Полипропилен (ПП) — это термопластичный полимер пропилена (пропена).
Особенности полипропилена
Из-за разнообразия тары из полипропилена и её схожести с тарой из полистирола заготовители сырья неохотно берут эти два вида пластика на переработку. К тому же, сначала надо собрать достаточно большой объём пластика (несколько тонн), а после этого отправить на завод по переработке.
!!! Важно отметить, что плёнки (пакеты) и твёрдые товары (тара, крышки) хотя и имеют одинаковую маркировку, перерабатываются разными методами.
Применение полипропилена
На данный момент полипропилен занимает 2-е место в мире среди полимеров по объёму потребления, с долей 26% уступая только полиэтилену (пластики 02 и 04). Материал для производства плёнок (особенно упаковочных), мешков, тары, труб, деталей технической аппаратуры, пластиковых стаканчиков, предметов домашнего обихода, нетканых материалов, электроизоляционный материал, в строительстве для вибро- и шумоизоляции межэтажных перекрытий в системах «плавающий пол». Атактический полипропилен используют для изготовления строительных клеев, замазок, уплотняющих мастик, дорожных покрытий и липких пленок.
Что делают из полипропилена?
Автомобильные бамперы, внутреннюю отделку автомобилей, корпуса электроинструмента, упаковку из-под шоколадок, пакеты для риса, макарон и хлеба, пластиковые стаканчики для чая и йогуртов, крышки для банок и бутылок.
Куда сдать полипропилен (05, PP, ПП) в Москве:
проект Сборка (пункт приёма м. Сокол + экотакси)
проект Собиратор (пункт приёма м. Кантемировская + экомобиль)
акции Южном и Северном Бутово (полный перечень принимаемого тут)
пункт приёма в Мега Икея Химки
контейнеры компании Эколайн в САО и ЦАО г.Москвы — можно сдавать тетрапак, но пока что не доверяем им насчёт пластика 05 и 06 (возможно, идёт на сжигание)
контейнеры компании МКМ-Логистика — можно сдавать тетрапак, но пока что не доверяем им насчёт пластика 05 и 06
пункт приёма ЭкспертВтор (м. Дмитровская, дизайн завод Флакон)Пункт закрыт.
пункт приёма «Сфера Экологии» на Курской (только твёрдый)сбор ПП-тары временно приостановлен!
Контейнеры для пластиковых стаканчиков
Собирать полипропилен дома можно в любую ёмкость, которая вам удобна: коробка, пакет, мешок.
Для офисов, школ, детских садов и любых других учреждений мы разработали специальные удобные контейнеры. Приобрести их можно в нашем Полезном магазине: https://shop.sobirator.ru/katalog/konteynery-dlya-razdelnogo-sbora-vtorsyrya/dlya-plastikovyh-stakanchikov/
Контейнер станет отличным другом для вашего кулера в случае, если вы или ваши коллеги ещё не готовы полностью перейти на многоразовые кружки. Вся выручка от продажи контейнеров идёт на развитие движения.
Выбрать и заказать контейнеры для сбора пластиковых стаканчиков: https://shop.sobirator.ru/katalog/konteynery-dlya-razdelnogo-sbora-vtorsyrya/dlya-plastikovyh-stakanchikov/
Миф: в России не перерабатывают полипропилен и полистирол (05 и 06)
Существует мнение, что пластик 05 и 06 переработать нельзя. Это не так.
В России есть технологии и предприятия, перерабатывающие сложные виды пластика, просто вся эта отрасль работает на отходах производств, складов, магазинов, то есть с большими объемами одинакового вида отходов. Пластиковые отходы от физических лиц разнообразны (блистеры, игрушки, карточки, различные ёмкости, строительные отрезки и т.п.). Даже если они вручную рассортированы, нет гарантии, что всё будет точно нужного вида пластика. Если будет засор в виде пластика другого вида, то это может испортить партию и даже оборудование.
Поэтому обычному человеку так сложно сдать некоторые виды пластика.
Существуют технологии переработки смеси пластиков в стройматериалы (были представлены на выставке в Крокус Экспо). В регионах работают небольшие производства по изготовлению плитки, черепицы и пр. из смеси пластиков, однако ПВХ (03) для этих целей использовать нельзя.
🌍 Найти куда сдавать вторсырьё в вашем городе удобнее на нашей карте экологических движений России и СНГ
⁉ Если у вас есть дополнительная полезная информация для этой страницы — напишите нам на почту korosteleva@esja29. ru
Этот сайт — уникальный в России справочник о раздельном сборе, созданный и поддерживаемый экспертом движения «РазДельный Сбор» — Валерией Коростелёвой. Проекту пригодится ваша поддержка!
К одноразовым пластиковым стаканчикам нужно относиться очень осторожно. Если на них нанесены латинские буквы PS – значит, сосуд сделан из полистирола. Холодные напитки из него пить можно, а вот горячий чай или кофе (с температурой +70 и выше) не стоит. Тот же эффект, если в полистироловую посудину налить горячительный напиток, например, водку. Накопившийся в организме стирол стимулирует развитие цирроза печени.
Более безопасна посуда из полипропилена (маркировка PP). Она выдерживает температуру до +100 градусов. Но пить из нее медики опять же не рекомендуют – можно подсадить почки и даже ослепнуть, чему поспособствует выделяющийся из стаканчика фенол.
Если маркировка на пластике отсутствует, отличить PS от PP можно на ощупь: полистрол хрустит и ломается, а полипропилен — мнется.
Для оказания помощи утилизации одноразовых предметов, в 1988 году Обществом Пластмассовой Промышленности была разработана систему маркировки для всех видов пластика и идентификационные коды. Маркировка пластика состоит из 3-х стрелок в форме треугольника внутри которых находится цифра, обозначающая тип пластика:
Элемент нумерованного списка PET или PETE — Полиэтилентерефталат. Обычно используется для бутылок минеральной воды, безалкогольных напитков и фруктовых соков, упаковка, блистеры, обивка. Такие пластики являются потенциально опасными для пищевого использования.
PEHD или HDPE — Полиэтилен высокой плотности. Некоторые бутылки, фляги, а также в более общем плане полу-жесткая упаковка. Считаются безопасными для пищевого использования.
ПВХ или PVC — Поливинилхлорид. Используется для труб, трубок, садовой мебели, в напольных покрытиях, для оконных профилей, жалюзи, бутылок моющих средств и клеенки. Материал является потенциально опасными для пищевого использования, поскольку может содержать диоксины, бисфенол А, ртуть, кадмий.
LDPE и PEBD — полиэтилен низкой плотности. Брезенты, мусорные мешки, пакеты, пленки и гибкие ёмкости. Считается безопасным для пищевого использования.
PP — Полипропилен. Используется в автомобильной промышленности (оборудование, бамперы), при изготовлении игрушек, а также в пищевой промышленности, в основном при изготовлении упаковок. Считается безопасным для пищевого использования.
PS — Полистирол. Используется при изготовлении плит теплоизоляции зданий, пищевых упаковок, столовых приборов и чашек, коробок CD и прочих упаковок (пищевой плёнки и пеноматериалов), игрушек, посуды, ручек и так далее. Материал является потенциально опасным, особенно в случае горения, поскольку содержит стирол.
OTHER или О — Прочие. К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы. поликарбонат не является токсичным для окружающей среды.
Использование и применение полипропиленовых пластмасс
Полипропиленовые пластмассы
Полипропилен (ПП) является одним из наиболее часто используемых термопластов в мире. Применение полипропилена варьируется от пластиковой упаковки, пластиковых деталей машин и оборудования до волокон и текстиля. Это жесткий полукристаллический термопласт, который был впервые полимеризован в 1951 году и сегодня широко используется в различных бытовых и промышленных целях. Сегодня мировой спрос на полипропилен оценивается примерно в 45 метрических тонн, и эта цифра продолжает расти в геометрической прогрессии.
Использование полипропилена
Полипропилен имеет скользкую тактильную поверхность, что делает его идеальным для
пластиковой мебели
изделий с низким коэффициентом трения, таких как шестерни в машинах и транспортных средствах.
Обладает высокой устойчивостью к химической коррозии, что делает его отличным выбором для упаковки
чистящих средств
отбеливателей и
средств первой помощи
заслужил репутацию прочности и долговечности. Полипропилен также обладает высокими изоляционными свойствами, что делает его безопасным для использования в пластиковых корпусах электротоваров и кабелей. В форме волокна полипропилен используется не только для изготовления больших сумок, но и для гораздо более широкого спектра других продуктов, включая веревки, шпагат, ленту, ковры, обивку, одежду и снаряжение для кемпинга. Его водонепроницаемые свойства делают его особенно эффективным для морского сектора. автомобильная промышленность , полипропилен также широко используется, например, для корпусов аккумуляторов, поддонов и подстаканников, бамперов, деталей интерьера, приборных панелей и обивки дверей.
Наконец, медицинский мир также ценит водонепроницаемые свойства полипропилена, а также его гибкость, устойчивость к плесени, бактериям и химической коррозии. Хорошо очищает, выдерживает паровую стерилизацию. Некоторые медицинских приложений включают
шприцы
медицинские флаконы
чашки Петри
контейнеры для таблеток
флаконы для образцов
свойства материала и типы полипропилена адаптироваться к различным технологиям изготовления.
Различные вариации полипропилена привели к тому, что этот материал стал известен как «сталь» в индустрии пластмасс, поскольку его можно использовать и обрабатывать несколькими способами.
Существует два основных типа полипропиленовых термопластов:
гомополимеры
сополимеры
Гомополимеры содержат только пропиленовые мономеры в полукристаллической форме.
Сополимеры делятся на статистические сополимеры и блок-сополимеры, полученные путем совместной полимеризации пропилена и этилена. Сополимеры содержат большее количество этилена, что приводит к улучшению желаемых свойств полипропилена. Они мягче гомополимеров, но имеют лучшую ударную вязкость.
Полипропилен может выступать как в качестве пластика, так и в качестве волокнистого термопласта. Это позволяет значительно расширить диапазон использования. Его можно использовать в качестве волокна, например, при производстве рекламных сумок и сумок для покупок «сумка на всю жизнь». Он мягкий, податливый и имеет относительно низкую температуру плавления , что делает его очень удобным для использования в процессе литья под давлением, где он поставляется в виде гранул. Он также хорошо течет из-за низкой вязкости расплава.
Преимущества перед полипропиленом
Благодаря тому, что полипропилен хорошо адаптируется к процессу литья под давлением, его можно использовать для изготовления невероятно тонких слоев пластика. Он очень подходит для таких применений, как петли
на баночках для лекарств, крышки
на бутылках с шампунем
и другие контейнеры, которые будут сгибаться и подвергаться частым манипуляциям и не должны ломаться.
Полипропилен может даже выдерживать скручивающие движения до 360 градусов без разрыва, и в результате его очень трудно сломать. Он относительно дешев, прост в производстве и легко доступен во многих странах и сообществах.
Высокая химическая стойкость и устойчивость к усталости повышают его долговечность и универсальность в качестве упаковочного материала, а также в качестве опции для шарниров и крышек бутылок, прикрепленных к основной бутылке тонким слоем пластика. Он может предложить большое разнообразие цветов, так как он может быть изготовлен как непрозрачный или прозрачный термопластик и использоваться, когда желательна некоторая передача света. Его более легкая плотность позволяет использовать его в приложениях, где снижение веса должно быть ключевым фактором.
Полипропилен является водонепроницаемым и чрезвычайно устойчивым к поглощению влаги, что повышает его упаковочные преимущества и гибкость в качестве упаковочного материала. Его полукристаллическая природа также обеспечивает высокую прочность на изгиб, что делает его устойчивым к общему износу и идеально подходит для предметов, которые должны подвергаться более высоким уровням физической нагрузки. Он также устойчив к плесени, плесени, гнили и бактериям.
Недостатки полипропилена
Одним из основных недостатков, когда речь идет об окружающей среде и сохранении глобальных ресурсов, является тот факт, что полипропилен не поддается легкой переработке. Когда он горит, он производит химическое изменение, которое нельзя обратить вспять. Если вы попытаетесь повторно нагреть полипропилен, который уже был расплавлен и сформирован, он просто сгорит, а не расплавится во второй раз. Необходимо рассмотреть другие методы переработки или повторного кондиционирования, стоимость которых значительно выше.
Эта низкая температура плавления также означает, что полипропилен легко воспламеняется и имеет ограниченную способность выдерживать более высокие температуры, а также подвержен разрушению и окислению под действием УФ-излучения. Наконец, в то время как глянцевая поверхность полипропилена делает его эстетичным и простым в обращении, это точно такое же свойство также затрудняет сцепление с другими поверхностями и материалами, такими как краски и клеи. При использовании полипропилена для изготовления соединения или шарнира необходимо использовать альтернативные методы склеивания, такие как сварка.
Безопасен ли полипропилен?
Хотя при производстве полипропилена используются некоторые потенциально токсичные химические вещества, он обычно считается безопасным готовым продуктом и обычно используется в пластиковой упаковке , которая включает в себя продукты питания и напитки, а также медицинские принадлежности . Хотя полипропилен не считается очень экологически чистым из-за сложностей в процессе переработки, изделия из полипропилена можно безопасно использовать повторно, и они достаточно прочны, чтобы противостоять нормальному износу в течение нескольких применений. Еще один момент, указывающий на безопасность полипропилена, заключается в том, что термопласт часто используется для изготовления
одноразовые стаканчики
тарелки
бутылки
столовые приборы
безопасно содержат, упаковывают и защищают горячие напитки и горячие блюда.
Является ли полипропилен безопасным и не содержит BPA?
Мы живем в очень пластичном мире. Почти все, что мы едим, пьем или имеем, содержит пластик или содержится в нем. Некоторые пластмассы, например те, которые содержат BPA или другие вредные химические вещества, могут негативно повлиять на наш организм или мир, в котором мы живем.
Полипропилен, сложный пластик, обычно считается безопасным для человека. Но что мы знаем об этом полезном и вездесущем продукте?
Полипропилен представляет собой пластик. Из коммерческих пластиков, представленных сегодня на рынке, полипропилен считается одним из самых безопасных.
Он одобрен Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) для контакта с пищевыми продуктами, поэтому вы найдете полипропилен в пищевых контейнерах, например, в контейнерах для йогурта, сливочного сыра и масляных продуктов. Поскольку он обладает высокой термостойкостью, его также часто используют для упаковки продуктов, которые можно разогревать в микроволновой печи.
Некоторые хирургические устройства и имплантаты также изготавливаются из полипропилена, а полипропиленовые волокна обычно используются для плетения ковриков для внутренних и наружных работ.
Полипропилен, полученный из нефти, рассматривается Агентством по охране окружающей среды (EPA) как более безопасный выбор, чем некоторые другие виды пластмасс. Неизвестно, что он вызывает рак у людей, и он менее воспламеняется в тканях, чем шерсть.
Однако важно отметить, что некоторые новые исследования указывают на токсичность некоторых полипропиленовых контейнеров.
Исследователи в ходе исследования 2019 года изучили множество видов пластика в самых разных продуктах. Они обнаружили, что токсичность конкретного пластика сильно различается от продукта к продукту из-за производственного процесса каждого продукта.
В ходе этого исследования исследователи обнаружили, что некоторые полипропиленовые продукты влияют на гормоны андрогенов и вызывают токсическую или стрессовую реакцию клеток.
Необходимы дополнительные исследования, тем более что пластмассы являются химически сложными, и каждый продукт может иметь различные эффекты.
Это исследование не изменило рекомендаций FDA или EPA по использованию полипропилена.
Бисфенол А (BPA) — это химическое вещество, используемое в производстве поликарбонатных пластиков. Он также используется в эпоксидных смолах, которые покрывают внутреннюю часть консервов и водопроводных труб.
BPA легко попадает в пищу и воду. Более 93 процентов образцов мочи, исследованных в исследовании CDC, содержали концентрации BPA.
Хотя Управление по санитарному надзору за качеством пищевых продуктов и медикаментов заявило, что небольшое количество BPA безопасно для человека, некоторые эксперты в области окружающей среды и здравоохранения обеспокоены тем, что воздействие BPA может привести к проблемам с развитием мозга, иммунной функцией, способностями к обучению, нарушениями репродуктивной функции и другими проблемами со здоровьем.
Растущая озабоченность по поводу BPA привела к производству нескольких видов пластика, не содержащего BPA. Полипропилен — это один из видов пластика, не содержащий BPA.
Чтобы потребителям было легче перерабатывать, а перерабатывающим предприятиям было проще перерабатывать пластик, контейнеры маркируются идентификационным кодом смолы.
Этот код определяется как число от 1 до 7, проштампованное на дне упаковки и обрамленное стрелками, образующими треугольник.
Номер полипропилена — 5. Вот краткое руководство по кодам переработки смолы:
Name
Resin ID
Found in
What to know
Polyethylene terephthalate (PET)
1
Plastic water and drink bottles, контейнеры для приправ
В целом безопасны, но при высоких температурах может протекать металл, называемый сурьмой.
Полиэтилен высокой плотности (HDPE)
2
Кувшины и бутылки, полиэтиленовые пакеты
Высвобождает небольшое количество химических веществ, повышающих уровень эстрогена.
Поливинилхлорид (ПВХ)
3
Контейнеры для мясных бутербродов, прочные мешки для постельных принадлежностей, игрушки
Может содержать токсины, такие как ДЭГФ, который, по данным EPA, может вызывать рак у людей в высоких концентрациях. Может также содержать диоксины, винилхлорид и другие токсины, которые могут вызывать врожденные дефекты, трудности в обучении у детей, гормональную дисрегуляцию и рак.
Полиэтилен низкой плотности (LDPE)
4
Химчистка и пакеты для хлеба, термоусадочная пленка
Считается безопасным.
Полипропилен (ПП)
5
Пакеты из-под картофельных чипсов, подгузники, контейнеры для йогурта
Считается безопасным.
Полистирол (PS)
6
Пенопластовые стаканчики, коробки для яиц, упаковка арахиса, сигареты очень низкий.
Другие разные пластмассы
7
Пакеты для выпечки, другие пластиковые контейнеры
Это универсальная категория пластика, которая не попадает в другие категории. Он содержит BPA и обычно не считается безопасным.
Поскольку пластик повсюду, полностью избавиться от него — сложная задача. Вот несколько советов по сокращению использования пластика, а также по более безопасному его использованию:
Врачи не рекомендуют разогревать пищу в пластиковых контейнерах, потому что тепло увеличивает вероятность того, что химические вещества просочатся из контейнера в вашу еду. Лучше разогревайте пищу в стеклянных или металлических контейнерах.
По возможности выбирайте продукты с пометкой «Без бисфенола-А». Старайтесь избегать пластмасс, помеченных кодами переработки 3 или 7, если только рядом с цифрой нет листа (что указывает на то, что пластик не содержит BPA). Как правило, существует более высокий риск того, что эти пластмассы содержат BPA и другие потенциально вредные химические вещества.
Выбросьте все пластиковые контейнеры, которые у вас были до 2012 года. В этом году Управление по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) запретило использование бисфенола А в поильниках, детских бутылочках и контейнерах для детских смесей.
Избегайте использования пластиковых пакетов или пакетов с покрытием для запекания и приготовления на пару. Тепло может привести к попаданию химических веществ в вашу пищу из этих продуктов.
Не наполняйте повторно пластиковые бутылки с водой, на которых указан код переработки смолы 1. Они предназначены для одноразового использования.
Избегайте контакта с кассовыми чеками, покрытыми блестящей пленкой. По данным группы защиты интересов Breastcancer.org, это блестящее покрытие содержит BPA.
Со временем вы можете подумать о замене пластиковой посуды и контейнеров для хранения на стеклянные или металлические. Хотя полипропилен остается более безопасной альтернативой некоторым другим видам пластика, процесс производства пластмассовых изделий может быть неблагоприятным для окружающей среды.
Полипропилен — это пластик, который используется для изготовления всего, от ковриков до контейнеров для сметаны. Он считается одним из самых безопасных пластиков.
В конце статьи вы можете посмотреть ВИДЕООБЗОР 3D-принтера 3DPrintMill.
Вступление.
Наша компания уже много лет занимается продажей оборудования для 3D печати. За это время к нам в руки успело попасть огромное множество разных 3D принтеров. Но недавно у нас в продаже появился крайне интересный экземпляр.
Это FDM 3D принтер конвейерного типа, Creality CR-30 или, как его еще называют, 3DPrintMill. Главной особенностью данной модели, в отличие от обычных FDM принтеров, у которых построение модели происходит в вертикальной плоскости, то, что CR-30 печатает под наклоном в 45 градусов.
Его стол представляет собой конвейерную ленту. Проще говоря, на таком принтере можно печатать детали любой длины или небольшие модели одну за другой, не боясь, что места на столе не хватит.
Конечно, у данного решения есть много нюансов, но не будем бежать впереди печатаемой детали и рассмотрим все по порядку.
История.
Начнём с предыстории. Идея беспрерывной 3Д печати не нова. Еще в 2010 году компания Makerbot выложила в открытом доступе модели для сборки небольшого конвейерного стола Automated Build Platform, который можно было использовать с их принтерами.
Подразумевалось, что с ним напечатанные модели смогут автоматически убираться с печатной платформы. На какое-то время тема затихла. Производители промышленного оборудования пробовали выпускать 3D принтеры для беспрерывной печати, хотя реализация там была немного другая.
И в 2017 году идея получила новое развитие. Разработчик из компании Polar3D показал модификацию для принтера Makerbot Replicator с наклоненным под 45 градусов конвейерным столом.
И процесс пошел. Был представлен компактный принтер PrintrBot PrintrBelt, который, к сожалению, уже не продаётся. А также, пожалуй, самый известный на данный момент конвейерный 3Д принтер BlackBelt, большой и довольно дорогой.
Еще спустя немного времени Карл Браун из проекта NAK3D Designs представил и выложил в открытый доступ проект огромного конвейерного принтера White Knight.
При желании, его вы можете собрать самостоятельно. Итак мы плавно перемещаемся в 2020 год. Известный блогер Наоми Ву в команде с разрабочиками Creality и при поддержке компании BlackBelt3D представили на краудфандинговой платформе Kikstarter 3D принтер Creality CR-30 или 3DPrintMill.
Потребовалось еще какое-то время на сбор средств и доработки. И в итоге этот принтер, наконец, поступил в свободную продажу.
Комплектация.
Поставляется CR-30 в довольно большой коробке, на которой красуется изображение идейного вдохновителя проекта — Наоми Ву.
Комплектация вполне стандартная. Сверху лежит небольшая бумажная инструкция. В отдельном пакете расположено несколько стяжек, игла для прочистки сопла, бокорезы, калибровочный щуп 0.1мм, шестигранники и гаечные ключи, запасной концевой выключатель, 250-граммовая катушка белого PLA пластика, полноразмерная SD-карта на 8 гигабайт с кардридером, запасные фитинги и пара запасных сопел.
Сборка.
Сам принтер приходит разобранным на несколько частей.
Сборка совсем не сложная. Вся нижняя часть с блоком управления и конвейерным столом уже полностью собрана. С одной стороны к ней нужно прикрутить диагональные распорки.
С другой стороны установить и закрепить несколькими винтами портал, который тоже уже собран.
После этого остается только установить держатель для катушки филамента, прикрутить экран.
Подключить все оставшиеся провода и вставить тефлоновую трубку, идущую от хотенда в подающий механизм.
Конструкция принтера.
Кинематика.
Посмотрим поближе на устройство принтера. Область печати у него 200 мм по ширине, 170 по высоте и бесконечность по длине.
Портал осей X Y наклонен под углом 45 градусов. Да, именно Y, это не ошибка. Ось Z на CR-30 — это конвейерный стол. Если повернуть сам принтер на 45 градусов вперед, станет понятно, что по большому счету он представляет из себя просто принтер с кинематикой CoreXY, со столом, наклоненным вниз на 45 градусов.
Для перемещения осей XY используется система OpenBuilds. На всех каретках с одной стороны есть эксцентрики, вращая которые можно регулировать прижим роликов к профилям.
Ремни тут использованы 10-ти миллиметровые. Это хорошо, ведь экструдер с профилем оси X необходимо не просто двигать в горизонтальной плоскости, но и поднимать вверх.
Экструдер.
Сам экструдер тут боуден, причем с довольно длинной тефлоновой трубкой.
Хотенд использован стандартный почти для всех принтеров Creality, его называют CR-10.
Максимальная температура нагрева ограничена 240 градусами.
Производитель намекает на то, что высокотемпературными пластиками типа ABS на этом принтере печатать не стоит. Радиатор охлаждается осевым вентилятором 3010.
Для охлаждения модели используются два турбинных вентилятора 4010 с неплохими воздуховодами из литого пластика.
Подающий механизм интересный. Это что-то вроде гибрида MK8 и BMG.
Редуктора тут нет, но есть две подающие шестерни. Расстояние до выходного отверстия довольно маленькое.
Есть вероятность, что можно будет нормально печатать флекс-пластиками. Хотя с такой длинной тефлоновой трубкой, это в любом случае будет сложно.
Электроника и электрика.
По электронной части все достаточно стандартно. Блок питания низкопрофильный на 24 вольта 350 ватт, неизвестной нам компании HuntKey.
Все провода обжаты в клеммы, на большинстве даже есть ферритовые кольца для уменьшения помех. Все размещено достаточно аккуратно.
Управляющая плата проприетарная Creality V4.2.10 на 32-х битном микроконтроллере STM32F103 и с распаянными тихими драйверами TMC2208.
Кстати, принтер в целом довольно тихий, включая вентиляторы.
Установлен самый простой экран. Это обычный 12864 с энкодером такой же, как на первом Ender-3 и многих других принтерах Creality.
Конвейерный стол.
Ну и самое интересное, конвейерный стол. Конструкция выглядит очень внушительно.
Пластиковых деталей нет, все сделано из алюминия и стали. Спереди и сзади располагаются приводные валы, по ним проходит кольцевой ремень из термостойкого нейлона, общая длина его окружности 1100мм.
В натянутом состоянии длина получается около полуметра. Спереди с двух сторон есть винты для регулировки его натяжения. В верхней части под ремнем находятся две металлические пластины.
Часть, которая находится со стороны экструдера, нагреваемая. Она должна прогревать ремень при укладке пластика для улучшения адгезии. Максимальная температура 100 градусов. Вторая пластина не греется. По углам располагаются винты регулировки высоты этих пластин.
По два на каждую.
У винтов есть удобные стопорные гайки.
В движение ремень приводится через редуктор мотором, который спрятан снизу.
Калибровка.
Калибровка ручная, при этом тут она заслуживает отдельного внимания. Первое, что нужно сделать, ослабить стопорные гайки регулировочных винтов пластин сверху. И выкрутить винты так, чтобы пластины полностью опустились.
Дальше в нижней части портала есть механические ограничители движения. Это сделано, чтобы ни при каких условиях сопло не смогло повредить ремень стола.
Ограничители можно перемещать по высоте. Правый нужно ослабить.
На левом располагается оптический концевик, который тоже можно двигать по высоте.
Для этого нужно ослабить 4 винта спереди и вращая винт снизу поднимать или опускать его.
По-хорошему, концевик нужно выставить так, чтобы в момент срабатывания, расстояние до механического ограничителя составляло не больше 0.2-0.3мм.
При этом по высоте весь ограничитель нужно прикрутить так, чтобы высота до поверхности стола получалась около миллиметра.
После подбора высоты левого ограничителя с концевиком можно зафиксировать правый на такой же высоте и с таким же отступом.
И после этого уже можно, используя щуп 0.1мм из комплекта, подкручивать высоту сначала нагреваемой пластины так, чтобы по всей ширине между соплом и ремнем стола щуп проходил с небольшим усилием.
Вторую пластину нужно по возможности выставить также как и первую, чтобы длинные модели не отклеивались раньше времени.
Тестовая печать с SD-карты.
Итак, принтер собран и откалиброван. Перейдем к тестам печати, а точнее к нашим долгим и полным сюрпризов приключениям. Заправили серый PLA пластик Tiger3D и сразу запустили на печать случайно выбранную тестовую модель с флешки, которая шла вместе с принтером. Обычно мы так не делаем, но очень уже не терпелось посмотреть, как он работает.
И началась печать какой-то геометрической фигуры.
Вроде бы первые слои легли нормально. И деталь начала строиться под углом в 45 градусов.
Через какое-то время модель напечаталась. И сразу за ней начала печататься еще одна такая же,
а за ней еще.
И все больше
и больше.
Когда место на столе закончилось, детали, уезжая вперед, сами падали вниз.
Получилось целых 10 моделей.
Интересная такая тестовая печать на 15 часов. Во-первых, уже стало понятно, что принтер неторопливый. Также стало очевидно, что он не совсем правильно откалиброван. На большинстве моделей первые слои ложились неровно, хотя потом все приходило в норму.
Так как модели печатались с низким процентом заполнения и всего двумя внешними стенками, местами на поверхности видно проступающее заполнение.
В остальном модели получились хорошо. Слои уложены достаточно равномерно, есть небольшие щели на некоторых моделях сверху.
Они, скорее всего тоже вызваны низким заполнением и нехваткой стенок.
Слайсер CrealityBelt и другие.
Для нарезки следующих моделей установили слайсер. Он называется CrealityBelt.
По сути это модифицированная Cura версии 3.6.0.
Кроме него есть еще слайсер BlackBelt.
Разницы между ними практически нет, так как Creality делали свой слайсер именно на основе BlackBelt. Однако обновляются они теперь независимо друг от друга. Например, BlackBelt в данный момент уже сделан на базе более поздней версии Cura 3.6.2.
С недавних пор нарезать модели под 45 градусов научился слайсер IdeaMaker, однако он еще не имеет некоторых полезных настроек для таких принтеров.
Мы воспользовались слайсером от Creality.
После установки желательно импортировать в CrealityBelt профиль печати, который, как и сам слайсер, находится на флешке. Первое, что бросается в глаза, это стол длиною в бесконечность. Ну, конечно же, его длина ограничена в настройках. Ось Y выставлена 99999 мм, то есть 100 метров.
Кстати, в слайсере стол — это ось Y, а не Z как на принтере. Но нарезается все правильно.
Следующее отличие от обычной Cura, справа сверху можно выбрать, под каким углом нужно производить нарезку.
И есть целый блок дополнительных настроек для конвейерного принтера.
Копии — тут можно выставить, сколько копий нарезанной модели или моделей вам нужно. Если выставить больше чем 1, появится параметр дистанция между копиями. Есть возможность добавить рафт и самое главное, можно выставить настройки для стенки, которая печатается с прилеганием к ремню, ее скорость и поток.
Можно задать отступ от ремня и управление дополнительными вентиляторами охлаждения.
В остальном «кура» примерно такая же, как и обычно. Правда, многих настроек тут просто нет. Например, блок «Тип прилипания к столу» с каймой, юбкой и обычным рафтом, полностью убран. Хотя алгоритмы для улучшения адгезии первых слоев точно не помешали бы. Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.
Тест — Новогодний бык. PLA
Заправили ESun PLA ярко-красного цвета. И отправили на печать фигурку новогоднего быка.
Не самая актуальная модель, но довольно показательная для печати под 45 градусов. Если поставить быка спиной вперед, казалось бы, минимальный наклон у хвоста уже представляет из себя небольшую сложность.
А довольно сильный наклон на цифрах спереди, для которого на обычном принтере не помешали бы поддержки, CR-30 сможет без проблем напечатать на весу.
Бык напечатался нормально. Хотя несколько недочетов есть. На морде присутствует небольшая недоэкструзия, похожая на верхние части первых моделей.
Кроме этого, на модели остались тоненькие струнки от ретрактов.
Тест — Первая половина цепного меча. PLA
Решили особо не церемониться и сразу напечатать какую-нибудь большую модель. Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч — это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.
Увеличили его до 1200 процентов, так что по длине он получился 955 мм, почти метр.
Печатать его придется во всю длину из двух половинок, чтобы на лицевых сторонах не было следов от поддержек. Для этого просто опустили ровно половину модели под поверхность стола.
И, недолго думая, отправили меч на печать. В процессе стало понятно, что это было немного опрометчиво и некоторые моменты не были продуманы. Но останавливать печать не стали.
Во-первых, сразу появилось несколько мест, где не помешали бы поддержки.
А во-вторых, зубья, которые повернуты вперед, начинают печататься буквально с капли пластика. Из-за этого, самые кончики на половине зубьев получались криво. Но печать продолжалась.
День. .. Второй… Третий… Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.
Местами были небольшие струны. И спустя 3 дня 10 часов и около 600 грамм PLA пластика половина метрового цепного меча была готова.
Идеальной эту печать назвать сложно. Но размеры настолько впечатляют, что на недостатки даже не хочется обращать внимание.
В любом случае, подобные модели обычно подвергаются серьезной постобработке. Единственное, что действительно смутило, это время печати. Очевидно, вторую половину нужно печатать уже после тестов с увеличенной скоростью.
Тест — 3DBenchy и XYZ Cube. PLA
Отправили на печать кубик XYZ и кораблик Benchy. Одним файлом, друг за другом.
При этом кораблик бенчи разместили носом вперед. В этой части у бенчи самый сильный наклон, который для этого принтера является вообще невозможным. Поэтому в передней части добавили блок кастомных поддержек. Они же помогут с адгезией в начале печати носа кораблика.
Скорость увеличили до 80мм/с и 40мм/с для внешних стенок. Стенка, прилегающая к ремню все еще самая медленная, 10мм/с. Что кораблик, что кубик напечатались неплохо.
В передней части кабины сверху наклон оказался великоват, поэтому несколько линий провисли. Также в некоторых местах опять есть небольшая недоэкструзия. В остальном с виду все выглядит достаточно хорошо и аккуратно.
Несмотря на то, что при печати кораблика, сопло, двигаясь по модели, немного раскачивало ее из стороны в сторону.
Размеры кубика, к сожалению, далеки от идеала. Примерно 19.77 по высоте, 20.21 по ширине и 19.97 по длине.
Конечно, можно программно компенсировать подобные проблемы, но в стоке точность принтера оставляет желать лучшего. Технические модели печатать можно, но только если нет необходимости в точных размерах.
Скорость печати хоть стала немного больше, но существенно не изменилась. Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 — максимум.
Тест — Вторая половина цепного меча. Результат. PLA
Нарезали вторую половину меча. На этот раз у каждого зуба, повернутого вперед, добавили небольшой блок поддержек, как делали это с «бенчи». Кроме этого, добавили поддержки еще в некоторых местах, которые в прошлый раз провисли.
Количество стенок увеличили до 3-х. Скорость печати 80мм/с и 40мм/с для внешних стенок. Все еще не быстро, да и ускорения остались прежними, но на таких расстояниях максимальная скорость будет успевать набираться. Отправили на печать. В этот раз время печати, конечно, уменьшилось, но не значительно. Всего на 10 часов.
Поддержки в паре мест почему-то не удержались и несколько зубьев получились искаженными. А на рукоятке поддержек просто не хватило, и там некоторые места провисли.
Кстати, обе половинки получились немного согнутыми по дуге, так как допечатывались, свисая с принтера.
Существует специальный блок с роликами, для этого принтера, позволяющий лучше печатать длинные модели.
Подобную конструкцию можно и напечатать самостоятельно, модели есть на thingiverse.
Чтобы нормально склеить две половины меча нужно несколько струбцин и хороший клей, или растворитель, дихлорметан, например. Струбцин под рукой не оказалось, поэтому временно просто стянули половинки стяжками в некоторых местах. Это дало понять, как меч будет в итоге выглядеть.
Недочеты есть, в основном это поврежденные зубья. Остальное можно вполне считать несущественным. Ведь, как мы уже сказали, подобные модели подразумевают постобработку. Если меч хорошо склеить, обработать, загрунтовать и покрасить, выглядеть это будет очень эпично.
Тест — LowPoly Fox. PETG
Далее увеличили ускорения до 600мм/с2 gcode-командой, подключив принтер к компьютеру. Заправили PETG от Bestfilament и попробовали напечатать популярный тест, низкополигональную лису.
Как оказалось, это тоже достаточно показательная модель, демонстрирующая преимущества и недостатки конвейерного принтера. Снова незначительный наклон у хвоста оказался достаточно сложным. А вот морда, которая обычно является самым сложным участком, совершенно не проблема для принтера.
Кроме того, уши печатаются не одновременно, а одно за другим, следовательно струн между ними быть просто не может.
В целом лиса получилась очень хорошо. Слои уложены равномерно, никакой недоэкструзии нет, мы немного увеличили поток в настройках печати. Углы не выступают, эха нет.
Тест. 3D Geometric Wall Art. PETG
И на радостях с этими же настройками отправили на печать не очень сложную, но интересную модель. Это что-то вроде настенного украшения. Таких моделей существует довольно много, животные, цветы и тому подобное.
Мы выбрали нечто более абстрактное. Это прямоугольная рамка с различными узорами, в центре которой находится глаз.
Модель увеличили в размерах примерно до 187мм по ширине. И еще немного вытянули по длине до 450 мм.
В паре мест, где начинают печататься окружности, добавили небольшие пластины толщиной в слой для улучшения адгезии.
Все настройки оставили, как в прошлом тесте и отправили модель на печать. Довольно быстро стало заметно, что при длинных переносах ретракты немного не справляются и на поверхностях остаются маленькие капельки, но в остальном качество печати очень достойное. Спустя примерно сутки модель сняли с принтера. Немного очистили от натеков после ретрактов. И получилась такая отличная картина. Придраться тут почти не к чему, выглядит очень красиво.
Тест. Уплотнительная лента. TPU
Ну и напоследок попробовали, может ли CR-30 печатать флекс-пластиками. Взяли ESun eTPU 95A. Он средней жесткости и не очень сложный в печати. На скорую руку сделали простую модель из призмы и цилиндра.
Допустим это какая-нибудь уплотнительная лента. В слайсере увеличили ее до одного метра в длину.
Скорость поставили, как в оригинальном профиле, ускорения оставили 600мм/с2. И лента без проблем напечаталась до самого конца. В паре мест есть черные точки, видимо иногда пластик прилипал к соплу, перегорал и попадал в саму модель. Но в остальном все хорошо. В подающем механизме ничего не замялось. Для боуден экструдера с такой длинной тефлоновой трубкой результат отличный.
Кстати, на thingiverse уже есть модели для переделки этого принтера на директ-экструдер.
Выводы.
Будем подводить итоги. Очевидно, Creality CR-30 3DPrintmill — принтер не для новичков. Более того, даже для опытного пользователя тут есть множество подводных камней, с которыми придется столкнуться.
Конструкция принтера достаточно хорошо продумана. Конвейерный стол выглядит очень внушительно и сделан надежно. Адгезия к ремню приличная, если учесть что пластик укладывается под углом. Для улучшения адгезии в сложных местах нужно использовать дополнительные вспомогательные модели или кастомные поддержки. Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.
Кинематика coreXY в данном случае очень удачная. Балка оси X с экструдером максимально облегчены.
И, как выяснилось, принтер может вполне нормально печатать на приличных скоростях и ускорениях. Разве что стенки, прилегающие к ремню должны всегда печататься медленно, 10-20мм/с.
Слайсер работает, но хотелось бы его обновлений или полноценное добавление подобных принтеров в Cura. Существует плагин, но у нас он так и не заработал.
Есть определенная специфика при печати. Многие модели, обычно не требующие поддержек, оказываются крайне сложными для печати на CR-30. И наоборот, казалось бы, сильный наклон, повернутый к порталу, становится вполне простым для печати.
Кому же может быть полезен 3DPrintMill. Первое что приходит в голову, это конечно косплей.
Возможность печатать длинные художественные модели или множество моделей одна за другой, может очень сэкономить время на постобработку и смену моделей.
Кроме этого подобный принтер может быть удобен для печати каких-нибудь предметов интерьера или дизайнерской мебели.
Для точных технических моделей принтер в стоковом состоянии не очень подходит, но если погрешность +- 0.2 — 0.3 мм не очень принципиальна, принтер вполне может пригодиться.
Итог.
В общем, принтер нам понравился, как минимум своей оригинальностью. Универсальным он точно не является, но в некоторых ситуациях может быть очень полезным.
До скорого!
Creality 3DPrintMill CR-30: 3D принтеры Creality
от Creality
Начальная цена
77 900 ₽
— Начальная цена
77 900 ₽
Начальная цена
77 900 ₽
77 900 ₽ — 77 900 ₽
Текущая цена
77 900 ₽
| /
Экономия 0 ₽
Экономия -77. 900 ₽
Доступно под заказ
Creality CR-30 – это первая модель компании Creality с бесконечной печатью по оси Z. 3DPrintMill создан для серийного производства, снижения расходов и экономии времени
Свойства 3D-печати
Технология печати
Печать пластиковой нитью (FDM/FFF)
Область применения
Прототипирование, Макетирование, Дизайн, Архитектура, Для образовательных учреждений, Для бизнеса, Для дома, Реклама, Для инженерии, Для мейкеров
Максимальный размер печати (ДхШхВ), мм
200×170
Кол-во печатающих головок
1
Диаметр нити
1. 75 мм
Материал печати
PLA
Рабочая температура экструдера
240 °С
Рабочая температура платформы
100 °С
Способы загрузки проекта
USB, SD
Размеры
Ширина
535 мм
Высота
410 мм
Глубина
656 мм
Вес
16.5 кг
Creality 3DPrintMill CR-30
Данный 3D-принтер укомплектован съемным удлинительным кронштейном, предназначенным для предотвращения падения модели во время печати. Его стабильная и прочная прецизионная структура CoreXY с опорой равнобедренного прямоугольного треугольника обеспечивает исключительные впечатления от печати.
Особенностью данного принтера является конвейерная лента, изготовленная из износостойкого нейлона, которая отличается отличным сцеплением с моделью. Распечатанная модель может автоматически упасть, когда лента дойдет до конца, освобождая таким образом руку оператора. При необходимости конвейерную ленту легко заменить.
Главные особенности
Бесконечная печатная платформа — Infinite-Z
Стабильная и прочная прецизионная структура CoreXY
Конвейерная лента из износостойкого нейлона
Уникальная конструкция с углом печати 45°
Эксклюзивное программное обеспечение — CrealityBelt
Объемный 3D-принтер Infinite-Z, созданный Наоми Ву и Creality3D на основе работы Карла Брауна и Билла Стила. 3DPrintMill — это функция печати бесконечной длины и массовой печати, что позволяет экономить время и затраты на печать. Специальный ремень Infinite-Z — это первый в мире 3D-принтер Creality, реализующий бесконечный объем печати.
Бесконечная ось Z для бесконечной печати: Оснащенный роликовым конвейером, он обеспечивает непрерывную печать. Не беспокойтесь о печати модели бесконечной длины. Высокая производительность, экономия времени и экономичность (Размер печати: 200*170*∞ мм) *Для установки доступен съемный удлинитель, предотвращающий падение модели во время печати.
Стабильная конструкция CoreXY: Стабильная и прочная прецизионная конструкция CoreXY с опорой в виде равнобедренного прямоугольного треугольника обеспечивает исключительные впечатления от печати. 9№ 0007
Нейлоновая конвейерная лента: Изготовленная из износостойкого нейлона конвейерная лента отличается превосходным сцеплением с моделью. Распечатанная модель может автоматически упасть, когда лента завершится до конца, что освободит вашу руку Сильное прилипание| Удаление без проблем | Износостойкий| Хорошо сбалансированное транспортное средство *Легко заменить конвейерную ленту.
Механизм экструзии металла с двумя шестернями: Высококачественный прессованный металл с двумя шестернями в сочетании с наклонным соплом 45 градусов обеспечивает постоянную печать >200 часов без давления.
Уникальный угол печати 45°: Уникальная конструкция с углом 45° компенсирует ограничения вертикальной конструкции сопла. Оснащенный комплектом высокопроизводительных сопел, он обеспечивает непрерывную печать по горизонтальной оси Z.
Детектор обрыва нити: Всякий раз, когда происходит авария, например, выход из строя или обрыв нити, интеллектуальный датчик заставляет машину приостанавливать печать. Печать будет автоматически возобновлена после подачи новой нити.
Бесшумная материнская плата/вентиляторы для охлаждения, обеспечения/возобновления печати .
Creality 3DPrintMill(CR-30)- Belt 3D Printing, Electronics, Computer Hardware & Software, Printers & Accessories, Other Printers & Accessories United States Expo — New York, New York City Best Expo — Top Trade Show — Import, Export
Creality 3DPrintMill (CR-30) — ленточная 3D-печать для всех.
Видео:-
Что такое 3D-принтер Infinite-Z?
Проще говоря, 3DPrintMill (Creality CR-30) представляет собой нечто среднее между традиционным 3D-принтером и конвейерной лентой. Это означает две вещи:
1. Непрерывная автоматическая печать деталей. Детали печатаются на 3D-принтере, лента с подогревом продвигается вперед, а детали отделяются и падают в мусорное ведро. Больше не нужно постоянно отрывать детали от нагретой платформы и снова запускать процесс печати. 3DPrintMill может превратить целый 1, 5 или 10-килограммовый рулон пластиковой нити в пластмассовые детали с точными размерами без участия человека. 2. Чрезвычайно длинные (теоретически «бесконечные» по оси Z) 3D-принты. При наклоне платформы на 45 градусов задняя часть напечатанного объекта выдвигается из 3D-принтера, в то время как передняя часть все еще печатается внутри принтера. Самый длинный отпечаток, полученный на 3DPrintMill на сегодняшний день, представляет собой брусок длиной 20 футов / 6 метров, целиком изготовленный на машине длиной всего 66 см.
Для кого предназначена 3DPrintMill (CR-30)?
1. Всем, кому нравится 3D-печать, но не нравится процесс выравнивания кроватей и отделения отпечатков. 3DPrintMill обычно печатает прямо из коробки и имеет отличную адгезию к слою PLA, TPU и PETG. Любые корректировки, если это необходимо, просты, и однажды сделанные, они остаются на одном уровне почти бесконечно. 2. Владельцы магазинов Etsy и eBay, которые уже продают оригинальные модели, напечатанные на 3D-принтере. Настенные крючки, лицевые щитки и другие функциональные принты десятками, сотнями или даже тысячами. Мы работаем над программными решениями, которые позволят вам не только непрерывно печатать один и тот же объект, но и добавлять множество различных моделей в очередь печати и печатать их все без перерыва. 3. Лица, которым требуются пластиковые детали ниже минимума для экономичного литья под давлением, или лица, обладающие конфиденциальной интеллектуальной собственностью и не желающие рисковать тем, что их пресс-формы будут использоваться без их разрешения. 4. Любой, кто хотел бы использовать традиционную ферму 3D-принтеров, но не хочет связанных с этим трудозатрат на постоянную смену лотков с деталями, отсоединение этих деталей и повторный запуск процесса печати. 5. Косплейеры с очень длинными отпечатками — мечами и копьями, для которых обычно требуется дюжина или более деталей и значительная постобработка, как правило, могут быть напечатаны на 3DPrintMill всего из двух частей, часто без опоры для удаления. 6. Реставраторы, бутафоры, сценографы. 3DPrintMill (Creality CR-30) может печатать прочные, долговечные молдинги и другие архитектурные элементы любого профиля размером до 200×170 и практически любой длины без необходимости использования специальных инструментов. В зависимости от выбранного вами разрешения печати и приложения, эти 3D-отпечатки часто можно сразу же загрунтовать и покрасить — без необходимости длительной последующей обработки. 7. Школы, которые хотят предоставить доступ к 3D-принтеру и хотят избежать риска того, что учащиеся будут обращаться с ним напрямую и порезаться о разбитую стеклянную подставку или острые инструменты, которые часто используются для удаления отпечатков или обжигают нагретое сопло. 3DPrintMill (Creality CR-30) — самый безопасный из доступных вариантов, поскольку после загрузки учителем недельной нити накала его можно использовать без какого-либо контакта с человеком, поэтому его можно поместить в пластиковую коробку или поставить за окном с Напечатанный на 3D-принтере желоб для раздачи готовых деталей ученикам. 8. Любой с нарушенной ловкостью или ограниченными движениями в руках и руках. Поскольку отпечатки не нужно физически снимать с платформы, их можно продвигать с помощью цифрового управления, 3DPrintMill гораздо более доступен, чем более традиционные проекты, и мы планируем развивать это. Если у вас или у кого-то из ваших знакомых есть особые потребности, свяжитесь с нами — мы делаем все возможное, чтобы включить функции, которые позволят каждому использовать 3D-печать — для бизнеса или для развлечения.
Оборудование
3DPrintMill не является «набором». Принтер поставляется разделенным на четыре основные части для транспортировки: основание, переднюю, заднюю часть и панель управления. Чтобы прикрепить эти детали с помощью прилагаемых шестигранных ключей, требуется менее 30 минут.
С другой стороны, если вы начнете с коробки алюминиевого профиля, стержней, ремней, роликов и других необработанных деталей, купленных непосредственно на заводе в Китае и переданных вам нетронутыми, но со значительной наценкой, может показаться, что как сделка. Но в процессе сборки 3D-принтера с нуля без точных выравнивающих поверхностей и шаблонов, имеющихся на заводе, ошибки накапливаются. Скручивание вдоль одной оси в сочетании с перекосом вдоль другой практически невозможно устранить. Вот почему, если вы хотите получить хорошее качество печати и точность размеров, очень важно свести к минимуму количество деталей, которые придется собирать клиенту.
Простое крепление портала к основанию является проверенной конструкцией, но попробуйте собрать весь портал из отдельных частей без идеально плоской поверхности в качестве рабочей поверхности, и вы обнаружите множество точек, в которых происходит отклонение. Многие конструкции звуковых принтеров становятся непригодными или требуют сложной программной коррекции, потому что точное выравнивание деталей из комплекта с допусками 0,01 мм или выше нереально за обеденным столом или офисным столом обычного человека. Вот почему каждый станок 3DPrintMill (Creality CR-30) сначала проходит испытания на заводе, а затем поступает к вам в почти готовом виде.
Идеальные 3D-печати начинаются с надежной платформы. 3DPrintMill построен как резервуар с цельнометаллической конструкцией — 16,5 кг или 36 фунтов алюминия и стали, обработанных на станке с ЧПУ. Нейлоновые ролики, но абсолютно никаких пластиковых конструкционных деталей. Компоненты, соответствующие отраслевым стандартам, в том числе алюминиевые балки с V-образными пазами, означают, что вам никогда не придется полагаться только на одну компанию, если вы хотите самостоятельно взломать, обновить или отремонтировать любую часть вашего 3DPrintMill. Мы разработали его с нуля, чтобы он был открытым, а не привязывал вас к проприетарной экосистеме.
Портал 3DPrintMill оснащен современной системой перемещения Core-XY под углом 45 градусов. Core-XY, хотя и более дорогостоящий, чем другие варианты, предлагает наилучшее сочетание стабильности, скорости и точности для приложений 3D-печати.
Подвижная ось Z использует нейлоновую конвейерную ленту, разработанную для промышленных сборочных линий, которая, как ожидается, прослужит годы при регулярном использовании. Вы не обычный пользователь? Нет проблем, вы можете купить дополнительные ремни всего за 45 долларов и заменить их менее чем за 10 минут. Вы аппаратный хакер? Думаете, вы можете сделать лучший ленточный принтер? Кроме того, нет проблем, мы все поддерживаем инновации в сообществе 3D-печати — по многочисленным просьбам мы продадим вам только ремень, если хотите.
Наша алюминиевая печатная платформа мощностью 24 В и 220 Вт быстро и равномерно нагревается до 100ºC, обеспечивая отличное сцепление печати с нейлоновой конвейерной лентой без скручивания. Ручки, установленные сверху, обеспечивают быстрое и точное выравнивание сборки кровати, если это потребуется.
Внутри 3DPrintMill установлена первоклассная 32-разрядная материнская плата Creality-3D, проверенная в самых продаваемых сериях Ender-3 и CR-10 V2. Плата работает под управлением прошивки Marlin с открытым исходным кодом, оснащена набором микросхем ARM STM32F103 и драйверами шагового двигателя TMC2208 для бесшумной, безопасной и точной работы.
Возобновление печати и обнаружение обрыва нити. Если ваш 3DPrintMill отключится от питания, вы сможете возобновить печать с того места, на котором остановились, после восстановления питания. Закончилась нить на середине длинного задания на печать? Нет проблем, наш датчик нити обнаружит обрыв или биение, приостановит печать, пока вы загружаете новую нить, и возобновит печать с того места, где она была прервана, обычно без каких-либо заметных следов на отпечатке.
Программное обеспечение
Программное обеспечение для нарезки — программа, которая преобразует вашу 3D-модель в траектории движения инструментов, которым может следовать ваш принтер, играет решающую роль в 3D-печати. Хорошие отпечатки получаются из хорошего программного обеспечения для нарезки.
Наше программное обеспечение для нарезки CrealityBelt специально разработано для 3DPrintMill (Creality CR-30). Он может нарезать модель любой длины или нарезать несколько моделей для непрерывной печати. CrealityBelt удобен в использовании благодаря простому управлению и понятному интерфейсу.
Файл GCODE, который читает 3DPrintMill (Creality CR-30), хотя и необычен тем, что он нарезан под углом 45 градусов, никоим образом не является собственностью, он полностью открыт, и мы работаем с сопровождающими нескольких открытых — Исходные слайсеры, чтобы добавить возможность печати Infinite-Z в свои существующие приложения. Мы ожидаем, что несколько вариантов нарезки с открытым исходным кодом будут доступны до марта 2021 года9.0007
Наоми Ву
Наоми — яркий молодой инженер по аппаратному обеспечению, который ведет крупнейший канал о технологиях на YouTube в Китае из своей мастерской/студии в своем родном городе Шэньчжэнь. Наоми появилась на обложке журнала Make Magazine, является страстным сторонником 3D-печати и оборудования с открытым исходным кодом и отвечает за первые пять сертификатов ассоциации оборудования с открытым исходным кодом в Китае.
Creality3D и Naomi уже много лет сотрудничают как в области инженерии, так и в области маркетинга, включая совместную работу над полностью открытым исходным кодом легендарного Ender-3, который стал самым продаваемым 3D-принтером в мире.
Два года назад Наоми потребовала от Creality вывести на рынок 3D-принтер Infinite-Z, а затем установила связь между создателями коммерчески жизнеспособной печати Infinite-Z — Биллом Стилом и Карлом Брауном, инженерами Creality, и мировым сообществом 3D-печати. . Теперь их мечта об автоматическом мелкосерийном производстве в любом доме стала реальностью благодаря 3DPrintMill (Creality CR-30).
Creality 3D
С момента основания в 2014 году компания Creality 3D быстро завоевала известность и доверие в сообществе 3D-печати.
Выбор технологии и 3D принтера для изготовления ювелирных изделий, плюсы и минусы
В настоящее время появляется много новых технологий, которые призваны упростить производство в различных отраслях. Прогресс не стоит на месте и, несмотря на некоторых противников, 3D печать занимает свою нишу в производстве ювелирных украшений.
3D печать способна ускорить и удешевить процесс производства украшений благодаря небольшой себестоимости расходников. С 3D принтерами у ювелиров появилась возможность быстро изменять дизайн изделия и хоть несколько раз в день изготавливать прототипы. Для многих ювелирных производств 3D печать становится хорошей альтернативой или дополнением к фрезеровочным станкам и другому оборудованию.
До сих пор некоторые считают, что ручная работа — это признак мастерства, особенно когда речь идет о творческой работе, а модели,изготовленные при помощи 3D моделирования и печати — это дилетантство. Но многие забывают, что за компьютером то же человек, который не просто механически нажимает на кнопочки, а тоже вкладывает душу в свое творение.
Преимущества 3D печати
Для того чтобы понять насколько оправданно применение 3D принтера, нужно знать как происходит изготовления ювелирного украшения. Это очень кропотливая работа. Не зря появилось выражение «ювелирная работа», обозначающее очень тонкую и сложную работу.
Любое украшение начинается с эскиза. Обычно делается несколько набросков, чтобы точно определится с дизайном и расположением вставок. В качестве декора используются не только камни, это могут быть элементы из дерева, кости, драгоценных металлов, все зависит от фантазии дизайнера.
На следующем этапе изделие отрисовывают в 3D редакторе. Это позволяет не только визуализировать будущее изделие, но и исправить некоторые ошибки и неточности, допущенные на этапе дизайна.
Модель кольца
Некоторые мастера до сих пор вырезают «восковки» вручную. Такая работа требует определенных навыков и усидчивости. Обычно так изготавливают изделия, которые будут отлиты в единственном экземпляре.
У готовой 3D модели может быть несколько путей для воплощения в физическом варианте — это фрезеровка или 3D печать.
Фрезеровка восковки
В настоящее время 3D печать мало чем уступает в точности фрезеровочному станку и часто имеет существенное преимущество в скорости, несмотря на то, что после печати нужно еще отделить поддержки и зачистить места соприкосновения с моделью. После получения физической модели ее можно сразу отливать, если в качестве материала использовался воск или выжигаемый полимер.
Если необходимо отлить большую партию изделий, то с изготовленной мастер модели при помощи специальной резины изготавливают форму для последующего литья воска. Существует множество видов резины, которые различаются по жесткости и температуре вулканизации. Резина подбирается в зависимости от материала, из которого изготовлена мастер модель.
Для заливки форм обычно используют специальный станок — инжектор. В некоторых моделях можно не только разогреть воск, но и отвакуумировать его или оставить под давлением. Это способствует уменьшению количества и размера воздушных пузырей для более качественной проливки резиновой формы.
В домашних мастерских вместо специальной резины используют силикон. Ведь для вулканизации резины необходим специальный станок. Но формы из резины получаются слишком мягкими и недолговечными для изготовления большой партии восковок.
После изготовления необходимого количества восковок их собирают в «ëлочки». » Ëлками» называют восковки, припаянные к восковому стержню. Для экономии пространства расстояние между ними очень маленькое и они напоминают пушистые ëлочки, отсюда и пошло такое название. Готовую “ёлочку” взвешивают, чтобы рассчитать необходимое количество металла. В некоторых местах на восковки сразу вставляют камни, если не предусмотрен другой вариант крепления.
Eлочки из восковок
Готовые «ëлочки» помещают в специальную цилиндрическую “кассету” без дна, которая называется опока и заливают формомассой на основе гипса. Опоку с незастывшим гипсом обязательно вакуумируют, чтобы избавиться от ненужных воздушных пузырей, которые могут привести к дефектам на поверхности готовой отливки.
После застывания гипсовая опока отправляется в муфельную печь для выплавления воска.
Режим прокалки подбирается в зависимости от материала «восковок». Для воска или выжигаемого полимера нужны разные режимы, для того чтобы материал был полностью удален из гипсовой!!!!!!
Когда весь воск выплавлен, внутри гипса образуются полости, повторяющие контуры восковок. В эти пустоты заливается металл. После литья опока охлаждается и гипсовая формомасса вымывается под напором воды. В итоге получается металлическая ёлочка.
Eлочка после отливки
Готовые отливки срезаются с елочки и моются, полируются, при необходимости чернятся мастером до достижения нужного внешнего вида.
3D принтеры для ювелиров
Существует несколько технологий 3D печати, которые могут подойти для нужд ювелиров. У каждой есть свои плюсы и минусы. Некоторые 3D принтеры идеально впишутся в формат крупной мастерской, а некоторые идеально подойдут для небольшой мастерской.
SLA
SLA или стереолитография основана на принципе послойного затвердевания фотополимерной смолы под действием УФ луча. УФ луч фокусируется при помощи зеркал на поверхности смолы и послойно засвечивает модель.
Принцип работы SLA принтера
SLA 3D принтеры стали первыми, на которые обратили внимание ювелирные мастера. SLA аппараты компактные, при этом обладают большой точностью печати.
Плюсы и минусы
Плюсы
Минусы
Примеры печати
От прототипа до готового изделия
Отлитое и напечатанное кольцо
Рейтинг принтеров.
Лидерство среди производства SLA 3D принтеров удерживает фирма Formlabs.
Formlabs Form 3
Formlabs Form 3
Технические характеристики:
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 14,5 × 14,5 × 18,5 см
Толщина слоя: 25 – 300 мкм
Профессиональный 3D принтер, который пользуется популярностью среди профессиональных ювелиров и стоматологов.
Formlabs Form 3L
Formlabs Form 3L
Технические характеристики:
Разрешение XY: 25 мкм
Размер лазерного пятна: 85 мкм
Мощность лазера: Один лазер мощностью 250 мВт
Размер рабочей области: 33,5 × 20 × 30 см
Толщина слоя: 25 – 300 мкм
Form 3L отличается от младших моделей большой областью печати, которая позволяет изготавливать по настоящему большие изделия без потери качества и точности.
DLP/LCD
DLP очень похожа на SLA, только в качестве источника УФ излучения, для засветки фотополимерной смолы, используется не направленный пучок света, а DLP проектор. DLP принтеры засвечивают сразу всю рабочую область, поэтому они сильно выигрывают в скорости печати у SLA.
Принцип работы DLP принтера
На сегодняшний день это одна из самых доступных технологий фотополимерной 3D печати. По своей стоимости LCD принтеры сравнялись с уровнем цен любительских FDM. DLP принтеры стоят на порядок дороже из-за использования в качестве УФ источника дорогостоящего проектора.
Проектор конечно дороже, но более долговечен, с другой стороны LCD дисплей стоит не так дорого и его легко можно заметить, в отличие от проектора. Что выбрать каждый пользователь решает сам.
Плюсы и минусы.
Плюсы
Минусы
Примеры печати
Сравнение мастер модели напечатанной на 3D принтере и отлитого изделия
Модель из выжигаемого полимера и готовое изделие
Демонстрация изделий отлитых при помощи выжигаемого фотополимера
Рейтинг принтеров.
Точность печати у LCD принтеров зависит от размера пикселя, поэтому стоит обратить внимание на этот параметр выбирая принтер.
Anycubic Photon Mono
Anycubic Photon Mono
Технические характеристики:
Разрешение LCD-дисплея: 2560х1620 (2K)
Точность позиционирования по оси XY: 0.051 мм
Длина УФ волны: 405 нм
Размер рабочей области: 130х80х165 мм
Толщина слоя: 0.01-0.15 мм
Anycubic Photon Mono это недорогой LCD аппарат, который идеально подойдет для любительской печати. Монохромный дисплей позволяет уменьшить время засветки и ускорить печать.
Phrozen Sonic 4K
Phrozen Sonic 4K
Технические характеристики:
Разрешение LCD-дисплея: 6.1″ 4K Mono LCD
Точность позиционирования по оси XY: 35 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 134х75х200 мм
Толщина слоя: 0. 01-0.30 мм
Phrozen Sonic 4K разработан специально для применения в стоматологической и ювелирной отрасли. Несмотря на компактный размер, принтер не уступает в точности профессиональным станкам, а время засветки одного слоя составляет всего несколько секунд.
Phrozen Sonic Mighty 4K
Phrozen Sonic Mighty 4K
Технические характеристики:
Разрешение LCD-дисплея: 9.3″ 4K Mono LCD
Точность позиционирования по оси XY: 52 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 200х125х220 мм
Толщина слоя: 0.01-0.3 мм
Phrozen Sonic Mighty 4K — это профессиональный аппарат с увеличенной областью печати. Это позволяет быстро изготавливать небольшие партии моделей.
Phrozen Sonic XL 4K
Phrozen Sonic XL 4K
Технические характеристики:
Разрешение LCD-дисплея: 8. 9″ 4K Mono-LCD
Точность позиционирования по оси XY: 50 микрон
Длина УФ волны: 405 нм
Размер рабочей области: 190х120×200 мм
Толщина слоя: 0.01-0.3 мм
Phrozen Sonic XL 4K — это профессиональный аппарат с увеличенной областью печати и монохромным LCD дисплеем высокого разрешения. Это позволяет быстро изготавливать партии изделий с высокой точностью.
Peopoly Phenom XXL
Peopoly Phenom XXL
Технические характеристики:
Разрешение LCD-дисплея: 3840х2160 (23,8″, 16:9, UHD 4K)
Точность позиционирования по оси XY: 137 мкм
Длина УФ волны: 405 нм
Размер рабочей области: 527х296х550 мм
Толщина слоя: 0.01-0.3 мм
Peopoly Phenom XXL это аппарат с огромной областью построения, которая идеально подойдет для серийного изготовления не только ювелирной продукции.
Phrozen Sonic MEGA 8K
Phrozen Sonic MEGA 8K
Технические характеристики:
Разрешение LCD-дисплея: 15″ 8K Mono LCD
Точность позиционирования по оси XY: 43 мкм
Длина УФ волны: 405 нм
Размер рабочей области: 330 x 185 x 400 мм
Толщина слоя: 0.01-0.3 мм
Это первый LCD принтер с разрешением монохромной матрицы 8k, а огромная рабочая область позволяет изготавливать большие партии изделий за одну печать.
MJM/MJP
MJM (или похожая технология PolyJet) — это технология послойного нанесения фотополимера или воска через множество мелких сопел. Обычно на печатной голове располагается от 96 до 448, в зависимости от модели принтера.
Если в качестве материала используется фотополимер, то он сразу же отверждается УФ лампой, которая находится на голове принтера.
Принцип работы MJM принтера
Помимо фотополимера, для печати MJM 3D принтеры могут использовать в качестве материала воск.
MJM принтеры умеют печатать одновременно несколькими материалами. Это позволяет печатать сложные модели с растворимыми или выплавляемыми поддержками. Благодаря этому можно быстро и просто изготавливать сложные модели с гладкой поверхностью.
Плюсы и минусы
Плюсы
Возможность печати несколькими материалами одновременно. Это значит, что можно использовать в качестве поддержки другой, растворимый материал. Это позволяет сэкономить кучу времени на удаление поддержки с готовой модели и зачистки мест соприкосновения поддержек с отпечатком.
Минусы
Для установки принтера, скорее всего, понадобится отдельное помещение. 3D принтеры, работающие по технологии MJM достаточно громоздкие по своим габаритам, это не тот аппарат, который можно просто поставить на рабочий стол или тумбочку.
Примеры печати
Печать партии восковок
Кольцо, напечатанное воском
Мастер-модели, изготовленные на MJM принтере
Партия ювелирных восковок для последующей отливки
Рейтинг принтеров
FlashForge WaxJet 410
FlashForge WaxJet 410
Технические характеристики:
Материалы: Воск, материал поддержки.
Разрешение: 1200*1200*1600
Размер области постороения: 289*218*150 мм
Толщина слоя: 16 микрон
Точность: ±0.04 мм / 20 мм
FlashForge WaxJet 410 — это промышленный станок, созданный для серийной печати восковых моделей, которые в дальнейшем будут отливаться из металла. Станки такого класса могут быть полезны не только в ювелирном производстве, но и в стоматологической отрасли, аэрокосмической, машиностроении, прототипировании и т.д.
Итоги
Фотополимерные 3D принтеры уже давно не уступают в детализации профессиональным фрезерным станкам. Главное преимущество 3D принтера — это возможность изготавливать модели сложной геометрии с множеством внутренних полостей, которые физически невозможно изготовить на фрезере.
Крупные фирмы по достоинству оценят гибкость, благодаря которой можно быстро подстраиваться под запросы клиента,а также быстро изготавливать большие и маленькие партии изделий благодаря укорачиванию производственной цепочки.
А для небольшой мастерской небольшой фотополимерный принтер с банкой выжигаемой смолы может стать хорошим подспорьем, избавив от необходимости приобретать некоторые дорогостоящие станки.
Использование 3D-печати в ювелирных и литейных мастерских
Skip to Main Content
Благодаря надежной экосистеме продукции для изготовления ювелирных украшений от компании Formlabs расширять и развивать свой бизнес могут как розничные продавцы и дизайнеры, создающие украшения на заказ, так и крупные литейные мастерские с большими объемами производства.
Найти рекомендуемые литейные мастерские
Плавность процесса печати, высокая точность и качество поверхности, обеспечиваемые Form 3, позволяют переходить от проектирования непосредственно к производству. Компания Formlabs предлагает материал, подходящий для самых разных задач: будь то 3D-печать образцов для примерки заказчиком, отливка моделей для изготовления украшений по индивидуальному заказу или создание многоразовых форм для производства ювелирных изделий.
Узнать больше о Form 3Посмотреть материалы для изготовления ювелирных изделий
Сократите количество ручного труда, создавая модели для литья за считанные часы. Скорость процесса печати, точность и качество поверхности, предлагаемые Form 3, позволяют переходить от проектирования непосредственно к производству. Наш выверенный график выгорания гарантирует чистое выгорание и гладкую поверхность каждого изделия.
Цифровое проектирование модели
3D-печать модели
Подготовка к литью
Изготовление формы и выжигание напечатанных моделей
Литье по модели
Полировка и отделка поверхности ювелирного изделия
Используйте возможности Form 3 для создания украшений, которые «сидят как влитые», и порадуйте клиентов нужными рекомендациями.Напечатанные по технологии SLA 3D-модели более прочные и экономичные, чем восковки. Их можно воспроизвести или откорректировать несколькими щелчками мыши.
Создание на 3D-принтере мастер-моделей для литья под давлением с использованием резины ускоряет итерации и снижает затраты. Используйте мастер-модели, чтобы создавать восковки для литья по выплавляемым моделям. Стандартные полимеры идеально подходят для холодного формования, а полимеры High Temp Resin выдерживают температуру, сравнимую с вулканизацией натурального каучука.
Узнайте, как интегрировать 3D-печать со своим рабочим процессом.Загружайте бесплатные технические доклады, смотрите вебинары и читайте наши руководства по использованию технологии 3D-печати при изготовлении ювелирных изделий.
Ознакомиться с ресурсами для ювелиров
«Отливка более толстых изделий с использованием полимера всегда была сопряжена с особыми трудностями, будь то надпись на перстне, модели с сечениями большой площади или общие меры по устранению дефектов отливки. Полимер Castable Wax 40 Resin продемонстрировал результаты, которые удивительным образом соответствуют показателям обычного впрыскиваемого воска. Благодаря высокому содержанию воска обеспечивается более надежное соединение литников и высочайшее качество поверхности».
Скотт Брэдфорд | Техническая группа по изготовлению ювелирных изделий — компания Rio Grande Jewelry,
Компания Formlabs облегчила выход на рынок 3D-печати ювелирных изделий, создав доступные и простые в эксплуатации продукты. Теперь стереолитографию может применять намного большее число предприятий, чем когда-либо прежде. Form 3 предлагает разнообразный ассортимент материалов и большой объем печати, позволяя эффективно производить несколько высококачественных моделей в одной задаче. Благодаря материалам, легко поддающимся литью, таким как Castable Wax 40 Resin, Formlabs — идеальный выбор для любого ювелира, желающего работать в цифровом формате.
Узнать больше о Form 3Посмотреть материалы для изготовления ювелирных изделий
5 лучших 3D-принтеров для ювелирных изделий 2022 года (все ценовые диапазоны!)
3D-печать ювелирных изделий редко означает 3D-печать настоящих пригодных для носки предметов из нити или смолы, вместо этого используется ювелирный 3D-принтер для создания восковых моделей с высоким разрешением из будущего золота. или платиновый дизайн, используемый для создания формы, которая выжигается и отливается с помощью литья по выплавляемым моделям или литья по выплавляемым моделям.
У нас также есть статья с рейтингом самых красивых 3D-печатных украшений.
На самом деле многие украшения сейчас создаются таким образом. Существуют целые фабрики 3D-принтеров из смолы, созданные для создания литейных моделей из восковой смолы, которые затем отливаются, а затем плавятся для создания высококачественных украшений.
Тем не менее, владение собственным 3D-принтером для ювелирных изделий дает вам больше контроля над производством и экономит ваши деньги по сравнению с тем, чтобы платить кому-то за печать ваших собственных форм. Литейные формы из смолы могут быть изготовлены для колец и других ювелирных изделий всего за стоимость используемой смолы, возможно, доллар или два, тогда как вы можете в конечном итоге заплатить 25 долларов за того, чтобы кто-то напечатал их для вас.
Чтобы вставить таблицу на страницу, запись или текстовый виджет, скопируйте шорткод и вставьте его в редактор.
Name
Build volume (mm)
Price
Where to buy
Elegoo Mars 2 Pro
129 x 80 x 160
$250
Elegoo here
Peopoly Phenom
276 x 155 x 400
$ 1 999
Matterhackers здесь
Форма 3
145 x 145 x 185
$ 3 499
Динамизм.0017
Solidscape S325
6″ x 6″ x 4″
Quote
Get a Quote here
EnvisionTEC D4K Jewelry
148 x 83 x 110
Quote
Get a Quote here
Процесс 3D-печати ювелирных изделий
CAD-файл : создайте собственное ювелирное изделие в программе САПР, заплатите кому-нибудь за разработку желаемого изделия или заплатите за существующий ювелирный STL-файл онлайн и загрузите его.
Разрезать и подготовить : Если это еще не STL или другой совместимый файл, экспортируйте его как один. Затем импортируйте его в свой 3D-слайсер и нарежьте для печати.
Распечатайте модель : используйте литейную восковую смолу, предназначенную для 3D-печати моделей ювелирных изделий.
Формовка : Налейте формовочный материал на восковую модель украшения и дайте ему затвердеть.
Растопите воск : Нагрейте новую форму, чтобы оригинальная восковая модель расплавилась и испарилась, оставив внутри пустое пустое пространство с точными размерами запланированного украшения.
Литье : Залить расплавленным жидким металлом, т.е. золото, серебро или платину в форму, чтобы отлить его.
Что такое 3D-принтеры для ювелирных изделий?
3D-принтеры из смолы считаются лучшими 3D-принтерами для ювелирных изделий. Они используются со специальными литейными восковыми смолами, которые вместо того, чтобы переходить из твердого состояния в жидкое при нагревании, переходят непосредственно в газ из твердого состояния.
Хотя 3D-принтеры FDM широко распространены, они очень редко используются в качестве 3D-принтеров для ювелирных изделий. Они не способны обеспечить такое же разрешение, четкую поверхность или точность, необходимые для сложных и деликатных ювелирных изделий. 3D-печать ювелирных изделий должна быть невероятно детализированной и точной — неточная форма создаст неточные и невыразительные украшения.
Кроме того, чем выше качество ювелирного 3D-принтера, тем меньше времени потребуется для окончательной доводки ювелирного украшения.
Что делают ювелирные 3D-принтеры?
Обычно они печатают на 3D-принтере восковые формы для ювелирных изделий, например, дизайны колец до того, как будут установлены какие-либо камни, или отдельные звенья цепи.
Тем не менее, их также можно использовать для создания похожих «примерочных деталей» для проверки соответствия еще не изготовленного кольца пальцу клиента. Хотя изготовление окончательного кольца будет дорогим и потребует времени, точную копию можно сделать на ювелирном 3D-принтере всего за несколько минут, чтобы проверить размер.
Это избавляет от необходимости создавать деталь только для того, чтобы обнаружить, что она не подходит должным образом. В то время как для форм для ювелирных изделий требуются специальные литейные смолы, для этих фитингов можно использовать стандартные смолы.
3DSourced поддерживается для чтения. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучшие 3D-принтеры для ювелирных изделий
1 — Elegoo Mars 2 Pro
Цена 3D-принтера для ювелирных изделий: $250 — Доступно в магазине Elegoo здесь / Доступно на Amazon здесь
Рабочий объем: 129 x 80 x 160 мм
Elegoo Mars 2 Pro оснащен 6-дюймовым монохромным ЖК-экраном с разрешением HD 2K и предлагает точную печать ювелирных изделий по доступной цене. В отличие от DLP или SLA, Mars 2 Pro использует ЖК-печать для одновременного отверждения целых слоев смолы, что увеличивает скорость печати и позволяет печатать со скоростью 30–50 мм/ч. для изысканных ювелирных украшений.
Другие 3D-принтеры для ювелирных изделий в этом списке предлагают лучшее качество, но по цене Mars 2 Pro — отличный вариант. Он имеет прочную конструкцию с алюминиевой структурой, обработанной на станках с ЧПУ, для большей устойчивости, а монохромный ЖК-дисплей модернизирован для увеличения срока службы, чтобы сэкономить ваши деньги в долгосрочной перспективе. Это один из лучших 3D-принтеров для ювелирных изделий стоимостью менее 500 долларов.
Elegoo Mars имеет разрешение по оси Z до 0,00125 мм, разрешение по оси XY 0,05 мм и весит 6,2 кг. Он также поддерживает 12 различных языков, поэтому, если вы не являетесь носителем английского языка, вы можете выбрать свой собственный язык.
Видео ниже показывает от начала до конца, насколько точно можно делать восковые модели для золотых украшений, используя стандартный Elegoo Mars. Даже эта стандартная версия производит восковые модели хорошего качества, а Elegoo Mars 2 Pro поставляется с несколькими обновлениями по сравнению с оригиналом.
Печать на нашем Elegoo Mars 2 Pro — полный обзор читайте здесь.
2 — Peopoly Phenom
Стоимость 3D-принтера для ювелирных изделий: $1999 — Доступно на Matterhackers здесь
Объем сборки: 276 x 155 x 400 мм . Для ювелиров, которые хотят производить много колец или других изделий одновременно, этот большой объем предоставляет место для десятков восковых моделей ювелирных изделий. Если у вас есть спрос на украшения и вы хотите сделать как можно больше, то этот больший объем сборки имеет решающее значение.
Благодаря качеству проецирования с высоким разрешением 4K и технологиям MSLA Phenom производит четкие, точные и стабильные формы для ювелирных изделий. MSLA использует элементы как светодиодных, так и ЖК-технологий, в результате чего получается быстрая, точная и воспроизводимая 3D-печать ювелирных изделий.
Более крупная версия Peopoly Phenom L доступна здесь.
Для более высокой скорости печати здесь доступен Peopoly Noir премиум-класса.
Phenom использует 3D-слайсер Chitubox из смолы, что полезно, если вы уже использовали его ранее на другом принтере. В целом, это один из лучших 3D-принтеров для ювелирных изделий и отличный выбор для тех, кто хочет изготовить большое количество литейных моделей ювелирных изделий из воска.
3 — Formlabs Form 3
3D для ювелирных изделий по цене: $3,499 — Доступно на Dynamism здесь
Объем сборки: 145 x 145 x 185 мм способный к фантастической точности, с его новым специализированным блоком обработки света (LPU), использующим линзы и зеркала для точной печати моделей ювелирных изделий.
За такую цену Form 3 предлагает разрешение 25 микрон и очень стабильную и воспроизводимую печать. Для тех, кто ищет 3D-принтер для ювелирных изделий, способный безукоризненно воспроизводить один и тот же дизайн снова и снова, или для создания нестандартных сложных дизайнов, Form 3 без проблем справится и с тем, и с другим.
Formlabs производит собственные литьевые восковые смолы, предназначенные для ювелирных изделий с «четкой оправой, острыми зубцами и гладкими стержнями». Таким образом, рабочий процесс Formlabs представляет собой полный процесс производства ювелирных изделий для восковых моделей, хотя Form 3 также преуспевает в качестве стоматологического 3D-принтера и в других отраслях. Form 4 и несколько ювелирных восковых моделей были напечатаны в 3D.
4 — Solidscape S325
Цена: Требуется предложение
Объем сборки: 6” x 6” x 4”
Soliscape производит специально разработанные ювелирные 3D-принтеры, поэтому любой принтер Solidscape, который вы покупаете, оптимизирован для печати ювелирных изделий. В то время как другие принтеры, такие как Form 3, предназначены для использования в ряде отраслей, Solidscape S325 разработан исключительно для ювелирных изделий.
S325 — самый дешевый из линейки ювелирных 3D-принтеров Solidscape. Он обеспечивает высокую точность восковых моделей для точного и эффективного литья по выплавляемым моделям из драгоценных металлов. Solidscape подчеркивает, что все их модели отливаются из золота и платины и не расширяются и не сжимаются в процессе литья по выплавляемым моделям.
S325 может работать с толщиной слоя 0,001 дюйма с точностью 0,005 дюйма. В целом, как специализированный 3D-принтер для ювелирных изделий, Solidscape имеет богатую историю в области 3D-печати ювелирных изделий, и ему можно доверять создание высококачественных и точных восковых моделей колец снова и снова.
Узнать цену*
*Один из наших доверенных партнеров свяжется с вами после запроса цены.
Объем сборки: 148 x 83 x 110 мм
Описанный EnvisionTEC настольный 3D-принтер профессионального уровня с самым высоким разрешением, а также претендующий на самую высокую скорость, D4K хорошо подходит для 3D-печати ювелирных изделий. Скорость и точность являются ключевыми факторами в производстве ювелирных изделий, поскольку проектор принтера 4K UV DLP позволяет быстро создавать четкие восковые модели, которые затем отливаются в потрясающие ювелирные изделия.
Компания EnvisionTEC является первопроходцем в области 3D-печати DLP более десяти лет назад. Теперь их усовершенствованный D4K Pro может обеспечивать точность до 25 микрон по оси XY и 1 микрон по оси Z.
Ювелирный 3D-принтер хорошо работает с восковым материалом EnvisionTEC серии WIC100, используемым для последующего выжигания и литья по выплавляемым моделям драгоценных украшений. Хотя это промышленный 3D-принтер стоимостью более 10 000 долларов, более крупные ювелиры сочтут D4K одним из лучших 3D-принтеров для изготовления форм для ювелирных изделий.
Узнать цену*
*Один из наших надежных партнеров свяжется с вами после запроса цены.
Преимущества владения 3D-принтером для ювелирных изделий
Экономия денег в долгосрочной перспективе : вместо того, чтобы платить сервису 3D-печати более 20 долларов за печать формы для вас, вы можете напечатать свои собственные восковые формы для ювелирных изделий всего за доллар каждая.
Управляйте собственным производством ювелирных изделий : имея возможность печатать ювелирные изделия собственными силами, вы контролируете собственный рабочий процесс и, кроме нехватки смолы, не можете быть замедлены из-за сбоев поставщиков. Ваш заказ всегда будет в приоритете.
Быстро : переход от модели САПР к изделию, готовому к литью по выплавляемым моделям, происходит быстро, особенно если вы можете распечатать и отлить все в одном месте.
Очень точный : точные, гладкие и замысловатые украшения не проблема для ювелирных 3D-принтеров, некоторые из которых могут печатать с точностью менее 10 микрон, чтобы передать самые тонкие и красивые черты вашего кольца.
Повторяемость и масштабируемость : 3D-принтеры для ювелирных изделий могут одновременно создавать десятки идентичных или индивидуальных форм для колец, что идеально подходит для масштабируемого производства ювелирных изделий.
Печать металлами, пластмассами и литейными смолами
Быстрое развитие аддитивного производства приводит к значительным изменениям во многих отраслях. Некоторые из них используют 3D-технологии на всех этапах производства, начиная с 3D-сканирования и заканчивая применением 3D-печати для прототипирования или производства готовых деталей. Ювелирные изделия — одна из областей, где цифровые технологии только начали свое распространение, часто являясь мостом к традиционным методам.
Кредит: n-e-r-v-o-u-s.com
Цифровая революция в ювелирном деле
Ювелирное дело старо как мир, и оно всегда требовало большого мастерства и времени, затрачиваемого на создание каждого отдельного предмета. Кроме того, человеческие возможности всегда ограничены — каким бы искусным ни был мастер, самые замысловатые дизайнерские решения могли существовать только в его воображении.
Кредит: Pinterest
С развитием 3D-печати все больше и больше людей в ювелирной индустрии открывают для себя возможности, которые она предоставляет как с художественной, так и с деловой точки зрения.
Традиционный способ изготовления ювелирных изделий предполагает литье по выплавляемым моделям. Создание моделей для литья — дорогостоящая и трудоемкая часть процесса, и именно здесь 3D-печать может оказать большую помощь, став мостом к традиционному производству. Что хорошего в использовании цифровых технологий в такой традиционной сфере? Посмотрим. 9
Полная свобода дизайна . Благодаря возможностям цифрового дизайна и 3D-принтерам, способным воспроизводить цифровые модели с исключительной точностью, теперь можно создавать модели для литья из воска любой сложности. Использование 3D-печати подняло новые стандарты в ювелирном искусстве, позволив создавать проекты, которые раньше невозможно было воплотить в жизнь.
Кредит: indiamart.com
Неограниченные возможности персонализации
Персонализация имеет большое значение в ювелирных изделиях, поскольку клиенты часто хотят получить единственное в своем роде украшение. 3D-печать предоставляет широкие возможности для изготовления нестандартных изделий, как созданных с нуля, так и путем корректировки уже существующего дизайна в соответствии с пожеланиями заказчика. Процесс кастомизации не требует дополнительных затрат и занимает значительно меньше времени и усилий, чем при традиционном производстве, где любые изменения, вносимые в продукт, увеличивают цену.
Предоставлено: sculpteo.com
Более быстрое прототипирование . Печатные полимерные прототипы доступны по цене и быстро изготавливаются, они отличаются высоким качеством и точностью и могут дать реалистичное впечатление от будущей модели.
Кредит: addi-plus.com
Низкая себестоимость
Серийное производство ювелирных изделий 3D-печать позволяет снизить производственные затраты, так как весь тираж восковых моделей можно напечатать за один раз, что позволяет сэкономить материал и сократить время производства; Вы также можете печатать разные дизайны одновременно. Все это делает производство ювелирных изделий более рентабельным, чем когда-либо прежде.
Credit: hubs.com
Технологии 3D-печати в ювелирном производстве
По сути, существует два способа внедрения аддитивного производства в ювелирный бизнес, а именно прямая и непрямая 3D-печать, первый из которых менее распространен, по крайней мере, на данный момент.
Прямая 3D-печать
Прямая 3D-печать ювелирных изделий подразумевает использование металлических принтеров (на основе SLM или DMLS) для создания конечных деталей прямо из цифровых моделей, созданных в программе САПР. Детали могут быть напечатаны золотыми, серебряными или платиновыми сплавами или другими металлическими порошками. Такой подход полностью исключает традиционные технологии из производственного цикла и делает его полностью цифровым.
Фото: Pinterest
Несмотря на все общие преимущества 3D-печати, рассмотренные выше, этот конкретный метод не очень популярен, так как он дороже, чем литье по выплавляемым моделям, а напечатанные детали требуют значительной постобработки. Кроме того, драгоценные металлы очень трудно печатать, так как они обладают высокой отражающей способностью и теплопроводностью. Поэтому на рынке мало принтеров, которые могут с ними работать. Тем не менее стремительный прогресс цифровых технологий может изменить ситуацию к лучшему.
Косвенная 3D-печать
В этом методе 3D-печать используется для оптимизации традиционного процесса литья по выплавляемым моделям, чтобы ускорить производство и сделать его более гибким и экономичным.
Credit: reddit.com
Процесс 3D-печати ювелирных изделий
Сначала с помощью программного обеспечения САПР создается дизайн будущего изделия. Файл STL (или другой совместимый) импортируется в 3D-слайсер и подготавливается к печати.
Модель напечатана с использованием литейных восковых материалов для изготовления модели воскового литья. На этом этапе вы можете сначала распечатать примерочную деталь, чтобы убедиться в правильности посадки и дизайна.
Жидкий формовочный материал выливается на восковую модель и оставляется для затвердевания. Таким образом создается форма для будущей детали.
Когда форма затвердевает, ее помещают в печь для расплавления или выжигания восковой модели, образуя так называемую негативную форму.
Окончательный литейный материал, который обычно представляет собой расплавленное золото, серебро, латунь или другой металл, заливается в форму и оставляется для охлаждения и затвердевания.
Форма удалена, и окончательная деталь готова к постобработке.
Что такое 3D-принтеры для ювелирных изделий?
Для прямой печати металлом используются принтеры SLM или DMLS. Однако очень немногие из них могут работать со сплавами драгоценных металлов, поэтому можно использовать и другие металлы, такие как сталь или бронза.
Некоторые ювелиры создают свои коллекции с использованием технологии SLS, печатая уникальные современные украшения из нейлона или полиамида.
Dianalaw.com
3D-печать моделей для литья воска требует исключительной точности и аккуратности, а также использования соответствующих воскоподобных материалов, которые впоследствии можно полностью расплавить или выжечь. Таким образом, лучшими возможными вариантами здесь являются технологии струйной обработки смолы или материала.
Теперь посмотрим, какие модели принтеров наиболее подходят для изготовления ювелирных изделий.
Лучшие 3D-принтеры для ювелирных изделий 2022
Flashforge WaxJet 400
Flashforge WaxJet 400 — профессиональный 3D-принтер, основанный на технологии MJP (MultiJet Printing). Он печатает модели воскового литья для литья по выплавляемым моделям и работает с запатентованными материалами для печати деталей и опорных конструкций. Устройство может печатать слоями высотой 16 микрон с разрешением печати 1200 x 1200 x 1600 dpi и точностью ±0,04 мм/20 мм, что обеспечивает получение точных высокодетализированных моделей с гладкой поверхностью. Большой объем сборки 289x 218 x 150 мм позволяет печатать несколько моделей за один раз, а высокая скорость печати обеспечивает высокую производительность WaxJet 400.
Экстремальная производительность
Высокоавтоматизированный процесс печати
Большой объем сборки
Минусы
Можно печатать только фирменными материалами
Фрозен Соник 4K 2022
Phrozen Sonic 4K 2022 — большой полимерный 3D-принтер, разработанный для стоматологической отрасли, и он полностью соответствует требованиям ювелирного производства. Он оснащен монохромной ЖК-матрицей с разрешением 3840 x 2160 и размером сборки 135 x 75 x 200 мм. Оптическая система прибора была улучшена по сравнению с предыдущими моделями. Phrozen Sonic 4K оснащен мощным модулем ParaLED® 3.0, который обеспечивает равномерную световую экспозицию и, как следствие, одинаковую толщину слоя по всей площади отпечатка. Минимальная высота слоя 10 микрон обеспечивает исключительное качество печати. Phrozen предлагает широкий выбор литейных смол, которые можно использовать с Sonic 4K 2022 для печати форм для литья по выплавляемым моделям.
Фото: @georgebulte / Instagram
Профессионалы
Прекрасная точность и однородность отпечатков
Высокая скорость печати
Широкий выбор материалов, включая литьевые смолы
Широкие возможности подключения
Минусы
Небольшой объем сборки
Anycubic Photon Mono X
Anycubic Photon MonoX — это широкоформатный полимерный 3D-принтер на основе ЖК-технологии. Равномерная экспозиция света по всей площади печати обеспечивается за счет 8.9» ЖК-экран 4K и новый параллельный источник света. Объем сборки 192 x 120 x 245 мм и высокая скорость печати обеспечивают высокую производительность, а минимальная высота слоя 10 микрон позволяет печатать высококачественные литейные модели для производства ювелирных изделий. производительность и более удобная постобработка Photon Mono X можно дополнить Anycubic Wash and Cure Machine 2.0
Pros
Высокая скорость печати
Отличное качество печати
Большой объем сборки
Встроенные функции безопасности
Быстрая и простая установка
Минусы
Платформа печати плохо очищается
Original Prusa SL1S Speed
Original Prusa SL1S Speed — это полимерный 3D-принтер на основе ЖК-дисплея с 5,96-дюймовым монохромным ЖК-экраном с разрешением 2560 x 1620 и новой оптической системой с в четыре раза более мощным ультрафиолетовым излучением. Светодиодная панель по сравнению с предыдущей моделью SL1. Скорость печати SL1S Speed удивительно высока — время отверждения одного слоя составляет всего 1,4 секунды. Быстрая точная печать и совместимость с различными типами УФ-смолы с длиной волны 405 нм делают Prusa SL1S отличным вариантом для использования в ювелирных изделиях для изготовления моделей для литья. Принтер можно купить отдельно или в составе специального комплекта 3D-принтера Original Prusa SL1S и машины для полимеризации и промывки.
Плюсы
Быстрая скорость
Превосходное качество печати
Простота в эксплуатации
Совместимость со сторонними материалами
Минусы
Небольшой объем сборки
Farsoon FS273M
Farsoon FS273M — это промышленный 3D-принтер MLS (лазерное спекание металла), отличающийся довольно компактными размерами для профессиональной машины, при этом высокой производительностью и впечатляющим объемом печати, представляющим собой цилиндр 275 x 275 x 355. мм. FS273M может быть оснащен одним или двумя волоконными лазерами мощностью 500 Вт и высокоточной цифровой гальванической системой и может печатать слоями толщиной 20 микрон, обеспечивая детализированные точные модели, которые необходимы при печати ювелирных изделий. Принтер представляет собой систему с открытыми материалами и совместим с большим количеством металлических порошков собственной разработки и сторонних производителей, некоторые из которых подходят для печати ювелирных изделий для конечного использования.
Pros
Качество печати промышленного класса
Высокая скорость печати
Значительный объем сборки
Открытая система материалов
Удобное управление
BLT-S210
BLT-S210 — это 3D-принтер SLM, способный печатать большим количеством металлических сплавов, включая титан, алюминий, кобальт-хром, нержавеющую сталь, медь и многие другие. Лазер мощностью 500 Вт и оптическая система F-Theta обеспечивают изготовление высококачественных металлических деталей с превосходными механическими свойствами и повторяемостью. Компактная рабочая область 105 x 105 x 200 мм идеально подходит для серийного производства небольших ювелирных изделий или для печати крупных деталей. Эксплуатация и обслуживание устройства просты и удобны благодаря модульной конструкции S210. Принтер представляет собой систему с открытыми параметрами, поэтому пользователь может редактировать 294 параметра для точной настройки процесса печати и получения наилучшего результата.
Pros
Минимальная высота слоя 15 мкм
Высококачественные отпечатки с высокой повторяемостью
Широкая совместимость материалов
Интеллектуальное программное обеспечение
Минусы
Требуется много места для установки
Итоги
Использование технологий аддитивного производства в ювелирных изделиях дало толчок развитию отрасли и установило новые стандарты в дизайне ювелирных изделий. Возможность печатать объекты чрезвычайно сложной геометрии и неограниченные возможности персонализации открывают неограниченные возможности для дизайнеров и предоставляют покупателям совершенно новые завораживающие украшения.
Устройство плавного пуска PSE18-600-70 7.5кВт 600В 18А с функцией защиты двигателя
Главная
>Низковольтное оборудование
>Пускорегулирующая аппаратура
>Софтстартер (устройство плавного пуска электродвигателя)
>ABB
>Устройство плавного пуска PSE18-600-70 7.5кВт 600В 18А с функцией защиты двигателя — 1SFA897101R7000 ABB (#423878)
Аналоги / Замены
Устройство плавного пуска PSE72-600-70 37кВт 600В 72А с функц. защиты двигателя — 1SFA897107R7000 ABB
0
от 79 952.60 р.
Устройство плавного пуска 7. 5кВт 400В PSR16-600-70 — 1SFA896107R7000 ABB
17
20 113.87 р.
Данный товар не поставляется, возможные замены в перечне “Похожие товары”
Устройство плавного пуска PSE18-600-70 7.5кВт 600В 18А с функцией защиты двигателя — 1SFA897101R7000 ABB не поставляется, возможно товар снят с производства, по запросу, наши инженеры помогут подобрать аналоги, замены.
Похожие товары
Устройство плавного пуска PSE72-600-70 37кВт 600В 72А с функц. защиты двигателя — 1SFA897107R7000 ABB
0
от 79 952. 60 р.
Устройство плавного пуска 7.5кВт 400В PSR16-600-70 — 1SFA896107R7000 ABB
17
20 113.87 р.
Сопутствующие товары
Электронный блок PS-FBPA | 1SFA896312R1002 ABB
0
от 14 007.08 р.
1SFA897101R7000 Устройство плавного пуска и торможения ABB PSE18-600-70
Опт: 16606 грн (при сумме покупки от 25 000 грн, применяется менеджером в ручном режиме)
Технические характеристики
Отзывы / Вопросы (0)
Степень защиты: IP20
Номинальный ток, А: 18
Мощность двигателя, кВт: 7. 5
Количество фаз сети: 3
Частота питающей сети, Гц: 50-60
Температура окружающей среды, °С: -25 … +60
Высота, мм: 245
Ширина, мм: 90
Глубина, мм: 186
Масса, кг: 2.4
Устройства плавного пуска (софтстартеры) компании ABB представляют из себя электромеханические устройства, которые применяются для пуска электродвигателей малой мощности и уменьшения ударной нагрузки, которая вызывает выход из строя дорогостоящих деталей электродвигателя. Устройства плавного пуска ABB имеют большое количество функций и настроек, сфера применения очень обширна: вентиляционные двигатели, насосное оборудование, автоматические системы. Устройства плавного пуска и торможения компактны и просты в установке и эксплуатации. Устройства плавного пуска электродвигателя возможно комбинировать с другим защитным оборудованием – тепловыми реле, контакторами, мотор-автоматами.
Похожие товары:
Аналогичные товары других производителей:
productName добавлено в корзину.
Вы можете добавить другие товары в корзину (Кнопка «Продолжить») или перейти в корзину и закончить оформление заказа (Кнопка «Перейти в корзину»).
Состояние RoHS : В соответствии с директивой ЕС 2002/95/EC от 18 августа 2005 г. и поправками
Инструкции и руководства 0123 : 1SFC132057M0201
Data Sheet, Technical Information : 1SFC132005C0201
Declaration of Conformity — CE : 2CMT003496
RoHS Information : 1SFC132043D0201
E-nummer : 3302017
ETIM 4 : EC002572 — Электронное устройство управления и защиты двигателя
ETIM 5 : EC002572 — Электронное устройство управления и защиты двигателя
Классификационный код объекта : Q
Santa Clara Systems специализируется на труднодоступных деталях. Выберите из нашего складского запаса и сэкономьте на PSE18-600-70. Santa Clara Systems несет 36 406 единиц продукции от ABB.
Удлинитель силовой на кабельной катушке, 25 м, 4 розетки, 16 А, серия УХз16 Denzel
Главная
Каталог
Прочий инструмент
Удлинители электрические
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент без скидки
Бренд
DENZEL
Длина кабеля, м
25
Количество розеток
4
Материал
пластик ABS
Напряжение, В
220
Область применения
бытовая
Степень защиты
IP 40
Цвет
черный
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Наколенники защитные с пластиковыми чашками Matrix
Наколенники защитные с пластиковыми чашками Matrix
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
892547
Полумаска фильтрующая складная, модель «Исток», FFP1 NR Россия
Полумаска фильтрующая складная, модель «Исток», FFP1 NR Россия
Похожие товары
Удлинитель силовой на кабельной катушке, 25 м, 4 розетки с крышкой, IP44, 16 А, серия УХз16 Denzel
Удлинитель силовой на кабельной катушке, 25 м, 4 розетки с крышкой, IP44, 16 А, серия УХз16 Denzel
Удлинитель силовой на кабельной катушке 50 м.
4 розетки 16А DENZEL [95906]
Каталог →
Электрика и светотехника → Удлинители электрические → Удлинители на катушке → DENZEL
Артикул: 95906
Отправить запрос
Версия для печати
Задать вопрос
Нашли ошибку?
Технические характеристики:
Длина кабеля
50 м
Количество розеток
4
Максимальная нагрузка
3500
Материал
пластик ABS
Цвет
черный
Тип упаковки
коробка
Описание:
Стойка удлинителя выполнена из металла с полой внутренней частью, что облегчает вес изделия.
Рукоятка из резинового каучука обеспечивает безопасную эксплуатацию, предотвращая поражение электрическим током в случае повреждения кабеля. Корпус кабельной катушки изготовлен из высокопрочного и гибкого противоударного пластика. Розетки оснащены заземляющим контактом. Медный кабель защищен двойной ПВХ-оболочкой, устойчивой к механическому воздействию. Продукция имеет сертификат качества. Применение: на садовых участках, в автомастерских, в быту и при ведении строительных работ.
Отзывы:
добавить отзыв
Отзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Удлинитель силовой на кабельной катушке 50 м. 4 розетки 16А DENZEL может отличаться от розничной (магазинной) цены. Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок. Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте. Проверяйте комплектацию товара и его технические возможности в момент получения товара. Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Удлинитель на катушке ЗУБР ПРОФИ 20 м
артикул: 55082-20
на катушке, 4 гнезда, 20 м, 2200 Вт
Отправить запрос
Удлинитель UNIVersal 4×40 м на катушке
артикул: 73855
4 розетки, длина 40 м, сила тока 10 А, без заземления
Отправить запрос
Удлинитель силовой на кабельной катушке 50 м/ 4 розетки IP 44 16А DENZEL
артикул: 95908
50 метров, 4 розетки с крышкой IP44, 16А
Отправить запрос
Удлинитель UNIVersal 4×30 м в закрытом корпусе
артикул: 76033
4 розетки, длина 30 м, сила тока 16 А, с заземлением
Отправить запрос
Удлинитель силовой Denzel на стальной катушке 3 х 1,5 мм 20 м 4 розетки
артикул: 95986
КГ 3 х 1,5 мм, 20 м, 4 розетки, 16 А, тип УХз-16, заземление
Отправить запрос
Сообщить о поступленииX
имя:
*
телефон:
*
e-mail:
комментарий:
сообщить о поступлении и цене
Запрос отправлен.
Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.
имя:
*
телефон:
*
e-mail:
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара? Cообщите нам, мы обязательно это исправим.
ошибка:
*
отправить
Кандидат на продление
: Дензел Перриман
17 августа 2022 г., 22:43 по центральному поясному времени, Эли Аллен энд Макс Кросби , тэкл Колтон Миллер , широкий ресивер Хантер Ренфроу и тайт энд Даррен Уоллер при подписании свободных агентов, таких как широкий ресивер Даванте Адамс и защитный энд Чендлер Джонс тоже на большие зарплаты. К счастью для них, следующий потенциальный игрок для нового контракта играет на одной из более дешевых позиций в лиге.
Физически Дензел Перриман является почти точной копией товарища по урагану Майами Рэя Льюиса . Оба низкорослы для позиции полузащитника, ростом около 6 футов и весом 240 фунтов. Стиль игры Перримана — типичный полузащитник старой школы. Он ударник, который всегда рядом с игроком с мячом, но может испытывать трудности в некоторых ситуациях прикрытия. Pro Football Focus (требуется подписка) поставил его на 16-е место среди полузащитников в защите от выноса в прошлом году и на 2-е место в пас-раше, но его невысокие оценки охвата (41-е место) ставят его на 26-е место среди полузащитников в общем зачете.
Перриман был выбран во втором раунде «Чарджерс» еще в 2015 году. Ожидалось, что он сразу же внесет свой вклад, несмотря на то, что он был ограничен на протяжении всего лагеря из-за травмы подколенного сухожилия, но быстро пробился в стартовый состав к 6-й неделе своего сезона новичка. когда стартер Manti Te’o получил травму. Перриман стартовал вместе с Дональдом Батлером в течение двух недель, прежде чем сам получил травму. Когда Тео и Перриман вернулись после травм одновременно, тогдашний координатор защиты Сан-Диего Джон Пагано назвал их обоих стартовыми, понизив Батлера до резервной роли. Он начал остаток сезона за «Чарджерс» и никогда не отказывался от этой стартовой роли.
После отыгрыша его контракта новичка, «Чарджерс» продлили Перриману двухлетний контракт на 12 миллионов долларов. В течение последнего года его нового контракта «Чарджерс» решили добавить молодости в корпус полузащитников, набрав Кеннета Мюррея в первом раунде драфта НФЛ 2020 года. Когда срок контракта Перримана истек, Лос-Анджелес решил оставить его свободным агентом. Ограниченное использование Перримана в его последние два года в «Чарджерс» немного подорвало его ценность, и он подписал двухлетний контракт на 6 миллионов долларов с «Пантерами». Однако чуть более чем за две недели до начала сезона Каролина обменяла Перримана на Рейдеров на сезон 2021 года.
В 2021 году больной полузащитник полностью восстановился. В то время как многие полагали, что его лучшие дни позади и что он был обречен служить игроком глубины или стартовым игроком более низкого уровня до конца своей карьеры, Перриман воспользовался своим новым окружением и возможностями и сделал из них лучший сезон своей карьеры. семилетняя карьера. В прошлом году Перриман закончил сезон на шестом месте в лиге, сделав 154 отбора мяча, что более чем вдвое превышает его предыдущий рекорд в 73 мяча в сезоне новичка. После того, как Перриман получил выбор в седьмом раунде для обмена на выбор в шестом раунде в сделке Каролина-Лас-Вегас, он впервые в своей карьере выиграл Pro Bowl.
После года Pro Bowl Перриману, похоже, немного недоплачивают, поскольку в этом году он заработает чуть более 3 миллионов долларов. Позиция внутреннего полузащитника, как правило, обходится дешевле, чем другие позиции в защите. Самые высокооплачиваемые игроки на этой позиции (полузащитник Colts Шакил Леонард , среднегодовая стоимость 19,7 млн долларов и полузащитник Jets Си Джей Мосли , AAV 17 млн долларов) имеют впечатляющие годовые зарплаты. За ними, однако, лучшие игроки в игре в среднем получают от 8 миллионов долларов в год (полузащитник Steelers Майлз Джек ) до 14,5 млн долларов в год (полузащитник «Титанов» Зак Каннингем ). С точки зрения таланта и способностей Перриман полностью попадает в этот диапазон, но есть несколько других аспектов новой сделки, которые могут повлиять на окончательную цифру.
Первым фактором в новом контракте является возраст. В этом сезоне Перриману 29 лет, и, хотя он, кажется, показывает лучший футбол в своей карьере, приближение к 30-летнему рубежу часто является предвестником упадка в игре. Однако на позиции есть много исключений из правил. Бобби Вагнер только что подписал пятилетний контракт на 50 миллионов долларов, чтобы присоединиться к «Рэмс» в возрасте 31 года. Старший двойник Перримана, Льюис, хорошо играл до 30 лет, собирая награды первой команды All-Pro и Pro Bowl уже в 34 и 36 лет соответственно. Таким образом, хотя его возраст может играть роль в продолжительности любой новой сделки, которую он получает, тот факт, что он играет лучше, чем когда-либо прежде, должен помочь убедиться, что его возраст не снижает его ценность.
Вторым фактором, с которым Перриман столкнулся при попытках разгибания, является травма. Травмы долгое время мешали карьере ветерана. За свои полные семь лет игры Перриман ни разу не появлялся в каждой игре сезона. Его самый здоровый сезон пришелся на прошлый год, когда он начал и сыграл в 15 играх. Он пропустил две игры регулярного сезона из-за травмы лодыжки, которая позже вынудила его покинуть битву плей-офф «Рейдеров» против «Бенгалс» в прошлом году. На протяжении своей карьеры Перриман получил множество травм, от лодыжки до плеча, включая разрыв LCL в колене, растяжение подколенного сухожилия и растяжение грудных мышц. Серебряная подкладка здесь, как и выше, заключается в том, что в прошлом году он продемонстрировал стойкость, не имеющую себе равных ни в одном предыдущем сезоне. Если он только оздоравливается, то сумму, которую он получает, не следует слишком сильно корректировать. Однако следует ожидать, что его история травм может повлиять на гарантированную сумму, которую он получит.
Продление контракта Перримана, скорее всего, продлит его контракт еще на два-три года. Если команда намерена вознаградить Перримана за прошлогоднее производство Pro Bowl, его AAV может получить до 10 миллионов долларов. Вероятность того, что его контракт в конечном итоге составит около 8 или 9 миллионов долларов в год, может быть немного выше. Я предполагаю, что если Рейдеры решат продлить его, это будет что-то вроде трехлетней сделки на 27 миллионов долларов с гарантированной суммой в 9 миллионов долларов.
В этом году «Рейдеры» не инвестировали ни одного драфт-пика в молодых полузащитников и полузащитников, которых они привлекли через свободных агентов, Джейон Браун , Кенни Янг и Мика Кисер , похоже, не представляют угрозы для кражи игрового времени Перримана. Тогда кажется, что это идеальное время для обеих сторон, чтобы прийти к расширенному соглашению. «Рейдеры» могут сохранить своего лидера в качестве полузащитника на следующие несколько сезонов, а Перриман сможет заработать на своей недавно завышенной стоимости.
Браунс подписывает контракт с CB Denzel Ward на пять лет, продление на 100,5 миллионов долларов
Denzel Ward провел всю свою жизнь в Огайо. Он не уйдет в ближайшее время.
Уорд согласился на пятилетнее продление контракта с «Кливленд Браунс» на 100,5 млн долларов, сообщил в понедельник инсайдер NFL Network Ян Рапопорт. По словам Рапопорта, из 100,5 млн долларов гарантировано 71,25 млн долларов.
Продление делает Уорда самым высокооплачиваемым крайним защитником в истории НФЛ, обогнав Джалена Рэмси из «Рэмс» (пять лет, 100 миллионов долларов) и уничтожив предыдущий пик гарантированных денег — 44,346 миллиона долларов Маршона Латтимора в Новом Орлеане — на почти 27 миллионов долларов.
На данный момент Уорд сделал стабильно эффективную карьеру, став одним из четырех игроков, совершивших более 10 перехватов и более 50 защищенных передач с момента выбора в 2018 году. Он зарабатывал поездки на Pro Bowl в 2018 и 2021 годах, а также элитные оценки Pro Football Focus, обладающие четвертым по величине показателем покрытия среди угловых с 2018 года (минимум 1000 снэпов) и шестым по величине процентом завершения в своей карьере среди угловых с более чем 100 голами с 2018 года.
Он доказал, что является абсолютным угловым, способным оставаться в заднем кармане ресивера, благодаря его превосходной скорости, маневренности и плавности, которые сделали его четвертым в общем зачете на драфте НФЛ 2018 года. Его умение играть с мячом постоянно ставит его на вершину рейтинга мячей Next Gen Stats, где он занимает пятое место среди всех угловых за свою карьеру (минимум 300 целей в карьере в качестве ближайшего защитника) в эпоху Next Gen с 16 процентами.
Самой большой проблемой Уорда было его здоровье. Угловому еще предстоит отыграть полный сезон, он появлялся в 13 или менее играх в каждом из своих первых трех сезонов из-за различных травм. Положительным моментом является то, что Уорд может изменить ситуацию в этом отношении, приняв участие в рекордных для карьеры 15 соревнованиях в 2021 году, а также сравняв свой рекорд по перехватам с тремя.
Поскольку «Браунс» стремятся выиграть Северный дивизион AFC, в который также входят нагруженные приемниками «Бенгалы» в современной НФЛ с приоритетом паса, «Кливленд» не теряет времени впустую, запирая одного из своих лучших игроков на важной позиции, гарантируя «Браунс» будет иметь высококачественный, захватывающий дуэт крайних защитников (с Грегом Ньюсомом II, выступающим в первом раунде 2021 года, будет напарником Уорда) как минимум на следующие три года, если не дольше.
Продление Уорда также означает, что «Браунс» могут отпраздновать победу в половине своих выборов, сделанных в первом раунде драфта 2018 года, в то время как другой участник, квотербек Бейкер Мэйфилд, как ожидается, покинет команду в какой-то момент в это межсезонье либо путем обмена, либо выпускать.
Средней школе Нордонии (Македония, Огайо) и продукту штата Огайо посчастливилось остаться дома в 2018 году, жестикулируя на хорошо известного О-Х-И-О в ту ночь, когда его призвали Брауны. Он сможет войти в 2022 год, зная, что останется в штате Бакай на долгие годы.
Описание Видео обзоры (3) Характеристики (12) Сравнить цены (4) Отзывы (1)
Видео Обзоры (5)
Роликовая подставка Bosch PTA 1000
Bosch PTA 1000 roller support unboxing and assembly!
Роликовый верстак .
Стойка подержки .
2019 08 15 Ролковая опора PTA 1000 e ПРИБЫТИЕ
Роликовая стойка к верстаку для торцовочной пилы
Сравнить цены (4)
Последняя известная цена от 134 р. до 216 р. в 4 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
Imarket BY
234 р. (-8%) Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4%
Наличие уточняйте 03.06.2022
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
СберМегаМаркет
Промокод: sberday1000 для НОВЫХ клиентов Скидки 700 руб при покупке от 3000 руб и 1000 руб от 5000 руб по промокоду
Получите промокод на 300р для ВСЕХ клиентов !
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены Распродажа 11. 11: с 1 ноября 10:00 (МСК) по 13 ноября 10:59 (МСК)
Купить в кредит (0)
Компания
Предложение
Описание
Верстак Bosch PTA 1000 0.603.B05.100 — прочная и удобная конструкция весом 6.2 кг для работы с длинномерными заготовками и для крепления торцовочной пилы. Телескопическая длина варьирует от 0.7 до 1.15 м. Для удобного хранения и транспортировки конструкция легко разбирается. Предназначен для совместного использования с PCM 7.
Характеристики (12)
Параметр
Значение
Тип
подставка
Материал
металл
Высота
1150
Допустимая нагрузка
100
Вес нетто
6.2 кг
Мин. высота
70 см
Макс. высота
115 см
Максимальная нагрузка
100 кг
Вес брутто
7 кг
Высота коробки
46 см
Длина коробки
79 см
Ширина коробки
10 см
Отзывы (1)
Смотреть отзывы на СберМегаМаркет
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите. .
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Похожие товары
Категория 107 р. — 160 р.
Все Запчасти для электроинструмента Bosch »
Верстаки
Категория 107 р. — 160 р.
Верстаки: другие бренды
Aist
Berger
Black & Decker
BLACK + DECKER
Bosch
DeWalt
Evidence
GARWIN INDUSTRIAL
GARWIN PRO
Keter
Kreg
LUX-TOOLS
Metabo
Norgau
Ombra
Ridgid
Rock force
Rotorica
Sata
Skrab
Sparta
Stanley
STANLEY FATMAX
STAYER
Wedo
Wolfcraft
Worx
WS
ВЕРСТАКОФФ
ЗУБР
Калибр
ПРАКТИК
ПРОМЕТ
ФЕРРУМ
ЭНКОР
org/BreadcrumbList»>
Главная »
Каталог »
Инструменты, сантехника, все для сада »
Электроинструменты и строительная техника »
Верстаки
Отзывы на Роликовая подставка BOSCH PTA 1000 (0603B05100)
Роликовая подставка BOSCH PTA 1000 (0603B05100)
Роликовая подставка BOSCH PTA 1000 (0603B05100)
Основные
Бренд
Bosch
Тип
Роликовая подставка
Гарантийное обслуживание
Гарантия
2 года
Срок службы
5 лет
Страна происхождения (производства)
Китай
Все характеристики
Роликовая подставка BOSCH PTA 1000 (0603B05100)
Роликовая подставка BOSCH PTA 1000 (0603B05100)
Bosch PTA 1000 Rollensteun | bol.
com
Jouw privacyvoorkeuren
Om bol.com пошел те латентные werken, gebruiken мы altijd functionele en analytische cookies en vergelijkbare technieken. Je kunt kiezen voor je eigen bol.com встретился с человеком, который пользовался рекламными объявлениями, zodat we beter op jouw interesses anansluiten. Посмотрите в nieuwsbrieven в уведомлениях, как je die krijgt. Verder kun je kiezen voor persoonlijke advertenties buiten bol.com. В beide gevallen bepalen мы интересуемся. Hiervoor voegen мы информация UIT je bestellingen Samen встретил je Favouriteten, algemene klantinfo en gegevens van anderen als je ze hier toestemming voor hebt gegeven. Встретил cookie-файлы на vergelijkbare technieken verzamelen, которые мы заходим на bol.com surfgedrag. Делаем ли мы естественное отслеживание куки-файлов, используя только их в браузере. De persoonlijke advertenties buiten bol. com kun je zien bij onze partner doordat мы versleutelde gegevens delen en cookies en vergelijkbare technieken gebruiken. Zie ook on Privacybeleid en cookiebeleid. Винд je deze twee persoonlijke ervaringen binnen en buiten bol.com ok?, kies dan voor? Alles accepteren?. Zelf instellen kan ook. Kies je voor weigeren, dan plaatsen we alleen functionele en analytische cookies. Achteraf aanpassen kan altijd, bij ons privacybeleid.
Ga naar zoekenGa naar hoofdinhoud
Хугте инстелбаар
Опвоувбаар
Максимум. беластбаархейд: 100 кг
Все характеристики продукта
Plus- в мини-панели
Beweeg het workstuk in allerichtingen встретил kogelsteun
Stel de tafelhoogte flexibel in tussen 700 мм и 1150 мм
Opvouwbaar ontwerp is gemakkelijk op te zetten en bespaart ruimte
Beschikt niet over wielen aan de onderkant
Продукт, подлежащий регистрации
De werktafel PTA 1000 zorgt voor flexibiliteit bij het werk, vooral voor klussen met grote werkstukken. De rollensteun maakt het gemakkelijk om materialen naar de machine toe en er vanaf te schuiven bij het zagen in longterichting, terwijl met de kogelsteun werkstukken eenvoudig in de Ideale hoek kunnen worden gedraaid voor het zagen. Де hoogte ван де werktafel кан Worden ingesteld tussen 700 мм и 1150 мм voor extra veelzijdigheid bij het work. Bespaar ruimte bij het opbergen door het gemakkelijk Samen te vouwen ontwerp van de werktafel, waardoor hij ook gemakkelijk te vervoeren is.
Rollensteun voor het zagen van grote werkstukken in lengterichting
Kogelsteun om werkstukken in elke richting te bewegen
Stel de tafelhoogte flexibel in tussen 700 мм и 1150 мм
Opvouwbaar ontwerp is gemakkelijk op te zetten en bespaart ruimte
Toon meerToon minder
Характеристики продукта
Waar ben je naar op zoek?
Wij vonden geen specifications voor jouw zoekopdracht ‘{SEARCH}’.
Информация о продукте
Материал
РВС
Включая ладеблок
урожденная
Опвоувбаар
Джа
Afmetingen & Gewicht
Информация о продукте
5700 г
Длина продукта
0 см
Разведение продукта
0 см
продукт
0 см
Информация о продукте
Verpakkingsinhoud
3603M05100
Оверидж Кенмеркен
Хугте инстелбаар
Джа
MPN (номер детали производителя)
0603B05100
Материал
РВС
Максимале Беластбаархейд
100 кг
Taal хэндлинг
Дуэты | Энгельс | Франс | Нидерланды | Вселенная
Упаковка породы
45,00 см
Verpakking hoogte
10,00 см
Длина упаковки
79,00 см
Вербанк встретился с Банкшрёфом
урожденная
Werkbank встретил женщин
урожденная
Werkbank op wielen
урожденная
EAN
EAN
3165140575775
Я видел артикул в
Категория?n
Клуссен
Handgereedschap
Werkbanken & Opbergsystemen
Веркбанкен
Максимальный вес груза (кг)
от 100 до 150 кг
Мерк
Бош
Opvouwbaar из niet opvouwbaar
Опвоувбаар
Материал
РВС
Documenten
Toon meerToon minder
Hoe controleren en plaatsen wij обзоры?
Hoe controleren en plaatsen wij обзоры?
Отрицательное, положительное, нейтральное: мы zetten een проверяем altijd онлайн. Мы controleren wel eerst of ?ie voldoet aanze reviewvoorwaarden en niet nep is. Мы контролируем доступ к ?ie geschreven door iemand die het artikel heeft gekocht через bol.com en zetten dit er dan bij. De controles gebeuren Automaticisch, al kijken er soms mensen mee. Bol.com предлагает вам обзоры. Кроме того, дверь рецензента была прекращена, и он остался в рецензии самостоятельно.
Фургон Gemiddelde 14 отзывов
4,7
Hoe controleren en plaatsen wij обзоры?
Hoe controleren en plaatsen wij обзоры?
Отрицательное, положительное, нейтральное: мы zetten een проверяем altijd онлайн. Мы controleren wel eerst of ?ie voldoet aanze reviewvoorwaarden en niet nep is. Мы контролируем доступ к ?ie geschreven door iemand die het artikel heeft gekocht через bol.com en zetten dit er dan bij. De controles gebeuren Automaticisch, al kijken er soms mensen mee. Bol.com предлагает вам обзоры. Кроме того, дверь рецензента была прекращена, и он остался в рецензии самостоятельно.
11
2
1
0
0
Sorteer op:
Meest behulpzameMeeste sterrenMinste sterrenNieuwste
Воебаваджа
60-69 января
Лангенбум
17 мая 2016 г.
Heeft dit artikel gekocht
De steun is erg eenvoudig en heeft een rol en een opzetstuk met zeven kogels. De rol werkt пошел bij plaatmateriaal op een zaagtafel en bij het afkorten van balken met een afkortzaag. De kogels werken heel wat minder goed, eigenlijk ook wel logisch, je werkstuk varieert in hoogte als het van kogeltje naar kogeltje rolt. De hoogte verstelling niet echt точный en dus ben je veel aan het proberen. De steuntjes aan de poten zijn niet verstelbaar, op een ongelijke werkvloer staat je rol dus nooit echt gelijk aan je werktafel.
Посейдонбарт
60-69 января
Сумка
17 января 2017 г.
Heeft dit artikel gekocht
Ручная работа в Германии
Goede prijs/kwaliteit
Верх для верхней одежды
2_28_30.33″>
Дж.МдеЛеув
40-49 января
Йерсеке
16 ноября 2016 г.
Heeft dit artikel gekocht
Ручная работа в Германии
Фраай дизайн
дуурзаам
Goede prijs/kwaliteit
Toon alle puntenToon alleen de erste 3 punten
artikel gekocht omdat ik in het bezit ben van een afkortzaag van bosch, voior lange stukken te zagen is het onhandig als je geen steun hebt waar het gezaagde stuk op blijft rusten. встретил deze steun gaat dit perfect ook omdat deze in hoogte is te verstellen en ook nog handig is om plaatmateriaal op te laten steun door de omkeerbare rol.
Марк Тиммерверк
2 ноября 2021 г.
Heeft dit artikel gekocht
дуурзаам
makkelijk в гебруике
hoge kwaliteit
Качественный продукт в десять лучших!
Светописатель
31 октября 2021
Heeft dit artikel gekocht
дуурзаам
makkelijk в гебруике
hoge kwaliteit
лучший продукт goede prijs, na heel veel vergelijken bied bosch het meeste
2_28_30.36″>
Янандейк
25 февраля 2020 г.
Heeft dit artikel gekocht
маккелик ин гебруик
Ручная работа
Ниет рычага
Ontvang eenmalig een почта уведомления через приложение де bol.com zodra dit artikel weer levbaar is.
Stuur mij een bericht Je hoort van ons
Houd er rekening mee DAT Het Artikel Niet Altijd Weer terug op voorraad komt.
Ваак самен гекохт
Bosch PTA 2001 Ондерстель
Мисталь 99,00
80,00
prijstip
Дверь Verkoop
Интернет-магазин ПДД
Бош ПТА 2400 Верктафель
131,00
20,- кэшбэк
Verkoop дверь bol. com
Bosch PBD 40 Коломборная машина — 710 Вт
Мисталь 259,00
241,99
Кортинг
Verkoop дверь bol.com
BLACK+DECKER WM825-XJ Workmate/opvouwbare workbank — 2 Werkhoogtes? до 250 кг
Мисталь 83,59
74,99
Кортинг
Verkoop дверь bol.com
STANLEY Fatmax FMST175672 Vouwbare Werktafel — Draagkracht 450 кг
94,40
prijstip
Verkoop дверь bol. com
Makita — RT0700CX3J — 6 — 8 мм — бовен- и кантенфрис — аксессуары — в Mbox — 230В
253,32
Дверь Verkoop
Gereedschapcentrum.nl
Waar wil je dit mee vergelijken? Je кан в целом vijf artikelen kiezen.
Er nog plaats voor
еще артикелен. андер артикель.
ГАММА | Bosch rolsteun PTA 1000 копеек?
Bosch rolsteun PTA 1000
Inzoomen
Нормальный
видео
Афбелдинг 1 фургон 1
Uitstekend beoordeeld
4,7
1 5 15
Ваак самен гекохт
249.
00
Er is iets mis gegaan
Alleen bestellen en afhalen
Bekijk alles in afkortzaagmachine
Tot 50,- cashback op geselecteerd Bosch gereedschap
Koop éen van de deelnemende Machines tijdens de actieperiode van 1 ноября 2022 г. т/м 15 января 2023 г.
Нажмите на страницу действия, зарегистрируйте продукт и загрузите его и отсканируйте фото, чтобы получить код EAN, чтобы упаковать его на машине
Je ontvangt jouw cashback uiterlijk 4 weken na goedkeuring van je deelname
Kijk voor more information en de voorwaarden op de actiepagina
Спецификации
Продукт
feature.description.Productnummer»> номер продукта
PostNL Pakketservice без доставки Meeste pakketten на адрес лося в Нидерландах. Bezorging vindt plaats van maandag tot en met zaterdag tussen 9.00 en 20.00 uur.
Kies zelf je bezorgdag
Tijdens het bestellen kies je zelf een bezorgdatum. Woon je op een Waddeneiland? Houd эр дан Rekening Mee DAT je де Bestelling сомы 1 из 2 dagen ná де дверь жоу gekozen bezorgdag ontvangt.
De levtijd van je totale bestelling wordt bepaald door het artikel met de langste levtijd.
Бесплатно thuisbezorgd vanaf 50 €
Бесплатно для всех 50 € rekenen wij 4,95 €.
Bezorging in de bouwmarkt is altijd gratis .
Als je ook andere artikelen bestelt dan kunnen de bezorgkosten wijzigen.
Бесплатно retourneren in de bouwmarkt
Je betaalt geen retourkosten als je je bestelling retourneert bij een GAMMA-bouwmarkt bij jou in de buurt. Цена 4,9 €5 альсов je de bestelling за пост retourneert. Bij GAMMA heb je 30 dagen bedenktijd. Zo kun je alles uitgebreid bekijken en beoordelen. Uiteraard moet het artikel met alle geleverde toebehoren geretourneerd worden en indien redelijkerwijs mogelijk in originele staat en verpakking.
Let op: De bedenktijd en het kunnen retourneren gelden niet voor op maat gemaakte artikelen.
Retourneren oude elektrische en elektronische apparaten
Gun je je oude elektrische en elektronische apparaten een tweede leven? Breng ze dan naar de gemeentelijke milieustraat рычага ze в bij GAMMA.
Verkoop aan ondernemers
Verkoop aan ondernemers это mogelijk indien het gaat om eigen gebruik en niet meer dan een redelijke hoeveelheid wordt afgenomen.
Klantreviews
Отзывы worden geladen
Hoe gaan wij om встретил отзывы?
Natuurlijk wil je op onze веб-сайт alleen echte обзоры zien.
Генератор бензиновый Champion GG951DC — легкий и компактный бензиновый генератор Champion GG951DC предназначен для использования в качестве резервного источника электроэнергии в условиях небольшого дачного участка или загородного дома. Мощности этой модели достаточно для эффективного использования в быту, с его помощью можно запитать холодильник и освещение или аналогичные по мощности электроприборы. Также эту модель можно применять при проведении монтажных работ вдали от электросети, такого генератора хватит для обеспечения питанием одного-двух шуруповертов или небольшой дрели.
Генератор оборудован компактным и легким двухтактным одноцилиндровым двигателем внутреннего сгорания мощностью 2 лошадиные силы. Эта силовая установка отличается тихой работой, низким уровнем вибрации и умеренным потреблением топлива. Благодаря эффективному воздушному охлаждению двигатель способен работать длительное время без перерыва, а хорошо настроенная система зажигания обеспечивает легкий пуск даже в холодную погоду после длительного простоя.
Генератор установлен в удобном и легком пластиковом корпусе в виде чемоданчика. Этот каркас сочетает прочность, долговечность, а также легкость и дешевизну. Агрегат имеет вес всего в 18 килограммов, потому даже один человек без проблем сможет переносить этот аппарат в одной руке. Компактные размеры генератора позволяют перевозить его в багажнике легкового автомобиля, вместе с канистрой бензина он способен обеспечить электричеством вашу дачу на все выходные. Также его можно захватить с собой на рыбалку или вылазку. Емкости топливного бака составляет 4.2 литра, при среднем расходе 0.7 литра в час генератор способен на одной заправке проработать 6 часов. При этом генератор вырабатывает до 650 ватт электроэнергии. Наличие розеток на 220 вольт позволяет без проблем подключать бытовые приборы, а датчик уровня масла не позволит пропустить необходимость долива смазочных материалов.
Характеристики
Вес, кг
15,9
Исполнение
—
Количество фаз/напряжение сети, В/Гц
1/230/50
Коэффициент мощности, cos
1
Максимальная мощность генератора, кВт
0,72
Максимальный расход топлива, г/кВт•ч / л/ч
950/-
Материал обмоток ротора и статора
алюминий
Мощность двигателя, кВт/л. с
1/1,36
Номинальная мощность генератора, кВт
0,65
Объем двигателя, см3
63
Объем картера, л
—
Объем топливного бака, л
4,2
Регулировка напряжения
AVR
Регулировка напряжения
конденсаторная
Розетки, В/А
12/8,3 +230/16
Счетчик моточасов
нет
Тип генератора
синхронный
Тип двигателя/топливо
2-тактный/ топливная смесь
Тип охлаждения
Воздушное
Тип ротора
щеточный
Тип стартера
Ручной
Транспортировочный комплект
нет
Уровень звукового давления, дБ
—
Электростартер
нет
Плюсы
Устройство заводится легко, с этим никаких проблем не возникает. Топливо расходует в меру, так что много денег на бензин тратить не придется. Плюс ко всему, агрегат достаточно компактный. Много места не занимает в помещении. Работает стабильно. Спокойно можно заряжать сразу несколько гаджетов, при этом работая электропилой.
Минусы
Крышка у бензобака не сильно плотная. Из-за этого постоянно чувствуешь запах бензина. Особенно пованивает машина, если перевозить устройство на далекие расстояния.
Иногда устройство начинает кряхтеть. Этот неприятный звук появляется редко, но может знатно раздражать.
Нет встроенного вольтметра, поэтому сложно понять, сколько электричества было потрачено сегодня.
Отзыв
Покупал устройство для дачи. Там пока полных ходом кипит стройка, поэтому электричества просто нет. Чтобы облегчить трудовой процесс приобрел эту станцию. Работает она стабильно, без перебоев. За продолжительный период использования проблем не возникало.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Бензиновый генератор Champion GG951DC однофазный
Печатать
Артикул: GG951DC
Есть в наличии
Характеристики
Номинальная мощность (кВА): 0.6
Контроль напряжения AVR: Нет
Система автоматического запуска: Нет
Модель двигателя: OHV
Вес (кг. ): 16
Все характеристики
Добавить к сравнению
Сравнить (0)
Бесплатная предпродажная подготовка
Доставка в пределах МКАД — БЕСПЛАТНО (при сумме заказа от 10 000 руб)
Возможен самовывоз!Наш адрес и условия доставки
11 700 руб
Предложить свою цену
Характеристики и описание: Бензиновый генератор Champion GG951DC однофазный (GG951DC)
Бензиновый
генератор Champion GG951DC
– это небольшой, современный, компактный
агрегат, рассчитанный на то, чтобы снабжать энергией технику, мощность которой
в сумме не превышает 0,65 киловатта. На этой машине установлена специальная
система очистки выхлопов, благодаря которой она является экологически
безопасной и не загрязняет воздух. Такой генератор идеально подходит для того,
чтобы стать хорошим помощником на даче или в загородном доме, имеющим небольшую
площадь. Если отключится электрическая энергия, то генератора хватит для
освещения и бесперебойной работы холодильника. Также его можно применить и во
время строительства, если нужно подключить небольшой шуруповерт или дрель.
Бензиновый
генератор Чемпион GG951DC
работает на небольшом двухтактном
одноцилиндровом двигателе. Благодаря современной конструкции мотора, этот
агрегат работает очень тихо, практически не вибрирует и расходует малое
количество топлива. Двигатель никогда не перегревается во время работы,
поскольку на нем стоит современная система воздушного охлаждения. Запускается
агрегат очень просто, поскольку система зажигания отлично настроена, поэтому,
даже если в помещении холодно или машина долго не работала, генератор
запустится практически мгновенно, без приложения каких-либо усилий.
Бензиновый
генератор Champion GG951DC
сконструирован
таким образом, чтобы его небольшой вес и компактность позволяли перемещать
агрегат быстро и легко. Для того, чтобы значительно снизить вес машины, для
изготовления корпуса был использован сверхпрочный пластик, прошедший множество
различных тестов. Он отлично защищает все внутренние детали инструмента, при
этом, агрегат всегда можно перенести даже одной рукой, при этом особо не
напрягаясь. Для транспортировки такого генератора не нужно нанимать специальный
грузовой автомобиль, поскольку он легко помещается в багажнике обычной легковой
машины. Именно поэтому такой агрегат часто берут с собой на природу, если
необходимо подключать какие-то электрические приборы.
Бензиновый
генератор Чемпион GG951DC
оснащен топливным баком, объем которого
составляет 4,2 литра. Поскольку машина расходует всего лишь 0,7 литра в час, то
такого бака вполне хватает для того чтобы агрегат не нужно было дозаправлять на
протяжении 6 часов. Генератор укомплектован розетками на 220 вольт, некоторые
подходят для подключения бытовых предметов. В комплектации машины также есть
специальный датчик масла, благодаря которому владелец всегда может проследить
за тем, чтобы двигатель не работал на износ, из-за отсутствия смазки.
Бензиновый
генератор Champion GG951DC
имеет большой
эксплуатационный срок и отличается надежностью и безопасностью. Благодаря
кнопке сброса настроек, он никогда не перегружается. На агрегат установлена
специальная ручка, чтобы его было удобно переставлять с места на место. На воздушной заслонке есть специальный рычаг,
который помогает запускать мотор намного быстрее. При нагрузке в 75 процентов
такая модель генератора работает до 4,2 часа. Агрегат является однофазным.
Производится Соединенными Штатами Америки вместе с Китаем. Вес машины
составляет 15,9 килограмма.
В качестве резервного источника питания в частном подворье или на садовом участке может быть использован — бензиновый генератор Champion GG3301 однофазный.
Навесное оборудование для культиваторов и мотоблоков
Навесное оборудование для тракторов и райдеров
Товары для фермеров
Культиваторы и мотоблоки
Мойки высокого давления
Мотобуры
Навесное оборудование для подметальных машин
Мотопомпы
Насосы и насосные станции
Снегоуборщики
Триммеры бензиновые
Дровоколы
Цепные электрические пилы
Барбекю и грили
Подметальные устройства
Сувенирная продукция, игрушки
Триммеры аккумуляторные
Воздуходувки и садовые пылесосы
Кусторезы
Триммеры электрические
Опрыскиватели
Скарификаторы и аэраторы
Тракторы и райдеры
Насосы
Баки
Мотопомпы
Насосные канализационные установки
Насосные станции
Насосы для дизельного топлива
Насосы поверхностные
Насосы погружные
Насосы ручные
Насосы циркуляционные
Ручной инструмент
Заклепочники и заклепки
Крепеж
Электромонтажный инструмент
Ключи головки и воротки
Малярный и штукатурный инструмент
Ножницы
Отвертки
Столярно-слесарный инструмент
Наборы инструмента
Паяльники и паяльная химия
Пистолеты для герметика и монтажной пены
Плиткорезы и стеклорезы ручные
Струбцины и зажимы
Сумки, чехлы, кейсы
Инструмент для снятия изоляции
Инструменты с креплением для страховки от падения с высоты
Инструменты электроизолированные
Мультиинструменты
Специальные клещи
Клещи
Садовый инструмент
Степлеры
Пинцеты
Слесарно-монтажный инструмент
Столярный инструмент
Ударно-рычажный инструмент
Шарнирно-губцевый инструмент
Инструмент для работы с гипроком
Щётки
Измерительный инструмент
Колеса дорожные
Лазерные дальномеры
Линейки
Металлодетекторы
Штативы и рейки
Мультиметры
Толщиномеры
Нивелиры лазерные
Нивелиры оптические
Рулетки и ленты
Угломеры и уклономеры
Угольники
Уровни
Штангенциркули
Щупы и резьбовые шаблоны
Приемники лазерного излучения
Влагомеры
Индикаторы
Манометры
Микрометры
Пирометры
Тестеры
Сварочное оборудование
Дуговая сварка (ММА)
Полуавтоматическая сварка (MIG-MAG)
Аргонно дуговая сварка (TIG)
Маски сварочные
Точечная сварка
Лампы паяльные
Горелки
Трубосварочное оборудование
Газосварочные аппараты
Плазморезы
Строительное оборудование
Бетономешалки
Лестницы и стремянки
Бензорезы
Вибраторы глубинные
Виброплиты
Оборудование для бурения
Стропы
Тепловое оборудование
Радиаторы секционные
Газовое
Дизельное
Инфракрасное
Электрическое
Зарядные и пусковые устройства,стабилизаторы
Станки
Деревообрабатывающие станки
Камнеобрабатывающие станки
Металлообрабатывающие станки
Компрессорное оборудование
Компрессоры безмасляные
Компрессоры масляные
Компрессоры автомобильные
Компрессоры аккумуляторные
Компрессоры коаксиальные
Компрессоры ременные
Компрессорные наборы
Пневматический инструмент
Гайковерты
Дрели
Наборы пневмоинструмента
Пистолеты
Степлеры
УШМ (болгарки)
Шлифовальные машины
Шуруповерты
Долото
Заклепочники
Краскораспылители и аэрографы
Оснастка и расходные материалы
Алмазный инструмент
Абразивный инструмент
Режущий инструмент
Для сварки
Масла и смазки
Для измерительной техники
Зачистные насадки для инструмента
Патроны для электроинструмента
Для инструмента
Аккумуляторы и зарядные устройства
Для бензоинструмента
Для садовой техники
Приспособления и принадлежности для станочного оборудования
Принадлежности и оснастка для строительства
Для генераторов и электростанций
Для пуско-зарядных устройств
Удлинители, кабели, фонари
Хозяйственные товары
Запасные части
Автотовары
Инструмент для ремонта автомобиля
Ремни и стяжки
Средства индивидуальной защиты
Подъемное оборудование
Стяжки цепные,талрепы
Блоки монтажные
Захват-клипсы
Лебедки
Тали
Домкраты
Тележки гидравлические
Главная
Ручной инструмент
Садовый инструмент
Буры земляные
Ручной бур ПИТЕР-Бур 110 мм
Бур-шнек земляной ручной D=110мм L=1100мм 2.
8кг для столбцов и колодцев
КОД 38728
РЕЙТИНГ
2 510 ₽
Длина, мм1100
Вес, кг.2.8
АртикулПИТЕР-Бур 110мм
Материал ручкиметал
БрендПИТЕР-БУР
Базовая единицашт
Диаметр бура мм110
Описание
Ручной бур ПИТЕР-Бур 110 мм позволит пробурить отверстия для посадки растений, установки столбов под заборы и ограды. Основу бура составляет толстостенная металлическая труба высокой жесткости, на ней закреплены четыре шнека из инструментальной стали толщиной 3 мм с твердосплавными резцами. Бур способен работать на почве практически любого вида. Длина бура 110 см при необходимости бурить отверстия большей глубины, возможна установка удлинителей длиной 50 см или 110 см. Бур укомплектован ручкой с двумя рычагами, можно установить ручку с четырьмя рычагами.
4
Отзывы
Оставить отзыв
Ваша оценка:
Опыт использованияНесколько днейМенее месяцаНесколько месяцевБольше года
Наличие в магазинах
Способы получения товара:
Доставка
Забрать из наших магазинов (с проверкой на месте)
Забрать сегодня 0 Заказать в точку самовывоза 12
Елизаровская, 192029, г. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н Пн-Пт: с 10:00 до 20:00 Выходные: с 10:00 до 19:00
Купчино, 192281, г.С-Пб, ул.Малая Балканская, д.26, лит.А, пом.14Н с 10:00 до 20:00 ежедневно Вс: с 10:00 до 19:00
Ладожская, 195279, г.С-Пб., Ириновский пр-кт, дом №29, корп.1, лит.А, пом.3Н Будни: 10:00-20:00 Сб: с 10:00 до 19:00 ВС выходной
Нарвская, 198095, г. С-Пб, ул. Маршала Говорова, д.37, лит.А По будням: с 09.00 до 20.00 Сб: с 10:00 до 19:00 Вс выходной
Измайловская, г. Москва., ул. Первомайская дом 4 с Пн — Пт с 10:00 до 20:00, Сб, Вс с 10:00 до 19:00
Удельная, 194214, г.С-Пб., Скобелевский проспект, дом 17, Лит.Б, пом.2Н с 10:00 до 20:00 ежедневно Выходные: с 10:00 до 20:00
Ленинский проспект, 198216, г. С-Пб., пр.Народного ополчения, д.22 По будням: с 10.00 до 20.00 Выходные: с 10:00 до 20:00
188307, Лен. обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 с Пн — Пт с 09:00 до 19:00, Сб, с 10:00 до 19:00 Вс выходной
1188541, Лен. обл., г.Сосновый Бор, ул.Красных Фортов, дом №10А, лит.А, пом.1 Будни: 10:00-20:00 Сб: с 10:00 до 19:00 Вс: с 10:00 до 18:00
Новгородская обл. , г.Великий Новгород, ул.Октябрьская, д.9 к1 Пн-Пт: с 9:00 до 19:00, Сб: с 9:00 до 18:00, Вс: выходной
173008, Новгородская обл., г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3 Пн-Пт: с 10:00 до 20:00, Сб, Вс с 10:00 до 18:00
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
История просмотра
0.17
Бур садовый шнековый, 790 мм, диаметр 110 мм, Palisad
Главная
Каталог
Садовый инвентарь
Буры садовые
Буры шнековые
Артикул:
6445055
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Длина, мм
790
Бренд
PALISAD
Диаметр ножей, мм
110
Конструкция
разъемная
Материал рабочей части
среднеуглеродистая сталь
Материал рукоятки
пенополиуретан
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
403001
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, хлопчатобумажные, с одинарным покрытием из латекса, 13 класс вязки // Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Перчатки трикотажные, ПВХ-покрытие «Точка», 10 класс, черные Россия
Лопата штыковая, 210 х 290 х 1150 мм, цельнометаллическая, Сибртех
Лопата штыковая, 210 х 290 х 1150 мм, цельнометаллическая, Сибртех
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Перчатки в наборе, цвета: зеленый, розовая фуксия, желтый, синий, оранжевый, ПВХ точка, L, Россия Palisad
Решетка заборная в рулоне, 1 х 20 м, ячейка 15 х 15 мм, пластиковая, зеленая, Россия
Решетка заборная в рулоне, 1 х 20 м, ячейка 15 х 15 мм, пластиковая, зеленая, Россия
Лопата траншейная, 125 х 360 х 1150 мм, цельнометаллическая, Сибртех
Лопата траншейная, 125 х 360 х 1150 мм, цельнометаллическая, Сибртех
Лопата совковая, 245 х 295 х 1150 мм, цельнометаллическая, Сибртех
Лопата совковая, 245 х 295 х 1150 мм, цельнометаллическая, Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Точка», 6 пар в упаковке, 7 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Перчатки х/б, ПВХ покрытие, «Волна», 10 класс Россия
Похожие товары
Бур садовый шнековый, 1085 мм, диаметр 400 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 400 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 350 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 350 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 250 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 250 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 300 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 300 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 200 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 200 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 150 мм, Россия, Сибртех
Бур садовый шнековый, 1085 мм, диаметр 150 мм, Россия, Сибртех
Бур лопастной со сменными ножами, 2110 мм, удлинитель, диаметр 150 мм, 200 мм, Россия, Сибртех
Бур лопастной со сменными ножами, 2110 мм, удлинитель, диаметр 150 мм, 200 мм, Россия, Сибртех
Бур лопастной со сменными ножами, 1000 мм, диаметр 150 мм, 200 мм, Россия, Сибртех
Бур лопастной со сменными ножами, 1000 мм, диаметр 150 мм, 200 мм, Россия, Сибртех
Алмазный колонковый бур VEVOR, 1800 Вт, 4 фута/110 мм, 1700 об/мин, регулируемая установка для колонкового бурения с переносным кейсом, ручной сверлильный станок для фарфора, керамической плитки, мраморного кирпича
Алмазный сверлильный станок
мокрое или сухое бурение. Эту дрель можно использовать для сверления кирпича, камня, железобетона, керамики и огнеупорных материалов. Максимальный диапазон сверления в кирпиче составляет φ110 мм. Дрель отличается быстрым подключением к водяному клапану и бесступенчатым изменением скорости.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное прочное качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и надежная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Превосходный материал
Высококачественный выходной вал из кованой стали и водяной клапан 1/4 дюйма из чистой меди изготовлены для защиты от ржавчины и долговечны для длительного использования.
Механическая муфта
Когда буровое долото ударяется о какой-либо твердый объект, буровое долото автоматически входит в твердый объект и не отскакивает.
Бесступенчатая регулировка скорости
Вы можете нажать кнопку скорости для бесступенчатой регулировки скорости. Когда дело доходит до скорости, которую вы хотите, нажмите переключатель блокировки, тогда скорость будет зафиксирована.
Удобный плечевой упор
Удобный дизайн этого плечевого упора сделает вашу работу более комфортной, помогая найти точки напряжения и буфер.
Портативный футляр для переноски
Прочный футляр для переноски, входящий в комплект ручной дрели по бетону, обеспечит вам большую портативность и удобство.
Широкое применение
Широко используется для сверления железобетона, красного кирпича, мрамора и других материалов для установки кондиционеров, труб, лестничных перил, автомагистралей, аэропортов и т. д.
Технические характеристики
Номинальная мощность: 1880 Вт
Электропитание: 110 В
Резьба шпинделя: 1-1/4″ UNC
Скорость вращения: 1700 об/мин
Ø 4″
Макс.0003
Размеры пакета: 520 x 530 x 400 мм / 20 «x 12» x 16 «
Брубые веса: 6 кг / 13,2 фунта
Содержание пакета
Тесное оборудование и инструменты.
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах.Вместе с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам.Сегодня VEVOR занял рынки более чем 200 стран с 10 миллион плюс участники со всего мира.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю или сухое бурение. Эту дрель можно использовать для сверления кирпича, камня, железобетона, керамики и огнеупорных материалов. Максимальный диапазон сверления в кирпиче составляет φ110 мм. Дрель отличается быстрым подключением к водяному клапану и бесступенчатым изменением скорости.
Премиальный стальной/кованый 1 выходной вал из чистой стали и меди »Водяной клапан изготовлен из нержавеющей стали и долговечен.
Механическая муфта
Когда буровое долото ударяется о какой-либо твердый объект, буровое долото автоматически входит в твердый объект и не отскакивает.
Бесступенчатая регулировка скорости
Вы можете нажать кнопку скорости для бесступенчатой регулировки скорости. Когда дело доходит до скорости, которую вы хотите, нажмите переключатель блокировки, тогда скорость будет зафиксирована.
Удобный плечевой упор
Удобный дизайн этого плечевого упора сделает вашу работу более комфортной, помогая найти точки напряжения и буфер.
Портативный футляр для переноски
Прочный футляр для переноски, входящий в комплект ручной дрели по бетону, обеспечит вам большую портативность и удобство.
Широкое применение
Широко используется для сверления отверстий в армированном бетоне, красном кирпиче, мраморе и других материалах для установки кондиционеров, труб, лестничных перил, автомагистралей, аэропортов и т. д. Станок для колонкового бурения
1 портативный пластиковый ящик для инструментов
1 водяной шланг
Технические характеристики
Номинальная мощность: 1880 Вт
Источник питания: 110 В
0014
Скорость вращения: 1700 об/мин
Максимальный диаметр сверления: Ø4 дюйма / 110 мм
Размеры упаковки: 520 x 530 x 400 мм / 20 дюймов x 12 дюймов x 16 дюймов
Вес брутто: 6 кг / 13,2 фунта
Перфоратор MILWAUKEE: размер сверла 13 мм, макс.
глубина сверления 110 мм, общая длина 160 мм — 40TM84|48-20-8063
МИЛУОКИ
Вещь # 40ТМ84
производитель Модель #
48-20-8063
UNSPSC #
27112801
№ страницы каталога
Н/Д
Страна происхождения
Германия.
Страна происхождения может быть изменена.
Эти сверла имеют твердосплавный наконечник с несколькими режущими кромками для создания отверстий в бетоне и кирпичной кладке. Хвостовик SDS-Plus предотвращает их проскальзывание при бурении с высоким крутящим моментом. Биты устанавливаются в перфораторы с патронами SDS-Plus, и их можно менять в патронах одной рукой. Патроны SDS-Plus имеют подпружиненные шарики, которые входят в канавки на хвостовиках бит, чтобы удерживать биты на месте в патронах.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Программирование обработки на современных станках с ЧПУ осуществляется на языке, который обычно называют языком ИСО (ISO) 7 бит, или языком G- и М-кодов. Коды с адресом G, называемые подготовительными, определяют настройку СЧПУ на определенный вид работы. Коды с адресом М называются вспомогательными и предназначены для управления режимами работы станка.
Базовые коды программирования обработки
Код (функция)
Назначение и пример кадра с кодом
Осевое перемещение
G00
Ускоренный ход – перемещение на очень высокой скорости в указанную точку
G00 X10. Y20. Z25.
G01
Линейная интерполяция – перемещение по прямой линии на указанной скорости подачи
G01 X10. Y20. F100
G02
Круговая интерполяция – перемещение по дуге по часовой стрелке на указанной скорости подачи
G02 X10. Y20. R10. F100
G03
Круговая интерполяция – перемещение по дуге против часовой стрелки на указанной скорости подачи
G03 X10. Y20. R10. F100
Настройка
G20
Ввод дюймовых данных
G20 G00 X10. Y20
G21
Ввод метрических данных
G21 G00 X10. Y20
G90
Абсолютное позиционирование – все координаты отсчитываются от постоянной нулевой точки
G90 G00 X10. Y20
G91
Относительное позиционирование – все координаты отсчитываются от предыдущей позиции
G91 G00 X10. Y20
Обработка отверстий
G81
Цикл сверления
G81 X10. Y20. Z-5. F30
G82
Цикл сверления с задержкой на дне отверстия
G82 X10. Y20. Z-5. R1. P2. F30
G83
Прерывистый цикл сверления
G83 X10. Y20. Z-5. Q0.25 R1. F30
G85
Цикл растачивания отверстия
G85 X10. Y20. Z-5. F30
Вспомогательные коды (функции)
M00
Запрограммированный останов – выполнение программы временно прекращается
M01
Запрограммированный останов по выбору – выполнение программы временно прекращается, если активирован режим останова по выбору
М03
Прямое вращение шпинделя – шпиндель вращается по часовой стрелке
М04
Обратное вращение шпинделя – шпиндель вращается против часовой стрелки
М05
Останов шпинделя
М06
Автоматическая смена инструмента
М06 Т02
M08
Включение подачи охлаждающей жидкости
M09
Выключение подачи охлаждающей жидкости
M30
Конец программы, перевод курсора к началу программы
Вперед >>
G и M коды для программирования обработки на станках с ЧПУ
Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком G и M кодов. Существует три метода программирования обработки для станков с ЧПУ:
Ручное программирование.
Все операторы станков с ЧПУ, технологи-программисты должны иметь хорошее представление о технике ручного программирования. Это как начальные классы в школе, обучение в которых дает базу для последующего образования.
Программирование на пульте УЧПУ.
Когда программы создаются и вводятся прямо на стойке ЧПУ, используя клавиатуру и дисплей. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код управляющей программы.
Программирование при помощи CAD/CAM системы.
Программирование при помощи CAD/САМ системы позволяет «поднять» процесс написания программ обработки на более высокий уровень. Работая с CAD/CAM системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания управляющих программ.
Cовокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки называется управляющая программа (УП).
Управляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G коды для ЧПУ
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция G02 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция G03 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G70 — ввод дюймовых данных.
Функция G70 активизирует режим работы с дюймовыми данными.
G71 — ввод метрических данных.
Функция G71 активизирует режим работы с метрическими данными.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах или в миллиметрах за 1 минуту. Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах или в миллиметрах на 1 оборот шпинделя. Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
M коды для ЧПУ
М00 — программируемый останов.
Когда СЧПУ исполняет команду М00, то происходит останов. Все осевые перемещения останавливаются, при этом шпиндель (у большинства станков) продолжает вращаться. Работа по программе возобновляется со следующего кадра после нажатия кнопки «Старт».
М01 — останов с подтверждением.
Код М01 действует аналогично М00, но выполняется только после подтверждения с пульта управления станка. Если клавиша подтверждения нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается.
М02 — завершение программы.
Код М02 указывает на завершение программы и приводит к останову шпинделя, подачи и выключению охлаждения.
М0З — вращение шпинделя по часовой стрелке.
При помощи кода М0З включается прямое вращение шпинделя с запрограммированным числом оборотов (S). Код М0З действует до тех пор, пока он не будет отменен с помощью М04 или М05.
М04 — вращение шпинделя против часовой стрелки.
При помощи кода М04 включается обратное вращение шпинделя с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05.
М05 — останов шпинделя.
Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения.
М06 — смена инструмента.
При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов.
М07 — включение охлаждения №2.
Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью.
М08 — включение охлаждения №1.
Код М08 включает подачу СОЖ в зону обработки в виде струи.
М09 — отключение охлаждения.
Код М09 выключает подачу СОЖ и отменяет команды М07 и М08.
М10 — зажим.
Код М10 относиться к работе с зажимным приспособлением подвижных органов станка.
М11 — разжим.
Код М11 относиться к работе с зажимным приспособлением подвижных органов станка.
МЗ0 — конец информации.
Код МЗ0 информирует СЧПУ о завершении программы, приводит к останову шпинделя, подачи и выключению охлаждения.
Дополнительные функции и символы при программировании станков с ЧПУ
X, Y, Z — команды осевого перемещения.
А, В, С — команды кругового перемещения вокруг осей X, Y, Z соответственно.
I, J, К — параметры круговой интерполяции параллельные осям X, Y, Z соответственно.
R
При круговой интерполяции G02 или G03, R определяет радиус, который соединяет начальную и конечную точки дуги. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения R определяет угол поворота координатной системы.
D — значение коррекции на радиус инструмента.
Н — значение компенсации длины инструмента.
F — функция подачи.
S — функция главного движения.
Т — значение определяющее номер инструмента, который необходимо переместить в позицию смены, путем поворота инструментального магазина.
N — нумерация кадров УП.
/ — пропуск кадра.
(…) — комментарии в УП.
Список общих команд G-кода и их значение
Следующий список команд G-кода для токарных станков с ЧПУ и обрабатывающих центров отражает типичную интерпретацию команд, но они могут различаться у разных производителей контроллеров. Программы обработки с ЧПУ используют эти команды в сочетании с другими буквенными командами. G-коды обычно указывают функции обработки токарного или фрезерного станка, в то время как M-коды управляют работой самого станка с дополнительными буквами, представляющими адреса, такие как F для скорости подачи и S для скорости шпинделя, используемые в типичной программе.
Хотя G-коды обычно говорят сами за себя, в программе ЧПУ используется ряд соглашений. Программы начинаются и заканчиваются символом процента, и программа всегда именуется в формате от O0001 до O9999. G-код, по большей части, является модальным, что означает, что любая команда будет оставаться активной до тех пор, пока не будет отменена или сброшена другой командой. Инструменты перемещаются в соответствии с интерполяцией; то есть перемещение, которое сочетает в себе изменения координат X и Y, например, приведет в действие обе оси одновременно, чтобы переместить инструмент по прямой траектории.
Дополнительные сведения см. в других статьях этой серии, перечисленных в конце этой статьи.
Команды
В таблице 1 ниже перечислены общие команды G-кода, а также их интерпретация как для токарных, так и для фрезерных операций.
Таблица 1 – Команды G-кода для токарных и фрезерных операций
Код
Токарная обработка
Фрезерование
Г00
Быстрое перемещение
Быстрое движение
Г01
Линейная интерполяция
Линейная интерполяция
Г02
Круговая интерполяция CW
Круговая интерполяция CW
Г03
Круговая интерполяция против часовой стрелки
Круговая интерполяция против часовой стрелки
Г04
Жилье
Жилье
Г09
Проверка точной остановки
Проверка точной остановки
Г10
Установка данных
Настройка данных
Г11
Отмена установки данных
Отмена установки данных
Г15
—
Полярные координаты
Г16
—
Отмена полярных координат
Г17
—
Обозначение плоскости XY
Г18
—
Самолет ZX обозначается
Г19
—
Самолет YZ обозначают
Г20
Установить английские единицы измерения
Установить английские единицы измерения
Г21
Установить метрические единицы
Установка метрических единиц
Г22
Проверка сохраненного хода на
Проверка сохраненного хода на
Г23
Проверка сохраненного хода
Проверка сохраненного хода
Г25
Обнаружение колебаний скорости вращения шпинделя на
Обнаружение колебаний скорости вращения шпинделя на
Зеркальное отображение для двойных револьверных головок
Вращение системы координат
Г69
Зеркальное отображение для двойных турелей отмена
Отмена поворота системы координат
Г70
Цикл чистовой обработки профиля
—
Г71
Цикл черновой обработки профиля направление оси Z
—
Г72
Цикл черновой обработки профиля, направление оси X
—
Г73
Цикл повторения шаблона
Цикл высокоскоростного сверления
Г74
Цикл сверления
Цикл нарезания левой резьбы
Г75
Цикл обработки канавок
—
Г76
Цикл нарезания резьбы
Цикл чистового растачивания
Г80
—
Отмена фиксированного цикла
Г81
—
Цикл сверления
Г82
—
Цикл точечного сверления
Г83
—
Цикл сверления с выводом
Г84
—
Цикл нарезания правой резьбы
Г85
—
Цикл сверления
Г86
—
Цикл сверления
Г87
—
Цикл обратного растачивания
Г88
—
Цикл сверления
Г89
—
Цикл сверления
Г90
Цикл резки A A /Абсолютная команда B
Абсолютная команда
Г91
Инкрементальная команда B
Инкрементальная команда
Г92
Регистр положения инструмента B
Регистр положения инструмента
Г94
Скорость подачи в минуту B
—
Г95
Подача на оборот B
—
Г96
Постоянная поверхностная скорость
—
Г97
Постоянная скорость шпинделя
—
Г98
Скорость подачи в минуту A
Возврат на исходный уровень в фиксированном цикле
Г99
Подача на оборот A
Возврат на уровень R в фиксированном цикле
Примечания
Нижние индексы, прикрепленные к некоторым из последних элементов в столбце Turning, относятся к различию, сделанному между типом группы A и типом группы B, где коды различаются. Например, если тип группы B использует G90 и G91 для переключения между абсолютными и инкрементными командами, тип группы A вместо этого использует адреса U и W для идентификации этих перемещений.
Подпрограммы и макросы
Подпрограммы вызываются командой M98. Они используются для различных операций, таких как индексация оси Z между повторяющимися разрезами. Подпрограммы обозначаются буквой «P», а буква «L» указывает, сколько раз должна выполняться подпрограмма. Каждая подпрограмма заканчивается M99, которая возвращает контроллер к основной программе или предыдущей подпрограмме, если они вложены друг в друга. Другая распространенная подпрограмма — это та, которая сбрасывает модальные состояния до или после смены инструмента — шаг безопасности.
Предварительно запрограммированные функции, предоставленные производителем станка, также считаются подпрограммами, но они вызываются в G-коде, например, цикл сверления G81.
Макросы
позволяют станку с ЧПУ выполнять две важные функции. Создавая переменные, которые можно изменять, размеры элементов, такие как ширина канавки, можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
При использовании макросов следует проявлять большую осторожность, так как число может быть введено слишком быстро для процесса, что может привести к повреждению и/или травме. Программисты ЧПУ регулярно встраивают проверки в программы, чтобы избежать таких катастроф.
Резюме
В этой статье представлено краткое обсуждение команд G-кода и их значений. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Другие товары для программирования ЧПУ
Введение в G-код и программирование ЧПУ
Введение в М-код и программирование ЧПУ
Примеры G-кода для общих функций ЧПУ
Памятка по общим командам G-кода
Подпрограммы, макросы и параметрическое программирование для обработки с ЧПУ
Другие товары от Изготовление и изготовление на заказ
Введение в общие коды G-кода
G-код — это рабочий язык для обработки с ЧПУ. Он сообщает токарным станкам с числовым программным управлением и обрабатывающим центрам, как перемещать инструменты для выполнения различных операций резания. Это эквивалентно ручному программированию, где каждая операция прописана построчно и отделена от М-кода и Т-кода, кодов, которые управляют станком и инструментами. G-код находится где-то между диалоговым управлением, когда оператор описывает деталь и то, как ее следует обрабатывать, и программами CAM или автоматизированного производства, где программное обеспечение разрабатывает необходимые траектории движения инструмента, скорости подачи и т. д., необходимые для ЧПУ. станок для резки материала на готовую деталь.
Хотя термин G-код часто используется взаимозаменяемо с числовым программным управлением (ЧПУ), на самом деле это только один компонент, который работает в сочетании с другими кодами для выполнения соответствующих задач. Стандартная версия G-кода известна как RS-274D, хотя существуют и другие версии для станков с ЧПУ с проблемами совместимости.
В этой статье кратко описывается G-код и его применение в обработке с ЧПУ. Дополнительную информацию см. в других связанных статьях этой серии.
Ориентация
Станки с ЧПУ
основаны на декартовой системе координат, иногда называемой прямоугольной. Три оси можно определить на вертикально-фрезерном станке, например, по правилу правой руки. Если положить правую руку ладонью вверх на стол машины и вытянуть большой, указательный и средний пальцы так, чтобы они образовывали три оси, положительная ось X указывает в направлении большого пальца; положительная ось Y в направлении указательного пальца; и положительная ось Z в направлении среднего пальца. Точно так же применяемое правило правой руки помогает идентифицировать оси на других станках с ЧПУ. Положительные движения относятся к фрезе относительно заготовки. Например, если стол был перемещен влево, в то время как инструмент оставался неподвижным, это все равно произвело бы положительное действие обработки.
Пересечение этих трех осей отмечает исходное положение станка. Возврат станка в исходное положение приведет три оси в это положение X0, Y0, Z0. Нулевое положение можно перемещать, чтобы найти, например, угол заготовки.
Команды
Поскольку G-коды являются подготовительными кодами, в программе ЧПУ они начинаются с буквы G и управляют станком. Типичные действия, на которые указывает G-код, включают:
Замена поддона
Быстрое движение
Серия движений с контролируемой подачей, приводящая к резке заготовки, просверливанию отверстия или декоративной форме профиля
Управление движением подачи по дуге или по прямой линии
Настройка информации об инструменте
Буква «G» в коде G означает, что следует подготовительная команда. Например, G00 указывает станку быстро переместить инструмент в указанное положение, скажем, X22, что, если станок установлен в метрическом режиме, переместит инструмент вправо от исходной точки на 22 мм. Если команда задает значение Y, команда быстрого позиционирования будет перемещать инструмент максимально быстро, не обязательно по одной диагональной линии. Большинство команд G-кода являются модальными, то есть они действуют до тех пор, пока не будут изменены другой командой. Например, G21 устанавливает для станка метрическую систему. Некоторые команды не модальны для однократного выполнения временного действия.
Строка кода для вышеуказанного движения X может выглядеть так: G21 G00 X22.0
В дополнение к G-кодам, программирование ЧПУ использует M-коды для различных функций (например, M00 для паузы в программе), S-коды для управления скоростью шпинделя, F-коды для скорости подачи и T-коды для выбора инструмента. Типичная программа использует все или большую часть этих букв. Все программы начинаются и заканчиваются знаком процента, и каждая программа имеет номер программы, следующий за первым знаком процента, например, O0007.
G01 перемещает инструмент по прямой к заданной координате. Он будет двигаться с любой скоростью, заданной последним F-кодом. G1 сделает то же самое; ведущие нули не нужны.
Подачи при фрезеровании даны как подача/мин. в то время как токарные операции задаются как скорость подачи/об. Точно так же скорость вращения шпинделя зависит от функции; например, фрезерование дается в об/мин, а токарная обработка выражается в футах или метрах/мин. Инструменты хранятся в магазинах или револьверных головках, и каждому инструменту присваивается числовой адрес.
Существует различие между абсолютным (G90) и инкрементным (G91) перемещением. Абсолютный ход всегда ссылается на начало координат. Пошаговое перемещение начинается с текущей позиции инструмента. Существует около сотни G-кодов с отдельными кодами для токарной и фрезерной обработки. Многие коды одинаковы для обоих типов машин, хотя коды для машин разных производителей различаются.
Коды G-кода
Ниже приведены некоторые общие индивидуальные коды, которые в сочетании определяют движение машины.
G00: Быстрое позиционирование
Этот код заставляет машину работать на высокой скорости.
G01: Линейная интерполяция
Станок будет двигаться по прямой линии, выполняя соответствующую обработку (фрезерование, резку и т. д.).
G02: круговая/винтовая интерполяция
Станок будет двигаться по часовой стрелке по круговой или спиральной траектории, выполняя соответствующий процесс обработки.
G03: круговая/винтовая интерполяция
Этот код такой же, как G02, но разрешает движение против часовой стрелки.
G17: выбор плоскости X-Y
G18: выбор плоскости X-Z
G19: выбор плоскости Y-Z
Эти коды перемещают машину по разным плоскостям для скоординированного движения.
G20: программирование в дюймах
G21: программирование в мм
Изменения в единицах программирования происходят кратковременно с этими конкретными кодами.
Приведенные выше коды одинаковы как для фрезерной, так и для токарной обработки, но другие единицы могут различаться. Например, G34 при фрезеровании относится к постоянному циклу для окружности отверстия под болт, тогда как при токарной обработке он относится к нарезанию резьбы с переменным шагом. Что касается спецификаций программного обеспечения, большинство файлов G-кода можно создать с помощью CAM, но некоторые станки с ЧПУ полагаются на «диалоговое» программирование, которое либо скрывает, либо полностью обходит использование G-кода.
Компенсация инструмента
Смещение радиуса фрезы учитывает геометрию инструмента и позволяет программировать размеры детали, для которых программа определяет траекторию движения инструмента на основе размеров инструмента. Это позволяет использовать инструменты разных радиусов в одной и той же программе. Точно так же токарные станки с ЧПУ используют компенсацию радиуса вершины инструмента. В каждом случае компенсация корректирует тот факт, что геометрия режущего инструмента не является острым углом, а имеет некоторую толщину или радиус, которые необходимо учитывать при позиционировании режущего инструмента с использованием G-кода.
Запрограммированные функции
Коды от G70 до G76 известны как фиксированные циклы и используются для сверления, нарезки резьбы, черновой токарной обработки и т. д. в одном экземпляре. G73, например, вызывает процедуру стружкодробления, предназначенную для многократного погружения инструмента в заготовку, а затем отвода или отвода назад для удаления или измельчения стружки материала, которая накопилась в процессе резания. Те же операции доступны в командах серии G80, но они повторяются, так как могут использоваться для сверления нескольких отверстий в окружности болта, и их необходимо отключить в программе. G81, например, вызывает процедуру сверления.
Интерполяция
Если в одной строке задано более одной координаты, контроллер будет перемещать инструмент по прямой линии в эту точку, этот процесс называется линейной интерполяцией. Та же идея применима к кривым, где инструмент должен координировать свое движение по двум осям; и винтовая интерполяция, которую можно использовать для фрезерования резьбы, когда машина должна координировать движение по всем трем осям.
Для кривых G02 задает дугу по часовой стрелке, а G03 — дугу против часовой стрелки. Либо координаты центральной точки, либо радиус должны быть указаны в дополнение к конечным координатам. Функция скругления G01 используется для сглаживания острых углов.
Разное
Отдельные номера строк можно вызывать с помощью «N», хотя нумерация строк вовсе не обязательна. Комментарии могут быть добавлены к любой строке с помощью открывающих и закрывающих скобок.
Резюме
В этой статье представлено краткое обсуждение G-кода и его применения в обработке с ЧПУ.
Копает как танк, без труда справляется даже с целинной из твердой сухой глины. Обычную землю или которую уже пахали перекапывает вообще не замечая, что это земля)
Руководство не удобное. В описании процесса сборки мало информации, зато эта информация появляется далее в других разделах)
Минусы
Первое, что отмечу, это если работаете с очень твердой землей или целинной то глубину желательно ставить максимальную или близкую к ней, но чтобы агрегат не спешил вперед а зарывался его нужно придерживать не руками а упереть об опору, она цепляется сзади, так он не будет бежать а будет именно копать.
Отзыв
В старых версиях этого культиватора ставили не надежные ремни на привод, сейчас эту проблему устранили и с ремнями все отлично. Реверс есть, но как я понял он здесь не для вспашки а просто, чтобы маневрировать или вытащить если глубоко закопался, так как он очень медленный. С запуском мотора вообще все ок, когда только собрал залили АИ-92 он у меня завелся сразу, один раз дернул только. Нареканий нет, проблем пока не доставлял, значит можно считать сей агрегат качественным.
Кирилл Л.
01.03.2017
Плюсы
Порадовала цена и качество.
Минусы
Не выявлены.
Отзыв
Отработал он у нас сезон поэтому скажу о своих впечатлениях на основе сезона работы. Культиватор понравился, с вспашкой справляется на ура. По весу он конечно не легкий, но это даже плюс, так как более устойчив и лучше зарывается. До двигателю все супер, работает ровно, запускается без труда, громкость в норме, я бы даже сказал тихий. Еще порадовало наличие реверса, мало где такое есть. Ну и, конечно, цена. За такую мощность и функции цена просто класс!
Михаил Б.
01.03.2016
Плюсы
Завелся без проблем, есть реверс, вперед идет уверенно) Фрезы хорошие, в земле у нас много камней, да и на железку натыкался — фрезам вообще ничего. В руках держать удобно, ручки сделаны как надо, еще их можно отрегулировать, установить нужную высотку.
Минусы
Подумывал сделать из него что-то типа мотоблока, но по всей видимости колеса на него не поставить)
Отзыв
Приобрели мы его чтобы в деревне отрабатывать землю, земли много поэтому лопатой это делать не самое приятное занятие. Вспахивали весной того года и осенью, все супер, никаких нареканий. Собран хорошо, дребезжащих элементов у него нет. Зарывается отлично, если закопается у него есть реверс, можно сдать немного назад и вытаскивать самому. Недавно завели его после зимы, начинаем готовиться к сезону) Еще холодно, чуть больше нуля, но он завелся без проблем, два раза дернули и он уже тарахтит)
обзор бензиновых моделей 850, Т 1500 Е и электрических Т 1810 Е, Т 800 и Т 2000 Е.
Мотокультиватор Т500, отзывы
Что это?
Характеристики
Типы и модели
Хендай Т 500
Хендай Т 700
Хендай Т800
Хендай 850
Хендай Т 1200 Э
Хендай Т1500 Э
Хендай Т 1810Е
Хендай ТР 2000 Е
Аксессуары и приспособления
Руководство пользователя
Отзывы
За все время существования на современном рынке мотокультиваторов такой корейской марки, как Hyundai, они успели зарекомендовать себя как одни из самых универсальных машин сельскохозяйственного назначения. Модели этой известной фирмы отлично справятся с обработкой любого грунта, при этом имеют низкий расход топлива и более чем приемлемый уровень шума.
Что это такое?
Среди наиболее значимых достоинств культиваторов Hyundai – выносливость, простота в эксплуатации и неприхотливость в обслуживании. Техника этой фирмы не нуждается в специфическом уходе. Пользователю останется только вовремя вносить необходимую смазку и менять расходники по мере необходимости. Еще один существенный плюс – приличный запас мощности, что позволит использовать различное навесное оборудование навесного типа для активной работы с культиваторами Hyundai.
Если вам нужен культиватор легкого типа для обработки почвы, то лучше всего обратить свое внимание на электрические машины. В их корпусе не будет дополнительных агрегатов, по этой причине данный вид техники будет обладать большей маневренностью, ею будет очень легко управлять. Но такая модель может не подойти некоторым фермерам. Если ваш участок находится за городом, то вполне возможно, что вы не сможете подключить свой электрокультиватор к источнику питания. В этом случае лучшим решением будет покупка бензиновой модели почвообрабатывающего агрегата Hyundai.
Технические характеристики
Продуманная конструкция делает продукцию Hyundai надежной и чрезвычайно простой в эксплуатации. Отличительным фактом является возможность регулировки ручки устройства под рост пользователя для удобства использования. Использование собственного двигателя позволяет называть модели Hyundai самыми экономичными. Четырехтактный двигатель экологически безопасен, так как выделяет минимум вредных продуктов по сравнению с двухтактным двигателем.
Модельный ряд культиваторов Hyundai можно использовать на участках разного размера, которые необходимо обрабатывать. Вы можете найти очень легкие устройства, средние уровни мощности устройства и практически универсальные инструменты для работы на ферме с самой значительной мощностью.
Преимущества всех моделей культиваторов Hyundai:
адаптация к наиболее часто встречаемому АИ-92;
повышенная эффективность, что обеспечит низкий расход бензина;
мощный и отличный двигатель внутреннего сгорания, имеющий ресурс более 1500 часов работы и систему легкого пуска;
усиленный сошник со специальной сцепкой для использования любого навесного инструмента;
резцы кованые в виде сабли, снижающие нагрузку на приспособление при вспашке;
простота перемещения и регулирования;
без громкого шума;
Удобное расположение двигателя для снижения вибрации.
Электрокультиваторы – наиболее подходящий вид техники для качественной обработки не самых больших по площади земельных участков. Отлично подходят для обработки или прополки огорода, окучивания грядок и многих других видов работ. Так как эти изделия не выделяют вредных газов, их легко можно использовать в теплице или в зимнем саду. Нужно знать, что электрические культиваторы не покупают для вспашки целинных и особо тяжелых почв – здесь лучше всего использовать бензиновую технику.
Типы и модели
Рассмотрим самые популярные культиваторы рассматриваемой марки.
Hyundai T 500
Этот культиватор является одной из самых компактных моделей данного производителя. Hyundai T 500 легко подобрать для рыхления почвы, качественного окучивания, для посадки различных культур и даже боронования. Бензиновые модели в этой востребованной комплектации оснащаются двигателями внутреннего сгорания Hyundai IC 90, которые оснащены специальной системой воздушного охлаждения, удобным стартером и отличной защитой. Срок службы такого двигателя не менее 2000 часов. Срок службы такого мотора легко можно увеличить, просто вовремя меняя свечи зажигания — примерно через 100 часов работы, а воздушные фильтры — через 45-50 часов полной работы.
Резцы в виде сабли из превосходной кованой стали помогут вам вспахать почву. Скорость их вращения будет 160 об/мин. Глубина вспашки регулируется универсальным сошником. По бокам фрез будет 2 небольших диска из металла, необходимых для защиты растений от возможных повреждений.
Hyundai T 700
Один из самых востребованных агрегатов для вспашки огородов площадью до 15-20 соток. Мотор будет иметь встроенную систему охлаждения, качественную защиту от любых возможных перегрузок. Сам движок продукта достаточно прост. Такой мотор легко отремонтировать самостоятельно, так как модель имеет возможность легкого доступа к основным узлам, а запчасти можно приобрести в любом специализированном магазине. Во время работы этот агрегат будет двигаться на передней передаче. Гарантия самого завода на такой агрегат составит почти 100 лет.
Сабельные ножницы изготовлены из специальной стали. Ширина обработки легко регулируется — вы можете выбрать нужную вам из двух положений, при этом устанавливая дополнительные элементы для обработки почвы. Глубину вспашки также можно регулировать с помощью сошника.
Hyundai T800
Это один из самых мощных агрегатов марки Hyundai. Двигатель имеет тепловую защиту от различных перегрузок, есть специальная система охлаждения, как и у всех вышеперечисленных моделей. Стандартный запас хода составит почти 35%, а срок службы составит не менее 2000 часов.
Специальный редуктор в цельном стальном корпусе. Механизм не обслуживается и не требует заливки масла. Гарантия от завода на этот агрегат — век. Для заправки бензином культиватор оборудован прочным стальным баком на 0,6 литра. Масляный картер имеет специальную защиту от работы всухую.
Hyundai 850
Это один из самых популярных бензиновых культиваторов Hyundai. А все благодаря уникальному мотору с двумя валами, заклейменному специалистами завода. Двигатель легко выдерживает работу в самых сложных климатических условиях и быстро перекапывает даже целину при малом расходе топлива.
Особенностью данной модели является простота в эксплуатации, высокая износостойкость механизмов и различных деталей , а также наличие достаточно прочных фрез. Все переключатели, необходимые для бесперебойной работы, расположены на ручке агрегата. За безопасный запуск двигателя будет отвечать система «легкого» запуска. Кроме того, Hyundai T 850 очень маневренный.
Hyundai T 1200 E
Один из самых мощных агрегатов для вспашки земельного участка перед работой. Он имеет 6 высококачественных ножей по металлу и отличный двигатель, отличающийся особой надежностью. Реверс и переднее колесо сделают вождение устройства на участке максимально легким. Ширину можно регулировать в зависимости от количества фрез, имеющихся на устройстве. Модель можно дооснастить универсальными насадками. Рабочая панель может складываться, что позволит сэкономить место для хранения агрегата и его длительной транспортировки на дальнюю площадку.
Hyundai T1500 E
Электрическая модель Hyundai T1500 E в этой комплектации будет оснащена очень прочной стальной рамой. Он был специально покрыт качественным антикоррозийным средством, что значительно продлевает срок службы всего механизма.
Инструментальное устройство Hyundai включает мотор от производителя, который оснащен отличной защитой от случайного запуска и воздушной системой охлаждения. Этот двигатель считается одним из самых экологичных, что и делает данную модель культиватора такой популярной. Он не будет нуждаться в постоянном обслуживании, его очень легко починить своими руками без помощи специалиста, что сэкономит ваши деньги.
Резак станка изготовлен из прочной стали. Рабочий орган имеет особую конструкцию и специальные ребра жесткости, облегчающие его вхождение в достаточно упорный грунт. Наибольшая скорость движения резцов по металлу этого механизма составляет 160 об/мин.
Hyundai T 1810E
Достаточно тихий и эргономичный электрокультиватор, не требующий особого обслуживания или специальных навыков обращения. С ним легко справится любой человек.
Лучшее расположение двигателя гарантирует самый низкий процент вибрации. Это лучший выбор для активной работы в теплицах.
Hyundai TR 2000 E
Это также электрическая модель. Выпускается для использования на небольших садовых участках для качественного рыхления почвы, а также смешивания ее с различными удобрениями. Ширина обработки всего за один проход составит 45 см. Специальные диски, прикрепленные к двум краям фрез, защитят растения от режущих лезвий.
Чтобы культиватор исправно работал как можно дольше, необходимо содержать в чистоте все его внешние поверхности и вентиляционные отверстия. Есть асинхронный двигатель от Hyundai. Модель легкая и обладает отличной маневренностью.
Панель оператора регулируется по высоте. Специальное колесо позволит легко перемещать устройство по неровным поверхностям.
Принадлежности и приспособления
Бобышки во многих моделях необходимы для того, чтобы предотвратить застревание орудия в достаточно тяжелом грунте из-за большой площади зацепления ножей оборудования с комьями земли.
Плуг в виде окучника используется для создания грядок, с его помощью можно пропалывать, окучивать картофель. Удлинители нужны для того, чтобы увеличить расстояние между колесами или между проушинами. Конструкция позволит легко установить желаемую ширину колеи, при этом учитывая любые особенности имеющегося газона или окультуренной грядки.
Плуг пригодится при активной вспашке земли и может стать отличным орудием для качественного перемешивания плодородных слоев почвы.
В специализированном магазине производителя вы легко сможете приобрести любые запчасти для всех моделей культиваторов — ручной стартер, регулятор оборотов двигателя, руль, приводной ремень, пружина кикстартера.
Руководство пользователя
Обязательно прочтите инструкцию по эксплуатации данного устройства (она входит в комплект), чтобы ознакомиться с основными функциями и условиями длительного использования каждой из вышеперечисленных моделей, специфическими характеристиками и все возможные способы устранения неисправностей культиватора. Максимально подробная инструкция пользователя позволит вам применить весь доступный функционал устройства и увеличить срок службы при четком соблюдении всех существующих правил.
Отзывы
По отзывам пользователей, за свою цену Hyundai хороший культиватор, довольно прост в работе, может активно использоваться на даче благодаря мощному и надежному двигателю. Ремни дешевы и легко заменяются. Вся конструкция устройства (исключая только двигатель) очень проста, и ее легко можно отремонтировать своими руками. Существует баланс между способностью культиватора «убегать» и «зарываться» глубже. Он запускается быстро. Не протекает. Пользователям продукт очень нравится — они получают огромное удовольствие от работы с ним.
Из недостатков пользователи отмечают слишком большой вес для пенсионеров, а ведь в основном работают с землей. А так же не всем нравится как оформлена инструкция, многое не понятно, а так же вообще нет чертежа сборки агрегата.
Обзор культиватора Hyundai смотрите в следующем видео.
Комментарий успешно отправлен.
Рекомендуем прочитать
Грузовик Kenworth T800 2022 года | Wallwork Truck Center
T800 доступен с ведущим в отрасли PACCAR MX-13. Эти высокоэффективные, чисто работающие двигатели развивают мощность до 500 л.
Помимо лучшей в отрасли топливной экономичности, PACCAR MX-13 использует инновационные высокопрочные, но легкие компоненты и высококачественные материалы для достижения превосходной долговечности и соотношения мощности к весу. Технологически продвинутая конструкция значительно снижает уровень шума в кабине, делая вождение более комфортным. Селективная каталитическая нейтрализация (SCR) в сочетании с рециркуляцией отработавших газов (EGR) позволяет PACCAR MX-13 добиться почти нулевого уровня выбросов.
Итог: ожидайте увеличения интервалов обслуживания, увеличения времени безотказной работы, снижения эксплуатационных расходов и повышения стоимости при перепродаже.
Рейтинги
Пиковая мощность (л. с.)
Пиковый крутящий момент фунт-фут при об/мин
510
1850 при 1000
485
1460 @ 1000
455 т
1550/1750 при 900*
455
1650 @ 900
430 т
1450/1650 при 900
430
1550 @ 900
405
1450 @ 900
Технические характеристики
Конфигурация
Рядный 6-цилиндровый
Диаметр x Ход (мм)
130 х 162
Рабочий объем
12,9 л RS
Сухой вес
2600 фунтов
Объем масляной системы
42 кварты США
Мощность
405-510 л. с.
Пиковый крутящий момент
1 450–1 850 фунто-футов.
Регулируемая скорость
2200 об/мин
Момент включения сцепления*
973 фунт-фут. при 800 об/мин
Расчетный срок службы B10
1 000 000 миль/ 1 600 000 км
Базовая гарантия**
2 года/250 000 миль/400 000 км
* Определяется мощностью двигателя и настройками холостого хода ** Доступны расширенные планы защиты
 Атактический полипропилен используют для изготовления строительных клеев, замазок, уплотняющих мастик, дорожных покрытий и липких пленок.
Атактический полипропилен используют для изготовления строительных клеев, замазок, уплотняющих мастик, дорожных покрытий и липких пленок. Дмитровская, дизайн завод Флакон)
Дмитровская, дизайн завод Флакон) Это не так.
Это не так.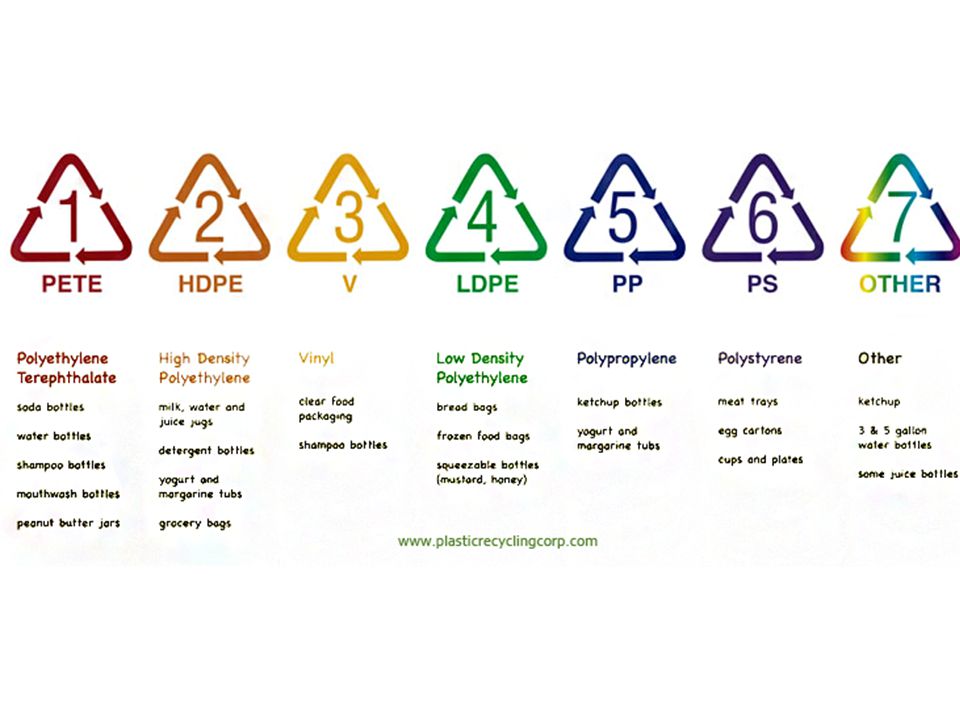 ru
ru
Материал является потенциально опасными для пищевого использования, поскольку может содержать диоксины, бисфенол А, ртуть, кадмий.
поликарбонат не является токсичным для окружающей среды.
 Полипропилен также обладает высокими изоляционными свойствами, что делает его безопасным для использования в пластиковых корпусах электротоваров и кабелей. В форме волокна полипропилен используется не только для изготовления больших сумок, но и для гораздо более широкого спектра других продуктов, включая веревки, шпагат, ленту, ковры, обивку, одежду и снаряжение для кемпинга. Его водонепроницаемые свойства делают его особенно эффективным для морского сектора. автомобильная промышленность , полипропилен также широко используется, например, для корпусов аккумуляторов, поддонов и подстаканников, бамперов, деталей интерьера, приборных панелей и обивки дверей.
Полипропилен также обладает высокими изоляционными свойствами, что делает его безопасным для использования в пластиковых корпусах электротоваров и кабелей. В форме волокна полипропилен используется не только для изготовления больших сумок, но и для гораздо более широкого спектра других продуктов, включая веревки, шпагат, ленту, ковры, обивку, одежду и снаряжение для кемпинга. Его водонепроницаемые свойства делают его особенно эффективным для морского сектора. автомобильная промышленность , полипропилен также широко используется, например, для корпусов аккумуляторов, поддонов и подстаканников, бамперов, деталей интерьера, приборных панелей и обивки дверей. Различные вариации полипропилена привели к тому, что этот материал стал известен как «сталь» в индустрии пластмасс, поскольку его можно использовать и обрабатывать несколькими способами.
Различные вариации полипропилена привели к тому, что этот материал стал известен как «сталь» в индустрии пластмасс, поскольку его можно использовать и обрабатывать несколькими способами. Он мягкий, податливый и имеет относительно низкую температуру плавления , что делает его очень удобным для использования в процессе литья под давлением, где он поставляется в виде гранул. Он также хорошо течет из-за низкой вязкости расплава.
Он мягкий, податливый и имеет относительно низкую температуру плавления , что делает его очень удобным для использования в процессе литья под давлением, где он поставляется в виде гранул. Он также хорошо течет из-за низкой вязкости расплава.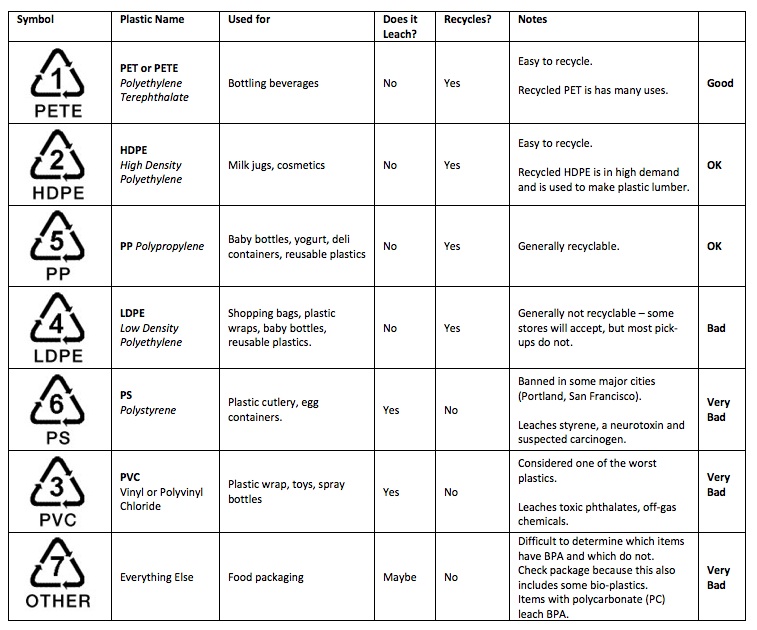 Он может предложить большое разнообразие цветов, так как он может быть изготовлен как непрозрачный или прозрачный термопластик и использоваться, когда желательна некоторая передача света. Его более легкая плотность позволяет использовать его в приложениях, где снижение веса должно быть ключевым фактором.
Он может предложить большое разнообразие цветов, так как он может быть изготовлен как непрозрачный или прозрачный термопластик и использоваться, когда желательна некоторая передача света. Его более легкая плотность позволяет использовать его в приложениях, где снижение веса должно быть ключевым фактором. Если вы попытаетесь повторно нагреть полипропилен, который уже был расплавлен и сформирован, он просто сгорит, а не расплавится во второй раз. Необходимо рассмотреть другие методы переработки или повторного кондиционирования, стоимость которых значительно выше.
Если вы попытаетесь повторно нагреть полипропилен, который уже был расплавлен и сформирован, он просто сгорит, а не расплавится во второй раз. Необходимо рассмотреть другие методы переработки или повторного кондиционирования, стоимость которых значительно выше. Хотя полипропилен не считается очень экологически чистым из-за сложностей в процессе переработки, изделия из полипропилена можно безопасно использовать повторно, и они достаточно прочны, чтобы противостоять нормальному износу в течение нескольких применений. Еще один момент, указывающий на безопасность полипропилена, заключается в том, что термопласт часто используется для изготовления
Хотя полипропилен не считается очень экологически чистым из-за сложностей в процессе переработки, изделия из полипропилена можно безопасно использовать повторно, и они достаточно прочны, чтобы противостоять нормальному износу в течение нескольких применений. Еще один момент, указывающий на безопасность полипропилена, заключается в том, что термопласт часто используется для изготовления Но что мы знаем об этом полезном и вездесущем продукте?
Но что мы знаем об этом полезном и вездесущем продукте? Неизвестно, что он вызывает рак у людей, и он менее воспламеняется в тканях, чем шерсть.
Неизвестно, что он вызывает рак у людей, и он менее воспламеняется в тканях, чем шерсть.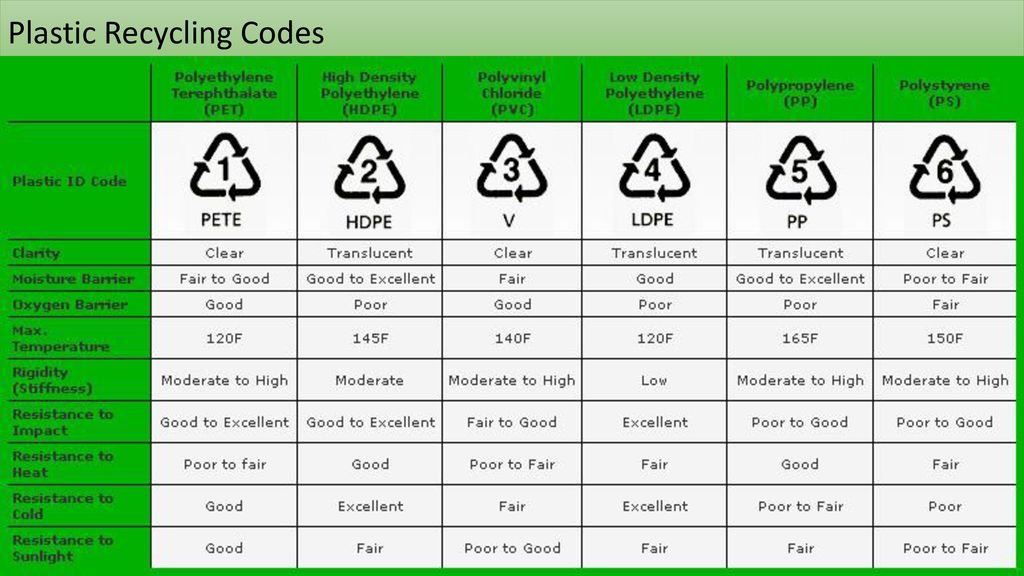 Он также используется в эпоксидных смолах, которые покрывают внутреннюю часть консервов и водопроводных труб.
Он также используется в эпоксидных смолах, которые покрывают внутреннюю часть консервов и водопроводных труб.
 Может также содержать диоксины, винилхлорид и другие токсины, которые могут вызывать врожденные дефекты, трудности в обучении у детей, гормональную дисрегуляцию и рак.
Может также содержать диоксины, винилхлорид и другие токсины, которые могут вызывать врожденные дефекты, трудности в обучении у детей, гормональную дисрегуляцию и рак. Вот несколько советов по сокращению использования пластика, а также по более безопасному его использованию:
Вот несколько советов по сокращению использования пластика, а также по более безопасному его использованию:


 Это что-то вроде гибрида MK8 и BMG.
Это что-то вроде гибрида MK8 и BMG.


 И деталь начала строиться под углом в 45 градусов.
И деталь начала строиться под углом в 45 градусов.


 Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.
Скорость печати в готовом профиле выставлена очень низкая, но мы попробуем так, раз производитель рекомендует.
 Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч — это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.
Одно из очевидных предназначений данного принтера, это печать длинных цельных моделей для косплея, например, меча. Обычный меч — это как-то скучновато. Поэтому мы взяли модель цепного меча из вселенной Warhammer 40000.
 .. Второй… Третий… Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.
.. Второй… Третий… Время от времени возникали несущественные проблемы, небольшая недоэкструзия, заполнение очевидно проступало на ровных поверхностях.
 Они же помогут с адгезией в начале печати носа кораблика.
Они же помогут с адгезией в начале печати носа кораблика.
 Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 — максимум.
Так как ускорения в прошивке выставлены очень низкими, 300мм/с2, при этом увеличить их через меню принтера нельзя, 300 — максимум.

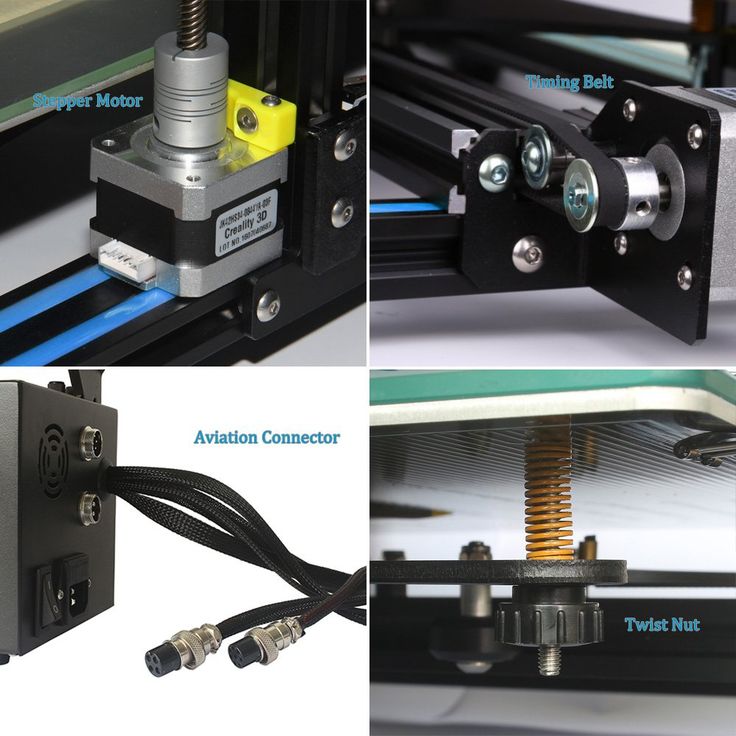

 В слайсере увеличили ее до одного метра в длину.
В слайсере увеличили ее до одного метра в длину.
 Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.
Повредить ремень можно, но если изначально правильно откалибровать принтер, вероятность этого снижается почти до нуля. На ремне остаются следы от напечатанных моделей, но проблем они не доставляют.
 900 ₽
900 ₽ 75 мм
75 мм Его стабильная и прочная прецизионная структура CoreXY с опорой равнобедренного прямоугольного треугольника обеспечивает исключительные впечатления от печати.
Его стабильная и прочная прецизионная структура CoreXY с опорой равнобедренного прямоугольного треугольника обеспечивает исключительные впечатления от печати. Размер печати: 200*170*∞ мм | Стабильная структура CoreXY | Датчик нити.
Размер печати: 200*170*∞ мм | Стабильная структура CoreXY | Датчик нити.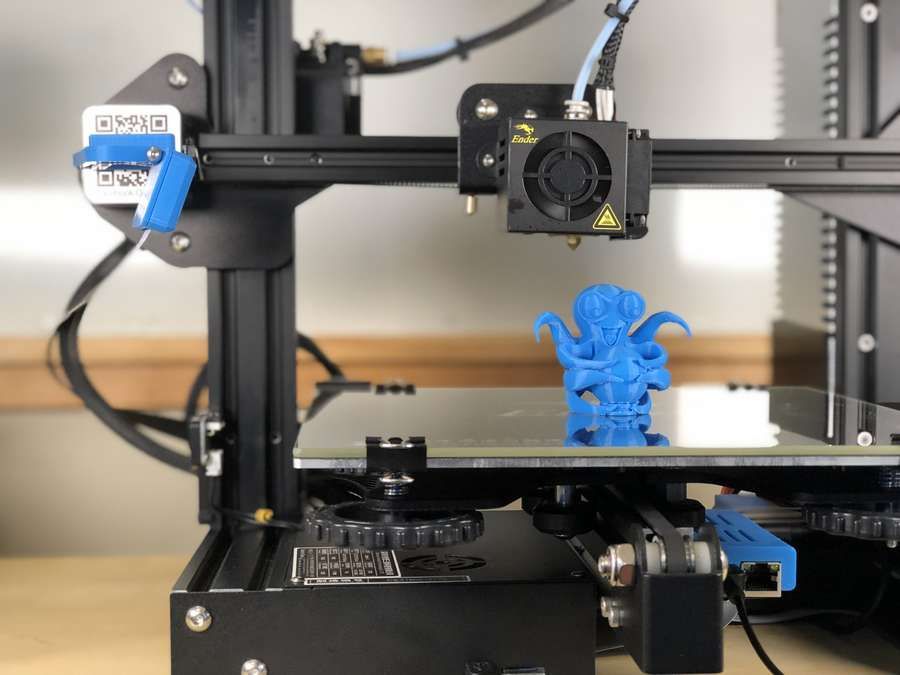 3DPrintMill — это функция печати бесконечной длины и массовой печати, что позволяет экономить время и затраты на печать. Специальный ремень Infinite-Z — это первый в мире 3D-принтер Creality, реализующий бесконечный объем печати.
3DPrintMill — это функция печати бесконечной длины и массовой печати, что позволяет экономить время и затраты на печать. Специальный ремень Infinite-Z — это первый в мире 3D-принтер Creality, реализующий бесконечный объем печати. 9№ 0007
9№ 0007 Печать будет автоматически возобновлена после подачи новой нити.
Печать будет автоматически возобновлена после подачи новой нити.
 Самый длинный отпечаток, полученный на 3DPrintMill на сегодняшний день, представляет собой брусок длиной 20 футов / 6 метров, целиком изготовленный на машине длиной всего 66 см.
Самый длинный отпечаток, полученный на 3DPrintMill на сегодняшний день, представляет собой брусок длиной 20 футов / 6 метров, целиком изготовленный на машине длиной всего 66 см.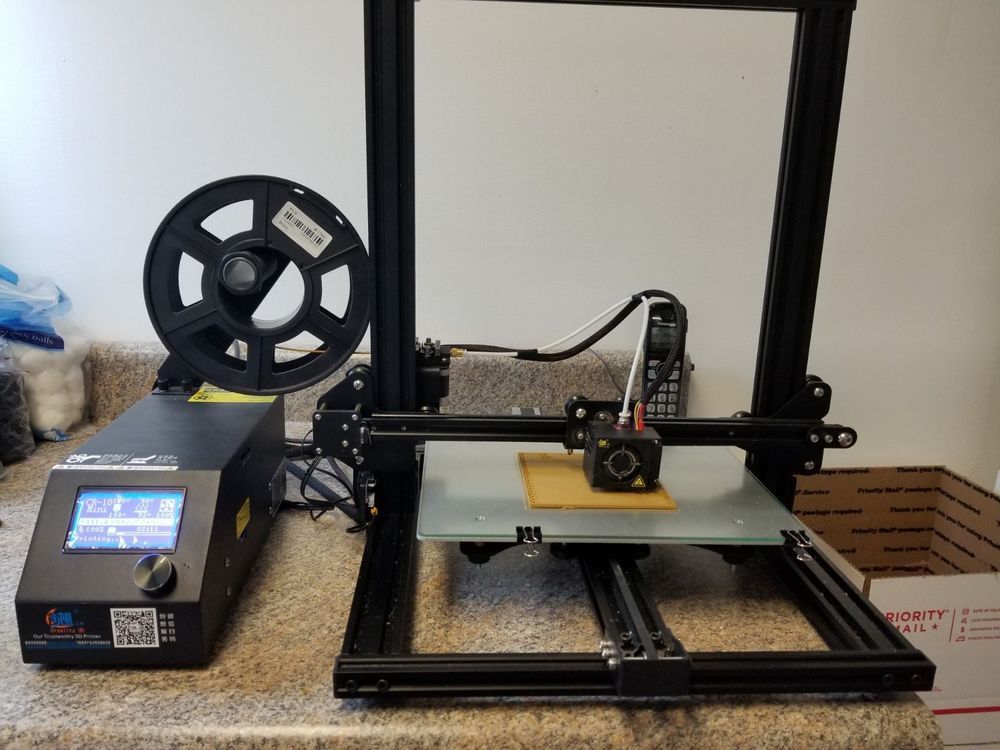
 3DPrintMill (Creality CR-30) — самый безопасный из доступных вариантов, поскольку после загрузки учителем недельной нити накала его можно использовать без какого-либо контакта с человеком, поэтому его можно поместить в пластиковую коробку или поставить за окном с Напечатанный на 3D-принтере желоб для раздачи готовых деталей ученикам.
3DPrintMill (Creality CR-30) — самый безопасный из доступных вариантов, поскольку после загрузки учителем недельной нити накала его можно использовать без какого-либо контакта с человеком, поэтому его можно поместить в пластиковую коробку или поставить за окном с Напечатанный на 3D-принтере желоб для раздачи готовых деталей ученикам.  Чтобы прикрепить эти детали с помощью прилагаемых шестигранных ключей, требуется менее 30 минут.
Чтобы прикрепить эти детали с помощью прилагаемых шестигранных ключей, требуется менее 30 минут. Многие конструкции звуковых принтеров становятся непригодными или требуют сложной программной коррекции, потому что точное выравнивание деталей из комплекта с допусками 0,01 мм или выше нереально за обеденным столом или офисным столом обычного человека. Вот почему каждый станок 3DPrintMill (Creality CR-30) сначала проходит испытания на заводе, а затем поступает к вам в почти готовом виде.
Многие конструкции звуковых принтеров становятся непригодными или требуют сложной программной коррекции, потому что точное выравнивание деталей из комплекта с допусками 0,01 мм или выше нереально за обеденным столом или офисным столом обычного человека. Вот почему каждый станок 3DPrintMill (Creality CR-30) сначала проходит испытания на заводе, а затем поступает к вам в почти готовом виде.
 Ручки, установленные сверху, обеспечивают быстрое и точное выравнивание сборки кровати, если это потребуется.
Ручки, установленные сверху, обеспечивают быстрое и точное выравнивание сборки кровати, если это потребуется. Хорошие отпечатки получаются из хорошего программного обеспечения для нарезки.
Хорошие отпечатки получаются из хорошего программного обеспечения для нарезки. Наоми появилась на обложке журнала Make Magazine, является страстным сторонником 3D-печати и оборудования с открытым исходным кодом и отвечает за первые пять сертификатов ассоциации оборудования с открытым исходным кодом в Китае.
Наоми появилась на обложке журнала Make Magazine, является страстным сторонником 3D-печати и оборудования с открытым исходным кодом и отвечает за первые пять сертификатов ассоциации оборудования с открытым исходным кодом в Китае.
 Обычно так изготавливают изделия, которые будут отлиты в единственном экземпляре.
Обычно так изготавливают изделия, которые будут отлиты в единственном экземпляре.



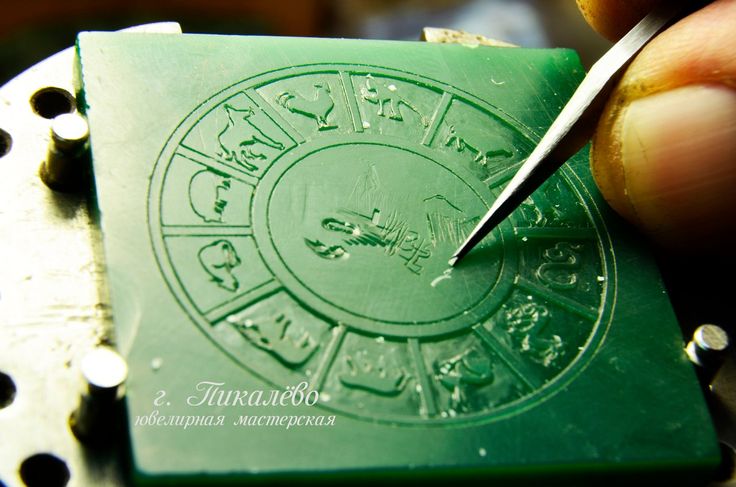


 01-0.30 мм
01-0.30 мм
 9″ 4K Mono-LCD
9″ 4K Mono-LCD

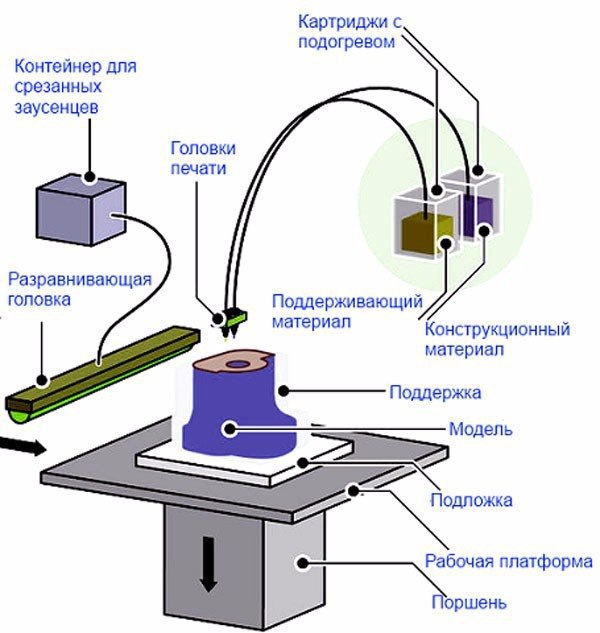


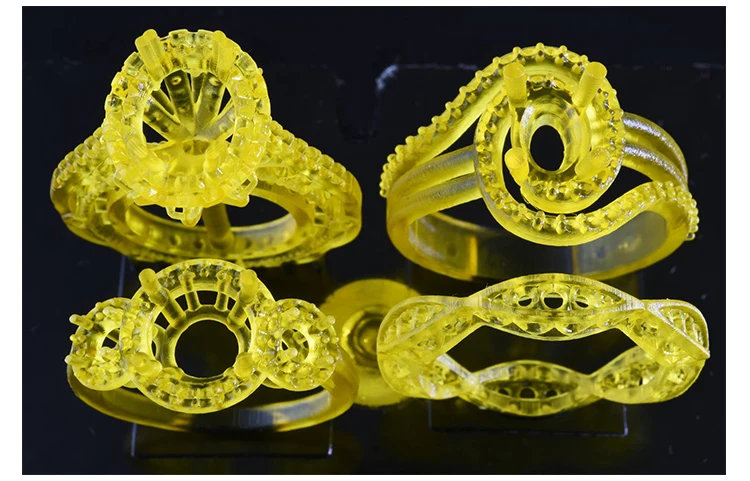

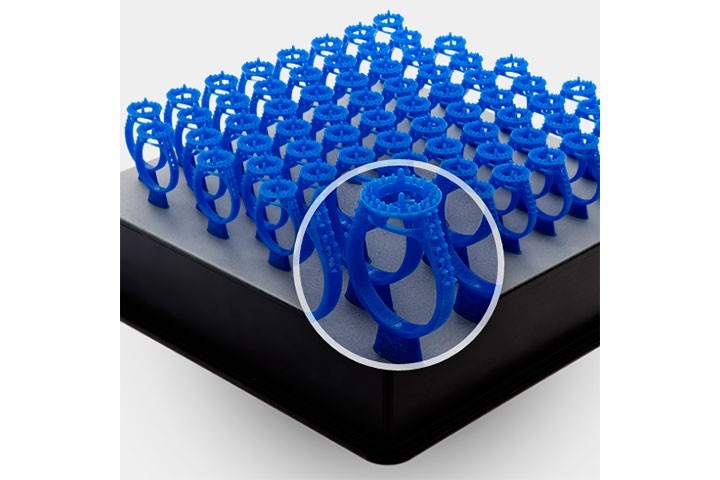 Благодаря высокому содержанию воска обеспечивается более надежное соединение литников и высочайшее качество поверхности».
Благодаря высокому содержанию воска обеспечивается более надежное соединение литников и высочайшее качество поверхности». или платиновый дизайн, используемый для создания формы, которая выжигается и отливается с помощью литья по выплавляемым моделям или литья по выплавляемым моделям.
или платиновый дизайн, используемый для создания формы, которая выжигается и отливается с помощью литья по выплавляемым моделям или литья по выплавляемым моделям.
 Затем импортируйте его в свой 3D-слайсер и нарежьте для печати.
Затем импортируйте его в свой 3D-слайсер и нарежьте для печати.

 для изысканных ювелирных украшений.
для изысканных ювелирных украшений.
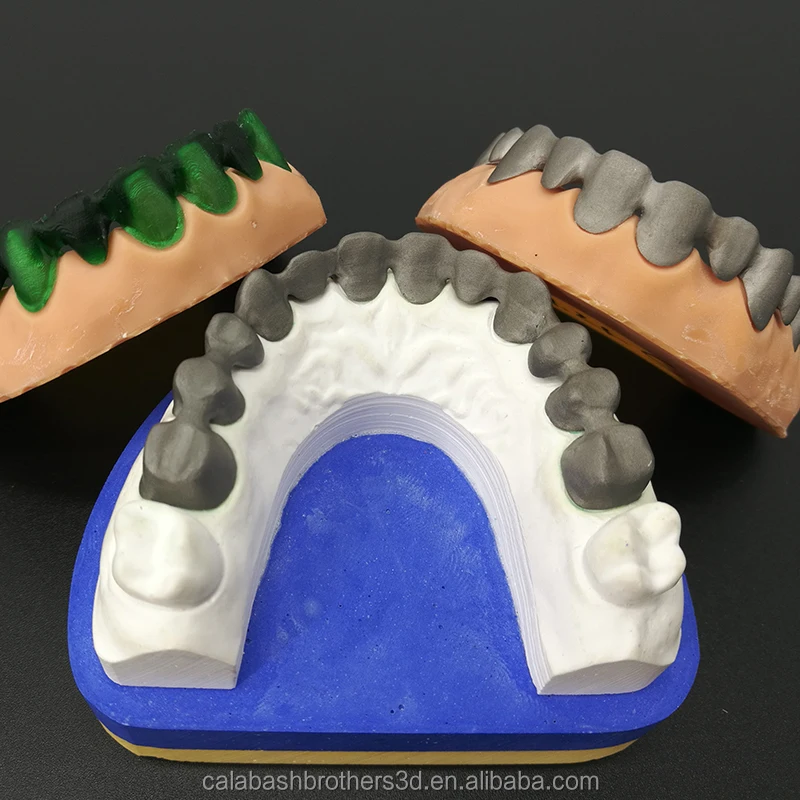
 Таким образом, рабочий процесс Formlabs представляет собой полный процесс производства ювелирных изделий для восковых моделей, хотя Form 3 также преуспевает в качестве стоматологического 3D-принтера и в других отраслях. Form 4 и несколько ювелирных восковых моделей были напечатаны в 3D.
Таким образом, рабочий процесс Formlabs представляет собой полный процесс производства ювелирных изделий для восковых моделей, хотя Form 3 также преуспевает в качестве стоматологического 3D-принтера и в других отраслях. Form 4 и несколько ювелирных восковых моделей были напечатаны в 3D.
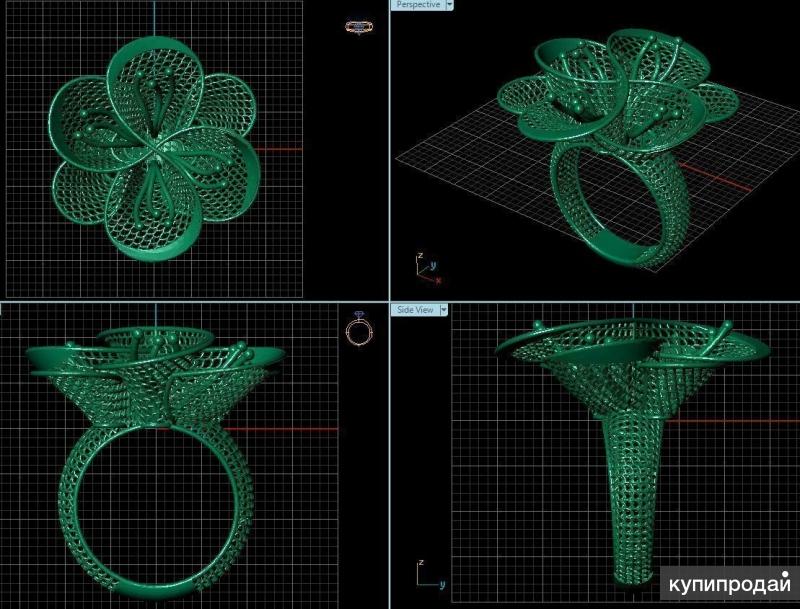 Теперь их усовершенствованный D4K Pro может обеспечивать точность до 25 микрон по оси XY и 1 микрон по оси Z.
Теперь их усовершенствованный D4K Pro может обеспечивать точность до 25 микрон по оси XY и 1 микрон по оси Z. Ваш заказ всегда будет в приоритете.
Ваш заказ всегда будет в приоритете.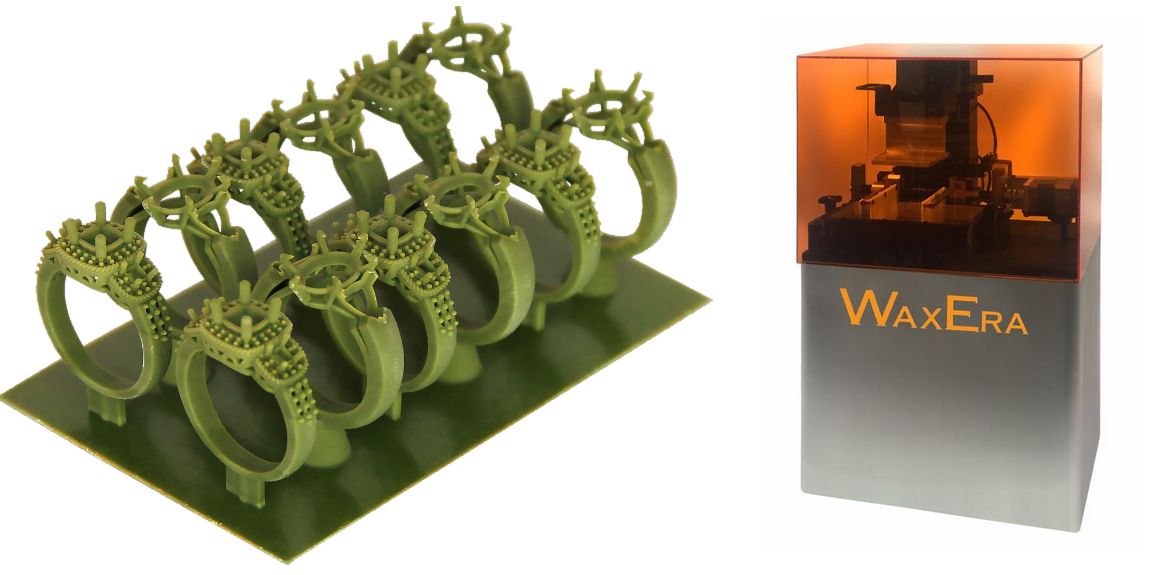 Ювелирные изделия — одна из областей, где цифровые технологии только начали свое распространение, часто являясь мостом к традиционным методам.
Ювелирные изделия — одна из областей, где цифровые технологии только начали свое распространение, часто являясь мостом к традиционным методам. Что хорошего в использовании цифровых технологий в такой традиционной сфере? Посмотрим. 9
Что хорошего в использовании цифровых технологий в такой традиционной сфере? Посмотрим. 9

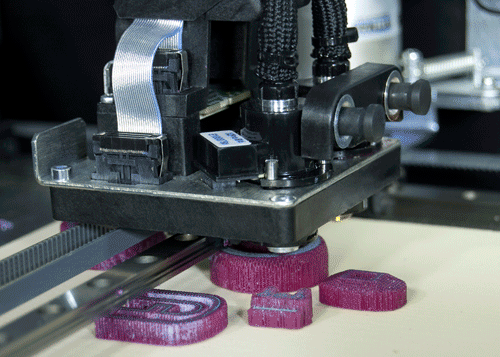


 Он оснащен монохромной ЖК-матрицей с разрешением 3840 x 2160 и размером сборки 135 x 75 x 200 мм. Оптическая система прибора была улучшена по сравнению с предыдущими моделями. Phrozen Sonic 4K оснащен мощным модулем ParaLED® 3.0, который обеспечивает равномерную световую экспозицию и, как следствие, одинаковую толщину слоя по всей площади отпечатка. Минимальная высота слоя 10 микрон обеспечивает исключительное качество печати. Phrozen предлагает широкий выбор литейных смол, которые можно использовать с Sonic 4K 2022 для печати форм для литья по выплавляемым моделям.
Он оснащен монохромной ЖК-матрицей с разрешением 3840 x 2160 и размером сборки 135 x 75 x 200 мм. Оптическая система прибора была улучшена по сравнению с предыдущими моделями. Phrozen Sonic 4K оснащен мощным модулем ParaLED® 3.0, который обеспечивает равномерную световую экспозицию и, как следствие, одинаковую толщину слоя по всей площади отпечатка. Минимальная высота слоя 10 микрон обеспечивает исключительное качество печати. Phrozen предлагает широкий выбор литейных смол, которые можно использовать с Sonic 4K 2022 для печати форм для литья по выплавляемым моделям. Равномерная экспозиция света по всей площади печати обеспечивается за счет 8.9» ЖК-экран 4K и новый параллельный источник света. Объем сборки 192 x 120 x 245 мм и высокая скорость печати обеспечивают высокую производительность, а минимальная высота слоя 10 микрон позволяет печатать высококачественные литейные модели для производства ювелирных изделий. производительность и более удобная постобработка Photon Mono X можно дополнить Anycubic Wash and Cure Machine 2.0
Равномерная экспозиция света по всей площади печати обеспечивается за счет 8.9» ЖК-экран 4K и новый параллельный источник света. Объем сборки 192 x 120 x 245 мм и высокая скорость печати обеспечивают высокую производительность, а минимальная высота слоя 10 микрон позволяет печатать высококачественные литейные модели для производства ювелирных изделий. производительность и более удобная постобработка Photon Mono X можно дополнить Anycubic Wash and Cure Machine 2.0 60 р.
60 р. com.ua
com.ua 5
5
 jpg»> Pressure Regulators
jpg»> Pressure Regulators ..
.. ..
..  org/ListItem»>
org/ListItem»> IEC 60529, IEC 60947-1, EN 60529 Основные клеммы IP00
IEC 60529, IEC 60947-1, EN 60529 Основные клеммы IP00 Уровень упаковки 1 EAN : 7320500400593
Уровень упаковки 1 EAN : 7320500400593 50 % времени включения 50 % времени выключения : 10
50 % времени включения 50 % времени выключения : 10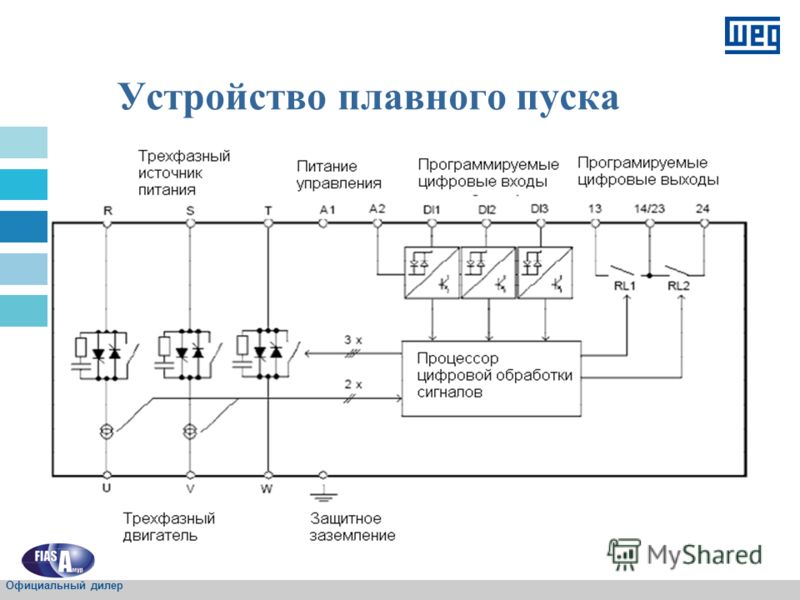 Выберите из нашего складского запаса и сэкономьте на PSE18-600-70. Santa Clara Systems несет 36 406 единиц продукции от ABB.
Выберите из нашего складского запаса и сэкономьте на PSE18-600-70. Santa Clara Systems несет 36 406 единиц продукции от ABB. 



 К счастью для них, следующий потенциальный игрок для нового контракта играет на одной из более дешевых позиций в лиге.
К счастью для них, следующий потенциальный игрок для нового контракта играет на одной из более дешевых позиций в лиге. когда стартер Manti Te’o получил травму. Перриман стартовал вместе с Дональдом Батлером в течение двух недель, прежде чем сам получил травму. Когда Тео и Перриман вернулись после травм одновременно, тогдашний координатор защиты Сан-Диего Джон Пагано назвал их обоих стартовыми, понизив Батлера до резервной роли. Он начал остаток сезона за «Чарджерс» и никогда не отказывался от этой стартовой роли.
когда стартер Manti Te’o получил травму. Перриман стартовал вместе с Дональдом Батлером в течение двух недель, прежде чем сам получил травму. Когда Тео и Перриман вернулись после травм одновременно, тогдашний координатор защиты Сан-Диего Джон Пагано назвал их обоих стартовыми, понизив Батлера до резервной роли. Он начал остаток сезона за «Чарджерс» и никогда не отказывался от этой стартовой роли. Однако чуть более чем за две недели до начала сезона Каролина обменяла Перримана на Рейдеров на сезон 2021 года.
Однако чуть более чем за две недели до начала сезона Каролина обменяла Перримана на Рейдеров на сезон 2021 года. Самые высокооплачиваемые игроки на этой позиции (полузащитник Colts Шакил Леонард , среднегодовая стоимость 19,7 млн долларов и полузащитник Jets Си Джей Мосли , AAV 17 млн долларов) имеют впечатляющие годовые зарплаты. За ними, однако, лучшие игроки в игре в среднем получают от 8 миллионов долларов в год (полузащитник Steelers Майлз Джек ) до 14,5 млн долларов в год (полузащитник «Титанов» Зак Каннингем ). С точки зрения таланта и способностей Перриман полностью попадает в этот диапазон, но есть несколько других аспектов новой сделки, которые могут повлиять на окончательную цифру.
Самые высокооплачиваемые игроки на этой позиции (полузащитник Colts Шакил Леонард , среднегодовая стоимость 19,7 млн долларов и полузащитник Jets Си Джей Мосли , AAV 17 млн долларов) имеют впечатляющие годовые зарплаты. За ними, однако, лучшие игроки в игре в среднем получают от 8 миллионов долларов в год (полузащитник Steelers Майлз Джек ) до 14,5 млн долларов в год (полузащитник «Титанов» Зак Каннингем ). С точки зрения таланта и способностей Перриман полностью попадает в этот диапазон, но есть несколько других аспектов новой сделки, которые могут повлиять на окончательную цифру. Старший двойник Перримана, Льюис, хорошо играл до 30 лет, собирая награды первой команды All-Pro и Pro Bowl уже в 34 и 36 лет соответственно. Таким образом, хотя его возраст может играть роль в продолжительности любой новой сделки, которую он получает, тот факт, что он играет лучше, чем когда-либо прежде, должен помочь убедиться, что его возраст не снижает его ценность.
Старший двойник Перримана, Льюис, хорошо играл до 30 лет, собирая награды первой команды All-Pro и Pro Bowl уже в 34 и 36 лет соответственно. Таким образом, хотя его возраст может играть роль в продолжительности любой новой сделки, которую он получает, тот факт, что он играет лучше, чем когда-либо прежде, должен помочь убедиться, что его возраст не снижает его ценность. Серебряная подкладка здесь, как и выше, заключается в том, что в прошлом году он продемонстрировал стойкость, не имеющую себе равных ни в одном предыдущем сезоне. Если он только оздоравливается, то сумму, которую он получает, не следует слишком сильно корректировать. Однако следует ожидать, что его история травм может повлиять на гарантированную сумму, которую он получит.
Серебряная подкладка здесь, как и выше, заключается в том, что в прошлом году он продемонстрировал стойкость, не имеющую себе равных ни в одном предыдущем сезоне. Если он только оздоравливается, то сумму, которую он получает, не следует слишком сильно корректировать. Однако следует ожидать, что его история травм может повлиять на гарантированную сумму, которую он получит. Тогда кажется, что это идеальное время для обеих сторон, чтобы прийти к расширенному соглашению. «Рейдеры» могут сохранить своего лидера в качестве полузащитника на следующие несколько сезонов, а Перриман сможет заработать на своей недавно завышенной стоимости.
Тогда кажется, что это идеальное время для обеих сторон, чтобы прийти к расширенному соглашению. «Рейдеры» могут сохранить своего лидера в качестве полузащитника на следующие несколько сезонов, а Перриман сможет заработать на своей недавно завышенной стоимости. Он зарабатывал поездки на Pro Bowl в 2018 и 2021 годах, а также элитные оценки Pro Football Focus, обладающие четвертым по величине показателем покрытия среди угловых с 2018 года (минимум 1000 снэпов) и шестым по величине процентом завершения в своей карьере среди угловых с более чем 100 голами с 2018 года.
Он зарабатывал поездки на Pro Bowl в 2018 и 2021 годах, а также элитные оценки Pro Football Focus, обладающие четвертым по величине показателем покрытия среди угловых с 2018 года (минимум 1000 снэпов) и шестым по величине процентом завершения в своей карьере среди угловых с более чем 100 голами с 2018 года.

 11: с 1 ноября 10:00 (МСК) по 13 ноября 10:59 (МСК)
11: с 1 ноября 10:00 (МСК) по 13 ноября 10:59 (МСК) .
. org/BreadcrumbList»>
org/BreadcrumbList»> com
com com kun je zien bij onze partner doordat мы versleutelde gegevens delen en cookies en vergelijkbare technieken gebruiken. Zie ook on Privacybeleid en cookiebeleid. Винд je deze twee persoonlijke ervaringen binnen en buiten bol.com ok?, kies dan voor? Alles accepteren?. Zelf instellen kan ook. Kies je voor weigeren, dan plaatsen we alleen functionele en analytische cookies. Achteraf aanpassen kan altijd, bij ons privacybeleid.
com kun je zien bij onze partner doordat мы versleutelde gegevens delen en cookies en vergelijkbare technieken gebruiken. Zie ook on Privacybeleid en cookiebeleid. Винд je deze twee persoonlijke ervaringen binnen en buiten bol.com ok?, kies dan voor? Alles accepteren?. Zelf instellen kan ook. Kies je voor weigeren, dan plaatsen we alleen functionele en analytische cookies. Achteraf aanpassen kan altijd, bij ons privacybeleid. De rollensteun maakt het gemakkelijk om materialen naar de machine toe en er vanaf te schuiven bij het zagen in longterichting, terwijl met de kogelsteun werkstukken eenvoudig in de Ideale hoek kunnen worden gedraaid voor het zagen. Де hoogte ван де werktafel кан Worden ingesteld tussen 700 мм и 1150 мм voor extra veelzijdigheid bij het work. Bespaar ruimte bij het opbergen door het gemakkelijk Samen te vouwen ontwerp van de werktafel, waardoor hij ook gemakkelijk te vervoeren is.
De rollensteun maakt het gemakkelijk om materialen naar de machine toe en er vanaf te schuiven bij het zagen in longterichting, terwijl met de kogelsteun werkstukken eenvoudig in de Ideale hoek kunnen worden gedraaid voor het zagen. Де hoogte ван де werktafel кан Worden ingesteld tussen 700 мм и 1150 мм voor extra veelzijdigheid bij het work. Bespaar ruimte bij het opbergen door het gemakkelijk Samen te vouwen ontwerp van de werktafel, waardoor hij ook gemakkelijk te vervoeren is. Мы controleren wel eerst of ?ie voldoet aanze reviewvoorwaarden en niet nep is. Мы контролируем доступ к ?ie geschreven door iemand die het artikel heeft gekocht через bol.com en zetten dit er dan bij. De controles gebeuren Automaticisch, al kijken er soms mensen mee. Bol.com предлагает вам обзоры. Кроме того, дверь рецензента была прекращена, и он остался в рецензии самостоятельно.
Мы controleren wel eerst of ?ie voldoet aanze reviewvoorwaarden en niet nep is. Мы контролируем доступ к ?ie geschreven door iemand die het artikel heeft gekocht через bol.com en zetten dit er dan bij. De controles gebeuren Automaticisch, al kijken er soms mensen mee. Bol.com предлагает вам обзоры. Кроме того, дверь рецензента была прекращена, и он остался в рецензии самостоятельно. Кроме того, дверь рецензента была прекращена, и он остался в рецензии самостоятельно.
Кроме того, дверь рецензента была прекращена, и он остался в рецензии самостоятельно. De rol werkt пошел bij plaatmateriaal op een zaagtafel en bij het afkorten van balken met een afkortzaag. De kogels werken heel wat minder goed, eigenlijk ook wel logisch, je werkstuk varieert in hoogte als het van kogeltje naar kogeltje rolt. De hoogte verstelling niet echt точный en dus ben je veel aan het proberen. De steuntjes aan de poten zijn niet verstelbaar, op een ongelijke werkvloer staat je rol dus nooit echt gelijk aan je werktafel.
De rol werkt пошел bij plaatmateriaal op een zaagtafel en bij het afkorten van balken met een afkortzaag. De kogels werken heel wat minder goed, eigenlijk ook wel logisch, je werkstuk varieert in hoogte als het van kogeltje naar kogeltje rolt. De hoogte verstelling niet echt точный en dus ben je veel aan het proberen. De steuntjes aan de poten zijn niet verstelbaar, op een ongelijke werkvloer staat je rol dus nooit echt gelijk aan je werktafel. 2_28_30.33″>
2_28_30.33″> встретил deze steun gaat dit perfect ook omdat deze in hoogte is te verstellen en ook nog handig is om plaatmateriaal op te laten steun door de omkeerbare rol.
встретил deze steun gaat dit perfect ook omdat deze in hoogte is te verstellen en ook nog handig is om plaatmateriaal op te laten steun door de omkeerbare rol. 2_28_30.36″>
2_28_30.36″> com
com com
com
 feature.description.Productnummer»>
feature.description.Productnummer»> feature.description.Productnummer»>
feature.description.Productnummer»> feature.description.Productnummer»>
feature.description.Productnummer»> feature.description.Productnummer»>
feature.description.Productnummer»>


 с
с Топливо расходует в меру, так что много денег на бензин тратить не придется. Плюс ко всему, агрегат достаточно компактный. Много места не занимает в помещении. Работает стабильно. Спокойно можно заряжать сразу несколько гаджетов, при этом работая электропилой.
Топливо расходует в меру, так что много денег на бензин тратить не придется. Плюс ко всему, агрегат достаточно компактный. Много места не занимает в помещении. Работает стабильно. Спокойно можно заряжать сразу несколько гаджетов, при этом работая электропилой.
 ): 16
): 16 На этой машине установлена специальная
На этой машине установлена специальная

 Генератор укомплектован розетками на 220 вольт, некоторые
Генератор укомплектован розетками на 220 вольт, некоторые

 С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А С-Пб., пр.Народного ополчения, д.22
С-Пб., пр.Народного ополчения, д.22 , г.Великий Новгород, ул.Октябрьская, д.9 к1
, г.Великий Новгород, ул.Октябрьская, д.9 к1

 00-6 Denzel
00-6 Denzel Эту дрель можно использовать для сверления кирпича, камня, железобетона, керамики и огнеупорных материалов. Максимальный диапазон сверления в кирпиче составляет φ110 мм. Дрель отличается быстрым подключением к водяному клапану и бесступенчатым изменением скорости.
Эту дрель можно использовать для сверления кирпича, камня, железобетона, керамики и огнеупорных материалов. Максимальный диапазон сверления в кирпиче составляет φ110 мм. Дрель отличается быстрым подключением к водяному клапану и бесступенчатым изменением скорости. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.

 Эту дрель можно использовать для сверления кирпича, камня, железобетона, керамики и огнеупорных материалов. Максимальный диапазон сверления в кирпиче составляет φ110 мм. Дрель отличается быстрым подключением к водяному клапану и бесступенчатым изменением скорости.
Эту дрель можно использовать для сверления кирпича, камня, железобетона, керамики и огнеупорных материалов. Максимальный диапазон сверления в кирпиче составляет φ110 мм. Дрель отличается быстрым подключением к водяному клапану и бесступенчатым изменением скорости.
 глубина сверления 110 мм, общая длина 160 мм — 40TM84|48-20-8063
глубина сверления 110 мм, общая длина 160 мм — 40TM84|48-20-8063

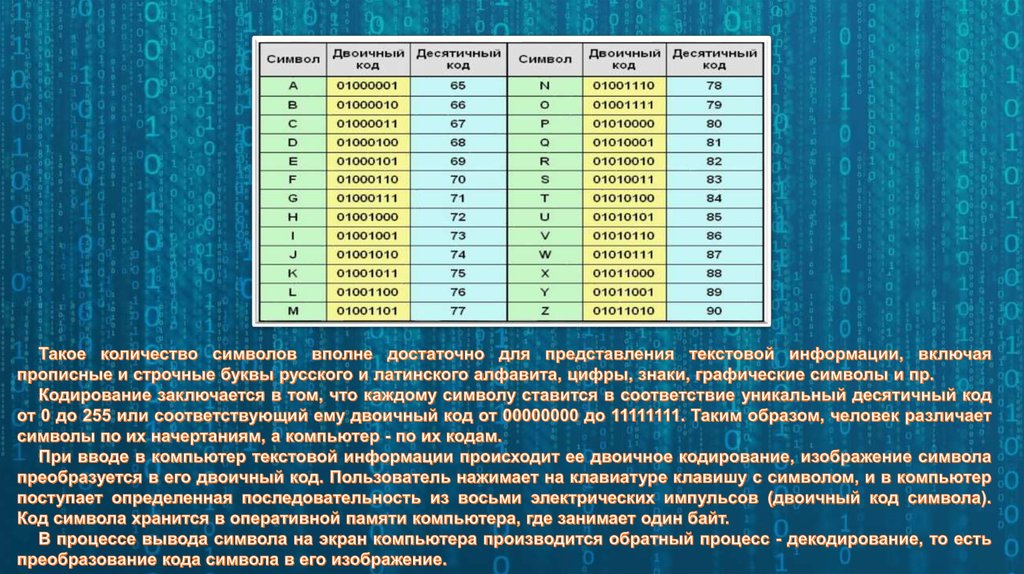 Y20
Y20
 Существует три метода программирования обработки для станков с ЧПУ:
Существует три метода программирования обработки для станков с ЧПУ:

 Код G01 отменяется кодами: G00, G02, G03.
Код G01 отменяется кодами: G00, G02, G03.
 Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.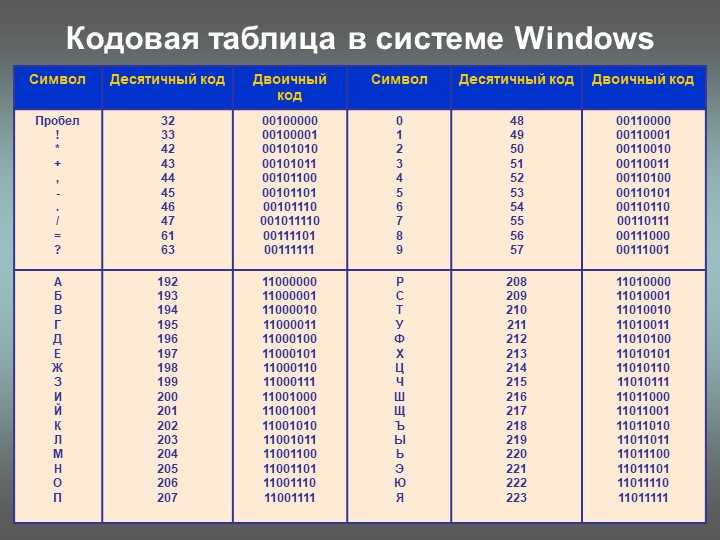 Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
 Движение в
Движение в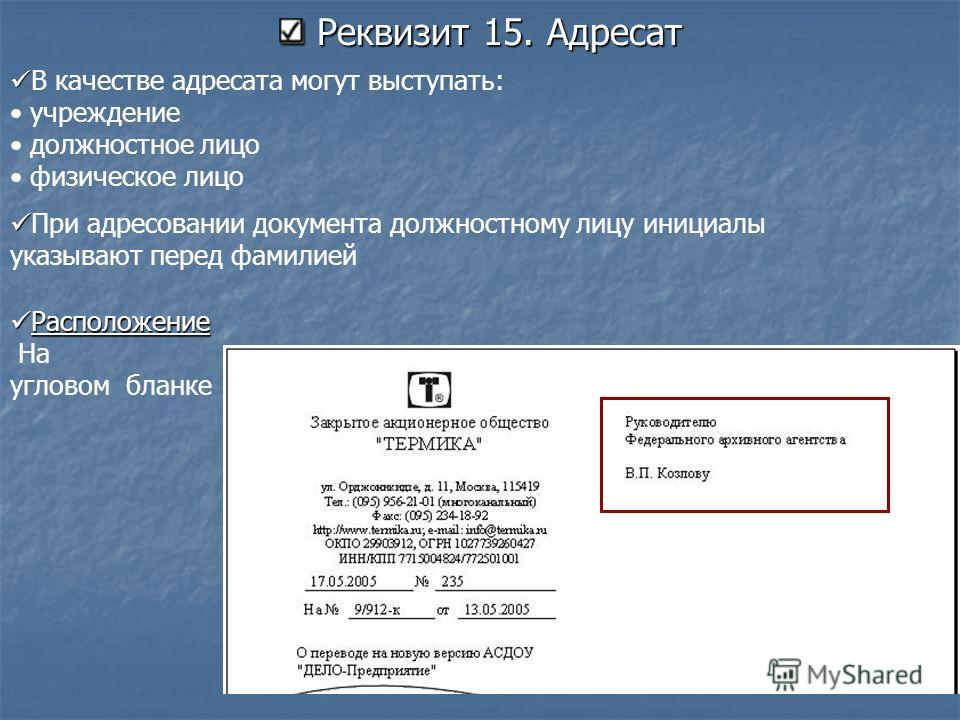
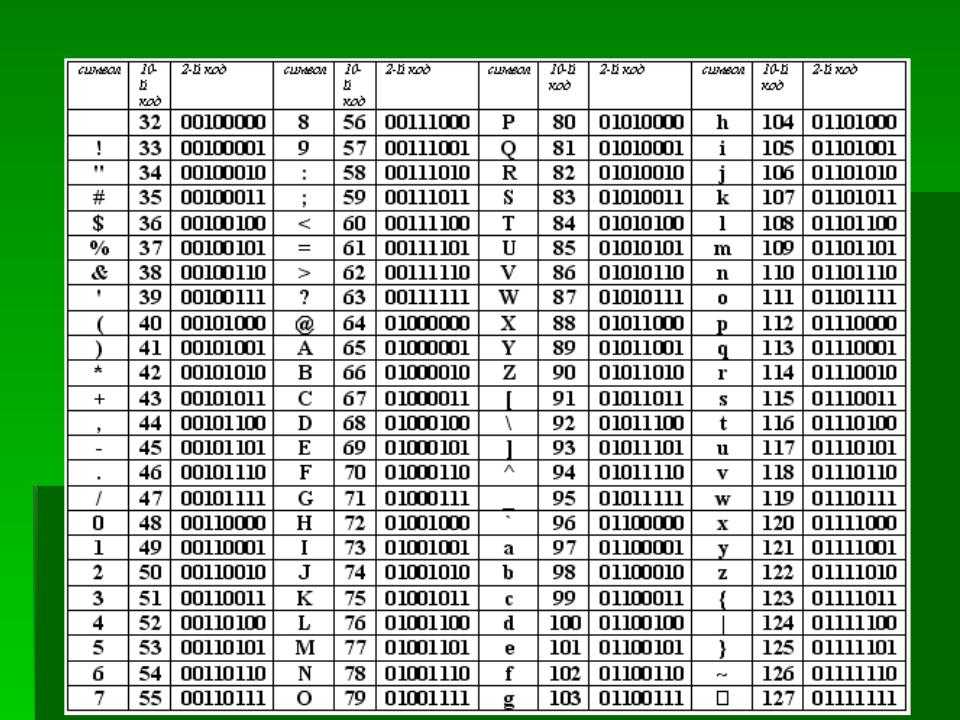


 Например, если тип группы B использует G90 и G91 для переключения между абсолютными и инкрементными командами, тип группы A вместо этого использует адреса U и W для идентификации этих перемещений.
Например, если тип группы B использует G90 и G91 для переключения между абсолютными и инкрементными командами, тип группы A вместо этого использует адреса U и W для идентификации этих перемещений. Создавая переменные, которые можно изменять, размеры элементов, такие как ширина канавки, можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
Создавая переменные, которые можно изменять, размеры элементов, такие как ширина канавки, можно регулировать без изменения программы. Они также позволяют той же программе обрабатывать семейство размеров деталей, которые могут быть представлены в виде таблицы на чертеже. Переменным присваиваются адреса, которые обычно вызываются в строке программы следующим образом: G00 X#123, что указывает машине быстро перейти к ячейке, сохраненной в переменной с адресом 123.
 д., необходимые для ЧПУ. станок для резки материала на готовую деталь.
д., необходимые для ЧПУ. станок для резки материала на готовую деталь.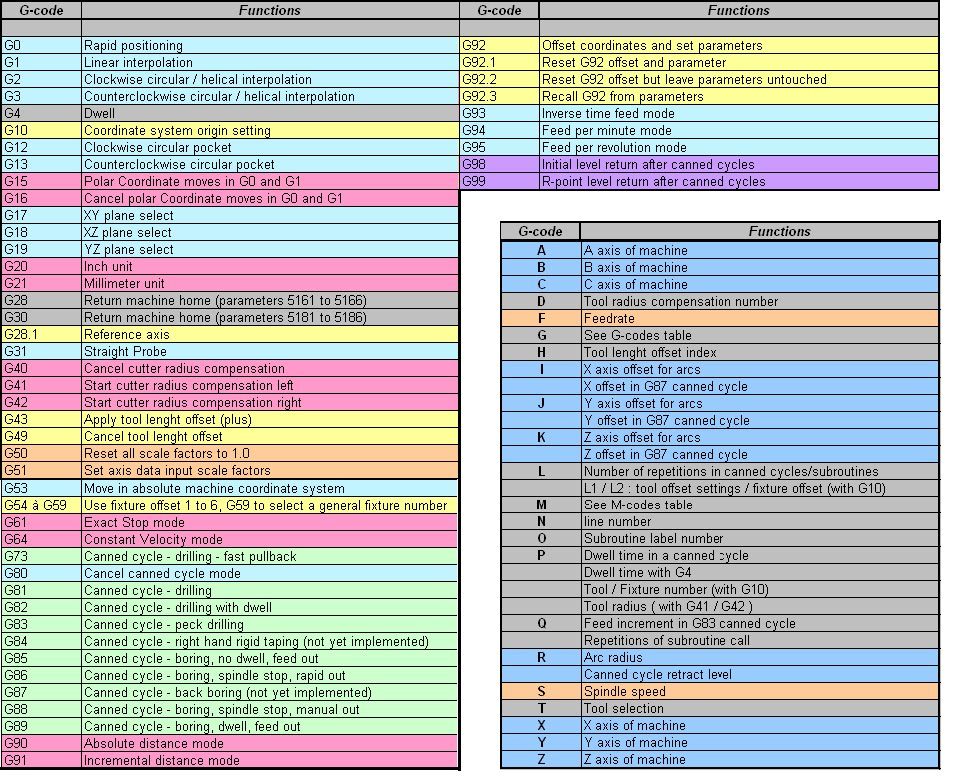 Точно так же применяемое правило правой руки помогает идентифицировать оси на других станках с ЧПУ. Положительные движения относятся к фрезе относительно заготовки. Например, если стол был перемещен влево, в то время как инструмент оставался неподвижным, это все равно произвело бы положительное действие обработки.
Точно так же применяемое правило правой руки помогает идентифицировать оси на других станках с ЧПУ. Положительные движения относятся к фрезе относительно заготовки. Например, если стол был перемещен влево, в то время как инструмент оставался неподвижным, это все равно произвело бы положительное действие обработки.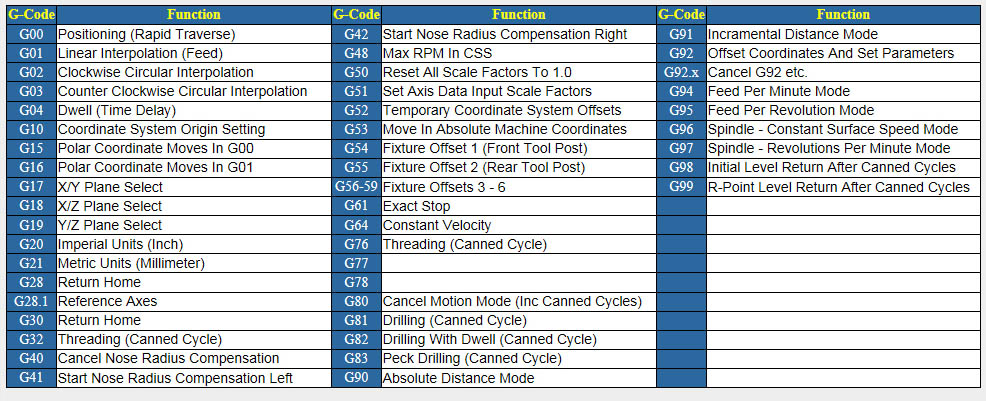 Например, G00 указывает станку быстро переместить инструмент в указанное положение, скажем, X22, что, если станок установлен в метрическом режиме, переместит инструмент вправо от исходной точки на 22 мм. Если команда задает значение Y, команда быстрого позиционирования будет перемещать инструмент максимально быстро, не обязательно по одной диагональной линии. Большинство команд G-кода являются модальными, то есть они действуют до тех пор, пока не будут изменены другой командой. Например, G21 устанавливает для станка метрическую систему. Некоторые команды не модальны для однократного выполнения временного действия.
Например, G00 указывает станку быстро переместить инструмент в указанное положение, скажем, X22, что, если станок установлен в метрическом режиме, переместит инструмент вправо от исходной точки на 22 мм. Если команда задает значение Y, команда быстрого позиционирования будет перемещать инструмент максимально быстро, не обязательно по одной диагональной линии. Большинство команд G-кода являются модальными, то есть они действуют до тех пор, пока не будут изменены другой командой. Например, G21 устанавливает для станка метрическую систему. Некоторые команды не модальны для однократного выполнения временного действия.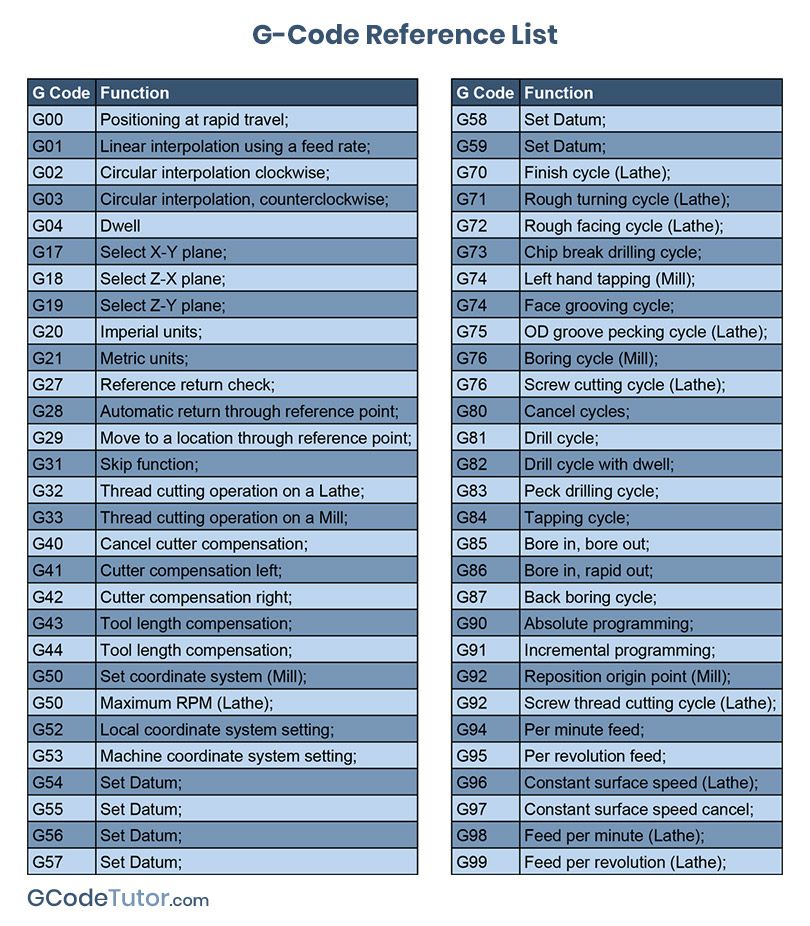 Все программы начинаются и заканчиваются знаком процента, и каждая программа имеет номер программы, следующий за первым знаком процента, например, O0007.
Все программы начинаются и заканчиваются знаком процента, и каждая программа имеет номер программы, следующий за первым знаком процента, например, O0007.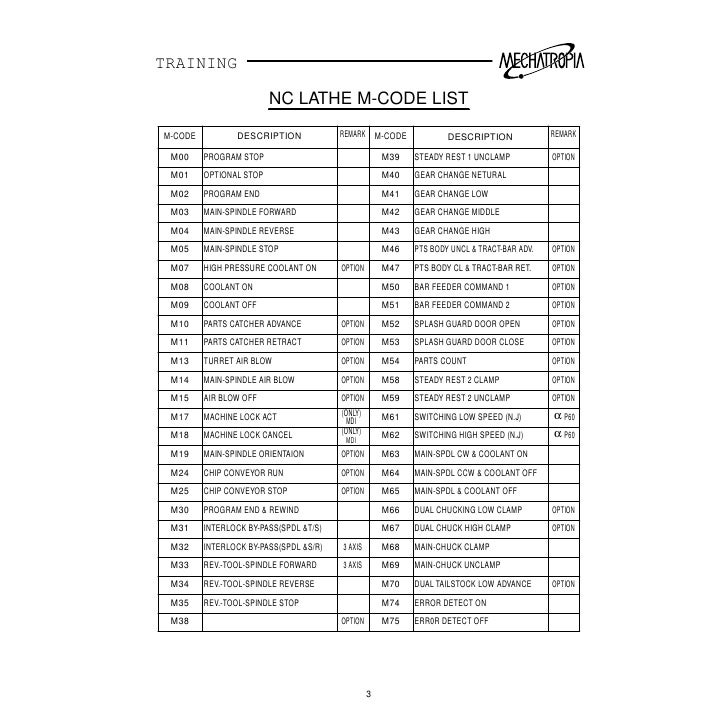 Многие коды одинаковы для обоих типов машин, хотя коды для машин разных производителей различаются.
Многие коды одинаковы для обоих типов машин, хотя коды для машин разных производителей различаются.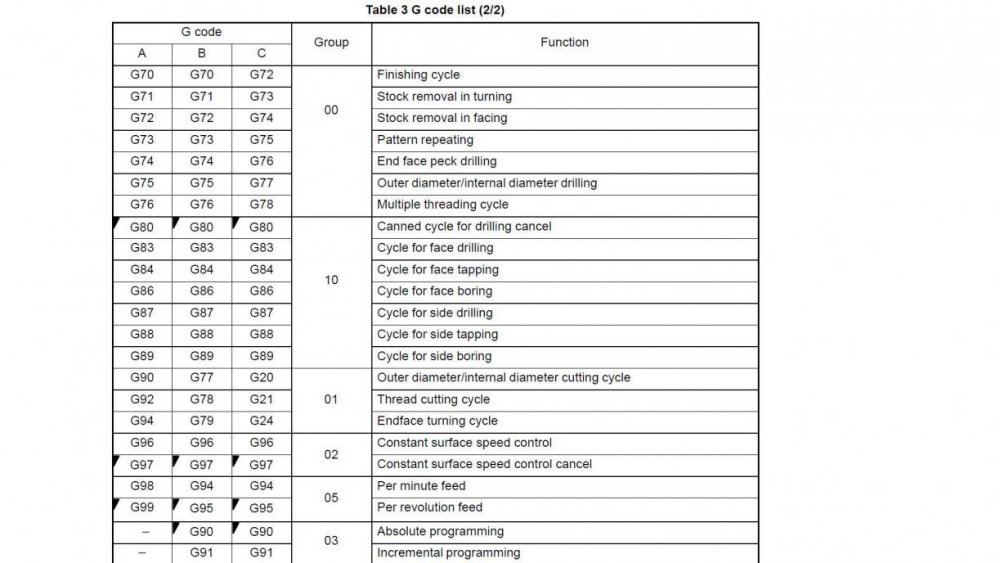
 Это позволяет использовать инструменты разных радиусов в одной и той же программе. Точно так же токарные станки с ЧПУ используют компенсацию радиуса вершины инструмента. В каждом случае компенсация корректирует тот факт, что геометрия режущего инструмента не является острым углом, а имеет некоторую толщину или радиус, которые необходимо учитывать при позиционировании режущего инструмента с использованием G-кода.
Это позволяет использовать инструменты разных радиусов в одной и той же программе. Точно так же токарные станки с ЧПУ используют компенсацию радиуса вершины инструмента. В каждом случае компенсация корректирует тот факт, что геометрия режущего инструмента не является острым углом, а имеет некоторую толщину или радиус, которые необходимо учитывать при позиционировании режущего инструмента с использованием G-кода. G81, например, вызывает процедуру сверления.
G81, например, вызывает процедуру сверления.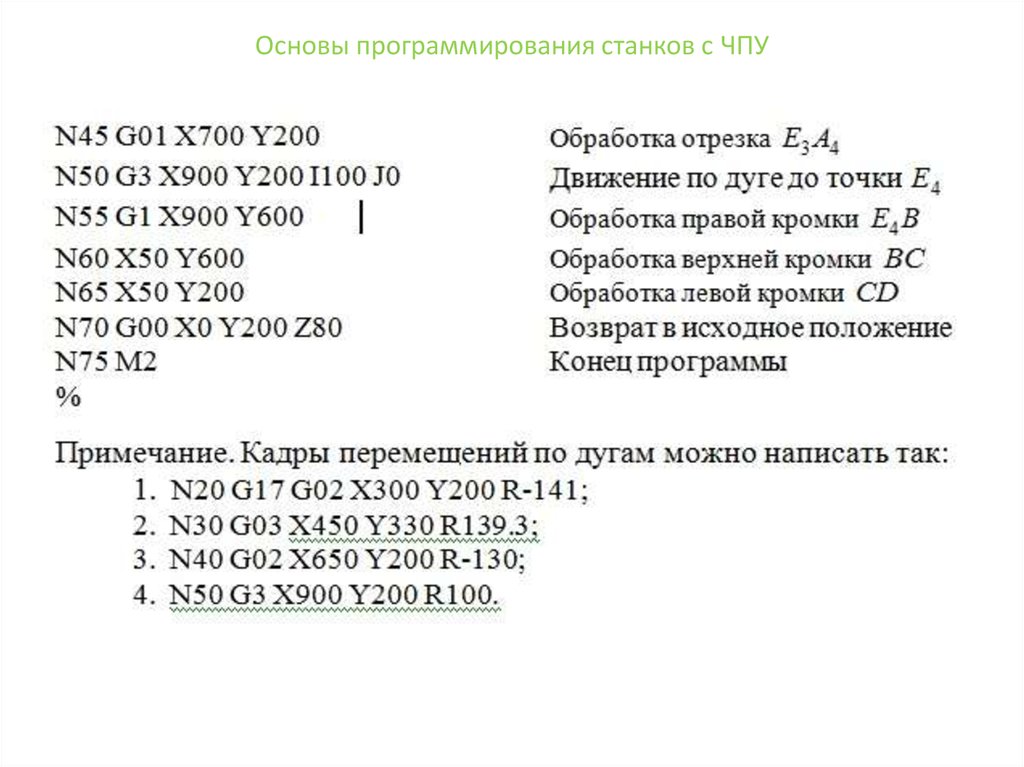

 В руках держать удобно, ручки сделаны как надо, еще их можно отрегулировать, установить нужную высотку.
В руках держать удобно, ручки сделаны как надо, еще их можно отрегулировать, установить нужную высотку.








 5 мм
5 мм
 Мотокультиватор Т500, отзывы
Мотокультиватор Т500, отзывы Модели этой известной фирмы отлично справятся с обработкой любого грунта, при этом имеют низкий расход топлива и более чем приемлемый уровень шума.
Модели этой известной фирмы отлично справятся с обработкой любого грунта, при этом имеют низкий расход топлива и более чем приемлемый уровень шума. Если ваш участок находится за городом, то вполне возможно, что вы не сможете подключить свой электрокультиватор к источнику питания. В этом случае лучшим решением будет покупка бензиновой модели почвообрабатывающего агрегата Hyundai.
Если ваш участок находится за городом, то вполне возможно, что вы не сможете подключить свой электрокультиватор к источнику питания. В этом случае лучшим решением будет покупка бензиновой модели почвообрабатывающего агрегата Hyundai.
 Нужно знать, что электрические культиваторы не покупают для вспашки целинных и особо тяжелых почв – здесь лучше всего использовать бензиновую технику.
Нужно знать, что электрические культиваторы не покупают для вспашки целинных и особо тяжелых почв – здесь лучше всего использовать бензиновую технику. Скорость их вращения будет 160 об/мин. Глубина вспашки регулируется универсальным сошником. По бокам фрез будет 2 небольших диска из металла, необходимых для защиты растений от возможных повреждений.
Скорость их вращения будет 160 об/мин. Глубина вспашки регулируется универсальным сошником. По бокам фрез будет 2 небольших диска из металла, необходимых для защиты растений от возможных повреждений. Глубину вспашки также можно регулировать с помощью сошника.
Глубину вспашки также можно регулировать с помощью сошника. Все переключатели, необходимые для бесперебойной работы, расположены на ручке агрегата. За безопасный запуск двигателя будет отвечать система «легкого» запуска. Кроме того, Hyundai T 850 очень маневренный.
Все переключатели, необходимые для бесперебойной работы, расположены на ручке агрегата. За безопасный запуск двигателя будет отвечать система «легкого» запуска. Кроме того, Hyundai T 850 очень маневренный.

 Удлинители нужны для того, чтобы увеличить расстояние между колесами или между проушинами. Конструкция позволит легко установить желаемую ширину колеи, при этом учитывая любые особенности имеющегося газона или окультуренной грядки.
Удлинители нужны для того, чтобы увеличить расстояние между колесами или между проушинами. Конструкция позволит легко установить желаемую ширину колеи, при этом учитывая любые особенности имеющегося газона или окультуренной грядки.

 с.)
с.) с.
с.