Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Калибровка 3д принтера / Хабр
Иногда владельцу 3д-принтера приходится этим заняться. Поведаю хабра-сообществу о своём способе. Прошу заметить, что руководство подробное, но приводит к отличным результатам — прилипает модель на отлично и не отклеивается в процессе печати.
Для начала отмечу, что своё мастерство я оттачивал на принтере SmartCore Aluminium, приобретённом здесь.
Установка нагревательной платформы
Нагревательную (или не нагревательную, зависит от принтера) платформу для начала надо выставить по высоте. Для этого существует концевик для оси Z.
Из википедии:
Концевой выключатель — электрическое устройство, применяемое в системах управления в качестве датчика, формирующего сигнал при возникновении определенного события, как правило, механическом контакте пары подвижных механизмов.
С помощью затяжного и прижимного болтов этот концевик можно регулировать по высоте.
Нужно выставить его так, чтобы поверхность платформы чётко касалась сопла экструдера.
Для дальнейшей калибровки будем использовать Pronterface из пакета ПО Printrun.
Преимуществом этого пакета вижу наглядное и удобное управление соплом и платформой принтера, но если кому-то удобнее использовать Repsnapper, он тоже вполне подойдёт. Cura не подойдёт для калибровки, за неимением необходимого для этого функционала.
Для продолжения давайте убедимся, что при нажатии на кнопку «Калибровка» («Home», изображен белый домик), платформа поднимается и упирается вплотную, но не пытается двигаться дальше, к соплу.
Так-как на моём принтере прошивка взята с напрямую с репозитория SmartCore Aluminium (пусть и не напрямую с Marlin), сопло выезжает на середину платформы. Если у вас это не так, и сопло остаётся в углу по нулевых координатах — ничего страшного, для дальнейшей калибровки это не принципиально.
Калибровка
Следующие действия надо поочерёдно провести на центре, по углам и по контрольному кругу:
Нажать на калибровку оси Z
Если упирается угол в сопло (центр должен упираться, как мы добились отрегулировав высоту концевика во время подготовки), то по чуть-чуть прижимаем болт платформы на этом углу, пока не появится минимальный просвет.
Устраняем минимальный просвет, но не больше. В идеале у нас должно сопло стоять чётко впритык по всем углам и центру при нажатии на калибровку оси Z. Именно такого результата нам нужно добиться для качественной печати, о контроле результата позже.
Теперь нужно убедиться, что при нажатии на будет появляться просвет. Если этого не произошло, можно немного отпустить болт, прижимающий этот угол и, нажимая последовательно то зелёный домик, то кнопку «0.1», повторять до получения желаемого результата.
После того, как мы закончили калибровку на всех пяти точках и контрольно прошлись по ним так, что не пришлось ничего менять, можно переходить к проверке результата калибровки.
Проверка
Для проверки я использую простую модель, нарисованную в FreeCAD и cгенерированный gcode в Cura. Пластик чем точнее диаметром, тем лучше — я беру здесь из-за заявленной точности и разнообразия цветов. Впрочем, для проверки будем использовать натуральный цвет ABS-пластика.
Смысл простой маленькой проверочной модели, наверное, ясен — экономия средств и времени.
Именно в такой последовательности есть смысл проверять. Впрочем, если вы уверены в своей калибровке, то можете сразу начать с шага 2. Ну если у вас уже есть опыт и вы абсолютно уверены в своей калибровке, то можете сразу перейти к шагу 3 — распечатывать 5pad.gcode.
Разница в количестве и расположении изделий.
Я же опишу проверку первого шага, поскольку остальные аналогичны.
Предположим, одна сторона платформы слишком высоко откалибрована. Это очень легко обнаружить в результате:
Вид сверху:
И что важнее сейчас для нас — вид снизу: — вот так выглядит ободная кайма Cura, если сопло расположено слишком высоко к платформе. Пластик падает не точно, иногда цепляясь за соседние линии.
Рассмотрим обратную ситуацию — если сопло слишком прижато к платформе:
Как видим, здесь тоже не всё гладко, пластик, стремясь заполнить доступное пространство, налазит на соседние линии, а на следующем слое повторно цепляется сопло, вмазывается вновь по доступному пространству. Впрочем, надо отметить, что прилипает в таком случае модель очень хорошо, а дефект калибровки не виден на следующих слоях. Более того, может быть даже не заметен вовсе, если вы выберете в Cura подложку для прилипания модели к столу.
Наконец, желаемый и правильный результат:
Здесь вы видите небольшое нагорание, но оно связано с неубранным кусочком нити, что хорошо видно на фото вида снизу. Подобные нагорания присущи скорее предыдущему случаю, когда сопло слишком прижато. А в остальном — ровные линии, плотно уложенные. Так и должно быть. Примите поздравления — калибровка центральной точки, значит, успешна.
Нормальная ситуация, если такой результат получен на стекле при температуре 100 градусов. При этом, если стекло обезжирено и ровное, то после окончания калибровки, отлипать в процессе печати не будет. Вы можете попробовать отодрать деталь от нагретой платформы после печати. Пока не остынет до 90-80 градусов, у вас это может, даже и не получится, без повреждения стекла. Также, может быть важным отсутствие сквозняка, который влияет на не менее важную равномерность прогрева поверхности платформы.
Вот общие фото для удобства сравнения:
Вид сверху:
Вид снизу:
Дальнейшая проверка аналогична по своей сути, но распечатать следует 4pad.gcode — охватывает немного большую центральную область. И 5pad.gcode — покажет качество калибровки по углам.
Всем удачной калибровки!
На завершение развлекательное видео, на котором отображено наслаждение результатом:
Как видно, печатаю я не на стекле, но об этом в следующей статье.
Как откалибровать 3D-принтер [Краткое и простое руководство]
Хотите откалибровать свой 3D-принтер для получения максимально качественных отпечатков? Вот краткое руководство, которое поможет вам еще больше улучшить качество ваших 3D-печатей!
Джастин Эванс
Итак, вы купили себе новый 3D-принтер и вам не терпится приступить к работе. Проблема в том, что вы не можете сразу приступить к делу. Перед этим вам нужно знать, как и почему калибруются 3D-принтеры. Вот где мы входим.
В этом руководстве объясняется, как откалибровать 3D-принтер. Мы также расскажем немного о науке, стоящей за всем этим, но мы постараемся сделать все как можно более понятным, так что не беспокойтесь. Теперь давайте начнем с ответа на распространенный вопрос: «Зачем нам вообще нужна калибровка?».
СодержаниеПоказать
Для чего нужна калибровка?
Представьте, что вы пекарь. Наконец-то вы создали рецепт, по которому каждый раз получается идеальный хлеб. Поздравляем! Но фанаты продолжают писать вам, говоря, что рецепт не работает. Через некоторое время вы понимаете, что это потому, что все они используют неправильный размер формы для выпечки. Так как же этого можно было избежать?
Калибровка позволяет 3D-принтерам избежать подобных сценариев. По сути, калибровка помогает гарантировать, что каждый отпечаток будет абсолютно одинаковым, независимо от оборудования, используемого для его создания. Ничего перекошенного не будет напечатано (если это не ваше намерение), и ваши творения каждый раз будут одинаковыми.
Подготовка к калибровке
3D-принтеры — очень сложные машины, поэтому калибровка не выполняется одним щелчком мыши. Мы рекомендуем выделить как минимум полчаса, чтобы вы могли действительно разобраться в любых проблемах, которые могут возникнуть.
Также следует учитывать, что все принтеры калибруются по-разному. Некоторые из них имеют физические рычаги регулировки, в то время как другие полностью управляются программным обеспечением. Таким образом, совет, который мы будем давать, следует использовать как общее руководство, а не как конкретные инструкции.
Итак, три основные области вашего принтера требуют калибровки: экструдер, опорная плита и различные двигатели. Ниже мы объясним, как следить за каждой из этих частей.
Как откалибровать экструдер
У экструдера (та часть, которая выбрасывает горячую нить) могут быть две основные проблемы. Первый — это чрезмерная экструзия, когда используется слишком много нити, а второй — недостаточная экструзия, когда ее слишком мало. Вы также должны учитывать толщину нити, но это достаточно легко исправить, если она неверна.
Чтобы определить, не слишком ли экструдирует ваш принтер, вам понадобится линейка, рулетка или штангенциркуль. Сделайте две метки на нити на расстоянии 100 мм друг от друга и совместите нижнюю метку с верхней частью экструдера. Затем в своем программном обеспечении установите значение длины выдавливания на «100» и скажите, чтобы оно выдавливалось.
Если все работает как положено, верхняя метка теперь будет точно совмещена с верхней частью экструдера. Если нет, то вам есть над чем поработать. Вам нужно будет отрегулировать процент экструзии (иногда называемый «Поток»), пока верхняя метка не выровняется правильно.
Как откалибровать двигатели X, Y и Z
Итак, следующий шаг — убедиться, что принтер правильно измеряет. Для этого используйте кусок ленты, чтобы отметить две области, которые находятся на расстоянии 100 мм друг от друга на опорной пластине. Расположите сопло над одним из них, скажите принтеру переместиться на 100 мм в правильном направлении и посмотрите, точно ли оно окажется над лентой.
Учтите, что с первой попытки вряд ли получится. 100,01 мм — это не то же самое, что 100 мм, но эти небольшие различия могут иметь серьезные последствия позже, поэтому лучше решить их сейчас. Отрегулируйте значения M92 для осей X и Y, пока они не будут работать идеально.
Для двигателя Z вам понадобится линейка. Поставьте его вертикально на печатную платформу и переместите ось Z на 100 мм. После этого процесс тот же: просто меняйте значения M92, пока он каждый раз не будет перемещаться точно на 100 мм.
Как откалибровать базовую пластину
Если вы заметили, что ваши слои слишком тонкие или нить собирается вокруг сопла, вы, вероятно, захотите выровнять базовую пластину. Это делается для того, чтобы сопло всегда находилось на одном и том же расстоянии от основания. Итак, как вы это делаете?
Начните с центрирования печатающей головки. Скорее всего, вам предоставили каталожную карточку, поэтому поместите ее между печатающей головкой и базовой пластиной. Редактируя переменную конечного упора оси Z, вы можете точно настроить расстояние головки от основания.
У большинства принтеров есть винты, которые можно поворачивать на каждом углу. Отрегулируйте их до тех пор, пока не почувствуете небольшое сопротивление при попытке переместить учетную карточку — вы все равно сможете перемещать карточку, но не свободно. Когда вы этого добьетесь, все готово!
Заключение
3D-принтеры могут быть трудными для освоения, так как сначала есть десятки вариантов, с которыми можно повозиться. Тем не менее, каждый раз, когда вы вносите изменения, нужно предпринять всего несколько шагов. Мы рассмотрели это выше, и теперь, надеюсь, вы готовы приступить к печати. Удачи и, самое главное, получайте удовольствие.
Список бесплатного программного обеспечения для фотограмметрии
Как точно откалибровать 3D-принтер
Точность 3D-принтера имеет первостепенное значение для успеха ваших 3D-печатей. Он определяет, насколько хорошо он может укладывать слои, особенно первый слой. Несколько факторов могут повлиять на точность 3D-принтера; Калибровка является одним из них.
Что такое калибровка в 3D-печати и ее преимущества?
Калибровка в 3D-печати включает небольшие настройки машины для получения отпечатков, соответствующих желаемым характеристикам. Некоторые компоненты 3D-принтера необходимо откалибровать. К ним относятся шаговые двигатели, экструдер и тип нити 3D-принтера.
Калибровка принтера дает множество преимуществ, включая следующие:
Улучшенное качество печати: Если вы потратите время на то, чтобы убедиться, что ваша машина правильно откалибрована, вы увидите значительное улучшение качества ваших отпечатков. Они не только будут более точными, но и будут иметь более гладкую поверхность.
Сокращение отходов: При печати без калибровки принтер не может надлежащим образом контролировать поток материала, что приводит к чрезмерному использованию или утечке. Благодаря калибровке вашей машины каждая капля нити будет использоваться эффективно, и не будет потерь.
Повышенная эффективность: При правильной калибровке ваша машина может печатать быстрее и точнее. Вы сможете получить отпечатки в более короткие сроки, что позволит вам перейти к другим проектам.
Улучшенный контроль над процессом печати: Вы сможете точно настроить параметры, чтобы каждый раз получать идеальную печать.
Лучшее понимание вашего 3D-принтера: Калибровка вашего принтера также может помочь вам лучше понять вашу машину. Научившись правильно его калибровать, вы получите более глубокие знания о том, как он работает и как извлечь из него максимальную пользу.
Как откалибровать 3D-принтер
Чтобы откалибровать 3D-принтер, вам необходимо откалибровать двигатели X, Y и Z, экструдер и нить. Каждый из этих процессов описан ниже: Мы начнем с калибровки осей X, Y и Z.
Целью калибровки X, Y и Z является обеспечение точного перемещения печатающей головки в соответствии с шагами, указанными в микропрограмме. Вы можете использовать линейку, циферблат или штангенциркуль. Здесь мы будем использовать циферблат.
Важный совет: Большинство пользователей использовали тестовый куб для калибровки осей X, Y и Z. Это тоже работает, но для получения точных результатов следует использовать индикатор часового типа.
Шаг 1: Получите текущую конфигурацию шагов
Текущая конфигурация шагов важна, так как вы будете использовать их позже при расчете E-шагов. Е-шаги — это шаги, которые должны пройти двигатели, чтобы выдавить один миллиметр нити. Каждый 3D-принтер поставляется калиброванным на заводе. На изображении ниже показана настройка E-step по умолчанию, равная 9.3. Хотя эти настройки точны, во время сборки 3D-принтера могут быть расхождения, а калибровка гарантирует их правильную настройку.
Кредит изображения: Teachingtech/YouTube
Чтобы получить текущую настройку шагов, вы можете перейти к настройкам Configuration вашего 3D-принтера, затем выбрать Steps per mm , и вы сможете увидеть свои текущие настройки.
Параметры доступа к шагам могут различаться в зависимости от типа вашего 3D-принтера.
Шаг 2: Установите циферблатный индикатор на печатающую головку
Изображение предоставлено: Teachingtech/YouTube
Для проведения измерений нам необходимо установить циферблатный индикатор на печатающую головку. Вы можете получить 3D-печатные держатели стрелочных индикаторов для вашего конкретного 3D-принтера, например, от 1bipig на Thingiverse. После того, как циферблатный индикатор установлен на держателе, переместите 3D-принтер в исходное положение, чтобы микропрограмма могла перемещать машину вручную; затем установите циферблатный индикатор с помощью держателя на печатающую головку и убедитесь, что он касается платформы.
Шаг 3: Переместите ось на 10 мм за раз
Изображение предоставлено Teachingtech/YouTube
Вы можете использовать ЖК-экран и элементы управления (в зависимости от вашего 3D-принтера) для перемещения оси на 10 мм вперед и назад. Цель состоит в том, чтобы убедиться, что циферблатный индикатор измеряет как можно ближе к 10 мм. Вы можете сделать это с помощью осей X, Y и Z.
Шаг 4. Затяните винты и ремень
После того, как вы получили размеры, вы можете затянуть винты и ремень, чтобы они не двигались. Это помогает избежать искажения уже созданного измерения.
Шаг 5: Настройте шаги в микропрограмме
Нам нужно будет получить значение E-step, чтобы настроить настройку шагов прошивки. Вы можете получить это, разделив запрошенное количество (в нашем случае это было 10 мм) на фактическое количество и умножив на значение текущего шага, полученное с помощью стрелочного индикатора. Как только вы получите значение, вы можете установить его в своей прошивке.
Калибровка экструдера вашего 3D-принтера
Нагрейте экструдер и отправьте команду на выдавливание 100 мм нити. Как только это будет сделано, измерьте, сколько нити было экструдировано. Если он меньше 100 мм, то вам нужно увеличить Е-шаги. Если он больше 100 мм, то вам нужно уменьшить Е-шаги. Продолжайте корректировать, пока не добьетесь нужного результата.
Следующее, что вам нужно сделать, это откалибровать смещение оси Z. Установка этого значения имеет решающее значение, так как оно будет определять высоту вашего слоя. Вы можете откалибровать смещение оси Z на 3D-принтере несколькими способами. Первый заключается в использовании листа бумаги или толщиномера.
Поместите бумагу или шаблон на рабочий стол и медленно опускайте экструдер, пока он едва не коснется бумаги. Затем измерьте расстояние от верхней части бумаги до кончика экструдера. Это измерение является вашим смещением по оси Z. Для получения более подробной информации ознакомьтесь с нашим подробным руководством по калибровке экструдера вашего 3D-принтера.
Калибровка нити накала
Если вы видите, что ваши отпечатки не выходят должным образом, или если нить не экструдируется должным образом, вероятно, сопло вашего принтера забито. Вы можете начать с снятия и разборки горячего конца, чтобы очистить сопло. После того, как горячий конец удален, вы можете использовать иглу или острый предмет, чтобы очистить сопло от мусора.
После очистки сопла необходимо откалибровать диаметр нити. Для этого потребуется измерить диаметр нити в нескольких точках по ее длине. Проще всего это сделать штангенциркулем, как показано на изображении выше.
Регулировка расхода
После того, как вы измерили диаметр нити накала, вам необходимо соответствующим образом отрегулировать скорость потока. Также важно убедиться, что нить накала правильно совмещена с горячим концом. Если нить не выровнена должным образом, это может вызвать проблемы с процессом экструзии.
Чтобы выровнять нить, вам нужно будет ослабить установочный винт в верхней части хотэнда, а затем отрегулировать положение нити, пока она не окажется по центру сопла.
Различные станки для домашнего бизнеса и их расположение на малой площади
Любое производство, даже самое маленькое, использует те или иные станки для производства. При покупке агрегата даже для малого бизнеса следует очень серьёзно отнестись к выбору, так как от этого немало зависит качество производимой вами продукции. В этой статье мы рассмотрим основные виды, которые используются в самых различных видах деятельности.
Виды станков и их назначение
Оптимальные варианты
Оборудование для гаража
Виды станков и их назначение
Итак, давайте для начала разберёмся, какие наиболее распространённые типы:
Станки с ЧПУ. К этому пункту можно отнести и все остальные, так как сейчас ЧПУ используется почти во всех сферах производства. Подробнее мы о них поговорим позже.
3D -принтер.
Обработка металла.
Обработка дерева.
Гравировка.
Но это лишь вершина айсберга. Описать все виды и подвиды у нас не хватит времени, так как некоторые агрегаты предназначены только для узкого назначения. Так что давайте затронем лишь ту тему, из-за которой вы начали читать данную статью — мини станки для бизнеса.
Оптимальные варианты
Если у вас нет специального помещения, или оно представляет собой небольшой гараж, то ваш выбор падет на миниатюрные варианты. Они не производят особого шума, доступны по цене и предназначены для работы на малой площади.
Станки с ЧПУ.
Как и говорилось ранее, числовое программное управление используется практически во всех сферах, и домашний бизнес не исключение. Сюда можно отнести 3D принтеры, гравировальные аппараты, обработку дерева, металла, камня. При работе с ЧПУ от вас требуются особые знания, но не бойтесь, это не настолько сложно, как вы думаете. К каждому станку прикладывается руководство, которое не поставит вас в тупик при начале работы. А с помощью огромного количества информации в интернете вы сможете стать профессионалом в своём деле и зарабатывать приличные деньги. Ниже мы рассмотрим такие варианты.
Гравировка.
Гравировальный аппарат используется для нанесения надписей (и изображений) на различные материалы, такие как камень, металл, стекло, керамика. Существует три вида гравировальных станков:
Лазерные.
Лазерно-ударные
Ударно гравировальные.
В нашем случае отлично подойдут лазерные установки. Они обрабатывают рабочую поверхность лазерным лучом, после чего получается изображение отличного качества. Такие станки стоят недорого, часто заказываются из Китая и довольно быстро себя окупают. Рабочая поверхность у них варьируется от 50×60 до 90×170см (это уже довольно много) и работают они на программном управлении (ЧПУ). Вообще, это по-настоящему хороший вариант для домашнего производства. Деньги можно делать на различной рекламной продукции, изготовлении сувениров (гравировка на часах, например), бижутерии. Настоящий простор для фантазии.
3D -принтер .
Ещё один кандидат, который относится к оборудованию для бизнеса из Китая. Если вы творческий человек с огромным количеством идей, то этот вариант явно для вас! 3D -принтер используется в основном для создания сувениров, фигурок и прочих вещей из пластика. Вы составляете 3D модель в специальной программе (или используете готовую), и по ней принтер с точностью напечатает её копию. Расходный материал агрегата — специальный пластик, который вам придётся заказывать по мере необходимости. Существует два вида:
ПЛА — изготавливается из отходов нефтяного производства.
АБС — производится из растительного сырья. Этому виду отдают предпочтение намного чаще. Мало кто хочет иметь дело с нефтяными отходами, особенно если дело касается игрушки для ребёнка.
При выборе 3D-принтера стоит обратить внимание оапределенные факторы. Первое, что нужно учитывать, с каким именно видом пластика работает агрегат. Лучше всего, конечно, покупать тот, который может использовать оба варианта, упомянутых выше. Далее — диаметр печатающего стола и размер готового изделия. От первого зависит качество печати. Хочу заметить, что принтеры, которые производят совсем маленькие изделия (не более 10 см куб.) невыгодны. Подумайте десять раз перед приобретением. Ну и цена, конечно. Скажу сразу — очень дешёвые варианты покупать смысла нет. Качественные аппараты начинаются от 1000 долларов и выше.
Оборудование для гаража
Агрегаты, о которых мы расскажем далее, имеют большие габариты, нежели мини станки для домашнего производства. Тут уже всё более серьёзно как в плане станков, так и в плане их цен и габаритов.
Токарный и фрезерный станок.
Существует два основных вида токарных агрегатов:
Настольные.
Напольные.
Всё зависит от того, какие у вас цели. Если ваш бизнес — изготовление мебели, то стоит обратить внимание на деревообрабатывающие варианты. К примеру, токарный напольный подойдёт для вытачивания ножек стульев, столов и т. д. Настольные варианты предназначены для обработки мелких заготовок.
Фрезерные станки предназначены для более сложных операций. Например, агрегат с ЧПУ способен вырезать красивые узоры на вашей заготовке. С помощью ручного можно вырезать нужную вам форму.
Как вы можете заметить, существует много видов и подвидов станков, и рассказать о них всех сразу невозможно (это же касается и бизнес-идей). Есть такие варианты, как, например, производства комбикорма, спрессованных опилок и т. д. Многие умельцы своими руками создают себе станки для малого бизнеса в домашних условиях, тратя на это минимум бюджета. Запомните — успешное производство зависит не только от хорошего станка, но и от ваших навыков!
Современные станки для производства мебели
Для того чтобы производить действительно качественную и долговечную мебель, одного лишь профессионализма работников недостаточно. Немаловажной составляющей производственного процесса является хорошее оборудование. Правильно подобранные станки позволят наилучшим образом оптимизировать свои затраты (как материальные, так и трудовые) и обеспечит достойный результат в максимально сжатые сроки.
Современные станки для производства мебели включают в себя целый ряд разновидностей, каждая из которых обладает своими особыми возможностями и преимуществами. Однако для предпринимателей, особенно новичков бизнеса, разобраться в огромном количестве технических характеристик порой нелегко.
Форматно-раскроечные станки
Эти машины можно назвать незаменимыми в изготовлении корпусной мебели. С раскроечных станков начинается производство, поэтому от качества и точности раскроя зависит качество дальнейших производственных операций.
Для предприятия, осуществляющего выпуск мебели из МДФ или ДСП, необходимы форматно-раскроечные станки, способные производить распил без сколов (оборудованные подрезным узлом), с идеальной геометрией.
Чтобы определиться с размерами оборудования, следует знать, какую длину пропила обеспечивают конкретные форматно-раскроечные станки. Длина пропила должна соответствовать длине тех листов материала, которые вы планируете раскраивать на вашем предприятии. Чтобы определить ширину раскроя, нужно знать расстояние между направляющей линейкой и пильным диском, а также размер поддерживающей рамки. Высота пропила на форматно-раскроечных станках определяется высотой, на которую выходит пила раскроечного станка. Благодаря этой характеристике можно определить, пакет какой толщины вы сможете раскроить на этих станках. Наиболее распространенный размер каретки форматно раскроечного станка – 3200 мм.
Большое значение имеет система подачи подвижной каретки. Наиболее распространёнными являются форматно-раскроечные станки с шариковой кареткой. Данные машины являются станками начального уровня. Не смотря на это они приближаются по степени надежности к роликовым. Станки с роликовыми направляющими более надежны, им характерна долговечность и работа в многосменном режиме. Не следует забывать, что от ширины подвижной каретки зависит степень устойчивости распиливаемого материала, особенно это касается крупноформатных плит.
Основной фактор, от которого зависит цена форматно-раскроечных станков – длина пропила, система направляющих подвижной каретки, комплектация и комплектующие форматного станка, вес форматки и известность производителя. Влияет на цену оборудования также количество двигателей: станки более высокого класса имеют два двигателя (на основную и подрезную пилу). Форматно-раскроечные станки с массивной станиной обеспечивают более высокую точность и меньшую вибрацию – следовательно, и цена такого оборудования будет выше. Зависит стоимость также от материала, из которого изготовлена направляющая: станки с металлической направляющей дороже, чем с текстолитовой.
Все форматные станки для раскроя плитных материалов можно разделить на несколько видов: станки для раскроя криволинейных панелей; вертикальные форматно-раскроечные станки; форматно-раскроечные станки с роликовыми направляющими; форматно-раскроечные станки с шариковыми направляющими; панельные пилы; раскроечные центры с ЧПУ.
Любой начинающий мебельщик, собирая мебель и сверля отверстия дрелью понимает, что «дважды в одну воду не войдешь», двух одинаковых отверстий не получишь и цена ошибки в несколько мм становится головной болью при сборке. Приходится тратить время на пересверловку на месте у заказчика, получая негативные отзывы. Конечно, можно избежать этого и наделать на каждую деталь индивидуальных шаблонов-кондукторов, но уйти от ошибок «человеческого фактора» и улучшить качество вряд ли удастся, хотя время на разметку и сократится.
На помощь придут сверлильно-присадочные станки. Они используются для сверления сквозных и глухих отверстий в заготовках для последующей установки фурнитуры и сборки. Для выбора конкретной модели станка необходимо учитывать следующие основные параметры: количество горизонтальных и вертикальных сверлильных групп; максимальные габариты обрабатываемых деталей; количество шпинделей в траверсе; масса станка; мощность электродвигателей.
Сверлильно-присадочные станки подразделяются на: классические однотраверсные, многотраверсные полуавтоматические, индустриальные многотраверсные с автоподачей, сверлильно-присадочные станки с ЧПУ.
Точность, гибкость производства, производительность – основные требования к современным сверлильно-присадочным станкам.
Лучшие предложения на рынке:
Optima 21 SE и Mentor 25
FL 213
FL–4L PLUS
Punta P
HD-1
GF23, GF27, GF35
WT-23
Кромкооблицовочные станки
Облицовывание кромок мебельных деталей является операцией, от качества выполнения которой зависит внешний вид продукции в целом, а значит и ее конкурентоспособность.
Современные кромкооблицовочные станки являются одним из наиболее сложных видов оборудования в мебельной промышленности. Основные параметры этих машин: скорость подачи, максимальные размеры детали, максимальные размеры кромочного материала, наличие узлов обработки кромочного материала, масса станка, суммарная мощность станка. Подразделяются на машины с ручной и автоматической подачей.
Большинство моделей оснащены узлами, предназначенными для обработки любого типа кромки, и комплектуются в зависимости от производственных задач клиента. Скорость подачи станков: 6-20 м/мин.
Лучшие предложения на рынке:
FL130-FL630
FL4000, FL6000
KZM-6
TORNADO+
Фрезерные станки с ЧПУ
Фрезерно-гравировальные станки с ЧПУ на сегодняшний день одно из самых востребованных видов оборудования практически в любой отрасли. Особенно широкое внедрение отмечается в деревообработке.
Возможности станков с успехом используют мебельщики для изготовления фасадов из МДФ с последующей облицовкой в вакуумных прессах пленкой ПВХ, для криволинейного раскроя различных деталей мебели из ДСП, в том числе по технологии Nesting. Активно используют фрезерные станки с ЧПУ различные рекламно-производственные компании для изготовления торговой мебели, постройки выставочных павильонов и стендов, изготовления вывесок и всевозможной наружной рекламы. Крупные деревообрабатывающие фабрики и небольшие столярные мастерские используют станки с числовым программным управлением в своей повседневной работе. Будь то эксклюзивное мебельное изделие со сложными гравировками и 3D резьбой или серийная мебель.
Все фрезерные станки с ЧПУ делятся на серии: легкая, профессиональная, промышленная, специальная.
В легкую серию вошли станки, предназначенные в основном для штучного изготовления деталей, либо мелкосерийных производств. Профессиональная серия способна изготавливать детали серийно в производственных условиях. Фрезерные станки с ЧПУ промышленной серии – это уже совершенно другой уровень оснащения. Станки обходятся в работе минимальным участием человека, самостоятельно совершают замену инструмента и при этом обладают самыми высокими скоростями обработки в своем классе. Станки специальной серии предназначены для решения специфических задач, с которыми сталкиваются многие производственники, например изготовление криволинейных фасадов.
Купить фрезерный станок с ЧПУ – задача непростая. На рынке очень большое количество предложений от разных компаний и станки на первый взгляд все похожи. Возможно, появится мысль купить б/у фрезерный станок с ЧПУ. Но будьте осторожны в данном случае! Зачастую из станков выжимают весь ресурс без должного технического обслуживания, а потом, не вкладываясь в восстановление, просто продают за небольшие деньги следующему владельцу.
Лидер рынка новых фрезерных станков с ЧПУ – Beaver. Компания поставляет машины в Россию с 2005 года. На сегодняшний день они работают практически на каждом втором мебельном и столярном предприятии.
Лучшие предложения на рынке:
Фрезерный станок с ЧПУ Beaver 1212 AT3
Фрезерный станок с ЧПУ Beaver 24AVT5
Фрезерный станок с ЧПУ Beaver 25AVLT8
Заточное оборудование
Качество работы зависит не только от инструмента, но и заточного оборудования. Эти станки имеют множество модификаций для обработки всех видов фрез, ножей, сверл, пил. Современные заточные станки просты в эксплуатации. К тому же точность обработки материала на них очень высока.
Заточные станки имеют различную степень автоматизации: как недорогие модели с ручной системой затачивания, так и высокотехнологичные центры с программным управлением и многочисленными функциями.
Большой плюс заточных станков с автоматической системой затачивания и ручным управлением в том, что его можно применять для обработки металлорежущего и деревообрабатывающего инструмента. Такие станки управляются оператором, но при этом охлаждающая жидкость подается автоматически, что делает данное заточное оборудование очень удобным в эксплуатации. Эти модели представлены как в компактном настольном варианте, так и в виде отдельного заточного центра с широким набором функций.
Дополнительное оборудование
Создать сегодня по-настоящему качественную, современную мебель только с помощью основного оборудования – не реально. Очень многое зависит и от использования в производственном процессе дополнительной техники. Например, оборудование для шпона предназначено для вырезки дефектных мест, раскроя, сшивания с целью дальнейшего облицовывания шпоном поверхностей деталей. Необходимы также прессы и станки для облицовывания. А ещё покрасочные камеры.
Владислав Пермин, специально для Equipnet.ru
6 Основное оборудование и машины, используемые в обрабатывающей промышленности
Блог
Подержанное оборудование
Top 6 Оборудование для обрабатывающей промышленности
JM Industrial 0 б/у оборудование, б/у промышленное оборудование, б/у производство, б/у производственное оборудование
В обрабатывающей промышленности различные производственные процессы требуют скорости и качества, которые люди не могут обеспечить. Таким образом, эти процессы ведутся с использованием широкого спектра машин и оборудования. Термин « производство » не ограничивается какой-либо одной отраслью. Тем не менее, он применим к любой отрасли, где осуществляется тот или иной вид продукции, такой как производство металлов, производство продуктов питания и напитков, сельское хозяйство или горнодобывающая промышленность.
Существует несколько типов производственного оборудования, используемого производителями по всему миру для достижения производительности, качества и скорости. Вы заинтригованы, чтобы узнать необходимое оборудование, используемое для производства хорошего продукта?
Ну, есть несколько таких видов оборудования в использовании. Этот пост концентрируется на 6 таких важных устройствах, которые широко используются производителями по всему миру.
Ниже приведены некоторые важные машины и оборудование, которые производственные компании часто используют в своих операциях по производству продукции.
Промышленные резервуары для хранения: Как следует из названия, резервуары для хранения представляют собой контейнеры, используемые для хранения большого количества продукта. Подходящий резервуар для хранения гарантирует, что содержимое, хранящееся в резервуаре, сохранит свою целостность. Эти резервуары часто строятся в соответствии с правилами и положениями, установленными для хранения материалов в различных отраслях промышленности. Они доступны в различных формах и размерах, которые изменяются согласно использованию. Во многих отраслях промышленности используются резервуары из нержавеющей стали для хранения различных агрессивных веществ из-за ее превосходных антикоррозионных свойств, относительной простоты использования и гибкости.
Центрифуги: Это машина, состоящая из контейнера, который используется для разделения содержимого по плотности. Это оборудование чаще всего используется для отделения различных жидкостей и твердых частиц от жидкостей. Кроме того, они также используются для других целей, кроме механического разделения. Это жизненно важная часть производственного оборудования. Производители по всему миру используют различные типы центрифуг, в том числе дисковые автоматические центрифуги, центрифуги с дисковыми насадками, центрифуги с нижней разгрузкой корзины и т. д.
Промышленные миксеры: Смешивание ингредиентов является неотъемлемой частью нескольких промышленных производственных операций. Эта задача часто решается с помощью различных типов смесителей. Эти устройства помогают смешивать или эмульгировать материалы разных или одного типа. Некоторые типы промышленных смесителей: двухлопастные смесители, двухлопастные экструдеры, двухконусные V-образные смесители, барабанные барабанные мешалки, гомогенизаторы, планетарные смесители, смесители периодического действия и т. д.
Электрические генераторы: Инвестиции в электрический генератор помогут сохранить работу вашего бизнеса в случае отключения электроэнергии. Их используют в разных ситуациях, когда источников питания просто недостаточно. Большинство отраслей в значительной степени полагаются на генераторы, поскольку они помогут создать резервную копию важных данных или машин в случае отключения электроэнергии.
Бывшие в употреблении воздушные компрессоры: Воздушные компрессоры используются для повышения давления жидкости и могут транспортировать жидкость по трубе, чтобы выполнить работу правильно. Компрессоры широко используются в окружающей среде для более широкого спектра применений, например, на заправочных станциях предлагается сжатый воздух для накачивания шин транспортных средств. Кроме того, небольшие настольные воздушные компрессоры также доступны с аэрографом.
Погрузочно-разгрузочное оборудование: Различные типы погрузочно-разгрузочного оборудования широко используются в основных упаковочных отраслях. Многие производимые продукты должны быть упакованы до того, как они будут доставлены потребителю. Этот процесс требует своего рода ручного труда во время производственного процесса и делает оборудование для упаковочного оборудования наиболее важным для нескольких компаний.
Все упомянутое оборудование широко используется в производстве продукта. Это оборудование поможет сделать вашу работу более эффективной, а также повысить производительность. В целом, промышленное оборудование и машины являются неотъемлемой частью обрабатывающей промышленности. Если вы ищете Приобретая промышленное оборудование для своего объекта, важно приобрести его у надежного и проверенного поставщика. JM Industrial выделяется среди других конкурентов. Они являются одним из ведущих поставщиков неиспользованного и бывшего в употреблении производственного оборудования в Соединенных Штатах.
Предыдущий пост
Следующий пост
Какие существуют типы производственного оборудования? — Либерти Капитал Групп
авг
13
Автор: kazaa |
Процесс производства на самом деле представляет собой довольно сложную деятельность, которая касается людей, обладающих широким спектром знаний и дисциплин, и включает в себя широкий спектр инструментов, машин и оборудования с высокой степенью автоматизации, таких как роботы, компьютеры и другое оборудование. . Производственный процесс касается различных аспектов процедур мастерской и предоставления инженерных материалов, аксессуаров и инструментов, а также производственных процессов.
Типы производственных процессов
Существуют различные типы производственных процессов, как указано ниже.
Обработка
Механическая обработка — это термин, используемый для описания производства, в котором используется широкий спектр методов и технологий. Его можно определить как метод, с помощью которого материал удаляется с заготовки с помощью станка с механическим приводом, чтобы придать ей желаемую форму или дизайн. Большинство металлических деталей или компонентов требуют той или иной формы механической обработки в процессе производства. Фактически, другие материалы, такие как резина, пластик или другие бумажные изделия, также могут быть изготовлены с помощью обычного процесса механической обработки.
Различные типы обрабатывающих инструментов Существует довольно много типов обрабатывающих инструментов, которые используются в процессе механической обработки, например:
Расточные инструменты Как правило, они довольно часто используются в качестве чистового оборудования для увеличения отверстий, которые ранее были вырезаны в материале.
Режущие инструменты Основными режущими инструментами являются ножницы и пилы. Они используются для резки материала, такого как листовой металл, на заданные размеры или желаемую форму.
Сверлильный инструмент Состоит из обоюдоострого вращающегося устройства, способного создавать круглые отверстия, параллельные оси вращения.
Фрезы При этом используется вращающаяся режущая поверхность с несколькими лезвиями для создания уникальных рисунков или для прорезания некруглых отверстий в материале.
Токарные инструменты Эти формы инструментов способны вращать заготовку вокруг своей оси, поскольку режущий инструмент создает ее форму. Наиболее распространенным типом токарных инструментов или оборудования являются токарные станки.
Типы технологии обработки выжиганием В машинах для выжига или сварки используется тепло для придания формы заготовке. Существует довольно много распространенных технологий обжига и сварки, таких как:
Лазерная резка Лазерная установка излучает высокую энергию и узкий луч света, способный испарять, плавить или сжигать материал. Nd и CO2: лазеры YAG, как правило, являются одними из самых популярных типов, которые используются в этом процессе обработки. Этот процесс лазерной резки идеально подходит для создания узоров на куске материала, а также для формовки стали. Его преимущества включают исключительную точность резки, а также высокое качество обработки поверхности.
Газокислородная резка Это также известно как «газовая резка», и в этом виде обработки используется смесь кислорода и горючих газов для резки и расплавления материала. В качестве газовых сред часто используют ацетилен, водород, бензин и пропан из-за их высокой воспламеняемости. Преимущества этого метода заключаются в низкой зависимости от основных или обычных источников энергии, а также в высокой портативности и возможности резки толстых материалов даже на твердых материалах, включая прочные и прочные сорта стали.
Плазменная резка Плазма способна превращать огонь в электрическую дугу, которая может превращать инертный газ в плазму. Плазма достигает очень высоких уровней температуры и применяется к заготовке с довольно высокой скоростью, чтобы расплавить ненужный материал. Процесс плазменной резки довольно часто используется для электропроводных металлов, которые требуют точной резки по ширине и минимального времени на подготовку.
Компьютеризированные машины
Первые несколько компьютеризированных машин были разработаны еще в 1940-х и 1950-х годах, и они полагались на общую телекоммуникационную систему технологии хранения данных, известную как перфорированная бумажная лента или перфолента, но в кратчайшие сроки эта технология устарела по мере ее перехода в цифровые компьютерные системы обработки в 1950-х и 1960-х годах.
Подобно другим формам FDM (3D-печати) и технологии разработки прототипов, процесс ЧПУ также опирается на цифровые инструкции с использованием CAD (автоматизированного проектирования) или CAM, который представляет собой автоматизированное производство. Станок с ЧПУ использует инструкции для интерпретации конструкции для резки деталей прототипа. Процесс программирования компьютерных устройств для управления станками помогает повысить производительность в процессе производства за счет автоматизации трудоемкого и высокотехнологичного процесса. Наличие автоматизированной технологии резки помогает повысить не только точность, но и скорость создания деталей-прототипов, особенно когда производимый материал очень важен, например, полипропилен.
Обработка с ЧПУ Термин ЧПУ означает компьютерное числовое управление. Это компьютеризированный метод, который используется вместе с широким спектром оборудования. Требуется программирование, а также программное обеспечение, использующее язык G-кода, чтобы лучше направлять инструмент для обработки при формировании заготовки в соответствии с присутствующим параметром. В отличие от методов, управляемых вручную, процесс обработки с ЧПУ является более автоматизированным производственным процессом и имеет ряд преимуществ, таких как:
Высокие производственные циклы Поскольку станок с ЧПУ правильно закодирован, он, как правило, требует минимального обслуживания или времени простоя, что приводит к сокращению времени производства.
Низкие производственные затраты Поскольку потребность в рабочей силе в этом процессе довольно низкая, а скорость оборота высока, процесс обработки с ЧПУ является рентабельным, что также связано с тем, что производственные циклы довольно велики.
Однородное производство Процесс обработки на станках с ЧПУ очень точен и обеспечивает очень высокий уровень согласованности с точки зрения дизайна для его производственных результатов.
Типы станков с ЧПУ Эти станки обычно делятся на две категории: с новой технологией обработки и традиционной обработкой.
Традиционные технологии
Сверла Сверла работают, вращая сверло, а затем перемещая его, приводя его в контакт с неподвижным блоком материала.
Токарные станки Это больше похоже на противоположность дрели, поскольку она вращает блок материала против сверла. Токарные станки вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется прядильного материала.
Фрезерные станки Это самые распространенные и самые популярные типы станков с ЧПУ, которые используются в настоящее время. Он использует вращающиеся режущие инструменты для удаления материала со склада.
Новые технологии
Химическая или электрическая обработка В этих технологиях используются специальные методы резки материала. Например, электрохимическая обработка, электронно-лучевая обработка, электроэрозионная обработка (EDM), ультразвуковая обработка и фотохимическая обработка. Большинство из этих типов технологий являются весьма специализированными и используются для особых случаев, связанных с конкретным типом материала в массовом производстве.
Другие материалы для резки Новая технология использует множество других материалов для резки материала. Например, машины для газокислородной резки, машины для лазерной резки, технологии гидроабразивной резки и машины для плазменной резки.
Вертикальный обрабатывающий центр (VMC) Процесс
Вертикальный обрабатывающий центр (VMC), также известный как вертикально-фрезерный станок, используется для обработки плоских деталей, в которых должны быть отверстия. Этот процесс механической обработки, как правило, предпочтительнее, когда есть работа по трем осям, которая выполняется на одной стороне, как при штамповке и штамповке. В отличие от горизонтальной обработки, станки с ЧПУ с вертикальным обрабатывающим центром (VMC) имеют вертикально ориентированные шпиндели. Заготовки VMC обычно устанавливаются на столе для выполнения стандартных 2,5-3-осевых операций обработки. VMC очень полезен для точности штампов и пресс-форм, точности изготовления деталей, обработки поверхности и повторяемости.
Термин «обрабатывающий центр» всегда описывает сверлильно-фрезерные станки с числовым программным управлением или ЧПУ, которые имеют автоматическую смену инструмента, а также стол, который может зажимать заготовку в одном месте. Процесс обработки с ЧПУ используется в производственном секторе и включает компьютеры для управления станками. Вертикальные обрабатывающие центры уже более двух десятилетий являются лидерами в производстве станков для пресс-форм, аэрокосмической, медицинской и энергетической промышленности по целому ряду причин, таких как:
Обеспечивает повышенную производительность.
Этот процесс отличается высокой эффективностью, так как время смены инструмента сокращается.
Высокий уровень жесткости и стабильности при резке в тяжелых условиях.
Высокая скорость шпинделя и быстрая скорость подачи.
Обеспечивает высокий уровень точности и прецизионности в направлении оси и радикальном направлении.
Это может быть полезно как для малых, так и для больших объемов.
Может использоваться как для малых, так и для больших объемов.
Широко используется для обработки крупных и мелких деталей.
Присутствует зондирование машины для проверки или настройки.
Разница между VMC и ЧПУ
Нет никакой разницы между станками с ЧПУ и станками VMC. Машина VMC имеет контроллер с числовым программным управлением. В этом типе станка режущая головка расположена вертикально, а тип фрезерного станка имеет шпиндель, который движется по вертикальной оси, известной как ось «z». Он обычно используется для резки металла и обычно закрыт.
Шлифовальные станки в производстве
Другим производственным оборудованием, используемым в производственном процессе, является измельчение. В основном это процесс абразивной обработки, а в качестве режущего инструмента используется шлифовальный круг. Шлифование широко используется в инструментальном и производственном секторе. Он может производить точные размеры и чистовую отделку и лучше подходит для обработки очень твердых материалов, а также для выполнения очень мелких резов. Шлифование также можно объяснить как разновидность резки, и это настоящий процесс резки металла. Шлифование и притирка считаются подмножествами шлифования. Для шлифования используется широкий спектр станков:
Ручные электроинструменты, например, прямошлифовальные машины или угловые шлифовальные машины
Различные виды дорогостоящих промышленных станков, таких как шлифовальные станки
Камни для заточки ножей с ручным приводом (точильные камни)
Настольные шлифовальные станки
Мостовые краны
Попросту говоря, мостовой кран — это оборудование или машина, которая используется для точного подъема тяжелых материалов из одного места в другое. Не существует универсального способа определить, что такое мостовой кран, поскольку каждый из них спроектирован или разработан для конкретных приложений или целей, чтобы лучше соответствовать потребностям бизнеса в погрузочно-разгрузочных работах. Эти мостовые краны могут быть построены или спроектированы с использованием различных типов компонентов или конфигураций, а также могут быть спроектированы или заменены для повышения их производительности и грузоподъемности. Существуют различные причины для использования мостовых кранов, например:
Для погрузки и разгрузки материалов с грузовика
Для более эффективного перемещения материалов по объекту по сравнению с тем, как это может сделать рабочая сила или тягач
Вытягивание или заполнение штампов из штамповочных машин с завода-изготовителя
Для подачи сырья в машину на заводе-изготовителе
Для контролируемого перемещения деталей или деталей вниз по сборочной линии
Для перемещения контейнеров по железнодорожной станции или судоверфи
Помимо этих разнообразных причин, по которым компания может использовать мостовой кран на своем предприятии, есть еще две основные причины, по которым компания может захотеть установить мостовой кран или несколько таких кранов на своем производственном предприятии.
Повышение эффективности
Как правило, мостовые краны более эффективны, чем использование буксирных двигателей или ряда рабочих для подъема и перемещения материалов, и они могут работать как минимум в два-три раза быстрее. Для склада или фабрики очень полезно оптимизировать свои процедуры или процессы за счет внедрения мостовых кранов, чтобы автоматизировать их подъем, маневрирование, а также разгрузку материалов на производственном предприятии.
Вполне безопасно
Еще одним преимуществом использования мостового крана на производстве, сборке или складе является элемент безопасности. Краны широко используются для безопасного подъема и перемещения материалов даже в экстремальных условиях, а также могут работать с опасными или вызывающими коррозию материалами, такими как химикаты, горячие металлы и тяжелые грузы. Рабочий кран рабочей станции может быть размещен в месте, которое может помочь рабочим перемещать действительно тяжелые предметы контролируемым и безопасным образом, а также помогает сократить повторяющиеся травмы и растяжения мышц.
Другие преимущества использования мостовых кранов:
Помогает снизить количество несчастных случаев на рабочем месте
Это приводит к уменьшению повреждения материала или продукта
Помогает улучшить общий рабочий процесс
Помогает снизить затраты
Робототехника в производстве
Роботы
широко используются в производственном процессе и предназначены для перемещения материалов, а также для выполнения широкого спектра запрограммированных задач в сфере производства и производства. Часто именно робототехника предназначена для выполнения обязанностей, которые могут быть неприемлемыми или опасными для работников-людей, таких как работа, которая может привести к травмам, или повторяющаяся работа, которая создает скуку и может привести к невнимательности рабочих. Другие различные применения робототехники в обрабатывающей промышленности:
Литейный завод Первый роботизированный процесс был реализован еще в 1960-х годах – литье под давлением. В этом процессе материал использовался в виде жидкости, а затем под давлением впрыскивался в форму. Последняя была образована двумя половинками, которые скреплялись в процессе впрыска металла. Затем форму очищали от любых остатков металла и снова использовали.
Нанесение материалов Роботы также использовались для нанесения покрытий на определенные материалы, такие как эмаль, краска или металлические частицы, в защитных или декоративных целях, которые имеют решающее значение для большинства производственных процессов и получили наибольшее распространение.
Какой пластик для 3D печати лучше? Разбираемся вместе!
Пластик для печати на 3Д принтере
После приобретения собственного FDM 3D принтера, а также в ходе его выбора, возникает необходимость выбрать и подходящий пластик для 3D печати. Но как это сделать, если вы новичок в 3Д печати и практически не разбираетесь в этом вопросе? Пластик для печати на 3Д принтере в большинстве случаев представляет собой основную составляющую успешного воспроизведения изделий. Потому не станем экономить на знаниях, и расскажем вам о том, как подобрать лучший пластик для 3D печати.
Виды пластика для 3D принтера
В первую очередь нужно рассмотреть виды пластика для 3D принтера. Пластик для 3D печати, или филамент, производится в виде тонкой нити, диаметром 1,75 мм и 3 мм. Чаще всего в базовой комплектации применяются нити толщиной 1,75 мм, но некоторые производители 3D принтеров предоставляют возможность установить систему подачи трехмиллиметрового пластика. Пластик для 3D печати насчитывает немало разновидностей, среди которых самыми распространенными являются ABS и PLA пластик.
Пластик для 3D печати: разновидности
По популярности на украинском рынке можно выделить такие виды пластика для 3D печати:
PLA (ПЛА) или полилактид. Органичен и недолговечен. Подходит для 3D-печати декоративных изделий, но не способен выдерживать большие механические нагрузки;
ABS (АБС) или акрилонитрилбутадиенстирол. Обладает большим сроком жизни и отличными механическими свойствами. Термоустойчив и применяется в промышленных целях. Дает усадку при остывании. Рекомендуется печатать в проветриваемых помещениях;
PVA (ПВА) или поливиниловый спирт. Водорастворимый материал, который используется в качестве поддержки ;
Nylone (Нейлон). Альтернатива ABS-пластику, подходит для многих инженерных конструкций. При печати нейлоном помещение рекомендуется проветривать;
HIPS (Ударопрочный полистирол). По физическим свойствам – нечто среднее между PLA и ABS. При печати также может давать токсичные испарения.
Другие вопросы и ответы о 3D принтерах и 3D печати:
Какой пластик лучше для 3D принтера?
На самом деле, типов пластика для 3Д-печати гораздо больше. Сюда можно включить гибкий, флуоресцентный и люминесцентный филамент, древесные и металлизированные материалы. Но на практике такие расходники нечасто применяются и нужны для узко специфических целей. Металлизированные пластики сами по себе интересны, но находятся на начальной стадии разработки и уступают по характеристикам обыкновенным усиленным материалам. «И какой пластик лучше для 3D принтера?» – спросите вы. Выбирать следует исходя из конкретный целей. Если вы намереваетесь печатать декоративные элементы, которые не будут подвергаться полезной нагрузке, можно обратить внимание на PLA пластик. Если же вашей целью является печать шестерней, структурных деталей и прочего – обратите внимание на усиленные материалы для 3Д печати.
Каким пластиком печатать?
Обратите внимание, что не каждый принтер поддерживает весь спектр материалов для 3D печати. Перед покупкой конкретного филамента уточните характеристики собственного устройства во избежание напрасного расхода средств. Дальше дело только за вами и вашей фантазией. В продаже доступен огромный спектр цветов и оттенков пластика, матовые и глянцевые, полу- и полностью прозрачные материалы. Такое разнообразие позволит изготовить практическое любое изделие на ваш вкус.
Помните, что при необходимости купить пластик для 3D печати – магазин 3DDevice к вашим услугам! Мы предлагаем широкий спектр различных материалов во всех возможных цветовых вариантах и готовы предоставить консультацию при выборе филамента.
Если у Вас имеются дополнительные вопросы, которые мы не затронули, пишите нам на электронную почту и мы, в случае необходимости, добавим и Ваши вопросы! С уважением, коллектив компании 3DDevice. Также мы предоставляем услуги 3D моделирования, 3Д сканирования и 3Д печати. Работаем по всей Украине! При возникновении вопросов – свяжитесь с нами любым удобным вам способом. Контакты указаны здесь. Будем рады сотрудничеству!
Вернуться на главную
Виды инженерных пластиков для 3D принтера. Обзор композитных филаментов для 3D печати
Содержание [Показать]
Всем привет, друзья! С Вами 3DTool!
Несомненный тренд последних лет – бурное развитие композитной 3D печати по технологии FDM. Десятки, если не сотни решений предлагают компании – производители по всему миру и многие из них становятся все более успешными в коммерческом и прикладном отношениях, что очевидно подтверждает полезность и актуальность направления. Мы решили собрать в этом обзоре наиболее заслуживающие внимание, на наш взгляд, материалы и рассмотреть 3д принтеры, с которыми они уверенно совместимы. Так же, довольно приятным является факт, что наша страна занимает достойное место в общей повестке композитной 3д печати и в данном материале мы проиллюстрируем это наглядно.
Для начала необходимо условиться, что под композитными материалами мы понимаем в первую очередь филаменты повышенной прочности и износостойкости. В основном это различные композиции базового термополимера и усиливающего наполнителя, например рубленного стекло или углеволокна. Так как технически, древонаполненные, или нити с алюминиевой крошкой тоже являются композитами, мы заранее сместим фокус с декоративных материалов на инженерные.
Так же в этой статье мы не будем плотно касаться таких сложных композитов как производные полиэфирэфиркетона, полисульфона, полифенилсульфида и прочих высокотемпературных и конструкционных материалов ввиду их сравнительно малой распространенности и крайней требовательности к печати.
А вот о чем поговорим подробно, так это об отличиях рубленного и непрерывного волокна в материале, разнице между Raise E2CF, PICASO 3D Designer X Pro S2 и Anisoprint Composer A4, плюсах угленаполненных полиамидов перед ABSCF и необходимости сушить материал перед использованием.
2 Виды и характеристики композитных инженерных филаментов
Глобально, все композитные филаменты можно разделить на два типа:
При этом первая категория значительно выше по удельной прочности, существенно дороже и требует специальных технологий производства и укладки.
Вторая категория гораздо проще как в производстве, так и в использовании, тем самым значительно увеличивает список совместимого оборудования, однако немного хуже по характеристикам и менее прочна.
Помимо этого деления, существует деление по пространственному строению базового полимера. Базовые термополимеры можно разделить на две категории:
Полукристаллические
Аморфные
Разница заключается в строении цепочек полимерных молекул в материале.
Полукристаллическими называются полимеры образующие при охлаждении более упорядоченные паттерны молекулярных цепочек похожие на кристаллическую решетку
Аморфными, называют полимеры, молекулярные цепочки которых расположены в структуре хаотично и перепутаны между собой.
Не трудно догадаться, что более жесткими являются полукристаллические материалы, а более эластичными аморфные. Это же свойство наследуют композиты. Например, TPU-GF (Стеклонаполненный термополиуретан) будет более эластичным и даже гнущимся, чем PA12-GF (Стеклонаполненный полиамид 12) и выбирать подходящий под ваши задачи филамент нужно в том числе, исходя именно из этих классификаций.
Гипотетически, любой термополимер, независимо от его структуры может быть усилен тем или иным компонентом, как правило, таким компонентом выступает углеволокно, стекловолокно, базальтовое волокно и любой другой прочный не полимерный материал. Однако последнее время ведутся успешные эксперименты по усилению менее прочных полимеров более прочными, например усиление полиамидного филамента непрерывным арамидным волокном (Кевларом). С недавних пор на рынке появились коммерческие решения с усилением кевларом, например от Markforged.
Обратите внимание, что наибольшую прочность получают именно усиленные непрерывным волокном материалы. Такую технологию сейчас называют CFC (Composite fiber Co-Extrusion) или анизопринтингом, изобретенным одноименной компанией с отечественными корнями. Существует аналог технологии от американской Markforged — CFR (Continuous Fiber Reinforcement), но он существенно отличается в деталях.
Однако как мы уже отмечали выше, такие композиты дороги в производстве и узки в использовании. Если же касаться широко распространённых композитных филаментов для 3д печати, здесь правит бал рубленное волокно — когда компонент усиления дробят до мельчайших составляющих и замешивают вместе с базовым полимером. В таком варианте использования базовый материал уменьшает негативные свойства, вроде высокой усадки и плохой когезии (спекания) по слоям, получая значительные преимущества в температуростойкости, внешнем виде поверхности и удельной прочности.
Собственно, именно это характеризует основную разницу в подходах усиления. Усиление непрерывным волокном ставит задачу максимального повышения прочностных характеристик конечных изделий. Создание композитных нитей из рубленного волокна же, напротив, ставит задачей изменение характеристик самого исходного полимера в ту или иную сторону, как правило для стабилизации его поведения при печати, но и достижения улучшенных прочностных характеристик и внешнего вида. Интересно, что компания Markforged в некоторых своих продуктах использует двойные композиты – наполненный рубленным углеволокном полиамид 12 усиленный непрерывным волокном в процессе печати.
Необходимо учитывать, что некоторые высокопрочные полимеры не всегда выигрывают от композиций с наполнителями, да, в результате получается более стабильный и удобный для экструзии материал, но это может происходить в значительной степени за счет его прочностных характеристик. Поэтому обязательно сравнивайте характеристики чистых базовых материалов с параметрами композитных филаментов перед использованием.
Перейдем непосредственно к характеристикам материалов и возьмем за основу три композитных филамента на основе рубленного волокна и три материала в виде композиций с непрерывным усилением. Начнем с последних.
Сравнение характеристик материалов с усилением непрерывным волокном:
Как следует из сравнительной таблички, наиболее прочным является композит на базе полиамида 12, что естественно, т. к. это более выносливый и твердый базовый материал изначально, однако его использование накладывает необходимость в наличии активной термокамеры в самом 3Д принтере, что само по себе стоит дороже, поэтому уступающий конкурентам по некоторым параметрам PETG-CCF получается более предпочтительным по соотношению затраты/результат, но об этом мы поговорим позднее в контексте 3д принтеров.
Как вы могли заметить, материал от Markforged использует в качестве базового полимера PA6-CF наполненный рубленным волокном, что подводит нас ко второй категории композитов.
Здесь ситуация чуть более сложная, т. к. в отличие от крайне мало распространенного CCF, наполненных филаментов для обычной FDM печати сильно больше и сравнить все из них в рамках этой статьи мы не сможем. Поэтому надеемся, что читатель простит нам некоторую избирательность, т. к. в формат сводной таблички мы добавим те материалы, которыми пользовались сами и которые, в отличии от продукции Markforged, например, легко купить на территории РФ. Для более честного сравнения, сделаем выборку по базовым,уже упомянутым выше материалам, пускай это будут ABS (акрилонитрил бутадиен стирол), PETG (полиэтилен терефталат гликоль), PA (полиамид).
Обратите внимание! Общего и обязательного для всех производителей набора прочностных характеристик в описании на данный момент нет, и каждая компания указывает параметры материалов на свое усмотрение. Мы постарались выбрать наиболее наглядные и пересекающиеся у большинства параметры и представили их в табличках.
Сравнение характеристик материалов с усилением рубленным волокном:
Как видите, ввиду малого количества опубликованных характеристик материалов, табличка получается неполной и провести полноценное сравнение мы не можем. Однако хорошо видна зависимость – рубленный наполнитель повышает планку температуры размягчения. Информацию о наполнителе eABS MAX в открытых источниках нам найти не удалось, однако мы точно можем сказать, что хоть этот материал находится в разделе «инженерных» пластиков, в нашу категорию композитов он точно не попадает. Хотя печатать этим филаментом одно удовольствие, и он действительно прочнее обычного ABS и обладает существенно меньшей усадкой. Обратите внимание, мы намеренно не указывали процентное соотношение рубленного волокна к базовому полимеру, хотя это легко понять из названия материалов, так как и без того небольшая выборка банально не позволит провести сравнение. Перейдем к наполненному PETG.
К сожалению, из доступных на данный момент в России брендов, в сфере наполненных PETG представлены только 3 производителя и судя по всему, среди них продукция REC3D является бесспорным лидером.
Перейдем к последней табличке наполненных рубленным волокном полиамидов и приступим к подбору совместимого оборудования. Обратите внимание, что полиамиды являются наиболее удачными базовыми полимерами для наполненных рубленными волокнами композитных филаментов, и на рынке их представлено в избытке. Поэтому мы выбрали наиболее популярных производителей и примерно одинаковое процентное содержание волокон в материалах для сравнения.
Как мы можем наблюдать, результаты получились весьма интересными, от разбега в максимальных температурах, до сильного разброса по ударной вязкости и прочности на растяжение. Однако заметна четкая корреляция – наиболее простой в печати, аморфный PETG — более слабый нежели наполненный, так же аморфный ABS, находящийся по середине. Заслуженно правит бал – полукристаллический полиамид (6 и 12), обеспечивающий как достаточную эластичность, так и отличные температурные и прочностные характеристики. Что же нужно, чтобы печатать такими материалами? Давайте разберемся.
3 3D принтеры для печати композитными материалами с непрерывным армированием
Как мы уже говорили выше, печать более прочными материалами требует особых условий. В случае с непрерывным волокном это особая система укладки самого материала усиления в базовый полимер. Механизм работы довольно прост – в момент укладки базового материала, параллельно в сопло подается непрерывная нить, обрезаясь в определенных точках периметров и создавая перехлесты непрерывного волокна разной направленности. Данный способ справедлив в отношении устройств Markforged.
Anisoprint же, предлагает укладку полностью непрерывного и однонаправленного по паттерну волокна, с обрезкой только в конце слоя. Для решения проблем слайсинга таких сложных моделей, обе компании разработали соответствующий софт, сильно отличающийся от классических FDM слайсеров, но подробно в этой статье мы не станем их касаться, это требует отдельного большого материала. Просто зафиксируем ключевые отличия двух технологий.
Печать непрерывным углеволокном требует материал – подложку, или основание, например PETG, и чем сложнее материал основания, тем более высокие требования будут предъявляться оборудованию. Например, для печати высокотемпературными инженерными материалами с усилением, компания разработала специальный промышленный 3D принтер Anisoprint PROM IS 500. Он оборудован активной термокамерой, высокотемпературными экструдерами и всем необходимым, чтобы печатать хоть наполненным полиэфирэфиркетаном, хоть базовым PETG CCF.
Компания markforged предлагает в качестве флагмана промышленный 3D принтер по печати непрерывным углеволокном – Markforged FX20. Он позволяет печатать всем набором материалов этого производителя, так же заточен под высокотемпературную печать и оборудован всем необходимым включая активную термокамеру.
Подобные устройства лучше всего подходят для получения максимального результата от использования непрерывного направленного армирования углеволокном и позволяют работать не только с простыми базовыми полимерами вроде PETG, или даже Полиамидами, но и с Top-Notch композициями на основе полисульфида, полиэфирэфиркетона и подобных материалов. Что касается настольных устройств, они представлены хорошо знакомыми на рынке Anisoprint Composer A4 и Markforged Mark 2. Данные устройства не оборудованы активными термокамерами и имеют существенные ограничения по максимальной температуре нагрева. Лучше всего для них подойдут композиции на основе упомянутого полиэтилентерефталат гликоля и ABS.
Не трудно догадаться, что чем более «навороченное» устройство, тем оно дороже. В данном случае сочетание настольного устройства средней стоимости с базовым материалом не требующим активной термокамеры и экстремальных температур – наиболее оптимально для знакомства с технологией и решения не самых амбициозных задач, тогда как промышленные образцы требуют и соответствующего бюджета, и закупки сильно дорогостоящих материалов (волокно и базовый полимер продаются отдельно), а соответственно такой же амбициозной задачи. Если же «космические технологии» в графе «задача» не указаны, можно рассмотреть устройства более приземленные.
4 3D принтеры для печати композитными материалами с рубленным усилением
Для печати композитами с усилением рубленным волокном, все так же необходимы два компонента –активная термокамера и сравнительно высокая температура сопла и стола. Все что таких возможностей не имеет, позволит печатать только композитным PETG и ABS. И то, чтобы добиться действительно достойного результата придется сильно постараться. Хотя такие устройства как Series X от PICASO 3D, HERCULES G2 и аналоги, успешно справляются с материалами вроде Formax и показывают отличные результаты. Тем не менее, что же нужно для печати композитами на основе полиамидов?
Мы подобрали наиболее подходящих на наш взгляд кандидатов и предлагаем с ними ознакомиться:
Любой из представленных этой линейкой 3D принтеров отлично справится с поставленной задачей. Более подробно возможности каждой модели мы разбирали на нашем канале Youtube
Так же на сайте имеется полноценный текстовый обзор Designer XL S2, с подробным описанием особенностей и характеристик.
Эти 3Д принтеры позволяют печатать любыми базовыми, всеми инженерными и почти всеми конструкционными материалами, благодаря наличию активной термокамеры, измененным алгоритмам работы и высокотемпературному экструдеру.
Познакомиться с линейкой поближе и приобрести устройства можно на нашем сайте:
Каталог 3Д принтеров PICASO 3D
Raise 3D E2CF / Raise 3D Pro3
Устройства этого производителя так же разработаны специально для работы с инженерными материалами, вплоть до полиамидов и позволяют печатать двумя экструдерами с растворимыми подержками, для получения наиболее интересных результатов. При этом E2CF оборудован системой независимой печати – IDEX, что повышает и без того неплохую производительность устройства.
E2CF идеально сочетается с Raise3D PA12 CF и материалом для печати поддержек Raise3D Industrial PA12 CF Support. В будущем для E2CF будет доступно больше филаментов, армированных углеродным волокном, таких как Raise3D PPA CF, PET CF, PPS CF (с температурой печати от 280 до 300ºC). Кроме того, пластики сторонних производителей, сертифицированные программой OFP, такие как BASF и LEHVOSS, будут доступны для E2CF позже. На данный момент нет никаких ограничений по использованию с E2CF материалов из нашей сравнительной таблички. Тоже самое касается и серии Pro3.
На нашем сайте доступен ознакомительный текстовый обзор с линейкой Pro3 а на ютуб канале мы подробно рассматривали базовую модель E2 на основе которой построен E2CF
Познакомиться с линейкой поближе и приобрести устройства можно на нашем сайте:
Каталог 3Д принтеров Raise3D
На наш взгляд, на данный момент это наиболее интересные устройства для работы с композитами с усилением рубленным волокном, доступные для покупки в РФ. Статья будет непременно обновляться с увеличением количества принтеров доступных в нашей стране, а пока на этом у нас все.
Большое спасибо за внимание, до новых публикаций!
Приобрести 3D принтеры PICASO 3D Series 2, Raise3D, или другую ЧПУ или 3Д технику и расходные материалы, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
По телефону: 8(800)775-86-69
Электронной почте: Sales@3dtool. ru
Или на нашем сайте: 3dtool.ru
Смотрите нас в Youtube , RuTube и в нашей группе VK: ВКонтакте
Так же мы выкладываем наши материалы в Telegram канале и на Zen Yandex.
Руководство по материалам для 3D-печати: пластмассы
Опубликовано 8 июня 2020 г. автором: Alexandrea P. . Большинство пластиков на рынке полностью синтетические (чаще всего из нефтехимии). Однако, учитывая растущую заботу об окружающей среде, на рынке также популярны пластмассы, полученные из возобновляемых материалов, таких как полимолочная кислота (PLA). Благодаря своей низкой стоимости, простоте изготовления, универсальности и водостойкости пластмассы используются во множестве продуктов и отраслей. В секторе аддитивных технологий также очень популярна 3D-печать пластиком.
В следующем руководстве мы рассмотрим наиболее распространенные пластики для 3D-печати. Как вы, возможно, знаете, самый популярный и доступный процесс 3D-печати, FDM, производит детали путем экструзии пластиковых нитей. Однако точность на машинах FDM не такая, как в других процессах AM, таких как SLS или SLA. Пластмассы часто используются с этой технологией для создания прототипов. Таким образом, для деталей промышленного и конечного назначения производители могут выбрать технологии SLS (с использованием пластиковых порошков) или SLA (с использованием пластиковых смол), которые обеспечивают большую точность и качество деталей. Две другие технологии, с помощью которых можно печатать пластиком, — это Material Jetting и Multi Jet Fusion.
Какие пластмассы можно использовать в аддитивном производстве? В форме нити или порошка пластик должен плавиться, формируя объект, который вы печатаете, слой за слоем. В форме смолы он должен затвердеть, чтобы сформировать объект. Для каждого пластика потребуются разные параметры 3D-печати в процессе сборки, и детали будут иметь разные свойства.
ABS
Нить ABS является наиболее часто используемым пластиком для 3D-печати. Он используется в кузовах автомобилей, бытовой техники и чехлах для мобильных телефонов. Это термопласт, который содержит основу из эластомеров на основе полибутадиена, что делает его более гибким и устойчивым к ударам. ABS также можно найти в порошкообразной форме для процессов с порошковым покрытием, таких как SLS, и в жидкой форме для технологий SLA и PolyJet.
ABS используется в 3D-печати при нагревании от 230°C до 260°C. Это прочный материал, способный легко выдерживать температуры от -20ºC до 80ºC. Помимо высокой прочности, это многоразовый материал, который можно сваривать с помощью химических процессов. Однако ABS не поддается биологическому разложению и дает усадку при контакте с воздухом, поэтому печатную платформу необходимо нагревать, чтобы предотвратить деформацию. Кроме того, рекомендуется использовать 3D-принтер с закрытой камерой, чтобы ограничить выбросы частиц при печати из АБС-пластика. Узнайте больше об ABS в нашем специальном руководстве.
PLA
Этот материал, известный как полимолочная кислота или PLA, в отличие от ABS является биоразлагаемым. PLA производится с использованием возобновляемого сырья, такого как кукурузный крахмал. PLA — один из самых простых материалов для печати, хотя он имеет тенденцию к небольшой усадке после 3D-печати. В отличие от ABS, при печати из PLA вам не требуется подогреваемая платформа. PLA также печатает при более низкой температуре, чем ABS, от 190ºC до 230ºC.
PLA является более сложным в обращении материалом из-за его высокой скорости охлаждения и затвердевания. Также важно упомянуть, что модели могут портиться при контакте с водой. Тем не менее, этот материал однороден, прост в использовании и доступен в широком спектре цветов, что делает его подходящим для 3D-печати FDM. Узнайте больше о PLA в нашем специальном руководстве.
Катушки нитей для 3D-печати PLA
ASA
ASA — это материал, который по своим свойствам аналогичен АБС, но обладает большей устойчивостью к УФ-лучам. Как и в случае с ABS, рекомендуется печатать материал с платформой с подогревом, чтобы предотвратить деформацию. При печати с использованием ASA используются те же настройки печати, что и для ABS, но необходимо соблюдать особую осторожность при печати с закрытой камерой из-за выделения стирола.
ПЭТ
Полиэтилентерефталат, или ПЭТ, обычно используется в одноразовых пластиковых бутылках. ПЭТ является идеальной нитью для любых изделий, предназначенных для контакта с пищевыми продуктами. Кроме того, материал достаточно жесткий и обладает хорошей химической стойкостью. Чтобы получить наилучшие результаты при печати ПЭТ, печатайте от 75 до 90ºС. ПЭТ обычно продается как полупрозрачная нить, также продаются такие варианты, как PETG, PETE и PETT. Преимущества ПЭТ заключаются в том, что материал не выделяет никаких запахов при печати и на 100% пригоден для вторичной переработки.
PETG
PETG, или гликолизированный полиэстер, представляет собой термопласт, широко используемый на рынке аддитивного производства, сочетающий в себе простоту 3D-печати PLA и прочность ABS. Это аморфный пластик, который может быть на 100% переработан. Он имеет тот же химический состав, что и полиэтилентерефталат, более известный под аббревиатурой ПЭТ. Гликоль был добавлен, чтобы уменьшить его хрупкость и, следовательно, его хрупкость. Узнайте больше о PETG в нашем специальном руководстве.
Поликарбонат (ПК)
Поликарбонат (ПК) — это высокопрочный материал, разработанный для инженерных применений. Материал обладает хорошей термостойкостью, способен сопротивляться любой физической деформации до температуры около 150ºC. Однако ПК склонен к поглощению влаги из воздуха, что может повлиять на производительность и устойчивость к печати. Поэтому ПК необходимо хранить в герметичных контейнерах. ПК высоко ценится в индустрии AM за его надежность и прозрачность. У него гораздо меньшая плотность, чем у стекла, что делает его особенно интересным для проектирования оптических деталей, защитных экранов или декоративных предметов. Узнайте больше о ПК в нашем специальном руководстве.
Деталь, напечатанная на 3D-принтере из поликарбоната
Полимеры с высокими эксплуатационными характеристиками (PEEK, PEKK, ULTEM)
Эволюция технологий 3D-печати привела к обширным исследованиям материалов для печати, что позволило разработать целый ряд высокоэффективных нити с механическими характеристиками, подобными металлам. Существует несколько типов высокоэффективных пластиков для 3D-печати, таких как PEEK, PEKK или ULTEM, — они различаются по семействам, таким как полиарилэфиркетоны (PAEK) или полиэфиримиды (PEI). Эти нити обладают очень высокой механической и термической стойкостью, очень прочны и в то же время намного легче некоторых металлов. Эти свойства делают их очень привлекательными в аэрокосмической, автомобильной и медицинской отраслях.
Из-за своих характеристик высокоэффективные полимеры не могут быть напечатаны на всех машинах FDM, представленных на рынке. Действительно, 3D-принтер должен иметь нагревательную пластину, способную достигать температуры не менее 230°C, экструзию при 350°C и закрытую камеру. Сегодня около 65% этих материалов печатаются по технологии FDM, но они также встречаются в виде порошка, совместимого с технологией SLS. Узнайте больше в наших специальных руководствах по PEEK и PEKK.
Изображение через VisionMiner
Полипропилен (ПП)
Полипропилен — еще один термопласт, широко используемый в автомобилестроении, производстве профессионального текстиля и в производстве сотен предметов повседневного обихода. Полипропилен известен своей устойчивостью к истиранию и способностью поглощать удары, а также относительной жесткостью и гибкостью. Однако к недостаткам материала можно отнести его низкую термостойкость и чувствительность к ультрафиолетовым лучам, которые могут вызвать его расширение. В связи с этим несколько производителей разработали альтернативные типы полипропилена, аналогичные пропиленам, которые являются более прочными как физически, так и механически.
Нейлон
Изделия из полиамида (нейлона) обычно создаются из тонкого белого гранулированного порошка с помощью технологии SLS. Однако существуют некоторые варианты материала, такие как нейлон, которые также доступны в виде нитей, используемых в моделировании методом наплавления (FDM). Благодаря своей биосовместимости полиамиды можно использовать для создания деталей, контактирующих с пищевыми продуктами (кроме пищевых продуктов, содержащих алкоголь).
Полиамиды, состоящие из полукристаллических структур, обладают хорошим балансом химических и механических характеристик, что обеспечивает хорошую стабильность, жесткость, гибкость и ударопрочность. Эти преимущества означают, что материал имеет множество применений в разных секторах и обеспечивает высокий уровень детализации. Благодаря высокому качеству полиамиды используются в производстве зубчатых колес, деталей для аэрокосмического рынка, автомобильного рынка, робототехники, медицинских протезов, литьевых форм. Вы можете узнать больше в нашем специальном руководстве по нейлону.
Изображение через Sculpteo
Композиты
Композиты чрезвычайно полезны при изготовлении легких, но прочных деталей. Волокна добавляют прочности детали, не добавляя веса, поэтому мы также называем композиты материалами, армированными волокнами. Существует два типа армирования: короткое волокно или непрерывное волокно. В первом случае рубленые волокна, состоящие из сегментов длиной менее миллиметра, подмешиваются в традиционные пластики для 3D-печати для увеличения жесткости и в меньшей степени прочности компонентов. Рубленые волокна можно смешивать с термопластами, такими как нейлон, ABS или PLA.
В качестве альтернативы, волокна можно добавлять в термопласт непрерывно, чтобы получить более прочную деталь. Основным волокном, используемым в секторе 3D-печати, является углеродное волокно, но существуют и другие волокна, такие как стекловолокно или кевлар. Более подробную информацию вы можете найти в нашем специальном руководстве.
Катушка нити, армированной углеродным волокном
Гибридные материалы
Существует множество гибридных материалов, которые смешивают основной пластик с порошками, чтобы придать им новый цвет, отделку или дополнительные свойства материала. Часто основанные на PLA, эти материалы обычно состоят из 70% PLA и 30% гибридного материала. Например, доступны нити на древесной основе из бамбука, пробки, древесной пыли и т. д. Эти древесные материалы, смешанные с PLA, придают гибридной нити более органичную текстуру. Кроме того, некоторые гибридные материалы включают металлические порошки для работы с технологиями на основе FDM, чтобы придать деталям металлическую отделку. Они могут быть основаны на меди, бронзе, серебре и т.д.
3D нити на основе дерева.
Алюмид
Алюмид Пластиковые предметы изготавливаются из комбинации полиамидов и алюминиевого порошка с использованием процесса SLS. Материал имеет большую, слегка пористую поверхность и зернистый внешний вид, что обеспечивает высокую прочность и хорошую термостойкость (до 172°C). Однако необходимы некоторые виды постобработки, такие как шлифование, шлифование, нанесение покрытия или фрезерование.
Алюмид используется для сложных моделей, элементов дизайна или для мелкосерийного производства функциональных моделей, требующих высокой жесткости и внешнего вида, похожего на алюминий. Этот метод включает в себя несколько геометрических ограничений.
Растворимые материалы
Растворимые материалы — это материалы, напечатанные с намерением раствориться на будущей стадии производственного процесса. Двумя наиболее распространенными растворимыми материалами нитей являются HIPS (ударопрочный полистирол) и PVA (поливинилацетат). HIPS связан с ABS и может быть растворен лимоненом, тогда как PVA связан с PLA и может быть растворен только водой.
Существуют также нити BVOH, которые становятся все более популярными, особенно в принтерах с двойным экструдером. Это связано с тем, что материал растворим в воде и, по мнению специалистов, обладает более высокой растворимостью, чем ПВС.
Гибкие материалы
Более новый тип нити и один из самых успешных — это гибкие нити. Они похожи на PLA, но обычно изготавливаются из TPE или TPU. Преимущество использования этих нитей для 3D-печати в том, что они позволяют создавать деформируемые объекты, широко используемые в индустрии моды. Как правило, эти гибкие нити имеют те же характеристики печати, что и PLA, хотя они бывают разных диапазонов в зависимости от их жесткости. Стоит выяснить, какой тип экструдера лучше всего подходит для материала, чтобы избежать замятий при 3D-печати.
Гибкие материалы широко используются в моде и дизайне.
Смолы (для 3D-печати на основе фотополимеризации). Другими словами, они используют источник света, такой как лазер или ЖК-экран, для отверждения жидкого фотополимера. Технологии включают SLA, DLP и даже Material Jetting (PolyJet). Создание деталей с использованием смол приводит к высокой детализации и гладкой поверхности объектов, тем не менее, цветовой диапазон при использовании этого процесса все еще довольно ограничен. Что отличает смолы от нитей FDM, так это то, что невозможно смешивать смолы для получения разных результатов довольно легко.
Стандартная смола имеет свойства, аналогичные АБС-пластику: обработка поверхности детали будет хорошей с учетом процесса фотополимеризации, однако механические свойства будут умеренными. Существуют более совершенные смолы для технических применений, таких как стоматология (также должны быть биосовместимыми) или машиностроение. Кроме того, для изготовления ювелирных изделий можно использовать гибкие смолы, которые обеспечивают большую гибкость и деформацию. За прошедшие годы производители расширили свой ассортимент жидких фотополимеров, чтобы удовлетворить потребности производства в различных секторах. Следовательно, вы должны быть в состоянии найти смолы, которые обладают стойкостью к высоким температурам, могут выдерживать большие удары или обладают высокими свойствами удлинения.
Смола для 3D-печати заливается в резервуар
Что вы думаете о нашем объяснении этих пластиков для 3D-печати? Дайте нам знать в комментариях ниже или на наших страницах в Facebook и Twitter! Не забудьте подписаться на нашу бесплатную еженедельную рассылку новостей, где все последние новости в области 3D-печати будут доставляться прямо на ваш почтовый ящик!
Пластики 3D-печати
Джейсон Гриффи |
Примечание редактора. Это третья статья из серии выдержек из отчета Джейсона Гриффи о библиотечных технологиях «3D-принтеры для библиотек». »
Подложка для FDM-принтеров представляет собой почти исключительно термопласт, который поставляется в виде экструдированной проволоки на катушке. Обычно его называют «филамент». Два распространенных диаметра для использования в FDM-печати. составляют 1,75 мм и 3 мм, а конкретный диаметр требуется для печатающей головки, используемой для рассматриваемого принтера.Принтер, в котором используется нить диаметром 1,75 мм, не сможет использовать 3 мм без дооснащения аппаратного обеспечения для разницы, и и наоборот.Чуть чаще диаметр 1,75 мм используется Makerbot Industries, самым популярным производителем FDM-принтеров.0005
В последующих сообщениях, когда я буду писать о различных типах принтеров и производителях, я укажу, какой тип нити они могут печатать, потому что это оказывается основным ограничивающим фактором и фактором при принятии решения о покупке.
ABS Первоначальные принтеры для наплавки почти исключительно использовали ABS (акрилонитрил-бутадиен-стирол) в качестве основы для печати. ABS практически идеален с точки зрения свойств материала для быстрого прототипирования из пластика, так как это прочный, слегка гибкий пластик, который легко выдавливается при температуре от 220° до 240° по Цельсию. ABS — это тип пластика, который используется в кирпичах Lego, и это один из наиболее часто используемых промышленных/коммерческих пластиков.
Для FDM-печати из ABS требуется нагретая печатная платформа, чтобы уменьшить тепловой удар при печати. Нагрев пластины для печати помогает пластику как прилипнуть к пластине для стабильности, так и предотвратить слишком быстрое охлаждение, что приводит к термической деформации или своего рода скручиванию. ABS достаточно чувствителен в этой области, поэтому многие люди, которые печатают из ABS, рано узнали, что ограждение принтера — это способ повысить стабильность отпечатков, поскольку он регулирует температуру вокруг принтера. Вскоре в своих экспериментах с печатью на одном из первых принтеров Makerbot (Replicator 1) я обнаружил, что даже сильный ветер, дующий не в том месте (через печатную платформу), может нанести ущерб. Более дорогие принтеры будут иметь закрытую область печати, а менее дорогие — нет. Одним из преимуществ ABS является то, что он растворяется в ацетоне. Ацетон полностью растворяет АБС-пластик, но при умеренном использовании он может действовать как клей для постоянного соединения двух печатных деталей из АБС-пластика. Ацетон также используется для изготовления «клея» для печатных платформ, чтобы помочь сделать печатную платформу липкой для начальных печатных слоев. Пары ацетона тяжелее воздуха, и некоторые люди использовали его для создания паровых ванн с ацетоном, которые действуют для сглаживания краев слоев печати FDM ABS. изучаются эффекты нагретого пластика и микрочастиц. Будучи пластиком на нефтяной основе, АБС-пластик издает характерный запах при печати. Сообщается, что пары АБС вызывают головную боль, а исследования связывают пары АБС с потерей обоняния; одно исследование показало, что при печати ABS выделяется большое количество сверхмелких частиц, которые могут быть опасны при вдыхании. Это предварительные исследования. Большинство из них не повторялись, и наука до сих пор не знает, как это влияет на здоровье. Но если вам нужно печатать из ABS, возможно, стоит принять во внимание вентиляцию.
PLA PLA (полимолочная кислота) — вторая по популярности подложка для печати для принтеров FDM. Биопластик PLA производится из кукурузы, свеклы или картофеля. Он компостируется в коммерческих компостных установках (тепло и действие бактерий недостаточно при домашнем компостировании, чтобы разрушить его). Он плавится при гораздо более низкой температуре, чем АБС (150-160°C), но обычно экструдируется при более высокой температуре, от 180-220°C в зависимости от самого PLA. Из-за более низкой температуры он не подходит для использования при высоких температурах и прямом солнечном свете. PLA также сильно отличается от ABS с точки зрения хрупкости. Гораздо более кристаллический, PLA легче разбивается или трескается, чем ABS, который вместо этого деформируется под давлением.
Однако Makerbot и другие крупные производители теперь начинают использовать PLA в качестве основного пластика для печати. PLA не требует подогреваемой платформы по причинам адгезии или термического скручивания, что снижает стоимость принтеров, которые его используют. Кроме того, он гораздо более термически стабилен во время печати, чем АБС-пластик, и с гораздо меньшей вероятностью деформируется или скручивается из-за случайного ветра. Можно надежно печатать PLA без необходимости ограждения принтера, что во многих случаях может быть огромным преимуществом.
Другим существенным преимуществом является то, что PLA гораздо приятнее печатать, чем ABS. Поскольку это биопластик, при нагревании он пахнет вафлями или сиропом, а не разливом масла. Он также не был связан с какими-либо медицинскими проблемами из-за нагревания, хотя изучение всех этих пластиков только начинается, когда речь идет конкретно о 3D-печати.
Еще одним преимуществом PLA является то, что он доступен в десятках и десятках цветов, включая как непрозрачные, так и частично прозрачные, а также пару цветов светящихся в темноте. Он также доступен в гибкой форме, которая может давать отпечатки, почти резиноподобные по консистенции.
Если вы печатаете в библиотеке, я бы посоветовал сосредоточиться на PLA. Учитывая надежность и простоту работы с ним, это гораздо лучший выбор, чем АБС, для печати в общественных местах.
Другая нить Как только вы выйдете за рамки ABS и PLA, вы окажетесь в сфере специальных пластиков, которые используются для определенных свойств, а не для обычной 3D-печати. Практически каждый день их появляется все больше, но, как правило, они делятся на две категории: растворимый вспомогательный материал, материалы с особыми свойствами, которые необходимы, или непластичный порошок, взвешенный в термопластичной смоле. Ниже я опишу самые распространенные из них.
HIPS Ударопрочный полистирол или HIPS — это пластиковая нить, используемая для растворимых опорных конструкций в FDM-принтерах. Он экструдируется при температуре около 235°C и обладает набором свойств материала, которые делают его похожим на ABS. Основное отличие состоит в том, что HIPS полностью растворяется в жидком углеводороде, называемом лимоненом. Это означает, что если у вас есть принтер FDM с более чем одной печатающей головкой, вы можете выдавить ABS из одной и HIPS в качестве вспомогательного материала из другой, а окончательную напечатанную модель поместить в ванну с лимоненом. HIPS растворится, оставив только ABS, что позволит печатать почти невозможные геометрические формы, включая движущиеся шарикоподшипники и многое другое.
Нейлон В настоящее время для использования в FDM-принтерах доступно как минимум 4 типа нейлона: Нейлон 618, Нейлон 645, Нейлон 680 и Нейлон 910. Они различаются по цвету от средней прозрачности до полностью непрозрачного белого. необычайно прочный по сравнению с другими подложками FDM. Они также очень устойчивы к растворителям и им подобным, хотя их можно окрашивать красителями на кислотной основе для окрашивания.
Нейлон как материал для печати FDM дороже, чем PLA или ABS. Основная причина их использования связана с особыми свойствами материала (стойкостью к определенным химическим веществам) или из-за необходимости использования материалов, одобренных FDA, таких как нейлон 680 и 9.10 проходят одобрение FDA для использования, что является редкостью в мире 3D-принтеров.
T-Glase T-Glase — торговая марка нити, состоящей из полиэтилентерефталата. Из всех нитей для 3D-принтеров он наиболее похож на стекло. Почти прозрачный, особенно при небольших размерах, его легко можно было принять за стекло. При больших размерах он все еще очень светопроницаем, если не полностью прозрачен. T-Glase печатает при температуре около 221°C на нагретой платформе, но очень стабилен и устойчив к скручиванию.
LayBrick & LayWood Еще один тип печатного материала для FDM-принтеров, который полностью относится к экспериментальной области. Они производятся одним производителем и оба представляют собой своего рода гибридную нить с порошкообразным материалом внутри смолы. В случае LayWood мелкие частицы древесины взвешены в термопластичной смоле, а в случае LayBrick это будет очень мелко измельченный мел и другие минералы, взвешенные в смоле.
И LayBrick, и LayWood обладают интересным свойством изменчивости внешнего вида в зависимости от температуры, при которой они печатаются. LayBrick может варьироваться от очень гладкого, почти керамического на ощупь до очень грубого песчаника, просто за счет увеличения температуры экструзии. Для очень гладкой печати вы должны печатать при низкой температуре (от 165°C до 19°C).0°C), а затем повышение температуры примерно до 210°C сделает печатную деталь все более и более шероховатой. Для LayWood разница заключается во внешнем виде конечного продукта. Повышая температуру, вы получаете на выходе более темную и темную текстуру дерева, так что вы можете изменять внешний вид дерева от светлого до темного (или, если у вас есть принтер, который поддерживает переменную температуру во время одной печати, вы можете получить разные цвета). в одном отпечатке путем изменения температуры).
Однако один из рисков, связанных с обоими из них, заключается в том, что нить имеет неоднородную структуру, а это означает, что экструдер может засориться, если отверстие сопла меньше, чем размер частиц в самой нити. Отверстия сопел FDM-принтеров варьируются от 0,35 до 0,5 мм, и в нижней части этого диапазона, особенно с LayWood (органические частицы труднее обеспечить одинаковые размеры, чем неорганические частицы), вы рискуете засорить сопло. Я знаю 3D-принтеры, которые забивались даже при сопле 0,4 мм при использовании LayWood. Для печати такого рода филаментов чем больше сопло, тем лучше.
Полипропилен Все еще экспериментальный полипропилен (ПП), который дает возможность 3D-печати пищевых продуктов. Полипропилен должен работать с любым FDM-принтером при температуре экструзии 201°C и нагретой печатной платформе до 90°C. Похоже, что PP действительно доступен только в черном цвете.
Проблемы с моделированием методом наплавления Большинство проблем с FDM-печатью связаны с тем, что это очень механический процесс, и настройка принтера является ключевым моментом.
единичное, серийное и массовое. Их основные характеристики
Типы производства
Определение 1
Тип производства – это комплексная характеристика особенностей организации, техники и экономики производства.
На тип производства влияют несколько факторов: широта номенклатуры и уровень специализации, масштабность производства, стабильность выпускаемой продукции и т.п.
Существует три типа производства:
Единичное производство.
Серийное производство.
Массовое производство.
Основная характеристика единичного производства – штучный объём выпуска разнообразной и непостоянной номенклатуры продукции ограниченного потребления.
Замечание 1
Повторное производство данной продукции, а также ремонт выпускаемой продукции, не предусматривается.
Серийному производству свойственно одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск такой продукции повторяется на протяжении длительного периода. Одновременно с тем серия представляет собой выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, последовательно, непрерывно на протяжении заранее установленного периода времени.
Массовому производству характерна непрерывность и относительно длительный период изготовления ограничений номенклатуры однородной продукции в больших количествах.
Сравнить все три типа производства можно в таблице ниже. Из неё становится понятно, что единичное и мелкосерийное производство основано на производстве деталей и изделий неограниченной, широкой номенклатуры. Для этого типа производство свойственна определённая гибкость, здесь нет повторяемости выпуска, а также предусмотрена последовательная передача предметов труда с операции на операцию.
Сравниваемый
признак
Тип производства
Единичный
Серийный
Массовый
Номенклатура и объем выпуска
Неограниченная номенклатура деталей, изготовляемых по заказу
Ограниченная номенклатура деталей, изготовляемых в большом объеме
Повторяемость выпуска
Отсутствует
Периодически повторяется
Постоянно
повторяется
Применяемое
оборудование
Универсальное
Универсальное, частично специальное
В основном специальное
Закрепление операций за станками
Отсутствует
Закрепляется ограниченное число деталеопераций
Закрепляются одна-две операции
Расположение
оборудования
По группам однородных станков
По группам для обработки конструктивно и технологически однородных деталей
По ходу технологического процесса обработки деталей
Передача предметов труда с операции на операцию
Последовательная
Параллельно
последовательная
Параллельная
Форма организации производственного процесса
Технологическая
Предметная, групповая, гибкая предметная
Прямолинейная
Единичное производство
Оборудование и оснастка в данном типе применяются универсальные, что позволяет изготавливать детали широкой номенклатуры. К операциям причастны рабочие высокой квалификации, поскольку их круг работ достаточно широк. Выстраивание производственных участков здесь происходит по технологическому принципу, а расстановка оборудование происходит по однородным группам. В условиях единичного и мелкосерийного производства ужесточены требования к оперативно-производственному планированию. В таком типе производства особое значение занимает контроль за выпуском продукции. Кроме всего прочего существует проблема загруженности рабочих мест.Единичное производство
Единичное или мелкосерийное производство подразумевает высокую себестоимость изготовления деталей и изделий в целом. Это прежде всего происходит по причине высокой трудоёмкости, из чего вытекает высокий удельный вес затрат на заработную плату рабочих в структуре себестоимости. В силу этих обстоятельств ключевая задача перед производством заключается в создании возможности использования серийных методов организации производства и труда, что возможно только благодаря применению конструктивной тождественности комплектующих деталей, узлов и изделий в целом.
Серийное производство
Ключевая особенность серийного производства состоит в том, что ему свойственна широкая номенклатура деталей, производство которых происходит партиями, сериями. Примечательно, что в отличие от единичного производства, выпуск таких деталей или товаров повторяется с определённой периодичностью. Это даёт возможность использования универсального и специального, более высокотехнологического оборудования.
При таком производстве передача предметов производство происходит параллельно последовательно. Такой метод имеет более производственный вид, а за станками закрепляется конкретное количество деталеопераций. Оборудование при таком типе производства расположено по группам для обработки конструктивно и технологически однородных деталей. Таким образом, при серийном производстве по сравнению с единичным, уменьшается трудоёмкость изготовления, что естественно, оказывает влияние на формирование конечной себестоимости товара или изделия.
Замечание 2
Ускорение обработки деталей даёт возможность сократить объём незавершённого производства.
Серийный тип производства максимально приближен к поточному, массовому.
Массовое производство
Главная характеристика массового производства заключается в эффективности и высокой производительности. Его самое важное преимущество состоит в больших объёмах и перманентности производственного процесса. Логично предположить, что при массовом производстве используется высокопроизводительное оборудование, специально созданное для этого. Его расположение происходит по ходу технологического процесса обработки деталей. Это предоставляет возможность максимально механизировать и автоматизировать процессы производства, а также, что немаловажно, использовать автоматические поточные линии. На каждый станок предусмотрено по одной или две операции. На таких станках можно использовать рабочих со средней квалификацией. При массовом производстве широко используется параллельная передача предметов труда с операции на операцию.
Однако стоит отметить, что при массовом производстве серьёзно возрастает значение оперативно-производственного планирования, а также необходимость обеспечения ритмичного производства. Это позволяет говорить о том, что именно массовое производство является наиболее производительным, в данном случае себестоимость выпускаемой продукции достаточно низкая.
В качестве вывода, надо сказать, что применение любого из типов производства продиктовано особенностями номенклатуры, а также напрямую зависит от объёма изготавливаемой продукции. Более того, необходимо стремиться к тому, чтобы применять элементы серийного производства в единичном, а в серийном – элементы массового.
Решение задач
от 1 дня / от 150 р.
Курсовая работа
от 5 дней / от 1800 р.
Реферат
от 1 дня / от 700 р.
Производство и его типы
Типы производств: проектное, серийное и массовое производство
Машиностроительное производство подразделяется на типы, в зависимости от его специализации, номенклатуры, видов изделий, технических и экономических характеристик. Различают три вида производств:
Проектное или единичное;
массовое производство;
серийное производство.
Проектное производство
Здесь организация выпуска изделий налажена в единичных экземплярах. Изготовление штучных изделий строго планируется. Политика завода диктует изготовление широкого номенклатурного ряда, но в ограниченном виде.
Разнотипность и малый объём выпуска продукции не даёт, в полной мере, использовать стандартные решения технического характера. Повышается удельный вес оригинальных деталей, но снижается удельный вес унифицированных.
Единичное производство налажено на участках, где вся работа распределена между рабочими, в соответствии с технологическими процессами. Изготовление таких изделий трудоёмко, поэтому привлекаются рабочие высокой квалификации. Это сказывается на конечной стоимости изделий. Повышается их себестоимость, увеличивается расход исходных материалов.
В проектном производстве заработная плата работника занимает не менее 25% от себестоимости готовых изделий.
Серийное производство продукции
Изделия при таком типе производства выпускаются сразу большими партиями. Сегодня это самый популярный вид изготовления продукции. Отличительные черты серийного производства:
Большая номенклатура изделий;
регулярное изготовление продукции.
За год изделий выпускается намного больше, чем за месяц. Большой объём изготавливаемой продукции позволяет унифицировать технологические процессы. Изготавливается много нормализованных и стандартных изделий конструктивного характера в большом объёме. Серийное производство нацелено на снижение себестоимости конечного продукта.
Такой тип производства используют в таких отраслях, как металлургия, станкостроение, прокат чёрных и цветных металлов. Высокая специализация процесса обуславливает хорошую организацию труда. Рабочий хорошо изучает навыки и процесс изготовления деталей, которые он делает по запланированному графику.
Массовое производство
Она нацелено на выпуск узкого номенклатурного типа. Такие изделия имеют:
простую конструкцию;
они однородного типа;
изготавливаются массово, в большом количестве.
На производстве выпускается всего несколько видов продукции. Это экономически выгодно, так как изготавливаются взаимозаменяемые элементы, унифицированного типа. Все выпускаемые заводом изделия выпускаются одного типа, они могут иметь небольшие отличия в конструкции.
В массовом производстве все узлы унифицированы и имеют высокую стандартизацию. На таких заводах все работы механизированы и автоматизированы. Обычно, такой тип производства, используют на заводах по сборке автомобильных и сельскохозяйственных машин, на предприятиях по изготовлению обуви.
В цехах установлены современные станки высокой производительности. Все рабочие места оборудованы специальной оснасткой. За каждым из них закреплён определённый технологический процесс. Все работники на массовом производстве имеют узкую специализацию.
Четыре типа производства – Типы продуктов объясняются примерами
Существует 4 различных типа производства, которые наиболее часто используются. Какой тип производства должен использовать компания, зависит от типа производимого продукта, спроса на продукт, а также от предложения сырья. Принимая во внимание эти факторы, ниже приведены 4 типа производства.
Содержание
1) Единица или тип работы
Этот тип производства чаще всего наблюдается, когда вы производите одну единицу продукта. Типичным примером того же будут наряды, сделанные специально для вас, или торт, сделанный так, как вы этого хотите.
Пример единицы продукции
Это один из наиболее распространенных типов продуктов, поскольку он обычно используется малыми предприятиями, такими как рестораны, отдельные поставщики продуктов или отдельные поставщики услуг.
Этот тип продукции также используется компаниями премиум-класса, такими как Harley Davidson или Dell. На самом деле у Harley Davidson есть много аксессуаров, которые можно персонализировать и которые подходят индивидуально. Точно так же вы можете создать свой собственный ноутбук DELL на их веб-сайте с заданными характеристиками.
Особенности единичного производства или производства работ
Сильно зависит от навыков
Зависимость больше от ручной работы, чем от механической
Обслуживание клиентов и управление клиентами играет важную роль
2) Серийный тип производства
Это один из видов производства, наиболее часто используемый в производстве потребительских товаров длительного пользования, FMCG или других подобных отраслях, где существует большое разнообразие продуктов с переменным спросом. Серийное производство осуществляется партиями. Производитель уже знает количество единиц, которое ему нужно производителю, и они изготавливаются одной партией.
Итак, если у производителя имеется дефицит товара Х и за один месяц израсходовано 100 единиц этого товара, то производитель может отдавать заказы на серийное производство 100 единиц товара Х.
Пример серийного производства
LG имеет в своем портфолио множество различных типов бытовой техники. Он должен производить все эти различные варианты одного и того же типа продукта. В ассортименте бытовой техники LG будет 10-20 видов только миксеров-измельчителей. Таким образом, такая компания, как LG, производит эти варианты посредством серийного производства.
Сначала будет полностью изготовлен смеситель одного типа, а затем будет изготовлен смеситель второго типа. Они производятся на основе спроса. В зависимости от спроса серийное производство может производить необходимое количество единиц в одной партии.
Партии могут составлять от 10 единиц или до 1 лакха единиц одного и того же продукта. Однако, пока существует определенное количество продукта, которое необходимо произвести, прежде чем перейти к следующему элементу в списке, это известно как серийное производство. Примеры серийного производства включают товары народного потребления, такие как печенье, кондитерские изделия, упакованные продукты питания и т. Д. Оно используется в медицине, оборудовании, потребительских товарах длительного пользования и во многих других отраслях промышленности.
Особенности серийного производства
Производство осуществляется партиями
Общее количество необходимых единиц определяется до начала серийного производства
После запуска серийного производства его остановка на полпути может дорого стоить компании.
Спрос играет важную роль в серийном производстве. Пример – сезонность продуктов.
3) Массовое производство или поточное производство
Одним из лучших примеров массового производства является производственный процесс, принятый компанией Ford. Массовое производство также известно как поточное производство или конвейерное производство. Это один из наиболее распространенных видов продукции, используемых в автомобильной промышленности, а также в отраслях, где требуется непрерывное производство.
Сборочная линия или завод массового производства обычно ориентируются на специализацию. Установлено несколько рабочих мест, и сборочная линия проходит через все рабочие места по очереди. Работа выполняется специализированным образом, и каждая рабочая станция отвечает за один вид работы. В результате эти рабочие места очень эффективны и производительны, благодаря чему вся сборочная линия становится производительной и эффективной.
Продукты, которые производятся с использованием массового производства, являются очень стандартизированными продуктами. Высокая сложность используется в производстве этих продуктов. Если 1000 продуктов производятся с использованием массового производства, каждый из них должен быть абсолютно одинаковым. В изготовленном изделии не должно быть отклонений.
Особенности массового производства
Массовое производство обычно используется для раздачи огромных объемов продукта
Используется только в том случае, если продукт стандартизирован
Спрос не играет большой роли в массовом производстве. Однако производственные мощности определяют успех массового производства.
Массовое производство требует огромных первоначальных инвестиций, и спрос на оборотный капитал также огромен.
4) Непрерывное производство или непрерывное производство
Существует много путаницы между массовым и непрерывным производством. Его можно отличить по одному элементу. Объем механической работы. В массовом производстве и машины, и люди работают в тандеме. Однако при непрерывном производстве большая часть работы выполняется машинами, а не людьми. При непрерывном производстве производство непрерывно, 24×7 часов, все дни в году.
Хорошим примером непрерывного производства является пивоварение. В пивоварении производство продолжается 24 часа в сутки и 365 дней в году. Это связано с тем, что пивоварение занимает много времени, а производство имеет большое значение. В результате происходит непрерывный ввод сырья, такого как солод или вода, и непрерывный выпуск в виде пива или другого алкогольного напитка. Ключевым фактором здесь является то, что сам процесс пивоварения и ферментации требует много времени, а максимальное время тратится на ферментацию, которая является непрерывным процессом.
Существует много химикатов, которые производятся в форме непрерывного процесса из-за огромного спроса во всем мире. Точно так же известно, что пластмассовая промышленность использует методологию непрерывного производства, при которой производство может работать непрерывно в течение недель или месяцев в зависимости от спроса. Как только производство начинается, вам нужно только загрузить сырье, и машины выпустят готовую продукцию.
Особенности непрерывного производства
Большая часть работы выполняется машинами, а не людьми
Работа носит непрерывный характер. Как только производство начнется, его нельзя будет остановить, иначе это приведет к огромным потерям.
Для непрерывного производства требуется строго контролируемая среда.
Выше были четыре типа производства, объясненные с примерами
Производственная система | Определение, типы, примеры и факты
линия сборки автомобилей
Просмотреть все СМИ
Связанные темы:
Индустриальный дизайн массовое производство сборочная линия внутренняя система Американская система
Просмотреть весь связанный контент →
производственная система , любой из методов, используемых в промышленности для создания товаров и услуг из различных ресурсов.
Основополагающие принципы
Все производственные системы, если рассматривать их на самом абстрактном уровне, можно назвать «процессами преобразования» — процессами, которые превращают ресурсы в полезные товары и услуги. В процессе преобразования обычно используются общие ресурсы, такие как рабочая сила, капитал (для машин и оборудования, материалов и т. д.) и пространство (земля, здания и т. д.), чтобы произвести изменение. Экономисты называют эти ресурсы «факторами производства» и обычно называют их трудом, капиталом и землей. Руководители производства называют их «пятью М»: люди, машины, методы, материалы и деньги.
При рассмотрении в качестве процесса производственная система может дополнительно характеризоваться потоками (каналами движения) в процессе: как физическим потоком материалов, работой на промежуточных стадиях производства (незавершенное производство), так и готовой продукцией; и поток информации и неизбежная бумажная работа, которая несет и сопровождает физический поток. Физические потоки подвержены ограничениям мощности производственной системы, что также ограничивает способность системы соответствовать ожидаемым результатам. Точно так же пропускная способность канала обработки информации производственной системы также может быть важным показателем производительности системы. Управление информационными потоками или планирование и контроль системы для достижения приемлемых результатов является важной задачей руководителя производства.
В то время как производительность системы является основным фактором, определяющим, могут ли быть выполнены ожидаемые результаты, дополнительное рассмотрение качества также должно рассматриваться как ограничивающий фактор. Качество продукта, измеряемое по некоторому объективному стандарту, включает внешний вид, эксплуатационные характеристики, долговечность, удобство обслуживания и другие физические характеристики; своевременность доставки; Стоимость; соответствие документации и вспомогательных материалов; и так далее. Это важная часть определения системы.
Типы производственных систем
Существует три основных типа основных производственных систем: периодическая система, непрерывная система и проектная система. В периодической системе оборудование и методы общего назначения используются для производства небольших количеств продукции (товаров или услуг) со спецификациями, которые сильно различаются от одной партии к другой. Заданное количество продукта перемещается в виде партии через одну или несколько стадий, и общий объем появляется одновременно в конце производственного цикла. Примеры включают системы для производства специализированных станков или тяжелого строительного оборудования, специальных химикатов и переработанных пищевых продуктов или, в сфере услуг, систему обработки претензий в крупной страховой компании. Системы серийного производства часто называют мастерскими.
В непрерывной системе обрабатываемые изделия проходят ряд шагов или операций, которые являются общими для большинства других обрабатываемых изделий. Поскольку ожидаются большие объемы производства, часто используются специально разработанное оборудование и методы, позволяющие снизить производственные затраты. Часто задачи, которыми занимаются работники, делятся на относительно небольшие сегменты, которые можно быстро освоить и эффективно выполнить. Примеры включают системы для сборки автомобильных двигателей и самих автомобилей, а также другие потребительские товары, такие как телевизоры, стиральные машины и персональные компьютеры. Системы непрерывного производства часто называют системами сборки или системами сборочных линий, и, как отмечено ниже, они распространены в операциях массового производства.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Два упомянутых выше типа систем часто встречаются в комбинации. При производстве интегральных схем для электронного оборудования, например, тысячи схем обрабатываются как партия на нескольких больших срезах кристалла кремния через десятки или даже сотни этапов обработки.
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
4 800 руб
Предложить свою цену
Характеристики и описание: Дренажный насос Patriot F 900/S для грязной воды (315302413)
Новейший дренажный насос Patriot F 900/S — это компактный и производительный агрегат, предназначенный для быстрого отвода жидкости в любых условиях. Он отлично подойдет не только для бытового, но и для промышленного использования. Дренажный насос Патриот прекрасно справится даже с большими объемами работ по откачке дождевой или грунтовой воды из затопленного подвала или любого другого помещения. Также Patriot F 900/S подойдет для осушения котлованов, бассейнов или отвода грязной жидкости из сточных канав.
Благодаря стойкому к ржавчине корпусу из стали и новой системе уплотнения, дренажный насос способен без труда переработать большой объем воды, содержащей твердые фрагменты размером до 35 мм, и при этом удалось полностью обезопасить мотор от попадания внутрь влаги.
Кроме того, двигатель имеет дополнительную медную обмотку.
А отменную надежность конструкции обеспечивает прижимная пружина статического сальника, рассчитанная на весь срок работы дренажного насоса.
Глубина погружения дренажного насоса составляет до 8 м.
Специально для территории России предусмотрена работа аппарата в электросетях 198-230 В.
Гарантия и сервис: Дренажный насос Patriot F 900/S для грязной воды
Отзывы о товаре: Дренажный насос Patriot F 900/S для грязной воды (315302413)
Рейтинг товара:
(0)
Написать отзыв:
Оцените товар:
Внимание!Ваш отзыв будет опубликован после предварительной проверки администратором сайта.
Ознакомиться с правилами публикации отзывов
Аксессуары : Дренажный насос Patriot F 900/S для грязной воды
Рекомендуем посмотреть
Дренажный насос AL-KO Drain 7000 Classic для грязной воды
6 290 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Дренажный насос AL-KO Drain 7500 Classic для грязной воды
7 490 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Дренажный насос AL-KO Drain 10000 Comfort для грязной воды
9 190 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Дренажный насос AL-KO Drain 12000 Comfort для грязной воды
10 290 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Дренажный насос AL-KO Drain 15000 Inox для грязной воды
12 790 руб
Есть в наличии
Добавить к сравнению
Сравнить (0)
Насос дренажный для грязной воды PATRIOT FQ800 315302423
КАТАЛОГ ТОВАРОВ
Главная ВОДОСНАБЖЕНИЕ Насосы Насос дренажный для грязной воды PATRIOT FQ800 315302423
Дренажный насос PATRIOT FQ800 315302423 используется для откачивания дождевой, загрязненной воды и осушения подвальных помещений. Размер пропускаемых частиц не должен превышать 25 мм. Производительность агрегата составляет 250 литров жидкости в минуту. Двигатель защищен от «сухого хода» благодаря поплавковому выключателю, который отключает насос при достижении минимального уровня воды.
Самовсасывающий поверхностный насос PATRIOT R 800 315302430
PATRIOT
Экономия 2676 ₽
4 734₽
7 410 ₽
Количество:
2016 Jeep Patriot Water Pump Цены на замену и оценки стоимости
Home
Jeep
Patriot
2016
Водяной насос — замените
Реклама
2016 ДЖИП Patriot Sport SUV 4DATIT
Водяной насос
.
Информация о замене водяного насоса
Водяной насос является важным компонентом, поддерживающим циркуляцию охлаждающей жидкости и играющим решающую роль в поддержании надлежащей рабочей температуры двигателя. Без циркуляции охлаждающей жидкости двигатель будет перегреваться, что приведет к преждевременному износу и повреждению. Неисправный водяной насос также может дать течь, что приведет к дальнейшей потере охлаждающей жидкости. Водяные насосы рассчитаны на срок службы не менее 100 000 миль, однако, если ваш водяной насос выйдет из строя, вы должны заменить его на высококачественный блок оригинального уровня. Доступны менее дорогие сменные насосы, но их срок службы может составлять всего 30 000 миль.
Замена водяного насоса Jeep рядом со мной
Нет местных дилеров, соответствующих вашему запросу.
Пожалуйста, выберите другую марку или другой почтовый индекс.
Замена водяного насоса Patriot 2016 г. Вопросы и ответы
Сколько стоит новый водяной насос для Jeep?
Стоимость замены водяного насоса на вашем Jeep зависит от модели. Возраст автомобиля также может повлиять на стоимость.
Кроме того, существует два типа водяных насосов: с ременным приводом и электрические. Типичные водяные насосы с ременным приводом не так уж и дороги, но электрические могут быть дорогими, что, очевидно, приведет к увеличению стоимости. В руководстве по эксплуатации вашего джипа должно быть указано, какой тип у вас есть.
Следует также помнить, что к некоторым водяным насосам добраться легче, чем к другим. Чем больше нужно разобрать двигатель, чтобы получить доступ к водяному насосу, тем выше трудозатраты.
Принимая во внимание все эти моменты, вы можете рассчитывать на оплату от 375 до 787 долларов (включая запчасти и работу). Конечно, ходить по магазинам, чтобы получить несколько котировок, это ваш лучший выбор, чтобы получить лучшее предложение.
Для получения дополнительной информации о водяном насосе прочитайте нашу статью Нужен ли моему автомобилю новый водяной насос?
Каковы симптомы неисправного водяного насоса для джипа?
Современные водяные насосы Jeep довольно надежны. Они могут лизнуть и продолжать тикать много лет. Но все же есть шанс, что они могут потерпеть неудачу.
Как правило, подшипник насоса может выйти из строя или в насосе возникает утечка. Если это так, это может привести к серьезному повреждению двигателя вашего автомобиля. К счастью, есть несколько способов узнать, что ваш водяной насос неисправен:
Лужи зеленой охлаждающей жидкости на земле
Высокотемпературные показания датчика температуры воды
Низкий скрежещущий звук двигателя
Утечка воды из передней части двигателя
Если вы заметили какие-либо из этих симптомов, как можно скорее обратитесь к механику Jeep, прежде чем ваш водяной насос полностью выйдет из строя.
Водяной насос моего джипа протекает. Что я делаю?
Если водяной насос на вашем Jeep протекает, у вас проблема. Степень серьезности проблемы зависит от серьезности утечки.
Водяные насосы обычно негерметичны из двух разных мест: уплотнения вала или прокладки водяного насоса. В любом случае, что-то не так, и ваш водяной насос необходимо заменить.
Существуют средства для остановки утечек, которые вы заливаете прямо в радиатор и которые могут (возможно) герметизировать или замедлить утечку. Если вы пойдете по этому пути, имейте в виду, что эти продукты являются лишь временным решением, а не постоянным решением.
Короче говоря, если ваш водяной насос протекает, мы рекомендуем обратиться к механику Jeep для его замены. Ваш двигатель скажет вам спасибо.
Как заменить водяной насос на джипе?
Замена водяного насоса на вашем автомобиле Jeep может быть либо простой задачей, либо длительным и трудным процессом. Все зависит от вашей модели, ее возраста и того, где находится водяной насос.
На некоторых двигателях водяной насос легко доступен. На других он может быть скрыт под путаницей других компонентов двигателя. В этом случае вам, возможно, придется снять радиатор, шланги, шкивы и множество других деталей, чтобы добраться до него. Возможно, вам даже понадобятся специальные инструменты для работы.
Если вы умеете делать что-то своими руками и ваш водяной насос более доступен, вы можете заменить водяной насос самостоятельно. Но чтобы быть в безопасности, замена водяного насоса — это работа, которую обычно лучше доверить профессиональному механику Jeep.
Каковы признаки выхода из строя водяного насоса для Jeep?
Ваш водяной насос является сердцем системы охлаждения вашего двигателя, постоянно циркулируя жидкость по всему двигателю, обеспечивая его бесперебойную работу. Если это не удается, у вас есть проблема.
Когда водяной насос вашего джипа начинает работать, обратите внимание на следующие признаки:
Лужи зеленой охлаждающей жидкости на земле
Высокотемпературные показания датчика температуры воды
Низкий скрежещущий звук двигателя
Утечка воды из передней части двигателя
Теперь, если ваш водяной насос полностью вышел из строя, обратите внимание на следующие признаки:
Дым или пар из радиатора
Перегрев двигателя
Нестандартный датчик температуры
Когда водяной насос выходит из строя, охлаждающая жидкость не циркулирует, что приводит к очень быстрому нагреву двигателя. Это приведет к перегреву вашего двигателя, и вы не хотите доходить до этой точки.
Поэтому, когда вы заметите первые признаки возможной неисправности водяного насоса, мы рекомендуем немедленно обратиться к механику Jeep и заменить его.
Цены на другие распространенные услуги по ремонту и обслуживанию Jeep Patriot 2016 года
Замена аккумулятора
Ремонт тормозов
Замена масла
Замена зажигания зажигания зажигания
Выравнивание колеса
Проверка света двигателя
Замена охлаждающей жидко и замена
Замена ступичного подшипника
Цены на все услуги по ремонту и обслуживанию Jeep Patriot 2016 года
Тормозная жидкость — промывка и прокачка тормозов
Тормоза — регулировка
Тормоза — замена колодок
Тормоза — замена колодок и восстановление поверхности роторов
Тормоза — замена колодок и роторов
Тормоза — замена роторов 90534 90534
Воздушный фильтр салона — заменить
Охлаждающая жидкость — промыть
Дифференциальная жидкость — промыть
Воздушный фильтр двигателя — заменить
Ремень двигателя — заменить
Блок управления двигателем (ECU) — перепрограммировать
Видимо, вы попали на страницу, которой либо нет, либо давно удалили. Начните поиск сначала!
Заказать обратный звонок
Телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар добавлен в корзину
Перейти в корзину
Товар добавлен в сравнение
Сравнить товары
В сравнении не может быть больше 4 товаров
Запрос счёта или коммерческого предложения
Название организации:
Ваш e-mail
Ваш телефон
Имя контакного лица:
Юридический адрес:
Комментарий:
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Товар в пути, узнайте когда поставка
Ваше имя:
Ваш e-mail
Ваш телефон
Нажимая на кнопку, вы соглашаетесь с политикой конфиденциальности
Связаться с нами
Как позвонить
По телефону +7(495)155-45-19. На ваш звонок ответит автоответчик. Мы не перезвоним если вы промолчите. Каждое обращение обрабатывается, мы связываемся с клиентами в соответствии с запросами. Подготовьте информацию, которую вы хотите сообщить, передайте автоответчику и мы вам перезвоним. Убедительная просьба: не молчите и не кладите трубку, это всего лишь автоответчик. 🙂 Другие наиболее эффективные способы связаться:
На странице товара, под названием товара 3 статуса:
В наличии – Товар у нас на складе. Оформляйте покупку кнопкой Купить.
Предзаказ – товар в пути, скоро доставка. Узнайте о сроках поставки, кликнув на ‘Сроки поставки’ или оформите покупку кнопкой Купить.
Под заказ – Товар привозится по вашему заказу по частичной предоплате. Оформляйте заказ по кнопке Заказать.
Как получить счёт на оплату для юридических лиц
Добавьте товары в корзину, перейдите к оформлению заказа. Способ оплаты: Организация → Укажите реквизиты → Получите счет на оплату
Как получить коммерческое предложение
На странице товара кликните по ссылке Запросить КП
Сколько стоит доставка
На странице товара блок Доставка. С точным расчетом стоимости и сроков в ваш город. На странице Доставка и оплата более подробно о всех способах доставки.
Если вы не нашли среди вопросов своего, обратитесь к нам через Whatsapp или Telegam
Заказ в один клик
Контактное лицо (ФИО):
Контактный телефон:
Email:
Инжиниринг и трехмерное проектирование, 3D сканирование
3D моделирование
Наша компания предоставляет широкий спектр услуг 3D моделирования для разных целей и областей применения.
Наши талантливые и опытные 3D-художники используют новейшие технологии, чтобы адаптироваться к потребностям нашего клиента и предоставлять низкополигональные и высокополигональные 3D модели любой сложности и назначения.
Наши услуги
3D моделирование для 3D принтера
У вас есть невероятная идея, но вы не знаете, как воплотить ее в жизнь? Наша команда инженеров по проектированию и дизайну предлагает услуги 3D-моделирования и прототипирования для трехмерной печати, создавая модели в соответствии со всеми требованиями и сложностями проектирования для данной отрасли.
Исправление и редактирование 3D моделей
Исправим и доработаем 3D модель под ваши требования или характеристики 3D печати. Так же исправляем и дорисовываем 3D модели после 3D сканирования.
3D моделирование по фото и эскизам
У вас есть фотография любимого питомца или человека, а так же рисунки или эскизы, которые вы хотели бы воплотить в трехмерную модель? Наши дизайнеры в короткий срок преобразуют 2D изображение или эскиз в 3D в цветном или однотонном виде.
3D моделирование по чертежам
Преобразуем 2D чертеж в трехмерную модель. Работаем как с электронными видами чертежей, так и с бумажными и отсканированными версиями.
3D визуализация
Рендеринг (3d визуализация) создается после создания 3D модели. Точно так же, как 2D-художник будет рисовать свои рисунки, добавляя освещение и затенение в свои картины, 3D рендеринг позволяет включать затенение и освещение в 3D сцены создавая изображения максимально приближенные к фотографии. 3D визуализация используется для демонстрации внешнего вида продукта, что часто используется в маркетинговых целях.
3D моделирование ювелирных изделий
Создание профессиональной 3D-модели ювелирных изделий — это первый шаг к превращению вашей концепции в реальность. Дизайнеры и модельеры, оживят ваш проект. Наша команда будет предоставлять услуги САПР с подробной детализацией и профессионализмом. После процесса трехмерного моделирования модель может использоваться для производства, или создания фото и видео, которые могут быть важной частью вашей маркетинговой кампании.
Инжиниринг
Мы предлагаем инженерные решения, предоставляемые нашими высококвалифицированными специалистами, которые являются экспертами в области проектирования и производства.
Предоставляем полный спектр услуг, который позволяет нам внедрять решения от разработки дизайн проектов до прототипирования и подготовки конструкторской документации.
Наши инженеры могут гарантировать, что процессы, разработанные в 3DM, позволят производить изделия самого высокого качества.
Наши услуги
Разработка CAD моделей
Первым шагом разработки продукта часто является создание CAD модели. Модель САПР предоставляет подробную информацию, необходимую для точного производства. Преимущества CAD моделирования:
Компоненты и сборки могут быть тщательно проанализированы
Быстрые технические изменения
Целостность конструкции, тк данные САПР могут быть повторно использованы с сохранением всех размеров, независимо от того как часто и где они используются.
Прототипирование
Это самый быстрый, надежный и доступный способ, включающий создание трехмерного объекта в любой его форме для последующего производства. Это эффективное решение, которое отвечает потребностям в разработке концептуальных моделей, эргономике и визуальном анализе, анализе формы, функций и инженерной оценки.
Технологическаяпроработка
Проработка имеющегося чертежа или CAD модели, для дальнейшего производственного процесса и проверка на технологичность производства с целью выпуска качественной продукции. Является неотъемлемым этапом по проектированию изделия, который включает в себя определение стоимости материала, проверку допусков на размеры, выбор материала для производства и проектирование технологической оснастки. Технологическая проработка позволит в дальнейшем сэкономить стоимость производства и повысить ресурс изделия.
Реверс — инжиниринг
Это процесс, посредством которого изделие анализируется и воссоздается с использованием физической части в качестве отправной точки. В процессе проектирования нового продукта будет разработана 3D модель, идентичная физическому объекту, которая в дальнейшем может быть модифицирована под ваши требования и подготовлена к производству. Реверс – инжиниринг можно реализовать несколькими способами:
На основе ручных измерений существующего физического объекта
С помощью 3D сканирования
Наши работы
3D моделирование
3D моделирование разборной куклы для 3D принтера
3D моделирование ножки стола для станка ЧПУ
3D моделирование фигурки для 3D принтер
3D моделирование маски для 3D принтера
Трехмерное моделирование для 3D принтера по эскизам
Трехмерное моделирование для 3D принтера по фото
Трехмерное моделирование собора для 3D принтера
Трехмерное моделирование для 3D принтера по фотографии
3D моделирование для 3D принтера по эскизам
3D моделирование для 3D принтера по фото
3D моделирование для 3D принтера с технологией печати FDM
Трехмерное моделирование для 3D принтера c технологией печати SLS
Построение 3D модели комода для производства на станке ЧПУ
Трехмерное моделирование лебедя для 3D принтера
Построение 3D модели индейца для последующей фрезеровки
Создание 3D модели шкатулки для последующей 3D печати
Наши работы
Инжиниринг
Разработка корпуса для планшета
Конструирование очков виртуальной реальности
Прототипирование корпуса панели управления для автомобиля
Реверс-инжиниринг корпусного изделия
Разработка корпуса для индукционной установки и последующая развертка для фрезерного станка
Реверс-инжиниринг
Разработка корпуса для планшета
Разработка корпуса для планшета
Разработка прототипа корпуса для лазерного оборудования
Разработка прототипа корпуса для лазерного оборудования
Разработка прототипа корпуса для лазерного оборудования
Реверс-инжиниринг корпусного изделия
Напишите нам
Email*
Телефон
Текст*
Файл
Что бы прикрепить файл — нажмите, или перетащите его сюда
Max file size: 60 MB. Acceptable file types:
4 + 2 =
Ответьте на вопрос
Подходит ли FreeCAD для 3D-печати? – 3D Solved
Когда вы впервые получите новый 3D-принтер, вы можете часами печатать объекты, доступные на Thingiverse и MyMiniFactory. Рано или поздно наступает момент, когда вам придется самостоятельно спроектировать целый объект или, по крайней мере, модифицировать существующий, чтобы он соответствовал вашему конкретному требованию.
Существует обширный список приложений САПР, из-за чего сложно выбрать, какое из них лучше подходит для ваших нужд. Сказав это, хорош ли FreeCAD для 3D-печати?
FreeCAD, безусловно, является одной из самых популярных программ параметрического САПР, подходящей как для любителей, так и для профессиональных пользователей. Одним из его самых больших преимуществ является тот факт, что он абсолютно бесплатный и имеет большое сообщество пользователей.
При этом выбор программного обеспечения САПР является личным делом и в значительной степени зависит от конкретных потребностей каждого человека. В этой статье я попытаюсь углубиться в основные функции, преимущества и недостатки FreeCAD, чтобы помочь вам решить, подходит ли он вам.
Начнем!
Легко ли освоить FreeCAD?
Это бесплатное программное обеспечение для параметрического 3D-моделирования с открытым исходным кодом может быть легко освоено, если у вас есть базовые знания инструментов. Известно, что это хорошая отправная точка для дизайнеров, плохо знакомых с миром моделирования. Поскольку это бесплатное программное обеспечение с открытым исходным кодом, вы легко найдете множество учебных пособий, чтобы научиться и начать свои собственные проекты.
Хотя его не так легко освоить, как Tinkercad, он определенно более универсален.
Что такое параметрическое моделирование?
Параметрическое моделирование — это парадигма автоматизированного проектирования (САПР), которая фокусируется на установлении форм, ограничений и размеров проектируемой модели. Это позволяет автоматизировать повторяющиеся изменения, поскольку устраняет необходимость постоянно перерисовывать дизайн при каждом изменении значений размеров. Таким образом, вы можете изменить всю форму модели сразу, а не только отдельные части по одной.
FreeCAD соответствует этой категории программного обеспечения САПР. В отличие от Прямое моделирование Программное обеспечение САПР, Параметрическое лучше подходят для случаев, когда важна точность. Так обстоит дело, например, в проектах, связанных с машиностроением.
Возможно, вы задаетесь вопросом, какая парадигма моделирования лучше подходит для ваших конкретных нужд, парадигма параметрического или прямого моделирования, поэтому я быстро пройдусь по основным аспектам и различиям каждой из них.
Параметрическое и прямое моделирование
Прямое моделирование позволяет быстро создавать и редактировать геометрию, не беспокоясь об определении функций и ограничений модели. Вы просто проектируете, пока не получите желаемую форму.
Прямое моделирование имеет смысл использовать, когда вы концептуально исследуете различные идеи для модели и не хотите иметь дело с установленными формами и размерами, поскольку постоянно манипулируете дизайном. Прямое моделирование особенно полезно при проектировании органических форм, таких как растения, животные, люди и т. д.
После завершения концептуального проектирования использование параметрического моделирования может помочь сохранить первоначальный замысел проекта. Существуют определенные ситуации, в которых полезно использовать оба типа программного обеспечения, поскольку они могут дополнять друг друга.
Короче говоря, если вашей основной целью является проектирование технически точных деталей, вам следует пойти по пути Parametric , и FreeCAD — отличный выбор для этого. С другой стороны, если вы в основном хотите создавать органические формы, вам следует сосредоточиться на изучении программного обеспечения для прямого моделирования CAD, такого как ZBrush или Blender.
Популярен ли FreeCAD в 3D-печати?
FreeCAD считается одним из лучших программ САПР, которые вы можете использовать для 3D-печати, а тот факт, что он бесплатный, делает его довольно популярным выбором для всех, кто хочет создавать объекты для 3D-печати.
Одной из замечательных особенностей FreeCAD является то, что он позволяет создавать 2D-модели, которые впоследствии можно использовать в качестве основы для быстрого создания 3D-моделей. Более того, параметрическое моделирование очень эффективно, когда вы находитесь в процессе редактирования 3D-модели. Это может показаться тривиальным, но возможность загрузить файл с Thingiverse и отредактировать его в соответствии с вашими потребностями — это мощный и ценный навык.
Кроме того, вы можете расширить функциональность FreeCAD, добавив плагины (называемые Workbenchs ).
Можете ли вы спроектировать что-либо с помощью FreeCAD?
Принтер FDM, разработанный на FreeCad
FreeCAD — это программа для параметрического 3D-моделирования общего назначения, поэтому она имеет широкий спектр применения. Его основное назначение – проектирование машиностроения, электротехники и архитектурных объектов.
По этой причине его лучше всего использовать для геометрических конструкций, таких как точные запасные части, детализированные технологические детали, масштабные модели и гаджеты для редактирования.
Хотя это технически возможно, FreeCAD не рекомендуется для моделирования биологических фигур, таких как растения, люди или животные.
Интернет-ресурсы для изучения FreeCAD
С FreeCAD у вас не возникнет проблем с поиском руководств или учебных пособий, которые помогут вам научиться использовать программное обеспечение, поскольку их существует множество. Поскольку это бесплатное программное обеспечение с открытым исходным кодом, многие люди опубликовали статьи и видео, чтобы помочь вам решить любые проблемы, с которыми вы могли столкнуться при использовании FreeCAD. Форумы FreeCAD и видеоролики на YouTube — хорошие места для начала обучения.
Еще когда я учился использовать FreeCAD, я нашел серию руководств, созданных Power Playground, невероятно полезными, поскольку они специально предназначены для проектирования объектов для 3D-печати.
Популярные альтернативы FreeCAD
Хотя FreeCAD определенно мощная программа САПР, вы должны, по крайней мере, знать о других популярных вариантах. В следующем разделе я кратко рассмотрю наиболее распространенные альтернативы и сосредоточусь на основных различиях.
FreeCAD против Tinkercad
Tinkercad также является бесплатным программным обеспечением, но в отличие от FreeCAD это приложение на основе браузера. Вы можете использовать Tinkercad с любой операционной системой, если у вас есть подключение к Интернету. Этот инструмент 3D-моделирования намного проще в освоении и использовании, поскольку он специально разработан для начинающих и позволяет им изучить основные концепции 3D-моделирования.
Интерфейс Tinkercad гораздо более интуитивно понятен, чем интерфейс FreeCAD. Хотя вы не можете создавать очень сложные конструкции с помощью Tinkercad, вы все равно можете создавать удивительные модели, используя предлагаемые предустановленные объекты и формы. Кроме того, Tinkercad — отличный инструмент для знакомства детей с чудесами 3D-моделирования.
FreeCAD против SketchUp
SketchUp — это еще одно браузерное программное обеспечение для 3D-моделирования, имеющее 3 версии: Free, Shop и Pro. Как следует из названия, версии Shop и Pro платные и предлагают пользователю больше возможностей. Бесплатная версия по-прежнему является хорошим выбором как для начинающих, так и для пользователей среднего уровня.
Sketchup в основном используется в строительстве и дизайне интерьеров, и хотя он не такой простой, как TinkerCad, его все же проще использовать, чем FreeCAD.
Проектирование в Sketchup, вероятно, быстрее, чем в FreeCAD для небольших проектов, но если вы заинтересованы в дополнительных технических возможностях для сложных проектов, вам следует придерживаться FreeCAD.
FreeCAD и Fusion 360
Fusion 360 — это профессиональное программное обеспечение для 3D-САПР, устанавливаемое на настольные компьютеры и работающее в облаке. Для профессионального использования вам необходимо платить ежемесячную подписку, но он также предлагает бесплатные лицензии для любителей, студентов и преподавателей, а также стартапов.
Как и FreeCAD, он использует параметрическое моделирование, но также позволяет дизайнерам плавно переключаться на прямое моделирование, когда это удобно для проекта.
Fusion 360 имеет более интуитивно понятный и удобный интерфейс, чем FreeCAD, но при этом поддерживает возможность проектирования очень точных моделей. Короче говоря, обе программы можно использовать для сложных конструкций.
FreeCAD против AutoCAD
AutoCAD — это точное программное обеспечение для 2D- и 3D-моделирования, которое было одной из первых программ САПР, представленных еще в 1982. Чтобы использовать AutoCAD, вам нужно оплатить ежемесячную подписку, и его лучше всего использовать опытным специалистам в промышленных целях.
Несмотря на то, что он идеально подходит для 2D-чертежа, его не так просто использовать в сложном 3D-моделировании, поскольку кривая обучения у него более крутая, чем у большинства других приложений САПР, и поэтому он не очень популярен в сообществе 3D-печати. С другой стороны, FreeCAD используется бесплатно более широким кругом пользователей в области 3D-печати.
Стоит отметить, что AutoCAD поддерживает как Parametric и Direct Modeling , а также впечатляющая совместимость файлов, что очень удобно при экспорте и импорте файлов.
Часто задаваемые вопросы (FAQ)
Действительно ли FreeCAD можно использовать бесплатно?
FreeCAD — это абсолютно бесплатное программное обеспечение с открытым исходным кодом. Независимо от того, хотите ли вы использовать его в личных или коммерческих целях, вам не нужно будет тратить деньги на использование этого замечательного программного обеспечения.
Нужно ли скачивать FreeCAD?
Вам необходимо загрузить FreeCAD, чтобы использовать программное обеспечение, поскольку оно не имеет браузерной версии. FreeCAD совместим с операционными системами Windows, Mac и Linux, и вы можете загрузить его с веб-страницы FreeCAD.
Можно ли визуализировать объекты с помощью FreeCAD?
Сцена, смоделированная в FreeCAD и визуализированная с помощью надстройки BlenderKIT.
Будучи программным обеспечением с открытым исходным кодом, FreeCAD постоянно разрабатывает новые функции. Для FreeCAD существует рабочая среда рендеринга для создания высококачественных визуализированных изображений из ваших файлов FreeCAD с использованием внешних механизмов рендеринга с открытым исходным кодом. Вы можете ознакомиться с проектом FreeCad-Render здесь.
Какие операционные системы поддерживает FreeCAD?
FreeCAD разработан и поддерживается для всех основных операционных систем, то есть: Windows, Linux и Mac. На данный момент мобильной версии программы нет.
Можно ли экспортировать файлы STL в FreeCAD?
FreeCAD поддерживает импорт и экспорт в формате STL с довольно значительным количеством настроек, что делает его особенно полезным для 3D-печати, поскольку это расширение файла наиболее часто используется для нарезки.
Является ли FreeCAD открытым исходным кодом?
FreeCAD — это бесплатное программное обеспечение с открытым исходным кодом, кодовая база которого разработана в основном на C++ и Python. На самом деле, FreeCAD поощряет сообщество вносить свой вклад в репозиторий, который вы можете посмотреть здесь.
Вы также можете управлять FreeCAD с помощью кода Python. Это очень мощно, поскольку позволяет вам и другим расширять функциональные возможности программного обеспечения, создавая свои собственные инструменты и макросы. FreeCAD имеет очень подробную и удобную документацию о том, как начать работу со сценариями и макросами.
Полезные плагины FreeCAD (верстак) для 3D-печати
Будучи проектом с открытым исходным кодом, FreeCAD имеет обширный набор плагинов, которые можно устанавливать по мере необходимости. Поскольку наше основное внимание здесь всегда уделяется 3D-печати, я рекомендую хотя бы проверить 3D Printing Tools Workbench. Я также хотел бы взглянуть на этот исчерпывающий каталог внешних верстаков, перечисленных на вики проекта.
Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиск принтера, нити накала или обновлений, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к много путаницы.
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для среднего уровня, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно подобраны, поэтому вы знаете, что какой бы из них вы ни выбрали, он будет работать так, как задумано.
Подходит ли Tinkercad для 3D-печати? – 3D Solved
С таким количеством различных программ САПР, как бесплатных, так и очень дорогих, трудно действительно выбрать, какое из них выбрать, особенно если вы только начинаете.
Я начал работать с Tinkercad, и мне удалось создать с его помощью несколько довольно крутых 3D-проектов, которые я затем распечатал на своем 3D-принтере, а затем перешел на другое, более полнофункциональное программное обеспечение САПР.
Итак, в этой статье я дам вам обзор Tinkercad, если его легко освоить, а также сравню его с некоторыми другими известными программами САПР.
Короче говоря; Tinkercad можно использовать для проектирования 3D-объектов, которые затем можно сохранить в виде файла .STL для печати на любом 3D-принтере, и хотя он может быть не таким полнофункциональным и функциональным, как другие программы для проектирования, он бесплатный и простой. в использовании и идеальный САПР для начинающих энтузиастов 3D-печати.
Теперь, без лишних слов, приступим!
Содержание
Легко ли освоить Tinkercad?
Можете ли вы спроектировать что-нибудь с помощью Tinkercad?
Онлайн-ресурсы для обучения Tinkercad
Популярные альтернативы Tinkercad
Как экспортировать файл из Tinkercad
Какое программное обеспечение САПР чаще всего используется в 3D-печати?
Часто задаваемые вопросы
Заключение
Ознакомьтесь с разделом рекомендуемых продуктов
Легко ли освоить Tinkercad?
Tinkercad — это бесплатная программа автоматизированного проектирования (САПР), в которой пользователи могут проектировать, изменять и создавать трехмерные объекты . Его пошаговый процесс проектирования прост и удобен для начинающих, поскольку он использует конструктивную объемную геометрию (CGS), что позволяет пользователям создавать сложные конструкции, начиная с одной простой геометрической формы и постепенно добавляя другие, что означает, что нет необходимости Необходимы знания в области 3D-дизайна.
Tinkercad доступен бесплатно и используется школьниками, учителями, любителями 3D и дизайнерами. Прелесть программного обеспечения в том, что оно удобно для пользователя и является отличной альтернативой другим программам для 3D-моделирования, таким как SketchUp и Fusion360.
Весь смысл Tinkercad в том, чтобы быть как можно более простым и легким в использовании, при этом позволяя создавать очень сложные объекты, предлагая очень щедрую кривую обучения, а это означает, что вы будете создавать невероятно сложные проекты в кратчайшие сроки.
Большим преимуществом Tinkercad является растущее сообщество дизайнеров, которое всегда очень радушно принимает новых и начинающих мастеров, а количество доступных ресурсов, которые помогут вам на вашем пути, просто поразительно.
Самое приятное то, что обучение в сообществе Tinkercad бесплатное, и всегда есть кто-то или, возможно, даже группа дизайнеров, которые предложат свои рекомендации и поддержку.
Tinkercad — это самый простой способ для начинающих начать работу с 3D-моделированием, поскольку он разработан с нуля, чтобы быть максимально простым и интуитивно понятным в использовании, не ограничивая вас слишком сильно, поскольку, как только вы освоите его, вы сможете создавать достаточно сложные модели.
Можно ли что-нибудь спроектировать с помощью Tinkercad?
Хотя в Tinkercad можно спроектировать практически любую 3D-модель, существуют некоторые ограничения, когда речь идет о сложных и чрезвычайно точных движущихся частях, например, разработанных промышленными дизайнерами и инженерами. может быть лучше. Однако для большинства людей, которым необходимо проектировать более традиционные модели, Tinkercad более чем достаточно.
Однако, чем больше вы используете и испытываете программное обеспечение со всеми его различными инструментами, тем больше вы понимаете, насколько на самом деле универсален и удобен Tinkercad.
Что касается обычного повседневного дизайна, то предела нет, поэтому Tinkercad будет более чем достаточным для удовлетворения средних требований к дизайну для большинства пользователей. Чтобы дать вам представление о том, на что способен Tinkercad, ниже приведены некоторые проекты, созданные несколькими опытными пользователями.
DeLorean
Ray Gun
Futuristic City
Mustang
Mad Max Guitarist Truck
Интернет-ресурсы для обучения Tinkercad
Официальное руководство Tinkercad.
Существует множество учебных пособий, доступных в Интернете, будь то на YouTube, веб-сайтах, форумах и так далее, и быстрый поиск в Google по запросу «Tinkercad Tutorial» даст десятки полезных результатов.
Вот некоторые из наиболее полезных учебных пособий/Руководства:
6555555550165 гг. из вас, кто предпочитает смотреть видеоуроки, а не читать, YouTube поможет вам. Вот несколько ссылок.
All3DP Tinkercad Tutorial
Bai Tinkercad Tutorial
Chaos Core Tech Tinkercad Tutorial
Makerspace tutorial
Tinkercad tutorial by PromoAmbitions (best video tutorial available)
Tinkercad uses rather simple geometric shapes that can be either “solid” или «отверстие», и при объединении двух вы можете создавать новые формы. В дополнение к этому вы можете создавать собственные генераторы форм с помощью встроенного редактора JavaScript, которые затем можно импортировать в трех разных форматах: STL и OBJ для 3D и 2-мерные формы SVG для выдавливания в 3D-фигуры.
Tinkercad даже включает функцию экспорта 3D-моделей в Minecraft Java Edition, а также предлагает возможность проектирования структур с использованием кирпичиков Lego.
Популярные альтернативы Tinkercad
Как уже упоминалось, существуют альтернативы Tinkercad, каждая из которых имеет свои плюсы и минусы. Двумя основными альтернативами являются SketchUp и Fusion360, поэтому давайте посмотрим, как Tinkercad сравнивается с ними.
Tinkercad и SketchUp
И Tinkercad, и SketchUp подходят для начинающих, практически не знакомых с программами 3D-дизайна. Это дает пользователям возможность получить базовое понимание дизайна без предварительного прохождения тщательного процесса обучения.
SketchUp был создан Google и имел огромное количество поклонников: только за последний год было 30 миллионов активаций. Идея, стоящая за ним, как и за Tinkercad, заключалась в том, чтобы создать программное обеспечение для 3D-моделирования, доступное для широкой публики без необходимости использования предварительное образование в данной области.
SketchUp бесплатен?
SketchUp Free — это бесплатная версия программного обеспечения, обладающая некоторыми заманчивыми преимуществами, включая 10-гигабайтное облачное хранилище, приложение для просмотра SketchUp для мобильных устройств и возможность импортировать файлы различных типов. Однако существуют ограничения на то, что вы можете получить бесплатно, и цены варьируются от 119 долларов США.в год за простую персональную лицензию до 639 долларов в год за версию «Studio».
Tinkercad, с другой стороны, на 100% бесплатен.
Tinkercad против Fusion360
Tinkercad предназначен для молодых пользователей без опыта или знаний в области проектирования, в то время как Fusion360 разработан для более опытных пользователей, которые обладают более глубокими знаниями и которым необходимо создавать прототипы и более сложные детали.
Tinkercad, однако, прост в освоении, а движущиеся части можно делать относительно быстро. Он интерактивен и вовлекает юные умы в веселую и познавательную форму, которая дает возможность проектировать и создавать основные предметы повседневного обихода. Однако он ограничен точкой с доступными формами. Другим недостатком является то, что редактирование затруднено, потому что нет дерева истории, к которому можно было бы обратиться.
Fusion360, с другой стороны, дает пользователю полный контроль над формами и может похвастаться некоторыми мощными инструментами моделирования, которые идеально подходят для создания сложных механических деталей. Кроме того, наличие дерева истории значительно упрощает редактирование, но вместе с этим требуется гораздо больше обучения, а из-за набора инструментов, доступных в Fusion 360, знание того, какой из них использовать в любой момент времени, придет с опытом или, другими словами, , инвестиции времени.
Как экспортировать файл из Tinkercad
Чтобы экспортировать файл из Tinkercad, вам нужно выбрать объект, который вы хотите распечатать (если их несколько, то вам нужно выбрать их все), а затем нажать «Экспорт» в в правом верхнем углу, убедившись, что выбран формат . stl, который сразу загрузит файл.
Если вы собираетесь печатать модель на 3D-принтере, вам нужно будет загрузить файл .stl в программное обеспечение Slicer, нарезать его, а затем загрузить на принтер (обычно через SD-карту).
Какое программное обеспечение САПР чаще всего используется в 3D-печати?
Поскольку в сообществе 3D-печати нет статистики по приложениям САПР, лучше различать любителей и профессиональных дизайнеров. Tinkercad и SketchUp популярны среди любителей, в то время как большинство штатных профессиональных дизайнеров предпочитают Fusion360.
Программное обеспечение САПР имеет широкий спектр и предпочтительнее для более технических типов проектов. Тем не менее, вот список программ, подходящих как для начинающих, так и для экспертов:
Blender: для начинающих, бесплатно.
Tinkercad: для начинающих и бесплатно.
Freecad: для начинающих, бесплатно.
Blockscad: бесплатно для начинающих.
Creo: для среднего уровня и стоит 2310 долларов США за лицензию.
Autodesk Fusion360: для среднего уровня и стоит 60 долларов США в месяц или бесплатно для студентов и преподавателей.
SolidWorks: для профессионалов и стоит 3995 долларов США за каждую лицензию.
Autocad: для профессионалов, стоит 185 долларов в месяц или 1470 долларов в год. Студенты и преподаватели могут скачать функциональную версию бесплатно.
Catia: для профессионалов, стоит 10 000 долларов США и выше.
Openscad: для профессионалов и бесплатно.
Rhino3D: для профессионалов, включая различные пакеты, включающие Rhino 6.0 для Windows по цене от 995 евро и Rhino 5.0 для Mac по цене от 69 евро.5 евро.
Часто задаваемые вопросы
Можно ли использовать Tinkercad бесплатно?
Tinkercad на 100 % бесплатен для использования и не предусматривает каких-либо дополнительных планов обновления, как большинство других «бесплатных» программ САПР, за которые вам придется платить. Это, однако, происходит за счет того, что оно немного более ограничено, чем другое подобное программное обеспечение.
Можно ли загрузить Tinkercad (и использовать его в автономном режиме)?
Tinkercad доступен только в Интернете, и в настоящее время вы не можете загрузить его для использования в автономном режиме. Это означает, что у вас всегда должно быть активное подключение к Интернету, и все создаваемые вами проекты будут сохраняться в облаке. В Autodesk периодически поступали запросы на автономную версию, но до сих пор не было никаких твердых обязательств, кроме того факта, что они изучают ее.
Можете ли вы визуализировать объекты в Tinkercad?
Визуализация объекта в Tinkercad возможна, но в очень простой форме. Вот пятиэтапный процесс, который проведет вас через это. Кроме того, лучше всего импортировать в Fusion360, если вы хотите более реалистичную сцену. Вот видео, которое показывает вам, как это сделать правильно.
Заключение
Tinkercad — отличный инструмент для создания 3D-проектов, которые затем можно распечатать, и он особенно хорош для начинающих, так как требует очень легкого обучения.
История и культура КитаяТитульная страница сайтаНовостиТорговая площадкаКарта сайтаО КОМПАНИИФотографии КитаяВаши запросыЗаконодательство КНР
НАВИГАЦИЯ ПО РАЗДЕЛУ :
— Расчёт бизнес плана — Справочная информация — ГОСТы РФ — ГОСТы КНР — Нормативные акты ЕС — Перевод единиц измерения — ИНКОТЕРМС 2010 — Расчёт ЖД тарифов — Габариты транспортных средств — Стоимость доставки контейнеров из Шанхая в города России — Транспортный коносамент
БЕЗОПАСНОСТЬ, ЗАЩИТА, ОБОРУДОВАНИЕ БЕЗОПАСНОСТИ
ГАЗ И ГАЗОВОЕ ОБОРУДОВАНИЕ
ИНСТРУМЕНТ
КЛЕИ
МАТЕРИАЛЫ
МЕДИЦИНА И СТОМАТОЛОГИЯ
МЕТАЛЛ, ПРОКАТ И СПЛАВЫ
МИНИ-ЗАВОДЫ
МОНЕТЫ КОЛЛЕКЦИОННЫЕ
МУЗЫКАЛЬНЫЕ ИНСТРУМЕНТЫ
ОБОРУДОВАНИЕ ДЛЯ УЧРЕЖДЕНИЙ КУЛЬТУРЫ
ОДЕЖДА, ОБУВЬ, ТКАНЬ, КОЖА
ОРГТЕХНИКА И КАНЦТОВАРЫ
ОТДЫХ И САДОВОЕ ХОЗЯЙСТВО
ПРИБОРЫ
ПРОДУКТЫ ПИТАНИЯ
ПРОМЫШЛЕННОЕ ОБОРУДОВАНИЕ
Бумага и картон Вентиляционное, кондиционирование Городского и коммунального хозяйства Гравировальное Деревообрабатывающее Добывающее оборудование Кузнечно-прессовое Металлообрабатывающее Металлургическое Многофункциональное Очистное и утилизационное Пищевое Пневматическое и гидравлическое Подъемно-транспортное и погрузочное Полиграфическое и множительное Полимеры из пластмасс Предметы гигиены Производство одежды и обуви Резинотехника Сварочное Сельскохозяйственное Строительные материалы Сырьевое Теплоэнергетическое Химическое Хозтовары Швейная и трикотажная промышленность Электротехника
РАЗНЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
СЕКС ИНДУСТРИЯ
СПРАВОЧНАЯ ИНФОРМАЦИЯ
СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ
СЫРЬЕ
ТОВАРЫ ДЛЯ ЖИВОТНЫХ
ТОРГОВЛЯ И ОБЩЕСТВЕННОЕ ПИТАНИЕ
ТРАНСПОРТ
УПАКОВКА И ТАРА
УСЛУГИ
ХИМИЯ
ЭКОЛОГИЯ
ЭЛЕКТРООБОРУДОВАНИЕ
ЮВЕЛИРНЫЕ ИЗДЕЛИЯ И СУВЕНИРЫ
ЮВЕЛИРНЫЕ ИНСТРУМЕНТЫ
Путь по сайту: Главная / Торговая площадка / ПРОМЫШЛЕННОЕ ОБОРУДОВАНИЕ / Строительные материалы / Керамогранит: оборудование по производству
ЦЕНА ПРОДУКЦИИ
ЦЕНА ПРОДУКЦИИ
Технология производства: состоит из четырех этапов:
производство исходной смеси из глины
формовка
обжиг и проверка качества
сортировка и складирование
Производство исходной смеси из глины
Керамогранит изготавливают из смеси, состоящей из монтмориллонитовых и каолиновых глин с добавлением полевого шпата, кварцевого песка и красящих минеральных пигментов.
Производство такой смеси осуществляется в три этапа: взвешивание всех необходимых компонентов (чтобы соблюсти нужную пропорцию), измельчение и перемешивание на миксерах-атомизаторах.
В зависимости от соотношения компонентов для исходной смеси, формируются такие характеристики будущего керамогранита, как цвет и уровень водопоглощения.
Формовка
Формовка керамогранита может осуществляться тремя способами: прессованием, литьем или экструзивным методом. С помощью экструзивного метода и литья производятся декоративные элементы керамогранита, а также стеклянная плитка. Обычный керамогранит формуется посредством прессования. Перед прессованием исходная смесь подсушивается. Само прессование осуществляется при высоком давлении (до 500 кг/кв. см), в один или два этапа. После прессования керамогранитная смесь проходит подготовку к обжигу: из нее удаляется вся жидкость, а на поверхность (при изготовлении рельефного или глазурированного керамогранита) наносится, соответственно, рельеф или глазурь. Глазурирование керамического гранита производится с целью придания ему особых эстетических и защитных свойств. Глазурь (другое название: смальта) для керамогранита по своему составу не отличается от глазури для керамической плитки.
Обжиг
После формовки и предварительной подготовки керамогранитной смеси ее обжигают при температуре в 1200 – 1300 градусов в специальных печах тоннельного типа. Во время обжига формованная керамогранитная смесь движется в печи, что (вместе с определенным образом запрограммированными колебаниями температуры) обеспечивает равномерность обжига. Керамогранит обжигается немного дольше, чем керамическая плитка. Это приводит к тому, что керамогранитная смесь реструктуризуется и получает все те преимущества, которые отличают керамогранит от керамической плитки. Обработка керамогранитной смеси высоким давлением и высокотемпературным обжигом является своего рода имитацией природных процессов генезиса дунитов, плагиоклазов и прочих пород магматического происхождения. Но по техническим характеристикам керамогранит оказываются гораздо лучше, чем указанные горные породы, так как процедура его изготовления полностью контролируется на всех этапах. В составе керамогранитной смеси нет никаких посторонних компонентов, которые могли бы снизить его качество, а процессы формования и обжига длятся оптимальный по длительности период времени. Кроме того, во время процедуры изготовления керамогранита на него не накладывается радиация и имеется возможность сформировать определенный рисунок его поверхности. При обжиге керамогранита необходимо следить за уровнем температуры, поскольку от неё зависит оттенок готового строительного материала. Контроль особенно необходим в том случае, если камень покрывается глазурью. Чрезмерно высокая температура приведёт к пережогу поверхности, а если температурный режим будет меньше нормы, то изделие получится недожжённым, а значит, менее прочным.
Проверка качества керамогранита
Проверка качества керамогранита осуществляется посредством двух типов методов: механических и электронных. К механическим методам, например, относится проверка керамогранита на наличие скрытых дефектов, которая производится с помощью удара по плите керамогранита тестовым грузом. К электронным методам относится, например, компьютерное сканирование керамогранита с целью выявления дефектов поверхности и окраски. После проверки качества керамогранита он рассортировывается по паллетам и поддонам и упаковывается в специальную термопленку.
Вес керамогранита
На современном рынке строительных материалов керамический гранит пользуется высоким спросом и популярностью. Это связано с уникальными физико-эксплуатационными показателями искусственного камня, которые позволяют использовать его в области отделки для решения задач любой сложности. В зависимости от применяемой технологии производства он приобретает специфические параметры: габаритные размеры (ширина, длина, толщина) и объемный вес керамогранита.
Плитки керамического гранита — это достаточно тяжелый материал. Показатель водопоглощения керамогранита равен 0,01-0,05%. В его структуре практически нет пор, по своим характеристикам и высокой плотности он превосходит натуральный камень. На подготовительной стадии перед началом монтажа следует рассчитать вес 1 м2 керамогранита, поскольку не каждая конструкция сможет его выдержать.
Исходным сырьем для производства керамогранита являются песок, глина, шпат, красители. Компоненты измельчаются до однородной консистенции и прессуются под значительным давлением. Большая масса и высокая плотность изделия обеспечивают ему особую прочность и долговечность. Для правильного определения массы продукции необходимо учитывать показатель удельного веса керамогранита, который с учетом европейских нормативов составляет около 2400 кг/м3. Эта величина практически равна удельному весу стекла. Стекло и керамический гранит часто применяют вместе для обустройства зданий и монтаже вентилируемых фасадов. Одинаковые параметры удельного веса существенно упрощают рабочий процесс сборки элементов конструкции.
Ориентировочно вес м2 керамогранита варьируется в пределах от 11 до 25 кг. Более легкий вариант подходит для использования на стенах, тяжелый — для укладки на полу. Кроме того, масса материала зависит от его формата, поэтому вес плитки керамогранита 30*30 будет меньше веса керамогранита 60*60. Выпускают плитку различных размеров толщиной 7 — 30 мм. Плитка для пола успешно выдерживает повышеную нагрузку и механическое воздействие. Увеличение толщины изделия позволяет применять ее для укладки в местах высокой проходимости, более тонкие — для обустройства стен. Большой вес керамогранита 60х60 создает определенные трудности при монтаже, но при этом такая плитка имеет значительное преимущество в плане долгого срока эксплуатации.
Для того чтобы не ошибиться с выбором подходящего варианта можно самостоятельно рассчитать вес упаковки керамогранита. Например, чтобы узнать вес плитки керамогранита 600х600 следует умножить ее объем на удельный вес. Полученный результат одного типоразмера будет различаться в зависимости от толщины изделия. Поэтому вес одной плитки керамогранита 600х600х10 будет меньше веса керамогранита 600х600х20. Это объясняется тем, что объем одной плитки толщиной 10 мм отличается в меньшую сторону, чем объем плитки толщиной 20 мм.
Существует прямая зависимость между массой, толщиной и форматом изделия. Традиционно толщина плитки в формате 30х30 составляет 8 мм, 45х45 — 9 мм, 60х60 — 10 мм. При толщине 8,0-8,5 мм 1 м2 керамогранита весит 18,5-19 кг. Для обеспечения транспортировки товара до места назначения необходимо знать, например, вес керамогранита 300х300, который измеряется в килограммах. Информацию можно взять из каталога продукции, где указан вес керамогранита 30х30 одной плитки, м2 и вес брутто. Также на упаковке обозначается количество плиток в 1 м2 и на поддоне, размер поддона и сколько кв.м товара поместится на нем.
Сырье
Сырье для производства керамического гранита — это несколько видов глины:
1. Тугоплавкая глина — именно она отвечает за все керамические свойства керамогранита;
2. Каолин — минеральное вещество, входящее в состав глины — делает готовое изделие прочным и твердым.;
3. Кварцевый песок — можно сказать, что это своего рода «скелет» силикатного расплава, образующегося при обжиге;
4. Полевой шпат — он используется для понижения температуры спекания и одновременно является источником образования стекловидной фазы;
5. Пигменты — как правило, на основе оксидов металлов (марганца, железа, кобальта), необходимы для окраски готового продукта.
Все вышеперечисленное сырье, смешанное в определенных пропорциях, составляет основу керамического гранита и обеспечивает технологические свойства перерабатываемой массе, внешний вид и технические данные готовых керамических изделий.
При производстве керамогранита необходимо и так называемое вспомогательное сырье. Его задача — регулирование определенных свойств исходных масс и способствование ускорению технологических процессов.
К «вторичному» сырью относят:
1. Ангоб — он выполняет роль защитного покрытия и наносится на монтажную сторону плитки — сырца;
2. Электролит — делает глинистые суспензии и шликеры более текучими.
Шликер получают следующим образом: глину и каолин добавляют в установленной пропорции, рыхлят, добавляя необходимое количество воды и электролита, «распускают» в специальных емкостях с мешалками.
В шаровую мельницу по ленточным транспортерам направляют дозированные в соответствующей пропорции компоненты (полевого шпата и кварцевого песка) и сюда же одновременно подается уже распущенная глинистая суспензия, вода и электролит. Готовый к дальнейшей переработке шликер имеет показатели: влажность 31-34%, плотность 1,71- 1,74 г/см3, тонкость помола — 0,1 %.
Для того, чтобы готовый керамический черепок получился более прочным, в раствор во время приготовления добавляют полевой шпат и кварцевый песок. Для производства керамогранита ещё необходима глина малой пластичности, насыщенная каолином. Подготовленное сырьё необходимо хорошо измельчить, используя специальное оборудование для керамогранита (мельница) и метод мокрого дробления. Такой подход обеспечивает раствору однородность, количество присадок полевого шпата и кварцевого песка не должно превышать 10% от объема каолиновых глин, благодаря чему обожжённый черепок получается качественным и прочным.
Состав линии:
Высокоскоростной смеситель
Дробилка
Вибросито (три слоя)
Шлифовальный станок
Пылеуловитель
Станок для пресс-формы
Станок подачи заготовок
Отрезной станок
Термосушка
Технические параметры оборудования:
1. Смеситель сырья крупная фракция T-2000L
материал:304 нержавеющая сталь
нагревательная мощность: 20.5KW
скорость вращения:63R/min
мощность главного электродвигателя:11KW
2. Скоростной диспергатор для получения искусственного камня (1 комплект)
мощность: 5.5KW
напряжение:380V
внешний размер 500*400*1800 мм
вес около:300KG
3. Вибросито
напряжение:380V
амплитуда:8-10mm
привод мощности:5KN
размер:1000*1000*1080 мм
вес:180KG
мощность :1.1KW
4. Формирующее оборудование (комплект)
размер:3000*1000*580 мм
предельное остаточное давление:4 x 10-2 Torr
скорость выкачивания воздуха:70 л/сек
время выкачивания воздуха: 2min
вес:2000 кг
напряжение:380v трёхфазный
мощность: 7.5KW
содержание влаги в растворе не должно превышать 7%, прессование проходит при усилии 400 кг на 1 см2
5. Дробилка грубого сырья (комплект)
мощность:5.5kw
напряжение:380v трёхфазный
диаметр отверстия :300mm
производительность:150-200kg/h
размер:1100x 740 x 1180mm
вес:350kg
6. Полировка готовой плиты
внешний размер:2150mm*1550mm*2000mm
мощность главного двигателя: 20.75kw
общая мощность: 22kw
7. Сушка
мощность:16.7kw
температура 600С
внешний размер:3000*1300*1600
вес:1500KG
8. Разрезание высокоточное
размер стенда:900*2300 мм
максимальная ширина резки:1200 мм
максимальная толщина резки:0-100 мм
общая мощность:9.5KW
внешний размер:5500*2500*2400 мм
вес:2500kg
9. Компрессор для создания вакуума при транспортировке плит
УСТАНОВКИ ДЛЯ ПРОИЗВОДСТВА КЕРАМОГРАНИТА СУХИМ МЕТОДОМ
SHOW ROOM
FUSION
Экструдированные и кирпичные изделия
PDF Version
Процесс подготовки сырья методом «DRY-TECH Porcelain» — это технологическое решение, разработанное компанией “Манфредини & Скиянки” для того, чтобы значительно снизить стоимость процесса изготовления КЕРАМОГРАНИТА, оставив неизменным его качество.
Благодаря скрупулезному анализу керамического сырья своих заказчиков и используя мощности своих лабораторий и своей тестовой промышленной установки, компания “Манфредини & Скиянки” разработала оптимальную рецептуру массы для производства керамического гранита высокого качества по собственной технологии «DRY-TECH».
Основными преимуществами процесса «DRY-TECH» являются:
Значительное уменьшение потребления термо и электроэнергии
Использование менее дорогостоящего сырья, не прошедшего отбор для традиционного метода производства по причине своей вязкости
Нет необходимости в использовании разжижителей
Небольшие габариты установки
Высокая степень автоматизации
Постоянство качества плитки
Значительное снижение объемов технического обслуживания по сравнению с традиционными линиями
Практически полный отказ от применения воды и выбросов газа, вредящего окружающей среде
Процесс производства «DRY-TECH», разработанный компанией “Манфредини & Скиянки” – это альтернативная традиционному процессу система обработки сырья, наиболее используемая по всему миру. Различные заказчики компании производят данным способом более 850.000.000 кв.м/год напольной и облицовочной плитки.
Последующее развитие технологии «DRY-TECH Porcelain» позволяет использовать ее для производства сухим методом любых типов керамической плитки и получаемые результаты полностью соответствуют действующим нормативам UNI.
Потребление
Процесс
«DRY-TECH»
Влажный способ
Вода (л/т)
36
266
Электричество (кВт/т)
39
55
Природный газ (м. куб/т)
3,9 для влажности в 12%
45
Персонала в смену
2 человека
3 человека
Стоимость обслуживания (€/т)
5,5
7,5
, 220 10 .
, 0,075%, 750 ppm.
, , , .
CO2 1 15C
DRY-TECH
3,9 ./ 7,02 CO2
45 . / 80,96 CO2
Emissioni di NOX ad una pressione di 1 bar e temperatura di 15°C
КОМПЛЕКТНЫЕ МАШИНЫ И СИСТЕМЫ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОЙ ПЛИТКИ И ПЛИТЫ
Инновации
Комплектные линии для производства САНТЕХНИКИ
Комплектные линии для производства ПОСУДА
Наш бизнес
Плитка
Сантехника
Техническая керамика
Посуда
Огнеупоры
Третий обжиг
Экструдированная плитка
КЕРАМИКА, ЛУЧШАЯ
Подразделение КЕРАМИКА компании SACMI разрабатывает, производит и поставляет оборудование и комплексные системы для производства плитки, сантехники, посуды, огнеупоров, специальной керамики и технических изделий.
Высокое технологическое качество поставок является визитной карточкой SACMI, чья роль в качестве ведущего технологического партнера для керамической промышленности широко признана.
Использование самых передовых технологий позволяет постепенно заменять ручные процессы автоматизированными производственными процессами не только на традиционно более развитых рынках, но и во всем мире.
В частности, в последние годы значительные усилия были направлены на распространение методов и процессов Индустрии 4.0 на все этапы цикла производства керамики.
В этой области SACMI знает, как максимально использовать инвестиционные усилия своих давних клиентов и интерес, вызванный среди ведущих международных групп.
Плитка
Технологические инновации и автоматизация делают машины и системы производства плитки Sacmi чрезвычайно конкурентоспособными с точки зрения эффективности, затрат, качества продукции, экономии энергии и легкого перехода от одной партии продукции к другой в более короткие сроки. Аспекты производства и автоматизации разработаны гармонично, чтобы обеспечить разумные первоначальные инвестиции, обеспечивающие любое необходимое расширение уровней автоматизации в будущем.
Подробнее
САНТЕХНИКА
Подразделение сантехники SACMI, благодаря технологическому вкладу компаний группы Riedhammer и Gaiotto, может разрабатывать производственные системы «под ключ» с очень высоким уровнем автоматизации. Благодаря собственному опыту и технологическим ноу-хау заводы Sacmi обеспечивают максимальную гибкость производства, низкие потребности в рабочей силе, внимание к безопасности оператора и низкое потребление. Решения Sacmi способны интегрировать все процессы, необходимые для превращения идеи, эскиза, дизайна в готовый продукт, который можно рентабельно производить в промышленных масштабах.
Подробнее
ПОСУДА
SACMI WhiteWare поставляет готовые системы для производства керамической посуды. Каждая компания Sacmi WhiteWare специализируется на определенном этапе производства, от подготовки корпуса и глазури до формовки, глазурования, полировки и декорирования. Работая в синергии, они создают полную цепочку, охватывающую весь производственный цикл, обеспечивая оптимальную установку полных производственных линий и гибкие решения для технологических инноваций. Sacmi обеспечивает общую нить, связывающую все этапы этого производственного процесса: организационную, технологическую и коммерческую связь между заводами, машинами и технологиями, необходимыми для производства керамической посуды, гарантируя высокое качество на каждом этапе.
Подробнее
УСОВЕРШЕНСТВОВАННАЯ ТЕХНИЧЕСКАЯ КЕРАМИКА
Сушка, закалка, предварительное спекание и обжиг – это термические процессы, необходимые для производства технической керамики. Riedhammer предлагает своим клиентам лучшие решения для совместного достижения отличных результатов. Riedhammer отвечает на каждый запрос, предлагая высокопроизводительные системы для прерывистого или непрерывного производства.
Sacmi предлагает передовые уровни синергизма в процессе производства технической керамики и предлагает своим клиентам дополнительные преимущества в виде технологий последнего поколения и чрезвычайно строгого контроля качества на каждом этапе.
Прикладной набор навыков Sacmi позволяет удовлетворить конкретные потребности клиентов, предлагая ряд лучших передовых решений, доступных сегодня, как с технической, так и с финансовой точки зрения.
Подробнее
ОГНЕУПОРЫ
Уже более 100 лет Группа Сакми является ведущим поставщиком оборудования и услуг для огнеупорной промышленности. Широкий ассортимент продукции, удовлетворяющей даже самые высокие требования: гибкие, эффективные, точные и мощные машины помогают нашим клиентам по всему миру получать максимальную отдачу от своих производственных линий.
Подробнее
Последние новости
отдел новостей
Следующие события
увидеть все
Оборудование для производства керамики – продукция Hygan
Оборудование для шликерного литья и сита
Наши метчики для шликерного литья и сопутствующее оборудование славятся повышением эффективности и качества производственного процесса.
Наш ассортимент фильтров и сит обеспечивает оптимальное качество и текстуру шлака.
Метчики для шликерного литья 7 и 8 обеспечивают контролируемый скользящий поток и используются более 25 лет в секторах производства фарфора, фарфора, фаянса и сантехники. Они доступны в 3 размерах:
LS1 : внутренний диаметр 20 мм (3/4 дюйма)
LS2 : внутренний диаметр 25 мм (1 дюйм)
LS3 : внутренний диаметр 32 мм (1 ¼ дюйма)
У нас также есть модель LV32 для сантехники большого объема. .
Запасные части доступны для всех моделей. Для получения подробной информации о метчиках и этих запасных частях, пожалуйста, нажмите на загружаемый PDF-файл.
Литейная труба Tricoflex доступна с диаметром отверстия ¾” и 1” и длиной 25 и 50 метров.
Скользящие прицепы 9 – это резиновые шарики, прикрепленные к линии и насадке, содержащие скольжение. Когда шарик сжимается, шликер вытекает через сопло и попадает на посуду, создавая выпуклый рисунок.
Сита : мы предлагаем широкий ассортимент сит с металлическими или пластиковыми рамами различных форм, размеров и размеров ячеек.
Мы также предлагаем услуги по замене сетки сита. Поэтому, если вам требуется ремонт сита, пришлите его нам вместе со спецификацией сетки, и мы переделаем сито и вернем его вам.
Линейные шликерные фильтры (изображение 1,2, 3,4, 5 и 6 )‚ устанавливаются в линию для фильтрации нежелательных кусков/комков в шликере до того, как он достигнет шликерного крана.
ВСТРОЕННЫЙ СКОЛЬЗЯЩИЙ ФИЛЬТР ОБЪЯСНЕНИЕ
На фотографиях показано использование встроенного скользящего фильтра на заводе.
Во-первых, глина смешивается в мешалке, включая кальцинированную соду и силикат натрия, чтобы получить правильную смесь.
Когда вес пинты и вязкость правильные, смесь прокачивается через газон 80-х годов и магнит, а затем помещается в 3 разных дуги для производства в разные дни.
Мембранный насос перекачивает по дугам, которые затем перекачивают шликер по 2-дюймовой трубе к станциям заливки труб.
Верхний 2-дюймовый шаровой кран используется для остановки потока шлака в нисходящую трубу, где вы также можете увидеть второй 1-дюймовый шаровой кран над линейным фильтром. Этот клапан можно использовать для остановки или регулирования потока в разливочный пистолет.
Мы советуем вставить большое количество фланцев в указанный выше трубопровод, чтобы в случае засорения трубопровод можно было разобрать по частям.
Для поддержки системы следует использовать множество кронштейнов, чтобы трубопровод не провисал из-за большого веса системы, иначе это вызовет проблемы с насосом.
Вы заметите, что подача шликера отключается на насосе в конце рабочего дня и именно так используется система.
Производство начинается на следующий день с пропуска небольшого количества шликера через краны.
Часть трубы, расположенная под 2-дюймовым шаровым краном, может быть отвинчена. Затем вы можете пропустить воду через сопло заливочного пистолета обратно через этот участок трубы.
Встроенный фильтр можно очень легко разобрать для тщательной очистки системы. Кран также очень легко разбирается для очистки и установки новых деталей.
Систему необходимо полностью очищать не реже двух раз в год.
Нажмите на этот загружаемый PDF-файл, чтобы просмотреть отзыв одного из наших основных клиентов.
Пластиковые защелки
Наши защелки (штифты) для размещения пресс-форм изготавливаются из технических пластмасс и используются в производстве сантехники и посуды. Все они изготовлены с высокой точностью для точного расположения пресс-формы.
Доступны следующие размеры:
Сантехника :-
Плоский 1” – наружная и внутренняя резьба 1
Закругленный 1” – наружная и внутренняя резьба
13/16” – одинарная 2
Посуда :-
3/8” – одинарный 3
5/8” – малый купол – одинарный 4
5/8” – большой купол – одинарный 5
Брас
Мы также предлагаем латунные защелки 3/8” и 5/8” для использования в резиновом корпусе, чтобы обеспечить идеальное выравнивание в формах.
Заявка на золото и драгоценные металлы
Мы предлагаем следующий ассортимент продуктов для помощи при нанесении золота и других драгоценных металлов на изделия, а также для улучшения внешнего вида готового изделия:-
Золотые резинки 2 – для удаления излишков золота с посуды
Золотые ручки – для нанесения тонких золотых линий
Подушечки для полировки 4 – губка, покрытая песком для полировки для улучшения внешнего вида золота
Щетки для полировки 5 _ Мы можем предложить эти кисти с деревянной ручкой. Эти щетки могут поставляться либо со связанными вместе щетинками, либо в более свободной форме. Мы также можем поставлять щетинки без ручки, чтобы они были связаны вместе в пучок размером 20 мм в диаметре x 100 мм или длиной 200 мм.
Песок для полировки – для нанесения на полировальные диски
Полировальные круги – то же назначение, что и диски
Колеса (вертушки) и контейнеры
Мы предлагаем ряд алюминиевых и стальных колес (или вихревых колес) настольного или отдельно стоящего исполнения.
Пожалуйста, сообщите нам ваши спецификации, чтобы мы могли процитировать.
Мы также предлагаем широкий ассортимент пластиковых контейнеров и прочих вещей: —
Пластиковые кувшины
Распылители
Кувшины для смешивания
Пластиковые воронки
Пластиковые контейнеры, корзины и ведра
Разные предметы
Латунные люверсы 1 , доступные в различных размерах, используются для сохранения отверстия в форме во время процесса установки. Они особенно полезны при производстве таких предметов, как наборы для судков и основания для ламп.
Резак для глины 2 для резки пластиковой глины
Пробки для судков – пластиковые пробки для оснований судков
Пена для сушки – пористая губка, которая смягчает посуду в сушилке и позволяет воздуху циркулировать вокруг нее
Вспененный полиэтилен (сетка) 3 – для подкладывания под посуду для ее защиты при транспортировке. Мы также предлагаем наш новый перфорированный холст, поэтому, пожалуйста, запрашивайте детали и/или образцы. Мы также предлагаем клей для крепления вышеуказанных материалов к вашим доскам.
Фланель – для очистки дна посуды после литья. Дополнительную информацию см. на странице «Фланель» в нашей базе знаний
.
Оцинкованная проволока используется для скрепления больших форм во время схватывания
Уплотнители для банок 4 могут быть изготовлены по вашему требованию. Пожалуйста, сообщите размер. Наши уплотнения изготовлены из белой пищевой резины толщиной 1,5 или 2 мм
.
Магниты 5 используются для выравнивания сегментов форм перед их использованием
Уплотнительный шнур используется для связывания форм во время установки
Полипропиленовые листы различной толщины могут поставляться в качестве подложек для штамповки и других процессов
Полиэтиленовые квадраты используются в процессе литья ручки
Ракели для принтеров – лезвия или полоски, изготовленные из Ulon с простым, D-образным или DKLand профилем различной твердости. Этот материал обеспечивает оптимальные характеристики для самых требовательных приложений трафаретной печати
Трубка плунжерного пресса — доступны с различными отверстиями
Резиновые ленты для форм 6 – доступны размеры 4″, 5″ и 7″ для скрепления форм во время установки
Силиконовые (и резиновые) чашки (плюс фитинги) используются при литье под давлением
Защитные насадки для носиков – пластиковые детали для защиты от повреждений на носиках
Краскопульты и сопла 7 – используются для нанесения глазури на изделия
Ракели 8 – состоят из резины различных сортов и гибкости, доступны в форме почки, блока и полосы. Используется для нанесения декалей/литоса на посуду и сантехнику с удалением захваченного воздуха
Распорки Tri-Star 9 – пластиковые детали для разделения готовых изделий после производства
Застежка-липучка (промышленная застежка) доступна в рулонах по 25 метров шириной 25, 50, 100 и 200 мм.
Молекулярные технологии живых систем и синтетическая биология
Приоритетное направление: переход к персонализированной медицине, высокотехнологичному здравоохранению и технологиям здоровьесбережения; переход к высокопродуктивному и экологически чистому агро- и аквахозяйству
О школе
Школа «Молекулярные технологии живых систем и синтетическая биология» объединяет естественнонаучные структуры Московского университета: биологический и химический факультеты, Научно-исследовательский институт физико-химической биологии имени А. Н. Белозерского, факультет фундаментальной медицины, факультет биоинженерии и биоинформатики, Институт функциональной геномики.
На сегодняшний день научное исследование мирового уровня предполагает наличие крупного коллектива исполнителей такого исследования — специалистов в различных областях науки. Консолидация внутри школы нескольких естественнонаучных структур МГУ предоставляет все возможности для реализации такого подхода.
Деятельность школы направлена на проведение научных исследований с целью получения прорывных результатов в области молекулярных технологий живых систем и внедрения научных достижений в практику совместно с организациями реального сектора экономики. Интерес к совместным профильным проектам под эгидой ИНТЦ проявил ряд крупных организаций, среди которых ЗАО «Биокад», ПАО «НК Роснефть», корпорация «Ростех».
Ключевой научно-образовательный и инновационный проект школы — «Борьба с новыми инфекциями». В том числе, планируется разработка магистерской программы «Медицинская эпидемиология», а также масштабирование получаемых результатов с участием ИНТЦ «Воробьевы горы».
М.П. Кирпичников декан биологического факультета, академик РАН
В.П. Скулачев декан факультета биоинженерии и биоинформатики, академик РАН
В.А. Ткачук декан факультета фундаментальной медицины, академик РАН
С. Н. Калмыков декан химического факультета, член-корр. РАН
О.А. Донцова заведующий совместной лабораторией Института функциональной геномики и химического факультета, академик РАН
К. Вютрих заведующий лабораторией Исследовательского института Скриппса (США)
Г. Сухоруков профессор Университета Куин Мэри (Великобритания)
П.Г. Георгиев директор Института биологии гена РАН, академик РАН (Россия)
М. Калькум профессор Исследовательского институт Бекмана (США)
А.А. Макаров директор Института молекулярной биологии РАН, академик РАН (Россия)
И.А. Тихонович декан биологического факультета СПбГУ, академик РАН (Россия)
В.П. Чехонин вице-президент РАН, академик РАН (Россия)
Каменский Петр Андреевич Профессор кафедры молекулярной биологии биологического факультета МГУ, заместитель проректора МГУ. Профиль в системе «Истина» e-mail: [email protected] Tel: +7 495 9395485
Стратегические проекты
Генетические технологии направленного воздействия на живые организмы
Клеточные технологии регенерации для медицины
Образовательные программы
Геномика и здоровье человека
Первая в нашей стране профильная программа высшего образования по геномике.
Старт программы: 2020 год
Направление подготовки: «Биология»
Форма обучения: Магистратура
Cрок обучения: 2 года
Руководитель программы: дважды лауреат Государственной Премии Российской Федерации Е.И.Рогаев
Язык преподавания: русский
Подготовка специалистов в области анализа геномов для целей медицины.
Структурная биология и биотехнология
Старт программы: 2020 год
Направление подготовки: «Биология»
Форма обучения: Магистратура
Cрок обучения: 2 года
Со-руководители программы: академик РАН М. П.Кирпичников, лауреат Нобелевской премии К.Вютрих
Язык преподавания: русский
Подготовка специалистов в области анализа атомарных структур биологических молекул. Подробнее о программе
Медицинская эпидемиология
Программа в стадии разработки
Форма обучения: Магистратура
Cрок обучения: 2 года
Подготовка специалистов широкого профиля в области борьбы с инфекционными заболеваниями.
Регенеративная биомедицина
Старт программы: 2021 год
Направление подготовки: «Биология»
Форма обучения: Магистратура
Cрок обучения: 2 года
Планируемый руководитель программы: академик РАН В.А.Ткачук
Язык преподавания: русский
Подготовка специалистов в области медицинских клеточных технологий. Подробнее о программе
Синтетическая биология
Программа в стадии разработки
Форма обучения: Магистратура
Cрок обучения: 2 года
Подготовка специалистов в совершенно новой мультидисциплинарной области науки, нацеленной на создание живых организмов с заданными свойствами.
Молекулярная биотехнология
Направление подготовки:
Форма обучения: Магистратура
Cрок обучения: 2 года
Руководитель программы:
Язык преподавания: русский
Подготовка специалистов в области основ биотехнологического производства.
Последипломное образование
Одна из задач школы — обеспечение необходимого уровня компетенций и квалификаций педагогических работников, осуществляющих преподавание молекулярной биологии, генетики и других профильных дисциплин в отраслевых вузах, готовящих специалистов-практиков.
В рамках школы разработан ряд курсов профессиональной переподготовки преподавательского корпуса сельскохозяйственных и медицинских вузов России по траектории последипломного (дополнительного) образования.
Современные методы генетики и селекции культурных растений
Программа профессиональной подготовки Разработана: 2018 год Направлена на:
формирование у слушателей знаний в области практической генетики и селекции растений, ускорения селекционного процесса с использованием новейших генетических подходов, умений и навыков создания на основе усвоенного материала собственных дидактических материалов для обучения студентов сельскохозяйственных вузов,
развитие способностей, ориентированных на педагогическую работу в высшей школе и подготовке кадров для АПК.
Ожидаемый начальный уровень слушателей: выпускник сельскохозяйственного вуза.
Генетика, биоинформатика, геномика
Программа профессиональной подготовки Разрабатывается Направлена на:
формирование у слушателей знаний в области практической генетики, эмбриологии, биоинформатики, геномики, а также умений и навыков по анализу больших данных, необходимых для научной и научно-практической работы в области практической и фундаментальной медицины.
Ожидаемый начальный уровень слушателей: лица, имеющие высшее образование, в том числе, высшее медицинское образование любых специальностей, профилей и направленностей.
Научные направления
Разработка и испытания принципиально новой вакцины от коронавирусных инфекций
Новые подходы к снижению устойчивости патогенных микробов к антибиотикам
Разработка и испытания новых антибиотиков (в том числе с использованием суперкомпьютерных расчетов)
Регенерация органов и тканей как замена традиционных медицинских технологий
Ранняя диагностика и лечение наследственных болезней с помощью генетических технологий
Научные основы биотехнологического производства полезных веществ
Воздух синтетический | Linde Gas Россия
Удаление примесей является сложным и экономически невыгодным процессом. Поэтому воздух, производимый по ТУ 2114-016 -05015259-2016 (взамен ТУ 6-21-5-82) представляет собой искусственную смесь N2 и O2 с полным отсутствием дополнительных примесей. При производстве воздуха синтетического используются только газы особой чистоты (Азот газообразный 5,0 по ТУ 2114-011-05015259-2015, ГОСТ 9293-74 с изм. 1,2,3; и Кислород 5,0 по ТУ2114-004-05015259-2016).
По ТУ 2114-016 -05015259-2016 воздух синтетический выпускается трех марок: поверочный нулевой газ (далее ПНГ), хроматографический (далее ХР), чистый для анализа (далее ЧДА). По физико-химическим показателям воздух синтетический должен соответствовать требованиям и нормам, указанным в таблице.
Физико-химические характеристики по ТУ 2114-016 -05015259-2016
Наименование показателей
Нормы для марок
поверочный нулевой газ
хроматографический
Чистый для анализа
Объемная доля кислорода, %,
20±1
20±1
21±0,4
Объемная доля диоксида углерода, %, не более
0,0005
0,0001
0,0001
Объемная доля метана, %, не более
0,0005
0,0001
0,00001
Объемная доля оксида углерода, %, не более
0,0005
0,0001
0,00005
Объемная доля оксида азота, %, не более
—
—
0,00001
Воздух синтетический в баллонах
Воздух синтетический (ПНГ, ХР, ЧДА) поставляется в стальных и алюминиевых баллонах отечественного и зарубежного производства, изготовленных в соответствии с требованиями действующих стандартов (ГОСТ, ТУ), и имеющие разрешение к применению на территории РФ. Давление воздуха синтетического в баллонах (моноблоках) при температуре 20 0С может быть:
9,8±0,5 МПа (100±5 кгс/см2),
14,7±1,0 МПа (150±10 кгс/см2),
19,6±1,0 МПа (200±10) кгс/см2.
Главные преимущества нашего предложения:
мы являемся производителем;
гарантируем самое высокое качество синтетического воздуха;
Примеры применения
Примеры применения:
Воздух синтетический ПНГ (поверочный нулевой газ), широко используется в промышленности в качестве поверочного газа при поверке газоанализаторов и других приборов, аттестации МВИ, как рабочая среда при выполнении плазменной резки и сварки металлов. Кроме того, искусственно созданный воздух используют в медицине при подготовке дыхательных смесей.
Воздух синтетический ХР (хроматографический) применяется в качестве калибровочного газа контрольно-измерительного оборудования, в качестве вспомогательного газа для аналитического оборудования и других отраслях промышленности.
Воздух синтетический ЧДА (чистый для анализа) применяется для приготовления газовых смесей на основе воздуха, в качестве эталонного газа согласно ГОСТ Р 41.83-2004 (Правила ЕЭК ООН N 83) «Единообразные предписания, касающиеся сертификации транспортных средств в отношении выбросов вредных веществ в зависимости от топлива, необходимого для двигателей» и ГОСТ Р 41.49-2003 (Правила ЕЭК ООН N 49) «Единообразные предписания, касающиеся сертификации двигателей с воспламенением от сжатия и двигателей, работающих на природном газе, а также двигателей с принудительным зажиганием, работающих на сжиженном нефтяном газе, и транспортных средств, оснащенных двигателями с воспламенением от сжатия, двигателями, работающими на природном газе, и двигателями с принудительным зажиганием, работающими на сжиженном нефтяном газе, в отношении выбросов вредных веществ»
Примеры паспортов на Воздух синтетический
Свяжитесь с нами
Спайс – синтетический наркотик, завоевывающий Россию | Россия
Валентина просеивает хлопьевидную смесь из фиолетового пакетика в конец маленькой трубки, подносит к ней зажигалку и вдыхает. Ее голос на мгновение становится напряженным и высоким, затем она расслабляется. По комнате разносится слабый, почти рождественский запах слегка тушеных фруктов.
Это хит спайса, собирательное название различных синтетических курительных смесей, попадающих в заголовки газет в России. На рынке уже пять лет спайс может быть смертельным.
По данным российских властей, за последние недели эпидемия спайса унесла 25 жизней и привела к тому, что 700 человек обратились за медицинской помощью. Не проходит и дня без свежей страшилки о подростках, умирающих от наркотиков. Ранее в этом месяце беженка из Луганска на востоке Украины умерла после того, как покурила со своими друзьями в городе на юге России. Еще четверо были доставлены в больницу.
Валентина курит почти два года. Сейчас, когда ей за тридцать, она была героиновой наркоманкой в течение года после окончания университета, но бросила эту привычку и оставалась чистой более десяти лет. Она и ее муж иногда курили марихуану, и однажды, два года назад, друг принес к ним домой пакет специй и предложил попробовать.
«Мы думали, что это то же самое, что гашиш — не вызывает привыкания», — вспоминает она. Она ошибалась. Теперь она и ее муж покупают продукты у дилера каждое утро после того, как отвезли детей в школу.
Считается, что большая часть продукта импортируется из Китая, хотя многие говорят, что российские лаборатории также производят смеси. Наряду с пожилыми пользователями, такими как Валентина, это вещество употребляют тысячи русских подростков.
Евгений Ройзман, борец с наркотиками, известный своими реабилитационными центрами для героиновых наркоманов, в этом году предупредил о последствиях спайсовой эпидемии. «Эти наркотики, в отличие от героина, используются гораздо шире, их легче и быстрее распространять, их труднее обнаружить, и дети начинают их употреблять гораздо раньше», — сказал он. «Последствия — быстрое привыкание, быстрое ухудшение и, насколько я понимаю, необратимые последствия, которые невозможно вылечить. Героин в России — проблема вчерашнего дня».
Spice — заменитель каннабиса, изготовленный из различных трав с добавлением химических веществ, синтезированных в лаборатории. Власти говорят, что проблема заключается в том, что каждый раз, когда курительная смесь анализируется и запрещается властями, формула изменяется, и новая легальная смесь может снова продаваться. Парламент рассматривает возможность принятия законопроекта о запрете всех синтетических курительных смесей.
«Нынешняя система борьбы со спайсом просто не работает», — сказал Султан Хамзаев, член Общественной палаты России и борец с наркотиками, в недавнем интервью одному российскому сайту. «Химикам нужно всего три часа, чтобы изменить формулу, но вся необходимая бюрократическая работа по выявлению, а затем и запрету того или иного препарата занимает пять месяцев. То есть на весь период люди могут просто продать любой старый яд».
Депутат от ультраправой ЛДПР Роман Худяков недавно написал, что нужно ввести смертную казнь для торговцев спайсом. «В каком-то смысле спайс гораздо опаснее героина, — говорит Валентина. «Большинство людей боятся инъекций, тогда как спайс можно просто курить через трубку. К тому времени, когда вы поймете, насколько это серьезно, будет слишком поздно».
Формула препарата варьируется от партии к партии, и то, как разные версии взаимодействуют с разными людьми, всегда немного отличается, но главный бонус для пользователей заключается в том, что исчезает любой вид страха и скованности. Но абстиненция начинается через пару часов и часто наказывает.
«Ты теряешь всю координацию», — говорит один московский наркоман. «Ты не можешь нормально думать и не можешь ходить. Это как быть катастрофически пьяным, но есть еще паника и ужас. Вы начинаете потеть, у вас учащается сердцебиение и вы чувствуете тошноту. Часто вас просто начинает тошнить без предупреждения. Если я брошу курить сейчас, через два часа меня будет тошнить. Это не лучше, чем отказ от героина, может быть, даже хуже».
Наиболее опасен период абстиненции для наркоманов на ранней стадии, когда физические симптомы слабо выражены, но начинается сильная депрессия. Валентина помнит дни тотальной паники и только позже осознает, что испытывает абстинентный синдром.
«Однажды я встала и с абсолютной ясностью поняла, что единственный способ вырваться из той ужасной жизни, в которой я была, — это убить обоих моих детей, а затем покончить с собой», — говорит она. «Мне было кристально ясно, что это единственный доступный мне способ действий. К счастью, мой муж остановил меня и успокоил. Но что делать тем, у кого нет такой поддержки?»
Обычную неделю в русской местной прессе появляется несколько новостей, подробно описывающих ужасные смерти и самоубийства, приписываемые спайсу: дети, выпрыгивающие из окон, сердечные приступы и даже самосожжения. Валентина убеждена, что сообщаемые смерти — это лишь вершина айсберга. Спайс не обнаруживается в обычных токсикологических тестах, и она считает, что это может быть скрытым триггером в насильственных преступлениях, когда нет признаков психического заболевания или употребления наркотиков.
Спайс — последний наркотик ужасов, появившийся в России. Несколько лет назад стал популярным крокодил, синтетический заменитель героина, приготовленный из кипящих таблеток кодеина с другими ингредиентами. Вызывая разрушительное привыкание, наркотик буквально разлагал плоть употреблявших его, приводя к ужасным ранам и быстрой смерти. Когда два года назад продажа кодеина была запрещена, спайс стал набирать популярность.
«Они запрещают один кошмарный наркотик, а тут же появляется другой», — говорит Аня Саранг, российская активистка, которая занимается защитой прав потребителей наркотиков. «Это естественное следствие нашего противопожарного подхода к употреблению наркотиков. Конечно, нам нужно запретить спайс, но если бы марихуана была легальна, никто бы не стал курить эти ужасные смеси специй. Но, конечно, это довольно нереальная политика в российском климате».
Синтетический наркотик под названием «Спайс» губит Россию
Стоя у скамейки возле Пушкинской площади в центре Москвы, Илья подсунул в кончик сигареты небольшой кусочек зеленого вещества и закурил. Немедленно последовали 15 минут дезориентации и бестелесности, как если бы вы были мертвецки пьяны и потеряли контроль над своей речью и движениями.
Это была «спайс», курительная смесь, полученная путем распыления дизайнерских наркотиков, имитирующих марихуану, на безвредные травы. Через два года после той ночи, когда Илья выкурил сигарету с друзьями возле Пушкинской площади, он умер в возрасте 35 лет от передозировки водки, героина и спайса в квартире, которую делил с матерью и братом. Брат Ильи, который в ту ночь курил вместе с ним спайс, сейчас находится в больнице на дезинтоксикации.
Реклама
Илья — одна из постоянно растущего числа жертв этого, казалось бы, безобидного заменителя марихуаны, который часто вызывает сильное привыкание. Эффекты сильно различаются, поскольку фактические химические вещества, используемые в смесях специй, часто меняются, опережая попытки законодателей запретить их.
За последние месяцы спайс привел к госпитализации 700 россиян и по меньшей мере двум десяткам смертей, что побудило власти начать борьбу с наркотиком, который быстро заменяет героин, и печально известным разлагающим кожу опиатом «крокодилом» как общественной угрозой .
«Мне это никогда не нравилось, и я сказал Илье, что лучше не курить, лучше травку курить… Но это дешево, а специю можно найти, куда ни плюнь», — сказал Валера, друг Ильи, который в прошлую пятницу присутствовал на традиционной пропитанной водкой панихиде по своему ушедшему товарищу.
«В киосках больше не купишь, потому что их уже закрыли, но продавцы специй пишут номера телефонов на тротуаре, и все в округе все равно друг друга знают.»
Евгений Ройзман, мэр Екатеринбурга, четвертого по величине города России, соучредитель фонда «Город без наркотиков», получившего как похвалу, так и известность своими суровыми методами лечения наркозависимых. Он предупредил, что «героин в России — это проблема вчерашнего дня», потому что спайс используется гораздо шире и привлекает более молодых потребителей.
«Люди не знают, что они курят, и поэтому результаты такие плохие», — сказал Ройзман VICE News. «Их приводят в психушки и не знают, что с ними делать… Чаще всего люди сходят с ума. Очень серьезные психологические последствия».
Реклама
ООН предупреждает о беспрецедентном росте употребления синтетических наркотиков во всем мире. Подробнее здесь.
Екатеринбургское информационное агентство Znak.com сообщило, что в сентябре там выросло количество передозировок наркотиками, ссылаясь на отчет областного токсикологического центра о том, что 20 из 32 наркоманов, поступивших туда в этом месяце, принимали дизайнерские наркотики, часто используемые в спайсе.
Спайс попал в российские новости в конце сентября после того, как по меньшей мере 150 человек отравились и четверо умерли после его курения в Кировской области, в том числе один 15-летний мальчик, которому стало плохо после курения вещества на берегу реки, затем он упал в и утонул. Вскоре эпидемия начала распространяться, унеся жизни шестерых курильщиков спайса в сибирском городе Сургуте, двоих в Республике Коми и отравив еще многих в этих и других регионах. 16-летняя беженка из раздираемого войной Луганска на востоке Украины умерла в этом месяце после курения спайса в Краснодарском крае на юге России.
Российское государственное телевидение намекнуло, что в распространении наркотиков виноваты группировки из соседней Украины.
Российские СМИ сообщают о том, что потребители спайса часто кончают жизнь самоубийством, и показывают кадры, на которых обезумевшие люди выпрыгивают из окон. «Однажды я встал и с абсолютной ясностью понял, что единственный способ вырваться из ужасной жизни, в которой я жил, — это убить обоих моих детей, а затем покончить с собой», — сказал один наркоман Guardian . «Мне было кристально ясно, что это единственный доступный мне способ действий. К счастью, мой муж остановил меня и успокоил. Но что делать людям, у которых нет такой поддержки?»
Реклама
В октябре директор Федеральной службы по контролю за оборотом наркотиков России Виктор Иванов заявил, что с 19 сентября смеси спайсов отравили в общей сложности 700 человек и убили не менее двух десятков человек. Эти смертоносные партии спайса содержали новый дизайнерский наркотик, известный как MDMB. Он добавил, что (N)-Bz-F не входит в правительственный список запрещенных веществ и поэтому не является незаконным. (Иногда препарат продается через Интернет, а также может быть получен в Соединенных Штатах.)
Правоохранительные органы начали «интенсивные» операции по поиску препарата и задержали 20 подозреваемых торговцев спайсом, сказал Иванов, но признал, что « масштабы проблемы быстро растут», в результате чего властями было конфисковано в общей сложности 22 тонны спайса. Он обвинил в эпидемии массовые контрабандные операции «иностранной мафии», а также неспособность российских властей уследить за быстро меняющимися химическими формулами дизайнерских наркотиков, используемых в спайсе.
Российское государственное телевидение намекнуло, что в распространении наркотиков виноваты группировки из соседней Украины, где российские солдаты поддерживают восстание сепаратистов на востоке страны. В новостном выпуске Россия-1 , который вел Дмитрий Киселев, яростно настроенный против геев и Запада телеведущий, который также возглавляет кремлевскую международную службу новостей «Россия сегодня», были показаны четверо мужчин, которые, как утверждается, были украинцами, которые контрабандой провезли спайс в Сургут задержан полицией. «Три недели назад их завербовали в Николаеве. Им предложили по 3000 долларов в месяц для работы в России», — интонирует рассказчик. Но сегмент сказал, что сама специя была произведена в Китае.
Реклама
Среди мер, предложенных Ивановым, были новые правила, позволяющие Федеральной службе по контролю за оборотом наркотиков России запрещать в течение трех лет новые вещества, которые она считает наркотиками, и соответствующий закон был внесен в парламент. Служба также предложила увеличить тюремный срок до восьми лет для тех, кто продает спайс в составе преступной группировки или продает спайс, что приводит к смерти пользователя.
Роман Худяков, депутат парламента от националистической Либерально-демократической партии России, недавно предложил стране вновь ввести смертную казнь специально для торговцев спайсом.
На недавно опубликованном видео «спецназ» службы по борьбе с наркотиками в бронежилетах и касках устроил драматический спецназ на стоянке гаражного комплекса. На видео офицеры, вооруженные автоматами, делают несколько выстрелов в воздух, когда выпрыгивают из своего фургона, а затем быстро сбивают с полдюжины мужчин в спортивных штанах и ветровках на землю. В машине предполагаемых контрабандистов они находят тайник со специями, спрятанный в потайном отделении в багажнике, а также автомат Калашникова и пистолет.
Синтетические наркотики пресекаются по всей территории США. Подробнее здесь.
Но, несмотря на рейды и законодательные предложения, спайс остается легкодоступным даже в столице, рассказали VICE News москвичи, попробовавшие это вещество. Номера дилеров можно найти на интернет-форумах и веб-сайтах, которые утверждают, что продают курительные смеси в Интернете. Москвичка Ульяна, отказавшаяся назвать свою фамилию, заявила, что наркотик до сих пор можно найти даже в некоторых киосках.
Реклама
«Если вы знаете, что ищете, вы подходите к окну, протягиваете 500 рублей (12 долларов США) и говорите: «Дай мне черный квадрат, и они дают его тебе», — сказала она, используя сленговое выражение, которое происходит от черных пакетиков, в которых часто продаются специи.
Устанавливаем прошивку Marlin на 3D принтер с помощью слайсера Cura или что делать с hex файлом?
Всем привет. Эта статья является второй частью трилогии о прошивке 3D принтеров. В первой части мы рассмотрели как прошить 3Д принтер с помощью Arduino IDE. Такой способ возможен когда есть исходный код прошивки или как говорят программисты, когда есть исходники. Однако, такой вариант не всегда возможен, т.к. часто прошивка идет в уже скомпилированном виде, т.е. в виде одного файла с расширением *.hex. Это уже готовый скомпилированный файл прошивки с предварительно сконфигурированными параметрами. При этом ничего уже отредактировать становится уже нельзя.
Естественно, что открыть этот файл с помощью Arduino IDE уже не получится. Что же делать? С этим мы и будем разбираться в данной статье. И так, давайте разбираться.
С одной стороны, прошивка в виде исходного кода – это хорошо. Мы можем без труда самостоятельно внести в нее необходимые изменения, либо так сказать, настроить под себя.
С точки зрения производителей, исходный код прошивки – это зло. Пользователь будет его ковырять, вносить изменения, не предусмотренные производителем, а потом обращаться по гарантии, если что-то пойдет не так. Есть способы, при которых можно зашить прошивку в принтер раз и навсегда, при этом исключить возможность перепрошивки. Слава богу производители так не делают.
Защитить прошивку от модификаций можно иным способом – поставлять ее в виде готового файла прошивки. Пускай это не всегда идет с соблюдением лицензии. Но этот вариант вполне рабочий.
Нам, как обычным покупателям, не интересны все эти перипетии. У нас другой вопрос: Как прошить 3D принтер уже готовым файлом прошивки?
Не поверите, но этот вариант гораздо проще, чем прошивать принтер из исходников прошивки (процесс прошивки принтера из исходников описан в статье “Устанавливаем прошивку Marlin на 3D принтер с помощью Arduino IDE“). Есть несколько способов прошивки 3Д принтера с помощью hex файла. На мой взгляд, самый простой способ – это прошивка с помощью слайсера Cura. Этот метод рассмотрим далее.
Методика описана на примере слайсера Cura 4.2.1.
Нам понадобится слайсер Cura
И собственно файл прошивки.
Теперь включите свой 3Д принтера и подключите его кабелем к компьютеру.
Проверьте, чтобы слайсер увидел Ваш принтер.
Теперь запускаем слайсер и идем в Меню Вашего принтера. Для этого необходимо перейти в пункт меню “Параметры” -> “Принтер” -> “Управление принтерами”
Если у Вас несколько принтеров, в списке выберите тот, который будете прошивать.
После выбора, справа будет доступно меню с несколькими кнопками, среди которых будет кнопка с надписью “Обновить прошивку”. Нажмите на эту кнопку.
После этого откроется окно с именем “Обновить прошивку“. В этом окне нажимаем кнопку “Залить собственную прошивку“.
Теперь слайсер Cura попросить Вас выбрать файл с прошивкой, который вы будете зашивать. Откроется меню проводника. Идем в каталог, в котором лежит файл прошивки и выбираем этот файл.
В моем случае, это была прошивка для 3Д принтера Anycubic 4max. В вашем случае, это должна быть там прошивка, которую вы хотите зашить. После выбора файла прошивки необходимо нажать кнопку “Открыть”
После нажатия кнопки “Открыть” автоматически запустится процесс прошивки вашего 3Д принтера. И продлится он некоторое время.
После окончания прошивки окно приобретет следующий вид:
Кнопка “Закрыть” станет активной. Чтобы завершить процесс прошивки нажмите кнопку “Закрыть“.
Нажмите кнопку “Закрыть” в окне “Обновить прошивку“.
Нажмите кнопку “Закрыть” в окне “Настройки” Раздел “Принтеры“.
Теперь закройте слайсер.
Перезагрузите Ваш 3Д принтер. Для этого выключите его из розетки на 1-2 минуты и включите снова.
Через меню принтера или с помощью команды.
Для сброса настроек принтера на настройки по умолчанию выполните следующие команды:
M502
M500
Процесс отправки команд 3D принтеру был описан в статье “Дневник 3Д печатника. Калибровка подачи пластика на экструдере MK8 3д принтера Anycubic 4max”
На этом процесс прошивки 3Д принтера можно считать завершенным.
Надеюсь статья оказалась Вам полезной. Для тех, кому интересно, в скором времени выйдет статья о том, как самостоятельно скомпилировать hex файл прошивки.
Если вы еще не обзавелись 3Д принтером и думаете какую модель выбрать, могу порекомендовать следующие модели:
3д принтер Anycubic i3 Mega
3д принтер Anycubic Mega-S (Anycubic S)
3Д принтер Anycubic 4MAX Pro
Если вам понравилась статья и вы хотите поддержать сайт, получать уведомления о новых материалах, вступите в нашу группу Вконтакте: https://vk.com/ionline_by
Если вы хотите оперативно получать уведомления о выходе новых статей, подключите себе PUSH уведомления по ссылке: https://ionlineby. pushassist.com/
О прошивке «SHUI» — SHUI
SHUI — прошивка для 3D-принтеров на базе управляющих плат
MKS Robin Nano ревизий 1.1, 1.2, 1.3, 2.0, 3.x. А так же их аналогов от FlyingBear Ghost типа Reborn 2.0 и 3.0
Руководство по установке и настройке.
Актуальность: прошивка
TEST-ONLY от 16.11.2022 г.
Отдельное спасибо за неоценимый вклад:
Владимир
Алексей
Родион
Прежде чем начать
Прошивка развивается очень быстро и все изменения всегда прилетают сначала в тестовую версию (папка test-only на GitHub). Соответственно все картинки и описания здесь касаются только ТЕСТОВОЙ версии прошивки. Почему? Да потому что а) тестовые прошивки достаточно стабильны, ибо автор — великий профессионал, б) потому что тестовые прошивки обладают наибольшим количеством плюшек и ц) потому что у автора мануала нет времени вести две ветки параллельно.Резюме: если очень боитесь свежего софта — возвращайтесь на Марлин. Рекомендую ставить только тестовую — она всегда на высоте. Безумству храбрых поём мы песню. Теперь начнем.
Введение
Прошивка SHUI представляет из себя модифицированную и доработанную прошивку для 3D-принтеров Marlin, с уникальным графическим интерфейсом. Прошивка выгодно отличается от других графических надстроек Марлина тем, что обладает не только удобным и эргономичным интерфейсом, но и массой возможностей в плане конфигурирования различного рода основных и системных параметров Марлина прямо из пользовательского интерфейса, не требуя перекомпиляции исходников.
Об авторе
Автором прошивки является Вячеслав Шубин. Обсуждение прошивки, последние новости и ссылки на свежие релизы и тестовые сборки расположены на канале shui-public в Telegram: https://t.me/joinchat/8eQiBVI29zw1YTU6 Гитхаб автора с прошивкой располагается здесь: https://github. com/vyacheslav-shubin/shui
Любые конструктивные предложения автор принимает к сведению и воплощает в новых версиях с просто поражающей скоростью. Так что если у вас есть конструктивныепредложения — предлагайте.
Внимание! В телеграмм-канале приняты определенные условия общения, а именно — вежливость к окружающим и никаких грубостей, ПОЛИТИКИ и мата, даже замаскированного. Такова воля автора, и вы, как гость, обязаны придерживаться правил. Если хочется распускать язык — делайте это в другом месте, пожалуйста. Иначе — вас ждет кадавр Выбегалло и вы не отвертитесь, а пойдете брить уши в одиночестве.
От автора данного мануала
Фото экрана принтера сделаны на фотоаппарат и/или мобильный телефон и не до конца передают всю цветовую гамму изображения на дисплее. Иногда созданы искусственным способом, что более сочнее в цветах но подходящего шрифта не нашел. В оригинале внешний вид интерфейса гораздо лучше. Русский язык, стилистику, синтаксические и орфографические ошибки игнорируем. Технические термины употреблены как придется. Возможны несовпадения снимков дисплея с реальным изображением на экране – это объясняется тем, что прошивка постоянно дорабатывается и пополняется новой функциональностью. Фотоаппарат просто не успевает за автором прошивки.
Все совпадения с реальными животными, и уж не дай бог с людьми — случайны. Автор никого не знает, ни с кем не знаком и не имеет никакого отношения. Все настройки на снимках случайны и приведены только как образец. Я проходил мимо, достал телефон и сфоткал. Место и время не помню… Настраивайте свой принтер самостоятельно, по своим данным.
Считаем синонимами следующие слова: ⦁ Печатающая голова = каретка = голова ⦁ Концевой выключатель = концевик ⦁ Датчик автоуровня = BLTouch, 3DTouch или BFTouch ⦁ Считаем, что BLTouch и 3DTouch это одно и то же
О версии прошивки, описанной здесь
Повторюсь еще раз: в данном мануале описывается только текущая тестоваяверсия прошивки. Есть еще стабильная. Стабильная версия отстает от тестовой по функционалу и всех слабаков постоянно путает, поэтому автор мануала (то есть я) принял решение описывать только свежие тестовые версии. Вести две ветки затратно по времени, и потом, любая тестовая рано или поздно становится стабильной. Если вы находите расхождения в том, что читаете и видите у себя, значит примените мозг по назначению.
О виджетах и кнопках
Для исключения короткого замыкания в неокрепших разумах, немного расскажу о «виджетах». С точки зрения автора прошивки, любой элемент на экране принтера, обладающий некоторой функциональностью, является «виджетом«. Т.е. это и окна, и индикаторы температур, и диалоги, и даже кнопки — всё это виджеты. Однако в данном мануале, для упрощения изложения, я буду называть виджетами только окна, несущие определенную функциональность (грубо говоря окна с кнопками и/или индикаторами), а остальные элементы я буду называть в привычной терминологии: кнопки — кнопками, диалоги — диалогами, индикаторы — индикаторами и т. п., да простит меня Вячеслав за такое упрощение.
Краткое описание возможностей >>
Что такое Марлин? | Прошивка Marlin
Marlin — это прошивка с открытым исходным кодом для семейства RepRap для репликации быстрых прототипов, широко известных как «3D-принтеры». Он был производным от Sprinter и grbl и стал самостоятельным проектом с открытым исходным кодом 12 августа 2011 года с выпуском Github. Marlin находится под лицензией GPLv3 и бесплатен для всех приложений.
С самого начала Marlin был создан энтузиастами RepRap и для них как простой, надежный и адаптируемый драйвер принтера, который «просто работает». Как свидетельство его качества, Marlin используется несколькими уважаемыми коммерческими 3D-принтерами. LulzBot, Průša Research, Creality3D, BIQU, Geeetech и Ultimaker — лишь некоторые из поставщиков, поставляющих варианты Marlin. Marlin также может управлять станками с ЧПУ и лазерными граверами.
Одним из ключей к популярности Marlin является то, что он работает на недорогих 8-битных микроконтроллерах Atmel AVR — в Marlin 2.x добавлена поддержка 32-битных плат. Эти чипы лежат в основе популярной платформы Arduino/Genuino с открытым исходным кодом. Эталонными платформами для Marlin являются Arduino Mega2560 с RAMPS 1.4 и Re-Arm с Ramps 1.4.
Будучи продуктом сообщества, Marlin стремится адаптироваться к как можно большему количеству плат и конфигураций. Мы хотим, чтобы он был конфигурируемым, настраиваемым, расширяемым и экономичным как для любителей, так и для поставщиков. Сборка Marlin может быть очень маленькой для использования на безголовом принтере со скромным оборудованием. Функции включаются по мере необходимости для адаптации Marlin к добавленным компонентам.
Основные характеристики
Полнофункциональный G-код с более чем 150 командами
Полный набор инструментов для перемещения по G-коду, включая линии, дуги и кривые Безье
Интеллектуальная система управления движением с опережением, движением на основе прерываний, линейным ускорением
Поддержка кинематики Cartesian, Delta, SCARA и Core/H-Bot
Замкнутый ПИД-регулятор нагревателя с автонастройкой, тепловой защитой, защитным отключением
Поддержка до 5 экструдеров плюс подогреваемая печатная платформа
Пользовательский интерфейс контроллера ЖК-дисплея с переводом более чем на 30 языков
Печать с хоста и SD-карт с автозапуском
Компенсация выравнивания платформы — с датчиком платформы или без него
Линейное продвижение для экструзии на основе давления
Поддержка объемной экструзии
Поддержка смесителей и мультиэкструдеров (Cyclops, Chimera, Diamond)
Поддержка датчиков выхода/ширины нити
Таймер заданий печати и счетчик печати
Как работает Marlin
Прошивка Marlin работает на основной плате 3D-принтера и управляет всеми действиями машины в режиме реального времени. Он координирует нагреватели, степперы, датчики, свет, ЖК-дисплей, кнопки и все остальное, что связано с процессом 3D-печати.
Компания Marlin внедряет процесс аддитивного производства под названием «Моделирование плавленым напылением» (FDM), также известное как «Производство плавленых нитей» (FFF). В этом процессе двигатель проталкивает пластиковую нить через горячее сопло, которое расплавляет и выдавливает материал, в то время как сопло перемещается под управлением компьютера. После нескольких минут (или многих часов) укладки тонких слоев пластика в результате получается физический объект.
Язык управления для Marlin является производным от G-кода. Команды G-кода говорят машине делать простые вещи, такие как «установить нагреватель 1 на 180°» или «переместиться на XY со скоростью F». Чтобы распечатать модель с помощью Marlin, ее необходимо преобразовать в G-код с помощью программы, которая называется «слайсер». Поскольку все принтеры разные, вы не найдете файлы G-кода для загрузки; вам нужно будет нарезать их самостоятельно.
Когда Marlin получает команды движения, он добавляет их в очередь движения для выполнения в порядке получения. «Шаговое прерывание» обрабатывает очередь, преобразовывая линейные движения в точно синхронизированные электронные импульсы для шаговых двигателей. Даже на скромных скоростях Марлин должен генерировать тысячи шаговых импульсов каждую секунду. ( например, 80 шагов на мм * 50 мм/с = 4000 шагов в секунду!) Поскольку скорость процессора ограничивает скорость движения машины, мы всегда ищем новые способы оптимизации шагового прерывания!
Нагреватели и датчики управляются вторым прерыванием, которое выполняется с гораздо меньшей скоростью, в то время как основной цикл обрабатывает обработку команд, обновление дисплея и события контроллера. Из соображений безопасности Marlin фактически перезагрузится, если ЦП будет слишком перегружен для чтения датчиков.
Печать вещей
Моделирование
В то время как Marlin печатает только G-код, большинство слайсеров нарезают только файлы STL.
Что бы вы ни использовали для своей цепочки инструментов САПР, пока вы можете экспортировать твердотельную модель, слайсер может «нарезать» ее в G-код, а прошивка Marlin сделает все возможное, чтобы напечатать окончательный результат.
Прежде чем Марлин сможет мечтать о печати, сначала вам понадобится 3D-модель. Вы можете загрузить модели или создать свои собственные с помощью одной из многих бесплатных программ САПР, таких как FreeCAD, OpenSCAD, Tinkercad, Autodesk Fusion 360, SketchUp и т. д.
Для моделирования сложных объектов, таких как череп T-Rex, требуется высокий уровень знаний, но моделировать другие объекты может быть довольно просто. Чтобы получить идеи и протестировать их, посетите такие сайты, как Thingiverse, YouMagine и Printables, и распечатайте что-нибудь в свое удовольствие.
Нарезка
Слайсеры подготавливают твердую 3D-модель, разделяя ее на тонкие слайсы (слои). В процессе он генерирует G-код, который в мельчайших подробностях сообщает принтеру, как воспроизвести модель. Есть много слайсеров на выбор, в том числе:
Кура.
Slic3r.
PrůšaSlicer ( ранее Slic3r Průša Edition ) Новый Малыш в блоке, основанный на Slic3r.
Simplify3D — это коммерческое предложение.
Печать
Marlin можно полностью контролировать с хоста или в автономном режиме с SD-карты. Даже без контроллера ЖК-дисплея автономная печать SD все еще может быть инициирована с хоста, поэтому ваш компьютер может быть отвязан от принтера.
Программное обеспечение Host доступно для нескольких платформ, включая настольные системы, Raspberry Pi и планшеты Android. Любое устройство с USB-портом и последовательным терминалом технически может выступать в качестве хоста, но у вас будет лучший опыт печати с использованием хост-программы, специально разработанной для 3D-принтеров. Текущие выборы включают:
Pronterface — это хост с открытым исходным кодом от Kliment.
Repetier Host — хост с закрытым исходным кодом от Repetier Software.
OctoPrint — хост с открытым исходным кодом для Raspberry Pi от Джины Хойсге.
Cura — это хост с открытым исходным кодом от Ultimaker. (ВНИМАНИЕ: вы больше не можете вручную выбирать COM-порт и скорость, ваш принтер должен автоматически определяться Cura)
Simplify3D включает в себя как хост, так и слайсер.
Многие 3D-принтеры поставляются с настроенной версией Repetier или Cura. Хотя это помогает связать марку принтера с сопутствующим программным обеспечением, эти версии обычно устарели и получают мало обновлений. Вместо этого мы рекомендуем вам загрузить последнюю универсальную версию предпочитаемого вами программного обеспечения хоста.
Загрузить | Прошивка Marlin
Предыдущие выпуски можно загрузить непосредственно со страницы Marlin Github.
Description
Version
Download
Configurations
Current Marlin Release Supports AVR and ARM Arduino and PlatformIO
2. 1.1
2.1.1.zip
Посмотреть/Скачать
Marlin 2.0 LTS Supports AVR and ARM Arduino and PlatformIO
2.0.9.5
2.0.9.5.zip
View / Download
Marlin 1.1 LTS Supports AVR Arduino и PlatformIO
1.1.9.1
1.1.9.1.zip
Просмотр/загрузка
6 Llin 90.124
0127 Поддерживает Arduino 1.6.8 и UP
1,0,2-3
1,0.2-3.ZIP
(включены)
14
(включены)
14
.
Версия
Скачать
Конфигурации
.0055
BUGFIX-2.1.X
BUGFIX-2.1.X.ZIP
Просмотр / Скачать
⚠ 40122
⚠ nudeptaites-
⚠ nudefitaites-
5 ⚠ upprodates-
⚠. Bugfix «Снимок Поддерживает AVR и ARM Arduino и Platformio
Bugfix-2.0.x
Bugfix-2.0.x.zip
Bugfix-2.0.x.zip
Bugfix-2.0.zip
. — Обновления для 1.1.х 1.1.x «Bugfix» Снимок .
Marlin Patched Source
Описание
Версия
Скачать
Конфигурации
Последние 2.1.x с HotFixes
77 MARLINGEN с HOTFIXES 7
5 9125 9125 9125 9125 9125 9125 91259
5 9.1.x.0126 Supports AVR and ARM Arduino and PlatformIO
2.1.x
2.1.x.zip
View / Download
Latest 2.0.x with Hotfixes Marlin 2.0 с исправлениями ошибок Поддерживает AVR и ARM Arduino и PlatformIO
Оборудование ТЕТРА ПАК — Оборудование для пищевой, химической и фармакологической промышленности
Наши возможности:
Поставка комплектных линий и отдельных единиц оборудования Тетра Пак и Альфа Лаваль.
Монтаж, обвязка и пуско-наладочные работы, доработка конвейерной системы в соответствии с особенностями помещения заказчика.
Обучение специалистов заказчика.
Поставка оригинальных запчастей к оборудованию.
Сервисное обслуживание и плановый ремонт оборудования.
Работы по изменению форматов розлива на установленных машинах.
Услуги сопровождения производства нашими шеф-мастерами длительное время.
В комплект поставки могут также входить отделение для восстановления соков и оборудование для подготовки и обработки вина, молочных продуктов для розлива.
Перечень предлагаемого нами на сайте оборудования не является полным. Вы можете выслать запрос о другом интересующем Вас оборудовании. Технические характеристики любых машин и линий можно изменить или подобрать в соответствии с вашей продукцией. Мы гарантируем быстрый и компетентный ответ.
Линии розлива Тетра Пак:
Южно-Сахалинск : Поставка ,монтаж и наладка линии ТБА 19 для розлива молока в упаковку объемом 200 мл. в рамках программы “Школьное молоко “ на молочном комбинате «Южно-Сахалинский».Линия торжественно запущена в эксплуатацию губернатором Сахалинской области Олегом Кожемяко. Переналадка формата 200 BASE на формат 200 SLIM.
Михайловка, Волгоградской обл. Поставка, монтаж и наладка линии розлива молока ТБА 8 1000 Слим. Поставка, монтаж и наладка оборудования по стерилизации молока UHT Альфа Лаваль производительностью 6 500 л.ч.
Вольск, Саратовская обл. Поставка и монтаж под ключ цеха розлива молока и соков в составе: – Линия розлива Тетра Пак А3 Флекс на форматы пакетов 2.0 литра СЛИМ и 1.0 литра Призма; – Линия розлива Тетра Пак ТБА 9 на формат 200 мл; – Пастеризационная установка Альфа Лаваль ALFA LAVAL TETRA TERM ACEPTIC ТА MAXI 8 производительностью до 12 000 л/ч , гомогенизатор Tetra Alex 25 производительностью до 12 000 л/ч; – Пастеризационная установка Альфа Лаваль TETRA TERM ACEPTIC производительностью до 4 000 л/ч , гомогенизатор Tetra Alex 25 производительностью до 4 000 л/ч; – Отделение водонакопления и приготовления продукта к розливу;
Республика Адыгея, Гиагинский р-н, ст. Дондуковская , ООО «ТПК «Южный продукт»: Поставка и монтаж линии розлива ТБА 8 1000 Слим производительностью 6 000 пакетов в час.
ООО Новые технологии, Осинники, Кемеровская обл.: Линия розлива соков в упаковку Тетра пак производительностью 6 000 пакетов в час формата 1.0 л. SQUARE.
ТОО Алсу, Алматы,Казахстан -3 линии розлива Тетра пак для форматов.: – 1.0 литра СЛИМ – 2.0 литра СЛИМ – 200 мл.СЛИМ.
Гормолзавод № 2, Республика Беларусь, г. Минск: – Линия розлива Тетра пак ТВА 9 200 ml SLIM.
ООО Серпуховское поле,г. Серпухов,Россия.: -Линия розлива растительных сливок к производительностью 6 000 пакетов в час 1.0л. BASE ТВА 8.
Процессинговое оборудование:
Михайловка, Волгоградской обл., молочный комбинат: Поставка ,монтаж и наладка оборудования по стерилизации молока UHT Альфа Лаваль производительностью 6 500 л.ч.
Вольск, Саратовская обл.: Поставка и монтаж под ключ цех розлива молока и соков: – пастеризационная установка Альфа Лаваль ALFA LAVAL TETRA TERM ACEPTIC ТА MAXI 8 производительностью до 12 000 л/ч , гомогенизатор Tetra Alex 25 производительностью до 12 000 л/ч; – пастеризационная установка Альфа Лаваль TETRA TERM ACEPTIC производительностью до 4 000 л/ч , гомогенизатор Tetra Alex 25 производительностью до 4 000 л/ч; – отделение водонакопления и приготовления продукта к розливу.
ТОО Алсу,Алматы,Казахстан – Поставка и монтаж под ключ цех розлива соков. – Купажное отделение ,пастеризационное оборудование ,гомогенизатор, СИП мойка производительностью 20 000 л. в час.
Оборудование по упаковке и системы транспортеров собственного производства:
ОАО «Молочные продукты» г. Гомель Линия Тетра пак ТБА 8- автоматизация+ транспортеры для линии Тетра Пак ТБА 8 .
СХ ОАО «Белореченское» Иркутская область. Усольский район, п. Белореченский Автомат упаковки в картон модель МО-3 -10 000 в час – линия Пюр Пак.
ООО «МПО «Скоморошка» г. Кемерово упаковщик в картон модель МО-3 картонпакер линия Тетра Пак 6 000 упаковок в час форматом 1.0 л.
Гомельский винодельческий завод ,г. Гомель, Беларусь Упаковщик в картоный короб МО-3 с боковым и верхним закрытием короба -линия Тетра Пак 6 000 в час
Южно-Сахалинск молочный комбинат «Южно-Сахалинский» Поставка, монтаж и наладка автомата упаковки Тетра Пак объемом 200 мл. в термоусадочную пленку производительностью 7 500 упаковок в час – модель МО-3.
Заявка на оборудование
Компания «Машины и Технологии» придерживается принципа персонального подхода к клиенту и формирования конечной стоимости оборудования исходя из индивидуальных требований заказчика. Для получения прайса на интересующую Вас единицу оборудования, пожалуйста, заполните следующую форму.
Представьтесь *
Организация *
Электронная почта *
Город *
Телефон *
Интересующее оборудование *
Раскрыть дополнительные поля
Формат тары
Формат укупорки
Финальная упаковка
Дополнительное оборудование
Пневмоформовочная автоматическая линия по производству блистерной упаковки для тортов.| VFMSPB.COM
Универсальные пневмоформовочные, вакуум-формовочные линии для термоформования блистерных тортовых коробок, коррексов и вкладышей ложементов. Особенностью этого термоформовочного оборудования является возможность негативного, позитивного и комбинированного формования. Пневмоформовочная линия работает с рулонной пленкой, которую автоматически разматывает и подает на позиции нагрева, формования и отрезки.
Автоматическая блистерная машина VFL 900 позволяет выпускать крупногабаритные тортницы, недоступные для формования в обычных блистерных машинах. Производство крупногабаритных упаковок производится в автоматическом режиме с высокой производительностью. Замена форм при переходе с выпуска одного изделия на другое занимает не более 10 минут.
Вырубка готовых изделий осуществляется на автоматическом вырубном прессе прокатного типа. Производительность вырубного пресса больше производительности пневмоформовочной линии в два раза, что позволяет оператору не только следить за процессом формования упаковки, но и обеспечивать вырубку готовых изделий. Пневмоформовочная линия может быть укомплектована вырубным прессом с электромеханическим или пневматическим приводом штампа. Оба пресса являются безопасными устройствами, так как на них применяется автоматическая механизированная подача штампа под валки.
При производстве блистерной упаковки пневмоформовочная линия обеспечивает минимально возможное количество отходов. Для этих целей на данном термоформовочном оборудовании предусмотрена регулировка размеров поля пневмоформования. Для глубокого негативного формования высокой крышки тортовой коробки, на пневмоформовочной линии предусмотрена возможность устанавливки пуансонов для предварительной механической вытяжки пленки. Термоформовочная линия рассчитана на работу с пленками ПВХ, ПЭТФ, ПС, ПП, ПНД. Для формования пленок ПП (полипропилена) пневмоформовочная линия комплектуется камерой для предварительного нагрева полимера.
Технические характеристики пневмоформовочной линии
Производительность
3-4 цикла/мин
Ширина формуемой пленки
300…650мм
Длина формуемой заготовки
300…800мм
Потребляемая мощность
5 КВт
Пневмосистема давление
0.5…0.6 Мпа
Глубина формования
до 220 мм
Более точные параметры оборудования определяются по согласованию с Заказчиком, в зависимости от заявленной комплектации линии.
Весь процесс производства упаковки состоит из трех этапов:
нагрев пленки;
пневмоформование изделий;
отрезка;
Все операции пневмоформовочная линия осуществляет в автоматическом режиме. Отрезанная часть пленки с формованными изделиями скатывается по наклонному столу в накопительный бункер. Далее оператор закладывает ее в вырубной штамп и производит вырубку готовых изделий.
После вырубки готовые изделия укладываются в упаковочную тару, а отделенный облой отправляется на вторичную переработку.
Термомоформовочную линию обслуживает один оператор. Он следит за работой линии (установка режимов, проверка качества и пр.), производит вырубку и упаковку готовых изделий.
8 лучших упаковочных линий для инженеров
Интегрированные системы Blockbuster
Джек Манс, редактор производственного отдела | 11 марта 2015 г.
С момента нашего запуска 50 лет назад история упаковочной линии была сердцем и душой Packaging Digest . Только за последние 10 лет мы сделали около 600 линейных историй. Просматривая каждый выпуск за последнее десятилетие, я обнаружил, как трудно было выбрать лишь несколько — мне понравились все.
Итак, то, что я представляю здесь, — это мой выбор некоторых из лучших историй о упаковочных линиях за последние 10 лет. Я уверен, что любой из вас, читатели, которые просматривают эти прошлые выпуски, выберут другие истории, но это моя особенность, так что мой выбор.
Я выбрал несколько критериев для этого выбора. Истории должны были быть о полных упаковочных линиях. Некоторые из наших историй сосредоточены на отдельных машинах на линии, но предполагается, что речь идет о линейных историях, поэтому я их не рассматривал. Каждая история здесь — о полной линии, начиная с доставки бутылок, картонных коробок или пленок и заканчивая упаковкой в ящики или укладкой на поддоны.
В каждом рассказе я выбрал одного поставщика оборудования для иллюстрации работы. Если акцент в рассказе делается на какой-то конкретной технологии (хотя это по-прежнему полноценный сюжет), то я идентифицировал эту часть оборудования. В остальном я выбрал наполнитель, потому что, на мой взгляд, наполнитель является наиболее важной и отличительной машиной на линии. Если кто-то хочет увидеть список всех поставщиков оборудования в строке, нажмите на веб-адрес в конце конкретного элемента.
В любом случае, вот истории, которые я выбрал, а также особенности линии, которые подтолкнули мое решение.
Бутылки летят по новой асептической линии Ротационная машина для розлива с низкой кислотностью с 81 головкой на заводе HP Hood в Сакраменто, Калифорния, производит 600 бутылок/мин на высокоавтоматизированной и гибкой упаковочной линии, предназначенной для быстрой, кнопочное управление. Наполнитель был изготовлен компанией Shibuya Kogyo Corp. (Shibuya Hoppmann Corp. в США).
Машина для розлива Shibuya была первой ротационной машиной для розлива напитков с низкой кислотностью, одобренной Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA), когда она прошла аттестацию в 2005 году, а упаковочная линия на заводе в Сакраменто является одной из самых быстрых и сложных асептических линий с низкой кислотностью в мире.
Компания Hood установила первый асептический низкокислотный ротационный наполнитель Shibuya в молочной промышленности на своем заводе в Винчестере, штат Вирджиния, в 2004 году. Когда машина была установлена на заводе в Сакраменто, в США было всего три асептических машины Shibuya, а у Худа их было двое.
Система Shibuya оснащена полностью автоматизированной системой CIP/SIP, которая очищает и стерилизует производственные линии и корпуса перед каждым рабочим циклом. Система может поддерживать асептическую среду внутри асептических камер до 156 часов подряд. В это время обеспечивается доступ через перчаточные боксы, а при нарушении стерильности вся система подлежит повторной стерилизации. Бутылки стерилизуют путем распыления в них перекиси водорода.
Система Shibuya включает в себя три операции: стерилизацию/промывку, наполнение и укупорку. Бутылки транспортируются во время операции с помощью зажимов, которые захватывают бутылку за горлышко. Захват горлышка позволяет наполнителю вмещать бутылки разного размера с минимальными затратами на переналадку.
Все конвейеры и оборудование на линии, за исключением наполнителя Shibuya, контролируются и управляются с HMI в диспетчерской. Вся операция Shibuya может контролироваться центральным компьютером SCADA и управляться через HMI с сенсорным экраном. Худ использует на асептической линии несколько разных бутылок, каждая из которых требует различных условий стерилизации в зависимости от формы и размера. Параметры крутящего момента также различаются для разных бутылок. Как только эти рабочие параметры установлены для контейнера, они могут быть автоматически вызваны на сенсорный экран.
Чтобы просмотреть исходную статью, нажмите на www.packagingdigest.com/HPHood.
(Integrated systems help Blockbuster improve video disc packaging for speedy order fulfillment.)
New labeling, loading method is a smash hit at Blockbuster
Blockbuster Video , McKinney, штат Техас, модернизировала четыре упаковочные линии и добавила пятую автоматизированную линию к своему упаковочно-распределительному центру площадью 850 000 кв. футов, чтобы сократить процент брака и улучшить поток данных и обработку сдаваемых в аренду продуктов для своевременной доставки.
Проект включал модификацию некоторого существующего упаковочного оборудования и внедрение новых технологий для экономии времени и денег. Компания Blockbuster сотрудничала с Videojet Technologies Inc. и производителем оборудования для упаковки видеодисков DVD GIMA S.p.A., Болонья, Италия, для оказания помощи в этом проекте.
Управление четырьмя существующими упаковочными линиями и новой автоматизированной пятой линией осуществляется с помощью системы управления данными Videojet (DMS). DMS представляет собой специализированный набор из семи отдельных программных приложений, разработанных специально для Blockbuster группой интегрированных решений Videojet. Он предоставляет систему управления данными и отчетности, которая обрабатывает поток информации в режиме реального времени между системой управления складом Blockbuster (WMS) и машинами проката фильмов от GIMA на пяти линиях. Интерфейс связывает информацию хост-WMS с упаковочным оборудованием и управляет данными для каждого производственного цикла, возвращая информацию обратно в хост-WMS.
Всего было установлено пять дисковых упаковочных машин GIMA DVD872, пять этикетировочных машин GIMA 8A6, пять вертикальных бункеров GIMA 8A5 и пять упаковщиков/подборщиков GIMA 8A7.
В результате была создана интегрированная упаковочная линия, которая обеспечивает «идеальное» выполнение заказов и эффективность процессов, снижение повреждения продукции и снижение процента брака с 0,5 процента до менее чем 0,01 процента. Операционная эффективность повысилась более чем на 40 процентов, а время простоя сократилось до менее чем 5 процентов.
Чтобы увидеть оригинальную историю, нажмите на www.packagingdigest.com/Blockbuster.
«Удобное» место для гибкой упаковки Переезд GSC Packaging в новое помещение площадью 100 000 кв. футов с 16 отдельными упаковочными комплектами, расположенными бок о бок, улучшает контроль качества и устраняет большую часть риска загрязнения продукта. Поскольку он упаковывает нутрицевтики и пищевые добавки, завод придерживается рекомендаций 21CFR111, которые являются более высокими стандартами, чем для пищевой промышленности для всех продуктов.
Вход через пластиковую завесу, каждое отделение разделено на первичную и вторичную упаковку и обеспечивает положительный поток воздуха и современную систему сбора пыли для преимущественно порошкообразных продуктов.
Новое предприятие также позиционирует контрактного упаковщика для дальнейшего роста производства стик-упаковок, пакетов и пакетов для порошкообразных и других сухих продуктов.
В комплексе имеется 15 производственных линий упаковки, в том числе семь горизонтальных линий формования/наполнения/запечатывания (FFS), три шестиполосных вертикальных упаковочных линии FFS для упаковки в стик-пакеты, а также различные полуавтоматические, широкоформатные автоматические линии. , вторичная упаковка, термоусадочная упаковка, обвязка и картонная упаковка, комплектация и упаковка для торговых точек. Новейшей машиной FFS на GSC является машина для упаковки в стик-пакет модели ST560 от Viking Masek Global Packaging Technologies.
Используя эти системы, GSC Packaging упаковывает сухие пищевые порошки и частицы для продуктов, включая пищевые и белковые добавки, смеси для напитков, сухие хлопья, смеси для горячего шоколада и сырные порошки. Помимо порошкообразных продуктов, он также упаковывает гренки, суповые смеси и рис. Эти сухие пищевые продукты расфасованы в три основных формата упаковки, все из которых являются гибкими: стик-пакеты, стоячие пакеты и пакеты, размер которых варьируется от пакетика размером 2×2 дюйма до пакета весом в один килограмм. 18 дюймов в высоту х 12 дюймов в ширину.
Чтобы увидеть исходную историю, нажмите на www.packagingdigest.com/GSC.
Филлер берет контроль над точностью Компания Xttrium Laboratories, основанная в 1932 году, Маунт-Проспект, Иллинойс, является одним из крупнейших в США поставщиков одобренных FDA препаратов 2- и 4-процентного хлоргексидинглюконата (ХГ). Это противомикробные препараты для хирургической очистки и мытья рук медицинского персонала.
Компания Xttrium открыла новое предприятие площадью 106 000 кв. футов в начале этого года и установила две новые моноблочные машины розлива/укупорки от Serac Inc.: линейки продуктов Serac и (2) новой модели машины FC, на которой Xttrium производит бутылки объемом от 4 до 32 жидких унций.
Компания Xttrium считает новую машину FC превосходным ответом на требования санитарии, точности, скорости и простоты обслуживания благодаря множеству технологических достижений.
Особенности машины FC включают: • Все компоненты машины установлены над полом и закрыты большими раздвижными дверями, которые обеспечивают полную видимость и доступ для удобства обслуживания и эксплуатации.
• Новые универсальные зажимы для переноса удерживают бутылки за горлышко. Система может работать с горлышками диаметром от 25 до 45 мм и от 35 до 60 мм и бутылками практически любой высоты без необходимости смены инструмента.
• В новой конструкции клапана используются магниты, расположенные внутри и снаружи цилиндра заправочной форсунки. Внутренний магнит прикреплен к заливному клапану, а вертикальный винт на внешней стороне корпуса перемещает внешний магнит вверх или вниз. Это «перетаскивает» внутренний магнит с прикрепленным клапаном заполнения в нужное положение.
• Запатентованная компанией Serac технология Dynaflow обеспечивает исключительную точность при оптимизации времени наполнения в соответствии со спецификациями продукта. Dynaflow можно рассматривать как интеллектуальный расходомер, который контролирует и регулирует поток продукта в зависимости от того, какой вес помещается в контейнер в течение периода наполнения. На точность наполнения не влияют какие-либо изменения температуры или вязкости продукта, и это обеспечивает прямое соединение технологического трубопровода с наполнительными клапанами. Это устраняет необходимость в накопительном резервуаре на наполнителе, что упрощает процесс очистки.
• В дополнение к расчетам веса нетто компьютеризированная система управления розлива записывает данные обработки и розлива для каждой партии бутылок и предоставляет статистические данные о производстве.
Машина была разработана с учетом потребностей оператора и обслуживающего персонала. Шкаф управления монтируется на машине, а не на стене, что устраняет необходимость в внешней проводке и кабельных трассах и обеспечивает легкий доступ оператора.
Чтобы увидеть оригинал статьи, нажмите на www.packagingdigest.com/Xttrium.
Компания Cosmeceuticals повышает производительность фасовки Hawknad Mfg. Industries Inc., Александрия, Вирджиния, утроила производительность фасовки, установив специализированную систему фасовки UniPuck с регулируемой шайбой от TurboFil Packaging Machines.
Автоматизированная система, использующая UniPucks для фиксации и наполнения бутылок и банок различных форм и размеров, исключает ручное наполнение независимо от формы и размера бутылок и утроила производство с 2000 до 6000 единиц в день.
Hawknad выпускает множество лосьонов и кремов, от кремов для осветления кожи до лосьонов от прыщей. Особенно сложными были 6-унциевые пакетики Silique, используемые для лосьонов высокой вязкости. Бутылки, которые, по сути, представляют собой бутылки, которые стоят на крышках, столкнулись с двумя проблемами, когда Hawknad решил автоматизировать операцию наполнения: бутылки должны были стабилизироваться с помощью системы шайб, и они заполнялись снизу вверх.
Компания Hawknad решила использовать регулируемую поточную систему наполнения UniPuck, потому что легко регулируемые шайбы позволяли быстро переключаться между различными типами контейнеров, а поточные наливные головки можно было использовать для наполнения сверху или снизу. TurboFil Packaging Machines работала с партнерами над созданием небольшой автоматизированной системы розлива, которая не только отвечала требованиям Hawknad, но и работала как единое целое.
Разливочная машина Hawknad сконфигурирована по индивидуальному заказу с четырьмя поршневыми головками с принудительно закрывающимися соплами, которые обеспечивают высокую точность (+/-0,2 процента) и работу без разбрызгивания и протечек. Система наполняет бутылки кремами и лосьонами высокой вязкости снизу вверх со скоростью 50 циклов наполнения/мин.
В процессе работы контейнеры вручную помещаются в UniPucks, которые затем переносят шайбы на наполнитель. Когда пять бутылок находятся на месте, датчик дает машине сигнал поднять первые четыре бутылки, наполнить их и постепенно опустить.
Чтобы увидеть оригинальную историю, нажмите на www.packagingdigest.com/Hawknad.
Новая картонная упаковка Zippy — это революционно U.S. Sugar Corp. — первая компания в мире, выпустившая на рынок свою продукцию с революционно новой концепцией упаковки под названием Zipbox, в которой картонная коробка с полимерным покрытием объединяется с прикрепленным к ней гибким пленочным держателем, содержащим молния. Zipbox является совместным предприятием T.H.E.M. и подразделение Zip-Pak компании Illinois Tool Works Inc. (ITW).
Среди многих особенностей нового Zipbox — застегивающаяся молния DoubleZip сверху, которая позволяет легко открывать и закрывать, а также герметичная конструкция на дне упаковки, которая устраняет необходимость в дополнительном вкладыше для хранения продукта. свежесть.
Коробки Zipbox производятся на сборочной машине модели MP2 компании Zip-Pak Systems. Это та же самая машина, которая используется для установки застежек-молний на гибкие пакеты. В ходе этой операции сложенные картонные коробки подаются в машину из магазина, а застежка-молния и пленка находятся в рулонах на передней части машины.
Плоская пленка втягивается в машину и складывается в форме буквы «С», при этом желоб буквы «С» направлен вверх. Застежка-молния вставляется в желоб в пленке, которая запаивается сверху. Затем пленка/молния загибается по краям коробки и термосваривается с коробками.
Сборка, наполнение и запечатывание коробок осуществляется с помощью системы, разработанной и изготовленной компанией Yeaman Machine Technologies. В этом процессе коробки Zipbox помещаются в магазин застежкой-молнией вверх. Коробки заполняются через дно, поэтому рука поворачивает коробки на 180 градусов, так что верхние части застежек-молний находятся внизу, а открытые днища коробок смотрят вверх.
Чтобы увидеть оригинальную историю, нажмите на www.packagingdigest.com/USSugar.
Добавление плюса в новую блистерную упаковку Санофи Новая упаковочная машина, изготовленная по индивидуальному заказу, стала критически важным элементом, когда гигантский французский производитель лекарств Санофи представил обновленную версию своего средства от изжоги Маалокс в новом дизайне блистерной упаковки. Продукт под названием Maalox Plus, который был представлен в Италии, добавляет симетикон к стандартному Maalox. Ключевым элементом конструкции новой машины была гибкость. Он должен соответствовать многочисленным требованиям клиентов и создавать различные стили упаковки.
Упаковка для Маалокса Плюс представляет собой блистерную упаковку нового дизайна, сочетающую в себе традиционный термоформованный/запечатанный фольгой блистер и информационный листок для пациента (PIL) вместе в компактной картонной коробке с удобной системой открывания.
Удобная для пользователя упаковка содержит два термоформованных и запечатанных фольгой блистера, каждый из которых содержит шесть таблеток, а также информационный буклет, которые постоянно находятся в картонной упаковке. Это обеспечивает связь важной информации о продукте с упаковкой на протяжении всего ее использования. Потребители открывают двойную блистерную упаковку, вытягивая блистер с одной стороны, что автоматически выталкивает второй блистер с противоположной стороны. Это чем-то похоже на качели, за исключением того, что они двигаются бок о бок, а не вверх-вниз.
Ключом к упаковке является система слайдеров, которая защищена многочисленными международными патентами. Ползунок также был одним из самых сложных элементов конструкции упаковочной машины.
Для автоматизации производства блистерной упаковки слайдера в необходимых объемах компания Burgopak Healthcare & Technology, занимающаяся разработкой слайдеров, заключила партнерское соглашение с компанией Bosch Packaging Systems, которая была выбрана за ее опыт в области подачи, обработки продуктов и обработки пленки на высокой скорости. Созданная компанией Bosch в Швейцарии система Burgopak, изготовленная по индивидуальному заказу, объединяет отдельные компоненты — блистер, буклет и картонную коробку — для создания полнофункциональной упаковки слайдеров Burgopak.
Чтобы просмотреть оригинальную историю, нажмите на www.packagingdigest.com/MaaloxPlus.
Бережливая эффективность приносит дивиденды Начав с простого предприятия площадью 50 000 кв. футов, контрактный упаковщик Aerofil Technology Inc., Салливан, штат Миссури, вырос в предприятие площадью 400 000 кв. футов с 16 производственными линиями. Ключом к этому росту стала приверженность культуре полного расширения возможностей сотрудников, которая способствует постоянному совершенствованию каждый день.
ATI приняла философию и практику производственной системы Toyota (TPS), и это оказало непосредственное и сильное влияние на всю рабочую силу и культуру. В основе обучения ATI сосредоточилась на том, что она считает своим самым ценным ресурсом, — на своих сотрудниках. Он задействовал каждого сотрудника на всем предприятии, обеспечивая непрерывное ежедневное совершенствование.
Весной 2009 года ATI начала поиск новейшей высокотехнологичной и высокоскоростной линии розлива жидкостей, доступной на рынке. При проектировании высокоскоростной линии ATI сначала установила эксплуатационные требования для каждой единицы оборудования на новой линии, а затем использовала другой инструмент бережливого производства, известный как 3P (Производство, Подготовка, Процесс), для оптимизации компоновки линии. Это дало хорошее представление о том, как оборудование поместится в помещении и насколько оно будет доступно для операторов.
Результатом стала эффективная высокоскоростная упаковочная линия, на которой работают всего три человека. Новая линия, запущенная в октябре 2012 года, включает 15 различных бутылок с семью различными крышками, включая триггерные распылители.
Основное изменение, внесенное в новую линию, заключалось в том, что обработка и упаковка осуществляются в одном и том же помещении, хотя и в отдельно определенных зонах. Компания всегда размещала переработку и упаковку в отдельных помещениях, но это новое расположение обеспечивает тесное взаимодействие и эффективную связь между операторами смешивания и операторами линии.
Компания ATI установила моноблочный наполнитель/укупор Pneumatic Scale Angelus (PSA), который включает в себя наполнитель с массовым потоком на 30 головок и укупорщик на 12 головок. Наполнитель включает в себя технологию Кориолиса, которая обеспечивает точность заполнения +/-1 г. Чтобы соответствовать требованиям взрывозащищенности ATI, моноблочная система классифицируется как искробезопасная.
Чтобы увидеть оригинальную историю, нажмите на www.packagingdigest.com/Aerofil.
TAGS: Тенденции и проблемы Тенденции и проблемы Устойчивое развитие Тенденции и проблемы
Упаковочные линии: широкий выбор для решения любых упаковочных задач
Машины для захвата и размещения
Одной из наших наиболее часто используемых упаковочных систем является наша машина для захвата и размещения или линия для подбора. Упаковывает в упаковочные материалы голые или расфасованные продукты различной консистенции. Переключение между разгрузкой пластиковых лотков и сборкой картонных лотков на одной линии не представляет никаких проблем. С нашими роботами в дизайне Scara или Delta, индивидуальными инструментами для захвата и размещения, системой технического зрения Schubert и упаковкой, использующей принцип противотока, мы гарантируем идеальное качество продукции и полностью заполненные лотки. Производительность определяется количеством роботов и масштабируется практически бесконечно. Наша самая большая машина для захвата и размещения на сегодняшний день состоит из 48 роботов F4.
Упаковочные линии
В качестве варианта машины для захвата и размещения упаковочная линия имеет несколько боковых подающих лент. Это позволяет одновременно подавать на упаковочную линию разные продукты. Роботы Pick & Place затем создают ассортиментные упаковки из отдельных типов продуктов. Очень популярным применением для этого являются, например, линии по упаковке шоколада. Все преимущества, предлагаемые нашей машиной для захвата и размещения, также могут быть достигнуты в упаковочной линии. От масштабируемости производства до выбора между различными упаковочными материалами (пластик или картон) и превосходного качества продукции и упаковки — благодаря технологии щадящего обращения и системам обработки изображений Schubert.
Машины флоу-упаковки
Флоу-упаковочная машина Шуберта, Flowpacker, представляет собой упаковочную машину, основанную на уникальной концепции. Это связано с тем, что здесь также играет роль технология Pick & Place: По сути, Flowpacker — это еще один вариант машины Pick & Place, в которую органично интегрирован блок флоу-пакинга Flowmodul. В отличие от обычной подачи продукта с помощью лент, флоу-упаковочная машина экономит огромное количество площади на полу за счет подачи с помощью роботов захвата и размещения. Необработанные или расфасованные продукты упаковываются во флоупак с лотками или без них. Благодаря нашим технологиям запечатывания упаковочная линия настолько гибка, что можно быстро и легко переключаться между ламинированной пленкой и новой экологичной пленкой Flowpack.
Картонер
Наши картонажники или упаковщики батончиков объединяют небольшие отдельные продукты в товарную единицу. Обычно это вторичная упаковка из плотного картона, например, для смешанных упаковок или групповых упаковок. Процесс упаковки включает в себя сборку, загрузку и закрытие упаковочных материалов. Используются коробки или картонные коробки для дисплеев, изготовленные из плоских заготовок или заготовок складных коробок, открываемых вытягиванием. На упаковочной линии продукты оптимально предварительно группируются, а затем загружаются в картонную коробку с помощью либо роботов Pick & Place, либо роботов F2. Чтобы представить товары в рознице привлекательно, картонщики часто обрабатывают высококачественную упаковку со специальными поверхностями, которые требуют внешней упаковки для транспортировки.
Упаковщик ящиков
Наш упаковщик в картонные коробки функционирует аналогично картонажной машине. Эти упаковочные системы также выполняют сборку, загрузку и закрытие упаковочных материалов. Отличие в том, что упаковщик в коробки создает не продуманную упаковку, а наружную или транспортную упаковку для мультиупаковки. К ним относятся коробки с оберткой и RSC, а также лотки с крышками и без них. Если используются картонные коробки с функцией «подготовка к полке», они также подходят для использования на торговой полке. Упаковочные материалы в основном изготавливаются из гофрированного картона, но наш упаковщик также может перерабатывать многоразовые коробки из пластика. Система предварительной группировки, идеально адаптированная к продуктам и упаковке, и роботы F2 обеспечивают компактную загрузку.
Упаковочная машина для напитков
С помощью машины для упаковки напитков Innopack TLM напитки можно гибко комбинировать в смешанные упаковки, упаковки по шесть штук, корзины, групповые лотки, контейнеры или сезонные смеси и упаковки. Упаковочная линия представляет собой комбинацию упаковщика бутылок от KHS и машин для сборки и укупорки от Schubert. Это создает компактное, компактное блочное решение, объединяющее процесс упаковки в одну линию. Наш транспортный робот Transmodul выступает в качестве связующего компонента: Transmodul не только транспортирует упаковочные материалы и бутылки в автомате по производству напитков, но и бесшовно соединяет все компоненты системы вместе без интерфейсов благодаря рельсовой технологии.
Разливочные машины
Наша разливочная машина может использоваться как для жидких, так и для порошкообразных продуктов. В качестве упаковки можно использовать бутылки и контейнеры любых размеров и из любых материалов, от стекла до пластика и картона. Точные процессы наполнения с помощью весов и других функций контроля качества обеспечивают безупречные результаты. Интеграция в единую линию имеет смысл для оптимального соединения предшествующих и последующих процессов упаковки. И здесь наш транспортный робот Transmodul обеспечивает поддержку и обеспечивает упаковочные системы решениями без интерфейсов. Таким образом, наполненные продукты могут полностью автоматически упаковываться во вторичную упаковку, а затем во внешнюю упаковку для транспортировки.
Термоформовочные машины
Как и разливочная машина, наша термоформовочная машина спроектирована таким образом, чтобы ее можно было легко интегрировать в упаковочные линии Schubert. Термоформовочная машина не только осуществляет термоформование упаковки, но и вставляет продукт в готовую упаковку. Термоформование часто сочетается с штамповкой или запечатыванием. До или после этого этапа упаковки на той же линии могут происходить другие процессы, такие как дальнейшая упаковка товаров для продажи и транспортировки с помощью картонажной машины или упаковщика в ящики. Чтобы сделать упаковку максимально эффективной, Transmodul объединяет все этапы в полностью автоматизированный и полностью контролируемый процесс.
Упаковочные линии
Наша упаковочная линия или мультиупаковщик компании Schubert объединяет различные этапы упаковочного процесса в единую упаковочную систему. Это означает, что первичная, вторичная и третичная упаковка больше не выполняются на отдельных машинах, а органично связаны друг с другом. Классический пример использования нашего Transmodul: рельсовый транспортный робот плавно соединяет все компоненты системы, то есть без каких-либо интерфейсов, в полностью автоматический процесс упаковки. Обычно это включает в себя повторяющуюся сборку, загрузку и закрытие различных упаковочных материалов на последовательных стадиях процесса.
 С этим процессом мы сталкиваемся посто
С этим процессом мы сталкиваемся посто  Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.  Поведаю хабра-сообществу о своём способе. Прошу заметить, что руководство подробное, но приводит к отличным результатам — прилипает модель на отлично и не отклеивается в процессе печати.
Поведаю хабра-сообществу о своём способе. Прошу заметить, что руководство подробное, но приводит к отличным результатам — прилипает модель на отлично и не отклеивается в процессе печати.

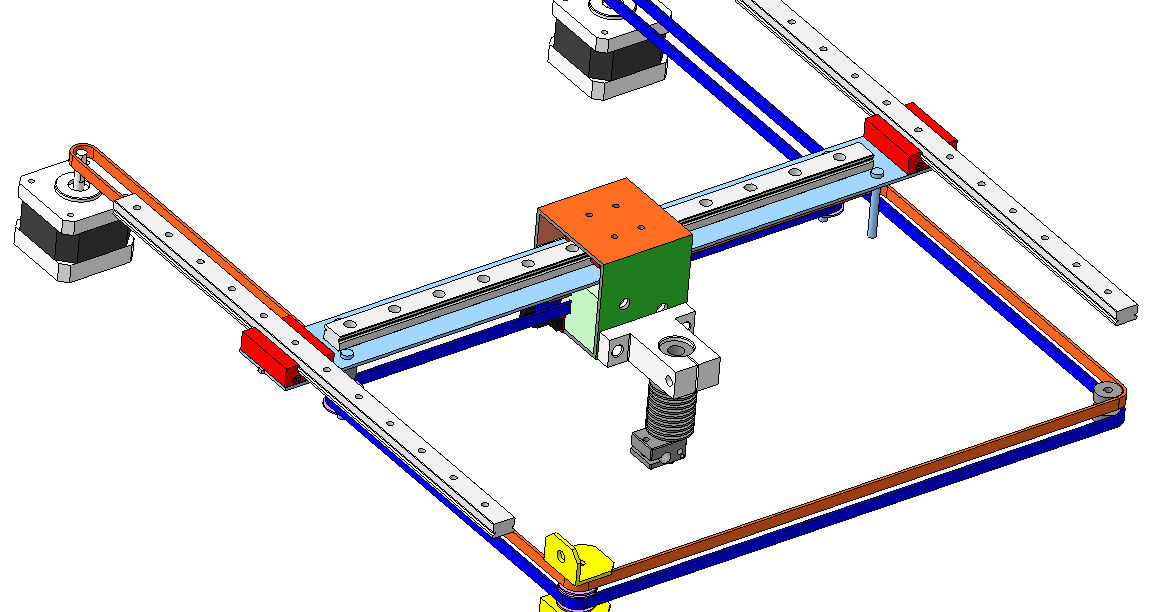
 Впрочем, надо отметить, что прилипает в таком случае модель очень хорошо, а дефект калибровки не виден на следующих слоях. Более того, может быть даже не заметен вовсе, если вы выберете в Cura подложку для прилипания модели к столу.
Впрочем, надо отметить, что прилипает в таком случае модель очень хорошо, а дефект калибровки не виден на следующих слоях. Более того, может быть даже не заметен вовсе, если вы выберете в Cura подложку для прилипания модели к столу. Также, может быть важным отсутствие сквозняка, который влияет на не менее важную равномерность прогрева поверхности платформы.
Также, может быть важным отсутствие сквозняка, который влияет на не менее важную равномерность прогрева поверхности платформы. По сути, калибровка помогает гарантировать, что каждый отпечаток будет абсолютно одинаковым, независимо от оборудования, используемого для его создания. Ничего перекошенного не будет напечатано (если это не ваше намерение), и ваши творения каждый раз будут одинаковыми.
По сути, калибровка помогает гарантировать, что каждый отпечаток будет абсолютно одинаковым, независимо от оборудования, используемого для его создания. Ничего перекошенного не будет напечатано (если это не ваше намерение), и ваши творения каждый раз будут одинаковыми.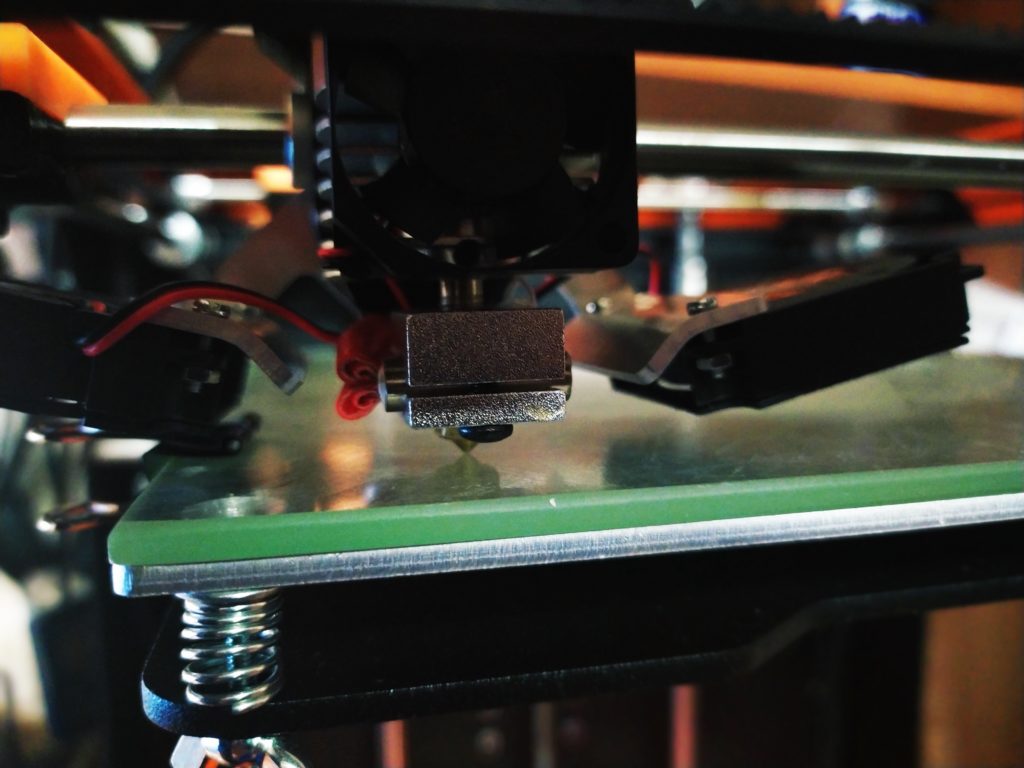

 Это делается для того, чтобы сопло всегда находилось на одном и том же расстоянии от основания. Итак, как вы это делаете?
Это делается для того, чтобы сопло всегда находилось на одном и том же расстоянии от основания. Итак, как вы это делаете? Удачи и, самое главное, получайте удовольствие.
Удачи и, самое главное, получайте удовольствие. Они не только будут более точными, но и будут иметь более гладкую поверхность.
Они не только будут более точными, но и будут иметь более гладкую поверхность.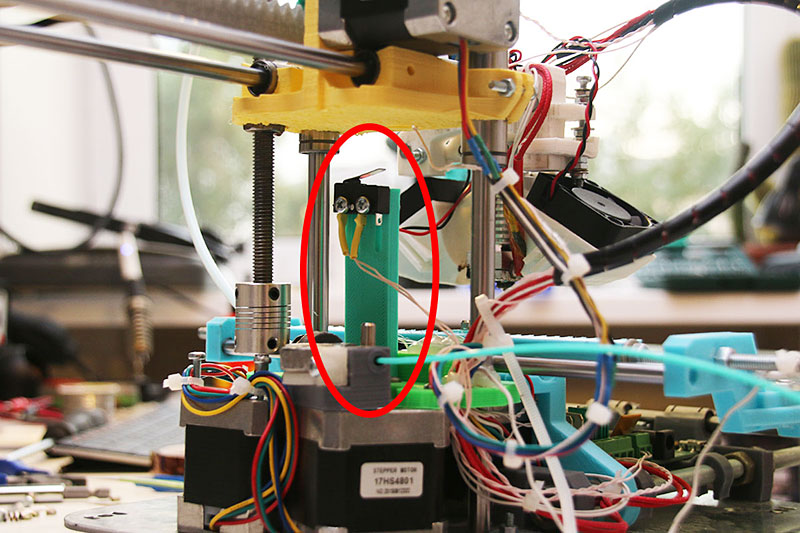
 На изображении ниже показана настройка E-step по умолчанию, равная 9.3. Хотя эти настройки точны, во время сборки 3D-принтера могут быть расхождения, а калибровка гарантирует их правильную настройку.
На изображении ниже показана настройка E-step по умолчанию, равная 9.3. Хотя эти настройки точны, во время сборки 3D-принтера могут быть расхождения, а калибровка гарантирует их правильную настройку.
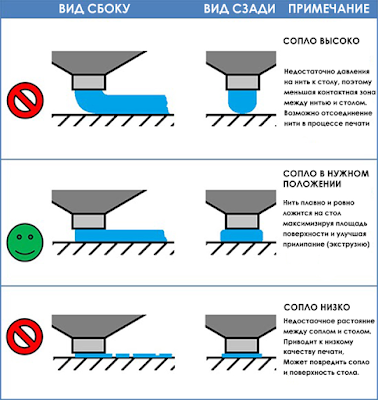


 Ниже мы рассмотрим такие варианты.
Ниже мы рассмотрим такие варианты.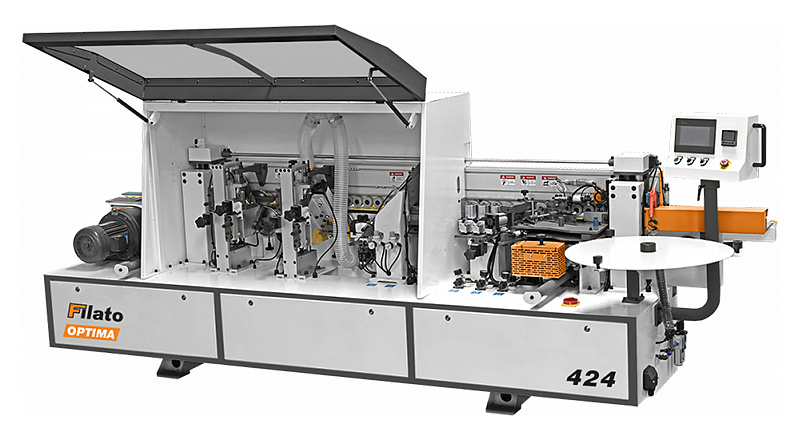
 Далее — диаметр печатающего стола и размер готового изделия. От первого зависит качество печати. Хочу заметить, что принтеры, которые производят совсем маленькие изделия (не более 10 см куб.) невыгодны. Подумайте десять раз перед приобретением. Ну и цена, конечно. Скажу сразу — очень дешёвые варианты покупать смысла нет. Качественные аппараты начинаются от 1000 долларов и выше.
Далее — диаметр печатающего стола и размер готового изделия. От первого зависит качество печати. Хочу заметить, что принтеры, которые производят совсем маленькие изделия (не более 10 см куб.) невыгодны. Подумайте десять раз перед приобретением. Ну и цена, конечно. Скажу сразу — очень дешёвые варианты покупать смысла нет. Качественные аппараты начинаются от 1000 долларов и выше. д. Настольные варианты предназначены для обработки мелких заготовок.
д. Настольные варианты предназначены для обработки мелких заготовок. Правильно подобранные станки позволят наилучшим образом оптимизировать свои затраты (как материальные, так и трудовые) и обеспечит достойный результат в максимально сжатые сроки.
Правильно подобранные станки позволят наилучшим образом оптимизировать свои затраты (как материальные, так и трудовые) и обеспечит достойный результат в максимально сжатые сроки. Длина пропила должна соответствовать длине тех листов материала, которые вы планируете раскраивать на вашем предприятии. Чтобы определить ширину раскроя, нужно знать расстояние между направляющей линейкой и пильным диском, а также размер поддерживающей рамки. Высота пропила на форматно-раскроечных станках определяется высотой, на которую выходит пила раскроечного станка. Благодаря этой характеристике можно определить, пакет какой толщины вы сможете раскроить на этих станках. Наиболее распространенный размер каретки форматно раскроечного станка – 3200 мм.
Длина пропила должна соответствовать длине тех листов материала, которые вы планируете раскраивать на вашем предприятии. Чтобы определить ширину раскроя, нужно знать расстояние между направляющей линейкой и пильным диском, а также размер поддерживающей рамки. Высота пропила на форматно-раскроечных станках определяется высотой, на которую выходит пила раскроечного станка. Благодаря этой характеристике можно определить, пакет какой толщины вы сможете раскроить на этих станках. Наиболее распространенный размер каретки форматно раскроечного станка – 3200 мм.
 Приходится тратить время на пересверловку на месте у заказчика, получая негативные отзывы. Конечно, можно избежать этого и наделать на каждую деталь индивидуальных шаблонов-кондукторов, но уйти от ошибок «человеческого фактора» и улучшить качество вряд ли удастся, хотя время на разметку и сократится.
Приходится тратить время на пересверловку на месте у заказчика, получая негативные отзывы. Конечно, можно избежать этого и наделать на каждую деталь индивидуальных шаблонов-кондукторов, но уйти от ошибок «человеческого фактора» и улучшить качество вряд ли удастся, хотя время на разметку и сократится.
 Скорость подачи станков: 6-20 м/мин.
Скорость подачи станков: 6-20 м/мин. Будь то эксклюзивное мебельное изделие со сложными гравировками и 3D резьбой или серийная мебель.
Будь то эксклюзивное мебельное изделие со сложными гравировками и 3D резьбой или серийная мебель. Возможно, появится мысль купить б/у фрезерный станок с ЧПУ. Но будьте осторожны в данном случае! Зачастую из станков выжимают весь ресурс без должного технического обслуживания, а потом, не вкладываясь в восстановление, просто продают за небольшие деньги следующему владельцу.
Возможно, появится мысль купить б/у фрезерный станок с ЧПУ. Но будьте осторожны в данном случае! Зачастую из станков выжимают весь ресурс без должного технического обслуживания, а потом, не вкладываясь в восстановление, просто продают за небольшие деньги следующему владельцу.
 Необходимы также прессы и станки для облицовывания. А ещё покрасочные камеры.
Необходимы также прессы и станки для облицовывания. А ещё покрасочные камеры.
 Они доступны в различных формах и размерах, которые изменяются согласно использованию. Во многих отраслях промышленности используются резервуары из нержавеющей стали для хранения различных агрессивных веществ из-за ее превосходных антикоррозионных свойств, относительной простоты использования и гибкости.
Они доступны в различных формах и размерах, которые изменяются согласно использованию. Во многих отраслях промышленности используются резервуары из нержавеющей стали для хранения различных агрессивных веществ из-за ее превосходных антикоррозионных свойств, относительной простоты использования и гибкости. Эта задача часто решается с помощью различных типов смесителей. Эти устройства помогают смешивать или эмульгировать материалы разных или одного типа. Некоторые типы промышленных смесителей: двухлопастные смесители, двухлопастные экструдеры, двухконусные V-образные смесители, барабанные барабанные мешалки, гомогенизаторы, планетарные смесители, смесители периодического действия и т. д.
Эта задача часто решается с помощью различных типов смесителей. Эти устройства помогают смешивать или эмульгировать материалы разных или одного типа. Некоторые типы промышленных смесителей: двухлопастные смесители, двухлопастные экструдеры, двухконусные V-образные смесители, барабанные барабанные мешалки, гомогенизаторы, планетарные смесители, смесители периодического действия и т. д. Компрессоры широко используются в окружающей среде для более широкого спектра применений, например, на заправочных станциях предлагается сжатый воздух для накачивания шин транспортных средств. Кроме того, небольшие настольные воздушные компрессоры также доступны с аэрографом.
Компрессоры широко используются в окружающей среде для более широкого спектра применений, например, на заправочных станциях предлагается сжатый воздух для накачивания шин транспортных средств. Кроме того, небольшие настольные воздушные компрессоры также доступны с аэрографом. Если вы ищете Приобретая промышленное оборудование для своего объекта, важно приобрести его у надежного и проверенного поставщика. JM Industrial выделяется среди других конкурентов. Они являются одним из ведущих поставщиков неиспользованного и бывшего в употреблении производственного оборудования в Соединенных Штатах.
Если вы ищете Приобретая промышленное оборудование для своего объекта, важно приобрести его у надежного и проверенного поставщика. JM Industrial выделяется среди других конкурентов. Они являются одним из ведущих поставщиков неиспользованного и бывшего в употреблении производственного оборудования в Соединенных Штатах. . Производственный процесс касается различных аспектов процедур мастерской и предоставления инженерных материалов, аксессуаров и инструментов, а также производственных процессов.
. Производственный процесс касается различных аспектов процедур мастерской и предоставления инженерных материалов, аксессуаров и инструментов, а также производственных процессов.
 Существует довольно много распространенных технологий обжига и сварки, таких как:
Существует довольно много распространенных технологий обжига и сварки, таких как:
 Станок с ЧПУ использует инструкции для интерпретации конструкции для резки деталей прототипа. Процесс программирования компьютерных устройств для управления станками помогает повысить производительность в процессе производства за счет автоматизации трудоемкого и высокотехнологичного процесса. Наличие автоматизированной технологии резки помогает повысить не только точность, но и скорость создания деталей-прототипов, особенно когда производимый материал очень важен, например, полипропилен.
Станок с ЧПУ использует инструкции для интерпретации конструкции для резки деталей прототипа. Процесс программирования компьютерных устройств для управления станками помогает повысить производительность в процессе производства за счет автоматизации трудоемкого и высокотехнологичного процесса. Наличие автоматизированной технологии резки помогает повысить не только точность, но и скорость создания деталей-прототипов, особенно когда производимый материал очень важен, например, полипропилен.
 Токарные станки вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется прядильного материала.
Токарные станки вступают в контакт с материалом, перемещая режущий инструмент в поперечном направлении, пока он постепенно не коснется прядильного материала. Например, машины для газокислородной резки, машины для лазерной резки, технологии гидроабразивной резки и машины для плазменной резки.
Например, машины для газокислородной резки, машины для лазерной резки, технологии гидроабразивной резки и машины для плазменной резки. Процесс обработки с ЧПУ используется в производственном секторе и включает компьютеры для управления станками. Вертикальные обрабатывающие центры уже более двух десятилетий являются лидерами в производстве станков для пресс-форм, аэрокосмической, медицинской и энергетической промышленности по целому ряду причин, таких как:
Процесс обработки с ЧПУ используется в производственном секторе и включает компьютеры для управления станками. Вертикальные обрабатывающие центры уже более двух десятилетий являются лидерами в производстве станков для пресс-форм, аэрокосмической, медицинской и энергетической промышленности по целому ряду причин, таких как:
 Для шлифования используется широкий спектр станков:
Для шлифования используется широкий спектр станков: Существуют различные причины для использования мостовых кранов, например:
Существуют различные причины для использования мостовых кранов, например: Для склада или фабрики очень полезно оптимизировать свои процедуры или процессы за счет внедрения мостовых кранов, чтобы автоматизировать их подъем, маневрирование, а также разгрузку материалов на производственном предприятии.
Для склада или фабрики очень полезно оптимизировать свои процедуры или процессы за счет внедрения мостовых кранов, чтобы автоматизировать их подъем, маневрирование, а также разгрузку материалов на производственном предприятии. Часто именно робототехника предназначена для выполнения обязанностей, которые могут быть неприемлемыми или опасными для работников-людей, таких как работа, которая может привести к травмам, или повторяющаяся работа, которая создает скуку и может привести к невнимательности рабочих. Другие различные применения робототехники в обрабатывающей промышленности:
Часто именно робототехника предназначена для выполнения обязанностей, которые могут быть неприемлемыми или опасными для работников-людей, таких как работа, которая может привести к травмам, или повторяющаяся работа, которая создает скуку и может привести к невнимательности рабочих. Другие различные применения робототехники в обрабатывающей промышленности:
 Сюда можно включить гибкий, флуоресцентный и люминесцентный филамент, древесные и металлизированные материалы. Но на практике такие расходники нечасто применяются и нужны для узко специфических целей. Металлизированные пластики сами по себе интересны, но находятся на начальной стадии разработки и уступают по характеристикам обыкновенным усиленным материалам. «И какой пластик лучше для 3D принтера?» – спросите вы. Выбирать следует исходя из конкретный целей. Если вы намереваетесь печатать декоративные элементы, которые не будут подвергаться полезной нагрузке, можно обратить внимание на PLA пластик. Если же вашей целью является печать шестерней, структурных деталей и прочего – обратите внимание на усиленные материалы для 3Д печати.
Сюда можно включить гибкий, флуоресцентный и люминесцентный филамент, древесные и металлизированные материалы. Но на практике такие расходники нечасто применяются и нужны для узко специфических целей. Металлизированные пластики сами по себе интересны, но находятся на начальной стадии разработки и уступают по характеристикам обыкновенным усиленным материалам. «И какой пластик лучше для 3D принтера?» – спросите вы. Выбирать следует исходя из конкретный целей. Если вы намереваетесь печатать декоративные элементы, которые не будут подвергаться полезной нагрузке, можно обратить внимание на PLA пластик. Если же вашей целью является печать шестерней, структурных деталей и прочего – обратите внимание на усиленные материалы для 3Д печати. В продаже доступен огромный спектр цветов и оттенков пластика, матовые и глянцевые, полу- и полностью прозрачные материалы. Такое разнообразие позволит изготовить практическое любое изделие на ваш вкус.
В продаже доступен огромный спектр цветов и оттенков пластика, матовые и глянцевые, полу- и полностью прозрачные материалы. Такое разнообразие позволит изготовить практическое любое изделие на ваш вкус. Десятки, если не сотни решений предлагают компании – производители по всему миру и многие из них становятся все более успешными в коммерческом и прикладном отношениях, что очевидно подтверждает полезность и актуальность направления. Мы решили собрать в этом обзоре наиболее заслуживающие внимание, на наш взгляд, материалы и рассмотреть 3д принтеры, с которыми они уверенно совместимы. Так же, довольно приятным является факт, что наша страна занимает достойное место в общей повестке композитной 3д печати и в данном материале мы проиллюстрируем это наглядно.
Десятки, если не сотни решений предлагают компании – производители по всему миру и многие из них становятся все более успешными в коммерческом и прикладном отношениях, что очевидно подтверждает полезность и актуальность направления. Мы решили собрать в этом обзоре наиболее заслуживающие внимание, на наш взгляд, материалы и рассмотреть 3д принтеры, с которыми они уверенно совместимы. Так же, довольно приятным является факт, что наша страна занимает достойное место в общей повестке композитной 3д печати и в данном материале мы проиллюстрируем это наглядно.
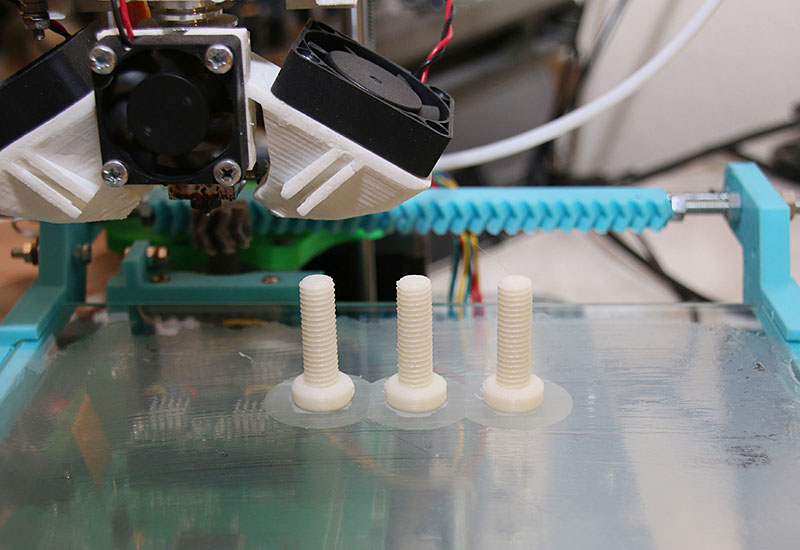


 Интересно, что компания Markforged в некоторых своих продуктах использует двойные композиты – наполненный рубленным углеволокном полиамид 12 усиленный непрерывным волокном в процессе печати.
Интересно, что компания Markforged в некоторых своих продуктах использует двойные композиты – наполненный рубленным углеволокном полиамид 12 усиленный непрерывным волокном в процессе печати.
 к. это более выносливый и твердый базовый материал изначально, однако его использование накладывает необходимость в наличии активной термокамеры в самом 3Д принтере, что само по себе стоит дороже, поэтому уступающий конкурентам по некоторым параметрам PETG-CCF получается более предпочтительным по соотношению затраты/результат, но об этом мы поговорим позднее в контексте 3д принтеров.
к. это более выносливый и твердый базовый материал изначально, однако его использование накладывает необходимость в наличии активной термокамеры в самом 3Д принтере, что само по себе стоит дороже, поэтому уступающий конкурентам по некоторым параметрам PETG-CCF получается более предпочтительным по соотношению затраты/результат, но об этом мы поговорим позднее в контексте 3д принтеров.
 Для более честного сравнения, сделаем выборку по базовым,уже упомянутым выше материалам, пускай это будут ABS (акрилонитрил бутадиен стирол), PETG (полиэтилен терефталат гликоль), PA (полиамид).
Для более честного сравнения, сделаем выборку по базовым,уже упомянутым выше материалам, пускай это будут ABS (акрилонитрил бутадиен стирол), PETG (полиэтилен терефталат гликоль), PA (полиамид).
 Хотя печатать этим филаментом одно удовольствие, и он действительно прочнее обычного ABS и обладает существенно меньшей усадкой. Обратите внимание, мы намеренно не указывали процентное соотношение рубленного волокна к базовому полимеру, хотя это легко понять из названия материалов, так как и без того небольшая выборка банально не позволит провести сравнение. Перейдем к наполненному PETG.
Хотя печатать этим филаментом одно удовольствие, и он действительно прочнее обычного ABS и обладает существенно меньшей усадкой. Обратите внимание, мы намеренно не указывали процентное соотношение рубленного волокна к базовому полимеру, хотя это легко понять из названия материалов, так как и без того небольшая выборка банально не позволит провести сравнение. Перейдем к наполненному PETG.

 Данный способ справедлив в отношении устройств Markforged.
Данный способ справедлив в отношении устройств Markforged.


 И то, чтобы добиться действительно достойного результата придется сильно постараться. Хотя такие устройства как Series X от PICASO 3D, HERCULES G2 и аналоги, успешно справляются с материалами вроде Formax и показывают отличные результаты. Тем не менее, что же нужно для печати композитами на основе полиамидов?
И то, чтобы добиться действительно достойного результата придется сильно постараться. Хотя такие устройства как Series X от PICASO 3D, HERCULES G2 и аналоги, успешно справляются с материалами вроде Formax и показывают отличные результаты. Тем не менее, что же нужно для печати композитами на основе полиамидов?

 На данный момент нет никаких ограничений по использованию с E2CF материалов из нашей сравнительной таблички. Тоже самое касается и серии Pro3.
На данный момент нет никаких ограничений по использованию с E2CF материалов из нашей сравнительной таблички. Тоже самое касается и серии Pro3.
 ru
ru
 Однако точность на машинах FDM не такая, как в других процессах AM, таких как SLS или SLA. Пластмассы часто используются с этой технологией для создания прототипов. Таким образом, для деталей промышленного и конечного назначения производители могут выбрать технологии SLS (с использованием пластиковых порошков) или SLA (с использованием пластиковых смол), которые обеспечивают большую точность и качество деталей. Две другие технологии, с помощью которых можно печатать пластиком, — это Material Jetting и Multi Jet Fusion.
Однако точность на машинах FDM не такая, как в других процессах AM, таких как SLS или SLA. Пластмассы часто используются с этой технологией для создания прототипов. Таким образом, для деталей промышленного и конечного назначения производители могут выбрать технологии SLS (с использованием пластиковых порошков) или SLA (с использованием пластиковых смол), которые обеспечивают большую точность и качество деталей. Две другие технологии, с помощью которых можно печатать пластиком, — это Material Jetting и Multi Jet Fusion. Это термопласт, который содержит основу из эластомеров на основе полибутадиена, что делает его более гибким и устойчивым к ударам. ABS также можно найти в порошкообразной форме для процессов с порошковым покрытием, таких как SLS, и в жидкой форме для технологий SLA и PolyJet.
Это термопласт, который содержит основу из эластомеров на основе полибутадиена, что делает его более гибким и устойчивым к ударам. ABS также можно найти в порошкообразной форме для процессов с порошковым покрытием, таких как SLS, и в жидкой форме для технологий SLA и PolyJet. PLA производится с использованием возобновляемого сырья, такого как кукурузный крахмал. PLA — один из самых простых материалов для печати, хотя он имеет тенденцию к небольшой усадке после 3D-печати. В отличие от ABS, при печати из PLA вам не требуется подогреваемая платформа. PLA также печатает при более низкой температуре, чем ABS, от 190ºC до 230ºC.
PLA производится с использованием возобновляемого сырья, такого как кукурузный крахмал. PLA — один из самых простых материалов для печати, хотя он имеет тенденцию к небольшой усадке после 3D-печати. В отличие от ABS, при печати из PLA вам не требуется подогреваемая платформа. PLA также печатает при более низкой температуре, чем ABS, от 190ºC до 230ºC. При печати с использованием ASA используются те же настройки печати, что и для ABS, но необходимо соблюдать особую осторожность при печати с закрытой камерой из-за выделения стирола.
При печати с использованием ASA используются те же настройки печати, что и для ABS, но необходимо соблюдать особую осторожность при печати с закрытой камерой из-за выделения стирола. Это аморфный пластик, который может быть на 100% переработан. Он имеет тот же химический состав, что и полиэтилентерефталат, более известный под аббревиатурой ПЭТ. Гликоль был добавлен, чтобы уменьшить его хрупкость и, следовательно, его хрупкость. Узнайте больше о PETG в нашем специальном руководстве.
Это аморфный пластик, который может быть на 100% переработан. Он имеет тот же химический состав, что и полиэтилентерефталат, более известный под аббревиатурой ПЭТ. Гликоль был добавлен, чтобы уменьшить его хрупкость и, следовательно, его хрупкость. Узнайте больше о PETG в нашем специальном руководстве.
 Сегодня около 65% этих материалов печатаются по технологии FDM, но они также встречаются в виде порошка, совместимого с технологией SLS. Узнайте больше в наших специальных руководствах по PEEK и PEKK.
Сегодня около 65% этих материалов печатаются по технологии FDM, но они также встречаются в виде порошка, совместимого с технологией SLS. Узнайте больше в наших специальных руководствах по PEEK и PEKK. Однако существуют некоторые варианты материала, такие как нейлон, которые также доступны в виде нитей, используемых в моделировании методом наплавления (FDM). Благодаря своей биосовместимости полиамиды можно использовать для создания деталей, контактирующих с пищевыми продуктами (кроме пищевых продуктов, содержащих алкоголь).
Однако существуют некоторые варианты материала, такие как нейлон, которые также доступны в виде нитей, используемых в моделировании методом наплавления (FDM). Благодаря своей биосовместимости полиамиды можно использовать для создания деталей, контактирующих с пищевыми продуктами (кроме пищевых продуктов, содержащих алкоголь). Волокна добавляют прочности детали, не добавляя веса, поэтому мы также называем композиты материалами, армированными волокнами. Существует два типа армирования: короткое волокно или непрерывное волокно. В первом случае рубленые волокна, состоящие из сегментов длиной менее миллиметра, подмешиваются в традиционные пластики для 3D-печати для увеличения жесткости и в меньшей степени прочности компонентов. Рубленые волокна можно смешивать с термопластами, такими как нейлон, ABS или PLA.
Волокна добавляют прочности детали, не добавляя веса, поэтому мы также называем композиты материалами, армированными волокнами. Существует два типа армирования: короткое волокно или непрерывное волокно. В первом случае рубленые волокна, состоящие из сегментов длиной менее миллиметра, подмешиваются в традиционные пластики для 3D-печати для увеличения жесткости и в меньшей степени прочности компонентов. Рубленые волокна можно смешивать с термопластами, такими как нейлон, ABS или PLA. Часто основанные на PLA, эти материалы обычно состоят из 70% PLA и 30% гибридного материала. Например, доступны нити на древесной основе из бамбука, пробки, древесной пыли и т. д. Эти древесные материалы, смешанные с PLA, придают гибридной нити более органичную текстуру. Кроме того, некоторые гибридные материалы включают металлические порошки для работы с технологиями на основе FDM, чтобы придать деталям металлическую отделку. Они могут быть основаны на меди, бронзе, серебре и т.д.
Часто основанные на PLA, эти материалы обычно состоят из 70% PLA и 30% гибридного материала. Например, доступны нити на древесной основе из бамбука, пробки, древесной пыли и т. д. Эти древесные материалы, смешанные с PLA, придают гибридной нити более органичную текстуру. Кроме того, некоторые гибридные материалы включают металлические порошки для работы с технологиями на основе FDM, чтобы придать деталям металлическую отделку. Они могут быть основаны на меди, бронзе, серебре и т.д. Этот метод включает в себя несколько геометрических ограничений.
Этот метод включает в себя несколько геометрических ограничений. Как правило, эти гибкие нити имеют те же характеристики печати, что и PLA, хотя они бывают разных диапазонов в зависимости от их жесткости. Стоит выяснить, какой тип экструдера лучше всего подходит для материала, чтобы избежать замятий при 3D-печати.
Как правило, эти гибкие нити имеют те же характеристики печати, что и PLA, хотя они бывают разных диапазонов в зависимости от их жесткости. Стоит выяснить, какой тип экструдера лучше всего подходит для материала, чтобы избежать замятий при 3D-печати. Существуют более совершенные смолы для технических применений, таких как стоматология (также должны быть биосовместимыми) или машиностроение. Кроме того, для изготовления ювелирных изделий можно использовать гибкие смолы, которые обеспечивают большую гибкость и деформацию. За прошедшие годы производители расширили свой ассортимент жидких фотополимеров, чтобы удовлетворить потребности производства в различных секторах. Следовательно, вы должны быть в состоянии найти смолы, которые обладают стойкостью к высоким температурам, могут выдерживать большие удары или обладают высокими свойствами удлинения.
Существуют более совершенные смолы для технических применений, таких как стоматология (также должны быть биосовместимыми) или машиностроение. Кроме того, для изготовления ювелирных изделий можно использовать гибкие смолы, которые обеспечивают большую гибкость и деформацию. За прошедшие годы производители расширили свой ассортимент жидких фотополимеров, чтобы удовлетворить потребности производства в различных секторах. Следовательно, вы должны быть в состоянии найти смолы, которые обладают стойкостью к высоким температурам, могут выдерживать большие удары или обладают высокими свойствами удлинения.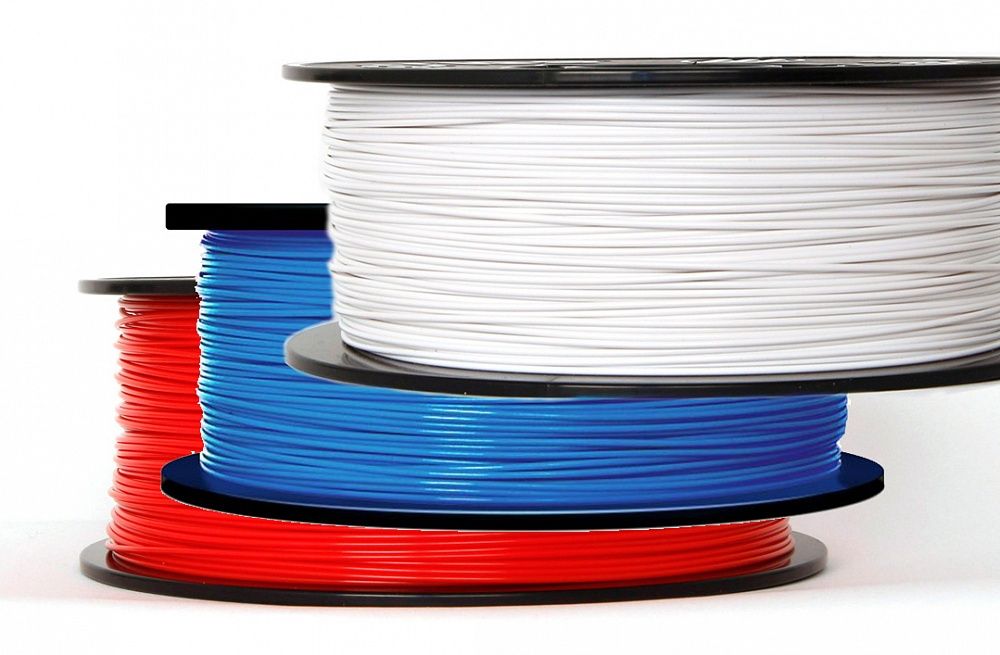 Это третья статья из серии выдержек из отчета Джейсона Гриффи о библиотечных технологиях «3D-принтеры для библиотек». »
Это третья статья из серии выдержек из отчета Джейсона Гриффи о библиотечных технологиях «3D-принтеры для библиотек». »
 Вскоре в своих экспериментах с печатью на одном из первых принтеров Makerbot (Replicator 1) я обнаружил, что даже сильный ветер, дующий не в том месте (через печатную платформу), может нанести ущерб. Более дорогие принтеры будут иметь закрытую область печати, а менее дорогие — нет. Одним из преимуществ ABS является то, что он растворяется в ацетоне. Ацетон полностью растворяет АБС-пластик, но при умеренном использовании он может действовать как клей для постоянного соединения двух печатных деталей из АБС-пластика. Ацетон также используется для изготовления «клея» для печатных платформ, чтобы помочь сделать печатную платформу липкой для начальных печатных слоев. Пары ацетона тяжелее воздуха, и некоторые люди использовали его для создания паровых ванн с ацетоном, которые действуют для сглаживания краев слоев печати FDM ABS. изучаются эффекты нагретого пластика и микрочастиц. Будучи пластиком на нефтяной основе, АБС-пластик издает характерный запах при печати. Сообщается, что пары АБС вызывают головную боль, а исследования связывают пары АБС с потерей обоняния; одно исследование показало, что при печати ABS выделяется большое количество сверхмелких частиц, которые могут быть опасны при вдыхании.
Вскоре в своих экспериментах с печатью на одном из первых принтеров Makerbot (Replicator 1) я обнаружил, что даже сильный ветер, дующий не в том месте (через печатную платформу), может нанести ущерб. Более дорогие принтеры будут иметь закрытую область печати, а менее дорогие — нет. Одним из преимуществ ABS является то, что он растворяется в ацетоне. Ацетон полностью растворяет АБС-пластик, но при умеренном использовании он может действовать как клей для постоянного соединения двух печатных деталей из АБС-пластика. Ацетон также используется для изготовления «клея» для печатных платформ, чтобы помочь сделать печатную платформу липкой для начальных печатных слоев. Пары ацетона тяжелее воздуха, и некоторые люди использовали его для создания паровых ванн с ацетоном, которые действуют для сглаживания краев слоев печати FDM ABS. изучаются эффекты нагретого пластика и микрочастиц. Будучи пластиком на нефтяной основе, АБС-пластик издает характерный запах при печати. Сообщается, что пары АБС вызывают головную боль, а исследования связывают пары АБС с потерей обоняния; одно исследование показало, что при печати ABS выделяется большое количество сверхмелких частиц, которые могут быть опасны при вдыхании. Это предварительные исследования. Большинство из них не повторялись, и наука до сих пор не знает, как это влияет на здоровье. Но если вам нужно печатать из ABS, возможно, стоит принять во внимание вентиляцию.
Это предварительные исследования. Большинство из них не повторялись, и наука до сих пор не знает, как это влияет на здоровье. Но если вам нужно печатать из ABS, возможно, стоит принять во внимание вентиляцию.
 Он также доступен в гибкой форме, которая может давать отпечатки, почти резиноподобные по консистенции.
Он также доступен в гибкой форме, которая может давать отпечатки, почти резиноподобные по консистенции. Основное отличие состоит в том, что HIPS полностью растворяется в жидком углеводороде, называемом лимоненом. Это означает, что если у вас есть принтер FDM с более чем одной печатающей головкой, вы можете выдавить ABS из одной и HIPS в качестве вспомогательного материала из другой, а окончательную напечатанную модель поместить в ванну с лимоненом. HIPS растворится, оставив только ABS, что позволит печатать почти невозможные геометрические формы, включая движущиеся шарикоподшипники и многое другое.
Основное отличие состоит в том, что HIPS полностью растворяется в жидком углеводороде, называемом лимоненом. Это означает, что если у вас есть принтер FDM с более чем одной печатающей головкой, вы можете выдавить ABS из одной и HIPS в качестве вспомогательного материала из другой, а окончательную напечатанную модель поместить в ванну с лимоненом. HIPS растворится, оставив только ABS, что позволит печатать почти невозможные геометрические формы, включая движущиеся шарикоподшипники и многое другое. Основная причина их использования связана с особыми свойствами материала (стойкостью к определенным химическим веществам) или из-за необходимости использования материалов, одобренных FDA, таких как нейлон 680 и 9.10 проходят одобрение FDA для использования, что является редкостью в мире 3D-принтеров.
Основная причина их использования связана с особыми свойствами материала (стойкостью к определенным химическим веществам) или из-за необходимости использования материалов, одобренных FDA, таких как нейлон 680 и 9.10 проходят одобрение FDA для использования, что является редкостью в мире 3D-принтеров. В случае LayWood мелкие частицы древесины взвешены в термопластичной смоле, а в случае LayBrick это будет очень мелко измельченный мел и другие минералы, взвешенные в смоле.
В случае LayWood мелкие частицы древесины взвешены в термопластичной смоле, а в случае LayBrick это будет очень мелко измельченный мел и другие минералы, взвешенные в смоле. в одном отпечатке путем изменения температуры).
в одном отпечатке путем изменения температуры).
 К операциям причастны рабочие высокой квалификации, поскольку их круг работ достаточно широк. Выстраивание производственных участков здесь происходит по технологическому принципу, а расстановка оборудование происходит по однородным группам. В условиях единичного и мелкосерийного производства ужесточены требования к оперативно-производственному планированию. В таком типе производства особое значение занимает контроль за выпуском продукции. Кроме всего прочего существует проблема загруженности рабочих мест.Единичное производство
К операциям причастны рабочие высокой квалификации, поскольку их круг работ достаточно широк. Выстраивание производственных участков здесь происходит по технологическому принципу, а расстановка оборудование происходит по однородным группам. В условиях единичного и мелкосерийного производства ужесточены требования к оперативно-производственному планированию. В таком типе производства особое значение занимает контроль за выпуском продукции. Кроме всего прочего существует проблема загруженности рабочих мест.Единичное производство

 Это позволяет говорить о том, что именно массовое производство является наиболее производительным, в данном случае себестоимость выпускаемой продукции достаточно низкая.
Это позволяет говорить о том, что именно массовое производство является наиболее производительным, в данном случае себестоимость выпускаемой продукции достаточно низкая.
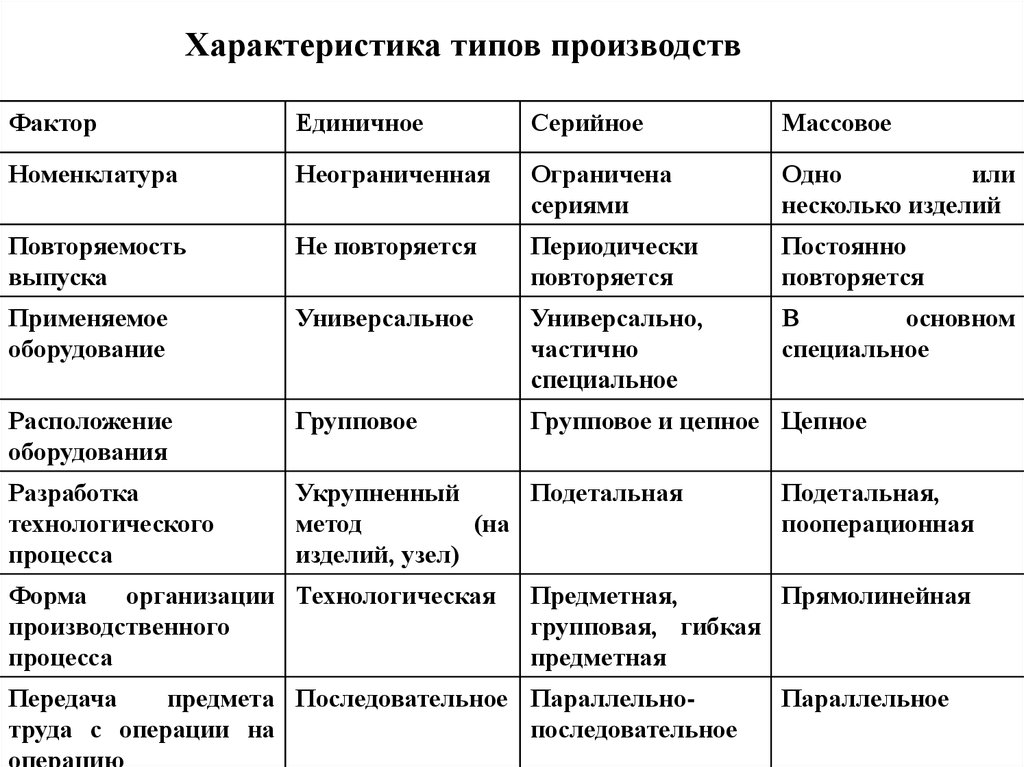 Изготовление штучных изделий строго планируется. Политика завода диктует изготовление широкого номенклатурного ряда, но в ограниченном виде.
Изготовление штучных изделий строго планируется. Политика завода диктует изготовление широкого номенклатурного ряда, но в ограниченном виде. Отличительные черты серийного производства:
Отличительные черты серийного производства: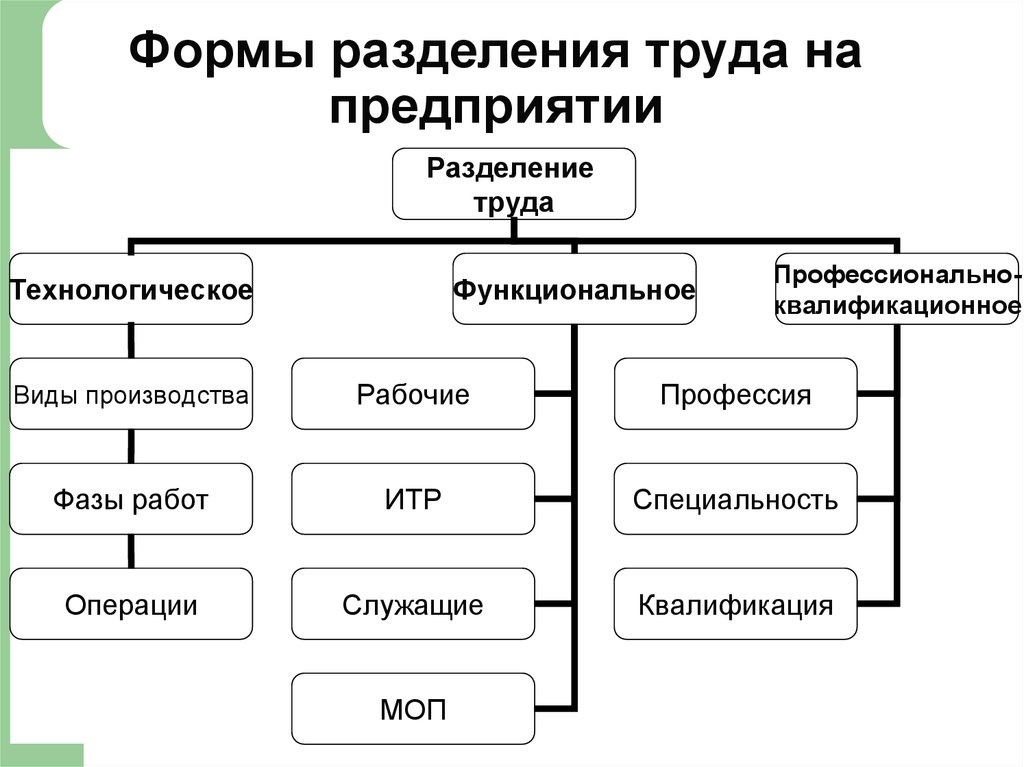
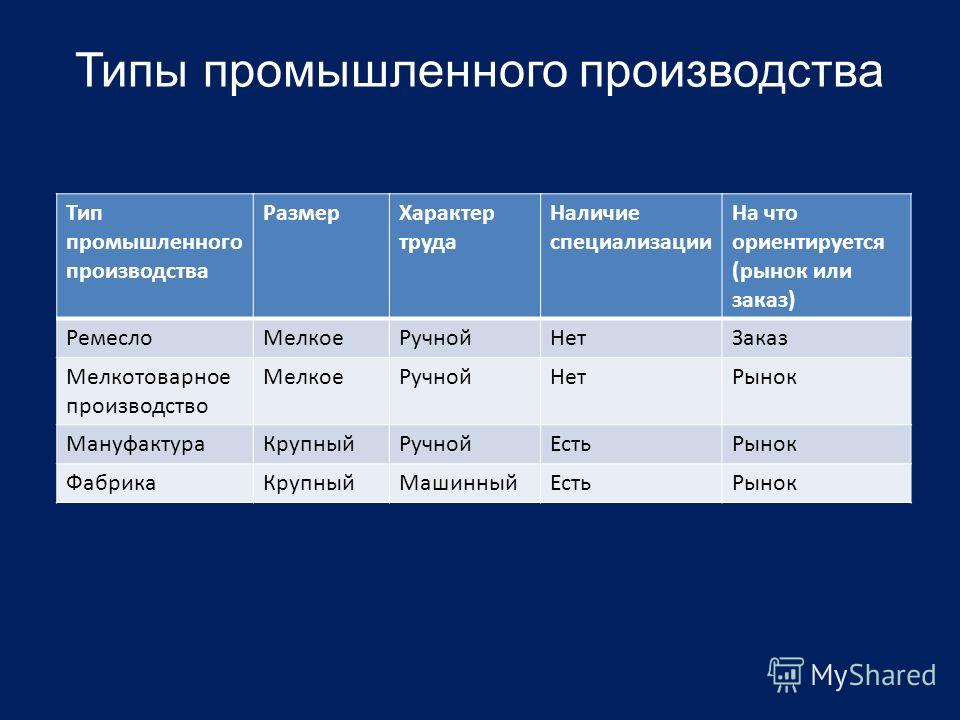 Какой тип производства должен использовать компания, зависит от типа производимого продукта, спроса на продукт, а также от предложения сырья. Принимая во внимание эти факторы, ниже приведены 4 типа производства.
Какой тип производства должен использовать компания, зависит от типа производимого продукта, спроса на продукт, а также от предложения сырья. Принимая во внимание эти факторы, ниже приведены 4 типа производства.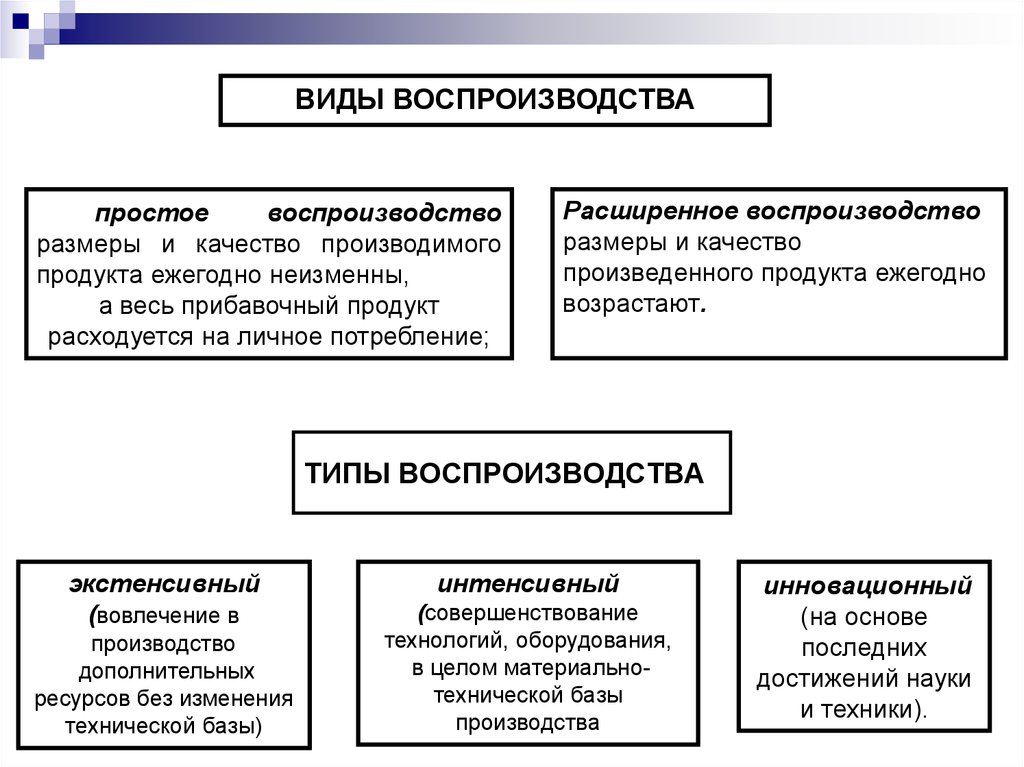
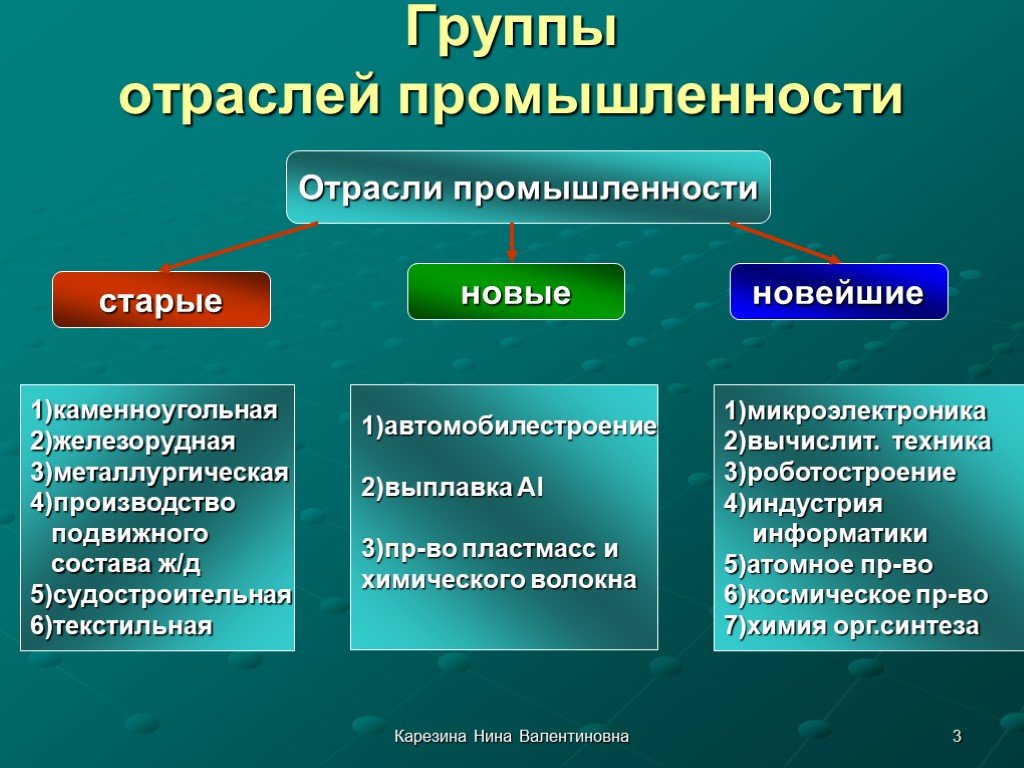 Он должен производить все эти различные варианты одного и того же типа продукта. В ассортименте бытовой техники LG будет 10-20 видов только миксеров-измельчителей. Таким образом, такая компания, как LG, производит эти варианты посредством серийного производства.
Он должен производить все эти различные варианты одного и того же типа продукта. В ассортименте бытовой техники LG будет 10-20 видов только миксеров-измельчителей. Таким образом, такая компания, как LG, производит эти варианты посредством серийного производства.
 Работа выполняется специализированным образом, и каждая рабочая станция отвечает за один вид работы. В результате эти рабочие места очень эффективны и производительны, благодаря чему вся сборочная линия становится производительной и эффективной.
Работа выполняется специализированным образом, и каждая рабочая станция отвечает за один вид работы. В результате эти рабочие места очень эффективны и производительны, благодаря чему вся сборочная линия становится производительной и эффективной.

 Физические потоки подвержены ограничениям мощности производственной системы, что также ограничивает способность системы соответствовать ожидаемым результатам. Точно так же пропускная способность канала обработки информации производственной системы также может быть важным показателем производительности системы. Управление информационными потоками или планирование и контроль системы для достижения приемлемых результатов является важной задачей руководителя производства.
Физические потоки подвержены ограничениям мощности производственной системы, что также ограничивает способность системы соответствовать ожидаемым результатам. Точно так же пропускная способность канала обработки информации производственной системы также может быть важным показателем производительности системы. Управление информационными потоками или планирование и контроль системы для достижения приемлемых результатов является важной задачей руководителя производства.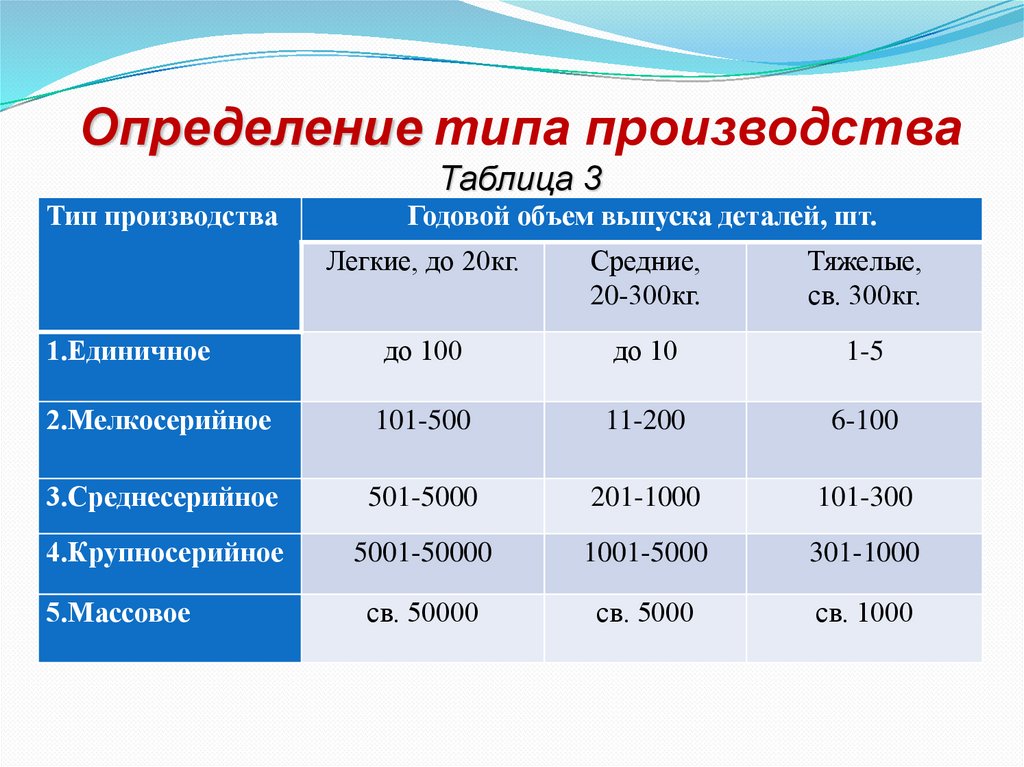 Это важная часть определения системы.
Это важная часть определения системы.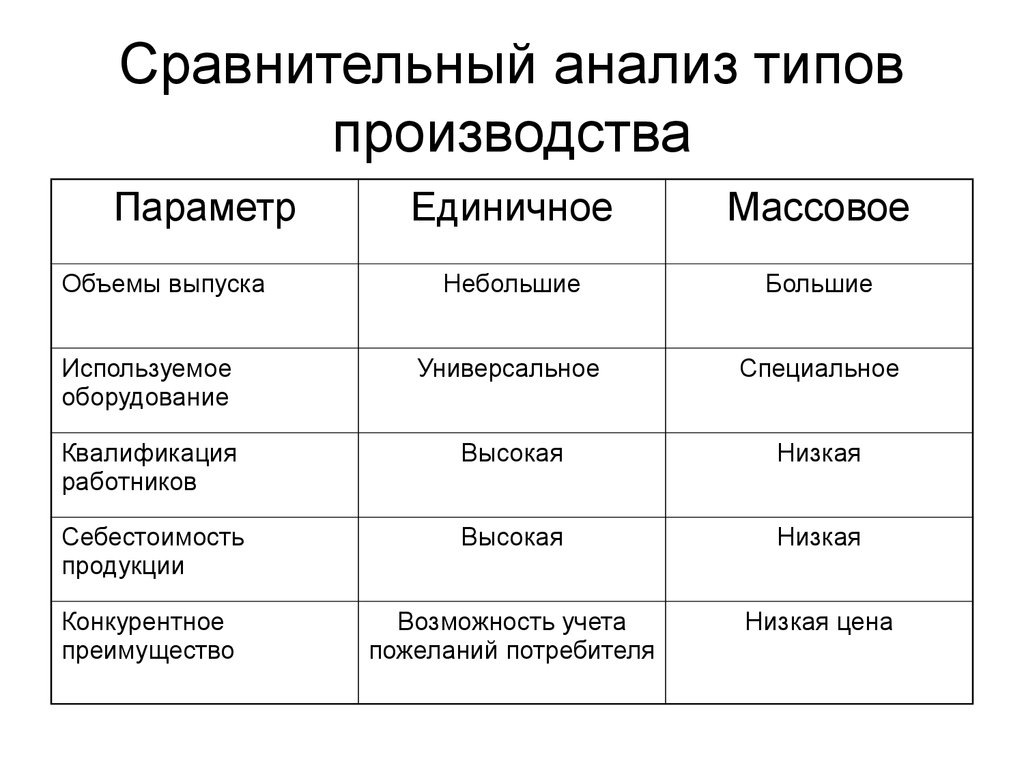 Поскольку ожидаются большие объемы производства, часто используются специально разработанное оборудование и методы, позволяющие снизить производственные затраты. Часто задачи, которыми занимаются работники, делятся на относительно небольшие сегменты, которые можно быстро освоить и эффективно выполнить. Примеры включают системы для сборки автомобильных двигателей и самих автомобилей, а также другие потребительские товары, такие как телевизоры, стиральные машины и персональные компьютеры. Системы непрерывного производства часто называют системами сборки или системами сборочных линий, и, как отмечено ниже, они распространены в операциях массового производства.
Поскольку ожидаются большие объемы производства, часто используются специально разработанное оборудование и методы, позволяющие снизить производственные затраты. Часто задачи, которыми занимаются работники, делятся на относительно небольшие сегменты, которые можно быстро освоить и эффективно выполнить. Примеры включают системы для сборки автомобильных двигателей и самих автомобилей, а также другие потребительские товары, такие как телевизоры, стиральные машины и персональные компьютеры. Системы непрерывного производства часто называют системами сборки или системами сборочных линий, и, как отмечено ниже, они распространены в операциях массового производства.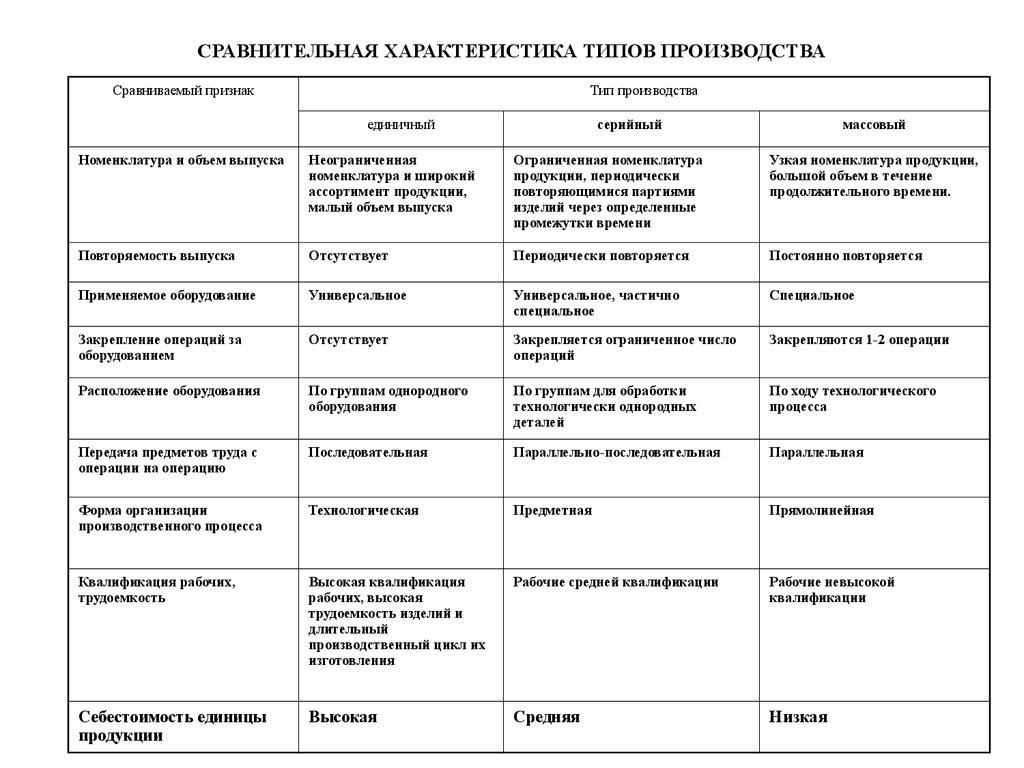

 Размер пропускаемых частиц не должен превышать 25 мм. Производительность агрегата составляет 250 литров жидкости в минуту. Двигатель защищен от «сухого хода» благодаря поплавковому выключателю, который отключает насос при достижении минимального уровня воды.
Размер пропускаемых частиц не должен превышать 25 мм. Производительность агрегата составляет 250 литров жидкости в минуту. Двигатель защищен от «сухого хода» благодаря поплавковому выключателю, который отключает насос при достижении минимального уровня воды. org/PropertyValue»>Трубное соединение, дюйм внутренняя G2
org/PropertyValue»>Трубное соединение, дюйм внутренняя G2 org/PropertyValue»>Серия FQ
org/PropertyValue»>Серия FQ

 Возраст автомобиля также может повлиять на стоимость.
Возраст автомобиля также может повлиять на стоимость. Они могут лизнуть и продолжать тикать много лет. Но все же есть шанс, что они могут потерпеть неудачу.
Они могут лизнуть и продолжать тикать много лет. Но все же есть шанс, что они могут потерпеть неудачу. В любом случае, что-то не так, и ваш водяной насос необходимо заменить.
В любом случае, что-то не так, и ваш водяной насос необходимо заменить. Возможно, вам даже понадобятся специальные инструменты для работы.
Возможно, вам даже понадобятся специальные инструменты для работы. Это приведет к перегреву вашего двигателя, и вы не хотите доходить до этой точки.
Это приведет к перегреву вашего двигателя, и вы не хотите доходить до этой точки. com
com «>
«>


 В процессе проектирования нового продукта будет разработана 3D модель, идентичная физическому объекту, которая в дальнейшем может быть модифицирована под ваши требования и подготовлена к производству.
В процессе проектирования нового продукта будет разработана 3D модель, идентичная физическому объекту, которая в дальнейшем может быть модифицирована под ваши требования и подготовлена к производству. Acceptable file types:
Acceptable file types: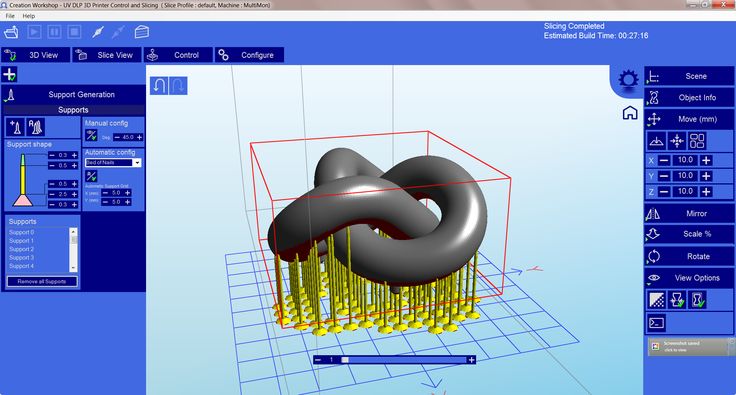 В этой статье я попытаюсь углубиться в основные функции, преимущества и недостатки FreeCAD, чтобы помочь вам решить, подходит ли он вам.
В этой статье я попытаюсь углубиться в основные функции, преимущества и недостатки FreeCAD, чтобы помочь вам решить, подходит ли он вам. Таким образом, вы можете изменить всю форму модели сразу, а не только отдельные части по одной.
Таким образом, вы можете изменить всю форму модели сразу, а не только отдельные части по одной. Прямое моделирование особенно полезно при проектировании органических форм, таких как растения, животные, люди и т. д.
Прямое моделирование особенно полезно при проектировании органических форм, таких как растения, животные, люди и т. д.
 В следующем разделе я кратко рассмотрю наиболее распространенные альтернативы и сосредоточусь на основных различиях.
В следующем разделе я кратко рассмотрю наиболее распространенные альтернативы и сосредоточусь на основных различиях. Как следует из названия, версии Shop и Pro платные и предлагают пользователю больше возможностей. Бесплатная версия по-прежнему является хорошим выбором как для начинающих, так и для пользователей среднего уровня.
Как следует из названия, версии Shop и Pro платные и предлагают пользователю больше возможностей. Бесплатная версия по-прежнему является хорошим выбором как для начинающих, так и для пользователей среднего уровня.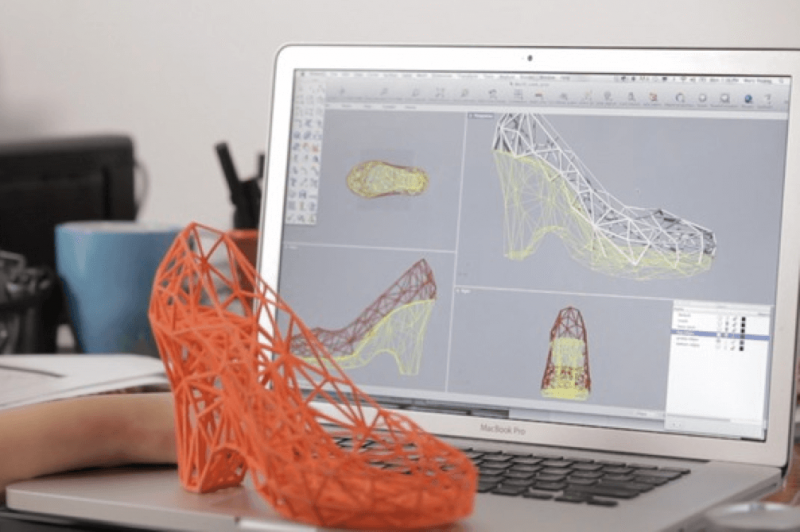
 Вы можете ознакомиться с проектом FreeCad-Render здесь.
Вы можете ознакомиться с проектом FreeCad-Render здесь. FreeCAD имеет очень подробную и удобную документацию о том, как начать работу со сценариями и макросами.
FreeCAD имеет очень подробную и удобную документацию о том, как начать работу со сценариями и макросами.
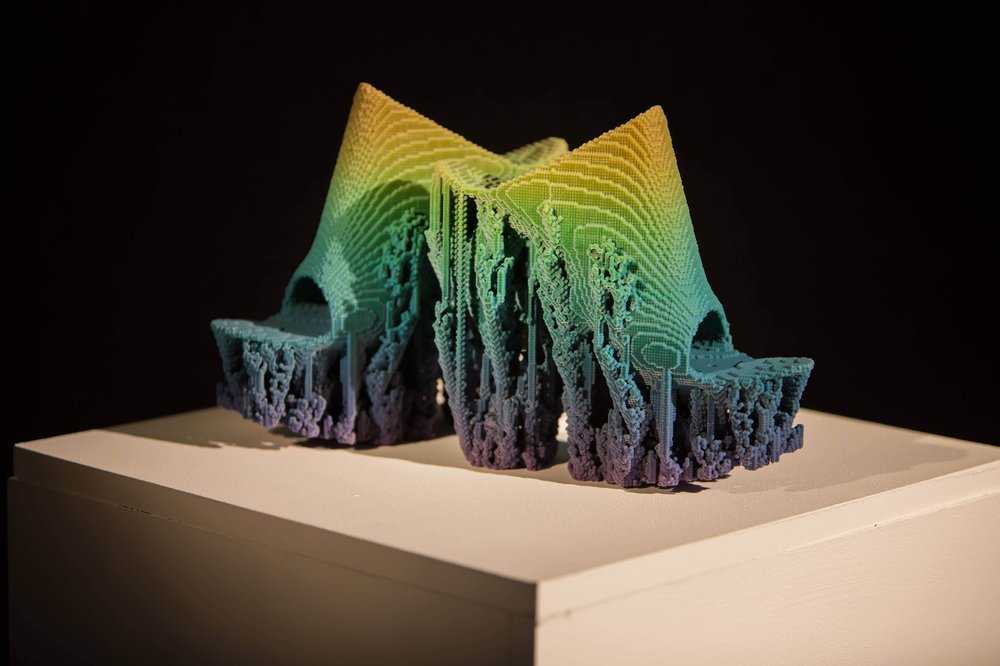
 В дополнение к этому вы можете создавать собственные генераторы форм с помощью встроенного редактора JavaScript, которые затем можно импортировать в трех разных форматах: STL и OBJ для 3D и 2-мерные формы SVG для выдавливания в 3D-фигуры.
В дополнение к этому вы можете создавать собственные генераторы форм с помощью встроенного редактора JavaScript, которые затем можно импортировать в трех разных форматах: STL и OBJ для 3D и 2-мерные формы SVG для выдавливания в 3D-фигуры. Идея, стоящая за ним, как и за Tinkercad, заключалась в том, чтобы создать программное обеспечение для 3D-моделирования, доступное для широкой публики без необходимости использования предварительное образование в данной области.
Идея, стоящая за ним, как и за Tinkercad, заключалась в том, чтобы создать программное обеспечение для 3D-моделирования, доступное для широкой публики без необходимости использования предварительное образование в данной области.
 stl, который сразу загрузит файл.
stl, который сразу загрузит файл.
 Глазурирование керамического гранита производится с целью придания ему особых эстетических и защитных свойств. Глазурь (другое название: смальта) для керамогранита по своему составу не отличается от глазури для керамической плитки.
Глазурирование керамического гранита производится с целью придания ему особых эстетических и защитных свойств. Глазурь (другое название: смальта) для керамогранита по своему составу не отличается от глазури для керамической плитки. Но по техническим характеристикам керамогранит оказываются гораздо лучше, чем указанные горные породы, так как процедура его изготовления полностью контролируется на всех этапах. В составе керамогранитной смеси нет никаких посторонних компонентов, которые могли бы снизить его качество, а процессы формования и обжига длятся оптимальный по длительности период времени. Кроме того, во время процедуры изготовления керамогранита на него не накладывается радиация и имеется возможность сформировать определенный рисунок его поверхности. При обжиге керамогранита необходимо следить за уровнем температуры, поскольку от неё зависит оттенок готового строительного материала. Контроль особенно необходим в том случае, если камень покрывается глазурью. Чрезмерно высокая температура приведёт к пережогу поверхности, а если температурный режим будет меньше нормы, то изделие получится недожжённым, а значит, менее прочным.
Но по техническим характеристикам керамогранит оказываются гораздо лучше, чем указанные горные породы, так как процедура его изготовления полностью контролируется на всех этапах. В составе керамогранитной смеси нет никаких посторонних компонентов, которые могли бы снизить его качество, а процессы формования и обжига длятся оптимальный по длительности период времени. Кроме того, во время процедуры изготовления керамогранита на него не накладывается радиация и имеется возможность сформировать определенный рисунок его поверхности. При обжиге керамогранита необходимо следить за уровнем температуры, поскольку от неё зависит оттенок готового строительного материала. Контроль особенно необходим в том случае, если камень покрывается глазурью. Чрезмерно высокая температура приведёт к пережогу поверхности, а если температурный режим будет меньше нормы, то изделие получится недожжённым, а значит, менее прочным. К механическим методам, например, относится проверка керамогранита на наличие скрытых дефектов, которая производится с помощью удара по плите керамогранита тестовым грузом. К электронным методам относится, например, компьютерное сканирование керамогранита с целью выявления дефектов поверхности и окраски. После проверки качества керамогранита он рассортировывается по паллетам и поддонам и упаковывается в специальную термопленку.
К механическим методам, например, относится проверка керамогранита на наличие скрытых дефектов, которая производится с помощью удара по плите керамогранита тестовым грузом. К электронным методам относится, например, компьютерное сканирование керамогранита с целью выявления дефектов поверхности и окраски. После проверки качества керамогранита он рассортировывается по паллетам и поддонам и упаковывается в специальную термопленку._4-7.jpg) Показатель водопоглощения керамогранита равен 0,01-0,05%. В его структуре практически нет пор, по своим характеристикам и высокой плотности он превосходит натуральный камень. На подготовительной стадии перед началом монтажа следует рассчитать вес 1 м2 керамогранита, поскольку не каждая конструкция сможет его выдержать.
Показатель водопоглощения керамогранита равен 0,01-0,05%. В его структуре практически нет пор, по своим характеристикам и высокой плотности он превосходит натуральный камень. На подготовительной стадии перед началом монтажа следует рассчитать вес 1 м2 керамогранита, поскольку не каждая конструкция сможет его выдержать.
 Поэтому вес одной плитки керамогранита 600х600х10 будет меньше веса керамогранита 600х600х20. Это объясняется тем, что объем одной плитки толщиной 10 мм отличается в меньшую сторону, чем объем плитки толщиной 20 мм.
Поэтому вес одной плитки керамогранита 600х600х10 будет меньше веса керамогранита 600х600х20. Это объясняется тем, что объем одной плитки толщиной 10 мм отличается в меньшую сторону, чем объем плитки толщиной 20 мм. Каолин — минеральное вещество, входящее в состав глины — делает готовое изделие прочным и твердым.;
Каолин — минеральное вещество, входящее в состав глины — делает готовое изделие прочным и твердым.; Ангоб — он выполняет роль защитного покрытия и наносится на монтажную сторону плитки — сырца;
Ангоб — он выполняет роль защитного покрытия и наносится на монтажную сторону плитки — сырца; Подготовленное сырьё необходимо хорошо измельчить, используя специальное оборудование для керамогранита (мельница) и метод мокрого дробления. Такой подход обеспечивает раствору однородность, количество присадок полевого шпата и кварцевого песка не должно превышать 10% от объема каолиновых глин, благодаря чему обожжённый черепок получается качественным и прочным.
Подготовленное сырьё необходимо хорошо измельчить, используя специальное оборудование для керамогранита (мельница) и метод мокрого дробления. Такой подход обеспечивает раствору однородность, количество присадок полевого шпата и кварцевого песка не должно превышать 10% от объема каолиновых глин, благодаря чему обожжённый черепок получается качественным и прочным. Скоростной диспергатор для получения искусственного камня (1 комплект)
Скоростной диспергатор для получения искусственного камня (1 комплект) Полировка готовой плиты
Полировка готовой плиты контейнера
контейнера 
 Различные заказчики компании производят данным способом более 850.000.000 кв.м/год напольной и облицовочной плитки.
Различные заказчики компании производят данным способом более 850.000.000 кв.м/год напольной и облицовочной плитки. куб/т)
куб/т) / 80,96 CO2
/ 80,96 CO2

 Аспекты производства и автоматизации разработаны гармонично, чтобы обеспечить разумные первоначальные инвестиции, обеспечивающие любое необходимое расширение уровней автоматизации в будущем.
Аспекты производства и автоматизации разработаны гармонично, чтобы обеспечить разумные первоначальные инвестиции, обеспечивающие любое необходимое расширение уровней автоматизации в будущем. Работая в синергии, они создают полную цепочку, охватывающую весь производственный цикл, обеспечивая оптимальную установку полных производственных линий и гибкие решения для технологических инноваций. Sacmi обеспечивает общую нить, связывающую все этапы этого производственного процесса: организационную, технологическую и коммерческую связь между заводами, машинами и технологиями, необходимыми для производства керамической посуды, гарантируя высокое качество на каждом этапе.
Работая в синергии, они создают полную цепочку, охватывающую весь производственный цикл, обеспечивая оптимальную установку полных производственных линий и гибкие решения для технологических инноваций. Sacmi обеспечивает общую нить, связывающую все этапы этого производственного процесса: организационную, технологическую и коммерческую связь между заводами, машинами и технологиями, необходимыми для производства керамической посуды, гарантируя высокое качество на каждом этапе.

 Когда шарик сжимается, шликер вытекает через сопло и попадает на посуду, создавая выпуклый рисунок.
Когда шарик сжимается, шликер вытекает через сопло и попадает на посуду, создавая выпуклый рисунок.
 Затем вы можете пропустить воду через сопло заливочного пистолета обратно через этот участок трубы.
Затем вы можете пропустить воду через сопло заливочного пистолета обратно через этот участок трубы.

 Мы также предлагаем наш новый перфорированный холст, поэтому, пожалуйста, запрашивайте детали и/или образцы. Мы также предлагаем клей для крепления вышеуказанных материалов к вашим доскам.
Мы также предлагаем наш новый перфорированный холст, поэтому, пожалуйста, запрашивайте детали и/или образцы. Мы также предлагаем клей для крепления вышеуказанных материалов к вашим доскам. Этот материал обеспечивает оптимальные характеристики для самых требовательных приложений трафаретной печати
Этот материал обеспечивает оптимальные характеристики для самых требовательных приложений трафаретной печати_3-6.jpg)
 Н. Калмыков
Н. Калмыков
 П.Кирпичников, лауреат Нобелевской премии К.Вютрих
П.Кирпичников, лауреат Нобелевской премии К.Вютрих

 Поэтому воздух, производимый по ТУ 2114-016 -05015259-2016 (взамен ТУ 6-21-5-82) представляет собой искусственную смесь N2 и O2 с полным отсутствием дополнительных примесей. При производстве воздуха синтетического используются только газы особой чистоты (Азот газообразный 5,0 по ТУ 2114-011-05015259-2015, ГОСТ 9293-74 с изм. 1,2,3; и Кислород 5,0 по ТУ2114-004-05015259-2016).
Поэтому воздух, производимый по ТУ 2114-016 -05015259-2016 (взамен ТУ 6-21-5-82) представляет собой искусственную смесь N2 и O2 с полным отсутствием дополнительных примесей. При производстве воздуха синтетического используются только газы особой чистоты (Азот газообразный 5,0 по ТУ 2114-011-05015259-2015, ГОСТ 9293-74 с изм. 1,2,3; и Кислород 5,0 по ТУ2114-004-05015259-2016).

 Ее голос на мгновение становится напряженным и высоким, затем она расслабляется. По комнате разносится слабый, почти рождественский запах слегка тушеных фруктов.
Ее голос на мгновение становится напряженным и высоким, затем она расслабляется. По комнате разносится слабый, почти рождественский запах слегка тушеных фруктов.
 Власти говорят, что проблема заключается в том, что каждый раз, когда курительная смесь анализируется и запрещается властями, формула изменяется, и новая легальная смесь может снова продаваться. Парламент рассматривает возможность принятия законопроекта о запрете всех синтетических курительных смесей.
Власти говорят, что проблема заключается в том, что каждый раз, когда курительная смесь анализируется и запрещается властями, формула изменяется, и новая легальная смесь может снова продаваться. Парламент рассматривает возможность принятия законопроекта о запрете всех синтетических курительных смесей. К тому времени, когда вы поймете, насколько это серьезно, будет слишком поздно».
К тому времени, когда вы поймете, насколько это серьезно, будет слишком поздно».
 Вызывая разрушительное привыкание, наркотик буквально разлагал плоть употреблявших его, приводя к ужасным ранам и быстрой смерти. Когда два года назад продажа кодеина была запрещена, спайс стал набирать популярность.
Вызывая разрушительное привыкание, наркотик буквально разлагал плоть употреблявших его, приводя к ужасным ранам и быстрой смерти. Когда два года назад продажа кодеина была запрещена, спайс стал набирать популярность.

 Очень серьезные психологические последствия».
Очень серьезные психологические последствия».
 Он добавил, что (N)-Bz-F не входит в правительственный список запрещенных веществ и поэтому не является незаконным. (Иногда препарат продается через Интернет, а также может быть получен в Соединенных Штатах.)
Он добавил, что (N)-Bz-F не входит в правительственный список запрещенных веществ и поэтому не является незаконным. (Иногда препарат продается через Интернет, а также может быть получен в Соединенных Штатах.) «Три недели назад их завербовали в Николаеве. Им предложили по 3000 долларов в месяц для работы в России», — интонирует рассказчик. Но сегмент сказал, что сама специя была произведена в Китае.
«Три недели назад их завербовали в Николаеве. Им предложили по 3000 долларов в месяц для работы в России», — интонирует рассказчик. Но сегмент сказал, что сама специя была произведена в Китае. На видео офицеры, вооруженные автоматами, делают несколько выстрелов в воздух, когда выпрыгивают из своего фургона, а затем быстро сбивают с полдюжины мужчин в спортивных штанах и ветровках на землю. В машине предполагаемых контрабандистов они находят тайник со специями, спрятанный в потайном отделении в багажнике, а также автомат Калашникова и пистолет.
На видео офицеры, вооруженные автоматами, делают несколько выстрелов в воздух, когда выпрыгивают из своего фургона, а затем быстро сбивают с полдюжины мужчин в спортивных штанах и ветровках на землю. В машине предполагаемых контрабандистов они находят тайник со специями, спрятанный в потайном отделении в багажнике, а также автомат Калашникова и пистолет.
 Этот метод рассмотрим далее.
Этот метод рассмотрим далее.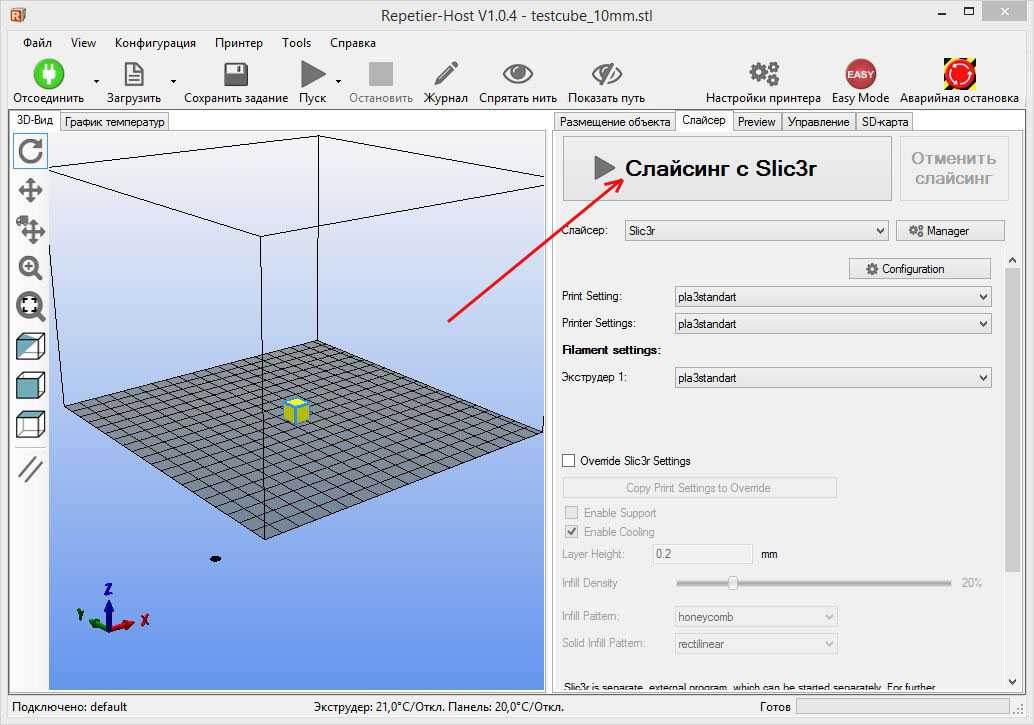 Откроется меню проводника. Идем в каталог, в котором лежит файл прошивки и выбираем этот файл.
Откроется меню проводника. Идем в каталог, в котором лежит файл прошивки и выбираем этот файл.
 pushassist.com/
pushassist.com/ Резюме: если очень боитесь свежего софта — возвращайтесь на Марлин. Рекомендую ставить только тестовую — она всегда на высоте. Безумству храбрых поём мы песню. Теперь начнем.
Резюме: если очень боитесь свежего софта — возвращайтесь на Марлин. Рекомендую ставить только тестовую — она всегда на высоте. Безумству храбрых поём мы песню. Теперь начнем.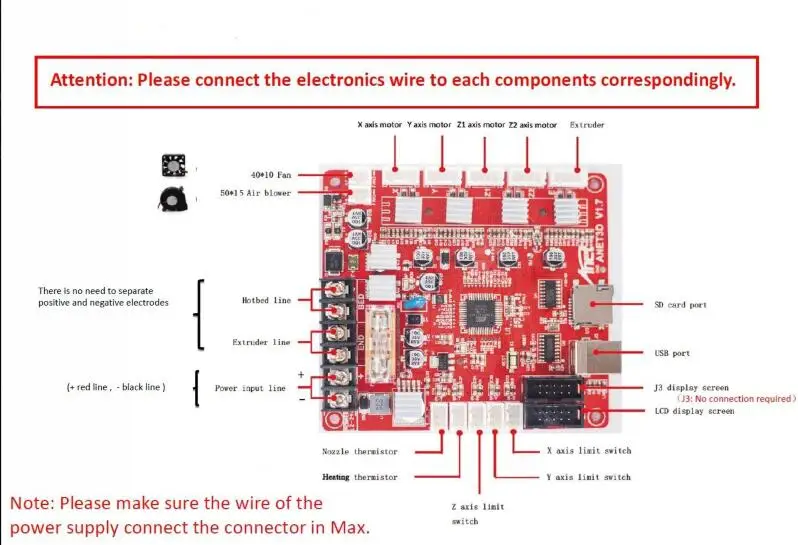 com/vyacheslav-shubin/shui
com/vyacheslav-shubin/shui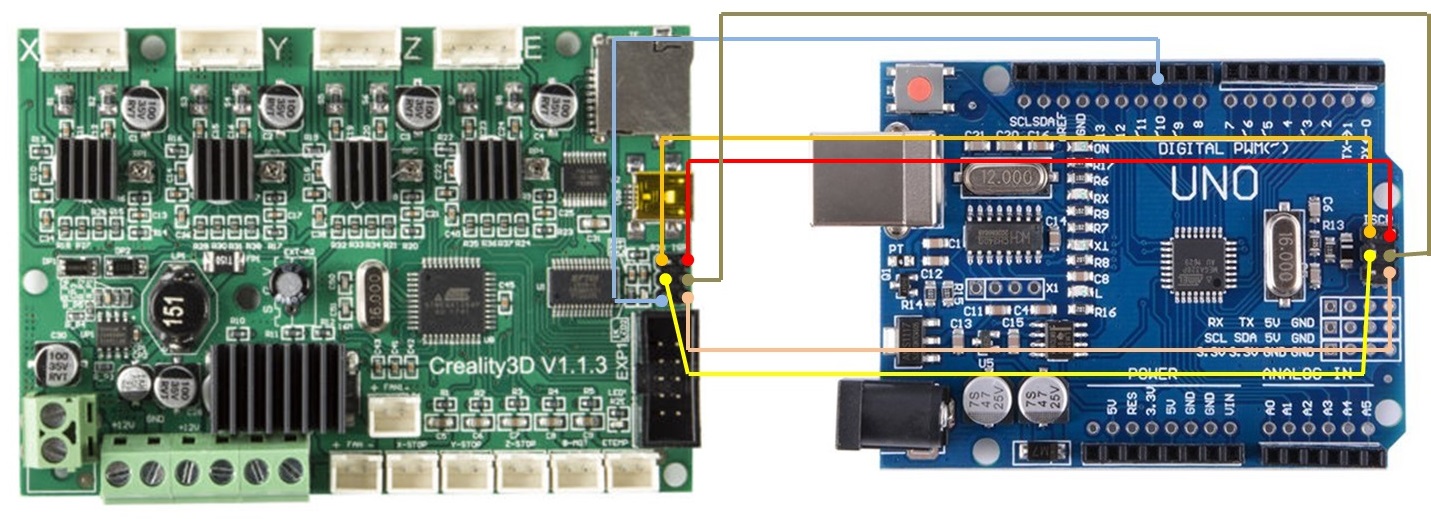 Русский язык, стилистику, синтаксические и орфографические ошибки игнорируем. Технические термины употреблены как придется.
Русский язык, стилистику, синтаксические и орфографические ошибки игнорируем. Технические термины употреблены как придется. Есть еще стабильная. Стабильная версия отстает от тестовой по функционалу и всех слабаков постоянно путает, поэтому автор мануала (то есть я) принял решение описывать только свежие тестовые версии. Вести две ветки затратно по времени, и потом, любая тестовая рано или поздно становится стабильной. Если вы находите расхождения в том, что читаете и видите у себя, значит примените мозг по назначению.
Есть еще стабильная. Стабильная версия отстает от тестовой по функционалу и всех слабаков постоянно путает, поэтому автор мануала (то есть я) принял решение описывать только свежие тестовые версии. Вести две ветки затратно по времени, и потом, любая тестовая рано или поздно становится стабильной. Если вы находите расхождения в том, что читаете и видите у себя, значит примените мозг по назначению.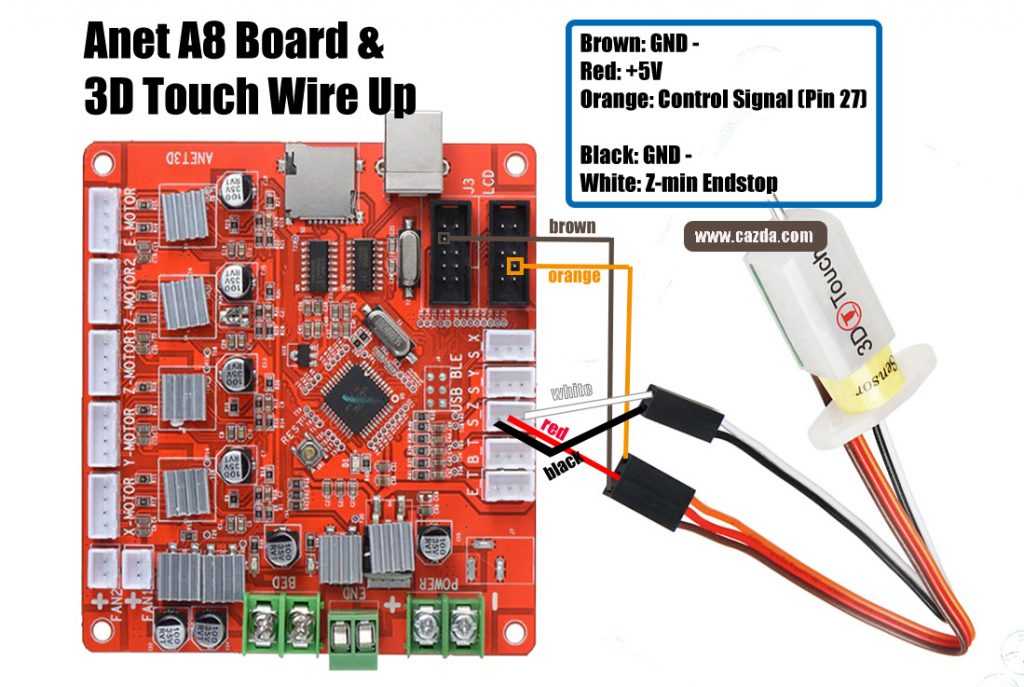 п., да простит меня Вячеслав за такое упрощение.
п., да простит меня Вячеслав за такое упрощение.
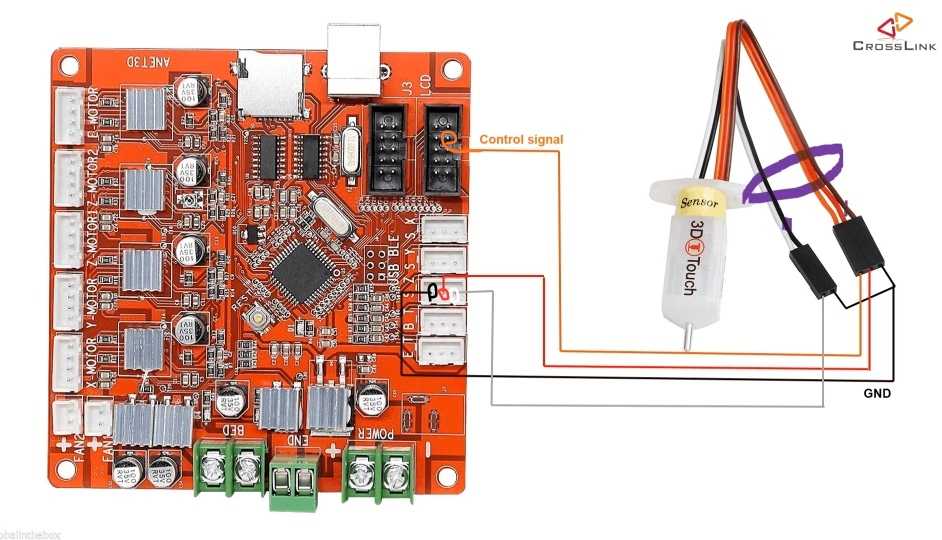 Он координирует нагреватели, степперы, датчики, свет, ЖК-дисплей, кнопки и все остальное, что связано с процессом 3D-печати.
Он координирует нагреватели, степперы, датчики, свет, ЖК-дисплей, кнопки и все остальное, что связано с процессом 3D-печати.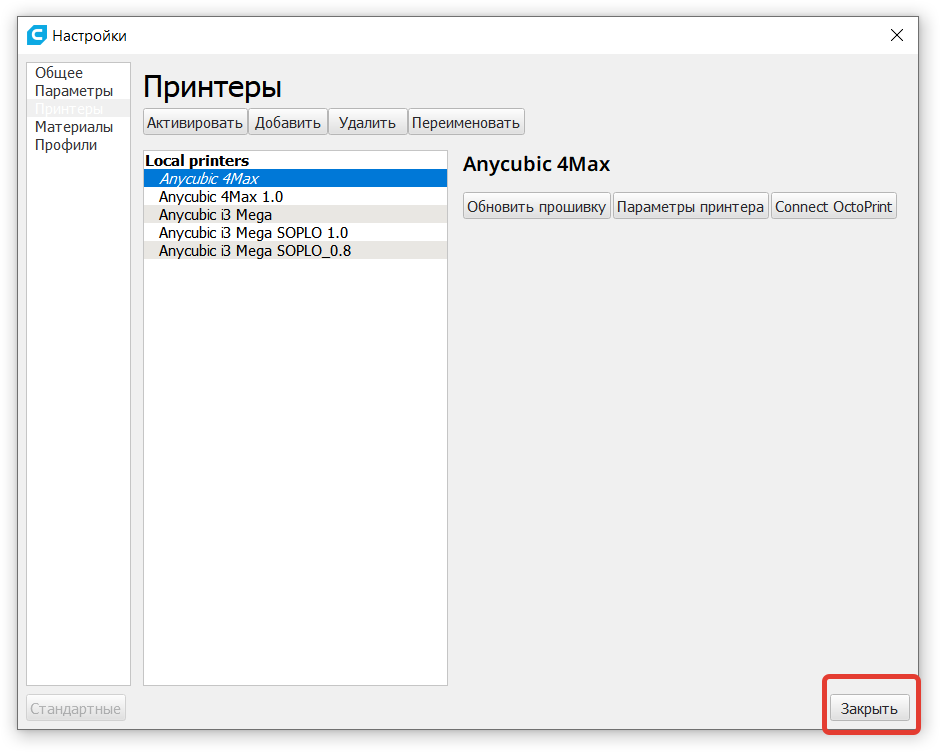
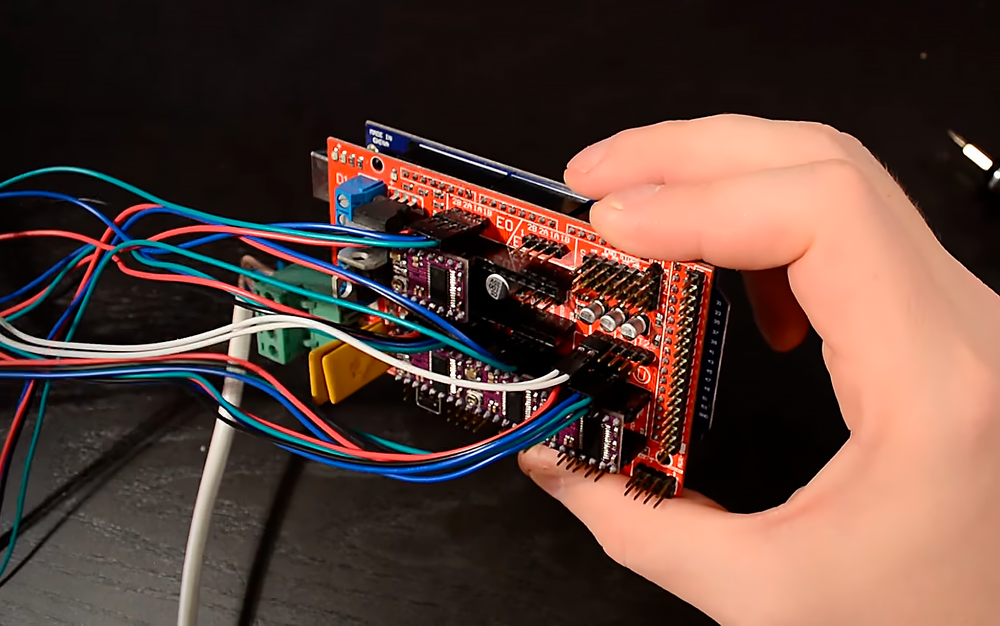
 Есть много слайсеров на выбор, в том числе:
Есть много слайсеров на выбор, в том числе: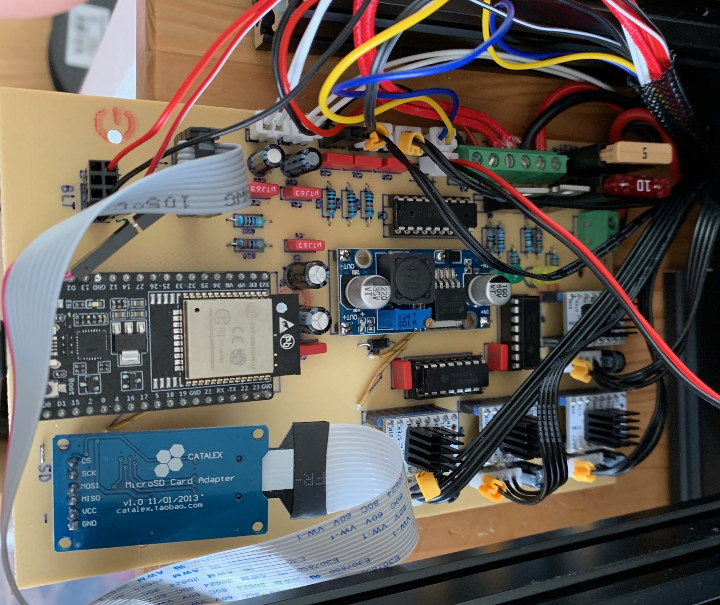
 1.1
1.1 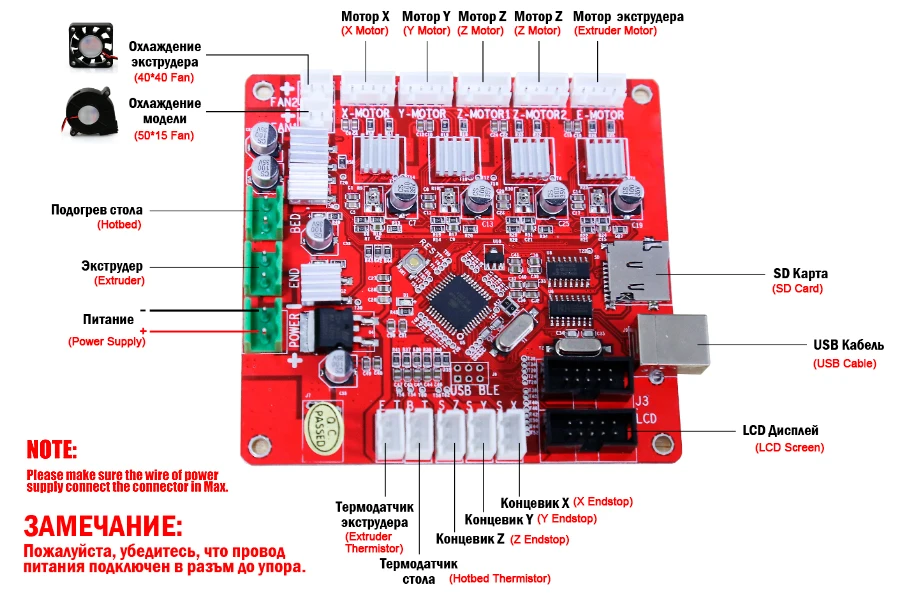 Bugfix «Снимок
Bugfix «Снимок 

 в термоусадочную пленку производительностью 7 500 упаковок в час – модель МО-3.
в термоусадочную пленку производительностью 7 500 упаковок в час – модель МО-3.



 Если кто-то хочет увидеть список всех поставщиков оборудования в строке, нажмите на веб-адрес в конце конкретного элемента.
Если кто-то хочет увидеть список всех поставщиков оборудования в строке, нажмите на веб-адрес в конце конкретного элемента.
 футов, чтобы сократить процент брака и улучшить поток данных и обработку сдаваемых в аренду продуктов для своевременной доставки.
футов, чтобы сократить процент брака и улучшить поток данных и обработку сдаваемых в аренду продуктов для своевременной доставки. Интерфейс связывает информацию хост-WMS с упаковочным оборудованием и управляет данными для каждого производственного цикла, возвращая информацию обратно в хост-WMS.
Интерфейс связывает информацию хост-WMS с упаковочным оборудованием и управляет данными для каждого производственного цикла, возвращая информацию обратно в хост-WMS. Поскольку он упаковывает нутрицевтики и пищевые добавки, завод придерживается рекомендаций 21CFR111, которые являются более высокими стандартами, чем для пищевой промышленности для всех продуктов.
Поскольку он упаковывает нутрицевтики и пищевые добавки, завод придерживается рекомендаций 21CFR111, которые являются более высокими стандартами, чем для пищевой промышленности для всех продуктов. Новейшей машиной FFS на GSC является машина для упаковки в стик-пакет модели ST560 от Viking Masek Global Packaging Technologies.
Новейшей машиной FFS на GSC является машина для упаковки в стик-пакет модели ST560 от Viking Masek Global Packaging Technologies. Это противомикробные препараты для хирургической очистки и мытья рук медицинского персонала.
Это противомикробные препараты для хирургической очистки и мытья рук медицинского персонала.


 Система наполняет бутылки кремами и лосьонами высокой вязкости снизу вверх со скоростью 50 циклов наполнения/мин.
Система наполняет бутылки кремами и лосьонами высокой вязкости снизу вверх со скоростью 50 циклов наполнения/мин. свежесть.
свежесть.

 Созданная компанией Bosch в Швейцарии система Burgopak, изготовленная по индивидуальному заказу, объединяет отдельные компоненты — блистер, буклет и картонную коробку — для создания полнофункциональной упаковки слайдеров Burgopak.
Созданная компанией Bosch в Швейцарии система Burgopak, изготовленная по индивидуальному заказу, объединяет отдельные компоненты — блистер, буклет и картонную коробку — для создания полнофункциональной упаковки слайдеров Burgopak. Он задействовал каждого сотрудника на всем предприятии, обеспечивая непрерывное ежедневное совершенствование.
Он задействовал каждого сотрудника на всем предприятии, обеспечивая непрерывное ежедневное совершенствование. Компания всегда размещала переработку и упаковку в отдельных помещениях, но это новое расположение обеспечивает тесное взаимодействие и эффективную связь между операторами смешивания и операторами линии.
Компания всегда размещала переработку и упаковку в отдельных помещениях, но это новое расположение обеспечивает тесное взаимодействие и эффективную связь между операторами смешивания и операторами линии. vikingmasek.com
vikingmasek.com  , 330-923-049
, 330-923-049  Наша самая большая машина для захвата и размещения на сегодняшний день состоит из 48 роботов F4.
Наша самая большая машина для захвата и размещения на сегодняшний день состоит из 48 роботов F4. Это связано с тем, что здесь также играет роль технология Pick & Place: По сути, Flowpacker — это еще один вариант машины Pick & Place, в которую органично интегрирован блок флоу-пакинга Flowmodul. В отличие от обычной подачи продукта с помощью лент, флоу-упаковочная машина экономит огромное количество площади на полу за счет подачи с помощью роботов захвата и размещения. Необработанные или расфасованные продукты упаковываются во флоупак с лотками или без них. Благодаря нашим технологиям запечатывания упаковочная линия настолько гибка, что можно быстро и легко переключаться между ламинированной пленкой и новой экологичной пленкой Flowpack.
Это связано с тем, что здесь также играет роль технология Pick & Place: По сути, Flowpacker — это еще один вариант машины Pick & Place, в которую органично интегрирован блок флоу-пакинга Flowmodul. В отличие от обычной подачи продукта с помощью лент, флоу-упаковочная машина экономит огромное количество площади на полу за счет подачи с помощью роботов захвата и размещения. Необработанные или расфасованные продукты упаковываются во флоупак с лотками или без них. Благодаря нашим технологиям запечатывания упаковочная линия настолько гибка, что можно быстро и легко переключаться между ламинированной пленкой и новой экологичной пленкой Flowpack. На упаковочной линии продукты оптимально предварительно группируются, а затем загружаются в картонную коробку с помощью либо роботов Pick & Place, либо роботов F2. Чтобы представить товары в рознице привлекательно, картонщики часто обрабатывают высококачественную упаковку со специальными поверхностями, которые требуют внешней упаковки для транспортировки.
На упаковочной линии продукты оптимально предварительно группируются, а затем загружаются в картонную коробку с помощью либо роботов Pick & Place, либо роботов F2. Чтобы представить товары в рознице привлекательно, картонщики часто обрабатывают высококачественную упаковку со специальными поверхностями, которые требуют внешней упаковки для транспортировки. Система предварительной группировки, идеально адаптированная к продуктам и упаковке, и роботы F2 обеспечивают компактную загрузку.
Система предварительной группировки, идеально адаптированная к продуктам и упаковке, и роботы F2 обеспечивают компактную загрузку. В качестве упаковки можно использовать бутылки и контейнеры любых размеров и из любых материалов, от стекла до пластика и картона. Точные процессы наполнения с помощью весов и других функций контроля качества обеспечивают безупречные результаты. Интеграция в единую линию имеет смысл для оптимального соединения предшествующих и последующих процессов упаковки. И здесь наш транспортный робот Transmodul обеспечивает поддержку и обеспечивает упаковочные системы решениями без интерфейсов. Таким образом, наполненные продукты могут полностью автоматически упаковываться во вторичную упаковку, а затем во внешнюю упаковку для транспортировки.
В качестве упаковки можно использовать бутылки и контейнеры любых размеров и из любых материалов, от стекла до пластика и картона. Точные процессы наполнения с помощью весов и других функций контроля качества обеспечивают безупречные результаты. Интеграция в единую линию имеет смысл для оптимального соединения предшествующих и последующих процессов упаковки. И здесь наш транспортный робот Transmodul обеспечивает поддержку и обеспечивает упаковочные системы решениями без интерфейсов. Таким образом, наполненные продукты могут полностью автоматически упаковываться во вторичную упаковку, а затем во внешнюю упаковку для транспортировки. До или после этого этапа упаковки на той же линии могут происходить другие процессы, такие как дальнейшая упаковка товаров для продажи и транспортировки с помощью картонажной машины или упаковщика в ящики. Чтобы сделать упаковку максимально эффективной, Transmodul объединяет все этапы в полностью автоматизированный и полностью контролируемый процесс.
До или после этого этапа упаковки на той же линии могут происходить другие процессы, такие как дальнейшая упаковка товаров для продажи и транспортировки с помощью картонажной машины или упаковщика в ящики. Чтобы сделать упаковку максимально эффективной, Transmodul объединяет все этапы в полностью автоматизированный и полностью контролируемый процесс.