Фотополимерная смола для 3D-принтеров HARZ Labs (HARZLabs)
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Добавить в сравнение
Товар добавлен в сравнение
Перейти
Производитель
HARZ Labs
Страна производства
Россия
Прямые поставки от производителя
Наша компания является официальным дистрибьютором ведущих производителей настольного и промышленного 3D оборудования (3D принтеров, 3D сканеров, 3D манипуляторов) — Raise3D, FlashForge, Anycubic, Formlabs, Creality3D, PICASO 3D, Phrozen, Wanhao, CreatBot, QIDI и пр.
Собственный гарантийный сервис
Мы предоставляем профессиональные услуги по подбору, настройке, обучению, гарантийному и постгарантийному сервисному обслуживанию 3D оборудования.
Демонстрация перед покупкой
Прежде чем купить 3D принтер или сканер, вы сможете на практике оценить функционал понравишейся модели в демонстрационном зале компании в Москве, получить онлайн-консультацию по выбору оптимальной модели оборудования под ваши задачи.
Бесплатная доставка по России
Мы работаем с самыми надежными транспортными компаниями и курьерскими службами. Доставка 3D принтеров осуществляется БЕСПЛАТНО во все регионы страны!
Политика конфиденциальности Разработка сайта в Москве megagroup.ru
Смолы для 3D-принтеров DLP | MatterHackers
Дом
Магазин
Смолы для 3D-принтеров
Приложение
Смолы DLP
Стереолитография (SLA) фотополимерная смола В 3D-печати используются аддитивные технологии производства для изготовления печатных деталей из жидкой пластиковой смолы. DLP (Digital Light Processing) SLA 3D-печать использует светодиодный источник света с цифровым микрозеркальным устройством (DMD) для проецирования послойных изображений на рабочую пластину для формирования конечного объекта. Некоторые современные 3D-принтеры DLP теперь вырезают DMD в пользу панели светодиодных ламп микрометрового размера. Это проецирование всего слоя сразу делает его одной из самых быстрых технологий 3D-печати фотополимерной смолой, доступных в настоящее время. При использовании технологии SLA важно использовать правильный материал, предназначенный для работы с технологией отверждения DLP. Ознакомьтесь с приведенной ниже коллекцией смол от надежных брендов, таких как Liqcreate, MakerJuice, SprintRay, PhotoCentric и других, которые производят смолы отличного качества, успешно протестированные на соответствие требованиям DLP SLA для литья по выплавляемым моделям, изготовления моделей и дизайнерских приложений.
Коллекции смол DLP
Все смолы DLP Поиск по применению смолы
Технические характеристики
Смолы для 3D-принтеров DLP
Смолы DLP
Liqcreate Resins
Высококачественные смолы для использования на всех открытых ЖК- и DLP-принтерах.
Полимер серии MH Build
Высший уровень, доступный полимер для производства деталей с высокой детализацией
PhotoCentric 3D UV DLP Resin
Создан для работы с широким спектром принтеров DLP SLA.
Смолы SprintRay
Шелковисто-гладкие смолы для моделирования и литья зубов.
Руководства и статьи
Как добиться успеха с поверхностями построения LayerLock SLA
Успешно добиться прочной адгезии к слою для лазерной, DLP и SLA-печати с помощью полимерных поверхностей для 3D-печати LayerLock SLA.
Технический обзор: 3D-принтер Peopoly Phenom Noir из смолы
Для 3D-принтеров высокого разрешения Peopoly трудно превзойти, а с Phenom Noir вы можете печатать быстрее, чем когда-либо.
Как: печать, очистка и последующая обработка 3D-печати SLA
Лазерные 3D-принтеры и полимерные 3D-принтеры имеют рабочий процесс, сильно отличающийся от более распространенных экструдерных и пластиковых 3D-принтеров. Узнайте, что нужно для использования этих машин с высоким разрешением.
Технический обзор: 3D-принтер Peopoly Moai SLA
Профессионалы MatterHackers подробно изучают, почему этот невероятно точный полимерный 3D-принтер быстро становится любимцем публики.
Как безопасно обращаться, использовать и утилизировать смолы для 3D-принтеров SLA
3D-отпечатки с 3D-принтеров SLA затвердевают из жидкой смолы для создания деталей с высоким разрешением. Эти смолы требуют осторожного обращения с момента вскрытия до утилизации.
3D-принтер Zortrax Inkspire UV LCD использует УФ-излучение ЖК-дисплея высокого разрешения для отверждения жидких полимеров на невероятном уровне, что позволяет любому пользователю получать потрясающие 3D-отпечатки.
Технический обзор: подробный обзор 3D-принтера MoonRay S
Специалисты MatterHackers подробно изучают этот простой в использовании полимерный 3D-принтер с высоким разрешением.
Фотополимерные смолы для 3D-принтеров LCD/MSLA
Технические характеристики
Смолы, разработанные для 3D-принтеров с ЖК-дисплеями или протестированные для работы с 3D-принтерами с ЖК-дисплеями
Смолы LCD/MSLA
Liqcreate Resins
Высококачественные смолы для использования на всех открытых ЖК- и DLP-принтерах.
Смола серии MH Build
Высший уровень, доступная смола для производства деталей с высокой детализацией
Смола PhotoCentric 3D UV LCD
Разработана для работы с широким спектром 3D-принтеров DUP с УФ-подсветкой
Технические смолы Siraya
Создавайте модели и детали фантастического качества с помощью полимера для фотополимерных 3D-принтеров LCD/MSLA от Siraya Tech, который работает с Peopoly Phenom, Elegoo Mars и другими.
Смолы Uniz
Смолы для ЖК-дисплеев, предназначенные для использования в 3D-принтерах Uniz Slash
Zortrax Inkspire Resins
Zortrax DLP 3D смолы, разработанные для изготовления прототипов и деталей конечного использования.
Руководства и статьи
Как идеально выровнять рабочую пластину вашего полимерного 3D-принтера
При любой 3D-печати идеальный первый слой является важным, особенно при 3D-печати из полимерной смолы. Давайте посмотрим, как вы могли бы увеличить адгезию ваших 3D-отпечатков из смолы.
Как добиться успеха с поверхностями построения LayerLock SLA
Успешно добиться прочной адгезии к слою для лазерной, DLP и SLA-печати с помощью полимерных поверхностей для 3D-печати LayerLock SLA.
Как добиться успеха при 3D-печати с помощью MH Build Resin
Упростите 3D-печать смолой SLA с помощью этой полезной подробной статьи о том, как успешно настроить фотополимерную смолу для вашего 3D-принтера.
Настройки профиля MH Build Resin для 3D-печати SLA
Добейтесь успеха с MH Build Resin, используя эти полезные принтеры и поддерживайте настройки профиля ChiTuBox для вашего конкретного SLA-машины.
Рука-манипулятор для сборки деталей с конвейера. Пошаговая инструкция по созданию
Содержание:
Введение
Видеопрезентация работы
Шаг 1. Робот без рабочей станции
Шаг 2. Разборка конвейерной ленты от старых частей
Шаг 3. Подключение датчика
Шаг 4. Преобразователи частоты
Шаг 5. Создание паллет
Шаг 6. Завершение конвейерной ленты
Шаг 7.
Шаг 8. Программирование робота
Шаг 9. Заключение
Введение:
Это проект робота, который содержит шесть степеней свободы манипулятора. Устройство может применяться на производственной линии, как заготовка для конвейерной ленты, работая с паллетами на рабочей станции. Главной целью проекта было проверить, является ли манипулятор достаточно точным для сборки деталей, когда они движутся на конвейере. Эта сборка, конечно, не нашла широкого применения в промышленности, но всё возможно в будущем.
Как он работает?
Существует инкрементный датчик на нижней стороне электродвигателя, который подает информацию к основному блоку процессора манипулятора, чтобы иметь возможность рассчитать фактическую скорость и смещение конвейера.
На стороне конвейера есть несколько индуктивных датчиков, которые могут обнаруживать паллеты алюминия, когда они проходят мимо них. Используя эту информацию, захват руки робота может следовать паллету с той же скоростью, и может сделать все монтажные работы. Скорость конвейерной ленты можно регулировать с помощью двух преобразователей частот. Паллет может быть остановлен в нескольких точках с пневматической пробкой, и он возвращается в исходное положение с помощью селектора пневматическим способом.
Для создания робота было бы неплохо использовать 3D-принтер, который подойдет для печати больших объектов (максимальный размер ~ 1,2 м * 0,8 м). Было бы здорово увеличить головку манипулятора, а также использовать вентилятор компьютера для того, чтобы пластиковые нити остыли быстро. В общем, немного объектов будет необходимо для печатного объекта.
Видеопрезентация работы:
Здесь можно увидеть робота и его рабочую станцию во время выполнения одной простой задачи сборки на 30% от максимальной скорости:
Шаг 1. Робот без рабочей станции:
Так выглядит промышленная рука-манипулятор без какой-либо рабочей станции.
Шаг 2. Разборка конвейерной ленты от старых частей:
Если у вас есть возможность использовать некоторые старые части из конвейерной ленты, вы можете разобрать их, убрав часть от масла и других загрязнений, и повторно собрать один «новый» конвейер нужной длины и размеров, и вернуть все недостающие части.
Шаг 3. Подключение датчика:
Для того, чтобы определить скорость двигателя (и, следовательно, скорость конвейера), поверните ось к нижней стороне электродвигателя. Также ось двигателя необходима, чтобы иметь возможность изменить расширение устройства. На другом конце расширения нужно установить инкрементный датчик Megatron (MHL40 8 1000 5 BZ NA). Основные части датчика: источник света (светодиод), который светит через диск с отверстиями. На другой стороне этого диска есть датчик света, который считает импульсы входящего света, и передает эти сигналы на главный процессор робота. Первая настройка необходима для того, чтобы синхронизировать роботизированную систему координат, переместить конвейерную ленту, и вращать датчик на этом расстоянии.
После этого робот вычисляет сигналы датчика расстояния в его системе координат. Одной из самых сложных и трудоемких задач (после повторного собрания механической части конвейера) было сделать правильные настройки для этой синхронизации. Для этого необходимо написать программу, которая обрабатывает преобразователи частоты для запуска конвейера и открыть-закрыть пневматические пробки, и, конечно, необходимо переместить робота в области и нужные позиции. Основные направления этой синхронизации кода доступны в руководстве по работе с роботом (Mitsubishi RV-3SDB) в формате PDF. Ниже доступен код с настройками.
Шаг 4. Преобразователи частоты:
Преобразователи частоты необходимы, чтобы иметь возможность контролировать скорость вращения двигателя. Он работает первоначально с частотой 50 Гц, но это слишком быстро для этой процедуры. Установите частоту 33Гц на базовой настройке. Благодаря скорости изменения входа селектора, есть также возможность изменения скорости в программном коде робота. Преобразователь частоты поставляется в использованном варианте, но делает свою работу очень хорошо. Также аварийный выключатель (большая красная кнопка) необходим для подключения по соображениям безопасности.
Шаг 5. Создание паллет:
Все части паллет являются ручной работой. Были сделаны только «заготовки». К сожалению, возможность 3D печати не доступна здесь, так как эти части должны быть сделаны из алюминия или из пластика. На верхней части паллет нужно установить шарикоподшипники, чтобы иметь лучшие обороты по краям. Большой кусок алюминия необходим из-за близости индуктивных датчиков.
Шаг 6. Завершение конвейерной ленты:
После нужно добавить стартовую точку и конечную точку конвейерной ленты. Также интегрирован выход селектора. Он работает с пневматическими переключателями.
Шаг 7.
Пневматические переключатели останавливают и пропускают паллет. В начальной точке есть индуктивный датчик приближения, чтобы убедиться, что паллет настроен перед началом сборки. Затем коммутатор освобождает паллет, который проходит мимо второго датчика на близком расстоянии. Это дает сигнал на главный процессор, который обрабатывает сигналы датчика, называемые «живые». Расстояние измеряется отсюда. Есть и другая пробка и датчик на конце линии. (Существует возможность поставить более паллет на конвейере в одно и то же время, но тем самым необходима безопасность остановки, прежде чем дать паллету способ выбора.)
«Электрическая часть» рабочей станция находится только в предварительной версии: она должна быть вмонтирована в электрическую кабину. (Вопрос только в деньгах.)
Шаг 8. Программирование робота:
Основные команды для кода сборки:
M_Out (N) = 1: включение или выключение выходов (например, пневматических переключателей или двигателей)
m1 = M_Enc (1): при запуске функции отслеживания он дает мгновенное значение кодера к m1 целому.
Trk On,pfog,m1: включение функции отслеживания движений робота.
Trk Off: выключение функции отслеживания и возвращения к «нормальной» системе координат робота.
Примечание автора: весь код программы написан с комментариями на венгерском языке, так что при возникновении трудностей, обращайтесь за помощью к переводчику (Google Translator подойдет).
Servo On ‘Robot szervo bekapcsolása Ovrd 70 ‘70%-os sebesség Mov phome2 ‘a darab várakozási pozícióba álljon ‘Futószalag összeszerelő ág nullázása (mert a frekvenciaváltó felfutó és lefutó élre is reagál). M_Out(5)=0 ‘összeszerelő ág hátramenet nullázása M_Out(6)=0 ‘összeszerelő ág előremenet nullázása M_Out(8)=0 ‘visszavezető ág előremenet nullázása M_Out(9)=0 ‘visszavezető ág hátramenet nullázása ‘ ‘Vizsgálat kezdés előtt: ha a paletta nincs a kiindulási ponton, oda kell vinni. If M_In(4)=0 Then GoSub *visszavezet ‘ha az első induktív jele 0, akkor nincs ott a paletta *visszavezet If M_In(4)=1 Then GoTo *indit ‘mivel ez rekurzív programrész, ha mar ott a paletta, kilépünk M_Out(6)=1 ‘összeszerelő futószalag ág előre megy egy kicsit M_Out(0)=1 ‘2. szelep (összeszerelő végpont) behúz M_Out(2)=1 ‘váltó külső állásba tesz M_Out(2)=0 ‘váltó nyomás visszavesz Dly 7 ‘eddigre biztos a végére ér a paletta az összeszerelő ágnak M_Out(1)=1 ‘váltó belső állásba tesz M_Out(1)=0 ‘leveszi a váltóról a nyomást M_Out(6)=0 ‘összeszerelő futószalag ág leállítása Dly 0.5 M_Out(9)=1 ‘visszavezető ág futószalag beindul visszafelé M_Out(5)=1 ‘összeszerelő ág hátramenetbe kapcsol Wait M_In(4)=1 ‘addig vár, amíg az első induktív nem érzékel M_Out(8)=0 ‘visszavezető futószalag leáll Dly 1 ‘a paletta már a kiindulási pontban van M_Out(5)=0 ‘összeszerelő ág hátra leáll If M_In(4)=1 Then GoTo *indit Return *indit M_Out(6)=1 ‘összeszerelő ág előremenetben indítása M_Out(4)=1 ‘1. szelep behúz M_Out(2)=1 ‘váltó külső állás M_Out(2)=0 ‘váltóról leveszi a nyomást Wait M_In(6)=1 ‘indítást érzékelő induktív bejelez m1=M_Enc(1) ‘ekkor felvesszük az enkóder pozícióját (szinkronizálás) ‘*var ‘abban az esetben szükséges csak, ha az indító érzékelő a robot munkaterén kívül van ‘PC=TrWcur(1,pjel,m1) ‘meg kell várnia a paletta beérkezését a munkatérbe ‘If PosCq(PC)<>1 Then GoTo *var ‘beért-e a munkatérbe? ‘If PC.Y>350 Then GoTo *var ‘beért-e a szerelési távolságba? (350mm) ‘If PC.Y<0 Then GoTo *var ‘probléma esetén már túlment volna ‘a szerelési távolságon Trk On,pjel,m1 ‘tracking indítása ‘pjel: fixen beállítandó érték, a robot koordinátarendszerében az induktív ‘bejelzésekor a munkadarab pozíciója ‘m1: az enkóder pozíciója, amikor a munkadarab elérte az induktívot ‘innentől egy mozgó koordináta rendszerben leszünk, amelynek középpontja a munkadarab Mov phenger,10 ‘felvesszük az első darabot Mvs phenger Dly 0. 25 Hclose 1 Dly 0.25 Mvs phenger, 10 Mov pkp,50 Mvs pkp Dly 0.25 HOpen 1 ‘leraktuk a hengert Dly 0.25 Mov pkp, 50 Mov pdugattyu, 10 ‘dugattyúért megy Mvs pdugattyu Dly 0.25 Hclose 1 ‘felvettük a dugattyút Dly 0.25 Mvs pdugattyu, 10 Mov pkp, 50 Mvs pkp Dly 0.25 HOpen 1 ‘leraktuk a dugattyút Dly 0.25 Mov pkp, 50 Mov prugo, 10 ‘rugóért megy Mvs prugo Dly 0.25 Hclose 1 ‘felvettük a rugót Dly 0.25 Mvs prugo, 10 Mov pkp, 50 Mvs pkp Dly 0.25 HOpen 1 ‘leraktuk a rugót Dly 0.25 Mov pkp, 50 Trk Off Wait M_In(7)=1 ‘addig vár, amíg az harmadik(összeszerelő ág vége) induktív nem érzékel M_Out(4)=0 ‘1. szelep kienged M_Out(0)=1 ‘2. szelep (összeszerelő végpont) behúz Wait M_In(7)=0 ‘addig vár, amíg az harmadik(összeszerelő ág vége) induktív előtt mar nincs ott a darab (tehát kifutott a végpontig) Dly 1 M_Out(6)=0 ‘összeszerelő ág futószalag előre leállít M_Out(1)=1 ‘váltó belső állás M_Out(1)=0 ‘váltó belső állást kell nullázni M_Out(0)=0 ‘2. szelep (összeszerelő végpont) kienged M_Out(5)=1 ‘összeszerelő futószalag hátra indul M_Out(9)=1 ‘visszavezető futószalag előre indul Wait M_In(6)=1 ‘addig vár, amíg az visszavezető induktív nem érzékel (de nem történik semmi) Wait M_In(4)=1 ‘addig vár, amíg az összeszerelő induktív nem érzékel (vissza nem ért a darab) M_Out(5)=0 ‘összeszerelő futószalag hátra leáll M_Out(9)=0 ‘visszavezető ág futószalag leáll Mov phome2 Servo Off Hlt ‘ ‘kimenetek és bemenetek listája ‘szelepek ‘M_Out(0)=1 ‘2. szelep (összeszerelő végpont) behúz ‘M_Out(0)=0 ‘végpont szelep kienged ‘M_Out(1)=1 ‘váltó belső állásra vált ‘M_Out(1)=0 ‘váltó belső állás nyomás levesz ‘M_Out(2)=1 ‘váltó külső állásra állít ‘M_Out(2)=0 ‘itt nem kell nyomást levenni ‘M_Out(3)=1 ‘3.szelep (visszavezető ág) behúz ‘M_Out(3)=0 ‘3. szelep kienged ‘M_Out(4)=1 ‘1. szelep behúz ‘M_Out(4)=0 ‘1. szelep kienged ‘ ‘Futószalag ágak nullázása (mindig kell, mert mindig a korábbi érték ellentétjére indul vagy áll meg). ‘M_Out(5)=0 ‘futószalag leáll nullázással kezdünk ‘M_Out(6)=0 ‘futószalag leáll nullázással kezdünk ‘M_Out(8)=0 ‘másik futószalag előre leáll ‘M_Out(9)=0 ‘másik futószalag előre leáll ‘ ‘M_Out(5)=1 ‘összeszerelő ág futószalag hátra indul ‘M_Out(5)=0 ‘összeszerelő ág futószalag leáll ‘M_Out(6)=1 »összeszerelő ág futószalag előre indul ‘M_Out(6)=0 »összeszerelő ág futószalag előre leáll ‘M_Out(8)=1 ‘visszavezető ág futószalag hátra indul ‘M_Out(8)=0 ‘ visszavezető ág futószalag hátra leáll ‘M_Out(9)=1 ‘ visszavezető ág futószalag előre indul ‘M_Out(9)=0 ‘ visszavezető ág futószalag előre leáll ‘ ‘induktívok ‘Wait M_In(4)=1 ‘addig vár, amíg az első induktív nem érzékel ‘Wait M_In(5)=1 ‘addig vár, amíg az indító induktív nem érzékel ‘Wait M_In(6)=1 ‘addig vár, amíg az visszavezető induktív nem érzékel ‘Wait M_In(7)=1 ‘addig vár, amíg az harmadik(összeszerelő ág vége) induktív nem érzékel
Шаг 9. Заключение:
На этой стадии проект завершен. Спасибо за внимание. Надеемся, вам понравился этот робот.
Статья — роботизированная рука манипулятор
Рука манипулятор для человекоподобного робота RKP-Rh201-3D позволяет производить захват предметов по принципу пятипалой человеческой руки с дальнейшим их удержанием, перемещением в пространстве относительно любой плоскости или переносом. Также возможно использование сжатого в кулак манипулятора RKP-Rh201-3D для динамического воздействия на внезапно возникшее впереди или сбоку препятствие или на соперника в боях роботов.
Роботом называют автоматическое устройство, имеющее манипулятор — механический аналог человеческой руки — и систему управления этим манипулятором. Обе эти составные части могут иметь различное устройство — от очень простого до чрезвычайно сложного.
Манипулятор обычно состоит из шарнирно соединенных звеньев, как рука человека состоит из костей, связанных суставами, и заканчивается охватом, который является чем-то вроде кисти человеческой руки. Роль связок в кисти манипуляторе выполняют специальные связки из нейлона. Таким образом, возможно через эти нейлоновые связки сжимать и разжимать кисть для захвата любого предмета, который в нее помещается.
Вид тыльной стороны ладони человекоподобного робота RKP-Rh201-3D. В пальцах хорошо видны нейлоновые сухожилия (смотри Рис. 1).
Перемещение звеньев манипулятора обеспечивают так называемые приводы или сервомеханизмы (сокращенно серво) — аналоги мускулов в руке человека.
Обычно в качестве таковых используются сервоприводы, которые включают в себя: редуктор (систему зубчатых передач для снижения числа оборотов электродвигателя серво и для увеличения вращающего момента) и электрическую схему управления серво, регулирующую направление и скорость вращения электродвигателя.
В роботизированной руке RKP-Rh201-3D установлен один серводвигатель большой мощности для того, чтобы быстро сжимать и разжимать всю кисть робота (все пять пальцев манипулятора в виде руки). Это хорошо применимо в боевых роботах для нанесения различных ударов, но также возможна компоновка кисти руки робота, при которой каждым пальцем будет управлять отдельный сервопривод весом 9 грамм, например, рулевая машинка TowerPro 9 Gram SG90.
Вид на внутреннюю часть ладони человекоподобного робота RKP-Rh201-3D. Ладонь кисти человекоподобного робота зажата на 50%. (смотри Рис. 2).
В таком случае возможны сложные движения кисти человекоподобного робота, но программирование при этом становится более сложным, интересным и захватывающим. При этом на каждом из пальцев кисти руки человекоподобного робота возможна установка дополнительных разнообразных датчиков и сенсоров, управляющих различными процессами.
Таково в общих чертах устройство манипулятора RKP-Rh201-3D. Что касается сложности задач, которые может разрешать тот или иной робот, оборудованный различными манипуляторами, заменяющими ему руки, то они во многом зависят от сложности и совершенства управляющего устройства.
Принято говорить о трех поколениях роботов: промышленных, адаптивных и роботах с искусственным интеллектом. Но какой бы робот не проектировался ему не обойтись без рук манипуляторов для выполнения различных задач. Звенья манипулятора подвижны друг относительно друга и могут совершать вращательные и поступательные движения. Иногда вместо простого захвата предмета у промышленных роботов последним звеном манипулятора (его кистью) служит какой-нибудь рабочий инструмент, например, дрель, гаечный ключ, краскораспылитель или сварочная горелка. У человекоподобных роботов на кончиках пальцев их манипуляторов в виде кисти могут быть также расположены различные дополнительные миниатюрные приспособления, например, для сверления, гравировки или рисования.
Общий вид человекоподобного боевого робота на сервоприводах с кистями рук RKP-Rh201-3D (смотри Рис. 3).
Best Online Electronic Products Bangalore
Нажмите, чтобы увеличить
₹697,63 (без учета всех налогов)
Степень свободы (DOF): 4
Материал: Акрил
Недорогие манипуляторы с 4 степенями свободы.
Универсальные механические детали.
Лазерная резка деревянных досок с высокой точностью.
Простота сборки.
Цвет: Синий
Ссылка клиента:
DIY акриловый робот-манипулятор механическая рука комплект количество
Лучший продукт
Сравнить
Добавить в список желаний
Артикул: ST2101RO0195
Категории: Комплект шасси, Робототехника Теги: шасси, комплект шасси, шасси электроники, металлическое шасси, робот, шасси робота, комплекты роботов, шасси робота, Transparent, Transparent Robot Smart Car Chassis Kit, шасси автомобиля
Описание продукта
ИНФОРМАЦИЯ О ТОВАРЕ
информация о доставке
Перевозка и доставка
Описание продукта
Комплект механической руки для акрилового робота-манипулятора «сделай сам»
Комплект механической руки для акрилового робота-манипулятора «сделай сам» (без сервопривода и платы) Это акриловый робот-манипулятор, изготовленный своими руками (без сервопривода и платы). Рука имеет 4 степени свободы. Механические части точно вырезаны лазером и универсальны в использовании.
Примечание:
Механическая рука робота-манипулятора не собрана со всеми необходимыми деталями, присутствующими в комплекте. Также в комплект не входят серводвигатели, платы контроллеров и другие аксессуары.
Характеристики/характеристики:
Степень свободы (DOF): 4
Материал: Акрил
Недорогие манипуляторы с 4 степенями свободы.
Универсальные механические детали.
Лазерная резка деревянных досок с высокой точностью.
Простота сборки.
Цвет: Синий
Длина: 155 мм
Ширина: 95 мм
Высота: 20 мм
Вес: 145 г
В комплект входит:
1 x DIY акриловый робот-манипулятор с механической рукой.
1 комплект винтов.
Примечание. Изображения продуктов приведены только в иллюстративных целях и могут отличаться от фактического продукта.
ИНФОРМАЦИЯ О ПРОДУКТЕ
Информация об отгрузке
Доставка
Мы делаем все возможное, чтобы добраться до каждого уголка Индии, используя несколько лучших курьерских служб, работающих в стране, таких как FedEx, Delhivery, DTDC, BlueDart, XpressBees. , Ecom Express и т.д. по отзывам для курьера-партнера по месту нахождения заказчика. Некоторые внутренние районы Индии, которые не покрываются этими курьерскими службами, покрываются нами через India-Post. Мы ежедневно прилагаем все усилия, чтобы отправить заказ в тот же день, когда он был заказан, или в течение следующих 24 часов с момента размещения заказа. Большинство заказов, размещенных до 13:00, отправляются и отправляются в тот же день. Заказы размещаются почтой, которая запланирована на отгрузку на следующий день. Такие же усилия прилагаются в течение всей недели, включая будни, а иногда и выходные и праздничные дни. Мы обеспечиваем местный самовывоз (самовывоз для местных клиентов) в будние дни и частично в выходные дни.
Вам также может понравиться…
Что такое концевой эффектор и как его использовать?
РАЗМЕЩЕН 04.09.2020
Роботизированные системы могут показаться довольно сложными при первом использовании. Большинству роботов требуется целый набор аксессуаров и надстроек, прежде чем вы сможете использовать их для любых задач в своем бизнесе.
Концевые эффекторы могут быть особенно сложными для понимания. На рынке существуют буквально сотни различных концевых эффекторов от разных производителей.
Что еще больше сбивает с толку, так это то, что многие концевые эффекторы выглядят почти одинаково, но имеют совершенно разные характеристики.
В этом кратком руководстве мы разъясним некоторые основы концевого эффектора и дадим советы.
Что такое концевой эффектор? Конечный эффектор — это периферийное устройство, которое прикрепляется к запястью робота и позволяет роботу взаимодействовать со своей задачей. Большинство концевых эффекторов являются механическими или электромеханическими и служат захватами, технологическими инструментами или датчиками. Они варьируются от простых захватов с двумя пальцами для задач захвата и размещения до сложных сенсорных систем для роботизированной инспекции.
Также может использоваться термин «Инструменты на конце руки» (EOAT).
По сути, рабочий орган — это «деловая часть робота».
Без концевого эффектора большинство роботов практически бесполезны. Шарнирно-сочлененная роботизированная рука может быть запрограммирована на определенное место в пределах своего рабочего пространства, но без какого-либо концевого эффектора она не сможет выполнить какую-либо операцию.
3 основных типа концевого зажима Существует так много различных типов концевых эффекторов, что было бы почти невозможно (или, по крайней мере, бесполезно) перечислить их здесь. Тем не менее, есть 3 основных типа, с которыми вы, вероятно, столкнетесь в большинстве ситуаций.
Эти типы:
1. Захваты Наиболее распространенным концевым эффектором робота является скромный захват. Он позволяет вам брать предметы и манипулировать ими, что делает его наиболее подходящим для таких задач, как захват и размещение, сборка и обслуживание машин.
Возможно, существует больше различных типов захватов, чем любых других типов концевых зажимов. Безусловно, самыми популярными являются захваты с пальцами, которые бывают с 2, 3, 4 или 5 пальцами — можно использовать 6 пальцев или больше , но это редко бывает необходимо.
Кроме того, существуют вакуумные захваты, магнитные захваты, игольчатые захваты, а также постоянно разрабатываются удивительные новые технологии захватов.
2. Технологические инструменты Упрощенно думать о технологических инструментах можно как о работнике, работающем с электроинструментом. В то время как захват может только захватывать заготовку, обрабатывающий инструмент фактически изменяет заготовку.
Существует столько же различных технологических инструментов, сколько и различных операций в производстве. Примеры включают инструменты для роботизированной сварки, инструменты для роботизированной обработки, инструменты для рисования роботов, инструменты для 3D-печати, и этот список можно продолжать и продолжать.
Если вы можете сделать это с помощью электроинструмента, вы, вероятно, сможете сделать это с помощью робота.
Если вы можете сделать это с помощью другой автоматической машины, возможно, вы сможете сделать это и с роботом.
3. Датчики Вы также можете прикрепить датчик, чтобы использовать робота в качестве программируемого устройства ориентации датчика. Это особенно полезно для таких приложений, как роботизированная инспекция , которые сокращают количество времени, затрачиваемого инженерами-инспекторами на сбор данных.
Многие датчики могут служить конечными эффекторами, включая ультразвуковые датчики, лазерные сканеры, 2D- и 3D-камеры и инфракрасные датчики (например, используемые в НАСА).
Дополнительно: устройства смены инструмента Хотя технически устройства смены инструмента сами по себе не классифицируются как концевые эффекторы, они также прикрепляются к концу робота — между запястьем и концевым эффектором. Они позволяют роботу автономно переключаться между различными инструментами.
Какой концевой эффектор вам подходит? Существует так много различных концевых эффекторов, что может быть довольно сложно понять, какой из них лучше всего подходит для вашего конкретного приложения.
Следует ли использовать захват? Если да, то какой тип лучше и какие характеристики ему нужны? Или вам лучше выбрать инструмент процесса? Который из?
К сожалению, ответ на самом деле… это зависит от обстоятельств.
Чтобы определить, какой рабочий орган лучше всего подходит для вашего приложения, вам нужно сделать шаг назад и спросить себя: Чего мы пытаемся достичь этой задачей?
Выбор правильного концевого эффектора Когда вы переориентируетесь на цель задачи, выполните следующие действия:
Определите, какие действия робот должен выполнить для выполнения задачи.
Составьте краткий список различных типов конечных эффекторов, которые могут выполнять эти действия.
Оцените каждый тип по стоимости, сложности и любым другим важным факторам.
Наконец, выберите концевой эффектор, который лучше всего подходит для этой конкретной задачи.
Существует несколько способов выполнения одной и той же задачи с использованием разных концевых эффекторов роботов.
Например, подумайте о задаче рисования распылением.
С одной стороны, вы можете установить на запястье робота концевой эффектор для окраски распылением в качестве технологического инструмента, что было бы просто сделать.
С другой стороны, вы можете использовать захват для захвата пистолета-распылителя, что позволит роботу быстро перейти к другой задаче и не потребует специального концевого эффектора.
Оба варианта неверны, все зависит от того, что вам нужно.
Как использовать концевой эффектор с вашим роботом Каждый концевой эффектор работает немного по-разному.
Автоматическая калибровка 3D принтера: действительно ли она нужна?
3DPrintStory
  
Процесс 3D печати
  
Автоматическая калибровка 3D принтера: действительно ли она нужна?
Каждый пользователь 3D принтера хочет, чтобы расстояние между соплом и столом было одинаковым по всей его площади. Но /добиться этого не просто, учитывая расширение и сжатие, происходящие в процессе 3D печати. В результате получается неровный слой, который вызывает множество распространенных проблем 3D печати, включая засорение, царапины на 3D модели или общую плохую адгезию из-за неровности первого слоя.
Принцип работа автоматической калибровки 3D принтера
Хотя большинство столов может и кажутся плоскими и ровными, неровности могут возникать не только из-за механических повреждений, но также из-за использования скотча или других материалов для улучшения адгезии первого слоя. Механические недостатки конструкции 3D принтера также могут вызвать дефекты на столе или сопле. Выравнивание стола или его калибровка предназначены для компенсации любых неровностей стола и обычно это делается относительно оси 3D принтера.
К счастью, есть 3D принтеры с функцией автоматической калибровки стола, которая может помочь вам при подготовке к 3D печати. Как правило, на 3D принтерах с автоматической калибровкой стола установлен датчик расстояния рядом с печатающей головкой, который «исследует» определенные точки на столе при запуске калибровки.
Датчик измеряет расстояние между столом и соплом в разных местах, а затем 3D принтер использует эту информацию (через свою прошивку) для регулировки положения сопла при его перемещении вдоль стола. Регулировка начинает отрабатывать после того, как принтер рассчитал ориентацию вашего стола относительно перемещения сопла вдоль осей X и Y.
Таким образом, даже если ваш стол откалиброван не идеально, ваш 3D-принтер с автоматической калибровкой внесет незначительные изменения, чтобы убедиться, что ваш стол для печати и ваше сопло находятся на оптимальном расстоянии во время печати. Это улучшает адгезию первого слоя и качество 3D печати, поскольку движения экструдера регулируются в соответствии с отклонениями расположения вашего стола.
Ручная калибровка стола 3D принтера
Ручная калибровка стола (как провести ручную калибровку стола 3D принтера на примере Anet A8) хоть и считается утомительным и трудоемким занятием, со временем перестанет казаться вам таковым. Однако есть основной минус в ручной калибровке — этот процесс желательно повторять после каждой 3D печати, так как велика вероятность небольшого отклонения стола во время процесса 3D печати.
Кроме того, встречаются кейсы, когда откалибровать стол в принципе невозможно, так как были механические деформации. Алюминиевые и столы в принципе подвержены износу и деформации. Именно по это причине многие используют дополнительное стекло на столе.
Преимущества и недостатки автоматической калибровки 3D принтера
Аргументы за автоматическую калибровку 3D принтера
Упрощает замену стола для 3D печати без перенастройки принтера.
Вы получаете высокую точность независимо от неравномерности нагрева или изогнутости рабочей поверхности, так как датчики гарантируют, что печатающая головка всегда движется параллельно столу.
Не тратится время на возню со столом и высотой по оси Z
Удобство использования для неопытных пользователей 3D принтера
Можно начать печатать по сути сразу
Аргументы против автоматической калибровки 3D принтера
Датчики добавляют вес печатающей головке.
Сборка комплекта для автоматической калибровки 3D принтера может оказаться сложной задачей. Например, в Original Prusa i3 MK2 установлен индукционный датчик, который измеряет расстояние до девяти специальных точек на столе. Датчик устанавливается на печатающую головку, и, хотя он гарантирует беспроблемную 3D печать, сборка MK2 требует более высокой точности по сравнению с предыдущей моделью i3. Если Original Prusa i3 MK2 не собран должным образом, он напечатает неровный первый слой, или экструдер вообще может врезаться в стол для 3D печати. Вы должны убедиться, что датчик касается девяти точек индукционного датчика, иначе кроме проблем вы ничего не получите от этой фичи.
Прошивка 3D принтера по факту может маскировать просчеты механики, такие как люфт, или даже дефекты конструкции, из-за которых в ручную откалибровать у вас в принципе не получится.
Выводы
Вам не нужен 3D принтер с автоматической калибровкой, если вы опытный инженер, который регулярно работает с 3D принтерами. Фактически, можно утверждать, что ручная калибровка вашего стола дает вам лучшее понимание того, как работает ваш 3D принтер. А это то, что может помочь вам перейти из разряда любителей в профессионала.
В 3D принтере с автоматическим выравниванием нет необходимости, но он экономит время, а его использование зависит от требований пользователя. В целом, вы можете решить для себя, нужна ли вам автоматическая калибровка 3D принтера, ответив на эти три вопроса:
Вы хотите получить практический опыт работы с 3D принтером?
Каков ваш уровень владения 3D принтерами?
Сколько у вас есть времени?
Автокалибровка стола в 3D-принтерах
Автокалибровка рабочего стола — это функция, доступная в некоторых FDM 3D-принтерах по-умолчанию, с завода. Кроме того, опытные специалисты могут самостоятельно установить датчик автокалибровки.
Рассказываем в этой статье о том, для чего нужна эта функция, и как её использовать.
Зачем нужна калибровка печатного стола
Большинство FDM 3D-принтеров — это устройства, которые требуют активного участия мастера в процессе подготовки к печати. Одной из особенностей аппаратов является необходимость регулярной проверки уровня печатного стола. С течением времени конструкция FDM 3D-принтера может “разболтаться”. И это связано не только с регулировочными винтами стола, но и люфтом абсолютно всех винтовых соединений. Чаще всего это проявляется в вибрациях в процессе печати.
Источник: pinshape.com
В результате отклонения стола от заданного уровня, расстояние между соплом экструдера и печатным столом меняется, на разное расстояние в разных точках. Это может привести к деформации печатной модели, искажению размеров и пропорций, засорению экструдера (когда сопло вплотную к столу и пластик не может выйти).
Это может быть вызвано отсутствием фиксатора резьбы и плохим качеством винтов регулировки уровня платформы. Также ошибка может быть обусловлена и действиями пользователя, например — если он неравномерно наклеил на печатный стол скотч.
Чтобы избежать проблем, пользователю необходимо проводить регулярную калибровку печатного стола. В бюджетных моделях эта работа выполняется вручную. Для этого стол оснащается регулировочными винтами. Однако на рынке представлены модели 3D-принтеров с автокалибровкой печатного стола, которая значительно упрощает эксплуатацию принтера.
Принцип автокалибровки стола 3D-принтера
Источник: all3dp.com
Как следует из определения, автокалибровка стола 3D-принтера — это механизм, который позволяет автоматически отрегулировать устройство. Перед началом печати 3D-принтер определяет положение печатного стола относительно экструдера и, при необходимости, регулирует положение сопла при печати.
Как правило, 3D-принтер с автоматическим выравниванием имеет сенсор приближения или контактный концевой датчик на уровне сопла печатающей головки, который «исследует» определенные точки на платформе при запуске процесса автокалибровки. Иногда, снабженный энкодером обратной связи, таким датчиком служит сам экструдер, а его щупом — сопло.
Одно из преимуществ автокалибровки в том, что она позволяет напечатать качественное изделие, даже если на столе есть визуально незаметные неровности. Такая ситуация может возникнуть при длительной эксплуатации аппарата при высоких температурах нагрева печатного стола.
Поскольку 3D-принтер в автоматическом режиме корректирует положение сопла относительно плоскости, сопло всегда находится на оптимальном расстоянии от печатной модели в процессе работы аппарата. Это, в частности, улучшает адгезию слоёв и качество печати.
При использовании непрофессиональных FDM 3D-принтеров, особенно из категории DIY (самосборных, поставляющихся как набор деталей), существуют обширные возможности для апгрейда, в том числе можно установить необходимый для автокалибровки датчик.
Автокалибровка на примере Simplify3D
Источник: simplify3d.com
Рассмотрим настройку автокалибровки на примере использования одной из самых популярных профессиональных программ для 3D-печати — Simplify3D.
Если 3D-принтер имеет функцию автоматического выравнивания печатного стола, то профиль Simplify3D для аппарата должен быть настроен для автокалибровки в начале каждой печати.
Если принтер используется впервые, можете загрузить стандартный профиль Simplify3D для определенного устройства, выбрав в программе пункт «Справка» > «Помощник по настройке». После загрузки профиля нажать «Изменить параметры процесса», перейти на вкладку «Сценарии» и выбрать сценарий запуска. Этот набор команд определяет действия, которые 3D-принтер будет выполнять в начале каждой печати.
Источник: simplify3d.com
Для выполнения автокалибровки 3D-принтера следует внести правки в G-code сценария. Для этого: в начале файла необходимо добавить команду G29, которая сообщает принтеру, что нужно выполнить процесс автокалибровки стола. При этом 3D-принтер должен выполнить стандартную операцию возврата в исходное положение, прежде чем начнет процесс выравнивания, то есть команду G29 необходимо поместить после команды G28 (команда возврата в исходное положение) в сценарии.
Сценарии запуска могут отличаться в зависимости от модели. Существует несколько различных типов команд G28, таких как обычная «G28» (исходная точка координат по всем осям), «G28 X0 Y0» (только исходные координаты по X и Y) или «G28 Z0» (только исходное положение по оси Z). Чтобы сценарий работал корректно, команда G29 должна стоять после самой последней команды G28.
Источник: simplify3d.com
После внесения этих изменений необходимо сохранить новые настройки принтера. Чтобы проверить, были ли изменения успешными, достаточно начать новую печать на 3D-принтере и убедиться, что процесс автокалибровки стола выполняется в начале печати.
Процесс автоматического выравнивания в основном контролируется прошивкой, поэтому точные места, куда перемещается датчик, уже предварительно определены на аппарате. Пользователю остается добавить команду, указанную выше, а принтер выполнит остальное — настроит автоуровень стола.
Итого
Процесс автокалибровки упрощает 3D-печать, поскольку избавляет от необходимости проводить длительную ручную настройку. 3D-принтер с автокалибровкой гарантирует получение качественного результата при каждой печати.
Оснастить датчиком для автокалибровки можно аппарат, на котором не запланирована установка такого компонента, его использование станет возможным после внесения правок в G-code дефолтного сценария. Опытные пользователи с большим опытом могут сделать это самостоятельно, остальным советуем воспользоваться услугами специалистов. Такой апгрейд достаточно быстр и стоит недорого.
Источник
Теги:
Автокалибровка стола в 3D-принтерах, 3D-принтер с автокалибровкой, FDM 3D-принтер, профессиональные программы для 3D-печати — Simplify3D, 3D-печать
Внимание! Принимаем к размещению новости, статьи или пресс-релизы со ссылками и изображениями. [email protected]
Десять лучших калибровочных отпечатков для вашего 3D-принтера
Получите максимальную отдачу от вашего 3D-принтера с помощью этих калибровочных тестов, которые предназначены для выявления небольших корректировок, которые вы можете внести, чтобы ваши 3D-отпечатки по-настоящему сияли.
Обновлено 9 ноября 2022 г.
автор:
MatterHackers
С помощью этого набора 3D-моделей вы можете точно настроить свой 3D-принтер, чтобы оптимизировать его возможности и получить наилучшие 3D-печатные детали. Давайте погрузимся!
Перейти к:
Проверка вертикальной поверхности
Тест горизонтальной отделки
Проверка точности размеров
Испытание на вылет
Испытание на перекрытие
Тест отрицательного пространства
Тест производительности втягивания
Тест материала опоры
Испытание на точность размеров полной кровати
Испытание на колебание Z
Испытание на прямоугольность
Скачать калибровочные модели
Проверка вертикальной поверхности
Этот тест предназначен для поиска «двоения» или «звона», когда признаки эха и звона распространяются вдоль вертикальных поверхностей.
Когда печатающая головка совершает быстрое движение, она может колебаться, что создает эффект кольца. Колебания уменьшаются на более длинных линиях, а вертикальные поверхности очищаются до тех пор, пока снова не будет сделан резкий поворот. Двоение может возникать из-за недостаточной жесткости, например, из-за слабо закрепленного хотэнда или шаткой рамы, пружинящих ремней, печати на высоких скоростях с тяжелой печатающей головкой с прямым приводом, нежестко закрепленной платформы или настроек прошивки для ускорения или рывков. слишком высоки для того, что может достичь принтер.
Некоторые принтеры могут справляться с резкими рывками и ускорением, в то время как другие из-за этого будут давать сбои и показывать значительные ошибки.
Проверка вертикальной поверхности
Тест горизонтальной отделки
С тремя разными участками — плоским, наклонным и куполообразным — вы можете увидеть любые артефакты или гребни с того места, где начинается и заканчивается периметр. Чем заметнее эти точки, тем ниже оценка.
Очистка зависит от настроек среза по периметру, таких как начальное и конечное перекрытие, процент перекрытия и расположение шва (начальная/конечная точка каждого внешнего периметра).
Проверка горизонтальной поверхности
Проверка точности размеров
При печати подставок и брелоков не имеет большого значения, если часть будет на 0,2 мм шире, но для отпечатков из нескольких частей, которые должны совпадать друг с другом, очень важна точность каждой части. чтобы вещи подходили должным образом. Прорези для соединительных элементов могут быть просто идеальными для принтера A, но слишком узкими для использования с принтером B, или предполагается, что отверстия для гаек и болтов облегчают установку, но требуют ненужного усилия для сборки.
Предполагается, что второй уровень этой пирамиды имеет ширину и глубину 20 мм и теряет очки в зависимости от среднего отклонения от 20 мм; если среднее отклонение составляет от 0 до 0,1 мм, зарабатываются полные 5 баллов. Если отклонение составляет от 0,1 мм до 0,2 мм, начисляется 4 балла и так далее.
Если вы получили плохую оценку, вам следует выполнить последовательность калибровки экструдера, убедившись, что ваши электронные шаги точны. Полезное руководство о том, как это сделать, можно найти здесь.
Проверка точности размеров
Тест на нависание
Этот тест предназначен для проверки того, насколько хорошо принтер может охлаждать горячий пластик во время его экструдирования; чем лучше охлаждение, тем чище нижняя поверхность. Скорость печати влияет на охлаждение, поэтому чем ниже скорость печати, тем больше времени свежеуложенная нить остынет до того, как будет готов следующий слой.
Небольшой оттиск с высокой скоростью печати потребует гораздо большего охлаждения, чем крупный отпечаток с низкой скоростью, поскольку у материала будет очень короткое время, чтобы остыть и затвердеть.
Важно учитывать, что тип вентилятора, используемого для послойного охлаждения (осевой или радиальный), и направление выхода вашего вентилятора будут влиять на качество печати выступа, поэтому было бы целесообразно распечатать этот тест с поворотом на каждые 90°. степени, чтобы увидеть, если некоторые лица справедливы лучше, чем другие. Вы могли бы даже подумать о новом воздуховоде для охлаждающего вентилятора, чтобы попытаться направить поток воздуха к детали.
Свисающие, скручивающиеся и свисающие нити снижают оценку, особенно когда возникают трудности с нижними углами.
Испытание на вылет
Тест перемычек
Большинство слайсеров имеют возможность обнаруживать перемычки, когда нить должна пересекать неподдерживаемый пролет. Обычно слайсер включает вентилятор охлаждения слоя, замедляет скорость печати и меняет способ печати этой секции, чтобы пролет эффективно пересекался длинными нитями, а не маленькими зигзагами.
Этот тестовый образец перемычки проверяет состояние перемычки, но большинство моделей не имеют таких очевидных или длинных перемычек. Вы можете увидеть небольшие перемычки над отверстиями в боковой части модели, над канавками или прорезями для закладных гаек.
Вы получаете 1 очко за каждый чистый мост.
Испытание на перекрытие
Тест отрицательного пространства
Как и при проверке точности размеров, важно, чтобы отрицательное пространство было точно воспроизведено. Когда вы пытаетесь аккуратно вставить винты, не высверливая их и не нарезая пластик, важно знать, сколько дополнительного пространства вам нужно для моделирования в вашей детали, чтобы вместить ее. В общем, когда мне нужно вставить болт M3, я моделирую отверстие диаметром 3,2 мм, чтобы убедиться, что он легко вставляется.
В общем, если вы точно откалибруете шаги/мм для экструдера, начальное и конечное перекрытие и выравнивание шва, вы можете вытолкнуть все 5 штифтов без особого усилия. Если есть трудности с удалением какого-либо штифта, есть еще что-то, что необходимо откалибровать, чтобы добиться более жестких допусков. За каждую булавку, которую можно вытолкнуть, начисляется одно очко.
Тест отрицательного пространства
Тест производительности отвода
В этом тесте трудно количественно определить разницу между 4 и 5, но главное, что он ищет, это оптимизация отвода. Это одна из самых сложных настроек среза для калибровки из-за того, сколько факторов влияет на втягивание, например количество настроек втягивания, и даже таких вещей, как охлаждение слоя, скорость печати, стиль экструдера или даже способность вашего экструдера выдавливать и втягивать без пережевывания. нить.
Тест на втягивание
Тест вспомогательного материала
Независимо от того, используете ли вы специальный вспомогательный материал, такой как PVA или HIPS, или используете принтер с одним экструдером и тот же материал, что и вспомогательный материал, важно откалибровать параметры поддержки. Подложки из одного и того же материала печатаются с так называемым «воздушным зазором», когда печатающая головка поднимается над отпечатком, создавая небольшой зазор между верхней частью подставки и нижней частью печатаемой детали, давая филаменту дополнительное время для охлаждения и опускания на него. опоры, препятствуя их постоянному сцеплению друг с другом. Этот воздушный зазор необходимо оптимизировать; слишком маленький, и опоры прилипнут к готовому отпечатку, слишком большой, и нижняя поверхность будет действительно волокнистой и обвисшей, пока не восстановится.
Специализированные вспомогательные материалы обеспечивают покрытие нижней поверхности почти таким же чистым, как и верхней поверхности, потому что они печатаются без воздушного зазора, так как их можно растворить. Тестовая модель имеет отдельные секции для сложной опоры и плоскую нижнюю поверхность, потому что оптимизированного для одного воздушного зазора может не хватить для другого.
Проверка поддержки
Тест на точность размеров всей кровати
В то время как тест на точность размеров проверяет точность относительно небольшой детали, этот тест проверяет точность по всей платформе. Небольшая ошибка в тесте на точность размеров приведет к большему несоответствию по ширине кровати, которое в 10 раз больше, чем в первом тесте. Наименьшая разница в ожидаемых и фактических измерениях просто означает, что любые отпечатки, состоящие из нескольких частей, будут перекошены в зависимости от ориентации, в которой деталь была напечатана.
Испытание на точность размеров полной кровати
Z Тест на колебание
В отличие от любого другого теста, в котором используется шкала для оценки квалификации 3D-принтера, этот тест просто проходит или не проходит. Башня имеет широкий край, чтобы убедиться, что она хорошо прилегает к станине, а также чтобы убедиться, что любые проблемы со стенками башни возникают из-за конструкции принтера, а не из-за того, что он опрокинулся с платформы. Если есть какое-либо колебание, оно должно быть циклическим и повторяться с периодом, равным шагу ходового винта, прикрепленного к оси Z. Если ходовой винт имел шаг 8 мм, то вы должны увидеть повторение шаблона каждые 8 мм.
Главное, на что следует обратить внимание, это убедиться, что ваша ось Z правильно ограничена и не чрезмерно ограничена. Правильное ограничение означает, что у вас есть гладкие стержни, линейные направляющие или экструзии с колесами с V-образными пазами, что гарантирует, что ось Z перемещается только по Z и не смещается. Стержни, рельсы и колеса должны быть натянуты или закреплены, чтобы они не качались и не двигались при подъеме или опускании оси Z. Чрезмерное ограничение — это что-то вроде установки подшипников в верхней части ходовых винтов в опорном кронштейне. На самом деле это противоречит интуиции, потому что ни один ходовой винт не является идеально прямым, и добавление этого подшипника вызывает отклонение ходового винта. Как правило, с ходовым винтом взаимодействуют только две части: муфта, которая прикрепляет его к двигателю (или является частью двигателя), и гайка ходового винта, все остальное чрезмерно ограничивает его и может больше повредить качеству печати, чем помочь.
Испытание на колебание Z
Тест на прямоугольность
Этот тест был разработан, чтобы убедиться, что оси X и Y принтера собраны под прямым углом друг к другу; этот тест определит, перемещается ли печатающая головка по X, перемещается ли она также на предельную величину по Y или наоборот. Используя угломер, вы измерите каждый из пяти квадратов и определите, насколько далеко каждый угол отстоит от 90 градусов. Чем дальше от 90, тем ниже оценка принтера.
Проверка прямоугольности
Это первая десятка … на самом деле 11 отпечатков, потому что просто невозможно вырезать ни один из них, все они служат очень конкретной цели, без которых вы упускаете какой-то элемент устранения неполадок и калибровки вашего 3D. принтер, чтобы работать в своем абсолютном лучшем виде. И это тесты, которые мы проводим, чтобы убедиться, что принтеры, с которыми мы работаем, также работают в лучшем виде, поэтому я надеюсь, что с этими калибровочными отпечатками вы лучше подготовлены, чтобы помочь откалибровать свой собственный 3D-принтер и довести его до работать в лучшем случае, что он абсолютно может.
Все эти калибровочные отпечатки, собранные Make, можно найти в одном месте на Thingiverse здесь:
https://www.thingiverse.com/thing:2755063
Удачной калибровки!
Метки статей
3D-печать
Прошивка
3D-дизайн
Контроль материи
Пресс-релизы
Малый бизнес
Автомобилестроение
Э3Д
Изготовление ювелирных изделий
Машиностроение
Индустрия развлечений
MatterControl Touch
Антистатические материалы
НейлонX
БКН3Д
Открытый исходный код
Умелая ручка
Анатомия цифрового изготовления
Как
Оборудование и обновления
Советы и рекомендации
Сборки выходного дня
Первая десятка
Образование
Технический сбой
Женщины в 3D-печати
Идеи проекта
Передовые материалы
Артикул
Импульсная двойная экструзия
Обзор продукта
Аэрокосмическая отрасль
Вакансии
Военные и государственные органы
Многофункциональные станки
Начало работы
Здравоохранение
Как добиться успеха с любым материалом для 3D-печати
Creality3D
Архитектура
Обзоры 3D-принтеров
Хакер месяца
Сопутствующие товары
Посмотреть все сопутствующие товары
HowTo Calibrate, Tune and Fine Tune вашего принтера и нити накаливания — Без категории — Talk Manufacturing
SOC3D
#1
3D-принтеры довольно глупы с точки зрения электроники в том смысле, что во время печати происходит многое, что предполагается электроникой. В 99% случаев электроника ошибается.
Если вам нужны более качественные отпечатки, настройте принтер на свою нить.
В идеале вы должны выполнить большинство этих шагов для каждого отпечатка или каждого отдельного рулона нити. Если вы используете один бренд, вы можете настроить профили для каждого материала, если вы используете один бренд и один материал, вы можете сделать это один раз. Вы должны делать это для каждой катушки нити или каждого отпечатка.
Шаг 1. Откалибруйте экструдер (это необходимо делать только в случае изменения каких-либо параметров)
Отсоедините хотэнд от экструдера.
Обрежьте нить заподлицо с любым фитингом, который у вас есть.
Используя любой интерфейс, который вы используете для управления принтером, выдавите 100 мм/10 см нити.
Ваша прошивка может иметь безопасную температуру, предотвращающую холодное выдавливание. Если это так, вам придется довести ваш хотэнд до температуры, чтобы экструдировать нить.
Обрежьте нить и повторите эту процедуру еще два раза.
Измерьте три отрезка нити.
Получите среднее значение (сложите три измерения и разделите на 300).
Если ваше среднее значение не близко к 100, вам необходимо изменить количество шагов экструдера на мм. Возьмите текущие шаги на мм и разделите их на (ваше среднее/100).
Повторяйте, пока не будете довольны.
Шаг 2: Откалибруйте диаметр нити, делайте это при каждом отпечатке!
С помощью штангенциркуля измерьте диаметр нити в нескольких местах. Усредните измерения, , по крайней мере, 3 , и введите это в свой слайсер под диаметром нити.
Шаг 3: откалибруйте высоту z и первый слой. Делайте это всякий раз, когда что-то меняется в вашем принтере.
Распечатайте один слой (скажем, куб 20*20 мм) с первым слоем со 100% высотой и шириной.
С помощью штангенциркуля измерьте оттиск в нескольких местах (не менее 8) и отрегулируйте смещение кровати или gcode по оси z.
Повторяйте, пока не будете довольны.
Шаг 4: откалибруйте множитель экструзии!
Делайте это каждый раз, чтобы быть немного ленивым каждый рулон, чтобы быть действительно ленивым каждый бренд и материал, если ваш бездельник только один раз
Распечатайте куб
(хорошо бы 20 мм x 20 мм)
в режиме вазы (один контур, без заполнения, без верхнего и нижнего слоев)
установите множитель экструзии на 1
установите ширину экструзии равной ширине сопла.
Измерьте штангенциркулем стены в нескольких местах (не менее 8) и получите среднее значение.
Измените множитель экструзии: новый множитель = старый множитель x (ширина экструзии / средний размер)
Повторяйте, пока не будете довольны.
Шаг 4.5: Настройте PID кровать и хот-энд.
До и после калибровки температуры, а также каждый раз, когда вы меняете вентилятор, перемещаете что-либо или меняется сезон. PID настройте ваш хот-энд и кровать, чтобы свести колебания температуры к минимуму.
M303 E(Экструдер 0 для горячего блока 1 для слоя) C(Количество циклов 3-8) S(Требуемая температура)
Проделайте это для каждой нити накала (цвета, марки, материала и т. д.)
Установите диапазон температур в соответствии с диапазоном, указанным на вашей нити или производителем.
Распечатайте калибровочную башню и выберите наилучшую темп.
Шаг 6: Откалибруйте скорость вентилятора.
(У меня есть Delta с тремя действительно мощными вентиляторами. Если все три работают на 100%, хотэнд теряет температуру)
Снова распечатайте калибровочную башню, но измените скорость вращения вентилятора в зависимости от температуры экструдера.
Выберите оптимальную скорость вентилятора для желаемого результата.
Шаг 6.5: PID настройте ваш хот-энд еще раз, установив вентилятор слоя на идеальную скорость!
Как отмечалось выше, если ваши вентиляторы каким-либо образом изменяют температуру вашего хотэнда (это делают все многослойные вентиляторы), вам следует настроить PID хотэнда с вентилятором, установленным на наиболее распространенную скорость, чтобы свести колебания температуры к минимуму.
Я упустил много деталей, а некоторые вещи неясны. Дайте мне знать, что нужно добавить, и я отредактирую это. Также мои формулы могут быть отключены.
13 лайков
27 мая 2016 г., 4:52
#2
спасибо за пост!
Кристиан_Саймон
#3
Привет,
У меня есть принтер Velleman Vertex K8400 со стандартным соплом 0,35 мм. Печать PLA 1,75 мм без подогрева стола.
Шаг 1: Ешаг/мм откалиброван от 200 до 140
Шаг 2: Измерение длины нити между 1,65 мм и 1,75 мм — В среднем около 1,73 мм Шаг 3: Не понимаю. Должен ли я печатать только первый слой куба, то есть прямоугольник 20×20 мм? что я должен измерить и отрегулировать кровать — вы имеете в виду высоту кровати? Как следует использовать измерения для корректировки смещения кровати или кода по оси z?
Шаг 4: Измерено 9 раз между 0,45 мм и 0,59 мм. среднее 0,50 мм = Новый множитель 0,7
Шаг 4.5: Тоже не понял Шаг 5: Еще не проверял Шаг 6: Еще не тестировался
На шаге 4: Куб, который я напечатал, недостаточно экструдирован при множителе экструзии 1,0… Шаг 4 рекомендует использовать 0,7 — это правильно?
SOC3D
#4
Шаг 3. Вы должны напечатать один слой чего угодно со 100% высотой первого слоя и 100% шириной первого слоя.
Затем вы измеряете высоту отпечатка в нескольких местах, чтобы узнать, правильно ли установлена ваша высота по оси z.
Если высота слоя составляет 0,2 мм, размер детали должен быть 0,2 мм.
На шаге 4 какая ширина линии была установлена? С соплом 0,35 мм вы должны установить множитель экструзии на 1,0, ширину линии до 0,35 мм, ваша дисперсия не должна превышать 100 микрон, на самом деле она должна быть в пределах 20-40 микрон.
Если при этом экструзия выглядит странно или недостаточно, возможно, у вас просто плохой филамент? Если это PLA, попробуйте новый рулон или попробуйте нагреть/удалить влагу из нити.
Можете ли вы прикрепить фото напечатанного вами кубика и рассказать немного больше о нити, марке — сколько ей лет — как она хранится.
Кристиан_Саймон
#5
Привет,
Дополнительный вопрос к шагу 3: То есть, если я измеряю высоту 0,3 мм, когда высота слоя должна быть 0,2 мм, означает ли это, что мое сопло находится на 0,1 мм выше кровати?
Шаг 4: (первое изображение и печать слева на втором изображении) См. прикрепленные изображения первого теста куба 20 мм x 20 мм со средней толщиной стенки 0,5 мм при множителе экструзии 1,0. (первое изображение)
Шаг 4 — дубль 2: (второе изображение и средний отпечаток) На основе первого теста я уменьшил множитель экструзии до 0,84 и сделал новый отпечаток. Я напечатал его высотой всего 10 мм, чтобы увидеть разницу между ними. Затем был измерен размер напечатанной стенки 0,40-0,43 мм и среднее значение 0,42 мм
Шаг 4 — дубль 3: (второе изображение, печать справа) На основании второго теста я решил использовать новую бета-версию Cura (2. 1), а не Cura (15.04.5). Я установил высоту слоя на 0,06 мм, но оставил множитель вымогательства на уровне 0,84 Затем размер напечатанной стены был измерен до 0,35-0,42 или в среднем 0,38 мм (так что теперь я достаточно близок к цели 0,35 мм)
Относительно вопроса на нити. Я купил собственную нить Velleman PLA 1KG 1,75 мм. Он был открыт 2 недели назад. С тех пор он хранится на принтере при комнатной температуре около 23 градусов С. Не вижу никакой информации о дате производства.
SOC3D
#6
Что-то не так с вашим — нитью, температурой Hotend или экструдером — отпечатки на этих изображениях не связаны с калибровкой или настройкой экструзии.
Можете ли вы попробовать распечатать температурную градирню с вещи? Вы должны использовать диапазон температур, указанный на вашей нити накала, или, если диапазон отсутствует, 5 градусов Цельсия от 180 до 220 градусов.
Вам также следует запустить настройку ПИД-регулятора (M303) на вашем хот-энде, чтобы убедиться, что вы получаете постоянную температуру.
Кристиан_Саймон
#7
Привет,
Завтра попробую распечатать температурную башню. Попробовал сегодня распечатать, получилось неплохо.
SOC3D
#8
Вы выполняли настройку PID на своем хот-энде?
Митчег1
#9
Я тоже запутался в шаге 3. Мой первый слой в среднем составлял 0,33 мм, когда у меня была высота слоя 0,2 мм. Значит ли это, что мое сопло находится слишком близко или слишком далеко от кровати? Устанавливать ли высоту z на -0,13 мм?
SOC3D
#10
Это указывает на то, что сопло находится слишком далеко. Отрицательное число должно сместить сопло ближе к кровати. Должен.
зксо3д
№15
Прошло несколько лет с тех пор, как это было опубликовано, и никто не упомянул, что вы не делите на 300, чтобы получить среднюю экструзию… Вы делите на 3… Обновите, пожалуйста, так как я использую это для новых владельцев принтеров.
Каких роботов выпускают в России? Часть 1: роботы на производстве
Производство промышленных роботов в России пока в зачаточном состоянии, но они уже задействуются за рубежом. РБК Тренды разобрались, что российские роботы могут делать уже сейчас
Состояние мирового рынка
Аналитики Markets & Markets оценивают мировой рынок промышленных роботов в $42,2 млрд и прогнозируют к 2026 году рост до $75,3 млрд. Если бы не пандемия, которая откатила рынок назад, цифры были бы выше на 20% (исходя из предыдущих прогнозов Statista).
По данным Международной федерации робототехники (IFR), по состоянию на 2019 год в мире работало 2,7 млн промышленных роботов. Россия занимает лишь малую часть мирового рынка: если составить распределение по плотности, на российских предприятиях задействовано 6 роботов на 10 тыс. сотрудников, что в десятки раз меньше среднемирового показателя ― 113. Среди рекордсменов такие страны как Сингапур — 918 роботов на 10 тыс. сотрудников, Корея — 855, Япония — 364, Германия — 346.
Число роботов на 10 тыс. сотрудников в разных странах
(Фото: Federation of Robots)
Российский рынок находится на стадии формирования, и эксперты полагают, что это указывает на большой потенциал роста. Если в развитых странах многие ниши уже заняты, у нас они пока открыты.
Промышленные роботы в России
Стоит разграничивать производителей промышленных роботов, интеграторов (тех, кто запускает их на производстве) и разработчиков ПО (пишут программы). Интеграторам принадлежит большая часть рынка, в России таких компаний десятки. Они в основном занимаются интеграцией зарубежных роботов и их адаптацией под нужды российских промышленников.
Статистика применения промышленных роботов в РФ
(Фото: TAdviser)
По данным НАУРР, в 2019 году из 958 проданных в России роботов только 4,8% были отечественными. Местные компании работают все еще поштучно, в основном на заказ. В России производится несколько видов промроботов, всего их можно разделить на пять категорий.
1. Шестиосевые манипуляторы
Шарнирные шестиосевые манипуляторы — это самые функциональные промышленные роботы. Их легко адаптировать под разные задачи: от дуговой сварки и сборки запчастей до упаковки и сортировки товаров, от шлифовки до контроля качества образцов. Они занимают основную часть мирового рынка промышленной робототехники (более 39%, по данным Fortune Business). В России они тоже представлены шире всего.
Например, сферический робот A12 от «Эйдос-Робототехника» работает на производстве по дозированию реагентов для тестов на коронавирус. Лаборатория EMG внедрила его в 2020 году. Тогда же «Эйдос-Робототехника» поставила пять роботов того же назначения для лаборатории Pure Health в Абу-Даби, а годом ранее адаптировала A12 под сварку скелета медицинских симуляторов EIDOS Medicine. ПО A12 работает на языке Python (в отличие от редких KAREL, KRL и RAPID, на которых работают зарубежные аналоги), к роботу можно подключать модули компьютерного зрения и нейронных сетей.
Характеристики манипулятора A12
(Фото: «Эйдос-Робототехника»)
Манипулятор Aripix A1 почти с аналогичными характеристиками с 2018 года производит участник «Сколково» Aripix Robotics. Он задействован на производстве керамической плитки на заводе «ПИК-Индустрия», где работает в комплексе с системой машинного зрения. Манипулятор избавляет сотрудников от рутинной работы — сортирует плитку по цветам, проверяет, нет ли на ней царапин и дефектов. На заводе «Москабельмета» по производству кабельной продукции Aripix A1 переносит металлические слитки к месту выброса в печь и заменяет четырех сотрудников. Его мощности хватает для переноса 50 т металла в сутки. Стоимость только манипулятора (без учета интеграции и ПО) — $35 тыс. По данным компании, затраты отобьются через 1–2 года.
Манипулятор SRB-6AN-1400-5 от Saga Robotics можно запрограммировать под разные типы задач, пишут производители. Но у компании есть коробочное решение: сварочная ячейка АРСК-1, построенная на базе робота. В комплекте идет шкаф управления, поворотный стол, сварочный аппарат и защитное ограждение.
Еще один манипулятор есть у Robotech из Перми (кроме роботов компания производит 3D-принтеры). Самая мощная модель RXT-1000 имеет рабочую область до 2,5 м и грузоподъемность до 1 т. Роботы компании задействованы на производствах «Хлебной слезы», «Бергауф Строительные Технологии», ГК «Пенетрон-Россия».
Характеристики манипулятора RXT-1000
(Фото: ООО «Роботех»)
Манипулятор-пантограф — запатентованная разработка «Рекорд-Инжиниринг» из Екатеринбурга, одной из старейших российских компаний-производителей роботов. Он применяется на тяжелых производствах по всей стране: от Челябинского завода специнструмента и «Уральских локомотивов» до подмосковного ЗАО «Мультифлекс».
Компания «Норма ИС» выпускает три модели манипуляторов. они отличаются по уровню досягаемости от 0,9 м до 1,5 м. Грузоподъемность роботов — до 5 кг. На их базе есть готовые решения для обработки металла. В роботах используются собственные системы управления и объемного зрения. Они применяются на множестве производств в разных городах России.
Созданием собственных роботов занимаются и на Челябинском кузнечно-прессовом заводе. Прототип шестиосевого манипулятора под названием HARTUNG (разработка «Завода роботов») уже трудится в одном из цехов в составе центра механической обработки изделий. О разработке активно писали в прошлом году. Правда, большая часть манипуляторов на заводе до сих пор закупается у немецкой компании KUKA.
2. Дельта-роботы
Дельта-робот применяется там, где важна скорость: на упаковочных и сортировочных производствах, реже — в электронной промышленности. Первого дельта-робота в России в 2013 году разработала компания Bitrobotics. Он чаще применяется в сфере FMCG: хлебопекарной, кондитерской, мясной, молочной промышленности. Например, на производстве «КБК Черемушки».
Собственных дельта-роботов производит ООО «Невлабс». Модель «Экстремум» применяется на Тверском заводе вторичных полимеров. Компания сознательно понизила точность позиционирования робота до 2 мм (у конкурентов она достигает 0,1 мм), чтобы удешевить его. Досягаемость «Экстремум» — 1,5 метра.
Дельта-робот «Экстремум»
(Фото: ООО «Невлабс»)
3. Роботы-паллетайзеры и линейные роботы
Линейные (декартовы, портальные) роботы могут двигаться в перпендикулярных плоскостях. Одной из их разновидностей являются роботы-паллетайзеры, то есть устройства, которые ровно укладывают продукцию на поддоны (паллеты) для дальнейшей транспортировки. Роботов-паллетайзеров грузоподъемностью 10–100 кг производит Grink Robotics («АвангардПЛАСТ») из Новосибирска — они в том числе используются на пищевом производстве ТМ «Проксима» (бренд «Приправыч»).
Линия разлива и сборки ПЭТ-кег, способная разливать от 250 л жидкостей в час, также есть у компании «Эйдос-Робототехника». Такая линия реализована на заводах «Балтики», «Белого кремля» и Europlast.
По данным производителя, линия на 20% эффективней зарубежных аналогов
(Фото: «Эйдос-Робототехника»)
Линейными роботами под брендом ARKODIM занимается компания «АРКОДИМ-Про» из Казани. Спектр применения широк: от обработки (сварка, шлифовка, нанесение различных покрытий) до манипуляций с изделиями (загрузка, погрузка, паллетирование, сборка). Трехосевая модель грузоподъемностью до 3 кг стоит от ₽1,5 млн.
4. Коллаборативные роботы
Коллаборативные роботы (коботы) предназначены для автоматизации задач в кооперации с человеком. Таких роботов на российском рынке заметно меньше. Их выпускает магнитогорская компания НПО «Андроидная Техника», создатель знаменитого робота Федора и боевых роботов, которые в 2019 году снимались в клипе «Fine» основателя Linkin Park Майка Шиноды.
Модели серии CR поднимают грузы от 3 кг до 10 кг и могут работать в горизонтальной плоскости площадью до 1,8 м. Серийное производство началось в 2019 году. Эти коботы могут применяться в автомобильной отрасли, металлообработке, фармацевтической и химической промышленности, сельском хозяйстве и даже обслуживании и сервисе.
Характеристики кобота CR5. Модели CR3 и CR10 в разработке
(Фото: НПО «Андроидная Техника»)
Коботов Birbi с искусственным интеллектом предлагает BID Technologies из Ярославля. У компании есть опция сдачи роботов в аренду за ₽80 тыс. Соучредителем компании является Фонд Развития Интернет Инициатив (ФРИИ). BID сотрудничает с РЖД, «Газпром нефтью», «Трансмашхолдингом», ОМК и Кировским заводом.
5. Логистические роботы
Несмотря на то, что формально логистические роботы не относятся к промышленным, они тоже могут использоваться на производстве, транспортируя тяжелые грузы между цехами.
В России логистических роботов разрабатывает компания Ronavi: серийное производство моделей h2500 грузоподъемностью до 1,5 т запущено на двух площадках: в Троицке (Москва) и Эйндховене (Нидерланды). Устройства ориентируются по напольным меткам. Они применяются на складах Faberlic, «Газпромнефть», «ПЭК». По оценкам последних, робот уменьшает их трудозатраты на перемещение грузов на 70%.
Логистический робот h2500
(Фото: Ronavi)
Похожий робот есть у компании «Киберсклад». Он действует в рамках готовой системы комплектации заказов. Его грузоподъемность 500 кг, а окупаемость всего комплекса составляет, по словам разработчиков, составляет 1,5–3,5 года.
Краны-манипуляторы — АО «ИНМАН» — производство кранов-манипуляторов ИНМАН, PALFINGER INMAN
Краны-манипуляторы производства АО “ИНМАН” имеют современную конструкцию с Z-образным складыванием, что позволяет производить монтаж КМУ на различные транспортные средства: автомобили, тракторы, болотоходы и пр. , а также устанавливать их на фундамент и металлоконструкции. В целях увеличения надежности и долговечности работы вся гидравлика комплектуется элементами ведущих мировых производителей, а металлоконструкции выполнены из высококачественной стали, в т.ч. и импортной. В зависимости от пожелания заказчика управление КМУ может осуществляться с сидения на колонне или с земли, причем управление дублировано, так что оператор может находиться с удобной стороны автомобиля. В последнее время все больший спрос приобретает дистанционное управление, увеличение цены от использования которого уже незначительно. Все стрелы имеют 6-гранный профиль, что увеличивает их жесткость, позволяет легко центрировать их при телескопировании, обеспечивает прямолинейность движения при выдвижении.При минимальных размерах в транспортном положении за счет применения телескопических стрел возможно обеспечить максимальный вылет в рабочем состоянии до 18,0 м. Количество телескопических секций, выдвигаемых гидроцилиндрами, может достигать 6. Использование в гидравлике пропорциональных распределителей обеспечило плавную, надежную работу с регулированием скорости движения и точным позиционированием. Это позволяет использовать краны-манипуляторы производства АО “ИНМАН” не только при погрузке-разгрузке, но и при монтажных работах.
Четыре вещи, которые вам нужно знать о стратегиях манипулирования российскими СМИ
Кризис, в который втянутся Запад и Россия из-за очевидного применения химического оружия в английском соборном городе Солсбери, может многое рассказать нам о том, как администрация Путина становится все больше и больше умеет манипулировать освещением событий в СМИ, чтобы получить преимущество как дома, так и за рубежом.
Яростные обвинения, выдвинутые против Москвы правительством Великобритании в последние недели, похоже, помогают укрепить позиции Владимира Путина дома. Циклы преувеличения и недоверия, как правило, хорошо играют Путину дома. «Категорические» заявления членов британского правительства, которые, по крайней мере до сих пор, не подкреплялись публичным обнародованием неопровержимых доказательств, стали дополнительным аргументом в пользу кремлевского нарратива.
И, несмотря на низкую постоянную аудиторию, международные СМИ России подробно обсуждают «антироссийскую истерию», надеясь заручиться поддержкой определенных слоев населения на Западе.
Прочитайте больше: Нападение на Сергея Скрипаля: посольство России подогревает напряженность очень недипломатичными твитами
Современные либеральные демократии по большей части остаются в неведении относительно сложностей деятельности российских СМИ, и это делает их плохо подготовленными к реагированию на стратегии манипулирования СМИ со стороны растущего числа неоавторитарных режимов во всем мире. В глобализированном медиа-контексте, характеризующемся снижением доверия к «устаревшим» СМИ и усилением конкуренции между мультиплатформенными СМИ, такие режимы изобретают изощренные способы использования финансируемых государством СМИ для укрепления собственной легитимности. Вот четыре вещи, которые вам нужно знать о манипулировании российскими СМИ.
1. Это не неосоветская пропаганда.
Выдающийся американский исследователь СМИ Сара Оутс охарактеризовала российскую систему СМИ как «неосоветскую», на которую больше повлияло наследие советской пропаганды, чем современные политические и коммуникационные тенденции. Но это существенное упрощение, которое недооценивает возможности российских СМИ.
После массовых протестов против путинского режима в 2011–2012 годах российское руководство почувствовало необходимость выработать новую медиа-стратегию. Ограниченная цензура интернета в России означает, что аудитория имеет доступ к альтернативным источникам информации и точкам зрения, которые государственные СМИ обязаны каким-то образом признавать.
Политически чувствительные вопросы и критика режима все чаще разрешается формулировать в менее популярных внутренних «мягких новостях», таких как ряд интервью и дебатов, транслировавшихся во время недавней президентской избирательной кампании в России.
Конечно, международная аудитория и регулирующие органы ожидают свободы слова, но местная аудитория также рассматривает ее как показатель надежности и легитимности. Российские государственные телеканалы остаются основным источником новостей для граждан России, и, несмотря на значительное падение доверия зрителей из-за предвзятого освещения украинского кризиса, около половины отечественных зрителей по-прежнему считают телевидение надежным источником информации.
2. Политизированный контент перерождается в развлечение
Мое исследование, еще не опубликованное, показывает, что после третьих президентских выборов Путина в 2012 году резко увеличилось количество политических сообщений на государственном российском телевидении. В частности, значительно увеличилось количество программ «мягких новостей». Этот глобальный медиа-формат включает в себя ток-шоу и теледебаты и известен своей способностью привлекать политически невнимательную аудиторию, производя продукцию с сильными эмоциональными тегами.
Зрители могут не помнить точных деталей того, что они видели и слышали, но они помнят свои чувства по этому поводу. Эти программы обеспечивают относительно безопасный формат для управления множественностью мнений, которых ожидает аудитория.
Играть в игру Москвы? Министр иностранных дел Великобритании Борис Джонсон. EPA-EFE/Оливье Хосле
Эта тактика была наглядно продемонстрирована во время недавней президентской избирательной кампании в России. В основных новостных программах отечественного телевидения преобладало положительное освещение Путина. Напротив, ток-шоу и теледебаты включали резкую критику его режима, а также откровенные обсуждения фальсификаций на выборах, которые распространялись в Интернете и социальных сетях.
Но постановка этих дебатов фактически нейтрализовала критику Путина. Потому что форматы дебатов, как правило, поощряли конфликты, и они быстро выродились в ругань, перебивание и даже физическое насилие. Участники выглядели плохо – дискредитируя себя и друг друга. Только Путин, который не участвовал, вышел невредимым. Точно так же, когда государственное российское международное телевидение RT (ранее Russia Today) показало неразрезанное интервью на английском языке с кандидатом от либеральной оппозиции Ксенией Собчак, ее воинственные манеры подорвали доверие к ней. Это ослабило влияние ее откровенных нападок на путинский режим.
3. Заговор превыше всего
Потребители СМИ во всем мире проявляют большой интерес к разрушительным или драматическим событиям, а также к темам, вызывающим серьезную общественную озабоченность, таким как миграция и терроризм. Многих также привлекают теории заговора, которые, кажется, наводят порядок в хаосе реальности.
Сообщение об отравлении Скрипалей является хорошей иллюстрацией того, как российские СМИ создают политическое освещение для удовлетворения этих требований. Далекие от цензуры позиции британского правительства, финансируемые государством СМИ умело игнорировали (на самом деле, отражали) косвенные улики, используемые британцами для инкриминирования России.
Отечественное телевидение и RT предложили телезрителям захватывающие конспирологические теории об отравлении. Например, в России сообщалось о решении провести повторное расследование подозрительных смертей 14 бывших граждан России в Великобритании на предмет возможной причастности России. Освещение включало продолжительные обсуждения возможной причастности спецслужб Великобритании.
4. Вода на мельницу России
Сомнительные заявления министров иностранных дел и обороны Великобритании дали российским СМИ полезный инструмент для дискредитации позиции Великобритании. RT широко освещал негативную реакцию других британских политиков и пользователей соцсетей на эти заявления, а отечественные СМИ ссылались на них как на пример безудержной враждебности Запада.
Становится все более очевидным, что российский неоавторитарный режим использует глобальные медиа-тенденции в своих целях и принимает эти тенденции на своих условиях. Насколько эффективно российские государственные СМИ формируют общественное мнение внутри страны и за рубежом, требует дальнейшего изучения. Но уже сейчас ясно, что традиционные подходы к анализу цензуры и пропаганды не могут помочь нам понять медийную стратегию Кремля — реальность гораздо сложнее.
Манипуляции: Пентагон изучает захваченное российское оборудование в надежде получить «передовые технологии»
В Украину прибыли сотрудники Пентагона для изучения западных технологий, используемых российским военно-промышленным комплексом. Американские эксперты установили, что почти все передовые технологии, используемые в российском оружии, включают детали, произведенные в США и Европейском союзе. В настоящее время несколько стран расследуют, как компоненты их производства попали в российские системы вооружения и обошли глобальные ограничения на отправку передовых технологий в Россию.
Российские СМИ, а также пользователи социальных сетей со ссылкой на The New York Times сообщили, что представители Пентагона внимательно изучают передовую российскую технику, захваченную в боях на Украине, «в надежде скопировать ее и заполучить себе».
Алексей Леонов, якобы «военный эксперт», в прошлом распространявший дезинформацию, заявил пропагандистскому изданию Life.ru, что США не должны праздновать никаких великих открытий, так как исследованная ими техника не является самым лучшим и передовым оружием, которое Россия обладает.
«В спецоперации на Украине российские вооруженные силы используют боеспособную технику, но это не самая современная техника, так как изначально мы рассчитывали, что западные специалисты доберутся до нее для изучения» Леонов претензии.
В одной из социальных сетей утверждается, что специалисты Пентагона выезжали на места, где взорвались российские ракеты «Кинжал», чтобы США могли быстро догнать российские технологии гиперзвуковых ракет: «Вот как они играют в догонялки. Не имея подобных собственных передовых технологий, техническая разведка США изучает чужие!» Пентагон подтвердил, что Россия использовала этот тип ракет в войне против Украины, выпустив около 10-12 ракет.
2 июня газета New York Times сообщила, что следователи Пентагона находились в Украине по приглашению Службы безопасности Украины для проведения независимого анализа российской военной техники. Цель поездки состояла не в том, чтобы «получить передовые российские технологии», как утверждают пропагандисты, а в том, чтобы выяснить, как передовые американские компоненты попали в российское вооружение, несмотря на глобальные ограничения на передачу таких технологий.
Следователи установили, что почти каждая единица российской техники, включая системы наведения ракет и лазерные дальномеры, содержит микросхемы, печатные платы, двигатели, антенны и другое оборудование, произведенное в США и странах ЕС. Однако Россия прибегала к различным методам, чтобы скрыть их происхождение. Например, некоторые зашифрованные радиоприемники содержали микрочипы с тщательно стертой маркировкой американского производства. Эксперт, осматривавший оборудование, заявил, что непонятно, кто менял маркировку на чипах и когда они были доставлены в Россию, но попытка скрыть их происхождение была преднамеренной.
Британские СМИ также писали о зависимости российской оружейной промышленности от западных комплектующих. Эксперты смогли осмотреть российское вооружение, захваченное украинскими войсками. Несколько высокочастотных транзисторов британского производства, которые могут использоваться как в военных, так и в гражданских целях, были обнаружены в российской мобильной системе помех «Борисоглебск-2».
Российские пропагандисты утверждают, что следователи Пентагона тщательно изучили «передовые технологии» гиперзвуковой ракеты «Кинжал». В статье New York Times вообще не упоминается «Кинжал», речь идет о российских разведывательных беспилотниках «Орлан» и «Тахион», системах наведения крылатых ракет, лазерных дальномерах и зашифрованных транзисторных радиостанциях. Хотя российская пропаганда называет ракету «Кинжал» «передовой российской технологией», военные эксперты отмечают, что эта ракета представляет собой скорее рекламу, чем угрозу, и представляет собой просто модифицированную версию старой ракеты и не считается передовым оружием. В марте президент США Джо Байден заявил, что ракеты «Кинжал» ничем не отличаются от ранее выпускавшихся российских ракет, за исключением того, что их сложно сбить средствами ПВО.
Автоматизация производства — эта замена процессов, выполняемых человеком, на операции, производимые с помощью специализированной техники. Роботизация — это одна из частей автоматизации. Такой подход к организации производства становится все более популярным. О нюансах роботизации и поговорим в этой статье.
Где необходима автоматизация при помощи робототехники и почему?
Считается, что роботизация больше всего применима на крупных производствах, и часто это так и есть. Но ошибочно считать, что на небольших предприятиях ей нет места. Малые производства тоже принимают решение в пользу внедрения промышленных роботов.
Почему так происходит? Основные плюсы состоят:
в минимизации человеческого фактора;
быстрой окупаемости вложенных средств;
сокращении издержек в долгосрочной перспективе;
снижении процента брака;
увеличении скорости производства;
возросшей работоспособности;
надежности выполняемых операций;
программируемости;
легкой перенастройке оборудования.
На данном этапе развития автоматизации большая часть роботов занята в производственных направлениях, которые условно делятся на три сферы:
погрузочные и разгрузочные работы;
обработка изделий;
сборка и контроль качества.
Промышленные роботы уже используются на самых разных предприятиях. Они могут быть связаны:
с медициной;
пищевой промышленностью;
металлообработкой;
оптическим оборудованием;
автомобильной промышленностью.
Какие задачи решает роботизация производства?
Роботизация помогает перенастроить процесс производства в более позитивном ключе. Предприятие начинает экономить силы, время и деньги, которые неотрывно связаны с использованием человеческого труда.
Представьте, что вы владеете заводом по изготовлению деталей для высокоточных приборов. Вам крайне важно, чтобы с конвейера сходили максимально точные изделия, в которых процент брака сведен к минимуму. Таким образом вы снизите количество затрачиваемого сырья и сэкономите время на изготовление одной партии продукта.
С другой стороны, вам нужно производить разнообразные детали для различных сфер применения. Поэтому, чтобы приступить к выпуску новой партии изделий, требуется каждый раз перенастраивать оборудование. На перенастройку обычным способом может уходить до 95 % рабочего времени, которое вы бы могли пустить на изготовление последующих партий. То есть на этапе перенастройки вы теряете время и увеличиваете стоимость всего процесса производства.
Робототехника включает в себя уже заложенные заранее программы, ее легко перенастроить и сразу же пустить в работу над новой партией продукта. Она дает возможность наладить беспрерывное производство, снизив количество участвующих в операции сотрудников, и минимизировать брак. Для управления процессом часто достаточно всего лишь одного оператора.
Этапы проведения роботизации производственных процессов
Процесс роботизации проходит в несколько этапов. От грамотного планирования будущих нововведений во многом зависит их эффективность. Сначала требуется определить главные задачи роботизации. После продумывания долгосрочных целей можно перейти к следующим этапам:
Проектирование. Нужно наметить желаемые сроки и объемы производства. Определиться с параметрами выпускаемых изделий и требованиями к их качеству.
Подбор команды для работы с поставщиками. Обычно рекомендуется выделить проектного менеджера, инженеров, сотрудников производственного отдела, отдела контроля качества, маркетинга, финансов. Также понадобятся работники, которые будут отвечать за установку, эксплуатацию и обслуживание системы.
Заранее рассмотрите все возможные варианты обустройства производственной линии, чтобы тщательно просчитать, какая из модификаций окажется наиболее успешной.
Роботизация в нашей стране
Россия показывает один из самых низких уровней роботизации по всему миру. Чтобы понять реальное положение дел, приведем в сравнение плотность промышленных роботов в России и средний мировой показатель роботизации производства:
В России плотность составляет 5 роботов на 10 000 человек, работающих в производственных сферах.
Средний мировой показатель примерно 100 роботов на 10 000 работников производства.
В качестве примера роботизированного предприятия можно взять Тихвинский вагоностроительный завод, который находится в Северо-Западном регионе. На нем «трудится» более 80 промышленных роботов. Также роботы задействованы на автомобильных заводах г. Санкт-Петербурга и Ленинградской области. Еще их можно встретить на предприятиях фарминдустрии.
Всего же в стране функционирует примерно 170 производств, так или иначе связанных с внедрением робототехники.
Примеры роботизации в мире
Fanuc LR Mate 200iC/5H
LR Mate 200iD от Fanuc — это манипулятор, который отличается следующими качествами:
экономит электроэнергию;
издает минимальный уровень шума;
имеет высокую степень защиты — IP67;
прост в использовании;
его можно интегрировать в конвейерную ленту.
Модель может применяться в самых разных сферах промышленности. Среди них:
производство продуктов питания;
ювелирные работы;
цветная металлургия.
Робот имеет небольшие габариты. Вместе с тем он может работать с деталями, которые весят до 7 кг.
Hanwha HCR 12
Hanwha HCR 12 — это коллаборативный робот с максимальной грузоподъемностью 12 кг. Оборудование лучшим образом подходит для работы с малым весом и в ситуациях, где требуется простое управление.
На производстве модель поможет осуществить следующий ряд действий:
сборку;
обслуживание станков;
проверку;
полировку;
упаковку;
дозирование;
сортировку;
паллетирование.
Роботу Hanwha находится применение в целом ряде промышленных сфер:
литье;
металлургии;
сборочном производстве;
изготовлении микросхем;
лакокрасочном производстве;
сварочном производстве.
FANUC 410iB/300
FANUC 410iB/300 — робот, применяемый для паллетирования. Эта модель работает над ускорением процесса паллетирования, помогает наладить оперативную погрузку и разгрузку.
Робот многофункционален и снабжен четырьмя осями. Конструкция имеет полное запястье и легко выполняет самые разные операции по паллетированию любое количество раз.
К примеру, модели FANUC 410iB/300 нашлось удачное применение на бельгийском заводе по производству плит из пенопласта.
Роботизация — яркий пример современного прогресса. Но, как и у любого рабочего процесса, у нее есть как положительные, так и отрицательные стороны. Рассмотрим их более подробно, чтобы можно было подвести итог.
Преимущества
Если говорить о плюсах роботизации, то их довольно много и касаются они самых разных сфер. Среди самых сильных преимуществ выделим:
Производительность. Это основной плюс, который ценится в сфере производства. Техника помогает запустить бесперебойный выпуск изделий, сэкономить время и силы, увеличить прибыль предприятия.
Экономия на зарплатах сотрудников. Чем меньше работников нужно привлекать к производству, тем меньше потребуется тратиться на зарплату и выплату налогов.
Снижение рисков для здоровья людей на производстве. Деятельность части предприятий сопряжена с рисками для человеческого здоровья. Это и сталелитейные предприятия, и места, где производится покраска или сварочные работы.
Повышение уровня качества изделий. В производстве, особенно если говорить о серийном выпуске деталей, важна точность и сведение брака к минимуму. Когда над изделием трудится не человек, а машина, то уровень качества ощутимо возрастает.
Экономия места на производстве. Техника имеет свою рабочую зону и занимает мало места. Ее даже можно подвесить, а после использования убрать в отдельное помещение, пока она снова не понадобится.
Простота в обслуживании. Сейчас выпускается довольно износостойкое оборудование. Ему нужен минимум манипуляций, чтобы исправно функционировать на протяжении долгого периода.
Недостатки
Теперь перейдем к недостаткам, которые можно выделить в роботизации:
Дороговизна оборудования. Чем сложнее и многофункциональнее устройство техники — тем выше ее цена. Сразу просчитать выгоду и оптимальность внедрения робота трудно. Любое оборудование может выйти из строя в самый неподходящий момент. При этом денег на его срочный ремонт может не найтись.
Сокращение числа наемных сотрудников. Замена роботами низкоквалифицированного персонала ведет к росту безработицы. Это особенно заметно в развитых странах, где роботизация усиленно набирает обороты. Не всегда предприятие может предложить замененному сотруднику новую должность, которая ему подойдет.
Роботизация обладает явными преимуществами, перед которыми имеющиеся недостатки кажутся не столь важными. Но позволить ее себе могут, как правило, крупные предприятия с внушительным бюджетом. Да, на небольших производствах тоже можно встретить подобную технику, однако пока что это скорее исключение, чем правило.
19 декабря 2020
6756
Получите консультацию специалиста
Роботизация производства.
Основные преимущества внедрения промышленных роботов на производстве.
Роботизация производства является составной часть комплексной автоматизации и представляет собой процесс внедрения робототехнических ячеек, изолированных или объединенных в роботизированная участки и линии. Роботизация производства дает неоспоримое преимущество в повышении производительности производства, увеличении количества выпускаемой продукции в единицу времени, улучшении ее качества и сокращении себестоимости. Современные промышленные роботы могут гибко и в короткое время переходит с одной технологической операции на другую путем замены управляющей программы. Благодаря этому они могут использоваться для производства небольших партий продукции, что необходимо малым и средним предприятиям. Сегодня больше половины промышленный продукции производится малыми и средними предприятиями. Однако на сегодняшний день процесс роботизации производства сталкивается с одним объективным препятствием. Это недостаток длинных дешевых заемных средств, которые были бы доступны малым и средним компаниям.
Мнение о том, что системы промышленных роботов – это удел только крупных компаний, является ошибочным. Так, например, в линейке промышленных роботов FANUC представлены роботы с небольшими габаритными размерами, которые вполне могут применяться на небольших производствах.
Преимущества внедрения роботов на производстве
Увеличение производительности
Роботы быстрее и точнее позиционируют, перемещают и обрабатывают детали. Кроме того, роботизированные производства могут работать круглосуточно с одинаково высокой производительностью.
Увеличение прибыльности производства
Внедрение промышленных роботов приводит к сокращению количества занятого на производстве персонала, сокращению фонда оплаты труда и его величины в конечной стоимости продукции. Это справедливо даже при условии того, что при развертывании систем промышленных роботов в штате появляются квалифицированные инженеры по наладке и обслуживанию робототехнических комплектов, совокупная оплата их труда ниже, чем оплата высвободившихся сотрудников.
Повышение качества выпускаемой продукции
Роботизация производства однозначно приводит к повышению качества выпускаемой продукции. Современные промышленные роботы такие как, например, роботы FANUC имеют очень высокую точность позиционирования до 0,05 мм, при этом такая точность позиционирования сохраняется независимо от количества циклов работы.
Безопасность персонала
Внедрение систем промышленных роботов повышает безопасность производства за счет того, что роботы заменяют людей на опасных и вредных участках. Роботы эффективно заменяют людей на сварочных, покрасочных, литейных, кузнечных, фрезерных участках. Во всех роботизированных ячейках промышленные роботы ограждаются, в случае прохода людей за ограждение срабатывают датчики и останавливают работу робота.
Экономия рабочего пространства
Как показывает практика, при внедрении промышленных роботов происходит значительная экономия рабочего пространства за счет небольших габаритов современных роботов, а также возможности крепления роботов сверху над обслуживаемой зоной.
Минимум обслуживания
Современные промышленные роботы оснащаются асинхронными двигателями и высококачественными редукторами, что позволяет свести их обслуживание к минимуму, а если говорить конкретно, то время между плановым обслуживанием современных роботов составляет несколько тысяч часов.
Компания АЛЬФА ИНЖИНИРИНГ предлагает, как комплексную роботизацию производства на предприятиях любой отрасли, так и внедрение отдельных робототехнических ячеек. Обратитесь к специалистам нашей компании, и мы предоставим вам всю необходимую информацию.
Автоматизация, робототехника и завод будущего
Статья (PDF-129KB)
На одном из заводов Fanuc в Ошино, Япония, промышленные роботы производят промышленных роботов под контролем всего четырех рабочих в смену. На заводе Philips по производству электрических бритв в Нидерландах количество роботов превышает число девяти производственных рабочих более чем в 14 раз к 1. Производитель фотоаппаратов Canon начал поэтапный отказ от человеческого труда на нескольких своих заводах в 2013 году9.0003
Будьте в курсе ваших любимых тем
Эта концепция «светового» производства, когда производственная деятельность и материальные потоки управляются полностью автоматически, становится все более распространенным атрибутом современного производства. Отчасти новая волна автоматизации будет вызвана теми же причинами, которые впервые привнесли робототехнику и автоматизацию на рабочие места: освободить людей от грязной, скучной или опасной работы; повысить качество за счет устранения ошибок и уменьшения вариативности; и сократить производственные затраты, заменив все более дорогих людей все более дешевыми машинами. Однако самые передовые системы автоматизации сегодня обладают дополнительными возможностями, позволяющими использовать их в средах, которые до сих пор не подходили для автоматизации, и позволяющими использовать совершенно новые источники ценности в производстве.
Падение цены робота
Поскольку производство роботов увеличилось, затраты снизились. За последние 30 лет средняя цена робота упала вдвое в реальном выражении и даже больше по сравнению с затратами на оплату труда (Иллюстрация 1). Поскольку спрос со стороны стран с развивающейся экономикой побуждает производство роботов перемещаться в регионы с более низкими затратами, они, вероятно, станут еще дешевле.
Экспонат 1
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Доступный талант
Люди, обладающие навыками, необходимыми для проектирования, установки, эксплуатации и обслуживания роботизированных производственных систем, также становятся все более доступными. Когда-то инженеры-робототехники были редкими и дорогими специалистами. Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо в виде специальных курсов, либо в рамках более общего образования в области производственных технологий или инженерного проектирования для производства. Наличие программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократило время проектирования и риск. Это также упростило и удешевило задачу программирования роботов.
Простота интеграции
Достижения в области вычислительной мощности, методов разработки программного обеспечения и сетевых технологий сделали сборку, установку и обслуживание роботов быстрее и дешевле, чем раньше. Например, если раньше датчики и приводы нужно было отдельно подключать к контроллерам роботов с помощью специальной проводки через клеммные колодки, соединители и соединительные коробки, то теперь они используют технологии plug-and-play, в которых компоненты можно подключать с помощью более простой сетевой проводки. Компоненты будут автоматически идентифицировать себя в системе управления, что значительно сократит время настройки. Эти датчики и приводы также могут контролировать себя и сообщать о своем состоянии в систему управления, чтобы помочь в управлении технологическим процессом и собирать данные для технического обслуживания, а также в целях постоянного улучшения и устранения неполадок. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.
Новые возможности
Роботы тоже становятся умнее. Там, где ранние роботы слепо шли по тому же пути, а более поздние итерации использовали лазеры или системы технического зрения для определения ориентации деталей и материалов, последние поколения роботов могут интегрировать информацию с нескольких датчиков и адаптировать свои движения в режиме реального времени. Это позволяет им, например, использовать силовую обратную связь, чтобы имитировать навыки мастера в шлифовке, удалении заусенцев или полировании. Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает объем необходимых проверок после изготовления.
Роботы берут на себя новые роли
Сегодня эти факторы способствуют внедрению роботов в областях применения, в которых они уже преуспевают сегодня: в повторяющихся крупносерийных производственных операциях. Поскольку стоимость и сложность автоматизации задач с помощью роботов снижаются, вполне вероятно, что те компании, которые уже используют роботов, будут использовать их еще больше. Однако в ближайшие пять-десять лет мы ожидаем более фундаментальных изменений в видах задач, для которых роботы становятся технически и экономически целесообразными (Иллюстрация 2). Вот несколько примеров.
Экспонат 2
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему веб-сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: [email protected]
Мелкосерийное производство
Гибкость, присущая устройству, которое можно быстро и легко запрограммировать, значительно сократит количество повторений роботом заданной задачи, чтобы оправдать затраты на его покупку и ввод в эксплуатацию. Это снизит порог объема и сделает роботов экономичным выбором для нишевых задач, где годовые объемы измеряются десятками или сотнями, а не тысячами или сотнями тысяч. Это также сделает их жизнеспособными для компаний, работающих с небольшими партиями и значительным ассортиментом продукции. Например, продукты с гибкими гусеницами, которые сейчас используются в аэрокосмической отрасли, могут «ползать» по фюзеляжу, используя зрение для управления своей работой. Экономия средств, обеспечиваемая этим видом автоматизации малых объемов, принесет пользу многим различным организациям: небольшие компании смогут впервые получить доступ к робототехнике, а более крупные смогут увеличить разнообразие своих продуктовых предложений.
Хотите узнать больше о нашей операционной практике?
Новые технологии, вероятно, еще больше упростят программирование роботов. Хотя роботов уже принято обучать, проводя, например, серию движений, быстрое совершенствование технологии распознавания голоса означает, что скоро можно будет давать им и словесные инструкции.
Сильно изменяющиеся задачи
Достижения в области искусственного интеллекта и сенсорных технологий позволят роботам справляться с гораздо большей степенью изменчивости задач. Способность адаптировать свои действия в ответ на изменения в окружающей среде создаст возможности для автоматизации в таких областях, как переработка сельскохозяйственной продукции, где существует значительная изменчивость от детали к детали. В Японии испытания уже показали, что роботы могут сократить время, необходимое для сбора клубники, на 40 процентов, используя систему стереоскопического изображения для определения местоположения фруктов и оценки их зрелости.
Эти же возможности также будут способствовать повышению качества во всех секторах. Роботы смогут компенсировать потенциальные проблемы с качеством во время производства. Примеры здесь включают изменение усилия, используемого для сборки двух деталей, на основе различий в размерах между ними или выбор и комбинирование разных размеров. компонентов для достижения правильных окончательных размеров.
Данные, сгенерированные роботами, и расширенные методы анализа для их более эффективного использования также будут полезны для понимания основных факторов, определяющих качество. Если требования к крутящему моменту выше обычного во время сборки связаны с преждевременным отказом продукта в полевых условиях, например, в производственных процессах могут быть адаптированы для обнаружения и устранения таких проблем во время производства.
Сложные задачи
В то время как современные роботы общего назначения могут контролировать свое движение с точностью до 0,10 миллиметра, некоторые современные конфигурации роботов имеют воспроизводимую точность 0,02 миллиметра. Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более деликатных задачах, таких как вдевание ниток в иголки или сборка сложнейших электронных устройств. Роботы также становятся более скоординированными благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам вместе работать над одной задачей.
Наконец, передовые сенсорные технологии и компьютерная мощность, необходимая для анализа данных с этих сенсоров, позволят роботам выполнять такие задачи, как огранка драгоценных камней, для которых ранее требовались высококвалифицированные мастера. Те же технологии могут даже позволить действия, которые сегодня вообще невозможно выполнить: например, корректировку толщины или состава покрытий в режиме реального времени по мере их нанесения для компенсации отклонений в основном материале или «покраску» электронных устройств. контуры на поверхности конструкций.
Работа вместе с людьми
У компаний также будет гораздо больше свободы решать, какие задачи автоматизировать с помощью роботов, а какие выполнять вручную. Усовершенствованные системы безопасности означают, что роботы могут занимать новые позиции рядом со своими коллегами-людьми. Если датчики укажут на риск столкновения с оператором, робот автоматически замедлится или изменит свой путь, чтобы избежать столкновения. Эта технология позволяет использовать роботов для выполнения отдельных задач на ручных сборочных линиях. А удаление защитных ограждений и блокировок означает снижение затрат — благо для небольших компаний. Возможность размещать роботов и людей рядом и перераспределять задачи между ними также повышает производительность, поскольку позволяет компаниям перебалансировать производственные линии при колебаниях спроса.
Роботы, которые могут безопасно работать в непосредственной близости от людей, также проложат путь для приложений вдали от строго контролируемой среды заводского цеха. Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Представьте себе преимущества производительности, доступные курьеру, если бортовой робот может предварительно сортировать посылки в транспортном средстве между доставкой.
Гибкие производственные системы
Системы автоматизации становятся все более гибкими и интеллектуальными, автоматически адаптируя свое поведение для максимизации производительности или минимизации затрат на единицу продукции. Экспертные системы, используемые на линиях розлива и упаковки напитков, могут автоматически регулировать скорость всей производственной линии в зависимости от того, какое действие является критическим ограничением для данной партии. В автомобильном производстве экспертные системы могут автоматически вносить незначительные корректировки в скорость линии, чтобы улучшить общий баланс отдельных линий и максимизировать эффективность всей производственной системы.
В то время как подавляющее большинство используемых сегодня роботов по-прежнему работают в высокоскоростных и крупносерийных производственных приложениях, самые передовые системы могут вносить коррективы на лету, плавно переключаясь между типами продуктов без необходимости останавливать линию для изменения программ или перенастроить инструментарий. Многие текущие а новые производственные технологии, от резки с компьютерным числовым программным управлением (ЧПУ) до 3D-печати, позволяют корректировать геометрию компонентов без необходимости смены инструмента, что позволяет производить партии изделий размером от одной штуки. Например, один производитель промышленных компонентов использует связь в реальном времени с помощью меток радиочастотной идентификации (RFID) для настройки формы компонентов в соответствии с требованиями различных моделей.
Замена стационарных конвейерных систем автоматизированными управляемыми транспортными средствами (AGV) даже позволяет предприятиям беспрепятственно переконфигурировать поток продуктов и компонентов между различными рабочими станциями, позволяя полностью автоматизировать производственные последовательности с совершенно разными технологическими этапами. Такая гибкость обеспечивает множество преимуществ: сокращение сроков выполнения заказов и более тесная связь между спросом и предложением, ускорение внедрения новых продуктов и упрощение производства продуктов с высокой степенью индивидуальности.
Принятие правильных решений по автоматизации
Имея в своем распоряжении такой огромный технологический потенциал, как компании выбирают наилучшую стратегию автоматизации? Может быть слишком легко увлечься автоматизацией ради нее самой, но результатом такого подхода почти всегда являются проекты, которые стоят слишком дорого, требуют слишком много времени для реализации и не достигают своих бизнес-целей.
Успешная стратегия автоматизации требует правильных решений на нескольких уровнях. Компании должны выбирать, какие действия автоматизировать, какой уровень автоматизации использовать (от простых программируемых логических контроллеров до сложных роботов, управляемых датчиками и интеллектуальными адаптивными алгоритмами), и какие технологии использовать. На каждом из этих уровней компании должны убедиться, что их планы соответствуют следующим критериям.
Великая переделка: производство для современности
Этот сборник из 21 статьи дает практические советы руководителям производственных предприятий, стремящимся быть на шаг впереди современных революционных изменений.
Стратегия автоматизации должна согласовываться со стратегией бизнеса и операций. Как мы уже отмечали выше, автоматизация позволяет достичь четырех основных целей: повысить безопасность работников, снизить затраты, повысить качество и повысить гибкость. При правильном выполнении автоматизация может обеспечить улучшения во всех этих областях, но баланс преимуществ может варьироваться в зависимости от различных технологий и подходов. Правильный баланс для любой организации будет зависеть от ее общей операционной стратегии и бизнес-целей.
Программы автоматизации должны начинаться с четкой формулировки проблемы. Также важно, чтобы здесь были указаны причины, по которым автоматизация является правильным решением. Каждый проект должен быть в состоянии определить, где и как автоматизация может предложить улучшения, и показать, как эти улучшения связаны с общей стратегией компании.
Автоматизация должна показывать четкую отдачу от инвестиций. Компании, особенно крупные, должны следить за тем, чтобы не переопределять, не усложнять и не перерасходовать средства на автоматизацию. Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.
Платформа и интеграция
Компании сталкиваются с растущим давлением, требуя максимизировать отдачу от своих капиталовложений и сократить время, необходимое для перехода новых продуктов от проектирования до полномасштабного производства. Системы автоматизации зданий, которые подходят только для одной линейки продуктов, противоречат обеим этим целям, требуя повторяющихся, длительных и дорогостоящих циклов проектирования, закупки и ввода в эксплуатацию оборудования. Лучшим подходом является использование производственных систем, ячеек, линий и фабрик, которые можно легко модифицировать и адаптировать.
Точно так же, как стратегии платформ и модульности упростили и снизили стоимость управления портфелями сложных продуктов, платформенный подход будет приобретать все большее значение для производителей, стремящихся максимизировать гибкость и экономию за счет масштаба в своих стратегиях автоматизации.
Технологические платформы, такие как манипулятор, оснащенный сварочной горелкой, источником питания и управляющей электроникой, можно стандартизировать, применять и повторно использовать в различных приложениях, упрощая программирование, техническое обслуживание и поддержку продукта.
Системы автоматизации также должны быть тесно интегрированы в другие системы организации. Эта интеграция начинается с связи между машинами в заводских условиях, что стало более простым благодаря современным технологиям промышленных сетей. Но это также должно распространяться на более широкую организацию. Прямая интеграция с системами автоматизированного проектирования, автоматизированного проектирования и планирования ресурсов предприятия ускорит проектирование и развертывание новых производственных конфигураций и позволит гибким системам почти в реальном времени реагировать на изменения спроса или доступности материалов. Данные о переменных процесса и производительности производства, протекающие в обратном направлении, будут записываться в целях обеспечения качества и использоваться для улучшения конструкции и будущих поколений продукции.
Интеграция
также выйдет за пределы стен завода. Компаниям потребуется не только тесное сотрудничество и беспрепятственный обмен информацией с клиентами и поставщиками; им также необходимо будет наладить такие отношения с производителями технологического оборудования, которые будут все чаще владеть ноу-хау и интеллектуальной собственностью, необходимыми для обеспечения оптимальной работы систем автоматизации. Технология, необходимая для такой интеграции, становится все более доступной благодаря наличию открытых архитектур и сетевых протоколов, но потребуются изменения в культуре, процессах управления и образе мышления, чтобы сбалансировать затраты, выгоды и риски.
Более дешевые, интеллектуальные и более адаптируемые системы автоматизации уже трансформируют производство множеством различных способов. В то время как технология станет более простой в реализации, бизнес-решения — нет. Чтобы в полной мере использовать возможности, предоставляемые этими новыми системами, компаниям необходимо применять целостный и систематический подход, тесно согласовывая свою стратегию автоматизации с текущими и будущими потребностями бизнеса.
Будьте в курсе ваших любимых тем
Автоматизация на заводе
РАЗМЕЩЕН 31.08.2018
| Автор: Шон Балог
В эпоху Индустрии 4.0 автоматизация была одним из самых эффективных инструментов повышения эффективности для производителей. Использование автоматизации и передовых технологий, таких как робототехника и ERP-решения, позволяет ежедневно добиваться еще большего повышения производительности.
Современное производство
Цели современного производства можно резюмировать как попытку добиться устойчивого роста и доходов за счет повышения лояльности клиентов, создания высококачественных продуктов и преодоления потрясений на очень динамичных мировых рынках. Это не простые компоненты, чтобы жонглировать всеми сразу. Вот почему так важно базовое понимание наиболее эффективных и доступных аспектов автоматизации, используемых в настоящее время.
От Индустрии 1.0 до Индустрии 4. 0
Чтобы поговорить об автоматизации и современном производстве. Важно понимать, как концепции и практические приложения автоматизации развивались с течением времени.
Индустрия 1.0 представила механизацию. Индустрия 1.0, также известная как первая промышленная революция, состояла из систем, работающих на воде, паре и ископаемом топливе, которые заменили силу животных силой машин.
Индустрия 2.0 ввела массовое производство. Вторая промышленная революция ознаменовалась появлением авиации, радио и конвейерного производства, где все это приводилось в действие электричеством.
Индустрия 3.0 представила оцифровку. Индустрия 3.0 стала огромным достижением в том, как была достигнута производительность. Во многом это было связано с изобретением и внедрением таких технологий, как компьютеры, Интернет и информационные технологии. Эти инструменты обеспечили основу, необходимую для современной автоматизации, массового производства и робототехники.
Индустрия 4. 0, в которой мы сейчас находимся, включает киберфизические системы (CPS) в производственной среде. Эти системы состоят из машин, их протоколов, управляемых компьютером, и их пользователей, работающих вместе в унисон.
Имейте в виду, что Индустрия 5.0 не за горами, и современные производители могут ожидать появления новых захватывающих технологий и усовершенствований процессов в ближайшие годы.
Связь с IoT и IIoT
Интернет вещей (IoT) — это сеть подключенных устройств, которые передают данные в центральную систему, которая все это имеет смысл.
Эта сеть состоит из подключенных пограничных устройств предприятия, терминалов и точек ввода/вывода. Данные, собранные через эту сеть, обеспечивают понимание того, что является успешным, а что нет с точки зрения операций и процессов.
Промышленный Интернет вещей (IIoT) делает упор на эту взаимосвязь и данные, предоставляемые терминалами, датчиками и другими системами на заводе.
Эти работающие на данных фабрики становятся «интеллектуальными» средами, способными информировать предприятия сверху вниз. Они обеспечивают наглядность эффективности заводских процессов и производительности как в режиме реального времени, так и во времени. Короче говоря, данные позволяют производителям уточнять и улучшать операции с актуальными и актуальными данными.
Типы автоматизации на заводе
Автоматизацию можно рассматривать как механизацию процессов таким образом, что можно выполнять процедуры и создавать продукты без участия человека.
На заводе используется несколько типов автоматизации. Тип автоматизации, используемый производственной операцией, будет реализован с учетом производимой продукции, необходимого оборудования и доступных ресурсов.
В случае промышленной автоматизации системы управления, такие как компьютеры или роботы, и информационные технологии используются для управления различными процессами и частями оборудования для выполнения задачи. Его можно легко применить к сбору данных, обработке данных и выполнению предсказуемой физической работы . Сюда входят такие задачи, как сварка, пайка, покраска, приготовление пищи, упаковка.
Фиксированная (жесткая) автоматизация
В этом примере приложение обычно простое и включает процесс или сборку, которые диктуются запрограммированными командами. Относительно трудно вносить изменения в дизайн продукта в фиксированный процесс автоматизации, который настраивается с учетом одной цели или процесса для каждого приложения.
Примеры:
Механизированная сборка
Обработка линий передачи
Автоматизированная обработка материалов
Преимущества:
Высокие первоначальные инвестиции в специально разработанное оборудование
Высокая производительность
Относительно негибкий подход к ассортименту продукции
Низкая удельная стоимость
Недостатки:
Высокая уязвимость к сбоям
Устаревание
Программируемая автоматика
Программируемая автоматика чаще всего используется при серийном производстве продукции. Это позволяет настраивать и часто вносить изменения на протяжении всего производственного процесса. В этом случае операция управляется программой инструкций, которые считываются и интерпретируются системой. Новые программы могут быть подготовлены и введены в оборудование для производства новых продуктов в любое время.
Примеры:
Станки с числовым программным управлением (ЧПУ)
Промышленные роботы
Программируемые логические контроллеры (ПЛК)
Преимущества:
Гибкость и способность работать с вариантами дизайна
Подходит для серийного производства
Недостатки:
Высокие инвестиции в оборудование общего назначения
Производительность ниже, чем у стационарной автоматизации
Гибкая (мягкая) автоматизация
Использование нескольких инструментов, связанных системой обработки материалов. Гибкая система автоматизации способна производить различные детали практически без потери времени на переход от одного типа детали к другому. . То же самое верно и при перепрограммировании системы или изменении физических настроек.
Примеры включают:
Манипуляторы роботов, которые можно запрограммировать на выполнение нескольких задач, таких как вставка винтов, сверление отверстий, шлифовка, сварка, вставка заклепок и покраска объектов распылением на сборочной линии.
Преимущества:
Непрерывное производство различных смесей продуктов
Гибкость при изменении дизайна продукта
Предложения Средняя производительность
Недостатки:
Требует больших инвестиций
Высокая удельная стоимость по сравнению со стационарной автоматикой
Полностью интегрированная автоматизация (TIA)
Философия TIA, впервые разработанная Siemens Automation and Drives, включает в себя три основные концепции:
Общая программная среда
Общая система управления данными
Общий метод связи
Внедрение TIA идеально подходит для многих отраслей, включая:
Автомобилестроение
Общее машиностроение
Машиностроение специального назначения
Производство стандартного механического оборудования, OEM-производители
Переработка пластмасс
Упаковочная промышленность
Производство продуктов питания, напитков и табачных изделий
Определяющие характеристики:
Сокращает время выхода на рынок
Более высокая производительность
Снижение стоимости жизненного цикла
Уменьшенная сложность
Повышенная безопасность инвестиций
Профилактическое обслуживание (PM) по сравнению с профилактическим обслуживанием (PdM)
При профилактическом обслуживании задачи выполняются, когда машины выключены. Действия по профилактическому обслуживанию выполняются, когда машины работают в своих обычных производственных режимах. И то, и другое имеет важное значение для экономии денег производителей и поддержания качества продукции, но в последнее время особое внимание уделяется профилактическому обслуживанию. Такие качества, как мониторинг состояния в режиме реального времени, обеспечивают более длительные периоды работы между задачами профилактического обслуживания, что приводит к сокращению времени простоя основного оборудования.
Мобильное управление автоматизацией производства
Мобильность — это будущее вашей рабочей силы.
Это проявляется в усилении взаимосвязи между приложениями и оборудованием, которое мы используем в повседневной жизни. Мобильное управление является гибким, интуитивно понятным и мощным. Эта концепция заняла видное место в производстве, и призыв к принятию новых отраслевых стандартов исходил от специалистов по исследованиям и инженерам в области автоматизации со всего мира.
Мобильные приложения уже используются в качестве быстрого и удобного средства доступа к информации о предприятии одним касанием пальца или движением руки. Мобильный доступ может существенно сэкономить на затратах, времени, рабочей силе и обслуживании. Практика также позволяет выявлять и решать операционные проблемы удаленно.
Растущие проблемы автоматизации в производстве
Хотя это правда, что применение автоматизации нарушает рабочие роли и демографические показатели занятости в отраслях, где они применяются, настоящие проблемы ощущаются в краткосрочном переходном процессе.
«Возможно, различие между работой и обучением должно стать более аморфным. В настоящее время у нас есть дихотомия, когда те, кто работает, не должны учиться, а те, кто учится, не работают. Нам нужно подумать о переходе от традиционной пятидневной рабочей недели к такой, при которой я трачу 60% своего времени на работу и 40% на регулярное обучение».
— Бхагван Чоудхри, профессор финансов Калифорнийского университета, Лос-Анджелес
В этой цитате Бхагван Чоудхри, известный профессор финансов Калифорнийского университета в Лос-Анджелесе, объясняет свои доводы в пользу изменения мышления, когда речь идет о работе и учебе.
По сути, понятно, что, хотя роботы и автоматизация используются для масштабирования операций, ваша рабочая сила и их наборы навыков должны масштабироваться вместе с ними для поддержания этих процессов и оборудования.
Это позволяет работникам узнать и взять на себя ответственность за большинство технических концепций и ролей в данной производственной операции.
О Encompass Solutions
Encompass Solutions, Inc. — консалтинговая фирма ERP, поставщик решений NetSuite и платиновый партнер Epicor, которая предлагает профессиональные услуги в области бизнес-консалтинга, управления проектами и внедрения программного обеспечения.
Автоматическое включение и выключение, термопредохранитель для защиты двигателя, высокие эксплуатационные свойства и простота конструкции обеспечивают надёжное и безопасное применение для перекачивания чистой воды на садовых участках, при осушении ёмкостей и водоёмов, организации забора воды с глубины (колодцы, скважины) и подачи на высоту, использовании в системах аэрации и дренажа. Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.
Применение
Для автоматического перекачивания воды из емкостей и водоемов, организации забора воды с колодцев, скважин и подачи на высоту. Допускается использование насоса в загрязненной воде.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип
погружной
Мощность, Вт
400
Мин. уровень забора воды, мм
135
Производительность, л/мин
150
Мин. остаточный уровень воды, мм
35
Напор, м
5
Макс. глубина установки, м
7
Макс.размер пропускаемых частиц, мм
35
Режим работы
автоматический/ручной
Материал корпуса
пластик
Присоединительная резьба, дюйм
1, 1 1/4, G1, G1 1/2
Термопредохранитель
есть
Поддержание заданного уровня воды
есть
Макс. температура воды, °С
35
Длина кабеля, м
10
Класс электрической защиты
1
Степень защиты
IP 68
Напряжение, В/Гц
220±10% /50
Габариты, см
22х16х39
Масса изделия, кг
4. 2
Масса в упаковке, кг
4.7
Комплектация
Насос
1
Штуцер выходной
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1. 2 МБ)
Рекламная брошюра (скачать pdf, 6.25 МБ)
Инструкция для печати (скачать pdf, 1.27 МБ)
НПГ-Т7-400_Приложение к инструкции (скачать pdf, 181.33 КБ)
НПГ-Т7-400_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Шланги, катушки для шлангов
Защита глаз и лица
Шнуры и веревки
Защита рук
Шпагаты
Распылители стационарные
Принадлежности и автоматика для насосов
Распылители ручные
Одежда защитная
Насос дренажный ЗУБР для грязной воды, 1400 ВТ, корпус
Преимущества
Универсальный насос способен перекачивать чистую и загрязненную воду с допускаемым размером частиц включений мягких фракций до 35 мм
Высокое качество материалов и комплектующих гарантируют стабильность работы и длительный срок службы,
Корпус из нержавеющей стали и высокое качество комплектующих
гарантируют стабильность работы и длительный срок службы
Поплавковый выключатель обеспечивает автоматическое вкл/выкл при изменении уровня воды
Регулировка уровней вкл/выкл насоса
Термопредохранитель для защиты от перегрева
Износостойкая рабочая крыльчатка гарантирует тихую и бесперебойную работу
Универсальный соединительный штуцер 2″‘ для шлангов и от G1 1/2″ до G2″ для трубопроводов
Кабель длиной 10 м, который может использоваться даже на большой глубине
Допускаемый размер частиц включения — до 35 мм
Описание
Автоматическое включение и выключение, термопредохранитель для защиты двигателя, высокие эксплуатационные свойства и простота конструкции обеспечивают надёжное и безопасное применение для перекачивания грязной и чистой воды на садовых участках, при осушении ёмкостей и водоёмов, организации забора воды с глубины (колодцы, скважины) и подачи на высоту, использовании в системах аэрации и дренажа. Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.
Применение
Для автоматического перекачивания воды из емкостей и водоемов, организации забора воды с колодцев, скважин и подачи на высоту. Допускается использование насоса в загрязненной воде.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
30 760 ₽
В наличии
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
19 511 ₽
9 040 ₽
В наличии
Купить в 1 клик
17 722 ₽
8 210 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Нет в наличии
Водяной насос 归档 —
Профессиональный китайский производитель оборудования Фокус на водяном насосе
Бензиновый водяной насос
Бензиновый водяной насос
Китай BISON является профессиональным заводом и поставщиком бензиновых водяных насосов. Оптовый 2021 лучший бензиновый водяной насос по конкурентоспособной цене.
УЗНАТЬ
Дизельный водяной насос
Дизельные водяные насосы
Ассортимент дизельных водяных насосов BISON охватывает все мощности, от небольших дизельных водяных насосов до больших дизельных водяных насосов, которые прошли самые жесткие экологические испытания, будь то морские, промышленные или военные.
ИССЛЕДУЙТЕ
Свяжитесь с нами и начните свой бизнес по производству водяных насосов с собственным логотипом и дизайном
ПОЛУЧИТЬ ЦЕНУ
ЛУЧШИЕ ПРОДАЖИ
Тайчжоу BISON Machinery CO., LTD
Тайчжоу BISON Machinery CO., LTD. расположен в городе Тайчжоу, провинция Чжэцзян, Китай, который охватывает три знаменитых шоссе — Нинбо, Тайчжоу, Вэньчжоу и известен как столица машин. BISON имеет передовое автоматическое производственное оборудование, более четырех производственных линий, совершенное испытательное оборудование, группу отличных технических специалистов, строгую и совершенную систему управления, специализирующуюся на производстве более 200 серий моек высокого давления, генераторов, водяных насосов, двигателей. и т. д. BISON занимает площадь в 20 000 квадратных метров и насчитывает около 200 сотрудников. Производство BISON охватывает миллионы машин, которые продаются дома и за рубежом.
BISON INDUSTRY
Мы являемся китайским производителем и поставщиком генераторов, моек высокого давления, двигателей, водяных насосов по всему миру. Мы разрабатываем и производим профессиональное энергетическое оборудование с 2014 года. Мы стремимся соответствовать самым высоким стандартам качества продукции и предлагать нашим клиентам лучшее качество и максимальную степень удовлетворения. Сегодня мы являемся лидером рынка в Китае, поставляя нашу продукцию в более чем 63 страны по всему миру.
Какие типы водяных насосов я продам оптом?
На рынке представлено множество различных типов водяных насосов. Эти насосы грубо делятся на бытовые водяные насосы и сельскохозяйственные водяные насосы. Наиболее распространенным типом водяного насоса является погружной насос. Это потому, что он почти не требует каких-либо работ по техническому обслуживанию и является очень прочным устройством. Во-вторых, ирригационные насосы BISON также удовлетворяют потребности большинства фермеров.
Должен ли водяной насос иметь самовсасывающую способность?
Не обязательно. Традиционные модели насосов требуют, чтобы вы каждый раз наполняли их определенным количеством воды перед началом работы. Вот почему люди обращаются к самовсасывающим водяным насосам, которые более удобны в использовании, просто включите переключатель, чтобы начать работать. Это может сэкономить время и много энергии.
Сколько лет можно использовать водяной насос?
Высококачественные водяные насосы BISON могут полностью реализовать свой потенциал в течение как минимум пяти лет. Если он правильно обслуживается и не перегружается часто, он может работать больше. Вот почему насосы BISON являются довольно выгодной инвестицией
Можно ли использовать эти насосы для орошения?
Да, вы определенно можете использовать эти водяные насосы для орошения. Вам просто нужно убедиться, что участок, который будет орошаться, имеет достаточное количество воды. В большинстве случаев люди часто выбирают эти насосы точно для одной и той же цели, так что если вы хотите купить для своего сада или фермы, знайте.
Руководство по оптовой продаже водяных насосов
Водяной насос — это устройство, используемое для перемещения большого количества воды. Это позволяет добывать воду из водоемов, колодцев, бассейнов и транспортировать ее из одного места в другое. Еще одним применением является отвод воды из затопленных помещений. China BISON предлагает насосы, подходящие для всех случаев и спецификаций. Независимо от того, инвестируете ли вы в небольшое жилое предприятие или в крупномасштабное строительное задание, вы можете сразу найти насос, который соответствует вашим потребностям, на нашем веб-сайте!
Типы водяных насосов по видам топлива
От старых ручных водяных насосов до водяных насосов, использующих электричество (переменного и постоянного тока), топливо (бензин или дизельное топливо) и природный газ. Но для наших повседневных потребностей наиболее распространенными являются следующие:
Электрический водяной насос : Этот тип электрического водяного насоса должен быть подключен к розетке или предварительно заряжен до достаточной мощности, прежде чем его можно будет использовать. Хотя электрические водяные насосы не такие мощные, как водяные насосы с бензиновым двигателем, они требуют меньше обслуживания, потому что вам не нужно беспокоиться о замене масла и другом обслуживании. Вам необходимо использовать водяные насосы в районах с электроснабжением, поэтому, если вам необходимо откачивать воду на открытом воздухе, используйте бензиновые или дизельные водяные насосы.
Бензиновый, дизельный водяной насос : Имеют двигатель внутреннего сгорания и могут работать даже без электричества. Если вам нужно перекачать много воды, например, затопленный подвал, то водяной насос с электроприводом — это то, что вам нужно. Эти два типа насосов при работе выделяют угарный газ, поэтому их нельзя использовать в закрытых помещениях.
Типы насосов по назначению
Погружной насос : При использовании погружных насосов они должны быть погружены в жидкую среду и транспортировать воду через внутреннее рабочее колесо. В зависимости от модели и производителя он может поднимать воду даже на высоту более 40 метров. Они разработаны со специальной оболочкой, чтобы предотвратить их от ржавчины и коррозии.
Насос для чистой воды : Если вам нужно поднять воду из водопроводной сети в накопительный бак на крыше, этот тип насоса — лучшее решение. Преимущество этих устройств в том, что они компактны и в зависимости от своей мощности могут вытолкнуть воду на высоту до 30 метров. Они предназначены для чистой воды, а также идеально подходят для небольших помещений.
Химический насос : Химические насосы являются идеальным решением для транспортировки химических веществ. Обычно мы используем коррозионно-стойкие материалы для изготовления таких деталей, как корпуса насосов, рабочие колеса и улитки.
Насос сточных вод : Используется для быстрого перемещения больших количеств грязной воды
Бустер насос : используется для увеличения давления водоснабжения
Ирригационное насос : для воды, законодательство,
. садовые или сельскохозяйственные угодья
Колодезный насос : используется для бытовых неглубоких и глубоких колодцев
Мусорный насос : используется для перекачки твердых отходов
Применение водяного насоса
Как выбрать водяной насос? – Руководство по оптовой продаже водяных насосов
Выбор правильного насоса является одним из наиболее важных способов избежать выхода из строя насосной системы и продлить срок ее службы. Каждый тип насоса имеет свою специфическую среду применения. Большинство водяных насосов можно использовать только для перекачки чистой воды (питьевой, морской, хлорированной и т. д.). Кроме того, существуют канализационные насосы для сточных вод, содержащих взвешенные вещества, которые обычно поступают из канализации, септиков и т. д. Кроме того, выбрать тип насоса поможет место установки насоса. Например, если вода поступает из скважины, идеальным выбором будет погружной насос, диаметр которого зависит от скважины. С другой стороны, если вода поступает из водохранилища, реки или озера, мы бы выбрали перекачивающий насос.
Следующим шагом в выборе правильного насоса является проверка правильности его технических характеристик. Наиболее важные факторы, которые следует учитывать при выборе водяного насоса, сводятся к рейтингу GPM/PSI, размеру насоса и шланга, а также напору.
PSI означает давление на квадратный дюйм, а GPM означает галлон в минуту. Чем выше PSI, тем больше сила воды, выходящей из насоса. GPM связан с количеством воды, вытекающей из насоса, а не с силой оттока.
Соответствующий размер шланга: независимо от того, какой размер у вашей помпы на входе, вы должны использовать шланг этого размера. Шланги не должны быть уменьшены в диаметре. Обычный размер шланга составляет 3/4 дюйма, что обычно подходит для очистки, небольших работ по техническому обслуживанию и т. д. Хотя они похожи на обычные садовые шланги, они лучше выдерживают более высокое давление.
Общий напор (THL) — это общая высота от источника воды до конечного пункта назначения. Головка включает в себя всасывающую головку и напор воды под давлением. Высота всасывания (SH) — это расстояние по вертикали от источника воды до насоса. Это число особенно важно для систем глубоких колодцев или дренажа пруда.
Размер впускного и выпускного отверстий тесно связан с расходом. Входной размер портативных водяных насосов обычно составляет 1-6 дюймов (иногда больше). Центробежные водяные насосы работают по тому же принципу — вода всасывается через впускной клапан и выбрасывается через сливной клапан. При этом, чем больше размер впускного клапана, тем больше воды сможет выкачать насос, и тем быстрее можно будет завершить работу.
Принадлежности для водяных насосов
Компания BISON предлагает множество аксессуаров для водяных насосов. Независимо от того, что может понадобиться вашему водяному насосу, мы можем удовлетворить ваши потребности. Вы можете использовать наши аксессуары для насосов, чтобы повысить производительность насоса или продлить срок его службы. Если у вас есть осушающий насос, вам понадобятся впускной и выпускной шланги, а также фильтр для предотвращения попадания твердых частиц в насос. Если у вас есть бензонасос, вы можете поставить насос снаружи и использовать его удаленно. Фильтр и всасывающий шланг. Вы также можете купить рабочие колеса и сменный комплект колес оптом, чтобы повысить универсальность и практичность насоса.
Техническое обслуживание водяного насоса
После выбора правильного насоса требуется некоторое техническое обслуживание для поддержания его нормальной работы. Чтобы лучше обслуживать ваших клиентов, BISON предлагает несколько советов по обслуживанию насосов. Вы также можете обратиться к руководству по эксплуатации насоса.
Обслуживание водяного насоса в целом очень простое. Прежде чем продолжить, обязательно удалите с него все видимые загрязнения. Если вы используете погружной насос, вокруг механического поплавка должно быть достаточно места, чтобы он мог свободно плавать. Насосы, оснащенные резервными батареями, необходимо заменять новыми батареями каждые два-три года. Насос также следует промывать один раз в год, но при необходимости между промывками следует устранять любые засоры или отключения.
Содержание
Водяной насос 归档 —
Профессиональный китайский производитель оборудования Фокус на водяном насосе
Бензиновый водяной насос
Бензиновый водяной насос
Китай BISON является профессиональным заводом и поставщиком бензиновых водяных насосов. Оптовый 2021 лучший бензиновый водяной насос по конкурентоспособной цене.
УЗНАТЬ
Дизельный водяной насос
Дизельные водяные насосы
Ассортимент дизельных водяных насосов BISON охватывает все мощности, от небольших дизельных водяных насосов до больших дизельных водяных насосов, которые прошли самые жесткие экологические испытания, будь то морские, промышленные или военные.
ИССЛЕДУЙТЕ
Свяжитесь с нами и начните свой бизнес по производству водяных насосов с собственным логотипом и дизайном
ПОЛУЧИТЬ ЦЕНУ
ЛУЧШИЕ ПРОДАЖИ
Тайчжоу BISON Machinery CO., LTD
Тайчжоу BISON Machinery CO., LTD. расположен в городе Тайчжоу, провинция Чжэцзян, Китай, который охватывает три знаменитых шоссе — Нинбо, Тайчжоу, Вэньчжоу и известен как столица машин. BISON имеет передовое автоматическое производственное оборудование, более четырех производственных линий, совершенное испытательное оборудование, группу отличных технических специалистов, строгую и совершенную систему управления, специализирующуюся на производстве более 200 серий моек высокого давления, генераторов, водяных насосов, двигателей. и т. д. BISON занимает площадь в 20 000 квадратных метров и насчитывает около 200 сотрудников. Производство BISON охватывает миллионы машин, которые продаются дома и за рубежом.
BISON INDUSTRY
Мы являемся китайским производителем и поставщиком генераторов, моек высокого давления, двигателей, водяных насосов по всему миру. Мы разрабатываем и производим профессиональное энергетическое оборудование с 2014 года. Мы стремимся соответствовать самым высоким стандартам качества продукции и предлагать нашим клиентам лучшее качество и максимальную степень удовлетворения. Сегодня мы являемся лидером рынка в Китае, поставляя нашу продукцию в более чем 63 страны по всему миру.
Какие типы водяных насосов я продам оптом?
На рынке представлено множество различных типов водяных насосов. Эти насосы грубо делятся на бытовые водяные насосы и сельскохозяйственные водяные насосы. Наиболее распространенным типом водяного насоса является погружной насос. Это потому, что он почти не требует каких-либо работ по техническому обслуживанию и является очень прочным устройством. Во-вторых, ирригационные насосы BISON также удовлетворяют потребности большинства фермеров.
Должен ли водяной насос иметь самовсасывающую способность?
Не обязательно. Традиционные модели насосов требуют, чтобы вы каждый раз наполняли их определенным количеством воды перед началом работы. Вот почему люди обращаются к самовсасывающим водяным насосам, которые более удобны в использовании, просто включите переключатель, чтобы начать работать. Это может сэкономить время и много энергии.
Сколько лет можно использовать водяной насос?
Высококачественные водяные насосы BISON могут полностью реализовать свой потенциал в течение как минимум пяти лет. Если он правильно обслуживается и не перегружается часто, он может работать больше. Вот почему насосы BISON являются довольно выгодной инвестицией
Можно ли использовать эти насосы для орошения?
Да, вы определенно можете использовать эти водяные насосы для орошения. Вам просто нужно убедиться, что участок, который будет орошаться, имеет достаточное количество воды. В большинстве случаев люди часто выбирают эти насосы точно для одной и той же цели, так что если вы хотите купить для своего сада или фермы, знайте.
Руководство по оптовой продаже водяных насосов
Водяной насос — это устройство, используемое для перемещения большого количества воды. Это позволяет добывать воду из водоемов, колодцев, бассейнов и транспортировать ее из одного места в другое. Еще одним применением является отвод воды из затопленных помещений. China BISON предлагает насосы, подходящие для всех случаев и спецификаций. Независимо от того, инвестируете ли вы в небольшое жилое предприятие или в крупномасштабное строительное задание, вы можете сразу найти насос, который соответствует вашим потребностям, на нашем веб-сайте!
Типы водяных насосов по видам топлива
От старых ручных водяных насосов до водяных насосов, использующих электричество (переменного и постоянного тока), топливо (бензин или дизельное топливо) и природный газ. Но для наших повседневных потребностей наиболее распространенными являются следующие:
Электрический водяной насос : Этот тип электрического водяного насоса должен быть подключен к розетке или предварительно заряжен до достаточной мощности, прежде чем его можно будет использовать. Хотя электрические водяные насосы не такие мощные, как водяные насосы с бензиновым двигателем, они требуют меньше обслуживания, потому что вам не нужно беспокоиться о замене масла и другом обслуживании. Вам необходимо использовать водяные насосы в районах с электроснабжением, поэтому, если вам необходимо откачивать воду на открытом воздухе, используйте бензиновые или дизельные водяные насосы.
Бензиновый, дизельный водяной насос : Имеют двигатель внутреннего сгорания и могут работать даже без электричества. Если вам нужно перекачать много воды, например, затопленный подвал, то водяной насос с электроприводом — это то, что вам нужно. Эти два типа насосов при работе выделяют угарный газ, поэтому их нельзя использовать в закрытых помещениях.
Типы насосов по назначению
Погружной насос : При использовании погружных насосов они должны быть погружены в жидкую среду и транспортировать воду через внутреннее рабочее колесо. В зависимости от модели и производителя он может поднимать воду даже на высоту более 40 метров. Они разработаны со специальной оболочкой, чтобы предотвратить их от ржавчины и коррозии.
Насос для чистой воды : Если вам нужно поднять воду из водопроводной сети в накопительный бак на крыше, этот тип насоса — лучшее решение. Преимущество этих устройств в том, что они компактны и в зависимости от своей мощности могут вытолкнуть воду на высоту до 30 метров. Они предназначены для чистой воды, а также идеально подходят для небольших помещений.
Химический насос : Химические насосы являются идеальным решением для транспортировки химических веществ. Обычно мы используем коррозионно-стойкие материалы для изготовления таких деталей, как корпуса насосов, рабочие колеса и улитки.
Насос сточных вод : Используется для быстрого перемещения больших количеств грязной воды
Бустер насос : используется для увеличения давления водоснабжения
Ирригационное насос : для воды, законодательство,
. садовые или сельскохозяйственные угодья
Колодезный насос : используется для бытовых неглубоких и глубоких колодцев
Мусорный насос : используется для перекачки твердых отходов
Применение водяного насоса
Как выбрать водяной насос? – Руководство по оптовой продаже водяных насосов
Выбор правильного насоса является одним из наиболее важных способов избежать выхода из строя насосной системы и продлить срок ее службы. Каждый тип насоса имеет свою специфическую среду применения. Большинство водяных насосов можно использовать только для перекачки чистой воды (питьевой, морской, хлорированной и т. д.). Кроме того, существуют канализационные насосы для сточных вод, содержащих взвешенные вещества, которые обычно поступают из канализации, септиков и т. д. Кроме того, выбрать тип насоса поможет место установки насоса. Например, если вода поступает из скважины, идеальным выбором будет погружной насос, диаметр которого зависит от скважины. С другой стороны, если вода поступает из водохранилища, реки или озера, мы бы выбрали перекачивающий насос.
Следующим шагом в выборе правильного насоса является проверка правильности его технических характеристик. Наиболее важные факторы, которые следует учитывать при выборе водяного насоса, сводятся к рейтингу GPM/PSI, размеру насоса и шланга, а также напору.
PSI означает давление на квадратный дюйм, а GPM означает галлон в минуту. Чем выше PSI, тем больше сила воды, выходящей из насоса. GPM связан с количеством воды, вытекающей из насоса, а не с силой оттока.
Соответствующий размер шланга: независимо от того, какой размер у вашей помпы на входе, вы должны использовать шланг этого размера. Шланги не должны быть уменьшены в диаметре. Обычный размер шланга составляет 3/4 дюйма, что обычно подходит для очистки, небольших работ по техническому обслуживанию и т. д. Хотя они похожи на обычные садовые шланги, они лучше выдерживают более высокое давление.
Общий напор (THL) — это общая высота от источника воды до конечного пункта назначения. Головка включает в себя всасывающую головку и напор воды под давлением. Высота всасывания (SH) — это расстояние по вертикали от источника воды до насоса. Это число особенно важно для систем глубоких колодцев или дренажа пруда.
Размер впускного и выпускного отверстий тесно связан с расходом. Входной размер портативных водяных насосов обычно составляет 1-6 дюймов (иногда больше). Центробежные водяные насосы работают по тому же принципу — вода всасывается через впускной клапан и выбрасывается через сливной клапан. При этом, чем больше размер впускного клапана, тем больше воды сможет выкачать насос, и тем быстрее можно будет завершить работу.
Принадлежности для водяных насосов
Компания BISON предлагает множество аксессуаров для водяных насосов. Независимо от того, что может понадобиться вашему водяному насосу, мы можем удовлетворить ваши потребности. Вы можете использовать наши аксессуары для насосов, чтобы повысить производительность насоса или продлить срок его службы. Если у вас есть осушающий насос, вам понадобятся впускной и выпускной шланги, а также фильтр для предотвращения попадания твердых частиц в насос. Если у вас есть бензонасос, вы можете поставить насос снаружи и использовать его удаленно. Фильтр и всасывающий шланг. Вы также можете купить рабочие колеса и сменный комплект колес оптом, чтобы повысить универсальность и практичность насоса.
Техническое обслуживание водяного насоса
После выбора правильного насоса требуется некоторое техническое обслуживание для поддержания его нормальной работы. Чтобы лучше обслуживать ваших клиентов, BISON предлагает несколько советов по обслуживанию насосов. Вы также можете обратиться к руководству по эксплуатации насоса.
Обслуживание водяного насоса в целом очень простое. Прежде чем продолжить, обязательно удалите с него все видимые загрязнения. Если вы используете погружной насос, вокруг механического поплавка должно быть достаточно места, чтобы он мог свободно плавать. Насосы, оснащенные резервными батареями, необходимо заменять новыми батареями каждые два-три года.
Подвижная фигурка штурмовика из звездных войн на 3D принтере — файлы для печати прилагаются!
Отчет с поля боя! Капитан Фазма ведет волну атаки на повстанцев! Победить сопротивление — это не простенькое дельце! Первому Ордену нужно отправить еще несколько солдат, чтобы присоединиться к нашей битве!
Воодушевленный конструктором для 3D-печати Autodesk Tinkerplay и моим опытом работы с лего и биониклами (оставьте комментарий, если они у вас есть), это руководство покажет вам, как создать любую индивидуальную фигурку! Я люблю фигурки с шаровыми опорами! Я рос на фигурках от Bandai и Lego, и их простота сборки и создания меня восхищает! Не нужно постоянно что-то прикручивать и откручивать. Раньше я пробовал традиционную лепку, это моя попытка создать фигурку с помощью САПР!
Скачайте файл и распечатайте фигурку штурмовика с реалистичной артикуляцией на 3D принтерe сами! Надеюсь, вам понравится это руководство и из него вы подчерпнете из себя несколько приемов для 3D печати.
Я делаю эту фигурку в качестве рождественского подарка моей любимой подруге Сьюзи! Я хочу сделать для неё достойную фигурку для фотографирования! Можно по разному относится к новой трилогии Звездных Войн, но дизайн в фильмах как всегда на высоте. Лично мне с первого тизера очень понравилось как выглядит имперский штурмовик.
Примечание: данная статья является переводом.
Шаг 1: Освоение TinkerPlay за 10 минут!
Начнем с того, что Tinkerplay — это программа для печати игрушек моей мечты! Autodesk запустила это приложение в начале 2016 года, и я очень рад был поработать в нем, как любитель 3D-печати.
Пользовательский интерфейс (UI) спроектирован так, чтобы быть интуитивно понятным, простым в освоении как для детей, так и для родителей. Доступен на iOS, Android и в магазине Windows! Я попробовал приложение для Android на телефоне, но предпочитаю пользоваться версией для компьютеров. Приложение настолько простое в использовании, что оно даже не начинается с учебника! Предоставляет 10 шаблонов персонажей с уникальными конечностями и частями тела, соединенными шаровыми шарнирами. Выберите один из шаблонов и начнется управляемый процесс сборки. Программа имеет интерактивную среду, кастомизацию деталей, инверсную кинематику и возможность копирования и вставки, как показано в моем видео.
Процесс сборки осуществляется строго по принципу «перетащи и брось». Помимо шаблонов, пользователь может смешивать и подбирать детали, так как они доступны в двух каталогах:
1) Части от определенного персонажа;
2) Эти же части тела от других персонажей.
Не стесняйтесь посмотреть видео-демонстрацию, если вам интересно!
Нажмите кнопку печати, и вы увидите приблизительные размеры и вес фигурки, эти параметры являются общим индикатором цены. Вы можете заказать печать своей фигурки в местной 3D-мастерской.
Разархивируйте файлы STL и загрузите в Blender, расположив их так, чтобы они соответствовали вашему принтеру! Я установил свой на UPBOX в университетской библиотеке. Я распечатал этот скелет для тестирования принтера и файла печати. Переходим к Maya! Надеюсь в будущем я стану профессионалом в Maya.
После печати я очистил весь плот и опору плоскогубцами, собрал скелет и немного повеселился с ним. Шаровые опоры очень хорошо шарнирно сочленены, с приемлемым трением. Он может принимать сложные позы, например, стоять на одной ноге. Небольшое несовершенство качества печати, похоже, не сильно влияет на функциональность!
Шаг 2: 3D-моделирование
Это самая творческая часть, вы можете смоделировать все, что угодно или скачать любого понравившегося игрового персонажа на TurboSquid.
Как 3D-художник, я, очевидно, сам буду моделировать штурмовика. Трехмерное моделирование было моей страстью в течение нескольких лет, меня так тянет к нему, с большей практикой, я надеюсь на соответствующее обучение в аспирантуре и построение карьеры на этом! Для новичков у меня есть следующие советы:
1. Лепите! заставьте свой мозг работать с трехмерными формами! (Я пытался лепить фигурку из бумажной глины 2 года назад, но она была слишком тяжелой и недостаточно твердой, это было до того, как я попробовал fimo.
2. Смотрите обучающие видео онлайн! Длинные или короткие!
3. Смотрите разборку визуальных эффектов и видео за кадром!
4. Подписывайтесь на цифровых художников в Instagram
5. Узнайте о топологии и проверьте свои знания!
6. Разместите свою работу в Интернете! Вы будете получать отзывы, и никогда не известно кто посмотрит ваши работы и к чему это приведет!
Я приложил таймлапс процесса, я, конечно, не профессионал (пока), но, надеюсь, вы чему-то научитесь!
Шаг 3: Модификации Tinkerplay и доработка модели
Я набросал общую схему (см. прилагаемый рисунок) основными особенностями являются:
1. Двойной шаровой шарнир в локтях и коленях для более высоких углов изгиба;
2. Шарниры имеют 2 стандартных размера вместо 1, как в tinkerplay, чтобы уменьшить вес.
Я использовал приложение под названием Camera Scanner, оно очень удобное и справляется со своей работой. Автокоррекция действительно дает качество отсканированного изображения в большинстве случаев. Отлично подходит для преобразования готовых качественных документов в PDF с помощью телефона.
Я грубо смонтировал штурмовика по эскизу в Blender. Затем я выбрал шаровой шарнир из файла .stl, который я экспортировал из Tinkerplay. Масштабирую до двух размеров. Затем я поместил сустав сверху и проверил его. Вы можете видеть, как я делаю много корректировок, чтобы улучшить артикуляцию. Установив соединения и гнезда на свои места, я начал их соединять.
Затем я совместил костяную деталь с моделью штурмовика. я сделал так, чтобы они перекрывались, они даже не соединены. Я решил переделать соединения. Некоторые части вообще не получили поддержки или плота, основа печати тоже была смещена, видно скольжение некоторых слоев. Похоже, что основа не была закреплена в самом начале.
Шаг 4: Тестовая печать
Можно наблюдать сильное скольжение
Мой первоначальный подход к установке костей внутри потерпел неудачу из-за сгенерированной поддержки. Мне пришлось их разделить.
Последняя успешная печать.
Я сомневался, что всё будет хорошо с самого начала, так как это довольно сложная вещь для печати. Я ожидал, что мне, возможно, придется переделать модель. Я сделал пробную печать на единственном принтере, к которому у меня есть доступ. Это был принтер в университетской библиотеке. К сожалению, у меня 6-часовой лимит, и я могу распечатать его только очень маленького размера из-за сложности конструкции.
Он с треском выходит из строя из-за размеров, шаровые опоры были отсоединены. Печатная основа не была установлена должным образом, части моей фигуры были перетасованы как колода карт. Произошло серьезное скольжение слоев, это хорошо видно на шлеме. Мне просто не повезло.
Шаг 5: Модификации + перепечатка
Расположите более высокую деталь в центре, а детали с меньшим количеством слоев на окружающем пространстве для оптимизации времени и стабильности печатающей головки.
Это демонстрация скелета, не стесняйтесь использовать это в своем проекте.
Цилиндрическая деталь обычно должна стоять вертикально благодаря равномерному распределению нити по окружности.
Справа предыдущая неудачная попытка
Пальцы трудно сориентировать, это была моя лучшая попытка, учитывая кривизну форм.
Я отделил арматуру шарового шарнира от брони и повторно распечатал ее, также я заново выровнял детали, чтобы требуемая поддержка была минимальной. Вы также можете заметить, что я более детально смоделировал сетку… После починки принтера и исправления его операционных сбоев, я наконец-то получил работоспособный 3d принтер. Печать заняла 10 часов, вес составил около 100 г, очистка опоры и плота заняла больше часа. Я действительно хочу, чтобы у меня дома был собственный 3d принтер.
Моделирование для печати аналогично моделированию для игр и графики, но имейте в виду некоторые важные отличия:
При необходимости используйте высокополигональную печать, поскольку принтер обычно не работает с картами рельефа или картами нормалей. Если вам нужно больше определения формы, добавьте больше геометрии.
Сетка должна быть водонепроницаемой и соединяться по топологии.
Если это невозможно, убедитесь, что две сетки перекрывают друг друга в значительной степени (например, грудная кость и тазовая кость, которые я сделал).
Шаг 6: Соберите штурмовика и задайте перца повстанцам!
четкое извлечение из сетки, начинайте с частей, расположенных вокруг, работайте внутрь.
все части готовы!
Cверните пенопласт внутрь, чтобы зафиксировать грудную клетку.
Выглядит как суши.
У меня ушел час на то, чтобы снять деталь с сетки и опоры. Держите под рукой тампон со спиртом, я поцарапал палец об жесткую опору. Освобождая часть на окраине, двигайтесь к центру, как вы видите голову я снял последней
Потом идет настоящая сборка. Я тестирую подогнанные детали. Поскольку это пустые оболочки, доспехи и другие некоторые части немного болтаются, например, грудь и бедра. Я рекомендую добавить набивку крафт-пеной. При необходимости приклейте ракушки к соответствующим местам горячим клеем.
Как я уже упоминал, принтер на котором я печатал данный проект имел ряд проблем. Если нить накаливания или принтер немного подведут, то шаровые шарниры могут не подходить идеально. Если детали не подходят, возьмите резак и обрежьте лишнее. Возьмите пистолет для горячего клея, нанесите каплю клея на шаровой шарнир и аккуратно потрите его, чтобы нанести тонкий слой. Суставы должны быть плотными, чтобы фиксироваться на месте и получать сложные позы. Не стесняйтесь грунтовать и шлифовать фигурку, чтобы она круто и гладко выглядела.
Шаг 7. Гибкость
Благодаря большей артикуляции, чем у фигурки средней ценовой категории, мой солдат способен принимать такие интересные позы. В частности у него подвижные плечевые суставы, не многие фигуры обращаются к этому тонкому, но важному сочленению. Подставка на одной ноге также является для меня моментом гордости… Я думаю фигурку можно было улучшить, если усовершенствовать топологию самих костей.
Надеюсь, вы видите, как из творческого ума и САПР могут вырасти крутые проекты!
Файлы для 3d печати штурмовика:
FYV6DI5IJHFFCF3.stl
189Скачать
FAED2KBIJHFFC8R.stl
157Скачать
Шаг 8: Обслуживание и примечания
Я полагаю, что прочность стыков будет завесить от используемой вами нити и разрешения печати.
Если соединение не такое плотное, как раньше, перепечатайте деталь или просто протрите слоем горячего клея, как я уже упоминал, это может показаться немного нечестным, но я думаю что в этом нет ничего такого.
Если вы дочитали до этого места, то большое вам спасибо, что следили за моим опытом в 3d печати. Спасибо за ваше время и поддержку Оставляйте комментарии и делитесь этой инструкцией со своими друзьями которые любят Звёздные Войны!
Да прибудет с вами сила!
3d печать человека — 3д печать фигурок людей на 3d принтере в Москве
Шедевры изобразительного искусства всегда поражают филигранностью и живостью человеческих образов. Казалось бы, копирование человеческого образа навсегда останется за гранью возможностей рядовых людей. Но, тем не менее, время неумолимо движется вперёд сметая ограничения и предоставляя возможности.
Возможности и преимущества шедевральной технологии
Каждый человек на планете уникален, следовательно, любая копия человека, будь то статуэтка, модель или портрет на бумаге – тоже будет обладать уникальностью. 3d печать людей – технология, позволяющая свести многовековое сложнейшее таинство скульптуры, живописи, лепки человеческих образов к нескольким незамысловатым манипуляциям с современным цифровым оборудованием.
И, пусть это звучит немного цинично, зато 3д печать человека открывает неимоверные возможности в различных сферах нашей жизни. Только представьте, создание скульптурных копий человека занимает месяцы, а иногда и годы. Стоимость такой скульптуры зачастую просто не по карману обычному человеку. Да и шансы стать моделью талантливого скульптора ничтожно малы.
Зато обзавестись собственной точной копией размером в несколько сантиметров теперь совершенно не сложно и не накладно. Более того, в мире назревает настоящий бум популярности трехмерной печати, которая вскоре создаст весомую альтернативу фотопечати и видеохронике. И дело здесь не только в частных амбициях и забаве!
Сферы востребованности технологии 3Д печати людей
3D печать фигурок уже сегодня распространена в:
● рекламной сфере; ● оформлении свадебных торжеств; ● сувенирной промышленности; ● макетировании промышленных и торговых объектов; ● дизайне; ● медицине.
Благородные миссии инновационной технологии
Более того, круг лиц, профессионально заинтересованных в услуге, во имя развития своего бизнеса постоянно растёт. Помимо стойкого интереса к технологии, ее прибыльности и эффектности, печать 3D людей служит ещё и благородным целям, например:
● позволяет незрячим людям тактильно познакомиться с внешними образами своих близких и друзей, общение с которыми ограничено виртуальным пространством; ● позволяет будущим родителям полюбоваться своим малышом в утробе не только с помощью УЗИ – картинки. 3д печать фигурки младенца построенная благодаря инновациям, позволит ещё до его появления на свет познакомиться с ним визуально; ● печать фигурок на 3D принтере помогает людям с психическими травмами, расстройствами адаптироваться к определенной социальной среде; ● в психологии и образовательных дисциплинах трёхмерные модели людей задействованы в методиках работы с детьми.
Этапы создания трехмерных копий человека
Качественная и добротная печать 3D людей на самом деле требует проведения нескольких подготовительных этапов. ● На первом, производится полномасштабное 3D сканирование человека во весь рост ● На втором, копия трёхмерной модели тщательно обрабатывается ● На третьем, производится уменьшение масштаба и печать фигурки.
Технология подразумевает также ряд постпечатных мер обработки. Фигуркам может потребоваться шлифовка поверхности, раскрашивание или подкрашивание, освобождение их от вспомогательных элементов – фиксаторов, дополнительных деталей, покрытие защитными лаками, финишными средствами.
Расходные материалы и особенности технологических процессов
Для 3D печати фигурок людей используются различные материалы и даже различное оборудование, технически и технологически отличающиеся друг от друга. Так, результат может быть представлен в пластике, гипсе, полимерных смесях. Он может быть одноцветным или многоцветным. Реалистичным или лишь в общих чертах напоминающим оригинала.
Технологии 3d печати людей также имеют отличия. Самых востребованных и часто используемых две:
● послойное воссоздание модели на струйном 3D принтере; ● лазерное запекание, стереолитография на лазерном принтере.
Для наилучшего и более точного воссоздания образа человека целесообразно использовать метод послойного склеивания целлюлозно-крахмальной смеси.
Использование 3д печати фигурок людей в рекламной индустрии
Конечно, рекламная индустрия, традиционно занимает лидирующие позиции в привлечении инноваций на свою службу. 3D печать фигурок людей, стала основой нескольких громких рекламных кампаний в Испании, Германии, Великобритании, в ходе которых прохожим на улицах и посетителям торговых центров предлагалось оперативно создать собственную миниатюру на объемном принтере.
Но сфера рекламного использования данной технологии гораздо шире:
● Фигурки реальных сотрудников фирмы в униформе компании могут составлять статическую инсталляцию. ● Может являться участниками правдоподобной анимационной рекламы. ● Подаренные на память, в качестве сувениров, они будут представлять собой мощную мотивацию к общему делу и общему успеху. ● 3Д печать фигурок людей в дополнение к презентации 3D макета промышленных, строительных, социальных объектов способно привнести живости и динамики в представление проектов. ● С помощью объёмного принтера можно создавать не только мини копии реальных людей, но и преображать знакомые растиражированные образы знаменитых скульптур. Например, облачить Венеру Милосскую в костюм стюардессы рекламируемой авиакомпании, а мини копию скульптуры Родена использовать в рекламе дамских аксессуаров.
Позиция 3Д копий человека в сувенирном производстве
Кладезь бесценных перспектив 3D принтер и печать человека принесёт и сувенирному производству. С помощью технологии можно изготовить:
Варианты представления образа в трехмерной миниатюре
При создании сувенирных миниатюр людей, чаще всего можно встретить три направления воссоздания образа:
● реалистичный или обыденный, тот, что можно встретить на любительском фото или в жизни; ● постановочный, когда модели представлены в фантазийных, стилизованных образах, например, супергероев или персонажей известных сказок, кинофильмов, литературных произведений, комиксов; ● свадебный, парный реальный или вымышленный образ.
Фигурки жениха и невесты – это только начало!
Индустрия свадебной атрибутики, помимо памятных статуэток молодоженов может эксплуатировать 3D печать фигурок для создания оригинального украшения пригласительных, оформления свадебного торта, праздничного стола, использовать мини-копии в качестве реквизита для оригинальной свадебной фотосессии и видеосъёмки романтической love-story.
Онлайн сервисы и их особенности
Стоит сказать несколько слов об услугах онлайн сервисов 3D сканирования. Этот первый этап 3д печати фигурки занимает меньше всего времени и является наименее трудоемким. Наличие множества специализированных приложений в сети, помогающих произвести самостоятельное сканирование образа, ещё больше упрощает задачу.
Собственно, результаты сканирования и позволяют удаленно оказывать услуги трехмерного моделирования человека. Чем старательнее будет произведено сканирование, тем больше сходства будет между моделью и статуэткой. Кстати, услуга 3д печати людей может быть оказана не только на основании сканирования реального человека, но и на основе фотографий, сделанных с разных ракурсов.
Способы получения необходимых исходников для 3D печати
Для воссоздания образа в 3Д модели, старайтесь заполучить снимки с восьми ракурсов по кругу, где шаг ракурса будет составлять 45 градусов. Эта информация будет полезна тем, кто планирует организовать сюрприз, связанный с секретным изготовлением мини-копии человека на 3D принтере. И пусть спонтанная фотосессия предоставит меньше информации об образе, чем сканирование, результат все равно будет узнаваем.
Наша компания готова предложить всем заинтересованным людям услуги трёхмерной печати человека, а также бизнес-сотрудничество в этой сфере. Наше техническое оснащение позволяет реализовывать не только собственные, но и сторонние проекты, давая успешную стартовую площадку для взлёта вашего бизнеса. Будем рады оказать вам помощь в создании трёхмерной человеческой копии и взаимовыгодному сотрудничеству.
фигурок лучших моделей для 3D-печати・Культы
Мортал Комбат Райден FUNKO POP
€1,92
-45%
€1,06
Рождественский бал
€3
-30%
2,10 €
Крилин — Dragon Ball Fanart
Бесплатно
Низкополигональная Poliwrath — ?????
Бесплатно
Nier 2B Фанарт
2,99 €
Ящик для хранения снеговика.
€6
Низкополигональная голова Бендера
1,22 €
СПАСАТЕЛЬ
7,50 €
Fujisak — Sket Dan
2,99 €
ВИНТАЖНАЯ ФИГУРКА YOXGIT В СТИЛЕ «ЗВЕЗДНЫЕ ВОЙНЫ»
5,74 €
ВИНТАЖНАЯ ФИГУРКА ПОЧЕТНОГО ОХРАННИКА «ЗВЕЗДНЫЕ ВОЙНЫ» В СТИЛЕ КЕННЕРА
7,66 €
ВИНТАЖНАЯ ФИГУРКА SHASA TIEL В СТИЛЕ КЕННЕРА «ЗВЕЗДНЫЕ ВОЙНЫ»
7,66 €
ВИНТАЖНАЯ ФИГУРКА «ЗВЕЗДНЫЕ ВОЙНЫ» В СТИЛЕ КЕННЕРА (ОКНО БАРЖИ)
7,66 €
12 китайских знаков зодиака — Мультяшная модель для 3D-печати
6 €
Конан-варвар
€3
-30%
2,10 €
Набор Big Boa для фигурок
15 €
Веерная голова Big Boa для фигурок
15 €
Генри Форд, основатель Ford Motor Company
12 евро
Набор из 4 минималистичных горшков для покемонов / Пикачу / Бульбазавр / Чармандер / Сквиртл
1,91 €
Джинн — Аладдин
3,25 €
Энцо Феррари Итальянский автогонщик
12 €
Статуэтки Кубка мира Месси
1,16 €
ВИНТАЖНАЯ ФИГУРКА «ЗВЕЗДНЫЕ ВОЙНЫ» В СТИЛЕ КЕННЕРА (SKIFF MASTER)
7,66 €
ВИНТАЖНАЯ ФИГУРКА VIZAM В СТИЛЕ KENNER «ЗВЕЗДНЫЕ ВОЙНЫ»
7,66 €
ВИНТАЖНАЯ ФИГУРКА NYSAD «ЗВЕЗДНЫЕ ВОЙНЫ» В СТИЛЕ КЕННЕРА
7,66 €
ВИНТАЖНАЯ ФИГУРКА ГИРАНА «ЗВЁЗДНЫЕ ВОЙНЫ» В СТИЛЕ КЕННЕРА
7,66 €
ВИНТАЖНАЯ ФИГУРКА FOZEC В СТИЛЕ «ЗВЕЗДНЫЕ ВОЙНЫ»
7,66 €
ВИНТАЖНАЯ ФИГУРКА KENNER LOBOT «ЗВЕЗДНЫЕ ВОЙНЫ»
4,77 €
ВИНТАЖНАЯ ФИГУРКА KENNER LANDO CALRISSIAN ЗВЕЗДНЫЕ ВОЙНЫ
4,77 €
ВИНТАЖНЫЕ ЗВЕЗДНЫЕ ВОЙНЫ KENNER GENERAL MADINE ACTION FIGURE
4,77 €
Hutao — Genshin Impact
2,99 €
Галантерея Space Ogre
1,92 €
Кашпо Cute Kitten — Easy Print
1,91 €
Брелок для ключей на фигурках Катар 2022
2,91 €
Ferruccio Lamborghini итальянский дизайнер автомобилей
12 €
Силовой меч, щит, топор и доспехи Mondo MOTU
4,80 €
Немецкий офицер-всадник 3D-модель для печати
€38
солдат СССР ЗИС-3 3D модель для печати
48 €
Tank Crew WW2 Россия Модель для 3D печати
38 €
Tank Crew Ussr Модель для 3D печати
38 €
Tank Crew WW2 Россия Модель для 3D печати
39 €
солдат WW2 Россия 3D модель для печати
39 €
шофер ссср ww2 3D модель для печати
38 €
Парень с газонокосилкой, садовник или строитель
12 €
Beidou — Genshin Impact
2,99 €
Коробка с наклейками Катар 2022/Коробка с фигурками.
0,58 €
Пираты Самали Модель для 3D-печати
39 €
солдат Модель 3D-печати
33 €
3D-портреты, 3D-статуэтки и 3D-селфи
Что такое напечатанные на 3D-принтере фигурки или 3D-селфи, также известные как «мини-я» и 3D-портреты?
3D-печатные фигурки , 3D-селфи , «мини-я» и 3D-портреты относятся к одному и тому же: сканирование.
Процесс получения такой персональной 3D-фигурки себя включает два основных этапа:
Этап 1: 3D-сканирование тела или лица человека с помощью ручного 3D-сканера или 3D-сканера всего тела. Затем можно получить и экспортировать 3D-модель.
Шаг 2: 3D-печать фигурки или бюста на 3D-принтере. Его можно распечатать в 3D на полноцветном 3D-принтере (дорогие системы, доступ к которым можно получить через службу 3D-печати).
Результат: фотореалистичная миниатюрная напечатанная на 3D-принтере статуя человека яркого цвета и с высоким уровнем детализации.
Другой вариант — 3D-печать модели дома на дешевом настольном 3D-принтере с белым PLA, например, и после некоторой постобработки покрасить ее.
Как начать бизнес по производству 3D-селфи или 3D-фигурок?
Если вы хотите начать бизнес по производству 3D-селфи или 3D-фигурок, мы настоятельно рекомендуем обратить внимание на кабины 3D-сканирования, специально предназначенные для 3D-фигурок и производства 3D-селфи.
Интегрированные системы включают в себя все необходимое для начала работы и не требуют вложения сотен тысяч долларов в современное промышленное оборудование.
3D-статуэтки: уникальная идея для подарка, чтобы запечатлеть воспоминания в 3D
3D-селфи и 3D-портреты для запечатления важных событий
3D-печатные фигурки – отличный подарок на жизненные события , такие как свадьбы, выпускные или дни рождения . Они представляют собой отличную альтернативу традиционным фотографиям. В случае свадьбы можно создать на 3D-принтере миниатюрную фигурку жениха и невесты и использовать ее как топпер для свадебного торта.
Персональная 3D-фигурка, сделанная 3D You.
Для 3D-статуэток или 3D-портретов доступно несколько вариантов размеров: от нескольких сантиметров до размеров почти в натуральную величину. Цена будет увеличиваться в зависимости от размера напечатанной на 3D-принтере статуи.
Создайте индивидуальную фигурку или игрушку с помощью 3D-печати
Фигурки, напечатанные на 3D-принтере, можно персонализировать по желанию, например, создать фигурки с вашим собственным лицом! После 3D-сканирования лицо субъекта может быть интегрировано в 3D-дизайн известной фигурки (например, Халк на изображении ниже) или даже в фэнтезийные и исторические фигурки.
Персонализированный 3D-печатный мини-я от 3D2GO.
Чтобы получить индивидуальную 3D-печатную фигурку мини-я, выполните следующие действия:
Шаг 1. Найдите компанию 3D-печати , предлагающую этот тип услуг рядом с вами или в Интернете (например, MyFaceOnAFigure.com)
Шаг 2. Отсканируйте свое лицо в 3D или используйте обычные изображения; некоторые компании могут превратить 2D-фотографии в 3D-модель (процесс, называемый фотограмметрией) и интегрировать их в фигурку
Шаг 3: Подождите для вашей 3D-печатной фигурки, которая будет напечатана и доставлена!
Если вы уже являетесь продвинутым пользователем 3D-сканирования и 3D-печати, вы также можете создать свою собственную фигурку с нуля, следуя этому руководству от Materialise.
И последнее, но не менее важное: для любителей животных есть даже компании, специализирующиеся на 3D-сканировании и 3D-печати домашних животных. 3Dpetshop в Японии предлагает уникальную процедуру для получения 3D-печатной миниатюрной версии вашего любимого питомца-компаньона.
Лучшие 3D-принтеры для 3D-фигурок, 3D-селфи и 3D-портретов
Хотите начать свой бизнес по производству 3D-селфи? Или просто напечатать на 3D-принтере миниатюрную версию себя? Затем вам нужно будет найти подходящий 3D-принтер и 3D-сканер для производства ваших 3D-фигурок.
Для 3D-принтера важным требованием является возможность полноцветной 3D-печати (в отличие от простой многоцветной 3D-печати) с высоким разрешением печати. Только несколько производителей 3D-принтеров в настоящее время предлагают полноцветную 3D-печать, и их системы обычно дороги.
Хотите узнать больше о цветной 3D-печати в нашем руководстве по полноцветным 3D-принтерам.
Лучшие 3D-сканеры, 3D-сканеры тела и кабины 3D-сканирования для 3D-фигурок и 3D-селфи
раскрасьте лицо или тело вашего объекта с помощью 3D-сканера.
Существует несколько типов 3D-сканеров, подходящих для 3D-сканирования лица или 3D-сканирования всего тела, но, в конце концов, только несколько 3D-сканеров можно использовать для профессиональных приложений.
Кабины для 3D-сканирования и 3D-сканеры для тела
Рынок 3D-сканеров для всего тела находится на подъеме, но лишь немногие из этих кабин для 3D-сканирования подходят для 3D-печати фигурок или приложений «мини-я».
Мобильный 3D-сканер тела Twinstant от Twindom.
Они почти всегда входят в состав интегрированного решения , разработанного для 3D-предпринимателей, включая решение для 3D-сканирования и 3D-печати. Полученные в результате 3D-модели отправляются в местную службу 3D-печати с возможностью 3D-печати фигурок в цвете, а затем отправляют их конечным покупателям.
Примечание. Некоторые системы 3D-сканирования тела, представленные в настоящее время на рынке, предназначены для медицинских или фитнес-приложений, поэтому они не подходят для 3D-селфи или 3D-печатных фигурок, где первостепенное значение имеет захват текстур и цветов в высоком разрешении.
Воспользуйтесь нашей системой сравнения 3D-сканеров, чтобы найти лучший 3D-сканер для тела.
Портативные 3D-сканеры и ручные 3D-сканеры
Ручные 3D-сканеры технически способны захватывать человека в полный рост в 3D, но они требуют, чтобы объект оставался неподвижным на протяжении всего процесса 3D-сканирования, который длится от 2 до 3 минут. Хотя для большинства людей это звучит легко, это не так, если вы хотите получить 3D-фигурки своих детей или домашних животных!
Действительно, если человек будет двигаться во время фазы 3D-съемки, 3D-модель будет непригодна для использования. Поэтому большинство предприятий, занимающихся 3D-селфи, используют не портативные 3D-сканеры, а кабины для 3D-сканирования, такие как Twindom (см. Выше).
Опять же, вы можете использовать нашу систему сравнения и фильтры, такие как «Портативный» и «Текстура/Цвета», чтобы найти подходящий портативный 3D-сканер (или нажмите здесь для поиска с предварительным фильтром!)
Услуги 3D-статуэток и 3D-селфи
Компании по производству 3D-фигурок и профессиональные услуги по сканированию тела
Для получения фотореалистичной 3D-статуэтки или 3D-селфи настоятельно рекомендуем обратиться в квалифицированный сервис. Профессиональные службы 3D-фигурок часто используют интегрированные решения для 3D-сканирования, такие как Twindom.
В этом случае поставщик услуг берет на себя часть процесса 3D-съемки, сканируя людей с помощью кабины 3D-сканирования. Полученный 3D-файл затем отправляется внешнему поставщику услуг 3D-печати, специализирующемуся на полноцветной 3D-печати и оснащенному лучшими 3D-принтерами для 3D-фигурок на рынке.
4-дюймовая напечатанная на 3D-принтере фигурка из Twindom’s Twinstant Mobile с базовой ретушью и покрытием TwinProtect.
Как создать собственный аватар с помощью 3D-сканирования?
Получите собственное 3D-сканирование тела или 3D-сканирование лица
Чтобы получить подробную 3D-модель объекта, необходимо использовать 3D-сканирование. Результатом этапа 3D-сканирования является 3D-файл с формой, текстурой и цветами человека.
Существует несколько типов 3D-сканеров, и вам не обязательно покупать дорогой 3D-сканер, чтобы выполнить 3D-сканирование человека:
Бесплатные мобильные приложения для 3D-сканирования могут превратить смартфон в портативный 3D-сканер. Для 3D-сканирования обычно требуется около 20 фотографий для цветного сканирования всего тела.
Недорогой 3D-сканер может быть хорошим вариантом для создания 3D-сканов людей достойного качества. Требуется только, чтобы кто-то другой выполнил 3D-сканирование.
Профессиональный портативный 3D-сканер, способный сканировать объект (или человека) в полном цвете и с текстурами.
Кабина для 3D-сканирования или сканер всего тела — идеальное решение для получения подробного 3D-скана тела человека. 3D-сканеры тела обычно используются компаниями, предлагающими услуги 3D-печати фигурок.
Настройте свой собственный 3D-аватар с помощью программного обеспечения для 3D-графики
После того, как вы получили свое 3D-сканирование (все тело или лицо), вы можете импортировать этот 3D-файл в CAD-программу (программу 3D-моделирования).
3D-модель с UV-картами в программе Blender 3D. Источник: gamedev.net
Для настройки 3D-дизайна можно использовать такие программные решения, как Blender. Затем вы можете изменить форму, текстуры и даже добавить аксессуары к исходному 3D-скану.
Ваше воображение и навыки 3D-дизайна! – это предел!
3D-печать на бумаге по сравнению с 3D-печатью на основе порошка
Только несколько технологий 3D-печати могут создавать полноцветные фотореалистичные 3D-отпечатки профессионального уровня.
3D-печать на основе порошка
Порошкообразный материал (песчаник, гипс и т. д.) спекается или плавится с помощью источника энергии. Затем можно применить связующее вещество для формирования объекта слой за слоем. Каждый слой окрашивается по мере затвердевания.
Основными преимуществами этой технологии являются большая производительность 3D-принтеров и возможность создавать фотореалистичные 3D-портреты и фигурки 9.0205 ярких цветов и высококачественный внешний вид . Однако материал для 3D-печати (порошки) и сами машины довольно дороги.
3D-печать на бумаге
Этот подход, разработанный ирландским производителем 3D-принтеров Mcor (теперь CleanGreen3D), использует обычную бумагу в качестве расходного материала.
классификация, обзор особенностей и рекомендации по выбору
При ремонте, строительстве, реконструкции зданий зачастую требуется выполнять работы по обустройству технологических проемов, сверлению отверстий в конструкциях из бетона, железобетона, кирпича и камня. В этом случае обратите внимание на инструмент с алмазными коронками, с его помощью можно решать как разовые, так и профессиональные задачи в больших объемах. Давайте разбираться, что такое установка для алмазного бурения, какую выбрать, на что обратить внимание в первую очередь.
Классификация установок для алмазного бурения по типам и критерии выбора
Перед тем как выбрать установку алмазного бурения, определитесь с перечнем задач, которые собрались решать. Дело в том, что в эту категория входит множество устройств, технические характеристики которых существенно различаются.
Чтобы не допустить ошибки при покупке, обращайте внимание на классификацию, которая применяется большинством производителей и строителей:
Необходимо сверление отверстия, диаметр которого не превысит 100–130 мм, тогда остановите свой выбор на установке, укомплектованной двигателем мощностью до 1,8-2 кВт, который способен обеспечить высокую частоту вращения рабочей коронки.
Требуется подготовить технологические проемы с диаметром в пределах 200 мм, стоит купить установку алмазного бурения с приводным электродвигателем, мощность которого будет не менее 2500 Вт.
Для бурения глубоких отверстий для установки анкеров в фундаменты, подготовки проемов под системы вентиляции диаметром до 350 мм применяют оборудование с двигателями мощностью в пределах 3–3,5 кВт.
Установки этой категории выпускают зарубежные производители. Стоит отметить, что цена профессиональных устройств высока.
Классификация установок для алмазного бурения по брендам и популярные модели
При выборе установок алмазного бурения рекомендуем обратить внимание на продукцию следующих наиболее известных брендов:
Bosch — электроинструмент этого производителя традиционно отличается качеством сборки, рабочим ресурсом. Можно выбрать установку во всем диапазоне мощности, доступна различная комплектация. Эргономичны, работать с такими устройствами удобно. Продукция этого бренда занимает лидирующие позиции в рейтингах, посвященных оборудованию для алмазного бурения и резки.
Tyrolit — производитель из Австрии, устройства которого пользуются заслуженным спросом среди профессиональных строителей. Предлагаемые модели позволяют бурить на значительную глубину в вертикальных и горизонтальных поверхностях. Есть возможность установки коронок различного диаметра, допускается изменение угла при необходимости.
Messer — один из новых игроков в этом сегменте производства. Несмотря на это, инструмент уже завоевал признание в профессиональной среде. Основной плюс — более выгодная цена, при этом по эксплуатационным характеристикам практически не уступает оборудованию признанных лидеров.
Хорошие модели оборудования представлены у брендов Hilti, Husqvarna, WEKA. Последние предлагают оборудование, способное просверлить отверстие диаметром до 400 мм, правда, только в кирпичной стене. На рынке есть предложения и от других компаний, широко представлены производители из Китая. Но практика показала, что если необходима надежная установка для алмазного бурения, способная проработать несколько сезонов, выбирайте модели указанных производителей. Это даст гарантию выполнения больших объемов работ. Стоит отметить, что устройства этой категории способны справиться с железобетоном, независимо от степени армирования. В отличие перфораторов этот критерий не играет практически никакой роли.
Особенности конструкции, оснастка
В качестве привода используется электродвигатель, укомплектованный системами изменения скорости, в том числе и в автоматическом режиме, защиты от перегрузки. Но встречаются и модели с ДВС, гидравлическим приводом, которые чаще всего применяют при дорожном строительстве, масштабных работах.
Крепление оборудования осуществляется благодаря опорной плитой и стойке (штативу). Фиксация в рабочем положении выполняется несколькими способами. Проще всего, установить на ровную подготовленную поверхность. Благодаря незначительной вибрации при работе, массы устройства вполне хватает для надежной фиксации на одном месте. Используют и крепление при помощи анкеров, вакуумного оборудования, но такая необходимость возникает при сверлении больших и глубоких отверстий.
Применение стойки, которая соединена с плитой шарнирно, позволит изменять угол, при котором осуществляется бурение. Подача бурильного оборудования обеспечена винтовым, реечным или цепным механизмом, который перемещает каретку с основным оборудованием вдоль стойки.
Отметим, что есть и модели в ручном исполнении, которые подойдут для выполнения разовых работ, в быту, при ремонте. По внешнему виду, мощности инструмент практически ничем не отличается от обычной дрели, применяется для сверления отверстий небольшого диаметра, например, под водопроводную трубу.
В качестве основной оснастки выступает коронка, изготовленная из прочной стали. На режущей части установлены алмазные напайки, которые и позволяют быстро сверлить бетон, железобетон, кирпичную и каменную кладку. Можно встретить коронки, диаметр которых достигает 1200 мм. Чтобы увеличить срок службы оснастки, предусмотрена система водяного охлаждения режущей части, которая позволяет предотвратить преждевременный износ алмазных напаек.
На что ещё обратить внимание при выборе — какие характеристики важны
Помимо мощности двигателя, оцените и другие эксплуатационные характеристики оборудования. Обратите внимание на такие моменты:
Конструкция стойки, от которой зависит точность подачи режущего инструмента, соответствие направления, возможность изменения угла бурения. На опорную стойку будут приходиться серьезные нагрузки, так как профессиональные установки отличаются значительным весом. По этой причине к ним предъявляют жесткие требования по прочности,
Хорошо зарекомендовали себя устройства с двух-трехскоростными редукторами, которые позволяют выбрать оптимальный режим работы.
Помогает и функция плавной регулировки частоты вращения коронки, за счет чего удается подобрать скорость с учетом прочности и других особенностей материала, сверление которого необходимо.
Если у вас возникли сложности в выборе определенной модели, воспользуйтесь бесплатной консультацией специалиста интернет-магазина Евроинструмент.рф. Позвоните или оставьте заявку на сайте, расскажем об особенностях установок алмазного бурения, выпускаемых разными производителями.
Установки алмазного бурения Rems — приобрести на Rems-Russia.ru
Для такой важной работы, как бурение отверстий в бетоне, железобетоне, кирпиче, камне и других материалах, используется алмазная буровая установка. С ее помощью, а также с помощью алмазных коронок вы просверлите отверстие практически в любом материале (бетон, асфальт, камень, монолит, кирпич и т. д.). Различаются алмазные установки диаметром сверления, мощность, скоростными режимами, используемыми станинами и т. д. Для различного вида работ требуется свой специфичный инструмент, не стоит покупать очень мощную сверлильную установку для бурения отверстия небольшого диаметра. Так же как и малопощная установка алмазного бурения не подойдет для тяжелых условий эксплуатации, т. к. сверление по некоторым материалам может быть достаточно трудоемким.
Немецкая компания Rems выпускает качественные, мощные и надежные установки алмазного бурения. Самостоятельно, или, что гораздо проще, с помощью наших специалистов, вы можете выбрать подходящий комплект оборудования для сверления конкретно под ваши цели, под сверление нужной именно вам специфики.
Установки алмазного бурения
4 комплектации
Установка алмазного бурения Rems Пикус S1
от 110 054 р.
3 комплектации
Установка алмазного бурения Rems Пикус S3
от 211 853 р.
3 комплектации
Установка алмазного бурения Rems Пикус SR
от 149 260 р.
2 комплектации
Установка алмазного бурения Rems Пикус S2/3.5
315 716 р.
Станины для сверлильных установок
1 комплектация
Стойка для алмазной установки Rems Титан
141 694 р.
1 комплектация
Стойка для алмазной установки Rems Дуплекс
123 810 р.
2 комплектации
Стойка для алмазной установки Rems Симплекс 2
от 90 794 р.
Прочее для бурения
4 комплектации
Промышленный пылесос Rems Пуль L/M
от 83 888 р.
Буровая установка состоит из двигателя и станины (стойки) для крепления дыигателя к ней. Выбрав двигатель, выбирайте соответствующую станину для него. Она может быть как с возможностью наклона до 45 градусов, что обеспечивает бурение под углом, так и без этой возможности, естественно, это отразится на конечной цене комплекта. Универсальность как самих сверлильных установок, так и их оснастки — алмазных коронок — является хорошей и очень полезной их характеристикой. Установка алмазного бурения Rems может использоваться с алмазными коронками другого производителя, и наоборот, используя оснастку Rems, можете производить алмазное сверление инструментом другого производителя. Такая «гибридная» установка не будет по качеству работы хуже обычной.
Установка алмазного бурения широко используется в строительстве для сверления отверстий для армирования фундамента, прокладки инженерных сетей и электрокабелей, установки систем кондиционирования, взятия проб бетона или пород, просверливания вентиляционных каналов. Алмазные установки Rems позволяют работать в самых сложных и стесненных условиях, осущестлвять бурение в мокром и сухом режиме, вручную или с использованием станины. Такая установка справится с любой работой.
Что касается буровых установок Rems, то машины этого немецкого производителя давно зарекомендовали себя как надежный и долговечный инструмент для качественной работы. Каждая представленная буровая установка универсальна и проста в применении, имеет удобный ручной держатель и стабилизатор для сверления вручную, мощный универсальный двигатель и мультифункциональную электронику. Подходящие алмазные коронки Rems имеют очень высокое качество, также подлежат восстановлению с помощью высокотемпературной напайки. Сверление с помощью оборудования Rems оптимально при любых условиях.
Алмазное бурение — самая современная и эффективная технология сверления отверстий. Буровая установка позволяет производить алмазное бурение быстро, качественно и надежно. Облегчает работу оператора и сокращает сроки выполнения сверлильных работ. Такая установка может обслуживаться всего лишь одним рабочим. Алмазное сверление характеризуется скоростью работы, высокой точностью, отсутствием бетонной пыли, невысоким уровнем шума.
Станки для глубокого сверления — Прецизионные сверлильные станки для всех отраслей промышленности
Наши ведущие в отрасли клиенты по всему миру полагаются на технологии глубокого сверления UNISIG® для получения мощных, производительных решений и ценности. Мы разрабатываем наши машины для работы с полным спектром приложений и поддерживаем их нашим высоким уровнем знаний и услуг.
Подробнее об UNISIG
НАЙДИТЕ СВОЮ МАШИНУ
Готовы начать? Используйте наш поиск машин, чтобы отфильтровать машины по глубине отверстия, диаметру отверстия и другим параметрам, чтобы найти возможные решения.
Найдите следующую машину
ИНФОРМАЦИЯ И РЕСУРСЫ
Не знаете, с чего начать? Если вы хотите узнать больше о процессе глубокого бурения, чтобы улучшить свои текущие операции, или о том, как UNISIG помог другим клиентам, UNISIG предлагает полную библиотеку ресурсов для помощи.
Приложения
Блог
Видео
Загрузки
Стандартные сверлильные станки
Мастерские и добыча Бурение. Оптимизируйте пропускную способность и расширьте возможности своего магазина с помощью машин, которые будут расти вместе с вашим бизнесом.
Серия станков:
UNE6 Медицинские сверлильные станки
Производители медицинских изделий могут максимизировать производительность путем ружейного сверления на станках UNE6 после швейцарской токарной обработки. Благодаря превосходному выравниванию и точности вы можете уверенно соблюдать допуски на концентричность и свести к минимуму несоответствие. Станки UNISIG повышают производительность и точность, а также открывают новые возможности для производства ответственных деталей.
См. Станки UNE6
Связанные отрасли: Медицина
Станки UNE Gundrilling Machines
Станки Gundrilling серии UNE оптимизированы для того, чтобы позволить любому привнести глубокое сверление в свой механический цех. Стандартные модели станков сочетают в себе высокопроизводительные компоненты и проектирование с меньшими общими инвестициями, что делает станки UNE надежным дополнением к обрабатывающим модулям с ЧПУ.
См. UNE Machines
Родственные отрасли: Аэрокосмическая промышленность | Автомобильная | Огнестрельное оружие
Станки со смещенным столом USK
Станки USK просверливают глубокие отверстия в заготовках с помощью программируемого стола с ЧПУ для позиционирования со смещением от центра. Эти машины имеют компактные размеры для экономии места на полу.
См. USK Machines
Родственные отрасли: Аэрокосмическая промышленность | обороны | Энергия | Гидравлика | Плесень | Нефть и газ
UNX Цилиндрические станки со смещением от центра
Станки UNX подходят для обработки отверстий со смещением от центра с экстремальным отношением глубины к диаметру. Эти станки автоматически сверлят глубокие отверстия в длинных и тяжелых заготовках без потери точности.
См. Машины UNX
Родственные отрасли: Нефть и газ
Бурение глубоких скважин и автоматизация добычи
Модульные машины для бурения скважин. Освойте крупносерийное производство с широким спектром возможностей, от пушечного бурения и бурения BTA до автоматизированных рабочих процессов.
Серия станков:
Серия станков UNI для промышленного бурения
Станки для глубокого сверления серии UNI используются в условиях высокой производительности или точности. Модульная конструкция обеспечивает гибкость сборки на заказ из стандартных компонентов. Индивидуальные или специализированные конфигурации распространены и разработаны для обеспечения надежности.
Многошпиндельное сверление и автоматизация серии UNI
UNISIG регулярно поставляет автоматизацию для систем сверления пистолетом и глубокого сверления BTA. Автоматизация может быть установлена на машине или использоваться для объединения нескольких машин или операций.
См. UNI Machines
Родственные отрасли: Аэрокосмическая промышленность | Автомобильная | обороны | Медицинский | Форма
UNX Цилиндрические станки со смещением от центра
Станки UNX подходят для обработки отверстий со смещением от центра при крайнем отношении глубины к диаметру. Эти станки автоматически сверлят глубокие отверстия в длинных и тяжелых заготовках без потери точности.
См. UNX Machines
Смежные отрасли: Нефть и газ
Автоматизация глубокого бурения
Глубокое бурение продуктивно выполняется с использованием множества различных инструментов, определяемых конечными допусками и начальным состоянием деталей.
См. раздел «Автоматизация»
Высокомощные буровые и трепанационные станки BTA
Бурение BTA от 25 мм до 300 мм на глубину до 12 м (от 1 до 12 дюймов до 40 футов). Раздвиньте границы BTA
Серия станков:
Сверлильные станки BTA серии B
< 800 мм
UNISIG Сверлильные станки серии B предназначены для высокопроизводительного сверления сложных материалов. доступен для адресации диапазон гибкого использования мастерской, а также расширенные потребности специального производства.
См. Машины серии B
Родственные отрасли: Аэрокосмическая промышленность | обороны | Гидравлика | Нефть и газ
Буровые станки BTA серии B > 800 мм
Станки серии B с поворотом более 800 мм предназначены для работы с самыми большими отверстиями и самыми тяжелыми деталями, сохраняя при этом жесткие допуски, на которых UNISIG построила свою репутацию.
См. Машины серии B
Родственные отрасли: Аэрокосмическая промышленность | обороны | Гидравлика | Нефть и газ
Автоматизация бурения BTA серии B
Автоматизация станка разработана и встроена в системы глубокого сверления для повышения производительности при BTA или артиллерийском сверлении. Эти возможности автоматизации представляют собой интегрированные компоненты, спроектированные с самого начала для совместной работы с остальной частью системы.
См. Автоматизация
Родственные отрасли: Аэрокосмическая промышленность | обороны | Гидравлика | Нефть и газ
Изготовление пресс-форм Сверлильные и фрезерные центры
Высокоэффективное сверление и обработка глубоких отверстий для производства пресс-форм. Примените 5-осевое позиционирование к задачам изготовления пресс-форм с меньшим количеством настроек и интуитивно понятным управлением.
Серия станков:
Универсальный шпиндель – фрезерование и сверление
USC-2M | USC-3M
Наши станки с универсальным шпинделем сочетают высокую производительность фрезерования с высокоскоростным сверлением глубоких отверстий с использованием сменных инструментов для ружейного сверления. Переключение между системами происходит быстро благодаря нашей системе с поворотно-замковым ящиком для стружки.
См. машины USC-M
Родственные отрасли: пресс-формы
Специализированные шпиндели – фрезерование и BTA/Gunddrilling
USC-2M-BTA | USC-3M-BTA
Наши специализированные шпиндели для фрезерования и глубокого сверления повышают производительность за счет введения системы глубокого сверления BTA вместе с инструментами для сверления со сменными пластинами. Сверлите более быстрые и прямые отверстия по ватерлинии и экономьте дни производства на больших основаниях пресс-форм.
См. Станки USC-M
Родственные отрасли: пресс-формы
Фрезерование передних бабок и BTA/Gunddrilling
УСК-М38 | USC-M50
Фрезерно-сверлильные станки UNISIG с зубчатой бабкой произвели революцию в производстве пресс-форм. Эти машины убирают недели из производственного графика и меняют представление производителей пресс-форм о проектировании и производстве своих деталей.
См. Станки USC-M
Родственные отрасли: Пресс-формы
Автоматическое устройство смены паллет для заготовок
USC-M38 | USC-M50
Устройство смены паллет добавляет еще одну гибкость в планирование производства. Задания можно настроить, пока машина выполняет другую часть. Изменения в расписании или потребности в быстрой модификации инструмента могут выполняться без длительных перерывов.
См. Станки USC-M
Связанные отрасли: Пресс-формы
Станки для шлифования и полировки роликами
Гидравлические цилиндры и чистовая обработка труб Добейтесь непревзойденной точности на станках благодаря быстрой смене инструмента и легкой загрузке деталей.
Станки для шлифования серии S
Шлифование и накатное полирование — чрезвычайно продуктивный метод изготовления гидравлических цилиндров. Машины UNISIG серии S спроектированы так, чтобы максимизировать производительность инструмента и дать оператору точный контроль над каждым аспектом процесса.
См. Станки серии S
Связанные отрасли: Гидравлика
Станки для зачистки серии S
Зачистка и роликовое воронение – чрезвычайно продуктивный метод изготовления гидравлических цилиндров. Машины UNISIG серии S спроектированы так, чтобы максимизировать производительность инструмента и дать оператору точный контроль над каждым аспектом процесса.
См. Машины серии S
Родственные отрасли: Гидравлика
Машины для зачистки серии S
Шлифование и накатное полирование — чрезвычайно продуктивный метод изготовления гидравлических цилиндров. Машины UNISIG серии S спроектированы так, чтобы максимизировать производительность инструмента и дать оператору точный контроль над каждым аспектом процесса.
См. Станки серии S
Связанные отрасли: Гидравлика
Станки для зачистки серии S
Зачистка и полировка роликами — чрезвычайно продуктивный метод изготовления гидравлических цилиндров. Машины UNISIG серии S спроектированы так, чтобы максимизировать производительность инструмента и дать оператору точный контроль над каждым аспектом процесса.
См. Машины серии S
Смежные отрасли: Гидравлика
Видео
Смотрите видео по запросу о машинах UNISIG, процессах, автоматизации и многом другом.
Смотреть видео
Истории успеха клиентов
Узнайте, как машины UNISIG помогают нашим клиентам добиваться успеха благодаря проверенным приложениям и преимуществам.
Подробнее
Области применения
Найдите подходящую технологию UNISIG для решения ваших уникальных задач.
Подробнее
О UNISIG
Узнайте об истории UNISIG и о нашем уникальном подходе к разработке индивидуальных решений.
Характеристики: HP шпинделя: 40 Вместимость сверла: 3” Ход буровой головки: 120” Скорость подачи: от 0,1 до 30 I…
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 23.11.22
Сравнение
Соединенные Штаты
Deep Hole Drills
emsil narwhal-1500
Deep Hool Drills
Запрос arwhal-1500
Deep Hool Drills
.
Добавлено в Список запросов
Запрос отправлен 23.11.22
Сравнить
Бихор, Румыния
Сверла для глубоких отверстий
GILDEMEISTER + KNOLL 0 M09 KNOLL-100008
Deep Hole Drills
Request a Quote
Added to Request list
Request submitted 11/23/22
Compare
Germany
Deep Hole Drills
KARATS L58BN
Deep Hole Drills
Request a Предложение
Добавлено в список запросов
Запрос отправлен 23. 11.22
Сравнить
Kyongsang-namdo, Korea, Republic of
Сверла для глубоких отверстий
KAYS 31020RT-BTA
Deep Hole Drills
Dehoff 3102020RT-BTA Precision Deep Deep Hole Decienedehoff 310202 Штаты
Сверла для глубоких отверстий
LEBLOND 5 GSR
Сверла для глубоких отверстий
У меня осталось 2 станка Double Ender, Bedways 4 Винты с центральным приводом, диаметр 4 дюйма, шаг 1 дюйм. 1 машина длиной 105 футов 3 секции. 1 машина длиной 107 футов. Имейте 5 бабок с полым шпинделем. Их можно сделать …
Оборудование для производства стеклопакетов | Строительное
Оборудование из Китая
Оборудование для производства стройматериалов
Оборудование для производства стеклопакетов
Артикул
Цена
30,000-50,000$
Продукция
Стеклопакет
Категория
Оборудование для производства стройматериалов
Тип оборудования
Мини
Шеф-монтаж:
бесплатно «под ключ»
Гарантия:
1год
Послепродажное обслуживание:
Представительство в РФ обеспечивает консультирование по вопросам ремонта и техобслуживания, а также можем предоставить обслуживание на месте. Гарантия поставок запчастей в течение всего срока эксплуатации оборудования.
Что же такое стеклопакет? Это ничто иное, как конструкция, представленная несколькими стеклами, которые соединены при помощи дистанционной рамки. Ее резку проводят специальной пилой, которая отличается мелкими зубами. Для заполнения полости рамки используют вещество, состав которого обеспечивает поглощение влаги. Заполнение полости рамки идет следующим образом – автоматическая установка создает давление, которое направляет состав в отверстие, находящееся в раме. После того, как полость будет заполнена, отверстие запаивают. Для этой цели используют бутил. Герметизации подобной продукции осуществляется за счет экструдера. Обжим стеклопакета проводят на стационарном планшетном прессе.
В настоящее время стеклопакеты широко используются в производственных процессах изготовления окон из ПВХ, а также окон с алюминиевым профилем. Производство стеклопакетов имеет ряд особенностей, оно основано на применении специфического оборудования, а также требует должной оснастки. Рассмотрим основные особенности оборудования для производства стеклопакетов:
— универсально; — при необходимости производительность данного оборудования настраивается; — достаточно экологично; — отличается тем, что обеспечивает автоматизацию высокого уровня.
В процессе выбора оборудования, которое будет задействовано в производственном процессе изготовления стеклопакетов, необходимо руководствоваться такими критериями, как стоимостью оборудования и его качеством, в частности их соотношением. В любом случае оно должно быть оптимальным.
В случае производства стеклопакетов в больших объемах технологический процесс требует наличие моечных, сборочных, опрессовочных линий. Эти линии являются автоматизированными, по этой причине они обеспечивают более высокую производительность. Стеклопакет на выходе герметизируется.
Технические характеристики
Подробнее
Модель
SMW-2500
SMW-2200
Электропитание
380V 50Hz 28 кВт
380V 50Hz 28 кВт
Макс. размер обработки
2500*3000 мм
2200*3000 мм
Мини. размер обработки
280*450 мм
280*450 мм
Толщина флоат-стекла
3~18 мм
3~18 мм
Скорость передачи
8~45 м/мин
8~45 м/мин
Скорость мойки
0-8 м/мин
0-8 м/мин
Общий вес
7000 кг
6000 кг
Габариты
22000*2100*3500 мм
22000*2100*3200 мм
Отправить заявку
Оборудование для производства стеклопакетов — качество и производительность.
Оборудование для изготовления стеклопакетов теплый край
Технология производства пластиковых окон
Внедрение современного точного и высокотехнологичного оборудования для производства стеклопакетов – одно из условий быстрого развития и конкурентоспособности предприятия производства окон ПВХ. Производство стеклопакетов – достаточно сложный сегмент рынка. С одной стороны, спрос на продукцию весьма высок, с другой – присутствует большое количество конкурентов. В связи с этим, люди, занимающиеся таким бизнесом, находятся в постоянном поиске стратегии развития и маркетинговых ходов для обеспечения стабильного положения на рынке.
Станки для производства стеклопакетов представлены двумя модификациями CLL-1600 и CLL-1800
Линия производства стеклопакетов включает в себя эффективное современное оборудование, позволяющее обеспечить непрерывный производственный процесс по технологическому алгоритму. Оборудование предназначено для изготовления стеклопакетов по американской технологии «Теплого Края», с использованием распорно-герметизирующей ленты. Комплекс состоит из: моечно-сушильный агрегат CLL, очищающий стекло от загрязнений и влаги; стол CLLJT, предназначенный для сборки пакета и позволяющий вести обработку на воздушной подушке; стол CLLFZ для сборки стеклопакета, позволяющий вращать стеклопакет под любым углом благодаря гидравлическому прессу. Опрессовка стеклопакетов на линии ведется при помощи поточного пресса CLLR. Подача стекла обеспечивается при помощи специальной платформы. Проста в работе и обслуживании. А цена, существенно ниже аналогов. Оборудование для производства стеклопакетов:
В нашем оборудовании производства стеклопакетов многие детали изготовлены из европейских комплектующих, а именно – электрика, пневматика. Механические составляющие, контактирующие с водой, в установке мойки и сушки стекла сделаны полностью из нержавеющей стали. Линия производства стеклопакетов максимально проста и неприхотлива в работе и обслуживании. Обеспечивает производительность от 300 до 1300 кв. м стеклопакетов в смену. Занимает небольшие производственные площади от 100 кв. м. Не требует высокой квалификации рабочих. Не загрязняет помещение и окружающую среду. Позволяет производить стеклопакеты шириной до 2200 мм. Для производства стеклопакетов нужно минимум комплектующих и рабочих (всего 3-4 человека). Гарантия на данное оборудование для производства стеклопакетов составляет 1 год, также предусмотрено постгарантийное обслуживание по желанию клиента.
Станок для мытья и сушки стекла CLLQ-1600/CLLQ-1800
Модель
CLLQ-1600
CLLQ-1800
Ширина стекла максимальная (минимальная), мм
≤1600/450
≤1800/450
Толщина стекла, мм
≤15
≤15
Щеток/Отжимных валов шт
4 / 4
4 / 4
Диаметр, мм
126
126
Всасывающий ролик, шт
3
3
Диаметр всасывающего ролика, мм
80
80
Мощность двигателя, кВт
0,75
0,75
Мощность нагревателя, кВт
4,5
4,5
Мощность насоса, кВт
0,36
0,36
Оборот щётки, об/мин
850-900
850-900
Передаточное отношение щётки
0,77
0,77
Мощность водонагревателя, кВт
6
6
Мощность вентилятора, кВт
0,75
0,75
Общая мощность, кВт
12
12
Скорость передачи стекла, м/мин
3,5
3,5
Источник питания
380В, 50Гц (3-фазное)
380В, 50Гц (3-фазное)
Вес
≈ 0. 8 тонны
≈ 0.85 тонны
Сопротивление заземления
4Ω
4Ω
Габариты, мм
2040*2100*1100
2300*2200*1100
Станок мойки стекла используется для эффективной горизонтальной мойки и сушки стекла и применяется на подготовительном этапе производства стеклопакетов в целях обеспечения чистоты поверхности стекла. Рамка для крепления стекла расположена горизонтально. Последовательная подача, мытье, сушка и извлечение стекла производится автоматически. Скорость обработки осуществляться плавно. Оборудование надежно, и легко настраивается.
Водоснабжение реализовано в замкнутом цикле. Вода подаётся из бака, встроенного в агрегат. Первый контур подачи – щетки, второй – обмывание стекла после щеток. После процесса мойки вода сталкивается с поверхности стекла двумя парами отжимных валов из плотного пористого материала. Такое устройство позволяет использовать более жесткую воду без снижения качества мойки стекла. Моющие средства не применяются. Воду менять необходимо раз в двое суток или при образовании малейших разводов на стекле. Раз в месяц нужно промывать отжимные валы.
Станок оборудован высококачественным устройством регулировки плавности хода, скорость обработки настраивается оператором, что обеспечивает высокое качество мойки.
В ходе мытья стекол используется вода из двух баков. Что обеспечивает высокую степень очистки стекол.
В работе станка используется двухступенчатая система циркуляции воды, разделяющая чистую и мутную воду, что позволяет экономить потребляемую воду.
Все детали системы очистки и установки стекла (включая трубу подачи теплого воздуха, датчики температуры, трубы, баки и т.д.) выполнены из высококачественной нержавеющей стали. Антикоррозийное покрытие предотвращает засорение системы циркуляции воды и обрахования ржавчины.
Четыре щетки, которые плотно прижимаются к поверхности стекла в ходе обработки, обеспечивают высокое качество очистки.
Станок оборудован тремя впитывающими роликами из качественного полимера, который обеспечивает их отличную впитывающую способность и длительный срок службы.
Станок оборудован роликом из специальной резины, обладающим высокой износоустойчивостью, длительным сроком службы и хорошим качеством обработки.
Баки выполнены таким образом, чтобы их было удобно наполнять водой.
Стенд для нанесения на стекло герметизирующей ленты CLLJT-1815
Модель
CLLJT-1815
Питание
380В 50Гц
Давление воздуха, МПа
0,4
Потребление воздуха, л/мин
20
Вертикальный ход присоски, мм
50
Вес, кг
200
Размеры, мм
1350x2010x750
Стенд используется при сборки стеклопакета. На нём размещается стекло и наносится дистанционно-распорная лента. Для перемещения стекла используется воздушная подушка. Нанесение спейсера осуществляется на закрепленном стекле, при помощи автоматической вакуумной присоски. Стенд оборудован энергосберегающим тихим вентилятором, обеспечивающим высокое давление воздуха. В системе нагрева стекла используется горячий воздух, что соответствует экологическим требованиям. Оператор может контролировать температуру стекла в ходе обработки. Устройство присоски позволяет легко перемещать стекло по поверхности. Поворотная система облегчает весь процесс обработки, в том числе и установку дистанционно-распорной ленты.
Стол для совмещения стекол CLLFZ-1712
Модель
CLLFZ-1712
Давление воздуха, МПа
0,4-0,6
Максимальный ход поршня, мм
500
Максимальный угол подъема
80°
Размер рабочей рамы, мм
2010X1400
Габариты, мм
2210x1500x810
Потребляемая мощность, кВт
1. 5
Вес, кг
100
Стол в основном используется для совмещения стекол с нанесенным спейсером и просто стекла. Особенно удобен при производстве однокамерных и двухкамерных стеклопакетов. Сварные детали стола прочны и устойчивы к коррозии. Стол состоит из стойки, рабочей рамы и поворотного механизма. Стол устроен просто и удобно.
Машина горячего прессования стеклопакетов CLLR-1600/CLLR-1800
Модель
CLLR-1600
CLLR-1800
Ширина стекла максимальная (минимальная), мм
≤1600/400
≤1800/400
Толщина стеклопакетов, мм
≥14 ≤50
≥14 ≤50
Инфрокрасные лампа, шт
18
18
Ролики для прессования
4 пары диаметром 90
4 пары диаметром 90
Мощность двигателя привода, KW
0,37
0,37
Мощность отсека нагревания, KW
18
22
Общая мощность, KW
18,37
22,37
Диапазон температуры контроля, °С
0-300
0-300
Скорость двигателя привода
3,3-16 оборот /мин. 1,10~1,40m/min
3,3-16 оборот /мин. 1,10~1.40m/min
Отношение переменной скорости передачи
1:05:00
1:05:00
Источник питания
380V 50HZ трёхфазная 4х-проводная система
380V 50HZ трёхфазная 4х-проводная система
Вес
≈0,76Т
≈0,8Т
Сопротивление заземление
4Ω
4Ω
Габариты(Д * Ш * В )
2070*2110*1170
2300*2200*1200
Станок предназначен для прессовки стеклопакетов с распорно-герметизирующей лентой. Между двумя стеклами размещается гибкий спейсер, стекла нагреваются и прессуются, в результате между стеклами образуется сухое вакуумное пространство, при этом толщина и размер обработанного материала соответствуют всем стандартам стеклопакета.
Станок оборудован инфрокрасными лампами. За счет них происходит нагрев стеклопакета.
Лампы отличаются высокой эфективностью и длительностью срока службы.
Механизм плавной регулировки скорости прокатки стеклопакета гарантирует требуемое качество.
Системы измерения позволяют выбрать необходимую для обработки стеклопакета силу прессования.
Термостат из устойчивого к высоким температурам материала позволяет предотвратить излишний расход тепла.
Четыре пары резиновых роликов различной жесткости обеспечивают равномерное распределение давления на стекло и равномерность значения толщины готового стеклопакета.
Высокое качество всех наиболее важных деталей обеспечивает стабильность и надежность работы станка.
Устройство контроля температуры с цифровым дисплеем упрощает работу оператора.
Полка станка выполнена из высококачественной углеродистой стали, предотвращающей коррозию и ржавление поверхности.
Заполнение воздушной камеры между стеклами инертным газом (аргон, криптон), плотностькоторого больше плотности воздуха.
Для заполнения межстекольного пространства в пластиковых стеклопакетах, вместо воздуха часто используют инертные газы или смеси газов, что существенно улучшает тепло- и звукоизолирующие свойства стеклопакетов. В том случае, когда межстекольное пространство пластикового стеклопакета заполняется более плотным,по сравнению с воздухом, газом, потери тепла, происходящие за счет конвекции и теплоотдачи внутри стеклопакета, снижаются. Теплопроводность, плотность,динамическая вязкость и собственная теплоемкость газов оказывают влияние на теплопроводность межстекольного пространства. Наиболее часто для заполнения межстекольного пространства применяются: аргон(Ar) икриптон(Kr). Это газы, получают отделением от сжиженного атмосферного воздуха. Криптон — это реже встречающейся и значительно более дорогой по сравнению с аргоном инертный газ, но он в большей степени, чем аргон повышаеттеплоизолирующую способность пластикового стеклопакета.
Установка для заполненияинертным газом стеклопакета ZCJ-02 имеет:
Датчики потребления газа, и датчикизаполнения стеклопакета, что позволяет максимально безопасно и эффективно использоватьданную технологию. Возможно закачивать газ в четыре стеклопакета одновременно. Позволяетдостичь отличного показателя теплопроводности и шумоизоляции. Проста и надежнав эксплуатации.
Технические характеристики:
Питание 220W, Мощность 0,1 кВт, Габаритные размеры 700*420*620 мм, Вес: 32кг.
ето
Стеклопакеты Цены и стоимость
Стоимость стеклопакетов
Вашему вниманию предлагается информация о ценовой политике на стеклопакеты. Он направлен на то, чтобы вы знали, за что платите, и могли быть уверены, что стоимость оправдана. Цены устанавливаются исходя из стоимости сырья, производства, а также монтажа. Есть некоторые нюансы в части дополнительных опций, которые могут быть оплачены отдельно. Эта стоимость, а также стоимость стеклопакетов заранее оговаривается с заказчиком при оформлении заказа. То есть клиент всегда четко понимает, сколько и за что он платит.
Окна с двойным остеклением отличаются по стоимости за счет разнообразия конфигураций, видов остекления и опций. Формирование стоимости строго регламентировано на законодательном уровне, поэтому здесь не приходится думать о желании владельца получить прибыль.
Определенное ценообразование на стеклопакеты предполагает и ответственность за качество. Именно технические и пользовательские характеристики влияют на этот фактор. Хорошее качество не будет стоить дешево, но и не будет продаваться по завышенной цене. Надежная компания всегда строго регламентирует этот процесс, поэтому клиент не будет обманут.
Наша компания регулярно проводит аналитическую работу в сотрудничестве с Королевским институтом сертифицированных оценщиков для отслеживания изменений в ценовой политике в отрасли стеклопакетов с целью установления наиболее подходящей стоимости для различных типов и размеров остекления. (осень 2020 г.).
Как уже упоминалось, существует ряд аспектов, влияющих на формирование цены, включая предварительные работы – демонтаж, а также монтаж. Замена стеклопакетов и дверей производится по заранее рассчитанной смете, корректировка цены возможна только при желании заказчика добавить дополнительные опции или сделать дополнительный заказ. Цены на замену стеклопакетов фиксированные.
В таблице ниже представлены актуальные цены на услуги по установке стеклопакетов и дверей, и вы можете предварительно оценить варианты бюджета и спланировать покупку. Наши специалисты проконсультируют вас по каждому пункту и подробно объяснят, что влияет на удорожание стеклопакетов, чтобы вы могли сократить расходы.
Сколько стоят стеклопакеты?
Стоимость стеклопакетов зависит от типа окна. Бюджетный вариант — самая простая комплектация с самыми низкими техническими характеристиками. Что это значит? Каждый стеклопакет имеет уникальные эксплуатационные и технические характеристики. В первую очередь это касается самого остекления. Оно может быть с нормальными прочностными характеристиками или изготавливаться с повышенной ударопрочностью, закаленным стеклом, армированным стеклом или стеклом триплекс, т.е. повышенной толщины. Это включает в себя дополнительные этапы производственного процесса и использование дополнительных материалов в процессе изготовления стеклопакетов. Соответственно, это повлияет на стоимость. Это будет выше, чем при заказе обычного стеклопакета. То же самое и в случае заказа окон с дополнительной шумоизоляцией. Здесь речь идет о наполнении стеклянных камер инертным газом, а не воздухом, а также о специальном магнетронном покрытии, которое создает определенное энергетическое поле за счет нанесения специального тонкого слоя металла, препятствующего проникновению посторонних звуков.
Различные конструкции окон также будут стоить по-разному. Особенности конструкций предварительно обсуждаются с консультантом. Здесь стоимость зависит от количества дополнительных составляющих окна, например, количества створок и дополнительных элементов фурнитуры, что подразумевает как расширенный функционал, так и, соответственно, удобство эксплуатации. Стоимость стеклопакетов существующих окон обсуждается отдельно.
Стоит отметить, что стоимость будет зависеть и от размера окон. Есть стандартные варианты, но иногда нужен больший или меньший размер, в зависимости от особенностей архитектуры помещения, стиля и дизайнерских задач. Это касается и формы окна. Конструкторское бюро нашей компании может сделать максимально выгодное предложение как по стоимости, так и по типу стеклопакета.
Тип окна с двойным остеклением (белого цвета)
AVG. Prices for various sizes in mm including
600×900
900×900
900×1,200
1,800×1,500
Неподвижные окна из ПВХ
226$
265$
320$
625$
uPVC Tilt and Turn windows
477$
522$
668$
1086
долл. США
Windows UPVC Windows
537 $
572 $
1025 $
1497 $
25
2929292929292929292929292929292929292929292929900
9004 1497 $
25
9292929929929929929929929929929929929929900
. 0004 ПВХ несъемные Раздвижные окна
705$
1148$
0 901 901
Двери предназначены для обеспечения безопасности. Для этого наша компания изготавливает двери с повышенной прочностью, как профиля, так и самого стекла. Это отличное качество материалов, крепежных систем и фурнитуры. Разумеется, само стекло, как и стеклопакеты, имеет ряд характеристик, повышающих безопасность, надежность и комфорт. Стоимость стеклопакетов также зависит от комплектации, размеров, дополнительных опций и требований к дизайну.
Двери с двойным остеклением доступны в различных типах: откидные и раздвижные, французские двери, распашные двери, складные двери. Варианты дизайна соответствуют последним тенденциям. Они практичны, удобны в использовании и обладают невероятной эстетикой. Качество настолько высокое, что вы не найдете ни единого изъяна ни в одной из деталей двери.
Типы дверей с двойным остеклением
AVG.
Распашная дверь с двойным остеклением – белая (2100 x 900mm)
1271 $
Двери раздвижного внутреннего дворика UPVC — одна фиксированная панель и одна скользящая панель — белая (2100 x 1500 мм)
1614 $
Upvc Door (2100300)
UPV $
UPVC Две скользящие панели (2100 x 3000 мм)
2696 $
UPVC Tilt and Slide (2,100 x 1 800 мм)
2716 $
900 мм)
2716 $
мм)
2716 $
мм. мм)
3292 $
Triple Cacker Door UPVC (2100 x 2700 мм)
2603 $
UPVC LIFT и Slide Doors (2100 x 3000 мм)
6163 $
15015015 9015
015
015
015
015
015
015
015
015015
015
01301350135015
013501350135015015015015015015015.
6163 $.
Новые двери с двойным остеклением прекрасно дополнят ваш интерьер, а также наилучшим образом украсят ваш внешний вид. Конструктивные особенности дверей могут быть изменены в связи с использованием новых, инновационных технологий и внедрением новых материалов и методов обработки. Постоянно дополняются технические мощности, пополняется арсенал инструментов и повышается квалификация сотрудников. Поэтому продукты, а именно новые двери с двойным остеклением, также развиваются. Если раньше было доступно лишь несколько конфигураций дверей, то сегодня диапазон стилей и исполнений намного шире. И, соответственно, у вас есть возможность выбрать, как стильно и практично обеспечить защиту от взлома, иметь постоянную свежесть летом и уют и тепло зимой.
Замена окон и дверей: что увеличивает стоимость?
Ценовой фактор не относительный, а стабильный, и каждая цена имеет свое объяснение. Окна и двери с двойным остеклением имеют определенную цену в зависимости от качества изготовления. Даже самая простая конфигурация, выполненная без изъянов, не будет стоить дешево. Но деньги стоит заплатить, чтобы получить взамен прочную, практичную, функциональную конструкцию. Расскажите о функциональности. Окно в гостиной, например, каким оно должно быть? Простая створчатая конструкция, с обычным отпиранием створки, из непрочного материала, с тонким стеклом, сделанным где-то в глубине производства? Нет, в таком виде нельзя. Такой дизайн не имеет ничего общего с качеством. Хороший стеклопакет разнообразие видов, высочайшее качество профиля и остекления, тончайшая фурнитура, простота эксплуатации. Кроме того, это высокие показатели шумоизоляции, энергоэффективности, защиты от постороннего вмешательства и защиты от вредного солнечного излучения. Это именно то качество, которое вы ищете в окнах с двойным остеклением. Это же относится и к дверям. Окна и двери – это те неотъемлемые элементы помещения, которые обеспечивают комфорт в нем. А если они дешевые и некачественные, то о каком комфорте может идти речь? Эти характеристики и составляют стоимость хорошего продукта, достойного вашего внимания.
Как вы будете платить за двойное остекление?
Приоритетом нашей компании является не только качественное изготовление окон и дверей в различных конфигурациях, но и безупречный сервис. Это касается и способов оплаты. Помимо разового платежа в виде полной предоплаты, мы также предлагаем вам возможность оплаты в рассрочку. Это очень удобно и взаимовыгодно. Все принципы оплаты четко прописаны в договоре о сотрудничестве. Установка окон может занять много времени, особенно если нужно установить весь дом. Поэтому можно разделить оплату на части и оплатить последний взнос только после того, как вы убедитесь в качестве выполненной работы, в установленных окнах и дверях, как вы задумали и как это согласовано в договоре. Этот принцип сотрудничества создает доверие и помогает в различных ситуациях.
Советы по экономии при покупке стеклопакетов
Экономия при покупке стеклопакетов – это не переплата недобросовестным компаниям, а выгодная покупка качественной продукции от производителя или надежного поставщика. Плохое качество означает двойную стоимость дальнейшего ремонта, а также время, затрачиваемое на поиск более надежных компаний. Лучше сразу обратиться в приличную организацию. Кроме того, вы экономите деньги на дополнительных поисках слесарей, слесарей-замерщиков. Наша компания предоставляет услуги «под ключ», что экономит ваши средства и время на поиски человека, который выполнит работу с полным спектром услуг. Помните, что вы платите за качество, удобство и эффективность! Мы также организуем акции и программы лояльности.
На чем основаны наши расчеты
Наша политика ценообразования основана на расчетах Королевского института сертифицированных оценщиков. Так что любая цена разумна. Он основан на анализе информации о средней стоимости продукции на рынке в данной нише, о средней себестоимости продукции, о закупке материалов и комплектующих, включая затраты на оплату труда, НДС. В ценообразовании на стеклопакеты участвует штат бухгалтеров, оценщиков и финансовых консультантов. Рынок материалов тщательно изучается, чтобы выбрать самые качественные и наиболее экономичные материалы. Они сравниваются, чтобы определить лучший средний показатель по стране. Заработная плата, то есть стоимость рабочей силы, основана на действующем соглашении о заработной плате, заключенном Объединенным отраслевым советом по строительству и смежным отраслям. Все эти данные используются для определения и фиксации стоимости стеклопакетов, а также цен на стеклопакеты. Цены могут корректироваться и обновляться.
Стеклопакеты Существующие окна Стоимость Мельбурн
Интересует стоимость стеклопакетов на окна?
Если да, то самый прямой ответ заключается в том, что стоимость двойного остекления ваших окон может значительно различаться. Существует сменное двойное остекление, которое представляет собой полное удаление ваших текущих окон и стекол и может стоить от 800 долларов за квадратный метр до 1500 долларов за установленный квадратный метр.
Тогда у вас есть вторичное остекление, которое легко добавить к существующему окну и может стоить от 500 до 600 долларов за квадратный метр, что намного дешевле замены двойного остекления.
Вторичное двойное остекление поверх текущего окна идеально подходит для людей, которым нужно экономичное решение проблем с шумом и изоляцией.
Нет необходимости снимать стекло в ваших окнах, просто быстро и экономично модернизируйте ваши текущие окна, что означает экономию вашего времени и денег, достижимую с помощью модернизированной системы двойного остекления.
Stop Noise уже 25 лет решает проблемы людей с шумом при вторичном остеклении и с удовольствием обсудит ваши проблемы по телефону или у вас дома.
Зачем заменять ваше прекрасное окно, когда мы можем превратить ваше существующее стеклянное окно в оконную систему с двойным остеклением.
Если вы хотите новые окна, остекление, хотите узнать стоимость двойного остекления, свяжитесь с нами сегодня или просто заполните нашу контактную форму на www.stopnoise.com.au/contact и мы свяжемся с вами с ценой и бесплатная цитата.
Одинарное остекление по сравнению с двойным остеклением
Окна с одинарным остеклением изготавливаются из цельного стекла. Это означает, что единственное отделение от вашего дома снаружи — это один кусок стекла. Толщина одного стеклянного окна варьируется от 3 до 10 мил, и такая толщина не обеспечивает адекватной изоляции вашего дома. И хотите верьте, хотите нет, но окно с одинарным остеклением может быть в 20 раз менее эффективным, чем стена, когда речь идет о потерях энергии внутри вашего дома.
В окнах с двойным остеклением используются два отдельных стекла, разделенных воздухом. Этот слой воздуха обеспечивает изоляционный барьер. Снижение шума до 70% снижает проникновение звуков через окна, а изоляция вашего дома может быть улучшена на 60%.
Наша система производится на нашем заводе Carrum Downs в Мельбурне с использованием только высококачественных материалов и оборудования, что означает, что она принадлежит Австралии и разработана с гарантией качества.
Таким образом, преимущества установки стеклопакетов заключаются в улучшении теплоизоляции , Невероятное шумоподавление и прочные панели для дополнительной безопасности и прочности.
Окна с качественным двойным остеклением защищают от холода зимой и имеют воздухонепроницаемые уплотнения, защищающие от пыли, загрязнений и сильной жары весной и летом в Мельбурне.
Двойное остекление окна защищает ваш дом
Климат-контроль
В условиях непредсказуемой погоды в Мельбурне двойное остекление окна обеспечит климат в вашем доме. Поддержание комфортной температуры зимой и летом, что имеет решающее значение для жизни в приятной обстановке. С замена окна с двойным остеклением , основное преимущество по сравнению с окнами с одинарным остеклением заключается в том, что изоляция сохраняет ваш дом свежим летом и горячим зимой.
Стоп-шум
Отсутствие звуков в вашем доме поможет вам сохранить более спокойную и лучшую жизнь. Если у вас беспокойный сон по ночам, это может вызвать головные боли, усталость и привести к чрезвычайно высокому уровню стресса. Благодаря оконной системе с двойным остеклением они намного толще, чем окна с одинарным остеклением, что означает, что они очень эффективны, когда речь идет о снижении шума, проникающего в ваш дом. Таким образом, эти окна идеально подходят для оживленных улиц или если вы живете недалеко от аэропорта и всех звуков городской жизни.
В Stop Noise наши высококачественные стекла создают звукоизоляцию, которая уменьшает звуки и шум внутри помещения на 50-70%.
Повышение энергоэффективности
Окна с двойным остеклением делают дом более энергоэффективным, поскольку вы будете потреблять меньше электроэнергии, поскольку в вашем доме уже достаточно комфортная температура благодаря отличной изоляции, которую создают окна с двойным остеклением.
Повышение безопасности
Если вы хотите повысить безопасность своего дома, то оконная система с двойным остеклением – это то, что вам нужно. Окна с двойным остеклением трудно разбить и разбить изнутри. И то же самое с попыткой открыть их извне принудительно. Что улучшает вашу защиту от того, кто пытается проникнуть в ваш дом.
Обеспечьте безопасность своего интерьера
Хотите верьте, хотите нет, но когда мебель, шторы и другие предметы интерьера подвергаются слишком сильному нагреву, они могут сильно изнашиваться и даже быстро портиться. Поскольку окна с двойным остеклением помогают контролировать тепло и удерживать его при комфортной температуре, они защитят вашу внутреннюю мебель, что означает меньшие затраты, если вам нужно заменять их чаще.
Увеличивает стоимость недвижимости
При установке окон с двойным остеклением вы также увеличиваете стоимость своей собственности. Да и подорожает. Таким образом, вы увеличиваете стоимость своей собственности при перепродаже с помощью оконной системы с двойным остеклением.
Если вы хотите узнать стоимость двойного остекления и получить бесплатное ценовое предложение без обязательств, свяжитесь с нами сегодня или просто заполните нашу контактную форму на www.stopnoise.com.au/contact.
Часто задаваемые вопросы
Вопрос: Сколько стоят окна с двойным остеклением в Австралии?
Ответ: Многие спрашивают нас о цене стеклопакетов, и мы им отвечаем, что она зависит от нескольких факторов. При оценке стоимости окон с двойным остеклением учитывается размер стекла, тип материала, используемого для их обрамления, а также существующие материалы и устройства, которые могут быть в вашем районе.
Вопрос: Будут ли окна с двойным остеклением экономить мне деньги в долгосрочной перспективе?
Ответ: Да. Хотя поначалу установка на все ваши окна может показаться дорогой, с годами вы сможете сэкономить в долгосрочной перспективе. Вы сократите расходы на отопление и кондиционирование воздуха, что означает снижение счетов за электроэнергию. А прочность окон означает, что их не нужно будет заменять из-за того, что они легко разбиваются или треснут.
Вопрос: Как долго служат стеклопакеты?
Ответ: Срок службы этих окон 40 и более лет.
Вопрос: Могу ли я установить двойное остекление на имеющиеся у меня окна?
Ответ: Да, наша специально разработанная система, произведенная и разработанная в Австралии, специально приспособлена для работы с любым существующим окном, а это означает, что вы сократите расходы на приобретение совершенно новых окон.
Stop Noise — это идеальное решение для уменьшения шума из ваших окон.
Современные заводы фрезерных станков с ЧПУ выпускают весьма обширную номенклатуру машин. Производители в основном в трёх странах:
Китай,
Соединённых Штатах Америки,
Россия.
Выбор конкретной модели зачастую превращается в настоящий квест, поскольку выбирать приходится не из 5-6 торговых марок, а из десятков брендов.
Какую нишу в этой отрасли станков с ЧПУ занимает наша страна? И является ли выпускаемые нами изделия сколь-нибудь конкурентоспособными на мировом рынке? И чем объясняются откровенно слабые позиции России? Порассуждаем и ответим на эти вопросы.
Покупатели промышленного оборудования определяют оптимальный вариант, оценивая несколько параметров и эксплуатационных характеристик, к числу которых относятся следующие:
надежность;
технические характеристики;
комплектация;
простота ремонта и сервиса;
возможности модернизации;
ЦЕНА.
С экономической точки зрения немаловажным фактором является стоимость. Для многих крайне важный и едва ли не главный вопрос, особенно для начинающих производств.
Требуется сделать анализ десятков параметров, чтобы определить комфортное для вас соотношение характеристик, качества и цены.
И одним из немаловажных стериотипов о качестве является страна производитель оборудования. Именно эти стереотипы мы и хотим развеять.
Итак, на сегодняшний день производство фрезеровочного оборудования сосредоточено в трёх станах – США, КНР и России.
Коротко рассмотрим, чем фрезерные станки с ЧПУ российского производства отличаются от американских и китайских.
Начнём с того, что техника, выпускаемая в США, является чрезвычайно дорогостоящей, в особенности, с учётом актуального валютного курса. Да, американцы производят зачастую качественные технические средства, но Российскому покупателю они обойдутся, мягко говоря, в крупную сумму денег.
Рассмотрим фрезера отечественного производства. Производителей станков с ЧПУ практически не осталось в России. Преимущество данных станков в том, что они будут немного дешевле, чем американские, но не сильно уступаю по качеству. К тому же те производители, что еще остались в России, производят оборудование по европейским стандартам из комплектующих мировых брендов.
Но Российских производств не просто так осталось совсем немного. Их вытесняют Китайские производители оборудования. По статистике, собранной экспертами станкостроительной отрасли, себестоимость российских станков с ЧПУ в 2 раза выше, чем китайских при точно таких же технических параметрах и эксплуатационных характеристиках.
Таким образом, покупатель российского промышленного оборудования переплатит вдвое при его покупке, нежели в случае оформления заказа в Поднебесной (даже с учетом доставки и растаможки). Но тут мы сталкиваемся с новой проблемой — какой китайский станок с ЧПУ выбрать? Какого бренда? Действительно ли это существующий бренд или это непонятный завод, где просто клеятся разные логотипы «производителей» или брендов станков?
Самым разумным выходом может стать покупка станков с ЧПУ из Китая известного бренда — Wattsan. Это монобрендовый производитель, то есть выпускающий технику только своей собственной торговой марки.
Накопленный опыт за 17 лет производства делает её безусловно качественной, а большие объемы производства снижают себестоимость производства и как следствие конечную стоимость.
Высокое качество Wattsan определяется использование передовых европейских и американских разработок. В итоге вы получаете станок европейского качества за ЗНАЧИТЕЛЬНО низкую цену.
И теперь благодаря высоким стандартам — фраза «китайский товар» уже не является синонимом низкокачественных изделий. Поэтому-то американскую технику уже не назовёшь оптимальным выбором, так как приобретение товаров «Made’n’USA» связано с повышенными расходами, хотя их качество только в редких ситуациях оказывается выше, чем качественные показатели машин, на которых стоит пометка «Сделано в Китае».
Технические параметры станка за которые стоит переплатить
Несмотря на то, что модели зачастую значительно различаются техническими данными и особенностями эксплуатации, существуют единые моменты, на которые следует обращать внимание при выборе подходящего решения.
Перечень параметров, на основании которых определяется наилучший вариант фрезера, включает следующие.
Точность обработки.
Надежность.
Безопасность.
Что касается точности обработки, то на нее влияет несколько параметров:
Необходимо, чтобы косозубая рейка в передаточном механизме перемещалась без люфтов и погрешностей. В фрезерах Wattsan это достигается высокоточным фрезерованием направляющих.
Вторым аспектом выбора является надежность и срок службы. При определении конкретной модели нужно обращать внимание на принятие изготовителем специальных мер по продлению ресурса. К примеру, в компании Wattsan для решения этой задачи станину предварительно обжигают, в процессе чего исчезает напряжение в металле. В результате подготовленный таким способом остов служит гораздо дольше, чем в устройствах, при изготовлении которых данная методика не применяется.
Планетарные редуктора, а не ременные. Это влечёт за собой увеличение жёсткости взаимного зацепления шестерён, чем обеспечивается возможность быстрого и точного перемещения портала.
Длинна шарико-винтовой передачи (ШВП) в устройствах числового программного управления должна быть увеличена. Это даёт возможность устанавливать при необходимости более мощный шпиндель, либо увеличенный ход шпинделя по оси Z. Wattsan комплектуется как раз такими ШВ-передачами – с тройным запасом прочности.
Фрезерный станок ЧПУ какого производителя лучше всего покупать
Таким образом, станочная техника компании Wattsan отличается от американских, европейских и российских предложений более выгодным соотношением цены и качества. При этом устройства создаются на основе новейших разработок в области станкостроения.
Касательно отечественных фрезеров Российского производства, то в их отношении можно сказать следующее:
Полноценное производство промышленного оборудования с ЧПУ в России – с нулевого цикла – это, скорее, миф, чем реальность.
Мы слишком тесно завязаны на импортные комплектующие и зарубежные технологии, которые на нынешнем этапе во многом просто недоступны.Поэтому выпускаемые нами машиностроительные изделия не могут достойно конкурировать на глобальном рынке, тем более, в условиях санкционной войны, объявленной нам коллективным Западом.
Каталог станков с ЧПУ для промышленной обработки металла
Современную промышленность сложно представить без металлообрабатывающего оборудования, поскольку металл по-прежнему остается одним из самых востребованных материалов в машиностроении, строительстве и других отраслях. Станки для промышленной обработки металла выполняют технологические операции по преобразованию заготовки в готовую деталь. По методу воздействия на обрабатываемый материал заготовки станки ЧПУ делятся на две категории.
Металлорежущие промышленные станки
Обработка осуществляется снятием материала механическим способом (резанием), в результате обеспечивается заданная форма и размеры детали. Процесс обработки на станках с ЧПУ по металлу осуществляется с помощью движений формообразования, в которых участвуют инструмент и заготовка. Они могут быть как движениями резания, так и движениями подачи. Эти движения образуют на заготовке заданные поверхности.
Металлообрабатывающие станки
Изменение формы и размеров заготовки производится давлением, то есть поверхностным пластическим деформированием без снятия материала заготовки. Также обработка может происходить электроэрозией или оптическим лазерным лучом. Примерами такого оборудования являются промышленные металлообрабатывающие станки: листогибы, профилегибы, трубогибы, прессы.
Наиболее востребованными являются промышленные станки с числовым программным управлением (ЧПУ), у которых участие в управлении человеком сводится к минимуму. Работой управляет программа, в которой определяются параметры: частота вращения шпинделя, подача, скорость и направления перемещения различных органов.
Промышленные металлорежущие станки с ЧПУ выполняют обработку с высокой точностью и производительностью, чем и обусловлено их повсеместное применение на промышленных предприятиях. Такие станки, благодаря высокому уровню своей автоматизации, отлично встраиваются в автоматизированные линии.
На что следует обращать внимание, прежде чем купить станки ЧПУ
1. Определиться с объёмом работ: однотипные для 1-2 технологических операций (простой станок с ЧПУ) или разнообразные (многоцелевой станок с ЧПУ).
2. Рабочая зона станка, определяемая размерами перемещений по управляемым осям, должна быть достаточной для обработки детали.
3. Главное движение должно осуществляться мотор-шпинделем. Достоинства:
компактность,
отсутствие соединительных муфт и приводных ремней,
малое время на разгон и торможение
более высокая частота вращения
4. Мощность двигателя шпинделя не должна быть избыточной и должна быть достаточной для высокоскоростной обработки. Это позволит уменьшить расходы на электроэнергию и повысить производительность за счет высокоскоростной обработки.
5. У промышленного станка с ЧПУ должна быть массивная литая чугунная станина, которая характеризуется высокой жесткостью и высоким демпфирующим потенциалом. Это позволит компенсировать вибрации, возникающие при обработке, а также:
6. Скорость ускоренных перемещений рабочих органов станка должны быть:
для фрезерных станков – не менее 50-60 м/мин
для многофункциональных станков – не менее 40 м/мин
для токарных станков – не менее 25-30 м/мин
7. Емкость инструментального магазина для фрезерных и многофункциональных станков ЧПУ в базовой комплектации должна быть не менее 20 инструментов.
8. Если цена на станки с ЧПУ примерно одинаковая, предпочтение следует отдавать тому, у которого масса при прочих равных условиях больше. Это гарантия более стабильной и долговечной работы оборудования.
9. При выборе вертикально-фрезерного станка предпочтение следует отдавать станку, который конструктивно имеет портальное исполнение. Стол у такого станка перемещается между колоннами только в одном направлении (вперед-назад), перемещение вправо-влево осуществляется кареткой со шпинделем по направляющим колонны. Такая компоновка позволяет существенно увеличить быстроходность, жесткость, надежность и долговечность станка по сравнению со станком с крестовым столом, у которого стол движется по двум крестообразным направлениям.
10. Рабочая зона должна иметь защитное ограждение со всех сторон для исключения разбрызгивания СОЖ и стружки и попадания их на пол.
11. Станок должен иметь стружкоуборочный конвейер.
12. Желательно, чтобы станок имел функцию защиты от столкновение рабочих органов станка.
13. Желательно, чтобы механика станка и система ЧПУ были от одного производителя – все из одних рук. Это идеальное сочетание, при котором нет проблем с приводами – они хорошо работают со стойкой.
14. Стойка станка ЧПУ должна иметь цветной сенсорный дисплей размером не менее 15 дюймов.
Всеми этими качествами обладают оборудование, поставляемое Пумори-инжиниринг инвест. Цену на оборудование, а также условия поставки можно узнать, заполнив заявку на сайте. Купить станки с ЧПУ в Екатеринбурге можно у нашего официального представительства сделав заказ на сайте или позвонив по телефону +7 (343) 287-47-87
Станки с ЧПУ и фрезерные станки с ЧПУ
Shop By
Станки с ЧПУ от isel: 50 лет полного обслуживания Решения с ЧПУ
Будь то медицинская техника, автомобильная промышленность, оптика или дозирующая техника: клиенты isel с ЧПУ получают комплексный беззаботный пакет . Индивидуальные консультации, быстрая компетентная горячая линия isel, подробное обучение, оперативная поддержка через Netviewer и простой пользовательский интерфейс благодаря современным системам CAD/CAM для нас очевидны. Мы также рады предоставить бесплатный образец продукции, включая видеозапись обработки.
Индивидуальные резаки с ЧПУ
Мы находим идеальное решение с ЧПУ для наших клиентов. Все части резака isel производятся на месте и поэтому могут быть адаптированы к требованиям заказчика очень быстро и разнообразно. В результате мы также можем предложить запасные части или альтернативные решения для фрезерных станков спустя годы без необходимости в новом станке с ЧПУ.
Простота в использовании
Несмотря на передовую систему управления, станки с ЧПУ и режущие плоттеры isel просты и интуитивно понятны в управлении. Новички в ЧПУ проходят обширное обучение на месте, на последующие вопросы можно быстро и просто ответить по бесплатной горячей линии, а также по прямому соединению.
Возможна модернизация позже
Благодаря собственному производству и современной технологии CAN-BUS фрезерные станки с ЧПУ isel могут быть расширены на более позднем этапе, например от 3 до 5 осей. Также возможна интеграция устройств смены заготовок или инструментов с использованием робота или других линейных или вращающихся систем подачи.
«ПРОМЫШЛЕННЫЕ СИСТЕМЫ» IMES-ICORE GMBH — ТЕПЕРЬ В ISEL GERMANY AG!
Сообщаем вам, что imes-icore GmbH перевела свой промышленный бизнес на isel Germany AG , вступает в силу с 1 января 2022 г.
Все товары из этой области можно приобрести здесь с немедленным вступлением в силу. isel Germany AG продолжит обслуживать вас и общаться с вами в обычном качестве в области консультирования, продаж и обслуживания.
Перенятые продукты появятся на новом веб-сайте isel Germany AG с 17 января 2022 года. Теперь вы найдете почти всех своих контактных лиц в isel.
Вы можете связаться с вашим контактным лицом в отделе продаж прямо здесь.
Инновации isel: мы воплощаем идеи в жизнь
Bitte akzeptieren Sie die Verwendung von YouTube, um dieses externe Video anzusehen. Laden Sie im Anschluss die Seite neu.
Победители используют технологию isel
Как производитель специальных станков по индивидуальному заказу, мы хорошо известны своими инновационными решениями с ЧПУ и выполнением индивидуальных требований клиентов.
Высокоэффективные системы ЧПУ из одних рук.
Начиная с консультации, выбора системы и современных систем CAD-CAM, вплоть до стратегии обработки: мы являемся вашим партнером во всем, что касается станков с ЧПУ.
Фрезерные станки с ЧПУ isel: подходящая система для любого применения
От станков начального уровня до сложных станков с ЧПУ — мы предлагаем нашим клиентам эффективные системы с ЧПУ с максимальной производительностью. Каждая серия и модель может быть модифицирована как особая машина. Поверьте нам на слово!
Настольные станки: станки с ЧПУ начального уровня в промышленном состоянии
Фрезерный станок с ЧПУ ICP серии
Может использоваться в школе и на тренингах, а также экономично фрезерует сидя
Показать продукт
Фрезерный станок с ЧПУ серии
ICV
Применяется в качестве модели начального уровня с серводвигателем для множества различных производственных процессов
Показать продукт
Серия iMG 1010 Фрезерный станок с ЧПУ
Компактное решение для обработки заготовок размером до 100x100x100 мм
Показать продукт
Стеллажные машины: высокая устойчивость благодаря инновационному сервоуправлению CAN
Фрезерный станок с ЧПУ Flatcom серии M
Может использоваться в многослойных операциях для больших путей перемещения в деревообрабатывающей, алюминиевой и пластмассовой промышленности
Показать продукт
Фрезерный станок с ЧПУ Flatcom серии L
Используется для обработки поверхностей размером до 1700 x 2500 мм при механической и бесстружечной обработке
Показать продукт
Фрезерный станок с ЧПУ Flatcom Series XL
Фрезерный станок с ЧПУ для тяжелой обработки с ходом 1420 x 2500 мм
Показать продукт
Фрезерный станок с ЧПУ премиум-класса: прецизионные станки для микробной обработки
PREMIUM 1010 Микрофрезерный станок с ЧПУ
Предназначен для изготовления мелких деталей в виде отдельных или серийных деталей
Показать продукт
PREMIUM 5030-3 Базовый станок с ЧПУ
3-осевой станок с ЧПУ, специально разработанный для требований высокоточной обработки мелких механических деталей, микрообработки и фрезерования графитовых/медных электродов
Показать продукт
PREMIUM 5030-5 Базовый станок с ЧПУ
5-осевой станок с ЧПУ, специально разработанный для требований высокоточной обработки мелких механических деталей, микрообработки и фрезерования графитовых/медных электродов
Показать продукт
Не совсем уверены, какой станок с ЧПУ вам подходит? Тогда почему бы не договориться с нами по телефону?
Самые важные вопросы о станках с ЧПУ: Наши специалисты отвечают …
Для множества сложных приложений isel разработала сеть системных партнеров со специалистами в области ортопедических технологий, лазерных технологий, технологий дозирования, плазменных технологий, 3D-печати и многих других приложений. Если на ваш вопрос нет ответа в разделе часто задаваемых вопросов, задайте его нам лично.
Что такое станок с ЧПУ?
Как питаются станки с ЧПУ?
В каких областях используются станки с ЧПУ?
Каковы особенности хорошего станка с ЧПУ?
Можете ли вы сами построить станки с ЧПУ?
В чем разница между станками с ЧПУ и станками с ЧПУ?
Как появились станки с ЧПУ?
Какой самый большой станок с ЧПУ в мире?
Какие принадлежности подходят к станку с ЧПУ?
Сколько осей на станке с ЧПУ?
Какие типы элементов управления доступны?
Что такое управление точками?
Что такое линейное управление?
Что такое управление путем?
Насколько высока средняя производительность станков с ЧПУ?
Что такое схема управления станков с ЧПУ?
Оценка риска?
Что такое портальный фрезерный станок?
Что такое маршрутизатор?
Что такое сдвиг нуля?
Насколько точно работают станки с ЧПУ?
Сколько стоят станки с ЧПУ?
Насколько велико энергопотребление режущего станка с ЧПУ и станка с ЧПУ?
Как запрограммировать станок с ЧПУ?
Существуют ли системы ЧПУ с камерами?
Как работает передача данных с ПК на станок с ЧПУ?
Что такое принцип EVA?
Каков срок службы современных станков с ЧПУ?
Существует ли план обслуживания станков с ЧПУ?
Как устроены станки с ЧПУ?
Как вы очищаете системы ЧПУ?
Декларация CE для подключения робота
Утилизация по окончании использования, разборка
Снятие
Системы ЧПУ в целом
1.
Что такое станок с ЧПУ?
Станок с ЧПУ — это станок с компьютерным управлением, в котором используются современные технологии управления для автоматического и точного выполнения всех рабочих процессов и достижения большого количества единиц продукции. Его основными компонентами являются управление, программное обеспечение и встроенная механика.
2. Как питаются станки с ЧПУ?
Приводные элементы станков с ЧПУ различаются в зависимости от типа применения. В зависимости от требований они приводятся в действие либо шаговыми двигателями, либо необслуживаемыми серводвигателями, при этом шаговые двигатели обычно используются в простых приложениях, а серводвигатели — в более требовательных процессах. Новейшие станки с ЧПУ теперь также оснащены линейными двигателями.
3. В каких областях используются станки с ЧПУ?
Современные системы ЧПУ в настоящее время используются в качестве станков практически во всех областях промышленного производства. Наиболее известные области применения включают фрезерование, дозирование, лазерную сварку, гравировку, плазменную резку, захват и 3D-печать. В зависимости от требований они могут обрабатывать множество материалов, включая алюминий, латунь, пластик, бронзу или сталь.
4. Каковы характеристики хорошего станка с ЧПУ?
Станки с ЧПУ представляют собой сложные системы, которые могут быть совершенно разными в зависимости от требований. Однако есть некоторые особенности, которые характеризуют хорошую систему ЧПУ. К ним относятся надежность процесса, высокая геометрическая точность и динамика, инновационная функциональность, скорость перемещения, расширяемость и открытые интерфейсы. Чтобы избежать простоев машины, вы также должны обеспечить комплексное обслуживание.
5. Можете ли вы сами построить станки с ЧПУ?
Система isel построена по модульному принципу, поэтому вполне возможно создать машину самостоятельно. Инженерные фирмы и OEM-производители машин используют эту возможность для быстрого и простого создания собственных конструкций. В новом Интернет-магазине можно надежно и без проблем заказать отдельные компоненты и различные принадлежности для станков, такие как шпиндели, фрезерные двигатели и всасывающие устройства.
6. В чем разница между станками с ЧПУ и станками с ЧПУ?
Станки с ЧПУ управлялись с помощью перфокарт и в определенной степени являются предшественниками станков с ЧПУ. Сейчас они очень старые и больше не используются.
7. Как появились станки с ЧПУ?
Как уже было сказано, станки с ЧПУ были созданы из станков с ЧПУ, управляемых перфокартами. Пионером здесь был американец Джон Парсонс, заложивший основы современной технологии ЧПУ в Массачусетском технологическом институте в Кембридже, США, с 1949 по 1952 год. Американская компания Bendix разработала первую машину с ЧПУ с более чем 300 электронными лампами на основе технологии Парсона. Отдельные держатели заготовок, управляемые перфокартами, двигались вперед и назад с помощью отдельных двигателей. Этот процесс получил название программы NC.
В Европе первый станок с ЧПУ был представлен в 1959 году, смена инструмента была автоматизирована в 1965 году, в 1968 году рынок завоевал первый станок с ЧПУ с интегральной схемой. В 1978 году произошел переход на первый станок с ЧПУ. В 1979 году первые станки были подключены к системе САПР.
До середины девяностых годов требуемые программы ЧПУ писались от руки. Утомительное занятие для программиста, ведь даже минимальные программные ошибки могут привести к серьезной поломке станка с ЧПУ. С конца 90s, программирование выполнялось непосредственно из системы CAD/CAM.
8. Какой самый большой станок с ЧПУ в мире?
Самый большой на сегодняшний день международный станок с ЧПУ расположен на заводе Tosto в итальянском городе Ортона. Гигантский фрезерный станок с ЧПУ имеет длину более 50 м, ширину 22 м и высоту около 18 м. При гордом весе в 1300 тонн он весит столько же, сколько семь взрослых синих китов.
Не совсем уверены, какой станок с ЧПУ вам подходит? Тогда почему бы не договориться с нами по телефону?
Станки с ЧПУ в повседневных промышленных условиях
9. Какие принадлежности подходят к станку с ЧПУ?
Станок с ЧПУ конфигурируется по-разному в зависимости от требований, поэтому здесь нельзя делать общих утверждений. В настоящее время станки с ЧПУ больше не являются самостоятельными, поэтому они должны быть открыты для других систем. К ним относятся, например, системы загрузки и разгрузки, роботы или другие системы обработки. Также рекомендуется подключение к системе программного обеспечения более высокого уровня в смысле индустрии 4.0. Тем не менее, самым важным «аксессуаром машины» по-прежнему остается хорошее техническое обслуживание.
10. Сколько осей на станке с ЧПУ?
Общая формулировка здесь также затруднена, так как количество осей или даже количество модулей зависит от соответствующих требований. Различают оси подачи и оси обработки. Чем сложнее система управления, тем больше осей обычно идет со станком с ЧПУ. Например, для промышленных процессов фрезерования распространены системы ЧПУ с 5-6 осями. Самый большой станок с ЧПУ, когда-либо поставленный компанией isel, имел 21 ось.
11. Какие типы управления доступны?
Инструментальный станок с ЧПУ управляется компьютером, непосредственно встроенным в систему управления. Это сравнивает фактическое состояние с состоянием целевой точки с помощью датчиков положения, вращения и состояния, напрямую задействует систему управления из программы ЧПУ и оптимизирует ее по мере необходимости. Управление ЧПУ классифицируется по количеству осей и далее различается точечным управлением, линейным управлением и управлением траекторией.
12. Что такое точечный контроль?
В случае точечного управления или даже двухточечного управления определяется конечная точка движения, к которой станок с ЧПУ приближается быстрее всего. Скорость движения не может быть доступна во время самого движения, приводные элементы работают максимально быстро. Движение инструмента можно изменить только в конечных точках. Поэтому точечное управление почти не используется в современных станках из-за его ограниченных возможностей управления.
13. Что такое линейное управление?
Линейное управление в определенной степени является расширенным точечным управлением, в котором также можно изменять скорость движения. Даже линейное управление почти не используется в промышленном производстве, так как скорость и положение можно регулировать только по одной оси. Таким образом, по сравнению с управлением траекторией линейное управление значительно более негибкое.
14. Что такое контроль пути?
Движения перемещения с минимум двумя одновременно управляемыми осями ЧПУ могут быть реализованы с управлением траекторией. Первоначально отдельные последовательности движения отдельных осей синхронизируются друг с другом, в результате чего инструмент следует запрограммированной и оптимизированной траектории с максимально возможной точностью. В токарных станках обычно достаточно двухмерного управления, третье измерение создается вращательным движением заготовки. Как только три управляемые оси могут быть синхронизированы друг с другом, мы имеем 3 D-пути управления. В настоящее время это стандарт управления фрезерованием.
15. Насколько высока средняя производительность станков с ЧПУ?
Средняя производительность машины зависит от применения и типа двигателя. Шпиндельные двигатели покрывают около 0,2 м в секунду, а линейные двигатели уже достигают скорости 2-3 м в секунду. Двигателей шпинделя обычно вполне достаточно для оптимальной производительности фрезерного станка с ЧПУ.
16. Что такое схема управления станков с ЧПУ?
Замкнутая цепь управления является основной предпосылкой для измерения эффективности станка с ЧПУ, т. е. сравнения фактического состояния с состоянием целевой точки с помощью сервоконтроллера. Если цепь управления не замкнута, никакой обратной связи на ПК не поступает, возможные отклонения от целевого состояния остаются нераспознанными. Почти все станки с ЧПУ, используемые для сложных промышленных процессов, в настоящее время содержат замкнутую цепь управления.
17. Оценка риска?
Производство систем ЧПУ регулируется фундаментальными и особыми требованиями безопасности, которые должен выполнять производитель станка. Эти критерии определены директивами ЕС, особенно директивой по машинному оборудованию (2006/42/ЕС) для машиностроения, и могут варьироваться в зависимости от области применения и типа машины. Для проверки спецификаций в процессе строительства проводится оценка рисков. При оценке риска сначала проводится анализ риска и оценка риска всех опасностей. Затем оцениваются опасности. Полученные в результате конструктивные, контрольные специальные или инструктивные меры включаются в процесс проектирования и производства. Оценка риска является основой для так называемого процесса оценки соответствия CE, которому подвергаются все машины и который заканчивается выдачей декларации о соответствии / включении и нанесением знака CE на машину.
18. Что такое портально-фрезерный станок?
Портальный фрезерный станок представляет собой фрезу, фрезерная головка которой направляется на соединительный элемент между двумя стойками. Изготовленная таким образом рама напоминает портал, отсюда и термин портально-фрезерный станок. В промышленности портальные фрезерные станки обычно применяют для обработки больших поверхностей, например, при торцовом фрезеровании больших панелей. Во многих случаях портальные фрезерные станки имеют две дополнительные фрезерные головки на поперечной балке в дополнение к фрезерной головке на колоннах, так что стороны заготовок также могут быть изменены одновременно за один проход станка. Небольшие портальные фрезерные станки с шаговыми двигателями часто используются в качестве гравировальных станков, для обработки поверхностей, дозирования или плазменной резки. При дальности поездки до ок. 1500 х 1000 х 200 мм портально-фрезерный станок можно использовать и мобильно.
19. Что такое роутер?
Фрезерный станок используется при обработке дерева, алюминия и других материалов. Как следует из немецкого термина «верхний резец», фрезер устанавливается на заготовку сверху. Он подходит для снятия фасок, профилирования и фрезерования канавок. Он также используется для фрезерования от руки и трафаретного фрезерования. В зависимости от применения используются разные фрезы, например, канавочные фрезы для изготовления прямоугольных канавок или скругляющие фрезы для скругления кромок.
20. Что такое смещение нуля?
Сдвиг нуля позволяет многократно использовать образцы для фрезерования или сверления за один раз. Например, за одну операцию можно обработать 40 деталей. Производственный процесс значительно эффективнее при использовании нулевой смены, увеличивается производительность машины.
21. Насколько точно работают станки с ЧПУ?
Наиболее важными измеряемыми параметрами системы ЧПУ являются позиционирование и повторяемость. Обычно они измеряются инкрементным энкодером и составляют ± 50 мк для точности позиционирования и ± 20 мк для повторяемости.
22. Сколько стоят станки с ЧПУ?
В зависимости от области применения стоимость станков с ЧПУ может варьироваться от 5 000 до 150 000 евро.
23. Насколько велико энергопотребление режущего станка с ЧПУ и станка с ЧПУ?
Потребление энергии всегда зависит от размера машины и применения. Важными параметрами для оптимизации энергопотребления являются:
Подходящая машина с точки зрения размера, производительности и степени автоматизации
Соответствующее отключение и включение вспомогательных приводов
Оптимизированная по потреблению параметризация параметров оси (ускорение, замедление)
Автоматическое отключение, когда оно не используется
Программирование с оптимизацией потребления.
24. Как запрограммировать станок с ЧПУ?
Станки с ЧПУ программируются с использованием современных систем CAD/CAM, непосредственно на станке или в соответствии с DIN ISO 66025. Наиболее современным и эффективным методом является программирование с помощью CAD/CAM.
25. Существуют ли системы ЧПУ с камерами?
Обычно камера не входит в базовую комплектацию станка с ЧПУ, но может быть реализована при необходимости. Однако для некоторых промышленных применений требуется система технического зрения для контроля технологического процесса, в результате чего станок с ЧПУ оснащается камерой во время производства.
26. Как работает передача данных с ПК на станок с ЧПУ?
В компании isel передача данных осуществляется с использованием современной технологии CAN-BUS, что позволяет легко модернизировать систему ЧПУ и быстро реагировать.
27. Что такое принцип EVA?
Аббревиатура «EVA» обозначает весь рабочий процесс станка с ЧПУ, т. е. ввод с помощью программного обеспечения, электронную обработку и вывод через постпроцессор, который преобразует переданные данные в отдельные рабочие этапы.
Не совсем уверены, какой станок с ЧПУ вам подходит? Тогда почему бы не договориться с нами по телефону?
Техническое обслуживание и транспортировка станков с ЧПУ
28. Каков срок службы современных станков с ЧПУ?
Как и во многих других аспектах, здесь нельзя делать общих утверждений, поскольку срок службы зависит от типа применения и соответствующей нагрузки. Однако самым слабым звеном в «жизни станка с ЧПУ» в большинстве случаев является электроника, а не механика.
29. Существует ли план обслуживания станков с ЧПУ?
План технического обслуживания является частью инструкции по эксплуатации. В нем перечислены отдельные компоненты, которые необходимо поддерживать. Важнейшим параметром обслуживания станков с ЧПУ и резаков является наработка. Как правило, они определяются счетчиком часов работы, который привязан к соответствующей загрузке машины. Чем выше нагрузка, тем меньше количество часов работы, после которых требуется техническое обслуживание. По достижении установленного количества часов работы откроется окно технического обслуживания, указывающее на необходимость технического обслуживания.
30. Как устроены станки с ЧПУ?
Системы ЧПУ обычно доставляются полностью собранными на грузовике и доставляются в производственный цех в готовом виде. Сложно только с международными поставками или очень большими машинами, которые не пролезут в заводские ворота из-за своего объема. Здесь у станков с ЧПУ isel есть одно очевидное преимущество, поскольку по сравнению со многими конкурентами они могут быть полностью разобраны, а их алюминиевая сотовая конструкция делает их подходящими даже для транспортировки и строительства на непромышленных этажах. Это даже облегчило доставку в многоэтажку: машину доставили в разобранном виде и подняли наверх с помощью подъемника.
31. Как вы чистите системы ЧПУ?
Фрезерные станки с ЧПУ могут быть оснащены всасывающим устройством, которое всасывает стружку, образующуюся при обработке алюминия, пластмассы или других технологических процессах во время производства. В качестве альтернативы, при необходимости крупные загрязнения можно удалить в промежутке или после завершения производственного процесса с помощью промышленного очистителя.
32. Декларация CE для подключения робота
Для подключения робота производитель всей системы должен создать новое соответствие CE. Для этой цели включена декларация CE станка с ЧПУ isel. Станки с ЧПУ isel уже подготовлены для интеграции с роботами.
33. Утилизация по окончании использования, разборка
После окончания использования имеется ценное сырье, которое можно переработать для вторичной переработки. Для этого станок с ЧПУ должен быть профессионально утилизирован. В настоящее время существует множество специализированных компаний по правильной утилизации станков с ЧПУ. Мы будем рады предоставить вам дополнительную информацию. Электрические и электронные компоненты, принадлежащие машине, а также рабочие материалы, содержащиеся в машине для обеспечения готовности к работе, должны утилизироваться исключительно профессионально в соответствии с действующей юрисдикцией страны эксплуатации.
34. Возврат
В зависимости от состояния машины после использования также предлагается возможность возврата. Мы восстанавливаем станки и предлагаем их на нашем веб-сайте подержанных станков с ЧПУ.
Мы будем рады предоставить вам индивидуальную консультацию
Германия
Мощные станки с ЧПУ и фрезерные станки с ЧПУ: точная работа isel, немецкого производителя фрезерных станков с ЧПУ!
Станки с ЧПУ и фрезерные станки с ЧПУ от isel — это базовые машины для производства, сочетающие в себе новейшие системы ЧПУ с высочайшей точностью и гибкими технологиями. Они используются в качестве фрезерных, сверлильных, гравировальных, дозирующих, а также машин специального назначения и применяются во всех областях металлургической, деревообрабатывающей и пластмассовой промышленности, где требуется высокая производительность в части позиционно-измерительных и повторяющихся операций. точность должна быть выполнена.
Настольные станки с ЧПУ
Компактные высокотехнологичные устройства, небольшой и компактный дизайн, сочетающие в себе сложные технологии с высочайшими требованиями безопасности. Лучше всего подходит для школы и обучения.
Каркасные станки с ЧПУ
Создают обработку пластмасс, металлов и дерева без малейших усилий и даже могут использоваться на непромышленных полах благодаря своей легкой конструкции.
Ждем Вашего звонка! +49 (0) 66 59/ 981 — 800
Свяжитесь с нами!
Чтобы запросить коммерческое предложение, введите свои данные, и дистрибьютор isel свяжется с вами в ближайшее время.
Гибкое универсальное устройство для производства
Для достижения наилучшей производительности станка контроллер ЧПУ гибко адаптируется к применению: Простые приложения управляются шаговым двигателем, более сложные приложения управляются серводвигателем с CAN. автобус. Линейные направляющие isel отличаются исключительной точностью благодаря беззазорным шарико-винтовым передачам и сервоприводам.
Станки с ЧПУ от isel изготовлены из алюминиевых экструдированных профилей модульной конструкции и идеально подходят для обработки легких металлов, цветных металлов, пластика и дерева. Очень стабильная легкая конструкция из алюминиевого профиля обеспечивает гибкий и легкий демонтаж, так что наши рабочие машины можно без проблем транспортировать через самые узкие двери.
Настольные станки с ЧПУ
Компактные настольные станки с ЧПУ от isel универсальны. В отличие от больших станков с ЧПУ, они отличаются небольшими размерами, надежной дверцей и низкой начальной ценой. Поэтому они подходят как для школы, так и для образования. Настольные станки isel производятся в трех различных сериях с приводом от шагового двигателя или сервоприводом.
Рамные станки с ЧПУ
Рамные станки с ЧПУ от isel могут использоваться при обработке пластмасс, металлов и дерева. По сравнению с обычными станками с ЧПУ конкурентов, они, несмотря на свой размер, также подходят для использования на непромышленных полах благодаря своей легкой конструкции. Рамные станки с ЧПУ от isel производятся в 6 различных сериях.
Принадлежности для станков с ЧПУ
Широкий ассортимент принадлежностей для станков с ЧПУ от isel специально разработан для использования на станках с ЧПУ isel. Для производства всех компонентов используется только высококачественное и долговечное сырье. Все запчасти производятся в Германии.
Фрезерование с ЧПУ | Руководство по проектированию механической обработки
Спинка
Материалы
Материалы по обслуживанию
Инъекционный лист. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
Загрузить
Ресурсы
Советы по дизайну Руководства и отчеты о тенденциях Тематические исследования Вспомогательные средства дизайна Вебинары и выставки
Блог Ролики Часто задаваемые вопросы Педагоги и студенты Глоссарий
Отрасли Медицинский Аэрокосмическая промышленность Автомобильный Бытовая электроника Промышленное оборудование
О нас
Кто мы Почему Протолабс? Исследования и разработки Награда за крутую идею Партнерские отношения Устойчивое развитие и социальное воздействие
Карьера Инвесторы Места Нажимать Закупка
Свяжитесь с США Proto Labs, Inc. 5540 Pioneer Creek Dr. Maple Plain, MN 55359 Соединенные Штаты
P: 877,479.3680 F: 763.479.26799 .3680. Лучшее в своем классе онлайн-предложение
После загрузки проекта детали вы получите онлайн-предложение, которое включает производственный анализ, помогающий улучшить технологичность детали. В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
Узнать больше
Получить предложениеВойти
Наши основные рекомендации по фрезерованию с ЧПУ включают важные аспекты проектирования, которые помогают улучшить технологичность изготовления деталей, улучшить внешний вид и сократить общее время производства.
Максимальные размеры (3-осевое фрезерование)
IN
ММ
10 дюймов x 7 дюймов x 3,75 дюйма
10 дюймов x 14 дюймов x 1,75 дюйма*
22 дюйма x 14 дюймов x 0,75 дюйма*
22 дюйма x 14 дюймов x 3,75 дюйма**
254 мм x 177,8 мм x 95,25 мм
254 мм x 356 мм x 44 мм*
559 мм x 356 мм x 19 мм*
559 мм x 356 мм x 95,25 мм**
Максимальные размеры (5-осевое фрезерование)
IN
ММ
2,6 дюйма x 2,9 дюйма x 3,9 дюйма
66 мм x 73 мм x 99 мм
Минимальные размеры
IN
ММ
Как правило, Protolabs может поддерживать допуск обработки +/- 0,005 дюйма (0,13 мм). Во всех регионах рекомендуется, чтобы детали были толще 0,020 дюйма (0,51 мм), а номинальная толщина детали должна быть выше 0,040 дюйма (1,02 мм). Максимальная глубина фрезерования составляет 2 дюйма (50,8 мм) с любой стороны детали. Конкретные размеры фрезерования по материалу см. в разделе максимальные размеры деталей для обработки.
* Детали этих размеров можно фрезеровать только с двух сторон и из АБС, ацеталя и алюминия 6061 и 7075.
** Детали этого размера можно фрезеровать только с двух сторон и из алюминия 6061 и 7075.
Расширенные возможности фрезерной обработки с ЧПУ
Производственные детали
Сокращение затрат на обработку с ЧПУ при заказе большего количества обрабатываемых деталей. Наши производственные возможности для механической обработки, основанные на нашем предприятии Rapid Manufacturing в Нью-Гэмпшире, позволяют обрабатывать до 1000+ деталей вместе с отчетами о проверке первого изделия (FAI), сертификацией материалов, сборкой деталей и дополнительными вариантами отделки, такими как анодирование и хромирование. . Узнайте больше о ваших производственных возможностях для механической обработки.
5-осевое фрезерование
Мы используем 5-осевое индексированное фрезерование — в дополнение к 3-осевому фрезерованию и точению — для обработки деталей. 5-осевое индексированное фрезерование (также называемое фрезерованием 3+2) позволяет обрабатывать более сложные геометрические формы и неортогональные элементы, такие как отверстия вне оси. Более качественная обработка также возможна на неортогональных поверхностях, а поскольку 5-осевое фрезерование повышает эффективность обработки, можно получить более экономичные детали. Прочтите о проектировании полных элементов на обработанных деталях.
Материалы
Металлы
Алюминий
Латунь
Медь
Нержавеющая сталь
Стальной сплав
Мягкая низкоуглеродистая сталь
Титан
ПОСМОТРЕТЬ МАТЕРИАЛЫ >
Пластик
АБС
Ацеталь
ХПВХ
ПЭВП
ПЭНП
Нейлон
ПЭЭК
ПЭИ
ПЭТ
ПММА
Поликарбонат
Полипропилен
ПОМ (делрин)
ППСУ
ПС
Блок питания
ПТФЭ
ПВХ
Анодирование и хромирование
Добавьте эти специальные покрытия к вашему заказу, чтобы продлить срок службы и улучшить внешний вид ваших деталей.
Анодирование Уменьшение коррозии и придание привлекательного металлического цвета алюминиевым деталям. Анодирование помогает противостоять царапинам, действует как электрический изолятор и является одним из самых прочных доступных покрытий.
Технические характеристики:
Тип II
Соответствует ROHS
Класс 1 (прозрачный)
Класс 2 (черный)
Хромирование Защитите свои детали от коррозии, повысив электропроводность и возможность покраски детали. Обратите внимание, что сталь и металлы на основе железа требуют предварительной обработки цинком перед нанесением хромата.
Технические характеристики:
Тип I, не соответствует требованиям ROHS (желтый)
Тип II, ROHS (прозрачный)
Класс 1A: Для максимальной защиты от коррозии, окрашенный или неокрашенный
Класс 3: Для максимальной защиты от коррозии, когда требуется низкое электрическое сопротивление
Отделка поверхности
Как правило, мы ломаем (удаляем заусенцы) кромки на всех обрабатываемых деталях.

 jpg»>
jpg»> ,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s.
,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s. r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in Italiymade in TaiwanMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenferRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in Italiymade in TaiwanMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenferRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND. CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМУНИХИМ, РоссияФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМУНИХИМ, РоссияФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ. КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> (шт.)
(шт.)

 jpg» bgcolor=»#85c0fe»>
jpg» bgcolor=»#85c0fe»> Некоторые современные 3D-принтеры DLP теперь вырезают DMD в пользу панели светодиодных ламп микрометрового размера. Это проецирование всего слоя сразу делает его одной из самых быстрых технологий 3D-печати фотополимерной смолой, доступных в настоящее время. При использовании технологии SLA важно использовать правильный материал, предназначенный для работы с технологией отверждения DLP. Ознакомьтесь с приведенной ниже коллекцией смол от надежных брендов, таких как Liqcreate, MakerJuice, SprintRay, PhotoCentric и других, которые производят смолы отличного качества, успешно протестированные на соответствие требованиям DLP SLA для литья по выплавляемым моделям, изготовления моделей и дизайнерских приложений.
Некоторые современные 3D-принтеры DLP теперь вырезают DMD в пользу панели светодиодных ламп микрометрового размера. Это проецирование всего слоя сразу делает его одной из самых быстрых технологий 3D-печати фотополимерной смолой, доступных в настоящее время. При использовании технологии SLA важно использовать правильный материал, предназначенный для работы с технологией отверждения DLP. Ознакомьтесь с приведенной ниже коллекцией смол от надежных брендов, таких как Liqcreate, MakerJuice, SprintRay, PhotoCentric и других, которые производят смолы отличного качества, успешно протестированные на соответствие требованиям DLP SLA для литья по выплавляемым моделям, изготовления моделей и дизайнерских приложений.
 Узнайте, что нужно для использования этих машин с высоким разрешением.
Узнайте, что нужно для использования этих машин с высоким разрешением.

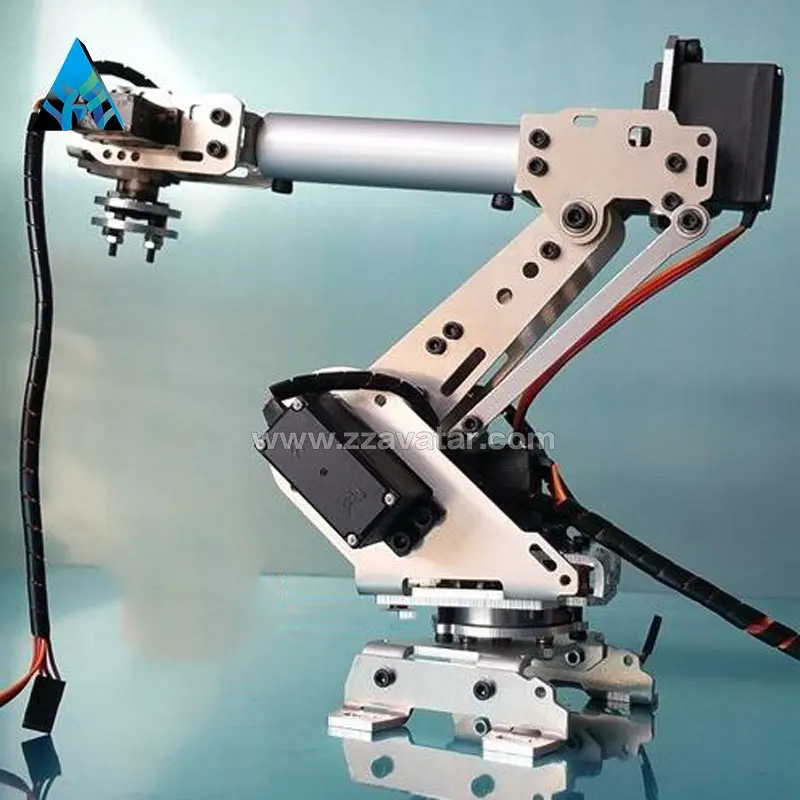 Основные части датчика: источник света (светодиод), который светит через диск с отверстиями. На другой стороне этого диска есть датчик света, который считает импульсы входящего света, и передает эти сигналы на главный процессор робота. Первая настройка необходима для того, чтобы синхронизировать роботизированную систему координат, переместить конвейерную ленту, и вращать датчик на этом расстоянии.
Основные части датчика: источник света (светодиод), который светит через диск с отверстиями. На другой стороне этого диска есть датчик света, который считает импульсы входящего света, и передает эти сигналы на главный процессор робота. Первая настройка необходима для того, чтобы синхронизировать роботизированную систему координат, переместить конвейерную ленту, и вращать датчик на этом расстоянии.
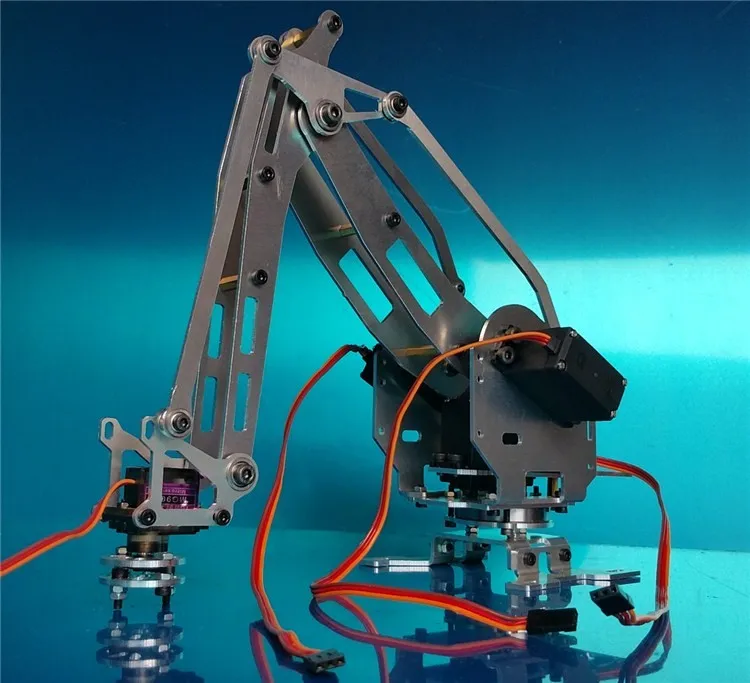
 (Вопрос только в деньгах.)
(Вопрос только в деньгах.)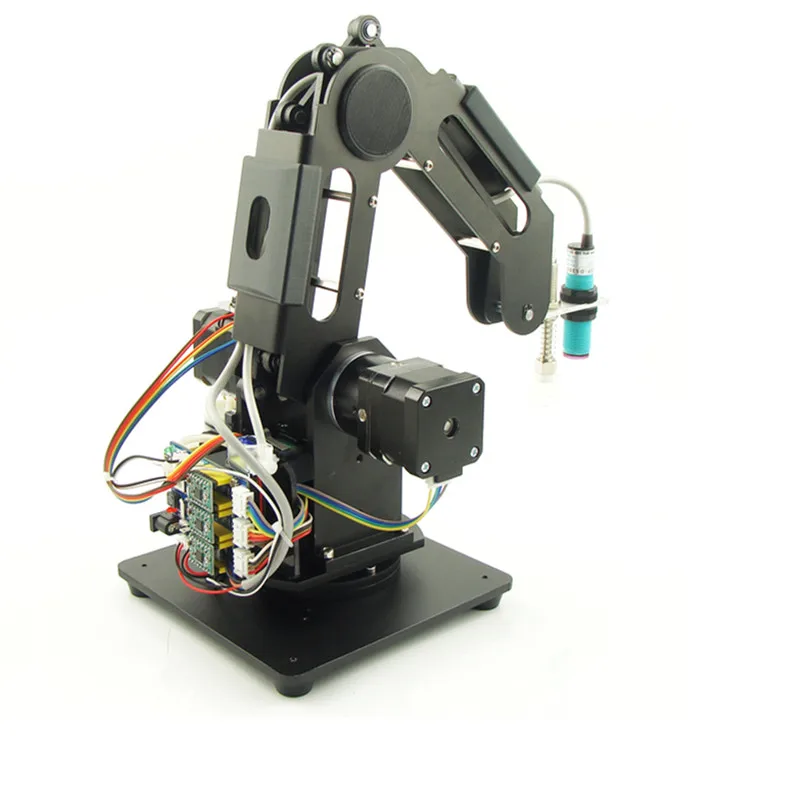
 szelep behúz
szelep behúz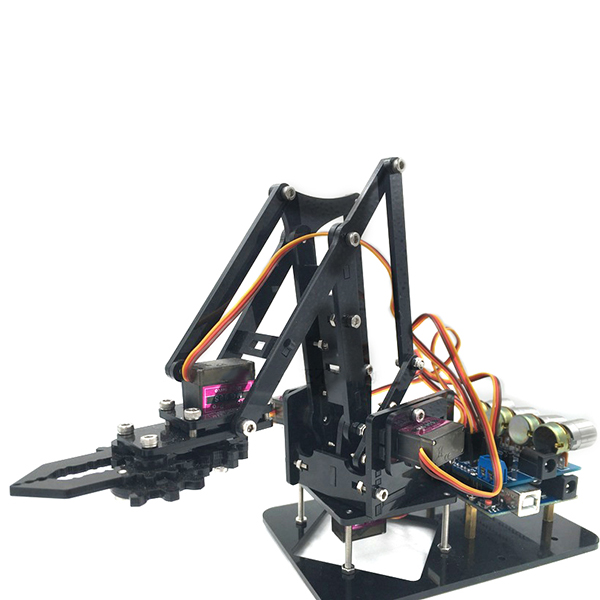 25
25 szelep (összeszerelő végpont) kienged
szelep (összeszerelő végpont) kienged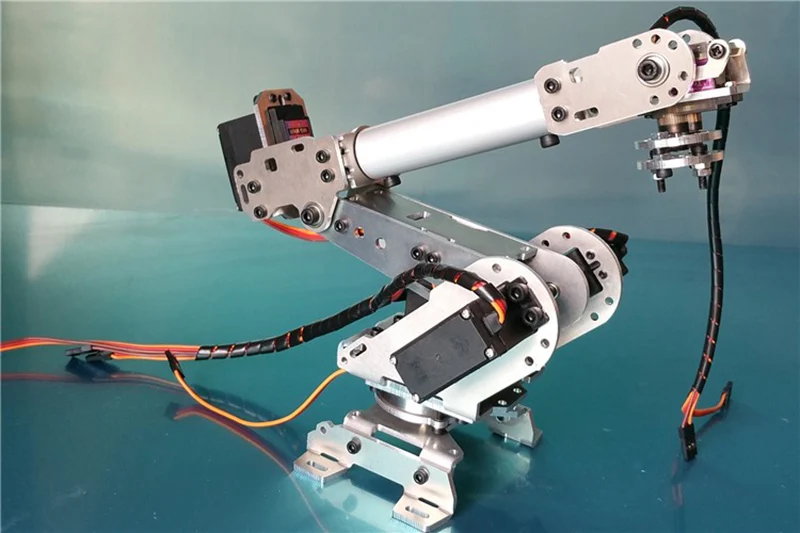
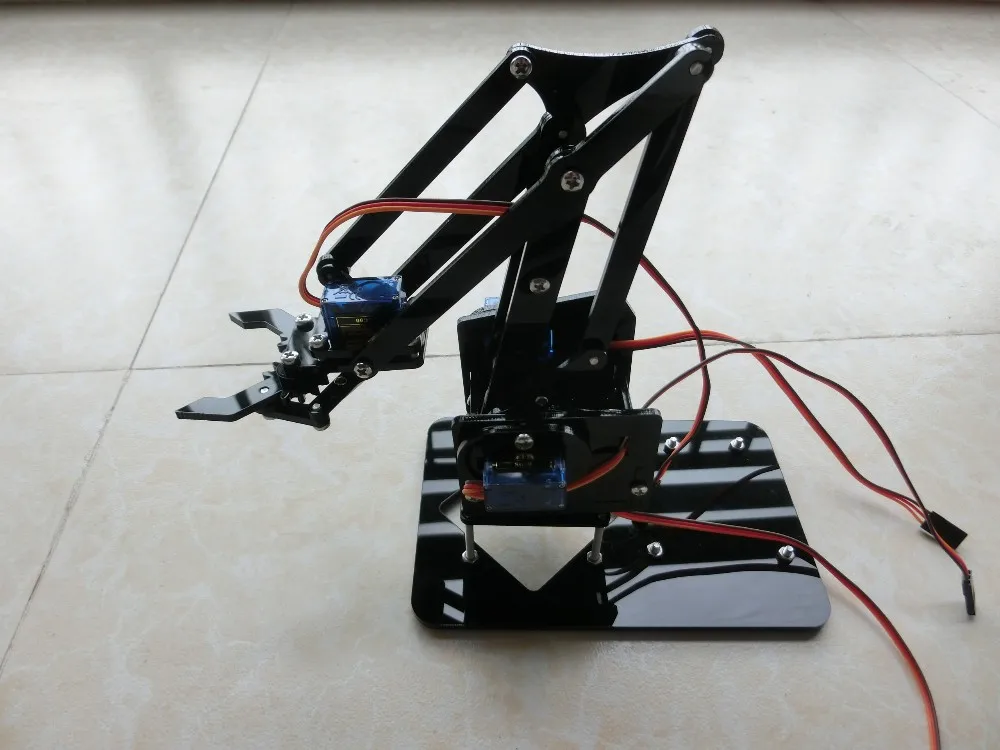 Заключение:
Заключение: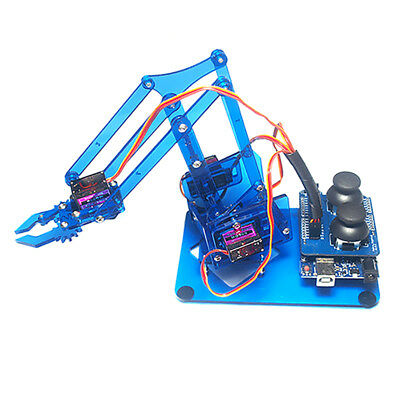 Роль связок в кисти манипуляторе выполняют специальные связки из нейлона. Таким образом, возможно через эти нейлоновые связки сжимать и разжимать кисть для захвата любого предмета, который в нее помещается.
Роль связок в кисти манипуляторе выполняют специальные связки из нейлона. Таким образом, возможно через эти нейлоновые связки сжимать и разжимать кисть для захвата любого предмета, который в нее помещается.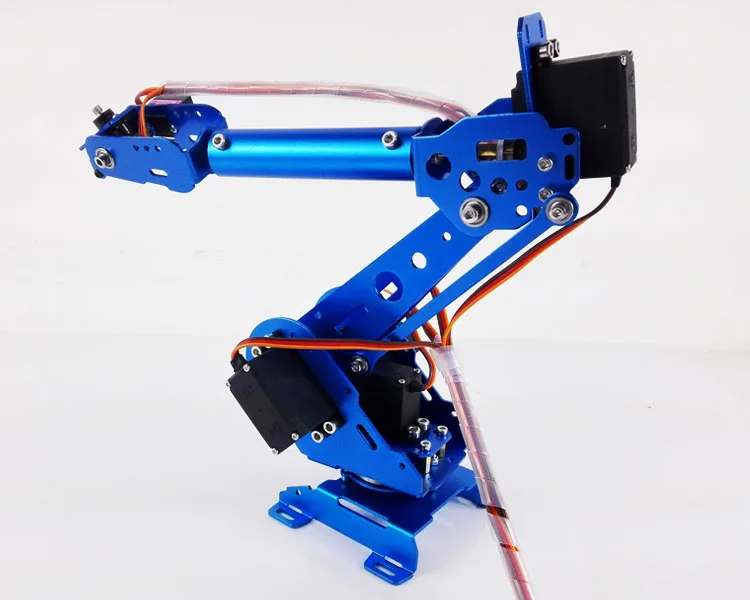
 Иногда вместо простого захвата предмета у промышленных роботов последним звеном манипулятора (его кистью) служит какой-нибудь рабочий инструмент, например, дрель, гаечный ключ, краскораспылитель или сварочная горелка. У человекоподобных роботов на кончиках пальцев их манипуляторов в виде кисти могут быть также расположены различные дополнительные миниатюрные приспособления, например, для сверления, гравировки или рисования.
Иногда вместо простого захвата предмета у промышленных роботов последним звеном манипулятора (его кистью) служит какой-нибудь рабочий инструмент, например, дрель, гаечный ключ, краскораспылитель или сварочная горелка. У человекоподобных роботов на кончиках пальцев их манипуляторов в виде кисти могут быть также расположены различные дополнительные миниатюрные приспособления, например, для сверления, гравировки или рисования.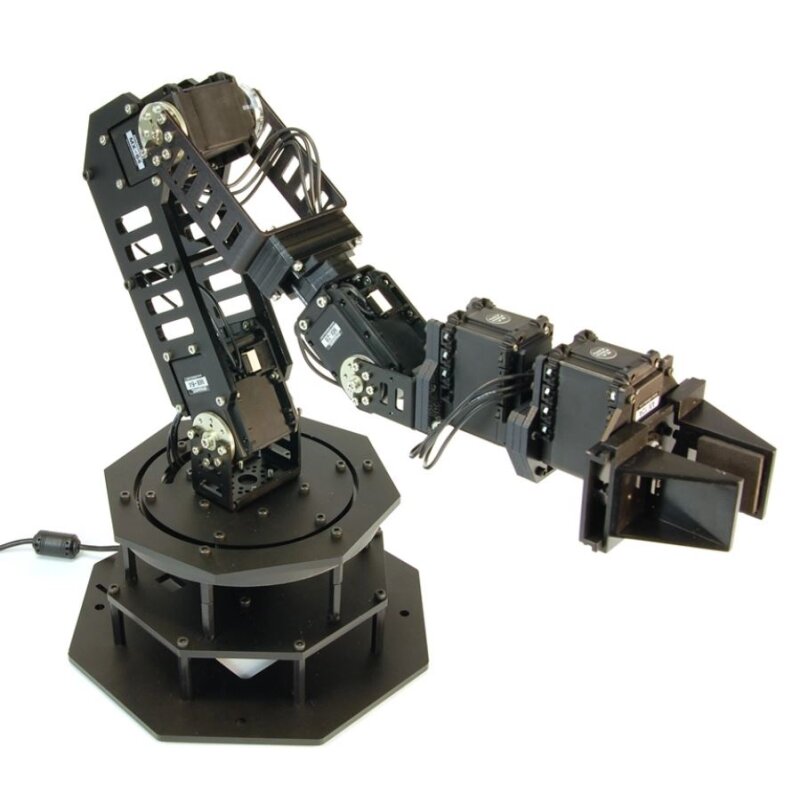 Рука имеет 4 степени свободы. Механические части точно вырезаны лазером и универсальны в использовании.
Рука имеет 4 степени свободы. Механические части точно вырезаны лазером и универсальны в использовании.
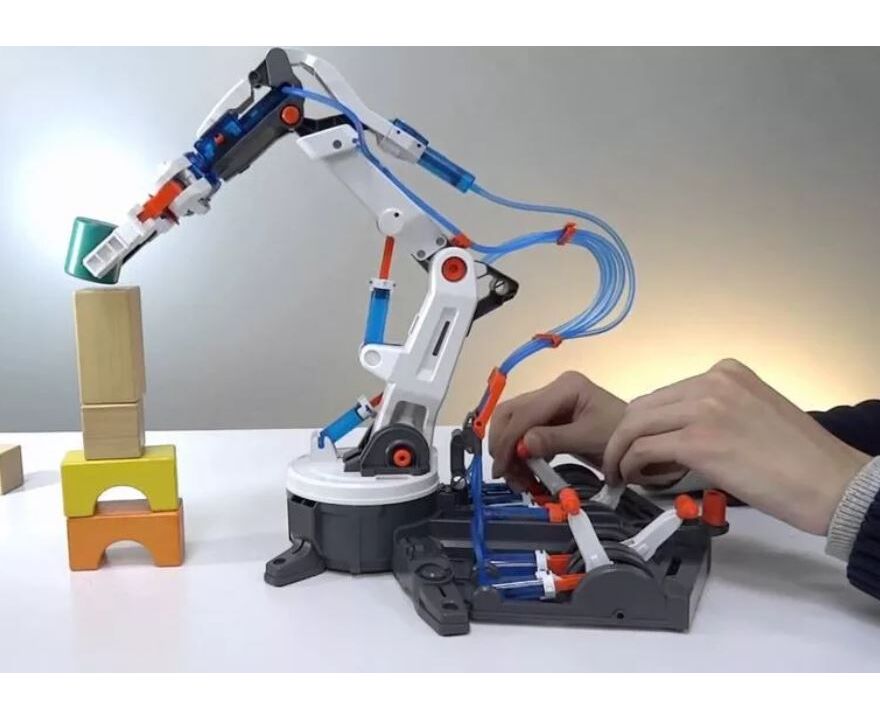 Мы обеспечиваем местный самовывоз (самовывоз для местных клиентов) в будние дни и частично в выходные дни.
Мы обеспечиваем местный самовывоз (самовывоз для местных клиентов) в будние дни и частично в выходные дни. Большинство концевых эффекторов являются механическими или электромеханическими и служат захватами, технологическими инструментами или датчиками. Они варьируются от простых захватов с двумя пальцами для задач захвата и размещения до сложных сенсорных систем для роботизированной инспекции.
Большинство концевых эффекторов являются механическими или электромеханическими и служат захватами, технологическими инструментами или датчиками. Они варьируются от простых захватов с двумя пальцами для задач захвата и размещения до сложных сенсорных систем для роботизированной инспекции.

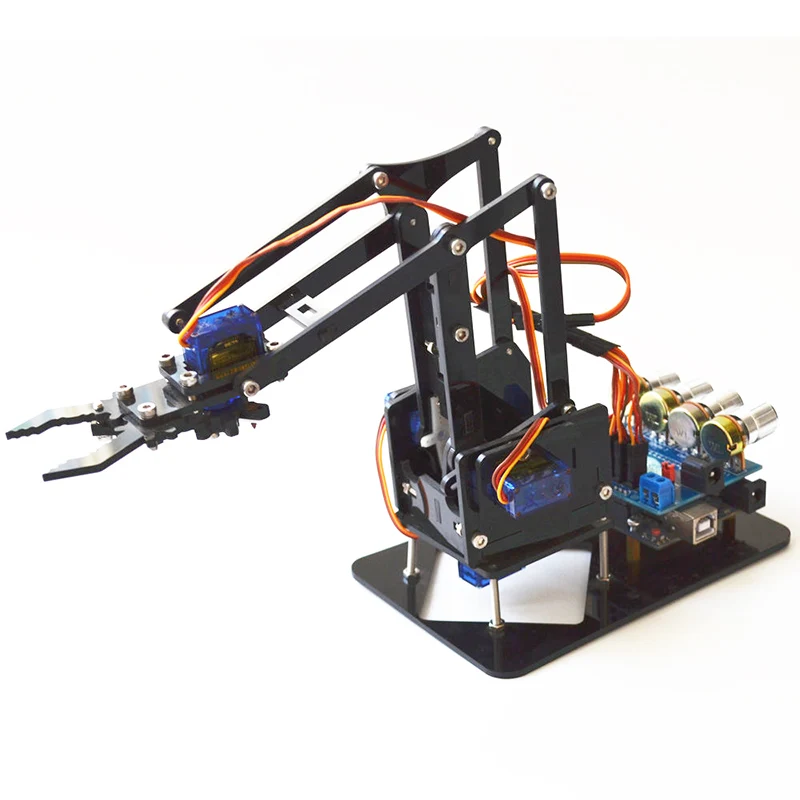
 Это улучшает адгезию первого слоя и качество 3D печати, поскольку движения экструдера регулируются в соответствии с отклонениями расположения вашего стола.
Это улучшает адгезию первого слоя и качество 3D печати, поскольку движения экструдера регулируются в соответствии с отклонениями расположения вашего стола.
 Вы должны убедиться, что датчик касается девяти точек индукционного датчика, иначе кроме проблем вы ничего не получите от этой фичи.
Вы должны убедиться, что датчик касается девяти точек индукционного датчика, иначе кроме проблем вы ничего не получите от этой фичи. Кроме того, опытные специалисты могут самостоятельно установить датчик автокалибровки.
Кроме того, опытные специалисты могут самостоятельно установить датчик автокалибровки. 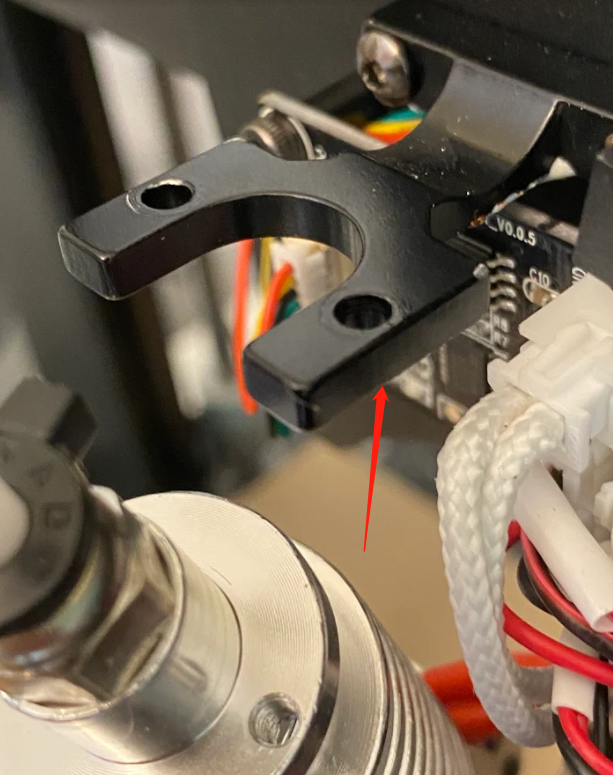 Это может привести к деформации печатной модели, искажению размеров и пропорций, засорению экструдера (когда сопло вплотную к столу и пластик не может выйти).
Это может привести к деформации печатной модели, искажению размеров и пропорций, засорению экструдера (когда сопло вплотную к столу и пластик не может выйти). Перед началом печати 3D-принтер определяет положение печатного стола относительно экструдера и, при необходимости, регулирует положение сопла при печати.
Перед началом печати 3D-принтер определяет положение печатного стола относительно экструдера и, при необходимости, регулирует положение сопла при печати.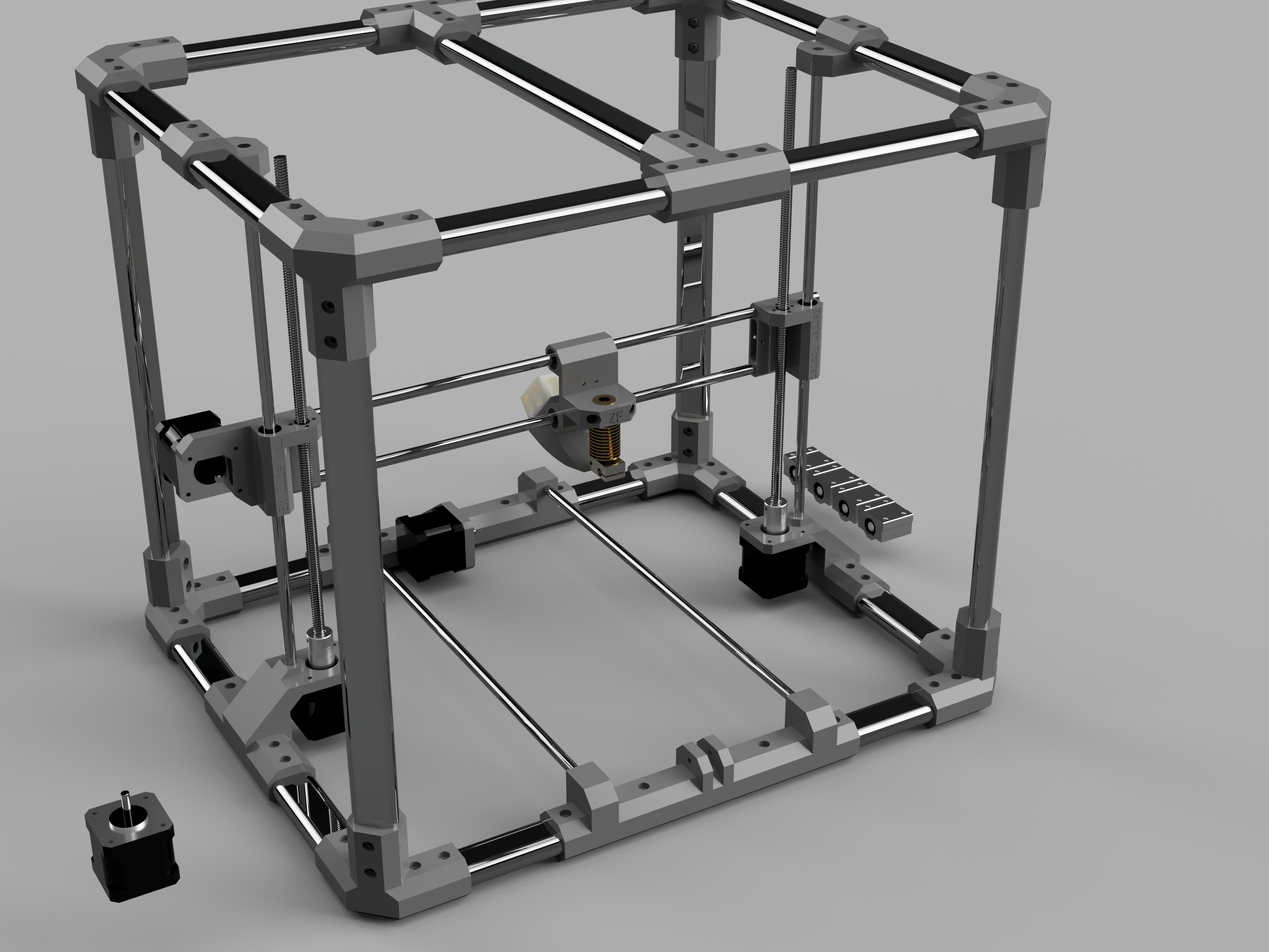 Это, в частности, улучшает адгезию слоёв и качество печати.
Это, в частности, улучшает адгезию слоёв и качество печати.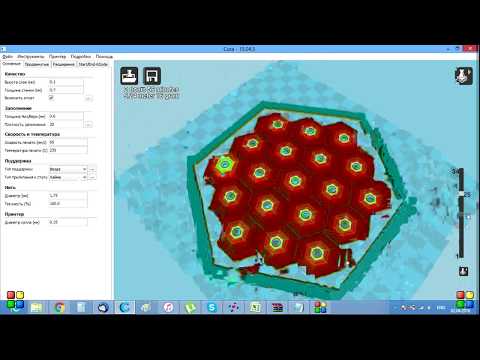 После загрузки профиля нажать «Изменить параметры процесса», перейти на вкладку «Сценарии» и выбрать сценарий запуска. Этот набор команд определяет действия, которые 3D-принтер будет выполнять в начале каждой печати.
После загрузки профиля нажать «Изменить параметры процесса», перейти на вкладку «Сценарии» и выбрать сценарий запуска. Этот набор команд определяет действия, которые 3D-принтер будет выполнять в начале каждой печати. 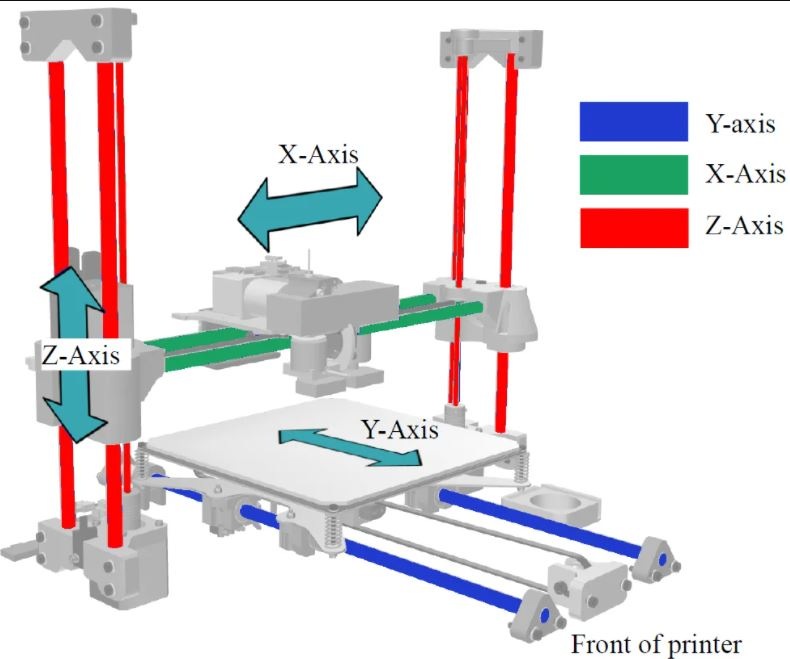 Чтобы сценарий работал корректно, команда G29 должна стоять после самой последней команды G28.
Чтобы сценарий работал корректно, команда G29 должна стоять после самой последней команды G28. Опытные пользователи с большим опытом могут сделать это самостоятельно, остальным советуем воспользоваться услугами специалистов. Такой апгрейд достаточно быстр и стоит недорого.
Опытные пользователи с большим опытом могут сделать это самостоятельно, остальным советуем воспользоваться услугами специалистов. Такой апгрейд достаточно быстр и стоит недорого. Давайте погрузимся!
Давайте погрузимся! слишком высоки для того, что может достичь принтер.
слишком высоки для того, что может достичь принтер. чтобы вещи подходили должным образом. Прорези для соединительных элементов могут быть просто идеальными для принтера A, но слишком узкими для использования с принтером B, или предполагается, что отверстия для гаек и болтов облегчают установку, но требуют ненужного усилия для сборки.
чтобы вещи подходили должным образом. Прорези для соединительных элементов могут быть просто идеальными для принтера A, но слишком узкими для использования с принтером B, или предполагается, что отверстия для гаек и болтов облегчают установку, но требуют ненужного усилия для сборки.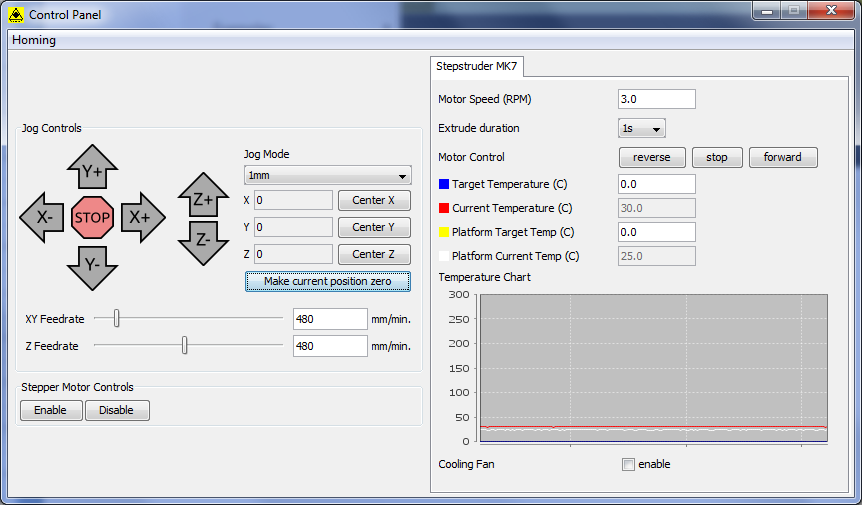 Скорость печати влияет на охлаждение, поэтому чем ниже скорость печати, тем больше времени свежеуложенная нить остынет до того, как будет готов следующий слой.
Скорость печати влияет на охлаждение, поэтому чем ниже скорость печати, тем больше времени свежеуложенная нить остынет до того, как будет готов следующий слой. Обычно слайсер включает вентилятор охлаждения слоя, замедляет скорость печати и меняет способ печати этой секции, чтобы пролет эффективно пересекался длинными нитями, а не маленькими зигзагами.
Обычно слайсер включает вентилятор охлаждения слоя, замедляет скорость печати и меняет способ печати этой секции, чтобы пролет эффективно пересекался длинными нитями, а не маленькими зигзагами.
 Подложки из одного и того же материала печатаются с так называемым «воздушным зазором», когда печатающая головка поднимается над отпечатком, создавая небольшой зазор между верхней частью подставки и нижней частью печатаемой детали, давая филаменту дополнительное время для охлаждения и опускания на него. опоры, препятствуя их постоянному сцеплению друг с другом. Этот воздушный зазор необходимо оптимизировать; слишком маленький, и опоры прилипнут к готовому отпечатку, слишком большой, и нижняя поверхность будет действительно волокнистой и обвисшей, пока не восстановится.
Подложки из одного и того же материала печатаются с так называемым «воздушным зазором», когда печатающая головка поднимается над отпечатком, создавая небольшой зазор между верхней частью подставки и нижней частью печатаемой детали, давая филаменту дополнительное время для охлаждения и опускания на него. опоры, препятствуя их постоянному сцеплению друг с другом. Этот воздушный зазор необходимо оптимизировать; слишком маленький, и опоры прилипнут к готовому отпечатку, слишком большой, и нижняя поверхность будет действительно волокнистой и обвисшей, пока не восстановится. Небольшая ошибка в тесте на точность размеров приведет к большему несоответствию по ширине кровати, которое в 10 раз больше, чем в первом тесте. Наименьшая разница в ожидаемых и фактических измерениях просто означает, что любые отпечатки, состоящие из нескольких частей, будут перекошены в зависимости от ориентации, в которой деталь была напечатана.
Небольшая ошибка в тесте на точность размеров приведет к большему несоответствию по ширине кровати, которое в 10 раз больше, чем в первом тесте. Наименьшая разница в ожидаемых и фактических измерениях просто означает, что любые отпечатки, состоящие из нескольких частей, будут перекошены в зависимости от ориентации, в которой деталь была напечатана.




 1), а не Cura (15.04.5). Я установил высоту слоя на 0,06 мм, но оставил множитель вымогательства на уровне 0,84
1), а не Cura (15.04.5). Я установил высоту слоя на 0,06 мм, но оставил множитель вымогательства на уровне 0,84 
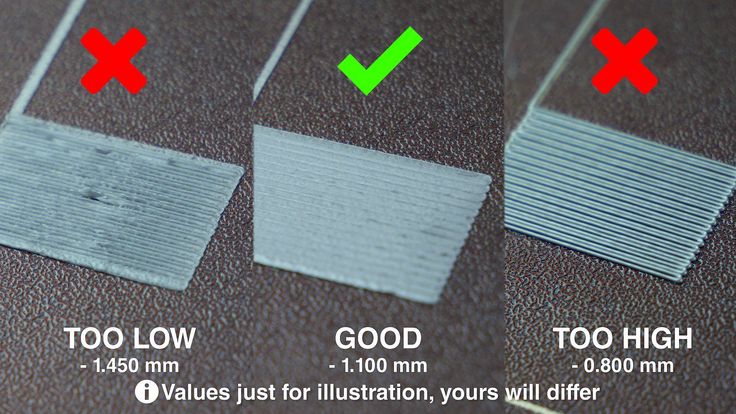 Мой первый слой в среднем составлял 0,33 мм, когда у меня была высота слоя 0,2 мм. Значит ли это, что мое сопло находится слишком близко или слишком далеко от кровати? Устанавливать ли высоту z на -0,13 мм?
Мой первый слой в среднем составлял 0,33 мм, когда у меня была высота слоя 0,2 мм. Значит ли это, что мое сопло находится слишком близко или слишком далеко от кровати? Устанавливать ли высоту z на -0,13 мм?
 Местные компании работают все еще поштучно, в основном на заказ. В России производится несколько видов промроботов, всего их можно разделить на пять категорий.
Местные компании работают все еще поштучно, в основном на заказ. В России производится несколько видов промроботов, всего их можно разделить на пять категорий.
 Но у компании есть коробочное решение: сварочная ячейка АРСК-1, построенная на базе робота. В комплекте идет шкаф управления, поворотный стол, сварочный аппарат и защитное ограждение.
Но у компании есть коробочное решение: сварочная ячейка АРСК-1, построенная на базе робота. В комплекте идет шкаф управления, поворотный стол, сварочный аппарат и защитное ограждение. они отличаются по уровню досягаемости от 0,9 м до 1,5 м. Грузоподъемность роботов — до 5 кг. На их базе есть готовые решения для обработки металла. В роботах используются собственные системы управления и объемного зрения. Они применяются на множестве производств в разных городах России.
они отличаются по уровню досягаемости от 0,9 м до 1,5 м. Грузоподъемность роботов — до 5 кг. На их базе есть готовые решения для обработки металла. В роботах используются собственные системы управления и объемного зрения. Они применяются на множестве производств в разных городах России. Например, на производстве «КБК Черемушки».
Например, на производстве «КБК Черемушки».


 , а также устанавливать их на фундамент и металлоконструкции. В целях увеличения надежности и долговечности работы вся гидравлика комплектуется элементами ведущих мировых производителей, а металлоконструкции выполнены из высококачественной стали, в т.ч. и импортной.
, а также устанавливать их на фундамент и металлоконструкции. В целях увеличения надежности и долговечности работы вся гидравлика комплектуется элементами ведущих мировых производителей, а металлоконструкции выполнены из высококачественной стали, в т.ч. и импортной. Использование в гидравлике пропорциональных распределителей обеспечило плавную, надежную работу с регулированием скорости движения и точным позиционированием. Это позволяет использовать краны-манипуляторы производства АО “ИНМАН” не только при погрузке-разгрузке, но и при монтажных работах.
Использование в гидравлике пропорциональных распределителей обеспечило плавную, надежную работу с регулированием скорости движения и точным позиционированием. Это позволяет использовать краны-манипуляторы производства АО “ИНМАН” не только при погрузке-разгрузке, но и при монтажных работах.
 В глобализированном медиа-контексте, характеризующемся снижением доверия к «устаревшим» СМИ и усилением конкуренции между мультиплатформенными СМИ, такие режимы изобретают изощренные способы использования финансируемых государством СМИ для укрепления собственной легитимности. Вот четыре вещи, которые вам нужно знать о манипулировании российскими СМИ.
В глобализированном медиа-контексте, характеризующемся снижением доверия к «устаревшим» СМИ и усилением конкуренции между мультиплатформенными СМИ, такие режимы изобретают изощренные способы использования финансируемых государством СМИ для укрепления собственной легитимности. Вот четыре вещи, которые вам нужно знать о манипулировании российскими СМИ.
 В частности, значительно увеличилось количество программ «мягких новостей». Этот глобальный медиа-формат включает в себя ток-шоу и теледебаты и известен своей способностью привлекать политически невнимательную аудиторию, производя продукцию с сильными эмоциональными тегами.
В частности, значительно увеличилось количество программ «мягких новостей». Этот глобальный медиа-формат включает в себя ток-шоу и теледебаты и известен своей способностью привлекать политически невнимательную аудиторию, производя продукцию с сильными эмоциональными тегами. Далекие от цензуры позиции британского правительства, финансируемые государством СМИ умело игнорировали (на самом деле, отражали) косвенные улики, используемые британцами для инкриминирования России.
Далекие от цензуры позиции британского правительства, финансируемые государством СМИ умело игнорировали (на самом деле, отражали) косвенные улики, используемые британцами для инкриминирования России.
 Цель поездки состояла не в том, чтобы «получить передовые российские технологии», как утверждают пропагандисты, а в том, чтобы выяснить, как передовые американские компоненты попали в российское вооружение, несмотря на глобальные ограничения на передачу таких технологий.
Цель поездки состояла не в том, чтобы «получить передовые российские технологии», как утверждают пропагандисты, а в том, чтобы выяснить, как передовые американские компоненты попали в российское вооружение, несмотря на глобальные ограничения на передачу таких технологий. Эксперты смогли осмотреть российское вооружение, захваченное украинскими войсками. Несколько высокочастотных транзисторов британского производства, которые могут использоваться как в военных, так и в гражданских целях, были обнаружены в российской мобильной системе помех «Борисоглебск-2».
Эксперты смогли осмотреть российское вооружение, захваченное украинскими войсками. Несколько высокочастотных транзисторов британского производства, которые могут использоваться как в военных, так и в гражданских целях, были обнаружены в российской мобильной системе помех «Борисоглебск-2».
 Таким образом вы снизите количество затрачиваемого сырья и сэкономите время на изготовление одной партии продукта.
Таким образом вы снизите количество затрачиваемого сырья и сэкономите время на изготовление одной партии продукта. От грамотного планирования будущих нововведений во многом зависит их эффективность. Сначала требуется определить главные задачи роботизации. После продумывания долгосрочных целей можно перейти к следующим этапам:
От грамотного планирования будущих нововведений во многом зависит их эффективность. Сначала требуется определить главные задачи роботизации. После продумывания долгосрочных целей можно перейти к следующим этапам:
:quality(80)/images.vogel.de/vogelonline/bdb/920500/920584/original.jpg) Среди них:
Среди них: Эта модель работает над ускорением процесса паллетирования, помогает наладить оперативную погрузку и разгрузку.
Эта модель работает над ускорением процесса паллетирования, помогает наладить оперативную погрузку и разгрузку. Чем меньше работников нужно привлекать к производству, тем меньше потребуется тратиться на зарплату и выплату налогов.
Чем меньше работников нужно привлекать к производству, тем меньше потребуется тратиться на зарплату и выплату налогов. Чем сложнее и многофункциональнее устройство техники — тем выше ее цена. Сразу просчитать выгоду и оптимальность внедрения робота трудно. Любое оборудование может выйти из строя в самый неподходящий момент. При этом денег на его срочный ремонт может не найтись.
Чем сложнее и многофункциональнее устройство техники — тем выше ее цена. Сразу просчитать выгоду и оптимальность внедрения робота трудно. Любое оборудование может выйти из строя в самый неподходящий момент. При этом денег на его срочный ремонт может не найтись. Основные преимущества внедрения промышленных роботов на производстве.
Основные преимущества внедрения промышленных роботов на производстве. Это недостаток длинных дешевых заемных средств, которые были бы доступны малым и средним компаниям.
Это недостаток длинных дешевых заемных средств, которые были бы доступны малым и средним компаниям.
 Это справедливо даже при условии того, что при развертывании систем промышленных роботов в штате появляются квалифицированные инженеры по наладке и обслуживанию робототехнических комплектов, совокупная оплата их труда ниже, чем оплата высвободившихся сотрудников.
Это справедливо даже при условии того, что при развертывании систем промышленных роботов в штате появляются квалифицированные инженеры по наладке и обслуживанию робототехнических комплектов, совокупная оплата их труда ниже, чем оплата высвободившихся сотрудников.

 На заводе Philips по производству электрических бритв в Нидерландах количество роботов превышает число девяти производственных рабочих более чем в 14 раз к 1. Производитель фотоаппаратов Canon начал поэтапный отказ от человеческого труда на нескольких своих заводах в 2013 году9.0003
На заводе Philips по производству электрических бритв в Нидерландах количество роботов превышает число девяти производственных рабочих более чем в 14 раз к 1. Производитель фотоаппаратов Canon начал поэтапный отказ от человеческого труда на нескольких своих заводах в 2013 году9.0003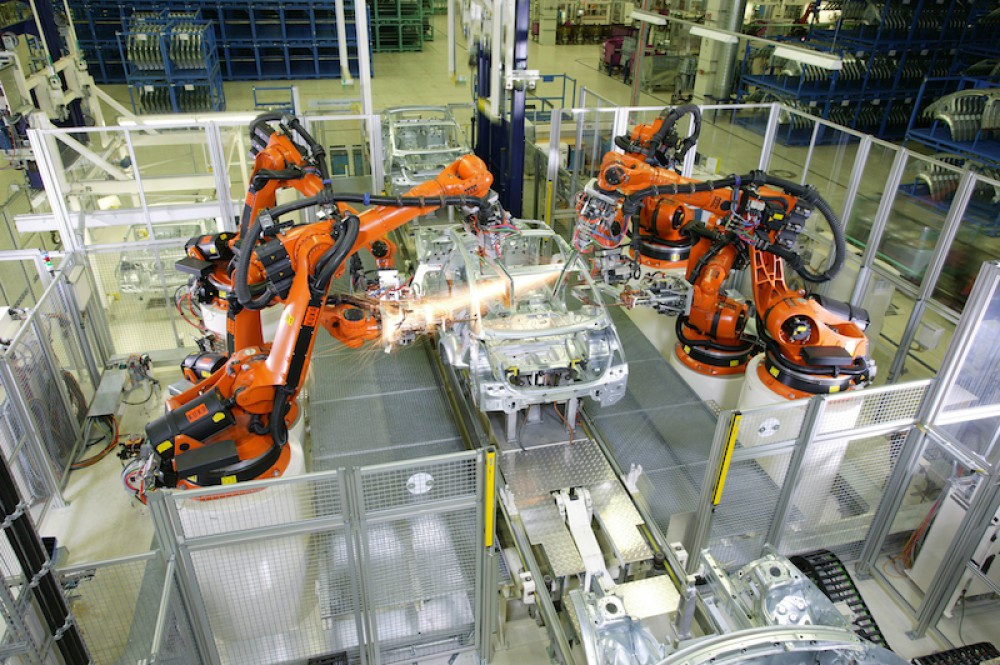
 Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо в виде специальных курсов, либо в рамках более общего образования в области производственных технологий или инженерного проектирования для производства. Наличие программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократило время проектирования и риск. Это также упростило и удешевило задачу программирования роботов.
Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо в виде специальных курсов, либо в рамках более общего образования в области производственных технологий или инженерного проектирования для производства. Наличие программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократило время проектирования и риск. Это также упростило и удешевило задачу программирования роботов. Компоненты будут автоматически идентифицировать себя в системе управления, что значительно сократит время настройки. Эти датчики и приводы также могут контролировать себя и сообщать о своем состоянии в систему управления, чтобы помочь в управлении технологическим процессом и собирать данные для технического обслуживания, а также в целях постоянного улучшения и устранения неполадок. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.
Компоненты будут автоматически идентифицировать себя в системе управления, что значительно сократит время настройки. Эти датчики и приводы также могут контролировать себя и сообщать о своем состоянии в систему управления, чтобы помочь в управлении технологическим процессом и собирать данные для технического обслуживания, а также в целях постоянного улучшения и устранения неполадок. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.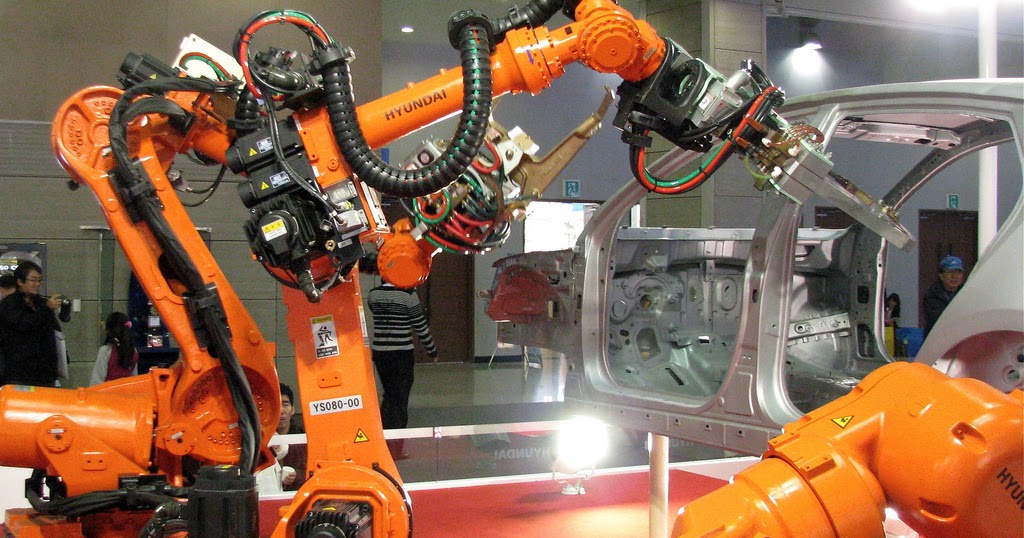 Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает объем необходимых проверок после изготовления.
Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает объем необходимых проверок после изготовления. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу:
Если вам нужна информация об этом контенте, мы будем рады работать с вами. Пожалуйста, напишите нам по адресу: 

 Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более деликатных задачах, таких как вдевание ниток в иголки или сборка сложнейших электронных устройств. Роботы также становятся более скоординированными благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам вместе работать над одной задачей.
Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более деликатных задачах, таких как вдевание ниток в иголки или сборка сложнейших электронных устройств. Роботы также становятся более скоординированными благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам вместе работать над одной задачей.
 Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Представьте себе преимущества производительности, доступные курьеру, если бортовой робот может предварительно сортировать посылки в транспортном средстве между доставкой.
Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Представьте себе преимущества производительности, доступные курьеру, если бортовой робот может предварительно сортировать посылки в транспортном средстве между доставкой. Многие текущие
Многие текущие

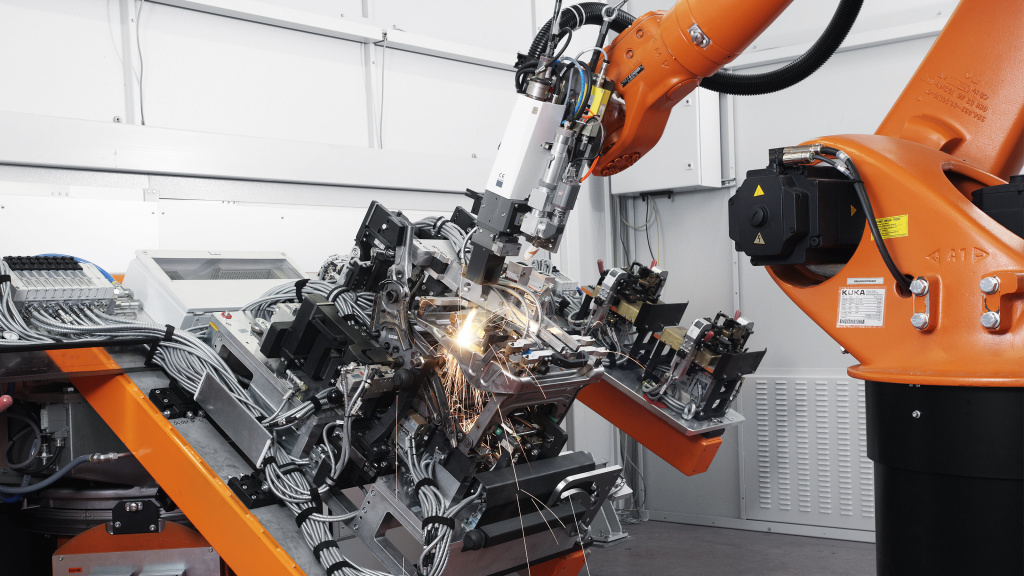 Компании, особенно крупные, должны следить за тем, чтобы не переопределять, не усложнять и не перерасходовать средства на автоматизацию. Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.
Компании, особенно крупные, должны следить за тем, чтобы не переопределять, не усложнять и не перерасходовать средства на автоматизацию. Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.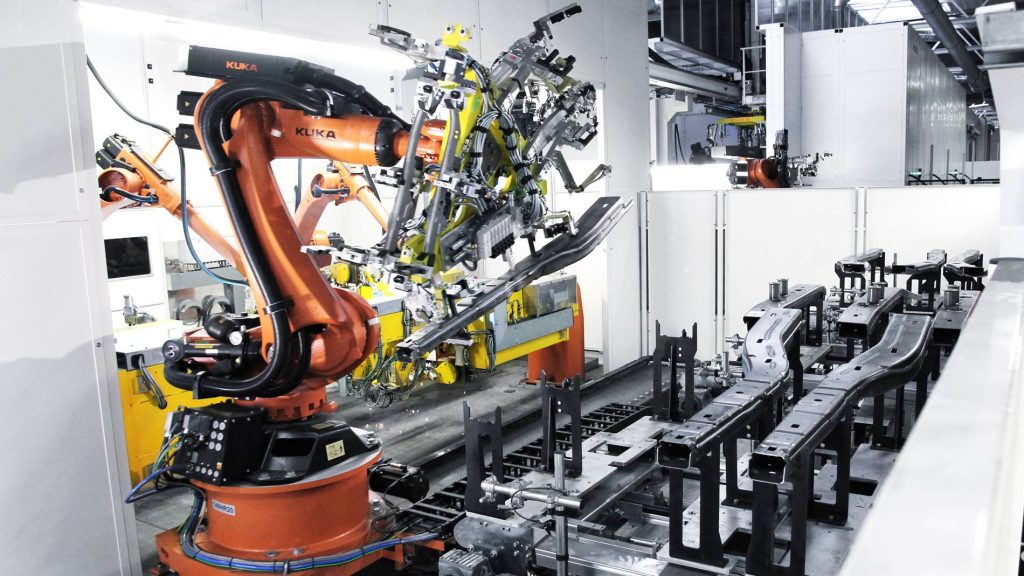
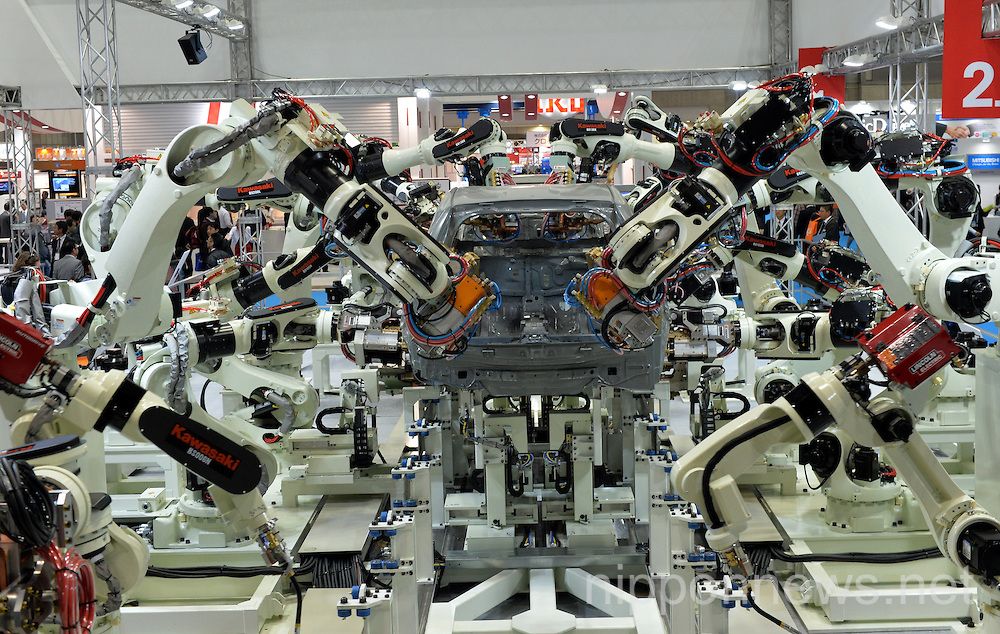

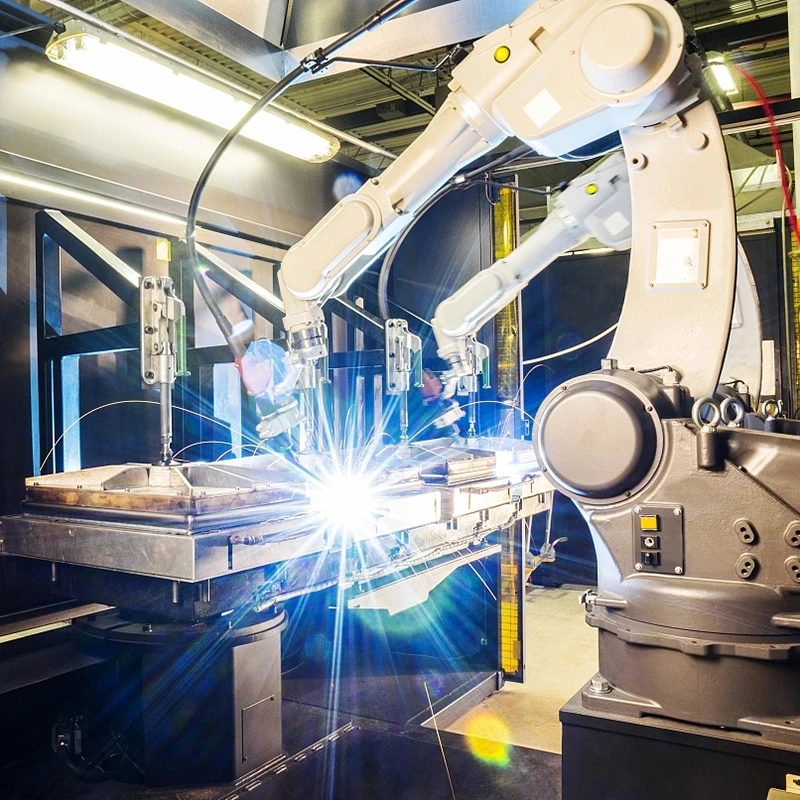 0
0  0, в которой мы сейчас находимся, включает киберфизические системы (CPS) в производственной среде. Эти системы состоят из машин, их протоколов, управляемых компьютером, и их пользователей, работающих вместе в унисон.
0, в которой мы сейчас находимся, включает киберфизические системы (CPS) в производственной среде. Эти системы состоят из машин, их протоколов, управляемых компьютером, и их пользователей, работающих вместе в унисон.
 Его можно легко применить к сбору данных, обработке данных и выполнению предсказуемой физической работы . Сюда входят такие задачи, как сварка, пайка, покраска, приготовление пищи, упаковка.
Его можно легко применить к сбору данных, обработке данных и выполнению предсказуемой физической работы . Сюда входят такие задачи, как сварка, пайка, покраска, приготовление пищи, упаковка.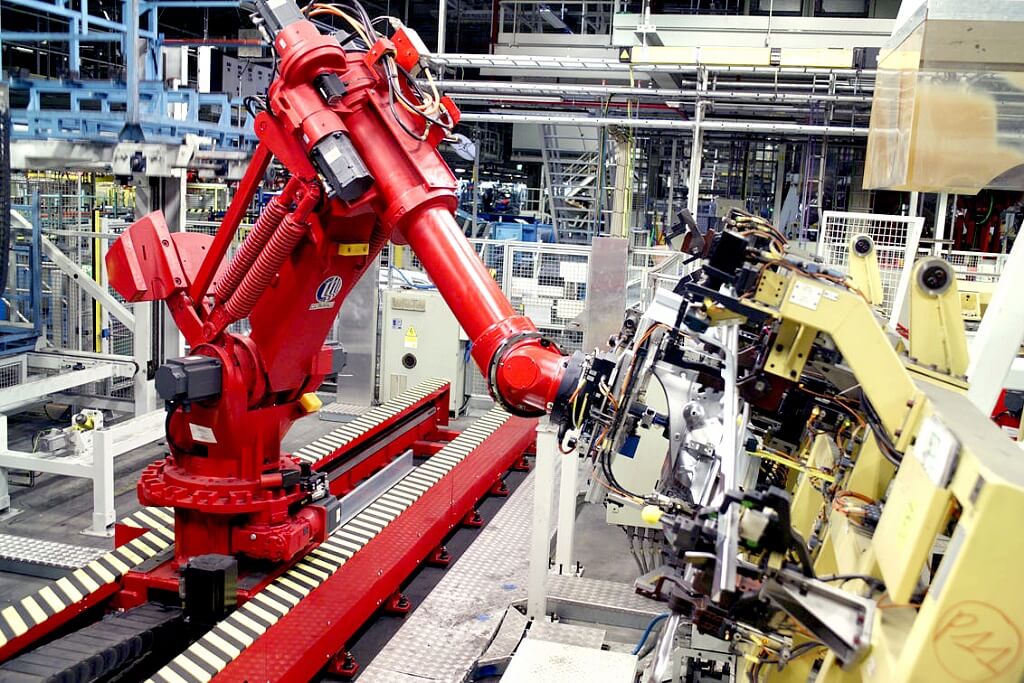 Это позволяет настраивать и часто вносить изменения на протяжении всего производственного процесса. В этом случае операция управляется программой инструкций, которые считываются и интерпретируются системой. Новые программы могут быть подготовлены и введены в оборудование для производства новых продуктов в любое время.
Это позволяет настраивать и часто вносить изменения на протяжении всего производственного процесса. В этом случае операция управляется программой инструкций, которые считываются и интерпретируются системой. Новые программы могут быть подготовлены и введены в оборудование для производства новых продуктов в любое время. Гибкая система автоматизации способна производить различные детали практически без потери времени на переход от одного типа детали к другому. . То же самое верно и при перепрограммировании системы или изменении физических настроек.
Гибкая система автоматизации способна производить различные детали практически без потери времени на переход от одного типа детали к другому. . То же самое верно и при перепрограммировании системы или изменении физических настроек.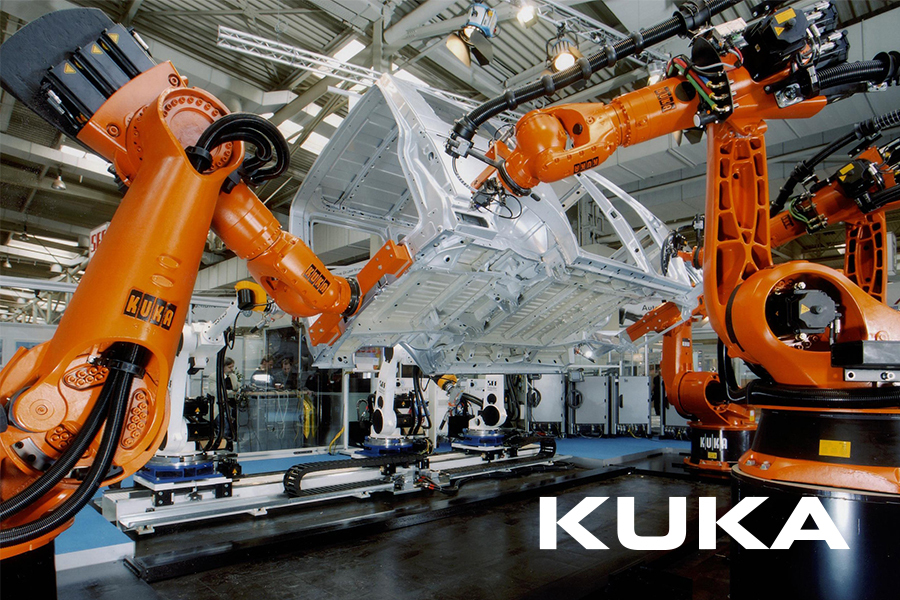 Действия по профилактическому обслуживанию выполняются, когда машины работают в своих обычных производственных режимах. И то, и другое имеет важное значение для экономии денег производителей и поддержания качества продукции, но в последнее время особое внимание уделяется профилактическому обслуживанию. Такие качества, как мониторинг состояния в режиме реального времени, обеспечивают более длительные периоды работы между задачами профилактического обслуживания, что приводит к сокращению времени простоя основного оборудования.
Действия по профилактическому обслуживанию выполняются, когда машины работают в своих обычных производственных режимах. И то, и другое имеет важное значение для экономии денег производителей и поддержания качества продукции, но в последнее время особое внимание уделяется профилактическому обслуживанию. Такие качества, как мониторинг состояния в режиме реального времени, обеспечивают более длительные периоды работы между задачами профилактического обслуживания, что приводит к сокращению времени простоя основного оборудования.


 глубина установки, м
глубина установки, м температура воды, °С
температура воды, °С 2
2 2 МБ)
2 МБ) Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу.
Для увеличения срока службы насоса используются материалы только высокого качества. При помощи этого насоса вы без труда решите поставленную задачу. Оптовый 2021 лучший бензиновый водяной насос по конкурентоспособной цене.
Оптовый 2021 лучший бензиновый водяной насос по конкурентоспособной цене. и т. д. BISON занимает площадь в 20 000 квадратных метров и насчитывает около 200 сотрудников. Производство BISON охватывает миллионы машин, которые продаются дома и за рубежом.
и т. д. BISON занимает площадь в 20 000 квадратных метров и насчитывает около 200 сотрудников. Производство BISON охватывает миллионы машин, которые продаются дома и за рубежом. Во-вторых, ирригационные насосы BISON также удовлетворяют потребности большинства фермеров.
Во-вторых, ирригационные насосы BISON также удовлетворяют потребности большинства фермеров. В большинстве случаев люди часто выбирают эти насосы точно для одной и той же цели, так что если вы хотите купить для своего сада или фермы, знайте.
В большинстве случаев люди часто выбирают эти насосы точно для одной и той же цели, так что если вы хотите купить для своего сада или фермы, знайте. Но для наших повседневных потребностей наиболее распространенными являются следующие:
Но для наших повседневных потребностей наиболее распространенными являются следующие:

 д.). Кроме того, существуют канализационные насосы для сточных вод, содержащих взвешенные вещества, которые обычно поступают из канализации, септиков и т. д. Кроме того, выбрать тип насоса поможет место установки насоса. Например, если вода поступает из скважины, идеальным выбором будет погружной насос, диаметр которого зависит от скважины. С другой стороны, если вода поступает из водохранилища, реки или озера, мы бы выбрали перекачивающий насос.
д.). Кроме того, существуют канализационные насосы для сточных вод, содержащих взвешенные вещества, которые обычно поступают из канализации, септиков и т. д. Кроме того, выбрать тип насоса поможет место установки насоса. Например, если вода поступает из скважины, идеальным выбором будет погружной насос, диаметр которого зависит от скважины. С другой стороны, если вода поступает из водохранилища, реки или озера, мы бы выбрали перекачивающий насос. Шланги не должны быть уменьшены в диаметре. Обычный размер шланга составляет 3/4 дюйма, что обычно подходит для очистки, небольших работ по техническому обслуживанию и т. д. Хотя они похожи на обычные садовые шланги, они лучше выдерживают более высокое давление.
Шланги не должны быть уменьшены в диаметре. Обычный размер шланга составляет 3/4 дюйма, что обычно подходит для очистки, небольших работ по техническому обслуживанию и т. д. Хотя они похожи на обычные садовые шланги, они лучше выдерживают более высокое давление.
 Вы также можете обратиться к руководству по эксплуатации насоса.
Вы также можете обратиться к руководству по эксплуатации насоса.



 Хотя электрические водяные насосы не такие мощные, как водяные насосы с бензиновым двигателем, они требуют меньше обслуживания, потому что вам не нужно беспокоиться о замене масла и другом обслуживании. Вам необходимо использовать водяные насосы в районах с электроснабжением, поэтому, если вам необходимо откачивать воду на открытом воздухе, используйте бензиновые или дизельные водяные насосы.
Хотя электрические водяные насосы не такие мощные, как водяные насосы с бензиновым двигателем, они требуют меньше обслуживания, потому что вам не нужно беспокоиться о замене масла и другом обслуживании. Вам необходимо использовать водяные насосы в районах с электроснабжением, поэтому, если вам необходимо откачивать воду на открытом воздухе, используйте бензиновые или дизельные водяные насосы. В зависимости от модели и производителя он может поднимать воду даже на высоту более 40 метров. Они разработаны со специальной оболочкой, чтобы предотвратить их от ржавчины и коррозии.
В зависимости от модели и производителя он может поднимать воду даже на высоту более 40 метров. Они разработаны со специальной оболочкой, чтобы предотвратить их от ржавчины и коррозии. садовые или сельскохозяйственные угодья
садовые или сельскохозяйственные угодья Приложение настолько простое в использовании, что оно даже не начинается с учебника! Предоставляет 10 шаблонов персонажей с уникальными конечностями и частями тела, соединенными шаровыми шарнирами. Выберите один из шаблонов и начнется управляемый процесс сборки. Программа имеет интерактивную среду, кастомизацию деталей, инверсную кинематику и возможность копирования и вставки, как показано в моем видео.
Приложение настолько простое в использовании, что оно даже не начинается с учебника! Предоставляет 10 шаблонов персонажей с уникальными конечностями и частями тела, соединенными шаровыми шарнирами. Выберите один из шаблонов и начнется управляемый процесс сборки. Программа имеет интерактивную среду, кастомизацию деталей, инверсную кинематику и возможность копирования и вставки, как показано в моем видео. Я распечатал этот скелет для тестирования принтера и файла печати. Переходим к Maya! Надеюсь в будущем я стану профессионалом в Maya.
Я распечатал этот скелет для тестирования принтера и файла печати. Переходим к Maya! Надеюсь в будущем я стану профессионалом в Maya. Лепите! заставьте свой мозг работать с трехмерными формами! (Я пытался лепить фигурку из бумажной глины 2 года назад, но она была слишком тяжелой и недостаточно твердой, это было до того, как я попробовал fimo.
Лепите! заставьте свой мозг работать с трехмерными формами! (Я пытался лепить фигурку из бумажной глины 2 года назад, но она была слишком тяжелой и недостаточно твердой, это было до того, как я попробовал fimo. Шарниры имеют 2 стандартных размера вместо 1, как в tinkerplay, чтобы уменьшить вес.
Шарниры имеют 2 стандартных размера вместо 1, как в tinkerplay, чтобы уменьшить вес. Похоже, что основа не была закреплена в самом начале.
Похоже, что основа не была закреплена в самом начале. Произошло серьезное скольжение слоев, это хорошо видно на шлеме. Мне просто не повезло.
Произошло серьезное скольжение слоев, это хорошо видно на шлеме. Мне просто не повезло. Печать заняла 10 часов, вес составил около 100 г, очистка опоры и плота заняла больше часа. Я действительно хочу, чтобы у меня дома был собственный 3d принтер.
Печать заняла 10 часов, вес составил около 100 г, очистка опоры и плота заняла больше часа. Я действительно хочу, чтобы у меня дома был собственный 3d принтер.
 Не стесняйтесь грунтовать и шлифовать фигурку, чтобы она круто и гладко выглядела.
Не стесняйтесь грунтовать и шлифовать фигурку, чтобы она круто и гладко выглядела.
 3d печать людей – технология, позволяющая свести многовековое сложнейшее таинство скульптуры, живописи, лепки человеческих образов к нескольким незамысловатым манипуляциям с современным цифровым оборудованием.
3d печать людей – технология, позволяющая свести многовековое сложнейшее таинство скульптуры, живописи, лепки человеческих образов к нескольким незамысловатым манипуляциям с современным цифровым оборудованием.







 Они представляют собой отличную альтернативу традиционным фотографиям. В случае свадьбы можно создать на 3D-принтере миниатюрную фигурку жениха и невесты и использовать ее как топпер для свадебного торта.
Они представляют собой отличную альтернативу традиционным фотографиям. В случае свадьбы можно создать на 3D-принтере миниатюрную фигурку жениха и невесты и использовать ее как топпер для свадебного торта. Найдите компанию 3D-печати , предлагающую этот тип услуг рядом с вами или в Интернете (например, MyFaceOnAFigure.com)
Найдите компанию 3D-печати , предлагающую этот тип услуг рядом с вами или в Интернете (например, MyFaceOnAFigure.com)

 Хотя для большинства людей это звучит легко, это не так, если вы хотите получить 3D-фигурки своих детей или домашних животных!
Хотя для большинства людей это звучит легко, это не так, если вы хотите получить 3D-фигурки своих детей или домашних животных!
 Для 3D-сканирования обычно требуется около 20 фотографий для цветного сканирования всего тела.
Для 3D-сканирования обычно требуется около 20 фотографий для цветного сканирования всего тела. Затем вы можете изменить форму, текстуры и даже добавить аксессуары к исходному 3D-скану.
Затем вы можете изменить форму, текстуры и даже добавить аксессуары к исходному 3D-скану.
 Продукция этого бренда занимает лидирующие позиции в рейтингах, посвященных оборудованию для алмазного бурения и резки.
Продукция этого бренда занимает лидирующие позиции в рейтингах, посвященных оборудованию для алмазного бурения и резки. Но практика показала, что если необходима надежная установка для алмазного бурения, способная проработать несколько сезонов, выбирайте модели указанных производителей. Это даст гарантию выполнения больших объемов работ. Стоит отметить, что устройства этой категории способны справиться с железобетоном, независимо от степени армирования. В отличие перфораторов этот критерий не играет практически никакой роли.
Но практика показала, что если необходима надежная установка для алмазного бурения, способная проработать несколько сезонов, выбирайте модели указанных производителей. Это даст гарантию выполнения больших объемов работ. Стоит отметить, что устройства этой категории способны справиться с железобетоном, независимо от степени армирования. В отличие перфораторов этот критерий не играет практически никакой роли.
 Благодаря незначительной вибрации при работе, массы устройства вполне хватает для надежной фиксации на одном месте. Используют и крепление при помощи анкеров, вакуумного оборудования, но такая необходимость возникает при сверлении больших и глубоких отверстий.
Благодаря незначительной вибрации при работе, массы устройства вполне хватает для надежной фиксации на одном месте. Используют и крепление при помощи анкеров, вакуумного оборудования, но такая необходимость возникает при сверлении больших и глубоких отверстий.
 Можно встретить коронки, диаметр которых достигает 1200 мм. Чтобы увеличить срок службы оснастки, предусмотрена система водяного охлаждения режущей части, которая позволяет предотвратить преждевременный износ алмазных напаек.
Можно встретить коронки, диаметр которых достигает 1200 мм. Чтобы увеличить срок службы оснастки, предусмотрена система водяного охлаждения режущей части, которая позволяет предотвратить преждевременный износ алмазных напаек.

 к. сверление по некоторым материалам может быть достаточно трудоемким.
к. сверление по некоторым материалам может быть достаточно трудоемким.
 Алмазные установки Rems позволяют работать в самых сложных и стесненных условиях, осущестлвять бурение в мокром и сухом режиме, вручную или с использованием станины. Такая установка справится с любой работой.
Алмазные установки Rems позволяют работать в самых сложных и стесненных условиях, осущестлвять бурение в мокром и сухом режиме, вручную или с использованием станины. Такая установка справится с любой работой. Такая установка может обслуживаться всего лишь одним рабочим. Алмазное сверление характеризуется скоростью работы, высокой точностью, отсутствием бетонной пыли, невысоким уровнем шума.
Такая установка может обслуживаться всего лишь одним рабочим. Алмазное сверление характеризуется скоростью работы, высокой точностью, отсутствием бетонной пыли, невысоким уровнем шума.
 Стандартные модели станков сочетают в себе высокопроизводительные компоненты и проектирование с меньшими общими инвестициями, что делает станки UNE надежным дополнением к обрабатывающим модулям с ЧПУ.
Стандартные модели станков сочетают в себе высокопроизводительные компоненты и проектирование с меньшими общими инвестициями, что делает станки UNE надежным дополнением к обрабатывающим модулям с ЧПУ.
 Автоматизация может быть установлена на машине или использоваться для объединения нескольких машин или операций.
Автоматизация может быть установлена на машине или использоваться для объединения нескольких машин или операций. Раздвиньте границы BTA
Раздвиньте границы BTA Эти возможности автоматизации представляют собой интегрированные компоненты, спроектированные с самого начала для совместной работы с остальной частью системы.
Эти возможности автоматизации представляют собой интегрированные компоненты, спроектированные с самого начала для совместной работы с остальной частью системы.
 Станки USC-M
Станки USC-M
 Машины UNISIG серии S спроектированы так, чтобы максимизировать производительность инструмента и дать оператору точный контроль над каждым аспектом процесса.
Машины UNISIG серии S спроектированы так, чтобы максимизировать производительность инструмента и дать оператору точный контроль над каждым аспектом процесса. Также: Новые модели (384)
Также: Новые модели (384) 11.22
11.22 РАСПОЛОЖЕНИЕ: МОНТЕРРЕЙ, Н.Л.
РАСПОЛОЖЕНИЕ: МОНТЕРРЕЙ, Н.Л. Представлен 11/23/2222
Представлен 11/23/2222 11.22
11.22

 размер обработки
размер обработки С одной стороны, спрос на продукцию весьма высок, с другой – присутствует большое количество конкурентов. В связи с этим, люди, занимающиеся таким бизнесом, находятся в постоянном поиске стратегии развития и маркетинговых ходов для обеспечения стабильного положения на рынке.
С одной стороны, спрос на продукцию весьма высок, с другой – присутствует большое количество конкурентов. В связи с этим, люди, занимающиеся таким бизнесом, находятся в постоянном поиске стратегии развития и маркетинговых ходов для обеспечения стабильного положения на рынке. Опрессовка стеклопакетов на линии ведется при помощи поточного пресса CLLR. Подача стекла обеспечивается при помощи специальной платформы. Проста в работе и обслуживании. А цена, существенно ниже аналогов. Оборудование для производства стеклопакетов:
Опрессовка стеклопакетов на линии ведется при помощи поточного пресса CLLR. Подача стекла обеспечивается при помощи специальной платформы. Проста в работе и обслуживании. А цена, существенно ниже аналогов. Оборудование для производства стеклопакетов: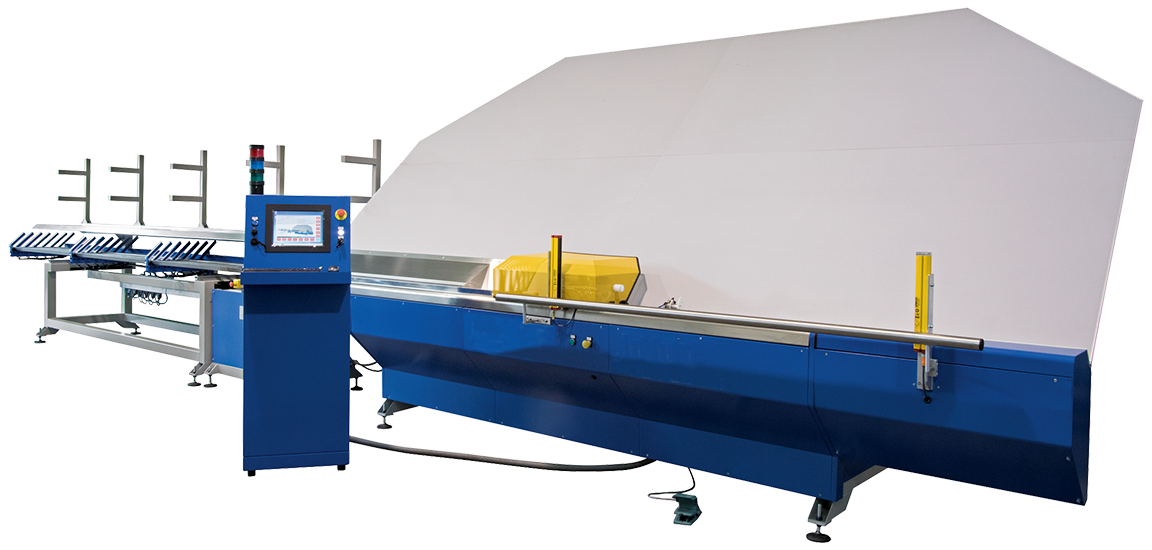 Гарантия на данное оборудование для производства стеклопакетов составляет 1 год, также предусмотрено постгарантийное обслуживание по желанию клиента.
Гарантия на данное оборудование для производства стеклопакетов составляет 1 год, также предусмотрено постгарантийное обслуживание по желанию клиента. 8 тонны
8 тонны Моющие средства не применяются. Воду менять необходимо раз в двое суток или при образовании малейших разводов на стекле. Раз в месяц нужно промывать отжимные валы.
Моющие средства не применяются. Воду менять необходимо раз в двое суток или при образовании малейших разводов на стекле. Раз в месяц нужно промывать отжимные валы.
 На нём размещается стекло и наносится дистанционно-распорная лента. Для перемещения стекла используется воздушная подушка. Нанесение спейсера осуществляется на закрепленном стекле, при помощи автоматической вакуумной присоски. Стенд оборудован энергосберегающим тихим вентилятором, обеспечивающим высокое давление воздуха. В системе нагрева стекла используется горячий воздух, что соответствует экологическим требованиям. Оператор может контролировать температуру стекла в ходе обработки. Устройство присоски позволяет легко перемещать стекло по поверхности. Поворотная система облегчает весь процесс обработки, в том числе и установку дистанционно-распорной ленты.
На нём размещается стекло и наносится дистанционно-распорная лента. Для перемещения стекла используется воздушная подушка. Нанесение спейсера осуществляется на закрепленном стекле, при помощи автоматической вакуумной присоски. Стенд оборудован энергосберегающим тихим вентилятором, обеспечивающим высокое давление воздуха. В системе нагрева стекла используется горячий воздух, что соответствует экологическим требованиям. Оператор может контролировать температуру стекла в ходе обработки. Устройство присоски позволяет легко перемещать стекло по поверхности. Поворотная система облегчает весь процесс обработки, в том числе и установку дистанционно-распорной ленты. 5
5 1,10~1,40m/min
1,10~1,40m/min

 Возможно закачивать газ в четыре стеклопакета одновременно. Позволяетдостичь отличного показателя теплопроводности и шумоизоляции. Проста и надежнав эксплуатации.
Возможно закачивать газ в четыре стеклопакета одновременно. Позволяетдостичь отличного показателя теплопроводности и шумоизоляции. Проста и надежнав эксплуатации.
 Это монобрендовый производитель, то есть выпускающий технику только своей собственной торговой марки.
Это монобрендовый производитель, то есть выпускающий технику только своей собственной торговой марки.

 Поэтому выпускаемые нами машиностроительные изделия не могут достойно конкурировать на глобальном рынке, тем более, в условиях санкционной войны, объявленной нам коллективным Западом.
Поэтому выпускаемые нами машиностроительные изделия не могут достойно конкурировать на глобальном рынке, тем более, в условиях санкционной войны, объявленной нам коллективным Западом. Они могут быть как движениями резания, так и движениями подачи. Эти движения образуют на заготовке заданные поверхности.
Они могут быть как движениями резания, так и движениями подачи. Эти движения образуют на заготовке заданные поверхности. Такие станки, благодаря высокому уровню своей автоматизации, отлично встраиваются в автоматизированные линии.
Такие станки, благодаря высокому уровню своей автоматизации, отлично встраиваются в автоматизированные линии.
 Это гарантия более стабильной и долговечной работы оборудования.
Это гарантия более стабильной и долговечной работы оборудования. Это идеальное сочетание, при котором нет проблем с приводами – они хорошо работают со стойкой.
Это идеальное сочетание, при котором нет проблем с приводами – они хорошо работают со стойкой. Мы также рады предоставить бесплатный образец продукции, включая видеозапись обработки.
Мы также рады предоставить бесплатный образец продукции, включая видеозапись обработки. Также возможна интеграция устройств смены заготовок или инструментов с использованием робота или других линейных или вращающихся систем подачи.
Также возможна интеграция устройств смены заготовок или инструментов с использованием робота или других линейных или вращающихся систем подачи. Laden Sie im Anschluss die Seite neu.
Laden Sie im Anschluss die Seite neu. Если на ваш вопрос нет ответа в разделе часто задаваемых вопросов, задайте его нам лично.
Если на ваш вопрос нет ответа в разделе часто задаваемых вопросов, задайте его нам лично. Что такое станок с ЧПУ?
Что такое станок с ЧПУ? В зависимости от требований они могут обрабатывать множество материалов, включая алюминий, латунь, пластик, бронзу или сталь.
В зависимости от требований они могут обрабатывать множество материалов, включая алюминий, латунь, пластик, бронзу или сталь.
 В 1978 году произошел переход на первый станок с ЧПУ. В 1979 году первые станки были подключены к системе САПР.
В 1978 году произошел переход на первый станок с ЧПУ. В 1979 году первые станки были подключены к системе САПР. В настоящее время станки с ЧПУ больше не являются самостоятельными, поэтому они должны быть открыты для других систем. К ним относятся, например, системы загрузки и разгрузки, роботы или другие системы обработки. Также рекомендуется подключение к системе программного обеспечения более высокого уровня в смысле индустрии 4.0. Тем не менее, самым важным «аксессуаром машины» по-прежнему остается хорошее техническое обслуживание.
В настоящее время станки с ЧПУ больше не являются самостоятельными, поэтому они должны быть открыты для других систем. К ним относятся, например, системы загрузки и разгрузки, роботы или другие системы обработки. Также рекомендуется подключение к системе программного обеспечения более высокого уровня в смысле индустрии 4.0. Тем не менее, самым важным «аксессуаром машины» по-прежнему остается хорошее техническое обслуживание.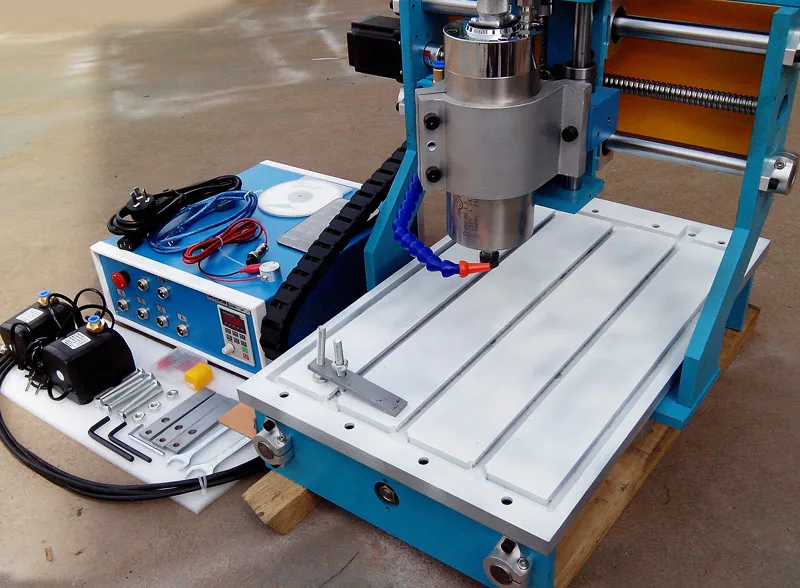 Это сравнивает фактическое состояние с состоянием целевой точки с помощью датчиков положения, вращения и состояния, напрямую задействует систему управления из программы ЧПУ и оптимизирует ее по мере необходимости. Управление ЧПУ классифицируется по количеству осей и далее различается точечным управлением, линейным управлением и управлением траекторией.
Это сравнивает фактическое состояние с состоянием целевой точки с помощью датчиков положения, вращения и состояния, напрямую задействует систему управления из программы ЧПУ и оптимизирует ее по мере необходимости. Управление ЧПУ классифицируется по количеству осей и далее различается точечным управлением, линейным управлением и управлением траекторией. Даже линейное управление почти не используется в промышленном производстве, так как скорость и положение можно регулировать только по одной оси. Таким образом, по сравнению с управлением траекторией линейное управление значительно более негибкое.
Даже линейное управление почти не используется в промышленном производстве, так как скорость и положение можно регулировать только по одной оси. Таким образом, по сравнению с управлением траекторией линейное управление значительно более негибкое. Шпиндельные двигатели покрывают около 0,2 м в секунду, а линейные двигатели уже достигают скорости 2-3 м в секунду. Двигателей шпинделя обычно вполне достаточно для оптимальной производительности фрезерного станка с ЧПУ.
Шпиндельные двигатели покрывают около 0,2 м в секунду, а линейные двигатели уже достигают скорости 2-3 м в секунду. Двигателей шпинделя обычно вполне достаточно для оптимальной производительности фрезерного станка с ЧПУ. Для проверки спецификаций в процессе строительства проводится оценка рисков. При оценке риска сначала проводится анализ риска и оценка риска всех опасностей. Затем оцениваются опасности. Полученные в результате конструктивные, контрольные специальные или инструктивные меры включаются в процесс проектирования и производства. Оценка риска является основой для так называемого процесса оценки соответствия CE, которому подвергаются все машины и который заканчивается выдачей декларации о соответствии / включении и нанесением знака CE на машину.
Для проверки спецификаций в процессе строительства проводится оценка рисков. При оценке риска сначала проводится анализ риска и оценка риска всех опасностей. Затем оцениваются опасности. Полученные в результате конструктивные, контрольные специальные или инструктивные меры включаются в процесс проектирования и производства. Оценка риска является основой для так называемого процесса оценки соответствия CE, которому подвергаются все машины и который заканчивается выдачей декларации о соответствии / включении и нанесением знака CE на машину. Небольшие портальные фрезерные станки с шаговыми двигателями часто используются в качестве гравировальных станков, для обработки поверхностей, дозирования или плазменной резки. При дальности поездки до ок. 1500 х 1000 х 200 мм портально-фрезерный станок можно использовать и мобильно.
Небольшие портальные фрезерные станки с шаговыми двигателями часто используются в качестве гравировальных станков, для обработки поверхностей, дозирования или плазменной резки. При дальности поездки до ок. 1500 х 1000 х 200 мм портально-фрезерный станок можно использовать и мобильно. Производственный процесс значительно эффективнее при использовании нулевой смены, увеличивается производительность машины.
Производственный процесс значительно эффективнее при использовании нулевой смены, увеличивается производительность машины.
 е. ввод с помощью программного обеспечения, электронную обработку и вывод через постпроцессор, который преобразует переданные данные в отдельные рабочие этапы.
е. ввод с помощью программного обеспечения, электронную обработку и вывод через постпроцессор, который преобразует переданные данные в отдельные рабочие этапы.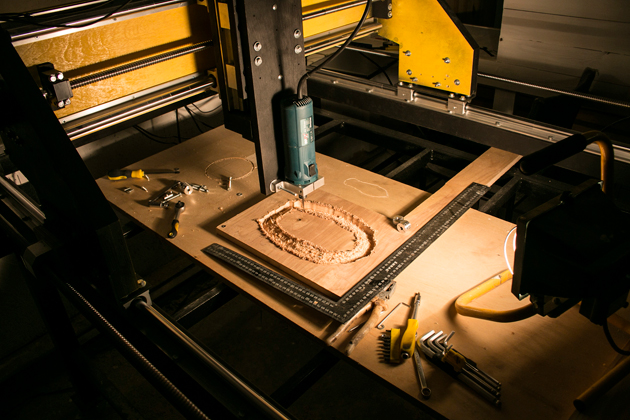 Чем выше нагрузка, тем меньше количество часов работы, после которых требуется техническое обслуживание. По достижении установленного количества часов работы откроется окно технического обслуживания, указывающее на необходимость технического обслуживания.
Чем выше нагрузка, тем меньше количество часов работы, после которых требуется техническое обслуживание. По достижении установленного количества часов работы откроется окно технического обслуживания, указывающее на необходимость технического обслуживания. В качестве альтернативы, при необходимости крупные загрязнения можно удалить в промежутке или после завершения производственного процесса с помощью промышленного очистителя.
В качестве альтернативы, при необходимости крупные загрязнения можно удалить в промежутке или после завершения производственного процесса с помощью промышленного очистителя.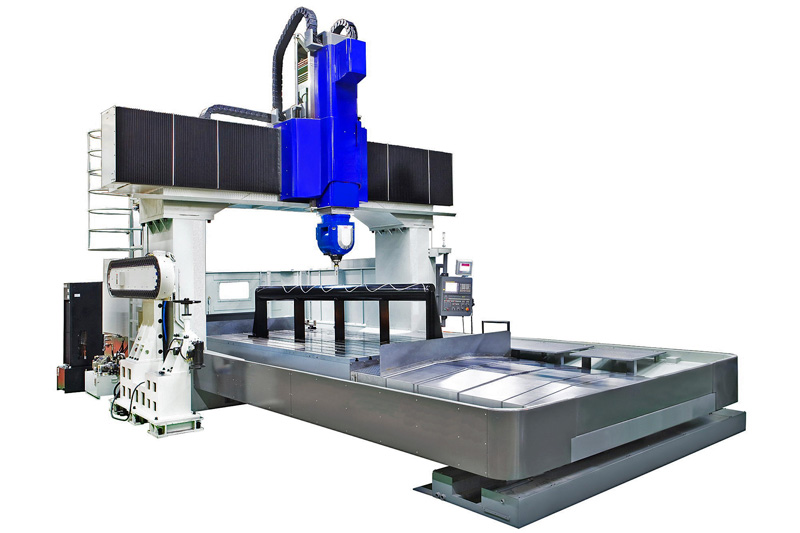
 Лучше всего подходит для школы и обучения.
Лучше всего подходит для школы и обучения. Очень стабильная легкая конструкция из алюминиевого профиля обеспечивает гибкий и легкий демонтаж, так что наши рабочие машины можно без проблем транспортировать через самые узкие двери.
Очень стабильная легкая конструкция из алюминиевого профиля обеспечивает гибкий и легкий демонтаж, так что наши рабочие машины можно без проблем транспортировать через самые узкие двери. Для производства всех компонентов используется только высококачественное и долговечное сырье. Все запчасти производятся в Германии.
Для производства всех компонентов используется только высококачественное и долговечное сырье. Все запчасти производятся в Германии.
 Во всех регионах рекомендуется, чтобы детали были толще 0,020 дюйма (0,51 мм), а номинальная толщина детали должна быть выше 0,040 дюйма (1,02 мм). Максимальная глубина фрезерования составляет 2 дюйма (50,8 мм) с любой стороны детали. Конкретные размеры фрезерования по материалу см. в разделе максимальные размеры деталей для обработки.
Во всех регионах рекомендуется, чтобы детали были толще 0,020 дюйма (0,51 мм), а номинальная толщина детали должна быть выше 0,040 дюйма (1,02 мм). Максимальная глубина фрезерования составляет 2 дюйма (50,8 мм) с любой стороны детали. Конкретные размеры фрезерования по материалу см. в разделе максимальные размеры деталей для обработки. . Узнайте больше о ваших производственных возможностях для механической обработки.
. Узнайте больше о ваших производственных возможностях для механической обработки.