Технология изготовления топливных брикетов: Технология изготовление топливных брикетов из опилок + Видео.
Технология изготовление топливных брикетов из опилок + Видео.
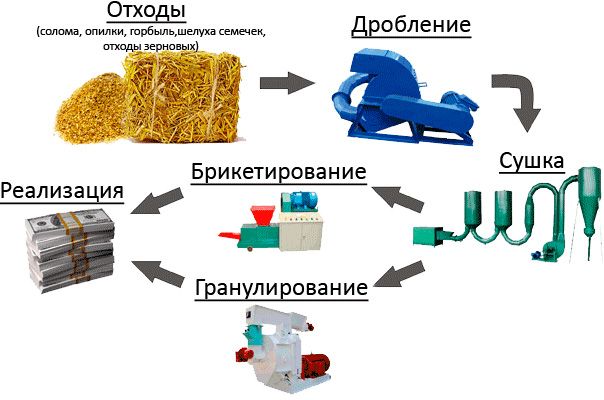
В данном материале описана технология производства топливных брикетов из опилок и другого растительного сырья.
Сырье может представлять собой любые растительные отходы:
- отходы деревообработки;
- отходы сельскохозяйственного растениеводства;
- листва;
- брикет может включать в свой состав вторичное сырье: дрова, старую древесину, макулатуру.
Для переработки опилок понадобится следующее оборудование:
- измельчитель сырья;
- сушилка;
- пресс для брикетов;
- упаковочное оборудование;
- для больших производств понадобится транспортные коммуникации: конвейерные ленты, пневмотранспорт, погрузчики;
- инвентарь: инструменты, емкости.
В видео кратко можно посмотреть процесс, а ниже идет подробное описание как делают брикеты.
youtube.com/embed/-c589NrvSqc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Содержание
- 1 Технология производства топливных брикетов
- 1.1 Измельчение и сушка
- 1.2 Прессование
- 1.3 Охлаждение и резка на поленья, упаковка.
- 2 Готовая продукция
- 3 Важные характеристики техпроцесса
- 3.1 Влажность сырья
- 3.2 Производительность
- 3.3 Объем вложений
Технология производства топливных брикетов
В зависимости от сырья (опилки, листья, лузга)и вида брикета технологическая цепочка может отличаться, но большинство предприятий имеют полный набор указанных ниже технологических операций.
Измельчение и сушка
Эти операции могут меняться местами, либо отсутствовать при мелком производстве (домашняя установка, небольшой цех с небольшим количеством отходов).
Рекомендуем данные операции не исключать даже при небольших объемах, так как они повышают конечное качество брикетов:
- Сушка — обеспечивает лучшее прессование сырья.
 Как правило проводится в печах туннельного типа со шнековой подачей сырья.
Как правило проводится в печах туннельного типа со шнековой подачей сырья. - Измельчение — облегчает прохождение сырья на всех стадиях обработки. Проходит на дробилках различного типа (молотковые дробилки, щепорезы, промышленные шредеры).
Прессование
как работает пресс для брикетов RUF
Подготовленное сырье поступает в установку, где под действием давление нагревается и спекается за счет выделения естественного связующего – лигнина.
При использовании вторичного сырья могут применяться дополнительные связующие, которые вводятся в сырье перед прессом.
В таком случае понадобится бак-смеситель, где сырье и добавки будут смешиваться до равномерного распределения по объему.
При прессовании сырье под давлением нагревается до 240…320 °С, за счет чего происходит спекание брикета. В отдельных моделях прессов сырье может предварительно нагреваться с помощью ТЭНов при поступлении на шнек (брикеты pini-kay).
При прессовании важно не перегружать пресс (работать с соблюдением норм расхода), следить за однородностью сырья.
Смотрите подборку видео как делают топливные брикеты (евродрова) в домашних условиях.
Охлаждение и резка на поленья, упаковка.
При выходе с пресса готовый брикет обрезается (обламывается) и поступает на паллеты, где охлаждается короткое время. После чего продукцию необходимо упаковать, для того чтобы она не напитывала влагу.
Готовая продукция
брикеты из опилок RUF
В результате прохождения через пресс, получают топливные брикеты трех основных видов:
- RUF (Руф). Получают в гидравлических прессе, готовый продукт выходит в виде кирпича (150×90×60 мм). Требует обязательной упаковки в водонепроницаемую пленку.
- Pini Kay (Пини Кей). Выглядят как брусок заданной длины (25…40 см), производят с помощью шнекового пресса. При производстве брикет выходит с готовой спекшейся пленкой, которая частично препятствует впитыванию влаги. Продукцию можно паковать в полиэтиленовые мешки (биг-беги).

- Nestro (Нестро). Цилиндрические бруски (Æ50…90 мм, длина – 50…100 мм), производятся на гидравлических прессах.
Примеры видео смотрите по ссылке: Какие бывают виды топливных брикетов.
Важные характеристики техпроцесса
Влажность сырья
топливные брикеты pini-kay
Технология производства для любых брикетов требует сушки и измельчения сырья. Если данным фактом пренебречь, то в результате реакция спекания и склеивания при воздействии температуры будет неэффективной: на выходе из перса брикет может развалиться.
При изготовлении у вас должна быть возможность доводить сырье до влажности 8…14%.
Операцией можно пренебречь, если у вас штучное производство (для собственных нужд в очень малых объемах). При условии, что есть помещение, площадка, где сушить сырье и хранить его в сухом состоянии до процесса запуска пресса.
Помните о погоде: от сырья, хранящегося в сырых сараях, толку не будет. Перед тем как сушить щепки или опилки естественным путем, убедитесь, что на отведенной для этого площади, помещения, нет доступа влажного воздуха с улицы.
Перед тем как сушить щепки или опилки естественным путем, убедитесь, что на отведенной для этого площади, помещения, нет доступа влажного воздуха с улицы.
Альтернативный способ изготовления брикетов — как делают в Африке. Фотоподборка.
Производительность
Объем производимых брикетов напрямую зависит от доступа к сырью, объемов сбыта и собственного потребления.
Чтобы определиться с объемом, вы должны хотя бы примерно понимать какая часть продукции будет идти на собственные нужды, а какая – на реализацию.
- На обогрев ваших помещений количество брикетов можно примерно рассчитать как ½ от объема ранее затрачиваемых дров. Читайте также чем выгоднее отапливать дровами или брикетами.
- Часть продукции может тратиться на сам производственный процесс – для подогрева воздуха на сушке (примерно 1…3%).
Рассчитывая производительность, учитывайте, что большинство небольших компаний производство ведут до отопительного сезона, после идет активный всплеск продаж, а далее на рынке наступает застой: оборудование останавливается, идет накопление сырье. Работа возобновляется только весной.
Работа возобновляется только весной.
Рассчитывая объемы производства, учитывайте фактор сезонности.
Большие компании работают более ритмично: при постоянном доступе к сырью они производят брикеты круглый год. Но торгуют как все – месяц-два перед отопительным сезоном. После чего весь произведенный брикет идет на склад, если нет другого рынка сбыта (или на экспорт в Европу, но европейцы покупают – крупным оптом).
Объем вложений
Также можете ознакомиться с обзором производителей оборудования для изготовления топливных брикетов.
Сделать топливные брикеты своими руками по технологии «руф» или «пини-кей» — достаточно накладно на первом этапе:
- для микробизнеса вложения составляют порядка для 2…4 тыс. долларов для кустарного производства;
- для малого и среднего бизнеса минимум придется стартовать от 10 тыс. долларов на небольшую лесопильню;
- профессиональные линии для постоянной работы в данном направлении стоят от 100…130 тыс.
 долларов и выше.
долларов и выше.
Изготовление топливных брикетов
Что это – топливные брикеты или иными словами биотопливо?
Это новое концептуальное решение, альтернатива обычному топливу, как то дрова, уголь, торф. Топливные брикеты это своего рода продукт безотходного производства. Брикеты получают путем переработки отходов древесины, пород дерева нецелевого назначения, опилок, сучьев, ветвей, древесной коры и даже шелухи от семян подсолнуха. Данный вид топлива является одним из самых экологически чистых видов топлива.
Его очень активно используют для обогрева жилья, дачных домов, в производственных целях и др. При обычной утилизации древесины происходит выделение огромного количества угарного газа в атмосферу, что естевственно вызывает негодование экологов и приводит к возникновению споров с властями, да и такая переработка не гарантирует полной утилизации отходов. Именно поэтому остро встал вопрос о претворении в жизнь нового способа использования отходов древесных пород, коим и стало изготовление топливных брикетов.
Способы, технология изготовления топливных брикетов
Сегодня самыми распространенными способами изготовления топливных брикетов являются три определенные технологии. Вот более подробное описание этих способов. Первым способом изготовления топливных брикетов стал способ именуемых как RUF. Методом его производства является гидравлический метод, основанный на прессовке брикетов под очень высоким давлением. После переработки таким образом исходное сырье приобретает вид небольшого кирпича. Особенностью такого метода является довольно невысокая стоимость оборудования, простота в управлении, что дает возможность устройства небольшого предприятия в относительно простой местности, особо не затрачиваясь ни на оборудование для оснащения предприятия, ни на обучение персонала и повышение его квалификации.
К минусам данного способа изготовления топливных брикетов можно отнести то, что брикеты малоустойчивы к влажности, что требует более плотной и качественной их упаковки. Еще брикеты, изготовленные таким способом, не особо хорошо переносят длительного хранения и дальних перевозок, а посему целесообразно использовать или реализовать их недалеко от места изготовления, дабы не подвергать дополнительным проверкам на прочность.
Еще брикеты, изготовленные таким способом, не особо хорошо переносят длительного хранения и дальних перевозок, а посему целесообразно использовать или реализовать их недалеко от места изготовления, дабы не подвергать дополнительным проверкам на прочность.
Вторым, более популярным является ударный способ изготовления топливных брикетов, именуемый как Nestro. Такой топливный брикет производится с помощью ударных прессов особо высокой производительности, после обработки сырья таким способом получаются брикеты длиной порядка 50 сантиметров и диаметром около 10 сантиметров. После переработки сырья топливный брикет на выходе имеет цилиндрическую форму. Так же как и в первом случае, себестоимость изготовления данного вида топливных брикетов особо невелика, поскольку происходит экономия на затратах на производство.
Но и качество такого брикета соответственно не намного выше, брикет так же не терпит влаги, теряет форму при соприкосновении с ней, к тому же силовые нагрузки для таких брикетов вообще являются недопустимыми, что отрицательно сказывается при транспортировке, а следовательно она как и в первом случае нежелательна. И, наконец, третьим способом изготовления топливных брикетов, является экструдерный способ, который носит название Pini&Kay. Такой способ является альтернативой первым двум, поскольку является наиболее выгодным по сравнению с ними и дает продукцию намного более высокого качества.
И, наконец, третьим способом изготовления топливных брикетов, является экструдерный способ, который носит название Pini&Kay. Такой способ является альтернативой первым двум, поскольку является наиболее выгодным по сравнению с ними и дает продукцию намного более высокого качества.
Технология изготовления такого брикета позволяет получить абсолютно идеальный, стойкий к механическим воздействиям, перевозкам и длительному хранению продукт. Все это достигается тем, что при переработке сырья на шнековом прессе, помимо высокого давления происходит еще и термообработка, под действием которой происходит выделение лигнина, который выполняет функцию склеивания волокон древесины, что делает брикет более плотным. Таким образом для успешного ведения бизнеса и выхода на международный рынок с качественным продуктом лучше воспользоваться именно третьим – экструдерным способом изготовления топливных брикетов, таким как Pini&Kay.
Как сделать брикеты из древесного угля: компоненты и процесс
Древесноугольный брикет — это вид топлива, изготовленный из порошка древесного угля. По сравнению с традиционными видами топлива, брикеты из древесного угля могут не только непрерывно генерировать тепло, но и не выделять дыма и запаха при сгорании.
По сравнению с традиционными видами топлива, брикеты из древесного угля могут не только непрерывно генерировать тепло, но и не выделять дыма и запаха при сгорании.
Поэтому в последние годы он широко используется в бытовых и промышленных целях и стал самым популярным топливом во многих странах, таких как Кения, Ближний Восток, Уганда, Индия и т. д.
С ростом экономической выгоды процесс производства брикетов из древесного угля стал одной из самых популярных перерабатывающих отраслей. Итак, каковы ингредиенты древесно-угольных брикетов и как сделать древесно-угольные брикеты?
Как сделать угольные брикеты
Состав угольных брикетов
Древесноугольный брикет в основном состоит из двух частей: древесного угля, который используется для обеспечения тепла, и второстепенных ингредиентов. Древесный уголь является продуктом неполного сгорания древесины или древесного сырья либо пиролиза в условиях изоляции воздуха.
Его основным компонентом является углерод, поэтому его можно использовать в качестве топлива. Второстепенные ингредиенты включают ускорители, белую золу и связующее для брикетов.
Второстепенные ингредиенты включают ускорители, белую золу и связующее для брикетов.
Компонент 1: древесный уголь
Древесный уголь составляет более 70% всех древесноугольных брикетов. В качестве материала для горения, обеспечивающего тепло, сырьем для древесного угля могут быть различные породы дерева, такие как бук, береза, твердый клен, орех пекан и дуб.
Древесный уголь в основном обрабатывается в печи. Обычно древесный уголь, произведенный и погашенный в печи, называется черным древесным углем. Преимущество его в том, что его легко воспламенить, но он легко взрывается во время горения с коротким временем горения и большим количеством дыма.
Черный древесный уголь и белый древесный уголь
В то время как белый древесный уголь может окисляться и образовывать белую золу после карбонизации, извлечения из печи и закалки влажным песком. По сравнению с черным древесным углем он имеет более твердую текстуру.
Компонент 2: ускорители
Угольный брикет не может полностью контактировать с кислородом в процессе горения, поэтому для ускорения горения необходим ускоритель. Наиболее подходящим ускорителем является нитрат, который может не только обеспечить кислород для ускорения горения, но и выделять тепло во время горения.
Наиболее подходящим ускорителем является нитрат, который может не только обеспечить кислород для ускорения горения, но и выделять тепло во время горения.
Однако это слишком дорого. В качестве отличного ускорителя с более низкой стоимостью можно добавить 10%-20% опилок для эффективного увеличения скорости горения.
Опилки — хороший ускоритель для древесно-угольных брикетов
Компонент 3: белый пепел
Как один из второстепенных ингредиентов, белая зола составляет всего 2-3% древесно-угольного брикета. Но он играет очень важную роль в процессе горения древесно-угольных брикетов.
Наблюдая за степенью побеления, можно судить о степени горения угольного брикета. Кроме того, поскольку белый пепел негорюч, он может эффективно продлить время горения.
Белый пепел — признак, по которому можно судить о степени горения
Компонент 4: связующее для брикетов
Из-за отсутствия пластичности связующее необходимо добавлять в процессе брикетирования древесного угля. Доля связующего в древесно-угольных брикетах составляет около 5% — 7%.
Доля связующего в древесно-угольных брикетах составляет около 5% — 7%.
3 вида связующих для угольных брикетов
Многочисленные факты показывают, что крахмал обладает лучшими свойствами в качестве связующего материала. После желатинизации может образоваться густая паста, так что порошок древесного угля слипается, что облегчает последующее брикетирование.
Еще одним популярным связующим для брикетов является гуммиарабик или гуммиарабик. Однако, учитывая стоимость, лучшим выбором является макулатура.
При различных соотношениях состава конечный продукт будет отличаться. Ниже приведены несколько подходящих рецептов приготовления брикетов из древесного угля:
Недорогие планы подбора материалов
Вот интересное видео, в котором мужчина делает брикеты дома из обрезков дерева и коры. Посмотрите видео, чтобы повеселиться, и вы даже можете попробовать, если вам интересно.
Преимущества древесно-угольных брикетов
- Высокая степень сгорания (более 80% массы биомассы)
- Более длительное время горения, а также более равномерный и стабильный процесс горения
- Бездымный и безвкусный
- Легче (всего от 1/5 до 1/3 первоначального веса)
- Дешевле, чем кусковой уголь
- Простота в обращении, упаковке, транспортировке и использовании
Процесс изготовления брикетов из древесного угля
Как производить брикеты из древесного угля – вопрос, который обычно волнует людей. Процесс изготовления древесно-угольных брикетов можно разделить на пять этапов:
Процесс изготовления древесно-угольных брикетов можно разделить на пять этапов:
Шаг 1: карбонизация
Во-первых, обожгите сырье во вращающейся печи. В течение недельного процесса сжигания температура должна поддерживаться примерно на уровне 840–950 ° F (450–510 ° C).
После окончания горения закрыть воздухозаборник, а через один-два часа выхлопа закрыть выпускное отверстие. После двухнедельного периода охлаждения печь опорожнить и растолочь обугленную древесину (древесный уголь).
Шаг 2: дробление
Используйте молотковую дробилку или валковую дробилку, чтобы раздавить карбонизированную древесину. Хотя различные виды древесины, такие как кора, сухая древесная щепа, влажная древесина и т. д., должны быть измельчены до различных размеров, обычно их можно измельчать на куски древесного угля до 5 мм ниже, чтобы получить высококачественные брикеты из древесного угля.
Шаг 3: сушка
Затем необходим процесс сушки. Если содержание воды превышает эмпирический верхний предел, температура повысится, а объем резко увеличится, что может легко вызвать взрыв. Если содержание влаги слишком низкое, его будет трудно формовать. Используйте сушилку, чтобы уменьшить ее влажность до уровня, необходимого для формирования брикетов, примерно наполовину (примерно до 15%).
Если содержание воды превышает эмпирический верхний предел, температура повысится, а объем резко увеличится, что может легко вызвать взрыв. Если содержание влаги слишком низкое, его будет трудно формовать. Используйте сушилку, чтобы уменьшить ее влажность до уровня, необходимого для формирования брикетов, примерно наполовину (примерно до 15%).
Шаг 4: брикетирование
Брикетирование является ключевым этапом в формовании древесного угля. После того, как сырье попадет в шаровой пресс, на него будут воздействовать три вида сил, а именно основная движущая сила брикетировочной машины, сила трения и центростремительная сила стенки.
Благодаря влаге, клеям, температуре (около 105 ° F или 40 ° C) и давлению роликов брикетировочной машины брикеты древесного угля могут сохранять свою форму, когда они падают со дна машины.
Брикетировочная машина — производство брикетов из древесного угля.
Шаг 5: сушка
Поместите угольные брикеты в сушилку примерно на три-четыре часа, чтобы нагреть их до 275 ° F (135 ° C) и снизить влажность примерно до 5%.
После производства угольные брикеты сразу упаковывайте в пакеты или храните их в силосах. Следуя вышеуказанным шагам, древесноугольные брикеты будут производиться с производительностью 2200-20 000 фунтов (1-9метрических тонн) в час.
5 шагов для изготовления брикетов из древесного угля
Успешные случаи использования линии по производству древесноугольных брикетов Fote
Кения Линия по производству древесноугольных брикетов 20 т/ч
Линия по производству брикетов из древесного угля 20 т / ч в Кении Узнать последнюю цену
| Производственная мощность | 20 т/ч |
| Материал обработки | Древесный уголь |
| Конфигурация оборудования | Двухвальный смеситель, смеситель для жидкостей, питатель, машина для производства брикетов из древесного угля, сушилка, конвейер и т. д. |
| Размер брикета древесного угля | 50 мм (в диаметре) |
| Форма угольного брикета | Подушка |
Отзывы клиентов:
Брикет из древесного угля, сформированный на брикетировочной машине, более устойчив к высокому давлению, его нелегко сломать и легко транспортировать.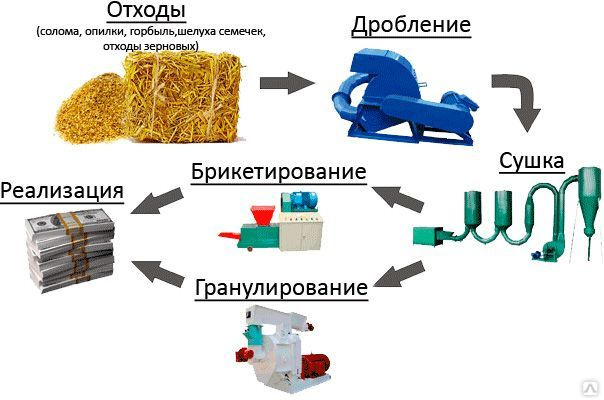
.
Уганда 5-6 т/ч линия по производству древесно-угольных брикетов
Линия по производству древесно-угольных брикетов 5-6 т/ч в Уганде Узнать последнюю цену
| Производственная мощность | 5-6 т/ч |
| Материал обработки | Древесный уголь |
| Конфигурация оборудования | Шнековый питатель, резервуар для смешивания жидкости, смеситель, машина для брикетирования древесного угля, сушилка для опилок, конвейер и т. д. |
| Размер брикета древесного угля | 30 мм (в диаметре) |
| Форма угольного брикета | Круглый |
Отзывы клиентов:
Брикет из древесного угля, сформированный брикетировочной машиной, горит дольше, с большим количеством тепла и меньшим количеством дыма и загрязнения.
Преимущества древесноугольных брикетов при переработке
По сравнению с другим топливом самым большим преимуществом древесноугольного брикета является то, что он не загрязняет окружающую среду в течение всего процесса переработки.
- Отсутствие отходов: без добавления химикатов в течение всей обработки древесноугольных брикетов необходимые второстепенные ингредиенты могут быть заменены опилками, бумажной массой и т. д. Не только нет отходов шлака, но некоторые отходы также могут быть переработаны и повторно использованы для создавать преимущества.
- Нет сточной жидкости: весь процесс не требует добавления или слива воды или какой-либо жидкости, поэтому он не загрязняет источник воды.
- Нет отработанного газа: газ, образующийся при переработке древесно-угольных брикетов, представляет собой только водяной пар и некоторое количество горючего газа, который не загрязняет воздух. Стоит отметить, что эта часть горючего газа может быть переработана и использована в качестве топлива, что одновременно может снизить стоимость.
Вывод
Согласно вышеизложенному, перерабатывать древесно-угольные брикеты не так уж и сложно. Но нам нужно обратить внимание на многие детали, такие как соотношение компонентов, влажность, все это напрямую повлияет на конечное качество.
Поэтому автор рекомендует пользователям понимать и подтверждать каждый шаг и его детали предстоящей обработки древесно-угольных брикетов. А затем выберите надежного поставщика для покупки оборудования, необходимого для переработки, такого как дробилка, сушилка, брикетировочная машина и т. д.
Автор : Джордан
Джордан — автор блога, хорошо разбирающийся в этой отрасли. Самый
главное, он искренне надеется помочь вам в ваших проектах.
Размер рынка брикетов из биомассы [2022-2027], растущие потребности,
| Источник:
Отраслевые исследования
Отраслевые исследования
Пуна, 29 апреля 2022 г. (GLOBE NEWSWIRE) — « В итоговый отчет будет добавлен анализ воздействия COVID-19 на эту отрасль производства брикетов из биомассы. »
»
Global » Рынок брикетов из биомассы » отчет содержит тщательный анализ динамики рынка, текущих событий и тенденций бизнес-стратегий. В этом отчете дается всесторонний анализ различных сегментов на основе типа , приложение и регион. Отчет предлагает качественный и количественный анализ размера рынка, доли, будущих возможностей роста и текущих тенденций. Это всестороннее исследование предлагает подробный анализ развития рынка и факторов роста, запусков продуктов, совместных предприятий, слияний и В исследовании проводится повторная калибровка влияния макроэкономических и микроэкономических факторов, которые могут повлиять на расширение рынка брикетов из биомассы.0004
Получить образец отчета в формате PDF — https://www.industryresearch.biz/enquiry/request-sample/17998522
отходы лесного хозяйства, такие как стебли риса, солома, стебли хлопка, бамбуковые опилки, древесная мука, стебли рами, шелуха арахиса и т. д. Он производится с помощью грануляторов или брикетировочных машин после прохождения нескольких технологических процессов, таких как дробление, сушка, смешивание , формование или прессование и т. д. А конечными продуктами являются пеллеты и брикеты, которые используются в качестве замены угля, бензинового газа и других традиционных ископаемых видов топлива. По сравнению с ископаемым топливом, формовочное топливо из биомассы дает низкий общий объем выбросов парниковых газов, поскольку используемые материалы уже являются частью углеродного цикла.
д. Он производится с помощью грануляторов или брикетировочных машин после прохождения нескольких технологических процессов, таких как дробление, сушка, смешивание , формование или прессование и т. д. А конечными продуктами являются пеллеты и брикеты, которые используются в качестве замены угля, бензинового газа и других традиционных ископаемых видов топлива. По сравнению с ископаемым топливом, формовочное топливо из биомассы дает низкий общий объем выбросов парниковых газов, поскольку используемые материалы уже являются частью углеродного цикла.
Пеллеты из биомассы представляют собой биотопливо, изготовленное из сжатого органического вещества или биомассы. Древесные пеллеты являются наиболее распространенным видом пеллетного топлива и, как правило, изготавливаются из прессованных опилок и связанных с ними промышленных отходов от фрезерования пиломатериалов, производства деревянных изделий и мебели, а также строительства. Другие источники промышленных отходов включают пустые гроздья фруктов, скорлупу пальмовых косточек, скорлупу кокосовых орехов, а также верхушки и ветки деревьев, выброшенные во время лесозаготовительных работ.
Брикеты из биомассы в основном используются в развивающихся странах, где топливо для приготовления пищи не так легкодоступно. В развитых странах произошел переход к использованию брикетов, где они используются для обогрева промышленных котлов с целью производства электроэнергии из пара. Брикеты сжигаются совместно с углем для создания тепла, подаваемого в котел. Брикеты биомассы, в основном изготовленные из зеленых отходов и других органических материалов, обычно используются для производства электроэнергии, тепла и топлива для приготовления пищи. Эти прессованные смеси содержат различные органические материалы, в том числе рисовую шелуху, багассу, скорлупу арахиса, сельскохозяйственные отходы. Состав брикетов варьируется в зависимости от региона в зависимости от наличия сырья. Сырье собирают и прессуют в брикеты, чтобы дольше гореть и облегчить транспортировку товара
Существует разница между пеллетами из биомассы и брикетами из биомассы.
Пеллеты из биомассы обычно используются в домашних пеллетных котлах, котлах центрального отопления, промышленных котлах или на электростанциях для замены угля. Их также можно использовать в качестве подстилки для лошадей и кошачьего туалета. Однако брикеты из биомассы представляют собой палочки или блоки большого диаметра и различной формы (шестиугольник, цилиндр, параллелепипед и т. д.), изготовленные на брикетировочных машинах из биомассы. Они предназначены в первую очередь для промышленного использования для отопления.
Их также можно использовать в качестве подстилки для лошадей и кошачьего туалета. Однако брикеты из биомассы представляют собой палочки или блоки большого диаметра и различной формы (шестиугольник, цилиндр, параллелепипед и т. д.), изготовленные на брикетировочных машинах из биомассы. Они предназначены в первую очередь для промышленного использования для отопления.
В настоящее время в развитых странах индустрия биотоплива в целом находится на более продвинутом уровне. Крупные мировые предприятия в основном сосредоточены в ЕС. Между тем, иностранные компании имеют более современное оборудование, сильные возможности для исследований и разработок и ведущий технический уровень. С развитием китайской технологии производства топлива из биомассы их доля на международном рынке увеличивается, и конкурентоспособность на международном рынке постепенно увеличивается.
Анализ рынка и выводы: глобальный рынок брикетов из биомассы
В 2019 году мировой рынок брикетов из биомассы оценивается в 372,1 млн долларов США. К концу 2026 года объем рынка достигнет 612,6 млн долларов США, среднегодовой темп роста составит 7,3 % в течение 2021-2026 гг.
К концу 2026 года объем рынка достигнет 612,6 млн долларов США, среднегодовой темп роста составит 7,3 % в течение 2021-2026 гг.
ЧТОБЫ ПОНЯТЬ, КАК ВОЗДЕЙСТВИЕ COVID-19 ПОКРЫВАЕТСЯ В ЭТОМ ОТЧЕТЕ
Ключевые игроки на мировом рынке брикетов из биомассы перечислены ниже:
- German Pellets
- Enviva
- Pinnacle Renewable Energy Group
- Pacific BioEnergy Corporation
- Vyborgskaya Cellulose
- Rentech
- Graanul Invest Group
- RWE Innogy
- Lignetics
- E-pellets
- Drax Biomass
- General Biofuels
- BlueFire Renewables
- Pfeifer Group
- Biomass Secure Power
- Viridis Energy
- Westervelt
- Energex
- Fram Renewable Fuels
- Protocol Energy
- Premium Pellet Ltd.
- Granules LG
- Enova Energy Group
- Corinith Wood Pellets
- Maine Woods Pellet
- Appalachian Wood Pellets
- Bear Mountain Forest Prod
- Agropellets
- West Oregon Wood Prod
- Bayou Wood Pellets
Глобальный рынок брикетов из биомассы: анализ сегментов
Отчет об исследовании включает конкретные сегменты по регионам (странам), производителям, типам и приложениям. Каждый тип предоставляет информацию о производстве в течение прогнозируемого периода с 2016 по 2027 год. По сегменту приложений также предоставляется потребление в течение прогнозируемого периода с 2016 по 2027 год. Понимание сегментов помогает определить важность различных факторов, способствующих росту рынка.
Каждый тип предоставляет информацию о производстве в течение прогнозируемого периода с 2016 по 2027 год. По сегменту приложений также предоставляется потребление в течение прогнозируемого периода с 2016 по 2027 год. Понимание сегментов помогает определить важность различных факторов, способствующих росту рынка.
На основе типа продукта этот отчет отображает производство, доход, цену, долю рынка и темпы роста каждого типа, в основном разделенные на:
- Брикет из биомассы
- Гранулы из биомассы
На основе конечных пользователей/приложений этот отчет фокусируется на состоянии и перспективах основных приложений/конечных пользователей, потреблении (продажах), доле рынка и темп роста для каждого приложения, в том числе:
- Тепловая энергия
- Производство электроэнергии
- Прочее
Получить образец отчета о рынке брикетов из биомассы 2022-2028
Конкурентная среда и Анализ доли рынка брикетов из биомассы:
Конкурентная среда на рынке брикетов из биомассы предоставляет поставщикам подробную информацию и данные. Отчет предлагает всесторонний анализ и точную статистику доходов игрока за период 2016-2022 гг. Он также предлагает подробный анализ, подкрепленный надежной статистикой доходов (глобальный и региональный уровень) игроков за период 2016-2022 гг. Подробная информация включает описание компании, основной бизнес, общий доход компании и доход, полученный от бизнеса Брикеты из биомассы, дату выхода на рынок Брикеты из биомассы, представление продукта Брикеты из биомассы, последние разработки и т. д.
Отчет предлагает всесторонний анализ и точную статистику доходов игрока за период 2016-2022 гг. Он также предлагает подробный анализ, подкрепленный надежной статистикой доходов (глобальный и региональный уровень) игроков за период 2016-2022 гг. Подробная информация включает описание компании, основной бизнес, общий доход компании и доход, полученный от бизнеса Брикеты из биомассы, дату выхода на рынок Брикеты из биомассы, представление продукта Брикеты из биомассы, последние разработки и т. д.
В этом отчете основное внимание уделяется объему и стоимости брикетов из биомассы на глобальном уровне, региональном уровне и уровне компании. С глобальной точки зрения в этом отчете представлен общий размер рынка брикетов из биомассы путем анализа исторических данных и будущих перспектив. На региональном уровне этот отчет посвящен нескольким ключевым регионам: Северной Америке, Европе, Азиатско-Тихоокеанскому региону, Латинской Америке, Ближнему Востоку и Африке.
Некоторые особенности этого отчета:
Оценки размера рынка: Брикеты из биомассы в мировой индустрии композитов Оценка размера в стоимостном выражении и объеме
Анализ тенденций и прогнозов: Тенденции рынка (2016-2021 гг. ) и прогнозы (2022-2027 гг.) по сегментам и регионам.
) и прогнозы (2022-2027 гг.) по сегментам и регионам.
Анализ сегментации: Брикеты из биомассы в мировом масштабе индустрии композитов по различным приложениям, таким как отрасль конечного использования, регион и страна с точки зрения стоимости и объема.
Региональный анализ: Брикеты из биомассы в разбивке мировой индустрии композитов по Северной Америке, Европе, Азиатско-Тихоокеанскому региону и остальному миру.
Возможности роста: Анализ возможностей роста в различных областях применения брикетов из биомассы в мировой индустрии композитов.
Стратегический анализ: Сюда входят MandA, разработка новых продуктов и конкурентная среда брикетов из биомассы в мировой индустрии композитов.
Запросите информацию перед покупкой этого отчета — https://www.industryresearch.biz/enquiry/pre-order-enquiry/17998522
Основные причины для покупки брикетов из биомассы. Отчет о рынке:
Отчет о рынке:
- . продукт/услуга в регионе с указанием факторов, влияющих на рынок в каждом регионе.
- В отчете представлены возможности и угрозы, с которыми сталкиваются поставщики на мировом рынке Брикеты из биомассы.
- В отчете указаны регион и сегмент, в которых ожидается самый быстрый рост.
- Конкурентная среда включает рыночный рейтинг основных игроков, а также запуск новых продуктов, партнерские отношения, расширение бизнеса и приобретения.
- В отчете представлены обширные профили компаний, включая обзор компании, информацию о компании, сравнительный анализ продуктов и SWOT-анализ для основных игроков рынка.
- В отчете представлены текущие и будущие рыночные перспективы отрасли в отношении последних событий, возможностей роста, движущих сил, проблем и ограничений как развивающихся, так и развитых регионов.
Ответы на некоторые ключевые вопросы в этом отчете:
- Каковы будут темпы роста рынка, импульс роста или ускорение рынка в течение прогнозируемого периода?
- Какие ключевые факторы влияют на рынок Брикеты из биомассы?
- Каков был размер развивающегося рынка Брикеты из биомассы по стоимости?
- Каков будет размер развивающегося рынка Брикеты из биомассы в 2027 году?
- Какой регион, как ожидается, будет занимать наибольшую долю рынка Брикеты из биомассы?
- Какие тенденции, проблемы и барьеры повлияют на развитие и определение размеров мирового рынка Биомасса Брикет?
- Каковы объемы продаж, выручка и анализ цен ведущих производителей рынка брикетов из биомассы?
лет, рассмотренные для этого отчета:
- Исторические годы: 2016-2020
- Базовый год: 2020
- Оценка Года: 202175
- .
 0138 2021-2027
0138 2021-2027
Купить этот отчет (Цена 4900 долларов США за однопользовательскую лицензию) — https://www.industryresearch.biz/purchase/17998522
4 9000 Что предлагает отчет Exactly
4 9000 Покупатели?
- Чтобы получить глубокий анализ отрасли производства брикетов из биомассы и получить полное представление о мировом рынке и его коммерческом ландшафте.
- Рыночные методологии, которые используются для управления конкретными организациями
- Получите подробное представление о рынке брикетов из биомассы.
- Расчетные темпы роста вместе с размером и долей отрасли производства брикетов из биомассы в течение прогнозируемого периода 2021-2027 гг.
- В отчете представлена исчерпывающая оценка ключевых игроков рынка и их стратегий роста.
- В отчете представлен углубленный анализ различных факторов, стимулирующих, ограничивающих и создающих возможности на рынке.
- Отчет включает анализ пяти сил Портерса для точного прогнозирования.
С помощью таблиц и рисунков, помогающих анализировать тенденции мирового рынка Брикеты из биомассы, это исследование предоставляет ключевую статистику о состоянии отрасли и является ценным источником рекомендаций и указаний для компаний и частных лиц, заинтересованных в рынке.
Некоторые пункты из TOC:
1 Охват исследования
1.1 Брикеты из биомассы Введение продукта
1.2 Рынок по типам
1.2.1 Глобальный тип брикетов из биомассы 9 Размер рынка брикетов0155 1.2.2 Брикетка биомассы
1.2.3 Пеллет биомассы
1.3 Рынок по применению
1.3.1 Глобальный рынок биомассы рынка. Цели
1,5 года считаются
2 Глобальная продукция Бриккета биомассы
2.1 Производство глобальной биомассы Брикетки (2016-2027)
2.2 Производство глобальной биомассы по региону: 2016 против 2021 против 2027
2.3.0155 2.3.1 Глобальное историческое производство Брикетки биомассы по региону (2016-2021)
2.3.2 Глобальная биомассовая Брикет Продажи по Брикеттам по оценкам и прогнозам объема и стоимости
3. 1 Оценки продаж Biomass Briquette Biomass.0155 3.4 Глобальные регионы Брикетки из лучших биомассов по продажам
1 Оценки продаж Biomass Briquette Biomass.0155 3.4 Глобальные регионы Брикетки из лучших биомассов по продажам
3.4.1 Глобальные регионы Брикетки из лучших биомассов по продажам (2016-2021)
3.4.2 Глобальные регионы высшей биомассы по продажам (2022-2027
3.5.1 Глобальные регионы Biomass Briquette по доходам (2016-2021)
3.5.2 Глобальные регионы Biomass Briquette по доходам (2022-2027)
3.6 Северная Америка
3,7 Европа
3.8 Азиатско-Тихоокеанский регион
3.9 Латинская Америка
3.10 3,10 3,8 3,8 Азиатско-Тихоокеанский регион
3.9 Латинская Америка
3.10 3,10 3,10 3,8. Ближний Восток и Африка
4 Конкуренция по производству
4.1. Глобальная биомассовая поставка брикет Продажи брекет с биомассы производителями
4.2.1 Глобальные производители брекетных биомассов по продажам (2016-2021)
4.2.2 Глобальный рынок бреккит-производителей биомассы по продажам (2016-2021)
4.2.3. по продажам брикетов из биомассы в 2020 году
4. 3 Глобальные доходы от брекетки биомассы по производителям
3 Глобальные доходы от брекетки биомассы по производителям
4.3.1 Глобальные производители бреккетов из лучших биомассы по доходам (2016-2021)
4.3.2 Глобальный топ-производители бреккетов биомассы по долю (2016-2021)
4.3.3. Топ -5 компаний по доходам от Biomass Briquette в 2020 году
4.4 Глобальная цена продаж Biomass Briquette по производителям
4.5 Анализ конкурентной ландшафта
4.5.1 Коэффициент концентрации рынка производителей (CR5 и HHI)
4.5.2. Уровень 1, Уровень 2 и Уровень 3)
4.5.3. Глобальные производители бреккетов биомассы Географическое распределение
4.6 Слияния и поглощения, планы расширения
5 Размер рынка по типу
5.1 Глобальные продажи Брикеты биомассы по типу
5,1,1 Глобальные Брикетные Продажи Брикета (2016-2021)
555.1. 5.1.2 Глобальная биомассовая брикета прогнозировал продажи по типу (2022-2027)
5.1.3 Глобальная доля рынка биомассы Брикет Тип (2016-2021)
5.2.2 Глобальный прогнозируемый доход по БРИКЕТАМИ биомассы по типу (2022-2027). Тип (2016-2021)
Тип (2016-2021)
5.3.2. Прогноз цен на брекет биомассы по типу (2022-2027)
6 Размер рынка по применению
6.1 Глобальные продажи брикетов биомассы по применению
6.1.1 Глобальные брекетные продажи Брикета. -2021)
6.1.2 Глобальные брекетные биомассы Прогнозировались продажи по применению (2022-2027)
6.1.3 Глобальная доля рынка продаж брекетт биомассы по применению (2016-2027)
6.2 Доход от глобальной биомассы по применению
6.2.1 Глобальный Брикет. По приложениям (2016-2021)
6.2.2 Глобальный прогнозируемый доход по брикете биомассы по применению (2022-2027)
6.2.3 Глобальная доля доходов от Бриккит Брикет.0155 6.3.1 Глобальная цена на брикету биомассы по приложениям (2016-2021)
6.3.2 Прогноз мировой биомассы Брикет https://www.industryresearch.biz/TOC/17998522
О нас:
Рынок быстро меняется в связи с продолжающимся расширением отрасли. Развитие технологий предоставило сегодняшним предприятиям многогранные преимущества, что привело к ежедневным экономическим сдвигам.
 С материалами не густо, но все основное есть: ПЛА, ПЭТ-Г, нейлон и «экологичный АБС». Последний, на самом деле, это тоже ПЛА, но модифицированный в сторону повышения прочности. Прием заказов на 3D-принтеры DigiLab 3D40 FLEX начнется в следующем месяце. Отпускная стоимость: $1 299. Дополнительная информация доступна на официальном сайте Dremel DigiLab.
С материалами не густо, но все основное есть: ПЛА, ПЭТ-Г, нейлон и «экологичный АБС». Последний, на самом деле, это тоже ПЛА, но модифицированный в сторону повышения прочности. Прием заказов на 3D-принтеры DigiLab 3D40 FLEX начнется в следующем месяце. Отпускная стоимость: $1 299. Дополнительная информация доступна на официальном сайте Dremel DigiLab.
 Воспользовавшись помощником на сенсорном дисплее, вы без труда сможете откалибровать платформу.
Воспользовавшись помощником на сенсорном дисплее, вы без труда сможете откалибровать платформу.
 3D40-FLX
3D40-FLX Включает важные педагогические инструкции о том, как реализовать 3D-планы уроков Dremel. Курс включает видео, статьи, планы уроков, школьные тематические исследования и возможности практического обучения, которые помогут вам освоить внедрение 3D-печати в классе.
Включает важные педагогические инструкции о том, как реализовать 3D-планы уроков Dremel. Курс включает видео, статьи, планы уроков, школьные тематические исследования и возможности практического обучения, которые помогут вам освоить внедрение 3D-печати в классе.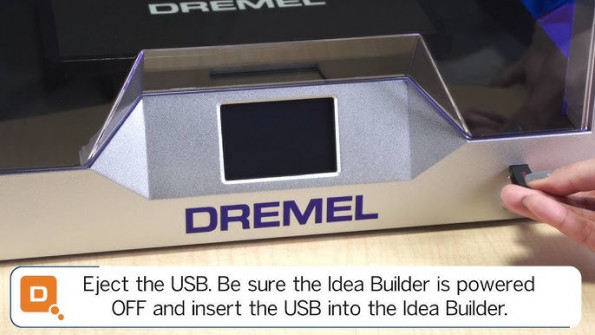
 Звоните, общайтесь онлайн или пишите нам. Среднее время ожидания составляет 60 секунд.
Звоните, общайтесь онлайн или пишите нам. Среднее время ожидания составляет 60 секунд. Вот как это работает.
Вот как это работает. Компания хочет привнести такую же гибкость в домашний и образовательный 3D-принтер через свое подразделение DigiLab и 3D-принтер Dremel DigiLab 3D40 средней ценовой категории.
Компания хочет привнести такую же гибкость в домашний и образовательный 3D-принтер через свое подразделение DigiLab и 3D-принтер Dremel DigiLab 3D40 средней ценовой категории. Большая часть процесса подготовки и создания отпечатков выполняется либо с помощью программного обеспечения Dremel Digilab, которое входит в комплект поставки принтера (в настоящее время только для Windows, версия для Mac скоро появится), либо с помощью службы DigiLab Cloud Print. В любом случае принтер подключается к внешнему миру через встроенные соединения Wi-Fi, Ethernet или USB.
Большая часть процесса подготовки и создания отпечатков выполняется либо с помощью программного обеспечения Dremel Digilab, которое входит в комплект поставки принтера (в настоящее время только для Windows, версия для Mac скоро появится), либо с помощью службы DigiLab Cloud Print. В любом случае принтер подключается к внешнему миру через встроенные соединения Wi-Fi, Ethernet или USB.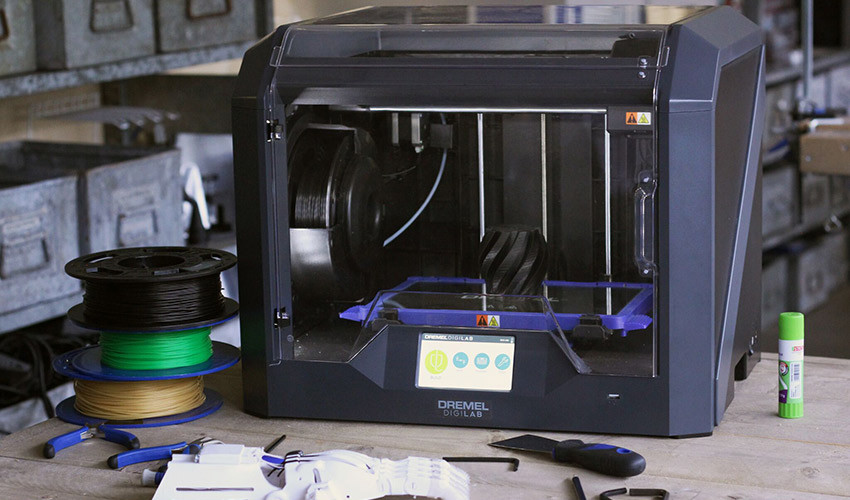 Это довольно дорого, особенно когда рулон такой же ленты длиной 100 футов обойдется вам всего в 3 доллара . Dremel сказал нам, что стоимость обусловлена нестандартным размером листов, но ожидается, что большинство пользователей просто купят свою собственную малярную ленту и будут использовать ее.
Это довольно дорого, особенно когда рулон такой же ленты длиной 100 футов обойдется вам всего в 3 доллара . Dremel сказал нам, что стоимость обусловлена нестандартным размером листов, но ожидается, что большинство пользователей просто купят свою собственную малярную ленту и будут использовать ее.
 Это около 175 метров нити на катушку, по сравнению с примерно 340 метрами нити на катушке PLA за 22,99 доллара за 1 кг от Hatchbox . Нить Dremel доступна в 10 различных цветах: в нашем тестировании мы использовали нить белого цвета.
Это около 175 метров нити на катушку, по сравнению с примерно 340 метрами нити на катушке PLA за 22,99 доллара за 1 кг от Hatchbox . Нить Dremel доступна в 10 различных цветах: в нашем тестировании мы использовали нить белого цвета.
 После настройки учетной записи в службе вы можете загружать модели в формате .STL или .OBJ, а затем подготавливать модели к печати.
После настройки учетной записи в службе вы можете загружать модели в формате .STL или .OBJ, а затем подготавливать модели к печати.

 Некоторые края скульптуры также были неровными и неправильными, но большинство из них были удивительно острыми и остроконечными.
Некоторые края скульптуры также были неровными и неправильными, но большинство из них были удивительно острыми и остроконечными.
 Ходовой винт поднимет стол в самый верх до оптического концевика, а затем опускает его в самый низ так, что платформа ложится под собственным весом на калибровочную картонку. На этом этапе нужно затянуть четыре винта и собственно всё, устройство готов к печати!
Ходовой винт поднимет стол в самый верх до оптического концевика, а затем опускает его в самый низ так, что платформа ложится под собственным весом на калибровочную картонку. На этом этапе нужно затянуть четыре винта и собственно всё, устройство готов к печати!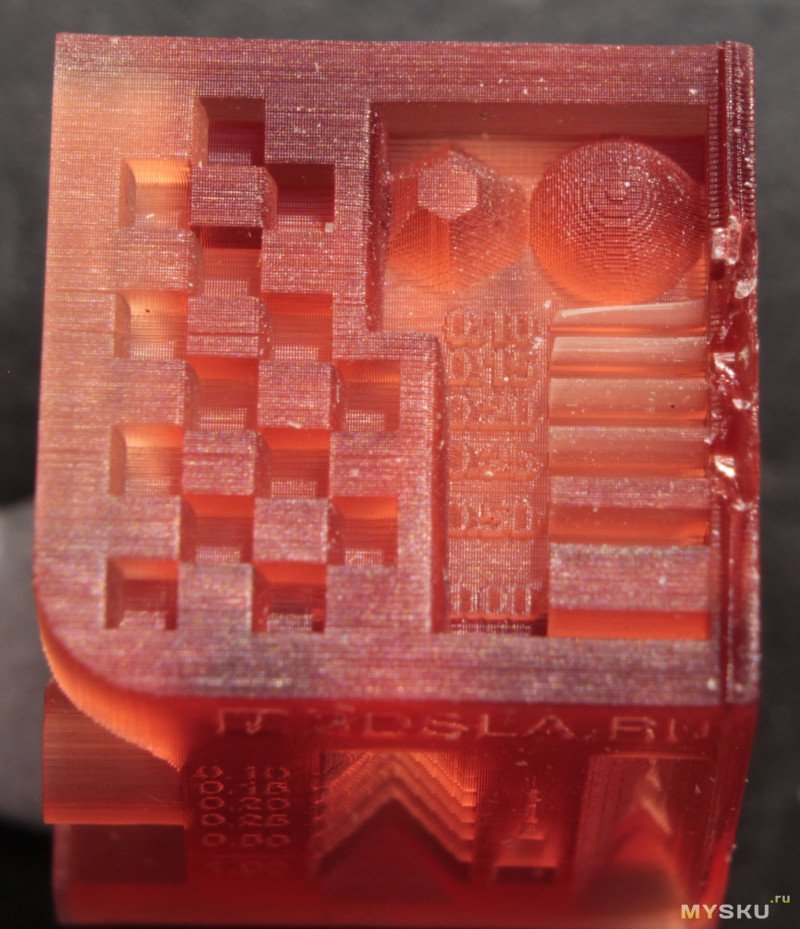 Что касаемо надежности такой подсветки? Ее нужно дорабатывать! Одно из четырех креплений фиксирующих зеркало на раме оказалось сломано, следовательно, в процессе печати стекло резонировало в такт с шаговым мотором и это проявляло на модели артефакт, напоминающий паразитную засветку. Проблему устранил с помощью паяльника.
Что касаемо надежности такой подсветки? Ее нужно дорабатывать! Одно из четырех креплений фиксирующих зеркало на раме оказалось сломано, следовательно, в процессе печати стекло резонировало в такт с шаговым мотором и это проявляло на модели артефакт, напоминающий паразитную засветку. Проблему устранил с помощью паяльника. Отправить модель на печать с телефона невозможно, так как приложение не имеет нормальный слайсер для линейки своих же полимерных принтеров (думаю это временно). Хотя, если говорить честно, все люди с которыми я знаком в сфере полимерной печати, работают только с флешками. С технической частью разобрались.
Отправить модель на печать с телефона невозможно, так как приложение не имеет нормальный слайсер для линейки своих же полимерных принтеров (думаю это временно). Хотя, если говорить честно, все люди с которыми я знаком в сфере полимерной печати, работают только с флешками. С технической частью разобрались. Ультразвуковая ванна исключает возможные дефекты связанные с плохой промывкой. В качестве промывочной жидкости используется изопропиловый спирт. Этиловый использовать жалко, лучше его выпить.
Ультразвуковая ванна исключает возможные дефекты связанные с плохой промывкой. В качестве промывочной жидкости используется изопропиловый спирт. Этиловый использовать жалко, лучше его выпить. Стол оси
Стол оси  На ощупь они были довольно твердые, похожи на соль или сахар. Любопытно…
На ощупь они были довольно твердые, похожи на соль или сахар. Любопытно… На вопрос как там дела, менеджер заявила что фотополимера в полученной банке осталось меньше половины и деньги вернуть за тот вес что остался. Я удивился так как перевел смолы от силы грамм 30. Затем через пару часов затишья пришло сообщение что вернут полную сумму. И что вы думаете, такие завтраки длились долгих три дня пока я им звонками не надоел. При всем этом не покидало чувство, как будто мне сделали какое-то одолжение. Ну ничего, зато теперь у меня есть волшебные кристаллы…
На вопрос как там дела, менеджер заявила что фотополимера в полученной банке осталось меньше половины и деньги вернуть за тот вес что остался. Я удивился так как перевел смолы от силы грамм 30. Затем через пару часов затишья пришло сообщение что вернут полную сумму. И что вы думаете, такие завтраки длились долгих три дня пока я им звонками не надоел. При всем этом не покидало чувство, как будто мне сделали какое-то одолжение. Ну ничего, зато теперь у меня есть волшебные кристаллы… Для этого существует калибровочна матрица. Предположим нам нужна высота слоя 50 микрон. В настройках принтера устанавливаем время воздействия на первые пару слоев к примеру 40 секунд, а на последующие и самые важные по 2 секунды. Матрица тонкая и печатается она за считанные минуты. Далее промываем калибровочный квадрат в ультразвуковой ванне и смотрим что там получилось. Сразу говорю, угадать время экспозиции с первого раза не выйдет. Для каждой разновидности смолы, даже одного и того же производителя оно будет разным. Потому экспериментальным путем играемся с настройками пока не добьемся наилучшего результата печати. Для смолы Anycubic цвета Skin время экспозиции слоя 50 микрон составило 2 секунды, а вот для серой смолы оптимальное время получилось 1.7 секунды.
Для этого существует калибровочна матрица. Предположим нам нужна высота слоя 50 микрон. В настройках принтера устанавливаем время воздействия на первые пару слоев к примеру 40 секунд, а на последующие и самые важные по 2 секунды. Матрица тонкая и печатается она за считанные минуты. Далее промываем калибровочный квадрат в ультразвуковой ванне и смотрим что там получилось. Сразу говорю, угадать время экспозиции с первого раза не выйдет. Для каждой разновидности смолы, даже одного и того же производителя оно будет разным. Потому экспериментальным путем играемся с настройками пока не добьемся наилучшего результата печати. Для смолы Anycubic цвета Skin время экспозиции слоя 50 микрон составило 2 секунды, а вот для серой смолы оптимальное время получилось 1.7 секунды. Естественно чем меньше слой тем дольше будет время печати.
Естественно чем меньше слой тем дольше будет время печати. Для 50 микрон оно составит 16 минут. Для другой такой же модели только со слоем 10 микрон время увеличится до 1 часа 11 минут. Высота брелока 3.5 мм. Теперь можете включить в себе математика и провести сложные арифметические вычисления для времени печати слоя к примеру в 1 см. Жмем на кнопку старт и наблюдаем за процессом.
Для 50 микрон оно составит 16 минут. Для другой такой же модели только со слоем 10 микрон время увеличится до 1 часа 11 минут. Высота брелока 3.5 мм. Теперь можете включить в себе математика и провести сложные арифметические вычисления для времени печати слоя к примеру в 1 см. Жмем на кнопку старт и наблюдаем за процессом.
 Модели с большой площадью прилегания напрочь отказываются отлипать. В комплекте принтера предусмотрен металлический шпатель, после распаковки его сразу нужно заточить. В противном случае отковырявать модель будет сложно.
Модели с большой площадью прилегания напрочь отказываются отлипать. В комплекте принтера предусмотрен металлический шпатель, после распаковки его сразу нужно заточить. В противном случае отковырявать модель будет сложно.  Шпателем такая волосня не отскребется. Потому жмем кнопку Cleaning на 5-10 секунд, а затем удаляем со дна ванны тонкую пленку.
Шпателем такая волосня не отскребется. Потому жмем кнопку Cleaning на 5-10 секунд, а затем удаляем со дна ванны тонкую пленку. Софт довольно шустрый. Поддержки для тех кто впервые сталкивается с таким видом печати нужны чтоб отдельные фрагменты модели не начинали расти в воздухе. В противном случае пальцы останутся в смоле из-за малой площади соприкосновения со столом.
Софт довольно шустрый. Поддержки для тех кто впервые сталкивается с таким видом печати нужны чтоб отдельные фрагменты модели не начинали расти в воздухе. В противном случае пальцы останутся в смоле из-за малой площади соприкосновения со столом.
 Они замечательно ломаются руками. Что называется доработай потом только напильником. Это лучший сценарий который может существовать в этом деле. В Lychee Slicer поддержки отрывались с потрохами модели, а восстановить поверхность теперь невозможно. В общем наливаем побольше изопропанола в банку и проводим ему водные процедуры.
Они замечательно ломаются руками. Что называется доработай потом только напильником. Это лучший сценарий который может существовать в этом деле. В Lychee Slicer поддержки отрывались с потрохами модели, а восстановить поверхность теперь невозможно. В общем наливаем побольше изопропанола в банку и проводим ему водные процедуры. Пришлось даже проводить целую исследовательскую работу с изучением влияния внешних факторов. Заключалась она в том, что в определенное время включался или выключался источник света с разной длинной волны, вентилятор или вибромотор, который создает сейсмические внешние вибрации на столе. Каждое из вышеперечисленного оборудования тем или иным способом приводило к образованию линий на моделях.
Пришлось даже проводить целую исследовательскую работу с изучением влияния внешних факторов. Заключалась она в том, что в определенное время включался или выключался источник света с разной длинной волны, вентилятор или вибромотор, который создает сейсмические внешние вибрации на столе. Каждое из вышеперечисленного оборудования тем или иным способом приводило к образованию линий на моделях.  Если поддержка вырвана с потрохами по той или иной причине, восстановить кратер можно с помощью той же смолы, заливаем ею яму и ультрафиолетовым фонариком закрепляем. Дальше следует механическая обработка. На этапе постобработки модели, торопится не стоит.
Если поддержка вырвана с потрохами по той или иной причине, восстановить кратер можно с помощью той же смолы, заливаем ею яму и ультрафиолетовым фонариком закрепляем. Дальше следует механическая обработка. На этапе постобработки модели, торопится не стоит. Порой результат выглядел довольно предсказуемо, а порой вводил в ступор, особенно если правильно выставить свет и смотреть в одну точку.
Порой результат выглядел довольно предсказуемо, а порой вводил в ступор, особенно если правильно выставить свет и смотреть в одну точку.  При этом изделие испаряется без следа и не оставляет после себя никаких остатков. Пока снимал материал не заметил как горящий полимер капнул на подоконник и прожег покрытие. Вот блин, жена меня убьет)
При этом изделие испаряется без следа и не оставляет после себя никаких остатков. Пока снимал материал не заметил как горящий полимер капнул на подоконник и прожег покрытие. Вот блин, жена меня убьет) Но ничего хорошего с этого не вышло. Пришлось экспериментировать с матрицами. Печатаются они быстро и сразу дают представление какие кнопки управления нажать на принтере. В общем светить нужно эту смолу долго, 10 секунд для слоя 50 микрон и 6.5 секунд для слоя 10/30 микрон. Кстати больше 10 секунд экспозиции на принтере выставить нельзя, предел.
Но ничего хорошего с этого не вышло. Пришлось экспериментировать с матрицами. Печатаются они быстро и сразу дают представление какие кнопки управления нажать на принтере. В общем светить нужно эту смолу долго, 10 секунд для слоя 50 микрон и 6.5 секунд для слоя 10/30 микрон. Кстати больше 10 секунд экспозиции на принтере выставить нельзя, предел. Предстоит целая научная работа по катушкам Тесла с метровыми молниями. В общем пока жив, вас будет чем удивить.
Предстоит целая научная работа по катушкам Тесла с метровыми молниями. В общем пока жив, вас будет чем удивить.  Имеет CO2 лазер мощностью 30Вт и открытое ПО. Имеет возможность работы с любыми известными материалами, в том числе полиамид PA2200 и стеклонаполненный PA3200GF, а также материалы отечественного производства. Отлично подойдет как для производства, так и для научно-исследовательских работ.
Имеет CO2 лазер мощностью 30Вт и открытое ПО. Имеет возможность работы с любыми известными материалами, в том числе полиамид PA2200 и стеклонаполненный PA3200GF, а также материалы отечественного производства. Отлично подойдет как для производства, так и для научно-исследовательских работ.  Высококачественные печатающие головки оптимизированы для продолжительной печати по песку.
Высококачественные печатающие головки оптимизированы для продолжительной печати по песку. Зона построения — 266 x 175 x 193 мм. Системы ULTRA® 3SP™ и 3SP™ HD (с высоким разрешением) поставляются со всем необходимым программным обеспечением для автоматического создания поддержек и производства.
Зона построения — 266 x 175 x 193 мм. Системы ULTRA® 3SP™ и 3SP™ HD (с высоким разрешением) поставляются со всем необходимым программным обеспечением для автоматического создания поддержек и производства.
 Установка оснащена двумя лазерами (по 400 или по 700 Вт каждый) или четырьмя лазерами (по 400 или по 700 Вт каждый), которые можно использовать как одновременно, так и параллельно и независимо — это значительно увеличивает производительность. Рабочая камера SLM 500 размером 500х280х365 мм.
Установка оснащена двумя лазерами (по 400 или по 700 Вт каждый) или четырьмя лазерами (по 400 или по 700 Вт каждый), которые можно использовать как одновременно, так и параллельно и независимо — это значительно увеличивает производительность. Рабочая камера SLM 500 размером 500х280х365 мм. С тех пор было разработано множество других методов, таких как FDM и SLS; с другой стороны, популярность технологии стереолитографии резко возросла, когда полимерные 3D-принтеры стали намного доступнее и совершеннее. В результате сейчас рынок предлагает множество вариантов печати светочувствительными смолами с множеством интеллектуальных функций и объемами сборки для разных целей.
С тех пор было разработано множество других методов, таких как FDM и SLS; с другой стороны, популярность технологии стереолитографии резко возросла, когда полимерные 3D-принтеры стали намного доступнее и совершеннее. В результате сейчас рынок предлагает множество вариантов печати светочувствительными смолами с множеством интеллектуальных функций и объемами сборки для разных целей. Полимеризация в ванне бывает трех основных типов: SLA, DLP и LCD (или MSLA).
Полимеризация в ванне бывает трех основных типов: SLA, DLP и LCD (или MSLA).
 Эта технология позволяет создавать сложные детализированные модели, которые было бы сложно изготовить традиционными методами. Давайте посмотрим на некоторые примеры.
Эта технология позволяет создавать сложные детализированные модели, которые было бы сложно изготовить традиционными методами. Давайте посмотрим на некоторые примеры. Производство игрушек и подарков также значительно выигрывает от использования 3D-печати в производстве. Еще одно интересное применение технологии в индустрии игрушек — ремонт игрушек и изготовление запчастей к ним.
Производство игрушек и подарков также значительно выигрывает от использования 3D-печати в производстве. Еще одно интересное применение технологии в индустрии игрушек — ремонт игрушек и изготовление запчастей к ним. Принтеры, относящиеся к первой категории, являются оптимальным выбором для домашнего использования, так как они вполне доступны по цене и не отличаются большими размерами. Они также могут быть использованы для нужд малого бизнеса и были бы идеальными в сфере образования. Категория коммерческих принтеров ориентирована на малый и средний бизнес, но некоторые потребители также могут заинтересоваться покупкой такого устройства, особенно если они планируют печатать какие-то масштабные амбициозные проекты, например, отдельные элементы костюмов для косплея. . Коммерческие масштабные полимерные 3D-принтеры обычно имеют более вместительные объемы сборки, чем устройства из категории недорогих принтеров. И, что не менее важно, промышленные принтеры с их впечатляюще высокой производительностью и не менее впечатляющей ценой в основном ориентированы на крупные компании-производители с большими объемами производства.
Принтеры, относящиеся к первой категории, являются оптимальным выбором для домашнего использования, так как они вполне доступны по цене и не отличаются большими размерами. Они также могут быть использованы для нужд малого бизнеса и были бы идеальными в сфере образования. Категория коммерческих принтеров ориентирована на малый и средний бизнес, но некоторые потребители также могут заинтересоваться покупкой такого устройства, особенно если они планируют печатать какие-то масштабные амбициозные проекты, например, отдельные элементы костюмов для косплея. . Коммерческие масштабные полимерные 3D-принтеры обычно имеют более вместительные объемы сборки, чем устройства из категории недорогих принтеров. И, что не менее важно, промышленные принтеры с их впечатляюще высокой производительностью и не менее впечатляющей ценой в основном ориентированы на крупные компании-производители с большими объемами производства. Он может похвастаться панелью с разрешением 4K, которая обеспечивает высокую точность печати с глубиной одного слоя, не превышающей 0,01 мм. Скорость печати впечатляет — на печать слоя уходит всего 1–2 секунды. Photon Mono X имеет вместительный корпус 192х120х245 мм. Встроенные функции безопасности полезны, если вы планируете использовать принтер дома с детьми. Photon Mono X предлагает ряд удобных функций, таких как Wi-Fi и дистанционное управление. Все это делает Anycubic Photon Mono X одним из лучших широкоформатных полимерных 3D-принтеров в своем ценовом диапазоне.
Он может похвастаться панелью с разрешением 4K, которая обеспечивает высокую точность печати с глубиной одного слоя, не превышающей 0,01 мм. Скорость печати впечатляет — на печать слоя уходит всего 1–2 секунды. Photon Mono X имеет вместительный корпус 192х120х245 мм. Встроенные функции безопасности полезны, если вы планируете использовать принтер дома с детьми. Photon Mono X предлагает ряд удобных функций, таких как Wi-Fi и дистанционное управление. Все это делает Anycubic Photon Mono X одним из лучших широкоформатных полимерных 3D-принтеров в своем ценовом диапазоне.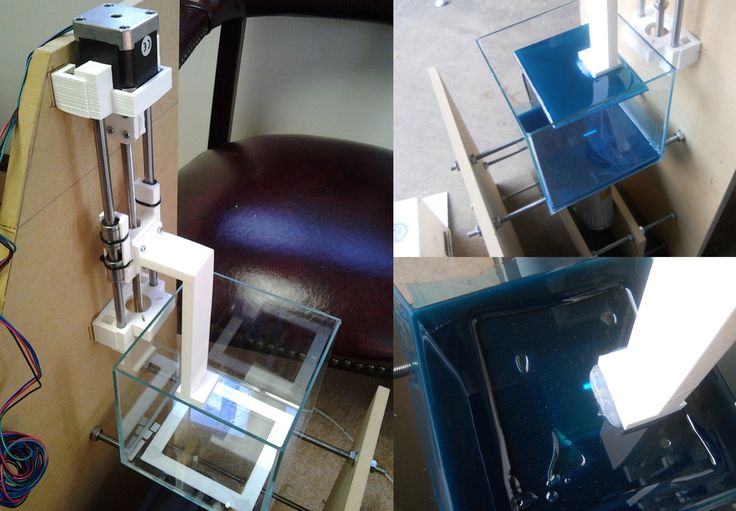 Машина предназначена для печати одной большой модели или нескольких мелких деталей за одну партию. 9,3-дюймовый монохромный ЖК-экран с разрешением 4K обеспечивает отличное качество печати наряду с высокой скоростью. Принтер оснащен 5-дюймовым сенсорным экраном для навигации и настройки параметров. Устройство совместимо с бесплатным слайсером Chitubox, оптимизированным для работы с полимерными 3D-принтерами. Phrozen Sonic Mighty 4K станет хорошим выбором как для коммерческого, так и для домашнего использования. Принтер широко используется в стоматологии.
Машина предназначена для печати одной большой модели или нескольких мелких деталей за одну партию. 9,3-дюймовый монохромный ЖК-экран с разрешением 4K обеспечивает отличное качество печати наряду с высокой скоростью. Принтер оснащен 5-дюймовым сенсорным экраном для навигации и настройки параметров. Устройство совместимо с бесплатным слайсером Chitubox, оптимизированным для работы с полимерными 3D-принтерами. Phrozen Sonic Mighty 4K станет хорошим выбором как для коммерческого, так и для домашнего использования. Принтер широко используется в стоматологии.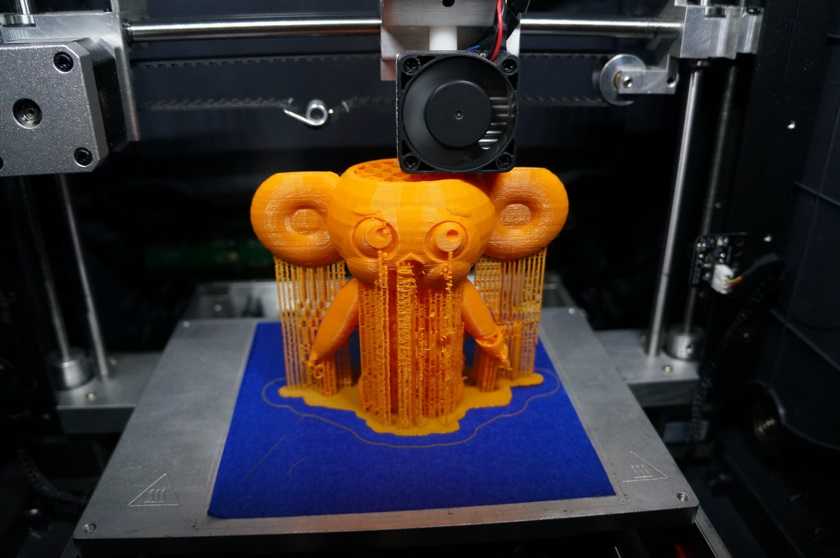 Устройство оснащено новым 8.9дюймовый монохромный ЖК-экран с разрешением 4K. Объем сборки достаточно приличный — 192х120х250 мм. Creality LD-006 может похвастаться обновленной емкостью, которая повышает удобство использования. В ванне есть линия уровня жидкости, которая помогает контролировать расход смолы, и специальные подставки для предотвращения повреждения пленки ФЭП. LD-006 имеет встроенную систему фильтрации воздуха, которая кажется весьма полезной при работе со смолами, характеризующимися сильным запахом.
Устройство оснащено новым 8.9дюймовый монохромный ЖК-экран с разрешением 4K. Объем сборки достаточно приличный — 192х120х250 мм. Creality LD-006 может похвастаться обновленной емкостью, которая повышает удобство использования. В ванне есть линия уровня жидкости, которая помогает контролировать расход смолы, и специальные подставки для предотвращения повреждения пленки ФЭП. LD-006 имеет встроенную систему фильтрации воздуха, которая кажется весьма полезной при работе со смолами, характеризующимися сильным запахом.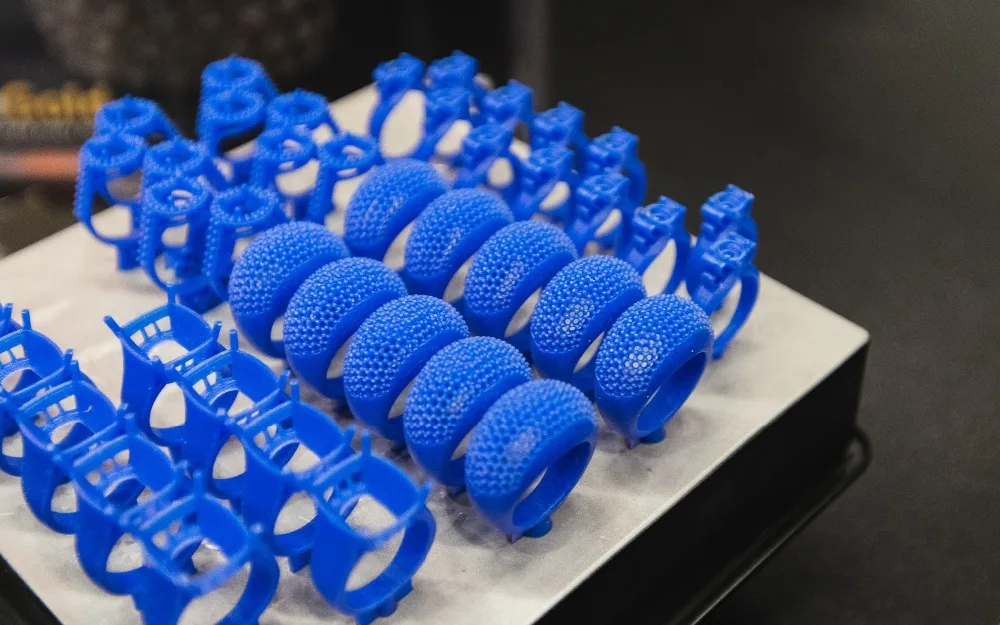 В его новой оптической системе используется коллимированный источник света, обеспечивающий коэффициент контрастности 1000:1. Устройство имеет широкий спектр возможностей подключения, включая Wi-Fi, и поставляется с фирменным мощным и удобным программным обеспечением, что делает Uniz IBEE беспроигрышным выбором для начинающих.
В его новой оптической системе используется коллимированный источник света, обеспечивающий коэффициент контрастности 1000:1. Устройство имеет широкий спектр возможностей подключения, включая Wi-Fi, и поставляется с фирменным мощным и удобным программным обеспечением, что делает Uniz IBEE беспроигрышным выбором для начинающих. Sonic MEGA 8K поставляется с предварительно откалиброванной рабочей пластиной, что означает, что ваш принтер готов к использованию прямо из коробки. Устройство имеет цельнометаллический корпус, а его более чем конкурентоспособная цена делает его лучшим выбором для тех, кто ищет действительно большие и детализированные отпечатки.
Sonic MEGA 8K поставляется с предварительно откалиброванной рабочей пластиной, что означает, что ваш принтер готов к использованию прямо из коробки. Устройство имеет цельнометаллический корпус, а его более чем конкурентоспособная цена делает его лучшим выбором для тех, кто ищет действительно большие и детализированные отпечатки. Объем сборки 192х120х400 мм, чего вполне достаточно для большинства проектов. Uniz Slash 2 Pro оснащен прочным резервуаром для смолы с автоматическим контролем уровня.
Объем сборки 192х120х400 мм, чего вполне достаточно для большинства проектов. Uniz Slash 2 Pro оснащен прочным резервуаром для смолы с автоматическим контролем уровня. Хорошая новость заключается в том, что в случае с EPAX X156 это не кажется большой проблемой, поскольку производитель предоставляет возможность апгрейда устройства меньшим, но более прочным монохромным экраном 4K с тем же разрешением и в 4 раза более быстрой печатью. скорость.
Хорошая новость заключается в том, что в случае с EPAX X156 это не кажется большой проблемой, поскольку производитель предоставляет возможность апгрейда устройства меньшим, но более прочным монохромным экраном 4K с тем же разрешением и в 4 раза более быстрой печатью. скорость. Эта технология, основанная на SLA, обеспечивает стабильное качество печати от края до края. Основное различие между двумя моделями заключается в объеме сборки, который составляет 145x145x185 мм для Form 3 и 335x200x300 мм для Form 3L. Оба принтера могут работать с различными типами смол, что повышает их универсальность и позволяет использовать в разных отраслях.
Эта технология, основанная на SLA, обеспечивает стабильное качество печати от края до края. Основное различие между двумя моделями заключается в объеме сборки, который составляет 145x145x185 мм для Form 3 и 335x200x300 мм для Form 3L. Оба принтера могут работать с различными типами смол, что повышает их универсальность и позволяет использовать в разных отраслях. Устройство может похвастаться огромным конструктивным объемом 276x155x400 мм. Phenom Prime имеет улучшенную систему охлаждения по сравнению со своим предшественником, моделью Phenom.
Устройство может похвастаться огромным конструктивным объемом 276x155x400 мм. Phenom Prime имеет улучшенную систему охлаждения по сравнению со своим предшественником, моделью Phenom. Как и в технологии SLA, модели печатаются слой за слоем, но вам не нужно ждать, пока затвердеет каждый слой, поскольку технология использует кислород в качестве ингибитора. Это позволяет добиться скорости печати в 25–100 раз выше, чем у любой другой существующей технологии 3D-печати. Такой подход не только сокращает время изготовления, но и убирает эффект наслоения в структуре печати. Технология CLIP представлена двумя моделями: Carbon M1 и Carbon M2 с объемами сборки 144х81х330 и 190х118х326 мм соответственно. Эти модели нельзя назвать доступными, но они быстро привлекли внимание крупных компаний, таких как Adidas, Ford и другие. Эти компании высоко оценили преимущества высокоскоростного и в то же время малозатратного производства по сравнению с традиционным производством.
Как и в технологии SLA, модели печатаются слой за слоем, но вам не нужно ждать, пока затвердеет каждый слой, поскольку технология использует кислород в качестве ингибитора. Это позволяет добиться скорости печати в 25–100 раз выше, чем у любой другой существующей технологии 3D-печати. Такой подход не только сокращает время изготовления, но и убирает эффект наслоения в структуре печати. Технология CLIP представлена двумя моделями: Carbon M1 и Carbon M2 с объемами сборки 144х81х330 и 190х118х326 мм соответственно. Эти модели нельзя назвать доступными, но они быстро привлекли внимание крупных компаний, таких как Adidas, Ford и другие. Эти компании высоко оценили преимущества высокоскоростного и в то же время малозатратного производства по сравнению с традиционным производством. Принтеры LSPc оснащены сменными картриджами для смолы, поэтому вам не нужно заправлять ванну во время процесса печати. Принтеры Nexa3D могут работать с большим количеством различных материалов, что делает их пригодными для использования в аэрокосмической и автомобильной промышленности, производстве товаров народного потребления, электронного оборудования и многих других областях.
Принтеры LSPc оснащены сменными картриджами для смолы, поэтому вам не нужно заправлять ванну во время процесса печати. Принтеры Nexa3D могут работать с большим количеством различных материалов, что делает их пригодными для использования в аэрокосмической и автомобильной промышленности, производстве товаров народного потребления, электронного оборудования и многих других областях. . Кроме того, у каждого пользователя обычно есть особые требования, поэтому то, что важно для одного человека, может быть неважным для другого. Мы уже предоставили вам список моделей, на которые стоит обратить внимание, а теперь давайте назовем ключевые особенности, которые помогут вам найти лучший большой полимерный 3D-принтер, которым вы будете полностью довольны.
. Кроме того, у каждого пользователя обычно есть особые требования, поэтому то, что важно для одного человека, может быть неважным для другого. Мы уже предоставили вам список моделей, на которые стоит обратить внимание, а теперь давайте назовем ключевые особенности, которые помогут вам найти лучший большой полимерный 3D-принтер, которым вы будете полностью довольны. Производители разрабатывают различные оптические системы, пытаясь добиться равномерного освещения всей рабочей пластины, так как это напрямую влияет на качество печати.
Производители разрабатывают различные оптические системы, пытаясь добиться равномерного освещения всей рабочей пластины, так как это напрямую влияет на качество печати. Точность скорее относится к постоянству принтера, другими словами, она показывает, способен ли он обеспечить ожидаемые результаты при каждой печати. Если вам нужны отпечатки с мелкими деталями, разрешение имеет для вас решающее значение. Но не забывайте, что более высокое разрешение всегда означает меньшую скорость печати.
Точность скорее относится к постоянству принтера, другими словами, она показывает, способен ли он обеспечить ожидаемые результаты при каждой печати. Если вам нужны отпечатки с мелкими деталями, разрешение имеет для вас решающее значение. Но не забывайте, что более высокое разрешение всегда означает меньшую скорость печати. com
com  Еще одна важная вещь, о которой следует помнить, — это расходные материалы. Некоторые принтеры позволяют использовать разные типы смол производства сторонних производителей, и это здорово, так как вы всегда можете выбрать оптимальный вариант, соответствующий вашему бюджету.
Еще одна важная вещь, о которой следует помнить, — это расходные материалы. Некоторые принтеры позволяют использовать разные типы смол производства сторонних производителей, и это здорово, так как вы всегда можете выбрать оптимальный вариант, соответствующий вашему бюджету. com
com 

 08 × 11.02 × 13.78 in
08 × 11.02 × 13.78 in 75 × 11.65 × 21.65 in
75 × 11.65 × 21.65 in Однако 3D-принтеры Phenom основаны на технологии 3D-печати MSLA со светодиодной подсветкой и маскирующим ЖК-экраном 4K.
Однако 3D-принтеры Phenom основаны на технологии 3D-печати MSLA со светодиодной подсветкой и маскирующим ЖК-экраном 4K.
 Например, как показано на веб-сайте Photocentric, за 2 часа можно распечатать до 46 зубных дуг.
Например, как показано на веб-сайте Photocentric, за 2 часа можно распечатать до 46 зубных дуг. Однако существует очень ограниченный диапазон доступных типов и цветов пудры.
Однако существует очень ограниченный диапазон доступных типов и цветов пудры.
 Это верно и для других технологий, таких как FDM/FFF, т.е. Stratasys с запатентованными нитями, или SLS, почти все производители ограничивают совместимость.
Это верно и для других технологий, таких как FDM/FFF, т.е. Stratasys с запатентованными нитями, или SLS, почти все производители ограничивают совместимость.


 Этот процесс называется «Service Level Management», SLM.
Этот процесс называется «Service Level Management», SLM.

 1
1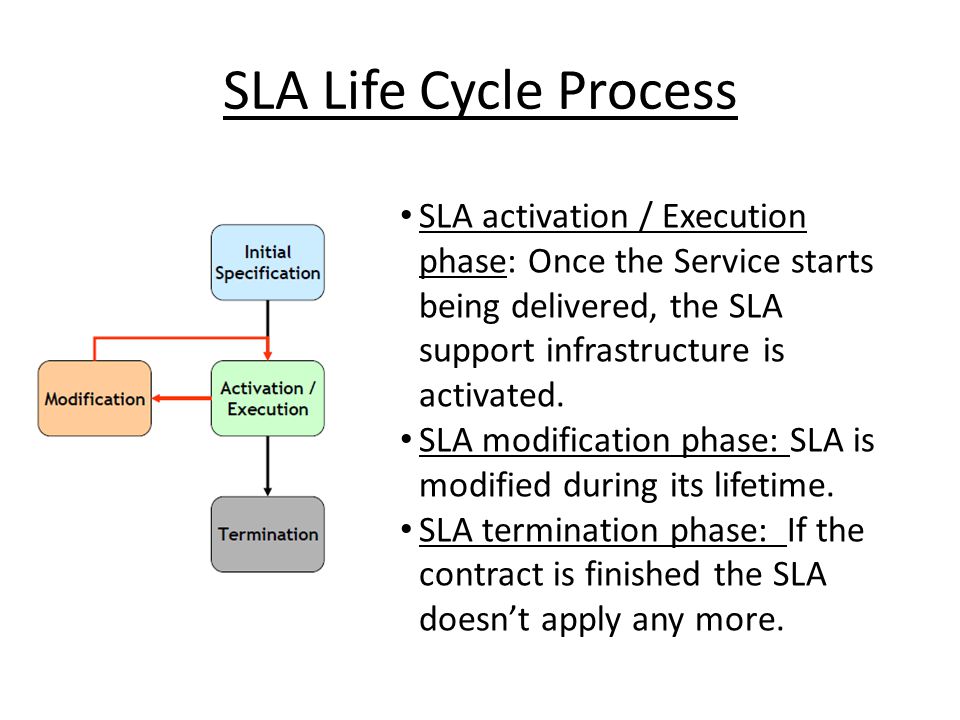
 (Camas, WA)
(Camas, WA) 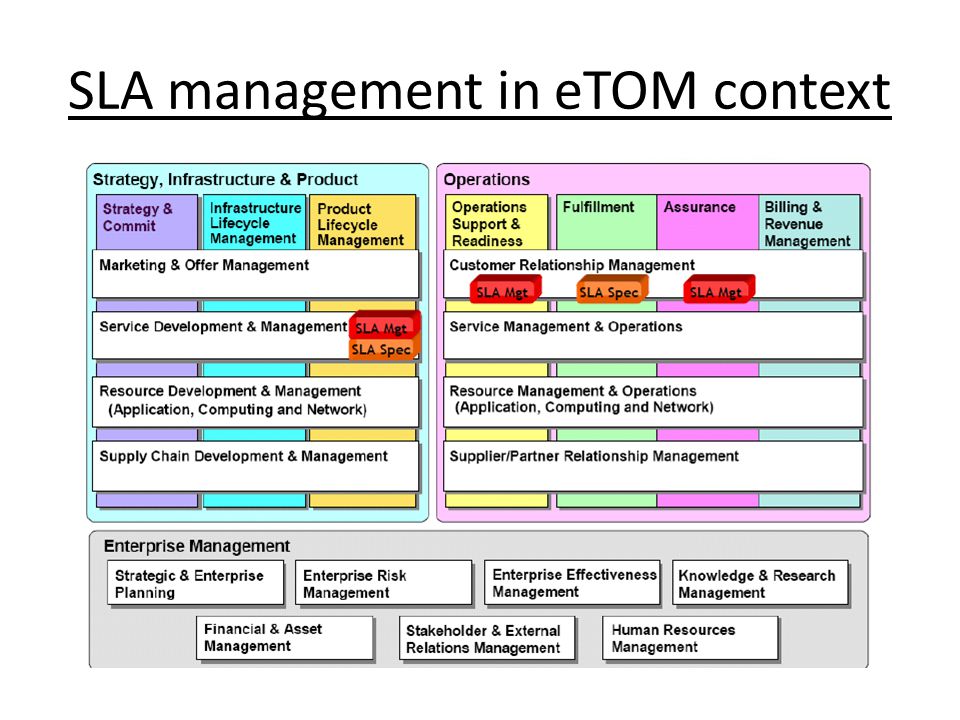
 jpg
jpg jpg
jpg jpg
jpg jpg
jpg 6/5
6/5



 Один зарегистрированный пользователь может использовать скидочный код только 1 раз. Скидочный код не действует при покупке подарочных карт и вместе с Hansaraha.
Один зарегистрированный пользователь может использовать скидочный код только 1 раз. Скидочный код не действует при покупке подарочных карт и вместе с Hansaraha. 0Ah BL1860B имеет встроенный светодиод. индикатор уровня заряда аккумулятора
0Ah BL1860B имеет встроенный светодиод. индикатор уровня заряда аккумулятора Другой прецизионной настройкой является режим затяжки (T-режим), который понижает передачу и снижает скорость вращения и ударную скорость перед закручиванием винта на место и разработан для минимизации срыва резьбы, поломки винта и повреждения изделия. XDT16 обеспечивает лучшую в отрасли производительность в компактном и эргономичном дизайне.
Другой прецизионной настройкой является режим затяжки (T-режим), который понижает передачу и снижает скорость вращения и ударную скорость перед закручиванием винта на место и разработан для минимизации срыва резьбы, поломки винта и повреждения изделия. XDT16 обеспечивает лучшую в отрасли производительность в компактном и эргономичном дизайне.

 индикатор уровня заряда аккумулятора
индикатор уровня заряда аккумулятора
 Максимальный крутящий момент
Максимальный крутящий момент Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить проводные устройства по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить проводные устройства по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее] максимального крутящего момента и на 25% больше скорости, чем у предыдущей модели.
максимального крутящего момента и на 25% больше скорости, чем у предыдущей модели.
 Максимальный крутящий момент.
Максимальный крутящий момент. Star Protection — это коммуникационная технология, которая позволяет инструменту и аккумулятору, оснащенным Star Protection, обмениваться данными в режиме реального времени и отслеживать условия во время использования для защиты от перегрузки, чрезмерной разрядки и перегрева. Для повышения универсальности инструмент также может питаться от Makita 18V LXT® и компактных литий-ионных аккумуляторов со звездочкой на аккумуляторе, указывающей на защиту звездочки внутри.
Star Protection — это коммуникационная технология, которая позволяет инструменту и аккумулятору, оснащенным Star Protection, обмениваться данными в режиме реального времени и отслеживать условия во время использования для защиты от перегрузки, чрезмерной разрядки и перегрева. Для повышения универсальности инструмент также может питаться от Makita 18V LXT® и компактных литий-ионных аккумуляторов со звездочкой на аккумуляторе, указывающей на защиту звездочки внутри. Максимальный крутящий момент для широкого спектра крепежных работ
Максимальный крутящий момент для широкого спектра крепежных работ
 ru
ru В горах, по отзывам пользователей, проигрывает Brose, Bosch, Shimano, Yamaha и TQ HPR 120S.
В горах, по отзывам пользователей, проигрывает Brose, Bosch, Shimano, Yamaha и TQ HPR 120S. )
)
 ), SM2 (Синхрон.), FreeRun (Несинхрон.)
), SM2 (Синхрон.), FreeRun (Несинхрон.)


 Может скомпилировать 3D‑модель как по одному ракурсу (фронтальному), так и по нескольким. Больше не поддерживается разработчиком.
Может скомпилировать 3D‑модель как по одному ракурсу (фронтальному), так и по нескольким. Больше не поддерживается разработчиком.
 Модель генерируется автоматически и выгружается в любую программу 3D‑обработки.
Модель генерируется автоматически и выгружается в любую программу 3D‑обработки.

 Каким сложным бы ни был объект, вряд ли процесс моделирования по фотографии займет больше одного дня
Каким сложным бы ни был объект, вряд ли процесс моделирования по фотографии займет больше одного дня
 Мы расскажем, как это работает.
Мы расскажем, как это работает. Выберите для параметра Octree Depth значение 12, а для Solver Divide — 10 и нажмите Apply.
Выберите для параметра Octree Depth значение 12, а для Solver Divide — 10 и нажмите Apply. Я никогда не поделюсь вашей информацией.
Я никогда не поделюсь вашей информацией.
 Он делает 3D-реконструкции, используя серию изображений.
Он делает 3D-реконструкции, используя серию изображений. Для больших конструкций также требуется гораздо больше изображений для создания 3D-моделей.
Для больших конструкций также требуется гораздо больше изображений для создания 3D-моделей. Эти две настройки дают вам значение скорости затвора.
Эти две настройки дают вам значение скорости затвора.
 Он охватывал полный 360-градусный обзор статуи.
Он охватывал полный 360-градусный обзор статуи. Когда я впервые посмотрел на модель, я был разочарован тем, что статуя не была такой резкой и «полной», как я надеялся. В кадре появились деревья и окружающие предметы.
Когда я впервые посмотрел на модель, я был разочарован тем, что статуя не была такой резкой и «полной», как я надеялся. В кадре появились деревья и окружающие предметы.
 )
) Вам не нужно быть профессиональным 3D-художником или 3D-дизайнером, но, обладая небольшими навыками 3D и достаточным количеством времени, каждый может создать хороший 3D-персонаж или объект и распечатать его.
Вам не нужно быть профессиональным 3D-художником или 3D-дизайнером, но, обладая небольшими навыками 3D и достаточным количеством времени, каждый может создать хороший 3D-персонаж или объект и распечатать его. Возможно, благодаря одной картинке в можно будет напечатать идеальную CAD-модель — будущее 3D-печати , но пока это невозможно.
Возможно, благодаря одной картинке в можно будет напечатать идеальную CAD-модель — будущее 3D-печати , но пока это невозможно. Если у вас нет графического программного обеспечения, вы можете взглянуть на одно из этих бесплатных потрясающих программ для 3D: SketchUp, Blender или Meshmixer.
Если у вас нет графического программного обеспечения, вы можете взглянуть на одно из этих бесплатных потрясающих программ для 3D: SketchUp, Blender или Meshmixer. Это онлайн-приложение для 3D-реконструкции лица исследует лицо, используя одно изображение, и создает модель, которую можно полностью использовать для 3D-печати.
Это онлайн-приложение для 3D-реконструкции лица исследует лицо, используя одно изображение, и создает модель, которую можно полностью использовать для 3D-печати. Например, когда вы хотите создать аватар, скажем, своего дедушки, вы начинаете расспрашивать окружающих, чтобы получить фотографии, пытаетесь найти хороший его портрет, еще одну фотографию, на которой он сидит в саду, третью, которая играет. с детьми и т. д.
Например, когда вы хотите создать аватар, скажем, своего дедушки, вы начинаете расспрашивать окружающих, чтобы получить фотографии, пытаетесь найти хороший его портрет, еще одну фотографию, на которой он сидит в саду, третью, которая играет. с детьми и т. д. 

 Лучшие настройки — низкий ISO, чтобы максимально уменьшить шум. Главное его преимущество в том, что он поможет вам получить небольшую диафрагму с уменьшенной глубиной резкости. Это позволит вам увеличить резкость контура объекта, делая его менее запутанным для программного обеспечения. Если вы планируете снимать объект в движении, имейте в виду, что установка может быть намного сложнее. Вам понадобится много цифровых камер, как показано выше на картинке (от 50 до 100) с механизмом одновременного срабатывания.
Лучшие настройки — низкий ISO, чтобы максимально уменьшить шум. Главное его преимущество в том, что он поможет вам получить небольшую диафрагму с уменьшенной глубиной резкости. Это позволит вам увеличить резкость контура объекта, делая его менее запутанным для программного обеспечения. Если вы планируете снимать объект в движении, имейте в виду, что установка может быть намного сложнее. Вам понадобится много цифровых камер, как показано выше на картинке (от 50 до 100) с механизмом одновременного срабатывания. Изображения будут менее размытыми и более последовательными. Это обеспечит более детализированные и плоские изображения.
Изображения будут менее размытыми и более последовательными. Это обеспечит более детализированные и плоские изображения.
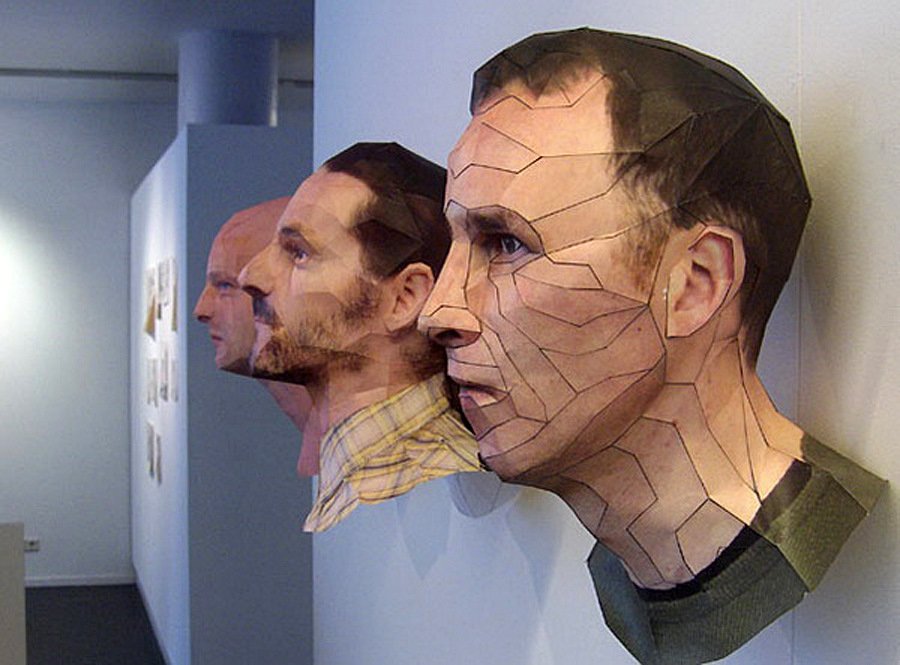 Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей.
Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей. Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение.
Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение. Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей.
Он предлагает бесплатную лицензию для частных лиц или профессиональную лицензию стоимостью 179 долларов. К вашему компьютеру предъявляются некоторые технические требования для правильной работы (например, объем оперативной памяти более 256 ГБ). Но результаты могут быть впечатляющими, если вы решите загрузить много данных. Например, это программное обеспечение использовалось для создания впечатляющей 3D-модели целого университетского городка на основе 5000 изображений. Оно менее доступно, чем программное обеспечение Autodesk, и будет более ориентировано на опытных пользователей. Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение.
Это решение для фотограмметрии простое в использовании и имеет довольно дружественный интерфейс. Скорость и качество — главные преимущества этой программы Autodesk. Вы сможете работать с различными форматами файлов и даже с небольшими объектами, используя это полное программное обеспечение. Часто случается так, что ваш 3D-файл нельзя распечатать, поскольку очень сложно создать сплошную сетку на основе набора изображений (т. е. текстур). Некоторые 3D-программы предлагают эффективные инструменты для создания правильных файлов, такие как MeshLab. Вы сможете работать над разрешением и размером вашего файла, создавая высоко- или низкополигональную сетку.
Часто случается так, что ваш 3D-файл нельзя распечатать, поскольку очень сложно создать сплошную сетку на основе набора изображений (т. е. текстур). Некоторые 3D-программы предлагают эффективные инструменты для создания правильных файлов, такие как MeshLab. Вы сможете работать над разрешением и размером вашего файла, создавая высоко- или низкополигональную сетку. Как видите, с технологией 3D-печати, которая у нас есть сейчас, превратить фотографии в 3D-модели не так уж и сложно. Вы можете сделать это самостоятельно или с небольшой помощью, и хорошая новость заключается в том, что вам не нужно иметь дома 3D-сканер или 3D-принтер!
Как видите, с технологией 3D-печати, которая у нас есть сейчас, превратить фотографии в 3D-модели не так уж и сложно. Вы можете сделать это самостоятельно или с небольшой помощью, и хорошая новость заключается в том, что вам не нужно иметь дома 3D-сканер или 3D-принтер!


 Это называется конверсия.
Это называется конверсия.
 Все ограничивается лишь фантазией и смекалкой художника.
Все ограничивается лишь фантазией и смекалкой художника.
 Минимальный слой обычно составляет 0,1 мм. В некоторых моделях 3D-принтеров доступен слой 0,05, но для печати таким слоем важно правильно подобрать много настроек и скорость печати будет довольно низкая.
Минимальный слой обычно составляет 0,1 мм. В некоторых моделях 3D-принтеров доступен слой 0,05, но для печати таким слоем важно правильно подобрать много настроек и скорость печати будет довольно низкая.

 температура экструдера: макс. 255 ℃
температура экструдера: макс. 255 ℃
 Можно сразу приобрести принтер с закрытым корпусом, это позволит легко печатать композитами. Wanhao Duplicator 6 Plus станет безотказной “рабочей лошадкой”, а благодаря “всеядному” экструдеру даже новичок сможет без проблем печатать экзотическими материалами — например мягкими флексами или резинами.
Можно сразу приобрести принтер с закрытым корпусом, это позволит легко печатать композитами. Wanhao Duplicator 6 Plus станет безотказной “рабочей лошадкой”, а благодаря “всеядному” экструдеру даже новичок сможет без проблем печатать экзотическими материалами — например мягкими флексами или резинами.
 Причем экструдеры у FlashForge независимые, это позволяет печатать 2 зеркальные или одинаковые модели одновременно. Это позволяет ускорить изготовление однотипных моделей. FlashForge Creator Pro 2 станет не только хорошим домашним принтером, но и отличным помощником для мастерской или небольшого производства.
Причем экструдеры у FlashForge независимые, это позволяет печатать 2 зеркальные или одинаковые модели одновременно. Это позволяет ускорить изготовление однотипных моделей. FlashForge Creator Pro 2 станет не только хорошим домашним принтером, но и отличным помощником для мастерской или небольшого производства.
 01-0.30 мм
01-0.30 мм
 1″ 8K Mono LCD
1″ 8K Mono LCD

 Дешево. 3д студия Скилл
Дешево. 3д студия Скилл д.
д. В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней.
В зависимости от технологии, размеров и сложности 3д принтер печать фигурок занимает от нескольких часов до нескольких дней.

 , для которой геймеры используют 3D-принтеры для создания уникальных 3D-печатных миниатюр D&D, фигурок, ландшафтов, пейзажей и других аксессуаров для настольных игр.
, для которой геймеры используют 3D-принтеры для создания уникальных 3D-печатных миниатюр D&D, фигурок, ландшафтов, пейзажей и других аксессуаров для настольных игр. 3D-принтеры создают трехмерные детали из моделей автоматизированного проектирования (CAD), последовательно добавляя материал слой за слоем, пока не будет создана физическая деталь. Создатели реквизита, дизайнеры игр и любители могут использовать следующие технологии 3D-принтеров для создания различных реквизитов, миниатюр и фигурок.
3D-принтеры создают трехмерные детали из моделей автоматизированного проектирования (CAD), последовательно добавляя материал слой за слоем, пока не будет создана физическая деталь. Создатели реквизита, дизайнеры игр и любители могут использовать следующие технологии 3D-принтеров для создания различных реквизитов, миниатюр и фигурок. 3D-принтер FDM хорош для дешевой и быстрой 3D-печати миниатюр для приложений, где мелкие детали поверхности менее важны.
3D-принтер FDM хорош для дешевой и быстрой 3D-печати миниатюр для приложений, где мелкие детали поверхности менее важны. 3D-печать смолой позволяет создавать детализированные миниатюры и фигурки с высоким качеством поверхности с использованием ряда передовых материалов.
3D-печать смолой позволяет создавать детализированные миниатюры и фигурки с высоким качеством поверхности с использованием ряда передовых материалов.
 Поскольку нерасплавленный порошок поддерживает деталь во время печати, нет необходимости в специальных поддерживающих конструкциях. Это делает порошковую 3D-печать идеальной для сложных моделей и сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы.
Поскольку нерасплавленный порошок поддерживает деталь во время печати, нет необходимости в специальных поддерживающих конструкциях. Это делает порошковую 3D-печать идеальной для сложных моделей и сложной геометрии, включая внутренние элементы, подрезы, тонкие стенки и отрицательные элементы. 9.
9. ★ ☆☆
★ ☆☆
 Принтеры SLA могут печатать с различной толщиной слоя, включая невероятно тонкие слои толщиной 25 микрон, в зависимости от желаемого качества печати, что делает его идеальным выбором для демонстрации лучших деталей. Струйные принтеры SLS и связующего печатают слоями толщиной около 100–110 микрон, но на конечных деталях линии слоев в основном невидимы.
Принтеры SLA могут печатать с различной толщиной слоя, включая невероятно тонкие слои толщиной 25 микрон, в зависимости от желаемого качества печати, что делает его идеальным выбором для демонстрации лучших деталей. Струйные принтеры SLS и связующего печатают слоями толщиной около 100–110 микрон, но на конечных деталях линии слоев в основном невидимы.

 Вы можете скачать бесплатную или платную миниатюрную модель, создать модель самостоятельно или даже отсканировать существующий объект и превратить его в 3D-файл.
Вы можете скачать бесплатную или платную миниатюрную модель, создать модель самостоятельно или даже отсканировать существующий объект и превратить его в 3D-файл.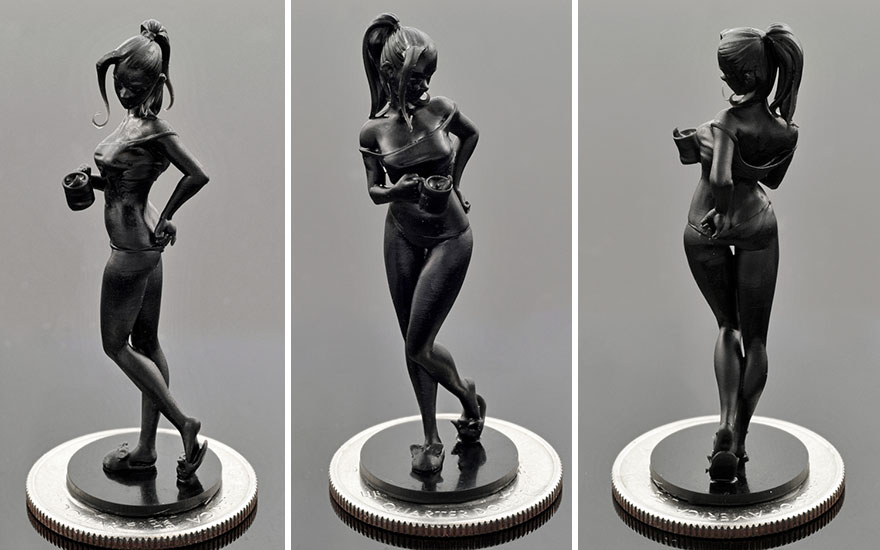


 11.2022
11.2022 Цена на данный момент около 7 тыс, что на мой взгляд достаточно приемлемая. Всем рекомендую!
Цена на данный момент около 7 тыс, что на мой взгляд достаточно приемлемая. Всем рекомендую! 4 мм), нож, плечевой ремень
4 мм), нож, плечевой ремень
 В.)
В.) )
)

 Франка-де-Шира
Франка-де-Шира д.
д.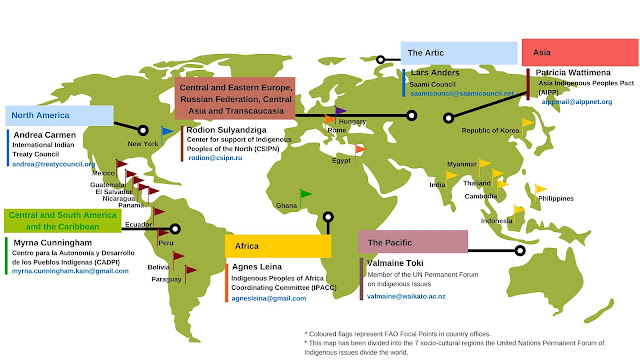
 53 л.с., Мощность, Вт : 2600 Вт
53 л.с., Мощность, Вт : 2600 Вт Ее мощности достаточно, чтобы очистить фасад дома, помочь вам с мытьем машины, а также для сохранения первозданного вида садовых дорожек. Наличие колес и удобной рукояти позволяет перемещать мойку с места на место.
Ее мощности достаточно, чтобы очистить фасад дома, помочь вам с мытьем машины, а также для сохранения первозданного вида садовых дорожек. Наличие колес и удобной рукояти позволяет перемещать мойку с места на место. Они расположены под откидывающейся крышкой. Электрический кабель и шланг могут быть размещены в специально созданной для них клипсе.
Они расположены под откидывающейся крышкой. Электрический кабель и шланг могут быть размещены в специально созданной для них клипсе.
 5 м
5 м Jegliche Behauptungen in diesen Rezensionen werden von iHerb weder geprüft noch bestätigt. Aussagen zu Nahrungsergänzungsmitteln wurden nicht von der US-Americanischen Food and Drug Administration überprüft und eignen sich nicht zur Diagnose, Behandlung, Heilung oder Vorbeugung von Krankheiten. Mehr anzeigen
Jegliche Behauptungen in diesen Rezensionen werden von iHerb weder geprüft noch bestätigt. Aussagen zu Nahrungsergänzungsmitteln wurden nicht von der US-Americanischen Food and Drug Administration überprüft und eignen sich nicht zur Diagnose, Behandlung, Heilung oder Vorbeugung von Krankheiten. Mehr anzeigen Es schadet den Augen des Kindes beim Waschen des Kopfes nicht und das Haar wird glänzend.
Es schadet den Augen des Kindes beim Waschen des Kopfes nicht und das Haar wird glänzend. Auch die schlanke Flasche hilft! !
Auch die schlanke Flasche hilft! ! Funktioniert für empfindliche Haut und den täglichen Gebrauch in jedem Alter, da ich es selbst benutze und auch mein 4-jähriger davon profitiert. Grundsätzlich eine Nachbestellung wert. Funktioniert für alle Jahreszeiten. Ich liebe die Formel/Zusammensetzung und das ist gut für den täglichen Gebrauch
Funktioniert für empfindliche Haut und den täglichen Gebrauch in jedem Alter, da ich es selbst benutze und auch mein 4-jähriger davon profitiert. Grundsätzlich eine Nachbestellung wert. Funktioniert für alle Jahreszeiten. Ich liebe die Formel/Zusammensetzung und das ist gut für den täglichen Gebrauch Das Duschgel ist einfach das Beste, was ich probiert habe!!! Кейн Райзунг, Кейн Аустрокнен!! Ich habe sehr empfindliche Haut, также ist das so schön. Der Geruch ist sehr gut, ich genieße alle Düfte, die sie haben. Es passt zu jedem Alter und man braucht nur zwei Pumpstöße, weil es so schön schäumt, dass die Größe ungefähr zwei Monate Reicht (nur für mich alleine).
Das Duschgel ist einfach das Beste, was ich probiert habe!!! Кейн Райзунг, Кейн Аустрокнен!! Ich habe sehr empfindliche Haut, также ist das so schön. Der Geruch ist sehr gut, ich genieße alle Düfte, die sie haben. Es passt zu jedem Alter und man braucht nur zwei Pumpstöße, weil es so schön schäumt, dass die Größe ungefähr zwei Monate Reicht (nur für mich alleine).
 Хотя это определенно неожиданный перекрестный эпизод, я верю, что Крис профинансирует лучшую из лучших команд ученых, чтобы, скажем так, «поддержать» ее в этом приключении в мир работы по дому и ведению домашнего хозяйства.
Хотя это определенно неожиданный перекрестный эпизод, я верю, что Крис профинансирует лучшую из лучших команд ученых, чтобы, скажем так, «поддержать» ее в этом приключении в мир работы по дому и ведению домашнего хозяйства. рутина экологична. Упаковка гладкая и полностью пригодна для вторичной переработки, а соотношение цены и качества на удивление великолепная — доступная цена, которую не может потрогать даже миссис Мейерс. Они также предлагают очень удобную подписку, поэтому, если вам что-то действительно нравится, вы можете держать свою полку на складе 24/7. Аромат Calm пахнет свежесобранной лавандой, смешанной с сахаром, но не приторно-сладкой, а скорее медленным утром, «потягивая ледяной лавандовый латте, наполненный КБД, от Erewhon». И хотя линия в целом была эффективной, некоторые продукты определенно работали лучше, чем другие. Итак, вот те, которые мы определенно рекомендуем забрать из Safely.
рутина экологична. Упаковка гладкая и полностью пригодна для вторичной переработки, а соотношение цены и качества на удивление великолепная — доступная цена, которую не может потрогать даже миссис Мейерс. Они также предлагают очень удобную подписку, поэтому, если вам что-то действительно нравится, вы можете держать свою полку на складе 24/7. Аромат Calm пахнет свежесобранной лавандой, смешанной с сахаром, но не приторно-сладкой, а скорее медленным утром, «потягивая ледяной лавандовый латте, наполненный КБД, от Erewhon». И хотя линия в целом была эффективной, некоторые продукты определенно работали лучше, чем другие. Итак, вот те, которые мы определенно рекомендуем забрать из Safely.
 Аромат окружает меня каждый раз, когда я мою руки, и заставляет остановиться, задуматься и перевести дух, даже если это всего на 20 секунд. Оно также не оставляет мои руки пересушенными, что является проблемой, с которой я сталкиваюсь со многими другими мылами, так как в нем используются кокосовые кондиционирующие агенты, чтобы я чувствовал себя как ребенок.
Аромат окружает меня каждый раз, когда я мою руки, и заставляет остановиться, задуматься и перевести дух, даже если это всего на 20 секунд. Оно также не оставляет мои руки пересушенными, что является проблемой, с которой я сталкиваюсь со многими другими мылами, так как в нем используются кокосовые кондиционирующие агенты, чтобы я чувствовал себя как ребенок.