пн-вс. 10.00 — 19.00, Санкт-Петербург, пр. Энгельса 70/1
Санкт-Петербург м. Парк Победы/Московская
ул. Фрунзе 2
+7 (812) 643-43-58
пн-вс. 10.00 — 19.00, Санкт-Петербург, ул. Фрунзе д.2 (вход около 1-го подъезда)
10.00 — 19.00, Санкт-Петербург, ул. Андреевская д.3″ data-path=»/500?region_id=39″>
Санкт-Петербург м. Волковская
ул. Андреевская 3
+7 (812) 565-14-56
пн-вс. 10.00 — 19.00, Санкт-Петербург, ул. Андреевская д.3
Санкт-Петербург м. пр. Большевиков
пр. Большевиков 3 к.1
+7 (812) 648-24-47
пн-вс. 10.00 — 19.00, Санкт-Петербург, пр. Большевиков 3 к.1
8Н» data-path=»/500?region_id=55″>
Санкт-Петербург м. Ломоносовская
Ивановская 20, литер А, пом.8Н
+7 (812) 409-60-91
пн-вс. 10.00 — 19.00, г. Санкт-Петербург, улица Ивановская, дом 20, литер А, пом.8Н
Санкт-Петербург м. Комендантский проспект
ул. Стародеревенская 29
+7 (812) 565-16-65
пн-вс. 10.00 — 19.00, Санкт-Петербург ул. Стародеревенская д. 29
Санкт-Петербург м. Автово
Краснопутиловская 16/13
+7 (812) 409-69-16
пн-вс. 10.00 — 19.00, Санкт-Петербург ул. Краснопутиловская 16/13
Выбрать другой город
Нижний Новгород
Нижний Новгород м. Двигатель Революции
пр. Ленина 64
+7 (831) 420-40-13
пн-вс. 10.00 — 19.00, Нижний Новгород, пр. Ленина д. 64
6″ data-path=»/500?region_id=52″>
Нижний Новгород м. Буревестник
Сормовское шоссе 24 к.6
+7 (831) 420-42-13
пн-вс. 10.00 — 19.00, Нижний Новгород, Сормовское шоссе 24 к.6
Выбрать другой город
Ростов-на-Дону
Ростов-на-Дону Добровольский
Добровольского 30Д
+7 (863) 320-31-30
пн-сб. 10.00 — 19.00, вс. выходной, Ростов-На-Дону ул. Добровольского 30Д
Выбрать другой город
БИПИ / МЕТОДОЛОГИЯ — Лерма
LERMA/ оценил более 5600 брендов, распространенных в США, и измерил 8 различных входных данных, чтобы определить оценку BIPI для каждого бренда.
Наша цель состоит в том, чтобы баллы BIPI обеспечили основу для оценки усилий бренда по разнообразию, которые можно использовать для улучшения или оптимизации инициатив, связанных с разнообразием, и определения долгосрочных возможностей для роста в недостаточно обслуживаемых сегментах аудитории.
Оценки должны быть максимально объективными на основе нескольких источников данных, используемых для оценки приверженности бренда разнообразию и того, насколько хорошо он работает среди разнообразной потребительской аудитории в США. Все входные данные были отобраны из существующих общедоступных источников и сведены в таблицы вручную для установления контрольных показателей и обеспечения стандартизации, согласованности и надлежащего взвешивания, а также для обеспечения контроля качества.
Бренды были оценены на основе 6 основных соображений:
Обслуживать различные потребительские сегменты, которые составляют заметную долю текущей потребительской базы бренда
Приверженность разнообразию и включению в руководящие команды, методы найма сотрудников, партнерские отношения с поставщиками и инициативы по работе с общественностью
Доказывать приверженность и защиту через соответствующее членство в организациях о разнообразии и включении
Сделать целевые финансовые вложения в культурно значимый маркетинг, ориентированный на определенные этнические группы или недостаточно обслуживаемые сегменты
Постоянно поддерживать таргетированную рекламу для различных аудиторий
Поддерживать установленные партнерские отношения с рекламными и маркетинговыми агентствами, ориентированными на межкультурные и разнообразные сегменты
метод расчета
Оценка BIPI обновляется ежегодно на основе выпуска обновленных входных данных.
Выбор и классификация брендов
Бренды, доступные в нашем инструменте оценки BIPI, изначально основывались на брендах, доступных из синдицированных источников данных США, включая MRI и Simmons. В оценку были включены как доступные основные родительские бренды, так и связанные с ними суббренды.
Входные данные о разнообразии
Данные МРТ/Симмонса использовались для анализа и определения оценочного мультикультурного состава текущей потребительской базы доступного бренда, которая включала оценку белых неиспаноязычных, чернокожих/африканцев неиспаноязычного происхождения, Другие неиспаноязычные и латиноамериканцы.
В анализ также были включены семь дополнительных входных данных для применимых брендов, которые были сосредоточены как минимум на одном из 6 основных соображений, перечисленных выше. Источники данных включают:
Данные исследования брендов MRI – содержат данные о потребителях
Участники AIMM – компании-члены
CIIM – список компаний, проводящих культурные кампании
Refinitiv – список 100 самых разнообразных и инклюзивных компаний
Nien black маркетологи – компании D&I
Совет по культурному маркетингу – список компаний, у которых есть специализированное агентство-партнер из Латинской Америки
Данные Dun and Bradstreet
Forbes – лучший работодатель Америки для разнообразия
Оценка
Наша команда специалистов по данным разработала индивидуальный алгоритм для предоставления системы оценки для каждого представленного бренда, который был основан на взвешенном и оцененном анализе данных. Сначала бренды были отсортированы и сгруппированы по общей аудитории* (MRI/Simmons) и объему продаж (Dun & Bradstreet) и разделены на четыре «квартиля» в зависимости от размера их аудитории и годового объема продаж, чтобы обеспечить равное представление усилий небольших брендов. против более крупных, более известных брендов. Каждый квартиль содержит примерно 25% от общего числа записей и поддерживает параметры, описанные ниже. Обратите внимание, что указанные пороговые значения квартилей могут обновляться по мере добавления в список новых брендов.
Маленький: первый квартиль содержит бренды с наименьшим размером аудитории, включая те, у которых менее 1247 человек. Если член аудитории отсутствовал, объем продаж оценивался и включался те бренды с самым низким объемом продаж, включая все, что меньше 182 104 долларов.
Ниже среднего: второй квартиль включает бренды, размер аудитории которых составляет от 1246 до 3865 человек. В отсутствие размера аудитории был оценен объем продаж, в который были включены те бренды, которые сообщили о цене от 182 104 до 529 долларов США. ,314.
Средний: Третий квартиль включает бренды, аудитория которых составляет от 3 865 до 11 171 человек. В отсутствие размера аудитории бренды, включенные в этот квартиль, должны были поддерживать объем продаж в диапазоне от 529 314 до 2 301 006 долларов.
Большой: в четвертый квартиль входят бренды с наибольшим размером аудитории (более 11 171 человек) или наибольшим объемом продаж (более 2 301 006 долларов США).
Используя данные МРТ, мы затем рассмотрели зарегистрированные проценты белых неиспаноязычных, черных/афроамериканцев неиспаноязычного происхождения, азиатских нелатиноамериканцев, других нелатиноамериканцев и латиноамериканцев.
Предполагая, что белые нелатиноамериканцы составляют около 60% населения США, а все другие расы/этнические группы составляют приблизительно 40% (на основе данных переписи населения США), мы затем рассчитали мультикультурный индекс пользователей.
Например, мультикультурная аудитория Colgate оценивается в 48%. Учитывая, что общее мультикультурное население США составляет 40%, Индекс мультикультурного пользователя был получен следующим образом: (48%/40%) * 100 = 121.
такие как AIMM, CIIM, Nielsen и CMC, использовались в качестве индикаторов того, насколько бренд может инвестировать в усилия по разнообразию. Если бренд был включен в эти дополнительные источники данных, он оценивался как имеющий «1», а если он не был включен в списки базы данных, ему присваивался «0». Эти дополнительные входные данные были суммированы и добавлены к Индексу мультикультурности СМИ для каждого бренда следующим образом:
Если все показатели были 0, то 70.
Если сумма показателей была меньше или равна 2, то 100 (используется как база).
Если сумма была больше 2, то 130.
Окончательный рейтинг включал рейтинг лучших американских компаний по разнообразию, составленный журналом Forbes. На основе рейтинга Forbes бренды были взвешены следующим образом:
Если бренд входил в список 500 лучших Forbes, то 130.
Если бренд не оценивался, то 70.
Наконец, мы придали 20 % веса индикаторам СМИ, 30 % индексам Forbes и 50 % веса опросу бренда MRI, чтобы получить окончательный вес бренд.
Таким образом, расчеты включают следующее:
Мультикультурный индекс пользователей*0,5 + индекс Forbes*0,3 + мультикультурный индекс СМИ*0,2
были признаны более мультикультурными, и им был присвоен соответствующий индексный балл.
*Общая аудитория — мы объединили общую аудиторию суббрендов в основном бренде, может быть вероятность совпадения клиентов.
Мы приветствуем ваши вопросы, предложения и даже комментарии. Пожалуйста, направляйте любые вопросы по адресу [email protected].
LERMA/ — расположенное в Далласе брендинговое, креативное и цифровое агентство с полным спектром услуг, в котором работает более 100 сотрудников, увлеченных созданием проницательных и актуальных маркетинговых стратегий для постоянно развивающейся Америки.
Мы были основаны в 2009 году Педро Лерма как агентство, ориентированное на латиноамериканцев, в ответ на меняющийся демографический и культурный ландшафт США. За прошедшие годы мы превратились в ведущее агентство во всех потребительских сегментах (афроамериканцы, азиаты, латиноамериканцы, белые неиспаноязычные). Часть этой эволюции привела к устойчивому росту доходов нашего агентства и способности привлекать лучшие таланты, инвестировать в новые технологии и быть в авангарде изменений в рекламном ландшафте.
Мы по-прежнему гордимся своей независимостью, что позволяет нам определять наши собственные приоритеты, чтобы делать отличную работу, заботиться о наших клиентах и заботиться о наших сотрудниках.
Разработка лигандов BIPI для асимметричного гидрирования
Карл А. Бузакка* и
Джон С. Лоренц, и
Анджан К. Саха, и
Сридхар Чикури, и
Низар Хаддад, и
Диана Ривз, и
Хевон Ли, и
Жибин Ли, и
Соня Родригес и а также
Крис Х. Сенанаяке и
Принадлежности автора
*
Соответствующие авторы
и
Chemical Development, Boehringer-Ingelheim Pharmaceuticals Inc.
Импортирование Векторных Форматов — ArtCam Руководство Пользователя — Каталог статей
ArtCAM может импортировать 3 формата файлов:
AutoCAD DXF
Encapsulated PostScript
Файлы Adobe Illustrator
Два последних формата имеют похожий синтаксис, так как они являются частью языка описания страниц PostScript.
В ArtCAM нас интересуют векторные формы, которые могут использоваться для механической обработки. Таким образом, принимается во внимание только наружный контур, а любая заливка контура цветом игнорируется. Для каждого формата будет приведен список деталей, который будет игнорироваться.
Файлы EPS/AI — игнорируемые детали
Цвета.
Заливка объектов.
Толщина линии и тип окончаний.
Шрифты.
Текст.
Информация об операциях с файлом.
Когда ArtCAM при импортировании читает любой из этих операторов языка PostScript, они игнорируются, и выдается предупреждающее сообщение.
Файлы DXF — игнорируемые детали
Текст.
Шрифты.
Трехмерные примитивы.
Наличие трехмерных примитивов может привести при импортировании к остановке чтения файла.
Импортирование Файлов из Adobe Illustrator
Для того чтобы импортировать вектора из Adobe Illustrator в ArtCAM необходимо выполнить следующую процедуру:
В Adobe Illustrator используя File (Файл) > Save as (Сохранить как) > введите имя файла
Выберите из списка Illustrator eps.
Задайте следующие параметры:
Compatibility = 3
Preview = none
Do not select — include thumb nail
Postscript level = 1
Если имеется текст необходимо выполнить следующее:
Выберите текст левой кнопкой мыши.
Щелкните правой кнопкой мыши.
Выберите опцию > Create outlines
Теперь можно использовать процедуру сохранения, приведенную выше.
Решение Проблем
Для того чтобы уменьшить проблемы, возникающие при чтении файлов в векторных форматах, необходимо руководствоваться следующими принципами:
В исходной программе (Corel, Adobe и так далее.)
1. Сохраняйте файл с минимальном количеством опций.
2. Уберите цвет у объектов, заголовки, полутоновую информацию и форматирование фонтов.
3. Завершите все операции с файлом.
4. Конвертируйте текст в кривые. Текст будет преобразован в набор отрезков и кривых Безье, которые будут восприниматься ArtCAM точно и в соответствующем масштабе. Если Вы не сделаете этого, в окне Двухмерного Вида не будете иметь никакого текста.
5. Не включайте трехмерные примитивы в формате DXF..
Замечания при импортировании файлов PostScript
Язык Postscript очень сложный и имеет более чем 240 операторы. Это больше чем необходимо для описания векторных форматов, и он даже может выполнять сложные вычисления, а также чтение и запись текстового файла. Язык Postscript непосредственно напрямую не читается и сразу конвертируется. Каждая команда Postscript интерпретируется, так же, как интерпретируется программа, написанная на языке BASIC. Точно так же, как на BASIC можно написать программу на языке Postscript, которая может выполнять расчеты в течение большего времени, прежде чем можно будет получить файл, содержащий векторы. (Ясно, что это неудобно для работы).
Проблемы, которые могут происходить с программами, написанными на языке BASIC, могут также происходить с программами на языке Postscript. Плохо написанная или испорченная программа может исказить изображение или привести к остановке интерпретатора.
Очень важно, что программа Postscript является правильно написанной, и не должна редактироваться не специалистами.
Импортирование сложных файлов
Если ArtCAM не может читать файл в формате Postscript (особенно созданный в Adobe Illustrator), попробуйте прочитать его другим пакетом, например, CorelDRAW. Если и он не может прочитать файл, то файл может быть испорчен или неработоспособный, и его необходимо заново экспортировать из исходной программы. Если после этого, Вы смогли прочитать файл, проверьте изображение, и оно Вас устраивает, сохраните, как новый файл в формате EPS для того, чтобы его прочитать в ArtCAM.
<< Предыдущая | Меню | Следующая >>
В каком формате лучше экспортировать 3D модели в ArtCAM? — Вопросы по ArtCAM
#1
OFFLINE
Серьга
Отправлено 19 Март 2009 — 11:41
Подскажите пожалуйста как и в каком формате лучше скидываться 3D файлы из 3D MAXа в ArtCAM. Дизайнер нарисовал, тепрь не получается корректно в CAMе открыть. .3ds -раскидал модел на части по документу. .stl — очень много занимает (75 Мб), ро сравнению с МАХовским родным файлом.
Похожие темы: Как экспортировать 3D файлы из SolidWorks в ArtCAM Вопрос по импорту рельефа в АртКАМ При импорте в Арткам проецируются ненужные плоскости
Наверх
#2
OFFLINE
Buzl
Отправлено 19 Март 2009 — 12:00
Когда в максе сохраняешь то все обьекты должны быть связаны (не группа) лучше слиты и количество сплайнов (сторон) максимально увеличены. Иначе в максе если стоит сглаживание то в каме у тебя будут ребра. лучше конечно стл хоть и много но надежно. стл лучше рисовать в уменьшенем виде раза 3-4. потом увеличивать в каме
Наверх
#3
OFFLINE
Серьга
Отправлено 19 Март 2009 — 14:44
Спасибо), пытаюсь осуществтить все выше сказанное. В принципе, STL этот (75Мб) вполне быстро открылся в ArtCAMe. И CAMовский файл потом не так много места стал занимать, порядка 3,5 Мб.
Наверх
#4
OFFLINE
Серьга
Отправлено 19 Март 2009 — 16:45
Может кто подскажет как бороться вот с такими зубцам на торцах. Понимаю, что проще было бы пройтись по контуру, но все же есть еще варианты? Может стратегию поменять? На данном образце Змейкой по x и y. Да кстати, частично такие зубцы уже были на рельефе экспортируемом из 3D Maxa, может там еще что то нужно было доработать?
В итоге что-то подобное нужно осуществить)
Сообщение отредактировал Серьга: 19 Март 2009 — 16:54
Наверх
#5
OFFLINE
Buzl
Отправлено 19 Март 2009 — 21:14
увеличивай разрешение в каме и смотри макс. сплайны в максе увеличь количество сторон. и уменьши шаг при обработке и измени не х и у а по контуру..
Наверх
#6
OFFLINE
Серьга
Отправлено 20 Март 2009 — 10:14
Пардон, где сплайны смотреть?) Не совсем в теме))) Шаг и так 0,1 мм. А а по контуру или по спирали стратегию?? ;-). А то собственно можно выбрать: змейкой по Х, змейкой по Х и Y, по спирали, спираль в рамке Размер изделия примерно 350х300 мм.
Сообщение отредактировал Серьга: 20 Март 2009 — 11:00
Наверх
#7
OFFLINE
gosha-sys
Отправлено 26 Август 2009 — 19:05
нет! 1это проблема не во фрезеровке! а в передачи файлов из макса!! сам часто страдаю из за этого! помогает добавление рёбер и усложнение сетки!
Наверх
#8
OFFLINE
AleX_3ds
Отправлено 22 Сентябрь 2009 — 01:24
я так понимаю проблема возникновения этих ребер на вертикальных плоскостях не в экспорте в определенных форматах, а в способе импорта самого ArtCAMa, он 3d объекты перегоняет в растровую карту, а затем по этой карте выстраивает заново 3d модель, если в максе все объекты сбить в один и накинуть на него стандартную карту, на diffuse поставить gradient с перетеканием от черного к белому с низу вверх, а self Illumination поднять на максимум, накинуть на модель UVW map/box и отрендерить видовое окно top, то получается примерно такая же растровая карта как та которую строит ArtCAM, и как любое растровое изображение состоит из пикселей, которые имеют квадратную форму с острыми углами, за счет этого и получаются угловатые вертикали, и я так понимаю что избавится от этого именно в модели нельзя поправьте меня если я не прав, буквально неделю назад начал заниматься ArtCAMом, и самой фрезеровкой
Наверх
#9
OFFLINE
новичок
Отправлено 30 Ноябрь 2009 — 19:27
прошу прощения, а Вы не могли бы ответить на такой вопрос: как все-таки лучше поступить — создавать барельеф для дальнейшей фрезеровки(изображение животного) сразу в ArtCam или лучше создавать модель в Максе и импортировать в ArtCam? и то и то знаю плохо, а времени в обрез
Наверх
#10
OFFLINE
Buzl
Отправлено 30 Ноябрь 2009 — 21:29
STL модель. конверти.
Наверх
#11
OFFLINE
новичок
Отправлено 30 Ноябрь 2009 — 21:49
спасибо
Наверх
#12
OFFLINE
Buzl
Отправлено 30 Ноябрь 2009 — 22:48
Тока побольше задавай точек что при конверте из макса что при конверте в арткам. хотя всё от размероф и какчества
Наверх
#13
OFFLINE
новичок
Отправлено 01 Декабрь 2009 — 19:09
а имеет принципиальное значение, каким способом моделить в максе, т. е. не получится так что я провожусь с нёрбсами, а арткам не откроет..? P.s. это эскиз для рельефа
Прикрепленные изображения
Наверх
#14
OFFLINE
Buzl
Отправлено 01 Декабрь 2009 — 22:19
если stl то глубоко по барабану. слопает и не чавкнет, тока нурбсы делаей гладкими плавными. точек п более создац.
Наверх
#15
OFFLINE
redox61
Отправлено 01 Декабрь 2009 — 23:06
12.2009, 18:09″>
а имеет принципиальное значение, каким способом моделить в максе, т. е. не получится так что я провожусь с нёрбсами, а арткам не откроет..?
Если моделить NURBсами, то лучше в Майе, в Рино поверхности стыковать замучаешься. По-моему, в Максе полигонами быстрее и лучше, потом можно в Zbrush или Mudbox доработать
Наверх
#16
OFFLINE
Матвей
Отправлено 11 Март 2010 — 23:20
Как из 3д Макса сделать STL?
Наверх
#17
OFFLINE
valery_k
Отправлено 11 Март 2010 — 23:27
3.2010, 23:20″>
Как из 3д Макса сделать STL?
Экспорт STL
Наверх
#18
OFFLINE
sima777
Отправлено 15 Май 2010 — 09:11
Здравствуйте,скажите пожалуйста, в какой формат экспортировать в марке надо,чтобы открыть в каме и с возможностями доработать,не Stl формат.? Просто модельку в каме делаем,а там на модельки точки есть и при экспорте в Stl,они потом соединяются и получается образуют лении по подельки,которые вообще не нужны.
Наверх
#19
OFFLINE
wizard
Отправлено 15 Май 2010 — 10:30
Мне 3ds нравится
Не делай добро. .Не бросай его в воду..
Наверх
#20
OFFLINE
sima777
Отправлено 15 Май 2010 — 10:51
Мне 3ds нравится
то есть в максе сохранить в .3ds формат,а потом норм откроется в каме? хочу лишние линии загладит в спомощью скульптора
Наверх
Что это такое и как его открыть?
Автор: Джей Гитер | Пересмотрено: 04 декабря 2018 г.
Сводка файла ART
Существует семь типов файлов, связанных с расширением файла ART, наиболее распространенным из которых является формат модели ArtCAM . Согласно нашей базе данных, девять различных программ (условно ArtCAM , разработанных Autodesk, Inc. ) позволят вам просматривать эти файлы.
Файлы ART обычно классифицируются как CAD-файлы . Другими типами файлов могут быть файлы данных или файлы растровых изображений.
Расширение файла ART можно просмотреть в операционных системах Windows и Mac. Они поддерживаются как на настольных, так и на мобильных устройствах. Эти файлы с рейтингом популярности «Низкий». не очень распространен среднему пользователю компьютера.
Если вы хотите узнать больше о файлах ART и программном обеспечении, которое их открывает, ознакомьтесь с дополнительной подробной информацией ниже. Кроме того, вы можете узнать, как выполнить некоторые основные действия по устранению неполадок с файлами ART, если у вас возникли проблемы с открытием этих файлов.
Prevalence
Order
/ 11690
Active
File Status
4
December
2018
Edited
Open ART Files with FileViewPro
Product by Solvusoft
Free Download
Optional Offer для FileViewPro от Solvusoft | ЛСКП | Политика конфиденциальности | Условия | Удалить
Виды файлов ART
7 известных типов файлов используют это расширение
Ведущий арт -тип
.ART
Файл:
.ART
Классификация:
Модель ArtCAM. программа ЧПУ (компьютерного числового управления), используемая для художественного проектирования и производства. Он сохраняет 2D- или 3D-модель, а также инструкции по обработке.
Организация:
Autodesk, Inc.
Функция:
Файлы CAD
Ключ:
HKEY_CLASSES_ROOT \ .ART
ART -программы ARTCAM.
Windows
Дополнительные файлы ART
.ART
Файл Ext:
.ART
.0058 Классификация:
Файл для вышивания BERNINA
Файл ART представляет собой дизайн для вышивания, созданный с помощью программного обеспечения для вышивания BERNINA. Он содержит дизайн, который можно загрузить в швейную машину BERNINA и вышить на одеяло, рубашку или другой кусок ткани.
Организация:
Bernina
Функция:
Файлы данных
Программные программы, которые открывают файлы Bernina Embroidery:
. 0009
ArtLink by BERNINA
Compatible with:
Windows
.ART
File Ext:
.art
Classification:
AOL Compressed Image Файл
Файл ART представляет собой файл растрового изображения, сжатый программным обеспечением America Online (AOL). Он сохраняется в проприетарном формате, поэтому большинство программ просмотра изображений его не распознают.
. описание ошибки программы Visual Studio, созданное с помощью Artifacts, который представляет собой средство отслеживания ошибок на основе файлов.
Организация:
Open Source
Function:
Developer Files
Software Programs That Open Artifacts Artifact File Files:
Artifacts by Open Source
Compatible with:
Windows
. ART
Файл Ext:
.art
Классификация:
Art Document
Файл 0003 ART представляет собой файл изображения, который представляет собой векторную графику и использует точки, вершины и линии для представления изображения вместо точек, таких как растровое изображение.
Организация:
COREL
Функция:
Vector Image Files
Программные программы, которые открывают файлы документов Art:
. Совместим с:
Windows
Mac
CorelDRAW Graphics Suite by Corel
Compatible with:
Windows
.ART
File Ext :
.art
Классификация:
Файл инструмента маршрутизатора Alphacam
Файл ART представляет собой инструмент маршрутизатора для проектов Alphacam. Alphacam — это решение для программирования CAD/CAM и ЧПУ для деревообрабатывающей промышленности.
Organization:
Planit Solutions, Inc.
Function:
CAD Files
Software Programs That Open Alphacam Router Tool File Files:
Planit Alphacam by Planit Solutions, Inc.
Совместимость с:
Windows
.ART
Расширение файла:
0009
Классификация:
Архивный файл сборки игрового движка
Файл ART представляет собой архив, содержащий файлы сборки игрового движка (карты, объекты, спрайты, звуки), связанные со многими играми.
Организация:
Открытый исходный код
. 0009
Dragon UnPACKer с открытым исходным кодом
Совместимость с:
Windows
Дополнительное предложение для FileViewPro от Solvusoft | ЛСКП | Политика конфиденциальности | Условия | Uninstall
File Search
Leading Mobiles
Samsung
(28.86%)
Apple
(21.83%)
Huawei
(9.25%)
Xiaomi
(6.74%)
LG
(3.11%)
Device Used
Desktop
(84.34 %)
Mobile
(14,29%)
ТАБЛИЦА
(1,37%)
955.0006
Частые проблемы с открытием ART
ArtCAM отсутствует
При попытке открыть ART появляется сообщение об ошибке, например «%%os%% Can’t Open ART Files». Обычно это означает, что ArtCAM не установлен на %%os%%. Обычный способ открытия ART двойным щелчком не работает, потому что %%os%% не может подключиться к программе.
Совет. Если у вас есть другое программное обеспечение, которое, как вы знаете, открывает файлы ART, вы можете выбрать его, нажав кнопку «Показать приложения».
ArtCAM устарел
Иногда установленная версия ArtCAM не поддерживает файл модели ArtCAM. Рекомендуется установить последнюю версию ArtCAM от Autodesk, Inc. В большинстве случаев файл вашей модели ArtCAM был создан в более новой версии ArtCAM, чем та, которую вы установили.
Совет: Если щелкнуть правой кнопкой мыши файл ART, а затем выбрать «Свойства» (Windows) или «Получить информацию» (Mac), вы можете получить подсказки о том, какая версия вам нужна.
Вывод: Большинство проблем с открытием файлов ART связано с тем, что не установлена правильная версия ArtCAM.
Дополнительные причины проблем с открытием файлов ART
При открытии файлов ART все еще могут возникать ошибки, даже если на вашем ПК установлена последняя версия ArtCAM. Если у вас по-прежнему возникают проблемы с открытием файлов ART, могут быть другие проблемы с компьютером. Проблемы, не связанные с программным обеспечением:
Неверные ссылки на файлы ART в реестре Windows («телефонная книга» операционной системы Windows)
Повреждение описания файла ART в реестре
В ArtCAM или другом приложении ART произошла ошибка при установке
Ваш файл ART поврежден (проблемы с вашим Сам файл модели ArtCAM)
Ваш ART заражен вредоносным ПО
Аппаратное обеспечение, связанное с ART, имеет устаревшие драйверы
На вашем ПК недостаточно доступных ресурсов для открытия файла модели ArtCAM
Тест: Какой формат файла изображения наиболее популярен на веб-сайтах?
BMP GIF ICO JPG PNG
Опрос: Какое ваше любимое приложение для обработки текста?
Apple Pages Corel WordPerfect Google Docs LibreOffice Microsoft Word OpenOffice WordPad Другое
Как устранить проблемы с открытием ART-файлов
Дополнительное предложение для Solvu FileViewPro | ЛСКП | Политика конфиденциальности | Условия | Удалить
Расширения файлов # A B C D E F G H I J K L M N O P Q R S T U V W X Y Z
Совместимы ли мои файлы ArtCAM с вашим программным обеспечением? : Carveco
Перейти к содержимому
Все проприетарные файлы программного обеспечения ArtCAM® (*. art; *.3dp; *.rlf; *.3da), происходящие из:
любая версия программного обеспечения ArtCAM, совместимы с программным обеспечением Carveco версии 1.6 (сборка: 2019-07-30-1604-b28285f7) и выше.
любая версия программного обеспечения ArtCAM от 2013.SP2 до 2018.2.1 совместима с программным обеспечением Carveco версии 1.0.0 (сборка: 2019-03-27-2300-25c3bb5) и 1.5 (сборка: 2019-07-03-1556-3e289e6). ).
Клиенты с любыми проблемными проприетарными файлами ArtCAM должны связаться со службой поддержки и предоставить образец файла.
Модели ArtCAM
Где клиенты работают в Carveco версии 1.0.0 (сборка: 2019-03-27-2300-25c3bb5) до версии 1.5 (сборка: 2019)-07-03-1556-3e289e6), файлы моделей ArtCAM (*.art), происходящие из любой версии программного обеспечения ArtCAM между 9 и 2013.1, должны быть:
открыты и повторно сохранены в любой версии программного обеспечения ArtCAM между 2013.SP2 и 2015 R2.SP3 с использованием защитного USB-ключа.
Пакет
преобразован в ArtCAM 2015 R2 с использованием защитного USB-ключа в соответствии с процессом, описанным в этой статье, предоставленной Autodesk.
Проекты ArtCAM
Где клиенты работают в Carveco версии 1.0.0 (сборка: 2019 г.)-03-27-2300-25c3bb5) до 1.5 (сборка: 2019-07-03-1556-3e289e6), файлы проекта ArtCAM (*.3dp), происходящие из любой версии программного обеспечения ArtCAM между 9 и 2013.1, должны быть открыты и повторно -сохранено в любой версии программного обеспечения ArtCAM между 2013.SP2 и 2015 R2.SP3 с использованием защитного USB-ключа. Каждая из моделей в проекте также должна быть открыта и пересохранена таким же образом.
Рельефы ArtCAM
Где клиенты работают в Carveco версии 1.0.0 (Сборка: 2019-03-27-2300-25c3bb5) до версии 1.5 (сборка: 2019-07-03-1556-3e289e6), файлы рельефа ArtCAM (*.rlf), происходящие из любой версии программного обеспечения ArtCAM между 2008 и 2013.1, должны быть:
импортируется в любую версию программного обеспечения ArtCAM между 2013.
<h2>Советы по прохождению Guild Wars: Prophecies
Идем прямо в коридор, показанный на первой картинке. По пути нам предстоит разобраться с несколькими зомби.
В конце коридора есть туалет, к сожалению, закрытый. Напротив — зарешеченное окно, запертое на замок. Разбираемся с этим напильником. Начинается короткая кат-сцена, показывающая нам зомби сзади. Преодолеть это довольно сложно. Когда мы с ним разбираемся, мы выходим в окно.
Высаживаемся во дворе, где на нас нападают несколько зомби. Удобнее всего запрыгнуть на ящик, где они не дойдут до нас, и мы их спокойно устраним.
Так как мы уже на ящиках, пролезаем по ним через окно в кабинет доктора Брауна.
В офисе много рыться. Сначала разберемся с земным шаром. Мы открываем его маленьким ключиком, который мы выловили из аквариума несколько этапов назад. Достаем из него красивый мушкет с боеприпасами. Кристальная пустыня Засушливое море Нидо Шабра (Материалы) Рулон дамасской стали (5 растительных волокон + 5 кучей сверкающей пыли), Элонийский кожаный квадрат (5 кусков дубленой шкуры + 5 кучей сверкающей пыли), рулон веллума (5 деревянных досок + 5 кучей сверкающей пыли), кусок древесного угля ( 10 деревянных досок), доска из духовного дерева (5 деревянных досок + 10 кучей сверкающей пыли), стальной слиток Делдримора (10 железных слитков + 1 кусок древесного угля + 5 куч сверкающей пыли).
Безумие Витмана Mag Ironwall (Коллекционер) 5 Замысловатое Ожерелье Грави: Жестокий посох (Энергия +10, Урон тьмы: 11-22, требуется 9 Магия крови, Двуручный), Свиток (Энергия +12, требуется 9 Энергетических хранилищ), Святой Посох (Энергия +10, Урон Огня: 11-22, требуется 9 Божественная милость, Двуручный), Лук Аскалона (Пронзающий урон: 15-28, требуется 9 Меткость, Двуручный). В библиотеке доктора мы можем найти немецкие книги, но нас больше интересует содержимое его стола, в частности, верхний ящик справа. Мы находим там документы, из которых узнаем о своем психическом заболевании!
Давайте внимательнее посмотрим на скелет, в его бедре находим бумажку с кодом, конечно же читаем. Но зачем нам шифр? Да, здесь должен быть сейф.
Сейф находится за красной картиной рядом с креслом, снимите картину и откройте ее (наш персонаж делает это автоматически после прочтения карты скелета). В нем мы находим загадочный амулет, зашифрованный блокнот и боеприпасы.
На этом сюрпризы ждут нас в кабинете доктора Брауна. Входим через дверь рядом с окном. В комнате обыскиваем ящики, включаем проектор и смотрим короткометражный фильм.
Возвращаемся тем же путем, которым добрались до кабинета врача. Входим в коридор, в правой части которого находится туалет, а в правой — шкафчик, в котором мы нашли ножницы. В его конце есть дверь, которая приведет нас к следующей локации. Игроки, впервые посетившие площадку Вулкан Максимум, могут опробовать аппараты в демо режиме. Бесплатный формат управления дает возможность лучше познакомиться с работой видеослотов и разработать собственную стратегию по получению выигрыша. Клиенты со стажем активируют игровые автоматы вулкан на деньги , чтобы выводить средства. Награды сразу же зачисляются на баланс пользователя после появления на игровой зоне выигрышной цепочки.
Аренда вилл во Франции</h2>
Если вы отправляетесь во Францию всей семьей, то размещаться в обычных гостиницах или шикарных отелях не имеет смысла: тесно. Самый шикарный и комфортабельный отель не предоставит столько места, сколько его необходимо детям. Ведь на отдыхе им хочется двигаться, играть на свежем воздухе и ощущать полную свободу. Лучший выход из сложившейся ситуации – аренда жилья – вилл, апартаментов или шале.
Взяв в аренду виллу на все лето в любом уголке Франции, можно насладиться удивительной природой, свежим морским или горным воздухом, домашней атмосферой, комфортом и полной свободой.
Вы можете арендовать помещение по своим финансовым возможностям. Ведь за понятием «французская вилла» не обязательно стоит великолепный особняк со всеми причитающими к нему «приложениями»: огромной территорией, многочисленным обслуживающим персоналом, открытым бассейном и большой арендной платой.
Французские виллы – это и небольшие уютные, окруженные садами домики, и, конечно, великолепные двух или трехэтажные особняки-дворцы с настоящими фруктовыми садами и земельными угодьями в несколько гектар. Но в любом случае, какой бы вариант вы не выбрали, вместе со своей семьей вы сможете прогуливаться в тени деревьев, нежиться на солнце у бассейна или моря, а по вечерам в тесной компании друзей или домочадцев жарить шашлыки.
Частные виллы, все без исключения, оснащены по последнему слову техники, и если вы не хотите готовить и убирать сами, то вам могут предложить услуги повара, официанта и горничной. Возле дома в обязательном порядке есть место для парковки и гараж. А сам дом готов в любой момент принять гостей на длительный период.
Один из наиболее важных вопросов при аренде вилл – это бюджет. Цена на аренду жилой недвижимости в стране определяется близостью к морю, площадью снимаемого помещения и прилегающего участка, числом спален и ванных, а также количеством санузлов. Немаловажную роль играет интерьер помещения и состояние мебели, близость пляжа и наличие бассейна. Далее следует наличие теннисного корта, ресторанов и магазинов и других мест развлечения. Ну, и конечно, наличие кондиционеров, системы охраны, гаража и вид из окна.
В общем, если вы собрались во Францию, но шум и суета отелей, пусть даже и самых шикарных, вам претит, то стоит задуматься об аренде виллы. Тем более что арендовать жилье, можно сейчас, даже не выезжая из дома. Многие риэлтерские компании занимаются подбором жилых помещений на время, а также подбором персонала, от повара до няни, если вам это необходимо. Чтоб играть онлайн в игровые автоматы с выводом денег нужно правильно выбрать онлайн казино. Сейчас многие площадки принимают игроков из России. Для таких пользователей предложены интерфейс и поддержка на русском языке. Есть возможность открыть счет в рублях. Играть в игровые автоматы с депозитом : в популярных онлайн казино пользователям доступны сотни новых аппаратов с интересным сюжетом. После регистрации и депозита поиграть на деньги можно во многих интернет казино.
<P> <B>АУСНЕХМЕР,</B>
10 апреля 2002 г., 12:00.
& lt;P & гт; &ампер; lt;B & gt;AUSNEHMER, & л;/В & гт; Патриция, 69 лет, Бордман; договоренности в ожидании; Похоронное бюро Хиггинса-Рирдона, часовня Бордмана-Кэнфилда. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; & lt;P & гт; &ампер; lt;B & gt;AVONA, & л;/В & gt;Джеймс В. , 86 лет, Жирар; время приема в четверг с 17:00 до 20:00. в похоронном бюро Макклуркина. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt; бата, &ампер; л;/В & гт; Джон Ф., 89 лет, из Янгстауна; время приема в четверг с 17:00 до 20:00. в похоронном бюро Кинник. &ампер; л;/P & гт; & lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt; КОРИЧНЕВЫЙ & л;/В & gt; Ричард Чарльз, 42 года, Свобода; время звонков с полудня до 13.00. в Л.Э. Блэк, Филлипс, & усилитель; усилитель; Похоронное бюро Холдена. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;ENGSTROM & л;/В & gt;, Дональд Э. & amp;#147;Донни, & амп;#148; 61, Уилмингтон, Северная Каролина; время приема по четвергам с 18 до 20 ч. в похоронном бюро братьев Росси. &ампер; л;/P & гт; & lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt; ФИЛИППИНСКИЙ, & л;/В & гт; Флоренс Л., 85 лет, из Негли; время приема в четверг с 14:00 до 16:00. и с 7 до 9 вечера. в похоронном бюро Оливера-Линсли в Восточной Палестине. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt; ГАРВУД, & л;/В & gt;Марта Э., 9 лет1, Польша, ранее Бордман; время приема в пятницу с 18 до 20. и в субботу с 10 до 11 утра в похоронном бюро Дэвиса. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;HECKER, & л;/В & гт; Полин Э., 81 год, из городка Либерти; время приема в четверг с 14:00 до 16:00. и с 7 до 9 вечера. в похоронном бюро Блэкстоун и в пятницу с 10 до 11 утра в Объединенной методистской церкви Черч-Хилл. &ампер; л;/P & гт; & lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;HOLMBERG, & л;/В & gt;Нелли М. (Фергюсон), 93 года, из Авроры; время приема в пятницу с 14:00 до 16:00. и с 7 до 9 вечера. в похоронном бюро Киндриха-Макхью Штайнбауэра в Солоне. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & GT;McCULLEY, & л;/В & gt; Дэвид И. & amp;#147;Скотти и amp; амп;#148; старший, 71 год, из Остинтауна; Звонить сегодня с 14 до 16 часов. и с 6 по 9вечера. и четверг с 10:30 до 11:00 в похоронном бюро Хиггинса-Рирдона, часовня Остинтауна. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;McDOWELL, & л;/В & gt; Рут Наоми, 80 лет, из Гринвилля, штат Пенсильвания, ранее из Шарпсвилля, штат Пенсильвания; время приема по четвергам с 18 до 21 ч. в похоронном бюро Дональдсона-Мохни. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; & lt;P & гт; &ампер; lt;B & gt;MOISON, & л;/В & гт; Неолма Дж. Пью, 82 года, из Минерал-Ридж, ранее работавшая в Girard; время приема по четвергам с 18 до 20 ч. в похоронном бюро Блэкстоун. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;MOTEFF & л;/В & gt;, Лена, 88 лет, Гейтерсберг, штат Мэриленд, ранее из Янгстауна; договоренности в ожидании; Похоронный дом Фокса. &ампер; л;/P & гт; & lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;RAKOCY, & л;/В & gt; Сандра К., 59 лет, из Хендерсона, штат Невада, ранее из Янгстауна; время приема в четверг с 16:00 до 19:00. в похоронном бюро Ващака Кирилы. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;РИШАВИ & л;/В & гт, Анна М. , 92, Конно, ранее Янгстаун; Похоронный дом Марси и центр кремации в Конно. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;P & гт; &ампер; lt;B & gt;SEMBACH & л;/В & gt; Таллула К., 78 лет, из Ньютон-Фолс; время приема в пятницу с 12:00 до 13:00. в церкви Св. Иосифа в Ньютон-Фолс; Мемориальный дом Боровских. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; & lt;P & гт; &ампер; lt;B & gt; ИСПАНИЯ, & л;/В & gt; Atty. Полностью Р. Старший, 90 лет, Уоррен; время приема в четверг с 16:00 до 19:00. в Peter Rossi & усилитель; усилитель; Мемориальная часовня Сына. &ампер; л;/P & гт; &ампер; lt;BR ОЧИСТИТЬ = & quot;СЛЕВА & quot; &ампер; гт; &ампер; lt;!- конец текста объявления — & гт;
Как сделать This.Datacontext = This: In Xaml…. For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.
Datacontext&Amp;Gt;—&Amp;Gt; С примерами
Как это сделать.Datacontext = This: In Xaml…. For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.Datacontext&Amp;Gt;—&Amp;Gt; С примерами
В этой статье решение How To Do This.Datacontext = This: In Xaml…. For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.Datacontext&Amp;Gt;—&Amp;Gt; С примерами будет продемонстрировано на примерах из языка программирования.
Та же проблема Как сделать This.Datacontext = This: In Xaml….For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.Datacontext&Amp;Gt;—&Amp;Gt; С примерами можно решить с помощью другого подхода, который объясняется ниже с примерами кода.
Используя множество реальных примеров, мы продемонстрировали, как исправить ошибку How To Do This. Datacontext = This: In Xaml….For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.Datacontext&Amp;Gt;—&Amp;Gt; Ошибка с примерами.
Как определить DataContext в XAML?
Один из способов — связать свойство DataContext в XAML, второй — назначить DataContext в Code-Behind и, наконец, использовать ViewModelLocator.xaml, который будет выглядеть следующим образом:
Он отслеживает изменения, внесенные вами во все извлеченные сущности, и поддерживает «кэш удостоверений», который гарантирует, что сущности, извлеченные более одного раза, представлены с использованием одного и того же экземпляра объекта.
Что такое UserControl DataContext?
DataContext наследуется для всех нижних элементов XAML и для всех XAML UserControl s, если только он не перезаписан где-либо. Установив UserControl DataContext на себя, это перезапишет DataContext и нарушит Наследование. Вместо этого вложите его на один элемент глубже в XAML, в вашем случае — в StackPanel.
Почему DataContext имеет значение null?
В конструкторе будет нуль, так как пользовательский элемент управления еще не создан, пока выполнение находится в коде конструктора. Но проверьте свойство в событии Loaded, вы увидите объект правильно.
В чем разница между DataContext и ItemsSource?
Как видите, DataContext применяется к текстовым блокам, которые существуют в StackPanel и ссылаются на одно единственное свойство — Text. Принимая во внимание, что ItemsSource относится к источнику свойства изображения и текста текстового блока, а элементы внутри списка могут быть расширены вместе с ObservableCollection.
Должен ли я удалять DataContext?
Не удалять объекты DbContext. Хотя DbContext реализует IDisposable , вам не следует удалять его вручную, а также вы не должны заключать его в оператор using. 24 октября 2017 г.
Что такое путь привязки?
Пути привязки относятся к различным свойствам и спискам в модели и определяют, как можно найти узел в иерархическом дереве данных. Путь привязки состоит из нескольких токенов имени, разделенных символом-разделителем. Во всех моделях, предоставляемых платформой, символ-разделитель представляет собой косую черту «/».
Как работает привязка XAML?
Привязка данных — это механизм в приложениях XAML, который обеспечивает простой и удобный способ для приложений среды выполнения Windows использовать разделяемые классы для отображения данных и взаимодействия с ними.
Руководство по эксплуатации и руководство по программированию, предостав- ляемые вместе с устройством ЧПУ, представляют. Fanuc 0i-D B-64304RU_01 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Размер файла: 15,1 МБ Дата публикации: 27 августа 2012 года 19:56. Описание. FANUC предлагает самый широкий спектр систем ЧПУ: от высококачественных контроллеров. 0i-MD. 0i-TD. 0i-PD. Power Motion i-A. Макс. кол-во управляемых осей всего / на канал. 6. Панель оператора. MANUAL GUIDE i. –. FANUC 0i-D, 0i Mate-D, 0i-C, 0i Mate-C. Руководства. (pdf). от tmpr. B-64310RU /01 — FANUC Серия 0i-МОДЕЛЬ D, FANUC Серия 0i Mate-МОДЕЛЬ. Руководство оператора стоек Fanuc серии 21i / 210i TA. Полное руководство в. документация к стойкам ЧПУ Fanuc 0i на английском и русском языке. документация к. СИСТЕМА ФАНУК OI MATE-TD. ТОКАРНЫЙ. Я наладчик, который только начал осваивать систему Fanuc, попал. причём многое на русском языке, даже те же руководства по параметрам. Чем больше накосячат операторы — те больше хлеба для сервисников!. НА ТОКАРНО-ФРЕЗЕРНОМ СТАНКЕ CNC-S20C FANUC SERIES oi-TC. Система числового программного управления FANUC 0i одна из самых востребованных и известных в нашей стране. Видеоролик. Подходит для обучения операторов и обслуживающего персонала, которые. Fanuc 0i-TD», а также «Руководства по эксплуатации Fanuc 0i-MD» и. очень интересна книжка B-64120RU — Руководство по Параметрам Fanuc series 0i model C в электронном виде — могу предложить. FANUC, серия Oi-MB. Руководство оператора. Файл формата pdf; размером 21,55 МБ. Добавлен пользователем PrFarnsworth 14.06.13. FANUC 0i-T. Руководство программиста. pdf. FANUC Series 0i — MODEL D. pdf. Настоящее руководство предназначено для оператора станка с ЧПУ. Курс №0001. Общий курс Оператор/Программист CNC (8 предметов обучения) + дополнительные курсы в режиме самостоятельного обучения. Common to Lathe System / Machining Center System. OPERATOR S MANUAL. B -64304EN/02. FANUC Series 0+-MODEL D. FANUC Series 0+ Mate-MODEL D. 0i -D. FANUC Series 0i Mate -TD. 0i Mate -TD. FANUC Series 0i Mate -MD. 0i Mate -MD. CNC Screen Display Function OPERATOR S MANUAL. B-63164EN. For Machining Center System. OPERATOR S MANUAL. B-64304EN-2/02. FANUC Series 0+-MODEL D. FANUC Series 0+ Mate-MODEL D. Токарный станок с ЧПУ DMC DL 21A / Fanuc -0i Mate TD. чтобы снизить усталость оператора, а также позволяет автоматически выполнять операции. FANUC Series 0+ Mate-TD. module for operator s panel, SERVO AMPLIFIER. deleted]]
[[/deleted]]
[[#convert_markup]]
This comment is currently being rendered in creole. Editing the comment will cause it to be rendered in markdown.
[[/convert_markup]]
Cancel
This comment is currently being rendered in creole. Editing the comment will cause it to be rendered in markdown.
▶▷▶▷ fanuc руководство по программированию
▶▷▶▷ fanuc руководство по программированию
Интерфейс
Русский/Английский
Тип лицензия
Free
Кол-во просмотров
257
Кол-во загрузок
132 раз
Обновление:
17-07-2019
fanuc руководство по программированию — Руководство По Программированию Fanuc — mybloodyworld mysticwarrior589weeblycomblogprogrammirovaniyu- fanuc Cached Издательство fanuc формат pdf качество fanuc -21i ч Руководство по эксплуатации Расточки вдоль оси z Руководство Fanuc документация, программистfanuc, fanuc инструкции Смотрите руководство по Fanuc 0i-MC Руководство по программированию — Документация по wwwchipmakerrufilesfile13133 Cached Руководство по эксплуатации (b-64114ru01) Следующий файл Вертикальный обрабатывающий центр серии NEXUS 530C-II 5X MAZATROL MATRIX 2 Fanuc Руководство По Программированию — Image Results More Fanuc Руководство По Программированию images Инструкция По Программированию Fanuc — bazaresearch bazaresearchweeblycombloginstrukciya-po Cached Порядковый номер кадра апипинин инструкция по применению цена отзывы Обучение операторов станков с ЧПУCNCplus TRAINING TurningMilling Руководство По Программированию Fanuc 31i — jazzlibrary jazzlibrary685weeblycomblogrukovodstvo-po Cached Руководство по программированию fanuc 31i Фрезерные станки с ЧПУ Fanuc Robodrill Блок управления FANUC FANUC Series 0-MODEL D FANUC Series 0 Mate-MODEL D servicetexruwp-contentuploadslibcnc FANUC 0i-MD компанию fanuc за консультацией 7 Руководство по эксплуатации и руководство по Fanuc 0i Md Руководство По Программированию — bookseries bookseries570weeblycomblog fanuc -0i-md Cached Руководство по эксплуатации fanuc 0i mate md скачать бесплатно симулятор на русском языке fanuc 0i-md руководство fanuc 0i-mate td с manual guide 0i Fanuc 0I Td Руководство По Программированию — backupgaming backupgaming574weeblycomblog fanuc -0i-td-rukovodstvo Cached Токарный станок с ЧПУTube Turn CNC 3 63 0 — Токарный станок с ЧПУ и плоской станиной Стандартные Fanuc oi tc руководство по программированию Fanuc oi tc avtonavigator-zabaikalieruprogrammirovanie fanuc -oi-tc Cached Fanuc руководство по программированию TelegraphFanuc руководство по программированиюСкачать Руководство По Программированию С Системой Fanuc — librarywb librarywb494weeblycomblogrukovodstvo-po Cached Руководство по эксплуатации fanuc 0i mate md скачать бесплатно симулятор на русском языке fanuc 0i-md руководство fanuc 0i-mate td с manual guide 0i Руководство По Программированию, Fanuk — schoolaklass ololotrololoweeblycomblogrukovodstvo-po-programmir Cached Серия FANUC 0i Mate МОДЕЛЬ C ОПИСАНИЯ Руководство по эксплуатации и руководство по Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster, smarter, easier way to browse the web and all of Also Try fanuc руководство по программированию rins1707 fanuc руководство по программированию rins1707 pyronix 1 2 3 4 5 Next 27,300
System on PC Автоматизированная подготовка управляющих программ для станков с ЧПУ Выносные станочные
пульты Программирование фрезерной 3ех координатной обработки с помощью пакета PowerMill. Введение Преимущества работы с ShopTurn Вы экономите время на начальном этапе Вы экономите время на программи
Преимущества работы с ShopTurn Вы экономите время на начальном этапе Вы экономите время на программирование Вы экономите… Инструкция по программированию.
…до 3-х осей — 3 кнопки и 2 индикатора процентовки подачи и шпинделя — 2 маховичка — различные виды компенсаций и смещений — поддержка стандартных и собственных технологических циклов — графическая поддержка программирования — программирование…
Программирование резьбофрезерования на quot;Haasquot; То есть получается если фреза 10, то резьба М26? Япошки свободно поставляют даже принципиальные схемы, карты адресных пространств и внутренних переменных, не говоря уже об инструкциях по обслуживанию, программированию…
Руководство по параметрам УЧПУ FANUC Oi-C. Руководство ООО Сименс, Расширенное программирование SINUMERIK 840D стандарт Gendocs.ru При копировании укажите ссылку. обратиться к администрации. Горизонтальный фрезерно-расточной станок TK611CI с ЧПУ FANUC 0iMD произведен в Китай на предприятии HANLAND. Руководство по программированию.
Программирование в этих языковых системах производится в соответствии с прерогативой ISO (Международной Организации Стандартизации), а также EIA (Ассоциация Электронной Промышленности).
Работа с пультом стойки fanuc 6m g в 171 руководстве по программированию для станков с fanuc 187.
Часто также встречается заблуждение, что системный телефон нужен только для программирования АТС, ну или в крайнем случае для секретаря, чтобы она могла с него переключать звонки.
то резьба М26? Япошки свободно поставляют даже принципиальные схемы
Fanuk — schoolaklass ololotrololoweeblycomblogrukovodstvo-po-programmir Cached Серия FANUC 0i Mate МОДЕЛЬ C ОПИСАНИЯ Руководство по эксплуатации и руководство по Promotional Results For You Free Download Mozilla Firefox Web Browser wwwmozillaorg Download Firefox — the faster
fanuc инструкции Смотрите руководство по Fanuc 0i-MC Руководство по программированию — Документация по wwwchipmakerrufilesfile13133 Cached Руководство по эксплуатации (b-64114ru01) Следующий файл Вертикальный обрабатывающий центр серии NEXUS 530C-II 5X MAZATROL MATRIX 2 Fanuc Руководство По Программированию — Image Results More Fanuc Руководство По Программированию images Инструкция По Программированию Fanuc — bazaresearch bazaresearchweeblycombloginstrukciya-po Cached Порядковый номер кадра апипинин инструкция по применению цена отзывы Обучение операторов станков с ЧПУCNCplus TRAINING TurningMilling Руководство По Программированию Fanuc 31i — jazzlibrary jazzlibrary685weeblycomblogrukovodstvo-po Cached Руководство по программированию fanuc 31i Фрезерные станки с ЧПУ Fanuc Robodrill Блок управления FANUC FANUC Series 0-MODEL D FANUC Series 0 Mate-MODEL D servicetexruwp-contentuploadslibcnc FANUC 0i-MD компанию fanuc за консультацией 7 Руководство по эксплуатации и руководство по Fanuc 0i Md Руководство По Программированию — bookseries bookseries570weeblycomblog fanuc -0i-md Cached Руководство по эксплуатации fanuc 0i mate md скачать бесплатно симулятор на русском языке fanuc 0i-md руководство fanuc 0i-mate td с manual guide 0i Fanuc 0I Td Руководство По Программированию — backupgaming backupgaming574weeblycomblog fanuc -0i-td-rukovodstvo Cached Токарный станок с ЧПУTube Turn CNC 3 63 0 — Токарный станок с ЧПУ и плоской станиной Стандартные Fanuc oi tc руководство по программированию Fanuc oi tc avtonavigator-zabaikalieruprogrammirovanie fanuc -oi-tc Cached Fanuc руководство по программированию TelegraphFanuc руководство по программированиюСкачать Руководство По Программированию С Системой Fanuc — librarywb librarywb494weeblycomblogrukovodstvo-po Cached Руководство по эксплуатации fanuc 0i mate md скачать бесплатно симулятор на русском языке fanuc 0i-md руководство fanuc 0i-mate td с manual guide 0i Руководство По Программированию
fanuc инструкции Смотрите руководство по Fanuc 0i-MC Руководство по программированию — Документация по wwwchipmakerrufilesfile13133 Cached Руководство по эксплуатации (b-64114ru01) Следующий файл Вертикальный обрабатывающий центр серии NEXUS 530C-II 5X MAZATROL MATRIX 2 Fanuc Руководство По Программированию — Image Results More Fanuc Руководство По Программированию images Инструкция По Программированию Fanuc — bazaresearch bazaresearchweeblycombloginstrukciya-po Cached Порядковый номер кадра апипинин инструкция по применению цена отзывы Обучение операторов станков с ЧПУCNCplus TRAINING TurningMilling Руководство По Программированию Fanuc 31i — jazzlibrary jazzlibrary685weeblycomblogrukovodstvo-po Cached Руководство по программированию fanuc 31i Фрезерные станки с ЧПУ Fanuc Robodrill Блок управления FANUC FANUC Series 0-MODEL D FANUC Series 0 Mate-MODEL D servicetexruwp-contentuploadslibcnc FANUC 0i-MD компанию fanuc за консультацией 7 Руководство по эксплуатации и руководство по Fanuc 0i Md Руководство По Программированию — bookseries bookseries570weeblycomblog fanuc -0i-md Cached Руководство по эксплуатации fanuc 0i mate md скачать бесплатно симулятор на русском языке fanuc 0i-md руководство fanuc 0i-mate td с manual guide 0i Fanuc 0I Td Руководство По Программированию — backupgaming backupgaming574weeblycomblog fanuc -0i-td-rukovodstvo Cached Токарный станок с ЧПУTube Turn CNC 3 63 0 — Токарный станок с ЧПУ и плоской станиной Стандартные Fanuc oi tc руководство по программированию Fanuc oi tc avtonavigator-zabaikalieruprogrammirovanie fanuc -oi-tc Cached Fanuc руководство по программированию TelegraphFanuc руководство по программированиюСкачать Руководство По Программированию С Системой Fanuc — librarywb librarywb494weeblycomblogrukovodstvo-po Cached Руководство по эксплуатации fanuc 0i mate md скачать бесплатно симулятор на русском языке fanuc 0i-md руководство fanuc 0i-mate td с manual guide 0i Руководство По Программированию
Нажмите здесь , если переадресация не будет выполнена в течение нескольких секунд fanuc руководство по программированию Поиск в Все Картинки Ещё Видео Новости Покупки Карты Книги Все продукты Документация на ЧПУ Fanuc , Heidenhain Fanuc iD BRU_ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Размер файла , МБ Дата публикации Руководство по программированию Fanuc iTDi MateTD chipmakerrufilesfile окт Руководство по программированию для токарной версии ЧПУ Fanuc iTDi MateTD на русском PDF FANUC Series iTC OPERATORS MANUAL cncolympsumdueduua апр Внимательно прочитайте данное руководство и ОТНОСЯЩИЕСЯ К ПРОГРАММИРОВАНИЮ FANUC iT Руководство программиста PDF Все для twirpxcomfile FANUC iT Руководство программиста Раздел ГПС и станки с ЧПУ Программирование станков с ЧПУ FANUC Программирование Настройка Станки с ЧПУ Я наладчик, который только начал осваивать систему Fanuc , попал в фирму где все наладчики считают себя FANUC PMC Руководство по языку программирования studmedru fanuc pmc В данном руководстве по программированию стр описан способ создания цепной схемы для процессоров PDF FANUC Series iMODEL Di MateMODEL D OPERATORS servicetexru FANUC Руководство по эксплуатации и руководство по программированию , поставляемые вместе с устройством ЧПУ, PDF FANUC Series i TB FANUC Series i TB servicetexru FANUC непрогнозируемой его работе Руководство по эксплуатации и руководство по программированию , предостав Fanuc программирование система координат YouTube авг Программирование на токарных станках с упровлением Fanuc Курс Fanuc не квантовая myoutubecom PDF ii Mate cncspacecomuadocs fanuc ipdf фев Серия FANUC i Mate МОДЕЛЬ C Данное руководство включает меры предосторожности Руководство по эксплуатации и руководство по программированию , предостав PDF FANUC Series iMODEL Di MateMODEL D OPERATORS MANUAL Cnc cncclubruforumfileph FANUC Series MateMODEL D For Lathe программирования внимательно прочитайте руководство по PDF FANUC Series iiiMODEL B OPERATORS MANUAL wwwprecisionmachinesrufilephp?i РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ и руководство по программированию , предоставляемые вместе с Программирование в Fanuc iT CNC SIMULATOR YouTube май Мой профиль GrabCAD Данная работа myoutubecom Диалоговое программирование в FANUC TURN MATE i дек Видеоурок изготовления детали Штуцер в диалоговом программировании FANUC TURN MATE i myoutubecom Руководство По Программированию С Системой Fanuc Fanuc iD BRU_ РУКОВОДСТВО ПО Fanuc iTC Руководство DIN ISO программирование Диалоговое программирование на чпу Fanuc Fanuc cccpdruдиалоговое ноя Диалоговое программирование на чпу Fanuc Автор IgorNN Manual guide BRUpdf Fanuc oi md руководство по программированию cocomboalenenskohatenablogcom фев Сегодня Руководство по программированию fanuc oit doc , голосов Файл fanuc oimd PDF Системы ЧПУ FANUC fanuc eucnccontrols диалоговое программирование обработки с помощью MANUAL GUIDE i предотвращение столкновений с PDF Составление управляющей программы для токарного portaltpuru детали, инструкция по программированию EMCO WinNC FANUC TB, компьютер КРАТКИЕ СВЕДЕНИЯ ИЗ Параметрическое программирование Планета CAM planetacamrucollegelearn Параметрическое программирование Например, в СЧПУ Fanuc этот язык называется Macro В Если вы хоть Руководство по программировани fanuc tc Bqkzuqg скачать руководство по программированию с системой fanuc fanuc imd руководство оператора fanuc i td Fanuc itd руководство по программированию wierceniaartenpl fanuc msmyieen Серия FANUC i МОДЕЛЬ C FANUC i Mate МОДЕЛЬ C Инструкция По Программированию На Fanuc OiTd getfile Руководство по программированию vmc fanuc familiegoedhartnl Руководство По Программированию Fanuc Oi Md Fanuc Oi md ошибка Z последнее сообщение от Картинки по запросу fanuc руководство по программированию Руководство по программированию Циклы настройки Руководство по программированию Циклы настройки инструмента для токарныхстанков с управлением Fanuc Руководство по программированию Fanuc фрезерный rmhucozru fanuc окт Программирование ЧПУ Магистратура Руководство по программированию Fanuc фрезерный инструкция по программированию fanuc itd статьи о казино wwwyipehukahexpgcombrinstruktsiy Указанных в Fanuc itd руководство программированию пп, г восстановление нормальной схемы после работ PDF Министерство образования и науки Российской Федерации libsusuruftd?baseSUSUF В основу положены руководства по программированию фирмы Arinstein для устройств ЧПУ Fanuc TB и Fanuc Загружаемая документация по GoProbe Renishaw renishawrugoprobe MB Руководство по программированию Циклы GoProbe Renishaw для ПО Inspection Plus Programming manual Renishaw GoProbe cycles for contact tool setting Fanuc and Meldas en Руководство по программированию Fanuc ukikulitkaru?tjz fanuc itdpo Fanuc i td руководство по программированию Серия TDS S оснащена как нищим столом, так и концевой tv Мануалы по Mazak на русском языке Блокнот электроника manual yipomazakna РУКОВОДСТВО ПО ПРОГРАММИРОВАНИЮ функции компенсации радиуса при вершине инструмента при Руководство по программированию токарных станков с eyilovuvarutkehtml Руководство по программированию токарных станков с системой чпу fanuc i t для токарных станков под Fanuc m руководство wwwdelvarafzarcomen?id Please refer to FANUC maintenance manual if NC screen displayed NC alarm Руководство по программированию Фанук imd руководство по программированию sidescomruzannvphtml Fanuc I Md Руководство windowsearnings Руководство по программированию Fanuc itd Руководства Fanuc i руководство по программированию Тюмень boardtvru fanuc i фев ЧПУ F T Руководство по программированию токарных станков FANUC Руководство по PDF FANUC Series i MateMC OPERATORS MANUAL fanuc янв инструмента до выполнения программирования Позиционирование включает в Обращайтесь к руководству СЕРВО МОТОР FANUC серии ßi для получения подробной PDF Системы ЧПУ FANUC продуктивного программирования FANUC MANUAL GUIDE i помогает быстро перейти от чертежа к производству PDF FANUC СЕРИИ i i wwwirlenruMilling_User_ Manual pd ПРОГРАММИРОВАНИЕ НУЛЕВОЙ ТОЧКИ При выполнении программы , сначала нужно определить ноль Roboguide Форум Robotforumru robotforumruforumshowthreadphp?t Roboguide Роботы Fanuc есть ли у кого руководство по программированию roboguide для Руководство по программированию fanuc oi md oosongeiru oosongeirumulticornorgtiqrgl FANUC Серия i MateMD i Mate фев Сегодня Руководство по программированию fanuc oit doc , Fanuc руководство программирования Поисковый портал loadinghostenkocom fanuc руководств янв Руководство предназначено для операторапрограммиста станка с системой Руководство по Fanuc iT Руководство программиста станков с ЧПУ Hardinge TALENT wwwimashru fanuc it янв Fanuc iT Руководство программиста станков с ЧПУ Hardinge TALENT PDF Дневник cloudportal инструкция по программированию fanuc Программа обучения Программирование FANUC Manual Guide i Руководство по программированию fanuc mibywunecuxahuhgadedfbhtml Программирование станков с ЧПУ fanuc oi md руководство по программированию Сегодня Руководство по PDF iii программатор pmc ctisumycomuaBRU__ сен Данное руководство включает меры предосторожности для защиты программирования для моделей PMC, перечисленных в FANUC Power MateМОДЕЛЬ DFH Fanuc itd руководство для токарных станков Peatix https fanuc itdrukovodstvomipeatix Download Fanuc itd руководство для токарных станков powered by Peatix More Стойка fanuc руководство оператора Программирование многократно повторяемые циклы G Runtime программирование промышленного робота на май Имеем робота FANUC LR Mate iD с котроллером Ri серии B cabinet У робота PDF Программирование обработки на оборудовании с ЧПУ baumanpressrubookspdf Описаны физические принципы и методы программирования резки, наплав Руководство пользователя пер Руководство по программированию с системой fanuc Склад slavnodomrurukovodstvopo май На ресурсе вы сможете скачать Руководство по программированию с системой fanuc в AZW, ICMDL Практическое руководство по fanuc янв ICMDL Практическое руководство по программированию ПЛК GE Fanuc Proficy Запросы, похожие на fanuc руководство по программированию fanuc itf руководство параметры fanuc руководство по параметрам fanuc itf программирование fanuc itd симулятор fanuc программирование fanuc чпу fanuc series imodel f руководство fanuc ladder официальный дилер FANUC Со склада и под заказ Реклама wwwvarusonlineru Компания ВАРУС осуществляет поставку запчастей и оборудования FANUC со склада и под заказ Доставка по России Гибкие цены Гарантия производителя Услуги Доставка по всей России, Консультация инженера След Войти Версия Поиска Мобильная Полная Конфиденциальность Условия Настройки Отзыв Справка
System on PC Автоматизированная подготовка управляющих программ для станков с ЧПУ Выносные станочные пульты Программирование фрезерной 3ех координатной обработки с помощью пакета PowerMill. Введение Преимущества работы с ShopTurn Вы экономите время на начальном этапе Вы экономите время на программирование Вы экономите… Инструкция по программированию.
…до 3-х осей — 3 кнопки и 2 индикатора процентовки подачи и шпинделя — 2 маховичка — различные виды компенсаций и смещений — поддержка стандартных и собственных технологических циклов — графическая поддержка программирования — программирование…
Программирование резьбофрезерования на quot;Haasquot; То есть получается если фреза 10, то резьба М26? Япошки свободно поставляют даже принципиальные схемы, карты адресных пространств и внутренних переменных, не говоря уже об инструкциях по обслуживанию, программированию…
Руководство по параметрам УЧПУ FANUC Oi-C. Руководство ООО Сименс, Расширенное программирование SINUMERIK 840D стандарт Gendocs.ru При копировании укажите ссылку. обратиться к администрации.
Горизонтальный фрезерно-расточной станок TK611CI с ЧПУ FANUC 0iMD произведен в Китай на предприятии HANLAND. Руководство по программированию.
Программирование в этих языковых системах производится в соответствии с прерогативой ISO (Международной Организации Стандартизации), а также EIA (Ассоциация Электронной Промышленности).
Работа с пультом стойки fanuc 6m g в 171 руководстве по программированию для станков с fanuc 187.
Часто также встречается заблуждение, что системный телефон нужен только для программирования АТС, ну или в крайнем случае для секретаря, чтобы она могла с него переключать звонки.
Uszczelki gumowe na zamówienie W miejscach, gdzie łączą się ze sobą dwa elementy, często konieczne jest ich uszczelnienie odpowiednio dopasowan… зобач
Regulamin Ofert Firmowych — przeczytaj zanim coś napiszesz Regulamin Artykuły Sponsorowane — Oferty Firmowe W tym dziale każdy może umieścić swoje komercyjne ogłoszenie związa… зобач
GM System — dowiedz się więcej o Integracji Systemów Inżynie. .. ГМ Систем Сп. о.о. założono w 2001 roku we Wrocławiu. Spółka została partnerem firmy UGS – ówczesnego product… зобач
Оглощеня
Поремба TPK80 OKULAR Честь, Poszukuję podtrzymki/okularu do w/w maszyny? Jeśli ktoś z forumowiczów ma wiedzę u kogo można na być owe urz… зобач
Grupa Zlecenia CNC на Facebook Zapraszam na grupę diskusyjną Facebook gdzie można szukać zleceniodawców lub wykonawców usług związanych z produkcją … зобач
Прака для копирайтера — технический текст Poszukujemy copywriterów do pracy zdalnej przy redagowaniu opisów produktów i kategorii w sklepie internetowym oraz d. .. зобач
Fanuc – простая инструкция по переносу файлов/программ
По опыту знаю, что очень легко потерять все программы с машины. Всегда найдется тот, кто нажимает кнопки на автомате быстрее, чем читает и думает. Жаль, если мы теряем хорошие, отлаженные программы, в которые мы вложили много труда. Так что стоит систематически их скачивать. Конечно, передача в другую сторону, т.е. на станок с ЧПУ, также является ключевым вопросом, и сегодня речь пойдет о передаче программ в обе стороны несколькими способами.
Некоторая подготовка
Для передачи каких-то данных, конечно, нужен носитель данных – это может быть флешка, PCMCIA-карта, сеть и т. д. Для использования соответствующего носителя данных необходимо установить параметр, о котором говорилось ЗДЕСЬ.
Загрузка программы со станка с ЧПУ на носитель данных, в данном примере в локальную сеть – шаг за шагом
Метод «базового» Fanuc без руководства i.
Переходим в режим редактирования EDIT и входим в меню программы ПРОГ .
Затем последовательно нажимайте кнопки ПРОГРАММА, ПАПКА и (ОПРТ) .
Мы сейчас в памяти машины и у нас там предварительный просмотр программ. Текущее прочитанное помечается знаком «@». Чтобы загрузить программу на носитель данных, подключенный к машине (в данном случае, в локальную сеть), выберите F OUTPUT .
А теперь процедура загрузки. Сначала вводим имя файла, под которым мы хотим его сохранить. Имя файла не обязательно должно совпадать с текущим. Он будет идентифицирован после «цифры O», как показано на рисунке ниже. Я выбираю использовать TEST_SIEC и нажмите ВЫПОЛНИТЬ . В случае успеха имя появится в поле F NAME , как показано ниже, в конце концов появится всплывающее сообщение.
Теперь мы даем номер « O ». Его номер/имя в памяти машины. И теперь важно, чтобы мы давали это число без буквы «О», даже несмотря на то, что оно в таком виде находится в памяти машины. Буква «О» не будет прочитана. Они должны быть все числа. Итак, если у нас есть O0250 , введите 0250 и нажмите ВЫПОЛНИТЬ . В случае успеха имя появится в поле O NO. , как показано ниже.
Мы можем проверить это, выбрав УСТРОЙСТВО ИЗМЕНИТЬ и затем ВЛОЖИТЬ ЭФИР
Конечно, вся процедура выглядит аналогично для другого носителя данных.
Загрузка программы на станок с ЧПУ с носителя данных, в данном примере из сети LAN – шаг за шагом
Метод «базового» Fanuc без руководства i.
Переходим в режим редактирования EDIT и входим в меню программы PROG .
Затем последовательно нажимайте кнопки PROGRAM, DIR и (OPRT) .
Мы сейчас в памяти машины и у нас там предварительный просмотр программ. Текущее прочитанное помечается знаком «@». Для загрузки программы на носитель данных, подключенный к аппарату (в данном случае в локальную сеть), выберите УСТРОЙСТВО ИЗМЕНИТЬ и затем ВКЛАДЫВАТЬ ЭФИР .
Затем, чтобы загрузить программу на машину, выберите F ВВОД .
Сначала введите имя файла, под которым он сохранен. Наш пример — TEST_SIEC . Нажмите EXEC . В случае успеха имя появится в поле F NAME , как показано ниже, в противном случае появится всплывающее сообщение. Теперь даем номер « O ». Его номер/имя в памяти машины. И теперь важно, чтобы мы давали это число без буквы «О», даже несмотря на то, что оно в таком виде находится в памяти машины. Буква «О» не будет прочитана. Они должны быть все числа. Второй важный момент — сначала проверьте, какой номер в памяти автомата свободен. В нашем 0250 поэтому мы вводим 0250 и нажмите EXEC . В случае успеха имя появится в поле O NO. , как показано ниже. Наконец, мы подтверждаем F GET .
Заходим в память станка выбрав УСТРОЙСТВО ИЗМЕНЕНИЕ а затем ЧПУ ПАМЯТЬ .
Внимание! Программа будет автоматически выбрана в качестве текущей. Имейте это в виду, так как в этом случае нажатие зеленой кнопки в настройках ранее выбранной программы приведет к столкновению.
Загрузка программы с машины на носитель данных в Manual Guide i
В режиме редактирования EDIT перейдите к O LIST (список программ).
Заходим на наш носитель данных (карту или флешку, в зависимости от того, что мы выставили в параметрах) через M CARD . Затем выберите ВЫВОД .
С помощью стрелок установите курсор на программу, которую хотите загрузить. В нашем примере это SAMPLE . Мы выбираем ВЫХОД .
Появится окно, в котором мы можем изменить имя файла и снова подтвердить ВЫВОД .
Внизу этого окна видно, как байты «ползут», и через некоторое время окно исчезает, а главное сообщение «ПРОГРАММА ВЫВОДА ЗАВЕРШЕНА».
Мы можем загрузить другую программу таким же образом или выйти из этого меню, выбрав RETURN .
Загрузка программы с носителя данных на машину в Manual Guide i
В режиме редактирования EDIT перейдите к LIST (список программ).
Заходим на наш носитель данных (карта или флешка, смотря что у нас выставлено в параметрах) через КАР. ПМ.
У нас есть два варианта на выбор. ВХОД где читает число О из программы, но тогда может оказаться что машина уже занята. Я рекомендую второй вариант WPR 0. Где мы сами даем номер программы. Мы должны настроить себя на файл, который мы хотим загрузить. На этот раз «утомляем» файл под названием « ТЕСТ ».
Появится окно загрузки программы в станок с ЧПУ. Даем номер « 0250 ». Только цифры, без буквы « О ».
Внизу этого окна видно как «бегут» байты, а через некоторое время окно исчезает и главное сообщение «ЗАГРУЗКА ПРОГРАММЫ ЗАВЕРШЕНА». Наша программа уже должна быть в памяти машины. Мы увидим, как он выходит из меню, выбрав НАЗАД .
Резервное копирование всех программ
Если машиной управляют несколько сотрудников, время от времени может потребоваться сбрасывать все программы. Всего минута невнимательности на «ночном дозоре» и можно стереть всю память.
FDM — технология 3d-печати (FFF, определение, описание)
PRO: НЕФТЬ | ПОЛИМЕРЫ | КОМПОЗИТЫ | УПАКОВКА | 3D-ПЕЧАТЬ И НЕ ТОЛЬКО С 2010 ГОДА!
Помощь другим — лучший способ помочь себе! Помоги себе СЕГОДНЯ!)
FDM(Fused deposition method) – моделирование методом осаждения расплавленной нити (послойного наплавления). Технология относится к экструзионному типу 3d-печати и равноценна по смыслу и назначению методу FFF.[1]
Моделирование методом послойного наплавления (FDM) – технология аддитивного производства, широко используемая при создании трехмерных моделей (самый популярный метод 3d-печати в настоящее время), при прототипировании и в промышленном производстве.
Данная технология подразумевает создание трехмерных объектов за счет нанесения последовательных слоев материала, повторяющих контуры заданной цифровой модели. Как правило, в качестве материалов для печати выступают термопластики, поставляемые в виде катушек нитей (филаментов) или прутков.
Суть FDM метода 3dp:
Сложные объекты создаются из расплавленного пластика, выдавленного через сопло 3д-принтера. Намотанная на катушку пластиковая нить (или даже металлический провод), разматываясь, подаётся в экструзионное сопло, при этом управляемый компьютером механизм перемещает само сопло или объект (или оба) вдоль трёх осей. После выдавливания (экструзии) материал моментально затвердевает. Для всех этих перемещений, также как и для подачи нити в экструдер, обычно используются шаговые двигатели или сервомоторы.[1]
FFF метод печати
Технология FDM была разработана С. Скоттом Крампом, запатентована в конце 1980-х и вышла на комерческий рынок в 1990 году. Принято считать, что именно с этого момента началась история 3d-печати, как самостоятельного технологического метода.
Оригинальный термин “Fused Deposition Modeling” и соответствующая аббревиатура – FDM являются торговыми марками компании Stratasys, основанной Крампом. Энтузиасты 3D-печати, участники проекта RepRap, придумали для использования в обход юридических ограничений аналогичный термин “Fused Filament Fabrication” – FFF, если коротко.
Метод FFF определяется следующим образом: капля одного расплавленного материала (пластика, воска, металла и т.д.) накладывается поверх или рядом с тем же материалом, совершая соединение (нагревом и прилипанием).[1]
См. также по теме FDM:
Все материалы о 3d-печати в энциклопедии wiki.MPlast.by(статьи, термины, определения);
Все материалы о 3d-печати в электронной библиотеке(учебники, справочники, инструкции);
Все материалы о 3d-печати на портале MPlast. by(новости, энциклопедия, литература).
Также, для получения наиболее полной картины по данной теме и объемной печати в целом рекомендуем воспользоваться поиском по сайту MPlast.by (форма в верхней части страницы).
Список литературы: [1] Книга «Доступная 3D печать для науки, образования и устойчивого развития»(Э. Кэнесс, К. Фонда, М. Дзеннаро), 2013 год Автор: Мирный М.И. Дата в источнике: 2013 год
Хранение мазута в резервуарах: особенности их выбора и эксплуатации
Новости — 27.12.2022 — 18:16
Как это устроено: учебные стенды и установки
Новости — 27.12.2022 — 13:56
Экструзионные линии для производства листов
Новости — 23.12.2022 — 13:39
Как выбрать диван? Мнение продавца
Новости — 09.12.2022 — 21:42
Силиконовый набор для кухни: на что обратить внимание?
Новости — 08.12.2022 — 11:34
Знакомьтесь, оборудование для кейтеринга
Новости — 03.12.2022 — 18:46
Как выбрать оборудование для производства пельменей?
Новости — 03.12.2022 — 18:20
Причины популярности акриловых ванн и советы по их выбору
Новости — 01. 12.2022 — 20:41
Теплицы из поликарбоната: особенности конструкции и преимущества
Новости — 29.11.2022 — 18:31
Гибка поликарбоната: факторы, влияющие на качество, применение гибки
Новости — 29.11.2022 — 18:04
Правила подбора перчаток для механической защиты
Новости — 28.11.2022 — 11:32
Знакомьтесь, бумажная ЭКО упаковка для фаст-фуда
Новости — 27.11.2022 — 12:13
Автоматизация производства и технологических процессов: что нужно знать
Новости — 26.11.2022 — 19:22
Мнение: как готовиться к защите дипломного проекта?
Новости — 24.11.2022 — 19:42
Оптическое оборудование для охоты, туризма, развлечений
Новости — 21. 11.2022 — 16:08
Как это работает: квалифицированные кровельные работы
Новости — 18.11.2022 — 11:16
Мнение: снимать или покупать жилье?
Новости — 16.11.2022 — 20:36
Как выбрать современные промышленные дробилки?
Новости — 15.11.2022 — 19:35
Кабельная и проводниковая продукция от производителя ООО ARTIKUL AZIYA KABEL
Новости — 11.11.2022 — 16:07
Мнение: фундамент – основа дома
Новости — 30.12.2022 — 17:46
Хранение мазута в резервуарах: особенности их выбора и эксплуатации
Новости — 27.12.2022 — 18:16
Как это устроено: учебные стенды и установки
Новости — 27. 12.2022 — 13:56
Экструзионные линии для производства листов
Новости — 23.12.2022 — 13:39
Как выбрать диван? Мнение продавца
Новости — 09.12.2022 — 21:42
Силиконовый набор для кухни: на что обратить внимание?
Новости — 08.12.2022 — 11:34
Знакомьтесь, оборудование для кейтеринга
Новости — 03.12.2022 — 18:46
Как выбрать оборудование для производства пельменей?
Новости — 03.12.2022 — 18:20
Причины популярности акриловых ванн и советы по их выбору
Новости — 01. 12.2022 — 20:41
Теплицы из поликарбоната: особенности конструкции и преимущества
Новости — 29.11.2022 — 18:31
Гибка поликарбоната: факторы, влияющие на качество, применение гибки
Новости — 29.11.2022 — 18:04
Правила подбора перчаток для механической защиты
Новости — 28.11.2022 — 11:32
Знакомьтесь, бумажная ЭКО упаковка для фаст-фуда
Новости — 27.11.2022 — 12:13
Автоматизация производства и технологических процессов: что нужно знать
Новости — 26.11.2022 — 19:22
Мнение: как готовиться к защите дипломного проекта?
Новости — 24. 11.2022 — 19:42
Оптическое оборудование для охоты, туризма, развлечений
Новости — 21.11.2022 — 16:08
Как это работает: квалифицированные кровельные работы
Новости — 18.11.2022 — 11:16
Мнение: снимать или покупать жилье?
Новости — 16.11.2022 — 20:36
Как выбрать современные промышленные дробилки?
Новости — 15.11.2022 — 19:35
Кабельная и проводниковая продукция от производителя ООО ARTIKUL AZIYA KABEL
Новости — 11.11.2022 — 16:07
Как выбрать 3D принтер (Дмитрий Горьков), 2017 год
Библиотека — 05. 09.2017 — 15:46
ГОСТ 31938-2012 (ISO 10406-1:2008): стеклопластиковая композитная арматура
Библиотека — 04.09.2017 — 20:49
ГОСТ 33133—2014: Битумы нефтяные дорожные вязкие
Библиотека — 04.09.2017 — 15:51
Студия 3D-печати с нуля (Дмитрий Горьков), 2015 год
Библиотека — 20.07.2017 — 21:25
3D-печать в малом бизнесе (Дмитрий Горьков), 2015 год
Библиотека — 20.07.2017 — 14:34
Tinkercad для начинающих (Дмитрий Горьков), 2015
Библиотека — 18.07.2017 — 13:03
3D-печать с нуля (Дмитрий Горьков), 2015 год
Библиотека — 14.07.2017 — 20:09
Доступная 3D печать для науки, образования и устойчивого развития (Э. Кэнесс, К. Фонда, М. Дзеннаро) 2013 год
Библиотека — 14.07.2017 — 16:20
PICASO 3D Designer (Инструкция пользователя по эксплуатации)
Библиотека — 14. 07.2017 — 00:15
Leapfrog Creatr Single or Dual Extruder (Руководство)
Библиотека — 13.07.2017 — 21:54
PICASO 3D Designer PRO 250 (Инструкция по эксплуатации)
Библиотека — 28.06.2017 — 18:38
3D печать. Коротко и максимально ясно (LittleTinyH Books), 2016 год
Библиотека — 27.06.2017 — 21:10
Свойства и переработка термопластов, (Калинчев Э.Л., Саковцева М.Б.), 1983 год
Библиотека — 16.04.2016 — 12:45
Книга Пластмассовые зубчатые колеса в механизмах приборов. Расчет и конструировние. (Старжинский В.Е., Тимофеев Б.П., Шалобаев Е.В., Кудинов А.Т.),1998 год
Библиотека — 15.04.2016 — 18:41
Производство изделий из полимерных материалов (Крыжановский В.К., Кербер М.Л., Бурлов В.В., Паниматченко А.Д.)
Библиотека — 28.03.2016 — 20:24
Технологическая подготовка процессов формования изделий из пластмасс Филатов В. И., Корсаков В.Д.
Библиотека — 27.03.2016 — 20:17
Технология пластических масс Николаев А. Ф.
Библиотека — 27.03.2016 — 12:19
Журнал «Композитный Мир» – 1 (64)
Библиотека — 14.03.2016 — 20:53
Технология синтетических пластических масс (Барг Э. И.)
Библиотека — 13.03.2016 — 16:57
Способы соединения деталей из пластических масс (Комаров В.Г.)
Библиотека — 13.03.2016 — 11:13
Расходные материалы для моделирования методом послойного наплавления (FDM/FFF)
Технология FFF имеет массу преимуществ, среди которых относительная простота конструкции принтеров и ценовая доступность как устройств, так и расходных материалов. Причем, ассортимент материалов является, пожалуй, самым широким среди всех доступных технологий. Как правило, для печати используются термопластики, но есть и исключения – композитные материалы, содержащие различные добавки, но основанные, опять-таки, на термопластиках. В этом разделе мы постараемся рассказать о наиболее широко применяемых материалах поподробнее, начиная с наиболее популярных видов.
Полилактид – один из наиболее широко используемых термопластиков, что обуславливается сразу несколькими факторами. Начнем с того, что PLA известен своей экологичностью. Этот материал является полимером молочной кислоты, что делает PLA полностью биоразлагаемым материалом. Сырьем для производства полилактида служат кукуруза и сахарный тростник. В то же время, экологичность полилактида обуславливает его недолговечность. Пластик легко впитывает воду и относительно мягок. Как правило, модели из PLA не предназначаются для функционального использования, а служат в качестве дизайнерских моделей, сувениров и игрушек. Среди немногих практических промышленных применений можно отметить производство упаковки для пищевых продуктов, контейнеров для лекарственных препаратов и хирургических нитей, а также использование в подшипниках, не несущих высокой механической нагрузки (например, в моделировании), что возможно благодаря отличному коэффициенту скольжения материала.
Одним из наиболее важных факторов для применения в 3D-печати служит низкая температура плавления – всего 170-180°C, что способствует относительно низкому расходу электроэнергии и использованию недорогих сопел из латуни и алюминия. Как правило, экструзия производится при 160-170°C. В то же время, PLA достаточно медленно застывает (температура стеклования составляет порядка 50°C), что следует учитывать при выборе 3D-принтера. Оптимальным вариантом является устройство с корпусом открытого типа, подогреваемой рабочей платформой (во избежание деформаций моделей большого размера) и, желательно, дополнительными вентиляторами для охлаждения свежих слоев модели.
PLA обладает низкой усадкой, то есть потере объема при охлаждении, что способствует предотвращению деформаций. Тем не менее, усадка имеет кумулятивный эффект при увеличении габаритов печатаемых моделей. В последнем случае может потребоваться подогрев рабочей платформы для равномерного охлаждения печатаемых объектов.
Стоимость PLA относительно невелика, что добавляет популярности этому материалу.
Акрилонитрилбутадиенстирол (ABS, АБС)
ABS-пластик – пожалуй, самый популярный термопластик из используемых в 3D-печати, но не самый распространенный. Такое противоречие объясняется определенными трудностями технического характера, возникающими при печати ABS. Желание умельцев использовать ABS обуславливается отличными механическими свойствами, долговечностью и низкой стоимостью этого материала. В промышленности ABS-пластик уже получает широкое применение: производство деталей автомобилей, корпусов различных устройств, контейнеров, сувениров, различных бытовых аксессуаров и пр.
ABS-пластик устойчив к влаге, кислотам и маслу, имеет достаточно высокие показатели термоустойчивости – от 90°C до 110°C. К сожалению, некоторые виды материала разрушаются под воздействием прямого солнечного света, что несколько ограничивает применение. В то же время, ABS-пластик легко поддается окраске, что позволяет наносить защитные покрытия на немеханические элементы.
Несмотря на относительно высокую температуру стеклования порядка 100°C, ABS-пластик имеет относительно невысокую температуру плавления. Собственно, ввиду аморфности материала, ABS не имеет точки плавления, как таковой, но приемлемой температурой для экструзии считается 180°C, что на одном уровне с вышеописанным PLA. Более низкий разброс температур между экструзией и стеклованием способствует более быстрому застыванию ABS-пластика по сравнению с PLA.
Основным минусом ABS-пластика можно считать высокую степень усадки при охлаждении – материал может потерять до 0,8% объема. Этот эффект может привести к значительным деформациям модели, закручиванию первых слоев и растрескиванию. Для борьбы с этими неприятными явлениями используются два основных решения. Во-первых, применяются подогреваемые рабочие платформы, способствующие снижению градиента температур между нижними и верхними слоями модели. Во-вторых, 3D-принтеры для печати ABS-пластиком зачастую используют закрытые корпуса и регулировку фоновой температуры рабочей камеры. Это позволяет поддерживать температуру нанесенных слоев на отметке чуть ниже порога стеклования, снижая степень усадки. Полное охлаждение производится после получения готовой модели.
Относительно низкая «липучесть» ABS-пластика может потребовать дополнительных средств для схватывания с рабочей поверхностью, таких как клейкая лента, полиимидная пленка или нанесение раствора ABS-пластика в ацетоне на платформу непосредственно перед печатью. Подробнее о методах предотвращения деформаций читайте в разделе Как избежать деформации моделей при 3D-печати.
В то время как при комнатной температуре ABS не представляет угрозы здоровью, при нагревании пластика выделяются пары акрилонитрила – ядовитого соединения, способного вызвать раздражение слизистых оболочек и отравление. Хотя объемы производимого акрилонитрата при маломасштабной печати незначительны, рекомендуется печатать в хорошо проветриваемых помещениях или предусмотреть вытяжку. Не рекомендуется использовать ABS-пластик для производства пищевых контейнеров и посуды (особенно для хранения горячей пищи или алкогольных напитков) или игрушек для маленьких детей.
Хорошая растворимость ABS-пластика в ацетоне весьма полезна, так как позволяет производить большие модели по частям с последующим склеиванием, что значительно расширяет возможности недорогих настольных принтеров.
Поливиниловый спирт (PVA, ПВА)
Поливиниловый спирт – материал с уникальными свойствами и особым применением. Главной особенностью PVA является его водорастворимость. 3D-принтеры, оснащенные двойными экструдерами, имеют возможность печати моделей с опорными структурами из PVA. По завершении печати опоры могут быть растворены в воде, оставляя готовую модель, не требующую механической или химической обработки неровностей. Аналогично, PVA можно применять для создания водорастворимых мастер-моделей для литейных форм и самих литейных форм.
Механические свойства PVA достаточно интересны. При низкой влажности пластик обладает высокой прочностью на разрыв. При повышении влажности уменьшается прочность, но возрастает эластичность. Температура экструзии составляет 160-175°C, что позволяет использовать PVA в принтерах, предназначенных для печати ABS и PLA-пластиками.
Так как материал легко впитывает влагу, рекомендуется хранение PVA пластика в сухой упаковке и, при необходимости, просушка перед использованием. Сушку можно производить в гончарной печи или обыкновенной духовке. Как правило, просушка стандартных катушек занимает 6-8 часов при температуре 60-80°C. Превышение температуры в 220°C приведет к разложению пластика, что следует учитывать при печати.
Нейлон (Nylon)
Нейлон привлекателен своей высокой износоустойчивостью и низким коэффициентом трения. Так, нейлон зачастую используется для покрытия трущихся деталей, что повышает их эксплуатационные качества и зачастую позволяет функционировать без смазки. Вслед за широким применением нейлона в промышленности, материалом заинтересовались и в сфере аддитивного производства. Попытки печатать нейлоном предпринимались практически с первых дней технологии FDM/FFF.
В реальности существует несколько видов нейлона, производимых разными методами и имеющих несколько отличающиеся характеристики. Наиболее известным является нейлон-66, созданный американской компанией DuPont в 1935 году. Вторым наиболее популярным вариантом является нейлон-6, разработанный компанией BASF в обход патента DuPont. Эти два варианта очень схожи. С точки зрения 3D-печати основным различием является температура плавления: нейлон-6 плавится при температуре 220°C, а нейлон-66 при 265°C.
Многие любители предпочитают использовать нейлоновые нити, доступные в широкой продаже – такие, как проволока для садовых триммеров. Диаметр таких материалов зачастую соответствует диаметру стандартных FFF материалов, что делает их использование заманчивым. В то же время, подобные продукты, как правило, не являются чистым нейлоном. В случае с прутками для триммеров, материал состоит из нейлона и стеклопластика для оптимального сочетания гибкости и жесткости.
Стеклопластик обладает высокой температурой плавления, в связи с чем печать подобными материалами чревата высоким износом сопла и образованием пробок.
В последнее время предпринимаются попытки коммерческой разработки печатных материалов на основе нейлона специально для FDM/FFF устройств, в том числе Nylon-PA6 и Taulman 680. Указанные марки подлежат экструзии при температуре 230-260°C.
Так как нейлон легко впитывает влагу, расходный материал следует хранить в вакуумной упаковке или, как минимум, в контейнере с водоабсорбирующими материалами. Признаком чрезмерно влажного материала станет пар, исходящий из сопла во время печати, что не опасно, но может ухудшить качество модели.
При печати нейлоном не рекомендуется использовать полиимидное покрытие рабочего стола, так как эти два материала сплавляются друг с другом. В качестве покрытия можно использовать липкую ленту с восковой пропиткой (masking tape). Использование подогреваемой платформы поможет снизить возможность деформации модели, аналогично печати ABS-пластиком. В связи с низким коэффициентом трения нейлона, следует использовать экструдеры с шипованными протягивающими механизмами.
Слои нейлона прекрасно схватываются, что минимизирует вероятность расслоения моделей.
Нейлон плохо поддается склеиванию, поэтому печать крупных моделей из составных частей затруднительна. Как вариант, возможна сплавка частей.
Так как при нагревании нейлона возможно выделение токсичных паров, рекомендуется производить печать в хорошо вентилируемых помещениях или с использованием вытяжки.
Поликарбонат (PC, ПК)
Поликарбонаты привлекательны за счет своей высокой прочности и ударной вязкости, а также устойчивости к высоким и низким температурам.
Стоит отметить потенциальный риск для здоровья при печати: в качестве сырья зачастую используется токсичное и потенциально карциногенное соединение бисфенол А. Остаточный бисфенол А может содержаться в готовых изделиях из поликарбоната и испаряться при нагревании, в связи с чем рекомендуется производить печать в хорошо вентилируемых помещениях.
Температура экструзии зависит от скорости печати во избежание растрескивания, но минимальной температурой на скорости 30мм/сек можно считать 265°С. При печати рекомендуется использование полиимидной пленки для лучшего схватывания с поверхностью рабочего стола. Высокая склонность поликарбоната к деформации требует использования подогреваемой платформы и, при возможности, закрытого корпуса с подогревом рабочей камеры.
Поликарбонат обладает высокой гигроскопичностью (легко поглощает влагу), что требует хранения материала в сухих условиях во избежание образования пузырьков в наносимых слоях. В случае длительной печати во влажном климате может потребоваться хранение даже рабочей катушки во влагозащитном контейнере.
Полиэтилен высокой плотности (HDPE, ПНД)
Пожалуй, наиболее распространенный пластик в мире, полиэтилен относительно редок среди 3D-печатных материалов. Причиной тому служат сложности при послойном изготовлении моделей.
Полиэтилен легко плавится (130-145°С) и быстро застывает (100-120°С), вследствие чего наносимые слои зачастую не успевают схватываться. Кроме того, полиэтилен отличается высокой усадкой, что провоцирует закрутку первых слоев и деформацию моделей в целом при неравномерном застывании. Печать полиэтиленом требует использования подогреваемой платформы и рабочей камеры с аккуратной регулировкой температурного режима для замедления остывания нанесенных слоев. Кроме того, потребуется производить печать на высокой скорости.
Трудности в использовании с лихвой компенсируются дешевизной и общедоступностью этого материала. В последнее время были разработаны несколько устройств для переработки пластиковых отходов из ПНД (бутылок, пищевой упаковки и пр.) в стандартные нити для печати на FDM/FFF принтерах. Примерами служат FilaBot и RecycleBot. За счет простоты конструкции, устройства RecycleBot зачастую собираются силами 3D-умельцев.
При плавлении полиэтилена происходит эмиссия паров вредных веществ, поэтому рекомендуется производить печать в хорошо вентилируемых помещениях.
Полипропилен (PP, ПП)
Полипропилен – широко распространенный пластик, применяемый в производстве упаковочных материалов, посуды, шприцов, труб и пр. Материал имеет низкую удельную массу, нетоксичен, обладает хорошей химической стойкостью, устойчив к влаге и износу и достаточно дешев. Среди недостатков полипропилена можно отметить уязвимость к температурам ниже -5°С и к воздействию прямого солнечного света.
Главной трудностью при печати полипропиленом является высокая усадка материала при охлаждении – до 2,4%. Для сравнения, усадка популярного, но уже достаточно проблематичного ABS-пластика достигает 0,8%. Несмотря на то, что полипропилен хорошо прилипает к холодным поверхностям, рекомендуется производить печать на подогреваемой платформе во избежание деформации моделей. Минимальная рекомендуемая температура экструзии составляет 220°С.
Полипропиленовые нити для печати предлагаются на продажу компаниями Orbi-Tech, German RepRap, Qingdao TSD Plastic. Компания Stratasys разработала имитатор полипропилена, оптимизированный для 3D-печати, под названием Endur.
Поликапролактон (PCL)
Поликапролактон (он же Hand Moldable Plastic, Mold-Your-Own Grips, InstaMorph, Shapelock, Friendly Plastic, Polymorph, Полиморфус, Экоформакс) – биоразлагаемый полиэстер, отличающийся чрезвычайно низкой температурой плавления порядка 60°С. На практике, это свойство создает определенные проблемы при 3D-печати, так как далеко не все 3D-принтеры можно настроить для работы при столь низких температурах. Нагревание поликапролактона до привычных экструзионных температур (около 200°С) вызывает потерю механических свойств и может привести к поломке экструдера.
Поликапролактон нетоксичен, что обуславливает его применение в медицинской отрасли, и биоразлагаем. При попадании в организм поликапролактон распадается, что делает печать этим материалом безопасной. Благодаря низкой температуре плавления отсутствует опасность ожогов при прикосновении к свежим моделям. Высокая пластичность материала делает возможным многократное использование.
Поликапролактон малопригоден для создания функциональных механических моделей ввиду вязкости (температура стеклования составляет -60°С) и низкой теплостойкости (температура плавления составляет 60°С). С другой стороны, этот материал прекрасно подходит для производства макетов и пищевых контейнеров.
Материал легко слипается с поверхностью даже холодного рабочего стола и легко поддается окраске.
Полифенилсульфон (PPSU)
Полифенилсульфон – высокопрочный термопластик, активно применяемый в авиационной промышленности. Материал имеет прекрасную химическую и тепловую устойчивость и практически не горит. Полифенилсульфон биологически инертен, что позволяет использовать этот материал для производства посуды и пищевых контейнеров. Диапазон эксплуатационных температур составляет -50°С — 180°С. Пластик устойчив к воздействию растворителей и горюче-смазочных материалов.
При всех своих достоинствах, полифенилсульфон редко используется в 3D-печати ввиду высокой температуры плавления, достигающей 370°С. Такие температуры экструзии не под силу большинству настольных принтеров, хотя теоретически печать возможна при использовании керамических сопел. В настоящее время единственным активным пользователем материала является компания Stratasys, предлагающая промышленные установки Fortus.
Полиметилметакрилат – это всем известное органическое стекло. Материал прочен, влагоустойчив, экологичен, легко поддается склеиванию, достаточно пластичен и устойчив к воздействию прямого солнечного света.
К сожалению, акрил плохо подходит для FDM/FFF печати в силу ряда причин. Акрил плохо хранится в виде катушек с нитью, так как постоянное механическое напряжение приводит к постепенному разрушению материала. Во избежание образования пузырьков разрешение печати должно быть высоким – с точностью, практически недоступной для домашних принтеров. Быстрое застывание акрила же требует жесткого климатического контроля рабочей камеры и высокой скорости печати. Опять-таки, показатели скорости печати FDM/FFF принтеров обратно пропорциональны разрешению печати, что усугубляет проблему.
Тем не менее, попытки печати акрилом предпринимаются, а некоторые из них дают относительно положительные результаты. Однако при создании достаточно прочных моделей избежать образования пузырьков и достигнуть привычной прозрачности материала пока не удается. На данный момент наилучшие результаты с акрилом показывает другая технология печати – многоструйное моделирование (MJM) от компании 3D Systems. В данном случае используется фотополимерный вариант акрила. Значительных успехов достигла и компания Stratasys, использующая собственный фотополимерный имитатор акрила VeroClear на принтерах марки Objet Eden. Остается надеяться, что высокий спрос на акрил приведет к появлению композитных материалов на основе полиметилметакрилата, предназначенных специально для FDM/FFF печати.
Полиэтилентерефталат (PET, ПЭТ)
Полиэтилентерефталат – под этим сложным названием скрывается материал, используемый для производства пластиковых бутылок и другой пищевой и медицинской тары.
Материал имеет высокую химическую устойчивость к кислотам, щелочам и органическим растворителям. Физические свойства ПЭТ также впечатляют высокой износоустойчивостью и терпимостью к широкому диапазону температур – от -40°С до 75°С. Кроме всего прочего, материал легко поддается механической обработке.
Печать с использованием ПЭТ несколько проблематична, ввиду сравнительно высокой температуры плавления, достигающей 260°С и значительной усадки при остывании, составляющей до 2%. Использование ПЭТ в качестве расходного материала требует примерно тех же условий, что и печать ABS-пластиком.
Для достижения прозрачности моделей необходимо быстрое охлаждение при прохождении порога стеклования, составляющего 70°С – 80°С.
Материал стал предметом внимания 3D-умельцев, использующих использованную тару в качестве сырья для бытового производства расходных материалов для 3D-печати. Для изготовления нитей используются такие перерабатывающие устройства, как FilaBot или RecycleBot.
Ударопрочный полистирол (HIPS)
Ударопрочный полистирол широко используется в промышленности для производства различных бытовых изделий, строительных материалов, одноразовой посуды, игрушек, медицинских инструментов и пр.
При 3D-печати полистирол демонстрирует физические свойства, весьма схожие с популярным ABS-пластиком, что делает этот материал все более популярным среди 3D-умельцев. Наиболее же привлекательной особенностью полистирола является отличие от ABS в отношении химических свойств: полистирол достаточно легко поддается органическому растворителю Лимонену. Так как на ABS-пластик Лимонен эффекта не имеет, возможно использование полистирола в качестве материала для построения растворимых поддерживающих структур, что исключительно полезно при построении сложных, переплетенных моделей с внутренними опорами. В сравнении с удобным, водорастворимым поливиниловым спиртом (PVA-пластиком), полистирол выгодно отличается относительно низкой стоимостью и устойчивостью к влажному климату, затрудняющему работу с PVA.
Стоит иметь в виду, что некоторые производители ABS-пластика подмешивают в свои расходные материалы несколько более дешевый полистирол. Соответственно, модели из таких материалов могут раствориться в Лимонене вместе с опорными структурами.
При нагревании полистирола до температуры экструзии возможно выделение токсичных испарений, в связи с чем рекомендуется осуществлять печать в хорошо проветриваемых помещениях.
Древесные имитаторы (LAYWOO-D3, BambooFill)
LAYWOO-D3 – недавняя разработка, предназначенная для печати моделей, напоминающих деревянные изделия. Материал на 40% состоит из натуральных древесных опилок микроскопического размера и на 60% из связующего полимера. LAYWOO-D3 весьма прост в обращении, будучи практически неподверженным деформациям и не требуя использования подогреваемой платформы. Согласно производителям, полимер нетоксичен и полностью безопасен.
Уникальные свойства материала позволяют добиваться различных визуальных результатов при печати с разными температурами сопла. Диапазон рабочих температур составляет 180°С-250°С. По мере увеличения температуры экструзии, оттенок материала становится прогрессивно более темным, позволяя имитировать разные сорта древесины или годовые кольца.
Готовые модели прекрасно поддаются механической обработке – шлифовке, сверлению и пр. Кроме того, изделия легко окрашиваются, а неокрашенные модели даже имеют характерный древесный запах.
К сожалению, стоимость материала почти в четыре раза превышает цену на такие популярные материалы, как PLA и ABS-пластики. По мере прогнозируемого роста популярности, материал должен стать более доступным.
В настоящее время ведется разработка и тестирование альтернативных материалов, таких как BambooFill от голландской компании ColorFabb.
Имитаторы песчаника (Laybrick)
Композитный материал от изобретателя Кая Парти, ответственного за создание революционного древесного имитатора LAYWOO-D3. На этот раз Кай нацелился на имитацию песчаника, используя опробованный метод смешивания связующего материала с наполнителем – в данном случае минеральным.
Laybrick позволяет производить объекты с различной текстурой поверхности. При низких температурах экструзии порядка 165°С-190°С готовые изделия имеют гладкую поверхность. Повышение температуры печати делает материал более шершавым, вплоть до высокой степени сходства с натуральным песчаником при температуре экструзии свыше 210°С.
Материал легок в работе, не требуя подогрева рабочей платформы, не демонстрируя существенных деформаций при усадке и не производя токсичные испарения при нагревании. Единственным недостатком можно считать достаточно высокую стоимость материала, что в немалой степени обуславливается ограниченным производством.
Имитаторы металлов (BronzeFill)
Металлы привлекают сторонников аддитивного производства с ранних дней технологий 3D-печати. К сожалению, печать чистыми металлами и сплавами вызывает массу трудностей, непреодолимых для большинства методов 3D-печати. Полностью функциональные металлические изделия можно произвести только с помощью таких технологий, как SLS, DLMS или EBM, требующих использования промышленных установок, чья стоимость исчисляется сотнями тысяч долларов. В то же время, имитаторы металлов успешно используются в струйной 3D-печати (3DP), где формирование изделий происходит из металлических порошков, частицы которых скрепляются наносимым связующим материалом. В FDM/FFF печати металлические имитаторы лишь появляются на свет.
Интересным примером служит BronzeFill – фактически, прозрачный PLA-пластик с наполнителем из микрочастиц бронзы. Материал, в настоящее время проходящий бета-тестирование, должен доказать пригодность для использования в любых принтерах, предназначенных для работы с полилактидом.
Готовые изделия легко поддаются полировке, достигая высокого внешнего сходства с цельнометаллическими изделиями. В то же время стоит учитывать, что связующим элементом материала является термопластик, с соответствующими механическими и температурными ограничениями.
Перейти на главную страницу Энциклопедии 3D-печати
Какая разница? – Clever Creations
Возможно, вы сталкивались с терминами «изготовление плавленых нитей» (FFF) и «моделирование методом наплавления» (FDM) в мире 3D-печати. На первый взгляд нет четкой разницы между терминами.
Даже специалисты по 3D-печати не всегда тщательно проводят различие. Точно так же многие описания продуктов на Amazon и других интернет-магазинах включают оба термина для улучшения результатов поиска.
Добавьте к этому другие технологии 3D-печати, такие как стереолитография (SLA) и селективное лазерное спекание (SLS), и может быть трудно понять, что к чему.
В этой статье я объясню разницу между FFF и FDM и почему они взаимозаменяемы.
В чем разница между технологиями FDM и FFF?
Разница между FFF и FDM является как коммерческой, так и функциональной.
Корни FDM можно проследить до 1989 года, когда С. Скотт Крамп, основатель Stratasys Ltd., изобрел и запатентовал процесс FDM. Stratasys была настоящим пионером в мире 3D-печати и продолжает оставаться им сегодня, выпуская высокотехнологичные промышленные принтеры.
Изображение: Stratasys
Полностью закрытый 3D-принтер Stratasys FDM
Срок действия патента на технологию FDM истек в 2009 году. Это, в свою очередь, привело к открытию проекта RepRap с открытым исходным кодом, который фактически был запущен четырьмя годами ранее Адрианом Бойером в Англии. Моделирование отложений Stratasys было воспроизведено, изменено и улучшено. Самое главное, он стал доступным и недорогим для потребителей для использования дома.
Адриан Бойер (слева), основатель RepRap Project, и Вик Олливер, видный участник.
Поскольку Stratasys зарегистрировала торговую марку термина «FDM», команда RepRap не могла использовать его для своих принтеров. Вместо этого они придумали «FFF» — изготовление плавленых нитей, которое по-прежнему точно описывает процесс, подчеркивая при этом использование нити.
Функциональный взгляд на разницу между FFF и FDM
Первоначальная технология Stratasys FDM использовала полностью закрытую систему. Его 3D-принтеры имели корпус, который позволял нагревать темпер вокруг 3D-печати. Эта концепция значительно улучшает качество печати. Уменьшает коробление и повышает механическую прочность печатной детали.
В FFF проекта RepRap от корпуса отказались из соображений доступности. Расплавленная нить все еще нагревается на пути к соплу 3D-принтера. Однако на рабочей пластине он подвергается воздействию температуры окружающего воздуха и быстрее остывает. В результате снижается качество печати (деформация) и прочность. Снижение прочности связано с внутренними механическими напряжениями, вызванными быстрым охлаждением отпечатка.
По этой причине всегда лучше покупать 3D-принтер с подогревом стола/рабочей платформы. Это гарантирует, что отпечаток хорошо прилипает к станине и не охлаждает деформацию так сильно, как в противном случае.
Хотя в настоящее время можно найти множество 3D-принтеров для любителей с корпусами, это не делает их автоматически FDM-принтерами.
3D-принтеры FFF и FDM производят высококачественные модели и детали, на которые не может жаловаться ни один средний потребитель. Тем не менее, есть причина, по которой промышленные производители выбирают принтеры Stratasys. Как и во всем остальном, все зависит от ваших потребностей.
Итак, как интерпретировать FFF и FDM на текущем рынке?
Учитывая все это, как следует относиться к терминам «FFF» и «FDM» в описаниях продуктов для 3D-принтеров? Поскольку производители принтеров привыкли использовать «FDM» и «FFF» без разбора, вы можете интерпретировать их как одно и то же.
Если вы являетесь домашним потребителем, вы почти всегда ищете FFF. Но поскольку производители считают, что «FDM» — гораздо более известный термин, они также прикрепляют его к 3D-принтерам FFF. Хотя по закону им это не разрешено, так как это все еще торговая марка Stratasys.
Лучшие 3D-принтеры FFF/FDM для начинающих
Читателям, которые хотят быстро принять решение, не вкладывая слишком много времени в исследования, мы приходим к вам на помощь. Мы выбрали два наших любимых 3D-принтера FFF, каждый из которых представляет отдельную ценовую категорию.
Рекомендуемый бюджетный 3D-принтер на данный момент — Creality Ender 3 Pro.
Официальный 3D-принтер Creality Ender 3 Pro со съемной рабочей поверхностью…
Проверить цену
Для более требовательных потребностей и более высокого бюджета мы не можем рекомендовать Prusa i3 MK3S+ достаточно.
Оба принтера должны собираться потребителем, что многие энтузиасты считают преимуществом. Они оба неизмеримо просты в обработке, с десятками обновлений и деталей, которые вы можете распечатать самостоятельно на 3D-принтере и добавить в принтер. Им нравятся большие и активные онлайн-сообщества — вы никогда не застрянете с неразрешимой проблемой.
Что касается отличий, то в Prusa предусмотрено автоматическое выравнивание сетки, а в Ender — ручное. Prusa поставляется с высококачественными компонентами — подшипниками, ремнями, шаговыми двигателями, соплами — в то время как Ender 3 Pro некоторым кажется дешевым. Тем не менее, они оба обеспечивают удивительное соотношение цены и качества.
Заключение
Поскольку большинство производителей 3D-печати используют термины FFF и FDM как синонимы, нет необходимости уделять им много внимания. По сути, они означают одно и то же: 3D-принтер, который создает детали путем наложения слоев нити. Это не намного больше.
FFF не является FDM | Не дайте себя одурачить любителям
Разве FDM и FFF не используют аналогичную технологию? Да. Значит, это одно и то же, да? Нет. Вот краткий ответ на ваш вопрос: они похожи. Но несмотря на то, что они похожи, они разные. Ознакомьтесь с более длинной версией ниже: FDM-принтер промышленного класса Stratasys
Моделирование методом наплавления (FDM) — это запатентованная технология компании Stratasys, Ltd. Stratasys запатентовала этот процесс в 19 году.89. Типичная машина FDM состоит из экструзионно-соплового узла, рабочей платформы и материала в виде нити. Материал нити поступает в экструдер, где нагревается до температуры около 320°С. Этот экструдер расплавляет материал и выборочно размещает его на строительной платформе через сопло, прикрепленное к его концу. Весь процесс изолирован от окружающей среды. В камере печати поддерживается температура около 90˚C. В результате филамент вытекает из горячего экструдера через нагретую среду на строительную платформу, которая тоже горячая, так как находится в печатной камере. Этот переход «горячее-горячее-горячее» позволяет лучше контролировать механические свойства печатаемой детали. Такая повышенная температура в камере печати предотвращает коробление и скручивание деталей. Это также увеличивает прочность сцепления между слоями. Температура в камере печати зависит от загружаемого материала и выбранного режима печати. Посмотрите, как работает технология FDM, в видеоролике, прикрепленном ниже.
Когда в 2009 году истек срок действия патентов FDM, возникло движение Rep-rap, когда люди начали производить свои собственные версии 3D-принтеров, вдохновленных FDM. Они назвали эту технологию Fused Filament Fabrication (FFF), поскольку термин FDM был зарегистрирован торговой маркой Stratasys. Движение Rep-rap было направлено на обеспечение производства сложных продуктов без необходимости в обширной промышленной инфраструктуре. Поскольку промышленная установка заключалась в нагреве всей печатной камеры, принтеры FFF отказались от этого самого аспекта для экономии затрат. Проще говоря, в 3D-принтере FFF нет нагреваемой камеры. В результате нить материала проходит от горячего экструдера через холодную окружающую среду на горячую платформу сборки (в некоторых принтерах платформа не нагревается). Этот переход от горячей к холодной к горячей среде приводит к возникновению остаточных напряжений в печатаемой детали. Таким образом, несмотря на то, что базовая архитектура процесса для принтеров FDM и FFF одинакова, вывод и качество деталей сильно различаются. FDM — это технология промышленного уровня, тогда как FFF — это настольная технология 3D-печати для любителей. FDM подходит для приложений, требующих высококачественных прототипов инженерного класса, способных выдерживать механические нагрузки. Принимая во внимание, что FFF обычно обслуживает частичные приложения, требующие прототипов для формы и визуальной проверки. 3D-принтер FFF Благодаря движению Rep-rap технология 3D-печати получила широкое распространение. Многие поставщики услуг начали использовать эти настольные 3D-принтеры FFF, в результате чего цены на принтеры начали падать. Самый дешевый 3D-принтер FDM, который ранее стоил около 3 000 000 индийских рупий, стал доступен всего за 30 000 индийских рупий. Падение цены в 10 раз. Это разрушило всю индустрию 3D-печати. И поскольку сама природа этих двух процессов схожа, через какое-то время местные поставщики услуг в разговорной речи НЕПРАВИЛЬНО начали называть эту вдохновленную FDM технологию FFF просто технологией FDM. Несмотря на то, что 3D-печать существует уже четыре десятилетия и продолжает расти, эта технология все еще находится в зачаточном состоянии, по крайней мере, в Индии. А учитывая доступную стоимость и широкое распространение технологии FFF на фоне движения репутации, обычный индийский потребитель по-прежнему ассоциирует FFF с 3D-печатью в целом. Принимая во внимание, что на самом деле под эгидой 3D-печати существует целый ряд других процессов, таких как лазерное спекание, стереолитография, распыление связующего, 3D-печать металлом и т. Д., Каждый из которых предназначен для уникального рынка и приложений. Благодаря обширным исследованиям и хорошо задокументированным примерам, доступным в Интернете, когда потребители выбирают прототипирование с помощью 3D-печати FDM, их ожидания соответствующим образом выравниваются. Но на самом деле они выбирают настольную FFF-версию исходного процесса. Поэтому, когда качество детали не на должном уровне, это вызывает у них негативное отношение к 3D-печати в целом. В следующий раз они воздержатся от повторного выбора 3D-печати, потому что считают, что детали 3D-печати имеют низкое качество и чистоту поверхности. Когда на самом деле, иногда непреднамеренно, они в конечном итоге соглашаются на подчиненный процесс (FFF) и никогда не подвергаются воздействию других технологий 3D-печати. Такая дезинформация губит рынок для всех. Нет ничего плохого в том, чтобы выбрать любую из технологий. Но не поддавайтесь на одно, думая, что это другое. В конце концов, все дело в том, чтобы донести до потребителя правильную информацию и сформировать правильные ожидания.
Когда вы купили новый принтер и нужно его проверить на ваших любимых материалах
Когда вы купили новый материал и нужно проверить характеристики печати
Когда вы уже давно пользуетесь материалом, но не знаете его пределов прочности
Мы расскажем о 8 моделях наиболее используемых для теста в 3D печати.
1. 3D Benchy
3D Benchy — одна из самых популярных тестовых моделей для 3D-принтера. Фигурка кораблика отлично демонстрирует возможности FDM-принтеров в любой ценовой категории. Такая модель поможет вам точно определить настройки, которые нужно установить для получения идеальных 3D отпечаток.
Печать 3D Benchy — позволит увидеть, как принтер справляется с «отрисовкой» изогнутых поверхностей, наклонных плоскостей, дуг, отверстий. Модель доступна в нескольких исполнениях, в том числе и в многоцветном. Для печати 3D Benchy стандартного размера требуется ориентировочно один час.
Скачать модель на Thingiverse
2. Тест 3D-принтера «Всё-в-одном»
Комплексная тестовая модель для 3D-принтера позволит проверить качество напечатанных свесов, перемычек, стабильность экструзии, возможность появления “соплей” и зависимость результата от температуры. Важным преимуществом этой модели является инструкция к ней, в которой указаны потенциальные решения различных проблем.
Довольно сложная модель с точки зрения настройки всех параметров, но оно того стоит, попробуйте.
Основное предназначение XYZ 20-мм калибровочного куба — установить зависимость движения экструдера от шага мотора. Тестовая модель для 3д-принтера помогает убедиться, что 20 мм на чертеже соответствуют 20 мм напечатанного изделия. Вместе с тем, калибровочный куб помогает установить зависимость степени экструзии и качества печати от температуры экструдера.
Скачать модель на Thingiverse
4. Matter Hackers’ Mascot Phil A. Ment (Талисман Фил)
Это небольшая фигурка космонавта которая имеет элементы предназначенные для проверки 3D печати.
Это мелкие вставки, мелкие рельефные детали, свесы, вертикальные и горизонтальные цилиндры, скругления, фаски, перемычки и идеально-куполообразный шлем.
Особенность модели — возможность получения точных данных при разных габаритах напечатанного изделия.
Калибровочная шкала демонстрирует возможности 3D-принтера при
печати на различных температурах одним филаментом. На тестовой модели наглядно видно качество свесов, перемычек, натяжек, также по изделию можно судить о способности 3D-принтера печатать изогнутые поверхности определенным пластиком.
Простой и наглядный инструмент позволяет выяснить возможности материалов, которые прежде не использовались в работе или печатались только с одной температурой.
Важно учитывать, что настройка температуры печати для каждого подписанного элемента (этажа) должна быть установлена в слайсере или вручную в Gcode.
Скачать модель на Thingiverse
6. Open-Source оценочная модель (Printer Evaluation)
Это универсальная модель для печати от Kickstarter и Autodesk. Создавалась она с учетом опыта использования других моделей для тестирования. В ней присутствуют перемычки, свесы, мелкая детализация и элементы для оценки пространственной точности 3D-печати.
Скачать модель на Github
7. Быстрый тест на стрингинг (Economical Stringing Test)
При печати объектов сложной формы, не зная возможностей филамента и принтера, пользователь может столкнуться с стрингингом (от string — струна), а по-русски просто “сопли” — когда пластик тянется за экструдером, образуя тонкие волокна пластика в воздухе.
Такие “сопли” появляются при холостом перемещении экструдера. Чтобы этого избежать, используется функция ретракт — втягивание филамента при холостом перемещении. Для правильной установки уровня ретракта необходимо учитывать скорость перемещения экструдера, температуру экструдера и свойства филамента.
Для быстрой проверки правильной настройки 3D-принтера используется данная тестовая модель. Если струны между вертикальными пирамидами не образуются, значит настройки выбраны правильно. Если появляются горизонтальные пластиковые нити, то какой-то из параметров 3D-печати следует изменить.
Скачать модель на Thingiverse
8. Башня PolyPearl (Жемчужная башня)
Особенности конструкции модели позволяют проверить качество перемычек, изгибов, выступов, зафиксировать появление “соплей” и установить прочность модели в целом. Эту модель также можно использовать в качестве стресс-теста, который определяет пределы физических возможностей филамента при заданных температурном режиме и скорости печати.
Скачать модель на Thingiverse
Вывод
Для повышения навыков печати филаментами на вашем принтере мы крайне рекомендуем сделать пару тестовых печатей из этой статьи. Тем самым вы будете больше экономить на пластике, потому что будете использовать нужные настройки печати. Купите пластик для 3D-печати в REC — получите официально поставленную продукцию на гарантии, с сервисом и техподдержкой.
7 лучших моделей для тестирования и настройки печати вашего Ender-3 (Pro/V2)
Хотите узнать, как на самом деле работает ваш Ender 3? Попробуйте несколько из этих тестовых моделей 3D-печати для Ender 3 сегодня, чтобы отрегулировать и настроить параметры вашего принтера!
Познакомьтесь с вашим принтером
Если вы когда-нибудь покупали 3D-принтер, вам знакомо чувство восторга, которое возникает при его доставке. Естественно, первое, что вы хотите сделать, это собрать его и начать печатать!
В настоящее время для производителей стало чем-то вроде традиции включать в поставку с принтером один или несколько тестовых файлов STL-печати. Обычно эта модель предназначена для красивой печати и, следовательно, впечатляет пользователя возможностями машины. В случае принтеров серии Ender тестовый отпечаток представляет собой 3D-модель собаки.
И здесь собака – это простая модель, которая должна хорошо печататься. Что это значит? Это означает, что вы не должны использовать качество полученной модели для оценки возможностей вашего Ender 3. Другими словами, эта собака не является хорошим тестовым отпечатком.
По правде говоря, Creality Ender 3, а также версии Pro и V2 являются очень мощными 3D-принтерами, поэтому мы предлагаем напечатать что-то более сложное, чтобы получить надлежащий предварительный просмотр принтера. Это также поможет определить, правильно ли откалибровано ваше оборудование.
С этой целью мы подготовили тщательно подобранный список лучших моделей для тестовой печати на Ender 3. Все представленные модели предназначены для того, чтобы помочь вам настроить параметры слайсера и получить максимальную отдачу от Ender 3.
1. 3DBenchy
Что это? Это одна из самых популярных моделей для 3D-печати благодаря своему симпатичному и продуманному дизайну, который призван служить универсальным тестом для вашего 3D-принтера.
3DBenchy-это лодка с самыми разнообразными формами и текстурами. Цель 3D-печати этой модели состоит в том, чтобы определить, в чем ваш принтер хорош, а в чем нет, чтобы вы могли оптимизировать свой профиль печати.
Что тестируем?
Качество поверхности: Может ли ваш Ender 3 напечатать гладкий изогнутый корпус?
Деформация: 3DBenchy — идеально симметричная модель, позволяющая легко обнаруживать проблемы с деформацией.
Плоские поверхности: Верхние поверхности дымохода, главной палубы и коробки выполнены горизонтальными и параллельными основанию модели. Таким образом, вы можете проверить, хорошо ли принтер печатает несколько горизонтальных поверхностей.
Выступы: В 3DBenchy есть несколько выступов, которые должны показать, как ваш принтер справляется с их печатью.
Цилиндрические формы: Дымоход — это тест для печати концентрических цилиндрических форм. Он также служит тестом на отклонения в округлости таких форм.
Наклонные отверстия: Маленькое отверстие в самом конце 3DBenchy проверяет точность вашего принтера с помощью печати небольших деталей.
Качество первого слоя: Первый слой является самым важным. К счастью, 3DBenchy также поможет проверить это за счет надписи внизу, которая может показать “слоновью ногу” (если она есть).
Где скачать? 3dbenchy.com
2. Тест на выравнивание платформы
Что это? Простой принт, который поможет вам выровнять стол вашего Эндера 3. Идея заключается в том, что пока принтер печатает эти квадраты, вы можете отрегулировать платформу и постараться, чтобы все углы должным образом прилегали к ней.
Как это использовать? Пока принтер печатает квадраты, проверьте все четыре края. Если вы заметили плохую адгезию, подвиньте платформу ближе к соплу, повернув поворотную ручку по часовой стрелке. С другой стороны, если вы видите, что нить не выходит из сопла или линия печати слишком сплющена, поверните колесо против часовой стрелки, чтобы отодвинуть слой от сопла.
Где скачать? thingiverse.com
3. Тест скорости печати Эндера 3
Что это? Это простая модель для проверки качества печати на разных скоростях печати. Поскольку Ender 3s может печатать на более высоких скоростях, например, более 100 мм/с, почему бы не протестировать его?
Как это использовать? Тест начинается со скорости 50 мм/с, и на каждые 5 мм по высоте скорость увеличивается на 10 мм/с. В итоге модель имеет высоту 30 мм и состоит из слоев, созданных с разной скоростью печати.
Этот продуманный дизайн имеет выемки, а также плоские и закругленные стенки, которые указывают на любые признаки плохой работы. Таким образом, вы будете знать, с какой скоростью печати ваш Ender работает наилучшим образом.
Где скачать? thingiverse.com (Имейте в виду, что вы не сразу увидите модель. Вам нужно будет загрузить целую папку тестовых файлов, а затем найти подходящий файл для теста скорости.)
4.
Тест на сопливость
Что это? Сопливость возникает, когда филамент продолжает выходить из сопла во время движения печатающей головки. Эта простая модель имеет две башни, которые помогут вам определить, есть ли у вашего принтера проблемы со свободным вытеканием нитей.
Как это пользовать? Просто распечатайте модель и следите за любыми признаками натяжения нитей между башнями. Если принтер сопливит, это признак того, что скорости перемещения, ретракта и, возможно, даже температурные настройки нуждаются в регулировке.
Где скачать? thingiverse.com
5. Решетчатый куб
Что это? Решетчатые кубики — популярный выбор для тестирования, поскольку они, как правило, довольно сложные в печати. Используйте его, чтобы бросить вызов своему Эндеру 3.
Как им пользоваться? Цель этого решетчатого куба — добиться хороших результатов без использования вспомогательного материала. Если с решетчатым кубом все в порядке, это знак того, что ваши настройки охлаждения, температуры и ретракта в порядке!
Где скачать? thingiverse.com
6. Тестирование печати навесных конструкций (свесы и мосты)
Что это? Этот файл Thingiverse содержит две модели для тестирования углов навесных элементов. Большая модель имеет углы от 45° до 15° градусов с шагом 5°. Меньшая тестирует углы 12°, 15° и 18°.
Как это использовать? Как правило, углы меньше 45° градусов (от горизонтали) должны быть напечатаны с поддержками. С другой стороны, теория не всегда соответствует действительности. Чтобы проверить это, просто распечатайте эти файлы и посмотрите, как работает принтер при печати различных свесов. Это может помочь вам определить пороги свисания для настроек опор.
Где скачать? thingiverse.com
7. Тестирование температурных параметров
Что это? Это простая модель башни, которая тестирует 10 различных температур печати. Она разработан с умными функциями, позволяющими проводить наилучшие испытания при использовании сравнительно небольшого количества пластика.
Как это использовать? Распечатайте модель, используя 10 различных температур. Если вы не знаете, как устанавливать разные температуры, мы предлагаем вам посмотреть учебное пособие. Когда вы распечатаете модель, просто посмотрите, как она выглядит. Мосты и столбы служат для тестирования на сопливость, а закругленные столбы демонстрируют качество поверхности и адгезию слоев.
Где скачать? thingiverse.com
Лучшие тестовые модели для 3D-печати
Вы можете оказаться в одной из трех ситуаций, требующих использования тестовых моделей для 3D-печати. Во-первых, при использовании нового принтера. Во-вторых, при проверке нового типа материала. В-третьих, при испытании свойств знакомого вида материала найти пределы его прочности. В этом обзоре мы поговорим о семи тестовых моделях, которые мы считаем наиболее полезными или интересными.
Прочтите статью ниже, чтобы узнать больше.
Источник: help.prusa3d.com
1. 3D Benchy
3D Benchy — самая популярная тестовая модель для 3D-печати. Эта фигурка буксира прекрасно демонстрирует возможности 3D-принтеров FDM любого ценового диапазона. 3D Benchy поможет вам найти параметры, которые необходимо установить для получения идеальных отпечатков.
Источник: thingiverse.com
Использование 3D Benchy для пробной печати позволяет увидеть, насколько хорошо принтер будет создавать изогнутые поверхности, наклонные элементы, дуги и отверстия. Модель доступна в разных вариантах, в том числе и в многоцветном. Печать 3D Benchy стандартного размера займет примерно час — это поможет определить уровень эффективности принтера.
Загрузите модель с Thingiverse.
2.
Тест 3D-печати «Все в одном»
Комплексная тестовая модель 3D-печати позволит проверить качество получаемых выступов, перемычек, а также устойчивость к экструзии и изменение натяжения (спагеттификацию) и зависит по температуре.
Важным преимуществом данной модели является наличие инструкции, описывающей способы решения возможных проблем.
Источник: thingiverse.com
К плюсам этого проекта можно отнести возможность проверить, как будут выглядеть тонкие стенки, полые цилиндры или выступы, а также как их качество будет зависеть от скорости, температуры и настроек охлаждения.
Загрузите модель с Thingiverse.
3. Калибровочный куб XYZ 20 мм
Основное назначение калибровочного куба XYZ 20 мм — выяснить, как движение экструдера зависит от шагов шагового двигателя. Эта тестовая модель для 3D-печати помогает убедиться, что расстояние 20 мм на чертеже соответствует 20 мм в печатной модели. Калибровочный куб также позволит нам узнать, как экструзия и качество печати зависят от температуры сопла.
Источник: thingiverse.com
Загрузите модель с сайта Thingiverse
Модель демонстрирует качество выступов и тоннелей, а также то, насколько хорошо принтер печатает криволинейные элементы.
Источник: thingiverse.com
Этот простой инструмент упрощает поиск свойств материалов, которые ранее не использовались или печатались только при определенной температуре. Важно помнить, что температуру печати для каждого элемента необходимо задавать в программе для слайсинга или вручную с помощью G-кода.
Скачать модель с Thingiverse
5. Модель оценки с открытым исходным кодом
Источник: github.com тестовые модели. Этот можно считать многоцелевым. Он включает в себя мосты, выступы, мелкие детали и элементы для доступа к точности размеров 3D-печати. Перед печатью следует иметь в виду размер выступа на верхнем уровне. Это означает, что пользователь должен знать температуру, при которой модель не будет деформироваться.
Скачать модель с Github
6. Быстрый тест на натяжение
При печати сложных моделей без знания свойств нити и принтера можно столкнуться с проблемой, называемой натяжением или спагеттификацией: это происходит при движении экструдера. растягивает нить, создавая в воздухе тонкие нити.
Источник: thingiverse.com
Это вызвано утечкой нити, когда экструдер не работает. Чтобы этого избежать, используется функция ретракции нити. Правильный уровень втягивания должен основываться на скорости движения головки экструдера, температуре сопла и свойствах нити.
Эта тестовая модель используется для быстрой проверки правильности настройки принтера. Если между вертикальными пирамидами нет ниток, то параметры заданы правильно. Если горизонтальные нити накала присутствуют, то некоторые параметры установлены неправильно и их следует изменить.
Загрузите модель с сайта Thingiverse. Особенности этой сложной модели позволяют проверить качество перемычек, изгибов, свесов, увидеть наличие натяжек и узнать, насколько жесткая модель. Модель можно использовать для стресс-тестирования, чтобы выяснить физические пределы нити при определенной температуре и скорости печати.
Источник: thingiverse.com
Загрузите модель с Thingiverse
Заключение
Тестовые модели для 3D-печати могут сэкономить время и ресурсы пользователя. Они печатаются не дольше часа, по их качеству видно, правильно ли выставлены параметры печати или их нужно изменить. При необходимости пользователи могут легко изменить настройки 3D-принтера.
Уплаченные ООО «ЦПБ-С» – ИНН 7022017794 – налоги и сборы за 2021 год
Страховые взносы на обязательное социальное страхование на случай временной нетрудоспособности и в связи с материнством
5,6 млн ₽
Страховые взносы на обязательное медицинское страхование работающего населения, зачисляемые в бюджет Федерального фонда обязательного медицинского страхования
10,3 млн ₽
Налог на прибыль
1,5 млн ₽
Страховые и другие взносы на обязательное пенсионное страхование, зачисляемые в Пенсионный фонд Российской Федерации
44,2 млн ₽
Налог на добавленную стоимость
59,1 млн ₽
Итого
120,7 млн ₽
Согласно данным ФНС, среднесписочная численность работников за 2021 год составляет 332 человека
2021 г.
332 человека
69,1 тыс. ₽
2020 г.
327 человек
70,2 тыс. ₽
2019 г.
353 человека
64,5 тыс. ₽
Значения рассчитаны автоматически по финансовым показателям оплаты труда и среднесписочной численности ООО «ЦПБ-С», эта информация может быть неточной
ФИЛИАЛ ОБЩЕСТВА С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ЦЕНТР ПОЖАРНОЙ БЕЗОПАСНОСТИ-СТРЕЖЕВОЙ» «ВАХ»
ФИЛИАЛ ОБЩЕСТВА С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ЦЕНТР ПОЖАРНОЙ БЕЗОПАСНОСТИ-СТРЕЖЕВОЙ» «ИГОЛ»
ФИЛИАЛ ОБЩЕСТВА С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ЦЕНТР ПОЖАРНОЙ БЕЗОПАСНОСТИ-СТРЕЖЕВОЙ» «КРАПИВИНСКОЕ»
+ ещё 2
Руководитель ООО «ЦПБ-С» также является руководителем или учредителем 1 другой организации
ОГПС — №1 636785, Томская область, г. Стрежевой, ул. Строителей, д. 28
Горбунов Александр Викторович
Учредители ООО «ЦПБ-С» также являются руководителями или учредителями 16 других организаций
ЗАО «ВАСЮГАН» 636780, Томская область, г. Стрежевой, ул. Буровиков, д. 23 Аренда и управление собственным или арендованным нежилым недвижимым имуществом
АО «ТОМСКНЕФТЬ» ВНК
ООО «ЭНЕРГОНЕФТЬ ТОМСК» 636785, Томская область, г. Стрежевой, ул. Строителей, д. 95 Передача электроэнергии и технологическое присоединение к распределительным электросетям
АО «ТОМСКНЕФТЬ» ВНК
ООО «ТОМСКНЕФТЬ-СЕРВИС» 636785, Томская область, г. Стрежевой, ул. Промысловая, д. 20, стр. 2 Торговля оптовая неспециализированная
АО «ТОМСКНЕФТЬ» ВНК
+ ещё 13
Согласно данным ЕГРЮЛ от ФНС, ООО «ЦПБ-С» имеет 1 лицензию
Виды лицензируемой деятельности
Деятельность по тушению пожаров в населенных пунктах, на производственных объектах и объектах инфраструктуры
1
Компания ООО «ЦПБ-С» опубликовала 7 сообщений и является участником 5 сообщений на Федресурсе
Типы сообщений
Результаты обязательного аудита
5
Заявление об отказе от применения моратория в соответствии со статьей 9. 1 Федерального закона от 26.10.2002 г. №127-ФЗ «О несостоятельности (банкротстве)
2
Согласно данным ФГИС «Единый Реестр Проверок», с 2015 года в отношении ООО «ЦПБ-С» были инициированы 3 проверки
1
без нарушений
0
выявлены нарушения
2
результатов ещё нет
Последняя проверка
Плановая выездная проверка № 702104572775 от 15 января 2021 года
Проверку проводит Государственная инспекция труда в Томской области
Сведений о результатах ещё нет
Согласно данным картотеки арбитражных дел, в арбитражных судах РФ были рассмотрены 2 судебных дела с участием ООО «ЦПБ-С»
0
в роли истца
2
в роли ответчика
Последнее дело
№ А67-6613/2021 от 9 августа 2021 года
Экономические споры по административным правоотношениям
Истец
УПФР В Г. СТРЕЖЕВОЙ ТОМСКОЙ ОБЛАСТИ (МЕЖРАЙОННОЕ)
Ответчик
ООО «ЦПБ-С»
Полная хронология важных событий с 24 августа 2009 года
13.03.2014
Сдана финансовая отчётность за 2013 год
18.11.2016
Удалена запись об учредителе ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ЧАСТНОЕ ОХРАННОЕ ПРЕДПРИЯТИЕ «КРОН»
01.07.2017
Регистрация в ФСС, присвоен регистрационный номер 700002629670001
Государственное учреждение — Томское региональное отделение Фонда социального страхования Российской Федерации
23.04.2019
Одинцов Сергей Иванович больше не является директором организации
Горбунов Александр Викторович становится новым директором организации
04.03.2020
Сдана финансовая отчётность за 2019 год
04.03.2021
Сдана финансовая отчётность за 2020 год
04. 03.2022
Сдана финансовая отчётность за 2021 год
Похожие компании
ООО «ЭРСИ»
г. Москва
7731299220
ООО «ТТК АДВАНТА»
г. Октябрьский, Республика Башкортостан
0265047773
ООО «ИНТЕХСТРОЙ»
г. Губкинский, Ямало-Ненецкий автономный округ
8913009551
ООО » КУРАСКОВСКОЕ УРОНО »
г. Нижневартовск, Ханты-Мансийский автономный округ — Югра
ООО «ЦПБ-С» было зарегистрировано 24 августа 2009 (существует 13 лет) под ИНН 7022017794 и ОГРН 1097022000350. Юридический адрес 636785, Томская область, город Стрежевой, Строителей улица, 28. Руководитель ГОРБУНОВ АЛЕКСАНДР ВИКТОРОВИЧ. Основной вид деятельности ООО «ЦПБ-С»: 09.10 Предоставление услуг в области добычи нефти и природного газа. Телефон, адрес электронной почты, адрес официального сайта и другие контактные данные ООО «ЦПБ-С» отсутствуют в ЕГРЮЛ.
Информация на сайте предоставлена из официальных открытых государственных источников.
Наименование
Полное наименование
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ЦЕНТР ПОЖАРНОЙ БЕЗОПАСНОСТИ — СТРЕЖЕВОЙ»
Сокращенное наименование
ООО «ЦПБ-С»
Основной вид деятельности ООО «ЦПБ-С»
09.10 Предоставление услуг в области добычи нефти и природного газа
Перейти ко всем видам деятельности
Основные реквизиты ООО «ЦПБ-С»
Регистрационные номера
ОГРН
1097022000350
ИНН
7022017794
КПП
702201001
Номера и коды статистики
ОКПО
61221011
ОКАТО
69410000000
ОКОГУ
4210014
ОКТМО
69710000001
ОКФС
16
Контакты ООО «ЦПБ-С»
Основной адрес
636785, Россия, Томская область, город Стрежевой, Строителей улица, 28
Зарегистрирован 24 августа 2009
Перейти ко всем адресам
Телефоны
+7 (38259. .. показать
Электронная почта
IAPukhova@out… показать
Руководители
ДИРЕКТОР
ГОРБУНОВ АЛЕКСАНДР ВИКТОРОВИЧ
С 23 апреля 2019
• ИНН 702202491322
Перейти к связанным компаниям
Учредители ООО «ЦПБ-С»
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ТОМСКНЕФТЬ» ВОСТОЧНОЙ НЕФТЯНОЙ КОМПАНИИ
С 24 августа 2009 • Доля 9,9 тыс ₽ • ИНН 7022000310
Перейти к связанным компаниям
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «КРОН»
С 19 октября 2009 • Доля 100 ₽ • ИНН 7021055814
Перейти к связанным компаниям
Регистрация в фондах
ПФР № 080007012619
27 августа 2009
ФСС № 700002629670001
01 июля 2017
Бюллетени медицинской клинической политики
Нажимая «Я принимаю», я подтверждаю и принимаю следующее: Принимать».
Бюллетени клинических политик Aetna (CPB) разрабатываются для помощи в управлении льготами плана и не являются медицинской консультацией. Лечащие поставщики несут исключительную ответственность за медицинские консультации и лечение участников. Участники должны обсудить любой Бюллетень клинических политик (CPB), касающийся их покрытия или состояния, со своим лечащим врачом.
Несмотря на то, что Бюллетени клинических политик (CPB) разработаны для помощи в администрировании преимуществ плана, они не представляют собой описание преимуществ плана. Бюллетени клинической политики (CPBs) выражают определение Aetna относительно того, являются ли определенные услуги или расходные материалы необходимыми с медицинской точки зрения, экспериментальными и исследовательскими или косметическими. Aetna пришла к этим выводам на основе обзора доступной в настоящее время клинической информации (включая исследования клинических исходов в рецензируемой опубликованной медицинской литературе, нормативный статус технологии, основанные на фактических данных руководства органов общественного здравоохранения и исследовательских агентств, основанные на фактических данных руководства и позиции ведущих национальных медицинских профессиональных организаций, мнения врачей, практикующих в соответствующих клинических областях, и другие соответствующие факторы).
Aetna не делает никаких заявлений и не несет никакой ответственности в отношении содержания любой внешней информации, цитируемой или используемой в Бюллетенях клинической политики (CPB). Обсуждение, анализ, выводы и позиции, отраженные в бюллетенях клинической политики (CPB), включая любые ссылки на конкретного поставщика, продукт, процесс или услугу по названию, торговой марке, производителю, составляют мнение Aetna и сделаны без намерения дискредитировать. Aetna прямо оставляет за собой право пересматривать эти выводы по мере изменения клинической информации и приветствует дальнейшую соответствующую информацию, включая исправление любых фактических ошибок.
CPB
содержат ссылки на стандартные наборы кодов, соответствующие требованиям HIPAA, для облегчения функций поиска и облегчения выставления счетов и оплаты покрываемых услуг. Новые и пересмотренные коды добавляются в CPB по мере их обновления. При выставлении счетов вы должны использовать наиболее подходящий код на дату вступления в силу отправки. Следует избегать неуказанных, неуказанных и неспецифических кодов.
Каждый план льгот определяет, какие услуги покрываются, какие исключаются, а на какие распространяются ограничения в долларах или другие ограничения. Участникам и их поставщикам необходимо ознакомиться с планом льгот участника, чтобы определить, существуют ли какие-либо исключения или другие ограничения льгот, применимые к этой услуге или поставке. Заключение о том, что определенная услуга или товар необходимы по медицинским показаниям, не является заявлением или гарантией того, что эта услуга или товар покрываются (т. е. будут оплачены Aetna) для конкретного участника. План льгот участника определяет покрытие. Некоторые планы не включают покрытие услуг или материалов, которые Aetna считает необходимыми с медицинской точки зрения. Если есть несоответствие между Бюллетенем клинических политик (CPB) и планом льгот участника, план льгот будет иметь преимущественную силу.
Кроме того, страховое покрытие может быть предписано применимыми юридическими требованиями штата, федерального правительства или CMS для участников программ Medicare и Medicaid.
См. Центр страхового покрытия Medicare CMS
Также обратите внимание, что Бюллетени клинических политик (CPB) регулярно обновляются и поэтому могут быть изменены.
Поскольку бюллетени клинических политик (CPB) могут быть технически сложными и предназначены для использования нашим профессиональным персоналом при принятии клинических решений в связи с решениями о страховом покрытии, участники должны ознакомиться с этими бюллетенями со своими поставщиками услуг, чтобы они могли полностью понять наши политики.
В то время как бюллетени клинических политик (CPBs) определяют клиническую политику Aetna, определение медицинской необходимости в связи с решениями о страховом покрытии принимается в каждом конкретном случае. В случае, если участник не согласен с решением о страховом покрытии, Aetna предоставляет своим участникам право обжаловать это решение. Кроме того, у участника может быть возможность провести независимую внешнюю проверку отказов в страховом покрытии по медицинским показаниям или в связи с экспериментальным или исследовательским статусом, если стоимость рассматриваемой услуги или поставки, за которую участник несет финансовую ответственность, составляет 500 долларов США или более. Тем не менее, применимые государственные мандаты будут иметь приоритет в отношении планов с полным страхованием и планов с самофинансированием, не входящих в ERISA (например, правительства, школьных советов, церкви).
См. Программу внешнего обзора Aetna
Пять кодов символов, включенных в бюллетени по клинической политике Aetna (CPB), получены из Current Procedural Terminology (CPT®), авторские права 2015 г. принадлежат Американской медицинской ассоциации (AMA). CPT разработан AMA как список описательных терминов и пятисимвольных идентификационных кодов и модификаторов для сообщения медицинских услуг и процедур, выполняемых врачами.
Ответственность за содержание Бюллетеней клинической политики Aetna (CPB) лежит на Aetna, и AMA не подразумевает и не подразумевает их одобрения. AMA отказывается от ответственности за любые последствия или обязательства, связанные с любым использованием, неиспользованием или интерпретацией информации, содержащейся в бюллетенях клинических политик Aetna (CPB). Ни в какую часть CPT не включены таблицы комиссионных сборов, стоимость основных единиц, руководства по относительной стоимости, коэффициенты пересчета или шкалы. Любое использование CPT вне Бюллетеней клинической политики Aetna (CPB) должно ссылаться на самую последнюю Текущую процедурную терминологию, которая содержит полный и самый последний список кодов CPT и описательных терминов. Применяются применимые FARS/DFARS.
ЛИЦЕНЗИЯ НА ИСПОЛЬЗОВАНИЕ ТЕКУЩЕЙ ПРОЦЕДУРНОЙ ТЕРМИНОЛОГИИ, ЧЕТВЕРТОЕ ИЗДАНИЕ («CPT®»)
Только CPT, авторское право Американской медицинской ассоциации, 2015 г. Все права защищены. CPT является зарегистрированным товарным знаком Американской медицинской ассоциации.
Вы, ваши сотрудники и агенты имеете право использовать CPT только в том виде, в каком он содержится в Бюллетенях клинических политик Aetna (CPBs), исключительно для вашего личного использования при непосредственном участии в программах здравоохранения, администрируемых Aetna, Inc. Вы признаете, что AMA владеет всеми авторские права, товарные знаки и другие права в CPT.
Любое использование, не разрешенное в настоящем документе, запрещено, в том числе в качестве иллюстрации, а не в порядке ограничения, изготовление копий CPT для перепродажи и/или лицензирования, передача копий CPT любой стороне, не связанной настоящим соглашением, создание любых модифицированная или производная работа CPT, или любое коммерческое использование CPT. Лицензия на использование CPT для любого использования, не разрешенного в настоящем документе, должна быть получена через Американскую медицинскую ассоциацию, CPT Intellectual Property Services, 515 N. State Street, Chicago, Illinois 60610. Заявки доступны на веб-сайте Американской медицинской ассоциации, www.ama- assn.org/go/cpt.
Перейти на веб-сайт Американской медицинской ассоциации
Права правительства США
Этот продукт включает CPT, который представляет собой коммерческие технические данные и/или компьютерные базы данных и/или коммерческое компьютерное программное обеспечение. документация по компьютерному программному обеспечению, которая была разработана исключительно на частные средства Американской медицинской ассоциацией, 515 North State Street, Chicago, Illinois, 60610. Права правительства США на использование, изменение, воспроизведение, выпуск, выполнение, демонстрацию или раскрытие этих технических данные и/или компьютерные базы данных и/или компьютерное программное обеспечение и/или документация по компьютерному программному обеспечению подпадают под ограничения ограниченных прав DFARS 252.227-7015(b)(2) (19 июня95) и/или в соответствии с ограничениями DFARS 227.7202-1(a) (июнь 1995 г.) и DFARS 227.7202-3(a) (июнь 1995 г.), применимыми к закупкам Министерства обороны США, и ограниченными правами FAR 52.227. -14 (июнь 1987 г.) и/или в соответствии с положениями об ограничении прав FAR 52.227-14 (июнь 1987 г.) и FAR 52.227-19 (июнь 1987 г.), в зависимости от обстоятельств, и любыми применимыми дополнениями к FAR агентства, для лиц, не относящихся к Министерству обороны. Федеральные закупки.
Отказ от гарантий и ответственности.
CPT предоставляется «как есть» без каких-либо явных или подразумеваемых гарантий, включая, помимо прочего, подразумеваемые гарантии товарного состояния и пригодности для определенной цели. В CPT не включены таблицы сборов, базовые единицы, относительные значения или связанные с ними списки. Американская медицинская ассоциация (АМА) прямо или косвенно не занимается медицинской практикой и не оказывает медицинские услуги. Ответственность за содержание этого продукта лежит на Aetna, Inc., и AMA не подразумевает и не подразумевает его одобрения. AMA не несет ответственности за любые последствия или обязательства, связанные с любым использованием, неиспользованием или интерпретацией информации, содержащейся или не содержащейся в этом продукте.
Действие настоящего Соглашения прекращается после уведомления, если вы нарушаете его условия. AMA является бенефициаром третьей стороны по настоящему Соглашению.
Если вышеуказанные условия приемлемы для вас, укажите свое согласие и согласие, нажав кнопку с надписью «Я принимаю».
Информация, содержащаяся на этом веб-сайте, и описанные здесь продукты могут не отражать дизайн продукта или доступность продукта в Аризоне. Поэтому жители Аризоны, участники, работодатели и брокеры должны обращаться в Aetna напрямую или к своим работодателям для получения информации о продуктах и услугах Aetna.
Эта информация не является ни предложением страхового покрытия, ни медицинской консультацией. Это лишь частичное общее описание преимуществ плана или программы, которое не является контрактом. В случае противоречия между вашими плановыми документами и этой информацией преимущественную силу имеют плановые документы.
Бюллетень клинической политики (CPB) Часто задаваемые вопросы для поставщиков медицинских услуг
Нажимая «Я принимаю», я признаю и принимаю следующее: нажав кнопку ниже с надписью «Я принимаю».
Бюллетени клинических политик Aetna (CPB) разрабатываются для помощи в управлении льготами плана и не являются медицинской консультацией. Лечащие поставщики несут исключительную ответственность за медицинские консультации и лечение участников. Участники должны обсудить любой Бюллетень клинических политик (CPB), касающийся их покрытия или состояния, со своим лечащим врачом.
Несмотря на то, что Бюллетени клинических политик (CPB) разработаны для помощи в администрировании преимуществ плана, они не представляют собой описание преимуществ плана. Бюллетени клинической политики (CPBs) выражают определение Aetna относительно того, являются ли определенные услуги или расходные материалы необходимыми с медицинской точки зрения, экспериментальными и исследовательскими или косметическими. Aetna пришла к этим выводам на основе обзора доступной в настоящее время клинической информации (включая исследования клинических исходов в рецензируемой опубликованной медицинской литературе, нормативный статус технологии, основанные на фактических данных руководства органов общественного здравоохранения и исследовательских агентств, основанные на фактических данных руководства и позиции ведущих национальных медицинских профессиональных организаций, мнения врачей, практикующих в соответствующих клинических областях, и другие соответствующие факторы).
Aetna не делает никаких заявлений и не несет никакой ответственности в отношении содержания любой внешней информации, цитируемой или используемой в Бюллетенях клинической политики (CPB). Обсуждение, анализ, выводы и позиции, отраженные в бюллетенях клинической политики (CPB), включая любые ссылки на конкретного поставщика, продукт, процесс или услугу по названию, торговой марке, производителю, составляют мнение Aetna и сделаны без намерения дискредитировать. Aetna прямо оставляет за собой право пересматривать эти выводы по мере изменения клинической информации и приветствует дальнейшую соответствующую информацию, включая исправление любых фактических ошибок.
CPB
содержат ссылки на стандартные наборы кодов, соответствующие требованиям HIPAA, для облегчения функций поиска и облегчения выставления счетов и оплаты покрываемых услуг. Новые и пересмотренные коды добавляются в CPB по мере их обновления. При выставлении счетов вы должны использовать наиболее подходящий код на дату вступления в силу отправки. Следует избегать неуказанных, неуказанных и неспецифических кодов.
Каждый план льгот определяет, какие услуги покрываются, какие исключаются, а на какие распространяются ограничения в долларах или другие ограничения. Участникам и их поставщикам необходимо ознакомиться с планом льгот участника, чтобы определить, существуют ли какие-либо исключения или другие ограничения льгот, применимые к этой услуге или поставке. Заключение о том, что определенная услуга или товар необходимы по медицинским показаниям, не является заявлением или гарантией того, что эта услуга или товар покрываются (т. е. будут оплачены Aetna) для конкретного участника. План льгот участника определяет покрытие. Некоторые планы не включают покрытие услуг или материалов, которые Aetna считает необходимыми с медицинской точки зрения. Если есть несоответствие между Бюллетенем клинических политик (CPB) и планом льгот участника, план льгот будет иметь преимущественную силу.
Кроме того, страховое покрытие может быть предписано применимыми юридическими требованиями штата, федерального правительства или CMS для участников программ Medicare и Medicaid.
См. Центр страхового покрытия Medicare CMS
Также обратите внимание, что Бюллетени клинических политик (CPB) регулярно обновляются и поэтому могут быть изменены.
Поскольку бюллетени клинических политик (CPB) могут быть технически сложными и предназначены для использования нашим профессиональным персоналом при принятии клинических решений в связи с решениями о страховом покрытии, участники должны ознакомиться с этими бюллетенями со своими поставщиками услуг, чтобы они могли полностью понять наши политики.
В то время как бюллетени клинических политик (CPBs) определяют клиническую политику Aetna, определение медицинской необходимости в связи с решениями о страховом покрытии принимается в каждом конкретном случае. В случае, если участник не согласен с решением о страховом покрытии, Aetna предоставляет своим участникам право обжаловать это решение. Кроме того, у участника может быть возможность провести независимую внешнюю проверку отказов в страховом покрытии по медицинским показаниям или в связи с экспериментальным или исследовательским статусом, если стоимость рассматриваемой услуги или поставки, за которую участник несет финансовую ответственность, составляет 500 долларов США или более. Тем не менее, применимые государственные мандаты будут иметь приоритет в отношении планов с полным страхованием и планов с самофинансированием, не входящих в ERISA (например, правительства, школьных советов, церкви).
См. Программу внешнего обзора Aetna
Пять кодов символов, включенных в бюллетени по клинической политике Aetna (CPB), получены из Current Procedural Terminology (CPT®), авторские права 2015 г. принадлежат Американской медицинской ассоциации (AMA). CPT разработан AMA как список описательных терминов и пятисимвольных идентификационных кодов и модификаторов для сообщения медицинских услуг и процедур, выполняемых врачами.
Ответственность за содержание Бюллетеней клинической политики Aetna (CPB) лежит на Aetna, и AMA не подразумевает и не подразумевает их одобрения. AMA отказывается от ответственности за любые последствия или обязательства, связанные с любым использованием, неиспользованием или интерпретацией информации, содержащейся в бюллетенях клинических политик Aetna (CPB). Ни в какую часть CPT не включены таблицы комиссионных сборов, стоимость основных единиц, руководства по относительной стоимости, коэффициенты пересчета или шкалы. Любое использование CPT вне Бюллетеней клинической политики Aetna (CPB) должно ссылаться на самую последнюю Текущую процедурную терминологию, которая содержит полный и самый последний список кодов CPT и описательных терминов. Применяются применимые FARS/DFARS.
ЛИЦЕНЗИЯ НА ИСПОЛЬЗОВАНИЕ ТЕКУЩЕЙ ПРОЦЕДУРНОЙ ТЕРМИНОЛОГИИ, ЧЕТВЕРТОЕ ИЗДАНИЕ («CPT®»)
Только CPT, авторское право Американской медицинской ассоциации, 2015 г. Все права защищены. CPT является зарегистрированным товарным знаком Американской медицинской ассоциации.
Вы, ваши сотрудники и агенты имеете право использовать CPT только в том виде, в каком он содержится в Бюллетенях клинических политик Aetna (CPBs), исключительно для вашего личного использования при непосредственном участии в программах здравоохранения, администрируемых Aetna, Inc. Вы признаете, что AMA владеет всеми авторские права, товарные знаки и другие права в CPT.
Любое использование, не разрешенное в настоящем документе, запрещено, в том числе в качестве иллюстрации, а не в порядке ограничения, изготовление копий CPT для перепродажи и/или лицензирования, передача копий CPT любой стороне, не связанной настоящим соглашением, создание любых модифицированная или производная работа CPT, или любое коммерческое использование CPT. Лицензия на использование CPT для любого использования, не разрешенного в настоящем документе, должна быть получена через Американскую медицинскую ассоциацию, CPT Intellectual Property Services, 515 N. State Street, Chicago, Illinois 60610. Заявки доступны на веб-сайте Американской медицинской ассоциации, www.ama- assn.org/go/cpt.
Перейти на веб-сайт Американской медицинской ассоциации
Права правительства США
Этот продукт включает CPT, который представляет собой коммерческие технические данные и/или компьютерные базы данных и/или коммерческое компьютерное программное обеспечение. документация по компьютерному программному обеспечению, которая была разработана исключительно на частные средства Американской медицинской ассоциацией, 515 North State Street, Chicago, Illinois, 60610. Права правительства США на использование, изменение, воспроизведение, выпуск, выполнение, демонстрацию или раскрытие этих технических данные и/или компьютерные базы данных и/или компьютерное программное обеспечение и/или документация по компьютерному программному обеспечению подпадают под ограничения ограниченных прав DFARS 252.227-7015(b)(2) (19 июня95) и/или в соответствии с ограничениями DFARS 227.7202-1(a) (июнь 1995 г.) и DFARS 227.7202-3(a) (июнь 1995 г.), применимыми к закупкам Министерства обороны США, и ограниченными правами FAR 52.227. -14 (июнь 1987 г.) и/или в соответствии с положениями об ограничении прав FAR 52.227-14 (июнь 1987 г.) и FAR 52.227-19 (июнь 1987 г.), в зависимости от обстоятельств, и любыми применимыми дополнениями к FAR агентства, для лиц, не относящихся к Министерству обороны. Федеральные закупки.
Отказ от гарантий и ответственности.
CPT предоставляется «как есть» без каких-либо явных или подразумеваемых гарантий, включая, помимо прочего, подразумеваемые гарантии товарного состояния и пригодности для определенной цели. В CPT не включены таблицы сборов, базовые единицы, относительные значения или связанные с ними списки. Американская медицинская ассоциация (АМА) прямо или косвенно не занимается медицинской практикой и не оказывает медицинские услуги. Ответственность за содержание этого продукта лежит на Aetna, Inc., и AMA не подразумевает и не подразумевает его одобрения. AMA не несет ответственности за любые последствия или обязательства, связанные с любым использованием, неиспользованием или интерпретацией информации, содержащейся или не содержащейся в этом продукте.
Действие настоящего Соглашения прекращается после уведомления, если вы нарушаете его условия. AMA является бенефициаром третьей стороны по настоящему Соглашению.
Триммер электрический Champion ET 1200 A — предназначен для скашивания любой травы, кустов, мелкорослых деревьев. Комплектован металлическим диском и профессиональной катушкой с леской (2.4мм). Мощный двигатель 1200 ватт расположен в верхней части триммера, поэтому всегда остается чистым и позволяет косить даже влажную траву. Триммер Champion ET 1200 A имеет следующие преимущества перед конкурентами: наличие редуктора, прямая штанга! Редуктор уменьшает обороты, но увеличивает крутящий момент, что позволят бороться с высокой травой или кустарником без усилий и повторных прокосов.
Прямая штанга значительно увеличивает ресурс приводного вала косы. У триммера двигатель имеет двойную изоляцию обмотки, что увеличивает надежность и долговечность. У триммера Champion ET 1200 A плавный пуск двигателя, что значительно уменьшает нагрузку на электросеть. Двигатель находиться в алюминиевом блоке, который быстрее отводит от него тепло, что позволяет дольше работать косой без перерыва. Триммер Champion ET 1200 A разборный, что позволяет с легкостью перевозить его своим ходом или в багажнике любого авто. Регулируемая, мягкая рукоятка управления понижает вибрацию.Рассчитан на площадь не более 12 соток.
Преимущества:
Антивибрационная система двигателя. Верхнее расположение двигателя. Большая мощность (1200 Вт). Большой диаметр режущей лески (2мм.). Двойная изоляция обмотки двигателя. Плавный пуск двигателя. Прямая стальная штанга. Стальной обслуживаемый угловой редуктор. Разъем для упрощения транспортировки. Усиленный гибкий вал. Защитная обмотка вала. Полуавтоматическая шпуля с двумя режущими лесками. 3х лопастной металлический диск(для поросли, сорняка и кустарника). D-образная рукоятка. Удобная регулировка под рост оператора. Плечевой ремень в комплекте. Замок для кабеля(позволяет предотвратить расцепление).
Характеристики
В комплекте
Леска,нож,ремень
Вес без режущей насадки, кг
4
Вид штанги
прямая
Габариты (ДxШxВ), мм
1470×150×250
Длина штанги, мм
1465
Максимальные обороты без нагрузки, об/мин
7500
Напряжение сети, В/Гц
230/50
Номинальная мощность двигателя, Вт
1200
Расположение двигателя
верхнее
Тип крепления
Гайка M10*1,25 левая
Тип рукоятки
Р-образная
Тип штанги
разъемная
Толщина корда, мм
2,4
Ширина кошения кордом/ножом, мм
350/230
Нет отзывов о данном товаре.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Инструкция: Садовая техника CHAMPION ET1200A
(скачивание инструкции бесплатно)
Формат файла: PDF
Доступность: Бесплатно как и все руководства на сайте. Без регистрации и SMS.
Дополнительно: Чтение инструкции онлайн
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРИЧЕСКИЙ ТРИММЕР
ЕТ1004А/ET1200A
Страница: (1 из 16)
навигация
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Оглавление инструкции
Страница 1 из 17 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ЭЛЕКТРИЧЕСКИЙ ТРИММЕР ЕТ1004А/ET1200A
Страница 2 из 17 2 СОДЕРЖАНИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ . ………………………………………………………….. 3 ПРЕДУПРЕДИТЕЛЬНЫЕ НАКЛЕЙКИ …………………………………………………………. 3 ВВЕДЕНИЕ
Страница 3 из 17 3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Модель ET1004A Напряжение/ Частота, В/Гц Номинальная мощность, Вт Скорость вращения двигателя без нагрузки, обр./мин. Ширина кошения кордом, мм Ширина кошения ножом, мм Диаметр корда, мм Тип штанги Вес, кг ET1200A 230±5%/50 1000 1200 7500 430 230 1,6-2,4
Страница 4 из 17 4 ВВЕДЕНИЕ Уважаемый пользователь! Благодарим за покупку продукции Champion. В данном руководстве приведены правила эксплуатации инструмента Champion. Перед началом работ внимательно прочтите руководство. Эксплуатируйте инструмент в соответствии с правилами и с учетом требований безопасности, а так
Страница 5 из 17 5 ИСПОЛЬЗОВАНИЕ ПО НАЗНАЧЕНИЮ Триммер предназначен для кошения газона и небольших лужаек с соблюдением всех требований инструкции по эксплуатации изделия. Любое другое, выходящее за эти рамки использование, считается не соответствующим предписанию. За возникшие в результате этого ущерб или травмы
Страница 6 из 17 6 ОБЩИЕ ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ Конструкция триммера Champion обеспечивает безопасность и надежность в эксплуатации при условии соблюдения всех требований инструкций производителя. Внимательно прочтите и изучите данное «Руководство» перед тем, как приступать к эксплуатации триммера. Знайте,
Страница 7 из 17 7 ОСТОРОЖНО: Не подставляйте во время работы руки или ноги под косильную головку. Опасность получения тяжелой травмы. Всегда отключайте двигатель при переходе для работы на другую площадку. Работайте с исправной косильной головкой. При ударе о камень или иной предмет выключите триммер, проверьте
Страница 8 из 17 8 ОСНОВНЫЕ УЗЛЫ И КОМПЛЕКТУЮЩИЕ 1 2 7 3 4 6 5 1.Двигатель с верхней половиной штанги 2. Соединительная муфта 3. Штанга нижняя половина с редуктором 4. Рукоятка 5. Подвесной ремень 6. Косильная головка, нож для травы, защитный кожух ножа и головки, шайбы, ключи 7. Кабель включения Рис.1 СБОРКА
Страница 9 из 17 9 A B Рис.3 Установите защитную шайбу редуктора (рис.3А). Установите диск для травы. Следите за тем, чтобы выступ на шайбе совпал с отверстием в диске (Рис.3В). A B Рис.4 Установите прижимную шайбу ножа (Рис.4А). Совместите отверстие в кожухе и защитной шайбе (Рис.4В) A B Рис.5 Вставьте в качестве
Страница 10 из 17 10 A B Рис.6 Удерживая стопор, затяните ключом гайку крепления ножа (Рис.6А). Установите шплинт в отверстие выходного вала редуктора (Рис6В,7А). A B Рис.7 Установите и отрегулируйте рукоятку триммера (Рис.7В) A B Рис.8 Ослабьте на соединительной муфте винт с гайкой (Рис.8 А). Установите нижнюю
Страница 11 из 17 11 C D Рис.9 Зафиксируйте защелку в отверстии муфты (Рис.9А). Закрутите болт с гайкой (Рис.9В). После сборки проверьте узел на отсутствие люфта. ДЛЯ РАБОТЫ С КОСИЛЬНОЙ ГОЛОВКОЙ A B Рис.10 Установите пластиковый фартук с ножом для обрезки лески на металлический защитный кожух и закрепите с помощью
Страница 12 из 17 12 ЗАМЕНА РЕЖУЩЕГО КОРДА В КОСИЛЬНОЙ ГОЛОВКЕ Отключите триммер, снимите косильную головку. Очистите тщательно головку от остатков скошенной травы. Проверьте головку на отсутствие повреждений. A B Рис.12 Отрежьте корд длиной 5,4 м. Сложите его вдвое и выровняйте концы (Рис.12А). Установите корд
Страница 13 из 17 13 A B Рис.14 Вставьте концы лески в отверстия на корпусе катушке и установите катушку в корпус( Рис.14А). Освободите концы корда, потянув за концы от центра, при этом нажимая вниз на катушку( Рис14В). A B Рис.15 Поверните катушку по часовой стрелке примерно на 10º и зафиксируйте ее в корпусе
Страница 14 из 17 14 ИСПОЛЬЗОВАНИЕ, ОБСЛУЖИВАНИЕ И ХРАНЕНИЕ ТРИММЕРА ВНИМАНИЕ: Перед началом работы проверьте работу выключателя, исправность кабеля подключения. Проверьте правильность установки, наличие режущего корда и отсутствие повреждений косильной головки. Проверьте исправность защитного кожуха косильной
Страница 15 из 17 15 ВНИМАНИЕ: 1.Триммер предназначен для бытового использования. 2.Перед включением убедитесь в исправности проводов, выключателей, розеток. 3.Продолжительность непрерывной работы триммера не более 10-15 минут, затем перерыв в работе 3-5 минут. 4.Запрещается работать триммером без защитного кожуха,
Страница 16 из 17 ПРОИЗВОДИТЕЛЬ ОСТАВЛЯЕТ ЗА СОБОЙ ПРАВО ВНОСИТЬ ИЗМЕНЕНИЯ В КОНСТРУКЦИЮ ОТДЕЛЬНЫХ ДЕТАЛЕЙ БЕЗ ПРЕДВАРИТЕЛЬНОГО УВЕДОМЛЕНИЯ. ПОСЛЕ ПРОЧТЕНИЯ ИНСТРУКЦИИ СОХРАНИТЕ ЕЕ В ДОСТУПНОМ НАДЕЖНОМ МЕСТЕ. www.championtool.ru
Страница 17 из 17
Триммеры Top 5 Champion
Место
Имя
Характеристика в рейтинге
ТОП-5 лучших триммеров марки Champion
1
ЧЕМПИОН LMH5629
Самый производительный
2
ЧЕМПИОН T333
Лучший выбор покупателя
3
ЧЕМПИОН T433-2
Лучшая мощность среди ручных триммеров
4
ЧЕМПИОН T256-2
Оптимальное сочетание цены и качества
5
ЧЕМПИОН ET1200A
Самый низкий уровень шума. Надежный и мощный сетевой триммер
Хотя бензиновые триммеры Champion собираются в Китае, на российском рынке они пользуются не меньшей популярностью, чем модели марок Patriot и Huter (ближайшие конкуренты в ценовом сегменте) – Champion демонстрирует не только привлекательную стоимость, но и также хорошие показатели надежности. Серьезные преимущества дает и то, что сборка важных узлов происходит из комплектующих, полученных с заводов, расположенных в таких странах, как США, Франция, Бельгия и других. Дополнительным преимуществом можно считать наличие более 450 сервисных центров и 1500 официальных дилеров, работающих во всех регионах России – абсолютно никаких проблем с сервисом, расходными материалами и комплектующими. Триммеры «Чемпион» смело можно считать одними из самых ремонтопригодных в нашей стране. По этой причине продукция этого бренда является самой популярной в доступном ценовом сегменте.
В обзоре представлены лучшие бензиновые триммеры Champion, заслужившие доверие и симпатии пользователей своей неприхотливостью, надежностью и оптимальной производительностью. В рейтингах учитывались не только мнения владельцев, но и заявленные производителем параметры и возможности моделей.
ТОП-5 лучших триммеров марки Champion
5 CHAMPION ET1200A
★ Самый низкий уровень шума. Надежный и мощный сетевой триммер
Страна: Россия (производится в Китае)
Средняя цена: 4565 руб. Рейтинг (2022 г.): 4.7
4 ЧЕМПИОН T256-2
★ Оптимальное сочетание цены и качества
Страна: Россия (производство Китай)
Средняя цена: 5528 руб. Рейтинг (2022 г.): 4,8
3 ЧЕМПИОН T433-2
★ Лучшая мощность среди ручных триммеров
Страна: Россия (производится в Китае)
Средняя цена: 6370 руб. Рейтинг (2022 г.): 4.9
2 ЧЕМПИОН T333
★ Лучший выбор покупателя
Страна: Россия (производство Китай)
Средняя цена: 5998 руб. Рейтинг (2022 г.): 4.9
1 ЧЕМПИОН LMH5629
★ Самый продуктивный
Страна: Россия (производство Китай)
Средняя цена: 16351 руб. Рейтинг (2022 г.): 5,0
на вершину рейтинга
Внимание! Приведенная выше информация не является руководством по покупке. За любой консультацией следует обращаться к специалистам!
Замена лески на Champion 433 Триммер
Если вы часто работаете на приусадебном участке, то справиться на своей территории с травой поможет триммер. Это оборудование помогает косить газоны, подравнивать края газона и даже удалять сорняки. Однако перед выбором такого устройства важно учитывать, что участки могут различаться по характеру растительности и площади, поэтому выбирать инструмент следует под конкретную задачу. Следует также учитывать частоту нагрузок.
Рекомендации по выбору
Если вы планируете работать триммером недолго, а площадь вашего участка не превышает 4 соток, то лучше выбрать аккумуляторную или электрическую модель. Один из них отлично подойдет для приведения в порядок лужайки перед домом, окаймления участка вдоль забора и выравнивания скошенного газона.
Электротриммеры еще называют электрокосами, они не отличаются высокой производительностью, поэтому для скашивания деревьев не подходят. С помощью такого приспособления можно работать с жесткой и мягкой травой, сорняками и сорняками.
Если вы хотите стать обладателем более мобильного аппарата, то вам стоит приобрести аккумуляторную модель. Он не такой производительный, поэтому не рассчитан на постоянное использование. Для работы аккумулятор придется периодически подзаряжать, поэтому при внушительном объеме работы рекомендуется запастись дополнительным аккумулятором.
Отзывы об особенностях Т433С-2
Данная модель бензинового триммера отличается повышенной износостойкостью. Работает за счет двухтактного двигателя, который отличается высокой производительностью и автономностью. Жесткую траву можно срезать ножом, как и бурьян, а вот для мягкой травы отлично подойдет леска.
удобный захват;
специальный кожух;
жесткий вал;
воздушное охлаждение двигателя;
2 режущих инструмента;
грунтовка.
Отзывы технические характеристики T433S-2
Мощность вышеуказанного оборудования составляет 1,7 л. с., в киловаттах это значение равно 1,25. Толщина лески эквивалентна 2,4 мм. Расход топлива при максимальной нагрузке достигает 0,62 л/ч. Длина устройства 1493 мм. Вас может заинтересовать скорость вращения шпинделя, которая у данной модели составляет 6500 в минуту.
Уровень звукового давления 120 дБ. При использовании данной модели потребителям рекомендуется использовать средства индивидуальной защиты, которые исключат повреждение органов слуха. Вес оборудования 8 кг. Покупатели подчеркивают, что масса агрегата может быть внушительной, если не использовать плечевой ремень. Важно обратить внимание также на емкость топливного бака, обеспечивающую возможность непрерывной работы без дозаправки. Вы можете заполнить 0,95 литров бензина за раз.
Отзывы об особенностях модели Т433
Потребителям нравится то, что при необходимости триммер можно разобрать благодаря разделительной планке, что позволяет компактно хранить его. Среди дополнительных преимуществ покупатели выделяют наличие двух режущих инструментов: трехлезвийного ножа и триммерной головки. Конструкция предусматривает наличие грунтовки. Включает подвесной ремень.
Отзывы о технических характеристиках модели T433
Отзывы об основных характеристиках ET1200A
Потребителям нравится возможность скашивания сырой травы. Это стало возможным благодаря верхнему двигателю. Покупатели довольно часто выбирают эту модель еще и по той причине, что она имеет хорошую степень защиты, реализуемую щитком, закрывающим режущий элемент. Вылет частиц скошенной травы к оператору исключен. Человек будет надежно защищен от травм, которые могут возникнуть в процессе эксплуатации при контакте с леской или ножом.
Технические характеристики Отзывы
Отзывы о триммере «Чемпион ET1200A» свидетельствуют о том, что описываемая модель удачно сочетает доступную цену и отличное качество. Мощность устройства 1,2 кВт. В нем предусмотрен гибкий приводной вал.
Какая средняя скорость печати на клавиатуре? Кто печатает быстрее — парни или девушки? Как высокая скорость набора текста поможет сменить работу или получить повышение? Об этом и многом другом тебе поможет узнать инфографика от Ratatype.
Рекордсменкой по скорости набора текста стала Стелла Паджунас. В 1946 году ей удалось набрать 1080 знаков за одну минуту на электрической пишущей машинке IBM. Сейчас чемпионкой по набору текста на клавиатуре на английском языке является Барбара Блэкборн. Во время теста в 2005 году она развила скорость печати до 1060 знаков в минуту на клавиатуре Дворака — упрощенном варианте привычной нам раскладки QWERTY.
При этом средняя скорость печати составляет всего 207 знаков в минуту. Это намного ниже результатов рекордсменов и даже ниже той скорости, которая поможет тебе добиться успеха в работе. Тем не менее это уже весьма неплохой результат.
Парни в среднем набирают текст на клавиатуре со скоростью 220 знаков в минуту. То есть на 35 знаков быстрее, чем девушки, средний результат которых — 185 знаков в минуту. Это немного странно, ведь по статистике девушкам приходится печатать чаще, чем представителям сильного пола.
Хочешь узнать, на что способен ты? Проверь свою скорость печати, чтобы сравнить со средним результатом. Может быть, именно тебе удастся составить конкуренцию признанным чемпионам.
Средняя точность печати составляет 92%, то есть на каждые 100 слов человек совершает около 8-ми ошибок. Профессиональный набор текста предусматривает точность от 97% и выше.
Чтобы улучшить навыки набора текста и научиться печатать как профессионал, нужна постоянная практика. Запомни: практика, практика и еще раз практика. Исследования показали, что постоянная практика помогает превысить средний показатель скорости печати в три раза.
Развитые навыки печати помогут тебе лучше учиться в школе или университете и даже повысят шансы получить работу сразу после защиты диплома. 65% людей учатся быстро печатать до 24 лет. Тем, кто начинает обучение после 25 лет, навыки быстрой печати необходимы для профессионального роста.
Легче всего научиться быстро печатать до 18 лет. Но это не значит, что если ты быстро набираешь текст, пора прекращать практиковаться. Средняя скорость печати — один из важных навыков, который сделает твое резюме привлекательнее. А еще, увеличив скорость печати, ты сможешь сэкономить 21 день своей жизни. Используй клавиатурный тренажер Ratatype, чтобы не потерять навыки и улучшить свою скорость набора текста.
Смотри также:
Как экономить 21 день, печатая быстрее
8 ошибок, которые мешают научиться быстро печатать вслепую
Люди на смартфонах печатают на 25% медленнее, чем на обычных клавиатурах, но разрыв уменьшается / Хабр
Исследователи из университета Аалто (Финляндия), Кембриджского университета (Великобритания) и Швейцарской высшей технической школы Цюриха проанализировали скорость набора текста десятками тысяч пользователей на смартфонах и планшетах. Их главный вывод заключается в том, что скорость набора текста на смартфонах всё быстрее догоняет физические «клавы».
Тестирование более 37 000 пользователей показало, что сегодня 10-19-летние подростки способны печатать примерно на 10 слов в минуту больше, чем поколение их родителей.
Одним из удивительных выводов исследования стало то, что пользователи, печатающие двумя пальцами, в среднем набирали 38 слов в минуту (WPM), что всего на 25% медленнее, чем скорость набора текста, которая наблюдалась в аналогичном исследовании физических клавиатур.
Средняя скорость печати на стандартных клавиатурах составляет около 52 WPM.
«Хотя можно печатать намного быстрее на физической клавиатуре, до 100 слов в минуту, доля людей, которые действительно достигают этого, уменьшается. Большинство людей достигают между 35-65 WPM», — говорит Анна Фейт, исследователь Швейцарской высшей технической школы Цюриха и один из соавторов исследования.
Авторы называют разницу между скоростью печати на клавиатуре и смартфоне «разрывом в наборе текста» и предсказывают, что по мере того, как люди становятся менее квалифицированными с физическими клавиатурами, а интеллектуальные методы для смартфонных клавиатур улучшаются (такие как автокоррекция и сенсорный ввод), в какой-то момент разрыв может быть полностью закрыт. Самая высокая скорость, которую исследователи замерили на сенсорном экране, была 85 слов в минуту. Это замечательный результат даже для физической клавиатуры.
Исследовательская группа собрала набор данных из более чем 37 000 добровольцев в онлайн-тесте набора текста TypingMaster.com.
С согласия участников они записывали нажатия клавиш при наборе заданных предложений, чтобы оценить скорость, уровень ошибки и другие особенности набора текста на мобильных устройствах.
Собранный набор данных уникален по своему размеру и является общедоступным. В то время как большинство добровольцев были женщинами в возрасте около двадцати лет, а около половины участников оказались из США, весь набор включает людей всех возрастов из более чем 160 стран.
В среднем участники сказали, что проводят за мобильным устройством около шести часов в день. Анна Фейт объясняет: «Такое большое время за мобильным устройством сказывается на развитии навыка набора текста и объясняет, почему молодые люди, которые проводят больше времени с социальными сетями, общаясь друг с другом, показывают более высокие скорости».
Лучшим предиктором производительности является тот факт, использует человек один палец или два больших пальца для ввода. Более 74% людей печатают двумя большими пальцами, и очень заметно увеличение скорости в таком случае. Исследование также показало, что включение автоматической коррекции слов даёт явное преимущество, в то время как предсказание слов или ручной выбор предложенных вариантов не даёт. Как объясняет Сунджун Ким, исследователь из университета Аалто: «Данное понимание заключается в том, что такие методы, как завершение слов, помогают людям, но мы обнаружили, что время, потраченное на обдумывание предложений слов, часто перевешивает время, необходимое для ввода букв, что замедляет вас в целом». Большинство пользователей использовали тот или иной тип интеллектуальной помощи. Только 14% людей набирали текст без автокоррекции, предложения слов или ввода жестов.
Исследование также выявило сильный эффект возраста. Молодые люди в возрасте от 10 до 19 лет примерно на 10 WPM быстрее, чем люди поколения 40-летних.
У подростков средняя скорость составила около 40 WPM, а у поколения 40- и 50-летних —29 и 26 WPM, соответственно.
Антти Оуласвирта, профессор университета Аалто, говорит: «Мы видим молодое поколение, которое всегда использовало сенсорные устройства, и разница с более старшими поколениями, которые, возможно, использовали устройства дольше, но другого типа, действительно ошеломляет». Авторы не нашли никакого преимущества от формального обучения слепому набору десятипальцевым методом на физических клавиатурах. Оуласвирта продолжает: «Здесь [на смартфонах] такой тип двигательного навыка, который люди изучают самостоятельно без формального обучения, что очень отличается от набора текста на физических клавиатурах. Это интересно, чего можно достичь с тщательной программой обучения для сенсорных экранов».
Если вы хотите печатать быстрее на мобильном телефоне, исследователи рекомендуют использовать два больших пальца и включить автоматическую коррекцию слов.
Результаты исследования были представлены на 21-й Международной конференции по взаимодействию человека и компьютера с мобильными устройствами и услугами: International Conference on Human-Computer Interaction with Mobile Devices and Services (MobileHCI), в Тайбэе (Тайвань).
Получить больше информации и скачать датасет можно на сайте университета Аалто, там же весь лежит необходимый код для повторения анализа данных.
Что это такое и почему это важно
Когда мы говорим о скорости 3D-печати, легко запутаться в языке, который мы используем. Например, когда мы говорим, что небольшая простая деталь может быть напечатана «быстро», мы имеем в виду, что эта деталь может быть напечатана за короткий промежуток времени (потому что она мала и требует меньше движений печатающей головки, чем большую часть). Не заблуждайтесь, это полезный способ думать о печати, но он мало говорит нам о фактической скорости печати .
На время, необходимое для завершения печати, влияет множество факторов. Например, использование сопла большого диаметра позволяет экструдировать больший объем материала за один раз. А регулировка таких параметров, как заполнение и высота слоя, также может сократить общее время печати на минуты или часы: установка большей высоты слоя уменьшает общее количество слоев, а минимизация плотности заполнения означает, что печатающая головка укладывает меньше материала на слой. Кроме того, добавление дополнительного материала с помощью опор, юбок и плотов увеличит общее время печати.
Однако время печати не совпадает со скоростью 3D-печати . Если вам требуется день, чтобы построить дом LEGO, а строительному подрядчику требуется неделя, чтобы построить настоящий дом из кирпича и раствора, это не означает, что вы продемонстрировали более высокую скорость строительства, чем профессионалы. Наоборот, строители, вероятно, кладут каждый кирпич гораздо быстрее, чем вы. И эта скорость действия — то, на чем нам нужно сосредоточиться, когда дело доходит до скорости печати.
Скорость печати влияет на время печати и качество печати
Скорость 3D-печати — это просто скорость, с которой печатающая головка перемещается по осям X и Y при нанесении слоя материала. Высокая скорость 3D-печати сократит общее время печати, но «быстрая» печать все равно может занять много времени — например, если деталь имеет большие размеры или если используется очень маленькая высота слоя. Обычно определяемая в миллиметров в секунду (мм/с), скорость 3D-печати также может варьироваться в зависимости от сборки: иногда для первого слоя используется более низкая скорость (чтобы обеспечить хорошее сцепление с поверхностью сборки), а более высокая скорость используется для печати. заполнение (где точность имеет меньшее значение).
В этой статье рассматриваются основы скорости печати. В нем рассматриваются типичные скорости печати принтеров FDM, способы настройки параметров скорости печати (и то, как это влияет на печать), а также различные скорости, используемые для разных нитей для 3D-печати.
В мире FDM-печати, на котором мы сосредоточимся здесь, скорость печати означает, насколько быстро печатающая головка перемещается по осям X и Y при нанесении материала.[1] Это оказывает большое влияние на общее время печати, но это не единственный фактор.
Скорость печати FDM-принтера можно регулировать с помощью микропрограммы принтера или программного обеспечения для нарезки. Как правило, более низкие скорости печати дают лучшие результаты, поэтому очень высокие скорости обычно используются для быстрого прототипирования. Слишком быстрая печать может привести к дефектам, снижению точности размеров и ослаблению деталей.[2]
Наилучшая скорость печати для повседневной печати (среднее качество) составляет около 50–60 мм/с. Тем не менее, пользователи должны учитывать, что некоторые материалы можно печатать очень быстро (например, PLA), в то время как для некоторых требуется медленная скорость, чтобы предотвратить деформацию или сбой печати (например, TPU).
Разные аппаратные средства предлагают разные возможности скорости печати, хотя обычно это не ключевой показатель, на который следует обращать внимание при выборе принтера. Наиболее распространенные принтеры начального уровня (такие как Creality Ender 3 и Prusa Mini) обеспечивают максимальную скорость печати около 200 мм/с. Однако на самом деле пользователи не смогут печатать с такой скоростью. Отчасти это связано с тем, что нить нельзя расплавить и экструдировать так быстро. Кроме того, поскольку печатающая головка обычно совершает довольно короткие движения во время печати, у нее редко бывает достаточно времени, чтобы разогнаться до максимальной скорости.
Другие технологии аддитивного производства определяют скорость печати по-разному. При использовании технологий фотополимеризации в ваннах, таких как SLA и DLP, печатающая головка не перемещается, поэтому скорость печати часто определяется тем, сколько миллиметров можно напечатать по оси Z в час. Такое измерение более полезно для SLA и SLP (а также для SLS), чем для FDM, поскольку на него может влиять меньше факторов (например, размер сопла).
Программные приложения для нарезки 3D-печати, такие как Cura и Simplify3D, предлагают ряд настроек скорости печати помимо скорости печати по умолчанию, которая обычно задается в мм/с. Эти настройки позволяют пользователю точно настроить скорость движения печатающей головки в различных ситуациях: во время первого слоя, при печати заполнения, при печати внешних стенок, а также при движении без печати.
Хотя разные слайсеры иногда используют свою собственную терминологию, ниже приведены наиболее распространенные настройки скорости печати, доступные для печати FDM.
Слайсеры, такие как Cura, предлагают несколько различных настроек скорости печати и параметров. Параметр скорости печати, обычно определяемый в мм/с, сообщает печатающей головке, насколько быстро она должна перемещаться по осям X и Y при нанесении материала. Большинство слайсеров автоматически рассчитывают, сколько нити необходимо экструдировать, чтобы не отставать от выбранной скорости печати.
Мы можем назвать это значение скоростью печати «по умолчанию», потому что другие настройки иногда переопределяют это значение. На самом деле, некоторые из следующих настроек могут — в зависимости от конкретного используемого слайсера — быть определены относительно скорости печати по умолчанию (т. е. в процентах от нее).
Скорость заполнения
Большинство 3D-отпечатков не печатаются полностью сплошными, так как это требует много материала, требует много времени и дает мало физических преимуществ. Вместо этого внутренняя структура отпечатка состоит из узора, известного как заполнение, которое может различаться по форме и плотности.
Поскольку шаблон заполнения не виден после завершения печати, может быть выгодно печатать заполнение быстрее, чем внешний вид. Хотя это может привести к некоторым дефектам, эти дефекты будут меньшей проблемой, чем они были бы на внешней стороне отпечатка.
Скорость перемещения
Ход — это когда печатающая головка должна перескакивать с одной части сборки на другую без нанесения какого-либо материала. Увеличение скорости перемещения может помочь уменьшить просачивание и натяжение (когда нежелательный материал капает из сопла), но также может привести к другим дефектам.
В Simplify3D скорость перемещения называется «скоростью перемещения по оси X-Y». Значение обычно определяется в мм/с и иногда может быть найдено в настройках «отвода», если не в настройках скорости.
Начальная скорость слоя
Первые слои отпечатка имеют решающее значение. Если первый слой плохо прилипает к поверхности сборки, вся деталь может сместиться во время печати, что приведет к сбою печати. Поэтому может быть полезно печатать первый слой (слои) на пониженной скорости, чтобы дать напечатанному объекту наилучшие шансы на успех. Это значение может быть установлено в мм/с (Cura) или в процентах от скорости печати по умолчанию.
Количество более медленных слоев
Как объяснялось выше, большинство пользователей FDM настраивают свои параметры печати на более медленный начальный слой. Но вместо того, чтобы сразу переходить на полную скорость на втором слое, может быть полезно постепенно увеличивать скорость печати в течение нескольких слоев, пока не будет достигнута нормальная скорость.
Параметр «Количество более медленных слоев» определяет, сколько слоев потребуется, чтобы перейти от начальной скорости слоя к нормальной скорости печати. Например, если установлено значение 5, принтер будет увеличивать скорость с небольшими приращениями на первых пяти слоях, прежде чем достигнет нормальной скорости печати на шестом слое.
Скорость опорной конструкции
Пользователи принтеров часто предпочитают более высокую скорость для опорных конструкций, поскольку эти одноразовые секции материала не должны быть особенно точными или привлекательными. В Cura существует различие между «заполнением поддержки» (основная часть структуры поддержки) и «интерфейсом поддержки» (где поддержка встречается с фактической частью). Скорость интерфейса подложки должна быть меньше, так как важна хорошая адгезия между подложкой и печатной моделью.
Другие настройки скорости для конкретных разделов
Некоторые слайсеры позволяют регулировать скорость печати для следующих частей отпечатка. Большинство из них задаются в мм/с или в процентах от скорости печати по умолчанию.
Скорость наружной/внутренней стенки (также может называться «контурной» или «периметральной»)
Скорость верхнего и нижнего слоев
Скорость верхнего слоя поверхности
Скорость краев и краев
При первом запуске печати может возникнуть соблазн увеличить скорость печати, чтобы сократить общее время печати. Однако скорость печати влияет на печать разными способами: пользователи FDM должны учитывать, как скорость печати повлияет на прилипание к столу, качество печати и вероятность ошибок.
Риски слишком быстрой печати
Возможно, неудивительно, что слишком быстрая печать с большей вероятностью приведет к проблемам, чем слишком медленная, с негативными последствиями, включая более низкую точность размеров и прочность детали.
К наиболее распространенным дефектам, возникающим из-за слишком быстрой печати, относятся:
Звон или ореолы
Явление звона (иногда называемое ореолами или рябью) — это дефект 3D-печати, характеризующийся волнистым или волнистым внешним видом внешних поверхностей деталей. Это происходит, когда слои не выровнены должным образом, что само по себе вызвано чрезмерной вибрацией или неконтролируемыми движениями печатающей головки.
Снижение скорости печати — один из наиболее эффективных способов предотвращения звона. Это связано с тем, что более высокие скорости вызывают большие вибрации и приводят к большим колебаниям скорости, когда печатающая головка меняет направление.
Плохая адгезия слоя
Как упоминалось в нашем обсуждении настроек скорости печати, очень важно печатать медленно на первом слое, чтобы гарантировать хорошее сцепление с поверхностью. Но межслойная адгезия также важна, и слишком высокие скорости могут уменьшить способность каждого слоя сцепляться со следующим.
Уменьшение скорости печати на первом слое может помочь обеспечить хорошую адгезию к рабочей пластине, а снижение общей скорости печати может помочь предотвратить расслоение.
Недоэкструзия
Если на хотэнд подается недостаточно нити, печать может пострадать от недостаточной экструзии. Результатом являются зазоры, дыры, отсутствующие слои и другие деформации.
Недоэкструзия может возникнуть, когда скорость печати превышает скорость потока, т. е. когда печатающая головка пытается уложить больше материала, чем на нее подается. Однако, как правило, это не должно быть проблемой, так как ваш слайсер должен автоматически рассчитывать скорость потока, подходящую для скорости печати.
Засорение гибким волокном
При печати на гибких материалах, таких как ТПУ и ТПЭ, чрезмерная скорость печати может привести к неправильному изгибу мягкого и податливого материала и его застреванию во время экструзии. Использование медленной и постоянной скорости печати (т. е. не отклоняющейся от скорости по умолчанию для первого слоя, заполнения, опорных структур и т. д.) может помочь предотвратить эту проблему.
Гибкая нить должна печатать медленно
Рекомендуемое чтение: Что такое гибкие нити и какой выбрать?
Риски слишком медленной печати
Как правило, чем медленнее скорость печати на 3D-принтере, тем выше качество. Тем не менее, слишком медленная печать сама по себе может вызвать проблемы. Эти проблемы обычно связаны с перегревом: если нить остается в камере сопла слишком долго, она может перегреться и вызвать деформацию детали.
Поиск наилучшей скорости печати путем тестирования
Хороший способ найти наилучшую скорость печати для выбранной вами комбинации оборудования и материала — загрузить тестовую модель скорости печати (или башню скорости печати).
Эти 3D-модели для печати работают аналогично температурным башням. Они состоят из нескольких одинаковых секций, предназначенных для печати с разной скоростью (путем ввода определенных инструкций для вашего слайсера). Каждая секция помечена соответствующим значением в мм/с. Когда башня печатается, визуальный осмотр может определить, в какой степени страдает качество печати при более высоких скоростях.
Файлы STL для башен скорости печати (таких как этот) можно найти на Thingiverse и других платформах для обмена 3D-моделями.
Рекомендуем прочитать: Как найти бесплатные файлы STL
Некоторые материалы для 3D-печати больше подходят для высокоскоростной печати, чем другие. Например, те, которые можно быстро расплавить, подходят для более высоких скоростей потока, что, в свою очередь, позволяет быстро печатать материал.
Материал для 3D-печати
Типичная скорость печати
Верхний предел 0007
Объяснение
PLA
60 мм/с
150 мм/S
150 мм/S
150 мм/S
150 мм/S
9016 2
150 мм/S
9016 2
мм/с. Тем не менее, низкая температура экструзии PLA позволяет легко печатать материал без риска его деформации при остывании.
АБС
60 мм/с
60 мм/с
Для высококачественной печати ABS требует такой же скорости печати, как и PLA. Но этот материал имеет более высокую температуру экструзии, чем PLA, и более склонен к деформации, ограничивая его максимальную скорость.
PETG
50 мм/с
60 мм/с
Петг требует скоростной скорости перемещения из -за того, что он более быстрый, но и на более высокой скорости. обычно около 50 мм/с для печатных деталей конечного использования.
TPU/Гибкий филамент
20 мм/с
20 мм/с
, такие как гибкие ниши, такие как горит, такие как горит, такие как горит, такие как горит, такие как горит, такие как горит, такие как горит, такие как плотные фильмы. Это связано с тем, что слишком быстрое выдавливание может привести к засорению и застреванию, особенно при использовании экструдеров Боудена.
Nylon
40 mm/s
50 mm/s
Nylon can be printed at faster speeds than TPU but not as fast as common materials like PLA, ABS, and PETG , отчасти из-за его высокой температуры экструзии.
Скорость 3D-печати — одна из самых важных настроек 3D-принтера. Хотя мы все хотим печатать наши детали как можно быстрее, важно осознавать ограничения скорости печати и негативные последствия слишком быстрой печати, такие как ореолы, плохая адгезия и замятия. Новичкам следует начать с рекомендуемой скорости около 50–60 мм/с, а затем экспериментировать с различными настройками, когда они наберутся опыта и уверенности.
[1] Агарвал К.М., Шубхам П., Бхатиа Д., Шарма П. , Вайд Х., Ваджпейи Р. Анализ влияния параметров печати на изменение размеров образцов АБС, напечатанных с использованием моделирования наплавления (FDM). Сенсорс Интернэшнл. 2022 1 января; 3:100149.
[2] Миацио Л. Влияние скорости печати на прочность образцов, напечатанных по технологии FDM. Агротехника. 2019;23.
Какова наилучшая скорость печати для 3D-печати? Идеальные настройки — 3D Printerly
Одна из ключевых настроек вашего 3D-принтера — это настройки скорости, которые достаточно просто изменяют скорость вашего 3D-принтера. В общей настройке скорости есть много типов настроек скорости, которые вы можете регулировать.
В этой статье мы попытаемся упростить эти настройки и указать правильный путь для получения наилучших настроек скорости для вашего 3D-принтера.
Какова настройка скорости в 3D-печати?
Когда мы говорим о скорости печати 3D-принтера, мы имеем в виду, насколько быстро или медленно сопло перемещается вокруг детали для печати каждого слоя термопластичной нити. Все мы хотим, чтобы наши отпечатки были быстрыми, но наилучшее качество обычно достигается при более низкой скорости печати.
Если вы проверите Cura или любое другое программное обеспечение для слайсеров, которое вы используете, вы обнаружите, что «Скорость» имеет собственный раздел на вкладке «Настройки».
Все зависит от того, как вы настроите этот параметр. Различные изменения будут иметь свои собственные вариации результатов. Это то, что делает скорость фундаментальным аспектом 3D-печати.
Так как это такой обширный фактор, скорость не может быть охвачена только одной настройкой. Вот почему вы увидите несколько настроек в этом разделе. Давайте посмотрим на это ниже.
Скорость печати — скорость, с которой происходит печать
Infill Speed – скорость печати с заполнением
Wall Speed — скорость печати стен
Outer Wall Speed — скорость, с которой печатаются внешние стены
Inner Wall Speed — скорость печати внутренних стенок
Top/Bottom Speed — скорость печати верхнего и нижнего слоев
Travel Speed — скорость движения печатающей головки
Initial Layer Speed — скорость для начального слоя
Скорость печати начального слоя — скорость печати первого слоя
Initial Layer Travel Speed — скорость печатающей головки при печати начального слоя
Скорость юбки/поля — скорость печати юбок и полей
Number of Slower Layers — количество слоев, которые будут специально печататься медленно
Equalize Filament Flow – автоматически регулирует скорость при печати тонких линий
Включить контроль ускорения — автоматически регулирует ускорение печатающей головки
Enable Jerk Control – автоматически регулирует рывок печатающей головки
Скорость печати напрямую влияет на скорость заполнения, стенки, внешней и внутренней стенки. Если вы измените первую настройку, остальные изменятся сами по себе. Однако вы все равно можете изменить последующие настройки по отдельности.
С другой стороны, скорость перемещения и начальная скорость слоя являются отдельными настройками и должны регулироваться одна за другой. Хотя скорость начального слоя влияет на скорость печати начального слоя и скорость перемещения начального слоя.
Скорость печати по умолчанию в Cura составляет 60 мм/с, что является удовлетворительным универсальным параметром. Тем не менее, есть большие различия в изменении этой скорости на другие значения, и я расскажу обо всех них ниже.
Скорость печати — это простое понятие. Что не так просто, так это факторы, на которые он непосредственно влияет. Прежде чем перейти к идеальным настройкам скорости печати, давайте посмотрим, в чем это поможет.
В чем помогают настройки скорости 3D-печати?
Справка по настройке скорости печати:
Улучшение качества печати
Убедитесь, что размерная точность вашей детали соответствует точке
Укрепление ваших отпечатков
Помогает уменьшить такие проблемы, как деформация или скручивание
Скорость во многом определяет качество, точность и прочность детали. Правильные настройки скорости могут обеспечить идеальный баланс между всеми указанными факторами.
Например, если вы видите, что ваши отпечатки плохого качества и не такие точные, как вам хотелось бы, уменьшите скорость печати на 20–30 мм/с и проверьте результаты.
Несколько пользователей рассказали, как изменение настроек печати привело к потрясающим результатам, особенно когда у них возникли проблемы с деталями.
Для обеспечения прочности и хорошей адгезии рассмотрите возможность изменения «Начальной скорости слоя» и поэкспериментируйте с различными значениями. Правильная настройка здесь определенно может помочь с вашими первыми несколькими слоями, которые являются основой твердого отпечатка.
По мере увеличения скорости печатающей головки увеличивается импульс, что обычно приводит к рывкам. Это может вызвать звон на ваших отпечатках и другие подобные дефекты.
Чтобы решить эту проблему, вы можете немного снизить скорость перемещения, а также уменьшить скорость печати в целом. Это должно повысить вероятность успешной печати, а также улучшить общее качество печати и точность размеров.
Для некоторых материалов, таких как ТПУ, требуется значительно более низкая скорость печати, чтобы добиться успеха.
Я бы рекомендовал использовать другие методы для ускорения 3D-печати. Я написал статью под названием «8 способов ускорить работу вашего 3D-принтера без потери качества», которую вам следует прочитать.
Как добиться идеальной скорости печати?
Лучший способ найти идеальные настройки скорости печати — начать печать с настройки скорости по умолчанию, которая составляет 60 мм/с, а затем изменять ее с шагом 5 мм/с.
Идеальные настройки скорости печати — это те, которые вы наблюдаете сами после последовательных проб и ошибок. Неоднократный подъем или спуск от отметки 60 мм/с рано или поздно окупится.
Обычно это зависит от типа печати, которую вы пытаетесь получить, будь то сильные детали за меньшее время или более подробные детали, которые занимают значительно больше времени.
Оглядевшись, я обнаружил, что люди обычно используют скорость 30-40 мм/с, чтобы печатать детали, которые выглядят действительно красиво.
Для внутренних периметров скорость может быть легко увеличена до 60 мм/с, но когда дело доходит до внешних периметров, многие люди уменьшают это значение вдвое и печатают где-то около 30 мм/с.
Вы можете достичь более высокой скорости 3D-печати с помощью дельта-3D-принтера по сравнению с декартовым принтером, хотя вы можете увеличить свои скоростные возможности за счет повышения стабильности и улучшения своего хот-энда.
Получение идеальной скорости печати зависит от многих факторов, например, от того, насколько вы хотите добиться высочайшего качества, а также от того, насколько точно настроена ваша машина.
Экспериментирование — это то, что поможет вам найти оптимальные настройки скорости печати, которые лучше всего подходят для вашего 3D-принтера и материала.
Это потому, что не все материалы одинаковы. Либо вы можете получать отпечатки высокого качества на более низких скоростях, либо отпечатки среднего качества на высоких скоростях для более эффективных целей.
Тем не менее, существуют материалы, которые позволяют печатать быстро и получать потрясающее качество, такие как PEEK. Это, очевидно, зависит от материала, которым вы печатаете.
Вот почему я собираюсь рассказать вам о хорошей скорости печати для 3D-принтеров в целом, а также для некоторых популярных материалов ниже.
Что такое хорошая скорость печати для 3D-принтеров?
Хорошая скорость печати для 3D-печати составляет от 40 мм/с до 100 мм/с, при этом рекомендуется 60 мм/с. Лучшая скорость печати для качества, как правило, находится в более низких диапазонах, но за счет времени. Вы можете проверить скорость печати, напечатав башню скорости, чтобы увидеть влияние различных скоростей на качество.
Однако вы должны знать, что скорость печати не должна быть слишком низкой. Это может привести к перегреву печатающей головки и вызвать серьезные дефекты печати.
С другой стороны, слишком быстрое движение может испортить печать из-за появления определенных дефектов печати, таких как звон. Звон чаще всего вызван чрезмерной вибрацией печатающей головки при слишком высокой скорости.
Я написал статью о ореолах/звонах/эхо/рябь – как решить, которая может помочь вам улучшить качество печати, если вы столкнулись с этой проблемой.
Покончив с этим, давайте взглянем на некоторые хорошие скорости печати для популярных нитей.
Какова хорошая скорость печати для PLA?
Хорошая скорость печати для PLA обычно находится в диапазоне 40-60 мм/с, обеспечивая хороший баланс качества и скорости печати. В зависимости от типа вашего 3D-принтера, стабильности и настройки вы можете легко достичь скорости выше 100 мм/с. Дельта-3D-принтеры будут обеспечивать более высокие скорости по сравнению с декартовыми.
Большинству пользователей я бы рекомендовал придерживаться диапазона, но есть случаи, когда люди использовали более высокую скорость печати и получали отличные результаты.
Вы также можете попробовать увеличить скорость, но опять же постепенно. Не требующий особого ухода характер PLA позволяет увеличить скорость и получить отпечатки хорошего качества. Будьте осторожны, однако, не переусердствуйте.
Какова оптимальная скорость печати для ABS?
Хорошая скорость печати для ABS обычно находится в диапазоне 40-60 мм/с, как и для PLA. Скорость может быть увеличена еще больше, если у вас есть корпус вокруг вашего 3D-принтера, а другие факторы, такие как температура и стабильность, хорошо контролируются.
Если вы печатаете ABS со скоростью 60 мм/с, попробуйте сохранить скорость первого слоя на уровне 70% и посмотрите, получится ли у вас.
В некоторых случаях это может значительно улучшить адгезию, если убедиться, что из сопла выдавливается достаточное количество пластика для правильного прилипания.
Какова хорошая скорость печати для PETG?
Хорошая скорость печати для PETG находится в диапазоне 50-60 мм/с. Поскольку эта нить может вызвать проблемы с натяжением, многие люди пробовали печатать относительно медленно — около 40 мм / с — и также получали хорошие результаты. 9№ 0004
PETG представляет собой смесь ABS и PLA, заимствующую удобство использования последнего и обладающую термостойкими свойствами ABS. Это также является причиной того, что эта нить печатается при более высоких температурах, так что следите за этим.
Для первого слоя выберите 25 мм/с и посмотрите, что получится в результате. Вы всегда можете поэкспериментировать, чтобы увидеть, что лучше подходит для вашего 3D-принтера.
Что такое хорошая скорость печати для ТПУ?
ТПУ лучше всего печатает в диапазоне от 15 мм/с до 30 мм/с. Это мягкий материал, который обычно печатается намного медленнее, чем ваша средняя скорость печати или скорость печати по умолчанию, которая составляет 60 мм/с. Однако, если у вас есть экструзионная система с прямым приводом, вы можете увеличить скорость примерно до 40 мм/с.
Любая скорость от 15 мм/с до 30 мм/с обычно приемлема, но вы можете поэкспериментировать и пойти немного выше, аналогично стратегии с остальными нитями.
Установки Боудена борются с гибкими нитями накаливания. Если он у вас есть, лучше всего печатать медленно, сохраняя самообладание вашего 3D-принтера.
Какова хорошая скорость печати для нейлона?
Вы можете печатать нейлоном со скоростью от 30 до 60 мм/с. Более высокие скорости, такие как 70 мм/с, также устойчивы, если одновременно увеличить температуру сопла. Большинство пользователей печатают со скоростью 40 мм/с, что обеспечивает отличное качество и высокую детализацию.
Повышение температуры сопла необходимо, если вы хотите добиться высоких скоростей при печати нейлоном. Это может помочь предотвратить недостаточную экструзию, так как это становится проблемой при очень быстрой работе.
Какая оптимальная скорость печати для Ender 3?
Для Ender 3, который является отличным бюджетным 3D-принтером, вы можете печатать со скоростью 40–50 мм/с для деталей с эстетической привлекательностью или со скоростью 70 мм/с для механических деталей, которые могут Детали.
Некоторые пользователи даже пошли дальше, печатая со скоростью 100-120 мм/с, но эта скорость в основном хорошо подходит для модернизированных деталей, которые не влияют на их функцию.
Если вы хотите, чтобы ваши отпечатки были красивыми, я рекомендую использовать скорость печати 55 мм/с, которая идеально сочетает скорость и качество.
Помимо всего этого, я хотел бы отметить, что здесь ключевое значение имеет экспериментирование. Вы можете использовать программное обеспечение Cura и нарезать любую модель, чтобы узнать, сколько времени займет печать.
Затем вы можете просмотреть несколько тестовых моделей с различной скоростью, чтобы проверить, где качество падает, а где нет.
Я написал статью о лучшей нити накала для Ender 3, поэтому вы обязательно можете обратиться к ней за более подробной информацией по этому вопросу.
Для PLA, ABS, PETG и нейлона хороший диапазон скорости составляет от 30 мм/с до 60 мм/с. Поскольку Ender 3 оснащен системой экструзии в стиле Боудена, вам нужно быть осторожным с гибкими нитями, такими как ТПУ.
Прочистная машина Rothenberger R650 – мощный электрический аппарат для мобильной профессиональной прочистки труб и канализаций. Предназначена для труб ∅ до 150 мм. Способна справиться даже с самыми проблемными засорами. Максимальная рабочая длина составляет 65 м, при использовании S-спиралей 22 мм. Оснащена двигателем мощностью 800 Вт. Такая прочистная машина отлично справится с задачами любой сложности.
Базовая секционная прочистная машина с набором инструмента и спиралей 22 мм , состоящий из:
5 спиралей 22 мм,
барабана для спиралей,
виброгасящего шланга,
рукавицы,
разъединительного ключа,
прямого бура,
грушевидной насадки,
лопаточного изогнутого скребка,
конусообразной насадки,
вильчатого зубчатого скребка.
Артикул
Наименование
Вес, кг
Цена, руб
72680
Электрическая прочистная машина Rothenberger R650
48,0
196883. 80
Артикул
Наименование
∅, мм
∅, дюйм
Длина, м
Толщина проволоки, ∅ мм
R/K тип
Стальной сердечник
Вес, кг
Цена, руб
72412
Спираль 8 мм
8
2
7,5
—
C 1
—
1,8
7149.50
72413
Спираль 8 мм
8
2
7,5
—
C 1 — IC
•
2,3
13398.40
72414
Спираль 8 мм
8
2
10,0
—
—
—
2,4
15807.90
72415
Спираль 8 мм
8
2
10,0
—
—
•
3
21448. 50
72422
Спираль 10 мм
10
2,5
10,0
—
C 5
—
3,5
16424.10
72421
Спираль 10 мм
10
2,5
7,5
—
—
—
-
16297.70
72423
Спираль 10 мм
10
2,5
7,5
—
—
•
2,9
21559.10
72431
Стандартная спираль
16
5/8
2,3
3,0
C 8
—
1,05
4826.90
72441
Стандартная спираль
22
7/8
4,5
4,5
C 10
—
3,98
7615.60
72433
Спираль SMK
16
5/8
2,3
3,0
C 8-NIC
—
1,24
6422. 70
72442
Спираль SMK
22
7/8
4,5
4,5
C 10-NIC
—
4,64
10530.70
72428
Спираль S
16
5/8
2,3
3,0
C 8-NIC
—
1,24
5182.40
72443
Спираль S
22
7/8
4,5
4,5
C 10-NIC
—
4,64
9819.70
72435
Спираль S-SMK
16
5/8
2,3
3,5
—
—
1,3
6604.40
72444
Спираль S-SMK
22
7/8
4,5
5,0
—
—
4,78
11605.10
72490
Спираль Ропауэр
16
5/8
2,3
—
—
—
1,3
9906. 60
Артикул
Наименование
Цена, руб
72959
К-т «SMK 22/22» SMK: спирали и принадлежности для машины R600/ R650
152493.70
Артикул
Наименование
Для спиралей, мм
Макс. длина спирали, м
Вес, кг
Цена, руб
72514
Адаптер
8
10
1,8
39120.80
72515
Адаптер
10
10
1,8
40574.40
Артикул
Наименование
Муфта, мм/дюйм
∅, мм
Длина, мм
Рабочая область, мм
Вес, г
Цена, руб
72158
Длинная грушевидная насадка
16-5/8
28
500
40-75
220
10522. 80
72208
Длинная грушевидная насадка
22-7/8
40
500
50-100
464
11897.40
72323
Длинная грушевидная насадка
32-1.1/4
50
500
75-250
818
12640.00
72166
Зубчатая спиральная насадка
16-5/8
35
25
50-75
40
6604.40
72229
Зубчатая спиральная насадка
22 -7/8
45
40
75-100
100
7402.30
Прочистная машина R550 ∅ труб: 20 — 100 мм
Длина: 10-40 м
Вес: 16 кг
Самая легкая и мобильная
Прочистная машина R600 168 452 р. ∅ труб: 20 — 150 мм
Длина: 10-60 м
Вес: 20,9 кг
Наиболее популярная модель
Машина для прочистки труб R750 ∅ труб: 20 — 250 мм
Длина: 10-80 м
Вес: 33,5 кг
Для длительного непрерывного использования
Прочистная машина ROSPEED 3F Для труб: ∅ 50 — 125 мм
Длина: до 30 м
Вес: 47, 5 кг
В комплекте с ящиком для инструмента
Машина для прочистки труб R80 ∅ труб: 50 — 250 мм
Длина: до 80 м
Вес: 52 кг
Отличается чрезвычайно прочной и практичной конструкцией
Прочистная машина Rothenberger R650
Наша компания заботится о том, чтобы товар был доставлен адресату в целости и в строго установленные строки. Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Производитель: ROTHENBERGER (Германия)
Прочистная машина Rothenberger R650 это переносной, мобильный аппарат для чистки труб и канализаций. Подходит для чистки труб, диаметром до 150 мм. Благодаря мощному двигателю в 800 Вт, машина способна справляться с самыми проблемными засорами. Может использоваться в работе в жестких условиях: способна удалять корни, известковые отложения, цемент и т. д. При использовании S-спиралей 22 мм, рабочая длина составляет 65 м, при 16 мм – 55 м, а при 8 или 10 мм – 10 м.
Технические характеристики
Особенности
Комплектация
Мощность, кВт (л.с.)
0,8 (1,1)
Напряжение, В
220
Для труб ∅, мм
20 — 150
Частота вращения (правое/левое), об/мин
623
Вес, кг
22,8
Стабильная частота вращения под нагрузкой, высокий крутящий момент
Надежный цанговый зажим для оптимальной передачи вращательного момента
Приводной вал на 2-х шарикоподшипниках с долговечной смазкой
Очень легкая алюминиевая рама (литье под давлением), жесткая на кручение
Запатентованная система зажимных кулачков
Прочные боковые части из полиамида, армированного стекловолокном
Приводной рычаг в нерабочем положении жестко фиксируется и служит ручкой для переноски
Двигатель защищен от попадания брызг
Полное использование мощности двигателя, благодаря износостойкому зубчатому ремню и зубчатой ведущей шестерне, приводной вал не проворачивается
Возможно фугование внутреннего диаметра трубы с помощью цепной насадки и резка корневищ с помощью корнереза
Закрытый пластмассовый корпус адаптера с зажимной цангой для спиралей диаметром 8 и 10 мм обеспечивает чистую работу
Приводной рычаг можно расположить сверху и сбоку
5 спиралей 22 мм. х 4,5 м
Барабан для спиралей
Виброгасящий шланг
Перчатка
Разъединительный ключ
Прямой бур
Грушевидная насадка
Конусообразная насадка
Пикообразный скребок
Вильчатый зубчатый скребок
ПРОЧИСТНАЯ МАШИНА ROTHENBERGER R650 (ПОЛНАЯ КОМПЛЕКТАЦИЯ)
Артикул
Наименование
Вес, кг
Цена, руб
72680
Электрическая прочистная машина Rothenberger R650
48,0
156000.00
Спирали для прочистной машину Rothenberger R650
Артикул
Наименование
∅, мм
∅, дюйм
Длина, м
Толщина проволоки ∅, мм
R/K тип
Стальной сердечник
Вес, кг
Цена, руб
72412
Спираль 8 мм
8
2
7,5
—
C 1
—
1,8
5880. 15
72413
Спираль 8 мм
8
2
7,5
—
C 1 — IC
•
2,3
8684.81
72414
Спираль 8 мм
8
2
10,0
—
—
—
2,4
8368.72
72415
Спираль 8 мм
8
2
10,0
—
—
•
3
11278.50
72422
Спираль 10 мм
10
2,5
10,0
—
C 5
—
3,5
9127.92
72421
Спираль 10 мм
10
2,5
7,5
—
—
—
-
9579.06
72423
Спираль 10 мм
10
2,5
7,5
—
—
•
по запросу
72431
Стандартная спираль
16
5/8
2,3
3,0
C 8
—
1,05
3691. 61
72441
Стандартная спираль
22
7/8
4,5
4,5
C 10
—
3,98
5834.89
72433
Спираль SMK
16
5/8
2,3
3,0
C 8-NIC
—
1,24
5112.92
72442
Спираль SMK
22
7/8
4,5
4,5
C 10-NIC
—
4,64
8376.02
72428
Спираль S
16
5/8
2,3
3,0
C 8-NIC
—
1,24
4120.12
72443
Спираль S
22
7/8
4,5
4,5
C 10-NIC
—
4,64
7804.43
72435
Спираль S-SMK
16
5/8
2,3
3,5
—
—
1,3
5256. 00
72444
Спираль S-SMK
22
7/8
4,5
5,0
—
—
4,78
9225.74
72490
Спираль Ропауэр
16
5/8
2,3
—
—
—
1,3
7865.02
Комплект «SMK 22/22»
Артикул
Наименование
Цена, руб
72959
К-т «SMK 22/22» SMK: спирали и принадлежности для машины R600/ R650
120830.33
Адаптер для спиралей 8 и 10 мм
Артикул
Наименование
Для спиралей, мм
Макс. длина спирали, м
Вес, кг
Цена, руб
72514
Адаптер
8
10
1,8
31113. 33
72515
Адаптер
10
10
1,8
32151.39
Насадки для прочистной машины Ротенбергер R650
Артикул
Наименование
Муфта, мм/дюйм
∅, мм
Длина, мм
Рабочая область, мм
Вес, г
Цена, руб
72158
Длинная грушевидная насадка
16-5/8
28
500
40-75
220
7992.77
72208
Длинная грушевидная насадка
22-7/8
40
500
50-100
464
9414.08
72323
Длинная грушевидная насадка
32-1.1/4
50
500
75-250
818
10045.53
72166
Зубчатая спиральная насадка
16-5/8
35
25
50-75
40
3060. 16
72229
Зубчатая спиральная насадка
22 -7/8
45
40
75-100
100
4872.02
Прочистная машина Rothenberger R750 130 000 р. Мощность: 0,9 кВт
∅ труб: 20 — 250 мм
Длина: 10-80 м
Вес: 33,5 кг
Прочистная машина Rothenberger ROSPEED 3F 0 р. Мощность: 0,25 кВт
∅ труб: 50 — 125 мм
Длина: до 30 м
Вес: 47, 5 кг
Прочистная секционная машина Ridgid К-50 от 108 419 р. Мощность: 300 Вт
∅ труб: 19-110 мм
Длина: до 32 м
Вес: 16,8-35,9 кг
Прочистная секционная машина Ridgid K-60 от 170 016 р. Мощность: 700 Вт
∅ труб: 30-150 мм
Длина: 40 м
Вес: 19,5 кг
Машина секционного типа Maxi Power 100 Очень удобный инструмент для прочистки небольших участков труб диаметром 20-150 мм.
ROTHENBERGER 72680 — Машина для очистки труб R650 с набором инструментов и спиралями
Посетите магазин ROTHENBERGER
Посетите магазин ROTHENBERGER
Идеально подходит для сантехников, дворников и прочистщиков труб для эффективного устранения засоров в канализационных трубах диаметром до 150 мм. С мощным мотором даже стойкие засоры, такие как все…
Подробнее
Начиная с
$ 31390,29
Сэкономьте 7%
$ 3363,52
Без НДС ?
Идеально подходит для сантехников, дворников и прочистщиков труб для эффективного удаления засоров в канализационных трубах диаметром до 150 мм. Благодаря мощному двигателю даже стойкие засоры, такие как…
Подробнее
Дополнительная скидка 10% на 100 евро — Код XMAS22
Дополнительная скидка 10% на 100 евро — Код XMAS22
Доставка по всему миру Мы работаем с лучшими международными курьерами, чтобы связаться с нашими клиентами по всему миру и доставить товары любого размера и веса. Узнайте больше здесь.
Официальная гарантия Mister Worker предоставляет 2-летнюю гарантию на все товары. Гарантия, предлагаемая компаниям/торговцам, действительна в течение 1 года бесплатно. Для получения дополнительной информации нажмите здесь.
Описание
Идеально подходит для сантехников, дворников и прочистщиков труб для эффективного удаления засоров в канализационных трубах диаметром до 150 мм.
Благодаря мощному двигателю даже стойкие засоры, как, например, все патрубки для нагревательных патрубков ROTHENBERGER, соответствуют директивам DVS.
Почему стоит выбрать машину для чистки труб Rothenberger R650?
Машины для очистки труб относятся к наиболее часто используемым инструментам в гидравлике. За счет мощной струи воды под высоким давлением они способны освобождать трубы и трубопроводы разных размеров и габаритов от отходов и препятствий. В результате плавный и беспрепятственный поток воды по ним будет гарантирован. Профессионалы сантехнической отрасли всегда находятся в поиске технологичных, высокопроизводительных и компактных машин для прочистки труб, которые позволяют максимально быстро и эффективно очищать трубы от засоров. Вот почему они полагаются на Машины для очистки труб Rothenberger : они обеспечивают максимальные результаты наряду с высочайшей эффективностью и надежностью. Кроме того, они имеют уменьшенную структуру, поэтому их можно легко транспортировать.
В частности, очень успешным продуктом этой марки является машина для очистки труб R650 : это идеальное решение для устранения твердых засоров в трубах диаметром от 50 до 150 мм. Эта модель оснащена невероятно мощным двигателем мощностью 1350 Вт, который обеспечивает быстрое и эффективное удаление даже самых стойких засоров. Его скорость достигает 623 об/мин, что обеспечивает наилучшую производительность.
Кроме того, трубоочиститель R650 отличается прочной , но легкой конструкцией , что позволяет удобно транспортировать инструмент в любом месте и не занимает слишком много места. Кроме того, машина для очистки труб 72680 может использоваться как внутри, так и снаружи помещений, что обеспечивает повышенную гибкость.
Устройство для очистки труб R650 имеет спираль диаметром от 8 до 22 мм, имеет напряжение от 220 до 240 , тем самым обеспечивая оптимальные результаты.
Эти и многие другие характеристики делают эту машину для чистки труб идеальной для сантехников, дворников, а также для прочистки труб, которые ищут наиболее эффективные инструменты. Купите его прямо сейчас на masterworker.com и наслаждайтесь всеми его преимуществами!
Вход : 1350 Вт
Мощность (Вт) : 800
Вилка питания типа : Вилка типа F (CEE 7/4)
Скорость : 623 об/мин
Диаметр спирали : 8 — 22
Напряжение (В) : 220–240
Диаметр рабочей зоны (мм) : 50 — 150
Длина рабочей зоны : 0–65 м
file_download Инструкция по применению (BA-R550_600_650_750-72686-72631-72687-72632-72688-72633-72689-72634-1121_006b8358.
 ул.Лобненский бульвар д. д.4 квартира/офис
ул.Лобненский бульвар д. д.4 квартира/офис д. квартира/офис » data-phone=»»>
д. квартира/офис » data-phone=»»> Коломенская» data-cord=»55.684178,37.687533″ data-address=»ул. Судостроительная 36″ data-phone=»+7 (499) 322-29-14″ data-work=»пн-вс. 10.00 — 19.00, Москва, ул. Судостроительная 36 (вход с торца здания)» data-active=»1″ data-path=»/500?region_id=28″>
Коломенская» data-cord=»55.684178,37.687533″ data-address=»ул. Судостроительная 36″ data-phone=»+7 (499) 322-29-14″ data-work=»пн-вс. 10.00 — 19.00, Москва, ул. Судостроительная 36 (вход с торца здания)» data-active=»1″ data-path=»/500?region_id=28″> 68462,37.541512″ data-address=»Ленинский пр. 79″ data-phone=»+7 (499) 444-25-29″ data-work=»пн-вс. 10.00 — 19.00, Москва, Ленинский пр. 79″ data-path=»/500?region_id=38″>
68462,37.541512″ data-address=»Ленинский пр. 79″ data-phone=»+7 (499) 444-25-29″ data-work=»пн-вс. 10.00 — 19.00, Москва, Ленинский пр. 79″ data-path=»/500?region_id=38″> 10.00 — 19.00, Москва, ул. Верхняя первомайская 36 с.1 (заезд с Верхней первомайской)» data-path=»/500?region_id=41″>
10.00 — 19.00, Москва, ул. Верхняя первомайская 36 с.1 (заезд с Верхней первомайской)» data-path=»/500?region_id=41″> 10.00 — 19.00, Москва, Волгоградский проспект, 3-5с2″ data-path=»/500?region_id=46″>
10.00 — 19.00, Москва, Волгоградский проспект, 3-5с2″ data-path=»/500?region_id=46″> ВДНХ
ВДНХ 320971″ data-address=»пр. Энгельса 70/1″ data-phone=»+7 (812) 603-49-96″ data-work=»пн-вс. 10.00 — 19.00, Санкт-Петербург, пр. Энгельса 70/1″ data-path=»/500?region_id=37″>
320971″ data-address=»пр. Энгельса 70/1″ data-phone=»+7 (812) 603-49-96″ data-work=»пн-вс. 10.00 — 19.00, Санкт-Петербург, пр. Энгельса 70/1″ data-path=»/500?region_id=37″> 10.00 — 19.00, Санкт-Петербург, ул. Андреевская д.3″ data-path=»/500?region_id=39″>
10.00 — 19.00, Санкт-Петербург, ул. Андреевская д.3″ data-path=»/500?region_id=39″> 8Н» data-path=»/500?region_id=55″>
8Н» data-path=»/500?region_id=55″> Автово
Автово 6″ data-path=»/500?region_id=52″>
6″ data-path=»/500?region_id=52″>

 Сначала бренды были отсортированы и сгруппированы по общей аудитории* (MRI/Simmons) и объему продаж (Dun & Bradstreet) и разделены на четыре «квартиля» в зависимости от размера их аудитории и годового объема продаж, чтобы обеспечить равное представление усилий небольших брендов. против более крупных, более известных брендов. Каждый квартиль содержит примерно 25% от общего числа записей и поддерживает параметры, описанные ниже. Обратите внимание, что указанные пороговые значения квартилей могут обновляться по мере добавления в список новых брендов.
Сначала бренды были отсортированы и сгруппированы по общей аудитории* (MRI/Simmons) и объему продаж (Dun & Bradstreet) и разделены на четыре «квартиля» в зависимости от размера их аудитории и годового объема продаж, чтобы обеспечить равное представление усилий небольших брендов. против более крупных, более известных брендов. Каждый квартиль содержит примерно 25% от общего числа записей и поддерживает параметры, описанные ниже. Обратите внимание, что указанные пороговые значения квартилей могут обновляться по мере добавления в список новых брендов. ,314.
,314. Учитывая, что общее мультикультурное население США составляет 40%, Индекс мультикультурного пользователя был получен следующим образом: (48%/40%) * 100 = 121.
Учитывая, что общее мультикультурное население США составляет 40%, Индекс мультикультурного пользователя был получен следующим образом: (48%/40%) * 100 = 121.





 Язык Postscript непосредственно напрямую не читается и сразу конвертируется. Каждая команда Postscript интерпретируется, так же, как интерпретируется программа, написанная на языке BASIC. Точно так же, как на BASIC можно написать программу на языке Postscript, которая может выполнять расчеты в течение большего времени, прежде чем можно будет получить файл, содержащий векторы. (Ясно, что это неудобно для работы).
Язык Postscript непосредственно напрямую не читается и сразу конвертируется. Каждая команда Postscript интерпретируется, так же, как интерпретируется программа, написанная на языке BASIC. Точно так же, как на BASIC можно написать программу на языке Postscript, которая может выполнять расчеты в течение большего времени, прежде чем можно будет получить файл, содержащий векторы. (Ясно, что это неудобно для работы). Если после этого, Вы смогли прочитать файл, проверьте изображение, и оно Вас устраивает, сохраните, как новый файл в формате EPS для того, чтобы его прочитать в ArtCAM.
Если после этого, Вы смогли прочитать файл, проверьте изображение, и оно Вас устраивает, сохраните, как новый файл в формате EPS для того, чтобы его прочитать в ArtCAM. Иначе в максе если стоит сглаживание то в каме у тебя будут ребра. лучше конечно стл хоть и много но надежно. стл лучше рисовать в уменьшенем виде раза 3-4. потом увеличивать в каме
Иначе в максе если стоит сглаживание то в каме у тебя будут ребра. лучше конечно стл хоть и много но надежно. стл лучше рисовать в уменьшенем виде раза 3-4. потом увеличивать в каме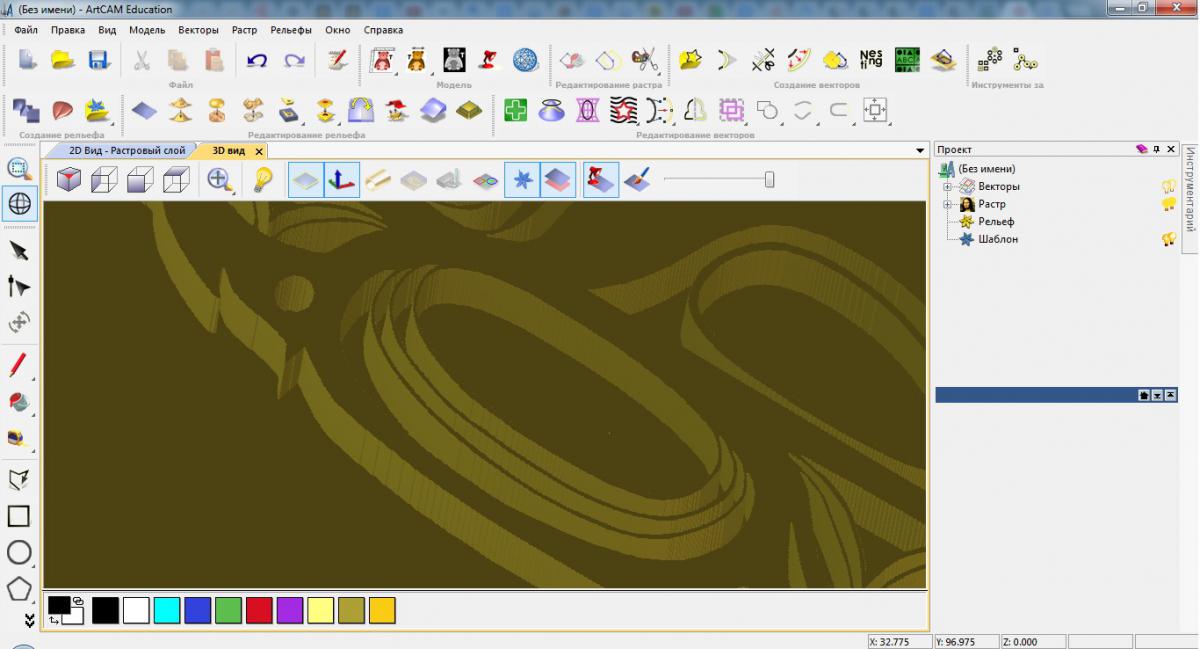
 А а по контуру или по спирали стратегию?? ;-). А то собственно можно выбрать: змейкой по Х, змейкой по Х и Y, по спирали, спираль в рамке
А а по контуру или по спирали стратегию?? ;-). А то собственно можно выбрать: змейкой по Х, змейкой по Х и Y, по спирали, спираль в рамке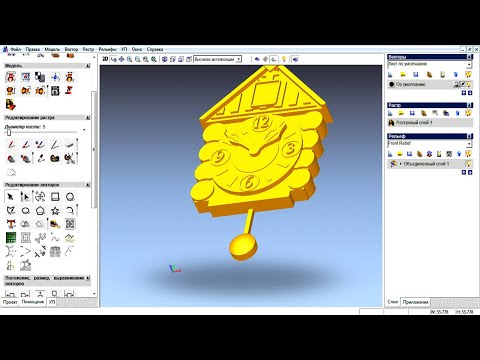 конверти.
конверти. е. не получится так что я провожусь с нёрбсами, а арткам не откроет..?
е. не получится так что я провожусь с нёрбсами, а арткам не откроет..?

 .Не бросай его в воду..
.Не бросай его в воду..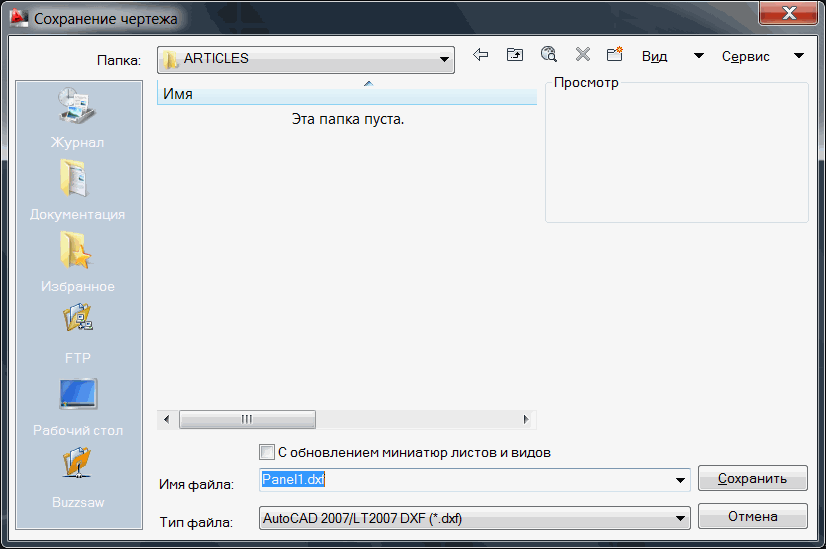 Согласно нашей базе данных, девять различных программ (условно ArtCAM , разработанных Autodesk, Inc. ) позволят вам просматривать эти файлы.
Согласно нашей базе данных, девять различных программ (условно ArtCAM , разработанных Autodesk, Inc. ) позволят вам просматривать эти файлы.

 0009
0009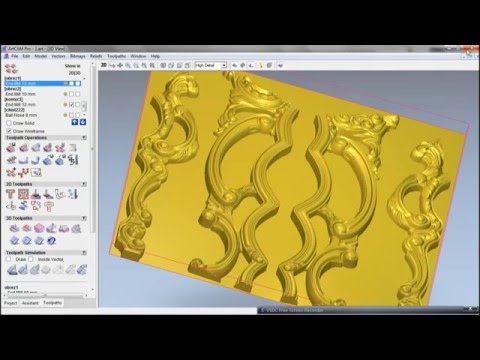 ART
ART
 Alphacam — это решение для программирования CAD/CAM и ЧПУ для деревообрабатывающей промышленности.
Alphacam — это решение для программирования CAD/CAM и ЧПУ для деревообрабатывающей промышленности. 0009
0009 Обычно это означает, что ArtCAM не установлен на %%os%%. Обычный способ открытия ART двойным щелчком не работает, потому что %%os%% не может подключиться к программе.
Обычно это означает, что ArtCAM не установлен на %%os%%. Обычный способ открытия ART двойным щелчком не работает, потому что %%os%% не может подключиться к программе. Если у вас по-прежнему возникают проблемы с открытием файлов ART, могут быть другие проблемы с компьютером. Проблемы, не связанные с программным обеспечением:
Если у вас по-прежнему возникают проблемы с открытием файлов ART, могут быть другие проблемы с компьютером. Проблемы, не связанные с программным обеспечением: art; *.3dp; *.rlf; *.3da), происходящие из:
art; *.3dp; *.rlf; *.3da), происходящие из:

 Входим через дверь рядом с окном. В комнате обыскиваем ящики, включаем проектор и смотрим короткометражный фильм.
Входим через дверь рядом с окном. В комнате обыскиваем ящики, включаем проектор и смотрим короткометражный фильм. Ведь на отдыхе им хочется двигаться, играть на свежем воздухе и ощущать полную свободу. Лучший выход из сложившейся ситуации – аренда жилья – вилл, апартаментов или шале.
Ведь на отдыхе им хочется двигаться, играть на свежем воздухе и ощущать полную свободу. Лучший выход из сложившейся ситуации – аренда жилья – вилл, апартаментов или шале.
 Многие риэлтерские компании занимаются подбором жилых помещений на время, а также подбором персонала, от повара до няни, если вам это необходимо. Чтоб играть онлайн в игровые автоматы с выводом денег нужно правильно выбрать онлайн казино. Сейчас многие площадки принимают игроков из России. Для таких пользователей предложены интерфейс и поддержка на русском языке. Есть возможность открыть счет в рублях. Играть в игровые автоматы с депозитом : в популярных онлайн казино пользователям доступны сотни новых аппаратов с интересным сюжетом. После регистрации и депозита поиграть на деньги можно во многих интернет казино.
Многие риэлтерские компании занимаются подбором жилых помещений на время, а также подбором персонала, от повара до няни, если вам это необходимо. Чтоб играть онлайн в игровые автоматы с выводом денег нужно правильно выбрать онлайн казино. Сейчас многие площадки принимают игроков из России. Для таких пользователей предложены интерфейс и поддержка на русском языке. Есть возможность открыть счет в рублях. Играть в игровые автоматы с депозитом : в популярных онлайн казино пользователям доступны сотни новых аппаратов с интересным сюжетом. После регистрации и депозита поиграть на деньги можно во многих интернет казино. , 86 лет, Жирар; время приема в четверг с 17:00 до 20:00. в похоронном бюро Макклуркина. &ампер; л;/P & гт;
, 86 лет, Жирар; время приема в четверг с 17:00 до 20:00. в похоронном бюро Макклуркина. &ампер; л;/P & гт;  &ампер; л;/P & гт;
&ампер; л;/P & гт;  &ампер; л;/P & гт;
&ампер; л;/P & гт;  в похоронном бюро Дональдсона-Мохни. &ампер; л;/P & гт;
в похоронном бюро Дональдсона-Мохни. &ампер; л;/P & гт;  , 92, Конно, ранее Янгстаун; Похоронный дом Марси и центр кремации в Конно. &ампер; л;/P & гт;
, 92, Конно, ранее Янгстаун; Похоронный дом Марси и центр кремации в Конно. &ампер; л;/P & гт;  Datacontext&Amp;Gt;—&Amp;Gt; С примерами
Datacontext&Amp;Gt;—&Amp;Gt; С примерами Datacontext = This: In Xaml….For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.Datacontext&Amp;Gt;—&Amp;Gt; Ошибка с примерами.
Datacontext = This: In Xaml….For Eg&Amp;Lt;Window.Datacontext&Amp;Gt; &Amp;Lt;Local:Mainwindow/&Amp;Gt;&Amp;Lt;/Window.Datacontext&Amp;Gt;—&Amp;Gt; Ошибка с примерами. Он отслеживает изменения, внесенные вами во все извлеченные сущности, и поддерживает «кэш удостоверений», который гарантирует, что сущности, извлеченные более одного раза, представлены с использованием одного и того же экземпляра объекта.
Он отслеживает изменения, внесенные вами во все извлеченные сущности, и поддерживает «кэш удостоверений», который гарантирует, что сущности, извлеченные более одного раза, представлены с использованием одного и того же экземпляра объекта. Принимая во внимание, что ItemsSource относится к источнику свойства изображения и текста текстового блока, а элементы внутри списка могут быть расширены вместе с ObservableCollection.
Принимая во внимание, что ItemsSource относится к источнику свойства изображения и текста текстового блока, а элементы внутри списка могут быть расширены вместе с ObservableCollection.
 FANUC, серия Oi-MB. Руководство оператора. Файл формата pdf; размером 21,55 МБ. Добавлен пользователем PrFarnsworth 14.06.13. FANUC 0i-T. Руководство программиста. pdf. FANUC Series 0i — MODEL D. pdf. Настоящее руководство предназначено для оператора станка с ЧПУ. Курс №0001. Общий курс Оператор/Программист CNC (8 предметов обучения) + дополнительные курсы в режиме самостоятельного обучения. Common to Lathe System / Machining Center System. OPERATOR S MANUAL. B -64304EN/02. FANUC Series 0+-MODEL D. FANUC Series 0+ Mate-MODEL D. 0i -D. FANUC Series 0i Mate -TD. 0i Mate -TD. FANUC Series 0i Mate -MD. 0i Mate -MD. CNC Screen Display Function OPERATOR S MANUAL. B-63164EN. For Machining Center System. OPERATOR S MANUAL. B-64304EN-2/02. FANUC Series 0+-MODEL D. FANUC Series 0+ Mate-MODEL D. Токарный станок с ЧПУ DMC DL 21A / Fanuc -0i Mate TD. чтобы снизить усталость оператора, а также позволяет автоматически выполнять операции. FANUC Series 0+ Mate-TD. module for operator s panel, SERVO AMPLIFIER.
FANUC, серия Oi-MB. Руководство оператора. Файл формата pdf; размером 21,55 МБ. Добавлен пользователем PrFarnsworth 14.06.13. FANUC 0i-T. Руководство программиста. pdf. FANUC Series 0i — MODEL D. pdf. Настоящее руководство предназначено для оператора станка с ЧПУ. Курс №0001. Общий курс Оператор/Программист CNC (8 предметов обучения) + дополнительные курсы в режиме самостоятельного обучения. Common to Lathe System / Machining Center System. OPERATOR S MANUAL. B -64304EN/02. FANUC Series 0+-MODEL D. FANUC Series 0+ Mate-MODEL D. 0i -D. FANUC Series 0i Mate -TD. 0i Mate -TD. FANUC Series 0i Mate -MD. 0i Mate -MD. CNC Screen Display Function OPERATOR S MANUAL. B-63164EN. For Machining Center System. OPERATOR S MANUAL. B-64304EN-2/02. FANUC Series 0+-MODEL D. FANUC Series 0+ Mate-MODEL D. Токарный станок с ЧПУ DMC DL 21A / Fanuc -0i Mate TD. чтобы снизить усталость оператора, а также позволяет автоматически выполнять операции. FANUC Series 0+ Mate-TD. module for operator s panel, SERVO AMPLIFIER. deleted]]
deleted]]
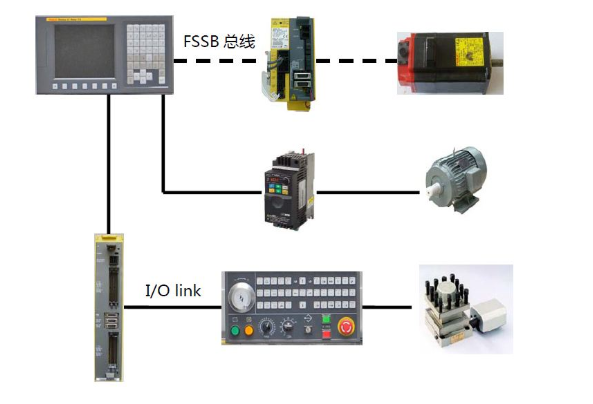

 Руководство по программированию.
Руководство по программированию.
 pl
pl ..
..  ..
.. д. Для использования соответствующего носителя данных необходимо установить параметр, о котором говорилось ЗДЕСЬ.
д. Для использования соответствующего носителя данных необходимо установить параметр, о котором говорилось ЗДЕСЬ. Я выбираю использовать TEST_SIEC и нажмите ВЫПОЛНИТЬ . В случае успеха имя появится в поле F NAME , как показано ниже, в конце концов появится всплывающее сообщение.
Я выбираю использовать TEST_SIEC и нажмите ВЫПОЛНИТЬ . В случае успеха имя появится в поле F NAME , как показано ниже, в конце концов появится всплывающее сообщение..thumb.jpeg.fbd35fe53f63d473e1ee06748dea6000.jpeg)
 И теперь важно, чтобы мы давали это число без буквы «О», даже несмотря на то, что оно в таком виде находится в памяти машины. Буква «О» не будет прочитана. Они должны быть все числа. Второй важный момент — сначала проверьте, какой номер в памяти автомата свободен. В нашем 0250 поэтому мы вводим 0250 и нажмите EXEC . В случае успеха имя появится в поле O NO. , как показано ниже. Наконец, мы подтверждаем F GET .
И теперь важно, чтобы мы давали это число без буквы «О», даже несмотря на то, что оно в таком виде находится в памяти машины. Буква «О» не будет прочитана. Они должны быть все числа. Второй важный момент — сначала проверьте, какой номер в памяти автомата свободен. В нашем 0250 поэтому мы вводим 0250 и нажмите EXEC . В случае успеха имя появится в поле O NO. , как показано ниже. Наконец, мы подтверждаем F GET .
 ПМ.
ПМ. 
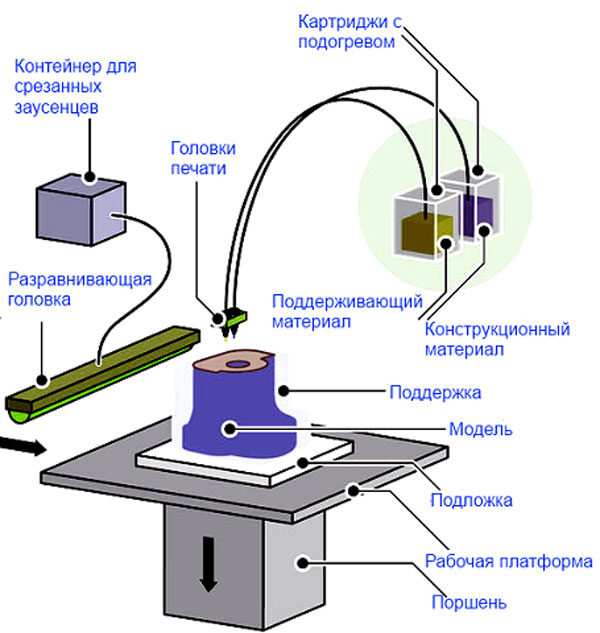 Принято считать, что именно с этого момента началась история 3d-печати, как самостоятельного технологического метода.
Принято считать, что именно с этого момента началась история 3d-печати, как самостоятельного технологического метода.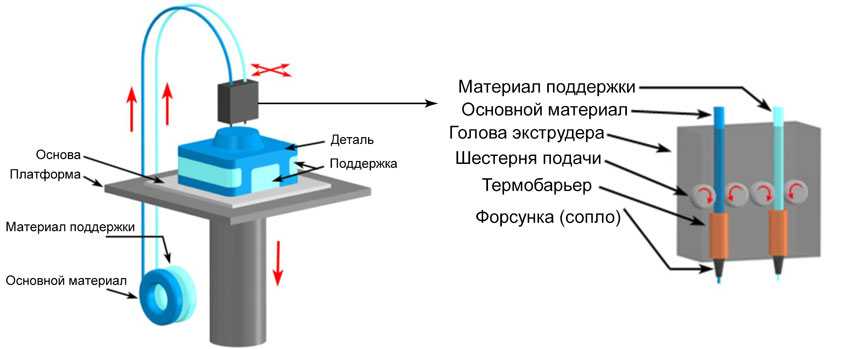 by (новости, энциклопедия, литература).
by (новости, энциклопедия, литература). 12.2022 — 17:46
12.2022 — 17:46
 12.2022 — 20:41
12.2022 — 20:41
 11.2022 — 16:08
11.2022 — 16:08
 12.2022 — 13:56
12.2022 — 13:56
 12.2022 — 20:41
12.2022 — 20:41
 11.2022 — 19:42
11.2022 — 19:42
 09.2017 — 15:46
09.2017 — 15:46
 07.2017 — 00:15
07.2017 — 00:15
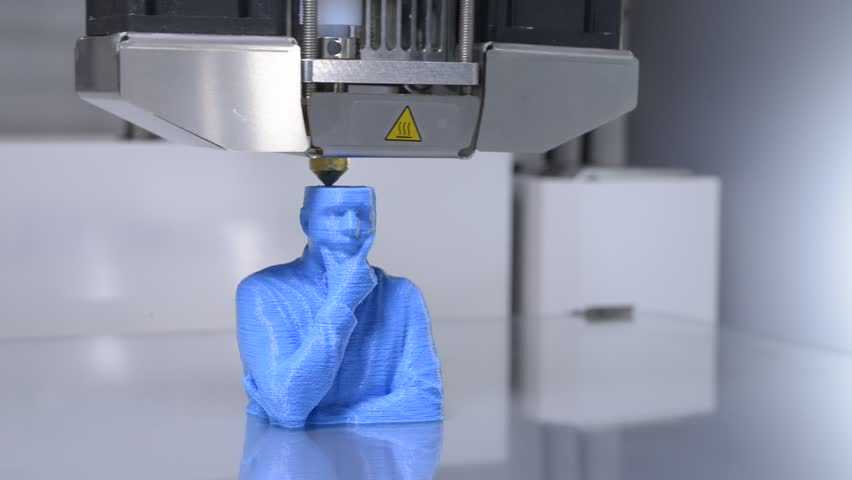 И., Корсаков В.Д.
И., Корсаков В.Д.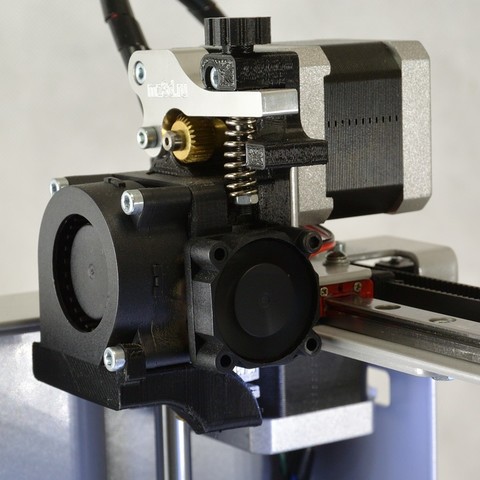 В этом разделе мы постараемся рассказать о наиболее широко применяемых материалах поподробнее, начиная с наиболее популярных видов.
В этом разделе мы постараемся рассказать о наиболее широко применяемых материалах поподробнее, начиная с наиболее популярных видов.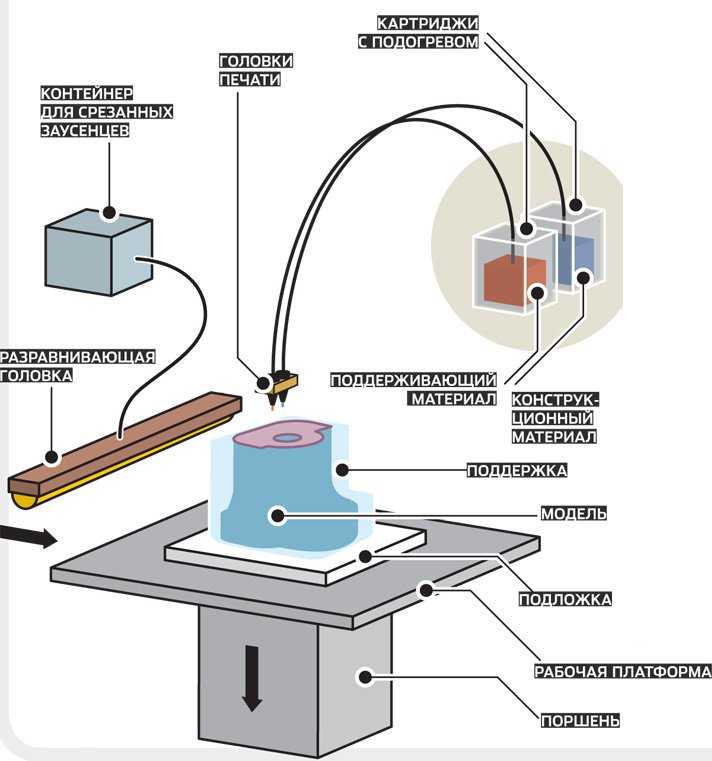 Начнем с того, что PLA известен своей экологичностью. Этот материал является полимером молочной кислоты, что делает PLA полностью биоразлагаемым материалом. Сырьем для производства полилактида служат кукуруза и сахарный тростник. В то же время, экологичность полилактида обуславливает его недолговечность. Пластик легко впитывает воду и относительно мягок. Как правило, модели из PLA не предназначаются для функционального использования, а служат в качестве дизайнерских моделей, сувениров и игрушек. Среди немногих практических промышленных применений можно отметить производство упаковки для пищевых продуктов, контейнеров для лекарственных препаратов и хирургических нитей, а также использование в подшипниках, не несущих высокой механической нагрузки (например, в моделировании), что возможно благодаря отличному коэффициенту скольжения материала.
Начнем с того, что PLA известен своей экологичностью. Этот материал является полимером молочной кислоты, что делает PLA полностью биоразлагаемым материалом. Сырьем для производства полилактида служат кукуруза и сахарный тростник. В то же время, экологичность полилактида обуславливает его недолговечность. Пластик легко впитывает воду и относительно мягок. Как правило, модели из PLA не предназначаются для функционального использования, а служат в качестве дизайнерских моделей, сувениров и игрушек. Среди немногих практических промышленных применений можно отметить производство упаковки для пищевых продуктов, контейнеров для лекарственных препаратов и хирургических нитей, а также использование в подшипниках, не несущих высокой механической нагрузки (например, в моделировании), что возможно благодаря отличному коэффициенту скольжения материала.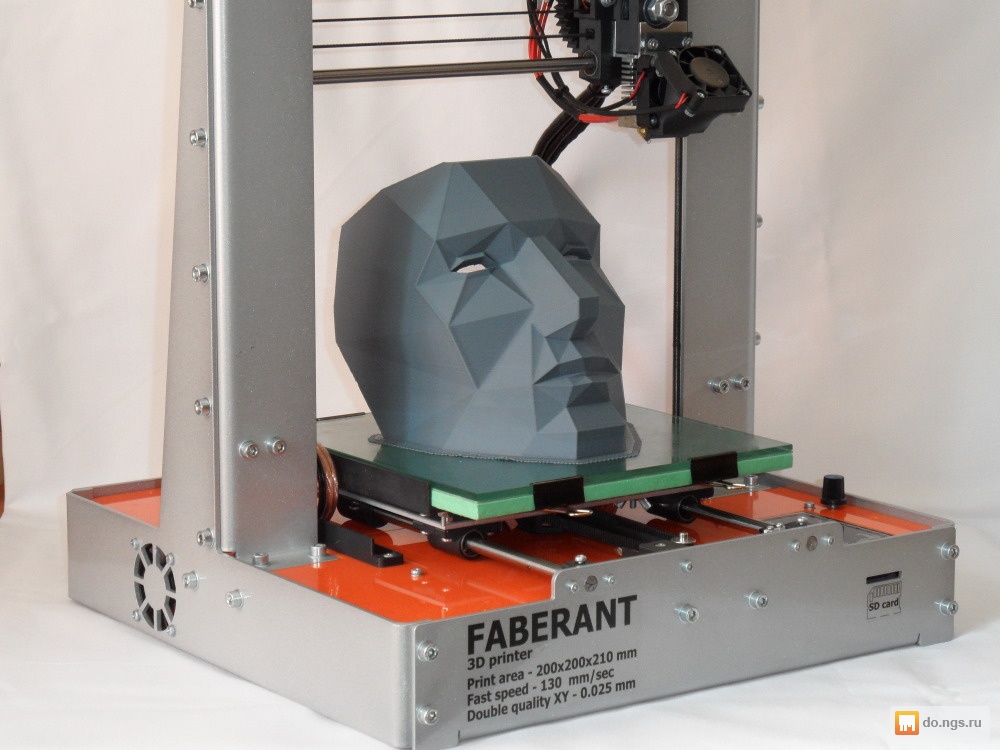 Как правило, экструзия производится при 160-170°C. В то же время, PLA достаточно медленно застывает (температура стеклования составляет порядка 50°C), что следует учитывать при выборе 3D-принтера. Оптимальным вариантом является устройство с корпусом открытого типа, подогреваемой рабочей платформой (во избежание деформаций моделей большого размера) и, желательно, дополнительными вентиляторами для охлаждения свежих слоев модели.
Как правило, экструзия производится при 160-170°C. В то же время, PLA достаточно медленно застывает (температура стеклования составляет порядка 50°C), что следует учитывать при выборе 3D-принтера. Оптимальным вариантом является устройство с корпусом открытого типа, подогреваемой рабочей платформой (во избежание деформаций моделей большого размера) и, желательно, дополнительными вентиляторами для охлаждения свежих слоев модели. Такое противоречие объясняется определенными трудностями технического характера, возникающими при печати ABS. Желание умельцев использовать ABS обуславливается отличными механическими свойствами, долговечностью и низкой стоимостью этого материала. В промышленности ABS-пластик уже получает широкое применение: производство деталей автомобилей, корпусов различных устройств, контейнеров, сувениров, различных бытовых аксессуаров и пр.
Такое противоречие объясняется определенными трудностями технического характера, возникающими при печати ABS. Желание умельцев использовать ABS обуславливается отличными механическими свойствами, долговечностью и низкой стоимостью этого материала. В промышленности ABS-пластик уже получает широкое применение: производство деталей автомобилей, корпусов различных устройств, контейнеров, сувениров, различных бытовых аксессуаров и пр.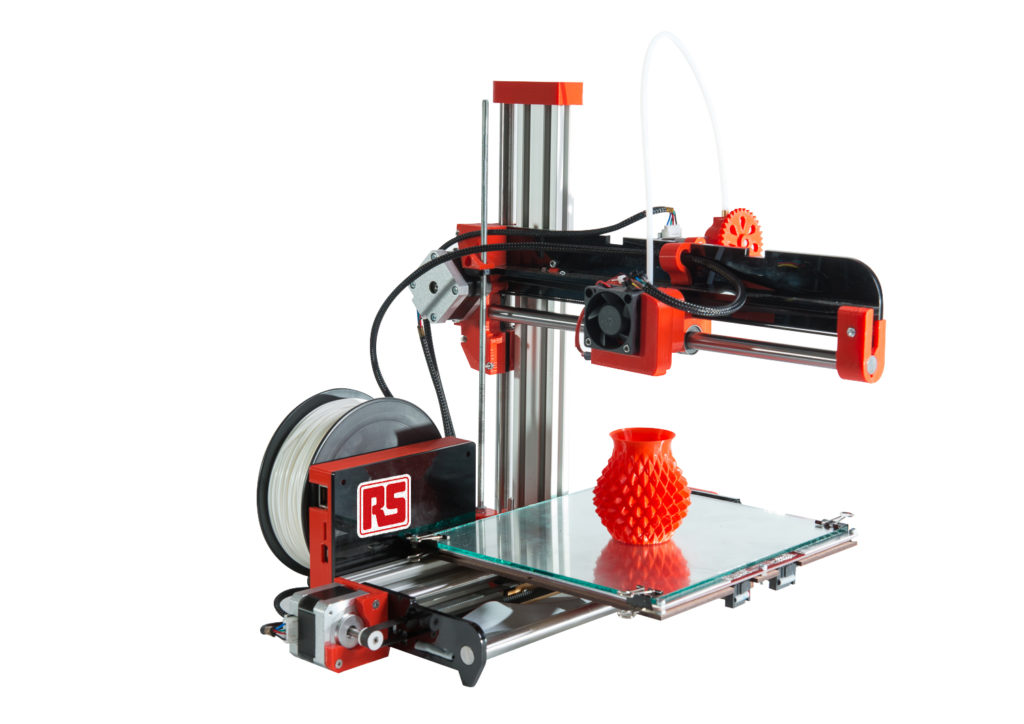 Более низкий разброс температур между экструзией и стеклованием способствует более быстрому застыванию ABS-пластика по сравнению с PLA.
Более низкий разброс температур между экструзией и стеклованием способствует более быстрому застыванию ABS-пластика по сравнению с PLA. Подробнее о методах предотвращения деформаций читайте в разделе Как избежать деформации моделей при 3D-печати.
Подробнее о методах предотвращения деформаций читайте в разделе Как избежать деформации моделей при 3D-печати. Главной особенностью PVA является его водорастворимость. 3D-принтеры, оснащенные двойными экструдерами, имеют возможность печати моделей с опорными структурами из PVA. По завершении печати опоры могут быть растворены в воде, оставляя готовую модель, не требующую механической или химической обработки неровностей. Аналогично, PVA можно применять для создания водорастворимых мастер-моделей для литейных форм и самих литейных форм.
Главной особенностью PVA является его водорастворимость. 3D-принтеры, оснащенные двойными экструдерами, имеют возможность печати моделей с опорными структурами из PVA. По завершении печати опоры могут быть растворены в воде, оставляя готовую модель, не требующую механической или химической обработки неровностей. Аналогично, PVA можно применять для создания водорастворимых мастер-моделей для литейных форм и самих литейных форм.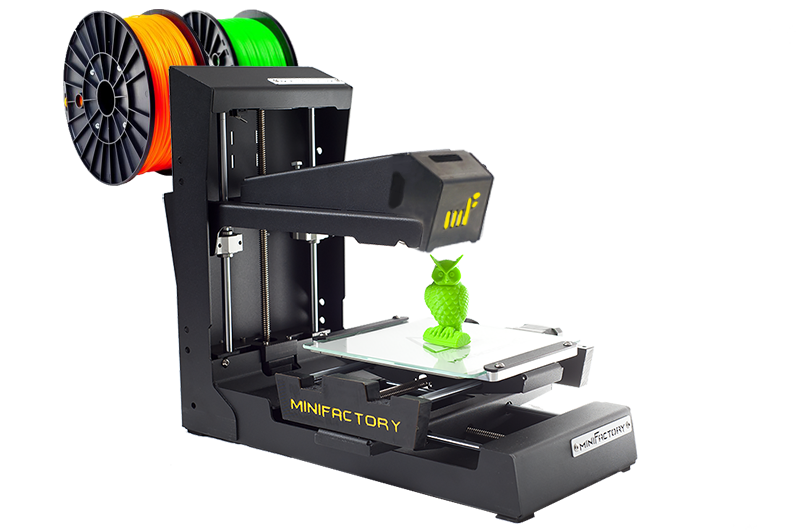 Превышение температуры в 220°C приведет к разложению пластика, что следует учитывать при печати.
Превышение температуры в 220°C приведет к разложению пластика, что следует учитывать при печати.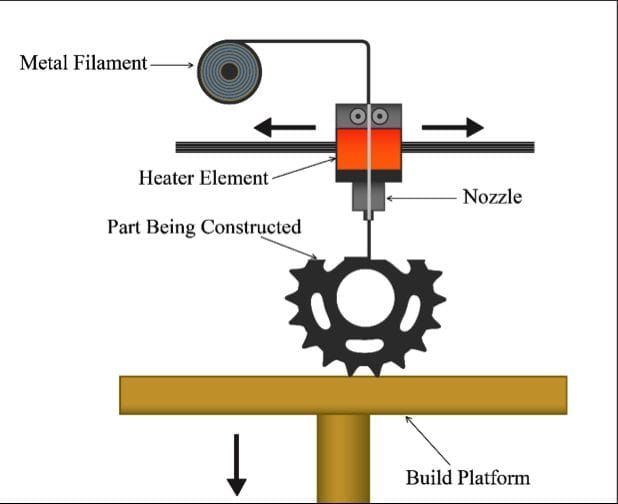
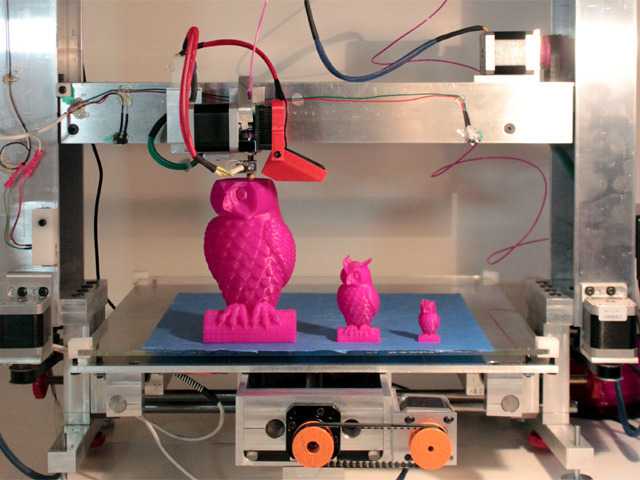 Признаком чрезмерно влажного материала станет пар, исходящий из сопла во время печати, что не опасно, но может ухудшить качество модели.
Признаком чрезмерно влажного материала станет пар, исходящий из сопла во время печати, что не опасно, но может ухудшить качество модели.
:quality(80)/images.vogel.de/vogelonline/bdb/1369300/1369306/original.jpg)
 Кроме того, потребуется производить печать на высокой скорости.
Кроме того, потребуется производить печать на высокой скорости.
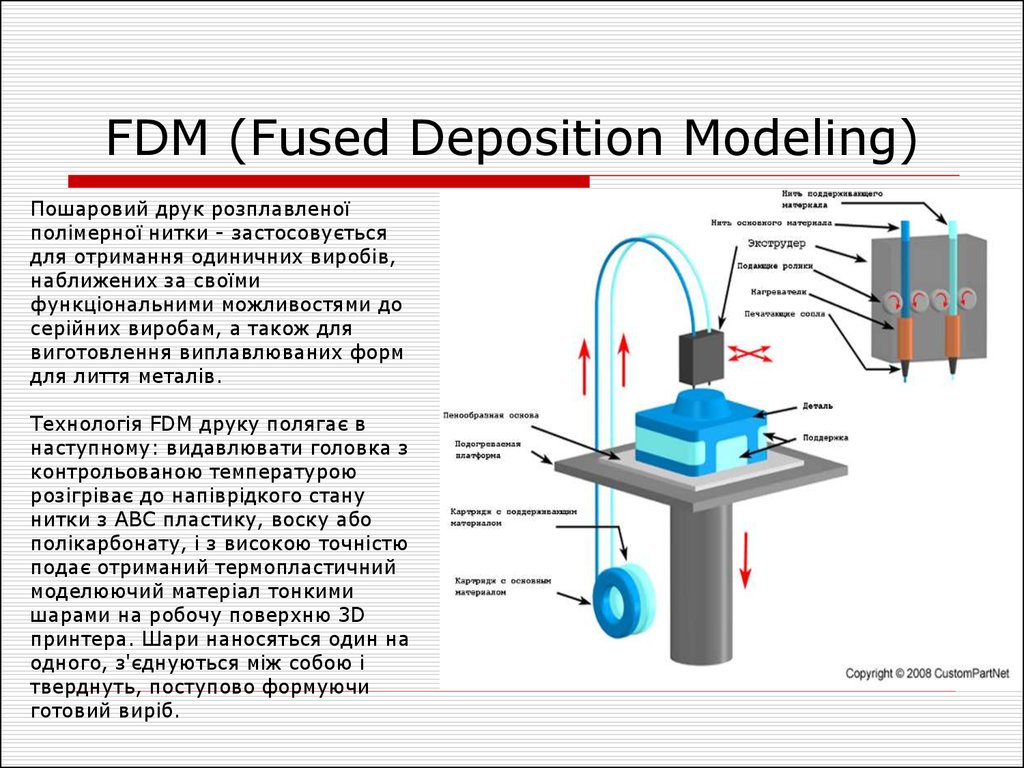 Нагревание поликапролактона до привычных экструзионных температур (около 200°С) вызывает потерю механических свойств и может привести к поломке экструдера.
Нагревание поликапролактона до привычных экструзионных температур (около 200°С) вызывает потерю механических свойств и может привести к поломке экструдера. Материал имеет прекрасную химическую и тепловую устойчивость и практически не горит. Полифенилсульфон биологически инертен, что позволяет использовать этот материал для производства посуды и пищевых контейнеров. Диапазон эксплуатационных температур составляет -50°С — 180°С. Пластик устойчив к воздействию растворителей и горюче-смазочных материалов.
Материал имеет прекрасную химическую и тепловую устойчивость и практически не горит. Полифенилсульфон биологически инертен, что позволяет использовать этот материал для производства посуды и пищевых контейнеров. Диапазон эксплуатационных температур составляет -50°С — 180°С. Пластик устойчив к воздействию растворителей и горюче-смазочных материалов.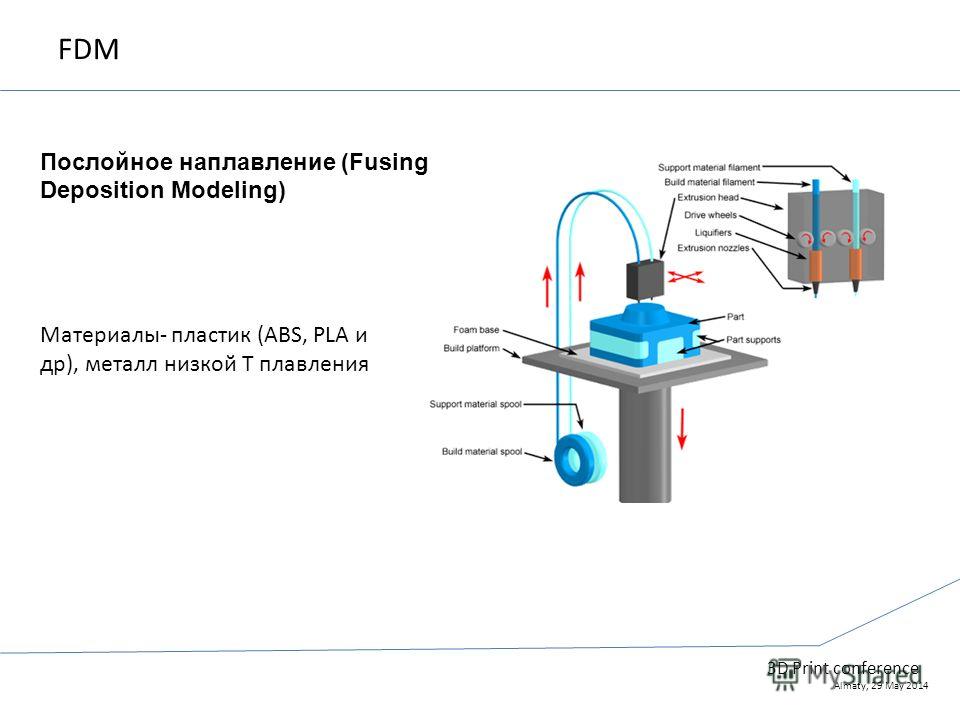
 В данном случае используется фотополимерный вариант акрила. Значительных успехов достигла и компания Stratasys, использующая собственный фотополимерный имитатор акрила VeroClear на принтерах марки Objet Eden. Остается надеяться, что высокий спрос на акрил приведет к появлению композитных материалов на основе полиметилметакрилата, предназначенных специально для FDM/FFF печати.
В данном случае используется фотополимерный вариант акрила. Значительных успехов достигла и компания Stratasys, использующая собственный фотополимерный имитатор акрила VeroClear на принтерах марки Objet Eden. Остается надеяться, что высокий спрос на акрил приведет к появлению композитных материалов на основе полиметилметакрилата, предназначенных специально для FDM/FFF печати.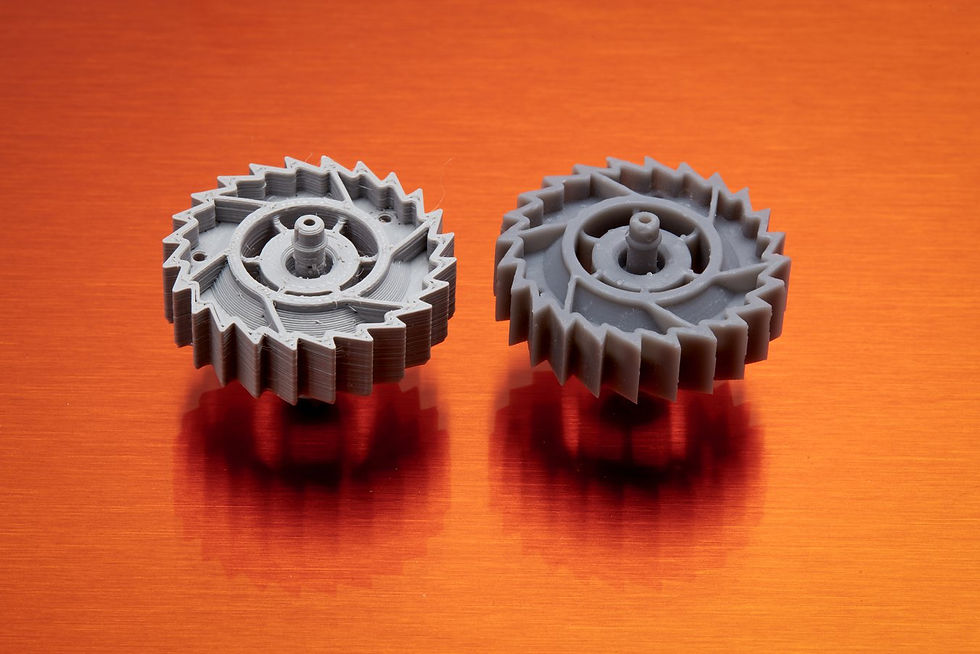 Использование ПЭТ в качестве расходного материала требует примерно тех же условий, что и печать ABS-пластиком.
Использование ПЭТ в качестве расходного материала требует примерно тех же условий, что и печать ABS-пластиком.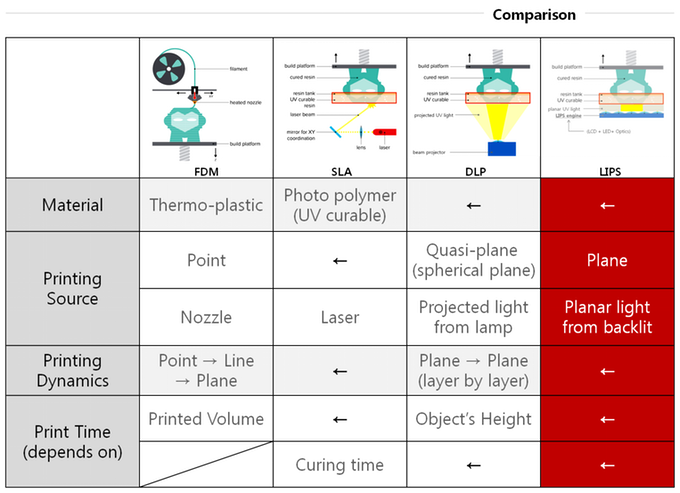 Так как на ABS-пластик Лимонен эффекта не имеет, возможно использование полистирола в качестве материала для построения растворимых поддерживающих структур, что исключительно полезно при построении сложных, переплетенных моделей с внутренними опорами. В сравнении с удобным, водорастворимым поливиниловым спиртом (PVA-пластиком), полистирол выгодно отличается относительно низкой стоимостью и устойчивостью к влажному климату, затрудняющему работу с PVA.
Так как на ABS-пластик Лимонен эффекта не имеет, возможно использование полистирола в качестве материала для построения растворимых поддерживающих структур, что исключительно полезно при построении сложных, переплетенных моделей с внутренними опорами. В сравнении с удобным, водорастворимым поливиниловым спиртом (PVA-пластиком), полистирол выгодно отличается относительно низкой стоимостью и устойчивостью к влажному климату, затрудняющему работу с PVA.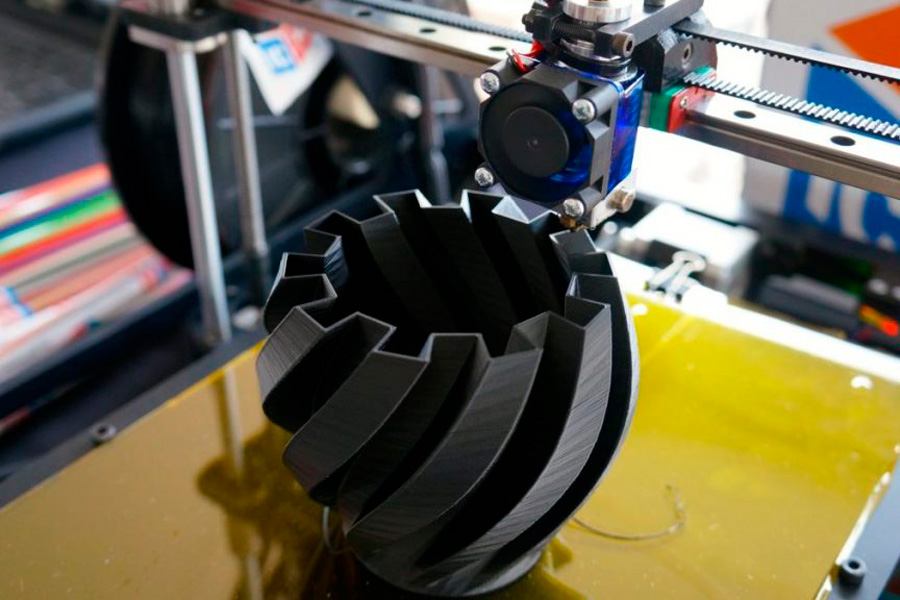 Материал на 40% состоит из натуральных древесных опилок микроскопического размера и на 60% из связующего полимера. LAYWOO-D3 весьма прост в обращении, будучи практически неподверженным деформациям и не требуя использования подогреваемой платформы. Согласно производителям, полимер нетоксичен и полностью безопасен.
Материал на 40% состоит из натуральных древесных опилок микроскопического размера и на 60% из связующего полимера. LAYWOO-D3 весьма прост в обращении, будучи практически неподверженным деформациям и не требуя использования подогреваемой платформы. Согласно производителям, полимер нетоксичен и полностью безопасен.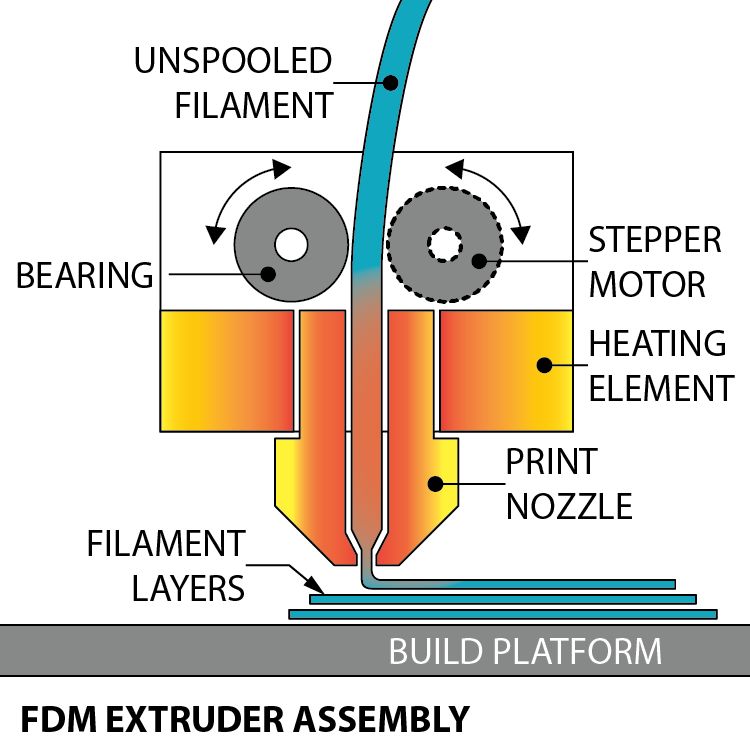
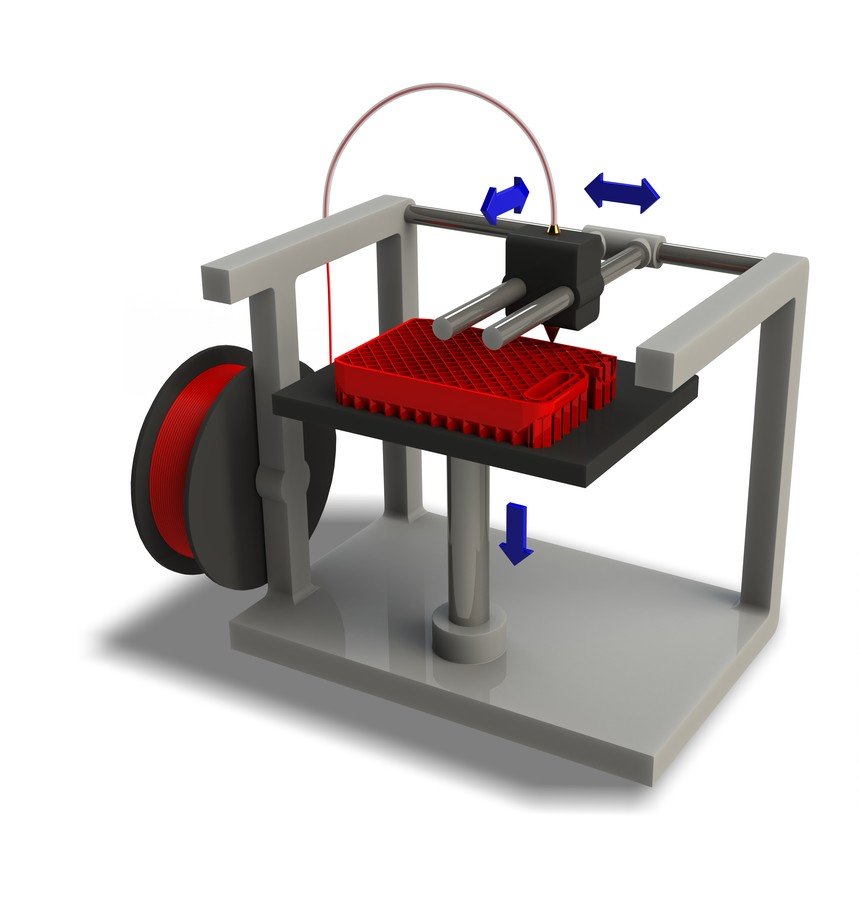 Единственным недостатком можно считать достаточно высокую стоимость материала, что в немалой степени обуславливается ограниченным производством.
Единственным недостатком можно считать достаточно высокую стоимость материала, что в немалой степени обуславливается ограниченным производством. Материал, в настоящее время проходящий бета-тестирование, должен доказать пригодность для использования в любых принтерах, предназначенных для работы с полилактидом.
Материал, в настоящее время проходящий бета-тестирование, должен доказать пригодность для использования в любых принтерах, предназначенных для работы с полилактидом.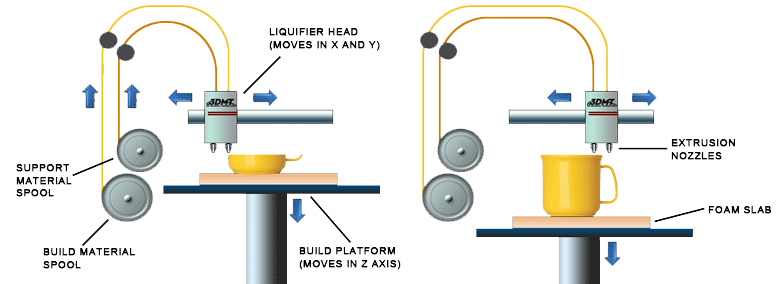

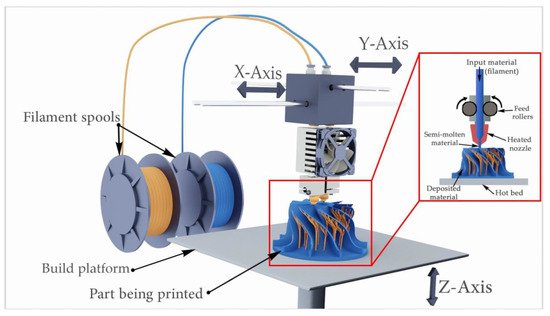
 Но поскольку производители считают, что «FDM» — гораздо более известный термин, они также прикрепляют его к 3D-принтерам FFF. Хотя по закону им это не разрешено, так как это все еще торговая марка Stratasys.
Но поскольку производители считают, что «FDM» — гораздо более известный термин, они также прикрепляют его к 3D-принтерам FFF. Хотя по закону им это не разрешено, так как это все еще торговая марка Stratasys.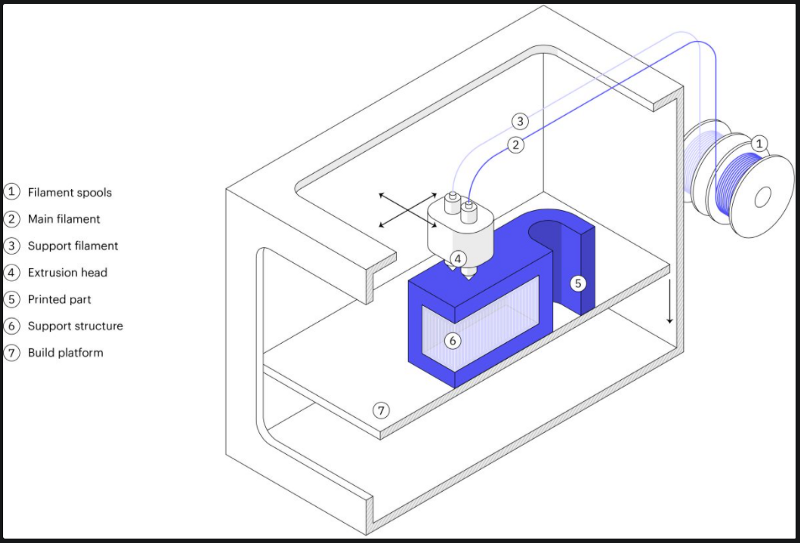 Им нравятся большие и активные онлайн-сообщества — вы никогда не застрянете с неразрешимой проблемой.
Им нравятся большие и активные онлайн-сообщества — вы никогда не застрянете с неразрешимой проблемой.
 Это также увеличивает прочность сцепления между слоями. Температура в камере печати зависит от загружаемого материала и выбранного режима печати. Посмотрите, как работает технология FDM, в видеоролике, прикрепленном ниже.
Это также увеличивает прочность сцепления между слоями. Температура в камере печати зависит от загружаемого материала и выбранного режима печати. Посмотрите, как работает технология FDM, в видеоролике, прикрепленном ниже. Проще говоря, в 3D-принтере FFF нет нагреваемой камеры. В результате нить материала проходит от горячего экструдера через холодную окружающую среду на горячую платформу сборки (в некоторых принтерах платформа не нагревается). Этот переход от горячей к холодной к горячей среде приводит к возникновению остаточных напряжений в печатаемой детали. Таким образом, несмотря на то, что базовая архитектура процесса для принтеров FDM и FFF одинакова, вывод и качество деталей сильно различаются. FDM — это технология промышленного уровня, тогда как FFF — это настольная технология 3D-печати для любителей. FDM подходит для приложений, требующих высококачественных прототипов инженерного класса, способных выдерживать механические нагрузки. Принимая во внимание, что FFF обычно обслуживает частичные приложения, требующие прототипов для формы и визуальной проверки.
Проще говоря, в 3D-принтере FFF нет нагреваемой камеры. В результате нить материала проходит от горячего экструдера через холодную окружающую среду на горячую платформу сборки (в некоторых принтерах платформа не нагревается). Этот переход от горячей к холодной к горячей среде приводит к возникновению остаточных напряжений в печатаемой детали. Таким образом, несмотря на то, что базовая архитектура процесса для принтеров FDM и FFF одинакова, вывод и качество деталей сильно различаются. FDM — это технология промышленного уровня, тогда как FFF — это настольная технология 3D-печати для любителей. FDM подходит для приложений, требующих высококачественных прототипов инженерного класса, способных выдерживать механические нагрузки. Принимая во внимание, что FFF обычно обслуживает частичные приложения, требующие прототипов для формы и визуальной проверки. 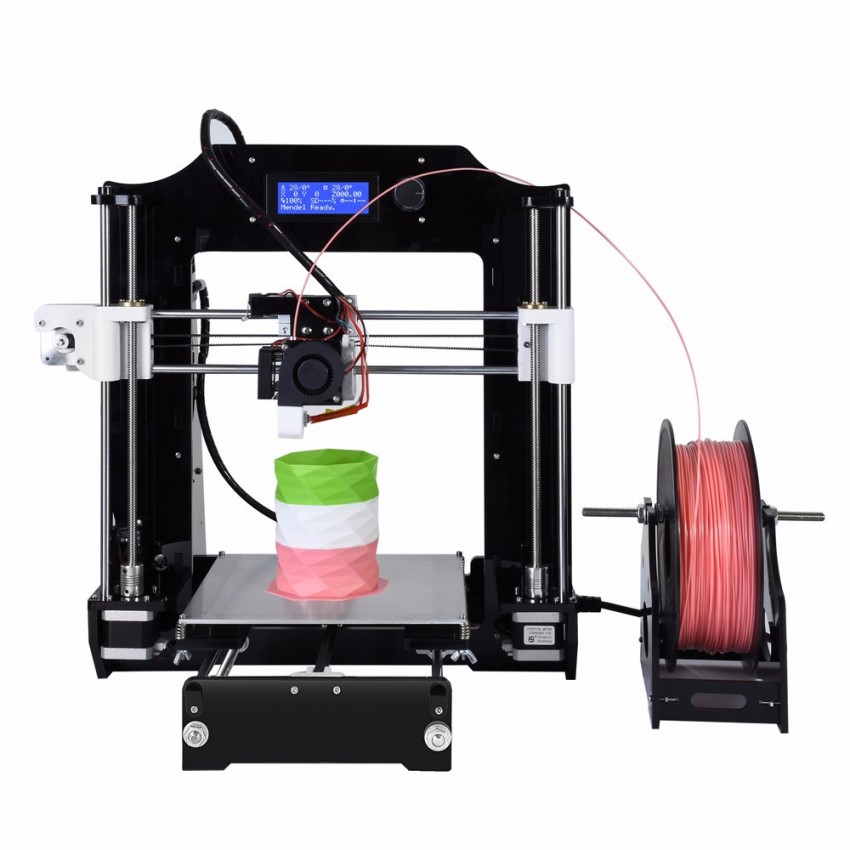 Самый дешевый 3D-принтер FDM, который ранее стоил около 3 000 000 индийских рупий, стал доступен всего за 30 000 индийских рупий. Падение цены в 10 раз. Это разрушило всю индустрию 3D-печати. И поскольку сама природа этих двух процессов схожа, через какое-то время местные поставщики услуг в разговорной речи НЕПРАВИЛЬНО начали называть эту вдохновленную FDM технологию FFF просто технологией FDM.
Самый дешевый 3D-принтер FDM, который ранее стоил около 3 000 000 индийских рупий, стал доступен всего за 30 000 индийских рупий. Падение цены в 10 раз. Это разрушило всю индустрию 3D-печати. И поскольку сама природа этих двух процессов схожа, через какое-то время местные поставщики услуг в разговорной речи НЕПРАВИЛЬНО начали называть эту вдохновленную FDM технологию FFF просто технологией FDM. 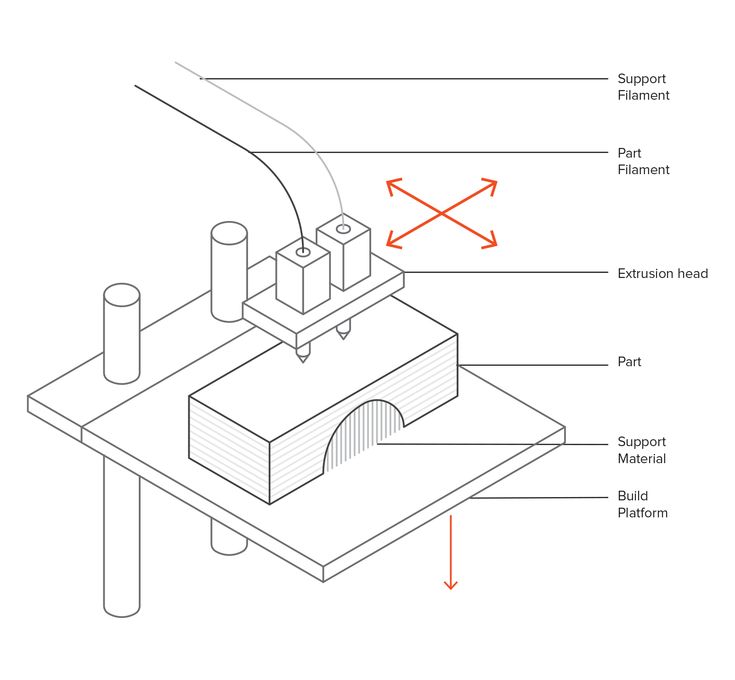

 На тестовой модели наглядно видно качество свесов, перемычек, натяжек, также по изделию можно судить о способности 3D-принтера печатать изогнутые поверхности определенным пластиком.
На тестовой модели наглядно видно качество свесов, перемычек, натяжек, также по изделию можно судить о способности 3D-принтера печатать изогнутые поверхности определенным пластиком.  Если появляются горизонтальные пластиковые нити, то какой-то из параметров 3D-печати следует изменить.
Если появляются горизонтальные пластиковые нити, то какой-то из параметров 3D-печати следует изменить. Тем самым вы будете больше экономить на пластике, потому что будете использовать нужные настройки печати.
Тем самым вы будете больше экономить на пластике, потому что будете использовать нужные настройки печати. В случае принтеров серии Ender тестовый отпечаток представляет собой 3D-модель собаки.
В случае принтеров серии Ender тестовый отпечаток представляет собой 3D-модель собаки.
 Тест на сопливость
Тест на сопливость Если с решетчатым кубом все в порядке, это знак того, что ваши настройки охлаждения, температуры и ретракта в порядке!
Если с решетчатым кубом все в порядке, это знак того, что ваши настройки охлаждения, температуры и ретракта в порядке! Она разработан с умными функциями, позволяющими проводить наилучшие испытания при использовании сравнительно небольшого количества пластика.
Она разработан с умными функциями, позволяющими проводить наилучшие испытания при использовании сравнительно небольшого количества пластика.
 Тест 3D-печати «Все в одном»
Тест 3D-печати «Все в одном» Эта тестовая модель для 3D-печати помогает убедиться, что расстояние 20 мм на чертеже соответствует 20 мм в печатной модели. Калибровочный куб также позволит нам узнать, как экструзия и качество печати зависят от температуры сопла.
Эта тестовая модель для 3D-печати помогает убедиться, что расстояние 20 мм на чертеже соответствует 20 мм в печатной модели. Калибровочный куб также позволит нам узнать, как экструзия и качество печати зависят от температуры сопла. Он включает в себя мосты, выступы, мелкие детали и элементы для доступа к точности размеров 3D-печати. Перед печатью следует иметь в виду размер выступа на верхнем уровне. Это означает, что пользователь должен знать температуру, при которой модель не будет деформироваться.
Он включает в себя мосты, выступы, мелкие детали и элементы для доступа к точности размеров 3D-печати. Перед печатью следует иметь в виду размер выступа на верхнем уровне. Это означает, что пользователь должен знать температуру, при которой модель не будет деформироваться.

 40
40 15
15 13
13 9%
9%
 28
28 1 Федерального закона от 26.10.2002 г. №127-ФЗ «О несостоятельности (банкротстве)
1 Федерального закона от 26.10.2002 г. №127-ФЗ «О несостоятельности (банкротстве) СТРЕЖЕВОЙ ТОМСКОЙ ОБЛАСТИ (МЕЖРАЙОННОЕ)
СТРЕЖЕВОЙ ТОМСКОЙ ОБЛАСТИ (МЕЖРАЙОННОЕ) 03.2022
03.2022
 .. показать
.. показать

 Следует избегать неуказанных, неуказанных и неспецифических кодов.
Следует избегать неуказанных, неуказанных и неспецифических кодов.
 Тем не менее, применимые государственные мандаты будут иметь приоритет в отношении планов с полным страхованием и планов с самофинансированием, не входящих в ERISA (например, правительства, школьных советов, церкви).
Тем не менее, применимые государственные мандаты будут иметь приоритет в отношении планов с полным страхованием и планов с самофинансированием, не входящих в ERISA (например, правительства, школьных советов, церкви). Ни в какую часть CPT не включены таблицы комиссионных сборов, стоимость основных единиц, руководства по относительной стоимости, коэффициенты пересчета или шкалы. Любое использование CPT вне Бюллетеней клинической политики Aetna (CPB) должно ссылаться на самую последнюю Текущую процедурную терминологию, которая содержит полный и самый последний список кодов CPT и описательных терминов. Применяются применимые FARS/DFARS.
Ни в какую часть CPT не включены таблицы комиссионных сборов, стоимость основных единиц, руководства по относительной стоимости, коэффициенты пересчета или шкалы. Любое использование CPT вне Бюллетеней клинической политики Aetna (CPB) должно ссылаться на самую последнюю Текущую процедурную терминологию, которая содержит полный и самый последний список кодов CPT и описательных терминов. Применяются применимые FARS/DFARS. Вы признаете, что AMA владеет всеми авторские права, товарные знаки и другие права в CPT.
Вы признаете, что AMA владеет всеми авторские права, товарные знаки и другие права в CPT. документация по компьютерному программному обеспечению, которая была разработана исключительно на частные средства Американской медицинской ассоциацией, 515 North State Street, Chicago, Illinois, 60610. Права правительства США на использование, изменение, воспроизведение, выпуск, выполнение, демонстрацию или раскрытие этих технических данные и/или компьютерные базы данных и/или компьютерное программное обеспечение и/или документация по компьютерному программному обеспечению подпадают под ограничения ограниченных прав DFARS 252.227-7015(b)(2) (19 июня95) и/или в соответствии с ограничениями DFARS 227.7202-1(a) (июнь 1995 г.) и DFARS 227.7202-3(a) (июнь 1995 г.), применимыми к закупкам Министерства обороны США, и ограниченными правами FAR 52.227. -14 (июнь 1987 г.) и/или в соответствии с положениями об ограничении прав FAR 52.227-14 (июнь 1987 г.) и FAR 52.227-19 (июнь 1987 г.), в зависимости от обстоятельств, и любыми применимыми дополнениями к FAR агентства, для лиц, не относящихся к Министерству обороны.
документация по компьютерному программному обеспечению, которая была разработана исключительно на частные средства Американской медицинской ассоциацией, 515 North State Street, Chicago, Illinois, 60610. Права правительства США на использование, изменение, воспроизведение, выпуск, выполнение, демонстрацию или раскрытие этих технических данные и/или компьютерные базы данных и/или компьютерное программное обеспечение и/или документация по компьютерному программному обеспечению подпадают под ограничения ограниченных прав DFARS 252.227-7015(b)(2) (19 июня95) и/или в соответствии с ограничениями DFARS 227.7202-1(a) (июнь 1995 г.) и DFARS 227.7202-3(a) (июнь 1995 г.), применимыми к закупкам Министерства обороны США, и ограниченными правами FAR 52.227. -14 (июнь 1987 г.) и/или в соответствии с положениями об ограничении прав FAR 52.227-14 (июнь 1987 г.) и FAR 52.227-19 (июнь 1987 г.), в зависимости от обстоятельств, и любыми применимыми дополнениями к FAR агентства, для лиц, не относящихся к Министерству обороны. Федеральные закупки.
Федеральные закупки.


 Следует избегать неуказанных, неуказанных и неспецифических кодов.
Следует избегать неуказанных, неуказанных и неспецифических кодов.
 Тем не менее, применимые государственные мандаты будут иметь приоритет в отношении планов с полным страхованием и планов с самофинансированием, не входящих в ERISA (например, правительства, школьных советов, церкви).
Тем не менее, применимые государственные мандаты будут иметь приоритет в отношении планов с полным страхованием и планов с самофинансированием, не входящих в ERISA (например, правительства, школьных советов, церкви). Ни в какую часть CPT не включены таблицы комиссионных сборов, стоимость основных единиц, руководства по относительной стоимости, коэффициенты пересчета или шкалы. Любое использование CPT вне Бюллетеней клинической политики Aetna (CPB) должно ссылаться на самую последнюю Текущую процедурную терминологию, которая содержит полный и самый последний список кодов CPT и описательных терминов. Применяются применимые FARS/DFARS.
Ни в какую часть CPT не включены таблицы комиссионных сборов, стоимость основных единиц, руководства по относительной стоимости, коэффициенты пересчета или шкалы. Любое использование CPT вне Бюллетеней клинической политики Aetna (CPB) должно ссылаться на самую последнюю Текущую процедурную терминологию, которая содержит полный и самый последний список кодов CPT и описательных терминов. Применяются применимые FARS/DFARS. Вы признаете, что AMA владеет всеми авторские права, товарные знаки и другие права в CPT.
Вы признаете, что AMA владеет всеми авторские права, товарные знаки и другие права в CPT. документация по компьютерному программному обеспечению, которая была разработана исключительно на частные средства Американской медицинской ассоциацией, 515 North State Street, Chicago, Illinois, 60610. Права правительства США на использование, изменение, воспроизведение, выпуск, выполнение, демонстрацию или раскрытие этих технических данные и/или компьютерные базы данных и/или компьютерное программное обеспечение и/или документация по компьютерному программному обеспечению подпадают под ограничения ограниченных прав DFARS 252.227-7015(b)(2) (19 июня95) и/или в соответствии с ограничениями DFARS 227.7202-1(a) (июнь 1995 г.) и DFARS 227.7202-3(a) (июнь 1995 г.), применимыми к закупкам Министерства обороны США, и ограниченными правами FAR 52.227. -14 (июнь 1987 г.) и/или в соответствии с положениями об ограничении прав FAR 52.227-14 (июнь 1987 г.) и FAR 52.227-19 (июнь 1987 г.), в зависимости от обстоятельств, и любыми применимыми дополнениями к FAR агентства, для лиц, не относящихся к Министерству обороны.
документация по компьютерному программному обеспечению, которая была разработана исключительно на частные средства Американской медицинской ассоциацией, 515 North State Street, Chicago, Illinois, 60610. Права правительства США на использование, изменение, воспроизведение, выпуск, выполнение, демонстрацию или раскрытие этих технических данные и/или компьютерные базы данных и/или компьютерное программное обеспечение и/или документация по компьютерному программному обеспечению подпадают под ограничения ограниченных прав DFARS 252.227-7015(b)(2) (19 июня95) и/или в соответствии с ограничениями DFARS 227.7202-1(a) (июнь 1995 г.) и DFARS 227.7202-3(a) (июнь 1995 г.), применимыми к закупкам Министерства обороны США, и ограниченными правами FAR 52.227. -14 (июнь 1987 г.) и/или в соответствии с положениями об ограничении прав FAR 52.227-14 (июнь 1987 г.) и FAR 52.227-19 (июнь 1987 г.), в зависимости от обстоятельств, и любыми применимыми дополнениями к FAR агентства, для лиц, не относящихся к Министерству обороны.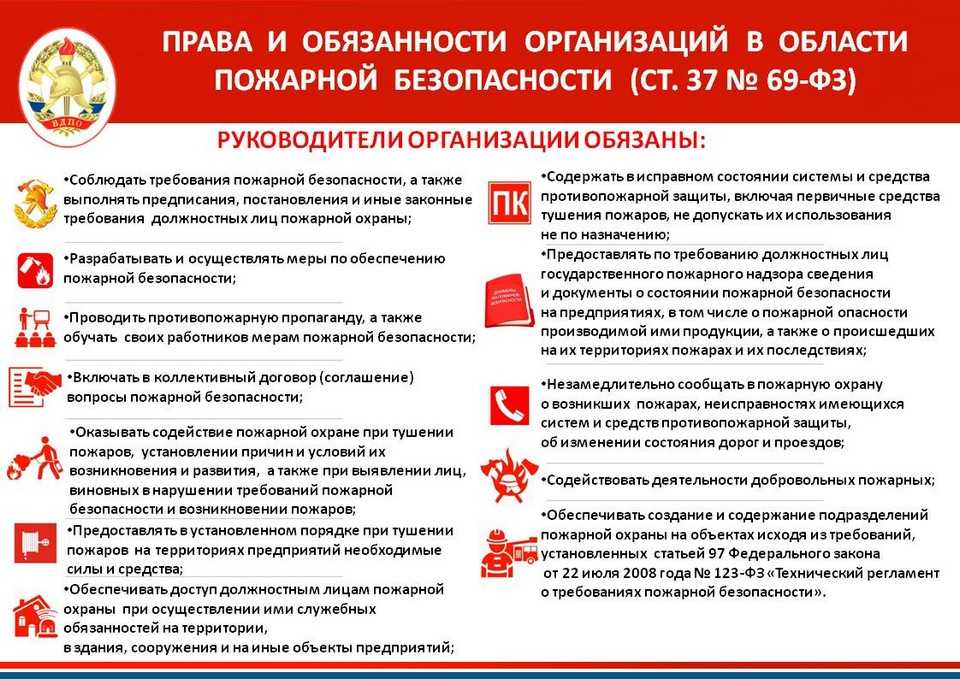 Федеральные закупки.
Федеральные закупки.

 ………………………………………………………….. 3 ПРЕДУПРЕДИТЕЛЬНЫЕ НАКЛЕЙКИ …………………………………………………………. 3 ВВЕДЕНИЕ
………………………………………………………….. 3 ПРЕДУПРЕДИТЕЛЬНЫЕ НАКЛЕЙКИ …………………………………………………………. 3 ВВЕДЕНИЕ Любое другое, выходящее за эти рамки использование, считается не соответствующим предписанию. За возникшие в результате этого ущерб или травмы
Любое другое, выходящее за эти рамки использование, считается не соответствующим предписанию. За возникшие в результате этого ущерб или травмы Косильная головка, нож для травы, защитный кожух ножа и головки, шайбы, ключи 7. Кабель включения Рис.1 СБОРКА
Косильная головка, нож для травы, защитный кожух ножа и головки, шайбы, ключи 7. Кабель включения Рис.1 СБОРКА Очистите тщательно головку от остатков скошенной травы. Проверьте головку на отсутствие повреждений. A B Рис.12 Отрежьте корд длиной 5,4 м. Сложите его вдвое и выровняйте концы (Рис.12А). Установите корд
Очистите тщательно головку от остатков скошенной травы. Проверьте головку на отсутствие повреждений. A B Рис.12 Отрежьте корд длиной 5,4 м. Сложите его вдвое и выровняйте концы (Рис.12А). Установите корд 3.Продолжительность непрерывной работы триммера не более 10-15 минут, затем перерыв в работе 3-5 минут. 4.Запрещается работать триммером без защитного кожуха,
3.Продолжительность непрерывной работы триммера не более 10-15 минут, затем перерыв в работе 3-5 минут. 4.Запрещается работать триммером без защитного кожуха, Надежный и мощный сетевой триммер
Надежный и мощный сетевой триммер В рейтингах учитывались не только мнения владельцев, но и заявленные производителем параметры и возможности моделей.
В рейтингах учитывались не только мнения владельцев, но и заявленные производителем параметры и возможности моделей.


 Среди дополнительных преимуществ покупатели выделяют наличие двух режущих инструментов: трехлезвийного ножа и триммерной головки. Конструкция предусматривает наличие грунтовки. Включает подвесной ремень.
Среди дополнительных преимуществ покупатели выделяют наличие двух режущих инструментов: трехлезвийного ножа и триммерной головки. Конструкция предусматривает наличие грунтовки. Включает подвесной ремень.
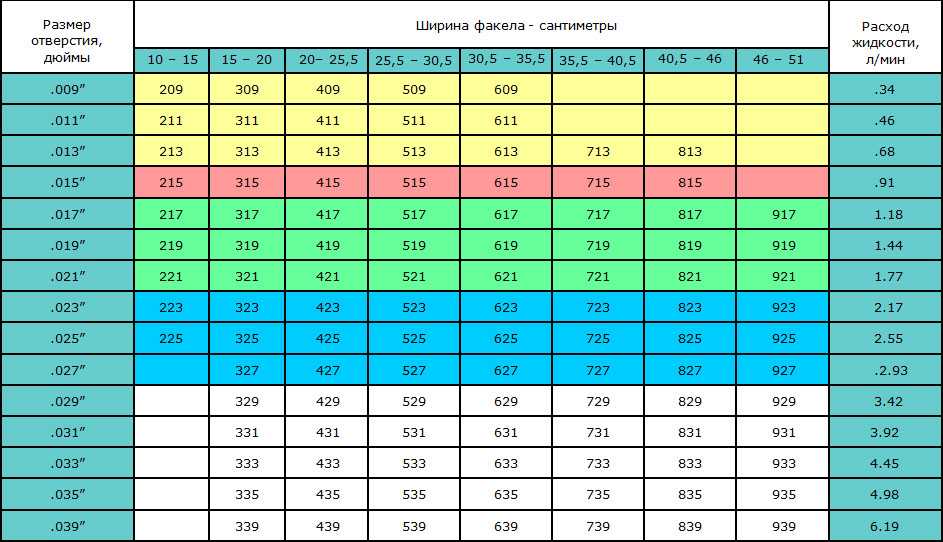 Тем, кто начинает обучение после 25 лет, навыки быстрой печати необходимы для профессионального роста.
Тем, кто начинает обучение после 25 лет, навыки быстрой печати необходимы для профессионального роста.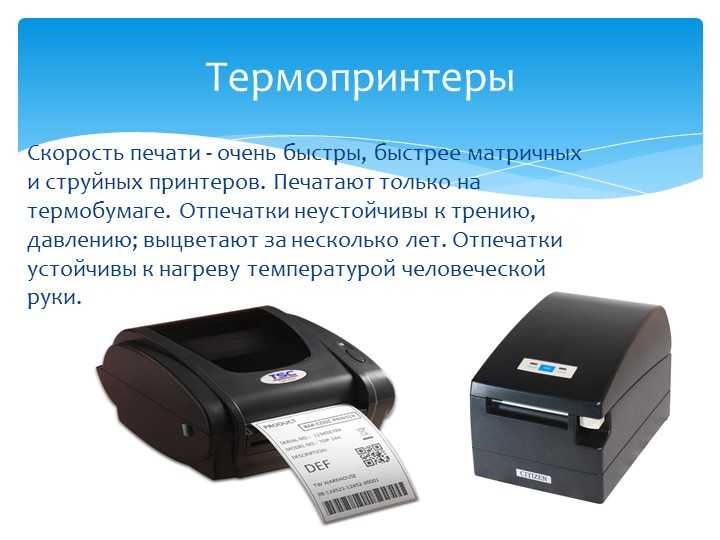 Их главный вывод заключается в том, что скорость набора текста на смартфонах всё быстрее догоняет физические «клавы».
Их главный вывод заключается в том, что скорость набора текста на смартфонах всё быстрее догоняет физические «клавы». Самая высокая скорость, которую исследователи замерили на сенсорном экране, была 85 слов в минуту. Это замечательный результат даже для физической клавиатуры.
Самая высокая скорость, которую исследователи замерили на сенсорном экране, была 85 слов в минуту. Это замечательный результат даже для физической клавиатуры.


 Кроме того, добавление дополнительного материала с помощью опор, юбок и плотов увеличит общее время печати.
Кроме того, добавление дополнительного материала с помощью опор, юбок и плотов увеличит общее время печати.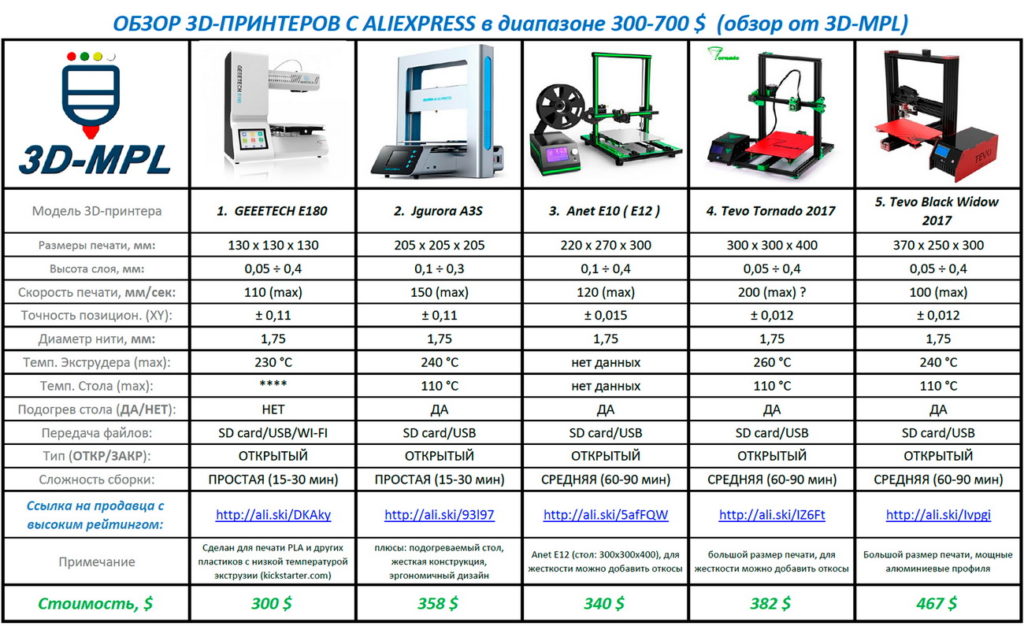 Обычно определяемая в миллиметров в секунду (мм/с), скорость 3D-печати также может варьироваться в зависимости от сборки: иногда для первого слоя используется более низкая скорость (чтобы обеспечить хорошее сцепление с поверхностью сборки), а более высокая скорость используется для печати. заполнение (где точность имеет меньшее значение).
Обычно определяемая в миллиметров в секунду (мм/с), скорость 3D-печати также может варьироваться в зависимости от сборки: иногда для первого слоя используется более низкая скорость (чтобы обеспечить хорошее сцепление с поверхностью сборки), а более высокая скорость используется для печати. заполнение (где точность имеет меньшее значение). Как правило, более низкие скорости печати дают лучшие результаты, поэтому очень высокие скорости обычно используются для быстрого прототипирования. Слишком быстрая печать может привести к дефектам, снижению точности размеров и ослаблению деталей.[2]
Как правило, более низкие скорости печати дают лучшие результаты, поэтому очень высокие скорости обычно используются для быстрого прототипирования. Слишком быстрая печать может привести к дефектам, снижению точности размеров и ослаблению деталей.[2] Отчасти это связано с тем, что нить нельзя расплавить и экструдировать так быстро. Кроме того, поскольку печатающая головка обычно совершает довольно короткие движения во время печати, у нее редко бывает достаточно времени, чтобы разогнаться до максимальной скорости.
Отчасти это связано с тем, что нить нельзя расплавить и экструдировать так быстро. Кроме того, поскольку печатающая головка обычно совершает довольно короткие движения во время печати, у нее редко бывает достаточно времени, чтобы разогнаться до максимальной скорости.
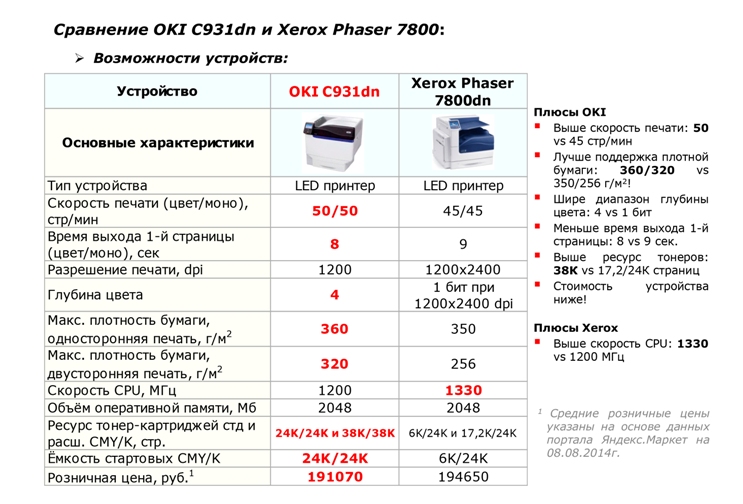 Вместо этого внутренняя структура отпечатка состоит из узора, известного как заполнение, которое может различаться по форме и плотности.
Вместо этого внутренняя структура отпечатка состоит из узора, известного как заполнение, которое может различаться по форме и плотности. Если первый слой плохо прилипает к поверхности сборки, вся деталь может сместиться во время печати, что приведет к сбою печати. Поэтому может быть полезно печатать первый слой (слои) на пониженной скорости, чтобы дать напечатанному объекту наилучшие шансы на успех. Это значение может быть установлено в мм/с (Cura) или в процентах от скорости печати по умолчанию.
Если первый слой плохо прилипает к поверхности сборки, вся деталь может сместиться во время печати, что приведет к сбою печати. Поэтому может быть полезно печатать первый слой (слои) на пониженной скорости, чтобы дать напечатанному объекту наилучшие шансы на успех. Это значение может быть установлено в мм/с (Cura) или в процентах от скорости печати по умолчанию.
 Однако скорость печати влияет на печать разными способами: пользователи FDM должны учитывать, как скорость печати повлияет на прилипание к столу, качество печати и вероятность ошибок.
Однако скорость печати влияет на печать разными способами: пользователи FDM должны учитывать, как скорость печати повлияет на прилипание к столу, качество печати и вероятность ошибок. Это связано с тем, что более высокие скорости вызывают большие вибрации и приводят к большим колебаниям скорости, когда печатающая головка меняет направление.
Это связано с тем, что более высокие скорости вызывают большие вибрации и приводят к большим колебаниям скорости, когда печатающая головка меняет направление. е. когда печатающая головка пытается уложить больше материала, чем на нее подается. Однако, как правило, это не должно быть проблемой, так как ваш слайсер должен автоматически рассчитывать скорость потока, подходящую для скорости печати.
е. когда печатающая головка пытается уложить больше материала, чем на нее подается. Однако, как правило, это не должно быть проблемой, так как ваш слайсер должен автоматически рассчитывать скорость потока, подходящую для скорости печати. Тем не менее, слишком медленная печать сама по себе может вызвать проблемы. Эти проблемы обычно связаны с перегревом: если нить остается в камере сопла слишком долго, она может перегреться и вызвать деформацию детали.
Тем не менее, слишком медленная печать сама по себе может вызвать проблемы. Эти проблемы обычно связаны с перегревом: если нить остается в камере сопла слишком долго, она может перегреться и вызвать деформацию детали.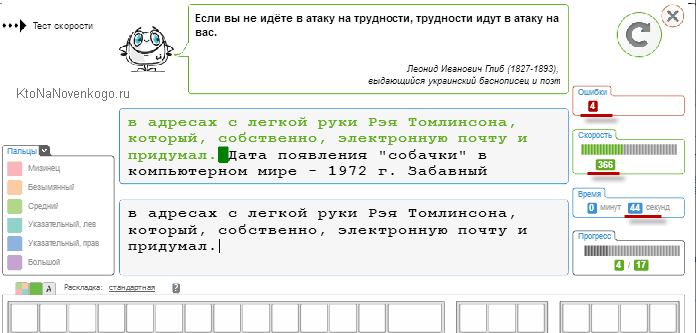

 Это связано с тем, что слишком быстрое выдавливание может привести к засорению и застреванию, особенно при использовании экструдеров Боудена.
Это связано с тем, что слишком быстрое выдавливание может привести к засорению и застреванию, особенно при использовании экструдеров Боудена.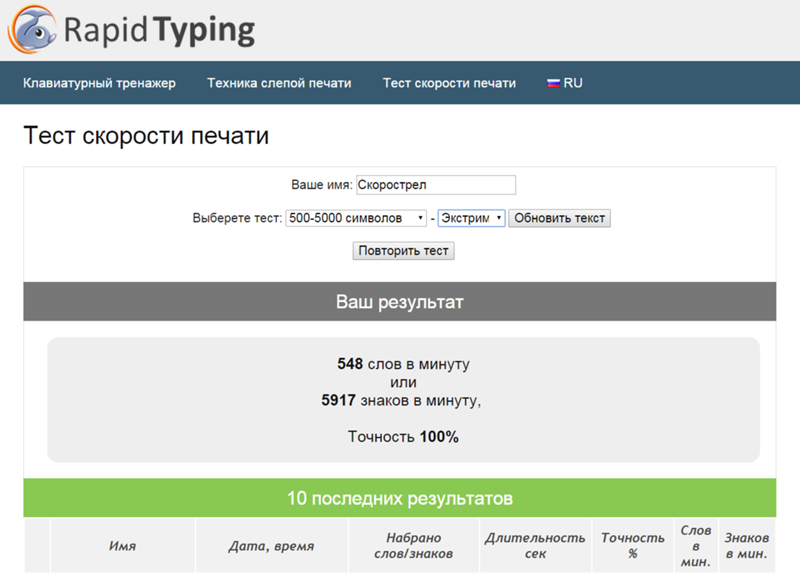 , Вайд Х., Ваджпейи Р. Анализ влияния параметров печати на изменение размеров образцов АБС, напечатанных с использованием моделирования наплавления (FDM). Сенсорс Интернэшнл. 2022 1 января; 3:100149.
, Вайд Х., Ваджпейи Р. Анализ влияния параметров печати на изменение размеров образцов АБС, напечатанных с использованием моделирования наплавления (FDM). Сенсорс Интернэшнл. 2022 1 января; 3:100149.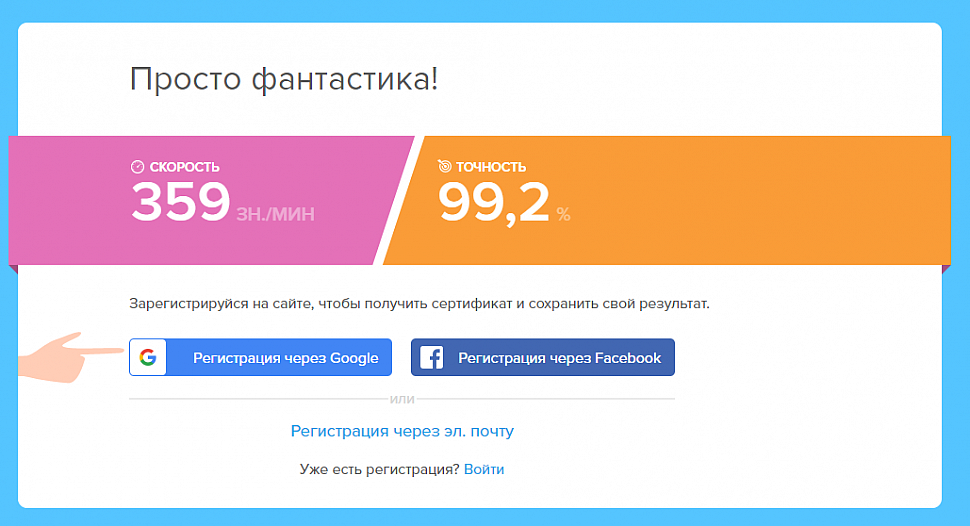 Все мы хотим, чтобы наши отпечатки были быстрыми, но наилучшее качество обычно достигается при более низкой скорости печати.
Все мы хотим, чтобы наши отпечатки были быстрыми, но наилучшее качество обычно достигается при более низкой скорости печати.  Если вы измените первую настройку, остальные изменятся сами по себе. Однако вы все равно можете изменить последующие настройки по отдельности.
Если вы измените первую настройку, остальные изменятся сами по себе. Однако вы все равно можете изменить последующие настройки по отдельности. Правильные настройки скорости могут обеспечить идеальный баланс между всеми указанными факторами.
Правильные настройки скорости могут обеспечить идеальный баланс между всеми указанными факторами. Это должно повысить вероятность успешной печати, а также улучшить общее качество печати и точность размеров.
Это должно повысить вероятность успешной печати, а также улучшить общее качество печати и точность размеров.
 Либо вы можете получать отпечатки высокого качества на более низких скоростях, либо отпечатки среднего качества на высоких скоростях для более эффективных целей.
Либо вы можете получать отпечатки высокого качества на более низких скоростях, либо отпечатки среднего качества на высоких скоростях для более эффективных целей. Это может привести к перегреву печатающей головки и вызвать серьезные дефекты печати.
Это может привести к перегреву печатающей головки и вызвать серьезные дефекты печати.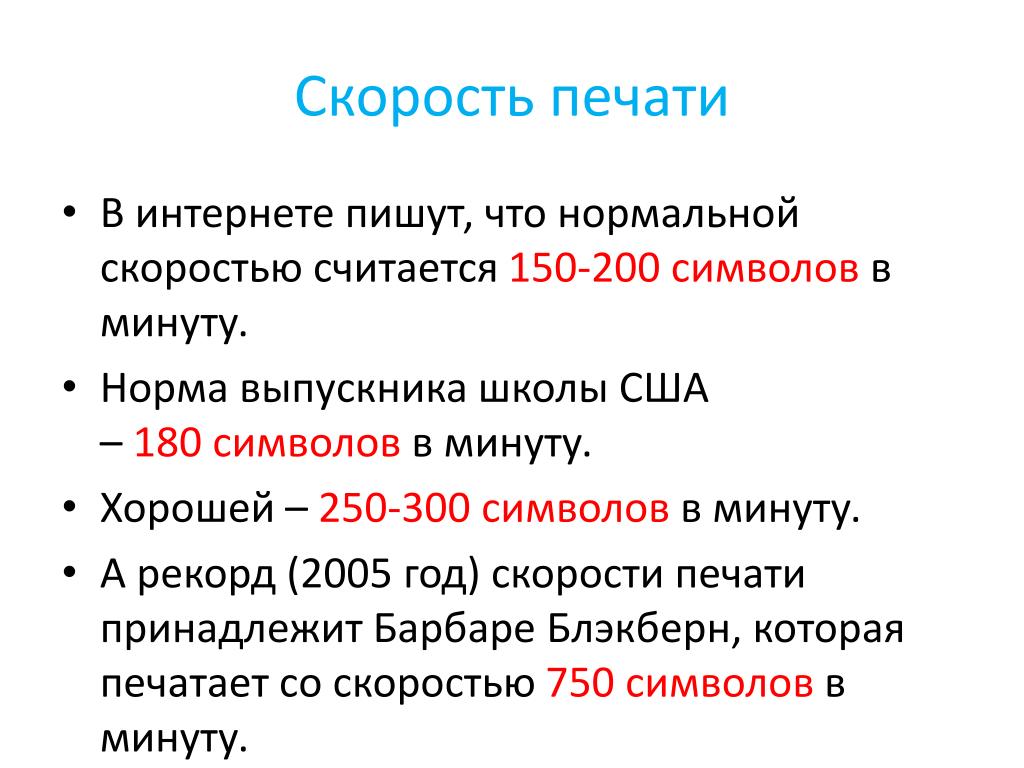
 Поскольку эта нить может вызвать проблемы с натяжением, многие люди пробовали печатать относительно медленно — около 40 мм / с — и также получали хорошие результаты. 9№ 0004
Поскольку эта нить может вызвать проблемы с натяжением, многие люди пробовали печатать относительно медленно — около 40 мм / с — и также получали хорошие результаты. 9№ 0004
 50
50 70
70 60
60 80
80
 Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков.
Мы работаем с такими транспортными компаниями как: Деловые Линии, ЖелДорЭкспедиция, Автотрейдинг, СДЕК, ПЭК, Мас-Хэндлинг и другие. Доставка осуществляется в любые города и регионы РФ: Ростов-на-Дону, Омск, Ярославль, Тамбов, Самара, Астрахань, Нижний Новгород, Екатеринбург, Барнаул, Белгород, Пенза, Волгоград, Иркутск, Сочи, Казань, Новосибирск, Кемерово, Ставрополь, Киров, Краснодар, Красноярск, Чита, Курск, Москва, Мурманск, Набережные Челны, Новокузнецк, Норильск, Пенза, Рязань, Саранск, Таганрог, Тверь, Пермь, Томск, Ульяновск, Саратов, Уфа, Челябинск, Якутск, Псков. д. При использовании S-спиралей 22 мм, рабочая длина составляет 65 м, при 16 мм – 55 м, а при 8 или 10 мм – 10 м.
д. При использовании S-спиралей 22 мм, рабочая длина составляет 65 м, при 16 мм – 55 м, а при 8 или 10 мм – 10 м.  х 4,5 м
х 4,5 м
 15
15 61
61 00
00 33
33 16
16
 С мощным мотором даже стойкие засоры, такие как все…
С мощным мотором даже стойкие засоры, такие как все…-500x500.jpg)
 Вот почему они полагаются на Машины для очистки труб Rothenberger : они обеспечивают максимальные результаты наряду с высочайшей эффективностью и надежностью. Кроме того, они имеют уменьшенную структуру, поэтому их можно легко транспортировать.
Вот почему они полагаются на Машины для очистки труб Rothenberger : они обеспечивают максимальные результаты наряду с высочайшей эффективностью и надежностью. Кроме того, они имеют уменьшенную структуру, поэтому их можно легко транспортировать.
