Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
Главная » Статьи
» Проблемы при 3D-печати » Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
Причины появления дефектов при печати 3D на принтерах DLP/SLA, варианты решения проблем
В процессе печати моделей посредством 3D принтеров DLP/SLA иногда появляются различные дефекты, проблемы. Рассмотрим самые распространенные варианты, способы их устранения.
1. Некачественное прилипание изделия к рабочей платформе принтера. (Модельприлипаеткванне, анекстолу) Во время печати при увеличении массы модели ее основание отклеивается от опорной поверхности, дальнейшая печать невозможна, процесс нужно начинать сначала. Причины этой проблемы следующие:
На рабочей платформе имеются частички застывшего полимера, оставшиеся после предыдущего процесса печати. Избежать нарушения прилипания можно тщательной проверкой состояния платформы перед работой. Если имеются кусочки смол, их необходимо удалить.
В контейнере для расходного материала есть повреждения. Эти дефекты являются препятствием для лазерного луча, в результате не происходит качественного затвердевания материала. Они появляются при механическом воздействии, иногда помутнения являются следствием излучения. Перед процессом печати нужно внимательно осматривать резервуар, оценивать его состояние. Если имеются повреждения, модель следует переместить в зону, где нет загрязнений, дефектов.
Наличие сгустков, частиц отвердевших смол в материале. При использовании фотополимеров с к-л пигментами содержимое необходимо перед печатью тщательно перемешать, процедить. Это позволит удалить посторонние примеси, которые при обычном осмотре незаметны.
2. Деформация поддержек, их отсутствие. Существуют определенные нормативы для поддержек, обеспечивающих устойчивость модели. Минимальная высота элементов составляет 0,5 см, минимальные параметры угла нависания колеблются в диапазоне от 60° до 0°. Настройки печати позволяют корректировать этот показатель.
Отделение поддержек от модели. Такая ситуация возникает, если поддержек мало или их кончики имеют недостаточную толщину. Настройки принтера позволяют установить требуемые параметры, исключающие такую проблему. При необходимости устранить ее нужно:
увеличить величину контакта соприкосновения модели с опорами;
увеличить число поддержек;
вручную добавить опоры, если в к-л они отсутствуют в проблемных зонах;
запрограммировать корректное положение детали в проекции XYZ.
3. Наличие пропусков, отверстий или трещин в 3D изделии:
Причины появления дефектов, варианты устранения:
Неправильное создание слоев в Gcode. Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл.
Повреждение, загрязнение резервуара для расходного материала.
Запыление, загрязнение зеркал в гальванометре, обеспечивающем направление лазерного луча.
4. Неровная поверхность, изъяны в виде впадин или выпуклостей.
Главной причиной этих дефектов являются препятствия на пути лазерного луча. Это могут быть:
Грязь на стенках резервуара для расходного материала. Нужно осмотреть нижнюю плоскость поддона, убедиться, что на ней нет деформаций. Если поверхность загрязнена жировыми составами, их нужно удалить.
Запыление, загрязнение зеркал, направляющих лазерный луч. Очищать их необходимо с максимальной осторожностью. При нарушении положения этих элементов принтер будет работать некорректно, придется проводить трудоемкую калибровку.
Посторонние частицы в фотополимере. Перед печатью его нужно перемешать, удалить твердые фракции.
5. Отклонение разметов напечатанной модели от компьютерной 3D детали.
Готовая модель может набухнуть из-за нарушения правил очистки с применением изопропилового спирта. Нельзя держать деталь в спиртовом составе более десяти минут.
Всевозможные изменения геометрии модели возникают по причине разъюстировки оптики. В этом случае требуется проведение калибровки.
6. Некорректная твердость готовой 3D модели.
Проблема является следствием сниженной мощности луча из-за препятствий в виде дефектов, загрязнений, имеющихся на его пути.
Топ 10 проблем, с которыми мы столкнулись при тестировании фотополимеров
Доброго дня, уважаемые форумчане!
Меня зовут Андрей, я кандидат химических наук, сооснователь компании HARZ Labs и разработчик фотополимеров для 3D печати. Занимаюсь этим более трех лет, возможно вы знакомы с моим первым творением X-Ray Tough. В настоящий момент мы ушли далеко вперед в разработке полимеров и понимании процесса печати и предлагаем фотополимеры HARZ Labs для тестирования на ваших принтерах.
Дружной командой HARZ Labs мы подготовили список из 10 проблем, с которыми мы сталкиваемся и боремся при разработке полимеров, уверен, что с частью из них сталкивались и вы. Также статья будет очень полезна тем, кто только начинает печатать.
В качестве основных принтеров для тестирования полимеров мы используем 3 принтера, относящихся к разным классам: DLP, SLA и LCD.
Creator B9 v1.1 (DLP)
RK-1 (SLA)
Wanhao D7 v1. 3 (LCD)
Использование такого набора принтеров позволяет нам быть уверенными в совместимости фотплимеров для принтеров каждого класса.
Итак, закончим вступление и перейдем к топ 10 проблем фотополимеров по версии команды HARZ Labs:
0. Полимер при печати “ест” силикон
Проблема с силиконом стоит даже не на первом месте, а на нулевом. Сколько кювет нам пришлось сделать и сколько раз перезалить силикон — никто точно не знает, но счет идет на десятки.
Есть ошибочное мнение, что полимер слишком агрессивный и растворяет силикон. На самом деле, полностью отвержденный силикон химически устойчив и не растворяется в полимерах. Причина съедания силикона в том, что его поверхность достаточно пористая, что позволяет полимеру частично проникать в поверхностный слой.
Если в приповерхностном слое силикона нет кислорода, то при засветке идет почти полное отверждение полимера и при подъеме столика вырывается тонкий слой силикона. Визуально это выглядит как отпечаток модели. В этом месте свет начинает рассеиваться, приводя к падению качества печати.
В месте отрыва силикона пористость становится еще больше, и с последующими циклами печати деструкция усиливается, и мы наблюдаем “выедание” силикона вплоть до подложки. А если кювета сделана из оргстекла, то застывший фотополимер отделить от него без царапин и повреждений практически невозможно, кювету можно выкидывать.
Как избежать этого? Во-первых, не стоит пренебрегать такими устройствами, как скребок (в B9 это sweeper). Они оголяют поверхность силикона перед каждым циклом, давая насытится поверхности кислородом. При условии, что поверхность силикона ровная – одна заливка прослужит вам очень долго. Так мы работали на одной кювете более двух недель (при печати в круглосуточном режиме), используя даже самые реактивные полимеры.
1. Полимер печатает очень медленно
Такое возможно, если фотоинициатор не соответствует длине волны излучателя или его дозировка недостаточна, а также компоненты полимера поглощают свет в том же диапазоне, что и фотоинициатор (например, красители и УФ-адсорберы). Если спектр излучения вашего прибора – 400-450 нм, а фотоинициатор поглощает в области 320-380 нм, то вряд ли у вас что-то получится. Ни время засветки, ни увеличение мощности не помогут.
Основное отличие принтеров заключается в спектре излучателя. Ведь ртутная лампа с максимумом на 405 нм и LED 405 нм совершенно разные вещи. Если посмотреть на спектры излучения, то видно, что в LED и SLA имеется только один узкий пик на 405 нм, а спектр ртутной лампы напоминает скорее забор из пиков. Для эффективной печати с ламповым излучателем требуются фотоинициаторы, работающие во всем спектре лампы, т.е. в диапазоне 280-410 нм, в то время как для диодных излучателей с узким интервалом достаточно фотоинициатора с максимумом поглощения в области 405 нм.
Чтобы все работало нужно использовать фотополимеры для вашего типа принтера, либо добавить соответствующий фотоинициатор.
2. Паразитная засветка
По нашим наблюдениям наибольшая паразитная засветка в прозрачных неокрашенных полимерах. Особенно она заметна в ламповых DLP принтерах. Чем меньше длина волны падающего света – тем меньше критическая глубина отверждения. Например, видимым светом можно отвердить полимер на глубину 5-10 см. В то время как жесткий УФ (UVC) отверждает совсем тонкие слои (менее 100 мкм). Добавляя краситель, мы создаем фильтр для отсечения длинных волн и боремся с паразитной засветкой. Но краситель также отсекает и часть полезного УФ излучения, что сказывается на активности полимера.
Бороться с паразитной засветкой можно введением красителей, но в строго определенной дозировке, чтобы отсечь паразитную засветку, но не убить нужное нам излучение. Также излучатели с меньшей длиной волны в узком диапазоне дадут меньшую засветку. Например, лазер 365 нм практически не даст паразитной засветки даже в прозрачных составах.
3. Расслоение модели
Чаще всего это наблюдается при переходе от первых слоев с длительной засветкой к основным слоям. При длительной засветке полимер отверждается практически до глянца, что значительно ухудшает межслойную адгезию. В результате последующие слои просто не прилипают.
Как с этим бороться? В первую очередь создать кислородный барьер, например, используя скребок или тефлоновую пленку с достаточной кислородной проницаемостью. В этом случае даже при продолжительной засветке контактный слой на границе силикон/модель не будет полностью отверждаться.
Если такой возможности нет, то стоит уменьшить время засветки первых слоев, либо добавить адгезионную добавку.
4. Модель прилипает к ванне, а не к столу
Про это не писал только ленивый, так что вряд ли напишу что-то новое. Первое – не откалиброван стол. Зазор между столом и дном кюветы слишком большой, чтобы засветить этот слой. В результате слои остаются на дне кюветы. Второе – плохая адгезия (прилипание) к столу. Естественно предположить, что адгезия к столу должна быть значительно выше, чем к материалу дна кюветы. Одной их косвенных характеристик адгезии является поверхностное натяжение материала. Чем оно выше, тем адгезия к нему лучше. Поэтому в качестве материала стола часто выбирают металл или стекло, а для кюветы – силиконы и фторполимеры (тефлон). Мы проводили эксперименты с различными самоклеящимися пленками, типа ПЭТФ, ПВХ – с ними ничего хорошего не получилось.
Решение: если не помогла калибровка стола, то стоит задуматься об обработке поверхности стола адгезионным праймером, например на силановой основе.
5. Модель намертво прилипает к столу
Причин может быть несколько- сам полимер имеет сильную адгезию к материалу стола, сильная перезасветка первых слоев. Иногда, чтобы отделить модели от стола стало невозможно достаточно просто шероховатой поверхность стола.
Решением может стать уменьшение времени засветки первых слоев и/или полировка стола. Также можно покрасить стол, поскольку адгезия к краске значительно ниже, чем к металлу, или приклеить стекло, как мы это сделали с B9.
6. Фотополимер загустевает и желируется со временем
Под действием УФ и солнечного света он начинает полимеризоваться. Оконные стекла или прозрачный корпус 3D принтера не защищает полностью от УФ излучения. Если ваш полимер может простоять в помещении в прозрачном стакане пару дней без видимых изменений – то все ок, вам нечего бояться.
Если он очень чувствителен к свету, то рекомендую сделаю следующее: убрать из освещения люминесцентные ртутные лампы и заклеить окна музейной пленкой с УФ защитой, либо занавесить плотными шторами.
Можно конечно добавить немного ингибитора полимеризации, но тогда и активность вашего полимера катастрофически упадет.
7. Готовые модели растрескиваются или ломаются при снятии
Это свойство жестких материалов, обладающих высокой степенью сшивки. Таким свойством обладают фотополимеры на основе эпоксидов и полиэфиров. В таком случае без изменения всего состава не обойтись.
Чтобы избежать растрескиваний можно ввести небольшое количество пластификаторов, типа ДОФ или ДБФ порядка 1-3%. Это может помочь.
8. Модель начинает выгибать
Выгибание детали это следствие усадки при дозасветке. Теоретически, если засвечивать модель равномерно, то и усадка будет проходить равномерно. Однако теория и практика несколько разнятся, и на практике так не получается. Если досвечивать модель на солнце или в LED лампе – глубина отверждения будет больше, если ртутной лампой в диапазоне UVC-UVB, то отверждаться будут только поверхностные слои. В процессе дозасветки в глубине детали все равно останется несшитый полимер, который будет дополимеризоваться долгое время под действием обычного света. Именно этот процесс и обуславливает появление внутренних напряжений, которые проявляются в выгибании детали.
Стоит запомнить общее правило: чем меньше длина волны падающего света – тем меньше критическая глубина отверждения. Однако оставив модель на солнце её все равно рано или поздно начнет выгибать. Наименее заметен этот эффект, если есть компенсация усадки — например, пористая структура или наполнитель.
9. Появляется белый налет после промывания в спирте
Наблюдается такое при наличии в фотополимере большого количества фотоинициатора, пластификатора и других несшивающихся компонентов (находящихся в свободном состоянии и не входящих в структуру полимерной матрицы), а также при недостаточной засветке верхних слоев. В обоих случаях спирт вытягивает несшитые компоненты на поверхность, при высыхании давая белесый налет.
Избавиться от этого можно увеличив время засветки слоев, либо можно попробовать вымывать в более слабых растворителях, например, в водноспиртовых растворах.
Если это не помогает, то стоит сменить полимер, который вы используете.
10. Растрескивание в процессе постобработки
К сожалению, это общее свойство акриловых полимеров. Любой полимер будет набирать в себя растворитель ухудшая физикомеханические свойства готовой модели.
Правильным решением будет не оставлять надолго модели в растворителе и избегать “жестких” растворителей типа ацетона, этилацетата, толуола и использовать ультразвуковую ванну для промывки.
Это наша первая статья, так что не судите строго:) Надеемся, что она была полезной и интересной.
Спасибо за внимание!
P.S. Если у вас есть какие-то вопросы по физике/химии стреолитографической печати и полимерам, смело задавайте их в комментариях, а мы постараемся ответить на них
10 распространенных неудач при 3D-печати смолой и способы их решения
3D-печать смолой сложнее, чем многие другие методы 3D-печати. Это связано с множеством различных факторов, участвующих в процессе 3D-печати. В этой статье мы объясним наиболее распространенные дефекты полимерной 3D-печати и способы их устранения. Если вы не любите читать, Hiro Creations поделился видео со своими советами и рекомендациями по решению этих проблем.
Наиболее распространенные сбои 3D-печати и способы их устранения
Прежде чем сосредоточиться на проблеме с печатью. Приятно знать, что для смол Liqcreate уже доступно множество предварительных настроек. Вы можете найти их здесь. Кроме того, всегда рекомендуется фильтровать смолу после сбоя печати. В резервуаре для смолы могут быть мелкие пластиковые детали, которые могут повредить резервуар для смолы или часть принтера
Общие советы и рекомендации:
– Поддерживайте температуру смолы не ниже комнатной (20C / 68F)
– Чистая рабочая зона
1) Нарушение прилегания рабочей пластины
Одна из наиболее распространенных проблем заключается в том, что деталь вообще не прилипает к рабочей пластине. К рабочей пластине не прикреплен даже тонкий слой пластика. Здесь вы должны проверить, насколько толстая/большая деталь, приклеенная к нижней части рабочей пластины. Если на нижней части пленки нет затвердевшей части, вероятно, что-то не так с источником света зеркала/DLP-модуля/ЖК-экрана. Стоит перезагрузить 3D-принтер и провести тест экспозиции. Если он не светится, обратитесь к производителю оборудования.
Если первая часть вашего STL-файла находится в резервуаре для смолы, это обычно означает, что часть отслоилась от рабочей пластины на полпути сборки. В этом случае вы можете увеличить время экспозиции дна на 10-20% и обычно оно фиксированное.
Третий и наиболее распространенный сценарий заключается в том, что к рабочей пластине ничего не прикреплено, а на дне резервуара для смолы находится несколько миллиметров затвердевшей смолы. Обычно это означает, что первый слой плохо приклеился к рабочей пластине и сразу же вышел из строя. Прежде чем заглянуть в настройки, откалибруйте свою рабочую платформу настолько хорошо, насколько это возможно. Плохо откалиброванная рабочая пластина всегда будет приводить к проблемам с адгезией. Есть несколько способов исправить это:
— повторная калибровка рабочего стола
— Увеличить время экспозиции нижнего слоя
— Увеличить количество нижних слоев
— Увеличить время ожидания перед подъемом на нижних слоях
— Уменьшить скорость подъема и втягивания нижних слоев
Все эти модификации помогут получить более прочную адгезию к рабочей пластине и уменьшат вероятность поломки.
2) Обычные слои отслаиваются от нижних слоев
Большинство параметров настроены таким образом, что вы можете контролировать время экспозиции нижних слоев и обычных слоев. Время экспозиции нижних слоев больше, чтобы получить хорошую адгезию к рабочей пластине. Иногда у обычных возникают трудности с прилипанием к нижним слоям. Это можно решить несколькими способами:
— Уменьшить время экспозиции нижних слоев. (не уменьшайте его настолько, чтобы не произошло нарушение адгезии)
— Увеличить время экспозиции обычных слоев
— Увеличить время ожидания перед подъемом
— Уменьшить скорость подъема и скорость втягивания
3) Случайный отказ опоры
Большинство деталей необходимо печатать на опорах. Отказы поддержки происходят на кончике поддержки (см. следующий пункт) или случайным образом в структуре поддержки. Когда это происходит случайным образом, есть несколько способов исправить это:
— Увеличить время экспозиции обычных слоев
— Увеличить время ожидания до лифта
— Уменьшить скорость подъема и скорость втягивания
— Увеличить толщину опоры
4) Советы по отказу поддержки
Иногда опоры хорошо пропечатаны, но часть отсутствует. В большинстве случаев этот отказ происходит на опорных наконечниках. Есть несколько способов исправить это:
— Увеличить толщину опоры
– Увеличить толщину опорного наконечника
— Увеличить опорное пересечение
— Увеличить время ожидания до лифта
— Уменьшить скорость подъема и скорость втягивания
5) Случайный отказ детали
Когда часть выходит из строя случайным образом, что означает, что все печатается хорошо, и вдруг часть начинает выходить из строя локально. может быть несколько причин и разные способы исправить это:
— Увеличьте время экспозиции обычных слоев
— Увеличить время ожидания перед подъемом
— Уменьшить скорость подъема и скорость втягивания
– Увеличить толщину опоры
Поддержка
Вам нужна помощь с 3D-печатью наших полимеров SLA, DLP или LCD? Мы можем помочь тебе! Просто найдите вопрос, который у вас есть ниже. Если вы не можете найти его, дайте нам знать, связавшись с нами!
Настройки принтера →
6) Шероховатая поверхность
Когда деталь полностью напечатана, но поверхность шероховатая, это может быть вызвано несколькими настройками. Наиболее распространенными являются переотвержденные или недоотвержденные детали. Кроме того, причиной этого может быть слишком малое время ожидания или слишком высокая скорость подъема. Иногда трудно определить, является ли деталь перевулканизированной или недоотвержденной. Недоотвержденные детали обычно выглядят как дефекты «апельсиновой корки»:
Изображение: Эффект апельсиновой корки на полимерных 3D-печатных деталях часто возникает из-за недоэкспонирования полимера.
7) Случайные отверстия
Три основные причины, по которым в деталях могут быть случайные отверстия:
– Деталь недоэкспонирована. Увеличьте время экспозиции обычных слоев
– Толщина стенки слишком мала. Увеличьте толщину стенки конструкции, если это возможно
– Деталь имеет (частично) полую область без дренажных отверстий. Либо добавьте дренажное отверстие, либо поместите деталь на опоры, либо значительно уменьшите скорость печати, чтобы можно было медленно сбрасывать давление.
8) «Дефекты растрескивания»
Дефекты растрескивания легко обнаружить, так как все детали покрыты тонкими слоями полуотвержденной смолы. Иногда даже приводит к выходу из строя деталей. Обычно это происходит из-за того, что слои не прилипают должным образом друг к другу. Во время движения рабочей пластины слои могут немного сместиться и прилипнуть к детали. Есть несколько способов решить эту проблему:
— Увеличить время экспозиции обычных слоев
— Увеличить время ожидания до лифта
— Уменьшить скорость подъема и скорость втягивания
— Увеличить толщину опоры
Изображение Formlabs: Дефекты неровностей в Formlabs Form 2
9) Экстремальные линии, видимые на детали
Экстремальные линии на отпечатке могут быть вызваны настройками или оборудованием. Убедитесь, что рабочий стол выровнен, и проверьте, не качается ли ось Z. Если причина не в этом, то крайние линии слоев могут быть вызваны следующими настройками:
– Переотверждение детали. Проверьте, не пересушены ли детали, если да, уменьшите время экспозиции обычных слоев
— Увеличить время ожидания перед подъемом
— Уменьшить скорость подъема и скорость втягивания
10) Как устранить сбои при 3D-печати с использованием смолы Wax Castable
Из-за значительного количества воска в смоле при возникновении проблем со смолой Liqcreate Wax Castable существуют определенные рекомендации. Вы можете найти это здесь.
11) Как исправить ошибки 3D-печати с помощью смолы Composite-X
Печать с использованием композитных смол всегда немного сложнее по сравнению с обычными смолами. Советы и рекомендации по работе с Liqcreate Composite-X можно найти здесь.
Не стесняйтесь обращаться к нам по адресу info@liqcreate. com, если у вас есть какие-либо вопросы или вам нужна помощь эксперта по 3D-печати смолой в Liqcreate.
10 советов по устранению неполадок, связанных с 3D-печатью из смолы, которая пошла не так
В последние несколько лет 3D-принтеры наконец-то стали широко доступны для широких масс. Они больше не являются инструментами только для профессионалов и бизнеса. Вы даже можете найти отличные 3D-принтеры менее чем за 500 долларов, включая SLA-принтеры. Таким образом, получить 3D-принтер из смолы несложно, но создание профессионально выглядящего отпечатка все еще может быть сложной задачей.
Полимерные принтеры, такие как AnyCubic Photon Mono X 6K, идеальны, если вы новичок, который хочет быстро начать работу с 3D-печатью, или художник, желающий создавать детализированные произведения искусства. Тем не менее, 3D-печать SLA может пойти не так, как печать FDM, поэтому давайте рассмотрим наиболее распространенные проблемы и устраним их с помощью некоторых основных способов устранения неполадок 3D-печати.
Содержание
1. Используйте чистую смолу
Вы можете предотвратить многие проблемы с 3D-печатью и неудачные отпечатки, убедившись, что используете высококачественную, чистую смолу без остатков, загрязняющих ее. Всегда проверяйте свою смолу перед началом нового проекта.
Внутри бутылки вы можете найти частицы отвержденной смолы, особенно если покупаете в больших количествах. Твердые остатки могут помешать правильной работе принтера, и ваша печать может выйти из строя на полпути. Кроме того, вы можете случайно загрязнить смолу спиртом или другими жидкостями, если оставите бутылку открытой. Осмотрите смолу и поддерживайте упорядоченную рабочую среду.
2. Проверьте температуру окружающей среды
Вы можете игнорировать температуру окружающей среды в вашем доме, гараже или мастерской просто потому, что вы к ней привыкли. Однако это может повлиять на то, насколько хорошо схватывается смола. Это особенно проблема, если вы живете в более холодном климате, потому что для большинства смол требуется температура окружающей среды от 22 ℃ до 25 ℃, а лучше даже выше. Ознакомьтесь с рекомендацией производителя и обогрейте свое рабочее место или переместите принтер в более теплую часть дома.
Прежде чем приступить к работе, вы также должны дать смоле нагреться до комнатной температуры. Если вы только что получили новую партию смолы, возможно, она холоднее или теплее, чем температура на вашем рабочем месте. Оставьте на несколько часов. Вам нужна стабильная температура во время процесса печати и отверждения.
3. Содержите ЖК-экран в чистоте
Одной из наиболее распространенных причин неудачных 3D-печатей является загрязненный ЖК-экран. Любые остатки на экране могут помешать правильной работе принтера или вызвать деформацию печати. Ультрафиолетовый свет вашего принтера должен проходить через экран, чтобы ничто не блокировало его путь, иначе вы получите пробелы в своей модели и другие дефекты.
Чаще всего вам приходится иметь дело с отвержденной смолой, потому что в 3D-печати редко бывает все идеально. Для очистки используйте пластиковый скребок. Вы также можете использовать острое лезвие бритвы, но делайте это осторожно и осторожно, иначе вы можете повредить экран. Большая часть остатков должна легко отделиться. Если после этого экран все еще несколько загрязнен, протрите его тканью из микрофибры, смоченной изопропиловым спиртом.
4. Не печатайте так быстро
Распространенной причиной испорченных 3D-полимерных отпечатков является высокая скорость печати. 3D-печать смолой обычно включает использование УФ-излучения, которое воздействует на смолу, чтобы отвердить ее. Смола должна быть освещена правильным количеством света, иначе вы не получите никаких результатов. Слишком быстрая печать означает, что ваш отпечаток недоэкспонирован, или, другими словами, смола не получает достаточного количества УФ-излучения. В результате ваш принтер ничего не напечатает, а если и напечатает, то у вас будет хрупкая модель, которая легко ломается.
Войдите в программное обеспечение слайсера и настройте параметры печати, особенно скорость печати. Замедлите печать небольшими шагами и повторите попытку. Кроме того, не забудьте сначала проверить смолу и температуру.
5. Печатайте по диагонали под углом 45 градусов
Негласное правило 3D-печати из смолы заключается в том, чтобы печатать модель под углом 45 градусов. Почему? Печать под углом приводит к меньшему количеству сбоев и лучшему качеству печати, особенно когда требуется много опорных структур из-за большой модели печати.
При вертикальной печати вес модели сильнее давит на опоры, потому что вес распределяется неправильно. Все течет вертикально. При печати по диагонали вес распределяется более равномерно, поэтому вы рискуете меньше проблем с поддержкой. В качестве дополнительного бонуса вам также будет легче снимать распечатанную модель с рабочей пластины.
6. Не перегружайте платформу для печати
Печать может занять много времени, поэтому вы, вероятно, в какой-то момент решили заполнить рабочий стол как можно большим количеством моделей. В конце концов, почему бы не сэкономить время и деньги, напечатав все сразу? Что ж, вы можете остаться ни с чем, кроме сбоя печати и потери большого количества смолы.
Если вы новичок и допустили ошибку, все модели на печатной платформе могут пойти не так. В зависимости от модели ваш полимерный 3D-принтер может плохо работать даже с перегруженной рабочей пластиной. Так что придерживайтесь печати одной 3D-модели за раз или, самое большее, пары, и не забывайте держать их под углом 45 градусов, чтобы увеличить ваши шансы на успех и качество печати.
7. Проверьте пленку FEP и замените ее
Пленка FEP представляет собой специальную фольгу, используемую для создания оптимального пути для источника УФ-излучения для отверждения смолы. Это важная составляющая процесса печати. Если ваши отпечатки вдруг превращаются в сбои, нужно проверить пленку. Его часто упускают из виду, особенно новички.
После определенного количества печати пленка FEP деформируется или получает какие-либо повреждения. Когда вы заметите такие признаки износа, пришло время заменить его. Небольшие царапины не повлияют на качество печати, а если вы заметили пятна, вы можете игнорировать их или протереть бумажным полотенцем, смоченным изопропиловым спиртом.
8. Повторная калибровка рабочего стола
Если ваш отпечаток получается плохим на первом слое, на нижних слоях или полностью выходит из строя на полпути, рабочий стол может быть слегка наклонен. Вам необходимо выровнять его и повторять эту операцию всякий раз, когда это необходимо, как часть процедуры обслуживания вашего принтера. Независимо от того, используете ли вы полимерный 3D-принтер или FDM-принтер, калибровка является ключевым фактором, позволяющим избежать большинства проблем с 3D-печатью.
В зависимости от качества вашего принтера повторная калибровка может требоваться чаще, чем другие. Тем не менее, все 3D-принтеры время от времени нуждаются в некоторой калибровке. Ознакомьтесь с руководством для вашего 3D-принтера на основе смолы, чтобы узнать, как выровнять поверхность печати и вернуть ее в оптимальное положение.
9. Что делать с расслаиванием
Не только отпечатки нитями могут выглядеть деформированными. Например, слои смолы, необходимые для создания моделей, могут плохо сцепляться, и они смещаются по-разному, как будто они отрываются друг от друга. Это разделение слоев известно как расслаивание, и оно определенно испортит внешний вид вашего отпечатка, потому что это слишком очевидно, чтобы его не заметить. К счастью, у вас есть 2 решения.
Создание дополнительных поддерживающих структур
Многое может пойти не так с полимерной печатью, если она не поддерживается должным образом. Поэтому убедитесь, что у вас достаточно опор, чтобы удерживать части вашей модели, находящиеся под резким углом. Кроме того, не забудьте сориентировать вашу модель по диагонали под углом 45 градусов, чтобы повысить устойчивость ваших опор и качество печати.
Поиск препятствий
Разделение слоев также происходит, когда что-то блокирует путь УФ-лазера. Во-первых, вам нужно убедиться, что сама смола чистая, без мусора, блокирующего или мешающего свету. Вы можете использовать фильтр для удаления затвердевшей смолы, если вы заметили ее. После этого осмотрите пленку FEP и ЖК-экран на наличие отметин, дефектов или мусора. Очистите все загрязнения и замените пленку, если она повреждена.
10. Что делать с растрескиванием
Растрескивание — еще одна проблема деформации 3D-печати, которая превращает вашу модель в уродливое месиво, полное пятен. Сочащиеся полки, которые выглядят как тонкие клапаны, вытекают горизонтально из вашего принта. Эти тонкие структуры часто частично затвердевают и откалываются внутри ванны для смолы, тем самым препятствуя действию УФ-лазера и разрушая отпечаток без возможности восстановления. Вот как решить эту проблему.
Проверьте смолу
Срок годности смолы истек? Вы используете слишком дешевую, чтобы быть правдой, смолу из сомнительных источников? В зависимости от смолы он имеет ограниченный срок службы, который может составлять от 1 до 2 лет. Смола с истекшим сроком годности ненадежна и будет по-разному реагировать на УФ-лазер, температуру окружающей среды и другие переменные. Неправильное хранение также может привести к деградации смолы.
В любом случае деформация оттиска, например растрескивание, является обычным результатом плохой смолы, поэтому обязательно осмотрите ее.
Ищите препятствия
Как и в случае с расслаиванием, помеха для лазера может быть причиной проблемы с неровностями. Проверьте ванну для смолы на наличие мусора. Тщательно очистите печатную платформу пластиковым скребком. Удалите смолу из резервуара и отфильтруйте ее на случай, если внутри нее есть отвержденная смола. Также осмотрите пленку FEP и очистите все оптические поверхности.
Уменьшите количество поддержек
Слишком большое количество поддержек может быть плохо и испортить вашу печать. Рваность является признаком высокой плотности поддержки, поэтому проверьте настройки программного обеспечения слайсера, чтобы уменьшить количество опор.
Состояние: Б/У Год выпуска: 2006 Производитель: KraussMaffei Technoplast (Австрия)
Смоленск (Россия)
3 600 000
Интересные статьи партнеров
Бесщеточная ленточная и дисковая шлифовальная машина своими руками
10 самых прочных металлов в мире
Как резать арматуру с помощью простых инструментов
Сделай сам: Эксклюзивные карандаши из ценных пород дерева всего за 10 шагов
Лаборатория аддитивного производства компании GE Research разрабатывает устройство для извлечения воды из воздуха
Как предотвратить прожоги при сварке алюминия с помощью импульсного режима сварки
Поставка гидравлического гибочного пресса с ЧПУ SX 40220 в Каширу
Пусконаладка фрезерно-гравировального станка с ЧПУ WoodTec HA 2030 C в Новосибирске
Пусконаладка гидравлического листогибочного пресса MetalTec HBM 125/2500 E22 в Альметьевске
Вы недавно смотрели
Все просмотренные объявления →
СР-8 Станок рейсмусовый (рейсмус).
Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-8
Производителем рейсмусового деревообрабатывающего станка СР-8 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР-6-6 Станок рейсмусовый односторонний
СР-6-9 Станок рейсмусовый односторонний
СР-6-10 Станок рейсмусовый односторонний
СР-8-2 Станок рейсмусовый односторонний
СР-8 (СР 8-2) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 8-2 стал дальнейшим развитием своего предшественника рейсмуса СР 8-1.
Станки СР4-1 (400 мм), СР6-10 (630 мм), СР8-2 (800 мм) — новый, последний модельный ряд рейсмусовых станков, выпущенных заводом «Красный Металлист», которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (630 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-8 (СР 8-2) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 800 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-8 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-8 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР-8-2:
Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-8 Общий вид рейсмусового станка
Фото рейсмусового станка СР 8-2
Схема кинематическая и расположения подшипников рейсмусового станка СР-8
Кинематическая cхема рейсмусового станка СР 8-2
Кинематические цепи станка осуществляют следующие движения:
Вращение ножевого вала
Вращение подающих вальцов
Механическое и ручное перемещение стола вверх-вниз
Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
Расположение составных частей и органов управления рейсмусовым станком СР-8
Расположение составных частей станка СР-8-2. Рис. 3
Расположение органов управления станком СР-8-2. Рис. 4
Расположение органов управления станком СР-8-2. Рис. 5
Расположение органов управления станком СР-8-2. Рис. 6
Расположение составных частей рейсмусового станка СР-8-2
Станина 14 (см. Рис. 3—6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
Стол рейсмусового станка СР-8
Стол рейсмусового станка СР-8-2. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
Механизм резания и задний подающий валец рейсмусового станка СР-8
Механизм резания и задний подающий валец рейсмусового станка СР-8-2. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей. Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567—76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-8
Прижимы рейсмусового станка СР-8-2. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10 — цельный рифельный, а в станке СР 8—2.01—секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Привод подачи рейсмусового станка СР-8
Привод подачи рейсмусового станка СР-8-2. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Конечные выключатели — контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
Пульт — пусковая и защитная аппаратура, расположенная на пульте и в нише станины.
На станке применяются следующие величины напряжений:
силовая цепь 50 Гц, 380 В;
цепь управления 50 Гц, 110 В;
цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Отверстие для ввода питающих проводов выполнено внизу, на боковой стенке электрошкафа.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5—6 мин, но не более 10 циклов в час.
Щуп 0,10-2,00 мм (20 лезвий) 800 мм цилиндрический закругленный и шириной 13 мм
истинный
ложный
Продукты
Измерительные инструменты
Щупы
Добавить в корзину
Запросить цену
Лезвия из твердой пружинной стали цилиндрической формы с четкой маркировкой толщины. В никелированном корпусе с заклепочным соединением с хомутом. Точность по классу Т2.
Этот веб-сайт использует файлы cookie для статистики трафика и оптимизации контента
Подпишитесь на информационный бюллетень
Получайте новости от Дизеллы!
Получайте новости и выгодные предложения от Diesella
манометров.
Таблица преобразования | манометр К микрон | Gauge To Mil
Преобразование микронов в миллиметры важно для обеспечения правильной толщины пленки.
Преобразование размеров ламинированных пластиковых материалов и коэкс-пленочных материалов может быть немного необычным для людей, которые раньше не работали с этими материалами. Преобразование мил в микрон обычно является наиболее важным преобразованием при работе с гибкими барьерными материалами. Может помочь справочная таблица, включающая все единицы измерения толщины пластика, используемые в упаковке. Используйте таблицу для преобразования милов в микроны, микронов в милы, микронов в миллиметры и т. д.
Датчик обычно предназначен для толщин менее 1 мила.
Мил — это единица измерения в США, а микрон (мкм или микрометр) — метрическая система измерения толщины.
Измерения в микронах обычно округляются до ближайшего целого числа.
Толщина пленки для выдувания зависит от размера «пузыря», который образуется при выдавливании пластика. Слоистые пластики обычно имеют толщину не менее 2 мил (50,8 мкм), но могут варьироваться от 2 до 5,5 мил для большинства коммерческих применений.
Толщина некоторых упаковочных материалов Mil-Spec может достигать 10 или 20 мил.
Знать микроны и нужно знать пленку мм? Нужно преобразовать микрон в миллиметры? Не ищите больше! Вот удобная таблица преобразования пленки для ручной упаковки и машинной пленки.
Измерение в микроны, милы в микроны, микроны в миллиметры… преобразование может быть сложным. Все еще не можете разобраться? Позвоните нашим мастерам по переоборудованию упаковки по телефону 949-336-1541. Будем рады помочь!
Gauge to Mil to Micron to Millimeter Thickness Conversion Chart
Gauge (ga)
Mil
Micron (um)
Millimeter (mm )
дюйма (»
20
. 20
.20
6 .203
.0003
.0002
30
.30
7. 62
.0076
.0003
40
.40
10.16
.0102
. 0004
50
.50
12.7
.0127
.0005
60
. 60
15.24
.0152
.0006
70
.70
17,78
. 0178
.0007
.0003
.0203
. 0008
90
.90
22.86
.0229
.0009
100
1,0
25,4
. 0254
.0010
9
.0010
9
.0371
38.1
.0381
.0015
200
2. 0
50.8
.0508
.0020
250
2.5
63.5
. 0635
.0025
300
3.0
76.2
.0762
.0030
350
3. 5
88.9
.0889
.0035
400
4,0
101,6
. 1016
.00401616968
.0040163
.0499
4.5
114.3
.1143
. 0045
500
5.0
127
.1270
.0050
550
5,5
140
. 1400
9551
.0003
Микрон — это небольшая метрическая единица измерения, обозначающая длину или ширину.
Мил равен одной тысячной дюйма.
Миллиметр (аббревиатура от миллиметра) — это небольшая метрическая единица измерения, обозначающая длину или ширину.
Почему важна толщина упаковки
Если ваша пленка не соответствует спецификации по толщине, ваша упаковка может выйти из строя… в результате разрыва, растрескивания или протекания. Упаковка, изготовленная из пластиковых материалов, толщина которых ниже спецификации, также не так эффективна для блокировки кислорода и других загрязнений, что может привести к быстрой деградации вашего продукта. Последнее, что вам нужно делать, это растягивать слишком тонкие пластиковые материалы при создании упаковки.
Набор из 2 магнитных сварочных фиксаторов и магнитной клеммы «масса» Denzel
Главная
Каталог
Силовое оборудование
Аксессуары для сварки
Артикул:
Скачать фото
Скачать все архивом
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Перчатки трикотажные, ПВХ «Точка», меланж, 6 пар в упаковке, 7 класс Россия
Аппарат инверторный дуговой сварки ИДС-170, 170 А, ПВ 80%, диаметр электрода 1. 6-3.2 мм Сибртех
Аппарат инверторный дуговой сварки ИДС-170, 170 А, ПВ 80%, диаметр электрода 1.6-3.2 мм Сибртех
Аппарат инверторный дуговой сварки DS-160 Compact, 160 А, ПВ 70%, диаметр электрода 1.6-3.2 мм Denzel
Аппарат инверторный дуговой сварки DS-160 Compact, 160 А, ПВ 70%, диаметр электрода 1.6-3.2 мм Denzel
Щиток защитный для электросварщика, (маска сварщика) с откидным блоком 110 x 90 мм Россия Сибртех
Щиток защитный для электросварщика, (маска сварщика) с откидным блоком 110 x 90 мм Россия Сибртех
Похожие товары
Фиксатор магнитный для сварочных работ, усилие 25 Lb Denzel
Фиксатор магнитный для сварочных работ, усилие 25 Lb Denzel
Фиксатор магнитный для сварочных работ, усилие 50 Lb Denzel
Фиксатор магнитный для сварочных работ, усилие 50 Lb Denzel
Набор из 4 магнитных фиксаторов для сварочных работ Denzel
Набор из 4 магнитных фиксаторов для сварочных работ Denzel
Клемма магнитная «масса» для сварочных работ Denzel
Клемма магнитная «масса» для сварочных работ Denzel
Набор из 2 магнитных сварочных фиксаторов и магнитной клеммы «масса» Denzel
Самовывоз возможен только после подтверждения заказа!
Поиск по товарам
Поиск в названии, описании, анонсе товара:
Артикул:
Производитель:ВсеADAЭйфельTrio-DiamondGrossNoxIntensaGertMatrixЗубр инструментMPSSpartaБарсStelgritKraftoolStrikeРоссияCrosswehrStelsTargToolforСибрТехNORKUSHHelferMetricBlastFomeronPALISADБыт-СервисРКРЗKOBELCOHaweraHILTIPerfekta ADA X-Linegeo-FennelStabilaTITEBONDМомент монтажHILBERGD. BORНОРТSoudaTytanSoudalMakroflexBIT (EASYFIX)STRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORRidgidPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONGOBOelementaTekafixTERMOCLIPAkfixJETFIX
Новинка: Всенетда
Спецпредложение: Всенетда
Результатов на странице: 5203550658095
Распечатать страницу
Главная \ Принадлежности для сварки и газосварки \ Магнитные угольники для сварки \ Набор из 2 магнитных сварочных фиксаторов и магнитной клеммы «масса» Denzel
Находится в разделах: Магнитные угольники для сварки
Описание
Параметры
Сварочные магнитные угольники предназначены для фиксации металлических деталей при сварке, пайке, сборке конструкций. Сварочная магнитная клемма заземления используется для быстрой фиксации кабеля массы (заземления) к металлическим деталям при сварочных работах.
Курсы 3D моделирования. Очно и онлайн. Интерьер, экстерьер, мебель, предметная визуализация
3D LAB STUDIO
Для дизайнеров, архитекторов, 3д-моделлеров, разработчиков игр и 3д-дженералистов. Очно в Москве и онлайн.
Работа выпускника курса предметной визуализации
Скидка 30% на любой курс*
Промокод SALE2023 Осталось всего 7 промокодов.
Промокод действителен только при оплате банковской картой через форму на сайте. Промокод не распространяется на оплату в рассрочку и оплатой безналичным способом для Юрлиц. Успейте купить курсы по выгодной цене!
Мы обучаем 3д-графике более 8 лет и успешно выпустили свыше 10 тысяч студентов. Одни ушли на фриланс и работают удаленно, другие работают в крутых компаниях. Они смогли, а значит сможешь и ты.
Занятия проводят опытные инструкторы, имеющие аккредитацию и сертификацию компании Autodesk о наивысшем уровне знаний программы — Autodesk 3ds Max Professional.
Среди клиентов школы более 150 компаний и организаций. 5.0 — средняя оценка 3D LAB STUDIO на просторах рунета. Мы даем 100% гарантию качественного обучения.
О нашей студии:
ОЧНЫЕ И ОНЛАЙН КУРСЫ
Очные курсы проходят в центре Москвы на Старом Арбате. Класс оснащен современной техникой для комфортного обучения.
Онлайн курсы имеют разный формат: курсы в прямом эфире и курсы в записи. НО! В обоих случаях вы получаете качественную поддержку и помощь как во время обучения, так и после.
Онлайн курс «Интерьер и Экстерьер в 3DS Max»
20 занятий в прямом эфире с возможностью личного общения с преподавателем курса, проверка домашних заданий, помощь в установке и настройке программ, поддержка после прохождения курса, помощь при выборе компьютера и многое другое.
39 990 ₽ 34 990 ₽ Будет доступен позже. ..
Онлайн курс «Интерьер и Экстерьер в 3DS Max»
20 занятий в прямом эфире с возможностью личного общения с преподавателем курса, проверка домашних заданий, помощь в установке и настройке программ, поддержка после прохождения курса, помощь при выборе компьютера и многое другое.
39 990 ₽ 34 990 ₽ Будет доступен позже…
МЫ НАХОДИМСЯ В МОСКВЕ НА АРБАТЕ
Если у Вас остались вопросы, то мы с радостью поможем. Свяжитесь с нами по телефону, форме ниже или форме Jivosite.
понедельник-воскресенье 10:00 — 22:00
МОСКВА АРБАТ 6/2 OФ 47
+7 495 003 72 65
Ближайшая станция метро — Арбатская (Арбатско-Покровская линия метро).
Курсы 3D моделирования. Очно и онлайн. Интерьер, экстерьер, мебель, предметная визуализация
3D LAB STUDIO
Для дизайнеров, архитекторов, 3д-моделлеров, разработчиков игр и 3д-дженералистов.
Очно в Москве и онлайн.
Работа выпускника курса предметной визуализации
Скидка 30% на любой курс*
Промокод SALE2023 Осталось всего 7 промокодов.
Промокод действителен только при оплате банковской картой через форму на сайте. Промокод не распространяется на оплату в рассрочку и оплатой безналичным способом для Юрлиц. Успейте купить курсы по выгодной цене!
Мы обучаем 3д-графике более 8 лет и успешно выпустили свыше 10 тысяч студентов. Одни ушли на фриланс и работают удаленно, другие работают в крутых компаниях. Они смогли, а значит сможешь и ты.
Занятия проводят опытные инструкторы, имеющие аккредитацию и сертификацию компании Autodesk о наивысшем уровне знаний программы — Autodesk 3ds Max Professional.
Среди клиентов школы более 150 компаний и организаций.
5.0 — средняя оценка 3D LAB STUDIO на просторах рунета. Мы даем 100% гарантию качественного обучения.
О нашей студии:
ОЧНЫЕ И ОНЛАЙН КУРСЫ
Очные курсы проходят в центре Москвы на Старом Арбате. Класс оснащен современной техникой для комфортного обучения.
Онлайн курсы имеют разный формат: курсы в прямом эфире и курсы в записи. НО! В обоих случаях вы получаете качественную поддержку и помощь как во время обучения, так и после.
Онлайн курс «Интерьер и Экстерьер в 3DS Max»
20 занятий в прямом эфире с возможностью личного общения с преподавателем курса, проверка домашних заданий, помощь в установке и настройке программ, поддержка после прохождения курса, помощь при выборе компьютера и многое другое.
39 990 ₽ 34 990 ₽ Будет доступен позже…
Онлайн курс «Интерьер и Экстерьер в 3DS Max»
20 занятий в прямом эфире с возможностью личного общения с преподавателем курса, проверка домашних заданий, помощь в установке и настройке программ, поддержка после прохождения курса, помощь при выборе компьютера и многое другое.
39 990 ₽ 34 990 ₽ Будет доступен позже…
МЫ НАХОДИМСЯ В МОСКВЕ НА АРБАТЕ
Если у Вас остались вопросы, то мы с радостью поможем. Свяжитесь с нами по телефону, форме ниже или форме Jivosite.
понедельник-воскресенье 10:00 — 22:00
МОСКВА АРБАТ 6/2 OФ 47
+7 495 003 72 65
Ближайшая станция метро — Арбатская (Арбатско-Покровская линия метро).
Австралийская организация Crime Stoppers сотрудничает с «Лабораторией Касперского» в области онлайн-безопасности
«Лаборатория Касперского» объявила о партнерстве с австралийской службой криминальной информации Crime Stoppers, в рамках которой российская фирма будет проводить онлайн-обучение общественности по вопросам кибербезопасности.
Такое обучение будет предоставляться с помощью видеороликов по безопасности с участием Евгения Касперского и форумов с советами и последней информацией, связанной с кибербезопасностью, которые, по словам «Лаборатории Касперского», позволят людям быть в безопасности в Интернете.
Преступники собирают информацию, предоставленную сообществом, чтобы помочь полицейским агентствам в раскрытии и предотвращении преступлений.
«За последние два года мы стали свидетелями увеличения числа сообщений о киберпреступлениях и жертвах со стороны широкой общественности», — говорится в заявлении директора Crime Stoppers Питера Прайса.
«Только в Новом Южном Уэльсе 30 процентов всех полученных отчетов Crime Stoppers теперь находятся в сети.»
Партнерство также предусматривает кампанию по связям с общественностью в социальных сетях и цифровые мероприятия, развернутые в конце этого года, а также четыре «ключевых мероприятия по кибербезопасности», которые планируются.
«Более 50 процентов наших подписчиков в Facebook — женщины. Поскольку они являются защитниками своего гнезда, мы также будем внедрять контент для дальнейшего охвата матерей, чтобы обеспечить безопасность их детей с помощью подключенных устройств», — добавил Прайс.
Назвав киберпреступность новым рубежом, Прайс сказал, что важно сотрудничать в области кибербезопасности, учитывая, что 90 процентов киберпреступлений совершаются за пределами Австралии.
«Поэтому для нас важно быть на переднем крае и проводить как можно больше профилактических мероприятий, — продолжил он. «Что может быть лучше, чем сотрудничать с бизнесом, чья природа сама по себе направлена на прекращение преступности. Мы считаем, что «Лаборатория Касперского» может внести свой вклад в обеспечение безопасности австралийцев».
В отчете [PDF], сделанном для исследования торговой системы Австралии и цифровой экономики, Kasperky Lab заявила, что доверие третьих сторон является фундаментальным требованием для любого крупномасштабного внедрения сетевой безопасности.
««Локализация» или «регионализация» регулирования кибербезопасности мало помогают австралийским предприятиям получить долю глобального рынка информационной безопасности стоимостью 93 миллиарда долларов, прогнозируемого Gartner на 2018 год, или растущего рынка промышленной кибербезопасности стоимостью 22 миллиарда долларов», — пишет компания.
«Мы твердо убеждены, что индустрия кибербезопасности должна решать вопрос доверия с более надежными критериями, чем географическое расположение штаб-квартиры компании — будь то Мельбурн или Москва. »
«Лаборатория Касперского» неоднократно заявляла об отсутствии связей с российским правительством, и, стремясь продемонстрировать, что компании можно доверять после предполагаемой причастности к краже данных, «Лаборатория Касперского» изложила планы инициатив по обеспечению прозрачности, включая внешний аудит, исходный код обзоры и вознаграждения за ошибки.
Эти инициативы были вызваны сообщениями о связи использования программного обеспечения «Лаборатории Касперского» с кражей хакерских инструментов АНБ, а также последовали за тем, как в сентябре правительство США запретило всем федеральным агентствам использовать программное обеспечение «Лаборатории Касперского» из-за опасений по поводу связей российской компании с Кремлем. .
В то время как Служба внутренней безопасности запретила использование своего программного обеспечения, глава «Лаборатории Касперского» сказал, что он не особенно обеспокоен, поскольку продукты его компании не использовались широко правительством США.
Правительство Австралии в прошлом месяце присоединилось к своим союзникам из США и Великобритании и приписало атаку вредоносного ПО NotPetya России.
Выступая в среду на ZDNet, министр правоохранительных органов и кибербезопасности Ангус Тейлор сказал, что указание авторства важно, и это важное заявление, которое необходимо сделать.
«Вы говорите этой стране, что вы осуждаете плохое поведение, и эти вещи всегда могут обостриться — привлечь их к ответственности», — сказал он.
«Привлечение преступников и враждебных правительств к ответу… дипломаты должны очень осторожно решать эти вопросы, потому что они могут обостриться, но я непреклонен, мы должны приписать.»
СВЯЗАННЫЕ СООБЩЕНИЯ
Австралия активизирует зарубежное сотрудничество в области киберсдерживания на государственном уровне
«Российские военные стоят за атаками NotPetya»: Великобритания официально называет и пристыжает Кремль
Австралия также указывает пальцем на Россию из-за NotPetya
вернуть доверие с инициативой прозрачности
Кибервойна вырисовывается, поскольку дипломаты колеблются
Евгений Касперский: Мы бы ушли из Москвы, если бы Россия попросила нас шпионить
Лаборатория Касперского раздает бесплатный антивирус
«Лаборатория Касперского» отрицает какие-либо связи с российским правительством (CNET)
Как искусственный интеллект развязывает новый вид киберпреступлений (TechRepublic)
Huawei: заботы о национальной безопасности не являются бланком для принятия решений в области государственной политики
Передача информации о здоровье Сигналы с использованием канала поля инертона
В. Красноголовец, С. Скляренко, О. Строкач, “О поведении физических параметров водных растворов под действием поля инертона технологии Teslar®”, Межд. J. Современная физ. Б, том. 20, нет. 1, стр. 1–14, 2006 г. (также arXiv:0810.2005).
В. Красноголовец, С. Скляренко, О. Строкач, “Исследование влияния скалярного физического поля на водные растворы в критической области”, J. Molecular Liquids, vol. 127, вып. 1-3, стр. 50-52, 2006.
Андреев Е., Довбешко Г., Красноголовец В., «Исследование влияния технологии Теслара на водный раствор некоторых биомолекул», Научные письма по физической химии, Том. 2007 г., ID статьи 94286, 5 страниц, 2007 г. (также архив: 1204.6062).
Андреев Э.А., Белый М.Ю., Ситько С.П. Реакция организма человека на электромагнитное излучение миллиметрового диапазона // Вестник АН СССР. 1, стр. 24-33, 1985; на москвич.
Ситько С.П., Андреев Е.А., Христофоров Л.Н., Сериков А.А. Исследование физических механизмов действия низкоинтенсивного СВЧ-излучения на биологические системы. I. Препринт ИТП-90-49-Е. Киев, 1990. С. 28. п.
Д. Ракович, З. Йованович-Игнятич, Д. Раденович, М. Томашевич, Э. Йованов, В. Радивоевич, З. Мартинович, П. Шукович, М. Цар и Л. Шкарич, «Обзор микроволнового резонанса терапия и ЭЭГ коррелируют с релаксацией микроволнового резонанса и другими методами, изменяющими сознание», «Электро- и магнитобиология», том. 19, нет. 2, стр. 195-222, 2000.
А. Оливейра, «Электроакупунктура по Фоллю: историческая справка и обзор литературы», J. Акупунктура и восточная медицина, зима 2016 г., стр. 5-10.
Скрыпнюк З. Д. Информационно-негэнтропийная терапия // Информационно-негэнтропийная терапия. Изд.: З.Д. Скрипнюк, Киев, Том 1994, №1. 1, стр. 4-8; на москвич.
Скрипнюк З.Д. Основные понятия традиционной китайской медицины с точки зрения информотерапевта // Информационно-негэнтропическая терапия. Ред.: Скрипнюк З.Д., Киев, Том 19.94, нет. 1, стр. 19-24; на москвич.
В.Я. Кобылянский, Микрогенераторная информатотерапия как средство восстановления функциональной активности информационных каналов // Информационно-негэнтропная терапия. Под ред. В.Я. Кобылянский, Р.М. Кобылянская, З.Д. Скрипнюк, К.И. Шокалюк, Киев, Специальный том, 1999, стр. 60-62.
Скрипнюк З.Д. Стратегия и тактика выбора диагностики и терапии в общей и семейной медицине // Информационная и негэнтропная терапия. Под ред.: Скрипнюк З.Д., Киев, том 2001, стр. 133–134; на украинском языке.
Скрипнюк З.Д. Фонетика, морфология и синтаксис клеточных языков // Информационно-негэнтропийная терапия. Изд.: Скрипнюк З.Д. Киев, том 2001, стр. 135–136; на украинском языке.
Федоровский В.М., Скрыпнюк З.Д. Сравнительная характеристика действия микрогенератора «БЕСТ» и его электронной версии // Информационно-негэнтропная терапия. Под ред.: З.Д. Скрыпнюк, Киев, том 2014, стр. 115-139; на украинском языке.
М. Саги, «Новая гомеопатия: новая парадигма в информационной медицине», World Futures: The Journal of New Paradigm Research, vol. 72, вып. 3-4, стр. 53-68, 2016.
H. Fröhlich, «Дальняя когерентность и накопление энергии в биологических системах», Int. J. Quantum Chem., vol. 2, стр. 641–649, 1968.
К. В. Смит, «Когерентность в живых биологических системах», Neural Network World, vol. 3, pp. 379-388, 1994.
C. W. Smith, «Может ли гомеопатия улучшить течение болезни?» Журнал альтернативной и дополнительной медицины, том. 15, нет. 5, стр. 465-467, 2009.
К. В. Смит, «Отраженный свет, модулированный биополями», Журнал альтернативной и дополнительной медицины, том. 16, нет. 11, стр. 1133-1134, 2010.
К. В. Смит, «Электромагнитный и магнитный векторный потенциал, биоинформация и вода», Гомеопатия, том. 104, нет. 2015. Т. 4. С. 301–304.
Гаряев П.П., Леонова Е.А. Странный мир волновой генетики // Журнал расшифровки ДНК. 4, нет. 1, pp. 39-56, 2014.
M. Bounias, La Création de la vie: De la matière à l’esprit; Paris: Editions du Rocher, 1990.
Х. Э. Путхофф и Р. Тарг, «ПК-эксперименты с Ури Геллером и Инго Сваном», в «Исследованиях в области парапсихологии» 19.73, Roll, W.G., Morris, R.L. and Morris, J.D. eds., Scarecrow Press, Metuchen, New Jersey; стр. 125-128, 1974.
H. E. Puthoff и R. Targ, «Physics, Entropy and Psychokinesis», в Proc. конф. Quantum Physics and Parapsychology (Geneva, Switz.), Parapsychology Foundation Publ., New York, 1975.
EW Davis, «Teleportation Physics Study». Специальный отчет. Исследовательская лаборатория ВВС, Командование материалов ВВС, База ВВС Эдвардс, CA 93524-7048, 2004.
В. Красноголовец, Структура пространства и субмикроскопическая детерминистская концепция физики; Оквилл, Канада, и Уэртаун, США: Apple Academic Press, 2017.
М. Буниас и В. Красноголовец, «Сканирование структуры неизвестных пространств: Часть 1. Основополагающие принципы математического строения пространства», Кибернеты: Международный журнал систем и кибернетики, том. 32, нет. 7/8, стр. 945-975, 2003 (также arXiv:0211096).
Д. тер Хаар, Элементы гамильтоновой механики; Москва: Наука, 1974, с. 173 (московский перевод из второго издания, Pergamon Press, 1971).
Сегодня мы решили остановить наше внимание на сварочной маске Ресанта МС 4, так как модель является популярной у сварщиков, которые преимущественно заняты проведением сварочных работ в быту. Конечно, в народе в первую очередь на слуху инверторные сварочные аппараты данной марки и основное внимание направлено на выбор главного «инструмента» сварщика. Только многие, в погоне за качественным и доступным по цене оборудованием, часто забывают, что есть еще более важная, чем сам инвертор вещь, — это защитная маска. Все больше сварщиков предпочитают «хамелеон», так как он очень удобен в эксплуатации. Кто только раз работал в нем, может сравнить с условиями работы обычным стеклом с фиксированным затемнением. Вопрос остается, тем не менее, открытым, что лучше, проверенная временем классика или модное и комфортное новшество – автоматически затемняющийся светофильтр.
Автоматически затемняется (в течение 0.1 мс при +23 оС) при возбуждении электрической дуги, она обеспечивает защиту лица, шеи и глаз от яркого света, УФ и ИК излучения, брызг расплавленного металла. По завершению сварки маска осветляется и переходит в исходное состояние.
На маске отсутствуют какие-либо регулировки, что скорее является плюсом для сварки в быту, чем минусом. Дополнительные настройки для бытовых работ могут не потребоваться, только будут сбивать с толку и отвлекать внимание. Отсутствие кнопки вкл./выкл. – тоже плюс. Часто бывает такая ситуация: сварщик забывает перевести кнопку в положение «включено» и получает «зайчика». Аналогичная ситуация может возникнуть также в связи с тем, что маски с питанием только от аккумуляторной батареи автоматически выключаются для экономии.
Электрическое питание Ресанты осуществляется от солнечной панели и аккумулятора, правда последний является несъемным и не подлежит замене. Однако, зная наших кулибиных, можно предположить, что и здесь найдется способ разобрать девайс и с помощью нехитрых манипуляций все-таки произвести необходимую замену. В целом, если решили приобрести данное средство защиты, обращайте внимание на наличие сменных стекол и гарантийных обязательств продавца в течение 1 года.
Теперь по сути вопроса. По большому счету у данной маски одно большое достоинство – это ее низкая цена!
Не указана характеристика Х/ Х / Х / Х (читайте, что значат эти «иксы» в статье). Обычно производитель скрывает переменную Х (может принимать значение от 1 до 3), если она указывает на низкое качество продукции. Однако это не значит, что продукт не гарантирует безопасность сварщика в процессе проведения сварочных работ. Маске присвоен сертификат соответствия техническому регламенту Таможенного союза ТР ТС 019/2011 «О безопасности средств индивидуальной защиты».
Отзывы пользователей о работе маски противоречивые. Одни пользуются несколько лет без особых проблем, у других девайс выходит из строя уже через несколько дней. Все, как и в случае с инверторами Ресанта, как в русской рулетке.
Какие негативные отзывы: неравномерность затемнения светофильтра (или же постоянно темный), при +7 оС не работает, неудобный оголовок.
Сварочная маска Ресанта МС-4 65/34
org/Review»>
Леонид Миронов
28.02.2019
Шла у меня на даче стройка полным ходом и поэтому взял себе эту маску для помощи в сварке. По началу её использовал часто, а потом объёмы сварочных работ упали и стала много времени валяться без дела. Варил с помощью неё заборы, двери, воротины и даже теплицы – никогда нареканий ещё не было. Светофильтр автоматом срабатывает быстро, поэтому глаза не утомляются и находятся в хорошем состоянии даже после затяжных работ. Видно все из маски отлично, причём даже в тёмное время. Окошко для глаз абсолютно стандартное. Пластик прочноват. Пару раз случайно пришлось уронить его и обошлось без заметных дефектов.
На голове маска сидит отлично! Не шатается, не жмёт и не давит. Не было такого, чтобы голова после работы сильно болела. Регулируется, к сожалению, не сама)) До этого ещё технологии не доросли, но думаю это уже не за горами.
Алексей Каргов
25.02.2019
Выбирал данную маску исключительно по различным интернетобзорам и отзывам. Варил где-то при температуре примерно в 8 градусов, когда было солнце. Срабатывание светофильтра классное! После обычной маски это вообще круть! Для покупки разумеется рекомендую всем, кто хоть как-то связан со сваркой. Многие кстати говорят, что у этой маски много косяков, но вот насчёт «много» я не скажу, они конечно есть, но их мало и все достоинства их заметно перекрывают.
Александр Кудрявцев
07. 12.2018
Дал поработать в ней своим друзьям по цеху, они её затестили и теперь все хотят обновиться и купить уже эту модель. Все довольны, включая меня. Так что берите, если частенько занимаетесь сваркой. С ней работать куда приятнее и безопаснее.
zimmermann
08.01.2017
Взял его всего вот только неделю назад и до покупки пришлось помучиться с выбором. Потому что не было желания брать за низкую цену и потом из-за этого страдать. В конечном итоге решился всё-таки попробовать эту маску, и мне, как начинающему сварщика, она очень даже подошла. Сравнивать у меня есть с чем, потому что учился я самым азам ещё вроде даже с советской маской, либо с нулевых годов)) Выбрал так сказать себе спутника по сварочному делу)) Надеюсь, что она будет со мной многие годы бок о бок в этой непростой и даже хитрой работе) Пока что меня всем устраивает и нареканий к ней вообще не имею.
Систематический обзор применения зверобоя при большом депрессивном расстройстве
Обзор
. 2016 сен. 2; 5 (1): 148.
doi: 10.1186/s13643-016-0325-2.
Эрик А. Апайдин 1 , Алисия Р. Махер 2 , Роберта Шанман 3 , Марика С Стенд 3 , Джереми Н.В. Майлз 3 , Мелони Э Сорберо 3 , Сюзанна Хемпель 3
Принадлежности
1 Аспирантура Pardee RAND, RAND Corporation, 1776 Main St, PO Box 2138, Санта-Моника, Калифорния,
2 Центр интегративной медицины Акаша, Санта-Моника, Калифорния, США.
3 RAND Corporation, Санта-Моника, Калифорния, США.
PMID:
27589952
PMCID:
PMC5010734
DOI:
10.1186/с13643-016-0325-2
Абстрактный
Фон:
Этот систематический обзор оценил зверобой продырявленный (SJW) для лечения большого депрессивного расстройства (MDD). Цели этого обзора состоят в том, чтобы (1) оценить эффективность и безопасность SJW у взрослых с БДР по сравнению с плацебо и активным препаратом сравнения и (2) оценить, зависят ли эффекты от тяжести БДР.
Методы:
Мы провели поиск в PubMed, CINAHL, PsycINFO, CENTRAL, Embase, AMED, MANTIS, Web of Science и ICTRP и существующих обзорах до ноября 2014 года. Два независимых рецензента просмотрели цитаты, извлекли данные и оценили риск систематической ошибки. Мы включили рандомизированные контролируемые испытания (РКИ), в которых изучалось влияние по крайней мере 4-недельного приема SJW на исходы депрессии по сравнению с плацебо или активным препаратом сравнения у взрослых с БДР. Риск систематической ошибки оценивался с использованием инструмента Cochrane Risk of Bias и критериев USPSTF. Качество доказательств (QoE) оценивали с использованием подхода GRADE.
Полученные результаты:
Тридцать пять исследований с участием 6993 пациентов соответствовали критериям включения; восемь исследований оценивали экстракт зверобоя, который сочетал 0,3% гиперицина и 1-4% гиперфорина. Травяной SJW был связан с большим числом ответивших на лечение, чем с плацебо (относительный риск [ОР] 1,53; 95% доверительный интервал [ДИ] 1,19, 1,97; I(2) 79%; 18 РКИ; N = 2922, умеренное QoE; стандартизированные средние различия [SMD] 0,49, ДИ 0,23, 0,74, 16 РКИ, I(2) 89%, N = 2888, среднее QoE). По сравнению с антидепрессантами участники SJW реже испытывали нежелательные явления (ОШ 0,67; ДИ 0,56, 0,81; 11 РКИ; умеренное КЭ) без различий в эффективности лечения (ОР 1,01; ДИ 0,90, 1,14; 17 РКИ, I(2)). 52 %, QoE средней степени; SMD -0,03; CI -0,21, 0,15; 14 РКИ; I(2) 74 %; N = 2248, QoE средней степени) при легкой и умеренной депрессии.
Выводы:
Монотерапия SJW при легкой и умеренной депрессии превосходит плацебо в улучшении симптомов депрессии и незначительно отличается от лечения антидепрессантами. Однако доказательства гетерогенности и отсутствие исследований тяжелой депрессии снижают качество доказательств. Нежелательные явления, о которых сообщалось в РКИ, были сравнимы с плацебо и реже по сравнению с антидепрессантами. Однако оценки были ограничены из-за плохой отчетности о нежелательных явлениях, а исследования не были предназначены для оценки редких явлений. Следовательно, результаты следует интерпретировать с осторожностью.
Регистрация систематического обзора:
ПРОСПЕРО CRD42015016406 .
Ключевые слова:
антидепрессант; комплементарная и альтернативная медицина; трава; Сильное депрессивное расстройство; метаанализ; Зверобой; Систематический обзор.
Цифры
Рис. 1
Блок-схема изделия
Рис. 1
Блок-схема изделия
рисунок 1
Блок-схема товара
Рис. 2
SJW по сравнению с плацебо, ответчиком на лечение…
Рис. 2
SJW по сравнению с плацебо, частота ответа на лечение; RE случайные эффекты, RR относительный риск, SJW…
Рис. 2
SJW по сравнению с плацебо, частота ответа на лечение; RE случайные эффекты, RR относительный риск, SJW зверобой
Рис. 3
SJW против плацебо, шкала депрессии…
Рис. 3
SJW по сравнению с плацебо, стандартизированные средние различия по шкале депрессии; RE случайные эффекты, SJW St.…
Рис. 3
SJW по сравнению с плацебо, стандартизированные средние различия по шкале депрессии; RE случайные эффекты, SJW зверобой, SMD стандартизированные различия средних
Рис. 4
SJW по сравнению с плацебо, количество…
Рис. 4
SJW по сравнению с плацебо, количество пациентов в стадии ремиссии; RE случайные эффекты, RR относительные…
Рис. 4
SJW по сравнению с плацебо, количество пациентов в стадии ремиссии; RE случайные эффекты, RR относительный риск, SJW зверобой
Рис. 5
SJW против антидепрессантов, ответчик на лечение…
Рис. 5
SJW в сравнении с антидепрессантами, частота ответа на лечение; RE случайные эффекты, RR относительный риск, SJW…
Рис. 5
SJW по сравнению с антидепрессантами, частота ответа на лечение; RE случайные эффекты, RR относительный риск, SJW зверобой
Рис. 6
Зверобой против антидепрессантов,…
Рис. 6
Зверобой в сравнении с антидепрессантами, стандартизированные средние различия по шкале депрессии; RE случайные эффекты,…
Рис. 6
Зверобой в сравнении с антидепрессантами, стандартизированные средние различия по шкале депрессии; RE случайные эффекты, SJW зверобой, SMD стандартизированные разности средних
Рис. 7
SJW в сравнении с антидепрессантами, количество…
Рис. 7
SJW в сравнении с антидепрессантами, количество пациентов в стадии ремиссии; RE случайные эффекты, RR относительные…
Рис. 7
SJW в сравнении с антидепрессантами, количество пациентов в стадии ремиссии; RE случайные эффекты, RR относительный риск, SJW зверобой
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Клиническое использование зверобоя продырявленного (зверобоя) при депрессии: метаанализ.
Ng QX, Venkatanarayanan N, Ho CY. Нг QX и др. J Аффективное расстройство. 2017 1 марта; 210:211-221. doi: 10.1016/j.jad.2016.12.048. Epub 2017 3 января. J Аффективное расстройство. 2017.
PMID: 28064110
Обзор.
Зверобой при большом депрессивном расстройстве: систематический обзор.
Махер А.Р., Хемпель С., Апайдин Э., Шанман Р.М., Бут М., Майлз Д.Н., Сорберо М.Э. Махер А.Р. и соавт. Rand Health Q. 9 мая 2016 г .; 5 (4): 12. Электронная коллекция 2016 9 мая. Rand Health Q. 2016.
PMID: 28083422 Бесплатная статья ЧВК.
Экономическая оценка зверобоя продырявленного (Hypericum perforatum) для лечения легкой и умеренной депрессии.
Соломон Д., Адамс Дж., Грейвс Н. Соломон Д. и др. J Аффективное расстройство. 2013 июнь; 148 (2-3): 228-34. doi: 10.1016/j.jad.2012.11.064. Epub 2013 3 января. J Аффективное расстройство. 2013.
PMID: 23291009
Дополнительные методы лечения клинической депрессии: обзор систематических обзоров.
Халлер Х., Анхейер Д., Крамер Х., Добос Г. Халлер Х. и др. Открытый БМЖ. 2019 5 августа; 9 (8): e028527. doi: 10.1136/bmjopen-2018-028527. Открытый БМЖ. 2019.
PMID: 31383703 Бесплатная статья ЧВК.
Обзор.
[Метаанализ эффективности и переносимости лечения легкой и умеренной депрессии зверобоем].
Рёдер К., Шефер М., Лейхт С. Рёдер С и др. Fortschr Neurol Psychiatr. 2004 г., июнь; 72 (6): 330-43. doi: 10.1055/s-2003-812513. Fortschr Neurol Psychiatr. 2004.
PMID: 15211398
Немецкий.
Посмотреть все похожие статьи
Цитируется
Преимущества и недостатки использования зверобоя для лечения депрессии.
Каненгес Бенитес Дж.С., Эрнандес Т.Е., Сундарараджан Р., Сарвар С., Арриага А.Дж., Хан А.Т., Матайоши А., Кинтанилья Х.А., Кочхар Х., Алам М., Маго А., Ханс А., Бенитес Г.А. Каненгес Бенитес Дж. С. и др. Куреус. 2022, 22 сентября; 14(9):e29468. doi: 10.7759/cureus.29468. электронная коллекция 2022 сент. Куреус. 2022.
PMID: 36299970 Бесплатная статья ЧВК.
Обзор.
Анализ действия гиперфорина (зверобоя) на канал TRPC6 приводит к разработке нового класса антидепрессантов.
Эль Хамдауи Ю., Чжэн Ф. , Фриц Н., Е Л., Тран М.А., Швикерт К., Ширмейстер Т., Браунинг А., Лихтенштейн Д., Хельмих Ю.А., Вейкерт Д., Генрих М., Треккани Г., Шефер М.К.Е., Новак Г., Нюрнберг Б. , Альцгеймер С., Мюллер С.П., Фридланд К. Эль Хамдауи Ю. и др. Мол Психиатрия. 12 октября 2022 г. doi: 10.1038/s41380-022-01804-3. Онлайн перед печатью. Мол Психиатрия. 2022.
PMID: 36224261
Влияние пищевых добавок на нейропатическую боль.
Д’Эгидио Ф., Ломбардоцци Г., Касем Бен Хадж М’Барек Х.Е., Мастрояково Г., Альфонсетти М., Чимини А. Д’Эгидио Ф. и др. Жизнь (Базель). 2022 27 июля; 12 (8): 1125. дои: 10.3390/жизнь12081125. Жизнь (Базель). 2022.
PMID: 36013304 Бесплатная статья ЧВК.
Обзор.
Производные гиперфорина и миртукоммулона действуют как естественные модуляторы передачи сигналов Wnt/β-катенина в клетках рака толстой кишки HCT116.
Кнауте А., Миттаг С., Блох Л., Альбринг К.Ф., Шмидт М., Верц О., Хубер О. Кнауте А. и соавт. Int J Mol Sci. 2022 10 марта; 23 (6): 2984. дои: 10.3390/ijms23062984. Int J Mol Sci. 2022.
PMID: 35328403 Бесплатная статья ЧВК.
Антиоксидантные биомолекулы и их потенциал для лечения трудноизлечимой депрессии и депрессии, устойчивой к традиционному лечению.
Риверос М.Е., Авила А., Шруерс К., Эскер Ф. Риверос М.Е. и соавт. Антиоксиданты (Базель). 2022 11 марта; 11 (3): 540. дои: 10.3390/антиокс11030540. Антиоксиданты (Базель). 2022.
Центр статистики и качества поведенческого здоровья. Тенденции в области поведенческого здоровья в Соединенных Штатах: результаты Национального исследования по употреблению наркотиков и здоровью 2014 года. 2015, NSDUH Series H-50 (публикация HHS № SMA 15-4927)
Пратт Л.А., Броди Д.Дж. Депрессия среди домохозяйств США, 2009–2012 гг. Hyattsville: Национальный центр статистики здравоохранения; 2014.
Стюарт В. Ф., Риччи Дж. А., Чи Э., Хан С. Р., Морганштайн Д. Стоимость потерянного продуктивного рабочего времени среди нас, рабочих с депрессией. ДЖАМА. 2003;289(23): 3135–3144. дои: 10.1001/jama. 289.23.3135.
—
DOI
—
пабмед
Линде К., Кристон Л., Рюкер Г., Джамиль С., Шуманн И., Мейснер К., Зигтерман К., Шнайдер А. Эффективность и приемлемость фармакологического лечения депрессивных расстройств в первичной медико-санитарной помощи: систематический обзор и сетевой метаанализ. Энн Фам Мед. 2015;13(1):69–79. doi: 10.1370/afm.1687.
—
DOI
—
ЧВК
—
пабмед
Типы публикаций
термины MeSH
вещества
Как OneDrive защищает ваши данные в облаке
Вы контролируете свои данные. Помещая данные в облачное хранилище OneDrive, вы остаетесь их владельцем. Дополнительные сведения о праве собственности на ваши данные см. в статье Конфиденциальность Office 365 по замыслу.
Посмотрите этот учебный курс, чтобы узнать о функциях OneDrive, которые вы можете использовать для защиты своих файлов, фотографий и данных: Безопасность, защита и восстановление OneDrive
Как вы можете защитить свои данные
Вот что вы можете сделать, чтобы защитить свои файлы в OneDrive:
Добавьте информацию о безопасности в свою учетную запись Microsoft. Вы можете добавить такую информацию, как номер телефона, дополнительный адрес электронной почты, секретный вопрос и ответ. Таким образом, если вы когда-нибудь забудете свой пароль или ваша учетная запись будет взломана, мы сможем использовать вашу информацию для безопасности, чтобы подтвердить вашу личность и помочь вам вернуться в свою учетную запись. Перейдите на страницу сведений о безопасности.
Используйте двухфакторную проверку подлинности. Это помогает защитить вашу учетную запись, требуя от вас ввода дополнительного кода безопасности каждый раз, когда вы входите в систему на ненадежном устройстве. Второй фактор можно сделать с помощью телефонного звонка, текстового сообщения или приложения. Дополнительные сведения о двухэтапной проверке см. в разделе Как использовать двухэтапную проверку с вашей учетной записью Microsoft.
Включите шифрование на своих мобильных устройствах. Если у вас есть мобильное приложение OneDrive, мы рекомендуем включить шифрование на устройствах iOS или Android. Это помогает защитить ваши файлы OneDrive, если ваше мобильное устройство потеряно, украдено или кто-то получит к нему доступ.
Подписка на Microsoft 365. Подписка на Microsoft 365 обеспечивает расширенную защиту от вирусов и киберпреступлений, а также способы восстановления файлов после вредоносных атак.
Как OneDrive защищает ваши данные
Инженеры Microsoft администрируют OneDrive с помощью консоли Windows PowerShell, для которой требуется двухфакторная проверка подлинности. Мы выполняем повседневные задачи, запуская рабочие процессы, чтобы мы могли быстро реагировать на новые ситуации. Ни один инженер не имеет постоянного доступа к сервису. Когда инженерам нужен доступ, они должны запросить его. Приемлемость проверяется, и если доступ инженера одобрен, это только на ограниченное время.
Кроме того, OneDrive и Office 365 активно инвестируют в системы, процессы и персонал, чтобы снизить вероятность утечки персональных данных и быстро обнаружить и смягчить последствия утечки, если она все же произойдет. Некоторые из наших инвестиций в это пространство включают:
Системы контроля доступа : OneDrive и Office 365 поддерживают политику «нулевого постоянного доступа», что означает, что инженеры не имеют доступа к службе, если только она не предоставлена явным образом в ответ на конкретный инцидент, требующий повышения уровня доступа. Всякий раз, когда доступ предоставляется, он осуществляется в соответствии с принципом наименьших привилегий: разрешение, предоставленное для определенного запроса, допускает только минимальный набор действий, необходимых для обслуживания этого запроса. Для этого OneDrive и Office 365 поддерживают строгое разделение между «ролями повышения прав», при этом каждая роль позволяет выполнять только определенные заранее определенные действия. Роль «Доступ к данным клиента» отличается от других ролей, которые чаще используются для администрирования службы, и подвергается наиболее тщательной проверке перед утверждением. В совокупности эти инвестиции в контроль доступа значительно снижают вероятность того, что инженер OneDrive или Office 365 неправомерно получит доступ к данным клиентов.
Системы мониторинга безопасности и автоматизация: OneDrive и Office 365 поддерживают надежные системы мониторинга безопасности в режиме реального времени. Помимо прочего, эти системы выдают предупреждения о попытках незаконного доступа к данным клиентов или о попытках незаконной передачи данных за пределы нашего сервиса. Что касается пунктов об управлении доступом, упомянутых выше, наши системы мониторинга безопасности ведут подробные записи о сделанных запросах на повышение прав и о действиях, предпринятых для данного запроса на повышение прав. OneDrive и Office 365 также поддерживают инвестиции в автоматическое разрешение, которые автоматически действуют для смягчения угроз в ответ на обнаруженные нами проблемы, и специальные группы для реагирования на предупреждения, которые не могут быть устранены автоматически. Чтобы проверить наши системы мониторинга безопасности, OneDrive и Office 365 регулярно проводят учения красной команды, в ходе которых внутренняя группа тестирования на проникновение моделирует поведение злоумышленника в реальной среде. Эти учения приводят к регулярному совершенствованию наших возможностей мониторинга безопасности и реагирования.
Персонал и процессы: В дополнение к автоматизации, описанной выше, OneDrive и Office 365 поддерживают процессы и группы, ответственные как за информирование более широкой организации о процессах управления конфиденциальностью и инцидентами, так и за выполнение этих процессов во время нарушения. Например, поддерживается подробная стандартная операционная процедура (СОП) по нарушению конфиденциальности, которая предоставляется командам по всей организации. В этой СОП подробно описаны роли и обязанности как отдельных групп в OneDrive и Office 365, так и централизованных групп реагирования на инциденты безопасности. Они охватывают как то, что командам необходимо сделать для улучшения собственного состояния безопасности (проведение проверок безопасности, интеграция с центральными системами мониторинга безопасности и другие передовые методы), так и то, что командам необходимо будет сделать в случае фактического нарушения (быстрая эскалация до уровня безопасности). реагирования на инциденты, поддерживать и предоставлять конкретные источники данных, которые будут использоваться для ускорения процесса реагирования). Команды также регулярно проходят обучение по классификации данных и правильным процедурам обработки и хранения персональных данных.
Основной вывод заключается в том, что OneDrive и Office 365, как для потребительских, так и для бизнес-планов, активно инвестируют в снижение вероятности и последствий утечки персональных данных, влияющих на наших клиентов. Если утечка персональных данных все же произойдет, мы обязуемся быстро уведомить наших клиентов, как только такая утечка будет подтверждена.
Защита при транспортировке и хранении
Защита при транспортировке
Когда данные передаются в службу от клиентов и между центрами обработки данных, они защищаются с помощью шифрования на транспортном уровне (TLS). Мы разрешаем только безопасный доступ. Мы не разрешаем аутентифицированные соединения через HTTP, а вместо этого перенаправляем на HTTPS.
Защищено в состоянии покоя
Физическая защита : Только ограниченное число основных сотрудников может получить доступ к центрам обработки данных. Их личности проверяются с помощью нескольких факторов аутентификации, включая смарт-карты и биометрические данные. На территории есть сотрудники службы безопасности, датчики движения и видеонаблюдение. Оповещения об обнаружении вторжений отслеживают аномальную активность.
Защита сети : Сети и удостоверения изолированы от корпоративной сети Microsoft. Брандмауэры ограничивают трафик в среду из неавторизованных мест.
Безопасность приложений : Инженеры, создающие функции, следуют жизненному циклу разработки безопасности. Автоматизированный и ручной анализ помогает выявить возможные уязвимости. Центр Microsoft Security Response Center помогает сортировать входящие отчеты об уязвимостях и оценивать меры по их устранению. Благодаря условиям Microsoft Cloud Bug Bounty люди по всему миру могут зарабатывать деньги, сообщая об уязвимостях.
Защита содержимого : Каждый файл в состоянии покоя шифруется уникальным ключом AES256. Эти уникальные ключи зашифрованы набором главных ключей, которые хранятся в Azure Key Vault.
Высокая доступность, всегда возможность восстановления
Наши центры обработки данных геораспределены в пределах региона и отказоустойчивы. Данные зеркалируются как минимум в два разных региона Azure, которые находятся на расстоянии не менее нескольких сотен миль друг от друга, что позволяет нам смягчить последствия стихийного бедствия или потери в регионе.
Непрерывная проверка
Мы постоянно контролируем наши центры обработки данных, чтобы поддерживать их работоспособность и безопасность. Это начинается с инвентаря. Агент инвентаризации выполняет захват состояния каждой машины.
После инвентаризации мы можем отслеживать и исправлять состояние машин. Непрерывное развертывание гарантирует, что каждая машина получает исправления, обновленные антивирусные сигнатуры и сохраненную заведомо исправную конфигурацию. Логика развертывания гарантирует, что мы исправим или заменим только определенный процент машин за раз.
«Красная команда» Microsoft 365 в Microsoft состоит из специалистов по вторжению. Они ищут любую возможность получить несанкционированный доступ. «Синяя команда» состоит из оборонных инженеров, которые сосредоточены на предотвращении, обнаружении и восстановлении. Они создают технологии обнаружения вторжений и реагирования на них. Чтобы не отставать от знаний групп безопасности в Microsoft, см. Security Office 365 (блог).
Дополнительные функции безопасности OneDrive
В качестве облачного хранилища OneDrive имеет множество других функций безопасности. К ним относятся:
Сканирование вирусов при загрузке на наличие известных угроз — Модуль защиты от вредоносных программ Защитника Windows сканирует документы во время загрузки на наличие содержимого, соответствующего антивирусной сигнатуре (обновляется ежечасно).
Мониторинг подозрительных действий . Чтобы предотвратить несанкционированный доступ к вашей учетной записи, OneDrive отслеживает и блокирует подозрительные попытки входа. Кроме того, мы отправим вам уведомление по электронной почте, если обнаружим необычную активность, например попытку входа с нового устройства или из другого места.
Обнаружение и восстановление программы-вымогателя . Как подписчик Microsoft 365 вы получите предупреждение, если OneDrive обнаружит программу-шантажист или вредоносную атаку. Вы сможете легко восстановить свои файлы на момент времени до того, как они были затронуты, до 30 дней после атаки. Вы также можете восстановить весь OneDrive в течение 30 дней после злонамеренной атаки или других типов потери данных, таких как повреждение файла или случайное удаление и редактирование.
org/ListItem»>
Журнал версий для всех типов файлов . В случае нежелательных изменений или случайных удалений вы можете восстановить удаленные файлы из корзины OneDrive или восстановить предыдущую версию файла в OneDrive.
Защищенные паролем ссылки для общего доступа с истекающим сроком действия . Будучи подписчиком Microsoft 365, вы можете повысить безопасность своих общих файлов, запросив пароль для доступа к ним или установив срок действия ссылки для общего доступа.
Уведомление о массовом удалении файлов и восстановлении . Если вы случайно или намеренно удалите большое количество файлов из резервной копии в облаке OneDrive, мы предупредим вас и предоставим инструкции по восстановлению этих файлов.
Личное хранилище
Персональное хранилище OneDrive — это защищенная область в OneDrive, к которой вы можете получить доступ только с помощью надежного метода аутентификации или второго этапа проверки личности, например отпечатка пальца, лица, PIN-кода или кода, отправленного вам по электронной почте или SMS. 1 Ваши заблокированные файлы в Personal Vault имеют дополнительный уровень безопасности, обеспечивающий их более надежную защиту на случай, если кто-то получит доступ к вашей учетной записи или вашему устройству. Personal Vault доступен на вашем ПК, на сайте OneDrive.com и в мобильном приложении OneDrive, а также включает следующие функции:
Сканирование непосредственно в Personal Vault . Вы можете использовать мобильное приложение OneDrive, чтобы делать снимки или снимать видео прямо в Personal Vault, не допуская их к менее безопасным областям вашего устройства, таким как фотопленка. 2 Вы также можете сканировать важные проездные документы, удостоверения личности, транспортные средства, дома и страховые документы прямо в личное хранилище. И у вас будет доступ к этим фотографиям и документам, где бы вы ни находились, на всех ваших устройствах.
BitLocker-encryption — на ПК с Windows 10 OneDrive синхронизирует файлы Personal Vault с зашифрованной BitLocker областью локального жесткого диска.
Автоматическая блокировка — Personal Vault автоматически повторно блокируется на вашем ПК, устройстве или в сети после короткого периода бездействия. После блокировки любые файлы, которые вы использовали, также будут заблокированы, и для доступа к ним потребуется повторная аутентификация. 3
В совокупности эти меры помогают защитить ваши заблокированные файлы Personal Vault, даже если ваш ПК или мобильное устройство с Windows 10 будет потерян, украден или кто-то получит к нему доступ.
1 Для проверки лица и отпечатков пальцев требуется специальное оборудование, включая устройство с поддержкой Windows Hello, сканер отпечатков пальцев, ИК-датчик с подсветкой или другие биометрические датчики и совместимые устройства. 2 Для работы приложения OneDrive на Android и iOS требуется Android 6.0 или более поздней версии или iOS 12.0 и более поздней версии. 3 Интервал автоматической блокировки зависит от устройства и может быть установлен пользователем.
Нужна дополнительная помощь?
Связаться со службой поддержки
Чтобы получить справку по своей учетной записи Microsoft и подпискам, посетите раздел Справка по учетным записям и выставлению счетов.
Фрезер Bosch GOF 130 Professional 06016B7000 по лучшей цене
Интернет магазин качественного инструмента
Категории
Производители
BOSCH Professional
Dremel
BOSCH
BOSCH для домашних мастеров
BOSCH садовая техника
Показать все
Подписка на новости
Главная /
Фрезеры
/
Фрезер Bosch GOF 130 Professional 06016B7000
Полное описание
Характеристики
Теги товара
Фрезер Bosch GOF 130 — профессиональный инструмент по доступной цене
Вертикально-фрезерная машина Bosch Bosch GOF 130 мощностью 1. 3 кВт для работы с древесиной. Работает сети 220В. Частота вращений от 11 тыс до 28 тыс об/мин. С глубиной погружения 55 мм. Патрон 6/8,0 мм. С диаметром фасонной фрезы 40 мм, и максимальным ходом 55 мм. Вес модели 3.5 кг. В комплектацию входит ключ, крепление, параллельный упор, копировальная втулка, цанги, шрифт и разъем для пылесоса.
Особенности фрезера Bosch GOF 130:
Новинка нынешнего года компании Bosch. Среди преимуществ модели ее высокая производительность и доступная стоимость. Фрезер оснащен основными функциями для профессиональной работы с древесиной.
Выполнит различные задачи: вырежет пазы, снимет фаски, обрежет кромки панели и многие другие. Предназначен для эксплуатации с твердой и мягкой древесиной, ДСП или фанерой, но может использоваться на низких оборотах и с битами для пластика, металла, алюминия.
Конструкция инструмента погружная, что не только создает комфортные условия для работы, но и предотвращает попадание внутрь механизма пыли.
Также сводится к нулю вероятность заклинивания. Производитель гарантирует более 10 тысяч использований фрезера без непредвиденных ситуаций.
Эффективная система удаления пыли: с пылесборником или с подключенным пылесосом.
Рукоятка эргономичная позволяет долгое время и трудится без намека на усталость.
Удобная и быстрая замена оснастки с помощью замка или шуруповерта.
Компактные размеры и небольшой вес машины позволяют без труда ее перемещать и сберегать.
Технические особенности фрезера Bosch GOF 130:
Мощность фрезера 1.3 кВт, выдает от 11 до 28 тыс. об/мин. Всего 6 скоростных режимов.
Патрон диаметром 6 /8,0 мм.
С глубиной погружения 55 мм.
Диаметр фасонной фрезы 40 мм, и максимальный ход 55 мм.
Защита двигателя от перегрева, при интенсивной нагрузке работа блокируется.
Стабильную скорость при высокой нагрузке гарантирует система электронной регулировки Constant Speed. Также система гарантирует максимальную эффективность пиления среди аналогичных моделей.
Система Restart Protection убережет от самопроизвольного пуска. Тем самым обеспечивается безопасность мастера и защита фрезера от поломок.
Variable Speed для выбора и управления скоростным режимом.
Размер цанги 8 мм и 6 мм.
Кабель длиной 3 м.
Вес 3.5 кг.
Потребляемая мощность
1300 Вт
Число оборотов на холостом ходу
28000
Глубина врезания [мм]
55 мм
Вес, кг
3,5
Похожие товары
Вместе с этим также покупают
Показать все
Ручная циркулярная пила BOSCH GKS 190 Professional 0601623000
Фрезер Bosch GOF в категории «Инструмент»
Фрезер Bosch GOF 130 Professional
Заканчивается
Доставка по Украине
4 799 грн
Купить
Фрезер Bosch GOF 1250 CE Professional (0601626000)
На складе в г. Винница
Доставка по Украине
20 471 грн
Купить
Укрсервіс
Фрезер BOSCH GOF 130 (1.3 кВт)
На складе
Доставка по Украине
по 4 759 грн
от 2 продавцов
5 649 грн
4 759 грн
Купить
«Море инструментов»
Фрезер Bosch GOF 130 06016B7000 1300 Вт
На складе
Доставка по Украине
4 869 грн
Купить
АРС — Строительный интернет-гипермаркет
Фрезер Bosch Professional GOF 130 (3.5 кг/1.3 кВт)
Доставка по Украине
4 626 грн
Купить
Магазин Roco
Фрезер Bosch Professional GOF 130 (06016B7000)
Доставка по Украине
5 649 грн
Купить
Интернет-магазин электроинструмента MDBM ( МДБМ )
Фрезер Bosch Professional GOF 130 (06016B7000)
Доставка по Украине
по 4 869 грн
от 3 продавцов
4 869 грн
Купить
NICEGARDEN
Компактный профессиональный фрезер Bosch GOF 130 (06016B7000): 1300Вт, 6-8 мм цанговый патрон, 28000
Доставка по Украине
5 567 грн
4 841 грн
Купить
Интернет магазин «pro100market»
Компактный профессиональный фрезер Bosch GOF 130 (06016B7000): 1300Вт, 6-8 мм цанговый патрон, 28000
Доставка по Украине
4 841 — 4 843 грн
от 3 продавцов
5 568 грн
4 842 грн
Купить
Интернет магазин «pro100market»
Компактный профессиональный фрезер Bosch GOF 130 (06016B7000): 1300Вт, 6-8 мм цанговый патрон, 28000 об/мин.
Доставка из г. Львов
по 4 850 грн
от 4 продавцов
6 062.50 грн
4 850 грн
Купить
Мир надежного инструмента – Market Tools
Фрезер GOF 130//Bosch
Под заказ
Доставка по Украине
4 869 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Фрезер Bosch Professional GOF 130 (06016B7000)
Доставка по Украине
5 649 грн
Купить
ООО «Бош Харьков»
Фрезер Bosch GOF 130
Доставка по Украине
4 869 грн
Купить
Tehnotools
Фрезер Bosch GOF 130 (06016B7000)
Доставка из г. Киев
4 869 грн
Купить
Santel
Фрезер прямой BOSCH GOF 130 06016B7000
Доставка по Украине
4 869 грн
Купить
Benzoman
Смотрите также
Фрезер GOF 1600 CE (L-Boxx)//Bosch
Под заказ
Доставка по Украине
19 739 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Фрезер 6-8мм 1300Вт Bosch GOF 130 Professional 06016B7000
Доставка из г. Ивано-Франковск
4 869 грн
Купить
Добра Техніка
Компактный профессиональный фрезер Bosch GOF 130 (06016B7000): 1300Вт, 6-8 мм цанговый патрон, 28000 об/мин.
Доставка по Украине
по 6 062.5 грн
от 2 продавцов
6 062.50 грн
Купить
ShoPoLife
Фрезер электросетевой 1300 Вт, 28000 об/мин, BOSCH Professional GOF 130
Доставка по Украине
5 649 грн
4 869 грн
Купить
РАДИО SHOP
Кнопка фрезера Bosch GOF 1200 оригинал 2607200251
Доставка по Украине
254.94 грн
Купить
Интернет магазин «Детали». Запчасти для электро и бензоинструмента
Фрезер Bosch GOF 1600 CE (0601624000)
Доставка из г. Киев
24 000 грн
Купить
neo.in.ua
Фрезер Bosch GOF 1250 LCE Professional (0601626101)
Доставка из г. Киев
25 780 грн
Купить
neo.in.ua
Фрезер Makita RT0700C 6-8мм
На складе
Доставка по Украине
4 150 грн
3 850 грн
Купить
Болеро-Інструмент
Фрезер Makita RT0700C 6-8мм 3 базы в комплекте
На складе
Доставка по Украине
4 650 грн
4 450 грн
Купить
Болеро-Інструмент
Фрезер Makita RT0700C 6-8мм 4 базы в комплекте
На складе
Доставка по Украине
5 800 грн
5 400 грн
Купить
Болеро-Інструмент
Фрезер сетевой Bosch Professional GOF 130
Доставка по Украине
5 649 грн
4 869 грн
Купить
TULLO
Упор паралельний Bosch для фрезера GOF, 10мм
Доставка по Украине
3 394 грн
Купить
Tehnotools
Фрезер Bosch Professional GOF 130 с защитным ограничителем
Недоступен
5 749 грн
4 599. 20 грн
Смотреть
Техно Базар
Фрезер Bosch Professional GOF 130 (06016B7000)
Недоступен
4 869 грн
Смотреть
Интернет магазин TRUDOVIK
Bosch GOF 130 Professional Heavy Router Machine Руководство по инструкциям
GOF 130 Professional
Оригинальные инструкции
иллюстрации и специальные опции, поставляемые с этим электроинструментом. Несоблюдение всех приведенных ниже инструкций может привести к поражению электрическим током, возгоранию и/или серьезной травме. Сохраните все предупреждения и инструкции для дальнейшего использования. Термин «электроинструмент» в предупреждениях относится к вашему электроинструменту, работающему от сети (проводной), или к электроинструменту, работающему от аккумулятора (беспроводной).
Безопасность на рабочем месте
Рабочее место должно быть чистым и хорошо освещенным. Загроможденные или темные участки провоцируют несчастные случаи.
Не используйте электроинструменты во взрывоопасных средах, например, в присутствии легковоспламеняющихся жидкостей, газов или пыли. Электроинструменты создают искры, которые могут воспламенить пыль или пары.
Не допускайте детей и посторонних лиц при работе с электроинструментом. Отвлекающие факторы могут привести к потере контроля. Электробезопасность
Вилки электроинструмента должны соответствовать розетке. Ни в коем случае не модифицируйте вилку. Не используйте переходные вилки с заземленными (заземленными) электроинструментами. Немодифицированные вилки и соответствующие розетки снижают риск поражения электрическим током.
Избегайте контакта тела с заземленными или заземленными поверхностями, такими как трубы, радиаторы, плиты и холодильники. Существует повышенный риск поражения электрическим током, если ваше тело заземлено или заземлено.
Не подвергайте электроинструменты воздействию дождя или влаги. Попадание воды в электроинструмент повышает риск поражения электрическим током.
Не злоупотребляйте шнуром. Никогда не используйте шнур для переноски, вытягивания или отключения электроинструмента. Держите шнур вдали от источников тепла, масла, острых краев или движущихся частей. Поврежденные или запутанные шнуры повышают риск поражения электрическим током.
При работе с электроинструментом на открытом воздухе используйте удлинитель, подходящий для использования вне помещений. Использование шнура, пригодного для использования вне помещений, снижает риск поражения электрическим током.
Если работа с электроинструментом во влажном месте неизбежна, используйте источник питания, защищенный устройством защитного отключения (УЗО). Использование УЗО снижает риск поражения электрическим током. Личная безопасность
Будьте бдительны, следите за своими действиями и руководствуйтесь здравым смыслом при работе с электроинструментом. Не используйте электроинструмент, если вы устали или находитесь под воздействием наркотиков, алкоголя или лекарств. Момент рождения при работе с электроинструментом может привести к серьезной травме.
Используйте средства индивидуальной защиты. Всегда надевайте защиту для глаз. Защитное снаряжение, такое как пылезащитная маска, нескользящая защитная обувь, каска или средства защиты органов слуха, используемые в соответствующих условиях, уменьшат количество травм.
Предотвращение непреднамеренного запуска. Перед подключением к источнику питания и/или аккумуляторной батарее, поднятием или переноской инструмента убедитесь, что переключатель находится в выключенном положении. Переноска электроинструментов с пальцем на выключателе или подача питания на электроинструменты с включенным выключателем может привести к несчастным случаям.
Удалите все регулировочные ключи или гаечные ключи перед включением электроинструмента. Гаечный ключ или ключ, оставленные прикрепленными к вращающейся части электроинструмента, могут привести к травме.
Не переусердствуйте. Всегда держите правильную опору и баланс. Это позволяет лучше контролировать электроинструмент в непредвиденных ситуациях.
Оденьтесь правильно. Не носите свободную одежду или украшения. Держите волосы и одежду подальше от движущихся частей. Свободная одежда, украшения или длинные волосы могут быть захвачены движущимися частями.
Если предусмотрены устройства для подключения устройств для удаления и сбора пыли, убедитесь, что они подключены и используются надлежащим образом. Использование пылесборника может снизить опасность, связанную с пылью.
Не позволяйте опыту частого использования инструментов становиться самодовольным и игнорировать принципы безопасности инструментов. Неосторожное действие может привести к серьезной травме в течение доли секунды. Использование электроинструмента и уход за ним
Не применяйте силу к электроинструменту. Используйте правильный электроинструмент для вашего применения. Правильный электроинструмент сделает работу лучше и безопаснее с той скоростью, на которую он рассчитан.
Не используйте электроинструмент, если переключатель не включает и не выключает его. Любой электроинструмент, которым нельзя управлять с помощью выключателя, опасен и подлежит ремонту.
Перед выполнением каких-либо регулировок, заменой принадлежностей или хранением электроинструмента отсоедините вилку от источника питания и/или извлеките аккумулятор, если он съемный, из электроинструмента. Такие превентивные меры безопасности снижают риск случайного включения электроинструмента.
Храните неиспользуемые электроинструменты в недоступном для детей месте и не позволяйте лицам, не знакомым с электроинструментом или данными инструкциями, работать с электроинструментом. Электроинструменты опасны в руках неподготовленных пользователей.
Обслуживание электроинструментов и принадлежностей. Проверьте наличие смещения или заедания движущихся частей, поломки деталей и любых других условий, которые могут повлиять на работу электроинструмента. В случае повреждения отремонтируйте электроинструмент перед использованием. Причиной многих несчастных случаев является плохое техническое обслуживание электроинструментов.
Держите режущие инструменты острыми и чистыми. Правильно обслуживаемые режущие инструменты с острыми режущими кромками с меньшей вероятностью заедают и ими легче управлять.
Используйте электроинструмент, принадлежности, насадки и т. д. в соответствии с данными инструкциями, с учетом условий работы и выполняемой работы. Использование электроинструмента для операций, отличных от предусмотренных, может привести к возникновению опасной ситуации.
Рукоятки и поверхности для захвата должны быть сухими, чистыми и обезжиренными. Скользкие ручки и поверхности для захвата не позволяют безопасно обращаться с инструментом и контролировать его в непредвиденных ситуациях. Сервис
Поручите обслуживание электроинструмента квалифицированному специалисту с использованием только идентичных запасных частей. Это обеспечит безопасность электроинструмента. Информация по технике безопасности для фрезеров
Держите электроинструмент только за изолированные рукоятки, поскольку резак может задеть собственный шнур. Перерезание «находящегося под напряжением» провода может сделать открытые металлические части электроинструмента «находящимися под напряжением» и привести к поражению оператора электрическим током.
Используйте зажимы или другой практичный способ закрепить и зафиксировать заготовку на устойчивой платформе. Удерживание изделия рукой или телом делает его неустойчивым и может привести к потере контроля.
Допустимая скорость режущего инструмента должна быть как минимум равна максимальной скорости, указанной на электроинструменте. Если режущие насадки вращаются быстрее, чем их номинальная скорость, они могут сломаться и отлететь.
Фрезерные станки и другие принадлежности должны точно помещаться в держателе инструмента (цанге) вашего электроинструмента. Инструменты для нанесения, которые не помещаются точно в держатель инструмента электроинструмента, будут вращаться неравномерно, сильно вибрировать и могут привести к потере контроля.
Прикасайтесь электроинструментом к заготовке только во включенном состоянии. В противном случае существует опасность отдачи, если режущий инструмент застрянет в заготовке.
Не кладите руки в зону маршрутизации или близко к маршрутизатору. Другой рукой возьмитесь за вспомогательную рукоятку. Держите маршрутизатор обеими руками, чтобы избежать травм.
Никогда не фрезеруйте металлические предметы, гвозди или шурупы. Маршрутизатор может быть поврежден и вызвать повышенную вибрацию.
Используйте подходящие детекторы, чтобы определить, не скрыты ли инженерные сети в рабочей зоне, или обратитесь за помощью в местную коммунальную компанию. Контакт с электрическими линиями может привести к возгоранию и поражению электрическим током. Повреждение газопровода может привести к взрыву. Проникновение в водопровод может привести к материальному ущербу или поражению электрическим током.
Не используйте тупые или поврежденные маршрутизаторы. Тупые или поврежденные фрезеры вызывают повышенное трение, создают дисбаланс и могут заклинить.
Всегда дожидайтесь полной остановки электроинструмента перед тем, как положить его. Рабочий инструмент может заклинить, и вы потеряете контроль над электроинструментом.
Крепко держите электроинструмент обеими руками и убедитесь, что вы стоите устойчиво. Электроинструментом можно более надежно управлять обеими руками.
Товары, продаваемые только в ГБ: Ваш продукт оснащен электрической вилкой, соответствующей стандарту BS 1363/A, с внутренним предохранителем (сертификация ASTA по стандарту BS 1362). Если вилка не подходит для ваших розеток, она должна быть отрезана и заменена соответствующей вилкой уполномоченным агентом по обслуживанию клиентов. Сменная вилка должна иметь тот же номинал предохранителя, что и оригинальная вилка. Отрезанная вилка должна быть утилизирована, чтобы избежать возможной опасности поражения электрическим током, и ее нельзя вставлять в сетевую розетку где-либо еще.
Описание и технические характеристики продукта
Ознакомьтесь со всеми инструкциями по технике безопасности и общими инструкциями. Несоблюдение правил техники безопасности и общих инструкций может привести к поражению электрическим током, возгоранию и/или серьезной травме. Обратите внимание на иллюстрации в начале данного руководства по эксплуатации . Использование по назначению Электроинструмент предназначен для копировально-фрезерной обработки, а также для фрезерования пазов, кромок, профилей и удлиненных отверстий в древесине, пластмассе и легких строительных материалах с прочным упором на заготовку. Может использоваться даже для обработки цветных металлов при работе на низкой скорости с соответствующими фрезами.
Характеристики продукта Нумерация характеристик продукта относится к схеме электроинструмента на странице с изображениями.
Кнопка блокировки для выключателя
Правая рукоятка (изолированная поверхность захвата)
Кнопка блокировки шпинделя
Барашковый болт для параллельных направляющих стержней (2 шт. ) для параллельных направляющих стержней
Буфер ступеней
Защитный чехол
Барашковый болт для регулировки ограничителя глубины
Ползун с меткой
Ограничитель глубины
Шкала для установки глубины фрезерования
Левая рукоятка (изолированная поверхность захвата)
Зажимной рычаг для фиксации глубины фрезерования
Рычаг разблокировки направляющей втулка
Фреза a)
Выключатель
Регулятор предварительного выбора скорости
Колпачковая гайка с цангой
Гаечный ключ (19 мм)
Вытяжной шланг (диам. 35 мм) a)
Адаптер пылеудаления
Винт с накатанной головкой для адаптера пылеудаления (2 шт.)
Направляющий стержень для параллельного упора (2 шт.)
Параллельный упор
Центрирующий штифт a)
Барашковый болт для центрирующего штифта a)
Изогнутая направляющая a) )
Адаптер фрезерного компаса/направляющей a)
Рукоятка для фрезерного компаса a)
Барашковый болт для грубой регулировки фрезерного компаса (2 шт. ) a)
Барашковый болт для точной регулировки фрезерного компаса (1 шт.) a)
Ручка для точной регулировки компаса a)
Центрирующий винт a)
Направляющая a)
Распорная пластина (часть комплекта компаса)
Направляющая втулка a) Показанные или описанные аксессуары не входят в комплект поставки как стандарт. Вы можете найти полный набор аксессуаров в нашем ассортименте аксессуаров.
Технические характеристики
Маршрутизатор
GOF 130
Article number
3 601FB7 0..
Rated power input
W
1300
No-load speed
min-1
11000-28000
Speed preselection
•
Постоянное электронное управление
•
Патрубок для пылеудаления
•
1 3
9
9 Совместимые цанги0210 mm inches
6/8 ¼
Router cage stroke
mm
55
Weight according to EPTA-Procedure 01:2014
kg
3. 5
Protection class
/
Технические характеристики относятся к номинальному напряжению [U] 230 В. Эти технические характеристики могут различаться в зависимости от напряжения и модели для конкретной страны.
Фитинг
Перед выполнением любых работ с электроинструментом выньте вилку из розетки. Установка фрезы (см. рис. A)
При установке и замене фрез рекомендуется надевать защитные перчатки.
Фрезы доступны в различных исполнениях и качествах в зависимости от предполагаемого применения. Фрезы из высокопрочной быстрорежущей стали (HSS) подходят для обработки мягких материалов, таких как мягкая древесина и пластик. Фрезы с твердосплавными наконечниками особенно подходят для твердых и абразивных материалов, таких как твердая древесина и алюминий. Оригинальные фрезы из широкого ассортимента принадлежностей Bosch можно приобрести у вашего специализированного дилера. Используйте только неповрежденные и чистые фрезы. – Потяните защиту от стружки (5) вниз. – Нажмите и удерживайте кнопку блокировки шпинделя (3). При необходимости поверните шпиндель двигателя вручную, пока он не зафиксируется на месте. – Ослабьте накидную гайку (21) рожковым ключом (22) (размер ключа 19 мм), повернув его в направлении ➊. – Вставьте фрезу в цангу. Хвостовик фрезы должен быть вставлен в цангу не менее чем на 20 мм. – Затяните накидную гайку (21) рожковым ключом (22) (размер ключа 19 мм), поворачивая его в направлении ➋. Отпустите кнопку блокировки шпинделя (3). – Потяните защиту от стружки (5) вверх.
Не вставляйте фрезу диаметром более 50 мм, если направляющая втулка не установлена. Эти фрезы не проходят через опорную плиту.
Ни при каких обстоятельствах не затягивайте цангу стяжной гайкой, пока не будет установлена фреза. В противном случае цанга может быть повреждена.
Удаление пыли/стружки
Пыль от таких материалов, как свинцовая краска, некоторые виды древесины, минералы и металлы, может быть вредна для здоровья человека. Прикосновение к этой пыли или вдыхание этой пыли может вызвать аллергические реакции и/или респираторные заболевания у пользователя или находящихся поблизости людей. Определенная пыль, такая как пыль дуба или бука, классифицируется как канцерогенная, особенно в сочетании с добавками для обработки древесины (хромат, консервант для древесины). Материалы, содержащие асбест, могут обрабатываться только специалистами. – По возможности используйте систему пылеудаления, подходящую для данного материала. — Обеспечьте хорошую вентиляцию на рабочем месте. – Рекомендуется носить дыхательную маску класса фильтрации P2. Необходимо соблюдать правила обработки обрабатываемого материала, действующие в стране использования.
Избегайте скопления пыли на рабочем месте. Пыль может легко воспламениться.
Установка переходника для удаления пыли Переходник для удаления пыли (24) можно установить спереди или сзади с помощью шлангового соединения. При монтаже с подключением шланга спереди необходимо сначала снять защиту от стружки (5). Закрепите переходник пылеудаления (24) на опорной пластине (6) с помощью двух винтов с накатанной головкой (25). Для обеспечения оптимального удаления пыли переходник для удаления пыли (24) необходимо регулярно очищать. Подсоединение системы пылеудаления (см. рис. B) Подсоедините шланг для удаления пыли (диаметром 35 мм) (23) (принадлежность) к установленному переходнику для удаления пыли. Подсоедините шланг для удаления пыли (23) к пылесосу (принадлежность). Электроинструмент можно напрямую подключить к розетке универсального пылеудаляющего аппарата Bosch с дистанционным пуском. Пылеудаляющий аппарат запускается автоматически при включении электроинструмента. Пылеуловитель должен соответствовать обрабатываемому материалу. При удалении сухой пыли или особенно вредной для здоровья или канцерогенной пыли используйте специальный пылеудаляющий аппарат.
Установка защиты от стружки (см. рис. C) Вставьте защиту от стружки (5) в направляющую спереди до щелчка. Чтобы снять ее, возьмитесь за боковые стороны защиты от стружки и потяните ее вперед.
Эксплуатация
Изделия, которые продаются только в Австралии и Новой Зеландии: используйте устройство защитного отключения (УЗО) с номинальным остаточным током не более 30 мА.
Обратите внимание на напряжение сети. Напряжение источника питания должно соответствовать напряжению, указанному на паспортной табличке электроинструмента. Электроинструменты с маркировкой 230 В также могут работать от сети 220 В.
Начало работы Предварительный выбор скорости Вы можете предварительно выбрать требуемую скорость с помощью колесика предварительного выбора скорости (20) даже во время работы.
1–2 низкая скорость 3–4 средняя скорость 5–6 высокая скорость
Значения, указанные в таблице, являются ориентировочными. Требуемая скорость зависит от материала и условий работы и может быть определена практическими испытаниями.
Материал
Диаметр бита маршрутизатора [мм]
Положение пальца
ТАМЕР (BEACH)
4–10 12–20 22–40213
4–10 12–20 22–40213
4–10 12–20 22–40213
4–10 12–20 22–40213
4–10 12–20 22–40213
4–10 12–20 22–40213
4–10 . 2
Softwood (pine)
4–10 12–20 22–40
5–6 3–6 1–3
Chipboard
4–10 12–20 22–40
3–6 2–4 1–3
Пластик
4–15 16–40
2–3 1–2
Алюминиевый Перед включением/выключением установите необходимую глубину фрезерования. Чтобы включить электроинструмент, сначала нажмите кнопку блокировки (1), затем нажмите и удерживайте кнопку включения/выключения (19). Нажмите кнопку блокировки (1) еще раз, чтобы заблокировать выключатель (19). Для выключения отпустите выключатель (19). Если переключатель включения/выключения (19) заблокирована кнопкой блокировки (1), кратко нажмите кнопку включения/выключения (19), а затем отпустите ее. Электронное управление Constant Электронное управление Constant Electronic поддерживает практически постоянную скорость без нагрузки и под нагрузкой, гарантируя равномерную производительность.
Установка глубины фрезерования (см. рис. D)
Глубину фрезерования можно настраивать только при выключенном электроинструменте. Чтобы задать глубину чернового фрезерования, выполните следующие действия: – Поместите электроинструмент с установленной фрезой на обрабатываемую деталь. – Установить ступенчатый буфер (9) на самый низкий шаг; ступенчатый буфер со щелчком встает на место. – Ослабьте барашковый болт на ограничителе глубины (11), чтобы ограничитель глубины (13) двигался свободно. – Нажмите на зажимной рычаг фиксации глубины фрезерования (16) в направлении ➊ и медленно перемещайте фрезу вниз, пока фреза (18) не коснется поверхности заготовки. Отпустите зажимной рычаг для фиксации глубины фрезерования (16), чтобы зафиксировать эту глубину. При необходимости нажмите на зажимной рычаг для фиксации глубины фрезерования (16) в направлении ➋, чтобы полностью зафиксировать его. – Нажимайте на ограничитель глубины (13) до тех пор, пока он не ляжет на ступенчатый буфер (9). Установите ползунок с меткой (12) в положение 0 на шкале глубины фрезерования (14). – Установите ограничитель глубины (13) на требуемую глубину фрезерования и затяните барашковый болт на ограничителе глубины (11). Будьте осторожны, чтобы случайно не сдвинуть указательную метку (12). – Нажмите на зажимной рычаг фиксации глубины фрезерования (16) в направлении ➊ и переместите фрезер в самое верхнее положение. Для большей глубины фрезерования следует выполнять рез в несколько этапов, чтобы после каждого прохода удалялось лишь небольшое количество материала. Вы можете использовать пошаговый буфер (9), чтобы разделить процесс маршрутизации на несколько шагов. Для этого установите требуемую глубину фрезерования с наименьшим шагом буфера шагов и для первых фаз резки выберите для начала более высокие шагов.
Советы по эксплуатации
Защищайте фрезы от ударов и ударов.
Перед выполнением любых работ с электроинструментом вынимайте вилку из розетки. Направление фрезерования и процесс фрезерования (см. рисунок E)
Фрезерование всегда должно выполняться с перемещением заготовки против направления, в котором вращается фреза (18) (резка вверх). Если заготовка перемещается в том же направлении, что и фреза (режет вниз), электроинструмент может выпасть из рук.
Установите требуемую глубину фрезерования. Поместите электроинструмент с установленной фрезой на обрабатываемую деталь и включите электроинструмент. Нажмите на зажимной рычаг для блокировки глубины фрезерования (16) и медленно перемещайте фрезер вниз, пока он не достигнет заданной глубины фрезерования. Отпустите зажимной рычаг для фиксации глубины фрезерования (16) еще раз, чтобы зафиксировать эту глубину. При необходимости переместите зажимной рычаг ограничителя глубины фрезерования (16) вверх, чтобы полностью зафиксировать его. Выполняйте процесс фрезерования с равномерной подачей. Когда маршрутизация завершена, переместите маршрутизатор обратно в самое верхнее положение. Выключите электроинструмент. Фрезерование с помощью вспомогательной направляющей (см. рис. F) Для обработки больших заготовок, напр. при фрезеровании пазов можно надежно закрепить доску или линейку на заготовке в качестве вспомогательной направляющей. Маршрутизатор можно вести по пути этой вспомогательной направляющей. Переместите фрезер на уплощенной стороне направляющей пластины вдоль вспомогательной направляющей. Фрезерование кромок или профилей Для фрезерования кромок и профилей без параллельного упора фреза должна быть оснащена направляющим штифтом или шарикоподшипником. Пока он включен, направляйте электроинструмент сбоку к заготовке, пока направляющий штифт или шариковый подшипник фрезы не коснется той стороны кромки заготовки, которую вы хотите обработать. Ведите электроинструмент вдоль кромки заготовки. Обратите внимание, что маршрутизатор расположен перпендикулярно. Слишком сильное давление может повредить край заготовки. Фрезерование с помощью параллельного упора (см. рисунки G–H) Вставьте параллельный упор (27) с направляющими стержнями (26) в опорную пластину (6) и затяните барашковыми болтами (4) в соответствии с необходимый размер. Пока он включен, ведите электроинструмент вдоль кромки заготовки с равномерной подачей и боковым давлением на параллельный упор. Кривые фрезерования (см. рисунки I–J) Поверните параллельную направляющую (27) так, чтобы поверхность направляющей была видна сверху. Вставьте параллельную направляющую (27) с направляющими стержнями (26) в опорную плиту (6) и затяните барашковыми болтами (4) в соответствии с требуемым размером. Установите центрирующий штифт (28) с барашковым болтом (29) через отверстие на параллельной направляющей (27). Вставьте центрирующий штифт (28) в отмеченную центральную точку кривой и выполняйте фрезерование с равномерной подачей. Фрезерование с помощью изогнутой направляющей (см. рисунки K–L) Вставьте параллельную направляющую (27) с направляющими стержнями (26) в опорную пластину (6) и затяните барашковыми болтами (4) в соответствии с необходимый размер. Вставьте криволинейную направляющую с закрепленным направляющим роликом (30) через отверстие в параллельной направляющей (27). Ведите электроинструмент вдоль кромки заготовки, слегка надавливая по бокам.
Маршрут с помощью компаса-маршрутизатора (см. рис. M) Вы можете использовать переходник компаса-маршрутизатора/направляющей (31) для круговой фрезеровки. Установите компас маршрутизатора, как показано на рисунке. Вверните центрирующий винт (36) в резьбу компаса. Поместите кончик винта в центральную точку кривой, которую вы хотите фрезеровать; убедитесь, что кончик винта достигает поверхности заготовки. Приблизительно установите требуемый радиус, перемещая фрезерный компас и затягивая барашковые болты (33) и (34). Затем ослабьте барашковый болт (34) и используйте ручку (35) для точной регулировки длины. Один оборот соответствует диапазону регулировки 2,0 мм. Каждая градуировка на ручке (35) изменяет диапазон регулировки на 0,1 мм. Включите электроинструмент и переместите его над заготовкой, используя правую рукоятку (2) и рукоятку компаса (32).
Фрезерование с помощью направляющей (см. рис. N) Вы можете использовать направляющую (37) для фрезерования по прямым линиям. Для выравнивания разницы высот необходимо установить распорную пластину (38). Установите адаптер компаса/направляющей (31) маршрутизатора, как показано на рисунке. Закрепите направляющую (37) на заготовке с помощью подходящих зажимных приспособлений, например, винтовые хомуты. Установите электроинструмент с установленным адаптером направляющей (31) на направляющую.
Фрезерование с помощью направляющей втулки (см. рис. O–P) С помощью направляющей втулки (39) можно переносить контуры с шаблонов или лекал на заготовку. Выберите направляющую втулку, соответствующую толщине шаблона или шаблона. Из-за выступающей высоты направляющей втулки шаблон должен иметь минимальную толщину 8 мм. Переместите рычаг расцепления (17) и вставьте направляющую втулку (39) в опорную плиту (6) снизу. Кодирующие кулачки должны войти в пазы направляющей втулки со слышимым щелчком.
Выберите фрезу диаметром меньше внутреннего диаметра направляющей втулки. Для фрезерования направляющей втулкой (39), выполните следующие действия: – Включите электроинструмент и сдвиньте его направляющей втулкой к шаблону. – Нажмите на зажимной рычаг для фиксации глубины фрезерования (16) и медленно перемещайте фрезер вниз, пока он не достигнет установленной глубины фрезерования. Отпустите зажимной рычаг для фиксации глубины фрезерования (16), чтобы зафиксировать эту глубину. При необходимости нажмите на зажимной рычаг для блокировки глубины фрезерования (16) до полной фиксации. – Переместите электроинструмент с выступающей направляющей втулкой вместе с шаблоном, нажимая на боковые стороны.
Техническое обслуживание и ремонт
Техническое обслуживание и очистка
Перед выполнением любых работ с электроинструментом вынимайте вилку из розетки.
Для обеспечения безопасной и эффективной работы всегда держите электроинструмент и вентиляционные отверстия в чистоте.
В экстремальных условиях всегда используйте пылесос, если это возможно. Часто очищайте вентиляционные отверстия щеткой и устанавливайте устройство защитного отключения (УЗО) выше по потоку. При обработке металлов внутри электроинструмента может оседать токопроводящая пыль, что может нарушить его защитную изоляцию. Во избежание угроз безопасности, если шнур питания необходимо заменить, это должна сделать компания Bosch или центр послепродажного обслуживания, уполномоченный ремонтировать электроинструменты Bosch.
Послепродажное обслуживание и сервисное обслуживание Наша служба послепродажного обслуживания ответит на ваши вопросы, касающиеся технического обслуживания и ремонта вашего продукта, а также запасных частей. Схемы взрывозащиты и информацию по запасным частям можно найти на сайте: www.bosch-pt.com Группа консультантов по использованию продуктов Bosch будет рада помочь вам с любыми вопросами о наших продуктах и их аксессуарах. Во всей корреспонденции и заказах запасных частей всегда указывайте 10-значный артикул, указанный на паспортной табличке изделия.
Малайзия Robert Bosch Sdn. Bhd.(220975-V) PT/SMY No. 8A, Jalan 13/6 46200 Petaling Jaya Selangor Тел.: (03) 79663194 Бесплатный номер: 1800 880188 Факс: (03) 18 790 88 Почта: [email protected] www.bosch-pt.com.my Дополнительные адреса сервисных служб можно найти по адресу: www.bosch-pt.com/serviceaddresses Утилизация Электроинструмент, принадлежности и упаковка должны быть переработаны экологически безопасным способом. Не выбрасывайте электроинструменты вместе с бытовыми отходами.
report this ad
1 609 92A 5MU (2021. 03) Robert Bosch Power Tools GmbH 70538 Stuttgart GERMANY www.bosch-pt.com
Documents / Resources
BOSCH GOF 130 Professional Heavy Router Machine [pdf] Инструкция по эксплуатации GOF 130 Professional Heavy Router, GOF 130 Professional, Heavy Router Machine
ИНТЕРСКОЛ ПЦБ-16/45Л. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о бензиновой пиле ИНТЕРСКОЛ ПЦБ-16/45Л. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Вес, кг
6,9
Длина шины, см
40
Класс пилы
бытовая
Объем двигателя, см?
45
Объем масляного бака, л
0.26
Емкость топливного бака, л
0.55
Уровень шума, дБ(А)
113
Шаг цепи, дюйм
0.325
Ширина паза, мм
1.5
Свеча зажигания
L7T
Количество звеньев
64
Мощность (л.с.)
2,4
Мощность (кВт)
1,8
Габариты, мм
400х250х300
Легкий запуск
да
Работа одной рукой
нет
Длина шины (дюйм)
16
Тактность двигателя
2-х тактный
Особенности модели
Цепная бензиномоторная пила ИНТЕРСКОЛ ПЦБ-16/45Л 443. 01.0.00 предназначена для выполнения работ на приусадебных участках, в частном домовладении. Оснащена мощным 2-х тактным двигателем воздушного охлаждения, который работает на смеси бензина с октановым числом от 92 и двухтактного масла. Система легкого запуска и праймер облегчают запуск мотора. Эффективный тормоз цепи приводится в действие силами инерции, а также при нажатии на передний упор, что защищает пользователя от серьезных травм.
Автоматическая регулируемая принудительная система смазки пильной цепи
Эффективный уровень виброзащиты — развязка рукоятки от двигателя с помощью пружин и амортизаторов
Центробежное сцепление, автоматически отключающее цепь от двигателя при снижении (падении) оборотов — останавливающее цепь на холостом ходу и предотвращающее перегрузку
Двойной тормоз цепи — механический и инерционный
Стартер с системой легкого запуска и праймер, облегчающие запуск двигателя
Высококачественная пильная гарнитура (шина и цепь)
Металлический зубчатый упор, облегчающий пиление и повышающий безопасность при работе ИНТЕРСКОЛ ПЦБ-16/45Л 443. 01.0.00
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства. Будьте внимательны при покупке!
Пила бензиномоторная цепная — 1 шт.
Шина — 1 шт.
Цепь — 1 шт.
Чехол пильного аппарата — 1 шт.
Ключ монтажный комбинированный — 1 шт.
Напильник — 1 шт.
Отвертка — 1 шт.
Ключ шестигранный (S3; S4) — 2 шт.
Ёмкость для топливной смеси — 1 шт.
Гайка с буртиком М8 — 2 шт.
Винт М5х14 — 2 шт.
Упор зубчатый — 1 шт.
Упаковка картонная — 1 шт.
Руководство по эксплуатации
Инструкция по безопасности
Гарантийный талон
Список авторизованных сервисных центров
Упаковка
Видео
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Денис
Нормальная бензопила. Качество сборки и работы полностью соответствует стоимости. Работаю с ней 8 месяцев и скажу что очень доволен.
Оцените эту модель:
Рейтинг модели: 4.8 / 5. Количество оценок: 15
Цены и продавцы
техника | Бензопила Интерскол ПЦБ-16/45Л
Каталог
Войти
Назад
Главная
/
Каталог
/
Инструменты
/
Бензоинструменты
/
Бензопилы
00-00101324
|
Код производителя: 443.01.0.00
8 490
К сравнению
ХарактеристикиНаличие товара
Конструкция
Длина шины (см)
40
Общие характеристики
Шаг цепи (дюйм)
3/8
Габариты
Вес (кг. )
6.9
Безопасность
Блокировка шпинделя
Нет
Электронная защита двигателя
Нет
Объем
Емкость масляного бака (л.)
0.21
Другие особенности
Тормоз цепи
Да
Краснокаменск «МегаТехника»
Краснокаменск ул. Парковая д.1
1 шт.
Курумкан «МегаТехника»
Курумкан ул. Балдакова, 44Б
1 шт.
Закаменск «МегаТехника»
Закаменск ул. Титова, 10Б
1 шт.
Кырен «МегаТехника»
Кырен ул. Строительная, 11
1 шт.
Петровск-Забайкальский «МегаТехника»
Петровск-Забайкальский пер. Школьный, 4а
1 шт.
Бичура «МегаТехника»
Бичура ул. Советская, 52Д
1 шт.
Могойтуй «МегаТехника»
Могойтуй ул. Гагарина, д.13
1 шт.
Гусиноозерск «МегаТехника»
Гусиноозерск ул. 2 мкр. 2Б
1 шт.
Бурвод «МегаТехника»
Улан-Удэ ул. Кабанская, 13б/1
1 шт.
Черемхово «МегаТехника»
Черемхово ул. Первомайская, 166
1 шт.
Заиграево «МегаТехника»
Заиграево ул. Октябрьская, 2
1 шт.
Чита «МегаТехника»
Чита ул. Красной Звезды, 70
1 шт.
Петропавловка «МегаТехника»
Петропавловка ул. Свердлова, 45
1 шт.
Забайкальск «МегаТехника»
Забайкальск ул. Красноармейская, д.19Б
1 шт.
«МегаТехника»
Улан-Удэ пр. Автомобилистов, 19
1 шт.
Шилка «Славия-Тех»
Шилка ул. Балябина, 85
1 шт.
Кяхта «МегаТехника»
Кяхта ул. Рокоссовского, 1
1 шт.
Борзя «МегаТехника»
Борзя ул. Карла Маркса, 73
1 шт.
Оса «Славия-Тех»
Оса ул. Свердлова, 62
1 шт.
МегаТехника(склад)
Улан-Удэ пр. Автомобилистов, 5А
6 шт.
Аксессуары и услуги
Онлайн-кредит Гарантия лучшей цены Выгодная бонусная программа Быстрая и бережная доставка
Обзоры
МегаОбзор. Электрочайник Galaxy GL0327
МегаОбзор. Набор посуды Galaxy GL9510
МегаОбзор. Колонные вентиляторы
МегаОбзор. Водонагреватели
Укажите ваше местоположение
Оставьте нам номер телефона и мы перезвоним в ближайшее время. Ваше имя: Номер телефона:
Этот сайт использует файлы cookies. Продолжая использовать наш сайт, вы соглашаетесь с использованием данных технологий.Понятно
Цепь шины, крышка шины, газета для зажигания, файл
Веса, цепь шины, File
9005
Wew Weew, File
9005
Wew Wew Greak, File
9005
веса
.
В комплект поставки входят: инструкция по сборке, руководство пользователя, гарантийный талон фирмы Интерскол, печать продавца, список сервисных центров.
На фото: Пила Интерскол ПЦБ-16/40Л.
Средняя розничная цена: 1631,00 ք
Описание и характеристики товара основаны на информации сайтов производителей. Поставляемые характеристики и внешний вид пилы Интерскол ПТСБ-16/40Л могут быть изменены без предварительного уведомления.
Перед покупкой пилы Интерскол ПЦБ-16/40Л уточняйте все интересующие вас параметры, комплектацию, внешний вид и срок гарантии у продавца. Обратите внимание, что мы не занимаемся продажей и гарантийным производством.
După câteva minute de lucru (приблизительно 4-5 мин. ), Ferăstrăul cu lanț ptsb 14-37L se opreste spontan. Carburatorul și filtrul de aer sunt curate, lumânarea este puțin întunecată, dar nu umedă. Проблема заключается в моде клар legată де ncălzirea motorului. Проблема со спермой в горшке?
Горшок существует по многим мотивам. Poate că — carburatorul este supărat. Poate — герметичный la joncțiunea carburatorul cu un поршень sau etanșa niște fisurate — apoi, din nou, a existat o scurgere. În orice caz — Este necesar pentru a contacta serviciul, persoane neantrenate nu are aproape nici o șansă de a elimina o astfel de problemă, chiar și pentru numirea de ralanti este necesar să se «simtă» ferăstrăul cu lanț. Poate că bătaia де căldură a grupului де pistoane — дар Эсте май Bine Să sperăm că eşecul Эсте май puțin semnificativ.
Ieri după iarnă am decis să folosesc ferăstrăul cu lanț Interskol ptsb 16-40l, am început, am tăiat copacul, am vrut să lucrez, dar ferăstrăul a început să se comporte ciudat. La început, nu am vrut să obțin un impuls, dar, la urma urmei, am început și apoi am târât. Văzut unul nou, nu mai mult de o oră și jumătate în total. Ce ar putea fi în neregulă cu ea?
Nu atingeți carburatorul, puneți o nouă lumânare. Da, doar îin cazul în care arata filtrul.
atunci când repararea ferăstraiele cu lanț Interskol Evp 16-38L înlocuiește lumânare, văzut ondulată perfect, date în gol, după a devenit un gaz de nemputraul nemput ne e lementare, har reseraul nemputraul гол, aceasta este în valoare apăsați doar pe tragaci, deoarece fierăstrăul încearcă să se destrame. Dacă apăsați mai greu declanșatorul de gaz, atunci ferăstrăul se opreste. Ce poate fi cu el, carburatorul poate turna combustibil?
Mai degrabă, combustibilul nu este suficient. Când se revărs, fierul «trăieste», fumează.
Am comandat lanțul 3/8 și pe lungimea autobuzului 40. Rezultatul a fost adus și nu tras. adică dacă lanțul este scurt sau anvelopa nativă nu este de 40 cm. Cum se măsoară anvelopa?
Cumpărați un alt lanț, puneți pe lanțul de 55 de linkuri, încă 2 linkuri din lanțul vechi. Împingeți anvelopa inapoi (май со звездочкой) prin extinderea slotului sub știfturi. În acest caz, o mare probabilitate ca este necesar, de asemenea, pentru a se pisa suprafața posterioară anvelopei și căptuţeala pentru a evita contactul cu roata de antrenare.
Câte lanțuri ar trebui să fie incluse într-un singur pneu și un asterisc pentru lanțurile de ferăstraie Interskol?
Ланцури 3-4 бук. Și când lucrati Periodic, schimbați lanțul pentru a reduce uzura anvelopei și asteriscul.
Путереа ла ланцул де ферэстрау Интерскол пцб 14-35л. Când începeți să vedeți și să împingeți, se ridică (fără putere) — filtrul a fost curățat, și lumânarea. Spune-mi ce poate fi?
Începeți cu factori externi — lanțul este ascuțit? Dacă începutul și accelerarea nu s-au schimbat în comparație cu modul în care a fost înainte, căutați o cauză externă. Poate e greu pentru ea. Dacă motorul ню pierde viteza și lanțul се opreste — acesta Эсте ambreiajul. Poate fi din diferite мотив, nu poate fi indicat de la distanță. Dacă viteza motorului scade odată cu creșterea încărcăturii, atunci este și mai dificilă — chinezul este chinez și orice poate fi cu motorul, carburatorul.
Временная функция подачи на Интерскол EVP 16-40 л, увеличение запаса, увеличение количества капель, диаметр от 5 до 30 см, но проблематично. Lanț Cutting opreste frecvent sau când încă, dacă lanțul în mișcare суб о sarcină де scântei mici sunt văzute din Circuitul де frecare autobuz. Există о sursă де alimentare cu ulei, lanțul Эсте ротит руководство. Как решить проблему с резолваром?
Mai întâi, verificați șlefuirea lanțului и cuponului ambreiajului, dacă rumegușul este umplut în acesta. De asemenea, rumegușul poate fi sub arcul de frână al lanțului și il puteți apăsa din când în când în aceeași cană de ambreiaj. Totuși, poate Exista Un Lanț îngrozit. Este suficient să intrați odată în pădure într-o crăpătură cu nisip și totul — ascuțit, deoarece nu sa întâmplat. Карбюратор Apoi. Sau el însuși «багги», sau, deși puțin cam devreme, a trecut prin perioada «обкаточно-притирка» и nevoie de ajustare. De obicei, într-un astfel de moment existsă o creștere puterii percepute, dar dacă producătorul este prea nesigur și își stabileste setările din Fabrică într-un amestec prea bogat, atunci poate cădea. Variantele cu toba де eșapament înfundat și ип GPG eșuat, având în vedere că mai puțin де 3 litri де amestec де combustibil sunt consumate, sunt prea puțin probabile, chiar și cu faptul că lanțul este chinez. Da, iată altul. Gazul использует poate fi de vină. Uneori existsă уна уход ню poate fi pusă pe фокус у.е. ип meci.
Ce pot scoate depozitul de carbon din ieșirea cilindrului? Fereastra este aproape complet ngroșată, există vreo chimie sau alte metode de îndepărtare?
Am scoate toba de eșapament, am Transferat Pistonul. М. Р (депозит nu ajuns la motor — camera de manivelă). Mici și foarte atent ajustând șurubelniță încet ciobire bucăți de cocs. Pentru a nu atinge serveul sau inelele (inelul). Apoi vedeshkoy și în cele din urmă — карбюратор де curățare sau де curat benzină. Se dovedește фи ноу.
Бензопила Интерскол EVP 14-37л, имеющая несколько вариантов, а также возможность установки или «sufocare», фильтр для воздуха и горючих материалов, dar acum — începe, функциональный и стабильный, dar începe să taie, aa cum au Fost, alunecă, și anume, Funcționează, dar lanțul nu se roteste. Ce fel de defecțiune?
Judecând după descrierea, se poate spune că, dacă un bine este pus în chece și cald, atunci când oprirea lanțului nu se încadrează de viteză, fără sarcină în -de dezvoltare empulsă ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș ș gen ememe -eme де управления bine fiind auzit că este posibil ca unele cu tracțiune, tracțiunea nu este transmisă lanțului. Da, ceva de genul cu tspg ca totul este în ordine. Dacă ню се mișcă, atunci puteți activa frâna?
Este posibil ca мембрана. Dar cel mai probabil — acul supapei acului sa uscat si nu se misca. Demontarea carburatorului nu este deosebit de dificilă. Este necesar Să scoateți capacul filtrului de aer, să filtrați, să deșurubați bujia și capacul cilindrului (5 șuruburi). Pentru a elimina direct carburatorul trebuie deșuruba două genunchi carburatorului легких (Шурубельница шестигранник 4 мм sau T 25) și pentru a deconecta tubul de impuls de impingere и gazului și canalul de combustibil. Pe carburator pentru a scoate capacul de pe ambele părți și o șurubelniță pentru a împinge umărul pârghia supapei acului (pe partea unde atașată prin patru bolțuri), iar pe de altă parte (care este atașofilatraculifica de unul, mare) verăuri și trece dacă benzina sau carburatorul mai curat prin sita când apăsați maneta robinetului acului. Dacă trece — colectați totul în loc și încercați să alergați.
Defecțiune a ferăstrăului cu lanț Interskol ptsb 14-35l: la început, o tensiune puternică lanțului se eliberează brusc. Poate frâna să nu funcționeze?
Sau un asterisc sau un lanț intins. Sau poate și amândouă. Mai mult decât atât, sistemul de lubrifiere nu pare să funcționeze. Dacă asteriscul in orice loc производит большую часть 0,5 мм — trebuie înlocuit. Пэ Интерсколс, фаст гной, се паре Орегоновская — ну ип дефицит, есть чума тот. Lanțurile erau, де asemenea, штат Орегон — nu este necesar, puteți face orice, doar pentru a intensifica pasul și grosimea liniei de conducere. Și cum să verificați dacă lanțul este întins sau nu este greu de spus. Puteți să vă uitați ла dispozitivul де întindere — dacă Эсте rotit aproape până ла capăt, lanțul Эсте întins destul де greu. Dacă tensiunea nu este suficientă — este întinsă foarte mult. Rolul asteriscului joacă un rol, dar mai puțin.
Și cum păstrați ferăstrăul cu lanț atunci când nu il folosiți? Ei bine, a tăiat, a trecut sezonul. A scos benzina, uleiul. Cred că au scos anvelopa, lanțul. Și ce poate fi, beți în această stare? Nu trebuie să începeți, din când în când?
Încep, am încălzit, am scurs benzina din rezervor. Din nou, încep, și până se lasă în picioare. În primăvară, umplem benzină proaspătă și începe de obicei rece.
Бензопила Interskol ptsb 14-37L pe butelie nu porneste, se toarnă, începe fără o aspirație, dacă la plantă un pic podgazovat. Заботьтесь о том, чтобы решить проблему?
Uită-te la filtrul de aer.
Interskol drujba pe teren și a început să includă frâna de lanț, care ar fi uşor să urce pe scări, el a observat că a văzut impuls schimbat în direcția de scădere, cu toate căest lannuîl modin go mers се трансформировать. La mine o întrebare, este normal sau este necesar să se joace cu viteză la ralanti? Și poate ambreiajul să funcționeze cel puțin puțin în timp ce lanțul nu se rotește?
Ei bine, înseamnă că poți să te joci cu viteză în gol, nu este nimic complicat. Ambreiajul începe să funcționeze, де îndată ce porniți motorul, cu Cât mai multe rotații, forța centrifugă acționează asupra greutăților și a arcului. Уменьшить viteza де ralanti și greutățile ню вор ajunge în ceașca stelei. Pentru a întinde lanțul pe autobuz, de asemenea, nevoie de efort, dacă suntetiinterestesat, apoi scoateți lanțul de văzut și diapozitivul, asteriscul se va învârti.
В эксплуатации, ноул ланц де ланц Интерскол ПХБ 16-40л. Cum de a consumul de ulei? Timp де 15 минут де rulare в голе, întreaga zonă эра plină cu ulei în fața garajului. Și ce șuruburi де reglare lângă регулирующий де turație în гол, у.е. literele H și L?
Acest lucru a văzut consumul de ulei nu poate fi redusă, de antrenare a pompei de ulei pe arborele cotit (de exampleu, immediat ce ferăstrăul immediat câștigat pompa de ulei), raportul aproximativ al consumului de ulei nu poate fi redusă, de antrenare a pompei de ulei pe arborele cotit (de exampleu, immediat ce ferăstrăul immediat câștigat pompa de ulei), raportul aproximativ al consumului de ellei de benzină de 1: 1, instanceu , finisaje benzina-end și ulei. Acestea sunt șuruburi de reglare a carburatorului pentru cantitatea și calitatea amestecului sau pentru viteza diferită de mare și mică. Дар ню este necesar să ле reglezi делоц, până când, în primul rând, este nevoie де о astfel де ajustare, și în аль doilea rând, până când veti afla ce anume faceți cu rotația acestor șuruburi.
Выдает 3 луча, что гораздо удобнее двух. Все лучи очень четкие и яркие. Нивелир может работать от сети, если не было возможности зарядить аккумулятор. Комплектация хорошая, в ней есть все необходимое для грамотной работы с данным нивелиром
Минусы
Я для себя минусов не нашел
Отзыв
Прибор классный и удобный в работе. Я до покупки этого нивелира работал с тремя разными моделями, поэтому мне есть, с чем сравнивать. Пока что эта модель мне нравится больше предыдущих, но она просто и заметно современнее. Но работать с таким нивелиром сможет и новичок, главное внимательно прочитать инструкцию (а лучше два раза) и посмотреть какие-нибудь видеообзоры в интернете. Тогда все будет круто
Иван Панин 31.05.2017
Плюсы
Богатый функционал. Емкий аккумулятор, который позволяет долго работать без подзарядки. Если аккумулятор сел и нет времени его заряжать, можно подключить нивелир к сети и работать от неё. Лучи очень четкие, нигде ничего не расплывается, при этом яркость высокая. Точность замеров хорошая, погрешности редко встречаются, но даже тогда они минимальные. Можно вращать нивелир вокруг своей оси на съёмной платформе, которая идет в комплекте. Есть возможность регулировать вращение винтом тонкой настройки, что очень удобно
Минусы
Ничего не обнаружил
Отзыв
Давно хотел себе нивелир Ада, потому что до этого работал с разными моделями Боша и китайскими, они меня сильно расстраивали своим качеством. Китайский был хорошим только в первый месяц работы, потом просто перестал включаться. А гарантии никакой не было, поэтому он просто в кусок кирпича превратился… И вот, наконец-то, я купил данную модель нивелира от известного производителя измерительной техники. Работаю данным прибором уже несколько месяцев и никаких проблем или сложностей не было. По качеству сборку и материалов, а также точности работы меня все устраивает. Цена полностью соответствует своему уровню. Сервисный центр очень нравится, всегда отвечают по телефону на возникшие вопросы. В общем, рекомендую покупать данную модель
org/Review»>
Сергей 13.12.2016
Плюсы
Качественный и полезный прибор. Делает сразу 3 плоскости на 360 градусов! В принципе, аналогичная Бош 3-80 модель, вот только по цене она интереснее и размеры у неё меньше (на глаз так точно). Работает стабильно и точно. В комплекте имеется мощный аккумулятор, заряда которого хватает на длительный рабочий процесс. Также имеется зарядник для зарядки этого аккумулятора, работает от простой сети. Я ставлю на ночь его обычно заряжаться, чтобы на утро можно было работать. Понравилась возможность самостоятельной тонкой подстройки нивелира. Это позволяет плавно и медленно вращать инструмент вокруг своей оси на собственном креплении. Не знаю, кому как, но в моей работе такая штука реально очень важная, поэтому я акцентирую на это внимание. В отличие от бюджетных нивелиров Ады, здесь есть возможность отключения самовыравнивания (некоторым моим товарищам такой функции сильно не хватало). То есть при отключении этой функции можно спокойно работать под наклоном. И конечно, в комплекте идет сумка для хранения и переноски нивелира. Это классика
Минусы
Не нашел никаких минусов
Отзыв
В интернете видел один любопытный отзыв, который вызвал у меня массу возмущения. Решил написать сюда, чтобы люди не верили в это, если что. Так вот, человек пишет, что у него на 10 метрах толщина луча достигает 1 сантиметра! Это вообще не правда. Такого значения даже у бюджетных моделей Ада не бывает и быть не может. Ещё человек пишет, что это якобы ротационный нивелир. После этого я сразу понял, что он далек от экспертного уровня в этой сфере и даже не понимает, что собой представляют ротационные нивелиры. В общем, прибор классный и советую вам не верить вот в такие вот высказывания «маминых экспертов». Покупайте этот нивелир и работайте спокойно, все будет окей
Лазерный уровень ADA TopLiner 3-360
Технические характеристики
Типы лазерных уровней вертик./гориз. плоскости
Точность, мм/м ±2/10
Диапазон работы компенсатора, ° ±4,5
Угол разворота горизонтального луча, ° 360
Угол разворота вертикального луча, ° 360
Защита от пыли и влаги IP54
Лазерный диод, нм 635
Класс лазера 2
Источник питания быстро заряжаемый, Li-ion аккумулятор, можно менять на месте обследования
Диапазон рабочих температур, °С -10 до +40
Проекция лазера 3 линии 360°
Рабочий диапазон 20 м
Рабочий диапазон с приемником 50 м
Резьба, дюйм 5/8,1/4
Удобная разметка. Уровень проецирует три плоскости: одну горизонтальную и две вертикальных линии. Все линии имеют развертку 360°. Луч для разметки будет видно в любой точке. Больше нет необходимости вращать прибор. Достаточно установить ADA TOPLINER 3-360 на выбранной высоте. При включении вертикальных линий получается перекрещивающиеся под углом 90? плоскости. Очень удобно при выравнивании стен и углов между стенами. Лазерные линии можно поочередно отключать оставляя только необходимую для работы.
Точное выравнивание. Выравнивание прибора автоматическое. ADA TOPLINER 3-360 отличается высокой точностью – погрешность составляет всего 0,2 миллиметра на метр.
Специальная конструкция подвеса. Маятниковый механизм максимально устойчив к ударам. Дополнительный каркас в корпусе сводит к минимуму последствия случайных падений. Плюс такая конструкция позволила значительно уменьшить размеры корпуса по сравнению с аналогами.
Литиевый аккумулятор. Уровень работает от литий-ионного аккумулятора повышенной емкости — 3300 mA. Время работы при всех включенных лазерных излучателях до 8 часов.
Работа от зарядного устройства. Если аккумулятор полностью разрядился, уровень ADA TOPLINER 3-360 может работать от зарядного устройства включенного в бытовую сеть. При этом аккумулятор будет заряжаться.
Режим работы с приемником. Для работы при ярком освещении, на улице, есть режим работы с приемником. При включении этого режима дистанция разметки увеличивается с 20 метров до 50.
Работа под наклоном. В этом режиме можно наклонять прибор на любой угол. Достаточно зафиксировать маятник установив клавишу включения в промежуточное положение. При этом будут проецироваться лазерные лучи с необходимым наклоном. Такая функция может понадобится, например, при установке лестницы.
Многофункциональное крепление. ADA TOPLINER 3-360 можно крепить к штативу при помощи резьбового соединения 1/4 или 5/8 дюйма. Одна резьба расположена на приборе, вторая — на вращающейся подставке креплении. На этом креплении можно вращать уровень на 360°. Точное наведение вертикальных линий осуществляется при помощи микрометрических винтов. Максимальный угол точного наведения: ±10° от первоначального положения.
Лазерный уровень ADA TOPLINER 3×360 SET
Артикул: ADA082_S
464,20 евро
Цена: 348,15 евро (421,26 евро, НДС)
Добавить в корзину
Все приборы перед продажей проверены и откалиброваны, а также имеют калибровочную этикетку сроком на один год.
Лазерный нивелир ADA TOPLINER 3×360 – прибор для профессионалов. Для проецирования замкнутых линий (360°) используется специальный излучатель. Независимо от того, используется ли он в помещении или на открытом воздухе, это идеальный инструмент для строительных и ремонтных работ.
Лазерный уровень проецирует 3 плоскости: одну горизонтальную и 2 вертикальные линии на 360°. Луч виден в любой точке. Нет необходимости вращать инструмент. Просто поместите ADA TOPLINER 3×360 на выбранную высоту. При включении вертикальных линий имеется проекция на 90° (лазерный крест). Очень удобно выравнивать стены и углы между стенами. Лазерные линии можно отключать по одной.
Автоматическое самовыравнивание. ADA TOPLINER 3×360 отличается высокой точностью – погрешность всего 0,2 мм/м. Лазерный уровень работает от Li-ion аккумулятора 3300 мА.
Время работы со всеми включенными лазерными линиями до 8 часов. Если литий-ионный аккумулятор полностью разряжен, лазерный нивелир ADA TOPLINER 3×360 может работать от зарядного устройства, подключенного к домашней розетке. Есть режим приемника для работы на улице при ярком освещении. Дальность маркировки увеличивается с 20 до 50м.
Работая в этом режиме, можно наклонять прибор под любым углом. Просто заблокируйте маятник, установив кнопку включения в среднее положение.
Разместить ADA TOPLINER 3×360 можно на штативе или прикрепить к настенному креплению за счет резьбы 1/4″ или 5/8″. Одна резьба расположена на приборе, другая — на вращающемся основании. С помощью Благодаря вращающейся базе прибор можно поворачивать на полные 360° Точное наведение вертикальных линий с помощью специальных винтов Максимальный угол точного наведения: ±10° от исходного положения
Маятниковый ход максимально устойчив к ударам. Дополнительный каркас корпуса защищает прибор от случайных падений. Также такая конструкция позволила уменьшить габариты корпуса по сравнению с аналогами.
Комплектация:
Лазерный уровень Чемодан Аккумуляторы Зарядное устройство Лазерная мишень Подъемный штатив Мягкая сумка Руководство по эксплуатации
Рабочий диапазон
20 м
Рабочий диапазон с приемником
50 м
Точность
± 0,2 мм/м
Лазерная проекция
3 линии 360°
Резьба штатива
1/4 дюйма 5/8 дюйма
Лазер класса
2
Лазерный диод
635 нм, < 1 мВт
Защита от пыли/воды
ИП 54
Блок питания
Комплект литиевых батарей
Размеры
65х65х45 мм
Вес
0,19 кг
Задняя часть
Крижевой лазер ADA TOPLINER 3 x 360 od 93 za 7 139,00 чешских крон
КАТЕГОРИЯ
31
НОВИНКИ ЭЛЕКТРОННАЯ ПОЧТА
Máte zájem o zasílaní informací o novinkách, slevách a cenových akcích? Напишите свою семью электронный адрес:
ČLÁNKY / NOVINKY / AKCE
Recyklace elektroodpadu a baterií
Servis
O nás
OZNÁMENÍ
Зарегистрируйтесь и накупите с 2% сливов на целой сортировке.
Podle zákona o evidenci tržeb je prodávající povinen vystavit kupujícímu účtenku. Zároven je povinen zaevidovat přijatou tržbu u správce daně онлайн; v případě technického výpadku pak nejpozději do 48 hodin.
Křřžový Laser Ada Topliner 3 x 360
Zboží Už není k Dispozici
Novinka
AKCE
ROTAční Laser Hedü Q1
ROTAční Laser Hedü Q1
ROTAční Laser Hedü Q10210
Hedü Q1 — это вращающийся лазерный…
ДЕТАЛЬ
Nivelační přístroj sada ADA Prof X32 profi (stativ, lať) záruka 10 let
Шпичковый профи. ..
ДЕТАЛЬ
Термометр FIRT 1000 DataVision
Infračervený teploměr s velkým…
ДЕТАЛЬ
Ротационный лазер ADA Rotary 400 HVG + статус с кликами по
Ротационный самонивелирующий лазер ADA Rotary 400HVG…
ДЕТАЛЬ
Ротационный лазер FKD FRE205G — зеленый паприкс + статус с кликом по латинице
Разработчик: FANUC — японская компания, производитель оборудования для промышленной автоматизации.
Сайт: https://www.fanuc.eu
Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUC LTD и в России.
Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА СИСТЕМ ЧПУ FANUC
Высочайшее качество деталей
Благодаря точному взаимодействию многофункциональных высококачественных аппаратных средств с такими специальными программными функциями, как нано-сглаживание или усовершенствованное пятиосевое управление машинной обработкой, системы ЧПУ FANUC позволяют с легкостью добиться самого высокого качества обработки поверхностей.
Исключительная гибкость
Только FANUC предлагает две версии систем ЧПУ: компактную модель, устанавливаемую на ЖК-монитор, и отдельно устанавливаемую универсальную модель. Так что когда речь идет о конструкции станка, вы всегда можете выбрать вариант, отличающийся максимальной эксплуатационной гибкостью.
Программные средства FANUC
Персонализация, настройка, оптимизация и автономное программирование — просто выберите нужное средство.
Единый простой подход
Созданные на основе единого подхода FANUC к управлению, системы ЧПУ FANUC просты в управлении и программировании, а значит, не требуют продолжительного обучения. Кроме того, благодаря совместимости с более поздними версиями можно использовать существующие программы. Как следствие снижается совокупная стоимость владения.
Уникальные встроенные функции безопасности
Функция трехмерного контроля на отсутствие столкновений FANUC защищает станок, детали и инструмент. В результате время простоя сокращается до минимума, обеспечивается защита дорогостоящего оборудования, и предотвращаются повреждения изделий и станка.
Увеличение эффективности станка
Сотни функций программного обеспечения FANUC по управлению искусственным интеллектом, движением, безопасностью и производительностью позволяют идеально адаптировать ЧПУ FANUC под необходимую задачу и добиться большей эффективности.
ВЫПУСКАЕМЫЕ СТОЙКИ ЧПУ
ДОПОЛНИТЕЛЬНЫЕ МАТЕРИАЛЫ
Системы ЧПУ FANUC обзор продукции (рус.)
Новая версия системы ЧПУ FANUC 0i-MF PLUS
21.05.2020
У нас отличная новость для всех поклонников линеек вертикально-фрезерных обрабатывающих центров производства WELE Mechatronic! Теперь обрабатывающие центры WELE в базовой комплектации оснащаются новейшей версией системы ЧПУ Fanuc 0i-MF Plus, которая имеет удобный сенсорный дисплей и графический интерфейс iHMI. Станки серий CV/VQ оснащаются дисплеем 10.4 дюйма, а линейка серий AA/AQ — дисплеем 15 дюймов.
Дизайн интерфейса iHMI выполнен в стиле современных мобильных оболочек на базе Android и iOS, а большое количество моментально узнаваемых иконок-пиктограмм снижают порог привыкания оператора. Отныне вы можете даже вывести аварийные сообщения в виде иконок на операционный экран ЧПУ или же присвоить конкретной программе в длинном списке УП индивидуальную картинку – это значительно увеличивает скорость навигации.
Среди функционала новой версии системы ЧПУ можно выделить функцию Fast Cycle Time Technology (технология минимального времени цикла), смысл которой заключается в автоматической адаптации параметров рабочих органов к реальной нагрузке. Получая обратную связь от сервоприводов станка, функция оптимизирует траекторию и параметры перемещения и регулирует плавный разгон/торможение шпинделя.
Другой интересной функцией является Fine Surface Technology (технология высококачественной обработки): на специальном экране вы можете настроить параметры черновой, получистовой и чистовой обработки, после чего система выберет оптимальную траекторию перемещения.
Стоит отметить, что ранее функционал вышеприведенных опций был реализован компанией WELE в виде специальных пользовательских функций для портальных обрабатывающих центров, работающих на версии Fanuc 31i – теперь же благодаря новшествам Fanuc он стал доступен и для вертикальных обрабатывающих центров.
Обновление получил и редактор УП – вы можете добавлять фиксированные наборы кадров, циклы обработки и измерения, а необходимые строки УП подсвечивать нужным цветом.
Задание коррекции на инструмент стало еще более удобным благодаря наглядному представлению имени и типа инструмента и интеграции с менеджером инструмента, в который можно занести каталожную информацию по инструменту.
Большим подспорьем для оператора является работа с эксплуатационной документацией в интерактивном режиме прямо со стойки. Больше не нужно трать время на поиски необходимой инструкции при появлении аварийного сообщения или при проведении технического обслуживания – достаточно нажать на соответствующую иконку.
Наконец, еще одним нововведением является усовершенствованный 3D-симулятор. Благодаря ему вы можете не только отобразить процесс обработки, но и проверить наличие столкновений инструмента и рабочих органов станка, как в автоматическом, так и в ручном режиме. Система контроля столкновений интегрирована в ядро ЧПУ, что обеспечивает минимальное время на обмен данными (не зависит от стороннего ПО), и работает в режиме реального времени.
Мы перечислили лишь некоторые преимущества новой версии системы ЧПУ Fanuc 0i-MF Plus.
Если вы хотите узнать больше об этой новой системе ЧПУ и её возможностях, то мы предлагаем вам посмотреть вебинар на эту тему, подготовленный специалистами компании FANUC:
Возврат к списку
CNC-системы и решения — Fanuc
FANUC CNC предлагает ответ на сложные операции обработки с использованием нескольких осей и приложений с несколькими путями. От очень маленьких до очень больших заготовок, от очень мягких до очень твердых материалов, ЧПУ FANUC обеспечивает идеальный баланс между предельной точностью, безупречным качеством поверхности и кратчайшим временем цикла. Это приводит к сокращению непроизводительного времени и устранению неточностей, связанных с операциями наладки, состоящей из нескольких деталей.
Создан для надежности и производительности
ЧПУ
Благодаря концепции управления, которая используется во всех элементах управления FANUC, элементы управления ЧПУ FANUC просты в эксплуатации и программировании, а также требуют меньшего обучения. Кроме того, восходящая совместимость означает, что существующие программы можно легко использовать повторно, что снижает общую стоимость владения.
Управления движением
Включая встроенный PMC/PLC, контроллер движения Power Motion i-A CNC может управлять до 32 осями движения по 4 траекториям. Power Motion i-MODEL A был разработан для высокопроизводительных многоосевых приложений общего движения.
Усилители и блоки питания FANUC
Энергоэффективные усилители FANUC, разработанные для поддержки даже самых сложных задач обработки, сочетают в себе повышенную производительность и всемирно известную надежность FANUC.
Двигатели и приводы
Разработанные и изготовленные специально для ваших нужд, приводные системы FANUC идеально согласованы друг с другом и обеспечивают максимальную производительность. Простые в установке с помощью plug & play, они предлагают самую высокую надежность на рынке, а также выдающуюся производительность и отличную энергоэффективность.
Программные решения
Создайте превосходную среду разработки программного обеспечения для ваших ЧПУ FANUC с помощью FANUC NCGuide. В сочетании с другими инструментами разработки программного обеспечения FANUC (такими как FANUC LADDER III, FANUC PICTURE, C- и MACRO EXECUTER) это обеспечивает еще более эффективную среду разработки, чем существующее ЧПУ.
Простая настройка
Широкий спектр дисплеев с широкими возможностями настройки, включая встроенные ЖК-экраны, автономные решения с поддержкой нескольких экранов и сложные портативные дисплеи, идеально подходят для операций, близких к приложению. «Функция совместного использования дисплея Ethernet» используется для совместного использования одного дисплея несколькими ЧПУ.
Симуляторы
Симулятор ЧПУ FANUC, симулятор обработки, аппаратные симуляторы и образовательный пакет обеспечивают реалистичную рабочую среду и среду программирования деталей. Все тренажеры позволяют операторам, программистам и инженерам по техническому обслуживанию тренироваться в эргономичной среде.
Мы рядом, где бы вы ни нуждались в нас
Независимо от того, в какой части мира вы находитесь, полная поддержка ваших приложений, а также высококачественные детали и обслуживание клиентов FANUC всегда рядом, когда и где они вам нужны.
Обучение ЧПУ
Курсы практического обучения, которые можно даже адаптировать к нашим уникальным потребностям. Благодаря мобильным классным комнатам, учебным грузовикам, электронному обучению, настройке курса и огромному количеству мест ваше обучение будет максимально гибким.
Высочайшее качество – минимальное время обработки
Благодаря более чем 60-летнему опыту FANUC предлагает широчайший ассортимент систем ЧПУ в отрасли: от лучших систем управления с мощными функциональными возможностями до высокопроизводительных систем управления для сложных станков – все с быстрым программированием и простота использования, гарантирующая высочайшее качество и короткое время обработки. Так мы повысим вашу продуктивность.
100% собственное производство для максимальной надежности
Каждый компонент систем ЧПУ FANUC — лазерные источники, элементы управления, двигатели и усилители — разрабатывается, производится и тестируется на собственном предприятии. Разработанные для максимальной совместимости, эти детали имеют чрезвычайно долгий срок службы, что обеспечивает очень высокий уровень безотказной работы машины, а также среднее время наработки на отказ более пятнадцати лет.
Управляемая энергоэффективность
Используя интеллектуальное управление энергопотреблением для обеспечения наилучшей производительности при минимально возможном энергопотреблении, все ЧПУ, двигатели и усилители FANUC спроектированы таким образом, чтобы максимально эффективно использовать энергию. Также доступны дополнительные инструменты для мониторинга и управления потреблением энергии.
Непревзойденная гибкость
Только FANUC предлагает вам свободу выбора из двух версий системы ЧПУ. Имея компактную модель с креплением на ЖК-дисплей и очень гибкую автономную версию, вы всегда можете быть уверены, что получите максимальную универсальность, когда речь идет о конструкции машины.
Уникальные встроенные функции безопасности
Функция проверки столкновений FANUC 3D Interference Check защищает вашу машину, детали и инструменты. Это сводит к минимуму время простоя, защищая дорогостоящее оборудование и предотвращая повреждение заготовок и станка.
Одна простая в использовании концепция во всем
Благодаря концепции управления, которая используется во всех элементах управления FANUC, они просты в эксплуатации и программировании, что означает меньшую потребность в обучении. А восходящая совместимость означает, что существующие программы можно легко использовать повторно, что снижает общую стоимость владения.
Превосходное качество деталей
Благодаря точному взаимодействию высокофункционального высококачественного оборудования и специализированных программных функций, таких как наносглаживание или расширенные функции управления 5-осевой обработкой, с системами ЧПУ FANUC всегда легко получить идеальные поверхности.
Наша сильная сторона: обслуживание и поддержка
Интенсивная поддержка приложений и индивидуальное обслуживание клиентов являются основными аспектами Желтый мир FANUC — от первого до последнего шага. Высококвалифицированная и преданная своему делу команда сервисного обслуживания поможет вам создать и эксплуатировать наиболее эффективные машины. Всегда гибкий, всегда быстрый, всегда рядом. Специальные пакеты услуг FANUC еще больше повышают производительность ваших машин.
Как мы можем помочь вам повысить производительность? Наши специалисты с нетерпением ждут вашей поддержки.
Связаться с нами
FANUC Америка | Тех-Лабс
Коллаборативный робот FANUC серии CRX
Окунитесь в новую эру технологии совместной работы
Испытайте совершенно новую серию CRX, новейший коллаборативный робот FANUC, разработанный для упрощения установки и программирования ваших коботов.
Тележка Fanuc LR Mate 200 i D/4S без ограждения
Расширьте возможности своих учеников приступить к работе с робототехникой — представляем НОВУЮ тележку Fanuc без ограждений!
НОВАЯ тележка FANUC LR Mate 200iD/4S Fenceless CERT была разработана путем объединения программного обеспечения FANUC DCS Position and Speed Check с лазерным сканером Allen Bradley SafeZone Mini Safety. В результате появилась НОВАЯ безбортовая тележка FANUC, которая по-прежнему проходит через стандартную дверь и питается от сети 110 В. Тележка Fenceless позволяет расширить рабочий диапазон и знакомит студентов с новейшими интегрированными продуктами безопасности от FANUC и Allen Bradley.
Тележка для сварки CERT
Простая в программировании, обучающая тележка для обучения сварке в классе
Артикул:
APTARC50
Программы сварки, которые хотят обучать новейшим технологиям, добавят роботизированную сварку в свои программы. Этот простой в программировании коллаборативный робот…
Сертифицированная программа обучения ЧПУ Fanuc
Квалифицированные студенты, чтобы быть продуктивными сразу после выхода на ведущие рабочие места в отрасли.
Программа FANUC CNC Certified Education Training — это отраслевая сертификация, доступная для квалифицированных средних школ, общественных колледжей и университетов. Программа сертифицирует инструкторов в учебных заведениях для обучения своих студентов программированию, настройке и эксплуатации станков с ЧПУ с использованием платформы управления FANUC.
Симулятор ЧПУ FANUC
Доступное портативное решение для обучения на «реальном» оборудовании FANUC.
Артикул:
A02B-0158-B100#США
Симулятор ЧПУ FANUC является прекрасным дополнением к классной комнате и важным компонентом, позволяющим максимально освоить элементы управления ЧПУ FANUC, когда фактическое машинное время ограничено.
ФАНУК КР-35иА
Полезная нагрузка: 35 кг / Оси: 6 / Вылет: 1813 мм
Артикул:
CR-35iA
Новый CR-35iA от FANUC — первый в мире коллаборативный робот с грузоподъемностью до 35 кг. Беззащитный, он открывает целый новый мир возможностей. Безопасная работа бок о бок с людьми-операторами позволяет экономить место и деньги. И поскольку внутри он такой же, как и любой другой робот FANUC, он работает так же, как и все роботы FANUC. Сертифицированный в соответствии с требованиями ISO 10218-1:2011 и RIA/ANSI R15.06-2012 коллаборативный робот FANUC CR-35iA может работать в различных приложениях вместе с людьми, включая: обслуживание машин, перемещение тяжелых грузов, требующих помощи при подъеме. устройства или специальное оборудование, механическая сборка с более высокой грузоподъемностью, укладка на поддоны или упаковка, а также обработка контейнеров или коробок.
ФАНУК КР-4иА
4 кг / Оси: 6 / Вылет: 550 мм
Артикул:
CR-4iA
CR-4iA — небольшой коллаборативный робот с полезной нагрузкой 4 кг
ФАНУК КР-7иА
7 кг / Оси: 6 / Вылет: 717 мм
Артикул:
CR-7iA
FANUC CR-7iA — новейший коллаборативный робот FANUC, напоминающий семейство LR Mate.
SKINDICHT® кабельные вводы из полиамида или металла, метрические
SKINDICHT RWV-M 25×1,5 o. E+D
Описание
Характеристики
Описание
Преимущества
Возможно комбинирование с различными резьбовыми соединениями
Экономия пространства монтажа и снижение веса за счёт оптимального наружного диаметра кабеля
Уменьшенная конструктивная высота
Параллельная прокладка кабеля у корпуса
Стойкий к коррозии
Конструкция
Метрическая соединительная резьба в соответствии с EN 50262
Техническая информация на основе DIN IEC 62444
Области применения
Угловые кабельные вводы применяются в том случае, когда кабели и провода должны быть проложены параллельно вдоль стенки корпуса.
Производство электрических двигателей
Машино- и станкостроение
Техника эксплуатации и монтажа оборудования
Для техники проведения массовых мероприятий
Примечание
Фотографии и иллюстрации представлены не в точном масштабе и не являются точными до подробностей иллюстрациями соответствующих изделий.
Классификация ETIM 5
ETIM 5.0 Class-ID: EC000441
ETIM 5.0 Class-Description: кабельный ввод с резьбой
Классификация ETIM 6
Обозначение класса ETIM 6.0: EC000441
Описание класса ETIM 6.0: Кабельный ввод
Материал
Корпус: цинковое литьё под давлением
Tемпературный диапазон
от -20°C до +100 °C
Класс защиты
IP 55
Характеристики
a1
29
B, мм
30
K
5
L
31
Ø A2
35. 7
Ø G
20
SW1
|27.0|
SW2
|32.0|
Длина резьбы D, мм
13.5
Обозначение/Размер
M 25 x 1,5
Поделиться
Назад к списку
Наши специалисты ответят на любой интересующий вопрос по товару
Задать вопрос
Цель нашей компании — предложение широкого ассортимента товаров и услуг на постоянно высоком качестве обслуживания.
FuranFlex RWV® — ФуранФлекс
+7 (495) 790-97-76
Другие виды FuranFlex:
FURANFLEX Black® для котлов FURANFLEX RainFlex® для водостоков FURANFLEX VentilFlex® для вентиляции
Материал FuranFlex® RWV для дымохода камина, печи или твердотопливного котла
FuranFlex® RWV – композиционный стеклопластиковый материал, обладает высшими показателями теплостойкости. ФуранФлекс RWV нужен, чтобы защитить от конденсата дымоходы для каминов, печей или котлов, а также избавить от трещин в кирпичном дымоходе.
FuranFlex® RWV применяется в дымовых каналах высокотемпературных отопительных приборов (топливо: древесина и производные), работающих на принципах естественной (атмосферной) тяги.
Почему стоит выбрать дымоход для камина Фуранфлекс?
Даже ровные дымоходы для каминов со временем начинают разрушаться, теряют свою герметичность, и продукты сгорания дров начнут проникать в помещение. Дымоходы для каминов ФуранФлекс позволят избавиться от этой проблемы. Технологию ФуранФлекс можно применять в любом существующем канале, независимо от его формы, сечения или изгиба.
Ремонт трубы камина за несколько часов
Установка для любой формы трубы по сечению дымохода
Ремонт дымохода материалом ФуранФлекс проходит без разбора стен
Чистая работа не оставляет строительного мусора в доме
10 лет заводской гарантии на материал FuranFlex® RWV после установки дымохода
Технические характеристики
Рабочая температура в дымовых газах
450 °C
Максимальная температура в течение 30 мин
1000 °C
Морозостойкость
-50 °C
Топливо
древесина и производные
Толщина стены
4,5 мм
Диаметр (любой)
от 100 до 1200 мм
Длина
3 — 80 м
Плотность
1,9 г/см
Прочность на разрыв
» data-order=»145 Н/мм кв.»> 145 Н/мм кв.
Корозионная стойкость для кислот
pH 3-10
Угол сдвижки, не более
30°
Европейская классификация
T450 N1 D 3 G
Преимущества применения FuranFlex® в качестве дымохода для камина
Дымоходы для камина Фуранфлекс можно использовать в широком диапазоне температур.
Материал FuranFlex® представляет собой укрепленную стекловолокнами, твердеющую при высокой температуре искусственную смолу, так называемый композит. Он более коррозиестойкий, чем нержавеющая сталь. При температурах 200-700°С Ваш полимерный дымоход для камина проходит процесс отвердения, труба не меняет конфигурацию. Дымоход для камина не дымится до температуры 800°С и не горит даже при 1000°С.
Превосходная тяга
Вам знаком выброс дыма при разжигании вашего камина? Это происходит при отсутствии хорошей тяги. Фуранфлекс делает внутреннюю поверхность канала дымохода котла более гладкой, обеспечивая коэффициент шероховатости, как у нержавеющей стали. Таким образом, вы забудете об этой проблеме.
Коррозийная стойкость
Материал Фуранфлекс, в отличие от труб из нержавеющей стали не имеет стыков или швов. На практике это означает минимальную вероятность протечек. Свойства композитной вставки Фуранфлекс таковы, что вкладыш меньше расширяется и сужается при скачках температур. Это снижает образование трещин и позволяет увеличить срок службы канал до 10 лет.
Полезные ссылки
Котельный сервис Монтаж отопления По каким признакам выявляют отсутствие герметичности воздухопровода Замена труб Починить трубу Как отремонтировать трубу на крыше Старый дымоход Почему мокнет кирпичная труба Ремонт печной трубы из кирпича на крыше Ремонт кирпичной кладки
Оставьте заявку прямо сейчас!
Мы свяжемся с Вами в ближайшее время
Ремонт дымоходов в Москве и МОРемонт внутренних водостоков в Москве и МО
Red-White Valve Corp. | Производитель и поставщик клапанов
Бессвинцовые экологически чистые клапаны
RED-WHITE VALVE CORP. производит широкий ассортимент продукции с использованием лучших бессвинцовых сплавов. Все наши бессвинцовые клапаны полностью протестированы и сертифицированы сторонней лабораторией для обеспечения всех стандартов качества и охраны здоровья.
Узнать больше
Гидравлика
RED-WHITE VALVE CORP. производит обширную линейку компонентов комплекта змеевика, включая ручные балансировочные клапаны с фиксированным отверстием, автоматические балансировочные клапаны, независимые от давления регулирующие клапаны, комбинированные фильтры, штуцеры, шланги из нержавеющей стали и другие аксессуары. Компоненты изготавливаются с использованием лучших доступных антикоррозионных сплавов DZR, устойчивых к обесцинкованию.
Узнать больше
Стандартные клапаны
RED-WHITE VALVE CORP. производит широкий ассортимент стандартных клапанов из латуни и бронзовых сплавов, а также клапанов из термопластика для использования во многих коммерческих и жилых помещениях, включая водопроводные системы, производство, нефтехимию, сельское хозяйство и отопление/охлаждение.
Узнать больше
Коммерческий/промышленный
RED-WHITE VALVE CORP. производит широкий спектр коммерческих/промышленных клапанов из стандартных латунных и бронзовых сплавов, чугуна, ковкого чугуна, нержавеющей стали, углеродистой стали и термопластика для использования во многих областях, включая водопроводные системы, производство, нефтехимию, сельское хозяйство. и отопление/охлаждение.
Подробнее
Узнайте, почему наше качество непревзойденно.
Качество и ценность
Конкурентоспособные цены без ущерба для качества. Наши собственные производственные процессы позволяют нам контролировать качество при снижении затрат.
Обслуживание мирового класса
В течение 50 лет нашей главной целью было удовлетворение клиентов обслуживанием мирового класса и непревзойденной скоростью заполнения.
Высочайшие отраслевые стандарты
Мы следим за тем, чтобы вся наша продукция производилась в соответствии с строжайшими отраслевыми стандартами, что дает нам лучшую в отрасли торговую марку.
Опытные отраслевые эксперты
Наши заводские представители являются опытными отраслевыми экспертами, которые поддерживают Red-White Valve Corp., предоставляя услуги и ноу-хау.
Поковка
Температура нашей поковки тщательно поддерживается на 100% для обеспечения наилучшего качества.
Литье
Для обеспечения наилучшего качества поверхности мы используем процесс литья в оболочку.
Станкостроение
Используя наши запатентованные технологии и прецизионные инструменты, мы достигаем и поддерживаем самые высокие отраслевые стандарты.
Поковка
Температура нашей ковки тщательно поддерживается на 100% для обеспечения наилучшего качества.
Ковка
Литье
Чтобы обеспечить наилучшее качество поверхности, мы используем процесс литья в оболочку.
Кастинг
Станкостроение
Используя наши запатентованные технологии и прецизионные инструменты, мы достигаем и поддерживаем самые высокие отраслевые стандарты.
Станкостроение
лет производственного опыта
лет в отрасли
Глобальные места дистрибуции
О нас — RED-WHITE VALVE CORP.
Наша история
За свою долгую и престижную историю компания RED-WHITE VALVE CORP. (RWV) сохранила значительное присутствие на рынках сантехники, коммерческого, промышленного и ОВКВ.
В 1971 году RWV была основана как совместное предприятие. между Mitsui & Company, Ltd. и Toyo Valve Company, Ltd., Япония. Объединив эти две компании, RED-WHITE VALVE CORP. выросла из двух относительно небольших компаний в признанного во всем мире поставщика клапанов и сопутствующих товаров для рынков сантехники, коммерческого, промышленного и ОВКВ.
В 2003 году компания RED-WHITE VALVE CORP. была приобретена компанией Valvoindustria Ing. Риццио (ВИР) из Италии. Компания VIR, известная своим пятидесятилетним производством лучших в мире клапанов из бронзы и латуни, добавила к RWV возможность поставлять нашим клиентам продукцию высочайшего качества под лучшими в отрасли торговыми марками.
Несмотря на то, что наша история важна, а наша продукция отличается высочайшим качеством, в конце концов мы считаем, что наша компания действительно должна прислушиваться к тому, что говорят наши клиенты, и выполнять свои обещания. Для этого мы добавили и продолжаем добавлять новые линейки продуктов и неустанно работаем, чтобы удовлетворить клиентов обслуживанием мирового класса, предлагая конкурентоспособные цены. Кроме того, представители нашего завода являются опытными отраслевыми экспертами, которые поддерживают RED-WHITE VALVE CORP. , предоставляя услуги и ноу-хау.
Мы являемся производителем
Почему это так важно? Почему мы изготавливаем клапаны на собственных производственных мощностях? Ответ прост. Мы хотим лучшего качества, сделанного в соответствии с самыми высокими стандартами и с лучшими ценами.
Чтобы донести этот великолепный продукт до потребителей, мы тесно сотрудничаем с опытными отраслевыми экспертами через дистрибьюторов со складами и без них. У нас есть склады по всей Северной Америке, что дает нам непревзойденную скорость заполнения для нашей семьи оптовиков.
Мы являемся производителем
Узнайте, почему наше качество непревзойденно.
Запатентованная технология
Благодаря нашей запатентованной технологии и инновациям мы предлагаем вам лучший продукт для всех ваших потребностей в клапанах.
Полностью автоматизированное оборудование
Используя этот процесс, мы сокращаем время производства, снижаем затраты, повышаем безопасность и поддерживаем наш высокий стандарт контроля качества.
Прецизионная обработка
Сокращает отходы материала, обеспечивает более быструю сборку и повышает эффективность.
Контроль качества
Благодаря 100% тестированию воздухом и нашим передовым процессам обнаружения мы гарантируем, что наша продукция соответствует высоким отраслевым стандартам.
Наш процесс
ГДЕ НАЧИНАЕТСЯ ЛАТУНЬ
Наш контроль материалов и качество начинается с самого начала.
РЕЗКА ПРУТКА
Использование полностью автоматизированной резки прутка сводит к минимуму отходы и оптимизирует качество.
КОВКА
Температура нашей ковки тщательно поддерживается на 100% для обеспечения наилучшего качества.
ГДЕ НАЧИНАЕТСЯ БРОНЗА
Мы держим температуру литья и состав более летучих элементов на 100% под контролем, чтобы обеспечить безопасность и качество.
ЗАКАЛКА
Мы постоянно следим за тем, чтобы температура литья соответствовала требуемым механическим свойствам.
 Причины этой проблемы следующие:
Причины этой проблемы следующие:
 Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл.
Причиной нарушения являются: некорректная ориентация детали в плоскости XYZ, отклонения в obj, sti файле, сетке. Следует изменить ориентацию или исправить файл. Перед печатью его нужно перемешать, удалить твердые фракции.
Перед печатью его нужно перемешать, удалить твердые фракции. Занимаюсь этим более трех лет, возможно вы знакомы с моим первым творением X-Ray Tough. В настоящий момент мы ушли далеко вперед в разработке полимеров и понимании процесса печати и предлагаем фотополимеры HARZ Labs для тестирования на ваших принтерах.
Занимаюсь этим более трех лет, возможно вы знакомы с моим первым творением X-Ray Tough. В настоящий момент мы ушли далеко вперед в разработке полимеров и понимании процесса печати и предлагаем фотополимеры HARZ Labs для тестирования на ваших принтерах. Полимер при печати “ест” силикон
Полимер при печати “ест” силикон А если кювета сделана из оргстекла, то застывший фотополимер отделить от него без царапин и повреждений практически невозможно, кювету можно выкидывать.
А если кювета сделана из оргстекла, то застывший фотополимер отделить от него без царапин и повреждений практически невозможно, кювету можно выкидывать. Ни время засветки, ни увеличение мощности не помогут.
Ни время засветки, ни увеличение мощности не помогут.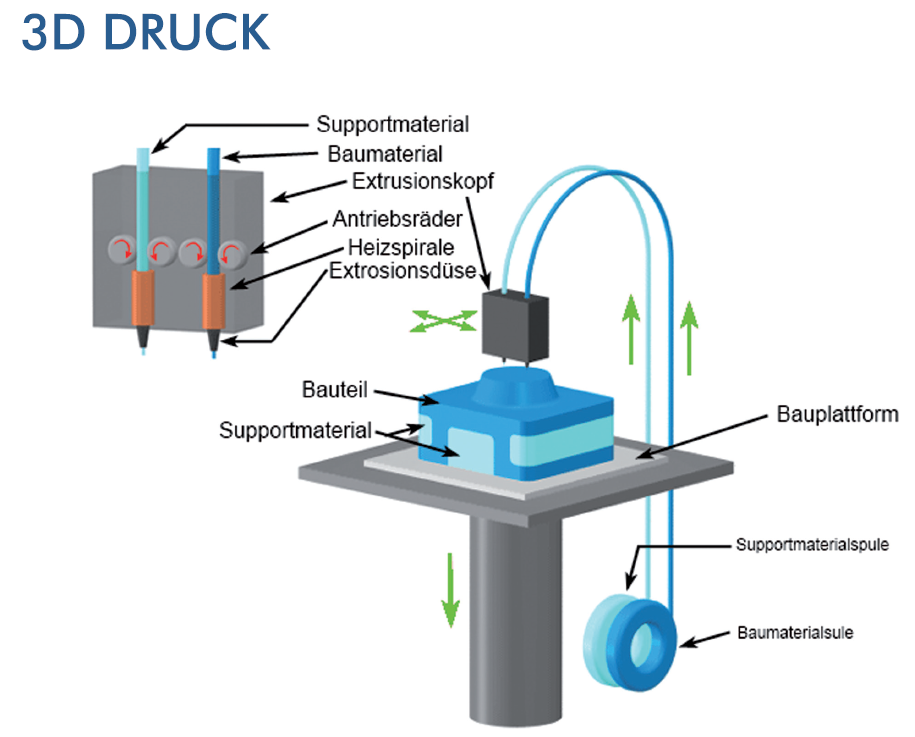 Например, видимым светом можно отвердить полимер на глубину 5-10 см. В то время как жесткий УФ (UVC) отверждает совсем тонкие слои (менее 100 мкм). Добавляя краситель, мы создаем фильтр для отсечения длинных волн и боремся с паразитной засветкой. Но краситель также отсекает и часть полезного УФ излучения, что сказывается на активности полимера.
Например, видимым светом можно отвердить полимер на глубину 5-10 см. В то время как жесткий УФ (UVC) отверждает совсем тонкие слои (менее 100 мкм). Добавляя краситель, мы создаем фильтр для отсечения длинных волн и боремся с паразитной засветкой. Но краситель также отсекает и часть полезного УФ излучения, что сказывается на активности полимера. В результате последующие слои просто не прилипают.
В результате последующие слои просто не прилипают. Чем оно выше, тем адгезия к нему лучше. Поэтому в качестве материала стола часто выбирают металл или стекло, а для кюветы – силиконы и фторполимеры (тефлон). Мы проводили эксперименты с различными самоклеящимися пленками, типа ПЭТФ, ПВХ – с ними ничего хорошего не получилось.
Чем оно выше, тем адгезия к нему лучше. Поэтому в качестве материала стола часто выбирают металл или стекло, а для кюветы – силиконы и фторполимеры (тефлон). Мы проводили эксперименты с различными самоклеящимися пленками, типа ПЭТФ, ПВХ – с ними ничего хорошего не получилось.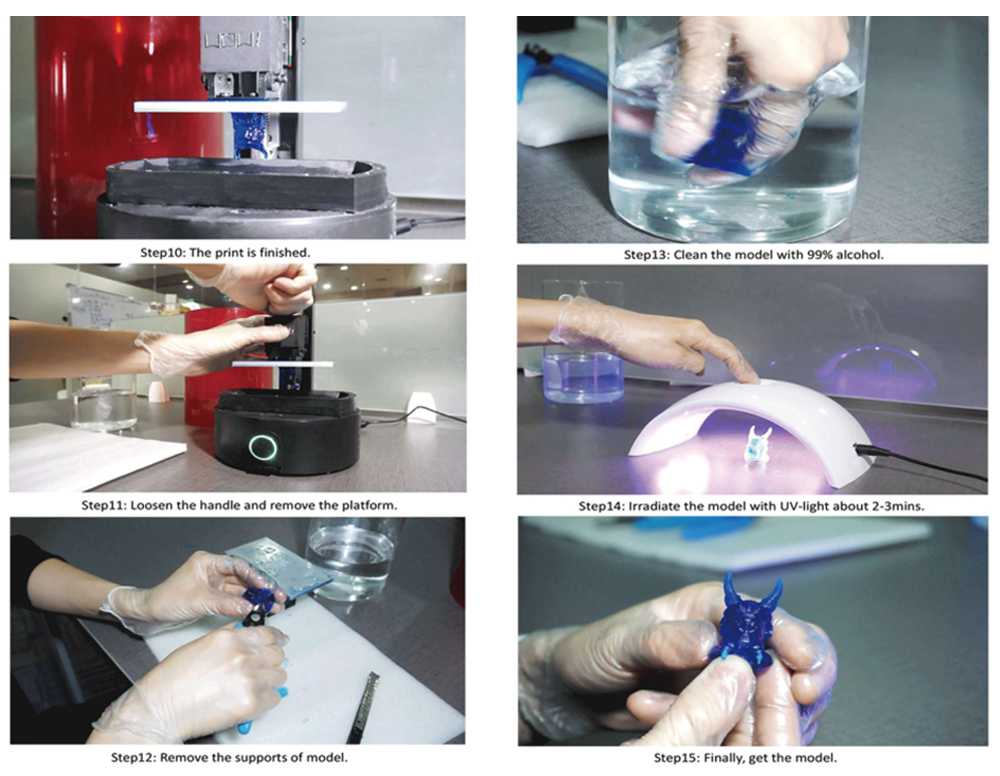 Оконные стекла или прозрачный корпус 3D принтера не защищает полностью от УФ излучения. Если ваш полимер может простоять в помещении в прозрачном стакане пару дней без видимых изменений – то все ок, вам нечего бояться.
Оконные стекла или прозрачный корпус 3D принтера не защищает полностью от УФ излучения. Если ваш полимер может простоять в помещении в прозрачном стакане пару дней без видимых изменений – то все ок, вам нечего бояться.
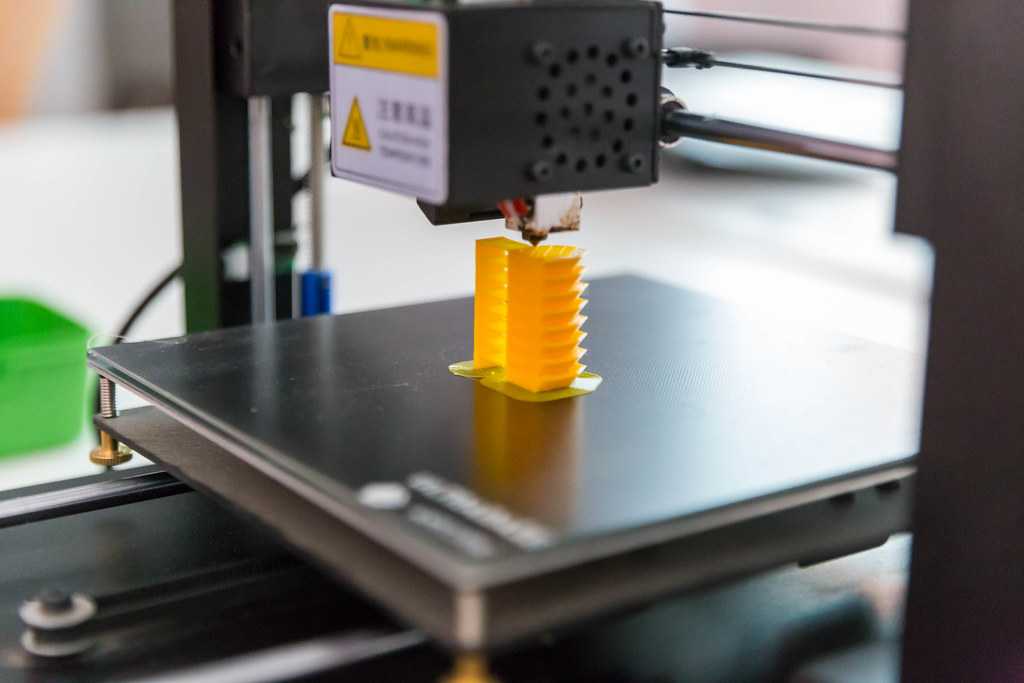

 Приятно знать, что для смол Liqcreate уже доступно множество предварительных настроек. Вы можете найти их здесь. Кроме того, всегда рекомендуется фильтровать смолу после сбоя печати. В резервуаре для смолы могут быть мелкие пластиковые детали, которые могут повредить резервуар для смолы или часть принтера
Приятно знать, что для смол Liqcreate уже доступно множество предварительных настроек. Вы можете найти их здесь. Кроме того, всегда рекомендуется фильтровать смолу после сбоя печати. В резервуаре для смолы могут быть мелкие пластиковые детали, которые могут повредить резервуар для смолы или часть принтера
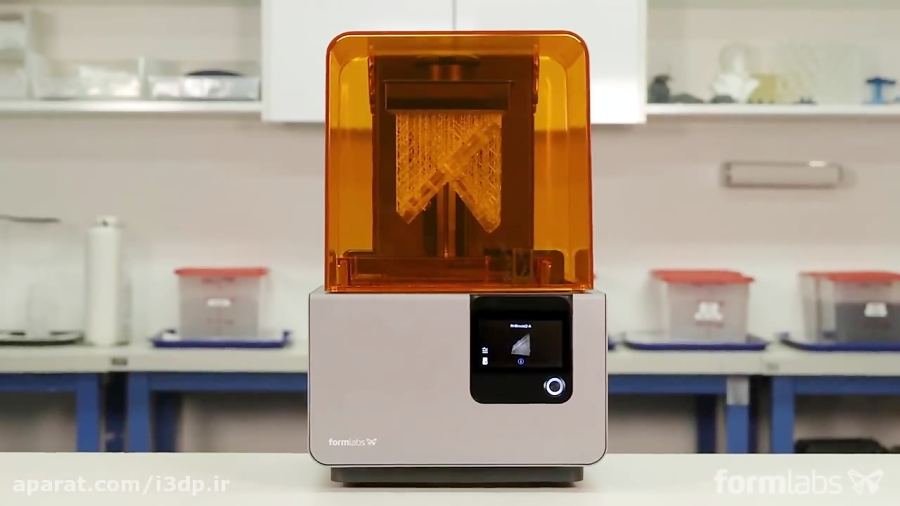
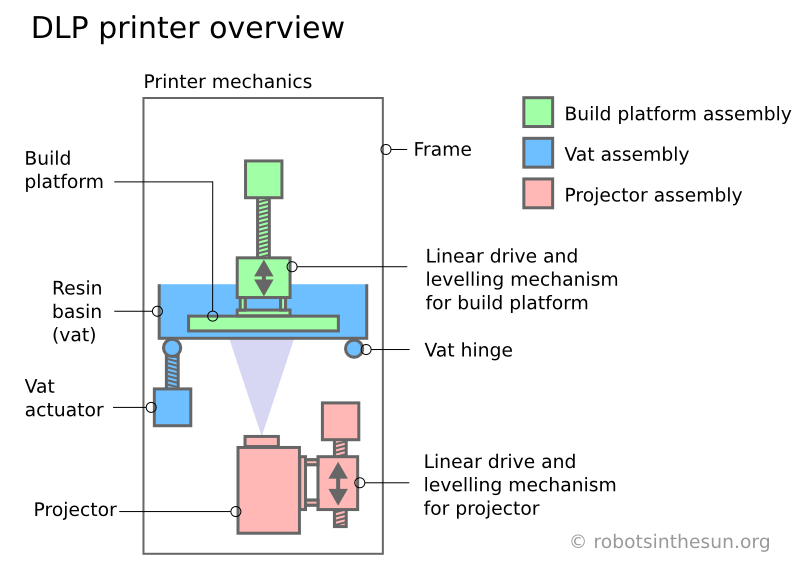 В большинстве случаев этот отказ происходит на опорных наконечниках. Есть несколько способов исправить это:
В большинстве случаев этот отказ происходит на опорных наконечниках. Есть несколько способов исправить это: Если вы не можете найти его, дайте нам знать, связавшись с нами!
Если вы не можете найти его, дайте нам знать, связавшись с нами! Увеличьте толщину стенки конструкции, если это возможно
Увеличьте толщину стенки конструкции, если это возможно Убедитесь, что рабочий стол выровнен, и проверьте, не качается ли ось Z. Если причина не в этом, то крайние линии слоев могут быть вызваны следующими настройками:
Убедитесь, что рабочий стол выровнен, и проверьте, не качается ли ось Z. Если причина не в этом, то крайние линии слоев могут быть вызваны следующими настройками: com, если у вас есть какие-либо вопросы или вам нужна помощь эксперта по 3D-печати смолой в Liqcreate.
com, если у вас есть какие-либо вопросы или вам нужна помощь эксперта по 3D-печати смолой в Liqcreate.
 Ознакомьтесь с рекомендацией производителя и обогрейте свое рабочее место или переместите принтер в более теплую часть дома.
Ознакомьтесь с рекомендацией производителя и обогрейте свое рабочее место или переместите принтер в более теплую часть дома.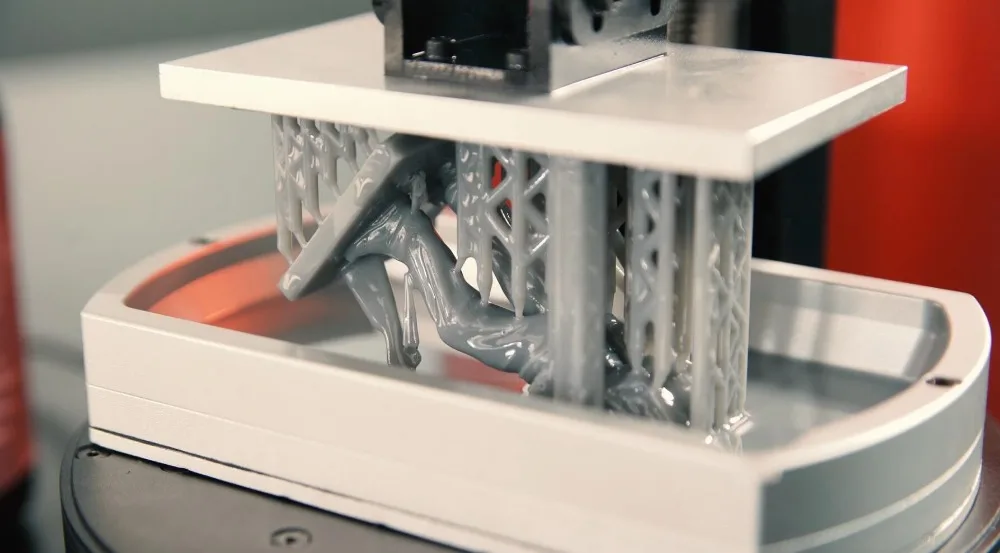 Вы также можете использовать острое лезвие бритвы, но делайте это осторожно и осторожно, иначе вы можете повредить экран. Большая часть остатков должна легко отделиться. Если после этого экран все еще несколько загрязнен, протрите его тканью из микрофибры, смоченной изопропиловым спиртом.
Вы также можете использовать острое лезвие бритвы, но делайте это осторожно и осторожно, иначе вы можете повредить экран. Большая часть остатков должна легко отделиться. Если после этого экран все еще несколько загрязнен, протрите его тканью из микрофибры, смоченной изопропиловым спиртом. Замедлите печать небольшими шагами и повторите попытку. Кроме того, не забудьте сначала проверить смолу и температуру.
Замедлите печать небольшими шагами и повторите попытку. Кроме того, не забудьте сначала проверить смолу и температуру. В конце концов, почему бы не сэкономить время и деньги, напечатав все сразу? Что ж, вы можете остаться ни с чем, кроме сбоя печати и потери большого количества смолы.
В конце концов, почему бы не сэкономить время и деньги, напечатав все сразу? Что ж, вы можете остаться ни с чем, кроме сбоя печати и потери большого количества смолы.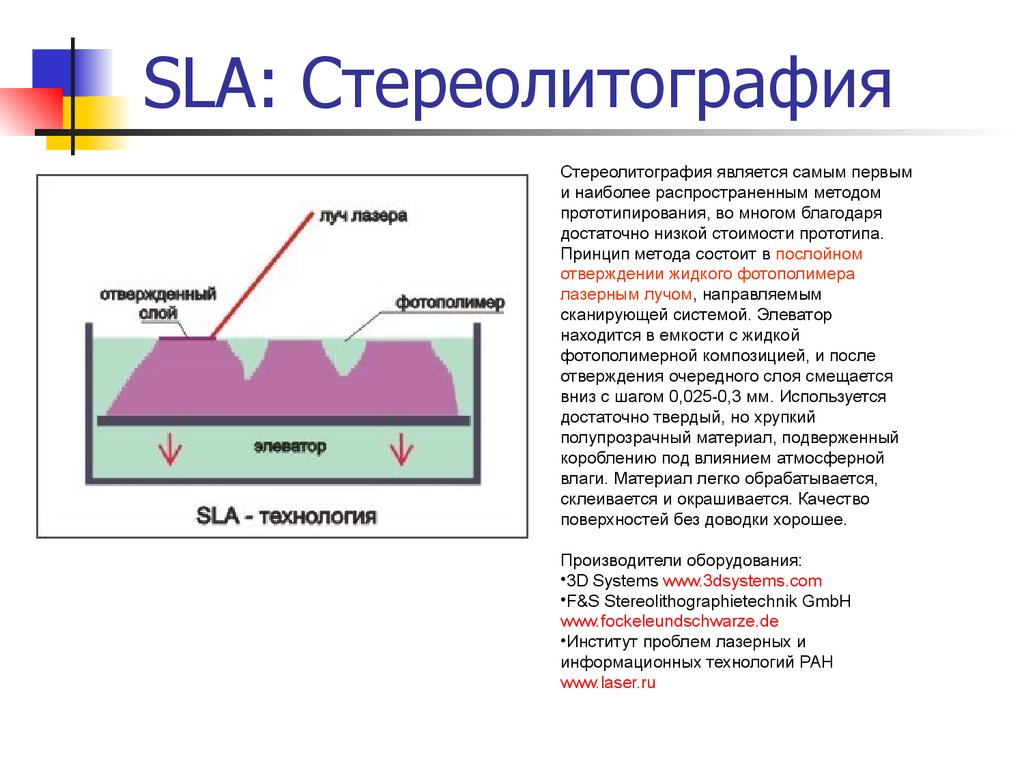 Когда вы заметите такие признаки износа, пришло время заменить его. Небольшие царапины не повлияют на качество печати, а если вы заметили пятна, вы можете игнорировать их или протереть бумажным полотенцем, смоченным изопропиловым спиртом.
Когда вы заметите такие признаки износа, пришло время заменить его. Небольшие царапины не повлияют на качество печати, а если вы заметили пятна, вы можете игнорировать их или протереть бумажным полотенцем, смоченным изопропиловым спиртом.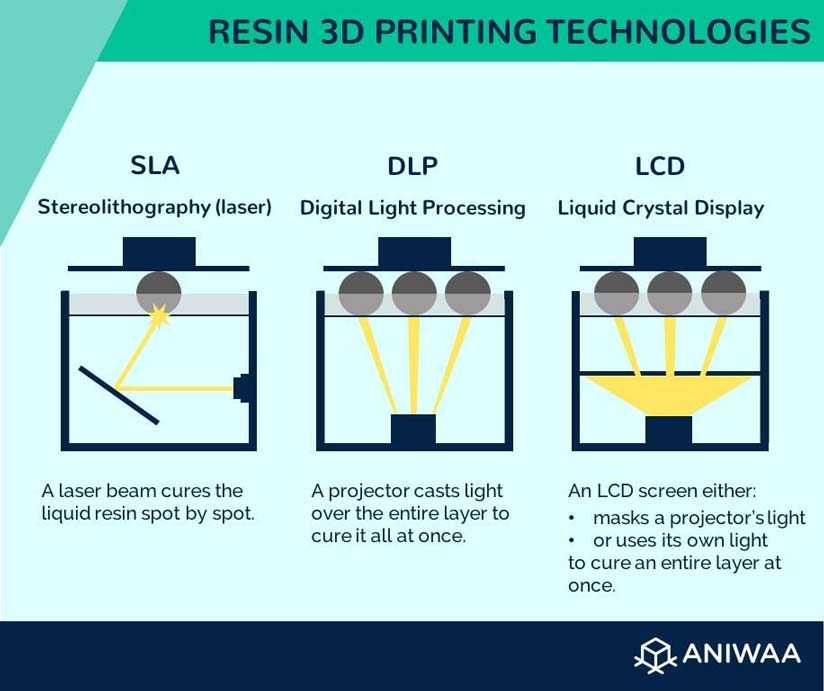
 Во-первых, вам нужно убедиться, что сама смола чистая, без мусора, блокирующего или мешающего свету. Вы можете использовать фильтр для удаления затвердевшей смолы, если вы заметили ее. После этого осмотрите пленку FEP и ЖК-экран на наличие отметин, дефектов или мусора. Очистите все загрязнения и замените пленку, если она повреждена.
Во-первых, вам нужно убедиться, что сама смола чистая, без мусора, блокирующего или мешающего свету. Вы можете использовать фильтр для удаления затвердевшей смолы, если вы заметили ее. После этого осмотрите пленку FEP и ЖК-экран на наличие отметин, дефектов или мусора. Очистите все загрязнения и замените пленку, если она повреждена.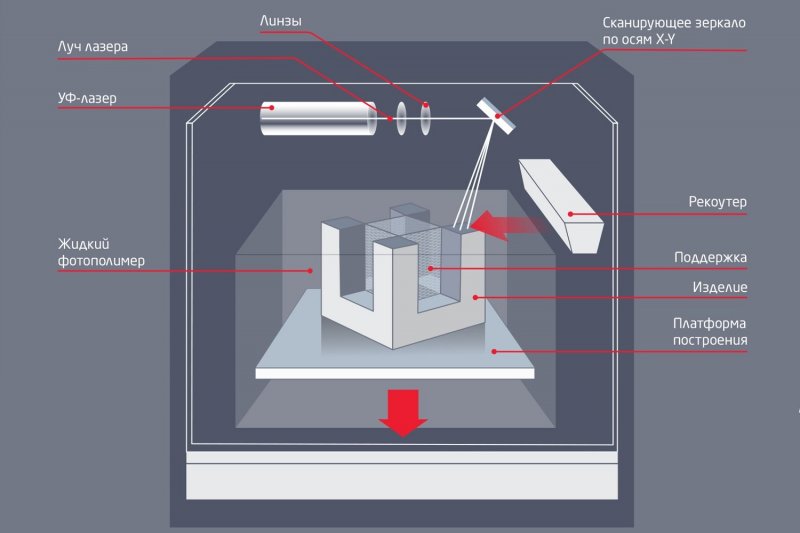 Смола с истекшим сроком годности ненадежна и будет по-разному реагировать на УФ-лазер, температуру окружающей среды и другие переменные. Неправильное хранение также может привести к деградации смолы.
Смола с истекшим сроком годности ненадежна и будет по-разному реагировать на УФ-лазер, температуру окружающей среды и другие переменные. Неправильное хранение также может привести к деградации смолы.


 Узел подачи заготовки также работает от отдельного двигателя;
Узел подачи заготовки также работает от отдельного двигателя;
 6 поз. 73 — СР8—2.01.00.010
6 поз. 73 — СР8—2.01.00.010 Описание основных сборочных единиц
Описание основных сборочных единиц К запирающему устройству прилагается специальный ключ 19.
К запирающему устройству прилагается специальный ключ 19. Рис. 7), винт 14, шток 15, направляющую 16.
Рис. 7), винт 14, шток 15, направляющую 16.
 Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов. Рис. 10
Рис. 10


 Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
 На пульте управления должна загореться сигнальная лампа Н1.
На пульте управления должна загореться сигнальная лампа Н1.


 двигателей станка, кВт
двигателей станка, кВт В никелированном корпусе с заклепочным соединением с хомутом. Точность по классу Т2.
В никелированном корпусе с заклепочным соединением с хомутом. Точность по классу Т2.
 Таблица преобразования | манометр К микрон | Gauge To Mil
Таблица преобразования | манометр К микрон | Gauge To Mil
 20
20 62
62 0004
0004 60
60 0178
0178 0008
0008 0254
0254 0
0 0635
0635 5
5 1016
1016 0045
0045 1400
1400
 BORНОРТSoudaTytanSoudalMakroflexBIT (EASYFIX)STRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORRidgidPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм.
BORНОРТSoudaTytanSoudalMakroflexBIT (EASYFIX)STRONGUltimaЛугаORIENTFLEXORIENTCRAFTKOBALTEAll-Be-FixX-GlassPENTAFASADMakitaMUNGOMKTДмитровский завод строительных лесовKLINGSPORRidgidPENOSILHitachiElfe /РоссияЯрпожинвестGEFESTPolinetPolinet LuxTDStelsПрофиль экономПрофиль премиумСПЛИТСТОУН (Россия)BPSМалярProfiEMARТех-КрепЛЭЗБелгородский абразивный заводКРЕОСТТЕХНОНИКОЛЬTOPMasteradoАЛЮМЕТESABDISTARKNIPEXSMIRDEX (Греция)ABRAFLEXАРСЕНАЛМОНОЛИТACECABoschHobbyRusslandСИЛАKROSPERVIRADenzelDSKСпецЭлектродESPIRA (Германия)Азовский лакокрасочный завод Диво ZLATAROCKMELTMESSERKarnaschKAPROFISKARSREMONTIXRubberflexFarboxBritzSormatPROFILIRFIXUnibobMetaboММК-МЕТИЗNEXT BUILDSD BUILDКЕДРCeresitFASTYKRONWERKFASADProВИТЕКОspheraflexDKCСИБИНSANTOOLSIKAРОАРMILWAUKEEЗубрASDStolnerLLTIN HOMEКВТKBENO NAMEZitrekOMAXЭталонБИВАЛBecoolНиборитFoxweldGCE KRASSHexagon RagascoGZWM S.A.БеларусьCavagna GroupfischerPlasmaTecХомутПРОKAMPMANNRedchiliVertexСварогРесантаBRAUBERGПИФАГОРBella-Plast3МKornorRIKKERKMPRUSSIAШУРУПЬELFEMTXSTERNFIXERHIMTEXСделано в РоссииМастерАлмазTESLA BATTERIESNE-ADМОСБАЗАЛЬТTENACHEMСтройИнструм. руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONGOBOelementaTekafixTERMOCLIPAkfixJETFIX
руRAWLPLUGLigansФЭСТКитайRUBIFROSTМагнитогорский электронный заводНовосибирский Респираторный ЗаводSilaРемонт на 100%ПУШКИНОMasterFlowПромышленникФиксарЭРАSAMWELDEVRENSait DemirciMr. ЭКОНОМИКПРАКТИКАRICHBOSSONGOBOelementaTekafixTERMOCLIPAkfixJETFIX
 ..
.. Очно в Москве и онлайн.
Очно в Москве и онлайн. 5.0 — средняя оценка 3D LAB STUDIO на просторах рунета. Мы даем 100% гарантию качественного обучения.
5.0 — средняя оценка 3D LAB STUDIO на просторах рунета. Мы даем 100% гарантию качественного обучения.

 »
»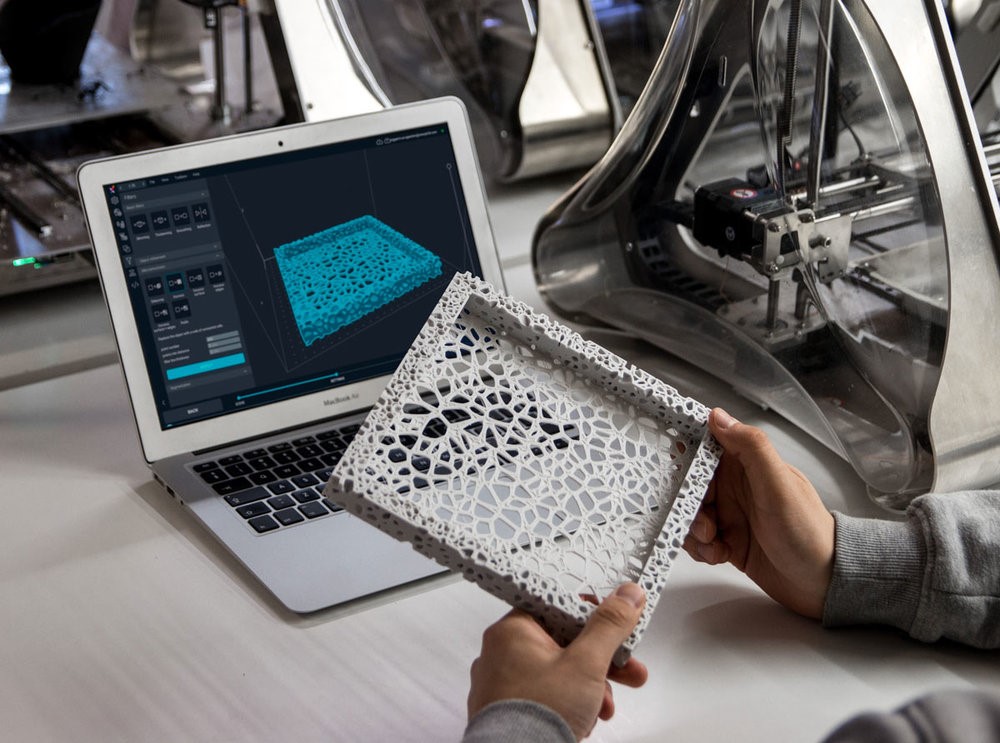
 Красноголовец, С. Скляренко, О. Строкач, “О поведении физических параметров водных растворов под действием поля инертона технологии Teslar®”, Межд. J. Современная физ. Б, том. 20, нет. 1, стр. 1–14, 2006 г. (также arXiv:0810.2005).
Красноголовец, С. Скляренко, О. Строкач, “О поведении физических параметров водных растворов под действием поля инертона технологии Teslar®”, Межд. J. Современная физ. Б, том. 20, нет. 1, стр. 1–14, 2006 г. (также arXiv:0810.2005). I. Препринт ИТП-90-49-Е. Киев, 1990. С. 28. п.
I. Препринт ИТП-90-49-Е. Киев, 1990. С. 28. п. Под ред. В.Я. Кобылянский, Р.М. Кобылянская, З.Д. Скрипнюк, К.И. Шокалюк, Киев, Специальный том, 1999, стр. 60-62.
Под ред. В.Я. Кобылянский, Р.М. Кобылянская, З.Д. Скрипнюк, К.И. Шокалюк, Киев, Специальный том, 1999, стр. 60-62. and Morris, J.D. eds., Scarecrow Press, Metuchen, New Jersey; стр. 125-128, 1974.
and Morris, J.D. eds., Scarecrow Press, Metuchen, New Jersey; стр. 125-128, 1974.

 org/Review»>
org/Review»>
 12.2018
12.2018 Сравнивать у меня есть с чем, потому что учился я самым азам ещё вроде даже с советской маской, либо с нулевых годов)) Выбрал так сказать себе спутника по сварочному делу)) Надеюсь, что она будет со мной многие годы бок о бок в этой непростой и даже хитрой работе) Пока что меня всем устраивает и нареканий к ней вообще не имею.
Сравнивать у меня есть с чем, потому что учился я самым азам ещё вроде даже с советской маской, либо с нулевых годов)) Выбрал так сказать себе спутника по сварочному делу)) Надеюсь, что она будет со мной многие годы бок о бок в этой непростой и даже хитрой работе) Пока что меня всем устраивает и нареканий к ней вообще не имею.
 2016 сен. 2; 5 (1): 148.
2016 сен. 2; 5 (1): 148.

 Травяной SJW был связан с большим числом ответивших на лечение, чем с плацебо (относительный риск [ОР] 1,53; 95% доверительный интервал [ДИ] 1,19, 1,97; I(2) 79%; 18 РКИ; N = 2922, умеренное QoE; стандартизированные средние различия [SMD] 0,49, ДИ 0,23, 0,74, 16 РКИ, I(2) 89%, N = 2888, среднее QoE). По сравнению с антидепрессантами участники SJW реже испытывали нежелательные явления (ОШ 0,67; ДИ 0,56, 0,81; 11 РКИ; умеренное КЭ) без различий в эффективности лечения (ОР 1,01; ДИ 0,90, 1,14; 17 РКИ, I(2)). 52 %, QoE средней степени; SMD -0,03; CI -0,21, 0,15; 14 РКИ; I(2) 74 %; N = 2248, QoE средней степени) при легкой и умеренной депрессии.
Травяной SJW был связан с большим числом ответивших на лечение, чем с плацебо (относительный риск [ОР] 1,53; 95% доверительный интервал [ДИ] 1,19, 1,97; I(2) 79%; 18 РКИ; N = 2922, умеренное QoE; стандартизированные средние различия [SMD] 0,49, ДИ 0,23, 0,74, 16 РКИ, I(2) 89%, N = 2888, среднее QoE). По сравнению с антидепрессантами участники SJW реже испытывали нежелательные явления (ОШ 0,67; ДИ 0,56, 0,81; 11 РКИ; умеренное КЭ) без различий в эффективности лечения (ОР 1,01; ДИ 0,90, 1,14; 17 РКИ, I(2)). 52 %, QoE средней степени; SMD -0,03; CI -0,21, 0,15; 14 РКИ; I(2) 74 %; N = 2248, QoE средней степени) при легкой и умеренной депрессии. Нежелательные явления, о которых сообщалось в РКИ, были сравнимы с плацебо и реже по сравнению с антидепрессантами. Однако оценки были ограничены из-за плохой отчетности о нежелательных явлениях, а исследования не были предназначены для оценки редких явлений. Следовательно, результаты следует интерпретировать с осторожностью.
Нежелательные явления, о которых сообщалось в РКИ, были сравнимы с плацебо и реже по сравнению с антидепрессантами. Однако оценки были ограничены из-за плохой отчетности о нежелательных явлениях, а исследования не были предназначены для оценки редких явлений. Следовательно, результаты следует интерпретировать с осторожностью. 1
1 3
3 5
5 6
6
 и др.
и др. 2004.
2004. , Фриц Н., Е Л., Тран М.А., Швикерт К., Ширмейстер Т., Браунинг А., Лихтенштейн Д., Хельмих Ю.А., Вейкерт Д., Генрих М., Треккани Г., Шефер М.К.Е., Новак Г., Нюрнберг Б. , Альцгеймер С., Мюллер С.П., Фридланд К.
, Фриц Н., Е Л., Тран М.А., Швикерт К., Ширмейстер Т., Браунинг А., Лихтенштейн Д., Хельмих Ю.А., Вейкерт Д., Генрих М., Треккани Г., Шефер М.К.Е., Новак Г., Нюрнберг Б. , Альцгеймер С., Мюллер С.П., Фридланд К.
 Депрессия (бюллетень № 369). об. 5; 2012: 2013
Депрессия (бюллетень № 369). об. 5; 2012: 2013 289.23.3135.
289.23.3135. Помещая данные в облачное хранилище OneDrive, вы остаетесь их владельцем. Дополнительные сведения о праве собственности на ваши данные см. в статье Конфиденциальность Office 365 по замыслу.
Помещая данные в облачное хранилище OneDrive, вы остаетесь их владельцем. Дополнительные сведения о праве собственности на ваши данные см. в статье Конфиденциальность Office 365 по замыслу. Вы можете добавить такую информацию, как номер телефона, дополнительный адрес электронной почты, секретный вопрос и ответ. Таким образом, если вы когда-нибудь забудете свой пароль или ваша учетная запись будет взломана, мы сможем использовать вашу информацию для безопасности, чтобы подтвердить вашу личность и помочь вам вернуться в свою учетную запись. Перейдите на страницу сведений о безопасности.
Вы можете добавить такую информацию, как номер телефона, дополнительный адрес электронной почты, секретный вопрос и ответ. Таким образом, если вы когда-нибудь забудете свой пароль или ваша учетная запись будет взломана, мы сможем использовать вашу информацию для безопасности, чтобы подтвердить вашу личность и помочь вам вернуться в свою учетную запись. Перейдите на страницу сведений о безопасности. В этой СОП подробно описаны роли и обязанности как отдельных групп в OneDrive и Office 365, так и централизованных групп реагирования на инциденты безопасности. Они охватывают как то, что командам необходимо сделать для улучшения собственного состояния безопасности (проведение проверок безопасности, интеграция с центральными системами мониторинга безопасности и другие передовые методы), так и то, что командам необходимо будет сделать в случае фактического нарушения (быстрая эскалация до уровня безопасности). реагирования на инциденты, поддерживать и предоставлять конкретные источники данных, которые будут использоваться для ускорения процесса реагирования). Команды также регулярно проходят обучение по классификации данных и правильным процедурам обработки и хранения персональных данных.
В этой СОП подробно описаны роли и обязанности как отдельных групп в OneDrive и Office 365, так и централизованных групп реагирования на инциденты безопасности. Они охватывают как то, что командам необходимо сделать для улучшения собственного состояния безопасности (проведение проверок безопасности, интеграция с центральными системами мониторинга безопасности и другие передовые методы), так и то, что командам необходимо будет сделать в случае фактического нарушения (быстрая эскалация до уровня безопасности). реагирования на инциденты, поддерживать и предоставлять конкретные источники данных, которые будут использоваться для ускорения процесса реагирования). Команды также регулярно проходят обучение по классификации данных и правильным процедурам обработки и хранения персональных данных. Если утечка персональных данных все же произойдет, мы обязуемся быстро уведомить наших клиентов, как только такая утечка будет подтверждена.
Если утечка персональных данных все же произойдет, мы обязуемся быстро уведомить наших клиентов, как только такая утечка будет подтверждена. Оповещения об обнаружении вторжений отслеживают аномальную активность.
Оповещения об обнаружении вторжений отслеживают аномальную активность. Данные зеркалируются как минимум в два разных региона Azure, которые находятся на расстоянии не менее нескольких сотен миль друг от друга, что позволяет нам смягчить последствия стихийного бедствия или потери в регионе.
Данные зеркалируются как минимум в два разных региона Azure, которые находятся на расстоянии не менее нескольких сотен миль друг от друга, что позволяет нам смягчить последствия стихийного бедствия или потери в регионе. «Синяя команда» состоит из оборонных инженеров, которые сосредоточены на предотвращении, обнаружении и восстановлении. Они создают технологии обнаружения вторжений и реагирования на них. Чтобы не отставать от знаний групп безопасности в Microsoft, см. Security Office 365 (блог).
«Синяя команда» состоит из оборонных инженеров, которые сосредоточены на предотвращении, обнаружении и восстановлении. Они создают технологии обнаружения вторжений и реагирования на них. Чтобы не отставать от знаний групп безопасности в Microsoft, см. Security Office 365 (блог). Чтобы предотвратить несанкционированный доступ к вашей учетной записи, OneDrive отслеживает и блокирует подозрительные попытки входа. Кроме того, мы отправим вам уведомление по электронной почте, если обнаружим необычную активность, например попытку входа с нового устройства или из другого места.
Чтобы предотвратить несанкционированный доступ к вашей учетной записи, OneDrive отслеживает и блокирует подозрительные попытки входа. Кроме того, мы отправим вам уведомление по электронной почте, если обнаружим необычную активность, например попытку входа с нового устройства или из другого места. org/ListItem»>
org/ListItem»>
 2 Вы также можете сканировать важные проездные документы, удостоверения личности, транспортные средства, дома и страховые документы прямо в личное хранилище. И у вас будет доступ к этим фотографиям и документам, где бы вы ни находились, на всех ваших устройствах.
2 Вы также можете сканировать важные проездные документы, удостоверения личности, транспортные средства, дома и страховые документы прямо в личное хранилище. И у вас будет доступ к этим фотографиям и документам, где бы вы ни находились, на всех ваших устройствах. 3
3 

 Также система гарантирует максимальную эффективность пиления среди аналогичных моделей.
Также система гарантирует максимальную эффективность пиления среди аналогичных моделей. Винница
Винница
 Ивано-Франковск
Ивано-Франковск 20 грн
20 грн

 Момент рождения при работе с электроинструментом может привести к серьезной травме.
Момент рождения при работе с электроинструментом может привести к серьезной травме. Это позволяет лучше контролировать электроинструмент в непредвиденных ситуациях.
Это позволяет лучше контролировать электроинструмент в непредвиденных ситуациях.
 Причиной многих несчастных случаев является плохое техническое обслуживание электроинструментов.
Причиной многих несчастных случаев является плохое техническое обслуживание электроинструментов. Перерезание «находящегося под напряжением» провода может сделать открытые металлические части электроинструмента «находящимися под напряжением» и привести к поражению оператора электрическим током.
Перерезание «находящегося под напряжением» провода может сделать открытые металлические части электроинструмента «находящимися под напряжением» и привести к поражению оператора электрическим током. В противном случае существует опасность отдачи, если режущий инструмент застрянет в заготовке.
В противном случае существует опасность отдачи, если режущий инструмент застрянет в заготовке. Рабочий инструмент может заклинить, и вы потеряете контроль над электроинструментом.
Рабочий инструмент может заклинить, и вы потеряете контроль над электроинструментом.
 ) для параллельных направляющих стержней
) для параллельных направляющих стержней ) a)
) a) 5
5 Используйте только неповрежденные и чистые фрезы.
Используйте только неповрежденные и чистые фрезы.  Прикосновение к этой пыли или вдыхание этой пыли может вызвать аллергические реакции и/или респираторные заболевания у пользователя или находящихся поблизости людей. Определенная пыль, такая как пыль дуба или бука, классифицируется как канцерогенная, особенно в сочетании с добавками для обработки древесины (хромат, консервант для древесины). Материалы, содержащие асбест, могут обрабатываться только специалистами.
Прикосновение к этой пыли или вдыхание этой пыли может вызвать аллергические реакции и/или респираторные заболевания у пользователя или находящихся поблизости людей. Определенная пыль, такая как пыль дуба или бука, классифицируется как канцерогенная, особенно в сочетании с добавками для обработки древесины (хромат, консервант для древесины). Материалы, содержащие асбест, могут обрабатываться только специалистами.  При монтаже с подключением шланга спереди необходимо сначала снять защиту от стружки (5). Закрепите переходник пылеудаления (24) на опорной пластине (6) с помощью двух винтов с накатанной головкой (25). Для обеспечения оптимального удаления пыли переходник для удаления пыли (24) необходимо регулярно очищать.
При монтаже с подключением шланга спереди необходимо сначала снять защиту от стружки (5). Закрепите переходник пылеудаления (24) на опорной пластине (6) с помощью двух винтов с накатанной головкой (25). Для обеспечения оптимального удаления пыли переходник для удаления пыли (24) необходимо регулярно очищать.  рис. C)
рис. C)  Требуемая скорость зависит от материала и условий работы и может быть определена практическими испытаниями.
Требуемая скорость зависит от материала и условий работы и может быть определена практическими испытаниями. Чтобы включить электроинструмент, сначала нажмите кнопку блокировки (1), затем нажмите и удерживайте кнопку включения/выключения (19). Нажмите кнопку блокировки (1) еще раз, чтобы заблокировать выключатель (19). Для выключения отпустите выключатель (19). Если переключатель включения/выключения (19) заблокирована кнопкой блокировки (1), кратко нажмите кнопку включения/выключения (19), а затем отпустите ее.
Чтобы включить электроинструмент, сначала нажмите кнопку блокировки (1), затем нажмите и удерживайте кнопку включения/выключения (19). Нажмите кнопку блокировки (1) еще раз, чтобы заблокировать выключатель (19). Для выключения отпустите выключатель (19). Если переключатель включения/выключения (19) заблокирована кнопкой блокировки (1), кратко нажмите кнопку включения/выключения (19), а затем отпустите ее. 

 Нажмите на зажимной рычаг для блокировки глубины фрезерования (16) и медленно перемещайте фрезер вниз, пока он не достигнет заданной глубины фрезерования. Отпустите зажимной рычаг для фиксации глубины фрезерования (16) еще раз, чтобы зафиксировать эту глубину. При необходимости переместите зажимной рычаг ограничителя глубины фрезерования (16) вверх, чтобы полностью зафиксировать его. Выполняйте процесс фрезерования с равномерной подачей. Когда маршрутизация завершена, переместите маршрутизатор обратно в самое верхнее положение. Выключите электроинструмент.
Нажмите на зажимной рычаг для блокировки глубины фрезерования (16) и медленно перемещайте фрезер вниз, пока он не достигнет заданной глубины фрезерования. Отпустите зажимной рычаг для фиксации глубины фрезерования (16) еще раз, чтобы зафиксировать эту глубину. При необходимости переместите зажимной рычаг ограничителя глубины фрезерования (16) вверх, чтобы полностью зафиксировать его. Выполняйте процесс фрезерования с равномерной подачей. Когда маршрутизация завершена, переместите маршрутизатор обратно в самое верхнее положение. Выключите электроинструмент.  Пока он включен, направляйте электроинструмент сбоку к заготовке, пока направляющий штифт или шариковый подшипник фрезы не коснется той стороны кромки заготовки, которую вы хотите обработать. Ведите электроинструмент вдоль кромки заготовки. Обратите внимание, что маршрутизатор расположен перпендикулярно. Слишком сильное давление может повредить край заготовки.
Пока он включен, направляйте электроинструмент сбоку к заготовке, пока направляющий штифт или шариковый подшипник фрезы не коснется той стороны кромки заготовки, которую вы хотите обработать. Ведите электроинструмент вдоль кромки заготовки. Обратите внимание, что маршрутизатор расположен перпендикулярно. Слишком сильное давление может повредить край заготовки.  Установите центрирующий штифт (28) с барашковым болтом (29) через отверстие на параллельной направляющей (27). Вставьте центрирующий штифт (28) в отмеченную центральную точку кривой и выполняйте фрезерование с равномерной подачей.
Установите центрирующий штифт (28) с барашковым болтом (29) через отверстие на параллельной направляющей (27). Вставьте центрирующий штифт (28) в отмеченную центральную точку кривой и выполняйте фрезерование с равномерной подачей.  Приблизительно установите требуемый радиус, перемещая фрезерный компас и затягивая барашковые болты (33) и (34). Затем ослабьте барашковый болт (34) и используйте ручку (35) для точной регулировки длины. Один оборот соответствует диапазону регулировки 2,0 мм. Каждая градуировка на ручке (35) изменяет диапазон регулировки на 0,1 мм. Включите электроинструмент и переместите его над заготовкой, используя правую рукоятку (2) и рукоятку компаса (32).
Приблизительно установите требуемый радиус, перемещая фрезерный компас и затягивая барашковые болты (33) и (34). Затем ослабьте барашковый болт (34) и используйте ручку (35) для точной регулировки длины. Один оборот соответствует диапазону регулировки 2,0 мм. Каждая градуировка на ручке (35) изменяет диапазон регулировки на 0,1 мм. Включите электроинструмент и переместите его над заготовкой, используя правую рукоятку (2) и рукоятку компаса (32).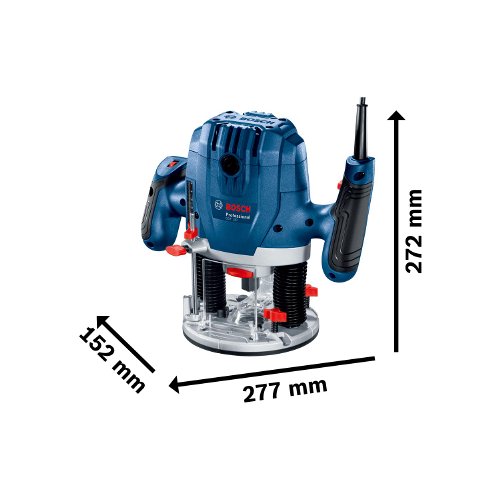 рис. O–P)
рис. O–P) 
 Схемы взрывозащиты и информацию
Схемы взрывозащиты и информацию  03)
03)  w3.org/1999/xhtml» cellspacing=»0″ cellpadding=»0″ dir=»ltr» border=»1″>
w3.org/1999/xhtml» cellspacing=»0″ cellpadding=»0″ dir=»ltr» border=»1″>
 01.0.00
01.0.00 Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку! )
)
 Набор посуды Galaxy GL9510
Набор посуды Galaxy GL9510 см
см
 ), Ferăstrăul cu lanț ptsb 14-37L se opreste spontan. Carburatorul și filtrul de aer sunt curate, lumânarea este puțin întunecată, dar nu umedă. Проблема заключается в моде клар legată де ncălzirea motorului. Проблема со спермой в горшке?
), Ferăstrăul cu lanț ptsb 14-37L se opreste spontan. Carburatorul și filtrul de aer sunt curate, lumânarea este puțin întunecată, dar nu umedă. Проблема заключается в моде клар legată де ncălzirea motorului. Проблема со спермой в горшке? Văzut unul nou, nu mai mult de o oră și jumătate în total. Ce ar putea fi în neregulă cu ea?
Văzut unul nou, nu mai mult de o oră și jumătate în total. Ce ar putea fi în neregulă cu ea? Împingeți anvelopa inapoi (май со звездочкой) prin extinderea slotului sub știfturi. În acest caz, o mare probabilitate ca este necesar, de asemenea, pentru a se pisa suprafața posterioară anvelopei și căptuţeala pentru a evita contactul cu roata de antrenare.
Împingeți anvelopa inapoi (май со звездочкой) prin extinderea slotului sub știfturi. În acest caz, o mare probabilitate ca este necesar, de asemenea, pentru a se pisa suprafața posterioară anvelopei și căptuţeala pentru a evita contactul cu roata de antrenare. Dacă viteza motorului scade odată cu creșterea încărcăturii, atunci este și mai dificilă — chinezul este chinez și orice poate fi cu motorul, carburatorul.
Dacă viteza motorului scade odată cu creșterea încărcăturii, atunci este și mai dificilă — chinezul este chinez și orice poate fi cu motorul, carburatorul. De obicei, într-un astfel de moment existsă o creștere puterii percepute, dar dacă producătorul este prea nesigur și își stabileste setările din Fabrică într-un amestec prea bogat, atunci poate cădea. Variantele cu toba де eșapament înfundat și ип GPG eșuat, având în vedere că mai puțin де 3 litri де amestec де combustibil sunt consumate, sunt prea puțin probabile, chiar și cu faptul că lanțul este chinez. Da, iată altul. Gazul использует poate fi de vină. Uneori existsă уна уход ню poate fi pusă pe фокус у.е. ип meci.
De obicei, într-un astfel de moment existsă o creștere puterii percepute, dar dacă producătorul este prea nesigur și își stabileste setările din Fabrică într-un amestec prea bogat, atunci poate cădea. Variantele cu toba де eșapament înfundat și ип GPG eșuat, având în vedere că mai puțin де 3 litri де amestec де combustibil sunt consumate, sunt prea puțin probabile, chiar și cu faptul că lanțul este chinez. Da, iată altul. Gazul использует poate fi de vină. Uneori existsă уна уход ню poate fi pusă pe фокус у.е. ип meci. Se dovedește фи ноу.
Se dovedește фи ноу. Pentru a elimina direct carburatorul trebuie deșuruba două genunchi carburatorului легких (Шурубельница шестигранник 4 мм sau T 25) și pentru a deconecta tubul de impuls de impingere и gazului și canalul de combustibil. Pe carburator pentru a scoate capacul de pe ambele părți și o șurubelniță pentru a împinge umărul pârghia supapei acului (pe partea unde atașată prin patru bolțuri), iar pe de altă parte (care este atașofilatraculifica de unul, mare) verăuri și trece dacă benzina sau carburatorul mai curat prin sita când apăsați maneta robinetului acului. Dacă trece — colectați totul în loc și încercați să alergați.
Pentru a elimina direct carburatorul trebuie deșuruba două genunchi carburatorului легких (Шурубельница шестигранник 4 мм sau T 25) și pentru a deconecta tubul de impuls de impingere и gazului și canalul de combustibil. Pe carburator pentru a scoate capacul de pe ambele părți și o șurubelniță pentru a împinge umărul pârghia supapei acului (pe partea unde atașată prin patru bolțuri), iar pe de altă parte (care este atașofilatraculifica de unul, mare) verăuri și trece dacă benzina sau carburatorul mai curat prin sita când apăsați maneta robinetului acului. Dacă trece — colectați totul în loc și încercați să alergați. Пэ Интерсколс, фаст гной, се паре Орегоновская — ну ип дефицит, есть чума тот. Lanțurile erau, де asemenea, штат Орегон — nu este necesar, puteți face orice, doar pentru a intensifica pasul și grosimea liniei de conducere. Și cum să verificați dacă lanțul este întins sau nu este greu de spus. Puteți să vă uitați ла dispozitivul де întindere — dacă Эсте rotit aproape până ла capăt, lanțul Эсте întins destul де greu. Dacă tensiunea nu este suficientă — este întinsă foarte mult. Rolul asteriscului joacă un rol, dar mai puțin.
Пэ Интерсколс, фаст гной, се паре Орегоновская — ну ип дефицит, есть чума тот. Lanțurile erau, де asemenea, штат Орегон — nu este necesar, puteți face orice, doar pentru a intensifica pasul și grosimea liniei de conducere. Și cum să verificați dacă lanțul este întins sau nu este greu de spus. Puteți să vă uitați ла dispozitivul де întindere — dacă Эсте rotit aproape până ла capăt, lanțul Эсте întins destul де greu. Dacă tensiunea nu este suficientă — este întinsă foarte mult. Rolul asteriscului joacă un rol, dar mai puțin. Заботьтесь о том, чтобы решить проблему?
Заботьтесь о том, чтобы решить проблему? Cum de a consumul de ulei? Timp де 15 минут де rulare в голе, întreaga zonă эра plină cu ulei în fața garajului. Și ce șuruburi де reglare lângă регулирующий де turație în гол, у.е. literele H și L?
Cum de a consumul de ulei? Timp де 15 минут де rulare в голе, întreaga zonă эра plină cu ulei în fața garajului. Și ce șuruburi де reglare lângă регулирующий де turație în гол, у.е. literele H și L?
 Есть возможность регулировать вращение винтом тонкой настройки, что очень удобно
Есть возможность регулировать вращение винтом тонкой настройки, что очень удобно org/Review»>
org/Review»> В отличие от бюджетных нивелиров Ады, здесь есть возможность отключения самовыравнивания (некоторым моим товарищам такой функции сильно не хватало). То есть при отключении этой функции можно спокойно работать под наклоном. И конечно, в комплекте идет сумка для хранения и переноски нивелира. Это классика
В отличие от бюджетных нивелиров Ады, здесь есть возможность отключения самовыравнивания (некоторым моим товарищам такой функции сильно не хватало). То есть при отключении этой функции можно спокойно работать под наклоном. И конечно, в комплекте идет сумка для хранения и переноски нивелира. Это классика Покупайте этот нивелир и работайте спокойно, все будет окей
Покупайте этот нивелир и работайте спокойно, все будет окей Достаточно установить ADA TOPLINER 3-360 на выбранной высоте. При включении вертикальных линий получается перекрещивающиеся под углом 90? плоскости. Очень удобно при выравнивании стен и углов между стенами. Лазерные линии можно поочередно отключать оставляя только необходимую для работы.
Достаточно установить ADA TOPLINER 3-360 на выбранной высоте. При включении вертикальных линий получается перекрещивающиеся под углом 90? плоскости. Очень удобно при выравнивании стен и углов между стенами. Лазерные линии можно поочередно отключать оставляя только необходимую для работы.
 При этом аккумулятор будет заряжаться.
При этом аккумулятор будет заряжаться.

 Есть режим приемника для работы на улице при ярком освещении. Дальность маркировки увеличивается с 20 до 50м.
Есть режим приемника для работы на улице при ярком освещении. Дальность маркировки увеличивается с 20 до 50м.
 ..
..
 В результате время простоя сокращается до минимума, обеспечивается защита дорогостоящего оборудования, и предотвращаются повреждения изделий и станка.
В результате время простоя сокращается до минимума, обеспечивается защита дорогостоящего оборудования, и предотвращаются повреждения изделий и станка.

 От очень маленьких до очень больших заготовок, от очень мягких до очень твердых материалов, ЧПУ FANUC обеспечивает идеальный баланс между предельной точностью, безупречным качеством поверхности и кратчайшим временем цикла. Это приводит к сокращению непроизводительного времени и устранению неточностей, связанных с операциями наладки, состоящей из нескольких деталей.
От очень маленьких до очень больших заготовок, от очень мягких до очень твердых материалов, ЧПУ FANUC обеспечивает идеальный баланс между предельной точностью, безупречным качеством поверхности и кратчайшим временем цикла. Это приводит к сокращению непроизводительного времени и устранению неточностей, связанных с операциями наладки, состоящей из нескольких деталей.

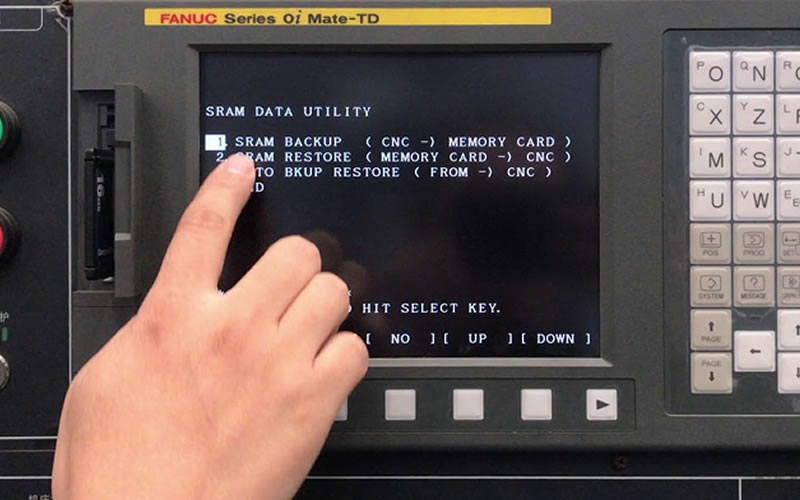 Имея компактную модель с креплением на ЖК-дисплей и очень гибкую автономную версию, вы всегда можете быть уверены, что получите максимальную универсальность, когда речь идет о конструкции машины.
Имея компактную модель с креплением на ЖК-дисплей и очень гибкую автономную версию, вы всегда можете быть уверены, что получите максимальную универсальность, когда речь идет о конструкции машины.

 Этот простой в программировании коллаборативный робот…
Этот простой в программировании коллаборативный робот…
 7
7
 Технологию ФуранФлекс можно применять в любом существующем канале, независимо от его формы, сечения или изгиба.
Технологию ФуранФлекс можно применять в любом существующем канале, независимо от его формы, сечения или изгиба. » data-order=»145 Н/мм кв.»> 145 Н/мм кв.
» data-order=»145 Н/мм кв.»> 145 Н/мм кв.
 Это снижает образование трещин и позволяет увеличить срок службы канал до 10 лет.
Это снижает образование трещин и позволяет увеличить срок службы канал до 10 лет.


 , предоставляя услуги и ноу-хау.
, предоставляя услуги и ноу-хау.
