Как сделать фигурку из пластика: Изготовление фигурок из жидкого пластика
Изготовление фигурок из жидкого пластика
Креатив-Артшопп
Дорогие рукодельницы, часто у вас возникают вопросы по правильному изготовлению фигурок из жидкого пластика.
Так как у меня магазин по продаже изделий для творчества, то мне приходится изготавливать такие фигурки в очень большом количестве, и я хотела бы поделиться с вами моим, уже большим опытом.
То что нам понадобится:
1. Жидкий пластик двух компонентный (А и В).
2. Два шприца.
3. Газета.
4. Палочка для размешивания.
5. Зубочистка.
6. Молды (силиконовые формы).
7. Одноразовый стаканчик.
8. Одноразовые перчатки.
Изготовление:
— Застилаете стол бумагой и надеваете перчатки. Если использовать пластик без перчаток, то потом все руки черные и не отмываются несколько дней.
-. Отмерьте в одноразовый стаканчик пластик оба компонента по разным шприцам в равной пропорции.
— Тщательно и быстро перемешиваете палочкой. Время жизни у некоторого вида пластика — 1 минута, поэтому нужно успеть вылить его в молд, пока он не застыл.
— После перемешивания выливаете его в молд и ждете полного застывания.
-.Если после залития вы видите, что образовались пузырьки, проткните их зубочисткой.
После застывания пластик становится твердым, холодным и равномерно белым. Тогда можете вытаскивать.
Никакими разделительными смазками для молдов я не пользуюсь. Все и так прекрасно вытаскивается.
Есть несколько нюансов: пластик очень вредный и после покупки и открытия банок его лучше использовать в течении 6 месяцев. Позже он уже становится густым и в молде при залитии может вспениться, и таким образом его будет невозможно вытащить из молда. Молд будет безвозвратно испорчен. Ниже фото такой ситуации:
В работе всегда испозуйте только чистые материалы и посуду, иначе пластик вздуется.
Если вы видите, что пластик все-таки вздулся, немедленно убирайте его из молда, не ждите, что он застынет. Иначе молд придется выкинуть, т.к. позже пластик вы из него не вытащите.
Всем удачи! Если у вас остались вопросы, пишите.
Рейтинг
☆
☆
☆
☆
☆
0.0
(0 голосов)
Креатив-Артшопп
Россия, Новосибирская обл., Бердск
Магазин
Блог (13)
Следите за творчеством мастера
Мастер-классы по теме
Ключевые слова
- Ключевые слова
- мастер-класс
- мастер-классы
- мастер класс
- изготовление
- пластиковые фигурки
- жидкий пластик
Рубрики мастер-классов
Do It Yourself / Сделай сам
Recycle / Вторая жизнь вещей
Tворим с детьми
Бижутерия своими руками
Валяние
Вышивка
Вязание
Декорирование
Декупаж
Дизайн и декор интерьера
Живопись и рисование
Керамика
Ковроделие
Косметика ручной работы
Кружевоплетение
Кулинария
Куклы и игрушки
Лепка
Материалы для творчества
Мебель своими руками
Миниатюра
Обувь своими руками
Одежда своими руками
Организация пространства
Пирография
Плетение
Прядение
Работа с бисером
Работа с бумагой
Работа с кожей
Работа с металлом
Работа с мехом
Работа со стеклом
Реставрация
Роспись
Свечи своими руками
Скрапбукинг
Столярное дело
Сумки своими руками
Ткачество
Упаковка своими руками
Флористика
Фотография и видео
Художественная резьба
Шитье
лепка.
 Лепка из пластика. Уроки лепки из пластика. Мастер-класс по созданию поделки из пластика.
Лепка из пластика. Уроки лепки из пластика. Мастер-класс по созданию поделки из пластика.
Лепка изделий из пластика — процесс несложный, но увлекательный. В художественных магазинах в разделе «хобби» продаются различные виды пластика. Давайте попробуем разобраться в том, что же такое пластик, и изготовить декоративную пластиковую фигурку своими руками.
Все о пластике
Существует пластик для последующей тепловой обработки, однако самый простой вид пластика — самозастывающий. Его плюс заключается в том, что нет никакой необходимости в дополнительной обработке после изготовления предмета. При работе с самозастывающим пластиком, создав статуэтку, рельеф, бусины, нужно всего лишь подождать 24 часа (а как показывает практика нередко и меньше) и ваше изделие будет уже готово к окрашиванию, покрытию лаком и использованию. Однако есть несколько маленьких сложностей, о которых лучше узнать прежде, чем приступать к творчеству.
Пластик продается в специальной упаковке. Если вы нарушаете целостность упаковки, пластик начинает застывать. Соответственно, прежде чем вскрыть упаковку вам необходимо представлять себе, что именно вы хотите создать. Несмотря на то, что «брусочек» пластика выглядит не таким уж и большим, в процессе работы оказывается, что все идеи уже исчерпаны, глаза болят, руки устали, а пластика еще очень и очень много. Есть несколько путей решения этой проблемы. Лучший вариант — высвободить много времени, запланировать достаточно крупный предмет (или несколько предметов) или же творить не в одиночку и под хорошую музыку. На крайний случай есть возможность оставить пластик в воде (как оставляют глину), тогда он не застынет. Однако пластик все же не глина, долго лежать в воде он не может, начиная растворяться в воде. Максимум через два дня необходимо снова приступить к работе, предварительно отжав воду из пластика тряпкой.
Если вы нарушаете целостность упаковки, пластик начинает застывать. Соответственно, прежде чем вскрыть упаковку вам необходимо представлять себе, что именно вы хотите создать. Несмотря на то, что «брусочек» пластика выглядит не таким уж и большим, в процессе работы оказывается, что все идеи уже исчерпаны, глаза болят, руки устали, а пластика еще очень и очень много. Есть несколько путей решения этой проблемы. Лучший вариант — высвободить много времени, запланировать достаточно крупный предмет (или несколько предметов) или же творить не в одиночку и под хорошую музыку. На крайний случай есть возможность оставить пластик в воде (как оставляют глину), тогда он не застынет. Однако пластик все же не глина, долго лежать в воде он не может, начиная растворяться в воде. Максимум через два дня необходимо снова приступить к работе, предварительно отжав воду из пластика тряпкой.
Мастер-класс: лепка из пластика
Прежде чем приступить к лепке изделий из пластика, нужно подготовить рабочее место.
Вам понадобится
- доска (фанера, дерево и т.д. — все что угодно)
- бумага — для уже готовых изделий или деталей
- тарелка с водой
- влажные салфетки
- нож
- деревянная тонко наточенная палочка (например, для суши), также может подойти карандаш;
- зубочистки
На доске будет проходить основная работа по лепке. Нож вам необходим для отрезания кусочков пластика от основного бруска.
Руки перед работой нужно смочить водой, изделие тоже необходимо увлажнять, иначе поверхность будет неровной, как будто растрескавшейся. В процессе лепки из пластика пальцами заглаживайте неровности, приглаживайте детали, например ручки-ножки к телу. Старайтесь, однако, работать с цельным куском пластика, так как при высыхании приделанные из других кусочков детальки могут отваливаться. Иным вариантом может быть изготовление всех составных частей по отдельности, а затем их склейка уже после высыхания.
Заточенная палочка понадобится для создания рельефов или же для прорисовки пальчиков, ногтей, черт лица, изображения шерсти у животных.
Зубочистки пригодятся вам в случае, если вы лепите бусы. Зубочисткой протыкается «сваленный» круговыми движения ладоней шарик. Учтите, что зубочистку можно будет удалить, только дождавшись полного высыхания бусин, в противном случае при высыхании пластик расширится и дырка «срастется».
Влажные салфетки нужны для того, чтобы периодически вытирать руки, на них быстро налипает пластик, и работать становится сложно. Периодически руки придется полностью мыть.
Любое изделие можно создать из отдельных простых геометрических фигур. Вы без труда вспомните уроки лепки в школе и сможете «скатать колбаску, шарик», сделать квадратик. Из этих «фигур» уже можно сделать буквально все что угодно. «Колбаски» — ручки, ножки, хвостики, шарик — тела для животных, головки, носики, ушки, фрукты, корзинки, тарелочки и. т. д., квадратики — тоже самое. Все зависит от целей, которые вы перед собой ставите.
Итак, попробуем слепить из пластика фигурку спящего кота.
- Представляем себе примерные размеры будущего кота.
 Отрезаем от большого бруска пластика ножом кусочек примерно такого же размера.
Отрезаем от большого бруска пластика ножом кусочек примерно такого же размера. - Смачиваем кусок пластика и руки водой.
- Формируем из кусочка пластика вращательными движениями ладоней шар.
- Кладем шар на деревянную доску, прижимаем, тем самым, образовывая плоскую основу будущего изделия.
- Аккуратно намечаем пальцами контуры «кота», т.е. голову, лапы, хвост. Из части головы двумя пальцами аккуратно делаем конусы — ушки.
- С помощью зубочистки делаем контуры более четкими, прорисовываем детали морды (хотя их можно и нарисовать уже позже). Носик можно нарисовать или скатать предварительно маленький шарик и прикрепить его к мордочке. Хотя, скорее всего, при высыхании фигурки носик отвалится, и нужно будет сажать его на клей.
- Смоченными в воде пальцами заглаживаем все неровности. Можно наоборот, деревянной палочкой изобразить шерстинки, «взъерошив» поверхность пластика.
- Дождавшись полного затвердевания изделия (оно должно стать твердым и измениться немного в цвете в сторону более светлого), раскрашиваем его.
 Это можно сделать как в реалистичной манере, так и изобразив на коте что-то необычное, в том числе и надписи.
Это можно сделать как в реалистичной манере, так и изобразив на коте что-то необычное, в том числе и надписи. - Роспись стоит выполнять акриловыми красками, или какими-либо другими, но обязательно предназначенными для глины или пластика.
- После высыхания красок изделие можно дополнительно покрыть лаком.
Ремонт фигурки: изменение формы погнутого пластика
По
Рейс О’Брайен
Рейс О’Брайен
Рейс О’Брайен — эксперт по игрушкам и писатель с более чем 30-летним практическим опытом коллекционирования фигурок, уделяя особое внимание редким фигуркам. Он профессионально занимается дизайном и разработкой упаковки для компании по производству игрушек и предметов коллекционирования. Рейс начал свою коллекцию с фигурки Дарта Вейдера 1978 года.
Узнайте больше о The Spruce Crafts’
Редакционный процесс
Обновлено 08.07.20
Что-то не так!
Время от времени, когда вы покупаете фигурку, будь то новая в упаковке или винтажная фигурка, вы можете обнаружить, что игрушка сильно изгибается в определенных местах. Это во многом связано с типом пластика, из которого сделана фигурка, и условиями, в которых она хранилась или транспортировалась.
Это во многом связано с типом пластика, из которого сделана фигурка, и условиями, в которых она хранилась или транспортировалась.
Коллекционеры часто находят изогнутые части фигурки вокруг более тонких участков игрушки, таких как лодыжки или запястья. Очень часто аксессуары, такие как мечи и ружья, которые обычно имеют длинную тонкую форму, отлитую из чуть более мягкого пластика, чем фигурки, также сильно страдают от изгиба.
К счастью, это легко исправить и занимает всего несколько минут. В этой пошаговой инструкции мы починим погнутый нож из мягкого пластика, сделанный для 12-дюймовой фигуры. Нож пришел погнутым в новой упаковке, но после нескольких простых действий он будет как новый.
Старый трюк с горячей/холодной водой
Все, что вам нужно для этого быстрого решения – это изогнутая игрушка (конечно) и миска с горячей водой.
Миска должна быть достаточно большой, чтобы полностью погрузить согнутую часть игрушки, в этом случае, поскольку нож совсем небольшой, подойдет небольшая формочка.
Вода должна быть горячей на ощупь, но не обжигающей и не кипящей. Слишком горячая вода может навсегда повредить пластик, а недостаточно горячая вода вообще ничего не сделает.
Замачивание
Затем вы просто погружаете изогнутый кусок пластика в горячую воду и оставляете его примерно на 60 секунд.
Если бы это была, скажем, лодыжка фигурки, вы бы хотели погрузить в горячую воду только согнутую лодыжку, а не всю фигуру.
Исправление холодной воды
После того, как согнутая часть замочится в горячей воде примерно на минуту, ее можно вынуть. Вы заметите, что пластик стал намного мягче и податливее, чем раньше. Это хорошая вещь.
Затем вы хотите использовать свои пальцы, чтобы снова согнуть деталь в положение, в котором она должна быть. Как только вы почувствуете, что она находится там, где она должна быть, все еще удерживая ее в этом положении, просто подержите ее под холодной водой примерно 30-45 секунд.
Больше никаких изгибов!
Как только деталь остынет в холодной воде, просто высушите ее, и ваша фигурка или аксессуар будут как новые и сохранят эту форму навсегда.
Трюк с горячей водой и холодной водой должен работать на большинстве типов гибкого пластика. На самом деле, если пластик изначально был достаточно мягким, чтобы деформироваться, он достаточно мягкий, чтобы его можно было согнуть обратно на место.
Единственное, о чем вы, возможно, захотите знать, это то, что вы не должны использовать горячую воду для любого куска пластика, на котором может быть какая-то наклейка, так как клей, прикрепляющий наклейку к фигурке, расплавится, и вы можете потерять наклейка навсегда.
Поздравляем! Эта фигурка или аксессуар официально зафиксированы!
Сделайте свою собственную виниловую игрушку/скульптуру – Mn Artists
Сол
Nte
Сол Нте, полиматический художник и мыслитель из Сток-он-Трент в Англии, делает игрушки под своим лейблом FIGUREPUNK. Здесь он рассказывает нам, как сделать это самостоятельно: читайте дальше и возьмите в руки Sculpey и китайский словарь.
1
Какие игрушки рассматриваются в этом руководстве «Сделай сам»?
В этом руководстве «Сделай сам» рассказывается о производстве фигурок из мягкого винила.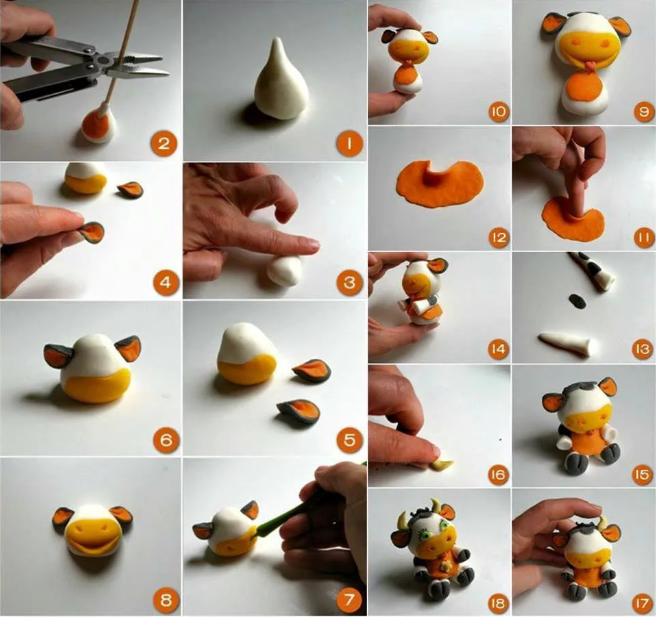
Что такое фигурка из мягкого винила?
Фигурка из мягкого винила представляет собой полую фигурку из мягкого ПВХ. Самый простой повседневный пример такого типа фигурки – резиновая уточка. Фигурки из мягкого винила обычно имеют довольно простые детали, они производятся методом ротационного литья. Ротокастные фигурки изготавливаются путем помещения небольшого количества пластика в стальную форму, а затем очень быстрого вращения, так что центробежная сила вдавливает пластик в детали на стенках формы, но оставляет середину формы свободной, в результате чего получается полая фигура. . Ротолитье дешевле, чем другие методы литья пластмасс (например, литье под давлением), потому что при этом используется меньше пластика, поскольку фигурки полые, это также делает фигуры более легкими и снижает затраты на их транспортировку. Этот недорогой метод производства игрушек идеально подходит для людей, которые хотят производить небольшие партии игрушек по доступным ценам.
У меня короткая концентрация внимания, не могли бы вы вкратце рассказать, что мне нужно сделать, чтобы сделать фигурку из мягкого винила?
Все фигурки — скульптуры. Вы можете вылепить свою фигурку из полимерной глины, раскрасить ее именно так, как вы хотите, чтобы готовая фигурка выглядела, а затем отправить ее на фабрику игрушек в Китае. Они сделают форму для ротокастинга из вашей скульптуры, отльют ее из винила, а затем раскрасят точно так же, как ту, которую вы им прислали. После того, как они сделали форму, они могут изготовить столько ваших игрушек, сколько вы пожелаете.
Подождите, должно быть что-то еще?
Нет, на самом деле нет.
Почему люди не производят свои собственные игрушки?
Ну, два барьера — это деньги и доступность фабрик, тоже не так уж много людей в мире мечтают производить свои игрушки. Стоимость изготовления фигурки может быть как дорогой, так и дешевой, в зависимости от сложности вашего дизайна; чем проще конструкция, тем дешевле стоимость. Самые низкие затраты на производство фигурок из мягкого винила аналогичны стоимости самостоятельного выпуска ограниченного компакт-диска, что панк-группы делали годами. Именно так и появился FiGUREPUNK, идея выпуска самых дешевых фигурок из мягкого винила, которые имеют интересный дизайн и ограничены несколькими сотнями, а не являются предметами массового рынка. Сложнее всего при создании FiGUREPUNK было найти фабрику по производству фигурок, а затем накопить деньги, чтобы заплатить за производство.
Стоимость изготовления фигурки может быть как дорогой, так и дешевой, в зависимости от сложности вашего дизайна; чем проще конструкция, тем дешевле стоимость. Самые низкие затраты на производство фигурок из мягкого винила аналогичны стоимости самостоятельного выпуска ограниченного компакт-диска, что панк-группы делали годами. Именно так и появился FiGUREPUNK, идея выпуска самых дешевых фигурок из мягкого винила, которые имеют интересный дизайн и ограничены несколькими сотнями, а не являются предметами массового рынка. Сложнее всего при создании FiGUREPUNK было найти фабрику по производству фигурок, а затем накопить деньги, чтобы заплатить за производство.
Что дальше? Я хотел бы немного больше подробностей о том, как сделать фигурку из мягкого винила своими руками.
Хорошо. Каждая фигура начинается с идеи в голове ее создателя. Как я уже сказал, все игрушки — это скульптуры, поэтому, чтобы сделать свои собственные игрушки, вам нужно заняться лепкой. Некоторые из нынешних дизайнерских виниловых фигурок, которые вы видите, производятся дизайнером, который отправляет эскиз фигуры скульптору, который затем лепит фигурку для отправки на фабрику; однако это означает, что вы должны заплатить скульптору, чтобы превратить свой рисунок в фигуру, плюс вы не получите удовольствия от того, что ваша собственная скульптура воспроизведена в пластике. Так что забудьте об этом, вы будете лепить фигуру самостоятельно. Вы будете работать с самым дешевым, простым и доступным материалом для лепки: полимерной глиной. Есть два основных бренда: Sculpey и Fimo. В большинстве художественных магазинов есть тот или иной вариант. Как правило, Fimo легче достать, но со Sculpey точно так же можно работать. Теперь идите в местный художественный магазин и купите немного полимерной глины. Получите несколько блоков, так как у вас, вероятно, будет довольно много попыток, прежде чем вы сделаете то, что вам нравится. Вам также необходимо купить инструменты для моделирования: приобретите набор стоматологических инструментов, как показано на рис.
Некоторые из нынешних дизайнерских виниловых фигурок, которые вы видите, производятся дизайнером, который отправляет эскиз фигуры скульптору, который затем лепит фигурку для отправки на фабрику; однако это означает, что вы должны заплатить скульптору, чтобы превратить свой рисунок в фигуру, плюс вы не получите удовольствия от того, что ваша собственная скульптура воспроизведена в пластике. Так что забудьте об этом, вы будете лепить фигуру самостоятельно. Вы будете работать с самым дешевым, простым и доступным материалом для лепки: полимерной глиной. Есть два основных бренда: Sculpey и Fimo. В большинстве художественных магазинов есть тот или иной вариант. Как правило, Fimo легче достать, но со Sculpey точно так же можно работать. Теперь идите в местный художественный магазин и купите немного полимерной глины. Получите несколько блоков, так как у вас, вероятно, будет довольно много попыток, прежде чем вы сделаете то, что вам нравится. Вам также необходимо купить инструменты для моделирования: приобретите набор стоматологических инструментов, как показано на рис. 1.
1.
Вы можете получить их по адресу
http://www.tiranti.co.uk, но, несомненно, есть и другие поставщики ближе к вам. Попробуйте поискать в сети похожих поставщиков.
Вы также найдете палочки для коктейлей, английские булавки, чайные ложки и другие предметы домашнего обихода, полезные для лепки ваших творений.
Никогда раньше не лепила из полимерной глины. Это сложно?
Как и любое творческое занятие, оно требует практики, но с ним очень легко начать. Полимерная глина также предназначена для детей, чтобы они могли делать модели маленьких животных и т. д., поэтому ей очень легко придавать форму.
Как лучше всего начать лепить?
Важно помнить, что вам не нужно быть величайшим скульптором в мире, чтобы создавать крутые фигурки. Людям нравятся игрушечные фигурки, которые представляют собой ярко раскрашенные куски пластика в форме забавных персонажей. Твои точки отсчета — поп-арт и мультфильмы, а не Микеланджело. В принципе, вылепить игрушку может любой, не волнуйтесь, если вы до этого ничего художественного не делали. Как сказал Йозеф Бойс: «Все художники», так что у вас все будет хорошо. Лучший способ начать — просто взять кусок глины и попытаться сделать из него что-нибудь. Вы можете сначала сделать набросок, если вам не хватает идей, но лучше всего просто начать. Вы будете поражены тем, что вы можете придумать. Прелесть такой творческой деятельности в том, что здесь нет правил. Да, есть несколько техник, которые разные скульпторы используют для создания определенных эффектов, но с большим количеством практики вы также разработаете свои собственные техники и стиль.
Людям нравятся игрушечные фигурки, которые представляют собой ярко раскрашенные куски пластика в форме забавных персонажей. Твои точки отсчета — поп-арт и мультфильмы, а не Микеланджело. В принципе, вылепить игрушку может любой, не волнуйтесь, если вы до этого ничего художественного не делали. Как сказал Йозеф Бойс: «Все художники», так что у вас все будет хорошо. Лучший способ начать — просто взять кусок глины и попытаться сделать из него что-нибудь. Вы можете сначала сделать набросок, если вам не хватает идей, но лучше всего просто начать. Вы будете поражены тем, что вы можете придумать. Прелесть такой творческой деятельности в том, что здесь нет правил. Да, есть несколько техник, которые разные скульпторы используют для создания определенных эффектов, но с большим количеством практики вы также разработаете свои собственные техники и стиль.
Итак, как превратить скульптуру из полимерной глины в виниловую игрушку?
Хорошо, я расскажу вам о процессе, посмотрев, как я создал Mashboy.
Первым делом я слепила скульптуру Машбоя из полимерной глины. Я использовал Puppen Fimo, но вы также можете использовать Sculpey или Fimo Classic (или даже Fimo Soft, хотя в некоторых случаях он может быть слишком мягким). На рисунках 2–6 показано несколько фотографий Машбоя, когда он был еще просто скульптурой из полимерной глины.
Затем я хотел посмотреть, как будет выглядеть Машбой в разных цветах, так как я знал, что хочу изменить базовый цвет Машбоя, чтобы создать несколько разных версий. Для этого я заказал оригинальную скульптуру Mashboy, отлитую из смолы. Я использовал местную компанию, чтобы сделать это, так как у меня дома нет оборудования для работы со смолой. Вы можете заниматься литьем смолы самостоятельно дома, но вам нужна хорошая вентиляция, так как смола может быть вредна для здоровья, если не соблюдать надлежащие меры предосторожности. Есть много сайтов с информацией о том, как это сделать. Если вы решите привлечь к этому компанию, это не будет особенно дорого, и у вас будет преимущество в виде людей с многолетним опытом, которые могут с первого раза создать идеальный слепок. См. рис. 7, где представлены слепки из смолы Mashboy различных цветов. Как видите, эта фаза прототипирования дает очень хорошее представление о том, как будет выглядеть конечная фигура.
См. рис. 7, где представлены слепки из смолы Mashboy различных цветов. Как видите, эта фаза прототипирования дает очень хорошее представление о том, как будет выглядеть конечная фигура.
Наконец, я покрасил один из полимерных прототипов выбранной мной схемой окраски (рис. 8).
Я для этого использовал обычную эмалевую краску. Я думал об этом в течение долгого времени, поэтому я просто нарисовал дизайн прямо на. Конечно, многие люди считают полезным сначала набросать свой дизайн. Вы обнаружите, что, создавая больше подобных прототипов, вы будете разрабатывать методы работы, подходящие для того, что вы хотите сделать. Как только я дошел до этой стадии, я просто оставил прототип на несколько недель. Я попытался показать его со своей коллекцией игрушек и просто посмотреть, хороший ли это дизайн. В этот момент я должен добавить, что я уже сделал несколько подобных прототипов из смолы и прошел с ними тот же процесс отображения и созерцания. Поскольку у Mashboy был совершенно другой визуальный стиль по сравнению с текущими тенденциями виниловых игрушек, мне потребовалось некоторое время, чтобы решить, подходит ли он для производства. Как только я решил, что Mashboy подходит для производства, я связался с несколькими фабриками и в конце концов нашел понравившуюся на сайте www.ebigchina.com.
Как только я решил, что Mashboy подходит для производства, я связался с несколькими фабриками и в конце концов нашел понравившуюся на сайте www.ebigchina.com.
Связываясь с фабрикой, вы должны искать кого-то, кто даст вам координатора проекта, с которым вы будете поддерживать связь во время производственного процесса. Убедитесь, что фабрика оперативно отвечает на все ваши электронные письма и не просит вас заранее оплатить все производственные затраты. В первую очередь отправьте на фабрику фотографию вашего готового прототипа из смолы и спросите, сколько будет стоить его производство; на этом этапе укажите, сколько игрушек вы хотите произвести и какой вариант упаковки вам нужен. Вы должны получить разбивку затрат на затраты на инструменты (процесс изготовления пресс-форм) и удельную стоимость за фигуру, которая обычно включает покраску и упаковку. На этом этапе вы всегда можете отказаться, если стоимость слишком высока, или же изменить свой дизайн, чтобы снизить затраты. Как только вас устраивает цена, вы отправляете свой прототип из смолы на завод. Они проверят его и, если все в порядке, попросят вас оплатить стоимость инструментов, чтобы они могли приступить к изготовлению формы. Вы должны знать, что из-за процесса обработки размер конечной игрушки будет на 5% меньше размера вашего прототипа; из-за этого ваш прототип должен быть на 5% больше, чем ваша игрушка.
Они проверят его и, если все в порядке, попросят вас оплатить стоимость инструментов, чтобы они могли приступить к изготовлению формы. Вы должны знать, что из-за процесса обработки размер конечной игрушки будет на 5% меньше размера вашего прототипа; из-за этого ваш прототип должен быть на 5% больше, чем ваша игрушка.
После того, как фабрика закончит изготовление инструментов, они пришлют вам несколько пробных снимков: это игрушки, отлитые в форму, которую они только что изготовили и раскрасили по вашему дизайну. На этом этапе, если вы недовольны игрушкой, вы можете остановить проект или попросить внести изменения. Имейте в виду, что лучше всего убедиться, что вы полностью довольны своим прототипом, прежде чем отправлять его на обработку, поскольку тогда вы должны быть довольны тестовыми снимками. После того, как вы получили тестовые снимки, которыми вы довольны, вы говорите фабрике, чтобы они приступили к изготовлению фигурок. На этом этапе вы заплатите за производство полных упакованных фигурок.

 После размола снова следует бассейн – теперь уже машинный. Затем массу ожидает смесительный насос, а после – система вихревых очистителей для удаления мелких неволокнистых включений.
После размола снова следует бассейн – теперь уже машинный. Затем массу ожидает смесительный насос, а после – система вихревых очистителей для удаления мелких неволокнистых включений. Суть подготовки заключается в кондиционировании листов картона, предназначенных для гофрирования. Для этого материал укладывают в теплое помещение, где оставляют на 24 часа.
Суть подготовки заключается в кондиционировании листов картона, предназначенных для гофрирования. Для этого материал укладывают в теплое помещение, где оставляют на 24 часа.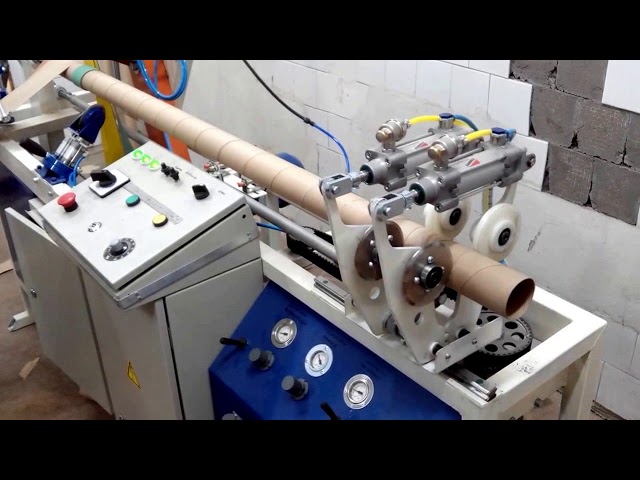
 Для этого, как уже говорилось, сначала используется продольно-резательный станок.
Для этого, как уже говорилось, сначала используется продольно-резательный станок. Производство упаковки из картона закончено – теперь остается лишь отгрузить товар заказчику.
Производство упаковки из картона закончено – теперь остается лишь отгрузить товар заказчику. Такой подход увеличивает себестоимость упаковываемых товаров, другими словами, влечет за собой затраты, а именно:
Такой подход увеличивает себестоимость упаковываемых товаров, другими словами, влечет за собой затраты, а именно: И на это есть несколько причин: стоимость и обслуживание таких машин. Если с первым аспектом более-менее понятно, то для второго требуется больше усилий, ведь кроме самого технического обслуживания машины, ею должен управлять обученный человек.
И на это есть несколько причин: стоимость и обслуживание таких машин. Если с первым аспектом более-менее понятно, то для второго требуется больше усилий, ведь кроме самого технического обслуживания машины, ею должен управлять обученный человек.

 Конфигурируется для различных коробок и продуктов.
Конфигурируется для различных коробок и продуктов.

 Расположение машины в линию или под углом 90°, полное оснащение серводвигателями для непрерывной работы и гарантированной высокой производительности.
Расположение машины в линию или под углом 90°, полное оснащение серводвигателями для непрерывной работы и гарантированной высокой производительности. Воспользуйтесь преимуществами более эффективных процессов на вашем производстве, более высокой степенью добавленной стоимости и оптимизированной логистикой.
Воспользуйтесь преимуществами более эффективных процессов на вашем производстве, более высокой степенью добавленной стоимости и оптимизированной логистикой. Воспользуйтесь преимуществами сотрудничества этих двух специалистов и их совместного решения. Получите доступ к опытной команде экспертов, которые удовлетворят ваши конкретные потребности и предоставят вам новейшие технологии.
Воспользуйтесь преимуществами сотрудничества этих двух специалистов и их совместного решения. Получите доступ к опытной команде экспертов, которые удовлетворят ваши конкретные потребности и предоставят вам новейшие технологии. /мин
/мин
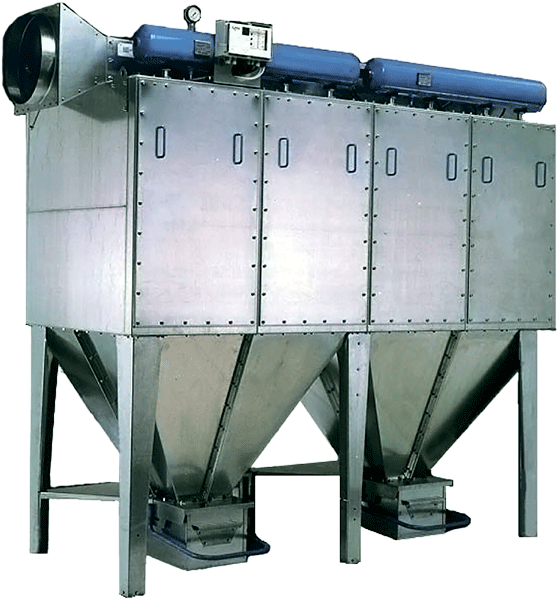
 Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки.
Простая, надежная и производительная конструкция, не рассчитанная, впрочем, на нейтрализацию частиц особо мелкой дисперсности. Отлично проявляет себя в качестве первой ступени («грубой») пылеочистки. Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора.
Известно, что все микроскопические частицы, циркулирующие в воздухе или газе, имеют положительный заряд, поэтому, подав отрицательный потенциал на пластины электрического осадителя, можно осуществить электромагнитный захват дисперсного вещества. Недостатки данной конструкции заключаются в необходимости частой очистки пластин и их относительно быстрой «забивке» частичками выбросов. Иногда эта проблема решается установкой специальных «встряхивателей», но это приводит к удорожанию и снижению надежности прибора..png) Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д.
Биоабсорбер представляет собой камеру с тонким внутренним климатом, которая заселена определенными микроорганизмами. Строго определенные бактерии, грибы или простейшие «поедают» подающуюся в них органическую (редко – синтетическую) пылевую смесь строго определенного состава, а на выходе выдают, как правило, элементарную органику и газы: водород, кислород, азотистые соединения, воду, уксусную кислоту, и т. д. Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
Межфазный слой (жидкость-газ) образуется на т.н. насадках – телах высокой удельной площади, уложенных на колосковых решетках ярусов пенного пылеуловителя, которые орошаются форсуночными блоками. Помимо прочего, происходит значительное охлаждение потока.
 Мы свяжемся с Вами в этот же день.
Мы свяжемся с Вами в этот же день.
 Твердые породы деревьев (бук, дуб, красная древесина) обладают выраженными канцерогенными свойствами
Твердые породы деревьев (бук, дуб, красная древесина) обладают выраженными канцерогенными свойствами

 Этот же тип агрегата демонстрирует высочайший КПД задержания углеродных включений, идущих в составе горячих дымовых выбросов (сажа, пепел, зола).
Этот же тип агрегата демонстрирует высочайший КПД задержания углеродных включений, идущих в составе горячих дымовых выбросов (сажа, пепел, зола).




 д.
д.





 (Подробнее о влиянии пыли на производство бумаги.)
(Подробнее о влиянии пыли на производство бумаги.) Кроме того, этот метод очистки полотна не удаляет пыль из производственной среды. Следовательно, это не решит проблемы с пылью, которые вызывают износ машины и проблемы со здоровьем.
Кроме того, этот метод очистки полотна не удаляет пыль из производственной среды. Следовательно, это не решит проблемы с пылью, которые вызывают износ машины и проблемы со здоровьем.


 В результате вы можете производить чистую, красивую и безопасную продукцию, готовую к печати, упаковке или дальнейшей переработке.
В результате вы можете производить чистую, красивую и безопасную продукцию, готовую к печати, упаковке или дальнейшей переработке. Это повсеместная проблема, с которой каждый сталкивается каждый день. Однако это больше, чем раздражение. Все те частицы, которые составляют пыль, складываются: грязь, пыльца, споры плесени, мертвые клетки кожи, волосы и волокна ткани, а также переносимые по воздуху загрязнители, такие как древесная зола, химикаты и выхлопы автомобилей. Для людей, страдающих астмой, аллергией или другими проблемами с дыханием, жизненно важно научиться избавляться от пыли, поскольку в противном случае это может поставить под угрозу их здоровье и качество жизни.
Это повсеместная проблема, с которой каждый сталкивается каждый день. Однако это больше, чем раздражение. Все те частицы, которые составляют пыль, складываются: грязь, пыльца, споры плесени, мертвые клетки кожи, волосы и волокна ткани, а также переносимые по воздуху загрязнители, такие как древесная зола, химикаты и выхлопы автомобилей. Для людей, страдающих астмой, аллергией или другими проблемами с дыханием, жизненно важно научиться избавляться от пыли, поскольку в противном случае это может поставить под угрозу их здоровье и качество жизни. Нажмите, чтобы ознакомиться с некоторыми простыми советами о том, как содержать свой дом в чистоте, комфорте и без пыли.
Нажмите, чтобы ознакомиться с некоторыми простыми советами о том, как содержать свой дом в чистоте, комфорте и без пыли.
 Используя мягкое моющее средство, постирайте их вручную или в стиральной машине, затем высушите и распушите. Как вариант, отдайте их в химчистку. Какой бы маршрут вы ни выбрали, вам будет легче дышать перед сном.
Используя мягкое моющее средство, постирайте их вручную или в стиральной машине, затем высушите и распушите. Как вариант, отдайте их в химчистку. Какой бы маршрут вы ни выбрали, вам будет легче дышать перед сном. com
com com
com
 Отредактируйте, если можете, или будьте бдительны, часто протирая пыль с книг, книжных шкафов и других красивых предметов.
Отредактируйте, если можете, или будьте бдительны, часто протирая пыль с книг, книжных шкафов и других красивых предметов.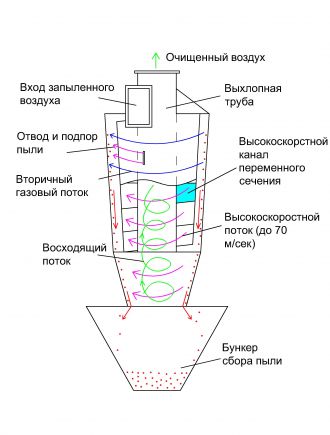 com
com
 Еще бы еще ножки регулируемые сделали, цены б ему не было.
Еще бы еще ножки регулируемые сделали, цены б ему не было. Я долгое время обходился тем, что у меня было, но в результате созрел для изготовления ленточной пилы. В результате поисков я наткнулся на сайт канадского изобретателя Маттиаса Вандела. Он предлагал сделать ленточную пилу практически полностью из дерева. При этом характеристики её были очень приличными, а любую запчасть потом несложно сделать самому.
Я долгое время обходился тем, что у меня было, но в результате созрел для изготовления ленточной пилы. В результате поисков я наткнулся на сайт канадского изобретателя Маттиаса Вандела. Он предлагал сделать ленточную пилу практически полностью из дерева. При этом характеристики её были очень приличными, а любую запчасть потом несложно сделать самому. Я использовал сосновую дюймовку, простроганную на рейсмусе до толщины 19 мм. Рама склеена из нескольких слоёв досок с перехлёстом. Нельзя использовать для рамы ДСП, МДФ, фанеру или мебельный щит. Рама имеет С-образную форму, где сверху монтируется основа для направляющей механизма натяжения с верхним колесом, а снизу крепятся две ноги, соединяемые с основанием. Рама состоит из шести основных слоев и дополнительных накладок. Для увеличения жёсткости предусмотрены диагональные элементы. При поэтапном склеивании необходимо контролировать перпендикулярность элементов, чтобы рама получилась плоская (без скручивания). Раму склеивал без основания, оставив под него пустые пазы. Вклеить основание удобнее уже после установки блока оси нижнего колеса. Моего запаса струбцин не хватало, и я дополнительно использовал саморезы. Поверхности готовой рамы отшлифовал и покрыл лаком в два слоя.
Я использовал сосновую дюймовку, простроганную на рейсмусе до толщины 19 мм. Рама склеена из нескольких слоёв досок с перехлёстом. Нельзя использовать для рамы ДСП, МДФ, фанеру или мебельный щит. Рама имеет С-образную форму, где сверху монтируется основа для направляющей механизма натяжения с верхним колесом, а снизу крепятся две ноги, соединяемые с основанием. Рама состоит из шести основных слоев и дополнительных накладок. Для увеличения жёсткости предусмотрены диагональные элементы. При поэтапном склеивании необходимо контролировать перпендикулярность элементов, чтобы рама получилась плоская (без скручивания). Раму склеивал без основания, оставив под него пустые пазы. Вклеить основание удобнее уже после установки блока оси нижнего колеса. Моего запаса струбцин не хватало, и я дополнительно использовал саморезы. Поверхности готовой рамы отшлифовал и покрыл лаком в два слоя. Склеивание первого слоя рамы. Эта операция задаёт форму рамы. 2.При приклеивании следующих слоёв нехватка струбцин компенсируется саморезами. 3.К готовой раме прикручены направляющие для подвижного блока верхнего колеса. 5. Пропиливание пазов в подвижной рамке блока верхнего колеса под вставки. 5. Теперь треугольные вставки можно вклеить в пазы подвижной рамки… 6. выбрать четверти по бокам. 7. Устройство натяжения пильного полотна. 8. В этом положении виден упор собрано пока без рукоятки вращения. Три регулировочного винта блока регулировки дубовые пластины выполняют роль пружины. верхнего колеса. 9.Склеивание колеса из трёх фанерных кругов. 10.Фланцы (часть – с подшипниками) с подкладками подогнаны к заготовкам колес и промаркированы. 11. Шкив двигателя точил непосредственно на самом двигателе.
Склеивание первого слоя рамы. Эта операция задаёт форму рамы. 2.При приклеивании следующих слоёв нехватка струбцин компенсируется саморезами. 3.К готовой раме прикручены направляющие для подвижного блока верхнего колеса. 5. Пропиливание пазов в подвижной рамке блока верхнего колеса под вставки. 5. Теперь треугольные вставки можно вклеить в пазы подвижной рамки… 6. выбрать четверти по бокам. 7. Устройство натяжения пильного полотна. 8. В этом положении виден упор собрано пока без рукоятки вращения. Три регулировочного винта блока регулировки дубовые пластины выполняют роль пружины. верхнего колеса. 9.Склеивание колеса из трёх фанерных кругов. 10.Фланцы (часть – с подшипниками) с подкладками подогнаны к заготовкам колес и промаркированы. 11. Шкив двигателя точил непосредственно на самом двигателе. Для этого на подготовленных «рогах» рамы закрепил профиль из дуба, который формирует направляющий паз. Блок — это прямоугольная рамка с вставленным в неё подвижным держателем вала верхнего колеса. Рамку изготовил из древесины дуба. Для усиления угловых соединений использовал дополнительные вставки. Склеив рамку, пропилил в углах пазы. Затем вырезал треугольные вставки и вклеил их в пазы. В завершение по бокам рамки выбрал четверти под направляющие в основной раме. Рамка должна перемещаться в пазах без ощутимых люфтов. В верхней части рамки установил длинный болт для её перемещения и регулировки натяжения пильного полотна. На держателе (бруске с отверстием и выбранными четвертями с противоположных сторон) вала колеса вверху установлен винт для регулировки наклона колеса. Крепится держатель к рамке двумя саморезами, а за счёт люфтов достигается его подвижность для регулировки. Под винт установлена металлическая подкладка. Вал в держателе после настройки пилы фиксируется саморезом. Пружинящий эффект при натяжении полотна создают три дубовые пластины.
Для этого на подготовленных «рогах» рамы закрепил профиль из дуба, который формирует направляющий паз. Блок — это прямоугольная рамка с вставленным в неё подвижным держателем вала верхнего колеса. Рамку изготовил из древесины дуба. Для усиления угловых соединений использовал дополнительные вставки. Склеив рамку, пропилил в углах пазы. Затем вырезал треугольные вставки и вклеил их в пазы. В завершение по бокам рамки выбрал четверти под направляющие в основной раме. Рамка должна перемещаться в пазах без ощутимых люфтов. В верхней части рамки установил длинный болт для её перемещения и регулировки натяжения пильного полотна. На держателе (бруске с отверстием и выбранными четвертями с противоположных сторон) вала колеса вверху установлен винт для регулировки наклона колеса. Крепится держатель к рамке двумя саморезами, а за счёт люфтов достигается его подвижность для регулировки. Под винт установлена металлическая подкладка. Вал в держателе после настройки пилы фиксируется саморезом. Пружинящий эффект при натяжении полотна создают три дубовые пластины.
 Внешняя деталь толщиной 15 мм держит подшипник, а внутренняя — толщиной 10 мм формирует зазор между колесом и подшипником. Диаметр отверстия в колесе должен быть немного больше диаметра вала. Самая ответственная операция — сверление отверстия диаметром 52 мм под подшипник во внешней части фланца. Специально для этого я купил кольцевую пилу 0 52 мм и после проверки прошлифовал её по наружному диаметру на 0,3 мм. Подшипники потом запрессовывал с помощью киянки. Перед приклейкой фланцев к колесу вырезал держатель вала нижнего колеса — деревянный брусок с отверстием для вала, который крепится снизу рамы. Сверлить отверстие непосредственно в раме нежелательно: велика вероятность, что сверло уведёт. Держатель же проще повернуть на нужный для коррекции угол. В колесах просверлил по четыре технологических отверстия, чтобы в них можно было продеть струбцины при склеивании. Сразу после склейки колеса надел его на вал. Благодаря предварительному центрированию фланцев и просверленным отверстиям под шканты, у одного моего собранного колеса практически отсутствовало биение, а вот у второго была некритичная «восьмёрка» до 3 мм.
Внешняя деталь толщиной 15 мм держит подшипник, а внутренняя — толщиной 10 мм формирует зазор между колесом и подшипником. Диаметр отверстия в колесе должен быть немного больше диаметра вала. Самая ответственная операция — сверление отверстия диаметром 52 мм под подшипник во внешней части фланца. Специально для этого я купил кольцевую пилу 0 52 мм и после проверки прошлифовал её по наружному диаметру на 0,3 мм. Подшипники потом запрессовывал с помощью киянки. Перед приклейкой фланцев к колесу вырезал держатель вала нижнего колеса — деревянный брусок с отверстием для вала, который крепится снизу рамы. Сверлить отверстие непосредственно в раме нежелательно: велика вероятность, что сверло уведёт. Держатель же проще повернуть на нужный для коррекции угол. В колесах просверлил по четыре технологических отверстия, чтобы в них можно было продеть струбцины при склеивании. Сразу после склейки колеса надел его на вал. Благодаря предварительному центрированию фланцев и просверленным отверстиям под шканты, у одного моего собранного колеса практически отсутствовало биение, а вот у второго была некритичная «восьмёрка» до 3 мм. Для подгонки колеса в размер по диаметру и для формирования профиля нужно было соединить колесо с двигателем. На первом этапе использовал временный шкив из фанеры – прикрутил его саморезами к колесу. Шкив для двигателя я выточил, используя сам двигатель, а затем соединил ремнём двигатель и временный шкив колеса. Зафиксировав колесо, прикрутил деревянный брусок в качестве упора и с помощью токарных резцов обточил колесо до 0 400 мм. Диаметр колеса на валу контролировать сложно, поэтому я замерял длину окружности. Она равна 1 256 мм. Обработанной кромке колеса придал бочкообразную форму. Благодаря этому лента не соскальзывает с колеса, а, наоборот, на нём самоцентрируется. Угол скоса должен быть 5 градусов с каждой стороны.
Для подгонки колеса в размер по диаметру и для формирования профиля нужно было соединить колесо с двигателем. На первом этапе использовал временный шкив из фанеры – прикрутил его саморезами к колесу. Шкив для двигателя я выточил, используя сам двигатель, а затем соединил ремнём двигатель и временный шкив колеса. Зафиксировав колесо, прикрутил деревянный брусок в качестве упора и с помощью токарных резцов обточил колесо до 0 400 мм. Диаметр колеса на валу контролировать сложно, поэтому я замерял длину окружности. Она равна 1 256 мм. Обработанной кромке колеса придал бочкообразную форму. Благодаря этому лента не соскальзывает с колеса, а, наоборот, на нём самоцентрируется. Угол скоса должен быть 5 градусов с каждой стороны. 15.После предварительной сборки колёса. 16.Направляющая в комплекте с блоками опорных подшипников. 17. Установлена направляющая с верхним опорным подшипником, но пока без «сухарей». На колёса натянуты резиновые камеры (после окончательной сборки их нужно приклеить). 18.Опора рабочего стола оснащена выставил регулировкой в одну плоскость. механизмом наклона
15.После предварительной сборки колёса. 16.Направляющая в комплекте с блоками опорных подшипников. 17. Установлена направляющая с верхним опорным подшипником, но пока без «сухарей». На колёса натянуты резиновые камеры (после окончательной сборки их нужно приклеить). 18.Опора рабочего стола оснащена выставил регулировкой в одну плоскость. механизмом наклона В результате таких манипуляций я добился, чтобы колесо перестало вращаться в любом положении. На этом балансировка закончилась. Колеса покрыл лаком в два слоя.
В результате таких манипуляций я добился, чтобы колесо перестало вращаться в любом положении. На этом балансировка закончилась. Колеса покрыл лаком в два слоя. Эту операцию выполнял с установленным штатно пильным полотном. После настройки блок крепления нижнего вала зафиксировал. Проверив вращение пилы вручную, решился на пробный пуск. Соблюдая осторожность, включил станок. Испытания прошли успешно. Лента перемещалась посередине колёс, никакой вибрации и подозрительных шумов. Заменив полотно на самое узкое, провёл повторное испытание. Можно было вклеивать основание под двигатель и крепить его к раме. 21. Установлены рабочий стол с пластиной нулевого зазора и вороток механизма натяжения пилы. Станок готов к испытаниям. 22.Рабочий стол можно наклонить под нужным углом. Виден опорный саморез регулировки положения рабочего стола. 23.Прочный каркас мобильной тумбы-подставки.24.Защитный экран двигателя.
Эту операцию выполнял с установленным штатно пильным полотном. После настройки блок крепления нижнего вала зафиксировал. Проверив вращение пилы вручную, решился на пробный пуск. Соблюдая осторожность, включил станок. Испытания прошли успешно. Лента перемещалась посередине колёс, никакой вибрации и подозрительных шумов. Заменив полотно на самое узкое, провёл повторное испытание. Можно было вклеивать основание под двигатель и крепить его к раме. 21. Установлены рабочий стол с пластиной нулевого зазора и вороток механизма натяжения пилы. Станок готов к испытаниям. 22.Рабочий стол можно наклонить под нужным углом. Виден опорный саморез регулировки положения рабочего стола. 23.Прочный каркас мобильной тумбы-подставки.24.Защитный экран двигателя. В качестве защитного кожуха использовал прямоугольную дюралевую трубу, раскроив её дисковой пилой. Кожух прикрутил к шине саморезами. Шину нужно выставить с высокой точностью, так как при длине 300 мм даже незначительный перекос по отношению к пильному полотну будет ощутим. Для крепления шины в раме выбрал паз. Разметку выполнял по натянутому широкому полотну. Затем уточнил разметку паза по размерам направляющей шины. Но как я ни старался, при выборке паза ошибся на 0,3 мм, что привело к ошибке в нижней точке почти на 4 мм. Поэтому из остатка дюралевой трубы я вырезал уголок, расширил в раме паз на его толщину, а для коррекции положения подклеил несколько кусочков самоклеящейся бумаги толщиной 0,1 мм. Добившись желаемого результата, зафиксировал уголок саморезами. В фиксаторе предусмотрены два отверстия. Одно основное — для максимальной площади прижима шины, второе используется только при очень толстых заготовках, чтобы максимально поднять шину.
В качестве защитного кожуха использовал прямоугольную дюралевую трубу, раскроив её дисковой пилой. Кожух прикрутил к шине саморезами. Шину нужно выставить с высокой точностью, так как при длине 300 мм даже незначительный перекос по отношению к пильному полотну будет ощутим. Для крепления шины в раме выбрал паз. Разметку выполнял по натянутому широкому полотну. Затем уточнил разметку паза по размерам направляющей шины. Но как я ни старался, при выборке паза ошибся на 0,3 мм, что привело к ошибке в нижней точке почти на 4 мм. Поэтому из остатка дюралевой трубы я вырезал уголок, расширил в раме паз на его толщину, а для коррекции положения подклеил несколько кусочков самоклеящейся бумаги толщиной 0,1 мм. Добившись желаемого результата, зафиксировал уголок саморезами. В фиксаторе предусмотрены два отверстия. Одно основное — для максимальной площади прижима шины, второе используется только при очень толстых заготовках, чтобы максимально поднять шину. Делал её из древесины дуба. К ней крепится нижний блок опорных подшипников. К поворотному механизму стола присоединил подкладку из ЛДСП для повышения жёсткости стола. На сам стол я пустил обрезок столешницы из ДСП. Она довольно толстая и прочная, а поверхность у неё — гладкая и скользкая. Кромки обшил буковыми рейками. В рабочей зоне в столе выпилил прямоугольное отверстие, а затем выфрезеровал выемку под вставку из МДФ. Вставку устанавливал при включенной пиле: заводил вставку в пазы и задвигал до упора, одновременно пропиливая её на нужную длину. При повороте стола под углом вставку либо вообще вынимаю, либо изготавливаю новую под конкретный угол. На гайку механизма натяжения полотен я изготовил вороток. Силу натяжения устанавливаю на глазок — порвать полотно практически невозможно. Чтобы удобнее было выставлять стол перпендикулярно к полотну, изготовил дополнительный упор для стола. Вкрученный в упор само- рез позволяет регулировать положение стола. А чтобы опилки не налипали на колёса, установил обрезанную зубную щётку на нижнее колесо.
Делал её из древесины дуба. К ней крепится нижний блок опорных подшипников. К поворотному механизму стола присоединил подкладку из ЛДСП для повышения жёсткости стола. На сам стол я пустил обрезок столешницы из ДСП. Она довольно толстая и прочная, а поверхность у неё — гладкая и скользкая. Кромки обшил буковыми рейками. В рабочей зоне в столе выпилил прямоугольное отверстие, а затем выфрезеровал выемку под вставку из МДФ. Вставку устанавливал при включенной пиле: заводил вставку в пазы и задвигал до упора, одновременно пропиливая её на нужную длину. При повороте стола под углом вставку либо вообще вынимаю, либо изготавливаю новую под конкретный угол. На гайку механизма натяжения полотен я изготовил вороток. Силу натяжения устанавливаю на глазок — порвать полотно практически невозможно. Чтобы удобнее было выставлять стол перпендикулярно к полотну, изготовил дополнительный упор для стола. Вкрученный в упор само- рез позволяет регулировать положение стола. А чтобы опилки не налипали на колёса, установил обрезанную зубную щётку на нижнее колесо.
 Все рабочие элементы пилы защищены экранами. В качестве материала для кожухов и экранов использовал МДФ толщиной 8 мм и сосновые доски.
Все рабочие элементы пилы защищены экранами. В качестве материала для кожухов и экранов использовал МДФ толщиной 8 мм и сосновые доски. Проект получился очень увлекательным. Работой станка доволен. Сейчас даже не представляю, как раньше обходился без ленточной пилы. В качестве теста для пилы я сделал несколько шкатулок.
Проект получился очень увлекательным. Работой станка доволен. Сейчас даже не представляю, как раньше обходился без ленточной пилы. В качестве теста для пилы я сделал несколько шкатулок. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. ..
.. Isolierte Vektorillustration auf weißem Hintergrund
Isolierte Vektorillustration auf weißem Hintergrund » №
» №
 pädagogisches kinderspiel, druckbares arbeitsblatt, vektorillustration — ленточная пила, графика, -клипарт, -мультфильмы и -символ
pädagogisches kinderspiel, druckbares arbeitsblatt, vektorillustration — ленточная пила, графика, -клипарт, -мультфильмы и -символ ..
.. Lernspiel for Kinder, druckbares Arbeitsblatt, Vektorillustration
Lernspiel for Kinder, druckbares Arbeitsblatt, Vektorillustration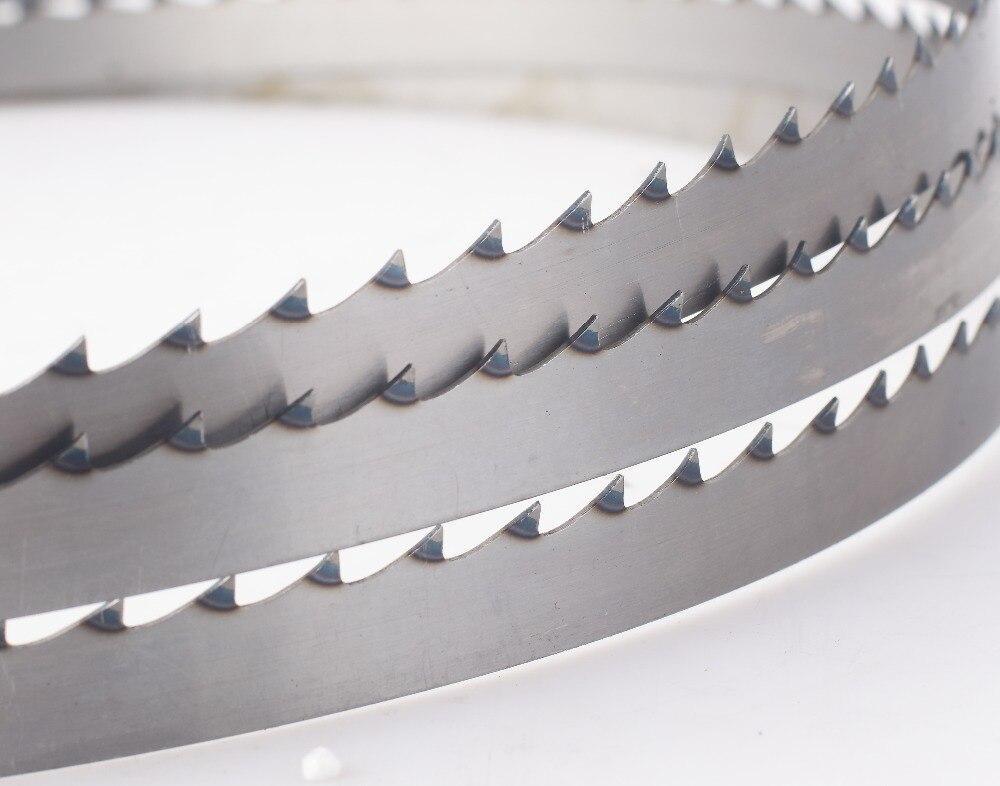 für webanwendung, пьяный. вектор — ленточнопильный станок-графика, -клипарт, -мультфильмы и -символ
für webanwendung, пьяный. вектор — ленточнопильный станок-графика, -клипарт, -мультфильмы и -символ аутистический кранхейт. geistige gesundheit. головоломка для печати и веб-дизайна. вектор флач. — ленточная пила — графика, -клипарт, -мультфильмы и -символ
аутистический кранхейт. geistige gesundheit. головоломка для печати и веб-дизайна. вектор флач. — ленточная пила — графика, -клипарт, -мультфильмы и -символ Лента-головоломка для осведомленности…
Лента-головоломка для осведомленности…
 символ enthaltenes как megaphon, warenkorb, kapselpille. вектор — ленточная пила графика, -клипарт, -мультфильмы и -символ
символ enthaltenes как megaphon, warenkorb, kapselpille. вектор — ленточная пила графика, -клипарт, -мультфильмы и -символ
 …
… ..
.. — фото и фото ленточной пилы, фото и фотографии с изображением ленточной пилы Член клуба Kiwanis Club of Longmont Рэй Эллисон использует ленточную пилу для изготовления игрушек. Среда, 3 апреля 2013 г., дом Бекки и Чака Эвериттов. ДЛЯ ПРОСМОТРА ВИДЕО…ленточнопильный станок, ленточнопильный станок для промышленной резки металлического прутка и использования охлаждающей жидкости в светло-синей сцене. промышленный инструмент. — ленточная пила сток-фото и бильярдная ленточная пила — ленточная пила сток-фото и бильярдная ленточная пила — ленточная пила сток-фото и бильярдная стальная труба разрезается ленточной пилой — ленточная пила сток-фото и бильярдная работа ленточнопильный станок по дереву в мастерской — ленточная пила сток-фотографии и бильдерспарки летят, когда затачиваются зубья на лесопилке ленточная пила — ленточная пила сток-фото и бильдера бревно разрезается на пиломатериалы, используемые для производства фанеры — ленточная пила сток-фото и бильдерленточная пила резка фанеры — ленточная пила stock-fotos und bilderРабочий надевает защитные перчатки во время работы с ленточной пилой во время обучения в специальной экономической зоне Brandix India Apparel City в Вишакапатнаме,.
— фото и фото ленточной пилы, фото и фотографии с изображением ленточной пилы Член клуба Kiwanis Club of Longmont Рэй Эллисон использует ленточную пилу для изготовления игрушек. Среда, 3 апреля 2013 г., дом Бекки и Чака Эвериттов. ДЛЯ ПРОСМОТРА ВИДЕО…ленточнопильный станок, ленточнопильный станок для промышленной резки металлического прутка и использования охлаждающей жидкости в светло-синей сцене. промышленный инструмент. — ленточная пила сток-фото и бильярдная ленточная пила — ленточная пила сток-фото и бильярдная ленточная пила — ленточная пила сток-фото и бильярдная стальная труба разрезается ленточной пилой — ленточная пила сток-фото и бильярдная работа ленточнопильный станок по дереву в мастерской — ленточная пила сток-фотографии и бильдерспарки летят, когда затачиваются зубья на лесопилке ленточная пила — ленточная пила сток-фото и бильдера бревно разрезается на пиломатериалы, используемые для производства фанеры — ленточная пила сток-фото и бильдерленточная пила резка фанеры — ленточная пила stock-fotos und bilderРабочий надевает защитные перчатки во время работы с ленточной пилой во время обучения в специальной экономической зоне Brandix India Apparel City в Вишакапатнаме,. .. Ленточная пила для резки дерева, производства J A Fay & Co, Соединенные Штаты Америки, иллюстрация из L’Industria, Rivista technica ed economica illustrata,…зубья пилы — стоковые фото и бильдерные зубья ленточной пилы — фото и бильдерман для резки дерева — ленточная пила сток-фото и бильдерман для резки дерева — b andsaw stock-fotos und bilderДин Фолкерс использует ленточную пилу для обработки свиньи для покупателя в Elma Locker and Grocery 29 апреля., 2009 г., Элма, Айова. Фермеры-свиноводы, которые… резали говяжьи ребрышки ленточной пилой — фото и фотографии с ленточной пилой ..Правильно очищенная ленточная пила, используемая для резки мяса в мясной лавке в лагере для рабочих-мигрантов, 1975 год. Изображение предоставлено CDC. Точно так же, как мальчики получают вкус к домашнему хозяйству, девочки изучают основы техники работы в магазине. — ленточная пила stock-fotos und bilderbutcher режет тушу ленточной пилой в мясной лавке — ленточная пила stock-fotos und bilderbutcher очищает рабочую поверхность в мясной лавке — ленточная пила stock-fotos und bilderЛенточная пила отрезает голову от замороженного тунца на рыбном рынке.
.. Ленточная пила для резки дерева, производства J A Fay & Co, Соединенные Штаты Америки, иллюстрация из L’Industria, Rivista technica ed economica illustrata,…зубья пилы — стоковые фото и бильдерные зубья ленточной пилы — фото и бильдерман для резки дерева — ленточная пила сток-фото и бильдерман для резки дерева — b andsaw stock-fotos und bilderДин Фолкерс использует ленточную пилу для обработки свиньи для покупателя в Elma Locker and Grocery 29 апреля., 2009 г., Элма, Айова. Фермеры-свиноводы, которые… резали говяжьи ребрышки ленточной пилой — фото и фотографии с ленточной пилой ..Правильно очищенная ленточная пила, используемая для резки мяса в мясной лавке в лагере для рабочих-мигрантов, 1975 год. Изображение предоставлено CDC. Точно так же, как мальчики получают вкус к домашнему хозяйству, девочки изучают основы техники работы в магазине. — ленточная пила stock-fotos und bilderbutcher режет тушу ленточной пилой в мясной лавке — ленточная пила stock-fotos und bilderbutcher очищает рабочую поверхность в мясной лавке — ленточная пила stock-fotos und bilderЛенточная пила отрезает голову от замороженного тунца на рыбном рынке.
 Пуговицу с четырьмя отверстиями пришивают в два этапа. Нить закрепляется автоматически, если в машине предусмотрена соответствующая программа.
Пуговицу с четырьмя отверстиями пришивают в два этапа. Нить закрепляется автоматически, если в машине предусмотрена соответствующая программа.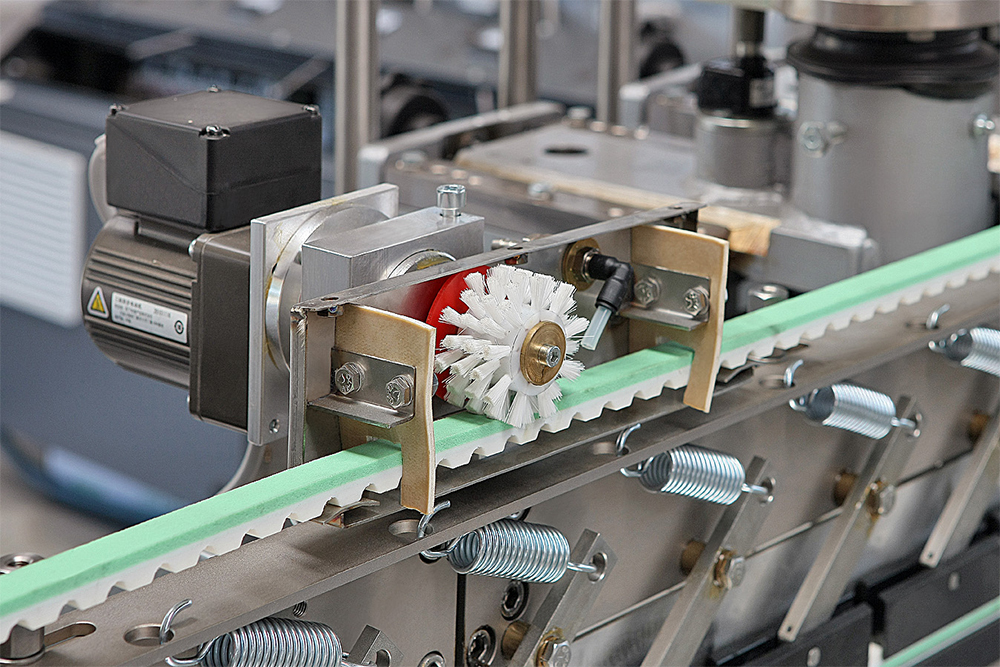
 Этот факт способствует расширению мебельного производства во всех направлениях, включая производство мебельной фурнитуры и комплектующих. Эта специфичная отрасль производства представлена на российском рынке как крупными предприятиями, так и компаниями малого и среднего бизнеса. Для оснастки таких предприятий используется специальное оборудование для производства мебельной фурнитуры.
Этот факт способствует расширению мебельного производства во всех направлениях, включая производство мебельной фурнитуры и комплектующих. Эта специфичная отрасль производства представлена на российском рынке как крупными предприятиями, так и компаниями малого и среднего бизнеса. Для оснастки таких предприятий используется специальное оборудование для производства мебельной фурнитуры.

 Для производства мебельных ручек из пластмасс и порошковых металлов используются пресс-формы с последующим прессованием под воздействием высоких температур.
Для производства мебельных ручек из пластмасс и порошковых металлов используются пресс-формы с последующим прессованием под воздействием высоких температур.


 Для проверки параметра качества ткани производители одежды предпочитают проводить внутренние испытания ткани. Вы также можете приобрести базовое оборудование для тестирования ткани, например, 9 штук.0009
Для проверки параметра качества ткани производители одежды предпочитают проводить внутренние испытания ткани. Вы также можете приобрести базовое оборудование для тестирования ткани, например, 9 штук.0009 См. этот пост, чтобы узнать больше об автоматическом процессе настилания ткани и автоматических настилочных машинах.
См. этот пост, чтобы узнать больше об автоматическом процессе настилания ткани и автоматических настилочных машинах.
 Для выбора швейных машин и количества швейных машин, которые необходимо закупить для создания вашей фабрики, вы можете получить консультацию у специалиста. Для справки ниже приведен список швейных машин.
Для выбора швейных машин и количества швейных машин, которые необходимо закупить для создания вашей фабрики, вы можете получить консультацию у специалиста. Для справки ниже приведен список швейных машин. Некоторые из автоматических швейных машин предназначены для шитья и зависят от конкретного продукта. Например, машина для сварки задних карманов брюк, регулировка заднего кармана джинсов и крепление кармана на задних панелях. Машина для вышивания логотипа.
Некоторые из автоматических швейных машин предназначены для шитья и зависят от конкретного продукта. Например, машина для сварки задних карманов брюк, регулировка заднего кармана джинсов и крепление кармана на задних панелях. Машина для вышивания логотипа. Для этих процессов требуются различные виды отделочного оборудования. Нравится, оборудование для глажки одежды — Вакуумный стол и Паровой утюг для глажки одежды,
Для этих процессов требуются различные виды отделочного оборудования. Нравится, оборудование для глажки одежды — Вакуумный стол и Паровой утюг для глажки одежды,
 Как только вы поймете требования к машине, вам необходимо связаться с поставщиками машин для различных типов машин и оборудования. Швейные машины (обычные машины и специальные машины) должны быть установлены и проверены опытным механиком. При необходимости операторы машин должны быть обучены.
Как только вы поймете требования к машине, вам необходимо связаться с поставщиками машин для различных типов машин и оборудования. Швейные машины (обычные машины и специальные машины) должны быть установлены и проверены опытным механиком. При необходимости операторы машин должны быть обучены.




 7.06 Копировальные
7.06 Копировальные 8.17 Копировальные
8.17 Копировальные 55 грн
55 грн 605-01 КРН
605-01 КРН 90 грн
90 грн д.
д. Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех:


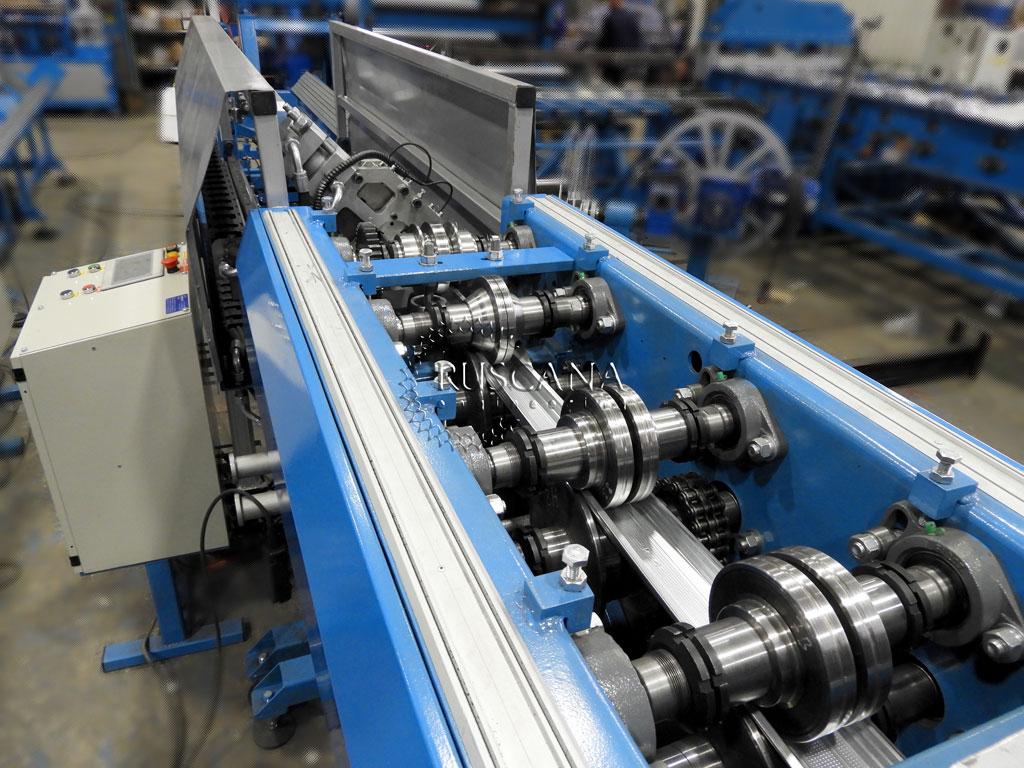
 За счет такой конструкции муфты можно переставлять на валу в любом порядке достаточно оперативно.
За счет такой конструкции муфты можно переставлять на валу в любом порядке достаточно оперативно. инфа по телефону, сообщения читаю редко.Продаем автоматический станок для изготовления…
инфа по телефону, сообщения читаю редко.Продаем автоматический станок для изготовления…
 ..
..
 -линия ЛГК-20. Формат 1050 мм. средняя производительность 15 000 м. в смену. — слотер с 2мя цветами печати. ЛИЯ С2Ф. 2.25….
-линия ЛГК-20. Формат 1050 мм. средняя производительность 15 000 м. в смену. — слотер с 2мя цветами печати. ЛИЯ С2Ф. 2.25…. …
… разборные, резательный…
разборные, резательный… 04.2022
04.2022 08.2019
08.2019


 Они выявляются в большинстве случаев при осмотре шлифованных деталей невооруженным глазом или при контроле поверхности с использованием соответствующих процессов, например, специальных источников света и нанесения на поверхность краски или мела с помощью контрольных плиток. Раннее распознавание таких ошибок помогает частично снизить неизбежные издержки по исправлению брака.
Они выявляются в большинстве случаев при осмотре шлифованных деталей невооруженным глазом или при контроле поверхности с использованием соответствующих процессов, например, специальных источников света и нанесения на поверхность краски или мела с помощью контрольных плиток. Раннее распознавание таких ошибок помогает частично снизить неизбежные издержки по исправлению брака.  Затем линейкой замеряют расстояния между ними. Для повышения точности замеры можно производить между первой и одиннадцатой метками и затем брать одну десятую часть. Затем устанавливают вид нарушения, сравнивая величины интервалов с полученными путем расчетов теоретическими величинами дефектов. Дефекты от действия некруглых опорных роликов чередуются через расстояние, равное длине окружности этих роликов. Также эта величина может быть определена путем деления скорости подачи на число оборотов подающих роликов. Дефекты, вызываемые неправильно сделанными швами шлифовальной ленты, чередуются через расстояние, которое пропорционально длине шлифовальной ленты и скорости подачи и обратно пропорционально скорости шлифовальной ленты и числу швов (стыков) на ней. Дефекты от действия опорных валиков можно устранять только их заменой или ремонтом. Рябь, создаваемую дефектными швами шлифовальной ленты, можно устранить только заменой этой ленты на качественную. Дополнительное выравнивание дефектных швов производить не рекомендуется, так как эта операция малоэффективна.
Затем линейкой замеряют расстояния между ними. Для повышения точности замеры можно производить между первой и одиннадцатой метками и затем брать одну десятую часть. Затем устанавливают вид нарушения, сравнивая величины интервалов с полученными путем расчетов теоретическими величинами дефектов. Дефекты от действия некруглых опорных роликов чередуются через расстояние, равное длине окружности этих роликов. Также эта величина может быть определена путем деления скорости подачи на число оборотов подающих роликов. Дефекты, вызываемые неправильно сделанными швами шлифовальной ленты, чередуются через расстояние, которое пропорционально длине шлифовальной ленты и скорости подачи и обратно пропорционально скорости шлифовальной ленты и числу швов (стыков) на ней. Дефекты от действия опорных валиков можно устранять только их заменой или ремонтом. Рябь, создаваемую дефектными швами шлифовальной ленты, можно устранить только заменой этой ленты на качественную. Дополнительное выравнивание дефектных швов производить не рекомендуется, так как эта операция малоэффективна. Еще чаще встречаются дефекты в виде длинных полос на поверхности детали, расположенных по направлению подачи. Причины их появления разнообразны и могут подразделяться на обусловленные материалом обрабатываемой детали и вызываемые неправильной настройкой оборудования. Примером обусловленных обрабатываемыми деталями продольных полос могут быть те, которые возникают при неправильной загрузке шлифовального станка. Если детали достаточно длительное время загружаются в одном и том же месте стола по ширине, то на шлифовальной ленте может возникать местная выработка абразивного зерна. При следующем использовании станка с этой лентой для обработки более широких деталей на них могут появляться продольные полосы. Для предотвращения такого дефекта достаточно просто обеспечить равномерную загрузку деталей, особенно узких, по всей ширине рабочего стола. Еще одной причиной появления обусловленных материалом длинных полос часто являются остатки клея на поверхности, особенно часто — остатки клея-расплава в районе кромок облицованных мебельных деталей.
Еще чаще встречаются дефекты в виде длинных полос на поверхности детали, расположенных по направлению подачи. Причины их появления разнообразны и могут подразделяться на обусловленные материалом обрабатываемой детали и вызываемые неправильной настройкой оборудования. Примером обусловленных обрабатываемыми деталями продольных полос могут быть те, которые возникают при неправильной загрузке шлифовального станка. Если детали достаточно длительное время загружаются в одном и том же месте стола по ширине, то на шлифовальной ленте может возникать местная выработка абразивного зерна. При следующем использовании станка с этой лентой для обработки более широких деталей на них могут появляться продольные полосы. Для предотвращения такого дефекта достаточно просто обеспечить равномерную загрузку деталей, особенно узких, по всей ширине рабочего стола. Еще одной причиной появления обусловленных материалом длинных полос часто являются остатки клея на поверхности, особенно часто — остатки клея-расплава в районе кромок облицованных мебельных деталей. Примерно такие же полосы могут возникать при сильной засмоленности участков хвойной массивной древесины. Вообще смолистые древесные породы часто провоцируют налипание шлифовальной пыли на поверхность абразивного материала, вызывая его засаливание, нередко в виде полос на шлифленте. Предупреждать возникновение таких дефектов можно только возможно более тщательным предварительным удалением с поверхности деталей следов клея и смолы, в том числе использованием первичного агрегата с поперечной узкой шлифовальной лентой. Также в этих случаях может быть полезным использование антистатического оборудования. Тем не менее, гарантированно возникновение прижогов большой площади на поверхности деталей от действия засаленной шлифовальной шкурки может предотвращаться только своевременной заменой шлифовальных лент.
Примерно такие же полосы могут возникать при сильной засмоленности участков хвойной массивной древесины. Вообще смолистые древесные породы часто провоцируют налипание шлифовальной пыли на поверхность абразивного материала, вызывая его засаливание, нередко в виде полос на шлифленте. Предупреждать возникновение таких дефектов можно только возможно более тщательным предварительным удалением с поверхности деталей следов клея и смолы, в том числе использованием первичного агрегата с поперечной узкой шлифовальной лентой. Также в этих случаях может быть полезным использование антистатического оборудования. Тем не менее, гарантированно возникновение прижогов большой площади на поверхности деталей от действия засаленной шлифовальной шкурки может предотвращаться только своевременной заменой шлифовальных лент. Самой частой причиной их возникновения являются поврежденные или изношенные графитовые поверхности прижимного утюжка, иногда называемого прижимной балкой или подушкой. Поэтому эти графитовые поверхности должны регулярно контролироваться. Дефекты в виде мелких шероховатостей на графитовом слое прижимной поверхности могут устраняться вручную путем пришлифовки деревянным брусочком 10×20 см с натянутой на него мелкой шкуркой. Сильно деформированные, с заметными следами износа покровные слои графита подлежат обязательной замене. Внутренние слои, изготовленные из толстого войлока, должны иметь однородную плотность: в противном случае от них также могут появляться длинные полосы на деталях.Дефекты на прижимном утюжке, в том числе прожоги войлочного слоя, могут возникать из-за излишнего давления на деталь. В этих зонах возможно затвердевание войлока. Такой войлок подлежит немедленной замене.
Самой частой причиной их возникновения являются поврежденные или изношенные графитовые поверхности прижимного утюжка, иногда называемого прижимной балкой или подушкой. Поэтому эти графитовые поверхности должны регулярно контролироваться. Дефекты в виде мелких шероховатостей на графитовом слое прижимной поверхности могут устраняться вручную путем пришлифовки деревянным брусочком 10×20 см с натянутой на него мелкой шкуркой. Сильно деформированные, с заметными следами износа покровные слои графита подлежат обязательной замене. Внутренние слои, изготовленные из толстого войлока, должны иметь однородную плотность: в противном случае от них также могут появляться длинные полосы на деталях.Дефекты на прижимном утюжке, в том числе прожоги войлочного слоя, могут возникать из-за излишнего давления на деталь. В этих зонах возможно затвердевание войлока. Такой войлок подлежит немедленной замене. 2). Они проходят вдоль линии колебания широкой ленты. Причиной их возникновения являются повреждения шлифовальной посыпки минеральными или металлическими включениями, попавшими в детали. Часто это происходит после проведения операций калибрования грубой крупнозернистой шкуркой. Выпавшее из такой шкурки зерно, например Р 40, при попадании под работающую мелкую шкурку Р 180 нанесет ей непоправимые повреждения. В этих случаях шлифлента должна заменяться новой. Снизить риск возникновения таких ситуаций можно, используя для калибрования ленты на тканевой основе, обладающей более высокой прочностью крепления зерна к основе. Принципиально слишком высокая сила прижима в сочетании с резкой загрузкой ленты может вызывать выпадение зерен. Необходимо по возможности согласовывать размеры применяемого зерна и силу прижима утюжка. В современных шлифовальных автоматах эта задача решается простым нажатием кнопок на панели управления. Благодаря использованию более широкого утюжка площадь контакта шлифовальной шкурки с деталью увеличивается, а удельное давление прижима сокращается.
2). Они проходят вдоль линии колебания широкой ленты. Причиной их возникновения являются повреждения шлифовальной посыпки минеральными или металлическими включениями, попавшими в детали. Часто это происходит после проведения операций калибрования грубой крупнозернистой шкуркой. Выпавшее из такой шкурки зерно, например Р 40, при попадании под работающую мелкую шкурку Р 180 нанесет ей непоправимые повреждения. В этих случаях шлифлента должна заменяться новой. Снизить риск возникновения таких ситуаций можно, используя для калибрования ленты на тканевой основе, обладающей более высокой прочностью крепления зерна к основе. Принципиально слишком высокая сила прижима в сочетании с резкой загрузкой ленты может вызывать выпадение зерен. Необходимо по возможности согласовывать размеры применяемого зерна и силу прижима утюжка. В современных шлифовальных автоматах эта задача решается простым нажатием кнопок на панели управления. Благодаря использованию более широкого утюжка площадь контакта шлифовальной шкурки с деталью увеличивается, а удельное давление прижима сокращается. Это позволяет значительно снизить риск возникновения тонких полосок.
Это позволяет значительно снизить риск возникновения тонких полосок.
 Обычно для этого используются фотодиоды. При правильном расположении их относительно шлифленты, регулярной чистке и контроле можно гарантировать безотказную работу механизма и предотвратить повреждение ленты.
Обычно для этого используются фотодиоды. При правильном расположении их относительно шлифленты, регулярной чистке и контроле можно гарантировать безотказную работу механизма и предотвратить повреждение ленты. При слишком сухом воздухе полотно прогибается в сторону основы, а при слишком влажном — в сторону посыпки. Ленты не должны храниться в лежачем положении, так как разные стороны обладают различной гигроскопичностью и вследствие этого ленты могут значительно деформироваться. Рекомендуется либо хранение в оригинальной упаковке на деревянных паллетах (либо полках) и предварительное вывешивание на специальных вешалках примерно за сутки до использования при температуре в помещении от 18 до 22°С и при относительной влажности от 45 до 65%. Не допускается хранение в непосредственной близости от источников тепла, холодных наружных стен и на сильных сквозняках.
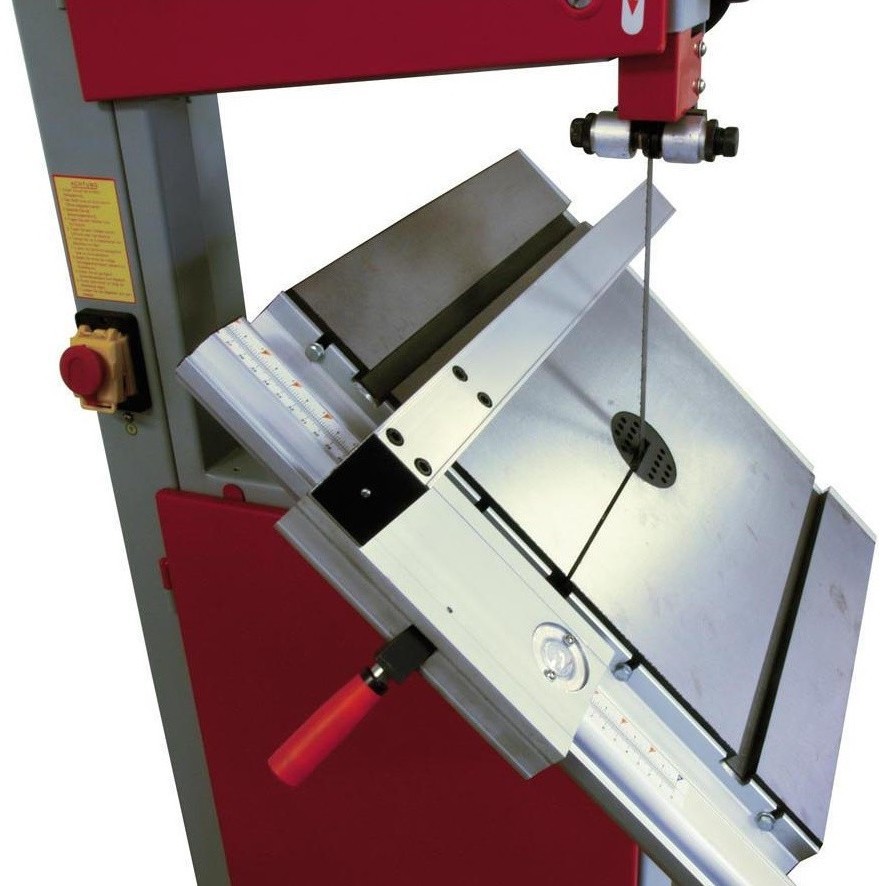
При слишком сухом воздухе полотно прогибается в сторону основы, а при слишком влажном — в сторону посыпки. Ленты не должны храниться в лежачем положении, так как разные стороны обладают различной гигроскопичностью и вследствие этого ленты могут значительно деформироваться. Рекомендуется либо хранение в оригинальной упаковке на деревянных паллетах (либо полках) и предварительное вывешивание на специальных вешалках примерно за сутки до использования при температуре в помещении от 18 до 22°С и при относительной влажности от 45 до 65%. Не допускается хранение в непосредственной близости от источников тепла, холодных наружных стен и на сильных сквозняках.  В его поверхности предусмотрено два перпендикулярных Т-образных паза для работы с угловым упором или устройством для шлифования по кругу. Стол имеет механизм точной регулировки по углу наклона с транспортирной шкалой.
В его поверхности предусмотрено два перпендикулярных Т-образных паза для работы с угловым упором или устройством для шлифования по кругу. Стол имеет механизм точной регулировки по углу наклона с транспортирной шкалой. Минимальная скорость струи воздуха в 100 мм-вытяжном патрубке должна составлять 20 м/сек. Вытяжные шланги должны соответствовать параметру „трудно возгораемый“ и должны быть вовлечены в систему заземления вытяжного устройства (подробности в инструкции).
Минимальная скорость струи воздуха в 100 мм-вытяжном патрубке должна составлять 20 м/сек. Вытяжные шланги должны соответствовать параметру „трудно возгораемый“ и должны быть вовлечены в систему заземления вытяжного устройства (подробности в инструкции). Гарантия 2 года.
Гарантия 2 года.
 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000 39000. 799000 . 9000 39000. 799000. 9000 39000. 799000 . 9000 3
799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000. 799000. 9000 39000. 799000 . 9000 39000. 799000. 9000 39000. 799000 . 9000 3 Графитовый пад для верхней полирующей поверхности.
Графитовый пад для верхней полирующей поверхности. 

 Есть возможность съездить на действующее производство. 1 год гарантии. Пусконаладка в течение недели.Структура плёнки:…
Есть возможность съездить на действующее производство. 1 год гарантии. Пусконаладка в течение недели.Структура плёнки:… ..
.. Есть возможность съездить на действующее производство. 1 год гарантии. Пусконаладка в течение недели.Структура плёнки:…
Есть возможность съездить на действующее производство. 1 год гарантии. Пусконаладка в течение недели.Структура плёнки:… Структура плёнки:…
Структура плёнки:… ..
.. 5 с нашего производства, в отличном рабочем состоянии, по хорошей цене!
5 с нашего производства, в отличном рабочем состоянии, по хорошей цене!
 Производство: Китай. Год выпуска: 2013.
Производство: Китай. Год выпуска: 2013.
 com является официальным спонсором:
com является официальным спонсором:



 Фигура не имеет поддержек. При печати вазы практически не используют заполнение. Модель получается монолитной, а не пустотелой.
Фигура не имеет поддержек. При печати вазы практически не используют заполнение. Модель получается монолитной, а не пустотелой.
 Обычно для PLA и сопла 0,4 мм данный параметр равняется 0,1 мм. Меняем его на 0,25–0,3 мм при учете, что вы работаете на диаметре сопла 1 мм. Также нужно поменять ширину линии печати. Для 1 мм она будет находиться в пределах 0,95 мм. Параметр может отличаться в зависимости от модели принтера.
Обычно для PLA и сопла 0,4 мм данный параметр равняется 0,1 мм. Меняем его на 0,25–0,3 мм при учете, что вы работаете на диаметре сопла 1 мм. Также нужно поменять ширину линии печати. Для 1 мм она будет находиться в пределах 0,95 мм. Параметр может отличаться в зависимости от модели принтера.

 Как правило 95% моделей можно скорректировать таким образом, чтобы поддержка отсутствовала, при этом функциальнальность и визуальная составляющая изделия не поменялась. В качестве примера можно рассмотреть один из наших проектов по созданию стойки для рецепции, которая была спроектирована специально для 3D-печати без поддерживающего материала.
Как правило 95% моделей можно скорректировать таким образом, чтобы поддержка отсутствовала, при этом функциальнальность и визуальная составляющая изделия не поменялась. В качестве примера можно рассмотреть один из наших проектов по созданию стойки для рецепции, которая была спроектирована специально для 3D-печати без поддерживающего материала.
 Важно понимать только тот факт, что если мы ходим сделать “дно” у детали (Variant 1 на картинке), то увеличение стоимости будет незначительное, поскольку при 3D-печати этого дна материал будет укладываться на платформу 3D-печати. А если мы хотим сделать “крышку” (Variant 2 на картинке), другими словами, если мы хотим обеспечить верхнее перекрытие при сохранении пустоты у изделия внутри, то увеличение по стоимости будет значительным. Поскольку первые слои перекрытия будут падать внутрь детали. Необходимо наличие нескольких слоев этого перекрытия для полной заливки верхнего слоя. Какое именно количество слоев верхнего перекрытия необходимо, может сказать только технолог по 3D-печати.
Важно понимать только тот факт, что если мы ходим сделать “дно” у детали (Variant 1 на картинке), то увеличение стоимости будет незначительное, поскольку при 3D-печати этого дна материал будет укладываться на платформу 3D-печати. А если мы хотим сделать “крышку” (Variant 2 на картинке), другими словами, если мы хотим обеспечить верхнее перекрытие при сохранении пустоты у изделия внутри, то увеличение по стоимости будет значительным. Поскольку первые слои перекрытия будут падать внутрь детали. Необходимо наличие нескольких слоев этого перекрытия для полной заливки верхнего слоя. Какое именно количество слоев верхнего перекрытия необходимо, может сказать только технолог по 3D-печати. Покажем на примере:
Покажем на примере: Учесть Vase Mode в слайсере.
Учесть Vase Mode в слайсере. Например, в 3D-принтере Colossus в пункте управления присутствует такая кнопка.
Например, в 3D-принтере Colossus в пункте управления присутствует такая кнопка.
 Читайте дальше и попробуйте одну из этих ваз, напечатанных на 3D-принтере, уже сегодня!
Читайте дальше и попробуйте одну из этих ваз, напечатанных на 3D-принтере, уже сегодня!
 Советов по печати от дизайнера не было, но один комьюнити-мейкер напечатал вазу с тремя раковинами, высотой слоя 0,175 мм, заполнением 5% и скоростью печати 60 мм/с.
Советов по печати от дизайнера не было, но один комьюнити-мейкер напечатал вазу с тремя раковинами, высотой слоя 0,175 мм, заполнением 5% и скоростью печати 60 мм/с.
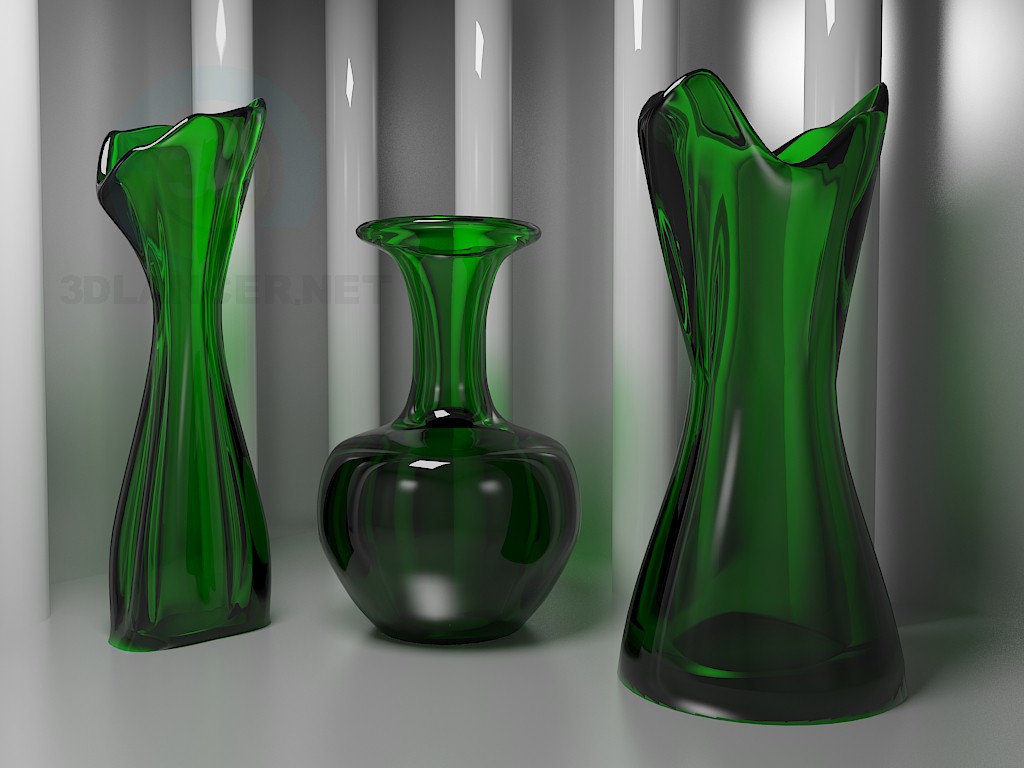
 В дизайне много деталей на внешней поверхности, в том числе множество трещин и щелей, похожих на Грута.
В дизайне много деталей на внешней поверхности, в том числе множество трещин и щелей, похожих на Грута.
 Дизайн имеет маленькое отверстие в верхней части и большую плоскую основу, чтобы ваза не упала.
Дизайн имеет маленькое отверстие в верхней части и большую плоскую основу, чтобы ваза не упала.

 При такой популярности мы ожидаем, что модель довольно легко распечатать.
При такой популярности мы ожидаем, что модель довольно легко распечатать. Его также можно использовать как подставку для ручек или зубных щеток.
Его также можно использовать как подставку для ручек или зубных щеток.