Российские станки для производства: Русские станки — Производители станков
Русские станки — Производители станков
1. Станки производства ОАО «Астраханский Станкостроительный Завод»
Токарные станки: 1В62Г(1000), 1В625(1500), 1В62Г(1500), 1В625(1000), 1В625(2000), 16В20, 1В625М(1000), 1В625М(1500), 1В625М(2000)
Сверлильные станки: АС 2116М, АС2532, АС2540, АС2550
Станки для резки арматуры: СМЖ-175
Станки для гибки арматуры: СГА-55
Астраханский станкостроительный завод создан в 1944 году.
Завод имеет механический, инструментальный, сборочный, кузнечно-штампосварочный и ремонтно-механический цеха, а так же на территории завода находится склад для хранения металла, литья, поковок и готовой продукции, в упакованном виде. Склад оснащен козловыми кранами грузоподъемностью 10 и 20 тонн и имеет железнодорожную нитку для подачи вагонов.
Обработка базовых деталей ведется на технологических линиях, оснащенных высокопроизводительным оборудованиям и станками с ЧПУ.
2. Станки производства ЗАО «КомТех-Плюс»
Токарные станки: ТВ-11, ТВ-7М, ТВ-9, ТВ-101, ТВ-10, ВСТ-028
Сверлильные станки: НС-16, НС16-01 (СНВШ-2)
Фрезерные станки: НГФ-110-Ш4, СПФ-1, СПФГ-02
ЗАО «КомТех-Плюс» — один из ведущих поставщиков малогабаритного металлорежущего станочного оборудования на рынок.
Большой опыт, высококвалифицированных специалистов по проектированию станочного оборудования, внедрения современных технология, применение современных систем ЧПУ.
3. Станки производства ОАО «Стерлитамакский Станкостроительный Завод»
Токарные станки: 200НТ (600), 200НТ (1000)
Сверлильные станки: 2С132, 2С125-01, 2С125, 2С50, 2С125-04
ОАО «Стерлитамакский станкостроительный завод » является одним из самых крупных станкостроительных предприятий России. Станкозавод проектирует и изготавливает современные обрабатывающие центра и универсальные станки. Наша техника – это высокая производительность и гарантированное качество, стабильная точность, высокоэффективные методы труда, интенсивная технология металлообработки, широкие технологические возможности, оптимальное использование свойств современного режущего инструмента.
Наша техника – это высокая производительность и гарантированное качество, стабильная точность, высокоэффективные методы труда, интенсивная технология металлообработки, широкие технологические возможности, оптимальное использование свойств современного режущего инструмента.
4. Станки производства ООО ПО «Липецкая станкостроительная компания»
Сверлильные станки: 2Л132
Плоскошлифовальные станки: 3Л722В, 3Л722В-70, 3Л722В-80
С 1962 года Липецкий станкостроительный завод приступил к выпуску плоскошлифовальных станков. Благодаря небольшим габаритам, простоте управления и надежности, они пользовались устойчивым спросом в нашей стране и за рубежом.
5. Станки производства Машиностроительное Предприятие «ПромСтройМаш»
Сверлильные станки: 2М112, 2М112. 02
02
Разрезные станки: 8Г240, 8725А, СМЖ-172А, СМЖ-172БМА, СМЖ-322, СМЖ 357
Гибочные станки: ИВ 3428, ИВ 3429, ИВ 3430, ИВ3432, УГА-40, ИБ 2223, ИБ 2224
Кузнечно-прессовое оборудование: СМЖ 652, НВ5223, НВ5222, НВ5221, НВ5224, НА3214, НА3216,
СТД9 (СТД-9А, СТД-9АМ), НКЧ 6020, НА3218, Н3118, НД3318, НА3121, Н 3121, МНГ 13, МНГ 16, Н3122, Н478, НА3221,
НА3222, НА3223, НА3225, НК3416, НК3418
Промышленные прессы: П6320, П6324, П6326, ДЕ2428, П6328, ПБ6330-02, ДЕ2432, ДЕ2430, П6332, ДГ2434, ПБ6334-02,
ДГ2436, КД2114, КД2118, К2019, КД2322, КД2122Г, КД2324, КД2124К, КД2126, КД2328В, КД2128, КД2130Г, КВ2132Г
Машиностроительное Предприятие ПромСтройМаш это современный многопрофильный машиностроительный завод Оренбургской области. Основная продукция КПО, станки, средства механизации.
6. Станки производства ООО «Алапаевский Станкостроительный Завод»
| |
Сверлильные станки: CHC-12
Металлорежущие станки на российский и зарубежный рынок Алапаевский станкостроительный завод поставляет уже 70 лет. В результате, выпушено свыше 50 тыс. ед. токарно-револьверных и токарно-винторезных станков, специальных станков, всего около 150 моделей, успешно работающих в 44-х странах мира, более чем на 1100 российских предприятиях.
В результате, выпушено свыше 50 тыс. ед. токарно-револьверных и токарно-винторезных станков, специальных станков, всего около 150 моделей, успешно работающих в 44-х странах мира, более чем на 1100 российских предприятиях.
9. Станки производства Россия
Токарные станки: 16к20
Завод предлагает качественные и надежные станки, которые пользуются устойчивым спросом среди потребителей, заинтересованных в получении профессионального оборудования с оптимальным соотношением цены и качества. В своей работе мы используем комплексный подход, благодаря которому у нас можно купить станок от производителя по выгодной стоимости.
10. Станки производства ОАО «Рязанский Станкостроительный Завод»
Токарные станки: 16Р25П (3000), 16Р25П (750), 16Р25П (2000), 16Р25П (1500), 16Р25П (1000), 1М63Н (2000), 1М63Н (1500), 1М63Н (750), 1М63Н (8000), 1М63Н (5000), 1М63Н (3000), 16К40 (8000), 16К40 (5000), 16К40 (3000)
Рязанский Станкозавод представляет модельный ряд металлорежущего оборудования, позволяющего осуществлять токарные, фрезерные, сверлильно-расточные операции, а также зубообработку сложных деталей. Эксплуатация предлагаемого оборудования обеспечивает существенное снижение себестоимости и времени изготовления деталей в серийном и мелкосерийном производстве.
Эксплуатация предлагаемого оборудования обеспечивает существенное снижение себестоимости и времени изготовления деталей в серийном и мелкосерийном производстве.
11. Станки производства ЗАО «Завод фрезерных станков»
Фрезерные станки: 6Т12, 6Т13, 6Т82Ш, 6Т83Ш
ЗАО «Завод фрезерных станков» входит в промышленную группу «РосСтанКом», объединяющую производителей универсальных токарных и фрезерных станков, токарных станков с ЧПУ, оборудованных приводами отечественного и импортного производства. ЗАО «Завод фрезерных станков» — единственный производитель всей гаммы фрезерных станков в СНГ, включая специальные станки с ЧПУ.
12. Станки производства Россия
Заточные станки: УЗС-96М
В настоящее время предприятие выпускает машиностроительную продукцию, автосервисное оборудование, трансформаторы питания и магнитопроводы для радиоэлектронной промышленной и бытовой аппаратуры, сварочное оборудование, электродные котлы для систем отопления, фильтры помехоподавляющие с ориентацией предприятия России.
13. Станки производства ОАО «Кировский Станкостроительный Завод»
Заточные станки: СТчПК-22, ТчПА-7
Кировский станкостроительный завод — старейшее машиностроительное предприятие в России по выпуску заточного и деревообрабатывающего оборудования — представляет группу оборудования для заточки и подготовки дереворежущего инструмента. Предприятие производит широкую номенклатуру деревообрабатывающих станков, в том числе: фрезерных, ленточнопильных, многопильных, комбинированных, токарных, круглопалочных, сверлильных и широкую группу круглопильных станков.
14. Станки производства ЗАО «Нелидовский завод гидравлических прессов»
Разрезные станки: 8725
Гибочные станки: ИВ2142, ИВ2143, ИВ2144, ИВ2145, ИВ2146
Кузнечно-прессовое оборудование: НГ5222, НГ5223, НГ5224, МА4127, МА4129, МА4132, МА4134, МА4136, МА4138,
МА4139, МА4140, НГ1250, НГ2000
ЗАО «Нелидовский завод гидравлических прессов» располагаться в городе Нелидово, в Тверской области на 320 км автодороги Балтия (Москва — Рига, М9). Завод построен в период с 1972 по 1976 годы. В настоящее время Нелидовский завод гидравлических прессов является одним из крупнейших промышленных предприятий отечественного кузнечно-прессового машиностроения. Имеющиеся технологические производственные мощности — заготовительно сварочные, механообрабатывающие, гальванические, сборочные позволяют выполнить широкий спектр заказов для всех отраслей промышленности.
Завод построен в период с 1972 по 1976 годы. В настоящее время Нелидовский завод гидравлических прессов является одним из крупнейших промышленных предприятий отечественного кузнечно-прессового машиностроения. Имеющиеся технологические производственные мощности — заготовительно сварочные, механообрабатывающие, гальванические, сборочные позволяют выполнить широкий спектр заказов для всех отраслей промышленности.
15. Станки производства Россия
Гибочные станки: T-67, Т-108, Т-Твин, Т-Снейк, Т-159, Т-133, Т-114, Т-108
Помимо разрабатываемых по заказу нестандартного оборудования и оборудования специального назначения, завод выпускает серийную продукцию, такую, кактрубогибочные станки, автоматизированные прессы, гидравлические системы и узлы, системы дистанционного управления оборудованием.
16. Станки производства Россия
Гибочные станки: ТПГ-1Б, ТПГ-1,25Б, ТГН-1,25, ТПГ-2Б, ТПГ-2ЭП, ТПГ-3Б, ТПГ-3ЭП, ТГ-3ЭП
Научно-производственная фирма с 1991 года занимается проектированием и серийным изготовлением средств малой механизации. Основные типы производимого оборудования: гидравлические трубогибы с ручным и электрическим приводом, гидравлические прессы настольные и гаражные, ручные опрессовщики систем отопления и тд. НПФ Инстан является ведущим производителем гидравлических трубогибов на Северо-Западе.
Основные типы производимого оборудования: гидравлические трубогибы с ручным и электрическим приводом, гидравлические прессы настольные и гаражные, ручные опрессовщики систем отопления и тд. НПФ Инстан является ведущим производителем гидравлических трубогибов на Северо-Западе.
17. Станки производства Россия
Гибочные станки: И2416, И2223, И2430.20, ИБ2220Г, ИВ2222, И7210, И2210, ИБ22085.3, ИБ2213В, ИБ2216В, ИБ2225.2.5
ИБ2232.8, ИБ2220В, ИБ2219В, ИБ2235.6, ИБ2235.4, ИБ22110.18, ИБ2222В, ИБ2230.12, ИБ2245.4
завод кузнечно-прессового оборудования был основан в 1941 году. Предприятие производит широкий спектр кузнечно прессового оборудования, самым известным из которого являются листогибочные машины.
18. Станки производства Россия
Гибочные станки: ЛГМ 4×2500, ЛГМ 3×2000, ЛГМ 6×1600, ЛГМ 2,5×2500, ЛГМ 5×2000
завод КПО специализируется на производстве кузнечно-прессового оборудования. Основной продукцией являются листогибочные машины и гильотинные ножницы с различными параметрами обработки металла. Кроме этого, наш завод выпускает ряд второстепенной продукции, не менее востребованной и качественной, обладающей высокими эксплуатационными характеристиками.
Кроме этого, наш завод выпускает ряд второстепенной продукции, не менее востребованной и качественной, обладающей высокими эксплуатационными характеристиками.
19. Станки производства Россия
Кузнечно-прессовое оборудование: НГМ-6,3, НГМ-13
завод почти с вековой историей, расположенный в исторической части Армавира (Краснодарский край). Предприятие было основано в 1933 году и является одним из старейших машиностроительных предприятий Кубани.
20. Станки производства Россия
Кузнечно-прессовое оборудование: НГ6.3×2, НГ4×2.5, НГ13, НГ6.3×3.0, НГ6.3×2.5, НГ16
Основной вид деятельности завода — производство установок для резки металла (гильотинные ножницы, в 1983 году завод выпустил первую модель установки), которые применяются для резки листового проката, а так же рубки прутка и уголка.
21. Станки производства Россия
Кузнечно-прессовое оборудование: НЛ3427, НЛ3418А
Завод — крупное машиностроительное предприятие Оренбургской области. Оно начало свою деятельность на базе артели «Красный штамповщик», эвакуированной из Киева в сентябре 1941 г. С первых дней своего существования здесь изготавливали военную продукцию.
С первых дней своего существования здесь изготавливали военную продукцию.
еским оборудованием: станки горизонтально-расточные, продольно-фрезерные, шлифовальные, продольно-строгальные, токарно-карусельные, токарно-центровые.
Станки российского производства F.O.R.T.
Проект «Станкостроение». Производство и сборка станков в россии
Начало деятельности по проекту «Организация сборки и производства металлообрабатывающих станков в Российской Федерации» (проект «Станкостроение») относится к 2013 году. Предлагаем Вашему вниманию металлообрабатывающие станки российского производства, выпускаемые в соответствии с Постановлением Правительства РФ № 1224 от 24.12.2013 (уст. № 56 от 07.02.2011 г.) Все станки производятся с использованием машинокомплектов, поставляемых ведущими станкостроительными компаниями Южной Кореи, Тайваня и Австралии с постепенной локализацией изготовления отдельных узлов в России. | |
На сегодняшний день в рамках проекта «Станкостроение» на территории России производится литье и обработка станин, изготовление базовых деталей к ряду станков, изготовление механических частей и кабинетных защит для модельного ряда станков «F.O.R.T.» Основная и главная цель проекта «Станкостроение» — полный цикл производства оборудования для металлообработки на территории России с использованием российских разработок. |
Проект реализуют ПАРТНЕРЫ
АО «Балтийская Промышленная Компания»,
г. Санкт-Петербург www.bpk-spb.ru
ЗАО «Балтийская Промышленная Компания» выступает инжиниринговым центром, который обеспечивает полную техническую реализацию проекта.
ФГУП «Приборостроительный
Завод»,
г. Трехгорный, Челябинская обл. www.imf.ru
ФГУП «Приборостроительный завод» выступает производителем оборудования: на мощностях ПСЗ организовано производство станков под российской торговой маркой «F. O.R.T.»
O.R.T.»
Санкт-Петербургский Политехнический Университет Петра Великого www.spbstu.ru
Санкт-Петербургский Политехнический Университет Петра Великого является научной базой проекта.
Бренд «F.O.R.T.»
Все металлообрабатывающее оборудование, производимое в рамках проекта «Станкостроение», выпускается под российской торговой маркой «F.O.R.T.» — Force, Opportunities, Russian Technologies (Мощь, Возможности, Российские Технологии). | |
Сферы применения металлообрабатывающих станков «F.O.R.T.»:
| Внушительная производственная база, богатые традиции, доступ к технологиям и сервисные возможности позволяют участникам проекта успешно осуществить план организации собственного производства станков в России. Ежегодно планируется увеличивать объемы производства и в течение нескольких лет перейти от узловой сборки к производству оборудования, максимально состоящего из отечественных компонентов, обеспечив инновационное производство основной линейки станков. |

Планы и перспективы развития
Основная цель проекта «Станкостроение» — это изготовление современного металлообрабатывающего оборудования на территории Российской Федерации с использованием инновационных российских разработок путем активного увеличения доли локализации производства. К 2020 году стороны планируют достигнуть максимальной локализации по основным популярным позициям. Таким образом, все основные части и узлы станков будут производиться на территории России. | |
На сегодняшний момент в рамках проекта «Станкостроение» на территории России производится:
|

«Русские машины»
«Русские машины» — крупнейшая российская машиностроительная корпорация, объединяющая промышленные объединения в таких отраслях, как: автомобилестроение, производство дорожно-строительной техники и автокомпонентов, железнодорожное и авиационное машиностроение, производство специальных оборудование для вооруженных сил. Всего в состав корпорации входит 30 предприятий, расположенных в разных регионах России. По итогам работы в 2007 году совместная выручка корпорации составила 157,964 000 000 руб. (рост по сравнению с 2006 г. на 28%). В то время генеральным директором ОАО «Русские машины» был Валерий Геннадьевич Лукин.
«Военно-промышленная компания» ВПК координирует деятельность по разработке, производству, ремонту, реализации и возможной утилизации продукции военного назначения на Арзамасском машиностроительном заводе, заводе корпусов» (г.Выкса). ]) и ХК Барнаултрансмаш
Беды Олега Дерипаски, когда-то считавшегося самым богатым человеком в России, начались, когда фондовые рынки страны пережили самый сильный спад за десятилетие, упав на 25% всего за три дня в середине сентября 2008 года. кредитный кризис оказал серьезное давление на компании с крупной задолженностью, некоторые из которых выставили акции в качестве обеспечения кредита. 3 октября 2008 г. компания Magna International Inc. объявила о том, что кредитор стопроцентной дочерней компании ОАО «Русские машины» («Русские машины») реализовал 20 миллионов субординированных голосующих акций Magna класса А, заложенных в качестве обеспечения финансирование, полученное «Русскими машинами» для инвестиций в Magna 20 сентября 2007 года. Соответственно, участие «Русских машин» в договоренностях, заключенных с Stronach Trust в связи с этой инвестицией, прекращено. В результате расторжения этих договоренностей, среди прочего, по указанию кредитора «Русских машин» было продано до 20 миллионов субординированных голосующих акций Magna класса А.
кредитный кризис оказал серьезное давление на компании с крупной задолженностью, некоторые из которых выставили акции в качестве обеспечения кредита. 3 октября 2008 г. компания Magna International Inc. объявила о том, что кредитор стопроцентной дочерней компании ОАО «Русские машины» («Русские машины») реализовал 20 миллионов субординированных голосующих акций Magna класса А, заложенных в качестве обеспечения финансирование, полученное «Русскими машинами» для инвестиций в Magna 20 сентября 2007 года. Соответственно, участие «Русских машин» в договоренностях, заключенных с Stronach Trust в связи с этой инвестицией, прекращено. В результате расторжения этих договоренностей, среди прочего, по указанию кредитора «Русских машин» было продано до 20 миллионов субординированных голосующих акций Magna класса А.
«Русские машины» перестали быть косвенным акционером M Unicar Inc., холдинговой компании, созданной для владения акциями Magna в Stronach Trust, «Русских машинах» и некоторых членах руководства Magna. «Наш стратегический альянс с «Русскими машинами» помог нам ускорить рост на российском рынке, — сказал Зигфрид Вольф, со-генеральный директор Magna. «У нас хорошие рабочие отношения с Олегом Дерипаской и группой «Базовый элемент», включая «Русские машины» и ее контролируемую дочернюю компанию «Группу ГАЗ», вторую по величине автомобильную компанию России. Мы считаем, что российский рынок по-прежнему открывает для нас значительные возможности, и намерены продолжать использовать совместные возможности с «Русскими машинами» и ГАЗ, а также другие возможности для продвижения наших позиций в России».
«Наш стратегический альянс с «Русскими машинами» помог нам ускорить рост на российском рынке, — сказал Зигфрид Вольф, со-генеральный директор Magna. «У нас хорошие рабочие отношения с Олегом Дерипаской и группой «Базовый элемент», включая «Русские машины» и ее контролируемую дочернюю компанию «Группу ГАЗ», вторую по величине автомобильную компанию России. Мы считаем, что российский рынок по-прежнему открывает для нас значительные возможности, и намерены продолжать использовать совместные возможности с «Русскими машинами» и ГАЗ, а также другие возможности для продвижения наших позиций в России».
В августе 2008 года подразделение Олега Дерипаски «Русские машины» заявило, что не планирует покупать марку Hummer у корпорации General Motors. иметь дело.» Ранее источники сообщали, что General Motors связалась с Олегом Дерипаской по поводу возможной продажи Hummer. Источники добавили, что переговоры носили лишь ознакомительный характер, поскольку официально Hummer еще не выставлен на аукцион.
В июле 2008 года «Русские машины» и «Росэнергоатом» планируют построить еще одну атомную электростанцию в городе Обнинске, расположенном в 102 км к юго-западу от Москвы. Мощность новой АЭС составит 100 мегаватт. Инвестиции в проект оцениваются в $400-500 млн долларов, обе компании создадут совместное предприятие на паритетных началах.
В июне 2008 г. Magna International Inc. и «Русские машины» планируют запустить производство автокомпонентов в Нижнем Новгороде в середине 2008 г. Группа ГАЗ 18 ноября 2006 года подписала меморандум о стратегическом партнерстве с целью организации производства и логистики автомобильных запчастей и комплектующих.
В октябре 2006 года Дерипаска приобрел долю в General Motors и объявил, что его фирма будет стремиться в конечном итоге контролировать не менее 10%.
НОВОСТИ ПИСЬМО |
Присоединяйтесь к списку рассылки GlobalSecurity. org org |
Введите свой адрес электронной почты |
bne IntelliNews — ДЛИТЕЛЬНОЕ ЧТЕНИЕ: Мягкое изнаночное брюшко российских санкций: прецизионные станки
Запад изо всех сил пытается изменить поведение Кремля и привлечь его к ответственности за аннексию Крыма в 2014 году и множество других проступков с режим санкций, который оказался почти полностью неэффективным. Олигархи стали мишенью; запреты на выдачу виз и замораживание активов; Долг России сделался непосильным для международных инвесторов. Тем не менее, благодаря фискальной крепости президента Владимира Путина, все эти меры соскользнули с Кремля, как вода с гуся.
Однако есть одно место, где Россия действительно уязвима. Он импортирует почти все свои прецизионные станки, и большинство из них поступает из Западной Европы и США, поскольку его собственный некогда легендарный станкостроительный сектор был разрушен в 1991 году и больше никогда не восстанавливался.
Машины и инструменты остаются самой крупной категорией импорта в Россию, но точные инструменты важнее, чем просто деньги, которые они стоят. Высококачественные станки лежат в основе усилий России по модернизации. Невозможно построить автономную конкурентоспособную экономику без точных станков, которые также являются источником инноваций. Без доступа к качественным станкам Россия по-прежнему будет зарабатывать деньги на экспорте нефти, газа и металлов, но все амбиции Кремля по развитию современной высококонкурентной экономики будут сильно затруднены и почти невозможны.
Крах станкостроения
В начале пандемии коронавируса (COVID-19) Россия покрыла себя славой. Разработка вакцины «Спутник V», которая считается одной из самых безопасных и эффективных в мире, велась с поразительной скоростью. Развертывание программы массовой вакцинации началось в декабре 2020 года, когда большинство других вакцин-кандидатов все еще находились на стадии испытаний.
Россия хороша в науке. Он отправил первого человека в космос при тоталитарном режиме. Где он всегда падал, так это на высококачественную продукцию. Разработка вакцины шла быстро, но строительство заводов по производству Спутника V в больших количествах шло мучительно медленно. К концу мая Россия выполнила только 8% своих экспортных заказов, несмотря на то, что вакцина была одобрена более чем в 60 странах, а заказы на сотни миллионов доз оцениваются в миллиарды долларов.
Он отправил первого человека в космос при тоталитарном режиме. Где он всегда падал, так это на высококачественную продукцию. Разработка вакцины шла быстро, но строительство заводов по производству Спутника V в больших количествах шло мучительно медленно. К концу мая Россия выполнила только 8% своих экспортных заказов, несмотря на то, что вакцина была одобрена более чем в 60 странах, а заказы на сотни миллионов доз оцениваются в миллиарды долларов.
С тех пор узкие места в производстве постепенно обходят. По состоянию на середину июня российские заводы выпускают 30 млн доз в месяц и начинают удовлетворять спрос. Но на строительство заводов ушло больше времени, чем на разработку лекарства.
Есть две проблемы, которые сдерживали более быстрое развертывание массового производства: нехватка квалифицированного персонала и отсутствие базовой технологии машиностроения для производства сложных машин, необходимых для производства сложного лекарства, такого как Спутник V.
Известно, что Россия плохо производит что-либо, кроме космических ракет и истребителей. В Советском Союзе были взрывающиеся телевизоры и непрозрачные солнцезащитные очки. Качественных потребительских товаров не существовало.
В Советском Союзе были взрывающиеся телевизоры и непрозрачные солнцезащитные очки. Качественных потребительских товаров не существовало.
Ирония судьбы заключается в том, что российская революция была построена на фоне промышленной революции, движимой огромной станкостроительной промышленностью при Сталине, которая охватила механизацию и превратила Российскую империю из пасторальной заводи в промышленную сверхдержаву к началу Второй мировой войны. .
Машиностроение и революция были синонимами. «Коммунизм — это Советская власть плюс электрификация всей страны!» гласил знаменитый лозунг. Советское машиностроение взорвалось в 1980-х годах, но СССР быстро отстал после появления более точного «численного» машиностроения, пионерами которого стали японцы и немцы. Даже США изо всех сил пытались не отставать от этого первого нововведения.
С тех пор производство станков сделало еще несколько технологических скачков благодаря появлению компьютеров, а теперь и Интернета. Сегодня речь идет о «мехатронике» — союзе машин, электроники и Интернета. Поскольку большинство этих огромных изменений произошло в 19В 90-е годы, когда Россия стояла на своем экономическом хребте, она просто все это упустила.
Поскольку большинство этих огромных изменений произошло в 19В 90-е годы, когда Россия стояла на своем экономическом хребте, она просто все это упустила.
«После десятилетий забвения и слабого спроса на ее продукцию российская станкостроительная промышленность находится в глубоком кризисе», — говорится в недавнем отчете Томаса Мальмлёфа из Шведского агентства оборонных исследований (FOI). «Огромный спрос на станки, который тем не менее существует в российской промышленности, не в последнюю очередь в оборонной промышленности, в настоящее время в основном покрывается за счет импорта, и Россия стала четвертым по величине импортером станков в мире».
Это большая проблема. В то время как производство инструментов составляет лишь крошечную долю ВВП — в Японии, мировом лидере, производство станков составляет 1,9% ВВП — станкостроение обеспечивает основную базу промышленного оборудования для всех других отраслей обрабатывающей промышленности.
От качества инструментов, используемых для изготовления вещей, зависит все: тяжелая промышленность, машиностроение, автомобилестроение, энергетика, судостроение, авиастроение и вся оборонка. Полная зависимость от импортных инструментов — не лучший вариант для такой страны, как Россия, которая стремится стать автономной в промышленности и обороне.
Полная зависимость от импортных инструментов — не лучший вариант для такой страны, как Россия, которая стремится стать автономной в промышленности и обороне.
Станкостроение России отставало уже в 1980-е годы, но после распада СССР в 1991 году оно просто исчезло. В 1990 г. производство металлорежущих станков составило 74 тыс. шт. Согласно официальной статистике, в следующие пять лет выпуск упал до 18 000 компонентов. В 2009 году эта цифра сократилась до 2000. С тех пор ситуация несколько стабилизировалась, и в 2016 году производство металлорежущих станков достигло почти 4400 комплектующих — снижение в 16 раз. Но то, что Россия больше не производила инструменты, не означает, что она не использовала инструменты.
«Кризис в российской станкостроительной отрасли не был кризисом для российского станкостроительного рынка, как такового. Произошло то, что отечественная машиностроительная промышленность все чаще обращалась к иностранным поставщикам станков», — говорит Мальмлёф.
Сегодня Россия
В нулевые годы российская экономика росла вдвое, финансируемая за счет притока нефтедолларов. Правительство вложило значительные средства в восстановление инфраструктуры, но такие вещи, как новое высокоскоростное железнодорожное сообщение между Москвой и Санкт-Петербургом, были построены Siemens, как и почти каждая новая газовая турбина на каждой новой электростанции в стране.
В более свежем высокотехнологичном примере глава Роскосмоса Дмитрий Рогозин пожаловался, что, хотя у России много ракет, и она может построить свою версию Международной космической станции, если споры с США продолжатся, она не может запустить любые новые спутники, так как в них отсутствует высокотехнологичный чип, который производится только на Западе. Хотя официальных санкций на чип нет, западные производители отказываются продавать его в Россию. «Роскосмос» пытался найти аналоги на таких рынках, как Индия и Бразилия, но качество просто недостаточно хорошее.
Даже в автопроме в России сейчас пять крупных автомобильных компаний с обширными заводами, но, несмотря на энергичные программы, направленные на то, чтобы заставить иностранных автопроизводителей увеличить долю отечественных запчастей как минимум до 60%, автомобильные заводы в России по-прежнему сильно зависит от импорта. Часть проблемы здесь заключается в том, что иностранные производители не хотят делиться своими технологиями, опасаясь создания конкурентов, но местные производители деталей недостаточно хороши, чтобы предложить жизнеспособную альтернативу.
Недостаток отечественного производства высококачественных станков представляет собой как стратегическую, так и экономическую угрозу для страны. И все же мало что было сделано для решения проблемы.
Мехатроника
Сейчас России предстоит многое наверстать, но развивать эту технологию будет очень сложно.
Одним из примеров является « пятиосевые шлифовальные станки »: специальные шлифовальные станки , которые могут резать и придавать металлу сложные формы. Эти машины являются ключевыми для десятков отраслей, включая производство оружия, и последствия двойного назначения означают, что производители обычно встраивают специальные элементы управления, которые отключают машину, если она перемещается из исходного местоположения.
Эти машины являются ключевыми для десятков отраслей, включая производство оружия, и последствия двойного назначения означают, что производители обычно встраивают специальные элементы управления, которые отключают машину, если она перемещается из исходного местоположения.
Недавняя интеграция технологии цифрового управления и компьютеров в станки ударила по отрасли тремя волнами технологических потрясений, каждая из которых длилась около десяти лет, и все они просто захлестнули Россию.
«Внедрение числового программного управления (ЧПУ) для станков в 1950-х и 1960-х годах позволило в некоторой степени автоматизировать производственные процессы. Вторая волна в 1970-х и 1980-х годах повлекла за собой использование микрокомпьютеров для числового программного управления (ЧПУ). Станки с ЧПУ предлагали новые функции, были более гибкими и привели к значительному снижению цены», — говорит Мальмлёф.
«Настоящая третья волна состоит из станков с ЧПУ на базе ПК и началась примерно в 1990 году…. Внедрение цифрового контроля оказало разрушительное влияние на рынок. Числовое управление позволило внести фундаментальные изменения в архитектуру продукта, поскольку несколько процессов [которые] объединились в многоцелевые машины. Повысилась гибкость проектирования, разработки и производства, что привело к сокращению циклов производства продукции, ускорению разработки продукции и стремлению к более быстрой доставке заказов… Таким образом, основная компетенция производства сместилась с точной механики на электротехнику и программирование».
Внедрение цифрового контроля оказало разрушительное влияние на рынок. Числовое управление позволило внести фундаментальные изменения в архитектуру продукта, поскольку несколько процессов [которые] объединились в многоцелевые машины. Повысилась гибкость проектирования, разработки и производства, что привело к сокращению циклов производства продукции, ускорению разработки продукции и стремлению к более быстрой доставке заказов… Таким образом, основная компетенция производства сместилась с точной механики на электротехнику и программирование».
То, что раньше было инструментами, теперь мехатроника, совершенно новый класс инструментов — сочетание машиностроения и электроники, воплощенное в грядущем «Интернете вещей».
С точки зрения производства в стоимостном выражении и потребления Япония и Германия по-прежнему являются гигантами в этом бизнесе. Китай также занимает первое место в списке, но его инструменты, как правило, находятся в нижней части спектра сложности, хотя правительство вкладывает огромные средства в исследования и разработки, пытаясь наверстать упущенное. Америка является крупным потребителем и крупным производителем, но даже США импортируют около 60% своих потребностей в инструментах, в то время как Китай импортирует около трети своих инструментов. Напротив, Россия производит небольшое количество инструментов и импортирует почти 100% своих потребностей.
Америка является крупным потребителем и крупным производителем, но даже США импортируют около 60% своих потребностей в инструментах, в то время как Китай импортирует около трети своих инструментов. Напротив, Россия производит небольшое количество инструментов и импортирует почти 100% своих потребностей.
Торговля станками и санкции
Полная зависимость России от импорта делает специализированные станки кандидатом на санкции, которые были бы очень эффективными, поскольку они остановили бы экономическое развитие России или, по крайней мере, значительно замедлили бы его темпы. роста. Полный запрет на экспорт любых прецизионных станков в Россию имел бы разрушительные последствия.
Беда в том, что санкции на экспорт инструментов в Россию также окажут разрушительное воздействие на европейскую и американскую промышленность. Поскольку станкостроительный бизнес не является особенно капиталоемким, в нем преобладают специализированные малые и средние предприятия (МСП). Есть несколько крупных корпораций с глубокими карманами, которые могут пережить колебания спроса, но большинство из них не могут. К тому же, поскольку станки являются по сути инвестиционным капиталом, промышленность очень чувствительна к изменчивости экономического цикла.
Есть несколько крупных корпораций с глубокими карманами, которые могут пережить колебания спроса, но большинство из них не могут. К тому же, поскольку станки являются по сути инвестиционным капиталом, промышленность очень чувствительна к изменчивости экономического цикла.
«Важной особенностью станкостроения является его крайне изменчивая цикличность. Это связано с тем, что станки являются не просто еще одним основным элементом производственного процесса, но и используются для производства других инвестиционных товаров», — говорит Мальмлёф. «Поэтому он страдает от двойного эффекта принципа акселератора: когда спрос на конечные продукты падает, спрос на инвестиционные товары падает еще больше, а спрос на станки падает больше всего».
Учитывая, что в такой стране, как Германия, так много малых и средних предприятий в этом секторе, отрезать их от огромного прибыльного российского рынка было бы действительно очень сложно с политической точки зрения.
Со своей стороны Россия уже активно пытается избавиться от зависимости от станков из ЕС и США. Сейчас она импортирует из более чем 70 стран, но все, что произошло, это то, что Россия все чаще покупает низкотехнологичные инструменты на развивающихся рынках, в то время как доля самых сложных и самых дорогих инструментов из таких стран, как Германия, Италия, Япония и США, фактически увеличилась. .
«С конца 2000-х годов Россия диверсифицировала свой импорт станков либо добровольно, либо по необходимости из-за ухудшения отношений с [либеральными западными странами]», — говорит Мальмлёф. «Тем не менее, в 2017 году эта группа по-прежнему обеспечивала 57 % российского импорта станков в выборке по стоимости импорта… Количество российского импорта из потенциально недружественных стран значительно уменьшилось за десять лет в выборке, в то же время страны увеличили свою долю на рынке… Россия заместила заметную долю импорта высокотехнологичных станков из наиболее передовых стран-производителей станков на менее дорогие китайские, турецкие и белорусские станки».
Точка невозврата?
То, что осталось от российского станкостроительного бизнеса, в основном ориентировано на оборонный сектор, поскольку некоторые военные производства считаются настолько конфиденциальными, что немыслимо, чтобы какие-либо иностранные технологии были допущены на территорию.
Было несколько попыток возродить станкостроение, но в первые два десятилетия после распада Советского Союза этому просто не уделялось должного внимания. После того, как в 2011 году была запущена комплексная программа военной модернизации, ситуация изменилась, и предпринимаются более серьезные попытки возродить бизнес.
В конце 2010-х годов на долю станкостроения в России приходилось 0,02% ВВП. Это низкий показатель по сравнению с некоторыми ведущими странами-производителями: Китаем (0,2%), Японией (0,33%) и Германией (0,37%).
По данным Минпромторга России, всего в 2017 г. насчитывалось 80 отечественных станкостроительных предприятий и 29 инструментальных предприятий. На долю шести ведущих предприятий приходилось 54% отечественного производства.
В июне 2017 года Министерство промышленности и торговли под руководством министра Дениса Мантурова предложило новую комплексную стратегию развития станкостроительной и инструментальной промышленности на 2018-2030 годы, основанную на гораздо более тщательном изучении международного бизнеса.
«Основной целью предлагаемой стратегии является повышение конкурентоспособности российской станкостроительной промышленности и восстановление ее позиций на внутреннем рынке», — говорит Мальмлёф. «К 2030 году доля российских станков на внутреннем рынке должна увеличиться до 50%, а ежегодный темп роста должен составить в среднем 15% согласно предлагаемым целевым показателям».
Согласно предложению Министерства, стратегия должна быть реализована в два этапа. На первом этапе, до 2021 года, вся государственная политика в станкостроении должна быть направлена на укрепление позиций нескольких сильных игроков рынка среди действующих компаний и превращение их в национальных чемпионов.
Государство также должно стимулировать появление новых участников рынка в тех рыночных нишах, где нынешние компании не работают.
Таким образом, целью государственной политики на этом этапе является обеспечение интенсивного экономического роста в отрасли, предоставление существующим компаниям возможности в полной мере использовать свой потенциал, разрабатывать новые технологии и захватывать широкие рыночные ниши.
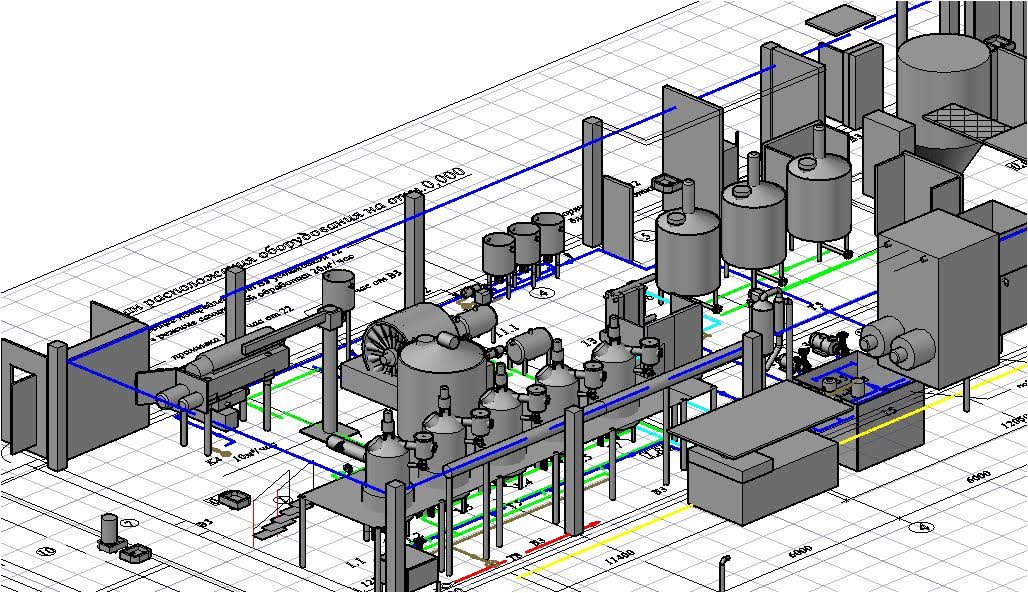
 Это важно для проектирования завода.
Это важно для проектирования завода. Существуют ли какие-либо взаимодействия с другими частями блока? Пожалуйста, рассмотрите существующую систему еще раз. Кто выполняет демонтаж в случае необходимости? Кто организует транспорт? Для выполнения этих задач, вы должны работать с квалифицированными сварщиками, монтажниками и управляющими.
Существуют ли какие-либо взаимодействия с другими частями блока? Пожалуйста, рассмотрите существующую систему еще раз. Кто выполняет демонтаж в случае необходимости? Кто организует транспорт? Для выполнения этих задач, вы должны работать с квалифицированными сварщиками, монтажниками и управляющими.
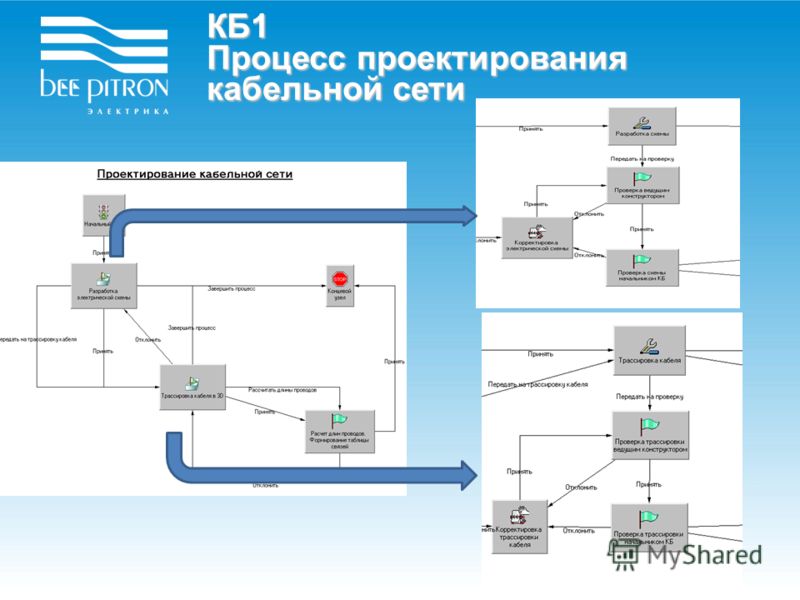
 Обозначены недостатки организации процесса проектирования и разработки продукции. Внесены предложения по использованию статистических методов управления качеством.
Обозначены недостатки организации процесса проектирования и разработки продукции. Внесены предложения по использованию статистических методов управления качеством.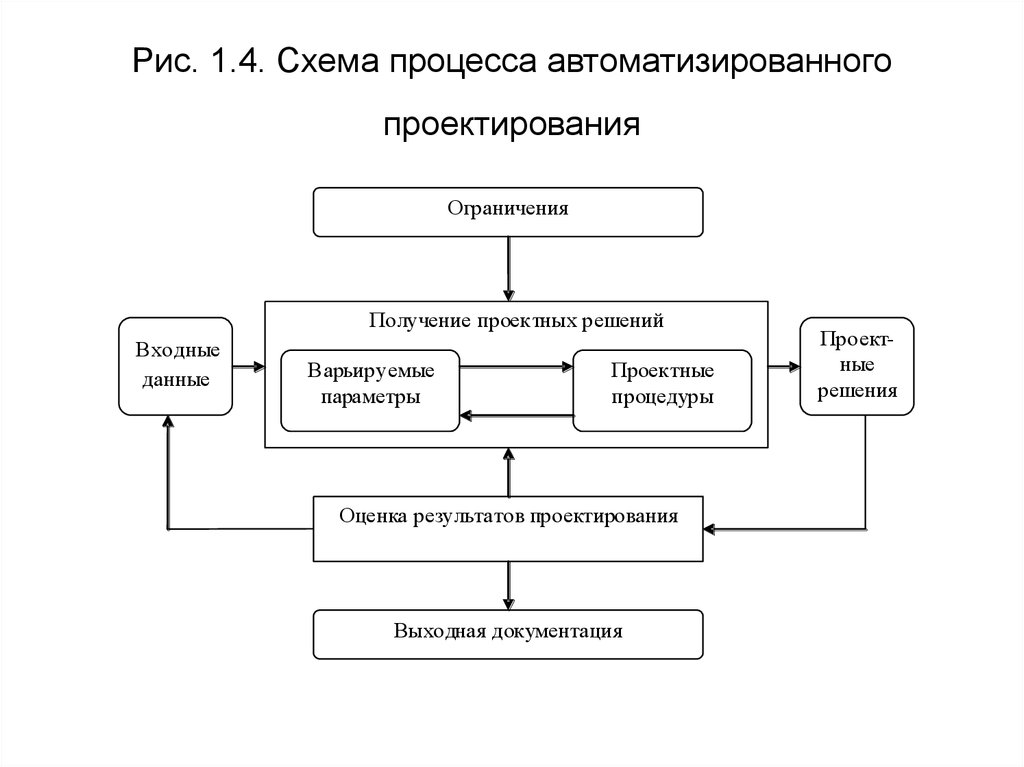 В. Плеханова».
В. Плеханова».  – 2011. – № 2. – С. 181–183.
– 2011. – № 2. – С. 181–183.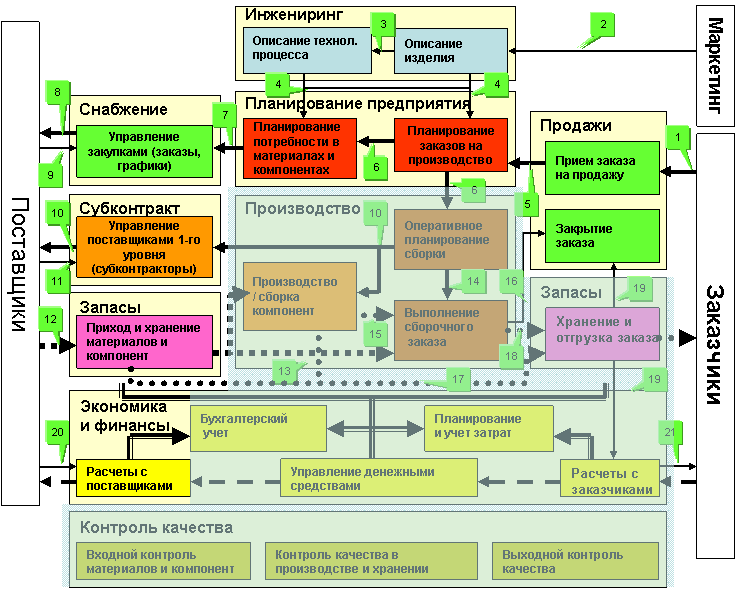 Vestnik of the Plekhanov Russian University of Economics. 2017;(5):102-112.
Vestnik of the Plekhanov Russian University of Economics. 2017;(5):102-112. При разработке фактического процесса, особенно количества и последовательности шагов, необходимо учитывать несколько важных факторов.
При разработке фактического процесса, особенно количества и последовательности шагов, необходимо учитывать несколько важных факторов. Работа «протягивается» через процесс при наличии спроса со стороны клиента.
Работа «протягивается» через процесс при наличии спроса со стороны клиента. Однако время выполнения заказа короткое, потому что товары доступны, когда клиент размещает заказ. Эти товары не заказные, а стандартизированные.
Однако время выполнения заказа короткое, потому что товары доступны, когда клиент размещает заказ. Эти товары не заказные, а стандартизированные. Работники этого вида бизнеса очень высококвалифицированы в своем ремесле или торговле. Часто их называют ремесленниками или мастерами. Объем выпуска в мастерской невелик. Используемое оборудование является достаточно универсальным. Примеры включают небольшую пекарню, которая производит красивые свадебные торты на заказ, или бизнес, который делает гитары или велосипеды на заказ на основе размеров и предпочтений клиентов в отношении материалов и компонентов.
Работники этого вида бизнеса очень высококвалифицированы в своем ремесле или торговле. Часто их называют ремесленниками или мастерами. Объем выпуска в мастерской невелик. Используемое оборудование является достаточно универсальным. Примеры включают небольшую пекарню, которая производит красивые свадебные торты на заказ, или бизнес, который делает гитары или велосипеды на заказ на основе размеров и предпочтений клиентов в отношении материалов и компонентов. Сотрудники должны быть квалифицированными и опытными в эксплуатацию этого оборудования и производство этих продуктов. Примерами продуктов, производимых с использованием серийного производства, являются хлебобулочные изделия, детали самолетов, одежда и вакцины. Важным решением этих фирм является размер партии.
Сотрудники должны быть квалифицированными и опытными в эксплуатацию этого оборудования и производство этих продуктов. Примерами продуктов, производимых с использованием серийного производства, являются хлебобулочные изделия, детали самолетов, одежда и вакцины. Важным решением этих фирм является размер партии.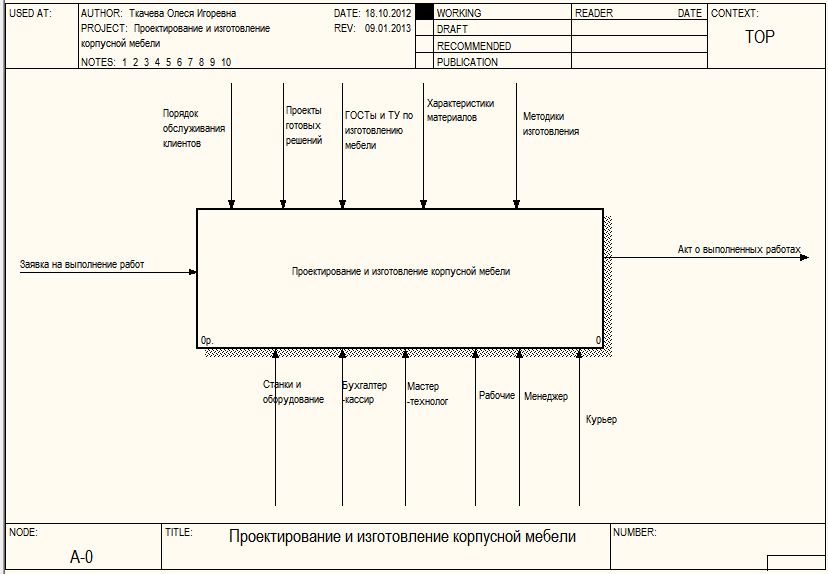 Примеры повторяющегося процесса включают сборочные линии, такие как сборка автомобилей или электроники, автомойка или линия столовой.
Примеры повторяющегося процесса включают сборочные линии, такие как сборка автомобилей или электроники, автомойка или линия столовой. При массовой настройке компания сочетает в себе недорогие большие объемы продукции, но каждый заказ клиента настраивается в соответствии со спецификациями клиентов. Обычно использование автоматизированных производственных систем позволяет такую настройку. Примеры включают производителей мебели, которые ждут, чтобы произвести точную модель дивана, основываясь на размерах клиента и выборе ткани, или производителя транспортных средств, у которого есть десятки пакетов настройки и вариантов окраски, так что каждый автомобиль индивидуален для покупателя. Ключевым требованием для успешной массовой настройки является модульная конструкция, позволяющая быстро и плавно переходить от одного продукта к другому.
При массовой настройке компания сочетает в себе недорогие большие объемы продукции, но каждый заказ клиента настраивается в соответствии со спецификациями клиентов. Обычно использование автоматизированных производственных систем позволяет такую настройку. Примеры включают производителей мебели, которые ждут, чтобы произвести точную модель дивана, основываясь на размерах клиента и выборе ткани, или производителя транспортных средств, у которого есть десятки пакетов настройки и вариантов окраски, так что каждый автомобиль индивидуален для покупателя. Ключевым требованием для успешной массовой настройки является модульная конструкция, позволяющая быстро и плавно переходить от одного продукта к другому. Эффективная компоновка может оптимизировать производственную деятельность, устранить бесполезные или избыточные перемещения и повысить безопасность. Общие типы макетов: макет с фиксированным положением, макет процесса (функциональный), макет продукта (линии) и сотовый макет, который считается гибридным. Другие распространенные макеты включают офисные макеты, макеты розничной торговли и складские макеты.
Эффективная компоновка может оптимизировать производственную деятельность, устранить бесполезные или избыточные перемещения и повысить безопасность. Общие типы макетов: макет с фиксированным положением, макет процесса (функциональный), макет продукта (линии) и сотовый макет, который считается гибридным. Другие распространенные макеты включают офисные макеты, макеты розничной торговли и складские макеты. Этот макет также распространен в сервисах. В универмаге похожие товары выставлены вместе, например, обувь, ювелирные изделия и предметы домашнего обихода. В больнице кардиология находится в одном районе, родильный дом — в другом, а педиатрия — в другом. В каждой из этих областей работает специальное специализированное оборудование и квалифицированные специалисты.
Этот макет также распространен в сервисах. В универмаге похожие товары выставлены вместе, например, обувь, ювелирные изделия и предметы домашнего обихода. В больнице кардиология находится в одном районе, родильный дом — в другом, а педиатрия — в другом. В каждой из этих областей работает специальное специализированное оборудование и квалифицированные специалисты. Необходима гибкая система обработки материалов, например, вилочные погрузчики. Инвентарь будет находиться в каждой области, ожидая своей очереди для обработки. Этот ожидающий запас называется очередь. При изучении общего времени обработки заданий в системе часто обнаруживается, что каждый заказ ожидает в очереди гораздо больше времени, чем фактически обрабатывается. По этой причине этот тип макета, как правило, очень неэффективен. Важнейшим соображением при планировании процесса является обеспечение того, чтобы отделы с большим количеством взаимодействий располагались рядом друг с другом.
Необходима гибкая система обработки материалов, например, вилочные погрузчики. Инвентарь будет находиться в каждой области, ожидая своей очереди для обработки. Этот ожидающий запас называется очередь. При изучении общего времени обработки заданий в системе часто обнаруживается, что каждый заказ ожидает в очереди гораздо больше времени, чем фактически обрабатывается. По этой причине этот тип макета, как правило, очень неэффективен. Важнейшим соображением при планировании процесса является обеспечение того, чтобы отделы с большим количеством взаимодействий располагались рядом друг с другом. Каждое рабочее место располагается вдоль линии и может состоять из рабочего с оборудованием или роботов. Часто каждая рабочая станция добавляет компоненты (сборочная линия) или модифицирует продукт (производственная линия). Важно отметить, что это не обязательно прямая линия, часто сборочные линии имеют зигзагообразную форму или имеют такую форму, чтобы использовать максимально доступное пространство. Некоторые службы могут использовать линейную схему, например, приготовление больничной еды или очередь в столовую. Из-за значительных затрат, связанных с установкой сборочной линии, необходимо производить большой объем продукции. Спрос, который является устойчивым и последовательным, идеален.
Каждое рабочее место располагается вдоль линии и может состоять из рабочего с оборудованием или роботов. Часто каждая рабочая станция добавляет компоненты (сборочная линия) или модифицирует продукт (производственная линия). Важно отметить, что это не обязательно прямая линия, часто сборочные линии имеют зигзагообразную форму или имеют такую форму, чтобы использовать максимально доступное пространство. Некоторые службы могут использовать линейную схему, например, приготовление больничной еды или очередь в столовую. Из-за значительных затрат, связанных с установкой сборочной линии, необходимо производить большой объем продукции. Спрос, который является устойчивым и последовательным, идеален.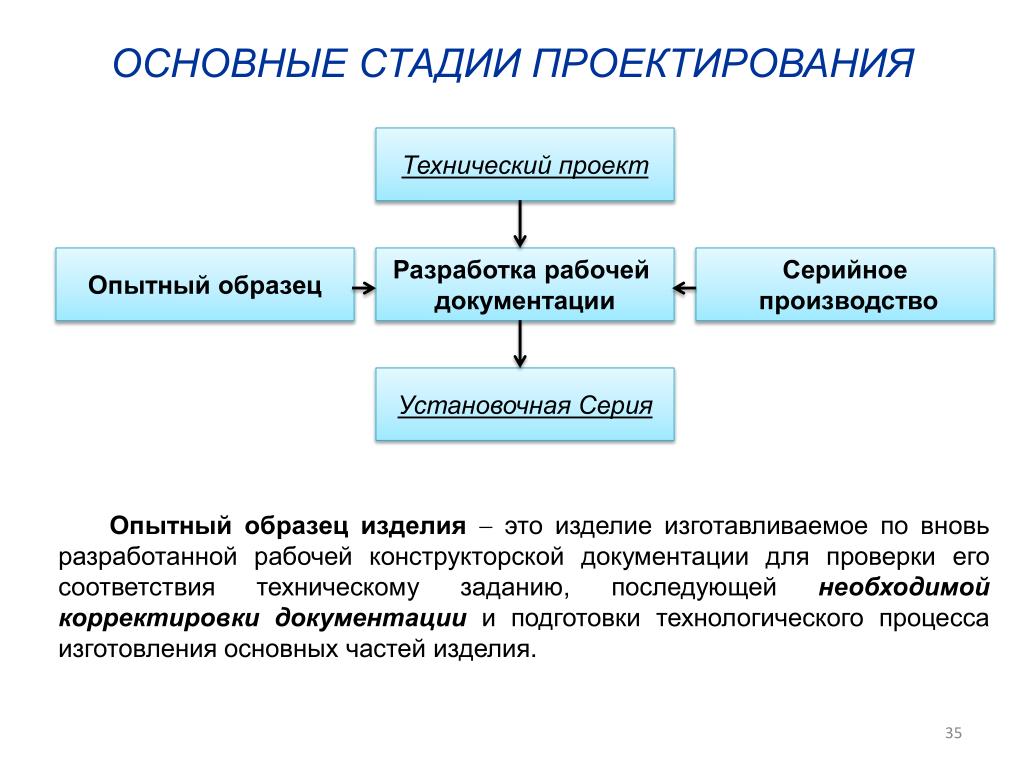 Он может работать с заданной скоростью или в темпе, заданном работником. Он может работать непрерывно или импульсно. Скорость конвейера будет определять количество продукции, которое будет произведено за смену.
Он может работать с заданной скоростью или в темпе, заданном работником. Он может работать непрерывно или импульсно. Скорость конвейера будет определять количество продукции, которое будет произведено за смену.
 Рика Мерсера на конвейере в GM Oshawa:
Рика Мерсера на конвейере в GM Oshawa: Эти продукты группируются и производятся в рабочей ячейке. Это называется групповой технологией.
Эти продукты группируются и производятся в рабочей ячейке. Это называется групповой технологией.
 Площадь помещений на одного работника значительно сократилась. Сейчас гораздо меньше беспокойства по поводу потока документов, чем в прошлом. Часто сотрудники группируются в соответствии с задачами, которые они выполняют, и рабочими группами, в которых они участвуют. Теперь рабочие места стали более гибкими, с меньшим количеством бумаги и меньшим количеством мебели для хранения файлов и документов. Многие организации уделяют больше внимания созданию удобных пространств для совместной работы. Макеты представляют собой гораздо более открытую концепцию с более низкими перегородками для улучшения видимости рабочего пространства. [1]
Площадь помещений на одного работника значительно сократилась. Сейчас гораздо меньше беспокойства по поводу потока документов, чем в прошлом. Часто сотрудники группируются в соответствии с задачами, которые они выполняют, и рабочими группами, в которых они участвуют. Теперь рабочие места стали более гибкими, с меньшим количеством бумаги и меньшим количеством мебели для хранения файлов и документов. Многие организации уделяют больше внимания созданию удобных пространств для совместной работы. Макеты представляют собой гораздо более открытую концепцию с более низкими перегородками для улучшения видимости рабочего пространства. [1]  Вот почему вы часто найдете молоко в дальнем конце магазина, из-за чего покупателям придется пройти мимо всех других отделов, чтобы добраться до него.
Вот почему вы часто найдете молоко в дальнем конце магазина, из-за чего покупателям придется пройти мимо всех других отделов, чтобы добраться до него.
 Это также известно как барабанный бой операции. Они должны производить один продукт по крайней мере каждые 4 минуты, чтобы удовлетворить спрос клиентов. Если спрос увеличивается, может потребоваться использование инструментов непрерывного улучшения для изменения времени такта или, возможно, добавления дополнительного оборудования.
Это также известно как барабанный бой операции. Они должны производить один продукт по крайней мере каждые 4 минуты, чтобы удовлетворить спрос клиентов. Если спрос увеличивается, может потребоваться использование инструментов непрерывного улучшения для изменения времени такта или, возможно, добавления дополнительного оборудования. Все шаги и потоки должны быть определены и расположены в правильной последовательности. Важно, чтобы в эту деятельность были вовлечены правильные заинтересованные стороны!
Все шаги и потоки должны быть определены и расположены в правильной последовательности. Важно, чтобы в эту деятельность были вовлечены правильные заинтересованные стороны! Чтобы создать эффективные и прибыльные операции, необходимо иметь процесс, которому можно следовать последовательно. Управление операциями заключается в том, чтобы обеспечить бесперебойную работу процесса и достижение поставленных целей. Давайте обсудим, что такое процессный дизайн и как он применяется в управлении операциями.
Чтобы создать эффективные и прибыльные операции, необходимо иметь процесс, которому можно следовать последовательно. Управление операциями заключается в том, чтобы обеспечить бесперебойную работу процесса и достижение поставленных целей. Давайте обсудим, что такое процессный дизайн и как он применяется в управлении операциями.


 Кроме того, это поможет обеспечить бесперебойную работу процесса и быстрое решение любых возникающих проблем.
Кроме того, это поможет обеспечить бесперебойную работу процесса и быстрое решение любых возникающих проблем. Хорошо продуманный процесс может повысить эффективность, качество и удовлетворенность клиентов. Плохо спроектированный процесс может привести к потерям, дефектам и неудовлетворенности клиентов.
Хорошо продуманный процесс может повысить эффективность, качество и удовлетворенность клиентов. Плохо спроектированный процесс может привести к потерям, дефектам и неудовлетворенности клиентов. Эффективный процесс использует минимум ресурсов для получения желаемого результата. Эффективный процесс дает желаемый результат.
Эффективный процесс использует минимум ресурсов для получения желаемого результата. Эффективный процесс дает желаемый результат. Это может привести к неэффективности, потерям и ошибкам. Это также может привести к недовольству сотрудников и клиентов. В худшем случае это может даже привести к проблемам с безопасностью.
Это может привести к неэффективности, потерям и ошибкам. Это также может привести к недовольству сотрудников и клиентов. В худшем случае это может даже привести к проблемам с безопасностью.
 1 – 0 0,3 мм
1 – 0 0,3 мм 75 мм, 2.85 мм
75 мм, 2.85 мм 75 мм, 2.85 мм
75 мм, 2.85 мм 75 мм
75 мм около 10м)
около 10м) 75 мм
75 мм 75 мм
75 мм 85 мм
85 мм 75 мм
75 мм 75 мм
75 мм 75 мм, 2.85 мм
75 мм, 2.85 мм 75 мм, 2.85 мм
75 мм, 2.85 мм 75 мм, 2.85 мм
75 мм, 2.85 мм 75 мм, 2.85 мм
75 мм, 2.85 мм 75 мм
75 мм Однако с помощью ТПУ мы можем определить, например, твердость, термостойкость и износостойкость. Мы имитируем органический материал, но гарантируем получение желаемых и наиболее оптимальных свойств.
Однако с помощью ТПУ мы можем определить, например, твердость, термостойкость и износостойкость. Мы имитируем органический материал, но гарантируем получение желаемых и наиболее оптимальных свойств. Ему нужно пройти небольшое расстояние, пока он не растает. Представьте, что вы проталкиваете резиновую ленту через трубу, резиновая лента будет накапливаться: чем больше расстояние, тем тяжелее она становится. Если приводной двигатель находится в печатающей головке, нить накала должна пройти меньшее расстояние. Поэтому вам нужен принтер с прямым приводом, чтобы хорошо печатать нитью ТПУ.
Ему нужно пройти небольшое расстояние, пока он не растает. Представьте, что вы проталкиваете резиновую ленту через трубу, резиновая лента будет накапливаться: чем больше расстояние, тем тяжелее она становится. Если приводной двигатель находится в печатающей головке, нить накала должна пройти меньшее расстояние. Поэтому вам нужен принтер с прямым приводом, чтобы хорошо печатать нитью ТПУ.
 Кроме того, для оптимального качества печати мы предлагаем собственную нить dddrop TPU . Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами:
Кроме того, для оптимального качества печати мы предлагаем собственную нить dddrop TPU . Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами: 


 На самом деле, для их 3D-печати требуется гораздо больше времени, чем для других нитей. Так, рекомендуемая скорость печати при 3D-печати гибкими нитями составляет 20-40 мм в секунду.
На самом деле, для их 3D-печати требуется гораздо больше времени, чем для других нитей. Так, рекомендуемая скорость печати при 3D-печати гибкими нитями составляет 20-40 мм в секунду.



 3D-печать каучуком и 3D-печать Soft PLA — это почти одно и то же.
3D-печать каучуком и 3D-печать Soft PLA — это почти одно и то же. У них также есть замечательная команда, которая помогает вам с обслуживанием клиентов во всем, что вам может понадобиться, от поиска подходящей машины до упаковки вашего конкретного продукта. Или будет ли это обсуждать, какая нить лучше всего подходит для классных комнат.
У них также есть замечательная команда, которая помогает вам с обслуживанием клиентов во всем, что вам может понадобиться, от поиска подходящей машины до упаковки вашего конкретного продукта. Или будет ли это обсуждать, какая нить лучше всего подходит для классных комнат.
 Существуют ли какие-либо взаимодействия с другими частями блока? Пожалуйста, рассмотрите существующую систему еще раз. Кто выполняет демонтаж в случае необходимости? Кто организует транспорт? Для выполнения этих задач, вы должны работать с квалифицированными сварщиками, монтажниками и управляющими.
Существуют ли какие-либо взаимодействия с другими частями блока? Пожалуйста, рассмотрите существующую систему еще раз. Кто выполняет демонтаж в случае необходимости? Кто организует транспорт? Для выполнения этих задач, вы должны работать с квалифицированными сварщиками, монтажниками и управляющими.

 1. Сущность процесса проектирования
1. Сущность процесса проектирования


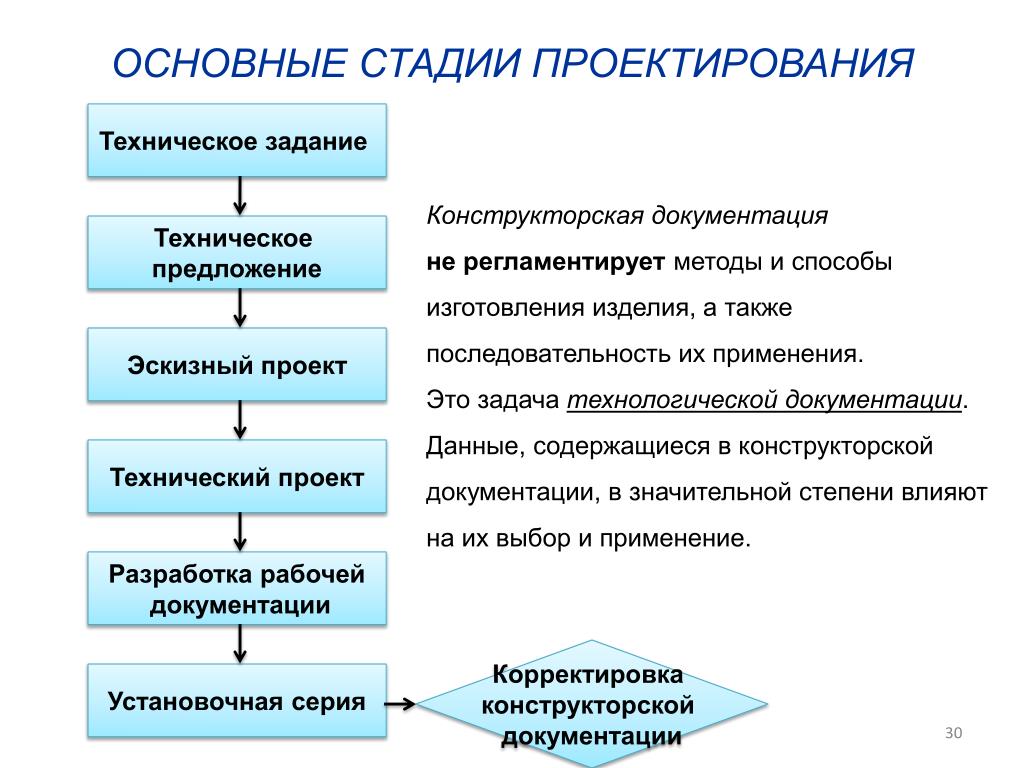
 На стадии технического проектирования создается техническая документация на разрабатываемую аппаратуру и процессы ее производства. Итогом являются технический проект, содержащий необходимую документацию, и опытный образец изделий, прошедший всесторонние испытания в реальных условиях эксплуатации.
На стадии технического проектирования создается техническая документация на разрабатываемую аппаратуру и процессы ее производства. Итогом являются технический проект, содержащий необходимую документацию, и опытный образец изделий, прошедший всесторонние испытания в реальных условиях эксплуатации. В результате формируются и формулируются частные технические задания на проектирование отдельных составных частей объекта;
В результате формируются и формулируются частные технические задания на проектирование отдельных составных частей объекта; п. При этом стремятся оптимизировать принимаемые решения по конструктивно-технологическим, экономическим и эксплуатационным показателям. На этом этапе проектирования разрабатывают техническую документацию, необходимую для изготовления и эксплуатации РЭС;
п. При этом стремятся оптимизировать принимаемые решения по конструктивно-технологическим, экономическим и эксплуатационным показателям. На этом этапе проектирования разрабатывают техническую документацию, необходимую для изготовления и эксплуатации РЭС;
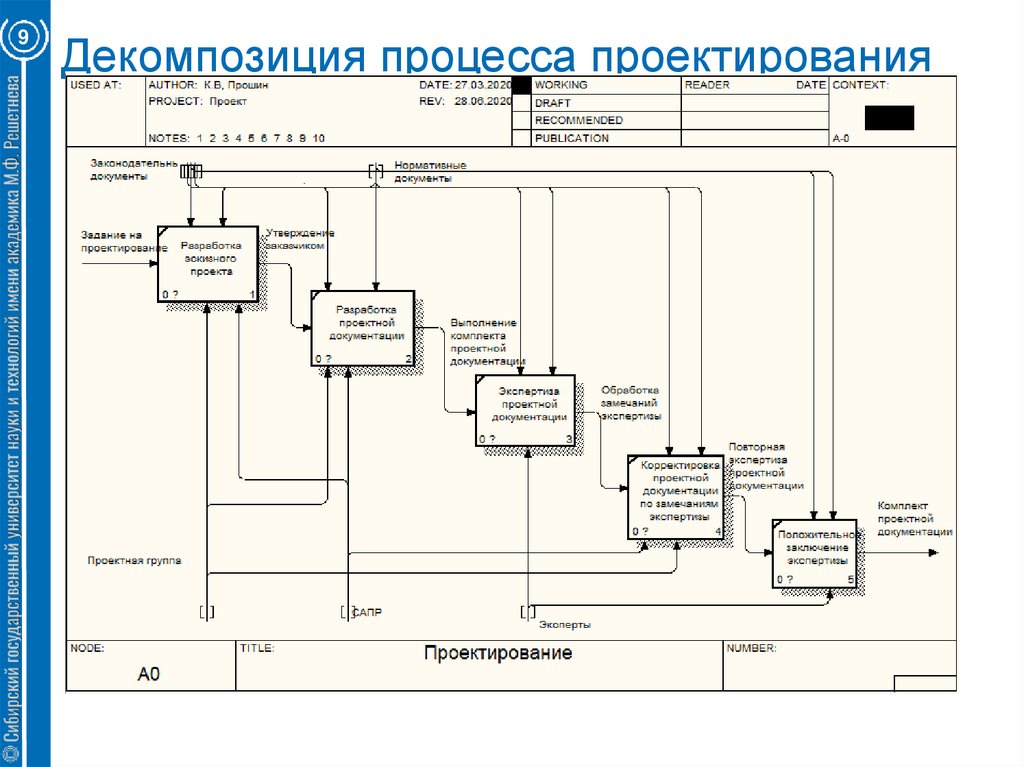
 ru/2010/edi»>Проектные процедуры и операции выполняются в определенной последовательности, называемой маршрутом проектирования.
ru/2010/edi»>Проектные процедуры и операции выполняются в определенной последовательности, называемой маршрутом проектирования. На отдельных этапах для отдельных частных задач оптимизацию можно осуществить на основе разработанных формальных математических методов. Однако применительно к комплексным РЭС задача оптимизации часто не поддается формализации. Встречаясь с такой ситуацией, разработчики обычно рассматривают несколько вариантов решения поставленной задачи, подсказанных, как правило, предшествующим коллективным опытом, интуицией, и выбирают лучший из них. Такой подход называется эвристическим многовариантным анализом.
На отдельных этапах для отдельных частных задач оптимизацию можно осуществить на основе разработанных формальных математических методов. Однако применительно к комплексным РЭС задача оптимизации часто не поддается формализации. Встречаясь с такой ситуацией, разработчики обычно рассматривают несколько вариантов решения поставленной задачи, подсказанных, как правило, предшествующим коллективным опытом, интуицией, и выбирают лучший из них. Такой подход называется эвристическим многовариантным анализом. Представляемые к испытаниям опытные образцы часто оказывались не удовлетворяющими заданным требованиям, а доводка аппаратуры происходила в процессе испытаний, что удорожало проектирование во много раз.
Представляемые к испытаниям опытные образцы часто оказывались не удовлетворяющими заданным требованиям, а доводка аппаратуры происходила в процессе испытаний, что удорожало проектирование во много раз.

 Это тип бизнеса «изготовление на заказ», при котором производство носит прерывистый характер (т. е. вместо того, чтобы производить один продукт целиком, работа будет продолжаться над несколькими продуктами, если позволяет время). Часто продукт имеет уникальные характеристики для каждого покупателя. Работники этого вида бизнеса очень высококвалифицированы в своем ремесле или торговле. Часто их называют ремесленниками или мастерами. Объем выпуска в мастерской невелик. Используемое оборудование является достаточно универсальным. Примеры включают небольшую пекарню, которая производит красивые свадебные торты на заказ, или бизнес, который делает гитары или велосипеды на заказ на основе размеров и предпочтений клиентов в отношении материалов и компонентов.
Это тип бизнеса «изготовление на заказ», при котором производство носит прерывистый характер (т. е. вместо того, чтобы производить один продукт целиком, работа будет продолжаться над несколькими продуктами, если позволяет время). Часто продукт имеет уникальные характеристики для каждого покупателя. Работники этого вида бизнеса очень высококвалифицированы в своем ремесле или торговле. Часто их называют ремесленниками или мастерами. Объем выпуска в мастерской невелик. Используемое оборудование является достаточно универсальным. Примеры включают небольшую пекарню, которая производит красивые свадебные торты на заказ, или бизнес, который делает гитары или велосипеды на заказ на основе размеров и предпочтений клиентов в отношении материалов и компонентов. Организация может иметь несколько партий на разных этапах процесса. Этот тип обработки также является прерывистым. (начать, остановить, начать). В этом виде бизнеса меньше разнообразия (по сравнению с мастерской), а используемое оборудование будет относительно универсальным и подходящим для отрасли, в которой они работают. Сотрудники должны быть квалифицированными и опытными в эксплуатацию этого оборудования и производство этих продуктов. Примерами продуктов, производимых с использованием серийного производства, являются хлебобулочные изделия, детали самолетов, одежда и вакцины. Важным решением этих фирм является размер партии.
Организация может иметь несколько партий на разных этапах процесса. Этот тип обработки также является прерывистым. (начать, остановить, начать). В этом виде бизнеса меньше разнообразия (по сравнению с мастерской), а используемое оборудование будет относительно универсальным и подходящим для отрасли, в которой они работают. Сотрудники должны быть квалифицированными и опытными в эксплуатацию этого оборудования и производство этих продуктов. Примерами продуктов, производимых с использованием серийного производства, являются хлебобулочные изделия, детали самолетов, одежда и вакцины. Важным решением этих фирм является размер партии. Хотя эти типы работ могут не требовать профессии или большого опыта, они часто требуют таких навыков, как многозадачность, концентрация, решение проблем и работа в команде. Часто в этих процессах используется гибкая автоматизация, позволяющая настраивать их, например добавлять обновленные функции. Примеры повторяющегося процесса включают сборочные линии, такие как сборка автомобилей или электроники, автомойка или линия столовой.
Хотя эти типы работ могут не требовать профессии или большого опыта, они часто требуют таких навыков, как многозадачность, концентрация, решение проблем и работа в команде. Часто в этих процессах используется гибкая автоматизация, позволяющая настраивать их, например добавлять обновленные функции. Примеры повторяющегося процесса включают сборочные линии, такие как сборка автомобилей или электроники, автомойка или линия столовой. Работников очень мало, за исключением тех, кто отвечает за контроль процесса, техническое обслуживание и уборку.
Работников очень мало, за исключением тех, кто отвечает за контроль процесса, техническое обслуживание и уборку.
 Он идеально подходит для мастерских или мелкосерийного производства.
Он идеально подходит для мастерских или мелкосерийного производства. Если продукт имеет большой объем, сборочная линия может быть лучшим вариантом. Оборудование в этих типах компоновок часто очень капиталоемкое и размещается в соответствии с последовательными этапами процесса. Каждое рабочее место располагается вдоль линии и может состоять из рабочего с оборудованием или роботов. Часто каждая рабочая станция добавляет компоненты (сборочная линия) или модифицирует продукт (производственная линия). Важно отметить, что это не обязательно прямая линия, часто сборочные линии имеют зигзагообразную форму или имеют такую форму, чтобы использовать максимально доступное пространство. Некоторые службы могут использовать линейную схему, например, приготовление больничной еды или очередь в столовую. Из-за значительных затрат, связанных с установкой сборочной линии, необходимо производить большой объем продукции. Спрос, который является устойчивым и последовательным, идеален.
Если продукт имеет большой объем, сборочная линия может быть лучшим вариантом. Оборудование в этих типах компоновок часто очень капиталоемкое и размещается в соответствии с последовательными этапами процесса. Каждое рабочее место располагается вдоль линии и может состоять из рабочего с оборудованием или роботов. Часто каждая рабочая станция добавляет компоненты (сборочная линия) или модифицирует продукт (производственная линия). Важно отметить, что это не обязательно прямая линия, часто сборочные линии имеют зигзагообразную форму или имеют такую форму, чтобы использовать максимально доступное пространство. Некоторые службы могут использовать линейную схему, например, приготовление больничной еды или очередь в столовую. Из-за значительных затрат, связанных с установкой сборочной линии, необходимо производить большой объем продукции. Спрос, который является устойчивым и последовательным, идеален. Каждый продукт проходит один и тот же набор шагов, поэтому используется система обработки материалов с фиксированным путем, такая как конвейерная лента. Этот конвейер может быть ручным или автоматическим. Он может работать с заданной скоростью или в темпе, заданном работником. Он может работать непрерывно или импульсно. Скорость конвейера будет определять количество продукции, которое будет произведено за смену.
Каждый продукт проходит один и тот же набор шагов, поэтому используется система обработки материалов с фиксированным путем, такая как конвейерная лента. Этот конвейер может быть ручным или автоматическим. Он может работать с заданной скоростью или в темпе, заданном работником. Он может работать непрерывно или импульсно. Скорость конвейера будет определять количество продукции, которое будет произведено за смену. Организации, которые обеспечивают здоровье, безопасность и комфорт своих сотрудников, получают вознаграждение за качество работы, которую они получают от сотрудников.
Организации, которые обеспечивают здоровье, безопасность и комфорт своих сотрудников, получают вознаграждение за качество работы, которую они получают от сотрудников.
 Небольшие партии означают быстрое время выполнения и короткое время ожидания.
Небольшие партии означают быстрое время выполнения и короткое время ожидания. Площадь помещений на одного работника значительно сократилась. Сейчас гораздо меньше беспокойства по поводу потока документов, чем в прошлом. Часто сотрудники группируются в соответствии с задачами, которые они выполняют, и рабочими группами, в которых они участвуют. Теперь рабочие места стали более гибкими, с меньшим количеством бумаги и меньшим количеством мебели для хранения файлов и документов. Многие организации уделяют больше внимания созданию удобных пространств для совместной работы. Макеты представляют собой гораздо более открытую концепцию с более низкими перегородками для улучшения видимости рабочего пространства. [1]
Площадь помещений на одного работника значительно сократилась. Сейчас гораздо меньше беспокойства по поводу потока документов, чем в прошлом. Часто сотрудники группируются в соответствии с задачами, которые они выполняют, и рабочими группами, в которых они участвуют. Теперь рабочие места стали более гибкими, с меньшим количеством бумаги и меньшим количеством мебели для хранения файлов и документов. Многие организации уделяют больше внимания созданию удобных пространств для совместной работы. Макеты представляют собой гораздо более открытую концепцию с более низкими перегородками для улучшения видимости рабочего пространства. [1]  Вот почему вы часто найдете молоко в дальнем конце магазина, из-за чего покупателям придется пройти мимо всех других отделов, чтобы добраться до него.
Вот почему вы часто найдете молоко в дальнем конце магазина, из-за чего покупателям придется пройти мимо всех других отделов, чтобы добраться до него.
 Это также известно как барабанный бой операции. Они должны производить один продукт по крайней мере каждые 4 минуты, чтобы удовлетворить спрос клиентов. Если спрос увеличивается, может потребоваться использование инструментов непрерывного улучшения для изменения времени такта или, возможно, добавления дополнительного оборудования.
Это также известно как барабанный бой операции. Они должны производить один продукт по крайней мере каждые 4 минуты, чтобы удовлетворить спрос клиентов. Если спрос увеличивается, может потребоваться использование инструментов непрерывного улучшения для изменения времени такта или, возможно, добавления дополнительного оборудования. Разработанный продукт и услуга основаны на отзывах клиентов и требованиях рынка.
Разработанный продукт и услуга основаны на отзывах клиентов и требованиях рынка. То есть составить документ с требованиями к процессу, в котором выделяются различные этапы, риски и заинтересованные стороны для производства. Это будет включать оценку имеющейся технологии, потребности в сырье, планировку фабрики/завода и прогноз спроса.
То есть составить документ с требованиями к процессу, в котором выделяются различные этапы, риски и заинтересованные стороны для производства. Это будет включать оценку имеющейся технологии, потребности в сырье, планировку фабрики/завода и прогноз спроса.

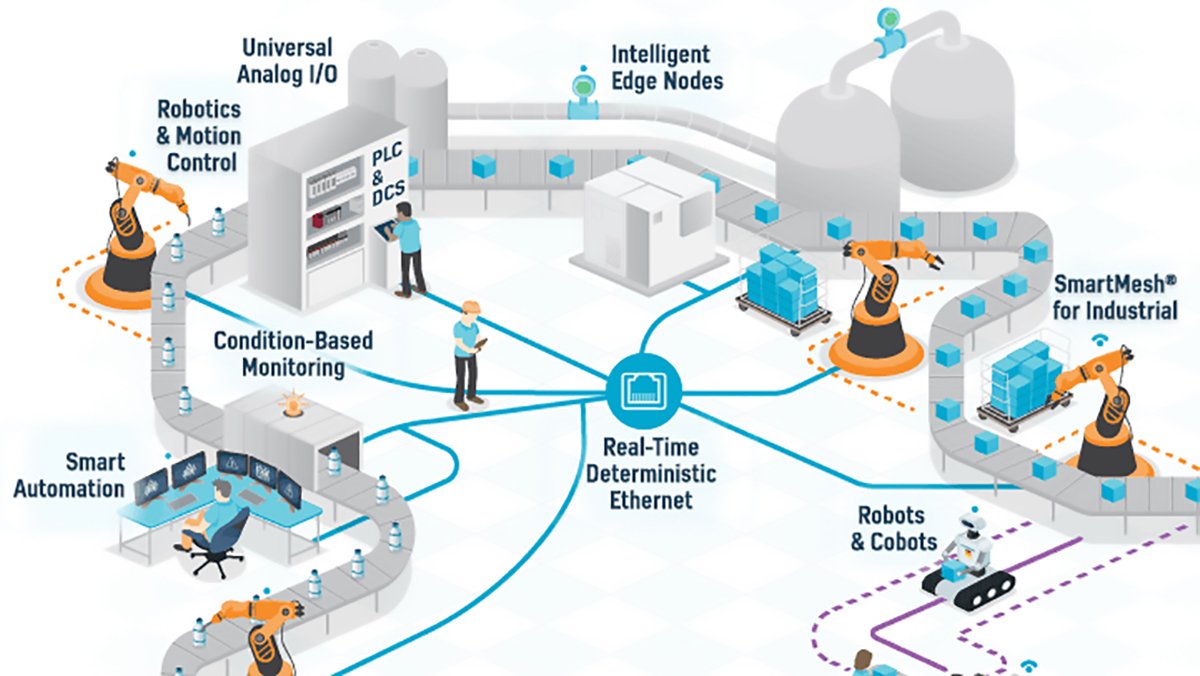
 В соответствии с уровнем автоматизации подобная интеграция может быть реализована по-разному. Что, впрочем, не меняет сути самого принципа, которая остается без изменений. Цель автоматизации любого процесса – это обеспечение его взаимодействия со средой, которая является по отношению к нему внешней.
В соответствии с уровнем автоматизации подобная интеграция может быть реализована по-разному. Что, впрочем, не меняет сути самого принципа, которая остается без изменений. Цель автоматизации любого процесса – это обеспечение его взаимодействия со средой, которая является по отношению к нему внешней. Основных уровней управления три:
Основных уровней управления три: Способствование эффективной работе высшей ступени иерархии предприятия в финансово-хозяйственной области – вот главное ее предназначение.
Способствование эффективной работе высшей ступени иерархии предприятия в финансово-хозяйственной области – вот главное ее предназначение.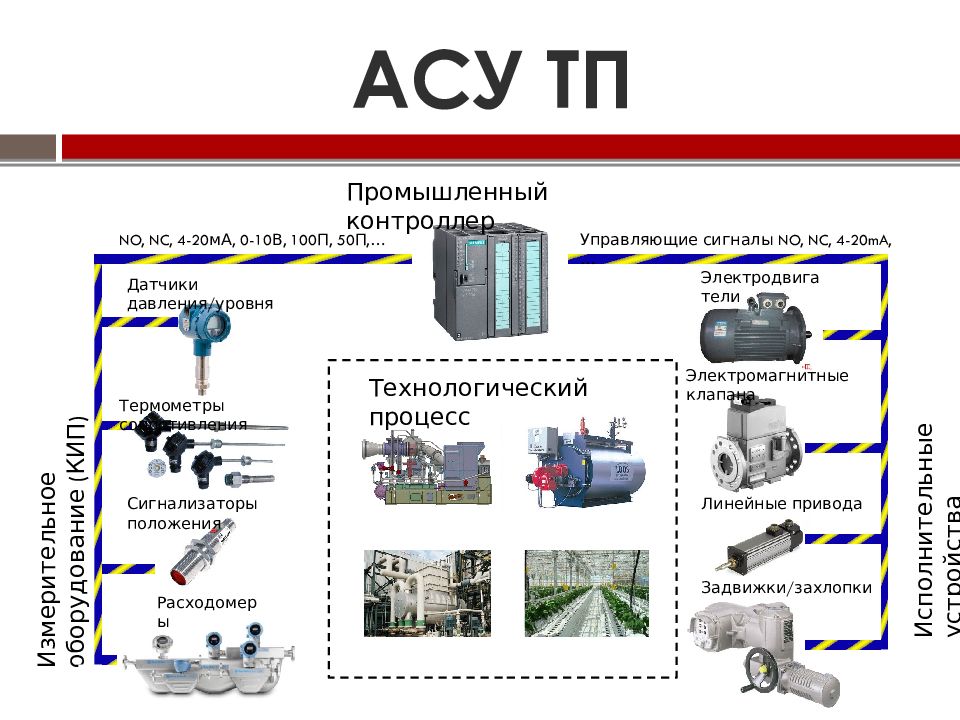 Изменение их последовательности и условий выполнения производится посредством мониторинга хода процесса.
Изменение их последовательности и условий выполнения производится посредством мониторинга хода процесса.
 Примеры – осуществление контроля качества товаров или услуг, управления, запасов.
Примеры – осуществление контроля качества товаров или услуг, управления, запасов.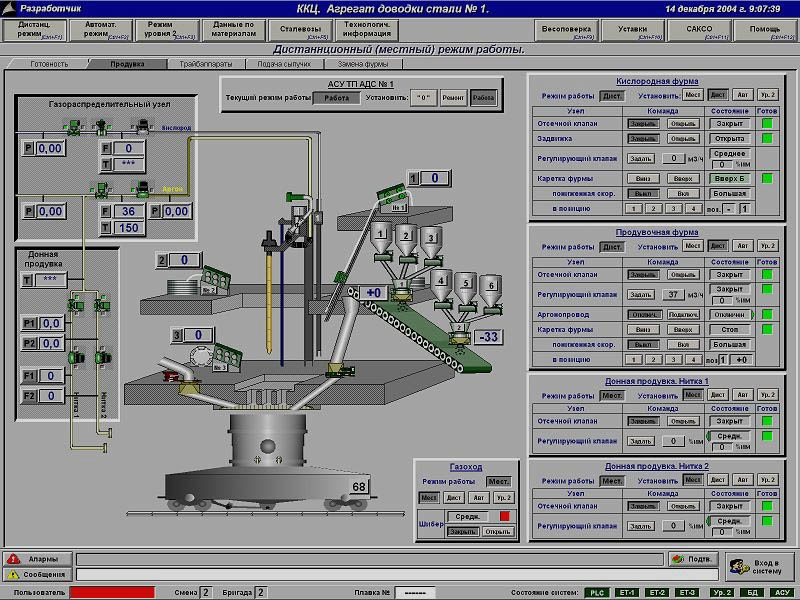 Помимо этого, однотипные задачи она реализует гораздо быстрее человека.
Помимо этого, однотипные задачи она реализует гораздо быстрее человека.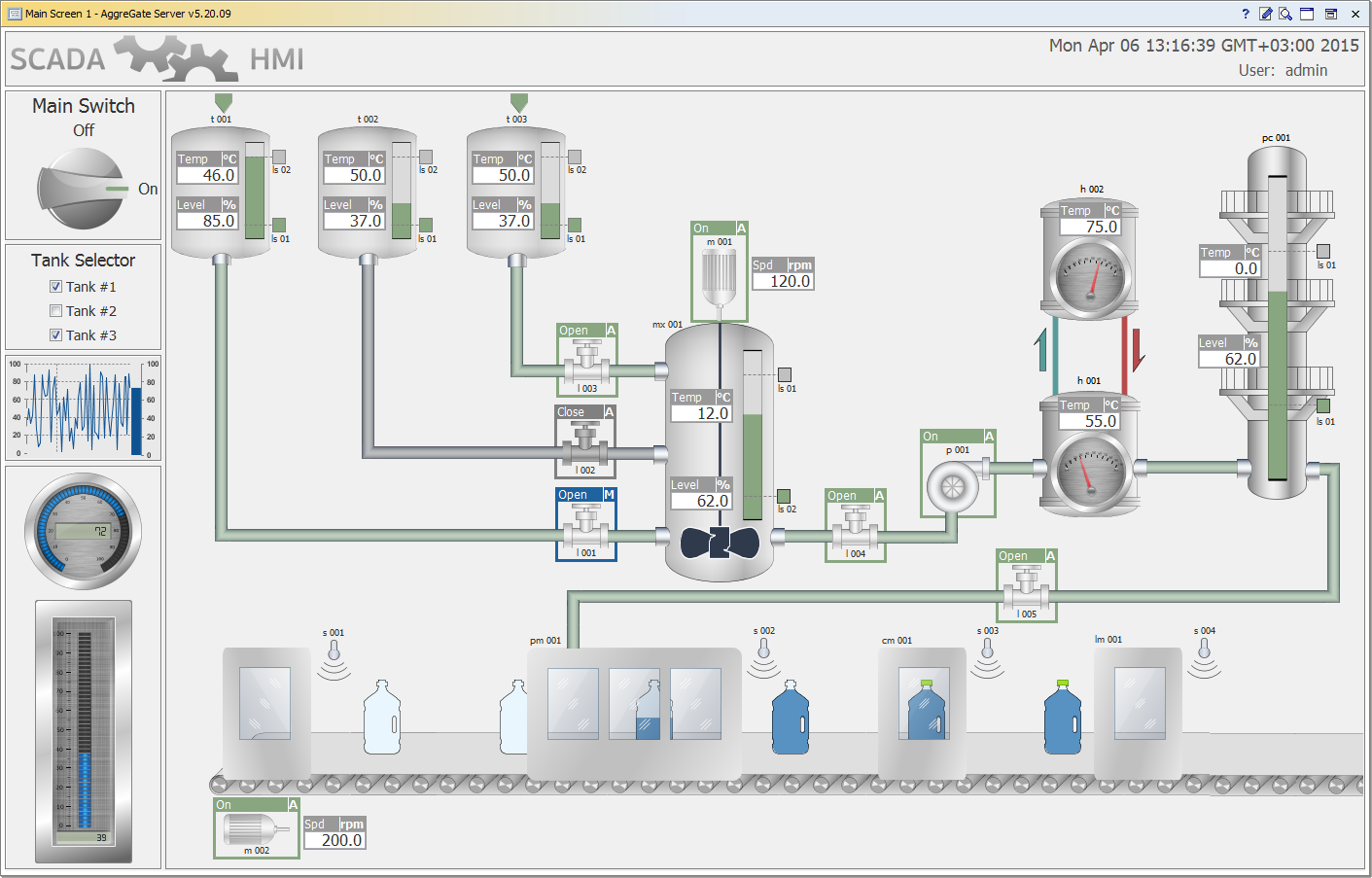 Выполняемые действия чересчур сложны технологически либо экономически.
Выполняемые действия чересчур сложны технологически либо экономически. 

 Примеры: amoCRM, Битрикс24.
Примеры: amoCRM, Битрикс24.

 д. В крупных городах России специальные автоматы устанавливают в поликлиниках, банках и других учреждениях: они выполняют справочные функции, разгружают очереди. Использование сканеров для штрих- и QR-кодов в бизнес-процессах — тоже пример автоматизации.
д. В крупных городах России специальные автоматы устанавливают в поликлиниках, банках и других учреждениях: они выполняют справочные функции, разгружают очереди. Использование сканеров для штрих- и QR-кодов в бизнес-процессах — тоже пример автоматизации.
 Автоматизация и цифровизация бизнес-процессов значительно сокращают время, необходимое для выполнения однотипных задач. Переход на систему электронного документооборота (ЭДО) позволяет повысить эффективность предприятия. Использование современных IT-решений стандартизирует работу с закупками и договорами и освобождает время на интеллектуальный труд. Так, Абсолют Банк при поддержке Doczilla Pro сократил время создания закладной с 40 до 10 минут.
Автоматизация и цифровизация бизнес-процессов значительно сокращают время, необходимое для выполнения однотипных задач. Переход на систему электронного документооборота (ЭДО) позволяет повысить эффективность предприятия. Использование современных IT-решений стандартизирует работу с закупками и договорами и освобождает время на интеллектуальный труд. Так, Абсолют Банк при поддержке Doczilla Pro сократил время создания закладной с 40 до 10 минут. Менеджеры могут изучить подробную статистику, отследить KPI, понять, где они «теряют» лиды и т.д.
Менеджеры могут изучить подробную статистику, отследить KPI, понять, где они «теряют» лиды и т.д. Юристам и риэлторам больше не нужно тратить львиную долю своего рабочего времени на согласование и правку документов.
Юристам и риэлторам больше не нужно тратить львиную долю своего рабочего времени на согласование и правку документов. В процессе интеграции новых технологий и ПО в CRM-, ERP- (или другую) систему выявляются неточности бизнес-процессов на всех уровнях. Исправив ошибки на разных уровнях, можно заключать больше сделок и повышать прибыль, не увеличивая штат предприятия.
В процессе интеграции новых технологий и ПО в CRM-, ERP- (или другую) систему выявляются неточности бизнес-процессов на всех уровнях. Исправив ошибки на разных уровнях, можно заключать больше сделок и повышать прибыль, не увеличивая штат предприятия. Ваши сотрудники будут тратить время на такую «хозяйственную» работу вместо того, чтобы исполнять свои прямые обязанности. При использовании системы электронного документооборота данная проблема отпадает: все файлы хранятся в одной программе, а сам архив не ограничен никакими рамками. А при работе с интерактивными шаблонами весь документооборот можно гибко подстроить под нужды того или иного бизнеса.
Ваши сотрудники будут тратить время на такую «хозяйственную» работу вместо того, чтобы исполнять свои прямые обязанности. При использовании системы электронного документооборота данная проблема отпадает: все файлы хранятся в одной программе, а сам архив не ограничен никакими рамками. А при работе с интерактивными шаблонами весь документооборот можно гибко подстроить под нужды того или иного бизнеса. С Doczilla Pro ориентироваться среди тысячи файлов куда легче, ведь они систематизированы и находятся в одной базе. К тому же, если вы используете нашу платформу, документы никогда не сгорят, не промокнут и не потеряются. Никто извне не сможет получить доступ к вашей конфиденциальной информации.
С Doczilla Pro ориентироваться среди тысячи файлов куда легче, ведь они систематизированы и находятся в одной базе. К тому же, если вы используете нашу платформу, документы никогда не сгорят, не промокнут и не потеряются. Никто извне не сможет получить доступ к вашей конфиденциальной информации. Не нужно иметь юридическое образование, чтобы грамотно заполнить документ по шаблону, который более квалифицированный коллега подготовил на платформе Doczilla Pro.
Не нужно иметь юридическое образование, чтобы грамотно заполнить документ по шаблону, который более квалифицированный коллега подготовил на платформе Doczilla Pro. Система электронного документооборота придётся «ко двору» в компании любых размеров, но особенно актуальна на крупных предприятиях с большим штатом сотрудников.
Система электронного документооборота придётся «ко двору» в компании любых размеров, но особенно актуальна на крупных предприятиях с большим штатом сотрудников.
 Вот несколько примеров:
Вот несколько примеров: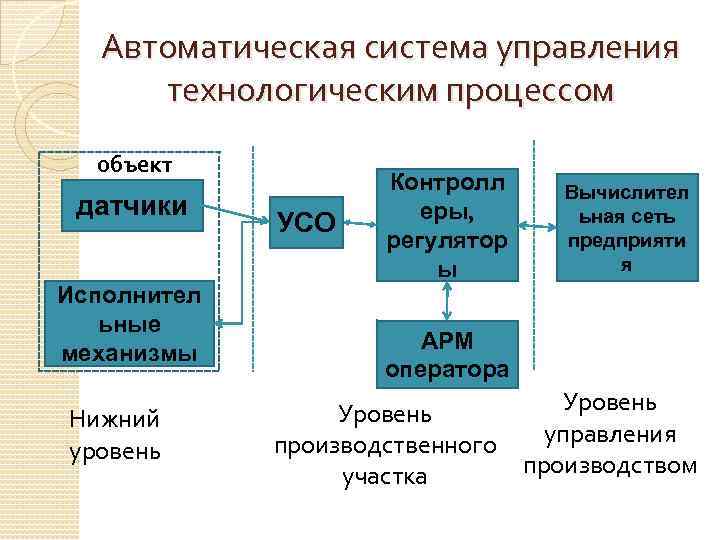 Производители используют промышленных роботов для:
Производители используют промышленных роботов для: Не всегда легко определить, где и почему возникают узкие места в производстве. Многим производителям все еще сложно отслеживать и анализировать данные, но это необходимо для постоянного совершенствования.
Не всегда легко определить, где и почему возникают узкие места в производстве. Многим производителям все еще сложно отслеживать и анализировать данные, но это необходимо для постоянного совершенствования. Предоставляет следующие возможности:
Предоставляет следующие возможности: Визуализация может принимать форму интерактивных информационных панелей для прямого интерфейса оператора, надежных отчетов, настраиваемых для каждого пользователя, или автономных или полуавтономных действий для контроля качества и производительности.
Визуализация может принимать форму интерактивных информационных панелей для прямого интерфейса оператора, надежных отчетов, настраиваемых для каждого пользователя, или автономных или полуавтономных действий для контроля качества и производительности.

 Автоматизация производства — это система производства, в которой используются технологии для автоматизации задач, процессов и производства. Он предназначен для увеличения промышленного производства более эффективно и быстро, чем это когда-то делали люди.
Автоматизация производства — это система производства, в которой используются технологии для автоматизации задач, процессов и производства. Он предназначен для увеличения промышленного производства более эффективно и быстро, чем это когда-то делали люди.
 Стационарная автоматика специально разработана для высокой производительности. Высокие первоначальные затраты на фиксированные инвестиции в автоматизацию легко амортизируются за счет очень высокого спроса и объемов продуктов, для которых они предназначены.
Стационарная автоматика специально разработана для высокой производительности. Высокие первоначальные затраты на фиксированные инвестиции в автоматизацию легко амортизируются за счет очень высокого спроса и объемов продуктов, для которых они предназначены.


 Красивая картинка сама по себе затягивает. Хочется смотреть еще.
Красивая картинка сама по себе затягивает. Хочется смотреть еще.  Услуга «под ключ»
Услуга «под ключ»
 Опять же, этот процесс будет варьироваться в зависимости от команды и масштаба вашего проекта, но вот некоторые основы, которые помогут вам начать работу .
Опять же, этот процесс будет варьироваться в зависимости от команды и масштаба вашего проекта, но вот некоторые основы, которые помогут вам начать работу .


 Это следует тщательно обсудить в процессе подготовки к производству.
Это следует тщательно обсудить в процессе подготовки к производству. С другой стороны, если вы пройдете весь проект без реального процесса, вы можете столкнуться с проблемами, которые потребуют дополнительного редактирования и времени для решения.
С другой стороны, если вы пройдете весь проект без реального процесса, вы можете столкнуться с проблемами, которые потребуют дополнительного редактирования и времени для решения.
 Давайте пройдемся по процессу шаг за шагом.
Давайте пройдемся по процессу шаг за шагом. Возможно, у вас уже есть четкое представление о том, кто ваша аудитория, что им нравится и как они думают. Если это так, то сформулируйте это здесь.
Возможно, у вас уже есть четкое представление о том, кто ваша аудитория, что им нравится и как они думают. Если это так, то сформулируйте это здесь. Нажать на ссылку, купить ваш продукт или просто подписаться на ваш канал YouTube? Какой следующий шаг вы ожидаете от них после просмотра вашего видео? Как только вы это сделаете, выясните, что ваша аудитория должна увидеть в вашем видео, чтобы совершить это действие. Это станет вашим основным сообщением.
Нажать на ссылку, купить ваш продукт или просто подписаться на ваш канал YouTube? Какой следующий шаг вы ожидаете от них после просмотра вашего видео? Как только вы это сделаете, выясните, что ваша аудитория должна увидеть в вашем видео, чтобы совершить это действие. Это станет вашим основным сообщением. Вместо этого цель состоит в том, чтобы иметь четкую структуру, на которую вы можете ссылаться, что позволит вам создавать видео устойчивым образом. Это гарантирует, что вы уложитесь в бюджет и что ваше видео имеет наилучшие шансы обеспечить положительную рентабельность инвестиций в будущем.
Вместо этого цель состоит в том, чтобы иметь четкую структуру, на которую вы можете ссылаться, что позволит вам создавать видео устойчивым образом. Это гарантирует, что вы уложитесь в бюджет и что ваше видео имеет наилучшие шансы обеспечить положительную рентабельность инвестиций в будущем.
 По возможности будьте краткими, чтобы видео не было излишне длинным.
По возможности будьте краткими, чтобы видео не было излишне длинным. Основная цель состоит в том, чтобы составить план снимков, чтобы убедиться, что вы сделаете их в тот же день.
Основная цель состоит в том, чтобы составить план снимков, чтобы убедиться, что вы сделаете их в тот же день.
 Осталось только составить расписание съемочного дня. Организуйте график с учетом того, сколько вам нужно снимать, расстояния между локациями и доступности вашего таланта.
Осталось только составить расписание съемочного дня. Организуйте график с учетом того, сколько вам нужно снимать, расстояния между локациями и доступности вашего таланта. Режиссеры важны для того, чтобы убедиться, что ваш талант дает желаемую производительность, что вы делаете все кадры, которые вам нужны, что они правильно оформлены и освещены, а сценарий и раскадровка соблюдены.
Режиссеры важны для того, чтобы убедиться, что ваш талант дает желаемую производительность, что вы делаете все кадры, которые вам нужны, что они правильно оформлены и освещены, а сценарий и раскадровка соблюдены.

 После того, как закадровый голос будет записан и отредактирован, вставьте его на временную шкалу видео в программном обеспечении для редактирования и синхронизируйте с соответствующим материалом.
После того, как закадровый голос будет записан и отредактирован, вставьте его на временную шкалу видео в программном обеспечении для редактирования и синхронизируйте с соответствующим материалом. Это зависит от ваших целей и бюджета. Но имейте в виду, что цвет может быть важен для усиления вашего визуального бренда в ваших видео. Что бы вы ни делали, старайтесь, чтобы ваша цветовая гамма соответствовала любым будущим видео, которые вы решите сделать.
Это зависит от ваших целей и бюджета. Но имейте в виду, что цвет может быть важен для усиления вашего визуального бренда в ваших видео. Что бы вы ни делали, старайтесь, чтобы ваша цветовая гамма соответствовала любым будущим видео, которые вы решите сделать. Есть множество стоковых музыкальных сайтов, некоторые из которых перечислены в моей статье об инструментах для работы с видео.
Есть множество стоковых музыкальных сайтов, некоторые из которых перечислены в моей статье об инструментах для работы с видео.
 Цель состоит в том, чтобы получить максимальную отдачу от затраченных средств и обеспечить положительную рентабельность инвестиций. Так что не сходите с ума, покупая рекламу или продвигая свое видео, если это приведет к значительному превышению бюджета без возврата.
Цель состоит в том, чтобы получить максимальную отдачу от затраченных средств и обеспечить положительную рентабельность инвестиций. Так что не сходите с ума, покупая рекламу или продвигая свое видео, если это приведет к значительному превышению бюджета без возврата. Другой вариант — использовать видеоплатформу и либо попросить их прислать вам видеокоманду, либо сделать для вас такие вещи, как редактирование видео удаленно.
Другой вариант — использовать видеоплатформу и либо попросить их прислать вам видеокоманду, либо сделать для вас такие вещи, как редактирование видео удаленно.
 Наверняка пластик имеет обрамление, выполненное из другого материала. Эти места обклеиваются с помощью малярной ленты, которая будет удалена после окончания работы.
Наверняка пластик имеет обрамление, выполненное из другого материала. Эти места обклеиваются с помощью малярной ленты, которая будет удалена после окончания работы.
 Пусть они стоят дороже, зато эффект будет желаемым.
Пусть они стоят дороже, зато эффект будет желаемым. Технология работы следующая:
Технология работы следующая: Главное удобство заключается в скорости, за несколько минут проделывается объем работы, на который вручную уйдет, возможно, не один час.
Главное удобство заключается в скорости, за несколько минут проделывается объем работы, на который вручную уйдет, возможно, не один час. Смысл метода прост: пластик живо реагирует на резкие перепады температуры, поэтому термообработка является оптимальным способом «залечить раны» на поверхности вашего телефона.
Смысл метода прост: пластик живо реагирует на резкие перепады температуры, поэтому термообработка является оптимальным способом «залечить раны» на поверхности вашего телефона. Несмотря на дешевизну и предельную доступность, блеск поверхности, в итоге, получается ничуть не хуже, чем при использовании патентованного средства из специализированного магазина.
Несмотря на дешевизну и предельную доступность, блеск поверхности, в итоге, получается ничуть не хуже, чем при использовании патентованного средства из специализированного магазина. Простота изготовления, практичность и многие другие качества сделали пластик пригодным для медицины, космонавтики и прочих направлений, без которых современное человечество даже не мыслит себя. Изделия из пластика окружают нас повсюду.
Простота изготовления, практичность и многие другие качества сделали пластик пригодным для медицины, космонавтики и прочих направлений, без которых современное человечество даже не мыслит себя. Изделия из пластика окружают нас повсюду. org/ListItem»> Термическая обработка
org/ListItem»> Термическая обработка Это шлифовальная шкурка, нередко применяемая сотрудниками автослесарных мастерских при полировке автомобильных фар, габаритных огней и прочих пластиковых поверхностей. Шкурка P2000 отличается характерным слоем абразивного порошка. Размер зерен варьируется в диапазоне 5-7 мкм, благодаря чему наждачная бумага подходит для полировки:
Это шлифовальная шкурка, нередко применяемая сотрудниками автослесарных мастерских при полировке автомобильных фар, габаритных огней и прочих пластиковых поверхностей. Шкурка P2000 отличается характерным слоем абразивного порошка. Размер зерен варьируется в диапазоне 5-7 мкм, благодаря чему наждачная бумага подходит для полировки: Паста настолько эффективна, что применяется для полировки ЛКП автомобилей. При грамотном использовании она помогает создать глянцевую, идеально гладкую поверхность.
Паста настолько эффективна, что применяется для полировки ЛКП автомобилей. При грамотном использовании она помогает создать глянцевую, идеально гладкую поверхность. Полируя пластик, ориентируйтесь на уровень глубочайшей царапины. В результате шлифовки она должна исчезнуть, сравняться со всей поверхностью. При этом необходимо следить, чтобы поверхность стиралась равномерно по всей плоскости, иначе будут искажения, перепады уровня и прочие мелкие недочеты.
Полируя пластик, ориентируйтесь на уровень глубочайшей царапины. В результате шлифовки она должна исчезнуть, сравняться со всей поверхностью. При этом необходимо следить, чтобы поверхность стиралась равномерно по всей плоскости, иначе будут искажения, перепады уровня и прочие мелкие недочеты. Без влаги паста быстро засыхает, что влечет увеличение ее расхода.
Без влаги паста быстро засыхает, что влечет увеличение ее расхода. Подходит для тех случаев, если есть доступ к шлифовальному кругу и требуется обработать пластиковую деталь наспех. Шлифовальный круг обеспечивает быструю полировку, однако обработка получается грубой и подходит для исключительных случаев. Например, будет крайне трудно отполировать линзы защитных очков или аналогичные изделия с характерным изгибом и множеством мелких деталей.
Подходит для тех случаев, если есть доступ к шлифовальному кругу и требуется обработать пластиковую деталь наспех. Шлифовальный круг обеспечивает быструю полировку, однако обработка получается грубой и подходит для исключительных случаев. Например, будет крайне трудно отполировать линзы защитных очков или аналогичные изделия с характерным изгибом и множеством мелких деталей. Тем не менее, метод достаточно эффективен, не говоря уже о незначительных затратах.
Тем не менее, метод достаточно эффективен, не говоря уже о незначительных затратах.
 Цель состоит в том, чтобы разрушить пластик ровно столько, сколько , чтобы выровнять царапину и восстановить бесшовную поверхность. Поэтому вместо того, чтобы выбрасывать эти пластиковые предметы, сделайте так, чтобы они снова выглядели как новые, с помощью наших советов о том, как удалить царапины с пластика.
Цель состоит в том, чтобы разрушить пластик ровно столько, сколько , чтобы выровнять царапину и восстановить бесшовную поверхность. Поэтому вместо того, чтобы выбрасывать эти пластиковые предметы, сделайте так, чтобы они снова выглядели как новые, с помощью наших советов о том, как удалить царапины с пластика.

 Аккуратными круговыми движениями отшлифуйте область, стараясь не надавливать слишком сильно, иначе вы можете оставить новые царапины. Промывайте между проходами и повторно смачивайте наждачную бумагу по мере необходимости на протяжении всего процесса.
Аккуратными круговыми движениями отшлифуйте область, стараясь не надавливать слишком сильно, иначе вы можете оставить новые царапины. Промывайте между проходами и повторно смачивайте наждачную бумагу по мере необходимости на протяжении всего процесса. Возможно, вам придется повторить процесс несколько раз, но, в конце концов, пластик снова будет блестеть как новый.
Возможно, вам придется повторить процесс несколько раз, но, в конце концов, пластик снова будет блестеть как новый. Мы также включили несколько более энергичных методов, таких как тепловые пушки и наждачная бумага, для действительно эффективных результатов на больших предметах. Итак, будь то мутная пара линз или ваш любимый цветной садовый стул, который вы хотите красиво поднять, продолжайте читать, чтобы снова отполировать все ваши пластиковые предметы до совершенства.
Мы также включили несколько более энергичных методов, таких как тепловые пушки и наждачная бумага, для действительно эффективных результатов на больших предметах. Итак, будь то мутная пара линз или ваш любимый цветной садовый стул, который вы хотите красиво поднять, продолжайте читать, чтобы снова отполировать все ваши пластиковые предметы до совершенства. Если ваш ноготь легко проходит по царапине, то более щадящий метод, такой как зубная паста и пищевая сода, должен быть достаточным.
Если ваш ноготь легко проходит по царапине, то более щадящий метод, такой как зубная паста и пищевая сода, должен быть достаточным. Просто нанесите количество размером с горошину на салфетку из микрофибры или хлопчатобумажную ткань и круговыми движениями втирайте в чистую поцарапанную область. Делайте это в течение нескольких минут или до тех пор, пока царапина не будет видна. Промойте, высушите и этого должно быть достаточно. Если нет, то можно повторить.
Просто нанесите количество размером с горошину на салфетку из микрофибры или хлопчатобумажную ткань и круговыми движениями втирайте в чистую поцарапанную область. Делайте это в течение нескольких минут или до тех пор, пока царапина не будет видна. Промойте, высушите и этого должно быть достаточно. Если нет, то можно повторить. Это идеально подходит для больших царапин на больших поверхностях, таких как фары или садовая мебель. Во-первых, убедитесь, что наждачная бумага пригодна для использования во влажном состоянии, так как вам нужно замочить лист примерно на 10 минут перед обработкой области. Затем хитрость заключается в том, чтобы начать с зернистости 220/320, переходя к более тонкой зернистости, что даст вам окончательную отделку
Это идеально подходит для больших царапин на больших поверхностях, таких как фары или садовая мебель. Во-первых, убедитесь, что наждачная бумага пригодна для использования во влажном состоянии, так как вам нужно замочить лист примерно на 10 минут перед обработкой области. Затем хитрость заключается в том, чтобы начать с зернистости 220/320, переходя к более тонкой зернистости, что даст вам окончательную отделку  Хитрость заключается в том, что вы хотите нагреть пластик, но не до такой степени, чтобы он плавился и дымил (токсично). Итак, используйте тепловую пушку на самом низком уровне и равномерно двигайтесь по всей поверхности. Вы не хотите оставаться на одном месте слишком долго. Вы быстро начнете видеть более гладкую и полированную поверхность.
Хитрость заключается в том, что вы хотите нагреть пластик, но не до такой степени, чтобы он плавился и дымил (токсично). Итак, используйте тепловую пушку на самом низком уровне и равномерно двигайтесь по всей поверхности. Вы не хотите оставаться на одном месте слишком долго. Вы быстро начнете видеть более гладкую и полированную поверхность.

 В соответствии с уровнем автоматизации подобная интеграция может быть реализована по-разному. Что, впрочем, не меняет сути самого принципа, которая остается без изменений. Цель автоматизации любого процесса – это обеспечение его взаимодействия со средой, которая является по отношению к нему внешней.
В соответствии с уровнем автоматизации подобная интеграция может быть реализована по-разному. Что, впрочем, не меняет сути самого принципа, которая остается без изменений. Цель автоматизации любого процесса – это обеспечение его взаимодействия со средой, которая является по отношению к нему внешней.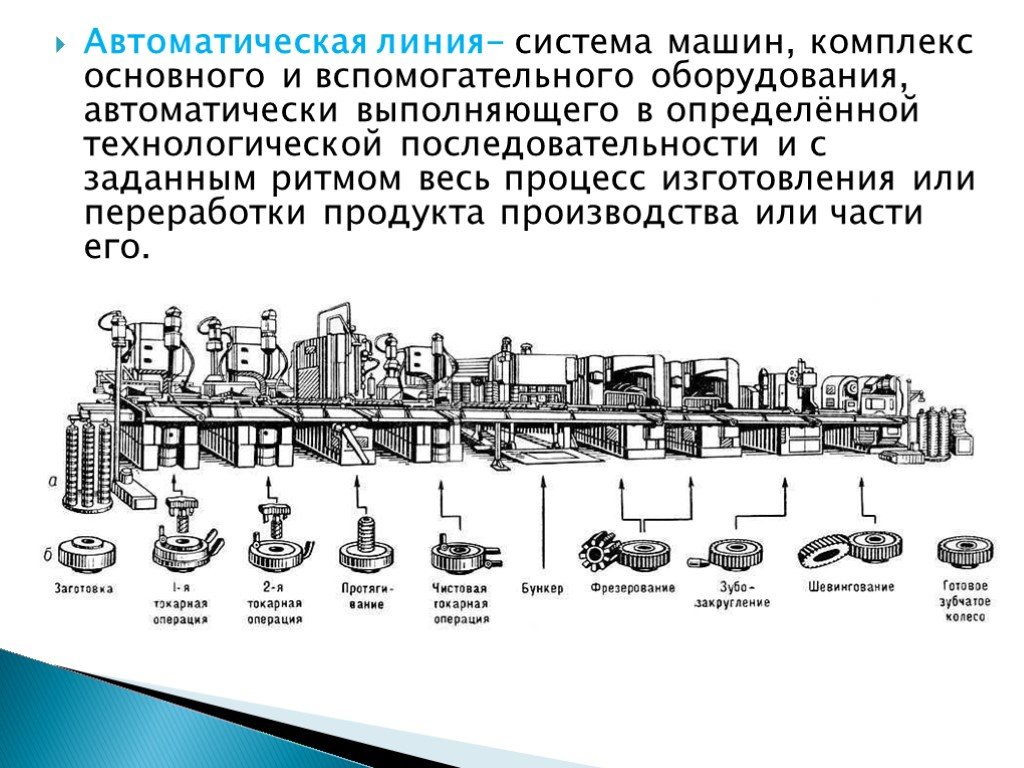 Основных уровней управления три:
Основных уровней управления три: Способствование эффективной работе высшей ступени иерархии предприятия в финансово-хозяйственной области – вот главное ее предназначение.
Способствование эффективной работе высшей ступени иерархии предприятия в финансово-хозяйственной области – вот главное ее предназначение. Изменение их последовательности и условий выполнения производится посредством мониторинга хода процесса.
Изменение их последовательности и условий выполнения производится посредством мониторинга хода процесса.
 Примеры – осуществление контроля качества товаров или услуг, управления, запасов.
Примеры – осуществление контроля качества товаров или услуг, управления, запасов. Помимо этого, однотипные задачи она реализует гораздо быстрее человека.
Помимо этого, однотипные задачи она реализует гораздо быстрее человека.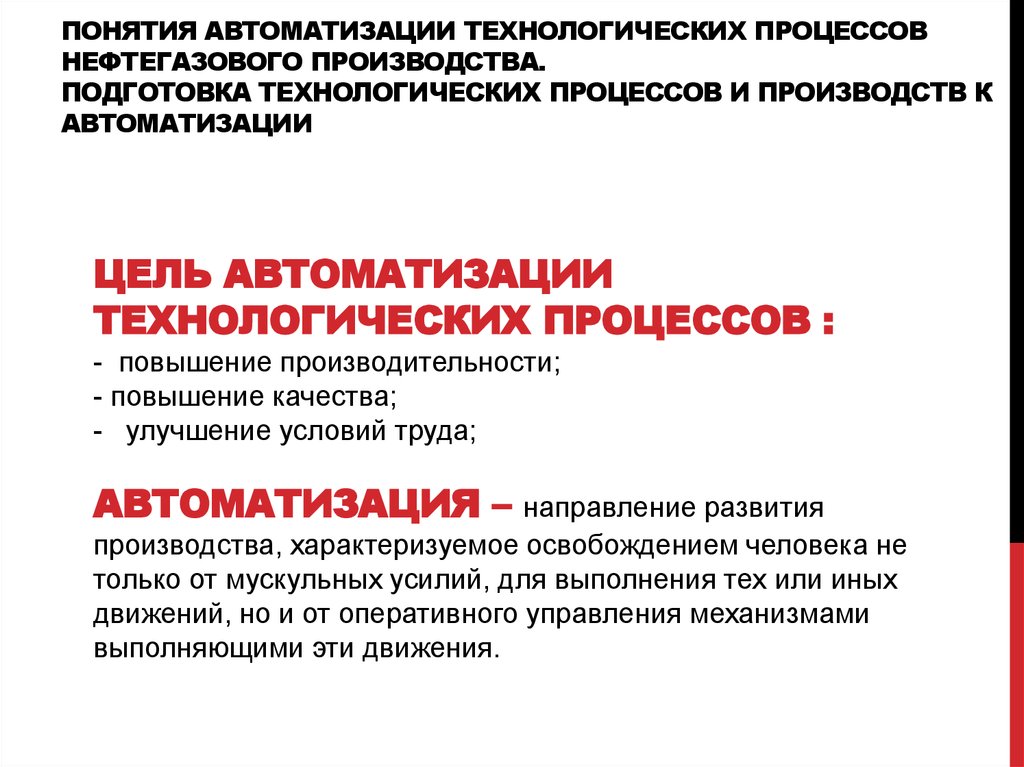 Выполняемые действия чересчур сложны технологически либо экономически.
Выполняемые действия чересчур сложны технологически либо экономически. 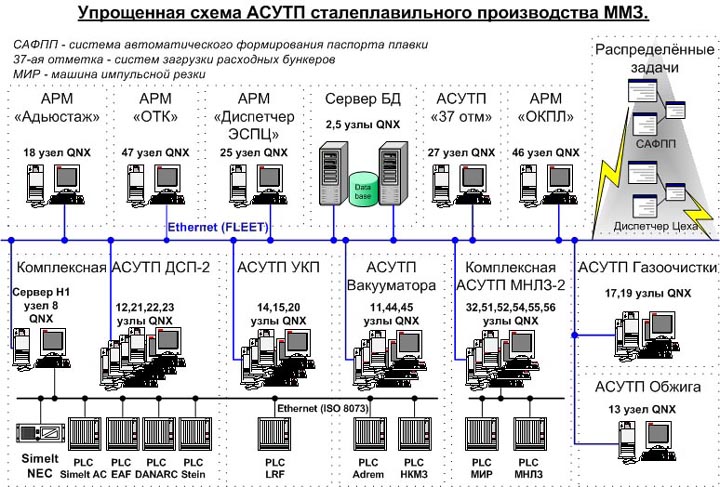 ERP, MRP – это класс комплексных систем. Автоматизация производственных запасов, управление закупками, управление финансами, управление и контроль человеческих ресурсов, электронный документооборот – это примеры узкоспециализированных систем. Еще 5 лет назад бытовало мнение, что комплексная автоматизация производства в единой системе – это лучший выбор, сейчас многие приходят к тому, что специализированные программы лучше решают свои задачи, более гибкие в настройках и изменении, быстро внедряются, имеют короткий срок окупаемости. При грамотной интеграции между собой позволяют создать уникальную систему управления производством.
ERP, MRP – это класс комплексных систем. Автоматизация производственных запасов, управление закупками, управление финансами, управление и контроль человеческих ресурсов, электронный документооборот – это примеры узкоспециализированных систем. Еще 5 лет назад бытовало мнение, что комплексная автоматизация производства в единой системе – это лучший выбор, сейчас многие приходят к тому, что специализированные программы лучше решают свои задачи, более гибкие в настройках и изменении, быстро внедряются, имеют короткий срок окупаемости. При грамотной интеграции между собой позволяют создать уникальную систему управления производством. Прежде всего, целью этого процесса является стремление снизить влияние человеческого фактора на ошибки, возникающие в процессе производства. Усталость, невнимательность сотрудников, механические ошибки в процессе работы – это то, что может повлиять на процессы производства, выход готовой продукции и степень удовлетворенности клиентов компании.
Прежде всего, целью этого процесса является стремление снизить влияние человеческого фактора на ошибки, возникающие в процессе производства. Усталость, невнимательность сотрудников, механические ошибки в процессе работы – это то, что может повлиять на процессы производства, выход готовой продукции и степень удовлетворенности клиентов компании. Таким образом, это может позволить нам:
Таким образом, это может позволить нам: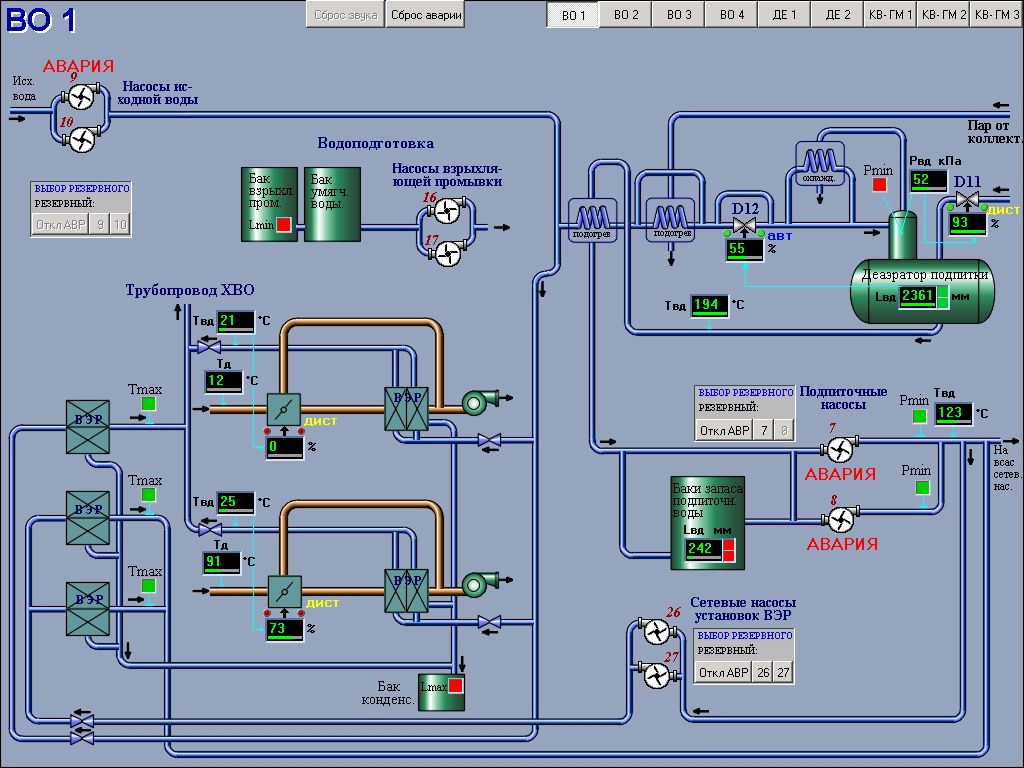
 Это грозит созданием пересортов, если реальный спрос будет ниже, чем за аналогичный предыдущий период. Или обратная ситуация – рост спроса не позволит закрыть все заказы, если они превысят прогноз, как следствие – недостача продукции и упущенные продажи.
Это грозит созданием пересортов, если реальный спрос будет ниже, чем за аналогичный предыдущий период. Или обратная ситуация – рост спроса не позволит закрыть все заказы, если они превысят прогноз, как следствие – недостача продукции и упущенные продажи.

 Конечная цель состоит в том, чтобы повысить эффективность либо за счет увеличения производственных мощностей, либо за счет снижения затрат, а часто и за счет того и другого.
Конечная цель состоит в том, чтобы повысить эффективность либо за счет увеличения производственных мощностей, либо за счет снижения затрат, а часто и за счет того и другого.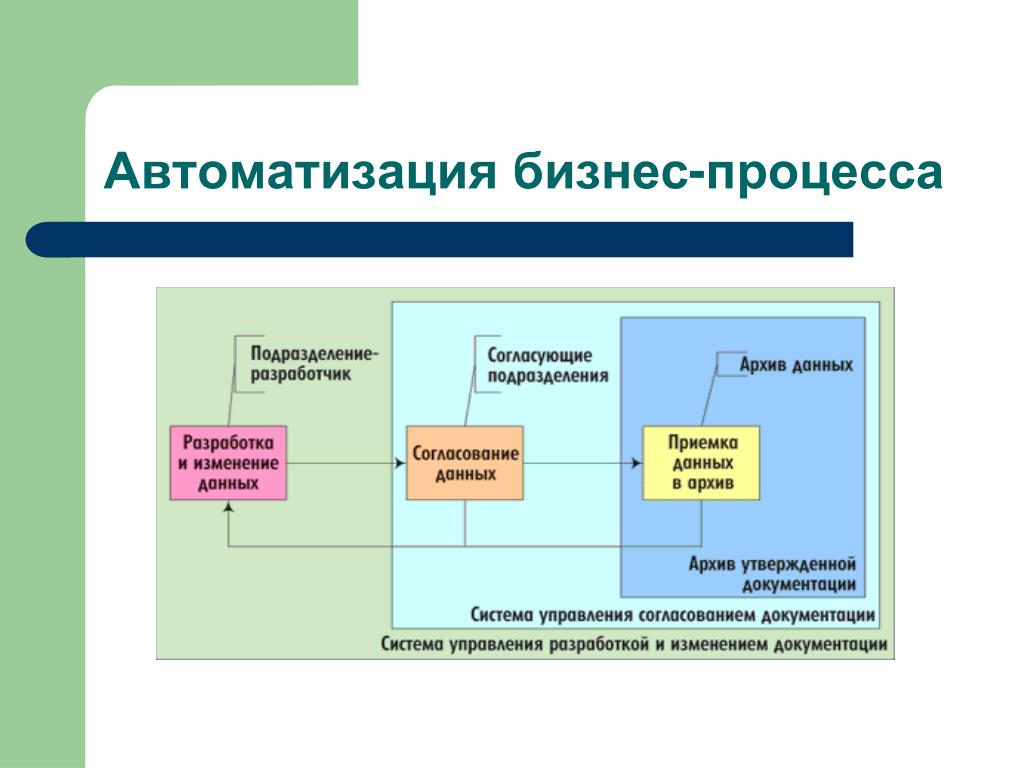 Также называемая жесткой автоматизацией, большая часть программирования содержится в отдельных машинах. Скорость и последовательность процессов задаются оборудованием или производственной линией.
Также называемая жесткой автоматизацией, большая часть программирования содержится в отдельных машинах. Скорость и последовательность процессов задаются оборудованием или производственной линией.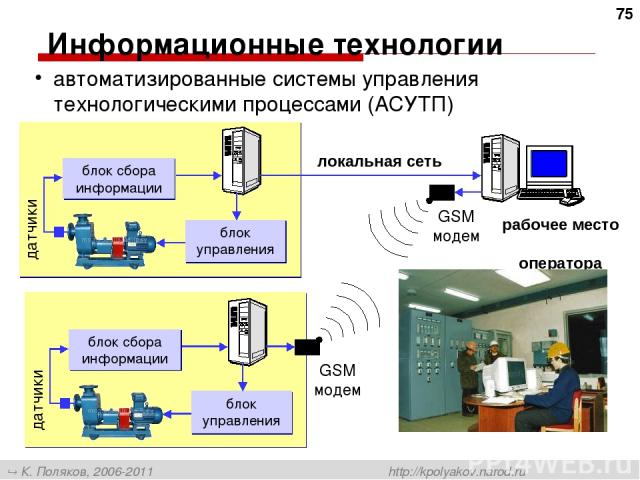
 Программы разрабатываются в автономном режиме на компьютере. В зависимости от того, как подключено устройство, дизайнер может загружать, запускать новые программы или внедрять их в существующую продукцию из любой точки мира.
Программы разрабатываются в автономном режиме на компьютере. В зависимости от того, как подключено устройство, дизайнер может загружать, запускать новые программы или внедрять их в существующую продукцию из любой точки мира.
 Возможность видеть время работы оборудования может быть достаточным, чтобы сократить время простоя за счет корректировки рабочего процесса, чтобы уменьшить количество переключений, или указать, где инвестиции в дополнительную автоматизацию дадут положительную рентабельность инвестиций.
Возможность видеть время работы оборудования может быть достаточным, чтобы сократить время простоя за счет корректировки рабочего процесса, чтобы уменьшить количество переключений, или указать, где инвестиции в дополнительную автоматизацию дадут положительную рентабельность инвестиций. В целом автоматизированный мониторинг предлагает более предсказуемую модель для принятия бизнес-решений, обеспечивая при этом прозрачность для всех заинтересованных сторон.
В целом автоматизированный мониторинг предлагает более предсказуемую модель для принятия бизнес-решений, обеспечивая при этом прозрачность для всех заинтересованных сторон.
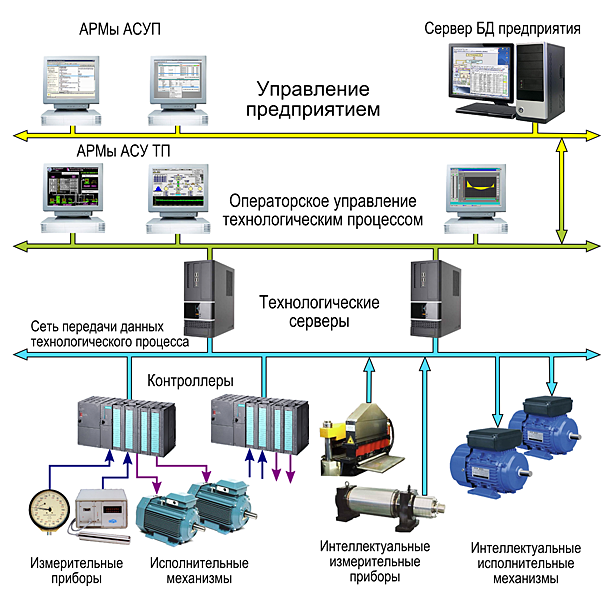 Хотя термин механизация часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в самоуправляемую систему. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла.
Хотя термин механизация часто используется для обозначения простой замены человеческого труда машинами, автоматизация обычно подразумевает интеграцию машин в самоуправляемую систему. Автоматизация произвела революцию в тех областях, в которых она была внедрена, и едва ли найдется аспект современной жизни, на который она не повлияла. Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия.
Полученная система способна работать без вмешательства человека. Развитие этой технологии все больше зависит от использования компьютеров и связанных с ними технологий. Следовательно, автоматизированные системы становятся все более изощренными и сложными. Усовершенствованные системы представляют собой уровень возможностей и производительности, которые во многих отношениях превосходят способности людей выполнять те же действия. Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.
Как показывают эти примеры, промышленные роботы обычно используются для замены людей в фабричных операциях.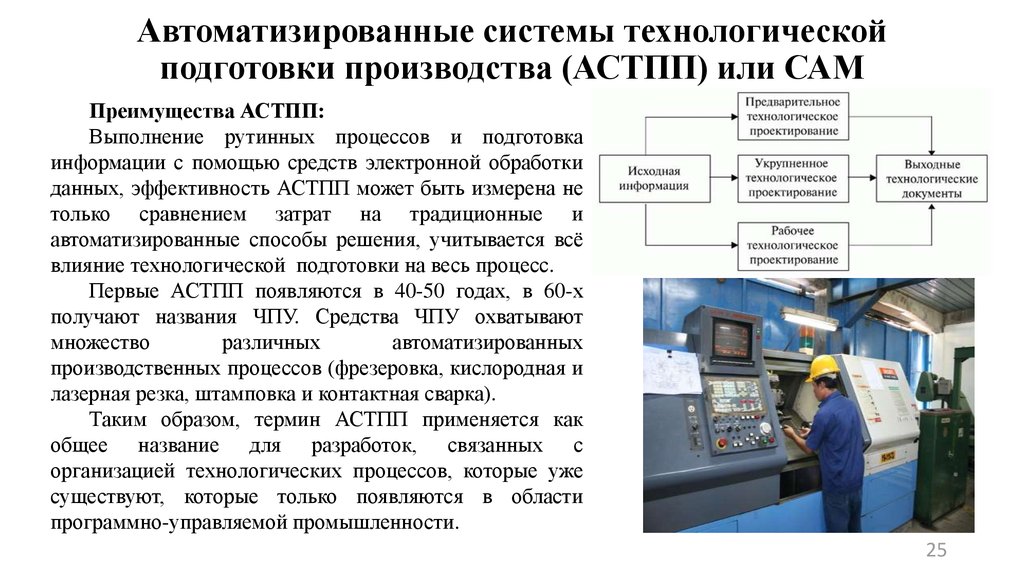 Механизация относится к замене силы человека (или животного) механической силой той или иной формы. Движущей силой механизации была склонность человечества к созданию инструментов и механических устройств. Здесь описаны некоторые важные исторические разработки в области механизации и автоматизации, приведшие к созданию современных автоматизированных систем.
Механизация относится к замене силы человека (или животного) механической силой той или иной формы. Движущей силой механизации была склонность человечества к созданию инструментов и механических устройств. Здесь описаны некоторые важные исторические разработки в области механизации и автоматизации, приведшие к созданию современных автоматизированных систем. Более 2000 лет назад китайцы разработали отбойные молотки, приводимые в движение проточной водой и водяными колесами. Первые греки экспериментировали с простыми реактивными двигателями, работающими от пара. Механические часы, представляющие собой довольно сложный узел с собственным встроенным источником питания (гирей), были разработаны около 1335 года в Европе. Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников.
Более 2000 лет назад китайцы разработали отбойные молотки, приводимые в движение проточной водой и водяными колесами. Первые греки экспериментировали с простыми реактивными двигателями, работающими от пара. Механические часы, представляющие собой довольно сложный узел с собственным встроенным источником питания (гирей), были разработаны около 1335 года в Европе. Ветряные мельницы с механизмами автоматического поворота парусов были разработаны в средние века в Европе и на Ближнем Востоке. Паровой двигатель стал крупным достижением в развитии механических машин и положил начало промышленной революции. В течение двух столетий, прошедших с момента появления паровой машины Уатта, были изобретены механические двигатели и машины, получающие энергию от пара, электричества, химических, механических и ядерных источников. Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Единственная потребность человека-оператора заключалась в том, чтобы регулировать количество пара, которое контролировало скорость и мощность двигателя. Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы.
Позже был разработан механизм золотникового клапана для автоматического выполнения этих функций. Единственная потребность человека-оператора заключалась в том, чтобы регулировать количество пара, которое контролировало скорость и мощность двигателя. Это требование человеческого внимания при работе паровой машины было устранено регулятором летающих шаров. Это устройство, изобретенное Джеймсом Уаттом в Англии, состояло из утяжеленного шара на шарнирном рычаге, механически соединенного с выходным валом двигателя. По мере увеличения скорости вращения вала центробежная сила заставляла утяжеленный шар двигаться наружу. Это движение управляло клапаном, который уменьшал подачу пара в двигатель, тем самым замедляя двигатель. Регулятор летающего шара остается элегантным ранним примером системы управления с отрицательной обратной связью, в которой увеличение выходной мощности системы используется для снижения активности системы. Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве понижение температуры в помещении приводит к замыканию электрического выключателя, в результате чего нагреватель включается. При повышении температуры в помещении выключатель размыкается и подача тепла отключается. Термостат можно настроить на включение нагревателя при любой заданной температуре.
Типичным примером системы управления с обратной связью является термостат, используемый в современных зданиях для контроля температуры в помещении. В этом устройстве понижение температуры в помещении приводит к замыканию электрического выключателя, в результате чего нагреватель включается. При повышении температуры в помещении выключатель размыкается и подача тепла отключается. Термостат можно настроить на включение нагревателя при любой заданной температуре.



 Накопился кое-какой опыт, которым хотим поделиться. Вы узнаете, какие типы видеоконтента вы можете создавать, где и как использовать, и как сделать так, чтобы один ролик работал сразу на много фронтов.
Накопился кое-какой опыт, которым хотим поделиться. Вы узнаете, какие типы видеоконтента вы можете создавать, где и как использовать, и как сделать так, чтобы один ролик работал сразу на много фронтов. Пусть в видео поучаствуют ваши специалисты: пусть по одной фразе, но зрители поймут, кто стоит за результатом.
Пусть в видео поучаствуют ваши специалисты: пусть по одной фразе, но зрители поймут, кто стоит за результатом. Часто те, кто занимается B2B, пишут в статусе о своих продуктах и роде деятельности, используя это как рекламу. Таким образом, вы можете выйти на B2B клиентов, и напрямую им показывать рекламу или писать в социальной сети Вконтакте.
Часто те, кто занимается B2B, пишут в статусе о своих продуктах и роде деятельности, используя это как рекламу. Таким образом, вы можете выйти на B2B клиентов, и напрямую им показывать рекламу или писать в социальной сети Вконтакте. Это не обвинение. Мы считаем на производстве главное результат, а не внешняя красота. Но операторские возможности (макросъемка, рапид, освещение, композиция, движение камеры, съемка с воздуха) позволяют добиться художественности. Работа режиссера выстраивает драматургически материал, а режиссер монтажа делает видеоарт из ритмов работы станков. Да, здесь уже своими силами снять сложно.
Это не обвинение. Мы считаем на производстве главное результат, а не внешняя красота. Но операторские возможности (макросъемка, рапид, освещение, композиция, движение камеры, съемка с воздуха) позволяют добиться художественности. Работа режиссера выстраивает драматургически материал, а режиссер монтажа делает видеоарт из ритмов работы станков. Да, здесь уже своими силами снять сложно.
 Для этого максимально используйте титры, инфографику, схемы, диаграммы и таблицы.
Для этого максимально используйте титры, инфографику, схемы, диаграммы и таблицы. Например, на своем сайте, в своих или тематических группах Вконтатке, Facebook, Одноклассниках, Твиттере, Youtube, других видеохостингах.
Например, на своем сайте, в своих или тематических группах Вконтатке, Facebook, Одноклассниках, Твиттере, Youtube, других видеохостингах. Но желательно сразу продумать сценарии всех вариантов.
Но желательно сразу продумать сценарии всех вариантов. Инстаграм видео и вертикальный формат
Инстаграм видео и вертикальный формат
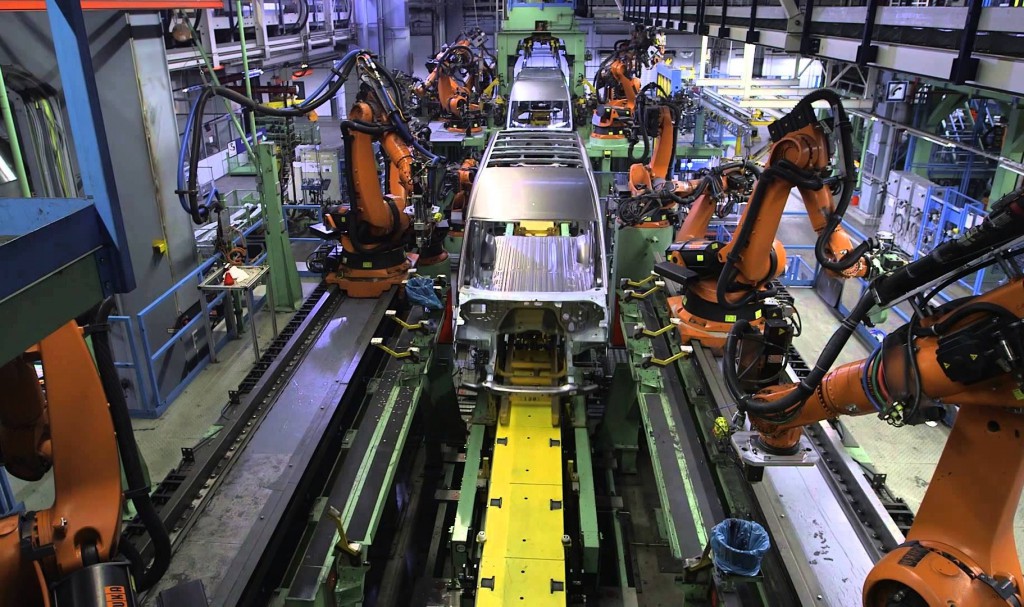 Это та часть процесса, где вам нужно сообщить такие вещи, как брендинг, целевая аудитория, а также тон и ощущение произведения.
Это та часть процесса, где вам нужно сообщить такие вещи, как брендинг, целевая аудитория, а также тон и ощущение произведения. Теперь пришло время повеселиться! На этапе производства вы записываете все интервью и кадры для своего видео. Это та часть, где история начинает оживать.
Теперь пришло время повеселиться! На этапе производства вы записываете все интервью и кадры для своего видео. Это та часть, где история начинает оживать. На этапе постпродакшна ваша команда по производству видео начнет процесс организации, планирования и редактирования фактического видео.
На этапе постпродакшна ваша команда по производству видео начнет процесс организации, планирования и редактирования фактического видео. Подходит ли время и место для всех участников? Как насчет актеров или представителей? Выявление всех этих деталей имеет решающее значение, и важно делать это логично и систематически.
Подходит ли время и место для всех участников? Как насчет актеров или представителей? Выявление всех этих деталей имеет решающее значение, и важно делать это логично и систематически.
 Исторически видеопроизводство включает в себя три этапа: пре-продакшн, продакшн и пост-продакшн.
Исторически видеопроизводство включает в себя три этапа: пре-продакшн, продакшн и пост-продакшн. От старых привычек трудно избавиться, поэтому, несмотря на то, что кино становится все менее и менее распространенным явлением, многие видеопродукции по-прежнему называют «кинопродукцией».
От старых привычек трудно избавиться, поэтому, несмотря на то, что кино становится все менее и менее распространенным явлением, многие видеопродукции по-прежнему называют «кинопродукцией».
 Решения, принимаемые на этапах производства, должны помочь в достижении этой цели, а для ее реализации должна объединиться расширенная команда креативщиков, технических специалистов, графических дизайнеров и редакторов. Поскольку время — деньги, вы должны убедиться, что затраты, связанные с каждым решением, укладываются в бюджет, и что каждая задача выполняется эффективно и в срок.
Решения, принимаемые на этапах производства, должны помочь в достижении этой цели, а для ее реализации должна объединиться расширенная команда креативщиков, технических специалистов, графических дизайнеров и редакторов. Поскольку время — деньги, вы должны убедиться, что затраты, связанные с каждым решением, укладываются в бюджет, и что каждая задача выполняется эффективно и в срок. Если вы ответите на эти вопросы заранее, это очень поможет вам в следующих шагах вашего видео.
Если вы ответите на эти вопросы заранее, это очень поможет вам в следующих шагах вашего видео.
 Имейте в виду, что производство — это место, где часто присутствуют ваши самые большие риски — перерасход бюджета, стресс, проблемы с графиком — и где опытный менеджмент может помочь или сломать вас.
Имейте в виду, что производство — это место, где часто присутствуют ваши самые большие риски — перерасход бюджета, стресс, проблемы с графиком — и где опытный менеджмент может помочь или сломать вас. Например, помощник по производству может позаботиться о поиске места, или помощник режиссера может провести сеанс кастинга.
Например, помощник по производству может позаботиться о поиске места, или помощник режиссера может провести сеанс кастинга.
 Постпродакшн может включать в себя все, что происходит после производства, и обычно включает в себя применение компьютерного редактирования и графических навыков. На базовом уровне постпродакшн может означать редактирование, но для большинства продуктов с приличным бюджетом вы можете ожидать, что этот этап расширится до музыки, графики, титров, визуальных эффектов, цветокоррекции и многого другого. За кулисами помощники редактора будут организуйте отснятый материал, синхронизируйте звук и подготовьте все к работе, чтобы ведущий редактор мог приступить к работе. Затем главный и помощник редактора соберут то, что называется монтажом истории. Хотя это может быть не очень захватывающим редактированием, это версия, которая позволяет всем ключевым заинтересованным сторонам проверить и убедиться, что каждая сцена и запланированная деталь действительно включены в редактирование. Если чего-то не хватает, сейчас самое время запланировать повторную съемку, чтобы сделать все как надо. После создания версии истории редакторы сделают версию V1 — версию, которая намного ближе к конечному результату, включает различные ракурсы и передает историю.
Постпродакшн может включать в себя все, что происходит после производства, и обычно включает в себя применение компьютерного редактирования и графических навыков. На базовом уровне постпродакшн может означать редактирование, но для большинства продуктов с приличным бюджетом вы можете ожидать, что этот этап расширится до музыки, графики, титров, визуальных эффектов, цветокоррекции и многого другого. За кулисами помощники редактора будут организуйте отснятый материал, синхронизируйте звук и подготовьте все к работе, чтобы ведущий редактор мог приступить к работе. Затем главный и помощник редактора соберут то, что называется монтажом истории. Хотя это может быть не очень захватывающим редактированием, это версия, которая позволяет всем ключевым заинтересованным сторонам проверить и убедиться, что каждая сцена и запланированная деталь действительно включены в редактирование. Если чего-то не хватает, сейчас самое время запланировать повторную съемку, чтобы сделать все как надо. После создания версии истории редакторы сделают версию V1 — версию, которая намного ближе к конечному результату, включает различные ракурсы и передает историю. Это может включать в себя такие простые вещи, как размещение видео на веб-сайте или на YouTube, или сделать еще один шаг, чтобы превратить видео в рекламу на Facebook, договориться о покупке медиа для получения просмотров на телевидении или разместить его на видеоэкранах в магазине. Телевидение — это традиционное средство массовой информации, которое можно увидеть, и по-прежнему один из самых эффективных способов донести видеоконтент до широких масс. Но с ростом числа просмотров онлайн-видео через сайты социальных сетей все больше и больше брендов и компаний сосредотачиваются на видео, которые живут в Интернете, где их клиенты и потенциальные клиенты проводят свое время.
Это может включать в себя такие простые вещи, как размещение видео на веб-сайте или на YouTube, или сделать еще один шаг, чтобы превратить видео в рекламу на Facebook, договориться о покупке медиа для получения просмотров на телевидении или разместить его на видеоэкранах в магазине. Телевидение — это традиционное средство массовой информации, которое можно увидеть, и по-прежнему один из самых эффективных способов донести видеоконтент до широких масс. Но с ростом числа просмотров онлайн-видео через сайты социальных сетей все больше и больше брендов и компаний сосредотачиваются на видео, которые живут в Интернете, где их клиенты и потенциальные клиенты проводят свое время. Здесь есть много возможностей для развития индивидуальности ваших телезрителей и для того, чтобы поразить их сильным сообщением, представляя хорошо продуманный образ. Кроме того, это может быть стратегическим шагом, чтобы поднять вас над конкурентами. Хотя телевизионные ролики могут означать больше наличных средств как для производства, так и для медийных закупок, телевидение по-прежнему лидирует, когда речь идет о беспрецедентном распространении, и для многих предприятий прибыль в конечном итоге перевешивает затраты.
Здесь есть много возможностей для развития индивидуальности ваших телезрителей и для того, чтобы поразить их сильным сообщением, представляя хорошо продуманный образ. Кроме того, это может быть стратегическим шагом, чтобы поднять вас над конкурентами. Хотя телевизионные ролики могут означать больше наличных средств как для производства, так и для медийных закупок, телевидение по-прежнему лидирует, когда речь идет о беспрецедентном распространении, и для многих предприятий прибыль в конечном итоге перевешивает затраты. Продемонстрируйте уникальные функции или упростите сложный продукт в формате «покажи и расскажи» или создайте сюжетную линию «проблема-решение» с кадрами людей, использующих ваш продукт с отличными результатами.
Продемонстрируйте уникальные функции или упростите сложный продукт в формате «покажи и расскажи» или создайте сюжетную линию «проблема-решение» с кадрами людей, использующих ваш продукт с отличными результатами. Это не только для хвастовства; со средним коэффициентом конверсии Facebook 90,21%, инвестиции в видео в социальных сетях, скорее всего, принесут плоды!
Это не только для хвастовства; со средним коэффициентом конверсии Facebook 90,21%, инвестиции в видео в социальных сетях, скорее всего, принесут плоды! Созданные с определенной целью, корпоративные видеоролики можно использовать для объяснения любого количества аспектов компании — что они делают, почему они это делают, общую миссию, культуру, историю, планы распределения прибыли, видение будущего и т. д. , Некоторые компании предпочитают создавать корпоративные видеоролики, чтобы упростить процесс публикации своей миссии и целей на своем веб-сайте или в социальных сетях или в качестве инструмента для найма специализированного персонала на LinkedIn или других профессиональных платформах.
Созданные с определенной целью, корпоративные видеоролики можно использовать для объяснения любого количества аспектов компании — что они делают, почему они это делают, общую миссию, культуру, историю, планы распределения прибыли, видение будущего и т. д. , Некоторые компании предпочитают создавать корпоративные видеоролики, чтобы упростить процесс публикации своей миссии и целей на своем веб-сайте или в социальных сетях или в качестве инструмента для найма специализированного персонала на LinkedIn или других профессиональных платформах. Хотя рекламный ролик когда-то был ограничен показом на телевидении, он все чаще используется в социальных сетях и на различных онлайн-платформах.
Хотя рекламный ролик когда-то был ограничен показом на телевидении, он все чаще используется в социальных сетях и на различных онлайн-платформах.
 Видео с практическими рекомендациями, которые чаще всего ищут другие в определенной отрасли, отличаются от традиционно продаваемых видео тем, что они обычно находятся естественным образом. Используйте представителя компании или представителя компании, чтобы объяснить инструкции по сборке или использованию, подробно рассказать, как лучше всего использовать ваш продукт, продвигать простоту использования и как получить максимальную отдачу от продукта для максимального удовлетворения. Быстро объясните оптимальный способ взаимодействия с вашим бизнесом, чтобы возвысить ожидания и повысить понимание текущих и будущих клиентов и потенциальных партнеров тонкостей работы с вашей командой.
Видео с практическими рекомендациями, которые чаще всего ищут другие в определенной отрасли, отличаются от традиционно продаваемых видео тем, что они обычно находятся естественным образом. Используйте представителя компании или представителя компании, чтобы объяснить инструкции по сборке или использованию, подробно рассказать, как лучше всего использовать ваш продукт, продвигать простоту использования и как получить максимальную отдачу от продукта для максимального удовлетворения. Быстро объясните оптимальный способ взаимодействия с вашим бизнесом, чтобы возвысить ожидания и повысить понимание текущих и будущих клиентов и потенциальных партнеров тонкостей работы с вашей командой. Эти консультанты знают, что работает, а что нет, и могут значительно повысить вероятность того, что в вашем видео есть все нужные элементы, чтобы люди захотели поделиться им со своей сетью.
Эти консультанты знают, что работает, а что нет, и могут значительно повысить вероятность того, что в вашем видео есть все нужные элементы, чтобы люди захотели поделиться им со своей сетью.