Высокая скорость удаления материала благодаря новому двигателю – на 25% более высокая способность к перегрузкам в сравнении с предшественником. Увеличение срока службы угольных щеток на 20% по сравнению с предыдущей моделью благодаря более тесному контакту угольных щеток с двигателем и уменьшению нагрева системы. Комфортная работа благодаря снижению вибрации инструмента, что позволяет удобно держать инструмент в руках в течение долгого рабочего времени.
Надежность и универсальность
новый корпус редуктора и детали высокого качества обеспечивают надежность, улучшенная система охлаждения гарантирует увеличение срока службы инструмента.
Гарантия На все инструменты, проданные с 01. 02.2023, действует стандартная гарантия: -Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Тип инструмента
Профессиональный.
Режим работы
6-8 часов в день. 60 мин работы/10-15 минут отдых.
Характеристики
Артикул
06018C10R0
Тип товара
Шлифмашина угловая
Бренд
Bosch
Использование
Профессиональное
Мощность (Вт)
2200
Диаметр диска, мм
230
Применение
Универсальное
Макс. обороты, об/мин
6500
Питание
От сети
Вид обрабатываемого материала
Металл, Универсальный, Камень
Напряжение, В
220
Посадочный диаметр, мм
22,2
Размер
Большие
Резьба шпинделя
М14
Тип двигателя
Щеточный
Диаметр, мм
230
Быстрозажимная гайка SDS
Нет
Защита от перегрева
Нет
Плавный пуск
Нет
Регулировка частоты вращения
Нет
Электронная регулировка числа оборотов
Нет
Поддержание оборотов под нагрузкой
Нет
Бесключевая замена оснастки
Нет
Защита от непреднамеренного включения
Нет
Блокировка шпинделя
Да
Поворотная основная рукоятка
Бочка
Суперфланец
Нет
Выключатель
Фиксируемый выключатель
Модель
GWS 2200
Длина сетевого кабеля, м
2,4
Габариты, мм
475х140х110
Гарантия, мес
12
Упаковка
Коробка
Дополнительная комплектация
Дополнительная рукоятка
Страна-производитель
Россия
Вес, кг
6,4
Отзывы покупателей
Станьте первым, кто оставил отзыв об этом товаре
Вопросы и ответы
Станьте первым, кто задал вопрос об этом товаре
Сертификаты
Вам могут понадобиться
Диски алмазные
Круги отрезные по камню
Круги отрезные по металлу
Круги зачистные по металлу
Насадки для электроинструмента
Переходники, адаптеры, держатели
Коронки
Сетевые фильтры
Удлинители бытовые
Защита рук
Защита лица, глаз, головы
Защита органов дыхания
Защита органов слуха
Маркеры, карандаши, мел
Рулетки
Уровни
Пояса, ремни, сумки
Мешки, пакеты, коробки, стретч
Укрывные материалы
Укрывные пленки
Пылесосы
Демисезонная спецодежда
Рабочая обувь, наколенники
102180
Доставим
Сегодня
158 шт
Смотреть на карте
Диск алмазный по бетону Bosch Professional (2608602200) 230×22,2×2,3 мм сегментный сухой рез
Цена за шт
2 990 ₽
3 080 ₽
За баллы:
747,25
В корзину
639407
Доставим
Сегодня
194 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону Kronger Universal 230×22,2×2,5 мм сегментный сухой рез
Цена за шт
2 190 ₽
2 256 ₽
За баллы:
547,25
В корзину
102178
Доставим
Сегодня
831 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
174 шт
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону КМ 230×22,2×2,6 мм сегментный сухой рез
Цена за шт
За баллы:
109
В корзину
102195
Доставим
Сегодня
Привезем в партнерские пункты выдачи
06/04 после 10:00
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по керамике КМ 230×22,2×2,4 мм сплошной мокрый рез
Цена за шт
За баллы:
212,50
В корзину
154671
Доставим
Сегодня
1130 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
226 шт
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону Практика (036-315) 230×22,2×2,4 мм сегментный сухой рез
Цена за шт
За баллы:
173,50
В корзину
659608
Доставим
Сегодня
579 шт
Привезем в партнерские пункты выдачи
06/04 после 10:00
121 шт
при заказе до 05/04 до 11:59
Смотреть на карте
Диск алмазный по бетону 230×22,2×2,6 мм сегментный сухой рез
Цена за шт
За баллы:
122,25
В корзину
Похожие товары
127610
Доставим
Сегодня
Смотреть на карте
Шлифмашина угловая электрическая Makita 9069 2000 Вт d230 мм
Цена за шт
10 504 ₽
За баллы:
2 625,75
В корзину
504702
Доставим
Сегодня
Смотреть на карте
Шлифмашина угловая электрическая DeWalt DWE490 2000 Вт d230 мм
Шлифмашина угловая электрическая Bosch GWS 2200 (06018C10R0) 2200 Вт d230 мм в Москве представлен в интернет-магазине Петрович по отличной цене. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить шлифмашина угловая электрическая Bosch GWS 2200 (06018C10R0) 2200 Вт d230 мм в интернет-магазине Петрович в Москве.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар шлифмашина угловая электрическая Bosch GWS 2200 (06018C10R0) 2200 Вт d230 мм действительны в Москве.
GWS 2200 06018C10R0 предназначена для резки, зачистки и шлифовки металлический изделий, изделий из камня и других строительных материалов Углошлифовальная машина оснащена мощным двигателем «Чемпион» на 2200 Вт для исключительной производительности Защита от непреднамеренного включения предотвращает самопроизвольный запуск инструмента после прерывания подачи тока Угловая шлифовальная машина имеет устойчивый к проворачиванию защитный кожух, который обеспечивает надёжную защиту от осколков шлифкруга в случае его разрушения Данная ушм отличается высокой производительностью съема Оптимальное удобство использования болгарки достигается благодаря сбалансированному весу и эргономичной конструкции Предохранительный выключатель Tricontrol обеспечивает повышенную безопасность оператора Углошлифмашина GWS 2200 06018C10R0 — надежный инструмент для ежедневных работ! GWS 2200 — сетевая углошлифовальная машина с новым мощным двигателем, обеспечивающим лучшую в своем классе производительность и высокую скорость удаления материала при металлообработке. Диаметр диска 230 мм. Модифицированное охлаждение всей системы гарантирует долгий срок службы инструмента. Улучшенный контакт угольных щеток с двигателем продлевает срок их службы.
Под заказ: доставка до 14 дней 8994 ₽
Песочный
Черемыкино
Под заказ: доставка до 14 дней 9982 ₽
Васкелово
Грузино
Ново-Токсово
Токсово
Под заказ: доставка до 14 дней 9506 ₽
Волхов
Кингисепп
Кириши
Сланцы
Под заказ: доставка до 14 дней 9078 ₽
Бокситогорск
Выра
Вырица
Заполье
Колпино
Колтуши
Лосево
Морозова
Отрадное
Романовка
Сосново
Сосновый Бор
Тосно
Ульяновка
В наличии 9982 ₽
Мурино (1)
В наличии 8850 ₽
Лодейное Поле (1)
В наличии 9506 ₽
В наличии 8994 ₽
Гатчина (1)
Коммунар (1)
В наличии 9078 ₽
Зеленогорск (1)
Кировск (1)
Луга (1)
Приозерск (1)
Псков (1)
Рощино (1)
Всеволожск (1)
Сестрорецк (1)
Сиверский (1)
Тихвин (2)
Характеристики
Размеры
Диаметр диска:
230 мм
Длина:
574 мм
Ширина:
190 мм
Высота:
118 мм
Вес, объем
Вес нетто:
6. 4 кг
Другие параметры
Производитель:
Bosch Power Tools
Страна происхож.:
Россия
Торговая марка:
Bosch Professional
Частота вращения, об/мин:
6500
Мощность, Вт:
2200
Напряжение, В:
220-240 B
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Углошлифмашина Bosch GWS 2200. 230мм. 2200 Вт. М-14. 6500 об/мин на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Углошлифмашина Bosch GWS 2200. 230мм. 2200 Вт. М-14. 6500 об/мин в магазине Выборг вы можете в интернет-магазине «ВИМОС».
Шпильки для опалубки: характеристики, технология монтажа, цены
Заливая конструкции монолитного типа, строители пользуются опалубками, без которых данный вид работ выполнить невозможно. Именно опалубочная конструкция придает бетонной массе необходимые формы и параметры. Чтобы щиты не разваливались под давлением растворной массы, их следует надежно фиксировать. Специалисты рекомендуют использовать специальные приспособления, носящие название «шпилька для опалубки».
Области применения
Шпильками для опалубки параллельным способом соединяются опалубочные щиты, удерживающие собой напирающую бетонную массу. Необходимо отметить, что такой крепеж для опалубки воспринимает на себя значительную долю создаваемого давления. На сегодняшний день этот вариант подстраховки бетонируемой конструкции считается наиболее легким в исполнении и надежным.
Фундаментная шпилька должна обладать способностью выдерживать максимальные нагрузки, и по этой причине для ее изготовления используют высококачественную сталь.
Расчет количества стяжек
Рассмотрим пример расчета необходимого количества стяжек. Условимся использовать пластиковые анкера с желобами для крепления композитной ленточной арматуры. Сначала необходимо посчитать периметр фундамента. Для фундамента с периметром 20 метров (10×10 м), с учетом минимального шага 20 см потребуется 100 стяжек для одного ряда. В среднем для фундамента высотой 60 см достаточно трех рядов стяжек, а значит, максимальное количество стяжек будет равняться 300. Посмотрите видео, как сделать стяжку опалубки фундамента.
Это количество можно уменьшить, разредив шаг стяжек до 40 см, в зависимости от максимального расстояния, указанного производителем. Кроме того, можно просчитать давление на одну стяжку с учетом массы бетона. Тяжелый бетон оказывает давление 370 килограмм на метр погонный. Такая масса воздействует на нижнюю часть фундамента высотой 60 см и шириной 25 см. Это значение легко посчитать для другого типа бетона или фундамента других размеров по формуле AxBxC, где А – ширина фундамента в см, В – высота в см, С – плотность бетона в кг/см3. Полученное значение покажет давление на погонный метр основания фундамента.
Изменяя расстояние между стяжками можно подобрать оптимальное соотношение шага анкеров и нагрузки на отдельный анкер. Для предотвращения разрушения опалубки не рекомендуется превышать предельную нагрузку на один анкер. Оставляя запас 10-20% от предельной прочности анкера, вы сэкономите без плачевных последствий для будущей конструкции. Таким же образом рассчитываются второй и третий ряды стяжек, а также металлические анкера.
Виды шпилек
Для крепления щитов опалубки существует несколько видов шпилек:
тип «А» – сплошная шпилька. Основное отличие заключается в том, что элемент имеет одинаковые диаметры резьбы и абсолютно гладкие части. Применяется для фланцевого соединения труб и арматуры;
тип «Б» – различается меньшим значением диаметра гладких частей, если сравнивать с резьбой. Данный вариант применяют для соединений арматуры и турбин.
При стяжке опалубочной конструкции шпильки с целью защиты от воздействия бетонной смеси защищаются трубами ПВХ.
Шпильки для опалубки с гайками аренда в Москве, цены
Не секрет, что монолитное строительство позволяет возводить самые прочные здания. Оно дает возможность воплощать различные идеи и получать сооружения любой пространственной конфигурации. Для таких строительных работ не требуется большое количество материалов: нужны только бетон и арматура. Поэтому обустройство конструкции выполняется очень быстро и без значительных трудозатрат.
Шпилька для опалубки
Одним из основных элементов при такой технологии строительства являются опалубочные шпильки. Они представляют собой специальные стяжки, монтируемые на палубные листы и необходимые для их надежного закрепления. Благодаря шпилькам листы выдерживают разные типы нагрузок, при этом не деформируясь и не разъезжаясь.
Шпилька для опалубки — это универсальный крепежный материал, включающий в себя следующие детали: стяжку, гайки и шайбу. Они выполняются из высококачественной стали, что позволяет им с легкостью переносить любые растяжения с использованием горячего и холодного проката.
Как правило, длина шпильки составляет от 0.5 до 6 м, максимальный диаметр — 17 мм. Гайки, включенные в набор деталей, производятся из чугуна, который иногда могут оцинковывать для защиты от коррозии. Фиксация опалубки шпильками выполняется быстрее и качественнее, чем любыми другими существующими технологиями.
Монтаж крепежей для опалубки
Технология крепления опалубки шпильками используется не только в крупномасштабном промышленном строительстве. Она востребована и при возведении частных домов, поэтому мы расскажем, как самостоятельно устанавливать крепление для опалубки со всеми ее комплектующими.
Установка шпилек
Как известно, опалубка может быть съемной и несъемной, поэтому техника ее установки отличается. Самым существенным различием является то, что несъемную опалубку после завершения работ оставляют в основании фундамента, а съемную демонтируют и используют повторно. Несъемную опалубку зачастую фиксируют регулируемыми пенопластовыми стяжками, также может быть использован полистирол или другой утеплитель.
Что касается съемной технологии, здесь крепеж выполняется за счет опалубочных шпилек, которые еще называют «анкерные пруты». Такой вид стяжки — наиболее надежный и не требует больших трудозатрат, поэтому каждый умелец может собственноручно обустроить фундамент своего дома при помощи опалубочной шпильки. Для этого нужно:
Под стену определенной толщины подготавливаются отверстия для монтажа пластиковых трубок для шпилек. Это делается, чтобы упростить их изъятие после высыхания бетона;
В трубки устанавливаются шпильки и с разных сторон опалубки затягиваются гайками. Размер при этом должен соблюдаться с точностью в 0,5 см;
При помощи винтовых растяжек стену с обеих сторон выравнивают до проектного положения;
Равномерно заливают бетон, контролируя уровень залитого раствора недопущения недолива или перелива;
После того, как залитая смесь застынет на 60-70%, гайки ослабляют, слегка проливают водой и затем полностью демонтируют для последующего использования.
Преимущества крепления опалубки шпильками
Технология крепления опалубки шпильками создана для комфортного использования в сфере строительства. Принимая в расчет ее функции, можно выделить главные преимущества:
Надежность конструкции, достигаемая за счет применения прочных материалов, например, стали;
Скорость и высокотехнологичность. Простота всех деталей позволяет использовать технологию людям, не имеющим большого опыта в строительстве;
Универсальность. Опалубочные шпильки производятся с расчетом как на большие объемы бетонирования, так и на менее объемные работы.
Аренда пластиковой опалубки
Аренда стальной опалубки
Аренда опалубки стен
Есть вопросы?
Мы обязательно ответим.
Патент США на стальную стойку и систему для бетонной опалубки. Патент (Патент № 10 280 615, выдан 7 мая 2019 г.) использовать в качестве бетонной опалубки.
ПРЕДПОСЫЛКИ
Бетонные стены широко используются во всех типах строительных конструкций по всему миру. Стены жесткости из бетона представляют собой экономичное средство для создания противопожарных систем бокового сопротивления строительных конструкций. Для изготовления бетонных стен, балок и колонн используется опалубка, которая сохраняет залитому бетону желаемую форму. Опалубку обычно снимают с бетона после того, как он затвердеет, и опалубку используют повторно.
В прошлом бетонные стены формировались из досок или фанеры, прикрепленных к вертикальным и горизонтальным разнесенным конструктивным элементам, которые придавали форму влажному бетону. Когда бетон заливается, и он влажный, для типичной стены высотой 10 футов и толщиной 10 дюймов давление на нижние внутренние поверхности формы может превышать 350 фунтов на квадратный дюйм. Опалубка должна быть прочной, чтобы выдерживать присущие ей высокие давления и злоупотребления, чтобы заливка бетона не вырывалась наружу. Обычно две противоположные стороны или поверхности стены опалубки связывают вместе металлическими компонентами, такими как стержни с резьбой или проволока. Шпалы проходят снаружи одной стены к внешней стороне противоположной стены после того, как шпалы пропущены через стены и вертикальные или горизонтальные элементы конструкции и закреплены, чтобы сдерживать стены опалубки относительно друг друга, пока бетон влажный. Иногда металлические связи остаются на месте после заливки стены.
Хотя обычная опалубка для бетонных стен уже много лет хорошо работает, у нее есть некоторые недостатки. Если пространство между соседними зданиями тесное, опалубку можно оставить на месте после завершения строительства. Хотя конструктивно это работает, это не особенно эстетично. Кроме того, установка опалубки на месте может занять много времени, а на оживленном строительном рынке может быть трудно получить опалубку. Наличие профессий опалубки может существенно повлиять на ход работ на стройплощадке.
Соответственно, было бы выгодно предложить альтернативу опалубочным системам предшествующего уровня техники.
РЕЗЮМЕ
Настоящее изобретение относится к системе шпилек опалубки. Система стоек опалубки включает в себя множество стоек, верхний швеллер, нижний швеллер и множество горизонтальных и вертикальных стержней. По крайней мере, одна из множества стоек является опалубочной. Опалубочная стойка включает в себя стенку и пару фланцев. Стенка имеет противоположные боковые части, проходящие от верха стойки опалубки до нижней части стойки опалубки, и множество боковых разнесенных соединителей, проходящих между противоположными боковыми частями. Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки.
Множество стоек имеют противоположные стороны, и система стоек опалубки может дополнительно включать обшивку, прикрепленную по крайней мере к одной ее поверхности. В качестве альтернативы обшивка может быть прикреплена к обеим противоположным сторонам. Обшивка может быть конструкционной плитой, заполненной пеной панелью с металлом с обеих сторон или гофрированной стеной. Гофрированная стенка может включать в себя профилированную полосу из поролона.
Система стоек опалубки может быть установлена за пределами площадки.
Отверстия в корпусе могут быть прямоугольными. Отверстия в стенке каждой стойки опалубки могут дополнительно иметь по меньшей мере по одной выемке для установки арматурных стержней. В качестве альтернативы отверстия в стенке каждой стойки опалубки могут иметь множество канавок для размещения арматурных стержней. В стойке опалубки также могут быть предусмотрены отверстия для стяжек, расположенные рядом с каждой из выемок, для установки стяжки из арматурного стержня.
Настоящее изобретение также относится к стойке опалубки. Шпилька опалубки имеет стенку и пару фланцев. Стенка имеет противоположные боковые части, проходящие от верхней части до нижней части стойки опалубки, и между ними проходит множество боковых разнесенных соединителей. Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки.
Каждое из множества разнесенных отверстий может включать в себя по меньшей мере одну выемку, образованную в нем, сконфигурированную для размещения арматурного стержня. Альтернативно, каждое из множества разнесенных отверстий может включать в себя множество канавок. Каждая выемка может иметь пару отверстий для стяжек арматурных стержней рядом с ней.
Полотно может быть удалено на 70-90% для образования множества разнесенных отверстий. Более конкретно, полотно может быть удалено на 85% для образования множества разнесенных отверстий.
Стойка опалубки может включать пару противоположных выступов, отходящих внутрь от пары фланцев.
Настоящее изобретение также относится к способу изготовления стойки опалубки, имеющей заданную форму, которая включает в себя стенку, имеющую по меньшей мере одно отверстие, сформированное в ней и выполненное с возможностью протекания через нее бетона. Способ включает этапы:
пробивания по меньшей мере первого отверстия в куске стального листового материала;
пробивка второго отверстия в куске стального листа таким образом, чтобы второе отверстие соединилось с первым отверстием с образованием двойного пробивного отверстия;
придание листовому материалу заданной формы.
Способ может дополнительно включать стадию пробивки третьего отверстия в листовом материале таким образом, чтобы третье отверстие соединилось с двойным пробивным отверстием с образованием тройного пробивного отверстия.
Способ может дополнительно включать этап пробивки отверстия для образования одного пробивного отверстия, расположенного на расстоянии от первого отверстия.
Этапы можно повторить для создания множества разнесенных отверстий.
Заданной формой может быть С-образный элемент, имеющий стенку и противоположные фланцы. С-образный элемент может дополнительно включать противоположные выступы, отходящие внутрь от фланцев.
Дальнейшие функции будут описаны или станут очевидными в ходе следующего подробного описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Теперь варианты осуществления будут описаны только в качестве примера со ссылкой на прилагаемые чертежи, на которых:
РИС. 1 представляет собой вид в перспективе опалубки известного уровня техники;
РИС. 2 представляет собой вид в разрезе опалубки предшествующего уровня техники, показанной на фиг. 1;
РИС. 3 представляет собой вид в перспективе известного шипа с небольшими квадратными отверстиями, разнесенными в осевом направлении вдоль перемычки,
РИС. 4 представляет собой вид в перспективе другой шпильки известного уровня техники, показывающий, как правило, треугольные отверстия, расположенные в осевом направлении вдоль перемычки,
,
. На фиг. 5 представляет собой вид в перспективе другой шпильки предшествующего уровня техники, показывающий, как правило, большие прямоугольные отверстия, расположенные на расстоянии друг от друга в осевом направлении вдоль перемычки.
РИС. 6 представляет собой вид в перспективе стойки опалубки с множеством прямоугольных отверстий, расположенных на расстоянии друг от друга вдоль стенки, для использования в системе опалубки;
РИС. 7 представляет собой вид в перспективе альтернативной стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки;
РИС. 8 — вид в перспективе стойки опалубки со сплошной стенкой для использования в опалубочной системе;
РИС. 9 — вид в перспективе короткой стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки;
РИС. 10 — вид сверху на опалубочную стойку, показанную на фиг. 6;
РИС. 11 — вид сверху на направляющую опалубки для использования в опалубочной системе;
РИС. 12 представляет собой увеличенный вид спереди прямоугольного отверстия, используемого в стойках опалубки для использования в системе опалубки;
РИС. 13 представляет собой увеличенный вид верхней части обычно прямоугольного отверстия на фиг. 12, показывающий арматуру в каждом углу;
РИС. 14 представляет собой увеличенный вид верхнего угла обычно прямоугольного отверстия, показанного на ФИГ. 12 и 13, показывающие арматурный стержень и анкерную стяжку;
РИС. 15 — стена опалубочной системы, вид сверху;
РИС. 16 представляет собой вид спереди стены опалубочной системы по фиг. 15;
РИС. 17 представляет собой увеличенный вид спереди угла стены на фиг. 16;
РИС. 18 представляет собой увеличенный вид в разрезе угла стены, показанной на фиг. 17;
РИС. 19 представляет собой вид сверху угла стены, показанной на ФИГ. 17 и 18;
РИС. 20 — вид в горизонтальном разрезе части стены опалубочной системы с бетоном внутри;
РИС. 21 — вид сбоку в разрезе стены в системе опалубки в разобранном виде;
РИС. 22 — вид сбоку в разрезе стены в системе опалубки;
РИС. 23 — вид сбоку стены в системе опалубки и верхнего этажа;
РИС. 24 представляет собой вид сверху дырокола с одним отверстием для использования со шпильками, показанными на ФИГ. 7 и 9;
РИС. 25 представляет собой вид сверху на дырокол, аналогичный показанному на фиг. 24, но с двойным дыроколом;
РИС. 26 представляет собой вид сверху дырокола, подобного показанному на ФИГ. 24 и 25, но с тройным дыроколом;
РИС. 27 — вид сбоку множества профилегибочных станций;
РИС. 28 — вид сбоку на линию дырокола; и
РИС. 29представляет собой вид сверху на линию перфорации на фиг. 27.
ПОДРОБНОЕ ОПИСАНИЕ
Типичная опалубочная система предшествующего уровня техники показана на фиг. 1 и 2. Система предшествующего уровня техники показывает деревянную систему, которую возводят, а затем заполняют бетоном, извлекают из затвердевшего бетона и затем перемещают в новое место для повторного заполнения. Типичные валковые шпильки предшествующего уровня техники показаны на фиг. 3, 4 и 5. Эти стойки обычно используются для стен, в которых доски прикреплены к одной или обеим сторонам или поверхностям. Эти шпильки обычно не предназначены для несущих стен, заполненных бетоном.
Шпильки, показанные на РИС. 6-9 предназначены для использования в системе несъемной опалубки, предназначенной для заполнения бетоном. Несъемные шпильки опалубки изготавливаются из гнутых элементов каркаса из легкой стали. Стойки опалубки могут иметь несколько различных конфигураций в зависимости от того, где каждая из них расположена в системе стен опалубки. В системе опалубочных стоек используется множество разнесенных стоек и вертикальных и горизонтальных арматурных стержней. Конкретная используемая шпилька будет зависеть от того, где она находится в системе шпилек опалубки.
Опалубочная шпилька 20 показана на РИС. 6 будет промежуточной стойкой опалубки. Стойка 20 опалубки обычно представляет собой С-образную стойку, имеющую стенку 22 , противоположные полки 24 и противоположные выступы 26 , как лучше всего видно на фиг. 10. Противоположные фланцы 24 проходят в целом ортогонально к стенке 22 . Кромки 26 проходят внутрь от фланцев 24 и обычно ортогонально им. В опалубке шпилька 20 имеется множество больших прямоугольных отверстий 28 , расположенных на расстоянии друг от друга и образованных в перемычке 22 . Ленточный материал удаляется таким образом, чтобы при заполнении бетоном бетон мог свободно течь между и через отверстия 28 в стойках. Отверстия 28 имеют такую конфигурацию, что от 70% до 90%, а предпочтительно около 85% материала полотна удаляется там, где бетон находится по обе стороны от стойки, так что в бетоне сохраняется непрерывность. В отличие от стоек предшествующего уровня техники, которые не позволяют бетону свободно течь между ними, стена будет фактически разбита на несколько узких отсеков между стойками.
Решетка 22 имеет противоположные боковые части 32 , проходящие от верхней части стойки опалубки до нижней части стойки опалубки, и множество боковых разнесенных соединителей 34 , проходящих между противоположными боковыми частями. Противоположные боковые части , 32, и боковые разнесенные соединители , 34, образуют множество разнесенных отверстий , 28, , и отверстия выполнены с возможностью протекания через них бетона.
Альтернативная стойка опалубки 30 показана на РИС. 7. Опалубочная стойка 30 аналогична опалубочной стойке 20 , но имеет только одно отверстие 28 . Опалубочная стойка 30 имеет поперечное сечение, подобное сечению опалубочной стойки 20 , показанного на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что количество отверстий , 28, и положение отверстий , 28, могут варьироваться в зависимости от того, где в стене расположены структурные балки, двери или окна или другие проемы.
Короткая стойка опалубки 50 показана на РИС. 9. Опалубочная стойка 50 аналогична опалубочной стойке 20 , но короче. Опалубочная стойка 50 имеет поперечное сечение, аналогичное поперечному сечению опалубочной стойки 20 , показанной на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что длина короткой стойки опалубки 50 может варьироваться в зависимости от местоположения. Стойка короткой опалубки 50 имеет как минимум одно отверстие 28 сформирован в нем. Количество отверстий 28 может варьироваться в зависимости от длины короткой стойки опалубки 50 . Кроме того, размер отверстий 28 может варьироваться, чтобы через них мог проходить бетон и удалялось от 70 до 90%, а предпочтительно 85% материала. Показанные здесь отверстия 28 обычно имеют прямоугольную форму и могут различаться по длине. Однако специалистам в данной области техники будет понятно, что другие формы отверстий также будут работать.
РИС. 8 показан торцевой стержень опалубки 40 . Концевая стойка опалубки 40 аналогична стойке опалубки 20 , но со сплошной стенкой 22 . Стойка опалубки 40 имеет поперечное сечение, аналогичное поперечному сечению стойки 20 опалубки, показанной на РИС. 10 и описано выше. Стойка торцевой опалубки 40 похожа на обычную стойку, но используется в конце системы стоек опалубки для бетона.
Ссылаясь на РИС. 12, 13 и 14, отверстие 28 в шпильках опалубки имеется множество пуговиц 62 , разнесенных по периметру отверстия. Выемки имеют такую форму, чтобы в них помещался арматурный стержень , 66, (арматурный стержень), показанный на ФИГ. 13 и 14. Например, обычно прямоугольное отверстие 28 может иметь выемки 62 в каждом его углу, а также выемки 62 , расположенные на расстоянии друг от друга по бокам, сверху и снизу. Рядом с каждым углублением 62 может быть пара отверстий для стяжек 64 сконфигурирован для приема арматурных стяжек 68 . Выемки 62 расположены так, чтобы удерживать арматурный стержень в точном месте, обычно устроенном таким образом, чтобы арматурный стержень можно было установить для создания непрерывных прямоугольных балок и колонн по всей стене. Расположение отверстий 28 и выемок 62 сконфигурировано таким образом, что описываемая здесь система стоек опалубки может быть спроектирована как типичная бетонная стена с общепринятыми принципами проектирования бетона во всем мире. Например, ямки 62 расположены по углам обычно прямоугольных отверстий 28 . Кроме того, канавки разнесены по бокам, сверху и снизу отверстий 28 .
Пример системы опалубочных стоек показан в общем виде под номером 100 на РИС. 16. Система опалубочных стоек 100 включает в себя множество опалубочных стоек. В показанном здесь примере на противоположных концах стены установлены две торцевые стойки опалубки 40 . Пара опалубочных шпилек 30 располагаются по обе стороны от проема. Несколько коротких опалубочных стоек 50 расположены над проемом. Несколько опалубочных стоек 20 расположены между опалубочной стойкой 30 и концевой опалубочной стойкой 40 . Несколько вертикальных стержней располагаются между стойками опалубки 20 , 30 , 40 и 50 . Через отверстия 9 проходит множество горизонтальных арматурных стержней.0003 28 в соседних шпильках опалубки. Вертикальные стержни и горизонтальные стержни могут быть связаны вместе. Кроме того, хомуты из арматуры 70 можно использовать в сочетании с горизонтальными или вертикальными арматурными стержнями. Система опалубки состоит из нижней направляющей 60 и верхней направляющей 80 . Верхняя направляющая 80 и нижняя направляющая 60 обычно имеют С-образную форму, как показано на фиг. 11. Верхняя направляющая 80 имеет множество отверстий 28 , выполненный в нем аналогично шпильке опалубки 20 . Аналогично, нижняя направляющая 60 может иметь множество отверстий 28 , образованных в ней. Отверстия 28 в верхней направляющей 80 обеспечивают доступ к внутренней части стен, чтобы в них можно было залить бетон. Дополнительные отверстия 28 в верхней направляющей 80 позволяют проходить через них арматурным стержням 66 , чтобы их можно было привязать к арматурным стержням 66 вышележащей стены.
Система стоек опалубки 100 , показанная на РИС. 16, может использоваться с множеством различных несущих стен. Например, как показано на фиг. 20 его можно использовать со структурной плитой 82 или с панелью, заполненной пеной, с металлом с обеих сторон 84 . В качестве альтернативы стена может включать гофрированную стенку 86 с профилированной полосой из пенорезины 88 , совмещенной с ней, как показано на ФИГ. 21 и 22. Полоски из поролона 88 размещаются между шпильками 22 и настилом 86 , чтобы предотвратить заполнение объема бетоном и обеспечить возможность соединения с ним винтами. Гипсокартон или другие стеновые панели 92 могут крепиться к настилу или гофрированной стене 86 . В качестве альтернативы стеновые панели 92 могут быть прикреплены к гофрированной стене 86 с помощью упругих каналов 93 . Добавление устойчивых каналов обеспечивает некоторое снижение шума.
Специалистам в данной области техники понятно, что к системе стоек 9 опалубки можно прикрепить различные типы листов.0003 100 . Как описано выше, обшивка может быть конструкционной плитой 82 , заполненной пеной панелью с металлом по обеим сторонам 84 , гофрированной стеной 86 с профилированной полосой из пенорезины 88 по совмещению с ней или другими стеновыми системами. Все возможные покрытия похожи тем, что все они имеют достаточную прочность, чтобы удерживать бетон.
Система опалубочных стоек 100 может использоваться для возведения стены и может использоваться в сочетании со стальными балками 94 и стальной настил типа «ласточкин хвост» 96 , как показано на РИС. 23. Балка, показанная на фиг. 23 приведен только в качестве примера, и специалистам в данной области техники будет понятно, что могут работать и другие типы балок, такие как, например, стальные балки с открытой перемычкой или балки с плоской перемычкой.
Штыри 62 были разработаны, в частности, для облегчения возведения стены, создания балок и колонн. Предусмотрена возможность крепления арматуры к штырям 62 с проволочными стяжками или гибкими петлями. Эта технология опалубки закрепляет арматурный стержень 66 в точном месте и обеспечивает идеальный способ установки арматурного стержня в опалубочной системе за пределами площадки. Описанная выше обшивка также может быть прикреплена к системе стоек опалубки 100 за пределами площадки. Обшивка может быть прикреплена к одной или обеим сторонам или поверхностям системы стоек опалубки. Кроме того, к системе стоек опалубки 100 можно прикрепить полную или частичную обшивку. Понятно, что при сборке опалубочной системы 100 вне строительной площадки это уменьшит или устранит потребность в торговле опалубкой на строительной площадке. Кроме того, прикрепив часть или всю обшивку за пределами площадки, потребность в этих работах на месте также уменьшится.
Преимущество этой системы опалубочных стоек 100 заключается в том, что перед заливкой опалубки можно установить каркас пола в качестве защиты от зимних условий. При использовании металлического профиля для настила 86 под настилом в местах стоек можно разместить профилированную полосу из пеноматериала 88 , чтобы можно было легко установить гипсокартон и другие крепления без сверления бетона.
Специалистам в данной области техники будет понятно, что описанная здесь система допускает массовую настройку. С помощью описанной здесь системы архитектор, инженер или другой проектировщик может спроектировать бетонную стену, а с помощью системы опалубочных стоек 100 они могут затем спроектировать специальные стойки, необходимые для возведения стены. После того, как конкретные шпильки были разработаны, их можно изготовить.
Ссылаясь на ФИГ. 24-26 показаны три различных возможных отверстия, которые можно сделать с помощью одного пуансона. ИНЖИР. 24 показано отверстие 28 из цельного пуансона. Как обсуждалось выше, отверстие 28 имеет выемки 62 по бокам. В показанном здесь варианте осуществления с одним пуансоном 110 имеется только одна выемка 62 вдоль боковой стороны. В качестве альтернативы отверстие 28 может быть двойным отверстием 112 с двумя прорезями 62 по бокам. В варианте с двойным пуансоном 112 верхняя часть 114 первого пуансона совмещена с нижней 116 второго удара. Другое альтернативное отверстие 28 показано на фиг. 26 с тройным дыроколом 118 . В тройном отверстии 118 имеются три отверстия 62 по бокам. Как обсуждалось выше в отношении двойного пуансона 112 , верхняя часть 114 первого пуансона совмещена с нижней частью 116 второго пуансона, а верхняя часть второго пуансона 120 совмещена с нижней частью 9. 0003 122 третьего удара. Специалист в данной области техники может видеть, что благодаря этой функции пробивки отверстий может быть выполнено почти любое требуемое отверстие.
Геометрия штампа для пробивки отверстий была разработана для обеспечения индивидуальной настройки в соответствии с такими элементами, как окна, двери, балки и колонны. Штифт изготавливается в массовом порядке, так что одна матрица может производить отверстия разных размеров в зависимости от особенностей стен, таких как окна, двери и конструктивные элементы, такие как балки.
В качестве примера, различные описанные стойки опалубки могут быть изготовлены в процессе профилирования, показанном в целом под номером 130 . В процессе профилирования листовой материал проходит через серию профилегибочных станций 132 . На одной из станций формируются оппозитные выступы 26 . На другом участке выполнены противоположные фланцы 24 . На другой станции пробиты отверстия 28 . Станция пробивки отверстий обычно показана под номером 9.0003 134 на РИС. 28. Станция для пробивки отверстий 134 включает дырокол 136 . Форма отверстия описана выше в отношении. Листовой материал 138 проходит под дыроколом 136 , и в заданном месте для конкретного формируемого элемента дырокол 136 пробивает отверстие. Листовой материал продолжает двигаться через станцию до тех пор, пока не потребуется пробить следующее отверстие. Различные примеры перфорированных отверстий можно увидеть на фиг. 29. Листовой материал, как правило, представляет собой холоднокатаную сталь, которая первоначально подается на процесс профилирования в рулоне 140 .
Вообще говоря, описанные здесь системы относятся к металлическим стойкам и системам с металлическими стойками. Различные варианты осуществления и аспекты раскрытия будут описаны со ссылкой на подробности, обсуждаемые ниже. Следующее описание и чертежи иллюстрируют раскрытие и не должны рассматриваться как ограничивающие раскрытие. Описаны многочисленные конкретные детали, чтобы обеспечить полное понимание различных вариантов осуществления настоящего раскрытия. Однако в некоторых случаях общеизвестные или общепринятые детали не описываются, чтобы обеспечить краткое обсуждение вариантов осуществления настоящего раскрытия.
Используемые здесь термины «содержит» и «содержащий» следует толковать как включающие и неограниченные, а не исключающие. В частности, при использовании в описании и формуле изобретения термины «содержит» и «содержащий» и их варианты означают, что включены определенные признаки, этапы или компоненты. Эти термины не следует интерпретировать как исключающие наличие других функций, шагов или компонентов.
Опалубка (опалубка) для различных конструктивных элементов — балок, плит и т. д.
🕑 Время прочтения: 1 минута
Бетонные опалубки (опалубки) необходимы для свежебетонных конструкций, таких как стены, плиты, балки, колонны, фундаменты и т. д. Требования к опалубке для различных элементов конструкции различны, и они называются в зависимости от типа конструктивный элемент. Опалубка (опалубка) представляет собой временную форму для поддержки свежего бетона при размещении в элементе конструкции до тех пор, пока бетон не затвердеет. Это помогает элементу конструкции набрать достаточную прочность, чтобы выдерживать собственную нагрузку и нагрузку от других элементов. Есть много типы конструктивной опалубки или опалубки в зависимости от их материала, их использования и типа конструктивных элементов. Они могут быть названы на основе этого. Однако основное функционирование опалубки остается прежним.
Содержимое:
Типы опалубки (опалубки) в зависимости от элемента конструкции:
Опалубка для фундамента – опалубка для фундамента
Опалубка для колонн – опалубка для строительства бетонных колонн
Опалубка для стен – опалубка для строительства стен из железобетона
Опалубка перекрытий – опалубка для строительства железобетонных плит
Опалубки используются при строительстве железобетонных фундаментов, колонн, плит, стен и т. д., и они называются следующим образом:
Опалубка фундамента – опалубка для фундамента
Опалубка для колонн – опалубка для строительства железобетонных колонн
Стеновые опалубки – опалубка для стен из железобетона
Опалубка перекрытий – опалубка для строительства железобетонных плит
Опалубка фундамента – опалубка для фундамента
Первый этап любой бетонной конструкции начинается с возведения фундамента. Фундамент может быть под колонны или стены. Таким образом, исходя из типа элемента конструкции, проектируются форма и размер фундамента. Таким образом, размер и форма опалубки зависят от типа и размера фундамента.
Компоненты опалубки фундамента:
0478
Опалубка для колонн – опалубка для строительства бетонных колонн
Железобетонные формы колонн подвергаются боковому давлению из-за их небольшого поперечного сечения, большой высоты и относительно высоких скоростей укладки бетона. Таким образом, необходимо обеспечить плотные стыки и прочную анкерную опору опалубки. По мере увеличения размеров бетонной колонны необходимо увеличивать жесткость опалубки за счет увеличения толщины обшивки или добавления вертикальных ребер жесткости для предотвращения прогиба обшивки.
Стеновые опалубки – опалубка для железобетонных стен
Опалубка для строительства стен подвергается относительно меньшему боковому давлению, чем опалубки колонн, из-за их большой площади поперечного сечения.
Компоненты стеновых опалубок:
Панельная обшивка – Используется для придания формы стене и удержания бетона до его застывания.
Стойки — для поддержки обшивки или вальса путем формирования каркаса, чтобы удерживать формы на одном уровне и поддерживать стойки.
Подкосы – используются для предотвращения прогиба опалубки под действием бокового давления и удержания опалубки в вертикальном положении.
Стяжки и распорки – используются для удержания сторон форм на правильном расстоянии друг от друга.
Рис. Компоненты стеновой опалубки
Опалубка перекрытий – опалубка для возведения железобетонных плит
Опалубка для железобетонных плит зависит от типа возводимых плит. Плиты перекрытия могут быть конструкционными плитами, поддерживаемыми стальным или бетонным конструкционным каркасом, или плитами на уровне земли. Конструкция опалубки зависит от типа плиты. 9Сборка опалубки перекрытий 0477 осуществляется следующим образом:
Позиционирование балки или опалубки внизу.
Боковая опалубка балки перекрывает нижнюю опалубку и опирается на оголовки берегов и стороны опалубки колонны.
Боковые опалубки удерживаются на месте рейками, прибитыми к оголовкам с помощью гвоздей с двойной головкой.
У больших балок боковые формы должны быть усилены по вертикали, чтобы предотвратить коробление.
При построении опалубки балки и балки каждая часть должна быть удалена, не нарушая остальную часть опалубки; сбрасываемая опалубка начнется со сторон балки и балки, затем опалубки колонн и, наконец, нижней части балки и балки.
Рис. Компоненты опалубки несущих плит
Опалубка для плит на грунте — это формы для бетонных плит, укладываемых на уклон. Эти опалубки для плит обычно довольно просты, так как бетон укладывается на уплотненную землю или выровненное основание из гравия. Таким образом, не требуется опоры для бетона на дне.
Рис. Компоненты опалубки для перекрытий
Сборка опалубки для перекрытий выполняется следующим образом:
Опалубка из досок, фанеры или стали используется для формирования / поддержки открытых краев бетона.
Эти формы удерживаются на месте с помощью деревянных штифтов.
Как получить максимальную эффективность при 5 осевой обработки
Важность 5-осевого управления и программного обеспечения
Предотвращение аварий в 5-осевой обработке
Проверка инструмента на 5-осевом станке
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз»?
Техника обработки при 5-осевом фрезеровании
Всем привет, Друзья! С Вами 3DTool!
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров
Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
Говоря простыми словами, 5-осевая обработка — это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
Максимальная приближенность к принципу – одна обработка за одну установку (иногда называемой «сделано за один раз»), что сокращает время выполнения и повышает эффективность.
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол.
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z — это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это рыскание (поворот) мухи в нашем примере.
Если вам сложно представить шесть осей, описанных выше, вот схема:
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:
Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).
Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы имеете дело со станками, которые имеют, скажем, более одного вращающегося шпинделя, у вас уже есть больше осей», — объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.
«Например, у нас есть станки со вторыми шпинделями и нижними револьверными головками. На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
«Детали, которые вы делаете, по-прежнему 5-осевые», — добавляет Уэйд Андерсон, специалист по продажам продукции в Okuma America.
«Такой компонент, как аэрокосмический клапан, может быть сделан на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту деталь на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам второй X и Z. Все эти модификации дают большее количество осей, но сама деталь имеет всю ту же пяти-осевую геометрию» — пояснил Андерсон.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:
«Лопатка турбины — это поверхность свободной формы и может она быть довольно сложной. Наиболее эффективный способ выполнить обработку лопасти, подобной этой, — использовать 5-осевую обработку инструментом по спирали вокруг аэродинамического профиля лезвия. Конечно, можно использовать и 3х-осевую обработку, если вы выставите лопасть на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».
5-осевой вертикальный обрабатывающий центр.
Однако важно помнить, что количество нужных вам осей зависит не только от детали. «Выбор конфигурации в основном диктуется самой деталью, но нужно не забывать и того, что хочет заказчик», — сказал Андерсон.
Заказчик может принести деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать: «Это идеальная деталь для 5-осевого обрабатывающего станка », но они могут планировать в будущем делать детали, которые будут работать лучше на одном из MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может предоставить заказчику возможность выполнять множество видов других работ, что является частью их долгосрочного плана».
«Еще одна вещь, которую следует учитывать, — это размер рабочей зоны», — добавил Финн.
«Какой максимальный размер детали вы можете вставить в станок и при этом выполнять смену инструмента и смену деталей? В этом заключается понимание возможностей машины и того, что она сможет и не сможет сделать».
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой — это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена — ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая — также называемая непрерывной или одновременной 5-осевой обработкой — включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.
Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Вторая – так же называемая 5-сторонней или позиционной5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство — актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.
Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
«Я не думаю, что аддитивное производство полностью захватит рынок, но я думаю, что теперь появилась возможность для разработки деталей, которые не могли быть созданы в прошлом», — сказал Финн.
«Конечно, есть и останутся детали, требующие обработки выборкой. Например, детали с очень жестким допуском на круглость».
«Можно напечатать почти полностью готовый элемент, но для достижения необходимого допуска этот элемент все же может потребоваться обработать на станке», — добавил Финн.
Означают ли это, что будущее производство будет представлять собой гибрид 3D — принтер / 5-осевой ЧПУ станок?
Андерсон не уверен в этом: «Реальное применение 3D-печати вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, в том, чтобы, например, 3D-принтер с технологией SLS сделал то, что он делает лучше всего, и фрезерный станок сделал то, что делает лучше всего, работая над общим результатом посредством автоматизации».
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
«Количество порошка, которое вы пропускаете при лазерном спекании, например, на 13кг детали, может составлять 70–140 кг», — сказал Андерсон.
«Если это входит в машину, где все объединено, то не существует проверенного способа заново использовать весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи 3D-печати с 5- осевой обработкой, чаще всего касаются сотрудничества технологий, нежели конкуренции. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», — заключил Финн.
Каталог 3D принтеров
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь станок, но могут не понимать, что он из себя представляет в полном объеме. Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Андерсон соглашается: «Это душераздирающее зрелище для компании, подобной нашей. Когда мы видим компанию, которая идет ва-банк, получает оборудование, устанавливают его. По разным причинам они приобретают многофункциональный станок с 5 или более осями и используют его как 3-осевой станок. Это происходит постоянно».
Схема горизонтального обрабатывающего центра Okuma MU-10000H.
«Во многом это зависит от персонала», — добавил Андерсон. «Требуется обучение и понимание того, как использовать машину. Иногда трудно думать об обработке детали с верхним, нижним, главным шпинделем и вспомогательным шпинделем, и все в процессе, одновременно.»
«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но освоить его сложно», — заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на станке и время отклика очень важны, чтобы избежать короткого замыкания или перерегулирования при обработке», — сказал Финн. «Контроллер в станке должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки».
Mazak’s MAZATROL SmoothX с ЧПУ.
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно», — заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
«Если вы, например, занимаетесь аэрокосмическими деталями, вы должны работать с программными пакетами высокого класса», — сказал Андерсон.
«Если вы просто делаете небольшие алюминиевые формы компонентов для литья под давлением в автомобильной компании, или все, что вы делаете, это сверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если, же вы режете детали, которые требуют системы CAM для создания программ резки, вы должны инвестировать в систему CAM, которая дополняет возможности станка», — добавил Финн.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа просчитает на каждое движение инструмента вероятность столкновения с чем-либо», — сказал Андерсон.
«При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет».
Система предотвращения столкновений Okuma работает в режиме реального времени.
«Существует программное обеспечение, которое будет выполнять моделирование работы станка», — прокомментировал Финн.
«Так что это важно, особенно когда дело касается дорогих запасных частей. Вам не нужно столкновение, которое может привести к тому, что вы сломаете деталь, либо кто-то получит травму или повредит станок».
«Vericut предлагает программное обеспечение для виртуального 3D-мониторинга, которое будет делать то же самое, только на автономном компьютере», — добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления станка, вы запускаете свою программу обработки деталей через Vericut, и она проверит все траектории и убедится, что станок будет делать то, что, как вы думаете, он должен сделать».
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз» ?
Понятие «сделано за раз» — конечная цель в производстве: вы загружаете кусок материала в станок, запускаете программу и снимаете полностью готовую деталь.
Как и возможность минимизировать время подготовки, задача принципа «сделано за раз» — имеет смысл, даже если в конкретном случае она практически не достижима.
При этом 5-осевая обработка приближает нас к цели «сделано за раз» больше, чем любой другой процесс; даже детали после 3D-печати требуют пост-обработки. В этом контексте основным ограничением 5-осевой обработки являются зажимные приспособления.
«Большая часть движений 5-осевой работы лежит вокруг зажимного механизма», — сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое зажимное приспособление паршивое, я никогда не получу того, что задумывал».
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
«Например, станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Техника обработки при 5-осевом фрезеровании
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это касается обработки детали. Как правило, проблема, которая их тормозит, заключается не в создании идеи, а в чем-то другом. Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок, 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
5-осевая обработка предоставляет бесконечные возможности для эффективной обработки деталей размеров и форм. Термин «5-осевой» относится к числу направлений, в которых может двигаться режущий инструмент. На 5-осевом обрабатывающем центре режущий инструмент перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, чтобы приближаться к заготовке с любого направления. Другими словами, вы можете обрабатывать пять сторон детали за один установ.
РУКОВОДСТВО ПО ВЫБОРУ 5-ОСЕВОГО И МНОГОЗАДАЧНОГО СТАНКА
При одновременной 5-осевой обработке три линейные оси станка (X, Y и Z) и две оси вращения (A и B) включаются одновременно для выполнения сложной обработки деталей. При 3 + 2 станок выполняет программу 3-осевого фрезерования с блокировкой режущего инструмента в наклонном положении с использованием двух осей вращения. Этот процесс, также известный как 5-осевая позиционная обработка, опирается на четвертую и пятую оси для ориентации режущего инструмента в фиксированном положении, а не для непрерывного манипулирования им в процессе обработки.
Наша одновременная 5-осевая технология расширяет границы типов геометрии деталей, которые вы можете обрабатывать. Предоставляя вам возможность производить очень сложные компоненты за одну установку, наши 5-осевые станки дают волю воображению ваших инженеров и переопределяют ваши общие возможности.
Обработка сложных форм за один установ для повышения производительности
Экономьте время и деньги за счет меньшей подготовки крепежа
Повышение производительности и денежного потока при одновременном сокращении времени выполнения заказов
Более высокая точность детали, поскольку заготовка не перемещается между несколькими рабочими станциями
Возможность использования более коротких режущих инструментов для повышения скорости резания и снижения вибрации инструмента
Добейтесь превосходной чистоты поверхности и общего качества деталей
Мы предлагаем самый передовой и полный в отрасли выбор 5-осевых конфигураций станков, чтобы обеспечить вам наилучшую стоимость владения, а также бесконечные возможности обработки деталей.
Имея так много вариантов 5-осевой обработки, важно инвестировать только в технологии и возможности, применимые к вашим конкретным приложениям. Чтобы помочь вам определить наиболее подходящее и экономичное решение для ваших капиталовложений, мы разработали руководство по выбору 5-осевого решения, которое проведет вас через процесс принятия решения в три простых шага.
Скачать руководство по выбору
5-осевые фотографии
Свяжитесь с местным представителем Mazak или посетите один из наших технологических центров , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
Повышение скорости и гибкости. Горизонтальные 5-осевые обрабатывающие центры Makino обеспечивают глобальное конкурентное преимущество. Наша точность и автоматизация обеспечивают более высокую производительность при самых низких затратах на деталь. Фрезерный станок с ЧПУ 5-осевой
Там, где встречаются сложность и жесткость
Независимо от того, режете ли вы алюминий, сталь или титан или изготавливаете сложные детали с большим съемом металла, 5-осевой горизонтальный обрабатывающий центр Makino может стать вашим лучшим решением. В зависимости от геометрии ваших деталей использование процессов пятиосевой обработки, вероятно, может сократить как время настройки, так и время выполнения заказа, расширив ваши возможности для захвата будущей работы. А благодаря более эффективной обработке стружки и, вероятно, более высокой жесткости, чем вертикальные станки, переход на горизонтальную обработку с ЧПУ может изменить ваше производство.
Makino выводит 5-осевую горизонтальную обработку на новый уровень с нашим новым станком a500Z. Мы предлагаем:
Высокая жесткость, обусловленная уникальной конструкцией станка a500Z с двойным наклоном и трехточечным нивелированием, Makino разработала высокопроизводительные многоосевые фрезерные станки с ЧПУ, обеспечивающие максимальный съем металла и минимизирующие затраты на скоропортящиеся инструменты.
Высокая точность благодаря встроенному активному контролю температуры, включая охлаждение сердечника шарико-винтовой передачи, охлаждение осей вращения с прямым приводом и охлаждение кожуха шпинделя.
Готовность к автоматизации с функциями, упрощающими интеграцию в системы прямой роботизированной загрузки или систему обработки поддонов MMC2 от Makino. При интеграции в автоматизированную систему вы можете рассчитывать на коэффициент использования шпинделя до 95% и полностью автоматическую работу в ночное время и в выходные дни.
Выберите свой горизонтальный обрабатывающий центр
Makino 1-Series
Все горизонтальные обрабатывающие центры Makino серии 1 могут быть сконфигурированы для полноценной 5-осевой горизонтальной обработки, что идеально подходит для высокопроизводительного производства автомобильных или аэрокосмических компонентов. Низкие эксплуатационные расходы, простота установки и очень жесткая платформа с трехточечным выравниванием, в которой используются проверенные системы поддержки, такие как шпиндели, устройство смены инструмента и устройство смены поддонов, все в стандартной комплектации.
Серия Makino MAG
5-осевые горизонтальные обрабатывающие центры Makino серии MAG — идеальный выбор для обработки средних и крупных алюминиевых компонентов планера. Непревзойденная скорость съема алюминиевого металла и превосходные возможности удаления стружки подняли планку производительности и эффективности.
Макино серии T
Станки Makino серии T с технологиями обработки титана TI ADVANTIGE™ обеспечивают в четыре раза более высокую производительность и до девятикратный срок службы инструмента по сравнению с традиционным фрезерованием титана. Охлаждение большого объема под высоким давлением отводит тепло от титана, поддерживая целостность режущего инструмента. Серия отличается уникальным сочетанием большого диапазона движения осей и технологий активного демпфирования.
Макино серии G
Сократите время производственного процесса, не добавляющее ценности, за счет объединения операций шлифования, фрезерования и сверления на одном станке. Горизонтальные обрабатывающие центры Makino серии G способны выполнять все эти операции с труднообрабатываемыми сплавами на основе никеля. Запатентованный процесс шлифования VIPER подает охлаждающую жидкость через поры стекловидного шлифовального круга для контроля температуры.
Серия MCD Макино
Благодаря уравновешенной коробчатой конструкции станки Makino серии MCD предназначены для крупногабаритной обработки твердых металлов, таких как нержавеющая сталь и титан, для аэрокосмической промышленности и других сложных применений. Эти 5-осевые горизонтальные обрабатывающие центры в виде цапф поддерживаются рядом вариантов шпинделей, а уникальные поворотные оси с двойным приводом позволяют выполнять обработку с высоким усилием при движении вращающегося станка.
узнать больше
1-я серия
a500Z
Благодаря уникальной конструкции с двойным наклоном для повышения жесткости, a500Z максимально увеличивает скорость съема металла и увеличивает срок службы инструмента. Z-образный тип подходит для деталей сложной геометрической формы. Долговечные, высокопроизводительные шпиндели повышают производительность, а контроль температуры активных компонентов станка улучшает…
Метрика Английский
поддон:
500 мм
19,7 «
x:
730 мм
28,7″
Y:
750 мм
29,5 «
Z:
500 ММ -7002
500 ММ -7002
500 ММ. 19,7 » — 27,6″
Rapid Traverse:
60 000 мм/мин
2 362 IPM
Максимальный заготовка:
Ø 630 мм x 500 мм.0010
a800Z
Компания Makino рада объявить о новейшем пополнении в семействе высокопроизводительных горизонтальных обрабатывающих центров — пятиосевом a800Z.
Метрическая система Английский
Поддон:
630 мм
24,8 дюйма
X:
1280 мм
50,4 дюйма
Y:
1,200 мм
47,2 «
Z:
1120 мм — 1 325 мм
44,1″ — 52,2 «
Rapid Travers:
60000 мм/мин
2,36262.
Ø 1000 мм x высота 800 мм
Ø 39,4” x 31,5” высота
a51nx-5XU
Что отличает a51nx-5XU от других небольших 5-осевых станков, так это интегрированная автоматизация обработки деталей со встроенной системой хранения деталей/приспособлений в сочетании с горизонтальной ориентацией шпинделя для легкого удаления стружки.
Метрическая система English
Pallet:
BBT50 Tool holder
BBT50 Tool holder
X:
580 mm
22.8″
Y:
640 mm
25.2″
Z:
500 mm
19.7 »
Ускоренный ход:
60 000 мм/мин
2 362 дюймов в минуту
a61nx-5E
Пятиосевой горизонтальный обрабатывающий центр a61nx-5E создан специально для высокоэффективной обработки алюминия малых и средних размеров, сложных пятиосевых компонентов и монолитных аэрокосмических деталей.
MAG1 идеально подходит для высокопроизводительной обработки алюминиевых монолитных деталей аэрокосмической отрасли толщиной менее 1,5 м. MAG1 можно интегрировать в систему Makino MMC-2, что позволяет работать без присмотра круглосуточно и без выходных.
Обладая большим ходом и размером поддона по сравнению с MAG1, MAG3 оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения станка, что позволяет максимально увеличить возможности съема металла. MAG3 может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра.
Метрическая система Английский
Pallet:
3,000 x 1,500 mm
118.1″ x 59.1″
X:
3,000 mm
118.1″
Y:
1,500 mm
59″
Z:
1,000 mm
29.5″
Rapid Traverse:
X: 62,700 mm/min Y&Z 58,000 mm/min
X: 2,468 ipm Y&Z 2,283 ipm
Maximum Workpiece:
3,000 x 1,500 x 750 mm
118.1″ x 59″ х 29,5″
MAG3.EX
Обладая большей осью X и поддоном, чем у MAG3, 5-осевой станок MAG3.EX специально разработан для высокопроизводительной обработки сложных алюминиевых монолитных деталей для производства аэрокосмических деталей. MAG3.EX может быть интегрирован с автоматической системой перемещения и хранения поддонов в течение длительного…
Метрическая система Английский
Поддон:
3 500 x 1 500 мм
137″ x 78.7″
X:
4,000 mm
157.5″
Y:
1,500 mm
59.1″
Z:
1,000 mm
39.4″
Rapid Traverse:
X: 62 700 мм/мин Y & z 58 000 мм/мин
x: 2 468 IPM Y & Z 2 283 IPM
Максимальный заготовка:
4000 x 1500 x 750 мм
157,4 «x 59» x 29,5 «
MAG3.W
5-осевой горизонтальный обрабатывающий центр MAG3.W с большей, чем у MAG3.EX, осью Y еще больше расширяет рабочий диапазон для обработки сложных алюминиевых монолитных деталей. MAG3.W может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра.
Метрическая система Английский
Поддон:
3 500 x 1 500 мм
137,8 «x 59,1»
x:
4000 мм
157,5 «
Y:
1,800 мм
70,9″
Z:
1000 MM
39,4 «
9000. мм/мин
1000 дюймов/мин
Максимальная заготовка:
4000 x 1800 x 500 мм
157,5″ x 70,9″ x 19,7″
MAG A6
MAG A6 Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с более мелкими членами семейства MAG, MAG A6 оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения машины, чтобы максимизировать возможности съема металла. MAG A6 может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
6,000 x 2,000 mm
236.0″ x 78.7″
X:
6,200 mm
244.1″
Y:
2,200 mm
86.6″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
6000 мм X 2200 мм x 500 мм (с ограничениями)
236″ X 86,6″ x 19,7″ (с ограничениями)
MAG A6.H
MAG A6.H Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с более мелкими членами семейства MAG, MAG A6.H оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения машины, чтобы максимизировать возможности съема металла. MAG A6.H может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
6,000 x 2,300 mm
236.0″ x 90.6″
X:
6,200 mm
244.1″
Y:
2,500 mm
98.4″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
6000 мм X 2500 мм x 500 мм (с ограничениями)
236″ X 98,4″ x 19,7″ (с ограничениями)
MAG A8
MAG A8 Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с более мелкими членами семейства MAG, MAG A8 оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения, что позволяет максимально увеличить возможности съема металла. MAG A8 может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
8,000 x 2,000 mm
315.0″ x 78.7″
X:
8,200 mm
322.8″
Y:
2,200 mm
86.6″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
8000 мм X 2200 мм x 500 мм (с ограничениями)
315″ X 86,6″ x 19,7″ (с ограничениями)
MAG A8.H
MAG A8.H Создан для аэрокосмической обработки Благодаря большему ходу и размеру поддона по сравнению с меньшими членами семейства MAG, MAG A8.H объединяет шпиндель 33 000 об/мин / 130 кВт с высокой скоростью движения машины, чтобы максимизировать возможности съема металла. MAG A8.H может быть интегрирован с автоматической системой перемещения поддонов…
Метрическая система English
Pallet:
8,000 x 2,300 mm
315.0″ x 90.6″
X:
8,200 mm
322.8″
Y:
2,500 mm
98.4″
Z:
650 mm
25,6″
Ускоренный ход:
65 000 мм/мин (X, Y и Z)
5 560 дюймов в минуту (X, Y и Z)
Максимальное количество обрабатываемых деталей:
8000 мм X 2500 мм x 500 мм (с ограничениями)
315″ X 98,4″ x 19,7″ (с ограничениями)
MAG A12-MAG A20.H
MAG A12 — MAG 20.H Создан для аэрокосмической обработки MAG A12 — MAG 20.H с большим ходом и размером поддона по сравнению с меньшими членами семейства MAG оснащен шпинделем 33 000 об/мин / 130 кВт с высокой скоростью перемещения, что позволяет максимально увеличить возможности съема металла. MAG A12 — MAG 20.H можно интегрировать…
Метрическая система Английский
Поддон:
До 20 000 x 2300 мм
до 787,4 «x 90,6»
x:
До 20 200 мм
до 795,3 «
Y:
до 2 500 ММ
. До 98,4″
Z:
До 650 мм
До 25,6″
Ускоренный ход:
65000 мм/мин (X,Y и Z)
2,560 ZPM (X9, YPM)0003
Максимальная заготовка:
До 20 000 мм X 2 300 мм x 500 мм (с ограничениями)
До 787,4″ X 90,6″ x 19,7″ (с ограничениями)
Серия MCD
MCD1516-5XA
Станок MCD1516-5XA в стандартной комплектации поставляется со шпинделем со скоростью вращения 6000 об/мин для облегчения тяжелой обработки крупных заготовок диаметром до 2 метров и весом до 2,3 тонны.
Горизонтальный обрабатывающий центр MCD2016-5XA с большей осью x, чем у MCD1516-5XA для больших заготовок, специально разработан для 5-осевой пресс-формы Горизонтальный обрабатывающий центр -5XA специально разработан для 5-осевой обработки пресс-форм….
Метрическая система Английский
Поддон:
1000 мм
39,4 «
X:
2000 мм
78,7″
Y:
1600 мм
63,0 «
Z:
1300 мм
51. 2″
51.2 » мин.
630 дюймов/мин
Максимальная заготовка:
ø2000 x 1520 мм R
Ø78,7″ x 60″ R
MCD2016-5XB
Создан для крупногабаритной 5-осевой обработки деталей Горизонтальный обрабатывающий центр MCD2016-5XB специально разработан для 5-осевой обработки деталей, обеспечивая многостороннее позиционирование крупных заготовок и одновременное 5-осевое управление для высокоскоростной и высокоточной обработки. Он поставляется с несколькими вариантами шпинделя…
Метрическая система Английский
Поддон:
1800 x 1000 мм
70,9 «x 39,4»
x:
2000 мм
78,7 «
Y:
1600 мм
63,0″
63,0 «
16002 мм
63. 0″
51,2 дюйма
Ускоренный ход:
16 000 мм/мин
630 IPM
Максимальное количество обрабатываемых деталей:
1100 мм x 2000 мм x 640 мм (с ограничениями)
43,3″ x 78,7″ x 25,2″ (с ограничениями)
MCD2516-5XB
Обладая самой большой осью X в серии, MCD2516-5XB обеспечивает многостороннюю индексацию крупных заготовок и одновременное управление по 5 осям для высокой скорости и высокой точности. Термический стабилизатор и термокамера Makino обеспечивают более высокую точность и более продолжительное время непрерывной высококачественной обработки.
Метрика Английский
поддон:
1800 x 1000 мм
70,8 «x 39,4»
x:
2500 мм
98,4 «
Y:
1600 мм
63,0″
63,0 «
16002 мм
98,0″
.
51,2 «
Rapid Traverse:
16 000 мм/мин
630 дюймов/мин
Максимальный заготовка:
2700 x 1600 мм R
106.3″ x 63 «R
900 мм
106.3″0098 Серия N
N2-5XA / Версия B
5-осевой горизонтальный обрабатывающий центр N2-5XA специально разработан для высокопроизводительной обработки компактных заготовок, что делает его идеальным для обработки различных типов заготовок медицинского рынка.
Метрическая система Английский
Поддон:
200 мм Ø
7,87 «Ø
x:
300 мм
11,8″
y:
300 мм
11,8 «
Z:
230 ММ
9000.1000
9000. 1000″
Z:
230 MM
9000 2 9000 «
:
42 000 мм/мин (X&Y), 56 000 мм/мин (Z)
1 653 дюймов/мин (X&Y), 2 205 дюймов/мин (Z)
Максимальная заготовка:
300 мм ø 00 x SR270 мм (с ограничениями) 11,8″ ø x SR10,6″ (с ограничениями)
Конус шпинделя:
HSK – A40
HSK – A40
Серия T
Makino T1
5-осевой горизонтальный обрабатывающий центр T1 предлагает производительность и возможности для обработки любой формы и любого материала. Шпиндель мощностью 107 кВт со скоростью вращения 12 000 об/мин хорошо работает с широким спектром материалов, от титана до твердых сталей и алюминия.
Метрическая система Английский
Pallet:
1,000 mm
39.37″
X:
1,500 mm
59. 1″
Y:
1,300 mm
51.2″
Z:
2,000 mm
78.7″
Ускоренный ход:
25 000 мм/мин
984,3 дюйма/мин
Максимальная заготовка:
ø1 500 мм x 1 500 мм
ø59″ x 59″
T2
Горизонтальный обрабатывающий центр T2 значительно повышает эффективность фрезерования титана, сочетая в себе стандартный интерфейс HSK-A125, шпиндель 1500 Нм с системами активного демпфирования и термостабилизации для достижения высокой производительности съема металла при исключительной стойкости инструмента и стабильности процесса. 5-осевая конфигурация…
Метрическая система Английский
Поддон:
1000 мм x 1250 мм
39.4″ x 49.2″
X:
2,000 mm
78.7″
Y:
2,000 mm
78. 7″
Z:
1,800 mm
70.8″
Rapid Traverse:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемой детали:
ø1 900 x 2 000 мм
ø74,8″ x 78,7″
T4
5-осевой горизонтальный обрабатывающий центр с большим ходом T4 сочетает в себе стандартный интерфейс HSK-A125, шпиндель 1500 Н·м с системами активного демпфирования и термостабилизации для достижения высокой производительности съема металла при исключительной стойкости инструмента и стабильности процесса.
Метрическая система Английский
Поддон:
4000 x 1500 мм
157,5 «x 59,1»
x:
4,200 мм
165,3 «
Y:
2000 мм
98,8
9000 2
9000 2
9000 2 9000 2
9000 2 9000 2 9000 2
9000 2
.
39,4″
Ускоренный ход:
16 000 мм/мин
630 дюймов/мин
Максимальное количество обрабатываемых деталей:
4 000 x 1 500 x 700 мм
157,4 х 59,0 х 27,4 дюйма
Рекомендуемый контент
Makino.Артикул
Производство с защитой от пандемии
Влияние COVID было широко распространено и ощущалось во всех аспектах производства. Многим компаниям пришлось значительно сократить персонал либо из-за карантина, либо из-за снижения рабочего потока. Сосредоточившись на безопасности персонала, ограничив количество сотрудников в офисе и в цехе, многие…
Новости
Makino представляет U6 H.E.A.T. Extreme Wire EDM с использованием первой в своем роде технологии проволоки с покрытием диаметром 0,016 дюйма
Новый станок удваивает скорость черновой обработки без увеличения производственных затрат
Чтобы быть конкурентоспособными на рынке, производители должны постоянно выявлять возможности для повышения эффективности и увеличения производительности, сохраняя при этом высочайший уровень качества.
Поликлиника № 3 Управления делами Президента РФ, 2 отзыва | Москва, Грохольский переулок, д. 31
Поликлиники взрослые
Поликлиника № 3 Управления делами Президента РФ в Москве: проверенных 2 отзыва пациентов о клинике, 62 медицинских направления, телефон +7 (495) 982-10-00, официальный сайт клиники www. pudp.ru, актуальный адрес — Москва, Грохольский переулок, д. 31
Обновлено 04.04.2023
Написать отзыв
Читать отзывы
Поиск программ ДМС в клинике Поликлиника № 3 Управления делами Президента РФ: 6 вариантов
Направления
Репродуктология Реабилитация Терапия Неврология Медицинский осмотр Акушерство Аллергология-иммунология Андрология Артрология Вертебрология Гастроэнтерология Гематология Гинекология Дерматология Диетология Дневной стационар Забор, криоконсервация и хранение половых клеток и тканей репродуктивных органов Инфекционные болезни Кардиология Кинезиология Колопроктология Косметология Лабораторная диагностика Лечебная физкультура Магнитно-резонансная томография Маммология Мануальная терапия Медицинский массаж Нефрология Общая врачебная практика Онкология Оториноларингология Офтальмология Пародонтология Профилактическая стоматология Профпатология Процедурный кабинет Психотерапия Пульмонология Радиология Ревматология Рентгенология Рефлексотерапия Скорая и неотложная медицинская помощь Спортивная медицина Стоматологическая диагностика Стоматологическая имплантология Стоматологическая ортопедия Стоматология Сурдология Терапевтическая стоматология Травматология и ортопедия Ультразвуковая диагностика Урология Физиотерапия Флебология Функциональная диагностика Хирургическая стоматология Хирургия Эндокринология Эндоскопия Эстетическая стоматология
Еще 57
Фотографии
«Поликлиника № 3» — это одно из крупнейших многопрофильных лечебно-профилактических учреждений системы Кремлевской медицины. Располагается в Грохольском переулке. В поликлинике оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь.
Пациентам предлагается получить консультацию, пройти диагностику и лечение по следующим медицинским направлениям: аллергология, акушерство и гинекология, урология, гематология, оториноларингология, стоматология, пульмонология, хирургия, флебология и проч. Имеется услуга вызова врача на дом.
Все врачи «Поликлиники № 3» являются высококвалифицированными специалистами, регулярно повышающими свой профессиональный уровень.
Лицензия
Л041-00110-77/00575027 от 18.10.201
Врачи Поликлиники № 3 Управления делами Президента РФ
Шарапова Елена Ивановна
Главный врач
Андреевская Елена Михайловна
Заместитель главного врача по медицинской части
Публикации
Медицинские программы
Программы обследования позвоночника
Производитель стерильных, инъекционных и парентеральных препаратов
Инновационный, ориентированный на систему и ориентированный на качество производитель окончательно стерилизованных, а также асептически наполненных инъекционных препаратов в ампулах. В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.
Подробнее
Инновационный, ориентированный на систему и ориентированный на качество производитель окончательно стерилизованных, а также асептически наполненных инъекционных препаратов в ампулах. В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.
Исследуйте
Farbe Firma Pvt. Ltd. является одним из ведущих производителей препаратов для инъекций и парентерального введения в Индии. Мы производим широкий спектр инъекционных препаратов в ампулах, флаконах и лиофилизированной форме.
Мы являемся сертифицированным производителем WHO-GMP для контрактного производства, разработки рецептур и услуг по разработке, а также для производства с кредитной лицензией. Farbe firma as CDMO / CMO
Услуги контрактного производства
Составление и разработка
Ампулы с жидкостью
Лиофилизированные флаконы
Флаконы с жидкостью
О компании
Изучение производства
Политика качества
Контрактное производство
Партнерство по контрактному производству и разработке рецептур
Farbe Firma Pvt. Ltd. является одним из избранных партнеров для отличных производственных партнерских отношений для ваших инъекционных составов для нерегулируемых, полурегулируемых и регулируемых рынков.
От разработки рецептуры до производства инъекционных препаратов и упаковки в соответствии с правилами, мы сотрудничаем с владельцами ведущего бренда, чтобы поставлять инъекционные продукты самого высокого качества по всему миру.
Быстрый запрос Контакт для производства инъекционных препаратов
Мы являемся сертифицированным производителем контрактного производства, услуг по составлению рецептур и разработке, а также производства с кредитной лицензией.
Расследование
Новости и достижения
14 18 февраля
Сертификат ВОЗ-GMP
Мы с гордостью сообщаем, что получили сертификат ВОЗ-GMP
28 нояб. 17
CPHI Mumbai 2017
Место проведения: Бомбейский выставочный центр, Контакт: уточняется
15 нояб. 17
Farbe Firma Global
Farbe Firma собирается создать новую международную бизнес-команду для своего глобального рынка.
Давай встретимся по номеру
404 — СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причины
Вы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле .htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или вам может потребоваться повторное создание вашей учетной записи. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлы
Когда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в public_html/example/Example/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Неработающее изображение
Если на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где отсутствует изображение. Щелкните правой кнопкой мыши на X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши страницу, затем выберите «Просмотр информации о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/ пример. На платформах, которые обеспечивают чувствительность к регистру PNG и png — это разные местоположения.
Ошибки 404 после перехода по ссылкам WordPress
При работе с WordPress ошибки 404 Page Not Found часто могут возникать при активации новой темы или изменении правил перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1. Исправьте постоянные ссылки
Войдите в WordPress.
В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
Выберите По умолчанию .
Нажмите Сохранить настройки .
Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
Нажмите Сохранить настройки .
Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Вариант 2. Измените файл .htaccess
Добавьте следующий фрагмент кода в начало файла .htaccess:
# BEGIN WordPress RewriteEngine On RewriteBase / 9index.php$ — [L] RewriteCond %{REQUEST_FILENAME} !-f RewriteCond %{REQUEST_FILENAME} !-d RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле .htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассказывается, как редактировать файл в cPanel, но не о том, что нужно изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess
Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
Использовать режим редактирования программы FTP
Используйте SSH и текстовый редактор
Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл . htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel
Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
Откройте файловый менеджер
Войдите в cPanel.
В разделе «Файлы» щелкните значок File Manager .
Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
Убедитесь, что установлен флажок Показать скрытые файлы (dotfiles) «.
Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
Пилопродукция и пиломатериалы: в чем разница? На что влияет тангенциальная и радиальная распиловка? Расскажем в этой статье.
Пиломатериалами называют строительные материалы из древесины, которые соответствуют определенным параметрам по длине, ширине и толщине.
Пилопродукция, лесоматериалы и пиломатериалы – в чем разница?
Пиломатериалы не стоит путать с пилопродукцией и лесоматериалами.
Лесоматериалы получаются в результате поперечной или продольной распиловки деревьев, они сохраняют естественную структуру и химический состав. Наглядной разновидностью являются бревна и жерди. Лесоматериалы могут выступать в роли сырья для пилопродукции и пиломатериалов. Иногда они используются в качестве конструкционного материала без дополнительной обработки (срубы из бревен).
Пилопродукцию получают в результате распиловки лесоматериалов на более мелкие части. Бревна могут разделяться вдоль и поперек. При этом пилопродукция обычно не имеет нормируемых характеристик и при строительстве нуждается в дополнительной обработке. К пилопродукции относятся обапол, горбыль, шпалы и заготовки из древесины.
Пиломатериалы имеют нормированные параметры и характеристики. В эту группу изделий входят доски, брусья и бруски.
Геометрия пиломатериалов
Поверхности пиломатериалов имеют специальные названия, их полезно запомнить, чтобы понимать нормативную документацию.
Пласть – продольная наиболее широкая сторона пиломатериала. У изделий с квадратным сечением (брусья, бруски) все плоскости можно считать пластями, но чаще их называют просто сторонами. Ближняя к центру бревна пласть называется внутренней, а дальняя – наружной.
Кромка – боковая продольная плоскость.
Торец – боковая поперечная плоскость.
Ребро – линия примыкания пласти к кромке.
Способ производства влияет на качество
На срезе ствола дерева всегда можно увидеть годичные кольца. Это волокна, которые нарастают в процессе роста. Параметры пиломатериала из разных частей ствола будут отличаться. Когда лесоматериал попадает на пилораму, его размечают под распиловку. Из одного бревна получают сразу несколько изделий.
Центральная часть (сердцевина) – самая старая и прочная часть дерева, ее чаще используют для изготовления бруса. Доски и бруски получаются из боковых частей бревна. Из крайних участков с остатками коры получается горбыль. В зависимости от участка бревна распиловку подразделяют на радиальную, тангенциальную и центральную.
Радиальный распил делают по радиусу ствола поперек волокон. На торцах доски радиального распила рисунок годичных колец имеет вид поперечных линий. Такие изделия более устойчивы к влаге и менее подвержены деформациями, чем пиломатериалы тангенциального распила.
Тангенциальный распил выполняют по касательной к окружности ствола. Визуально с торцов годичные кольца имеют форму арки, а на пластях получается характерная для дерева волнистая структура.
Доска тангенциальной распиловки имеет внутреннее напряжение – при просушке она может выгнуться дугой.
Доска
Доска — пиломатериал с прямоугольным сечением, их толщина не должна превышать 10 см. Ширина не может быть больше двух толщин. В зависимости от части бревна, из которой они сделаны, доски подразделяют на центральные, сердцевинные и боковые.
Брус или брусок?
Брус и брусок — это разновидность пиломатериалов с квадратным или прямоугольным сечением.
Брус – пиломатериал, толщина и длина которого больше 10 см. Брусья бывают двухкантными, трехкантными и четырехкантными в зависимости от количества опиленных плоскостей (кантов). В большинстве случаев сегодня можно столкнуться с четырехкантным брусом.
Отдельной разновидностью является клееный брус. Формально его нельзя отнести к пиломатериалам, его изготавливают склеиванием нескольких деревянных ламелей.
Бруски – пиломатериал, стороны которого не должны превышать 10 см, а ширина не может быть больше двух толщин.
Способ обработки
После выпиливания из ствола дерева пиломатериал может проходить дополнительную обработку.
Необрезной – минимальная обработки, когда кромки не обрезают. На них может оставаться обзол.
Обзол – это дефект, когда на пиломатериале остается необработанный участок с остатками коры. В местах расположения обзола обычно получаются скругленные ребра. Необрезные пиломатериалы с обзолом нуждаются в дополнительной обработке.
Обрезной пиломатериал – кромки обрезают так, чтобы они были перпендикулярны пластям, а количество обзола не превышает допустимых значений.
Строганный материал после обрезки кромок проходит еще одну степень обработки. Как минимум с одной пласти и двух кромок снимается небольшой слой древесины. Строганные материалы используют для чистовых поверхностей.
Профилированный пиломатериал – изделию придают сложную форму сечения для улучшения стыковки. Стыковка может производиться по принципу «шип-паз», когда с одной стороны выпиливают шпунт, с другой – паз.
Порода древесины
Все пиломатериалы подразделяются на хвойные и лиственные. Хвойные изделия содержат смолы, которая является естественной защитой от влаги. Для строительства домов используют хвойную древесину. Лиственные породы применяют для отделки, полов и при производстве мебели.
Сорт пиломатериала
Дефекты на пиломатериалах в нормативных документах называют пороками. В зависимости от их количество нормируется сорт пиломатериала. У досок и брусков бывает 5 сортов (отборный, 1 – 4). У бруса нет отборного, он бывает только четырех сортов. Пороками считаются трещины, плесень, сучки, обзол, кора и др.
Дефекты влияют не только на внешний вид древесины, но и на ее конструкционные свойства. Выпадающий сучок или трещина могут снизить расчетное сопротивление нагрузкам у деревянного сооружения. По этой причины для ответственного строительства допускается использовать 1 – 3 сорт пиломатериалов. 4 сорт пригоден для вспомогательных построек.
Отдельной важной темой является влажность древесины и способы просушки, об этом мы поговорим в другой статье.
Пиломатериалы используемые для строительства: основные виды
Пиломатериалы используемые для строительства
Сегодня при строительстве используются разные строительные материалы, но дерево до сих пор находится в числе лидеров. Используется оно в разных формах – и как бревно, и как фанера, и как ДСП, даже бетонные блоки во многих случаях производят с добавлением опилок (арболит, или деревобетон). Но чаще всего древесину используют в качестве пиломатериалов. Пиломатериал – это лесоматериал в виде бревна, которое распиливается на доски, брус, бруски, обапол, вагонку и горбыль.
Любой пиломатериал – это легкий, экологичный, теплоизоляционный материал. С ним легко работать, а если его пропитать специальным составом, то он будет служить долго и не бояться огня. К тому же строительство дома или любой другой постройки из дерева, обойдется в разы дешевле.
Весь пиломатериал классифицируется по строго определенным видам продукции. Наиболее распространены доски, но очень быструю популярность набирают брус и шпон. Рассмотрим основные виды пиломатериалов более подробно.
Доски
Доски – это пиломатериал, шириной от 70 до 200 мм и толщиной от 15 до 100 мм. Длина досок может быть самая разная, но не более 6 метров. Доски можно разделить на подвиды: половую, строганную, дубовую, обрезную, буковую, вагонку.
Строганная доска используется при производстве оконных рам, мебели (поверхность с обеих сторон гладкая).
Доски для пола изготавливаются с пазами, что бы они лучше прилегали друг к другу. для этого выбираются более износостойкие породы древесины.
Вагонка — аналогично доскам для пола имеет пазы по всей длине для лучшего соединения, используется для внешней обшивки фасадов.
Обрезную доску производят из деревьев хвойных пород, в основном из сосны и ели, но часто используют для их изготовления лиственницу. Обрезная доска в основном применяется для внутренней отделки помещений, из нее также изготавливается корпусная мебель.
Буковая доска изготавливается из бука и используется для изготовления столов, стульев. У бука мелкая текстура и мебельщики изготавливают из древесины этого дерева самые разные фигурные конструкции и художественные элементы отделки.
Доски из дуба – пожалуй, самые прочные и внешне более привлекательные. Досками из дуба строители кроют крыши, а мебельщики из них делают мебель.
Обрезные и необрезные доски.
Обрезную доску используют при изготовлении опалубки для фундамента, устанавливают черновые и чистовые полы, монтируют в доме стены и перегородки и так далее. Обрезная доска отличается по разным критериям. Распил является одним из первых критериев. Распилов существует несколько: радиальный, полурадиальный и тангенциальный. По способу применения обрезная доска может быть строганной и половой.
Необрезная доска — это доска с не полностью пропиленными кромками. У односторонней доски одна кромка. Необрезная доска используется приобшивке конструкция, при изготовлении настила.
От того, из каких пород древесины выполнены пиломатериалы (хвойных или лиственных) зависит их сорт. Пиломатериал из хвойных пород применяют при строительстве повсеместно, поскольку хвойная древесина почти не впитывают влагу и такие материалы достаточно легко обрабатывать. Из пиломатериалов хвойных пород часто делают несущие конструкции. Но у хвойных пород есть один недостаток – они быстрее горят из-за смолы, которой пропитана древесина.
Доски для мебели
Садовая мебель изготавливается из сосновых, еловых досок и бруса. Если их пропитать специальным составом, то такая мебель будет служить достаточно долго. К тому же хвойная мебель обычно светлых оттенков и не тяжелая. То же самое относится и к срубам для домов, изготовленных из этой древесины.
Если вы решили сделать мебель из дуба, вам придется постараться. Дуб трудно поддается обработке. Но шкаф или стол из него – это навечно. Если вы срубили дуб, то должны знать, что он имеет достаточно высокую влажность, а вот через год и более у него влажность понижается и составляет не более 30% — это нормальный процент для древесины. Поэтому дубовый пиломатериал для мебели вам необходимо хорошенько просушить (естественная сушка длится около двух лет).
Доски для облицовки фасадов домов
Древесина твердых пород хорошо переносит изменения атмосферных явлений и перепады температур. На них не влияют солнечные лучи. Если пропитать древесину специальными составами, то она практически не горит. Фасадную доску чаще всего изготавливают из такой породы, как лиственница.
Фасадная доска изготавливается так, чтобы с одной стороны у нее была кромка, а с другой – паз. Есть фасадная доска, у которой скошенные кромки и обивка ей производится способом «в рустик».
Из лиственницы изготавливают и террасную доску. Такая доска при строительстве домов используется достаточно часто. Ею выстилают полы в бассейнах, на веранде и в беседке. У террасной доски прекрасные эксплуатационные свойства, за ней легко следить и внешне она выглядит превосходно.
Поскольку полы из террасной доски будут подвергаться нагрузкам, именно лиственница считается самым оптимальным вариантом.
У этой породы древесины превосходные технические характеристики, и если ее пропитать специальными составами, эксплуатировать ее можно долго. Лиственница не будет терять природный рисунок и практически не реагирует на солнечные лучи. Сегодня террасную доску изготавливают по стандартам, которые мало отличаются от европейских.Брус
Если говорить о брусе, это бревна, пропиленные с разных сторон и используемые при строительстве зданий – из бруса выполняются стены, несущие конструкции, стропильные конструкции. Также из бруса в дальнейшем делают доски. Согласно технологии, брус бывает профилированным и клееным. Профилированным брусом скрепляют брусья по типу «шип-паз». Клееный брус – это склеенные доски, у которых волокна располагаются в противоположном направлении друг к другу.
Горбыль
При пилении на разные виды досок остаются куски с необрезанными кромками, которые обрабатывать не имеет смысла. Это – горбыль (деловой и дровяной). Дровяные куски используют как топливо и для изготовления щепки. А вот горбыль деловой используют при изготовлении чернового пола, но наиболее часто из него монтируют опалубку и скрепляющие элементы строительных лесов.
Обапол – это боковые части бревен. Он используется при изготовлении опалубки для фундаментов. Когда необходимо наскоро изготовить строительные леса, затянуть кровлю либо произвести крепеж относительно массивных элементов, также понадобится обапол.
Брусок
Для производства брусков доски подвергаются специальной обработке. Существует пиломатериал двух видов: калиброванный и строганный. При строительстве и отделке используется калиброванный брусок, а мебель делают с использованием строганного пиломатериала. Из бруска также изготавливается самая разная тара.
Пиломатериалы Определение и значение | Dictionary.com
Основные определения
Викторина
Связанный контент
Примеры
Британский
Показывает уровень оценки в зависимости от сложности слова.
1
[ luhm-ber ]
/ ˈlʌm bər /
Сохранить это слово!
См. синонимы для: пиломатериал / лесоповал / лесопиление на сайте Thesaurus.com
Показывает уровень обучения в зависимости от сложности слова.
сущ.
древесина, распиленная или расколотая на доски, доски и т. д.
разные бесполезные предметы, которые складируются.
глагол (используется без дополнения)
рубить древесину и подготавливать ее к продаже.
стать бесполезным или храниться как бесполезный.
глагол (используется с дополнением)
для преобразования (определенного количества, площади и т. д.) в пиломатериалы: В прошлом году мы вырубили более миллиона акров земли.
свалить в кучу в беспорядке.
для заполнения или загромождения разными бесполезными предметами; обременять.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Происхождение пиломатериалов
1
1545–55; первоначально существительное использование пиломатериалов 2 ; т. е. бесполезные товары, которые отягощают, сковывают движения
Это острая нехватка пиломатериалов… Спрос высок и продолжает оставаться высоким.
«Острая нехватка пиломатериалов» увеличивает стоимость нового дома на 14000 долларов | Лэнс Ламберт | 31 августа 2020 г. к концу года.
«Острая нехватка пиломатериалов» увеличивает стоимость нового дома на 14 000 долларов|Лэнс Ламберт|31 августа 2020 г.|Fortune
Около 40% всех пиломатериалов идет на ремонт и реконструкцию домов, говорит Джалберт.
«Острая нехватка пиломатериалов» увеличивает стоимость нового дома на 14 000 долларов|Лэнс Ламберт|31 августа 2020 г.|Fortune
Учитывая растущие потребности Калифорнии в жилье и цели по выбросам парниковых газов, Калифорния напрямую заинтересована в экологически чистом потреблении добытые пиломатериалы.
У Калифорнии и Лесной службы есть план по предотвращению катастрофических пожаров в будущем|Ула Хробак|27 августа 2020 г.|Popular-Science поддерживает всю длину спины няни, за пределами области пиломатериалов.
Должен ли ваш следующий стул для домашнего офиса быть стулом для киберспорта?|Энн Кито|27 июля 2020 г. |Quartz
NOPD уволил Найта в 1973 за кражу пиломатериалов со строительной площадки в качестве внеслужебного полицейского.
Расисты из Луизианы, которые ухаживали за Стивом Скализом|Джейсон Берри|3 января 2015 г.|DAILY BEAST
Судьи отметили, что он сказал одному из офицеров, что «срубил пиломатериалы».
Расисты из Луизианы, которые ухаживали за Стивом Скализом|Джейсон Берри|3 января 2015 г.|DAILY BEAST
Наши города представляют собой груды сухих листьев и бревен, ожидающих искры.
«Почему я потерял контроль?»: Кори Букер в ’92 на Родни Кинга Эхо Фергюсон|Кори Букер|26 ноября 2014|DAILY BEAST
Сегодня в прохладном утреннем воздухе гнили куски пиломатериалов размером с тонну.
Сердце тьмы: в долину Талибана в Афганистане|Мэтт Тревитик, Дэниел Секман|15 ноября 2014 г.|DAILY BEAST
Но его 8-летняя компания могла выбирать из нескольких печей для обжига древесины в нескольких часах езды от города.
Бурно развивающаяся дровяная промышленность Бруклина|Дейл Айзингер|8 июля 2014 г.|DAILY BEAST
Дорога была построена для перевозки пиломатериалов, и на протяжении шести миль она шла под опасными углами.
Рамона|Хелен Хант Джексон
Скэттергуд чуть не облизнул губы, когда подумал о миллионах и миллионах футов ели, которые нужно распилить на пиломатериалы.
Scattergood Baines|Clarence Budington Kelland
Но они не могут работать на лесопилке без склада бревен и склада для складирования пиломатериалов.
Скаттергуд Бейнс|Кларенс Бадингтон Келланд
Затем, открыв фальшивую заднюю стенку шкафа, он прошел в кладовую за ним и частично прикрыл вторую дверь.
Dope|Sax Rohmer
Лодка испанца была привязана так, что ни один смертный не мог ее отогнать, а маленькое судно использовалось как своего рода чулан.
The Chequers|James Runciman
Определения пиломатериалов в Британском словаре (1 из 2)
пиломатериалы 1
/ (ˈlʌmbə) /
сущ.
в основном США и Канада
бревна; пиломатериалы
пиломатериалы, особенно распиленные и обработанные, готовые к использованию в столярных, столярных работах и т. д.
(в качестве модификатора) торговля пиломатериалами
британский
бесполезные предметы домашнего обихода, которые хранятся на складе
(в качестве модификатора) чулан
глагол
(tr) беспорядочно нагромождать
(tr) заполнять или загромождать бесполезными предметами домашнего обихода
в основном США и Канада для переработки (деревьев) из (леса) в товарную древесину
(tr) британский неофициальный для обременения чем-то неприятным, утомительным и т. д.
(tr) австралиец для ареста; imprison
Derived forms of lumber
lumberer, noun
Word Origin for lumber
C17: perhaps from a noun use of lumber ²
British Dictionary definitions for lumber (2 of 2)
lumber 2
/ (ˈlʌmbə) /
глагол (intr)
двигаться неловко
устаревшее слово для обозначения грохота
Word Origin для пиломатериалов
C14 lomeren; возможно, связано с lome lame 1, шведским диалектом loma, чтобы тяжело двигаться
Определение и значение пиломатериалов — Merriam-Webster
1 из 3
пиломатериалы
ˈləm-bər
непереходный глагол
1
: тяжело двигаться
слон бредет по дороге
Экономика продолжает шататься.
2
: грохот
лесозаготовительные машины
пиломатериалы
2 из 3
1
: излишки или бывшие в употреблении предметы (например, мебель), которые складируются
2
а
: лесоматериалы или бревна, особенно обработанные для использования
б
: любые различные конструкционные материалы, изготовленные в форме, аналогичной пиломатериалам
пиломатериалы прилагательное
пиломатериалы
3 из 3
переходный глагол
1
: , чтобы беспорядок с или как будто с пиломатериалом : Encumber
Планируйте, чтобы питомировать крошечный город с гигантским горнолыжным курортом Marilyn Stasio
2
: , чтобы купить вместе в дисплее
3 : . рубить и распиливать лесоматериалы
непереходный глагол
1
: распиливать бревна на пиломатериалы
2
: распиливать бревна на пиломатериалы 9002 для рынка15 лесоруб
ˈləm-bər-ər
существительное
Синонимы
Глагол (1)
баржа
сгусток
порка [ Британский ]
камбала
Галумф
ком
плод
фунтов
потертости
драка
беспорядок
перемешивание
отстой
топь
штамп
топать
спотыкаться
пень
бродяга
Тромп
тягач
Существительное
древесина
дерево
Посмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Существительное
Он работает в компании пиломатериалов .
убрал все свои старые пиломатериалы и наконец избавился от них
Последние примеры в Интернете
Начиная с сегодняшнего вечера, более неурегулированные условия будут пиломатериалов в регионе в виде нескольких медленно движущихся фронтальных систем.
Грег Портер, Washington Post , 20 августа 2022 г.
Ближе к фронту коренастые украинские военные грузовики несут лесоматериалы по проселочным дорогам вместе с тракторами и комбайнами, собирающими урожай.
Нью-Йорк Таймс , 4 августа 2022 г.
В отличие от футбола, в регби нет суеты, группировки особых игроков, нет траты времени на наблюдение за огромными лайнменами и на линии схватки, когда 40-секундные игровые часы заканчиваются.
Los Angeles Times , 12 июня 2022 г.
Как и в случае с множеством продуктов — от компьютерных чипов до пиломатериалов — пандемия запутала цепочку поставок детских смесей.
Макс Зан, 9 лет0451 ABC News , 24 мая 2022 г.
Нигде это не является более важным, чем на перевале Саланг, где на высоте более двух миль тысячи грузовиков провозят пиломатериалы через зубчатые горы каждый день.
New York Times , 3 апреля 2022 г.
Через несколько секунд носорог встал, развернулся и начал брёвна к нашему автомобилю.
В эти светящиеся объекты можно поразить стрелами Элой, чтобы отправить камни и пиломатериал на поле боя. .. …
Сэм Мачкович, Ars Technica , 14 февраля 2022 г.
Но начали появляться тревожные признаки того, что эта динамика не ограничивается пиломатериалами .
Робинсон Мейер, 9 лет0451 Атлантика , 2 февраля 2022 г.
Наряду с пиломатериалами и сельским хозяйством Миссоки в значительной степени зависит от туристического сезона, на который повлиял COVID-19.
Freep.com , 5 ноября 2022 г.
По мере того, как строители сокращают производство, спрос как на товары (например, пиломатериалы ), так и на товары длительного пользования (например, холодильники) падает.
Лэнс Ламберт, Fortune , 25 октября 2022 г.
Но с ростом процентных ставок и более высокими ценами на такие материалы, как пиломатериалы , этот процесс начинает завоевывать все больше позиций на основном рынке квартир.
Ребекка Пиччиотто, 9 лет0451 WSJ , 18 октября 2022 г.
По словам Лоуни, скачок цен также заставил производителей ключевых товаров, таких как пиломатериалы и , расширить производственные мощности, что помогло сдержать рост цен.
Роб Уайл, NBC News , 1 октября 2022 г.
В этом году цена на пиломатериал вернулась к допандемическому уровню.
Джордж Калхун, 9 лет0451 Forbes , 3 октября 2022 г.
Девелоперы также сталкиваются с нехваткой квалифицированной рабочей силы и более высокими ценами на такие материалы, как пиломатериалы и бетон.
Саймон Монтлейк, The Christian Science Monitor , 12 октября 2022 г.
Страховщики домовладельцев платят больше за пиломатериалы и рабочую силу.
Лоуренс Каррел, Forbes , 4 октября 2022 г.
Переработка срубленной древесины для пиломатериалов также может сохранять углерод в долгосрочной перспективе и сокращать вырубку леса.
WIRED , 3 октября 2022 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «пиломатериалы». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Глагол (1)
Среднеанглийский lomeren
Существительное
возможно, из ломбардного ;
Первое известное использование
Глагол (1)
XIV век, в значении, определенном в смысле 1
Существительное
1552, в значении, определенном в смысле 1
(2)
1642, в значении, определенном в переходном смысле 1
Путешественник во времени
Первое известное использование пиломатериала было в 14 веке
Лопата «ФАВОРИТ» совковая, деревянный черенок, ЗУБР Профессионал 4-39521_z02 по цене 0 руб. у официального партнера ЗУБР в России
Преимущества
Прочное полотно лопаты изготовлено из высокоуглеродистой стали, закалено и покрыто краской, защищающим инструмент от коррозии.
Углубление и высокие бортики полотна не дают содержимому пересыпаться через края.
Гарантийный срок эксплуатации — 3 года.
Прочное полотно лопаты изготовлено из высокоуглеродистой стали, закалено и покрыто краской, защищающим инструмент от коррозии.
Углубление и высокие бортики полотна не дают содержимому пересыпаться через края.
Черенок высшего сорта выполнен из ясеня, выдерживает высокие нагрузки, приятен на ощупь.
Лаковое покрытие черенка надежно защищает от влаги и увеличивает срок службы инструмента.
Гарантийный срок эксплуатации — 3 года.
Описание
Лопата совковая «Фаворит» применяется на садово-огородных участках, в сельском хозяйстве, в строительстве, в коммунальной сфере. Инструмент оснащён совковым полотном прямоугольной формы с высокими бортиками, хорошо удерживающим различные материалы. Прочное полотно из высокоуглеродистой закалённой стали и качественный, покрытый лаком черенок гарантируют продолжительный срок службы инструмента.
Применение
Применяется для выполнения садово-огородных, строительных и хозяйственных работ
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
1 126 ₽
В наличии
Купить в 1 клик
1 101 ₽
В наличии
Купить в 1 клик
8 930 ₽
В наличии
Купить в 1 клик
14 230 ₽
В наличии
Купить в 1 клик
2 353 ₽
В наличии
Купить в 1 клик
1 080 ₽
В наличии
Купить в 1 клик
Распродажа
67 819 ₽
31 160 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 940 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 890 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 810 ₽
В наличии
Нет в наличии
10 628 ₽
4 890 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 867 ₽
Осталась 1 штука
Купить в 1 клик
New!
2 894 ₽
1 630 ₽
В наличии
Купить в 1 клик
remcoproducts.
com
Этот сайт оптимизирован для работы в горизонтальном режиме. Пожалуйста, поверните устройство, прежде чем продолжить.
Сверло цилиндрическое (ГОСТ — 10902-77), цены и характеристики — РИНКОМ
Сверло цилиндрическое (ГОСТ — 10902-77), цены и характеристики — РИНКОМ
Главная
Инструменты
Сверла по металлу
Сверло цилиндрическое
10902-77
10902-77
Цилиндрические сверла – это металлорежущий инструмент, формирующий сквозные и глухие отверстия. Продукция используется при обработке черных и цветных металлов, легированных и конструкционных сплавов. Она совместима с ручными и электрическими дрелями, бормашинами и станками.
По диаметру
По диаметру
По наименованию
По цене
По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 10902-77
Сверло левое 0,2 ц/х
64786
23 ₽
36 ₽
755 в наличии
Сверло 0,25 мм ц/х по мет. Р6М5 SEKIRA
108172
33 ₽
1430 в наличии
Сверло 0,3 мм ц/х по металлу 2300-0112
108173
8 ₽
322 в наличии
Сверло 0,3 мм ц/х по мет. Р6М5 SEKIRA
74297
38 ₽
1697 в наличии
Сверло 0,32 мм ц/х по металлу ут. хв.
106993
15 ₽
48 в наличии
Сверло 0,35 мм ц/х по металлу
106995
15 ₽
77 в наличии
Сверло 0,4 мм ц/х по мет. Р6М5 SEKIRA
74298
22 ₽
1488 в наличии
Сверло левое 0,43 ц/х длин.
106966
52 ₽
150 в наличии
Сверло 0,45 мм ц/х по металлу 2300-0115
106994
15 ₽
140 в наличии
Сверло 0,45 мм ц/х по металлу Р18
108174
29 ₽
63 в наличии
Сверло левое 0,45 ц/х
106967
42 ₽
34 в наличии
Сверло 0,49 мм ц/х по металлу
108175
22 ₽
5 в наличии
Сверло 0,5 мм ц/х по металлу 2300-0116
64836
8 ₽
506 в наличии
Сверло 0,5 мм ц/х по мет. Р6М5 SEKIRA
105360
22 ₽
1023 в наличии
Сверло 0,5 мм ц/х по мет. нитрид титана класс А
81421
38 ₽
479 в наличии
Сверло 0,5 мм ц/х по металлу кобальтовое Р6М5К5
80111
41 ₽
419 в наличии
Сверло по мет. , 0,5 мм, быстрорежущая сталь, 10 шт, цилиндрический хвостовик Сибртех, арт: 72205
111703
45 ₽
100 в наличии
Сверло левое 0,5 ц/х
64787
57 ₽
42 в наличии
Сверло 0,55 мм ц/х по мет. Р6М5 SEKIRA
82175
22 ₽
226 в наличии
Сверло 0,6 мм ц/х по металлу 2300-0118
64837
10 ₽
338 в наличии
Сверло 0,6 мм ц/х по мет. Р6М5 SEKIRA
105359
22 ₽
1068 в наличии
Сверло 0,6 мм ц/х по мет. нитрид титана класс А
81422
38 ₽
142 в наличии
Сверло левое 0,6 ц/х
64788
42 ₽
2 в наличии
Сверло по мет. , 0,6 мм, быстрорежущая сталь, 10 шт, цилиндрический хвостовик Сибртех, арт: 72206
112749
45 ₽
84 в наличии
Сверло 0,65 мм ц/х по мет. Р6М5 SEKIRA
82176
22 ₽
462 в наличии
Сверло 0,65 мм ц/х по металлу кобальтовое Р6М5К5
108181
38 ₽
10 в наличии
Сверло левое 0,65 ц/х
106968
42 ₽
49 в наличии
Сверло 0,7 мм ц/х по металлу 2300-0120
64838
11 ₽
202 в наличии
Сверло 0,7 мм ц/х по мет. Р6М5 SEKIRA
105361
22 ₽
644 в наличии
Сверло 0,7 мм ц/х по мет. нитрид титана класс А
81423
38 ₽
543 в наличии
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Сверло цилиндрическое
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Как выбрать сверло
Сверление рельс
Способы заточки ступенчатых сверл
Рейтинг сверл по металлу
Как правильно подобрать сверло под метчик?
Как заточить сверло по металлу
Сверление под углом
Сверление квадратных отверстий в металле
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Ступенчатое сверло №9, 7/8″ и 1-1/8″
com» data-canada=»You are currently on MilwaukeeTool.ca» data-mexico=»You are currently on MilwaukeeTool.mx»/>
Французский
Английский
Английский
Эспаньол
48-89-9209
Ступенчатые сверла Milwaukee® с функцией JAM-FREE Performance имеют конструкцию с двумя канавками, обеспечивающую в 2 раза более быстрое время сверления, до 4-кратного увеличения срока службы и до 50% большего количества отверстий на одной зарядке аккумулятора по сравнению с конкурентами. Эти биты идеально подходят для сверления отверстий малого и большого диаметра в стали и пластике и оптимизированы для высокоскоростных аккумуляторных дрелей. Наконечник Rapid Strike™ обеспечивает быстрый и точный пуск, выделяя меньше тепла, что увеличивает срок службы наконечника. Покрытие из черного оксида также повышает долговечность, качество отверстия и срок службы долота. Для удобства пользователя и точности каждое долото имеет выгравированные лазером контрольные метки, которые вы можете видеть во время бурения. Хвостовик Secure-Grip™ с тремя гранями обеспечивает надежное соединение с сверлильным патроном. №9Ступенчатое сверло имеет 2 размера отверстий: 7/8″ и 1-1/8″. Работа без замятий на высокой скорости с большинством профессиональных 18-вольтовых аккумуляторных дрелей с литий-ионным аккумулятором.
Включает
(1)
Ступенчатое сверло №9, 7/8″ и 1-1/8″ (48-89-9209)
БЕЗ ЗАСТРЕВАНИЯ: конструкция с двумя канавками обеспечивает большую скорость и контроль
До 2 раз быстрее: оптимизировано для высокоскоростных аккумуляторных дрелей
Наконечник Rapid Strike™: Обеспечивает быстрый и точный запуск и выделяет меньше тепла
До 4-кратного увеличения срока службы биты: Оптимизированная геометрия с покрытием Black Oxide для более быстрой резки и меньшего нагрева
До 50 % больше отверстий на одной зарядке аккумулятора: Повышение производительности пользователя
Референтные метки, выгравированные лазером: легко останавливаются при любом размере отверстия
3-плоские хвостовики Secure-Grip™: уменьшают проскальзывание биты в патроне
Сделано в США
Характеристики продукта
Покрытие Черный оксид
Геометрия резца Двойная прямая флейта
Заявление Металл|Пластик
Количество шагов 2
Приращения нет данных
Кол-во в упаковке 1 упаковка
Размер 7–8 дюймов и 1–1/8 дюйма
Размер хвостовика 3/8″
Сверло для резки арматуры
BOSCH: размер сверла 7/8 дюйма, макс.
глубина сверления 10 дюймов, общая длина 12 дюймов — 2PPZ6|RC2144
Вещь # 2ППЗ6
производитель Модель #
RC2144
UNSPSC #
27112703
№ страницы каталога
712
712
Страна происхождения
Китай.
Страна происхождения может быть изменена.
Хвостовик SDS-Plus на этих резаках для арматуры предотвращает их проскальзывание при резке арматуры с высоким крутящим моментом. Биты устанавливаются в совместимые перфораторы с патронами SDS-Plus, а сверла должны быть переведены в режим только вращения (без ударного действия) при сверлении этими битами арматуры или проволочной сетки. Сверла можно менять в патронах одной рукой, что позволяет пользователям быстро переключаться между стандартными сверлами по камню и бетону и сверлами для резки арматуры. Патроны SDS-Plus имеют подпружиненные шарики, которые входят в канавки на хвостовиках бит, чтобы удерживать биты на месте в патронах.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
МТД-100-12 Силовой тиристорно-диодный модуль, 100 А, 1200 В | Маркет
# 14960353912
30 марта 2023 г. в 15:36
6
Прайс-лист
Поделиться
Пожаловаться
Цена по запросу
Описание товара
Здравствуйте! Вы попали на доску объявлений. Сотрудники Promelectrica.com разместили тут товары, которые Вам могут быть интересны. Информация о наличии по телефону (495)640-04-53
Силовые тиристорно-диодные модули МТД представляют собой монолитную тиристорно-диодную конструкцию, эксплуатируются в цепях постоянного и переменного тока с нагрузкой от 25А до 800А и обратным импульсным напряжением до 1200В.
Высокая энерготермоциклостойкость (более 100 000 циклов при температуре в 70°C) и надежная работа модулей МТД при коммутации больших токов достигается за счет своих конструктивных особенностей и стабильных параметров гальванической развязки:
корпус изготовлен из негорючего термополимера,
электрическая прочность изоляции достигает отметки в 2500В.
Устанавливаются тиристорно-диодные модули МТД с помощью винтов через сквозные крепежные отверстия в корпусе. Крепление проводов – зажимными никелированными клеммами, под которыми размещены контрольные точки измерения импульсного прямого напряжения.
Основные выводы находятся на верхней части корпуса
Области контроля температуры корпуса размещены на прижимной стороне корпуса. При монтаже тиристорно-диодных модулей следует обращать особое внимание на плотность прижатия сопрягаемых поверхностей – вогнутость более 0,03 мм не допускается. Для крепления дополнительного охлаждения (используются радиаторы или охладители) в корпусе тиристорно-диодных модулей МТД предусмотрены крепежные отверстия. Между модулем и охладительным элементом необходимо использовать специальную теплопроводящую подложку, смазанную термопастой.
Применяются тиристорно-диодные модули МТД в различных силовых установках – блоках питания и управления, регуляторах мощности, регуляторах переменного тока, преобразователях, устройствах запуска и управления электродвигателями, температурных контроллерах доменных печей или химических процессов, сварочном оборудовании и др.
Точную информацию о товарах, ценах и наличии вы можете получить по запросу через электронную почту. Выставленный счет-договор является единственным информационным обязательством, все другие сведения могут содержать неточности. Мы затрачиваем все возможные силы для улучшения сервиса и благодарны тысячам юридических и частных лиц, воспользовавшимся нашими услугами, и сотням постоянных клиентов, которые продолжают с нами работать.
Каталог:
Выключатели, концевики, джойстики
Бесконтактные датчики
Реле, контакторы, автоматы
Маячки, колонны, сирены
Приводная техника
Разъемы и кабели
Трансформаторы, источники питания
Энкодеры, муфты
Автоматизация и измерение
Тиристоры, диоды, предохранители
Видео «Как добраться»:
Информация о технических характеристиках, комплекте поставки, стране изготовления, внешнем виде и цвете товара носит справочный характер и основывается на последних доступных к моменту публикации сведениях от продавца.
Товарное предложение №14960353912 обновлено 30 марта 2023 г. в 15:36.
Контакты продавца
Отправить сообщениеСообщите, что нашли информацию на сайте «Элек.ру»
Промэлектрика
Promelectrica.ru – комплексные поставки электрики и автоматики.
Страница поставщика
Похожие предложения
На Элек.ру вы найдёте диоды, диодные мосты, стабилитроны – МТД-100-12 Силовой тиристорно-диодный модуль, 100 А, 1200 В, а также другую электротехническую продукцию от поставщика Промэлектрика, ООО. Уточнить цены и наличие можно в прайс-листе силовые модули
Модуль тиристорно-диодный МТД-100-12. Низкие цены. На складе в наличии.
Краткое техническое описание на
модуль тиристорно-диодный МТД-100-12
МТД-100-12 Модуль МТД-100-12 тиристорно-диодный силовой низкочастотный комбинированный состоящий из последовательно соединённого p-n-p-n тиристора и кремниевого диода, включённых по полумостовой схеме. Предназначен для работы в силовых цепях постоянного и переменного токов частотой до 500 Гц и силе тока не более 100 А. Тиристорно-диодный модуль МТД-100-12 применяется в бесконтактных коммутационных и регулирующих устройствах, в электросварочном оборудовании, системах управления двигателями, выпрямительных мостах, преобразователях, источниках питания и в другом электротехническом оборудовании общего назначения. Модуль герметизирован в пластмассовом корпусе прижимной конструкции и устанавливается с помощью винтов через сквозные крепежные отверстия в корпусе. Отвод тепла осуществляется через алюмонитридную керамику, изолирующую медное основание. Обозначение выводов и типономинала силового модуля указывается на корпусе. Тип корпуса: MTD2. Охлаждение воздушное естественное или принудительное. Тип рекомендуемого охладителя: О25, О35, О45, О56, О57, О58. Допускает эксплуатацию при температуре окружающей среды от -60 до +50 °С. Модуль тиристорно-диодный МТД-100 выпускается в климатических исполнениях «УХЛ» категории размещения «4» по ГОСТ 15150-69. Габаритные размеры диодного модуля: — длина — 92 мм; — высота — 50 мм; — ширина — 34 мм. Масса не более 450 г. Технические условия: ТУ16-2006 ИЕАЛ.435740.019ТУ. Расшифровка маркировки тиристорно-диодного модуля: МТД-100-12 М — модуль; Т — тиристор; Д — диод; 100 — число, равное значению максимально допустимого среднего тока в открытом состоянии амперах; 12 — число, обозначающее класс по повторяющемуся импульсному обратному напряжению в сотнях вольт.
Если вас интересует более подробная техническая информация о модуле тиристорно-диодном МТД-100-12 обращайтесь в отдел продаж. Наши менеджеры предоставлят вам квалифицированную техническую консультацию.
Гарантия
На всю продукцию распостраняется гарантия от 1 до 8 лет, в зависимости от типа устройства.
После подтверждения заказа товар достается со склада, перепроверяется и, при необходимости, калибруется в лаборатории, комплектуется ЗИПом и технической документацией, надежно упаковывается.
Упаковка модуля тиристорно-диодного МТД-100-12 может состоять из заводской или транспортной коробки. По запросу поставляем в деревянных ящиках.
Для большей надежности также используем пенопласт, пупырчатый полиэтилен, гофрокартон, гидроизоляционную пленку. Для габаритных поставкок возможна транспортировка на паллетах.
Доставка модуля тиристорно-диодного МТД-100-12
По умолчанию доставка осуществляется транспортой компанией «Новая Почта».
Также для вашего удобства мы предоставляем на выбор другие варианты доставки: SAT, Gunsel, Автолюкс, Укрпошта. Возможна курерская доставка по указанному вами адресу транспортной компанией.
Укажите желаемый способ при общении с менеджером. Если по каким-либо причинам Вы не можете воспользоваться ни одним из предложенных способов, то мы попытаемся найти подходящий вариант.
Также вас может заинтересовать:
Дополнительная информация
Категории товара : силовые полупроводниковые приборы, количество просмотров товара: 135. Рейтинг товара Модуль тиристорно-диодный МТД-100-12: 4. Приведенные данные актуальны на: 16-02-2023. Подробную информацию о наличии и характеристиках товара уточняйте в отделе продаж.
MTD 100: Six Gone, новый «номер один» и многое другое
В июльском номере журнала MTD за 2022 г. опубликован рейтинг MTD 100 — наш ежегодный обзор 100 крупнейших независимых дилеров шин в США, основанный на количестве магазинов. MTD составляет и представляет этот список в той или иной форме с 1980-х годов.
MTD 100, вероятно, является одним из наших самых трудоемких и трудоемких проектов года, но также и одной из самых важных и полезных услуг, которые мы предлагаем.
Большое внимание уделяется тому, чтобы предоставить точную картину ситуации с дилерами шин, которая всегда находится в состоянии изменения.
Изучая MTD 100 этого года, я заметил несколько вещей, которыми хочу поделиться с вами.
Во-первых, консолидация отняла значительную часть у MTD 100. Не менее шести крупных независимых дилеров шин выпали из списка с прошлого года.
ATV Tire, которая была 13-м крупнейшим независимым дилером шин в прошлогоднем рейтинге MTD 100, в ноябре прошлого года продала свои 107 розничных магазинов компании Percheron Capital/Big Brand Tire & Service Inc.
Plaza Tire Service Inc., которая занимала 18-е место в нашем списке на 2021 год, была приобретена Sun Auto Tire & Service Inc. в декабре 2021 года. В сделку вошли все 75 магазинов Plaza Tire.
Компания Jack Williams Tire Co. Inc., 29-й по величине дилер на MTD 100 2021 года, два месяца назад продала свои 39 розничных магазинов и 11 распределительных центров компании Mavis Tire Express Services Corp., тем самым выйдя из списка.
Т.О. Haas Tire Co. Inc. продала свои 25 розничных магазинов, расположенных в Небраске, Канзасе и Айове, компании Sun Auto Tire в декабре 2021 года. В это же время в прошлом году T.O. Haas был 46-м крупнейшим независимым дилером шин в США
В январе прошлого года Action Gator Tire Stores, 48-й по величине независимый дилер шин на MTD 100, продал свои розничные магазины Mavis.
А компания Delta World Tire Co., занимавшая в прошлом году 64-е место, продала свои 17 представительств компании Sun Auto Tire в декабре 2021 года. из MTD 100.
Я предполагаю, что в течение следующих 12 месяцев мы увидим, как больше членов MTD 100 покинет бизнес.
Еще одна вещь, которая меня поразила, это тот факт, что, по крайней мере, с точки зрения количества магазинов, компания Discount Tire Co. больше не занимает первое место в рейтинге MTD 100. Теперь эту позицию занимает Mavis.
По состоянию на 31 мая у Discount Tire было 1122 магазина. По нашим оценкам, на эту дату у Mavis было 1146 магазинов.
На этот раз в прошлом году Discount сообщила, что у нее 1100 торговых точек, а Mavis сообщила, что у нее 1024 магазина.
В дополнение к недавнему приобретению компании Jack Williams Tire, в декабре прошлого года Mavis приобрела 165 сервисных центров Tuffy Tire & Auto в 14 штатах.
Мэвис теперь представлена в 35 штатах. Discount Tire работает в 37 штатах.
Рост Discount Tire в основном происходит за счет строительства новых участков. Прыжок Mavis на вершину рейтинга MTD 100 в этом году был в основном обусловлен приобретениями.
Это подводит меня к моему третьему наблюдению: частный капитал будет продолжать играть большую роль в формировании MTD 100. в сентябре прошлого года — расширяет свое присутствие, перемещаясь в такие районы, как Средний Запад и Восточное побережье.
Percheron Capitol, группа, стоящая за Big Brand Tire & Service Inc., тоже сделала несколько крупных шагов.
Я не удивлюсь, если больше частных инвестиционных компаний «откроют» для себя шинные дилеры, даже если инфляция останется высокой, а процентные ставки продолжат расти. Это отличный бизнес, и посторонние это понимают.
Теперь мое четвертое наблюдение: традиционные независимые дилеры шин не остаются в стороне от приобретения. Они выкупают и других дилеров.
Оценка бизнеса по-прежнему высока, кредит по-прежнему в изобилии, и у многих дилеров шин есть с трудом заработанные деньги для инвестиций. Если вы дилер шин и ищете внедорожную рампу, это, вероятно, прекрасное время. Если вы дилер, который хочет расширить свое присутствие и выйти в новые области, это также, вероятно, прекрасное время.
Подробный список дилерских центров MTD 100, которые приобрели активы других дилерских центров, см. в разделе сносок на стр. 50 июльского номера MTD.
Независимые дилеры шин остаются доминирующим каналом продаж запасных шин на рынке США, значительно превосходя другие каналы. Это не только мое пятое наблюдение. Это факт.
Читатели MTD, включая вас, продолжают находить способы преодолевать любые препятствия, которые стоят перед ними. Они продолжают внедрять инновации и расти.
И, несмотря на сохраняющуюся неопределенность, включая надвигающуюся угрозу рецессии, я не предвижу этого изменения. (Хорошо, значит, шесть наблюдений!)
2022 MTD 100 можно посмотреть здесь, начиная со страницы 34.
Вот ссылки на недавно опубликованные статьи о MTD 100:
MTD 100 предоставляет эксклюзивный обзор лучших дилерских центров
MTD 100 Дилеры делятся советами по поиску хороших людей
Другие дилеры MTD 100 делятся стратегиями найма
Дополнительные советы по найму от дилеров MTD 100
MTD 100: рыночные силы толкают дилеров в неизведанные воды
MTD-12 Montado Black Blend by Innovations
Черное покрытие для обоев
Нажмите, чтобы увеличить
ДОПОЛНИТЕЛЬНЫЕ ЦВЕТА
MTD-01 Montado Bianco by Innovations
MTD-02 Montado Opal от Innovations
MTD-03 Montado Latte от Innovations
MTD-04 Montado Sparkling by Innovations
MTD-05 Серебряная пыль Montado от Innovations
MTD-06 Montado Sterling by Innovations
MTD-07 Montado Blue Dusk от Innovations
MTD-08 Каштан Монтадо от Innovations
МТД-09 Монтадо Медь от Инноваций
МТД-10 Монтадо Гранат от Инноваций
МТД-11 Монтадо Фиолетовый от Инноваций
Подробнее. ..
Найдите ткань, похожую на эту выкройку.
Узнать больше Обои
Похожий По цвету По стилю Предложенный
или с этими цветами
Показать больше подобных…
6Азиатские обои от Fabricut
8Черные обои с растительным орнаментом
16Розовые обои с принтом от Cole & Son
43gold цветочные стены
62botanical Wallcoverings от F Schumacher
12PINK Цветочные обои от Cole & Son
8purple Modern Wallcoverings By Candice Olson
240print Wallcoverings By Candice Olson
9008 9003
240print Wallcoverings By Candice Olson
9008 9003
240print Wallcoverings By Candice Olson
9008 9003
240print Wallcoverings By Candice Olson 9003 9008 9008 9003
240print Wallcoverings.
Ткань продается ярдами. Ярд измеряется как 36 дюймов в длину по стандартной ширине рулона. Например, если вы покупаете 1 ярд ткани шириной 54 дюйма, вы получите кусок ткани длиной 36 дюймов и шириной 54 дюйма.
Все ткани со склада доставляются в течение 48 часов. Мы подтвердим наличие после получения вашего заказа. Если вы предпочитаете проверить наличие на складе перед размещением заказа, пожалуйста, напишите нам производителя, название модели или номер, цвет и количество. Мы немедленно свяжемся с вами с информацией о запасах.
Не более 20 образцов на заказ. Только адреса США.
Наш образец ткани представляет собой памятный образец размером от 4 x 6 дюймов до 12 x 18 дюймов. Размеры вырезаны случайным образом. Мы не можем заказать конкретные размеры. Если вам нужен большой образец, рекомендуем заказывать целый ярд.
Образцы не гарантируются для партии красителя. Если вам нужно подобрать краску для конкретной партии, запросите разрез для утверждения вместе с заказом ткани.
Все образцы отправляются почтой первого класса. Пожалуйста, позвольте 7-10 дней для транзитного времени. Образцы обычно отправляются в течение 48-72 часов после получения вашего заказа. Иногда у нас могут быть заказы, и в этом случае мы сообщим вам предполагаемое время доставки.
Если вам больше не нужен образец, для вашего удобства предоставляется конверт для возврата. Это устраняет отходы и сохраняет окружающую среду. Вы не обязаны возвращать образец.
favourite_border
в наличии
Обычная цена:
Добавить в корзину
Бесплатная доставка*
Добавить образец
Образец Swatch $ 7,00
Образцы бесплатно
Проданы Yard
. …
Обои с этим доминирующим цветом
Политика в отношении образцов
Только для адресов в США / Ограничение 20
Наши образцы обоев представляют собой памятные образцы размером от 4 x 6 дюймов до 12 x 18 дюймов. Размеры вырезаны случайным образом. Мы не можем заказать конкретные размеры. Если вам нужен большой образец, рекомендуем заказывать целый ярд.
3D принтер Asiga MAX UV, производства послойного создания (выращивания) физического объекта по цифровой 3D модели из термопластиков.
Взаимодействие с ПК происходит по технологии Ethernet или Wi-Fi.
Все предварительные настройки можно сделать через официальное ПО или жидкокристаллический дисплей.
Большой выбор дополнительных библиотек существенно расширяет базовые настройки системы.
Точность печати 62 мк
Оптимизирован для стоматологических и аудиологических лабораторий, а также работы в клиниках.
Цифровая стоматология
Производство стоматологической ортодонтии, коронок и мостов, хирургических направляющих, зубных моделей, пользовательских лотков и частичных протезов.
Открытая система материалов
С опцией точности материалов ASIGA и возможностью использовать материалы сторонних производителей MAX является универсальным и адаптивным 3D принтером в этой постоянно расширяющейся индустрии.
Простая и быстрая замена материалов
Самая быстрая замена материала по сравнению с любым другим продуктом на рынке.
Заменяйте материал менее чем за 30 секунд. 1. Нажмите ручки фиксации лотка, чтобы освободить лоток и снять его. 2. Вставьте новый лоток и зафиксируйте зажим. 3. Готово. Запустите задание на печать.
Одноточечная калибровка
Простая калибровка платформы и внутренний радиометр для автоматической LED калибровки.
Доверие лабораторий по всему миру
Создан для работы в самых сложных производственных условиях.
Техническая характеристика:
Наименование для сайта: 3D принтер Asiga Max UV
Артикул: PN/02391
Страна производства: Австралия
Размер Построения X, Y, Z (мм): 119 × 67 × 75
Размер Пикселя X, Y (µm): 62
Скорость Печати (мм/ч): 40
Z Контроль (µm): 1
Источник cвета (nm UV LED): 385
Система материалов: Открытая
Формат файлов: STL, SLC & Stomp
Программное обеспечение: Asiga Composer
Сетевая совместимость: Ethernet / Wifi
Области применения: Стоматологические и аудиологические лаборатории
Габариты упаковки (Ш x Г x В, мм): 410х500х480
Питание: 12 VDC 10A
Помогите другим пользователям с выбором — будьте первым, кто поделится своим мнением об этом товаре.
Как купить
Гарантия
Видео
Товар
Рейтинг
Бренд
Цена
Инструкции
HARZ Labs — Support
В таблице приведено приблизительное время засветки фотополиров HARZ Labs для Asiga MAX (7mW/cm2). Для точной калибровки именно вашего экземпляра принтера используйте наш калибровочный тест.
Фотополимер
Выдержка 50мкм
(Выдержка база)
Выдержка 100мкм
(Выдержка база)
Скорость подъема/опускания
Задержка перед печатью
Dental Sand A1-A2
1,4-1,6с
(20с)
2-2,4с
(20с)
100мм/мин
1,7мм/с
1с
Dental Sand A3
1,4-1,6с
(20с)
2,1-2,4с
(20с)
100мм/мин
1,7мм/с
1с
Dental Bleach
1,3-1,6с
(20с)
2-2,3с
(20с)
100мм/мин
1,7мм/с
1с
Dental Yellow Clear
1-1,1с
(10с)
1,5-1,7с
(20с)
100мм/мин
1,7мм/с
1с
Dental Clear
1,5-1,7с
(20с)
2,1-2,5с
(20с)
100мм/мин
1,7мм/с
1с
Dental Peach
1,2-1,4с
(10с)
1,8-2,1с
(20с)
100мм/мин
1,7мм/с
1с
Dental Pink
1,2-1,4с
(10с)
1,7-2с
(20с)
100мм/мин
1,7мм/с
1с
Dental RO
1,4-1,6с
(20с)
2-2,4с
(20с)
100мм/мин
1,7мм/с
1с
Dental Cast Cherry
3,1-3,6с
(30с)
-
50мм/мин
0,8мм/с
1с
Dental Cast Red
3,1-3,6с
(30с)
-
50мм/мин
0,8мм/с
1с
Model Black
1,5-1,7с
(20с)
-
200мм/мин
3,3мм/с
1с
Model Blue
1,1-1,3с
(10с)
1,6-1,9с
(20с)
200мм/мин
3,3мм/с
1с
Model Cherry
1,6-1,9с
(20с)
-
200мм/мин
3,3мм/с
1с
Model Clear
1,4-1,7с
(20с)
2-2,4с
(20с)
200мм/мин
3,3мм/с
1с
Model Grey
1,6-1,9с
(20с)
2,4-2,8с
(30с)
200мм/мин
3,3мм/с
1с
Model NC
1-1,2с
(10с)
1,6-1,9с
(20с)
200мм/мин
3,3мм/с
1с
Model White
1,3-1,5с
(10с)
2,4-2,8с
(30с)
200мм/мин
3,3мм/с
1с
ART Glow
1,2-1,4с
(10с)
1,7-2с
(20с)
100мм/мин
1,7мм/с
1с
Basic Red
1,3-1,5с
(10с)
1,9-2,2с
(20с)
100мм/мин
1,7мм/с
1с
Помогла ли вам статья?
Asiga — Прецизионные 3D-принтеры и материалы
Asiga — Прецизионные 3D-принтеры и материалы
Поиск
Поиск
Производство медицинских устройств конечного назначения, промышленных прототипов, ювелирных украшений и т. д.
Выберите свою отрасль
Стоматология
Ювелирные изделия
Слух
Медицина
Производство
Микрофлюидика
Миниатюры
Доступно более 500 материалов.
Испытайте самый широкий выбор материалов на рынке с неограниченным и неограниченным доступом ко многим лучшим в отрасли материалам для различных применений. Подготовьте свой бизнес к будущему и будьте в курсе последних утвержденных материалов для 3D-печати благодаря открытой архитектуре материалов Asiga.
Доступно более 500 материалов.
Испытайте самый широкий выбор материалов на рынке с неограниченным и неограниченным доступом ко многим ведущим в отрасли материалам для различных применений. Подготовьте свой бизнес к будущему и будьте в курсе последних утвержденных материалов для 3D-печати благодаря открытой архитектуре материалов Asiga.
Объедините наши непревзойденные технологии мониторинга слоев SPS™ с материалом по вашему выбору для создания полностью индивидуального производственного решения.
Новичок в 3D-печати?
Просмотрите наш учебный центр или свяжитесь с нами для демонстрации продукта.
Служба поддержки,
Неограниченно и бесплатно
Техническая проблема? Свяжитесь со службой технической поддержки Asiga сегодня.
Поддержка продукта не ограничена и бесплатна, поэтому, если вам нужна помощь, обратитесь к торговому посреднику или отправьте запрос в службу поддержки в своей учетной записи Asiga в Интернете.
 02.2023, действует стандартная гарантия: -Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ.
02.2023, действует стандартная гарантия: -Для профессиональных электроинструментов и измерительной техники гарантийный срок составляет один год. -Для садовой техники, электроинструментов и измерительной техники для домашних мастеров гарантийный срок составляет два года. Продленная гарантия (12 мес. + 24 мес.) сохраняется для всех инструментов, приобретенных до 01.02.2023. Для обладателей сертификата на продленную гарантию, полученного при регистрации инструмента, гарантия будет предоставлена по предъявлению сертификата. Пользователям, приобретавшим инструменты в 2022 году, продление гарантии предоставляется автоматически. В случае необходимости воспользоваться гарантией достаточно предъявить чек о покупке или гарантийный талон с датой оформления в 2022 году. Соответствующая информация для пользователей размещена на страницах сайта производителя. Приостановка действия услуги связана с технической невозможностью осуществлять необходимую регистрацию пользователей. Данная приостановка не влияет на основную гарантию, предоставляемую согласно законодательству РФ. Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно.
Компания ООО «Роберт Бош» продолжает выполнять все гарантийные обязательства в полном объеме. О возобновлении оказания услуги продленной гарантии будет сообщено дополнительно. 1.2.00) 2100 Вт d230 мм
1.2.00) 2100 Вт d230 мм Диаметр диска 230 мм. Модифицированное охлаждение всей системы гарантирует долгий срок службы инструмента. Улучшенный контакт угольных щеток с двигателем продлевает срок их службы.
Диаметр диска 230 мм. Модифицированное охлаждение всей системы гарантирует долгий срок службы инструмента. Улучшенный контакт угольных щеток с двигателем продлевает срок их службы. 4 кг
4 кг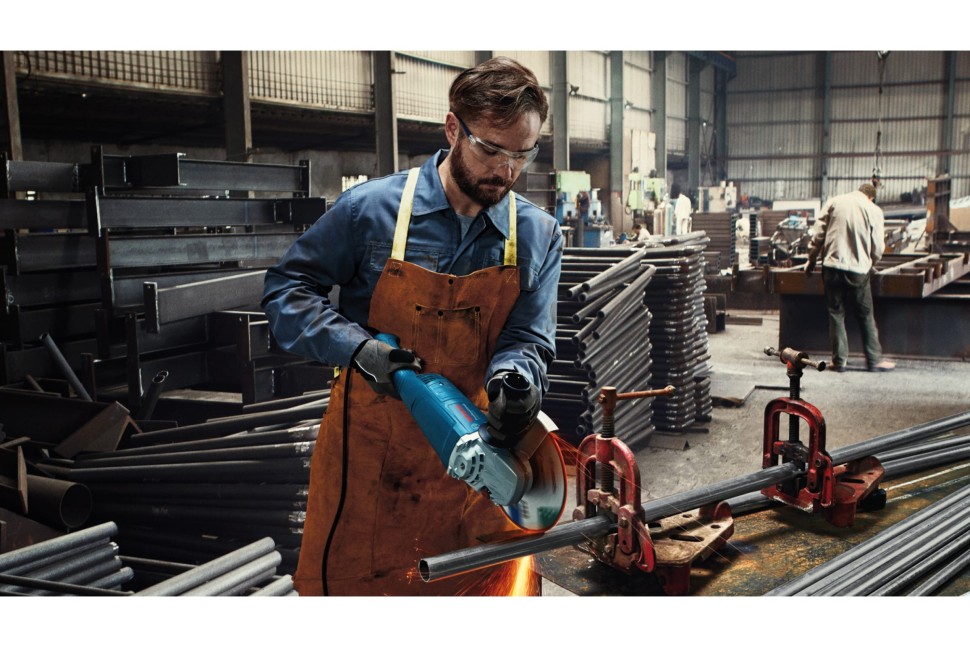


 Полученное значение покажет давление на погонный метр основания фундамента.
Полученное значение покажет давление на погонный метр основания фундамента. Применяется для фланцевого соединения труб и арматуры;
Применяется для фланцевого соединения труб и арматуры;
 Она востребована и при возведении частных домов, поэтому мы расскажем, как самостоятельно устанавливать крепление для опалубки со всеми ее комплектующими.
Она востребована и при возведении частных домов, поэтому мы расскажем, как самостоятельно устанавливать крепление для опалубки со всеми ее комплектующими. Это делается, чтобы упростить их изъятие после высыхания бетона;
Это делается, чтобы упростить их изъятие после высыхания бетона; Опалубочные шпильки производятся с расчетом как на большие объемы бетонирования, так и на менее объемные работы.
Опалубочные шпильки производятся с расчетом как на большие объемы бетонирования, так и на менее объемные работы. Когда бетон заливается, и он влажный, для типичной стены высотой 10 футов и толщиной 10 дюймов давление на нижние внутренние поверхности формы может превышать 350 фунтов на квадратный дюйм. Опалубка должна быть прочной, чтобы выдерживать присущие ей высокие давления и злоупотребления, чтобы заливка бетона не вырывалась наружу. Обычно две противоположные стороны или поверхности стены опалубки связывают вместе металлическими компонентами, такими как стержни с резьбой или проволока. Шпалы проходят снаружи одной стены к внешней стороне противоположной стены после того, как шпалы пропущены через стены и вертикальные или горизонтальные элементы конструкции и закреплены, чтобы сдерживать стены опалубки относительно друг друга, пока бетон влажный. Иногда металлические связи остаются на месте после заливки стены.
Когда бетон заливается, и он влажный, для типичной стены высотой 10 футов и толщиной 10 дюймов давление на нижние внутренние поверхности формы может превышать 350 фунтов на квадратный дюйм. Опалубка должна быть прочной, чтобы выдерживать присущие ей высокие давления и злоупотребления, чтобы заливка бетона не вырывалась наружу. Обычно две противоположные стороны или поверхности стены опалубки связывают вместе металлическими компонентами, такими как стержни с резьбой или проволока. Шпалы проходят снаружи одной стены к внешней стороне противоположной стены после того, как шпалы пропущены через стены и вертикальные или горизонтальные элементы конструкции и закреплены, чтобы сдерживать стены опалубки относительно друг друга, пока бетон влажный. Иногда металлические связи остаются на месте после заливки стены. Хотя конструктивно это работает, это не особенно эстетично. Кроме того, установка опалубки на месте может занять много времени, а на оживленном строительном рынке может быть трудно получить опалубку. Наличие профессий опалубки может существенно повлиять на ход работ на стройплощадке.
Хотя конструктивно это работает, это не особенно эстетично. Кроме того, установка опалубки на месте может занять много времени, а на оживленном строительном рынке может быть трудно получить опалубку. Наличие профессий опалубки может существенно повлиять на ход работ на стройплощадке. Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки.
Противоположные боковые части и боковые разнесенные соединители образуют множество разнесенных отверстий. Отверстия выполнены с возможностью протекания через них бетона. Пара фланцев проходит в основном ортогонально от противоположных боковых частей стенки. В качестве альтернативы отверстия в стенке каждой стойки опалубки могут иметь множество канавок для размещения арматурных стержней. В стойке опалубки также могут быть предусмотрены отверстия для стяжек, расположенные рядом с каждой из выемок, для установки стяжки из арматурного стержня.
В качестве альтернативы отверстия в стенке каждой стойки опалубки могут иметь множество канавок для размещения арматурных стержней. В стойке опалубки также могут быть предусмотрены отверстия для стяжек, расположенные рядом с каждой из выемок, для установки стяжки из арматурного стержня. Альтернативно, каждое из множества разнесенных отверстий может включать в себя множество канавок. Каждая выемка может иметь пару отверстий для стяжек арматурных стержней рядом с ней.
Альтернативно, каждое из множества разнесенных отверстий может включать в себя множество канавок. Каждая выемка может иметь пару отверстий для стяжек арматурных стержней рядом с ней.
 1 представляет собой вид в перспективе опалубки известного уровня техники;
1 представляет собой вид в перспективе опалубки известного уровня техники; 7 представляет собой вид в перспективе альтернативной стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки;
7 представляет собой вид в перспективе альтернативной стойки опалубки с обычно прямоугольным отверстием в стенке для использования в системе опалубки; 12 и 13, показывающие арматурный стержень и анкерную стяжку;
12 и 13, показывающие арматурный стержень и анкерную стяжку; 7 и 9;
7 и 9; Эти шпильки обычно не предназначены для несущих стен, заполненных бетоном.
Эти шпильки обычно не предназначены для несущих стен, заполненных бетоном. 10. Противоположные фланцы 24 проходят в целом ортогонально к стенке 22 . Кромки 26 проходят внутрь от фланцев 24 и обычно ортогонально им. В опалубке шпилька 20 имеется множество больших прямоугольных отверстий 28 , расположенных на расстоянии друг от друга и образованных в перемычке 22 . Ленточный материал удаляется таким образом, чтобы при заполнении бетоном бетон мог свободно течь между и через отверстия 28 в стойках. Отверстия 28 имеют такую конфигурацию, что от 70% до 90%, а предпочтительно около 85% материала полотна удаляется там, где бетон находится по обе стороны от стойки, так что в бетоне сохраняется непрерывность. В отличие от стоек предшествующего уровня техники, которые не позволяют бетону свободно течь между ними, стена будет фактически разбита на несколько узких отсеков между стойками.
10. Противоположные фланцы 24 проходят в целом ортогонально к стенке 22 . Кромки 26 проходят внутрь от фланцев 24 и обычно ортогонально им. В опалубке шпилька 20 имеется множество больших прямоугольных отверстий 28 , расположенных на расстоянии друг от друга и образованных в перемычке 22 . Ленточный материал удаляется таким образом, чтобы при заполнении бетоном бетон мог свободно течь между и через отверстия 28 в стойках. Отверстия 28 имеют такую конфигурацию, что от 70% до 90%, а предпочтительно около 85% материала полотна удаляется там, где бетон находится по обе стороны от стойки, так что в бетоне сохраняется непрерывность. В отличие от стоек предшествующего уровня техники, которые не позволяют бетону свободно течь между ними, стена будет фактически разбита на несколько узких отсеков между стойками. Противоположные боковые части , 32, и боковые разнесенные соединители , 34, образуют множество разнесенных отверстий , 28, , и отверстия выполнены с возможностью протекания через них бетона.
Противоположные боковые части , 32, и боковые разнесенные соединители , 34, образуют множество разнесенных отверстий , 28, , и отверстия выполнены с возможностью протекания через них бетона. Опалубочная стойка 50 имеет поперечное сечение, аналогичное поперечному сечению опалубочной стойки 20 , показанной на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что длина короткой стойки опалубки 50 может варьироваться в зависимости от местоположения. Стойка короткой опалубки 50 имеет как минимум одно отверстие 28 сформирован в нем. Количество отверстий 28 может варьироваться в зависимости от длины короткой стойки опалубки 50 . Кроме того, размер отверстий 28 может варьироваться, чтобы через них мог проходить бетон и удалялось от 70 до 90%, а предпочтительно 85% материала. Показанные здесь отверстия 28 обычно имеют прямоугольную форму и могут различаться по длине. Однако специалистам в данной области техники будет понятно, что другие формы отверстий также будут работать.
Опалубочная стойка 50 имеет поперечное сечение, аналогичное поперечному сечению опалубочной стойки 20 , показанной на фиг. 10 и описано выше. Специалистам в данной области техники понятно, что длина короткой стойки опалубки 50 может варьироваться в зависимости от местоположения. Стойка короткой опалубки 50 имеет как минимум одно отверстие 28 сформирован в нем. Количество отверстий 28 может варьироваться в зависимости от длины короткой стойки опалубки 50 . Кроме того, размер отверстий 28 может варьироваться, чтобы через них мог проходить бетон и удалялось от 70 до 90%, а предпочтительно 85% материала. Показанные здесь отверстия 28 обычно имеют прямоугольную форму и могут различаться по длине. Однако специалистам в данной области техники будет понятно, что другие формы отверстий также будут работать. 8 показан торцевой стержень опалубки 40 . Концевая стойка опалубки 40 аналогична стойке опалубки 20 , но со сплошной стенкой 22 . Стойка опалубки 40 имеет поперечное сечение, аналогичное поперечному сечению стойки 20 опалубки, показанной на РИС. 10 и описано выше. Стойка торцевой опалубки 40 похожа на обычную стойку, но используется в конце системы стоек опалубки для бетона.
8 показан торцевой стержень опалубки 40 . Концевая стойка опалубки 40 аналогична стойке опалубки 20 , но со сплошной стенкой 22 . Стойка опалубки 40 имеет поперечное сечение, аналогичное поперечному сечению стойки 20 опалубки, показанной на РИС. 10 и описано выше. Стойка торцевой опалубки 40 похожа на обычную стойку, но используется в конце системы стоек опалубки для бетона. Рядом с каждым углублением 62 может быть пара отверстий для стяжек 64 сконфигурирован для приема арматурных стяжек 68 . Выемки 62 расположены так, чтобы удерживать арматурный стержень в точном месте, обычно устроенном таким образом, чтобы арматурный стержень можно было установить для создания непрерывных прямоугольных балок и колонн по всей стене. Расположение отверстий 28 и выемок 62 сконфигурировано таким образом, что описываемая здесь система стоек опалубки может быть спроектирована как типичная бетонная стена с общепринятыми принципами проектирования бетона во всем мире. Например, ямки 62 расположены по углам обычно прямоугольных отверстий 28 . Кроме того, канавки разнесены по бокам, сверху и снизу отверстий 28 .
Рядом с каждым углублением 62 может быть пара отверстий для стяжек 64 сконфигурирован для приема арматурных стяжек 68 . Выемки 62 расположены так, чтобы удерживать арматурный стержень в точном месте, обычно устроенном таким образом, чтобы арматурный стержень можно было установить для создания непрерывных прямоугольных балок и колонн по всей стене. Расположение отверстий 28 и выемок 62 сконфигурировано таким образом, что описываемая здесь система стоек опалубки может быть спроектирована как типичная бетонная стена с общепринятыми принципами проектирования бетона во всем мире. Например, ямки 62 расположены по углам обычно прямоугольных отверстий 28 . Кроме того, канавки разнесены по бокам, сверху и снизу отверстий 28 . 16. Система опалубочных стоек 100 включает в себя множество опалубочных стоек. В показанном здесь примере на противоположных концах стены установлены две торцевые стойки опалубки 40 . Пара опалубочных шпилек 30 располагаются по обе стороны от проема. Несколько коротких опалубочных стоек 50 расположены над проемом. Несколько опалубочных стоек 20 расположены между опалубочной стойкой 30 и концевой опалубочной стойкой 40 . Несколько вертикальных стержней располагаются между стойками опалубки 20 , 30 , 40 и 50 . Через отверстия 9 проходит множество горизонтальных арматурных стержней.0003 28 в соседних шпильках опалубки. Вертикальные стержни и горизонтальные стержни могут быть связаны вместе. Кроме того, хомуты из арматуры 70 можно использовать в сочетании с горизонтальными или вертикальными арматурными стержнями.
16. Система опалубочных стоек 100 включает в себя множество опалубочных стоек. В показанном здесь примере на противоположных концах стены установлены две торцевые стойки опалубки 40 . Пара опалубочных шпилек 30 располагаются по обе стороны от проема. Несколько коротких опалубочных стоек 50 расположены над проемом. Несколько опалубочных стоек 20 расположены между опалубочной стойкой 30 и концевой опалубочной стойкой 40 . Несколько вертикальных стержней располагаются между стойками опалубки 20 , 30 , 40 и 50 . Через отверстия 9 проходит множество горизонтальных арматурных стержней.0003 28 в соседних шпильках опалубки. Вертикальные стержни и горизонтальные стержни могут быть связаны вместе. Кроме того, хомуты из арматуры 70 можно использовать в сочетании с горизонтальными или вертикальными арматурными стержнями. Система опалубки состоит из нижней направляющей 60 и верхней направляющей 80 . Верхняя направляющая 80 и нижняя направляющая 60 обычно имеют С-образную форму, как показано на фиг. 11. Верхняя направляющая 80 имеет множество отверстий 28 , выполненный в нем аналогично шпильке опалубки 20 . Аналогично, нижняя направляющая 60 может иметь множество отверстий 28 , образованных в ней. Отверстия 28 в верхней направляющей 80 обеспечивают доступ к внутренней части стен, чтобы в них можно было залить бетон. Дополнительные отверстия 28 в верхней направляющей 80 позволяют проходить через них арматурным стержням 66 , чтобы их можно было привязать к арматурным стержням 66 вышележащей стены.
Система опалубки состоит из нижней направляющей 60 и верхней направляющей 80 . Верхняя направляющая 80 и нижняя направляющая 60 обычно имеют С-образную форму, как показано на фиг. 11. Верхняя направляющая 80 имеет множество отверстий 28 , выполненный в нем аналогично шпильке опалубки 20 . Аналогично, нижняя направляющая 60 может иметь множество отверстий 28 , образованных в ней. Отверстия 28 в верхней направляющей 80 обеспечивают доступ к внутренней части стен, чтобы в них можно было залить бетон. Дополнительные отверстия 28 в верхней направляющей 80 позволяют проходить через них арматурным стержням 66 , чтобы их можно было привязать к арматурным стержням 66 вышележащей стены. 16, может использоваться с множеством различных несущих стен. Например, как показано на фиг. 20 его можно использовать со структурной плитой 82 или с панелью, заполненной пеной, с металлом с обеих сторон 84 . В качестве альтернативы стена может включать гофрированную стенку 86 с профилированной полосой из пенорезины 88 , совмещенной с ней, как показано на ФИГ. 21 и 22. Полоски из поролона 88 размещаются между шпильками 22 и настилом 86 , чтобы предотвратить заполнение объема бетоном и обеспечить возможность соединения с ним винтами. Гипсокартон или другие стеновые панели 92 могут крепиться к настилу или гофрированной стене 86 . В качестве альтернативы стеновые панели 92 могут быть прикреплены к гофрированной стене 86 с помощью упругих каналов 93 . Добавление устойчивых каналов обеспечивает некоторое снижение шума.
16, может использоваться с множеством различных несущих стен. Например, как показано на фиг. 20 его можно использовать со структурной плитой 82 или с панелью, заполненной пеной, с металлом с обеих сторон 84 . В качестве альтернативы стена может включать гофрированную стенку 86 с профилированной полосой из пенорезины 88 , совмещенной с ней, как показано на ФИГ. 21 и 22. Полоски из поролона 88 размещаются между шпильками 22 и настилом 86 , чтобы предотвратить заполнение объема бетоном и обеспечить возможность соединения с ним винтами. Гипсокартон или другие стеновые панели 92 могут крепиться к настилу или гофрированной стене 86 . В качестве альтернативы стеновые панели 92 могут быть прикреплены к гофрированной стене 86 с помощью упругих каналов 93 . Добавление устойчивых каналов обеспечивает некоторое снижение шума.


 ИНЖИР. 24 показано отверстие 28 из цельного пуансона. Как обсуждалось выше, отверстие 28 имеет выемки 62 по бокам. В показанном здесь варианте осуществления с одним пуансоном 110 имеется только одна выемка 62 вдоль боковой стороны. В качестве альтернативы отверстие 28 может быть двойным отверстием 112 с двумя прорезями 62 по бокам. В варианте с двойным пуансоном 112 верхняя часть 114 первого пуансона совмещена с нижней 116 второго удара. Другое альтернативное отверстие 28 показано на фиг. 26 с тройным дыроколом 118 . В тройном отверстии 118 имеются три отверстия 62 по бокам. Как обсуждалось выше в отношении двойного пуансона 112 , верхняя часть 114 первого пуансона совмещена с нижней частью 116 второго пуансона, а верхняя часть второго пуансона 120 совмещена с нижней частью 9.
ИНЖИР. 24 показано отверстие 28 из цельного пуансона. Как обсуждалось выше, отверстие 28 имеет выемки 62 по бокам. В показанном здесь варианте осуществления с одним пуансоном 110 имеется только одна выемка 62 вдоль боковой стороны. В качестве альтернативы отверстие 28 может быть двойным отверстием 112 с двумя прорезями 62 по бокам. В варианте с двойным пуансоном 112 верхняя часть 114 первого пуансона совмещена с нижней 116 второго удара. Другое альтернативное отверстие 28 показано на фиг. 26 с тройным дыроколом 118 . В тройном отверстии 118 имеются три отверстия 62 по бокам. Как обсуждалось выше в отношении двойного пуансона 112 , верхняя часть 114 первого пуансона совмещена с нижней частью 116 второго пуансона, а верхняя часть второго пуансона 120 совмещена с нижней частью 9. 0003 122 третьего удара. Специалист в данной области техники может видеть, что благодаря этой функции пробивки отверстий может быть выполнено почти любое требуемое отверстие.
0003 122 третьего удара. Специалист в данной области техники может видеть, что благодаря этой функции пробивки отверстий может быть выполнено почти любое требуемое отверстие. На другой станции пробиты отверстия 28 . Станция пробивки отверстий обычно показана под номером 9.0003 134 на РИС. 28. Станция для пробивки отверстий 134 включает дырокол 136 . Форма отверстия описана выше в отношении. Листовой материал 138 проходит под дыроколом 136 , и в заданном месте для конкретного формируемого элемента дырокол 136 пробивает отверстие. Листовой материал продолжает двигаться через станцию до тех пор, пока не потребуется пробить следующее отверстие. Различные примеры перфорированных отверстий можно увидеть на фиг. 29. Листовой материал, как правило, представляет собой холоднокатаную сталь, которая первоначально подается на процесс профилирования в рулоне 140 .
На другой станции пробиты отверстия 28 . Станция пробивки отверстий обычно показана под номером 9.0003 134 на РИС. 28. Станция для пробивки отверстий 134 включает дырокол 136 . Форма отверстия описана выше в отношении. Листовой материал 138 проходит под дыроколом 136 , и в заданном месте для конкретного формируемого элемента дырокол 136 пробивает отверстие. Листовой материал продолжает двигаться через станцию до тех пор, пока не потребуется пробить следующее отверстие. Различные примеры перфорированных отверстий можно увидеть на фиг. 29. Листовой материал, как правило, представляет собой холоднокатаную сталь, которая первоначально подается на процесс профилирования в рулоне 140 . Следующее описание и чертежи иллюстрируют раскрытие и не должны рассматриваться как ограничивающие раскрытие. Описаны многочисленные конкретные детали, чтобы обеспечить полное понимание различных вариантов осуществления настоящего раскрытия. Однако в некоторых случаях общеизвестные или общепринятые детали не описываются, чтобы обеспечить краткое обсуждение вариантов осуществления настоящего раскрытия.
Следующее описание и чертежи иллюстрируют раскрытие и не должны рассматриваться как ограничивающие раскрытие. Описаны многочисленные конкретные детали, чтобы обеспечить полное понимание различных вариантов осуществления настоящего раскрытия. Однако в некоторых случаях общеизвестные или общепринятые детали не описываются, чтобы обеспечить краткое обсуждение вариантов осуществления настоящего раскрытия. д. Требования к опалубке для различных элементов конструкции различны, и они называются в зависимости от типа конструктивный элемент.
д. Требования к опалубке для различных элементов конструкции различны, и они называются в зависимости от типа конструктивный элемент. д., и они называются следующим образом:
д., и они называются следующим образом: Таким образом, необходимо обеспечить плотные стыки и прочную анкерную опору опалубки.
Таким образом, необходимо обеспечить плотные стыки и прочную анкерную опору опалубки.


 Устройство станка с чпу 5 осей.
Устройство станка с чпу 5 осей.

 Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
 Это рыскание (поворот) мухи в нашем примере.
Это рыскание (поворот) мухи в нашем примере.

 С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
 На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.
 Финн привел следующий пример:
Финн привел следующий пример:


 Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
 Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.

 Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.


 К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.

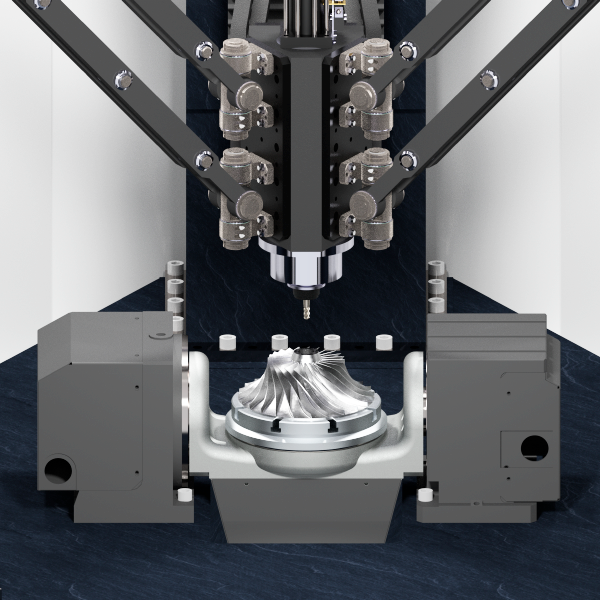
 Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
 Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
 Термин «5-осевой» относится к числу направлений, в которых может двигаться режущий инструмент. На 5-осевом обрабатывающем центре режущий инструмент перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, чтобы приближаться к заготовке с любого направления. Другими словами, вы можете обрабатывать пять сторон детали за один установ.
Термин «5-осевой» относится к числу направлений, в которых может двигаться режущий инструмент. На 5-осевом обрабатывающем центре режущий инструмент перемещается по линейным осям X, Y и Z, а также вращается по осям A и B, чтобы приближаться к заготовке с любого направления. Другими словами, вы можете обрабатывать пять сторон детали за один установ. Предоставляя вам возможность производить очень сложные компоненты за одну установку, наши 5-осевые станки дают волю воображению ваших инженеров и переопределяют ваши общие возможности.
Предоставляя вам возможность производить очень сложные компоненты за одну установку, наши 5-осевые станки дают волю воображению ваших инженеров и переопределяют ваши общие возможности.
 Мы предлагаем:
Мы предлагаем:  Низкие эксплуатационные расходы, простота установки и очень жесткая платформа с трехточечным выравниванием, в которой используются проверенные системы поддержки, такие как шпиндели, устройство смены инструмента и устройство смены поддонов, все в стандартной комплектации.
Низкие эксплуатационные расходы, простота установки и очень жесткая платформа с трехточечным выравниванием, в которой используются проверенные системы поддержки, такие как шпиндели, устройство смены инструмента и устройство смены поддонов, все в стандартной комплектации.
 Z-образный тип подходит для деталей сложной геометрической формы. Долговечные, высокопроизводительные шпиндели повышают производительность, а контроль температуры активных компонентов станка улучшает…
Z-образный тип подходит для деталей сложной геометрической формы. Долговечные, высокопроизводительные шпиндели повышают производительность, а контроль температуры активных компонентов станка улучшает…

 MAG3 может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра.
MAG3 может быть интегрирован с автоматической системой перемещения и хранения поддонов для продолжительных периодов работы без присмотра. MAG3.EX может быть интегрирован с автоматической системой перемещения и хранения поддонов в течение длительного…
MAG3.EX может быть интегрирован с автоматической системой перемещения и хранения поддонов в течение длительного…
 MAG A6 может быть интегрирован с автоматической системой перемещения поддонов…
MAG A6 может быть интегрирован с автоматической системой перемещения поддонов… MAG A6.H может быть интегрирован с автоматической системой перемещения поддонов…
MAG A6.H может быть интегрирован с автоматической системой перемещения поддонов… MAG A8 может быть интегрирован с автоматической системой перемещения поддонов…
MAG A8 может быть интегрирован с автоматической системой перемещения поддонов… MAG A8.H может быть интегрирован с автоматической системой перемещения поддонов…
MAG A8.H может быть интегрирован с автоматической системой перемещения поддонов… MAG A12 — MAG 20.H можно интегрировать…
MAG A12 — MAG 20.H можно интегрировать…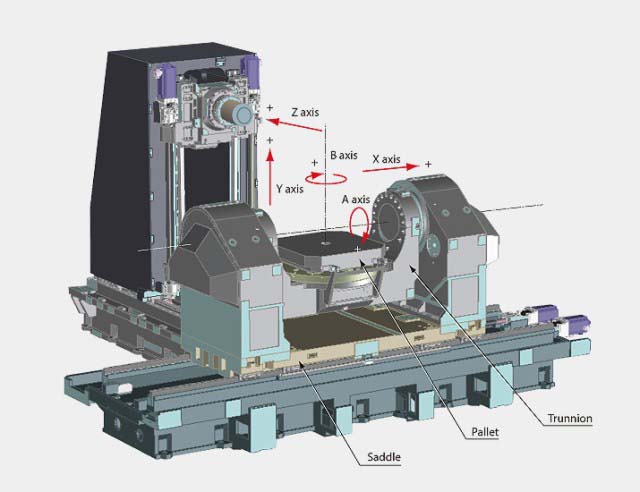
 2″
2″ 0″
0″
 1000″
1000″ 1″
1″ 7″
7″

 pudp.ru,
pudp.ru, Располагается в Грохольском переулке. В поликлинике оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь.
Располагается в Грохольском переулке. В поликлинике оказывают лечебно-диагностическую, консультативную, реабилитационную и профилактическую медицинскую помощь. В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.
В наши планы на будущее входит развитие производственных мощностей для производства флаконов (жидких и лиофилизированных), шприцев и картриджей с предварительным наполнением.

 Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
Это сообщает серверу, какой ресурс он должен использовать попытка запроса.


 htaccess для большинства людей — через диспетчер файлов в cPanel.
htaccess для большинства людей — через диспетчер файлов в cPanel.
 Это волокна, которые нарастают в процессе роста. Параметры пиломатериала из разных частей ствола будут отличаться. Когда лесоматериал попадает на пилораму, его размечают под распиловку. Из одного бревна получают сразу несколько изделий.
Это волокна, которые нарастают в процессе роста. Параметры пиломатериала из разных частей ствола будут отличаться. Когда лесоматериал попадает на пилораму, его размечают под распиловку. Из одного бревна получают сразу несколько изделий.

 Стыковка может производиться по принципу «шип-паз», когда с одной стороны выпиливают шпунт, с другой – паз.
Стыковка может производиться по принципу «шип-паз», когда с одной стороны выпиливают шпунт, с другой – паз. 4 сорт пригоден для вспомогательных построек.
4 сорт пригоден для вспомогательных построек.
 Обрезная доска в основном применяется для внутренней отделки помещений, из нее также изготавливается корпусная мебель.
Обрезная доска в основном применяется для внутренней отделки помещений, из нее также изготавливается корпусная мебель. У односторонней доски одна кромка. Необрезная доска используется приобшивке конструкция, при изготовлении настила.
У односторонней доски одна кромка. Необрезная доска используется приобшивке конструкция, при изготовлении настила. Но шкаф или стол из него – это навечно. Если вы срубили дуб, то должны знать, что он имеет достаточно высокую влажность, а вот через год и более у него влажность понижается и составляет не более 30% — это нормальный процент для древесины. Поэтому дубовый пиломатериал для мебели вам необходимо хорошенько просушить (естественная сушка длится около двух лет).
Но шкаф или стол из него – это навечно. Если вы срубили дуб, то должны знать, что он имеет достаточно высокую влажность, а вот через год и более у него влажность понижается и составляет не более 30% — это нормальный процент для древесины. Поэтому дубовый пиломатериал для мебели вам необходимо хорошенько просушить (естественная сушка длится около двух лет). Ею выстилают полы в бассейнах, на веранде и в беседке. У террасной доски прекрасные эксплуатационные свойства, за ней легко следить и внешне она выглядит превосходно.
Ею выстилают полы в бассейнах, на веранде и в беседке. У террасной доски прекрасные эксплуатационные свойства, за ней легко следить и внешне она выглядит превосходно.


 особенно от большой или тяжелой массы: перегруженные фургоны, грохочущие по грунтовой дороге.
особенно от большой или тяжелой массы: перегруженные фургоны, грохочущие по грунтовой дороге.
 |Quartz
|Quartz


 рубить и распиливать лесоматериалы
рубить и распиливать лесоматериалы

 .. …
.. …

 Отправьте нам отзыв.
Отправьте нам отзыв.
 com
com
 хв.
хв.
 Р6М5 SEKIRA
Р6М5 SEKIRA , 0,5 мм, быстрорежущая сталь, 10 шт, цилиндрический хвостовик Сибртех, арт: 72205
, 0,5 мм, быстрорежущая сталь, 10 шт, цилиндрический хвостовик Сибртех, арт: 72205 Р6М5 SEKIRA
Р6М5 SEKIRA , 0,6 мм, быстрорежущая сталь, 10 шт, цилиндрический хвостовик Сибртех, арт: 72206
, 0,6 мм, быстрорежущая сталь, 10 шт, цилиндрический хвостовик Сибртех, арт: 72206 Р6М5 SEKIRA
Р6М5 SEKIRA Статусы заказа можете отслеживать в личном кабинете.
Статусы заказа можете отслеживать в личном кабинете. com» data-canada=»You are currently on MilwaukeeTool.ca» data-mexico=»You are currently on MilwaukeeTool.mx»/>
com» data-canada=»You are currently on MilwaukeeTool.ca» data-mexico=»You are currently on MilwaukeeTool.mx»/> Эти биты идеально подходят для сверления отверстий малого и большого диаметра в стали и пластике и оптимизированы для высокоскоростных аккумуляторных дрелей. Наконечник Rapid Strike™ обеспечивает быстрый и точный пуск, выделяя меньше тепла, что увеличивает срок службы наконечника. Покрытие из черного оксида также повышает долговечность, качество отверстия и срок службы долота. Для удобства пользователя и точности каждое долото имеет выгравированные лазером контрольные метки, которые вы можете видеть во время бурения. Хвостовик Secure-Grip™ с тремя гранями обеспечивает надежное соединение с сверлильным патроном. №9Ступенчатое сверло имеет 2 размера отверстий: 7/8″ и 1-1/8″. Работа без замятий на высокой скорости с большинством профессиональных 18-вольтовых аккумуляторных дрелей с литий-ионным аккумулятором.
Эти биты идеально подходят для сверления отверстий малого и большого диаметра в стали и пластике и оптимизированы для высокоскоростных аккумуляторных дрелей. Наконечник Rapid Strike™ обеспечивает быстрый и точный пуск, выделяя меньше тепла, что увеличивает срок службы наконечника. Покрытие из черного оксида также повышает долговечность, качество отверстия и срок службы долота. Для удобства пользователя и точности каждое долото имеет выгравированные лазером контрольные метки, которые вы можете видеть во время бурения. Хвостовик Secure-Grip™ с тремя гранями обеспечивает надежное соединение с сверлильным патроном. №9Ступенчатое сверло имеет 2 размера отверстий: 7/8″ и 1-1/8″. Работа без замятий на высокой скорости с большинством профессиональных 18-вольтовых аккумуляторных дрелей с литий-ионным аккумулятором. глубина сверления 10 дюймов, общая длина 12 дюймов — 2PPZ6|RC2144
глубина сверления 10 дюймов, общая длина 12 дюймов — 2PPZ6|RC2144








 В это же время в прошлом году T.O. Haas был 46-м крупнейшим независимым дилером шин в США
В это же время в прошлом году T.O. Haas был 46-м крупнейшим независимым дилером шин в США

 (Хорошо, значит, шесть наблюдений!)
(Хорошо, значит, шесть наблюдений!) ..
..
 Иногда у нас могут быть заказы, и в этом случае мы сообщим вам предполагаемое время доставки.
Иногда у нас могут быть заказы, и в этом случае мы сообщим вам предполагаемое время доставки.


 д.
д.
 Все права защищены.
Все права защищены. com
com Все права защищены.
Все права защищены.