Bosch gll 3 80 professional цена: Лазерный уровень Bosch GLL 3-80 G Professional. Купить лазерный нивелир Bosch GLL 3-80 G Professional цена
GLL 3-80 Линейный лазерный нивелир
GLL 3-80 Линейный лазерный нивелир | Bosch Professional
Линейные лазерные нивелиры
Линейный лазерный нивелир
Функции и основные характеристики
Ваш выбор
- в кейсе с 4 батарейками (AA) и лазерной мишенью
Показать вариант
Проверьте наличие в выбранном месте
Найти дилера поблизости
Линейные лазерные нивелиры
GLL 3-80
Подробнее
- 4 x аккумулятора 1,5 В LR6 (AA)
- Лазерный отражатель
- Карман
- Чемоданчик
Номер заказа: 0601063S00
Рекомендованная розничная цена с НДС
Выбранный вариант
Выбранный вариант
в кейсе с 4 батарейками (AA) и лазерной мишенью
0 601 063 S00
Найти дилера поблизости
GLL 3-80 Professional
Ваш выбор
в кейсе с 4 батарейками (AA) и лазерной мишенью
Номер заказа: 0 601 063 S00
Выбрать вариант
Найти дилера поблизости
GLL 3-80
Подробнее
- 4 x аккумулятора 1,5 В LR6 (AA)
- Лазерный отражатель
- Карман
- Чемоданчик
Номер заказа: 0601063S00
0,00
Рекомендованная розничная цена с НДС
Этот продукт содержит
- 4 x аккумулятора 1,5 В LR6 (AA)
- Лазерный отражатель
- Карман
- Чемоданчик
показать меньше
показать больше
Дополнительные данные | |
|---|---|
| Рабочий диапазон с приёмником, значение | 120 м |
| Точность нивелирования* | ± 0,3 мм/м*/** (*для четырех точек пересечения по горизонтали; **не учитывая погрешность, зависящую от условий использования) |
| Проекция | 3 линии 360° |
| Лазерный диод | Линия: 630-650 нм, |
| Рабочая температура | -10 – 40 °C |
| Температура хранения | -20 – 70 °C |
| Класс лазера | 2 |
| Рабочий диапазон* | до 30 м |
| Рабочий диапазон с приемником* | до 120 м |
| Диапазон самонивелирования | ± 4° |
| Время нивелирования | 4 с |
| Защита от пыли и водяных брызг | IP 54 |
| Источники питания | 4 x 1,5-V-LR6 (AA) |
Время работы, макс. | 4 ч в 3-лучевом режиме |
| Резьба штатива | 1/4″, 5/8″ |
| Вес, ок.** | 0,82 кг |
| Цветная лазерная линия | красный |
| Совместимые лазерные приемники | LR 6 + 7 |
| Рабочий диапазон, значение | 30 м |
* Не учитывая погрешность, зависящую от условий использования. Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
** Подробнее о погрешности можно прочитать по следующей ссылке: Технические характеристики изделий
GLL 3-80 Professional: Дополнительные сведения
Основные характеристики продукта
Линейный лазерный нивелир GLL 3-80 Professional проецирует 3 линии 360° с новым уровнем яркости. Высокая визуальная четкость обеспечивается мощными диодами. 3 линии на 360 ° позволяют одновременно выполнять горизонтальное и вертикальное выравнивание по всему помещению для высокоэффективной работы, а интуитивно понятный интерфейс обеспечивает легкую работу.
Оборудование и принадлежности
Этот линейный лазерный нивелир разработан для установки подвесных потолков, настила полов, установки окон, монтажа полок, прокладки дренажных труб, сооружения каркасов под гипсокартон и укладки плитки.
Дополнительные сведения
GLL 3-80 Professional идеально подходит для быстрого автоматического выравнивания и способен выравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,3 мм/м*/**. Дальность действия прибора составляет до 120 м с дополнительным приемником LR 6 или LR 7 Professional. Этот линейный лазерный нивелир отличается компактностью, простотой обращения и чрезвычайной прочностью (IP54).
Дальность действия прибора составляет до 120 м с дополнительным приемником LR 6 или LR 7 Professional. Этот линейный лазерный нивелир отличается компактностью, простотой обращения и чрезвычайной прочностью (IP54).
Для того, чтобы страница отображалась корректно, ее необходимо перезагрузить. Нажмите на кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
цена за штуку, характеристики, фото
Линейный лазерный нивелир c улучшенной видимостью луча зеленого цвета на 3 x 360°. Самонивелирующийся (±4° за
Комплектация
кейс L-BOXX 136, универсальный держатель BM 1 Professional, лазерный отражатель, карман, 1 аккумулятор GBA 12V 2.0Ah, быстрозарядное устройство GAL 1230 CV.
Производитель
Китай.
Детали
Без поверки. Гарантия На все инструменты, проданные с 01.02.2023, действует стандартная гарантия: -Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме.
-Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Документы:
pdfскачать
pdfскачать
pdfскачать
Характеристики
Артикул
0601063T00
Тип товара
Нивелир
Бренд
Bosch
Вид
Лазерный
Тип
Линейный
Дальность действия, м
30
Дальность действия с приемником, м
120
Количество лучей
3
Цвет луча
Зеленый
Направление лучей
Горизонталь 360/ 2 вертикали 360
Угол самовыравнивания, °
±4
Длина волны, нм
500-540
Точность нивелирования, мм/м
±0,2
Степень защиты
IP54
Источники питания
4х1,5 В (АА)
Резьба под штатив
1/4, 5/8
Рабочая температура, °С
От -10 до +40
Класс лазера
2
Упаковка
L-BOXX
Температура хранения, °С
От -20 до +70
Время измерения, с
4
Совместимые лазерные приемники
LR7
Рабочий диапазон, м
30
Гарантия, мес
12
Страна-производитель
Китай
Часто ищут
Выравнивание автоматическое
Вес, кг
4,849
Отзывы покупателей
Сначала показывать
Боходир
Москва 17 марта 2022
Очень доволенНедостатки: Нету
Джахонгир
Москва 14 сентября 2021
Рекомендую, тонкий луч , зарядное устройство удобное штука, 3 лазер у меня , зелёный и красные лучи но на батарейки 🔋. Отдельно надо купить для них зарядное устройство и батарейки.
Отдельно надо купить для них зарядное устройство и батарейки.
Кирилл
Санкт-Петербург 21 мая 2021
не соответствует цена его качествуДостоинства: один плюс аккумуляторы не надо покупать батарейкиНедостатки: слишком широкий толстый луч
Руслан
Москва 27 марта 2021
Я доволен!Достоинства: Отличный инструмент. Очень доволен! Рекомендую.Недостатки: За 1 год пользования недостатков не нашёл!
Санкт-Петербург 06 февраля 2021
Очень хороший инструмент. Крепкий, надёжный.Достоинства: Пока лучший, чем работать доводилось. Луч виден и при солнечной погоде, геометрия углов точнаяНедостатки: Луч толстоват. Дороговато.
Николай
Санкт-Петербург 07 октября 2020
Цена — это единственный минус. Устройство продуманное и функциональное. С приемником Bosch (0601069J00) для линейного нивелира LR 7 Professional и с поворотной площадкой удобно было размечать длинные коридоры под кирпичную кладк.
Алексей
Санкт-Петербург 05 февраля 2020
А так,вещь очень хорошая если нормально относиться верой и правдой работать будет.Достоинства: Работаем этими лазерами уже 10 лет одни из лучших. у этого даже в приложении написано когда лазер уронили.главное что он теперь на аккумуляторе.Недостатки: Цена конечно завышена, можно конечно было штатив в комплект сделать.
Александр
Санкт-Петербург 30 января 2020
Отличный лазерДостоинства: Отличная вещьНедостатки: Нету
Владимир
Санкт-Петербург 29 ноября 2019
Очень доволенДостоинства: Отличный уровень,управление со смартфона через преложение,хочу сказать,что с аккумулятором в разы удобнее,чем с батарейками,да и заряжается какие-то 20 минут,а работает часов 5 ( постоянно включён),видимость луча отличная,да и магнитное крепление очень удобное,цена да,дороговат маленько,но он стоит этих денег,если кто занимается профессионально,то штука очень хорошая. Недостатки: Не нашёл
Недостатки: Не нашёл
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Фотографии покупателей
Вам могут понадобиться
- Штативы, рейки, держатели
- Батарейки
- Защита рук
- Маркеры, карандаши, мел
- Отвесы, шнуры
- Рулетки
- Уровни
- Пояса, ремни, сумки
- Демисезонная спецодежда
- Рабочая обувь, наколенники
- Зимняя спецодежда
611096
Доставим
Сегодня
Привезем в строительные центры
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Держатель Bosch LR 6/LR 7 (1608M00C1L) для приемника
Цена за шт
1 990 ₽
За баллы:
497,25
В корзину
675180
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штанга Condtrol Pillar (2-17-042) для нивелиров составная с треногой 3,6 м
Цена за шт
6 990 ₽
За баллы:
1 747,25
В корзину
675179
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив Condtrol h250 (2-17-041) для нивелиров и фото/видео техники 1,5 м
Цена за шт
2 990 ₽
За баллы:
747,25
В корзину
675178
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив Condtrol h230 (2-17-032) для нивелиров и фото/видео техники 1,3 м
Цена за шт
2 290 ₽
За баллы:
572,25
В корзину
823991
Доставим
Сегодня
Привезем в строительные центры
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив Condtrol Geo S6-2 (2-17-019) для нивелиров раздвижной с клипсами
Цена за шт
5 990 ₽
За баллы:
1 497,25
В корзину
825036
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив Condtrol h290 (2-17-023) для лазерных приборов телескопический
Цена за шт
3 990 ₽
За баллы:
997,25
В корзину
823817
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив Instrumax TR-160 (IM0133) для нивелира оптического
Цена за шт
2 990 ₽
За баллы:
747,25
В корзину
129524
Доставим
Сегодня
40 упак
Привезем в партнерские пункты выдачи
21/05 после 10:00
8 упак
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив ADA Light S (А00177) для нивелиров и теодолитов 1,73 м
Цена за упак
4 990 ₽
За баллы:
1 247,25
В корзину
625354
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив ADA Silver PLUS (А00556) для нивелиров телескопический с треногой 3,6 м
Цена за шт
6 990 ₽
За баллы:
1 747,25
В корзину
923190
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив RGK S6-N (4610011870217) для нивелиров 1,7 м
Цена за шт
4 990 ₽
За баллы:
1 247,25
В корзину
675177
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Очки Condtrol (1-7-101) для лазерных нивелиров зеленые
Цена за шт
За баллы:
97,25
В корзину
825033
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Очки Condtrol (1-7-035) для лазерных нивелиров красные
Цена за шт
За баллы:
97,25
В корзину
129525
Доставим
Сегодня
43 упак
Привезем в партнерские пункты выдачи
21/05 после 10:00
8 упак
при заказе до 19/05 до 10:59
Смотреть на карте
Штатив ADA Digit 130 (A00170) для нивелиров и фото/видео техники 1,3 м
Цена за упак
1 690 ₽
За баллы:
422,25
В корзину
129519
Доставим
Сегодня
56 упак
Привезем в партнерские пункты выдачи
21/05 после 10:00
11 упак
при заказе до 19/05 до 10:59
Смотреть на карте
Очки ADA Laser glasses (A00126) для лазерных приборов
Цена за упак
За баллы:
112,25
В корзину
Похожие товары
611094
Доставим
Сегодня
Привезем в партнерские пункты выдачи
21/05 после 10:00
при заказе до 19/05 до 10:59
Смотреть на карте
Нивелир лазерный Bosch GCL 2-50 (0601066F01) с приемником LR6
Цена за шт
19 630 ₽
За баллы:
4 907,25
В корзину
Нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар нивелир лазерный Bosch GLL 3-80CG Professional (0601063T00) с держателем BM1 действительны в Санкт-Петербурге.
Линейный лазер GLL 3-80 | Линейный лазер Bosch Professional
GLL 3-80 | Бош Профессионал
Линейные лазеры
Линейный лазер
Функции и основные характеристики
Ваш выбор
- в переносном кейсе с 4 батареями (AA), лазерной мишенью
Показать вариант
14 565,00 египетских фунтов
Рекомендованная розничная цена с учетом НДС
Доступно в 1 интернет-магазине(ах)
Проверить наличие на месте
Купить сейчас
Линейные лазеры
GLL 3-80
Подробные цены
- 4 батарейки 1,5 В LR6 (AA)
- Лазерная мишень
- Сумка
- Чемодан
Номер заказа: 0601063S00
14 565,00 египетских фунтов
Рекомендованная розничная цена без НДС.
Ваш выбранный вариант
Ваш выбранный вариант
в кейсе с 4 батареями (AA), лазерной мишенью
0 601 063 S00
14 565,00 египетских фунтов
Рекомендованная розничная цена с НДС
Купить сейчас
GLL 3-80 Professional
Ваш выбор
в переносном кейсе с 4 батареями (AA), лазерным визиром
Номер для заказа: 0 601 063 S00
Выберите вариант
14 565,00 EGP
Рекомендованная розничная цена, включая НДС
Доступно в 1 интернет-магазине(ах)
Купить
GLL 3-80
Подробные цены
- 4 батарейки 1,5 В LR6 (AA)
- Лазерная мишень
- Сумка
- Чемодан
Номер заказа: 0601063S00
14 565,00
Рекомендованная розничная цена без НДС.
Этот продукт включает
- 4 батарейки 1,5 В LR6 (AA)
- Лазерная мишень
- Сумка
- Чемодан
Показать меньше
Показать больше
Дополнительные данные | |
|---|---|
| Рабочий диапазон с приемником, значение | 120 м |
| Точность | ± 0,3 мм/м*/** (*для четырех горизонтальных точек пересечения; **плюс отклонение в зависимости от использования) |
| Проекция | 3 линии по 360° |
| Лазерный диод | Линия: 630 — 650 нм, |
| Рабочая Температура | -10 – 40 °С |
| Температура хранения | -20 – 70 °С |
| Лазерный класс | 2 |
| Рабочий диапазон | до 30 м |
| Рабочий диапазон с приемником | до 120 м |
| Диапазон самовыравнивания | ± 4° |
| Время выравнивания | 4 с |
| Защита от пыли и брызг | IP 54 |
| Источник питания | 4 x 1,5 В LR6 (АА) |
Время работы (макс. ) ) | 4 ч в 3-строчном режиме |
| Резьба штатива | 1/4″, 5/8″ |
| Вес, ок. | 0,82 кг |
| Цвет лазерной линии | красный |
| Совместимые лазерные приемники | ЛР 6 + 7 |
| Рабочий диапазон, значение | 30 м |
GLL 3-80 Professional: Дополнительная информация
Особенности продукта
Линейный лазер GLL 3-80 Professional проецирует линии 3 x 360° для следующего уровня видимости.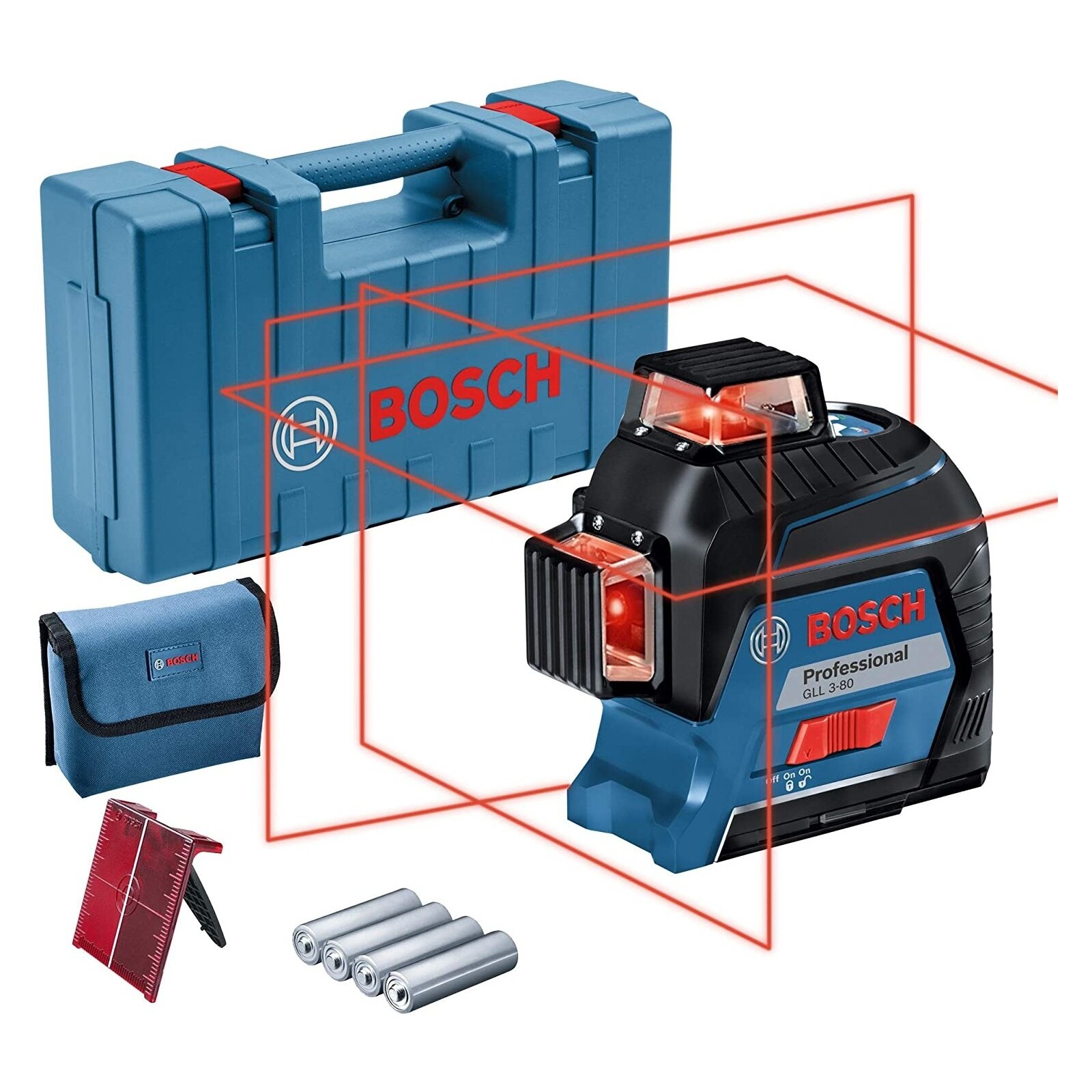 Высокая четкость изображения обеспечивается мощными диодами. Линии 3 x 360° этого инструмента позволяют одновременно выполнять горизонтальное и вертикальное выравнивание по всей комнате для высокоэффективной работы, а интуитивно понятный пользовательский интерфейс инструмента упрощает работу.
Высокая четкость изображения обеспечивается мощными диодами. Линии 3 x 360° этого инструмента позволяют одновременно выполнять горизонтальное и вертикальное выравнивание по всей комнате для высокоэффективной работы, а интуитивно понятный пользовательский интерфейс инструмента упрощает работу.
Оборудование и применение
Этот линейный лазер был разработан для подвески подвесных потолков, возведения полов, установки окон, монтажа полок, укладки дренажных труб, каркаса здания для гипсокартона и укладки плитки.
Дополнительная информация
GLL 3-80 Professional идеально подходит для быстрого самовыравнивания и способен самовыравниваться на неровных поверхностях до +/- 4° менее чем за 4 секунды с превосходной точностью ± 0,3 М-м-м*/**. Он имеет рабочий диапазон до 120 м при использовании дополнительного приемника LR 6 или LR 7 Professional. Этот линейный лазер компактен, прост в обращении и чрезвычайно надежен (IP54).
Для того, чтобы страница отображалась оптимально, ее необходимо перезагрузить.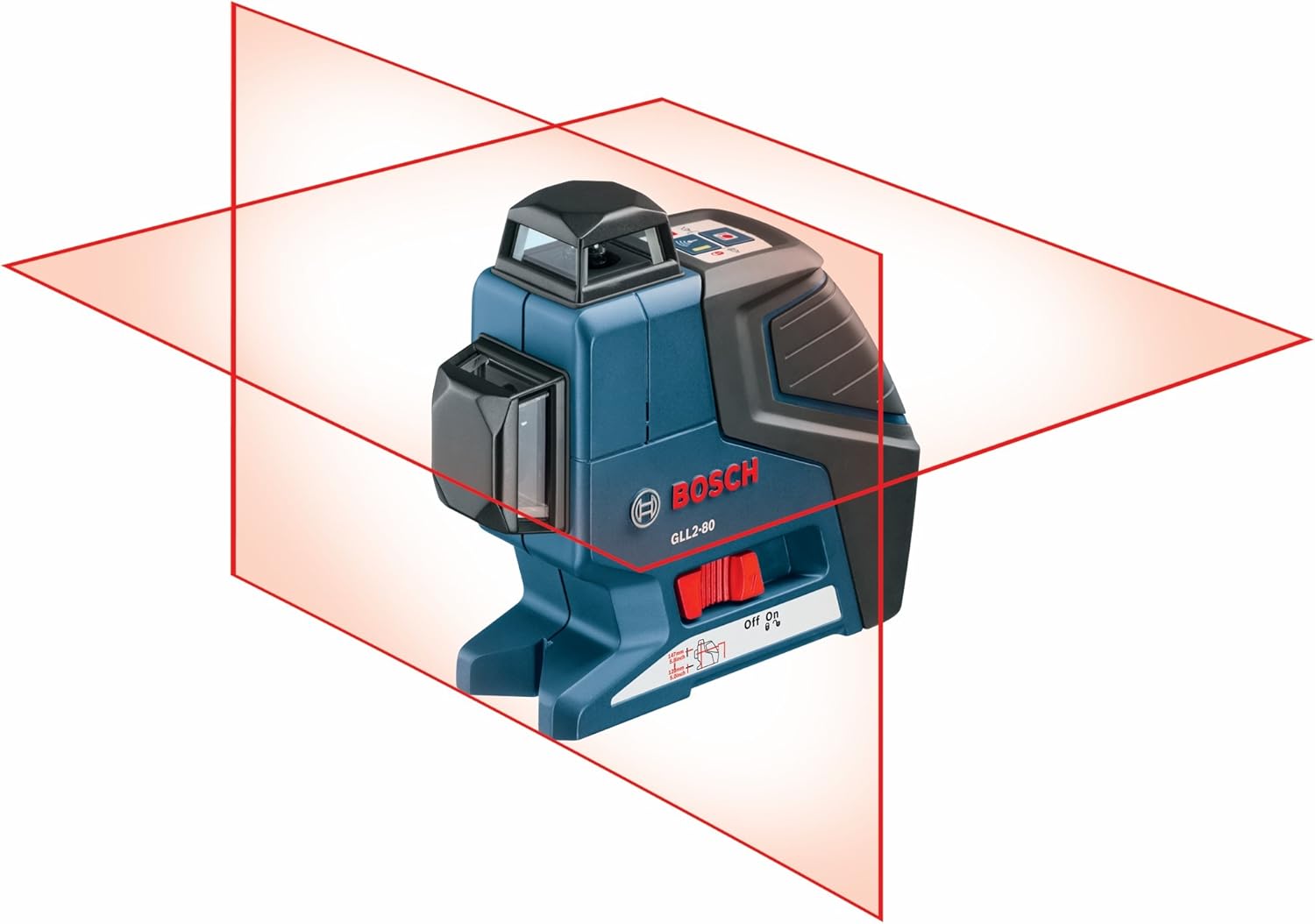 Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Пожалуйста, нажмите кнопку ниже, чтобы перезагрузить страницу.
Перезагрузить сейчас
Обратная связь
Обратная связь
Bosch Professional GLL 3-80 G
– Измеритель
MeasuritecГлавная
Линейный лазер Bosch Professional GLL 3-80 G-l
- Bosch Professional GLL 3-80 G — линейный лазер
Линейный лазер Bosch Professional GLL 3-80 G-l
- Описание
Торговая марка : Bosch Professional
Цвет синий
Характеристики :
- ВИДИМОСТЬ В 4 РАЗА ЛУЧШЕ: Благодаря технологии зеленого лазера GLL 3-80 G обеспечивает видимость в 4 раза лучше, чем линейный лазер с красным лазером.

- ОДНОВРЕМЕННОЕ ГОРИЗОНТАЛЬНОЕ И ВЕРТИКАЛЬНОЕ ВЫРАВНИВАНИЕ: Параллельное выравнивание полов, потолков и стен с одной горизонтальной и двумя вертикальными линиями
- САМОНИВЕЛИРОВАНИЕ: для уменьшения количества ручных настроек линейный лазер Bosch предлагает самовыравнивание на поверхностях с наклоном до ± 4 °
- ТОЧНЫЕ РЕЗУЛЬТАТЫ: для чрезвычайно точных измерений лазерный измерительный прибор обеспечивает результаты с точностью ± 0,3 мм/м * / **
- КОМПЛЕКТ ПОСТАВКИ: Линейный лазер GLL 3-80 G, 4 батарейки типа АА, лазерная мишень, сумка, кейс мастера.
Связка : инструмент
Дата выпуска : 01-04-2020
Детали :
- одновременное горизонтальное и вертикальное нивелирование с В 4 раза лучше видимость
- Линейный лазер Bosch Professional GLL 3-80 G обеспечивает одновременное горизонтальное и вертикальное нивелирование всего одним инструментом благодаря трем линиям на 360° — 1 горизонтальной и 2 вертикальным.

- Лазерные линии GLL 3-80 G зеленого цвета и поэтому в 4 раза более заметны, чем красные лазерные линии. Линии проецируются на всю комнату от пола до потолка, что упрощает работу с коллегами без необходимости часто перемещать устройство.
- Чрезвычайно точный прибор выдает результаты с точностью ± 0,3 мм/м*, ** в рабочем диапазоне до 30 м (или до 120 м с дополнительно доступными приемниками LR 7).
- Для минимизации ручных настроек устройство предлагает самовыравнивание на поверхностях с наклоном до ± 4°. Для проецирования диагональных линий устройство также можно выровнять, когда оно заблокировано. Зеленые лазерные диоды обеспечивают отличную видимость.
- Благодаря защите от пыли и водяных брызг в соответствии со стандартом IP54 лазер с перекрестными линиями также чрезвычайно надежен.
- Его можно использовать для различных применений, таких как укладка пола, установка окон, установка полок, дренажные работы и укладка плитки или для основания из гипсокартона.
 * для четырех горизонтальных точек пересечения ** плюс отклонение в зависимости от использования Комплект поставки: GLL 3-80 4 батарейки AA Сумка для лазерной мишени Инструкция по эксплуатации Чемодан мастера
* для четырех горизонтальных точек пересечения ** плюс отклонение в зависимости от использования Комплект поставки: GLL 3-80 4 батарейки AA Сумка для лазерной мишени Инструкция по эксплуатации Чемодан мастера
Размеры упаковки : 18,5 x 10,7 x 5,4 дюйма
Торговая марка : Bosch Professional
Цвет синий
Характеристики :
- ВИДИМОСТЬ В 4 РАЗА ЛУЧШЕ: Благодаря технологии зеленого лазера GLL 3-80 G обеспечивает видимость в 4 раза лучше, чем линейный лазер с красным лазером.
- ОДНОВРЕМЕННОЕ ГОРИЗОНТАЛЬНОЕ И ВЕРТИКАЛЬНОЕ ВЫРАВНИВАНИЕ: Параллельное выравнивание полов, потолков и стен с одной горизонтальной и двумя вертикальными линиями
- САМОНИВЕЛИРОВАНИЕ: для уменьшения количества ручных настроек линейный лазер Bosch предлагает самовыравнивание на поверхностях с наклоном до ± 4 °
- ТОЧНЫЕ РЕЗУЛЬТАТЫ: для чрезвычайно точных измерений лазерный измерительный прибор обеспечивает результаты с точностью ± 0,3 мм/м * / **
- КОМПЛЕКТ ПОСТАВКИ: Линейный лазер GLL 3-80 G, 4 батарейки типа АА, лазерная мишень, сумка, кейс мастера.

Bond : инструмент
Дата выпуска : 04.01.2020
Детали :
- одновременное горизонтальное и вертикальное выравнивание с улучшенной видимостью до 4 раз
- Линейный лазер Bosch Professional GLL 3-80 G обеспечивает одновременное горизонтальное и вертикальное нивелирование всего одним инструментом благодаря трем линиям на 360° — 1 горизонтальной и 2 вертикальным.
- Лазерные линии GLL 3-80 G зеленого цвета и поэтому в 4 раза более заметны, чем красные лазерные линии. Линии проецируются на всю комнату от пола до потолка, что упрощает работу с коллегами без необходимости часто перемещать устройство.
- Чрезвычайно точный прибор выдает результаты с точностью ± 0,3 мм/м*, ** в рабочем диапазоне до 30 м (или до 120 м с дополнительно доступными приемниками LR 7).
- Для минимизации ручных настроек устройство предлагает самовыравнивание на поверхностях с наклоном до ± 4°.
 Через несколько секунд пластик начнет подаваться через сопло 3Д ручки.
Через несколько секунд пластик начнет подаваться через сопло 3Д ручки. Не бойтесь вернуться и заполнить пустые места трафарета. Отпускайте кнопку подачи пластика, когда переносите ручку в другую часть шаблона.
Не бойтесь вернуться и заполнить пустые места трафарета. Отпускайте кнопку подачи пластика, когда переносите ручку в другую часть шаблона. Нужно правильно выбрать бумагу для печати фотографий. От ее состава и характеристик зависят скорость высыхания красителя, реалистичность цветопередачи, срок сохранения и презентабельность снимка.
Нужно правильно выбрать бумагу для печати фотографий. От ее состава и характеристик зависят скорость высыхания красителя, реалистичность цветопередачи, срок сохранения и презентабельность снимка.
 Это но не всегда так. Отдельные слои могут иметь микронный размер, они практически не влияют на плотность носителя.
Это но не всегда так. Отдельные слои могут иметь микронный размер, они практически не влияют на плотность носителя.

 Снимки получаются максимально красочными. Материал используется в коммерческой полиграфии, когда высокое качество полиграфии должно соответствовать статусу продукта, о котором идет речь на изделии (постере,
Снимки получаются максимально красочными. Материал используется в коммерческой полиграфии, когда высокое качество полиграфии должно соответствовать статусу продукта, о котором идет речь на изделии (постере,

 Максимально высокие значения говорят о том, что в его составе имеются оптические осветлители. Их влияние на свойства бумаги плохо изучены. Есть мнение, что они снижают износоустойчивость. Сторонники осветлителей полагают, что вещества защищают материал от пожелтения.
Максимально высокие значения говорят о том, что в его составе имеются оптические осветлители. Их влияние на свойства бумаги плохо изучены. Есть мнение, что они снижают износоустойчивость. Сторонники осветлителей полагают, что вещества защищают материал от пожелтения.
 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше. Плоттер — это устройство, которое может рисовать текст и изображения на бумаге с помощью пера. Несколько недель назад, после того как мои коллеги-израильские производители собрали небольшой плоттер из старых дисководов для компакт-дисков, я решил, что наконец-то пришло время собрать собственный плоттер.
Плоттер — это устройство, которое может рисовать текст и изображения на бумаге с помощью пера. Несколько недель назад, после того как мои коллеги-израильские производители собрали небольшой плоттер из старых дисководов для компакт-дисков, я решил, что наконец-то пришло время собрать собственный плоттер. В основном все, что может оставить следы на листе бумаги. Вы даже рисуете на разных материалах, таких как картон или стекло. Вы также можете проявить творческий подход с уникальными типами чернил, такими как золотые, серебряные или светящиеся в темноте — вы называете это.
В основном все, что может оставить следы на листе бумаги. Вы даже рисуете на разных материалах, таких как картон или стекло. Вы также можете проявить творческий подход с уникальными типами чернил, такими как золотые, серебряные или светящиеся в темноте — вы называете это. Хотя для крепления пера также можно использовать винты, я лично предпочитаю зажимной механизм, поскольку он позволяет мне очень быстро переключаться между режимами 3D-принтера и плоттера, а также очень быстро менять ручки.
Хотя для крепления пера также можно использовать винты, я лично предпочитаю зажимной механизм, поскольку он позволяет мне очень быстро переключаться между режимами 3D-принтера и плоттера, а также очень быстро менять ручки. Затем переместите ось X / Y к краю того места, где вы хотите, чтобы был ваш рисунок. Наконец, перемещайте ось Z вниз с шагом 0,1 мм, пока кончик пера не коснется бумаги. Затем вы можете немного подвигать X/Y и убедиться, что ручка действительно оставляет след на бумаге. Когда закончите, обратите внимание на значения X/Y/Z, которые появляются в верхней строке:
Затем переместите ось X / Y к краю того места, где вы хотите, чтобы был ваш рисунок. Наконец, перемещайте ось Z вниз с шагом 0,1 мм, пока кончик пера не коснется бумаги. Затем вы можете немного подвигать X/Y и убедиться, что ручка действительно оставляет след на бумаге. Когда закончите, обратите внимание на значения X/Y/Z, которые появляются в верхней строке: Я был удивлен, как быстро у меня заработала аппаратная часть. С программным обеспечением, однако, дело обстояло совсем иначе — как всегда, реальная сложность заключается в программном обеспечении.
Я был удивлен, как быстро у меня заработала аппаратная часть. С программным обеспечением, однако, дело обстояло совсем иначе — как всегда, реальная сложность заключается в программном обеспечении. Это преобразует текст в серию точек, соединенных линиями, что необходимо для подачи в принтер. Вы можете добавить больше элементов, таких как спирали и звезды, повторяя операцию «Объект в контур» для каждого:
Это преобразует текст в серию точек, соединенных линиями, что необходимо для подачи в принтер. Вы можете добавить больше элементов, таких как спирали и звезды, повторяя операцию «Объект в контур» для каждого: Теперь вы должны увидеть два новых текстовых элемента, добавленных внизу вашего рисунка:
Теперь вы должны увидеть два новых текстовых элемента, добавленных внизу вашего рисунка: Затем вы хотите отредактировать текст и изменить значения для «Подача», «Проникновение подачи», «Проходная подача», чтобы установить скорость движения принтера при рисовании. Я использую 4500 для всех из них (единица измерения — мм/мин, поэтому это значение соответствует 75 мм/сек).
Затем вы хотите отредактировать текст и изменить значения для «Подача», «Проникновение подачи», «Проходная подача», чтобы установить скорость движения принтера при рисовании. Я использую 4500 для всех из них (единица измерения — мм/мин, поэтому это значение соответствует 75 мм/сек). Это займет несколько секунд и может выдать предупреждение о том, что пути не выбраны, которое можно спокойно игнорировать. Вы должны увидеть новый слой поверх вашего рисунка, показывающий движения печатающей головки в сгенерированном файле Gcode:
Это займет несколько секунд и может выдать предупреждение о том, что пути не выбраны, которое можно спокойно игнорировать. Вы должны увидеть новый слой поверх вашего рисунка, показывающий движения печатающей головки в сгенерированном файле Gcode:
 65х2085 мм, 6TPI (DW738/739)
65х2085 мм, 6TPI (DW738/739)

 Вместо них используется замкнутая в кольцо металлическая лента с зубьями на одной стороне. Она устанавливается на шкивах.
Вместо них используется замкнутая в кольцо металлическая лента с зубьями на одной стороне. Она устанавливается на шкивах. Благодаря подсветке можно работать при слабом освещении.
Благодаря подсветке можно работать при слабом освещении.


 Кромка из быстрорежущей стали Matrix II обеспечивает превосходную термостойкость и износостойкость, а твердость зубьев Rc 65-67 способствует повышению долговечности. Основа из легированной стали обеспечивает сопротивление усталости.
Кромка из быстрорежущей стали Matrix II обеспечивает превосходную термостойкость и износостойкость, а твердость зубьев Rc 65-67 способствует повышению долговечности. Основа из легированной стали обеспечивает сопротивление усталости.
 5
5 5
5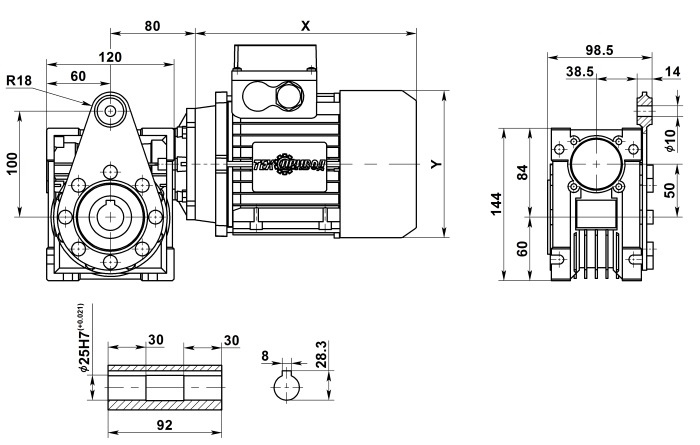 5
5 5(n=4)
5(n=4) 5°
5° 59
59 15
15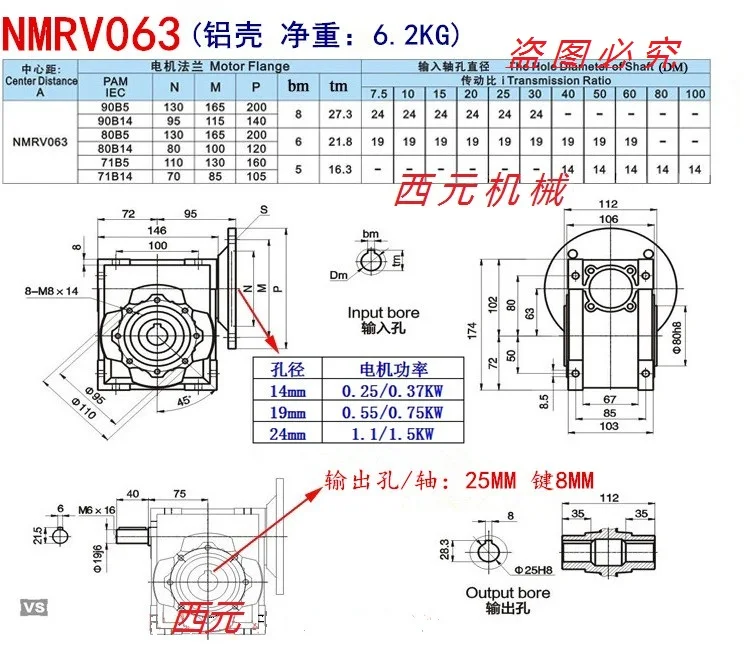 06
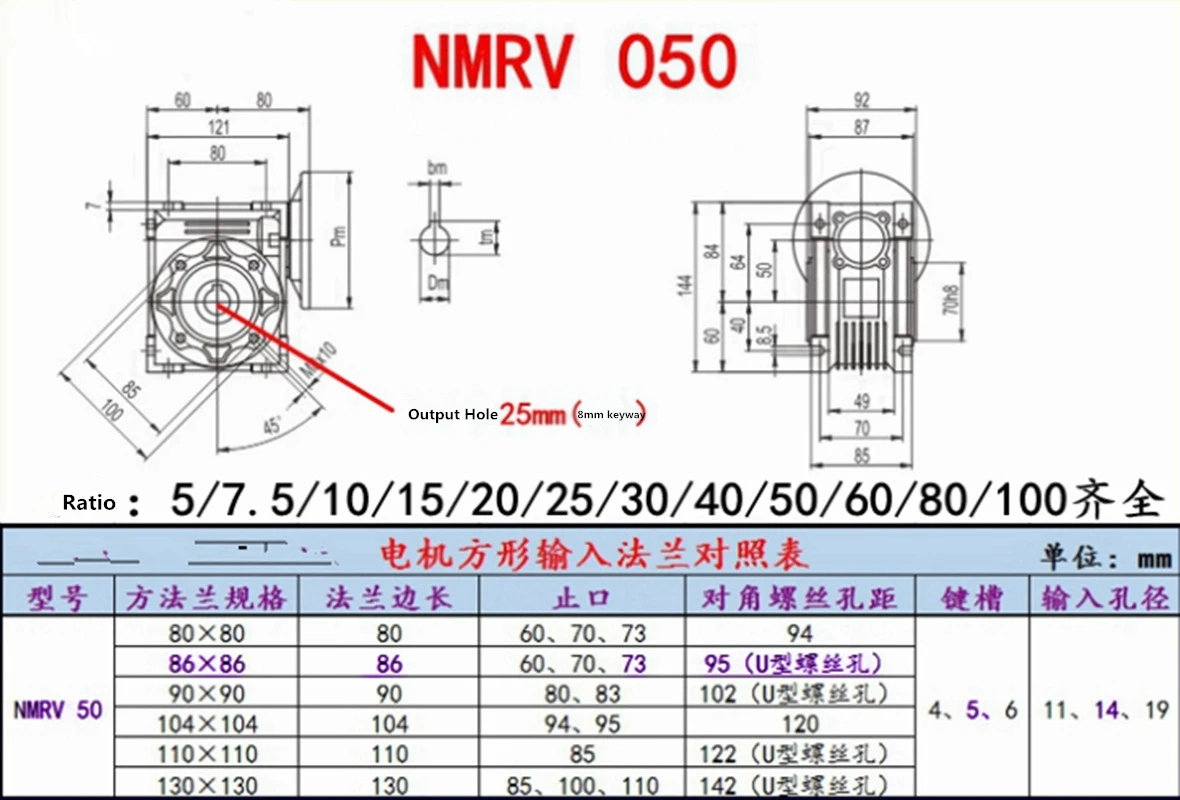
06 Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
Номинальный крутящий момент выходного вала – 35-83 Нм, диапазон частоты вращения 9 – 373 об/мин. У Систем качества можно купить итальянские и китайские редукторы NMRV-50 с передаточными числами: 7,5; 10; 15; 20; 25; 30; 40; 50; 60; 80; 100.
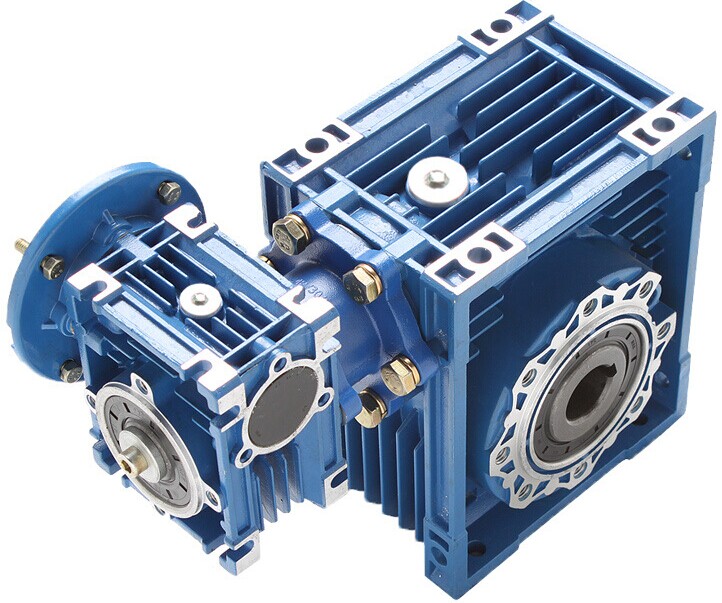
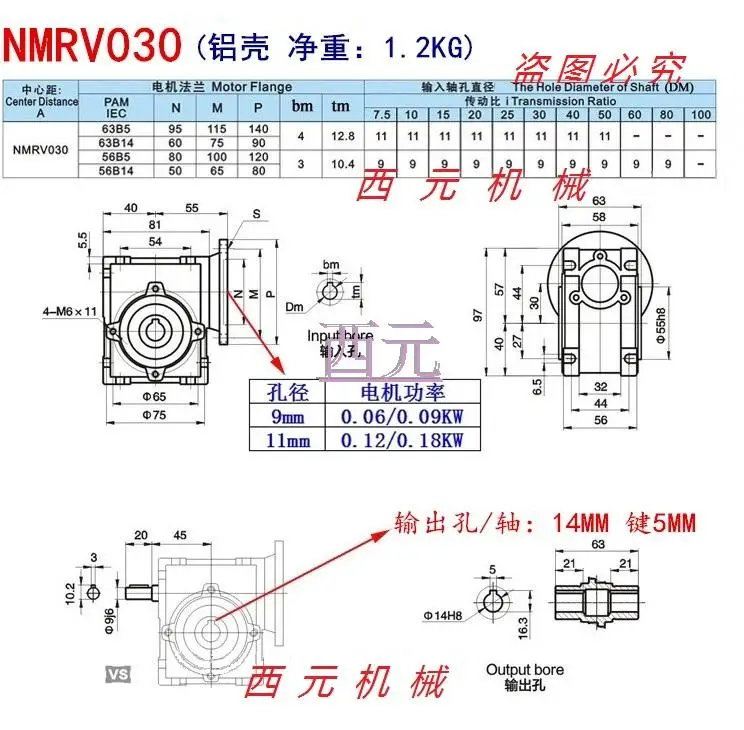 Пример схемы сборки ниже.
Пример схемы сборки ниже. Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада.
Гарантия – 12 месяцев. Оплата с НДС или без НДС, наложенным платежом на почте по предоплате за доставку. Отправка перевозчиками: Новая Почта, Деливери, САТ, самовывоз со склада. 5 12m3
5 12m3
 с.
с. с.
с.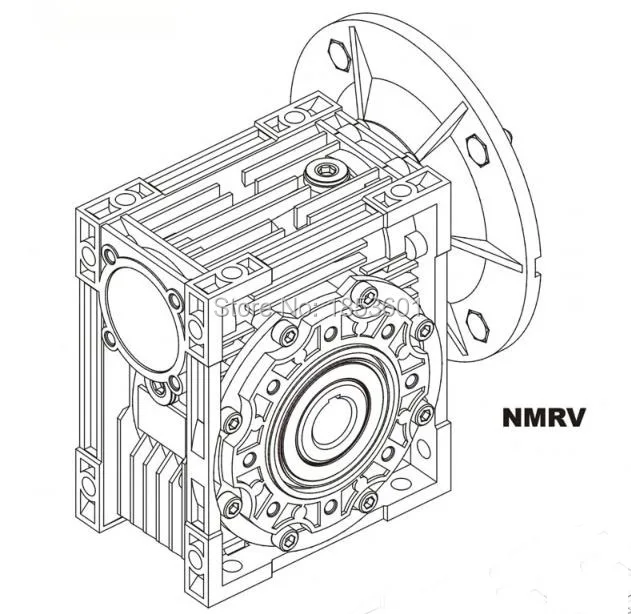 с.
с. с.)
с.) с. до 10 л.с.
с. до 10 л.с. )
) с. до 15 л.с.
с. до 15 л.с.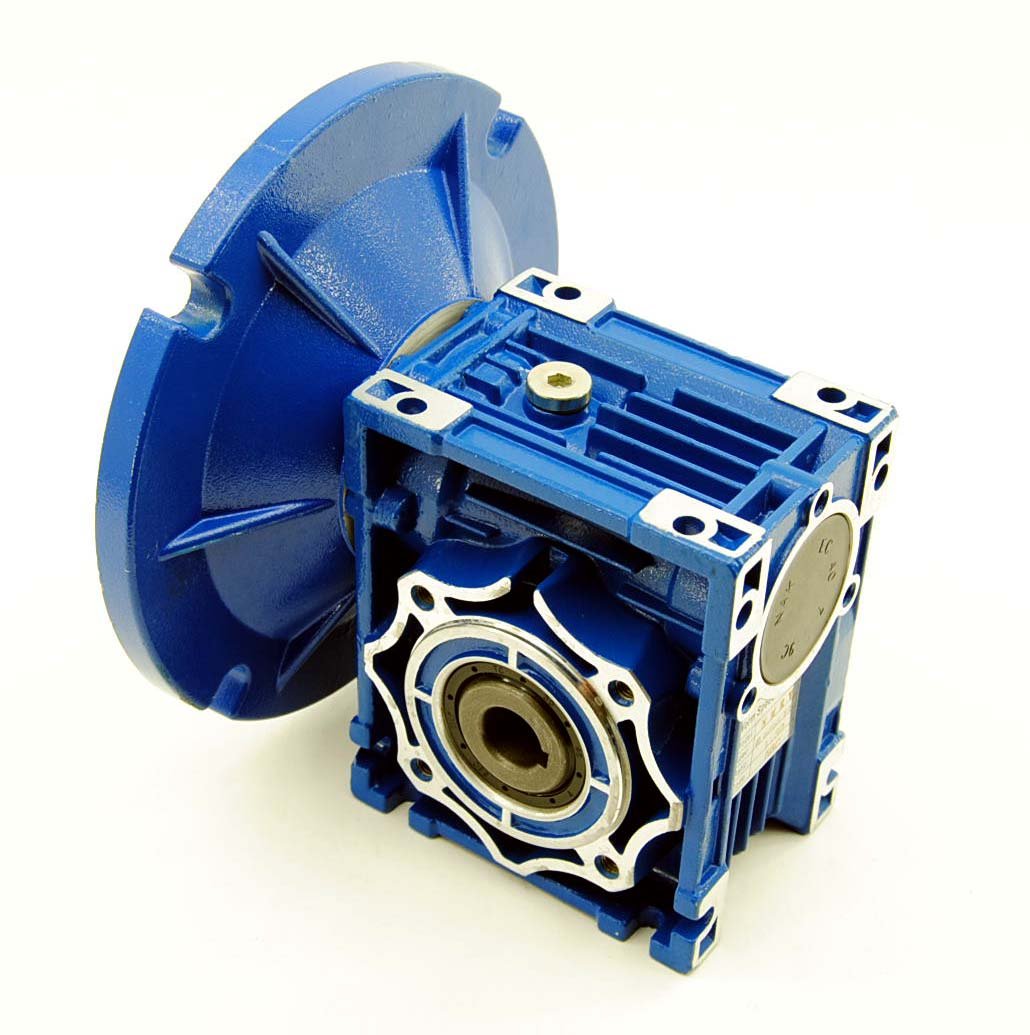 с.)
с.)
 с.)
с.)
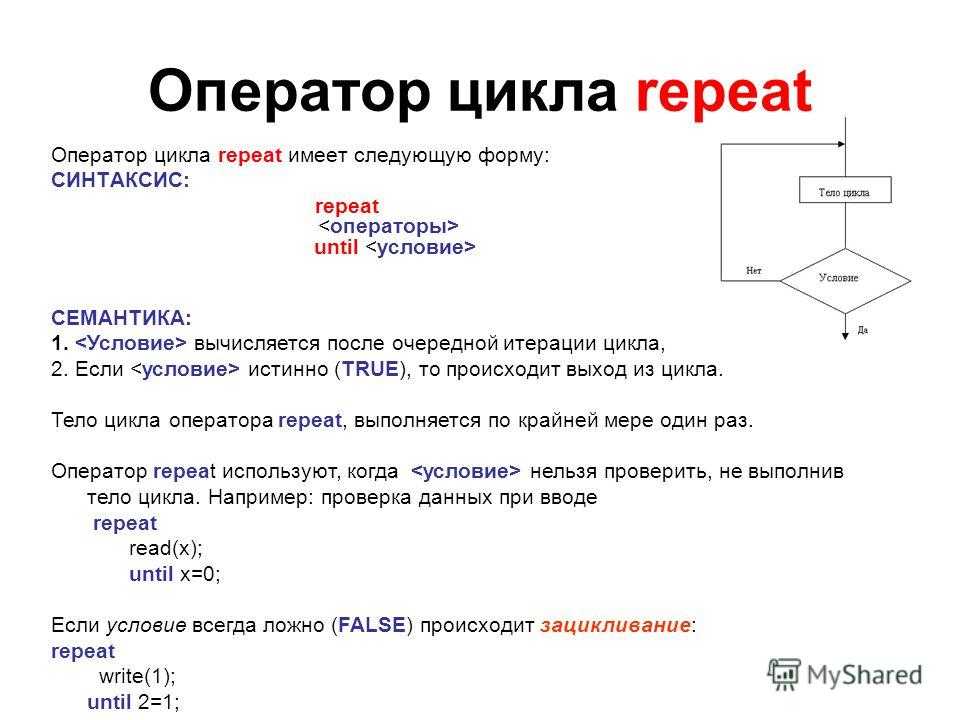
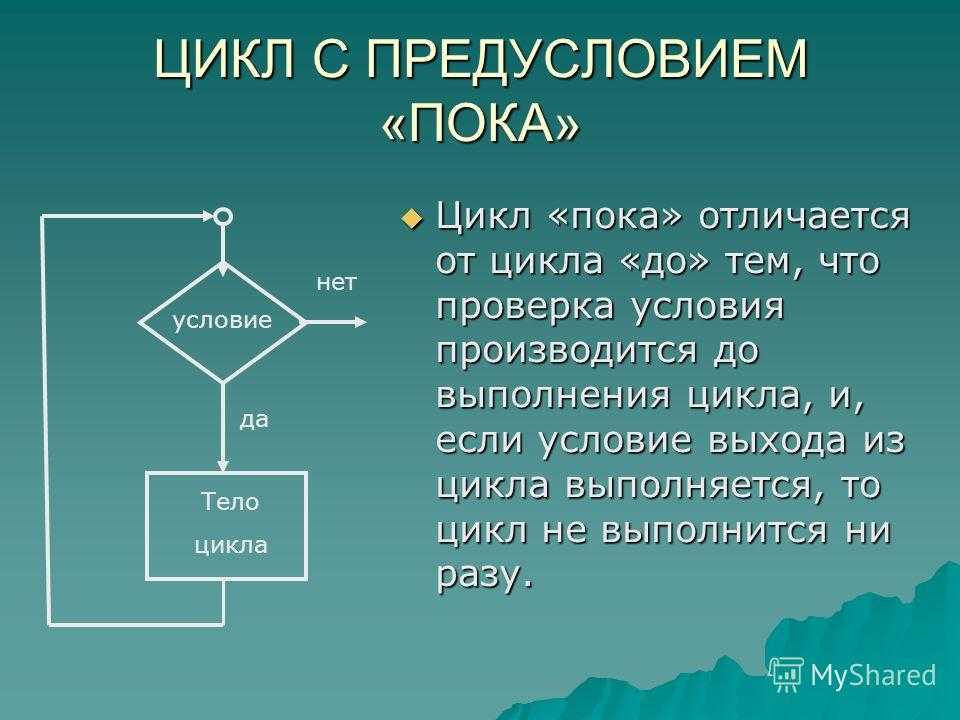
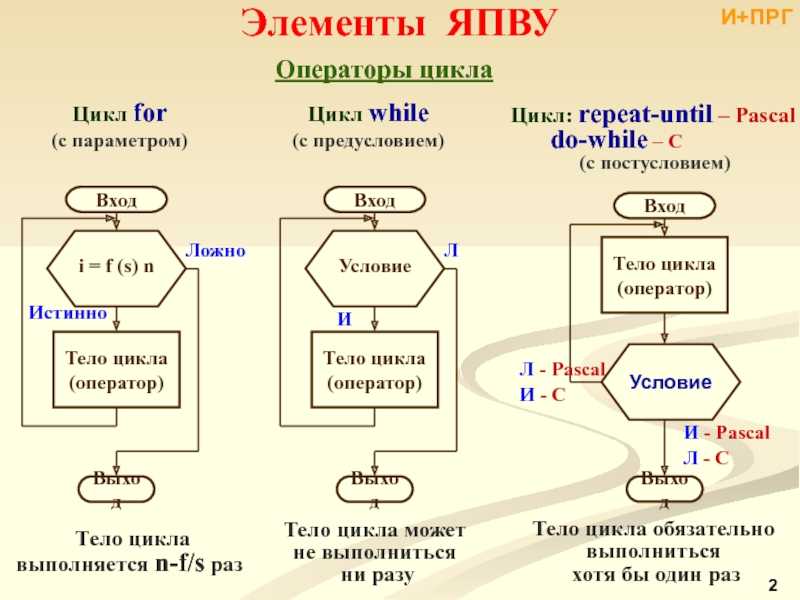
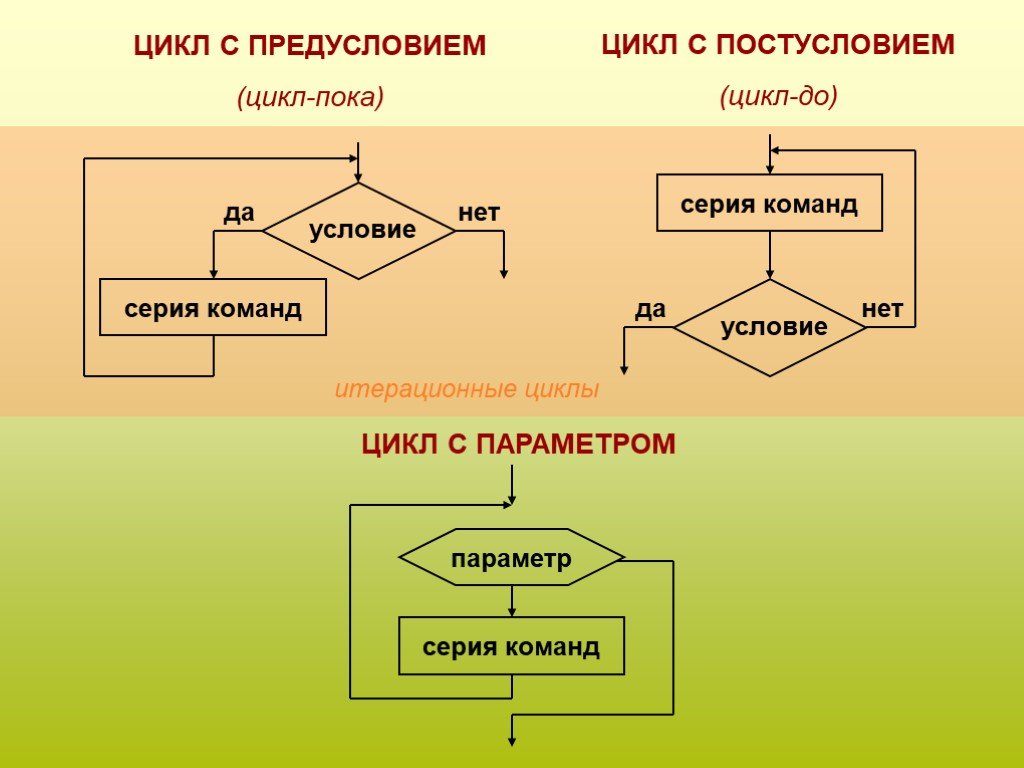
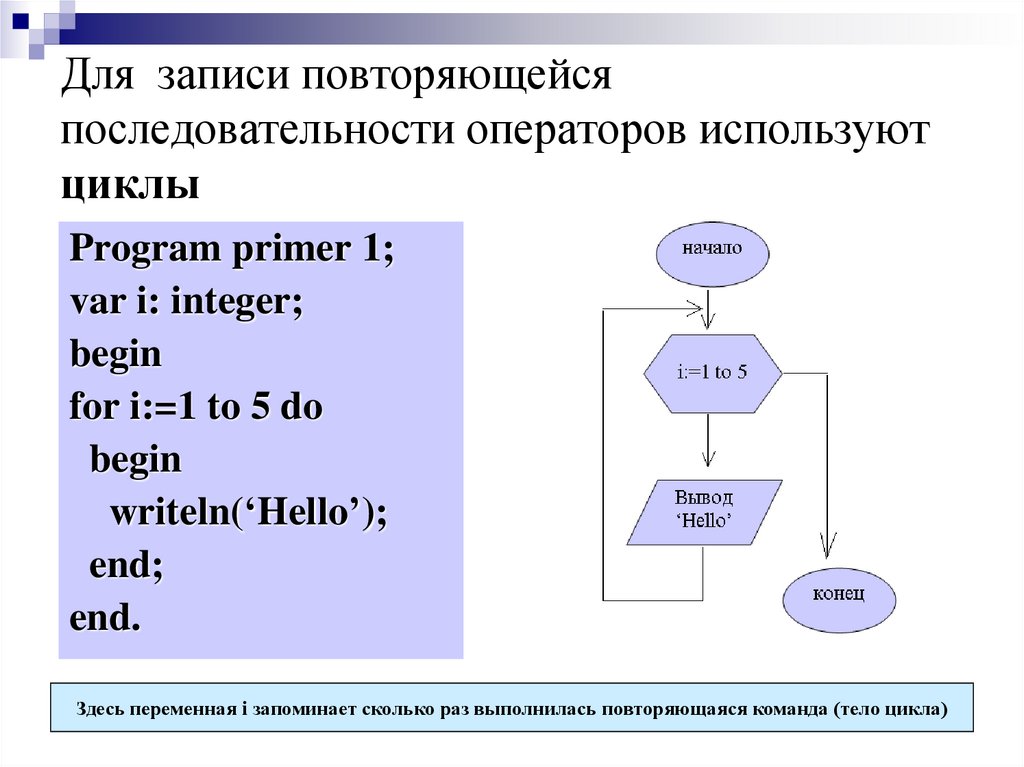
 Когда программа встречает break, цикл немедленно завершается и начинает выполняться код, следующий за циклом.
Когда программа встречает break, цикл немедленно завершается и начинает выполняться код, следующий за циклом. Или нужно вывести на экран квадраты ряда натуральных чисел и тому подобные задачи.
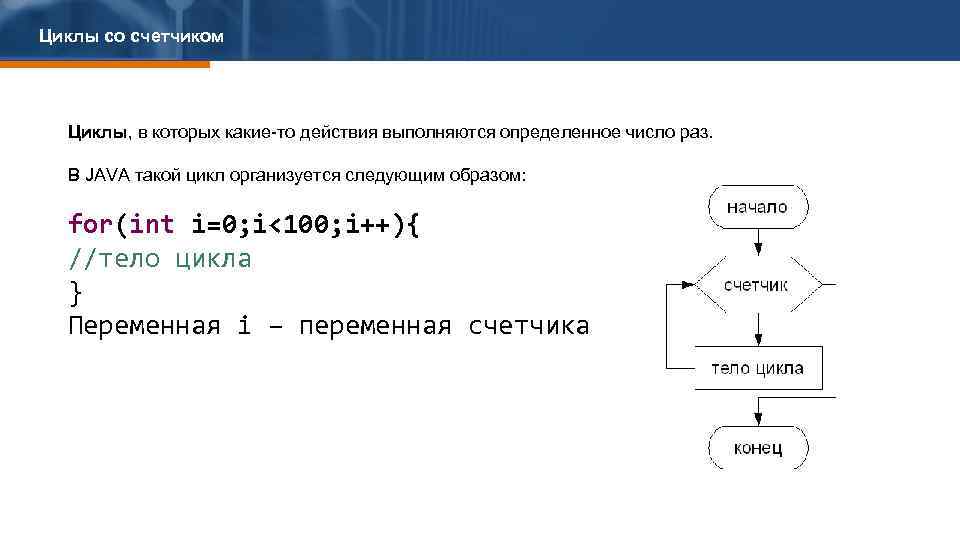
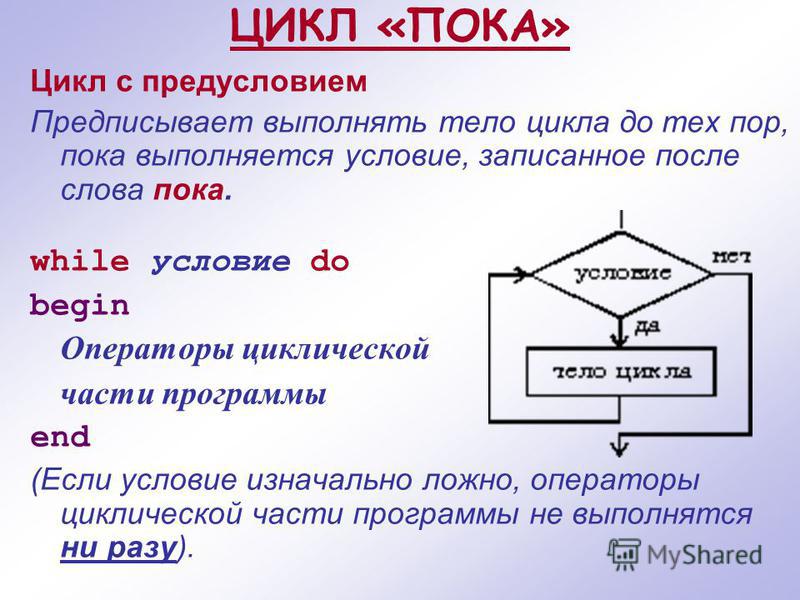
Или нужно вывести на экран квадраты ряда натуральных чисел и тому подобные задачи. Если логическое выражение возвращает истину, то тело снова выполняется. Потом снова возвращаемся к заголовку и так далее.
Если логическое выражение возвращает истину, то тело снова выполняется. Потом снова возвращаемся к заголовку и так далее.
 На этом программа завершается.
На этом программа завершается. Если же тип n равен
Если же тип n равен 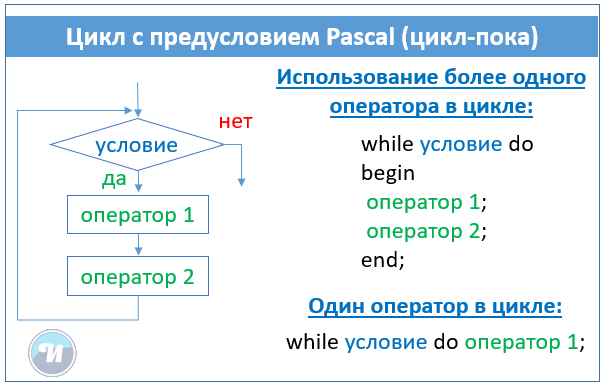 Он ему равен. Таким образом логическое выражение
Он ему равен. Таким образом логическое выражение 
 К i добавляется единица, и теперь ее значение равно пяти.
К i добавляется единица, и теперь ее значение равно пяти.
 Возведение в степень в Python обозначается как
Возведение в степень в Python обозначается как  —Т. К. Шнейрла и Джерард Пил
—Т. К. Шнейрла и Джерард Пил

 » Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/cycle. По состоянию на 26 апреля 2023 г.
» Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/cycle. По состоянию на 26 апреля 2023 г. К. Шнейрла и Джерард Пил
К. Шнейрла и Джерард Пил com : Энциклопедическая статья о цикле
com : Энциклопедическая статья о цикле 
 Британские исследования показывают, что получасовая езда на велосипеде каждый день сжигает почти пять килограммов жира в течение года.
Британские исследования показывают, что получасовая езда на велосипеде каждый день сжигает почти пять килограммов жира в течение года. Исследования показали, что если вы ездите на велосипеде, вероятность рака кишечника снижается. Некоторые данные свидетельствуют о том, что регулярная езда на велосипеде снижает риск рака молочной железы.
Исследования показали, что если вы ездите на велосипеде, вероятность рака кишечника снижается. Некоторые данные свидетельствуют о том, что регулярная езда на велосипеде снижает риск рака молочной железы.

 , Бюттнер Л.Л., Езда на велосипеде в инвалидной коляске Easy Rider: Клинические испытания лечебно-оздоровительной терапии для лечения депрессии. Подробнее здесьВнешняя ссылка.
, Бюттнер Л.Л., Езда на велосипеде в инвалидной коляске Easy Rider: Клинические испытания лечебно-оздоровительной терапии для лечения депрессии. Подробнее здесьВнешняя ссылка.
 thingiverse.com/thing:39751
thingiverse.com/thing:39751 Этого удалось добиться благодаря технологии литья, при которой пластмасса подаётся вокруг стального сердечника. Обработка пластмассы и металла в одном зажиме гарантирует полное отсутствие радиального биения при вращения шестерёнок и роликов. PA 12-G очень хорошо гасит удары и толчки.
Этого удалось добиться благодаря технологии литья, при которой пластмасса подаётся вокруг стального сердечника. Обработка пластмассы и металла в одном зажиме гарантирует полное отсутствие радиального биения при вращения шестерёнок и роликов. PA 12-G очень хорошо гасит удары и толчки. изм.
изм. и.
и. 000 ч2
000 ч2 ) в любой город мира.
) в любой город мира. А совсем недавно PA 12 был принят в качестве обычного материала для 3D-печати для создания функциональных деталей и прототипов. Если вы рассматриваете возможность преобразования металлических деталей в пластмассовые, обязательно сначала оцените условия эксплуатации, случаи нагрузки, допустимые уровни ползучести/усталости и технические характеристики, связанные с химической стойкостью и устойчивостью к ультрафиолетовому излучению.
А совсем недавно PA 12 был принят в качестве обычного материала для 3D-печати для создания функциональных деталей и прототипов. Если вы рассматриваете возможность преобразования металлических деталей в пластмассовые, обязательно сначала оцените условия эксплуатации, случаи нагрузки, допустимые уровни ползучести/усталости и технические характеристики, связанные с химической стойкостью и устойчивостью к ультрафиолетовому излучению. Затем мы подробно рассмотрим, как PA 12 используется в FDM и MJF.
Затем мы подробно рассмотрим, как PA 12 используется в FDM и MJF. дюйм), XY: 175 ºC/347 ºF
дюйм), XY: 175 ºC/347 ºF В отличие от FDM, MJF производит почти изотропные материалы с минимальной разницей в жесткости в направлении печати.
В отличие от FDM, MJF производит почти изотропные материалы с минимальной разницей в жесткости в направлении печати. Некоторые популярные приложения включают в себя:
Некоторые популярные приложения включают в себя: Это позволяет нам использовать 20% нового порошка и 80% переработанного порошка в каждом тираже. Переработка HP ® PA 12 не только снижает количество отходов, но и обеспечивает разумную экономию за счет масштаба, обеспечивая лучшую цену на материалы.
Это позволяет нам использовать 20% нового порошка и 80% переработанного порошка в каждом тираже. Переработка HP ® PA 12 не только снижает количество отходов, но и обеспечивает разумную экономию за счет масштаба, обеспечивая лучшую цену на материалы.

 Нейлон PA12 (пластик) отлично подходит как для опытных профессионалов, так и для начинающих дизайнеров благодаря высокой точности и низкой стоимости . Хорошие механические свойства этого нейлонового материала будут нужны для более продвинутых проектов аддитивного производства, и он может даже заменить пластмассы для литья под давлением . Благодаря низкой концентрации амидов обладает низким влагопоглощением, что подразумевает хорошую устойчивость к химическим веществам.
Нейлон PA12 (пластик) отлично подходит как для опытных профессионалов, так и для начинающих дизайнеров благодаря высокой точности и низкой стоимости . Хорошие механические свойства этого нейлонового материала будут нужны для более продвинутых проектов аддитивного производства, и он может даже заменить пластмассы для литья под давлением . Благодаря низкой концентрации амидов обладает низким влагопоглощением, что подразумевает хорошую устойчивость к химическим веществам.



 Стандартное разрешение от 100 до 120 мкм и высокое разрешение 60 мкм.
Стандартное разрешение от 100 до 120 мкм и высокое разрешение 60 мкм. вашей конструкции должна иметь минимальную толщину 0,8 мм, чтобы гарантировать, что конструкция не сломается. Если стенки вашей модели менее 0,8 мм, вы можете добавить опорную конструкцию для сохранения устойчивости.
вашей конструкции должна иметь минимальную толщину 0,8 мм, чтобы гарантировать, что конструкция не сломается. Если стенки вашей модели менее 0,8 мм, вы можете добавить опорную конструкцию для сохранения устойчивости. Чтобы использовать его, вам просто нужно загрузить свой 3D-файл, выбрать материал и нажать на вкладку «Проверка».
Чтобы использовать его, вам просто нужно загрузить свой 3D-файл, выбрать материал и нажать на вкладку «Проверка».
 Если это пространство не оставлено в дизайне, объект будет сплошным. Это особенно важно для сочлененных объектов, так как пространство, оставшееся между стенами, будет определять способность объекта двигаться.
Если это пространство не оставлено в дизайне, объект будет сплошным. Это особенно важно для сочлененных объектов, так как пространство, оставшееся между стенами, будет определять способность объекта двигаться. В противном случае вы можете выдолбить ваш объект вручную в программном обеспечении для 3D-моделирования.
В противном случае вы можете выдолбить ваш объект вручную в программном обеспечении для 3D-моделирования.
 ..
..
 2003)
2003) Если не указано иное, все запасные части не являются оригинальными и поставляются как таковые. Номера деталей производителей приведены только для справки. Компания № 5848313…
Если не указано иное, все запасные части не являются оригинальными и поставляются как таковые. Номера деталей производителей приведены только для справки. Компания № 5848313… с.) 9,0 112 9,0 10 л.с. 9
с.) 9,0 112 9,0 10 л.с. 9

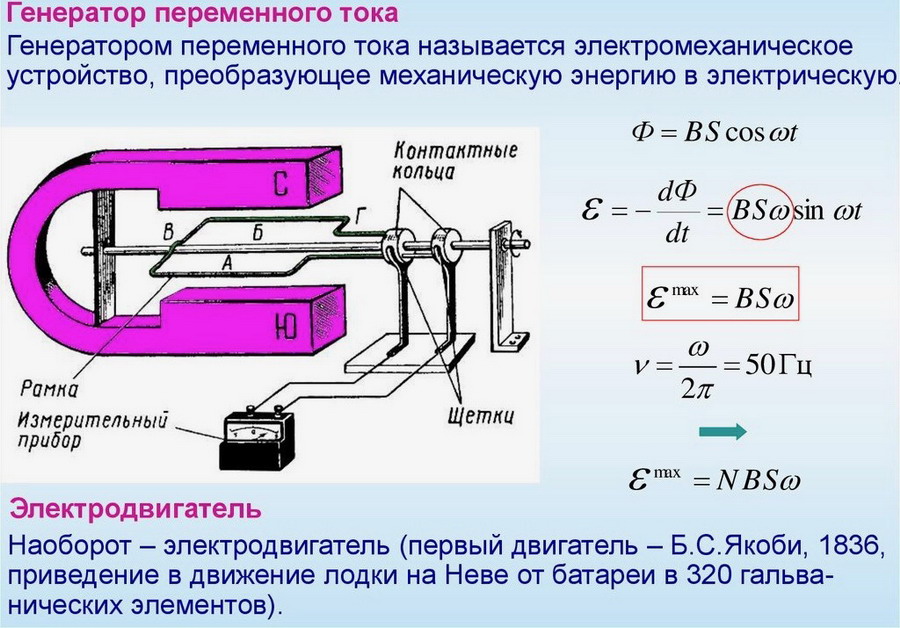
 Концы обмоток выводятся и закрепляются на коллекторе. На коллектор или токосъемное кольцо подается напряжение посредством графитовых щеток. При этом концы обмоток размещены таким образом, что одновременно напряжение может подаваться только на одну пару.
Концы обмоток выводятся и закрепляются на коллекторе. На коллектор или токосъемное кольцо подается напряжение посредством графитовых щеток. При этом концы обмоток размещены таким образом, что одновременно напряжение может подаваться только на одну пару. Этот нехитрый опыт наверняка многие помнят по школе, правда, ртуть там заменяется безопасным рассолом. Следующим шагом в изучении этого феномена было создание униполярного двигателя – колеса Барлоу. Никакого полезного применения он так и не нашел, зато наглядно демонстрировал поведение заряженного проводника в магнитном поле.
Этот нехитрый опыт наверняка многие помнят по школе, правда, ртуть там заменяется безопасным рассолом. Следующим шагом в изучении этого феномена было создание униполярного двигателя – колеса Барлоу. Никакого полезного применения он так и не нашел, зато наглядно демонстрировал поведение заряженного проводника в магнитном поле. По его чертежам были построены несколько электростанций с применением двухфазных двигателей переменного тока. Следующей более удачной разработкой оказался трехфазный двигатель, предложенный М.О. Доливо-Добровольским. Его первая действующая модель была запущена в 1888 году, после чего последовал ряд более совершенных двигателей. Этот русский ученый не только описал принцип действия трехфазного электродвигателя, но и изучал различные типы соединений фаз (треугольник и звезда), возможность использование разных напряжений тока. Именно он изобрел пусковые реостаты, трехфазные трансформаторы, разработал схемы подключения двигателей и генераторов.
По его чертежам были построены несколько электростанций с применением двухфазных двигателей переменного тока. Следующей более удачной разработкой оказался трехфазный двигатель, предложенный М.О. Доливо-Добровольским. Его первая действующая модель была запущена в 1888 году, после чего последовал ряд более совершенных двигателей. Этот русский ученый не только описал принцип действия трехфазного электродвигателя, но и изучал различные типы соединений фаз (треугольник и звезда), возможность использование разных напряжений тока. Именно он изобрел пусковые реостаты, трехфазные трансформаторы, разработал схемы подключения двигателей и генераторов.
 Ими оснащаются электростанции, их используют в автомобиле- и машиностроении, есть они и в домашней бытовой технике. Простота их конструкции, надежность, долговечность и высокий показатель КПД делает их практически универсальными.
Ими оснащаются электростанции, их используют в автомобиле- и машиностроении, есть они и в домашней бытовой технике. Простота их конструкции, надежность, долговечность и высокий показатель КПД делает их практически универсальными. Но соединять их нужно так, чтобы обмотки однополюсного намагничивания ротора и статора располагались напротив друг друга.
Но соединять их нужно так, чтобы обмотки однополюсного намагничивания ротора и статора располагались напротив друг друга. В обоих случаях напряжение на обмотке каждой фазы будет 380 В. Выводы обмоток фаз располагают на панели таким образом, чтобы соединения обмоток фаз было удобно выполнять посредством перемычек, без перекрещивания последних. В некоторых двигателях небольшой мощности в коробке выводов имеется лишь три зажима. В этом случае двигатель может быть включен в сеть на одно напряжение (соединение обмотки статора такого двигателя звездой или треугольником выполнено внутри двигателя).
В обоих случаях напряжение на обмотке каждой фазы будет 380 В. Выводы обмоток фаз располагают на панели таким образом, чтобы соединения обмоток фаз было удобно выполнять посредством перемычек, без перекрещивания последних. В некоторых двигателях небольшой мощности в коробке выводов имеется лишь три зажима. В этом случае двигатель может быть включен в сеть на одно напряжение (соединение обмотки статора такого двигателя звездой или треугольником выполнено внутри двигателя).

 При применении выпрямителя и инвертора с частотой значительно большей 50 Гц вес и размеры асинхронных и синхронных двигателей приближаются к весу и размерам коллекторного двигателя постоянного тока и универсального коллекторного двигателя той же мощности.
При применении выпрямителя и инвертора с частотой значительно большей 50 Гц вес и размеры асинхронных и синхронных двигателей приближаются к весу и размерам коллекторного двигателя постоянного тока и универсального коллекторного двигателя той же мощности. Последующим усовершенствованием является Колесо Барлова. Оно было демонстрационным устройством, непригодным в практических применениях из-за ограниченной мощности.
Последующим усовершенствованием является Колесо Барлова. Оно было демонстрационным устройством, непригодным в практических применениях из-за ограниченной мощности. Переменный ток приводит в движение этот электродвигатель. Это тип электрического тока, который периодически меняет направление и непрерывно меняет свою величину со временем.
Переменный ток приводит в движение этот электродвигатель. Это тип электрического тока, который периодически меняет направление и непрерывно меняет свою величину со временем.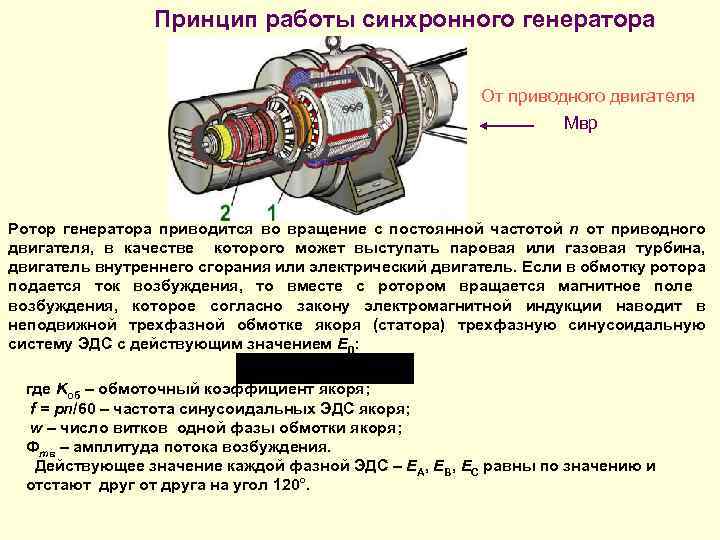 Двигатель переменного тока отличается от многих других типов двигателей, особенно двигателей постоянного тока. Но основной причиной этого является тот факт, что он работает исключительно на переменном токе.
Двигатель переменного тока отличается от многих других типов двигателей, особенно двигателей постоянного тока. Но основной причиной этого является тот факт, что он работает исключительно на переменном токе.
 Наиболее очевидным отличием является тип тока, который каждый двигатель превращает в энергию: переменный ток в случае двигателей переменного тока и постоянный ток в случае двигателей постоянного тока. Двигатели переменного тока известны своей повышенной выходной мощностью и эффективностью, в то время как двигатели постоянного тока ценятся за контроль скорости и диапазон мощности. Двигатели переменного тока доступны в однофазной или трехфазной конфигурации, а двигатели постоянного тока всегда однофазные.
Наиболее очевидным отличием является тип тока, который каждый двигатель превращает в энергию: переменный ток в случае двигателей переменного тока и постоянный ток в случае двигателей постоянного тока. Двигатели переменного тока известны своей повышенной выходной мощностью и эффективностью, в то время как двигатели постоянного тока ценятся за контроль скорости и диапазон мощности. Двигатели переменного тока доступны в однофазной или трехфазной конфигурации, а двигатели постоянного тока всегда однофазные. Синхронные двигатели состоят из статора и ротора. Синхронные двигатели используются в самых разных областях.
Синхронные двигатели состоят из статора и ротора. Синхронные двигатели используются в самых разных областях. Двигатели постоянного тока обеспечивают лучшее изменение скорости и контроль, а также создают больший крутящий момент, чем двигатели переменного тока.
Двигатели постоянного тока обеспечивают лучшее изменение скорости и контроль, а также создают больший крутящий момент, чем двигатели переменного тока.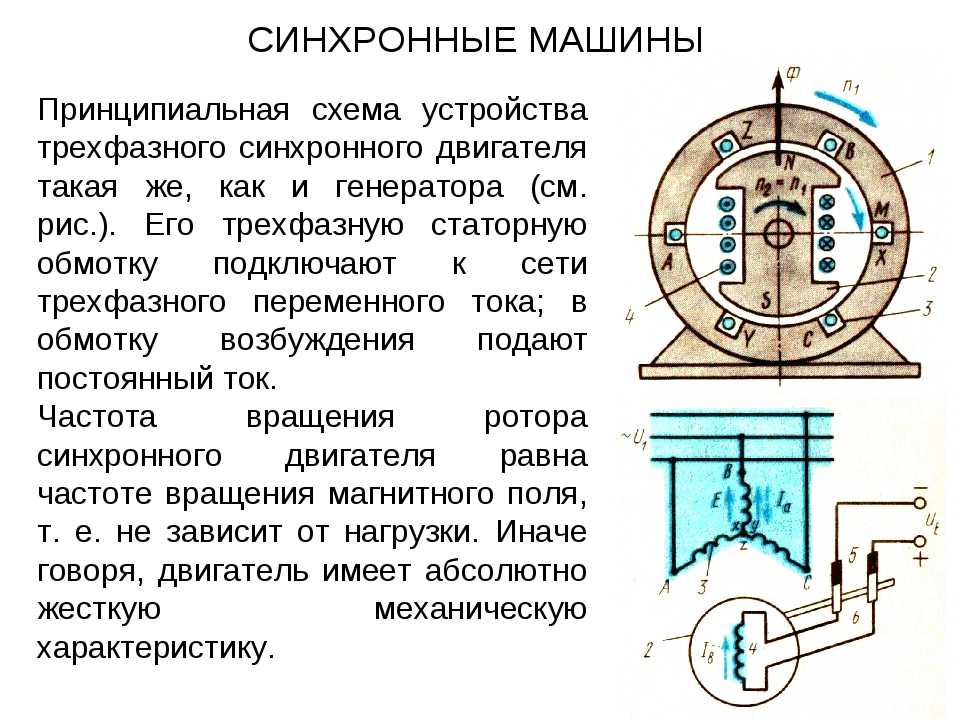

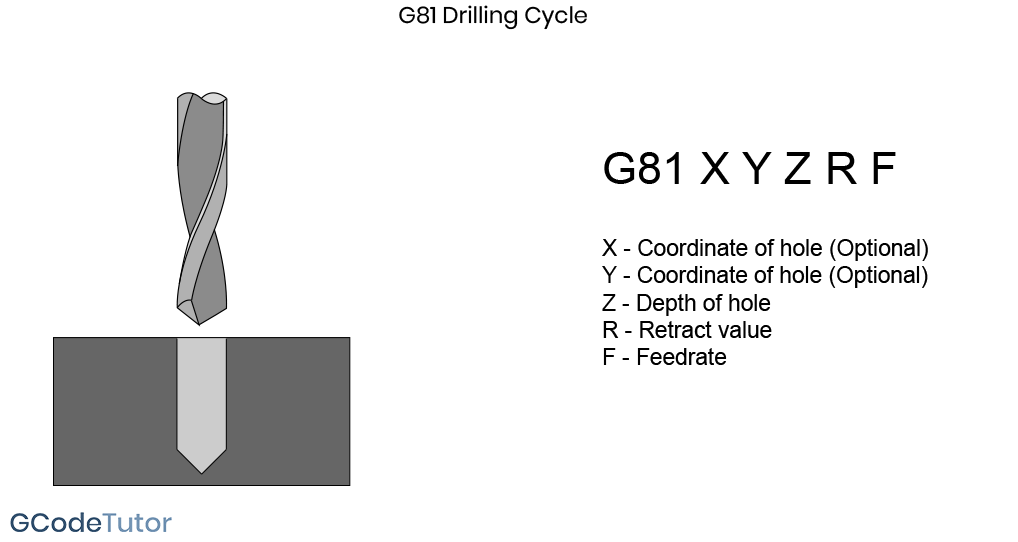
 Таким образом, он должен быть отменен с помощью G80.
Таким образом, он должен быть отменен с помощью G80.
 5 Y10 Z-17 R2 F75
N40 Y30
N50 G98 X57.5
N60 G99 Y10
N70 G91 G80 G28 X0 Y0 Z0 M05
N80 M30
5 Y10 Z-17 R2 F75
N40 Y30
N50 G98 X57.5
N60 G99 Y10
N70 G91 G80 G28 X0 Y0 Z0 M05
N80 M30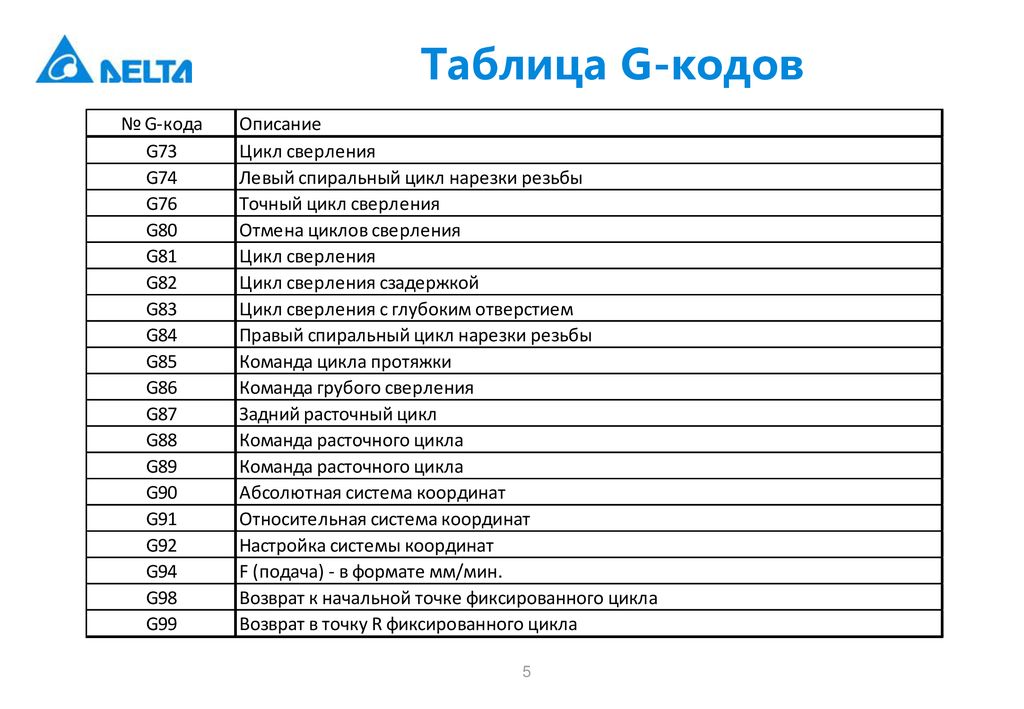
 с учетом коррекции на длину инструмента (G43 h26) включается подача СОЖ (M08).
с учетом коррекции на длину инструмента (G43 h26) включается подача СОЖ (M08).
 G18 сообщает станку, что вы обрабатываете радиусы вокруг оси Y.
G18 сообщает станку, что вы обрабатываете радиусы вокруг оси Y.

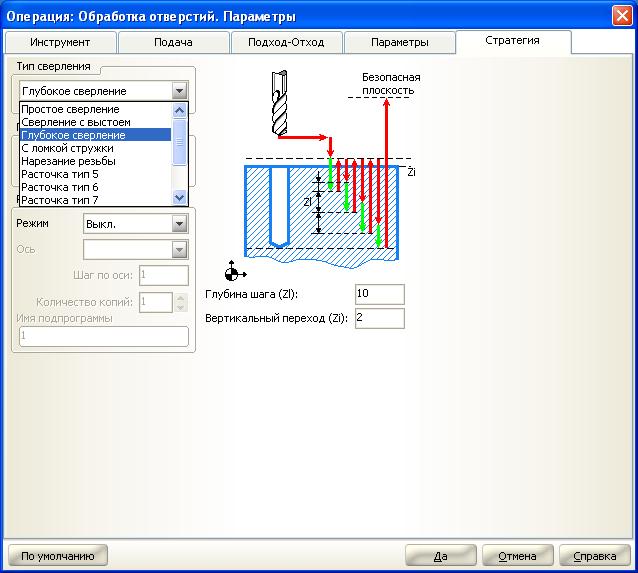
 Код G99 скажет ему вернуться в плоскость R.
Код G99 скажет ему вернуться в плоскость R.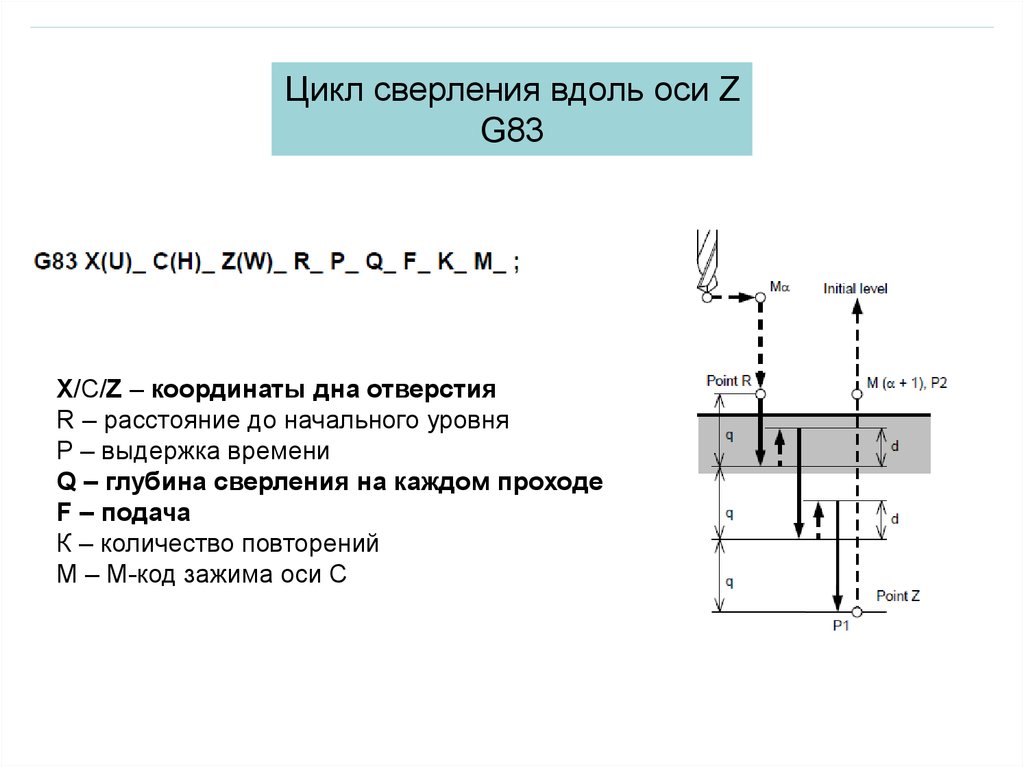

 Дрелью сверлятся первоначальные отверстия. В него вставляется пилка или рабочий элемент лобзика и фиксируется свободный край пилки при помощи зажима или винта. Далее совершается выпиливание по перенесенному на фанеру шаблону. Затем убираются не нужные элементы, а заготовка по краям зашкуривается наждачной бумагой, либо обрабатывается напильником. На видео показан данный процесс.
Дрелью сверлятся первоначальные отверстия. В него вставляется пилка или рабочий элемент лобзика и фиксируется свободный край пилки при помощи зажима или винта. Далее совершается выпиливание по перенесенному на фанеру шаблону. Затем убираются не нужные элементы, а заготовка по краям зашкуривается наждачной бумагой, либо обрабатывается напильником. На видео показан данный процесс.
 Лаже незначительная ошибка повлияет на работу петли и внешний вил дверцы. Изготовив простое приспособление-шаблон в соответствии с размерами ваших петель, вы сможете с минимальными усилиями каждый раз выполнять эту работу безупречно. Для этого потребуется лишь несколько обрезков 12-миллиметровой МДФ-плиты или берёзовой фанеры.
Лаже незначительная ошибка повлияет на работу петли и внешний вил дверцы. Изготовив простое приспособление-шаблон в соответствии с размерами ваших петель, вы сможете с минимальными усилиями каждый раз выполнять эту работу безупречно. Для этого потребуется лишь несколько обрезков 12-миллиметровой МДФ-плиты или берёзовой фанеры.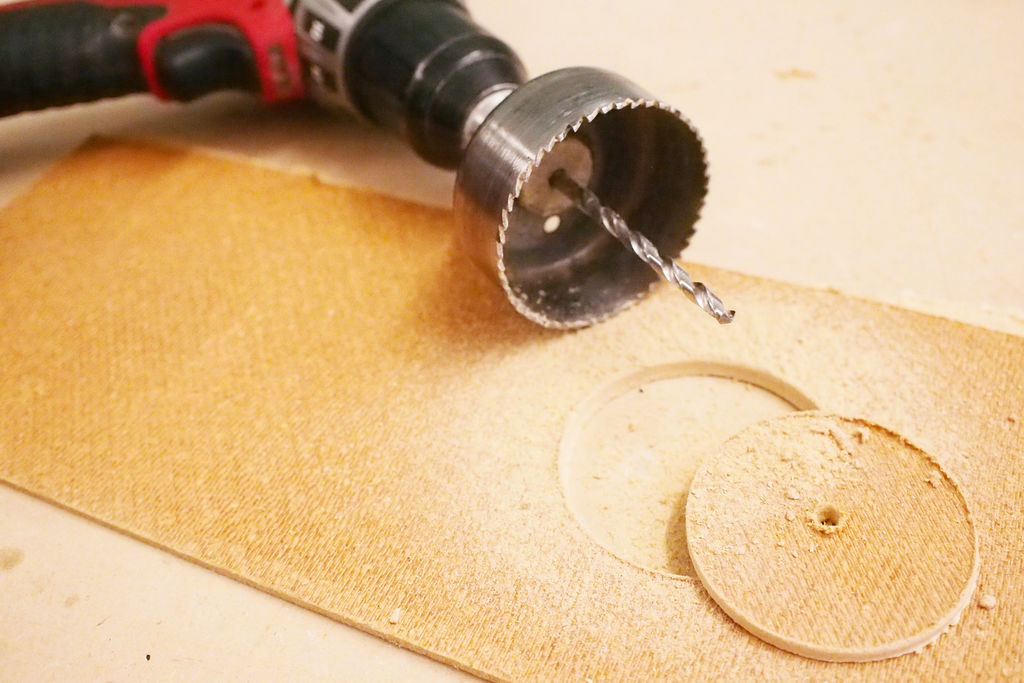 рисунок). Выпилите из МДФ-плиты полосу такой ширины длиной 305 мм и кусок размерами 64×508 мм. Распилите каждую из этих заготовок на две половинки. Теперь, имея четыре летали, соберите шаблон, как показано на фото А. Затем прикрепите шаблон к дверце струбциной (фото В). Поставьте карандашом метки вровень с торцами дверцы и опилите шаблон по этим линиями до окончательной длины. Разметьте на верхней стороне шаблона положение петельного цилиндра (фото С). Далее выпилите полосу фанеры шириной 114 мм, точно соответствующую шаблону по длине. Приклейте её к шаблону снизу, выровняв вдоль линии разметки так, чтобы она закрывала часть проема со стороны петельного цилиндра, и дополнительно закрепите шурупами.
рисунок). Выпилите из МДФ-плиты полосу такой ширины длиной 305 мм и кусок размерами 64×508 мм. Распилите каждую из этих заготовок на две половинки. Теперь, имея четыре летали, соберите шаблон, как показано на фото А. Затем прикрепите шаблон к дверце струбциной (фото В). Поставьте карандашом метки вровень с торцами дверцы и опилите шаблон по этим линиями до окончательной длины. Разметьте на верхней стороне шаблона положение петельного цилиндра (фото С). Далее выпилите полосу фанеры шириной 114 мм, точно соответствующую шаблону по длине. Приклейте её к шаблону снизу, выровняв вдоль линии разметки так, чтобы она закрывала часть проема со стороны петельного цилиндра, и дополнительно закрепите шурупами. 11ролелайте то же самое в верхней части дверцы.
11ролелайте то же самое в верхней части дверцы. Поставьте метки вдоль осевой линии петельного цилиндра и проведите через них линию, вдоль которой нужно расположить нижнюю планку приспособления.
Поставьте метки вдоль осевой линии петельного цилиндра и проведите через них линию, вдоль которой нужно расположить нижнюю планку приспособления.


 Это отличный способ вырезать маленькие или большие отверстия. Основным недостатком является то, что время настройки занимает больше времени, чем другие методы.
Это отличный способ вырезать маленькие или большие отверстия. Основным недостатком является то, что время настройки занимает больше времени, чем другие методы. Это мои любимые способы вырезать идеальные отверстия в дереве. В основном я хочу подчеркнуть, что вы можете достичь практически любой цели по дереву с помощью скромных инструментов. Мой совет всегда покупать новый инструмент или обновлять то, что у вас есть, только тогда, когда вы просто не можете чего-то добиться с тем, что у вас есть.
Это мои любимые способы вырезать идеальные отверстия в дереве. В основном я хочу подчеркнуть, что вы можете достичь практически любой цели по дереву с помощью скромных инструментов. Мой совет всегда покупать новый инструмент или обновлять то, что у вас есть, только тогда, когда вы просто не можете чего-то добиться с тем, что у вас есть.
 06.2023, 08:31 // Источник: Amazon Филиалы
06.2023, 08:31 // Источник: Amazon Филиалы Дополнительным бонусом является то, что древесина не застревает глубоко в кольцевой пиле.
Дополнительным бонусом является то, что древесина не застревает глубоко в кольцевой пиле.



 Для профессиональной отделки обязательно просверлите около 75 процентов пути, а затем переверните кольцевую пилу, чтобы избежать осколков.
Для профессиональной отделки обязательно просверлите около 75 процентов пути, а затем переверните кольцевую пилу, чтобы избежать осколков.  И контролируемые пропилы в твердой древесине.
И контролируемые пропилы в твердой древесине.
 Черновая резка любого размера и формы сабельными пилами
Черновая резка любого размера и формы сабельными пилами
 Эти биты имеют лезвие, похожее на пилу, и крепятся к аккумуляторной дрели.
Эти биты имеют лезвие, похожее на пилу, и крепятся к аккумуляторной дрели. Теперь, работая в домашней столярной мастерской, Эрик делится своей страстью к деревообработке, советами по инструментам и практическими знаниями из своей столярной мастерской в Миннесоте.
Теперь, работая в домашней столярной мастерской, Эрик делится своей страстью к деревообработке, советами по инструментам и практическими знаниями из своей столярной мастерской в Миннесоте.