучивание краски при нагревании, снижая целостность теплоизоляционного слоя. При расчёте расхода краски и требуемой толщины готового покрытия мы рекомендуем пользоваться данными в техническом регламенте по нанесению краски.
Огнезащитные краски «Крауз» наносятся слоем толщиной не более 0,9 мм. Толщина слоя более 1 мм может спровоцировать неравномерное вспучивание краски при нагревании, снижая целостность теплоизоляционного слоя. При расчёте расхода краски и требуемой толщины готового покрытия мы рекомендуем пользоваться данными в техническом регламенте по нанесению краски. Краска наносится после окончательной просушки огнезащитного покрытия, толщина слоя не должна превышать 100 мкм. В основной состав краски добавляются компоненты, обеспечивающие требуемые свойства (влагостойкость, устойчивость к истиранию, необходимый оттенок). Колеровка краски Крауз-П осуществляется только на производстве или после согласования с НПО «Стройзащита».
Краска наносится после окончательной просушки огнезащитного покрытия, толщина слоя не должна превышать 100 мкм. В основной состав краски добавляются компоненты, обеспечивающие требуемые свойства (влагостойкость, устойчивость к истиранию, необходимый оттенок). Колеровка краски Крауз-П осуществляется только на производстве или после согласования с НПО «Стройзащита». 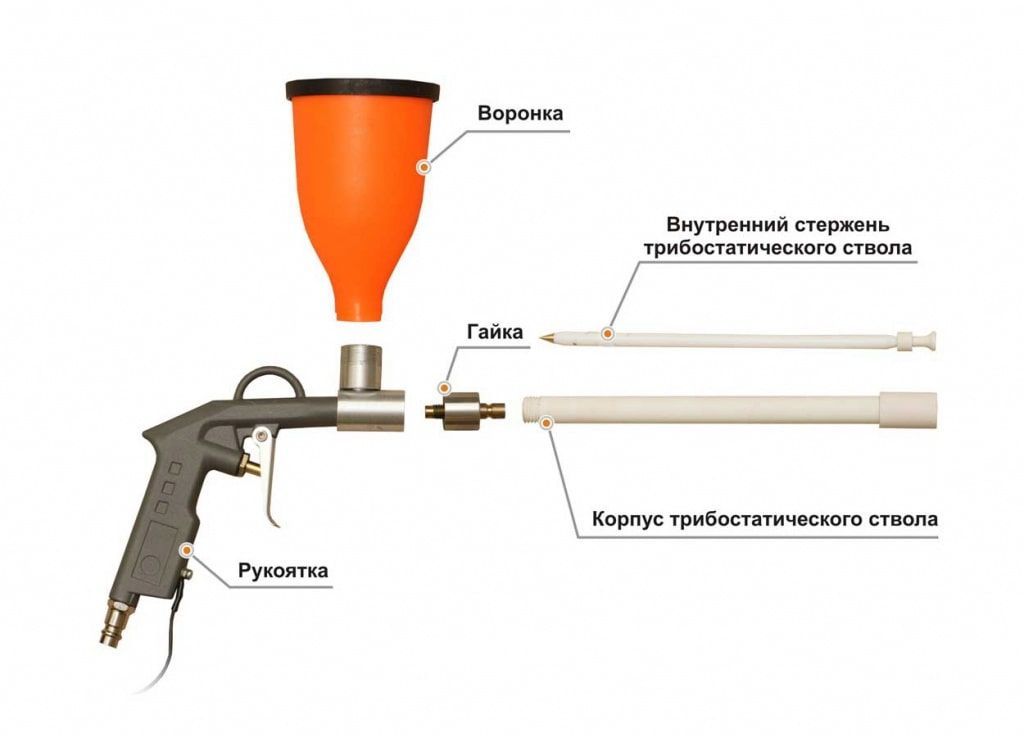 На участке запрещено курить и принимать пищу.
На участке запрещено курить и принимать пищу.
 Все загрязнения удаляются, растворителем (уайт-спирит), места с поврежденной грунтовкой очищаются и грунтуются заново.
Все загрязнения удаляются, растворителем (уайт-спирит), места с поврежденной грунтовкой очищаются и грунтуются заново.
 При необходимости получения большей толщины покрытия, краска наносится в несколько слоев.
При необходимости получения большей толщины покрытия, краска наносится в несколько слоев.

 Древесина должна иметь естественную влажность.
Древесина должна иметь естественную влажность.
 Последующие слои наносятся на высушенный слой краски. Сушка каждого слоя не менее 12 часов при температуре 20 °С и влажности до 70%. При снижении температуры и увеличении влажности время сушки соответственно увеличивается.
Последующие слои наносятся на высушенный слой краски. Сушка каждого слоя не менее 12 часов при температуре 20 °С и влажности до 70%. При снижении температуры и увеличении влажности время сушки соответственно увеличивается.


 Универсальные и надежные огнезащитные распылители Graco созданы для работы в суровых условиях.
Универсальные и надежные огнезащитные распылители Graco созданы для работы в суровых условиях.
 «> Разработанный для нанесения эпоксидных вспучивающихся огнезащитных покрытий, Graco XM PFP является первой и единственной системой, сертифицированной ATEX и IECEx для использования во взрывоопасных средах; он рассчитан как на электрическую, так и на механическую конструкцию.
«> Разработанный для нанесения эпоксидных вспучивающихся огнезащитных покрытий, Graco XM PFP является первой и единственной системой, сертифицированной ATEX и IECEx для использования во взрывоопасных средах; он рассчитан как на электрическую, так и на механическую конструкцию. «> Семейство распылителей TexSpray HD от Graco идеально подходит для подрядчиков, которым требуются надежность и долговечность. Они легко справляются с самым широким диапазоном размеров наконечников, шлангами большей длины и более тяжелыми покрытиями. Оптимизирован для тяжелых покрытий, а также для всего спектра красок и грунтовок.
«> Семейство распылителей TexSpray HD от Graco идеально подходит для подрядчиков, которым требуются надежность и долговечность. Они легко справляются с самым широким диапазоном размеров наконечников, шлангами большей длины и более тяжелыми покрытиями. Оптимизирован для тяжелых покрытий, а также для всего спектра красок и грунтовок. «> Газо-гидравлические распылители TexSpray DutyMax от Graco — это мощные устройства для подрядчиков, которые распыляют широкий спектр вспучивающихся материалов для огнезащитных работ.
«> Газо-гидравлические распылители TexSpray DutyMax от Graco — это мощные устройства для подрядчиков, которые распыляют широкий спектр вспучивающихся материалов для огнезащитных работ. Универсальные и надежные огнезащитные распылители Graco созданы для работы в суровых условиях.
Универсальные и надежные огнезащитные распылители Graco созданы для работы в суровых условиях.
 «> Разработанный для нанесения эпоксидных вспучивающихся огнезащитных покрытий, Graco XM PFP является первой и единственной системой, сертифицированной ATEX и IECEx для использования во взрывоопасных средах; он рассчитан как на электрическую, так и на механическую конструкцию.
«> Разработанный для нанесения эпоксидных вспучивающихся огнезащитных покрытий, Graco XM PFP является первой и единственной системой, сертифицированной ATEX и IECEx для использования во взрывоопасных средах; он рассчитан как на электрическую, так и на механическую конструкцию. «> Электрические безвоздушные распылители Graco Mark HD идеально подходят для подрядчиков, которым необходимы универсальность, надежность и производительность. Серия Mark HD раз за разом дает подрядчикам возможность выполнять огнезащитные и другие работы с помощью одного и того же распылителя.
«> Электрические безвоздушные распылители Graco Mark HD идеально подходят для подрядчиков, которым необходимы универсальность, надежность и производительность. Серия Mark HD раз за разом дает подрядчикам возможность выполнять огнезащитные и другие работы с помощью одного и того же распылителя. Perfect for large jobs, these sprayers are available with different performance points to spray nearly any coating.»> Семейство газогидравлических распылителей Graco GH Big Rig идеально подходит для подрядчиков, которым нужна максимальная производительность и непревзойденная производительность. Идеально подходящие для больших объемов работ, эти распылители доступны с различными рабочими характеристиками для распыления практически любого покрытия.
Perfect for large jobs, these sprayers are available with different performance points to spray nearly any coating.»> Семейство газогидравлических распылителей Graco GH Big Rig идеально подходит для подрядчиков, которым нужна максимальная производительность и непревзойденная производительность. Идеально подходящие для больших объемов работ, эти распылители доступны с различными рабочими характеристиками для распыления практически любого покрытия.

 2 Гражданского кодекса РФ.
2 Гражданского кодекса РФ.

 д. …
д. …  Маркировка «NR» (не для повторного использования); его можно использовать в одну смену (согласно EN 149:2001+A1:2009). В случае конкретных загрязняющих веществ могут применяться определенные ограничения или ограничения. См. применимые стандарты охраны труда и техники безопасности.
Маркировка «NR» (не для повторного использования); его можно использовать в одну смену (согласно EN 149:2001+A1:2009). В случае конкретных загрязняющих веществ могут применяться определенные ограничения или ограничения. См. применимые стандарты охраны труда и техники безопасности.  11.2022
11.2022 Часто эти, как правило, необратимые последствия обнаруживаются гораздо позже, поэтому защита от респираторных токсинов и вредных веществ особенно важна на рабочем месте.
Часто эти, как правило, необратимые последствия обнаруживаются гораздо позже, поэтому защита от респираторных токсинов и вредных веществ особенно важна на рабочем месте. Эти устройства снабжают пользователя дополнительным кислородом и изолируют его от окружающего воздуха.
Эти устройства снабжают пользователя дополнительным кислородом и изолируют его от окружающего воздуха. Поскольку защитные маски со временем создают повышенное сопротивление дыханию, uvex разработал специальные 9Высокоэффективные маски 0320 Эти маски максимально снижают сопротивление дыханию и улучшают микроклимат под маской.
Поскольку защитные маски со временем создают повышенное сопротивление дыханию, uvex разработал специальные 9Высокоэффективные маски 0320 Эти маски максимально снижают сопротивление дыханию и улучшают микроклимат под маской.
 Маски uvex FFP1 используются в сельском хозяйстве и пищевой промышленности .
Маски uvex FFP1 используются в сельском хозяйстве и пищевой промышленности . Но обратите внимание: Наши маски не защищают от радиоактивности вообще, только от твердых радиоактивных частиц. Эти маски также защищают вас от нагрузок, которые составляют 30 раз применимый предел воздействия на рабочем месте. Одним из примеров применения является химическая промышленность .
Но обратите внимание: Наши маски не защищают от радиоактивности вообще, только от твердых радиоактивных частиц. Эти маски также защищают вас от нагрузок, которые составляют 30 раз применимый предел воздействия на рабочем месте. Одним из примеров применения является химическая промышленность . Вы должны всегда консультироваться со специалистами и определять юридические требования в вашей профессиональной области, прежде чем покупать защитные маски. Оценка опасной ситуации также позволит установить, требуются дополнительные средства индивидуальной защиты , такие как защитные перчатки или защита для глаз.
Вы должны всегда консультироваться со специалистами и определять юридические требования в вашей профессиональной области, прежде чем покупать защитные маски. Оценка опасной ситуации также позволит установить, требуются дополнительные средства индивидуальной защиты , такие как защитные перчатки или защита для глаз. Наденьте маску на подбородок, а затем поместите ее на рот и нос. Отрегулируйте оголовья по отдельности и плотно прижмите переносицу. Всегда следите за тем, чтобы маска была надежно закреплена, но не перетягивайте ремни. Пожалуйста, ознакомьтесь также с нашими обучающими видеороликами по надеванию защитных масок uvex на нашем канале YouTube.
Наденьте маску на подбородок, а затем поместите ее на рот и нос. Отрегулируйте оголовья по отдельности и плотно прижмите переносицу. Всегда следите за тем, чтобы маска была надежно закреплена, но не перетягивайте ремни. Пожалуйста, ознакомьтесь также с нашими обучающими видеороликами по надеванию защитных масок uvex на нашем канале YouTube. Если вы работаете с токсичными веществами или работаете с вирусами, бактериями или канцерогенными веществами, меняйте респиратор каждый раз, когда его снимаете. Эти одноразовые маски помечены буквой «NR» для «одноразового использования», а многоразовые маски помечены буквой «R» для «многоразового использования».
Если вы работаете с токсичными веществами или работаете с вирусами, бактериями или канцерогенными веществами, меняйте респиратор каждый раз, когда его снимаете. Эти одноразовые маски помечены буквой «NR» для «одноразового использования», а многоразовые маски помечены буквой «R» для «многоразового использования».