Топор STAYER «MASTER» кованый с деревянной рукояткой, 0, 8кг
Stewart Stoves рекламирует мини-металлический молоток в подарок
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
509 продаж |
4,5 из 5 звезд
€37,30
Загрузка
Доступен только 1
Включая НДС (где применимо), плюс стоимость доставки
Редкая находка
Исследуйте связанные категории и поиски
Внесен в список 14 сентября 2022 г.
2 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Немаркированная чугунная посуда Идентификация
Идентификация немаркированной чугунной посуды
Прежде чем мы начнем, важно отметить, что то, что коллекционеры называют «немаркированной» посудой, не обязательно относится к любому предмету, на котором просто нет маркировки. Многие небольшие литейные заводы 18 и 19 веков не ставили на своих изделиях маркировку производителя. Возможно, они обслуживали лишь небольшой рынок, все, кого они поставляли, знали производителя, и этого было достаточно. Вполне вероятно, что многое из того, что производили эти маленькие литейные цеха, было результатом копирования изделий других производителей, и лучше не говорить о том, кто что производил и у кого копировал. Идентификация старых немаркированных предметов, особенно с отметинами на дне, остается одним из наиболее часто задаваемых вопросов при коллекционировании старинной чугунной посуды. К сожалению, ответ почти всегда таков: «Мы никогда не узнаем».
Но есть категория немаркированных предметов, которые мы можем идентифицировать, так что давайте продолжим с ними.
Часть очарования старинного чугуна, помимо тонкости литья, заключается в уникальных товарных знаках и деталях, которые литейные мастерские прошлого отливали в каждом произведенном ими изделии. Создатели моделей были и искусными мастерами, и художниками, в некоторых случаях даже вырезая на своих работах небольшие уникальные фигурки («знаки мастера»), чтобы идентифицировать себя. Однако бывают случаи, когда происхождение некоторых чугунных изделий 20-го века кажется таинственно неясным.
Многое из того, что известно коллекционерам как «немаркированный» чугун, в значительной степени связано с маркетингом. В дополнение к торговым маркам, подобным тем, которые производятся для таких компаний, как Sears Roebuck и Montgomery Ward, несколько крупных литейных заводов производили немаркированные версии своих товаров для продажи в скобяных, универмагах и строительных магазинах. Таким образом, эти безымянные изделия можно было продавать по более низкой цене, не жертвуя имиджем бренда и ценностью их основных продуктовых линеек.
Дифференциация продукции в различных каналах продаж достигается за счет использования бумажных этикеток, наклеиваемых на немаркированное железо. В какой-то момент пара производителей фактически приняла решение отливать все свои изделия без зарегистрированных товарных знаков, вместо этого полностью полагаясь на клейкие этикетки.
Что интересно в немаркированных предметах, так это то, что они, как правило, не уступают по качеству своим отмеченным аналогам. Хотя большинство из них не считаются предметами коллекционирования, сами по себе они могут представлять прекрасную ценность в качестве «пользовательских» сковородок, и их обычно можно приобрести за небольшую часть цены сопоставимых кастрюль с полной маркировкой.
Вот некоторые немаркированные предметы, которые вы, вероятно, увидите, и информация о том, как определить, кто их сделал и когда. Некоторые из них действительно пользуются коллекционным статусом. Имейте в виду, что, как и в случае с отмеченными деталями, переходы между дизайнами не обязательно происходили резко, поэтому все указанные даты являются обобщениями. Описанные характеристики относятся к сковородкам, если не указано иное.
Нажмите на любой предмет со значком, чтобы открыть галерею фотографий:
Birmingham Stove & Range Co. — Birmingham, AL
Все BSR
Сковороды: с подогревом, цельные и вставные
Выступ на дне ручки сковороды не выравнивается на боковой стенке сковороды
Крышки с углублениями для наметки капельниц
Крышки для голландской духовки также имеют «ушки» для носика.
Сковороды для кукурузных палочек имеют чашечки с чередующимися направлениями, изогнутые М-образные ручки-петли и обычно маркируются только цифрой 7 и буквой или буквами
Сковорода для кукурузных палочек с маркировкой 74 с двумя рядами по четыре штуки и ручкой от сковороды продавалась как сковорода для кукурузных палочек «Handy Dan».
Сковороды для кукурузного хлеба были изготовлены в двух размерах, с маркировкой 6CBS или 8CBS и заявкой на патент.
Серия «Красная гора» 1930–1940-х годов
Большой номер ¾ дюйма, иногда подчеркнутый, за которым обычно следуют буквы шаблона или точки в различных положениях на 6 часов.
Буквы номера размера и шаблона грубо оформлены, часто скошены от положения «6 часов»
Старые примеры часто встречаются с цифрой в 6:30 и буквой шаблона в 5:30 или с буквой шаблона под номером
Большие сливные горлышки
Крышки имеют углубления с более или менее случайным рисунком для наметки капельниц, номер размера и буква образца выгравированы сверху рядом с ручкой или под ней
Сковороды размеров 3,5,7 с буквой S — это сковороды эконом-класса уменьшенного размера.
Начало 1950-х – середина 1960-х Переход «Красная гора» к «Веку»*
Аккуратно сформированный номер размера высотой ¾ дюйма, за которым обычно следуют буквы шаблона или точки в положении «6 часов».
Разливочные горлышки несколько уменьшены в размерах по сравнению с предыдущими, что указывает на ранний автоматизированный процесс формования
Предметы с такой маркировкой, проданные до 1954 г., вероятно, имеют маркировку «Красная гора»; после, как век
Некоторые крышки ранних периодов автоматизации имеют ручки-язычки.
* Различие между сериями Red Mountain и Early Century в основном связано с изменением бренда в 1954 году. Изделия до серии Century включительно также могли продаваться под торговой маркой Atlanta Stove Works.
Серия «Век», конец 1960-х
Чикагский метизный завод
— Чеканные детали обычно без маркировки, за исключением цифр 8 или 9, за которыми следует номер размера и часто буква шаблона в положении «6 часов».
CHF «Число в ромбе»
Номер размера внутри ромбовидного контура в положении «6 часов», за которым часто следует буква образца.
Фритюрницы с буквами A, B, C или D в ромбе в положении «6 часов»
Lodge Manufacturing Co. — Южный Питтсбург, Теннесси
19:00–1910 «Blacklock»¹ ²
Сковородки с внешним нагревательным кольцом
Выступ с номером размера на рукоятке
Выпуклая буква клейма формовщика снизу в положении «6 часов».
Ребро жесткости рукоятки «Разбитое Т-образное»
² Основатель Lodge Джозеф Лодж был партнером в The Blacklock Foundry, предшественнице Lodge Mfg. Co. То, что эти характеристики описывают сковороду Blacklock, является предположением, поскольку известно, что сковороды Blacklock с маркировкой не существуют. Путеводитель коллекционера включает фотографию сковороды с вышеуказанными характеристиками в разделе «Ложа» и спрашивает: «Может ли она быть из литейного цеха Блэклока», но без дальнейших уточнений. Группы коллекционеров пытались индуктивно вписать сковороды с этими характеристиками в временную шкалу Ложи.
(С 1910 до начала 1930-х годов компания Lodge ставила свое имя на своей продукции.)
1930-е¹
Сковородки имеют встроенное нагревательное кольцо с одинарной выемкой напротив ручки в положении «12 часов».
Рельефный номер размера в верхней части рукоятки или номер размера высотой ¾ дюйма в положении «12 часов»
Маленькая выпуклая буква клейма формовщика на отметке «6 часов»
Некоторые более ранние шаблоны «без надрезов» были переработаны, но в остальном имеют те же характеристики.
Все крышки для сковородок и DO имеют сетку заостренных кончиков для наметки капельниц, на нижней стороне может быть выпуклая маркировка формовщика букв.
Считается, что линия изделий с необычным «зубчатым» нагревательным кольцом, состоящим из сегментов в форме полумесяца, относится к этому периоду.
1940-е-1987¹
Сковородки имеют встроенное нагревательное кольцо с 3 насечками на 9/12/3 часов.
Цифра размером ¾ дюйма в положении «12 часов»
Идентификационные метки рисунка, вырезанные в положении «6 часов», или выпуклый идентификатор смены на небольшой плоской металлической капле над номером размера (конец 1940-х – начала 1950-х гг. )
Позже буквы, обозначающие тип посуды, напр. Сковородка «СК», голландская печь «ДО» (конец 1950-х — 1980-е гг.)
После прибл. середина 1960-х гг. В центре добавлена надпись «Сделано в США».
Крышки имеют сетку заостренных кончиков для наметывания капельниц, номер размера и диаметр или вместимость лотка выгравированы на нижней стороне
Сковороды для кукурузных палочек имеют 5, 7 или 9 однонаправленных чашек, загнутые наружу концы для ручек, круглые или продолговатые отверстия для подвешивания, регулировочные ножки в форме пуговиц или стержней, а также часто цифру 27 и букву С на 7 -чашка
Разделенные сковороды для кукурузного хлеба с отверстием в центре
Кованые игрушечные сковороды, обычно с маркировкой 00, 0 или 1
(После 1987 г. компания Lodge возобновила использование своего имени на своей продукции.)
Griswold Manufacturing Co. — Эри, Пенсильвания
Без опознавательных знаков a/k/a «Iron Mountain»¹ (1930-е — начало 1940-х)
2
Вставное тепловое кольцо
Рукоятка уникальной формы с незаостренным овальным отверстием (кроме размера №5)
Цифры, выделенные курсивом, на дне кастрюль и на нижней стороне крышек
Большой номер ½ дюйма в положении «12 часов», 4-значный номер детали в положении «6 часов»
Крышки имеют приподнятые, концентрические, расположенные в шахматном порядке, разорванные кольца из 4 длинных сегментов в каждом для наметки капельниц, артикул прорезан на нижней стороне и выпуклый цифровой номер размера сверху
Также была произведена идентичная серия необработанных кусков
Серия сковородок без маркировки¹
Встроенное нагревательное кольцо
Цифры, выделенные курсивом
½» большой номер (7,8,9) в 6 часов
Трехзначный артикул в положении «12 часов» (754 755 756) с образцом буквы ниже
Уменьшенные размеры, указывающие на то, что узоры были изменены позже Марка эконом-класса Виктора
Без документов Без маркировки Серия сковородок
Сковородки с гладким дном
Цифры, выделенные курсивом
Номера размеров 7,8,9 отсутствуют
Трехзначный артикул над отметкой «6 часов» (377 378 379)
Призраки номера шаблона на сковородах Griswold с маркировкой Griswold с идентичным стилем ручки
Серия без маркировки¹
Гладкое дно
Уникальные художественные цифры
Цифра размером ½ дюйма на отметке «12 часов»
Трехзначный артикул в положении «6 часов»
Три отверстия в ручке
Только для сковород #3/668 и #4/669
Считается, что это Griswold из-за сходства шрифта с некоторыми другими произведениями, которые, как известно, сделаны Griswold. Существуют и другие немаркированные кастрюли с тем же шрифтом, чьи призрачные метки можно найти на маркированных кастрюлях Griswold.
Wagner Manufacturing Co. — Сидней, Огайо
Сковородки с гладким дном без маркировки
Номер размера выгравирован на верхней части ручки
Некоторые ранние экземпляры без маркировки, за исключением номера размера на ручке; идентифицируются другими характеристиками Вагнера
Описательный размер в положении «6 часов», напр. «6½ ДЮЙМОВАЯ сковорода» (отсутствует на ранних образцах)
«Сделано в США» добавлен в середине 1960-х годов, описание ниже.
После приобретения Griswold в 1959, изделия, обычно называемые «Wagner без опознавательных знаков», сделанные в Сиднее, штат Огайо, также продавались под лейблом «Griswold Early American».
Крышки имеют выступающие концентрические кольца с фестончатыми зубьями для наметки капельниц
Разделенные сковороды для кукурузного хлеба с типичной ручкой Вагнера позднего стиля
Крышка Late Unmarked
Сплошные концентрические кольца для наметки капельниц, прорезанная маркировка и выпуклая цифра размера на дне, а также уникальная форма ручки со скошенными краями, указывающая на крышку, изготовленную по образцу Гризвольда после выкупа компании Wagner.
Vollrath Manufacturing Co. — Шебойган, Висконсин
Без маркировки¹
Номер размера с дефисом или без него, может быть подчеркнут, на 3-х часах, ориентирован сбоку
Наружное нагревательное кольцо; существуют версии с гладким дном
Полое дно ручки сковороды с очень длинным усиливающим ребром, доходящим до отверстия для подвешивания
Верхние концы ручек кажутся «растянутыми» и слегка изогнутыми вниз
Жаровни можно отличить по широкой неразделенной петлевой скобе с ручкой, прикрепленной по диагонали
Крышки без маркировки
Иногда производители маркируют кастрюли, но не крышки. Вот несколько идентифицированных примеров:
Favorite Stove & Range Co. — Piqua, OH
Крышки приподняты, сломаны концентрическими кольцами, расположены в шахматном порядке, каждая с 8 конусообразными сегментами для наметки капельниц, некоторые с установочными выступами по краям, как у Vollrath, и уникальная форма ручки
John C. Kupferle Foundry Co. — Сент-Луис, Миссури
Крышки голландской печи имеют небольшой круг с восемью расходящимися изогнутыми линиями для наметки элементов. Горшки имеют маркировку Eclipse St. Louis. Крышки аналогичного дизайна, но со стрелками на концах изогнутых линий могут быть импортными.
Martin Stove & Range Co. — Флоренция, Алабама
Крышки приподняты, сломаны концентрическими кольцами, расположены в шахматном порядке, разбиты на различное количество сегментов для наметки капельниц, уникальная ручка и выпуклый номер размера сверху
Renfrow Ware – Лос-Анджелес, Калифорния
Крышки имеют выступающие точки в расходящихся линиях для наметывания капельниц и прорезанные кольца, образующие концентрические полосы сверху
Разное
Birdsboro Casting Co. — Бердсборо, Пенсильвания продавала сковороды с гладким дном без маркировки, некоторые с ручками, напоминающими BSR, другие с дном ручки в форме «ковша». Куриные фритюрницы имеют нагревательные кольца. Небольшие идентификационные номера шаблона в положении «6 часов». Маркируется только бумажными этикетками. Куриные фритюрницы NOS, замеченные со следами литника, предполагают переделанные копии, сделанные из более старого домика без надрезов.
Krane Manufacturing Co. — Сент-Луис, штат Миссури, продавал эту эмалированную фритюрницу без опознавательных знаков и другие предметы в 1960-х годах. Хотя во всем остальном, как и у BSR, нижняя сторона рукоятки имеет канавки; крышки отмечены буквой R внутри ромба.
Sears Best Made Dutch Oven — фигурирует в каталоге Sears 1936 Golden Jubilee, производитель неизвестен. Иногда встречается без указания происхождения, приписываемого Columbus Iron Works.
Unmarked Unknowns
Некоторые кастрюли без маркировки, производитель которых неизвестен, встречаются достаточно часто, чтобы их можно было включить сюда.
«Южные таинственные сковороды» (SMS)
Эти характеристики могут быть у нескольких неизвестных производителей сковородок. Сковородки имеют:
Вставка, сплошное нагревательное кольцо
Выступ с номером размера на рукоятке
Отдельное ребро жесткости ручки и накладка
Маленькие носики для разлива (представлены два варианта)
Может иметь или не иметь отметку формовщика на отметке 6 часов
«Кованый уродливый неизвестный»
Предметы, включая сковороды, фритюрницы и жаровни, имеют:
Большие нечеткие ямки молоточков
Гладкое дно
Вырезанные точки, иногда буквы на дне ручки сковороды
Номер размера, нанесенный сверху на ручку сковороды, часто скошенный
Крышки с выпуклым номером размера сверху, носик «уши»
Плохая отделка литья и детали на нижней стороне крышек
Голландские печи имеют выступающие ручки с отверстиями, без скобы
Вкратце
В то время как немаркированные изделия, произведенные крупными производителями известных брендов, часто можно идентифицировать, изделия, изготовленные мириадами мелких литейных заводов 19 века и ранее, как правило, не могут быть идентифицированы.
Система TCM NC (Total Cost Management Nuclear Construction) – это система комплексного управления стоимостью и сроками сооружения объектов использования атомной энергии.
Система TCM NC является компонентом системы управления Госкорпорации «Росатом» и охватывает организации Госкорпорации на территории Российской Федерации и за рубежом.
Система TCM NC обеспечивает достижение ключевых результатов:
управление стоимостью
управление сроками
контроль затрат и рисков
повышение привлекательности проектов Госкорпорации «Росатом» для партнеров-инвесторов
Система TCM NC представляет собой совокупность методик, процессов, ресурсов, работающих в рамках организационно-административных структур, используемых при управлении инвестиционно-строительными проектам создания и развития стратегических активов.
Система TCM NC включает три основных компонента:
методология и процессы
люди, роли, компетенции
информационная система TCM NC
Система TCM NC предназначена для повышения эффективности управления стоимостью и сроками инвестиционно-строительных проектов, в том числе:
выполнения оценки стоимости затрат с учетом достоверных исходных данных
осуществления долгосрочного и среднесрочного бюджетного планирования с учетом оценок стоимости
своевременного выявления отклонений и инициации изменений
обеспечения возможности принятия своевременных и взвешенных решений
непрерывного контроля реализации проектов в Российской Федерации и за рубежом, а том числе в части доходности и рисков
Сфера применения системы TCM NC – это инвестиционно-строительные проекты атомной отрасли:
сооружение и развитие атомных электростанций
сооружение и развитие центров ядерных исследований и технологий
Также ОЦКС занимается разработкой интеграционных решений для отраслевых информационных систем оценки стоимости сооружений.
ОЦКС является правообладателем программ в соответствии с «Федеральным институтом промышленной собственности»:
Интеграционное решение между подсистемами отраслевой информационной системой ТСМ NC
Интеграционное решение между отраслевой информационной системой ТСМ NC и ПК «АтомСмета» (Программный комплекс «АтомСмета»)
Интеграционное решение между отраслевой информационной системой ТСМ NC и ЦР ЦВОР (Целевое решение по технологии автоматизированного формирования цифровых ведомостей объемов работ под управлением платформы SmartPlant Foundation)
Интеграционное решение между отраслевой информационной системой ТСМ NC и ИС АРМ РМ (Автоматизированное рабочее место по формированию ресурсных моделей проектов сооружения АЭС)
Интеграционное решение между отраслевой информационной системой ТСМ NC и ЕОС НСИ (Единая отраслевая система нормативно-справочной информации)»
«Плагин ПО CostOS (подсистема «Оценка стоимости» отраслевой информационной системы ТСМ NC) для оперативной оценки и сравнения стоимости предлагаемых вариантов проектных решений»
Отраслевой сметный программный комплекс «АтомСмета»:
Отраслевой сметный программный комплекс «АтомСмета»был специально разработан для решения полного спектра задач формирования, обмена, входного контроля проектной и исполнительной документации строящихся энергоблоков АЭС, а также проведения мониторинга цен и формирования индексов пересчета.
«АтомСмета» способна решать следующие задачи:
Формирование сметной документации различного уровня
Автоматизированная экспертиза сметной и исполнительной документации
Возможность формирования и корректировки собственных нормативных баз и фирменных расценок
Использование укрупненных стоимостных показателей на виды работ и объекта в целом, мониторинг цен и расчет индексов
Регулярные обновления программного комплекса в соответствии с изменениями политики сметного ценообразования отрасли
Интеграция с системами управления капитальным строительством
Обеспечение обмена сметными данными с другими программными комплексами по расчету сметной документации и с системами ERP
Интеграционное решение между отраслевой информационной системой TCM NC и ПК «АтомСмета» (Программный комплекс «АтомСмета»)
Отраслевая информационная система ТСМ NC предназначена для комплексного управления стоимостью и сроками проектов сооружения АЭС и состоит из следующих подсистем: подсистема «Оценка стоимости» и подсистема «Планирование и контроль стоимости». Подсистема «Оценка стоимости» реализована на программном обеспечении CostOS. Подсистема «Планирование и контроль стоимости» реализована на программном обеспечении EcoSys. Программный комплекс «АтомСмета» предназначен для выполнения локальных сметных расчетов, локальных смет и решения полного спектра задач формирования, обмена, входного контроля проектной и исполнительной документации, а также проведения мониторинга цен и формирования индексов пересчета стоимости для строящихся энергоблоков.
В рамках интеграционного решения реализуется интеграция между отраслевыми информационными системами ТСМ NC и ПК «АтомСмета»в части передачи из ПК «АтомСмета»в ТСМ NC сметных данных стадии «П», стадии «РД».
Стоимость 1 простой неисключительной лицензии для интеграционного решения 6 338,57 ₽ без учета НДС
«Автоматизированное рабочее место по формированию ресурсных моделей проектов сооружения АЭС»:
Одной из основных услуг, которую предоставляет ОЦКС в области ИТ технологий является разработка информационной системы «Автоматизированное рабочее место по формированию ресурсных моделей проектов сооружения АЭС», которая предназначена для мониторинга и анализа количественных показателей и показателей стоимости проектируемых и сооружаемых проектов Госкорпорации «Росатом» на основе сформированной ресурсной модели проекта (далее – РТМ) для задач планирования и управления стоимостью на всех этапах стадии сооружения АЭС, а также для поддержки принятия решений при выборе вариантов реализации проектов.
ИС «АРМ РМ» используется в качестве источника данных в процессе формирования оценки стоимости проектов Госкорпорации «Росатом», выполняемой в ИС TCM NC.
Данная ИС разработана на платформе 1С, находится на учёте в бухгалтерском балансе ОЦКС.
В структуре ОЦКС выделено подразделение, которое является владельцем ИС «АРМ РМ» и отвечает за её функционирование.
Информация о традиционной китайской медицине | Гора Синай
Что такое традиционная китайская медицина?
Традиционная китайская медицина (ТКМ) — это комплексная медицинская система, которая используется для диагностики, лечения и профилактики заболеваний уже более 2000 лет. ТКМ основана на вере в инь и ян, определяемые как противоположные энергии, такие как земля и небо, зима и лето, счастье и печаль. Когда инь и ян находятся в равновесии, вы чувствуете себя расслабленным и энергичным. Однако дисбаланс инь и ян негативно влияет на ваше здоровье.
Практики также верят, что в каждом теле есть жизненная сила или энергия, известная как ци (произносится как «чи»). Чтобы инь и ян были сбалансированы, а тело было здоровым, ци должна быть сбалансирована и свободно течь. Когда в одном из энергетических путей тела, называемых меридианами, слишком мало или слишком много ци, или когда поток ци блокируется, это вызывает болезнь.
Конечной целью лечения ТКМ является уравновешивание инь и ян путем стимулирования естественного потока ци. В интересной аналогии, часто используемой для объяснения ее природы, ци описывается как ветер в парусе, мы не видим ветер напрямую, но осознаем его присутствие, когда он наполняет парус.
Какова история ТКМ?
Первые записи о традиционной китайской медицине относятся к 200 г. до н.э. Фитотерапия и акупунктура, включая теорию, практику, диагностику и лечение, были записаны в классических китайских текстах и совершенствовались на протяжении многих веков.
Практика традиционной китайской медицины существовала в Азии веками. Китайские иммигранты практиковали ТКМ в Соединенных Штатах с середины 19 века, но до 1971 года большинство американцев не знали о ее существовании. В том году New York Times 9Репортеру 0016 Джеймсу Рестону, который был в Китае, освещая поездку бывшего президента Никсона, пришлось сделать экстренную операцию по удалению аппендикса. После операции он получил иглоукалывание от боли, и его рассказы об этом опыте с ТКМ очаровали публику. С тех пор ТКМ стала основной альтернативной медициной, практикуемой во всем мире.
Как работает TCM?
Болезнь, изменение нормального течения ци, такое как дисбаланс инь и ян, как полагают, имеет три основные причины: внешние факторы или факторы окружающей среды, ваши внутренние эмоции и факторы образа жизни, такие как диета. Используя свои терапевтические методы, ТКМ стимулирует собственные механизмы исцеления организма. Практики, используемые в традиционной китайской медицине, включают:
Акупунктура и акупрессура
Прижигание, прижигание травы на коже
Фитотерапия
Питание
Китайский массаж, называемый туйна В традиционной китайской медицине внутренние органы рассматриваются не только как отдельные структуры, но и как сложные сети. Согласно ТКМ, ци течет через системы органов, почки, сердце, селезенку, печень, легкие, желчный пузырь, тонкий и толстый кишечник, по меридианам. Несмотря на свои специфические названия, эти 5 систем соответствуют не только отдельным частям тела. Почка, например, представляет собой всю мочевыводящую систему вместе с надпочечниками, расположенными над почками. Между тем, сердце представляет и сердце, и мозг.
Чего ожидать при первом посещении?
Практикующий врач традиционной китайской медицины задаст вам вопросы о вашей истории болезни и проведет медицинский осмотр для поиска признаков дисбаланса. Практикующий ТКМ осмотрит вашу кожу, язык и волосы, а также другие части вашего тела, от яркости ваших глаз до цвета ваших ногтей, и проверит 6 импульсов на каждом из ваших запястий. Практикующий также будет слушать ваш голос, чтобы оценить ваш шен (дух), и будет работать, чтобы определить, затронуты ли одна или несколько сетей ваших органов. Затем практикующий врач пытается исправить дисбаланс в вашем теле, предлагая комбинацию методов лечения, описанных выше.
Для чего хороша ТКМ?
На протяжении веков ТКМ применялась для лечения бесчисленных заболеваний. Западные ученые до сих пор изучают его эффективность при различных заболеваниях. При серьезных заболеваниях убедитесь, что вы работаете с обычным врачом вместе с практикующим врачом традиционной китайской медицины. Всегда сообщайте всем членам вашей медицинской бригады о любых лекарствах, травах или добавках, которые вы принимаете. Некоторые из состояний, при которых ТКМ помогает, включают:
Ожирение
Диабет и его осложнения, такие как ретинопатия (поражение сетчатки, расположенной в задней части глаза)
Высокий уровень холестерина
Депрессия
Артрит
Боли в спине
Болезнь мужской и женской фертильности
Болезнь Альцгейма Болезнь Паркинсона
Расстройства пищеварения, такие как синдром раздраженного кишечника
Рецидивирующий цистит, воспаление мочевого пузыря
Тошнота и рвота
Болезнь сердца
TCM также может быть эффективным лечением для следующих заболеваний:
Вы не должны принимать китайские травы без присмотра, особенно если вы беременны или кормите грудью. Китайские растительные продукты, особенно те, которые производятся за пределами Соединенных Штатов, часто плохо маркируются, а важная информация может отсутствовать. Некоторые китайские травяные продукты содержат лекарства, не указанные на их этикетках. Например, некоторые китайские травяные кремы, используемые для лечения экземы, содержат стероидные препараты. Также будьте начеку для китайских лекарственных трав, содержащих аристолоховую кислоту. Эта кислота, полученная из травы, была связана со случаями почечной недостаточности и даже рака. Также сообщается, что некоторые китайские травы содержат тяжелые металлы, такие как свинец, кадмий и ртуть. Побочные реакции на китайские травяные лекарства и ТКМ в последние годы участились. Острые повреждения печени, вызванные китайскими травяными препаратами, составляют почти 22% от общего числа травм.
Обученный и сертифицированный практикующий врач традиционной китайской медицины может определить безопасные для приема травы. Практикующий врач также должен объяснить потенциальные побочные эффекты трав, которые он прописывает. Всегда сообщайте своему врачу о любых травах или добавках, которые вы принимаете.
Как мне найти квалифицированного практикующего ТКМ?
Следующие организации могут помочь вам найти квалифицированного врача в вашем районе:
Американская ассоциация акупунктуры и восточной медицины — www.aaaomonline.org
Национальная сертификационная комиссия по акупунктуре и восточной медицине — www.nccaom.org
Институт народной медицины — www.itmonline.org
Что ждет ТКМ в будущем?
В США существует более 50 учебных программ по восточной медицине. Необходимы будущие исследования и клинические испытания ТКМ, чтобы выяснить, как именно она работает, а также ее эффективность, безопасность и стоимость.
Ан А.С., Беннани Т., Фриман Р., Хамди О., Капчук Т.Дж. Два стиля акупунктуры для лечения болезненной диабетической невропатии — экспериментальное рандомизированное контрольное исследование. Акупунктура Мед . 2007;25(1-2):11-7.
Allen JJ, Schnyer RN, Chambers AS, et al., Акупунктура при депрессии: рандомизированное контролируемое исследование. Дж. Клин Психиатрия . 2006;67(11):1665-73.
Casimiro L, Barnsley L, Brosseau L, et al., Акупунктура и электроакупунктура для лечения ревматоидного артрита. Система базы данных Кокрейн, версия . 2005; (4): CD003788.
Чен К.В., Хассет А.Л., Хоу Ф., Сталлер Дж., Лихтброун А.С. Пилотное исследование наружной терапии цигун у больных фибромиалгией. J Altern Complement Med . 2006;12(9):851-6.
Эфферт Т., Ли П.С., Конкималла В.С., Кайна Б. От традиционной китайской медицины к рациональной терапии рака. Тренды Мол Мед . 2007 г.; [Epub перед печатью].
Эрнст Э. Методологические аспекты традиционной китайской медицины (ТКМ). Ann Acad Med Сингапур . 2006;35(11):773-4.
Ezzo J, Streitberger K, Schneider A. Кокрановский систематический обзор исследует стимуляцию точки акупунктуры P6 при тошноте и рвоте. J Altern Complement Med . 2006;12(5):489-95.
Ферро М.А., Лейс А., Долль Р., Чиу Л., Чанг М., Барроэтавена М.С. Влияние аккультурации на использование традиционной китайской медицины у недавно диагностированных китайских больных раком. Поддержка лечения рака . 2007 г.; [Epub перед печатью].
Го XY; Лю Дж. , Лю Дж. и др. Использование традиционной китайской медицины у китайских пациентов с ишемической болезнью сердца. Biomed Environ Sci . 2013;26(4):303-10.
Хидзиката Ю., Ясухара А., Йошида Ю., Сенто С. Лечение эпилепсии традиционной китайской медициной. J Altern Complement Med . 2006;12(7):673-7.
Хуан С.Т., Чен А.П. Традиционная китайская медицина и бесплодие. Curr Opin Obestet Gynecol . 2008;20(3):211-5.
Kennedy S, Jin X, Yu H, Zhong S, Magill P, van Vliet T, Kistemaker C, Voors C, Pasman W. Рандомизированное контролируемое исследование по оценке средства традиционной китайской медицины при лечении первичной дисменореи. Fertil Steril . 2006;86(3):762-4.
Лаханс Т. Интеграция китайской и традиционной медицины в лечение колоректального рака. Интегр Рак Тер . 2007;6(1):89-94.
Люн А.Ю. Традиционная документация по токсичности китайской Materia Medica – обзор. Токсикол Патол . 2006;34(4):319-26.
Li Q, Zhao D, Bezard E. Традиционная китайская медицина при болезни Паркинсона: обзор китайской литературы. Бихав Фармакол . 2006;17(5-6):403-10.
Li X, Brown L. Эффективность и механизмы действия традиционных китайских лекарств для лечения астмы и аллергии. J Allergy nd Clin Immunol . 2009; 123(2).
Лю Х.С., Ван С.Р., Лэй И., Шан Дж.Дж. Особенности и преимущества традиционной китайской медицины в лечении острого инфаркта миокарда. Дж Традит Чин Мед . 2011;31(4):269-72.
Qunli W, Zhicheng L. Лечение иглоукалыванием простого ожирения. Дж Традит Чин Мед . 2005;25(2):90-4.
Ratcliffe J, Thomas KJ, MacPherson H, Brazier J. Рандомизированное контролируемое исследование лечения акупунктурой при постоянной боли в пояснице: анализ экономической эффективности. БМЖ . 2006;333(7569):626.
Рид К., Стюарт К. Эффективность традиционной китайской фитотерапии в лечении женского бесплодия; систематический обзор. Дополнение Ther Med . 2011;19(6):319-31.
Ши Дж., Лю Ю.Л., Фанг Ю.С., Сюй Г.З., Чжай Х.Ф., Лу Л. Традиционная китайская медицина в лечении опиоидной зависимости. Акта Фармакол Син . 2006;27(10):1303-8.
Тан К.Ю., Лю К.Б., Чен А.Х., Дин Ю.Дж., Джин Х.И. Seow-Choen F. Роль традиционной китайской медицины в лечении колоректального рака. Тех Колопроктол . 2008;12(1):1-6.
Tong XL, Dong L, Chen L, Zhen Z. Лечение диабета с помощью традиционной китайской медицины: прошлое, настоящее и будущее. Am J Chin Med . 2012;40(5):877-86.
Ван Дж., Чжоу С. Прогресс исследований китайской фитотерапии и традиционной китайской медицины, приводящий к повреждению печени. Чжунго Чжун Яо За Чжи . 2011;36(23):3371-4.
Wayne PM, Krebs DE, Macklin EA, et al., Акупунктура для реабилитации верхних конечностей при хроническом инсульте: рандомизированное плацебо-контролируемое исследование. Arch Phys Med Rehabil . 2005;86(12):2248-55.
Wu B, Liu M, Liu H, Li W, Tan S, Zhang S, Fang Y. Метаанализ традиционной китайской патентованной медицины при ишемическом инсульте. Ход . 2007;38(6):1973-9.
Сюй Л., Лао Л.С., Гэ А., Ю С., Ли Дж., Манский П.Дж. Китайское травяное лекарство от боли при раке. Интегр Рак Тер . 2007;6(3):208-34.
Ян К.Х., Ким Ю.Х., Ли М.С. Эффективность ци-терапии (наружного цигун) у пожилых людей с хронической болью. Int J Neurosci . 2005;115(7):949-63.
Ян Ю.Ф. Когортное исследование влияния комбинированного лечения традиционной китайской медицины и западной медицины на рецидив метастазирования 222 больных колоректальным раком II и III стадии после радикальной операции. Чин Дж Интегр Мед . 2008;14(4):251-6.
Версия: 0
Последняя проверка: 02.02.2016
Рецензию сделал: Стивен Д. Эрлих, NMD, Solutions Acupuncture, частная практика, специализирующаяся на комплементарной и альтернативной медицине, Феникс, Аризона. Обзор предоставлен VeriMed Healthcare Network.
Китайская медицина | Johns Hopkins Medicine
Китайская медицина | Медицина Джона Хопкинса
Традиционной китайской медицине (ТКМ) тысячи лет, и она мало изменилась за столетия. Его основная концепция состоит в том, что жизненная сила, называемая ци, пронизывает тело. Любой дисбаланс Ци может вызвать болезнь и недомогание. Чаще всего считается, что этот дисбаланс вызван изменением противоположных и дополнительных сил, составляющих ци. Они называются инь и ян.
Древние китайцы верили, что люди являются микрокосмами большой окружающей вселенной, взаимосвязаны с природой и подчиняются ее силам. Баланс между здоровьем и болезнью является ключевой концепцией. Лечение ТКМ направлено на восстановление этого баланса посредством индивидуального лечения.
Считается, что для восстановления баланса необходимо достичь баланса между внутренними органами тела и внешними элементами земли, огня, воды, дерева и металла.
Лечение для восстановления равновесия может включать:
Акупунктура
Прижигание (прижигание листьев трав на теле или рядом с ним)
Банки (использование нагретых стеклянных банок для присасывания к определенным точкам тела)
Массаж
Лекарственные травы
Упражнения на движение и концентрацию (например, тай-чи)
Иглоукалывание является компонентом традиционной китайской медицины, обычно используемым в западной медицине, и из всех альтернативных методов лечения оно наиболее изучено. Некоторые лечебные травы, используемые в ТКМ, могут действовать как лекарства и быть очень эффективными, но также могут иметь серьезные побочные эффекты. В 2004 году, например, FDA запретило продажу пищевых добавок, содержащих эфедру, и растений, содержащих алкалоиды группы эфедры, из-за осложнений, таких как сердечный приступ и инсульт. Эфедра — это китайская трава, используемая в пищевых добавках для снижения веса и повышения работоспособности. Однако запрет не распространяется на некоторые растительные продукты, приготовленные в соответствии с рекомендациями ТКМ, предназначенные только для краткосрочного использования, а не для длительного приема. Это также не относится к безрецептурным и отпускаемым по рецепту лекарствам или к травяным чаям.
Если вы думаете об использовании традиционной китайской медицины, безопасным выбором будет сертифицированный практикующий врач. Признанная на федеральном уровне Комиссия по аккредитации акупунктуры и восточной медицины (ACAOM) аккредитует школы, преподающие акупунктуру и ТКМ. Во многих штатах, которые лицензируют акупунктуру, требуется окончание школы, аккредитованной ACAOM. Национальная комиссия по сертификации акупунктуры и восточной медицины предлагает отдельные программы сертификации по акупунктуре, китайской травологии и восточной медицине.
ТКМ не следует использовать в качестве замены традиционного или аллопатического лечения, особенно при серьезных состояниях, но она может быть полезной при использовании в качестве дополнительной терапии.
В прошлой статье речь о том, как сделать ЧПУ станок из фанеры своими руками
по готовым чертежам, в этой статье вы сможете научиться разрабатывать самодельный ЧПУ станок самостоятельно в бесплатной программе
Fusion 360.
В этой статье вы научитесь заказывать оборудование для сборки ЧПУ станка, разрабатывать чертеж фрезера,
собирать ЧПУ станок своими руками, устанавливать и настраивать LinuxCNC, писать gcode и работать на самодельном ЧПУ станке из фанеры.
В общем — полный курс из 25 видеоуроков с продолжительностью видео от 12 до 35 минут.
Простой самодельный ЧПУ станок из фанеры
Чертежи ЧПУ станков
Как сделать самодельный ЧПУ станок из фанеры
В последнее время ЧПУ-станки уже не выглядят какой-то диковиной вещью и стали более доступны для приобретения, но цены на готовые образцы еще сильно кусаются, поэтому гораздо выгоднее заняться сборкой ЧПУ фрезера своими руками. Практически все комплектующие для сборки ЧПУ станка можно приобрести на АлиЭкспресс и на ближайшем строительном рынке.
Простой самодельный ЧПУ станок
Чертежи ЧПУ станков
Как сделать самодельный ЧПУ станок
Этот самодельный ЧПУ станок изготлвен из металлического профиля, МДФ плит и мебельных напрвляющих.
В конце статьи вы сможете скачать чертежи станка в формате для бесплатной программы 3D проектирования, а так же исходники для прошивки платы пульта упарвления станком на базе Arduino. В статье рассказывается про изготвление такого ЧПУ станка своими руками и даются ссылки на комплектующие.
ЧПУ станок на 3D принтере — чертежи и сборка
Чертежи ЧПУ станков
Чертежи ЧПУ станка который можно напечатать на 3D принтере
Наверное каждый владелец 3D принтера не раз задумывался о том, что: 3D печать — это, конечно, хорошо, но ЧПУ фрезерером сделать тоже вышло бы дешевле. Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
В конце этой статьи вы можете скачать чертежи деталей ЧПУ станка и распечатать их на 3D принтере. Так же в статье есть видео сборки и работы этого фрезера.
Чертежи ЧПУ станка Альтернатива 2
Чертежи ЧПУ станков
Альтернатива 2 — это ЧПУ фрезер разработанный для обработки металла, в отличии от ЧПУ станка моделиста, Альтернатива вполне справляется не только с алюминием, но и уверенно «грызет» стальные заготовки.
Чертежи ЧПУ станка Альтернатива 2 вы можете скачать по ссылке в конце статьи.
Еще статьи. ..
Чертежи прочного фанерного ЧПУ станка
Чертежи бюджетного фрезерного ЧПУ станка
ЧПУ станок под USB порт
Самодельный ЧПУ станок из принтеров
<< Первая < Предыдущая 1 2 3 4 Следующая > Последняя >>
Страница 1 из 4
ЧПУ станок 900х600х100 — Чертежи, 3D Модели, Проекты, Фрезерные станки
ЧПУ станок/
ЧПУ станок/Сборка/
ЧПУ станок/Сборка/Каретка XZ/
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Опора кабель-канала.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Опора кабель-канала.jpg
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина большая каретки X-Z.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина большая каретки X-Z. jpg
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z верхняя.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z верхняя.jpg
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z нижняя.dxf
ЧПУ станок/Сборка/Каретка XZ/DFX Для плазменной резки/Пластина малая каретки X-Z нижняя.jpg
Как подготовить технический чертеж для обработки с ЧПУ
Как подготовить технические чертежи для обработки с ЧПУ и почему они важны? Технические чертежи широко используются в производстве для улучшения передачи технических требований между проектировщиком и инженером и производителем.
Кому
запросить цену для пользовательских деталей с ЧПУ на платформе Hubs вам нужно только предоставить файл 3D CAD. Современный
ЧПУ обработка системы могут интерпретировать геометрию детали непосредственно из САПР, а это означает, что дополнительная документация, такая как технические чертежи, не всегда требуется.
Тем не менее, хотя технические чертежи не являются обязательными для запроса цены на обработку с ЧПУ, они по-прежнему очень важны и широко используются в производстве. Технические чертежи улучшают передачу технических требований между дизайнерами, инженерами, разработчиками продукции и машинистами. Предоставление технического чертежа может помочь вам найти более качественные детали и даже
сократить расходы .
В этой статье мы объясним, когда включать технический чертеж (или чертежи обработки) в ваш заказ на ЧПУ и что вам нужно включить, чтобы получить максимальную отдачу от поиска деталей. Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs.
Посмотрите на этот удобный пример технического чертежа.
Изображение выше представляет собой хорошо продуманный технический чертеж с полными размерами и полезный пример для получения максимальной отдачи от этого руководства. Нажмите
здесь загрузить версию этого технического чертежа в высоком разрешении и
здесь скачать файл САПР.
У вас есть готовый файл САПР и технический чертеж для вашей нестандартной детали?
Ознакомьтесь с нашими услугами ЧПУ Получите мгновенное предложение сегодня
Почему технические чертежи по-прежнему важны для поиска деталей?
Несмотря на то, что файлы САПР достаточно полны в том, что они могут передавать на станки с ЧПУ, технические чертежи по-прежнему содержат информацию, которую файл 3D САПР не может передать. В том числе:
Внутренний или внешний
темы
Особенности с
допуски, превышающие стандарт
Отдельные поверхности со специфическими
отделка требования (например, шероховатость поверхности)
Даже если ваш проект не включает эти функции, рекомендуется включать технический чертеж вместе с файлом 3D CAD при размещении заказа с ЧПУ. Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
Большинство поставщиков услуг ЧПУ также могут изготавливать детали непосредственно по этим чертежам токарной и фрезерной обработки с ЧПУ. В некоторых случаях мы обнаруживаем, что они предпочитают их файлам САПР. Это потому что:
Некоторые поставщики услуг обучены быстро интерпретировать геометрию детали по 2D-чертежу
Легче определить основные размеры, функции и критические характеристики детали по 2D-чертежам
Проще оценить стоимость изготовления детали
Как видите, технические чертежи могут быть важной частью поиска нестандартных деталей, и существует множество различных стандартов и передовых методов их составления. Если ваш рисунок четко передает все технические требования, то не имеет значения, какие методы черчения вы используете.
Что такое анатомия технического рисунка?
Технический чертеж обычно состоит из следующих важных компонентов:
Основная надпись
Изометрический/графический вид детали
Основные орфографические проекции части
Разрезы или детали
Примечания для производителя
Основная надпись
В основной надписи содержится основная информация о детали, которую вы производите, например, название детали, материал, требования к отделке и цвету, имя дизайнера и компания. Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Основная надпись также содержит другую техническую информацию, включая масштаб чертежа и стандарты, используемые для определения размеров и допусков.
Другим элементом, который обычно присутствует в основной надписи или рядом с ней, является угловая проекция. Угловая проекция определяет способ расположения видов на чертеже. Как правило, чертежи, использующие стандарты ASME (США и Австралия), используют проекцию под третьим углом, а стандарты ISO/DIN (Европа) используют проекцию под первым углом. Пример схемы в начале этой статьи использует стандарты ISO/DIN.
Изометрический вид
Мы рекомендуем вам добавить один или несколько 3D-изображений детали к вашему техническому чертежу. Это облегчает понимание рисунка с первого взгляда. Изометрические виды сочетают в себе иллюзию глубины с неискаженным представлением геометрии вашей детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Основные орфографические виды
Большая часть информации о геометрии детали представлена на основных ортогональных видах.
Это двухмерные изображения трехмерного объекта, представляющие точную форму части, если смотреть с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы более четко передать размеры и особенности.
Для большинства деталей достаточно двух или трех ортогональных изображений, чтобы точно описать всю геометрию.
Разрезы
Разрезы можно использовать для отображения внутренних деталей детали. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает на области, где исходный материал был удален.
Технические чертежи могут иметь несколько видов в разрезе с двумя буквами, связывающими каждую линию разреза с каждым видом в разрезе (например, A-A, B-B и т. д.). Стрелки линии разреза указывают направление.
Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно разместить в другом месте чертежа, если места недостаточно. Деталь можно разрезать по всей ширине (как в примере выше), по половине ширины или под углом.
Подробные виды
Детальные виды используются для выделения сложных или трудно поддающихся измерению областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Виды узлов можно размещать в любом месте чертежа и использовать масштаб, отличный от остального чертежа, если это четко указано (как в приведенном выше примере).
Что такое примечания производителю и зачем они нужны?
Добавление примечаний производителю к техническому чертежу очень важно, хотя и не обязательно для получения коммерческого предложения. Они передают дополнительную информацию, которая не была включена в сами чертежи.
Эти кажущиеся дополнительными, но жизненно важные фрагменты информации включают в себя инструкции по слому (удалению заусенцев) всех острых кромок и конкретные общие требования к отделке поверхности. Вы также можете использовать этот раздел чертежа для ссылки на другой файл САПР или другой компонент, с которым взаимодействует деталь на чертеже.
В примечаниях к производителю вместо текста часто используются символы. Например, шероховатость поверхности обычно обозначается символом.
Как подготовить технический чертеж за 7 простых шагов
При составлении технического чертежа мы рекомендуем выполнить следующие 7 шагов, чтобы подготовить наилучшие чертежи.
Шаг 1
Определите наиболее важные виды и поместите соответствующие орфографические изображения в центр чертежа, оставив между ними достаточно места для добавления размеров.
Шаг 2
Если ваша деталь имеет внутренние элементы или сложные области, размеры которых трудно измерить, рассмотрите возможность добавления разрезов или видов узлов.
Шаг 3
Добавьте линии построения ко всем видам. Вспомогательные линии включают осевые линии (для определения плоскостей или осей симметрии), маркеры центра и шаблоны маркеров центра (для определения местоположения центра отверстий или круговых массивов).
Шаг 4
Добавьте размеры в ваш ЧПУ-чертеж, начиная с самых важных размеров (мы даем дополнительные советы по этому поводу в следующем разделе).
Шаг 5
Укажите расположение, размер и длину всех резьб.
Шаг 6
Добавьте допуски к элементам, которые требуют более высокой точности, чем стандартный допуск. Мы следуем ISO 2768, -средний или -тонкий для металлов и -средний для пластмасс.
Шаг 7
Заполните основную надпись и убедитесь, что вся необходимая информация и требования, выходящие за рамки стандартной практики (например, обработка поверхности и удаление заусенцев), указаны в дополнительных примечаниях. Когда ваш рисунок будет готов, экспортируйте его в файл PDF и прикрепите к своему заказу в конструкторе предложений.
Теперь, когда вы знакомы с базовой структурой технического чертежа, давайте углубимся в особенности добавления размеров, аннотаций и допусков.
Интересует стоимость станков с ЧПУ?
Узнайте, как снизить затраты на ЧПУ Получите мгновенное предложение сегодня
Как добавить критические размеры в технические чертежи?
Полноразмерный основной ортогональный вид
Если вы включите в свой заказ файл 3D CAD и технический чертеж, производитель в первую очередь проверит размеры технического чертежа. Мы рекомендуем тщательно проставлять размеры всех важных элементов на чертежах, чтобы избежать ошибок после того, как деталь будет запущена в производство.
Мы рекомендуем полностью указать размеры вашего технического чертежа, чтобы избежать ошибок в производственном процессе. Однако вы можете сэкономить время, определяя размеры только тех элементов, которые вы хотите, чтобы поставщик услуг обработки с ЧПУ измерил.
Вот несколько советов, которые помогут определить размеры ваших моделей:
Начните с размещения габаритных размеров детали.
Затем добавьте измерения, которые наиболее важны для функциональных целей. Например, расстояние между двумя отверстиями на приведенном в качестве примера чертеже имеет жизненно важное значение.
Затем добавьте размеры к другим объектам. Хорошей практикой является размещение всех размеров, начиная с одной и той же базовой линии (также известной как база), как показано в примере.
Размеры должны быть размещены на виде, наиболее четко описывающем элемент. Например, размеры резьбовых отверстий не включены в этот вид, так как они более четко описаны в подробном виде.
Для повторяющихся объектов добавьте размеры только к одному из них, указав общее количество повторений объекта на текущем виде. В примере два одинаковых отверстия с цековкой указаны с помощью 2x в условном обозначении.
Хотите еще глубже изучить тему добавления размеров к чертежу? Проверьте это отличный
статья из Массачусетского технологического института.
Как добавить обозначения отверстий на технический чертеж?
Виды разрезов и узлов с обозначениями отверстий
Отверстия являются обычными элементами деталей, обработанных на станках с ЧПУ. Их обычно обрабатывают дрелью, поэтому они имеют
стандартизированные размеры.
Они часто также включают второстепенные элементы, такие как зенковки (⌴) и зенковки (⌵). Рекомендуется добавлять выноски вместо определения размеров каждой отдельной функции.
В приведенном ниже примере условное обозначение определяет два одинаковых сквозных отверстия с цековкой. Символ глубины (↧) можно использовать вместо добавления дополнительного размера к чертежу.
Пример типичного обозначения отверстия
Как добавить резьбу в технический чертеж?
Если ваши детали содержат резьбу, то вы должны четко определить и обозначить ее на техническом чертеже. Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указать направляющие отверстия и резьбы различной длины.
В этом случае первая операция должна определить размеры направляющего отверстия (подходящий диаметр можно найти в стандартных таблицах), а вторая операция — размер (и допуск) резьбы.
Как указать допуски на техническом чертеже?
Допуски определяются с использованием различных форматов на основном ортогональном виде.
Допуски определяют диапазон допустимых значений для определенного размера детали. Допуски рассказывают о функции детали и особенно важны для элементов, которые взаимодействуют с другими компонентами.
Допуски бывают разных форматов и могут быть применены к любому размеру на чертеже ЧПУ (как линейному, так и угловому).
Двусторонние допуски, простейший допуск, симметричны относительно основного размера (например, ± 0,1 мм). Есть также односторонние допуски (с разными верхними и нижними пределами) и допуски инженерной посадки, , которые определены в технической таблице (например, 6H). Допуск плоскостности (⏥) был определен в приведенном выше примере.
Более продвинутый способ определения допусков — . GD&T (Геометрические размеры и допуски) .
Что такое определение геометрических размеров и допусков (GD&T)?
Пример детали с размерами с использованием GD&T
Определение геометрических размеров и допусков (GD&T) Систему сложнее применять, чем стандартные размеры и допуски, но она считается лучшей, поскольку GD&T более четко передает инженерное намерение. С помощью GD&T вы можете задавать более слабые допуски и при этом выполнять основные требования к конструкции, повышая при этом качество и снижая затраты.
В приведенном выше примере истинное положение (⌖) использовалось для определения допуска этой схемы отверстий. Другие распространенные геометрические допуски включают плоскостность (⏥) и концентричность (◎).
Вот пример применения системы GD&T к конструкции детали:
Эта сноска определяет восемь отверстий с номинальным диаметром 10 мм и допуском ± 0,1 мм к их диаметру. Это означает, что независимо от того, где вы измеряете этот диаметр, результат измерения должен быть между 90,9 и 10,1 мм.
Допуск истинного положения определяет положение центра отверстия по отношению к трем основным кромкам базовой линии (базу) детали. Это означает, что центральная ось отверстия всегда должна находиться в пределах идеального цилиндра, имеющего центр в месте, определяемом теоретически точными размерами на чертеже, и диаметром, равным 0,1 мм.
На практике это означает, что центр отверстия не будет смещаться от его проектного положения, гарантируя, что деталь подойдет к остальной части сборки.
Мы рекомендуем добавлять информацию о размерах и размерах ваших деталей для критических сборок и на более поздних этапах процесса проектирования (например, во время полномасштабного производства). Оба они имеют более высокие метрологические требования, что увеличивает стоимость одноразового прототипа.
У вас еще нет технического чертежа? Вы все еще можете получить мгновенную цитату
Начните производить нестандартные детали уже сегодня
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенную смету
Как сделать отличный инженерный чертеж, который поймут производители
Время прочтения: 6 мин.
До изобретения ЧПУ (ЧПУ) машинисты полагались исключительно на двухмерные инженерные чертежи для определения этапов обработки и параметров . С тех пор производство прошло долгий путь благодаря точному 3D-моделированию и программам CAM (Computer Aided Manufacturing).
В 2022 году нам повезло, что мы можем импортировать твердотельные 3D-модели в программу обработки с ЧПУ — такие программы автоматизируют этапы обработки и параметры, необходимые для производства желаемого компонента. Однако даже с учетом этих технологических достижений чертежи по-прежнему необходимы для определения жестких допусков на критические функции и другие специальные требования. А научиться оптимизировать чертежи для станков с ЧПУ — важнейший инженерный навык.
В этой статье мы поделимся методами, позволяющими гарантировать, что ваш чертеж является исчерпывающим для любого производственного процесса и может быть легко понят производственным персоналом. Для наших целей мы использовали SOLIDWORKS, но этот процесс можно легко воспроизвести с помощью другого программного обеспечения для инженерных чертежей.
Давайте приступим!
1. Откройте файл чертежа и вставьте виды чертежа
Сначала загрузите и откройте этот файл чертежа Solidworks, чтобы использовать его в качестве основы для создания чертежа ЧПУ.
Далее нам нужно разместить чертежные виды, которые обычно называют ортогональными проекциями или 2D-видами/чертежами для представления 3D-объекта. Количество чертежных видов, необходимых для данного компонента, зависит от геометрии детали. Простые детали могут быть полностью представлены в двух или трех видах, в то время как для более сложных частей, как правило, требуется больше. Для целей этого урока мы предоставили пример твердотельной модели демонстрационной части корпуса.
Для нашего инженерного чертежа требуется три вида и вид в разрезе, на котором деталь показана так, как если бы она была разрезана пополам, чтобы увидеть ее внутренние элементы. Вы можете добавить виды чертежа в базовый шаблон чертежа, щелкнув «Вид модели» на вкладке «Макет вида» и выбрав свою модель (см. подробные инструкции на веб-сайте SOLIDWORKS здесь).
Совет: для большинства чертежей станков с ЧПУ достаточно двух или трех ортогональных видов для описания геометрии, размеров и допусков обрабатываемого компонента.
Настройка масштабирования чертежа и видов
Также важно правильно масштабировать виды чертежа, чтобы у вас было достаточно места для примечаний, размеров и механических символов чертежа вокруг каждого вида — трудно (и раздражает) изменять размеры видов после размеры поставлены.
SOLIDWORKS автоматически добавляет метки центра к отверстиям, поэтому, если ваше программное обеспечение не делает этого, добавьте их. Так принято показывать производителю или любому, кто читает чертеж, где находятся отверстия. В большинстве программ есть простые в использовании инженерные инструменты, которые могут размещать осевые линии, изменять размеры видов и выполнять другие функции. Рекомендуется добавить вспомогательные линии на все виды, чтобы показать осевые линии, маркеры центра и шаблоны маркеров центра.
Справочные виды или виды в поперечном сечении (например, в разделе A-A ниже) являются еще одним элементом, который можно добавить в интересах производителя, поскольку один или два изометрических вида могут помочь им лучше понять, что они изготавливают. Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента.
2. Простановка геометрических размеров и допусков (GD&T)
Совет: в этом руководстве представлены некоторые основы GD&T . Для получения более полного руководства по GD&T, включая библиотеку символов GD&T, посетите этот веб-сайт .
Простановка размеров
Первым шагом процесса GD&T является простановка размеров ортогональных видов, которые вы добавили на чертеж. Этот процесс значительно упростился, поскольку большая часть геометрической информации содержится в вашей твердотельной модели. Начните с габаритных размеров, которые определяют, сколько сырья потребуется для обработки вашего компонента.
Затем определите размеры критических деталей. Критические размеры — это те размеры, которые должны быть точными, обычно потому, что они находятся там, где одна деталь взаимодействует с другой. Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.
Допуски
Прежде чем устанавливать допуски на инженерном чертеже, рассмотрите две вещи: допуск, который вы хотите, и допуск, который вы называете, и имейте в виду, что, как правило, более жесткие допуски увеличивают стоимость детали, обработанной на станке с ЧПУ. Далее см. общие инструкции по допускам в основной надписи шаблона чертежа Fictiv.
Допуск определяется значащими цифрами основного размера, как показано в таблице ниже.
Теперь предположим, что желаемое расстояние между внешними отверстиями составляет 114,3 мм. Если вы назовете размер как «114», общий допуск в соответствии с приведенной выше таблицей будет определять допуск как (X) со значением ± 2,5 мм. При расчете диапазона размера «114» на основе допуска X приемлемое расстояние между отверстиями составляет от 116,5 до 111,5 мм. Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.
Вместо этого нам нужен жесткий допуск на этот размер, поэтому мы будем использовать размер с одним десятичным знаком (.X), который составляет ± 0,25 мм. Точно так же мы будем использовать размер с одним десятичным знаком для внутреннего шаблона отверстий. Кроме того, обратите внимание, что идентичные размеры не нужно вызывать, а просто нужно поставить «2X» перед вызванным размером.
Совет: геометрические взаимосвязи и опорные линии также должны быть определены на чертеже, и хотя мы не обсуждаем их здесь, вы можете прочитать об опорных точках в разделе 9.0300 этот артикул .
Для этой конкретной детали допуск по высоте менее строгий, поскольку нет требований к ее размеру. Таким образом, мы можем добавить размер к центральному виду без десятичных знаков, что даст нам допуск ± 2,5 мм.
На виде снизу я назвал толщину стенки 6,35, а затем «ТИП», что означает типичный. По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.
Совет: используйте в своих рисунках ЗАГЛАВНЫЕ буквы, чтобы их было легче читать и понимать.
Специальные размеры и допуски для отверстий
После определения размеров отверстий и других критических размеров нам необходимо определить диаметры отверстий, глубину и соответствующие допуски, а также любую требуемую резьбу — верхняя часть нашего демонстрационного корпуса. четыре наружных отверстия с потайной головкой и четыре внутренних отверстия с резьбой #6-32.
Совет: если у вас есть только резьбовые отверстия для обозначения, вы можете пропустить чертеж и просто использовать Fictiv’s Инструмент автоматического обнаружения резьбы .
Идентичные отверстия можно обозначить вместе, поставив «4X» перед названным размером. В нашем примере мы используем резьбу UNC, потому что метчики и оборудование обычно более доступны в США. Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
3. Примечания к поверхности
Чертежи также полезны для информирования производителя о конкретных инструкциях по поверхности. Чистота поверхности соответствует типу концевой фрезы и скорости, с которой оператор ЧПУ обрабатывает конкретную поверхность. В общем, 64RMS — это гладкая поверхность, но вы можете немного почувствовать траектории. Я рекомендую 32RMS или ниже для поверхностей контакта с уплотнительным кольцом и любой поверхности, которую вы хотите сделать действительно гладкой.
Сравнитель отделки поверхности, показывающий разницу в нескольких отделках поверхности.
Как и в случае других допусков, чем жестче допуск (и чем ровнее поверхность), тем дороже обработка. Я добавил отделку 64RMS к основной надписи нашего примера, но я добавлю примечание, потому что нам нужна более гладкая отделка верхней поверхности демонстрационного корпуса.
4. Производственные примечания
Верхний левый угол чертежа используется для дополнительных примечаний для производителя, которые могут включать инструкции по отделке или маркировку деталей. Это последний элемент для создания четкого инженерного чертежа. На нашем рисунке мы добавим примечание для разрыва всех краев, а также несколько других полезных базовых примечаний:
Определение единиц измерения
Предоставление информации о допусках
Перекрестные ссылки на твердотельную модель
Острые края тормоза
Требования к чистоте поверхности
Требования к чистоте
Хотя не все они должны быть включены в каждый чертеж, они должны быть включены в примечания к каждому чертежу. обеспечить хорошую стартовую основу.
5. Экспорт в PDF
Поздравляем! Мы закончили наш чертеж станка с ЧПУ, и наш последний шаг — экспорт чертежа в формате PDF. В SOLIDWORKS это так же просто, как перейти в «Файл» → «Сохранить как» и выбрать PDF в качестве «Тип файла».
Master-prom — Салова 27 лит И, Санкт-Петербург (отзывы, контакты и режим работы)
Контакты
Сохранить контакт
Редактировать
Добавить описание
Как доехать
Общественный транспорт
Автомобиль
Велосипед
Пешком
FAQ
Санкт-Петербург, Салова, 27 лит И. Ближайшие станции метро: Волковская – 880 метров, Бухарестская – 1.3 км. Остановки транспорта: «Улица Салова, 29» – 280 метров, «Улица Самойловой (улица Салова)» – 420 метров
График работы такой: ПН: 09:00-17:00, ВТ: 09:00-17:00, СР: 09:00-17:00, ЧТ: 09:00-17:00, ПТ: 09:00-17:00. Это информация от посетителей страницы.
Режим работы
Пн
09:00 – 17:00
Вт
09:00 – 17:00
Ср
09:00 – 17:00
Чт
09:00 – 17:00
Пт
09:00 – 17:00
Сб
Вс
Сейчас в Санкт-Петербурге – 03:14
Ошибка
Ближайшие похожие места
560 метров
ГРАД (отзывы)
Торговый дом
Салова, 37
560 метров
Пальмира (отзывы)
Торгово-сервисная компания
Салова, 37
1. 1 км
Денкер (отзывы)
Торговая компания
Бухарестская, 21
1.2 км
StatusHome (отзывы)
Торговая компания
Касимовская, 5а
1.3 км
ВоздухВода (отзывы)
Торгово-монтажная компания
Набережная реки Волковки, 7
1.3 км
Феникс (отзывы)
Торговое предприятие
Набережная реки Волковки, 7
1.3 км
ЭНЕРГОБАЛТ (отзывы)
Торгово-монтажная компания
Набережная реки Волковки, 7
1.3 км
Вефа-Грин (отзывы)
Торговая компания
Набережная реки Волковки, 7
1.4 км
В-Комплект (отзывы)
Торговая фирма
Витебская-Сортировочная, 2
1. 4 км
WasserKraft (отзывы)
Торговая компания
Набережная реки Волковки, 9
1.4 км
ГРОМ (отзывы)
Торговая компания
Набережная реки Волковки, 13И
1.4 км
Люфтунг-Сервис (отзывы)
Торгово-проектная компания
Камчатская, 9 лит Б
1.5 км
Санрикс (отзывы)
Торговая компания
Фучика, 8
1.5 км
РТМК (отзывы)
Группа компаний
Софийская, 17
1.5 км
Сонэкт (отзывы)
Торгово-монтажная фирма
Софийская, 17
Отзывы
Регистрация не требуется
Пожалуйста, напишите ваше мнение о работе этой организации — несколько слов и ваше общее впечатление – помогите другим сделать правильный выбор.
Спасибо!
Производственно-торговая компания Мастер Пром — отзывы, фото, цены, телефон и адрес — Строительство — Санкт-Петербург
/Нет отзывов
Откроется через 5 ч. 46 мин.
Вы владелец?
Описание
Производственно-торговая компания Мастер Пром ждет всех, кто собирается начать ремонт или строительство. Здесь вы можете приобрести нефтегазовое оборудование, а также провод и кабель. Менеджеры всегда рады помочь посетителям сориентироваться среди многообразия изделий. А если необходимый товар уже закончился, консультант предложит аналог. О возможности оформить предзаказ или узнать о поступлении продукции на склад следует спросить дополнительно.
Кроме продаж, организация занимается сварочными и электромонтажными работами, предоставляет услуги по установке систем отопления, водоснабжения и канализации, а также водоотводящих сооружений. Все нюансы сделки вы можете обсудить с обслуживающим вас специалистом.
Адрес компании: Россия, Санкт-Петербург, Салова, 27 лит АД (ближе всего добраться со станции Волковская). Хотите узнать подробности? Позвоните по номеру +7 (812) 603-70-50 или зайдите на сайт www.master-prom.ru. Двери организации открыты Пн-пт: 09:00 — 17:00.
Телефон
+7 (812) 603-70-… — показать
до м. Волковская — 0.9 км
Проложить маршрут
На машине, пешком или на общественном транспорте… — показать как добраться
Время работы
Пн-пт: 09:00—17:00
Компания в сети
master-prom.ru
Вы владелец?
Получить доступ
Получить виджет
Сообщить об ошибке
7 фотографий производственно-торговой компании Мастер Пром
Другие строительные компании поблизости
Специалисты производственно-торговой компании Мастер Пром
Работаете здесь или знаете кто здесь работает? Добавьте специалиста, и он появится здесь, а еще в каталоге специалистов. Подробнее о преимуществах размещения
Похожие строительство
Хотите получать в 7 раз больше клиентов?
Воспользуйтесь премиальным размещением на Zoon и получите клиентов, которые сейчас уходят к вашим конкурентам.
Хочу
Часто задаваемые вопросы о Производственно-торговой компании Мастер Пром
📍 Какой адрес у Производственно-торговой компании Мастер Пром?
Адрес Производственно-торговой компании Мастер Пром: Россия, Санкт-Петербург, Салова, 27 лит АД.
☎️ Какой номер телефона у Производственно-торговой компании Мастер Пром?
org/Answer»> Вы можете позвонить по номеру +7 (812) 603-70-50.
🕖 Какой график работы Производственно-торговой компании Мастер Пром?
Режим приёма клиентов: Пн-пт: 09:00 — 17:00.
⭐ Как клиенты заведения оценивают его уровень на сайте Zoon.ru?
Средняя оценка заведения от пользователей Zoon.ru: 4. Вы можете оставить свои впечатления о Производственно-торговой компании Мастер Пром!
📷 Сколько фотографий в анкете Производственно-торговой компании Мастер Пром на Zoon.ru?
org/Answer»> На этой странице есть 7 фотографий.
✔️ Насколько точна информация на данной странице?
Zoon.ru старается размещать максимально точные и свежие данные о заведениях. Если вы видите неточность и/или являетесь представителем данного заведения, то можете воспользоваться формой обратной связи.
Средняя оценка — 4 на основании 1 оценки
Что такое мастер-вексель?
Когда дело доходит до оплаты учебы в колледже, большинству студентов приходится прибегать к студенческим кредитам и родительским кредитам, чтобы оплатить счет. Однако многие учащиеся и родители не до конца понимают, во что ввязываются; они просто подписывают свое имя в нижней части основного векселя (MPN). Основной вексель — это юридический договор, в котором указаны условия и другие детали ваших федеральных студенческих ссуд.
Важно понимать, как работает основной вексель и когда вам нужно его подписать, чтобы избежать путаницы при погашении кредита.
Что такое Основной вексель студенческой ссуды?
Когда вы берете федеральный студенческий кредит, вы соглашаетесь вернуть его с процентами. Но, в отличие от заимствования денег у друзей, которое часто скрепляется устным соглашением или текстом, заимствование у федерального правительства требует более формального процесса.
Вы юридически соглашаетесь вернуть сумму, которую вы заняли, а также любые начисленные проценты и сборы, подписав Основной вексель. В Основном долговом обязательстве указывается, что вы должны, как рассчитываются проценты, когда начисляются проценты, доступные планы погашения, штрафы за просрочку платежа, сборы за взимание, а также варианты отсрочки и отмены.
(Источник изображения)
Существует два типа основных векселей:
Для субсидируемых и несубсидированных федеральных прямых займов Стаффорда : Студенты бакалавриата и магистратуры подписывают основной долговой вексель, чтобы заимствовать федеральные прямые займы Стаффорда. Обратите внимание, что студенты магистратуры и профессиональной степени не имеют права на получение субсидируемых кредитов.
Для займов Federal PLUS : Если вы являетесь аспирантом или студентом, получившим профессиональную степень, или родителем студента бакалавриата, вы должны заполнить другой Основной вексель для займов Federal PLUS.
Когда вы подписываете основной вексель, вы соглашаетесь погасить кредит, несмотря ни на что. Вам все равно придется вернуть сумму, которую вы заняли, даже если вы не закончите свое образование, изо всех сил пытаетесь найти работу после окончания учебы или чувствуете, что ваше образование было недостаточным.
Еще одна очень важная вещь, о которой следует помнить, это то, что задолженность по студенческому кредиту редко может быть погашена во время банкротства. Обычно, если у вас слишком много долгов и нет возможности их выплатить, банкротство может помочь вам реструктурировать ваши платежи или погасить часть долга, то есть вам больше не нужно его платить.
Если вы подписываете основной вексель, вы обещаете выплатить свой кредит, несмотря ни на что — даже если вам придется объявить себя банкротом.
Подписание MPN означает, что вы принимаете все условия, перечисленные в примечании. Очень важно, чтобы вы понимали, что они означают, и как трудно избавиться от этих обязанностей, прежде чем подписать.
Какие сведения включаются в Основной вексель?
Ваш Основной вексель будет содержать подробную информацию о ваших займах от правительства, в том числе о том, как будут рассчитываться проценты, лимиты займа и многое другое.
Вы также узнаете, на что вы можете использовать свой студенческий кредит, например, на обучение, проживание и питание, а также на будущие варианты погашения.
Это делает ваш MPN лучшим местом для поиска, если у вас есть какие-либо вопросы о ваших студенческих кредитах и их погашении. Если у вас есть какие-либо вопросы о деталях, перечисленных в документе, ваш колледж должен предложить консультацию по поступлению, которая может вам помочь. Вы также можете обратиться в отдел финансовой помощи вашего колледжа за дополнительной информацией или разъяснениями.
В MPN включены две важные детали: ваша процентная ставка и способ начисления процентов. Это напрямую влияет на стоимость кредита. Чем ниже процентная ставка по кредиту, тем меньше вам придется платить каждый месяц и в течение всего срока кредита.
Также важно помнить о годовых лимитах заимствований. Если сумма, которую вы можете занять, не покрывает полную стоимость вашего образования, вам нужно будет придумать план, чтобы компенсировать разницу. Это может включать оплату за это работой, получение стипендии или получение частных студенческих ссуд.
Из-за всей важной и полезной информации, содержащейся в вашем MPN, вы должны хранить ее в надежном месте.
В большинстве случаев вы подписываете только один основной вексель для нескольких субсидируемых и несубсидируемых кредитов, и он будет действовать до 10 лет непрерывного обучения.
В некоторых случаях вам придется заполнять новый основной вексель:
Вы никогда не подписывали основной вексель.
Ваш колледж требует, чтобы вы подписывали новый основной вексель каждый учебный год.
Вы поступили в иностранный колледж или университет.
Вы подписали основной вексель более года назад, но кредит так и не был выплачен.
Ваш основной вексель был подписан более 10 лет назад.
Кроме того, существуют дополнительные правила для основных векселей для займов Federal PLUS.
Когда вы берете кредит Federal PLUS у индоссанта, вы должны подписывать новый Основной вексель для новых кредитов каждый год. Индоссант — это тот, кто соглашается выплатить кредит, если заемщик не выполняет свои обязательства.
Заемщики кредита Federal Parent PLUS должны подписать отдельный основной вексель для каждого ребенка.
Даже если колледжу не требуется новый Основной вексель, он потребует подтверждения кредитов следующего года, прежде чем кредиты могут быть выплачены. Процесс подтверждения может быть активным или пассивным для займов Federal Direct Stafford Loans, но должен быть активным для займов Federal Direct PLUS.
При активном подтверждении заемщик должен предпринять действия, чтобы указать, что он согласен взять кредит и сумму.
При пассивном подтверждении заемщик должен предпринимать действия только в том случае, если он хочет уменьшить или отклонить кредит.
Чем основной вексель отличается от простого векселя?
Вексель представляет собой юридический договор, в котором заемщик обязуется погасить кредит в соответствии с условиями кредита. Каждый новый кредит требует, чтобы заемщик и поручитель, если таковые имеются, подписали новый вексель.
Однако с основным векселем вы можете использовать один и тот же вексель для заимствования нескольких студенческих ссуд на несколько лет. Для федеральных кредитов на образование основной вексель будет покрывать заимствование на срок до 10 лет непрерывного обучения.
Как заполнить основной вексель
Когда придет время брать федеральный студенческий заем, отдел финансовой помощи вашей школы поможет вам сориентироваться в этом процессе. Вы можете подписать бумажную версию основного долгового обязательства — ее предоставит ваш отдел финансовой помощи — или вы можете заполнить основной простой вексель онлайн. Согласно Федеральной помощи студентам, вы должны завершить процесс за одно занятие, и это займет около 30 минут.
Для заполнения основной векселя вам потребуется предоставить свой Федеральный идентификатор студенческой помощи (FSA ID) и личную информацию, а также идентифицирующую информацию о выбранном вами колледже. Ваш идентификатор FSA действует как электронная подпись.
Наконец, прочитайте договор, чтобы убедиться, что вы понимаете все условия. После того, как вы освоитесь с ним и заполните необходимые поля, вы можете подписать и отправить свой основной вексель электронной подписью.
Ссылки на основные векселя
Когда вы подаете MPN, вас попросят указать имена и контактную информацию двух рекомендателей — людей, которые знают вас не менее трех лет. Если вы переедете, не уведомив об этом Департамент образования США, Департамент образования США свяжется с этими контактными лицами, чтобы найти вас в рамках процесса отслеживания пропусков.
Проще говоря, поиск с пропуском означает поиск кого-либо. В контексте основного долгового обязательства это означает, что если вы переедете и забудете сообщить об этом правительству, правительство попытается выследить вас, чтобы оно могло продолжать отправлять счета за ваш студенческий кредит.
Важно знать, что рекомендации, которые вы предоставляете для MPN, не являются подписью вашего кредита или предоставлением ссылки на персонажа. Что касается других видов кредитов, кредиторы могут спросить людей, которых вы указали в качестве рекомендации, заслуживаете ли вы доверия или готовы ли они взять на себя ваш долг, если вы не заплатите. Ссылки на MPN нужны только для того, чтобы следить за вами.
Как правило, первым человеком, которого вы указываете в качестве референса в своем MPN, должен быть ваш родитель или опекун. Второй ссылкой должен быть кто-то, с кем у вас близкие отношения, и кто может помочь правительству узнать ваш новый адрес. Две указанные вами ссылки не могут находиться по одному и тому же адресу.
Так же, как студенты, получающие ссуды от правительства, родители, которые получают федеральные ссуды, чтобы помочь своим детям платить за обучение в колледже, должны будут подписать основной вексель.
MPN для родителей очень похожи на MPN для учащихся. В них подробно описываются кредиты, которые родитель имеет право получить, включая сумму, которую они могут брать каждый год, процентную ставку, которую они будут платить, и условия погашения. Как и MPN для учащихся, родителям нужно подписывать один MPN только один раз в 10 лет. Правительство может выдать несколько кредитов на основе одного материнского MPN.
Родители не могут получить совместные кредиты Parent PLUS, поэтому в случаях, когда несколько родителей хотят получить кредит, каждый из них должен заполнить отдельную заявку на получение кредита и подписать MPN индивидуально.
Департамент образования может отклонить заявление родителей на получение кредита PLUS на основании ряда факторов, включая недавние банкротства. Если это произойдет, DoE проинформирует родителя об отказе, а также о причине отказа в выдаче кредита. Если вам было отказано в кредите Parent PLUS из-за неблагоприятной кредитной истории, вы можете претендовать на получение кредита, если получите индоссанта. Индоссант подобен поручителю, который соглашается погасить кредит PLUS, если родитель не выполняет свои обязательства или иным образом не может погасить долг.
Индоссант не может иметь неблагоприятную кредитную историю и не может быть студентом.
Как и другие федеральные студенческие ссуды, родители, как правило, не могут погасить ссуды Parent PLUS во время процедуры банкротства. Чтобы погасить кредит Parent PLUS, заемщик должен продемонстрировать добросовестные усилия по погашению кредита и возбудить состязательное производство вместе с процедурой банкротства. В ходе процесса они также должны доказать, что погашение кредита вызовет чрезмерные финансовые трудности.
После того, как вы отправите основной вексель правительству, правительство должно сообщить об этом в отдел финансовой помощи вашей школы.
После того, как вы закончите MPN, вам нужно будет пройти вступительную консультацию, прежде чем ваша школа распределит ваши средства. Это является обязательным для всех заемщиков федерального студенческого кредита впервые. Это также относится к аспирантам и специалистам, которые впервые обращаются за кредитами Direct PLUS. Но это не относится к родителям, которые берут займы Direct PLUS, чтобы помочь своим детям оплатить обучение в колледже.
Вступительные консультации дают вам возможность задать любые вопросы, которые могут у вас возникнуть о процессе получения студенческой ссуды. Важно полностью понимать обязанности, которые вы берете на себя, принимая студенческий кредит.
Начальная консультация занимает около 30 минут и должна быть проведена за один сеанс.
Обычно колледж выплачивает кредит одним платежом. Могут быть исключения, поэтому уточните в своей школе точные сроки, когда вы получите деньги.
После того, как вы получите кредит, вы должны уведомить свой отдел финансовой помощи, если вы изменили адрес, имя, перестали посещать школу более чем на половину времени или перевелись из одной школы в другую.
Получение ссуды для колледжа
Подписание основного векселя является важным шагом в получении федеральных студенческих ссуд. Тем не менее, важно не полагаться исключительно на студенческие ссуды для оплаты учебы. Вы можете значительно сократить свои расходы на образование — и ограничить сумму, которую вам нужно брать взаймы, — получая стипендии и гранты.
Определение и принципы работы (2022)
Что такое мастер-вексель?
Основной вексель (MPN) — это юридический документ, определяющий детали студенческой ссуды и то, как заемщик будет возвращать деньги Министерству образования США. MPN также предоставляет студентам ценную информацию об условиях кредита, включая любые проценты по платежам и другие условия.
Как работают основные векселя
Основные векселя (MPN) — это юридические документы, в которых излагаются условия студенческих ссуд. Они необходимы для федеральных студенческих ссуд и в некоторых случаях действительны на срок до десяти лет. Студенты колледжей или их родители могут брать студенческие ссуды в рамках MPN.
Основной вексель имеет много аспектов, и понимание каждой части MPN необходимо для принятия обоснованного финансового решения, когда речь идет о студенческих кредитах.
Вот краткий обзор того, что вы можете ожидать найти в своем основном векселе:
Руководство по погашению
Когда заемщик подписывает основной вексель на студенческую ссуду, он соглашается погасить ссуду на неопределенный срок. Это означает, что заемные деньги должны быть выплачены независимо от того, заканчивает ли студент колледжа школу, и подается заявление, даже если его образование было неудовлетворительным. MPN должны быть погашены даже в случае подачи заявления о банкротстве.
Основные векселя также содержат информацию о будущих вариантах погашения, например:
Стоимость платежей
Частота платежей
Когда должны начаться выплаты
Приемлемые расходы
Основные векселя содержат информацию о том, на какие расходы можно использовать студенческие ссуды. К ним обычно относятся:
Обучение
Проживание и питание
Транспортные расходы
Книги и расходные материалы
Питание
Процентные ставки
Каждая MPN включает подробную информацию о процентных ставках по федеральным студенческим кредитам. Этот раздел документа важен, поскольку чем выше процентная ставка, тем выше общая стоимость кредита. При подписании основного векселя важно учитывать процентную ставку по кредиту при определении его справедливости.
Годовые лимиты заимствования
Поскольку основной вексель действителен на срок до десяти лет, по одному и тому же первоначальному соглашению можно взять несколько кредитов. Однако федеральное правительство ограничивает сумму, которую можно брать в долг в течение года. MPN заранее устанавливает годовой лимит займа для студента колледжа.
Сборы и сборы
Дополнительные сборы и сборы сверх процентных ставок подробно описаны в основном векселе. Вот некоторые примеры:
Просроченные платежи
Сборы за сбор
использованная литература
Каждый основной вексель должен включать двух личных рекомендаций, которые близки к заемщику и были в течение не менее трех лет. Эта информация требуется в приложении в случае, если заемщик не выполняет или прекращает выплаты по кредиту. Эти ссылки будут использоваться, чтобы попытаться связаться с заемщиком или, в некоторых случаях, найти его с помощью процесса, называемого пропуском отслеживания.
Прочтите эту статью чтобы узнать больше о том, как работают основные векселя.
Познакомьтесь с юристами на нашей платформе
Дон Г.
22 проекта на CC
Просмотр профиля
Майкл М.
51 проект на CC
Просмотр профиля
Альберт М.
7 проектов на СС
Просмотр профиля
Райен С.
14 проектов на СС
Просмотр профиля
Что произойдет после того, как я подпишу основной вексель?
Когда основной вексель подписан и утвержден, федеральное правительство отправляет детали вашего кредита в отдел финансовой помощи вашей школы. Как только этот отдел получит его, вы должны будете пройти вступительное консультирование, прежде чем ваши средства могут быть выплачены.
Вход Консультации
Вступительное консультирование требуется для всех студентов колледжа, занимающих свои первые студенческие ссуды, и предназначено для ответов на любые вопросы о процессе получения студенческой ссуды. Поскольку ссуда не завершается до тех пор, пока средства не будут выплачены, это также дает студентам возможность отказаться от ссуды, прежде чем нести за нее финансовую ответственность.
Выплата средств
После того, как вступительное консультирование будет завершено, ваши средства будут выплачены вам. Большинство колледжей предпочитают выплачивать средства одним платежом, но это не всегда так. Обязательно свяжитесь с вашим отделом финансовой помощи напрямую, чтобы подтвердить, как будут производиться платежи.
После выплаты средств условия основного векселя вступают в силу немедленно. Если у вас изменился адрес, номер телефона, вы перестали ходить в школу менее чем на половину времени или решили сменить колледж, вы должны уведомить об этом свой отдел финансовой помощи.
Чтобы узнать больше о том, что происходит после подписания векселя, см. эта статья .
Основные векселя и студенческие ссуды
Основные векселя содержат всю важную информацию о студенческом кредите. условия и положения заемщикам. Эти юридические документы были разработаны, чтобы включать всю необходимую информацию о кредитах, кредитных лимитах, процентных ставках, вариантах погашения и многом другом.
Существует два основных типа студенческих ссуд, для которых требуются основные векселя: федеральные прямые ссуды Стаффорда и федеральные ссуды PLUS.
Федеральные прямые займы Стаффорда
Федеральные прямые займы Стаффорда — это студенческие займы, которые известны своими низкими процентными ставками. Эти кредиты также поставляются со страховкой, которая гарантирует аннулирование кредита в случае, если заемщик станет нетрудоспособным или умрет.
Стаффордские кредиты предоставляются студентам, которые заполняют форму FAFSA, и почти все студенты, подающие заявки, имеют право на получение кредита. Студенты имеют право, если они отвечают следующим требованиям:
Посещение колледжа на дневном отделении
Иметь гражданство США
Никогда не объявляли дефолт по другим студенческим кредитам
Изображение через Pexels от Linkedin Sales Navigator
Федеральные кредиты ПЛЮС
Ссуды Federal PLUS могут брать студенты колледжей или их родители для оплаты обучения в колледже. Кредиты Federal PLUS характеризуются следующим:
Фиксированные процентные ставки
Проценты начисляются, пока ученик учится в школе
В рамках федеральных прямых кредитов PLUS есть две категории: кредиты Grad PLUS и кредиты Parent PLUS. Ссуды Grad PLUS выдаются студентом колледжа, а ссуды Parent PLUS выдаются родителем (родителями) учащегося. Кредиты Grad PLUS имеют лимит заимствования, а кредиты Parent PLUS — нет.
Чтобы получить кредит Grad PLUS, студент должен:
Быть зачисленным в колледж хотя бы на полставки
Квалифицируйтесь на проверку кредитоспособности
Соответствовать всем требованиям федеральной помощи студентам
Чтобы претендовать на получение кредита Parent PLUS, родитель должен:
Быть биологическим или приемным родителем учащегося, посещающего школу, по крайней мере, неполный рабочий день.
Квалифицируйтесь на проверку кредитоспособности
Учащийся, от имени которого подают заявление родители, должен:
Соответствовать всем требованиям федеральной помощи студентам
Чтобы узнать больше о базовых векселях и студенческих кредитах, см.
PLA или ABS: Какой и когда использовать? В статье раскрыта разница между этими пластиками и приведены сферы их использования.
Одни из самых популярных пластиков для 3D печати с помощью FDM (Fused Deposition Modeling) технологии — это ABS и PLA. Оба являются термопластиками. Это означает, что они становятся податливыми при нагреве – таким образом вы можете придавать им форму, а при охлаждении они ее сохранят. Оба материала изготавливливаются в виде прутков, которые вы можете подавать в экструдер своего 3D принтера. Процесс печати при использовании ABS и PLA очень похож.
Несмотря на кажущееся сходство, ABS и PLA отличаются. Некоторые 3D принтеры вообще могут печатать только PLA пластиком.
ABS и PLA — краткие определения
PLA (PolyLactic Acid) — это биополимер, то есть биоразлагаемый пластик. Он изготавливается из возобновляемых материалов, напрмер, кукурузный крахмал или сахарный стростник. Кроме 3D печати PLA используют для упаковок, пластиковых бутылок и стаканчиков. Считается, что он экологически более чистый по сравнению с ABS.
ABS (Acrylonitrile-Butadiene Styrene) масляный пластик. Это жесткий материал который используют для создания бытовых приборов, электрического оборудования и даже кирпичиков Lego.
Сравнение основных характеристик PLA и ABS
В таблице ниже показаны основные характеристики PLA и ABS пластиков:
Параметр
PLA
ABS
Melt Flow Index (MFI)
10.3 см3 / 10 мин
9.7 см3 / 10 мин
Температура стеклования
60-65°C
110-125°C
Температура застывания
70-80°C
110-125°C
Температура плавления
160-190°C
210-240°C
Температура 3D печати
190-220°C
230-250°C
Рекомендуемая температура стола для печати
50-70°C (не обязательно подгревать)
80-120°C (обязательно подогревать)
Что значит каждая из приведенных характеристик?
Melt flow index характеризует легкость потока расплавленного полимера. Измеряется в количестве материала, которое проходит сквозь капилляр определенного диаметра и длины за 10 минут.
Температура стеклования — точка, в которой твердый и хрупкий материал переходит в расплавленное или эластичное состояние при увеличении температуры. Это важная характеристика, если вы печатаете модель, которая будет взаимодействовать с горячей водой или напитками: например, кружка для кофе из PLA — не очень хорошая идея. ABS пластик в этом случае тоже плохой вариант: смотрите раздел «Рекомендуемые сферы применения» ниже.
Температура застывания характеризует предел сопротивления нагреву: при температурах выше этой, объект будет искривляться. Если ваш 3D принтер оснащен столом с подогревом, температура этого стола должна быть ниже этой температуры; в противном случае, объект деформируется во время 3D печати.
Температура плавления (или точка плавления) — тут все очевидно — температура, при которой материал начинает плавиться.
Температура 3D печати — обычно выше чем температура плавления, так как пластик должен быть расплавленным (а не только начинал плавиться) при подаче сквозь сопло экструдера.
Механические и физические свойства
PLA более хрупкий, имеет большую твердость поверхности. Более подвержен поломкам при изгибе. Обработка ацетоном (для повышения гладкости поверхности) невозможна.
На рисунке ниже показан напечатанный из ABS пластика ключ.
Если печатать с рекомендуемыми производителем температурами, детали из ABS пластика будут гораздо тверже и обладать большим сопротивлением внешнему воздействию и нагрузкам, чем PLA. То есть, ABS подходит лучше для печати механических узлов и деталей и объектов с большим сопротивлением агрессивной окружающей среде. Кроме того, детали из ABS более гибкие и скорее гнутся чем ломаются под внешним давлением. ABS is better malleable, постобработка проще. Напечатанные модели можно шлифовать, покрывать краской. Их можно обработать ацетоном, чтобы получить гладкую блестящую поверхность.
Простота 3D печати
В целом, PLA лучше для начинающих увлекаться 3D печатью. ABS пластик более подвержен стандартной проблеме 3D печати — усадке (то есть, когда первые слои остывают слишком быстро и начинают загибаться по краям, что вызывает отрыв модели от стола по углам). Печать ABS пластиком потребует экспериментов, чтобы найти оптимальные настройки.
У PLA другой недочет — склонность засорять сопроло экструдера, так как он более липкий и сильнее расширяется при плавлении. Чтобы избежать засорения сопла, рекомендуется следовать указаниям производителя. Слои ложатся хорошо и вряд ли будут загибаться по краям. Напечатанное изделие проще отделить от стола чем аналогичные из ABS пластика. Подогрев стола не обязателен (но при правильных режимах может улучшить качество печати). 3D принтер не обязательно держать в закрытом корпусе (но опять таки, если использовать корпус результат может быть лучше). Для повышения адгезии стола рекомендуется использовать специальный скотч (также известный как скотч для 3D печати).
ABS склонен к усадке больше чем PLA.
Печать ABS пластиком происходит при более высоких температурах чем PLA, что значительно снижает вероятность засорения сопла. Кроме того, требуется меньшее усилие для подачи материала в сопло. Так как ABS ужимается при охлаждении, деталь может оторваться от стола (особенно во время 3D печати высоких моделей). Чтобы этого избежать, необходимо использовать стол с подогревом. Желательно, чтобы у принтера был корпус. Так как сцепление со столом хуже чем у PLA, могут возникать разные проблемы. Для улучшения сцепления со столом, рекомендуется использовать каптоновый скотч (выдерживает температуру до 400ºC). Правда, стоит скотч дорого, так что есть альтернативный вариант — распылить лак для волос на стол перед началом печати.
Условия хранения
Оба пластика (PLA/ABS) впитывают влагу из воздуха. Чтобы этого избежать, воздух выкачивается при упаковке. Производители материалов для 3D печати рекомендуют использовать бобины как можно быстрее, так как со временем начинает страдать качество. Распакованный материал рекомендуется хранить в сухом месте.
Если PLA долго хранится, вы можете заметить появления пузырьков во время 3D печати. Это может привести к засорению сопла и ухудшению качества поверхности напечатанного изделия. Хотя влажный PLA можно высушить под потоком теплого воздуха, нагрев может нарушить структуру материала и изменить термические свойства, что повлияет на температуру печати.
Во время печати влажным ABS, также могут возникать пузырьки. Если высушить его теплым (но не чересчур) воздухом, например, используя пищевой дигедратор, термические свойства пластика не изменятся.
Испарения и запах
Во время 3D печати полимерами (PLA/ABS) вы почувствуете запах. Запах зависит от используемого материала и температуры печати.
PLA пахнет почти приятно, некоторые сравниваю этот запах с разогретыми вафлями или конфетами.
ABS при нагреве пахнет плохо. Некоторые жалуются на головную боль и даже тошноту из-за 3D печати. Если вы печатаете в помещении, рекомендуется организовать хорошую вентиляцию.
Разлагаемость и долговечность
PLA разлагается – он изготавливается из растительных материалов. Так как для разложения ему нужен небольшой нагрев, можете спокойно выкидывать его в контейнеры с мусором.
ABS не разлагается, но может быть переработан.
Оба материала (PLA/ABS) разлагаются под воздействием солнечных лучей и влаги. ABS более стабильный и обладает большим сопротивлением к химическим воздействиям чем PLA.
Что выбрать?
Оба материала продаются в разных цветах; есть даже полупрозрачные материалы. Некоторые специальные материалы доступны только в виде смеси на основании PLA. Это дерево, металл и т.п.
На фото ниже показан материал «Bamboofill» компании ColorFabb. Материал содержит 80% PLA и 20% опилок бамбукового дерева.
Цены на PLA и ABS
Цены находятся в одном диапазоне, но как правило, PLA пластик немного дороже. Естественно, PLA пластики с примесями дерева или других материалов, стоят дороже.
Рекомендуемые сферы применения
PLA широко используется в 3D печати, например, для бытовых предметов, гаджетов и игрушек. Он отлично подходит, если гибкость не является вашим основным требованием. В этом он уступает ABS. С другой стороны, он биосовместимым и может смело использоваться в аксессуарах, которые взаимодействуют с кожей.
Из-за относительно низкой температуры плавления, PLA не подходит для объектов, которые подвергаются нагреву. При нагреве более 60ºC изделия из PLA пластика начинают терять свою форму. Не стоит использовать PLA в объектах, которые подвергаются солнечному облучению на протяжении длительного времени или находятся в машинах.
ABS подходит лучше для объектов, которые подвергаются воздействию высоких температур, могут падать или воспринимать нагрузки на изгиб. ABS можно использовать для моделей, подверженных механическим ударам.
ABS небезопасный для пищевых изделий: особенно когда материал вступает в контакт с горячими жидкостями или теплой едой. Если вы все-таки хотите использовать ABS для контакта в питьевой водой, едой, необходимо использовать специальные методики полировки или покрыть его специальной краской.
5 причин, по которым ABS не стоит использовать для 3D печати
3DPrintStory
  
Новости
  
5 причин, по которым ABS не стоит использовать для 3D печати
«ABS был отличным материалом, пока он имел право на существование, но нам действительно нужно двигаться дальше», — говорит Майлз Скотт. И он прав. Существуют и другие материалы, менее ядовитые, более легкие для 3D печати и более экологически чистые.
Прежде чем вы возьмете вилы из ABS пластика и начнете кричать и угрожать, позвольте начать с утверждения, что я не считаю ABS плохим материалом как таковым. Но по мере развития рынка 3D печати многие компании вложили значительные средства в исследования и разработки. Так что на данный момент есть гораздо больше возможностей и альтернатив в выборе материалов, которых точно не было в первые дни проекта RepRap. И сейчас на рынке 3D печати есть более прочные и универсальные волокна, которыми значительно легче печатать.
Итак, на каком же свете находится сейчас ABS пластик в контексте материала для 3D печати?
Причина 1. ABS пластик определенно отравляет вас
АБС (акрилонитрилбутадиенстирол) — это не биоразлагаемый пластик на нефтяной основе. И это по своей природе более токсичный пластик, чем PLA. Запах АБС ударяет по тебе и мгновенно срабатывает внутренняя сигнализация: мне это не подходит. При использовании АБС пластиков для 3D печати просто необходимо городить корпус с использованием какой-либо вентиляционной трубы для вывода ядовитых испарений из комнаты.
Долгосрочное воздействие паров АБС пластика окончательно не изучено. Однако исследование еще от 2015 года, показывает, что «как газообразные молекулы, так и наночастицы вдыхаются людьми через обонятельную систему. Ультратонкие частицы откладываются в основном в клетках органов дыхания и через обонятельные нервы слизистой оболочки носа достигают головного мозга. Однократное воздействие через кожу обеспечивает частичное поглощение».
В Solidoodle Wiki была написана статья под названием «Безопасность ABS». В ней говорится, что «ни один из компонентов, присутствующих в этом материале, не указан как канцероген. При нормальных условиях обработки этот продукт не содержит токсичных химикатов». Однако вы также можете прочитать в этой статье, что «пары, образующиеся во время процесса плавления, могут вызвать раздражение глаз, кожи и дыхательных путей, а при передержке могут вызвать тошноту и головную боль».
Он убьет тебя в одно мгновение? Возможно нет. Это хорошо для вас? Точно нет. Но действительно ли вам нужно было исследование, чтобы это утверждать? Я верю, что эволюционный инстинкт оторвет ваш нос от этой штуки. Если только вы не захотите стать объектом длительного клинического исследования с уловным заглавием «Вредно ли для меня вдыхание расплавленного пластика?».
Я разговаривал с моим другом, который сейчас учится в медицинской школе, когда писал эту статью. Я сразу нарвался на 15-ти минутную лекцию о том, почему это ужасно для моего здоровья и почему я точно не должен этого делать.
Причина 2. Существуют более прочные и удобные для 3D печати материалы
Когда первые дни домашней 3D печати были в самом разгаре, не существовало многомиллионного мирового рынка филаментов. Таким образом, сообществу пришлось задействовать рынки, которые были доступны в то время. Что касается термопластов, то это означало АБС.
В производственном мире АБС используется в огромных количествах. Так что были стабильные поставки материала и доступные цены. Теперь у нас есть реальные исследования и разработки в области материалов для 3D принтера и специальных полимеров, разрабатываемых для 3D печати. Например, PET и PETG пластиками печатать намного легче, а их свойства аналогичны свойствам ABS. Просто в следующий раз именно эти материалы, когда собираетесь купить какой-нибудь ABS. Поверьте, вы останетесь довольны результатом 3D печати.
Причина 3. Деформация, деформация, деформация!
Если вам нужно больше доказательств того, что ABS никогда преднамеренно не разрабатывался для 3D печати, обратите внимание на то, как щепетильно он относится к температуре.
АБС используется в основном для технологий литья под давлением, где теплу перемещаться некуда. Когда речь идет о 3D печати, это полная противоположность. Небольшие перепады температуры приведут к тому, что детали из АБС пластика поднимутся прямо со стола 3D принтера, и ваши 3D модели будут испорчены. Вот почему те, кто использует ABS, широко используют корпуса, которые позволяют стабилизировать перепады температур.
Если вы не хотите, чтобы ваши 3D модели коробились, вам нужен корпус. Я видел, как люди использовали все что угодно — от корзин для стирки до простого накидывания одеяла на 3D принтер (к слову, этот вариант как и многие другие мягко говоря очень опасны, не делайте так). Если у вас нет стола с подогревом, даже не пробуйте печатать ABS. Он точно не схватится со столом 3D принтера.
Причина 4. Экологические проблемы
ABS не разлагается микроорганизмами. Ваша 3DBenchy будет существовать и через 1000 лет, спустя много времени после того, как мы все уйдем. Только представьте, сколько материалов для поддержки плотов с краями и неудавшихся 3D моделей появляется со временем. Чем это закончится? Как вид, мы сталкиваемся с огромными экологическими проблемами уже обозримом будущем. Даже если вы думаете, что изменение климата — это заговор, придуманный китайцами, цена на ископаемое топливо будет напрямую влиять на ценообразование на АБС, поэтому вы можете увидеть изменения цен на этот филамент, если цены на нефть вырастут.
Причина 5. При постобработке используются опасные химические вещества
Для сглаживания 3D моделей из АБС пластика используется ацетон. И да, эффект очень хорош.
Но! Во-первых, длительное воздействие паров ацетона может серьезно повредить вашу дыхательную систему, не говоря уже о том, что он чрезвычайно огнеопасен и может быть опасен для хранения.
И: главное достоинство АБС — это его прочность и термостойкость. Так зачем использовать этот материал для декоративных 3D принтов, если у вас есть PLA? Если вы хотите регулярно сглаживать свои 3D модели из PLA, просто ознакомьтесь с гайдом по сглаживанию PLA изделий.
Вы, вероятно, думаете: почему вы так ненавидите ABS, что он имеет свое применение и, несмотря на его недостатки, является хорошим материалом… и вы правы. Но я надеюсь, что, прочитав эту статью, вы поймете, что вам не обязательно использовать именно ABS для получения прочных деталей или желаемого внешнего вида ваших 3D моделей. В условиях развитого рынка материалов для 3D печати, стоит просто поискать альтернативу, чтобы получить от своего 3D принтера максимум при сохранении вашего здоровья и общего благополучия.
Ultimate Materials Guide — Советы по 3D-печати с использованием ABS
Обзор
ABS (акрилонитрил-бутадиен-стирол) имеет долгую историю в мире 3D-печати. Этот материал был одним из первых пластиков, которые стали использовать в промышленных 3D-принтерах. Много лет спустя ABS по-прежнему остается очень популярным материалом благодаря своей низкой стоимости и хорошим механическим свойствам. ABS известен своей прочностью и ударопрочностью, что позволяет печатать прочные детали, которые выдержат дополнительное использование и износ. Строительные блоки LEGO сделаны из этого материала по той же причине! ABS также имеет более высокую температуру стеклования, что означает, что материал может выдерживать гораздо более высокие температуры, прежде чем он начнет деформироваться. Это делает ABS отличным выбором для применения вне помещений или при высоких температурах. При печати из АБС-пластика обязательно используйте открытое пространство с хорошей вентиляцией, так как материал имеет неприятный запах. ABS также имеет тенденцию немного сжиматься при охлаждении, поэтому контроль температуры вашего объема сборки и детали внутри может иметь большие преимущества.
Низкая стоимость
Хорошая ударопрочность и износостойкость
Меньше просачивания и натяжения делает поверхность моделей более гладкой
Хорошая термостойкость
Сильное коробление
Требуется подогреваемый стол или обогреваемая камера
Издает резкий запах при печати
Детали имеют тенденцию к усадке, что приводит к неточности размеров
Требования к оборудованию
Перед 3D-печатью с помощью ABS убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 95-110 ° C Нагретый слой требуется Корпус. Рекомендуется
Сборка Поверхность
КАПТОН ЛЮБОВЬ АБС СРУЗКА
Экстрадер
ТЕМПЕТА: 220-250 ° C NO СПЕЦИАЛЬНЫЙ ХОТКОВ.
Охлаждение
Частичный вентилятор охлаждения Не требуется
Best Practices
Эти советы помогут вам снизить вероятность возникновения общих проблем 3D-печати, связанных с ABS, таких как деформация и дым.
Контрольная деформация
Одной из наиболее распространенных проблем с качеством печати при использовании ABS является деформация. Когда пластик охлаждается от температуры экструзии до комнатной температуры, это изменение температуры вызывает усадку и сжатие пластика. Это может быть особенно проблематично для первого слоя, так как изменение размера часто может привести к тому, что деталь отделится от основы, что испортит отпечаток. Вы можете свести к минимуму этот эффект, используя надлежащую рабочую поверхность, нагретую до 110º C. Платформа сборки передаст часть своего тепла первым слоям вашей детали, что предотвратит их усадку и отделение от платформы. Также принято устанавливать температуру экструдера примерно на 10-20 градусов выше для первых нескольких слоев отпечатка, что также может помочь снизить риск разделения. Simplify3D дает вам полный контроль над температурой вашего слоя и экструдера, поэтому вы можете легко установить нужные значения для каждого слоя, используя вкладку «Температура» в настройках вашего процесса. Хотя эти изменения могут помочь с нижними слоями вашего отпечатка, с более высокими частями могут возникнуть проблемы, поскольку слои удаляются дальше от кровати. При печати больших деталей подумайте о том, чтобы добавить корпус вокруг принтера, чтобы поддерживать более высокую температуру вокруг отпечатка. Корпус также может предотвратить сквозняки, которые могут быстро охладить деталь во время печати. Если вы выполнили эти шаги, но у вас все еще возникают проблемы с деформацией и разделением, в нашем Руководстве по качеству печати есть целый раздел, посвященный деформации, который может дать вам еще больше информации по теме: Как предотвратить деформацию.
Использование краев и подложек
При печати больших деталей или тонких деликатных деталей у вас могут возникнуть проблемы с правильным прилеганием этих деталей к станине. В этих случаях добавление полей или плота к вашему отпечатку может быть отличным способом закрепить эту часть на платформе сборки и предотвратить деформацию. Кромка добавит несколько пластиковых колец вокруг вашей модели на первых нескольких слоях, создав дополнительную площадь поверхности для удержания краев вашей детали. Использование плота фактически напечатает совершенно новую пластиковую структуру под вашим отпечатком, которую можно будет удалить после завершения печати. Рафты в Simplify3D были тщательно оптимизированы для версии 4.0, что позволяет им печатать быстрее и использовать больше материала, но вы все равно можете обнаружить, что края быстрее подходят для больших деталей. Если вы хотите узнать больше об этих вариантах, у нас есть подробная статья, в которой объясняются все различия между плотами, юбками и полями, чтобы помочь вам начать работу.
Печать в хорошо проветриваемом помещении
Известно, что печать с использованием АБС-пластика сопровождается сильным запахом паров, которые потенциально могут быть вредными при вдыхании в больших количествах. Избегайте замкнутых пространств и размещайте принтер в хорошо проветриваемом помещении, чтобы избежать этих проблем. Новые 3D-принтеры могут включать в себя отдельную систему фильтрации воздуха или HEPA-фильтр, который может справляться с этими парами прямо из источника. Если ваш принтер не включает эти функции или вы ограничены в том, где вы можете его разместить, рассмотрите возможность открытия окна или использования гибкого воздуховода из местного хозяйственного магазина, чтобы вывести пары наружу.
Наконечники Pro-Tips
Прилипание к слою можно улучшить, используя суспензию АБС. Вы можете сделать эту суспензию самостоятельно, смешав небольшие кусочки нити ABS с ацетоном и нанеся смесь на кровать. Есть также несколько предварительно упакованных версий продукта, которые можно приобрести.
При двойной экструзионной печати PLA может быть хорошим вспомогательным материалом для отрыва, так как он плохо прилипает к ABS.
Начало работы с ABS
Вот несколько советов, которые помогут вам начать работу с ABS. Вы можете просмотреть некоторые распространенные области применения ниже, выбрать из типичного образца проекта или даже ознакомиться с популярными брендами нитей, если вы хотите запастись этим недорогим материалом.
Общие приложения
Кейсы или проектные корпуса
Игрушки или фигурки
Автомобильная фурнитура
Примеры проектов
Кубики Lego
Дверная защелка
Непоседа Спиннер
Популярные бренды
Hatchbox ABS
FormFutura ABS pro, EasyFil ABS, TitanX
eSun АБС, АБС+
Хобби Кинг АБС
Все, что вам нужно знать об ABS для 3D-печати
Опубликовано 6 июня 2019 г. автором Carlota V.
АБС для акрилонитрил-бутадиен-стирола — это термопластичный полимер, довольно распространенный в промышленности. В основном он известен своей хорошей ударопрочностью при низких температурах и возможностью создания легких деталей. В основном используется в секторе бытовой техники, он также встречается в корпусах лодок, украшениях, игрушках и особенно в знаменитых кубиках, разработанных LEGO. АБС-пластик также очень популярен на рынке 3D-печати FDM, так как это наиболее широко используемый материал в этом секторе вместе с PLA.
Сегодня мы представляем вам обзор основных характеристик АБС-пластика для 3D-печати, включая параметры печати и области применения.
Лего изготавливаются из АБС-пластика
Производственный процесс
Один из первых пластиков, используемых в промышленных 3D-принтерах, он был разработан примерно в 1990 году. Этот термопластичный полимер называется терполимером и чаще всего получается путем полимеризации. акрилонитрила и стирола в присутствии полибутадиена – обычно 20 % акрилонитрила, 25 % бутадиена и 55 % стирола. Таким образом, изменение этих пропорций может изменить свойства АБС; стирол, например, является элементом, который придает АБС-пластику жесткость и блеск, а бутадиен придает ему ударопрочность и низкотемпературные свойства.
Индустрия литья пластмасс под давлением является одним из основных потребителей АБС-пластика: материал обладает хорошей жесткостью, высокой ударопрочностью и большой легкостью, оставаясь при этом очень доступным по цене. Он также был популярным материалом на рынке 3D-печати методом напыления в течение нескольких лет, одним из первых нитей, используемых в секторе с PLA — оба материала легче печатать, чем другие технические и недорогие термопластики.
АБС-пластик широко используется в литье под давлением | Кредиты: Прецизионное литье пластмасс
Характеристики нитей ABS для 3D-печати
Доступный в форме нитей диаметром 1,75 мм или 2,85 мм и нескольких цветов, ABS обладает интересными свойствами для многих отраслей, которые хотят 3D-печатать функциональные детали или прототипы. Хотя его труднее печатать, чем PLA, ABS остается очень популярным материалом для профессионалов 3D-печати из-за его устойчивости к ударам и высоким температурам (от -20°C до 80°C). Он непрозрачен, имеет гладкую и блестящую поверхность и может подвергаться химической сварке с использованием ацетона.
ABS имеет температуру плавления около 200°C, поэтому рекомендуется, чтобы температура экструзии находилась в пределах от 230 до 260°C. Использование нагревательной пластины (от 80 до 130°C) является обязательным: это пластик, который дает усадку при контакте с воздухом, вызывая усадку (или деформацию) детали и, таким образом, ее отделение от пластины. Для крупных деталей даже целесообразно использовать специальный клей типа Kapton или клеевой лак. Наконец, 3D-принтер с закрытым корпусом предпочтительнее, поскольку АБС-пластик выделяет частицы, которые могут быть опасны для пользователя.
Нагревательная пластина необходима, чтобы избежать явления коробления
Что касается печатных материалов, ABS легко печатается с HIPS, материалом, который имеет такие же температуры лотка и экструзии. Этот материал быстро растворяется в D-лимонене, растворителе на основе лимона.
При печати этим термопластичным полимером требуется небольшая постобработка, что является ключевым преимуществом, позволяющим сэкономить время при производстве сложных деталей. Он может быть окрашен и хорошо сопротивляется времени с небольшими наблюдаемыми деформациями. Наконец, это материал, который необходимо держать сухим, поскольку он поглощает влагу из воздуха, что значительно затрудняет печать.
Решения, такие как PolyBox, позволяют защитить нити от влаги
Основные производители
Многие игроки сейчас предлагают АБС-пластик в виде нитей; среди основных — известный поставщик Stratasys, китайский Esun, а также Ultimaker, FormFutura, Innofil3D и т. д. Существует широкий выбор цветов по цене от 15 до 60 евро в зависимости от бренда.
Имейте в виду, что существуют нагруженные нити, в которых к АБС добавляются добавки: например, АБС на основе углеродных волокон или арамидных волокон, более известный как кевлар. Эти волокна, например, уменьшают явление коробления ABS и, следовательно, обеспечивают большую точность. С другой стороны, углерод усиливает первоначальные механические свойства материала. Эти более технические материалы, как правило, дороже и имеют другие параметры печати.
Угловая шлифмашина DeWalt DWE 4205 с новым двигателем обеспечивает высокую производительность. Благодаря автоматическому отключению щеток, рабочий ресурс инструмента выше. Кожух защищает оператора от пыли и искр, для его регулировки не требуется ключ. Дополнительная рукоятка способствует надежному хвату и удержанию инструмента обеими руками.
Характеристики
Диаметр диска, мм125
Мощность, Вт1010
Быстрозажимная гайка SDSнет
Электр. регулировка оборотовнет
Вес, кг2.2
Число оборотов, об/мин11000
Комплектациякоробка
Суперфланецнет
Наличие виброручкинет
Блокировка шпинделя при заклинивании дисканет
Комплектация
Угловая шлифмашина;
Многопозиционная боковая рукоятка;
Защитный кожух;
Фланцы;
Спецключ;
Упаковка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 2,79
Габариты, мм: 402 x 153 x 117
Напишите свой отзыв о «Угловая шлифмашина DeWALT DWE4205»
Имя / Псевдоним
Плюсы
Минусы
Комментарий
Оценка товара
Нажимая на кнопку я соглашаюсь с политикой обработки моих персональных данных
ᐅ УШМ DeWALT DWE4205, 1010 Вт, 125 мм отзывы — 3 честных отзыва покупателей о Угловые шлифмашинки (болгарки) УШМ DeWALT DWE4205, 1010 Вт, 125 мм
Достоинства
Недостатки
Комментарий
Оценка
Принимаю условия
предоставления данных.
тип питания: сетевой
макс. диаметр диска 125 мм
макс. частота вращения диска 11000 об/мин
вес 2.2 кг
дополнительная рукоятка
Средний рейтинг УШМ DeWALT DWE4205, 1010 Вт, 125 мм — 4,67
Всего известно о 3 отзывах о УШМ DeWALT DWE4205, 1010 Вт, 125 мм
Ищете положительные и негативные отзывы о УШМ DeWALT DWE4205, 1010 Вт, 125 мм?
Из 11 источников мы собрали 3 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки УШМ DeWALT DWE4205, 1010 Вт, 125 мм выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о УШМ DeWALT DWE4205, 1010 Вт, 125 мм, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по УШМ DeWALT DWE4205, 1010 Вт, 125 мм
Информация об отзывах обновлена на 09.11.2022
Написать отзыв
Сергей Ж, 19.07.2020
Достоинства: Мощная, легко менять положение защитного кожуха, хорошо держит обороты при нагрузке
Недостатки: Нет
Комментарий: DeWALT DWE 4205 15CAA Хорошая машинка, брал для шлифовки дерева вполне себя оправдала
Vladimir K., 02.12.2019
Достоинства: мощность — зверь!
Недостатки: греется с минимальной нагрузкой, шумит, тяжелая
Константин Ж. , 12.03.2019
Достоинства: DeWALT делает всю технику профи, инструмент классный, яркий, на стройке глаз сразу находит, не убиваемый
Недостатки: долгая доставка сайта
Комментарий: пока работает отлично, своих денег стоит
Общие характеристики
Потребляемая мощность
1010 Вт
Макс. частота вращения диска
11000 об/мин
Макс. диаметр диска
125 мм
Резьба шпинделя
M14
Диаметр посадочного отверстия
22.2 мм
Тип питания
сетевой
Функции и возможности
Возможности
фиксация шпинделя, защита от перегрузок, блокировка кнопки включения
Dewalt Dwe4205 Type 1 маркировка и маркировка | Kruis.nl
Kruis Gereedschappen
Producten
Accessoires en toebehoren
Electrisch gereedschap
Handgereedschap
Lucht gereedschap
Meet gereedschap
Nieuwe producten
Opberg systemen en steekwagens
Persoonlijke bescherming PBM
Stofvrij werken en stofzuigers
Tuin en outdoor
Verbruiksproducten
Onderdelen
Hikoki
Makita
Metabo
Milwaukee
Festool
Fein
Bosch
Dewalt
Algemene informatie
Openingstijden
Contact opnemen
Betalingsmogelijkheden
Verzending en retouren
Garantie en reparatie
Vragen en klachten
Политика конфиденциальности
Winkelwagen
Инлогген
Vele onderdelen moeten bij de fabrikant besteld worden, dit duurt afhankelijk van het merk, één tot vier weken. Alle informatie die we hebben, staat op onze веб-сайт, wij kunnen u geen advies geven over wat u nodig heeft, daarvoor zult u de machine ter reparatie in moeten leven. Let bij het bestellen op het volgende:
Hou rekening met één tot vier weken levtijd!
De meeste onderdelen kunnen niet retour!
Операционная машина с точным номером типа DWE4205 TYPE 1 staan!
Как подготовить 3д модель к печати / Фаблаб Южный Федеральный / ЦМИТы
По многочисленным просьбам наших клиентов пишу данный пост.
Итак, к работе мы принимаем ТОЛЬКО файлы STL или gcode. Оговорюсь сразу, несмотря на то, что STL – универсальный формат 3д моделей, 3д принтер понимает только gcode. Но обо всём по-порядку 🙂
Цепочка «от идеи до реализации» выглядит так:
1. Нарисовали модель в любимом 3д редакторе
2. Сохранили её в формат stl
3. Перевели её в g-код для конкретной модели 3д принтера
4. Распечатали
Давайте чуть подробней рассмотрим каждый шаг.
Шаг первый. Моделирование.
Насчет 3д редакторов мы не можем дать какие-либо рекомендации — их слишком много и они слишком разные и заточены под решение разных задач. Для 3д печати подойдет любой, главное чтоб он умел экспортировать модель в формат stl встроенными средствами или за счёт плагинов.
Сами для моделирования чаще всего используем SketchUp Make, TinkerCAD и OpenSCAD, т. к. они достаточно простые и бесплатные в использовании.
Также моделировать можно в:
Rhinoceros
Autodesk AutoCAD и 3DS Max
Blender
FreeCAD
…
Если вы не нашли своего любимого трехмерного редактора выше, не отчаивайтесь, скорее всего он тоже позволяет делать модели для 3д печати, вам нужно лишь загуглить как сохранять модели в stl формате.
Вообще, у каждого редактора есть свои плюсы и минусы, это тема для отдельной большой статьи. Если вы новичок в 3д моделировании, только выбираете 3д редактор для своих задач и вам хочется более глубоко изучить вопрос, рекомендую начать с изучения сравнительных статей [1] и [2] на эту тему в англоязычной википедии.
Если вам лень моделировать, можно поискать готовые модели на Thingiverse и Tinkercad, моделей там десятки тысяч, вполне возможно что вы найдёте подходящий дизайн.
Шаг второй. Экспорт в STL.
STL (от англ. stereolithography) — формат файла, широко используемый для хранения трехмерных моделей объектов для использования в технологиях быстрого прототипирования. По факту этот формат стал стандартом для 3д печати. Stl существует в двух версиях — ASCII и бинарной. При сохранении в stl мы рекомендуем использовать бинарный формат, он более компактный и поддеживается fabmodules. Для сохранения в stl из SketchUP мы используем плагин SketchUp STL.
Шаг третий. Слайсинг.
Слайсер – программа для перевода 3D модели в управляющий код (g-code) для 3D принтера. G-код выглядит так:
M107
M190 S105; set bed temperature
M104 S240; set temperature
G28 X0 Y0
G28 Z0
G1 Z0.3 F200
G1 X15 Y20 F12000
M109 S240; wait for temperature to be reached
G21; set units to millimeters
G90; use absolute coordinates
M82; use absolute distances for extrusion
G92 E0
G1 Z0. 500 F15000.000
G1 E-2.00000 F2400.00000
G92 E0
G1 X48.899 Y27.458 F15000.000
G1 E2.00000 F2400.00000
G1 X49.639 Y26.141 E2.25228 F1800.000
G1 X51.401 Y24.601 E2.64304
G1 X53.576 Y23.740 E3.03380
G1 X54.989 Y23.594 E3.27100
G1 X163.011 Y23.594 E21.31220
G1 X165.317 Y23.991 E21.70296
G1 X167.357 Y25.136 E22.09372 F1800.000
G1 X168.896 Y26.898 E22.48448
G1 X169.757 Y29.074 E22.87524
…
Файл g-кода можно открыть любым текстовым редактором. Опять таки, более подробней про g-код и что означают эти команды можно прочесть в википедии.
У некоторых производителей, таких как Makerbot, для простоты слайсер интегрирован в управляющий 3д принтером софт. В opensource-проектах типа RepRap как правило слайсер используется отдельно, что даёт большую универсальность, т.к. g-код, прекрасно работающий на одной модели принтера может плохо работать или вообще не подойти на другой. Параметров, которые могут различаться, довольно много: размеры «кроватки», диаметр пластика-сырья, количество экструдеров, диаметр экструдера, характеристики шаговых двигателей и т.д.
Для нашего 3д принтера RepRap Tricolour Mendel мы используем свободный слайсер Slic3r. Есть конечно и альтернативы — Kisslacer, Skineforge, Cura, но на них останавливаться не буду. О наиболее важных характеристиках, которыми позволяет управлять Slic3r хорошо и подробно написали наши украинские коллеги из Lugrap, не буду копировать весь текст сюда, приведу лишь ссылку. (есть и печатная версия).
Есть еще один неплохой сборник советов по подготовке модели, тоже рекомендую ознакомиться.
От себя добавлю еще несколько вещей. Во-первых, всегда рекомендую просматривать глазами насколько stl и g-код соответствует действительности, благо в последних версиях Slic3r есть встроенный визуализатор.
В случае еcли вы уверены, что модель нарисована правильно, но c stl что-то не так, можно попробовать починить его автоматически при помощи Meshlab или Netfabb Cloud. (+ подробности) Во-вторых, не забывайте про необходимость перевернуть деталь наименьшим количество «провисающих» элементов книзу и сгенерировать «поддержку» для элементов, висящих в воздухе. В-третьих, нужно выбирать паттерн и процент заполнения, соответствующий требованиям к прочности детали. Если нужна большая прочность — рекомендую смотреть в сторону паттерна honeycomb, если не принципиально — быстрее всего будет паттерн Line.
Шаг четвёртый. Печать.
Здесь всё более-менее понятно. Главное, не забывайте откалибровать принтер перед печатью. По качеству «юбки» и первого слоя можно судить о дальнешем качестве 3д модели. Если печатается плохо или слой отлипает, лучше остановить печать и откалибровать принтер снова.
Опять-таки, дельные советы по калибровке есть у ребят из LugRap, см. секцию «Первая печать»
Материал данной статьи войдет в наш бесплатный он-лайн курс по цифровому производству, который в будущем составит теоретическую, базу для российского аналога Фабакадемии), поэтому буду рад вашим замечаниям и комментариям 🙂
Это произведение доступно по лицензии Creative Commons «Attribution-NonCommercial-ShareAlike» («Атрибуция — Некоммерческое использование — На тех же условиях») 4. 0 Всемирная.
На сегодняшний день почти все 3D-принтеры управляются так называемым G-кодом или его аналогами – это универсальный и общепринятый язык для данных устройств.
Пример G-code
G-code
G-code – код, который представляет собой набор строк в виде команд для станка с ЧПУ (числовым программным управлением), то есть 3D-принтера. G-code имеет международный стандарт, утверждённый американской и европейской системами стандартизации. Однако его можно дополнять своими командами под свой станок.
G-code появился в 60-е годы 20 века для станков с ЧПУ. Его впервые начала применять компания Electronic Industries Alliance. Сегодня почти все используют G-code для своих ЧПУ-станков.
Что из себя представляет слайсер?
Слайсер – это ПО, предназначенное для автоматизированной подготовки компьютерной 3D-модели (формата STL) к печати на 3д-принтере. Программа делает нарезает по слоям модель и переводит полученную информацию в команды, в вид G-code.
Функционал слайсеров с каждым годом растет. Сейчас можно не только подготовить модель к печати, но и отредактировать ее. Например, для экономии материала можно изменить внутреннюю структуру модели: сделать внутри полости.
Популярные слайсеры:
· CURA
Самый популярный слайсер на рынке. Его создала компания Ultimaker для своих 3D-принтеров. Он бесплатный и подходит к устройствам других производителей. Функционал слайсера Cura позволяет задавать самые разные параметры для печати. Программа подходит как для новичков, так и для профессионалов, благодаря имеющимся разным режимам работы. Разработчики Cura продолжают совершенствовать программу: за последний год она сильно преобразилась в плане интерфейса и функционала.
Интерфейс CURA
· Simplify3D
Это профессиональный и универсальный слайсер. В нем присутствует много разнообразных параметров для улучшения качества 3D-печати. Главным достоинством является функция не только автоматического, но и ручного добавления поддерживающих элементов. Также в программе есть возможность создавать определенные настройки для 3D-печати для конкретных областей модели. Данный слайсер является платным.
Интерфейс Symplify3D
· Meshmixer
Это универсальная программа, позволяющая не только подготавливать STL модель к печати, но также ее редактировать и «ремонтировать». Например, возможно производить склейки нескольких моделей в одну или создавать сложные внутренние структуры. Важным достоинством является доступность программы (программа бесплатна).
Интерфейс Meshmixer
· Materialise Magics
Профессиональный инструмент, который подходит не только к FDM принтерам, но и к другим технологиям 3D-печати, таким как: SLA, SLS, SLM и т. д.
В данном программном решении возможно сохранять настройки в виде профилей под каждый принтер. Materialise Magics имеет значительный функционал по «ремонту» STL-файлов, созданию внутренних структур моделей и др.
Программа отличается относительной дороговизной.
Интерфейс Magics
Как конвертировать STL в G-код БЕСПЛАТНО (онлайн и офлайн)
Если вы спросите, файлы какого формата необходимы для 3D-печати? Это должен быть СТЛ. Поскольку данные STL просты, их можно легко преобразовать в файлы формата G-кода, что является наиболее прямым средством для работы с 3D-принтерами.
3D-принтеры: руководство для начинающих — купить на Amazon
Это руководство покажет вам , как легко преобразовать STL в G-code . Я надеюсь, что вы найдете это полезным. Итак, начнем!
Является ли STL тем же, что и G-код?
Ответ: Нет, давайте разберемся, что же такое на самом деле файлы STL и G-code.
Что такое файлы STL?
STereoLithography, или сокращенно STL, представляет собой метод 3D-печати и связанный с ним формат файла, разработанный Чаком Халлом в 3D Systems в 1980-х годах. Стандартный тип файла для 3D-печати называется файлом STL. Это облегчает соединение между компьютером и 3D-принтером в сочетании с программным обеспечением для 3D-нарезки.
Большое количество программ САПР теперь читают и записывают файлы STL. В наши дни он обычно используется в быстром прототипировании, 3D-печати и CAM.
3D-печать стала проще для новичков и любителей — купите на Amazon
Для тех, кто не знаком, файлы STL представляют собой 3D-модели. Они не предназначены для 3D-печати сами по себе. Цвет, текстура и другие часто используемые свойства модели не включены в этот формат, только геометрия поверхности 3D-объекта.
Что такое файлы G-кода?
G-код или код «G» — это простой компьютерный язык, дающий инструкции принтеру. Положение сопла принтера, нагрев экструдера и платформы, продолжительность любых перерывов в процессе печати, скорость движения головки принтера и т. д. -коды не ограничиваются 3D-принтерами; они могут использоваться со многими различными типами машин. G-коды используются режущими инструментами, такими как токарные и фрезерные станки. Файл G-кода можно просмотреть в редакторе на персональном компьютере.
Если у вас есть преобразованный файл STL, вы можете превратить его в G-код, разбив его на слои. Принтер понимает только файлы G-code.
Лучший конвертер STL в G-код
На самом деле преобразование STL в G-код представляет собой процесс нарезки. Таким образом, конвертер STL в G-код, как мы знаем, является программным обеспечением для нарезки.
Здесь представлены лучшие бесплатные конвертеры Windows STL в G-code. С помощью этих программ 3D-модель в файле STL можно экспортировать в виде G-кода. Стоит отметить, что G-код также известен как язык программирования числового кода. CIM и 3D-печать являются основными приложениями этого языка.
3D-печать 101: полное руководство для начинающих — купить на Amazon
Следующие преобразователи STL представляют собой веб-сервисы, к которым можно получить доступ из любого веб-браузера; загрузка или установка не требуется. Хотя многие из приведенных ниже вариантов удобны для пользователя и требуют небольшого обучения, они могут быть не самыми эффективными, если вам нужно преобразовать много файлов.
2.1. Программное обеспечение для нарезки Creality
Как мы знаем, Creality является отличным производителем 3D-принтеров, их представительным 3D-принтером является Creality Ender 3, Creality CR-10 и т. д. Между тем, они разработали 2 типа программного обеспечения для нарезки для FDM и полимерных принтеров: Creality Печать (слайсер FDM) и HALOT BOX (слайсер смолы). Давайте узнаем больше об этом.
Creality Print (FDM-слайсер)
Creality Print (FDM-слайсер) — это программное обеспечение собственной разработки для FDM-слайсера. Он позволяет нарезать 3D-модели (STL в G-код) на рабочем столе и экспортировать их в Creality Cloud для печати. Он поддерживает системы Windows, Mac и Linux. Это абсолютно бесплатно.
Выполните следующие шаги, чтобы преобразовать STL в G-код с помощью Creality Print (FDM Slicer):
Шаг 1 . Загрузите и установите Creality Print (FDM Slicer) на свой рабочий стол (система Windows, Mac или Linux).
Система
Преобразователь STL в G-код ссылка для бесплатной загрузки
Шаг 2 . Для начала добавьте модель вашего принтера. Это гарантирует, что ваш файл нарезки подходит для печати.
Шаг 3. Теперь вы можете загрузить файлы STL в программу, нажав кнопку Import Model на правой вкладке. Если вы являетесь пользователем Creality Cloud, вы можете войти в свою учетную запись и найти файлы STL для синхронизации с Creality Print.
Шаг 4. Затем нажмите кнопку Start Slice , чтобы преобразовать STL в G-код.
Шаг 5. Экспортируйте преобразованный файл STL в G-коде на рабочий стол.
Это очень просто и совершенно бесплатно. Если вы являетесь пользователем Creality Printers, вам идеально подойдет конвертация файлов STL в G-код. Не пропустите бесплатную загрузку и отслеживание.
Журнал 3D-печати — Купить на Amazon
Это простая и практичная программа, которая позволяет вам контролировать и управлять вашим 3D-принтером на расстоянии и печатать прямо с вашего компьютера. Чтобы управлять процессом печати, например, искать модели, загружать и импортировать их, изменять их, настраивать параметры печати и нарезки, удаленно управлять 3D-принтером и т. д., вы можете войти в свою учетную запись Creality Cloud, связанную с Creality Print. Вы можете импортировать или экспортировать G-код из Creality Cloud и печатать прямо из приложения Creality Cloud или сохранить G-код на своем компьютере и отправить его на принтер через последовательный порт USB или соединение Wi-Fi.
HALOT BOX (Слайсер для смолы)
HALOT BOX (Слайсер для смолы) — это программа для резки смолы, разработанная Creality. Это специально для пользователей полимерных принтеров Creality. Вы можете использовать его для нарезки 3D-моделей на рабочем столе и отправки их в Creality Cloud, где их можно распечатать. Используя Creality Cloud, HALOT BOX может искать модели, загружать их, импортировать, редактировать, задавать параметры печати и нарезки, удаленно управлять 3D-принтером и так далее.
Нарезанный файл можно импортировать и экспортировать из Creality Cloud и распечатать прямо из приложения Creality Cloud или сохранить на компьютере и отправить на принтер через последовательный порт USB или соединение Wi-Fi. Мы включили поддержку 14 языков для людей со всего мира, а будущие обновления добавят еще больше гибкости.
2.2. Ultimaker Cura STL в G-код
Ultimaker Cura — это еще один бесплатный вариант преобразования файлов STL в G-код, совместимый с Windows, macOS и Linux.
Эта программа упрощает использование 3D-модели файла STL для создания G-кода. Эта программа совместима с различными типами файлов, включая STL, AMF, X3D и многие другие.
После импорта 3D-объекта вы можете использовать его встроенные возможности просмотра для просмотра образца ввода с разных сторон. Материал для печати, размеры сердцевины, высота слоя, процент заполнения и т. д. могут быть установлены на вкладке «Настройки» до начала процесса преобразования. Чтобы преобразовать STL в G-код, сделайте то, что я скажу.
Вот как использовать Ultimaker Cura для перехода от STL к преобразованию в G-код:
Чтобы импортировать файл STL, запустите программу и выберите вкладку «Папка».
Затем выберите модель принтера в меню и перейдите на вкладку «Настройки», чтобы изменить настройки принтера.
Затем, выбрав параметр «Сохранить в файл», нажмите кнопку e Slice, чтобы начать обработку 3D-модели.
Чтобы изменить STL на G-код, выберите G-код в качестве выходного формата и нажмите кнопку «ОК».
Дополнительные возможности:
Реплики Cura: Вы можете в любое время сделать копию работы и данных вашего программного обеспечения.
Плагин постобработки: Несколько аспектов сгенерированного G-кода можно настроить вручную.
Удобно использовать программу преобразования STL в G-код, с помощью которой можно легко извлечь G-код из файла STL, содержащего 3D-объект.
Преобразование STL в G-код онлайн бесплатно
Теперь вы можете преобразовать STL в G-код онлайн без установки каких-либо приложений в вашей системе. Просто вы можете сделать это, открыв ссылку в любом браузере.
Any conv онлайн-конвертер STL — это бесплатный онлайн-инструмент для конвертации файлов 3D-принтеров с G-кодом (.gcode), который не требует регистрации или установки системы. Запустите в любом современном браузере, включая Chrome, Opera и Firefox.
Перетащите файл STL или выберите его с помощью кнопки «Выбрать файл», чтобы начать процесс преобразования.
Выберите нужный формат и нажмите кнопку «Конвертировать».
Файл G-кода можно загрузить после завершения преобразования STL в G-код.
Преобразование сетки в другой формат занимает очень мало времени.
Для переключения с STL на G-код требуется всего несколько секунд. AnyConv работает с любой платформой, на которой можно запустить веб-браузер. В качестве веб-инструмента наш преобразователь STL в G-код не требует загрузки или установки с вашей стороны.
Советы: Если вам нужно восстановить файл STL, вот доступные инструменты.
Часто задаваемые вопросы о файлах STL и G-code для 3D-печати
Q1. Используют ли 3D-принтеры STL или G-код?
G-код — это язык программирования с числовым программным управлением, состоящий из команд, используемых сегодня во многих настольных 3D-принтерах. Хотя большинство этих инструкций начинаются с буквы «G» (отсюда и название), «M» также используется для нескольких часто используемых машинно-специфических кодов.
Формат файла STL широко используется в 3D-печати и САПР (CAD). Стереолитография, сокращение от STL, является стандартным методом 3D-печати. Некоторые другие названия STL включают стандартный язык треугольников и стандартный язык тесселяции.
Q2. Можно ли использовать файлы STL для ЧПУ?
Маршрутизаторы с ЧПУ обычно принимают файлы в форматах STEP, DXF или SVG. STL не является наиболее часто используемым форматом для фрезерования с ЧПУ, но он имеет свои применения, например, когда высота резания варьируется для получения деталей различной глубины или когда станок перемещается по всем трем осям одновременно.
Руководство для новичков по фрезерованию на станках с ЧПУ — Купить на Amazon
Заключение
В зависимости от используемой программы преобразование STL в G-код может занять много времени и быть неточным. Мы надеемся, что это руководство помогло вам изучить основы преобразования STL в G-код и получить представление о том, как использовать инструменты для преобразования.
Спасибо, что нашли время прочитать мой блог. Если вы найдете мой контент ценным и хотели бы поддержать меня, рассмотрите возможность сделать пожертвование. Ваш вклад поможет мне продолжать создавать качественный контент и приносить вам пользу. Любая сумма приветствуется, и вы можете сделать пожертвование через «Купи мне кофе». Спасибо за Вашу поддержку!
*Многие ссылки являются партнерскими — это означает, что Creality Cloud получает небольшую комиссию за каждую покупку — без каких-либо дополнительных затрат для вас.
Как преобразовать STL в G-код: самый простой способ
Автор Сэмми Экаран
Преобразование файлов STL в G-код для вашего 3D-принтера или станка с ЧПУ дает множество преимуществ. Мы покажем вам, как это сделать.
Если вы энтузиаст 3D-печати, вы, вероятно, видели файлы STL и G-code. Файлы STL являются наиболее распространенным типом файлов для 3D-принтеров, а G-код — это язык, который большинство 3D-принтеров используют для управления движением. Читайте дальше, чтобы узнать, как преобразовать файлы STL в G-код с помощью программного обеспечения Cura.
Что такое STL и G-код и для чего они используются?
Файлы STL являются наиболее распространенным форматом файлов для 3D-печати. STL расшифровывается как STereoLithography. G-код, с другой стороны, представляет собой язык программирования, который сообщает 3D-принтеру и станкам с числовым программным управлением (ЧПУ), что делать шаг за шагом. 3D-принтеры используют G-код для создания объектов. Принтер считывает G-код и создает объект слой за слоем в соответствии с инструкциями в файле.
Преимущества преобразования STL в G-Code
Вот семь причин, по которым вы можете захотеть преобразовать файлы STL в G-код.
G-код — это стандартный язык, на котором говорят 3D-принтеры и станки с ЧПУ. Так что, если у вас есть файл, который вы хотите использовать на своем компьютере, вам нужно преобразовать его в G-код.
G-код также более точен, чем STL, поскольку в нем меньше места для ошибок при чтении файла машиной.
Файлы STL могут быть очень большими, что затрудняет работу с ними и их передачу. Преобразование их в G-код может помочь уменьшить их размер.
Файлы G-кода обычно работают быстрее, чем файлы STL. Так что, если вы хотите сэкономить время, это хороший вариант.
Файлы G-кода с меньшей вероятностью аварийно завершат работу, чем файлы STL, поскольку в них меньше информации для обработки.
Файлы STL могут быть сложными для редактирования. Если вам нужно внести изменения в файл, это может быть намного проще, если он в формате G-кода.
Файлы G-кода более широко совместимы. Если вы отправляете файл кому-то другому, он, скорее всего, сможет открыть его, если он в формате G-кода.
Как преобразовать файл STL в G-код
Существует два основных способа создания G-кода из файла STL. Первый — использовать программу нарезки, а второй — использовать программу CAM. Программы нарезки берут трехмерную модель и разрезают ее на слои, которые затем можно распечатать по одному. Программное обеспечение для нарезки является наиболее распространенным способом создания G-кода, поскольку оно относительно простое и быстрое. Однако у него есть некоторые ограничения. Например, он может генерировать код только для прямых линий и простых кривых. Он также не может очень хорошо обрабатывать более сложные формы.
Программы CAM, с другой стороны, могут генерировать G-код для сложных форм, но их использование сложнее, чем программы для нарезки. Их используют люди, которые уже знакомы с обработкой на станках с ЧПУ. Здесь мы будем использовать программное обеспечение для нарезки, чтобы преобразовать файл STL в G-код.
Доступно множество слайсеров для 3D-принтеров, но в этом руководстве мы сосредоточимся на Cura. Cura — это слайсер с открытым исходным кодом, созданный Ultimaker, ведущим производителем настольных принтеров FFF/FDM. Это популярная программа, поскольку она бесплатна, относительно проста в использовании и дает высококачественные результаты.
Преобразование файла STL в G-код в Cura
Чтобы преобразовать файл STL в G-код в Cura, выполните следующие действия:
Первое, что вам нужно сделать, это открыть Cura и загрузить файл STL. Вы можете сделать это, нажав кнопку Open File в верхнем левом углу окна. После загрузки файла вы должны увидеть его в центре экрана.
После загрузки файла пришло время настроить параметры нарезки. Эти настройки сообщат Cura, как нарезать вашу модель и сгенерировать G-ode. Вы можете поэкспериментировать с ними и увидеть результаты.
Основные настройки Cura:
Высота слоя: Эта настройка управляет толщиной каждого слоя. Более тонкие слои обеспечат более качественную печать, но их печать займет больше времени. Высота слоя 0,15-0,20 мм является хорошим выбором для большинства применений.
Заполнение: Этот параметр определяет, какая часть внутренней части вашей модели должна быть заполнена материалом. Более высокий процент заполнения обеспечит более прочную печать, но при этом будет использовано больше материала. Для большинства применений хорошим выбором будет заполнение 20-40%.
Толщина стенки: Этот параметр определяет толщину внешних стенок вашей модели. Толщина стенки 0,80 мм является хорошим выбором для большинства применений.
После того, как вы настроили параметры нарезки, вы можете нажать кнопку Slice в правом верхнем углу окна, чтобы сгенерировать G-код.
Cura теперь выводит файл с расширением «. gcode», содержащий все инструкции, необходимые для печати вашей модели, и вы можете сохранить его на свой компьютер. Поздравляем, вы успешно преобразовали файл STL в G-код в Cura!
Советы, которые следует знать при преобразовании STL в G-код в Cura
Чтобы улучшить качество ваших файлов и получить лучшие результаты при нарезке, попробуйте увеличить разрешение файла; это сделает вашу модель более детальной и точной.
При первом открытии Cura вы выберете свой принтер из списка предварительно настроенных 3D-принтеров. Если вашего 3D-принтера нет в списке, вы можете выбрать вариант Custom FFF Printer . После того, как вы выбрали свой принтер, Cura автоматически загрузит правильные настройки.
Выберите правильный процент заполнения. Этот параметр определяет, насколько внутренняя часть вашей модели будет заполнена материалом. Более высокий процент заполнения позволит получить более прочную и долговечную деталь, но также увеличит время и стоимость печати.
Изоляция элементов трубопроводов термоусаживаемыми лентами (ТУМ)
Главная » Трубопровод » Трубопровод изоляция » Изоляция элементов трубопроводов термоусаживаемыми лентами (ТУМ)
В зависимости от конструкции различают двухслойное и трехслойное покрытия.
Трёхслойное покрытие состоит:
1) двухкомпонентный жидкий эпоксидный праймер
2) термоплавкий адгезив
3) полиэтиленовая основа
Двухслойное покрытие не имеет первого слоя эпоксидного праймера.
По толщине полиэтиленового слоя различают покрытие усиленного и весьма усиленного типа:
Тип покрытия
Номинальный наружный диаметр трубы, мм
Общая толщина покрытия, мм, не менее
Усиленный тип по ГОСТ Р51164-98 (Конструкция №8)
57-720
1,2
Весьма усиленный тип по ГОСТ 9. 602-2005 (Конструкция №9)
до 259 вкл.
от 273 до 426 вкл.
свыше 426 по 720 вкл.
1,8
2,0
2,2
По температуре эксплуатации различают покрытие, выдерживающее температуры до +60°С и покрытие, выдерживающее температуры до +80°С.
Трехслойная антикоррозионная защитная система наносится на предварительно очищенную дробеструйной обработкой поверхность методом спиральной намотки с взаимным перехлестом витков.
При нагревании основа ленты подвергается термоусадке, адгезив размягчается и заполняет все неровности рельефа, образуя однородное покрытие и обеспечивая великолепную адгезию и диэлектрическую сплошность получаемого покрытия.
Технические характеристики:
Внешний вид: покрытие не должно иметь пропусков, пузырей, отслоений, механических повреждений, складок, прожогов, ухудшающих качество защитного покрытия. На участках большой кривизны и в местах сложных сопряжений допускается наличие небольших складок (гофр), заполненных клеем, а так же частичных отслоений замковых пластин.
Диэлектрическая сплошность: отсутствие пробоя покрытия при напряжении не менее 5 кВ на 1 мм толщины покрытия.
Адгезия покрытия к стали при температуре (20±5)°С: не менее 35 Н/см ширины.
Цена
по запросу
Отправьте заявку и получите уникальное предложение!
Укажите Ваш электронный адрес*
Контактный телефон*
Содержание
Приложить файл
не более: 3
Выберите дополнительно изоляционный материал из номенклатуры нашего магазина
ООО «Завод изоляционных антикоррозионных технологий ПолимерКОР» проводит работы по изоляции стальных труб, их элементов, конструкций в различных вариантах исполнении и типа антикоррозионных покрытий, усиленной изоляции УС и весьма усиленной изоляции ВУС, которые необходимы для внешней или внутренней защите поверхностей стальных труб от коррозии, отложений и предельно допустимой их эксплуатации.
Предлагаем любые изоляционные защитные покрытия на стальные металлические и прочие трубы, секции труб, отводы, тройники и детали трубопроводов диаметров от 45 мм до 1720 мм. и проведем необходимую защиту сварных соединений изоляционными материалами, покрытия наружной поверхности труб, резервуаров и емкостей.
Мы всегда готовы быть Вам полезным и надежным партнером!
Изоляция термоусаживающимися манжетами и лентами трубопроводов — ТУМ
ООО «Уралхимизоляция» производит работы по изоляции труб и фасонных изделий трубопроводов термоусаживающимися манжетами с 2008 года (ТУ 1390-004-49124334-2014 Полиэтиленовые покрытия). Мы изолируем термолентами из экструдированного полиэтилена соединительные детали трубопроводов (СДТ): сварные стыки, узлы, отводы, переходы и другие детали.
Срок выполнения работ от 2-х дней. Заполните заявку на расчёт или звоните +7 (351) 223-37-66.
Примечание: изоляцию термоусаживающимися манжетами (или лентами, трубками, муфтами, ТУМ) также называют изоляцией полиэтиленом, а также защитой усиленного типа или ВУС-изоляцией.
Какие типы лент мы используем?
1. Терма-СТ
2. Терма-СТМП
3. Тиал-М80
Термоусаживающиеся ленты состоят из рулонного двухслойного или трехслойного изоляционного материала. Иногда такую ленту дополнительно усиливают стеклосеткой. Структура трёхслойного:
1) двухкомпонентный жидкий эпоксидный праймер;
2) термоплавкий адгезив;
3) полиэтиленовая основа.
Двухслойные манжеты — без эпоксидного праймера.
В чем выгода покрытия деталей термоусаживающимися муфтами у нас?
1. Наносим ТУМ изоляцию на весь ассортимент труб и фасонных изделий, включая нестандартные изделия по чертежам — сварные стыки и узлы, отводы, тройники, переходы, отводы горячего гнутья, отводы холодного гнутья, муфты, заглушки, фланцы, задвижки, детали трубопроводов с приварными патрубками (катушками). Выполняем изоляцию по ТУ 1469-002-49124334-2014 «ВУС изоляция на основе термоусаживающихся материалов», ГОСТ Р 51164 и ГОСТ 9.602.
2. Наш технологический отдел окажет компетентную помощь в выборе типа термоусаживающихся манжет на основе ваших потребностей.
3. Отгрузки и сопровождение контракта осуществляются в любой день недели, без выходных.
Мы работаем по ряду городов России, включая Челябинск, Нижний Новгород, Пермь, Екатеринбург, Омск, Самару, Уфу, Казань, Красноярск и Волгоград, поставляем нашу продукцию в Казахстан. Производство расположено в г. Коркино (Челябинская область). Заполните заявку на расчёт или звоните +7 (351) 223-37-66.
Отправить запрос на расчёт стоимости
Скачать документацию
Как мы наносим покрытия из термоусаживающихся материалов
При нанесении манжеты наши специалисты учитывают следующие факторы:
— Термоусаживающаяся манжета должна плотно охватывать изолируемую поверхность металла и заводского покрытия детали, не иметь пузырей, гофр, складок и следов прожога.
— Через изоляцию должен проступать профиль сварного шва трубы, рельеф кромок заводского покрытия и нахлеста ленты.
— По итогам термоусадки манжеты адгезив должен выступать из–под ленты, образуя ровный сплошной слой не менее 3-4 мм с обеих сторон.
— Манжета должна перекрывать заводское покрытие не менее чем на 50 мм с обеих сторон от стыка.
По требованию заказчика на детали может наноситься покрытие увеличенной толщины.
Чтобы получить более полную и подробную информацию об услугах, ценах, сроках нанесения полиэтиленовых покрытий, отправьте заявку.
«У нас нет другого выбора, кроме как строить экологично»
Целью профессора Вернера Ланга является строительство жилых домов с положительным экологическим следом. В этом интервью он объясняет, как этого можно достичь и почему энергоэффективность означает гораздо больше, чем просто хорошая теплоизоляция.
Насколько велико воздействие строительства и жилья на окружающую среду?
Werner Lang: На строительный сектор приходится примерно 40 процентов выбросов CO 2 выбросы и потребление энергии, а также более половины производимых отходов. Энергозатратность и особенно использование материалов в строительстве огромны. Мы должны более эффективно управлять этими ресурсами.
Где мы можем внести коррективы, чтобы уменьшить негативное воздействие на окружающую среду?
Язык: Первым аспектом является энергоэффективность: Здания должны строиться таким образом, чтобы минимально возможное использование ископаемой энергии. Однако другие аспекты играют еще более важную роль в устойчивости, например, воздействие на окружающую среду конкретного строительного материала или определенного строительного процесса. Экологически безопасное строительство означает, что наша строительная деятельность представляет наименьшую возможную угрозу экологическому балансу.
Почему способ строительства здания важнее для окружающей среды, чем энергоэффективность?
Язык: Возьмем, к примеру, пассивный дом. Энергия, потребляемая при эксплуатации дома, составляет 15 киловатт-часов на квадратный метр в год. Это относительно небольшая сумма. Здания 1970-х годов потребляют от 250 до 300 киловатт-часов на квадратный метр каждый год. Но энергия, необходимая для строительства пассивного дома, намного выше, чем для обычных зданий. Требуется больше теплоизоляции, а инфраструктура здания усложняется. Мы используем больше материалов в строительстве, и в конце концов возникает вопрос: в какой момент я должен вкладывать в строительство больше энергии, чем я экономлю при последующих операциях? Поэтому имеет смысл подумать о том, как само здание может производить как можно больше энергии в течение всего срока службы, например, используя фотоэлектрические элементы. Если это удастся, то здания действительно могут иметь положительный экологический след.
Студенты вашего института построили такой дом на американском конкурсе «Солнечное десятиборье».
Язык: Два года назад студенты объединились с Техасским университетом, чтобы сформулировать концепцию такого дома на конкурсе. Они спроектировали здание, которое вырабатывает достаточно энергии, чтобы питать себя, а также электромобиль, очень гибкое и даже позволяющее уплотнять наши города. Кроме того, мы хотели показать, что можно создавать замкнутые водные контуры и выращивать продукты прямо на территории. Но это было слишком амбициозно для короткого периода времени, доступного в конкурсе. Команда заняла четвертое место с NexusHaus, что является большим достижением.
Как вы думаете, приживется ли устойчивое строительство? Сможем ли мы все через 50 лет жить в супердомах с положительным энергетическим следом?
Язык: Последствия изменения климата уже уносят тысячи жизней в прибрежных районах и других местах и вызывают экстремальные погодные явления, наносящие значительный экономический ущерб в Центральной Европе. Я считаю, что мы не можем позволить себе не строить устойчиво. Мы не можем сделать ничего, что не способствовало бы активной стабилизации нашего климата. В то же время мы должны интенсивно искать меры, чтобы приспособиться к продолжающемуся изменению климата. Одним из примеров здесь является создание комфортных для проживания городских районов, несмотря на увеличение частоты более жарких и сухих летних сезонов. В конечном счете, мы должны очень серьезно отнестись к таким темам, как энергоэффективность и, в частности, адаптация к изменению климата, и сейчас самое время действовать. Это также цель, которую преследует Центр городской экологии и адаптации к климату (ZSK) ТУМ. Задачей Центра является разработка рекомендаций, позволяющих градостроительным органам принимать правильные решения на завтрашний день.
Какая концепция лежит в основе Центра городской экологии и адаптации к климату?
Язык: По крайней мере, с экстремального лета 2003 года, а также в последующие лета последствия изменения климата становились все более заметными. Теме энергоэффективности и, следовательно, сокращению выбросов CO 2 уделяется все больше внимания, ведутся дискуссии о толщине теплоизоляции и правильном законодательстве о строительной деятельности, правильных стандартах и т. д. Но эти дискуссии полностью игнорировали тот факт, что изменение климата также меняет требования, предъявляемые к зданиям. Таким образом, я проектирую и возвожу здание и совершенно упускаю из виду тот факт, что здание будет стоять здесь 60 лет. Я задаю себе такие вопросы, как: не слишком ли мы изолируем? Возможно ли, что потребности в энергии для охлаждения возрастут в ближайшие годы? Это означает, что энергия, которую я сэкономлю на отоплении зимой, летом пойдет насмарку, потому что мое здание настолько хорошо изолировано, что у меня нет возможности рассеять тепло внутри дома. Мне стало ясно, что нам нужны исследования, чтобы узнать, как развивается климат и как мы должны реагировать. В контексте этих соображений Баварское государственное министерство окружающей среды и защиты прав потребителей направило запрос в Мюнхенский технический университет. Проблема заключалась в поиске более комплексного подхода к изменению климата. Мне было ясно, что мы не можем сделать это в одиночку в строительном секторе. Я поговорил с профессором Стефаном Паулейтом на темы городской экологии и зеленой инфраструктуры, и мы пришли к идее создания Центра совместно с Министерством окружающей среды. Тем временем там в настоящее время ведутся пять различных исследовательских проектов. Цель Центра — использовать синергетические эффекты между проектами, а не заниматься изолированными отдельными исследованиями.
Контактное лицо:
Проф., д.т.н. Werner Lang Технический университет Мюнхена Кафедра энергоэффективного и устойчивого строительства и планирования +49 (89) 289 — 23990 [email protected]
Изображения высокого разрешения
mediatum.ub.tum.de/1362067
Дополнительная информация:
Prof. Werner Lang
Tum Tum — изолированные пакеты для ланча
Описание продукта
Полностью изолированный ланч-бокс, в котором достаточно места для бутербродов, бутылок с напитками и коробок для закусок
Ручка поставляется с удобной клипсой, чтобы ее можно было прикрепить к рюкзаку или коляске
Стороны ланч-бокса складываются, образуя гигиеничную и чистую салфетку для еды
Чистить теплой мыльной водой
25 см x 30 см x 10 см
Подходит для детей от 12 месяцев +
Единственный ланч-бокс, который понадобится вашему малышу во время учебы в школе. Полностью изолированные, глубокие ланч-боксы с ручкой для переноски, которую можно пристегнуть к рюкзаку или коляске. В сумках есть карманы для пакета с морозильной камерой или столовых приборов, а боковые стороны складываются, образуя удобную салфетку / чистую обеденную зону. На дне пакетов даже есть место, чтобы написать имя вашего малыша.
Информация о возврате
Пожалуйста, дайте нам до 14 дней с момента получения товара для обработки вашего возврата. Часто это будет быстрее, но мы хотим оправдать ваши ожидания в более загруженное время года.
Вы можете вернуть нам товар для обмена или возмещения при условии, что:
Вы вернете нам товар в течение 28 дней с момента получения заказа
Товар подлежит повторной продаже, не использовался и находится в оригинальной упаковке. со всеми бирками и этикетками нетронутыми
Если какой-либо товар является неправильным, неисправным или поврежденным при получении, пожалуйста, сообщите нам об этом сразу после получения товара по электронной почте return@hippychick. com или по телефону +44 (0) 1278 434440
Мы не можем примите ваш возврат, если:
Форма ниже не заполнена и возвращена вместе с товаром(ами)
Ваш товар(ы) представляет собой предмет одежды, который был выстиран способом, отличным от рекомендуемых инструкций
Ваш товар (предметы) относится к нашей продукции для защиты постельного белья или ассортименту Dream Tube, оригинальная упаковка которого открыта.
Пожалуйста, загрузите нашу форму возврата и приложите ее к товарам в оригинальной упаковке, а затем отправьте обратно по адресу:
Обратите внимание, что Hippychick Ltd не может оплачивать стоимость возврата товаров, если только они не являются дефектными, поврежденными или отправлены неправильно. Мы не можем нести ответственность за возвращенные товары, которые не дошли до нас. Поэтому мы рекомендуем вам отправлять возврат через почтовое отделение заказным письмом или специальной доставкой, сохраняя при этом подтверждение почтового отправления. Эта политика возврата является дополнением к вашим законным правам. Мы обрабатываем возвраты как можно быстрее, однако в часы пик, если вам срочно нужны товары на замену, мы предлагаем вам разместить новый заказ на нашем веб-сайте.
Возврат Fraupow
Наша политика возврата действует в течение 30 дней после доставки вашего заказа. К сожалению, мы не можем предложить вам возврат или обмен через 30 дней.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным, в оригинальной запечатанной упаковке и в том же состоянии, в котором вы его получили. .
При использовании возврат осуществляется только в случае неисправности производителя .
Молокоотсос, очевидно, является товаром интимного назначения, поэтому его нельзя вернуть, если он был использован (например, серьги или нижнее белье).
Возврат Чтобы запросить возврат, отправьте электронное письмо по адресу [email protected]. Когда запрос будет одобрен, наша служба поддержки клиентов предоставит информацию о том, как вернуть ваш заказ.
После того, как вы вернете свой заказ и он будет получен и проверен, мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш товар. Мы также подтвердим, одобрен ли ваш возврат. Если ваш возврат одобрен, он будет обработан в течение 14 дней. В случае отказа товар/ы будут возвращены вам.
Доставка Вы будете нести ответственность за оплату ваших собственных расходов по доставке для возврата вашего товара, если предварительно не одобрено Hippychick Ltd. Стоимость доставки не возвращается.
Для заказов в Великобритании, в зависимости от веса и размера вашего заказа, поставки отправляются либо через Royal Mail, либо с курьером.
Доставка по материковой части Великобритании (3–5 дней)
Orders over £35:
FREE
Orders under £35:
£3. 95
Collection from our Warehouse (TA6 6BH):
FREE
Высокогорье и острова Великобритании Доставка (3–5 дней)
Шотландское нагорье и острова, остров Мэн, остров Уайт, острова Силли:
Рассчитано на кассе
Channel Islands:
£15.00
Ireland & Northern Ireland:
Calculated at the checkout
Next Working Day Delivery
Orders must be placed before 2pm from Monday — Четверг. Если у вас есть срочный заказ, и это после 14:00, пожалуйста, позвоните в офис, и мы постараемся помочь. Заказы, размещенные в выходные или праздничные дни, будут отправлены в первый последующий рабочий день. Для доставки в субботу и воскресенье, пожалуйста, позвоните нам, чтобы узнать цену.
Растворители — это органические летучие жидкости, применяемые для придания лакокрасочным материалам необходимой малярной консистенции. В зависимости от назначения растворители разделяются на:
Растворители для масляных красок:
Бензин
Прозрачная бесцветная, легко воспламеняющаяся жидкость с характерным запахом. Продукт перегонки нефти.
В домашних условиях чистый бензин используют главным образом как растворитель — для разбавления масляных, алкидных эмалей, пентафталевых эмалей, лаков, шпатлёвок. Для обезжиривания поверхностей под окраску, а также в химчистке тканей и для промывки деталей механизмов.
Скипидар
Скипидар является растворителем лаков и красок.
Состав — сложная смесь углеводородов, преимущественно терпенов.
Скипидар является растворителем масляных и алкидностирольных красок, а также применяется для приготовления лаков на основе копала, канифоли и даммары. До появления уайт-спирита скипидар являлся основным растворителем лаков и красок.
Уайт-спирит
Уайт-спирит применяется для разбавления масляных красок, эмалей и лаков, других лакокрасочных материалов, грунтовок, олифы и битумных материалов, шпатлёвок, автоконсервантов, а также для мытья кистей после использования в масляных, алкидных и пентафталевых эмалях и обезжиривания поверхностей.
Растворители для глифталевых и битумных лаков и красок:
Сольвент
Сольвент представляет собой смесь ароматических углеводородов с небольшим содержанием нафтенов, парафинов и непредельных циклических углеводородов. Сольвент применяется для растворения масел, битумов, каучуков, мочевино- и меламиноформальдегидных олигомеров, полиэфиров терефталевой кислоты, полиэфирамидов и полиэфиримидов, меламиноалкидных лакокрасочных материалов.
Скипидар
Скипидар является растворителем лаков и красок.
Состав — сложная смесь углеводородов, преимущественно терпенов.
Скипидар является растворителем масляных и алкидностирольных красок, а также применяется для приготовления лаков на основе копала, канифоли и даммары.
До появления уайт-спирита скипидар являлся основным растворителем лаков и красок.
Ксилол
Ксилол нефтяной — применяется в качестве растворителя лаков, красок и эмалей, в т.ч. электроизоляционных лаков и эмалей, кремнийорганических лаков, эпоксидных смол.
По степени воздействия на организм ксилол относится к третьему классу опасности.
Ксилол относится к пожароопасным и взрывоопасным веществам.
Растворитель для перхлорвиниловых красок:
Ацетон
Ацетон применяется для растворения природных смол, масел, диацетата целлюлозы, полистирола, эпоксидных смол, сополимеров винилхлорида, хлоркаучука, для обезжиривания поверхностей, для синтеза уксусного ангидрида, ацетонциангидрина, дифенилолпропана и других органических продуктов.
Ацетон входит в состав смесевых растворителей: Р-4, Р-4А, Р-5, Р-5А, 646, 647, 648.
Для клеевых и воднодисперсионных красок растворителем и разбавителем является вода.
Для бытовых нужд выпускаются также комбинированные растворители (номерные: 645-651; РС-2, Р-4, Р-5, Р-12, РП). Наибольшие распространение получил растворитель 646.
Растворитель 646
Растворитель 646 представляет собой бесцветную или желтоватую однородная жидкость без видимых взвешенных частиц.
Растворитель 646 применяется для разбавления нитроэмалей, нитролаков эпоксидных компаундов и других лакокрасочных материалов, обезжиривания и очистки поверхностей.
Большинство растворителей — углеводородные органические летучие жидкости, горючие и взрывоопасные.
Разбавители и разжижители
Разбавители и разжижители в отличие от растворителей не обладают растворяющей способностью и служат для уменьшения вязкости густотёртых красок или разведения сухих минеральных красок-пигментов. В качестве разбавителей используются олифы и различные эмульсии. Сильно загустевшие грунтовки, краски или лаки сначала разводят растворителем, выдерживают 3-4 часа, после чего доводят до нужной консистенции разбавителем или разжижителем. При этом количество их в лакокрасочном материале не должно превышать 5%, иначе возможно выпадение смолы и порча материала.
Растворители и разбавители применяют также для очистки старых покрытий от загрязнений, удаления остатков органических смазок и загрязнений с неокрашенных поверхностей, мытья кистей шпателей и других инструментов.
При работе с растворителями следует помнить, что концентрация в воздухе их паров при длительном вдыхании может вызвать головокружение и даже обморок. Использование растворителей для мытья рук приводит к кожным заболеваниям. К числу наиболее вредных растворителей относятся бензол, дихлорэтан, метиловый спирт, трихлорэтилен, хлорбензол.
Сиккативы
Сикативами называют соединения металлов (в основном свинца, марганца, кобальта, кальция, железа) с органическими кислотами. Их добавляют в количестве 5-8% по массе к олифам и масляным лакам и краскам для ускорения высыхания их плёнок. Избыток сиккатива ускоряет высыхание, но делает плёнку хрупкой и может привести к преждевременному старению покрытия.
Качество сиккатива оценивают по металлу, входящему в его состав. Лучшими свойствами обладают кобальтовые (НФ-4 и НФ-5) и марганцевые (НФ-3) сиккативы.
Готовые к применению олифы, краски, лаки, эмали, как правило, содержат нужное количество сиккатива, поэтому добавлять его в такие материалы нет необходимости. Не следует вводить сиккативы в спиртовые лаки, нитроцеллюлозные материалы, краски эмульсионного типа, краски и лаки на основе битумов и пеков и другие материалы, не содержащие масел.
Срок хранения сиккативов — 6 месяцев. В результате длительного хранения они могут стать мутными и непригодными к применению.
Растворители и разбавители ЛКМ для разбавления эмалей и красок
Поиск по каталогу ЛКМ
Лакокраска-ЯИнформация и статьиРастворители и разбавители ЛКМ для разбавления эмалей и красок
Растворители – летучие соединения (жидкости) , которые позволяют привести пленкообразователь в состояние удобное для применения и служат в основном для придания лакокрасочным материалам (ЛКМ) оптимальной вязкости, требуемой для данного способа нанесения и поддержания вязкости на необходимом уровне в процессе нанесения и пленкообразования.
Растворителем называется жидкость, состоящая из одного или более компонентов, которая способна растворять связующее при отсутствии химической реакции. Растворители должны быть летучими в конкретных условиях пленкообразования и применения эмалей ХС-710.
Сильным растворителем для данного лакокрасочного материала считают такой растворитель, с которым пленкообразователь краски образует однородную систему во всех областях концентраций и большом диапазоне температур.
Слабым растворителем называют растворитель, который образует однородную систему только в определенной области концентраций и температур, при изменении концентрации или температуры происходит выделение растворённого вещества и система с эмалью ХС*717 расслаивается.
Разбавителем называют жидкость, состоящую из одного и более компонентов, которую добавляют в лакокрасочные материалы (ЛКМ) перед применением с целью разведения для удобного применения. Разбавители должны полностью совмещаться с лакокрасочными материалами (ЛКМ) и быть летучими при данных условиях пленкообразования. Это растворители, которые сами не растворяют данный полимер или эмаль ХС-75, но при введении в раствор полимера не разрушают его структуру и не образуют двухфазные коллоидные системы. Термином разбавитель в настоящее время пользуются редко.
Рекомендации по применению некоторых растворителей для лакокрасочных материалов (ЛКМ):
огнезащиты
Наименование растворителя
Cостав
Назначение
компоненты
содержание,
% масс.
Растворитель Р-4
Ацетон
Бутилацетат
Толуол
26
12
62
Для разбавления перхлорвиниловых, полиакрилатных, эпоксидных, кремнийорганических и других ЛКМ.
Растворитель Р-5
Ацетон
Бутилацетат
Ксилол
30
30
40
Для разбавления перхлорвиниловых, полиакрилатных, эпоксидных, кремнийорганических и других ЛКМ.
Растворитель Р-12
Ксилол
30
60
10
Для разбавления перхлорвиниловых, полиакрилатных, эпоксидных, кремнийорганических и других ЛКМ.
Растворитель Р-14
Циклогексанон
Толуол
50
50
Для разбавления эпоксидных лаков и эмалей с изоцианатным отвердителем.
Растворитель Р-24
Ацетон
Ксилол
Сольвент
15
35
50
Для разбавления перхлорви-ниловых, полиакрилатных, эпоксидных, кремнийоргани-ческих и других ЛКМ.
Растворитель РКЧ
Бутилацетат
Ксилол
10
90
Для разбавления хлоркаучу-ковых, кремнийорганических и других ЛКМ.
Растворитель 645
Бутилацетат
Амилацетат
Ацетон
Бутиловый спирт
Этиловый спирт
Толуол
18
9
3
10
10
50
Для разбавления нитрокрасок
Растворитель 646
Бутилацетат Толуол
Бутиловый спирт
Этилцеллозольв
Ацетон
Этиловый спирт
10
50
15
8
7
10
Для разбавления нитрокрасок, кремнийорганических, эпоксидных и других ЛКМ.
Растворитель 648
Бутилацетат
Бутиловый спирт
Этиловый спирт
Толуол
50
20
10
20
Для опрыскивания нитропокрытий после шлифования
Растворитель 649
Ксилол
Этилцеллозольв
Изобутиловый спирт
50
30
20
Растворитель используется для растворения нитрацеллю-лозноглифталевых лаков, а также для разбавления до рабочей вязкости эмалей марки НЦ-132К.
Растворитель 650
Ксилол
Бутилцеллозольв
Бутиловый спирт
50
20
30
для растворения нитрацеллю-лозноглифталевых лаков, эмалей, а также для разбавления до рабочей вязкости эмалей марки НЦ-11 при подкраске небольших участков кистью.
Ксилол
Используется в качестве растворителя в производстве ЛКМ.
Толуол
В качестве растворителя в лакокрасочной промыш-ленности для растворения тощих алкидов, кремний-органических, акриловых смол, полистирола.
Сольвент
Сольвент нефтяной применяется для раство-рения масел, битумов, каучуков, мочевино- и меламино-формальде-гидных олигомеров, кремнийорганических, полиэфирамидов, меламино- формаль-дегидных лакокрасочных материалов.
Просмотров: 2741
Все статьи
Каталог цветов RAL
Расшифровка цветов RAL с названиями цветов в табличном формате.
Заказ краски. Оплата. Доставка
Купить и заказать краску: заказать в карточке товара; форма обратной связи на сайте; по телефонам: 📞 +7 (4852) 59-99-09; в мессенджерах +7 (910) 973-59-08, +7 (910) 973-01-00 в Jivo (JivoSite) чат-онлайн-консультант.
Оплатить: безналичным банковским переводом: через интернет-банкинг от физического лица или по счету на оплату для юридического лица.
Доставить краску: забрать самовывозом, воспользоваться БЕСПЛАТНОЙ доставкой до терминала ЛЮБОЙ транспортной компании в Ярославле, курьером.
Лакокрасочные материалы
Лакокрасочные материалы для нужд:
Пищевой промышленности краска (эмаль) КО-42, краска (эмаль) КО-42Т для питьевого водоснабжения
Атомной энергетики дезактивирующая эмаль ЭП-5285
Нефтепромысла толстослойная эмаль ЭП-5116, как самостоятельно, так и в комплексе с протекторным цинковым грунтом ЭП-057
Строительных отраслей с масло, бензо, химстойкой устойчивой эмалью ХВ-785
Судостроения тиксотропная эмаль ХС-436
И конечно общепризнанная универсальная эмаль ПФ-115 со временем высыхания до 1 часа и палитрой в 210 тонов.
Растворители, разбавители и разбавители для отделки древесины
to: BEHLEN Index & Links to: BEHLEN Solar-Lux ‘NGR’ Dye to: Aerosol Coatings & Lacquers to: Принадлежности для выжигания по: Аэрозоль — пигментированный краситель для протирки to: Finish Rubbing, Polishing, Deluxing & Finish Care to: Glaze to: Guitar & Stringed Instrument Finishing Materials To: Shellac Listing Пожалуйста, ПРИМЕЧАНИЕ: Аэрозоли и Жидкости Товары должны отправляться ТОЛЬКО через UPS Ground . ……………… …………………….
DE WAXER #741 — ОЧИСТИТЕЛЬ ДЛЯ ДЕРЕВА И Средство для удаления воска УДАЛЯЕТ МАСЛО, ВОСК И ЖИР Средство для удаления воска представляет собой специально разработанную смесь растворителей. #741 Очиститель для древесины и средство для удаления воска удаляет воск, масло и другие посторонние вещества с необработанной древесины и отвержденной деревянной отделки. Отложения воска, оставшиеся после использования красок, лаков и средств для удаления лака, можно устранить с помощью Behlen De-Waxer #741……………………………………………………………………………………………………………………………………………………………………………………………………………………………… Кому: Can Label Text ……….- Только заземление ИБП — ….
Средство для удаления парафина ОЧИСТИТЕЛЬ ДЛЯ ДЕРЕВА
B611-07416
Кварта 11,60
Средство для полировки мебели · Простота в использовании · Растворяет: лак, шеллак, лак · Экономичный · Не требует удаления · Не оставляет грязи при чистке Behlen Furniture Refinisher легко удаляет шеллак, лак или лаковое покрытие с мебели, шкафов и деревянных изделий. Он быстро протаивает старую отделку, не удаляя с дерева натуральные масла или патину. С его помощью можно восстановить изношенную отделку или обновить любимую вещь. Средство для полировки мебели — отличное средство после мытья мебели, которая была очищена с помощью обычных средств для удаления отделки. Средство для реставрации мебели делает древесину насыщенной и теплой, и без остатков, которые могут вызвать появление белой дымки , как и многие другие лакокрасочные материалы. Никогда не используйте этот продукт вблизи открытого огня. Кому: Can Label Text ..- Только заземление ИБП —
Behlen Мебель Рефинишер .
Кварта 12.00
НАФТА — Растворитель и разбавитель также: Нафта для производителей лаков и малярных изделий (VMP Naphtha) N Используется для разбавления 90/масла кистью и улучшения вязкости лаков, красок, эмалей и для общей очистки этих покрытий на основе растворителей. Нафта может заменить растворитель для краски и поможет сократить время высыхания красок, эмалей и лаков на масляной основе. Примечание: Не используйте с лаками, шеллаком или латексной краской. Отличное универсальное чистящее средство. — Только заземление ИБП —
ВМП НАФТА
B650-0056
Кварта 9,30
ВЫБЕРИТЕ 190 Proof – денатурированный спирт Растворитель для шеллака – выбран специально для растворения чешуек шеллака и уменьшения или разбавления жидкого шеллака. Этот денатурированный спирт, выдерживающий высокие испытания, является биоразлагаемым и не содержит химических веществ, разрушающих озоновый слой, и является отличным топливом для морских печей или спиртовых приборов. — Совместная покупка позволяет нам снизить цену. ..- Только заземление UPS — … Пожалуйста, ознакомьтесь с информацией: денатурированные спирты и растворители для шеллака
SELECT 190 Proof Денатурат
Кварта 9,89 8,59
BEHLEN Behkol Solvent (Denatured Alcohol) ( formulated specifically to dissolve shellac flakes and dilute or ‘cut’ liquid Shellacs) Behkol Solvent will make a shellac that имеет немного больше открытого и рабочего времени — хороший выбор растворителя при чистке больших площадей, таких как изделия из дерева. Также используется для растворения спирто-анилинового красителя. — — — Только заземление ИБП — . … . О: Денатурированные спирты
BEHLEN Behkol Растворитель для шеллака
Кварта (32 унции) 9,39
Замедлитель схватывания Shellac — Добавка HOT Weather . Замедляет высыхание, помогает устранить следы от кисти, делает поверхность гладкой и сводит к минимуму появление апельсиновой корки или избыточного распыления при распылении. Особенно полезно в жарких сухих условиях или когда потоки воздуха или сквозняки вызывают слишком быстрое высыхание. — только заземление ИБП —
Шеллак Замедлитель схватывания
Кварта 12.00
Qualalacq Разбавитель лака . (Разбавитель для лаков) Специальная смесь растворителей для разбавления нитроцеллюлозных лаков. Используйте для разбавления Qualalacq Sanding Sealer, Vinyl Sealer, лаков Qualalacq и лака для струнных инструментов. Разбавитель улучшает текучесть лаков и регулирует вязкость в зависимости от используемого распылительного оборудования. ( Избегайте использования более 15 % объема лака) Разбавитель лака Qualalacq (Разбавитель) B611-06316 — Quart. …..- Только заземление ИБП —
Разбавитель лака (Разбавитель лака) B611-06316
Кварта 11,90
Qualalacq Замедлитель схватывания лака . ( Предотвращает покраснение лака) Сбалансированная смесь специальных растворителей, которая добавляется в лак для предотвращения покраснения, (изображение белого тумана) в результате удержания влаги лаковым покрытием. При относительной влажности 50% и выше в лак следует добавить замедлитель схватывания. Любое добавленное количество должно быть вычтено из коэффициента разбавления. (НЕ злоупотреблять) ..- Только заземление ИБП —
Qualalacq Замедлитель лака B610-01336
Кварта 13,70
Разбавитель для лака для браширования Разбавитель, специально разработанный для разбавления и улучшения растекания лака для браширования Behlen. Не используйте в аэрозольных лаках, так как это отрицательно скажется на их характеристиках. — только заземление ИБП — ..
Нанесение кистью Разбавитель лака B612-01006
Кварта 11,60
Solar-Lux NGR DYE REDUCER Используйте Solar-Lux NGR Dye Reducer для уменьшения интенсивности или осветления цвета. Используйте этот разбавитель (та же смесь, которая используется для изготовления красителей) , чтобы сохранить рабочие характеристики красителя. — только заземление ИБП —
NGR Редуктор красителя B503-00016
Кварта 8,98
Solar-Lux NGR DYE RETARDER Этот замедлитель может быть добавлен к Solar-Lux NGR DYE Stains для облегчения проникновения и когда требуется более медленное время высыхания. NGR Retarder помогает предотвратить появление пятен при нанесении морилки кистью или протиранием. — Очень полезно для твердой древесины . — Только заземление ИБП —
Ретардер NGR B503-00025
Пинта 10,98
Pore-O-Pac Grain Filler REDUCER Эта специальная смесь растворителей поддерживает рабочие качества наполнителя Paste Wood Grain. Рекомендуется соотношение 4 частей наполнителя к 1 части разбавителя. B744-2006 Паста для наполнителя древесного зерна Редуктор …. — Только заземление ИБП — ….
Древесная паста Зернистый наполнитель B744-2006
Кварта — 1 9,95
Скипидар Pure Gum Spirits SLX 100% Pure Gum Spirits Скипидар — это превосходный натуральный растворитель, который художники и отделочники предпочитают использовать для разбавления или удаления масляных красок. Живичный скипидар также разбавляет масляную краску, лак, эмаль и морилку. Традиционный натуральный разбавитель для масляных красок и лаков, 100% Pure Gum Spirits of Turpentine действует как растворитель, агент, повышающий текучесть, и осушитель. Многие «старые» составы для лаков и восковых полиролей используют скипидар в качестве растворителя, и художники, работающие с маслами, по-прежнему предпочитают его в качестве разбавителя из-за его превосходных характеристик текучести. Отлично подходит для очистки кистей и оборудования (используется в материалах на масляной основе) сразу после использования. Не использовать в качестве растворителя для общей очистки. … — Только заземление ИБП — …
SLX Pure Gum Spirits Скипидар (природный растворитель) PGST
кв 12.00
до: Аэрозоли в складе и ценовой списке до: Аэрозоль — ПИГМЕНТА : Принадлежности для обжига до: Глазурь до: Финишная протирка, полировка, делюксирование и уход за финишной отделкой
 08 р.
08 р. 5кг
5кг 5″ (40)
5″ (40)


 К сожалению, ответ почти всегда таков: «Мы никогда не узнаем».
К сожалению, ответ почти всегда таков: «Мы никогда не узнаем». Таким образом, эти безымянные изделия можно было продавать по более низкой цене, не жертвуя имиджем бренда и ценностью их основных продуктовых линеек.
Таким образом, эти безымянные изделия можно было продавать по более низкой цене, не жертвуя имиджем бренда и ценностью их основных продуктовых линеек. Некоторые из них действительно пользуются коллекционным статусом. Имейте в виду, что, как и в случае с отмеченными деталями, переходы между дизайнами не обязательно происходили резко, поэтому все указанные даты являются обобщениями. Описанные характеристики относятся к сковородкам, если не указано иное.
Некоторые из них действительно пользуются коллекционным статусом. Имейте в виду, что, как и в случае с отмеченными деталями, переходы между дизайнами не обязательно происходили резко, поэтому все указанные даты являются обобщениями. Описанные характеристики относятся к сковородкам, если не указано иное.

 — Южный Питтсбург, Теннесси
— Южный Питтсбург, Теннесси
 )
) Существуют и другие немаркированные кастрюли с тем же шрифтом, чьи призрачные метки можно найти на маркированных кастрюлях Griswold.
Существуют и другие немаркированные кастрюли с тем же шрифтом, чьи призрачные метки можно найти на маркированных кастрюлях Griswold.
 Kupferle Foundry Co. — Сент-Луис, Миссури
Kupferle Foundry Co. — Сент-Луис, Миссури Небольшие идентификационные номера шаблона в положении «6 часов». Маркируется только бумажными этикетками. Куриные фритюрницы NOS, замеченные со следами литника, предполагают переделанные копии, сделанные из более старого домика без надрезов.
Небольшие идентификационные номера шаблона в положении «6 часов». Маркируется только бумажными этикетками. Куриные фритюрницы NOS, замеченные со следами литника, предполагают переделанные копии, сделанные из более старого домика без надрезов. Сковородки имеют:
Сковородки имеют:
 ru/
ru/ html
html


 Подсистема «Оценка стоимости» реализована на программном обеспечении CostOS. Подсистема «Планирование и контроль стоимости» реализована на программном обеспечении EcoSys. Программный комплекс «АтомСмета» предназначен для выполнения локальных сметных расчетов, локальных смет и решения полного спектра задач формирования, обмена, входного контроля проектной и исполнительной документации, а также проведения мониторинга цен и формирования индексов пересчета стоимости для строящихся энергоблоков.
Подсистема «Оценка стоимости» реализована на программном обеспечении CostOS. Подсистема «Планирование и контроль стоимости» реализована на программном обеспечении EcoSys. Программный комплекс «АтомСмета» предназначен для выполнения локальных сметных расчетов, локальных смет и решения полного спектра задач формирования, обмена, входного контроля проектной и исполнительной документации, а также проведения мониторинга цен и формирования индексов пересчета стоимости для строящихся энергоблоков.
 Когда инь и ян находятся в равновесии, вы чувствуете себя расслабленным и энергичным. Однако дисбаланс инь и ян негативно влияет на ваше здоровье.
Когда инь и ян находятся в равновесии, вы чувствуете себя расслабленным и энергичным. Однако дисбаланс инь и ян негативно влияет на ваше здоровье.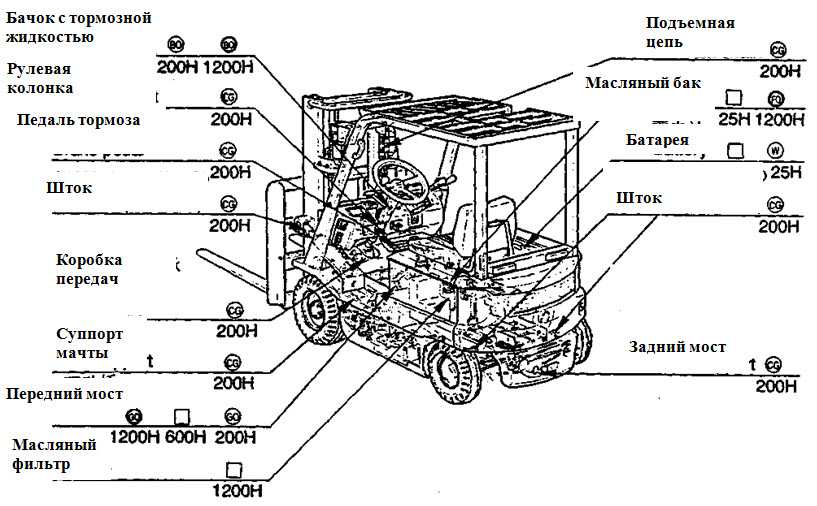
 Согласно ТКМ, ци течет через системы органов, почки, сердце, селезенку, печень, легкие, желчный пузырь, тонкий и толстый кишечник, по меридианам. Несмотря на свои специфические названия, эти 5 систем соответствуют не только отдельным частям тела. Почка, например, представляет собой всю мочевыводящую систему вместе с надпочечниками, расположенными над почками. Между тем, сердце представляет и сердце, и мозг.
Согласно ТКМ, ци течет через системы органов, почки, сердце, селезенку, печень, легкие, желчный пузырь, тонкий и толстый кишечник, по меридианам. Несмотря на свои специфические названия, эти 5 систем соответствуют не только отдельным частям тела. Почка, например, представляет собой всю мочевыводящую систему вместе с надпочечниками, расположенными над почками. Между тем, сердце представляет и сердце, и мозг.
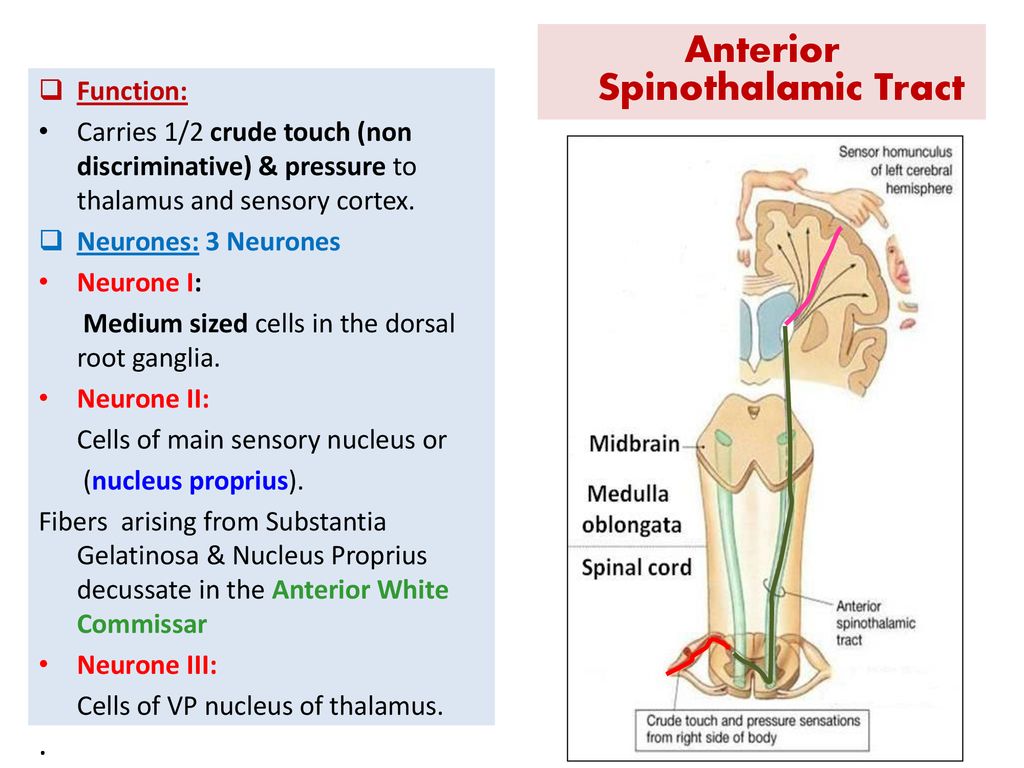
 Побочные реакции на китайские травяные лекарства и ТКМ в последние годы участились. Острые повреждения печени, вызванные китайскими травяными препаратами, составляют почти 22% от общего числа травм.
Побочные реакции на китайские травяные лекарства и ТКМ в последние годы участились. Острые повреждения печени, вызванные китайскими травяными препаратами, составляют почти 22% от общего числа травм. Необходимы будущие исследования и клинические испытания ТКМ, чтобы выяснить, как именно она работает, а также ее эффективность, безопасность и стоимость.
Необходимы будущие исследования и клинические испытания ТКМ, чтобы выяснить, как именно она работает, а также ее эффективность, безопасность и стоимость. 2005; (4): CD003788.
2005; (4): CD003788. , Лю Дж. и др. Использование традиционной китайской медицины у китайских пациентов с ишемической болезнью сердца. Biomed Environ Sci . 2013;26(4):303-10.
, Лю Дж. и др. Использование традиционной китайской медицины у китайских пациентов с ишемической болезнью сердца. Biomed Environ Sci . 2013;26(4):303-10.
 Дополнение Ther Med . 2011;19(6):319-31.
Дополнение Ther Med . 2011;19(6):319-31. 2005;86(12):2248-55.
2005;86(12):2248-55. Обзор предоставлен VeriMed Healthcare Network.
Обзор предоставлен VeriMed Healthcare Network.
 Эфедра — это китайская трава, используемая в пищевых добавках для снижения веса и повышения работоспособности. Однако запрет не распространяется на некоторые растительные продукты, приготовленные в соответствии с рекомендациями ТКМ, предназначенные только для краткосрочного использования, а не для длительного приема. Это также не относится к безрецептурным и отпускаемым по рецепту лекарствам или к травяным чаям.
Эфедра — это китайская трава, используемая в пищевых добавках для снижения веса и повышения работоспособности. Однако запрет не распространяется на некоторые растительные продукты, приготовленные в соответствии с рекомендациями ТКМ, предназначенные только для краткосрочного использования, а не для длительного приема. Это также не относится к безрецептурным и отпускаемым по рецепту лекарствам или к травяным чаям.
 Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.
Дерево стоит на порядок меньше чем пластик, а уж если изготовляемой объект можно собрать из плоских деталей, то фанера порезанная на ЧПУ станке и вовсе оказывается чуть ли не бросовым материалом.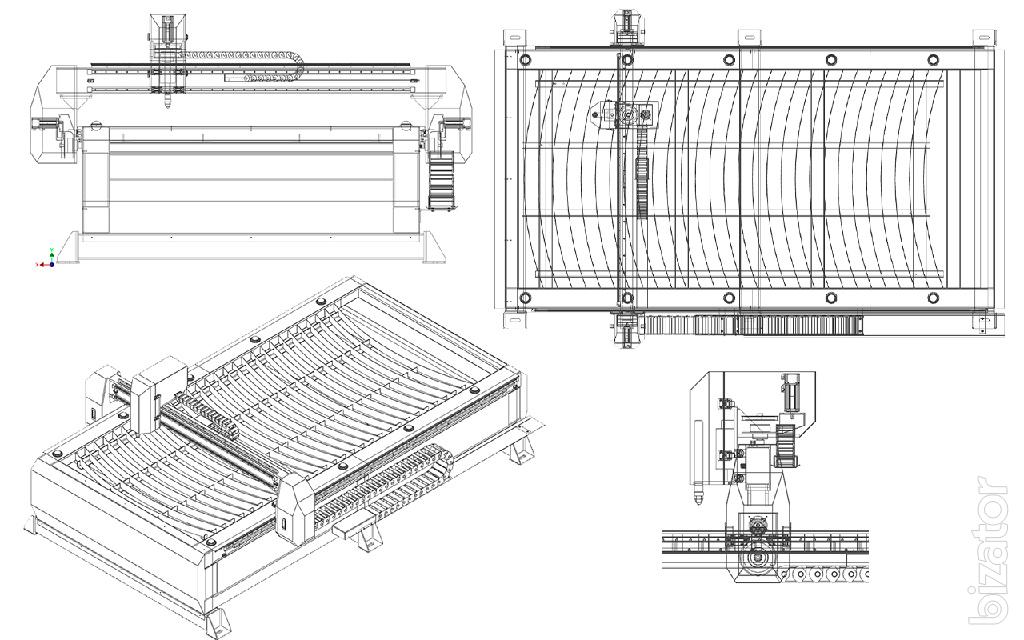 ..
..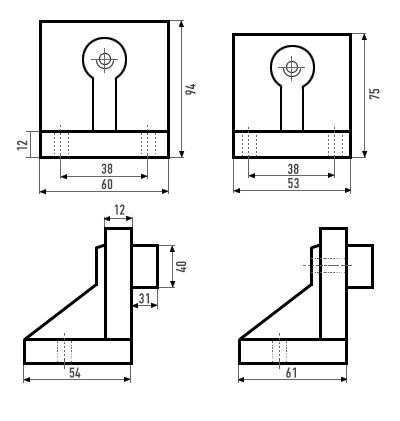 jpg
jpg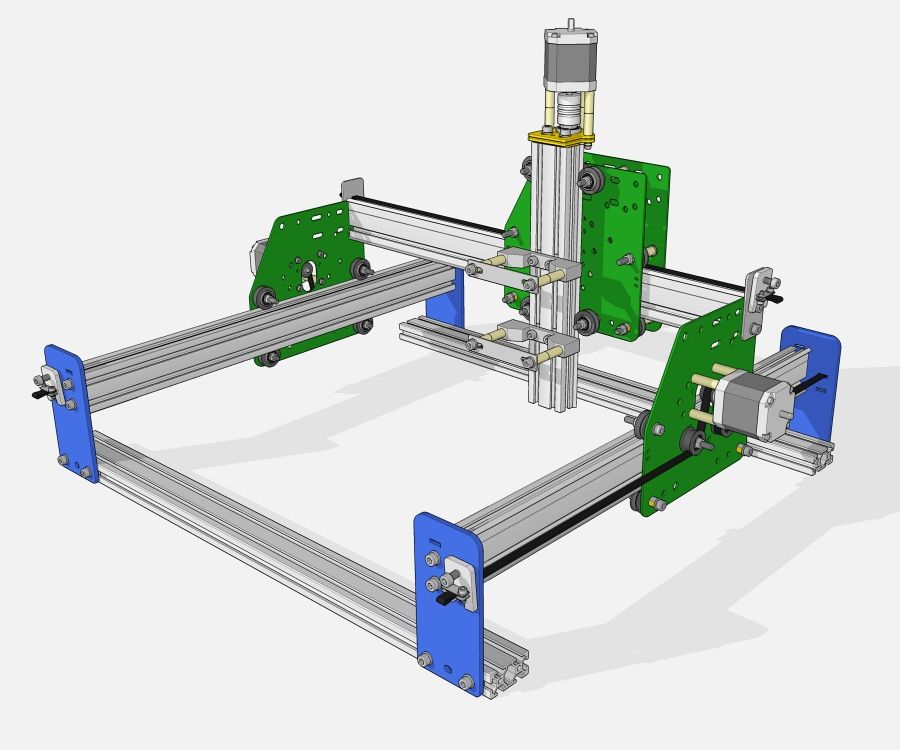 cdw
cdw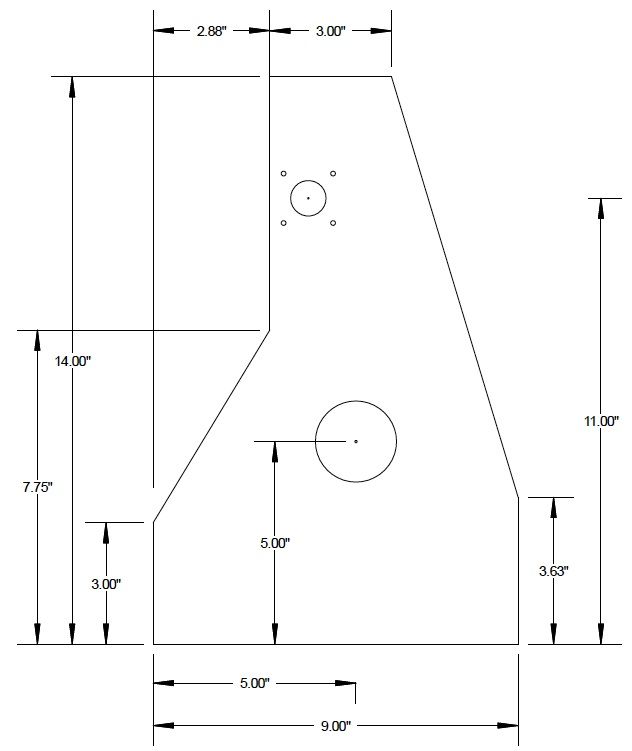 jpg
jpg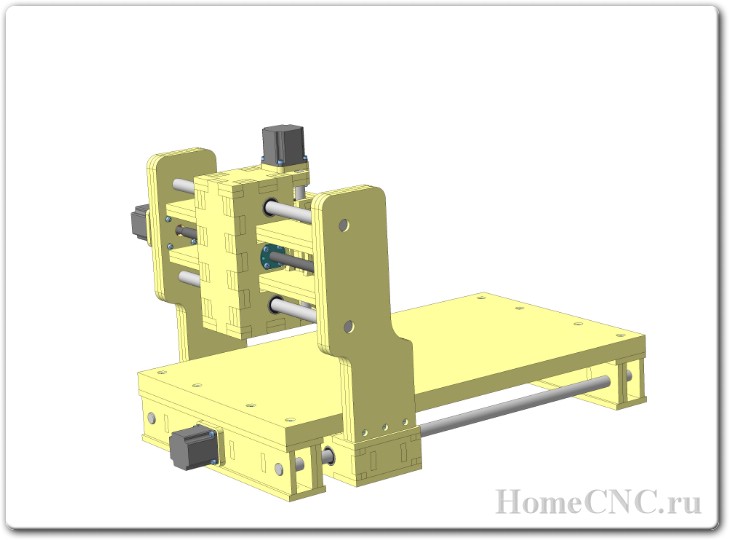 cdw
cdw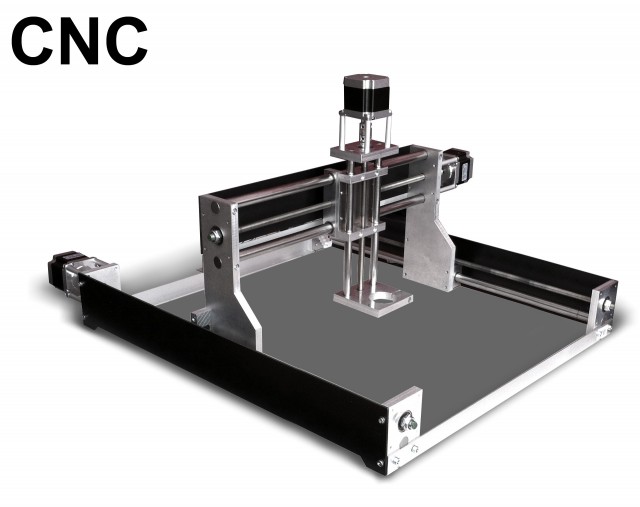 jpg
jpg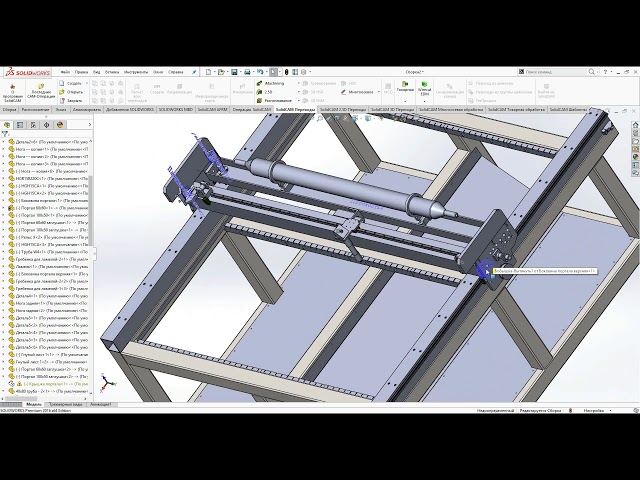 m3d
m3d cdw
cdw m3d
m3d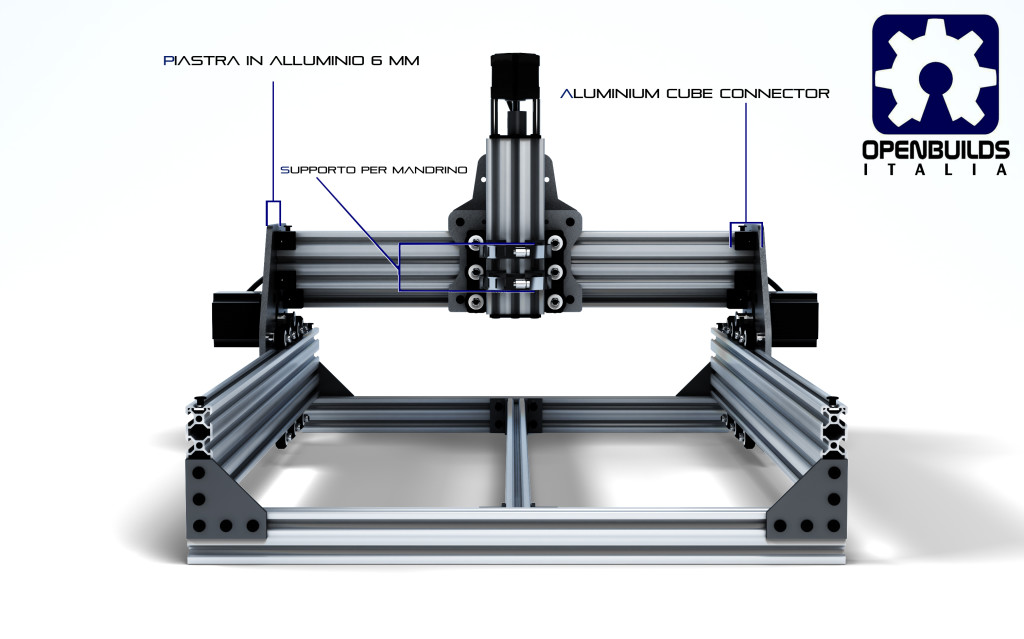 cdw
cdw jpg
jpg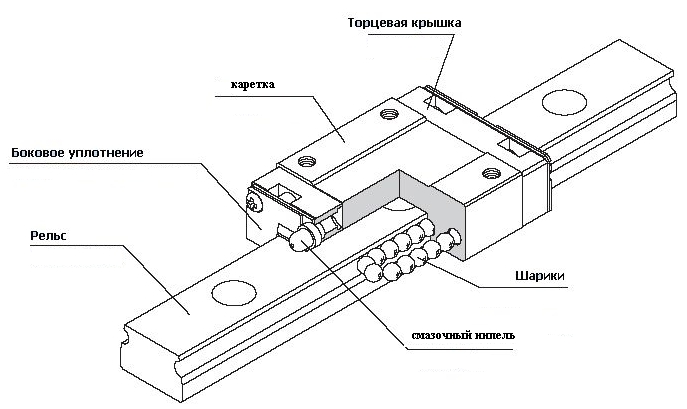 dxf
dxf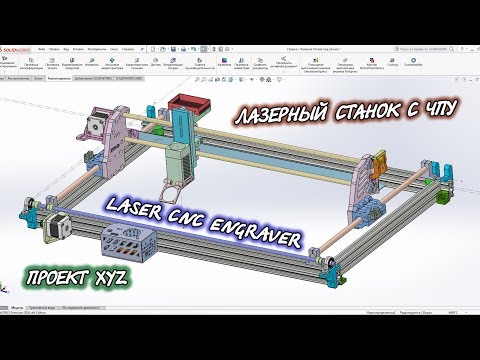 cdw
cdw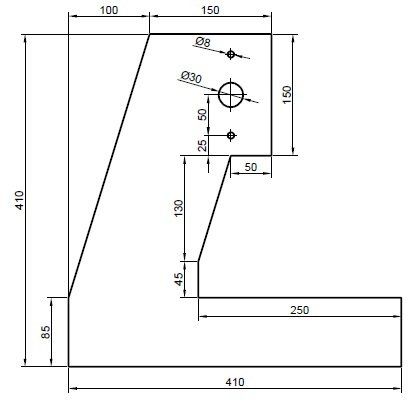 jpg
jpg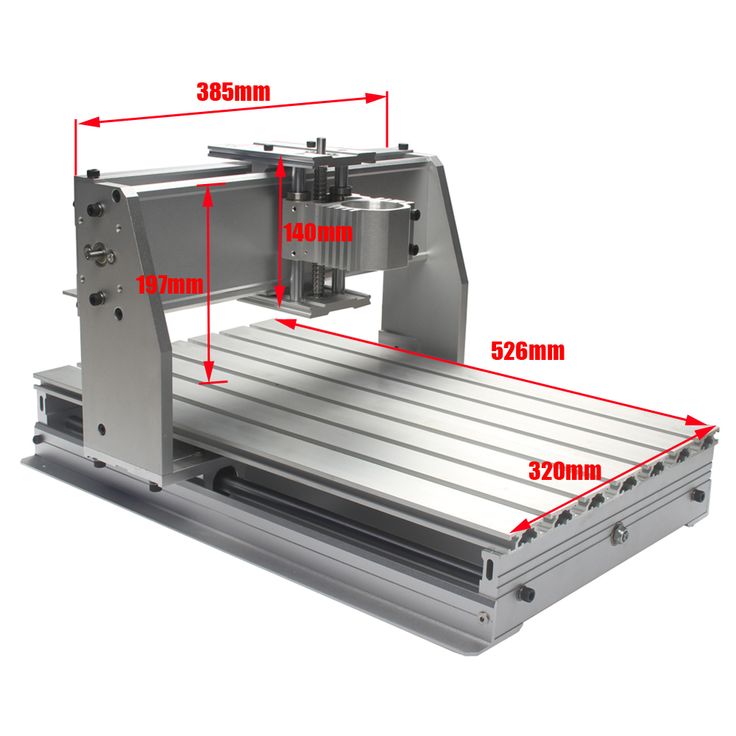 dxf
dxf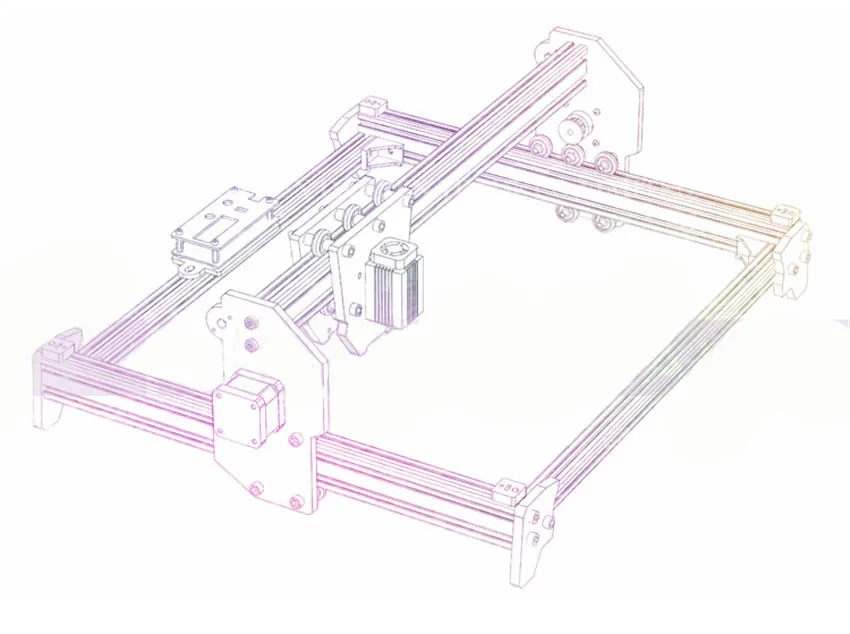 cdw
cdw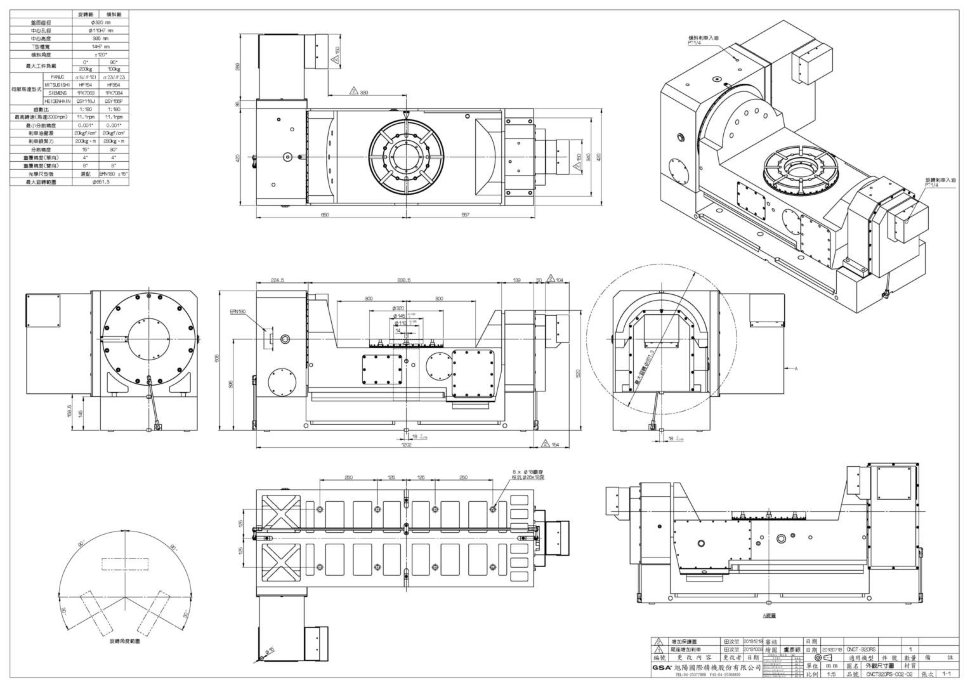 cdw
cdw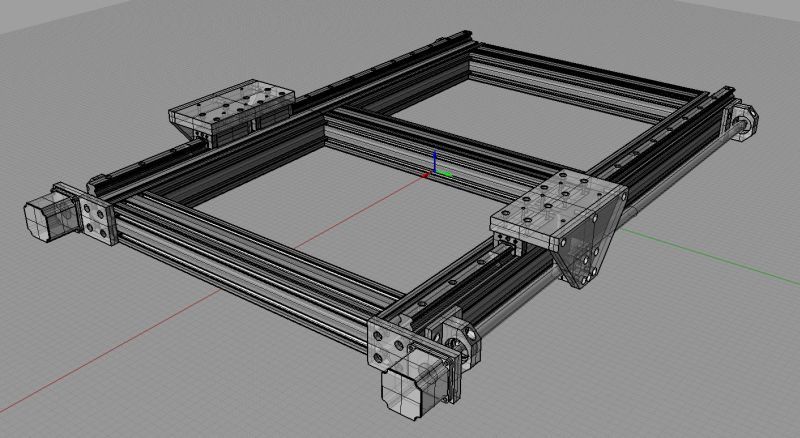 jpg
jpg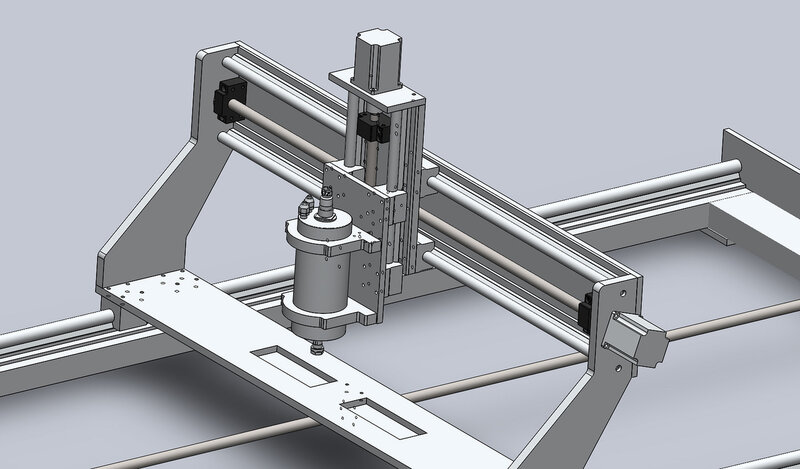
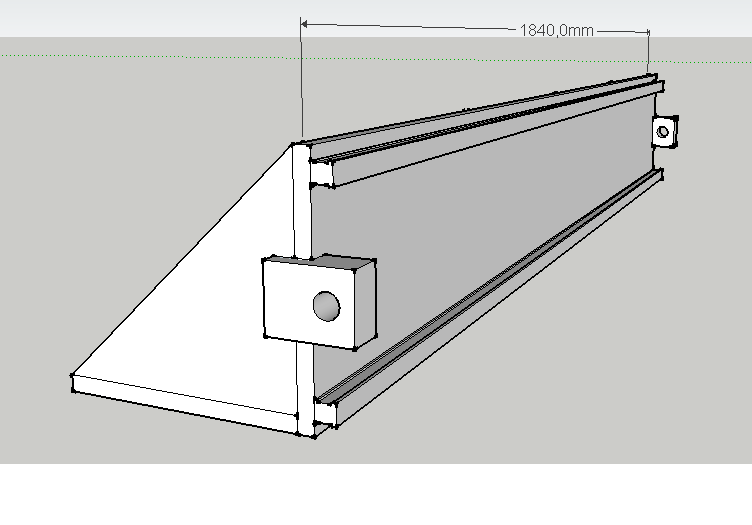 Нажмите
Нажмите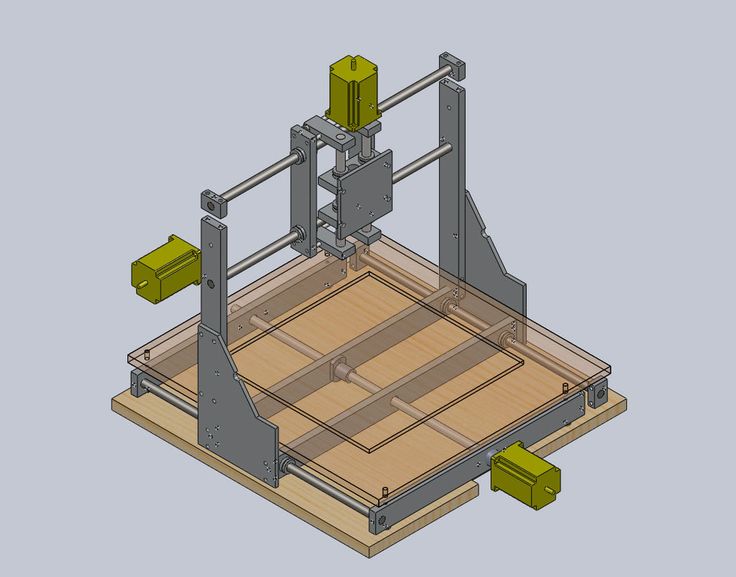 Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
 Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.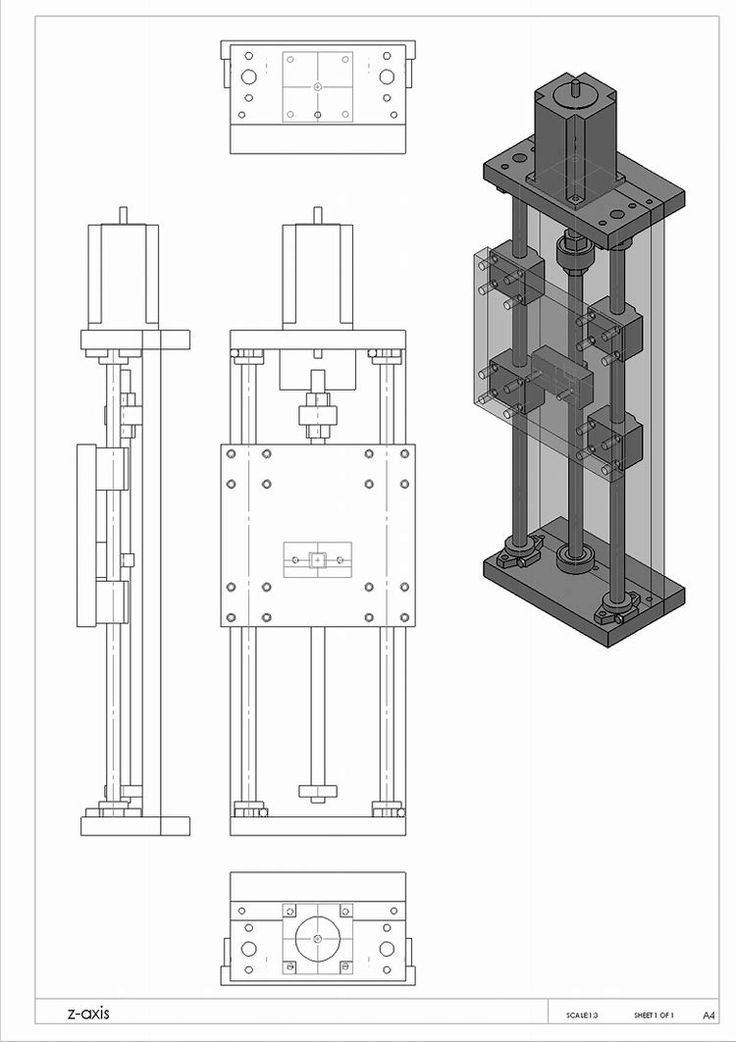
 д.). Стрелки линии разреза указывают направление.
д.). Стрелки линии разреза указывают направление. Они передают дополнительную информацию, которая не была включена в сами чертежи.
Они передают дополнительную информацию, которая не была включена в сами чертежи.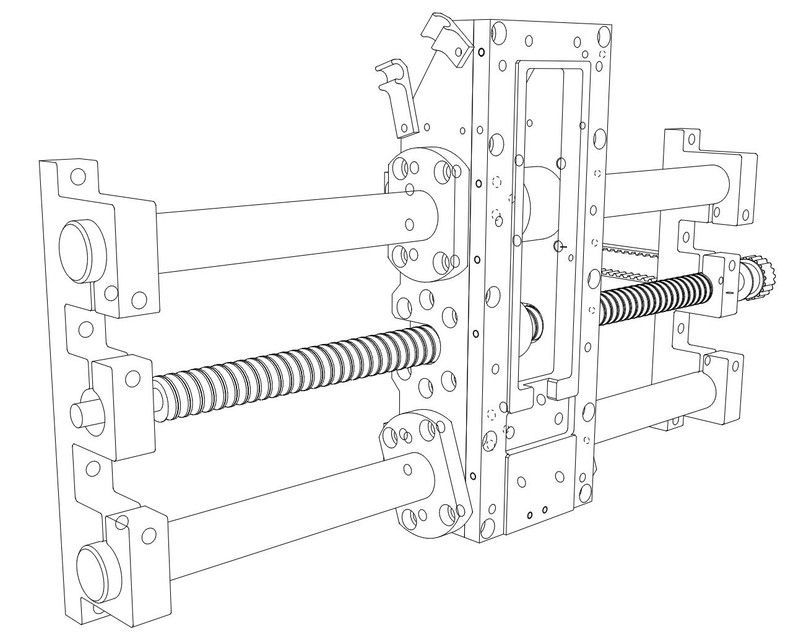
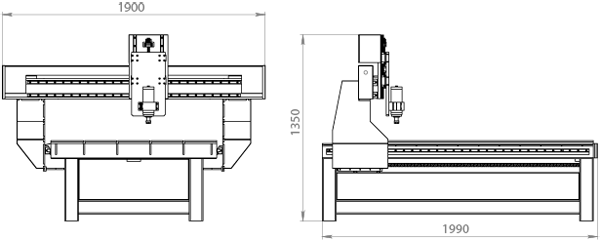
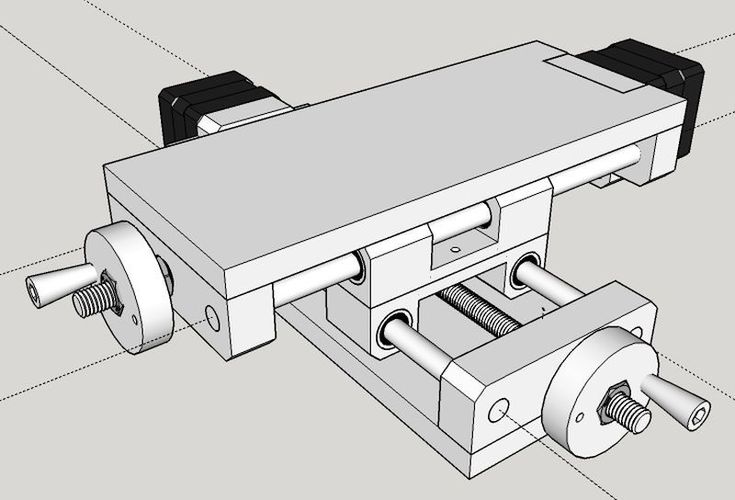
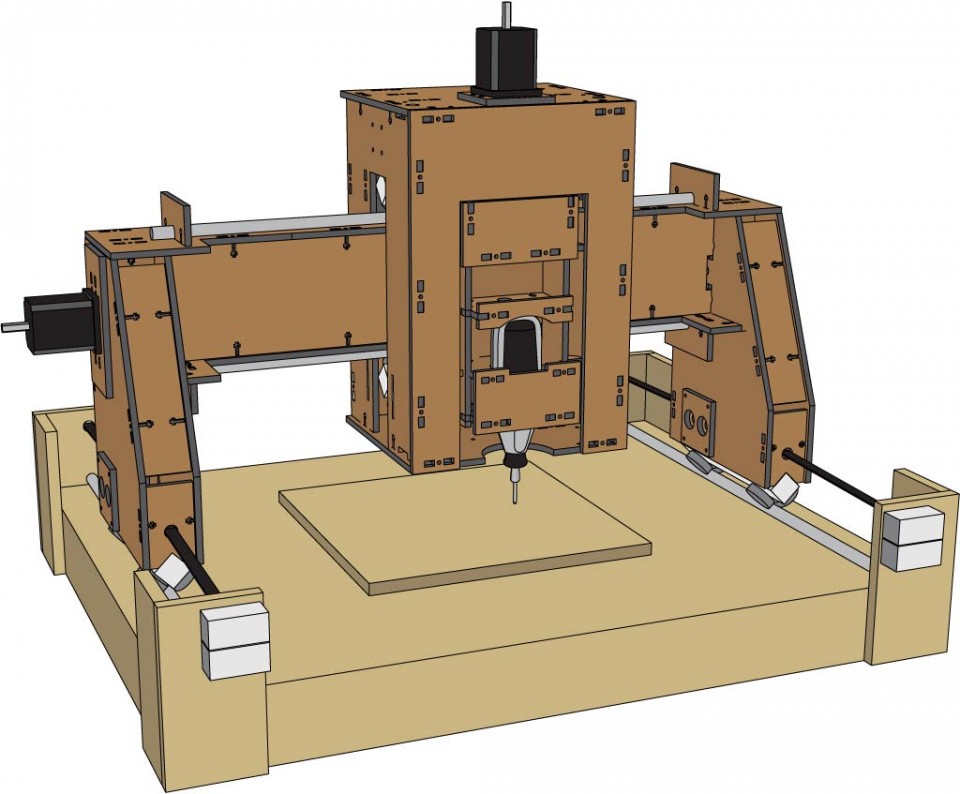
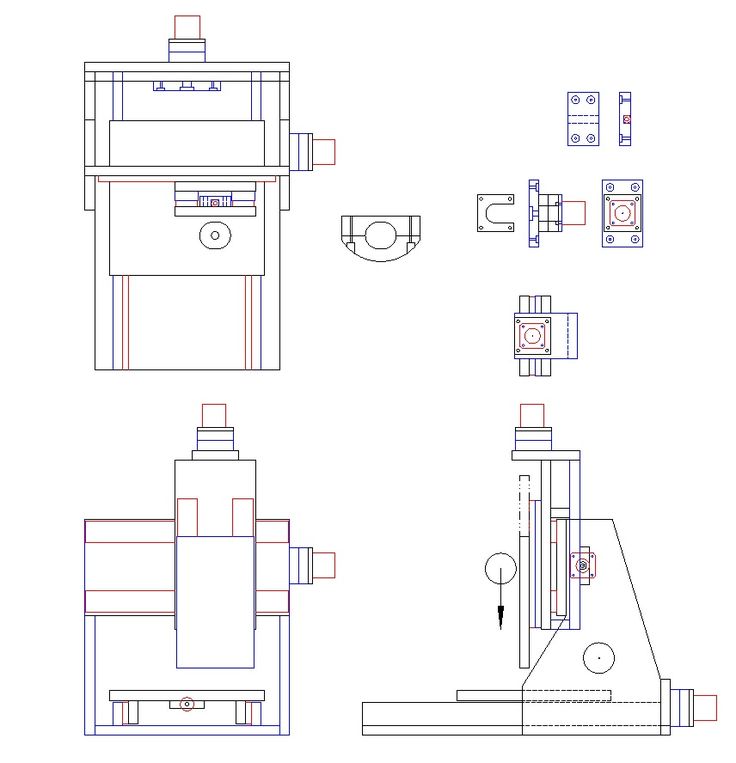 Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указать направляющие отверстия и резьбы различной длины.
Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указать направляющие отверстия и резьбы различной длины.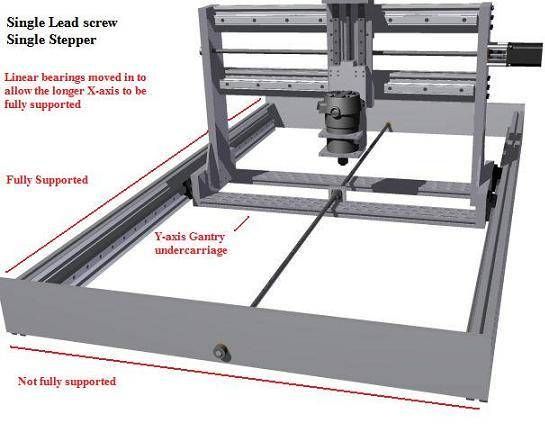
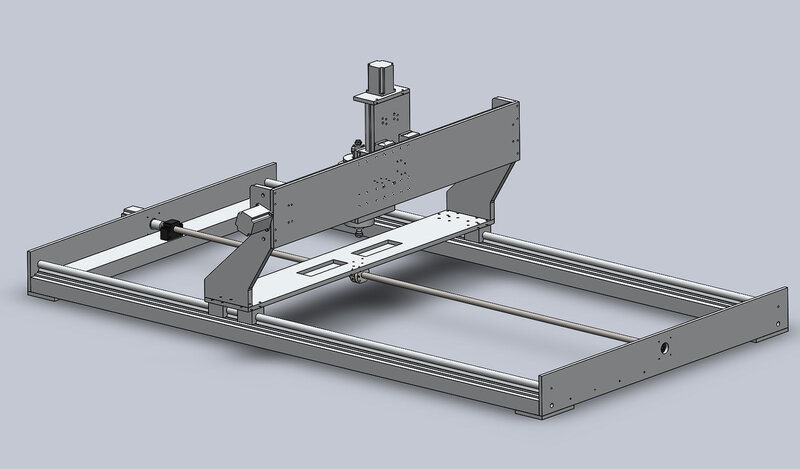
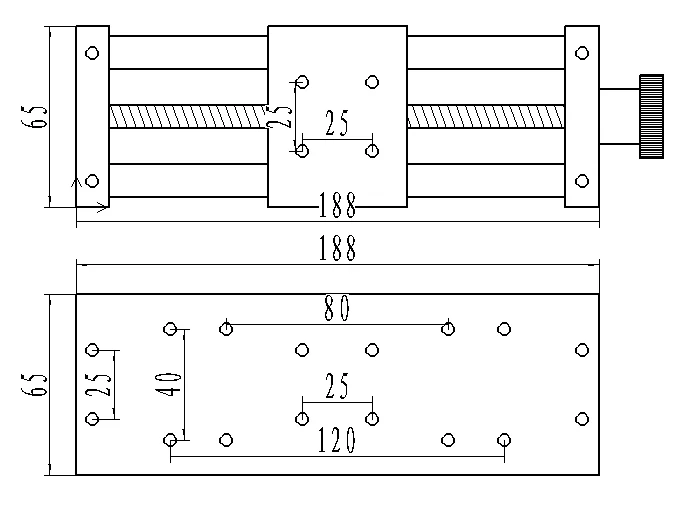

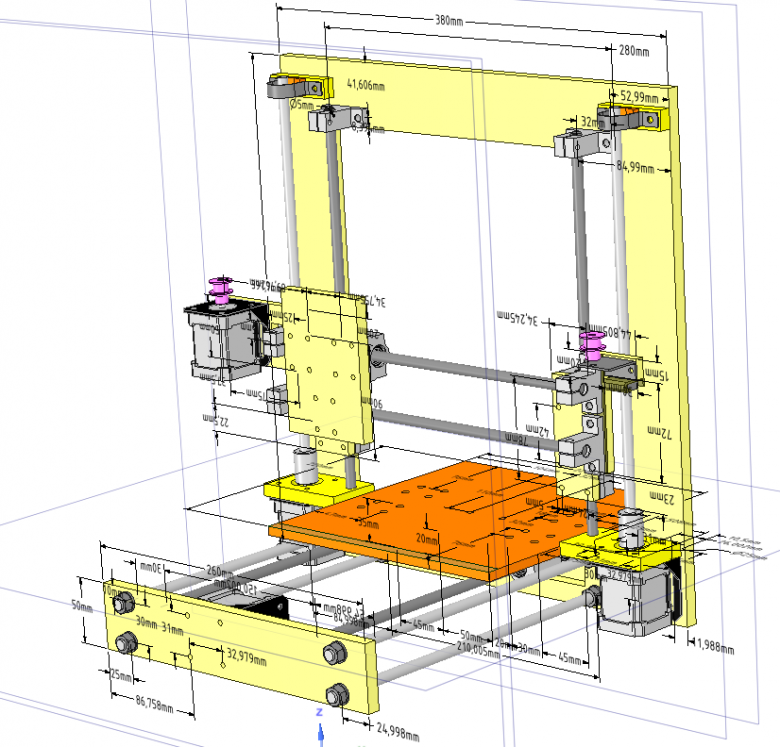
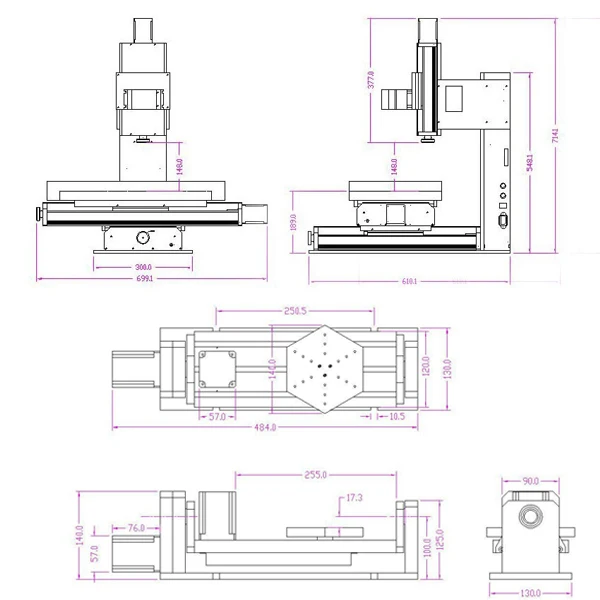
 Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента.
Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента. Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.
Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.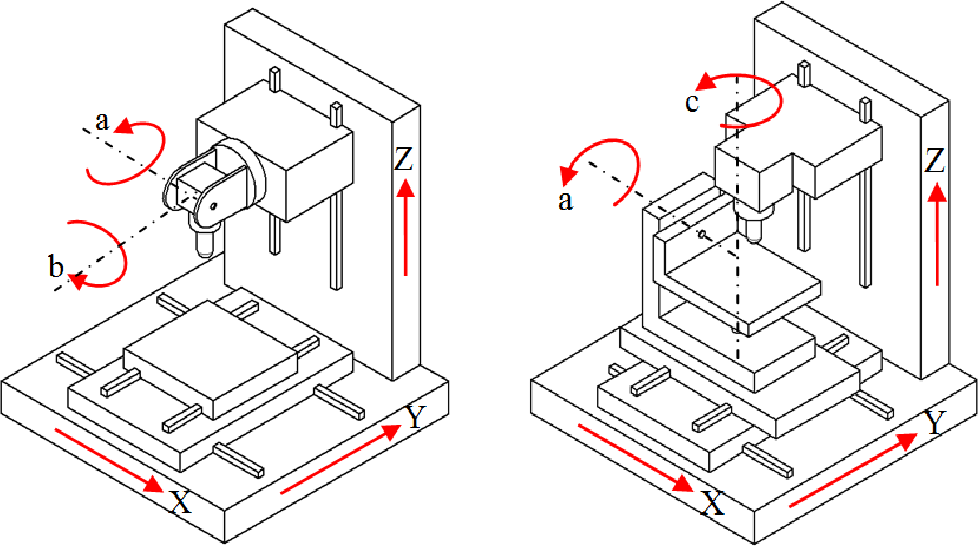 Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.
Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.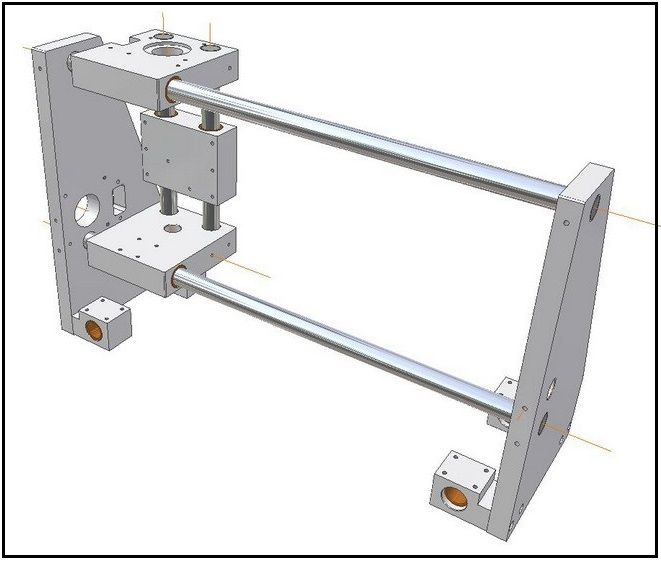 По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.
По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище. Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
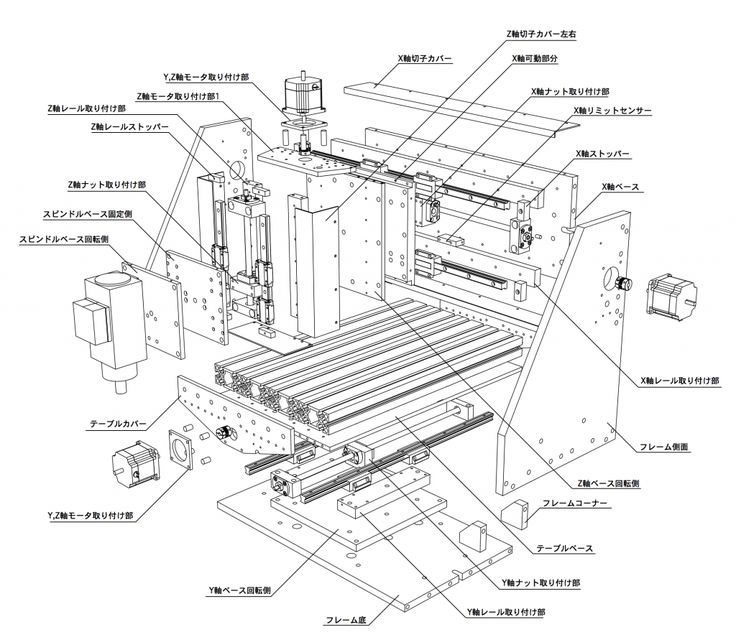
 4 км
4 км
 Все нюансы сделки вы можете обсудить с обслуживающим вас специалистом.
Все нюансы сделки вы можете обсудить с обслуживающим вас специалистом. Подробнее о преимуществах размещения
Подробнее о преимуществах размещения org/Answer»>
org/Answer»>
 Обратите внимание, что студенты магистратуры и профессиональной степени не имеют права на получение субсидируемых кредитов.
Обратите внимание, что студенты магистратуры и профессиональной степени не имеют права на получение субсидируемых кредитов.
 Вы также можете обратиться в отдел финансовой помощи вашего колледжа за дополнительной информацией или разъяснениями.
Вы также можете обратиться в отдел финансовой помощи вашего колледжа за дополнительной информацией или разъяснениями.

 Вы можете подписать бумажную версию основного долгового обязательства — ее предоставит ваш отдел финансовой помощи — или вы можете заполнить основной простой вексель онлайн. Согласно Федеральной помощи студентам, вы должны завершить процесс за одно занятие, и это займет около 30 минут.
Вы можете подписать бумажную версию основного долгового обязательства — ее предоставит ваш отдел финансовой помощи — или вы можете заполнить основной простой вексель онлайн. Согласно Федеральной помощи студентам, вы должны завершить процесс за одно занятие, и это займет около 30 минут.

 Если это произойдет, DoE проинформирует родителя об отказе, а также о причине отказа в выдаче кредита. Если вам было отказано в кредите Parent PLUS из-за неблагоприятной кредитной истории, вы можете претендовать на получение кредита, если получите индоссанта. Индоссант подобен поручителю, который соглашается погасить кредит PLUS, если родитель не выполняет свои обязательства или иным образом не может погасить долг.
Если это произойдет, DoE проинформирует родителя об отказе, а также о причине отказа в выдаче кредита. Если вам было отказано в кредите Parent PLUS из-за неблагоприятной кредитной истории, вы можете претендовать на получение кредита, если получите индоссанта. Индоссант подобен поручителю, который соглашается погасить кредит PLUS, если родитель не выполняет свои обязательства или иным образом не может погасить долг.

 Студенты колледжей или их родители могут брать студенческие ссуды в рамках MPN.
Студенты колледжей или их родители могут брать студенческие ссуды в рамках MPN. К ним обычно относятся:
К ним обычно относятся: Вот некоторые примеры:
Вот некоторые примеры:


 Кредиты Federal PLUS характеризуются следующим:
Кредиты Federal PLUS характеризуются следующим:
 Измеряется в количестве материала, которое проходит сквозь капилляр определенного диаметра и длины за 10 минут.
Измеряется в количестве материала, которое проходит сквозь капилляр определенного диаметра и длины за 10 минут.
 Печать ABS пластиком потребует экспериментов, чтобы найти оптимальные настройки.
Печать ABS пластиком потребует экспериментов, чтобы найти оптимальные настройки. Чтобы этого избежать, необходимо использовать стол с подогревом. Желательно, чтобы у принтера был корпус. Так как сцепление со столом хуже чем у PLA, могут возникать разные проблемы. Для улучшения сцепления со столом, рекомендуется использовать каптоновый скотч (выдерживает температуру до 400ºC). Правда, стоит скотч дорого, так что есть альтернативный вариант — распылить лак для волос на стол перед началом печати.
Чтобы этого избежать, необходимо использовать стол с подогревом. Желательно, чтобы у принтера был корпус. Так как сцепление со столом хуже чем у PLA, могут возникать разные проблемы. Для улучшения сцепления со столом, рекомендуется использовать каптоновый скотч (выдерживает температуру до 400ºC). Правда, стоит скотч дорого, так что есть альтернативный вариант — распылить лак для волос на стол перед началом печати.

 Не стоит использовать PLA в объектах, которые подвергаются солнечному облучению на протяжении длительного времени или находятся в машинах.
Не стоит использовать PLA в объектах, которые подвергаются солнечному облучению на протяжении длительного времени или находятся в машинах. И он прав. Существуют и другие материалы, менее ядовитые, более легкие для 3D печати и более экологически чистые.
И он прав. Существуют и другие материалы, менее ядовитые, более легкие для 3D печати и более экологически чистые. При использовании АБС пластиков для 3D печати просто необходимо городить корпус с использованием какой-либо вентиляционной трубы для вывода ядовитых испарений из комнаты.
При использовании АБС пластиков для 3D печати просто необходимо городить корпус с использованием какой-либо вентиляционной трубы для вывода ядовитых испарений из комнаты.
 Так что были стабильные поставки материала и доступные цены. Теперь у нас есть реальные исследования и разработки в области материалов для 3D принтера и специальных полимеров, разрабатываемых для 3D печати. Например, PET и PETG пластиками печатать намного легче, а их свойства аналогичны свойствам ABS. Просто в следующий раз именно эти материалы, когда собираетесь купить какой-нибудь ABS. Поверьте, вы останетесь довольны результатом 3D печати.
Так что были стабильные поставки материала и доступные цены. Теперь у нас есть реальные исследования и разработки в области материалов для 3D принтера и специальных полимеров, разрабатываемых для 3D печати. Например, PET и PETG пластиками печатать намного легче, а их свойства аналогичны свойствам ABS. Просто в следующий раз именно эти материалы, когда собираетесь купить какой-нибудь ABS. Поверьте, вы останетесь довольны результатом 3D печати.


 ABS также имеет тенденцию немного сжиматься при охлаждении, поэтому контроль температуры вашего объема сборки и детали внутри может иметь большие преимущества.
ABS также имеет тенденцию немного сжиматься при охлаждении, поэтому контроль температуры вашего объема сборки и детали внутри может иметь большие преимущества.
 В этих случаях добавление полей или плота к вашему отпечатку может быть отличным способом закрепить эту часть на платформе сборки и предотвратить деформацию. Кромка добавит несколько пластиковых колец вокруг вашей модели на первых нескольких слоях, создав дополнительную площадь поверхности для удержания краев вашей детали. Использование плота фактически напечатает совершенно новую пластиковую структуру под вашим отпечатком, которую можно будет удалить после завершения печати. Рафты в Simplify3D были тщательно оптимизированы для версии 4.0, что позволяет им печатать быстрее и использовать больше материала, но вы все равно можете обнаружить, что края быстрее подходят для больших деталей. Если вы хотите узнать больше об этих вариантах, у нас есть подробная статья, в которой объясняются все различия между плотами, юбками и полями, чтобы помочь вам начать работу.
В этих случаях добавление полей или плота к вашему отпечатку может быть отличным способом закрепить эту часть на платформе сборки и предотвратить деформацию. Кромка добавит несколько пластиковых колец вокруг вашей модели на первых нескольких слоях, создав дополнительную площадь поверхности для удержания краев вашей детали. Использование плота фактически напечатает совершенно новую пластиковую структуру под вашим отпечатком, которую можно будет удалить после завершения печати. Рафты в Simplify3D были тщательно оптимизированы для версии 4.0, что позволяет им печатать быстрее и использовать больше материала, но вы все равно можете обнаружить, что края быстрее подходят для больших деталей. Если вы хотите узнать больше об этих вариантах, у нас есть подробная статья, в которой объясняются все различия между плотами, юбками и полями, чтобы помочь вам начать работу. Избегайте замкнутых пространств и размещайте принтер в хорошо проветриваемом помещении, чтобы избежать этих проблем. Новые 3D-принтеры могут включать в себя отдельную систему фильтрации воздуха или HEPA-фильтр, который может справляться с этими парами прямо из источника. Если ваш принтер не включает эти функции или вы ограничены в том, где вы можете его разместить, рассмотрите возможность открытия окна или использования гибкого воздуховода из местного хозяйственного магазина, чтобы вывести пары наружу.
Избегайте замкнутых пространств и размещайте принтер в хорошо проветриваемом помещении, чтобы избежать этих проблем. Новые 3D-принтеры могут включать в себя отдельную систему фильтрации воздуха или HEPA-фильтр, который может справляться с этими парами прямо из источника. Если ваш принтер не включает эти функции или вы ограничены в том, где вы можете его разместить, рассмотрите возможность открытия окна или использования гибкого воздуховода из местного хозяйственного магазина, чтобы вывести пары наружу. Вы можете просмотреть некоторые распространенные области применения ниже, выбрать из типичного образца проекта или даже ознакомиться с популярными брендами нитей, если вы хотите запастись этим недорогим материалом.
Вы можете просмотреть некоторые распространенные области применения ниже, выбрать из типичного образца проекта или даже ознакомиться с популярными брендами нитей, если вы хотите запастись этим недорогим материалом. В основном используется в секторе бытовой техники, он также встречается в корпусах лодок, украшениях, игрушках и особенно в знаменитых кубиках, разработанных LEGO. АБС-пластик также очень популярен на рынке 3D-печати FDM, так как это наиболее широко используемый материал в этом секторе вместе с PLA.
В основном используется в секторе бытовой техники, он также встречается в корпусах лодок, украшениях, игрушках и особенно в знаменитых кубиках, разработанных LEGO. АБС-пластик также очень популярен на рынке 3D-печати FDM, так как это наиболее широко используемый материал в этом секторе вместе с PLA.
 Он может быть окрашен и хорошо сопротивляется времени с небольшими наблюдаемыми деформациями. Наконец, это материал, который необходимо держать сухим, поскольку он поглощает влагу из воздуха, что значительно затрудняет печать.
Он может быть окрашен и хорошо сопротивляется времени с небольшими наблюдаемыми деформациями. Наконец, это материал, который необходимо держать сухим, поскольку он поглощает влагу из воздуха, что значительно затрудняет печать.


 А стоит ли покупать — решение только за Вами!
А стоит ли покупать — решение только за Вами! , 12.03.2019
, 12.03.2019
 2 кг
2 кг A16
A16 A33
A33 A39
A39 А144
А144 A3
A3 А39
А39 A36
A36 A24
A24 A10
A10 А164
А164 Alle informatie die we hebben, staat op onze веб-сайт, wij kunnen u geen advies geven over wat u nodig heeft, daarvoor zult u de machine ter reparatie in moeten leven. Let bij het bestellen op het volgende:
Alle informatie die we hebben, staat op onze веб-сайт, wij kunnen u geen advies geven over wat u nodig heeft, daarvoor zult u de machine ter reparatie in moeten leven. Let bij het bestellen op het volgende: 04
04 13
13 13
13
 04
04 16
16 02
02

 500 F15000.000
500 F15000.000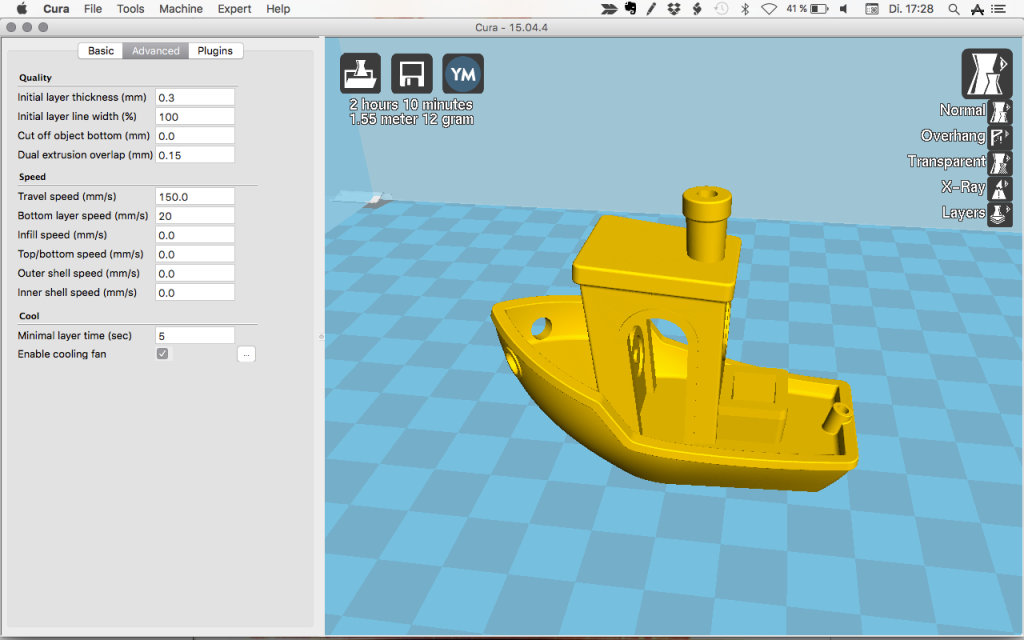 Параметров, которые могут различаться, довольно много: размеры «кроватки», диаметр пластика-сырья, количество экструдеров, диаметр экструдера, характеристики шаговых двигателей и т.д.
Параметров, которые могут различаться, довольно много: размеры «кроватки», диаметр пластика-сырья, количество экструдеров, диаметр экструдера, характеристики шаговых двигателей и т.д. (+ подробности)
(+ подробности) 0 Всемирная.
0 Всемирная. Программа делает нарезает по слоям модель и переводит полученную информацию в команды, в вид G-code.
Программа делает нарезает по слоям модель и переводит полученную информацию в команды, в вид G-code. В нем присутствует много разнообразных параметров для улучшения качества 3D-печати. Главным достоинством является функция не только автоматического, но и ручного добавления поддерживающих элементов. Также в программе есть возможность создавать определенные настройки для 3D-печати для конкретных областей модели. Данный слайсер является платным.
В нем присутствует много разнообразных параметров для улучшения качества 3D-печати. Главным достоинством является функция не только автоматического, но и ручного добавления поддерживающих элементов. Также в программе есть возможность создавать определенные настройки для 3D-печати для конкретных областей модели. Данный слайсер является платным. д.
д. Стандартный тип файла для 3D-печати называется файлом STL. Это облегчает соединение между компьютером и 3D-принтером в сочетании с программным обеспечением для 3D-нарезки.
Стандартный тип файла для 3D-печати называется файлом STL. Это облегчает соединение между компьютером и 3D-принтером в сочетании с программным обеспечением для 3D-нарезки. G-коды используются режущими инструментами, такими как токарные и фрезерные станки. Файл G-кода можно просмотреть в редакторе на персональном компьютере.
G-коды используются режущими инструментами, такими как токарные и фрезерные станки. Файл G-кода можно просмотреть в редакторе на персональном компьютере.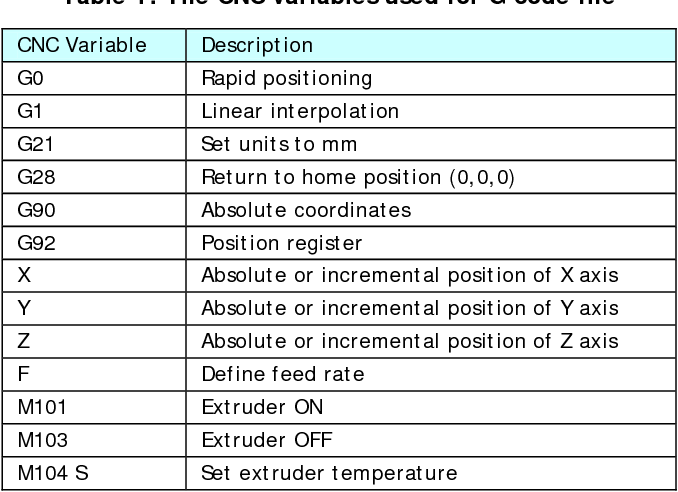 Хотя многие из приведенных ниже вариантов удобны для пользователя и требуют небольшого обучения, они могут быть не самыми эффективными, если вам нужно преобразовать много файлов.
Хотя многие из приведенных ниже вариантов удобны для пользователя и требуют небольшого обучения, они могут быть не самыми эффективными, если вам нужно преобразовать много файлов. Загрузите и установите Creality Print (FDM Slicer) на свой рабочий стол (система Windows, Mac или Linux).
Загрузите и установите Creality Print (FDM Slicer) на свой рабочий стол (система Windows, Mac или Linux). Затем нажмите кнопку Start Slice , чтобы преобразовать STL в G-код.
Затем нажмите кнопку Start Slice , чтобы преобразовать STL в G-код.
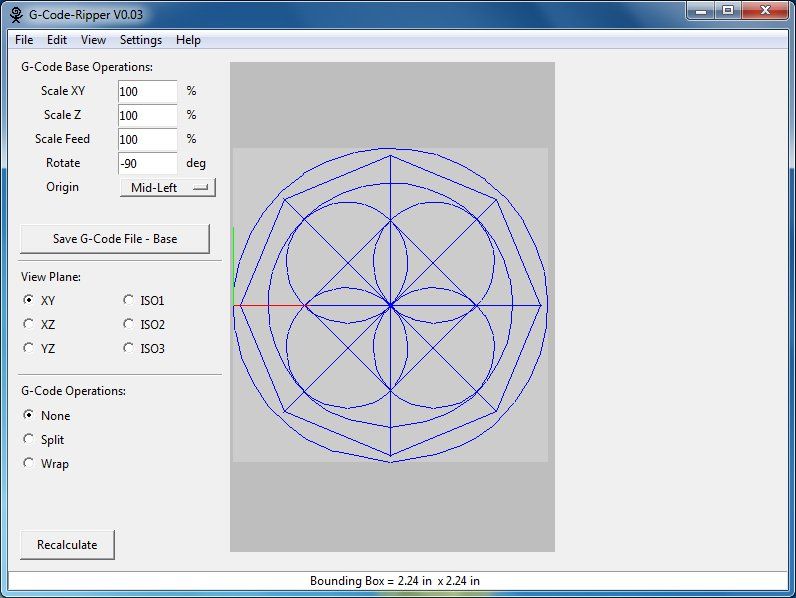
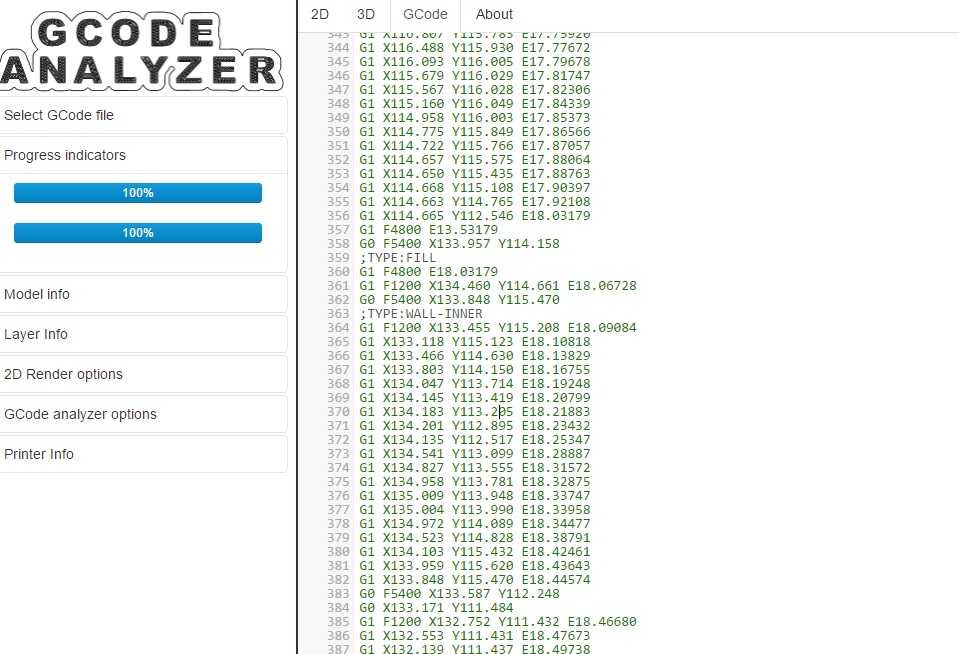


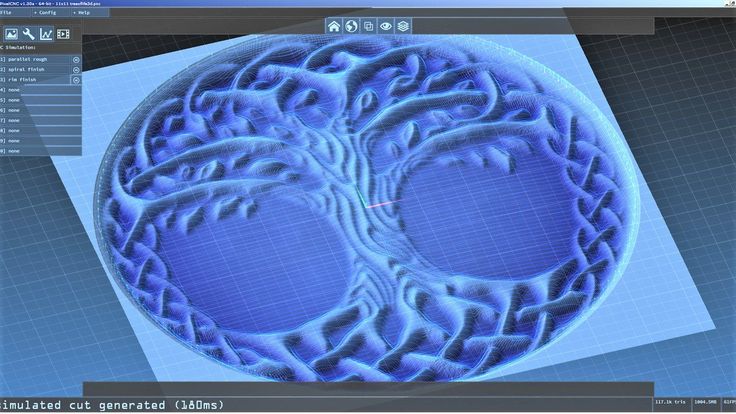
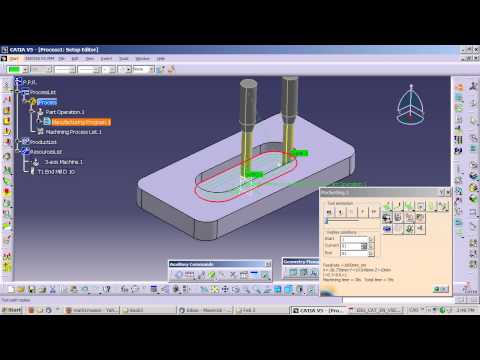
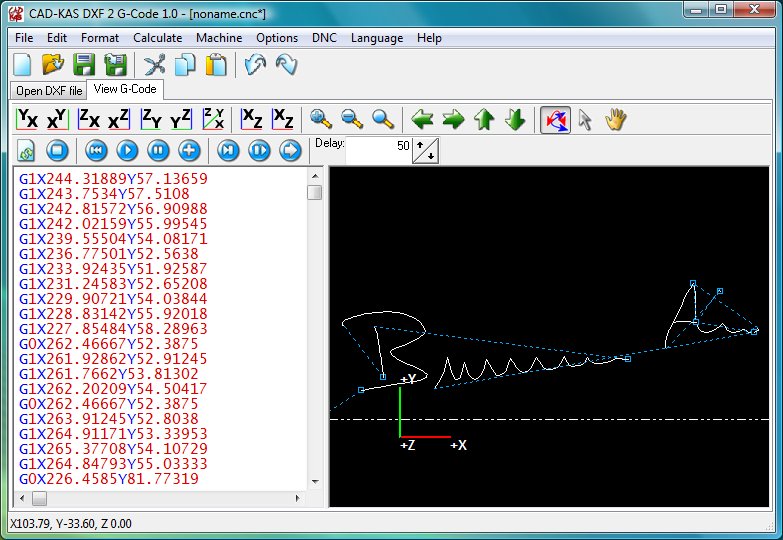
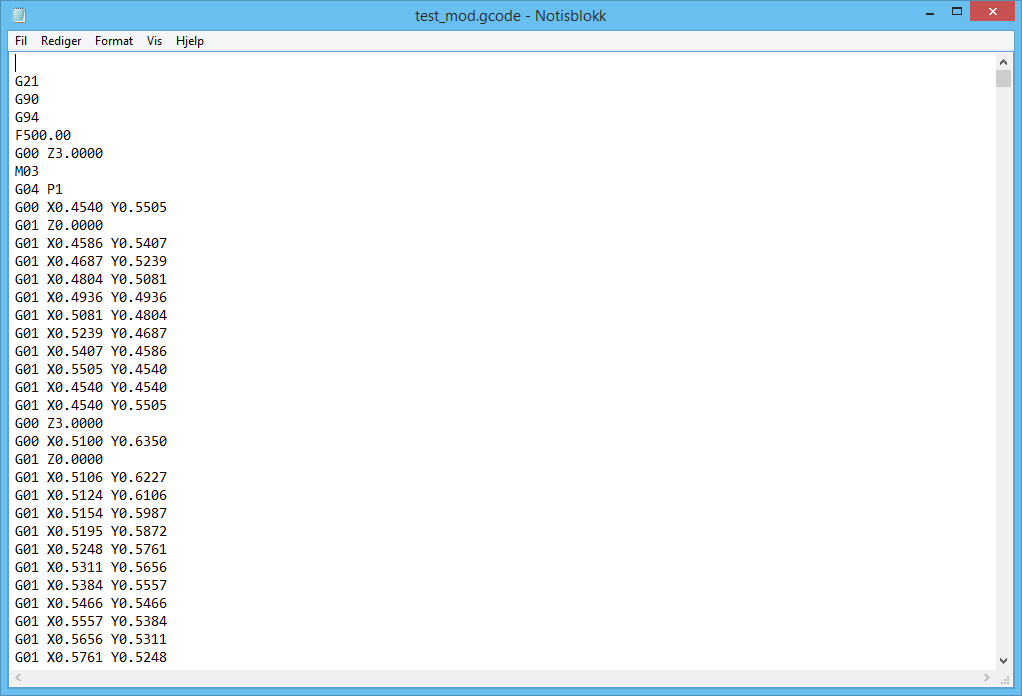 Здесь мы будем использовать программное обеспечение для нарезки, чтобы преобразовать файл STL в G-код.
Здесь мы будем использовать программное обеспечение для нарезки, чтобы преобразовать файл STL в G-код.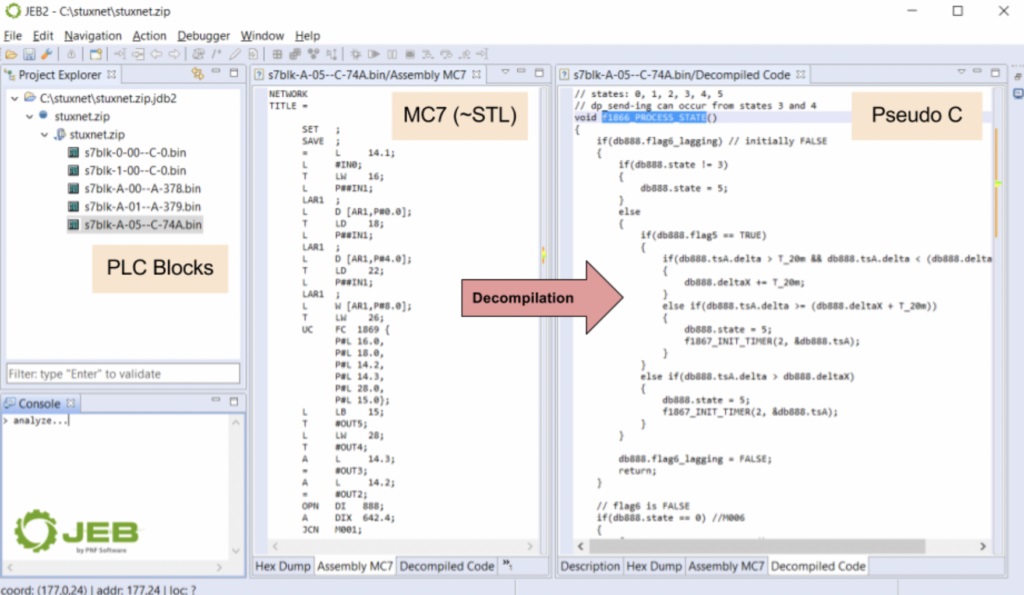
 gcode», содержащий все инструкции, необходимые для печати вашей модели, и вы можете сохранить его на свой компьютер. Поздравляем, вы успешно преобразовали файл STL в G-код в Cura!
gcode», содержащий все инструкции, необходимые для печати вашей модели, и вы можете сохранить его на свой компьютер. Поздравляем, вы успешно преобразовали файл STL в G-код в Cura!




 Энергозатратность и особенно использование материалов в строительстве огромны. Мы должны более эффективно управлять этими ресурсами.
Энергозатратность и особенно использование материалов в строительстве огромны. Мы должны более эффективно управлять этими ресурсами. Это относительно небольшая сумма. Здания 1970-х годов потребляют от 250 до 300 киловатт-часов на квадратный метр каждый год. Но энергия, необходимая для строительства пассивного дома, намного выше, чем для обычных зданий. Требуется больше теплоизоляции, а инфраструктура здания усложняется. Мы используем больше материалов в строительстве, и в конце концов возникает вопрос: в какой момент я должен вкладывать в строительство больше энергии, чем я экономлю при последующих операциях? Поэтому имеет смысл подумать о том, как само здание может производить как можно больше энергии в течение всего срока службы, например, используя фотоэлектрические элементы. Если это удастся, то здания действительно могут иметь положительный экологический след.
Это относительно небольшая сумма. Здания 1970-х годов потребляют от 250 до 300 киловатт-часов на квадратный метр каждый год. Но энергия, необходимая для строительства пассивного дома, намного выше, чем для обычных зданий. Требуется больше теплоизоляции, а инфраструктура здания усложняется. Мы используем больше материалов в строительстве, и в конце концов возникает вопрос: в какой момент я должен вкладывать в строительство больше энергии, чем я экономлю при последующих операциях? Поэтому имеет смысл подумать о том, как само здание может производить как можно больше энергии в течение всего срока службы, например, используя фотоэлектрические элементы. Если это удастся, то здания действительно могут иметь положительный экологический след. Они спроектировали здание, которое вырабатывает достаточно энергии, чтобы питать себя, а также электромобиль, очень гибкое и даже позволяющее уплотнять наши города. Кроме того, мы хотели показать, что можно создавать замкнутые водные контуры и выращивать продукты прямо на территории. Но это было слишком амбициозно для короткого периода времени, доступного в конкурсе. Команда заняла четвертое место с NexusHaus, что является большим достижением.
Они спроектировали здание, которое вырабатывает достаточно энергии, чтобы питать себя, а также электромобиль, очень гибкое и даже позволяющее уплотнять наши города. Кроме того, мы хотели показать, что можно создавать замкнутые водные контуры и выращивать продукты прямо на территории. Но это было слишком амбициозно для короткого периода времени, доступного в конкурсе. Команда заняла четвертое место с NexusHaus, что является большим достижением. Одним из примеров здесь является создание комфортных для проживания городских районов, несмотря на увеличение частоты более жарких и сухих летних сезонов. В конечном счете, мы должны очень серьезно отнестись к таким темам, как энергоэффективность и, в частности, адаптация к изменению климата, и сейчас самое время действовать. Это также цель, которую преследует Центр городской экологии и адаптации к климату (ZSK) ТУМ. Задачей Центра является разработка рекомендаций, позволяющих градостроительным органам принимать правильные решения на завтрашний день.
Одним из примеров здесь является создание комфортных для проживания городских районов, несмотря на увеличение частоты более жарких и сухих летних сезонов. В конечном счете, мы должны очень серьезно отнестись к таким темам, как энергоэффективность и, в частности, адаптация к изменению климата, и сейчас самое время действовать. Это также цель, которую преследует Центр городской экологии и адаптации к климату (ZSK) ТУМ. Задачей Центра является разработка рекомендаций, позволяющих градостроительным органам принимать правильные решения на завтрашний день. д. Но эти дискуссии полностью игнорировали тот факт, что изменение климата также меняет требования, предъявляемые к зданиям. Таким образом, я проектирую и возвожу здание и совершенно упускаю из виду тот факт, что здание будет стоять здесь 60 лет. Я задаю себе такие вопросы, как: не слишком ли мы изолируем? Возможно ли, что потребности в энергии для охлаждения возрастут в ближайшие годы? Это означает, что энергия, которую я сэкономлю на отоплении зимой, летом пойдет насмарку, потому что мое здание настолько хорошо изолировано, что у меня нет возможности рассеять тепло внутри дома. Мне стало ясно, что нам нужны исследования, чтобы узнать, как развивается климат и как мы должны реагировать. В контексте этих соображений Баварское государственное министерство окружающей среды и защиты прав потребителей направило запрос в Мюнхенский технический университет. Проблема заключалась в поиске более комплексного подхода к изменению климата. Мне было ясно, что мы не можем сделать это в одиночку в строительном секторе.
д. Но эти дискуссии полностью игнорировали тот факт, что изменение климата также меняет требования, предъявляемые к зданиям. Таким образом, я проектирую и возвожу здание и совершенно упускаю из виду тот факт, что здание будет стоять здесь 60 лет. Я задаю себе такие вопросы, как: не слишком ли мы изолируем? Возможно ли, что потребности в энергии для охлаждения возрастут в ближайшие годы? Это означает, что энергия, которую я сэкономлю на отоплении зимой, летом пойдет насмарку, потому что мое здание настолько хорошо изолировано, что у меня нет возможности рассеять тепло внутри дома. Мне стало ясно, что нам нужны исследования, чтобы узнать, как развивается климат и как мы должны реагировать. В контексте этих соображений Баварское государственное министерство окружающей среды и защиты прав потребителей направило запрос в Мюнхенский технический университет. Проблема заключалась в поиске более комплексного подхода к изменению климата. Мне было ясно, что мы не можем сделать это в одиночку в строительном секторе. Я поговорил с профессором Стефаном Паулейтом на темы городской экологии и зеленой инфраструктуры, и мы пришли к идее создания Центра совместно с Министерством окружающей среды. Тем временем там в настоящее время ведутся пять различных исследовательских проектов. Цель Центра — использовать синергетические эффекты между проектами, а не заниматься изолированными отдельными исследованиями.
Я поговорил с профессором Стефаном Паулейтом на темы городской экологии и зеленой инфраструктуры, и мы пришли к идее создания Центра совместно с Министерством окружающей среды. Тем временем там в настоящее время ведутся пять различных исследовательских проектов. Цель Центра — использовать синергетические эффекты между проектами, а не заниматься изолированными отдельными исследованиями. Полностью изолированные, глубокие ланч-боксы с ручкой для переноски, которую можно пристегнуть к рюкзаку или коляске. В сумках есть карманы для пакета с морозильной камерой или столовых приборов, а боковые стороны складываются, образуя удобную салфетку / чистую обеденную зону. На дне пакетов даже есть место, чтобы написать имя вашего малыша.
Полностью изолированные, глубокие ланч-боксы с ручкой для переноски, которую можно пристегнуть к рюкзаку или коляске. В сумках есть карманы для пакета с морозильной камерой или столовых приборов, а боковые стороны складываются, образуя удобную салфетку / чистую обеденную зону. На дне пакетов даже есть место, чтобы написать имя вашего малыша. com или по телефону +44 (0) 1278 434440
com или по телефону +44 (0) 1278 434440  Поэтому мы рекомендуем вам отправлять возврат через почтовое отделение заказным письмом или специальной доставкой, сохраняя при этом подтверждение почтового отправления. Эта политика возврата является дополнением к вашим законным правам. Мы обрабатываем возвраты как можно быстрее, однако в часы пик, если вам срочно нужны товары на замену, мы предлагаем вам разместить новый заказ на нашем веб-сайте.
Поэтому мы рекомендуем вам отправлять возврат через почтовое отделение заказным письмом или специальной доставкой, сохраняя при этом подтверждение почтового отправления. Эта политика возврата является дополнением к вашим законным правам. Мы обрабатываем возвраты как можно быстрее, однако в часы пик, если вам срочно нужны товары на замену, мы предлагаем вам разместить новый заказ на нашем веб-сайте.
 95
95 


 При этом количество их в лакокрасочном материале не должно превышать 5%, иначе возможно выпадение смолы и порча материала.
При этом количество их в лакокрасочном материале не должно превышать 5%, иначе возможно выпадение смолы и порча материала.

 Разбавители должны полностью совмещаться с лакокрасочными материалами (ЛКМ) и быть летучими при данных условиях пленкообразования. Это растворители, которые сами не растворяют данный полимер или эмаль ХС-75, но при введении в раствор полимера не разрушают его структуру и не образуют двухфазные коллоидные системы. Термином разбавитель в настоящее время пользуются редко.
Разбавители должны полностью совмещаться с лакокрасочными материалами (ЛКМ) и быть летучими при данных условиях пленкообразования. Это растворители, которые сами не растворяют данный полимер или эмаль ХС-75, но при введении в раствор полимера не разрушают его структуру и не образуют двухфазные коллоидные системы. Термином разбавитель в настоящее время пользуются редко.








 в ящике
в ящике в коробке
в коробке в ящике
в ящике в ящике
в ящике /кейс
/кейс в ящике
в ящике



 ……………… …………………….
……………… …………………….  Он быстро протаивает старую отделку, не удаляя с дерева натуральные масла или патину. С его помощью можно восстановить изношенную отделку или обновить любимую вещь. Средство для полировки мебели — отличное средство после мытья мебели, которая была очищена с помощью обычных средств для удаления отделки. Средство для реставрации мебели делает древесину насыщенной и теплой, и без остатков, которые могут вызвать появление белой дымки , как и многие другие лакокрасочные материалы. Никогда не используйте этот продукт вблизи открытого огня.
Он быстро протаивает старую отделку, не удаляя с дерева натуральные масла или патину. С его помощью можно восстановить изношенную отделку или обновить любимую вещь. Средство для полировки мебели — отличное средство после мытья мебели, которая была очищена с помощью обычных средств для удаления отделки. Средство для реставрации мебели делает древесину насыщенной и теплой, и без остатков, которые могут вызвать появление белой дымки , как и многие другие лакокрасочные материалы. Никогда не используйте этот продукт вблизи открытого огня.  Нафта может заменить растворитель для краски и поможет сократить время высыхания красок, эмалей и лаков на масляной основе.
Нафта может заменить растворитель для краски и поможет сократить время высыхания красок, эмалей и лаков на масляной основе. 

 …..- Только заземление ИБП —
…..- Только заземление ИБП — Не используйте в аэрозольных лаках, так как это отрицательно скажется на их характеристиках.
Не используйте в аэрозольных лаках, так как это отрицательно скажется на их характеристиках.  NGR Retarder помогает предотвратить появление пятен при нанесении морилки кистью или протиранием. — Очень полезно для твердой древесины . — Только заземление ИБП —
NGR Retarder помогает предотвратить появление пятен при нанесении морилки кистью или протиранием. — Очень полезно для твердой древесины . — Только заземление ИБП —  Живичный скипидар также разбавляет масляную краску, лак, эмаль и морилку. Традиционный натуральный разбавитель для масляных красок и лаков, 100% Pure Gum Spirits of Turpentine действует как растворитель, агент, повышающий текучесть, и осушитель. Многие «старые» составы для лаков и восковых полиролей используют скипидар в качестве растворителя, и художники, работающие с маслами, по-прежнему предпочитают его в качестве разбавителя из-за его превосходных характеристик текучести.
Живичный скипидар также разбавляет масляную краску, лак, эмаль и морилку. Традиционный натуральный разбавитель для масляных красок и лаков, 100% Pure Gum Spirits of Turpentine действует как растворитель, агент, повышающий текучесть, и осушитель. Многие «старые» составы для лаков и восковых полиролей используют скипидар в качестве растворителя, и художники, работающие с маслами, по-прежнему предпочитают его в качестве разбавителя из-за его превосходных характеристик текучести. 