Насос опресовочный ручной является универсальным инструментом при проведении профилактических работ по подготовке к отопительному сезону, так же при проведение испытания трубопроводов давлением для выявления мест утечки жидкости. Используется для испытаний гидравлических установок, кондиционеров, электрических установок, противопожарных установок, проверки герметичности гидравлических установок, промышленных систем. для проверки систем отопления, трубопроводов, баллонов.
Электрический опрессовочный насос Сатурн НИЭ-6-60 обеспечивает давление 60 атмосферы необходимое для опрессовки трубопровода. Рабочая среда — вода.
Насосы являются самовсасывающими (высота самовсасывания — до одного метра), т.е. не требуют предварительной заливки всасывающего трубопровода.
На корпусе опрессовщика имеется выключатель с контрольной лампой, удобная ручка для переноски, клапан плавной регулировки максимального давления.
Все детали насосной части изготовлены из латуни и стали, что обеспечивает большую надежность конструкции, в отличии от дешевых насосов, в которых большинство деталей изготавливаются из пластика.
Может использоваться в качестве насоса для заполнения трубопроводных систем. Насосы имеют манометр для контроля создаваемого давления и гибкий шланг для подсоединения к испытуемому объекту. Манометр заполнен глицерином для демпфирования колебаний стрелки прибора. (Оборудование для гидравлических испытаний трубопроводов)
Видео обзор: Электрического опрессовочного насоса Сатурн НИЭ-6-60
Видео обзоры — схемы / решения / применение — смотрите на Нашем канале ➨
Гарантия:
Гарантия производителя 12 месяцев.
100% гарантия обмена (возврата) в течение 14 дней.
Доставка:
Осуществляется (перевозчиками) в любой город или населенный пункт Украины в день оплаты, по странам СНГ и Европы с таможенным оформлением. Бесплатная доставка по городу. Возможен самовывоз.
Информация:
Для получения консультаций по техническим вопросам, а также вопросам приобретения — свяжитесь с менеджером.
E-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
тел. (Vodafone) : +38 (050) 422 40 40
тел. (KyivStar) : +38 (068) 422 40 40
Отзывы
На этот товар пока не написано отзывов.
Насос сатурн ниэ-6-60 в Химках: 4-товара: бесплатная доставка [перейти]
Снегоуборщик бензиновый Cub Cadet XS2 61 SWE арт. 31BW53LR603 по оптимальной цене 199 990.00 р.
Двигатель
4-ТАКТНЫЙ «ЗИМНИЙ» ДВИГАТЕЛЬ OHV CUB CADET 70
Мощность (номинальная), кВт
4,0
Шнеки
Двухступенчатая система очистки
Скоростей вперед
6
Скоростей назад
2
Тип запуска
ручной/электростартер
Ширина очистки, см
61
Вес, кг
84
Тип снегоуборщика
бензиновый
Тип перемещения
колесный
Рабочий объем, см3
208
Мощность (номинальная), л/с
5,44
Мощность, об./мин
3600
Высота захвата
53
Материал трубы (желоба) выброса
пластик
Управление дальностью выброса
с помощью четырехпозиционного джойстика
Управление направлением выброса
с помощью четырехпозиционного джойстика
Регулировка желоба
с помощью четырехпозиционного джойстика
ВЫБРОС
12 м.
Поворот желоба
200
Управление разворотом машины
курковое
Уровень вибрации на рукоятках, м/с²
5,0
Уровень звуковой мощности LwA, дБ
99
К-фактор, м/с²
1,65
Опорные лыжи
есть
Материал лопастей шнека
Сталь
Шины
X-Trac 15″ x 5″
Фара
одна
Объем топливного бака, л
2,0
Подогрев рукояток
есть
Габариты Д х Ш х В, см
137х65х111
Диаметр центрального шнека
30
Страна сборки
США
Гарантия производителя
1 год
Инструкция для снежника Cub Cadet XS2 61 SWE
Бензиновая снегоуборочная машина Cub Cadet XS2 61 SWE – новинка 2019 года! Снегоуборщик имеет двухступенчатую систему чистки снега и предназначен для быстрой и эффективной уборки снега.
Отличный выбор для работы в любых условиях
Снегоуборщик Cub Cadet XS2 61 SWE легко справится с большим количеством снега, идеален для очистки дорожек, широких тротуаров и стоянок. Двухступенчатые снегоуборочные машины Cub Cadet серии 2X справляются с самыми сильными снежными заносами. На первом этапе снег измельчается и затягивается в ковш. На втором этапе мощная крыльчатка далеко выбрасывает снег через желоб.
Снегоуборщики укомплектованы мощными четырехтактными двигателями Cub Cadet, которые предназначены для зимней эксплуатации. Верхнее расположение клапанов и электростартер, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых суровых условиях.
Концепция снегоуборочной техники Cub Cadet
Снегоуборочные машины Cub Cadet XS2 61 SWE относятся к классу Comfort Plus. Эти машины отличаются не только высокой производительностью, но и повышенной комфортностью для оператора. Cub Cadet позволяет убирать снег с удовольствием, и он, в отличие от других брендов, полюбился женщинам, не только за яркий цвет, но и за легкость в управлении.
Все опции продуманы до мелочей: подогрев рукояток, галогеновая фара, джойстиковое управление направлением выброса снега в двух плоскостях одновременно, курковое управление разворотом, многоступенчатое управление скоростью движения, электрический стартер от бытовой сети, место для хранения дополнительных срезных болтов. Наслаждайтесь комфортом, надежностью и качеством.
Рабочая часть. Шнек и ковш
Металлический ковш снегоуборщика Cub Cadet XS2 61 SWE имеет ширину захвата 61 см при максимальной высоте снежного покрова 58 см. Ковш дополнительно оснащается двумя вертикальными регулируемыми складными ножами (обозначены красной стрелкой на рисунке), которые предназначены для прорезания снежного покрова. Нижняя часть ковша оборудована пластиковыми регулируемыми по высоте лыжами COOL BLUE, которые позволяют регулировать минимальную высоту захвата, а сверхпрочный и скользкий пластик предотвращает повреждение тротуарной плитки и других покрытий. Так же правильная регулировка минимальной высоты захвата позволяет исключить попадание посторонних предметов в ковш во время работы.
Двухступенчатый шнек продуктивно убирает и перерабатывает не только рыхлый снег, но и ледяную корку или наст. Вначале снег собирается и измельчается зубчатым шнеком (первая ступень). Отбрасывание снега через желоб осуществляется с помощью специального ротора высокоскоростной крыльчатки выброса (вторая ступень). Направление и дальность выброса снега регулируется джойстиком, который расположен на панели управления снегоуборщика. Стальной зубчатый шнек крепится к ковшу с помощью втулки. Четыре спирали шнека с увеличенной рабочей поверхностью работают независимо друг от друга, что обеспечивает высокую производительность и позволяет продолжать работу даже при срезании одного из пальцев шнека. Сегменты шнеков к оси вращения закреплены срезными болтами, которые защищают от заклинивания и повреждения редуктора при попадании посторонних предметов в ковш.
Двигатель ThorX 70 OHV
На снегоуборщик установлен четырехтактный карбюраторный бензиновый двигатель с электронным зажиганием CubCadet ThorX 70 OHV и номинальной мощностью 4 кВт, который работает на бензине не ниже Аи-92. Двигатель разработан специально для эксплуатации при низких температурах и характеризуется экономичностью, экологичностью, низким уровнем шума и вибраций.
Все органы управления двигателем окрашены в красный цвет для лучшего обнаружения в условиях слабой освещенности.
Запуск двигателя может производиться двумя способами:
Ручным стартером в случае отсутствия поблизости бытовой сети.
Использование электрического стартера производится от промышленной или бытовой сети 220 В 50 Гц, для этого необходимо подсоединить электрический удлинитель (в комплект поставки не входит).
Система подкачки топлива — праймер, гарантирует быстрый запуск при любых погодных условиях. Топливный бак, объемом 2,0 литра, позволяет работать без перерыва в течение 1,5 часов при максимальной нагрузке.
Трансмиссия и привод
Трансмиссия с 6 передачами вперед и двумя назад позволяет подобрать оптимальный режим работы в зависимости от высоты и плотности снега. Широкие резиновые бескамерные колеса с глубоким протектором обеспечивают хорошее сцепление, увеличивая проходимость снегоуборщика. Привод колес с разблокировкой для разворота. Шины, размером 15″ x 5″, имеют специальный профиль протектора X-Trac. Это обеспечивает идеальное сцепление со снегом.
Панель управления
Управление включением шнека производится нажатием левой черной ручки управления. Включение привода колес производится нажатием на правую рукоятку, в этом случае фиксируется включение привода, что позволяет освободить левую руку для управления направлением выброса. Также рукоятки обеспечивают безопасность оператора и окружающих, в случае потери управления.
С помощью курков для разблокировки колес, расположенными под рукоятками управления, облегчается маневрирование снегоуборочной машиной влево-вправо. При нажатии на курок можно отключить привод одного из колес и оператор легко повернет снегоуборщик в любом направлении одной рукой. Для удобства рычаг управления трансмиссией расположен на панели управления рядом с джойстиком управления направлением выброса.
Безопасность
Все снегоуборщики Cub Cadet XS2 61 SWE оснащены пружинным предохранителем для пальцев, защищающим от травм, который можно отвести назад, если в нем нет необходимости.
Комфорт
Благодаря наличию галогенной фары, находящейся на панели управления снегоуборщика, работу можно продолжать даже после наступления темноты. Фара включается автоматически при запуске двигателя.
Функция подогрева рукояток позволяет сохранять руки теплыми при сильном морозе. Подогрев рукояток включается выключателем на панели управления. Так же на панели управления предусмотрено место для установки двух запасных срезных болтов (в комплект входит 4 шт.).
*Описание, характеристики, внешний вид и комплектация товара могут быть изменены заводом-производителем и отличаться от представленных на сайте.
Снегоуборщик Cub Cadet XS2 61 SWE
Дополнительные категории:
Печатать
Артикул: 31BW53LR603
Уточняйте наличие
Характеристики
Модель двигателя: Cub Cadet ThorX 70..
Мощность двигателя (л. с.): 5.4
Запуск двигателя: Ручной + от сети (..
Ширина ковша (см.): 61
Вес (кг. ): 84
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
171 190 руб
Предложить свою цену
Характеристики и описание: Снегоуборщик Cub Cadet XS2 61 SWE (31BW53LR603)
Снегоуборочная машина Cub Cadet XS2 61 SWE — двухступенчатый снегоуборщик серии 2X справляется с самыми сильными снежными заносами. Четырехтактные двигатели Cub Cadet для зимней эксплуатации с верхним расположением клапанов и электростартером, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых тяжелых условиях. Желоб из ударопрочного полимера и стальной ковш предельно облегчают управление машиной при сильном снеге и обледенении.
На снегоуборщик установлен четырехтактный карбюраторный бензиновый двигатель с электронным зажиганием CubCadet ThorX 70 OHV мощностью 5,4 л.с, который работает на бензине не ниже Аи-92. Двигатель разработан специально для эксплуатации при низких температурах и характеризуется экономичностью, экологичностью, низким уровнем шума и вибраций.
Запуск двигателя может производиться двумя способами: • Ручным стартером в случае отсутствия поблизости бытовой сети. • Использование электрического стартера производится от промышленной или бытовой сети 220 В 50 Гц, для этого необходимо подсоединить электрический удлинитель (в комплект поставки не входит).
Трансмиссия с 6 передачами вперед и двумя назад позволяет подобрать оптимальный режим работы в зависимости от высоты и плотности снега. Широкие резиновые бескамерные колеса с глубоким протектором обеспечивают хорошее сцепление, увеличивая проходимость снегоуборщика. Привод колес с разблокировкой для разворота.
Гарантия и сервис: Снегоуборщик Cub Cadet XS2 61 SWE
Отзывы о товаре: Снегоуборщик Cub Cadet XS2 61 SWE (31BW53LR603)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Снегоуборщик Cub Cadet XS2 61 SWE
Рекомендуем посмотреть
Снегоуборщик Steviman SX-8650
75 900 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Steviman SX-7560
49 900 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 6151E
99 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 6654E
109 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик Yard Fox 7154E
119 990 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Снегоуборщик MTD CubCadet XS2 61SWE Снегоуборщик с электростартером
Рекомендованная розничная цена 1. 949 Евро!!!
Этот снегоуборщик немецкого качества. CUB CADET предлагает полную линейку снегоочистителей. Простые в использовании, мощные, проверенные и надежные
Двухступенчатые снегоочистители Cub Cadet с приводом на колеса, обогреваемыми стержнями, «Xtreme-Auger» и мощными двигателями OHV особенно удобны и просты в обращении. Шнек CUB CADET подает снег обратно на ротор, который выбрасывает его (в два этапа) через разгрузочный желоб. Привод на колеса независимый, поэтому снегоуборочная машина Cub Cadet постоянно движется и убирает снег.
С новым CUB CADET XS2 61 SWE с новой системой шнека и шириной уборки 61 см и 4-скоростным джойстиком можно убрать большое количество снега за короткое время.
Снегоуборщик оснащен электростартером на 230 В. Благодаря тому, что этот агрегат имеет рабочий свет, снег можно убирать безопасно и с комфортом даже в темное время суток!
Система «Xtreme-Auger» обеспечивает безопасность и хорошую проходимость.
Фрезерно-шнековая система врезается в снег с помощью ускорительного винта в середине направления движения. Это поддерживается двумя боковыми винтовыми элементами, которые направляют снег к середине.
Шнек полностью на шарикоподшипниках, а не на подшипниках скольжения!
Этот снегоочиститель поможет вам пережить зиму!
Спецификация • Двигатель 4-тактный OHV зимний мотор Cub Cadet 208 см³ • Ширина проема 61 см • Высота ввода 58 см • Электростартер 230 В в стандартной комплектации • Трансмиссия / ведущие колеса • Стандарт Xtreme-Auger • Усилитель руля • Скорости 6 вперед / 2 назад • Колеса 15″x 5,0″, X-Trac с зимним профилем • Емкость топливного бака 4,7 л • Регулировка желоба 4-позиционным джойстиком • Поворот желоба 200° • рабочее освещение в стандартной комплектации 28 В / 28 Вт • вес 79 кг
Отдельный привод на колеса обеспечивает независимое движение. Таким образом, на характеристики зазора не влияет и обеспечивается наилучшая производительность выброса. Колеса с шинами с глубоким протектором из мягкой специальной резины гарантируют первоклассное движение и сцепление на нормальной местности.
Управление снегоуборщиком осуществляется с помощью рычагов рулевого тормоза на руле, таким образом одно колесо разблокируется от привода другое колесо ведет — перенаправление простое!
Поворот желоба на 200 °
4-тактный двигатель с верхним расположением клапанов для зимы объемом 208 см³
Надежный двигатель с низким уровнем выбросов, легко запускаемый, ЗИМНИЙ — двигатель с плавным запуском.
Снегоуборщиком легко управлять с помощью рукоятки, а также переключать передачи.
Другие преимущества: • характеристики зазора благодаря уникальной конструкции • Мощный и стабильный диск • Легкая смена направления с помощью однорычажной техники • Удаление снега даже при неблагоприятных условиях видимости • боковая и вертикальная регулировка за секунды • Раздельное включение шнека и привода • Большой объем бака достаточен для больших площадей • Ручки с подогревом
Снегоочистители 1X, 2X и 3X
Перейти к основному содержанию
Модельный ряд Cub Cadet X Series предлагает три уровня уборки снега. мощность и множество вариантов модели. Выбирайте из компакта производительность 1X ® , впечатляющая мощность и обращение с 2X ® или трехступенчатой системой 3X ® .
Модельный ряд X Series
ЭТА ВЕЩЬ БЫЛА ЗВЕРЕМ.
«У нас только что была первая метель в этом сезоне. Без проблем очищая нашу собственность, а также помог паре соседей. Через фут мокрого тяжелого снега, и это не испугало этого детеныша».
Райан из Су-Сити, штат Айова.
3X ® 30 дюймов HD
Узнайте больше об инновационном двигателе Cub Cadet
Экстремальная машина
Все модели Cub Cadet серии X оснащены функциями премиум-класса, позволяющими ваша зима сделана правильно.
Купить и сравнить снегоуборочные машины серии X
Доступные функции снегоочистителя
Легкий снегопад Умеренное использование
Умеренный снегопад Умеренное использование
Сильный снегопад Частое использование
Кнопочный электростартер есть на всех моделях.
•
•
•
Мощный редуктор для долговечности
–
•
•
Усилитель руля с триггерным управлением для легкой маневренности
–
•
•
Ручки с подогревом для комфортной работы
–
•
•
Светодиодная полоса для видимости до и после рассвета
–
•
•
IntelliPower ™ для большей доступной мощности двигателя для справиться с тяжелым и мокрым снегом
–
•
–
Гусеничная система привода, рассчитанная на суровые погодные условия условия
–
•
•
Поддерживается нашей ограниченной жилой гарантией
3 года
5-летний
5-летний
Изучите полную брошюру для конкретных моделей и вариантов отделки
Посмотреть брошюру
5-звездочные отзывы (10)
(10)
4-звездочные отзывы (1)
(1)
3 звезды отзывы (0)
(0)
2 звезды отзывы (0)
(0)
Имеющий право (14)
Один (1)
Три (7)
Два (6)
208 куб. см (1)
243 куб.см (2)
272 куб.см (2)
357 куб.см (5)
420cc (4)
21 дюйм (1)
24″ (1)
26 дюймов (4)
28 дюймов (2)
30 дюймов (5)
34 дюйма (1)
190° (1)
200° (13)
Применить
Сбросить фильтры
Быстрый просмотр
3X 30-дюймовая снегоуборочная машина MAX
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
31AH8EVU710
От
2599,00 долларов США
Рекомендуемая производителем розничная цена
420cc OHV Двигатель мощный, надежный, оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Боковые пластины из стали 12-го калибра для тяжелых условий эксплуатации и герметичные шарикоподшипники на шнеке и валах колес для повышенной прочности и долговечности.
Сравнить
Бестселлер
Быстрый просмотр
3X 26-дюймовая снегоуборочная машина
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
31AH5DVA710
От
1599,00 долларов США
MSRP
357cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Оснащен сверхмощными шнеками и рабочим колесом с 12-дюймовой зубчатой стальной конструкцией и стальной пластиной для дополнительной прочности.
Сравнить
Быстрый просмотр
3X 28-дюймовая снегоуборочная машина
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
Товар#: 31AH5DVB710
От
1699,00 долларов США
MSRP
357cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Оснащен сверхмощными шнеками и рабочим колесом с 12-дюймовой зубчатой стальной конструкцией и стальной пластиной для дополнительной прочности.
Сравнить
Быстрый просмотр
3X 26-дюймовая снегоуборочная машина TRAC
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
31AH7DVX710
От
$2,099. 00
MSRP
357cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Оснащен сверхмощными шнеками и рабочим колесом с 12-дюймовой зубчатой стальной конструкцией и стальной пластиной для дополнительной прочности.
Сравнить
Быстрый просмотр
Снегоочиститель 3X 34″ MAX H
3X™ ТРЕХСТУПЕНЧАТАЯ МОЩНОСТЬ
Артикул#: 31AH8E4V710
От
3 299,00 долларов США
MSRP
420cc OHV Двигатель мощный, надежный и оснащен кнопочным электростартером.
Запатентованная трехступенчатая технология включает индукционный ускоритель, который быстро протягивает лед, снег и слякоть через систему
Настройте свою скорость так, как вам удобно, с помощью гидростатического привода.
Сравнить
Быстрый просмотр
2X 26-дюймовая снегоуборочная машина INTELLIPOWER™
2X™ TWO-STAGE POWER
Артикул#: 31AM5HVSB10
От
1299,00 долларов США
MSRP
4-тактный двигатель Cub Cadet с верхним расположением клапанов объемом 243 куб.см с технологией Intellipower® обеспечивает до 18 % больше доступной мощности, что снижает вероятность застревания при расчистке тяжелого, мокрого и глубокого снега. *
Технология двигателя
IntelliPower® обеспечивает до 18 % больше мощности для 243-кубового двигателя EGOV с цифровым управлением дроссельной заслонкой, которое последовательно оптимизирует мощность двигателя.*
Кнопочный электростартер позволяет невероятно легко запустить двигатель в зимнюю погоду, просто подключите удлинитель.
Сравнить
Введенный вами почтовый индекс может изменить способ доставки.
Введите почтовый индекс
Неверный формат почтового индекса. Пожалуйста, исправьте и повторите попытку.
Просмотр списка
Просмотр карты
К сожалению, мы не смогли найти результаты по вашему запросу. Измените, пожалуйста, повторите поиск.
Если вы не можете найти ближайшего сервисного дилера, свяжитесь с нашей службой поддержки через чат с Cub или по бесплатному номеру (877) 428 2349. .
К сожалению, мы не смогли найти результаты по вашему запросу. Измените, пожалуйста, повторите поиск.
Если вы не можете найти ближайшего сервисного дилера, свяжитесь с нашей службой поддержки через чат с Cub или по бесплатному номеру (877) 428 2349.
>
Получите ключ API карт Google и укажите его в настройках сайта!
Инструкции и техническое обслуживание
Просмотреть все
Товары для снега
Просмотреть все
Преимущества IntelliPower ™ Технология и электронный впрыск топлива для снега Воздуходувки
Детеныш кадет ® снегоуборщики созданы для экстремальных условий. 2X ® 30 EFI с IntelliPower ™ сочетает в себе две технологии — IntelliPower и Electronic Система впрыска топлива (EFI) — чтобы дать вам мощный сочетание и помочь справиться с любой зимой предложение…
Читать далее
Определение правильных характеристик снегоуборщика
Снегоуборщик — это значительные инвестиции, поэтому вы хотите чтобы убедиться, что вы получаете машину, которая подходит твои нужды. Cub Cadet® X-Series оснащен снегоочистителем. для многих разных крайностей, но сначала вам нужно определите, что у вас…
Читать далее
Руководство покупателя снегоочистителя Cub Cadet
Если вы живете в районах, где часты снегопады или тяжелый, лопата становится частью вашей повседневной жизни. Отказ от лопаты, а также подъем тяжестей и повторяющееся напряжение, возникающее при уборке снега лопатой, в Использование снегоуборщика может сэкономить ваше время и энергию. А пара причин, чтобы оправдать снегоуборщик…
Читать далее
Насадки и аксессуары
Посмотреть все
Кабина снегоочистителя
Артикул#: 490-241-0032
От
$132,99
Рекомендованная розничная цена
Крышка снегоочистителя
Артикул#: 490-290-0010
От
$38,99
Рекомендованная розничная цена
Комплект для высечки
Артикул#: ОЕМ-390-679
От
41,9 доллара США9
Рекомендованная розничная цена
Комплект светодиодной панели
Артикул#: 753-08629А
От
135,89 долларов США
Рекомендованная розничная цена
Если у вас возникли проблемы с доступом к этому веб-сайту, позвоните нам по телефону 1-877-428-2349 для получения помощи.
Отказ от ответственности за двигатель: Информация о мощности двигателя предоставляется производителем двигателя и используется только в целях сравнения. Подробную информацию о гарантии можно получить у местного дилера Cub Cadet. Отказ от ответственности за ценообразование: Указанная цена указана в долларах США и является рекомендованной производителем ценой продажи. Модели и цены могут различаться в зависимости от региона. Налоги, фрахт, установка и доставка не включены. Дополнительное оборудование, аксессуары и приспособления продаются отдельно. Для получения подробной информации обратитесь к своему продавцу. Image Отказ от ответственности: Продукты могут отличаться от изображенной на изображении модели по дизайну, требуемым насадкам, функциям безопасности и нефункциональному внешнему виду, а также могут не отражать товарные запасы дилера или технические характеристики устройства. Технические характеристики Отказ от ответственности: Технические характеристики могут быть изменены без предварительного уведомления. Изображения могут не отражать инвентарь продавца и/или характеристики товара. Руководство оператора Заявление об ограничении ответственности: Опубликованное руководство оператора предназначено для общего ознакомления и использования. Чтобы обеспечить загрузку руководства по эксплуатации, относящегося к вашему устройству, нам требуются модель и серийный номер. Speed Отказ от ответственности: Фактическая скорость автомобиля зависит от нагрузки, использования и условий окружающей среды. Аккумулятор Заявление об отказе от ответственности: Производительность аккумулятора и продукта с питанием от аккумулятора зависит от нагрузки, использования и условий окружающей среды. Отказ от ответственности за программное обеспечение: Программное обеспечение, доступное на веб-сайтах Компании, предоставляется на условиях «как есть» без каких-либо явных или подразумеваемых гарантий. Загрузка и использование любого программного обеспечения осуществляется пользователем на свой страх и риск.
Стружкоотсос используется для наведения порядка на рабочем месте в деревообрабатывающих цехах.
Особенности стружкоотсоса
Два режима работы делают станок универсальным: уборка стружки и пыли с пола или совместная работа с деревообрабатывающим станком для удаления стружки с рабочего стола.
Стружкоотсос имеет удобную систему крепления мешка на защелках, что экономит время на обслуживании
Платформа на колесиках обеспечивает легкое перемещение аппарата
Модель имеет асинхронный двигатель для более продолжительной работы
Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
Легок в управлении благодаря малому весу
Малые габариты
Комплектация
Корпус вентилятора с двигателем и выключателем
Корпус фильтра
Мешок фильтрующий
Мешок пылесборника
Хомут мешка
Шланг
Хомут шланга
Раструб
Ролик опорный
Колодка вентилятора
Колодка пылесборника
Ручка
Стойка вертикальная
Прокладка
Крепеж
Ключ шестигранный 4 мм
Производитель оставляет за собой право изменять страну производства, характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Уточняйте информацию у менеджеров!
Технические характеристики стружкоотсоса ЭНКОР Корвет-61 90610
Напряжение
220 В
Диаметр патрубка пылесоса
100 мм
Мощность
750 Вт
Расход воздуха
14, 2 куб,м/мин
Количество всасывающих отверстий
1 шт
Кол-во фильтрующих мешков
1 шт
Кол-во пылесборных мешков
1 шт
Объем фильтрующих мешков
64 л
Объем пылесборных мешков
64 л
Сбор стружки из
дерева
Отзывы для сайта Cackle
1. Способы доставки
до 100 кг
до 300 кг
до 500 кг**
Москва
390 руб
500 руб
900 руб
МО, область
390 руб*
500 руб*
900 руб*
Самовывоз
Выдача товара до 20:00, Раменский район, Михайловская слобода, Старорязанская улица, д. 4. (при оплате — резерв товара)
* каждый 1 км за МКАД дополнительно 30 руб
** полная информация по доставке крупногабаритных грузов смотрите в разделе Доставка и оплата
2. Способы оплаты
Банковской картой онлайн на сайте ЮMoney (Я.Деньги)
Наличными курьеру QIWI кошелек
Сбербанк-онлайн WebMoney
Безналичный расчет
Вы можете вернуть товар, если был обнаружен производственный брак, дефекты и прочие повреждения. Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Возврат товара осуществляется в полном соответствии с законодательством РФ, включая Закон о Правах Потребителя.
Подробная информация о возратах и обмене
Пылесос для сбора стружки Энкор Корвет-61
Производитель: Энкор
Номин. потреб.мощность двигателя: 750 Вт Номин.напряжение питания: 220/50 В/Гц Объем пылесборных мешков: 64 л Диаметр патрубка: 100 мм Тип электродвигателя: асинхронный Количество патрубков: 1 шт
Все характеристики
Товар в наличии. Актуальную цену уточняйте у менеджера.
Характеристики
Онлайн-заказ
Отзывы
Характеристики: основные
Номин.потреб.мощность двигателя: 750 Вт Номин.напряжение питания: 220/50 В/Гц Объем пылесборных мешков: 64 л Диаметр патрубка: 100 мм Тип электродвигателя: асинхронный Количество патрубков: 1 шт
Расход воздуха: 14,2 м3/мин Диаметр вентилятора: 230 мм Количество фильтрующих мешков: 1 шт Количество пылесборных мешков: 1 шт Объем фильтрующих мешков: 64 л Масса (брутто/нетто): 28,5/25 кг Размер упаковки (ДхШхВ): 760х450х460 мм
Дополнительные:
Комплектация:
1.Основание
2.Корпус вентилятора с двигателем и выключателем
3.Корпус фильтра
4.Мешок фильтрующий
5.Мешок пылесборника
6.Хомут мешка
7.Шланг
8.Хомут шланга
9.Раструб
10.Ролик опорный
11.Опора
12.Колодка вентилятора
13.Колодка пылесборника
14.Ручка, стойка вертикальная
15.Прокладка
16.Крепеж
17.Ключ шестигранный 4 мм
18.Ключ шестигранный 5 мм
Гарантийный срок: 12 месяцев
Оставить отзыв:
Похожие товары
Пылесос для сбора стружки Энкор Корвет-64
Потреб. мощн.: 1500 Вт
Вес (брутто): 51 кг
Пылесос для сбора стружки Энкор Корвет-65
Потреб.мощн.:2200 Вт
Вес (брутто): 59 кг
Пылесос для сбора стружки Энкор Корвет-60
Потреб.мощн.: 750 Вт
Вес (брутто): 10 кг
Гоночные косилки Prowler — Encore
Бродяга
Prowler 72″, вид сверху
Prowler 72 дюйма, вид справа
Prowler 72 дюйма, вид слева
Prowler 72 дюйма, вид спереди
Prowler 72″, вид сзади
Prowler 61 дюйм, вид справа
Prowler 61″, вид слева
Модели
Prowler 72K28A3
Модель
72K28A3
Двигатель
28 л. с. Kawasaki FH770D
Палуба
#10 калибр. сборная сталь
Верхняя пластина
#7 калибр. сталь
Боковая юбка
#7 ga. сталь
Высота среза
1–5 дюймов с шагом 1/4 дюйма
Отвалы
Высота подъема 3–25 дюймов
Скорость отвала
19 000 футов/мин.
Трансмиссия
2 гидронасоса
Скорость движения
0-10 миль в час вперед; 0-5 миль/ч назад
Тип тормоза
Н/Д
Двигатель колеса
2-Parker Torqmotors
ВОМ
Warner Electric Clutch
Передние колеса
13–6,50 (4 слоя), гладкие
Ведущие колеса
24-12,00 X 12 (4 слоя) газон
Объем топливного бака
10 галлонов
Ширина
73 1/2”; 84 дюйма с дефлектором
Длина
85 дюймов
Вес
1300 фунтов
Гарантия
2 года; 10 лет колода
Prowler 61K28A3
Модель
61K28A3
Двигатель
28 л. с. Kawasaki FH770D
Палуба
#10 калибр. сборная сталь
Верхняя пластина
#7 калибр. сталь
Боковая юбка
#7 ga. сталь
Высота среза
1–5 дюймов с шагом 1/4 дюйма
Отвалы
Высокий подъем 3–21 дюйм
Скорость отвала
19 000 футов/мин.
Трансмиссия
2 гидронасоса
Скорость движения
0-10 миль в час вперед; 0-5 миль/ч назад
Тип тормоза
Н/Д
Двигатель колеса
2-Parker Torqmotors
ВОМ
Warner Electric Clutch
Передние колеса
13–6,50 (4 слоя), ребристые
Ведущие колеса
24-12,00 X 12 (4 слоя) газон
Объем топливного бака
10 галлонов
Ширина
62,5”; 73 дюйма с дефлектором
Длина
82 дюйма
Вес
1300 фунтов
Гарантия
2 года; 10-летняя колода
Полные характеристики
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ
Привод: двигатели Yamaha, Kawasaki или B&S
Стальная плавучая палуба 8 калибра
R. O.P.S и электрический палубный подъемник, стандарт
Выгрузка, мульчирование или сбор
Шарнирная передняя часть
Мощные трансмиссии Hydro-Gear ZT-5400
72″ доступны с задним или боковым выбросом
Сменный аккумулятор для газонокосилки Encore Prowler Pro 61
Вероятно, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Меню
Батарея 6В
Батарея 12 В
Аккумуляторы ИБП
Аварийный сигнал
Охранная сигнализация
Батарея аварийного освещения
Батарейки для панели управления пожарной сигнализацией
Все названия продуктов и компаний являются товарными знаками или зарегистрированными товарными знаками соответствующих владельцев. Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Дом, сад и спорт
Артикул батареи
А
Б
С
Д
Е
Ф
грамм
ЧАС
я
Дж
К
л
М
Н
О
п
Вопрос
р
С
Т
U
В
Вт
Икс
Д
Z
Все названия продуктов и компаний являются товарными знаками или зарегистрированными товарными знаками соответствующих владельцев. Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Медицинский
А — С
Д — я
Дж — М
Н — П
В — Я
Лестничные батареи
Аккумуляторы для подъемников для инвалидных колясок
Подъемник для инвалидных колясок для автомобильных аккумуляторов
Все названия продуктов и компаний являются товарными знаками или зарегистрированными товарными знаками соответствующих владельцев. Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Описание
Описание модели : Совместимая запасная батарея для наносимого Prowler Pro 61 Lawn Bower Совместимость : NENCORE PROWLER PRO 61 LAWN BOWN СОДЕРЖА Наконечники с гайками и болтами Гарантия : 1 год полной гарантии на замену, доступна дополнительная гарантия Ожидаемый срок службы : 3-5 лет Производитель: UPS Battery Center Ltd. ®
Запасной аккумулятор для газонокосилки Encore Prowler Pro 61 представляет собой высококачественную перезаряжаемую батарею, изготовленную Центром аккумуляторных батарей UPS и предназначенную для обеспечения превосходной производительности. , прочность и долгий срок службы.
Наши батареи новые и всегда в наличии. На сменный аккумулятор, совместимый с газонокосилкой Prowler Pro 61, распространяется наша ведущая в отрасли гарантия на замену сроком на 1 год. Для вашего удобства предоставляется расширенная гарантия до 3 лет. Наша гарантия включает стоимость доставки и беспроблемна, это единственная гарантия такого рода на рынке.
Физические размеры:
Номинальное напряжение: 12 В Номинальная емкость: 35 Ач Тип клеммы: Гайка и болт Вес: 26 фунтов : 6,10 дюйма (155 мм) Высота над клеммой: 7,09 дюйма (180 мм)
Encore® является зарегистрированным товарным знаком Encore Manufacturing Co., Inc. UPSBatteryCenter® не является аффилированным лицом, одобренным или уполномоченным Encore Manufacturing Ко., Инк.
UPS Battery Center Ltd. 555 Riverwalk Pkwy., Suite 100 Tonawanda, NY 14150 США
Компания
Информация
Моя учетная запись
О нас
Свяжитесь с нами
Справка
Часто задаваемые вопросы по техническим вопросам
Блог
Программа стипендий
Гарантия и политика возврата
Безопасные покупки
Магазин с уверенностью
Политика конфиденциальности
Расширенный поиск
Оптовая торговля
Канадский магазин
Паспорт безопасности — SDS
Условия обслуживания
О
Мы являемся ведущим производителем и поставщиком герметичных свинцово-кислотных аккумуляторов. Наши аккумуляторы обеспечивают производительность и спокойствие и используются в медицинских устройствах, системах сигнализации, пожарных панелях, мобильных устройствах, солнечных технологиях, системах бесперебойного питания (ИБП), транспортных средствах для отдыха и многих других промышленных и развлекательных устройствах.
Подробнее
Все названия продуктов и компаний являются товарными знаками или зарегистрированными товарными знаками соответствующих владельцев. Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Пассатижи диэлектрические (КВТ, 55985) Стандарт 180 мм
Артикул: 807545
Бренд: КВТ
Наличие на 3 складах
973.80 р.
Кол-во:
Заказать Нет в наличии В корзинуКупить в 1 клик
О товаре
Характеристики
Отзывы 0
Наличие
Пассатижи диэлектрические Стандарт 180 мм, КВТ, 55985.
— Для работы под напряжением до 1000 В — Зоны захвата для плоских и круглых деталей — Режущие кромки дополнительно закалены токами высокой частоты. HRC 62 — Резка твердой стальной проволоки ∅ до 1.5 мм — Материал рабочей части: хром-ванадиевая сталь — Обработка поверхности: матовое никелирование — Двухцветные многокомпонентные рукоятки с упорами для защиты от соскальзывания — Длина 180 мм — Вес 264 г.
Общие
Производитель
КВТ
Доступно на следующих складах
Адрес магазина
Режим работы
Наличие
г. Красноярск, ул. Семафорная, д. 219
с 9:00 до 18:00, выходные — суббота, воскресенье
Нет в наличии
Подробнее о складе
г. Красноярск, ул. Алексеева, д. 93
с 09.00 до 19.00 в будни, с 10.00 до 17.00 в субботу, перерыв с 13:00 до 14:00, выходной воскресенье
Нет в наличии
Подробнее о складе
г. Абакан, ул. Лермонтова, д. 21
с 9.00 до 18.00 в будни, с 10.00 до 17.00 в субботу, выходной: воскресенье
Нет в наличии
Подробнее о складе
г. Кемерово, ул. Терешковой, д. 60
с 9.00 до 18.00 в будни, выходные — суббота, воскресенье
Нет в наличии
Подробнее о складе
Вы смотрели
Пассатижи, плоскогубцы
973. 80 р.
В корзину
Пассатижи диэлектрические «Эксперт» 180 (КВТ)
Каталог товаров
Кабели Витая пара
Для помещений 2 пары
Для помещений 4 пары
Для уличной прокладки 2 пары
Для уличной прокладки 4 пары
Для помещений с оболочкой LSZH
Подвесной с тросом
Многопарный для помещений
Многопарный для улицы и канализации
Патчкорды медные UTP
Кабели Оптические
Подвесные абонентские ДРОП COVLINE
Подвесные абонентские ДРОП
Для помещений
Для канализации в трубы
Подвесные с тросом
Подвесные самонесущие
Бронированные в канализацию
Бронированные в грунт
Для канализации с медными жилами
Подвесные с тросом с медными жилами
Бронированные универсальные
Кабельные сборки оптические
Универсальные распределительные IN/OUT
Бронированные гибкие IN/OUT
Патчкорды ОПТИЧЕСКИЕ
Кабели Медные
Кабели Акустические
Кабели Видеонаблюдения
Кабели Коаксиальные
Кабели Систем связи и Сигнализации
Кабели Охранной и Пожарной сигнализации
Кабели Cиловые
Кабели Заземления
Кабельные катушки
Кроссовое оборудование
Гильзы КДЗС
Кабельные сборки
Климатические телекоммуникационные шкафы и аксессуары
Ключницы
Коробки под плинты
Кроссы оптические стоечные 19″
Кронштейны для крепления муфт
Крепеж (винты, гайки, рейки)
Комплекты ввода для муфт. Ремкомплекты. Герметик. Аксессуары
Муфты оптические тупиковые
Муфты-кроссы оптические
Муфты оптические проходные
Настенные / Напольные телекоммуникационные шкафы и аксессуары
Настенные оптические боксы
Органайзеры для стоек и шкафов
Патч-панели RJ-45 19″
Патчкорды медные UTP
Патчкорды ОПТИЧЕСКИЕ
Пигтейлы
Плинты, хомуты
Распределительные боксы FTTH
Рамы настенные монтажные 19″
Розетки оптические настенные абонентские
Розетки оптические проходные
Сплайс-кассеты
Сплиттеры оптические
Стеллажи
Стойки открытые
Термоусадочные трубки (ТУТ)
Термоусаживаемые колпачки
Инструменты для монтажа
Бандаж кабеля
Бахилы
Буры по бетону
Верхолазные работы
Домкраты кабельные
Делители АНТЕННЫЕ
Дюбель-гвозди
Изолента
Инструменты НАБОРЫ
Инструменты для зачистки
Инструменты для резки
Инструменты монтажные
Инструменты обжимные
Кабель-каналы
Коннекторы, соединители ОПТИКА
Коннекторы, соединители LAN
Коннекторы, переходники АНТЕННЫЕ
Коробки разветвительные
Лента сигнальная / оградительная
Лестницы, стремянки
Маркеры кабельные / Бирки
Металлорукава
Мини УЗК / УЗК
Муфты прямые полиэтиленовые
Паяльники
Перчатки х/б
Пистолеты клеевые
Пломбы номерные
Приспособления для очистки коннекторов / волокон
Розетки RJ-45
Скобы с гвоздём
Стретч-плёнка
Спирт, D-Gel
Сумки и пояса для инструмента
Тестеры кабельные / Мультиметры
Труб держатели
Трубы гофрированные ПВХ, ПНД
Фонари
Химия и смазочные материалы
Хомуты нейлоновые (стяжки)
Хомуты из нержавеющей стали (стяжки)
Чулки монтажные кабельные
Ящики для инструментов
Профессиональные инструменты KNIPEX (Германия)
Шарнирно-губцевый инструмент
Инструменты для зачистки и снятия изоляции
Инструменты для опрессовки
Инструментальные чемоданы и сумки
Ножницы и резаки
Наборы инструментов
Ключи для электрошкафов
Оборудование для GPON, GEPON, FTTH
Модули SFP xPON
Оптические терминалы GEPON
Сплиттеры оптические
Распределительные боксы FTTH
Розетки абонентские
Видеощупы цифровые
Визуальные локаторы дефектов волокна
Зажимы натяжные
Катушки нормализующие
Кабельные вводы
Рефлектометры
Тестеры оптические
Измерители оптической мощности
Источники лазерного излучения
Идентификаторы активного оптического волокна
Сварочные аппараты и аксессуары
Сварочные аппараты
Скалыватели оптического волокна
Электроды
Аккумуляторные батареи
Блоки питания / Зарядки / Шнуры
Сетевое оборудование
3G и 4G интернет комплекты
Коммутаторы
Коммутаторы PoE
Медиаконвертеры
Модули SFP
Модули SFP+
Модули SFP xPON
Роутеры Wi-Fi 3G/4G LTE
Шасси для конвертеров
Узлы крепления, подвесы
Анкеры
Арматура СИП до 1кВ
Гайки, шайбы
Зажимы и коуши для троса
Зажимы натяжные анкерные
Зажимы поддерживающие
Зажимы спиральные
Карабины, скобы
Кронштейны антенные
Лебедки
Лента, замки, клещи
Талрепы
Тросы стальные, Спирали
Трубостойки
Узлы крепления
Устройства для запаса кабеля УПМК
Шпильки
Электрооборудование
Автоматические выключатели
Аккумуляторные батареи Delta
Боксы для автоматических выключателей
Батарейки
Блоки розеток 19″
Вилки, розетки
Источники бесперебойного питания (ИБП)
Клеммы, соединители, зажимы
Колодки удлинителя
Кабели заземления
Кабели силовые
Прожекторы светодиодные
Сетевые фильтры, удлинители
Счётчики электрической энергии
Шнуры сетевые
Шины заземления
Щиты распределительные
DIN-рейки
Ящики антивандальные
Распашные навесные малые
Распашные навесные большие
Пеналы навесные
Распашные напольные на 26U
Щиты с монтажной панелью всепогодные
Хозтовары
Батарейки
Перчатки х/б
Жидкости омывателя
Фонари
Товары со скидкой
Кабели оптические
Кабели витая пара
Патчкорды оптические
0Избранные0Сравнение
Сравнение (0)
Перейти к сравнению
Последние новости
Читать все новости
✖
ВНИМАНИЕ! Отмотка кабеля заканчивается за пол часа до закрытия склада.
Адрес склада:
Москва, Волоколамское шоссе, 142 Координаты для навигатора: 55.830012, 37.371102 На карте
Часы работы:
Понедельник — пятница с 8:30 до 17:30
Адрес склада:
Санкт-Петербург, ул. Минеральная, д.31 Координаты для навигатора: 59.966493, 30.360149 На карте
Часы работы:
Понедельник — пятница с 8:30 до 17:30
Knipex Alligator 88 01 180 SB Клещи для водяных насосов, 180 мм
Наведите курсор на изображение, чтобы увеличить его
Сэкономьте 40,98 фунтов стерлингов
DraperSKU: 59812
Поделитесь этим продуктом
Профессиональное качество, изготовлено из хромованадиевой электротехнической стали, закаленной в масле и отпущенной, с гладко отшлифованными губками, соединительными поверхностями и точно сформированным коробчатым соединением с предохранительным упором. Захватные поверхности в форме параллелограмма имеют специально закаленные зубья до твердости 61HRC для надежного захвата труб и гаек. Ручки с пластиковым покрытием и защитой от скольжения для дополнительной безопасности. Имеет функцию «без зажима», которая предотвращает сцепление рукояток и повреждение рук пользователей.
American ExpressApple PayDiners ClubОткройте для себяGoogle PayMaestroMastercardPayPalShop PayVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Мы надеемся, что вы довольны своей покупкой в компании Arnold Clark Autoparts, но мы понимаем, что иногда вам может потребоваться произвести обмен или возврат.
Чтобы сделать возврат, просто распечатайте форму возврата, заполните ее и вставьте вместе с товарами. Затем отправьте их по адресу ниже
Отдел возврата Отдел электронной коммерции Arnold Clark Autoparts 1280-1394 South St Glasgow G14 0AP
Загрузить форму возврата
или вы не удовлетворены этим, вы можете вернуть его.
Тем не менее, он должен быть возвращен в пригодном для продажи состоянии с оригинальной упаковкой.
Если вы получили дефектный или неправильный товар от Arnold Clark Autoparts, сообщите нам об этом как можно скорее, чтобы мы могли организовать замену.
Пожалуйста, сообщите Arnold Clark Autoparts о любом запросе на возврат в течение семи рабочих дней после доставки. Распечатайте форму возврата, заполните ее и отправьте обратно вместе со всеми возвращенными товарами.
Возврат
Мы можем оформить возврат только после того, как товар будет возвращен нам. Мы можем обрабатывать возвраты намного быстрее и эффективнее, если также получим заполненную форму возврата. Убедитесь, что вы включили это в свой пакет.
Мы стремимся обрабатывать все возмещения в течение 48 часов с момента получения возвращенных товаров, если они не повреждены и находятся в пригодном для продажи состоянии. Все возвраты будут производиться с использованием вашего исходного метода оплаты.
Возврат товаров в филиал
Если вы возвращаете товары в филиал Arnold Clark Autoparts, мы можем отправить их обратно в отдел электронной коммерции Arnold Clark Autoparts бесплатно. Пожалуйста, распечатайте и заполните форму возврата, прежде чем принести ее вместе с ненужными товарами в отделение. Обратите внимание, что наши филиалы не имеют возможности оформить возврат или обмен товара, который вы получили по почте.
Возврат товара по почте
Мы возместим любые почтовые расходы, если возврат был вызван ошибкой с нашей стороны. В противном случае вам придется оплатить почтовые расходы, если иное не согласовано с Arnold Clark Autoparts. Обратите внимание, что компания Arnold Clark Autoparts не несет ответственности за утерю или повреждение товаров во время транспортировки. Пожалуйста, убедитесь, что вы организовали соответствующее страховое покрытие, где это возможно.
Все еще ищете?
Мы можем подобрать запчасти для вашего автомобиля.
Введите свой рег, чтобы найти запчасти
Или просмотрите все детали
Бокорезы FatMax® 5-в-1, 180 мм (7 дюймов) | PAM Ties Limited
25,12 фунтов стерлингов без НДС ( 30,14 фунтов стерлингов вкл.)
Диагональные плоскогубцы Stanley FatMax® 5-в-1 изготовлены из кованой стали с индукционной закалкой для увеличения срока службы и долговечности. С наконечником с полузаподлицо для высокоточной резки заподлицо мягких материалов. Ручки из двух материалов обеспечивают удобный и надежный захват.
Бокорезы также имеют ряд других функций: инструмент для зачистки проводов для зачистки проводов сечением 1,5 мм² и 2,5 мм², кусачки для резки проводов сечением до 1,8 мм включительно, обжимной инструмент для обжима проводов сечением 1,5 мм² – 2,5. мм² и болторез с двумя размерами кусачек для болтов M3 и M4, с резьбой для точного разреза.
50 в наличии
Количество
Бокорезы FatMax® 5-в-1 180 мм (7 дюймов)
Бесплатная и быстрая доставка на большинство почтовых индексов Великобритании для всех заказов на сумму свыше 83,33 фунтов стерлингов + НДС (за исключением Северной Ирландии и Ирландии — подробности см. на странице доставки)
Закажите до 14:30 для отправки в тот же день
30 дней легкого возврата
Экспертный совет и отличное обслуживание клиентов
Paypal — 3 простых платежа
Описание
Дополнительная информация
Отзывы 0
Возвращает
Перевозки
Часто задаваемые вопросы
Диагональные плоскогубцы Stanley FatMax® 5-в-1 изготовлены из кованой стали с индукционной закалкой для увеличения срока службы и долговечности. С наконечником с полузаподлицо для высокоточной резки заподлицо мягких материалов. Ручки из двух материалов обеспечивают удобный и надежный захват.
Бокорезы также имеют ряд других функций: инструмент для снятия изоляции с проводов сечением 1,5 мм² и 2,5 мм², кусачки для резки проводов сечением до 1,8 мм включительно, обжимной инструмент для обжима проводов сечением 1,5 мм² – 2,5. мм² и болторез с двумя размерами кусачек для болтов M3 и M4, с резьбой для точного разреза.
Масса
0,29 кг
Размеры
22 × 76 × 250 см
Нужно вернуть товар? Без проблем! Надеемся, что вам никогда не придется возвращать товар, однако, если вы это сделаете, наша цель сделать этот процесс максимально простым.
На что следует обратить внимание перед оформлением возврата/обмена
Изделие не должно быть ношено и должно быть в том же состоянии, что и при доставке (мы ценим, что вы могли примерить его для определения размера) Все “ бирки» и этикетки должны быть неповрежденными.
Если одежда была доставлена в собственной сумке, ее необходимо вернуть в этой сумке, чтобы получить возмещение со всеми прикрепленными бирками. Пожалуйста, помните: если предмет одежды возвращается, он ДОЛЖЕН быть пригодным для перепродажи. Поэтому мы не можем принять товар, который испорчен и не в том состоянии, в котором он может вернуться на полку
.
Если вы возвращаете изношенную одежду, которая, по вашему мнению, могла иметь дефект, стоимость возврата будет нести покупатель, и, пожалуйста, помните, что одежду необходимо постирать перед отправкой, любая одежда, возвращенная грязной, будет отклонена.
Также приложите копию оригинального товарного чека. В случае подтверждения производственного брака действует следующее. Если предмету одежды меньше 6 недель, можно запросить обмен или возврат. Если более 6 недель, то одежду можно обменять только
Если вы хотите вернуть товар, нажмите на ссылку, чтобы перейти к нашей простой форме возврата.0021
Заказы, полученные до 14:00 с понедельника по четверг – (мы всегда стремимся доставить на следующий день, НО может быть от 3 до 5 рабочих дней)
Заказы, полученные до 13:00 в пятницу – (Мы всегда стремимся доставить в следующий понедельник, НО это может быть от 3 до 5 рабочих дней)
Заказы, размещенные в субботу или воскресенье – (Мы всегда стремимся доставить в следующий вторник, НО это может быть от 3 до 5 рабочих дней)
Заказы, полученные до 14:00 с понедельника по четверг – (Мы всегда стремимся доставить на следующий день)
Заказы, полученные до 13:00 пятницы – (Мы всегда стремимся доставить в следующий понедельник)
Заказы, размещенные в субботу или воскресенье – (Мы всегда доставляем в следующий вторник Стоимость доставки
Строительные материалы, сырость, подвал, стяжки для стен, одежда и т. д.
Стоимость доставки 5,99 фунтов стерлингов вкл. НДС будет применяться ко всем заказам на сумму менее 75,00 фунтов стерлингов (без учета НДС). Заказы на сумму более 75 фунтов стерлингов доставляются бесплатно (за исключением областей, указанных ниже)
Краска, аэрозольная краска и жидкости
Стоимость доставки краски, аэрозольной краски и жидкостей составляет 9,59 фунтов стерлингов, включая НДС, и применяется ко всем заказам на сумму менее 75 фунтов стерлингов (без учета НДС). Заказы на сумму более 75 фунтов стерлингов доставляются бесплатно (за исключением регионов, указанных ниже)
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: ТАМОЖНИ / НАЛОГИ НА ИМПОРТ ЯВЛЯЮТСЯ ОТВЕТСТВЕННОСТЬЮ КЛИЕНТА, ПОЭТОМУ, ПОЖАЛУЙСТА, ПРОВЕРЬТЕ ДВАЖДЫ, ЕСЛИ ВЫ НЕ УВЕРЕНЫ, ТАК КАК СТРОИТЕЛЬНЫЙ СУПЕРМАГАЗИН НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ЗА ЭТИ СБОРЫ .
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ЧТО В НЕКОТОРЫХ МЕСТАХ ПОЧТОВАЯ СТАВКА ОПЛАЧИВАЕТСЯ БОЛЕЕ 19 ФУНТОВ.
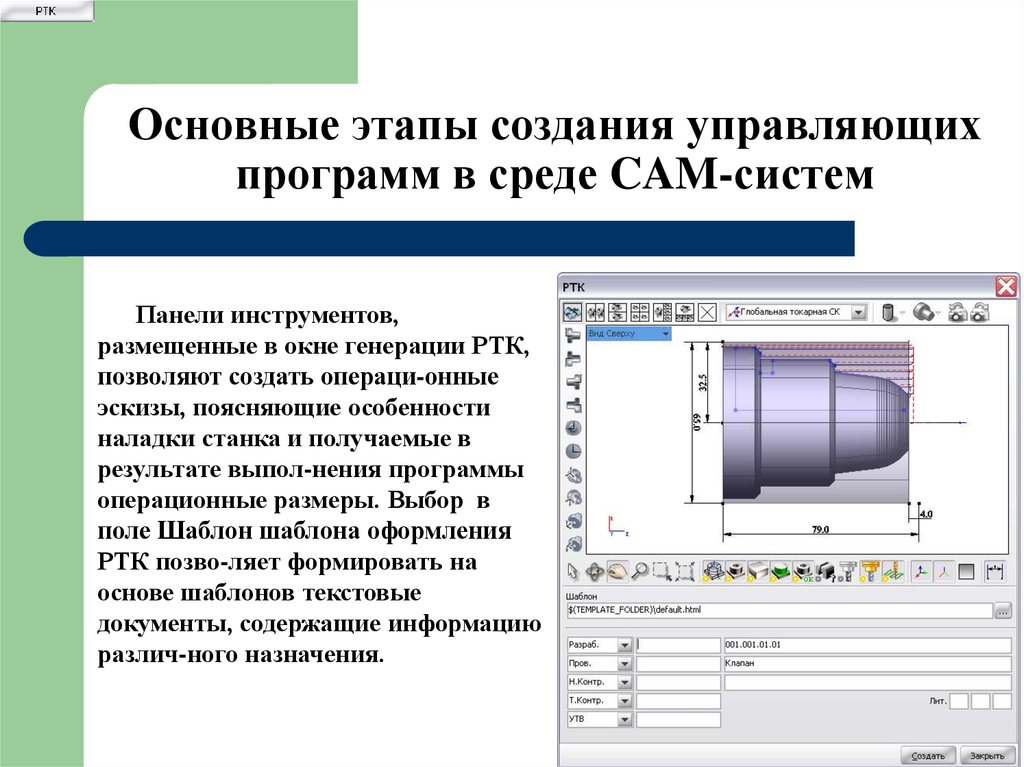
Первый ответ, который приходит в голову — сложно, и одновременно просто!
Сложно для модельеров, занятых в разработке обуви — приходиться осваивать различные программы, новые технологии; также знать все нюансы работы этих технологий.
Просто для тех, кто занимается непосредственно организацией производственных процессов — многие проблемы просто перестают существовать как таковые.
Первый этап создания любого ботинка — это разработка обуви. И начинать конечно следует с колодки. Сначала рассмотрим традиционную схему работ по изготовлению колодок.
Надо отметить, что уже с нулевых годов практически все станки для фрезерования обувных колодок выпускаются с ЧПУ. В настоящее время кое-где на колодочных производствах и попадаются старые станки, но это уже большая редкость.
Итак, традиционная схема работы. Начинается всё с модельера-колодочника, он вручную вытачивает из дерева одну полупару колодки базового размера. Так рождается новая форма — фасон колодки! Эта колодка называется мастер-модель, и затягивать на неё обувь пока нельзя.
Далее, эту мастер-модель оцифровывают на дигитайзере — на выходе получается та же модель, только в цифре, если по-другому сказать — 3D-модель колодки (в виде компьютерного файла). Эту модель можно открыть в специализированных 3D программах, повращать-посмотреть, по-необходимости доработать или внести какие-то изменения и пр… Хочу уточнить, что 3D-модель колодки — это форма, описанная в пространстве точными координатами, то есть точная математическая модель фасона колодки.
Далее эта 3D-модель, после конвертации в специальное расширение, загружается в колодочный фрезерный станок с ЧПУ, на котором выполняется градация и серийное размножение колодкок. В итоге изготавливают затяжные колодки с сочленением, на которых и производят обувь.
Как работает CAD/CAM? Модельер-колодочник также занимается разработкой новой формы, только непосредственно в 3D, это и есть CAD. Эту 3D-модель также можно посмотреть-покрутить, сделать анимацию для предварительного просмотра третьими лицами. На выходе тот же файл для колодочного фрезерного станка с ЧПУ — CAM! Точность производства формы по этой технологии доходит до 0,01 мм.
Стоит отметить преимущества организационного процесса: дизайнер обуви, разработчик колодок и колодочная фабрика могут находиться в совершенно разных точках планеты — технологически им ничто не мешает полноценно взаимодействовать и оперативно принимать решения.
Теперь опишу традиционную схему для производства каблуков, платформ, плато, танкеток, формованных подошв… Сначала модельер из дерева точит вручную новую форму каблука, платформы и т.д. Затем эту модель оцифровывают, и получается 3D-модель каблука или платформы. Потом, исходя из полученной 3D-модели, в CAM пишется управляющая программа для фрезерного станка с ЧПУ, который изготавливает металлические пресс-формы. В этих пресс-формах массово и отливают каблуки, традиционно из АБС-пластика. Плато и платформы отливают либо из того же АБС, либо используются более современные материалы, обладающие пластичностью при нагревании.
В CAD/CAM — модельер проектирует каблук непосредственно в 3D — CAD, доступны те же функции предварительного просмотра, как и в случае с колодками. И 3D-модель каблука уже существует в виде файла, соответственно оцифровка не требуется, и можно сразу приступать к написанию управляющей программы для изготовления металлической пресс-формы — CAM.
Данные также свободно передаются через интернет непосредственно производителю каблуков, платформ, формованных подошв и пр.
Для каблуков, платформ, плато следует особо отметить технологию печати на 3D-принтерах из АБС-пластика. В настоящее время существует множество настольных моделей домашних 3D-принтеров, вполне демократичных по цене. Точность изготовления моделей из АБС-пластика достигает 50 микрон ( 0,05 мм). Технология хороша для индивидуального пошива обуви, пошива коллекций эксклюзивной обуви, создания сезонных коллекций в массовом производстве обуви.
3D-печать в производстве обуви / Хабр
Недавно мы рассказывали о применении 3D-печати для создания ортопедических стелек, материал о чем привезли еще с Formnext 2017, и там же мы видели прототип кроссовка Adidas с 3D-печатной подошвой. Это интересная тема, углубимся же в нее ещё немного.
Крупнейшие производители спортивной обуви вкладывают серьезные средства и время в разработку методов применения 3D-печати в обувной отрасли. Такие компании, как Reebok, Under Armour, Adidas, Nike и New Balance на деле показывают, что видят в 3D-печати будущее обувной промышленности.
Что это, реклама и пиар на хайпе поднятом вокруг аддитивных технологий, или трезвый расчет и взгляд в будущее?
Попробуем разобраться.
Under Armour
3D-печатная компания EOS North America Inc и Under Armour объединили усилия в развитии коммерческого производства 3D-обуви.
Партнерство EOS North America и Under Armour помогает Under Armour масштабировать их 3D-печатный обувной бизнес.
Применение технологии лазерного спекания, как и использование опыта EOS в промышленном 3D-производстве, позволят развить обувной бизнес Under Armor. Они вместе намерены работать над составом новых порошков и развитием технологии спекания.
Under Armour планирует использовать технологии EOS для 3D-печати деталей обуви из порошка.
Чтобы подчеркнуть свое партнерство, на Formnext 2017, компании вместе продемонстрировали новую обувь UA — ArchiTech Futurist.
Nike
Nike тоже разрабатывает обувь с применением 3D-печатных технологий. В 2017 году издание Footwear News писало:
<<3D-печатные обувные детали, стельки и подошвы Prodways, изготовленные из термопластичного полиуретана (TPU), применяются для ускорения изготовления кроссовок и повышают их потребительские свойства.
Хотя Nike еще не объявила о серийном производстве 3D-печатной обуви, руководители компании высоко оценивают потенциал материалов и 3D-принтеров Prodways для улучшения качества обуви и увеличения скорости производства.>>
Nike использует 3D-печать в разработке прототипов, работая с французской компанией Prodways.
Nike уже создавал 3D-печатную обувь, хоть это и были несерийные изделия для профессиональных спортсменов.
Например, в 2013 году компания представила, а в 2014 выпустила 3D-печатные футбольные бутсы и кроссовки для бега.
New Balance
New Balance выпустила в 2016 году беговые кроссовки с полностью 3D-печатной подошвой Zante Generate.
Zante Generate — беговые кроссовки New Balance с полностью 3D-печатной подошвой, созданы при участии 3D Systems.
Сотрудничая с 3D Systems, NB использовала порошкообразный термополиуретан DuraForm для 3D-печати деталей кроссовок. Подошвы печатались по технологии SLS, пробная партия состояла из 44 пар.
Reebok
Reebok — не новичок в 3D-печати, ещё в 2016 году компания представила свою новую технологию Liquid Factory 3D.
Первый созданный с применением 3D-печати кроссовок Reebok назывался Liquid Speed.
С командой Reebok Future, отвечающей за внедрение новых технологий в компании Reebok, сотрудничает химический гигант BASF, который и разработал полимер для 3D-печати применяемый фирмой.
Глава отдела развития Рибок, Билл МакИннис, говорит:
<<Обувная промышленность серьезно не менялась уже тридцать лет. В создании каждого кроссовка каждого известного вам бренда применялось литье — дорогой и долгий процесс. С помощью Liquid Factory мы хотим изменить способ, которым создается обувь, вводя новый метод производства без литья.
С этим процессом мы можем создать весь ботинок запрограммировав робота, который нарисует его, слой за слоем, из высокопрочного жидкого материала. Так получается подошва с совершенно новыми свойствами, намного более упругая, чем традиционные резиновые подошвы кроссовок, и точнее передающая импульс. Liquid Factory создает кроссовок, который растягивается и обтекает ногу, обеспечивая ей объемную поддержку со всех сторон.>>
На этом компания не остановилась. Вместе с дизайнерским ателье Modla они разработали Modla X Reebok 3D — 3D-печатную маску для тренировки спортсменов.
Полимерная часть маски, в проектировании которой использовались для прототипирования FDM-принтеры Ultimaker 2, изготавливается при помощи 3D-принтеров EOS, работающих по технологии SLS.
В производстве внутренних деталей, силиконовых, и мягкой части маски, из материала Flexweave, использовалась лазерная резка.
Маска предназначена для ограничения доступа воздуха, что увеличивает нагрузку на легкие и способствует тренировке выносливости организма в целом. Нагрузка регулируется поворотом передней части маски, что переключает силиконовые клапаны внутри.
Следующий функционал не заявлен, но — мы думаем, что, при некоторой небольшой доработке, маска послужит еще и респиратором от городской пыли, которой так много в воздухе в жаркую погоду.
Adidas
В 2017 году Adidas анонсировала сотрудничество с базирующейся в Кремниевой долине компанией Carbon.
Один из главных брендов в продвижении 3D-печати в обувное производство, Adidas, сотрудничает с Carbon, применяя 3D-печатную подошву, сделанную по их технологии Digital Light Synthesis (DLS), в модели Futurecraft 4D.
Вместе они создали 3D-печатную стельку Futurecraft 4D. Это не только интересное техническое решение, но и актуальная тема — число упоминаний в Instagram растет.
Герой комиксов Marvel Чёрная пантера.
Канадская модель Адрианна Хо.
Кроссовки продаются с середины февраля, стоят около 300 долларов.
Digital Light Synthesis — процесс Carbon, использующий воздухопроницаемую оптику, цифровую проекцию и фотополимерные смолы с заданными параметрами при производстве прочных полимерных изделий. Futurecraft 4D — первое применение компанией Adidas технологии DLS.
DLS придает изделиям прочность и упругость. По заявлению Carbon, их уникальная технология обеспечит невиданные ранее долговечность, прочность и упругость 3D-печатных изделий. Adidas собирается выпустить сто тысяч пар обуви по этой технологии уже к концу 2018 года.
Это не первый опыт работы Adidas с аддитивными технологиями. Несколько лет назад компания сотрудничала со специалистами из Shining 3D при разработке модели кроссовок Springblade.
Руководство Адидас было довольно экспериментом и собиралось продолжить сотрудничество с Шайнинг 3D, но что-то не сложилось — больше мы об их совместной деятельности не слышали, осталось лишь упоминание Adidas на сайте Shining 3D, среди партнеров.
Сделай сам
Некоторые незамысловатые виды обуви уже сейчас может напечатать себе любой обладатель обычного FDM-3D-принтера. Для этих целей подойдет даже простейшая Prusa, в чем можно убедиться на этом видео:
Домашние тапочки, подошву для туфель, верх для костюмной обуви (для косплея или карнавала). Thingivers и другие ресурсы по обмену 3D-моделями переполнены такими проектами.
https://www.thingiverse.com/thing:980191
https://www.thingiverse.com/thing:597498
https://www.thingiverse.com/thing:1178775
https://www.thingiverse.com/thing:2314052
https://www.thingiverse.com/thing:1587947
Попадаются и настоящие произведения искусства.
Конечно, прочность и удобство таких самоделок под большим вопросом, но ведь это только начало.
Выводы
Как можно заметить, несмотря на поднятый рекламный хайп, создаются и вполне рабочие модели, которые зачастую превосходят обувь изготавливаемую традиционными методами, не только по потребительским свойствам, но и по технологичности в производстве.
3D-печать в обувном производстве дает меньший вес обуви, больше возможностей по изменению упругости и жесткости, за счет сложной внутренней структуры принта, плюс — широчайшее поле для конструирования и изобретения новых форм, которых традиционными методами создать было бы невозможно.
Учитывая, что основные игроки рынка спортивной обуви не первый год проводят разработки в этом направлении, можно надеяться, что 3D-печатная обувь совсем скоро станет общедоступной.
Заказать 3D-печать вы можете в Top 3D Shop — богатый опыт, широкий выбор материалов и большой парк техники позволяют нам выполнить любой заказ.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:
Кроссовки
, напечатанные на 3D-принтере, служат одним нажатием кнопки « Fabbaloo
Керри Стивенсон, 10 июня 2021 г., новости, Использование
Персонализированные 3D-печатные колодки для обуви [Источник: trinckle]
Сотрудничество между несколькими поставщиками позволило сапожникам быстро производить индивидуальные колодки для обуви.
Обувная колодка представляет собой трехмерное изображение стопы и используется сапожниками и производителями для производства обуви на заказ. Компоненты, из которых состоит обувь, оборачиваются вокруг колодки, обеспечивая правильную форму.
Колодки должны быть изготовлены из прочных материалов, чтобы выдерживать механические воздействия производства, а также должны сохранять свою геометрию при контакте с влажными материалами, такими как кожа, во время производства. По этой причине традиционные колодки изготавливались из металла или твердых пород дерева.
Колодки также используются сапожниками при ремонте обуви, а иногда даже потребителями в качестве средства сохранения формы обуви при длительном хранении. Я думаю, у меня есть пара в моем шкафу, делающая это прямо сейчас.
Использование персонализированной 3D-печатной колодки [Источник: trinckle]
Но в наши дни в моде персонализация, основанная на автоматизации 3D-печати. Все большее число потребительских товаров использует 3D-печать для создания продуктов, уникально разработанных для покупателя и ни для кого другого.
Мы видели, как этот подход использовался в нескольких областях, включая протезирование, обувь и очки, и теперь у сапожников есть еще одно применение: изготовление колодок на заказ.
Однако изготовить такой предмет намного сложнее, чем вы себе представляете. Требуется несколько шагов, в том числе получение подходящего 3D-скана, создание полезной 3D-модели, печать и постобработка модели и, наконец, отправка клиенту.
Эти задачи были недавно взяты на себя в сотрудничестве между несколькими участниками индустрии 3D: PROTIQ, Forward AM и trinckle. У каждого была определенная роль в решении.
PROTIQ — это служба аддитивного производства, предоставляющая онлайн-рынок промышленных товаров, а также общие услуги 3D-печати. Они используют широкий спектр оборудования для 3D-печати, в том числе устройства от EOS, Farsoon, RICOH, 3D Systems, Formlabs, Photocentric, DMB, Stratasys и даже некоторые устройства собственной разработки.
trinckle — немецкая фирма, которая разработала сложные программные механизмы для создания пользовательских 3D-моделей на основе входных данных и параметров. Хотя они сами не занимаются 3D-печатью, они могут создавать уникальные 3D-модели для заданных промышленных сценариев.
Forward AM — подразделение BASF, занимающееся решениями для 3D-печати. Они работают с клиентами, чтобы помочь определить аддитивные решения, включая выбор или даже разработку новых аддитивных материалов.
Эти три стороны объединили достаточно опыта, чтобы решить эту задачу. Компания BASF Forward AM предоставила новый порошкообразный материал ТПУ для SLS 3D-печати, который соответствовал характеристикам, требуемым для колодок. PROTIQ объяснил:
«Ключом к этому является пластик ТПУ, который, с одной стороны, обладает необходимыми свойствами дерева, а с другой стороны, эластичен, прочно держится и очень легкий».
Использование онлайн-конфигуратора для создания персонализированной 3D-печатной модели колодки 3D-модели [Источник: trinckle]
Компонент для создания 3D-модели был предоставлен компанией trinckle, чья система Paramate выполнила эту работу. Это программное обеспечение использовалось для создания пользовательских 3D-моделей для нескольких приложений в других областях, таких как медные теплообменники или захваты роботов.
3D-печать персонализированных 3D-печатных колодок с использованием оборудования SLS [Источник: trinckle]
Наконец, PROTIQ обеспечивает фактический производственный элемент последовательности путем 3D-печати моделей на своем оборудовании SLS.
Вы можете самостоятельно опробовать изготовленную на 3D-принтере последнюю систему. Возможно, у вас нет под рукой необходимых данных сканирования стопы DinA3 или DinA4, но они предоставляют образцы данных, чтобы вы могли увидеть, как работает процесс.
Эта услуга может представлять большой интерес для сапожников и производителей обуви, поскольку она позволяет производить эффективные колодки намного быстрее, чем при использовании традиционных подходов. Хотя цифровое производство существует уже некоторое время, немногие сапожники имеют необходимое программное обеспечение или навыки для создания последних моделей. Новая система PROTIQ устраняет всю эту сложность и превращает процесс в несколько нажатий кнопки.
Персонализированные 3D-печатные колодки для обуви [Источник: trinckle]
Я заинтересован в таком сотрудничестве, потому что оно предоставляет пользователям 3D-технологии таким образом, чтобы они могли добиться успеха. Нет смысла надеяться на то, что «все» будут использовать 3D-печать; это просто слишком сложно для большинства людей. Нам нужно больше решений такого типа, где промышленность и потребители могут легко получить доступ к технологии.
Через Trinckle, PROTIQ и Forward AM
Керри Стивенсон, также известный как «Генерал Фабб», написал более 8000 статей о 3D-печати в Fabbaloo с момента основания предприятия в 2007 году с намерением продвигать и развивать невероятную технологию 3D-печати по всему миру. Пока вроде работает!
Просмотреть все сообщения Керри Стивенсон.
Home —
Бесплатные шаблоны стелек для всех моделей и размеров колодок
Проверка шаблонов стелек — отличный способ определиться с стилем и размером колодки перед …
Читать далее »
Alpha Hinge Колодки, напечатанные на 3D-принтере
Наши колодки, напечатанные на 3D-принтере, теперь можно заказать со встроенными петлями Alpha. Альфа…
Читать далее »
Настраиваемые компоненты обуви
Мы усердно работали над сглаживанием наших методов сопоставления компонентов и …
Читать далее »
Добро пожаловать в Podohub, центр для небольших производителей обуви. Пожалуйста, посетите нашу страницу покупки колодок, чтобы ознакомиться с нашими стандартными предложениями. Если вы не можете найти то, что ищете, мы, скорее всего, сможем помочь вам с помощью других наших услуг. Для нашей предыстории, пожалуйста, смотрите нашу страницу о нас. Мы надеемся, что вы будете следить за нашим блогом, поскольку мы делаем успехи в мелкосерийном производстве обуви!
@ann_m_makes_stuff отлично использует нашу классику
Бесплатные выкройки стелек для всех наших стилей для всех
Мой 5-летний ребенок заполучил одну из наших альфа-привет
Наш напечатанный на 3D-принтере альфа-шарнир теперь можно заказать как
Сапоги Zero Drop Roofer, сделанные на нашей обуви Sparta l
Вот наш венецианский ботинок, последний раз подогнанный под каблук.
Вот наш классический клин. Также есть зачерпнутый
Вот наше последнее колесо кодирования цвета обуви! #шула
London — наша первая колодка, специально разработанная
1000 обувных колодок для наших ~1000 подписчиков 🙂 Мы
Очень красивая обувь, сделанная @bsmithofthefc на нашем Vien
Несколько прекрасных кожаных туфель, сделанных @sidewayssewing on
Вот фото настоящего 3D-печатного Futuristic W.
@torgershoes проявляет творческий подход с нашим Montreal Wo
Вот полный размер с шагом в половину размера
Представляем наш футуристический танкетку! Как наша обувь ла
Все наши обувные колодки можно заказать в виде 3D-файлов.
Хотите секрет? Клеевой пистолет может гораздо больше, чем приятно считать! Он не только позволяет создавать красивые декоративные композиции, но и является отличным помощником в ремонте, электромонтаже, строительстве и работе с радиоэлектроникой. Термопистолет справится с герметизацией стыков и заливкой нешироких швов, креплением лепнины, плинтусов, затратив при этом от 1 до 3 минут Вашего времени.
При включении инструмента стержни греются и плавятся, превращаясь в клей, который поступает из наконечника при нажатии на курок и надёжно соединяет предметы. Чем мощнее пистолет, тем быстрее стержень превратится в жидкую массу. У бытовых моделей этот показатель находится в диапазоне от 6 до 200Вт, а профессиональных может достигать 600Вт. Некоторые пистолеты оснащены автоматической настройкой мощности. Например, когда модель нагревается, мощность составляет 200Вт, а затем переходит в режим ожидания и опускается до 1Вт. Что позволяет экономить потребляемую энергию и при этом поддерживать рабочую температуру плавления.
PROconnect
Артикул: 12-0104
1ae95f74-9570-422e-b377-950fbb229b61
Пистолет клеевой 60 Вт 11 мм PROconnect 12-0104
REXANT
Артикул: 12-0113
11a511c0-a4e0-4220-8c57-b7d3e08f0d12
Пистолет клеевой 15 Вт O 7 мм 12-0113
REXANT
Артикул: 12-0108
2c111d15-5649-4ac9-8c1c-570509129d65
Пистолет клеевой 40Вт O11мм блистер 12-0108
REXANT
Артикул: 12-1511
69c9ab87-e4f8-468e-bacf-c40a63e0ba4c
Пистолет клеевой 40 Вт, O7 мм, «ЭКСПЕРТ», блистер REXANT 12-1511
TDM
Артикул: SQ1024-0101
f8645155-63a1-4d17-b5c7-cf7f698f0daf
Клеевой пистолет КП-40 , 11,3 мм, с подставкой, шнур 1,3 м, 40 Вт, Т=220 С Алмаз SQ1024-0101
Большинство моделей работает при температуре плавления клея 105°С – её будет достаточно для склейки для бумаги и картона, пластмассы и ткани. Температуры 170°С хватит, чтобы соединить стеклянные, металлические или деревянные заготовки. Для работы с крупными деталями используют профессиональные модели с нагревом до 240°С. Поэтому, если планируете соединять между собой различные поверхности и вообще использовать инструмент по максимуму, стоит выбрать инструмент с несколькими режимами нагрева и опцией поддержания температуры. Пистолеты с количеством клея, подаваемым в минуту от 15 до 30 г подойдут для продолжительной работы и больших площадей. Девайсы с производительностью от 6 до 15 г/м предназначены для непродолжительного использования, мелкого ремонта и рукоделия. Модели на 2–6 г/м будут актуальны, когда изредка требуется с «точечное» склеивание.
TDM
Артикул: SQ1024-0305
543f7fa7-c4f8-4cf0-a8ae-c0dded0b5e33
Клеевой пистолет КПА-15 15 Вт Т220 С d7 мм 3,7 В 2,9 Аxч Li-Ion Гранит TDM SQ1024-0305
REXANT
Артикул: 12-1530
378d5d25-b806-4fbd-8755-5d06b429698a
Пистолет клеевой 100 Вт, O11 мм, «ЭКСПЕРТ», блистер REXANT 12-1530
Пистолет клеевой КП-80 11,3 мм, с подставкой, шнур 1,3 м, 80 Вт, Т=220 С Алмаз TDM SQ1024-0102
REXANT
Артикул: 12-0107
6a3fcb35-46ce-4873-9773-794584c8c0b4
Пистолет клеевой 60 Вт O 11 мм прозрачный (блистер) 12-0107
Ещё несколько моментов, которые стоит учесть:
Чтобы подогревать резервуар с клеем более равномерно и организовать ступенчатую регулировку мощности и температуры выбирайте модели с несколькими нагревательными элементами.
Для большего удобства в работе и дополнительной безопасности отдайте предпочтение моделям с подставкой. Благодаря ей горячее сопло и клей не повредят рабочую поверхность, а Вы сможете полноценно отдохнуть.
Во избежание поломок не нажимайте на «курок» слишком сильно и резко, а также не начинайте работу с недостаточно нагретым стержнем.
Чтобы исключить «обратный ход клея» выбирайте модели с упорной направляющей муфтой, которая представляет собой трубчатый приёмник, расположенный перед тепловой камерой. Именно он не даёт попасть расплавленному клею в полость устройства.
Для предотвращения самопроизвольного вытекание расплава обратите внимание на модели соплом, оснащённым шариковым клапаном. Кстати, профессиональные пистолеты имеют сменные сопла, так Вы сможете наносить клей широкой или узкой полосой, исходя из от того, что нужно наклеить, цветочек на открытку или плинтус.
REXANT
Артикул: 09-1273
5e86f47f-3946-43ea-8b9d-b9da5077f752
Клеевые стержни d=11,3 мм, L=270 мм, зеленые (упак. 10 шт.) 09-1273
REXANT
Артикул: 09-1103
0d31c9bc-8dfd-460c-a04f-5cc11bae8b0b
Клеевые стержни d=7,4 мм, L=200 мм, прозрачные (упак. 10 шт.) 09-1103
REXANT
Артикул: 09-1272
8128af99-aa65-4a9f-965d-423e883fb38b
Клеевые стержни d=11,3 мм, L=270 мм, синие (упак. 10 шт.) 09-1272
REXANT
Артикул: 09-1225
a962601f-810c-4803-8776-4c2151ccb0ad
Клеевые стержни , O11 мм, 100 мм, прозрачные, 6 шт., блистер Новинка! 09-1225
REXANT
Артикул: 09-1019
770e1691-8db3-4caf-9271-ede1c34efa2c
Клеевые стержни d=7,4 мм, L=100 мм, красные (упак. 6 шт.) 09-1019
Кстати, о способностях клея. Расплав «на ура» склеивает древесину и её производные, пласт и стекло, кожу и керамические изделия, резину, ткани и так далее. Меньше термоклей «дружит» с некоторыми минеральными основаниями, например, бетоном и штукатуркой. Стрежни Ø 7 мм подойдут для мелкого домашнего ремонта, изготовления сувениров и декоративных элементов, Ø 11 мм можно применять для строительства, изоляции, монтажа и других более масштабных работ.
REXANT
Артикул: 09-1260
12272b3f-5bf7-4d2f-891b-963e57d24f3e
Клей 11/100 мм прозрачный светящийся 12 шт./уп. блистер 09-1260
На термопластичный полимер в составе клея приходится до 50% от общей массы. Остальную часть составляют смолы и пластификаторы, которые и определяют основные свойства тех или иных типов термострежней:
Этилвинилацетат плавится при относительно невысокой температуре, обладает хорошей адгезией, но небольшой прочностью и не выдержит серьёзных нагрузок. При этом шов отличается устойчивостью к воздействию воды и некоторых химикатов.
Полиамид имеет высокую температуру плавления и отличается большой жесткостью, что позволяет создать шов высокой прочности. Однако его не рекомендуется использовать в сметах, где возможен частый контакт с водой и во влажных помещениях.
Полиолефин является самым тугоплавким и будет актуален для получения максимально жёсткой и прочной склейки.
Полиэфир отличается высокой атмосферостойкостью и крайне высокой адгезией. Что позволяет применять его для склеивания между собой разнородных поверхностей.
Модифицированной силикон работает плавится при невысоких температурах, позволяя создать незаметный шов с высокой пластичностью и прозрачностью. Такой стержень будет незаменим в случаях, когда нужно слетать следу ремонта максимально незаметными, например, при склейке стекла.
Синтетический каучук характеризуется повышенной эластичностью, устойчивостью к перепадам температур и воздействию влаги. Такая склейка не боится нахождения под открытым небом и в сложных условиях эксплуатации.
Реактивный полиуретан образует одно из максимально прочных соединений, которому не страшны воздействия высоких и низких температур, а также присуща высокая эластичность. Единственный его минус – долгая полимеризация, которая может занять до 2 суток.
Стержни для клеевого пистолета
Содержание
Характеристики термоклея и особенности использования
Критерии выбора клеевого стержня
Клеевой стержень в зависимости от цвета
Материалы для изготовления клеевых стержней
Заключение
Клеевыми пистолетами сейчас пользуются повсеместно. Это обусловлено их универсальностью и отличными техническими характеристиками получающегося сцепления склеиваемых поверхностей. Но для такого устройства необходимо правильно выбирать расходный материал, так как он клеевых стержней зависит качество работы.
Характеристики термоклея и особенности использования
В первую очередь хочется сказать о том устройстве, для которого собственно и предназначаются клеевые стержни. Это клеевой пистолет, который намного упрощает задачу склеивания поверхностей. Он представляет собой прибор, зависимый от электросети, в который вставляются те самые стержни. Конец стержня попадает в резиновый приемник, а затем в камеру для нагрева. При нажатии на спусковой механизм клей выходит из наконечника пистолета и ровным слоем наносится на поверхность.
Важно! Перед началом работы нужно дать время, чтобы клей превратился в готовую для работы массу. Обычно это занимает от 3 до 5 минут.
После нанесения массы, склеиваемые поверхности нужно зафиксировать друг с другом, пока клеящее вещество не застыло.
Иногда можно встретить название «термоклей», обозначающее то же самое, что и клеевой стержень. Но не во всех магазинах и каталогах можно встретить термоклей, так как он идет под вторым названием. Также применяют такие названия, как «патроны для термопистолета», «горячий клей» или «стикер».
Как уже говорилось ранее, клеевой пистолет может склеивать практически любой материал в разном сочетании. Если начать перечислять, то список может получиться бесконечным, в него входят пластик, кафель, дерево, металл, картон, ткань, бумага и прочие материалы. Лучше будет указать те материалы, которые он не способен склеить. Это бетон, штукатурка, некоторые разновидности тканей и поливинилхлорида.
Если нет дополнительных требований к работе, то склеивание проводится пистолетами со стандартными размерами. Обычно для них используются стержни с диаметром 7 и 11 мм, которые стоят относительно недорого. Они отличаются следующими характеристиками:
Прозрачность материала при визуальном осмотре.
Различие по длине, максимальный показатель которой 30 см.
Не ломкость материала, благодаря прочности на изгиб.
Простые условия хранения – при комнатной температуре.
Неограниченный срок годности при соблюдении правил хранения.
Такие стержни являются полностью универсальными и подходят для большинства материалов. В некоторых случаях для придания шву незаметности могут быть использованы черные стержни.
Важно! Исключением для склеивания являются полимерные материалы и те, которые требуют высокую адгезию.
Критерии выбора клеевого стержня
Итак, перейдем к списку критериев, по которым выбираются клеевые стержни:
Диаметр. Ранее было указано, что стандартным диметром стика является 7 и 11 мм. Но есть те, которые тоньше или толще названных. Выбор зависит от того размера, который подойдет в ту или иную модель клеевого пистолета. Именно поэтому сначала покупается само устройство, а уже потом расходные материалы для него. Обычно выбирают универсальный размер в 11 мм.
Важно! Если клеевым пистолетом пользуются нечасто, то достаточно будет стержня в 7 мм.
Длина стержня. После определения с диаметром стоит подумать о длине стержня. Она может варьироваться от 4 до 20 см. В этом вопросе также поможет приобретенная модель клеевого пистолета – именно она даст понять, какой длины стержень подойдет.
Цвет клеевого стикера. Это является, можно сказать, одним из главных критериев, от которого зависит выбор. Для большего понимания необходимо рассмотреть весь представляемый на данный момент ассортимент цветов клеевых стержней. Об этом мы поговорим чуть позже.
Температурный режим работы. Для одних стикеров достаточно 100 градусов, чтобы прийти в жидкое состояние, другим нужно 150. Понятно, что при склеивании тех поверхностей, которые могут нагреваться в процессе эксплуатации, понадобится клей, способный выдержать такую нагрузку. Главное – не купить такой стикер, температура плавления которого будет выше той, на которую рассчитан термопистолет.
Интуитивно можно понять, что, чем выше температура плавления, тем более высокая производительность у модели термопистолета. В бытовых устройствах с размерами стержня в 11 мм обычно выставляется температура нагрева от 105 до 120 градусов, такие рамки обусловлены тем, что многие материалы достаточно чувствительны к воздействию слишком высокой температуры. Обычно все пистолеты имеют регулятор температуры, поэтому можно выбрать тот показатель, который подойдет для того или иного стикера.
При необходимости обработки большой площади лучше выбрать тот вариант клеевого стержня, который будет плавиться и наноситься максимально быстро, чтобы не успел затвердеть тот слой, который нанесен ранее. Это нужно, потому что обычно материал застывает в течение 1 – 2 минут, а полное отвержение происходит меньше чем через 10 минут.
Клеевой стержень в зависимости от цвета
Строительный рынок сейчас предлагает массу оттенков стержней для клеевых пистолетов. Каждый вид отличается от предыдущего составом и техническими особенностями. Итак, рассмотрим стержни для клеевого пистолета в зависимости от цвета.
Прозрачные стикеры универсального типа, которые подойдут для склеивания любых поверхностей. Для выполнения поделок или каких-то бытовых нужд такого стержня будет вполне достаточно. Они выпускаются чаще всего в диаметре 11 мм.
Цветные, кроме черного, являются также универсальными. Их главное достоинство – возможность подогнать цвет шва под оформляемую поверхность. К примеру, при ремонте красной пластиковой детали берется такой же по оттенку стержень, и шов становится незаметным. Они будут очень полезны для тех, кто профессионально занимается рукоделием.
Важно! Выбирая, стоит обращать внимание на то, чтобы такие стержни были непрозрачными, если необходимо именно скрыть шов.
Помимо цветных, также выпускаются непрозрачные расходные материалы белого цвета. Они могут быть универсальными или же предназначенными для стекла и металла. При покупке обязательно нужно смотреть на маркировку. Цвет в данном случае будет играть роль маркера. Таким клеем можно скреплять и пластик, но все-таки больше он предназначен для стекла и металла.
Желтые прозрачные стикеры. Для выполнения работ по дереву, картону или бумаге приобретается желтый прозрачный стержень, который предназначается именно для этих материалов. Не нужно путать его с желтым непрозрачным, который применяется как универсальный для целей скрытия шва.
Черный или же серый клей способен работать по двум направлениям: в качестве герметика или изоляционного материала. Такими стержнями можно без труда провести изоляцию проводников или уплотнить небольшие швы.
Нами были даны основные разновидности клея для термопистолета по цвету. При выборе лучше всего обращать внимание на упаковку, где указывается вся информация относительно сферы применения того или иного стержня и его технических характеристик, включая диаметр.
Материалы для изготовления клеевых стержней
Несмотря на название, стикеры для термопистолета не содержат в своем составе клеящего вещества. Он состоят из специального термопластичного полимера, который после остывания затвердевает. Сейчас такие клеевые пистолеты могут работать с двумя типами стержней.
Этиленвинилацетатные стержни плавятся при температуре более 80 градусов. Такой полимер относится к категории легких и пластичных, с маленькой прочностью. При нагреве материал становится тягучим и липким. Шов, выполненный при помощи этого вещества устойчив к влаге и химическим воздействиям.
Полиамидные стержни обладают большей жесткостью и прочностью. Из-за этого они плавятся при температуре более 150 градусов, поэтому выбирать для них нужно тот пистолет, который сможет обеспечить такую температуру.
Важно! При постоянном контакте с влагой прочность такого шва может снизиться.
При покупке стержней для клеевого пистолета нужно обращать внимание на характеристики, как говорилось ранее. Также нужно приобретать материал с запасом хотя бы в несколько штук, чтобы избежать ситуации, когда клей заканчивается в самый неподходящий момент.
Заключение
Клеевой пистолет – современное устройство для склеивания различных материалов между собой. Для правильной работы необходимо дополнить его клеевыми стержнями, которые на современном рынке представлены в широком ассортименте. Информация из данной статьи отвечает на вопрос, как выбрать клеевой материал, чтобы максимально качественно выполнить склеивание и быть уверенным в том, что шов не разойдется в процессе эксплуатации отремонтированного предмета.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Горячие клеевые стержни — клей для промышленного клеевого пистолета
Фильтры
1 3/4-дюймовые пули
Палочки PG 1 x 3 дюйма
1/2-дюймовые палочки
Палочки 3/4″ x 10″
Палочки 3/4″ x 2 1/2″
4-дюймовые мини-джойстики
5/8-дюймовые палочки
5/8 «X 2» TC Sticks
Палочки Q 5/8 x 8 дюймов
Высокая температура
Низкая температура
Переменная температура
Электрический
Напольное покрытие
Хобби и ремесла
Заливка горячим расплавом
Литье под низким давлением
Упаковка
Ремонт вмятин без покраски (PDR)
поп-дисплей
Сборный бетон
Сборка продукта
Деревообработка и мебель
картон
Цемент
Керамический
Конкретный
Ткань
Мыло
Общий
Общее назначение
Стекло
Металл
Пластик
Древесина
3М
Рекламные технологии
Хенкель Локтайт
Связь Бесконечности
Крепление ПАМ
Силовые клеи
Сурбондер
Холодостойкий
Гибкий
Пищевой
Для бумаги с покрытием
липкий клей
Термостойкие
Слабый запах
Полиамид
Распыляемый
Показаны 1 — 24 из 138 продуктов
Просмотр:
Фильтры
1 3/4-дюймовые пули
Палочки PG 1 x 3 дюйма
1/2-дюймовые палочки
Палочки 3/4″ x 10″
Палочки 3/4″ x 2 1/2″
4-дюймовые мини-джойстики
5/8-дюймовые палочки
5/8 «X 2» TC Sticks
Палочки Q 5/8 x 8 дюймов
Высокая температура
Низкая температура
Переменная температура
Электрический
Напольное покрытие
Хобби и ремесла
Заливка горячим расплавом
Литье под низким давлением
Упаковка
Ремонт вмятин без покраски (PDR)
поп-дисплей
Сборный бетон
Сборка продукта
Деревообработка и мебель
картон
Цемент
Керамический
Конкретный
Ткань
Мыло
Общий
Общее назначение
Стекло
Металл
Пластик
Древесина
3М
Рекламные технологии
Хенкель Локтайт
Связь Бесконечности
Крепление ПАМ
Силовые клеи
Сурбондер
Холодостойкий
Гибкий
Пищевой
Для бумаги с покрытием
липкий клей
Термостойкие
Слабый запах
Полиамид
Распыляемый
Это очень распространенный вопрос о стержнях горячего клея, и ответ на него: начните с клеевого пистолета. Клеевые пистолеты рассчитаны только на один размер горячего клеевого стержня, поэтому вам нужно убедиться, что они правильно подобраны. Наиболее распространенный размер стержня горячего клея для большинства применений составляет 1/2 дюйма. Клеевые стержни для рукоделия имеют размер 5/16 дюйма (иногда их называют мини-стержнями горячего клея).
3M предлагает стержни горячего клея очень специфических и уникальных размеров, и у нас есть очень удобное руководство, которое поможет выбрать правильный клей 3M. Остались вопросы? Свяжитесь с нами, чтобы получить помощь в выборе правильного размера стержня горячего клея.
Низкотемпературные клеевые стержни обычно имеют температуру плавления в пределах 250-300 градусов по Фаренгейту. Для правильного дозирования этих стержней требуется низкотемпературный клеевой пистолет или клеевой пистолет с регулируемой температурой. Высокотемпературные клеевые стержни должны распределяться между 350-400F и должны быть пропущены через высокотемпературный или термоклеевой пистолет с переменной температурой. Попытка пропустить высокотемпературный термоклеевой стержень через низкотемпературный пистолет для горячего клея (или наоборот) может привести к серьезному повреждению клеевого пистолета и привести к тому, что клеевой стержень будет работать должным образом.
Существует множество различных марок и составов термоклеевых стержней, и иногда это может показаться ошеломляющим. Gluegun.com создал отличную систему фильтрации, чтобы вы могли сузить круг по тому, что вы склеиваете, применению, особенностям и т. д. Вы также можете связаться с одним из наших экспертов по клеям для получения персональной рекомендации или воспользоваться нашим уникальным средством поиска стержней для горячего клея. также.
Короткий ответ: зависит. Горячие клеевые стержни могут создать достаточно прочную связь для широкого спектра применений и подложек, но они не считаются «структурными клеями». Ближе всего к структурной связи с клеем, который работает и распределяется как термоклей, были бы полиуретановые клеи.
Компания 3M предлагает самые уникальные (и иногда трудные для понимания) размеры клеевых стержней. У нас есть отличное руководство по определению размеров клеевых стержней, которое включает информацию о размерах всех клеевых стержней 3M. В противном случае ниже приведена краткая справка о том, какой размер клеевого стержня 3M подходит к каждому клеевому пистолету 3M.
3M Polygun AE — используется любой стандартный клей-карандаш 1/2 дюйма
3M Polygun TC — используется только размер HIGH TEMP TC (5/8″ X 2″)
3M Polygun LT — используется только LOW TEMP TC Клеевые стержни размером (5/8″ X 2″)
3M Polygun TC с Quadrack — используются только клеевые стержни HIGH TEMP Q (5/8 X 10 дюймов с ребрами)
3M Polygun EC — можно использовать клей-карандаш Q (5/8 X 10 дюймов, ребристый) любой температуры
3M Polygun PG II — использовать любой HIGH TEMP PG (1″ X 3″) клеевой стержень
3M Polygun PG II LT — используется любой LOW TEMP PG (1″ X 3″) клей-карандаш
Как выбрать термоклей-карандаш правильного размера
Руководство по выбору клеевого стержня Обзор
Мы часто сталкивались с путаницей среди клиентов, пытающихся найти подходящий термоклеевой стержень для своего конкретного клеевого пистолета. Чтобы попытаться помочь прояснить тайну выбора клеевого стержня правильного размера, мы создали удобную небольшую шпаргалку, которая поможет вам в этом. По конкретным вопросам о ваших потребностях или применении клея-расплава всегда обращайтесь к одному из наших экспертов по клеям-расплавам.
Клеевые стержни 1/2 дюйма или 12 мм (иногда обозначаются как 7/16 дюйма)
Клеевые стержни-расплавы 1/2 дюйма являются наиболее распространенным размером, доступным сегодня на рынке, что позволяет использовать самые разнообразные рецептуры. . Самое главное, на что нужно обращать внимание при выборе клеевого стержня 1/2 дюйма, — это убедиться, что температура термоплавкого пистолета и стержня правильно совпадают.
Если вы не используете термоклеевой пистолет с регулируемой температурой, вы должны использовать высокотемпературный клей-карандаш с высокотемпературным пистолетом и низкотемпературный клей-карандаш с низкотемпературным пистолетом.
Вот некоторые из наших любимых клеевых пистолетов, которые подходят для клеевых стержней размером 1/2 дюйма:
Высокотемпературный пистолет для клея-расплава Infinity Bond Scout HT
Infinity Bond Ranger PRO Термоклеевой пистолет с регулируемой температурой
Пистолет для термоклея TEC 805
Пистолет-распылитель Ad Tech PRO 200
Пистолет-распылитель TEC 820 с регулируемой температурой
Surebonder PRO2-220 Термоклеевой пистолет с регулируемой температурой
Клеевые стержни 5/8″ или 15 мм
Преимущество клеевых стержней 5/8″ заключается в том, что они позволяют дозировать больший объем и реже заменяют стержни, поскольку они больше. Это отлично подходит для приложений с большим объемом.
Существует 3 типа клеевых стержней 5/8″.
Клеевые стержни Q 5/8 x 8 дюймов (размер клеевого стержня 3M с выступами или выпуклостями)
5/8-дюймовые клеевые стержни, длина которых не имеет значения. Они выглядят как гладкие 1/2-дюймовые клеевые стержни, но немного шире.
Давайте разберем, какие пистолеты вы должны использовать с этими различными типами клеевых стержней 5/8″.
Клеевой пистолет 3M Polygun TC
Клеевой пистолет 3M Polygun LT
Клеевые стержни Q 5/8 x 8 дюймов (клеевые стержни с выступами) — необходимо использовать один из указанных ниже клеевых пистолетов 3M или Infinity Bond Brute.
3M Polygun TC с преобразователем Quadrack
3M Polygun LT с конвертером Quadrack
Клеевой пистолет 3M Polygun EC
Клеевые стержни 5/8 дюйма — можно использовать любой стандартный клеевой пистолет 5/8 дюйма. Ниже приведены некоторые из наших любимых.
Сверхмощный клеевой пистолет Infinity Bond Brute
Клеевой пистолет Power Adhesives TEC 820-15
Клеевой пистолет Surebonder Pro 2 500
Пистолет-распылитель Infinity Bond SprayMAX 15
Клеевые стержни 3/4 дюйма
Это самый необычный размер стержня, который мы продаем на Hotmelt.com. У нас есть два бренда, которые предлагают этот размер Infinity Melt & Surebonder. Этот размер стал популярным благодаря какой-то более старой модели. Пистолеты-расплавы Hysol и, как правило, ограничивают ваши варианты формул. Сообщите нам, если вы используете этот стержень, и мы часто можем сэкономить вам достаточно денег на ящике термоклея, чтобы купить потрясающий новый пистолет.
Единственный клеевой пистолет 3/4″, который у нас есть
Клеевой пистолет PAM HB 320 (нет в наличии, но мы можем заказать его)
Клеевой пистолет Loctite 075
Клеевые стержни 1 x 3 дюйма
Единственный клеевой пистолет, в котором используются стержни такого размера, был изобретен компанией 3M и существует столько, сколько мы себя помним. Пневматический клеевой пистолет 3M PG II — это рабочая лошадка и неизменно лидер продаж среди пневматических клеевых пистолетов большого объема.
Клеевой пистолет 3M PG II выпускается как со стандартной, так и с низкой температурой, важно приобрести термоклей правильной температуры. Поскольку этот клеевой пистолет 3M настолько популярен для промышленного применения, мы рады, что другие наши производители, такие как Ad Tech и Surebonder, также предлагают этот уникальный размер клеевого стержня 3M.
Пневматический клеевой пистолет 3M Polygun II
Клеевые стержни 1 3/4″ x 1 3/4″ или 43 мм
Клеевые стержни широко используются в промышленном производстве с высокой производительностью. Power Adhesives, Loctite/Hysol и PAM имеют клеевые пистолеты, способные работать с клеевыми порциями размером 1 3/4 дюйма. Все клеевые пистолеты, доступные для использования клеевых порций этого размера, имеют высокую производительность. клеевые пистолеты, используемые при сборке и упаковке продукции.
Компания 3DMall – поставщик в сфере 3D-технологий на российском рынке. Наша компания является официальным дилером многих именитых брендов и торговых марок. У нас Вы найдете большой выбор 3D-принтеров, 3D-сканеров, а также расходных материалов для 3D-печати.
3D принтер Bizon 3 — 179900 р
3D-принтер BiZon P3 Steel 200 набор сборки — 48900 р
3D-принтер BiZon P3 Steel 200 — 55900 р
3D-принтер Bizon Prusa P3 Steel 300×300 мм — 66900 р
3D-принтер Bizon Prusa P3 Steel 300×300 мм (набор для сборки) — 58900 р
3D-принтер Prusa P3 Steel 300 Dual PRO — 99900 р
3D-принтер Prusa P3 Steel 200 PRO — 67900 р
3D-принтер Prusa i3 Steel V2 — Цена по запросу
3D-принтер Prusa i3 Steel V2 (набор для сборки) — Цена по запросу
3D принтер Bizon 2 MINI — 139900 р
3D-принтер Bizon 2 — Цена по запросу
3D принтер Anycubic Vyper — 39900 р
3D принтер Anycubic Photon M3 Plus — 69900 р
3D принтер Anycubic Kobra — 27900 р
3D принтер Anycubic Photon M3 Max — 139000 р
3D принтер Anycubic Photon M3 — 29900 р
3D принтер Anycubic Kobra Max — 45900 р
3D принтер Anycubic Photon Mono X 6K — 59900 р
3D принтер Anycubic Photon Ultra — 41900 р
3D принтер Anycubic 4Max Dual — 72000 р
3D принтер Anycubic Photon Mono 4K — 19900 р
3D принтер Anycubic Photon Mono X — 37900 р
3D принтер Flashforge Adventurer 3 — 36900 р
3D принтер FlashForge Creator 3 — 185000 р
3D принтер FlashForge Adventurer 4 — 62900 р
3D принтер FlashForge Creator 3 Pro — 235000 р
3D принтер FlashForge Creator 4 HT — 690000 р
3D принтер FlashForge WaxJet 400 — Цена по запросу
3D принтер FlashForge WaxJet 410 — Цена по запросу
3D принтер Flashforge Guider IIs — 152000 р
3D принтер FlyingBear Ghost 6 — 39900 р
3D принтер FlyingBear Reborn 2 — 69900 р
3D принтер FlyingBear Aone — 21900 р
Лазерный гравер FlyingBear LaserMan — 54900 р
3D принтер Intamsys FUNMAT HT — 1160000 р
3D принтер Intamsys Funmat PRO 410 — Цена по запросу
3D принтер Phrozen Sonic Mini 4K — 49900 р
3D принтер Phrozen Sonic Mini 8K — 69900 р
3D принтер Phrozen Sonic Mighty 4K — 78900 р
3D принтер Phrozen Sonic Mighty 8K — 98900 р
3D принтер Phrozen Sonic 4K 2022 — 160000 р
3D принтер Phrozen Sonic MEGA 8K — 299000 р
3D принтер Phrozen Sonic XL 4K 2022 — 280000 р
3D принтер QIDI Tech X-Max — 118000 р
3D принтер QIDI Tech i-Mate S — 47900 р
3D принтер QIDI Tech X-Plus — 97000 р
3D принтер QIDI Tech X-CF Pro — 169000 р
3D принтер QIDI Tech i-Fast — 199000 р
3D принтер Raise3D Pro2 — 389000 р
3D принтер Raise3D Pro2 Plus — 577000 р
3D принтер Raise3D Pro3 — 490000 р
3D принтер Raise3D Pro3 Plus — 659000 р
3D принтер Raise3D E2 — 320000 р
3D принтер Raise3D E2CF — 420000 р
3D сканер Medit T310 — Цена по запросу
3D сканер Medit T510 — Цена по запросу
3D сканер Medit T710 — Цена по запросу
3D сканер Medit i500 — Цена по запросу
3D сканер RangeVision NEO — 195000 р
3D сканер RangeVision Spectrum — 390000 р
3D сканер RangeVision PRO — 1490000 р
3D сканер Shining 3D AutoScan DS-EX Pro C — 400000 р
3D сканер Shining 3D Autoscan DS-MIX — 590000 р
Интраоральный 3D сканер Shining 3D Aoralscan — 440000 р
Интраоральный сканер Shining 3D Aoralscan 3 — 800000 р
3D сканер Shining 3D Einscan H — 370000 р
3D сканер Shining 3D Einscan HX — 830000 р
3D сканер Shining 3D EinScan-SE — 99000 р
3D сканер Shining 3D EinScan-SP — 180000 р
3D сканер Shining 3D FreeScan UE Pro — Цена по запросу
3D сканер Shining 3D Einscan Pro 2x 2020 — 410000 р
3D сканер Shining Einscan Pro HD с Solid Edge — Цена по запросу
3D сканер Volume Technologies VT ATOM — 449000 р
3D сканер Volume Technologies VT MINI — 559000 р
3D сканер Volume Technologies VT LASER — 339000 р
3D сканер Volume Technologies VT MINI V2 — 679000 р
Фотополимер eSUN Standard красный — 3900 р
Фотополимер eSUN Standard оранжевый — 3900 р
Фотополимер eSUN Standard прозрачный — 3900 р
Фотополимер eSUN eResin-PLA белый — 3800 р
Фотополимер eSUN eResin-PLA голубой — 3800 р
Фотополимер eSUN eResin-PLA желтый — 3800 р
Фотополимер eSUN Hard-Tough — 5800 р
Фотополимер eSUN Castable Dental — Цена по запросу
Фотополимер eSUN Castable ювелирный желтый — Цена по запросу
Фотополимер Fun To Do F1+ прозрачный (1 л. ) — 8700 р
Фотополимер Fun To Do F1+ серый (1 л.) — 8700 р
Фотополимер Fun To Do F1+ чёрный (1 л.) — 8700 р
Фотополимер Fun To Do Dentifix-3D Gingiva HR 1 кг — 17950 р
Фотополимер Fun To Do Deep Black, чёрный (1 л.) — 8900 р
Фотополимер Fun To Do Industrial Blend промышленный, натуральный (1 л.) — 8400 р
Фотополимер Fun To Do Industrial Blend промышленный, чёрный (1 л.) — 8400 р
Фотополимер Fun To Do Standard Blend, красный (1 л.) — 6700 р
ABS пластик 1,75 мм 3DMall красный — 1550 р
ABS пластик 1,75 мм 3DMall оранжевый — 1550 р
ABS пластик 1,75 мм 3DMall желтый — 1550 р
PLA пластик 1,75 мм 3DMall синий — 1750 р
PLA пластик 1,75 мм 3DMall зеленый — 1750 р
PLA пластик 1,75 мм 3DMall фиолетовый — 1750 р
PETG пластик 3DMall 1,75 прозрачный — 1750 р
PETG пластик 3DMall 1,75 серый — 1750 р
PETG пластик 3DMall 1,75 чёрный — 1750 р
ABS пластик 1,75 SEM черный — 1550 р
ABS пластик 1,75 SEM прозрачный — 1550 р
ABS пластик 1,75 SEM зеленый металлик — 1550 р
PLA пластик 1,75 SEM оранжевый — 1750 р
PLA пластик 1,75 SEM фиолетовый — 1750 р
PLA пластик 1,75 SEM синий — 1750 р
PLA пластик 1,75 SEM коричневый — 1750 р
PLA пластик 1,75 SEM розовый — 1750 р
PLA пластик 1,75 SEM серебристый — 1750 р
Больше товаров на сайте компании 3D-M. RU. Популярные категории:
— 3D-принтеры
— Персональные 3D-принтеры
— Профессиональные 3D-принтеры
— Промышленные 3D-принтеры
— 3D-сканеры
— Пластиковые нити для 3D-печати
— Фотополимерные смолы
— Аксессуары для 3D-печати и 3D-сканирования
— Порошковые металлы
— Запасные части для 3D-принтеров
— 3D-ручки
— 3D-манипуляторы
— Программное обеспечение
— Литьевые машины
— Фрезерные станки
— Лазерные станки
— Токарные станки
Компания осуществляет бесплатную доставку 3D-принтеров, 3D-сканеров по всей России.
Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Казань, Нижний Новгород, Челябинск, Самара, Омск, Ростов-на-Дону, Уфа, Красноярск, Краснодар, Воронеж, Пермь, Волгоград, Владивосток, Хабаровск, Ярославль, Тольятти, Тверь, Саров, Рыбинск, Пенза, Оренбург, Липецк, Кострома, Дмитров, Владикавказ, Брянск, Грозный, Дмитров, Ессентуки, Липецк, Октябрьский, Пенза, Рязань и многие другие.
Новости 3D-индустрии | База знаний | сферы применения 3D-печати
Отзывы о пластике для 3D печати Esun, Обзор новинки – 3D принтер Flyingbear Ghost 6, Сравниваем 3D принтеры: Anycubic Photon M3 Max и Phrozen Sonic MEGA 8K, Обзор – 3D принтер Anycubic Photon M3 Max с огромным полем печати, PICASO 3D Designer XL: обзор 3D принтера, Обзор – 3D принтер Sonic Mini 8K от Phrozen: прорыв в качестве печати, РАСПРОДАЖА фотополимеров Anycubic Basic, Обзор ручного 3D сканера Scanform L5, Обзор слайсера Lychee для 3D печати, Обзор ручного 3D сканера Calibry, Обзор 3D сканера RangeVision NEO, Пластик для 3D печати от ESUN, Обзор профессионального 3D сканера RangeVision Spectrum, Formlabs Form 3B: обзор 3D принтера для стоматологии, Обзор 3D принтера Anycubic Photon Mono X, Anycubic Wash and Cure Plus промывка и засветка моделей, Бесплатные библиотеки 3D-моделей и STL-файлов, Литьё ювелирных изделий с помощью 3D печатных моделей, 3D сканирование автомобиля, 3D-печать по технологии SLS, Сканирование скульптур, Мелкосерийное производство, 3D печать макетов, 3D печать больших моделей на 3D принтере, 3D-печать из композитных материалов, Изготовление кондукторов методом 3D печати, 3D печать в сельском хозяйстве, 3D печать и 3D сканирование для ремонта бытовой техники.
Компания оказывает услуги 3D-печати 3D-сканирования 3D-моделирования
— Услуги 3D-печати АБС PLA пластиком
— Услуги 3D-печати PET-G пластиком
— Услуги 3D-печати SBS пластиком
— Услуги 3D-печати Nylon пластиком
— Услуги 3D-печати гибкими пластиками FLEX, RUBBER
— Услуги 3D-печати фотополимером
— Услуги 3D-печати полиамидом
— Услуги 3D-печати металлом
— Услуги 3D-сканирования
— Услуги 3D-моделирования
— 3D контроль геометрии изделий
— Обучение основам 3D-печати и 3D-сканирования
Купить оборудование и расходные материалы, Вы можете отправив запрос на почту [email protected]
Хотите купить 3D принтер, но кусаются цены? Не можете накопить и все время откладываете покупку?…
Читать дальше
Ремонт 3D ручек 3DPen-2 (3Д Пен-2)
Наши адреса
Вызов курьера
Профессиональный ремонт техники
+7 (495) 926-72-26 позвонить
+7 (901) 519-36-15 позвонить
Проверить статус заказа
3D ручки — это современные устройства созданные в первую очередь для того, чтобы создавать 3D объекты. Главным отличием их от 3D принтеров является то, что ручкой вы не сделаете высокоточную деталь, но в свою очередь она лучше подходит для творчества и имеет больше применений. Примером такого современного девайса стали 3D ручки 3DPen-2 (3Д Пен-2). Однако не стоит забывать, что любая техника со временем может сломаться по различным причинам, не всегда по вине владельца, а решением проблемы может стать ремонт 3D ручек 3DPen-2 (3Д Пен-2). И если произошло так, что вам необходимо произвести качественный ремонт 3D ручек 3DPen-2 (3Д Пен-2), в Москве и ее округах, то скорее обращайтесь в сервисный центр Nicom Service. Обращаясь в наш сервисный центр, вы сможете не только получить качественней ремонт поломки любой сложности, но и обязательную гарантию на нашу работу! Мы ремонтируем 3D ручки 3DPen-2 (3Д Пен-2) только фирменными зап. частями, по приятным ценам и в кротчайшие сроки. В среднем, ремонт 3D ручки 3DPen-2 (3Д Пен-2) в Nicom Service займет не более 1-2 дней.
К сожалению, каждое устройство, каким бы надежным оно не было, может сломаться в неподходящий момент. Типовыми поломками, с которыми к нам обращаются владельцы 3D ручек 3DPen-2 (3Д Пен-2) являются: ручку заклинило, ручка не работает, ручка не пишет, от ручки исходит неприятный запах, ручка перегревается, у ручки треснул корпус, ручка не реагирует на нажатие, ручка не заряжается и многое другое. Для того, чтобы обратится в наш сервисный центр по ремонту 3D ручек 3DPen-2 (3Д Пен-2), вам необходимо позвонить по телефону: +7 (495) 926-72-26 или заполнить заявку на нашем сайте.
Сервис-центры Nicom Service по ремонту 3D ручек 3DPen-2 (3Д Пен-2) находятся в шаговой доступности от ст. метро Алтуфьево, Бибирево, Сокол, Аэропорт и Медведково. Также для удобства наших клиентов работают наши отделения рядом со ст. Метро Отрадное, Теплый Стан, Ясенево, Перово, Выхино, Новогиреево, Октябрьское поле, Тушинская, Митинская, Беломорская, Коломенская, а также в г. Химки, Мытищи и Красногорск.
Указанные цены являются ориентировочными. Более точную информацию можно узнать по телефону +7 (495) 926-72-26
Наименование услуги
Цена
Замена разъема питания
от 500 р до 1800 р
Замена индикаторов
от 500 р до 1000 р
Замена нагревательного элемента
от 600 р до 1300 р
Замена регулятора скорости
от 400 р до 1300 р
Замена регулятора температуры
от 500 р до 1100 р
Замена/ремонт кнопок/клавиш
от 500 р до 1100 р
Замена дисплея
от 600 р до 1200 р
Ремонт корпуса
от 500 р до 1400 р
Пайка конденсаторов
от 500 р до 1100 р
Пайка проводов
от 600 р до 900 р
3DR Labs — Постобработка медицинских 3D-изображений
Порядок въезда
Услуги
Трехмерное медицинское изображение Постобработка
Доступ в режиме 24/7/365 к безграничным возможностям 3D-программного обеспечения и экспертам-радиологам
Кардиологический центр передового опыта
Постобработка КТ и МРТ сердца, выполняемая специально обученными рентгенологами
Искусственный интеллект
Риск -бесплатная доступность передовых продуктов с поддержкой ИИ, которые сокращают время выполнения работ и эффективность
Консультационные услуги Imaging Excellence
Креативные, практичные и устойчивые решения для центров обработки изображений и основных операционных проблем отделений
Протоколы постобработки 3D
Neuro
3DR Labs обеспечивает улучшенную визуализацию прижигаемых и интракраниальных КТ и МРТ исследований. Это включает, помимо прочего, постобработку CTA, MRA, CTV, перфузии и количественного анализа мозга.
Кардиоторакальная
Технологические достижения как в КТ, так и в МРТ сделали визуализацию сердца реальностью при оценке сердечных заболеваний и патологий. 3DR Labs предлагает обработку таких исследований, как КТА сердца, фракция выброса, отчеты о количестве кальция, расслоение грудной клетки, расширение аорты, планирование электрофизиологических исследований и МРТ сердца.
Абдоминальная
3DR Labs обеспечивает расширенную постобработку для общей КТА брюшной полости/таза, оттока, почек, брыжеечной и брюшной стентирования. 3DR Labs также занимается сегментацией и количественной оценкой печени, а также концентрацией железа в печени.
MSK
Расширенная обработка изображений ортопедических исследований обеспечивает трехмерную визуализацию для предоперационного планирования сложных переломов и оценки заболевания костей. 3DR Labs выполняет сегментацию, экзартикуляцию и изоляцию сложных ортопедических обследований/исследований.
Ваша виртуальная лаборатория Внизу по коридору
24/7/365
Постобработка изображений 24 часа в сутки, 7 дней в неделю, 365 дней в году.
Больше 2 миллиона
Случаи пациентов, обработанные на сегодняшний день
Сертифицированные и зарегистрированные ARRT® рентгенологи
владелец торговой марки АРРТ.
Примеры протоколов
Отзывы
«Различия в использовании, талантах и скорости врачей-рентгенологов на локальных 3D-рабочих станциях в различных учреждениях устраняются за счет постоянства наличия в 3DR Laboratories последовательно экспертных реконструкций, доступных для всех наших пациентов, независимо от времени суток. или диктует радиолог».
Джонсон Б. Лайтфут, M.D., FACRMЗаведующий отделением радиологии Медицинский центр больницы Pomona Valley
«Я просто хотел, чтобы вы знали, что ваша компания выделяется среди поставщиков услуг во всех отношениях. Отличная постоянная коммуникация, постоянство и качество готового продукта, соблюдение сроков и разумная цена. Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации.
Просто хотел, чтобы вы знали, что ваша команда продолжает выполнять все обещания, данные в первоначальной презентации, и мы очень ценим эти отношения».
Дон А.Портленд Руководитель службы визуализации
3DR Labs ежегодно обрабатывает более 400 000 историй болезни для более чем 900 клиентов по всей стране.
Свяжитесь с нами
О 3DR Labs
О 3DR Labs
перейти к содержанию
Свяжитесь с нами
Компания 3DR Labs, LLC, входящая в состав Accumen Company, со штаб-квартирой в Луисвилле, штат Кентукки, является крупнейшей лабораторией постобработки медицинских 3D-изображений в США. Она обеспечивает круглосуточный доступ к более чем 200 экспертам-радиологам в режиме 24/7/365. Компания 3DR Labs, основанная в 2005 году, предоставляет услуги сотням больничных отделений визуализации, автономным центрам визуализации и рентгенологическим кабинетам. Время выполнения КТ и МРТ исследований гарантировано в течение нескольких часов или даже минут. С 3DR Labs руководители медицинских учреждений, занимающиеся визуализацией, получают доступ к высокому уровню знаний и опыту подлинного сотрудничества.
Группа высшего руководства
Дэйв Левин
Вице-президент и генеральный менеджер
Linkedin-in
Информация
Роберт Фальк
Основатель, Управляющий директор, Главный врач
Linkedin-in
Информация
Кристи Матчлер
Старший директор по стратегическим операциям
Linkedin-in
Информация
Петер Хербенер
Директор по информационным технологиям
Linkedin-in
Информация
Келли Пейн-Гибсон
Директор по работе с клиентами
Linkedin-in
Информация
Стефани Хосбрук
Помощник директора лаборатории
Linkedin-in
Информация
Джон ВондерХаар
Финансовый директор
Linkedin-in
Информация
Стефани Манак
Директор по операционному совершенству
Linkedin-in
Информация
Дэйв Левин
Вице-президент и генеральный директор
Linkedin-in
Дэвид Левин (David Levine) — вице-президент и генеральный директор 3DR Labs, крупнейшей, наиболее передовой и уважаемой лаборатории 3D-медицинской постобработки в стране.
До своей должности в 3DR г-н Левин был ведущим специалистом по работе с клиентами в компании Accumen, руководил местными операционными группами, поддерживая несколько крупных проектов системы здравоохранения. Дэвид отвечал за повышение качества работы лабораторий путем управления ресурсами в области клинических лабораторных операций, операционной эффективности, управления кровью пациентов, цепочки поставок, финансов и информационных технологий для обеспечения ценности и измеримых результатов посредством стратегического руководства, выполнения поставок и управления взаимоотношениями.
Г-н Левин ранее занимал различные должности в течение 22-летнего периода в TechSolve, фирме, занимающейся консультированием и внедрением процессов. Совсем недавно он отвечал за руководство и развитие консультационной практики в области здравоохранения. До этого он руководил несколькими консалтинговыми практиками в различных отраслях, таких как производство, аэрокосмическая и оборонная промышленность и местное самоуправление.
В начале своей карьеры г-н Левин работал инженером-технологом в транспортной отрасли в YRC, специализируясь на дистрибуции и логистике, где он успешно руководил проектом реинжиниринга в крупнейшем распределительном центре компании.
Дэвид имеет степень бакалавра в области промышленной инженерии Университета Пердью и степень магистра делового администрирования в Университете Ксавьера. Он имеет сертификат «Черный пояс по шести сигмам» от General Electric и сертификаты Lean от Университета Кентукки и Университета Теннесси. Он также сертифицирован как профессиональный бизнес-консультант и входит в состав Консультативного совета по здравоохранению Университета Ксавьера.
Роберт Фальк
Основатель, управляющий директор, Главный врач
Linkedin-in
Д-р Фальк работает рентгенологом в Луисвилле, штат Кентукки, с 1987 года. Он получил медицинское образование, включая медицинскую школу, интернатуру, резидентуру по радиологии и нейрорадиологическую стипендию в Медицинском колледже Висконсина в Милуоки.
Помимо интереса к нейрорадиологии, он обладает опытом в области визуализации тела, скелетно-мышечной системы, сердечно-сосудистых заболеваний и расширенных манипуляций с 3D-изображениями.
Доктор Фальк в прошлом был президентом Медицинского персонала Еврейской больницы и бывшим заместителем председателя Совета попечителей Еврейской больницы. Он работал в совете директоров и исполнительном комитете The Physicians Incorporated в Луисвилле, а также в качестве врача-представителя Еврейской больницы в Институте лидерства.
Доктор Фальк основал 3DR в 2005 году и до сих пор занимается частной практикой, уделяя все больше и больше времени созданию 3DR.
Кристи Матчлер
Старший директор по стратегическим операциям
Linkedin-in
Г-жа Матчлер имеет более чем 25-летний опыт работы в области радиологических технологий. Она является зарегистрированным технологом в области радиологии и компьютерной томографии. Кристи получила степень младшего специалиста в области радиологических технологий в Университете Луисвилля, а также степень бакалавра наук в области спортивной медицины.
После получения диплома Кристи провела следующие 14 лет в больнице Университета Луисвилля, где она обучалась применению Cat Scan и 3D-приложений. Она также имеет более чем 20-летний клинический опыт работы в еврейской больнице KentuckyOne Health в течение 20 лет, в том числе 8 лет в области МРТ. Интересно, что она является частью команды, которая также оказывает неотложную помощь при спортивных травмах на спортивных мероприятиях колледжа, и Кристи была и остается одним из членов команды, которая продолжает оказывать услуги экстренной диагностики на этих мероприятиях через медицинское учреждение, нанятое по контракту.
Кристи была адъюнкт-профессором программы радиологических технологий в Университете Луисвилля и помогла им перейти на радиологическую программу Общественного колледжа Джефферсона. Что наиболее важно, благодаря этому разнообразному и всестороннему опыту Кристи привносит в 3DR уникальную перспективу, искренне стремясь создать качественное изображение для наилучших диагностических целей.
Петер Хербенер
Директор по информационным технологиям
Linkedin-in
Г-н Хербенер является специалистом в области информационных технологий с более чем 25-летним опытом разработки и развертывания компьютерных систем для самых разных отраслей.
До прихода в 3DR он работал консультантом в различных коммерческих и некоммерческих организациях, разрабатывая и проводя компьютерные классы. Ранее г-н Хербенер спроектировал и руководил разработкой для создания технологической платформы, которая позволила Inviva, Inc., начинающему предприятию по страхованию жизни, автоматизировать андеррайтинг и продажу полисов страхования жизни.
До прихода в Inviva г-н Хербенер занимал должности в финансовой группе ARM в качестве старшего вице-президента по прикладным исследованиям и в компании Ernst & Young, где он оказывал консультационные услуги малым и крупным предприятиям, а также крупной компании по производству потребительских товаров, где он занимался развитием аналитики и отдела продаж. Системы управления.
Он получил степень бакалавра когнитивных наук в колледже Вассар.
Келли Пейн-Гибсон
Директор по работе с клиентами
Linkedin-in
Келли Пейн-Гибсон — директор по работе с клиентами. Она сотрудничает с коллегами из руководства организации, чтобы ставить потребности наших клиентов во главу угла нашей повседневной деятельности.
У Келли есть сильный уклон в сторону заботы о пациентах: клиенты и пациенты должны быть в центре всего, что она делает, является ее главным приоритетом. Келли имеет более чем 15-летний опыт работы в области клинической радиологии, рабочего процесса и разработки продуктов. Всю свою карьеру она работала связующим звеном между врачами и операциями, что привело к успешному расширению и внедрению радиологических услуг и общей удовлетворенности врачей.
Келли имеет степень младшего специалиста по искусству и науке и является лицензированным, сертифицированным и зарегистрированным ARRT® технологом по объемным измерениям. Она успешно завершила программу Университета Рутгерса по управлению организациями здравоохранения и в настоящее время работает над получением сертификата «бережливое производство + шесть сигм».
3DR — это независимая организация, которая не уполномочена, не спонсируется и не связана с Американским реестром радиологов, который является владельцем товарного знака ARRT.
Стефани Хосбрук
Помощник директора лаборатории
Linkedin-in
Стефани Хосбрук работает помощником директора по лабораторным операциям в 3DR Labs. Ранее она работала старшим операционным менеджером в Accumen и лабораторным операционным менеджером в UC Health. Стефани получила степень бакалавра биохимии в Университете Клемсона и степень бакалавра в области клинических лабораторных наук/медицинских технологий в Государственном техническом и общественном колледже Цинциннати.
Стефани работает над обеспечением операционной оптимизации и масштабируемости для удовлетворения растущих потребностей отрасли. Она имеет сильную предвзятость в отношении ухода за пациентами и сотрудничает с членами руководства организации, чтобы продолжать уделять приоритетное внимание потребностям пациентов. Стефани стремится предоставлять исключительные услуги в рамках операций, чтобы лучше обслуживать здравоохранение.
Джон ВондерХаар
Финансовый директор
Linkedin-in
Джон ВондерХаар является финансовым директором 3DR Labs и Accumen. Его специализация включает финансовое моделирование и аналитику, управление прибылями и убытками, составление бюджета, прогнозирование, отчетность, стратегическое планирование, разработку годовых и многолетних бизнес-планов, оптимизацию ценообразования и маржи, построение бренда, анализ отклонений и улучшение процессов. До прихода в Accumen он занимал должности в UnitedHealth Group, WellCare Health Plans, Humana и Ernst & Young. Джон получил степень бакалавра и степень магистра делового администрирования в Университете Луисвилля.
Стефани Манак
Директор по операционному совершенству
Linkedin-in
Стефани Манак — директор по операционному совершенству в 3DR Labs.
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Принадлежности и оснастка для строительства
Для генераторов и электростанций
Для пуско-зарядных устройств
Удлинители, кабели, фонари
Хозяйственные товары
Запасные части
Автотовары
Инструмент для ремонта автомобиля
Ремни и стяжки
Средства индивидуальной защиты
Подъемное оборудование
Стяжки цепные,талрепы
Блоки монтажные
Захват-клипсы
Лебедки
Тали
Домкраты
Тележки гидравлические
Главная
Электроинструмент
УШМ (болгарки)
125 мм
BOSCH
Угловая шлиф. машина BOSCH GWS 700 (06013A30R0)
КОД 8809
РЕЙТИНГ
С этим товаром покупают
4 090 ₽
3 690 ₽
Напряжение220 В
Мощность, кВт0.71
Оборотов в минуту12000
Диаметр диска, мм125
Поддержание оборотовНет
Плавный пускНет
Вес, кг.1.7
УпаковкаКоробка
Артикул06013A30R0
БрендBOSCH
Базовая единицашт
Резьба шпинделя М14
Посадочный диаметр, мм22.2
Описание
Угловая шлифовальная машина BOSCH GWS 700 (06013A30R0) обладает хорошей пылезащитой, что позволяет ее использование для резки металла, камня, бетона и других материалов. При необходимости можно осуществлять шлифовку различных поверхностей небольшого размера. На модель могут устанавливаться отрезные и зачистные диски диаметром сто двадцать пять миллиметров со стандартной посадкой 22.2 мм. Двойные решетки воздухозаборника обеспечивают эффективное охлаждение инструмента, а металлический корпус редуктора улучшает его теплообмен.
Встроенная защита от непреднамеренного пуска повышает безопасность эксплуатации УШМ. Дополнительная рукоятка с изолированной поверхностью может переставляться в разных плоскостях, упрощая работу в труднодоступных местах. Двухметровый питающий кабель разрешает перемещаться по рабочей зоне. Входящий в комплектацию защитный кожух устойчив к проворачиванию и защищает пользователя от искр и грязи.
Сертификаты
Отзывы
Оставить отзыв
Ваша оценка:
Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 11
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00 Выходные: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н Пн-Сб: с 10:00 до 20:00, Вс: с 10:00 до 19:00
Новгородская обл., г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл. , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Купить Угловая шлифовальная машина Bosch GWS 700 Professional GZ Industrial Supplies Nigeria
(1 отзыв)
Написать обзор
Bosch
Угловая шлифовальная машина Bosch GWS 700 Professional
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
Комментарии Обязательно
17 300,00 ₦
Артикул:
06013A30L0
Вес:
1,70 сом
Доставка:
Рассчитывается на кассе
Текущий запас:
Количество:
Описание
GZ Industrial Supplies Nigeria является дистрибьютором электроинструментов Bosch в Нигерии. Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую угловую шлифовальную машину, которая отличается надежной работой с качеством BOSCH, выдающейся перегрузочной способностью, подходящей для тяжелых работ, компактной и тонкой конструкцией для удобства использования.
Технические характеристики угловой шлифовальной машины Bosch GWS 700 Professional
Дополнительные данные
Скорость холостого хода*
12 000 об/мин
Номинальная потребляемая мощность*
710 Вт
Диаметр диска*
115 мм
Резьба шлифовального шпинделя
М14
Масса
1,7 кг
Переключатель
Блокируемый переключатель
Размеры инструмента (ширина)
77 мм
Размеры инструмента (длина)
263 мм
Размеры инструмента (высота)
104 мм
Свяжитесь с нами для получения дополнительной информации и наличия в магазине в вашем регионе.
12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
Производство пластмасс необходимо для большинства отраслей промышленности. От полистироловой упаковки для пищевых продуктов до промышленных компонентов, изготовленных из полиэфирэфиркетона инженерного класса, производство пластмасс вносит огромный вклад в жизнь, какой мы ее знаем. Без возможности изготовления пластмассовых изделий нам пришлось бы разрабатывать принципиально новые системы производства.
Однако производство пластмасс включает в себя множество различных методов. Литье под давлением, экструзия пластика и 3D-печать FDM — все это методы изготовления пластмасс, и кроме них существует множество других. Эти различные методы изготовления подходят для разных пластиковых деталей, и выбор между ними не всегда прост. Бюджет, дизайн детали и материал — вот лишь некоторые из факторов, которые влияют на выбор метода изготовления пластмасс.
В этой первой части данной статьи мы рассмотрим 6 различных методов изготовления пластмасс, раскроем их основные процессы и то, почему они эффективны. Для каждого метода изготовления пластмасс мы приведем несколько примеров того, как его можно использовать для изготовления деталей конечного применения.
1. Литье под давлением
Литье под давлением является наиболее распространенным процессом изготовления пластмасс. Данный метода подходит для обработки термопластичных и термореактивных полимеров.
Этот метод быстрого изготовления пластмасс заключается в нагревании пластиковых гранул до расплавления, затем расплавленный пластик заливается в металлическую форму с помощью возвратно-поступательного шнека. Расплавленный материал остывает, затвердевает и принимает форму полости формы. Затем твердая деталь извлекается из формы.
Литье под давлением подходит для огромного разнообразия материалов и деталей. Детали должны иметь тонкие и ровные стенки, но в остальном могут иметь различные формы и размеры.
Примеры литья под давлением: одноразовые подносы для еды, приборные панели автомобилей, детали LEGO.
2. Выдувное формование
Выдувное формование — это процесс литья пластмасс, который используется реже, чем литье под давлением. Он имеет три разновидности: экструзионно-выдувное формование, выдувное формование под давлением и выдувное формование с растяжением.
Этот процесс изготовления пластмасс работает с использованием пресс-формы и расплавленной термопластичной трубки, называемой заготовкой (вместо полностью расплавленных гранул). Сжатый воздух поступает в заготовку, заставляя пластик расширяться и соприкасаться с внутренними стенками формы, в конечном итоге принимая вид полости формы.
Выдувное формование подходит для полых пластиковых деталей, таких как пластиковые бутылки для воды, с наиболее распространенным материалом HDPE.
Ротационное формование — это еще один процесс литья пластмасс, в котором для формирования пластмассовых деталей используются высокие температуры и низкое давление. Он осуществляется путем вращения формы для перемещения пластикового материала внутри нее.
В процессе ротационного формования порошкообразный пластик помещается в форму, которая нагревается и вращается вокруг двух (или более) осей. Благодаря этому вращению расплавленный пластик покрывает всю внутреннюю поверхность формы и принимает форму полости.
Преимущества ротационного формования включают более простую оснастку, постоянную толщину стенок и прочные внешние углы. Однако процесс может быть медленным, поскольку перед извлечением детали вся форма должна остыть.
Примеры ротационного формования: контейнеры, емкости для хранения, игрушки.
4. Вакуумное литье
Вакуумное литье — это процесс изготовления пластмассы, обычно применяемый для изготовления небольших партий разноцветных прототипов. Для изготовления уретановых пластиковых деталей используются силиконовые формы.
Во время этого процесса оператор заливает уретановую смолу в силиконовую форму; затем с помощью вакуума удаляются воздушные карманы и пузырьки, в результате чего получается исключительно гладкая готовая деталь. Затем уретановые детали полимеризуются в печи.
Вакуумное литье — популярный процесс изготовления пластика для частично прозрачных деталей, таких как опытный экземпляр.
Примеры деталей: корпуса и крышки для электроники, различные прототипы и опытные образцы.
5. Обработка пластмасс
Обработка пластмасс — это очень популярный процесс изготовления изделий из пластика. Он включает в себя фрезерование с ЧПУ, токарную обработку с ЧПУ и другие смежные процессы.
Хотя разные станки работают по-разному, обработка пластмасс обычно подразумевает вырезание участков из пластмассовой заготовки с помощью ручных или управляемых компьютером режущих инструментов.
Обработка пластика также полезна для совмещения деталей, изготовленными с использованием других методов, таких как экструзия.
Примеры обработанных деталей: различные промышленные детали, оснастка и приспособления, автомобильное освещение.
6. Моделирование методом послойного наплавления
Моделирование методом послойного наплавления (FDM) — это наиболее распространенный процесс 3D-печати для изготовления изделий из пластика. Он работает с обычными термопластами, такими как ABS и PLA, а также с такими современными материалами, как PEEK.
FDM работает путем нагрева экструдированной термопластичной нити, а затем выкладывания ее в точные формы из движущегося сопла (прикрепленного к печатающей головке) в соответствии с компьютерными инструкциями. 2D-фрагменты детали печатаются слой за слоем, пока не будет создан полный 3D-объект.
В небольших количествах FDM является очень быстрым и экономически эффективным и может производить широкий спектр форм, включая формы со сложной внутренней геометрией. Однако он не дает особо прочных деталей.
Примеры деталей FDM: различные прототипы, запасные части, композитные промышленные детали.
Можно ли изготовить пластмассовые изделия дома?
Главная
Новости
26.07.2017 23:22
Из пластмассы можно сделать многое.
Пластмасса прочно вошла в нашу жизнь. Пластмассовая посуда, пластмассовые предметы быта, пластмассовая мебель. Даже некоторые детали автомобилей делаются из пластмассы. Этот материал привлекает к себе многочисленных кулибиных и самоделкиных, людей, которые из ненужных вещей стремятся сотворить красивые и полезные предметы.
Кто-то из самоделкиных пытается расплавлять полимерные материалы, чтобы отлить из них что-то новое и полезное. Однако, плавление старой пластмассы – не лучшее решение.
И вот почему:
прежде чем браться за нагревание пластика, нужно знать его температуру плавления, химические и физические свойства;
в процессе нагревания в открытой металлической ёмкости пластики уменьшаются в объёме за счет летучих соединений и, соответственно, изменяется химический состав. А создать герметичную емкость для нагревания массы вы вряд ли сможете;
выделяющиеся летучие пары, если и не токсичны, всё же обладают неприятным запахом, на который могут отреагировать соседи. Да и самим не очень-то приятно дышать соединениями органической химии.
Даже если вам удастся расплавить пластмассу, нужны пресс-формы, с помощью которых горячая пластмасса будет уплотняться, и из неё должен удаляться воздух. Иначе на готовых деталях образуются пузырьки.
Но что же делать, если необходимо сделать определённую деталь или предмет из пластмассы? Выход, конечно, есть. На этом сайте можно заказать литьё пластмасс предприятию, специализирующемуся на изготовлении пластмассовых деталей по индивидуальным заказам.
А если вам нужны детали штучные, в ближайшем магазине можно купить жидкую пластмассу. Производители предлагают в качестве такого материала пластик на полиуретановой или на акриловой основе. Полиуретановый пластик – двухкомпонентный.
При соединении компонентов – полиола и изоцианата – происходит его затвердевание в течение 40 минут. Этот материал применяют автолюбители при изготовлении тюнинговых бамперов, других деталей кузова или при их ремонте.
В роли жидкого пластика выступает также эпоксидная смола. Если смолу и отвердитель соединить в точном соотношении 10:1, то масса затвердевает в течение дня. Из эпоксидной смолы получаются очень твёрдые и прочные детали. Добавляя в смолу красящий порошок, можно придать детали определённый цвет, оттенок.
Важно знать, что из готовой массы для литья желательно удалить воздух. Это можно сделать с помощью шприца, встроенного в крышку посуды, в которой разводится смола. Чем меньше пузырьков останется в смоле, тем она получится плотнее и прочнее.
Матрицу для детали можно сделать из гипса, полимерной глины, силикона. Она, в зависимости от сложности детали, может быть цельной, или состоять из двух половинок. Прежде чем заливать сырьё в матрицу, ее необходимо смазать литолом, чтобы пластик не прилип к стенкам формы и легко вынимался из неё.
На правах рекламы
Теги: пластмасса, пластик, сделайсам, общество
Популярные
1Появилось ещё одно видео ужасной гибели Андрея Кузьмина в Калининграде
2В Калининграде погиб легендарный разработчик компьютерных игр
3Гендиректору фирмы в Калининграде дали 4,5 года за продажу новорождённого
4В Сокольниках совершено тяжкое преступление?
5«Сыночек в реанимации»: устроившего массовое ДТП водителя «Тойоты» разыскали
Лента
09:47Осень установила новый температурный рекорд в Калининграде
09:13Экс-министру из Перми дали должность в мэрии Калининграда и квартиру
08:48Мишустину доложили о ситуации со снабжением Калининградской области
18:02Власти Черняховска опровергли утверждения о недостаточной помощи матери
17:41В Черняховске водитель KIA сбила ребёнка на улице Дачной
Вся лента новостей
Опрос
Мой день рождения
Новый год
4 ноября (День народного единства)
8 Марта
Другой
Проголосовало 303 человек Проголосуй, чтобы узнать результаты
Руководство по производственным процессам для пластмасс
Пластмассы являются наиболее распространенными материалами для производства деталей и изделий конечного использования, от потребительских товаров до медицинских устройств. Пластмассы — это универсальная категория материалов с тысячами вариантов полимеров, каждый из которых имеет свои особые механические свойства. Но как изготавливаются пластиковые детали?
Было разработано множество процессов производства пластмасс, охватывающих широкий спектр применений, геометрий деталей и типов пластмасс. Для любого проектировщика и инженера, занимающегося разработкой продукции, очень важно быть знакомым с вариантами производства, доступными сегодня, и новыми разработками, которые показывают, как детали будут производиться завтра.
В этом руководстве представлен обзор наиболее распространенных производственных процессов для изготовления пластиковых деталей, а также рекомендации, которые помогут вам выбрать наилучший вариант для вашей области применения.
При выборе производственного процесса для вашего продукта учитывайте следующие факторы:
Форма: У ваших деталей есть сложные внутренние особенности или жесткие требования к допускам? В зависимости от геометрии конструкции варианты изготовления могут быть ограничены или может потребоваться значительная оптимизация конструкции для производства (DFM), чтобы сделать их производство экономичным.
Объем/стоимость: Какой общий или годовой объем деталей вы планируете производить? Некоторые производственные процессы имеют высокие первоначальные затраты на инструменты и настройку, но производят детали, которые недороги в расчете на одну деталь. Напротив, производственные процессы с малым объемом производства имеют низкие начальные затраты, но из-за более медленного времени цикла, меньшего количества автоматизации и ручного труда стоимость одной детали остается постоянной или снижается лишь незначительно при увеличении объема.
Время выполнения: Как быстро вам нужно изготовить детали или готовую продукцию? Некоторые процессы создают первые детали в течение 24 часов, в то время как подготовка инструментов и настройка для некоторых крупносерийных производственных процессов занимают месяцы.
Материал: Каким нагрузкам и напряжениям должен противостоять ваш продукт? Оптимальный материал для данного применения определяется рядом факторов. Стоимость должна быть сбалансирована с функциональными и эстетическими требованиями. Рассмотрите идеальные характеристики для вашего конкретного применения и сравните их с доступными вариантами в данном производственном процессе.
Загрузите версию этой инфографики в высоком разрешении здесь.
Видеоруководство
Не можете найти лучшую технологию 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS с учетом популярных соображений покупателей.
Смотреть видео
Пластмассы бывают тысяч разновидностей с различными базовыми химическими составами, производными и добавками, состав которых обеспечивает широкий спектр функциональных и эстетических свойств.
Чтобы упростить процесс поиска материала, наиболее подходящего для данной детали или продукта, давайте сначала рассмотрим два основных типа пластика: термопласты и реактопласты.
Термопласты являются наиболее часто используемым типом пластика. Главной особенностью, которая отличает их от реактопластов, является их способность проходить через многочисленные циклы плавления и затвердевания без существенной деградации. Термопласты обычно поставляются в виде небольших гранул или листов, которые нагреваются и формируются в желаемую форму с использованием различных производственных процессов. Процесс полностью обратим, так как не происходит химического связывания, что делает возможной переработку или плавление и повторное использование термопластов.
Распространенные типы термопластичных материалов:
Акрил (ПММА)
Акрилонитрилбутадиенстирол (АБС)
Полиамид (ПА)
Полимолочная кислота (PLA)
Поликарбонат (ПК)
Полиэфирэфиркетон (PEEK)
Полиэтилен (ПЭ)
Полипропилен (ПП)
Поливинилхлорид (ПВХ)
В отличие от термопластов, термореактивные пластмассы (также называемые термореактивными) после отверждения остаются в постоянном твердом состоянии. Полимеры в термореактивных материалах сшиваются в процессе отверждения под действием тепла, света или подходящего излучения. Этот процесс отверждения образует необратимую химическую связь. Термореактивные пластмассы разлагаются при нагревании, а не плавятся, и не восстанавливаются при охлаждении. Переработка термореактивных материалов или возврат материала обратно в его основные ингредиенты невозможна.
Распространенные типы термопластичных материалов:
Сложный эфир цианата
Эпоксидная смола
Полиэстер
Полиуретан
Силикон
Вулканизированная резина
3D-печать
Обработка с ЧПУ
Полимерное литье
Ротационное формование
Вакуумное формование
Литье под давлением
Экструзия
Выдувное формование
3D-принтеры создают трехмерные детали непосредственно из моделей САПР, создавая материал слой за слоем, пока не будет сформирована полная физическая деталь.
Настройка печати: Программное обеспечение для подготовки к печати используется для ориентации и компоновки моделей в объеме сборки принтера, добавления поддерживающих структур (при необходимости) и разделения поддерживаемой модели на слои.
Печать: Процесс печати зависит от типа технологии 3D-печати: моделирование методом наплавления (FDM) расплавляет пластиковую нить, стереолитография (SLA) отверждает жидкую смолу, а селективное лазерное спекание (SLS) сплавляет порошкообразный пластик.
Постобработка: По завершении печати детали удаляются из принтера, очищаются или промываются, подвергаются постотверждению (в зависимости от технологии) и удаляются опорные конструкции (если применимо).
Поскольку 3D-принтеры не требуют инструментов и требуют минимального времени настройки для нового дизайна, стоимость изготовления нестандартной детали незначительна по сравнению с традиционными производственными процессами.
Процессы 3D-печати, как правило, медленнее и трудоемче, чем производственные процессы, используемые для массового производства.
По мере совершенствования технологий 3D-печати стоимость одной детали продолжает снижаться, открывая более широкий спектр приложений для малых и средних объемов.
3D Printing
Form
High degree of freedom
Lead time
Less than 24 hours
Cycle time
Setup cost
$
Cost per part
$$$
Volume
Low to mid-volume applications (~1-1000 parts)
В то время как для большинства процессов производства пластмасс требуется дорогостоящее промышленное оборудование, специальные помещения и квалифицированные операторы, 3D-печать позволяет компаниям легко создавать пластмассовые детали и быстрые прототипы на месте.
Компактные настольные или настольные системы 3D-печати для создания пластиковых деталей доступны по цене и требуют очень мало места и не требуют специальных навыков, что позволяет профессиональным инженерам, дизайнерам и производителям ускорить итерации и производственные циклы с дней или недель до нескольких часов.
На рынке представлено множество типов 3D-принтеров и технологий 3D-печати, а доступные материалы зависят от технологии.
Материалы для 3D-печати
Fused deposition modeling (FDM)
Various thermoplastics, mainly ABS and PLA
Stereolithography (SLA)
Thermoset resins
Selective laser sintering (SLS)
Thermoplastics, typically nylon and его композиты
Белая книга
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузите информационный документ
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Обработка с ЧПУ включает в себя фрезерные станки, токарные станки и другие субтрактивные процессы, управляемые компьютером. Эти процессы начинаются с твердых блоков, стержней или стержней из металла или пластика, которым придают форму путем удаления материала путем резки, сверления, сверления и шлифования.
В отличие от большинства других процессов производства пластмасс, обработка с ЧПУ представляет собой вычитающий процесс, при котором материал удаляется либо вращающимся инструментом и неподвижной частью (фрезерование), либо вращающейся частью с неподвижным инструментом (токарный станок).
Настройка задания: Для станков с ЧПУ требуется промежуточный этап создания и проверки траекторий движения (CAD в CAM). Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
Обработка: Траектории инструмента отправляются на станок, где начинается данный процесс вычитания. В зависимости от желаемой формы конечного продукта может потребоваться установить заготовку в новое положение, чтобы головка инструмента могла достигать новых областей.
Постобработка: После изготовления деталь очищается и зачищается, обрезается.
Механическая обработка идеально подходит для небольших объемов пластиковых деталей, требующих жестких допусков и геометрии, которую трудно формовать. Типичные области применения включают прототипирование и детали конечного использования, такие как шкивы, шестерни и втулки.
CNC-обработка имеет низкую или умеренную стоимость настройки и позволяет производить высококачественные пластиковые компоненты в кратчайшие сроки из широкого спектра материалов.
Процессы обработки имеют больше ограничений по геометрии детали, чем 3D-печать. При механической обработке стоимость детали увеличивается с увеличением сложности детали. Подрезы, проходы и элементы на нескольких поверхностях деталей увеличивают стоимость детали.
Процессы обработки требуют припусков на доступ к инструменту, а определенные геометрические формы, такие как изогнутые внутренние каналы, трудно или невозможно изготовить с помощью обычных методов вычитания.
Обработка с ЧПУ
Form
Medium degree of freedom
Lead time
Less than 24 hours
Cycle time
Setup cost
$$
Cost per part
$$$$
Объем
Обработка малых и больших объемов (~1-5000 деталей)
Большинство твердых пластиков можно обрабатывать с некоторой разницей в сложности. Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента.
Некоторые часто обрабатываемые пластики:
Акрил (ПММА)
Акрилонитрилбутадиенстирол (АБС)
Полиамид нейлон (ПА)
Полимолочная кислота (PLA)
Поликарбонат (ПК)
Полиэфирэфиркетон (PEEK)
Полиэтилен (ПЭ)
Полипропилен (ПП)
Поливинилхлорид (ПВХ)
Поликарбонат (ПК)
Полистирол (ПС)
Полиоксиметилен (ПОМ)
Веб-семинар
На этом веб-семинаре вы узнаете, как проектировать и печатать на 3D-принтере приспособления и приспособления для замены механически обработанных деталей, а также узнаете о пяти способах повышения эффективности вашего производственного цеха с помощью 3D-печати.
Посмотреть вебинар сейчас
При литье полимеров реактивная жидкая смола или каучук заполняет форму, которая вступает в химическую реакцию и затвердевает. Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил.
Подготовка пресс-формы: Форма покрыта разделительной смазкой для облегчения извлечения из формы и часто предварительно нагревается до определенной температуры материала.
Литье: Синтетическая смола смешивается с отвердителем и заливается или впрыскивается в форму, где она заполняет полость формы.
Отверждение: Отливка отверждается в форме до тех пор, пока не затвердеет (для некоторых полимеров нагревание формы может ускорить время отверждения).
Извлечение из формы: Форма открывается, и отвержденная деталь удаляется.
Обрезка: Дефекты литья, такие как заусенцы, литники и швы, обрезаются или шлифуются.
Гибкие формы, изготовленные из латексной резины или силиконовой резины, вулканизированной при комнатной температуре (RTV), недороги по сравнению с твердой оснасткой, но могут производить лишь ограниченное количество (от 25 до 100) отливок в результате химической реакции уретанов, эпоксидных смол, полиэстера. , а акрил разрушает поверхности формы.
9Силиконовые формы 0002 RTV позволяют воспроизводить даже мельчайшие детали, получая отливки высокого качества. Стереолитографическая 3D-печать – это распространенный способ создания мастер-форм для форм непосредственно из проектов САПР, отчасти благодаря высокому разрешению и аналогичной способности воспроизводить мелкие детали.
Полимерное литье является относительно недорогим, с небольшими первоначальными инвестициями, но термореактивные полимеры для литья обычно дороже, чем их термопластичные аналоги, а формование литых деталей является трудоемким. Каждая литая деталь требует некоторого ручного труда для последующей обработки, что делает конечную стоимость детали высокой по сравнению с автоматизированными методами производства, такими как литье под давлением.
Полимерное литье обычно используется для прототипирования, мелкосерийного производства, а также в некоторых стоматологических и ювелирных целях.
Polymer Casting
Form
High degree of freedom
Lead time
Less than 24 hours to a few days
Cycle time
Minutes to multiple days , в зависимости от времени отверждения
Стоимость установки
$
Cost per part
$$
Volume
Low volume applications (~1-1000 parts)
Polyurethane
Эпоксидная смола
Полиэфир
Полиэстер
Акрил
Силикон
Ротационное формование (также называемое ротационным формованием) представляет собой процесс, включающий нагревание полой формы, заполненной порошкообразным термопластом, и вращение вокруг двух осей для производства в основном крупных полых изделий. Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены.
Зарядка: Порошок пластика загружается в полость формы, а затем устанавливаются остальные части формы, закрывая полость для нагрева.
Нагрев: Форму нагревают до тех пор, пока пластиковый порошок не расплавится и не прилипнет к стенкам формы, при этом форму вращают вдоль двух перпендикулярных осей для обеспечения однородного пластикового покрытия.
Охлаждение: Форма медленно охлаждается, в то время как форма остается в движении, чтобы гарантировать, что оболочка детали не провиснет и не разрушится до полного затвердевания.
Удаление детали: Деталь отделяется от формы, любые заусенцы обрезаются.
Для ротационного формования требуются менее дорогие инструменты, чем для других методов формования, поскольку в процессе для заполнения формы используется центробежная сила, а не давление. Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
Ротационное формование позволяет создавать детали с практически одинаковой толщиной стенок. После того, как инструменты и процесс настроены, стоимость одной детали становится очень низкой по сравнению с размером детали. Также можно добавить в форму готовые детали, такие как металлическая резьба, внутренние трубы и конструкции.
Эти факторы делают ротационное формование идеальным для мелкосерийного производства или в качестве альтернативы выдувному формованию для небольших объемов. Типичные продукты ротационного формования включают резервуары, буи, большие контейнеры, игрушки, шлемы и корпуса каноэ.
Ротационное формование имеет некоторые конструктивные ограничения, а готовые изделия имеют более низкие допуски. Поскольку вся пресс-форма должна нагреваться и охлаждаться, процесс также имеет длительное время цикла и является довольно трудоемким, что ограничивает его эффективность при больших объемах производства.
Rotational Molding
Form
Medium degree of freedom, ideal for large hollow parts
Lead time
Days to a few weeks
Cycle time
Typically
Стоимость установки
$$$
Стоимость за деталь
$$
Объем
Средний объем-5 (09~000 деталей)0154
Наиболее распространенным материалом для ротационного формования является полиэтилен (ПЭ), который используется в 80% случаев, главным образом потому, что ПЭ легко измельчается в порошок при комнатной температуре.
Обычно ротационно формованные пластмассы включают:
Полиэтилен
Полипропилен
Поливинилхлорид
Нейлон
Поликарбонат
Вакуумное формование или термоформование – это производственный метод, при котором пластик нагревается и формуется, как правило, с использованием пресс-формы. Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.
Зажим: Пластиковый лист зажимается в раме.
Нагрев: Лист и рама сдвинуты вплотную к нагревательным элементам, что делает пластик мягким и податливым.
Вакуум: Рама опускается, пластик натягивается на форму, при этом включается вакуум, чтобы высосать весь воздух из пространства между пластиком и формой, формируя таким образом деталь.
Охлаждение и разъединение: После того, как деталь была сформирована на форме, ей нужно дать время остыть перед удалением. Система охлаждения, такая как вентиляторы и распыляемый туман, иногда используются для сокращения времени цикла.
Обрезка: После того, как деталь освобождена, лишний материал отрезается либо вручную, либо на станке с ЧПУ.
Затраты на инструменты для вакуумной формовки ниже по сравнению с другими методами формовки из-за малых усилий и давления. Формы изготавливаются из дерева, гипса или смолы, напечатанной на 3D-принтере, для мелкосерийного производства и нестандартных деталей. Для больших объемов производства производители используют более прочную металлическую оснастку.
Учитывая широкий спектр оборудования для термоформования и вакуумной формовки, а также возможности автоматизации на самом высоком уровне, термоформование идеально подходит для любого применения: от изготовления изделий на заказ или прототипов до массового производства. Однако этот процесс предлагает лишь ограниченную свободу форм и может использоваться только для изготовления деталей с относительно тонкими стенками и простой геометрией.
Части, формируемые под вакуумом, обычно включают упаковку продуктов, душевые поддоны, обивку дверей автомобилей, корпуса лодок и нестандартные изделия, такие как выравниватели зубов.
Vacuum Forming
Form
Limited freedom, only thin-walled parts, no complex geometries
Lead time
Less than 24 hours to weeks
Cycle time
От секунд до минут, в зависимости от механизма
Setup cost
$-$$$$
Cost per part
$-$$$
Volume
Any volume
Most thermoplastics can be used for термоформование, обеспечивающее гибкость в выборе материала.
Пластмассы, обычно используемые для термоформования, включают:
Акрил (ПММА)
Акрилонитрилбутадиенстирол (АБС)
Полиэтилентерефталатгликоль (PETG)
Полистирол (ПС)
Поликарбонат (ПК)
Полипропилен (ПП)
Полиэтилен (ПЭ)
Поливинилхлорид (ПВХ)
Информационный документ
Загрузите наш технический документ, чтобы узнать, как быстро создавать сложные формы с помощью 3D-печати, и узнать о советах и рекомендациях, которым следует следовать при подготовке деталей формы.
Загрузить информационный документ
Литье под давлением (IM) работает путем впрыскивания расплавленного термопластика в форму. Это наиболее широко используемый процесс для массового производства пластиковых деталей.
Настройка пресс-формы: Если деталь имеет вставки, они добавляются вручную или с помощью робота. Форма закрывается гидравлическим прессом.
Экструзия пластика: Небольшие пластиковые гранулы расплавляются и выдавливаются через нагретую камеру с помощью шнека.
Литье: Расплавленный пластик впрыскивается в форму.
Охлаждение и освобождение: Деталь охлаждается в форме до тех пор, пока она не станет достаточно твердой, чтобы ее можно было вытолкнуть механически или с помощью сжатого воздуха.
Постобработка: Литники, направляющие и любой заусенец (если применимо) удаляются из детали, часто автоматически при открытии пресс-формы.
Пресс-формы для литья под давлением очень сложны и должны быть изготовлены с жесткими допусками для производства высококачественных деталей. Из-за высокой температуры и давления эти формы изготавливаются из металлов, таких как закаленная сталь. Более мягкие алюминиевые формы дешевле, но и изнашиваются быстрее, поэтому обычно используются для более умеренных производственных циклов.
Литье под давлением можно использовать для изготовления очень сложных деталей, но некоторые геометрические формы значительно увеличат стоимость. Следование рекомендациям по проектированию для производства (DFM) поможет снизить затраты на инструменты. Создание новых пресс-форм для литья под давлением может занять месяцы, а их стоимость может исчисляться пяти- или шестизначными числами.
Несмотря на высокие первоначальные затраты и медленное наращивание производства, литье под давлением не подходит для крупносерийного производства. После того, как инструмент настроен и запущен, время цикла занимает всего несколько секунд, и миллионы высококачественных деталей могут быть изготовлены за долю стоимости всех других производственных процессов.
Injection Molding
Form
Moderate to high degree of freedom
Lead time
2-4 months
Cycle time
Seconds
Setup стоимость
$$$$$
Стоимость за деталь
$
0187
Для литья под давлением можно использовать практически любой тип термопласта. Аналогичный способ известного реакционного литья под давлением (RIM) используется для изготовления деталей из термореактивных пластмасс.
Пластмассы, обычно используемые в литье под давлением, включают:
Акрил (ПММА)
Акрилонитрилбутадиенстирол (АБС)
Полиамид (ПА)
Полиэтилентерефталатгликоль (PETG)
Полистирол (ПС)
Поликарбонат (ПК)
Полипропилен (ПП)
Полиэтилен (ПЭ)
Поливинилхлорид (ПВХ)
Информационный документ
Загрузите наш технический документ с рекомендациями по использованию 3D-печатных форм в процессе литья под давлением для снижения затрат и времени выполнения заказов, а также ознакомьтесь с реальными примерами использования приложений Braskem, Holimaker и Novus.
Прочитайте информационный документ
Экструзионное литье работает путем проталкивания пластика через матрицу. Форма штампа представляет собой поперечное сечение конечной детали.
Экструзия пластика: Пластик нагревается и проталкивается через нагретую камеру с помощью шнека.
Литье: Пластик продавливается через штамп, который создает окончательную форму детали.
Охлаждение: Экструдированный пластик охлаждается.
Нарезка или катушка: Непрерывная форма наматывается или разрезается на куски.
Экструзионное оборудование относительно дешево по сравнению с другими промышленными машинами, такими как ЧПУ или литьевое формование, поскольку оно менее сложное и не требует такого высокого уровня точности машины. Из-за простой формы штампы также менее дороги, а стоимость инструментов составляет небольшую долю от форм для литья под давлением.
Как и литье под давлением, экструзионное литье представляет собой почти непрерывный процесс, благодаря которому цена экструдированных деталей становится очень низкой.
Формы и формы, которые могут быть изготовлены с помощью экструзии, ограничиваются изделиями, которые имеют непрерывные профили, такие как тавровые, двутавровые, L-образные, U-образные сечения, а также квадратные или круглые сечения. Типичные области применения включают трубы, шланги, соломинки и молдинги оконных рам.
Экструзия
Form
Limited, only long continuous shapes
Lead time
Weeks
Cycle time
Seconds (or continuous)
Setup cost
$$$
Стоимость за деталь
$
Объем
Средние и большие объемы (более 1000 деталей)
Почти любой тип экструдированного термопластика, в том числе:
Акрил (ПММА)
Акрилонитрилбутадиенстирол (АБС)
Полиамид (ПА)
Полиэтилентерефталатгликоль (PETG)
Полистирол (ПС)
Поликарбонат (ПК)
Полипропилен (ПП)
Полиэтилен (ПЭ)
Поливинилхлорид (ПВХ)
Выдувное формование — это производственная технология, используемая для создания полых пластиковых деталей путем раздувания нагретой пластиковой трубки внутри формы до тех пор, пока она не примет желаемую форму.
Установка пресс-формы: Небольшие пластиковые гранулы расплавляются и формируются в полую трубку, называемую заготовкой или заготовкой (в зависимости от подтипа выдувного формования).
Формовка: Заготовка зажимается в форме и надувается сжатым воздухом до тех пор, пока не примет форму внутренней части формы.
Охлаждение и высвобождение: Деталь охлаждается в форме до тех пор, пока она не станет достаточно твердой для извлечения.
Выдувное формование работает при гораздо более низком давлении, чем литьевое формование, что способствует более низкой стоимости оснастки. Подобно литью под давлением и экструзии, выдувное формование представляет собой непрерывный процесс, который может быть полностью автоматизирован, что приводит к высокой производительности и низкой стоимости единицы продукции.
Выдувное формование является наиболее распространенным процессом изготовления полых пластиковых изделий в больших масштабах. Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
Blow Molding
Form
Limited freedom, only hollow, thin-walled shapes, no complex geometries
Lead time
Weeks
Cycle time
Seconds
Стоимость установки
$$$$
Стоимость за часть
$
объем
Приложения
громкости
Приложения
.
(5000+
. различные термопластические материалы, наиболее распространенными примерами которых являются:
полиэтилентерефталат (ПЭТ)
Полипропилен (ПП)
Поливинилхлорид (ПВХ)
Полистирол (ПС)
Поликарбонат (ПК)
Акрилонитрилбутадиенстирол (АБС)
Процессы производства пластмасс постоянно развиваются, и точки перегиба, когда имеет смысл переходить от одной технологии к другой, смещаются благодаря совершенствованию оборудования, материалов и экономии за счет масштаба.
3D-печать — это более новый, но быстро развивающийся набор технологий, открывающий более широкий спектр приложений для малых и средних объемов по мере совершенствования оборудования и материалов, а стоимость одной детали продолжает падать.
Узнайте больше о том, как ведущие производители используют 3D-печать, чтобы сэкономить деньги и сократить время от проектирования до производства.
Узнайте больше о 3D-печати
Производство пластиковых деталей 101: Основы
Если для вашего продукта требуется пластиковых деталей , важно знать, как они изготавливаются. Литье пластмасс под давлением — это процесс, посредством которого эти детали принимают форму. Освоив процесс, вы можете убедиться, что ваш продукт получается таким, каким он должен быть.
Производство пластмасс 101
Пластмассы представляют собой комбинацию очень многих элементов. Некоторыми из наиболее распространенных являются водород, углерод, кислород, хлор, сера и азот. Молекулярная масса пластмасс также очень высока. Это означает, что в каждом куске пластика упакованы тысячи атомов.
Хотя большинство пластиков основано на атомах углерода, силиконы содержат атомы кремния.
92% пластиков называются термопластами. В основном атомы углерода связаны с другими элементами, упомянутыми ранее. Когда они образуют длинные цепочки, вы производите термопласты.
Цепочки, из которых состоят термопласты, имеют небольшие повторяющиеся элементарные ячейки в цепочке. Атомы, составляющие каждую из этих элементарных ячеек, называются мономерами.
Когда вы комбинируете разные мономеры, вы получаете разные виды пластиковых смол. Каждый из них имеет свои особенности и характеристики. Это важно, чтобы знать, какой пластик вам нужен для конкретного продукта.
Понимание необходимости добавок
Полимеры производятся в виде комбината мономеров. Иногда полимеры нуждаются в добавках для создания нужного вида пластика.
Вот некоторые распространенные добавки:
Антимикробные препараты
Антиоксиданты
Антистатик
Красители
Антипирены
Пенообразователи
Смазочные материалы
Пластификаторы
Вот почему важно выяснить, какие пластиковые детали вам нужны от производителя. Ваши потребности диктуют добавки, необходимые для литье пластмасс под давлением процесс.
2 типа пластика
Существует 2 вида пластика в зависимости от способа обработки материалов.
1) Термореактивный материал
Термореактивный материал представляет собой полимер, который не может вернуться к своей прежней форме после нагревания. Это идеальный пластик, если вам нужна прочность и долговечность. Шины являются прекрасным примером термореактивных материалов.
Способы написания управляющих программ к станкам с ЧПУ
Skip to content
Так как этот материал рассчитан на тех кто только знакомится с ЧПУ обработкой, объясним принципы работы и основные термины.
Для того, что бы ЧПУ станок обработал заготовку, ему необходим алгоритм, по которому он будет это делать. Такой алгоритм называется Управляющая Программа (УП).
Управляющая программа пишется на языке G-кодов (ISO 7-bit). G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь.
Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми.
Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
Текст программы
Описание
G17 G54 G90
Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения
T1 M6
Вызов инструмента с номером 1
M3 S8000
Включение шпинделя – 8000 об/мин
G0 X-19 Y-19
Ускоренное перемещение в точку X-19 Y-19
G0 Z3
Ускоренное перемещение на высоту по Z 3 мм
G1 ХЗ Y3 F600
Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин
G2 Х8 Y3 R8
Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3
М5
Выключение шпинделя
МЗ0
Завершение программы
В этом материале мы рассмотрим 3 способа написания УП:
Написание УП вручную
Написание УП на стойке
Написание УП в CAD/CAM системе
Написание управляющей программы к станку ЧПУ вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой.
Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Плюсы
Быстро Это гораздо быстрее, чем остальными способами, при написании очень простых программ.
Канонично 🙂 Так писали УП 30 и 40 лет назад
Минусы
Занимает много времени Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования.
Большой процент брака Так как отсутствуют инструменты для проверки перед запуском, легко забыть добавить команду, что приведет к поломке детали либо станка. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы.
Поломка оборудования или инструмента Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
Написание управляющей программы к станку ЧПУ на стойке ЧПУ
На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Плюсы
Наглядность Программа пишется прям на рабочем месте и, как правило, специалистом который и будет отслеживать ее выполнение на станке.
Быстрая модернизация УП Нет необходимости передавать программу на ПК. Можно отредактировать по месту и сразу запустить в работу.
Минусы
Простой станка и оператора Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную
Брак Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку.
Не подходит для сложнопрофильных деталей На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
Написание управляющей программы к станку ЧПУ в СAD/CAM системе
Написание УП в CAD/CAM системе начинается с загрузки 3D-модель детали или 2D-контура. Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Плюсы
Написание программ в CAD/CAM системе является самым прогрессивным и удобным способом.
Быстрое написание УП любой сложности Сокращает время на создание программ для станков с ЧПУ на 70 %.
Исключает брак. По отзывам наших пользователей, использование SprutCAM сокращает появление брака на 60 %.
Безопасно для инструмента и заготовки Продвинутые CAD/CAM системы содержат набор функций для проверки УП. Например, SprutCAM содержит функции контроль столкновений с заготовкой, контроль подачи при врезании и т. п.
Минусы
Стоимость СAD/CAM систему необходимо покупать. Нашу CAD/CAM систему вы можете попробовать перед покупкой. Скачайте 30 дневный полнофункциональный триал CAD/CAM системы SprutCAM →
Квалификация технолога Для того, что бы писать УП в определенной CAD/CAM системе необходимо пройти обучение. Научится работать в нашей CAD/CAM системе SprutCAM вы можете бесплатно пройдя небольшой , но содержательный онлайн курс →
🔥 🔥 🔥 Хотите начать работать в SprutCAM, но не знаете как начать?
Отправьте свои вопросы в форме и мы обязательно Вам ответим.
Ошибка: Контактная форма не найдена.
Page load link
CAM. Подготовка управляющих программ для станка с ЧПУ и работа на нем — Национальная сборная Worldskills Россия
“
Фрезеровка — один из способов переноса детали из виртуального мира в реальный. Если простые детали можно изготовить на станках для ручной обработки, то сложные поверхности и 3D-формы возможно создать только при помощи станка с ЧПУ. В этом уроке мы разберем, как подготовить программу для такого станка и запустить его в работу.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Область техники, связанная с применением цифровых вычислительных устройств для управления производственными процессами.
Язык программирования устройств с ЧПУ
Процесс создания управляющей программы для станка: указание размеров, выбор инструмента, написание траекторий обработки
Видеолекция
Конспект
Виды станков с ЧПУ
Большие станки для работы с листовыми материалами.
Многокоординатные станки для обработки жаропрочных материалов: титана и суперсплавов.
Настольные станки с ЧПУ для небольших деталей.
Этапы создания детали на фрезерном станке с ЧПУ
1. Подготовка 3D-модели, по которой будет производиться фрезеровка.
2. Процесс CAM. Нужно указать станку, как вырезать деталь из тела заготовки:
задать размер детали,
подобрать инструмент для обработки,
указать траекторию движения станка.
3. Загрузка программы обработки в станок с ЧПУ.
4. Запуск станка.
Подготовка управляющей программы для станка с ЧПУ
Что нам понадобится
ПК с ПО для написания управляющей программы
Задание заготовки
1. Для того чтобы написать ЧПУ программу, нужно перейти из режима DESIGN в режим MANUFACTURE.
2. Задаем заготовку нажатием на строку New Setup в меню SETUP.
3. В меню справа в блоке Model нажимаем на кнопку Body и выбираем тело, которое нужно фрезеровать.
Важно
Если в проекте одно тело, оно выберется автоматически
4. Правильно располагаем оси станка. Для этого меняем ориентацию оси Z и выбираем любую плоскость, которая перпендикулярна ей.
Важно
Z — ось, вдоль которой располагается фреза, — расположена перпендикулярно заготовке. X и Y — оси, расположенные влево и вправо
5. В меню справа указываем габариты заготовки.
6. Чтобы расположить нижнюю плоскость тела на нижней плоскости заготовки, в поле Model Position выбираем значение Offset from bottom (Z), а в поле Offset выставляем значение «0».
7. Переносим нулевую точку на нижнюю плоскость заготовки. Для этого в меню справа нажимаем на кнопку Box Point и выбираем нижнюю точку.
Создание инструментов
1. Переходим в библиотеки инструментов.
2. Создаем библиотеку инструментов.
3. Добавляем нужный инструмент в библиотеку, нажав сначала значок «+», а затем выбрав инструмент.
4. Выполняем настройки инструмента на нескольких вкладках:
General — общая информация об инструменте,
Cutter — размерные характеристики,
Cutting Data — параметры режима фрезерования,
Post Processor — настройка номера инструмента.
5. При необходимости добавляем еще инструменты.
Важно
Если станок без автосмены инструментов, то номер инструмента всегда должен быть 1
Написание траекторий черновой обработки детали
1. Для черновой обработки выбираем траекторию Pocket Clearing.
2. Выбираем инструмент для выполнения черновой обработки. После выбора все его параметры отобразятся в меню справа.
3. В том же меню, на вкладке Geometry, настраиваем область обработки траектории. В строке Machining Boundary меняем значение на Silhouette.
4. Чтобы оставить припуск для чистовой обработки, в строке Tool Containment меняем значение на Tool outside boundary и устанавливаем дополнительный зазор в 2 мм.
5. Параметры на вкладке Height обычно настраиваются автоматически, но в некоторых случаях нужны ручные изменения. Например, если нужно изменить верхнюю или нижнюю границу обработки.
6. На вкладке Passes настраиваем режимы резания и стиль поведения инструмента.
7. На вкладке Linking меняем стиль захода фрезы в материал. После всех настроек нажимаем на кнопку OK.
Так выглядит модель после выполнения всех настроек. Синие линии — траектория движения инструмента, желтые — линии холостых перемещений.
Написание траекторий, которые очистят деталь от припуска
1. В меню 3D выбираем строку Horizontal, после чего в меню справа нажимаем на кнопку OK. Данная траектория сама вычисляет плоские поверхности на детали и обрабатывает их.
2. Очищаем припуск с внешнего контура детали. Для этого выбираем строку 2D Contour в меню 2D.
3. Фреза выбирается автоматически. Кликаем на вкладку Geometry, выбираем нижний контур детали и нажимаем на кнопку OK. 4. Проверяем с помощью симуляции, как будет происходить фрезерование. Синие области — это поверхности, на которых остался припуск, а зеленые — поверхности, которые уже обработаны в допуск.
Обработка отверстий, скруглений и фасок
1. Для обработки отверстий выбираем строку Bore в меню 2D и нажимаем на отверстия. При этой операции фреза будет двигаться спирально.
2. Так как в отверстиях есть фаски, выбираем высоту фрезерования вручную и делаем подачу резания меньше.
3. Чтобы делать скругления, используем траекторию Scallop — она находится в меню 3D.
4. Выбираем из библиотеки инструментов сферическую фрезу.
5. В меню справа переходим на вкладку Geometry, на модели обозначаем область скругления двумя контурами и выбираем область с большим количеством скруглений.
6. Ставим галочку в меню рядом с Contact Point Boundary. Она нужна, чтобы фреза обработала самую нижнюю часть скругления.
7. Чтобы фреза не трогала уже обработанную поверхность, ставим галочку рядом с Avoid/Touch Surfaces и выбираем эти поверхности.
8. На вкладке Passes настраиваем шаг чистовой обработки, ставим галочку рядом с Smoothing и нажимаем OK.
9. Чтобы посмотреть, все ли правильно сделано, запускаем симуляцию.
10. Для обработки фасок на отверстиях нужно использовать ту же траекторию, что и для скругления. Поэтому можно скопировать настройки предыдущей траектории и поменять в них область скругления.
Перевод с языка программы в G-код
1. Нажимаем на кнопку постпроцесса и в открывшемся окне выбираем станок и его модель.
Важно
Перед этим нужно выбрать весь этап обработки, а не отдельную траекторию
2. Сохраняем программу на съемном носителе.
Работа со станком
Что нам понадобится
Станок с ЧПУ Roland MDX‑40
Заготовка из модельного пластика
Ноутбук с ПО для управления станком
Ключи для затяжки цанг
Набор фрез и цанг
Линейка
Карандаш
Канцелярский нож
Малярный скотч
Двухсторонний скотч
Подготовка заготовки
1. Проводим две диагональные линии и отмечаем их пересечение, чтобы найти центр заготовки.
2. Подписываем оси фрезеровки.
3. Обклеиваем нижнюю часть заготовки малярным скотчем и обрезаем лишнее.
4. Сверху приклеиваем полоски двухстороннего скотча.
5. Наклеиваем заготовку на стол фрезерного станка.
Подготовка и запуск станка
Важно
Работать со станком нужно в очках и респираторе. Перчатки же можно использовать только при выключенном станке
1. Устанавливаем фрезу в цангу и затягиваем ее ключами.
2. Зануляем фрезу, используя автоматическую таблетку зануления. Для этого подводим фрезу к ней, в программе нажимаем Занулить и убираем таблетку.
3. Зануляем заготовку по осям X и Y. Чтобы это сделать, подводим фрезу к перекрестью диагоналей и обнуляем координаты.
4. Загружаем управляющую программу и запускаем станок.
“
В этом уроке мы изучили общий алгоритм работы станков с ЧПУ, научились писать программу для фрезерного станка и подготавливать станок к работе. А сейчас пройдите небольшое задание, чтобы закрепить свои знания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Подготовка 3D-модели
Подбор инструмента для обработки
Загрузка программы обработки в станок с ЧПУ
Подготовка заготовки
Дальше
Проверить
Узнать результат
Станок без автосмены инструментов
Фрезы будут работать одновременно
Специалист допустил ошибку
Станок сам поменяет инструменты, основываясь на написанной программе
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
Определение программы управления | ПКМаг
Программное обеспечение, отвечающее за другое программное или аппаратное обеспечение. Например, основной управляющей программой на компьютере является операционная система (ОС). Он устанавливает стандарты, которые должны использовать все приложения для взаимодействия с ОС (см. API и ОС).
Все периферийные устройства компьютера управляются программным обеспечением, также известным как драйвер. Программное обеспечение драйвера принимает команды от ОС и инициирует команды, принимаемые схемой контроллера, для активации функций накопителя или другого периферийного оборудования. См. драйвер, контроллер, программу управления сетью и периферию.
PCMag.com является ведущим авторитетом в области технологий, предоставляющим независимые лабораторные обзоры новейших продуктов и услуг. Наш экспертный отраслевой анализ и практические решения помогут вам принимать более обоснованные решения о покупке и получать больше от технологий.
Как мы тестируем Редакционные принципы
(Открывается в новом окне) Логотип Зиффмедиа
(Открывается в новом окне) Логотип Аскмен
(Открывается в новом окне) Логотип Экстримтек
(Открывается в новом окне) Логотип ИНГ
(Открывается в новом окне) Логотип Mashable
(Открывается в новом окне) Предлагает логотип
(Открывается в новом окне) Логотип RetailMeNot
(Открывается в новом окне) Логотип Speedtest
(Открывается в новом окне) Логотип Спайсворкс
(Открывается в новом окне)
PCMag поддерживает Group Black и ее миссию по увеличению разнообразия голосов в СМИ и прав собственности на СМИ.
PCMag, PCMag.com и PC Magazine входят в число зарегистрированных на федеральном уровне товарных знаков Ziff Davis и не могут использоваться третьими лицами без явного разрешения. Отображение сторонних товарных знаков и торговых наименований на этом сайте не обязательно указывает на какую-либо принадлежность или поддержку PCMag. Если вы нажмете на партнерскую ссылку и купите продукт или услугу, этот продавец может заплатить нам комиссию.
О Зиффе Дэвисе(Открывается в новом окне)
Политика конфиденциальности(Открывается в новом окне)
Условия использования(Открывается в новом окне)
Реклама(Открывается в новом окне)
Специальные возможности(Открывается в новом окне)
Не продавать мою личную информацию (откроется в новом окне)
(Открывается в новом окне) доверительный логотип
(Открывается в новом окне)
Программа профилактики и борьбы против табака
Безопасная утилизация электронных сигарет важна, поскольку они считаются опасными бытовыми отходами из-за высокой концентрации в них никотина (что может представлять опасность для здоровья, особенно для детей и домашних животных) и пожароопасности, которую представляют их батареи. Департамент природных ресурсов штата Висконсин (DNR) выпустил новое руководство по безопасной утилизации электронных сигарет, которое можно найти на их веб-сайте.
Ознакомьтесь с руководством DNR по безопасной утилизации электронных сигарет (прокрутите вниз до раздела «Руководство по утилизации»)
В понедельник, 5 июля, исполняется 12 лет со дня принятия в Висконсине закона о бездымном воздухе. Это означает более десяти лет пассивного курения
защита сотрудников и клиентов из Висконсина. В 2008 году, до того, как в Висконсине был принят закон о бездымном воздухе, курили 20% взрослых жителей Висконсина и 21% старшеклассников Висконсина. К 2018 году эти цифры упали до 16% и 5% соответственно. Государственные налоги на сигареты также были повышены в этот период. Сегодня, благодаря работе многих местных сообществ по расширению политики бездымного воздуха, по оценкам, более 2 миллионов жителей Висконсина (около 36% населения штата) также защищены от аэрозоля бывших в употреблении электронных сигарет.
Центры США по профилактике и контролю заболеваний (CDC) отмечают девятую годовщину спасительной кампании «Советы бывших курильщиков», запуская новые рекламные ролики с участием людей, живущих с заболеваниями, связанными с табаком, такими как рак, болезнь Бюргера, болезни сердца и ХОБЛ.
Читать и слушать истории
17 марта 2020 г. Управление по санитарному надзору за качеством пищевых продуктов и медикаментов представило новые графические предупредительные надписи на пачках сигарет. Предупреждения должны появиться с 18 июня 2021 г. 20% рекламы сигарет. Предупреждения подчеркивают ряд рисков для здоровья и должны быть случайным образом и одинаково размещены на пачках сигарет и чередоваться ежеквартально в рекламе сигарет.
Просмотреть всю серию графических предупреждений о сигаретах
20 декабря 2019 г. президент подписал закон о внесении поправок в Федеральный закон о пищевых продуктах, лекарствах и косметике и повышении федерального минимального возраста продажи табачных изделий с 18 до 21 года. . В настоящее время розничному продавцу запрещено продавать любые табачные изделия, включая сигареты, сигары и электронные сигареты, лицам младше 21 года. Информацию об изменениях в этом законе см. на веб-сайте Федерального управления по санитарному надзору за качеством пищевых продуктов и медикаментов.
2 января Федеральное управление по санитарному надзору за качеством пищевых продуктов и медикаментов (Federal Food and Drug Administration) объявило о новой политике, касающейся некоторых ароматизаторов электронных сигарет в чалдах или картриджах. Политика запрещает использование фруктов, конфет и мяты в этих электронных сигаретах, но разрешает использование ментола и табака. Политика также исключает вкусы электронных соков для открытых систем, таких как электронные сигареты на основе модов и баков. Примеры различных типов электронных сигарет можно найти на веб-сайте CDC. Политика вступает в силу через 30 дней после публикации в федеральном регистраторе.
Родителям трудно уследить за всеми вкусами табака, которые теперь доступны для детей. Вот почему Департамент здравоохранения (DHS) создал новую кампанию «Табак меняется». На странице «Табак меняется» родители могут узнать о различных типах табачных изделий, соблазняющих их детей, а также о ключевых проблемах, связанных с табаком, таких как ароматизаторы и упаковка, а также получить советы, как помочь своим детям отказаться от табака. Узнайте больше на сайте табачных изделий.
Электронные сигареты (или электронные сигареты) представляют собой пероральные устройства, которые можно использовать для имитации курения и которые производят аэрозоль никотина и/или других веществ. Мало что известно о безопасности или эффективности электронных сигарет, поскольку они не были одобрены Федеральным управлением по лекарственным средствам (FDA) и в настоящее время не регулируются. Чтобы узнать о проверенных средствах, которые помогут вам бросить курить, посетите нашу страницу «Помощь бросить курить».
Пассивное курение остается проблемой для здоровья многих людей. По оценкам Центров по контролю и профилактике заболеваний США (CDC), двое из каждых пяти детей (и семь из 10 детей афроамериканцев) подвергаются пассивному курению, а также более одного из трех некурящих, которые живут в съемном жилье. Чтобы узнать больше об усилиях по созданию многоквартирных домов без табачного дыма в Висконсине, посетите веб-сайт Clear Gains — Wisconsin’s Smoke-Free Housing Initiative.
Табак также выпускается в других формах, таких как жевательная резинка, снюс, сигары и сигариллы. Несмотря на то, что эти продукты могут вызвать серьезные проблемы со здоровьем, такие как болезни сердца и рак, их более низкая цена и вкус конфет и фруктов, таких как вишня и виноград, делают их все более привлекательными для молодежи.
31 июля 2018 года вступило в силу правило Министерства жилищного строительства и городского развития США (HUD), требующее, чтобы все органы управления государственным жильем были свободны от табачного дыма. Узнайте больше на веб-сайте HUD.
Посетите страницу общей информации и данных, чтобы узнать больше о результатах исследований.
Примечание. Из-за пандемии COVID-19 запланированное на 2020 г. Опрос молодежи о потреблении табака (YTS) был отменен. YTS возобновится в 2022 году.
Эти данные нельзя напрямую сравнивать с данными, полученными от YTS. YRBS включает только данные средней школы. Вы можете найти самые последние данные о средних школах Висконсина в Информационный бюллетень о табаке в средней школе YTS за 2018 г., P-01624a (PDF).
Электронная сигарета
Средняя школа Текущее использование: 20,6%
Средняя школа когда-либо использовала: 45,5%
Использование обычных сигарет
Курильщики средней школы: 5,6%
Вечно курящие в старшей школе: 19. 1
Использование бездымного табака
Средняя школа Текущие потребители бездымного: 3,3%
Средняя школа когда-либо бездымных пользователей: недоступно
Сигары, сигариллы, маленькие сигареты Применение
В настоящее время курят сигары, сигариллы или маленькие сигары в средней школе: 4,7%
Источник: Исследование рискованного поведения молодежи, 2019 г., P-02862 (PDF)
Текущее употребление табака определяется как употребление определенного табачного изделия хотя бы один раз за последние 30 дней.
Нынешние курильщики
Текущие потребители бездымного табака
Текущие вейперы
Висконсин
16%
4%
6%
Женский
14%
1%
6%
Мужской
17%
7%
5%
Неиспаноязычные американские индейцы/коренные жители Аляски
34%
2%
11%
Испаноязычный/латиноамериканец
12%
3%
6%
Неиспаноязычный Многорасовый
30%
1%
12%
Неиспаноязычный азиат/коренной житель Гавайев/островов Тихого океана
7%
1%
4%
Неиспаноязычный Черный
25%
3%
6%
Белый неиспаноязычный
16%
4%
5%
Распространенность расовой/этнической принадлежности агрегирована на основе данных BRFSS за 2015–2019 годы, за исключением данных Current Vaper за 2016–2019 годы.
Когда-либо болела астмой
16%
3%
5%
Диагноз депрессии
21%
3%
11%
LGB+*
22%
3%
13%
Участник Medicaid или BadgerCare
26%
5%
9%
Житель города Милуоки
26%
2%
7%
Лечение психических расстройств
18%
2%
11%
Живут в сельской местности
18%
6%
5%
Жить в городах
15%
4%
6%
Ветеран
17%
6%
3%
Образование ниже среднего
31%
8%
7%
Годовой доход менее 15 000 долларов США
22%
2%
8%
*Предпочтения LGB+ агрегированы с использованием данных BRFSS за 2016-2020 гг. ; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
Цифры взяты только из данных BRFSS за 2020 год, если не указано иное.
Употребление табака определяется как когда-либо однажды попробовавший какой-либо вид табака.
вечно курящие
Всегда курильщик сигар*
Когда-либо употреблявшие бездымный табак
Всегда вейпер
Висконсин
42%
35%
11%
25%
Женский
37%
16%
3%
23%
Мужской
48%
56%
22%
28%
Американские индейцы неиспаноязычного происхождения/коренные жители Аляски
69%
на
21%
35%
Испаноязычный/латиноамериканец
29%
на
7%
23%
Неиспаноязычный Многорасовый
47%
на
12%
43%
Неиспаноязычный азиат/коренной житель Гавайев/островов Тихого океана
16%
на
6%
19%
Черный неиспаноязычный
40%
на
4%
22%
Белый неиспаноязычный
44%
на
13%
22%
Большинство данных о расовой/этнической принадлежности агрегированы с использованием данных BRFSS за 2016–2020 годы.
*Использование сигар доступно только в 2020 году; na=недоступно, размер подвыборки слишком мал, чтобы быть надежным.
Когда-либо болела астмой
51%
34%
12%
24%
Диагноз депрессии
55%
35%
10%
40%
LGB+*
44%
на
9%
38%
Участник Medicaid или BadgerCare
47%
35%
10%
36%
Житель города Милуоки
39%
33%
4%
31%
Лечение психических расстройств
56%
39%
10%
40%
Проживают в сельской местности
52%
34%
12%
21%
Жить в городах
52%
35%
11%
26%
Ветеран
67%
53%
21%
22%
Образование ниже среднего
36%
37%
11%
31%
Годовой доход менее 15 000 долларов США
44%
35%
5%
41%
* Показатели распространенности ЛГБ+ агрегированы с использованием данных BRFSS за 2016-2020 гг. ; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
Цифры взяты только из данных BRFSS за 2020 год, если не указано иное.
Источник: 2020 Взрослые и коммерческий информационный бюллетень, P-02956 (Rev. 10/2021)
2018 WISCINSINSINSILL SYSTERAL FACTILLILL FACTILLILL FACTILLILL FACRILLILLILLILLILLILLILL FACTILLILLILLILLILLILLILLILLILLILLSILL FACTILLILLILLILLILLILLILLILLSILL FACTILLILLILLILLILLILLILLILLING3; Испанский: Los Adultos y el Tabaco 2018
Информационный бюллетень о курении во время беременности, 2019 г., P-02394
2019 Wisconsin Tobacco Facts: курение во время беременности
Число потерянных жизней в год: 7000
Ежегодные расходы на здравоохранение: 3 миллиарда долларов
Ежегодные потери производительности: 1,6 миллиарда долларов

 (KyivStar) : +38 (068) 422 40 40
(KyivStar) : +38 (068) 422 40 40

 Эти машины отличаются не только высокой производительностью, но и повышенной комфортностью для оператора. Cub Cadet позволяет убирать снег с удовольствием, и он, в отличие от других брендов, полюбился женщинам, не только за яркий цвет, но и за легкость в управлении.
Эти машины отличаются не только высокой производительностью, но и повышенной комфортностью для оператора. Cub Cadet позволяет убирать снег с удовольствием, и он, в отличие от других брендов, полюбился женщинам, не только за яркий цвет, но и за легкость в управлении. Нижняя часть ковша оборудована пластиковыми регулируемыми по высоте лыжами COOL BLUE, которые позволяют регулировать минимальную высоту захвата, а сверхпрочный и скользкий пластик предотвращает повреждение тротуарной плитки и других покрытий. Так же правильная регулировка минимальной высоты захвата позволяет исключить попадание посторонних предметов в ковш во время работы.
Нижняя часть ковша оборудована пластиковыми регулируемыми по высоте лыжами COOL BLUE, которые позволяют регулировать минимальную высоту захвата, а сверхпрочный и скользкий пластик предотвращает повреждение тротуарной плитки и других покрытий. Так же правильная регулировка минимальной высоты захвата позволяет исключить попадание посторонних предметов в ковш во время работы. Сегменты шнеков к оси вращения закреплены срезными болтами, которые защищают от заклинивания и повреждения редуктора при попадании посторонних предметов в ковш.
Сегменты шнеков к оси вращения закреплены срезными болтами, которые защищают от заклинивания и повреждения редуктора при попадании посторонних предметов в ковш.
 Также рукоятки обеспечивают безопасность оператора и окружающих, в случае потери управления.
Также рукоятки обеспечивают безопасность оператора и окружающих, в случае потери управления. Подогрев рукояток включается выключателем на панели управления. Так же на панели управления предусмотрено место для установки двух запасных срезных болтов (в комплект входит 4 шт.).
Подогрев рукояток включается выключателем на панели управления. Так же на панели управления предусмотрено место для установки двух запасных срезных болтов (в комплект входит 4 шт.). с.): 5.4
с.): 5.4 ): 84
): 84 Четырехтактные двигатели Cub Cadet для зимней эксплуатации с верхним расположением клапанов и электростартером, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых тяжелых условиях. Желоб из ударопрочного полимера и стальной ковш предельно облегчают управление машиной при сильном снеге и обледенении.
Четырехтактные двигатели Cub Cadet для зимней эксплуатации с верхним расположением клапанов и электростартером, система рулевого управления с гидроусилением и мощные стальные шнеки гарантируют быстрый запуск и работу без особых усилий даже в самых тяжелых условиях. Желоб из ударопрочного полимера и стальной ковш предельно облегчают управление машиной при сильном снеге и обледенении.

 949 Евро!!!
949 Евро!!! 
 Таким образом, на характеристики зазора не влияет и обеспечивается наилучшая производительность выброса. Колеса с шинами с глубоким протектором из мягкой специальной резины гарантируют первоклассное движение и сцепление на нормальной местности.
Таким образом, на характеристики зазора не влияет и обеспечивается наилучшая производительность выброса. Колеса с шинами с глубоким протектором из мягкой специальной резины гарантируют первоклассное движение и сцепление на нормальной местности.


 см
см

 00
00
 *
* .
. Cub Cadet® X-Series оснащен снегоочистителем.
Cub Cadet® X-Series оснащен снегоочистителем.
 Изображения могут не отражать инвентарь продавца и/или характеристики товара. Руководство оператора Заявление об ограничении ответственности: Опубликованное руководство оператора предназначено для общего ознакомления и использования. Чтобы обеспечить загрузку руководства по эксплуатации, относящегося к вашему устройству, нам требуются модель и серийный номер. Speed Отказ от ответственности: Фактическая скорость автомобиля зависит от нагрузки, использования и условий окружающей среды. Аккумулятор Заявление об отказе от ответственности: Производительность аккумулятора и продукта с питанием от аккумулятора зависит от нагрузки, использования и условий окружающей среды. Отказ от ответственности за программное обеспечение: Программное обеспечение, доступное на веб-сайтах Компании, предоставляется на условиях «как есть» без каких-либо явных или подразумеваемых гарантий. Загрузка и использование любого программного обеспечения осуществляется пользователем на свой страх и риск.
Изображения могут не отражать инвентарь продавца и/или характеристики товара. Руководство оператора Заявление об ограничении ответственности: Опубликованное руководство оператора предназначено для общего ознакомления и использования. Чтобы обеспечить загрузку руководства по эксплуатации, относящегося к вашему устройству, нам требуются модель и серийный номер. Speed Отказ от ответственности: Фактическая скорость автомобиля зависит от нагрузки, использования и условий окружающей среды. Аккумулятор Заявление об отказе от ответственности: Производительность аккумулятора и продукта с питанием от аккумулятора зависит от нагрузки, использования и условий окружающей среды. Отказ от ответственности за программное обеспечение: Программное обеспечение, доступное на веб-сайтах Компании, предоставляется на условиях «как есть» без каких-либо явных или подразумеваемых гарантий. Загрузка и использование любого программного обеспечения осуществляется пользователем на свой страх и риск.
 4. (при оплате — резерв товара)
4. (при оплате — резерв товара) потреб.мощность двигателя: 750 Вт
потреб.мощность двигателя: 750 Вт Основание
Основание мощн.: 1500 Вт
мощн.: 1500 Вт с. Kawasaki FH770D
с. Kawasaki FH770D с. Kawasaki FH770D
с. Kawasaki FH770D O.P.S и электрический палубный подъемник, стандарт
O.P.S и электрический палубный подъемник, стандарт Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления. Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Использование таких наименований/торговых марок компанией UPS Battery Center не подразумевает какой-либо принадлежности или одобрения их соответствующими владельцами. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления. Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления.
Использование сторонних деталей или номеров моделей исключительно в целях идентификации. UPS Battery Center никоим образом не подразумевает, что какие-либо из ее продуктов являются запасными батареями производителя оригинального оборудования. Технические характеристики могут быть изменены без предварительного уведомления. , прочность и долгий срок службы.
, прочность и долгий срок службы. Наши аккумуляторы обеспечивают производительность и спокойствие и используются в медицинских устройствах, системах сигнализации, пожарных панелях, мобильных устройствах, солнечных технологиях, системах бесперебойного питания (ИБП), транспортных средствах для отдыха и многих других промышленных и развлекательных устройствах.
Наши аккумуляторы обеспечивают производительность и спокойствие и используются в медицинских устройствах, системах сигнализации, пожарных панелях, мобильных устройствах, солнечных технологиях, системах бесперебойного питания (ИБП), транспортных средствах для отдыха и многих других промышленных и развлекательных устройствах.
 Красноярск, ул. Семафорная, д. 219
Красноярск, ул. Семафорная, д. 219 Абакан, ул. Лермонтова, д. 21
Абакан, ул. Лермонтова, д. 21 80 р.
80 р. Ремкомплекты. Герметик. Аксессуары
Ремкомплекты. Герметик. Аксессуары
 Захватные поверхности в форме параллелограмма имеют специально закаленные зубья до твердости 61HRC для надежного захвата труб и гаек. Ручки с пластиковым покрытием и защитой от скольжения для дополнительной безопасности. Имеет функцию «без зажима», которая предотвращает сцепление рукояток и повреждение рук пользователей.
Захватные поверхности в форме параллелограмма имеют специально закаленные зубья до твердости 61HRC для надежного захвата труб и гаек. Ручки с пластиковым покрытием и защитой от скольжения для дополнительной безопасности. Имеет функцию «без зажима», которая предотвращает сцепление рукояток и повреждение рук пользователей. Тем не менее, он должен быть возвращен в пригодном для продажи состоянии с оригинальной упаковкой.
Тем не менее, он должен быть возвращен в пригодном для продажи состоянии с оригинальной упаковкой.

 на странице доставки)
на странице доставки) мм² и болторез с двумя размерами кусачек для болтов M3 и M4, с резьбой для точного разреза.
мм² и болторез с двумя размерами кусачек для болтов M3 и M4, с резьбой для точного разреза.
 д.
д. 
 Эту 3D-модель также можно посмотреть-покрутить, сделать анимацию для предварительного просмотра третьими лицами. На выходе тот же файл для колодочного фрезерного станка с ЧПУ — CAM! Точность производства формы по этой технологии доходит до 0,01 мм.
Эту 3D-модель также можно посмотреть-покрутить, сделать анимацию для предварительного просмотра третьими лицами. На выходе тот же файл для колодочного фрезерного станка с ЧПУ — CAM! Точность производства формы по этой технологии доходит до 0,01 мм. Плато и платформы отливают либо из того же АБС, либо используются более современные материалы, обладающие пластичностью при нагревании.
Плато и платформы отливают либо из того же АБС, либо используются более современные материалы, обладающие пластичностью при нагревании. Точность изготовления моделей из АБС-пластика достигает 50 микрон ( 0,05 мм). Технология хороша для индивидуального пошива обуви, пошива коллекций эксклюзивной обуви, создания сезонных коллекций в массовом производстве обуви.
Точность изготовления моделей из АБС-пластика достигает 50 микрон ( 0,05 мм). Технология хороша для индивидуального пошива обуви, пошива коллекций эксклюзивной обуви, создания сезонных коллекций в массовом производстве обуви.

 Подошвы печатались по технологии SLS, пробная партия состояла из 44 пар.
Подошвы печатались по технологии SLS, пробная партия состояла из 44 пар. Так получается подошва с совершенно новыми свойствами, намного более упругая, чем традиционные резиновые подошвы кроссовок, и точнее передающая импульс. Liquid Factory создает кроссовок, который растягивается и обтекает ногу, обеспечивая ей объемную поддержку со всех сторон.>>
Так получается подошва с совершенно новыми свойствами, намного более упругая, чем традиционные резиновые подошвы кроссовок, и точнее передающая импульс. Liquid Factory создает кроссовок, который растягивается и обтекает ногу, обеспечивая ей объемную поддержку со всех сторон.>>



 сетях:
сетях:
 У каждого была определенная роль в решении.
У каждого была определенная роль в решении. PROTIQ объяснил:
PROTIQ объяснил:
 Пока вроде работает!
Пока вроде работает! Пожалуйста, посетите нашу страницу покупки колодок, чтобы ознакомиться с нашими стандартными предложениями. Если вы не можете найти то, что ищете, мы, скорее всего, сможем помочь вам с помощью других наших услуг. Для нашей предыстории, пожалуйста, смотрите нашу страницу о нас. Мы надеемся, что вы будете следить за нашим блогом, поскольку мы делаем успехи в мелкосерийном производстве обуви!
Пожалуйста, посетите нашу страницу покупки колодок, чтобы ознакомиться с нашими стандартными предложениями. Если вы не можете найти то, что ищете, мы, скорее всего, сможем помочь вам с помощью других наших услуг. Для нашей предыстории, пожалуйста, смотрите нашу страницу о нас. Мы надеемся, что вы будете следить за нашим блогом, поскольку мы делаем успехи в мелкосерийном производстве обуви!

 Температуры 170°С хватит, чтобы соединить стеклянные, металлические или деревянные заготовки. Для работы с крупными деталями используют профессиональные модели с нагревом до 240°С. Поэтому, если планируете соединять между собой различные поверхности и вообще использовать инструмент по максимуму, стоит выбрать инструмент с несколькими режимами нагрева и опцией поддержания температуры. Пистолеты с количеством клея, подаваемым в минуту от 15 до 30 г подойдут для продолжительной работы и больших площадей. Девайсы с производительностью от 6 до 15 г/м предназначены для непродолжительного использования, мелкого ремонта и рукоделия. Модели на 2–6 г/м будут актуальны, когда изредка требуется с «точечное» склеивание.
Температуры 170°С хватит, чтобы соединить стеклянные, металлические или деревянные заготовки. Для работы с крупными деталями используют профессиональные модели с нагревом до 240°С. Поэтому, если планируете соединять между собой различные поверхности и вообще использовать инструмент по максимуму, стоит выбрать инструмент с несколькими режимами нагрева и опцией поддержания температуры. Пистолеты с количеством клея, подаваемым в минуту от 15 до 30 г подойдут для продолжительной работы и больших площадей. Девайсы с производительностью от 6 до 15 г/м предназначены для непродолжительного использования, мелкого ремонта и рукоделия. Модели на 2–6 г/м будут актуальны, когда изредка требуется с «точечное» склеивание.
 10 шт.) 09-1273
10 шт.) 09-1273 Стрежни Ø 7 мм подойдут для мелкого домашнего ремонта, изготовления сувениров и декоративных элементов, Ø 11 мм можно применять для строительства, изоляции, монтажа и других более масштабных работ.
Стрежни Ø 7 мм подойдут для мелкого домашнего ремонта, изготовления сувениров и декоративных элементов, Ø 11 мм можно применять для строительства, изоляции, монтажа и других более масштабных работ. /уп. блистер 09-1060
/уп. блистер 09-1060
 Это обусловлено их универсальностью и отличными техническими характеристиками получающегося сцепления склеиваемых поверхностей. Но для такого устройства необходимо правильно выбирать расходный материал, так как он клеевых стержней зависит качество работы.
Это обусловлено их универсальностью и отличными техническими характеристиками получающегося сцепления склеиваемых поверхностей. Но для такого устройства необходимо правильно выбирать расходный материал, так как он клеевых стержней зависит качество работы.
 Обычно выбирают универсальный размер в 11 мм.
Обычно выбирают универсальный размер в 11 мм.
 Итак, рассмотрим стержни для клеевого пистолета в зависимости от цвета.
Итак, рассмотрим стержни для клеевого пистолета в зависимости от цвета. Цвет в данном случае будет играть роль маркера. Таким клеем можно скреплять и пластик, но все-таки больше он предназначен для стекла и металла.
Цвет в данном случае будет играть роль маркера. Таким клеем можно скреплять и пластик, но все-таки больше он предназначен для стекла и металла. Он состоят из специального термопластичного полимера, который после остывания затвердевает. Сейчас такие клеевые пистолеты могут работать с двумя типами стержней.
Он состоят из специального термопластичного полимера, который после остывания затвердевает. Сейчас такие клеевые пистолеты могут работать с двумя типами стержней.
 Клеевые пистолеты рассчитаны только на один размер горячего клеевого стержня, поэтому вам нужно убедиться, что они правильно подобраны. Наиболее распространенный размер стержня горячего клея для большинства применений составляет 1/2 дюйма. Клеевые стержни для рукоделия имеют размер 5/16 дюйма (иногда их называют мини-стержнями горячего клея).
Клеевые пистолеты рассчитаны только на один размер горячего клеевого стержня, поэтому вам нужно убедиться, что они правильно подобраны. Наиболее распространенный размер стержня горячего клея для большинства применений составляет 1/2 дюйма. Клеевые стержни для рукоделия имеют размер 5/16 дюйма (иногда их называют мини-стержнями горячего клея). Попытка пропустить высокотемпературный термоклеевой стержень через низкотемпературный пистолет для горячего клея (или наоборот) может привести к серьезному повреждению клеевого пистолета и привести к тому, что клеевой стержень будет работать должным образом.
Попытка пропустить высокотемпературный термоклеевой стержень через низкотемпературный пистолет для горячего клея (или наоборот) может привести к серьезному повреждению клеевого пистолета и привести к тому, что клеевой стержень будет работать должным образом.
 Чтобы попытаться помочь прояснить тайну выбора клеевого стержня правильного размера, мы создали удобную небольшую шпаргалку, которая поможет вам в этом. По конкретным вопросам о ваших потребностях или применении клея-расплава всегда обращайтесь к одному из наших экспертов по клеям-расплавам.
Чтобы попытаться помочь прояснить тайну выбора клеевого стержня правильного размера, мы создали удобную небольшую шпаргалку, которая поможет вам в этом. По конкретным вопросам о ваших потребностях или применении клея-расплава всегда обращайтесь к одному из наших экспертов по клеям-расплавам. Они выглядят как гладкие 1/2-дюймовые клеевые стержни, но немного шире.
Они выглядят как гладкие 1/2-дюймовые клеевые стержни, но немного шире. Пневматический клеевой пистолет 3M PG II — это рабочая лошадка и неизменно лидер продаж среди пневматических клеевых пистолетов большого объема.
Пневматический клеевой пистолет 3M PG II — это рабочая лошадка и неизменно лидер продаж среди пневматических клеевых пистолетов большого объема.
 RU. Популярные категории:
RU. Популярные категории:

 ..
.. Главным отличием их от 3D принтеров является то, что ручкой вы не сделаете высокоточную деталь, но в свою очередь она лучше подходит для творчества и имеет больше применений. Примером такого современного девайса стали 3D ручки 3DPen-2 (3Д Пен-2). Однако не стоит забывать, что любая техника со временем может сломаться по различным причинам, не всегда по вине владельца, а решением проблемы может стать ремонт 3D ручек 3DPen-2 (3Д Пен-2). И если произошло так, что вам необходимо произвести качественный ремонт 3D ручек 3DPen-2 (3Д Пен-2), в Москве и ее округах, то скорее обращайтесь в сервисный центр Nicom Service. Обращаясь в наш сервисный центр, вы сможете не только получить качественней ремонт поломки любой сложности, но и обязательную гарантию на нашу работу! Мы ремонтируем 3D ручки 3DPen-2 (3Д Пен-2) только фирменными зап. частями, по приятным ценам и в кротчайшие сроки. В среднем, ремонт 3D ручки 3DPen-2 (3Д Пен-2) в Nicom Service займет не более 1-2 дней.
Главным отличием их от 3D принтеров является то, что ручкой вы не сделаете высокоточную деталь, но в свою очередь она лучше подходит для творчества и имеет больше применений. Примером такого современного девайса стали 3D ручки 3DPen-2 (3Д Пен-2). Однако не стоит забывать, что любая техника со временем может сломаться по различным причинам, не всегда по вине владельца, а решением проблемы может стать ремонт 3D ручек 3DPen-2 (3Д Пен-2). И если произошло так, что вам необходимо произвести качественный ремонт 3D ручек 3DPen-2 (3Д Пен-2), в Москве и ее округах, то скорее обращайтесь в сервисный центр Nicom Service. Обращаясь в наш сервисный центр, вы сможете не только получить качественней ремонт поломки любой сложности, но и обязательную гарантию на нашу работу! Мы ремонтируем 3D ручки 3DPen-2 (3Д Пен-2) только фирменными зап. частями, по приятным ценам и в кротчайшие сроки. В среднем, ремонт 3D ручки 3DPen-2 (3Д Пен-2) в Nicom Service займет не более 1-2 дней.
 Типовыми поломками, с которыми к нам обращаются владельцы 3D ручек 3DPen-2 (3Д Пен-2) являются: ручку заклинило, ручка не работает, ручка не пишет, от ручки исходит неприятный запах, ручка перегревается, у ручки треснул корпус, ручка не реагирует на нажатие, ручка не заряжается и многое другое. Для того, чтобы обратится в наш сервисный центр по ремонту 3D ручек 3DPen-2 (3Д Пен-2), вам необходимо позвонить по телефону: +7 (495) 926-72-26 или заполнить заявку на нашем сайте.
Типовыми поломками, с которыми к нам обращаются владельцы 3D ручек 3DPen-2 (3Д Пен-2) являются: ручку заклинило, ручка не работает, ручка не пишет, от ручки исходит неприятный запах, ручка перегревается, у ручки треснул корпус, ручка не реагирует на нажатие, ручка не заряжается и многое другое. Для того, чтобы обратится в наш сервисный центр по ремонту 3D ручек 3DPen-2 (3Д Пен-2), вам необходимо позвонить по телефону: +7 (495) 926-72-26 или заполнить заявку на нашем сайте.
 Это включает, помимо прочего, постобработку CTA, MRA, CTV, перфузии и количественного анализа мозга.
Это включает, помимо прочего, постобработку CTA, MRA, CTV, перфузии и количественного анализа мозга.
 Отличная постоянная коммуникация, постоянство и качество готового продукта, соблюдение сроков и разумная цена. Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации.
Отличная постоянная коммуникация, постоянство и качество готового продукта, соблюдение сроков и разумная цена. Я продвигал эту услугу среди коллег всякий раз, когда возникали дискуссии о добавлении новых услуг, включающих расширенную визуализацию, особенно когда ожидаемый объем действительно не оправдывает затраты на покупку специального пакета визуализации. Она обеспечивает круглосуточный доступ к более чем 200 экспертам-радиологам в режиме 24/7/365. Компания 3DR Labs, основанная в 2005 году, предоставляет услуги сотням больничных отделений визуализации, автономным центрам визуализации и рентгенологическим кабинетам. Время выполнения КТ и МРТ исследований гарантировано в течение нескольких часов или даже минут. С 3DR Labs руководители медицинских учреждений, занимающиеся визуализацией, получают доступ к высокому уровню знаний и опыту подлинного сотрудничества.
Она обеспечивает круглосуточный доступ к более чем 200 экспертам-радиологам в режиме 24/7/365. Компания 3DR Labs, основанная в 2005 году, предоставляет услуги сотням больничных отделений визуализации, автономным центрам визуализации и рентгенологическим кабинетам. Время выполнения КТ и МРТ исследований гарантировано в течение нескольких часов или даже минут. С 3DR Labs руководители медицинских учреждений, занимающиеся визуализацией, получают доступ к высокому уровню знаний и опыту подлинного сотрудничества.




 Системы управления.
Системы управления. Она успешно завершила программу Университета Рутгерса по управлению организациями здравоохранения и в настоящее время работает над получением сертификата «бережливое производство + шесть сигм».
Она успешно завершила программу Университета Рутгерса по управлению организациями здравоохранения и в настоящее время работает над получением сертификата «бережливое производство + шесть сигм». Она имеет сильную предвзятость в отношении ухода за пациентами и сотрудничает с членами руководства организации, чтобы продолжать уделять приоритетное внимание потребностям пациентов. Стефани стремится предоставлять исключительные услуги в рамках операций, чтобы лучше обслуживать здравоохранение.
Она имеет сильную предвзятость в отношении ухода за пациентами и сотрудничает с членами руководства организации, чтобы продолжать уделять приоритетное внимание потребностям пациентов. Стефани стремится предоставлять исключительные услуги в рамках операций, чтобы лучше обслуживать здравоохранение.

 6CBMS
6CBMS
 машина BOSCH GWS 700 (06013A30R0)
машина BOSCH GWS 700 (06013A30R0) Встроенная защита от непреднамеренного пуска повышает безопасность эксплуатации УШМ. Дополнительная рукоятка с изолированной поверхностью может переставляться в разных плоскостях, упрощая работу в труднодоступных местах. Двухметровый питающий кабель разрешает перемещаться по рабочей зоне.
Встроенная защита от непреднамеренного пуска повышает безопасность эксплуатации УШМ. Дополнительная рукоятка с изолированной поверхностью может переставляться в разных плоскостях, упрощая работу в труднодоступных местах. Двухметровый питающий кабель разрешает перемещаться по рабочей зоне. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
 04.2023
04.2023  04.2023
04.2023  03.2023
03.2023  03.2023
03.2023  03.2023
03.2023  fershop.eu/2336-large_default/grinder-angular-bosch-gws-7-115-ew-700.webp» data-title=»legend»/>
fershop.eu/2336-large_default/grinder-angular-bosch-gws-7-115-ew-700.webp» data-title=»legend»/> Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую угловую шлифовальную машину, которая отличается надежной работой с качеством BOSCH, выдающейся перегрузочной способностью, подходящей для тяжелых работ, компактной и тонкой конструкцией для удобства использования.
Эта угловая шлифовальная машина Bosch GWS 700 Professional представляет собой небольшую угловую шлифовальную машину, которая отличается надежной работой с качеством BOSCH, выдающейся перегрузочной способностью, подходящей для тяжелых работ, компактной и тонкой конструкцией для удобства использования.
 Он имеет три разновидности: экструзионно-выдувное формование, выдувное формование под давлением и выдувное формование с растяжением.
Он имеет три разновидности: экструзионно-выдувное формование, выдувное формование под давлением и выдувное формование с растяжением.
 Затем уретановые детали полимеризуются в печи.
Затем уретановые детали полимеризуются в печи. Он работает с обычными термопластами, такими как ABS и PLA, а также с такими современными материалами, как PEEK.
Он работает с обычными термопластами, такими как ABS и PLA, а также с такими современными материалами, как PEEK.
 Да и самим не очень-то приятно дышать соединениями органической химии.
Да и самим не очень-то приятно дышать соединениями органической химии.
 Пластмассы — это универсальная категория материалов с тысячами вариантов полимеров, каждый из которых имеет свои особые механические свойства. Но как изготавливаются пластиковые детали?
Пластмассы — это универсальная категория материалов с тысячами вариантов полимеров, каждый из которых имеет свои особые механические свойства. Но как изготавливаются пластиковые детали?
 Стоимость должна быть сбалансирована с функциональными и эстетическими требованиями. Рассмотрите идеальные характеристики для вашего конкретного применения и сравните их с доступными вариантами в данном производственном процессе.
Стоимость должна быть сбалансирована с функциональными и эстетическими требованиями. Рассмотрите идеальные характеристики для вашего конкретного применения и сравните их с доступными вариантами в данном производственном процессе. Главной особенностью, которая отличает их от реактопластов, является их способность проходить через многочисленные циклы плавления и затвердевания без существенной деградации. Термопласты обычно поставляются в виде небольших гранул или листов, которые нагреваются и формируются в желаемую форму с использованием различных производственных процессов. Процесс полностью обратим, так как не происходит химического связывания, что делает возможной переработку или плавление и повторное использование термопластов.
Главной особенностью, которая отличает их от реактопластов, является их способность проходить через многочисленные циклы плавления и затвердевания без существенной деградации. Термопласты обычно поставляются в виде небольших гранул или листов, которые нагреваются и формируются в желаемую форму с использованием различных производственных процессов. Процесс полностью обратим, так как не происходит химического связывания, что делает возможной переработку или плавление и повторное использование термопластов. Полимеры в термореактивных материалах сшиваются в процессе отверждения под действием тепла, света или подходящего излучения. Этот процесс отверждения образует необратимую химическую связь. Термореактивные пластмассы разлагаются при нагревании, а не плавятся, и не восстанавливаются при охлаждении. Переработка термореактивных материалов или возврат материала обратно в его основные ингредиенты невозможна.
Полимеры в термореактивных материалах сшиваются в процессе отверждения под действием тепла, света или подходящего излучения. Этот процесс отверждения образует необратимую химическую связь. Термореактивные пластмассы разлагаются при нагревании, а не плавятся, и не восстанавливаются при охлаждении. Переработка термореактивных материалов или возврат материала обратно в его основные ингредиенты невозможна.

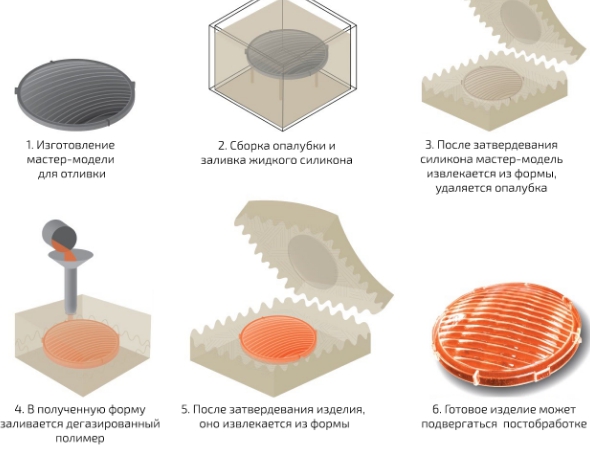
 Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
 Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента.
Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента. Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил.
Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил. , а акрил разрушает поверхности формы.
, а акрил разрушает поверхности формы. Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены.
Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены. Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
 Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.
Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.

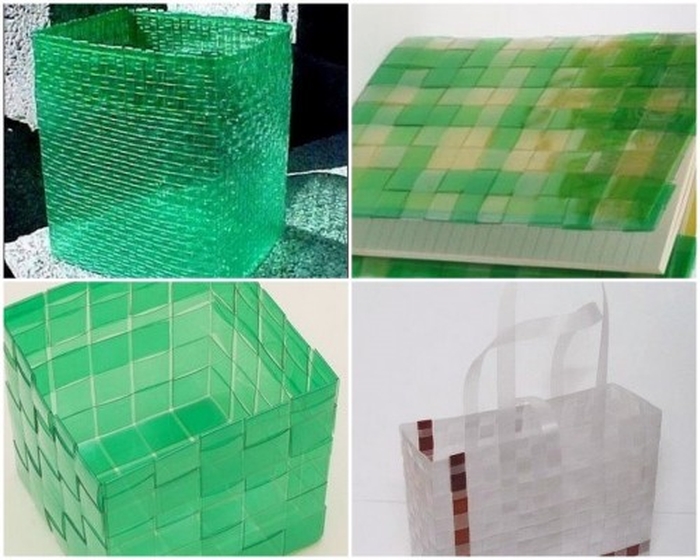



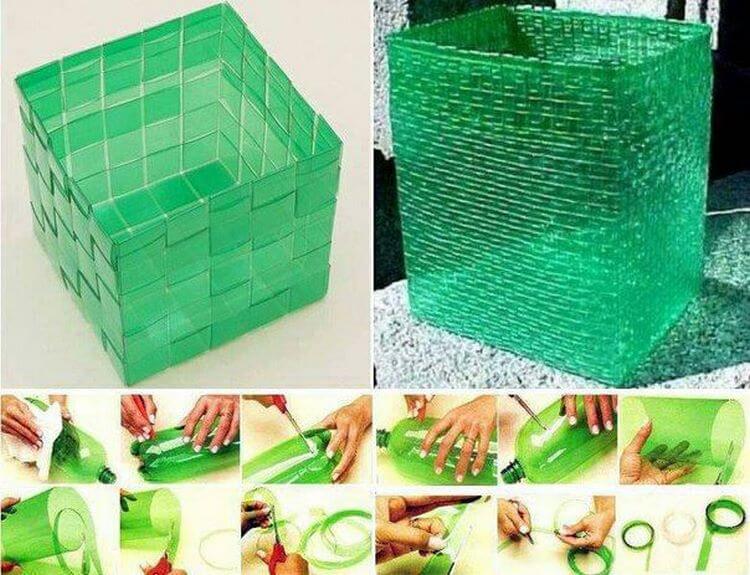
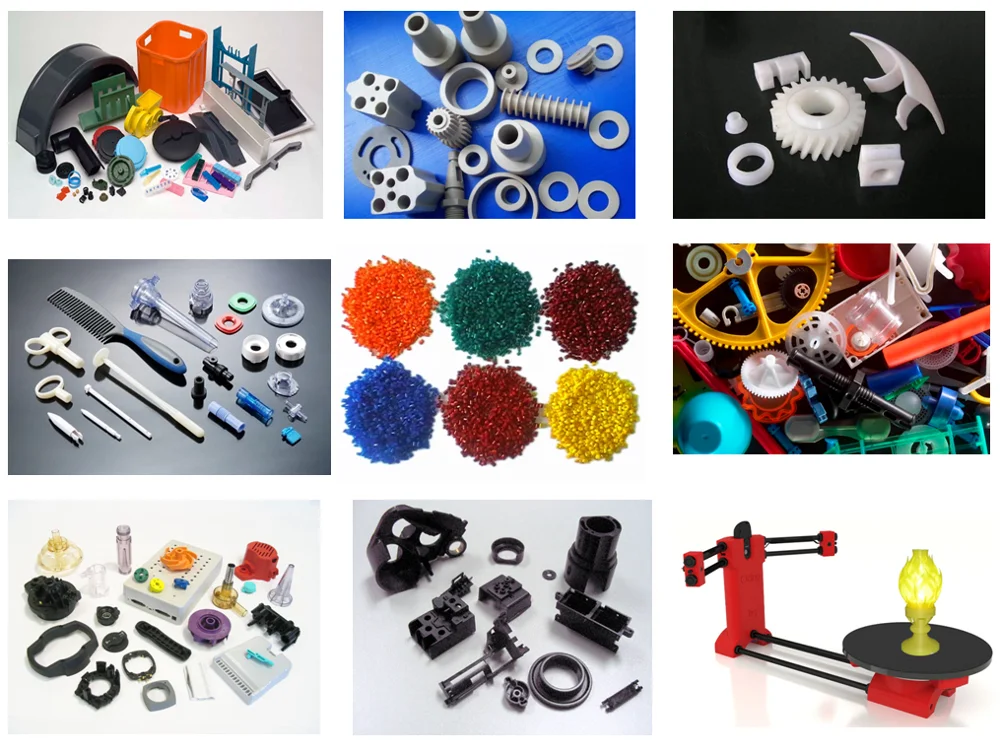 Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
 Молекулярная масса пластмасс также очень высока. Это означает, что в каждом куске пластика упакованы тысячи атомов.
Молекулярная масса пластмасс также очень высока. Это означает, что в каждом куске пластика упакованы тысячи атомов.

 Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
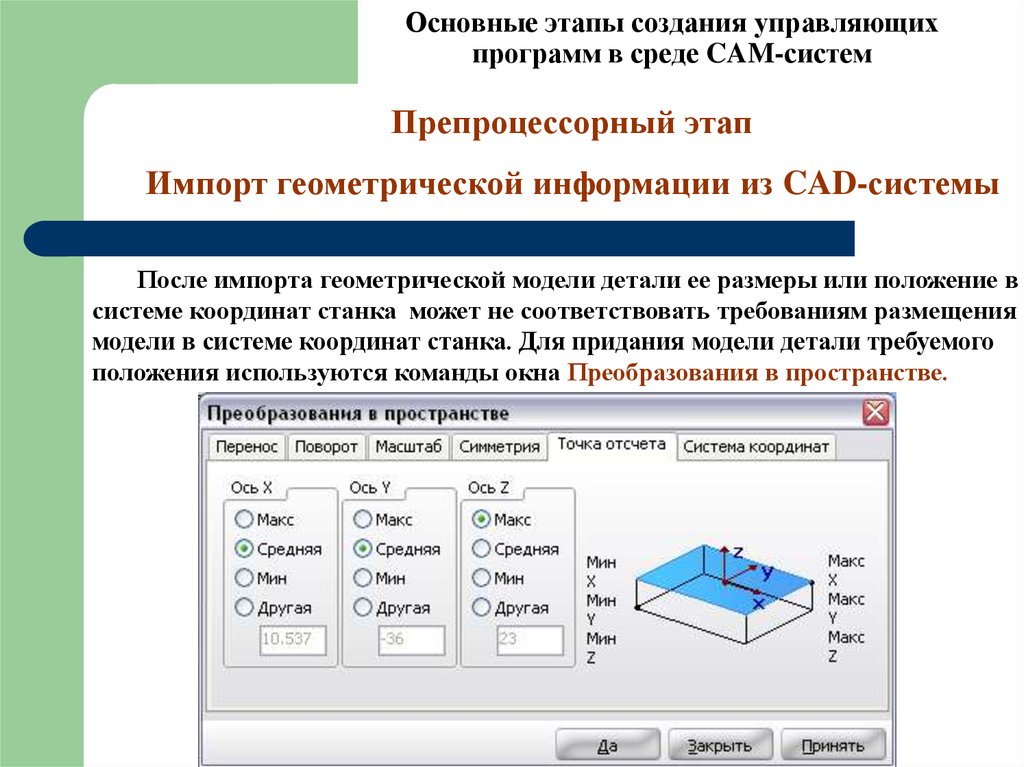 Можно отредактировать по месту и сразу запустить в работу.
Можно отредактировать по месту и сразу запустить в работу.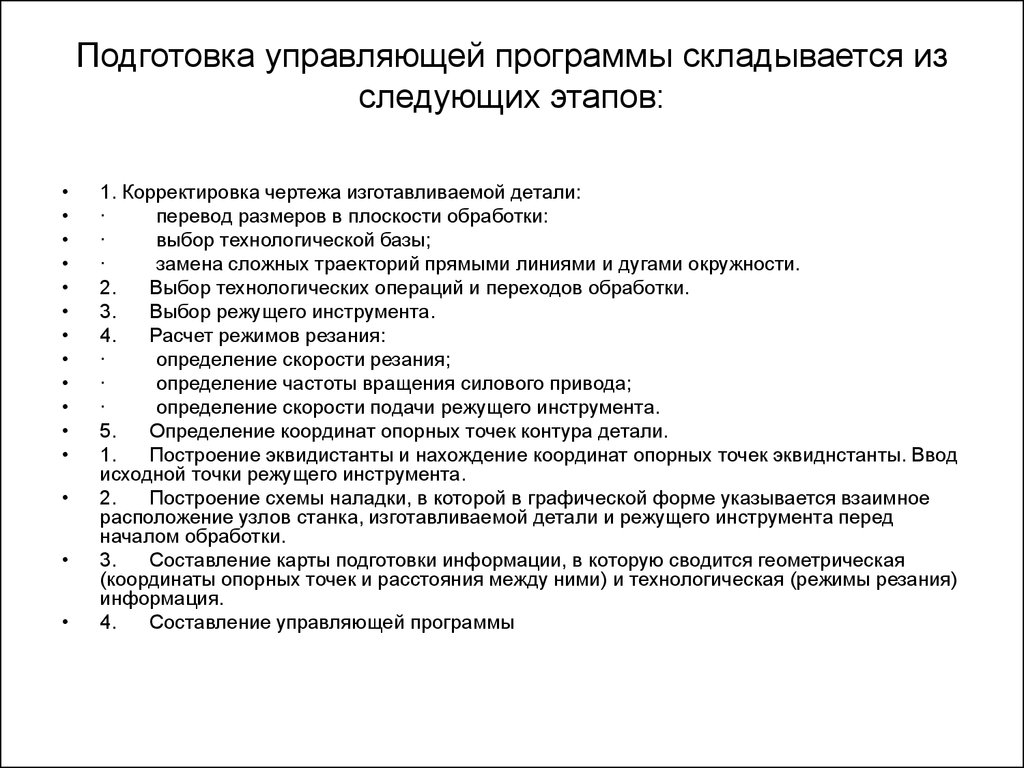 Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
 В этом уроке мы разберем, как подготовить программу для такого станка и запустить его в работу.
В этом уроке мы разберем, как подготовить программу для такого станка и запустить его в работу. Нужно указать станку, как вырезать деталь из тела заготовки:
Нужно указать станку, как вырезать деталь из тела заготовки: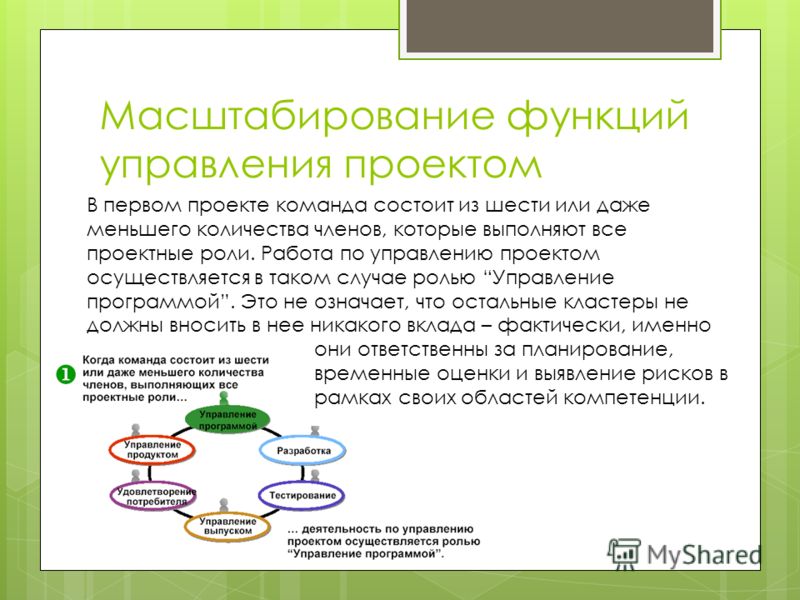 Для этого меняем ориентацию оси Z и выбираем любую плоскость, которая перпендикулярна ей.
Для этого меняем ориентацию оси Z и выбираем любую плоскость, которая перпендикулярна ей. Выполняем настройки инструмента на нескольких вкладках:
Выполняем настройки инструмента на нескольких вкладках:

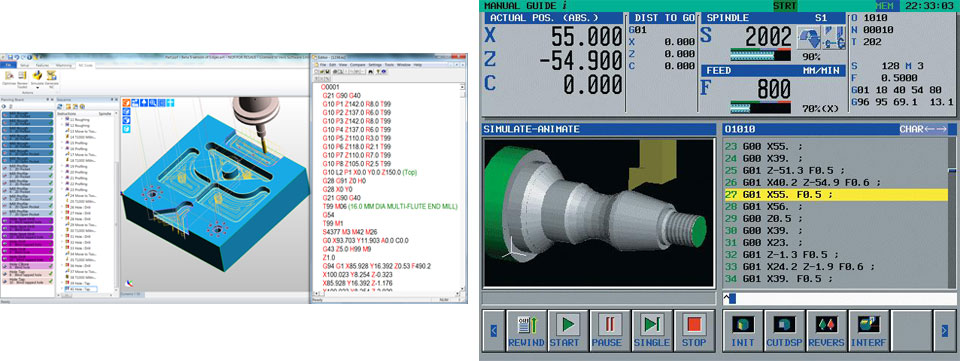 Сохраняем программу на съемном носителе.
Сохраняем программу на съемном носителе.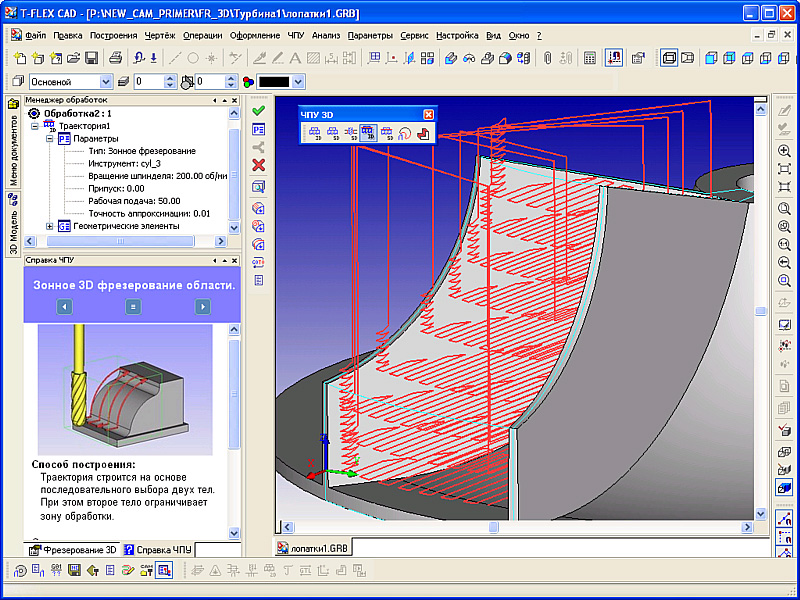
 Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
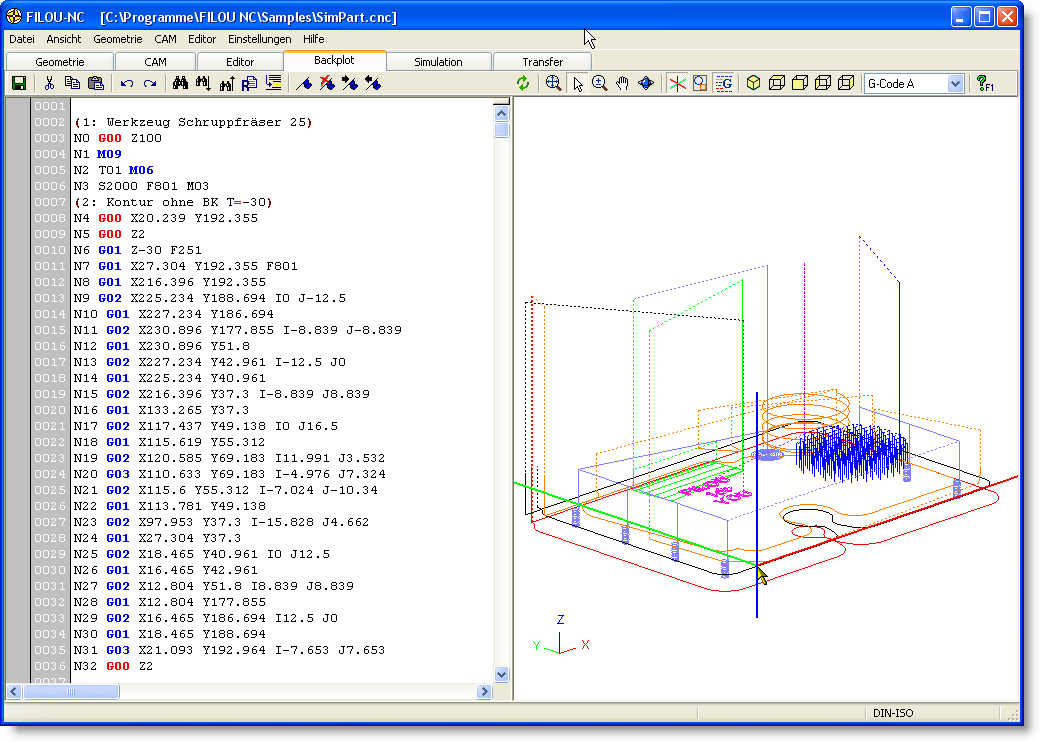 Наш экспертный отраслевой анализ и практические решения помогут вам принимать более обоснованные решения о покупке и получать больше от технологий.
Наш экспертный отраслевой анализ и практические решения помогут вам принимать более обоснованные решения о покупке и получать больше от технологий. , компания Ziff Davis. Все права защищены.
, компания Ziff Davis. Все права защищены.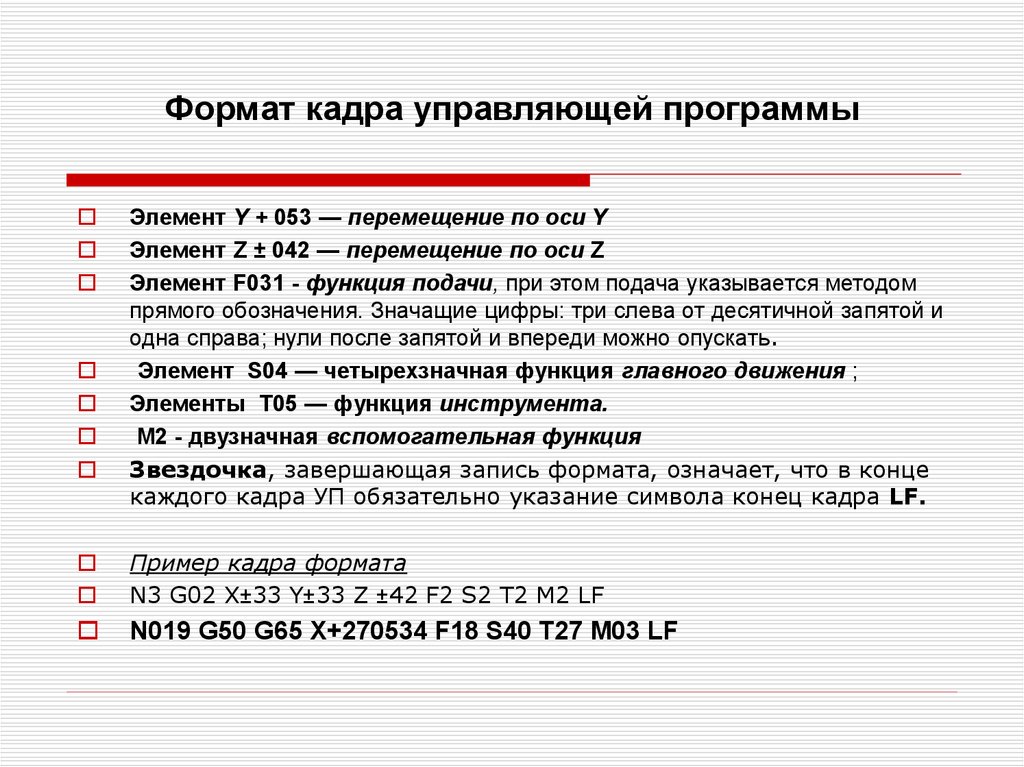 Департамент природных ресурсов штата Висконсин (DNR) выпустил новое руководство по безопасной утилизации электронных сигарет, которое можно найти на их веб-сайте.
Департамент природных ресурсов штата Висконсин (DNR) выпустил новое руководство по безопасной утилизации электронных сигарет, которое можно найти на их веб-сайте.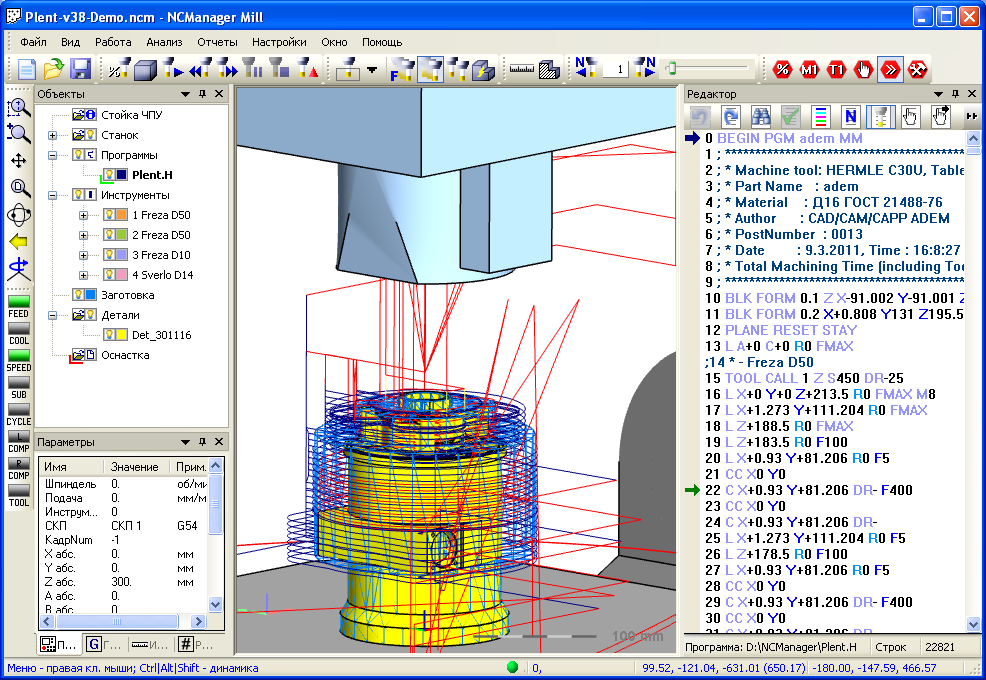
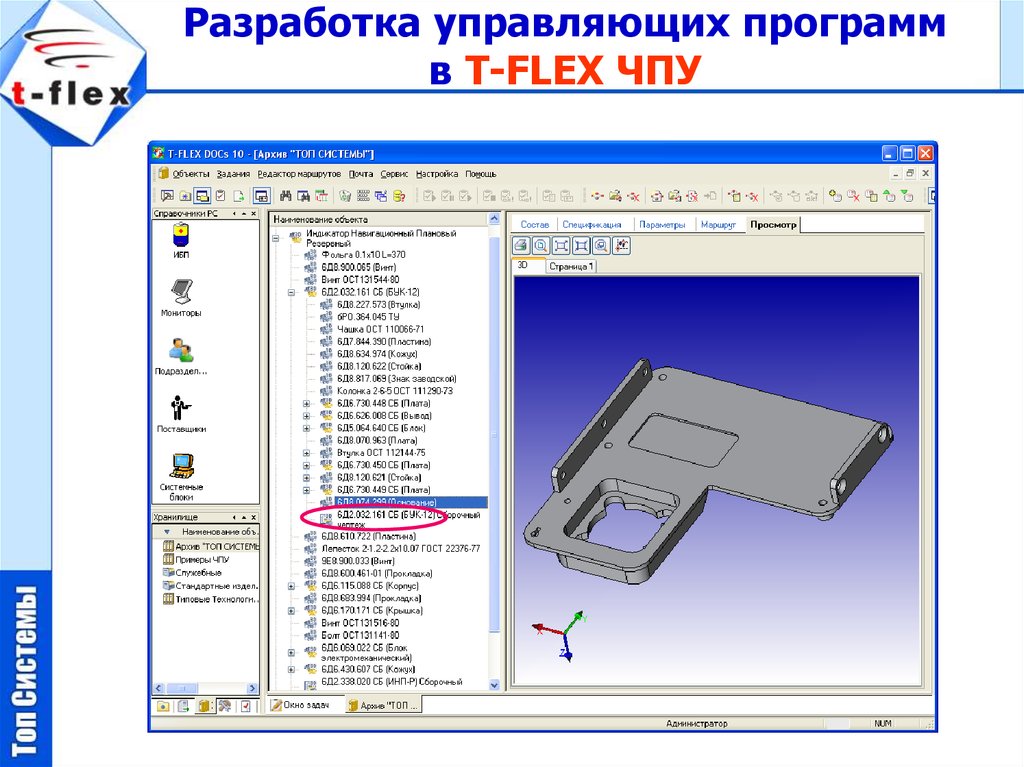 президент подписал закон о внесении поправок в Федеральный закон о пищевых продуктах, лекарствах и косметике и повышении федерального минимального возраста продажи табачных изделий с 18 до 21 года. . В настоящее время розничному продавцу запрещено продавать любые табачные изделия, включая сигареты, сигары и электронные сигареты, лицам младше 21 года. Информацию об изменениях в этом законе см. на веб-сайте Федерального управления по санитарному надзору за качеством пищевых продуктов и медикаментов.
президент подписал закон о внесении поправок в Федеральный закон о пищевых продуктах, лекарствах и косметике и повышении федерального минимального возраста продажи табачных изделий с 18 до 21 года. . В настоящее время розничному продавцу запрещено продавать любые табачные изделия, включая сигареты, сигары и электронные сигареты, лицам младше 21 года. Информацию об изменениях в этом законе см. на веб-сайте Федерального управления по санитарному надзору за качеством пищевых продуктов и медикаментов.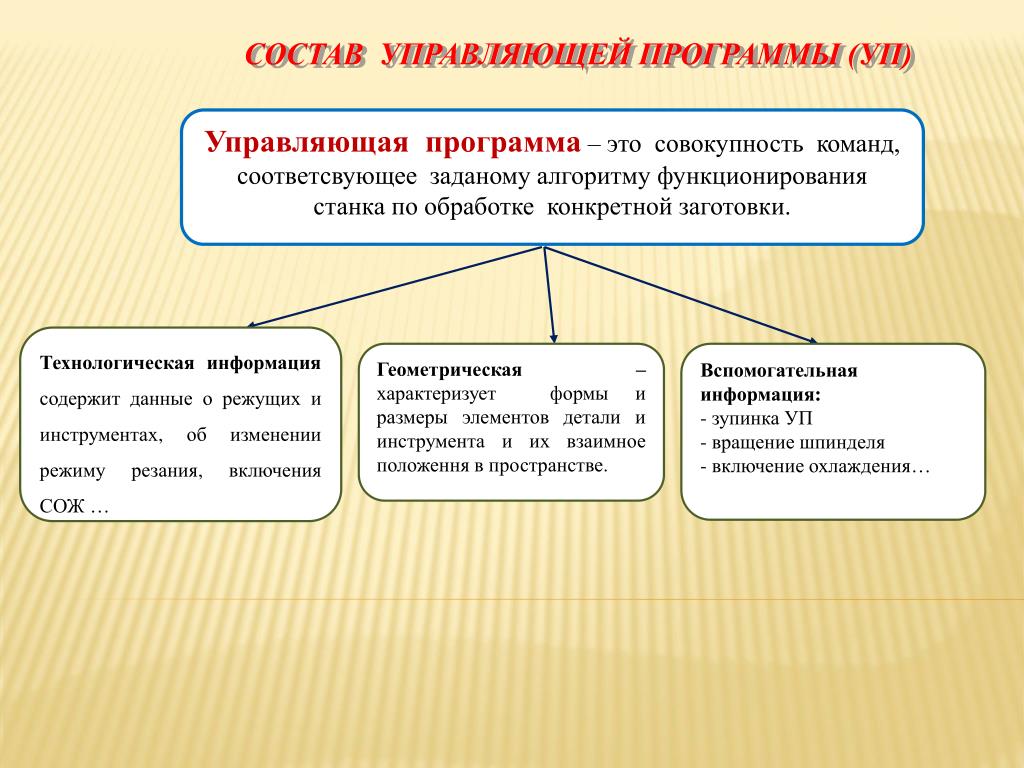 Примеры различных типов электронных сигарет можно найти на веб-сайте CDC. Политика вступает в силу через 30 дней после публикации в федеральном регистраторе.
Примеры различных типов электронных сигарет можно найти на веб-сайте CDC. Политика вступает в силу через 30 дней после публикации в федеральном регистраторе.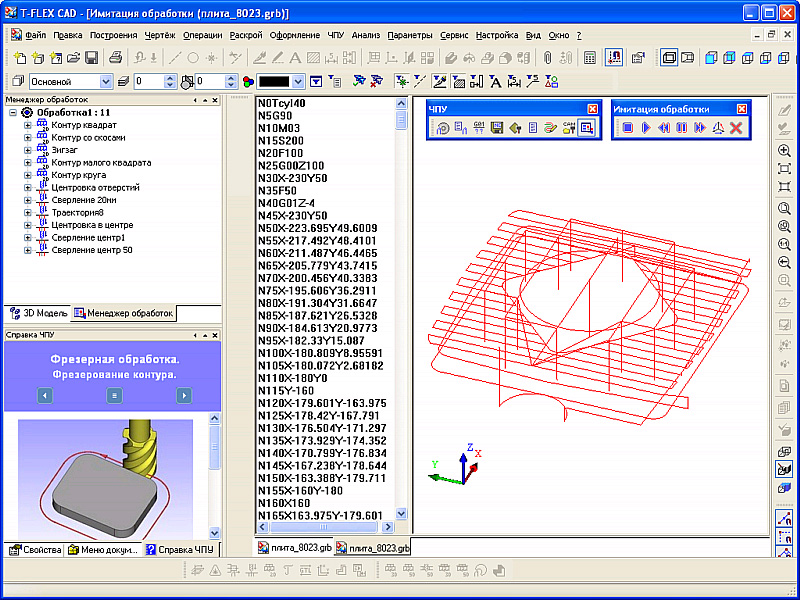 Чтобы узнать о проверенных средствах, которые помогут вам бросить курить, посетите нашу страницу «Помощь бросить курить».
Чтобы узнать о проверенных средствах, которые помогут вам бросить курить, посетите нашу страницу «Помощь бросить курить».
 1
1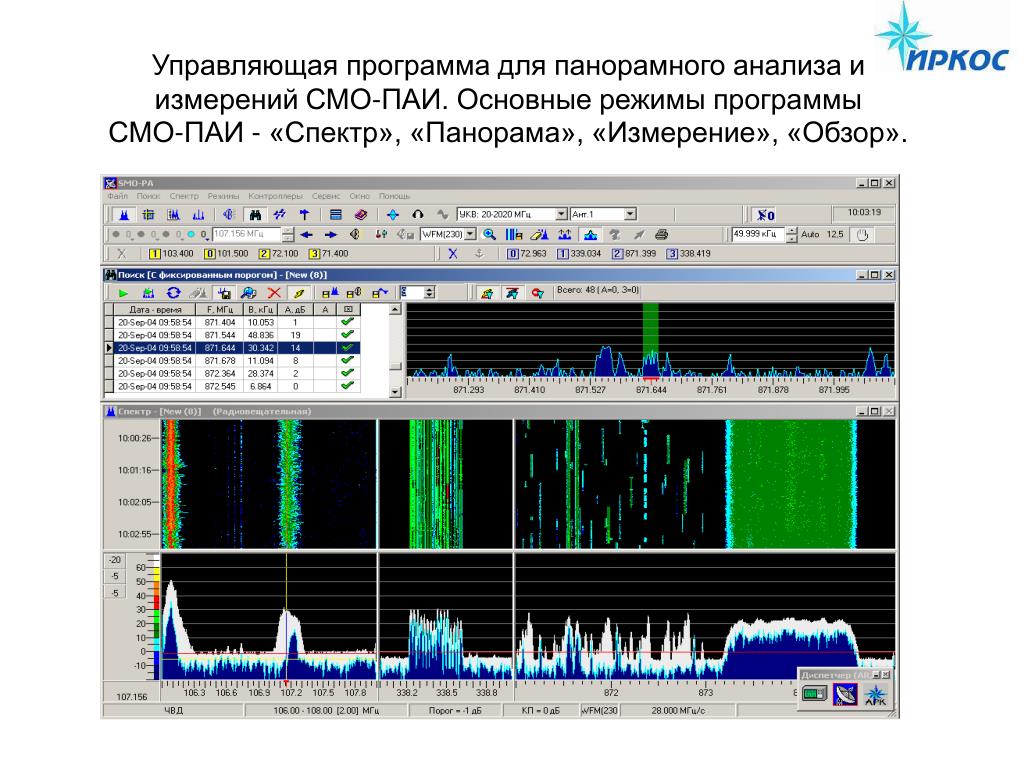
 ; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
 ; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.
; из-за недостаточного размера выборки в эту выборку не входят взрослые трансгендеры.