Жидкий полимер для печатей и штампов: Всё для фотополимерной технологии
Расходные материалы для изготовления печатей и штампов — 33 ПЕЧАТИ
Главная » Расходные материалы для изготовления печатей и штампов
Расходные материалы для изготовления печатей и штампов по полимерной, лазерной и флэш технологии. Фотополимер и лазерная резина, субстат и пленка, затемнитель тонера и пр. необходимые материалы для изготовления печатей и штампов.
Жидкий фотополимер для изготовления клише печатей и штампов. |
| |||||||||
Жидкий фотополимер для изготовления клише печатей и штампов. |
| |||||||||

Для негативов напечатанных на лазерном принтере, Объем 400 мл |
| |||||||||
Пленка печати негативов на лазерном принтере. |
| |||||||||

Субстрат необходим для придания жесткости полимерному клише. Цена за 20 листов |
| |||||||||
Самоклеющаяся лента для ограничения заливки полимера на негативе. |
| |||||||||

Лазерная резина для гравировки печатей на лазерных гравёрах CO2 |
| |||||||||
Печати
Главная / Новости / Город
«Сделано в Норильске» «Заполярная правда» рассказывает о том, как выпускаются товары местного производства. Сегодня вы узнаете о производстве необходимых для любой организации вещей: печатей и штампов из жидкого фотополимера.
Сегодня вы узнаете о производстве необходимых для любой организации вещей: печатей и штампов из жидкого фотополимера.
Это интересно:
Печати могут служить не только для заверки документов предприятия. Можно сделать факсимиле — печатный оттиск своей подписи. Владельцам личных библиотек пригодится экслибрис — это книжный штамп, свидетельствующий о принадлежности книги хозяину. Наконец, личный штамп может быть отличным подарком, его можно использовать при оформлении чего угодно, от одноразовых стаканчиков до пуговиц.
Изготовление печатей и штампов, как и многого другого в наше время, начинается на компьютере. В графическом редакторе рисуется изображение будущей печати, для каждого клиента макет индивидуален. В агентстве «Нонпарель», которое демонстрирует нам изготовление штампов, используется программа «CorelDRAW». Сначала рисунок выглядит как обычный оттиск, затем его переводят в негатив: белые буквы на черном поле.
Далее «вывернутый» рисунок распечатывается на матовой пленке. Для этого используют только лазерный принтер, у него более четкая, в отличие от струйного принтера, печать. Квадратик с негативом будущего штампа располагается по центру стекла и оклеивается липкой бордюрной лентой. Получилась «форма», куда будет залит жидкий полимер. Чтобы излишкам полимера было куда выливаться, между кусочками бордюрной ленты оставляют небольшие зазоры.
Для этого используют только лазерный принтер, у него более четкая, в отличие от струйного принтера, печать. Квадратик с негативом будущего штампа располагается по центру стекла и оклеивается липкой бордюрной лентой. Получилась «форма», куда будет залит жидкий полимер. Чтобы излишкам полимера было куда выливаться, между кусочками бордюрной ленты оставляют небольшие зазоры.
Но прежде чем заливать форму, негатив будущей печати надо обработать специальным тонером. Это делается, чтобы увеличить оптическую плотность пленки, на которой распечатана «выворотка». Цель — чтобы черные места рисунка абсолютно не пропускали свет. Для проверки нужно посмотреть сквозь негатив на горящую лампочку накаливания, ее не должно быть видно сквозь заливку.
Теперь в форму, ограниченную бордюрной лентой, заливают жидкий фотополимер. По сути это силикон, который затвердевает под ультрафиолетовыми лучами. Поэтому его хранят в темной таре в недоступном для солнечных лучей месте. Наливать полимер нужно плавно и равномерно, чтобы он не захватывал воздух, в противном случае печать будет бракованной. Если пузырьки воздуха все же оказались внутри формы, их надо «выгнать» иголкой. Одного килограмма полимера хватает на изготовление примерно 120 печатей.
Наливать полимер нужно плавно и равномерно, чтобы он не захватывал воздух, в противном случае печать будет бракованной. Если пузырьки воздуха все же оказались внутри формы, их надо «выгнать» иголкой. Одного килограмма полимера хватает на изготовление примерно 120 печатей.
Форма с жидким полимером накрывается кусочком пленки и придавливается вторым прозрачным стеклом. Получившийся «бутерброд» кладут в экспонирующую камеру. Она выглядит как чемоданчик с таймером и ультрафиолетовыми лампами на крышке. В экспонирующей камере жидкий полимер запекается поочередно с обеих сторон. Через белые буквы и линии свет проникает свободно, и там силикон затвердевает полностью, а под темными полями, не пропускающими лучи ультрафиолета, он остается частично жидким.
В экспонирующей камере форма запекается с лицевой стороны в течение 25 секунд, а с изнаночной — 42 секунды. Правда, для разных типов полимера подбирается свое время. Незатвердевший полимер смывается водой при помощи зубной щетки и моющего средства. У нас получилась печатная форма с выпуклыми буквами. Она почти готова, ей нужно только придать бОльшую прочность. Для этого форму кладут в ванночку с водой и ставят в камеру еще на три–пять минут.
Незатвердевший полимер смывается водой при помощи зубной щетки и моющего средства. У нас получилась печатная форма с выпуклыми буквами. Она почти готова, ей нужно только придать бОльшую прочность. Для этого форму кладут в ванночку с водой и ставят в камеру еще на три–пять минут.
Затем из готовой формы аккуратно вырезают печатную область. Для вырезания круглых печатей используют специальный вырубной штамп. Теперь нужно наклеить печать на основу и проверить качество оттиска. Кстати, основы для печатей или штампов бывают разными: металлическими или пластиковыми, автоматическими или карманными. Все, печать готова, на ее изготовление у опытного мастера ушло не более 20–30 минут.
С миру по оттиску
* Печати изучает вспомогательная историческая дисциплина — сфрагистика (от греческого «сфрагис» — «печать»). Впервые печати появились в конце IV века в Риме. А на Руси они упоминаются в Х–XI веках, были они тогда «вислыми», то есть подмешанными к свиткам на ремешках или шнурах.
Изготавливались печати из камня, металла или кости, оттиски делались на воске, сургуче или бумаге. Княжескую или царскую печать поначалу хранил один человек — печатник. Но в XVII веке уже возник специальный Печатный приказ. В ХХ веке молодое советское государство отказалось от прежних государственных символов. Проект новой печати неоднократно обсуждался на заседаниях Совета Народных Комиссаров, в 1918 году для нее была выбрана эмблема «Серп и Молот».* После изобретения вулканизации резины в 1839 году начали изготовлять резиновые штампы. Первоначально для печатей применяли стоматологический вулканизатор и резину телесного цвета для зубных протезов. Первые же штемпельные подушки делались из желатина, который в жаркую погоду превращался в студень, чернила имели ужасный запах, и, в дополнение ко всем бедам, такая подушка привлекала насекомых.* Япония и Китай — страны, где личные печати — это древнейшая традиция, а их изготовление — целое искусство. На каждого жителя этой страны приходится по несколько личных печатей, они заменяют подпись человека.
У среднестатистического японца пять личных печатей (ханко) независимо от того, чем он занимается. Но официально зарегистрирован только один ханко, предназначенный для особо важных документов. Согласно оценкам японские чиновники за 25–летнюю карьеру отпечатывают свои ханко на более чем 100 тысячах документов.
Светлана ГУНИНА. Фото Владимира МАКУШКИНА
27 июля 2011г. в 16:45 20250
Сделано в Норильске
| |||||||||||||||||||||||||||||||
 США
США
Изготовление резиновых штампов из жидкого полимера
Как можно сделать резиновый штамп из жидкости? Вы будете удивлены, узнав, что многие предметы повседневного обихода изначально представляют собой жидкие полимеры. Читайте дальше и узнайте больше об изготовлении штампов из полимеров.
Читайте дальше и узнайте больше об изготовлении штампов из полимеров.
Что такое полимеры?
Крошечные молекулы, связанные длинными повторяющимися цепочками, образуют полимеры. Зачем урок химии? Ну, во-первых, ваше тело сделано из них. ДНК — генетический план, определяющий людей и другие живые существа, — это полимер. Белки и крахмалы в пище, которую мы едим, колеса наших скейтбордов и даже шины наших велосипедов и автомобилей — это полимеры. Фактически, мы окружены полимерами каждый день, куда бы мы ни пошли. Полимеры также являются одним из наших материалов для вторичной переработки, что полезно для окружающей среды.
Отверждение полимера. Как изготавливаются штампы с помощью химии!
В химии полимеров и технологических процессах отверждение относится к приданию жесткости или отверждению полимерного материала путем сшивания полимерных цепей; это вызвано химическими добавками, ультрафиолетовым излучением или теплом. Полимер для резиновых штампов поставляется в виде жидкости и отверждается с помощью ультрафиолетового излучения. Хотя естественный солнечный свет может отверждать полимер, жидкий полимер для штампов требует точного воздействия ультрафиолетового света для изготовления резиновых штампов.
Хотя естественный солнечный свет может отверждать полимер, жидкий полимер для штампов требует точного воздействия ультрафиолетового света для изготовления резиновых штампов.
Полимерные штампы — Создавайте собственные штампы без каких-либо навыков!
Сколько раз это было сказано в прошлом! Производство полимерных штампов всегда привлекало людей, стремящихся быстро заработать на этом процессе. Мы видели, как продавцы продавали машины для изготовления полимерных штампов размером с портфель ничего не подозревающим магазинам канцелярских товаров и владельцам газетных киосков, а в последнее время через Интернет продаются наборы для самостоятельного изготовления, предназначенные для мастеров.
Если вы серьезно относитесь к изготовлению штампов, вам следует с осторожностью относиться к некоторым утверждениям, касающимся изготовления штампов с использованием жидкого полимера.
Полимер в пакете
Самая захватывающая разработка последнего времени — инновация, в которой полимер впрыскивается в плоский прямоугольный герметичный пакет; этот новый продукт позволяет отказаться от подложки, вспененной ленты и покровной пленки, обычно необходимых для производства штампов.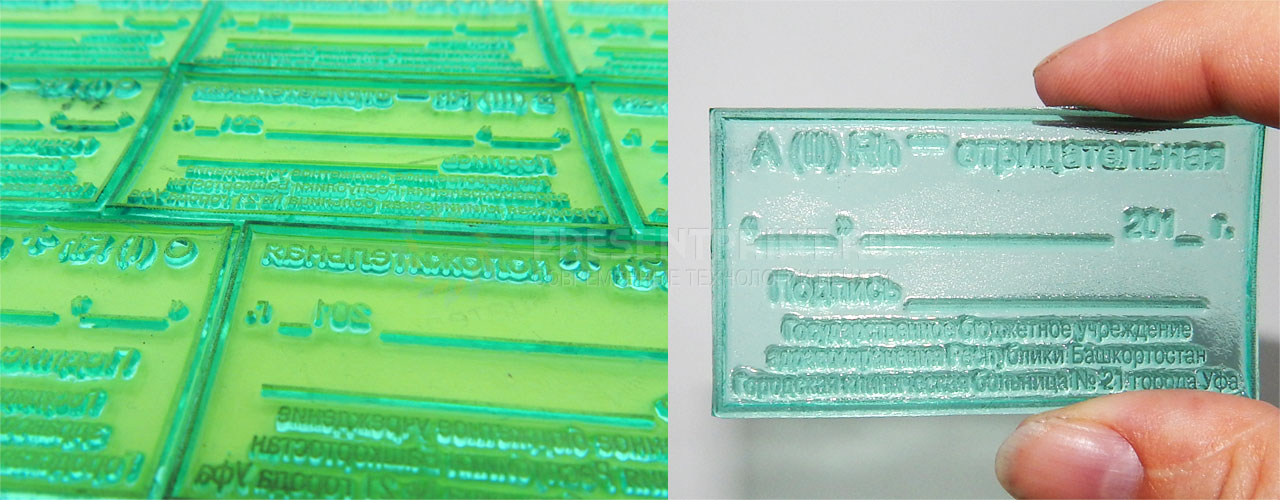 При использовании этих новых пакетов время обработки сокращается примерно на 50%; это снижение затрат на рабочую силу сводит на нет дополнительные затраты на продукт в мешках. Мешки доступны в различных размерах, чтобы удовлетворить производственный спрос. Полимер в мешке также устранил проблему пузырьков воздуха во время обработки; это распространенное возражение против изготовления полимерных штампов теперь преодолено.
При использовании этих новых пакетов время обработки сокращается примерно на 50%; это снижение затрат на рабочую силу сводит на нет дополнительные затраты на продукт в мешках. Мешки доступны в различных размерах, чтобы удовлетворить производственный спрос. Полимер в мешке также устранил проблему пузырьков воздуха во время обработки; это распространенное возражение против изготовления полимерных штампов теперь преодолено.
Куда движется индустрия печатей из полимерного каучука
У вас есть два различных рынка резиновых штампов. Первый — это традиционный рынок деловых марок, где марки прикрепляются к ручкам и самокрасящим устройствам. Второй рынок, который быстро растет, — это ремесленная промышленность; эти штампы прикрепляются к деревянным или прозрачным акриловым блокам и используются для изготовления открыток и скрапбукинга. Ремесленные марки, такие как набор марок художника на определенную тему, традиционно изготавливаются с использованием процесса вулканизации, поскольку он больше подходит для массового производства одной и той же марки. В настоящее время производители карт нуждаются в индивидуальном дизайне и четких прозрачных штампах, полимеры которых вносят значительный вклад в этот рынок.
В настоящее время производители карт нуждаются в индивидуальном дизайне и четких прозрачных штампах, полимеры которых вносят значительный вклад в этот рынок.
Еще одна проблема возникла, когда штампы из полимерного желе продаются ремесленным предприятиям. Эти штампы из полимера не имеют структурной основы, позволяющей приклеивать полимерный штамп к акриловому блоку без клея. Теоретически это работает хорошо, проблема в том, что может произойти деформация штампа, а также вероятность того, что штамп может порваться.
К счастью, новый продукт на основе прозрачного силикона под названием InstaGrip решил эту проблему, поэтому полимерный штамп с прочной структурной основой можно приклеивать таким же образом, без клея.
Итак, куда движется отрасль?
Штамповка для бизнеса, кажется, так же сильна, как и всегда, с появлением полимерных пакетов в мешках многие другие производители будут предлагать полимерные штампы из-за преимуществ мешков для экономии труда и более низкой начальной стоимости оборудования для обработки полимеров.![]()
 35 мм), — 3.8″ (9.3 мм) низкий профиль, — 0.325″ (8.25 мм) Цепь ЗУБР тип 2 и тип 3, — 3/8″ (9.3 мм) Цепь зубр тип 1 , — 0.404″ (10.26 мм)
35 мм), — 3.8″ (9.3 мм) низкий профиль, — 0.325″ (8.25 мм) Цепь ЗУБР тип 2 и тип 3, — 3/8″ (9.3 мм) Цепь зубр тип 1 , — 0.404″ (10.26 мм) 22 МБ)
22 МБ) Точные настройки станка позволяет добиться отличных результатов почти под любые нужды.
Точные настройки станка позволяет добиться отличных результатов почти под любые нужды.
 К концу девятнадцатого века осталось менее 1000 человек. С тех пор бизон был спасен, но он больше не является ключевым видом, формирующим пастбища Америки.
К концу девятнадцатого века осталось менее 1000 человек. С тех пор бизон был спасен, но он больше не является ключевым видом, формирующим пастбища Америки.
 «И то, и другое предотвращает накопление слоя подстилки под травой, которая может укрыть инвазивные, неместные виды. Бизоны пасутся на траве, которая способствует подстилке, а также создают открытые участки в своих валах или вытаптывают землю, которые становятся хорошими местами для прорастания семян новых степных растений».
«И то, и другое предотвращает накопление слоя подстилки под травой, которая может укрыть инвазивные, неместные виды. Бизоны пасутся на траве, которая способствует подстилке, а также создают открытые участки в своих валах или вытаптывают землю, которые становятся хорошими местами для прорастания семян новых степных растений». Но животные в Пещере Ветра потеряли меньше своего генетического разнообразия, чем большинство стад. У них также мало, если вообще есть, генов крупного рогатого скота.
Но животные в Пещере Ветра потеряли меньше своего генетического разнообразия, чем большинство стад. У них также мало, если вообще есть, генов крупного рогатого скота.
 69
69 5
5 Турнир
Турнир  Турнир
Турнир  0220
0220
 Ступени обеспечивают стойкое сцепление обуви с поверхностью, а траверса с ножками из композитного пластика добавляет устойчивости. Лестницы подходят для осуществления любых задач, связанных с ремонтными, строительными или монтажными работами.
Ступени обеспечивают стойкое сцепление обуви с поверхностью, а траверса с ножками из композитного пластика добавляет устойчивости. Лестницы подходят для осуществления любых задач, связанных с ремонтными, строительными или монтажными работами. виниловый баннерный материал, наши цены включают полноцветную или одноцветную печать, термосварку со всех сторон и установку люверсов во всех четырех углах. Этот размер идеально подходит для путешествий, когда чрезвычайно большой баннер будет трудно транспортировать или потребуется доставка на корпоративные, деловые или торговые мероприятия, поскольку он компактен в свернутом виде для перевозки и его легко демонстрировать на выставках, обучающих семинарах и других мероприятиях. профессиональные функции. Для личных мероприятий, таких как дни рождения, выпускные, праздники или любые другие особые случаи, они станут отличным фоном, задающим тему вашего мероприятия, или фоном для фотографий. Легко устанавливается одним человеком на любую поверхность. Компактный размер в свернутом виде для путешествий или хранения и при надлежащем уходе, когда ваш баннер не используется, прослужит вам долгие годы, что делает виниловые баннеры дешевым и доступным средством рекламы вашего бизнеса, продвижения ваших мероприятий или создания праздничного заявления на Ваши личные события.
виниловый баннерный материал, наши цены включают полноцветную или одноцветную печать, термосварку со всех сторон и установку люверсов во всех четырех углах. Этот размер идеально подходит для путешествий, когда чрезвычайно большой баннер будет трудно транспортировать или потребуется доставка на корпоративные, деловые или торговые мероприятия, поскольку он компактен в свернутом виде для перевозки и его легко демонстрировать на выставках, обучающих семинарах и других мероприятиях. профессиональные функции. Для личных мероприятий, таких как дни рождения, выпускные, праздники или любые другие особые случаи, они станут отличным фоном, задающим тему вашего мероприятия, или фоном для фотографий. Легко устанавливается одним человеком на любую поверхность. Компактный размер в свернутом виде для путешествий или хранения и при надлежащем уходе, когда ваш баннер не используется, прослужит вам долгие годы, что делает виниловые баннеры дешевым и доступным средством рекламы вашего бизнеса, продвижения ваших мероприятий или создания праздничного заявления на Ваши личные события.
 требуется установка столба. Карманы подходят для 2-дюймовых круглых стержней (стержни не входят в комплект).
требуется установка столба. Карманы подходят для 2-дюймовых круглых стержней (стержни не входят в комплект). Для картинок и фотографий подходит меньшее количество пикселей/dpi (72–100 dpi). Для текстовых иллюстраций и файлов с большим количеством деталей, таких как логотипы, карты, меню и т. д., используйте большее число пикселей/dpi (150–300 dpi).
Для картинок и фотографий подходит меньшее количество пикселей/dpi (72–100 dpi). Для текстовых иллюстраций и файлов с большим количеством деталей, таких как логотипы, карты, меню и т. д., используйте большее число пикселей/dpi (150–300 dpi).

 Готовые защитные лицевые маски с петлями накапливаются на конвейерной ленте.
Готовые защитные лицевые маски с петлями накапливаются на конвейерной ленте.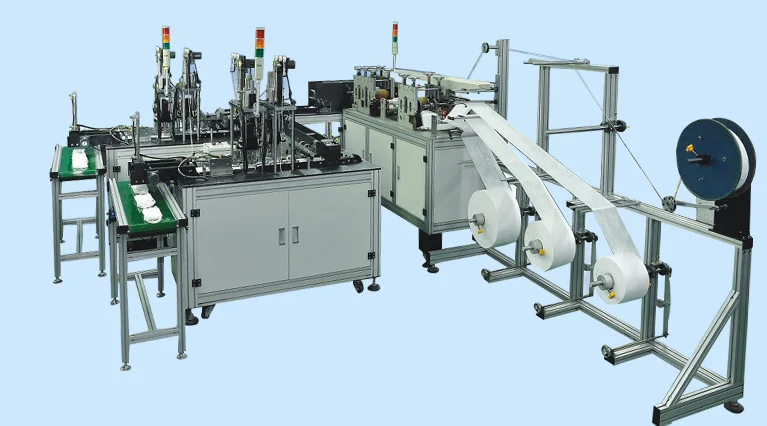


 Это доступное сырье, поэтому готовая защитная продукция пользуется спросом в различных медучреждениях. В продаже представлено несколько типов машин для производственного комплекса:
Это доступное сырье, поэтому готовая защитная продукция пользуется спросом в различных медучреждениях. В продаже представлено несколько типов машин для производственного комплекса: Для каждого клиента мы подберем решение по привлекательной стоимости, гарантируя соблюдение пожеланий. Позвоните уже сегодня и узнайте, сколько стоит комплексная поставка. Ждем обращения!
Для каждого клиента мы подберем решение по привлекательной стоимости, гарантируя соблюдение пожеланий. Позвоните уже сегодня и узнайте, сколько стоит комплексная поставка. Ждем обращения! Управляя функцией таким образом, вы получаете экономию, связанную с использованием заводского персонала или экономичных местных подрядчиков, но получаете выгоду от того, что эксперт OEM управляет командой. Лучше всего то, что вы освобождаете собственную бригаду по техническому обслуживанию и ремонту для другой работы.
Управляя функцией таким образом, вы получаете экономию, связанную с использованием заводского персонала или экономичных местных подрядчиков, но получаете выгоду от того, что эксперт OEM управляет командой. Лучше всего то, что вы освобождаете собственную бригаду по техническому обслуживанию и ремонту для другой работы. Наше обширное глобальное присутствие в каждом уголке мира предоставило высококвалифицированных и опытных представителей, чтобы гарантировать, что вы получите максимальную помощь для вашего оборудования. Они призваны помогать клиентам поддерживать их производственное оборудование в безопасном и прибыльном режиме, обеспечивать своевременное техническое обслуживание и ремонт, технические консультации на месте и обеспечивать беспрепятственный ввод в эксплуатацию нового и модернизированного оборудования.
Наше обширное глобальное присутствие в каждом уголке мира предоставило высококвалифицированных и опытных представителей, чтобы гарантировать, что вы получите максимальную помощь для вашего оборудования. Они призваны помогать клиентам поддерживать их производственное оборудование в безопасном и прибыльном режиме, обеспечивать своевременное техническое обслуживание и ремонт, технические консультации на месте и обеспечивать беспрепятственный ввод в эксплуатацию нового и модернизированного оборудования.

 Шарон говорит, что миссия центра состоит в том, чтобы «сократить разрыв между академическими исследованиями и потребностями рынка».
Шарон говорит, что миссия центра состоит в том, чтобы «сократить разрыв между академическими исследованиями и потребностями рынка». Между тем, он и его команда также ищут пути, чтобы сделать машину коммерчески доступной. Как исследовательский центр, говорит Шэрон, Центр Фраунгофера не может продавать маски напрямую, но вместо этого «может создавать машины для других, или лицензировать [конструкцию машины], или запускать стартап, [который] сможет продавать [ эти] машины и/или маски. На данный момент рассматриваются все варианты».
Между тем, он и его команда также ищут пути, чтобы сделать машину коммерчески доступной. Как исследовательский центр, говорит Шэрон, Центр Фраунгофера не может продавать маски напрямую, но вместо этого «может создавать машины для других, или лицензировать [конструкцию машины], или запускать стартап, [который] сможет продавать [ эти] машины и/или маски. На данный момент рассматриваются все варианты». «, — говорит Шэрон. «Машину можно использовать по запросу, подобно тому, как используется копировальный аппарат. Каждые несколько дней вы подходите к машине, набиваете необходимое количество масок, и машина производит их для вас».
«, — говорит Шэрон. «Машину можно использовать по запросу, подобно тому, как используется копировальный аппарат. Каждые несколько дней вы подходите к машине, набиваете необходимое количество масок, и машина производит их для вас».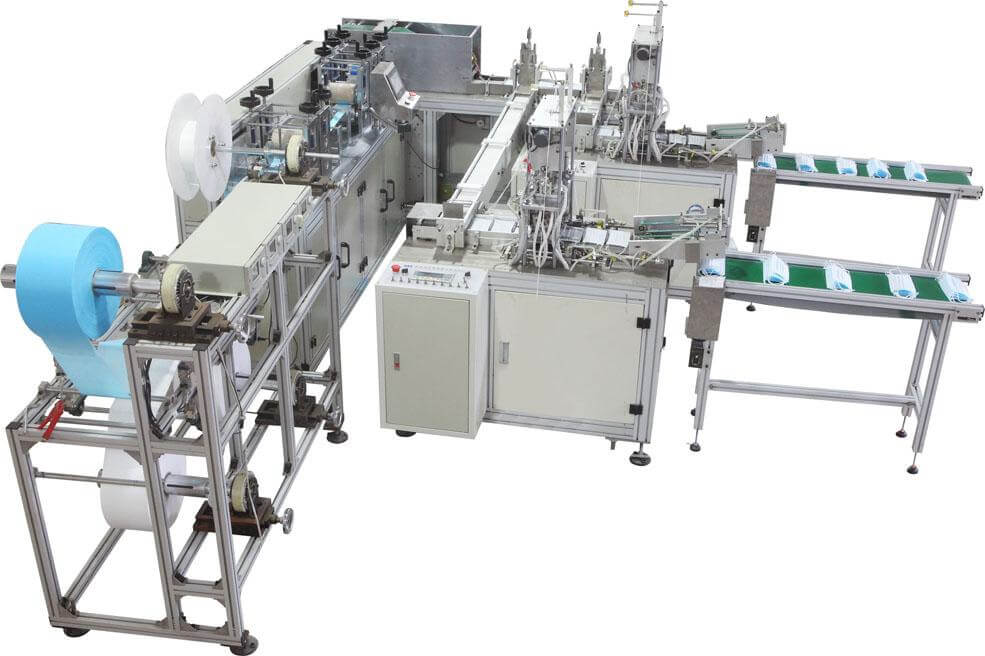 Другие системы «требуют более одной машины для производства всей маски: одна машина для изготовления заготовок маски из гофрированной ткани, другая машина для крепления ушных петель», — говорит он. Машина Центра Фраунгофера размещает и приваривает ушные петли к маске за один бесшовный процесс, на который центр запрашивает патент.
Другие системы «требуют более одной машины для производства всей маски: одна машина для изготовления заготовок маски из гофрированной ткани, другая машина для крепления ушных петель», — говорит он. Машина Центра Фраунгофера размещает и приваривает ушные петли к маске за один бесшовный процесс, на который центр запрашивает патент.
 Программа позволяет:
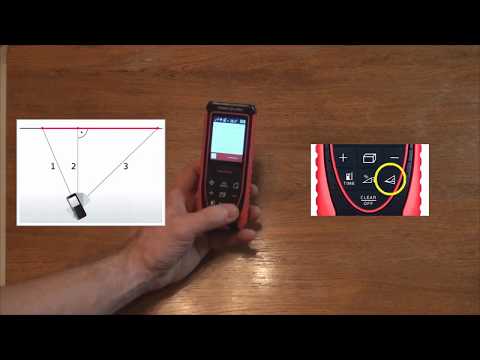
Программа позволяет: Благодаря двухосевому уклономеру можно не только измерять угол наклона конструкций, но и проводить более сложные вычисления, например, всего по двум измеренным величинам дальномер CONDTROL XP4 Pro определит угол наклона кровли и площадь трапециевидного фасада здания.
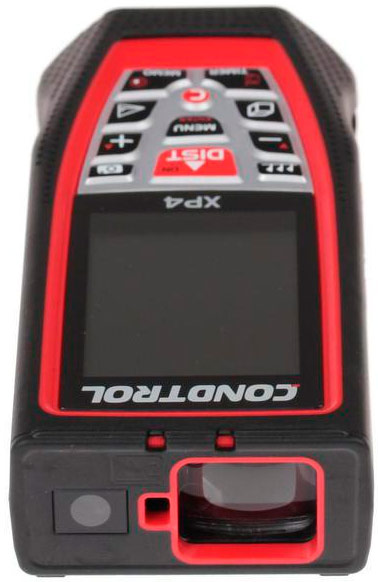
Благодаря двухосевому уклономеру можно не только измерять угол наклона конструкций, но и проводить более сложные вычисления, например, всего по двум измеренным величинам дальномер CONDTROL XP4 Pro определит угол наклона кровли и площадь трапециевидного фасада здания.
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить дальномер лазерный Condtrol XP4 pro (1-4-086) 150 м в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар дальномер лазерный Condtrol XP4 pro (1-4-086) 150 м действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить дальномер лазерный Condtrol XP4 pro (1-4-086) 150 м в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар дальномер лазерный Condtrol XP4 pro (1-4-086) 150 м действительны в Санкт-Петербурге. Он предназначен специально для того, чтобы
Он предназначен специально для того, чтобы

 Вы также сможете найти более «универсальные»
Вы также сможете найти более «универсальные»

 И все они упакованы в легко добавляемые пакеты
И все они упакованы в легко добавляемые пакеты

 Мы покажем вам размер проводов, которые вам понадобятся, когда вы сделаете покупку, и мы можем дать советы онлайн и по телефону по стратегиям подключения.
Мы покажем вам размер проводов, которые вам понадобятся, когда вы сделаете покупку, и мы можем дать советы онлайн и по телефону по стратегиям подключения.



 И все они упакованы в легко добавляемые пакеты
И все они упакованы в легко добавляемые пакеты

 Мы покажем вам размер проводов, которые вам понадобятся, когда вы сделаете покупку, и мы можем дать советы онлайн и по телефону по стратегиям подключения.
Мы покажем вам размер проводов, которые вам понадобятся, когда вы сделаете покупку, и мы можем дать советы онлайн и по телефону по стратегиям подключения.



 Качественная продукция всемирно известного бренда достойна своего громкого имени. Она удобна в эксплуатации, мощна и способна выдерживать самые интенсивные нагру…
Качественная продукция всемирно известного бренда достойна своего громкого имени. Она удобна в эксплуатации, мощна и способна выдерживать самые интенсивные нагру… ..
.. Надёжная защита якоря и статора специальным лаком способствует их длительной бесперебойной работе в любых услови…
Надёжная защита якоря и статора специальным лаком способствует их длительной бесперебойной работе в любых услови… 1.1.00/60.1.2.00, 2100 Вт, 230 мм серый
1.1.00/60.1.2.00, 2100 Вт, 230 мм серый Прямое охлаждение двигателя и дополнительные вентиляционные отверстия надежно защищают его от перегрева, увеличивая срок службы инструмента. Данна…
Прямое охлаждение двигателя и дополнительные вентиляционные отверстия надежно защищают его от перегрева, увеличивая срок службы инструмента. Данна… Щетки Быстросъемные угольные щетки. Рукоятка Прорезиненная рукоятка. Эргономичный современный дизайн, компактная конструкция. Дополнительная рукоятка Дополн…
Щетки Быстросъемные угольные щетки. Рукоятка Прорезиненная рукоятка. Эргономичный современный дизайн, компактная конструкция. Дополнительная рукоятка Дополн…
 Эта модель стала первой в мире крупногабаритной углошлифовальной машиной,…
Эта модель стала первой в мире крупногабаритной углошлифовальной машиной,… диаметр диска: 230 мм, функции: фиксация шпинделя, потребляемая мощность: 2000 Вт, макс. частота вращения диска: 6600 об/мин, особенности конструкции: блокировка кнопки включения, дополнительная рукоятка, вес: 5.10 кг
диаметр диска: 230 мм, функции: фиксация шпинделя, потребляемая мощность: 2000 Вт, макс. частота вращения диска: 6600 об/мин, особенности конструкции: блокировка кнопки включения, дополнительная рукоятка, вес: 5.10 кг ..
.. Инструментом просто управлять благодаря удобному ползунковому переключателю. Кожух, устойчивый к проворачиванию, защищает пользователя от искр и…
Инструментом просто управлять благодаря удобному ползунковому переключателю. Кожух, устойчивый к проворачиванию, защищает пользователя от искр и… ..
.. ..
.. ..
..
 pl и переводятся на русский язык.
pl и переводятся на русский язык. В течении дня мы сделаем запрос продавцу, комментарии появятся в личном кабинете.
В течении дня мы сделаем запрос продавцу, комментарии появятся в личном кабинете.
 Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65».
Система этого не понимает. Чтобы автоматика распознала ваш запрос, нужно ввести то же самое, но на английском — «ступица BMW e65». Удовлетворенные возвраты — 6 месяцев
Удовлетворенные возвраты — 6 месяцев  05.2023
05.2023  05.2023
05.2023  05.2023
05.2023 
 000.00)
000.00) 000.00)
000.00) Лезвия специальной формы удерживают срезаемую ветку в оптимальном положении, что обеспечивает особую легкость и чистоту обрезки. Телескопический сучкорез Comfort 650 BT изготовлен из новейших материалов и имеет прецизионно заточенные лезвия с покрытием против налипания, которые облегчают обрезку и легко очищаются. Кроме того, новый большой амортизатор эффективно снижают нагрузку на запястья. Эргономичные ручки гарантируют надежность захвата и удобство работы.
Лезвия специальной формы удерживают срезаемую ветку в оптимальном положении, что обеспечивает особую легкость и чистоту обрезки. Телескопический сучкорез Comfort 650 BT изготовлен из новейших материалов и имеет прецизионно заточенные лезвия с покрытием против налипания, которые облегчают обрезку и легко очищаются. Кроме того, новый большой амортизатор эффективно снижают нагрузку на запястья. Эргономичные ручки гарантируют надежность захвата и удобство работы.

 00
00 Производство.
Производство.

 Изогнутые лезвия этих сучкорезов обходного типа, которые во время обрезки скользят мимо контрножа, срезают очень точно и бережно относятся к деревьям и кустарникам. Эти телескопические сучкорезы, для использования которых требуется небольшое усилие, идеально подходят для резки свежей древесины диаметром до 42 мм. Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья.
Изогнутые лезвия этих сучкорезов обходного типа, которые во время обрезки скользят мимо контрножа, срезают очень точно и бережно относятся к деревьям и кустарникам. Эти телескопические сучкорезы, для использования которых требуется небольшое усилие, идеально подходят для резки свежей древесины диаметром до 42 мм. Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.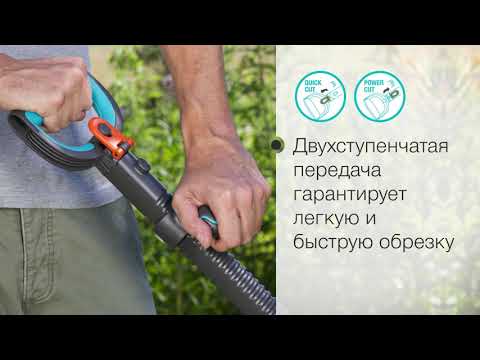

 Изогнутые лезвия этих сучкорезов обходного типа, которые во время обрезки скользят мимо контрножа, срезают очень точно и бережно относятся к деревьям и кустарникам. Эти телескопические сучкорезы, для использования которых требуется небольшое усилие, идеально подходят для резки свежей древесины диаметром до 42 мм. Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort Bypass 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки.
Изогнутые лезвия этих сучкорезов обходного типа, которые во время обрезки скользят мимо контрножа, срезают очень точно и бережно относятся к деревьям и кустарникам. Эти телескопические сучкорезы, для использования которых требуется небольшое усилие, идеально подходят для резки свежей древесины диаметром до 42 мм. Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort Bypass 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
 Ширина изделий должна составлять не более 1200 мм, длина не ограничена, но элементы гравировки кратны размерам 900мм. Кроме гравировки на стекле возможна точная и сложная резка различных материалов (пластики, фанера, кожа, кожзаменители и др., кроме металла).
Ширина изделий должна составлять не более 1200 мм, длина не ограничена, но элементы гравировки кратны размерам 900мм. Кроме гравировки на стекле возможна точная и сложная резка различных материалов (пластики, фанера, кожа, кожзаменители и др., кроме металла). Хорошим подспорьем для операторов является опыт работы на обрабатывающем центре Pratica (Вotero). ОЦ Master 35 позволяет обрабатывать все виды кромок на стекле, фацет любого радиуса, профильную гравировку и последующую полировку по поверхности стекла, сверление и фрезеровку. Точность и обработка деталей любой сложности повышают качество наших изделий и открывают новые возможности при разработке новых изделий. Возможности установки триплексования для получения травмобезопасных изделий из стекла и его декорирования с помощью специальных пленок EVA позволяют не только покрывать собственные потребности предприятия, но и создали надежные связи с нашими потребителями, для которых мы поставляем комплектующие, сделанные с использованием возможностей обрабатывающего центра и установки триплекса.
Хорошим подспорьем для операторов является опыт работы на обрабатывающем центре Pratica (Вotero). ОЦ Master 35 позволяет обрабатывать все виды кромок на стекле, фацет любого радиуса, профильную гравировку и последующую полировку по поверхности стекла, сверление и фрезеровку. Точность и обработка деталей любой сложности повышают качество наших изделий и открывают новые возможности при разработке новых изделий. Возможности установки триплексования для получения травмобезопасных изделий из стекла и его декорирования с помощью специальных пленок EVA позволяют не только покрывать собственные потребности предприятия, но и создали надежные связи с нашими потребителями, для которых мы поставляем комплектующие, сделанные с использованием возможностей обрабатывающего центра и установки триплекса.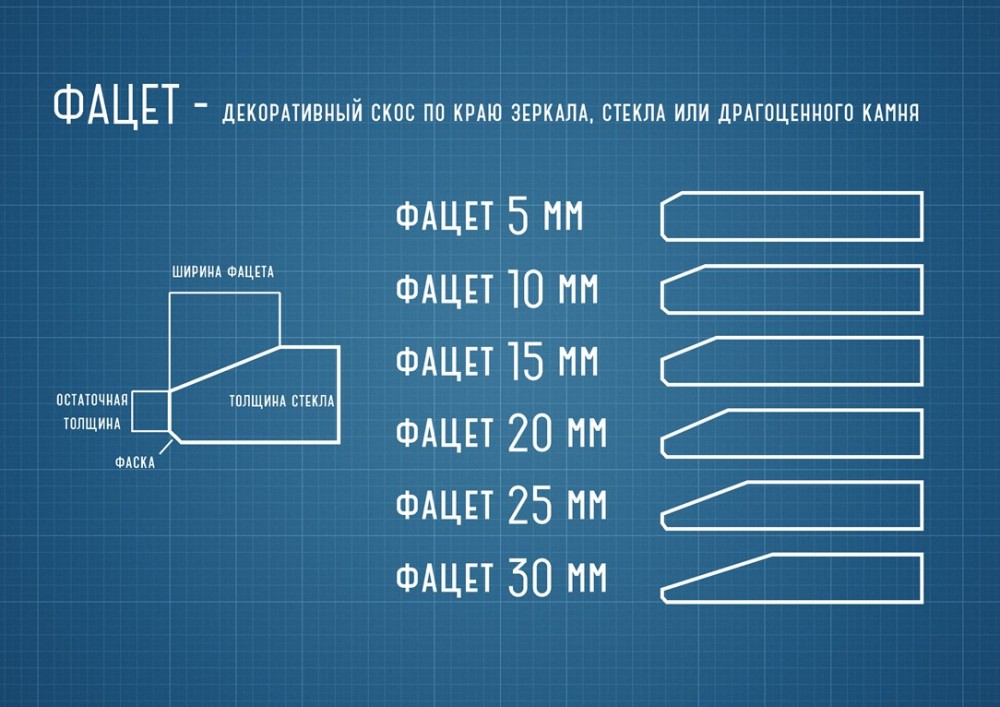
 Этот хрупкий бизнес может приносить хорошую прибыль. Для этого нужно заниматься не перекупкой, а иметь собственное производство.
Этот хрупкий бизнес может приносить хорошую прибыль. Для этого нужно заниматься не перекупкой, а иметь собственное производство.
 Нам удалось организовать надежную и недорогую доставку зеркал во все регионы России. Благодаря антивандальной упаковке, клиент получает зеркало целым и невредимым. Вся продукция застрахована.
Нам удалось организовать надежную и недорогую доставку зеркал во все регионы России. Благодаря антивандальной упаковке, клиент получает зеркало целым и невредимым. Вся продукция застрахована. Без упорства, гибкости, легкости, смелости, умению совладать со страхом неизвестного, неугомонностью не надо открывать собственное дело. Помните, что предприниматель всегда и за все несет ответственность.
Без упорства, гибкости, легкости, смелости, умению совладать со страхом неизвестного, неугомонностью не надо открывать собственное дело. Помните, что предприниматель всегда и за все несет ответственность. ..»
..» Почём отдых в 2023 году
Почём отдых в 2023 году ..
.. Во-первых, надеюсь, что у тебя было счастливое Рождество, во-вторых, большое спасибо тебе и твоим родным! Зеркало было идеальным! Он прибыл вовремя, в целости и сохранности, и Крису это понравилось. Я очень рад, что мы нашли вас, и ваш продукт и обслуживание были лучшими. Я очень ценю ваше личное участие, чтобы сделать это особенным. Это многое говорит о том, какой вы человек и как вы ведете свой бизнес. Приятно видеть компанию, которая действительно заботится о своих клиентах. Сейчас у меня дома есть два предмета из Нидерландов, и, безусловно, они два моих любимых. Спасибо В/р Энди Макклелланд
Во-первых, надеюсь, что у тебя было счастливое Рождество, во-вторых, большое спасибо тебе и твоим родным! Зеркало было идеальным! Он прибыл вовремя, в целости и сохранности, и Крису это понравилось. Я очень рад, что мы нашли вас, и ваш продукт и обслуживание были лучшими. Я очень ценю ваше личное участие, чтобы сделать это особенным. Это многое говорит о том, какой вы человек и как вы ведете свой бизнес. Приятно видеть компанию, которая действительно заботится о своих клиентах. Сейчас у меня дома есть два предмета из Нидерландов, и, безусловно, они два моих любимых. Спасибо В/р Энди Макклелланд



 Параметры могут различаться в зависимости на используемом лазерном станке и доступной мощности лазера
Параметры могут различаться в зависимости на используемом лазерном станке и доступной мощности лазера Это идеально подходит для гравюры на дереве.
Это идеально подходит для гравюры на дереве. Параметры могут различаться в зависимости от используемого лазерного аппарата и доступной мощности лазера:
Параметры могут различаться в зависимости от используемого лазерного аппарата и доступной мощности лазера:
 Параметры могут различаться в зависимости от используемого лазерного аппарата и доступной мощности лазера:
Параметры могут различаться в зависимости от используемого лазерного аппарата и доступной мощности лазера: Отправьте графику с прямоугольными боковыми частями и выгравированную круглую графику по отдельности, но с теми же настройками на лазер Trotec. Это поможет вам лучше позиционировать две работы позже.
Отправьте графику с прямоугольными боковыми частями и выгравированную круглую графику по отдельности, но с теми же настройками на лазер Trotec. Это поможет вам лучше позиционировать две работы позже.
 лазерный источник, который гравирует только зеркальный слой, а не само стекло TroGlass. Это даст вам наилучший результат гравировки из этого материала.
лазерный источник, который гравирует только зеркальный слой, а не само стекло TroGlass. Это даст вам наилучший результат гравировки из этого материала.


 Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи.
Тому товщину акрилу треба брати не менше 6-7 мм (оптимально 10 мм), або кріпити акрил до жорсткої рами, щоб виключити деформацію. Зверніть увагу на те, що якщо переборщити з розчином АБС то модель важко зняти з акриловою платформи. ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості.
ч. і АБС, принтер повинен утримувати на екструдері задану температуру в коридорі максимум 4-5°С. Великі перепади температури призводять до нерівномірності усадки шарів і, відповідно, до різного їх жорсткості. Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.
Так як стрічка ФУМ це фторопласт (тефлон), вона володіє всіма необхідними, в нашому випадку, переваги — висока термостійкість і низька теплопровідність. Ця процедура також зменшить тепловтрати нагрівального блоку і дозволить заощадити на електроенергії.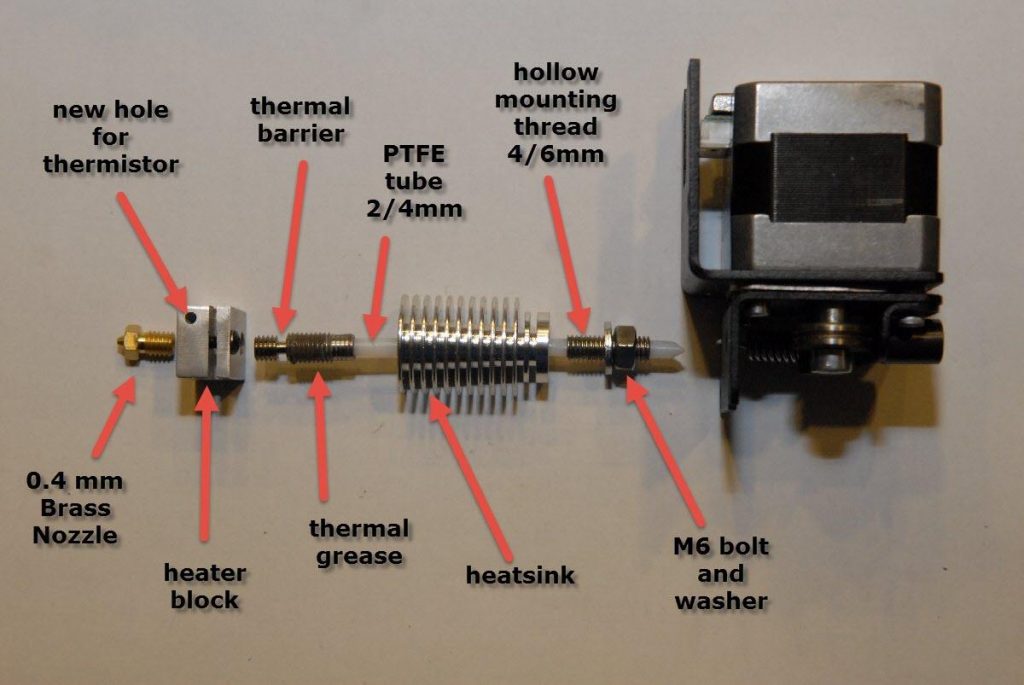
 Почнемо по порядку.
Почнемо по порядку. Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару.
Запускаємо друк. Як тільки сопло опуститься до платформи, стежимо за тим, як він завдає пластик на поверхні. Висота першого шару повинна бути такою, щоб шари як би размазывались по платформі, щоб ряди кілець Brim, а потім і периметра, лягали впритул один до одного, але не накладалися один на одного. Якщо ряди нашаровуються (розмазування стає нерівномірним, хвилями) значить потрібно збільшити висоту першого шару або зробити більше відстань між рядами, якщо між рядами пропуски зменшити її. Це можна зробити програмно в слайсері, параметри — «Висота першого шару» і «ширина першого шару». Повторюйте цю процедуру поки не визначите оптимальну висоту першого шару. Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає.
Це буде гранична температура для цього пластику. Температура на 5-10°С нижче – буде ваша «робоча температура» для цього пластику для цієї швидкості і шару. Температура платформи для першого шару чим вище тим краще, але якщо ви знайшли мінімальну температуру на якій пластик добре прилипає до платформи сенсу підвищувати її теж немає. За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
За принципом: чим вище швидкість подачі пластику, тим більше температура екструдера. Чим швидше пластик проходить через екструдер, тим менше часу він знаходиться в зоні плавлення, тим більше потрібно встановлювати температуру екструдера, щоб він встиг розплавиться до потрібної консистенції на виході з сопла. Таким чином, потрібно визначити температуру оптимального плавлення для інших наборів швидкостей і висоти шарів. Для великої швидкості друку і висоти шару, можливо, доведеться використовувати температуру на максимум можливостей вашого 3D принтера — аж до 280 градусів. Але нехай вас це не лякає — якщо пластик не окислюється, значить все нормально.
 Скляна платформа повинна бути матовою і покритою розчином АБС.
Скляна платформа повинна бути матовою і покритою розчином АБС. Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая.
Шансы таковы, что корпус вашего ноутбука или клавиатура сделаны именно из этого полимера, как и кубики LEGO, многие пластиковые элементы автомобильных интерьеров, и прочая, и прочая. Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати.
Если же линейная усадка (то есть изменение в размерах по любой из координатных осей) будет слишком высокой, модель может просто отклеиться от столика прямо во время 3D-печати. Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже.
Что произойдет? Сжимаемый материал потянет за собой верхние края губки, а те начнут подниматься вверх и тащить за собой нижнюю часть, пока и нижние края не оторвутся от поверхности. При 3D-печати многими материалами, например АБС или нейлоном, это усилие может быть достаточно высоким для того, чтобы оторвать пластик даже от столика, смазанного клеем. Типичный результат показан на иллюстрации ниже. Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом».
Но ничего страшного: при работе с АБС в большинстве случаев достаточно и пассивной камеры, особенно если подобрать оптимальные температуры и правильное адгезионное средство, а заодно добавить вспомогательную 3D-печатную структуру, называемую «рафтом». Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже.
Если же температура будет слишком низкой, усилия подающего механизма может не хватить для выдавливания расплава из сопла. Верные признаки слишком низкой температуры — характерные щелчки, издаваемые пробуксовывающими шестернями в экструдере, а также пропуски в наносимых слоях, как на иллюстрации ниже. Не поскупитесь — это недорого и сэкономит массу времени и нервов.
Не поскупитесь — это недорого и сэкономит массу времени и нервов. Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями.
Задача бримов и рафтов состоит в повышении адгезии со столиком, то есть схватывания модели с рабочей поверхностью. Достигается это за счет увеличения площади соприкосновения, но с определенными отличиями. После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям.
После 3D-печати придется повозиться с удалением рафта, так как в отличие от брима эта структура соприкасается с моделью по всей нижней поверхности, а не только по краям. Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.
Варианты бывают разные: можно использовать раствор самого АБС в ацетоне, либо лак для волос, либо клей-карандаш, либо раствор клея БФ-2. Самый простой вариант — приобрести специальное средство The3D, доступное в нашем магазине.
 С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
С помощью сглаживания паром поверхность деталей из АБС можно сделать блестящей и гладкой. При этом прочность компонента сравнима с PETG и выше, чем у PLA.
 Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением.
Тем не менее, ABS позволяет получить гладкую поверхность, сравнимую с компонентами, изготовленными методом литья под давлением. Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
Эта ставка означает, что каждый грамм материала стоит всего 0,02 доллара.
 Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.
Эти пары содержат токсичные летучие органические соединения (ЛОС) и ультратонкие частицы (УФЧ). Эти летучие органические соединения и UFP токсичны для человека и оказывают пагубное воздействие на ваше здоровье.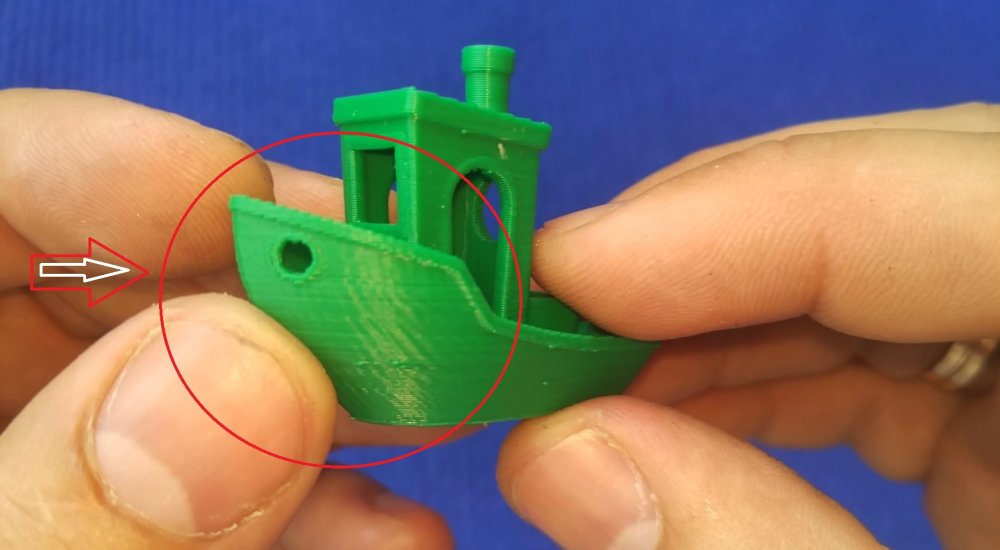
 Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией.
Если кровать слишком горячая, ваши первые слои отпечатков могут получить слоновью ногу. Если это не идеально, у вас могут возникнуть проблемы с деформацией. Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати.
Это раствор АБС-пластика в ацетоне. Он обеспечивает превосходную клейкую поверхность для деталей из АБС-пластика, позволяя им хорошо прилипать к поверхности для печати. Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться.
Это снижает вероятность того, что слои ваших деталей будут расщепляться и трескаться. Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов.
Шлифование и сглаживание ацетоном — распространенные способы отделки деталей из АБС-пластика. В этом разделе вы получите обзор этих методов. Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.
Он отлично работает с материалом ABS и придает вашим деталям, напечатанным на 3D-принтере, профессиональный вид.
 Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.
Корпус удерживает тепло печатной платформы внутри области печати. Это убережет ваш 3D-принтер от больших перепадов температур и позволит ему медленно остывать.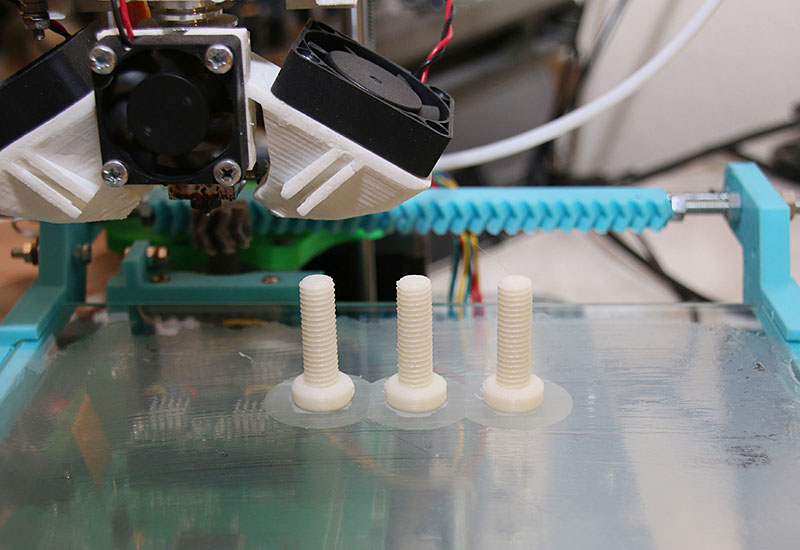 Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.
Когда вы печатаете из ABS, вы всегда должны использовать платформу с подогревом. Это поможет предотвратить отрыв ваших отпечатков от печатной платформы и уменьшит вероятность растрескивания слоя.

 Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру.
Герметизация рабочей камеры помогает удерживать пары, выделяющиеся в процессе печати, а также помогает регулировать температуру. Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям.
Фильтрационные установки помогают удалять из воздуха вредные частицы, в том числе пары АБС. На рынке доступно несколько различных типов фильтровальных установок, поэтому вам необходимо провести исследование, чтобы найти тот, который соответствует вашим потребностям. Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
Однако имейте в виду, что это может быть не лучшим вариантом в холодную погоду, поскольку температура может увеличить вероятность деформации вашего ABS.
 Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.
Если вам по какой-либо причине нужно покинуть комнату, обязательно сначала выключите принтер. Это поможет предотвратить несчастные случаи во время вашего отсутствия.

 org/ListItem»>Каталог »
org/ListItem»>Каталог » 5см, 0.5кг Husqvarna 5769263-01, Husqvarna camping axe.
5см, 0.5кг Husqvarna 5769263-01, Husqvarna camping axe. 6
6