Перфоратор bosch 220: Вторая новинка BOSCH 2021 — перфоратор GBH 220 Professional
Перфоратор Bosch GBH 220 (720 Вт, 3 режима, 2 Дж) / 06112A6020
Описание
Перфоратор Bosch GBH 220 06112A6020 пригодится для сверления отверстий в мягких материалах, а также перфорации в бетоне и кирпиче. Функционирует в трех режимах: безударное сверление, ударное сверление, долбление.
Патрон sds-plus обеспечивает быструю смену оснастки.
Реверс помогает безопасно извлечь сверло/бур в случае его заклинивания.
Высокая производительность, несмотря на компактные размеры инструмента.
Особенности Bosch GBH 220 06112A6020
| Универсальность Ограничитель позволяет сверлить отверстия на любую глубину. | |
| Удобство Кнопка фиксации выключателя делает более удобной продолжительную работу. |
Характеристики
-
Мощность, Вт
720 -
Страна изготовитель
Китай -
Количество режимов
3 -
Max сила удара, Дж
2 -
Реверс
электронный -
Виброзащита
нет -
Max диаметр сверления буром (бетон), мм
22 -
Плавный пуск
есть -
Длина кабеля, м
4 -
Морозоустойчивый кабель
нет -
Индикатор износа кабеля
нет -
Шарнирный кабельный ввод
нет -
Перфоратор с пылесосом
нет -
Перфоратор с вертикальным двигателем (бочка)
нет
Тип хвостовика
sds-plus
 org/PropertyValue»>
org/PropertyValue»>
Легкий доступ к щеткам
нет
 org/PropertyValue»>
org/PropertyValue»>
С пыльником
да
Преимущества Bosch GBH 220 06112A6020
- Оптимальная передача мощности
- Обрезиненная рукоять для надежного хвата
- Энергия удара 2 Дж для эффективного сверления в бетоне
- Дополнительная рукоять для лучшего контроля над инструментом
- Три режима для решения разнообразных задач и безукоризненных результатов
- Колпачок для защиты от пыли предотвращает проникновение образующейся при сверлении пыли в патрон
- Кейс для удобства хранения и транспортировки Bosch GBH 220 06112A6020
Напишите свой отзыв о «Перфоратор Bosch GBH 220 (720 Вт, 3 режима, 2 Дж) / 06112A6020»
Имя / Псевдоним
Минусы
Комментарий
Оценка товара
83800 ПЕРФОРАТОР «BOSCH» GBH 220, SDS+, 720 W, 2.
 0J, 2.3 кг
0J, 2.3 кг
Выберите категорию:
Все
Крепеж
» Анкеры
»» Смотреть все анкеры
»» Анкерный болт
»»» Анкерный болт ⌀ 8 мм.
»»» Анкерный болт ⌀ 10 мм.
»»» Анкерный болт ⌀ 12 мм.
»»» Анкерный болт ⌀ 16 мм.
»»» Анкерный болт ⌀ 20 мм.
»» Анкерный болт с гайкой
»»» Анкер с гайкой ⌀ 6.5 мм.
»»» Анкер с гайкой ⌀ 8 мм.
»»» Анкер с гайкой ⌀ 10 мм.
»»» Анкер с гайкой ⌀ 12 мм.
»»» Анкер с гайкой ⌀ 14 мм.
»»» Анкер с гайкой ⌀ 16 мм.
»»» Анкер с гайкой ⌀ 20 мм.
»» Рамные анкера
»» Клиновые анкера
»» Анкеры с крюками и кольцами
»»» Анкер Г — образный крюк
»»» Анкер с кольцом
»»» Анкер с крюком
»» Анкер MOLA
»» Анкер MOLA крючки, петли
»»» MOLA ⌀ 4,0 мм.
»»» MOLA ⌀ 5,0 мм.
»»» MOLA ⌀ 6,0 мм.
»» Анкер — шурупы
»» Анкеры Sormat
»» Анкеры Fischer
»» Другие анкеры
»» Забивные анкеры
»»» Латунные
»»» Лепестковые
»»» Стальные
»» Химические анкеры
» Болты
»» Смотреть все болты
»» Болты шестигранные полная резьба DIN 933
»»» Болт DIN 933 M5
»»» Болт DIN 933 M6
»»» Болт DIN 933 M8
»»» Болт DIN 933 M10
»»» Болт DIN 933 M12
»»» Болт DIN 933 M14
»»» Болт DIN 933 M16
»»» Болт DIN 933 M18
»»» Болт DIN 933 M20
»»» Болт DIN 933 M22
»»» Болт DIN 933 M24
»» Болты мебельные DIN 603
»»» Болт DIN 603 M5
»»» Болт DIN 603 M6
»»» Болт DIN 603 M8
»»» Болт DIN 603 M10
»»» Болт DIN 603 M12
»» Болты с внутренним шестигранником DIN 912
»»» Болт DIN912 M6
»»» Болт DIN912 M8
»»» Болт DIN912 M10
»»» Болт DIN912 M12
»» Болты шестигранные неполная резьба DIN 931
» Винты
»» Смотреть все винты
»» Винты полусфера DIN 7985
»»» Винты DIN 7985 ⌀ M3 мм.
»»» Винты DIN 7985 ⌀ M4 мм.
»»» Винты DIN 7985 ⌀ M5 мм.
»»» Винты DIN 7985 ⌀ M6 мм.
»»» Винты DIN 7985 ⌀ M8 мм.
»» Винты потай DIN 965
»»» Винты DIN 965 ⌀ M3 мм.
»»» Винты DIN 965 ⌀ M4 мм.
»»» Винты DIN 965 ⌀ M5 мм.
»»» Винты DIN 965 ⌀ M6 мм.
»»» Винты DIN 965 ⌀ M8 мм.
»» Винты барашковые DIN 316
»» Винты нержавейка DIN 965
»» Винты (шлиц) DIN 963
»» Винты-шурупы (шуруп-шпилька)
» Шурупы
»» Смотреть все шурупы
»» Шурупы для ГВЛ/ГКЛ
»»» Шурупы ГВЛ-дерево
»»» Шурупы ГВЛ-металл
»»» Шурупы ГВЛ двойная резьба
»» Шурупы с пресс-шайбой
»»» Шурупы с пресс-шайбой, острые
»»» Шурупы с пресс-шайбой, сверло
»»» Шурупы с пресс-шайбой цветные острые
»»» Шурупы с пресс-шайбой цветные сверло
»» Шурупы универсальные желтые
»»» Универсальные желтые ⌀ 2,5 мм.
»»» Универсальные желтые ⌀ 3.0 мм.
»»» Универсальные желтые ⌀ 3.5 мм.
»»» Универсальные желтые ⌀ 4.0 мм.
»»» Универсальные желтые ⌀ 4.5 мм.
»»» Универсальные желтые ⌀ 5.0 мм.
»»» Универсальные желтые ⌀ 6.0 мм.
»» Шурупы универсальные цинк
»»» Универсальные цинк ⌀ 2.5 мм.
»»» Универсальные цинк ⌀ 3.0 мм.
»»» Универсальные цинк ⌀ 3.5 мм.
»»» Универсальные цинк ⌀ 4.0 мм.
»»» Универсальные цинк ⌀ 4.5 мм.
»»» Универсальные цинк ⌀ 5.0 мм.
»»» Универсальные цинк ⌀ 6.0 мм.
»» Шурупы кровельные оцинкованные
»»» Кровельные, цинк ⌀ 4.8 мм.
»»» Кровельные, цинк ⌀ 5.5 мм.
»»» Кровельные, цинк ⌀ 6.3 мм.
»» Шурупы кровельные цветные
»»» Кровельные ⌀ 5,5 мм.
»»» Кровельные, белые ⌀ 4.8 мм.
»»» Кровельные, желтые ⌀ 4.8 мм.
»»» Кровельные, зеленые ⌀ 4.8 мм.
»»» Кровельные, коричневые ⌀ 4.8 мм.
»»» Кровельные, красное вино ⌀ 4,8 мм.
»»» Кровельные, красные ⌀ 4.8 мм.
»»» Кровельные, морская волна ⌀ 4,8 мм.
»»» Кровельные, синие ⌀ 4.8 мм.
»»» Кровельные, слоновая кость ⌀ 4,8 мм.
»»» Кровельные, темно-зеленые ⌀ 4.8 мм.
»»» КРОВЕЛЬНЫЙ, СЕРЫЙ ГРАФИТ
»» Шурупы саморезы оконные
»» Шурупы Fischer Power Fast Ж/П
»» Шурупы Fischer Power Fast II ЦИНК
»» Шурупы для сэндвич-панелей
»» Шуруп глухарь DIN 571
»»» Шуруп DIN 571 ⌀ 6 мм.
»»» Шуруп DIN 571 ⌀ 8 мм.
»»» Шуруп DIN 571 ⌀ 10 мм.
»»» Шуруп DIN 571 ⌀ 12 мм.
»» Шурупы шестигранная головка DIN 7976
»» Шурупы полусфера DIN 7981
»» Шурупы потай DIN 7982
»» Шурупы DIN 96
»» Шурупы Spax Ж/П
»» Шурупы для перфорированного крепежа
»» Шурупы для деревянных конструкций
»» Шурупы для паркета
»» Шурупы разные
» Дюбели
»» Смотреть все дюбели
»» Дюбели FISCHER
»»» Fischer Duopower
»»» Fischer SX
»»» Fischer UX
»»» Прочие дюбеля Fischer
»» Дюбели для газобетона
»» Дюбели для листовых материалов ГВЛ/ГКЛ
»» Дюбели для теплоизоляции
»» Дюбели распорные
»» Дюбель-шурупы(гвозди)
»» Складные дюбели
» Гайки, шайбы, граверы
»» Гайка шестигранная DIN 934
»» Гайка с фланцем DIN 6923
»» Гайка самоконтрящаяся DIN 985
»» Гайка колпачковая DIN 1587
»» Гайка соединительная DIN 6334
»» Гайка барашковая DIN 315
»» Гайка тонкая DIN 439
»» Гайка квадратная DIN 562
»» Шайба увеличенная DIN9021
»» Шайба простая DIN125
»» Шайба пружинная (гравер) DIN127
»» Шайбы стопорные
»» Прочие шайбы, гайки
» Гвозди
»» Гвозди рифленые
»» Гвозди финишные
»»» Бронза
»»» Латунь
»»» Медь
»» Дюбель-гвозди металлические
» Грузовой крепеж
»» Блоки
»» Вертлюги
»» Грузоподъемный такелаж
»» Зажимы троса
»»» Зажим троса DIN 741
»»» Зажим троса DUPLEX
»»» Зажим троса SIMPLEX
»»» Зажим троса АЛЮМИНИЕВЫЙ
»»» Зажим троса БОЧОНОК
»»» Зажим троса DIN 741 НЕРЖАВЕЮЩИЙ
»» Карабины
»»» Карабины винтовые
»»» Карабины пожарные
»»» Карабины с вертлюгом
»»» Карабины бытовые
»»» Карабины ПОЖАРНЫЕ НЕРЖ.
»» Коуши
»» Крючок S — образный
»» Рым — болт
»» Рым — гайка
»» Скобы такелажные
»» Скобы такелажные омега
»» Соединители цепи
»» Талрепы
»»» Талрепы кольцо-кольцо
»»» Талрепы крюк-кольцо
»»» Талрепы крюк-крюк
»» Тросы
»»» Трос стальной
»»» Трос стальной в оплетке ПВХ
»»» Трос нержавеющий
»» Цепи
»»» Цепь витая DIN 5686
»»» Цепь длиннозвенная DIN 763
»»» Цепь короткозвенная DIN 766
»»» Цепь декоративная бусы
»»» Цепь декоративная готическая
»»» Цепь декоративная квадратная витая
»»» Цепь декоративная квадратная узор
»»» Цепь декоративная овальная
»»» Цепь декоративная панцирная
»»» Цепь декоративная сантехническая
» Уголки, пластины
»» Уголки крепежные
»» Уголки крепежные усиленные
»» Уголки скользящие
»» Уголки анкерные
»» Уголки мебельные
»» Уголки Z — образные
»» Уголки стропильные 135 гр.
»» Уголки бытовые, оконные
»» Пластины
»»» Пластины гвоздевые
»»» Пластины крепежные
»»» Пластины соединительные
»»» Прочие пластины
»» Профили
»» Подвесы для ГВЛ
» Кронштейны, держатели
»» Кронштейны разборные и складные
»» Кронштейны разные
»» Держатели
» Заклепки
»» Заклепки алюм — сталь 2,4
»» Заклепки алюм. — сталь ⌀ 3.2 мм.
»» Заклепки алюм. — сталь ⌀ 4.0 мм.
»» Заклепки алюм. — сталь ⌀ 4.8 мм.
»» Заклепки алюм. — сталь ⌀ 6.4 мм.
»» Заклепки цветные
»» Заклепки резьбовые
» Штанги резьбовые
»» Штанги 1 метр
»» Штанги 2 метра
» Крючки
»» Крюк-винт
»» Петля-винт
»» Крюк-шуруп
»» Петля-шуруп
»»» Петля-шуруп ⌀ 3 мм.
»»» Петля-шуруп ⌀ 4 мм.
»»» Петля-шуруп ⌀ 5 мм.
»»» Петля-шуруп ⌀ 6 мм.
»»» Петля-шуруп ⌀ 8 мм.
»»» Петля-шуруп ⌀ 10 мм.
»»» Петля-шуруп ⌀ 12 мм.
»» Крюк-винт L — образный
»» Крюк-шуруп L — образный
»»» Крюк-шуруп L ⌀ 3.0 мм.
»»» Крюк-шуруп L ⌀ 4.0 мм.
»»» Крюк-шуруп L ⌀ 5.0 мм.
»»» Крюк-шуруп L ⌀ 6.0 мм.
»»» Крюк-шуруп L ⌀ 8.0 мм.
»»» Крюк-шуруп L ⌀ 10.0 мм.
» Хомуты, ленты монтажные
»» Хомуты трубные
»» Хомуты червячные
»» Хомуты червячные с барашком
»» Ленты монтажные
»»» Ленты волна
»»» Ленты прямые
»»» Ленты тарные
»»» Ленты для теплого пола
»»» Прочие ленты
»» Хомуты усиленные
» Крепеж для бруса
»» Лифты регулировочные
»» Опоры и косынки
»»» Держатели балки
»»» Опоры бруса закрытые
»»» Опоры бруса раскрытые
»»» Прочий крепеж
» Мебельный крепеж
»» Винты для мебельной фурнитуры
»» Винты, болты, шурупы
»» Гайки мебельные
»» Заглушки
»»» Заглушки №2
»»» Заглушки для конфирмата
»»» Заглушки самоклеящиеся
»» Полкодержатели, подвески
»» Крючки для одежды
» Крепеж для вагонки и терас
»» Кляймеры
»» Крепеж для терас
» Материалы для крепления кабеля
»» Дюбель-хомуты
»» Клипсы
»» Прижимы металлические (скобы)
»» Ремешки, стяжки
»» Серьги
» Сантехнический крепеж
» Зеркалодержатели
Инструмент
» Отвертки
» Ключи, головки, наборы ключей
»» Головки
»» Ключи трещетки
»» Ключи комбинированные
»» Ключи разводные
»» Ключи торцевые
»» Ключи трубные
»» Наборы инструментов
»» Ключи шестигранные
» Заклепочники
» Измерительный инструмент
»» Рулетки
»» Уровни
»» Угольники
»» Штангенциркули
»» Маркеры карандаши
»» Прочий инструмент
» Метчики и плашки
» Ножи и лезвия
»» Ножи
»» Ножи 9 мм.
»» Ножи лезвия трапециевидные
»» Ножи многофункциональные
»» Ножи туристические
» Патроны для дрели
» Пистолеты для пены и герметиков
» Степлеры, скобы
» Строительный
» Слесарный инструмент
»» Молотки
»» Плоскогубцы
»» Бокорезы
»» Длинногубцы
»» Клещи перестовные
»» Ножовки, полотна
»» Ножницы по металлу
»» Напильники, надфили
»» Зачистка и обжим проводов
»» Киянки
»» Тиски
»» Прочий инструмент
» Столярный инструмент
»» Ножовки
»» Гвоздодеры
»» Струбцины
»» Топоры, колуны
»» Прочий инструмент
» Сумки и кейсы
» Садовый инструмент
» Разный инструмент
Оснастка
» Биты и наборы бит
» Буры, зубила
»» Буры ⌀ 4 мм
»» Буры ⌀ 5 мм
»» Буры ⌀ 6 мм
»» Буры ⌀ 6. 5 мм
5 мм
»» Буры ⌀ 7 мм
»» Буры ⌀ 8 мм
»» Буры ⌀ 10 мм
»» Буры ⌀ 12 мм
»» Буры ⌀ 14 мм
»» Буры ⌀ 16 мм
»» Буры ⌀ 18 мм
»» Буры ⌀ 20 мм
»» Буры ⌀ 22 мм
»» Буры ⌀ 24 мм
»» Буры 26 мм
»» Буры ⌀ 25 мм
»» Буры ⌀ 28 мм
»» Зубила SDS — Plus
»» Зубила SDS-Max
»» Наборы буров
»» Буры от 30 до 32 мм
»» Буры 35 мм
» Сверла
»» Сверла по металу
»» Сверла по бетону
»» Сверла по дереву
»» Сверла форстнера
»» Сверла по керамики и стеклу
»» Универсальные сверла Multiconstruction
»» Алмазные сверла
»» Наборы сверел
»» Сверла ступенчатые
»» Сверла шнековые 460 мм.
»» Сверла для конфирмата
» Диски, щетки, чашки, шлифленты, шлифлисты
»» Алмазные чашки
»» Алмазные диски
»» Диски отрезные по металлу
»» Диски отрезные по алюминию
»» Диски отрезные по камню
»» Диски по дереву (ROTAREX)
»» Диски пильные
»» Диски, чашки шлифовальные
»» Диски X-Lock
»» Листы шлифовальные
»» Щетки дисковые
»» Щетки чашечные
»» Ленты шлифовальные
»» Диски полировальные
»» Насадки для шлифования
» Коронки
»» Коронки по бетону, камню, керамике
»» Коронки по дереву
»» Коронки BI-Metal
»» Коронки Progressor
»» Коронки универсальные
»» Коронки алмазные
»» КОРОНКИ П/МЕТАЛЛУ ТВЕРДОСПЛ.
»» КОРОНКИ П/МЕТАЛЛУ HSS-TIN
» Полотна для лобзиков
» Полотна для сабельных пил
» Фрезы
» Борфрезы
» Оснастка для граверов
Электроинструмент
» Аккумуляторный инструмент
»» Шуруповерты
»» Пилы
»» Перфораторы
»» АКБ и зарядные устройства
»» Аккумуляторные УШМ (Болгарки)
»» Радио
»» Фонари
»» Пылесосы
» Дрели сетевые
» Перфораторы
» УШМ (Болгарки)
» Уровни, дальномеры, нивелиры
» Шлифовальные машины
» Точильные станки
» Пилы
»» Дисковые
»» Цепные
»» Лобзики
»» Сабельные
»» Торцовочные и настольные
» Принадлежности для пил
» Рубанки
» Газонокосилки, триммеры
» Пылеудаление
» Сварка
»» Аппараты
»» Принадлежности для сварки
» Мойки высокого давления
» МФИ Реноватор
» Фрезеры
» DREMEL
»» Инструменты
»» Наборы насадок
»» Насадки
»» Пилки для лобзика
»» Приставки
» Пушки тепловые, обогреватели
» Другой инструмент
Бензоинструмент
» Бензопилы
» Мотокосы
» Мотопомпы
» Электрогенераторы
» Воздуходувки
» Виброплиты
» Мотобуры
» Масла
» Принадлежности STIHL
Пневмоинструмент
Клей, герметик, пена, ленты
» Клей
» Герметик
» Пена
»» Зимняя
»» Летняя
» Клеевые пистолеты, стержни
» Скотч, изолента, ленты
» Смазки
» Химические анкеры
» Клей полимерный
» Клей эпоксидный
» Клей для пластика
Лестницы и стремянки
Шнуры и веревки
» Веревка крученая джутовая
» Веревка крученая сизалевая
» Шнур плетенный полиамид
» Шнур плетенный полипропилен
» Шнур текстильный
» Шнур фаловый
» Шнур хлопковый
» Веревка страховочно-спасательная
» Ленты стяжные
Скобяные изделия
» Задвижки
» Замки почтовые и мебельные
» Петли дверные
» Петли разные
» Проушины, ручки сундучные
» Упоры для ворот
» Крепление для качелей
Колесные опоры
Система регулируемых кронштейнов
» Кронштейны
» Стойки
Средства защиты
» Очки
» Перчатки
» Прочая защита
» Наушники
Культиваторы и мотоблоки
Автоаксессуары
» Автокомпрессоры
» Зарядные устройства
Электротовары
Водоснабжение
Разное
Бренд:
ВсеBoschDENZELDremelFischerFITGrossHaweraHIKOKIHUTERHYUNDAIMakitaMatrixMetaboOmaxSormatSoudalSpartaSTELSSTHORSTIHLTech-KrepWhirlpowerWILLMARKБарсВихрьДругие брендыИНТЕРСКОЛКРАТОНПрофоснасткаРЕСАНТАСибртех
Результатов на странице:
5203550658095
Купить Перфоратор Bosch GBH 220 720 Вт 22 мм на IBO.
 com и в магазине по лучшей цене. Оригинальные продукты | Быстрая доставка
com и в магазине по лучшей цене. Оригинальные продукты | Быстрая доставка
Главная / Электроинструменты и ручные инструменты / Электроинструменты / Перфоратор /
Bosch GBH 220 720 Вт 22 мм Перфоратор
Бренд: Bosch
Pack Of 1N
Выберите количество
Доставка 20:00 24 мая
Спецификация
| Бренд | Bosch |
| ISIN | EKPFYDCR2K |
| Идентификатор предложения | 1000159046 |
| Марка Номер модели | GBH 220 |
| Размер | |
| Марка Цвет | Синий |
| Напряжение | 220–230 В |
| Диаметр патрона, мин./макс. | 22 мм |
| Материал | Пластик и металл |
| Вес изделия | 2,3 кг 9 0018 |
| Переключатель блокировки | Да |
| Максимальная скорость (об/мин) | 4800 ударов в минуту |
| Тип двигателя | Коллекторный |
| Тип питания | Проводной |
| Источник питания | Переменный ток |
| Реверсивный | № |
| Диаметр сверления в кирпичной кладке | 22 мм |
| Диаметр сверления в металле | 13 мм |
| Диаметр сверления в дереве | 30 мм |
| Применение | Многоцелевой |
| Содержимое упаковки | 1 шт. Перфоратор 22 мм Перфоратор 22 мм |
| Упаковка | 1 |
| Гарантия | 12 месяцев |
| Страна происхождения | Индия |
| Адрес службы поддержки клиентов | 1800-425-8665 (звонок бесплатный) |
| Bosch Ltd., почтовый ящик №: 3000, Hosur Road, Adugodi, Bangalore — 560030, Индия, номер службы поддержки — 18004258665 | |
| Изготовлено | Bosch Limited (Электроинструменты), Bosch Ltd., почтовый ящик № : 3000, Hosur Road, Adugodi, Бангалор — 560030, Индия |
| Упаковано | Bosch Ltd., почтовый ящик №: 3000, Hosur Road, Adugodi, Bangalore — 560030, Индия, номер службы поддержки — 18004258665 |
Описание продукта
Bosch professional GBH 220 — компактный, мощный перфоратор, который теперь всегда под рукой.
Основные характеристики:
 Обладая полным ассортиментом электроинструментов для строительства, деревообработки и металлообработки, подразделение удовлетворяет потребности профессионалов.
Обладая полным ассортиментом электроинструментов для строительства, деревообработки и металлообработки, подразделение удовлетворяет потребности профессионалов.Электроинструменты Bosch предназначены для экономии энергии, но при этом обеспечивают высочайший уровень производительности. Эти инструменты компактны и легки, они также работают на литий-ионной технологии Bosch, которая подходит для различных отраслей промышленности, таких как автомобилестроение, строительство, производство и домашняя отделка. Таким образом, мы предлагаем решения для промышленных и инженерных приложений, включая завинчивание, сверление, резку и т. д.
Перфоратор Bosch GBH 220, 3 режима, SDS-plus, 720 Вт [Выбор подрядчика — ToolsSavvy.ph
Bosch Professional
1 год гарантии на детали и обслуживание
*Начинается 31 января 2023 г.
Блок А, Д.Туазон, 20 Угол Лускот ул.Брги. Дон Мануэль
0927-078-4408
Dremel
6 месяцев гарантии на запчасти и обслуживание
Доставка в любой Bosch Сервисный центр
90 207 Makita Professional
Пожизненная гарантия
315 Dasmarinas St. Binondo, ManilaТелефон: (02) 243-1159 до 6
Binondo, ManilaТелефон: (02) 243-1159 до 6
Dewalt Professional
Ограниченная гарантия на 3 года
(Ограниченная — необходимо соблюдать особые условия)
Блок 2 А Второй этаж Вск Corporate Circle Building, No 2 Acacia Lane, Corner Shaw Boulevard, Mandaluyong, 1552 Metro Manila
Телефон: (02) 533 9786
Hitachi Professional
Ограниченная гарантия на запчасти и обслуживание в течение 6 месяцев (ограниченная — необходимо соблюдать особые условия)
22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777
Milwaukee Professional
6 месяцев гарантии на детали и обслуживание
22 Timog Ave, D Илиман, Кесон-Сити, 1103 Метро Манила (02 Телефон: (02) 281- 0460
МПТ Инструменты
6-месячная ограниченная гарантия на запчасти и обслуживание
357 Rose St. Brgy. 161, Reparo Baesa, город Калукан
0917-8842017
DCA Professional
6 месяцев гарантии на детали | Пожизненная гарантия обслуживания
Улица Дона Мануэля, 8, Kaingin Rd. Балинтавак, QC Мобильный телефон: 0955-4010048
Балинтавак, QC Мобильный телефон: 0955-4010048
Ken Professional
Ограниченная гарантия на запчасти и обслуживание, 6 месяцев (ограниченная — необходимо соблюдать особые условия)
22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777D
Dartek
Гарантия на обслуживание 1 год
8 Улица Дона Мануэля, Kaingin Rd. Мобильный телефон: 0955-4010048Z
Зекоки
3 месяца гарантии на обслуживание
22 Timog Ave, Diliman, Quezon City, 1103 Metro Manila(02) 355-7777J 900 03
JC Kawasaki
Пожизненная гарантия
Принести своему авторизованному дилеру для получения гарантии и ремонта
Hoyoma
Пожизненная гарантия обслуживания
Обратитесь к официальному дилеру для получения гарантии и ремонта
Mailtank
6-месячная гарантия обслуживания 9021 9
Обратитесь к официальному дилеру для подачи заявки на гарантию и ремонта
Total Tools
1 год гарантии на обслуживание
543 Tomas Mapua St. , Sta. Круз, Манила
, Sta. Круз, Манила
Стационарный телефон: 02-242134
Мобильный телефон: +639178175157I
Ingco Tools
Ограниченная гарантия на 6 месяцев
420 Del Monte Ave. Brgy. Сиенна, Кесон-Сити, Метро Манила
Мобильный: 0919-078-0019
0927-414-553
Стационарный: 7717-4059 / 8556-9129
902 07 Хокаге
6 месяцев гарантии на обслуживание
Принести
Hitronic
6-месячная гарантия на обслуживание
Обратитесь к официальному дилеру для обращения за гарантией и ремонтом
Электростанция
Электроинструменты — Гарантия на обслуживание 6 месяцев
Сварка — Гарантия на обслуживание 3 месяца
Генератор — 1 месяц сервисной гарантии
Промышленный — 3 месяца сервисной гарантии
314 San Nicolas St.
 95
95
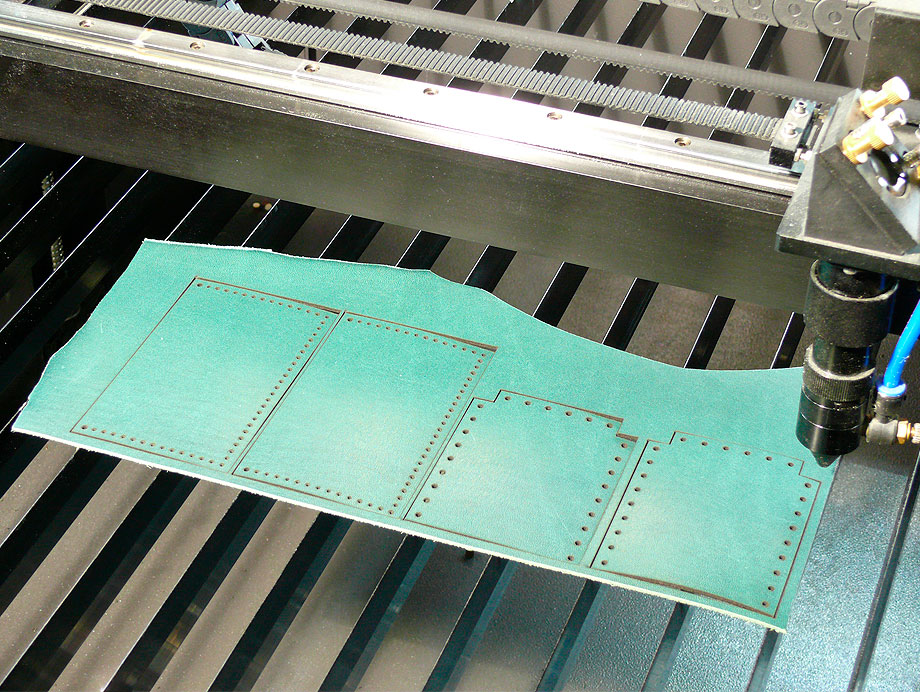
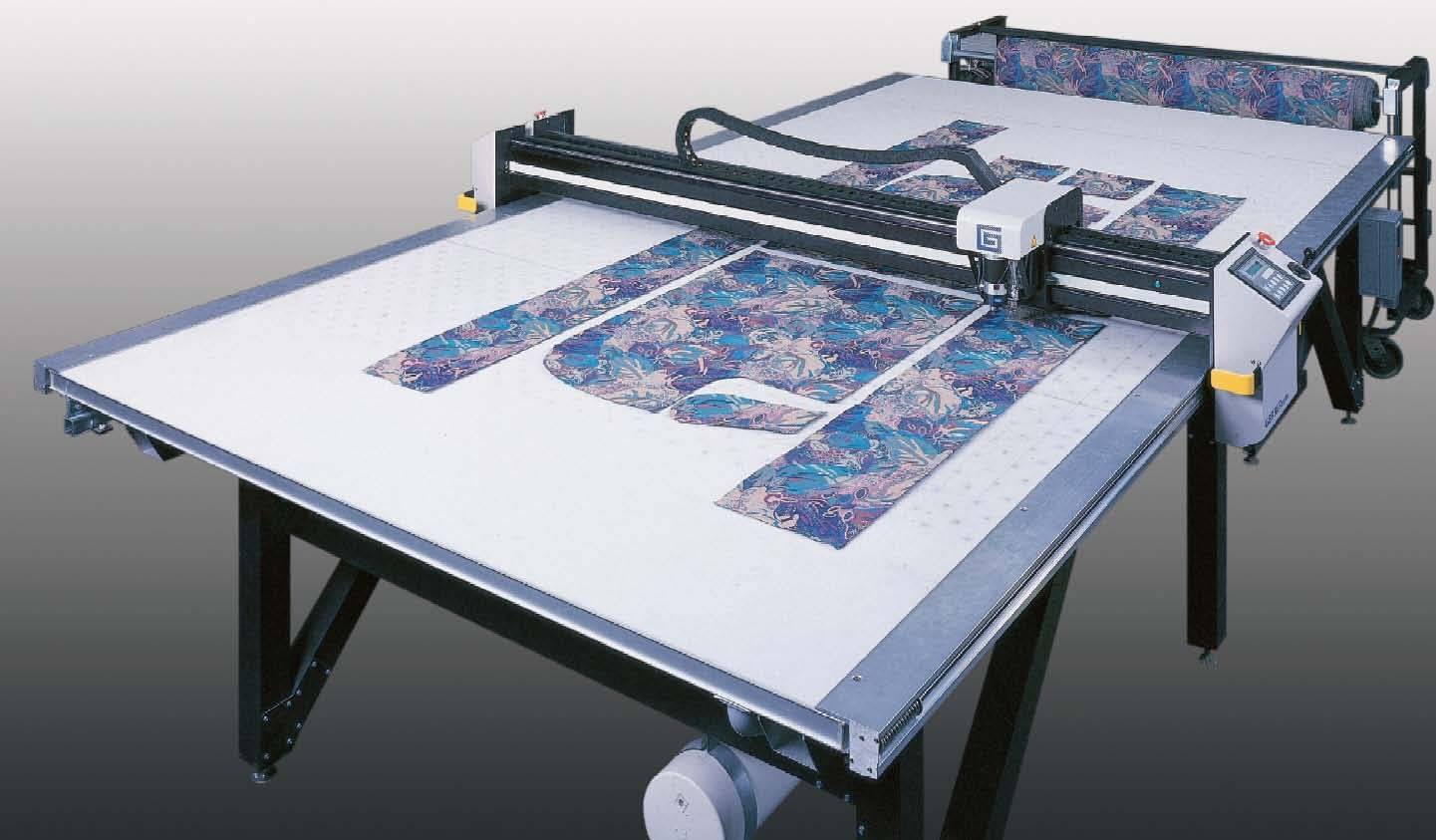 Это не только повышает скорость обработки (за счёт сокращения холостых ходов инструмента), но и снижает расход материала, обеспечивая минимум отходов.
Это не только повышает скорость обработки (за счёт сокращения холостых ходов инструмента), но и снижает расход материала, обеспечивая минимум отходов.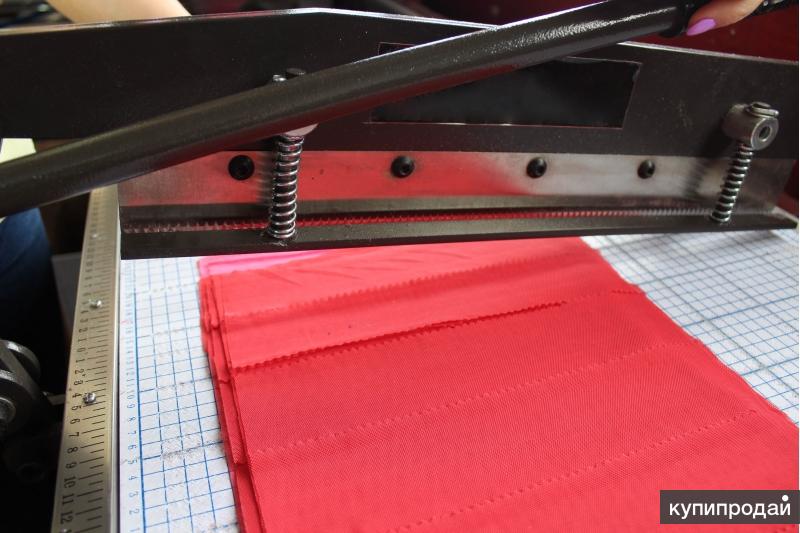 Если же ткань поступает в рулонах, то процесс ручного труда при обработке на лазерном оборудовании вообще сводится к минимуму.
Если же ткань поступает в рулонах, то процесс ручного труда при обработке на лазерном оборудовании вообще сводится к минимуму. youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 к. заплавление препятствует появлению бахромы, роспуска (осыпания), и ткань не требует дальнейшей прошивки по контуру, если же рассмотреть естественную ткань, то в зависимости от режима, лазерный станок может как заплавлять края, так и не делать этого.
к. заплавление препятствует появлению бахромы, роспуска (осыпания), и ткань не требует дальнейшей прошивки по контуру, если же рассмотреть естественную ткань, то в зависимости от режима, лазерный станок может как заплавлять края, так и не делать этого.
 Совместимость с графическими программами и поддержка форматов CDR, AI, BMP, PLT, DXF, DWG, (CorelDraw, Illusrator)
Совместимость с графическими программами и поддержка форматов CDR, AI, BMP, PLT, DXF, DWG, (CorelDraw, Illusrator) Оказывает положительное влияние на качество гравировки и резки.
Оказывает положительное влияние на качество гравировки и резки. Сразу после того как оператор проверяет контур, камера начинает нарезку по назначенному контуру.
Сразу после того как оператор проверяет контур, камера начинает нарезку по назначенному контуру.
 Используйте сжатый воздух для удаления ворсинок из области роликов. ВПЕРЕД! Резак для детской ткани не имеет запасных частей.
Используйте сжатый воздух для удаления ворсинок из области роликов. ВПЕРЕД! Резак для детской ткани не имеет запасных частей.
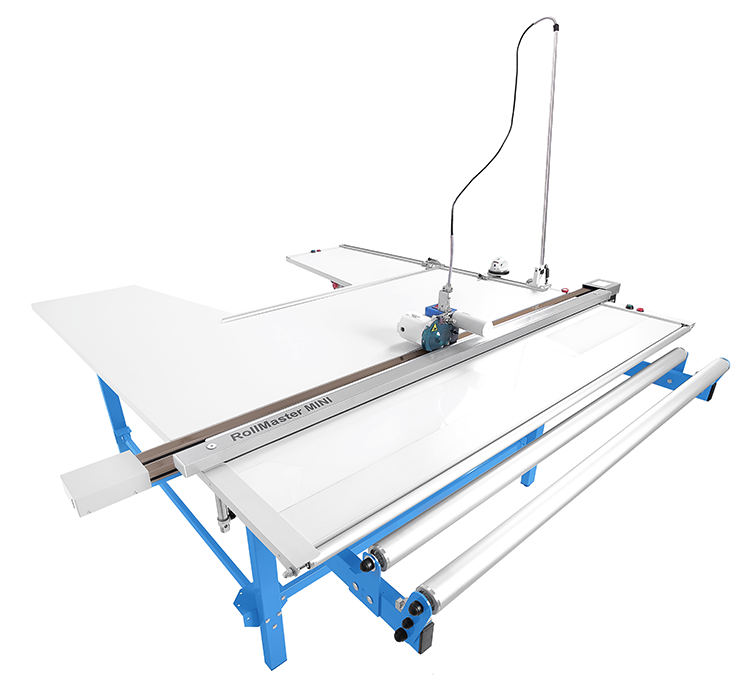
 Текстильные компании во всем мире зависят от электронных и автоматических машин для раскроя ткани, чтобы ускорить производство. Эти машины используются на самых разных фабриках, включая производство одежды, кожи, холста, обивки и везде, где раскраиваются и сшиваются текстильные изделия для продажи. Быстрее, проще и более точная резка означает, что ваши детали вырезаются и изготавливаются за меньшее время. Сокращение времени вывода означает, что больше довольных клиентов будут носить и использовать продукты и модели вашей компании.
Текстильные компании во всем мире зависят от электронных и автоматических машин для раскроя ткани, чтобы ускорить производство. Эти машины используются на самых разных фабриках, включая производство одежды, кожи, холста, обивки и везде, где раскраиваются и сшиваются текстильные изделия для продажи. Быстрее, проще и более точная резка означает, что ваши детали вырезаются и изготавливаются за меньшее время. Сокращение времени вывода означает, что больше довольных клиентов будут носить и использовать продукты и модели вашей компании.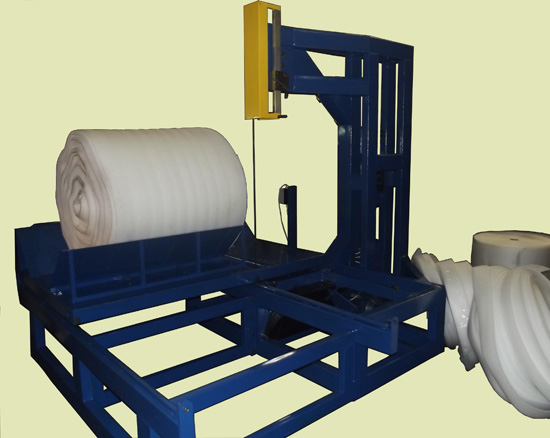 У вас будет гораздо лучший уровень контроля при раскрое ткани. Дополнительный контроль помогает уменьшить количество ошибок при раскрое ткани, сократить количество отходов ткани и повысить безопасность вашего магазина.
У вас будет гораздо лучший уровень контроля при раскрое ткани. Дополнительный контроль помогает уменьшить количество ошибок при раскрое ткани, сократить количество отходов ткани и повысить безопасность вашего магазина. Все наши изготовленные на заказ машины рассчитаны на длительный срок службы и имеют ограниченную пожизненную гарантию.
Все наши изготовленные на заказ машины рассчитаны на длительный срок службы и имеют ограниченную пожизненную гарантию. Они также прорезают ковровое покрытие, кожу и другие материалы, с которыми ножницы или ножницы не справятся, а нож может повредить. Эти небольшие электрические резаки для ткани стоят менее 300 долларов, но они могут значительно улучшить повседневную работу вашего магазина. Они быстро разрезают все типы тканей и сокращают время производства.
Они также прорезают ковровое покрытие, кожу и другие материалы, с которыми ножницы или ножницы не справятся, а нож может повредить. Эти небольшие электрические резаки для ткани стоят менее 300 долларов, но они могут значительно улучшить повседневную работу вашего магазина. Они быстро разрезают все типы тканей и сокращают время производства.
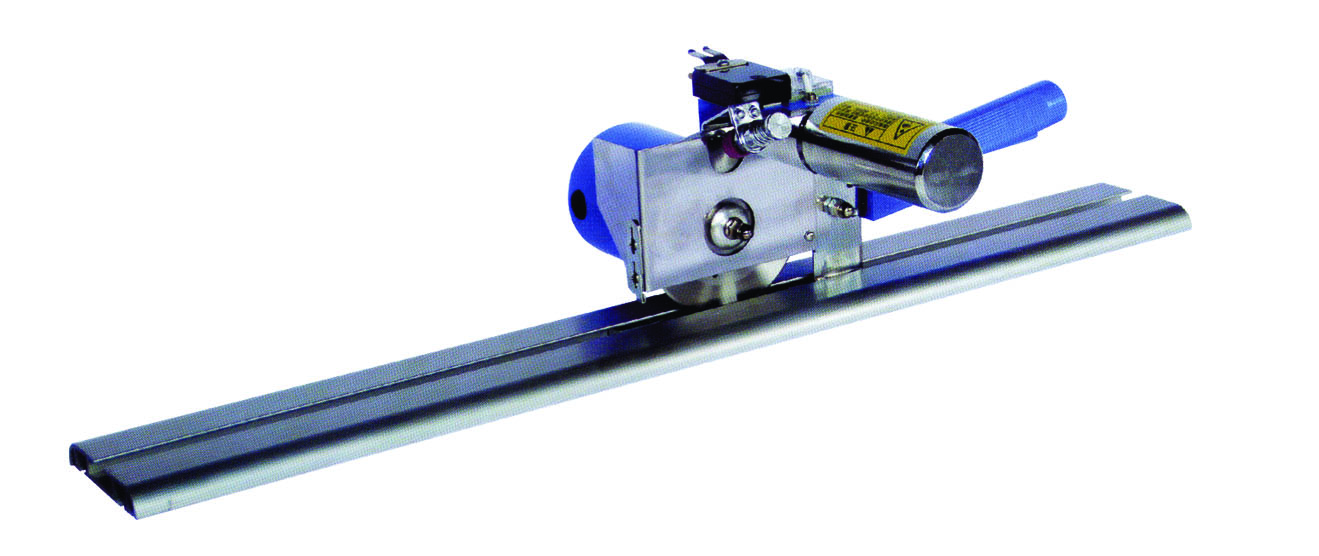
 В результате получается более контролируемый крой , прямой или изогнутый, с большим объемом даже самых тяжелых тканей.
В результате получается более контролируемый крой , прямой или изогнутый, с большим объемом даже самых тяжелых тканей.

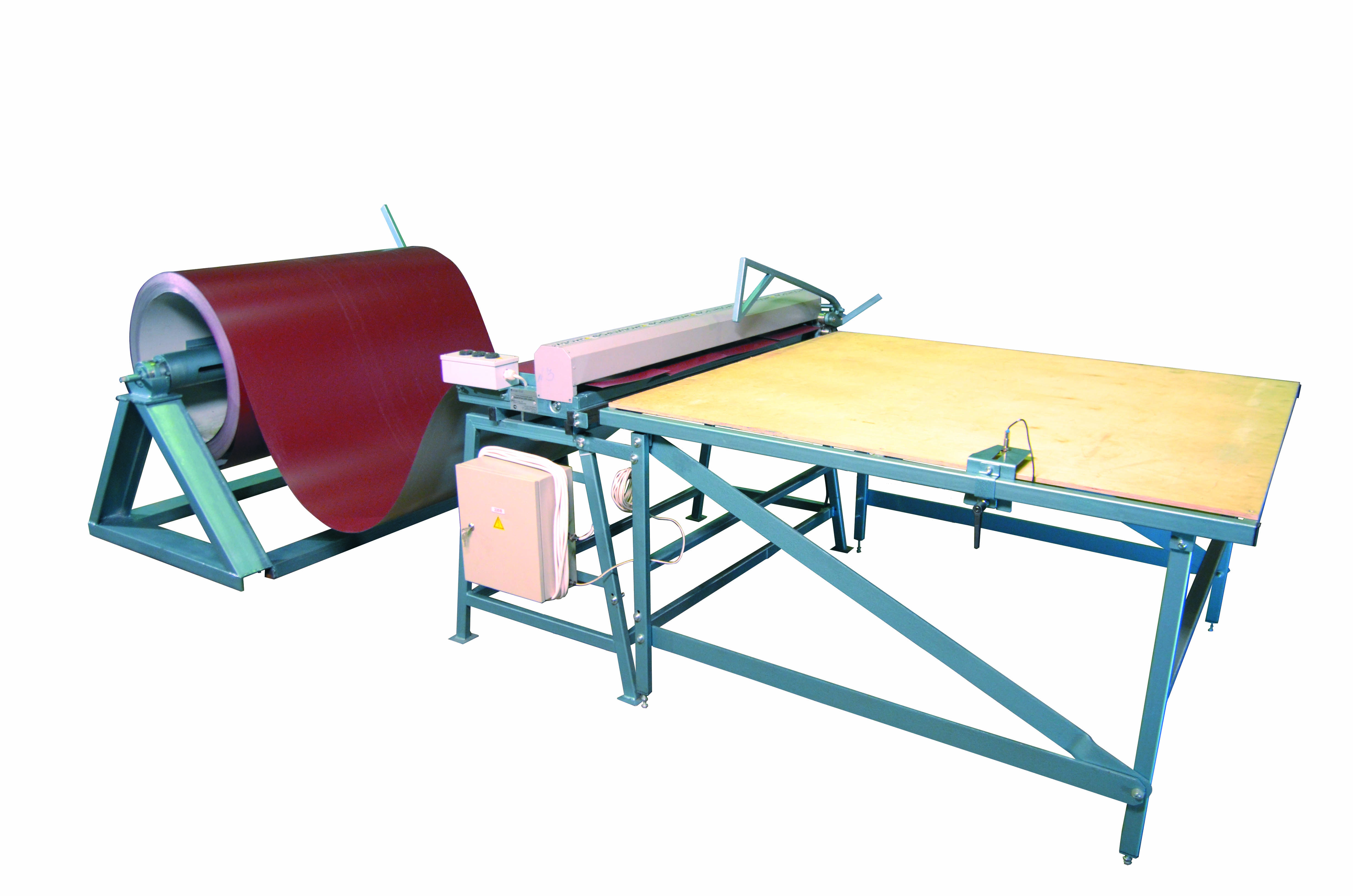
 Положите ткань на перекладину, придавите ее с обеих сторон и проведите ножом по ткани. Вы можете разрезать ткань толщиной до 4½ дюймов за считанные секунды, совершенно прямо, столько раз, сколько вам нужно.
Положите ткань на перекладину, придавите ее с обеих сторон и проведите ножом по ткани. Вы можете разрезать ткань толщиной до 4½ дюймов за считанные секунды, совершенно прямо, столько раз, сколько вам нужно. ткани по мере необходимости. Вы можете отрезать каждый отрезок ткани так, как вам нужно, или продолжать разворачивать рулон до тех пор, пока рулон не будет полностью расправлен (направляющая продается отдельно).
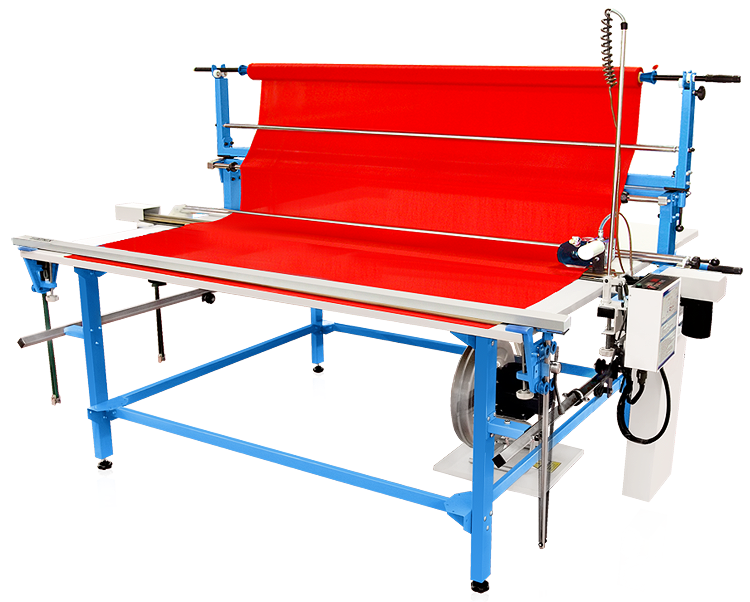
ткани по мере необходимости. Вы можете отрезать каждый отрезок ткани так, как вам нужно, или продолжать разворачивать рулон до тех пор, пока рулон не будет полностью расправлен (направляющая продается отдельно). Goldstar Tool предлагает полную линейку запасных частей и расходных материалов, необходимых для раскройных машин.
Goldstar Tool предлагает полную линейку запасных частей и расходных материалов, необходимых для раскройных машин.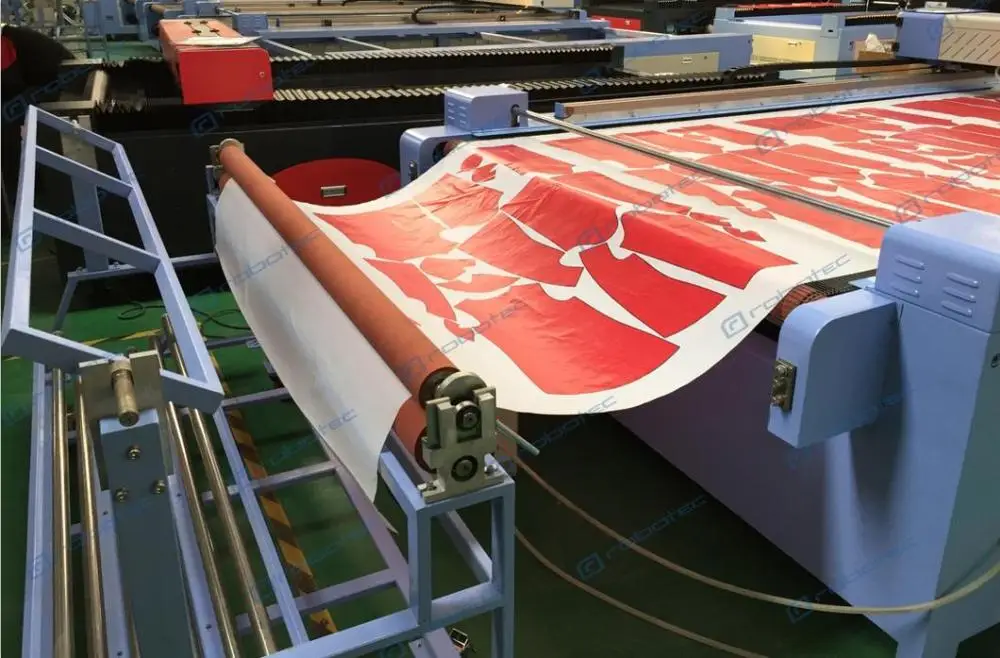
 49 кг
49 кг Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
 Деньгах
Деньгах 600.8B2.000) 3,6В 1,5Ач LI-ION
600.8B2.000) 3,6В 1,5Ач LI-ION А благодаря индикатору батареи можно с легкостью посмотреть уровень заряда аккумулятора.
А благодаря индикатору батареи можно с легкостью посмотреть уровень заряда аккумулятора. 85
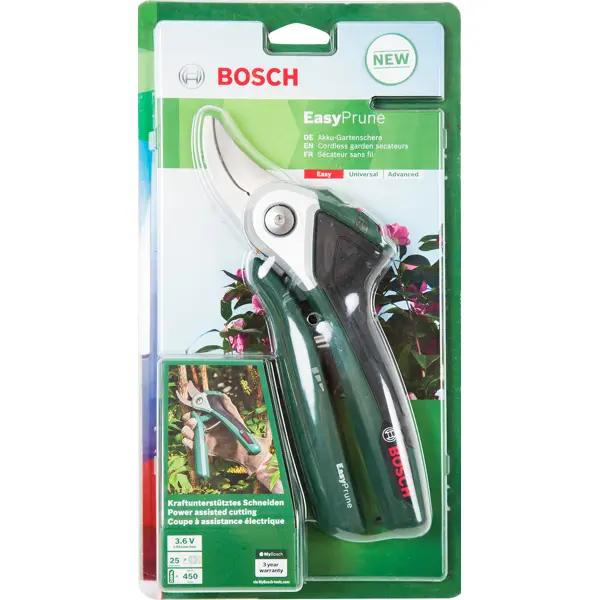
85 EasyPrune работает от аккумулятора, что делает его независимым от подключения к электричеству. Зарядка секатора весьма простая — он заряжается от любого зарядного устройства с разъемом Micro- USB. А благодаря индикатору батареи можно с легкостью посмотреть уровень заряда аккумулятора.
EasyPrune работает от аккумулятора, что делает его независимым от подключения к электричеству. Зарядка секатора весьма простая — он заряжается от любого зарядного устройства с разъемом Micro- USB. А благодаря индикатору батареи можно с легкостью посмотреть уровень заряда аккумулятора. Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
Под этой маркой также выпускается бытовая техника, запчасти и компоненты для автопрома, строительные системы. Вся продукция соответствует девизу компании — «Качество в каждой детали». На профессиональный электроинструмент даётся гарантия в 3 года (при регистрации на оф. сайте).
 Деньгах
Деньгах 600.8B2.000) 3,6В 1,5Ач LI-ION
600.8B2.000) 3,6В 1,5Ач LI-ION Эти удобные и простые в использовании секаторы являются ценным садовым инвентарем.
Эти удобные и простые в использовании секаторы являются ценным садовым инвентарем.
 Чрезвычайно острый и прочный
Чрезвычайно острый и прочный

 для обеспечения здорового роста растений.
для обеспечения здорового роста растений. Это облегчает переноску на работе, если у вас есть другие инструменты, а также сохраняет инструменты в чистоте и безопасности, когда они не используются.
Это облегчает переноску на работе, если у вас есть другие инструменты, а также сохраняет инструменты в чистоте и безопасности, когда они не используются. Телескопический удлинитель имеет вылет до 1,7 м, что делает его идеальным для обрезки деревьев. Срезает ветки толщиной до 1,5 см.
Телескопический удлинитель имеет вылет до 1,7 м, что делает его идеальным для обрезки деревьев. Срезает ветки толщиной до 1,5 см. Подарите себе пару сейчас для всех этих осенних работ по обрезке и действительно используйте их круглый год для обрезки и обрезки садовых работ.
Подарите себе пару сейчас для всех этих осенних работ по обрезке и действительно используйте их круглый год для обрезки и обрезки садовых работ. com.au
com.au . Связался с запасными частями Gardena, чтобы узнать, как я могу приобрести сменный винт в их разделе запасных частей. Мне сказали заказать его через специальные заказы «Bunnings» (номер детали указан), и что есть 4 недели ожидания, пока деталь прибудет из-за границы, так как для гарантийного требования необходимо показать Bunnings мою налоговую накладную. Мой ближайший Банни
. Связался с запасными частями Gardena, чтобы узнать, как я могу приобрести сменный винт в их разделе запасных частей. Мне сказали заказать его через специальные заказы «Bunnings» (номер детали указан), и что есть 4 недели ожидания, пока деталь прибудет из-за границы, так как для гарантийного требования необходимо показать Bunnings мою налоговую накладную. Мой ближайший Банни com.au
com.au  000Z»> 1 год назад
000Z»> 1 год назад  Я не могу отправить их обратно, так как пытался их распаковать. даже не думай их разбирать. Полный мусор
Я не могу отправить их обратно, так как пытался их распаковать. даже не думай их разбирать. Полный мусор Потом они сломались. Я использовал их около 5 раз, зарабатывая на них 35 долларов за раз. Их ремонтируют по гарантии (2 года), но я не питаю особой надежды, что они прослужат еще более 5 раз.
Потом они сломались. Я использовал их около 5 раз, зарабатывая на них 35 долларов за раз. Их ремонтируют по гарантии (2 года), но я не питаю особой надежды, что они прослужат еще более 5 раз. 
 Экзоскелет выдерживает вес до 120 кг и подходит для людей ростом до 2 м. Из-за герметичности его можно использовать при температуре воздуха от минус 30 до плюс 50 °C° и в любых погодных условиях.
Экзоскелет выдерживает вес до 120 кг и подходит для людей ростом до 2 м. Из-за герметичности его можно использовать при температуре воздуха от минус 30 до плюс 50 °C° и в любых погодных условиях.
 Благодаря встроенным камерам с искусственным интеллектом экзоскелет обнаруживает и избегает препятствия.
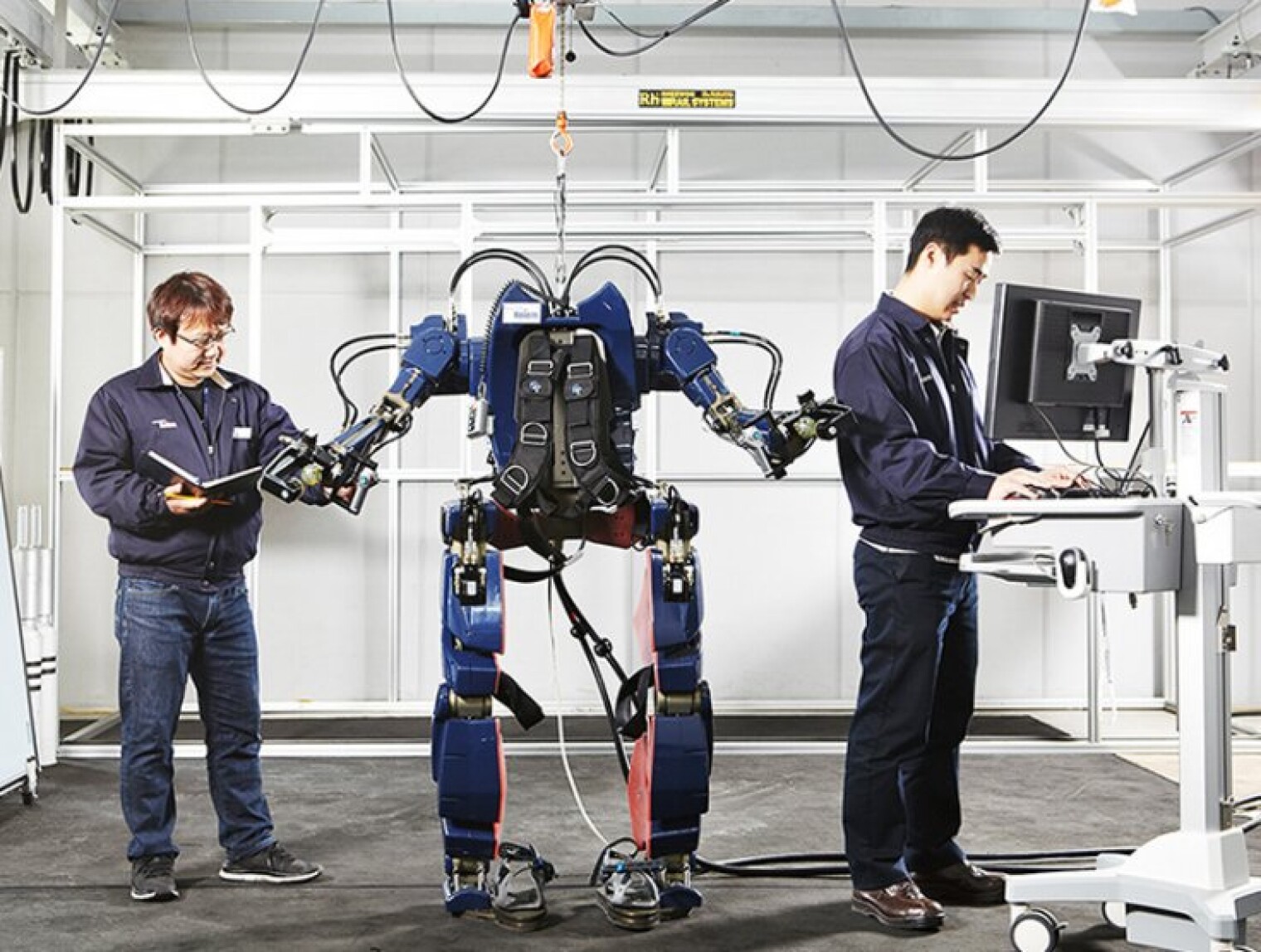
Благодаря встроенным камерам с искусственным интеллектом экзоскелет обнаруживает и избегает препятствия.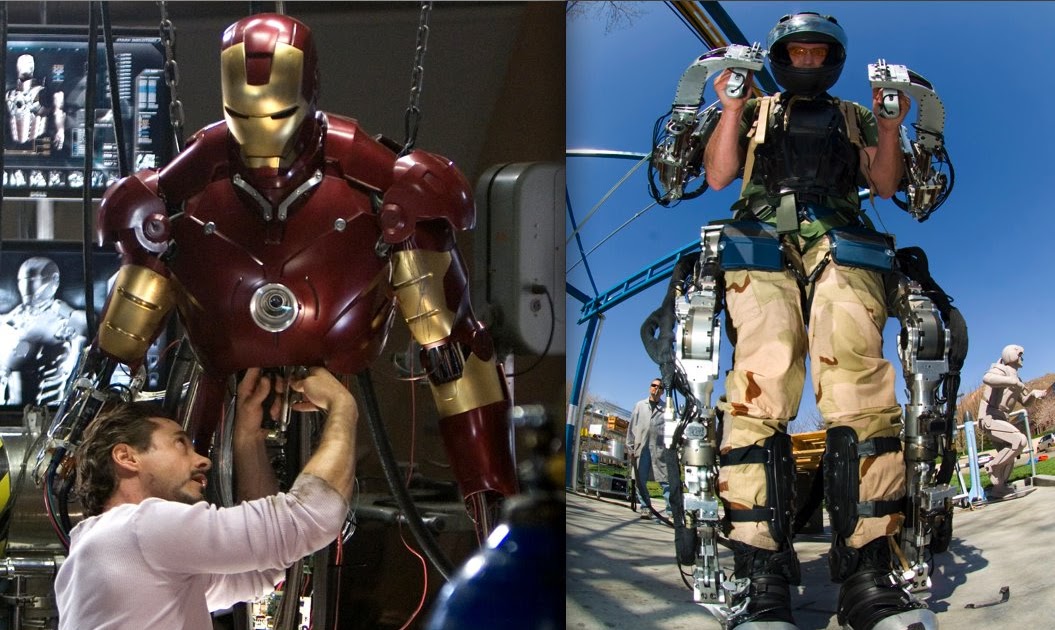 Он помогает выполнить более 11 производственных операций, в том числе погрузочно-разгрузочные работы. В компании заявили, что «с экзоскелетом 30 кг груза будут ощущаться, как 15 кг».
Он помогает выполнить более 11 производственных операций, в том числе погрузочно-разгрузочные работы. В компании заявили, что «с экзоскелетом 30 кг груза будут ощущаться, как 15 кг». com)
com)

 Он подтягивает ноги в определенные моменты движения. Во время ходьбы экзоскелет снижает энергозатраты на 9,3%.
Он подтягивает ноги в определенные моменты движения. Во время ходьбы экзоскелет снижает энергозатраты на 9,3%.
 — Носимая мягкая робототехника может решить многие из этих проблем и в то же время снизить расходы на здравоохранение».
— Носимая мягкая робототехника может решить многие из этих проблем и в то же время снизить расходы на здравоохранение». Neurorobot., 2022.
Neurorobot., 2022.



 Есть много примеров, например, Atlas 2030 , экзоскелет для детей старше трех лет, который выдерживает до 40 кг.
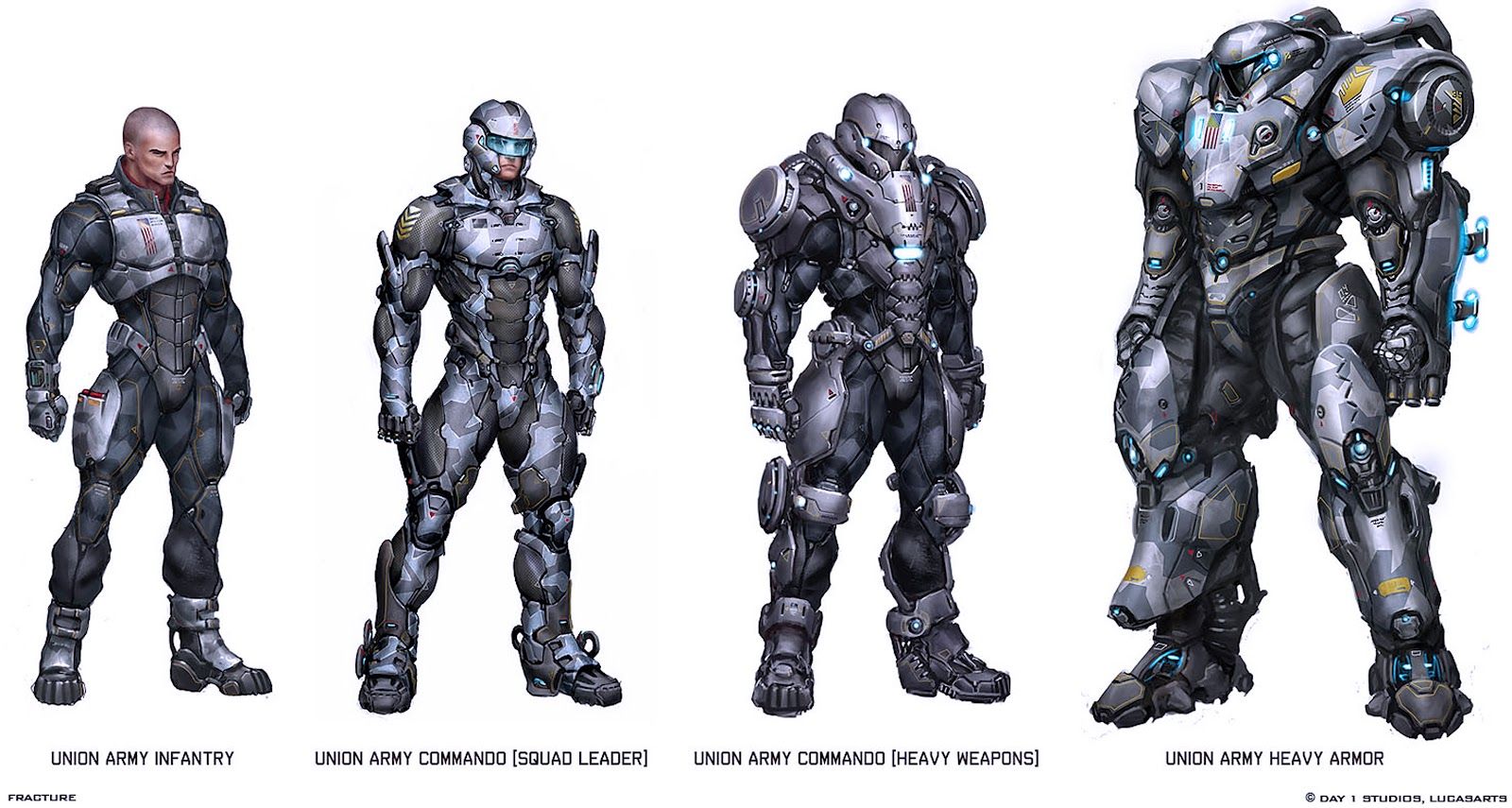
Есть много примеров, например, Atlas 2030 , экзоскелет для детей старше трех лет, который выдерживает до 40 кг.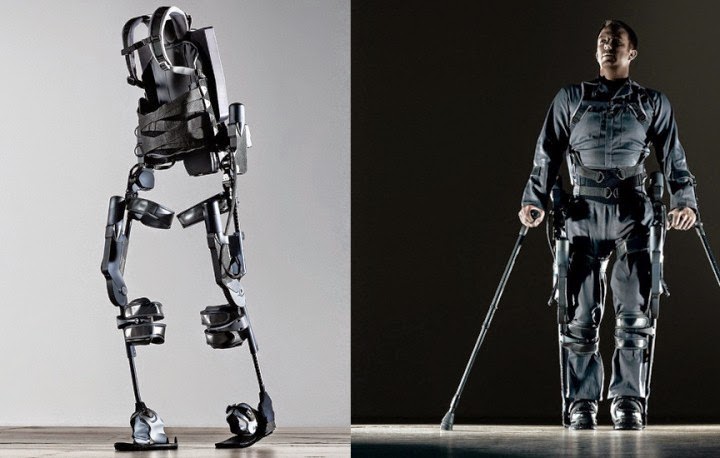 Это звучит как научная фантастика, но есть несколько таких инициатив, таких как прототипы, разработанные DARPA на рубеже веков, или костюм ONYX от Lockheed Martin, который призван помочь солдатам выполнять задачи, требующие больших усилий для коленей, такие как перемещение по пересеченной местности. труднопроходимая местность. Считается, что эти экзоскелеты улучшат защиту солдат и физическую нагрузку, а также когнитивную нагрузку за счет использования датчиков.
Это звучит как научная фантастика, но есть несколько таких инициатив, таких как прототипы, разработанные DARPA на рубеже веков, или костюм ONYX от Lockheed Martin, который призван помочь солдатам выполнять задачи, требующие больших усилий для коленей, такие как перемещение по пересеченной местности. труднопроходимая местность. Считается, что эти экзоскелеты улучшат защиту солдат и физическую нагрузку, а также когнитивную нагрузку за счет использования датчиков. Эти решения не по карману каждой компании, так как стоят очень дорого.
Эти решения не по карману каждой компании, так как стоят очень дорого.
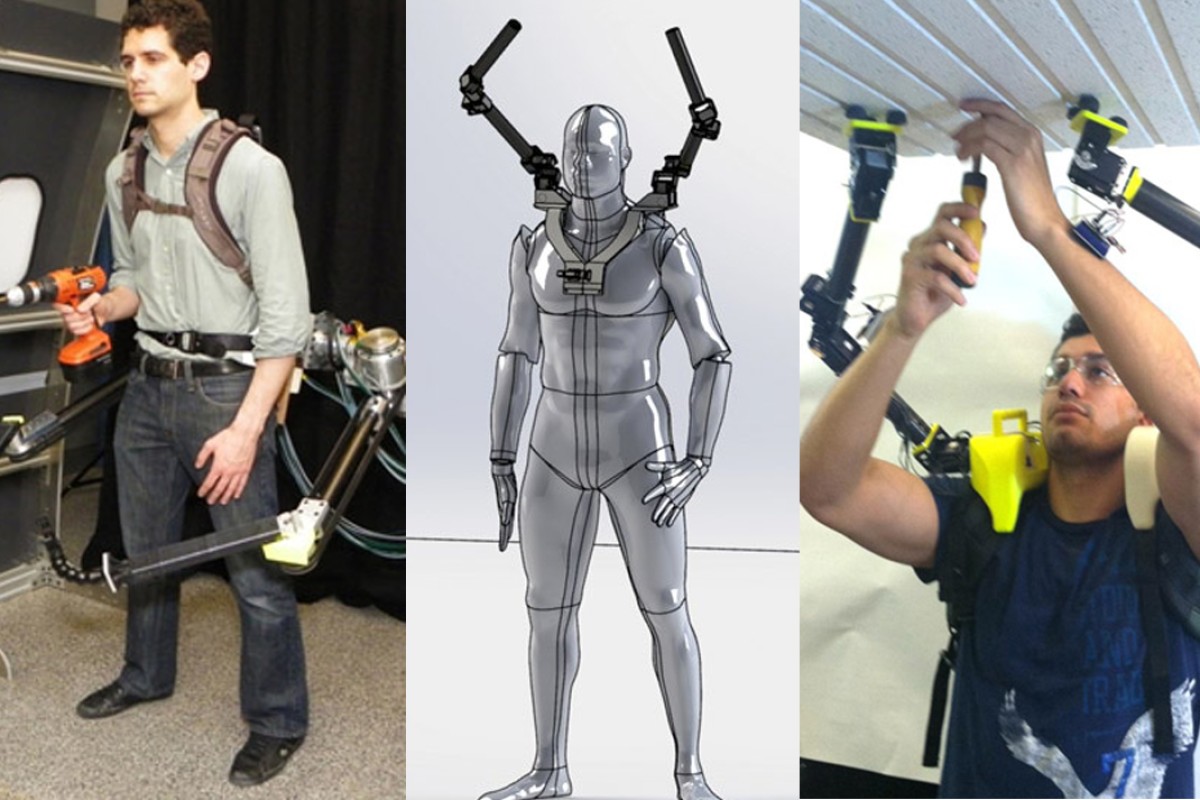
 Они могут быть тяжелыми, даже если сами по себе снимают часть этого лишнего веса, и могут быть неудобными. То, как они прикреплены к телам пользователей, может вызвать неприятное и даже болезненное трение. Это серьезное препятствие, поскольку, хотя они предотвращают травмы и повышают производительность, они являются непривлекательными инструментами, потому что они громоздки в использовании.
Они могут быть тяжелыми, даже если сами по себе снимают часть этого лишнего веса, и могут быть неудобными. То, как они прикреплены к телам пользователей, может вызвать неприятное и даже болезненное трение. Это серьезное препятствие, поскольку, хотя они предотвращают травмы и повышают производительность, они являются непривлекательными инструментами, потому что они громоздки в использовании.
 Они включают в себя применение робототехники и биомехатроники — исследования науки, объединяющего биологию с «мехатроникой», дисциплиной на стыке электроники, механики и вычислительной техники. Целью этой революционной технологии является повышение физической независимости и эффективности. Он предназначен для оказания помощи людям путем улучшения, укрепления или восстановления, в зависимости от обстоятельств, физической работоспособности человека. Человеческие роботизированные экзоскелеты также могут работать над уменьшением энергии, необходимой для движения суставов, облегчая повторяющиеся задачи, а также работать над улучшением движений человека в случаях потери подвижности.
Они включают в себя применение робототехники и биомехатроники — исследования науки, объединяющего биологию с «мехатроникой», дисциплиной на стыке электроники, механики и вычислительной техники. Целью этой революционной технологии является повышение физической независимости и эффективности. Он предназначен для оказания помощи людям путем улучшения, укрепления или восстановления, в зависимости от обстоятельств, физической работоспособности человека. Человеческие роботизированные экзоскелеты также могут работать над уменьшением энергии, необходимой для движения суставов, облегчая повторяющиеся задачи, а также работать над улучшением движений человека в случаях потери подвижности. чертежная доска.
чертежная доска.
 Эти технологии включают датчики, приводы, механические конструкции, алгоритмы и стратегии управления, которые собирают необходимую информацию для выполнения каждого действия. Это может показаться сложным, но на самом деле это довольно просто. Есть три основных шага, которые сопровождают три модуля.
Эти технологии включают датчики, приводы, механические конструкции, алгоритмы и стратегии управления, которые собирают необходимую информацию для выполнения каждого действия. Это может показаться сложным, но на самом деле это довольно просто. Есть три основных шага, которые сопровождают три модуля.

 Различные уровни могут быть даже выбраны для каждой руки независимо в зависимости от задачи.
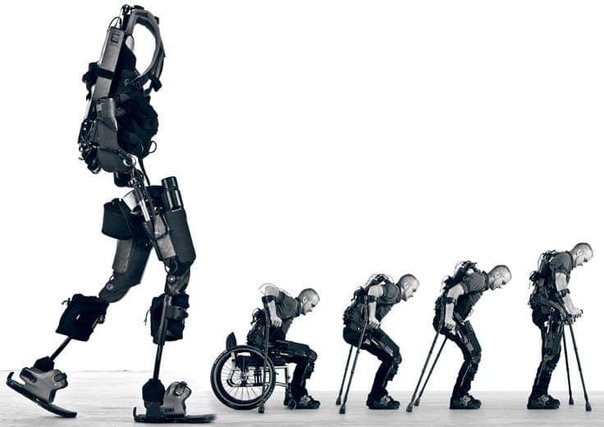
Различные уровни могут быть даже выбраны для каждой руки независимо в зависимости от задачи.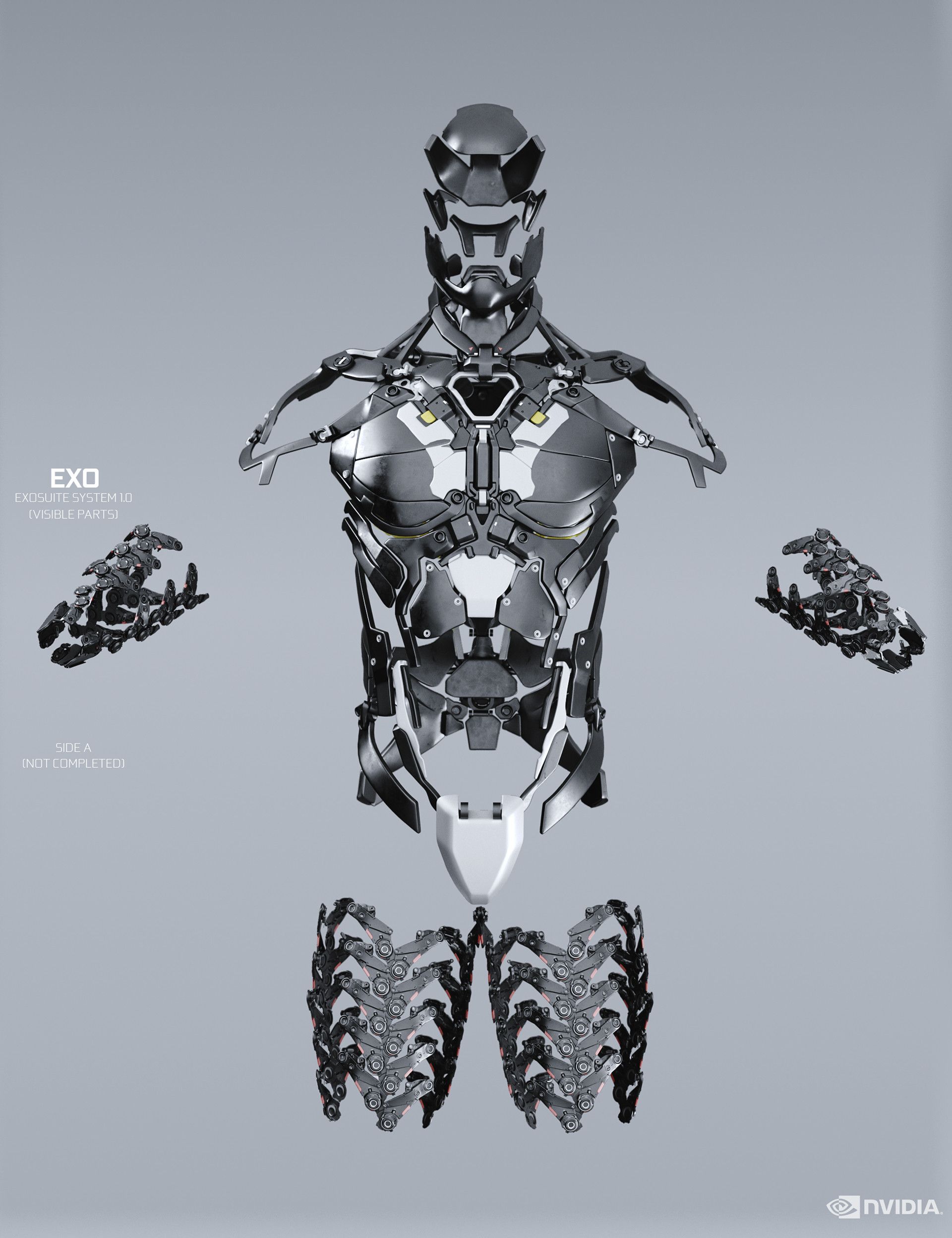 Для людей, восстанавливающихся после этих травм, экзоскелеты отлично подходят для реабилитации и восстановления подвижности. Экзоскелеты могут привести этих пациентов от инвалидности нижних конечностей и полной потери движения к моменту выхода из инвалидных колясок и обучению ходить заново. Одно исследование, проведенное в 2015 году , показало, что «способность восстанавливать походку у людей с параплегией улучшилась благодаря развитию различных экзоскелетов с электроприводом и технологий нервно-мышечной стимуляции. Экзоскелеты с электроприводом способны восстанавливать движения вставания, приседания и ходьбы». Эти устройства, расширяющие возможности человека, действительно являются реабилитационным инструментом для физиотерапевтов, чтобы бросить вызов своим пациентам, требуя активного участия, которое, как известно, способствует пластичности мозга.
Для людей, восстанавливающихся после этих травм, экзоскелеты отлично подходят для реабилитации и восстановления подвижности. Экзоскелеты могут привести этих пациентов от инвалидности нижних конечностей и полной потери движения к моменту выхода из инвалидных колясок и обучению ходить заново. Одно исследование, проведенное в 2015 году , показало, что «способность восстанавливать походку у людей с параплегией улучшилась благодаря развитию различных экзоскелетов с электроприводом и технологий нервно-мышечной стимуляции. Экзоскелеты с электроприводом способны восстанавливать движения вставания, приседания и ходьбы». Эти устройства, расширяющие возможности человека, действительно являются реабилитационным инструментом для физиотерапевтов, чтобы бросить вызов своим пациентам, требуя активного участия, которое, как известно, способствует пластичности мозга. Эта новая технология также приносит большие преимущества в промышленных приложениях и других рабочих условиях или на рабочих местах. Носимые экзоскелеты помогают работникам выполнять задачи с полным диапазоном движений, а не поддаваться усталости, чрезмерной нагрузке или повторяющимся движениям.
Эта новая технология также приносит большие преимущества в промышленных приложениях и других рабочих условиях или на рабочих местах. Носимые экзоскелеты помогают работникам выполнять задачи с полным диапазоном движений, а не поддаваться усталости, чрезмерной нагрузке или повторяющимся движениям. Эти процедуры предназначены для укрепления ослабленных мышц, переобучения частей мозга для замены поврежденных областей и помогают пациенту адаптироваться к новому способу ведения дел.
Эти процедуры предназначены для укрепления ослабленных мышц, переобучения частей мозга для замены поврежденных областей и помогают пациенту адаптироваться к новому способу ведения дел. Пациенты, передвигающиеся в инвалидной коляске, могут использовать экзоскелет, чтобы восстановить способность стоять, переучив мышцы поддерживать вес тела без напряжения. Терапевты переключаются между движениями, инициируемыми пациентом, и движениями, инициируемыми терапевтом, адаптируя реабилитацию к пациенту.
Пациенты, передвигающиеся в инвалидной коляске, могут использовать экзоскелет, чтобы восстановить способность стоять, переучив мышцы поддерживать вес тела без напряжения. Терапевты переключаются между движениями, инициируемыми пациентом, и движениями, инициируемыми терапевтом, адаптируя реабилитацию к пациенту. С более чем 175 презентациями на конференциях, главами и опубликованными статьями, Ekso является наиболее широко изученным экзоскелетом для реабилитации, продвигая пациентов далеко за пределы того, чего они могли бы достичь в противном случае. Наши экзоскелеты основаны на данных более чем 40 ведущих отраслевых партнеров-исследователей и помогают людям с параличом вставать и ходить, улучшают рабочие возможности во всем мире и проводят исследования для продвижения научно-исследовательских проектов, направленных на усиление оборонного потенциала США.
С более чем 175 презентациями на конференциях, главами и опубликованными статьями, Ekso является наиболее широко изученным экзоскелетом для реабилитации, продвигая пациентов далеко за пределы того, чего они могли бы достичь в противном случае. Наши экзоскелеты основаны на данных более чем 40 ведущих отраслевых партнеров-исследователей и помогают людям с параличом вставать и ходить, улучшают рабочие возможности во всем мире и проводят исследования для продвижения научно-исследовательских проектов, направленных на усиление оборонного потенциала США.
 Пользователь может отслеживать процесс принятия решения, обеспечивая проверяемость и регистрируя все исходные данные и параметры, использованные для построения поверхности, а также информировать рабочие группы и заинтересованных лиц, не имеющих специального образования, предоставляя им доступ к трёхмерным моделям или двумерным срезам с аннотациями. Кроме того, доступно создание видеороликов о полученных моделях, позволяющих пояснять гипотезы, и экспорт высококачественных изображений для отчётов и презентаций.
Пользователь может отслеживать процесс принятия решения, обеспечивая проверяемость и регистрируя все исходные данные и параметры, использованные для построения поверхности, а также информировать рабочие группы и заинтересованных лиц, не имеющих специального образования, предоставляя им доступ к трёхмерным моделям или двумерным срезам с аннотациями. Кроме того, доступно создание видеороликов о полученных моделях, позволяющих пояснять гипотезы, и экспорт высококачественных изображений для отчётов и презентаций.
 Они значительно сокращают необходимое для обучения время – пользователю требуется всего несколько дней для прохождения базового курса и приобретения нужных навыков, что ускоряет процесс моделирования и позволяет сфокусироваться на анализе, интерпретации и моделировании.
Они значительно сокращают необходимое для обучения время – пользователю требуется всего несколько дней для прохождения базового курса и приобретения нужных навыков, что ускоряет процесс моделирования и позволяет сфокусироваться на анализе, интерпретации и моделировании.



 В том случае, если доступ к сети интернет ограничен, пользователю необходимо войти в систему, находясь в сети, что обеспечит автономную работу программного обеспечения на компьютере вплоть до 30 дней. В учётной записи MySeequent пользователю доступны подробные учебные курсы, мероприятия, полезные советы и рекомендации, а также раздел справки для пользователей.
В том случае, если доступ к сети интернет ограничен, пользователю необходимо войти в систему, находясь в сети, что обеспечит автономную работу программного обеспечения на компьютере вплоть до 30 дней. В учётной записи MySeequent пользователю доступны подробные учебные курсы, мероприятия, полезные советы и рекомендации, а также раздел справки для пользователей.

 Мы смогли оценить качество пород, классифицировать их, а также оптимизировать ресурсы компании, применяя надлежащее сочетание опорных систем там, где это действительно необходимо.
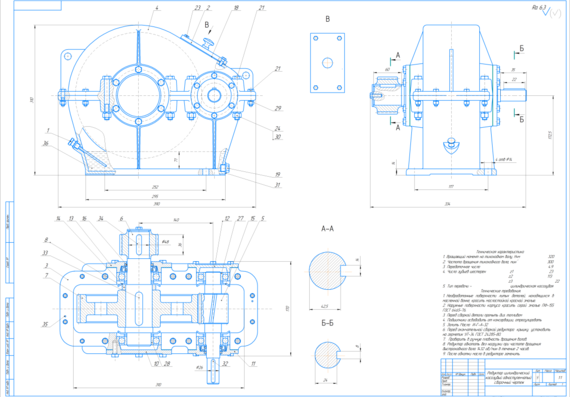
Мы смогли оценить качество пород, классифицировать их, а также оптимизировать ресурсы компании, применяя надлежащее сочетание опорных систем там, где это действительно необходимо. 1. Рудный штрек с опорой из анкеров, закрепляемых синтетической смолой, и стальной сетки
1. Рудный штрек с опорой из анкеров, закрепляемых синтетической смолой, и стальной сетки

 Я говорю не только о скорости моделирования, но и всего рабочего процесса, скорости загрузки. Leapfrog напрямую связан со всеми этапами нашего рабочего процесса, потому что новые данные сразу встраиваются в модель.
Я говорю не только о скорости моделирования, но и всего рабочего процесса, скорости загрузки. Leapfrog напрямую связан со всеми этапами нашего рабочего процесса, потому что новые данные сразу встраиваются в модель.  Модели также используются для оценки ежемесячных планов разработки, за которыми следуют рекомендации по опорным системам для каждой выработки.
Модели также используются для оценки ежемесячных планов разработки, за которыми следуют рекомендации по опорным системам для каждой выработки. 8. Краткосрочная рекомендация о назначении комбинации торкрет-бетона и анкеров, закрепляемых синтетической смолой, в зависимости от качества горной массы и ее применения в шахте
8. Краткосрочная рекомендация о назначении комбинации торкрет-бетона и анкеров, закрепляемых синтетической смолой, в зависимости от качества горной массы и ее применения в шахте


 Результаты обследования больниц также используются при расчете оценок безопасности больниц Leapfrog и в качестве основы для стратегий закупок, основанных на стоимости.
Результаты обследования больниц также используются при расчете оценок безопасности больниц Leapfrog и в качестве основы для стратегий закупок, основанных на стоимости.
 Большинство данных, используемых для расчета уровня безопасности, поступает из центров обслуживания Medicare и Medicaid.
Большинство данных, используемых для расчета уровня безопасности, поступает из центров обслуживания Medicare и Medicaid. Эти национальные показатели эффективности безопасности пациентов показывают, насколько хорошо больницы защищают пациентов от предотвратимых ошибок, травм и инфекций. Оценки присваиваются больницам общего профиля США два раза в год с использованием алгоритма подсчета баллов для определения оценки каждой больницы в виде буквенной оценки A, B, C, D или F.
Эти национальные показатели эффективности безопасности пациентов показывают, насколько хорошо больницы защищают пациентов от предотвратимых ошибок, травм и инфекций. Оценки присваиваются больницам общего профиля США два раза в год с использованием алгоритма подсчета баллов для определения оценки каждой больницы в виде буквенной оценки A, B, C, D или F.
 Начиная с весеннего уровня безопасности 2021 года, Leapfrog Group будет использовать разработанную экспертами модель импутации для расчета баллов по трем показателям: компьютеризированный ввод рецептов врача (CPOE), управление лекарствами со штрих-кодом (BCMA) и/или укомплектование штатов врачей отделения интенсивной терапии (IPS). ).
Начиная с весеннего уровня безопасности 2021 года, Leapfrog Group будет использовать разработанную экспертами модель импутации для расчета баллов по трем показателям: компьютеризированный ввод рецептов врача (CPOE), управление лекарствами со штрих-кодом (BCMA) и/или укомплектование штатов врачей отделения интенсивной терапии (IPS). ). Во-первых, оценка состоит из более чем 30 показателей, а это означает, что существуют тысячи потенциальных статистических результатов, которые невозможно предсказать с уверенностью. Во-вторых, оценка рассчитывается по кривой, поэтому, даже используя данные за один момент времени, больницы не могут знать, как они будут сравниваться, пока не будут оценены все больницы.
Во-первых, оценка состоит из более чем 30 показателей, а это означает, что существуют тысячи потенциальных статистических результатов, которые невозможно предсказать с уверенностью. Во-вторых, оценка рассчитывается по кривой, поэтому, даже используя данные за один момент времени, больницы не могут знать, как они будут сравниваться, пока не будут оценены все больницы.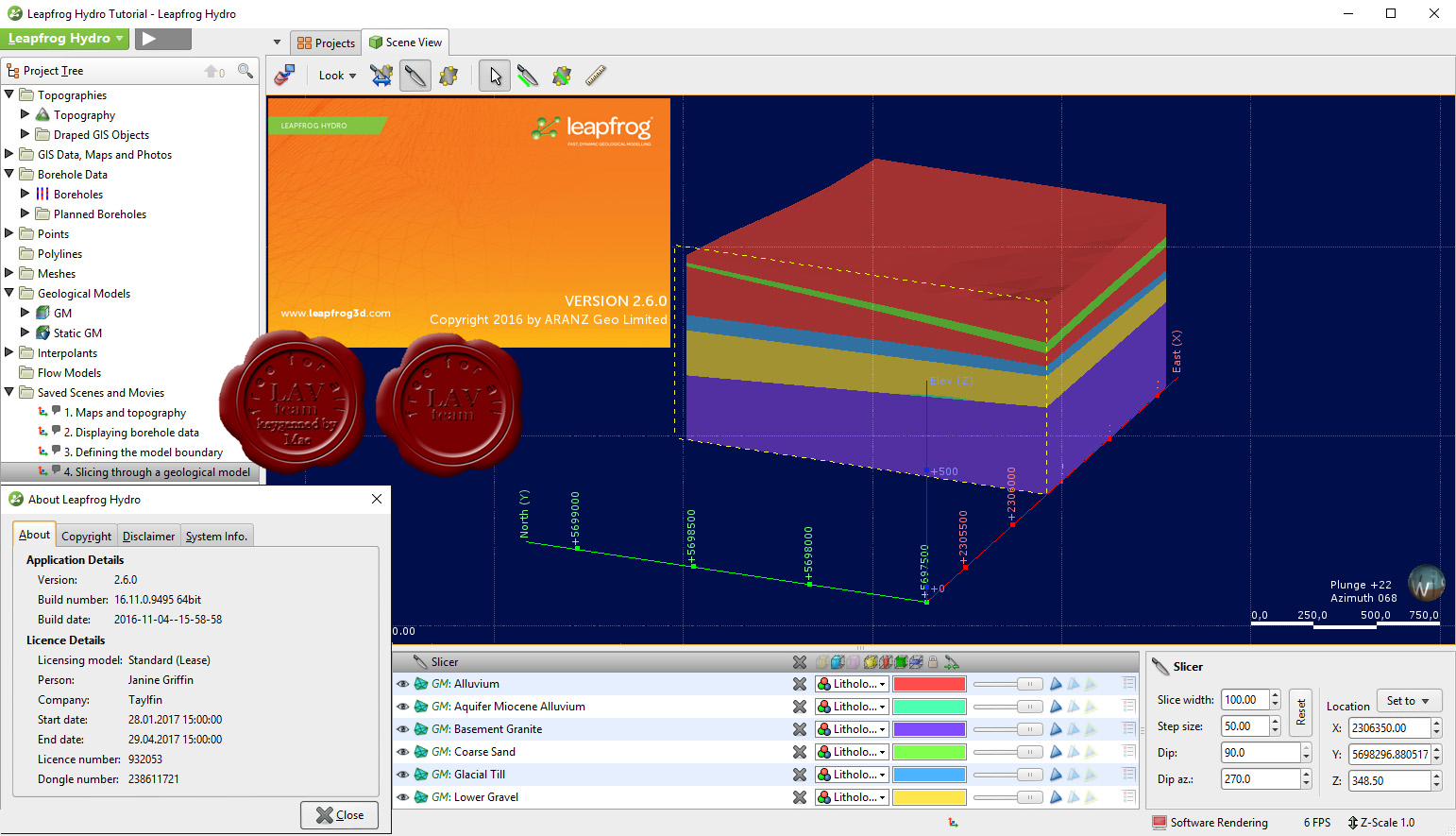 Чтобы помочь пациентам интерпретировать вашу оценку безопасности, направьте их к подробной информации о показателях, составляющих вашу оценку. На цветных изображениях газового датчика показаны области, в которых ваша больница продемонстрировала высокие показатели и где есть возможности для улучшения. Что касается областей, в которых ваша больница имеет низкие баллы, заверите своих пациентов, что вы понимаете, что это вызывает озабоченность, и проиллюстрируйте, какие шаги вы активно предпринимаете для повышения безопасности оказываемой вами помощи. Ни одна больница не является абсолютно безопасной, поэтому, даже если ваша больница получила оценку безопасности A, вполне вероятно, что в некоторых областях у вас все еще будут плохие оценки. Если ваша больница получила низкую оценку и баллы ниже среднего по многим параметрам, объясните своим пациентам, как руководство вашей больницы осознало эти недостатки и, надеюсь, принимает меры по повышению безопасности во всем учреждении. Наконец, вы также можете предложить пациентам, у которых есть дополнительные вопросы, связаться с Leapfrog напрямую по адресу info@leapfroggroup.
Чтобы помочь пациентам интерпретировать вашу оценку безопасности, направьте их к подробной информации о показателях, составляющих вашу оценку. На цветных изображениях газового датчика показаны области, в которых ваша больница продемонстрировала высокие показатели и где есть возможности для улучшения. Что касается областей, в которых ваша больница имеет низкие баллы, заверите своих пациентов, что вы понимаете, что это вызывает озабоченность, и проиллюстрируйте, какие шаги вы активно предпринимаете для повышения безопасности оказываемой вами помощи. Ни одна больница не является абсолютно безопасной, поэтому, даже если ваша больница получила оценку безопасности A, вполне вероятно, что в некоторых областях у вас все еще будут плохие оценки. Если ваша больница получила низкую оценку и баллы ниже среднего по многим параметрам, объясните своим пациентам, как руководство вашей больницы осознало эти недостатки и, надеюсь, принимает меры по повышению безопасности во всем учреждении. Наконец, вы также можете предложить пациентам, у которых есть дополнительные вопросы, связаться с Leapfrog напрямую по адресу info@leapfroggroup. org.
org. LeapfrogGroup.org/Hospital
LeapfrogGroup.org/Hospital
 Все результаты находятся в открытом доступе на сайте.
Все результаты находятся в открытом доступе на сайте.
 над пылесосами Whirlwind
над пылесосами Whirlwind 9№ 0005
9№ 0005 Подходит как для ковров, так и для твердых полов, Whirlwind оснащен функцией гигиеничного опорожнения мусорного ведра одним нажатием, эластичным шлангом длиной 2,5 м и емкостью 2,5 л. Whirlwind поставляется с мощной турбощеткой для домашних животных, которая эффективно ослабляет и поднимает упрямую шерсть домашних животных. Это отличный инструмент, чтобы оставить ваши лестницы, ковры и обивку красивой чистой и без волос.
Подходит как для ковров, так и для твердых полов, Whirlwind оснащен функцией гигиеничного опорожнения мусорного ведра одним нажатием, эластичным шлангом длиной 2,5 м и емкостью 2,5 л. Whirlwind поставляется с мощной турбощеткой для домашних животных, которая эффективно ослабляет и поднимает упрямую шерсть домашних животных. Это отличный инструмент, чтобы оставить ваши лестницы, ковры и обивку красивой чистой и без волос.
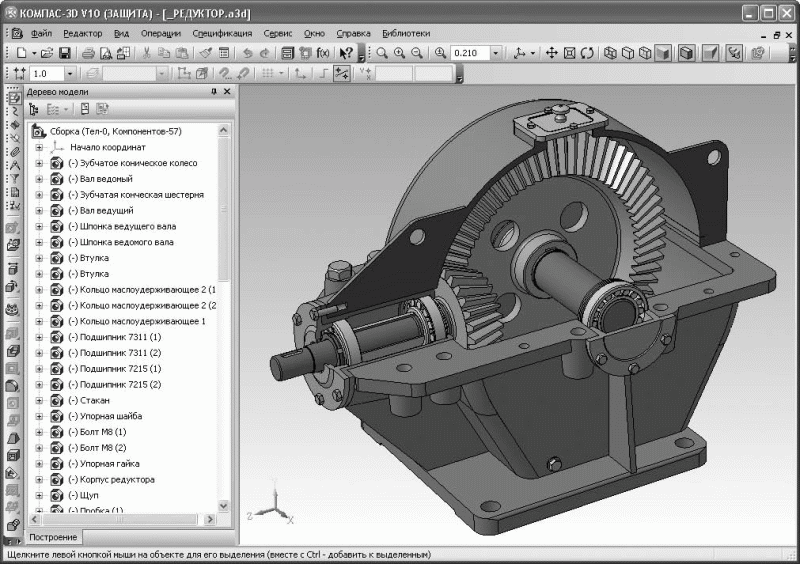
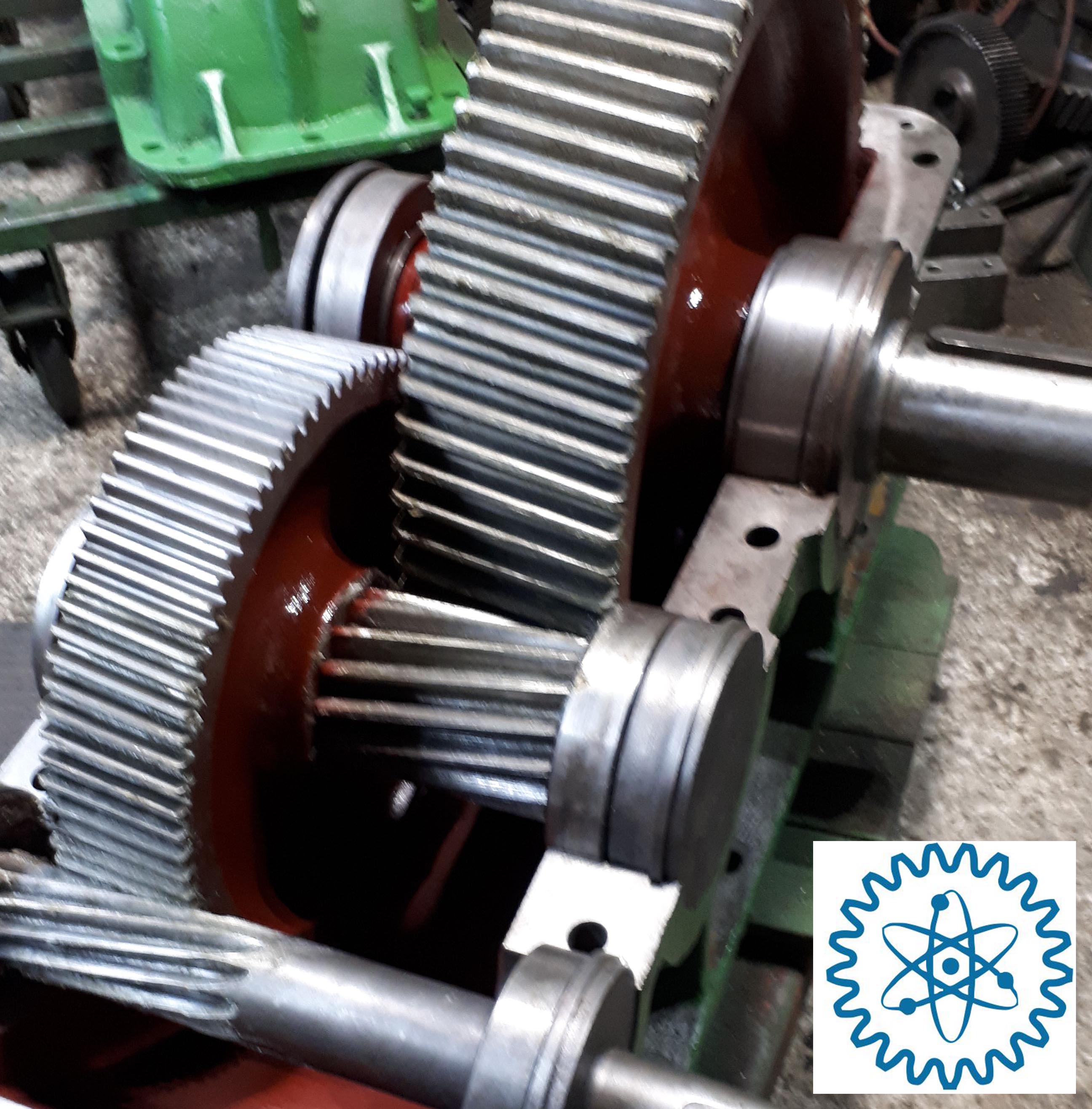 В ряде случаев это является достоинством, но может быть и недостатком, если требуется исключить возможность поворота выходного вала под действием наружных сил.
В ряде случаев это является достоинством, но может быть и недостатком, если требуется исключить возможность поворота выходного вала под действием наружных сил.
 При этом, чем выше передаточное число, тем меньше КПД редуктора. Причина в повышенном требовании между витками резьбы червяка и зубьями червячного колеса, что приводит к повышенным потерям энергии.
При этом, чем выше передаточное число, тем меньше КПД редуктора. Причина в повышенном требовании между витками резьбы червяка и зубьями червячного колеса, что приводит к повышенным потерям энергии.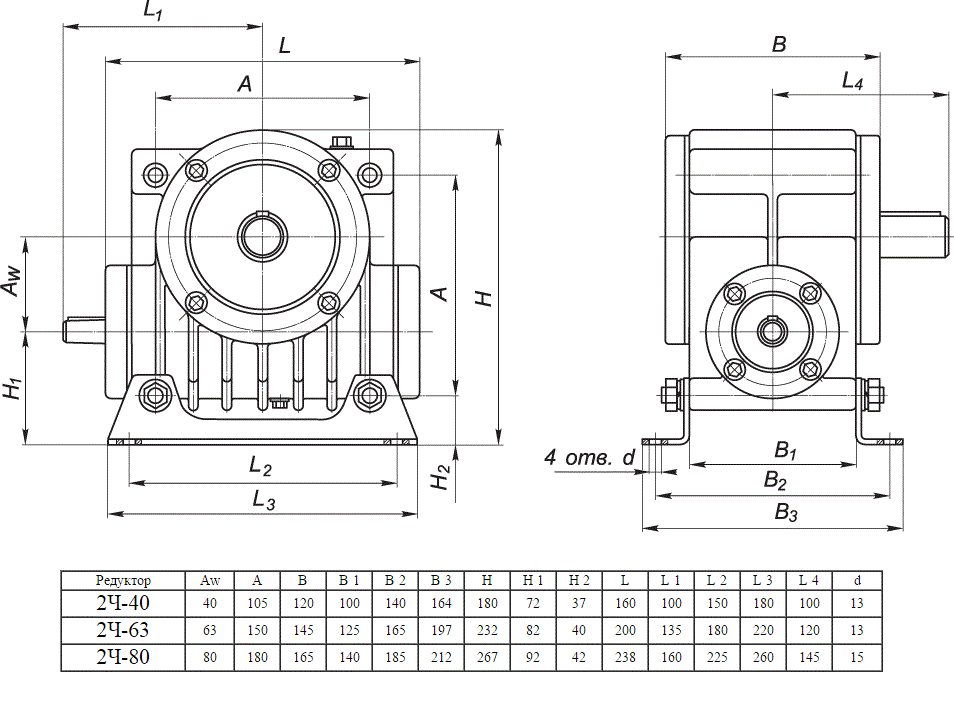

 KG (Германия)
KG (Германия) .. подробнее
.. подробнее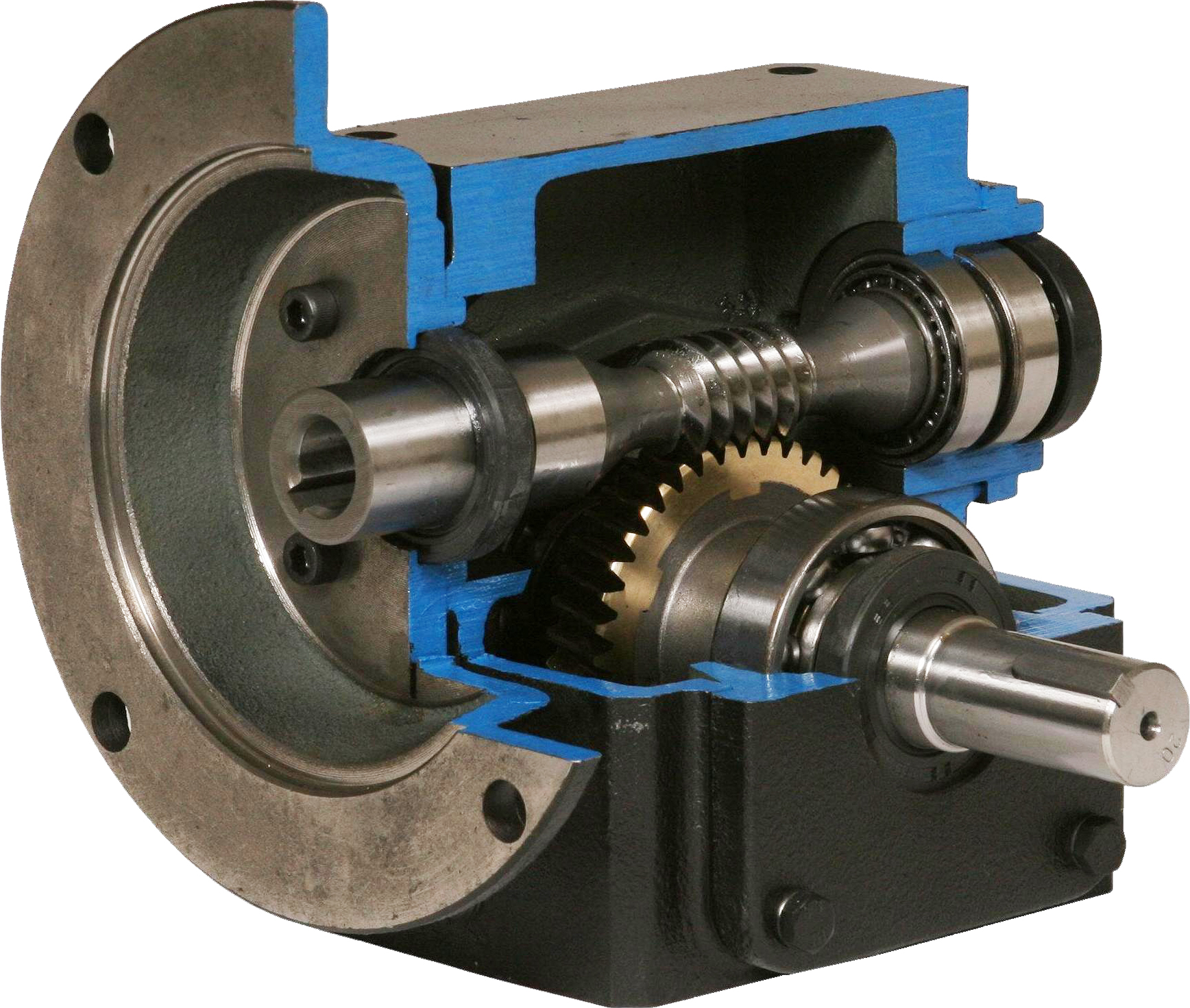 ..
.. Важными преимуществами этого устройства являются электрическая изоляция между входом и выходом и низкие остаточные колебания на выходе (пульсации ниже 50 мВ RMS). Дополнительные функции безопасности включают защиту от коротких замыканий, перенапряжения на выходе и обратной полярности на выходе. Этот блок продается в комплекте с редуктором напряжения и паспортом изделия.
Важными преимуществами этого устройства являются электрическая изоляция между входом и выходом и низкие остаточные колебания на выходе (пульсации ниже 50 мВ RMS). Дополнительные функции безопасности включают защиту от коротких замыканий, перенапряжения на выходе и обратной полярности на выходе. Этот блок продается в комплекте с редуктором напряжения и паспортом изделия. тока ± 0,5 В пост. тока
тока ± 0,5 В пост. тока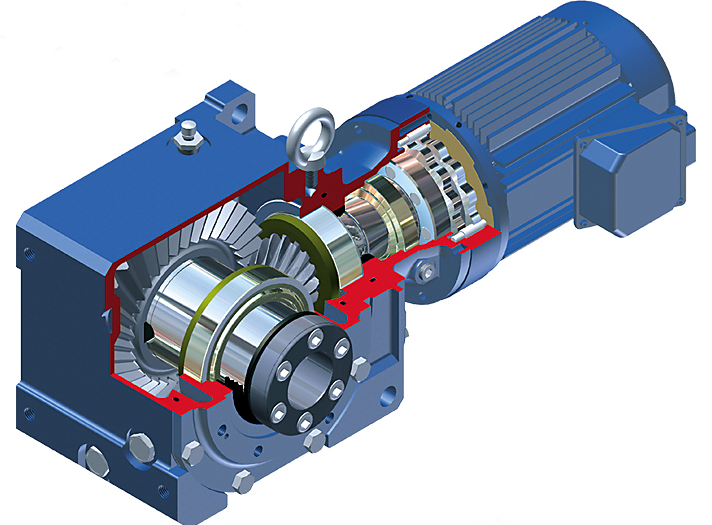 СКЗ
СКЗ тока ± 0,5 В пост. тока
тока ± 0,5 В пост. тока

 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить обогреватель инфракрасный Ресанта ИКО-1000T 67/5/4 потолочный 1000 Вт с открытым ТЭНом 95,0х52,5х11,7 мм в интернет-магазине Петрович в Губкине.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар обогреватель инфракрасный Ресанта ИКО-1000T 67/5/4 потолочный 1000 Вт с открытым ТЭНом 95,0х52,5х11,7 мм действительны в Губкине.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить обогреватель инфракрасный Ресанта ИКО-1000T 67/5/4 потолочный 1000 Вт с открытым ТЭНом 95,0х52,5х11,7 мм в интернет-магазине Петрович в Губкине.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар обогреватель инфракрасный Ресанта ИКО-1000T 67/5/4 потолочный 1000 Вт с открытым ТЭНом 95,0х52,5х11,7 мм действительны в Губкине. 05 кг
05 кг Обогреватель имеет потолочный вид монтажа и позволяет получать комфортную температуру внутри жилых и нежилых помещений.
Обогреватель имеет потолочный вид монтажа и позволяет получать комфортную температуру внутри жилых и нежилых помещений. Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.
Заводская гарантия имеет силу только, если изделие используется в целях, для которых оно было разработано, и если изделие введено в эксплуатацию, используется и обслуживается в соответствии с оригинальной инструкцией изготовителя и инструкцией по эксплуатации.

 Это не является гарантией ударопрочности против града. Повреждения от града не покрываются ограниченной гарантией.
Это не является гарантией ударопрочности против града. Повреждения от града не покрываются ограниченной гарантией. Установщики также ценят их особый размер Advantage.
Установщики также ценят их особый размер Advantage.


 Пожалуйста, ознакомьтесь с нашими юридическими уведомлениями для США или нашими юридическими уведомлениями для Канады.
Пожалуйста, ознакомьтесь с нашими юридическими уведомлениями для США или нашими юридическими уведомлениями для Канады. Не все представленные продукты будут доступны в вашем регионе.
Не все представленные продукты будут доступны в вашем регионе. Это зависит от суммы заказа. Для заказов на сумму более 50,00 фунтов стерлингов наш обычный способ доставки — курьерская служба, и большинство наших заказов доставляются на следующий рабочий день.
Это зависит от суммы заказа. Для заказов на сумму более 50,00 фунтов стерлингов наш обычный способ доставки — курьерская служба, и большинство наших заказов доставляются на следующий рабочий день. com, и они будут рады вам помочь.
com, и они будут рады вам помочь.
 3 или напишите нам по адресу
3 или напишите нам по адресу  com, и они будут рады вам помочь.
com, и они будут рады вам помочь.
