Регулировка стола 3д принтера: Как откалибровать стол правильно, и почему на самом деле не работает метод «бумажки»
Как откалибровать стол правильно, и почему на самом деле не работает метод «бумажки»
3D-печать
Подпишитесь на автора
Подписаться
Не хочу
94
Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги.
Да, знаю, что многие люди это делают, и у них это даже работает — нет, не работает, физика ведь та еще стерва. 🙂
так делают все
Для начала разберем, что происходит при классической настройке уровня стола бумажкой:
Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола.
что неверно?
А неверно то, что вы сбили ноль по оси Z!
Лист бумаги имеет толщину 0. 15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
чем грозит?
И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом — он получит высоту слоя плюс толщину листа бумаги!
Здравствуй, родная деламинация!
А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм?
У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя!
Пожалуйста, не создавайте себе проблем на ровном месте. 🙂
Ноль по оси Z это ноль — сопло касается стола! И иного не дано!
как же правильно настроить?
- выбросить бумажку и купить в автомагазине щуп на 0.2 мм(или набор щупов)
- вручную, через слайсер или меню принтера поднять(опустить) стол на высоту 0.
 2 мм, т.е. толщину щупа
2 мм, т.е. толщину щупа - барашками выровнять все четыре угла стола так, чтобы щуп плотно входил в зазор между соплом и столом. Касался своей поверхностью нижней части сопла, но не задевал его боковую поверхность
Всё — стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера.
Пластик ложится как положено, прилипание резко улучшается.
А как же зазор? Нам нужен зазор! Без него не работает!!!111
Нужен зазор — сделай его под конкретную печать.
А на этом у меня всё, всем желаю чистой печати. =)
Еще больше интересных статей
18
Подпишитесь на автора
Подписаться
Не хочу
Применение 3д принтеров в строительстве становится привычным. Этот год не стал исключением, даже нао…
Читать дальше
10
Подпишитесь на автора
Подписаться
Не хочу
Введение
Итак, доброго всем времени суток!Это моя вторая ст.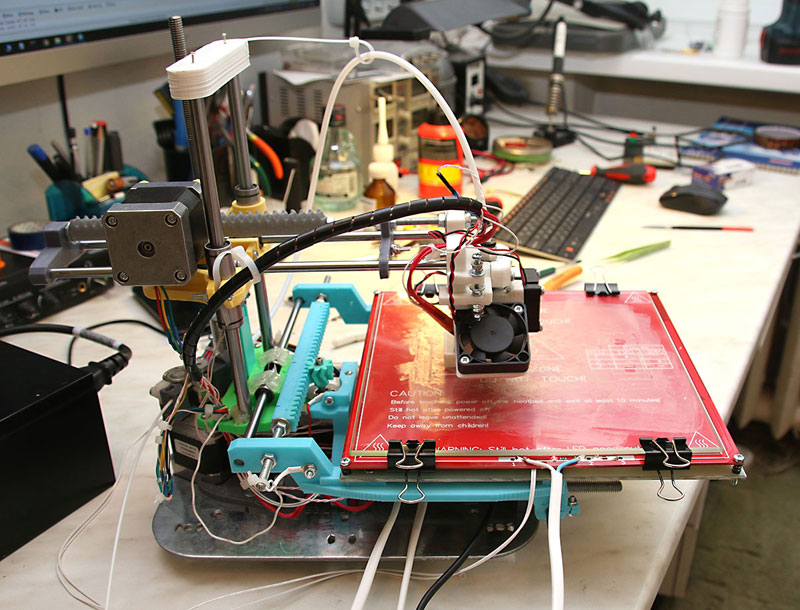 ..
..
Читать дальше
261
Подпишитесь на автора
Подписаться
Не хочу
Продолжаю серию статей начатую частью, посвященной полимерам.
Данная часть будет посвящена…
Читать дальше
Виды столов для 3D принтера
Содержание
- Материалы печатной платформы
- Стол с подогревом
- Стол без подогрева.
- Поверхность стола
- Виды калибровки
- Автоматическая калибровка
- Ручная калибровка
- Калибровка стола 3D принтера с картезианской кинематикой
- Калибровка стола дельта принтера
- Итоги
- Материалы печатной платформы
Правильная калибровка стола 3D принтера, или как его еще называют Hot Bed, это очень важно. Первый слой — это как фундамент для дома, если фундамент непрочный то и дом долго не простоит.
Если плоскость печатной поверхности будет неровная то модель может частично отклеиться или деформироваться. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Пример неудачной печати
Поэтому очень важно правильно откалибровать стол. Печатные платформы условно можно разделить на два вида — регулируемый и нет.
Регулируемый стол крепится к принтеру при помощи подпружиненных винтов. Он не закреплен жестко по высоте и при помощи винтов можно калибровать плоскость и зазор между столом 3D принтера и соплом.
Регулировочный винт
Нерегулируемый — это печатная платформа которая жестко закреплена на корпусе принтера. Такое решение используется в дельта принтерах. Калибруют их только программно.
Нерегулируемый стол дельта принтера
Материалы печатной платформы
Материалом из которого изготавливается стол может различаться в зависимости от того подогреваемый это стол или нет.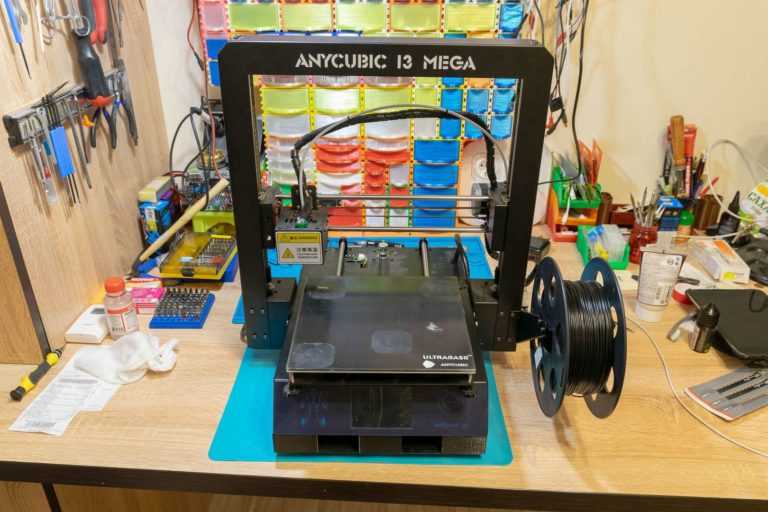
Стол с подогревом
Существует несколько видов нагревательных элементов для платформы 3D принтера — алюминиевый, текстолитовый, силиконовый и каптоновый. У каждого из них есть свои плюсы и минусы.
Текстолитовый нагреватель — недорогой, но хрупкий и может сильно изгибаться при нагреве.
Силиконовый нагреватель — нельзя использовать самостоятельно. Обычно используется в связке с металлическим основанием.
Алюминиевый стол — дорогой, но равномернее нагревается и меньше подвержен температурной деформации, чем другие платформы.
Каптоновый нагреватель — очень дорогой, нельзя использовать самостоятельно. Обычно наклеивается на металлическое основание. Может нагреваться до 200 градусов.
Виды нагревательных печатных поверхностей
Чаще всего используется алюминиевый нагревательный стол или силиконовая грелка в связке с алюминиевой пластиной. Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Основной плюс подогрева печатной поверхности — это повышение адгезии (прилипаемости) первого слоя пластика. Если принтер с закрытым корпусом и подогреваемой платформой — внутри создается “пассивная термокамера”. Благодаря этому пластики с высокой усадкой не трескаются по слоям во время печати, повышается слипаемость слоев (межслойная адгезия), более равномерно распределяется внутреннее напряжение при остывании.
Но есть и минусы — при нагреве металлический стол немного расширяется, а поскольку расширяться ему некуда, его начинает выгибать. Для печатной платформы размером до 200х200 — деформация будет не очень критична, но для более больших столов это становится ощутимой проблемой.
Каждый производитель 3D принтеров с большой областью печати решает проблему деформации металлического стола по своему.Например у Raise 3D — стол фиксируется по всей плоскости шпильками в 13 точках.
Фиксация нагреваемого стола Raise 3D
Стол без подогрева.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например — принтеры для детей или большие принтеры с открытым корпусом.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например — принтеры для детей или большие принтеры с открытым корпусом.
Детский принтер с акриловой печатной платформой
Столы без подогрева изготавливают из алюминия или акрила. Если стол алюминевый то сверху нужно использовать стекло или любое другое покрытие. Алюминий — мягкий метал и даже латунное сопло, при неправильной настройке, может поцарапать или испортить его.
Нагревательный стол с алюминиевым основанием и зеркалом
Акриловые столы часто используются в недорогих 3D принтерах предназначенных для детей. Акрил сложно испортить или разбить. На акриловом столе можно печатать без стекла или другого покрытия.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Raise3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Raise3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Raise3D |
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | FlashForge |
Поверхность стола
Чтобы первый слой точно прилип к столу намертво — используются разные поверхности которые повышают адгезию. Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
Со съемной поверхности удобнее снимать модель. Если вам нужно сразу же начать печатать другую модель, можно просто быстро заменить одну съемную поверхность на другую.
Самая популярная поверхность стола — это обычное закаленное стекло или зеркало. Оно не дорогое и доступное. Считается что класс точности у зеркала выше, но для небольших рабочих зон (до 200х200 мм) хватит обычного закаленного стекла.
Само по себе стекло плохо удерживает первый слой, поэтому для повышения адгезии используются различные клеи или наклейки.
Обычное стекло может лопнуть от перепада температур или “раскрошиться”, тогда модель отрывается вместе с кусочками стекла. Хорошо что его легко заменить.
Кусочек стекла оторвался вместе с моделью
Ситалловое стекло — по сути это обычное стекло с добавлением оксида бора. Это делает его более крепким чем обычное стекло и устойчивым к перепаду температур. Но стоимость такого стекла значительно выше чем обычного или закаленного.
Но стоимость такого стекла значительно выше чем обычного или закаленного.
Ситалловое стекло
Перфорированный стол — используется в основном для печати ABS пластика. Благодаря перфорации пластик прочно прилипает к печатной платформе. Что бы низ модели получился ровным в настройках слайсера нужно включить печать на рафте (подложке).
Перфорированный стол используется в принтерах UP!
Наклейки — существует огромное разнообразие наклеек на печатные платформы. Это может быть как и обычный малярный скотч, так и специализированная поверхность (шершавая с клеевой поверхностью).
Готовая модель проще снимается с гибкой подложки, чем например со стекла. С некоторых подложек модель легко снимается после остывания печатной платформы. Для некоторых нужно нагреть стол и уже потом отрывать модель.
Отдельно можно выделить разнообразные составы которые наносятся на поверхность печатной платформы для повышения адгезии первых слоев. 3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д.
3D лаки, 3D клеи и т.д. Наверное у каждого 3D мейкера найдется свой особенный рецепт того самого состава на который липнет почти все. Это может быть клей БФ смешанный с растворителем или спиртом, ABS разведенный в ацетоне, квас с сахаром, клей карандаш и т.д.
Не стоит распылить лак и другие составы в виде спрея внутри принтера. Частички клея могут оседать на механизмах, вентиляторах и даже попасть на электронику Это может привести к поломкам 3D принтера. Просто достаньте поверхность печатного стола из принтера и нанесите клей.
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Raise3D |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | FlashForge |
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | FlashForge |
Виды калибровки
Помимо выбора поверхности печатной платформы, важно правильно выровнять плоскость стола и выставить правильный зазор между столом и соплом.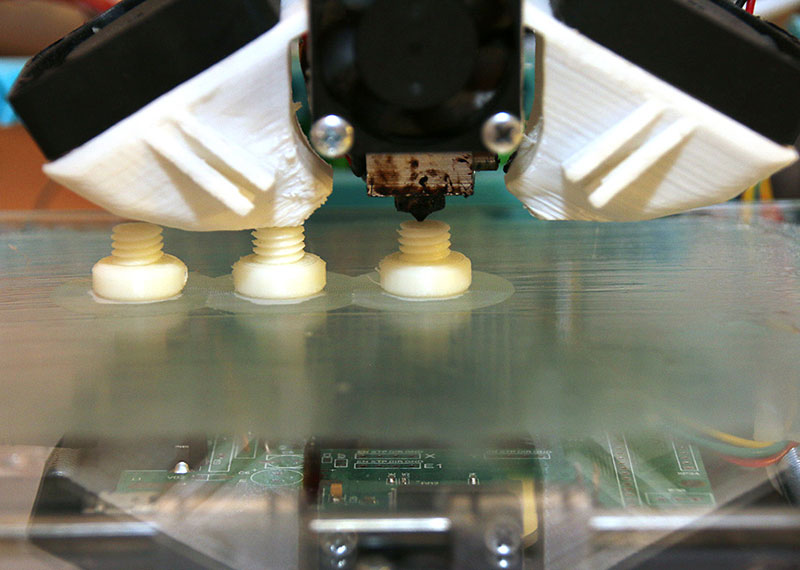 Калибровка может быть автоматическая и ручная.
Калибровка может быть автоматическая и ручная.
Принтеры с большими печатными поверхностями, например Raise 3D Pro 2 и Pro 2 Plus, калибруются на заводе. Пользователю остается только проверить зазор между столом и соплом, т.к при транспортировке он может сбиться.
Автоматическая калибровка
Автоматическая калибровка производится при помощи датчика (оптического или контактного), который крепится рядом с экструдером. Принтер поочередно проверяет несколько точек на печатной платформе и запоминает значения. Первый слой будет печататься с поправкой на кривизну стола.
Можно встретить калибровку при помощи токопроводящей подложки которую размещают вместо печатной поверхности. Этот способ встречается редко, но все же имеет место быть. Обычно его используют для калибровки 3D принтеров с кинематикой дельта или дельта робот.
Автоматическая калибровка позволяет быстро и без усилий выровнять стол. Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
Особенно незаменимой она становится для принтеров с кинематикой “дельта” или “дельта робот”. Оптические датчики “не видят” стекло, поэтому для принтеров с оптическим датчиком лучше использовать другие поверхности печатной платформы.
В некоторых моделях принтеров есть меню с подсказками помогающее правильно настроить плоскость платформы и зазор. Достаточно запустить “помощника” и следовать инструкции на экране. Это не совсем автоматическая калибровка, но с такой помощью новичку становится намного проще правильно откалибровать стол.
Пример 3D принтера с автоматической калибровкой — Raise E2. На экструдере Raise E2 расположен контактный датчик для определения расстояния между соплом и печатной поверхностью. Полученные значения помогают скорректировать высоту печати первого слоя. Калибровать можно не весь стол, а только область на которой будет располагаться модель.
Ручная калибровка
Ручная калибровка — это когда плоскость стола и зазор между столом и соплом пользователь выставляет сам.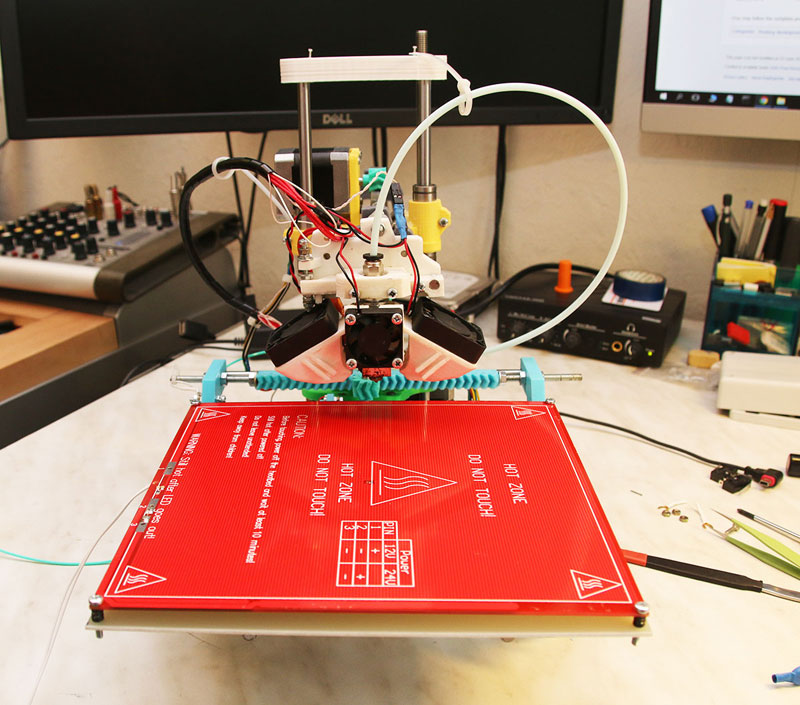 Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
Для этого под печатной платформой есть винты или барашки которыми можно регулировать высоту печатной платформы.
Калибровочные винты
Стандартный зазор между платформой и соплом, у большинства принтеров, должен составлять — 0,1-0,2мм. Если под рукой нет набора щупов, его может заменить стандартный лист А4 сложенный пополам. Перед калибровкой печатную поверхность (если она с подогревом) и сопло нужно нагреть.
Иногда производители 3D принтеров рекомендуют зазор между столом и соплом — 0. Поэтому перед калибровкой прочитайте инструкцию.
Мы рассмотрим калибровку двух самых распространенных кинематик — картезианскую и дельта.
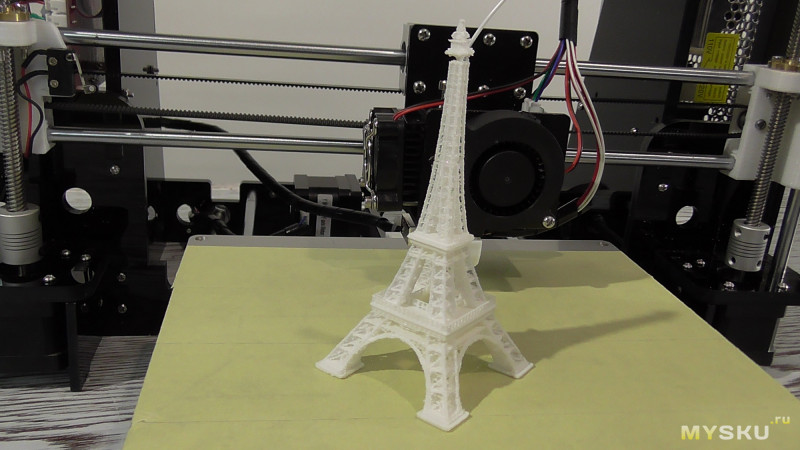
Картезианская кинематика основана на декартовой системе координат и движении головы 3D принтера по осям x, y, z.
Пример принтера с картезианской кинематикой
В дельтах перемещение экструдера происходит по 3 одинаковым осям при помощи кареток, перемещающихся по вертикальным направляющим.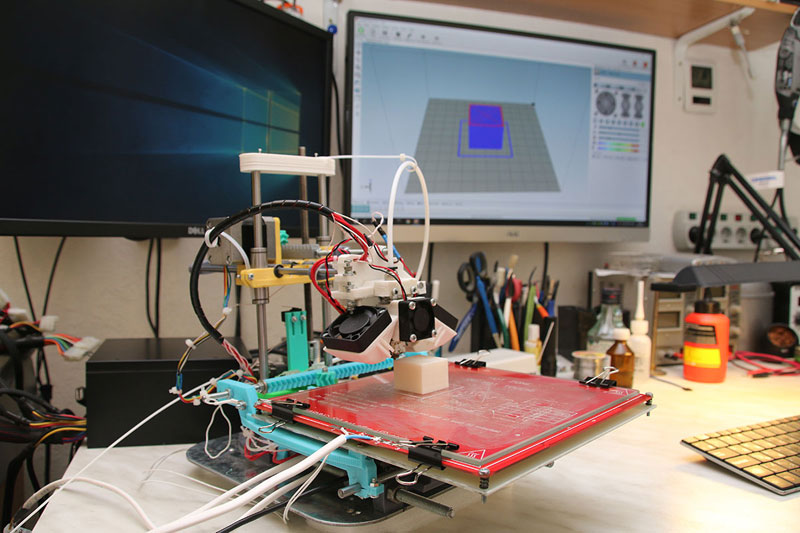 Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
Дельта принтер можно назвать упрощенным дельта — роботом, но это все же две разных кинематики.
Пример принтера с кинематикой дельта
Калибровка стола 3D принтера с картезианской кинематикой
У разных производителей инструкция по калибровке может немного отличатся. Мы рассмотрим тут калибровку принтера со стандартной кинематикой.
-
Нагрейте стол и сопло. При нагреве металл немного расширяется, так что на “горячую” и на “холодную” зазор между печатной платформой и соплом может отличаться. -
Через меню принтера отправьте стол и экструдер в “дом” или нулевое положение по всем осям. Обычно нулевая точка это — ближний левый угол у экструдера и верхнее положение печатной платформы. Обязательно нужно следить чтобы 3D принтер не уперся соплом в стол и не повредил его. Если это первая калибровка — при помощи гаек опустите стол максимально низко.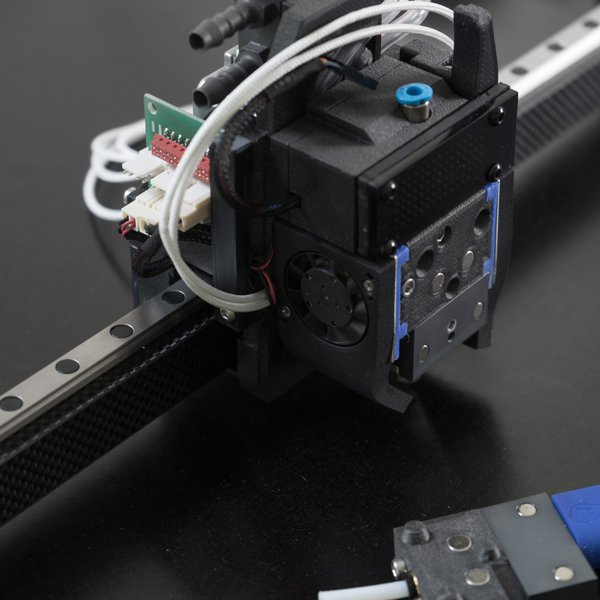
-
Через меню принтера или вручную (для этого нужно отключить двигатели через меню) передвиньте экструдер так чтобы сопло оказалось над регулировочным винтом. -
При помощи щупа и регулировочного винта выставите зазор между печатной платформой и соплом. -
Повторите все действия над всеми калибровочными винтами. Обычно винтов 3 или 4. -
После выравнивания плоскости над винтами передвиньте экструдер в центр и проверьте зазор. Если зазор соответствует щупу, то плоскость стола и расстояние до платформы откалиброваны правильно.
Калибровка стола дельта принтера
Калибровка дельта принтера — это очень объемная тема, поэтому здесь мы опишем лишь общие принципы.
У дельта принтера нет привычных нам осей x, y и z. Вместо этого у дельта принтера есть 3 башни — A, B, C, по которым передвигаются каретки.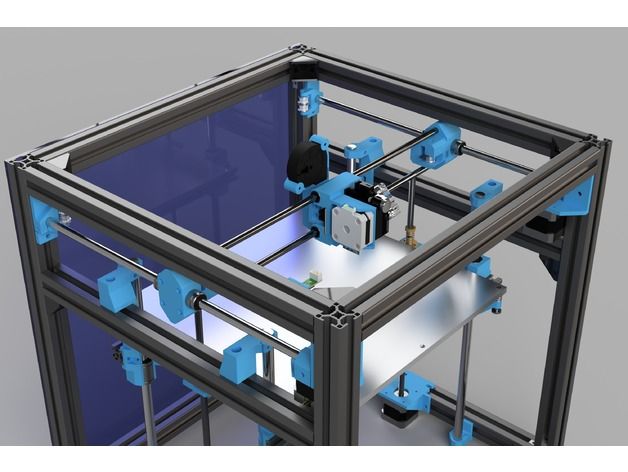
Поскольку стол у дельты статичный, то он калибруется программно. Калибруется зазор по 3м точкам (у колонн) и линза (центр) стола. Линза может быть вогнутая или выгнутая.
Перед калибровкой проверьте механику принтера — ремни должны быть натянуты равномерно, не должно быть люфтов кареток и эффектора (пластина к которой крепится экструдер). Если ремни будут натянуты плохо или неравномерно откалибровать принтер будет проблематично.
Некоторые 3D мейкеры проверяют натяжку ремней при помощи тюнера. Равномерно натянутые ремни будут звучать одинаково, а вот правильная “нота” находится опытным путем.
Для калибровки дельты есть огромное количество программ, но обычно используется одна из двух — Pronterface или Repetier-Host. При помощи них можно напрямую обращаться к принтеру используя специальные команды и менять значения в прошивке.
В качестве вспомогательных программ можно использовать виртуальный калькулятор и уже оттуда переносить значения в прошивку или скачать готовый GCode. В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
В них необходимо указать параметры вашего принтера — прошивку (обычно это Marlin или Repetier) длину диагоналей, окружность и т.д. Эти параметры можно взять из прошивки или измерить штангенциркулем. Важно максимально точно указать все параметры иначе откалибровать принтер не удастся.
Сначала выравниваются 3 точки у башен A, B, C и только потом уже корректируется линза в центре стола.
Ручная калибровка дельты сложна, но повторять ее приходится не часто. Обычно повторно калибровать принтер нужно только после замены некоторых механических узлов, ремней или замены покрытия печатной платформы.
Итоги
Процесс калибровки может показаться муторным и сложным, но на самом стоит один раз сделать это самостоятельно и процесс уже не будет казаться таким пугающим. К тому же большинство производителей стараются помочь начинающим пользователям и оснащают свои принтеры датчиками автокалибровки или стараются максимально упростить этот процесс подробными подсказками в меню.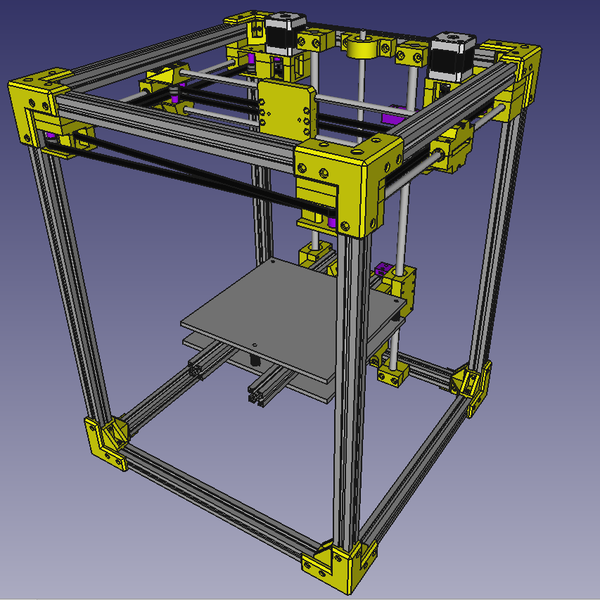
А разнообразие покрытий для печатного стола поможет найти именно ту поверхность которая подойдет под ваши задачи. Как показывает практика у каждого 3D мейкера, новичка или опытного, есть свой проверенный способ чтобы первый слой прилип намертво.
Не бойтесь экспериментов и пусть каждая 3D печать будет успешной.
Как вручную выровнять платформу 3D-принтера
(Изображение предоставлено Tom’s Hardware)
Независимо от того, используете ли вы новый 3D-принтер впервые или замечаете, что ваши отпечатки получаются неровными или, что еще хуже, не прилипают, вам необходимо выровнять платформу для печати. 3D-принтеры начального уровня, даже те, которые входят в число лучших 3D-принтеров , часто избавляются от таких излишеств, как цветные экраны, прямые приводы и датчики для автоматического выравнивания платформы. Не волнуйтесь, научиться выравнивать платформу 3D-принтера несложно; просто нужно немного практики.
«Выровнять кровать» — неправильное название.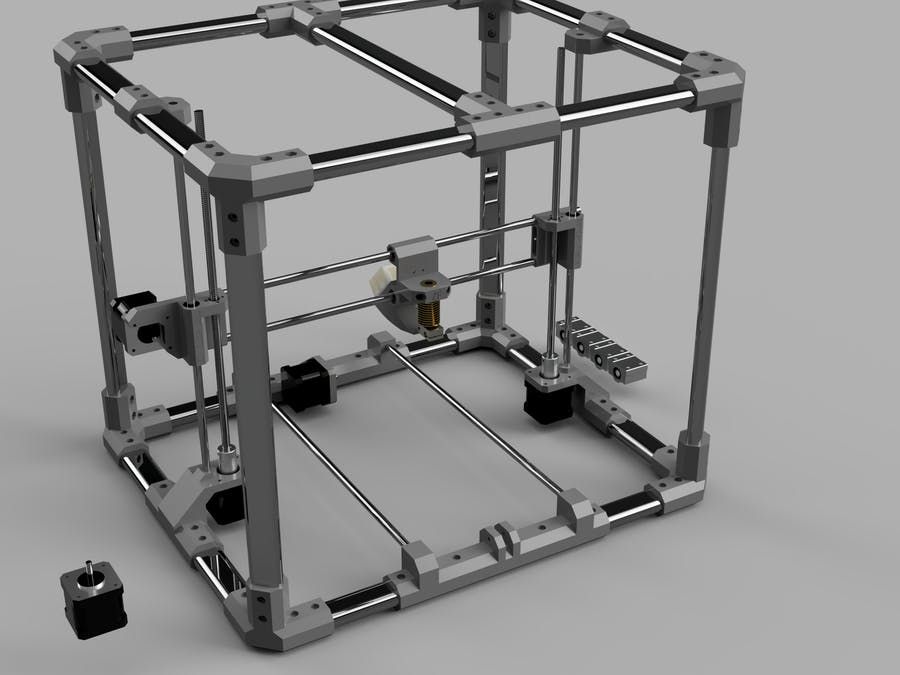 На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
На самом деле мы «трамблируем» поверхность печати: следим за тем, чтобы сопло находилось на одинаковой высоте поперек платформы в каждой точке по осям X и Y.
Уровень — простое, хотя и не совсем точное слово, понятное каждому.
Самая большая проблема при ручном выравнивании платформы 3D-принтера — найти правильное расстояние между соплом и поверхностью печати. Слишком далеко, и ваши отпечатки не будут держаться. Слишком близко, и вы повредите поверхность печати.
К счастью для тех из нас, кто застрял с ручным выравниванием платформы 3D-принтера, нам не нужна лазерная точность. Мы имеем дело с долями миллиметра, поэтому чертовски близкое значение даст нам то качество, которое мы ищем.
Когда вам нужно выровнять платформу 3D-принтера?
- После сборки и перед первой печатью.
- После замены насадки убедитесь, что насадка остается на правильном расстоянии от кровати.
- Один раз в неделю. Даже самый лучший принтер может выйти из строя при использовании, поэтому время от времени проверяйте уровень.

- После неудачной печати. Отпечатки не прилипают? Возможно, вы не на своем уровне.
(Изображение предоставлено Tom’s Hardware)
Что вам понадобится для выравнивания платформы 3D-принтера
- Лист бумаги: Используется для измерения расстояния между соплом и платформой для печати. Бумага для компьютера — хороший выбор, но кусок нежелательной почты или стикер для заметок тоже подойдут.
- Нить: Загрузите в принтер PLA для пробной печати. PLA — это широко используемый филамент, который хорошо приклеивается без суеты. мы используем Inland PLA + Orange (открывается в новой вкладке) для этой статьи.
- Изопропиловый спирт (открывается в новой вкладке) : Очистите поверхность печати перед выравниванием. Нить никогда не прилипает к грязной кровати.
- Бумажное полотенце: Для очистки кровати.
- Приложение для слайсера: Вам нужно будет нарезать пробный отпечаток — подойдет любой слайсер.
 Нам нравится использовать Ultimaker Cura.
Нам нравится использовать Ultimaker Cura. - Проверка уровня кровати Распечатайте: Есть несколько файлов онлайн, мы будем использовать этот из Thingiverse. Он соответствует размеру Ender 3. Вы можете подогнать его по размеру к платформе вашего принтера или найти тест, предназначенный для вашей конкретной машины.
- Ваш 3D-принтер: В этой статье мы используем 3D-принтер Creality Ender 3 Pro FDM . Четырехточечная платформа для печати аналогична многим популярным 3D-принтерам, представленным сегодня на рынке, включая Elegoo Neptune 2 .
(Изображение предоставлено Tom’s Hardware)
Подготовьте принтер
1. Очистить кровать . Слегка протрите поверхность печати изопропиловым спиртом и бумажным полотенцем, чтобы удалить отпечатки пальцев и остатки нити.
2. Предварительно нагрейте принтер и платформу до нормальной рабочей температуры. Для PLA мы прогреваем принтер до 200° на сопле и 60° на станине. Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.
Подождите не менее 5–10 минут, чтобы принтер поглотил тепло.
Некоторые специалисты считают, что нет необходимости предварительно нагревать кровать, так как вероятность теплового расширения очень мала. Мы предпочитаем выравнивать кровать в тех же условиях, что и при печати.
3. Домашний принтер. Это переместит его в позицию 0,0,0.
4. Проверьте элементы управления принтера на наличие параметра , который называется «Выравнивание кровати», «Выравнивание углов» или «Трансляция кровати». При выборе этого варианта принтер будет перемещаться по четырем углам платформы, пока вы будете регулировать пружины под ним.
Некоторые модели Ender 3 поставляются с установленными приспособлениями для выравнивания. Вам нужно будет выбрать «Отключить шаговые двигатели», который отключит шаговые двигатели и позволит вам толкать печатающую головку вручную.
Примечание. Наш Ender 3 Pro был обновлен до прошивки Marlin 2, в которую добавлена процедура Bed Tramming.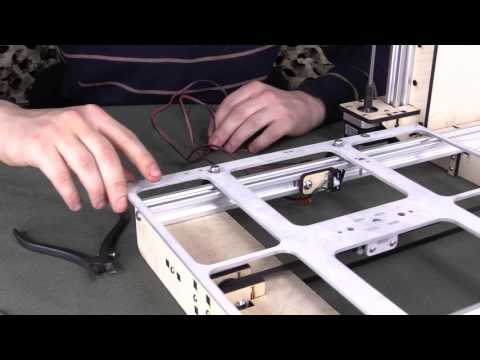
5. Сдвиньте печатающую головку (или позвольте принтеру сделать это) в первый угол, примерно по центру над регулировочной ручкой под станиной. Подсуньте лист бумаги под сопло.
6. Используйте регулировочную ручку под станиной , чтобы поднять или опустить сопло , пока оно едва не коснется бумаги.
Сделайте это для всех четырех углов и центра. Затем сделайте это снова. Выравнивание кровати — это уравновешивание, когда регулировка одного угла может отбросить противоположный угол.
(Изображение предоставлено Tom’s Hardware)
Запуск тестовой печати
1. Загрузите тестовую распечатку уровня кровати в выбранный вами слайсер. Поскольку мы используем Creality Ender 3 Pro, мы будем использовать тот, который находится на Thingiverse, под названием « Ender 3 Bed Level ». Если ваш принтер имеет большую или меньшую поверхность печати, соответствующим образом отрегулируйте координаты x и y.
2. Уменьшите высоту Z до 0,4 для однослойной пробной печати.
3. Очистить кровать изопропиловым спиртом и бумажным полотенцем.
4. Запустить печать.
Диагностика результатов
- Сопло слишком близко. Если сопло находится слишком близко к станине, оно пробьет нить накала, в результате чего поверхность станет шероховатой и неровной. У вас могут быть тонкие участки, где пластик вдавливается в поверхность кровати. Это может быть трудно удалить.
(Изображение предоставлено Tom’s Hardware)
- Сопло слишком далеко. Если сопло находится слишком далеко от станины, между линиями нити будут промежутки. Линии пластика кажутся закругленными и могут вообще не прилипать к кровати.
(Изображение предоставлено Tom’s Hardware)
- Сопло в самый раз. Когда сопло находится на оптимальном расстоянии от кровати, оно выглядит слегка сплющенным или слегка сплющенным.
 Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей.
Линии будут сливаться друг с другом с однородным внешним видом. Будет очень мало шероховатостей.
(Изображение предоставлено Tom’s Hardware)
Если квадраты пробного отпечатка кажутся слишком далеко или близко к соплу, внесите необходимые коррективы и повторите пробный отпечаток.
Вспомогательные средства для выравнивания платформы 3D-принтера
Добиться идеального первого слоя при ручном выравнивании платформы 3D-принтера может быть сложно. Вот несколько вещей, которые стоит попробовать, прежде чем вы сдадитесь и купите BL Touch Auto Sensor (откроется в новой вкладке), который можно использовать для автоматического выравнивания на 3D-принтере в стиле Ender 3.
- Очистите кровать. Чистая до скрипа постель чрезвычайно важна для адгезии постельного белья. Даже несколько отпечатков пальцев могут добавить достаточно смазки, чтобы отпечаток не прилипал.
- Используйте плот. Ваш слайсер может укладывать толстый первый слой вниз, что помогает прилипать высоким или тонким отпечаткам.
 Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню.
Недостатком является то, что у вас будет шероховатая поверхность в нижней части отпечатка. Вы найдете плоты в разделе Build Plate Adhesion в Cura и в разделе Support Material в PrusaSlicer. Другие слайсеры имеют свои параметры плота в других меню. - Используйте клей-карандаш. A w Пепельный исчезающий клей-карандаш (открывается в новой вкладке) — фиолетовый — из отдела для детского творчества — идеальный помощник в склеивании. Образует липкий слой, который помогает филаменту сцепляться с поверхностью. Слегка размажьте клей по всей поверхности, затем смойте после 3-4 отпечатков и нанесите повторно. Бренд не имеет значения, так что не стесняйтесь делать запасы во время следующей распродажи «Снова в школу».
- Протирка кровати. К сожалению, в недорогих принтерах деформация платформы является обычным явлением. Если ваша кровать кажется ниже или выше посередине — и у вас есть съемная поверхность для печати — вы можете прикрыть кровать алюминиевой фольгой, малярным скотчем или даже стикером для заметок.
Для прокладки кровати
1. Снимите поверхность печати .
2. Поместите стальную линейку или аналогичную линейку на кровать и посветите за нее фонариком .
(Изображение предоставлено Tom’s Hardware)
3. Обратите внимание, насколько велик зазор , и отрежьте кусок фольги или ленты примерно такого размера.
4. Поместите его на платформу принтера и с помощью линейки найдите зазоры.
5. Наслаивайте дополнительные куски фольги или ленты , пока кровать не станет почти плоской.
6. Замените поверхность станины и выровняйте станину .
(Изображение предоставлено Tom’s Hardware)
Получите мгновенный доступ к последним новостям, подробным обзорам и полезным советам.
Свяжитесь со мной, чтобы сообщить о новостях и предложениях от других брендов Future. Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Получайте электронные письма от нас от имени наших надежных партнеров или спонсоров.
Дениз Бертакки (Denise Bertacchi) — автор статей для Tom’s Hardware US, посвященный 3D-печати.
Темы
3D-печать
Основы 3D-печати: как идеально выровнять кровать
Для некоторых выравнивание кровати 3D-принтера может быть сложной задачей, но это не обязательно. Прочитайте это важное руководство, чтобы узнать, что нужно сделать, чтобы сделать это правильно.
Опубликовано 30 декабря 2020 г.
от
Алек Рихтер
Частью опыта 3D-печати является четкое понимание того, как работает машина и как правильно ее откалибровать, чтобы дать вам наилучшие шансы на успех. Убедиться, что первый слой каждой 3D-печати находится на идеальном расстоянии от платформы, — не единственный фактор успеха вашей 3D-печати — вам также необходимо убедиться, что платформа вашего 3D-принтера находится на универсальном уровне. Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера.
Ваш первый слой может выглядеть идеально в передней части кровати, но также важно учитывать, насколько хорошо он приклеивается к задней части кровати. Выравнивание платформы вашего 3D-принтера — важный шаг в получении высококачественных 3D-печатных деталей, но это может быть немного сложно. К счастью, специалисты MatterHackers всегда готовы помочь. Давайте взглянем на основные уроки выравнивания платформы вашего 3D-принтера.
Что означает «Выровнять станину 3D-принтера»?
Во-первых, есть важное различие: то, что в просторечии называют «выравниванием вашей кровати», правильнее было бы назвать «топтанием вашей кровати». Цель состоит не в том, чтобы платформа находилась на одном уровне с полом (как вы можете себе представить, используя пузырьковый уровень), а в том, чтобы платформа находилась на одинаковом расстоянии от сопла по всей поверхности рабочего стола ИЛИ располагалась по-разному. кровать параллельна порталу печатающей головки. На самом деле это может означать, что если вы поднесете пузырьковый уровень к столу вашего 3D-принтера, вы, вероятно, обнаружите, что он перекошен. Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский.
Тем не менее, запустите 3D-печать, которая проходит по всей кровати, и вы увидите, что первый слой идеально плоский.
Проще говоря, выравнивание платформы принтера — это именно то, что звучит. Вы хотите убедиться, что ваша кровать ровная, чтобы между соплом и всей поверхностью рабочей пластины было точное расстояние. Теперь вы не можете просто поставить стандартный пузырьковый уровень на свою кровать и на этом остановиться, потому что опять же, искомый нами «уровень» находится между соплом и поверхностью печати, а не соплом и верстаком, столом, или пол, на котором стоит ваш принтер.
Ручное выравнивание кровати
С точки зрения конструкции, ручное выравнивание или ручная регулировка платформы вашего принтера — это самая простая форма выравнивания платформы, которую вы найдете на 3D-принтере. Как правило, чем доступнее 3D-принтер, тем больше вероятность того, что это будет регулируемая вручную кровать, поскольку для ее работы не требуются сложные расчеты или дополнительное оборудование. У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати.
У кровати, выровненной вручную, рабочая пластина будет парить над тележкой кровати — она не закреплена жестко на тележке кровати. Вместо этого рабочая пластина крепится к каретке с помощью комбинации винтов, пружин и винтов с накатанной головкой. Эта комбинация позволяет кровати поворачиваться и регулироваться, оставаясь при этом достаточно жесткой, чтобы не подпрыгивать во время 3D-печати.
Выравнивание кровати вручную — проверенный и надежный метод, если сама кровать плоская и не имеет непреднамеренных контуров.
Как вручную выровнять платформу
Три точки определяют плоскость, но многие принтеры по-прежнему используют четыре винта для выравнивания платформы, по одному в каждом углу.
- Затяните все винты в каждом углу, чтобы у вас было достаточно места для их последующего ослабления. Стремитесь закрутить наполовину, а не полностью или полностью — это даст вам больше возможностей для работы.
- Исходное положение оси Z.
- На некоторых принтерах Z0 (дом) может находиться слишком далеко от кровати, даже если все винты ослаблены.
 В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже.
В этом случае для калибровки вам потребуется переместить ограничитель Z-минимума немного ниже. - С помощью меню ЖК-дисплея или другого интерфейса переместите печатающую головку через каждый винт, выравнивающий платформу, вставьте лист бумаги между соплом и станиной и ослабьте винт, пока не почувствуете очень небольшое сопротивление при вытягивании бумаги.
- Вы не хотите, чтобы лист бумаги был зажат между ними, достаточно давления, чтобы почувствовать сопротивление при перемещении бумаги.
- Повторите это для других винтов.
- Вы хотите убедиться, что каждый винт зажимает лист бумаги с одинаковым усилием, чтобы получить ровную поверхность.
- После регулировки всех винтов проверьте свою работу, снова наведя насадку на винты и убедившись, что они не сместились от предыдущих регулировок.
- Начать печать.
- Вы можете вносить коррективы, пока 3D-принтер печатает, чтобы точно настроить первый слой.

После того, как принтер выровнен, он некоторое время должен оставаться в таком положении. Тем не менее, хорошей идеей и практикой технического обслуживания является периодическая регулировка или выравнивание платформы вашего принтера, чтобы каждый раз получать отличные отпечатки.
Программное выравнивание
В идеале ручной регулировки кровати достаточно, чтобы первый слой был однородным. Однако, в зависимости от качества компонентов, используемых в 3D-принтере, кровать с самого начала может быть неравномерно плоской. В некоторых случаях более тонкие платформы 3D-принтеров имеют тенденцию изгибаться и деформироваться при нагревании и охлаждении, а это означает, что как бы вы ни старались, на платформе всегда будет какая-то точка, которая будет ниже или выше остальных. По сути, никакая регулировка винта с накатанной головкой не компенсирует 3D-принтер с основанием в форме чаши, если у вас нет какой-либо процедуры компенсации, например, выравнивания программного обеспечения.
Что такое выравнивание программного обеспечения?
В MatterControl, нашем программном обеспечении для нарезки, имеется управляемый мастер, который позволит даже самым нестандартным платформам для принтеров иметь однородный первый слой. Вручную сопоставляя платформу вашего 3D-принтера, MatterControl может регулировать значения Z в нарезанном G-коде, чтобы сопло постоянно перемещалось вверх и вниз для достижения постоянного расстояния от платформы на протяжении всей 3D-печати.
Использование MatterControl на «программном уровне» кровати позволит получить 3D-печать, идеально повторяющую контуры даже самой выпуклой и перекошенной кровати.
Как перейти на уровень программного обеспечения.
Вам нужно будет подключить 3D-принтер напрямую к MatterControl, подключив принтер к компьютеру через USB-порт. После завершения выравнивания вы можете продолжить 3D-печать из MatterControl или экспортировать нарезанный Gcode на внешнее устройство, такое как SD-карта или флэш-накопитель.
- Подключите свой 3D-принтер к MatterControl.
- На вкладке «Элементы управления» и подразделе «Калибровка» нажмите «Калибровка принтера»
- Следуйте указаниям мастера
- После этого ваш принтер вернется в исходное положение по осям X, Y и Z, а затем перейдет к первой точке, которую необходимо откалибровать.
- Вставьте небольшой лист бумаги между соплом и станиной и медленно уменьшайте расстояние между ними, пока не почувствуете очень легкое сопротивление на принтере.
- Недостаточно, чтобы крепко держать бумагу, но достаточно, чтобы почувствовать, что она больше не может легко скользить.
- Повторяйте этот процесс для каждой точки сетки, пока не будет построена сетка.
- Самое главное, чтобы сопротивление бумаги было одинаковым во всех точках, чтобы оно было однородным. Если вы используете это измерение по всей кровати, то немного слишком тесно.
- Разрежьте тестовый отпечаток, чтобы проверить свою работу.
- Большой прямоугольник, покрывающий кровать, покажет, находится ли какая-либо точка слишком близко или слишком далеко в этой конкретной точке.
- Отрегулируйте смещение по оси Z, делая небольшие шаги дальше или ближе к кровати.
После того, как все сказано и сделано, ваша кровать сама по себе не будет ровной, но ваши первые слои будут иметь постоянное расстояние от кровати, что означает, что основа вашей 3D-печати будет прикреплена к кровати и приведет вас на путь к успеху. . Обязательно запустите этот мастер еще раз, если вы обнаружите, что у вас возникают высокие или низкие точки в вашем первом слое, или отрегулируйте количество точек, которые у вас есть в сетке сетки, если проблемные точки находятся между контрольными точками.
Уровень прошивки
На некоторых 3D-принтерах вмешательство пользователя сведено к минимуму благодаря нескольким функциям, встроенным в прошивку 3D-принтера, жестко запрограммированным в нем, чтобы максимально упростить поиск идеального первого слоя.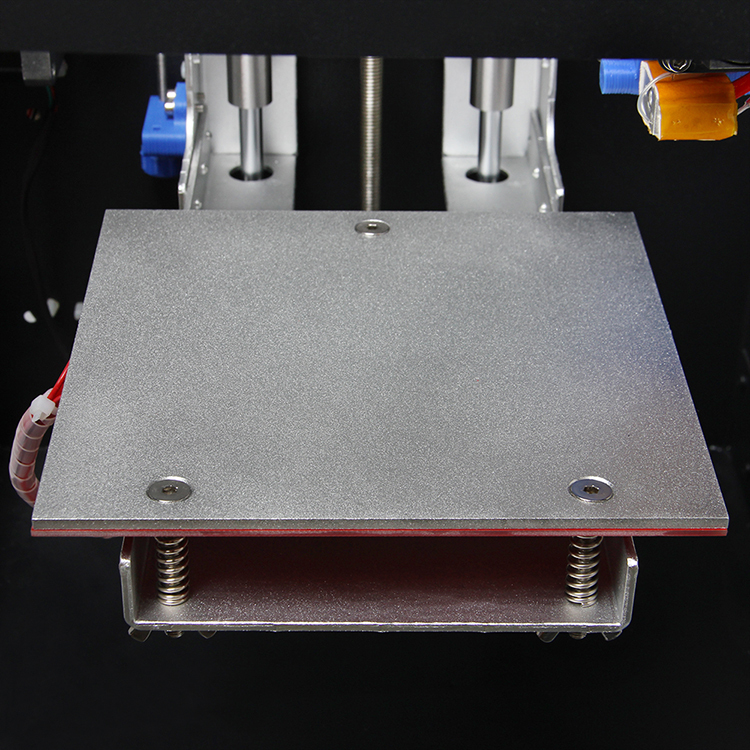 Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.
Используя небольшой зонд для определения ложа и его относительного расстояния от минимума Z или максимума Z, прошивка может автоматически запустить процедуру выравнивания ложа и построить сетку, которая компенсирует неровности ложа. Думайте о выравнивании встроенного ПО как о том же самом, что и о выравнивании программного обеспечения, за исключением того, что принтер делает все мысли вместо вас и листа бумаги.
После использования зонда кровати (светящегося красным) вы можете 3D-печатать по всей платформе 3D-принтера, не беспокоясь о высоких или низких точках.
Как выровнять кровать в прошивке:
Если в вашем 3D-принтере есть выравнивание прошивки, скорее всего, оно включено по умолчанию, а не то, что вы включаете, если хотите. Лучше всего следовать инструкциям, приведенным в руководстве, прилагаемом к вашему 3D-принтеру. Большинство 3D-принтеров с выравниванием прошивки имеют встроенный мастер (пошаговое руководство), упрощающий настройку. В целом процесс будет одинаковым для разных типов 3D-принтеров и датчиков:
- Сопло и платформа нагреваются, чтобы позволить им расшириться и получить более точные показания.

- Печатающая головка будет двигаться вокруг 3D-принтера, исследуя различные точки, чтобы создать сетку обнаруженной поверхности.
- Либо будет напечатана серия строк, чтобы определить, какое Z-смещение работает лучше всего, либо потребуется запустить небольшую пробную печать вручную.
- Z-смещение будет регулироваться с помощью меню ЖК-дисплея, чтобы перемещать сопло ближе или дальше от кровати, чтобы получить надлежащий первый слой и определить расстояние между наконечником зонда и наконечником сопла.
Выравнивание прошивки — это простой процесс, цель которого — упростить то, что раньше было серьезным препятствием для новичков в 3D-печати. Интеграция автоматических систем упрощает получение воспроизводимых результатов. Тратьте меньше времени на беспокойство о своих 3D-принтах, которые вы только что начали, и больше времени на нарезку следующего. Существует множество различных датчиков, которые можно найти на 3D-принтерах, и вы можете ознакомиться с нашей статьей о различных типах, чтобы узнать, какие ограничения могут быть у вашего датчика, если таковые имеются.


 ):
): ИНСТРУМЕНТА
ИНСТРУМЕНТА ИНСТРУМЕНТ
ИНСТРУМЕНТ
 Набор бытовых инструментов, модель DT0773
Набор бытовых инструментов, модель DT0773 Комплект Stubby, модель DT0240P
Комплект Stubby, модель DT0240P

 Чтобы увидеть мой комплект в действии, обратитесь к проекту стойки для инструментов.
Чтобы увидеть мой комплект в действии, обратитесь к проекту стойки для инструментов. Я также использую его для вырезания деталей из шпона.
Я также использую его для вырезания деталей из шпона.

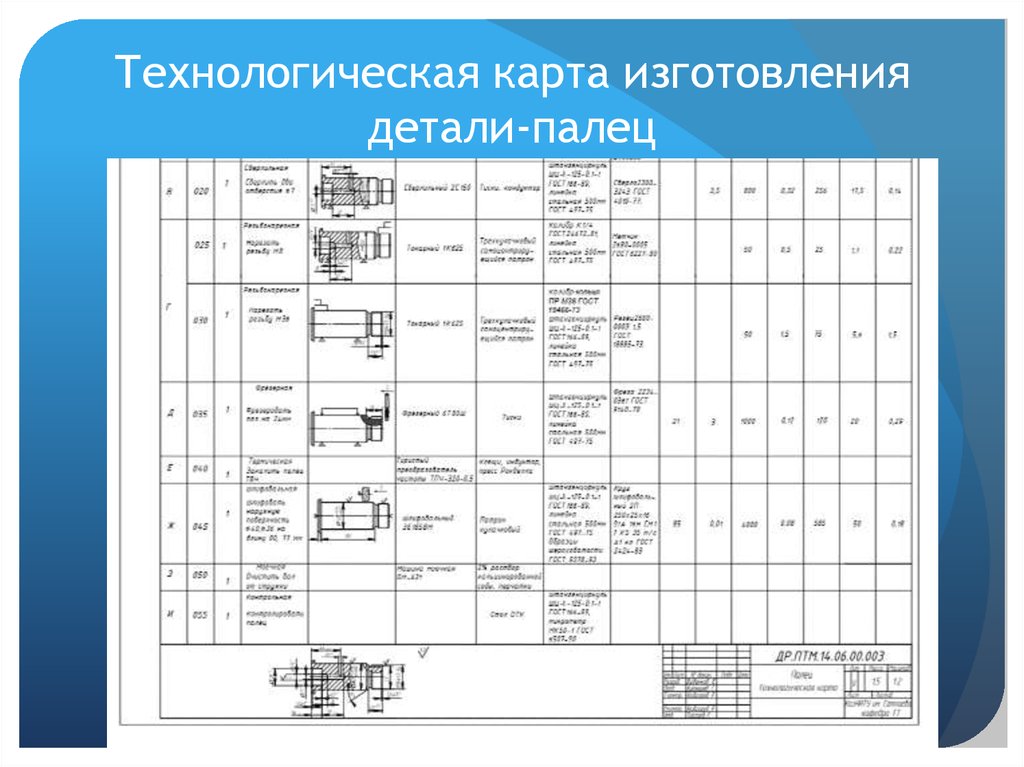
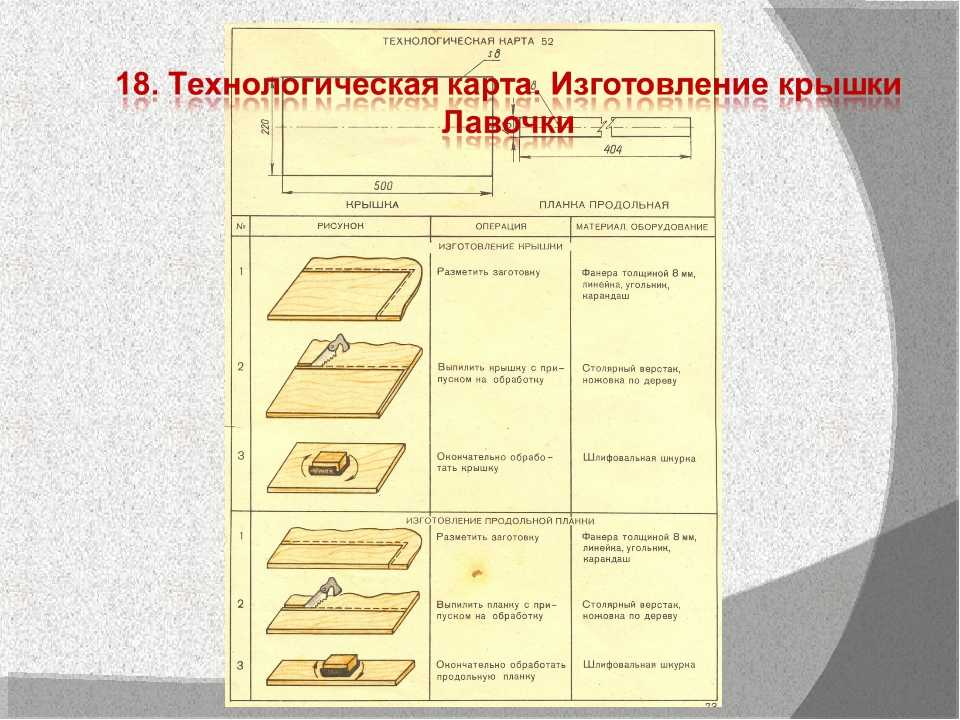
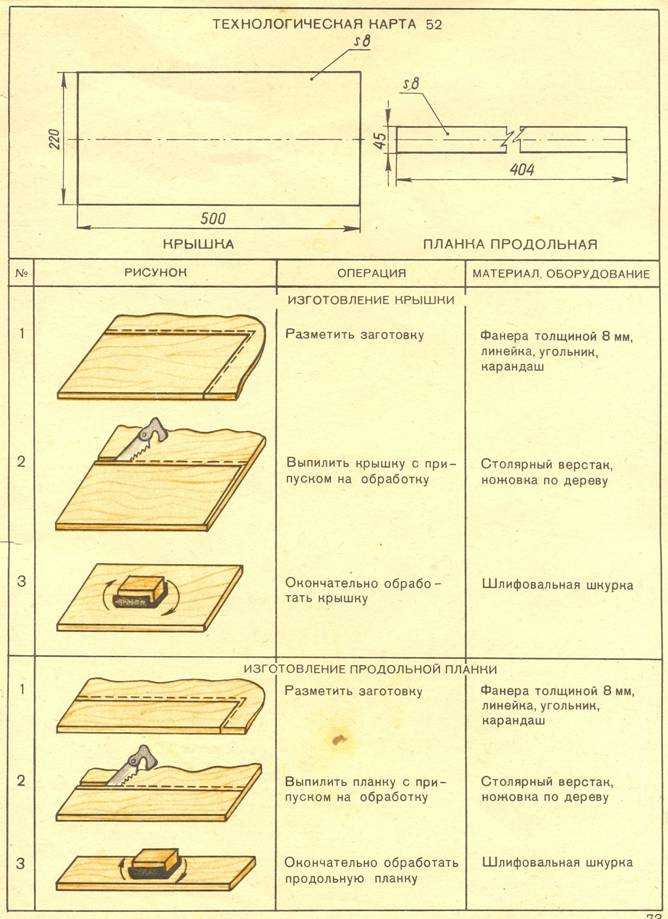
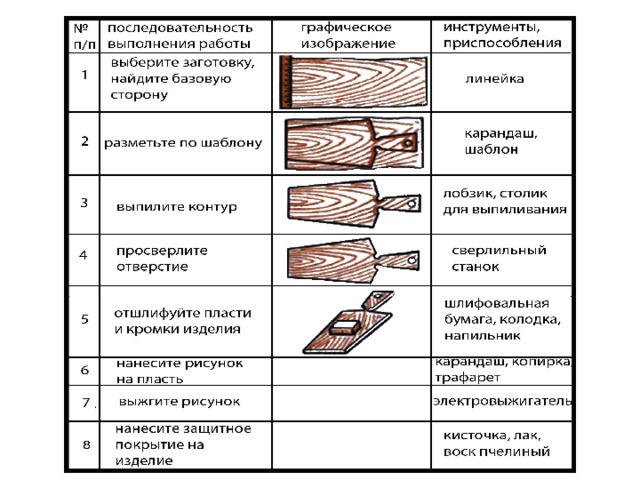
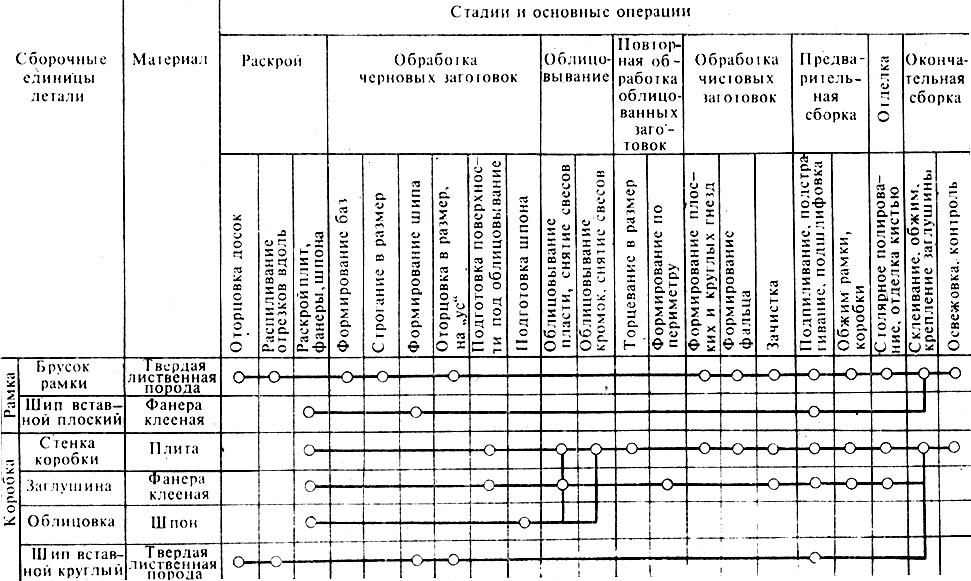
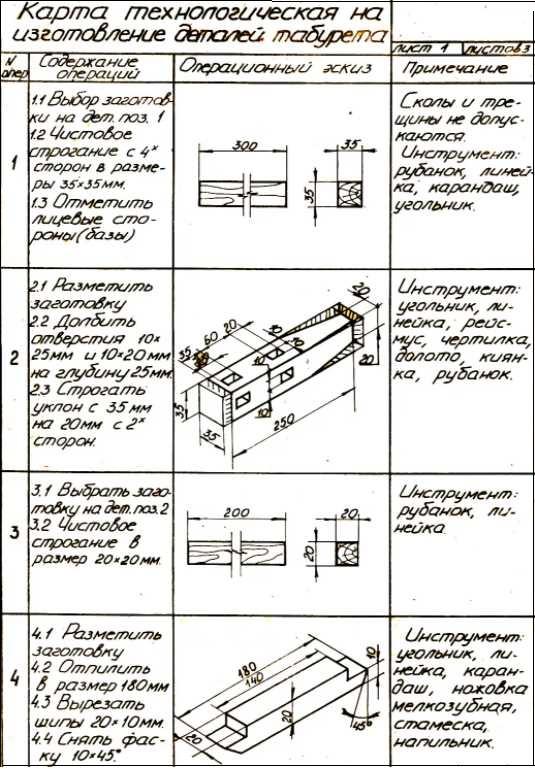
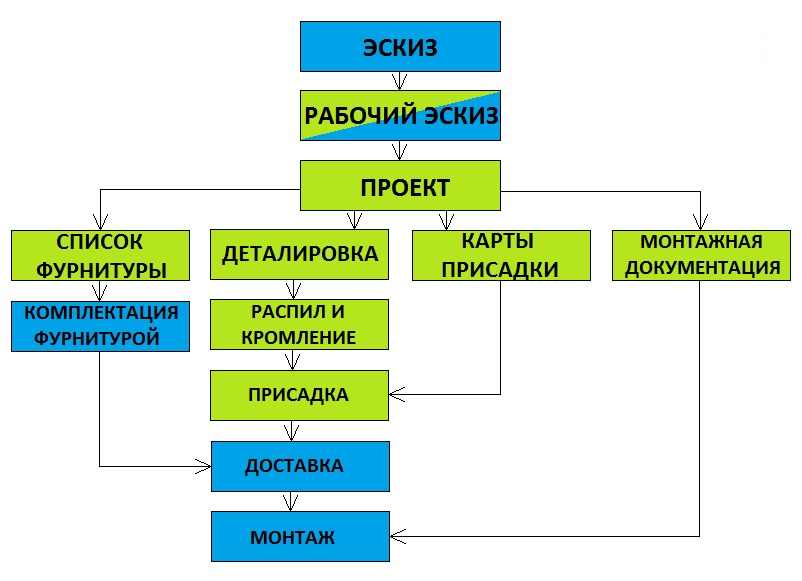
 Изготавливаются чертежи элементов изделия для раскроя, составляется технологическая карта сборки.
Изготавливаются чертежи элементов изделия для раскроя, составляется технологическая карта сборки.

 Дверцы должны легко открываться и надёжно закрываться, ящики – выдвигаться без перекосов и застревания. Дизайн фурнитуры выбирают в соответствии с общим стилем мебели. Крепление элементов фурнитуры выполняют при помощи шуруповёрта.
Дверцы должны легко открываться и надёжно закрываться, ящики – выдвигаться без перекосов и застревания. Дизайн фурнитуры выбирают в соответствии с общим стилем мебели. Крепление элементов фурнитуры выполняют при помощи шуруповёрта.
 До 40-х годов прошлого века это был одним из самых популярных материалов, однако после изобретения ДСтП клееный шпон постепенно начинает сдавать свои позиции. Сегодня многослойная древесина снова в тренде. Этому способствует популяризация изделий из экологичных материалов и лаконичность в формах и текстурах предметов интерьера.
До 40-х годов прошлого века это был одним из самых популярных материалов, однако после изобретения ДСтП клееный шпон постепенно начинает сдавать свои позиции. Сегодня многослойная древесина снова в тренде. Этому способствует популяризация изделий из экологичных материалов и лаконичность в формах и текстурах предметов интерьера. Ключевыми из них считаются Миланские ISaloni и Salone del Mobile.
Ключевыми из них считаются Миланские ISaloni и Salone del Mobile. Одним из прибыльных и перспективных направлений в этой сфере является продажа готовых встраиваемых кухонь. Такая продукция отличается стабильным спросом и большим средним чеком продажи.
Одним из прибыльных и перспективных направлений в этой сфере является продажа готовых встраиваемых кухонь. Такая продукция отличается стабильным спросом и большим средним чеком продажи. Безусловно, существуют более функциональные и эффективные системы для распила ЛДСП.
Безусловно, существуют более функциональные и эффективные системы для распила ЛДСП. Правильно организованное предприятие способно приносить стабильный доход своему владельцу в течение многих лет. Рассмотрим основные этапы техпроцесса изготовления корпусных мебельных изделий.
Правильно организованное предприятие способно приносить стабильный доход своему владельцу в течение многих лет. Рассмотрим основные этапы техпроцесса изготовления корпусных мебельных изделий. Начиная с этих ранних примеров, мебель всегда использовалась для выражения идей: будь то эксклюзивная и роскошная мебель Древнего Египта, предназначенная для демонстрации власти и богатства империи, до функциональных и упрощенных конструкций Баухауза, призванных восстановить рациональность. Во всем мире изучение эволюции дизайна мебели играет важную роль в понимании архитектурных стилей.
Начиная с этих ранних примеров, мебель всегда использовалась для выражения идей: будь то эксклюзивная и роскошная мебель Древнего Египта, предназначенная для демонстрации власти и богатства империи, до функциональных и упрощенных конструкций Баухауза, призванных восстановить рациональность. Во всем мире изучение эволюции дизайна мебели играет важную роль в понимании архитектурных стилей. Он относится к типу производства, называемому аддитивным производством, при котором трехмерные геометрические формы, созданные на компьютере (чертеж САПР или трехмерная модель), преобразуются в реальность с использованием только точного количества необходимого материала и создания форм, которые будут невообразимое для человека производство.
Он относится к типу производства, называемому аддитивным производством, при котором трехмерные геометрические формы, созданные на компьютере (чертеж САПР или трехмерная модель), преобразуются в реальность с использованием только точного количества необходимого материала и создания форм, которые будут невообразимое для человека производство. Улица в центре Сан-Паулу. Затем этот цифровой файл был отправлен на 3D-принтер в Бельгии. Как показывает этот пример, предмет мебели можно распечатать в любой точке мира, просто имея цифровой файл, что может оказаться полезным для удаленных мест.
Улица в центре Сан-Паулу. Затем этот цифровой файл был отправлен на 3D-принтер в Бельгии. Как показывает этот пример, предмет мебели можно распечатать в любой точке мира, просто имея цифровой файл, что может оказаться полезным для удаленных мест.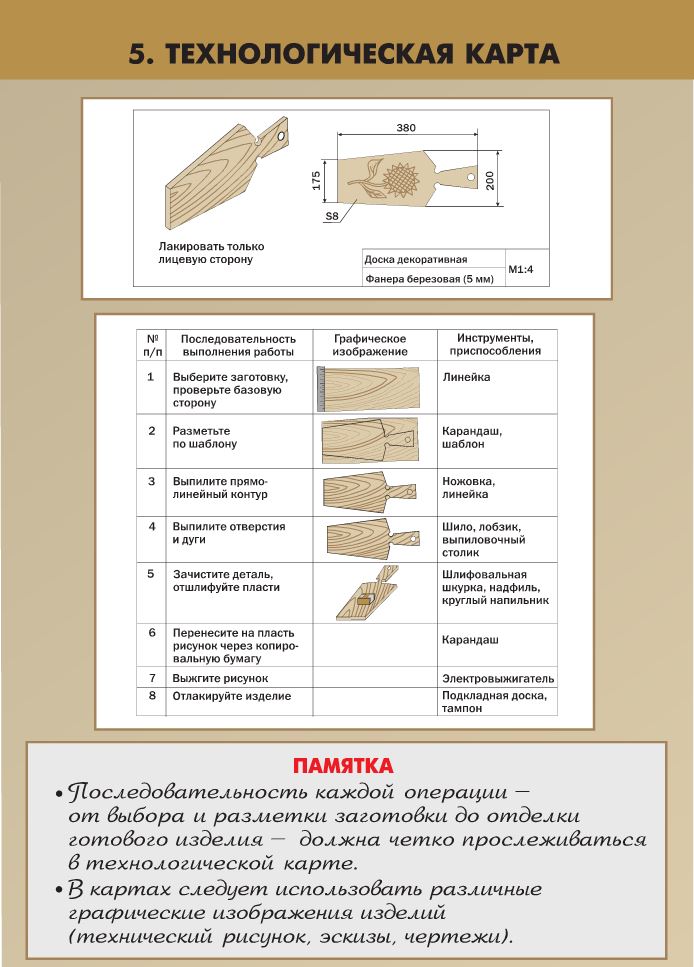
 Это позволяет, во-первых, дистанционно управлять этими объектами с помощью мобильных телефонов или компьютеров, а во-вторых, использовать сами объекты в качестве провайдеров доступа в Интернет. Теперь мы можем спросить себя: зачем мне мебель с интернетом? И все же, без сомнения, когда-нибудь мы спросим: как же мы жили без этого?
Это позволяет, во-первых, дистанционно управлять этими объектами с помощью мобильных телефонов или компьютеров, а во-вторых, использовать сами объекты в качестве провайдеров доступа в Интернет. Теперь мы можем спросить себя: зачем мне мебель с интернетом? И все же, без сомнения, когда-нибудь мы спросим: как же мы жили без этого? Эта функция может быть особенно полезна одиноким пожилым людям или людям с ограниченными физическими возможностями.
Эта функция может быть особенно полезна одиноким пожилым людям или людям с ограниченными физическими возможностями. Термин «искусственный интеллект» часто применяется к способности машины или системы рассуждать, находить смысл, обобщать или учиться на предыдущем опыте.
Термин «искусственный интеллект» часто применяется к способности машины или системы рассуждать, находить смысл, обобщать или учиться на предыдущем опыте.
 archdaily.com/938308/4-technologies-impacting-furniture-design-and-manufacturing> ISSN 0719-8884
archdaily.com/938308/4-technologies-impacting-furniture-design-and-manufacturing> ISSN 0719-8884 
 Несколько лет назад многим это казалось невозможным, но сегодняшние достижения в цифровизации продуктов позволили осуществить полную цифровую трансформацию многих брендов в мебельной отрасли.
Несколько лет назад многим это казалось невозможным, но сегодняшние достижения в цифровизации продуктов позволили осуществить полную цифровую трансформацию многих брендов в мебельной отрасли.
 Но правда в том, что он уже здесь и может помочь вам достичь ваших целей действительно замечательным образом. Эта передовая форма визуальной коммуникации поможет вам оправдать ожидания потребителей и превзойти их, стимулируя рост мебельной отрасли и прибыль.
Но правда в том, что он уже здесь и может помочь вам достичь ваших целей действительно замечательным образом. Эта передовая форма визуальной коммуникации поможет вам оправдать ожидания потребителей и превзойти их, стимулируя рост мебельной отрасли и прибыль.
 Для продавцов мебели BIM можно использовать в сочетании с оцифровкой продуктов, чтобы лучше привлечь клиентов и повысить вовлеченность. Независимо от первоначального стимула, конечный результат один и тот же: BIM — это технологическая тенденция в мебельной промышленности, которая будет продолжать набирать силу на пути к цифровой трансформации.
Для продавцов мебели BIM можно использовать в сочетании с оцифровкой продуктов, чтобы лучше привлечь клиентов и повысить вовлеченность. Независимо от первоначального стимула, конечный результат один и тот же: BIM — это технологическая тенденция в мебельной промышленности, которая будет продолжать набирать силу на пути к цифровой трансформации.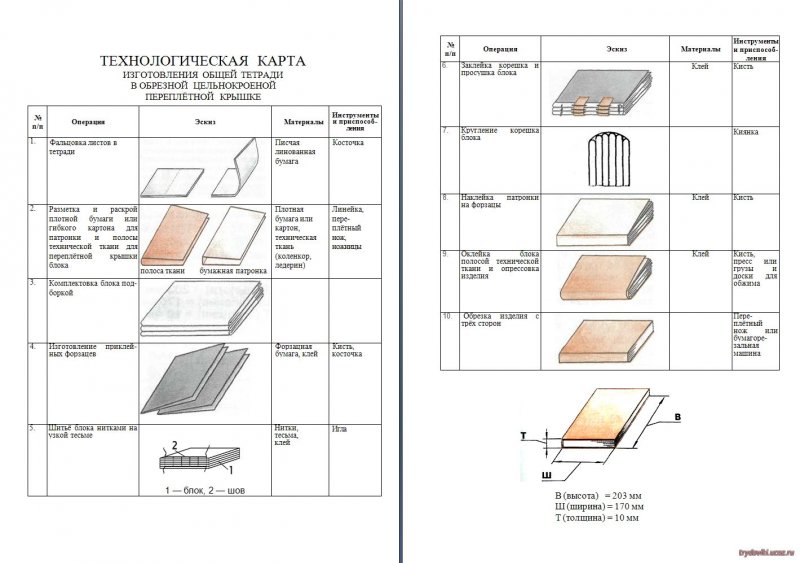
 Работает на привлечение новых клиентов. Он работает, помогая вам представить свои продукты покупателям и клиентам в изобретательной и творческой манере. Он работает, продвигая потребителей по вашей карте пути клиента, в конечном итоге заканчивая их путешествие покупкой и обеспечивая высокую рентабельность инвестиций.
Работает на привлечение новых клиентов. Он работает, помогая вам представить свои продукты покупателям и клиентам в изобретательной и творческой манере. Он работает, продвигая потребителей по вашей карте пути клиента, в конечном итоге заканчивая их путешествие покупкой и обеспечивая высокую рентабельность инвестиций.

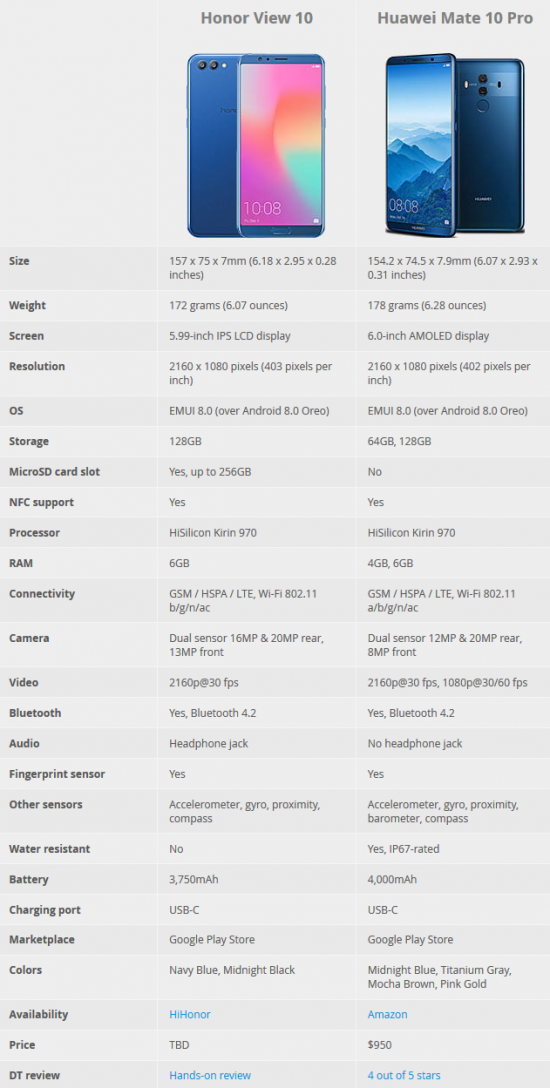
 Смартфоны работают на базе процессора Snapdragon 778G Plus и обеспечивают непревзойденный опыт фото- и видеосъемки.
Смартфоны работают на базе процессора Snapdragon 778G Plus и обеспечивают непревзойденный опыт фото- и видеосъемки.

 В соответствии с жесткими
В соответствии с жесткими Абсолютно новый фитнес-браслет HONOR Band 6 назван «Лучшим продуктом CES 2021» целым рядом изданий, среди которых Android Authority, Phandroid, Android Headlines, Tech Advisor, Newsweek, Gearbrain и International Business Times, а обновленный ноутбук HONOR MagicBook Pro получил награду «Лучший продукт CES 2021» от Android Headlines, Newsweek и Ubergizmo.
Абсолютно новый фитнес-браслет HONOR Band 6 назван «Лучшим продуктом CES 2021» целым рядом изданий, среди которых Android Authority, Phandroid, Android Headlines, Tech Advisor, Newsweek, Gearbrain и International Business Times, а обновленный ноутбук HONOR MagicBook Pro получил награду «Лучший продукт CES 2021» от Android Headlines, Newsweek и Ubergizmo.


 Новая флагманская линейка включает смартфон HONOR 30 Pro+, оснащенный камерой 50 Мп с тремя объективами.
Новая флагманская линейка включает смартфон HONOR 30 Pro+, оснащенный камерой 50 Мп с тремя объективами.




 Жэнфэй, а название произошло из двух слов — «Hua» и «Wei». В дословном переводе эти слова означают «отличное достижение». Встречается мнение, что название компании придумал сам создатель, и у него нет перевода.
Жэнфэй, а название произошло из двух слов — «Hua» и «Wei». В дословном переводе эти слова означают «отличное достижение». Встречается мнение, что название компании придумал сам создатель, и у него нет перевода.
 Постоянные клиенты получают дополнительные бонусы на покупку продукции.
Постоянные клиенты получают дополнительные бонусы на покупку продукции.
 Руководство заявляет, что главной целью является ориентация на потребителей и качество продукции.
Руководство заявляет, что главной целью является ориентация на потребителей и качество продукции. Причиной является хорошая функциональность новых аппаратов и их доступная цена.
Причиной является хорошая функциональность новых аппаратов и их доступная цена. Компания основана на инновационных разработках, производство которых в первую очередь учитывает потребности и пожелания пользователей. Благодаря огромной партнерской сети и инновационным решениям производитель добился впечатляющих результатов в сфере телекоммуникаций. Сегодня в центрах по всему миру работает около 180 000 сотрудников.
Компания основана на инновационных разработках, производство которых в первую очередь учитывает потребности и пожелания пользователей. Благодаря огромной партнерской сети и инновационным решениям производитель добился впечатляющих результатов в сфере телекоммуникаций. Сегодня в центрах по всему миру работает около 180 000 сотрудников. В принципе, в 80-е все правительство страны пыталось заменить импорт собственными технологиями. Чуть позже Huawei развилась и смогла закрепиться на рынке производства оборудования для потребителей, дополнительно оказывая сервисные и консультационные услуги..
В принципе, в 80-е все правительство страны пыталось заменить импорт собственными технологиями. Чуть позже Huawei развилась и смогла закрепиться на рынке производства оборудования для потребителей, дополнительно оказывая сервисные и консультационные услуги.. Это позволило получить первый по-настоящему выгодный контракт на развертывание телефонной сети.
Это позволило получить первый по-настоящему выгодный контракт на развертывание телефонной сети. Он становится первым центром, открытым в другой стране.
Он становится первым центром, открытым в другой стране. В то же время начинаются работы по запуску нового поколения сетей высокоскоростного мобильного доступа в Америке для компаний Telus и Bell Canada.
В то же время начинаются работы по запуску нового поколения сетей высокоскоростного мобильного доступа в Америке для компаний Telus и Bell Canada. .
. В 2000 г. в KPMG был назначен независимый аудитор, который должен отслеживать годовые доходы и предоставлять подробные отчеты.
В 2000 г. в KPMG был назначен независимый аудитор, который должен отслеживать годовые доходы и предоставлять подробные отчеты. Новинку оснастили мощным на тот момент процессором Snapdragon S3, имеющим частоту 1,2 ГГц, и 1 ГБ оперативной памяти. Изначально планшет может получить обновление прошивки Android до версии 3.2, но через год разработчики выпускают патч, позволяющий обновиться до версии 4.0.
Новинку оснастили мощным на тот момент процессором Snapdragon S3, имеющим частоту 1,2 ГГц, и 1 ГБ оперативной памяти. Изначально планшет может получить обновление прошивки Android до версии 3.2, но через год разработчики выпускают патч, позволяющий обновиться до версии 4.0. В первый год запуска нового бренда компания получает от продаж $2,5 млрд.
В первый год запуска нового бренда компания получает от продаж $2,5 млрд. Руководство Huawei заявляет, что основной стратегией корпорации является ориентация на потребителей, постановка и достижение важных для компании целей, разработка и развитие технологий.
Руководство Huawei заявляет, что основной стратегией корпорации является ориентация на потребителей, постановка и достижение важных для компании целей, разработка и развитие технологий. В том же году организация совместно с ректором Московского университета связи и информационных технологий Сергеем Ерохиным заключила Мумеранду и открыла Национальную академию информационно-коммуникационных технологий. В 2018 году открывается исследовательский центр в Татарстане. В марте следующего года компания запускает работу по созданию музыкального сервиса Huawei Music в РФ..
В том же году организация совместно с ректором Московского университета связи и информационных технологий Сергеем Ерохиным заключила Мумеранду и открыла Национальную академию информационно-коммуникационных технологий. В 2018 году открывается исследовательский центр в Татарстане. В марте следующего года компания запускает работу по созданию музыкального сервиса Huawei Music в РФ..
 Ей вменяется нарушение существующих торговых санкций с Ираном. МИД КНР выражает свое неудовольствие и заявляет протест в ответ на решительные действия властей Канады, которые, в свою очередь, не приняли никаких решений.
Ей вменяется нарушение существующих торговых санкций с Ираном. МИД КНР выражает свое неудовольствие и заявляет протест в ответ на решительные действия властей Канады, которые, в свою очередь, не приняли никаких решений. Хотя, по словам основателя, американские власти просто недооценивают Huawei, хотя он во многом зависит от американских производителей чипов.
Хотя, по словам основателя, американские власти просто недооценивают Huawei, хотя он во многом зависит от американских производителей чипов.
 3000+
3000+

 Итогом становится альтернативное соглашение с новой производственной
Итогом становится альтернативное соглашение с новой производственной
 Ведутся переговоры по масштабированию четырех текущих позиций ассортимента и
Ведутся переговоры по масштабированию четырех текущих позиций ассортимента и Но производство таблеток как массовыми, так и опытными сериями возможно двумя путями – методом гранулирования или прямым прессованием. Гранулирование в свою очередь делится на два подвида, сухое и влажное. Прямое прессование – белее простой и быстрый способ, так как исключает из технологической цепочки 3-4 операции. Подробнее об особенностях методик и кратко об оборудовании для полного цикла производства таблеток.
Но производство таблеток как массовыми, так и опытными сериями возможно двумя путями – методом гранулирования или прямым прессованием. Гранулирование в свою очередь делится на два подвида, сухое и влажное. Прямое прессование – белее простой и быстрый способ, так как исключает из технологической цепочки 3-4 операции. Подробнее об особенностях методик и кратко об оборудовании для полного цикла производства таблеток.
 Кажущаяся простой, методика все же реже применяется на производстве.
Кажущаяся простой, методика все же реже применяется на производстве.

 Я имею в виду,
Я имею в виду,

 ..
.. ..
..
 Тогда имеет смысл получить
Тогда имеет смысл получить


 Эти вещи всегда будут более ценными, чем
Эти вещи всегда будут более ценными, чем ..
.. Спасибо за вашу поддержку! Узнать больше
Спасибо за вашу поддержку! Узнать больше
 Как семейный бизнес, мы относимся к каждому произведенному нами продукту так, как будто на нем есть наше имя, потому что так оно и есть.
Как семейный бизнес, мы относимся к каждому произведенному нами продукту так, как будто на нем есть наше имя, потому что так оно и есть.

 Предоставление персональных данных является добровольным, однако отсутствие согласия на обработку персональных данных препятствует регистрации на сайте и обработке заказа. Пользователи имеют право на доступ к своим данным и их исправление.
Предоставление персональных данных является добровольным, однако отсутствие согласия на обработку персональных данных препятствует регистрации на сайте и обработке заказа. Пользователи имеют право на доступ к своим данным и их исправление. Пользователи имеют право на доступ к своим данным и их исправление.
Пользователи имеют право на доступ к своим данным и их исправление. Я даю согласие на обработку моих персональных данных компанией PPHU MAR-MASZ Henryk Pioch, расположенной в Sierakowska Huta 26, 83-340 Sierakowice, для обработки транзакций и передачи данных для обработки организациям, сотрудничающим с PPHU MAR-MASZ, в области обработки заказов (например, курьеры). Обработка персональных данных будет осуществляться на основании положений Закона о защите персональных данных. Предоставление персональных данных является добровольным, однако отсутствие согласия на обработку персональных данных препятствует регистрации на сайте и обработке заказа. Пользователи имеют право на доступ к своим данным и их исправление.
Я даю согласие на обработку моих персональных данных компанией PPHU MAR-MASZ Henryk Pioch, расположенной в Sierakowska Huta 26, 83-340 Sierakowice, для обработки транзакций и передачи данных для обработки организациям, сотрудничающим с PPHU MAR-MASZ, в области обработки заказов (например, курьеры). Обработка персональных данных будет осуществляться на основании положений Закона о защите персональных данных. Предоставление персональных данных является добровольным, однако отсутствие согласия на обработку персональных данных препятствует регистрации на сайте и обработке заказа. Пользователи имеют право на доступ к своим данным и их исправление. Обработка персональных данных будет осуществляться на основании положений Закона о защите персональных данных. Предоставление персональных данных является добровольным, однако отсутствие согласия на обработку персональных данных препятствует регистрации на сайте и обработке заказа. Пользователи имеют право на доступ к своим данным и их исправление.
Обработка персональных данных будет осуществляться на основании положений Закона о защите персональных данных. Предоставление персональных данных является добровольным, однако отсутствие согласия на обработку персональных данных препятствует регистрации на сайте и обработке заказа. Пользователи имеют право на доступ к своим данным и их исправление. Харьков
Харьков 50 грн
50 грн 8)
8) 684-078 — СТЕПЛЕР ДЛЯ ШПОНА (производство судно-лодка) альтернативные названия: упаковщик лодок
684-078 — СТЕПЛЕР ДЛЯ ШПОНА (производство судно-лодка) альтернативные названия: упаковщик лодок Повторяет укладку полос и сшивание скобами до тех пор, пока не будет достигнута желаемая толщина.
Повторяет укладку полос и сшивание скобами до тех пор, пока не будет достигнута желаемая толщина. Обратная связь
Обратная связь

 Вернитесь к работе и воспользуйтесь скидкой на чернила и тонер, офисную мебель, упаковочные и транспортировочные материалы и многое другое. Запаситесь и сэкономьте на всех видах расходных материалов для офиса. Получите дополнительные скидки на такие расходные материалы, как копировальная бумага, папки с файлами и письменные принадлежности, если вы настроите бизнес-аккаунт с помощью Staples Business Advantage или сделаете заказ с помощью функции автоматического пополнения запасов Staples.
Вернитесь к работе и воспользуйтесь скидкой на чернила и тонер, офисную мебель, упаковочные и транспортировочные материалы и многое другое. Запаситесь и сэкономьте на всех видах расходных материалов для офиса. Получите дополнительные скидки на такие расходные материалы, как копировальная бумага, папки с файлами и письменные принадлежности, если вы настроите бизнес-аккаунт с помощью Staples Business Advantage или сделаете заказ с помощью функции автоматического пополнения запасов Staples. Узнайте, как Staples может помочь вам подготовиться к уплате налогов:
Узнайте, как Staples может помочь вам подготовиться к уплате налогов:
 Компания Staples предлагает прозрачную акриловую упаковочную ленту для повседневной транспортировки и усиленную упаковочную ленту или водоактивируемую ленту для упаковок, требующих более надежного уплотнения.
Компания Staples предлагает прозрачную акриловую упаковочную ленту для повседневной транспортировки и усиленную упаковочную ленту или водоактивируемую ленту для упаковок, требующих более надежного уплотнения. Обновите свои технологии с помощью нового ноутбука или планшета 2-в-1 для работы в пути. Держите важные файлы доступными, где бы вы ни находились, с портативными жесткими дисками и флэш-накопителями USB, которые легко помещаются в сумку для ноутбука. Выберите гарнитуру для виртуальных встреч или наушники с шумоподавлением, чтобы блокировать нежелательные звуки при работе в общественных местах.
Обновите свои технологии с помощью нового ноутбука или планшета 2-в-1 для работы в пути. Держите важные файлы доступными, где бы вы ни находились, с портативными жесткими дисками и флэш-накопителями USB, которые легко помещаются в сумку для ноутбука. Выберите гарнитуру для виртуальных встреч или наушники с шумоподавлением, чтобы блокировать нежелательные звуки при работе в общественных местах.


 д.) берут коронки с мягкими матрицами на основе олова или бронзы.
д.) берут коронки с мягкими матрицами на основе олова или бронзы.

 Это нужно для предупреждения перемещений и соскальзываний.
Это нужно для предупреждения перемещений и соскальзываний.
 Для предупреждения появления трещин поливайте обрабатываемую поверхность водой.
Для предупреждения появления трещин поливайте обрабатываемую поверхность водой.

 Жидкость не только выполняет охлаждающую функцию, но и препятствует скоплению шлама между сегментами.
Жидкость не только выполняет охлаждающую функцию, но и препятствует скоплению шлама между сегментами.
 Подавайте инструмент вперед-назад с интервалами в несколько секунд. Это поможет вымыванию или отсасыванию шлама.
Подавайте инструмент вперед-назад с интервалами в несколько секунд. Это поможет вымыванию или отсасыванию шлама.


 Они позволяют делать технологические отверстия разного диаметра.
Они позволяют делать технологические отверстия разного диаметра. По сравнению с другими аналогами, цена изделия меньше, а прочность и долговечность достаточно высокие.
По сравнению с другими аналогами, цена изделия меньше, а прочность и долговечность достаточно высокие. Наличие в одном инструменте многих свойств позволяет пользоваться им при выполнении комплексных операций, что значительно экономит время.
Наличие в одном инструменте многих свойств позволяет пользоваться им при выполнении комплексных операций, что значительно экономит время.
 Аналогичные конструкции коронок могут использоваться для сверления дерева и ДСП, которые не предназначены для сверления твердых материалов;
Аналогичные конструкции коронок могут использоваться для сверления дерева и ДСП, которые не предназначены для сверления твердых материалов;
 С увеличением этого показателя, улучшаются технические характеристики коронки;
С увеличением этого показателя, улучшаются технические характеристики коронки; В этом случае, можно быстро сделать замену насадки без зажимных ключей, и обеспечить ей свободный ход по оси сверления, что нужно для полной силы удара в бетон при выполнении отверстия.
В этом случае, можно быстро сделать замену насадки без зажимных ключей, и обеспечить ей свободный ход по оси сверления, что нужно для полной силы удара в бетон при выполнении отверстия. Диаметр сверла выбирается равным ширине зубьев коронки;
Диаметр сверла выбирается равным ширине зубьев коронки; Они используются для сверления отверстий с помощью перфоратора.
Они используются для сверления отверстий с помощью перфоратора.

 Эти кольцевые пилы с твердосплавными зубьями обеспечивают самый долгий срок службы при работе с материалами общего назначения и экстремальными материалами, а также способны с легкостью резать нержавеющую сталь, чугун, крепёжную древесину, цементные плиты, стекловолокно, штукатурку, битумную черепицу и многое другое. Глубокие горловины быстро очищают материал во время резки, а ПОЛНЫЕ ПРОРЕЗЫ Milwaukee устраняют трудности, связанные с удалением заглушек, повышая производительность и уменьшая время простоя между отверстиями. Новый дизайн паза также обеспечивает улучшенную видимость пилота для точного размещения и более быстрого выброса стружки, сохраняя ваш рез холодным. Кольцевая пила HOLE DOZER™ с твердосплавными зубьями имеет глубину пропила 1,62 дюйма, что позволяет выполнять пропилы в широком диапазоне материалов. MILWAUKEE® с гордостью производит в США кольцевые пилы HOLE DOZER™ с твердосплавными зубьями.
Эти кольцевые пилы с твердосплавными зубьями обеспечивают самый долгий срок службы при работе с материалами общего назначения и экстремальными материалами, а также способны с легкостью резать нержавеющую сталь, чугун, крепёжную древесину, цементные плиты, стекловолокно, штукатурку, битумную черепицу и многое другое. Глубокие горловины быстро очищают материал во время резки, а ПОЛНЫЕ ПРОРЕЗЫ Milwaukee устраняют трудности, связанные с удалением заглушек, повышая производительность и уменьшая время простоя между отверстиями. Новый дизайн паза также обеспечивает улучшенную видимость пилота для точного размещения и более быстрого выброса стружки, сохраняя ваш рез холодным. Кольцевая пила HOLE DOZER™ с твердосплавными зубьями имеет глубину пропила 1,62 дюйма, что позволяет выполнять пропилы в широком диапазоне материалов. MILWAUKEE® с гордостью производит в США кольцевые пилы HOLE DOZER™ с твердосплавными зубьями.
 д.
д. Кольцевые пилы Diamond MAX™ обеспечивают лучшую в своем классе производительность благодаря алмазам более высокого качества, обеспечивающим максимальную устойчивость к нагреву и разрушению. Улучшенный припой обеспечивает превосходное удержание алмаза при резке твердых абразивных материалов. Моноблочная кольцевая пила имеет быстросменный шестигранный хвостовик 1/4 дюйма и большую прорезь для выброса заготовок. Разработанная как единое решение для резки плитки, камня и стекла, Diamond MAX™ предлагает самую низкую стоимость в расчете на единицу площади. дыра на рынке
Кольцевые пилы Diamond MAX™ обеспечивают лучшую в своем классе производительность благодаря алмазам более высокого качества, обеспечивающим максимальную устойчивость к нагреву и разрушению. Улучшенный припой обеспечивает превосходное удержание алмаза при резке твердых абразивных материалов. Моноблочная кольцевая пила имеет быстросменный шестигранный хвостовик 1/4 дюйма и большую прорезь для выброса заготовок. Разработанная как единое решение для резки плитки, камня и стекла, Diamond MAX™ предлагает самую низкую стоимость в расчете на единицу площади. дыра на рынке

 Корнера, применяются для закрепки камней на поверхности изделия. Так же смотрим на их толщину и промежутки между ними.
Корнера, применяются для закрепки камней на поверхности изделия. Так же смотрим на их толщину и промежутки между ними.

 Калибровка
Калибровка
 Универсальной деталь называется, потому что она позволяет проверить не только настройки принтера, но и качество смолы. Всего в модель включено десять тестов. Каждый заключен в «строениях» разной высоты и находящихся под разными углами. Модель весьма эффективна и поэтому ее часто можно увидеть в обучающих и простых роликах, посвященных печати смолой.
Универсальной деталь называется, потому что она позволяет проверить не только настройки принтера, но и качество смолы. Всего в модель включено десять тестов. Каждый заключен в «строениях» разной высоты и находящихся под разными углами. Модель весьма эффективна и поэтому ее часто можно увидеть в обучающих и простых роликах, посвященных печати смолой. Но она производит полимеры для фотополимерной печати. С целью тестирования была разработана калибровочная модель.
Но она производит полимеры для фотополимерной печати. С целью тестирования была разработана калибровочная модель. thingiverse.com/thing:4910573
thingiverse.com/thing:4910573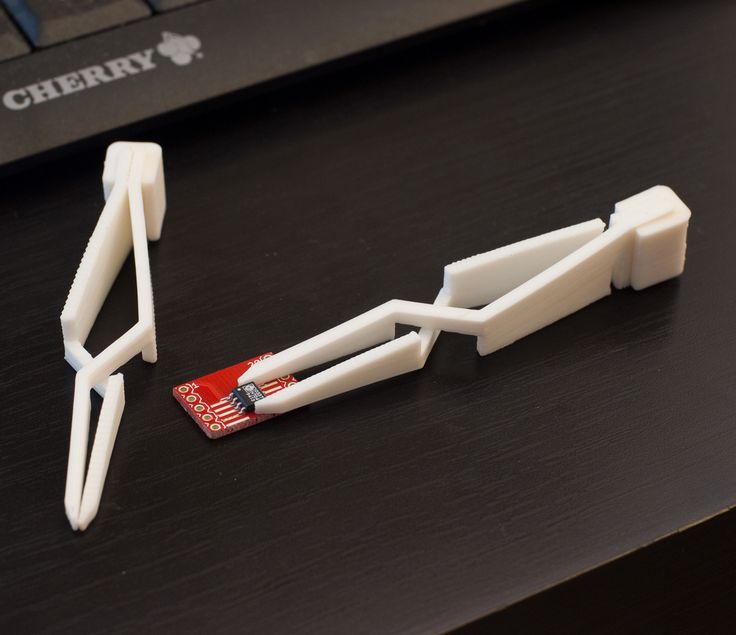 Он основан на предыдущих работах Peopoly, Photonster XP2 и множестве предложений от наших талантливых пользователей.
Он основан на предыдущих работах Peopoly, Photonster XP2 и множестве предложений от наших талантливых пользователей. Поместите модель в центр планшета для меньшего размера. принтер. Для более крупных принтеров (панель размером 12,5 дюймов или больше) вы можете поместить ее немного не по центру, чтобы избежать вогнутости в центральной рабочей пластине.
Поместите модель в центр планшета для меньшего размера. принтер. Для более крупных принтеров (панель размером 12,5 дюймов или больше) вы можете поместить ее немного не по центру, чтобы избежать вогнутости в центральной рабочей пластине. Если штифты имеют не до конца сформированные. Вы можете увеличить время экспозиции нормального слоя на 10%, чтобы увидеть, не выходят ли из строя только 0,15 контакта. Но если вы видите, что выходит из строя более одного контакта, вы можете увеличить время воздействия на 30%.
Если штифты имеют не до конца сформированные. Вы можете увеличить время экспозиции нормального слоя на 10%, чтобы увидеть, не выходят ли из строя только 0,15 контакта. Но если вы видите, что выходит из строя более одного контакта, вы можете увеличить время воздействия на 30%.
 В большинстве случаев для успеха печати приоритет должен отдаваться разрешению с наложением, поэтому стоит немного перелечить, если вы печатаете сложную модель.
В большинстве случаев для успеха печати приоритет должен отдаваться разрешению с наложением, поэтому стоит немного перелечить, если вы печатаете сложную модель. 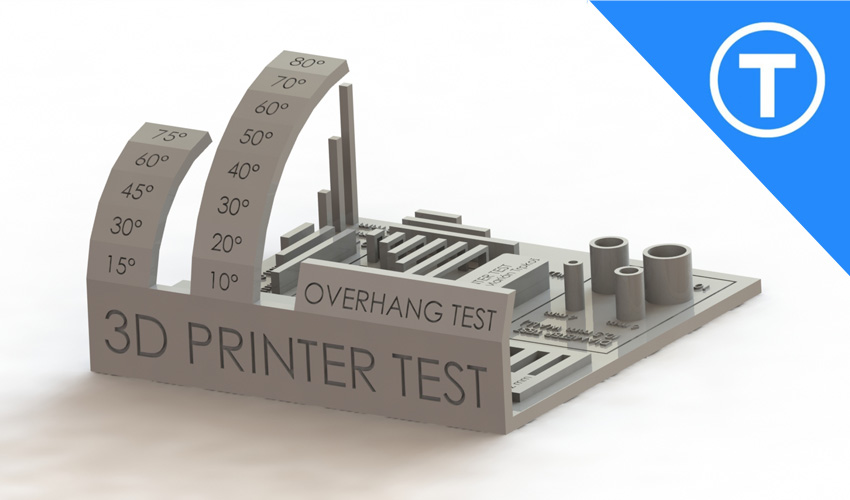 Полоски на обоих концах помогают в измерении.
Полоски на обоих концах помогают в измерении.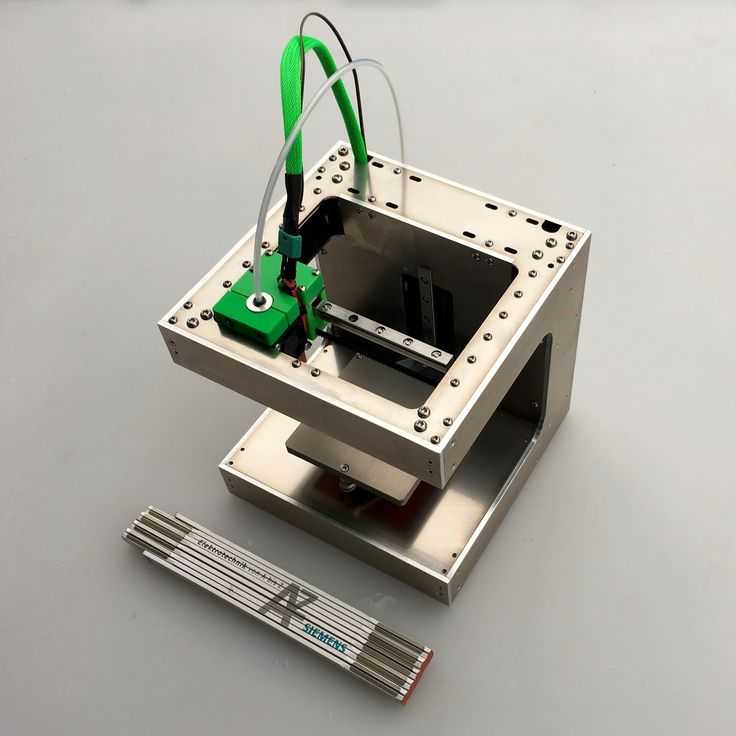
 …5 мм в высоту, 2 мм в основание (30 x…
…5 мм в высоту, 2 мм в основание (30 x… Эта модель использует гораздо меньшее количество смолы и быстрее печатает. …
Эта модель использует гораздо меньшее количество смолы и быстрее печатает. … …Сделано для принтеров с жидкой фотополимерной смолой для проверки надежности отделения/отслаивания слоя. …
…Сделано для принтеров с жидкой фотополимерной смолой для проверки надежности отделения/отслаивания слоя. … ..
.. ..
.. .. может похвастаться высоким разрешением, но не может печатать мелкие детали из-за маскирующего размытия. Этот тест предназначен для проверки минимального размера элемента, напечатанного на печатной/полимерной основе. … Печатайте без поддержки и соответствующим образом масштабируйте.
.. может похвастаться высоким разрешением, но не может печатать мелкие детали из-за маскирующего размытия. Этот тест предназначен для проверки минимального размера элемента, напечатанного на печатной/полимерной основе. … Печатайте без поддержки и соответствующим образом масштабируйте.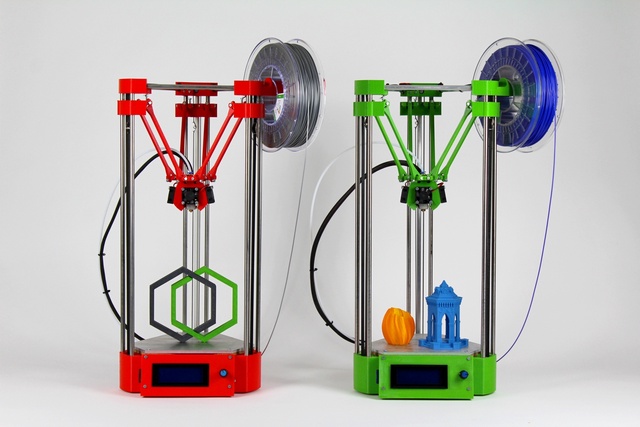
 Я надеюсь, что это может помочь вам!
Я надеюсь, что это может помочь вам!

 Платный раздел в немалой степени повлиял на богатый ассортимент, так как заработать на своих творениях может любой желающий пользователь. Сайт берет комиссию, но примерно 80% от стоимости каждой проданной 3D-модели уходят в карман авторов. Если вы не готовы платить за цифровые модели, все равно загляните на Cults и полистайте бесплатные предложения — там их немало. И пусть вас не смущает название, никакими культистами там и не пахнет. Cults — это всего лишь St. Luc наоборот, а Святой Лука считается покровителем художников.
Платный раздел в немалой степени повлиял на богатый ассортимент, так как заработать на своих творениях может любой желающий пользователь. Сайт берет комиссию, но примерно 80% от стоимости каждой проданной 3D-модели уходят в карман авторов. Если вы не готовы платить за цифровые модели, все равно загляните на Cults и полистайте бесплатные предложения — там их немало. И пусть вас не смущает название, никакими культистами там и не пахнет. Cults — это всего лишь St. Luc наоборот, а Святой Лука считается покровителем художников.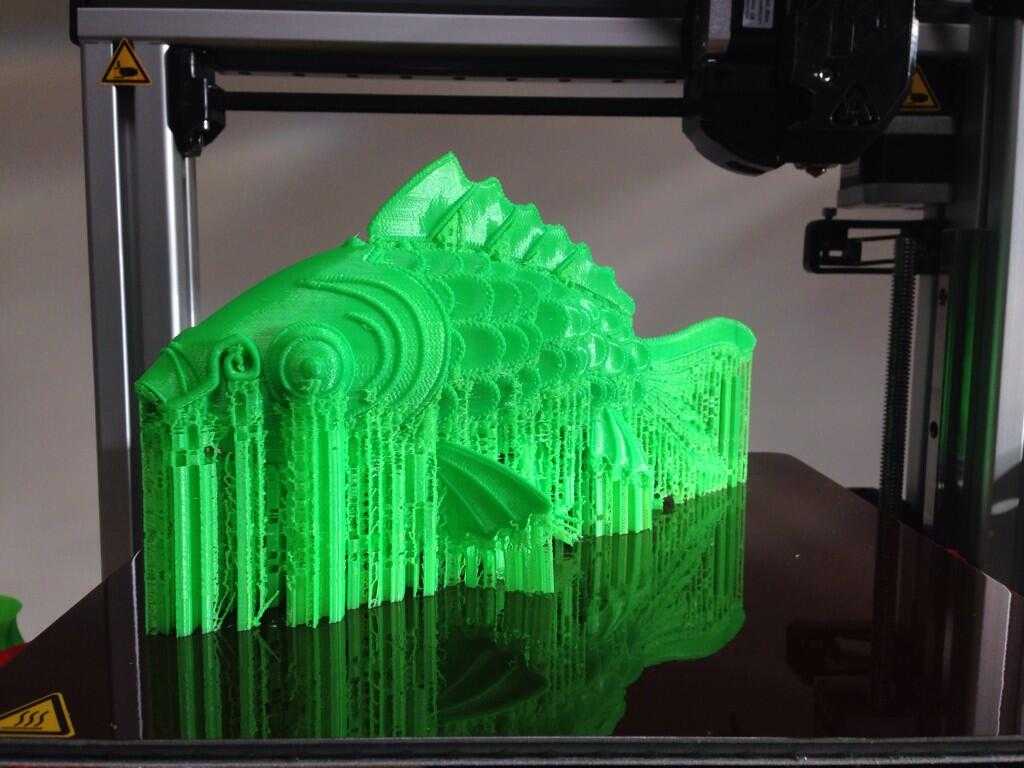
 Правда, на этой площадке Йозеф и его команда предлагают не только 3D-принтеры и расходные материалы собственного производства, но и 3D-модели, причем совершенно бесплатно. Так как эта компания занимается только аддитивными технологиями, все модели в каталоге оптимизированы под 3D-печать. Основная доля публикуемых моделей приходится на пользователей сайта, а команда Пруши регулярно стимулирует авторов различными конкурсами. Интересная особенность этой площадки в том, что она позволяет публиковать не только 3D-модели, но и готовый машинный код. С одной стороны, это хорошо, ибо пользователи могут сразу отправлять модель на 3D-печать без возни со слайсером. С другой стороны, всегда есть шанс несовместимости или откровенного саботажа, так что будьте осторожны, а если будут сомнения, просто скачивайте STL-файлы и готовьте код самостоятельно.
Правда, на этой площадке Йозеф и его команда предлагают не только 3D-принтеры и расходные материалы собственного производства, но и 3D-модели, причем совершенно бесплатно. Так как эта компания занимается только аддитивными технологиями, все модели в каталоге оптимизированы под 3D-печать. Основная доля публикуемых моделей приходится на пользователей сайта, а команда Пруши регулярно стимулирует авторов различными конкурсами. Интересная особенность этой площадки в том, что она позволяет публиковать не только 3D-модели, но и готовый машинный код. С одной стороны, это хорошо, ибо пользователи могут сразу отправлять модель на 3D-печать без возни со слайсером. С другой стороны, всегда есть шанс несовместимости или откровенного саботажа, так что будьте осторожны, а если будут сомнения, просто скачивайте STL-файлы и готовьте код самостоятельно. Первый вариант площадки просуществовал недолго, всего пару лет, но сразу после закрытия ресурс выкупил известный американский производитель стереолитографических 3D-принтеров Formlabs. Площадка продолжает работать по сей день и содержит десятки тысяч проектов. Как и большинство подобных платформ, Pinshape предлагает и платные, и бесплатные 3D-модели, а разместить работы может любой желающий.
Первый вариант площадки просуществовал недолго, всего пару лет, но сразу после закрытия ресурс выкупил известный американский производитель стереолитографических 3D-принтеров Formlabs. Площадка продолжает работать по сей день и содержит десятки тысяч проектов. Как и большинство подобных платформ, Pinshape предлагает и платные, и бесплатные 3D-модели, а разместить работы может любой желающий.
 С 3D-моделями для печати все немного сложнее: хотя на сайте множество бесплатных моделей, оптимизированные под 3D-печать находятся в платной секции. С другой стороны, ничто не мешает скачивать бесплатные варианты и пользоваться сторонними программами для ремонта мешей под 3D-печать, такими как Meshmixer или Netfabb.
С 3D-моделями для печати все немного сложнее: хотя на сайте множество бесплатных моделей, оптимизированные под 3D-печать находятся в платной секции. С другой стороны, ничто не мешает скачивать бесплатные варианты и пользоваться сторонними программами для ремонта мешей под 3D-печать, такими как Meshmixer или Netfabb.
 Thingiverse поддерживается компанией MakerBot Industries — создателями популярной серии 3D принтеров Replicator. Сайт хорошо обслуживается, на нем сформировано огромное сообщество дизайнеров и инженеров, предлагающих собственные STL файлы для бесплатного скачивания в различных категориях и разного уровня сложности. Если вы ищете крутые модели для 3D печати — это отличное место для начала поисков.
Thingiverse поддерживается компанией MakerBot Industries — создателями популярной серии 3D принтеров Replicator. Сайт хорошо обслуживается, на нем сформировано огромное сообщество дизайнеров и инженеров, предлагающих собственные STL файлы для бесплатного скачивания в различных категориях и разного уровня сложности. Если вы ищете крутые модели для 3D печати — это отличное место для начала поисков.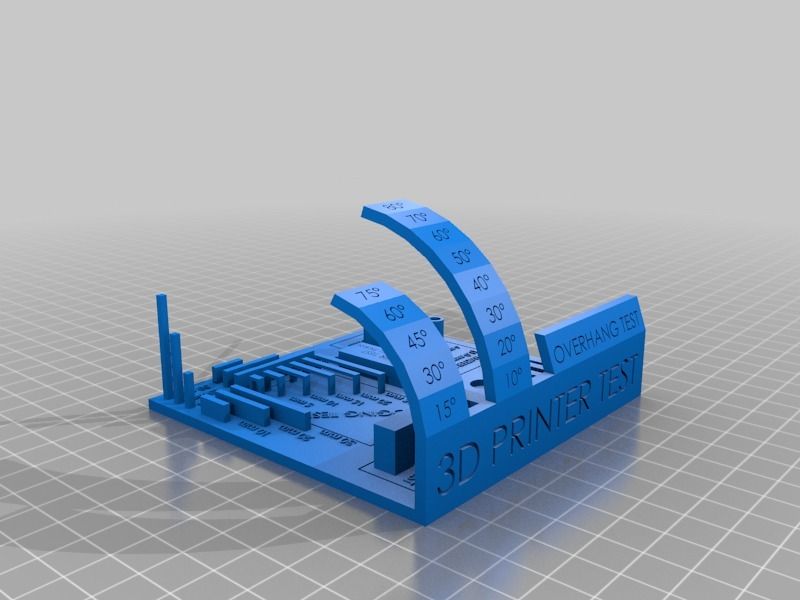 Файлы для 3D печати, которые можно у них скачать являются подкатегорией большей коллекции, которую можно отфильтровать по типу файла — STO или OBJ (разница в том, что OBJ файлы содержат информацию о цвете для продвинутой 3D печати). Если вы ищите что-то необычное — этот сайт для вас.
Файлы для 3D печати, которые можно у них скачать являются подкатегорией большей коллекции, которую можно отфильтровать по типу файла — STO или OBJ (разница в том, что OBJ файлы содержат информацию о цвете для продвинутой 3D печати). Если вы ищите что-то необычное — этот сайт для вас. На сайте представлен интересный механизм оценки популярности поисковых запросов, благодаря которым вы можете узнать самые последние тренды, в которых заинтересовано сообщество. Интерфейс сайта не очень примечателен, но это однозначно эффективный инструмент для поиска бесплатных STL файлов для 3D печати.
На сайте представлен интересный механизм оценки популярности поисковых запросов, благодаря которым вы можете узнать самые последние тренды, в которых заинтересовано сообщество. Интерфейс сайта не очень примечателен, но это однозначно эффективный инструмент для поиска бесплатных STL файлов для 3D печати.Female-models-Emotional-animation-6.jpg) Но при этом в них предусмотрены репозитории для стерелитографии (SLA) и dual-extrusion 3D printing. Кстати, именно эта компания выпускает популярный детский 3D принтер da Vinci miniMaker.
Но при этом в них предусмотрены репозитории для стерелитографии (SLA) и dual-extrusion 3D printing. Кстати, именно эта компания выпускает популярный детский 3D принтер da Vinci miniMaker.
 Но со временем копания отделила библиотеку от программного обеспечения и теперь она доступна онлайн. Теперь любой может перейти на сайт, бесплатно скачать STL файлы и распечатать их на любом 3D принтере. Стоит отметить, что большинство моделей оптимизированы для печати ABS пластиком.
Но со временем копания отделила библиотеку от программного обеспечения и теперь она доступна онлайн. Теперь любой может перейти на сайт, бесплатно скачать STL файлы и распечатать их на любом 3D принтере. Стоит отметить, что большинство моделей оптимизированы для печати ABS пластиком.

 Вы можете отфильтровать базу бесплатных моделей, выбрав ‘Only Show Printable Models’ в дополнительных опциях поиска на сайте.
Вы можете отфильтровать базу бесплатных моделей, выбрав ‘Only Show Printable Models’ в дополнительных опциях поиска на сайте. п.
п.
 Здесь вы можете найти проекты 3D-печати, связанные с предметом класса (например, скелет T-Rex или фигурки Lego Renaissance).
Здесь вы можете найти проекты 3D-печати, связанные с предметом класса (например, скелет T-Rex или фигурки Lego Renaissance). Когда вы это сделаете, появится всплывающее окно с возможностью пожертвовать дизайнеру, если вы выберете.
Когда вы это сделаете, появится всплывающее окно с возможностью пожертвовать дизайнеру, если вы выберете.

 Они разделены на разные категории, начиная от украшений и дизайна и заканчивая более сложными предметами, такими как велосипеды или инженерные детали. Вы можете создавать эти STL-файлы в 3D-программном обеспечении, таком как Solidworks, и использовать их для 3D-печати вашей детали. Поэтому мы собрали наши лучшие веб-сайты с файлами STL, чтобы вы могли найти свои новые любимые дизайны для печати.
Они разделены на разные категории, начиная от украшений и дизайна и заканчивая более сложными предметами, такими как велосипеды или инженерные детали. Вы можете создавать эти STL-файлы в 3D-программном обеспечении, таком как Solidworks, и использовать их для 3D-печати вашей детали. Поэтому мы собрали наши лучшие веб-сайты с файлами STL, чтобы вы могли найти свои новые любимые дизайны для печати.
 Более того, компания заявляет, что почти 6 миллионов пользователей используют ее платформу для обмена файлами, а также для получения советов по решению проблем проектирования и совместной работы над улучшением моделей. Сегодня в GrabCAD имеется около 4 миллионов бесплатных файлов, к которым вы можете получить доступ и скачать, что делает его крупнейшей профессиональной библиотекой 3D-моделей.
Более того, компания заявляет, что почти 6 миллионов пользователей используют ее платформу для обмена файлами, а также для получения советов по решению проблем проектирования и совместной работы над улучшением моделей. Сегодня в GrabCAD имеется около 4 миллионов бесплатных файлов, к которым вы можете получить доступ и скачать, что делает его крупнейшей профессиональной библиотекой 3D-моделей.
 Это сэкономит время от поиска сразу на десяти сайтах! STLFinder берет описание каждого 3D-файла, указанного на исходной платформе, и отправляет его обратно на исходную платформу, чтобы пользователь мог загрузить модель и распечатать ее.
Это сэкономит время от поиска сразу на десяти сайтах! STLFinder берет описание каждого 3D-файла, указанного на исходной платформе, и отправляет его обратно на исходную платформу, чтобы пользователь мог загрузить модель и распечатать ее. В настоящее время это один из веб-сайтов с наибольшим количеством файлов STL, которые можно бесплатно загрузить благодаря сообществу создателей. Что больше всего характеризует Thingiverse, так это интерактивность между пользователями, которые загружают свои файлы на платформу, чтобы поделиться ими с другими и позволить им скачать и высказать свое мнение. Thingiverse содержит более 1 700 000 файлов для 3D-печати и является одним из самых популярных веб-сайтов для поиска 3D-моделей на рынке.
В настоящее время это один из веб-сайтов с наибольшим количеством файлов STL, которые можно бесплатно загрузить благодаря сообществу создателей. Что больше всего характеризует Thingiverse, так это интерактивность между пользователями, которые загружают свои файлы на платформу, чтобы поделиться ими с другими и позволить им скачать и высказать свое мнение. Thingiverse содержит более 1 700 000 файлов для 3D-печати и является одним из самых популярных веб-сайтов для поиска 3D-моделей на рынке. Шаблоны в основном имеют открытый исходный код, поэтому любой пользователь может изменить дизайн при необходимости. YouMagine собирает все виды файлов, от небольших декоративных фигурок до функциональных прототипов, таких как ветряная турбина.
Шаблоны в основном имеют открытый исходный код, поэтому любой пользователь может изменить дизайн при необходимости. YouMagine собирает все виды файлов, от небольших декоративных фигурок до функциональных прототипов, таких как ветряная турбина. Этот веб-сайт в основном предназначен для профессионалов и высоко ценится в таких секторах, как архитектура или дизайн, поскольку служит платформой для обмена 3D-моделями и возможным источником дохода для некоторых создателей. Помимо возможности загрузки моделей с разной ценой, платформа также позволяет добавлять в Sketchup расширения для улучшения качества моделей.
Этот веб-сайт в основном предназначен для профессионалов и высоко ценится в таких секторах, как архитектура или дизайн, поскольку служит платформой для обмена 3D-моделями и возможным источником дохода для некоторых создателей. Помимо возможности загрузки моделей с разной ценой, платформа также позволяет добавлять в Sketchup расширения для улучшения качества моделей.
 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> ..
.. 00
00 ..
..