Получивший множество наград двухлезвийный телескопический сучкорез GARDENA Comfort 650 BT оснащен телескопическими ручками, длина которых меняется в диапазоне от 650 до 900 мм. Благодаря этому вы без труда можете расширить зону охвата и усилить рычажный момент. Телескопический сучкорез идеально подходит для обрезки молодых веток диаметром до 42 мм. Лезвия специальной формы удерживают срезаемую ветку в оптимальном положении, что обеспечивает особую легкость и чистоту обрезки. Телескопический сучкорез Comfort 650 BT изготовлен из новейших материалов и имеет прецизионно заточенные лезвия с покрытием против налипания, которые облегчают обрезку и легко очищаются. Кроме того, новый большой амортизатор эффективно снижают нагрузку на запястья. Эргономичные ручки гарантируют надежность захвата и удобство работы.
Подробности на сайте ТМ Gardena.
Оценка материала:
Средняя оценка: 0
|
Всего голосов: 0
В КОНТЕКСТЕ МАТЕРИАЛА
Комментарии
ИНФОРМАЦИЯ О БРЕНДЕ
Гардена — Gardena
18.10.2013
Gardena (Германия) — извесный международный бренд садовой техники, оборудования, инструментов и аксессуаров для садовых и парковых работ.
сверла по металлу ПрофОснастка максимальный ресурс для профессионалов
сверла по металлу ПрофОснастка максимальный ресурс для профессионалов (HSS титан кобальт)
Все типы и виды компрессоров в интернет — магазине Пневмомагазин
www.pnevmomagazin.ru
Телескопический сучкорез Gardena 650BT
Дом
Товары
Уход за деревьями и кустарниками
сучкорезы
Телескопический сучкорез Comfort 650BT
Просроченный продукт
сучкорезы
Артикул № 8779-20
Телескопический сучкорез Comfort 650BT
Артикул № : 8779-20
Артикул № 8779-20
Maximum cutting diameter
42 mm
Cutting type
Bypass
Upper blade
Precision-ground, Non-stick coated
Blade
Precision-ground
Функции
Описание
Информация и сервис
Функции
Функции
25-летняя гарантия гарантирует высокое качество
* Подробные условия гарантии см. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
Точная обрезка веток – высоко над головой
Эти телескопические сучкорезы можно удлинить на 25 см, что позволяет достать и срезать даже ветки, расположенные выше по дереву.
Комфорт и безопасность
Прочные рычаги и рукоятки эргономичной формы с нескользящими концевыми упорами и специальной опорой для указательных пальцев гарантируют простоту обращения и безопасную работу.
Бережно относится к запястьям
Новая система амортизирующих упоров с большим односторонним амортизатором бережно относится к вашим запястьям.
Легкая резка на расстоянии
Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резания, обеспечивая легкий и точный разрез благодаря современным материалам и прецизионно заточенным лезвиям с антипригарным покрытием.
Функции
25-летняя гарантия гарантирует высокое качество
* Подробные условия гарантии см. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
Точная обрезка веток – высоко над головой
Эти телескопические сучкорезы можно удлинить на 25 см, что позволяет достать и срезать даже ветки, расположенные выше по дереву.
Комфорт и безопасность
Прочные рычаги и рукоятки эргономичной формы с нескользящими концевыми упорами и специальной опорой для указательных пальцев гарантируют простоту обращения и безопасную работу.
Бережно относится к запястьям
Новая система амортизирующих упоров с большим односторонним амортизатором бережно относится к вашим запястьям.
Легкая резка на расстоянии
Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резания, обеспечивая легкий и точный разрез благодаря современным материалам и прецизионно заточенным лезвиям с антипригарным покрытием.
Описание
Описание
Телескопические сучкорезы для большего радиуса действия и чистого среза
Телескопический сучкорез GARDENA Comfort 650BT отличается особенно легким и чистым срезом. Изогнутые лезвия этих сучкорезов обходного типа, которые во время обрезки скользят мимо контрножа, срезают очень точно и бережно относятся к деревьям и кустарникам. Эти телескопические сучкорезы, для использования которых требуется небольшое усилие, идеально подходят для резки свежей древесины диаметром до 42 мм. Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
Технические характеристики
Артикул №
8779-20
EAN-код:
4078500877909
Технические характеристики
Максимальный диаметр резки
42 мм
Тип резки
Обход
Лезвие
Прецизионная шлифовка
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Вам нужна дополнительная информация об этом продукте?
Пожалуйста, свяжитесь со службой поддержки клиентов или ознакомьтесь с нашими часто задаваемыми вопросами. Вы ищете руководство? Затем введите 4- или 5-значный артикул в поле поиска.
* Подробные условия гарантии см. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
Точная обрезка веток – высоко над головой
Эти телескопические сучкорезы можно удлинить на 25 см, что позволяет достать и срезать даже ветки, расположенные выше по дереву.
Комфорт и безопасность
Прочные рычаги и рукоятки эргономичной формы с нескользящими концевыми упорами и специальной опорой для указательных пальцев гарантируют простоту обращения и безопасную работу.
Бережно относится к запястьям
Новая система амортизирующих упоров с большим односторонним амортизатором бережно относится к вашим запястьям.
Легкая резка на расстоянии
Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резания, обеспечивая легкий и точный разрез благодаря современным материалам и прецизионно заточенным лезвиям с антипригарным покрытием.
Функции
25-летняя гарантия гарантирует высокое качество
* Подробные условия гарантии см. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
Точная обрезка веток – высоко над головой
Эти телескопические сучкорезы можно удлинить на 25 см, что позволяет достать и срезать даже ветки, расположенные выше по дереву.
Комфорт и безопасность
Прочные рычаги и рукоятки эргономичной формы с нескользящими концевыми упорами и специальной опорой для указательных пальцев гарантируют простоту обращения и безопасную работу.
Бережно относится к запястьям
Новая система амортизирующих упоров с большим односторонним амортизатором бережно относится к вашим запястьям.
Легкая резка на расстоянии
Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резания, обеспечивая легкий и точный разрез благодаря современным материалам и прецизионно заточенным лезвиям с антипригарным покрытием.
Описание
Описание
Телескопические сучкорезы Bypass для большего радиуса действия и чистого среза
Телескопический сучкорез GARDENA Comfort Bypass 650BT отличается особенно легким и чистым срезом. Изогнутые лезвия этих сучкорезов обходного типа, которые во время обрезки скользят мимо контрножа, срезают очень точно и бережно относятся к деревьям и кустарникам. Эти телескопические сучкорезы, для использования которых требуется небольшое усилие, идеально подходят для резки свежей древесины диаметром до 42 мм. Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort Bypass 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
Технические характеристики
Артикул №
8779-20
EAN-код:
4078500877909
Технические характеристики
Максимальный диаметр резки
42 мм
Тип резки
Обход
Лезвие
Прецизионная шлифовка
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов.
Каким способом открыть персонажа Рекс в Risk of Rain 2 (RoR 2)
Чтобы посмотреть видео гайд, кликните по изображению выше.
Описание видео гайда
В этом видео гайде для новичков по игре Risk of Rain 2 представлен обзор процесса успешного открытия персонажа Рекс. В конце видео руководства рассказывается о том, какие у Рекса есть способности (навыки) в RoR 2 (Риск оф Рейн 2).
Текст видео гайда (субтитры)
Приветствую всех, дамы и господа вы десантировались на канал video games комьюнити в этом видео я расскажу о том, как разблокировать персонажа рекс в risk of rain 2 забудьте подписаться поставить лайк и нажать на колокол с вами как обычно я Антон погнали для того, чтобы открыть рекс и тебе потребуется взять топливный элемент в капсуле и доставить его на четвертую локацию, чтобы активировать заброшенного робота рекса испытания называется энергетическая установка сама батарея расположена в капсуле, на который и десантируется персонаж, чтобы достать обойди капсула с обратной стороны открой люк и возьми элемент игра сразу выдаст тебе следующее сообщение кажется этой штукой можно что-нибудь запитать и приписка красным крайне нестабилен элемент займет ячейку дополнительного активного навыка, и вот что подразумевается под словами элемент нестабилен каждый раз, когда вы будете получать урон, или если снаряды попадают вам спину будет вероятность фатального взрывов я открывал рекса инженером, на мой взгляд, один из самых удобных вас для открытия персонажах sova, но можно это сделать и любыми другими за исключением акриды ему уста, и они годятся для этого только в кооперативе, так как появляются не из капсул.
Итак, у меня есть несколько советов как можно легко избежать взрыва первое наберите элемент на первом уровне пока не убьете босса этим вы исключите взрыв на этом этапе второе на в следующих уровнях нужно как можно скорее попытаться найти контейнер с дополнительным активным наукам и заменитель на батарею запомнить место и вернуться после того, как одолеете босса, но и последний очевидный совет в первую очередь убивать врагов с данными видами атаки доставить топливный элемент нужно на четвертый уровень локация называется бездонные глубины тектонические реликвии вы ее не перепутаете с другими, так как она выполнена в красных тонах и в центре возвышается несколько платформ соединенных цепями как только прибудешь на эту локацию не теряя времени еще фонтаны, которые подбросит и honored и ярусы партнером робот будет ждать тебя, но одно из них устанавливает топливный элемент и персонаж открытку, естественно, есть способ добежать до 4 уровня в компании друзей, которые будут тебя прикрывать, а ты будешь стоять в сторонке и спокойно ждать срабатывания очередного телепорта задача также значительно упрощается если, при этом играть персонажем ну ты у него два слота дополнительных активных способностей и поставив топливный элемент в одной из ячеек и переключив на какое-то другое умение ты уже точно не зарылся, но этот вариант доступен только для командной игры, потому что мы идти высаживается без капсулы, и в этом случае топливный элемент можно взять из капсула союзника рекс довольно необычный персонаж он обладает следующими свойствами основной навык директива инъекция выстрел тремя шприцами по 80 процентов урона каждого последний шприц ослабляет исцеляет на 60 процентов от нанесенного дополнительный навык за об семян стоит 15 процентов от текущего здоровья запускает верхнему не носящую четыреста пятьдесят процентов урона вспомогательный навык директива разгон выстрел звуковой волны отбрасывающий и ослабляющий пораженных врагов если рекс находится в воздухе, то она отбросит Иванова.
И, наконец, особый навык рост корней стоит 25 процентов от текущего здоровья стреляет цветком, который пускает корни носящие 200 процентов урона каждое попадание восстанавливают ваше здоровье надеюсь это видео поможет тебе открыть рекса спасибо за просмотр, и если оно тебе понравилось подписывайся на канал ставь лайк и жми на колокол до встреч в следующем видео пока.
Комментарии
Risk of Rain 2 – Мощный танк/сборка урона
В этой сборке приоритет отдается «Прости меня, пожалуйста», чтобы активировать бензин и сразу зажечь всю карту. С этой сборкой я даже закончил событие телепорта до того, как он зарядился до 1%, и победил Митрикса, не используя ни одной способности или атаки.
Предварительный просмотр
Основная цель этой сборки — развлечься, поэтому не стесняйтесь возиться с ней и изменять ее по своему усмотрению. И если вы хотите больше урона от босса или хотите немного скорости атаки, продолжайте и стройте его.
Основы этой сборки — использовать Жест утопленника, а также Прости меня, пожалуйста, и накладывать как можно больше эффектов при убийстве. Затем используйте топливный элемент, чтобы уменьшить время восстановления «Прости меня, пожалуйста», чтобы он всегда был активен.
Следующая часть руководства будет разделена на 2 раздела: необходимая сборка и необязательная сборка. Необходимая сборка содержит элементы, которые вы должны создать, чтобы это работало, а необязательная сборка содержит элементы, которые частично работают с этой сборкой, которые вы можете получить, если хотите.
Необходимая сборка
Forgive Me Please активирует все эффекты при убийстве, что очень важно для этой сборки. Не стесняйтесь иметь любое снаряжение, которое вы хотите, пока вы не получите Жест утопленника, тогда вам нужно переключиться на это.
«Жест утопленника» сокращает время восстановления снаряжения на 50% (15% за стак), но автоматически активирует его после окончания времени восстановления. Это означает, что Forgive Me Please активируется автоматически, и вам не нужно будет нажимать кнопку вашего снаряжения.
Топазовая брошь дает щит при убийстве. Forgive Me Please автоматически активирует Topaz Brooch, давая вам полный щит hp. Лучше всего получить около 10 20 из них, потому что для каждого, который у вас есть, тем больше щита вы получаете за тик активации «Прости меня, пожалуйста».
У «Тяжелых времен» есть шанс заблокировать входящий урон, что полезно, поскольку вы будете наносить много урона.
Бензин поджигает ближайших врагов при убийстве. Простите меня, пожалуйста, автоматически активирует бензин, а это означает, что каждый монстр рядом с тем местом, где вы бросите Прости меня, пожалуйста, будет подожжен. Это лучший предмет в этой сборке, лучше сосредоточиться на том, чтобы складывать их побольше, когда вы получаете белые. Но оставьте место и для других вещей.
Топливный элемент снижает время восстановления снаряжения на 15% за заряд. Каждый раз Прости меня. Пожалуйста, активируется, он бросает куклу на землю, повторно активируя ваши эффекты при убийстве в течение 8 секунд. Если вы сложите 7 топливных элементов, то у «Прости меня, пожалуйста» будет 8-секундный кулдаун, то есть он всегда будет активен. Если вы наберете 11, у вас одновременно будет 2 активных «Прости меня, пожалуйста», а 15 — это 3.
Блуждающий огонек порождает гигантский лавовый столб при убийстве, который наносит дополнительный урон.
Infusion дает 1 хп при убийстве, вплоть до 100. Forgive Me Please автоматически заполняет Infusion для вас. Это хорошо, чтобы получить много из них для дополнительного здоровья.
Ignition Tank увеличивает урон от эффектов воспламенения на 300% за стак. Это действительно хорошо, чтобы получить их много, чтобы увеличить урон Бензина.
Ceremonial Dagger посылает самонаводящиеся кинжалы при убийстве, Forgive Me Please автоматически посылает их.
Дополнительная сборка
Изящные часы увеличивают ваш урон на 20%, но ломаются, если ваше здоровье падает ниже 25%. Действительно хорош для дополнительного урона, потому что у вас редко будет такое низкое здоровье.
Roll of Pennies дает вам деньги всякий раз, когда вы попадаете, деньги = хорошо.
Repulsion Armor Plate уменьшает получаемый урон на 5, хорошо в начале игры.
Аптечка дает отсроченное лечение после получения урона, что хорошо в начале игры. Не покупайте аптечки в конце игры с этим билдом.
Генератор личного щита дает вам щит в зависимости от вашего максимального здоровья. Действительно хороший предмет, потому что щит от Topaz Brooch расширяется с помощью Personal Shield Generator.
Ghor’s Tome может получить золото при убийстве. деньги = хорошо.
Укулеле поражает нескольких врагов электричеством при попадании, только несколько из них получают урон по площади.
Боевой рог увеличивает скорость атаки каждый раз, когда вы активируете «Прости меня, пожалуйста». Получите только один из них, бафф скорости атаки длится 8 секунд, и «Прости меня, пожалуйста» будет иметь 8-секундное время восстановления, если вы получите достаточно топливных элементов, а «Боевой рог» увеличивает продолжительность за стак, а не скорость атаки, поэтому суммировать это бесполезно.
Охотничий гарпун увеличивает скорость передвижения при убийстве, что очень приятно.
Frost Relic окружает вас ледяной бурей при убийстве, но я не уверен, активирует ли это Forgive Me Please. Несмотря ни на что, вещь хорошая.
Interstellar Desk Plant дает исцеляющие сферы при убийстве, не получайте это, если вы играете в одиночку. Это хорошо, чтобы помочь товарищам по команде.
Titanic Knurl увеличивает здоровье и регенерацию, хорошо увеличивает максимальное здоровье.
Little Disciple стреляет следящими огоньками во время бега, хорошо наносит урон.
Needletick имеет шанс разрушить врагов, хорошо наносит урон.
У Lost Seer’s Lenses есть небольшой шанс мгновенно убить любого врага, не являющегося боссом. Действительно хорош для урона и искажает критический удар, поэтому вас не соблазнит этот демон.
Плазменная креветка дает щит и заставляет атаки наносить больше урона, пока у вас есть щит, а с этой сборкой у вас всегда будет щит.
Stone Flux Pauldron удваивает здоровье, но вдвое снижает скорость передвижения. Этот пункт на 100% зависит от вас. Я предпочитаю не получать его, потому что мне нравится иметь скорость передвижения, но ваш выбор.
Дополнительные примечания
Вот некоторые результаты, которые я получил при личном тестировании этой сборки.
Во-первых, если вы сложите достаточно топливных элементов, вы можете получить 3 куклы одновременно из «Прости меня, пожалуйста». Но я столкнулся с тем, что я считаю ошибкой. Это работает так: «Прости меня, пожалуйста» длится 8 секунд, поэтому, если вы уменьшите время восстановления «Прости меня, пожалуйста» примерно до 3 секунд, вы выбросите одну куклу, затем через 3 секунды другую, а затем еще через 3 секунды. Затем первый исчезнет, и он будет продолжать повторять этот цикл. Но как только я собрал достаточное количество топливных элементов, чтобы сделать это, все 3 куклы вышли одновременно, а не по одной с интервалом в 3 секунды.
Второе, что я хочу упомянуть, это то, что если вы собираетесь попробовать этот билд, в первый раз, когда вы идете на Базар Между Временами, убедитесь, что вы получили все, что хотите, потому что вы не сможете вернуться, как только вы есть Жест утопленника. Вы можете в конечном итоге случайно напасть на владельца магазина из-за активации «Жест утопленника» «Прости меня, пожалуйста», и вас выкинут.
Третье, о чем я хочу поговорить, это на ком попробовать этот билд. Лично я сделал этот билд для МУЛ-Т, но его действительно можно сделать на кого угодно, лучше всего, наверное, на Едкого.
Полученные результаты
Вот скриншот, на котором я тестировал эту сборку ранее, выполнял двухчасовую пробежку и побеждал с ней Mithrix.
А вот видео на YouTube, которое я опубликовал в том же забеге, где я побеждаю Митрикса, даже не используя свои способности. Это означает отсутствие щелчка левой кнопкой мыши, щелчка правой кнопкой мыши, смещения и R.
Beating Mithrix Without Attacking | Risk of Rain 2
Смотрите это видео на YouTube
Когда топливный элемент в условиях риска дождя 2 лучше, чем лизатный элемент?
Топливный элемент — необычный предмет, любимый фанатами в Risk Of Rain 2. Кроме того, он считается одним из лучших зеленых предметов в игре! Когда был выпущен новый Survivors of the Void DLC, Hopoo Games предоставила альтернативу Джаггернауту, улучшающему оборудование, — топливный элемент. Lysate Cell изменил большую часть того, что сделало оригинальный Fuel Cell великолепным, но какой из них действительно лучше? Решение о выборе топливного элемента в Risk of Rain 2 может быть принято только в том случае, если вы точно понимаете, что делает его таким удивительным для начала.
Что такое топливный элемент в Risk of Rain 2?
Топливный элемент Дает Выжившему дополнительную плату за любое имеющееся у него оборудование; это позволяет активировать снаряжение во время действия эффекта или в любой момент. Топливный элемент безумно мощный из-за 15-процентного сокращения перезарядки всех зарядов, включая тот, который не был получен от топливного элемента. Поскольку этот штабелируемый CDR масштабируется для каждого стека, десять топливных элементов обеспечат вам примерно 80-процентное снижение затрат на все оборудование.
Какие предметы
BAD в паре с топливным элементом?
Эксцентричная ваза
Эксцентричная ваза, откровенно говоря, ужасна сама по себе по нескольким причинам. Это оборудование создает «квантовый туннель», с которым можно взаимодействовать на любом конце, чтобы перейти на другую сторону по прямой линии. Вы можете получить удар при переходе через активный эффект, время в пути не впечатляет, и вы не можете ничего сделать, кроме как преждевременно покинуть туннель.
Ваза имеет естественное время восстановления 45 секунд, а туннели длятся 30 секунд. Вы примете неправильное решение, выбрав это оборудование среди всего остального. Это верно, если вы не используете его, чтобы добраться до труднодоступного места с нулевой мобильностью. Топливный элемент едва выигрывает от этого.
Радар-сканер
Это фантастическое оборудование поможет вам, если вы не знаете, где появляются вещи в игре. Использование радарного сканера показывает все интерактивные элементы на сцене, включая случайно сгенерированные алтари тритонов и телепорт. После того, как вы используете предмет один раз, все на карте отображается на короткое время. Наличие нескольких зарядок этого предмета просто позволит вам увидеть одни и те же вещи несколько раз, что бесполезно в сочетании с топливным элементом в Risk of Rain 2.
The Crowdfunder
Crowdfunder — это переключаемый активный предмет, который выкачивает ваши деньги, чтобы сделать поток снарядов. Вы наносите свой базовый урон каждым выстрелом, а денежная стоимость со временем увеличивается. Наличие топливного элемента абсолютно ничего не меняет в мощном эндшпиле Crowdfunder или слабом начале игры. Никакого масштабирования это не меняет.
Треуголка охотника за трофеями
Треуголка охотника за трофеями полезна только при первом использовании, если только вы не хотите сказать «Эй!» бесконечно в чате. Вы можете использовать его, чтобы извлечь один предмет босса и превратить его в предмет для шутки.
Дистанционный кофеинатор
Дистанционный кофеинатор не совсем бесполезен с топливным элементом. Тем не менее, это было бы больше похоже на несколько зарядов особого навыка капитана. Каждый раз, когда вы вызываете дозатор Remote Caffinator, он наносит в 20 раз больше естественного урона, чем ваш выживший, в небольшом AOE. Хотя этот эффект и не бесполезен, он непостоянен из-за того, что враги могут передвигаться.
Карта Executive Card также бесполезна, если топливный элемент находится под угрозой дождя 2
Это снаряжение — один из лучших предметов в игре. Кроме того, он активируется каждый раз, когда вы взаимодействуете с приобретаемым предметом. У него почти нет времени восстановления, и он возвращает 10 процентов всех денег, потраченных на покупку. Удивительное использование этого оборудования связано с тем, что терминалы мультимагазинов позволяют вам покупать все три покупаемых предмета, не закрывая вас от них.
Это оборудование позволит вам получить максимальную отдачу от каждого магазина в игре. Это особенно верно, поскольку лишние деньги конвертируются в опыт при использовании телепорта для перехода на следующий этап. Ничто в топливном элементе не приносит пользы этому предмету. CDR и дополнительная плата только делают так, что покупка спама может происходить без ожидания буквально полсекунды для перезарядки оборудования. Нет причин покупать топливный элемент, когда у вас есть это оборудование. Более того, это делает предмет совершенно бесполезным, пока он находится в вашем инвентаре.
Какие предметы
ХОРОШО в сочетании с топливным элементом в Risk of Rain 2?
Хаос в бутылках
Этот легендарный предмет был выпущен вместе с дополнением Survivors Of The Void. Bottled Chaos создает случайный эффект снаряжения при использовании заряда в единицу, за вычетом эффекта лунного предмета, потому что это принесет больше вреда, чем пользы. Этот предмет непостоянен, но все же может принести отличную пользу, если у вас мало времени восстановления ваших предметов, и это именно то, что обеспечивает топливный элемент. Хотя иногда вы можете сделать что-то совершенно неожиданное, это редко бывает вредным и обычно полезным. Определенно хорошо, но ничего экстраординарного из-за случайного характера предмета.
Жест утопленника
Жест утопленника — безумно мощный лунный предмет, который снимает 50% перезарядки вашего снаряжения при его сборе. Тем не менее, это также делает так, что ваше снаряжение активируется, как только это время восстановления обновляется. Сочетание этого с самим стеком или топливным элементом в Risk of Rain 2 позволяет вам иметь время восстановления, примерно эквивалентное 35% естественного времени ожидания вашего оборудования. Каждый дополнительный стек этого предмета рассматривается как еще один топливный элемент при сокращении времени восстановления. Невероятно иметь это в паре с топливным элементом. Это верно, потому что у вас нет никакого оборудования, которое могло бы причинить вам вред при использовании.
Тоник со шпинелью
Тоник со шпинелью дает вам мощное усиление всех ваших характеристик при использовании в течение 20 секунд, но имеет время перезарядки 60 секунд, то есть у вас будет около 40 секунд без усиления. Этот предмет, естественно, проводит две трети времени владения им в неактивном состоянии, поэтому его пассивное умение так вредно. У вас есть 20-процентный шанс по истечении срока действия баффа получить постоянный дебафф, добавленный к вашим предметам, который суммируется до предела урона. Если предмет не усиливает вас, все эти стеки недуга навсегда ослабят каждый из ваших стеков.
Вот тут-то и появляется топливный элемент в Risk of Rain 2. Если вам удастся сократить время восстановления этого лунного оборудования примерно до 20 секунд, вы никогда не столкнетесь с недостатком Tonic Affliction. Это отлично сочетается с жестом утопленника, потому что если у вас есть хотя бы один из них и три дополнительных стека одного и того же предмета или топливных элементов, у вас будет 100% время безотказной работы эффекта.
Королевский конденсатор также хорошо сочетается с топливным элементом во время дождя 2
При использовании с жестом утопленника топливный элемент игнорирует одно из своих пассивных умений, если только вы не используете оборудование, для активации которого требуется цель. Не хранить заряды оборудования — это неплохо. Тем не менее, в сочетании с оборудованием, позволяющим сохранять заряд, предмет действительно сияет. Королевский конденсатор — лучший пример, потому что он наносит катастрофический урон при быстрой активации. Это лучший предмет для объединения обоих эффектов, если вам посчастливилось получить оба предмета за один проход.
Конечно, с топливным элементом отлично сочетаются и другие предметы, но это лучшие примеры.
Стоит ли ячейка лизата по сравнению с топливной ячейкой?
Лизатовая ячейка в Risk of Rain 2 дает вам второй заряд вашего особого навыка и нулевое сокращение перезарядки. В конечном счете, ваше решение должно зависеть от вашего предмета снаряжения. Если бы вы хотели сохранить Executive Card или Remote Caffeinator до конца забега, имело бы смысл взять этот предмет. Крайне важно помнить, что вы получаете только одну дополнительную турель инженера для активного использования, когда у вас есть этот предмет. Никогда не берите это на Void Fiend, если у вас нет Essence of Heresy. Это потому, что он не влияет на Special неиспорченной формы. В конечном счете, топливный элемент имеет настолько совершенную естественную полезность, что трудно спорить о его замене.
Risk of Rain 2 — Секреты разблокировки Рекса (и обращения с топливным массивом)
Руководство по законной разблокировке Рекса для тех, у кого проблемы.
Начало Разблокировка Рекса
Рекс — это уникальная роль поддержки, которая может ослаблять врагов для ваших товарищей по команде и лечить при попадании. Чтобы сбалансировать это, большинство его атак требуют здоровья. Он чрезвычайно мощный, но хитрый персонаж, особенно в поздней игре, где вы можете помочь своим товарищам по команде победить массивных врагов и даже использовать его силу мобильности (навык 3), чтобы сталкивать здоровых стихийных врагов со скал (и даже босса, Глиняного Дунестрайдера). .
Чтобы разблокировать Рекса, необходимо переместить элемент снаряжения, топливный массив, в тело Рекса, не активируя его и не опуская его ниже 50% (в этом случае он взорвется и мгновенно убьет вас). Предположительно, его активация также приведет к тому, что он убьет вас, но я не помню, чтобы это произошло, когда я пытался сделать это в своем собственном забеге. Тем не менее, вам не помешает быть осторожным.
Для начала возьмите Топливный массив, когда вы появитесь. Он появляется на задней части вашей спасательной капсулы в начале игры (и, таким образом, вы можете получить его, только если вы или другой игрок играете персонажем, который появляется из спасательной капсулы, являясь любым персонажем, кроме Acrid и MUL-T). Кроме того, имейте в виду, что, поскольку Топливный массив мгновенно убивает вас (с небольшим обратным отсчетом), когда вы опускаетесь ниже 50% здоровья, алтари крови вызовут взрыв, если вы их активируете. Также старайтесь избегать повреждений от падения, так как это может привести к непредсказуемым и тяжелым повреждениям.
Вам нужно будет нести Топливный массив до четвертого уровня, в область красной пещеры (и вы можете использовать альтер Тритона, чтобы быть уверенным, что вы направляетесь именно на этот уровень). Рекса можно найти возле некоторых скал ближе к вершине пещеры (в середине двух скал вы можете добраться только с помощью водяных гейзеров). Расположение показано ниже.
Как только вы поместите топливный массив в Рекса, он станет персонажем. Однако это не разблокирует его для всей вашей группы, поэтому каждый игрок должен сделать это хотя бы один раз.
Игра не позволит игроку взять Топливный массив, если он уже есть у другого игрока, поэтому за одно прохождение вы можете иметь только один Топливный массив. Однако, если вы найдете бочку с оборудованием на первом уровне, игрок с топливным массивом может поменять свое снаряжение, позволить другому игроку взять еще один топливный массив из неиспользованной спасательной капсулы, а затем попросить первоначального игрока забрать топливный массив, который был первый сбросил.
Обращение с топливным массивом
Топливный массив мгновенно убивает вас, когда ваш уровень здоровья падает ниже 50%. Если он взорвется, вы потеряете его навсегда и вам придется начинать все сначала. Есть несколько способов обойти этот факт.
Попросите кого-нибудь отнести его и держитесь подальше от повреждений до пещер. Если этот игрок хочет разблокировать Рекса, он может сделать это сам (поскольку Рекс разблокируется только для игрока, разместившего Топливный массив). Если другой игрок желает, игрок, владеющий топливным массивом, может подобрать предмет снаряжения, чтобы бросить его ему.
Если вы найдете бочку с оборудованием, вы можете временно заменить топливный массив на часть оборудования и забрать его обратно, прежде чем покинуть сцену. Предметы не исчезают со временем, поэтому вам просто нужно помнить, куда вы их положили.
Использование МУЛ-Т и замена его снаряжения полностью предотвращает взрыв топливного массива, если ваш уровень здоровья падает ниже 50%.
Цепь Husqvarna SP 33G состоит из пяти элементов (режущий зуб, боковое соединительное звено, центральное звено с хвостовиком, центральное звено с хвостовиком и верхним амортизатором и заклепка). Отработанная технология тщательного соединения элементов обеспечивают низкую вибрацию, более узкий пропил и реализацию максимальной мощности двигателя бензопилы. Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
Дизайн режущих зубьев, микроструктура стали и покрытия зуба хромом, а также производственные процессы были настолько усовершенствованы, что новая цепь, во-первых, намного острее изначально, а, во-вторых, остается острой и не требует заточки значительно дольше, чем аналогичная цепь предыдущего поколения h40.
Цепь предварительно вытягивается на специальном оборудовании, благодаря чему она меньше растягивается при эксплуатации, сохраняет установленное натяжение более длительное время, не провисает и не требует частых регулировок механизма натяжения цепи. Как результат – снижаются трудозатраты на обслуживание режущей гарнитуры, а также риск повреждений, если вытянувшаяся цепь соскочит на высокой скорости с шины.
Husqvarna разработала и использует уникальную комбинацию самых современных производственных технологий (включая нанесение хромированного покрытия, термообработку, индукционную закалку и дробеструйное упрочнение), которые существенно повысили прочность новых цепей. Это снижает износ и потребность частом обслуживании режущей системы бензопилы.
Для максимизации эффективности работы цепь Husqvarna X-CUT сконструирована так, чтобы пиление осуществлялось оптимально сбалансированным углом резания, быстрее, мягче и с меньшим прикладываемым усилием.
Для заточки цепей Husqvarna X-Cut предусмотрен заточной комплект с комбинированным шаблоном нового дизайна, который обеспечивает идеальные параметры цепи и оптимизирует производительность пиления.
Цепь Husqvarna SP 33G состоит из пяти элементов (режущий зуб, боковое соединительное звено, центральное звено с хвостовиком, центральное звено с хвостовиком и верхним амортизатором и заклепка). Отработанная технология тщательного соединения элементов обеспечивают низкую вибрацию, более узкий пропил и реализацию максимальной мощности двигателя бензопилы. Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
Дизайн режущих зубьев, микроструктура стали и покрытия зуба хромом, а также производственные процессы были настолько усовершенствованы, что новая цепь, во-первых, намного острее изначально, а, во-вторых, остается острой и не требует заточки значительно дольше, чем аналогичная цепь предыдущего поколения h40.
Цепь предварительно вытягивается на специальном оборудовании, благодаря чему она меньше растягивается при эксплуатации, сохраняет установленное натяжение более длител
Характеристики
Характеристики
Бухта цепи
1880
Снижение риска обратного отскока
Соединительное звено G-типа с верхним выступом-амортизатором
Тип зубьев цепи
Полудолото
Тип напильника, мм
Ø 4,8
Шаблон, мм/дюйм
1,3 / 0,05
Габариты и вес
Вес брутто, кг
5
Высота в упаковке, мм
500
Длина в упаковке, мм
300
Ширина в упаковке, мм
200
Режущее оборудование
Длина шины, см/дюйм
38 / 15
Количество звеньев, шт
64
Шаг цепи, дюйм
0. 325
Ширина паза, мм
1.3
Отзывы (0)
Нет отзывов о данном товаре.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Цепь Husqvarna SP 33G состоит из пяти элементов (режущий зуб, боковое соединительное звено, центральное звено с хвостовиком, центральное звено с хвостовиком и верхним амортизатором и заклепка). Отработанная технология тщательного соединения элементов обеспечивают низкую вибрацию, более узкий пропил и реализацию максимальной мощности двигателя бензопилы. Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
Дизайн режущих зубьев, микроструктура стали и покрытия зуба хромом, а также производственные процессы были настолько усовершенствованы, что новая цепь, во-первых, намного острее изначально, а, во-вторых, остается острой и не требует заточки значительно дольше, чем аналогичная цепь предыдущего поколения h40.
Цепь предварительно вытягивается на специальном оборудовании, благодаря чему она меньше растягивается при эксплуатации, сохраняет установленное натяжение более длительное время, не провисает и не требует частых регулировок механизма натяжения цепи. Как результат – снижаются трудозатраты на обслуживание режущей гарнитуры, а также риск повреждений, если вытянувшаяся цепь соскочит на высокой скорости с шины.
Husqvarna разработала и использует уникальную комбинацию самых современных производственных технологий (включая нанесение хромированного покрытия, термообработку, индукционную закалку и дробеструйное упрочнение), которые существенно повысили прочность новых цепей. Это снижает износ и потребность частом обслуживании режущей системы бензопилы.
Для максимизации эффективности работы цепь Husqvarna X-CUT сконструирована так, чтобы пиление осуществлялось оптимально сбалансированным углом резания, быстрее, мягче и с меньшим прикладываемым усилием.
Для заточки цепей Husqvarna X-Cut предусмотрен заточной комплект с комбинированным шаблоном нового дизайна, который обеспечивает идеальные параметры цепи и оптимизирует производительность пиления.
Цепь Husqvarna SP 33G состоит из пяти элементов (режущий зуб, боковое соединительное звено, центральное звено с хвостовиком, центральное звено с хвостовиком и верхним амортизатором и заклепка). Отработанная технология тщательного соединения элементов обеспечивают низкую вибрацию, более узкий пропил и реализацию максимальной мощности двигателя бензопилы. Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
Дизайн режущих зубьев, микроструктура стали и покрытия зуба хромом, а также производственные процессы были настолько усовершенствованы, что новая цепь, во-первых, намного острее изначально, а, во-вторых, остается острой и не требует заточки значительно дольше, чем аналогичная цепь предыдущего поколения h40.
Цепь предварительно вытягивается на специальном оборудовании, благодаря чему она меньше растягивается при эксплуатации, сохраняет установленное натяжение более длител
Характеристики
Характеристики
Бухта цепи
1880
Снижение риска обратного отскока
Соединительное звено G-типа с верхним выступом-амортизатором
Тип зубьев цепи
Полудолото
Тип напильника, мм
Ø 4,8
Шаблон, мм/дюйм
1,3 / 0,05
Габариты и вес
Вес брутто, кг
5
Высота в упаковке, мм
500
Длина в упаковке, мм
300
Ширина в упаковке, мм
200
Режущее оборудование
Длина шины, см/дюйм
40 / 16
Количество звеньев, шт
66
Шаг цепи, дюйм
0. 325
Ширина паза, мм
1.3
Отзывы (0)
Нет отзывов о данном товаре.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Цепь Husqvarna X-CUT SP33G | Husqvarna ZA
South Africa
EgyptGambiaIsraelKenyaKuwaitLebanonMozambiqueOmanQatarSouth AfricaTunisiaTurkeyUnited Arab EmiratesZambiaZimbabweSaudi Arabia
AustraliaAzerbaijanMainland ChinaFijiFrench PolynesiaHong KongIndiaIndonesiaJapanKazakhstanMalaysiaNew CaledoniaNew ZealandPapua New GuineaThe PhilippinesSingaporeSouth KoreaTaiwanThailandTurkmenistanUzbekistanVanuatuVietnam
AlbaniaAustriaBelarusBelgium (fr)Belgium (nl)Bosnia and HerzegovinaBulgariaCyprusCroatiaCzech RepublicDenmarkEstoniaFinland (fi)Finland (sv)FranceGeorgiaGermanyGreeceHungaryIcelandIrelandItalyLatviaLithuaniaLuxembourg (de) Люксембург (fr)МолдоваЧерногорияНидерландыСеверная МакедонияНорвегияПольшаПортугалияРумынияРоссияСербияСловакияСловенияИспанияШвецияШвейцария (de)Швейцария (fr)Швейцария (it)ТурцияУкраинаВеликобритания
ArgentinaBoliviaBrazilChileColombiaCosta RicaDominican RepublicEcuadorGuatemalaMexicoNicaraguaRepublic of PanamaParaguayPeruUruguay
Canada (en)Canada (fr)MexicoUSA
Chainsaw Chains
Cutter profile
Semi chisel
Added feature
Guarded drive link
Select product variant
Bar length (дюйм)
Длина шины
Приводные звенья
Быстрый и легкий
X-CUT SP33G — первая пильная цепь, полностью разработанная, спроектированная и изготовленная Husqvarna. Цепь особенно подходит для требовательных потребителей и повседневного профессионального использования. Благодаря долговечной остроте, выдающейся долговечности, низкому растяжению и высокой эффективности резки, он создан для того, чтобы сделать вашу продукцию лучше, чем когда-либо.
Информация о продукте
X-CUT SP33G
Арт. №: 581 64 31‑56
Данные о продукте
X-CUT SP33G
ART: 581 64 31–56
X-CUT SP33G
ART NO: 581 64 31-64
.
Art №: 581 64 31–66
X-CUT SP33G
ART: 581 64 31–72
X-CUT SP33G
ART NO: 581 64 31-80
9005
X0002 № 581 64 31-80
9005
x: 581 64 31-80
9000 2
№ 581 64 31-80
9005 9000 2
-CUT SP33G
Арт. №: 581 64 31‑01
Pitch
.325″
.325″
.325″
.325″
.325″
.325″
Gauge
1,3 mm
1,3 mm
1,3 мм
1,3 мм
1,3 мм
1,3 мм
Profit
Semi Chisel
Semi Shisel
Semi Chisel
Semi Shisel
Semi Chisel
.
Полудолото
ПИКСЕЛЬ
Да,
Да
Да
Да
Да
Да
Связь
9
Bumper Driv
Тяга привода бампера
Длина шины (дюйм)
13 дюймов
15 дюймов
16 дюймов
18 дюймов
20 дюймов
60095 Bar length
33 cm
38 cm
40 cm
45 cm
50 cm
Drive links
56
64
66
72
80
Добавленная функция
Защищенная ссылка на диск
Защищенная ссылка на диск
Защищенная ссылка на диск
Защищенная ссылка на диск
Защищенная ссылка на диск
Защищенная ссылка на диск
Материалы по теме
Отзывы
Гладкая и острая: профессионалы пробуют новую пильную цепь Husqvarna X-CUT®
Практические руководства и руководства
6 шагов к успешной валке деревьев
Практические руководства и руководства
Напильник и устройство для хранения файлов рекомендации
Истории и вдохновение
Husqvarna X-CUT: проектирование лучшей пильной цепи
Практические советы и руководства
Натяжение цепи на бензопиле Husqvarna
Истории и вдохновение
Husqvarna Tree Talks: голос современных специалистов по деревьям
Продукция и инновации
Все дело в результате: представляем пильную цепь Husqvarna X-CUT®
Практические советы и руководства
Как заточить Цепь бензопилы
Практические руководства и руководства
Уход за режущим оборудованием
Практические руководства и руководства
Как проверить, работает ли смазка цепи на вашей цепной пиле
Показано 10 из 14
Husqvarna SP33G против цепей h40
#1
У меня есть 18-дюймовая пила Husqvarna 440, которую я использую для заготовки дров. Это отличная пила. теперь я немного удлинился, и когда я пошел к местному дилеру, чтобы взять другую цепь, они дали мне цепь h40. Я еще не открывал ее, и я искал и искал в Интернете, и я не могу найти прямой сравнения. В чем разница? Оба представляют собой цепочки пикселей 0,325 дюйма. Прилагаю фото коробок.
Любая информация будет полезна!
#2
Наконец-то я нашел небольшую информацию, похоже, что SP33G (x-cut) представляет собой полузубчатую цепь, а h40 — микрозубчатую цепь.
Поправьте меня, если я ошибаюсь, но для меня это означает, что цепь X-Cut немного более агрессивна.
Я рубил в основном лиственные деревья во дворе, чтобы удовлетворить свои 3-4 потребности в отоплении в год. В основном это красный дуб, ясень, красный клен и вишня. Любая причина, по которой я должен использовать один над другим?
#3
Ваша новая цепь также является предохранительной цепью… Обратите внимание на дополнительный выступ/пандус перед граблями.
#4
Не спорю, это предохранительные цепи. Чуть более агрессивный, потому что его лезвие немного менее закруглено на лезвии. Просто интересно, в чем реальная разница. После того, как я больше осмотрелся, единственное различие, которое я могу найти, заключается в том, что SP33G новее и на самом деле сделан Husqvarna по сравнению с аутсорсингом h40 в Орегоне. Орегон, поверьте. Они утверждают, что это на 10% эффективнее.
Недостаточно разницы, чтобы изменить правила игры, но я продолжу пробовать новую версию. Режет нормально.
#5
Ко сказал:
У меня есть 18-дюймовая пила Husqvarna 440, которую я использую для обработки большей части своих дров. Это отличная пила.
В прошлом году я приобрел новую цепь X-Cut SP33G и пока доволен ее работой. Теперь она немного устарела, и когда я пошел к местному дилеру, чтобы купить другую цепь, они дали мне цепь h40. Я еще не открыл его, и я искал и искал в Интернете, и я не могу найти никаких прямых сравнений. Какая разница? Оба представляют собой цепочки пикселей 0,325 дюйма. Я прикрепил фотографии коробок.
Любая информация будет полезной!
Нажмите, чтобы развернуть…
У меня такая же пила, получила в подарок несколько лет назад. Я тестировал обе рассматриваемые цепи, коробчатую и заточенную с немного загнутыми граблинами для более жесткой поклевки, и мне больше понравилась X-образная форма. Мне нравятся более агрессивные цепи, и я перешел на серию Oregon PowerCut Q pro, 20LPX. Полная зубчатая цепь, и она режет как сон, грабли смещены, чтобы лезвия не врезались в сторону разреза, она гладкая и проходит сквозь все, как горячий нож сквозь масло.
#6
Зомби сказал:
У меня такая же пила, получила в подарок несколько лет назад. Я тестировал обе рассматриваемые цепи, коробчатую и заточенную с немного загнутыми граблинами для более жесткой поклевки, и мне больше понравилась X-образная форма. Мне нравятся более агрессивные цепи, и я перешел на серию Oregon PowerCut Q pro, 20LPX. Полная зубчатая цепь, и она режет как сон, грабли смещены, чтобы лезвия не врезались в сторону разреза, она гладкая и проходит сквозь все, как горячий нож сквозь масло.
Нажмите, чтобы развернуть…
Как часто вы точите по сравнению с x-cut? Полные долота имеют тенденцию довольно быстро тупиться, не так ли?
Сверло ступенчатое 6-30мм в категории «Инструмент»
Сверло ступенчатое по металлу 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32 мм мм WERK
На складе в г. Запорожье
Доставка по Украине
480 грн
456 грн
Купить
Интернет магазин «Ключик»
Сверло ступенчатое по металлу 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32 мм мм INTERTOOL SD-5832
На складе в г. Запорожье
Доставка по Украине
320 грн
313.60 грн
Купить
Интернет магазин «Ключик»
Сверло ступенчатое 4х32 15ст. хв.10 мм ( 4,6,8,10.12,14,16,18,20,22,24,26,28,30,32 ) Китай
Доставка по Украине
376 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Сверло ступенчатое 4х32 15ст. хв.10 мм ( 4,6,8,10.12,14,16,18,20,22,24,26,28,30,32 ) Р6М5 Китай
Доставка по Украине
722 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Сверло ступенчатое 4х32 15ст. хв. 10 мм ( 4,6,8,10.12,14,16,18,20,22,24,26,28,30,32 ) Р6М5К5 Китай
Доставка по Украине
1 057 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Сверло ступенчатое 4х32 15ст. хв.10 мм ( 4,6,8,10.12,14,16,18,20,22,24,26,28,30,32 ) Р6М5К5 с винтовой
Доставка по Украине
1 392 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Сверло ступенчатое 4х32 15ст. хв.10 мм ( 4,6,8,10.12,14,16,18,20,22,24,26,28,30,32 ) с винтовой канавкой Китай
Доставка по Украине
449 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Ступенчатое шаговое сверло по металлу HSS 6-60мм mo
Доставка по Украине
1 703.76 грн
1 311.89 грн
Купить
Mooch
Сверло конусное ступенчатое по металлу 6-38 мм L=105 мм HSS 4241 Yato
Доставка из г. Павлоград
по 750 грн
от 2 продавцов
от 750 грн
Купить
100 мелочей
Сверло ступенчатое P6M5 под дрель Ø4-30мм, Дніпpo
Доставка по Украине
350 грн
Купить
Интернет — магазин «Строй-ка»
Сверло ступенчатое, 4-6-8-10-12-14-16-18-20-22-24-26-28-30-32 мм, HSS, спирал. проф., трехгранн.проф
Доставка по Украине
351.34 грн
Купить
ООО «ВЕЛДОН»
Сверло ступенчатое, 6-8-10-12-14-16-18-20-22-24-26-28-30 мм, HSS, спиральный профиль, трехгранный хвостовик
Доставка по Украине
по 360 грн
от 2 продавцов
360 грн
Купить
Интернет магазин »Опторг»
Свердло східчасте Dnipro-M P6M5 трьохгр. хвостовик 4-30 мм
Доставка по Украине
348 грн
Купить
Dnipro-M
Сверло ступенчатое 6-35 мм.
На складе
Доставка по Украине
285 грн
Купить
Интернет-магазин «Коламбус»
Набор сверл ступенчатых 4-12/6-20/6-30 мм HSS (181340) 3 шт
На складе в г. Кременчуг
Доставка по Украине
453 грн/набор
Купить
СТАНОЧНИК Интернет-магазин
Смотрите также
Набор ступенчатых свёрл по металлу 4-12, 4-20, 4-30мм и сверло фреза 4, 5, 6мм
Доставка из г. Харьков
670 грн
Купить
Elmart
Ступенчатое сверло от 6-30 мм с покрытием BLUE DUR Karnasch (Германия)
Доставка по Украине
2 938. 23 грн
Купить
ООО «ЦТО КВАРЦ»
Ступенчатое сверло от 6-30 мм без покрытия Karnasch (Германия)
Доставка по Украине
2 422.06 грн
Купить
ООО «ЦТО КВАРЦ»
Сверло ступенчатое конусное d4-d30мм 14 ступеней, Р6АМ5, d хвостовика 10мм
Доставка по Украине
1 546.60 грн
Купить
ООО «ВЕЛДОН»
Сверло ступенчатое, 6-8-10-12-14-16-18-20 -22-24-26-28-30 мм, HSS, спирал.проф., трех гр.хвост. M
Доставка по Украине
359.38 грн
Купить
ООО «ВЕЛДОН»
Сверло ступенчатое по металлу Атака (11 ступеней) 20-30 мм
На складе
Доставка по Украине
1 316.01 грн
Купить
КРЕП-ЦЕНТР
Сверло ступенчатое по металлу Атака (7 ступеней) 6-18 мм
На складе
Доставка по Украине
474.01 грн
Купить
КРЕП-ЦЕНТР
Сверло ступенчатое по металлу Атака (8 ступеней) 6-20 мм
На складе
Доставка по Украине
530. 15 грн
Купить
КРЕП-ЦЕНТР
Сверло ступенчатое по металлу Атака (11 ступеней) 6-20 мм
На складе
Доставка по Украине
530.15 грн
Купить
КРЕП-ЦЕНТР
Сверло ступенчатое по металлу Атака (6 ступеней) 14-24 мм
На складе
Доставка по Украине
711.02 грн
Купить
КРЕП-ЦЕНТР
Сверло ступенчатое Ø 4-12 мм легированное кобальтом со спиральной конавкой HSS Co5 (Р6М5К5)
На складе в г. Днепр
Доставка по Украине
359 грн
287.20 грн
Купить
Спарк-Центр
Сверло ступенчатое Ø 4-20 мм легированное кобальтом со спиральной конавкой HSS Co5 (Р6М5К5)
На складе в г. Днепр
Доставка по Украине
631 грн
504.80 грн
Купить
Спарк-Центр
Сверло ступенчатое Ø 4-32 мм легированное кобальтом со спиральной конавкой HSS Co5 (Р6М5К5)
На складе в г. Днепр
Доставка по Украине
1 292 грн
1 033.60 грн
Купить
Спарк-Центр
Ступенчатое шаговое сверло по металлу HSS 6-60мм ol
Доставка по Украине
1 709.82 грн
1 316.56 грн
Купить
Olypso
Ступенчатое сверло Messer 4-30 мм 14 ступеней
Ступенчатое сверло Messer 4-30 мм 14 ступеней
Главная
Коронки, сверла, борфрезы
Ступенчатые сверла
Артикул
19-14-430
Тип сверла: HSS. Канавка: прямая. Диапазон диаметров: 4 – 30 мм. Диаметр хвостовика: 10 мм. Количество ступеней: 14. Длина шага: 4 мм. Общая длина: 100 мм. Рабочая длина: 75 мм.
Категория:Ступенчатые сверла
ХАРАКТЕРИСТИКИ
ОПИСАНИЕ
Доставка
ОТЗЫВЫ 0
Материал обработки
сталь, алюминий, пластик, латунь
Бренд
MESSER
Страна-производитель
Китай
Общая длина
100 мм
Рабочая длина, мм
75
Диаметр хвостовика, мм
10,0
Тип сверла
HSS (быстрорежущая сталь)
Канавка
прямая
Диапазон диаметров
4 – 30 мм
Количество ступеней
14
Длина шага
4 мм
Ступенчатые сверла идеальный инструмент для обработки листового металла. Сверла применяются в различных отраслях, например, при изготовление щитового оборудования или в авиастроении.
Обрабатываемый материал
Сталь (N/мм 2) < 900
Сталь (N/мм 2) < 1100
Нержавеющая сталь
Алюминий
Латунь
Бронза
Пластик
Чугун
+++
—
—
+++
+++
+
+++
+
Оптимально подходит +++ Подходит ++ Допускается + Не подходит —
Fix-Tool официальный дилер «MESSER»
Здесь еще никто не оставлял отзывы. Вы можете быть первым!
Ваша оценка
Представьтесь, пожалуйста *
Электронная почта *
Ваш отзыв *
Изображение
Нажимая на кнопку «Отправить» вы принимаете условия Публичной оферты.
Покупатели также смотрели
Шлифовальный валик 120х100х19 мм Messer нетканый Extra Coarse S (P40)
0
3 041 р.
Скидка 25%
Резиновый держатель 75 мм Norton средней твердости на шпинделе
0
1 552 р. 2 070 р.
Распродано
Твердосплавная коронка Bosch 35 мм Endurance for Heavy Duty
0
2 535 р.
Скидка 7%
Сабельное полотно Bosch по металлу S1155CHM 225 мм 1 шт
0
2 154 р. 2 305 р.
Ступенчатое спиральное сверло Messer 4-30 мм 14 ступеней
0
3 524 р.
Ступенчатое спиральное сверло Messer 4-12 мм 9 ступеней
0
881 р.
Вы смотрели
«>
07003 | Ступенчатое сверло EXACT HSS 6 мм x 30 мм
Посмотреть все Специальные сверла
6 На складе для доставки в течение 4 рабочих дней
19 На складе для доставки в течение 4 рабочих дней
tickAdded
View basket
Price Each
Was MYR428. 53
You pay
MYR364.25
units
Per Unit
1 +
MYR364.25
RS Артикул №:
508-9115
Произв. Часть №:
07003
Производитель:
EXAH
Статус Leafrohs: не применимо
COO (Country of Origin):
DE
DACTIO Законодательство и соответствие
leafСтатус RoHS: неприменимо
COO (страна происхождения):
DE
Подробная информация о продукте
Ступенчатое сверло со спиральной канавкой
Ступенчатое сверло из быстрорежущей стали с зоной удаления заусенцев для лучшего кругового резания снятие заусенцев одним движением Не требуется центрирование, сверла не вращаются Постоянный угол резания в течение всего процесса Подходит для конструкционной стали, хромоникелевой стали и цветных металлов толщиной до 6 мм Спецификация диаметра на каждом уровне Трехдельный водительский вал предотвращает скольжение в буровом патроне
Спецификации
Атрибут
.
Материал
HSS
Минимальный размер головки
6 мм
Максимальный размер головки
25 мм
50028
ВСТРОЕННОЕ СТУПЕНЧАТОЕ СВВЕРЛО 6-30MM HSS С ТИТАНОВЫМ ПОКРЫТИЕМ
ВСТРОЕННОЕ СТУПЕНЧАТОЕ СВВЕРЛО 6-30MM HSS С ТИТАНОВЫМ ПОКРЫТИЕМ — Collier & Miller
#= Товар[0].Описание #
#= Складской код #
Кол-во: # = Заказанное Кол-во #
Итого (включая налог на товары и услуги)
Сборы
Скидки
Фрахт
Бесплатно
Требуется предложение
Итого (включая налог на товары и услуги)
Включая налог на товары и услуги
Скидки (включая налог на товары и услуги)
Итого по подарочной карте
Нетто-долг
Доступно для заказов на сумму от 0,04 до 2000,00 долларов США.
Зернодробилка Вихрь ЗД-350К — компактное устройство, используемое в домашнем хозяйстве с целью обеспечения кормами животных и птиц. Оборудование подходит для переработки всех видов сухого фуражного зерна, включая масленичные культуры и другой подобной сельскохпродукции. Сырье засыпается в специальный отсек объемом 14 л.
Скачать инструкцию
Порядок работы:
Закрыть заслонку и наполнить бункер зерном, переключить выключатель в рабочее положение, запустить изделие. После набора двигателем оборотов (2 сек.) открыть заслонку на 3/4 площади;
Во время работы следить, чтобы уровень измельченной массы в засыпной таре не доходил до нижнего сита, не допускать работы изделия на холостом ходу более 5 сек. ;
После завершения работы необходимо полностью выработать зерно; закрыть заслонку; выключить изделие, нажав на клавишу выключателя со стороны «О» и отсоединить вилку шнура от розетки.
Напряжение, В
220
Производительность, кг/ч
350
Тип двигателя
электрический
Мощность, Вт
1350
Объем бункера, л
14
Измельчающая система
режущие ножи
Материал корпуса
металл
Габариты, мм
245х245х500
Вес, кг
5. 1
Заводская гарантия
Гарантия покрывает дефекты в изделиях, поставляемых компанией ТССП Казахстан, причиненные дефектным материалом или исполнением. Гарантия покрывает только дефекты, выявленные в пределах гарантийного периода определенного Договором, но не более 12 (двенадцати) месяцев с даты поставки. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Гарантия покрывает исправление квалифицированным обслуживающим персоналом, уполномоченным ТССП Казахстан, любого попадающего под гарантию завода-изготовителя дефекта. Гарантия также покрывает затраты на запасные части и непосредственно труд, необходимый для замены или ремонта дефектного изделия.
Специальные гарантийные условия, исключения и ограничения
На ряд типов и моделей оборудования действуют специальные гарантийные условия от заводов-изготовителей или от компании ТССП Казахстан.
Уточните перед покупкой, действуют ли специальные условия, исключения или ограничения на выбранный вами продукт.
Кредо нашего сервиса крайне простое и емкое: «Техника должна работать».
В Астане, Алмате, Шымкенте, Атырау и в Усть-каменогорске находятся сервисные центры с мастерами для проведения ремонтных работ в мастерской и на выезде. Разделение по специализации, позволяет нам растить и развивать профильных сервисных специалистов, способных оперативно решать вопросы по ремонту и обслуживанию техники.
При подготовке к продвижению линейки оборудования, мы проводим предварительную работу по подбору и формированию склада запасных частей для технического обслуживания и ремонта. На складах ТССП Казахстан хранится более 5000 наименований запчастей и мы неустанно работаем над повышением качества склада и обеспечением постоянного наличия критичных позиций для бесперебойной работы наших клиентов.
350K ? Есть еще одно хорошее объяснение для 350K ? Не держите это в себе!
Все еще не можете найти искомое определение аббревиатуры? Используйте нашу технологию Power Search , чтобы искать более уникальные определения в Интернете!
Цитата
Используйте приведенные ниже параметры цитирования, чтобы добавить эти сокращения в свою библиографию.
Самый большой ресурс в Интернете для
Акронимы и сокращения
Участник сети STANDS4
Просмотреть Abbreviations.com
#ABCDEFGHIJKLMNOPQRSTUVWXYZ
Бесплатно, регистрация не требуется:
Добавить в Chrome
Получите мгновенное объяснение любой аббревиатуры или аббревиатуры, которая попадется вам в любом месте в Интернете!
Бесплатно, регистрация не требуется:
Добавить в Firefox
Получите мгновенное объяснение любой аббревиатуры или аббревиатуры, которая попадется вам в любом месте в Интернете!
Викторина
Окончательный тест аббревиатуры
»
НБА
A. Национальная баскетбольная арена
B. Национальная бейсбольная ассоциация
C. Национальная ассоциация бурильщиков
D. Национальная баскетбольная ассоциация
Вставить
Поделитесь изображением 350K
»
Нажмите, чтобы просмотреть:
«От зарплаты до зарплаты». Я зарабатываю 350 тысяч долларов в год, но у меня есть 88 тысяч долларов на студенческие кредиты, 170 тысяч долларов на автокредиты и ипотеку, по которой я плачу 4500 долларов в месяц. Нужна ли мне профессиональная помощь?
«От зарплаты до зарплаты». Я зарабатываю 350 тысяч долларов в год, но у меня есть 88 тысяч долларов в виде студенческих кредитов, 170 тысяч долларов в виде автокредитов и ипотека, по которой я плачу 4500 долларов в месяц. Нужна ли мне профессиональная помощь? — Обзор рынка
Рекламное объявление
Комментарии
Есть проблема с вашим финансовым консультантом или есть вопросы о найме нового? Электронная почта [email protected].
Я первый в своем поколении, у кого есть дом, и первый, кто зарабатывает столько в год, и я не хочу все испортить. Как конкретно финансовый консультант может мне помочь?
Гетти Изображений
Вопрос: К концу 2022 года я заработаю 350 000 долларов до вычета налогов как единственный кормилец и глава семьи. Это отличная отправная точка, и я очень хорошо понимаю, как нам повезло, что мы находимся в этом положении, но я всегда смотрю вперед, чтобы совершенствоваться. В настоящее время у меня осталось 88 тысяч долларов в виде студенческих кредитов (первоначально около 150 тысяч долларов) и очень небольшой долг по кредитной карте (менее 2 тысяч долларов при наличии более 25 тысяч долларов). У меня есть два автокредита на общую сумму 170 тысяч долларов на два электромобиля под 5% годовых.
Недавно мне предложили HELOC на 200 000 долларов под 9 %, что помогло бы мне снизить часть ежемесячных платежей и сделать небольшой ремонт и улучшение дома, но я хочу действовать правильно. И мне также было представлено несколько возможностей для долгосрочных инвестиций в недвижимость, которые представляют собой сдаваемую в аренду недвижимость за пределами штата и в настоящее время приносят 10-12% ROI. Но больше всего меня беспокоит то, что после уплаты налогов, взносов по 401(k), счетов, сбережений и ипотеки (4500 долларов) на бумаге я живу от зарплаты до зарплаты. Я хотел бы использовать этот HEOC для консолидации долга, а также участвовать в некоторых из этих инвестиционных возможностей. Я первый в своем поколении, у кого есть дом, и первый, кто зарабатывает столько в год, и я не хочу все испортить. Как конкретно финансовый консультант может мне помочь? ( Тоже ищете нового финансового консультанта? Этот инструмент может помочь подобрать вам консультанта, который может удовлетворить ваши потребности. )
Ответ: У вас есть несколько вопросов, которые нужно решить, так что давайте по порядку. Первым из них является HELOC. Да, HELOC могут быть хорошим способом консолидации долга, но предлагаемая вам ставка невыгодна, так как средняя ставка HELOC составляет чуть более 6%. «Я бы спросил, является ли 9% лучшей ставкой, которую вы можете получить, потому что она кажется немного высокой», — говорит Крис Чен, сертифицированный специалист по финансовому планированию в Insight Financial Strategists. Более того: «Я хотел бы, чтобы вы рассмотрели потенциальное влияние нашей политики ФРС и инфляции на процентные ставки, поскольку HELOC обычно имеют переменные процентные ставки, а мы находимся в среде с растущими ставками. Вы можете начать в 9% и в конечном итоге значительно выше», — говорит Чен.
Более того, ваши студенческие ссуды, автокредиты и ипотечные кредиты, скорее всего, меньше 9%, поэтому маловероятно, что объединение через HELOC сэкономит вам деньги. «Возможно, вы захотите начать с чего-то другого, например, с метода снежного кома, когда вы сосредотачиваетесь на одном кредите, обычно самом маленьком, и направляете все свои ресурсы на погашение этого кредита, сохраняя при этом платежи по другим», — говорит Чен. Этот метод может сработать, чтобы закончить ваши студенческие кредиты и, возможно, один из ваших автокредитов, для начала.
У вас возникли проблемы с вашим финансовым консультантом или есть вопросы о найме нового? Электронная почта [email protected].
Что касается этих инвестиций в недвижимость, что вы действительно знаете об этих доходах? «Что касается инвестиций в недвижимость, я предполагаю, что ROI от 10% до 12%, о котором вы говорите, — это доход, который вы получите от инвестиций. Если да, то это очень много, и часто, когда вы получаете доход, значительно превышающий норму, есть что-то еще, что делает инвестиции менее желательными. Будьте осторожны, — говорит Чен. ( Тоже ищете нового финансового консультанта? Этот инструмент может помочь подобрать вам консультанта, который может удовлетворить ваши потребности. )
Сертифицированный специалист по финансовому планированию Калеб Паддок говорит, что вы, возможно, захотите поработать с финансовым консультантом, прежде чем работать с финансовым консультантом. В то время как финансовый консультант помогает разрабатывать инвестиционные стратегии и долгосрочные финансовые планы, финансовый коуч предлагает более образовательный опыт и фокусируется на краткосрочных целях управления капиталом. «Финансовый тренер поможет вам погасить все ваши долги, максимизировать ваш денежный поток и поможет вам создать системы и процессы для активного управления вашими деньгами», — говорит Паддок.
Хотя иметь высокий доход — это здорово, существует концепция, называемая законом Паркинсона, которая, по сути, гласит, что ваши расходы всегда будут расти, чтобы соответствовать вашему доходу, независимо от того, насколько высоко этот доход растет, — объясняет Паддок. «Работа с финансовым консультантом поможет вам обойти закон Паркинсона, избавиться от долгов, а затем позволит вам усовершенствовать свои инвестиции и планирование жизни с помощью финансового консультанта», — говорит Паддок.
Финансовый консультант тоже может помочь, и Даниэлла Харрисон, сертифицированный специалист по финансовому планированию в Harrison Financial Planning, советует найти того, кто занимается всесторонним финансовым планированием и может помочь вам создать более целостный план для ваших денег. «Они могут помочь вам в создании как краткосрочных, так и долгосрочных целей, а затем помочь вам, предоставив рекомендации относительно финансовых решений и возможностей, которые вам предоставляются», — говорит Харрисон.
Финансовый консультант также поможет вам использовать долгосрочный подход к вашим деньгам и поможет вам составить план расходов, при котором вы не будете чувствовать, что живете от зарплаты до зарплаты на зарплату в 350 000 долларов. «У каждого есть белые пятна, когда дело касается финансов, поэтому поиск компетентного финансового партнера может иметь неоценимое значение», — говорит Харрисон. ( Тоже ищете нового финансового консультанта? Этот инструмент поможет вам найти консультанта, который может удовлетворить ваши потребности. )
Возникли проблемы с вашим финансовым консультантом или есть вопросы о найме нового? Электронная почта [email protected].
* Вопросы отредактированы для краткости и ясности.
Советы, рекомендации или рейтинги, приведенные в этой статье, принадлежат MarketWatch Picks и не проверялись и не подтверждались нашими коммерческими партнерами.
ФРС снова повысила процентные ставки. Вот где вы можете заработать 3%-5% на свой сберегательный счет прямо сейчас
Сегодняшние сбережения и тарифы CD
«Мои друзья и семья говорят, что я богат». Мне 26 лет, и я зарабатываю 100 000 долларов в год, живу в Сент-Луисе, где плачу 850 долларов за аренду. Но я не могу позволить себе купить дом и теряю деньги, когда инвестирую.
Серия AGT Супрамат отличается своей шелковистой поверхностью устойчивой к появлению царапин, технологией защиты от отпечатков пальцев, а также возможностью легко устранить микроцарапины благодаря функции «термического заживления». Супрамат универсальна с точки зрения дизайна, это идеальный выбор для проектов всех видов мебели в жилых помещениях, офисах и магазинах. Подробнее о данных фасадах уточняйте на странице Фасады для кухни или в онлайн чате у оператора.
Если хотите чтобы кухонная мебель выглядела стильно, долго служила, то обратите внимание на фасады серии SUPRAMAT, которые можно купить в нашем салоне мебели. Изготовитель – турецкий концерн AGT, один из лучших мировых производителей глянцевых и матовых панелей МДФ. Их создают по особым технологиям, которые делают фасады износостойкими, влагоустойчивыми, безопасными для здоровья.
Преимущества продукции AGT
Панели AGT – это не пластик, который продают по дешевой цене. Турецкий производитель изготавливает панели AGT методом сухого горячего прессования мелкой древесной стружки. Затем покрывает их пленкой из ПВХ, произведенной по особой технологии. Это придает панелям AGT повышенную прочность, а их форма соответствует заявленным размерам.
Другие преимущества панелей AGT, которые оправдывают свою цену:
Водо- и жироотталкивающие свойства.
Повышенная огнестойкость.
Устойчивость к ультрафиолетовому излучению. Вы смело можете купить кухонный гарнитур с панелями AGT в помещение, которое выходит на южную сторону.
Чистота. На матовой поверхности следы от воды и пальцев не остаются, на глянцевой – легко устраняются.
Экологичность. Панели AGT не выделяют вредных веществ, безопасны для здоровья, поэтому их рекомендуют даже для детских комнат.
Самовосстанавливающаяся поверхность. Царапины на фасаде AGT – не проблема. Если поврежденную панель обработать высокой температурой (напр., утюгом), они исчезнут.
Стильный дизайн. Пленка ПВХ придает фасаду повышенную твердость, а также привлекательный вид.
В отличие от пластика, глянцевые и матовые панели от AGT могут похвастаться большим выбором текстур и цветов. Можно купить как однотонные тона, так и расцветки, повторяющую структуру дерева, камня, металла, кожи и т.д.
Серия SUPRAMAT от AGT: купите для себя
Серия Супрамат – новинка 2020 года, которую вы можете у нас купить по акционной цене. Она отличается матовой поверхностью с низкой отражательной способностью. Плита AGT ламинирована с двух сторон, поэтому кухонная мебель элегантно выглядит как снаружи, так изнутри.
Выбор цветов огромен:
несколько оттенков коричневого, черного, белого, серого;
матовый розовый;
бордо;
зеленый макурон;
цвета морской волны;
биттер;
синий;
бежевый.
SUPRAMAT от AGT – универсальная коллекция, которая подойдет под любой стиль (классический, кантри, модерн и т. д.). Матовый фасад выдерживает температуру выше 100С. Плита AGT не поддается действию окислителей, не впитывает воду, жир, грязь, может похвастаться повышенной стойкостью (трещины не появляются при резке, установке фурнитуры).
Где купить продукцию от AGT в Екатеринбурге
Если вы хотите купить мебельный гарнитур с панелями AGT, обратитесь в наш салон мебели. Мы напрямую работаем с турецким производителем AGT, поэтому вы можете купить гарнитур по адекватной цене.
Наши специалисты разработают проект с учетом ваших пожеланий, бюджета, размера кухни. Для классического варианта и кантри мы рекомендуем SUPRAMAT от AGT. Если вы поклонники современного стиля, можем предложить глянцевые панели из других коллекций AGT.
Чтобы купить мебель для кухни, позвоните по телефону, указанному на сайте. Если вы закажете обратный звонок, менеджер перезвонит к вам в ближайшее время и ответит на все вопросы. Также вы можете посетить наш салон лично, увидеть готовые варианты, обговорить эскизы. Магазин находится в МЦ «Гулливер».
Кухни AGT глянец турецкого производства в Москве
Описание кухни
Кухня AGT представляет собой стильный и яркий гарнитур, выполненный турецкими дизайнерами в стиле модерн. Отличительной особенностью этого ансамбля является использование двух цветов в оформлении фасадов и столешниц. Используется необычное сочетание белого и тёмно-фиолетового. Именно это придаёт кухне динамичности, делает её не похожей на остальную мебель данного типа.
Кухни из АГТ прекрасно смотрятся в современном интерьере. Они имеют достаточно строгие и уравновешенные формы, что разбавляется яркими цветовыми решениями. Такой ансамбль обязательно понравится всем приверженцам модерна и любителям минималистичных, но ярких интерьеров.
Турецкая компания AGT заботится о покупателях, поэтому конфигурация каждой кухни была тщательно продумана. Гарнитуры отличаются высокой функциональностью и удобством. Все компоненты, используемые при создании кухонной мебели, соответствуют европейским стандартам безопасности и имеют длительный срок применения. В первую очередь, это конечно же касается фурнитуры и выдвижных механизмов. Часто случается, что при поломке ручки приходится менять всю фурнитуру, так как сложно подобрать точно такой же вариант на замену. С кухней AGT у вас никогда не будет подобных проблем.
Фасады кухни AGT
Фасады кухни AGT изготовлены из МДФ. Данный материал уже достаточно долгое время широко применяется для изготовления кухонной мебели. Это обусловлено тем, что плита МДФ обладает рядом полезных качеств и проста в обработке. Она имеет высочайшую прочность и стойкость к изменениям окружающей среды. Из МДФ можно сделать фасады любой формы, плита хорошо гнётся, при этом она не крошится и не ломается.
Наверное, главным преимуществом изготовления кухонной мебели из МДФ является огромное разнообразие внешней отделки фасадов. Плиту покрывают шпоном из натурального дерева, пластиком, плёнкой и даже металлом и керамическими плитами. В данном случае используется пластик. Кухни из акрила AGT имеют прочную поверхность, даже при постоянном использовании в течение нескольких лет они не теряют своей привлекательности. Фасады из AGT профиля не выцветают на солнце, пластик плотно прилегает к основе и не отстаёт от неё даже при повышенной влажности в помещении.
Турецкие кухни AGT имеют несколько вариантов цветового оформления фасадов, то же и с поверхностью. Например, кухня Волна тоже выполнена из тех же фасадов. Вы можете сочетать между собой фасады разных фактур и цветов, в итоге получится необычный, индивидуальный гарнитур, который будет идеально сочетаться с вашим интерьером. Для того чтобы определиться с расцветкой кухни вы можете посмотреть на нашем сайте AGT каталог оттенков.
Кухня AGT пластик, как уже сказано выше, может иметь как матовую, так и глянцевую поверхность. Особым шиком считаются матовые фасады с глянцевым рисунком того же цвета. Использование фасадов AGT глянец позволит вам сделать помещение более гламурным, сделать интерьер похожим на фотографию с обложки тематического журнала.
Совет дизайнера
Чаще всего, при заказе кухни AGT сочетают фасады разных оттенков. Все варианты, представленные в каталоге, не всегда хорошо сочетаются между собой. При выборе цветового решения кухни руководствуйтесь вполне простыми правилами. Сочетайте контрастные цвета (белый — с чёрным, фиолетовым, зелёным, бежевый — с коричневым, жёлтым и т. д.). Таким образом ваша кухня будет гармоничной и яркой.
Заказывай бесплатный расчёт прямо сейчас!
Фасад | Натура | Интерьерные и фасадные решения
Мы представляем вам наши знания в области дизайна, процесс, ориентированный на решение, хорошее качество и привилегию международного опыта. Мы стремимся объединить ваши требования и желания с новыми тенденциями материалов, дизайна и решений. Наше требование; помимо проектирования и реализации, работая как комплексный центр решений.
ПРОЕКТЫ &
БОЛЕЕ
ЮКСЕЛЬ ПАРК
ОФИСНОЕ ЗДАНИЕ 4. 000 кв.м.
СЕВЕРНЫЙ КАМПУС УНИВЕРСИТЕТА МЕДИПОЛ
ОБРАЗОВАНИЕ 29.000 кв.м.
РЕЗИДЕНЦИЯ ХАЯТТЕПЕ
ВЫСОТКА 32 000 кв.м.
МУТЛУ ЖИЛЬЕ
ЖИЛАЯ 4.200 кв.м.
МАЙСА ФУД
ПРОМЫШЛЕННЫЙ 1. 130 кв.м.
РАБОЧИЙ ПРОЦЕСС И РЕШЕНИЯ
ПОЗВОЛЬТЕ НАМ ВДОХНОВИТЬ ВАС!
УПРАВЛЕНИЕ ПРОЕКТОМ
ДИЗАЙН И РЕАЛИЗАЦИЯ
ПОДГОТОВКА К СТРОИТЕЛЬСТВУ
УСТАНОВКА
NATURA предоставляет услуги по управлению проектами и консультационные услуги для фасадов различных масштабов, программ и характеристик. Мы предоставляем широкий спектр консультационных услуг, охватывающих различные этапы проекта. В контексте сложных проектов и специальных решений ваш проект будет в надежных руках благодаря нашей комплексной службе консультирования и управления проектами вместе с нашими партнерами по решениям из разных областей.
Для успешного анализа проекта требуется инновационный системный дизайн и проектирование. Вместе с партнерами по решениям отдел дизайна и разработки NATURA совершенствует индивидуальные решения для каждого нового проекта. Эстетические и эксплуатационные требования, определяемые при эффективном сотрудничестве с архитектором проекта и командой дизайнеров, имеют первостепенное значение. В этом контексте вы можете быть уверены, что наша команда разработчиков BIM и CAD предоставит вам эффективную услугу по проектированию и анализу производительности, которая будет соответствовать потребностям вашего проекта.
Подготовка к строительству — важный процесс, который гарантирует, что проект останется в пределах желаемого диапазона в функциональном и финансовом плане. Он охватывает все процессы координации и контроля планирования, разработанные в сотрудничестве с различными дисциплинами, с целью решения требований к производительности и эстетике проекта. В этом контексте NATURA обеспечивает комплексную подготовку к каждому этапу проекта.
Мы создаем этапы подготовки производства и внедрения в целостном контексте. Основной подход нашей компании заключается в ограничении рабочей силы в процессе подачи заявки на строительную площадку за счет максимального увеличения подготовительного процесса. Этого можно достичь только за счет эффективного планирования и бесперебойного предварительного производства. Natura эффективно сочетает процесс внедрения с проектированием, детальным решением, подготовительными процессами, чтобы предоставить вам экономически эффективный целостный процесс.
СИСТЕМА ДИЗАЙН И УПРАВЛЕНИЕ ПРОЕКТОМ
КОНЦЕПЦИЯ РАЗРАБОТКА И ПОДРОБНЫЙ ДИЗАЙН
ИНЖЕНЕРНЫЕ ПРОВЕРКИ И СИСТЕМА АНАЛИЗ
ПРОДУКТ ПОСТАВКА& ПРЕДВАРИТЕЛЬНЫЙ ПРОИЗВОДСТВО
ДОСТАВКА И УСТАНОВКА
Оболочка здания; устанавливая связь между структурой и факторами окружающей среды, он также составляет концептуальную связь внутреннего пространства и окружающей среды. Ограждающая система здания является одним из наиболее значимых элементов в отношении конструкции к городскому пространству. Концептуальную дискуссию в этих отношениях создает дизайнер-архитектор. Решение этой определенной концептуальной структуры является работой группы разработчиков системы.
Эффективный дизайн фасада – это процесс создания решений, отвечающих эстетическим и эксплуатационным требованиям конструкции.
Приоритетные рубрики в фасадных решениях строения можно определить следующим образом:
— эстетические критерии, — отношение к факторам окружающей среды — акустические, звукоизоляционные решения — устойчивые решения, снижающие потребление энергии — экономичные решения с точки зрения долговечности и потребностей использования в рамках жизненного цикла здания — гибкие и простые в производстве решения.
В дополнение ко всем вышеуказанным заголовкам, из-за дополнительных потребностей, возникающих из-за различий в географическом положении и современных сложных архитектурных тенденций, междисциплинарный и профессиональный процесс стал обязательным в фасадных решениях.
Как Natura, мы предоставляем широкий спектр консультационных услуг, охватывающих различные этапы проекта. Наши опытные инженеры и партнеры по решениям обеспечат безопасное выполнение вашего проекта на начальном этапе благодаря скоординированному процессу.
Несмотря на концептуальную основу проектирования системы, детальное проектирование фокусируется на различных свойствах всех используемых материалов и таких темах, как методы крепления, размеры, системные требования. Процесс детального проектирования варьируется от эстетических требований и требований к производительности, определенных в сотрудничестве с архитектором, до требований к производству и установке, необходимых для обеспечения успешного завершения проекта.
Конечно, этап детального проектирования — это процесс, в котором продолжается разработка концепции.
Разработка концепции фасада, разработка дизайна, непрерывное прогнозирование, процессы проверки конструктивности продолжаются непрерывно в процессе детального проектирования, что является гарантией более эффективного решения системы.
Наш основной подход заключается в планировании всего процесса на стадии детального проектирования без каких-либо изменений на месте или необходимости производства на месте. Утвержденные чертежи деталей в 2D или 3D обеспечивают безошибочный процесс. В этом контексте вы можете быть уверены, что наша команда разработчиков BIM и CAD предоставит вам процесс детального проектирования без ошибок.
Отношение здания к факторам окружающей среды и структурным факторам составляет наиболее важную связь на этом этапе анализа. Системный и инженерный анализ — это подробный анализ требований к производительности конструкции. На этом этапе перед фазой реализации необходимо проанализировать и решить многие важные аспекты поведения конструкции, такие как потребление энергии для комфорта пользователя.
Natura рассматривает процессы проектирования и анализа в целом как рабочий подход и действует с данными этих анализов на каждом этапе процесса.
Вместе с нашими партнерами по решениям команда дизайнеров и разработчиков Natura проводит широкий спектр анализов фасадов зданий, включая:
— расчет конструкций — термический — акустический — дневное освещение — вентиляция и конвекция — энергия и климат
Наша глобальная цепочка поставок и партнерские отношения с известными производителями по всему миру являются сильными сторонами Natura. Качество и организационные возможности сети поставок очень важны для предоставления наиболее подходящих решений для нужд своих клиентов. В этом контексте у нас есть надежная цепочка поставок материалов, которая обеспечивает наилучшее сочетание качества, сроков поставки и стоимости.
Мы стремимся создать рентабельный бизнес-процесс с точки зрения общего качества, сертификации и подготовки производства на мировом рынке.
Наличие особенно крупной сети цепочки поставок материалов и решений, мощного производственного и организационного потенциала, прочного партнерства в области детальных решений и системного производства являются одними из наиболее важных причин, по которым мы стремимся играть активную роль на мировом рынке.
В связи с этим мы эффективно выполняем все этапы выбора материалов, закупок и подготовки к производству и действуем с целью соблюдения минимальных требований к интерпретации и производству при работе на объекте.
На данный момент мы успешно достигли этой цели, реализовав множество проектов в разных регионах. Наша цель — прийти к эффективному решению на мировом рынке с профилем нашей компании, которая постоянно развивается и становится компетентной.
Строительная площадка имеет решающее значение для успешного результата. Он представляет собой основную точку, где проект встречается с реальным миром. Чем эффективнее и точнее название комплекса предварительных технологических организаций, детальных решений и т. д., тем быстрее будет продвигаться работа сайта. В этом отношении Natura стремится создавать решения, не оставляя рабочей нагрузки на строительной площадке.
В этом отношении, особенно доставка и организация материалов на объект, проектирование, проектирование, изготовление и сборка, а также начало монтажа на объекте, требуют эффективной системы организации.
Сайт, тем не менее, это место, где все они должны собраться вместе должным образом. Для этого операционная группа должна предвидеть специфические требования сайта и разработать эффективную стратегию настройки для обеспечения оптимальной производительности.
Организационная эффективность и сильная стратегия планирования на данном этапе гарантируют, что все текущие операции на объекте будут продолжаться в определенной гармонии. С другой стороны, ожидания работодателей, потребности в архитектурном подходе, решения по производительности станут квалифицированными в результате этой гармонии.
Наша работа на строительной площадке снижает риск как для проектных, так и для строительных бригад. Эффективные и непрерывные отношения, установленные процессом строительства на строительной площадке с отделами проектирования, также являются гарантией создания быстрых решений непредвиденных проблем, возникающих в проекте.
Natura предлагает эффективную систему решений по таким вопросам, как отгрузка материалов, организация участка, интегрированная координация работы участка. Natura обладает необходимой квалификацией для проектов разного масштаба, требующих сложной и интенсивной работы.
Начиная с разработки дизайна упаковки и заканчивая последовательной доставкой, а также планированием эффективных стратегий подъема, мы своевременно координируем отгрузки в соответствии с графиком, ограничениями на месте, соображениями хранения, подъемными средствами, методами и экономической эффективностью.
ПОСЕТИТЕ СТРАНИЦУ ПРОЦЕССА РАБОТЫ
Вместе с нашими партнерами по решениям команда разработчиков NATURA совершенствует индивидуальные решения. Наша команда разработчиков BIM и CAD предоставит эффективное решение для ваших проектов и желаний.
ПОЛЬЗОВАТЕЛЬСКИЙ
РЕШЕНИЯ
ЕВЛАХСКИЙ КАМПУС СЕМЯНОПРОМЫШЛЕННОЙ ИНДУСТРИИ
ПРОМЫШЛЕННЫЙ > 2 800 кв.м.
ОФИС ПРОДАЖ КОЛЬЦ
ОФИС > 2 200 кв.м.
ТЕКУЩИЙ ПРОЕКТ
Название проекта: Technopark Istanbul 3. Стадия Местоположение: ISTANBUL Использование: Образование Дата: 2019 Шкала: > 20. 000 SQM 6 . Коммерция АРХИТЕКТОР: Доц. Доктор Нурбин Пакер и доц. Доктор Хусейн Кахвечиоглу
НОВОСТИ
ТЕКУЩИЙ ПРОЕКТ
НАЗВАНИЕ ПРОЕКТА: Медицинский образовательный практический и исследовательский центр Medipol РАСПОЛОЖЕНИЕ: Стамбул ИСПОЛЬЗОВАНИЕ: Health Care & Hospital ДАТА: 2019 МАСШТАБ: ПОДРЯДЧИК: Medipol Universty АРХИТЕКТОР: Tago Architects
НОВОСТИ
ТЕКУЩИЙ ПРОЕКТ
НАЗВАНИЕ ПРОЕКТА: Городская больница Измира Байраклы РАСПОЛОЖЕНИЕ: Измир ИСПОЛЬЗОВАНИЕ: Здравоохранение и больница ДАТА: 2019 МАСШТАБ: ПОДРЯДЧИК: TÜRKERLER Holding и GAMA Holding АРХИТЕКТОР: Архитекторы Таго
НОВОСТИ
ПРОДУКТЫ
ЦЕНТР КОМПЛЕКСНЫХ РЕШЕНИЙ
SlimLine 38 представляет собой высокоизолированную систему окон и дверей, открывающихся внутрь и наружу, которая сочетает в себе элегантность и комфорт с уникальным дизайном. Этот особый тонкий стальной вид является идеальным решением для современной архитектуры и ремонта окон со стальными рамами, сохраняя оригинальный дизайн, но предлагая решение с улучшенными термическими свойствами.
РЕЙНАРС ТОВАРЫ
Патио-дверь Hi-Finity является воплощением современного дизайна, сочетая в себе современную эстетику с выдающимися характеристиками. Эта ультрасовременная дверь со структурным остеклением предлагает возможность остекления от пола до потолка и от стены до стены, эргономичную ручку и скрытую систему запирания. Для взыскательного домохозяина или архитектора, который хочет иметь новейший современный дизайн и максимальную производительность, дверь Hi-Finity устанавливает новый стандарт качества.
РЕЙНАРС ТОВАРЫ
Reynaers Aluminium — ведущий европейский специалист в области разработки и маркетинга инновационных и устойчивых алюминиевых решений для окон, дверей, навесных стен, раздвижных систем, солнцезащитных экранов и зимних садов. Помимо предложения широкого спектра стандартных решений, компания также разрабатывает решения, адаптированные к индивидуальному клиенту или проекту.
ФАСАДНЫЕ РЕШЕНИЯ
ПАРТНЕР
ВМЕСТЕ С ЛУЧШИМ!
Благодаря планированию, детальному решению, правильной поставке материалов, правильному заказу, опыту и квалификации CALISKAN AUTOMOTIVE — МУРАТ САРПКАЯ
сотрудников, чуткость в мерах безопасности труда и навыки координации с другими субподрядчиками, CALISKAN AUTOMOTIVE — МУРАТ САРПКАЯ
все сорта Natura отлично зарекомендовали себя в процессе реализации нашего проекта. Натура была одним из CALISKAN AUTOMOTIVE — МУРАТ САРПКАЯ
компании, которым мы максимально быстро вернули банковскую гарантию. Желаю дальнейших успехов CALISKAN AUTOMOTIVE — МУРАТ САРПКАЯ
Natura была выдающейся компанией с ее квалифицированным персоналом, ответственным и ориентированным на решение бизнесом. CALISKAN AUTOMOTIVE — МУРАТ САРПКАЯ
подход к планированию и профессиональные решения за время нашей совместной работы. CALISKAN AUTOMOTIVE — МУРАТ САРПКАЯ
Natura Yapı разработала специальные решения для нашего проекта и полностью выполнила требования MEDIPOL HEALTH — ХАСАН ХАСИХАСАНОГЛУ
нашей системы управления качеством.
ЗДОРОВЬЕ MEDIPOL — HASAN HACIHASANOĞLU
Natura реализовала наши проекты своевременно и с ожидаемым качеством, создав профессиональные решения. HELIS MORE — ДЖЕМАЛ КУРТОГЛУ
с инновационными подходами, быстрой идентификацией потребностей, качеством производства и монтажа. HELIS MORE — ДЖЕМАЛ КУРТОГЛУ
Все это в значительной степени способствовало успешному завершению нашего проекта. HELIS MORE — ДЖЕМАЛ КУРТОГЛУ
С КЕМ МЫ РАБОТАЛИ
УДОВЛЕТВОРЕНИЕ КЛИЕНТОВ — НАШ ГЛАВНЫЙ ПРИОРИТЕТ.
ТОВАРЫ
ФАСАДНЫЕ ИЗДЕЛИЯ И СИСТЕМЫ
ИНТЕРЬЕРНЫЕ ИЗДЕЛИЯ И СИСТЕМЫ
РЕШЕНИЯ
РАБОЧИЙ ПРОЦЕСС
ФАСАДНЫЕ РЕШЕНИЯ
ИНТЕРЬЕРНЫЕ РЕШЕНИЯ
ИСПОЛЬЗОВАННАЯ ЛИТЕРАТУРА
ПОСЕТИТЕ СТРАНИЦУ НАШИХ ССЫЛОК , ЧТОБЫ ПОСМОТРЕТЬ НАШИ ПОСЛЕДНИЕ РАБОТЫ.
ГДЕ МЫ
МЕЖДУНАРОДНЫЙ
ОФИС В СТАМБУЛЕ
ОФИС В ВЕНЕ
ОФИС В КАЗАХИСТАНЕ
ГДЕ МЫ
Мы используем файлы cookie, ограниченные целями политики данных и в соответствии с законодательством. Продолжая посещение веб-сайта, вы даете согласие на использование файлов cookie. Подробную информацию см. на странице Конфиденциальность и безопасность.
Турецкие компании по производству фасадов зданий, Фасады зданий Турция
Связанные ключевые слова
Фасад здания Алюминий, Дизайн фасада здания, Блоки обслуживания фасада здания, Фасадные панели здания, Система фасада здания, Продукт системы фасада здания, Продукты системы фасада здания, Системы фасада здания, Фасады здания
Выберите все 15 компаний для отправки сообщения с запросом предложения
SIMSEK INSAAT NAKLIYE ELEKTRIK OTOMOTIV A. S. Турецкие Компании
HISARPEN MOBILYA ALUMINYUM VE PVC DOGRAMA AHSAP KAPI CAM AKARYAKIT TURIZM SANAYI TICARET ANONIM SIRKETI Турецкие компании системы, ставни, мухобойки, мухобойки
Формование с помощью настольной 3D-печати позволяет инженерам и дизайнерам добиться большей функциональности от 3D-принтера, помимо создания прототипов. Формование открывает мир производственных материалов и предоставляет возможность выпускать мелкосерийные партии и образцы тестовых форм перед тем, как использовать дорогостоящие инструменты.
Этот буклет охватывает следующие три стратегии изготовления форм: литье под давлением, формование при высоких температурах и литьевые эластомеры. Обычно формы изготавливают из прозрачного полимера Formlabs, предпочтительного по причине его прозрачности, хотя любой стандартный полимер также может использоваться, а высокотемпературный полимер идеально подходит для процессов с высокими температурными требованиями. Следует отметить, что эти процессы лучше всего подходят для стереолитографической трехмерной печати (SLA), поскольку отпечатанные детали изотропны и водонепроницаемы.
Прототипирование и мелкосерийное производство с помощью инструментов 3D-печати
Процесс
Оборудование
Время выполнения
Стоимость материала (например: 300 мл / см3)
Создание формы собственными силами и изготовление деталей
Форма 2 и литьевая машина
От 5 до 24 часов (время печати формы)
Приблизительно 50 долларов США для высокотемпературного полимера
Выполненная сторонними подрядчиками SLA форма
литьевая машина
3–5 дней
Приблизительно 700 долларов США для печати служебного бюро на промышленных SLA
Выполненная сторонними подрядчиками металлическая форма
литьевая машина
1–2 недели
Приблизительно 6400 долларов США для служебного бюро, исполнение в алюминии
Выполненная сторонними подрядчиками форма Создание и производство
нет — полный аутсорсинг
1-3 недели
В зависимости от объема и материалов от 4000 до 15 000 долларов США
Силиконовая отливка и некоторые литьевые формы настольного исполнения возможны с использованием полимера Formlabs Standard Resins High Temp, который имеет самый высокий HDT при 0,45 МПа, для любых 3D-печатных материалов, которые в настоящее время продаются на рынке, и позволяет печатать детали, которые могут использоваться для высокотемпературного формования, такого как термоформование и литье под давлением материалов с более высокими температурами расплава
Литье под давлением
SLA 3D-печать высокого разрешения на Form 2 может использоваться для быстрого прототипирования недорогих форм для литья под давлением, которые могут использоваться для изготовления настоящих деталей из самых разных
термопластичных материалов. Формы для литья под давлением могут использоваться для проверки конструкций форм перед изготовлением металлической оснастки или для производства малосерийных деталей
Документ Литье под давлением из 3D-печатных форм рассматривает формование методом литья под давлением с использованием форм, напечатанных из прозрачного полимера Formlabs. После выпуска высокотемпературного полимера Formlabs, разработанного для достижения более высокой термостойкости и жесткости, буклет был обновлен, чтобы описать преимущества печатных форм из высокотемпературного полимера, который с меньшей вероятностью разрушится из-за теплового удара или связанной с температурой деформации
Форма корпуса для устройства USB, 3D печать на Form 2 из высокотемпературного полимера
Эта форма содержит ядро, полость и два «шлюза», ведущие к двум половинам корпуса. Формы, напечатанные из высокотемпературного полимера, могут использоваться для формования термопластов широкого спектра без термических нагрузок или связанной с температурой деформации
Высокотемпературный полимер Formlabs может использоваться для литьевого формования широкого спектра пластмасс.
3D-печатные инструменты для форм воспроизводят точное качество отделки SLA- печати на Form 2. Формы могут быть напечатаны при разрешении 100 микрон для ускорения прототипирования или рекомендуемых 50 мкм для высокой детализации и гладкости
Деталь USB-корпуса с электроникой, отлитая в HDPE с помощью инструмента High Temp (высокая температура).
Данная форма корпуса USB устройства была скорректирована в ходе трех итераций для удаления раковин, захваченного воздуха и устранения частичной усадки. Общая стоимость материалов для прототипирования этого инструмента для формы из высокотемпературного полимера: 25 долларов США
Термоформы
3D-печатные термоформованные матрицы на Form 2 — это быстрый и эффективный способ создания высококачественных вакуумно-формованных деталей для мелкосерийного производства. Печатные термоформованные матрицы можно использовать для изготовления прототипов упаковки, чистых ортодонтических фиксаторов и пищевых безопасных форм для шоколадных кондитерских изделий.
Термоформовочные матрицы испытывают меньшее давление, чем литьевые формы, но при этом достигают высоких температур поверхности.
Высокотемпературный полимер противостоит деформации и разрушению поверхности в результате комбинированного воздействия тепла и давления термоформования для большинства пластмасс. Стандартные полимеры также могут быть пригодны для термоформования с использованием некоторых низкотемпературных пластмасс, таких как винил.
ПРИМЕР ПРИМЕНЕНИЯ
Прототипная упаковка, сформированная с помощью термоформования Formech.
Термоформование тонкого листа из поликарбоната поверх матрицы из высокотемператуного полимера позволяет получить прозрачную деталь, сопоставляя геометрию и деталь матрицы. Термоформованную упаковку можно легко прототипировать и включить в процесс проектирования вместе с прототипами 3D печатных продуктов, и все это достижимо на Form 2. Печатная матрица использовалась без дополнительной обработки и необходимости УФ-отверждения. Текстуру рекомендуется использовать в конструкции термоформования, чтобы предотвратить захват воздуха под листом — в этом отношении могут быть полезны линии слоев на печатной термоформовочной матрице.
КОНТРОЛЬ ТЕМПЕРАТУРЫ
Циклическое термоформование с матрицей из высокотемпературного полимера
Температура поверхности матрицы достигает уровня при 130 ° C.
Температура поверхности печатной матрицы будет увеличиваться в течение нескольких циклов. Высокотемпературный полимер обладает высокой устойчивостью к прогибу, тогда как при использовании стандартных полимеров Вы должны дать печатной матрице остыть между циклами, в противном случае может произойти деформация и деградация.
Если повышение температуры становится ограничивающим фактором в эффективности формования, каналы охлаждения являются эффективным способом удаления тепла из печати. При использовании в сочетании с автоматизированной термоформовочной машиной, матрица с водяным охлаждением может производить большее количество деталей с более коротким временем цикла.
Конформные водные каналы, видимые в термоформовочной высокотемпературной матрице.
Температура поверхности термоформовочной матрицы
Конформные каналы охлаждения легко внедряются при проектировании для SLA 3D- печати и успешно печатаются без каких-либо внутренних опор, которые могут нарушить поток. После печати каналы промываются неотвержденным полимером с использованием изопропилового спирта. Форма соединяется с насосом и источником холодной воды.
Интегрированное водяное охлаждение, как стратегия, также может быть применено к деталям из стандартного и жесткого полимера, чтобы уменьшить отвод тепла при использовании в условиях более высокой температуры.
Литье с эластомерами
Высокоточные формы для большинства гибких эластомеров, например силиконовые и уретановые каучуки, могут быть напечатаны на Form 2 с использованием стандартного полимера. Прозрачность полимера Clear Resin позволяет наблюдать материал во время процесса заливки или впрыска. Гибкие материалы можно легко удалить из жестких SLA печатных форм и получить приложения от модельного производства до функционального формования. Силиконовое формование также может использоваться для быстрого тиражирования печатных мастер-форм, что значительно сокращает время производства, когда необходимы несколько жестких деталей и объектов.
ПРИМЕР ПРИМЕНЕНИЯ
Формы, напечатанные на Form 2, используются для создания композитных деталей с расширенными встроенными функциями. Сборочные подкомпоненты, такие как электронные, металлические и SLA-печатные элементы, могут быть встроены и запечатаны в мягких поверхностных формах.
RightHand Robotics использовала Form 2 для создания производственных блоков своего роботизированного захвата с помощью уретанового формования. Формы были напечатаны из прозрачного полимера, с вставками из черного полимера, образующими внутреннюю структуру.
Принтер Form 2 позволил RightHand Robotics перейти от прототипов к мелкосерийному производству без необходимости использования дорогостоящего инструментария. Быстрый переход от исходных печатных прототипов к производственным материалам, которые имеют более длительный срок службы при циклическом изгибе, был выполнен с помощью трехмерных печатных форм на том же аппаратном обеспечении Form 2, которое они использовали для первоначального прототипирования.
Первый наложенный слой из многоступенчатого процесса RightHand Robotics включает уретановые соединения, которые могут выдерживать многочисленные циклы изгиба, при этом обеспечивая высокую эластичность, необходимую для надежного возврата захвата в открытое состояние.
Внешний слой обеспечивает улучшенную тактильную чувствительность захвата и управление, а также герметизацию электроники датчика с помощью более мягкой резины с низким уровнем по дюрометру.
SLA 3D-печатные детали также могут быть инкапсулированы внутри форм, чтобы обеспечить жесткую структуру для гибких материалов. Наложенный слой можно механически связать со вставкой путем добавления отверстий, углублений и столбцов к печатным частям, что усиливает сборку и уменьшает потребность в химическом клее.
Заключение
Формование на Form 2 является мощной стратегией для производства деталей небольшими партиями, а также производства из обычно используемых пластмассовых и эластомерных материалов. Инструменты 3D-печати позволяют инженерам и дизайнерам легко создавать прототипы деталей, которые выглядят и функционируют точно так же, как и конечный продукт, с геометрией и конфигурациями материалов, которые являются достаточно сложными, используя 3D-печать, например, в случае инкапсулированной электроники и тонкой упаковки. Для высокотемпературного формования высокотемпературный полимер предлагает превосходные тепловые свойства по более низкой цене и с более короткими сроками выполнения, чем аутсорсинг процесса
Пресс-формы на 3D принтере. Создание пресс-форм на 3Д принтере
Пресс-формы на 3D принтере Formlabs
Пресс-форма представляет собой устройство из металла сложной геометрии для литья пластмассовых изделий. Идея создания пресс-формы на 3D принтере давно лежала на поверхности. Поиски более дешевых и более быстрых способов производства привлекают взгляды в сторону 3Д печати. Быстро развивающиеся новые технологии, еще вчера создававшие довольно грубые макеты и прототипы, уже сегодня готовы предложить весьма точные и функционально-рабочие детали и приспособления.
Американская компания Formlabs, создавшая полностью автоматизированный жизненный цикл промышленной фотополимерной 3D печати, делает упор на 3Д печать исключительно своими смолами. Таким образом, отвечая на постоянно растущий спрос, в Formlabs разрабатывают новые формулы, которые находят применение в том числе в мелкосерийном производстве. Ряд инженерных смол Formlabs легко справляются с жесткими условиями процесса литья под давлением. 3D-печатные пресс-формы из жестких и прочных смол Formlabs отлично подходят для мелкосерийного производства без поломок и утечек.
По сравнению с традиционной обработкой на металлических пресс-формах, доступность 3D-печатных форм, напечатанных на 3D-принтерах Formlabs, приводит к более быстрой окупаемости инвестиций и помогает клиентам быстро выводить продукты на рынок.
Литье под давлением в пресс-формы, напечатанные на 3D-принтере
Такие формы используются для литья под давлением. Поэтому, они должны выдерживать давление зажима, давление впрыска и температуру впрыска. Кроме этого, выдерживать любые охлаждающие жидкости или смазки для форм, которые могут использоваться. Стабильность формы к действию этих факторов гарантирует, что ее можно будет длительно и многократно использовать. И при этом, она должна стабильно производить детали идентичные оригинальной конструкции. Формы, распечатанные на 3D-принтерах Formlabs, были протестированы на настольных и промышленных машинах для литья под давлением в широком диапазоне условий. Эти пресс-формы небольшого объема способны выдерживать от сотен до тысяч впрысков в зависимости от нескольких факторов:
конструкция детали;
материалы пресс-формы и литья под давлением;
параметры формования;
охлаждающие жидкости и смазки для извлечения из формы.
Фотополимеры для 3D печати пресс-форм
Formlabs предлагает ряд материалов, которые могут заменить алюминиевые формы для производства небольших серий продукции.
Смола Rigid 10K Resin сочетает в себе качества прочности, жесткости и термического сопротивления. Именно поэтому, она является идеальным материалом для литьевых форм. Повышенная прочность гарантирует, что пресс-форма из Rigid 10K сможет выдерживать давление зажима и впрыска без разрушения. А высокая жесткость позволяет пресс-форме сохранять свою форму под этим давлением и изготавливать точные детали.
High Temp Resin – это более дешевый альтернативный материал, выдерживающий температуру до 238 °C. Его использование можно допустить, если давление зажима и впрыска не слишком высокое. В тех случаях, когда Rigid 10K Resin не может соответствовать требуемым температурам впрыска.
Если точность размеров формирующихся деталей менее важна, выбирайте Grey Pro Resin. Она работает при более низких давлении и температуре и в то же время более гибкая. Форма из этого материала потенциально более долговечна, т.к. это более гибкий материал, который гнется перед тем, как сломаться. В то же время, это потенциально снижает точность с течением времени по мере использования формы.
Сколько циклов выдерживает пресс-форма, распечатанная на 3D принтере?
Ниже вы можете увидеть, что формы, распечатанные на 3Д принтере, выдерживают достаточное количество циклов для производства мелких партий товаров. Это достаточно вдохновляющая информация, ведь мелкосерийное производство всегда было затратным и хлопотным делом. Традиционные пресс-формы из металла стоят дорого и зависят от длительных поставок. И это значительно сказывается на себестоимости мелкопартийных изделий. Применение же 3D принтера Formlabs для печати пресс-форм, существенно снижает временные и материальные затраты.
Условия процесса литья под давлением с использованием форм, напечатанных на 3D-принтере. Количество циклов использования пресс-форм
Образцы изделий, отлитых в 3Д-печатные пресс-формы
Крышка с резьбой от Novus Applications. Материал пресс-формы: смола Formlabs Rigid 10K
Держатель для медицинской маски от Braskem. Материал пресс-формы: смола Formlabs High Temp
Футбольный шип от Holimaker. Материал пресс-формы: смола Formlabs Grey Pro
Корпус электронного устройства от Multiplus
Втулка вала от Shopbotix
Зажим для защиты лица от Holimaker
Оправа очков от Holimaker
Тестовая деталь от IPC
Главная страница
Shapeways: О нас
Компания Shapeways со штаб-квартирой в Нью-Йорке делает 3D-печать мирового класса более доступной для всех благодаря автоматизации, инновациям и оцифровке, а также предоставляет аутсорсинговые услуги по аддитивному производству для OTTO. Разработанная инженерами Shapeways как собственное программное обеспечение, OTTO представляет собой комплексную систему заказов, которая управляет всем производственным процессом от безопасной загрузки 3D-моделей до ускоренной доставки в индивидуальной упаковке.
Качественные продукты
Shapeways разработала специальное программное обеспечение и предлагает широкий выбор материалов и технологий для оптимизации цепочки поставок, снижения производственных барьеров и ускорения доставки качественной 3D-печатной продукции. Узнайте больше об OTTO на сайте ottosoftware.com.
21+ миллион деталей
Цифровые производственные решения Shapeways позволили более чем 1 миллиону клиентов по всему миру производить более 21 миллиона деталей с использованием 10 различных технологий и 90 различных материалов и отделки поставляются в 160 стран мира.
Сертификаты
Сертификат ISO 9001
Компания Shapeways со штаб-квартирой в Нью-Йорке имеет производственные мощности, соответствующие стандарту ISO 9001, в Лонг-Айленд-Сити, штат Нью-Йорк, Эйндховене, Нидерланды, и Ливонии, штат Мичиган.
Сертификат IATF 16949
Shapeways — одна из немногих компаний AM, получивших сертификат IATF 16949, отвечающий требованиям к системам управления качеством при производстве автомобильных деталей на наших предприятиях в Эйндховене и Ливонии.
Сертификат ITAR
Узнайте больше о Shapeways
Смотри
Наше руководство
Грег Кресс, генеральный директор
Alberto Recchi, CFO
Andrew Nied, COO
Роберт Лоуки, генеральный юрист
Грег Кресс, генеральный директор
Alberto Rocchi, CFO
Andrew Nied, Coo
Robert Lawski, в генерале
Andrew Nied, Coo
Robert Lawski, CFO
, COO
Robert, CFO
, Andrew Nied, COO
Robert, CFO
, Andrew Nied, COO
Robert Decch
Грег Кресс, генеральный директор
Грег Кресс, генеральный директор
Грег Кресс был назначен генеральным директором Shapeways в январе 2018 года. Он возглавляет международную команду по разработке и внедрению цифровых производственных услуг мирового уровня. Ранее Грег занимал должность президента Open English, ведущей онлайн-образовательной платформы. До этого он был членом корпоративного руководства в GE, где он занимал ряд должностей в глобальных коммерческих операциях и управлении цепочками поставок, а также в области гигиены и безопасности окружающей среды.
Инновационный и ориентированный на результат лидер с опытом работы в крупных и средних организациях, Грег доказал свою компетентность в масштабировании глобального бизнеса. Обладатель сертификата Master Black Belt в области Lean Six Sigma, Грег получил степень бакалавра наук. в машиностроении Университета штата Пенсильвания. Он живет в Нью-Йорке.
Эндрю Нид, главный операционный директор
Эндрю Нид, главный операционный директор
До прихода в компанию г-н Нид занимал должность директора по цепочке поставок Gooten, платформы печати по запросу, с сентября 2020 г. по май 2022 г.
Ранее г-н С сентября 2020 г. по сентябрь 2021 г. Нид занимал должность старшего исполнительного директора по бизнес-услугам и связям с общественностью в Бакнеллском университете. 2016 г. – август 2019 г., а с 2000 по 2016 год занимал различные финансовые и операционные должности в Mimeo. по финансам в Колледже бизнеса Университета Лихай.
Альберто Рекки, финансовый директор
Альберто Рекки, финансовый директор
Штаб-квартира Shapeways
228 Park Ave South ПМБ 15839 Нью-Йорк, NY 10003 США
Фабрика Shapeways
30-02 48th Ave Лонг-Айленд-Сити, Нью-Йорк 11101 США
Shapeways NL
Kanaaldijk-zuid 3a 5613 LE Эйндховен Нидерланды
Shapeways BV
Коммерческий регистр Эйндховен нет. 17239507 НДС № НЛ/820321394B01.
Штаб-квартира Linear AMS
12163 Глоуб Стрит Ливония, Мичиган 48150
Формовочный цех Linear AMS
400 Parkland Drive Шарлотта, Мичиган 48813
Ваш путеводитель по успешной 3D-печати
Мой коллега, инженер Филип Томас, работает инструктором по прыжкам с парашютом по выходным. CAD — это весело, но он всегда ищет дополнительный выброс адреналина. Филип (парень в синем костюме на переднем плане) недавно спроектировал и изготовил невероятную систему крепления шлема, используя только Onshape и 3D-принтер.
Крепежная система содержит множество элементов электронного оборудования, которые помогают парашютистам общаться друг с другом и сохранять информацию о высоте – все это организовано в виде логической панели управления.
Это крепление для шлема для прыжков с парашютом было разработано в Onshape и изготовлено на 3D-принтере.
Если вы похожи на большинство из нас в Onshape, вы находите новые технологии производства захватывающими. Вы, вероятно, рассматривали аддитивное производство (также известное как 3D-печать). Эта технология может значительно сократить время, необходимое для изготовления деталей, а также может создавать формы, которые невозможно изготовить с помощью традиционных производственных процессов. 3D-печать дает обычному Джо (или Джейн) возможность воплотить трансформирующую идею в жизнь без больших капиталовложений.
Какова ваша идея, которая изменит мир? Независимо от того, что вы строите, первый шаг — отличная 3D-модель. К счастью, любой, у кого есть современный веб-браузер, теперь может создавать свой дизайн с помощью Onshape. Итак, все, что вам нужно, это спроектировать свою деталь и нажать «Печать», верно?
Ну, я не хочу быть мокрым одеялом, но это не так просто, как нажать кнопку и получить свою роль. Есть еще несколько факторов, которые облегчат вашу задачу.
Давайте на секунду вернемся назад и рассмотрим некоторые хорошо известные принципы производства. Представьте, что мы изготавливаем вашу деталь с использованием более традиционного производственного процесса. Поскольку это изделие крупносерийного производства, мы, скорее всего, спроектируем деталь из пластика и выберем процесс литья под давлением. При конструировании пластиковой детали применяются определенные кардинальные правила. Нужно добавить детали уклон, чтобы можно было вытащить деталь из формы, не стоит использовать дико разную толщину стенок и т. д. (Кстати, у Onshape сейчас есть отличные инструменты для пластикового дизайна и дизайна пресс-формы). Размышление о технологичности 3D-печати ничем не отличается. Чтобы успешно изготовить деталь, вам следует подумать о встраивании определенных элементов конструкции, чтобы избежать переделок и брака.
Во-первых, узнайте свой принтер. Каждый принтер использует различные методы сборки и имеет различные конструктивные ограничения. Поскольку сегодня на рынке так много принтеров, я не могу указать на уникальные особенности каждого из них, но я рассмотрю несколько общих пунктов:
Знайте объем рабочей камеры. Сегодня на рынке есть устройства, которые печатают от относительно небольших объемов деталей до очень больших объемов. Если вы хотите распечатать деталь, показанную на обычном принтере в стиле FDM, возможно, ее нужно разделить на несколько частей, если вы хотите построить ее за один раз. К счастью, у Onshape для этого есть отличный рабочий процесс. Спроектируйте свою часть, как обычно, целиком. Если рабочая камера имеет размеры 8 x 8 x 6 дюймов и деталь выходит за эти пределы, вы можете легко разделить деталь в Onshape Part Studio.
Что такое фактический печатный носитель? (например, нить, смола, порошок). Если это принтер в стиле FDM, диаметр нити будет иметь прямое отношение к толщине стенки, которую вы проектируете в своей детали. Вы должны всегда проверять, чтобы убедиться, что у вас есть несколько слоев материала для тонких стенок. Инструмент Section View внутри Onshape гарантирует, что вы сможете проверять и измерять стены с любой ориентации. Быстрый просмотр сечения и измерение гарантируют, что вы создаете участки стены, которые можно успешно распечатать.
При использовании системы на основе фотосмолы следует учитывать, что жидкости необходим способ выхода из объемов, которые могут задерживать смолу. Чтобы обеспечить утечку смолы, особенно в отношении ожидаемой опорной конструкции, обязательно спроектируйте отверстия в детали, чтобы смола могла стекать внутрь объемов, где она может скапливаться.
Если спросить любого владельца 3D-принтера, в чем состоит главное преимущество его устройства, он начнет рассказывать о высоком качестве печати и о возможности изготавливать любые прототипы. На вопрос о недостатках обычно следует ответ о каких-либо недочетах в конструкции принтера: кого-то не устраивает недостаточно жесткая рама, некоторые жалуются на слишком низкие темпы печати. В статье разбираемся, какими преимуществами обладает большинство 3D-принтеров и выясняем, с какими недостатками приходится сталкиваться их владельцам.
Несмотря на относительно медленный старт, аддитивные технологии стали наконец набирать обороты. Теперь 3D-принтеры получили заслуженную популярность как в пользовательской среде, так и в сфере производства. Мы уже оценили многочисленные преимущества 3D-печати, в том числе возможность печатать сложные модели, но пик популярности и функциональности трехмерных технологий еще впереди. Рассказываем об основных преимуществах и недостатках 3D-принтеров.
Плюсы 3D-принтеров
Начнем с преимуществ: трехмерная печать позволяет быстро и относительно недорого изготавливать нужные прототипы с высокой точностью, самостоятельно регулируя настройки принтера и выбирая оптимальные параметры. Остановимся на каждом плюсе 3D-принтеров более подробно.
Достоинство — скорость производства
3D-принтеры позволяют существенно сократить время, затрачиваемое на каждый проект. В отличие от традиционных методов производства, при использовании аддитивных технологий на весь процесс печати потребуется от несколько недель или дней, а основную часть моделей можно напечатать за считаные часы. Некоторые производители решили оптимизировать складские ресурсы, начав изготовление деталей на заказ. Данный подход позволяет вывести массовое производство на новый уровень: теперь не нужно хранить на складе множество деталей, ведь можно их просто распечатывать по мере необходимости, сразу же отправляя на продажу.
Достоинство — стоимость производства
Крупномасштабные проекты с большим количеством напечатанных на 3D-принтере деталей обходятся недешево, но аддитивное производство все равно остается более выгодным в сравнении с традиционными технологиями. Многие производители используют трехмерную печать при изготовлении небольших тиражей или при создании прототипов. Например, ювелирам гораздо выгоднее печатать восковые прототипы украшений, чем отливать их из металла. Пластик, используемый в 3D-печати, стоит относительно недорого, и даже самый простой принтер может помочь сэкономить.
Качество продукции
Современные 3D-принтеры демонстрируют высокое качество выпускаемой продукции. На наш взгляд, качество зависит от следующих характеристик устройства:
Фотополимерная печать. Данная технология позволяет получить максимально возможное качество готовой продукции.
Технология FDM. Несмотря на то, что FDM-принтеры пользуются спросом, они просто не могут создать детализацию выше 100 мкм.
Корпус из металла. При выборе FDM-принтеров стоит отдавать предпочтение моделям, корпус которых изготовлен из металла. Такие принтеры демонстрируют лучшее качество изделий при высокой скорости печати.
Независимо от того, какая модель принтера была выбрана, готовая продукция, напечатанная при низкой скорости и качественных материалах, практически не отличается от произведенной на высокоскоростном оборудовании.
Таким образом, можно и на недорогих принтерах добиться достойного качества печати, используя качественный филамент на невысоких скоростях.
Точность копий
Точность трехмерной печати – это минимальная допустимая высота наносимого слоя. Современные устройства могут выдавать высокое качество до 20 микрон, но для реального получения прототипов такой точности пользователю потребуется соблюдать определенные условия.
В первую очередь точность готовых копий зависит от самого 3D-принтера – от его технических характеристик, компоновки и пр. Не стоит полагаться только на значение высоты слоя, которое указано в описании устройства.
Точность прототипов зависит от массы факторов. Например, принтеры, выполненные в закрытом корпусе, способны выдавать гораздо лучшие показатели точности моделей, чем их собратья в открытом корпусе, что обусловлено равномерным температурным режимом внутри принтера.
Кроме того, требуется правильно выставлять все настройки печати, следить за калибровкой стола, условиями эксплуатации устройства, температурным режимом. Качественный пластик играет не последнюю роль в точности изготавливаемых копий.
Гибкость производства
Внедрение 3D-печати в различные области производства связанно с тем, что технология дает возможность создавать геометрические формы практически любых размеров и неограниченной сложности.
Принтеры печатают самыми разными материалами, делая процесс производства максимально гибким. Например, на одном и том же устройстве можно создавать как восковки для ювелиров, так и зубные протезы для стоматологов. Такой универсальности невозможно достичь, используя стандартное производственное оборудование. 3D-принтеры открывают перед инженерами, конструкторами и владельцами устройств новые горизонты и перспективы развития собственного бизнеса и аддитивных технологий.
Доступность
Доступность трехмерной печати дает возможность экспериментировать, используя принтеры как в домашних, так и в производственных условиях. Даже самый недорогой 3D-принтер может найти свое применение в архитектуре, строительстве, мелкосерийном производстве, медицине, образовании, ювелирном деле, полиграфии, изготовлении сувениров, рекламы. Стандартной катушки филамента хватит надолго, а купить 3D-принтер может себе позволить практически каждый. Одна из самых бюджетных моделей стоит около $100.
Минусы есть у любой техники, и 3D-принтеры не стали исключением. Поэтому на сегодняшний день у аддитивной технологии есть определенное количество существенных недостатков.
Минус — небольшой размер камеры
Пожалуй, самым существенным недостатком принтеров являются небольшие размеры области печати. Посмотрите на любой 3D-принтер, оцените его габариты – вот именно ими все и ограничивается. Устройство может напечатать только ту модель, которая поместится на его платформе. Если нужно создать прототип большего размера, вам придется прибегать к различным ухищрениям: например, можно распечатать модель по частям, а затем собрать их каким-либо образом. Несмотря на то, что уже сейчас существует прототип 3D-принтера с неограниченными размерами рабочей платформы, о массовом внедрении такой технологии говорить пока не представляется возможным.
Минус — неточности детали
Невозможно полностью избавиться от термического сжатия или усадки готовой модели. Это физический процесс – вы можете только его скомпенсировать. Слои поплыли, Вертикаль не соблюдается, слои не ложатся ровно друг на друга. Выступы на верхнем слое детали могут быть как открытого, так и закрытого типа. По сути, это связано с провисанием пластика, который не успевает охлаждаться, будучи напечатанным в воздухе без поддержек.
Недостаток — постобработка
Большинству готовых изделий, напечатанных на 3D-принтере, требуется постобработка и очистка. Процесс помогает достичь лучшего вида и гладкости модели. Готовые модели обрабатываются различными способами. Пользователи шлифуют детали, обрабатывают их химическим способом, подрезают поддержки, высушивают изделия. Необходимость последующей обработки зависит от множества факторов. Например, объем работ варьируется в зависимости от размеров модели, материала, типа технологии, выбранной при изготовлении прототипа. Таким образом, учитывая, что 3D-печать обеспечивает быстрое производство деталей, скорость изготовления может быть снижена за счет последующей постобработки.
Прочностные качества моделей
Как правило, изготовление трехмерной модели с помощью аддитивных технологий происходит путем послойного наложения филамента. Несмотря на то, что слои хорошо склеены между собой, это не является гарантией идеальной монолитности готового изделия, и оно может расслоиться при определенных нагрузках. Особенно часто эта проблема проявляется при использовании FDM-принтеров. Опытные пользователи советуют применять литье под давлением, чтобы повысить прочностные качества деталей. При использовании этого метода структура готовой детали получается более однородной и менее ломкой.
3D-принтеры неудобны для пользователя
Производители заявляют, что 3D-принтеры просты в использовании. Некоторые компании выпускают устройства специально для новичков. Тем не менее, даже для первоначальной сборки и подготовки принтера к работе пользователю потребуются определенные навыки. Самостоятельно откалибровать рабочий стол, настроить программу-слайсер, выставить нужные параметры печати не так просто, как заверяют производители. Некоторые модели поставляются уже собранными – советуем выбирать именно их в качестве первого принтера.
Вредные выбросы
От габаритов устройства и количества выпускаемого принтером термопласта значительно зависит количество вредных выбросов аэрозолей в атмосферу. Химикаты оседают в наших легких, а также способствуют увеличению размеров озоновой дыры. Команда исследователей под руководством профессора Брента Стивенса провела собственный эксперимент, в рамках которого было протестировано пять моделей 3D-принтеров. В результате ученым удалось вычислить концентрацию нанометровых частиц, которые образуются в процессе трехмерной печати.
Результаты эксперимента не порадовали ни производителей принтеров, ни владельцев и пользователей устройств. Дело в том, что 3D-принтеры, использующие полимолочную кислоту (PLA) при печати, продемонстрировали крайне высокий уровень выброса ультрамелких частиц – от 20 миллиардов в минуту. Гаджеты, работающие на акрилонитрилбутадиенстироле (АБС-пластик), выбрасывают в атмосферу до 200 миллиардов частиц в минуту.
Ученые заявили, что вредные выбросы в подобных количествах аналогичны выбросам в атмосферу при горении табака или ароматических свечей, сжигании природного газа. Кроме того, при работе лазерного принтера, использующего порошок в качестве материала для печати, производится не меньшее количество вредных выделений.
Медленные
3D-принтеры на самом деле очень медленные. Некоторые производители заявляют о высокой скорости печати, но этот показатель относителен. В особенности когда дело доходит до изготовления большого количества прототипов. Многие пользователи, владеющие бюджетными принтерами, оставляют их работать на всю ночь, чтобы к утру получить небольшую готовую модель. В зависимости от габаритов и качества печатаемого изделия, процесс может затянуться. В среднем процесс создания модели может занять от нескольких часов до нескольких дней. Длительность прямо пропорциональна размеру объекта: чем крупногабаритнее будущий прототип, тем большее количество времени займет его печать.
Загрязнение окружающей среды
Побочные продукты аддитивной печати в виде отработанного пластика уже давно интересуют защитников природы. Отходы производства попадают на свалки, создавая при этом негативную дополнительную нагрузку на окружающую среду. Ученые считают, что ABS-пластик, используемый в большинстве 3D-принтеров, достаточно токсичен. Этот вид филамента имеет длительный период разложения в почве. Тем не менее, ABS-пластик является наиболее распространенным видом материала, используемым в аддитивной печати. Более экологичной альтернативой ABS можно считать PLA-пластик. Этот материал более биоразлагаем и менее токсичен. Проблема загрязнения окружающей среды может быть решена с помощью распространения бытовых перерабатывателей пластика в нить для трехмерной печати.
Трехмерные принтеры открывают широкий горизонт возможностей для своих владельцев. Список преимуществ таких устройств безграничен, но мы выбрали лишь основные из них. На наш взгляд, одним из главных плюсов 3D-принтеров является их доступность. Готовые модели получаются достаточно качественными даже на бюджетных моделях. Главное, чтобы пользователь выставил верные настройки и заправил принтер хорошим материалом.
Но у 3D-принтеров есть и свои недостатки. Кроме того, что их не слишком легко откалибровать и подготовить к работе, они производят вредные выбросы в атмосферу, а отходы производства в виде пластика практически не разлагаются, загрязняя окружающую среду. Еще один минус устройств – низкая скорость печати. Тем не менее, трехмерная печать слишком полезна, чтобы от нее отказываться. На наш взгляд, с каждым годом принтеры совершенствуются, и уже совсем скоро их недостатки будут сведены к минимуму.
18 мая 2020
15953
Получите консультацию специалиста
Преимущества и недостатки 3D-печати. Все тонкости и нюансы в одном посте
Вступление.
Изобретение 3D-печати произвело полную революцию в производстве и разработке продуктов.
3D-печать, также называемая аддитивным производством, влечет за собой объединение нескольких слоев материала один за другим до тех пор, пока вы не создадите модель, напечатанную на 3D-принтере. Она стала настолько популярной среди многих производителей благодаря ее инновационным достоинствам, которые намного превосходят преимущества традиционного производства.
Однако, как и любой другой способ производства, 3D-печать имеет немало недостатков.
Поэтому в этой статье мы расскажем вам о преимуществах и недостатках 3D-печати, чтобы вы могли подробнее изучить эту новаторскую технологию.
Преимущества 3D-печати.
Причина, по которой 3D-печать стала такой популярной, заключается в ее достоинствах по сравнению с традиционными методами производства. Здесь мы рассмотрим наиболее значительные преимущества 3D-печати.
Это доступно.
3D-принтеры стали более доступными, чем когда-либо. Одна из самых популярных моделей Creality Ender 3 V2 доступна всего за 300 долларов.
Кроме бестселлера Ender 3 V2 в нашем каталоге есть выбор наборов для сборки 3D-принтеров и все они поражают своим соотношением цена-качество.
Всего 5 лет назад невозможно было купить готовое оборудование по столь низкой цене.
3D-печать — это одноэтапный производственный процесс, поэтому он не только экономит вам расходы, связанные с использованием различных производственных процессов и машин, но и экономит драгоценное время.
3D-принтеры не нуждаются в постоянном присмотре, так как они могут выполнять определенные задачи после того, как их настроят; таким образом, вам не нужно постоянно находиться рядом.
Например, их можно оставить работать ночью, не прибегая к дорогостоящей ночной смене, чтобы наблюдать за ними.
Кроме того, 3D-печать позволяет сэкономить на общих расходах на материалы, поскольку в ней используется только материал, необходимый для производства конкретной детали без потерь или с минимальными потерями. Покупка оборудования для 3D-печати может стоить дорого, если вам нужно сделать только одну деталь, поэтому может быть дешевле передать проект на аутсорсинг компании, предоставляющей услуги 3D-печати.
Инженеры компании 3D4U имеют практический опыт предоставления услуг 3D-печати на заказ. Вы можете связаться с нами любым удобным способом и мы окажем вам поддержку, как при выборе оборудования и расходных материалов, так и в распечатке ваших изделий.
Быстрое прототипирование.
Используя оборудование для 3D-печати, вы можете создать прототипы за пару часов. Благодаря этому скорость процесса проектирования значительно увеличивается, а это означает, что вы можете получить детали в течение нескольких часов и быть готовыми к следующему проекту. Кроме того, вы можете дешево и быстро создать новый прототип с каждой модификацией конструкции, в отличие от дорогостоящего и длительного процесса обработки прототипа традиционными методами.
Прочные и легкие детали.
Пластик — основной материал, используемый в 3D-печати, хотя существует целый ряд материалов, пригодных для 3D-печати.
3D-печать позволяет создавать сложные органические формы, которые намного легче, чем детали, созданные традиционным способом.
В аэрокосмической и автомобильной промышленности это жизненно важный фактор, поскольку использование легких материалов помогает повысить топливную эффективность.
Детали, напечатанные на 3D-принтере, можно изготавливать из материалов, произведенных по индивидуальному заказу, которые обладают особыми характеристиками, такими как водоотталкивающие свойства, более высокая прочность, а также термостойкость.
Пластмассы, такие как PLA, можно комбинировать с металлами или даже деревом для придания уникальной отделки и свойств.
Технология 3D-печати экологически безопасна.
Использование технологии 3D-печати снижает количество отходов, образующихся в процессе производства.
Более того, эта технология помогает еще больше улучшить окружающую среду, поскольку легкие модели, напечатанные на 3D-принтере, могут сделать автомобили или самолеты значительно более экономичными. Вы можете печатать на 3D-принтере с использованием материалов, которые либо перерабатываются, либо сделаны из органических материалов растительного происхождения.
Легкий доступ.
Использование оборудования для 3D-печати увеличилось в последние годы из-за большей доступности.
Поэтому найти местную компанию по оказанию услуг 3D-печати теперь проще, чем когда-либо. 3D-печать стала популярным хобби благодаря своей невысокой стоимости и простому доступу.
Многие люди интегрировали 3D-печать в свои хобби, такие как игры, фан-арт или косплей.
Для людей, которые не могут позволить себе купить 3D-принтер, существует множество так называемых производственных помещений, где совместное использование 3D-принтера является бесплатным или недорогим.
Производители также обращаются к 3D-печати, чтобы сэкономить на транспортировке. Благодаря большинству традиционных методов производства, применяемых за рубежом, в таких странах, как Китай, детали, напечатанные на 3D-принтере, могут быть изготовлены ближе к тому месту, где они необходимы для быстрой реакции.
Уменьшение количества отходов.
В 3D-печати для изготовления определенных деталей используется только необходимый материал, поскольку это процесс аддитивного производства.
Это отличается от традиционной обработки, при которой огромные массы материалов, не подлежащих вторичной переработке, разрезаются для изготовления трехмерных деталей.
Таким образом, общая стоимость производства 3D-печати ниже, поскольку используется меньше материала, и вы платите только за то, что вам нужно.
Улучшения в медицинском секторе.
3D-печать произвела революцию в медицинском секторе, поскольку теперь можно печатать органы человеческого тела, такие как сердце, почки и печень.
Печать протезов или слуховых аппаратов уже вообще ни для кого не является диковинкой.
Кроме того, ведутся дополнительные исследования того, как технология 3D-печати может еще больше помочь сектору здравоохранения.
Печать по запросу.
В отличие от субтрактивного производства, технология 3D-печати не занимает много места для складских запасов, поскольку детали могут быть напечатаны только при заказе или необходимости. Благодаря этому вы не только сэкономите на расходах, но и сэкономите место, поскольку вы печатаете оптом только тогда, когда это необходимо.
Все файлы 3D-дизайна хранятся в виртуальной библиотеке, откуда вы затем распечатываете их с помощью 3D-модели в виде файла STL или CAD.
Качество и последовательность.
Старые методы производства обычно характеризуются плохим дизайном, что может привести к некачественным прототипам.
Это означает, что качество продукта не может быть гарантировано. Однако это не тот случай, когда используется технология 3D-печати, поскольку сборка продукта осуществляется в строгом пошаговом процессе, что обеспечивает выдающийся дизайн и качество продукции.
Технология 3D-печати также позволяет добиться большей согласованности по сравнению с традиционным производством, при этом одновременно обеспечивая производство деталей неизменно высокого качества.
Это возможно, поскольку ошибки обнаруживаются немедленно, что помогает снизить общее количество потерянных материалов и неисправных деталей. Следовательно, эта технология гарантирует, что детали в партии не будут дефектными или несовместимыми по сравнению с другими деталями.
Открытый дизайн и тестирование продукта.
Визуальный вид продукта виртуально или на экране нельзя сравнивать с реальным ощущением от прототипа, которое вы можете испытать при использовании технологии 3D-печати.
Таким образом, можно физически потрогать и ощутить прототип продукта и проверить, есть ли в его конструкции какие-либо недостатки.
В случае ошибки вы можете изменить файл САПР и позже распечатать новую версию. Физический прототип неоценим для демонстрации продукта клиентам или руководителям, которым в противном случае было бы сложно утвердить продукт на основе 3D-модели САПР. Это одно из основных применений 3D-печати в отрасли, и стоит помнить, что 3D-печать изначально называлась «быстрым прототипированием» именно по этой причине!
Более быстрое производство.
В отличие от традиционных методов производства, таких как обработка с ЧПУ и литье под давлением, 3D-печать выполняется значительно быстрее.
Это связано с тем, что эта технология позволяет быстро тестировать проекты и идеи, от прототипа до конечного продукта. Следовательно, это позволяет вам проводить больше времени на рынке и привлекать клиентов до того, как ваши конкуренты закончат производство своей конечной продукции.
Бесконечная геометрия и формы.
Обычные методы производства зависят от технологий резки и формования для создания желаемых форм, что не только сложно, но и дорого. К счастью, у вас не возникнет этой проблемы с технологиями 3D-печати, и все, что вам нужно, — это правильно проработанные поддержки.
Поддержки вы можете создать самостоятельно или автоматически с помощью программного обеспечения.
3D-печать позволяет создавать полые формы без отверстий, имеют экстремальные подрезы, — все это невозможно при использовании любого другого метода производства.
Недостатки 3D-печати.
Конечно, у всего всегда будут свои минусы! Несмотря на множество преимуществ, у 3D-печати есть и недостатки. Вот основные из них.
Ограниченный размер сборки.
Размер камеры, встроенной в 3D-принтеры, обычно относительно невелик, что ограничивает размеры деталей, которые вы можете распечатать.
Следовательно, любой более крупный предмет необходимо напечатать по частям, а затем собрать его после изготовления. Это увеличивает время, необходимое для печати, потому что 3D-принтеру необходимо напечатать больше деталей, прежде чем вы сможете продолжить и вручную соединить детали. Дизайнер должен решить, где разместить эти разрывы, чтобы они не ослабили поверхность и не испортили отделку финальной части.
Структура Детали.
В 3D-печати детали обычно создаются один слой за другим, поэтому ее также называют аддитивным производством. Это означает, что, хотя слои прочно удерживаются вместе, они подвержены расщеплению при воздействии нагрузок при определенных ориентациях или напряжениях.
Это проблема, с которой часто сталкиваются изделия, созданные с использованием моделирования методом наплавления. Кроме того, детали Multijet и Polyjet, как правило, более хрупкие.
В связи с этим, возможно, будет лучше использовать литье под давлением при изготовлении однородных деталей, поскольку они более прочны и с меньшей вероятностью выйдут из строя при нагрузке на конструкцию.
Потеря рабочих мест в производственном секторе.
Использование 3D-печати позволяет создавать прототипы и дизайны продуктов в течение нескольких часов с помощью одного простого шага.
Большинство этапов субтрактивного производства исключаются, и это помогает сэкономить на стоимости рабочей силы, поскольку для завершения производственного процесса нужно нанимать меньше людей. В конечном итоге это приводит к сокращению рабочих мест в обрабатывающей промышленности, что может быть особенно пагубным для стран, где большинство граждан зависят от низкоквалифицированных рабочих мест. Конечно, требуются операторы и производители 3D-принтеров, что частично компенсирует эти потери.
Технология 3D-печати не очень удобна для пользователя.
Несмотря на ажиотаж по поводу потенциала технологии 3D-печати, использование 3D-принтеров не так просто, как вы могли бы представить. Поскольку это новая технология, при создании деталей на 3D-принтере часто требуется метод проб и ошибок. Специалисты, имеющие предыдущий опыт работы с этой технологией, могут устранить эту проблему.
Тем не менее пока 3D-печать не получит широкого распространения, ее следует рассматривать как технологию с потенциально крутой кривой обучения.
Ограниченные материалы.
Поскольку технология 3D-печати является недавней инновацией, материалы, необходимые в производственном процессе, ограничены, а некоторые из них все еще разрабатываются. Предпочтительным материалом для 3D-печати является пластик, поскольку он быстро расплавляется слоями, чтобы сделать конечный предмет. Тем не менее, пластик не самый прочный материал для всех требований, и его прочность варьируется, что делает его не идеальным выбором для определенных компонентов. 3D-печать металлом постепенно набирает обороты как жизнеспособная технология, но на данный момент она довольно дорога. Кроме того, используются и другие специализированные материалы, в том числе золото и стекло, но их еще предстоит коммерциализировать.
3D-принтеры стоят дорого.
Разумеется, речь идет о промышленном секторе и промышленных 3Д принтерах. В начале статьи мы уже упоминали, что рост производства настольных принтеров сейчас находится на пике своего развития и 3D-принтер купить может себе позволить любой человек со средним доходом. Современные принтеры для дома стоят дешевле ноутбуков, телевизоров и смартфонов.
Материалы и оборудование, используемые в индустриальной 3D-печати, являются дорогостоящими, а стоимость промышленных принтеров исчисляется сотнями тысяч. Поскольку начальный капитал, необходимый для использования технологии 3D-печати, непомерно высок, многие люди не могут пользоваться этой инновационной технологией. Более того, материалы, необходимые для использования технологии 3D-печати, могут быть дорогими по сравнению с материалами, используемыми в традиционном производстве. Чтобы обойти эти расходы, многие компании берут в аренду оборудование для 3D-печати или используют стороннюю организацию для получения доступа к 3D-принтерам в так называемых бюро 3D-печати.
Нарушение авторских прав.
Развитие технологии 3D-печати привело к увеличению числа случаев подделки. Это потому, что теперь любой, у кого есть доступ к чертежу продукта, может быстро скопировать существующие продукты. Из-за этого увеличилось количество нарушений патентов, и идентифицировать контрафактный продукт практически невозможно. Развитие технологии 3D-печати усложнило жизнь обладателям авторских прав и патентов для защиты прав на их уникальные продукты.
Как и в других отраслях, таких как музыкальная индустрия, это, вероятно, будет продолжающаяся битва, в которой будет много инноваций и изменений в законодательстве, направленных на борьбу с ней.
Производство опасных предметов.
Создание взрывчатки, оружия, ножей, а также другого опасного оружия теоретически более доступно благодаря технологии 3D-печати. Это потому, что это дает людям доступ к методу производства предметов в их собственных домах, что ранее было невозможно. Это затруднило соответствующим органам безопасности определение того, когда террористы и преступники изготавливают оружие. Ожидается, что по мере того, как технология 3D-печати станет дешевле и более удобной для пользователя, будет увеличиваться разработка и производство нелицензированного оружия.
Конечно, сообщения СМИ о 3D-печатном оружии были преувеличены, и на самом деле любое оружие, изготовленное из пластика, который плавится при температуре 200 °C, не будет очень эффективным.
Кроме того, некоторые преступники используют 3D-принтеры для создания реалистичных считывателей карт для банкоматов.
Заключение.
Прочитав эту статью, вы теперь знаете преимущества и недостатки 3D-печати. Таким образом, имея это в виду, вы можете понять, почему 3D-печать произвела революцию в производстве и приобрела широкую популярность во всем мире. Точно так же вы также хорошо осведомлены о недостатках технологии 3D-печати. Таким образом, технология 3D-печати — это инновация, которую необходимо ценить, осознавая ее недостатки и возможные решения.
Каковы преимущества и недостатки 3D-печати?
3D-печать, также известная как аддитивное производство, становится популярной среди производителей. Спрос растет из-за некоторых революционных преимуществ, которые он может предоставить. Как и почти все технологии, она имеет свои недостатки, которые необходимо учитывать.
Эта страница призвана помочь в процессе выбора. Мы рассмотрим все преимущества и недостатки 3D-печати.
Этот производственный процесс предлагает ряд преимуществ по сравнению с традиционными методами производства. Эти преимущества включают, среди прочего, те, которые связаны с дизайном, временем и стоимостью.
1. Гибкий дизайн
3D-печать позволяет разрабатывать и печатать более сложные конструкции, чем традиционные производственные процессы. Более традиционные процессы имеют конструктивные ограничения, которые больше не применяются при использовании 3D-печати.
2. Быстрое прототипирование
3D-печать позволяет изготавливать детали в течение нескольких часов, что ускоряет процесс прототипирования. Это позволяет каждому этапу проходить быстрее. По сравнению с механической обработкой прототипов, 3D-печать недорога и позволяет быстрее создавать детали, поскольку деталь может быть изготовлена за несколько часов, что позволяет выполнять каждую модификацию конструкции с гораздо более высокой скоростью.
3. Печать по запросу
Печать по запросу — еще одно преимущество, поскольку в отличие от традиционных производственных процессов не требуется много места для хранения запасов. Это экономит место и затраты, поскольку нет необходимости печатать массово, если в этом нет необходимости.
Все файлы 3D-дизайна хранятся в виртуальной библиотеке, поскольку они печатаются с использованием 3D-модели в виде файла CAD или STL, что означает, что их можно найти и распечатать при необходимости. Редактирование проектов может быть выполнено с очень низкими затратами путем редактирования отдельных файлов без потери устаревших запасов и инвестиций в инструменты.
4. Прочные и легкие детали
Основным материалом для 3D-печати является пластик, хотя некоторые металлы также могут использоваться для 3D-печати. Тем не менее, пластмассы имеют преимущества, поскольку они легче, чем их металлические эквиваленты. Это особенно важно в таких отраслях, как автомобилестроение и аэрокосмическая промышленность, где малый вес является проблемой и может обеспечить большую эффективность использования топлива.
Кроме того, детали могут быть созданы из специально подобранных материалов для придания определенных свойств, таких как термостойкость, повышенная прочность или водоотталкивающие свойства.
5. Быстрое проектирование и производство
В зависимости от конструкции и сложности детали 3D-печать может печатать объекты в течение нескольких часов, что намного быстрее, чем формованные или обработанные детали. Не только изготовление детали может обеспечить экономию времени за счет 3D-печати, но и процесс проектирования может быть очень быстрым благодаря созданию файлов STL или CAD, готовых к печати.
6. Минимизация отходов
Для производства деталей требуются только материалы, необходимые для самой детали, с небольшими или нулевыми потерями по сравнению с альтернативными методами, которые вырезаются из больших кусков материалов, не подлежащих вторичной переработке. Этот процесс не только экономит ресурсы, но и снижает стоимость используемых материалов.
7. Экономичность
Будучи одноэтапным производственным процессом, 3D-печать экономит время и, следовательно, затраты, связанные с использованием различных машин для производства. 3D-принтеры также можно настроить и оставить для выполнения задания, а это означает, что нет необходимости постоянно присутствовать операторам. Как упоминалось выше, этот производственный процесс также может снизить затраты на материалы, поскольку он использует только количество материала, необходимое для самой детали, с небольшими потерями или без них. Хотя оборудование для 3D-печати может быть дорогим, вы даже можете избежать этих затрат, передав свой проект компании, предоставляющей услуги 3D-печати.
8. Простота доступа
3D-принтеры становятся все более доступными, поскольку все больше местных поставщиков услуг предлагают услуги аутсорсинга для производственных работ. Это экономит время и не требует больших транспортных расходов по сравнению с более традиционными производственными процессами, производимыми за границей в таких странах, как Китай.
9. Безвредность для окружающей среды
Поскольку эта технология снижает количество отходов используемого материала, этот процесс по своей сути является экологически безопасным. Однако экологические преимущества расширяются, если учесть такие факторы, как повышение эффективности использования топлива за счет использования легких деталей, напечатанных на 3D-принтере.
10. Advanced Healthcare
3D-печать используется в медицине для спасения жизней путем печати органов человеческого тела, таких как печень, почки и сердце. Дальнейшие разработки и использование разрабатываются в секторе здравоохранения, обеспечивая одни из самых больших достижений в использовании технологии.
Как и почти любой другой процесс, у технологии 3D-печати также есть недостатки, которые следует учитывать, прежде чем использовать этот процесс.
1. Ограниченные материалы
В то время как 3D-печать может создавать предметы из различных пластиков и металлов, доступный выбор сырья не является исчерпывающим. Это связано с тем, что не все металлы или пластмассы могут иметь достаточную температуру для 3D-печати. Кроме того, многие из этих печатных материалов не могут быть переработаны, и очень немногие из них безопасны для пищевых продуктов.
2. Ограниченный размер сборки
В настоящее время 3D-принтеры имеют небольшие камеры печати, которые ограничивают размер печатаемых деталей. Все, что крупнее, нужно будет распечатать отдельными частями и соединить вместе после изготовления. Это может увеличить затраты и время для больших деталей из-за того, что принтеру необходимо напечатать больше деталей, прежде чем для их соединения будет использован ручной труд.
3. Постобработка
Несмотря на то, что большие детали требуют постобработки, как упоминалось выше, большинство 3D-печатных деталей нуждаются в той или иной форме очистки для удаления поддерживающего материала со сборки и сглаживания поверхности для достижения требуемой отделки. Используемые методы последующей обработки включают гидроабразивную обработку, шлифование, химическое замачивание и ополаскивание, воздушную или тепловую сушку, сборку и другие. Объем необходимой постобработки зависит от таких факторов, как размер производимой детали, предполагаемое применение и тип технологии 3D-печати, используемой для производства. Таким образом, в то время как 3D-печать позволяет быстро производить детали, скорость производства может быть замедлена постобработкой.
4. Большие объемы
Стоимость 3D-печати является статической, в отличие от более традиционных методов, таких как литье под давлением, где производство больших объемов может быть более рентабельным. Хотя первоначальные инвестиции в 3D-печать могут быть ниже, чем в другие методы производства, после масштабирования для производства больших объемов для массового производства стоимость единицы продукции не снижается, как при литье под давлением.
5. Структура детали
С помощью 3D-печати (также известной как аддитивное производство) детали производятся послойно. Хотя эти слои сцепляются друг с другом, это также означает, что они могут расслаиваться при определенных напряжениях или ориентации. Эта проблема более серьезна при производстве изделий с использованием моделирования наплавления (FDM), в то время как многоструйные и многоструйные детали также имеют тенденцию быть более хрупкими. В некоторых случаях может быть лучше использовать литье под давлением, поскольку оно создает однородные детали, которые не будут разделяться и ломаться.
6. Сокращение производственных рабочих мест
Еще одним недостатком 3D-технологии является потенциальное сокращение человеческого труда, поскольку большая часть производства автоматизирована и выполняется принтерами. Тем не менее, многие страны третьего мира полагаются на рабочие места с низкой квалификацией, чтобы поддерживать свою экономику, и эта технология может поставить под угрозу эти производственные рабочие места, сократив потребность в производстве за границей.
7. Неточности проектирования
Другая потенциальная проблема с 3D-печатью напрямую связана с типом используемого оборудования или процесса, поскольку некоторые принтеры имеют более низкие допуски, а это означает, что конечные детали могут отличаться от исходного дизайна. Это можно исправить в постобработке, но нужно учитывать, что это еще больше увеличит время и стоимость производства.
8. Вопросы авторского права
По мере того, как 3D-печать становится все более популярной и доступной, у людей появляется все больше возможностей создавать поддельные и контрафактные продукты, и отличить их будет практически невозможно. Это имеет очевидные проблемы с авторским правом, а также с контролем качества.
Получите дополнительную консультацию по 3D-печати
Нужна помощь в определении того, подходит ли вам 3D-печать?
Свяжитесь с нашей командой ведущих мировых экспертов с более чем 20-летним опытом работы в области аддитивного производства.
Наши эксперты по технологиям помогают нашим клиентам применять правильный технологический процесс в зависимости от требований каждого человека или компании:
Знаете ли вы о многих преимуществах технологии 3D-печати? Следите за тем, как мы разбиваем нашу первую десятку здесь.
Существует 3 основных метода разработки продукта, а именно переход от идеи к физическому трехмерному прототипу продукта.
Субтрактивное производство — это процесс разработки продукта, при котором материал непрерывно вырезается из твердого блока, такого как металл. Это можно сделать вручную или с помощью станков с числовым программным управлением (ЧПУ).
Литье под давлением представляет собой производственный процесс, используемый для производства продукции в больших объемах. Как следует из названия, детали изготавливаются путем впрыскивания нагретого материала в форму.
Итак, что такое 3D-печать? Аддитивное производство, также известное как 3D-печать, представляет собой процесс создания трехмерных объектов из компьютерного файла, при котором деталь строится путем добавления материала слой за слоем.
Сегодня все больше компаний в различных отраслях используют процесс 3D-печати, поскольку он дает много существенных преимуществ по сравнению с более традиционными методами производства субтрактивным производством и литьем под давлением.
1. Скорость
Одним из самых больших преимуществ технологии 3D-печати является быстрое прототипирование. Быстрое прототипирование — это возможность спроектировать, изготовить и протестировать индивидуальную деталь за минимально возможное время. Кроме того, при необходимости конструкция может быть изменена без негативного влияния на скорость производственного процесса.
До того, как индустрия 3D-печати достигла расцвета, изготовление прототипа занимало недели. Каждый раз, когда вносилось изменение, к процессу добавлялось еще несколько недель. С учетом сроков доставки полная разработка продукта от начала до конца может легко занять год.
С помощью методов 3D-печати компания может спроектировать деталь, изготовить ее на профессиональном 3D-принтере и протестировать ее в течение нескольких дней (а иногда и меньше).
Для малых предприятий или даже частных лиц эта разница значительна. Свобода и творческий подход, обеспечиваемые 3D-печатью, означают, что практически все можно создать без складов, заполненных дорогостоящим оборудованием. Нет никаких длительных сроков выполнения заказа, обычно связанных с необходимостью передачи сложных производственных проектов на аутсорсинг. Это означает свободу от ограничений минимального заказа, что детали и продукты могут быть легко созданы и настроены.
Для небольших серий производства и создания прототипов 3D-печать является лучшим вариантом с точки зрения скорости.
2. Стоимость
Для небольших производственных серий и приложений 3D-печать является наиболее рентабельным производственным процессом. Традиционные методы прототипирования, такие как обработка с ЧПУ и литье под давлением, требуют большого количества дорогостоящих машин, а также гораздо более высоких затрат на рабочую силу, поскольку для их запуска требуются опытные операторы станков и техники.
Это контрастирует с процессом 3D-печати, где для изготовления детали требуется только 1 или 2 станка и меньше операторов (в зависимости от системы). Отходов гораздо меньше, потому что деталь создается с нуля, а не вырезается из цельного блока, как при субтрактивном производстве, и обычно не требует дополнительных инструментов.
3. Гибкость
Еще одним большим преимуществом 3D-печати является то, что любой конкретный принтер может создавать практически все, что умещается в его объеме сборки.
В традиционных производственных процессах каждая новая деталь или изменение конструкции детали требует изготовления нового инструмента, пресс-формы, штампа или приспособления для создания новой детали.
При 3D-печати проект загружается в программное обеспечение для слайсера, добавляются необходимые опоры, а затем печатается практически без изменений физических механизмов или оборудования.
3D-печать позволяет создавать и изготавливать геометрические фигуры, которые невозможно изготовить традиционными методами, как в виде отдельной детали, так и вообще. Такие геометрические формы включают полые полости внутри сплошных деталей и детали внутри деталей.
3D-печать, в отличие от традиционных методов, позволяет включать несколько материалов в один объект, позволяя смешивать и сочетать множество цветов, текстур и механических свойств.
3D-печать позволяет любому пользователю, даже с ограниченным опытом работы с САПР, редактировать проекты по своему усмотрению, создавая уникальные, индивидуальные новые детали. Это также означает, что любой заданный дизайн может быть изготовлен из широкого спектра различных материалов.
4. Конкурентное преимущество
Благодаря скорости и низкой стоимости 3D-печати жизненный цикл продукции сокращается. Предприятия могут улучшать и улучшать продукт, что позволяет им выпускать более качественные продукты за более короткий промежуток времени.
3D-печать позволяет физически демонстрировать новый продукт клиентам и инвесторам, а не оставлять их на волю их воображению, что снижает риск неправильного понимания или потери информации во время общения.
Это также позволяет проводить экономически эффективное рыночное тестирование, получать отзывы от потенциальных клиентов и инвесторов о реальном продукте без риска больших первоначальных затрат на создание прототипа.
Фрезеровка — это механический способ обработки и ресурс режущего инструмента ограничен. Со временем в результате частого контакта с обрабатываемым материалом острые кромки фрезы постепенно утрачивают свои режущие свойства, в отводящих канавках скапливаются мельчайшие частички отходов, нагар. Интенсивная работа фрезерного станка, обработка материалов высокой плотности, неправильный выбор скоростного режима при работе с вязкими материалами также могут приводить к износу режущего инструмента.
Продлить его срок службы может переточка, проводить которую можно периодически (более трех раз не рекомендуется). Учитывая, что качественные фрезы для ЧПУ — достаточно дорогостоящая категория расходных материалов, такая операция способна значительно сэкономить средства.
К чему приводит работа затупленным инструментом
Уменьшение остроты режущей кромки или нарушение ее геометрии увеличивает площадь соприкосновения инструмента с материалом, что приводит к повышению температуры самой фрезы и перегреву материала. Чрезмерный нагрев инструмента снижает твердость лезвия и приводит к еще большему его затуплению, что отрицательно влияет на качество обработки. В свою очередь, повышенная температура материала в зоне реза ведет к тому, что мелкие частицы стружки спаиваются между собой, липнут на фрезу и забивают отводящие канавки. Результат тот же — перегрев инструмента, потеря им работоспособности и, как следствие, получение некачественных и даже бракованных заготовок.
Восстановление геометрии и заточка инструмента разной формы
Производители выпускают фрезы множества видов и размеров, их классификация происходит по технологическим и конструктивным особенностям. Специфика заточки заключается в большой совокупной длине кромок, их непростой форме и необходимости обеспечить движение абразивной поверхности строго по кромке лезвия. В зависимости от вида инструмента переточка осуществляется по-разному:
Фрезы концевые возможно переточить без применения специального оборудования. Такую операцию можно произвести с помощью тонкого алмазного бруска, при этом необходимо совершать равное количество движений относительно каждого из резцов с одинаковым нажимом. Или использовать для этой цели на небольших оборотах абразивный круг, укрепленный на точильном станке.
Фрезы фасонные с затылованным углом точат только по передней поверхности.
Остроконечные зубья — по задней грани.
Отрезные и прорезные фрезы — с двух сторон.
Самостоятельную заточку инструмента можно выполнить, используя компактный универсальный станок и набор алмазных кругов, однако для выполнения такой операции следует иметь достаточный опыт работы на подобном оборудовании.
Использование специального заточного станка
Специальное заточное оборудование используется для восстановления работоспособности режущих инструментов для ЧПУ и повышает их стойкость после переточки. Станок, обеспечивая поступательное и вращательное движение фрезы, обрабатывает поверхность лезвия с помощью различных кругов в зависимости от материала, из которого выполнен инструмент:
для фрез из быстрорежущей или инструментальной стали, предназначенных для работы по дереву и металлу используют электрокорундовые круги;
для стальных фрез, допускающих работу с твердыми материалами на повышенных скоростях, — эльборовые;
для твердосплавных фрез — алмазные или из зеленого карбида кремния.
Обработка каждого зуба производится дважды и повторяется для остальных, не меняя показатель толщины срезаемого материала, установленный в начале операции. По окончанию процедуры заточки фрезу следует визуально осмотреть, проверяя на отсутствие сколов, трещин, других дефектов, видимых невооруженным глазом, а затем с помощью приборов определить значение углов и другие погрешности профиля. Далее производятся доводка и полировка для придания режущей кромке необходимых параметров. Необходимо достигнуть идеально гладкой поверхности зуба, так как наличие зазубрин быстро приведет к повторному затуплению инструмента. Правильная заточка увеличивает срок службы фрезы, позволяя экономить на дорогостоящем инструменте.
Эта запись была размещена в Без категории,Фрезерное оборудование. Добавить в закладки постоянная ссылка.
Печалов Александр
Качественная заточка твёрдосплавных фрез, свёрл и другого инструмента в Санкт-Петербурге!
Идентификация и описание твёрдосплавного инструмента
Первым шагом заточки твёрдосплавного осевого инструмента (фреза, сверло, развертка, червячная фреза) является правильная идентификация параметров режущей части и геометрии,
изготовителя инструмента и других важных параметров без которых правильная заточка фрезы невозможна.
Все заказы на заточку тщательно обрабатываются от запроса и идентификации инструмента до изготовления, проверки и доставки
проверяется и анализируется каждый получаемый инструмент с гравировкой уникального номера для контроля и отслеживания
инструмента в соответствии требованиями системы менеджмента качества
инструменты, которые имеют критические повреждения, либо имеют сильный износ, возвращаются с отчётом, в котором
излагаются причины, по которым инструмент не может быть восстановлен
при приёме инструмента, учитываются пожелания Заказчика, в части ключевых параметров заточки фрез, свёрл, …
такие как минимальная длина канавки, длина и диаметр инструмента, требования к износостойкому покрытию и другие
требования которые будут согласовываются с нашими опытными специалистами
спецификация выполненных работ содержит краткий отчёт и описание выполненных работ, отдельной опцией (по запросу)
на каждый инструмент может быть оформлен паспорт с указанием параметров инструмента после заточки
анализ повреждений и степени износа инструмента, пригодные для восстановления, будут включены в спецификацию и
введены в специализированную базу данных производства (пройдут процедуру регистрации)
инструменты затачиваются, проверяются и возвращаются ТОЛЬКО в индивидуальной или групповой
специализированной защитной упаковке.
Проектирование чертежа и программы заточки фрезы
Вся информация, нужная для обеспечения качественного шлифования, переносится на так называемый шлифовальный чертеж, который записан в специальном шлифовальном коде и содержит информацию нужную для требуемых размеров и геометрии. На основании информации из чертежа делаются следующие ЧПУ и измерительные программы, которые фиксируются в одном коде. Эта информация наносится на инструмент лазерным оборудованием, что позволяет минимизировать ошибки во всех последующих операциях процесса затачивания.
Заточка на шлифовальном станке с ЧПУ
Заточка выполняется на специализированном 5 (пяти)-осевом заточном центре с числовым программным управлением (ЧПУ), широко известной немецкой фирмы SAACKE.
В качестве человеко-машинного интерфейса связи с ЧПУ установлено программное обеспечение NUMRoto — фактические законодатели моды в области прецизионной шлифовки.
Благодаря своевременному обслуживанию и обновлению программного обеспечения, а также благодаря профессионализму наших операторов ЧПУ мы гарантируем необходимую
точность и качество заточки.
Повышение стойкости инструмента — покрытие
Для повышения стойкости и работоспособности твёрдосплавного инструмента, мы наносим на заточенные фрезы и свёрла качественное PVD (ионно-плазменное напыление в вакууме) покрытие. Результатом этого является увеличение стойкости, сокращение времени и повышение качества обработки.
Контроль качества
Межоперационный и конечный контроль проводится на современном измерительном оборудовании от фирмы Zoller. Внимательно изучаются все параметры инструмента,
для гарантирования, что геометрия, углы, канавки и режущие части были заточены с надлежащим качеством и восстановлены в соответствии с техническим заданием.
Каждое измерение заносится в архив.
Заказать БЕСПЛАТНУЮ заточку инструмента или покрытие PVD
Оставить заявку
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк
Главная || Новые посетители
Карта сайта
Извините… введенный вами адрес недоступен.
Скорее всего, вы ввели неверный адрес (URL)
Список ссылок для навигации по сайту можно найти на карте сайта WOODWEB
Меня интересует ………. Бизнес Покупать и продавать Изготовление шкафов Компьютеры и производство Трудоустройство Пиломатериалы Машины Распиловка и сушка Рекламные возможности Стандартная карта сайта
Ресурсы
Главная Что нового Новые посетители
Видео Библиотека Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения
–
Знак оповещения о продаже Промышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник The Wood Doctor
Пользовательское соглашение и условия использования Политика конфиденциальности
Ссылка на WOODWEB
Стать Член Логин
Каталог продукции
Каталог продукции (Основной) Алфавитный список предприятий Клеи и крепежные изделия Ассоциации Бизнес Шкафы Комплектующие Компьютер Программное обеспечение Чертеж Дизайнерские услуги Образование Электроника Отделка и Абразивы Лесное хозяйство Ручные инструменты Метизы -Кабинет Аксессуары -Декоративный
-Ящик стола Системы -Петли
-Освещение
-Панель Установка
Работа Возможности и услуги по деревообработке
Ламинирование и наплавка
Пиломатериалы и Фанера -Розничная торговля Пиломатериал и Фанера
Машины
-Воздуха Компрессоры -Аукционы & Оценки
-Скучный Машины -Резьба Машины -Зажимное оборудование
-ЧПУ Машины
-Комбинация Механизм -Копинг Машины
-Настольное оборудование
-Дверь и оконное оборудование
-Снаряжение ласточкиного хвоста
-Шпоночное оборудование
-Производство дюбелей Машины
-Пыль Коллекция -Нисходящий поток Столы -Кадр Оборудование
-Край Бандерс -Энергия Производство Оборудование -Палец Фуганки -Отделка Оборудование
-Напольное покрытие Машины -Склеивание Оборудование -Петля Вставка -Столярки
— Ламинирование Оборудование — Лазер Обработка -Токарные станки
-Материал Обработка
-Измерительное оборудование
-Разное
-Врезное Оборудование
-Формовщики
-Панель Обработка Оборудование -строгальные станки -Прессы -Начальный Обработка -Роутеры -Шлифовка Машины -Распиловка Машины -Обслуживание и ремонт -шейперы -Заточка Оборудование -Запасной Запчасти -Лестница Производство -Tenoners — V-образная канавка Оборудование -Шпон Оборудование -Древесина Отходы Обработка Оборудование -Нисходящий поток Таблицы
Молдинги и столярные изделия -Пол -Лестница Корпус Упаковка и транспорт
Электроинструменты
Планы и публикации
Завод Техническое обслуживание и управление
Распиловка и сушка
Поставщики
Инструменты -Улучшения и Аксессуары
Шпон -Кромка -Inlays и Маркетри
Токарная обработка дерева
Галереи
Проект Галерея Лесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея
Форумы
Последние сообщения со всех форумов Клеи Архитектура Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание ламинирования и Сплошная поверхность пилы и сушил Shop Build Оборудование Сплошная древесина Обработка Дополнительная обработка дерева Veener Woodshore
313 -й Weordnetwork
313131313 -й Woodnetwork
1313131313 Недавние Woodwork
. Сообщения со всех бирж Вакансии и обмен услугами
—
Job-Gram Биржа пиломатериалов
—
Lumber-Gram Обмен оборудования
—
Machinery-Gram Classified Exchange
База знаний
База знаний: Поиск или просмотр Клей, приклеивание и ламинирование
—
Клейки и связы Архитектурный Столярные изделия
—
Пользовательские Столярные изделия
—
Двери и Окна
—
Полы
—
Общие
—
Столярные изделия Установщик
—
Токарный станок Токарная обработка
—
Погонаж
—
Столярные работы Реставрация
—
Лестницы
—
Запас Производство
Бизнес
– Сотрудник Отношения -Оценка — Бухгалтерский учет — Рентабельность -Юридический -Маркетинг -Завод Управление -Проект Управление -Продажи
-CAD и дизайн -ЧПУ Машины и Техники Пыль Сбор, безопасность, эксплуатация установки — Общий -Материал Обработка -дерево Отходы Утилизация -Безопасность Оборудование – Опасность Связь
Отделка
– Общий Дерево Отделка -Высокая Скорость Производство -Покраска
Лесное хозяйство -Агролесхоз -Лес Продукт Лаборатория Артикул -Дерево Вредители и Болезни -древесина Сбор -Дерево Посадка -Вудлот Менеджмент
Мебель
– Пользовательский Мебель – Мебель Дизайн — Общий -Мебель Производство -Открытый Мебель – Мебель Ремонт -Мебель Репродукция -Реставрация
Ламинирование и Solid Surfacing — Производство Методы -Материалы -Оборудование
Пиломатериалы и Фанера -Покупка -Хранилище -Дерево Идентификационный номер -Общая панель
Обработка -Общий -Машина Настройка и обслуживание
Основной Обработка -Воздух Сушка Пиломатериал -Печь Строительство -Печь Операция -Пиломатериалы Класс — Лесопильное дело -Вудлот Управление -Урожай Формулы Твердая древесина Механическая обработка -Общие -Настраивать и Техническое обслуживание -Инструмент -Инструмент Шлифовка Шпон
— Машины -Обработка и Производство -Техника
Дерево Инженерное дело – Общее -Древесина Недвижимость Деревообработка Разное — Аксессуары -Изгиб Дерево – Лодка Строение -Лодка Ремонт -Резьба -Мюзикл Инструменты -Картина Рамы -Инструмент Техническое обслуживание – Деревообработка
Заточка твердосплавных спиральных фрез
Высококачественная твердосплавная спиральная фреза с ЧПУ способна легко резать различные материалы, включая дерево, фанеру, МДФ, древесные композиты и пластмассы. Но даже первоклассные спирали со временем могут потерять свою остроту и эффективность. Когда это происходит, мастера по дереву и пластмассе отправляют свои лезвия на заточку, но не всегда получают желаемый результат.
Не все услуги по заточке одинаковы, и многие процессы требуют упрощений и обходных путей. В Byler Industrial Tool мы стремимся к тому, чтобы наши клиенты получали самые острые и наиболее эффективные твердые твердосплавные спирали после того, как они отправили их нам для заточки. Чтобы достичь этого, мы следуем строгому и подробному процессу приема, базы данных, шлифовки и доставки, чтобы максимизировать остроту бит, срок службы и эффективность.
Чтобы ваш станок с ЧПУ работал так же хорошо, как в день покупки, важны детали. И для многих столяров самая важная деталь заключается в том, чтобы фрезы были заточены, отполированы и не имели сколов. Когда твердые твердосплавные спирали игнорируются или затачиваются с помощью некачественных процессов, они могут привести к результатам, которые в лучшем случае разочаровывают, а в худшем — катастрофичны.
В нашем процессе обслуживания и заточки используется только самое эффективное оборудование и процессы в отрасли, такие как:
Шлифовальный станок с ЧПУ Walter Helitronic Чтобы добиться максимальной производительности твердосплавной спирали, необходимо пропустить ее через высококачественный станок с ЧПУ. мясорубка. Мы обслуживаем все твердосплавные спирали на 5-осевом полностью автоматическом шлифовальном станке с ЧПУ Walter Helitronic, который работает с исключительной точностью.
Лучшие алмазные круги в отрасли Если сверло имеет правильную форму и заточено, оно выигрывает от более длительного времени работы и резки без сколов. Мы можем добиться остроты и формы, которые нужны нашим клиентам в их магазинах, используя только лучшие алмазные круги.
Оборудование, навыки и ресурсы для работы в постоянно меняющейся отрасли Использование композитных материалов означает, что сервисные центры должны постоянно быть в курсе новейших технологий и методов заточки. Мы стремимся поддерживать передовые технологии и оборудование, а это значит, что у нас есть все необходимое для работы со спиралями из твердого сплава, направленными вверх, вниз и сжатием.
Авторизованный сервисный центр Freud
В зависимости от вашей рабочей нагрузки отсутствие одной из цельных твердосплавных спиралей даже в течение дня или двух может поставить вас в серьезную затруднительную ситуацию. Вот почему так важно, чтобы вы выбрали сервисный центр, который выполнит работу правильно с первого раза и приложит все усилия, чтобы как можно быстрее вернуть вам ваше оборудование.
В Byler Industrial Tool мы гордимся тем, что получили сертификат авторизованного сервисного центра Freud, и мы стремимся поддерживать нашу репутацию превосходного качества с каждой получаемой деталью. Позвоните нам сегодня по телефону (615) 763-6227, чтобы договориться о том, чтобы ваши твердосплавные спирали были обслужены нашими опытными техническими специалистами, и вы получите производительность и длительное время работы, необходимые для успеха.
Database: UniProt Entry: a0a345pgs5_9baci LinkDB: a0a345pgs5_9baci Original site: a0a345pgs5_9baci
All links
Онтология (4)
ГО (4)
Химическая реакция (1)
БОЧОЧНЫЙ ФЕРМЕНТ (1)
Джин (1)
БОЧКИ ГЕНЕС (1)
Последовательность ДНК (1)
ЭМБЛ (1)
Белковый домен (3)
ИнтерПро (1)
Пфам (1)
СМАРТ (1)
Все базы данных (10)
Скачать RDF
ID A0A345PGS5_9BACI Не проверено; 194 АА.
АС А0А345ПГС5;
ДТ 07-НОЯБРЬ-2018, интегрирован в УниПротКБ/ТрЭМБЛ.
ДТ 07-НОЯБРЬ-2018, вариант последовательности 1.
ДТ 29-СЕНТЯБРЬ-2021 в редакции 11.
DE RecName: Full = глицерол-3-фосфатацилтрансфераза {ECO:0000256|HAMAP-Rule:MF_01043};
DE AltName: Full=Acyl-PO4 G3P ацилтрансфераза {ECO:0000256|HAMAP-правило:MF_01043};
DE AltName: Full = ацил-фосфат-глицерол-3-фосфатацилтрансфераза {ECO:0000256|HAMAP-правило:MF_01043};
DE AltName: Full = G3P-ацилтрансфераза {ECO: 0000256 | HAMAP-правило: MF_01043};
DE Short=GPAT {ECO:0000256|HAMAP-правило:MF_01043};
DE EC=2. 3.1.275 {ECO:0000256|HAMAP-правило:MF_01043};
DE AltName: Full = синтаза лизофосфатидной кислоты {ECO: 0000256 | HAMAP-правило: MF_01043};
DE Short = LPA-синтаза {ECO: 0000256 | HAMAP-правило: MF_01043};
Имя GN=plsY {ECO:0000256|Правило HAMAP:MF_01043};
GN ORFNames=CUC15_09810 {ECO:0000313|EMBL:AXI09205.1};
ОС Oceanobacillus zhaokaii.
ОС Бактерии; Фирмикуты; бациллы; бациллы; бациллы; Океанобакциллы.
OX NCBI_TaxID=2052660 {ECO:0000313|EMBL:AXI09205.1, ECO:0000313|Протеомы:UP000253908};
РН [1] {ECO:0000313|Протеомы:UP000253908}
RP НУКЛЕОТИДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ [КРУПНОМАСШТАБНАЯ ГЕНОМНАЯ ДНК].
RC STRAIN = 160 {ECO: 0000313 | Протеомы: UP000253908};
Р.А. Чжу В.;
RL Представлен (ноябрь 2017 г.) в базы данных EMBL/GenBank/DDBJ.
CC -!- ФУНКЦИЯ: Катализирует перенос ацильной группы от ацилфосфата.
CC (ацил-PO(4)) в глицерол-3-фосфат (G3P) с образованием лизофосфатидной
СС-кислота (LPA). Этот фермент использует ацилфосфат в качестве донора жирных ацилов.
CC, но не ацил-КоА или ацил-АСР. {ECO:0000256|Правило HAMAP:MF_01043}.
CC -!- КАТАЛИТИЧЕСКАЯ АКТИВНОСТЬ:
CC Реакция = ацилфосфат + sn-глицерин 3-фосфат = 1-ацил-sn-
CC глицеро-3-фосфат + фосфат; Xref=Рея:Рея:34075,
КЦ ЧЕБИ:ЧЕБИ:43474, ЧЕБИ:ЧЕБИ:57597, ЧЕБИ:ЧЕБИ:57970,
КЦ ЧЕБИ:ЧЕБИ:59918; ЕС=2.3.1.275; Доказательства = {ECO: 0000256 | HAMAP-
Правило CC: MF_01043};
CC -!- ПУТЬ: Липидный обмен; метаболизм фосфолипидов. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
CC -!- SUBUNIT: Вероятно, взаимодействует с PlsX. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
CC -!- ПОДКЛЕТОЧНОЕ РАСПОЛОЖЕНИЕ: Клеточная мембрана {ECO:0000256|HAMAP-Rule:MF_01043};
Многопроходный мембранный белок CC {ECO:0000256|HAMAP-Rule:MF_01043}.
CC -!- ПОДОБИЕ: принадлежит к семейству PlsY. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
СС -------------------------------------------------- --------------------------
CC Защищено авторским правом консорциума UniProt, см. https://www.uniprot.org/terms
CC Распространяется по лицензии Creative Commons Attribution (CC BY 4.0)
СС -------------------------------------------------- --------------------------
ДР ЭМБЛ; CP024848; AXI09205,1; -; Геномная_ДНК.
DR EnsemblBacteria; АХИ09205; АХИ09205; CUC15_09810.
ДР КЕГГ; окн: CUC15_09810; -.
DR UniPathway; УПА00085; -.
DR протеомы; УП000253908; Хромосома.
ДР ГО; ГО:0016021; C: неотъемлемая часть мембраны; МЭА: ЮниПротКБ-КВ.
ДР ГО; GO:0005886; С: плазматическая мембрана; ИЭА: UniProtKB-SubCell.
ДР ГО; GO:0043772; F: активность ацилфосфатглицерол-3-фосфатацилтрансферазы; ИЭА: UniProtKB-UniRule.
ДР ГО; GO:0008654; P: процесс биосинтеза фосфолипидов; ИЭА: UniProtKB-UniRule.
ДР ХАМАП; MF_01043; пожалуйста; 1.
ДР ИнтерПро; права интеллектуальной собственности003811; G3P_acylTferase_PlsY.
ДР ПАНТЕРА; PTHR30309; PTHR30309; 1.
ДР Пфам; ПФ02660; G3P_acyltransf; 1.
ДР СМАРТ; СМ01207; G3P_acyltransf; 1.
DR TIGRFAM; ТИГР00023; ТИГР00023; 1.
PE 3: Выведено из гомологии;
KW ацилтрансфераза {ECO:0000313|EMBL:AXI09205.1};
KW Клеточная мембрана {ECO:0000256|ARBA:ARBA00022475, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Биосинтез липидов {ECO:0000256|ARBA:ARBA00022516, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Липидный обмен {ECO:0000256|ARBA:ARBA00023098, ECO:0000256|HAMAP-
KW Правило: MF_01043};
Мембрана KW {ECO:0000256|ARBA:ARBA00023136, ECO:0000256|HAMAP-правило:MF_01043};
KW Биосинтез фосфолипидов {ECO:0000256|ARBA:ARBA00023209,
KW ECO:0000256|Правило HAMAP:MF_01043};
KW Метаболизм фосфолипидов {ECO:0000256|ARBA:ARBA00023264, ECO:0000256|HAMAP-
KW Правило: MF_01043}; Эталонный протеом {ECO:0000313|Протеомы:UP000253908};
KW Transferase {ECO:0000256|ARBA:ARBA00022679, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Transmembrane {ECO:0000256|ARBA:ARBA00022692, ECO:0000256|HAMAP-
KW Правило: MF_01043};
Трансмембранная спираль KW {ECO:0000256|ARBA:ARBA00022989, ECO:0000256|HAMAP-
Правило KW: MF_01043}.
ПЕРЕДАЧА ФУТ 6..27
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 48..74
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 80..99
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 111..133
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 153..173
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
SQ ПОСЛЕДОВАТЕЛЬНОСТЬ 194 АА; 21224 МВт; AB32E557BAAC407E CRC64;
MEYILFIIIIA YLLGSIPSAL VVGKIGYKID VREHGSGNLG ATNAFRVLGV KAGIIVTLAD
ILKGTIAVLI PLLFDAEVNR LIIGIFAVLG HTYPLFAKFK GGKAVATSSG IILGINPLLF
IIMILTFILT LYITKYVSLS SMITGVISTL VALFFRDIGL IIVIALLTIF VFYRHRENIK
РИНГТЕПКИ KWMG
//
DBGET интегрированная система поиска базы данных
UniProt: a0a3a9jnc1_9prot
UniProt: a0a3a9jnc1_9prot
База данных: Uniprot Вход: A0A3A9JNC1_9PROT Linkdb: A0A3A9JNC1_9PROT Оригинальный сайт: A0A3A9JNC1_9PROT 66666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666666н. Онтология (4) ГО (4) Химическая реакция (1) БОЧОЧНЫЙ ФЕРМЕНТ (1) Последовательность ДНК (1) ЭМБЛ (1) Белковый домен (3) ИнтерПро (1) Пфам (1) СМАРТ (1) Все базы данных (9)
Скачать RDF
ID A0A3A9JNC1_9PROT Не проверено; 196 АА. АС A0A3A9JNC1; ДТ 05-ДЕК-2018, интегрированный в УниПротКБ/ТрЭМБЛ. ДТ 05-декабрь-2018, версия последовательности 1. DT 19-JAN-2022, входная версия 10. DE RecName: Full = глицерол-3-фосфатацилтрансфераза {ECO:0000256|HAMAP-Rule:MF_01043}; DE AltName: Full=Acyl-PO4 G3P ацилтрансфераза {ECO:0000256|HAMAP-правило:MF_01043}; DE AltName: Full = ацил-фосфат-глицерол-3-фосфатацилтрансфераза {ECO:0000256|HAMAP-правило:MF_01043}; DE AltName: Full = G3P-ацилтрансфераза {ECO: 0000256 | HAMAP-правило: MF_01043}; DE Short=GPAT {ECO:0000256|HAMAP-правило:MF_01043}; DE EC=2.3.1.275 {ECO:0000256|HAMAP-правило:MF_01043}; DE AltName: Full = синтаза лизофосфатидной кислоты {ECO: 0000256 | HAMAP-правило: MF_01043}; DE Short = LPA-синтаза {ECO: 0000256 | HAMAP-правило: MF_01043}; Имя GN = plsY {ECO: 0000256 | HAMAP-правило: MF_01043, GN ECO:0000313|EMBL:RKK05284. 1}; GN ORFNames=D6Z83_04995 {ECO:0000313|EMBL:RKK05284.1}; ОС Roseomonas wenyumeiae. ОС Бактерии; протеобактерии; альфапротеобактерии; родоспириллы; ОС Acetobacteraceae; Розомонас. OX NCBI_TaxID=2478470 {ECO:0000313|EMBL:RKK05284.1, ECO:0000313|Протеомы:UP000278036}; РН [1] {ECO:0000313|EMBL:RKK05284.1, ECO:0000313|Протеомы:UP000278036} RP НУКЛЕОТИДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ [КРУПНОМАСШТАБНАЯ ГЕНОМНАЯ ДНК]. НАПРЯЖЕНИЕ RC=Z24 {ECO:0000313|EMBL:RKK05284.1, RC ECO:0000313|Протеомы:UP000278036}; Р.А. Тянь З.; РТ "Roseomonas sp. nov., выделенный из фекалий тибетских антилоп в РТ Цинхай-Тибетское нагорье, Китай."; RL отправлен (сентябрь 2018 г.) в базы данных EMBL/GenBank/DDBJ. CC -!- ФУНКЦИЯ: Катализирует перенос ацильной группы от ацилфосфата. CC (ацил-PO(4)) в глицерол-3-фосфат (G3P) с образованием лизофосфатидной СС-кислота (LPA). Этот фермент использует ацилфосфат в качестве донора жирных ацилов. CC, но не ацил-КоА или ацил-АСР. {ECO:0000256|Правило HAMAP:MF_01043}. CC -!- КАТАЛИТИЧЕСКАЯ АКТИВНОСТЬ: CC Реакция = ацилфосфат + sn-глицерин 3-фосфат = 1-ацил-sn- CC глицеро-3-фосфат + фосфат; Xref=Рея:Рея:34075, КЦ ЧЕБИ:ЧЕБИ:43474, ЧЕБИ:ЧЕБИ:57597, ЧЕБИ:ЧЕБИ:57970, КЦ ЧЕБИ:ЧЕБИ:59918; ЕС=2. 3.1.275; Доказательства = {ECO: 0000256 | HAMAP- Правило CC: MF_01043}; CC -!- ПУТЬ: Липидный обмен; метаболизм фосфолипидов. {ЭКО:0000256|ХАМАП- Правило CC: MF_01043}. CC -!- SUBUNIT: Вероятно, взаимодействует с PlsX. {ЭКО:0000256|ХАМАП- Правило CC: MF_01043}. CC -!- ПОДКЛЕТОЧНОЕ РАСПОЛОЖЕНИЕ: Клеточная мембрана {ECO:0000256|HAMAP-Rule:MF_01043}; Многопроходный мембранный белок CC {ECO:0000256|HAMAP-Rule:MF_01043}. CC -!- ПОДОБИЕ: принадлежит к семейству PlsY. {ЭКО:0000256|ХАМАП- Правило CC: MF_01043}. CC -!- ВНИМАНИЕ! Показанная здесь последовательность получена из EMBL/GenBank/DDBJ. Полногеномный дробовик CC (WGS), который является предварительными данными. CC {ECO:0000313|EMBL:RKK05284.1}. СС -------------------------------------------------- -------------------------- CC Защищено авторским правом консорциума UniProt, см. https://www.uniprot.org/terms CC Распространяется по лицензии Creative Commons Attribution (CC BY 4.0) СС -------------------------------------------------- -------------------------- ДР ЭМБЛ; RAQU01000019; РКК05284. 1; -; Геномная_ДНК. DR EnsemblBacteria; РКК05284; РКК05284; D6Z83_04995. DR UniPathway; УПА00085; -. DR протеомы; УП000278036; Несобранная последовательность WGS. ДР ГО; ГО:0016021; C: неотъемлемая часть мембраны; МЭА: ЮниПротКБ-КВ. ДР ГО; GO:0005886; С: плазматическая мембрана; ИЭА: UniProtKB-SubCell. ДР ГО; GO:0043772; F: активность ацилфосфатглицерол-3-фосфатацилтрансферазы; ИЭА: UniProtKB-UniRule. ДР ГО; GO:0008654; P: процесс биосинтеза фосфолипидов; ИЭА: UniProtKB-UniRule. ДР ХАМАП; MF_01043; пожалуйста; 1. ДР ИнтерПро; права интеллектуальной собственности003811; G3P_acylTferase_PlsY. ДР ПАНТЕРА; PTHR30309; PTHR30309; 1. ДР Пфам; ПФ02660; G3P_acyltransf; 1. ДР СМАРТ; СМ01207; G3P_acyltransf; 1. DR TIGRFAM; ТИГР00023; ТИГР00023; 1. PE 3: Выведено из гомологии; KW ацилтрансфераза {ECO:0000313|EMBL:RKK05284.1}; KW Клеточная мембрана {ECO:0000256|ARBA:ARBA00022475, ECO:0000256|HAMAP- KW Правило: MF_01043}; KW Биосинтез липидов {ECO:0000256|ARBA:ARBA00022516, ECO:0000256|HAMAP- KW Правило: MF_01043}; KW Липидный обмен {ECO:0000256|ARBA:ARBA00023098, ECO:0000256|HAMAP- KW Правило: MF_01043}; Мембрана KW {ECO:0000256|ARBA:ARBA00023136, ECO:0000256|HAMAP-правило:MF_01043}; KW Биосинтез фосфолипидов {ECO:0000256|ARBA:ARBA00023209, KW ECO:0000256|Правило HAMAP:MF_01043}; KW Метаболизм фосфолипидов {ECO:0000256|ARBA:ARBA00023264, ECO:0000256|HAMAP- KW Правило: MF_01043}; Эталонный протеом {ECO:0000313|Протеомы:UP000278036}; KW Transferase {ECO:0000256|ARBA:ARBA00022679, ECO:0000256|HAMAP- KW Правило: MF_01043}; KW Transmembrane {ECO:0000256|ARBA:ARBA00022692, ECO:0000256|HAMAP- KW Правило: MF_01043}; Трансмембранная спираль KW {ECO:0000256|ARBA:ARBA00022989, ECO:0000256|HAMAP- Правило KW: MF_01043}.



 в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.

 Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.

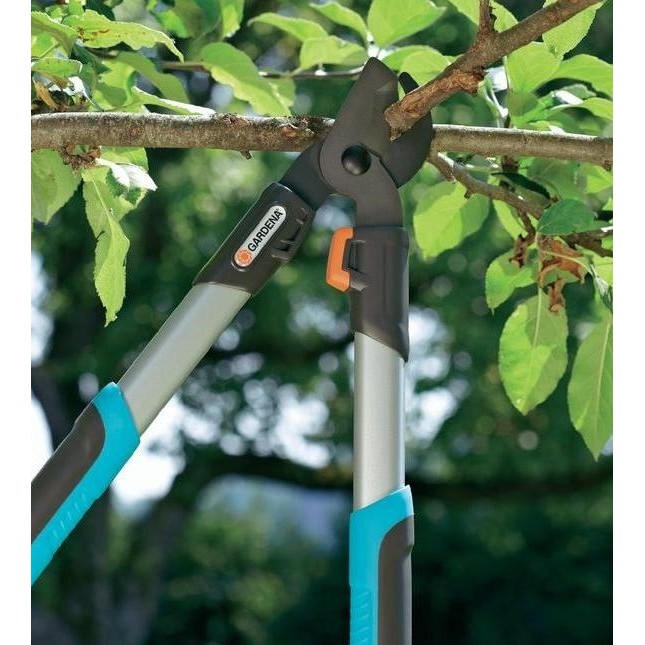 Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort Bypass 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.
Благодаря увеличенному радиусу действия можно легко добраться до более высоких ветвей: Телескопические сучкорезы Comfort 650BT с выдвижными, прочными алюминиевыми телескопическими рычагами, регулируемыми в диапазоне от 650 до 900 мм может достигать всего. Длинный рычаг и легкий материал означают, что при резке требуется меньшее усилие. Специальная форма лезвия удерживает разрезаемый материал в оптимальной зоне резки и обеспечивает точную резку. Телескопический сучкорез Comfort Bypass 650BT изготовлен из самых современных материалов. Лезвия с прецизионной заточкой и антипригарным покрытием, которые легко чистятся и имеют хорошие характеристики скольжения, аккуратно срезают ветки. Снятие напряжения: большие односторонние амортизаторы щадят запястья. Эргономичные ручки с мягкими элементами для лучшего захвата, а также опора для двух пальцев обеспечивают надежный захват без риска соскальзывания. GARDENA предоставляет 25-летнюю гарантию на эти сучкорезы.

 Затем используйте топливный элемент, чтобы уменьшить время восстановления «Прости меня, пожалуйста», чтобы он всегда был активен.
Затем используйте топливный элемент, чтобы уменьшить время восстановления «Прости меня, пожалуйста», чтобы он всегда был активен.
 Если вы сложите 7 топливных элементов, то у «Прости меня, пожалуйста» будет 8-секундный кулдаун, то есть он всегда будет активен. Если вы наберете 11, у вас одновременно будет 2 активных «Прости меня, пожалуйста», а 15 — это 3.
Если вы сложите 7 топливных элементов, то у «Прости меня, пожалуйста» будет 8-секундный кулдаун, то есть он всегда будет активен. Если вы наберете 11, у вас одновременно будет 2 активных «Прости меня, пожалуйста», а 15 — это 3. Действительно хорош для дополнительного урона, потому что у вас редко будет такое низкое здоровье.
Действительно хорош для дополнительного урона, потому что у вас редко будет такое низкое здоровье. Получите только один из них, бафф скорости атаки длится 8 секунд, и «Прости меня, пожалуйста» будет иметь 8-секундное время восстановления, если вы получите достаточно топливных элементов, а «Боевой рог» увеличивает продолжительность за стак, а не скорость атаки, поэтому суммировать это бесполезно.
Получите только один из них, бафф скорости атаки длится 8 секунд, и «Прости меня, пожалуйста» будет иметь 8-секундное время восстановления, если вы получите достаточно топливных элементов, а «Боевой рог» увеличивает продолжительность за стак, а не скорость атаки, поэтому суммировать это бесполезно.
 Затем первый исчезнет, и он будет продолжать повторять этот цикл. Но как только я собрал достаточное количество топливных элементов, чтобы сделать это, все 3 куклы вышли одновременно, а не по одной с интервалом в 3 секунды.
Затем первый исчезнет, и он будет продолжать повторять этот цикл. Но как только я собрал достаточное количество топливных элементов, чтобы сделать это, все 3 куклы вышли одновременно, а не по одной с интервалом в 3 секунды. Это означает отсутствие щелчка левой кнопкой мыши, щелчка правой кнопкой мыши, смещения и R.
Это означает отсутствие щелчка левой кнопкой мыши, щелчка правой кнопкой мыши, смещения и R. Топливный элемент безумно мощный из-за 15-процентного сокращения перезарядки всех зарядов, включая тот, который не был получен от топливного элемента. Поскольку этот штабелируемый CDR масштабируется для каждого стека, десять топливных элементов обеспечат вам примерно 80-процентное снижение затрат на все оборудование.
Топливный элемент безумно мощный из-за 15-процентного сокращения перезарядки всех зарядов, включая тот, который не был получен от топливного элемента. Поскольку этот штабелируемый CDR масштабируется для каждого стека, десять топливных элементов обеспечат вам примерно 80-процентное снижение затрат на все оборудование. Это верно, если вы не используете его, чтобы добраться до труднодоступного места с нулевой мобильностью. Топливный элемент едва выигрывает от этого.
Это верно, если вы не используете его, чтобы добраться до труднодоступного места с нулевой мобильностью. Топливный элемент едва выигрывает от этого. Никакого масштабирования это не меняет.
Никакого масштабирования это не меняет. У него почти нет времени восстановления, и он возвращает 10 процентов всех денег, потраченных на покупку. Удивительное использование этого оборудования связано с тем, что терминалы мультимагазинов позволяют вам покупать все три покупаемых предмета, не закрывая вас от них.
У него почти нет времени восстановления, и он возвращает 10 процентов всех денег, потраченных на покупку. Удивительное использование этого оборудования связано с тем, что терминалы мультимагазинов позволяют вам покупать все три покупаемых предмета, не закрывая вас от них. Bottled Chaos создает случайный эффект снаряжения при использовании заряда в единицу, за вычетом эффекта лунного предмета, потому что это принесет больше вреда, чем пользы. Этот предмет непостоянен, но все же может принести отличную пользу, если у вас мало времени восстановления ваших предметов, и это именно то, что обеспечивает топливный элемент. Хотя иногда вы можете сделать что-то совершенно неожиданное, это редко бывает вредным и обычно полезным. Определенно хорошо, но ничего экстраординарного из-за случайного характера предмета.
Bottled Chaos создает случайный эффект снаряжения при использовании заряда в единицу, за вычетом эффекта лунного предмета, потому что это принесет больше вреда, чем пользы. Этот предмет непостоянен, но все же может принести отличную пользу, если у вас мало времени восстановления ваших предметов, и это именно то, что обеспечивает топливный элемент. Хотя иногда вы можете сделать что-то совершенно неожиданное, это редко бывает вредным и обычно полезным. Определенно хорошо, но ничего экстраординарного из-за случайного характера предмета. Каждый дополнительный стек этого предмета рассматривается как еще один топливный элемент при сокращении времени восстановления. Невероятно иметь это в паре с топливным элементом. Это верно, потому что у вас нет никакого оборудования, которое могло бы причинить вам вред при использовании.
Каждый дополнительный стек этого предмета рассматривается как еще один топливный элемент при сокращении времени восстановления. Невероятно иметь это в паре с топливным элементом. Это верно, потому что у вас нет никакого оборудования, которое могло бы причинить вам вред при использовании. Это отлично сочетается с жестом утопленника, потому что если у вас есть хотя бы один из них и три дополнительных стека одного и того же предмета или топливных элементов, у вас будет 100% время безотказной работы эффекта.
Это отлично сочетается с жестом утопленника, потому что если у вас есть хотя бы один из них и три дополнительных стека одного и того же предмета или топливных элементов, у вас будет 100% время безотказной работы эффекта. В конечном счете, ваше решение должно зависеть от вашего предмета снаряжения. Если бы вы хотели сохранить Executive Card или Remote Caffeinator до конца забега, имело бы смысл взять этот предмет. Крайне важно помнить, что вы получаете только одну дополнительную турель инженера для активного использования, когда у вас есть этот предмет. Никогда не берите это на Void Fiend, если у вас нет Essence of Heresy. Это потому, что он не влияет на Special неиспорченной формы. В конечном счете, топливный элемент имеет настолько совершенную естественную полезность, что трудно спорить о его замене.
В конечном счете, ваше решение должно зависеть от вашего предмета снаряжения. Если бы вы хотели сохранить Executive Card или Remote Caffeinator до конца забега, имело бы смысл взять этот предмет. Крайне важно помнить, что вы получаете только одну дополнительную турель инженера для активного использования, когда у вас есть этот предмет. Никогда не берите это на Void Fiend, если у вас нет Essence of Heresy. Это потому, что он не влияет на Special неиспорченной формы. В конечном счете, топливный элемент имеет настолько совершенную естественную полезность, что трудно спорить о его замене. .
.


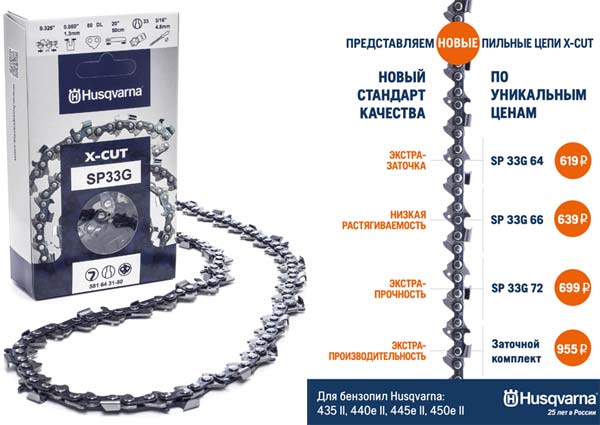
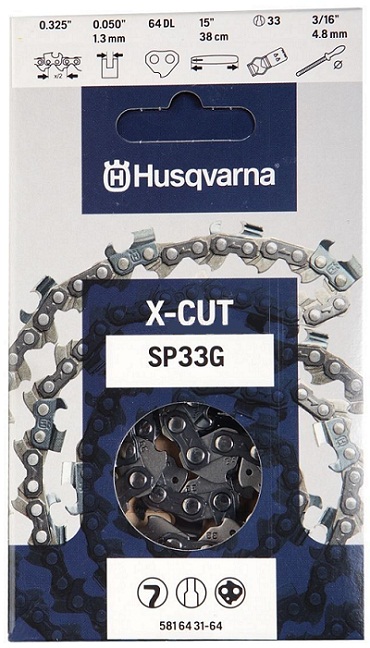 Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
 325
325 Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
Как результат – 4 основных преимущества, повышающих производительность пиления новой цепью:
 325
325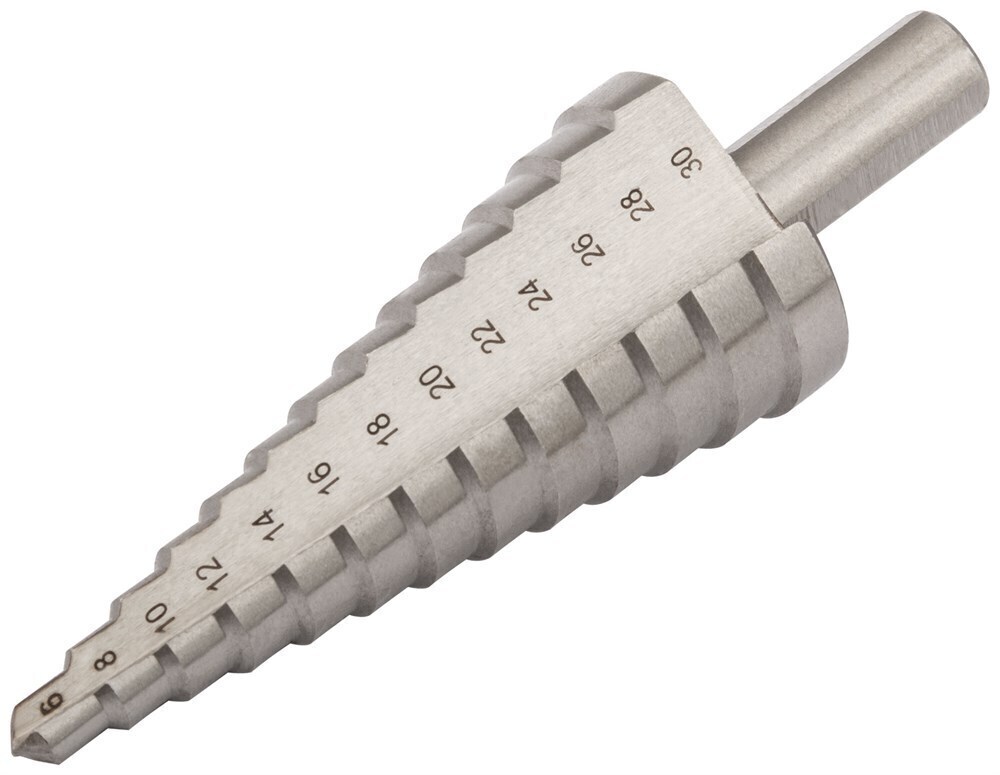 проф., трехгранн.проф
проф., трехгранн.проф 23 грн
23 грн 15 грн
15 грн Днепр
Днепр Канавка: прямая. Диапазон диаметров: 4 – 30 мм. Диаметр хвостовика: 10 мм. Количество ступеней: 14. Длина шага: 4 мм. Общая длина: 100 мм. Рабочая длина: 75 мм.
Канавка: прямая. Диапазон диаметров: 4 – 30 мм. Диаметр хвостовика: 10 мм. Количество ступеней: 14. Длина шага: 4 мм. Общая длина: 100 мм. Рабочая длина: 75 мм. Сверла применяются в различных отраслях, например, при изготовление щитового оборудования или в авиастроении.
Сверла применяются в различных отраслях, например, при изготовление щитового оборудования или в авиастроении.
 53
53

 1
1


 Национальная ассоциация бурильщиков
Национальная ассоциация бурильщиков
 )
) «Возможно, вы захотите начать с чего-то другого, например, с метода снежного кома, когда вы сосредотачиваетесь на одном кредите, обычно самом маленьком, и направляете все свои ресурсы на погашение этого кредита, сохраняя при этом платежи по другим», — говорит Чен. Этот метод может сработать, чтобы закончить ваши студенческие кредиты и, возможно, один из ваших автокредитов, для начала.
«Возможно, вы захотите начать с чего-то другого, например, с метода снежного кома, когда вы сосредотачиваетесь на одном кредите, обычно самом маленьком, и направляете все свои ресурсы на погашение этого кредита, сохраняя при этом платежи по другим», — говорит Чен. Этот метод может сработать, чтобы закончить ваши студенческие кредиты и, возможно, один из ваших автокредитов, для начала. )
)
 )
)

 д.). Матовый фасад выдерживает температуру выше 100С. Плита AGT не поддается действию окислителей, не впитывает воду, жир, грязь, может похвастаться повышенной стойкостью (трещины не появляются при резке, установке фурнитуры).
д.). Матовый фасад выдерживает температуру выше 100С. Плита AGT не поддается действию окислителей, не впитывает воду, жир, грязь, может похвастаться повышенной стойкостью (трещины не появляются при резке, установке фурнитуры). Магазин находится в МЦ «Гулливер».
Магазин находится в МЦ «Гулливер». В первую очередь, это конечно же касается фурнитуры и выдвижных механизмов. Часто случается, что при поломке ручки приходится менять всю фурнитуру, так как сложно подобрать точно такой же вариант на замену. С кухней AGT у вас никогда не будет подобных проблем.
В первую очередь, это конечно же касается фурнитуры и выдвижных механизмов. Часто случается, что при поломке ручки приходится менять всю фурнитуру, так как сложно подобрать точно такой же вариант на замену. С кухней AGT у вас никогда не будет подобных проблем. Фасады из AGT профиля не выцветают на солнце, пластик плотно прилегает к основе и не отстаёт от неё даже при повышенной влажности в помещении.
Фасады из AGT профиля не выцветают на солнце, пластик плотно прилегает к основе и не отстаёт от неё даже при повышенной влажности в помещении. Все варианты, представленные в каталоге, не всегда хорошо сочетаются между собой. При выборе цветового решения кухни руководствуйтесь вполне простыми правилами. Сочетайте контрастные цвета (белый — с чёрным, фиолетовым, зелёным, бежевый — с коричневым, жёлтым и т. д.). Таким образом ваша кухня будет гармоничной и яркой.
Все варианты, представленные в каталоге, не всегда хорошо сочетаются между собой. При выборе цветового решения кухни руководствуйтесь вполне простыми правилами. Сочетайте контрастные цвета (белый — с чёрным, фиолетовым, зелёным, бежевый — с коричневым, жёлтым и т. д.). Таким образом ваша кухня будет гармоничной и яркой. 000 кв.м.
000 кв.м. 130 кв.м.
130 кв.м. Эстетические и эксплуатационные требования, определяемые при эффективном сотрудничестве с архитектором проекта и командой дизайнеров, имеют первостепенное значение. В этом контексте вы можете быть уверены, что наша команда разработчиков BIM и CAD предоставит вам эффективную услугу по проектированию и анализу производительности, которая будет соответствовать потребностям вашего проекта.
Эстетические и эксплуатационные требования, определяемые при эффективном сотрудничестве с архитектором проекта и командой дизайнеров, имеют первостепенное значение. В этом контексте вы можете быть уверены, что наша команда разработчиков BIM и CAD предоставит вам эффективную услугу по проектированию и анализу производительности, которая будет соответствовать потребностям вашего проекта. Этого можно достичь только за счет эффективного планирования и бесперебойного предварительного производства. Natura эффективно сочетает процесс внедрения с проектированием, детальным решением, подготовительными процессами, чтобы предоставить вам экономически эффективный целостный процесс.
Этого можно достичь только за счет эффективного планирования и бесперебойного предварительного производства. Natura эффективно сочетает процесс внедрения с проектированием, детальным решением, подготовительными процессами, чтобы предоставить вам экономически эффективный целостный процесс. Ограждающая система здания является одним из наиболее значимых элементов в отношении конструкции к городскому пространству. Концептуальную дискуссию в этих отношениях создает дизайнер-архитектор. Решение этой определенной концептуальной структуры является работой группы разработчиков системы.
Ограждающая система здания является одним из наиболее значимых элементов в отношении конструкции к городскому пространству. Концептуальную дискуссию в этих отношениях создает дизайнер-архитектор. Решение этой определенной концептуальной структуры является работой группы разработчиков системы.

 Системный и инженерный анализ — это подробный анализ требований к производительности конструкции. На этом этапе перед фазой реализации необходимо проанализировать и решить многие важные аспекты поведения конструкции, такие как потребление энергии для комфорта пользователя.
Системный и инженерный анализ — это подробный анализ требований к производительности конструкции. На этом этапе перед фазой реализации необходимо проанализировать и решить многие важные аспекты поведения конструкции, такие как потребление энергии для комфорта пользователя. Качество и организационные возможности сети поставок очень важны для предоставления наиболее подходящих решений для нужд своих клиентов. В этом контексте у нас есть надежная цепочка поставок материалов, которая обеспечивает наилучшее сочетание качества, сроков поставки и стоимости.
Качество и организационные возможности сети поставок очень важны для предоставления наиболее подходящих решений для нужд своих клиентов. В этом контексте у нас есть надежная цепочка поставок материалов, которая обеспечивает наилучшее сочетание качества, сроков поставки и стоимости.
 Текстуру рекомендуется использовать в конструкции термоформования, чтобы предотвратить захват воздуха под листом — в этом отношении могут быть полезны линии слоев на печатной термоформовочной матрице.
Текстуру рекомендуется использовать в конструкции термоформования, чтобы предотвратить захват воздуха под листом — в этом отношении могут быть полезны линии слоев на печатной термоформовочной матрице.
 Гибкие материалы можно легко удалить из жестких SLA печатных форм и получить приложения от модельного производства до функционального формования. Силиконовое формование также может использоваться для быстрого тиражирования печатных мастер-форм, что значительно сокращает время производства, когда необходимы несколько жестких деталей и объектов.
Гибкие материалы можно легко удалить из жестких SLA печатных форм и получить приложения от модельного производства до функционального формования. Силиконовое формование также может использоваться для быстрого тиражирования печатных мастер-форм, что значительно сокращает время производства, когда необходимы несколько жестких деталей и объектов. Быстрый переход от исходных печатных прототипов к производственным материалам, которые имеют более длительный срок службы при циклическом изгибе, был выполнен с помощью трехмерных печатных форм на том же аппаратном обеспечении Form 2, которое они использовали для первоначального прототипирования.
Быстрый переход от исходных печатных прототипов к производственным материалам, которые имеют более длительный срок службы при циклическом изгибе, был выполнен с помощью трехмерных печатных форм на том же аппаратном обеспечении Form 2, которое они использовали для первоначального прототипирования.
 Поиски более дешевых и более быстрых способов производства привлекают взгляды в сторону 3Д печати. Быстро развивающиеся новые технологии, еще вчера создававшие довольно грубые макеты и прототипы, уже сегодня готовы предложить весьма точные и функционально-рабочие детали и приспособления.
Поиски более дешевых и более быстрых способов производства привлекают взгляды в сторону 3Д печати. Быстро развивающиеся новые технологии, еще вчера создававшие довольно грубые макеты и прототипы, уже сегодня готовы предложить весьма точные и функционально-рабочие детали и приспособления.

 В то же время, это потенциально снижает точность с течением времени по мере использования формы.
В то же время, это потенциально снижает точность с течением времени по мере использования формы. Материал пресс-формы: смола Formlabs High Temp
Материал пресс-формы: смола Formlabs High Temp Узнайте больше об OTTO на сайте ottosoftware.com.
Узнайте больше об OTTO на сайте ottosoftware.com. Он возглавляет международную команду по разработке и внедрению цифровых производственных услуг мирового уровня. Ранее Грег занимал должность президента Open English, ведущей онлайн-образовательной платформы. До этого он был членом корпоративного руководства в GE, где он занимал ряд должностей в глобальных коммерческих операциях и управлении цепочками поставок, а также в области гигиены и безопасности окружающей среды.
Он возглавляет международную команду по разработке и внедрению цифровых производственных услуг мирового уровня. Ранее Грег занимал должность президента Open English, ведущей онлайн-образовательной платформы. До этого он был членом корпоративного руководства в GE, где он занимал ряд должностей в глобальных коммерческих операциях и управлении цепочками поставок, а также в области гигиены и безопасности окружающей среды. по май 2022 г.
по май 2022 г. CAD — это весело, но он всегда ищет дополнительный выброс адреналина. Филип (парень в синем костюме на переднем плане) недавно спроектировал и изготовил невероятную систему крепления шлема, используя только Onshape и 3D-принтер.
CAD — это весело, но он всегда ищет дополнительный выброс адреналина. Филип (парень в синем костюме на переднем плане) недавно спроектировал и изготовил невероятную систему крепления шлема, используя только Onshape и 3D-принтер.
 д. (Кстати, у Onshape сейчас есть отличные инструменты для пластикового дизайна и дизайна пресс-формы). Размышление о технологичности 3D-печати ничем не отличается. Чтобы успешно изготовить деталь, вам следует подумать о встраивании определенных элементов конструкции, чтобы избежать переделок и брака.
д. (Кстати, у Onshape сейчас есть отличные инструменты для пластикового дизайна и дизайна пресс-формы). Размышление о технологичности 3D-печати ничем не отличается. Чтобы успешно изготовить деталь, вам следует подумать о встраивании определенных элементов конструкции, чтобы избежать переделок и брака. Спроектируйте свою часть, как обычно, целиком. Если рабочая камера имеет размеры 8 x 8 x 6 дюймов и деталь выходит за эти пределы, вы можете легко разделить деталь в Onshape Part Studio.
Спроектируйте свою часть, как обычно, целиком. Если рабочая камера имеет размеры 8 x 8 x 6 дюймов и деталь выходит за эти пределы, вы можете легко разделить деталь в Onshape Part Studio.
 Многие производители используют трехмерную печать при изготовлении небольших тиражей или при создании прототипов. Например, ювелирам гораздо выгоднее печатать восковые прототипы украшений, чем отливать их из металла. Пластик, используемый в 3D-печати, стоит относительно недорого, и даже самый простой принтер может помочь сэкономить.
Многие производители используют трехмерную печать при изготовлении небольших тиражей или при создании прототипов. Например, ювелирам гораздо выгоднее печатать восковые прототипы украшений, чем отливать их из металла. Пластик, используемый в 3D-печати, стоит относительно недорого, и даже самый простой принтер может помочь сэкономить.
 Качественный пластик играет не последнюю роль в точности изготавливаемых копий.
Качественный пластик играет не последнюю роль в точности изготавливаемых копий. Стандартной катушки филамента хватит надолго, а купить 3D-принтер может себе позволить практически каждый. Одна из самых бюджетных моделей стоит около $100.
Стандартной катушки филамента хватит надолго, а купить 3D-принтер может себе позволить практически каждый. Одна из самых бюджетных моделей стоит около $100.
 Таким образом, учитывая, что 3D-печать обеспечивает быстрое производство деталей, скорость изготовления может быть снижена за счет последующей постобработки.
Таким образом, учитывая, что 3D-печать обеспечивает быстрое производство деталей, скорость изготовления может быть снижена за счет последующей постобработки. Самостоятельно откалибровать рабочий стол, настроить программу-слайсер, выставить нужные параметры печати не так просто, как заверяют производители. Некоторые модели поставляются уже собранными – советуем выбирать именно их в качестве первого принтера.
Самостоятельно откалибровать рабочий стол, настроить программу-слайсер, выставить нужные параметры печати не так просто, как заверяют производители. Некоторые модели поставляются уже собранными – советуем выбирать именно их в качестве первого принтера. Гаджеты, работающие на акрилонитрилбутадиенстироле (АБС-пластик), выбрасывают в атмосферу до 200 миллиардов частиц в минуту.
Гаджеты, работающие на акрилонитрилбутадиенстироле (АБС-пластик), выбрасывают в атмосферу до 200 миллиардов частиц в минуту.
 Готовые модели получаются достаточно качественными даже на бюджетных моделях. Главное, чтобы пользователь выставил верные настройки и заправил принтер хорошим материалом.
Готовые модели получаются достаточно качественными даже на бюджетных моделях. Главное, чтобы пользователь выставил верные настройки и заправил принтер хорошим материалом.








 Ожидается, что по мере того, как технология 3D-печати станет дешевле и более удобной для пользователя, будет увеличиваться разработка и производство нелицензированного оружия.
Ожидается, что по мере того, как технология 3D-печати станет дешевле и более удобной для пользователя, будет увеличиваться разработка и производство нелицензированного оружия. Спрос растет из-за некоторых революционных преимуществ, которые он может предоставить. Как и почти все технологии, она имеет свои недостатки, которые необходимо учитывать.
Спрос растет из-за некоторых революционных преимуществ, которые он может предоставить. Как и почти все технологии, она имеет свои недостатки, которые необходимо учитывать. Это позволяет каждому этапу проходить быстрее. По сравнению с механической обработкой прототипов, 3D-печать недорога и позволяет быстрее создавать детали, поскольку деталь может быть изготовлена за несколько часов, что позволяет выполнять каждую модификацию конструкции с гораздо более высокой скоростью.
Это позволяет каждому этапу проходить быстрее. По сравнению с механической обработкой прототипов, 3D-печать недорога и позволяет быстрее создавать детали, поскольку деталь может быть изготовлена за несколько часов, что позволяет выполнять каждую модификацию конструкции с гораздо более высокой скоростью. Тем не менее, пластмассы имеют преимущества, поскольку они легче, чем их металлические эквиваленты. Это особенно важно в таких отраслях, как автомобилестроение и аэрокосмическая промышленность, где малый вес является проблемой и может обеспечить большую эффективность использования топлива.
Тем не менее, пластмассы имеют преимущества, поскольку они легче, чем их металлические эквиваленты. Это особенно важно в таких отраслях, как автомобилестроение и аэрокосмическая промышленность, где малый вес является проблемой и может обеспечить большую эффективность использования топлива. Этот процесс не только экономит ресурсы, но и снижает стоимость используемых материалов.
Этот процесс не только экономит ресурсы, но и снижает стоимость используемых материалов.
 Это связано с тем, что не все металлы или пластмассы могут иметь достаточную температуру для 3D-печати. Кроме того, многие из этих печатных материалов не могут быть переработаны, и очень немногие из них безопасны для пищевых продуктов.
Это связано с тем, что не все металлы или пластмассы могут иметь достаточную температуру для 3D-печати. Кроме того, многие из этих печатных материалов не могут быть переработаны, и очень немногие из них безопасны для пищевых продуктов. Объем необходимой постобработки зависит от таких факторов, как размер производимой детали, предполагаемое применение и тип технологии 3D-печати, используемой для производства. Таким образом, в то время как 3D-печать позволяет быстро производить детали, скорость производства может быть замедлена постобработкой.
Объем необходимой постобработки зависит от таких факторов, как размер производимой детали, предполагаемое применение и тип технологии 3D-печати, используемой для производства. Таким образом, в то время как 3D-печать позволяет быстро производить детали, скорость производства может быть замедлена постобработкой. Эта проблема более серьезна при производстве изделий с использованием моделирования наплавления (FDM), в то время как многоструйные и многоструйные детали также имеют тенденцию быть более хрупкими. В некоторых случаях может быть лучше использовать литье под давлением, поскольку оно создает однородные детали, которые не будут разделяться и ломаться.
Эта проблема более серьезна при производстве изделий с использованием моделирования наплавления (FDM), в то время как многоструйные и многоструйные детали также имеют тенденцию быть более хрупкими. В некоторых случаях может быть лучше использовать литье под давлением, поскольку оно создает однородные детали, которые не будут разделяться и ломаться. Это можно исправить в постобработке, но нужно учитывать, что это еще больше увеличит время и стоимость производства.
Это можно исправить в постобработке, но нужно учитывать, что это еще больше увеличит время и стоимость производства.
 Нет никаких длительных сроков выполнения заказа, обычно связанных с необходимостью передачи сложных производственных проектов на аутсорсинг. Это означает свободу от ограничений минимального заказа, что детали и продукты могут быть легко созданы и настроены.
Нет никаких длительных сроков выполнения заказа, обычно связанных с необходимостью передачи сложных производственных проектов на аутсорсинг. Это означает свободу от ограничений минимального заказа, что детали и продукты могут быть легко созданы и настроены.

 Или использовать для этой цели на небольших оборотах абразивный круг, укрепленный на точильном станке.
Или использовать для этой цели на небольших оборотах абразивный круг, укрепленный на точильном станке.




 Но даже первоклассные спирали со временем могут потерять свою остроту и эффективность. Когда это происходит, мастера по дереву и пластмассе отправляют свои лезвия на заточку, но не всегда получают желаемый результат.
Но даже первоклассные спирали со временем могут потерять свою остроту и эффективность. Когда это происходит, мастера по дереву и пластмассе отправляют свои лезвия на заточку, но не всегда получают желаемый результат.
 Мы стремимся поддерживать передовые технологии и оборудование, а это значит, что у нас есть все необходимое для работы со спиралями из твердого сплава, направленными вверх, вниз и сжатием.
Мы стремимся поддерживать передовые технологии и оборудование, а это значит, что у нас есть все необходимое для работы со спиралями из твердого сплава, направленными вверх, вниз и сжатием.
 CC -!- КАТАЛИТИЧЕСКАЯ АКТИВНОСТЬ:
CC Реакция = ацилфосфат + sn-глицерин 3-фосфат = 1-ацил-sn-
CC глицеро-3-фосфат + фосфат; Xref=Рея:Рея:34075,
КЦ ЧЕБИ:ЧЕБИ:43474, ЧЕБИ:ЧЕБИ:57597, ЧЕБИ:ЧЕБИ:57970,
КЦ ЧЕБИ:ЧЕБИ:59918; ЕС=2.3.1.275; Доказательства = {ECO: 0000256 | HAMAP-
Правило CC: MF_01043};
CC -!- ПУТЬ: Липидный обмен; метаболизм фосфолипидов. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
CC -!- SUBUNIT: Вероятно, взаимодействует с PlsX. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
CC -!- ПОДКЛЕТОЧНОЕ РАСПОЛОЖЕНИЕ: Клеточная мембрана {ECO:0000256|HAMAP-Rule:MF_01043};
Многопроходный мембранный белок CC {ECO:0000256|HAMAP-Rule:MF_01043}.
CC -!- ПОДОБИЕ: принадлежит к семейству PlsY. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
СС -------------------------------------------------- --------------------------
CC Защищено авторским правом консорциума UniProt, см. https://www.uniprot.org/terms
CC Распространяется по лицензии Creative Commons Attribution (CC BY 4.0)
СС -------------------------------------------------- --------------------------
ДР ЭМБЛ; CP024848; AXI09205,1; -; Геномная_ДНК.
CC -!- КАТАЛИТИЧЕСКАЯ АКТИВНОСТЬ:
CC Реакция = ацилфосфат + sn-глицерин 3-фосфат = 1-ацил-sn-
CC глицеро-3-фосфат + фосфат; Xref=Рея:Рея:34075,
КЦ ЧЕБИ:ЧЕБИ:43474, ЧЕБИ:ЧЕБИ:57597, ЧЕБИ:ЧЕБИ:57970,
КЦ ЧЕБИ:ЧЕБИ:59918; ЕС=2.3.1.275; Доказательства = {ECO: 0000256 | HAMAP-
Правило CC: MF_01043};
CC -!- ПУТЬ: Липидный обмен; метаболизм фосфолипидов. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
CC -!- SUBUNIT: Вероятно, взаимодействует с PlsX. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
CC -!- ПОДКЛЕТОЧНОЕ РАСПОЛОЖЕНИЕ: Клеточная мембрана {ECO:0000256|HAMAP-Rule:MF_01043};
Многопроходный мембранный белок CC {ECO:0000256|HAMAP-Rule:MF_01043}.
CC -!- ПОДОБИЕ: принадлежит к семейству PlsY. {ЭКО:0000256|ХАМАП-
Правило CC: MF_01043}.
СС -------------------------------------------------- --------------------------
CC Защищено авторским правом консорциума UniProt, см. https://www.uniprot.org/terms
CC Распространяется по лицензии Creative Commons Attribution (CC BY 4.0)
СС -------------------------------------------------- --------------------------
ДР ЭМБЛ; CP024848; AXI09205,1; -; Геномная_ДНК. DR EnsemblBacteria; АХИ09205; АХИ09205; CUC15_09810.
ДР КЕГГ; окн: CUC15_09810; -.
DR UniPathway; УПА00085; -.
DR протеомы; УП000253908; Хромосома.
ДР ГО; ГО:0016021; C: неотъемлемая часть мембраны; МЭА: ЮниПротКБ-КВ.
ДР ГО; GO:0005886; С: плазматическая мембрана; ИЭА: UniProtKB-SubCell.
ДР ГО; GO:0043772; F: активность ацилфосфатглицерол-3-фосфатацилтрансферазы; ИЭА: UniProtKB-UniRule.
ДР ГО; GO:0008654; P: процесс биосинтеза фосфолипидов; ИЭА: UniProtKB-UniRule.
ДР ХАМАП; MF_01043; пожалуйста; 1.
ДР ИнтерПро; права интеллектуальной собственности003811; G3P_acylTferase_PlsY.
ДР ПАНТЕРА; PTHR30309; PTHR30309; 1.
ДР Пфам; ПФ02660; G3P_acyltransf; 1.
ДР СМАРТ; СМ01207; G3P_acyltransf; 1.
DR TIGRFAM; ТИГР00023; ТИГР00023; 1.
PE 3: Выведено из гомологии;
KW ацилтрансфераза {ECO:0000313|EMBL:AXI09205.1};
KW Клеточная мембрана {ECO:0000256|ARBA:ARBA00022475, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Биосинтез липидов {ECO:0000256|ARBA:ARBA00022516, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Липидный обмен {ECO:0000256|ARBA:ARBA00023098, ECO:0000256|HAMAP-
KW Правило: MF_01043};
Мембрана KW {ECO:0000256|ARBA:ARBA00023136, ECO:0000256|HAMAP-правило:MF_01043};
KW Биосинтез фосфолипидов {ECO:0000256|ARBA:ARBA00023209,
KW ECO:0000256|Правило HAMAP:MF_01043};
KW Метаболизм фосфолипидов {ECO:0000256|ARBA:ARBA00023264, ECO:0000256|HAMAP-
KW Правило: MF_01043}; Эталонный протеом {ECO:0000313|Протеомы:UP000253908};
KW Transferase {ECO:0000256|ARBA:ARBA00022679, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Transmembrane {ECO:0000256|ARBA:ARBA00022692, ECO:0000256|HAMAP-
KW Правило: MF_01043};
Трансмембранная спираль KW {ECO:0000256|ARBA:ARBA00022989, ECO:0000256|HAMAP-
Правило KW: MF_01043}.
DR EnsemblBacteria; АХИ09205; АХИ09205; CUC15_09810.
ДР КЕГГ; окн: CUC15_09810; -.
DR UniPathway; УПА00085; -.
DR протеомы; УП000253908; Хромосома.
ДР ГО; ГО:0016021; C: неотъемлемая часть мембраны; МЭА: ЮниПротКБ-КВ.
ДР ГО; GO:0005886; С: плазматическая мембрана; ИЭА: UniProtKB-SubCell.
ДР ГО; GO:0043772; F: активность ацилфосфатглицерол-3-фосфатацилтрансферазы; ИЭА: UniProtKB-UniRule.
ДР ГО; GO:0008654; P: процесс биосинтеза фосфолипидов; ИЭА: UniProtKB-UniRule.
ДР ХАМАП; MF_01043; пожалуйста; 1.
ДР ИнтерПро; права интеллектуальной собственности003811; G3P_acylTferase_PlsY.
ДР ПАНТЕРА; PTHR30309; PTHR30309; 1.
ДР Пфам; ПФ02660; G3P_acyltransf; 1.
ДР СМАРТ; СМ01207; G3P_acyltransf; 1.
DR TIGRFAM; ТИГР00023; ТИГР00023; 1.
PE 3: Выведено из гомологии;
KW ацилтрансфераза {ECO:0000313|EMBL:AXI09205.1};
KW Клеточная мембрана {ECO:0000256|ARBA:ARBA00022475, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Биосинтез липидов {ECO:0000256|ARBA:ARBA00022516, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Липидный обмен {ECO:0000256|ARBA:ARBA00023098, ECO:0000256|HAMAP-
KW Правило: MF_01043};
Мембрана KW {ECO:0000256|ARBA:ARBA00023136, ECO:0000256|HAMAP-правило:MF_01043};
KW Биосинтез фосфолипидов {ECO:0000256|ARBA:ARBA00023209,
KW ECO:0000256|Правило HAMAP:MF_01043};
KW Метаболизм фосфолипидов {ECO:0000256|ARBA:ARBA00023264, ECO:0000256|HAMAP-
KW Правило: MF_01043}; Эталонный протеом {ECO:0000313|Протеомы:UP000253908};
KW Transferase {ECO:0000256|ARBA:ARBA00022679, ECO:0000256|HAMAP-
KW Правило: MF_01043};
KW Transmembrane {ECO:0000256|ARBA:ARBA00022692, ECO:0000256|HAMAP-
KW Правило: MF_01043};
Трансмембранная спираль KW {ECO:0000256|ARBA:ARBA00022989, ECO:0000256|HAMAP-
Правило KW: MF_01043}. ПЕРЕДАЧА ФУТ 6..27
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 48..74
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 80..99
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 111..133
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 153..173
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
SQ ПОСЛЕДОВАТЕЛЬНОСТЬ 194 АА; 21224 МВт; AB32E557BAAC407E CRC64;
MEYILFIIIIA YLLGSIPSAL VVGKIGYKID VREHGSGNLG ATNAFRVLGV KAGIIVTLAD
ILKGTIAVLI PLLFDAEVNR LIIGIFAVLG HTYPLFAKFK GGKAVATSSG IILGINPLLF
IIMILTFILT LYITKYVSLS SMITGVISTL VALFFRDIGL IIVIALLTIF VFYRHRENIK
РИНГТЕПКИ KWMG
//
ПЕРЕДАЧА ФУТ 6..27
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 48..74
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 80..99
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 111..133
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
ПЕРЕДАЧА ФУТ 153..173
FT /note="Спиральный"
FT /evidence="ECO:0000256|Правило HAMAP:MF_01043"
SQ ПОСЛЕДОВАТЕЛЬНОСТЬ 194 АА; 21224 МВт; AB32E557BAAC407E CRC64;
MEYILFIIIIA YLLGSIPSAL VVGKIGYKID VREHGSGNLG ATNAFRVLGV KAGIIVTLAD
ILKGTIAVLI PLLFDAEVNR LIIGIFAVLG HTYPLFAKFK GGKAVATSSG IILGINPLLF
IIMILTFILT LYITKYVSLS SMITGVISTL VALFFRDIGL IIVIALLTIF VFYRHRENIK
РИНГТЕПКИ KWMG
//

 1};
1}; 3.1.275; Доказательства = {ECO: 0000256 | HAMAP-
3.1.275; Доказательства = {ECO: 0000256 | HAMAP- 1; -; Геномная_ДНК.
1; -; Геномная_ДНК.