Pla wood: Опыт печати PLA-WOOD или зачем в доме 3D принтер
Опыт печати PLA-WOOD или зачем в доме 3D принтер
Применение
Подпишитесь на автора
Подписаться
Не хочу
16
Доброго времени суток, коллеги.
Так сложилось, что примерно год назад на одном ИТ-форуме вживую увидел 3D-принтер.
В это же время в моем доме заканчивалось строительство лестницы, но мастер никак не мог завершить работу – закрыть крепежные гайки, его варианты решения либо были громоздки и меня не устраивали, либо были сложно выполнимы на его оборудовании. Вообщем, с мастером мы расстались друзьями, а в моей голове созрел план решения поставленной задачи: решил детали изготовить сам.
Купленный принтер уже преодолевал сопки Манчжурии, я же время не терял — осваивал SOLIDWORKS, благо замаячила перспектива использовать полученные знания в другом проекте. И к приходу конструктора я уже точно знал, что же я буду печатать полезного в первую очередь.
Режимы печати подбирал на одной и той же модели. Менее удачные устанавливал не на виду…
Менее удачные устанавливал не на виду…
Лестница уже приобретала законченный вид, и тут я решился на Али заказать PLA-WOOD. Но в поднебесной неожиданно начался Новый год и заказ не отправляется! Хорошо. И из этого можно извлечь пользу. Поздравил товарища китайца с праздником и за одно убедил его, что на Новый год принято делать подарки. Продавец на радостях добавил пробники к моему заказу.
А дальше я несколько раз удивился. Собственно это и подвигло написать статью.
Удивление первое: филамент PLA-WOOD весьма гибкий!
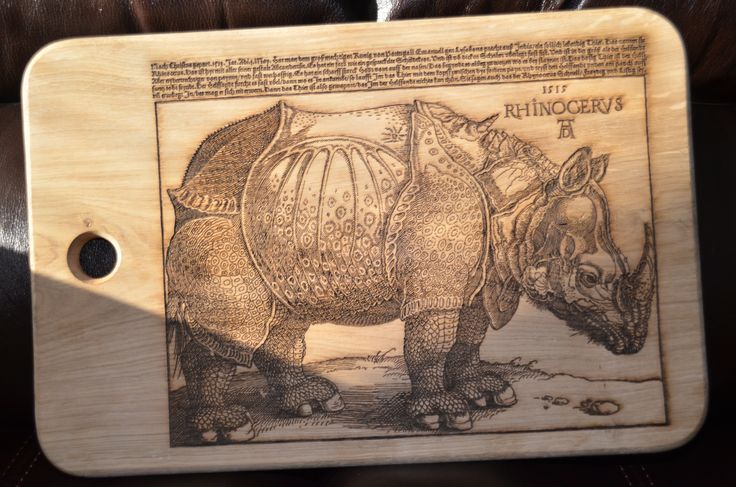
Заменил сопло на 0,8мм. Добавил плагин WoodGrain в Сura 2.3.1 попробовал печать с эффектом годичных колец. Диапазон температур от 180 до 240 градусов. Игрался с настройками плагина… Но что-то получалось не так как рисовало воображение.
И тут меня поджидало второе удивление: С ростом температуры деталь становилась светлее!!! Т.е. самые темные слои печатались с температурой 180-190 градусов.
По идее высокая температура должна подпаливать древесину, но в моем случае наоборот!!! В том, что в филаменте присутсвует дерево (изготовитель заявляет что дерева там 20%) у меня сомнений почти нет: тонкий запах дерева присутсвует при печати. Неужели стали добавлять ароматизатор, имитирующий запах древесины?! Но нет, древесная пыль явно наблюдается в составе нити.
В итоге с третьей попытки подобрал режимы в TweakAtZ 5.1. Полтора десятка раз для одной детали.
Друзья и знакомые в пяти случаях из шести признали в готовых деталях дерево 🙂
Я результатом остался доволен. И решил выпустить визитки
PS.
- С повышением температур наблюдалась недоэкструзия. Победил увеличением пропорционально температуре экструзии потока до 107% на 240 С.
- Сопло не забивалось ни разу.
- Модели декоративных колпачков на гайку 17 и гайку 15 здесь.
Всем вдохновения в творчестве
Эдуард Ряжапов
Подпишитесь на автора
Подписаться
Не хочу
16
Еще больше интересных статей
3
Подпишитесь на автора
Подписаться
Не хочу
(Фото: Университет Базеля, Кристиан Флиерль)
Использование аддитивного производства. ..
..
Читать дальше
1
Подпишитесь на автора
Подписаться
Не хочу
В этой статье мы подробно разберем преимущества оцифровки с помощью 3D оборудования. Узнайте больше…
Читать дальше
155
Подпишитесь на автора
Подписаться
Не хочу
Доброго времени суток, уважаемые коллеги!
В этом посте хотелось бы поведать о такой…
Читать дальше
PLA Wood — пластик наполненный древесиной для 3д принтера
Доступны опции:
Ø1,75мм Вес:0,125кг
Ø1,75мм Вес:0,5кг
Ø1,75мм Вес:0,75кг
Ø1,75мм Вес:2,5кг
Ø2,90мм Вес:0,75кг
Ø2,90мм Вес:0,5кг
- Описание
- Особенности
- Режимы печати
- Характеристики
Преимущества:
- эстетически привлекательная текстура древесины напечатанных изделий;
- приятный запах древесины при печати;
- нетоксичность;
- стабильность размеров;
- возможность создания частей моделей, которые построены на механизмах движения;
- простота печати — отсутствие деламинации между слоями, хорошая адгезия к платформе;
- энергоэффективность, поскольку нить становится мягкой под воздействием низких температур;
- напечатанное изделие отличается глянцевой поверхности и не нуждается в дополнительной обработке;
- позволяет печатать изделия без поддержки с большим углом наклона (до 60°).

Режимы печати:
| Параметры | Значение |
|---|---|
| Температура экструдера | 230-240 °С |
| Температура платформы | 50-70 °С |
| Обдув модели | нужен |
| Скорость печати | 30-80 мм/сек |
| Тип принтера | открытый/закрытый |
Технические характеристики:
| Параметры | Значение |
|---|---|
| Диаметр нити, мм | 1,75/2,90 +/-0,05 |
| Овальность, мм | +/-0,02 |
| Линейная масса, м/кг (длина 1кг 1,75мм) | 325-335 |
| Стойкость к изгибу, разы- | — |
| Технология печати | FDM |
Механические характеристики:
| Параметры | Значение |
|---|---|
| Плотность, г/см3 | 1,24 |
| Температура эксплуатации, °С | -10 +50 |
| Прочность на растяжение, МПа | 51 |
| Относительное удлинение при разрыве, % | 30 |
| Модуль упругости растяжение, МПа | 2300 |
| Модуль упругости при изгибе, МПа | 1440 |
| Прочность при изгибе, МПа | 80 |
| Ударная вязкость по Шарпи (23°C), кДж/м2 | 102 |
| Водопоглощение, % 24ч/23ºC, % | 0,7 |
PLA Wood — это композиционный материал на основе PLA с добавлением древесины содержанием до 5%, размером частиц менее 200 мкм. Наличие в мононити настоящего дерева придает напечатанным изделиям эстетичности и во время 3Д печати ощущается характерный запах дерева.
Наличие в мононити настоящего дерева придает напечатанным изделиям эстетичности и во время 3Д печати ощущается характерный запах дерева.
PLA Wood легко печатается при низких температурах, имеет низкую деформационную усадку, а также биологически разлагается, как PLA.
Эта мононить менее абразивная по сравнению с другими композиционными мононити, наполненными углеродным волокном и металлом, поскольку частицы древесины намного мягче.
PLA-пластик представляет собой биоразлагаемый термопластичный полиэфир, получаемый на основе молочной кислоты – продукта переработки кукурузы, сахарного тростника, крахмала, целлюлозы. При нагревании, PLA пластик издает полусладкий запах крахмала.
PLA-пластик является наилучшим материалом для начала работы с 3D-принтером. Практически полное отсутствие усадки у этого пластика способствует правильной печати модели, а также обеспечивает высокое разрешение печати, позволяющее создавать модели большей геометрическoй сложности, чем при использовании ABS. Во время печати PLA-пластиком рекомендуется использовать вентилятор для более быстрого затвердевания изделий и достижения более высокого качества печати. При надлежащем охлаждении PLA позволяет печатать с более высокой максимальной скоростью, меньшей высотой слоя и более острыми углами. Благодаря этим преимуществам в сочетании с низкой деформацией PLA-пластик чаще выбирают для домашних и школьных принтеров, а также любительской печати.
Во время печати PLA-пластиком рекомендуется использовать вентилятор для более быстрого затвердевания изделий и достижения более высокого качества печати. При надлежащем охлаждении PLA позволяет печатать с более высокой максимальной скоростью, меньшей высотой слоя и более острыми углами. Благодаря этим преимуществам в сочетании с низкой деформацией PLA-пластик чаще выбирают для домашних и школьных принтеров, а также любительской печати.
Теги: ПЛА,
PLA,
1.75,
wood
Ultimate Materials Guide — 3D-печать с использованием древесной нити
Обзор
Древесные нити обычно представляют собой композит, в котором базовый материал PLA сочетается с древесной пылью, пробкой и другими порошкообразными древесными производными. Как правило, нить состоит примерно на 30% из древесных частиц, но точное количество может варьироваться в зависимости от марки. Наличие этих частиц придает 3D-печатным деталям эстетику настоящего дерева. Эта нить также менее абразивна по сравнению с другими композитными нитями, такими как углеродное волокно или металл, поскольку частицы древесины намного мягче. На рынке есть некоторые похожие на древесину нити, которые содержат только древесную краску, но не содержат настоящих древесных частиц, поэтому они обычно имеют совершенно другой вид и ощущение. В этом руководстве основное внимание будет уделено нитям PLA с пропиткой древесиной, поскольку они являются наиболее распространенными, но вы можете использовать эти советы в качестве отправной точки и для других нитей на древесной основе.
Наличие этих частиц придает 3D-печатным деталям эстетику настоящего дерева. Эта нить также менее абразивна по сравнению с другими композитными нитями, такими как углеродное волокно или металл, поскольку частицы древесины намного мягче. На рынке есть некоторые похожие на древесину нити, которые содержат только древесную краску, но не содержат настоящих древесных частиц, поэтому они обычно имеют совершенно другой вид и ощущение. В этом руководстве основное внимание будет уделено нитям PLA с пропиткой древесиной, поскольку они являются наиболее распространенными, но вы можете использовать эти советы в качестве отправной точки и для других нитей на древесной основе.
- Эстетическая отделка с текстурой дерева
- Не нужны дорогие износостойкие насадки
- Ароматный и приятный запах
- Склонен к натяжению
- Форсунки меньшего размера со временем могут частично засориться
- Может потребоваться сопло большего размера
Требования к оборудованию
Прежде чем приступить к 3D-печати нитями с древесным наполнителем, убедитесь, что ваш 3D-принтер соответствует приведенным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Плодовое судно
Температура: 45-60 ° C
Нагретый слой. Дополнительное
Корпус не требуется
СОЗДАНИЕ ПОМОЩИ
ПИСЬ
КЛЕЙНА требуется специальный хотэнд
Охлаждение
Требуется частичный вентилятор охлаждения
Best Practices
Эти советы помогут вам снизить вероятность распространенных проблем 3D-печати, связанных с древесными нитями, таких как засорение, просачивание и натяжение.
Используйте сопла большего размера
Из-за добавления древесных частиц в этот пластик стандартные сопла диаметром 0,35 или 0,4 мм могут вызывать затруднения. Частицы имеют тенденцию скапливаться вблизи отверстия сопла, вызывая неравномерную экструзию или частичные засорения. Мы рекомендуем использовать сопло диаметром 0,5 мм или больше, так как это значительно снижает вероятность засорения. Также может быть хорошей идеей регулярно очищать насадку, чтобы удалить любые частичные комки, которые могли образоваться внутри насадки.
Точная настройка параметров втягивания
Оптимизация втягивания древесных волокон может быть сложной задачей. Частицы древесины в пластике могут мешать соплу поддерживать давление всасывания после втягивания. Это означает, что сопло может сочиться больше, чем обычно, в начале и в конце каждого сегмента печати. Simplify3D включает в себя уникальную функцию Coasting, которая может быть очень полезна в таких ситуациях. Движение по инерции автоматически снижает давление в сопле по мере приближения экструдера к концу сегмента печати. Таким образом, когда ему нужно втянуться и переместиться в следующее место, приходится сталкиваться с гораздо меньшим давлением. Это может значительно улучшить качество поверхности ваших моделей за счет удаления пятен в конце сегмента. Вы также можете попробовать использовать отрицательное значение для параметра «дополнительное расстояние перезапуска» на вкладке «Экструдеры» в настройках вашего процесса. Например, значение -0,1 или -0,2 мм может помочь учесть дополнительное просачивание, которое происходит из-за частиц древесины. Дополнительные советы о том, как бороться с пятнами и оптимизировать параметры ретракции, см. в нашем Руководстве по качеству печати, в котором есть целый раздел, посвященный этой проблеме: Как уменьшить количество пятен и прыщей.
Дополнительные советы о том, как бороться с пятнами и оптимизировать параметры ретракции, см. в нашем Руководстве по качеству печати, в котором есть целый раздел, посвященный этой проблеме: Как уменьшить количество пятен и прыщей.
Минимизация натяжения и просачивания
Частицы древесины в этом материале очень затрудняют поддержание надлежащего всасывания в насадке при перемещении между двумя точками. Это часто приводит к просачиванию или натягиванию во время печати. К счастью, Simplify3D включает в себя функцию, которая была разработана именно для этой цели. Если вы перейдете на вкладку «Дополнительно» в настройках вашего процесса, вы можете включить опцию «избегать пересечения контура для перемещений». Если эта опция включена, программа попытается как можно больше перемещаться внутри вашей модели. Таким образом, вместо того, чтобы двигаться по прямой линии из точки А в точку Б, он наметит альтернативный маршрут, который удерживает экструдер над моделью, чтобы избежать натяжения и просачивания. Это часто может уменьшить внешние движения более чем на 50% и может значительно улучшить качество печати.
Это часто может уменьшить внешние движения более чем на 50% и может значительно улучшить качество печати.
Наконечники Pro-Tips
- При использовании некоторых древесных волокон при различных температурах экструдера цвета конечной печатной детали будут немного различаться.
Используя этот эффект, вы можете установить разные температуры для разных слоев вашего отпечатка в Simplify3D, чтобы создать реалистичный рисунок зерна на поверхности напечатанной детали. - Древесные нити очень хорошо скрывают линии слоев между разными слоями оттиска. Для простых форм вы, вероятно, можете печатать с гораздо большей высотой слоя, так как линии между слоями будут менее заметны.
- Многие нити на древесной основе могут быть легко обработаны с помощью стандартной наждачной бумаги для дерева. Это может еще больше сгладить и улучшить качество поверхности ваших отпечатков.
Начните работу с нитями с древесным наполнителем
Теперь, когда вы изучили основы работы с этим материалом, вот несколько идей, которые помогут вам приступить к своему первому проекту. Мы включили образцы приложений, несколько проектов, которые вы пробуете, и популярные бренды нитей, которые мы видим от наших клиентов.
Мы включили образцы приложений, несколько проектов, которые вы пробуете, и популярные бренды нитей, которые мы видим от наших клиентов.
Общие приложения
- Украшения для дома
- Реквизит для косплея
- Игрушки
Примеры проектов
- Подставка для пеньков
- Пластина переключателя Франкенштейна
- Жезл
- Малыш Грут
Популярные бренды
- ColorFabb WoodFill, BambooFill, CorkFill
- Филламентум Тимберфилл
- Люкбокс Woodfill
- ФормаFutura EasyWood
- Полимер PolyWood
Wood Filament Review — Материалы для 3D-печати
Древесная нить для 3D-печати существует с 2012 года. Часто она состоит на 60-80% из полимеров и на 40-20% из переработанного древесного волокна разных видов. Формальных спецификаций для материалов для 3D-печати и особенно для новых PLA-композитов не существует. Свойства конечного результата, как и весь опыт печати, во многом зависят от того, из чего сделана часть нити, не содержащая PLA. Что касается древесной нити, то чем выше содержание древесины, тем сложнее на ней печатать. В этом блоге мы дадим вам несколько советов и рекомендаций, как успешно обращаться с этим материалом и избегать неприятных происшествий, таких как засорение сопла.
Что касается древесной нити, то чем выше содержание древесины, тем сложнее на ней печатать. В этом блоге мы дадим вам несколько советов и рекомендаций, как успешно обращаться с этим материалом и избегать неприятных происшествий, таких как засорение сопла.
Выглядит, ощущается и пахнет как настоящая древесина
Ранние попытки создать подобные дереву предметы включали опилки в смесь нитей. Это привело к тому, что материалы стали больше похожи на картон, менее плотные и более хрупкие, чем PLA. В настоящее время на рынке появился новый ассортимент древесных нитей, который позволяет создавать более аутентичные объекты. Они пахнут и ощущаются как настоящее дерево. Древесный материал из бамбука, например, создает прочные объекты, которые выглядят как деревянные блоки. Нить, изготовленная из частиц кокоса, имеет характерную отделку. Выполненные в темной отделке выглядят очень привлекательно.
До/После отделки — Грут Бюст
(Изображение: 3DWithUs)
Как выбрать древесную нить? — Осторожно!
Попробовав несколько брендов, посетив выставки, связанные с 3D-печатью, и прочитав обзоры, мы поняли, что это сложный материал для 3D-печати для производителей, так как древесная нить не самая простая в обращении и может забивать сопла. Производителям приходится балансировать и часто жертвовать аутентичным ощущением дерева (уменьшать процент древесной стружки), чтобы гарантировать хороший поток нити для сопла 0,4 мм (что наиболее распространено для настольных 3D-принтеров). В результате пользователи могут быть обмануты, чтобы купить Wood Color PLA, который на 100% состоит из PLA бежевого цвета.
Производителям приходится балансировать и часто жертвовать аутентичным ощущением дерева (уменьшать процент древесной стружки), чтобы гарантировать хороший поток нити для сопла 0,4 мм (что наиболее распространено для настольных 3D-принтеров). В результате пользователи могут быть обмануты, чтобы купить Wood Color PLA, который на 100% состоит из PLA бежевого цвета.
Что печатать в 3D?
Напечатайте на 3D-принтере что-нибудь функциональное или декоративное из древесной нити для запаха и тактильных ощущений, а также приятного для глаз естественного эффекта. По сути, все, что можно вырезать из натурального дерева, можно распечатать на 3D-принтере. Результаты могут впечатлить тех, кто мало разбирается в настольной 3D-печати в домашних условиях. Марки, напечатанные из 100% пластика, не имеют эффекта «ВАУ» из-за неестественного ощущения и негативной рекламы чрезмерного использования пластика.
3D-сканирование и печать в режиме вазы Вазы из ствола дерева (Фото: 3DWithUs)
Анонс второй части «Стражей Галактики» вызвал волну интереса к Груту в сообществе 3D-печати.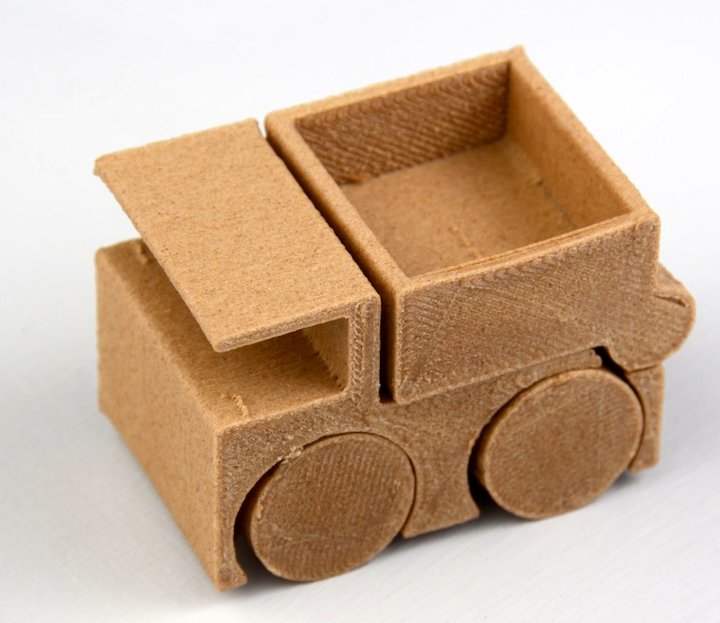 Проблеск Бэби Грута в трейлере фильма натолкнул дизайнеров на мысль. Создатели всего мира с удовольствием воссоздают знаменитого персонажа. 3D-печать Groot из дерева кажется очевидным выбором. Посетите наш блог, посвященный Груту.
Проблеск Бэби Грута в трейлере фильма натолкнул дизайнеров на мысль. Создатели всего мира с удовольствием воссоздают знаменитого персонажа. 3D-печать Groot из дерева кажется очевидным выбором. Посетите наш блог, посвященный Груту.
Древесная нить — настройки 3D-печати
— температура сопла — большинство древесных материалов можно печатать при температуре от 180 до 220°C. Интересно попробовать древесную нить известного бренда, так как она обычно дает хорошие результаты печати. Древесная нить формируется и сохнет очень быстро, и у нее нет проблем с образованием мостиков.
Тестовый объект CtrlV — 3D-печать из древесной нити
(Изображение: 3DWithUs)
— Рекомендуемая температура слоя — 60°C. Предполагается, что 3D-печать из древесного материала относительно проста, поскольку он почти никогда не деформируется. Опять же, древесная нить лучшего качества хорошо прилипает к строительной пластине, что делает ее пригодной для 3D-принтеров без подогреваемой платформы.
– Высота слоя – Слои плотные и едва заметны даже при высоте слоя 0,2 мм. С более высоким слоем мы наблюдали, что на объектах появляются удивительные «кольца деревьев». Объекты можно шлифовать, пилить и красить, как настоящее дерево!
— Втягивание — Производит сильное натяжение. Вот где у этой нити есть явный недостаток. Настройка параметров слайсера для этой нити может занять некоторое время. Ознакомьтесь с советами и рекомендациями по «Чрезмерному втягиванию» ниже.
Настройки Cura — В видео на YouTube ниже мы показываем настройки Cura и рабочий процесс 3D-печати, которые хорошо работают для модели игрушки-слона, изготовленной из древесной нити.
Может возникнуть соблазн протестировать печать древесной нитью при разных температурах. Говорят, что он меняет цвет со светло-бежевого на темно-коричневый. Однако мы бы не рекомендовали поднимать температуру выше диапазона, рекомендованного производителем, так как есть риск засорения сопла.
Однако мы бы не рекомендовали поднимать температуру выше диапазона, рекомендованного производителем, так как есть риск засорения сопла.
Древесная нить Amolen на Amazon (партнерская ссылка)
Рекомендуемые объекты были напечатаны на 3D-принтере известными брендами нити, доступными на Amazon, а именно: Fillamentum Timberfill, BQ Wood и Amolen Wood.
Проблемы с засорением сопла – советы и рекомендации
По нашему опыту, древесная нить засоряла оба сопла наших принтеров, Delta Wasp 2040 и Original Prusa i3 MK2.5S. Починка засорившейся форсунки – не самый простой процесс, к тому же он может быть опасным. Прежде чем пытаться использовать древесную нить, мы рекомендуем сначала освоиться с PLA и хорошо изучить свой 3D-принтер. При 3D-печати из дерева важно придерживаться рекомендаций производителя. Если температура слишком низкая, нить не течет, если слишком высокая, она сгорает. Остатки липкой смолы могут скапливаться внутри экструдера, даже если они не видны. Посмотрите на картинку ниже, где капает на незавершенную часть.
Посмотрите на картинку ниже, где капает на незавершенную часть.
Обзор древесной нити – Проблемы с засорением сопла – Остаток смолы
(Изображение: 3DWithUs)
Засорение сопла вызывает разочарование, но эта проблема никогда не останавливала нас от 3D-печати древесной нитью. Со временем мы нашли несколько способов минимизировать риск. Вот несколько советов и рекомендаций:
— Очистка сопла — Один из лучших способов очистки сопла — использование надежной нити PLA в промежутках между печатью по дереву. Используйте короткий кусок этой пластиковой нити после каждых 2-3 оттисков деревянной нити. Мы бы не рекомендовали «холодное вытягивание», так как древесная нить хрупкая и существует большая вероятность того, что она застрянет в трубке из ПТФЭ.
— Замена форсунки — Рекомендуется регулярно менять форсунку. Каждые 3 месяца, если 3D-принтер интенсивно используется, особенно при экспериментах с различными материалами.
– Высота слоя – 0,2 мм и выше. 1-й слой 150% (0,3), чтобы убедиться, что поток филамента постоянный, а выравнивание слоя не вызывает ненужных проблем.
1-й слой 150% (0,3), чтобы убедиться, что поток филамента постоянный, а выравнивание слоя не вызывает ненужных проблем.
– Размер сопла – 3D-печать с большим соплом значительно снижает риск засорения. Проверьте настройки для 3D-печати с соплом 0,8 мм.
Пасхальный кролик в древесной нити — втягивание и натяжение
(Изображение: 3DWithUs)
— Избегайте чрезмерного втягивания — Как мы упоминали ранее, деревянная нить склонна к натяжению. Чрезмерное втягивание вызовет сильное натяжение и приведет к потере некоторого количества нити в процессе. В результате могут появиться недостающие слои и испортить печать в процессе. Есть два способа избежать этого. 1) Напечатайте на 3D-принтере «Локальный тестовый файл» (определенная часть объекта) и настройте параметры слайсера, чтобы не было натяжек. Либо 2) Приостановите работу машины для замены нити, выгрузите и загрузите нить, чтобы вернуть принтер к исходному потоку.
Важно использовать правильный материал нити для 3D-принтера для правильной работы.
 С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А С-Пб., пр.Народного ополчения, д.22
С-Пб., пр.Народного ополчения, д.22 , г.Великий Новгород, ул.Октябрьская, д.9 к1
, г.Великий Новгород, ул.Октябрьская, д.9 к1

 Только приобретая товар
Только приобретая товар ..
.. работы, то часто экономически выгодным является именно аренда электроинструмента. Использование качественной оригинальной продукции гарантирует выполнение работы в срок.
работы, то часто экономически выгодным является именно аренда электроинструмента. Использование качественной оригинальной продукции гарантирует выполнение работы в срок.
 Узнайте правду от владельцев Makita 9403 4 x 24 дюйма, включая тот факт, что она не…
Узнайте правду от владельцев Makita 9403 4 x 24 дюйма, включая тот факт, что она не… Может ли кто-нибудь сказать мне, поможет ли мне карбоновая пластина?
Может ли кто-нибудь сказать мне, поможет ли мне карбоновая пластина?  У меня есть Makita 9404, чуть менее мощная ленточная шлифовальная машина размером 4 x 24 дюйма, и она отлично справилась со своей задачей. Я предлагаю вам проигнорировать ответ джентльмена, который рекомендует барабанную шлифовальную машину для вашей террасы, но использовал ленточный шлифовальный станок для паркетных полов; его бесплатный совет едва стоит затрат. Для тех, у кого были проблемы со шлифовальной лентой, это вина ленты, а не машины. Я рекомендую использовать фиолетовые ремни 3M. Я начал с зернистости 50 на своей палубе, чтобы удалить старую древесину и твердые пятна. Быстрая обработка наждачной бумагой с зернистостью 60 на финишной шлифовальной машине удалила царапины от шлифования с ленты, и это было все, что мне нужно для палубы из красного дерева на открытом воздухе. Просто не забывайте работать с крупой от крупной до мелкой. Какую бы машину вы ни выбрали для своей работы, я также рекомендую
У меня есть Makita 9404, чуть менее мощная ленточная шлифовальная машина размером 4 x 24 дюйма, и она отлично справилась со своей задачей. Я предлагаю вам проигнорировать ответ джентльмена, который рекомендует барабанную шлифовальную машину для вашей террасы, но использовал ленточный шлифовальный станок для паркетных полов; его бесплатный совет едва стоит затрат. Для тех, у кого были проблемы со шлифовальной лентой, это вина ленты, а не машины. Я рекомендую использовать фиолетовые ремни 3M. Я начал с зернистости 50 на своей палубе, чтобы удалить старую древесину и твердые пятна. Быстрая обработка наждачной бумагой с зернистостью 60 на финишной шлифовальной машине удалила царапины от шлифования с ленты, и это было все, что мне нужно для палубы из красного дерева на открытом воздухе. Просто не забывайте работать с крупой от крупной до мелкой. Какую бы машину вы ни выбрали для своей работы, я также рекомендую


 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> Катушка для шланга с направляющей для шланга, складной рукояткой и 12-метровым армированным стальным шлангом высокого давления, насосом высокого давления из латуни с износостойким поршнем с керамическим покрытием, контролем давления/расхода с помощью манометра, встроенным баком с дозировкой регулятор подачи чистящего средства, регулируемая веерообразная форсунка, поворотная форсунка из износостойкой керамики, быстроразъемное соединение с защитой от высверливания на трубке, отделение для хранения форсунки.
Катушка для шланга с направляющей для шланга, складной рукояткой и 12-метровым армированным стальным шлангом высокого давления, насосом высокого давления из латуни с износостойким поршнем с керамическим покрытием, контролем давления/расхода с помощью манометра, встроенным баком с дозировкой регулятор подачи чистящего средства, регулируемая веерообразная форсунка, поворотная форсунка из износостойкой керамики, быстроразъемное соединение с защитой от высверливания на трубке, отделение для хранения форсунки. пропускная способность воды
пропускная способность воды 2006/42/EC = 2 м/с²
2006/42/EC = 2 м/с²
 Кривошипную рукоятку можно сложить для облегчения транспортировки и особенно компактного хранения.
Кривошипную рукоятку можно сложить для облегчения транспортировки и особенно компактного хранения.
 Вращающийся (оранжевый) крюк для кабеля позволяет снять весь кабель сразу; прошли дни утомительного расслабления. Конец троса можно легко закрепить на крюке с помощью крепления сбоку.
Вращающийся (оранжевый) крюк для кабеля позволяет снять весь кабель сразу; прошли дни утомительного расслабления. Конец троса можно легко закрепить на крюке с помощью крепления сбоку. STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
STIHL оставляет за собой право вносить изменения в технические характеристики и оборудование.
 температура подачи воды
температура подачи воды Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
Дополнительную информацию можно получить у официального дилера STIHL в вашем регионе.
 С помощью вращающейся струйной трубки направление струи высокого давления можно идеально отрегулировать в соответствии с выполняемой задачей очистки.
С помощью вращающейся струйной трубки направление струи высокого давления можно идеально отрегулировать в соответствии с выполняемой задачей очистки. Для распыления чистящего средства веерообразная форсунка должна быть открыта, а регулятор давления/потока должен быть установлен на максимальное давление.
Для распыления чистящего средства веерообразная форсунка должна быть открыта, а регулятор давления/потока должен быть установлен на максимальное давление.

 Принцип работы полуавтомата Fubag основан на инверторной технологии, которая работает благодаря возможности многократного преобразования тока.
Принцип работы полуавтомата Fubag основан на инверторной технологии, которая работает благодаря возможности многократного преобразования тока. 6 мм;
6 мм; [2]
[2] 0002 Продолжение Pagani Zonda просто захватывает дух
0002 Продолжение Pagani Zonda просто захватывает дух A.R., ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome и PrincipeSaudi Ar abiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.
A.R., ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome и PrincipeSaudi Ar abiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU. S. Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенные ШтатыОтдаленные малые острова СШАУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
S. Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенные ШтатыОтдаленные малые острова СШАУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве A.R., ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi АравияСенегалСербияСейшелы esСьерра-ЛеонеСингапурСент-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайванТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоСшаТурция и КанадаТурция.
A.R., ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao S.A.R., ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi АравияСенегалСербияСейшелы esСьерра-ЛеонеСингапурСент-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайванТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоСшаТурция и КанадаТурция.
 ЕСТЕСТВЕННО ХОЧУ!!! Инструмент забрали, выдали бумажку, сказали ждать звонка… Прошел месяц… два (может и больше просто сейчас уже не вспомню) забыл уже про этот перфоратор, звонок: «все готово, забирайте». Если не ошибаюсь, забирал в 2014. В 2014г эксплуатировался не много, но проблема ИСЧЕЗНОВЕНИЯ УДАРА периодически давала о себе знать(и это после ремонта)… Февраль 2015г. УДАР ПРОПАЛ и перфоратор снова превратился в дрель… Снова отвез в СЦ, написал заявление с просьбой замены на другую модель, жду ответа.
ЕСТЕСТВЕННО ХОЧУ!!! Инструмент забрали, выдали бумажку, сказали ждать звонка… Прошел месяц… два (может и больше просто сейчас уже не вспомню) забыл уже про этот перфоратор, звонок: «все готово, забирайте». Если не ошибаюсь, забирал в 2014. В 2014г эксплуатировался не много, но проблема ИСЧЕЗНОВЕНИЯ УДАРА периодически давала о себе знать(и это после ремонта)… Февраль 2015г. УДАР ПРОПАЛ и перфоратор снова превратился в дрель… Снова отвез в СЦ, написал заявление с просьбой замены на другую модель, жду ответа. 09.2018
09.2018
 И не вижу смысла покупать халтуру за такие деньги, если можно купить двух китайцев за год, на полгода их вполне хватает, а не надеяться на хваленое бошесвское качество.
И не вижу смысла покупать халтуру за такие деньги, если можно купить двух китайцев за год, на полгода их вполне хватает, а не надеяться на хваленое бошесвское качество. Жду следующей поломки и коплю денег на нормальный перфоратор.
Жду следующей поломки и коплю денег на нормальный перфоратор. 11.2016
11.2016

 09.2016
09.2016
 лёгкий по весу, хоть одной рукой работай. 3. регистрация на сайте — и у вас 3 года гарантии.
лёгкий по весу, хоть одной рукой работай. 3. регистрация на сайте — и у вас 3 года гарантии. Знающий и внимательный продавец, перезванивал САМ мне несколько раз пока не выяснил мои требования и предпочтения в инструменте.
Знающий и внимательный продавец, перезванивал САМ мне несколько раз пока не выяснил мои требования и предпочтения в инструменте.

 11.2015
11.2015
 Но это все мелочи.
Но это все мелочи.

 то этим малышом 8-12 сек — что считаю не критичным.
то этим малышом 8-12 сек — что считаю не критичным.

 Но не больше. Чуть более серьезное отверстие – уже проблема. Стяжку сбивать – задыхается, греется. Начинает потеть маслом.
Но не больше. Чуть более серьезное отверстие – уже проблема. Стяжку сбивать – задыхается, греется. Начинает потеть маслом. 11.2011
11.2011
 Только Макита и Интерскол прям продуманные дюбельники-анкерники, а тут какой-то не понятный компромисс между массогабаритом и мощностью — душанем побольше, отрежем поменьше. Нет четкой идеологии. И не понятно куда его применить.
Только Макита и Интерскол прям продуманные дюбельники-анкерники, а тут какой-то не понятный компромисс между массогабаритом и мощностью — душанем побольше, отрежем поменьше. Нет четкой идеологии. И не понятно куда его применить. 

 3 кг
3 кг количество оборотов
количество оборотов com
com Наш интеллектуальный адаптивный веб-дизайн (RWD) идеально адаптируется к любому браузерному устройству и позволяет вам легко владеть магазином, отражающим ваше видение и ценности бренда.
Наш интеллектуальный адаптивный веб-дизайн (RWD) идеально адаптируется к любому браузерному устройству и позволяет вам легко владеть магазином, отражающим ваше видение и ценности бренда.


 Их команда по работе с клиентами помогла нам со всеми нашими вопросами, и мы быстро изучили их удобную систему, чтобы мы могли управлять нашим инвентарем всего несколькими щелчками мыши.
Их команда по работе с клиентами помогла нам со всеми нашими вопросами, и мы быстро изучили их удобную систему, чтобы мы могли управлять нашим инвентарем всего несколькими щелчками мыши.
 бетон, перфораторы
бетон, перфораторы
 с.
с. с.
с. Подходит для водоснабжения небольших зданий.
Подходит для водоснабжения небольших зданий. В результате такого движения возникает определенное разрежение, и под его воздействием жидкость начинает поступать внутрь всасывающего шланг, откуда проталкивается в напорную внешнюю трубку.
В результате такого движения возникает определенное разрежение, и под его воздействием жидкость начинает поступать внутрь всасывающего шланг, откуда проталкивается в напорную внешнюю трубку.

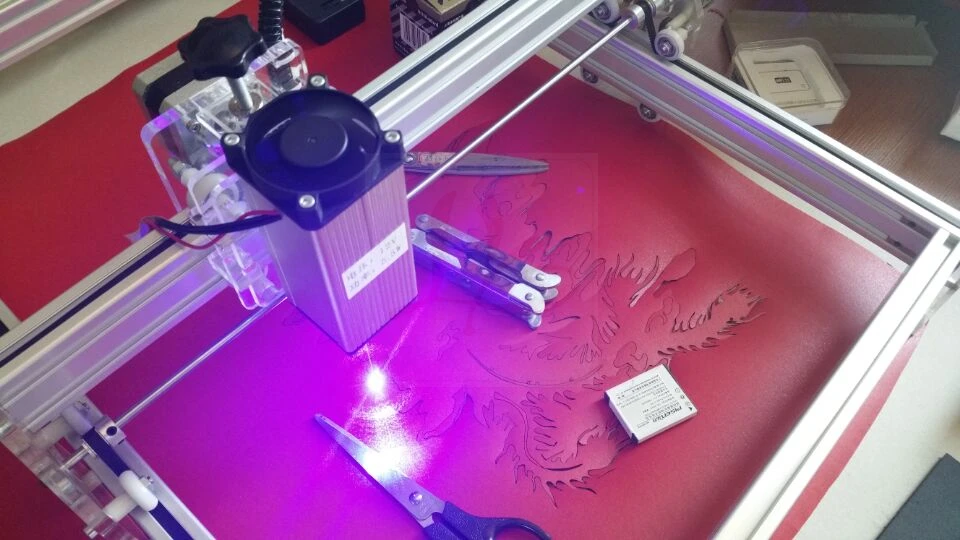
 Проверить наличие незамкнутых линий можно применив заливку проверяемому объекту. Если заливка получается, значит линия объекта замкнуты правильно, если нет, где-то есть разрыв.
Проверить наличие незамкнутых линий можно применив заливку проверяемому объекту. Если заливка получается, значит линия объекта замкнуты правильно, если нет, где-то есть разрыв. Толщина реза лазером составляет от 0,2…0,3 мм.
Толщина реза лазером составляет от 0,2…0,3 мм.
 Во время сильного нагревания точки становятся больше и могут наслаиваться друг на друга. Такая характерная особенность важна особенно при гравировке фотографий. Поэтому важно подобрать подходящее разрешение.
Во время сильного нагревания точки становятся больше и могут наслаиваться друг на друга. Такая характерная особенность важна особенно при гравировке фотографий. Поэтому важно подобрать подходящее разрешение.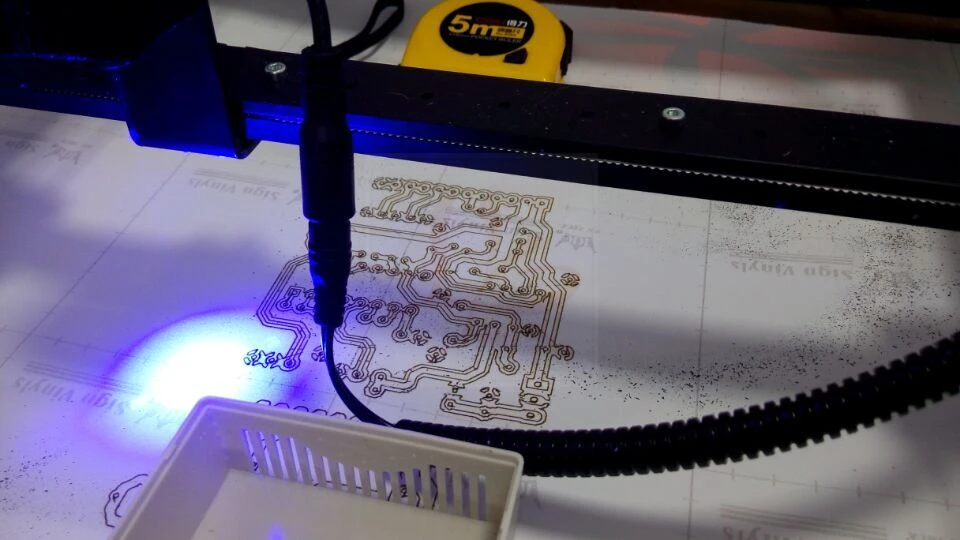
 org/ListItem»> Справочный центр
org/ListItem»> Справочный центр

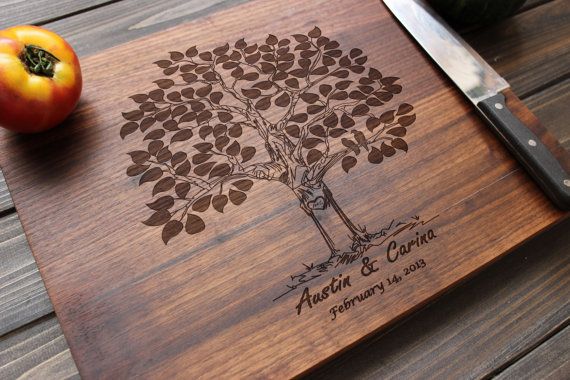 И наоборот, гравировка может выполняться быстрее при разрешении 1000 точек на дюйм, поэтому время обработки можно сократить, несмотря на увеличенный размер файла.
И наоборот, гравировка может выполняться быстрее при разрешении 1000 точек на дюйм, поэтому время обработки можно сократить, несмотря на увеличенный размер файла. Художникам легко попасть в ловушку, полагая, что высокое разрешение всегда дает наилучшие результаты. Но с лазерной гравировкой это не всегда так.
Художникам легко попасть в ловушку, полагая, что высокое разрешение всегда дает наилучшие результаты. Но с лазерной гравировкой это не всегда так. Помимо форматирования файла в Photoshop, уменьшение количества линий на дюйм (LPI), которые гравирует лазер, может значительно помочь.
Помимо форматирования файла в Photoshop, уменьшение количества линий на дюйм (LPI), которые гравирует лазер, может значительно помочь. 

 11
11 номер
номер 53%
53% 75%
75% 4%.
4%. мм.гг»>Дата погашения
мм.гг»>Дата погашения наименование»>Назв, англ
наименование»>Назв, англ 78%
78% 79%
79%
 Это настоящий 16-канальный цифровой микшер, который легко поместится в установке любого размера. Просто подключите его к стандартному беспроводному маршрутизатору и контролируйте каждый параметр микса с вашего iPad®, планшета Android™ или компьютера с Windows® Touch с помощью UC Surface. UC Surface был разработан, чтобы сделать микширование на сенсорном экране таким же интуитивно понятным, как микширование на фейдерах, но с преимуществом, позволяющим вам микшировать прямо из любой точки зала.
Это настоящий 16-канальный цифровой микшер, который легко поместится в установке любого размера. Просто подключите его к стандартному беспроводному маршрутизатору и контролируйте каждый параметр микса с вашего iPad®, планшета Android™ или компьютера с Windows® Touch с помощью UC Surface. UC Surface был разработан, чтобы сделать микширование на сенсорном экране таким же интуитивно понятным, как микширование на фейдерах, но с преимуществом, позволяющим вам микшировать прямо из любой точки зала.

 Вы получаете 6 предустановленных моделей, а также 15 дополнительных моделей из коллекции Fat Channel Collection Vol. 1 — 149 долларов(долларов США) при покупке отдельно.
Вы получаете 6 предустановленных моделей, а также 15 дополнительных моделей из коллекции Fat Channel Collection Vol. 1 — 149 долларов(долларов США) при покупке отдельно. Независимо от того, используется ли он отдельно в качестве цифрового микшера и аудиоинтерфейса или используется с другими продуктами экосистемы StudioLive Series III, StudioLive 16R сочетает в себе гибкость и мощность DSP, что делает его идеальным компактным аудиорешением.
Независимо от того, используется ли он отдельно в качестве цифрового микшера и аудиоинтерфейса или используется с другими продуктами экосистемы StudioLive Series III, StudioLive 16R сочетает в себе гибкость и мощность DSP, что делает его идеальным компактным аудиорешением. Даже если вы купили свой два с половиной года назад, вы застрахованы.
Даже если вы купили свой два с половиной года назад, вы застрахованы.
 ..более чем способный справиться со всем, что вы на него набросите.
..более чем способный справиться со всем, что вы на него набросите.
 ..
..
 75 мм
75 мм 05 – 0.3 мм
05 – 0.3 мм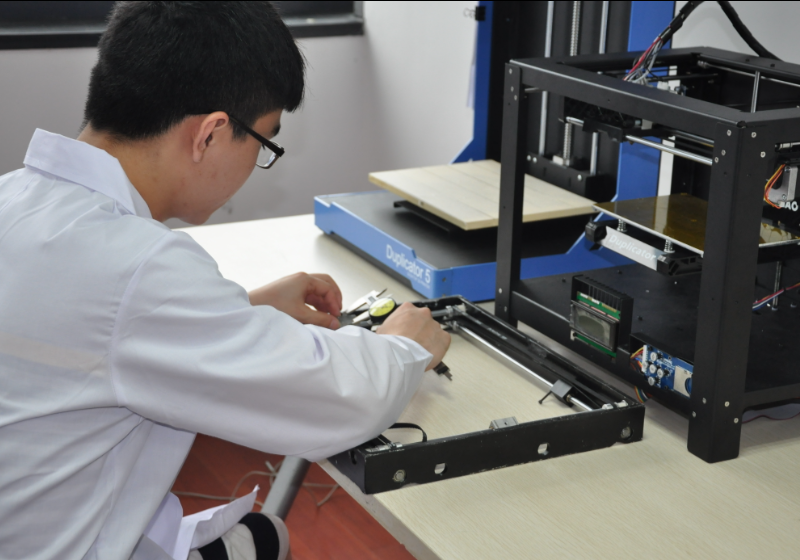 Платформа для печати
Платформа для печати Первое, что бросается в глаза, так это отсутствие кнопки включения на передней панели, включать и выключать приходится «по питанию», что требует относительно свободного доступа к задней панели. Еще одним недостатком можно назвать отсутствие держателя для катушки с материалом. В комплекте идет катушка PLA 250 грамм в картонной коробке, которую можно использовать как подставку, но встает вопрос взаимозаменяемости катушек материала, долговечности и удобства такого решения. Пользователям, которые планируют интенсивное использование принтера, рано или поздно придется приобрести устройство-держатель или, как вариант, можно напечатать его на том же 3D принтере или соорудить из подручных материалов.
Первое, что бросается в глаза, так это отсутствие кнопки включения на передней панели, включать и выключать приходится «по питанию», что требует относительно свободного доступа к задней панели. Еще одним недостатком можно назвать отсутствие держателя для катушки с материалом. В комплекте идет катушка PLA 250 грамм в картонной коробке, которую можно использовать как подставку, но встает вопрос взаимозаменяемости катушек материала, долговечности и удобства такого решения. Пользователям, которые планируют интенсивное использование принтера, рано или поздно придется приобрести устройство-держатель или, как вариант, можно напечатать его на том же 3D принтере или соорудить из подручных материалов.
 Для тестовых отпечатков мы использовали пластик PLA ESUN.
Для тестовых отпечатков мы использовали пластик PLA ESUN. Однако и сто процентов любительским устройство назвать нельзя, его вполне можно применять в целях прототипирования сувенирной продукции, несложных (например, корпусных) инженерных изделий, создания макетов и т.п.
Однако и сто процентов любительским устройство назвать нельзя, его вполне можно применять в целях прототипирования сувенирной продукции, несложных (например, корпусных) инженерных изделий, создания макетов и т.п. CR-10, прямой привод Micro Swiss и совместимость с боуденом. Для печати не требуется поддержка
CR-10, прямой привод Micro Swiss и совместимость с боуденом. Для печати не требуется поддержка Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех: Скорость печати: 80 мм/сек
Скорость печати: 80 мм/сек Сопло также полностью закрыто, что является хорошей защитой от случайных ожогов при прикосновении.
Сопло также полностью закрыто, что является хорошей защитой от случайных ожогов при прикосновении. Готовую деталь очень легко снять: станина оснащена съемной пластиной с магнитами. Его поверхность имеет рельефный рисунок в виде сот. Этот раствор обеспечивает как хорошую адгезию, так и легкое удаление готовых оттисков.
Готовую деталь очень легко снять: станина оснащена съемной пластиной с магнитами. Его поверхность имеет рельефный рисунок в виде сот. Этот раствор обеспечивает как хорошую адгезию, так и легкое удаление готовых оттисков. Дизайн и структура этой модели намекают на простоту эксплуатации и обслуживания, а также на возможность быстрого приобретения навыков 3D-печати, безопасного использования принтера как дома, так и в учебных заведениях.
Дизайн и структура этой модели намекают на простоту эксплуатации и обслуживания, а также на возможность быстрого приобретения навыков 3D-печати, безопасного использования принтера как дома, так и в учебных заведениях.