В этой статье мы рассмотрим основные характеристики выбора фрез под разные задачи.
Для выполнения различного рода задач необходимо выбирать фрезерный инструмент, исходя из следующих характеристик:
Диаметр хвостовика.
Для каждого из размеров изготавливаются соответствующие зажимные цанги. При выборе фрез, необходимо обратить внимание на единицы измерения диаметра хвостовика — дюймы или миллиметры. Это зависит от того, какие в комплекте с фрезером идут втулки, в которых зажимается хвостовик. Несмотря на незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой, и наоборот. Вал станка вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой возникновение вибраций, которые сокращают срок работы фрезера, разрушают подшипники, фундаменты и понижают качество обработки.
Длина фрезы и режущей основы.
Бывают как длинные, так и короткие фрезы.
Стандартная длина фрезы может быть от 60 до 210 мм, режущей основы — от 15 до 125 мм. Длинные фрезы могут иметь, как укороченную режущую часть, так и сравнимую с длиной хвостовика. Такие фрезы применяют, как правило, для черновой обработки. Длина этой фрезы — от 105 до 250 мм, режущей основы — от 55 до 140 мм.
Короткие фрезы могут обрабатывать различные материалы, в зависимости от поставленной задачи, но, как правило, используются для черновой обработки. Длина короткой фрезы составляет от 60 до 205 мм, режущей основы — от 15 до 120 мм.
Сплав.
Фрезы бывают из цельного твёрдого сплава (или быстрорежущей стали) или с твердосплавными напайками. Первые имеют предельную точность при обработке материала и гарантируют высокое качество исполнения (наиболее распространенный вид). Вторые воспроизводят различные геометрии режущей кромки. Металлические напайки способны достойно справляться с большинством работ по фрезерованию. Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
Отвод стружки.
По данной характеристике фрезы подразделяются на:
Однозаходные с удалением стружки вверх – благодаря единственной кромке и вместимой канавке, стружка при фрезеровании не плавится и не налипает на фрезу. Данный вид обеспечивает получение длинной стружки.
Двухзаходные с удалением стружки вверх – применяются для отделки заготовок с образованием тонкой стружки в пазухе канавок. Масштабно используются для высокоточной отделки поверхности изделия с получением более четкого и ровного среза, за счет предельной жесткости конструкции.
Трёхзаходные и четырёхзаходные с удалением стружки вверх — обеспечивают максимальную скорость обработки изделия за счет большого количества рабочих кромок.
С удалением стружки вниз – используются при обработке однослойного материала. Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.
С прямыми ножами – используются для многослойных поверхностей. Прекрасно работают для пробивки желобков в полости материала, поэтому фрезы этого типа часто называют пазовыми.
Советы по выбору фрез
Чтобы фрезы заблаговременно не изнашивались, необходимо использовать их правильно и в соответствии с поставленными задачами. Например, для отделки мягких пород дерева подойдут фрезы из быстрорежущей стали. Также стоит обратить внимание на вид материала фрез – твердость фрезы должна быть выше твердости обрабатываемого материала. Например, для твердой древесины требуются фрезы из твердого сплава.
Также важен материал напайки фрезы. Латунь является самым дешевым из всех сплавов, поэтому и менее износостойким, в противовес бронзе, либо сплаву, содержащему серебро.
Выбор фрез, характеристики фрез для станков ЧПУ — виды, материал, характеристики
Главная
/ Реестр
/ Выбор фрез, характеристики фрез
Сейчас на рынке представлено большое количество различного инструмента для фрезерной обработки. Среди него очень легко потеряться. Вот некоторые характеристики фрез, преимущества и недостатки.
Однозаходные фрезы
— предназначены для обработки мягких материалов:
дерево,
пвх, пэт,
оргстекло,
пенистые материалы,
различные мягкие композитные материалы.
Эти фрезы имеют очень широкий стружкоотвод, поэтому вероятность забивания стружкоотвода сводится к нулю, что предотвращает перегрев и поломку фрезы. Рез у однозаходных фрез относительно некачественный по сравнению с многозаходными, но для раскроя листовых материалов она идеально подходит.
Двухзаходные и многозаходные фрезы
— предназначены для более качественной обработки мягких и твердых материалов. Они имеют очень тонкий стружкоотвод, поэтому существует вероятность его забивания. Многозаходные фрезы сильнее измельчают стружку, зато поверхность после обработки практически не требует дополнительной обработки, при увеличении количества заходов повышается качество реза и уменьшаются вибрации.
Спиральные фрезы
Спиральность любой фрезы значительно улучшает качество отвода стружки из зоны реза, вместе со стружкой отводится ненужное тепло, уменьшает ударные нагрузки.
С нижним отводом стружки
Отвод стружки вниз означает что стружка после реза прессуется в нижней части реза и остается в канавке разреза, это не очень удобно т. к. существенно увеличивает нагрузку на инструмент. Такие фрезы используют для того чтобы заготовка прижималась фрезой во время резанья к рабочему столу станка, тем самым заготовка может не закрепляться, стружка не разбрасывается по сторонам, а прессуется (складывается) в разрезе.
Прямая фреза
Прямая фреза отличается от спиральной значительно меньшей ценой и возможностью самостоятельной заточки, снятие осевой нагрузки со шпинделя станка, на этом преимущества заканчиваются, сильные вибрации, ударные нагрузки, плохой отвод стружки, сильный шум во время обработки сделали эти фрезы не очень нужными в современной обработке.
Коническая фреза
Коническая фреза предназначена для 3D-обработки позволяет сделать высокую детализацию рельефа за счет острия.
Фреза коническая 6*R0.5*75*30, R0.5*30*D6*75
Сферическая фреза
Сферическая фреза предназначена для обработки 3D-рельефов, в зависимости от диаметра сферы можно варьировать качество, детализацию и скорость обработки.
Фигурная (профильная) фреза
Фреза, которая может за один проход сразу вырезать (накатать) нужный профиль. Если нужно изготовить рельеф, конфигурация которого не сложная и состоит из одинаковых профилей, применяют профильную фрезу. Эти фрезы довольно массивны, поэтому у них как правило есть строгие ограничения по максимальным оборотам, часто нужный профиль можно заказать у производителя инструмента.
Также есть фрезы, которые за один заход сразу создают определенный узор.
Граверы
Граверы — самый простой из инструментов, их изготавливают с низкой точностью, они имеют низкую стоимость, других преимуществ нет.
Различные материалы фрез
Алмазная фреза
Алмазная фреза — самая твердая из всех возможных вариантов, практически не изнашиваемая фреза. Если ею правильно пользоваться, она вечная. Но высокая цена, сложность заточки, и хрупкость (боязнь ударных нагрузок) сделали ее очень редким продуктом, ее применяют только в серийных изделиях на проверенных, отработанных программах.
Твердый сплав
Твердый сплав — один из самых распространенных материалов для фрез, т.к. имеет более низкую стоимость чем алмазные, но обладает высокой твердостью, не так опасны ударные нагрузки, и можно затачивать.
Быстрорежущая сталь
Быстрорежущая сталь — устаревший материал для фрезы, отличается самой низкой ценой и высокой стойкостью к вибрациям и ударным нагрузкам, требует постоянной заточки (правки). На такие фрезы очень часто наносят твердые покрытия, для увеличения срока службы.
Твитнуть
Поделиться
Поделиться
Плюсануть
Класснуть
Режущие инструменты (классификация типов и характеристики)
24 декабря 2020 г.
Режущие инструменты (классификация типов и характеристики)
Режущий инструмент представляет собой устройство с лезвием на конце хвостовика для резки материала. Алмаз/CBN, быстрорежущая инструментальная сталь, цементированный карбид, керамика и керамика входят в состав материала лезвия.
Механическая обработка – это процесс, используемый в производственной деятельности. В этом процессе путем срезания предварительно отформованной заготовки в виде стружки постепенно удаляется лишняя часть материала. При механической обработке тяжелый, прочный и наклонный или клиновидный инструмент, называемый режущим инструментом, используется для сжатия материала и срезания избыточного слоя.
Конечной целью режущего инструмента является отклинивание определенного слоя обрабатываемого материала для придания ему определенной формы в виде готового изделия. Чтобы облегчить удаление нежелательного слоя вещества с минимальными усилиями, инструмент имеет клиновидную форму с тонким кончиком.
Для ознакомления с видами, классификацией и характеристиками режущего инструмента перейдем к статье.
Что такое режущий инструмент?
Режущий инструмент представляет собой остроконечное устройство клинового типа, которое используется для срезания заготовки с лишнего слоя материала для придания ей определенного масштаба, формы и точности. Станок тесно ориентирован на это. Относительной скорости работы режущего инструмента и заготовки способствуют различные механические приспособления для выполнения режущего действия.
Типы режущих инструментов в мастерской
Режущий инструмент, как следует из названия, используется в технологии механической обработки для операций резания. Фрезы можно использовать в различных видах механической обработки. Поэтому, исходя из их соответствующих позиций в обработке, фрезы были названы соответственно.
Вот список часто используемых режущих инструментов :
Пильные полотна для пневматической пилы
Пильные полотна для пневматической пилы — мощная пневматическая сабельная пила, которая может легко резать плоские и криволинейные поверхности. Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.
Буровые коронки
Буровые коронки имеют винтовые наконечники, которые легко вкручиваются в древесину и закручиваются по всей длине, чтобы сделать отверстие чистым и удалить как можно больше стружки и пыли, образующихся во время сверления.
Буровая коронка оснащена двойными режущими лезвиями, которые облегчают сбалансированное сверление и обрезку гвоздей.
Ножовки
Ножовка – это тип ручного инструмента, специально предназначенный для резки таких материалов, как пластик, сталь и другие металлы. Эти Bi-Metal Hacksaw представляет собой вариант традиционной ручной пилы, обычно используемой для резки дерева, и стал основным инструментом как для профессионалов, так и для любителей.
Полотна для ножовки доступны в размерах 12 дюймов и с различными зубьями для резки материалов.
Кольцевые пилы
A Bi-Metal Cobalt Кольцевые пилы представляют собой тип ручного инструмента с переменным шагом зубьев 4/6 и глубиной пропила 1-1/2 дюйма, специально предназначенный для резки таких материалов, как пластик, сталь , и другие металлы.
Оправки для кольцевой пилы
Оправка для кольцевой пилы — это разновидность ручной дрели, которая соединяет сверлильный патрон с самой пилой. Также известен как мандрен. Оправка кольцевой пилы универсальна и может использоваться с несколькими диаметрами кольцевой пилы.
Позволяет легко и эффективно менять пилы, так как нет необходимости снимать оправку с устройства.
Ресиверы
Ресиверы изготовлены из высококачественной стали, комбинированный набор обеспечивает выбор лезвий для обычных применений. Металл 9Полотна для сабельных пил 0005 совместимы со всеми марками сабельных пил.
Эти биметаллические полотна для сабельных пил СДЕЛАНЫ В США. Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.
Лопастные насадки
Широкий ассортимент лопаточных насадок с плоскими лезвиями на рынке. Эти лопаточные биты обычно используются розничными торговцами, такими как электрики и сантехники, для сверления отверстий в шпильках в стенах для прокладки проводки или труб.
Плоская лопатка с острой режущей кромкой обеспечивает чистоту отверстия.
Отверстия для отверстий TCT
Отверстия для отверстий TCT с легкостью режут листовой металл, дерево и другие материалы. Как фрезы, они эффективны, поскольку режут отверстие по окружности. В комплект входят фрезы для отверстий, шестигранный ключ и пилотное сверло.
Эти сверлильные станки стали незаменимым помощником при резке металла. Эти кольцевые пилы делают точные, точные, чистые круглые отверстия в металлических и стальных листах. Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.
Пильные полотна TCT (алюминий, сталь, дерево)
Пильные полотна с твердосплавными напайками (TCT) специально разработаны для резки алюминия, дерева, стали и других металлов, включая прутки, литье под давлением, экструзию и лист. Эти W ood режущие инструменты идеально подходят для алюминия и цветных металлов.
Сверло
Эта фреза выполняет операцию сверления и поэтому связана со сверлильным, фрезерным или токарным станком.
Отрезная пила
Отрезная пила — это стационарный инструмент для грубой резки, который можно использовать для обрезки материалов по длине. Отрезная пила имеет вращающееся абразивное или заостренное лезвие, подвешенное к рычагу над неподвижным основанием.
Фреза (или фреза)
Этот инструмент используется для фрезерных работ на фрезерном станке.
Летучая фреза
Этот инструмент выполняет задачу фрезерования мух на фрезерном станке.
Формирователь
Эта фреза предназначена для придания заготовке точной формы и точности и выполняется на формовочном блоке.
Строгальный станок
Аналогичен строгальному станку. Однако в этом методе используются более крупные заготовки, которые перемещаются во время процесса, а фреза перемещается по форме.
Буровая оправка
Для выполнения процесса растачивания эта режущая система выполняется на буровой или буровой установке.
Развертка
Для выполнения процедуры развертывания на сверлильном станке.
Протяжка
Для выполнения процедуры развертывания на сверлильном станке.
Варочная панель
Эта фреза выполняет зубофрезерную операцию на зубофрезерном станке.
Шлифовальный круг
Этот шлифовальный инструмент представляет собой абразивное устройство, используемое на шлифовальном станке для операции шлифования.
Сварщики
Для разрезания стали в сварочных инструментах используется сверхгорячее интенсивное пламя. Без физического сопротивления пламя сварщика проплавит твердые и плотные материалы. Однако обычно это приводит к неровным или грязным краям.
Классификация режущих инструментов
Режущие инструменты можно классифицировать многими способами. Однако наиболее общий метод зависит от количества клиньев для резки сердцевины, задействованных одновременно в процессе резки.
На основании этого, как описано ниже, фрезы подразделяются на три секции:
Одноточечный режущий инструмент
Этот тип режущего инструмента имеет одну основную режущую кромку, которая выполняет одновременное режущее действие. Сверлильный инструмент, инструменты для прорезания пазов, токарные инструменты, инструменты для резки на лету и многое другое — вот некоторые из случаев однолезвийной фрезы.
Режущий инструмент с двойным острием
Как следует из названия, этот режущий инструмент состоит из двойных режущих кромок, которые одновременно участвуют в одном проходе процесса резки. Сверлильный инструмент является примером фрезы с двумя концами.
Многолезвийный режущий инструмент
Этот режущий инструмент имеет более двух основных канавок (режущих кромок), которые могут одновременно срезать лишний слой материала с заготовки за один проход. Протяжка, фрезерный круг, фреза, зубофрезерная фреза и другие — вот некоторые примеры многогранной фрезы.
Характеристики материалов режущего инструмента:
При выборе или изготовлении режущего инструмента необходимо учитывать свойства, прочность и качество материала: Ниже приведены некоторые характеристики режущего инструмента:
Даже при более высоких или более низких температурах режущие инструменты должны иметь повышенную прочность и твердость.
Ни одно из свойств материала (пластичность, твердость, прочность) длинной перекладины не должно изменяться.
Он должен обладать высокой прочностью и должен выдерживать удары и вибрацию.
Цена инструмента должна быть дешевой.
Изготавливается быстро.
Должен иметь низкий коэффициент трения.
Заключение
Это все, что касается стилей и классификаций методов стрижки. Если вы новичок в технологии обработки, то эта статья может помочь вам узнать больше о режущих инструментах из центра, которые необходимы для основного инструмента обработки.
Оставить комментарий
Характеристики и идентификация пчел-листорезов
Многие пчеловоды хотят научиться определять пчел, которые посещают их дворы и сады. Но из-за того, что в Северной Америке насчитывается более 4000 видов местных пчел, а также были завезены неместные виды, может быть сложно идентифицировать пчел вплоть до видового уровня.
Даже если мы посмотрим только на пчел-листорезов, задача может оказаться сложной! Около 242 видов пчел-листорезов обитают в Северной Америке, а также пчела-листорез люцерны (Megachile rotundata), которая была создана в Северной Америке для оказания сельскохозяйственных услуг.
Хотя мы, возможно, не сможем идентифицировать до видового уровня, есть некоторые общие характеристики, общие для рода Megachile (пчелы-листорезы), которые могут помочь вам отличить пчел-листорезов от других насекомых-опылителей в вашем дворе и саду.
Имейте в виду, что следующие характеристики являются общими, и небольшие различия между видами пчел-листорезов являются обычным явлением.
2″> Общие характеристики североамериканских пчел-листорезов
Размер большинства североамериканских видов приблизительно равен размеру обыкновенной медоносной пчелы; самцы заметно мельче самок, имеют более округлое брюшко и более длинные усики.
Пчелы-листорезы темного цвета со светлыми полосами на брюшке. У самок черные глаза, а у самцов зеленые.
Пчелы-листорезы имеют большие челюсти, похожие на ножницы, чтобы срезать и собирать листья, лепестки цветов и смолу для строительства гнезд.
Все самки пчел-листорезов имеют параллельные ряды волосков для сбора пыльцы, называемых скопами, на нижней стороне брюшка. Когда пчела несет пыльцу, нижняя сторона брюшка становится желтой или золотистой. Скопа есть только у самок пчел-листорезов — самцы не помогают переносить пыльцу обратно в гнездо и не нуждаются в этих специализированных волосках.
Несмотря на наличие жала, самки пчел-листорезов не агрессивны и редко жалят, даже когда их берут на руки. Укус также намного менее болезненный, чем у медоносной пчелы. В результате пчеловоды не нуждаются в каких-либо специальных средствах защиты при работе с пчелами-каменщиками. Самцы пчел-листорезов не имеют жала!
Полезные средства идентификации
Если вы хотите глубже погрузиться в идентификацию пчел в вашем дворе, вот несколько замечательных ресурсов, которые помогут вам в этом.
В Crown Bees есть большой выбор книг и руководств по идентификации пчел, которые помогут вам изучить пчел в вашем дворе!
Discover Life — это бесплатный онлайн-инструмент, помогающий идентифицировать виды, отслеживать влияние изменения климата и участвовать в исследовательских проектах.
Bug Guide — это интернет-сообщество натуралистов, которые собирают фотографии насекомых из США и Канады для идентификации и исследования. Они также обобщают результаты на страницах справочников для каждого отряда, семейства, рода и вида.
Exotic Bee ID, веб-сайт, созданный совместными усилиями Службы сельскохозяйственных исследований (ARS) Министерства сельского хозяйства США, Службы надзора за здоровьем животных и растений (APHIS) и Университета штата Юта (USU), может помочь любителям пчел определить не- местные пчелы в Соединенных Штатах. Некоторые экзоты, такие как Osmia cornifrons, были натурализованы и обычно опыляют фермы и сады. Однако для исследователей по-прежнему крайне важно понять их распространение и численность.
Exotic Bee ID разработан в первую очередь как инструмент проверки для тех, кто отслеживает и перехватывает неместных пчел, прибывающих в эту страну, таких как люди, работающие в портах въезда, государственных департаментах сельского хозяйства и службах распространения знаний университетов. Тем не менее, он также предназначен для использования производителями, любителями и домовладельцами, то есть практически всеми, кто интересуется идентификацией пчел. Доступ к сайту бесплатный.
Справочники по идентификации магазинов
Откуда берутся наши пчелы-листорезы
В Crown Bees в настоящее время мы работаем только с пчелами-листорезами люцерны.
Пчелы-листорезы люцерны (ALCB) были завезены в Северную Америку из Евразии в конце 30-х годов. В настоящее время ALCB натурализован по всей Северной Америке и является идеальным опылителем для летнего цветения. Не позволяйте имени обмануть вас; пчелы-листорезы люцерны — универсалы, которые посещают множество различных видов цветов.
+7 775 007 06 25 WHATSAPP INSTAGRAM ЗАДАТЬ ВОПРОС АДРЕС ОФИСА
Поиск. ..
Аккаунт
Корзина — 0 ₸
Корзина пуста
Пожалуйста, подождите
Магазин Xiaomi
Все товары
Техника для кухни Xiaomi
Блендеры Xiaomi
org/ListItem»> Блендер Xiaomi Pinlo Little Monster
Как заказать ?
Через сайт — кнопка В корзину
По телефону +7 775 007 06 25
Через WhatsApp
Через Instagram @m_home.kz
Оплата
Наличными в Алматы
Картой на сайте
Через приложение Каспи (Рассрочка и кредит)
Доставка
Бесплатно
По центру Алматы от 10 000 KZT
По Казахстану от 30 000 KZT
При заказе на меньшую сумму — доставка платная подробнее
Гарантия
1 год на все электронные товары
Возврат только неиспользованного либо бракованного товара
Скидки
Скидка 5% при оплате наличными или картой подробнее
Производитель: Xiaomi / Pinlo
Подобные товары
Xiaomi Morphy Richards Juicer
39 990 ₸
Xiaomi Morphy Richards Sport Juicer
24 990 ₸
Xiaomi Deerma Thermo Juicer Mug
13 990 ₸
Xiaomi Pinlo Grinding Cup
4 000 ₸
Xiaomi Deerma Mini Stirrer
9 990 ₸
Xiaomi Deerma Mini Juice Blender
12 990 ₸
Xiaomi Pinlo Hand Machine
14 990 ₸
Xiaomi Smart Blender
67 990 ₸
Xiaomi Scishare
12 000 ₸
Описание
Характеристики
Отзывы
Блендер Xiaomi Pinlo
Незаменимый помощник на кухне
Высокая скорость вращения 30000 об/мин| 6 острых лезвий| Безопасный старт
Высокая скорость мотора
Мощность внутреннего мотора блендера составляет 500 Вт, что позволяет достигать невероятной скорости вращения в 30000 оборотов в минуту. Такая высокая скорость обеспечивает тщательное измельчение даже самых твердых орехов и льда.
Измельчает даже лед
Инженеры Xiaomi руководствовались эталонной конструкцией винта подводной лодки, которая реализует высокую скорость вращения лопастей и способна разгонять судно до 1800 об/мин всего за 1 секунду. Подобная технология также реализована в Xiaomi Pinlo, что обеспечивает молниеносное измельчение даже самых сложных продуктов менее чем за 5 секунд.
Безопасная работа
Удобная и безопасная конструкция регулировки позволяет управлять блендером всего лишь одним нажатием. Четырехступенчатая система блокировки осуществляет контроль над всеми необходимыми параметрами и предотвращает запуск режущего винта при отсутствии тары.
Равномерное перемешивание продуктов
Благодаря «вихревой» системе резки продуктов, все необходимые ингредиенты не только измельчаются, но и тщательно перемешиваются. Теперь Ваши смузи всегда будут удачными!
Возьмите с собой
Cтакан толщиной 3 мм отлично подходит для хранения свежеприготовленных соков, смузи и других полезных блюд. Широкое горлышко тары легко очищается от остатков пищи, а удобная съемная крышка позволяет взять с собой любимый напиток на пробежку или небольшой пикник. Кроме этого, корпус стакана изготовлен из инновационного сополиэфира Tritan Eastman, который отличается своей повышенной прочностью и устойчивостью к высоким температурам.
Компактный и легкий
Благодаря новой концепции компании, которая связана с повышением производительности устройств при минимизации их габаритов, блендер Xiaomi Pinlo получил весьма скромные размеры и может легко поместиться в любом уголке Вашей кухни.
Легко мыть
Конструкция лезвия оснащена специальной внешней резьбой, которая позволяет легко снять и промыть ножи. Перед непосредственной промывкой изделия, необходимо снять защитное силиконовое кольцо и также очистить его от остатков продуктов, избегая непосредственного контакта с лезвием.
Открывайте новые горизонты кулинарии
С новым блендером от Xiaomi, Вы сможете приготовить сотни различных блюд и приятно удивите своих домочадцев новыми кулинарными изысками! Высокая скорость и моментальное измельчение любых продуктов значительно сэкономит время на приготовление и позволит вдоволь насладиться вкусным ужином в приятной компании!
Нежное клубничное мороженное Melon Love отлично подойдет для встречи знойного июльского вечера.
Смузи из спелого авокадо и нежирных сливок послужит питательным перекусом после напряженной тренировки или активной игры.
Добавьте немного малины, молока и свежего меда для создания вкуснейшего ягодного напитка.
Тем гурманам, кто скучает по тропикам или предпочитает необычные экзотические фрукты, точно придется по вкусу нежнейший манговый мусс с мятой и щепоткой ванили.
Размер: диаметр 108 мм, высота 350 мм
Вес нетто: около 1450 г
Емкость чаши: 450 мл
Цвет: белый
Номинальная мощность: 500 Вт
Номинальное напряжение: 220 В
Время работы:
Опишите примущества товара *
Опишите недостатки товара *
Выберите дату *
Введите имя пользователя *
Поставьте оценку *
Сменить среднюю оценку и количество
НетДа
Поставьте оценку для Rating (средняя) от 0 до 5 с шагом 0. 1 (пример 4.5)
Поставьте количество для RatingCount
Часто задаваемые вопросы про Блендер Xiaomi Pinlo Little Monster
#️⃣ Есть рассрочка на Блендер Xiaomi Pinlo Little Monster ?
Рассрочка через Kaspi Bank
Без переплаты на 3/12 месяцев
Кредит до 24 месяцев
1️⃣ Как заказать Блендер Xiaomi Pinlo Little Monster?
2️⃣ Есть доставка на Блендер Xiaomi Pinlo Little Monster?
По центру Алматы — Бесплатно
По Казахстану от 2000 KZT
Сроки уточняйте
3️⃣ Какая гарантия на Блендер Xiaomi Pinlo Little Monster?
На электронные товары гарантия 1 год
Возврат неиспользованного товара — 14 дней
4️⃣ Есть скидки на Блендер Xiaomi Pinlo Little Monster?
Да, конечно. Условия уточняйте у менеджеров магазина
【Блендер Xiaomi Pinlo Little Monster】#️⃣ 500 W | 450 мл ✳️ Модель: YM-B05-02 ✴️ Рассрочка и кредит ❤️ Гарантия 1 год ⭐ Доставка по Алматы и РК ⛪ Адрес: пр. Абая 62А 1️⃣ Описание 2️⃣ Xарактеристики 3️⃣ Отзывы
Видеообзор на Xiaomi Pinlo Little Monster
Подобные товары
Насадка для измельчения круп Xiaomi Pinlo Grinding Cup
Мальчик обнаруживает невероятный и ужасный мир монстров под его кроватью. Мальчик обнаруживает невероятный и ужасный мир монстров под своей кроватью. Мальчик обнаруживает невероятный и ужасный мир монстров под своей кроватью.
Режиссер
Ричард Гринберг
Сценаристы
Терри Россио
Тед Эллиотт
Звезды 90 012
Fred Savage
Howie Mandel
Daniel Stern
Посмотреть производство, кассы и компанию info
РЕЙТИНГ IMDb
6.0/10
14K
ВАШ РЕЙТИНГ
Директор
Ричард Гринберг
9000 4
Писатели
Терри Россио
Тед Эллиотт
Звезды
Фред Сэвидж
Хоуи Мандель
Дэниел Стерн
90 009
71Отзывы пользователей
23Критические отзывы
Подробнее на IMDbPro
Награды
2 номинации
Видео1
Трейлер 1:33
Смотреть Официальный трейлер0121
Фред Сэвидж
Хоуи Мандель
Морис
Дэниел Стерн
Глен Стивенсон
Маргарет Уиттон 9 0011
Холли Стивенсон
Рик Дукомман
Фрэнк Уэйли
Бен Сэвидж
Уильям Мюррей Вайс
Девин Рэтрей
Ронни Коулман
Эмбер Барретто
Кирстен
Дж. Майкл Хантер
Мистер Финн
Том Халл
Директор
Магби
Водитель автобуса
9002 8 Лиза Кейн
Подруга Холли
Тони Бонсиньор
Пляжный бездельник
Дана Вуд
Арнольд
Байрон Фалер
Шмуг
Дуг Тернер
Сент-Луисский монстр
9 0003 Директор
Ричард Гринберг
Сценаристы
Терри Россио
Тед Эллиотт
Весь актерский состав и съемочная группа
Производство, кассовые сборы и многое другое на IMDbPro 90 004
Еще нравится это
Волшебник
Гарри и Хендерсоны
Динозавры!
Черепашки-ниндзя II: Тайна слизи
Полет навигатора
Ангелы на окраинах
Маленькие гиганты
Черепашки-ниндзя
Исследователи
Короткое замыкание
Чудесные годы
Большое приключение Пи-Ви
Сюжетная линия
Знаете ли вы
Общая информация
Дэниел Стерн, который играет Глена Стивенсона (отца Фреда Брайан Стивенсон из Savage) был человеком, ответственным за озвучивание фильма «Чудесные годы» (1988), в котором Сэвидж снялся в главной роли.
Альтернативные версии
В оригинальной театральной версии «Маленькая красотка» Бобби Дэя играет во время сцены, где монстры пытаются напугать ребенка. На DVD, выпущенном MGM в 2004 году, эта песня заменена на «Ooh Wow» в исполнении Buckwheat Zydeco (хотя в финальных титрах по-прежнему указана оригинальная песня). Blu-ray, выпущенный Lionsgate (как часть их серии Vestron Video), и телевизионные трансляции сохраняют оригинальную песню нетронутой.
Connections
Избранное в Siskel & Ebert: The Package/Wired/Cookie/Little Monsters/The Little Thief (1989) 11
6/
10
Удивительно жуткий фильм из Золотого века детских фильмов
После переезда и наблюдения за тем, как на его глазах рушится брак его родителей, Брайан (Фред Сэвидж) расследует заявления своих братьев о том, что монстры продолжают появляться из-под его кровати и пугают его по ночам. После обмена комнатами Брайана посещает большой синий монстр, и на следующую ночь Брайану удается заманить его в ловушку в своей комнате, используя свои инженерные навыки. Монстр оказывается гиперактивным возмутителем спокойствия Морисом (Хоуи Мандель), который дружит с Брайаном и показывает ему чудеса мира монстров под его кроватью, где каждую ночь монстры сеют хаос в домах маленьких детей. Но таинственный мальчик-монстр (Фрэнк Уэйли) хочет, чтобы Брайан был для себя и держал его под кроватью до восхода солнца, тем самым превращая его в монстра.
Помимо первых четырех фильмов о Рокки, «Маленькие монстры» были главным фильмом, который я религиозно смотрел в детстве, мое лицо было не дальше двух футов от экрана телевизора. Я помню, что среди всего веселья это казалось странно жутким, и меня искренне беспокоили некоторые сцены. Приспешник мальчика Сник, гигантский горбатый монстр с большими нижними зубами, меня очень пугал, а сцена, где он ломает один из рогов Мориса, меня всегда шокировала. Пересматривая фильм примерно пятнадцать лет спустя, я понимаю, что был прав, когда чувствовал себя нервным.
Да, фильм, безусловно, детский и игривый, но в нем от начала до конца проходит удивительная полоса тьмы. С самого начала, когда Брайан находит в темноте своего шкафа перевернутый телевизор, по которому показывают кульминацию «Мухи», до финала, в котором лицо Мальчика сгорает, открывая под ним ужасное лицо, фильм часто выходит за рамки детской безопасности. область. Это, безусловно, приятно видеть, и такую атмосферу можно найти только в Золотом веке детских фильмов, 80-х, когда такие фильмы, как «Темный кристалл» и «Балбесы», показывали жутких существ и сквернословящих детей, которые действительно могли понравиться целевой аудитории. и относиться к.
Не сказать, что «Маленькие монстры» полностью соответствуют двум только что упомянутым фильмам — в нем есть несколько надоедливых детских персонажей, а Морис становится немного утомительным, — но это, безусловно, творческий, забавный и захватывающий маленький фильм. Грустно видеть, как еще один из ключевых детей-звезд той эпохи, Фред Сэвидж, выходит из десятилетия и растворяется в работе по дереву, подобно Кори Фельдману и Кори Хейму. Хотя его маниакальное поведение иногда становится утомительным, игра Хоуи Манделя, безусловно, энергична, и вы не можете не любить его, когда он пьет яблочный сок хулигана только для того, чтобы снова наполнить его мочой. Вряд ли классический, но определенно фильм, которым я буду дорожить с юности и с удовольствием пересматриваю раз в десять лет или около того.
www.the-wrath-of-blog.blogspot.com
полезно•7
1
tomgillespie2002
19 июля 2011 г.
901 20 лучших вариантов
Войдите, чтобы оценить и просмотреть список наблюдения для получения персональных рекомендаций
Войти
Детали
Дата выпуска
25 августа 1989 г. (США)
Страна происхождения
США
Язык
Английский 9
Уилмингтон, Северная Каролина, США
Davis Entertainment
Licht/Mueller Film Corporation
Vestron Pictures
См. больше кредитов компании на IMDbPro
Кассовые сборы
Бюджет
4 500 000 долларов США (приблизительно)
Валовой доход США и Канады
793 775 $
Первые выходные США и Канада
253 834 $
27 августа 1989 г.
Валовой доход по всему миру 9 0012
793 775 $
См. подробную информацию о кассовых сборах на IMDbPro
Технические характеристики
Время работы
1 час 40 минут
Цвет
Микширование звука
Dolby SR
Соотношение сторон
1,85 : 1
Новости по теме
Внесите свой вклад в эту страницу
Предложите отредактировать или добавить отсутствующий контент
Top Gap
Под каким названием были официально выпущены Little Monsters (1989) в Индии на английском языке?
Ответить
Еще для изучения
Недавно просмотренные
У вас нет недавно просмотренных страниц
Маленькие монстры (1989) — Съемки и производство
Маленькие монстры (1989)
Перейти к:
Места съемок (13)
Даты съемок (1)
Уилмингтон, Северная Каролина, США
6 из 7 считают это интересным
Интересный?
США
Это интересно?
Интересный?
1519 Chestnut Street, Уилмингтон, Северная Каролина, США
(Дом Стивенсона)
Это интересно?
Интересный?
Национальное кладбище Уилмингтона — Маркет-стрит, 2011, Уилмингтон, Северная Каролина, США
(Эрик вызывает Брайана)
Это интересно?
Интересный?
109 N 15th Avenue, Уилмингтон, Северная Каролина, США
(внутри детских домов, где Морис и Брайан сеют хаос)
Это интересно?
Интересный?
Принцесс-стрит, 1703, Уилмингтон, Северная Каролина, США
(дом Тодда)
Это интересно?
Интересный?
EUE/Screen Gems Studios — 1223 N 23rd Street, Уилмингтон, Северная Каролина, США
(студия)
Это интересно?
Интересный?
Этап 4, EUE/Screen Gems Studios — 1223 N 23rd Street, Уилмингтон, Северная Каролина, США
(Интерьер дома Стивенсона; монстры пытаются напугать ребенка)
Это интересно?
Интересный?
Этап 7, EUE/Screen Gems Studios — 1223 N 23rd Street, Уилмингтон, Северная Каролина, США
(Комната подземного мира мальчика)
Это интересно?
Интересный?
Глобальная начальная школа Forest Hills — 602 Colonial Drive, Уилмингтон, Северная Каролина, США
(школа)
Это интересно?
Интересный?
Начальная школа Винтер-Парк — 204 MacMillan Avenue, Уилмингтон, Северная Каролина, США
(Ронни задается вопросом, кто помочился в его яблочный сок)
Это интересно?
Интересный?
Цементный завод в Роаноке — 6411 Ideal Cement Road, Castle Hayne, Северная Каролина, США
Бесплатный 3D файл Симпатичный мини-осьминог・Шаблон для 3D-печати для загрузки・Cults
Шарнирный дракон
3,71 €
Змея и гремучая змея
3,71 €
Ленивый кот
3,71 €
Octopus 2.0
3,71 €
Lazy Dogs
4,64 €
Артикулированный тарантул
3,71 €
Lazy Horses
3,71 €
Articulated Bunny
2,78 €
Лучшие файлы для 3D-принтеров в категории Игра
OLAF
Бесплатно
Левая маска (FNAF)
1,50 €
ИНДИВИДУАЛЬНАЯ ДЕВСТВЕННАЯ КОРОНА ДЛЯ МАСШТАБНЫХ ФИГУРОК PLAYMOBIL
1,88 €
Ultimate Playing Card Holder
Бесплатно
Megaman X Posed Figurine
Бесплатно
Винтовка Sweet Business Airsoft Autorifle
Бесплатно
Темный колдун — настольная миниатюра
2,83 €
Железнодорожный путь
Бесплатно
Бестселлеры категории Игра
Господь заразителен
3,95 €
Хищники Ночного Легиона [ПРЕДВАРИТЕЛЬНО]
12,66 €
Heretech Voidwalker Exosuits
24 €
Красивая голубая собака
1,07 €
Catafrac Legio Magician Hero Kit
6,50 €
МРАЧНЫЕ СПЕЦИАЛИСТЫ ПО СЖИГАНИЮ ПЛАЗМЫ
11,25 €
Баллистус дредноут
5 €
Voidwalker Exosuits Truescale
14,83 €
FLEXI TROOPAS BONES KOOPA — SUPER MARIO BROS — НЕ ПОДДЕРЖИВАЕТСЯ
2,99 €
Шлемы с узором Aquillera
3 €
Доспехи с узором Аквиллера
12,50 €
Космические жуки смерти поющий истребитель
39 €
-15%
33,15 €
Подставка для Nintendo Switch (зарядка)
5,57 €
Mk3 Assault Loadout
2,33 €
Набор мультмоделей Nissan 200sx
5,74 €
Шарнирный дракон
3,71 €
💖 Вы хотите поддержать Cults?
Вам нравятся Cults и вы хотите помочь нам продолжить наш путь самостоятельно? Обратите внимание, что мы — маленькая команда из 3 человек, поэтому поддержать нас в поддержании деятельности и создании будущих разработок очень просто. Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключайте блокировщик баннеров AdBlock и кликайте на наши рекламные баннеры.
АФФИЛИАЦИЯ: Совершайте покупки онлайн, переходя по нашим партнерским ссылкам здесь Amazon.
ДОНАТЫ: Если хотите, то можно сделать пожертвование через Ko-Fi здесь 💜.
ПРИГЛАШЕНИЕ ДРУЗЕЙ: Приглашайте своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
Как со смартфона смотреть животных в 3D из Google
Несмотря на то что именно Apple первой объявила о своём желании развивать дополненную реальность, Google удалось заткнуть её за пояс. В то время как компания из Купертино занималась совершенствованием приложения «Линейка» и освоением технологии LIDAR, поисковый гигант просто взял и показал, что дополненная реальность действительно может быть применима в быту. Отличный тому пример – возможность искать в Google трёхмерные изображения животных, размещать их прямо у себя в квартире, занимаясь изучением особенностей их внешности и повадок.
Хотите посмотреть животных в натуральную величину? Это реально
Животные 3д в Гугл
На самом деле Google анонсировала появление 3д-зоопарка в Гугл-поиске ещё в прошлом году на конференции Google I/O, однако тогда их ассортимент был довольно скуден. За прошедшее время дизайнеры поискового гиганта нарисовали гораздо больше фигур, которые теперь доступны всем, ну, или практически всем. В результате пользователи могут смотреть аллигатора в 3д, тигра в 3д, акулу в 3д, смотреть осьминога 3д в Гугл и других животных.
Скажите, выглядит как настоящий?
Какие животные есть в Google:
Дикие животные:
Аллигатор
Арктическая лиса
Медведь
Бенгальская кошка
Гепард
Бурундук
Койот
Олень
Утка
Орел
Фенек
Жираф
Ежик
Бегемот
Леопард
Лев
Рысь
Ара
Панда
Пингвин
Кролик
Енот
Малая панда
Питон
Тигр
Белоспинный дятел
Волк
Зебра
Морские животные:
Рыба-удильщик
Морская свинья
Осьминог
Акула
Черепаха
Со временем количество животных в Гугле только увеличивается
Собаки:
Акита-ину
Австралийская овчарка
Бигль
Бордер-колли
Бультерьер
Бульдог
Кане Корсо
Чихуахуа
Чоу-чау
Кокер-спаниель
Такса
Доберман
Французский бульдог
Немецкая овчарка
Золотистый ретривер
Немецкий дог
Корейский джиндо
Лабрадор-ретривер
Мальтийская болонка
Вельш-корги
Питбуль
Померанский шпиц
Пудель
Мопс
Щенок
Ротвейлер
Шнауцер
Сиба-ину
Ши-тсу
Сибирский хаски
Йоркширский терьер
Кошки:
Кошка
Котенок
Мейн-кун
Норвежская лесная кошка
Персидская кошка
Рэгдолл
Русская голубая кошка
Шотландская вислоухая кошка
Сиамская кошка
Кошка-сфинкс
Домашние животные:
Осел
Коза
Морская свинка
Хомяк
Лошадь
Молочная корова
Бык
Свинья
Шотландский пони
Насекомые:
Атласский жук
Атласская моль
Певчая цикада
Стрекоза
Сумеречная цикада
Светлячок
Гигантский жук-олень
Кузнечик
Жук Геркулес
Шершень
Скарабей
Божья коровка
Богомол
Морфо (бабочка)
Обыкновенная кардерная пчела
Периодическая цикада
Розалия
Жук-носорог
Ласточкохвостая бабочка
Динозавры:
Анкилозавр
Брахиозавр
Дилофозавр
Паразауролоф
Птеранодон
Спинозавр
Стегозавр
Трицератопс
Тираннозавр Рекс
Велоцираптор
Фантастические животные:
Дракон
Единорог
Разработчики Google показали, как сделать Chrome безопаснее
Меньше чем через неделю после запуска функции трёхмерного зоопарка, в Google появились новые модели животных. Пока их всего четыре, но, очевидно, что в ближайшем будущем их количество будет только расти.
Обновлено: в октябре 2021 года в Google появились ещё и северные животные.
Как видите, список доступных моделей довольно обширен и включает в себя многих популярных животных. Тем не менее, очевидно, что прекращать работу по его расширению ещё рано, ведь только класс млекопитающих состоит из более чем 5000 видов, не говоря уже о пресмыкающихся, рыбах, червях и насекомых. Это большая работа, поскольку Google предстоит не просто оцифровать фигуры, но и проработать их мельчайшие детали, габариты, повадки и добиться эффекта реалистичности, например, избавившись от проваливания в текстуры и других неполадок.
Как найти 3D-фигуры животных в Google
Найти трёхмерные фигуры животных довольно просто. Google позволяет получить к ним доступ прямо из поиска.
Введите в Google название животного из списка, например, «тигр в 3д» или просто «тигр»
Пролистайте страницу вниз до вкладки с предложением рассмотреть модель животного в натуральную величину и нажмите «Смотреть в 3D»;
В открывшемся окне с трёхмерной фигурой животного нажмите на кнопку «Разместить у себя»;
Животные в дополненной реальности довольно реалистичны
Наведите камеру смартфона на пол и повертите им так, как показано на экране;
Вы можете обойти животное со всех сторон, приближаться и отдаляться от него – оно не пропадёт, даже если вы сместите камеру в сторону.
Как я сделал Google Chrome лучше. Реально рабочие советы
Я протестировал функцию размещения животных в 3д в дополненной реальности на трёх устройствах и пришёл к выводу, что пока это история далеко не для всех.
Не работают животные в дополненной реальности
На моём iPad 2017 вкладка с трёхмерной фигурой животных не появилась ни разу независимо от браузера, которым я пользовался. Я пытался получить нужный результат и в Safari, и в Google Chrome, но всё было тщетно.
На Honor View 20, который вроде как считается флагманом прошлого года и оснащается довольно мощным железом, Google показывал вкладки для всех животных. Но стоило мне нажать кнопку «Смотреть в 3D», Chrome выдавал ошибку. Тогда я попробовал провернуть то же самое через «Яндекс.Браузер», но получил тот же результат. Видимо, смартфон вступает в конфликт с 3D-фигурой. Не исключено, что Google специально заблокировала доступ к ним для смартфонов Huawei.
В интернете появились поддельные обновления для Google Chrome
А вот на Galaxy A51 всё прошло заметно лучше. Я в считанные секунды смог открыть трёхмерную фигуру тигра и разместил его в квартире. Модель оказалась довольно реалистичной, но только издалека. Если подойти к ней поближе, то картинка начинала зернить как при использовании цифрового зума. Впрочем, допускаю, что это просто железо смартфона не справлялось с обработкой фигуры.
Если у вас не работают животные в 3д - рекомендуем к прочтению отдельный пост на эту тему
Что я могу сказать? На самом деле идея рассматривать фигуры животных в дополненной реальности очень крута и полезна. Особенно такая функция понравится детям, у которых вряд ли была возможность рассмотреть опасных хищников настолько близко и понаблюдать за их поведением. Другое дело, что из-за ограничений неизвестной природы опробовать AR-животных смогут далеко не все, и это обидно.
осьминогов 3D-модели | CGTrader
978 3D-модели Octopus доступны для скачивания. 3д модели Octopus готовы для анимации, игр и проектов VR / AR. Используйте фильтры, чтобы найти сфальсифицированные, анимированные, низкополигональные или бесплатные 3D-модели. Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Показать больше 050100200300500+
Бесплатно
Выбрать атрибут
Low-poly3D PrintAnimatedPBRriggedCollection
Show Age+Скидки
Premium
Rigged
Animated
$125.00
max, obj, fbx, dae, mtl и др.
Premium
Rigged
Animated
Lowpoly
$28,97
max, obj, fbx, ma, mb и др.
Premium
max, ob j, fbx, 3ds, stl и многое другое
Premium
$12,00
obj, fbx, mtl, ma, mb
Premium
Rigged
Animated
9 0029
10,00 $
fbx
Premium
Rigged
200,00 $
max, obj, mtl
Premium
$12,90
max
Premium
$12,9 0
макс.
Премиум
65,00 $
stl, obj, fbx, 3dm, mtl и др. fbx, mtl, 3dm
Премиум
stl, obj, mtl, fbx
Premium
$18,50
max, obj, fbx, mtl
Premium
Lowpoly
PBR 9002 6
19,00 $
obj, fbx, 3ds, mtl, stl
Premium
PBR
49,00 $
obj, fbx, mtl, gltf, glb и др.
Premium
obj, fbx, mtl, смесь, dae
Premium
$12,90
max
Premium
$30.00
stl, obj, mtl, 3dm
Premium
Rigged
Анимация
obj, fbx, blend, gltf, glb и др.
Premium
12,90 долл. США
макс.
Премиум
12,90 долл. США
макс.
Премиум
35,00 $
obj, fbx, mtl, gltf, glb и др.
Premium
PBR
49,00 $
obj, fbx, blend, mtl, gltf и др.
Premium
29,00 $
stl, obj, mtl, fbx, ma и др. 9000 3
Премиум
stl
Premium
stl, obj, mtl, 3ds
Premium
Rigged
Анимация
9002 9
obj, fbx, gltf, glb, stl и др.
Premium
Lowpoly
PBR
11,00 $
obj, fbx, mtl
Premium
stl, obj, mtl, fbx, смесь
Премиум
PBR
35,00 $
obj, fbx, dae, mtl, stl и др.
Premium
20,00 $
obj, ztl, zbp, mtl
Premium
$12,90
макс.
Premium
12,90 $
max
Premium
27,00 $
stl, obj, mtl, c4d, ztl и другие
Premium
Rigged
Lowpoly
39 $.00
max, obj, fbx, mtl
Premium
max, obj, fbx, mtl
Premium
$20. 00
stl, obj, mtl, max
Не удалось найти то, что вы ищешь?
Запросить пользовательскую 3D-модель
Бесплатный 3D-файл Cute Mini Octopus・Модель 3D-принтера для загрузки・Cults
Шарнирный дракон
3,71 €
Змея и гремучая змея
3,71 €
Ленивый кот
3,71 €
Octopus 2.0
3,71 €
Ленивые псы
4,64 €
Шарнирный тарантул
3,71 €
Ленивые лошади
3,71 €
Шарнирный кролик
2,78 €
Лучшие файлы для 3D-принтеров в категории «Игра»
Тактильные шахматы (магнитные)
Бесплатно
Секретный дизайн
ТРАНСФОРМАТОРЫ G1 DEVASTATOR
Бесплатно
Деактивировано
ЗВЕЗДНЫЕ ВОЙНЫ ВИНТАЖНАЯ ФИГУРКА JAWA WOMPRAT RIDER, CUSTOM KENNER, HASBRO, 3,75 дюйма, 1/18 дюйма
6,50 €
Mailbot: почтовый ящик для заметок робота
Бесплатно
DE-AC33C «Blue Tiger» Spur G / LGB / G-Scale
39 €
P51 Вдохновленный трехкомпонентный самолет-рогатка с триггером от Socrates
Док-станция Nintendo Switch Crystal — версия Classic и OLED
3,11 €
Экзокостюмы Voidwalker Truescale
14,83 €
Поющий убийца космических жуков смерти
€39
-15%
€33,15
Lad Mobile
12,21 €
💖 Хотели бы вы поддержать культы?
Вам нравятся культы и вы хотите нам помочь продолжить приключение самостоятельно ? Обратите внимание, что мы небольшая команда из 3 человек , поэтому нам очень просто поддерживать деятельность и создавать будущие разработки .
Нарезание внутренней резьбы метчиком: технология, инструмент, диаметр отверстия
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя. Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
Рис. 3. Формы заборной части метчиков:
форма А — длинная заборная часть для обработки сквозных отверстий; форма В — средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С — короткая заборная часть для обработки глухих отверстий; форма D — средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е — короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
Вернуться к списку
Всё о метчиках и нарезании резьбы
Все мы знаем, что такое метчики. Они все разные и специализируются на разных задачах. Одни отлично подходят для ручной нарезки, а другие для такой работы совсем не подходят. Также метчики нужно выбирать исходя из вида отверстий и обрабатываемых материалов. Хорошо видно, что эти метчики отличаются друг от друга, если знать, куда смотреть. Вот сейчас мы этим и займемся. Поговорим о метчиках и уборке снега. Сейчас вы все это увидите.
Важная конструктивная особенность метчиков — канавка, которая находится у его вершины, рядом с режущей кромкой. Угол наклона стружечной канавки дает большие преимущества при использовании метчика.
Для примера мы возьмем немного снега и снегоочиститель. Если мы установим отвал под отрицательным углом, то куда он будет толкать снег? Лезвие наклонено влево и снег будет уходить влево. Теперь сделаем положительный угол, повернем лезвие вправо. Снег должен сыпаться вправо. Если установить отвал прямо, то он будет раздвигать снег в обе стороны, и влево и вправо от траектории нашего движения. Мы можем предсказать, куда будет сдвигаться снег. Это зависит от угла нашего отвала. Точно так же мы можем понять, куда пойдет стружка для каждого типа метчика. Это зависит от направления режущей кромки.
У меня три метчика: метчик со спиральной подточкой заборной части (spiral point), метчик со спиральной стружечной канавкой (spiral flute) и метчик с прямой стружечной канавкой (straight flute). Да, канавки у метчиков могут быть разные. Но, пока не будем обращать на это внимание и сосредоточимся только на вершинах метчиков, на режущей поверхности, где происходит самое важное.
Давайте возьмем какой-нибудь метчик и рассмотрим его режущую кромку. Глядя на неё, можно сказать, куда пойдет стружка — вверх или вниз. Точно так же, как можно сказать, куда будет отбрасываться снег. Метчик со спиральной подточкой направляет стружку вниз, в отверстие. Метчик со спиральной канавкой направляет стружку вверх, из отверстия. А метчик с прямой канавкой отправит стружку как вверх, так и вниз, как получится в данный момент.
Важно знать направление вывода стружки! Это имеет решающее значение при выборе метчика и при программировании.
Если у нас несквозное отверстие, т.е. через него нельзя посмотреть, то нужно очень осторожно пользоваться метчиком со спиральной подточкой заборной части. У такого метчика стружка движется к вершине, и если останется мало места до дна отверстия, то стружка будет плотно набиваться между метчиком и дном. Метчик может даже сломаться.
Стружка не всегда одинаковая. При обработке одних материалов получается длинная стружка. Материалы с длинной стружкой, например, некоторые стали или алюминий, образуют при нарезании резьбы проволоку, которую нужно куда-то отводить: либо выводить из отверстия, либо загонять вглубь.
Метчики со спиральной подточкой или с винтовой канавкой определяют направление отвода стружки. Это зависит от угла режущей кромки. У некоторых материалов, например у чугуна, стружка короткая, напоминает порошок. Обычно, для обработки таких материалов с короткой стружкой мы используем метчики с прямой канавкой.
Направление отвода стружки — этот только часть рассказа. Другим параметром метчиков является форма заборной части у вершины. На метчиках видна разница между распространенными типами заборных частей. Метчики называются первый (TAPER), второй (PLUG) и чистовой (BOTTOMING).
В США, если говорят метчик PLUG, то это не просто название. Это технический термин, определяющий длину заборной части. На режущей кромке нашего метчика 4 или 5 витков на заборной части.
Коническая заборная часть у первого чернового метчика (TAPER) обычно состоит из 8–9 витков. У чистового метчика (BOTTOMING) заборная часть состоит всего из 1–2 витков. Это наш словарик по метчикам.
Угол наклона режущей кромки и длина заборной части до полной резьбы отражаются в названии метчика.
Вот второй метчик с прямой канавкой. У этого чистового метчика спиральная канавка. Мы знаем, что он выталкивает стружку вверх из отверстия и имеет примерно 2 витка на заборной части до перехода к полной резьбе.
Этот чистовой метчик с прямой канавкой. У него два витка на заборной части. И помните, метчик с любой заборной частью, первый-черновой, второй и чистовой, могут быть с любой канавкой.
Отлично! Теперь мы знаем названия метчиков и их назначение. Сейчас несколько примеров, как правильно выбрать метчик.
Вот классическое глухое отверстие, т.е. несквозное. Нужно нарезать 3/4 дюйма полной резьбы. Метчик со спиральной подточкой заборной части здесь не подойдет, может сломаться. Второй метчик не сможет нарезать полную резьбу на необходимую глубину. У него 5 витков на заборной части. Для такого глухого отверстия лучше взять чистовой метчик со спиральной стружечной канавкой.
Так как мы нарезаем резьбу довольно близко к дну отверстия, то нам не нужен метчик со спиральной подточкой, который гонит стружку вниз. Поэтому, лучше выбрать чистовой метчик с винтовой канавкой.
Чтобы нарезать резьбу до дна отверстия, нужно чтобы перед метчиком не было стружки. С помощью метчика со спиральной подточкой такую резьбу получить нельзя, не сломав его из-за стружки. Нужно использовать метчик с винтовой канавкой.
Но, если метчик с винтовой канавкой так хорошо, почему бы не использовать его для всех отверстия, в том числе и сквозных. Такие резьбы часто будут дороже, кроме того, возникает бОльшая сила резания, по сравнению с другими метчиками.
Что случится, если мы увеличим нагрузку на первых витках заборной части? Это означает, что чистовой метчик быстрее выйдет из строя, чем черновой. Помимо этого, метчик с винтовой канавкой обычно слабее метчика с прямыми канавками с подточкой. У такого метчика канавки для отвода стружки крупнее. А ещё может быть внутренний канал для подачи СОЖ. Всё это ослабляет метчик, делает его менее жестким.
Если вы сломали метчик, то, скорее всего, это был чистовой метчик с винтовой канавкой, который работал в тяжелом материале. Это слабые, непрочные метчики. Если вы сломали метчик с прямыми канавками и спиральной подточкой, то, возможно, вы нарезали резьбу в глухом отверстии. Стружка не смогла выйти наружу.
Метчик со спиральной подточкой — наиболее частый выбор. Он имеет прочное основание, так как канавкам для выхода стружки не нужно быть очень большими.
Заборная часть второго метчика распределяет нагрузку, имея 4–5 витков. Это уменьшает требуемый крутящий момент, если сравнивать с чистовым метчиком.
Вот по этим причинам, везде, где можно, мы используем второй метчик с прямыми канавками и спиральной подточкой заборной части. Метчик с винтовой канавкой используем только по необходимости, например, для нарезания глубокой резьбы в глухом отверстии.
Если нам нужно где-то нарезать резьбу, то лучше взять первый-черной метчик. Главная причина такого выбора — он легко выравнивается в отверстии. Делает это самостоятельно.
Если вы попробуете вручную нарезать резьбу чистовым метчиком с короткой заборной частью, то вам будет непросто его выровнять. Он никак не желает стоять ровно. Так что при ручном нарезании резьбы возьмите хотя бы второй метчик, а лучше черновой. Если же вам нужно нарезать резьбу до дна несквозного отверстия, то начните с чернового метчика, а затем доделайте чистовым. Можно пройти одним метчиком, потом другим.
Итак, мы говорили о метчиках и о том, как сделать правильный выбор инструмента. Мне как программисту станка в G и М-кодах, нужно знать, какой метчик будет использоваться, еще до написания программы. Это важно.
Посмотрите на эти болты. Для нарезания резьбы для этих трех болтов использовалась одна и та же программа. Использовался цикл нарезания резьбы метчиком G84. Резьба нарезалась на глубину –1 дюйм по оси Z. Но, болты в эти резьбовые отверстия вкручиваются по-разному. Одни выступают больше, чем другие.
Почему же так получилось? Мы использовали разные метчики, с разной заборной частью. Мы не нарезали полную резьбу на одну глубину. Одно отверстие получено с помощью первого чернового метчика, а другое — с помощью второго, в третьем случае работал чистовой метчик.
Если вы используете черновой метчик, то вам нужно дополнительно увеличить глубину на пять витков для получения необходимого результата. Необходимо программировать на пять витков глубже, чтобы получить полную резьбу необходимой глубины. Это надо иметь в виду.
Сегодня мы говорили о метчиках, и некоторые из вас могут спросить, почему мы не рассказали о накатниках. Эти бесстружечные метчики очень хороши. Они применяются для пластичных материалов, которые можно подвергнуть деформации. О накатниках можно рассказывать очень долго, поэтому, думаю, мы посвятим им отдельное видео.
Сейчас я хочу дать вам несколько советов, которые помогут избежать проблем при нарезании резьбы. Проверьте концентрацию охлаждающей жидкости. Она должна быть высокой при нарезании резьбы метчиком. Правильно настройте программируемое сопло подачи СОЖ или используйте прокачку СОЖ через шпиндель и инструмент. Так вы продлите срок службы инструмента.
Также проверьте свою управляющую программу. У нас есть видео, как определить скорость подачи при нарезании резьбы метчиком. И нужно убедиться, что мы используем сверло и метчик нужных диаметров.
Существуют специальные справочники. Можно использовать несколько сверл разного размера. Необходимо сделать правильный выбор для каждого конкретного случая. Используйте это с максимальной выгодой. Иногда лучше взять сверло большего диаметра, тогда резьба нарезается легче. Конечно, нужно оставаться в рамках указанного диапазона.
И всегда проверяйте глубину сверления и учитывайте углы при вершинах сверл и метчиков. Для некоторых задач лучше подходят одни метчики, для других — другие. Выбор зависит от конкретной задачи. Нужно всё тщательно продумать перед выбором инструмента.
Теперь о сверлах. Для стандартных сверл с углом при вершине 118 градусов можно просто умножать их диаметр на 0,3, чтобы рассчитать высоту конуса. Поговорите со своим поставщиком инструмента. Эти люди знают о метчиках гораздо больше, чем мы.
И вот ещё что. Если вы нарезаете резьбу в алюминии, то возьмите светлый хорошо отполированный метчик с блестящей поверхностью, чтобы алюминий на него не налипал. А для обычных сталей возьмите метчик с черным покрытием. В следующий раз, когда будете выбирать метчик, вспомните про снегоочиститель. Посмотрите на режущую кромку и вы легко поймете, будет ли стружка направляться вниз в отверстие или выводиться из него вверх.
И ещё. Те названия метчиков, которые я называл, приняты в США: TAPER (первый), PLUG (второй) и BOTTOMING (чистовой). У вас они могут называться как-то иначе: в Великобритании, Германии, Японии или России.
Напишите нам в комментариях, как эти метчики называются у вас. Нам будет интересно почитать.
Спасибо, что позволили нам стать частью Вашего успеха, и что посмотрели этот «Совет дня от Haas».
Что такое глухие отверстия в машиностроении и обработке?
Глухое отверстие относится к отверстию, которое не проходит полностью через деталь, т. е. оно только просверливается, расширяется или фрезеруется на глубину, которая составляет часть общей толщины детали. Глубина глухого отверстия обычно определяется требованиями к резьбе крепежного изделия, используемого для конкретного применения.
В этой статье описывается, что такое глухие отверстия, как их сверлить и нарезать резьбу, а также какие обозначения использовать для обозначения глухих отверстий на чертеже. Другие типы отверстий перечислены здесь для сравнения.
Как просверлить глухое отверстие
Глубина отверстия должна определяться оптимальным зацеплением резьбы используемого крепежа плюс дополнительная глубина, позволяющая метчику нарезать резьбу на правильную глубину. Глухое отверстие можно просверлить разными способами. Можно использовать ручную дрель, однако просверлить ручным сверлом перпендикулярное отверстие затруднительно, а также затруднительно просверлить на точную глубину. Кусок ленты, обернутый вокруг сверла, может служить индикатором глубины. В качестве альтернативы, некоторые ручные дрели имеют индикатор глубины, который выступает из передней части дрели, чтобы физически не дать дрели уйти слишком глубоко.
Сверлильный станок является более подходящим инструментом для сверления глухих отверстий, чем ручная дрель. Он может сверлить перпендикулярные отверстия, тогда как ручная дрель не может из-за ручного управления, что вносит много неточностей. В дополнение к этому его индикатор глубины можно использовать в качестве визуального ориентира, чтобы убедиться, что отверстие просверлено на правильную глубину и что основание сверла перпендикулярно оси сверла.
Наиболее передовым методом сверления глухого отверстия является использование фрезерного станка с ЧПУ, сверла с ЧПУ или токарного станка. Токарные станки позволяют размещать сверло в задней бабке, а вращающийся материал вводится в стационарное сверло. Этот метод позволяет получить наиболее точные отверстия. Если требуются точные отверстия, размер отверстия можно немного уменьшить, а для окончательной обработки отверстия можно использовать развертку.
Независимо от метода сверления глухого отверстия важно обеспечить подачу смазочно-охлаждающей жидкости к сверлу и непрерывный отвод стружки. Обычно это делается путем периодического извлечения сверла из материала, чтобы удалить стружку из отверстия. Несоблюдение этого требования может повредить сверло или даже застрять в отверстии и сломать его.
Выбор правильного метчика для глухого отверстия
Глухие отверстия можно нарезать вручную или на станке с ЧПУ. Для каждого размера резьбы необходимо использовать соответствующий размер сверла. Например, для болта M10 потребуется сверло диаметром 8,8 мм, чтобы нарезать достаточное количество материала для нарезания полной резьбы в отверстии. Для глухих отверстий лучше всего подходят донные метчики с плоским дном. В Интернете доступно множество таблиц сверлильных метчиков, в которых указано отверстие, которое необходимо просверлить для соответствующего размера резьбы.
Как и при сверлении, важно удалять стружку во время нарезания резьбы, так как метчики могут очень легко сломаться, если стружка не будет удалена. Также важно, чтобы метчик точно совпадал с центральной осью отверстия. В качестве альтернативы можно использовать метчик для устранения проблемы с стружкой. Накатные метчики в холодном состоянии формируют резьбу, вдавливая ее в стенки трюма, а не обрезая.
Как очистить глухие отверстия
При сверлении глухих отверстий важно удалить стружку, поскольку она может вызвать ряд проблем, таких как повышенный износ и поломка сверла. Во время сверления можно использовать поток жидкого хладагента или воздуха под высоким давлением для выдувания стружки из отверстия. Канавки сверла не смогут эффективно удалять стружку, если отверстие станет слишком глубоким. После сверления отверстия необходимо снова очистить, чтобы удалить оставшийся мусор. В этом случае можно использовать ручной пневматический пистолет. Для достижения наилучших результатов можно использовать специальный ручной очиститель отверстий, который одновременно вдувает сжатый воздух в отверстие и всасывает выдутый мусор в закрытый контейнер.
Глубина сверления Зазор в глухих отверстиях
При сверлении глухих отверстий для нарезания резьбы важно сверлить до нужной глубины, чтобы у метчика было достаточно места для нарезания или формирования необходимого количества резьб. Это гарантирует, что застежка имеет достаточное зацепление с резьбой для максимальной удерживающей силы, а также достаточный зазор для метчика. Глубина отверстия будет зависеть от типа используемого метчика. Например, коническому метчику потребуется более глубокое отверстие, чем нижнему метчику или метчику со спиральной канавкой для того же количества витков резьбы, поскольку он имеет более длинное острие и заходную часть, прежде чем он сможет нарезать резьбу на полную глубину. также лучше подходит для постукивания вручную. Приведенные ниже формулы можно использовать в качестве общих рекомендаций:
Для отверстий глубиной, в два раза превышающей диаметр крепежа, глубина резьбы должна быть:
Обозначение глухого отверстия показано в правом верхнем углу Рис. 1 ниже:
Обозначение «M20 x 2,5» указывает на размер крепежа и шаг резьбы. Направленная вниз стрелка (↧) указывает глубину резьбы, а последняя цифра указывает общую глубину отверстия.
Глухое отверстие по сравнению со сквозным отверстием
Сквозное отверстие проходит через всю толщину детали, в отличие от глухого отверстия, которое останавливается до полного проникновения, как показано на рис. 1 выше.
Глухие и сквозные отверстия могут быть с резьбой для крепежа или оставлены без резьбы для установочных штифтов. Глухие отверстия часто нарезают с помощью метчиков для дна, тогда как сквозные отверстия можно просверливать с помощью конических метчиков. Глухие отверстия более склонны к поломке метчика, чем сквозные, поскольку стружка имеет тенденцию накапливаться в отверстии, создавая заедание, которое сломает метчик.
Какие существуют другие типы отверстий в машиностроении и механической обработке?
Для разных применений могут потребоваться разные типы отверстий. Перечисленные ниже отверстия могут быть сквозными или глухими:
Цековка: Цековка — это обычное отверстие с большим отверстием над ним. Это отверстие имеет плоское дно, чтобы застежка-молния не выступала над поверхностью детали.
Потайное: Отверстие с потайной головкой похоже на расточенное отверстие, но имеет коническое отверстие над стандартным отверстием. В этих типах отверстий используется винт с плоской головкой.
Точечная поверхность: Точечное отверстие представляет собой неглубокое расточенное отверстие, используемое для обеспечения плоской сопрягаемой поверхности между нижней стороной крепежа и соединяемым материалом, перпендикулярной центральной оси отверстия.
Контрсверло: Контрсверло представляет собой комбинацию зенковки и зенковки. Верхняя часть отверстия расточена, а затем переходит в зенкерное отверстие, ведущее к направляющему отверстию. Эти отверстия используются с винтами с потайной головкой.
Конусность: Коническое отверстие — это отверстие, которое начинается относительно широко и сужается под углом по мере углубления в деталь. Сужение обычно продолжается через материал. Эти отверстия используются не для крепежа, а, например, для конических штифтов.
Для получения дополнительной информации см. наше руководство по типам отверстий в технике.
Резюме
В этой статье представлены глухие отверстия, объяснено, что они собой представляют, и обсуждено, когда они используются в машиностроении и механической обработке. Чтобы узнать больше о глухих отверстиях, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Глухие отверстия не проходят через весь материал. Изображение Роберта Хьюитта
Глухие отверстия не проходят через весь материал. В результате стружка, образующаяся при сверлении, развертывании, нарезании резьбы или других операциях, не может просто так выпасть из днища. Они должны быть удалены с помощью спирали режущего инструмента или каким-либо другим способом.
Это делает нарезание резьбы в глухих отверстиях более прочным, чем нарезание резьбы в сквозных отверстиях, и, следовательно, повышает вероятность поломки метчиков. Эта статья даст вам советы, необходимые для сведения к минимуму поломки метчика в глухих отверстиях.
Научитесь нарезанию резьбы в глухие отверстия с помощью руки для нарезки резьбы от гениев, создавших руку для нарезки резьбы Flex Arm, на этом специальном видео-мероприятии в прямом эфире.
Выберите оптимальный размер отверстия для начала
Давайте с самого начала опередим игру, выбрав правильный размер отверстия. Возможно, вы удивитесь, узнав, что размер, рекомендуемый на упаковке крана или в типичных таблицах, обычно НЕ лучший размер для использования!
Полная информация здесь, но, как правило, вы хотите выбрать размер отверстия, который соответствует хорошему балансу между удерживающей силой резьбы и крутящим моментом, необходимым для нарезания резьбы. Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому уменьшение крутящего момента сэкономит метчики.
Существуют диаграммы, которые помогут вам в этом, но наш калькулятор G-WIzard имеет удобную встроенную справочную информацию прямо на вкладке «Потоки», которая вычислит его для любой используемой вами нити.
Используйте правильный тип метчика
Помните, что при нарезке глухих отверстий стружке некуда идти, кроме как вверх. У дыры твердое дно, из которого они не могут выпасть. Из-за этого вы хотите использовать метчики, предназначенные для глухих отверстий. У нас есть полное руководство по типам ответвителей, из которого вы узнаете, что лучше всего подходит для вашего приложения.
Обычный ответ: вам нужен нижний кран. Это довольно старая технология для станков с ЧПУ. На самом деле, если вы посмотрите на раздел «Максимальная глубина резьбы в глухих отверстиях» ниже, вы увидите, что нижняя резьба не имеет значения. Лишняя нить на них никогда не доходит до дна отверстия. Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы.
Для ЧПУ я предпочитаю метчики со спиральной канавкой:
У этих плохих парней есть серьезная спираль, которая будет вытягивать стружку вверх и из отверстия. Как раз то, что нужно при нарезании резьбы в глухих отверстиях.
Недавно я снял одно из своих видео CNC Chef для журнала Cutting Tool Engineering Magazine. Тема 7 способов избежать поломки кранов. Одним из наиболее важных является Учитывайте глубину на слепых дырах 9.0068 .
Я никогда серьезно не задумывался о том, насколько глубоко можно вбить метчик для глухого отверстия. Я знал, что он должен останавливаться не доходя до дна ямы, но оказалось, что есть подробные расчеты, которые вы можете сделать, чтобы точно определить, какой зазор оставить.
Вот слайд из моего видео, на котором приведены все формулы:
Одна из ключевых вещей, которую я обнаружил, это то, что зазор, который вам нужно оставить, немного больше, чем я думал. Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!
Эту информацию я получил от людей из Tapmatic, которые, конечно же, много знают о постукивании.
Вычисления несложные, но, учитывая их необходимость всякий раз, когда необходимо нарезать резьбу в глухом отверстии, я подумал, что было бы удобно сделать для вас расчеты в G-Wizard Calculator.
Выяснение подобных вещей, чтобы вам не приходилось этого делать, — вот почему существует G-Wizard. Итак, на вкладке «Резьба» в G-Wizard появился новый калькулятор зазора для глухих отверстий:
Просто нажмите кнопку «Слепой зазор» под таблицей для нарезки резьбы, чтобы открыть ее. Как только вы его получите, сообщите ему, какой кран вы используете, и он рассчитает остальное на основе потока, который вы выбрали в данный момент.
Кстати, в G-Wizard гораздо больше возможностей, связанных с потоками. Вкладка потоков имеет следующие возможности:
Дает все ключевые измерения для каждого потока как в графической диаграмме, так и в столбчатом отчете.
Деревообрабатывающие станки и оборудование от компании ЛТТ
Спасибо!
Спасибо, что оставили заявку. Мы обработаем вашу заявку и обязательно позвоним!
Форма заявки
Оставьте ваши контакты, мы обязательно с вами свяжемся
Ваше имя
Номер телефона (Перезвоним Вам)
Что Вы хотите заказать
Мы рекомендуем
Ускорить работу технологических линий
Создать условия для выпуска пиломатериалов высшего класса
Сделать труд рабочей бригады проще
Обеспечить безупречный результат обработки древесины любого сорта
Наша организация имеет многолетний опыт работы в сфере снабжения предприятий лесной промышленности, а также компаний, которые специализируются на выпуске пиломатериалов для мебельного дела и строительных работ. Активное сотрудничество с ведущими фирмами-изготовителями техники для деревообработки помогает формировать богатый и разнообразный ассортимент станков и инструмента, незаменимых для легкой и результативной обработки лесозаготовок.
Наша организация – это коллектив профессионалов, которые ценят доверие каждого клиента и уделяют максимум внимания любому заказу. Обратившись к нам, вы получите консультацию компетентного специалиста, который сориентирует вас в ряду продукции «ЛТТ» и поможет подобрать технику.
Мы поможем подобрать технику для:
1
Первичной обработки и шлифовки древесины.
2
Мебельного производства.
3
Высокоточной гравировки и резки посредством лазера.
Деревообрабатывающие станки в нашем каталоге – это десятки разных модификаций оборудования, среди которых можно найти компактные и простые агрегаты, а также мощные, полностью автоматизированные линии для крупного производства. Взаимодействие с производителями оснащения – залог того, что у нас вы сможете заказать современную, продуктивную в работе технику.
Мы поможем подобрать технику для:
Помимо оборудования для деревообработки и мебельной промышленности, мы рады предложить покупателям практичный инструмент для заточки режущих элементов станков и пилорам, а также обширный ряд запчастей и комплектующих для ремонта и обновления техники. Комплексный подход к решению задач клиента обеспечивает снабжение вашего предприятия всем необходимым для слаженной работы.
Чтобы выбрать и заказать станок, пилу или шлифовальную машину в нашей компании, оставьте заявку на сайте или позвоните: консультанты ООО «ЛТТ» оперативно свяжутся с вами для уточнения деталей заказа и отправки оборудования по России. Наша компания работает в Москве, откуда вы можете самостоятельно забрать приобретенные товары.
Сделайте обработку древесины и выпуск пиломатериалов качественнее и проще вместе с высокотехнологичным и доступным оборудованием от ООО “ЛТТ” — мы всегда рады сотрудничеству!
Металлообрабатывающее оборудование – заказать в Москве
Михаил Славин
Открываю свое ип. Купил недорогой турецкий вальцовочный станок. Без наворотов. Обещали, что будет как рабочая лошадка работать. Посмотрим.
Александр Ерохин
Станки покупаем в «Вентас» 3,5 года. Устраивает соотношение цена-качество, срок службы, производительность. Первые станки, которые мы купили, себя уже окупили и работают в плюс. Когда будем расширяться, будем покупать оборудование в «Вентас». Я доволен сотрудничеством. В Вентас не просто продают станки, но и консультируют, подбирают оборудование, обучают наших рабочих и выполняют пуско-наладочные работы. Купил оборудование 2 недели назад. Гарантийный срок – 1 год.
Иван Юсупов
Хорошие турецкие станки. Оптимальное соотношение цены и качества.
Николай Лебедев
Заказывали гильотинные ножницы с доставкой в Ростов. Было напряжение из-за удаленного заказа – все ли привезут, будет ли гильотина работать, не повредят ли в транспортной компании, станок все-таки не дешевый. Все прошло хорошо. Оборудование работает.
Виктор Чугунов
Расширяли мастерскую, купили вальцовочный станок. Выбирали компанию с шоу-румом чтобы можно было посмотреть станок на деле. Посетили несколько компаний. Ventas убедил квалифицированным менеджером который знает все обо всем оборудовании, может показать, рассказать, ответить на вопросы. Помог подобрать оптимальный вариант по соотношению цена-качество. Станок доставили, установили, запустили. И ребятам в мастерской провели ликбез. Уже работаем, пока все ок.
Владимир Рязов
20.01.2023
Доставили, установили, запустили, нашим показали как работать. Рекомендую.
Михаил Леонов
12.12.2022
Очень порадовал большой ассортимент станков в демо зале. Консультант технически подкованный. Все рассказал. показал, помог подобрать лучший вариант в нашем ценовом сегменте.
Анатолий Гусев
05.11.2022
Специально не хотел писать отзыв раньше. Купил станки год назад. Решил, если нареканий не будет, напишу хороший отзыв. Так вот, нареканий нет.
Иван Старовойтов
05.09.2022
Много станков в наличии, большой ассортимент. Можно заказать станок под индивидуальные требования. Наличие демо-залов,можно приехать и посмотреть.
Владимир Державин
27.08.2022
Вентас – надежный партнер. Работает официально, через договор. Все прозрачно. Работники знают свое дело и делают его на отлично. Рекомендую!
Денис Рогожин
24.08.2022
Большой выбор станков и оборудования. Можно приехать посмотреть на станки в работе. Это большой плюс.
Максим Пятов
20.08.2022
Подбирают оборудование в соответствии с нуждами предприятия, очень профессиональная команда, спецы в своем деле. В другой компании явно пытались мне впихнуть то, что им нужно было продать. А здесь все рассчитали для нас. Предложили варианты в разных ценовых категориях. Честно рассказали плюсы и минусы каждого. В конце концов мы выбрали золотую середину и не жалеем.
Москва Машина
Московская машина
О нас
Московские станкостроения входят в состав Московской машиностроительной группы, славного имени в истории ротогравюры, индийской компании, производящей и постоянно развивающей печатное оборудование.
Московская группа была основана в 1980 . Эффективный и ловкий штат специалистов проектирует и производит машины, отличающиеся высоким качеством, эффективностью и надежностью.
Московская группа напрямую контролирует заводы в Газиабаде (УП). Следующая компания также является частью Группы.
НАША ПАРТНЕРСКАЯ КОНЦЕРН
Rotomac Industries: Эта компания является крупным производителем высококачественных машин глубокой печати и машин для нанесения покрытий/ламинирования.
АССОРТИМЕНТ ПРОДУКЦИИ
Мы являемся производителем, поставщиком и продавцом следующих продуктов:
Машина для глубокой печати для гибкой упаковки, бумаги, алюминиевой фольги и картона (для печати на бумаге Abri)
Машины для флексографской печати
Машины для мокрого и сухого ламинирования
Машины для дуплексного и триплексного покрытия и ламинирования
Восковые машины
Дуплексные и центральные бобинорезные станки
Центральные/боковые запайщики
Машины для осмотра и врачевания
Специально разработанные линии для нанесения покрытий и ламинирования
Другие специальные машины, относящиеся к перерабатывающей промышленности.
КАЧЕСТВО
Успех Московские станки заключается в бескомпромиссной политике качества, обеспечивающей наилучшие результаты. Сырье, а также оборудование проверяются нашими экспертами по контролю качества на каждом этапе производственного процесса. Это повысило наш имидж на рынке как одного из лидеров.
Инфраструктура
У нас есть оборудование мирового класса для выполнения всего процесса, от выбора сырья до доставки готовой продукции. Весь процесс выполняется внутри компании с использованием самого современного оборудования, которое гарантирует выход с постоянным качеством и улучшением продукции. Мы часто обновляем наши технологии и поддерживаем наше оборудование в хорошем состоянии, а также следим за последними технологическими изменениями.
Москва Машина
Московская машина
МАШИНЫ ДЛЯ ПРОРЕЗКИ
Машина для перемотки поверхности барабана и спермы
Мы известны как лучшие производители, поставщики и экспортеры машин для перемотки поверхности барабана на рынке. Эта машина пользуется большой популярностью на рынке благодаря простоте эксплуатации, плавной работе и высокой функциональности. Это доступно в настроенных размерах, весах и мощностях согласно выбору наших ценных конечных клиентов. Наша предоставленная машина подходит для разрезания, перемотки и операций печати. Кроме того, эта машина для перемотки поверхности барабана требует простого обслуживания и потребляет меньше энергии.
Особенности:
Прочная конструкция
Точные размеры
Содержит серводвигатель
Машина для продольной резки поверхности
Целеустремленные усилия профессионалов и хорошо оборудованное производственное подразделение позволили нам изготовить и поставить машину для продольной резки.
Главная Полезная информация Выключатель стоп-сигнала: основа надежной работы световой сигнализации
Современные транспортные средства оснащаются световой сигнализацией, предупреждающей других участников дорожного движения о торможении. Основой сигнализации выступает выключатель стоп-сигнала. Все об этом устройстве, его существующих типах, конструкции, а также о выборе и замене — читайте в статье.
Что такое выключатель стоп-сигнала?
Выключатель стоп-сигнала (выключатель сигнала торможения) — коммутационное устройство в составе системы световой сигнализации механических транспортных средств; выключатель с различным типом привода для включения и отключения световых сигналов торможения (стоп-сигналов) при торможении и растормаживании транспортного средства.
Выключатель стоп-сигнала является неотъемлемой деталью любого транспортного средства (автомобиля, мотоцикла, автобуса), трактора и другой техники, он обеспечивает своевременное включение сигналов торможения и предупреждение других участников дорожного движения об изменении скоростного режима или выполняемом маневре. Кроме того, данный прибор (наряду с выключателями указателей поворота) упрощает управление транспортным средством, освобождая водителя от необходимости прибегать к ручной сигнализации.
Неисправность выключателя сигналов торможения не влечет за собой штрафа или иных санкций (так как в ПДД предусмотрены иные способы сигнализации), однако для обеспечения безопасности движения этот прибор следует как можно скорее заменить. Чтобы сделать верный выбор выключателя, необходимо знать о существующих типах этих устройств и их особенностях.
Выключатель HYUNDAI KIA стоп-сигнала OE
1 501 ₽
Выключатель RENAULT Megane 2 (АКПП) стоп-сигнала ERA
1 003 ₽
Выключатель HYUNDAI Porter 2,Starex H-1,Tucson KIA Bongo 3 стоп-сигнала FYC
437 ₽
Выключатель МТЗ стоп-сигнала (кнопка,штекер) ЭМИ
210 ₽
Выключатель стоп-сигнала ВАЗ-2123,ГАЗ-3302,ГАЗель Next ЕВРО-3 АВАР
285 ₽
Выключатель HYUNDAI Accent (14-) стоп-сигнала OE
1 321 ₽
Выключатель HYUNDAI Porter 2,Starex H-1,Tucson KIA Bongo 3 стоп-сигнала OE
684 ₽
Выключатель HYUNDAI Porter стоп-сигнала OE
946 ₽
Выключатель HYUNDAI Porter 2,Tucson KIA K2500,2700 стоп-сигнала OE
Типы, конструкция и характеристики выключателей стоп-сигнала
На механических транспортных средствах, тракторах, специальной технике и различных машинах используются выключатели сигналов торможения трех типов:
Механические выключатели;
Выключатели с пневматическим приводом;
Выключатели с гидравлическим приводом.
О конструкции и особенностях приборов различных типов сказано ниже.
Все выключатели, независимо от типа, имеют три исполнения под различное напряжение бортовой электросети — 6, 12 и 24 В. При этом электрическое соединение может выполняться с помощью установленного на корпусе прибора или вынесенного за его пределы (с помощью кабеля) электрического разъема различных типов:
С ножевыми (плоскими) контактами;
Со штыревыми контактами;
Со штыревыми или ножевыми контактами с защитной пластиковой юбкой;
С баойнетным (поворотным) креплением;
Клеммы с винтовыми зажимами.
Соединения, за исключением последнего в списке — быстроразъемные, для подключения выключателей используются соответствующие разъему колодки («мамы»). Байонетные разъемы обеспечивают контакт повышенной надежности, предотвращая случайное отсоединение (для этого необходимо повернуть колодку).
Выключатели с клеммными разъемам не имеют ответной колодки, проводники соединяются непосредственно с клеммами, контакт обеспечивается винтовыми зажимами. Данный тип разъемом сегодня постепенно вытесняется другими, требующими меньших затрат времени и сил на подключение.
Монтаж выключателей осуществляется различными способами, которые зависят от конструкции и типа прибора.
Механические выключатели стоп-сигнала
Механический выключатель стоп-сигнала
Место установки механического выключателя стоп-сигнала
Выключатель данного типа является наиболее распространенным, он используется в легковых ТС, многих грузовиках и в иной технике. Это концевой выключатель кнопочного типа с нормально замкнутыми контактами (при отжатой кнопке контакты замыкают цепь). Прибор имеет простое устройство: его основу составляет пластиковый корпус, в задней части которого расположена неподвижная контактная группа, а в передней располагается подпружиненная кнопка с подвижным контактом.
Выключатель монтируется на кронштейне перед педалью тормоза таким образом, что при отпущенной педали ее рычаг давит на кнопку и разрывает цепь стоп-сигналов. При нажатии на педаль тормоза ее рычаг отходит от выключателя, под действием пружины кнопка отжимается и связанный с нею подвижный контакт замыкает цепь — стоп-сигналы загораются, сообщая о выполнении торможении.
Механические выключатели могут монтироваться на кронштейн с помощью гайки, винтов или пластиковых защелок на корпусе. Обычно он скрыт под приборной панелью и в процессе эксплуатации не напоминает о себе.
Выключатели данного типа применяются на автотракторной технике, оснащенной тормозной системой с пневмоприводом. Этот прибор может использоваться в качестве датчика для включения и отключения различного электрооборудования при определенном давлении воздуха в системе.
Основу прибора составляет металлический корпус, разделенный на две камеры резиновой диафрагмой. Под диафрагмой образуется герметичная камера, к которой подводится воздух из пневматической системы, для подключения к контуру выполнен резьбовой штуцер или присоединительный канал с внутренней резьбой. Над диафрагмой располагается камера с контактной группой, которая состоит из двух неподвижных контактов и одного подвижного. Причем возможны два конструктивных варианта контактной группы:
Неподвижные контакты выполнены в виде штырьков, подвижный — в виде пластины, расположенной на диафрагме под штырьками;
Подвижный контакт выполнен в виде штырька, над которым расположен один из неподвижных контактов, второй неподвижный контакт имеет постоянное соединение с подвижным контактом через возвратную пружину.
Выключатель устанавливается в пневматической магистрали колесных тормозных механизмов. При торможении давление в магистрали повышается, что приводит к прогибу диафрагмы и подъему расположенного на ней подвижного контакта – происходит замыкание цепи и включение стоп-сигналов. При отпуске педали давление в магистрали падает, диафрагма под действием пружины отходит от контактов и разрывает цепь.
Пневматические выключатели оптимально подходят для работы в прицепах, так как они делают ненужными сигнальные цепи для включения стоп-сигналов от тягача. И в целом выключатели данного типа упрощают и повышают надежность электросистемы транспортного средства.
Выключатели данного типа используются на тяжелых транспортных средствах, оборудованных тормозной системой с гидравлическим приводом. Конструктивно эти приборы аналогичны выключателям с пневматическим приводом в исполнении со штыревыми клеммами, расположенными над соединенной с диафрагмой контактной пластиной. Однако они имеют более прочный корпус, рассчитанный на работу под высоким давлением, устойчивый к воздействию жидкостей.
Прибор монтируется в контур колесных тормозных механизмов, обычно он присоединяется с помощью резьбового штуцера, выполненного заодно с корпусом (для ввертывания выключателя на его корпусе предусмотрен шестигранник под ключ). По принципу работы прибор не отличается от своего пневматического аналога.
Вопросы выбора и замены выключателя стоп-сигнала
Выключатели стоп-сигнала интенсивно работают при эксплуатации транспортного средства, поэтому они с высокой степенью вероятности могут выходить из строя. Как показывает практика, ремонтировать этот прибор в большинстве случаев не имеет смысла — дешевле (да и проще) купить и установить новый выключатель.
На замену следует выбирать выключатель того же типа и модели, что быть установлен ранее — только так можно гарантировать, что система будет надежно работать. При необходимости можно попытаться установить прибор иного типа, однако здесь можно столкнуться с массой сложностей. Например, механические выключатели отличаются большим разнообразием конструкций, поэтому замена не всегда возможна, а если это и получится сделать, то новое устройство может иметь другие габариты, сильно затрудняющие правильную регулировку момента включения и отключения стоп-сигналов.
При выборе пневматических и гидравлических выключателей следует опираться на тип присоединительного штуцера и рабочее давление в приводе тормозов — выключатель должен соответствовать ему, чтобы обеспечивать надежное срабатывание стоп-сигналов. При использовании прибора с более высоким или низким рабочим давлением стоп-сигналы либо не будут загораться при нажатии на педаль, либо будут срабатывать даже при случайных колебаниях давления в пневматической или гидравлической системе.
Замена и регулировка выключателя тормозных сигналов должны выполняться в соответствии с инструкцией по ремонту и техническому обслуживанию транспортного средства. При выполнении работы нужно соблюдать требования техники безопасности и ряд рекомендаций. Например, менять выключатель с пневмоприводом следует при неработающем компрессоре и после стравливания давления. Установка выключателя с гидроприводом почти всегда связана с утечкой рабочей жидкости, поэтому после ремонта нужно восполнить утечку и, при необходимости, прокачать систему (удалить пузырьки воздуха). А в случае замены механического выключателя, следует выполнить точную регулировку для уверенного срабатывания стоп-сигналов.
Верный выбор выключателя и правильный его монтаж — залог надежной работы световой сигнализации транспортного средства.
Что такое выключатель тормоза — Frendi
Что такое выключатель тормоза и для чего он нужен?
Датчик тормоза, также известный как выключатель тормоза, выключатель стоп-сигнала, должен определять, когда тормоз нажат. Когда водитель нажимает на тормоз, контакты выключателя тормоза замыкаются, и электронный блок управления получает сигнал о том, что тормоз включен. Они представляют собой переключатели в виде пружинных клавиш, расположенных в верхней части механизма педали тормоза. Датчик BPP: Brake Pedal Position Sensor: Датчик положения педали тормоза. В некоторых автомобилях их можно найти в виде двух отдельных переключателей.
Что делает выключатель тормоза? Как он работает?
Переключатель педали тормоза представляет собой подпружиненный двухпозиционный электрический ключ. Есть два рабочих состояния, ВКЛ или ВЫКЛ, которые генерируют сигнал о том, что педаль нажата или педаль не нажата. Сигнал переключателя передается в ЭБУ.
Тормозной выключатель на самом деле представляет собой простой электрический ключ с контактными выводами и пружиной внутри, которые посылают электрический сигнал в цепь. Эта пружина внутри датчика толкает контактные клеммы при нажатии педали тормоза и входит в контакт. Когда ступня снимается с педали тормоза, направленная вверх сила педали тормоза толкает пружину выключателя тормоза назад, так что контакты размыкаются, то есть сигнал прерывается.
При нажатии педали тормоза на автомобиле производятся следующие операции по сигналу датчика тормоза:
* Включение стоп-сигналов,
* Отключение круиз-контроля
* Для обеспечения процесса отсечки (Cut-off) при замедлении
* Для управления системой экстренного торможения (BAS-EBA)
* Проверка правильности работы потенциометра педали акселератора.
* В автомобилях с автоматической коробкой передач для отправки сигнала необходимо переместить рычаг переключения передач в положения P и N.
В автомобилях с дизельным двигателем (топливная система Common Rail) сигнал датчика положения педали тормоза используется для:
* Включение стоп-сигнала
* Регулировка количества впрыска в регулировке холостого хода двигателя.
* Регулировка впрыска при торможении и переключении передач на холостом ходу
* Чтобы отключить систему круиз-контроля во время работы.
* Для логической проверки правильности работы датчика положения педали акселератора. Поскольку и акселератор, и тормоз не будут нажиматься одновременно, таким образом проверяется правильность работы датчика положения педали акселератора. Если датчик положения педали акселератора выходит из строя, ЭБУ прекращает подачу топлива при нажатии на тормоз. Если переключатель выходит из строя, количество топлива уменьшается, а мощность двигателя снижается.
В некоторых автомобилях с дизельным двигателем ЭБУ немного увеличивает холостой ход двигателя, когда сначала нажимается газ, а затем тормоз.
В некоторых автомобилях их можно найти в виде двух отдельных переключателей.
* Выключатель стоп-сигнала
* Два в качестве датчиков положения педали тормоза.
Как определить неисправность выключателя тормоза? Каковы симптомы?
При выходе из строя переключателя педали тормоза генерируется код неисправности, который сохраняется в системе OBD. Тормозные (стоп-сигналы) авто будут гореть постоянно или не загораться вообще, это самый простой способ понять проблему.
При выходе из строя переключателя (датчика) тормоза блок управления двигателем снижает впрыск топлива, уменьшая тягу двигателя. Система круиз-контроля не работает.
Система экстренного торможения не будет работать, если переключатель неисправен.
Кроме того, при выходе из строя переключателя тормоза происходит блокировка передачи в автомобилях с автоматической коробкой передач. В целях безопасности необходимо нажать на педаль тормоза, чтобы переключить передачу в парковочное «P» и нейтральное «N» положения в автомобилях с автоматической коробкой передач. Если выключатель тормоза неисправен, блок управления не может обнаружить нажатие педали тормоза и блокирует передачу, удерживая передачу в том положении, в котором она находится в данный момент. Для устранения этой неисправности необходимо открыть нижнюю часть рычага переключения передач и опустить рычаг блокировки так, чтобы рычаг переключения передач был отпущен. Конечно, если тормозной выключатель неисправен, его необходимо отремонтировать.
Почему не работает тормозной выключатель?
Одна из наиболее частых неисправностей выключателя тормоза — его смещение. Когда выключатель тормоза перемещается, на него больше не влияет движение педали тормоза. Поскольку педаль тормоза не оказывает давления на пружинный выключатель тормоза, стоп-сигналы будут гореть постоянно, как если бы вы постоянно нажимали на тормоз. В этом случае необходимо вставить выключатель тормоза в место выхода и закрепить.
Кроме того, разъемы выключателя тормоза и соединительные кабели могли вызвать неисправность из-за ослабления, коррозии, окисления, загрязнения маслом, разрыва и короткого замыкания. Их можно проверить и отремонтировать.
Где находится выключатель тормоза? Как заменить?
Выключатель тормоза расположен на педали тормоза. Он установлен на нижней стороне в месте соединения педали тормоза контактируя с педалью тормоза. Чтобы найти датчик тормоза, необходимо нагнуться над ковриком и посмотреть на верхнюю часть педали тормоза. На рисунке ниже показано, где находится выключатель тормоза. Выключатель тормоза может быть закреплен в корпусе или закреплен винтом. Тормозной выключатель сначала снимается со своего места, а затем вынимается его гнездо, новый тормозной выключатель с соответствующей спецификацией вставляется в гнездо и устанавливается.
Импортный выключатель стоп-сигнала с прямым зажиганием, 2 клеммы
Сравнить
Стандартный универсальный разъем зажигания с 4 контактами
Сравнить
Импортный выключатель стоп-сигнала с прямым зажиганием, 4 клеммы
Сравнить
Импортный выключатель стоп-сигнала с прямым зажиганием, 4 клеммы
Выключатель стоп-сигнала или выключатель стоп-сигнала активирует стоп-сигналы при нажатии на педаль тормоза. Это позволяет другим водителям знать, когда вы замедляетесь. Он также посылает сигнал на бортовой компьютер при торможении. В более новых автомобилях эта информация используется для запуска с помощью кнопки, антиблокировочной системы тормозов и контроля устойчивости автомобиля, но эти функции могут не работать, если выключатель стоп-сигнала неисправен. Вы также можете заметить, что стоп-сигналы застряли во включенном или выключенном положении. Однако, если не работает только один стоп-сигнал, это может быть лампа или задний фонарь в сборе. Не забудьте также проверить предохранители. Переключатель обычно устанавливается под приборной панелью над педалью тормоза и может быть проверен мультиметром. Если вам нужен предохранитель, лампочка, задний фонарь в сборе или выключатель стоп-сигнала, O’Reilly Auto Parts может помочь вам завершить ремонт.
Программирование ЧПУ (программирование с числовым программным управлением) — это искусство программирования станков с ЧПУ для изготовления деталей. Программа ЧПУ — это текстовый файл, содержащий g-код. Если вы профессионал, который большую часть своего времени тратит на программирование ЧПУ, ваша должность, вероятно, будет ЧПУ Программист.
Что такое G-код?
G-Code — это язык, используемый для управления станками с ЧПУ. Это один из типов программирования ЧПУ, который используют программисты ЧПУ, альтернатива — CAM-программирование. Программы CAM будут генерировать g-код из чертежа САПР, но конечным результатом по-прежнему будет g-код.
Контроллер ЧПУ вашего станка, вероятно, выполняет g-код, хотя есть и другие возможности — Heidenhain, Mazak, Shopbot и другие имеют собственные форматы.
Чтобы изготовить деталь на станке с ЧПУ, вы рассказываете ему, как изготовить деталь, используя программу G-кода.
Что такое G-код?» src=»https://www.youtube.com/embed/4thkrx6fZgI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Какие существуют методы программирования ЧПУ?
Станки с ЧПУ программируются одним из трех методов:
Программное обеспечение CAM
Интерактивное программирование
Программирование G-кода
Часто бывает выгодно использовать несколько методов вместе. Например, вы можете создать начальную программу ЧПУ с помощью программного обеспечения CAM, а затем отредактировать g-код с помощью программирования G-кода, чтобы программа производила деталь быстрее.
Зачем мне изучать программирование с ЧПУ?
Каждый машинист с ЧПУ должен знать g-код. Если вас интересуют ЧПУ и обработка, вы тоже должны это сделать.
Недавно мы провели опрос, чтобы оценить навыки читателей в G-коде. Многие достаточно хорошо владеют G-кодом:
Программирование ЧПУ G-code
Мы были впечатлены тем, сколько читателей могут писать программы с g-кодом с нуля. Фактически, подавляющее большинство регулярно читает, пишет или настраивает программы. Если вы еще не в состоянии сделать это, вам стоит этому научться.
Важно научиться хорошо работать с программным обеспечением CAM. Вы сможете создавать детали, которые просто невозможно сделать вручную или которые потребуют слишком много времени.
Но быть способным программистом G-кода, способным работать с макросами, — это наивысшая точка профессионализма. Это может стать сюрпризом для большинства пользователей CAM, но есть много вещей, которые программист G-кода может сделать, что просто невозможно с CAM. В общем, программирование с помощью G-кода идеально подходит для таких задач:
Простые детали могут быть проще с g-кодом, чем с CAM. Вам нужна прямоугольная накладка с 4 отверстиями. Если вы хорошо разбираетесь в g-коде, все готово, прежде чем вы сможете создать модель CAD, запустить ее через CAM, загрузить gcode на машину и запустить ее. С интерактивным программирование вам даже не нужно хорошо разбираться в g-коде. Для всех тех случаев, когда вы думали, что ручная обработка была бы быстрее, G-код или Conversational CNC сделают станок с ЧПУ еще лучшим выбором.
Получение второго мнения о вашем CAM-коде. Даже в дорогом программном обеспечении CAM могут быть ошибки. Или, если это, строго говоря, не ошибки в CAM, это могут быть проблемы с постпроцессором. Имея лишь немного знаний о GCode и помощи GCode Simulator, вы можете получить второе мнение о GCode, созданном CAM, и исправить незначительные ошибки, прежде чем вам придется обнаруживать их на машине.
Специализированные или последующие задачи, дополняющие CAM. Какими бы хорошими они ни были, программы CAM не делают всего. Есть много специализированных задач, которые сложно или невозможно выполнить с помощью CAM. Кроме того, существуют последующие задачи — вещи, которые возникают, когда работа фактически выполняется на машине, и которые не были предусмотрены CAM или Post. Иногда эти задачи перекладываются на GCode, потому что программное обеспечение CAM их не выполняет. Иногда это происходит потому, что CAM стремится к обобщенному общему знаменателю, и в цехе возникает что-то особенное — например, нужно использовать немного другой режущий инструмент, пока мы ждем очередной партии обычных инструментов. Простое изменение каналов и скоростей в gcode справится с этим намного быстрее, чем повторный запуск CAM, если предположить, что мы способны вносить такие простые изменения.
Изготовление нестандартных деталей по требованию
Обработка CNC
Литье под давлением
Изготовление листового металла
Больше
Решения
Аэрокосмическая индустрия
Обеспечьте эффективное производство и более быстрое проектирование до поставки.
Быстро создавайте и тестируйте продукты, чтобы вывести их на рынок.
Коммуникация
Возможность быстрее внедрять инновации, повышая производительность.
Electronics
Инновации в корпусах для мелкосерийного производства.
Медицинские приборы
Создавайте прототипы и продукты, соответствующие требованиям медицинской безопасности.
Робототехника
Повысьте эффективность благодаря точному, быстрому и стабильному качеству деталей.
Полупроводниковое
Сокращение времени выхода на рынок за счет производства по требованию.
Обработка с ЧПУ для аэрокосмической промышленности
Чрезвычайно высокий уровень точности, необходимый в аэрокосмической промышленности, делает обработку с ЧПУ подходящим производственным процессом для этого сектора.
В этой статье вы найдете полное руководство по аэрокосмической обработке и ее важности.
Блоги
Получите ценную информацию о производственных процессах.
Материалы
Выбирайте из более чем 50 металлов и пластиков для своего проекта.
База знаний
Технический документ, руководство по дизайну, материалы и отделка.
Поверхностные покрытия
Различные варианты отделки улучшают внешний вид и функциональность деталей.
Видео
Откройте для себя нашу библиотеку обучающих видео.
Электронная книга по обработке с ЧПУ
Если вы хотите производить высококачественные обработанные детали с гладким внешним видом, важно учитывать некоторые критические факторы, связанные с обработкой на станках с ЧПУ.
Здесь мы собрали некоторую основную информацию и важные соображения, которые помогут вам достичь желаемых результатов.
О РапидДирект
Наше видение, миссия, история развития и преданная команда.
Отзывы
Реальные отзывы об опыте и мнениях о наших услугах.
Новости
Новости компании, обновления платформы, объявление о праздниках.
Наша платформа
Получите мгновенные котировки с нашей умной онлайн-платформой.
Наши возможности
Быстрое прототипирование и производство по требованию.
Гарантия качества
Поставлять качественные детали, которые соответствуют требованиям и превосходят ожидания.
Свяжитесь с нами
Платформа онлайн-котировок v3.0
Внимание! У нас есть интересные новости, чтобы поделиться с вами. Мы только что запустили новейшую онлайн-платформу версии 3.0!
Обновленная платформа может похвастаться свежим и интуитивно понятным дизайном, а также расширенными функциями, которые упрощают и ускоряют процесс ценообразования, такими как новый производственный процесс, оптимизированная сводная страница котировок и улучшенная страница оформления заказа.
Изготовление деталей на заказ, от быстрого прототипирования до производства по требованию. Мгновенные котировки и анализ DFM за секунды, качественные запчасти за дни.
Наши услуги по производству по требованию
RapidDirect обеспечивает высококачественную прецизионную обработку с невероятным диапазоном производственных возможностей. От прототипирования до массового производства, мы помогаем производить продукты со сложной геометрией и высокими эстетическими требованиями. Наши квалифицированные специалисты и передовые технологии позволяют нам предоставлять широкий спектр производственных услуг по запросу.
Наши надежные возможности, стоящие за числами
0 +
Обслуживаемые компании
0 +
Изготовлены уникальные детали
0 +
Страны доставки
0 +
Годы в бизнесе
0 +
Поставщики сотрудничали
Как работает РапидДирект
Имея многолетний производственный опыт, RapidDirect предлагает лучшие решения для быстрого прототипирования и мелкосерийного производства. Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Получите мгновенную цитату
Загрузите свой дизайн на нашу платформу котировок и получите автоматические мгновенные котировки с бесплатным анализом дизайна для вашего прототипы и серийные детали.
Начать производство
После того, как вы разместите заказ, мы начинаем производственный процесс. Кроме того, наша цифровая платформа предлагает вам обновление в режиме реального времени на этапе производства.
Получите ваши нестандартные детали
После того, как детали проходят проверку качества, они хорошо упаковываются для доставки. Будьте уверены с нашей 30-дневной гарантией качества.
Почему выбирают РапидДирект
Превратите свою концепцию в реальность с помощью выдающихся производственных услуг по запросу. RapidDirect производит простые и сложные прототипы и детали для конечного использования с мощными и эффективными производственными возможностями. Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Умная онлайн-платформа котировок
Мощные производственные возможности
Круглосуточная инженерная поддержка
Воспроизвести видео о RapidDirect Instant Quote
Умная онлайн-платформа котировок
RapidDirect использует самые передовые и эффективные онлайн-сервисы котировок, ориентированные на геометрию и технологичность ваших продуктов. Настройте свои детали и получите производственные расценки с интерактивной платформы расценок за считанные секунды. С помощью бесплатного автоматизированного отчета DFM-анализа цен на станки с ЧПУ вы можете быть уверены в лучшей обрабатываемости, снижении производственных затрат и сокращении сроков выполнения заказов.
Воспроизвести видео о заводе RapidDirect
Мощные производственные возможности
От прототипирования до массового производства RapidDirect сочетает высококачественные материалы с самыми современными технологиями для воплощения продуктов в жизнь. На нашем заводе есть все, что вы можете себе представить, от токарных станков с ЧПУ до фрезерных центров, литьевых машин, передового оборудования для 3D-печати и многого другого. Мы объединяем их с высококвалифицированными и опытными техническими специалистами, которые работают круглосуточно, чтобы обеспечить оптимальное качество продукции.
Круглосуточная инженерная поддержка
RapidDirect предлагает квалифицированных сервисных инженеров с опытом, чтобы ответить на все ваши производственные вопросы. Наши профессиональные инженеры предоставляют профессиональные консультации и отзывы о DFM, которые помогают оптимизировать вашу конструкцию, снизить затраты и добиться лучшего или более последовательного контроля качества за счет стандартизации. Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
От прототипа к производству
Быстрое Прототипирование
Благодаря нашей платформе мгновенных котировок и надежным производственным возможностям мы можем поставлять исключительные прототипы в короткие сроки. Это позволяет быстро тестировать детали-прототипы и быстрее выводить их на рынок.
Производство мостов
Минимизируйте несоответствие между дизайном детали и окончательным запуском продукта. Наша квалифицированная команда инженеров предложит ценные рекомендации по проектированию ваших производственных деталей, обеспечивая практические решения для ваших нужд.
Производство по требованию
Комплексное производственное обслуживание по требованию, которое гарантирует высочайшую точность и качество всей нашей продукции. Наш передовой производственный процесс обеспечивает эффективные темпы производства, что позволяет нам обеспечивать своевременную доставку ваших производственных деталей.
Качество деталей, обеспеченное экспертным опытом
Как компания, сертифицированная по стандарту ISO 9001:2015, мы строго соблюдаем стандарты ISO на всех наших производственных линиях для обеспечения неизменно высокого качества продукции. Наши линии быстрого прототипирования и производственные линии также оснащены передовыми технологиями, обеспечивающими точность и точность изготовления. С помощью современных инструментов для испытаний и измерений мы гарантируем, что каждый компонент соответствует требуемым спецификациям.
Экспертная техническая поддержка
С группой преданных своему делу и компетентных инженеров и техников RapidDirect может помочь решить ваши проблемы с проактивной и профессиональной поддержкой 24/7.
Техническая поддержка один на один
Профессиональная поддержка дизайна
Элитные инженеры и техники
Строгий контроль качества
Мы следуем строгой системе контроля качества, чтобы обеспечить превосходное качество Изготовлены прототипы и серийные детали.
Завод, сертифицированный по ISO 9001 и 13485
Строгие производственные стандарты
Расширенные возможности
Политика доработки и возврата
Если детали не соответствуют требуемым спецификациям, пожалуйста, cсвяжитесь с нами в течение пяти рабочих дней с момента получения вашего заказа, и мы решим вашу проблему в течение 1-3 рабочих дней.
30-дневная гарантия
Отзывчивый ответ и поддержка
Подлинная политика послепродажного обслуживания
Работа с многочисленными отраслями
От прототипа до производства RapidDirect обеспечивает превосходное качество и надежную функциональность. Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Автомобильная
Аэрокосмическая индустрия
Потребительские товары
Медицинские приборы
Робототехника
Автомобильная
Наш услуги мелкосерийного производства является идеальным производственным решением для по требованию автомобильные детали.
Узнать больше >>
Аэрокосмическая индустрия
Долговечность и точность, которые наши услуги точного производства обеспечивают удовлетворение сложных потребностей различных этапов аэрокосмической промышленности.
Узнать больше >>
Потребительские товары
Тесные партнерские отношения с ведущими производителями потребительских товаров помогают нам ускорить процесс создания прототипов и улучшить производство потребительских товаров.
Узнать больше >>
Медицинские приборы
Производители медицинских товаров, технологические стартапы и исследовательские лаборатории получают значительную выгоду от решений для прототипирования, которые мы предоставляем.
Узнать больше >>
Робототехника
Наша промышленная робототехника услуги прототипирования и изготовления деталей помощь в непрерывном развитии рынка робототехники.
Узнать больше >>
Узнайте, что говорят о нас наши клиенты
Слова клиента имеют более существенное влияние, чем заявления компании, и посмотрите, что говорят наши довольные клиенты о том, как мы выполнили их требования.
Давайте начнем новый проект сегодня
Последние записи в блоге
Ознакомьтесь с последними отраслевыми тенденциями и черпайте вдохновение в наших обновленных блогах, где вы найдете свежие идеи, которые помогут повысить эффективность вашего бизнеса.
Руководство по проектированию резьбовой втулки | Рекомендации, проблемы и решения
Винтовые бобышки играют жизненно важную роль в литых деталях, выступая в качестве ключевых компонентов. Эти цилиндрические выступы, обычно расположенные на …
19 мая 2023
Что такое вплавляемая этикетка? Повышение долговечности продукта и брендинга
Вплавляемая этикетка (IML) — это распространенный этап литья пластмасс в таких отраслях, как пищевая промышленность, автомобилестроение, средства личной гигиены, косметика и т. д.
12 мая 2023
Легированная сталь против нержавеющей стали: изучение различий
Сталь представляет собой сплав железа и углерода и является основной частью таких отраслей, как строительство и военная промышленность…
27 апреля 2023
Программирование ЧПУ: определение, типы и используемое программное обеспечение
Программирование ЧПУ (ЧПУ) относится к процессу преобразования 3D-модели конструкции в список машиночитаемых инструкций. Затем эти инструкции загружаются в контроллер станка с ЧПУ для автоматического изготовления детали с использованием методов вычитания. Программирование ЧПУ является важной частью современного производства. Большая часть механической обработки теперь выполняется на станках с ЧПУ вместо старых станков с ручным управлением. Это связано с тем, что станки с ЧПУ обеспечивают более высокое качество и производительность по сравнению с ручными станками.
Программирование станков с ЧПУ может выполняться вручную на локальной консоли станка или, чаще, с помощью программного пакета CAM (автоматизированное производство). Программное обеспечение CAM значительно снижает сложность программирования необходимых этапов обработки сложной детали. В этой статье будет описано программирование станков с ЧПУ, рассмотрено, как оно работает, обсуждены различные типы программирования с ЧПУ и выделено лучшее программное обеспечение для программирования ЧПУ.
Что такое программирование ЧПУ?
Программирование ЧПУ относится к преобразованию 3D-модели CAD (автоматизированное проектирование) в набор машиночитаемых инструкций, которые включают в себя: какие режущие инструменты использовать, скорость подачи и куда перемещать инструмент для создания конечной детали. Программирование ЧПУ — это процесс создания инструкций для режущих инструментов. Программисты ЧПУ используют программное обеспечение CAM для создания программ ЧПУ или могут вручную вводить код ЧПУ для простых деталей. Для получения дополнительной информации см. наше руководство «Все об обработке с ЧПУ».
Типичная локальная консоль программирования ЧПУ показана на рисунке 1 ниже:
Как работает программирование ЧПУ?
Программирование ЧПУ берет трехмерную информацию о профиле и размере запланированной детали и преобразует ее в построчные инструкции, которые станок с ЧПУ может использовать для вырезания ненужного материала и создания желаемой формы. В большинстве случаев для программирования ЧПУ требуется доступ к 3D-модели нужной детали для использования с программным обеспечением CAM. Программист ЧПУ будет использовать программное обеспечение CAM для создания траекторий движения инструмента на основе геометрии детали и таких элементов, как отверстия, пазы или сложные контуры поверхности. Затем программное обеспечение CAM сгенерирует программу ЧПУ, часто называемую G-кодом. Затем этот G-код вводится в станок с ЧПУ. Как только на станке нажата кнопка запуска цикла, инструкции, изложенные в коде, выполняются до тех пор, пока деталь не будет завершена.
Какие коды используются для программирования ЧПУ?
Программные коды ЧПУ для конкретных задач, обозначаемые разными буквами алфавита, сообщают станку, когда, где и как удалять материал из заготовки. Эти коды вместе известны как «G-коды», хотя технически «g» относится только к «геометрии» детали. Общий термин «G-код» используется для обозначения всех различных типов закодированных инструкций, необходимых для успешной обработки детали. Некоторые из наиболее распространенных типов кодов ЧПУ перечислены ниже:
D-коды: Они относятся к смещению инструмента станка с ЧПУ, которое может быть либо расстоянием от центральной линии инструмента до его режущей кромки, либо расстоянием, на которое инструмент выступает из держателя инструмента.
F-коды: Это коды скорости подачи. Они представляют собой различные скорости, с которыми инструмент должен двигаться во время резки.
G-коды: «G в G-кодах» относится к «геометрии». G-коды используются для указания машине, с чего начать движение, где остановиться и как перемещаться между этими двумя точками.
M-коды: Они относятся к различным функциям, таким как подача СОЖ и управление шпинделем. В основном М-коды относятся к негеометрическим действиям.
N-коды: N-коды обозначают строки или блоки машинного кода. Метки линий помогают программисту ЧПУ систематизировать и следовать написанному вручную коду ЧПУ. Номера строк часто не требуются для кода, сгенерированного CAM.
S-коды: Это коды скорости, которые представляют желаемые скорости шпинделя инструмента в разное время в процессе обработки.
T-коды: Идентифицируют инструмент, который будет использоваться при обработке определенного элемента заготовки.
Как вы программируете ЧПУ?
Чтобы написать код ЧПУ, вы должны сначала ознакомиться с общими принципами обработки с ЧПУ, а также с программным обеспечением CAD/CAM и языком машинных инструкций G-code. Понимание того, какие инструменты ЧПУ используются для выполнения каких функций и как данный материал ведет себя во время резки, является ключом к оптимизации оптимальной траектории движения инструмента и настроек подачи/скорости во время автоматизированной операции. Также важно понимать программное обеспечение CAM, как оно работает и что требуется от программиста. Общие этапы кодирования ЧПУ следующие:
Экспорт 3D-модели: Сначала модель CAD необходимо экспортировать в программу CAM. Некоторые CAD-системы имеют встроенные возможности CAM, поэтому экспорт не требуется.
Создать траектории инструмента: Преобразование модели САПР в траектории инструмента. Это можно сделать либо вручную, что лучше подходит для простых деталей, либо позволить программному обеспечению CAM автоматически генерировать траектории движения инструмента. Выбор инструмента должен основываться на требуемых характеристиках детали и доступных инструментах.
Проверка траекторий инструмента: Далее важно убедиться в правильности траектории инструмента и отсутствии риска столкновения станка с заготовкой или приспособлениями. Этот шаг можно выполнить вручную, автоматически (моделируя траектории движения инструмента в программном обеспечении CAM) или с помощью стороннего программного обеспечения для проверки траектории движения инструмента.
Код загрузки на станок с ЧПУ: Затем необходимо ввести G-код в станок. Этот процесс можно выполнить с помощью портативного запоминающего устройства, такого как флэш-накопитель, или код можно загрузить непосредственно на машину, если она подключена к локальной сети.
Какое лучшее программное обеспечение для программирования ЧПУ?
Лучшее программное обеспечение для программирования ЧПУ зависит от приложения. Расширенное программное обеспечение предлагает множество настроек и анализов, которые можно использовать для точной оптимизации процесса обработки, в то время как более простое программное обеспечение предоставляет пользователю только самые важные настройки. Ниже перечислены некоторые из лучших пакетов программного обеспечения для программирования ЧПУ, доступных в настоящее время:
Mastercam: Несмотря на то, что Mastercam имеет некоторые функции CAD, в первую очередь это пакет CAM, который одновременно мощный и простой в использовании. Mastercam была одной из первых программ CAM на рынке и существует уже более 30 лет. Mastercam — популярный выбор для программистов ЧПУ.
Vectric: Программные продукты Vectric разработаны специально для фрезерования и гравировки с ЧПУ. Vectric предлагает ряд отличных программных пакетов, включая Aspire, VCarve и Cut2D.
Meshcam: Meshcam — относительно простой программный пакет CAM. Таким образом, он идеально подходит для начинающих. Тем не менее, опытные специалисты также могут воспользоваться его скоростью для программирования простых деталей.
Fusion 360 ® : Fusion 360® представляет собой гибридную программу CAD/CAM. Это означает, что можно создать модель САПР, а затем сгенерировать код ЧПУ, и все это в одном программном пакете. Fusion 360 прост в использовании и имеет расширенные функции для более опытных пользователей.
Solidworks ® : Solidworks® — еще один гибрид CAD/CAM. Однако Solidworks® CAM — это дополнительный модуль, который может стоить дорого. Однако он очень мощный и имеет широкий спектр функций.
Какие существуют типы программирования ЧПУ?
Три основных типа программирования ЧПУ подробно описаны ниже:
1. Ручное программирование ЧПУ
Ручной подход является самой основной формой программирования ЧПУ. Он включает ручной ввод команд в консоль управления, которая обычно подключается к станку с ЧПУ. Ручное программирование ЧПУ — хороший вариант для простых деталей. Однако это может быть трудоемким и подверженным ошибкам методом передачи инструкций на станок с ЧПУ. Из-за этого ручное программирование ЧПУ не подходит для сложных деталей. При ручном программировании ЧПУ программист должен хорошо понимать станок с ЧПУ и то, как он работает. В отличие от более продвинутого программного обеспечения CAM, ручное программирование ЧПУ не обеспечивает какой-либо визуализации или предупреждений о возможных ошибках в коде, которые могут привести к повреждению станка с ЧПУ или инструмента.
2. Автоматизированное производство (CAM)
Программное обеспечение CAM используется для создания программ ЧПУ как для простых, так и для сложных деталей. Это наиболее часто используемый метод программирования ЧПУ. Программное обеспечение CAM быстрее и точнее, чем ручное программирование ЧПУ. Он предоставляет программисту визуальное представление траектории движения инструмента, что помогает ему выявить любые потенциальные проблемы, такие как столкновение инструмента с зажимным приспособлением. Программное обеспечение CAM дает пользователю больше гибкости для перевода программы с одного типа станка с ЧПУ на другой без необходимости переписывать всю программу, как это было бы необходимо сделать при создании G-кода вручную. Усовершенствованные программные пакеты CAM могут быть дорогими, но инвестиции обычно оправдывают себя для предприятий, которые используют станки с ЧПУ для производства сложных компонентов.
3. Диалоговое программирование
Диалоговое программирование предполагает использование станка с ЧПУ со встроенным диалоговым программным интерфейсом. Этот интерфейс позволяет пользователю вводить команды на простом английском языке, а не в G-коде, как в случае обычного ручного программирования. Некоторые системы задают оператору ряд управляемых вопросов, чтобы полностью определить работу. Диалоговое программирование используется для простых операций обработки с ЧПУ. Это быстрая и простая альтернатива ручному программированию. Диалоговое программирование ограничено простыми операциями ЧПУ.
Кто отвечает за программирование ЧПУ?
Программист ЧПУ отвечает за создание программ ЧПУ. Программист ЧПУ может либо написать программу ЧПУ вручную, либо использовать программное обеспечение для программирования ЧПУ для создания программы ЧПУ. Во многих случаях программист ЧПУ также будет управлять станком.
Пользуются ли большим спросом программисты ЧПУ?
Да, программисты ЧПУ пользуются большим спросом. Прогнозируется, что рынок труда для программистов ЧПУ продолжит расти в ближайшем будущем.
Сколько времени занимает изучение программирования ЧПУ?
Основы программирования ЧПУ можно освоить за несколько недель, в зависимости от индивидуальных способностей к обучению и предыдущего опыта. Некоторым работодателям могут потребоваться более продвинутые сертификаты, например, предлагаемые техническими колледжами или университетами. Получение сертификатов о повышении квалификации может занять до пяти лет.
Легко ли программировать ЧПУ?
Да, базовые принципы программирования ЧПУ относительно легко освоить. Однако более продвинутые методы программирования ЧПУ требуют понимания многих тем, включая: механическую обработку в целом; какие инструменты лучше всего подходят для создания конкретных элементов детали; и как различные материалы реагируют на механическую обработку. Однако при достаточной мотивации программирование ЧПУ можно изучить так же легко, как и любую другую сложную тему.
Обеспечивает ли Xometry программирование ЧПУ?
В Xometry работает команда специалистов по ЧПУ, которые могут писать программы для ЧПУ-обработки деталей на наших станках. Свяжитесь с нами сегодня, чтобы узнать больше о наших услугах по обработке с ЧПУ.
Резюме
В этой статье представлено программирование ЧПУ, объяснено, что это такое, и обсуждено, как оно используется в производстве. Чтобы узнать больше о программировании ЧПУ, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Уведомление об авторских правах и товарных знаках
MASTERCAM является зарегистрированным товарным знаком CNC Software, LLC.
Solidworks® — зарегистрированная торговая марка Dassault Systèmes SolidWorks Corp.
VECTRIC — торговая марка CYBER UNION INTERNATIONAL INC.
MESHCAM — торговая марка Demokritos Frangos.
FUSION 360® — торговая марка Autodesk, Inc. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Программирование ЧПУ – определение, типы и советы
Программирование с числовым программным управлением (ЧПУ) дает указание обрабатывающим инструментам вырезать материал в любую желаемую форму. Однако эти инструменты обработки сложны и по-разному реагируют на разные программы, что делает освоение программирования ЧПУ утомительным.
Содержание
Программирование ЧПУ – определение
Типы программирования ЧПУ
1. Ручное программирование ЧПУ
2. Программирование ЧПУ CAM
3. Диалоговое программирование ЧПУ 9 0027
Советы по программированию станков с ЧПУ
1. Тщательный пересмотр основ
2. Настройка скорости подачи станка с ЧПУ
3. Узнайте о типах компенсации станка с ЧПУ
Заключительные слова
Программирование ЧПУ основано на особой форме кода, где большинство строк программирования содержат небольшие наборы инструкций и координат, и большинство из них начинаются с буквы «G».
Хотя для того, чтобы стать профессиональным программистом ЧПУ, требуется несколько дней практики и практического опыта, даже новички в программировании ЧПУ могут изучить основы и стать опытными операторами станков с ЧПУ.
Программирование ЧПУ – Определение
Программирование ЧПУ помогает создать код, который управляет работой станка с ЧПУ. Станок с ЧПУ использует субтрактивный производственный процесс, который вырезает части основного материала для придания любой желаемой формы.
Станки с ЧПУ обычно используют G-коды и M-коды для процесса обработки с ЧПУ. G-коды контролируют позиционирование инструментов и подготавливают деталь к процессу резки или фрезерования.
М-коды управляют вращением инструментов и другими функциями. Для параметров, включая скорость, номер инструмента, смещение диаметра фрезы и подачу, система использует другие буквенно-цифровые коды, начинающиеся с S, T, D и F соответственно.
Типы программирования ЧПУ
Программирование ЧПУ включает три основных типа программирования, а именно –
Ручной
Автоматизированное производство (CAM)
Диалоговый
1.
Программирование ЧПУ вручную ожидание результат программы.
Этот тип программирования идеально подходит для выполнения основных задач или при создании определенного дизайна.
2. Программирование CAM CNC
Программирование CAM CNC является подходящим подходом для тех, кто имеет минимальный опыт в продвинутых математических навыках.
Программное обеспечение преобразует дизайн САПР в язык программирования ЧПУ и помогает обойти большинство математических шагов, необходимых при ручном подходе к программированию.
Использование CAM для программирования предоставляет вам больше возможностей, чем диалоговое программирование ЧПУ, и вы можете автоматизировать большинство этапов процесса, используя дизайн CAD.
Некоторые популярные программы ЧПУ, идеально подходящие для всех уровней квалификации, включают LinuxCNC, Easel, GRBL, PlanetCNC и другие.
3. Диалоговое программирование ЧПУ
Диалоговое программирование ЧПУ проще всего для начинающих, так как оно не требует от пользователей знания G-кода для создания намеченных разрезов. Пользователю нужно только ввести основные детали на простом языке.
Этот подход к программированию также позволяет оператору проверять движения инструмента перед выполнением программы для поддержания точности проекта. Однако этот метод не подходит для сложных путей.
Советы по программированию станков с ЧПУ
Вот три важных совета, которые могут научить новичков программированию с ЧПУ, не утомляя и не требуя длительного обучения –
1. Тщательный пересмотр основ
Лучшие программисты и операторы станков с ЧПУ начинают свою карьеру с изучения основ и поддержания связи с ними.
Операторы должны быть наготове со своими математическими навыками для ручного и разговорного программирования, чтобы гарантировать правильное программирование спецификаций в машине.
Программисты ЧПУ должны также учитывать тот факт, что программное обеспечение ЧПУ не является безошибочным на этом предварительном этапе.
Например, некоторые программы станков с ЧПУ рисуют окружности и кривые в виде серии хорд, а не в виде действительно изогнутой поверхности. Эта практика может повлиять на любые изогнутые линии в эталонном узоре. Поэтому рекомендуется перепроверить математику, прежде чем продолжить.
2. Настройка скорости подачи станка с ЧПУ
При работе над крупномасштабным проектом с ЧПУ много времени тратится на набор программы, чтобы обеспечить бесперебойную работу, большую эффективность и согласованность.
Выполнив этот шаг и заблокировав программу, операторы могут подумать, что задача выполнена. Однако настройка определенных аспектов программирования ЧПУ оптимизирует производственный процесс.
Например, каждая строка кода, запускаемая станком с ЧПУ, вызывает скорость и подачу. Если оператор ЧПУ командует шпинделем, не предоставляя команды скорости, станок имеет тенденцию возвращаться к своему последнему заданному числу оборотов в минуту.
Вышеупомянутый принцип применим и к скорости подачи. Операторы должны уметь настраивать время подачи в соответствии с качеством отделки конечного продукта и другой соответствующей информацией, полученной на начальных этапах проекта.
3. Узнайте о типах компенсации станка с ЧПУ
Компенсация предполагает допущение и учет возникновения беспрецедентных отклонений. Хотя оператор может ввести соответствующие коды программирования фрезерного станка с ЧПУ и рассчитать значения для создания идеального компонента, он не может гарантировать точность и прецизионность до окончания фазы обработки.
На этапе обработки действуют несколько переменных, которые влияют на результаты и утомительны для учета. Одним из таких факторов является давление инструмента, которое влияет на конечный продукт независимо от правильности других первоначальных настроек и расчетов.
Операторы могут вводить компенсации вручную или запрограммировать их с помощью автоматических инструментов предварительной настройки на станке с ЧПУ.
Некоторые типы компенсаций обработки включают компенсацию радиуса фрезы, компенсацию длины инструмента, износ инструмента и смещения приспособления. Машина получает точность с каждой регулировкой и компенсацией.
Final Words
Процесс обработки с ЧПУ получил огромное распространение в производственной отрасли. Благодаря передовому оборудованию и высокой точности вы можете изготовить любую заготовку с различными геометрическими формами и допусками.
Операторы и машинисты используют технологию ЧПУ на фрезерных, токарных и шлифовальных станках, где движение этих станков зависит от программирования станка, что требует наличия специализированных программистов ЧПУ.
Это руководство поможет вам понять основы программирования ЧПУ и его виды, чтобы начать свой путь к тому, чтобы стать квалифицированным программистом ЧПУ.
Об авторе:
Питер Джейкобс — старший директор по маркетингу в CNC Masters. Он активно участвует в производственных процессах и регулярно публикует свои идеи для различных блогов по обработке с ЧПУ, 3D-печати, быстрой оснастке, литью под давлением, литью металлов и производству в целом.
Будьте первыми, кто получит эксклюзивный контент прямо на вашу электронную почту.
/ Строительные ограждения / Защитно-улавливающие системы для безопасности на стройплощадках / Комплектующие ЗУС
Фильтр
Фильтр
Розничная цена
Материал
ПА (полиамид)
Размер ячейки
Структура нитки, текс
220 tex * 4
Диаметр нити
Размер
3,5×12 м
3,5×6 м
3,5×9 м
Диаметр шнура (мм)
3
8
10
Применить
Сбросить
Кроштейн, система Т
4 155 ₽
Опора верхняя, система Т
534 ₽
Опора нижняя, система Т
1 485 ₽
Опора плоская, система Т
630 ₽
Опора усиленная, система Т
1 815 ₽
Опора г-образная, система Т
1 950 ₽
Болт М16
67 ₽
Гайка М16
15 ₽
Анкер-Болт М 12×110
102 ₽
Анкер Крюк 12*70
63 ₽
Карабин пожарный din 5299
114 ₽
Сетка защитно-улавливающая 3,5*6 м
Сетка защитно-улавливающая безузловая (нить ПА (капрон) 220 tex,D 3,4 мм. ,154 кгс), размер 3,5*6 м
7 250 ₽
Сетка защитно-улавливающая 3,5*12 м
Сетка защитно-улавливающая безузловая (нить ПА (капрон) 220 tex,D 3,4 мм.,154 кгс), размер 3,5*12 м
14 500 ₽
Сетка защитно-улавливающая 3,5*9 м
Сетка защитно-улавливающая безузловая (нить ПА (капрон) 220 tex,D 3,4 мм.,154 кгс), размер 3,5*9 м
10 132 ₽
Шнур плетеный п/п Д3 (боб=100 м.п.)
780 ₽
Шнур плетеный п/п Д8 (боб=100м.п.)
3 100 ₽
Канат ППТ-3 пр. 10 мм (боб.=220 м.п.)
4 136 ₽
Комплект ВУС (V-sistem)
17 974 ₽
Строительные ограждения и оборудование стройплощадок
С целью соблюдения требований безопасности на стройплощадке устанавливаются специальные ограждения. Они создаются на её территории, по периметру, на возводимых монолитных зданиях . Их сооружают также для удобства рабочих и прохожих.
Компания «Мергуд Групп» изготавливает строительные ограждения разных видов. Вы можете проконсультироваться у наших менеджеров, которые помогут выбрать конкретные изделия. Что следует знать, начиная строительствоПеред началом любой стройки, реконструкцией здания важно позаботиться о безопасности на территории объекта и вокруг него. Это особенно актуально, если стройка предусмотрена в центре города, в людном месте. Существуют документы, которые определяют функциональные и конструктивные особенности ограждений: СНиП 3.01.01-85, ГОСТ 23407-78 от 1979 г.
Требования, предъявляемые к ограждениям строительной площадки
В соответствии с требованиями вышеуказанных СНиП площадка обносится охранным забором. Таким образом соблюдается необходимый уровень безопасности. Охранные ограждения исключают риск проникновения посторонних лиц на объект строительства.
В положениях ГОСТ 23407-78 прописано, как нужно ставить и использовать временные строительные ограждения.
Например:
Начинать строить объект нельзя, не монтируя надежного и устойчивого забора по контуру участка.
Защитное ограждение создается в одном стиле из модулей высотой больше среднего роста человека, которые можно разобрать при необходимости. Материал конструкции должен прослужить минимум 10 лет.
Ограда должна иметь ворота и калитки для прохода рабочих и проезда строительной техники, выдерживать вес около 200 кг на 1 см.
Внешняя сторона ограждения комплектуется козырьком под наклоном 200, перилами. Там же обустраивается тротуар шириной от 1,2 м.
Если созданные ограждения не соответствуют нормативам или отсутствуют, стройка может быть приостановлена до устранения нарушений. Если из-за этого пострадают люди, возникнет уголовная ответственность.
На стройке часто используются и другие типы ограждений:
Сигнальные (обозначают границы участка высокой опасности). Внешне выделяются от остальных элементов стройки (обычно в виде специальных лент).
Защитные (защищают рабочих и прохожих от возможных травм в случае падения мусора, предметов, самих людей). Для этих целей используются защитные улавливающие сетки, решетки, экраны
Предложение нашей компании
«Мергуд Групп» изготавливает временные строительные ограждения в виде улавливающих сеток, решеток, экранов из надежных синтетических материалов, козырьков из влагостойкой фанеры. Предлагает качественные ограждения для обустройства лифтовых шахт и лестничных маршей. В компании можно приобрести устойчивые и мобильные леса и вышки для исполнения монтажных, кровельных и отделочных работ. На все изделия предоставляются сертификаты, гарантия качества.
Преимущества заказа в «Мергуд Групп»:
Широкая номенклатура ограждений для стройплощадки.Адекватная стоимость всех ограждающих систем. Услуги монтажа временных строительных ограждений.
Бесплатная доставка изделий по Москве и Московской области. Возможна доставка по всей России и за рубеж, самовывоз из г. Химки.
Профессиональная помощь в создании безопасности на ваших объектах!
Шланг для душа 175 см сталь RUS-RUS
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Назначение: шланг для душа. Материал оплётки: нержавеющая сталь Покрытие: Хром Предназначен для соединения смесителя для ванны/душа и лейки для душа. Расшифровка маркировки: Rangy Rain — торговая марка, 175см — длина шланга, RUS-RUS — подходит к смесителям и лейкам российского и импортного производства.
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Шланг для душа 175 см сталь RUS-RUS на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Шланг для душа 175 см сталь RUS-RUS в магазине Волхов вы можете в интернет-магазине «ВИМОС».
Автомобильное зарядное устройство ZUS Smart Универсальное интеллектуальное устройство
×
Ваша корзина()
Итого
Скидка
Итого Экономия
Доставка
Рассчитано на следующем шаге
Итого
Проверка
Обзор
Купить сейчас
— Заряжайте 2 устройства на максимальной скорости — Автоматический поиск автомобиля
Christy
★
★
★
★
★
Этот продукт просто ОТЛИЧНЫЙ! Он был удивительно прост в использовании, экономил время и избавлял от смущения, связанного с блужданием по парковке в поисках моей машины! Он также заряжается намного быстрее, чем зарядное устройство, которое раньше было в моей машине. удивительная ценность!
Кол-во:
Цена:
19 долларов0,99
34,99 $ (сэкономить 42%)
Бесплатная доставка по США
Возврат в течение 7 дней Гарантия
12 месяцев Гарантия
Смотреть видео
Маленький гаджет, который делает Большая разница
ZUS ® Smart Car Charger — это воплощение красоты, ума и силы. В сочетании с высококачественными чипами и философией эргономичного дизайна ZUS позволяет легко заряжать два устройства с максимальной скоростью. Это также первая автомобильная зарядка с такими функциями, как автоматический поиск автомобиля, обмен данными о местоположении и журнал пробега, которые сэкономили нашим пользователям сотни тысяч часов.
Знакомьтесь: ZUS ® Умное автомобильное зарядное устройство. Не просто превосходное зарядное устройство, а нечто большее…
Оставаться на связи еще никогда не было так просто
Быстрая зарядка
Двусторонние USB-порты
Две розетки для зарядки
Подсветка ElegantShine™
Мы делаем больше, чтобы вы могли меньше беспокоиться
Автоматический автомобиль Finder
90 004 Время парковки Тревога
Журнал пробега
Место парковки Поделиться
Монитор состояния аккумулятора
Автоматический поиск автомобиля
Больше не беспокойтесь о том, чтобы найти свой автомобиль на стоянке. Умное автомобильное зарядное устройство ZUS ® автоматически сохраняет место парковки. Просто откройте ZUS ® Приложение Smart Driving Assistant для поиска автомобиля с помощью карты или компаса.
Посмотрите, как это работает
Сигнал времени парковки
Прекратите платить за парковку только потому, что забыли время. Легко установите таймер парковки в приложении ZUS ® , чтобы предупредить вас за 10 минут до истечения времени.
Посмотрите, как это работает
Журнал пробега
Автоматически записывайте пробег, продолжительность поездки и возможности экономии для каждой поездки. Проведите пальцем, чтобы классифицировать бизнес-диски для налоговых вычетов и легко экспортировать отчеты, соответствующие требованиям IRS. Сэкономьте до 5000 долларов в виде ежегодных налоговых вычетов.
Посмотрите, как это работает
Место для парковки Поделиться
Пропустить сложные инструкции и пустая трата времени. Подключайтесь к близким через семейный ресурс, и они легко найдут, где припаркован ваш автомобиль, с помощью своего телефона.
Посмотрите, как это работает
Монитор состояния аккумуляторной батареи
Следите за состоянием аккумуляторной батареи вашего автомобиля и избегайте неприятностей, связанных с разрядкой аккумуляторной батареи. Выявляйте потенциальные проблемы, отслеживая напряжение с течением времени, и получайте оповещения всякий раз, когда рекомендуется проверка батареи.
Посмотрите, как это работает
Красота и сила
Отмеченный наградами дизайн
ZUS ® Автомобильное зарядное устройство Smart Car Charger получило множество наград в области дизайна, в том числе престижную премию IF Design Award и премию Reddot Award за инновационный дизайн и функциональность.
Военное качество
Автомобильное зарядное устройство ZUS ® Smart в два раза долговечнее обычных зарядных устройств и является единственным автомобильным зарядным устройством, соответствующим военному стандарту США (MIL-STD-810G).
Титановое покрытие
Специально разработанные разъемы имеют титановое покрытие для повышения проводимости.
Материал German Bayer
Автомобильное зарядное устройство ZUS® Smart, изготовленное из высококачественного поликарбоната German Bayer, способно выдерживать очень жаркую погоду.
Отзывы клиентов
из 5 звезд
Напишите отзыв клиента
Электронная почта
Псевдоним
Ваш отзыв
Ваша оценка
☆☆☆☆☆
Наши награды в области дизайна и награды СМИ
Пользовательские оценки наших продуктов для подключенных автомобилей
издание
волокна углерода заряжателя автомобиля
ЗУС умное ×
Ваша корзина()
Итого
Скидка
Итого Экономия
Доставка
Рассчитывается на следующем шаге
Итого
Касса
Обзор
Купить сейчас
— Создан для салона из углеродного волокна — Поддерживает технологию Qualcomm® Quick Charge™ 2. 0 — Автоматический поиск автомобиля
Kyle
★
★
★
★
★
нонда не шутит, когда они решают построить что-то… Эта штука прочная, гладкая и, прежде всего, работает очень хорошо, очень быстро заряжается и незаметна… И материал из углеродного волокна потрясающий, выглядит очень круто !!
Кол-во:
Цена:
$69. 99
Бесплатная доставка по США
Возврат в течение 7 дней Гарантия
12 месяцев Гарантия
Смотреть видео
Маленький гаджет, который делает Большой разницей
ZUS ® Умное автомобильное зарядное устройство — это определение красоты, ума и мускулов. В сочетании с высококачественными чипами и философией эргономичного дизайна ZUS позволяет легко заряжать два устройства с максимальной скоростью. Это также первая автомобильная зарядка с такими функциями, как автоматический поиск автомобиля, обмен данными о местоположении и журнал пробега, которые сэкономили нашим пользователям сотни тысяч часов.
Знакомьтесь: ZUS ® Умное автомобильное зарядное устройство. Не только превосходное зарядное устройство, но и многое другое…
Оставаться на связи еще никогда не было так просто
Быстрая зарядка
Реверсивные порты USB
Две розетки для зарядки
Освещение ElegantShine™
Мы делаем больше, поэтому вы можете беспокоиться Меньше
Автоматическая Автомобиль Finder
Время парковки Сигнализация
Журнал пробега
Совместное использование местоположения парковки
Монитор состояния батареи
Автоматический поиск автомобиля
Больше не беспокойтесь о том, чтобы найти свой автомобиль на стоянке. Умное автомобильное зарядное устройство ZUS ® автоматически сохраняет место парковки. Просто откройте приложение ZUS ® Smart Driving Assistant, чтобы найти свой автомобиль с помощью карты или компаса.
Посмотрите, как это работает
Сигнал времени парковки
Прекратите платить за парковку только потому, что забыли время. Легко установите таймер парковки в приложении ZUS ® , чтобы предупредить вас за 10 минут до истечения времени.
Посмотрите, как это работает
Журнал пробега
Автоматически записывайте пробег, продолжительность поездки и возможности экономии для каждой поездки. Проведите пальцем, чтобы классифицировать бизнес-диски для налоговых вычетов и легко экспортировать отчеты, соответствующие требованиям IRS. Сэкономьте до 5000 долларов в виде ежегодных налоговых вычетов.
Посмотрите, как это работает
Место для парковки Поделиться
Пропустить сложные инструкции и пустая трата времени. Подключайтесь к близким через семейный ресурс, и они легко найдут, где припаркован ваш автомобиль, с помощью своего телефона.
Посмотрите, как это работает
Монитор состояния аккумуляторной батареи
Следите за состоянием аккумуляторной батареи вашего автомобиля и избегайте неприятностей, связанных с разрядкой аккумуляторной батареи. Выявляйте потенциальные проблемы, отслеживая напряжение с течением времени, и получайте оповещения всякий раз, когда рекомендуется проверка батареи.
Посмотрите, как это работает
Красота и сила
Отмеченный наградами дизайн
ZUS ® Автомобильное зарядное устройство Smart Car Charger получило множество наград в области дизайна, в том числе престижную премию IF Design Award и премию Reddot Award за инновационный дизайн и функциональность.
Военное качество
Автомобильное зарядное устройство ZUS ® Smart в два раза долговечнее обычных зарядных устройств и является единственным автомобильным зарядным устройством, соответствующим военному стандарту США (MIL-STD-810G).
Силиконы серии Mold Star отличаются довольно низкой вязкостью и для большинства применений не требуют вакуумной дегазации. Время жизни Mold Star 15 Slow – 50 минут, время отверждения 4 часа при комнатной температуре. Mold Star 16 Fast имеет время жизни 6 минут и время отверждения 30 минут.
Mold Star 30 – материал с твердостью 30 по Шору А, наиболее твердый из серии.
Силиконы серии Mold Star отверждаются в мягкую, прочную резину, обладающую высоким показателем сопротивления разрыву и очень низким значением усадки. ВАЖНО:THI-VEX не совместим с серией Mold Star.
Применение
Формы из силикона Mold Star долговечны и подходят для литья воска, гипса, каучуков, бетона и других материалов. Данные силиконы обладают высокой температуростойкостью (до 232°C) и применимы для литья металлов и их сплавов с низкой температурой плавления.
ВАЖНО.Данный силикон ни при каких условиях не работает с глинами, содержащими серу.
Переработка
Ручное и механическое смешивание.
Предупреждение
Силикон Mold Star может подвергаться ингибированию некоторыми примесями модели, что проявляется в залипании на поверхности изделия или в недостаточном отверждении. Ингибирование могут вызывать: латекс, сернистые глины, дерево, только что отлитые полиэфирные, эпоксидные или уретановые каучуки. Для предотвращения данной реакции рекомендуется проведение предварительного теста. Нанесите небольшое количество силикона на некритичную область образца. Ингибирование присутствует, если по истечении необходимого времени полимеризации наблюдается неполное отверждение или липкость поверхности.
Для предотвращения ингибирования эффективным способом является нанесение на поверхность модели одного или более слоев прозрачного акрилового лака. Дайте лаку полностью высохнуть перед нанесением силикона.
ВАЖНО. Даже после использования акрилового лака, силиконы серии MoldStarне отвердятсяпри контакте с серосодержащими материалами. Если вы не знаете, содержит ли глина серу, проведите предварительно небольшой тест на совместимость.
Нанесение разделительного состава не является необходимым, но эта процедура облегчает выемку изделия из формы. Ease Release 200 – разделительный состав, рекомендуемый при изготовлении силиконовых форм, а также извлечении нового силикона из уже отвержденного.
Хранение
Материалы должны храниться при комнатной температуре 23°C. Хранение при более высоких температурах сокращает время жизни неиспользованного материала. Данные материалы имеют ограниченный срок хранения и должны быть использованы в его пределах.
Используйте материал в хорошо проветриваемом помещении. Носите защитные очки, резиновые перчатки, одежду с длинными рукавами, чтобы минимизировать риск контакта материала с кожей. Используйте только виниловые перчатки, т.к. латекс препятствует отверждению материала. При контакте с глазами, кожей возможно появление раздражения. В этом случае промойте пораженный участок водой с мылом в течение 15 минут и обратитесь за медицинской помощью.
ИЗМЕРЕНИЕ И СМЕШЕНИЕ.
Тщательно перемешайте компоненты А и В в фабричных упаковках. Отмерьте необходимое количество компонентов А и В (1А:1В по объему), поместите в контейнер для смешивания и тщательно перемешайте в течение по меньшей мере 3 минут. Убедитесь, что вы хорошо промешали смесь по стенкам и дну контейнера несколько раз. Смесь должна быть однородного цвета без разводов.
Хотя вакуумная дегазация не является необходимой, эта процедура поможет удалить замкнутый в смеси воздух. После смешивания компонентов поместите материал в вакуумную камеру на 2-3 минуты при давлении 737 мм ртутного столба. Убедитесь, что в контейнере достаточно места для увеличения объема смеси в 4 раза.
ЗАЛИВКА.
Для достижения наилучшего результата заливайте смесь в одну точку, держа контейнер как можно ниже. Дайте время силикону заполнить пространство модели. Равномерное течение минимизирует влияние скопившегося воздуха. При изготовлении формы силикон необходимо залить по меньшей мере на высоту 1,3 см от самой верхней точки поверхности модели.
ОТВЕРЖДЕНИЕ.
Полимеризация при комнатной температуре. Время отверждения формы до съёма из Mold Star 15 Slow – 4 часа при комнатной температуре (23°C). Mold Star 16 Fast может быть расформован через 30 минут отверждения при комнатной температуре. Время отверждения Mold Star 30 — 6 часов.
Полимеризация при высокой температуре (пост-отверждение). Время отверждения может быть сокращено при нагревании. Например, после заливки Mold Star 16 при комнатной температуре поместите форму в термошкаф при температуре 60°C. Это сократит время до съема формы толщиной 1,3 см до 10 минут (время зависит от толщины формы).
При введении соответствующего количества ускорителя отверждения Plat-Cat время до съема формы также сократиться. Если необходимо, время жизни и время отверждения может быть увеличено с использованием замедлителя отверждения Slo-Jo.
ВАЖНО. Отверждение не произойдет при температуре ниже 18°C.
ИСПОЛЬЗОВАНИЕ ФОРМЫ.
Физическая жизнь формы зависит от заливаемых в нее материалов и частоты использования. Заливка абразивных материалов, таких как бетон, может быстро повредить форму, в то время как отверждение неабразивных материалов, например, восков, не оказывает никакого влияния на форму. Для хранения форма должна быть промыта мыльным раствором и высушена. Формы из двух и более деталей должны быть собраны. Формы должны храниться в прохладном сухом месте.
Технические характеристики
Ед. изм.
Mold Star 15Slow
Mold Star 16Fast
Mold Star 30
Твердость
Шор A
15
16
30
Соотношение компонентов
по объему
1А:1В
Цвет
зеленый
сине-зеленый
синий
Время жизни
50 мин.
6 мин.
45 мин.
Время отверждения
4 часа
30 мин.
6 часов
Плотность
г/см3
1,18
1,12
Удельный объем
см3/г
0,85
0,89
Вязкость
сПз
12500
Относительное удлинение при разрыве
%
440
339
Предел прочности на разрыв
МПа
2,76
2,90
Модуль упругости при 100%-ном удлинении
МПа
0,38
0,66
Усадка
%
< 0,254
Прочность на раздир
кН/м
15,41
Полезный диапазон температур
°C
-19 до +232
Все показатели замерялись после 7-дневной полимеризации при температуре 23°C.
Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры в Киеве
Цена: 320 грн.
за 1 кг
Компания ЭЛАСТОФОРМ (Киев) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Серия Mold Star – простые в использовании силиконы на основе платины, которые легко смешиваются, не образуют пузырей, очень жидкие и удобные в работе
Серия Mold Star – простые в использовании силиконы на основе платины, которые легко смешиваются в соотношении 1А:1В по объему (нет необходимости в использовании весов). Силиконы серии Mold Star отличаются очень низкой вязкостью и для большинства применений не требуют вакуумной дегазации. Отличительная особенность-возможность сделать идеальную форму без дополнительных приспособлений — все пузырики выходят сами благодаря свойству самодеаэрации. Время жизни Mold Star 15 Slow – 50 минут, время отверждения 4 часа при комнатной температуре. Mold Star 16 Fast имеет время жизни 6 минут и время отверждения 30 минут. Mold Star 15 – материал с твердостью 30 по Шору А, наиболее твердый из серии. Силиконы серии Mold Star отверждаются в мягкую, прочную резину, обладающую высоким показателем сопротивления разрыву и очень низким значением усадки. Применение Формы из силикона Mold Star долговечны и подходят для литья воска, гипса, каучуков, бетона и других материалов, штамповки мастики и производства вайнеров. Данные силиконы обладают высокой температуростойкостью (до 232°C) и применимы для литья металлов и их сплавов с низкой температурой плавления. Стоимость 1 кг — 320 грн 0,5 кг пробник — 170 грн
Характеристики платинового силикона Молд Стар 15 Mold Star-штамповка мастики,вайнеры
Вы можете оформить заказ на «Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры» в компании «ЭЛАСТОФОРМ» через нашу площадку BizOrg. Цена составляет 320 грн. (минимальный заказ 1 кг). Сейчас предложение находится в статусе «в наличии».
Плюсы «ЭЛАСТОФОРМ»
специальное предложение по сервису и цене для пользователей торговой площадки BizOrg;
своевременное выполнение своих обязательств;
разнообразные способы оплаты.
Оставьте заявку прямо сейчас!
Часто задаваемые вопросы
Как оформить заказ?Чтобы оформить заказ на «Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры» свяжитесь с компанией «ЭЛАСТОФОРМ» по контактным данным, которые указаны в правом верхнем углу страницы. Обязательно укажите, что нашли компанию на торговой площадке BizOrg.
Где посмотреть более подробную информацию о компании «ЭЛАСТОФОРМ»?Для получения подробных даных о компании перейдите в правом верхнем углу страницы по ссылке-названию компании. Далее перейдите на нужную вкладку с описанием.
Предложение указано с ошибками, номер телефона не отвечает и т.п.Если у вас возникли проблемы при работе с «ЭЛАСТОФОРМ» – сообщите идентификаторы компании (87686) и товара/услуги (521182) в нашу службу технической поддержки.
Служебная информация
«Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры» относится к категории: «Силикон».
Предложение было создано 28.08.2013, дата последнего обновления — 21.11.2013.
За все время предложение было просмотрено 1240 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ЭЛАСТОФОРМ цена товара «Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры» (320 грн.) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ЭЛАСТОФОРМ по указанным телефону или адресу электронной почты.
Купить Mold Star 15, 16 и 30 1A:1B Смешанные по объему платиновые силиконовые каучуки от Reynolds Advanced Materials
Купить Mold Star 15, 16 и 30 1A:1B Смешанные по объему платиновые силиконовые каучуки от Reynolds Advanced Materials
Интернет-магазин Моя учетная запись
1A:1B Смешанные по объему платиновые силиконовые каучуки
Mold Star™ 15 SLOW, 16 FAST и Mold Star™ 30 — это простые в использовании жидкие силиконовые каучуки, которые можно измерить по объему и которые имеют низкую вязкость, поэтому вакуумная дегазация не требуется. Силиконы Mold Star™ — это прочные и долговечные материалы для форм, которые отлично подходят для литья гипса, воска, смол и т. д. Жизнеспособность Mold Star™ 15 SLOW составляет 50 минут, а время отверждения — 4 часа при комнатной температуре. Mold Star™ 16 FAST — это более быстродействующий материал с 6-минутной жизнеспособностью и 30-минутным временем отверждения, который доступен в картридже объемом 400 мл.
Примечание: THI-VEX™ НЕ совместим с этими накладками Mold Star™.
Звонок для заказа
Итого:
Продукт
Размер
Вес нетто
Цена
Количество
Mold Star 15 SLOW
Твердость по Шору A 15. 1A:1B по объему. 4 часа время отверждения. Как это работает?
Испытательный блок
2 фунта.
3593
Галлон
18 фунтов.
21548
5 галлонов
90 фунтов.
1,01638
Mold Star 16 FAST
Твердость по Шору A 16. 1A:1B по объему. Время отверждения 30 минут. Как это работает?
Испытательный блок
2 фунта.
3588
Галлон
18 фунтов.
21076
5 галлонов
90 фунтов.
99321
Mold Star 30
Твердость по Шору A 30. 1A:1B по объему. 6 часов время отверждения. Как это работает?
Испытательный блок
2 фунта.
3714
Галлон
17,6 фунта.
22015
5 галлонов
88 фунтов.
1,04040
Документы
Загрузка документов
Технический бюллетень
Mold Star 15 16 30 Технический бюллетень
Паспорт безопасности
Mold Star 15 16 30 SDS
Медиа
Видео
Как изготавливается вакуумно-формованная упаковка с использованием высокотемпературного инструмента для эпоксидной смолы
Как сделать защитную маску своими руками из силикона Mold Star™ 16 и жидкого пластика Smooth-Cast™ 65D
Как сделать руль на заказ: Часть 1, Изготовление силиконовых форм
Как сделать индивидуальный руль: часть 2, литье из смолы
Как сделать форму для доспехов для косплея из пенопласта
Как создать собственные пуговицы для рубашки
Как сделать основу для таксидермии с использованием воздушной эпоксидной шпатлевки Free Form®
Изготовление пресс-форм и литье с использованием Mold Star 30 и смолы ONYX
Учебное пособие по изготовлению форм: как уменьшить форму для небольших репродукций
Как сделать простую цельную силиконовую форму — заливка
Как сделать форму из силиконовой резины, состоящую из 2 частей | Учебное пособие по изготовлению пресс-форм
Как сделать двухкомпонентную силиконовую форму для ножа | Учебное пособие по изготовлению пресс-форм
Учебное пособие по изготовлению пресс-форм: криминалистические слепки с использованием быстроотверждаемой силиконовой резины
Как сделать искусственный пальчатый коралл на заказ для украшения аквариума
Руководство по декорированию аквариума: отливка прозрачной раковины из кристально чистой смолы
Практические галереи
Mold Star® 15 Demo: простой в использовании платиновый силикон с высокой прочностью на разрыв
Создание собственных гиперреалистичных пальчатых кораллов с использованием силиконовой резины Mold Star и гладкого пластика
Создание собственного гиперреалистичного морского анемона с наконечником в форме луковицы с использованием силикона Smooth-On
Удивительная бетонная раковина Nautilus: от проектирования до производства
Mold Star® 15, состоящая из двух частей, используется для отливки бесчисленных комбинаций цветов и эффектов смолы SmoothCast®, красок SO-Strong® и порошков Cast Magic®.
Форма Mold Star® 15, используемая для заливки уретановой смолы SmoothCast® 325, окрашенной в зеленый цвет SO-Strong®.
Сопутствующие товары
Mold Star™ 15 SLOW – 2 кг
Mold Star™ 15 SLOW Особенности
Силиконы Mold Star™ при отверждении превращаются в мягкие, прочные каучуки, устойчивые к разрыву и демонстрирующие очень низкую усадку в течение длительного времени. Формы, изготовленные с помощью Mold Star™, долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смолы и других материалов. Резина Cured Mold Star™ термостойкая до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Mold Star™ 15 SLOW Инструкции
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Безопасность
Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения
Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами внутри или на модели, подлежащей формованию, что приводит к липкости на границе раздела модели или полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ 15 SLOW не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава
Хотя обычно это не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенное средство для удаления силикона с силиконовых или других поверхностей. Продукты Mann Ease Release™ можно приобрести в компании AMT Composites.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание
Прежде чем начать, предварительно смешайте Компоненты A и Компоненты B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте, убедившись, что вы несколько раз очищаете стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
Опционально
Вакуумная дегазация
Вакуумная дегазация, хотя и не является обязательной, помогает удалить воздух из жидкого силиконового каучука. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка
Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала для пресс-формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение
Дайте силиконовому каучуку Mold Star™ 15 SLOW отвердеть в течение 4 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение
Время извлечения из формы можно сократить, применяя слабое нагревание. Пример: После заливки каучука Mold Star™ 15 SLOW при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание. Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™. Не отверждайте резину при температуре ниже 65°F/18°C.
Mold Star™ 15 SLOW Mold Performance & Storage
Физический срок службы формы зависит от того, как вы ее используете (материалы литья, частота и т.
Первый промышленный робот в Японии был произведён полвека назад. В 1968 году компания Kawasaki Heavy Industries подписала лицензионное соглашение с американской венчурной компанией Unimation и начала собственное производство в Японии. Первый японский промышленный робот под названием «Kawasaki-Unimate 2000» был выпущен в 1969 году.
С этого момента производство промышленных роботов, преимущественно сфокусированное на автомобильной промышленности, начало набирать обороты. Компания Kawasaki стала одним из крупнейших производителей промышленных роботов, заняв большую долю на мировом рынке и создав основу для того, чтобы Япония стала всемирно признанным «Королевством робототехники». Можно считать, что промышленная робототехника родилась в США, но выросла в Японии.
Промышленных роботов можно разделить на 6 основных типов.
Сегодня промышленные роботы используются не только в автомобильной промышленности, но и при сборке электроники, и в пищевом производстве. Роботы успешно используются для решения многих задач: сварка, покраска, сборка, паллетирование. Для того, чтобы наилучшим способом адаптироваться к каждому типу задачи — промышленные роботы бывают различных типов, различных конструкций и с разными функциями.
Несмотря на большое разнообразие, решаемых роботом, задач, и вариаций конструкции, выделяют 6 основных типов роботов.
Разница заключается в типе соединения и механической конструкции.
Существуют различные способы структуризации промышленных роботов: по размеру, нагрузке, сфере применения. В этой статье мы остановимся на структуризации по типу соединения звеньев робота и механической конструкции.
Оси робота как суставы человека
У роботов могут быть и вращательные и линейные оси. Количество соединений в роботе является количеством осей или степеней свободы (DOF). Количество и типы соединений звеньев робота будет для нас основным фактором, позволяющим нам определить тип робота.
Можно найти много схожего в строении суставов робота и человека. Чаще всего двигатели вращают суставы робота, подобно как мышцы вращают запястье человек или сгибают руку в локте. Но есть и то, что у человека нет – это линейные соединения звеньев робота, позволяющие выдвигать вперёд/назад или верх/вниз сустав робота.
У каждого промышленного робота есть инструмент, который, как правило, крепится на запястье – это может быть сварочная горелка или захват. Для перемещения инструмента требуется как минимум три сустава, чтобы двигаться по трем осям координат. Для ориентирования сустава с инструментом, потребуется ещё 3 оси.
Теперь вы знаете основы, перейдем к основным типам роботов.
Сферический робот, с полярной системой координат. (POLAR COORDINATE ROBOT)
Первый промышленный робот
Kawasaki-Unimate 2000 выпущенный в 1969 году
Этот робот имеет центральный поворотный вал как у башни танка и удлиняющуюся руку с вращающимся запястьем. Рука, способная удлиняться предназначена для достижения большого радиуса действия. Такой тип роботов широко использовался на заре промышленной робототехники. Робот Kawasaki-Unimate 2000, как раз этого типа.
Ниже редкое видео демонстрирующее работу первого японского промышленного робота Kawasaki-Unimate 2000
для работы с жидкокристаллической стеклянной подложкой.
Этот робот похож на робота с полярной системой координат — у него также есть выдвигающаяся рука и поворотный вал. Но разница заключается в движении руки робота, которая может двигаться по вертикали, скользящим линейным, а не вращающимся движением. Сегодня роботы этого типа по-прежнему используются, например, для переноса LCD панелей для мониторов.
Линейный робот (Декартов робот) (Cartesian robot)
.
Простой в управлении.
Робот, работающий в прямоугольной системе координат. Движения этого робота похожи на игровой автомат, в котором нужно достать игрушку. Все звенья робота двигаются по трём перпендикулярным осям и не вращаются. Как правило, такой робот имеет большие габариты, но высокую точность и простоту в управлении. Этот тип роботов чаще применяется для перемещения тяжелых инструментов, а в качестве инструмента можно использовать даже целого робота.
На видео, пример конструкции с линейными осями с подвешенным шарнирным роботом Kawasaki
Шарнирный робот (ARTICULATED ROBOT)
Высокая гибкость движений
На фото универсальный робот Kawasaki CX210L с грузоподъемностью 210 кг
Сегодня это самый распространенный промышленный робот. Конструкция представляет собой последовательно соединённые звенья. Каждое следующее звено крепится к концу другого. 6-ти осевой шарнирный робот имеет такую же подвижность, как и человеческая рука. Но считается, что программирование таких роботов гораздо сложнее. Однако, благодаря современным контроллерам Kawasaki, процесс создания управляющей программы чрезвычайно прост. Этот тип роботов используется для очень широкого круга задач, таких как палетирование, обслуживание станков, дуговая или точечная сварка и многое другое.
Пример современного 6-ти осевого шарнирного робота Kawasaki RS007L.
Этот робот отличается тем, что все основные звенья перемещаются только в горизонтальной плоскости. И только инструмент на конце руки двигается в линейном направлении. За счёт высокой жесткости в вертикальном направлении роботы SCARA достигают высокой точности и скорости с двигателями меньшей мощности. Роботы с такой конструкцией наиболее востребованы в операциях по сборке. К примеру, SCARA робот duAro успешно применяется на заводах по сборке печатных плат и размещению полупроводниковых пластин.
На видео ниже представлена работа двухрукого робота DuAro. Робот собирает печатные платы.
Ключевым отличием таких роботов является конструкция из нескольких звеньев, прикрепленных к общему основанию, позволяющий сохранять пространственную ориентацию инструмента робота. Чаще всего дельта робот состоит из трёх таких рычагов. Все три рычага одновременно поддерживают захват робота на одинаковой высоте. Обладают высокой скоростью и применяются для операций сортировки или укладки цельной продукции в короба, и, как правило, устанавливается над конвейером.
На видео показано как робот YF03N сортирует листки базилика по размеру.
Заключение
Все вышеперечисленные роботы являются промышленными, но каждый отличается своими характеристиками: грузоподъёмностью, диапазоном рабочей зоны, точностью, скоростью, габаритами. В зависимости от типа соединения звеньев и конструкции каждый робот находит своё оптимальное применение, свою задачу с которой справляется лучше других.
При автоматизации вашего конкретного процесса важно понимать различные доступные варианты решения задачи, чтобы вы могли выбрать лучший тип промышленного робота под вашу задачу.
Если вы хотите обсудить, какой тип роботов лучше всего подходит для вашей конкретной задачи, свяжитесь с нами по телефону 8(812)209-11-03 или по адресу [email protected]
Навигация по статье:
Вступление
Типы роботов
Сферический робот, с полярной системой координат. (POLAR COORDINATE ROBOT)
виды промышленной робототехники в производстве – примеры применения
Содержание:
Что представляет собой промышленная робототехника
Что называют промышленными роботами
Виды промышленных роботов
Типы промышленных роботов по назначению
Перспективы применения
Основные преимущества использования промышленных роботов
Производители промышленных роботов
Fanuc
Hanwha
Kuka
Universal Robots
uFactory
ABB
Yaskawa
Kawasaki
Проблемы промышленных роботов и их решение
Применение промышленных роботов в различных отраслях промышленности
Автомобильная промышленность
Производство электроники
Пищевая промышленность
Сельское хозяйство
Заключение
Автоматизация давно является неотъемлемой частью современного производства. Робототехника становится дешевле. В частности, за последние десять лет цены на промышленные роботы понизились почти на 30%. А в следующее десятилетие прогнозируется спад цен на них еще на 20%. В 2020 году продажи производственных роботов увеличились на 15%. Соответственно, промышленные роботы активно приобретаются не только крупным, но и средним и малым бизнесом.
Каталог промышленных роботов
Что представляет собой промышленная робототехника
Это отрасль современного производства, которая занимается разработкой и производством промышленных роботов-манипуляторов и систем, направленных на автоматизацию производственных процессов и замену ручного труда механическим.
Первый промышленный робот Unimate был выпущен в Америке в 1954 году. Его изобрел основатель фирмы Unimation Джордж Девол. В 1961 году робот был запущен в массовое производство на предприятии General Motors. В 70-80-е годы 20 века робототехника продолжала развиваться дальше.
Что называют промышленными роботами
Промышленные роботы (ПР) представляют собой устройства, работающие по заданной программе и осуществляющие движение, перемещение и управление в рамках производственного процесса. Их назначение – выполнение определенных операций и/или перемещение предметов под контролем оператора или без его участия.
Виды промышленных роботов
Специалисты выделяют три основных вида промышленных роботов.
Автоматические.
Программные роботы – работают на основе циклической программы, которая заранее вводится в блок памяти. Это самые простые и дешевые представители автоматических роботизированных устройств.
Адаптивные – благодаря встроенной системе датчиков и сенсоров могут переключать программу с учетом изменения внешних условий.
Обучаемые – управляющая программа корректируется в зависимости от хода технологического процесса. Затем робот функционирует с учетом внесенных изменений.
Интеллектуальные – последнее поколение устройств. Они имеют элементы искусственного интеллекта, поэтому могут сами анализировать окружающую среду и действовать с учетом полученных сведений.
Биотехнические.
Манипуляторы или командные роботы. Управляются оператором дистанционно.
Копирующие. Повторяют действия оператора.
Полуавтоматические. Оператор задает движение основному органу, работа сочленений согласуется и корректируется системой управления.
Интерактивные.
Автоматизированные. Автоматический режим работы чередуется с работой оператора.
Супервизорные. Автоматически выполняют заданный цикл, но переход от одного этапа работы к другому осуществляется через команды оператора.
Диалоговые. Работая в автоматическом режиме, в то же время взаимодействуют с оператором с помощью специального языка (например, голосовые команды).
По грузоподъемности:
Легкие – до 10 кг.
Средние – 11-200 кг.
Тяжелые – 200 кг – 1 т.
Сверхтяжелые – более 1 т.
По маневренности:
Стационарные.
Подвижные.
По способу установки:
Встроенные.
Подвесные.
Напольные.
Промышленного робота выбирают в зависимости от условий его эксплуатации и от задач, которые ставит перед собой производитель.
Типы промышленных роботов по назначению
По назначению роботы условно делятся на несколько категорий.
Универсальные, то есть выполняющие различные виды операций.
Специальные. Они работают даже в неблагоприятных условиях или имеют особые функции.
Специализированные. Такие роботы предназначены для осуществления какого-либо одного вида деятельности: сборка, резка, сварка, покраска, паллетирование и пр. Рассмотрим некоторые из них.
Роботы для паллетирования. Они используются для погрузочно-разгрузочных работ и укладки изделий в паллеты по определенным схемам. Это, например, роботы Fanuc серии M410 (работа со средними и тяжелыми грузами). Сюда же можно отнести KUKA KR QUANTEC PA Arctic – паллетоукладчик, работающий даже при минус 30 градусах.
Роботы для сварки. К примеру, аппараты серии FANUC Arc Mate умеют паять и выполнять все виды сварки.
Роботы для покраски. Они оснащаются распыляющими устройствами и успешно работают с лакокрасочными покрытиями разных типов (FANUC Paint).
Роботы-манипуляторы.
Традиционные. Это своеобразные робо-руки, работающие на сервоприводах. Движения ограничиваются размерами самой руки и инструмента, который закрепляется на ней. Они поворачиваются и совершают сложные движения по разнообразным траекториям. К ним относятся пневмоприсоски, захваты, распылители краски, роботы для 3D-печати, сварки.
Дельта-роботы. Совершают быстрые и точные движения, поэтому служат для выполнения фасовочных и монтажных работ в фармацевтике, электронной и пищевой промышленности.
Роботы типа SCARA. Их особенность: высокая точность и повторяемость, наряду с меньшей областью работы и степенью свободы. Соответственно, используются в производствах, где важна точность, а не большая зона доступа (комплектация изделий и пр. ).
Роботы для обслуживания станков. Их основные функции – выемка деталей из станков с ЧПУ, загрузка материала, техническое обслуживание: замена инструментов, смазка. Могут обслуживать несколько станков.
Коллаборативные роботы (коботы). Работают вместе с людьми, и полностью безопасны для них. Легко настраиваются на разные виды работ, их можно быстро обучить выполнять новые задачи. На данный момент считаются лучшими промышленными роботами.
Каталог коллаборативных роботов
Перспективы применения
Как было сказано выше, робототехника становится все более и более дешевой и доступной, поскольку:
Один робот заменяет несколько десятков человек.
Он вырабатывает больше продукции.
Окупает себя примерно за 12-15 лет.
Развитие этой отрасли идет по пути разработки искусственного интеллекта. Наиболее перспективные отрасли развития робототехники в России – это:
Строительство.
Обрабатывающая промышленность.
Горнодобывающая промышленность.
Сельское хозяйство.
Основные преимущества использования промышленных роботов
Эти устройства уже доказали свою эффективность. Благодаря им:
Снижаются затраты, в том числе и на рабочую силу.
Повышается точность изготовления.
Уменьшается количество брака.
Ускоряются производственные процессы.
Экономится материал и электроэнергия.
Снижается стоимость обработки.
Ускоряется процесс перехода на другой проект.
Производители промышленных роботов
При покупке промышленного робота имеет смысл поинтересоваться его производителем. Можно выделить несколько компаний, известных во всем мире.
Fanuc
Каталог роботов Fanuc
Японская компания Fanuc – мировой лидер по производству промышленных роботов. По данным на 2018 год по всему миру было установлено 400 000 роботов производства Fanuc. В ассортимент входят различные типа устройств: роботы для сварки, покраски, паллетирования, дельта-роботы.
В частности, разработанная компанией модель FANUC M-1iA отлично подходит для предприятий, занимающихся небольшими электронными устройствами. Ее основные характеристики: высокая точность, небольшая грузоподъемность, повышенная производительность, быстрая сборка деталей.
Hanwha
Hanwha – известный производитель коллаборативных роботов. Продукция этой южнокорейской фирмы используется в Азии, Европе и США. Кобаты (коллаборативные роботы) становятся все популярнее, т.к. они дешевле в обслуживании и просты в управлении.
Наибольшим спросом пользуется Hanwha HCR-5 cobot. Он применяется для изготовления электронных устройств, при обработке пластика, в пищевой, автомобильной и фармацевтической промышленности.
Kuka
Kuka выпускает промышленных роботов, выполняющих многосерийные задачи: паллетирование, погрузку, упаковку, сварку, сборку, обработку. Более 80 тыс. роботов от этого производителя установлены по всему миру.
Например, роботы Kuka, выполняющие автоматическую дуговую сварку, используются на заводе Gestamp в Билефельде при производстве рам лестничного типа для автомобилей Volkswagen. Они обеспечивают надежность и высокую производительность.
Universal Robots
Universal Robots основана в 2005 году. Она производит гибких коллаборативных роботов небольшого размера. Первая модель — UR5 – была выпущена в 2008 году. Кобаты Universal Robots используются при сборке, паллетизации, упаковке, покраске, литье, сварке. Они совместимы со станками с ЧПУ.
К примеру, модель UR 10 со средней грузоподъемностью применяется при сварке, склейке, пайке деталей, совмещается с фармацевтическим, сельскохозяйственным и технологическим оборудованием. Может размещаться на столе.
uFactory
uFactory – китайский производитель, специализирующийся на выпуске настольных роботов для малого бизнеса и обучения.
Одна из последних разработок компании — uArm Swift Pro. Эта роботизированная рука предназначена для бытовых целей, в частности, для 3D-печати. На нее можно установить лазерный гравер, головки для печати, различные захваты. При необходимости аппарат легко перевести в обучающий режим.
ABB
ABB – швейцарская фирма, которая выпустила на сегодняшний день более 160 тысяч роботов. Они используются в пищевых и мебельных производствах, в фармакологии, электронике и пр.
Фирма АВВ – пионер на рынке робототехники. Именно она 40 лет назад произвела первого в мире электрического промышленного робота и первого в мире робота для покраски.
В России задействованы около 1,5 тыс. роботов этой фирмы. Например, они осуществляют контроль качества на предприятиях компании Novo Nordisk (Калужская область), автоматизируют производственные процессы завода «МолПродукт» (Московская область) и т.д.
Yaskawa
Эта одна из старейших японских фирм основана в 1915 году. В 1977 году произвела первую серию собственных промышленных роботов MOTOMAN-L10. Они предназначены для покраски, сварки, резки, упаковки, сборки.
В 2007 компанией Yaskawa разработан самый быстрый робот для дуговой сварки — МОТОМАN SSA2000.
Kawasaki
Компания работает на рынке робототехники с 1969 года. Она специализируется на выпуске роботов для покраски, паллетирования, сварки. Высоко ценятся среди покупателей роботы для чистых помещений, двурукие, шарнирные. Они также подходят для работы в сложных условиях (агрессивные среды, высокие температуры).
Проблемы промышленных роботов и их решение
Основные проблемы среднего и малого бизнеса, ведущие к отказу от использования промышленных роботов:
небольшой объем заказов;
отсутствие узких специалистов, владеющих навыками программирования, или повышенная оплата за их труд;
невозможность автоматизации каких-либо задач из-за отсутствия крупных серий;
нехватка места в цеху или другом помещении.
Все эти вопросы легко решаются при помощи роботов нового поколения – коботов. Они:
Могут работать с мелкими сериями или даже производить единичную продукцию.
Имеют открытую архитектуру – это значительно увеличивает их потенциал.
Быстро переключаются между операциями.
Легко перенастраиваются на другие задачи.
Безопасны, т.к. оснащены специальными датчиками, которые предотвращают столкновение с человеком.
Не требуют много места или специального ограждения.
Применение промышленных роботов в различных отраслях промышленности
Промышленные роботы особенно активно применяются в тех отраслях промышленности, где необходима точность и быстрота действий. Они успешно заменяют людей при выполнении опасных или монотонных операций или при работе в агрессивных средах.
Автомобильная промышленность
На сегодняшний день это лидер по внедрению робототехники в производственные процессы. Например, венгерская компания AUDI Hungary выпускает автомобили, используя роботы Fanuc. Роботы для лазерной и плазменной резки задействованы на заводах Renault во Франции.
Производство электроники
Компания ALNEA Sp. z.o.o. – известный производитель тестовых приборов – применяет KUKA KR 6 R900 для пайки печатных плат. В результате время выполнения заказов уменьшается в два раза.
Ряд предприятий использует шестиосевой робот-манипулятор Yaskawa Motoman Mh22 для сборки компьютерных жестких дисков.
Пищевая промышленность
Atria Scandinavia – шведская компания, которая выпускает вегетарианские продукты. Упаковкой, маркировкой и укладкой занимаются манипуляторы UR 10. Они обрабатывают более 200 позиций в час на каждой линии производства.
Сельское хозяйство
Некоторые роботы могут собирать урожай. Например, Agrobot SW6010 использует сенсоры и манипуляторы для обнаружения и сбора спелой клубники. В систему «Vegebot», которая предназначена для сбора салата, входит робот-манипулятор UR10 с шестью степенями свободы.
Заключение
В наше время между понятием «конкурентоспособность» и понятием «автоматизация» нередко ставится знак равенства. Современные роботы рентабельны даже для небольших организаций, поскольку улучшают условия труда, повышают производительность и качество выпускаемой продукции. Затраты на них быстро окупаются.
Таким образом, промышленные роботы с легкостью внедряются в любые производственные процессы, следовательно, их разработка и внедрение значительно расширяют возможности и перспективы робототехники.
Приобрести Робот манипулятор и задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Какие существуют типы промышленных роботов и их применение?
Какие существуют типы промышленных роботов и их применение?
Большое количество производителей используют промышленных роботов для автоматизации задач, повышения безопасности работников и увеличения общей производительности при одновременном снижении отходов и эксплуатационных расходов. Поскольку промышленные роботы становятся все более распространенными в производственной среде, возрос спрос на множество различных типов промышленных роботов для конкретных приложений и отраслей. В этом посте мы рассмотрим, какие типы промышленных роботов доступны на рынке, как они работают и в каких приложениях или отраслях они обычно используются.
Декартовы роботы
Декартовы роботы, также называемые линейными роботами или портальными роботами, представляют собой промышленные роботы, которые работают с тремя линейными осями и используют декартову систему координат (X, Y и Z), что означает, что они движутся по прямым линиям по трем осям (вверх-вниз, внутрь-наружу и из стороны в сторону). Декартовы роботы являются популярным выбором из-за высокой гибкости их конфигураций, что дает пользователям возможность регулировать скорость, точность, длину хода и размер робота. Декартовы роботы являются одним из наиболее часто используемых типов роботов для промышленного применения и часто используются для станков с ЧПУ и 3D-печати.
Роботы SCARA
SCARA — это аббревиатура, которая расшифровывается как Selective Compliance Assembly Robot Arm или Selective Compliance Articulated Robot Arm. Роботы SCARA работают по трем осям (X, Y и Z), а также имеют вращательное движение. Роботы SCARA превосходно справляются с боковыми движениями, обычно они движутся быстрее и легче интегрируются, чем декартовы роботы. Как правило, роботы SCARA используются для сборки и укладки на поддоны, а также в биомедицинских целях.
Шарнирные роботы
Шарнирные роботы механическое движение и конфигурация очень похожи на человеческую руку. Рука крепится к основанию с помощью поворотного соединения. Сама рука может иметь от двух до десяти вращающихся соединений, которые действуют как оси, причем каждое дополнительное соединение или ось обеспечивает большую степень движения. Большинство шарнирных роботов используют четыре или шесть осей. Типичными областями применения шарнирно-сочлененных роботов являются сборка, дуговая сварка, погрузочно-разгрузочные работы, обслуживание машин и упаковка.
Цилиндрические роботы
Цилиндрические роботы имеют вращающееся соединение в основании и призматическое соединение для соединения звеньев. Роботы имеют рабочую оболочку цилиндрической формы, что достигается за счет вращающегося вала и выдвижной руки, которая движется вертикально и скользит. Цилиндрические роботы часто используются в узких рабочих местах для простой сборки, обслуживания машин или нанесения покрытий из-за их компактной конструкции.
Роботы Дельта
Дельта-роботы, или параллельные роботы, имеют три руки, соединенные с единой базой, установленной над рабочим местом. Дельта-роботы работают в форме купола и могут двигаться деликатно и точно на высоких скоростях благодаря тому, что каждое сочленение концевого эффектора напрямую контролируется всеми тремя руками. Роботы Delta часто используются для быстрого захвата и размещения товаров в пищевой, фармацевтической и электронной промышленности.
Роботы Polar
Роботы Polar, или сферические роботы, имеют руку с двумя вращающимися шарнирами и одним линейным шарниром, соединенным с основанием поворотным шарниром. Оси робота работают вместе, чтобы сформировать полярную координату, что позволяет роботу иметь сферическую рабочую оболочку. Роботы Polar считаются одними из первых когда-либо разработанных промышленных роботов. Роботы Polar обычно используются для литья под давлением, литья под давлением, сварки и обработки материалов.
Коллаборативные роботы
Коллаборативные роботы или коботы — это роботы, которые могут напрямую и безопасно взаимодействовать с людьми в общем рабочем пространстве. На рынке представлено множество типов и марок коллаборативных роботов — узнайте больше здесь. Коботы обычно используются для захвата и размещения, укладки на поддоны, проверки качества и обслуживания машин.
6 основных типов промышленных роботов, используемых в мировом производстве 2018
31 августа 2018 г.
Благодаря быстрому технологическому развитию робототехники и автоматизации в производственном секторе наблюдается более широкое внедрение робототехники и технологий в…
более широкое внедрение робототехники и технологий в свои производственные процессы. Промышленные роботы используются для выполнения задач с высокой точностью и повторяемостью, что приводит к продукции более высокого качества. Способность промышленных роботов работать непрерывно без перерыва помогает производителям увеличивать объемы производства. Более того, роботы могут работать в опасных и вредных средах, тем самым улучшая условия труда и безопасность производственного предприятия. Таким образом, несколько преимуществ промышленных роботов побуждают производителей интегрировать различные типы промышленных роботов в свои производственные линии для повышения эффективности и прибыльности предприятия.
Ожидается, что к 2022 году рынок робототехники для упаковки пищевых продуктов будет расти со среднегодовым темпом более 10 %. инвестировать в исследования и разработки, чтобы предоставить конечным пользователям более сложные и индивидуальные решения для автоматизации.
В отчете Technavio об исследовании рынка робототехники для пищевой упаковки за 2018–2022 гг. будет представлен углубленный анализ размера рынка, конкурентной среды, сегментации рынка, а также основных факторов и тенденций, способствующих росту рынка. ЗАПРОСИТЕ БЕСПЛАТНЫЙ ОБРАЗЕЦ СЕГОДНЯ
Основные типы промышленных роботов в 2018 году
В зависимости от механической конфигурации промышленные роботы можно разделить на шесть основных типов, а именно: шарнирные роботы, декартовы роботы, роботы SCARA, дельта-роботы, полярные роботы и цилиндрические роботы. Помимо механической конфигурации, промышленные роботы также могут быть классифицированы на основе управления движением, управления питанием и физических характеристик.
В этом блоге основное внимание будет уделено основным типам промышленных роботов по конфигурации, их преимуществам и недостаткам, а также областям применения.
Шарнирные роботы
Шарнирные роботы — один из самых популярных типов промышленных роботов. По своей механической конфигурации он напоминает человеческую руку. Рука соединена с основанием скручивающимся соединением. Количество поворотных сочленений, соединяющих звенья в руке, может варьироваться от двух до десяти сочленений, и каждое сочленение обеспечивает дополнительную степень свободы. Стыки могут быть параллельными или ортогональными друг другу. Шарнирные роботы с шестью степенями свободы являются наиболее часто используемыми промышленными роботами, поскольку их конструкция обеспечивает максимальную гибкость.
Преимущества
Высокая скорость
Большая рабочая зона для минимальной площади пола
Упрощено выравнивание по нескольким плоскостям
Недостатки
Требуется специальный контроллер робота
Сложное программирование
Сложная кинематика
Применение
Пищевая упаковка
Дуговая сварка
Точечная сварка
Транспортировка материалов
Обслуживание машин
Автомобильная сборка
Производство стальных мостов
Резка стали
Работа со стеклом
Применение в литейном и кузнечном производстве
Скачать отчет о мировом рынке промышленных сварочных роботов 2017-2021 Образец бесплатно
Декартовы роботы
Декартовы роботы также называются прямолинейными или портальными роботами и имеют прямоугольную конфигурацию. Эти типы промышленных роботов имеют три призматических шарнира для обеспечения линейного движения за счет скольжения по трем перпендикулярным осям (X, Y и Z). У них также может быть прикрепленное запястье, позволяющее совершать вращательные движения. Декартовы роботы используются в большинстве промышленных приложений, поскольку они обеспечивают гибкость в своей конфигурации, что делает их подходящими для конкретных приложений.
Преимущества
Обеспечивает высокую точность позиционирования
Простое управление
Легко программируется в автономном режиме
Широкие возможности настройки
Может выдерживать большие нагрузки
Меньше стоимости
Недостатки
Требуется большая рабочая и монтажная площадь
Комплекс в сборе
Движение ограничено только одним направлением за раз
Приложение
Операции захвата и размещения
Погрузка и разгрузка
Транспортировка материалов
Сборка и сборка
Обращение с ядерными материалами
Клеевые аппликации
Скачать образец отчета о глобальном рынке промышленных роботов в автомобильной промышленности 2018-2022 гг. выбранная плоскость. Вращающиеся валы расположены вертикально, а концевой эффектор, прикрепленный к плечу, перемещается горизонтально. Роботы SCARA специализируются на боковых перемещениях и в основном используются для сборки. Роботы SCARA могут двигаться быстрее и легче интегрируются, чем цилиндрические и декартовы роботы.
Преимущества
Высокая скорость
Отличная воспроизводимость
Большое рабочее пространство
Недостатки
Требуется специальный контроллер робота
Только для плоских поверхностей
Трудно программировать в автономном режиме
Приложение
Сборочное приложение
Работа с полупроводниковыми пластинами
Биомедицинские приложения
Упаковка
Укладка на поддоны
Загрузка машины
Получите БЕСПЛАТНЫЙ отчет о мировом рынке упаковочных роботов за 2017–2021 гг. Образец прямо сейчас
Дельта-роботы
Дельта-роботы также называются роботами с параллельными соединениями, поскольку они состоят из параллельных соединений, соединенных с общей базой. Благодаря прямому управлению каждым суставом над концевым зажимом положением концевого зажима можно легко управлять с помощью его рычагов, что обеспечивает высокую скорость работы. Дельта-роботы имеют куполообразную рабочую оболочку. Эти роботы обычно используются для быстрого захвата и перемещения товаров.
Преимущества
Очень высокая скорость
Высокая точность работы
Недостатки
Сложность эксплуатации
Требуется специальный контроллер робота
Применение
Пищевая промышленность
Фармацевтическая промышленность
Электронная промышленность
Авиасимуляторы
Автомобильные тренажеры
Выравнивание оптического волокна
Ознакомьтесь с нашим отчетом о мировом рынке промышленных роботов в отрасли бытовой техники, 2018-2022 гг. подключение ссылок. Их также называют сферическими роботами, поскольку они имеют сферическую рабочую оболочку, а оси образуют полярную систему координат. Эти роботы имеют центрально вращающийся вал и выдвижную вращающуюся руку. Конфигурация орудийной башни полярных роботов охватывает большой объем пространства, но доступ руки ограничен в пределах ее рабочего пространства.
Преимущества
Может охватывать все вокруг
Может достигать выше или ниже препятствий
Большой рабочий объем
Требуется меньше места на полу
Недостатки
Не может подняться над собой
Короткий вертикальный вылет
Низкая точность и повторяемость в направлении вращательного движения
Требуется сложная система управления
Вышло из моды и не встречается в новых проектах
Применение
Литье под давлением
Работа со стеклом
Укладка и разборка
Литье под давлением
Ковка
Сварка
Транспортировка материалов
Скачать отчет о мировом рынке роботов для литья металлов за 2018-2022 гг. Образец БЕСПЛАТНО
Цилиндрические роботы
Цилиндрические роботы имеют как минимум одно вращающееся соединение в основании и как минимум одно призматическое соединение, соединяющее звенья. Эти роботы имеют цилиндрическое рабочее пространство с поворотным валом и выдвижной рукой, которая перемещается вертикально и за счет скольжения. Таким образом, роботы с цилиндрической конфигурацией обеспечивают вертикальное и горизонтальное линейное перемещение наряду с вращательным движением вокруг вертикальной оси. Компактная конструкция конца манипулятора позволяет роботу достигать узких рабочих зон без потери скорости и повторяемости. Он в основном используется в простых приложениях, где материалы подбираются, вращаются и размещаются.
Преимущества
Простота в эксплуатации и установке
Минимальная сборка
Может достигать всего вокруг себя
Требуется меньше места на полу
Может нести большую полезную нагрузку
Недостатки
Нельзя обходить препятствия
Низкая точность направления вращательного движения
Вышло из моды и не встречается в новых проектах
Приложение
Перевозка ЖК-панелей
Приложения для сборки
Нанесение покрытий
Литье под давлением
Применение в литейном и кузнечном производстве
Машина для загрузки и разгрузки
Получите БЕСПЛАТНЫЙ образец отчета о мировом рынке полочных роботов за 2018-2022 гг.


 Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
Они дольше остаются острозаточенными, чем фрезы из быстрорежущей стали, но и имеют сложности с заточкой.
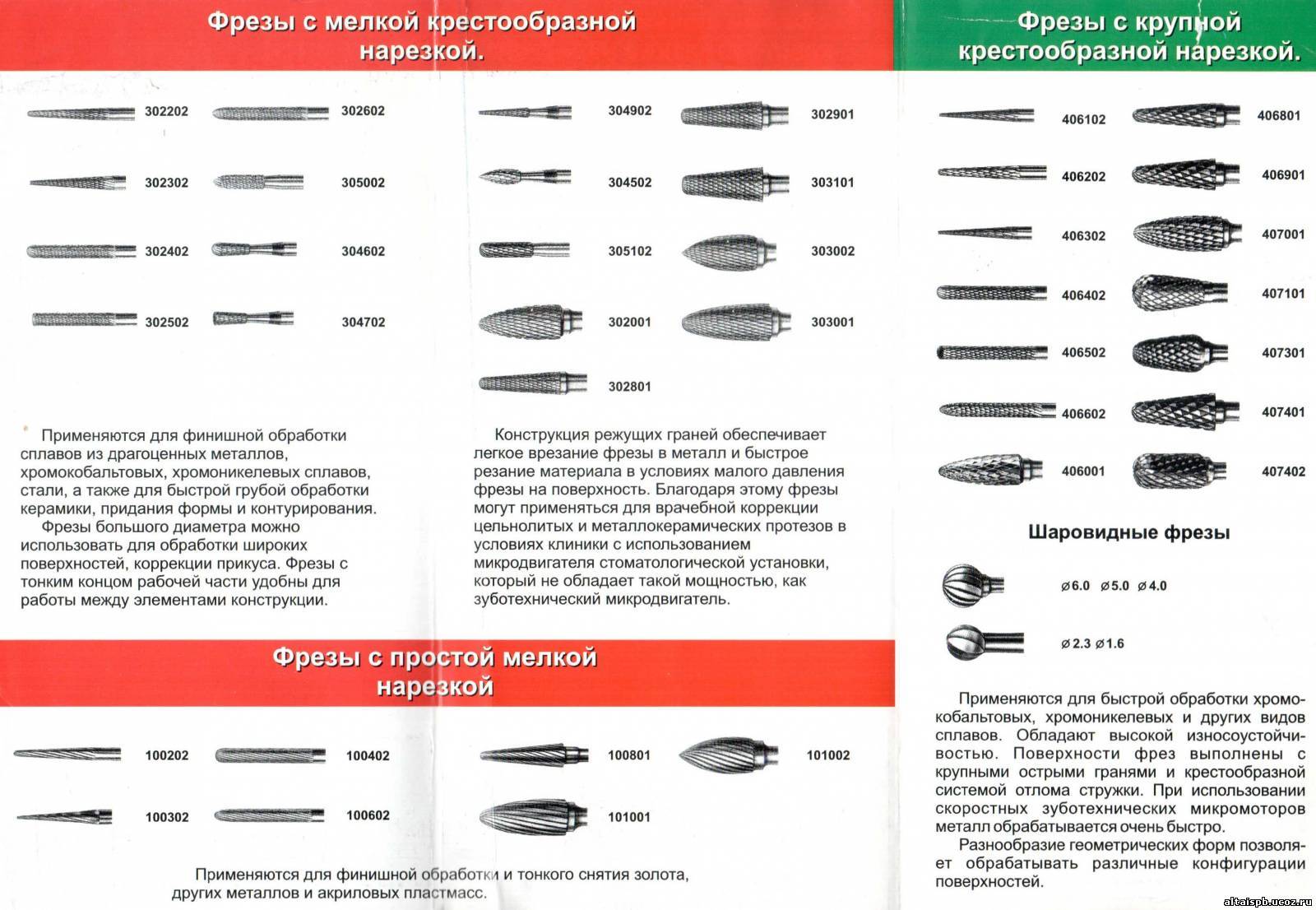 Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.
Фрезы с нижним удалением стружки создают своеобразное давление на материал сверху, поэтому при работе с данным видом можно не использовать дополнительные зажимы, чтобы изделие не сдвигалось в процессе работы.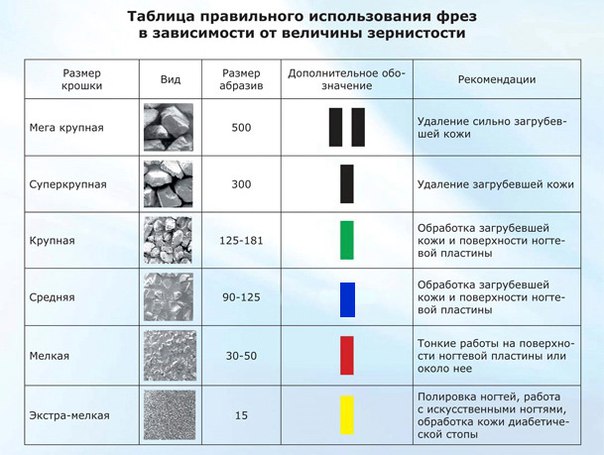
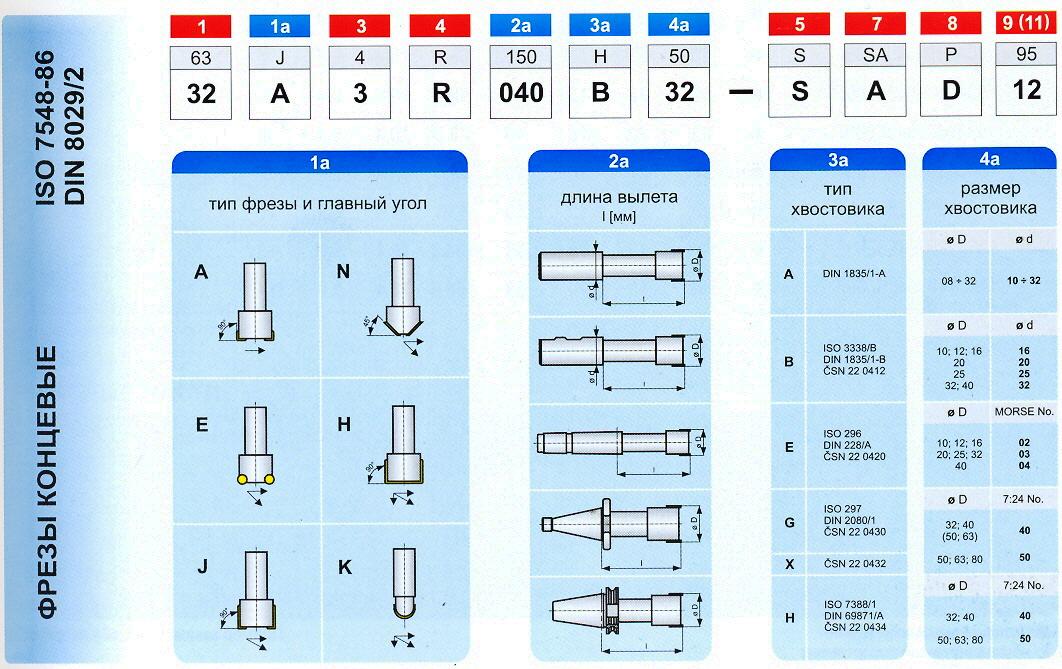 Они имеют очень тонкий стружкоотвод, поэтому существует вероятность его забивания. Многозаходные фрезы сильнее измельчают стружку, зато поверхность после обработки практически не требует дополнительной обработки, при увеличении количества заходов повышается качество реза и уменьшаются вибрации.
Они имеют очень тонкий стружкоотвод, поэтому существует вероятность его забивания. Многозаходные фрезы сильнее измельчают стружку, зато поверхность после обработки практически не требует дополнительной обработки, при увеличении количества заходов повышается качество реза и уменьшаются вибрации.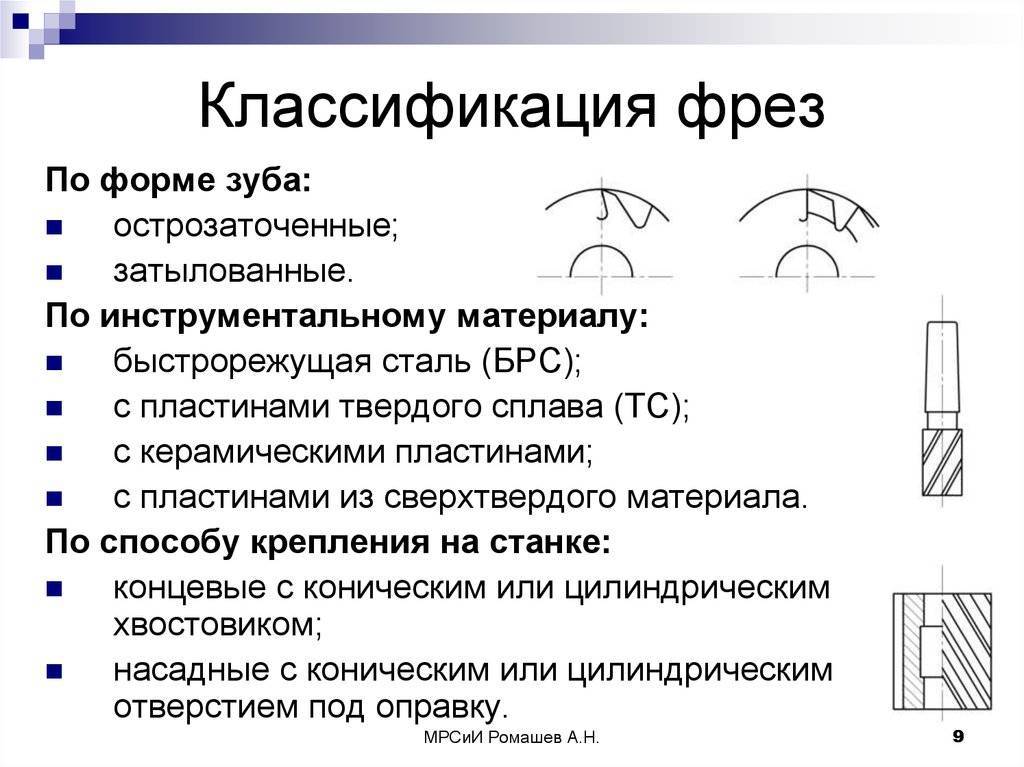


 Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.
Эти пневматические пилы предназначены для высокоскоростной резки металла. Его корпус изготовлен из авиационного алюминия, что делает его очень прочным и устойчивым к коррозии и другим химическим воздействиям.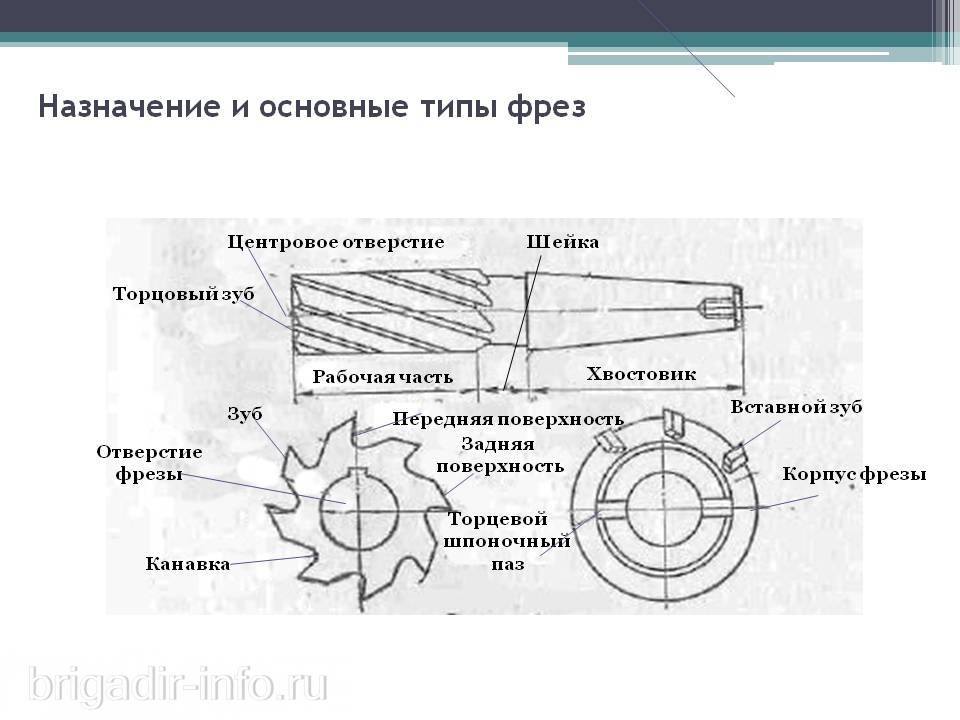
 Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.
Этот отрезной круг является прекрасным дополнением к любому набору пил и идеально подходит для работы с металлом, пластиком, деревом и гипсокартоном.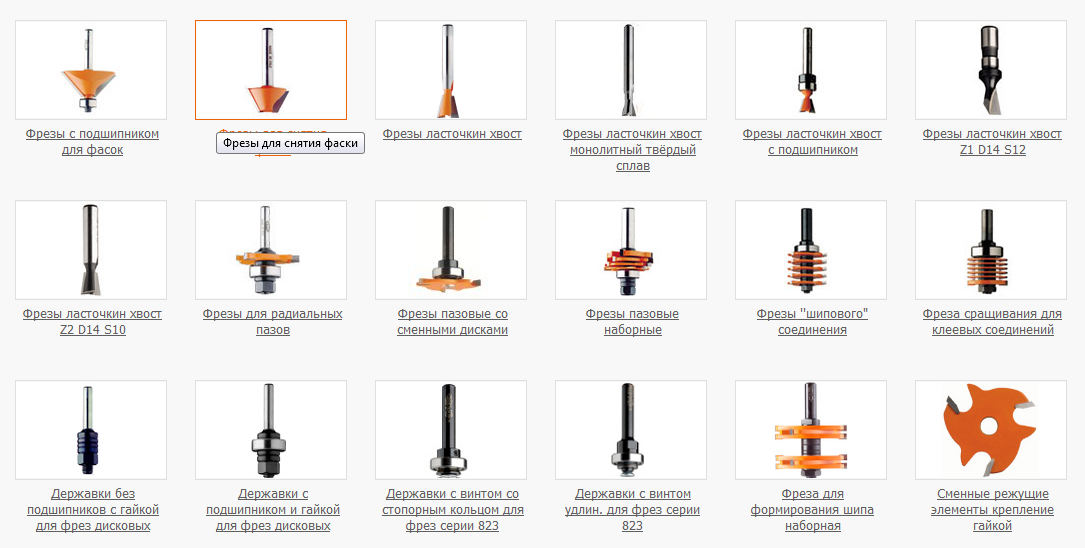 Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.
Он используется экспертами по обработке металлов и теми, кто предпочитает самые высокие стандарты для своих инструментов.

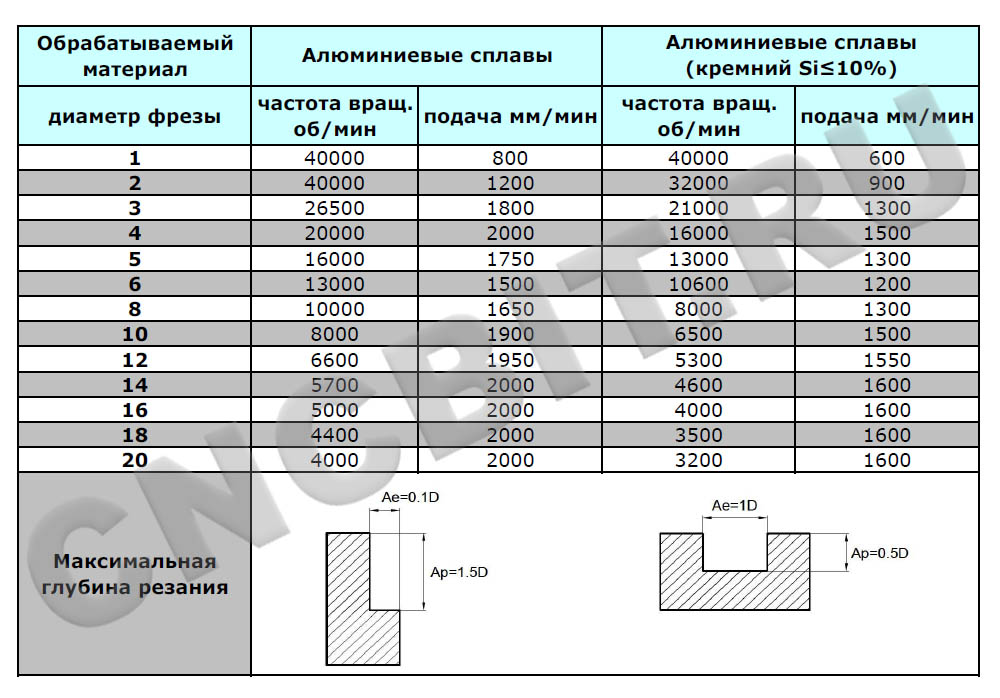 Сверлильный инструмент является примером фрезы с двумя концами.
Сверлильный инструмент является примером фрезы с двумя концами.

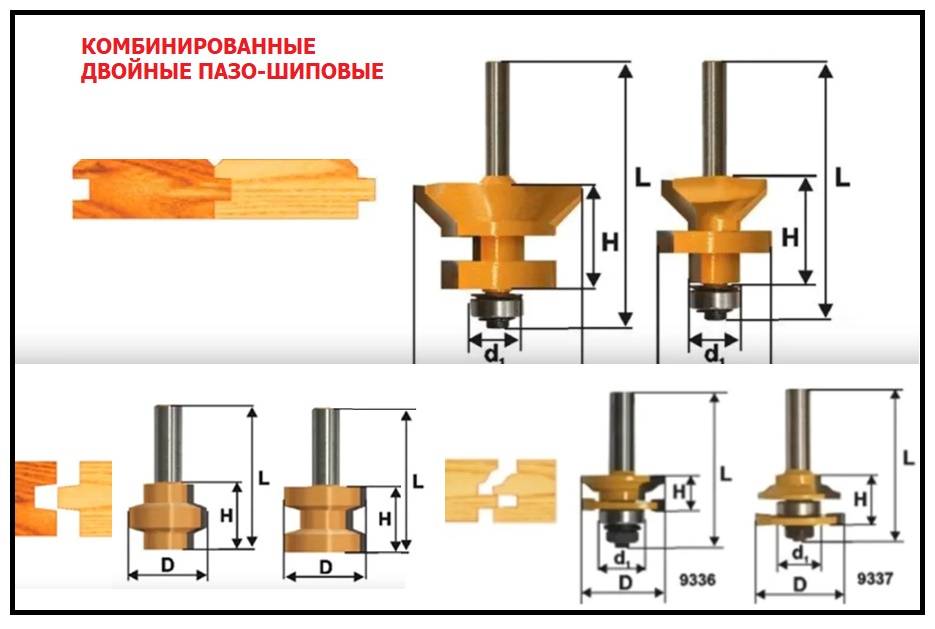 2″> Общие характеристики североамериканских пчел-листорезов
2″> Общие характеристики североамериканских пчел-листорезов Укус также намного менее болезненный, чем у медоносной пчелы. В результате пчеловоды не нуждаются в каких-либо специальных средствах защиты при работе с пчелами-каменщиками. Самцы пчел-листорезов не имеют жала!
Укус также намного менее болезненный, чем у медоносной пчелы. В результате пчеловоды не нуждаются в каких-либо специальных средствах защиты при работе с пчелами-каменщиками. Самцы пчел-листорезов не имеют жала!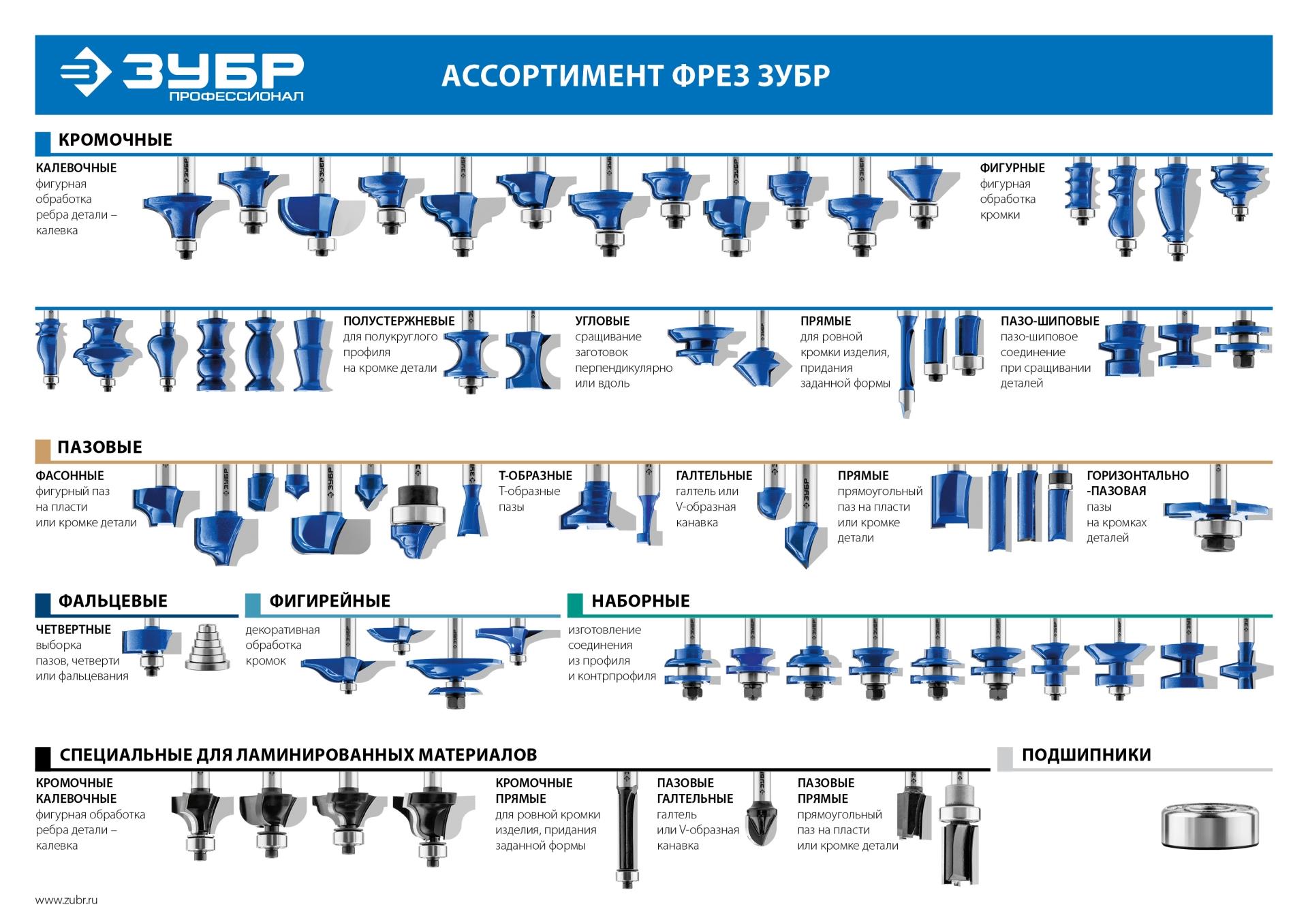 Они также обобщают результаты на страницах справочников для каждого отряда, семейства, рода и вида.
Они также обобщают результаты на страницах справочников для каждого отряда, семейства, рода и вида. Тем не менее, он также предназначен для использования производителями, любителями и домовладельцами, то есть практически всеми, кто интересуется идентификацией пчел. Доступ к сайту бесплатный.
Тем не менее, он также предназначен для использования производителями, любителями и домовладельцами, то есть практически всеми, кто интересуется идентификацией пчел. Доступ к сайту бесплатный.
 org/ListItem»>
org/ListItem»> Такая высокая скорость обеспечивает тщательное измельчение даже самых твердых орехов и льда.
Такая высокая скорость обеспечивает тщательное измельчение даже самых твердых орехов и льда. Теперь Ваши смузи всегда будут удачными!
Теперь Ваши смузи всегда будут удачными!
 1 (пример 4.5)
1 (пример 4.5) org/Question»>
org/Question»> Абая 62А 1️⃣ Описание 2️⃣ Xарактеристики 3️⃣ Отзывы
Абая 62А 1️⃣ Описание 2️⃣ Xарактеристики 3️⃣ Отзывы kz
kz Алматы, пр. Абая 62А, офис 1
Алматы, пр. Абая 62А, офис 1 Мальчик обнаруживает невероятный и ужасный мир монстров под своей кроватью. Мальчик обнаруживает невероятный и ужасный мир монстров под своей кроватью.
Мальчик обнаруживает невероятный и ужасный мир монстров под своей кроватью. Мальчик обнаруживает невероятный и ужасный мир монстров под своей кроватью. Майкл Хантер
Майкл Хантер
 После обмена комнатами Брайана посещает большой синий монстр, и на следующую ночь Брайану удается заманить его в ловушку в своей комнате, используя свои инженерные навыки. Монстр оказывается гиперактивным возмутителем спокойствия Морисом (Хоуи Мандель), который дружит с Брайаном и показывает ему чудеса мира монстров под его кроватью, где каждую ночь монстры сеют хаос в домах маленьких детей. Но таинственный мальчик-монстр (Фрэнк Уэйли) хочет, чтобы Брайан был для себя и держал его под кроватью до восхода солнца, тем самым превращая его в монстра.
После обмена комнатами Брайана посещает большой синий монстр, и на следующую ночь Брайану удается заманить его в ловушку в своей комнате, используя свои инженерные навыки. Монстр оказывается гиперактивным возмутителем спокойствия Морисом (Хоуи Мандель), который дружит с Брайаном и показывает ему чудеса мира монстров под его кроватью, где каждую ночь монстры сеют хаос в домах маленьких детей. Но таинственный мальчик-монстр (Фрэнк Уэйли) хочет, чтобы Брайан был для себя и держал его под кроватью до восхода солнца, тем самым превращая его в монстра. Пересматривая фильм примерно пятнадцать лет спустя, я понимаю, что был прав, когда чувствовал себя нервным.
Пересматривая фильм примерно пятнадцать лет спустя, я понимаю, что был прав, когда чувствовал себя нервным. Грустно видеть, как еще один из ключевых детей-звезд той эпохи, Фред Сэвидж, выходит из десятилетия и растворяется в работе по дереву, подобно Кори Фельдману и Кори Хейму. Хотя его маниакальное поведение иногда становится утомительным, игра Хоуи Манделя, безусловно, энергична, и вы не можете не любить его, когда он пьет яблочный сок хулигана только для того, чтобы снова наполнить его мочой. Вряд ли классический, но определенно фильм, которым я буду дорожить с юности и с удовольствием пересматриваю раз в десять лет или около того.
Грустно видеть, как еще один из ключевых детей-звезд той эпохи, Фред Сэвидж, выходит из десятилетия и растворяется в работе по дереву, подобно Кори Фельдману и Кори Хейму. Хотя его маниакальное поведение иногда становится утомительным, игра Хоуи Манделя, безусловно, энергична, и вы не можете не любить его, когда он пьет яблочный сок хулигана только для того, чтобы снова наполнить его мочой. Вряд ли классический, но определенно фильм, которым я буду дорожить с юности и с удовольствием пересматриваю раз в десять лет или около того. (США)
(США)


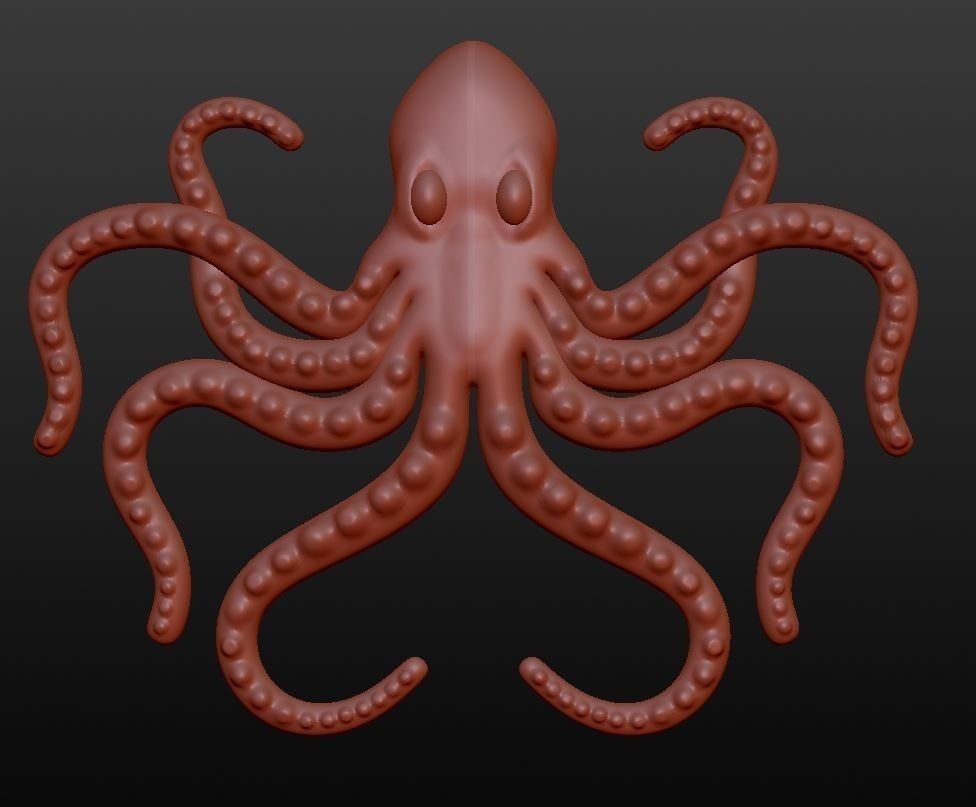 Пока их всего четыре, но, очевидно, что в ближайшем будущем их количество будет только расти.
Пока их всего четыре, но, очевидно, что в ближайшем будущем их количество будет только расти.
 Я в считанные секунды смог открыть трёхмерную фигуру тигра и разместил его в квартире. Модель оказалась довольно реалистичной, но только издалека. Если подойти к ней поближе, то картинка начинала зернить как при использовании цифрового зума. Впрочем, допускаю, что это просто железо смартфона не справлялось с обработкой фигуры.
Я в считанные секунды смог открыть трёхмерную фигуру тигра и разместил его в квартире. Модель оказалась довольно реалистичной, но только издалека. Если подойти к ней поближе, то картинка начинала зернить как при использовании цифрового зума. Впрочем, допускаю, что это просто железо смартфона не справлялось с обработкой фигуры. Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Показать больше 050100200300500+
Доступен в любом формате файла, включая FBX, OBJ, MAX, 3DS, C4D…Показать больше 050100200300500+ fbx, mtl, 3dm
fbx, mtl, 3dm
 00
00
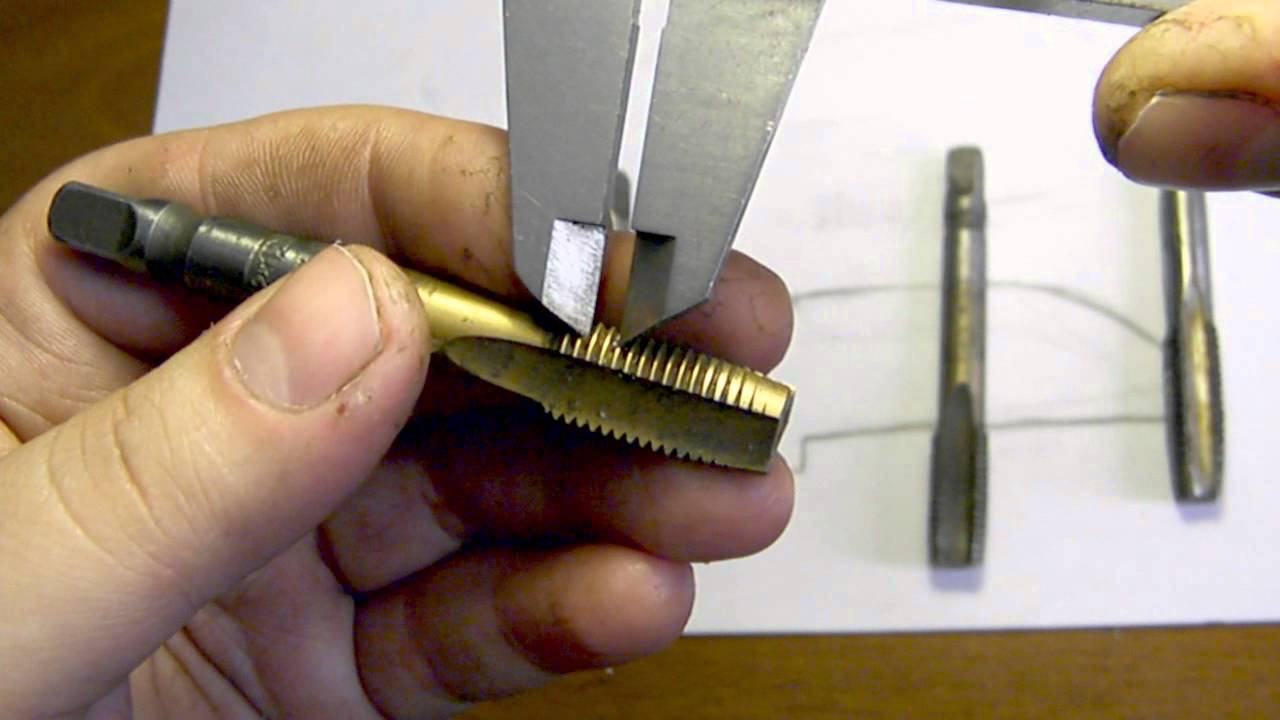 Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
 Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
 Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов; В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению; Их стойкость намного выше по сравнению со стандартным.
Их стойкость намного выше по сравнению со стандартным. Теперь сделаем положительный угол, повернем лезвие вправо. Снег должен сыпаться вправо. Если установить отвал прямо, то он будет раздвигать снег в обе стороны, и влево и вправо от траектории нашего движения. Мы можем предсказать, куда будет сдвигаться снег. Это зависит от угла нашего отвала. Точно так же мы можем понять, куда пойдет стружка для каждого типа метчика. Это зависит от направления режущей кромки.
Теперь сделаем положительный угол, повернем лезвие вправо. Снег должен сыпаться вправо. Если установить отвал прямо, то он будет раздвигать снег в обе стороны, и влево и вправо от траектории нашего движения. Мы можем предсказать, куда будет сдвигаться снег. Это зависит от угла нашего отвала. Точно так же мы можем понять, куда пойдет стружка для каждого типа метчика. Это зависит от направления режущей кромки. Метчик со спиральной подточкой направляет стружку вниз, в отверстие. Метчик со спиральной канавкой направляет стружку вверх, из отверстия. А метчик с прямой канавкой отправит стружку как вверх, так и вниз, как получится в данный момент.
Метчик со спиральной подточкой направляет стружку вниз, в отверстие. Метчик со спиральной канавкой направляет стружку вверх, из отверстия. А метчик с прямой канавкой отправит стружку как вверх, так и вниз, как получится в данный момент. Это зависит от угла режущей кромки. У некоторых материалов, например у чугуна, стружка короткая, напоминает порошок. Обычно, для обработки таких материалов с короткой стружкой мы используем метчики с прямой канавкой.
Это зависит от угла режущей кромки. У некоторых материалов, например у чугуна, стружка короткая, напоминает порошок. Обычно, для обработки таких материалов с короткой стружкой мы используем метчики с прямой канавкой.
 Поэтому, лучше выбрать чистовой метчик с винтовой канавкой.
Поэтому, лучше выбрать чистовой метчик с винтовой канавкой.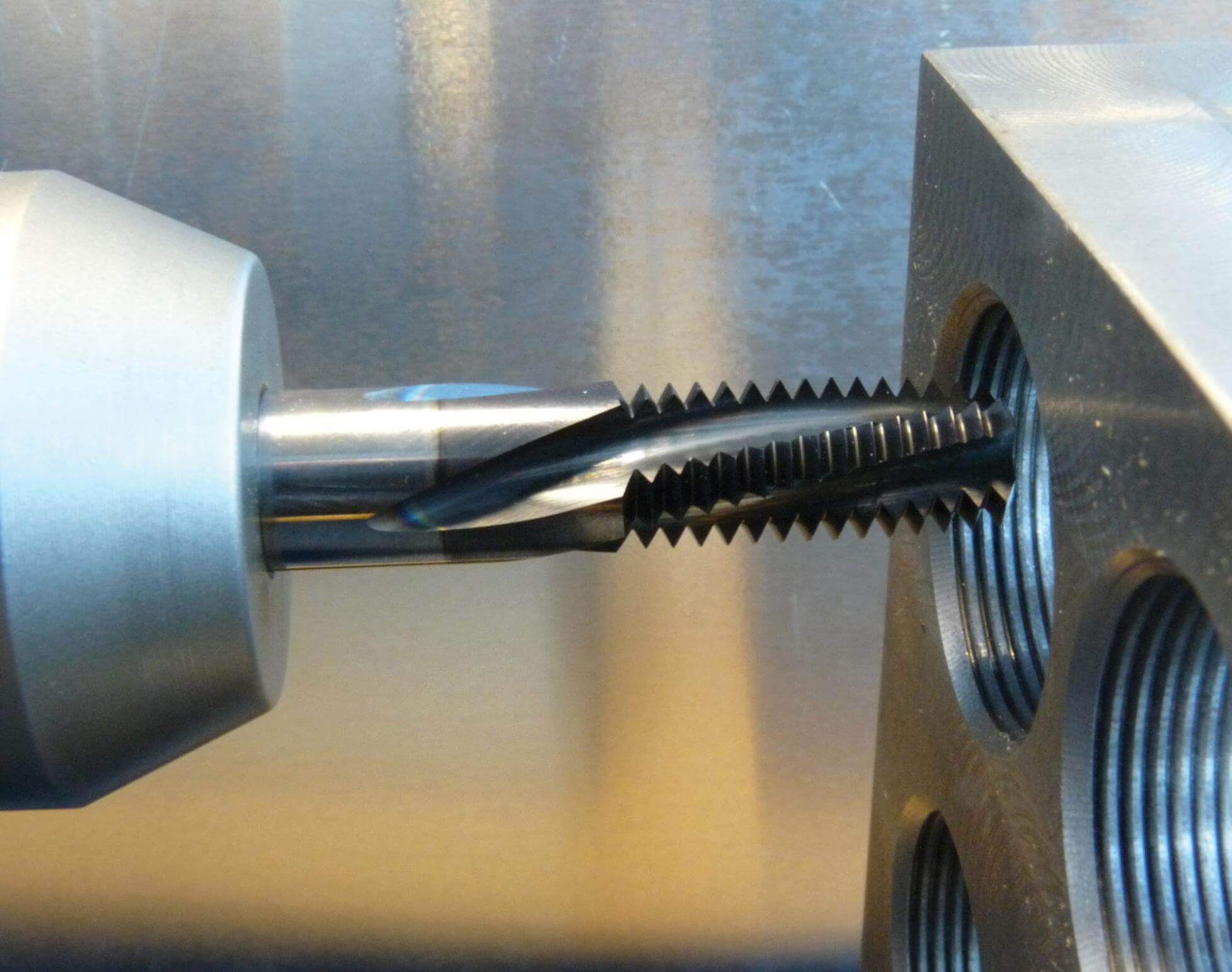 Это слабые, непрочные метчики. Если вы сломали метчик с прямыми канавками и спиральной подточкой, то, возможно, вы нарезали резьбу в глухом отверстии. Стружка не смогла выйти наружу.
Это слабые, непрочные метчики. Если вы сломали метчик с прямыми канавками и спиральной подточкой, то, возможно, вы нарезали резьбу в глухом отверстии. Стружка не смогла выйти наружу. Он никак не желает стоять ровно. Так что при ручном нарезании резьбы возьмите хотя бы второй метчик, а лучше черновой. Если же вам нужно нарезать резьбу до дна несквозного отверстия, то начните с чернового метчика, а затем доделайте чистовым. Можно пройти одним метчиком, потом другим.
Он никак не желает стоять ровно. Так что при ручном нарезании резьбы возьмите хотя бы второй метчик, а лучше черновой. Если же вам нужно нарезать резьбу до дна несквозного отверстия, то начните с чернового метчика, а затем доделайте чистовым. Можно пройти одним метчиком, потом другим.
 И нужно убедиться, что мы используем сверло и метчик нужных диаметров.
И нужно убедиться, что мы используем сверло и метчик нужных диаметров.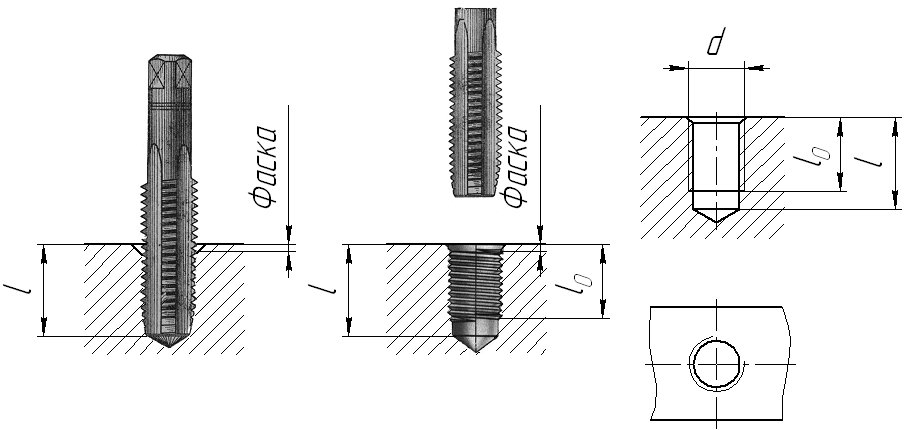 А для обычных сталей возьмите метчик с черным покрытием. В следующий раз, когда будете выбирать метчик, вспомните про снегоочиститель. Посмотрите на режущую кромку и вы легко поймете, будет ли стружка направляться вниз в отверстие или выводиться из него вверх.
А для обычных сталей возьмите метчик с черным покрытием. В следующий раз, когда будете выбирать метчик, вспомните про снегоочиститель. Посмотрите на режущую кромку и вы легко поймете, будет ли стружка направляться вниз в отверстие или выводиться из него вверх.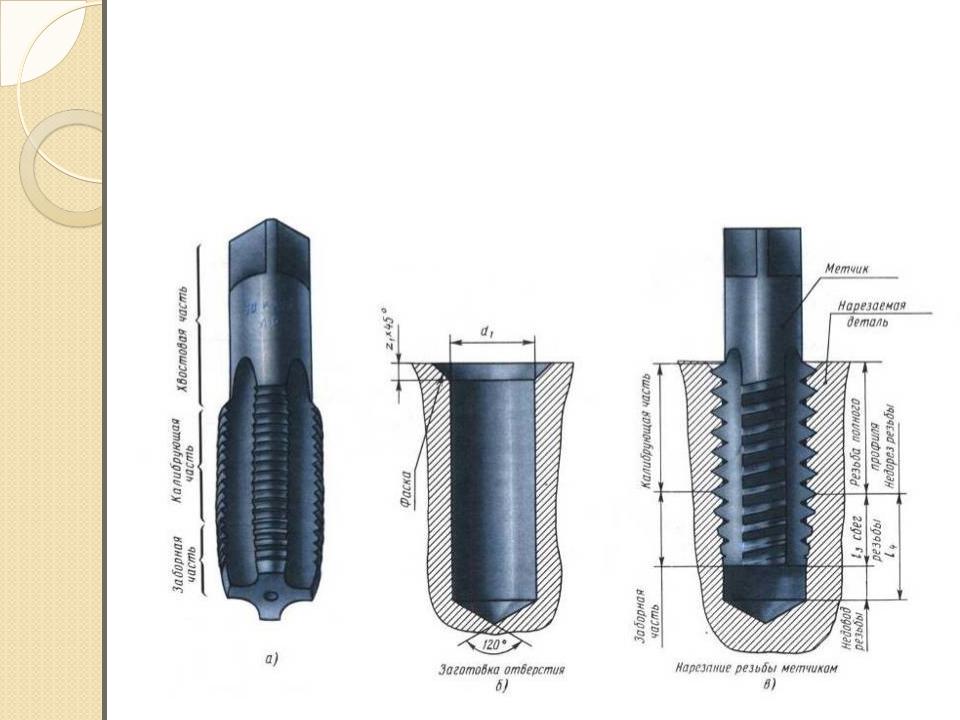
 Он может сверлить перпендикулярные отверстия, тогда как ручная дрель не может из-за ручного управления, что вносит много неточностей. В дополнение к этому его индикатор глубины можно использовать в качестве визуального ориентира, чтобы убедиться, что отверстие просверлено на правильную глубину и что основание сверла перпендикулярно оси сверла.
Он может сверлить перпендикулярные отверстия, тогда как ручная дрель не может из-за ручного управления, что вносит много неточностей. В дополнение к этому его индикатор глубины можно использовать в качестве визуального ориентира, чтобы убедиться, что отверстие просверлено на правильную глубину и что основание сверла перпендикулярно оси сверла.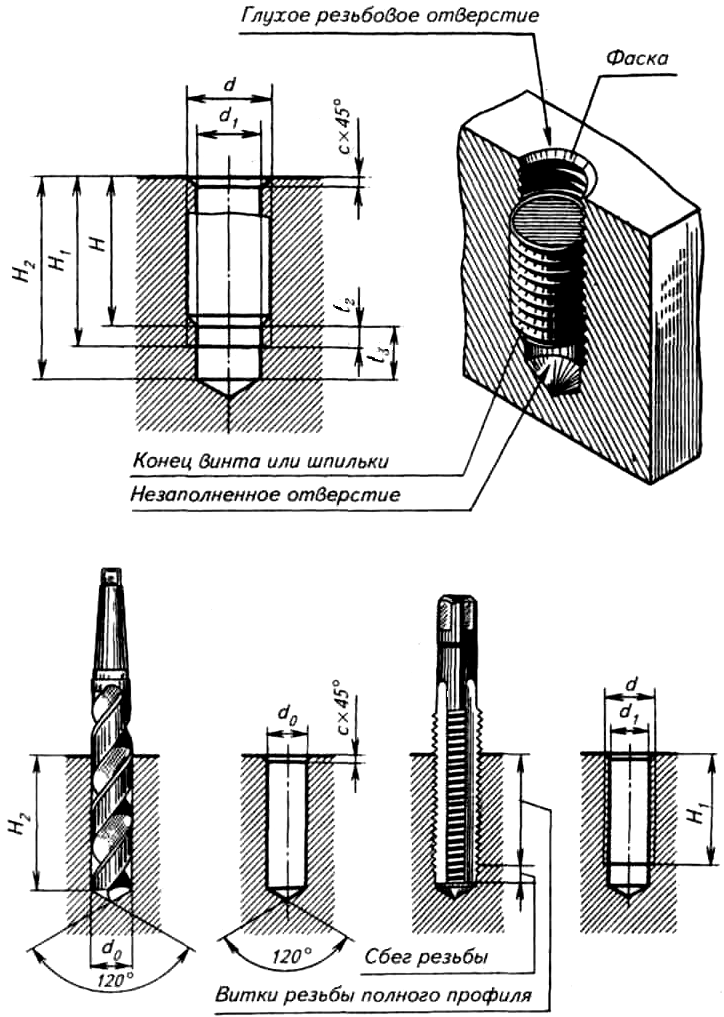 Несоблюдение этого требования может повредить сверло или даже застрять в отверстии и сломать его.
Несоблюдение этого требования может повредить сверло или даже застрять в отверстии и сломать его. Накатные метчики в холодном состоянии формируют резьбу, вдавливая ее в стенки трюма, а не обрезая.
Накатные метчики в холодном состоянии формируют резьбу, вдавливая ее в стенки трюма, а не обрезая.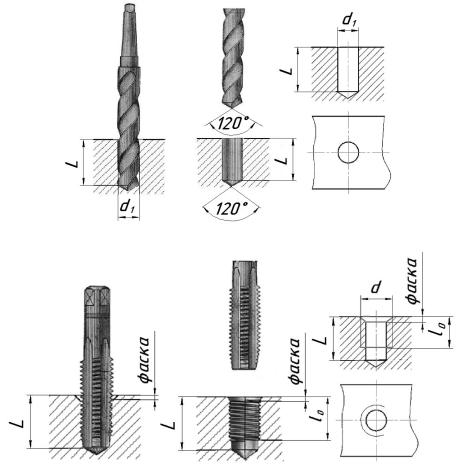 Это гарантирует, что застежка имеет достаточное зацепление с резьбой для максимальной удерживающей силы, а также достаточный зазор для метчика. Глубина отверстия будет зависеть от типа используемого метчика. Например, коническому метчику потребуется более глубокое отверстие, чем нижнему метчику или метчику со спиральной канавкой для того же количества витков резьбы, поскольку он имеет более длинное острие и заходную часть, прежде чем он сможет нарезать резьбу на полную глубину. также лучше подходит для постукивания вручную. Приведенные ниже формулы можно использовать в качестве общих рекомендаций:
Это гарантирует, что застежка имеет достаточное зацепление с резьбой для максимальной удерживающей силы, а также достаточный зазор для метчика. Глубина отверстия будет зависеть от типа используемого метчика. Например, коническому метчику потребуется более глубокое отверстие, чем нижнему метчику или метчику со спиральной канавкой для того же количества витков резьбы, поскольку он имеет более длинное острие и заходную часть, прежде чем он сможет нарезать резьбу на полную глубину. также лучше подходит для постукивания вручную. Приведенные ниже формулы можно использовать в качестве общих рекомендаций: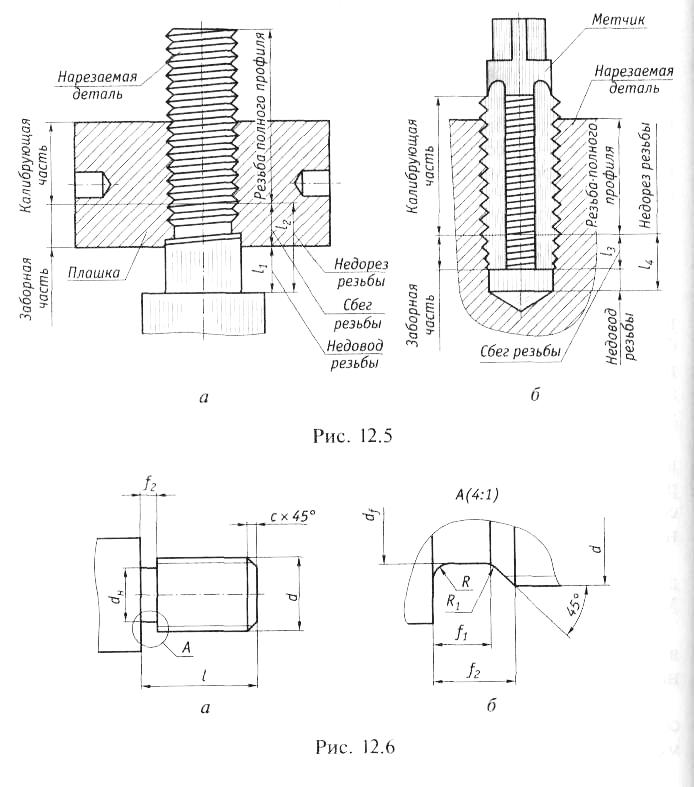 1 ниже:
1 ниже: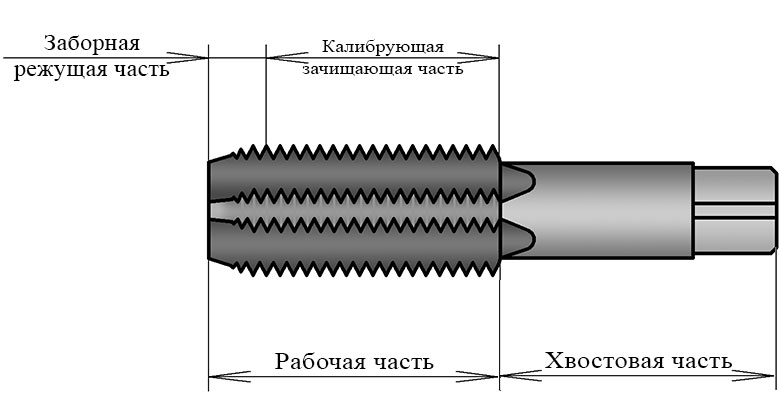 Перечисленные ниже отверстия могут быть сквозными или глухими:
Перечисленные ниже отверстия могут быть сквозными или глухими:
 Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.  Изображение Роберта Хьюитта
Изображение Роберта Хьюитта Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому уменьшение крутящего момента сэкономит метчики.
Этот крутящий момент представляет собой силу на вашем метчике, которая сломает его, если будет слишком много, поэтому уменьшение крутящего момента сэкономит метчики.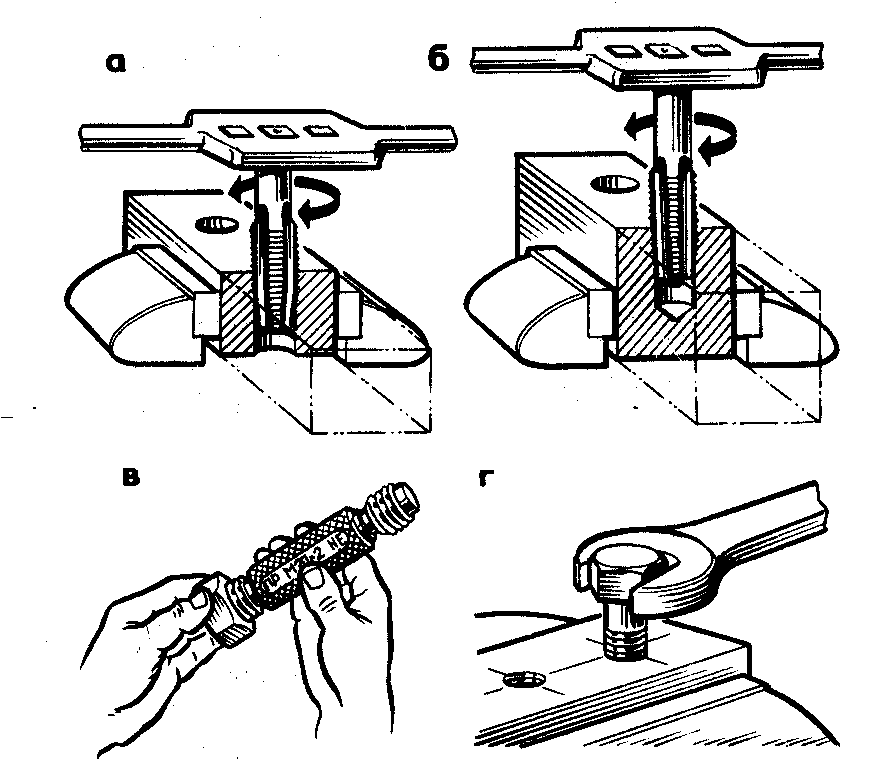 Лишняя нить на них никогда не доходит до дна отверстия. Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы.
Лишняя нить на них никогда не доходит до дна отверстия. Правда в том, что нижние метчики действительно предназначены для ручного нарезания резьбы.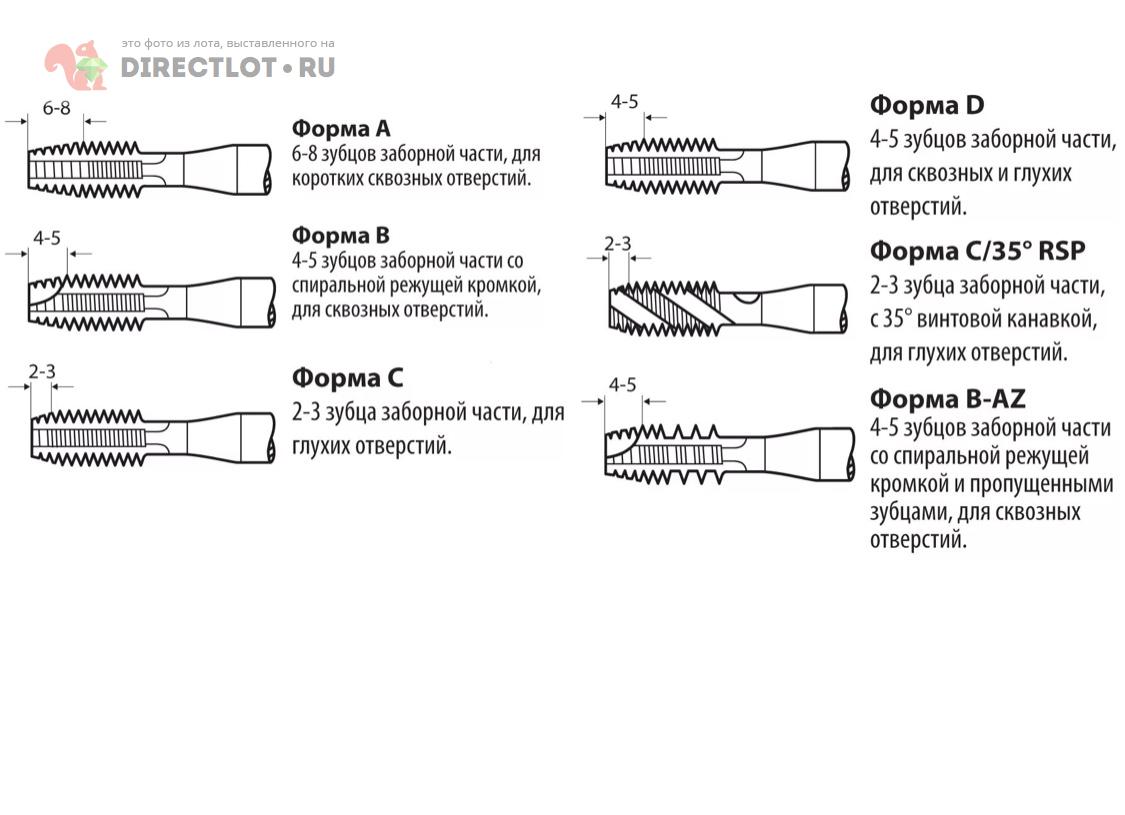 Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!
Для метчика с накатной резьбой 1/4-20 это 0,214 — почти четверть дюйма!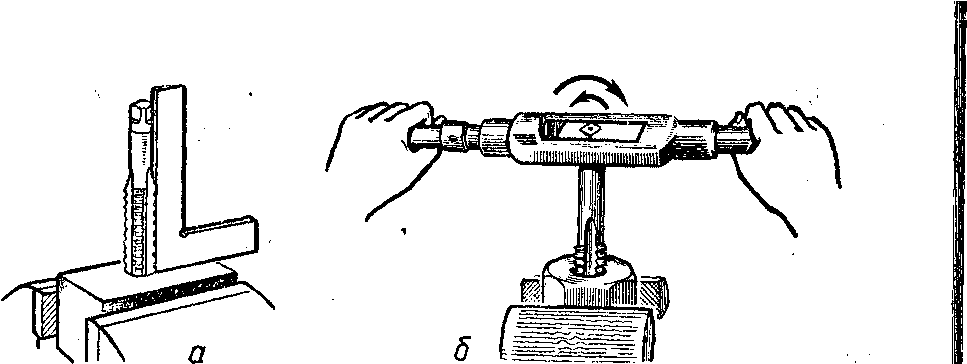
 Комплексный подход к решению задач клиента обеспечивает снабжение вашего предприятия всем необходимым для слаженной работы.
Комплексный подход к решению задач клиента обеспечивает снабжение вашего предприятия всем необходимым для слаженной работы. Первые станки, которые мы купили, себя уже окупили и работают в плюс. Когда будем расширяться, будем покупать оборудование в «Вентас».
Первые станки, которые мы купили, себя уже окупили и работают в плюс. Когда будем расширяться, будем покупать оборудование в «Вентас». Помог подобрать оптимальный вариант по соотношению цена-качество. Станок доставили, установили, запустили. И ребятам в мастерской провели ликбез. Уже работаем, пока все ок.
Помог подобрать оптимальный вариант по соотношению цена-качество. Станок доставили, установили, запустили. И ребятам в мастерской провели ликбез. Уже работаем, пока все ок. Работники знают свое дело и делают его на отлично. Рекомендую!
Работники знают свое дело и делают его на отлично. Рекомендую!

 Эта машина пользуется большой популярностью на рынке благодаря простоте эксплуатации, плавной работе и высокой функциональности. Это доступно в настроенных размерах, весах и мощностях согласно выбору наших ценных конечных клиентов. Наша предоставленная машина подходит для разрезания, перемотки и операций печати. Кроме того, эта машина для перемотки поверхности барабана требует простого обслуживания и потребляет меньше энергии.
Эта машина пользуется большой популярностью на рынке благодаря простоте эксплуатации, плавной работе и высокой функциональности. Это доступно в настроенных размерах, весах и мощностях согласно выбору наших ценных конечных клиентов. Наша предоставленная машина подходит для разрезания, перемотки и операций печати. Кроме того, эта машина для перемотки поверхности барабана требует простого обслуживания и потребляет меньше энергии.

 Данный тип разъемом сегодня постепенно вытесняется другими, требующими меньших затрат времени и сил на подключение.
Данный тип разъемом сегодня постепенно вытесняется другими, требующими меньших затрат времени и сил на подключение. При нажатии на педаль тормоза ее рычаг отходит от выключателя, под действием пружины кнопка отжимается и связанный с нею подвижный контакт замыкает цепь — стоп-сигналы загораются, сообщая о выполнении торможении.
При нажатии на педаль тормоза ее рычаг отходит от выключателя, под действием пружины кнопка отжимается и связанный с нею подвижный контакт замыкает цепь — стоп-сигналы загораются, сообщая о выполнении торможении. Над диафрагмой располагается камера с контактной группой, которая состоит из двух неподвижных контактов и одного подвижного. Причем возможны два конструктивных варианта контактной группы:
Над диафрагмой располагается камера с контактной группой, которая состоит из двух неподвижных контактов и одного подвижного. Причем возможны два конструктивных варианта контактной группы: И в целом выключатели данного типа упрощают и повышают надежность электросистемы транспортного средства.
И в целом выключатели данного типа упрощают и повышают надежность электросистемы транспортного средства.
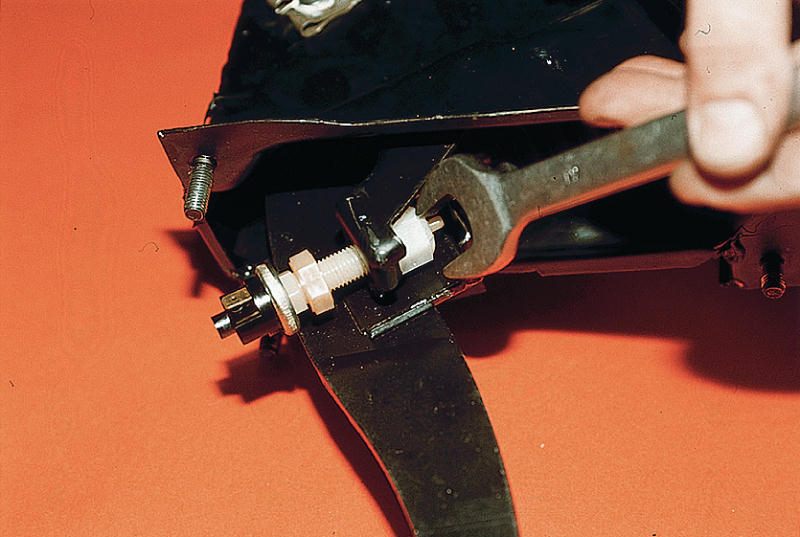 При использовании прибора с более высоким или низким рабочим давлением стоп-сигналы либо не будут загораться при нажатии на педаль, либо будут срабатывать даже при случайных колебаниях давления в пневматической или гидравлической системе.
При использовании прибора с более высоким или низким рабочим давлением стоп-сигналы либо не будут загораться при нажатии на педаль, либо будут срабатывать даже при случайных колебаниях давления в пневматической или гидравлической системе.
 Эта пружина внутри датчика толкает контактные клеммы при нажатии педали тормоза и входит в контакт. Когда ступня снимается с педали тормоза, направленная вверх сила педали тормоза толкает пружину выключателя тормоза назад, так что контакты размыкаются, то есть сигнал прерывается.
Эта пружина внутри датчика толкает контактные клеммы при нажатии педали тормоза и входит в контакт. Когда ступня снимается с педали тормоза, направленная вверх сила педали тормоза толкает пружину выключателя тормоза назад, так что контакты размыкаются, то есть сигнал прерывается. Тормозные (стоп-сигналы) авто будут гореть постоянно или не загораться вообще, это самый простой способ понять проблему.
Тормозные (стоп-сигналы) авто будут гореть постоянно или не загораться вообще, это самый простой способ понять проблему. Конечно, если тормозной выключатель неисправен, его необходимо отремонтировать.
Конечно, если тормозной выключатель неисправен, его необходимо отремонтировать. Чтобы найти датчик тормоза, необходимо нагнуться над ковриком и посмотреть на верхнюю часть педали тормоза. На рисунке ниже показано, где находится выключатель тормоза. Выключатель тормоза может быть закреплен в корпусе или закреплен винтом. Тормозной выключатель сначала снимается со своего места, а затем вынимается его гнездо, новый тормозной выключатель с соответствующей спецификацией вставляется в гнездо и устанавливается.
Чтобы найти датчик тормоза, необходимо нагнуться над ковриком и посмотреть на верхнюю часть педали тормоза. На рисунке ниже показано, где находится выключатель тормоза. Выключатель тормоза может быть закреплен в корпусе или закреплен винтом. Тормозной выключатель сначала снимается со своего места, а затем вынимается его гнездо, новый тормозной выключатель с соответствующей спецификацией вставляется в гнездо и устанавливается. Это позволяет другим водителям знать, когда вы замедляетесь. Он также посылает сигнал на бортовой компьютер при торможении. В более новых автомобилях эта информация используется для запуска с помощью кнопки, антиблокировочной системы тормозов и контроля устойчивости автомобиля, но эти функции могут не работать, если выключатель стоп-сигнала неисправен. Вы также можете заметить, что стоп-сигналы застряли во включенном или выключенном положении. Однако, если не работает только один стоп-сигнал, это может быть лампа или задний фонарь в сборе. Не забудьте также проверить предохранители. Переключатель обычно устанавливается под приборной панелью над педалью тормоза и может быть проверен мультиметром. Если вам нужен предохранитель, лампочка, задний фонарь в сборе или выключатель стоп-сигнала, O’Reilly Auto Parts может помочь вам завершить ремонт.
Это позволяет другим водителям знать, когда вы замедляетесь. Он также посылает сигнал на бортовой компьютер при торможении. В более новых автомобилях эта информация используется для запуска с помощью кнопки, антиблокировочной системы тормозов и контроля устойчивости автомобиля, но эти функции могут не работать, если выключатель стоп-сигнала неисправен. Вы также можете заметить, что стоп-сигналы застряли во включенном или выключенном положении. Однако, если не работает только один стоп-сигнал, это может быть лампа или задний фонарь в сборе. Не забудьте также проверить предохранители. Переключатель обычно устанавливается под приборной панелью над педалью тормоза и может быть проверен мультиметром. Если вам нужен предохранитель, лампочка, задний фонарь в сборе или выключатель стоп-сигнала, O’Reilly Auto Parts может помочь вам завершить ремонт. se.com/ww/en/work/products/building-automation-and-control/»>
se.com/ww/en/work/products/building-automation-and-control/»> se.com/ww/en/work/products/critical-power-cooling-and-racks/»>
se.com/ww/en/work/products/critical-power-cooling-and-racks/»>
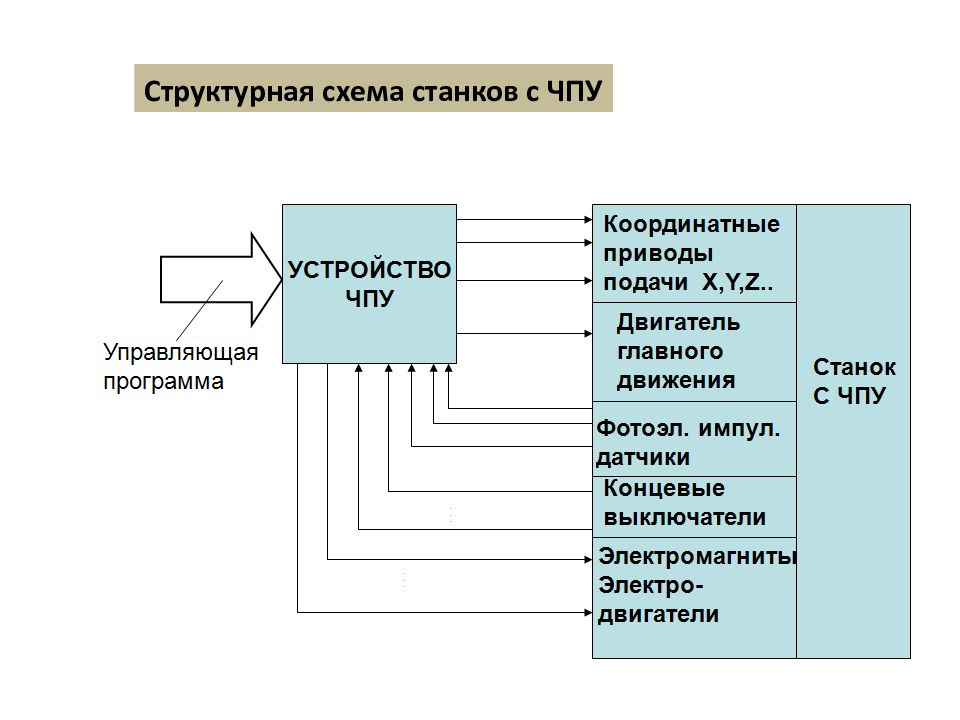 Фактически, подавляющее большинство регулярно читает, пишет или настраивает программы. Если вы еще не в состоянии сделать это, вам стоит этому научться.
Фактически, подавляющее большинство регулярно читает, пишет или настраивает программы. Если вы еще не в состоянии сделать это, вам стоит этому научться. Для всех тех случаев, когда вы думали, что ручная обработка была бы быстрее, G-код или Conversational CNC сделают станок с ЧПУ еще лучшим выбором.
Для всех тех случаев, когда вы думали, что ручная обработка была бы быстрее, G-код или Conversational CNC сделают станок с ЧПУ еще лучшим выбором. Иногда это происходит потому, что CAM стремится к обобщенному общему знаменателю, и в цехе возникает что-то особенное — например, нужно использовать немного другой режущий инструмент, пока мы ждем очередной партии обычных инструментов. Простое изменение каналов и скоростей в gcode справится с этим намного быстрее, чем повторный запуск CAM, если предположить, что мы способны вносить такие простые изменения.
Иногда это происходит потому, что CAM стремится к обобщенному общему знаменателю, и в цехе возникает что-то особенное — например, нужно использовать немного другой режущий инструмент, пока мы ждем очередной партии обычных инструментов. Простое изменение каналов и скоростей в gcode справится с этим намного быстрее, чем повторный запуск CAM, если предположить, что мы способны вносить такие простые изменения.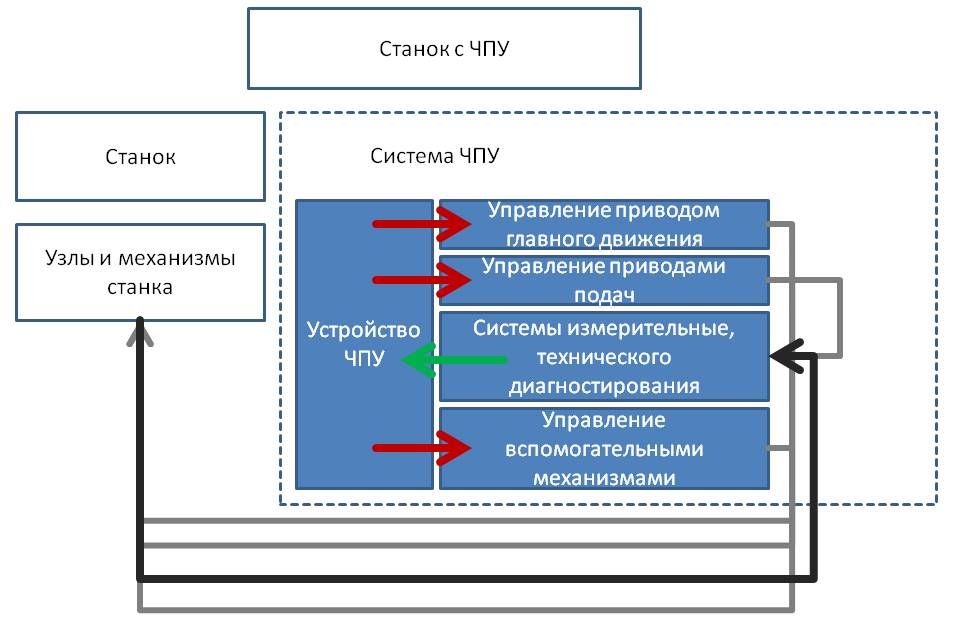
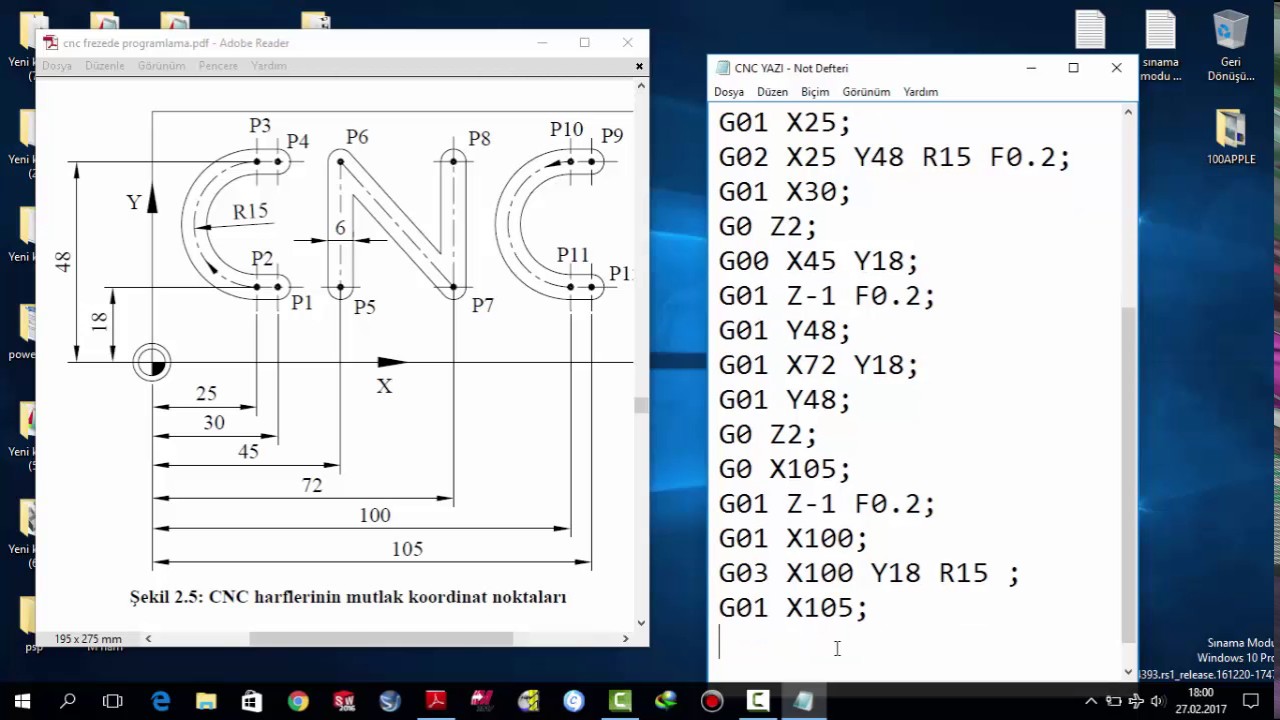

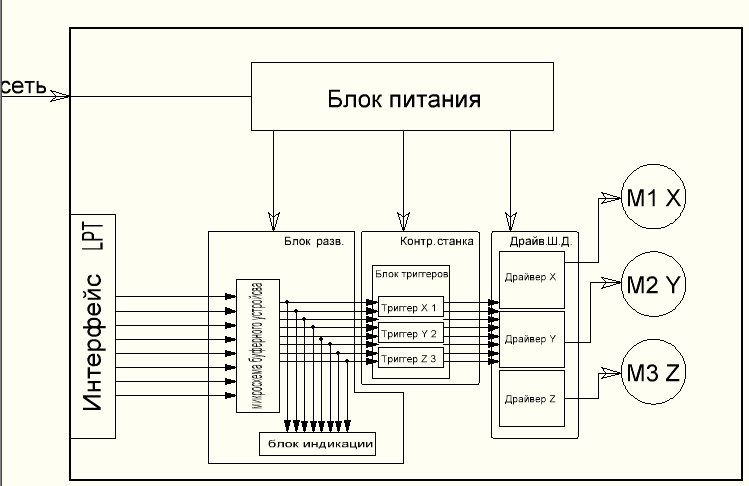
 Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага.
Мы оптимизируем инновационный цикл, разделив его на три простых, но эффективных шага. Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.
Вся наша продукция соответствует строгим критериям допуска и стандартам качества, что делает нас ведущей производственной компанией в Китае.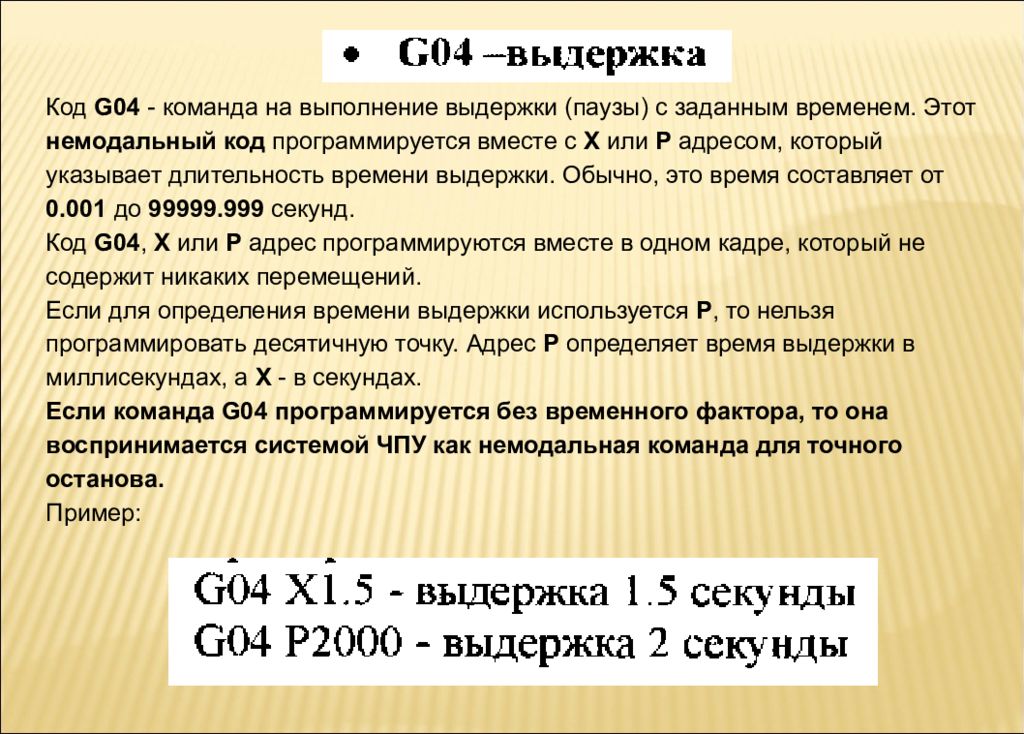
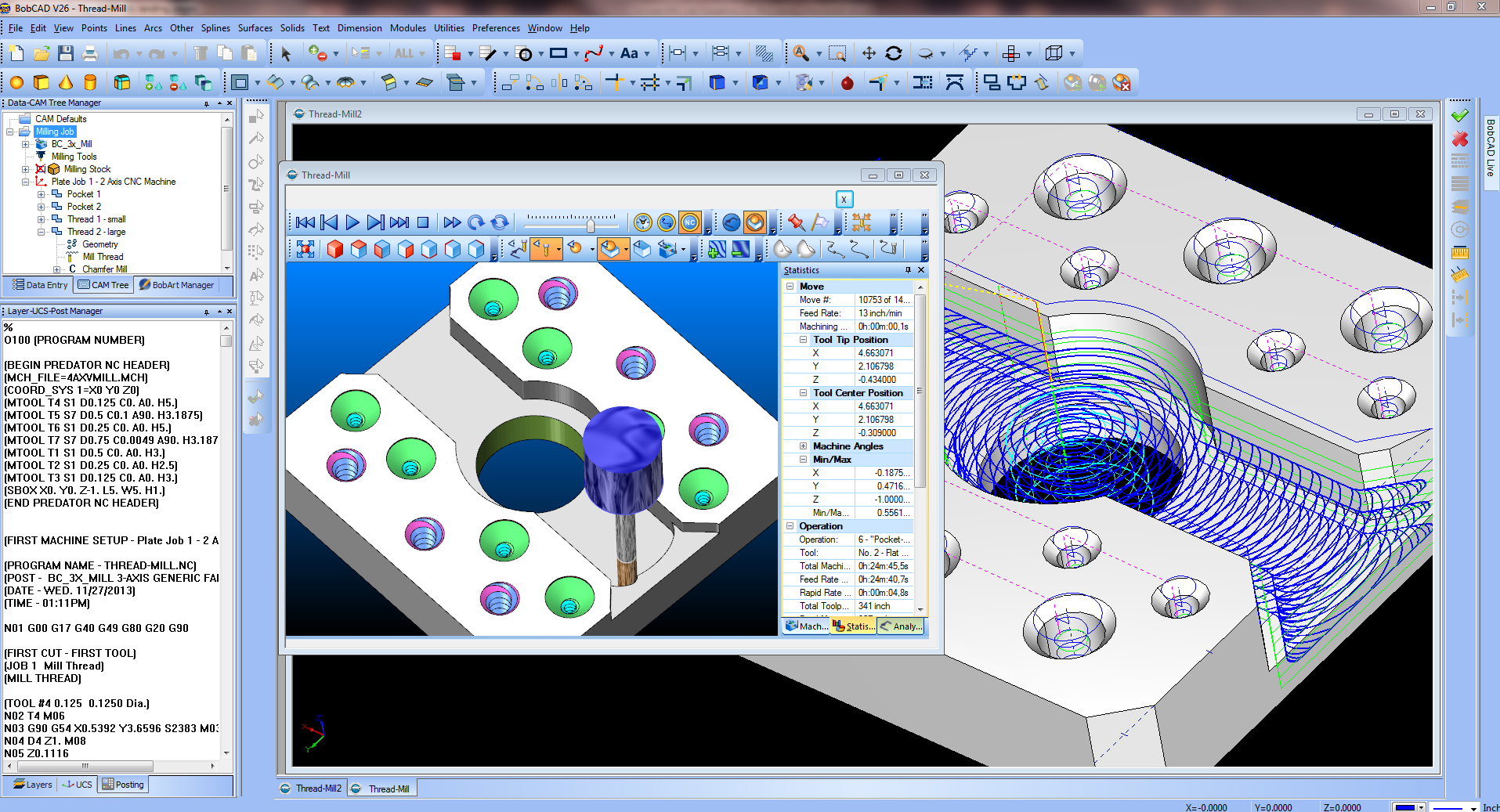 Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.
Наш профессиональный персонал всегда готов предоставить превосходную инженерную поддержку и помочь вам получить максимальную отдачу от вашего проекта.

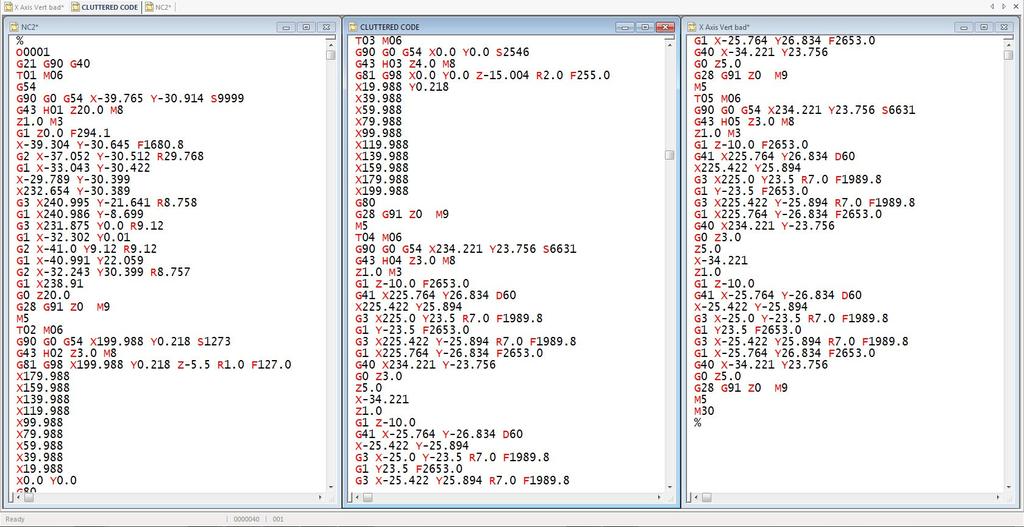 Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.
Благодаря широкому выбору промышленных металлических и пластиковых материалов, а также передовым технологиям производства по требованию, мы предлагаем высококачественную продукцию для различных отраслей промышленности.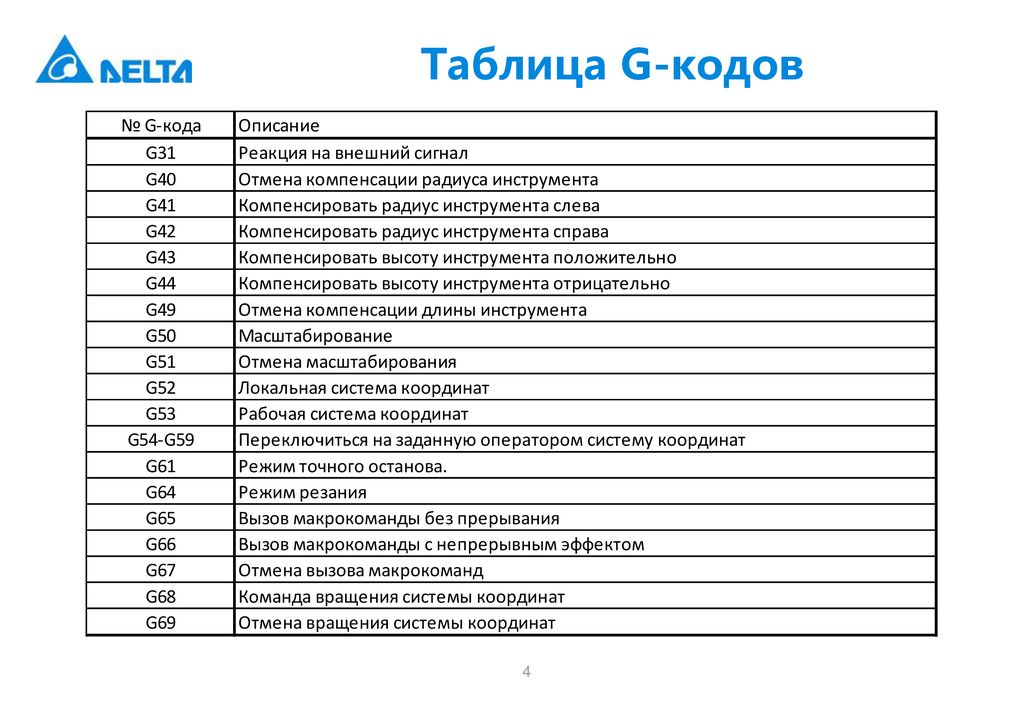
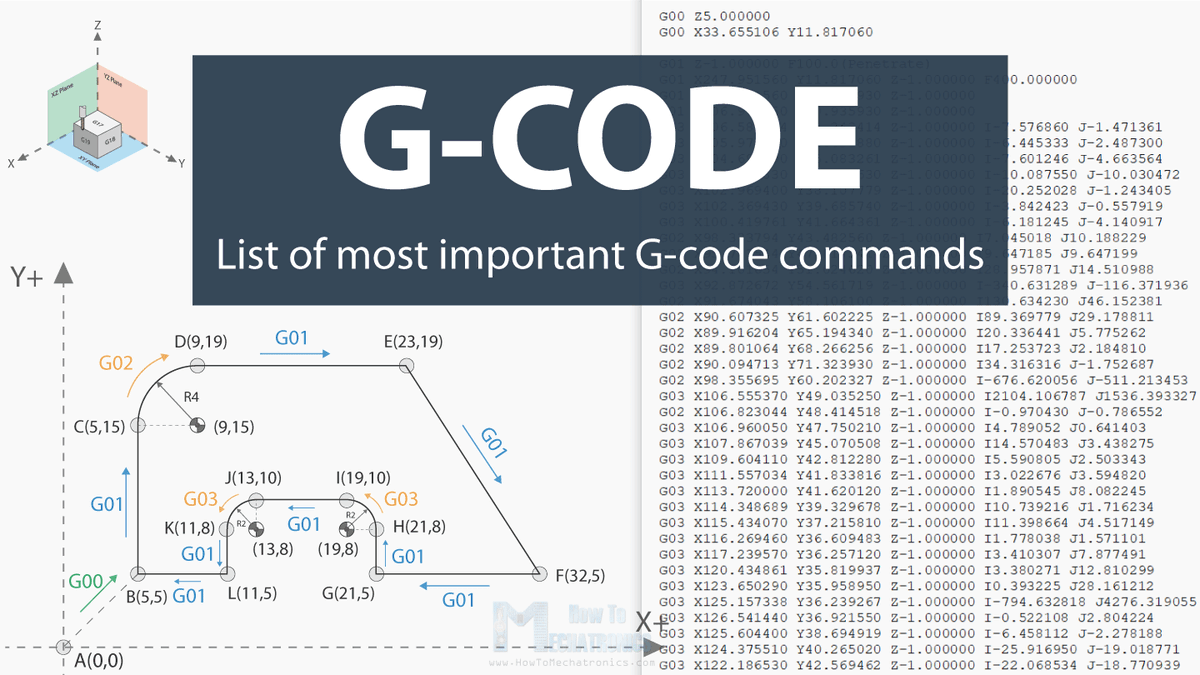
 Затем эти инструкции загружаются в контроллер станка с ЧПУ для автоматического изготовления детали с использованием методов вычитания. Программирование ЧПУ является важной частью современного производства. Большая часть механической обработки теперь выполняется на станках с ЧПУ вместо старых станков с ручным управлением. Это связано с тем, что станки с ЧПУ обеспечивают более высокое качество и производительность по сравнению с ручными станками.
Затем эти инструкции загружаются в контроллер станка с ЧПУ для автоматического изготовления детали с использованием методов вычитания. Программирование ЧПУ является важной частью современного производства. Большая часть механической обработки теперь выполняется на станках с ЧПУ вместо старых станков с ручным управлением. Это связано с тем, что станки с ЧПУ обеспечивают более высокое качество и производительность по сравнению с ручными станками.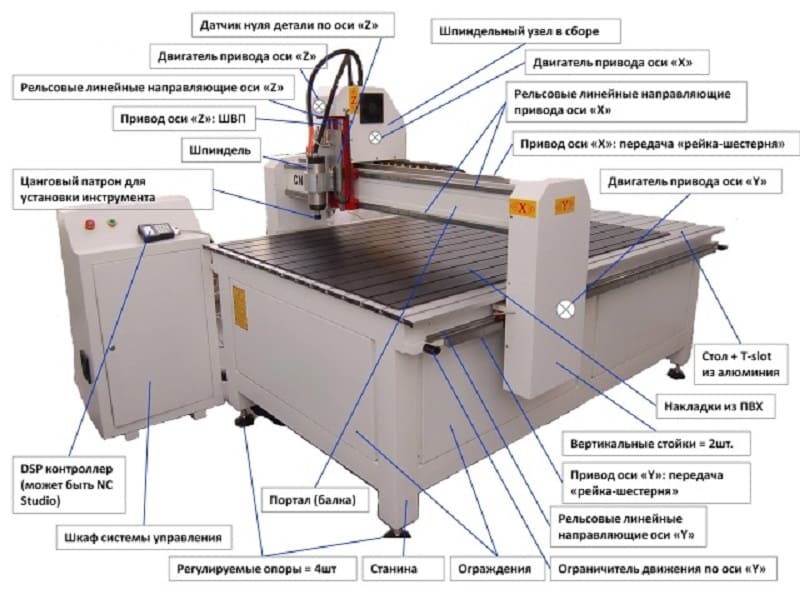 Программирование ЧПУ — это процесс создания инструкций для режущих инструментов. Программисты ЧПУ используют программное обеспечение CAM для создания программ ЧПУ или могут вручную вводить код ЧПУ для простых деталей. Для получения дополнительной информации см. наше руководство «Все об обработке с ЧПУ».
Программирование ЧПУ — это процесс создания инструкций для режущих инструментов. Программисты ЧПУ используют программное обеспечение CAM для создания программ ЧПУ или могут вручную вводить код ЧПУ для простых деталей. Для получения дополнительной информации см. наше руководство «Все об обработке с ЧПУ». Затем программное обеспечение CAM сгенерирует программу ЧПУ, часто называемую G-кодом. Затем этот G-код вводится в станок с ЧПУ. Как только на станке нажата кнопка запуска цикла, инструкции, изложенные в коде, выполняются до тех пор, пока деталь не будет завершена.
Затем программное обеспечение CAM сгенерирует программу ЧПУ, часто называемую G-кодом. Затем этот G-код вводится в станок с ЧПУ. Как только на станке нажата кнопка запуска цикла, инструкции, изложенные в коде, выполняются до тех пор, пока деталь не будет завершена.
 Выбор инструмента должен основываться на требуемых характеристиках детали и доступных инструментах.
Выбор инструмента должен основываться на требуемых характеристиках детали и доступных инструментах. Ниже перечислены некоторые из лучших пакетов программного обеспечения для программирования ЧПУ, доступных в настоящее время:
Ниже перечислены некоторые из лучших пакетов программного обеспечения для программирования ЧПУ, доступных в настоящее время: Это означает, что можно создать модель САПР, а затем сгенерировать код ЧПУ, и все это в одном программном пакете. Fusion 360 прост в использовании и имеет расширенные функции для более опытных пользователей.
Это означает, что можно создать модель САПР, а затем сгенерировать код ЧПУ, и все это в одном программном пакете. Fusion 360 прост в использовании и имеет расширенные функции для более опытных пользователей.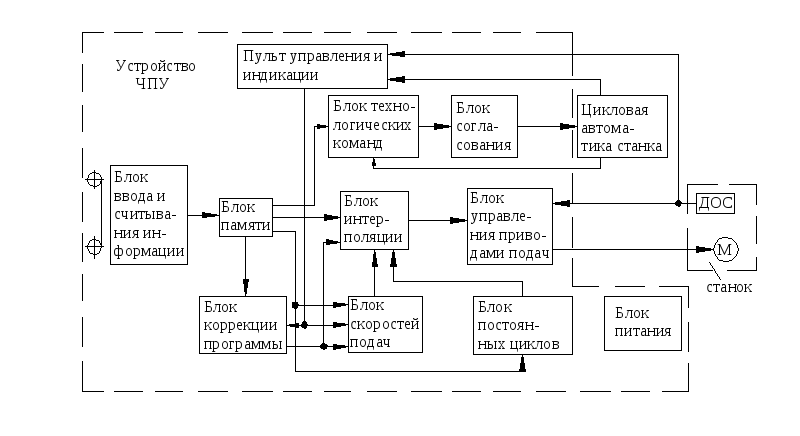 При ручном программировании ЧПУ программист должен хорошо понимать станок с ЧПУ и то, как он работает. В отличие от более продвинутого программного обеспечения CAM, ручное программирование ЧПУ не обеспечивает какой-либо визуализации или предупреждений о возможных ошибках в коде, которые могут привести к повреждению станка с ЧПУ или инструмента.
При ручном программировании ЧПУ программист должен хорошо понимать станок с ЧПУ и то, как он работает. В отличие от более продвинутого программного обеспечения CAM, ручное программирование ЧПУ не обеспечивает какой-либо визуализации или предупреждений о возможных ошибках в коде, которые могут привести к повреждению станка с ЧПУ или инструмента. Усовершенствованные программные пакеты CAM могут быть дорогими, но инвестиции обычно оправдывают себя для предприятий, которые используют станки с ЧПУ для производства сложных компонентов.
Усовершенствованные программные пакеты CAM могут быть дорогими, но инвестиции обычно оправдывают себя для предприятий, которые используют станки с ЧПУ для производства сложных компонентов. Во многих случаях программист ЧПУ также будет управлять станком.
Во многих случаях программист ЧПУ также будет управлять станком. Однако при достаточной мотивации программирование ЧПУ можно изучить так же легко, как и любую другую сложную тему.
Однако при достаточной мотивации программирование ЧПУ можно изучить так же легко, как и любую другую сложную тему.
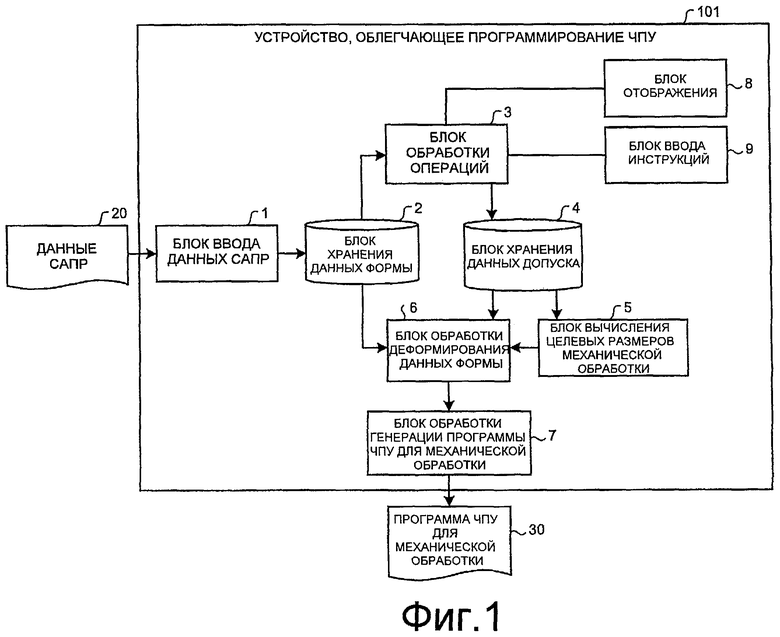

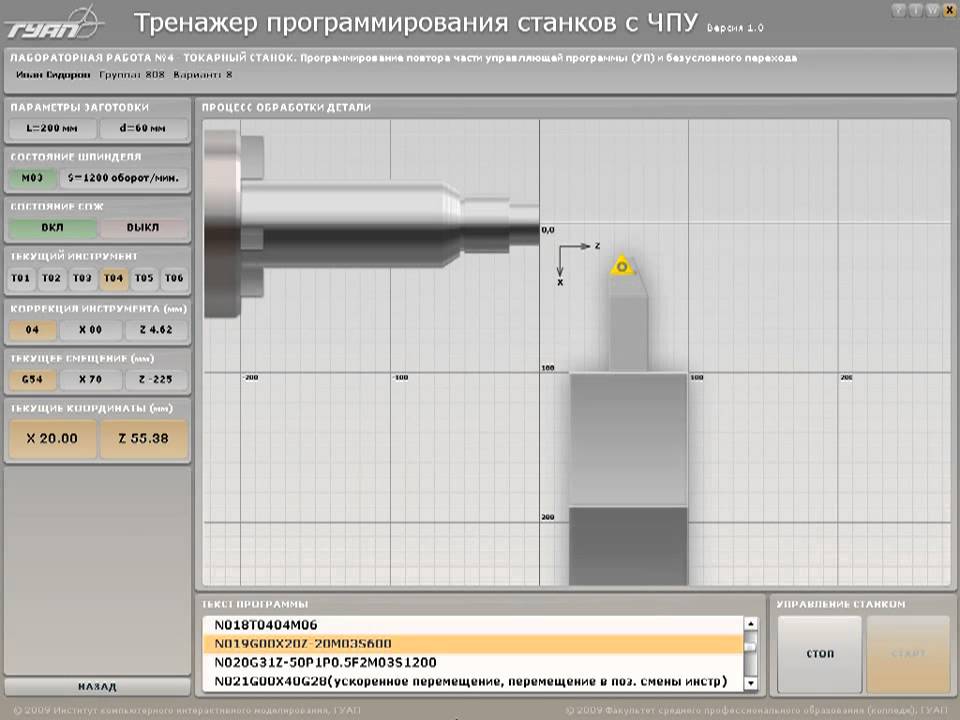 Программирование ЧПУ вручную ожидание результат программы.
Программирование ЧПУ вручную ожидание результат программы.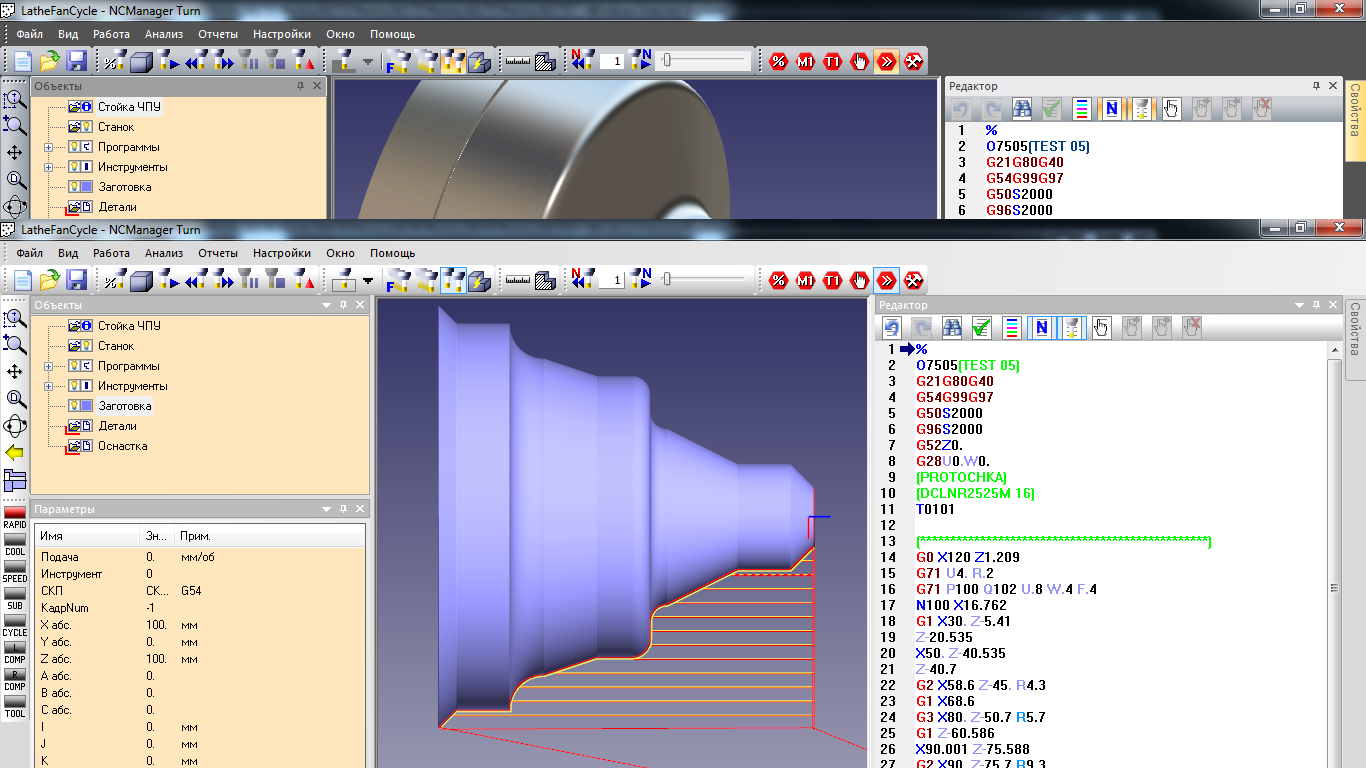 Пользователю нужно только ввести основные детали на простом языке.
Пользователю нужно только ввести основные детали на простом языке.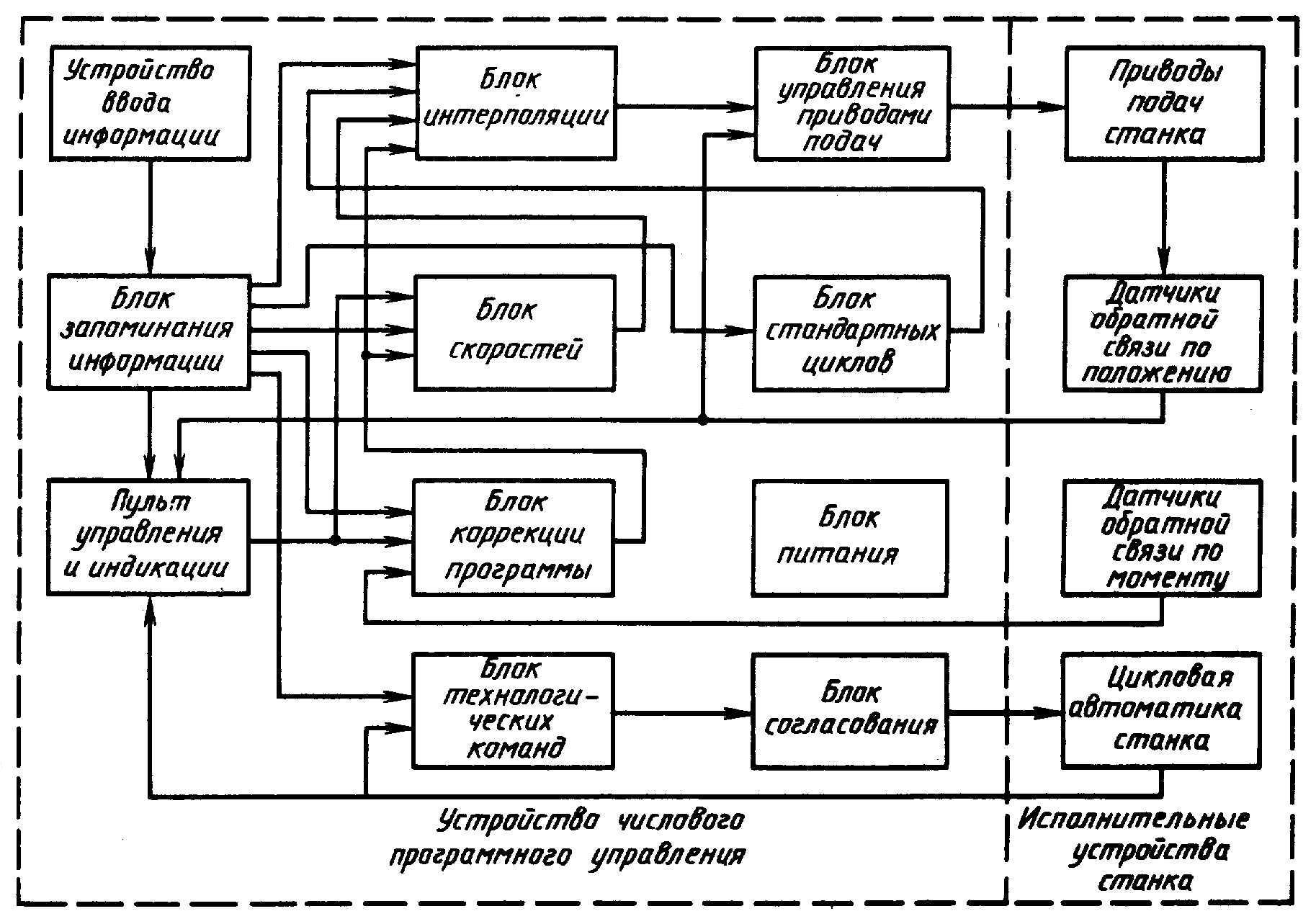 Эта практика может повлиять на любые изогнутые линии в эталонном узоре. Поэтому рекомендуется перепроверить математику, прежде чем продолжить.
Эта практика может повлиять на любые изогнутые линии в эталонном узоре. Поэтому рекомендуется перепроверить математику, прежде чем продолжить.
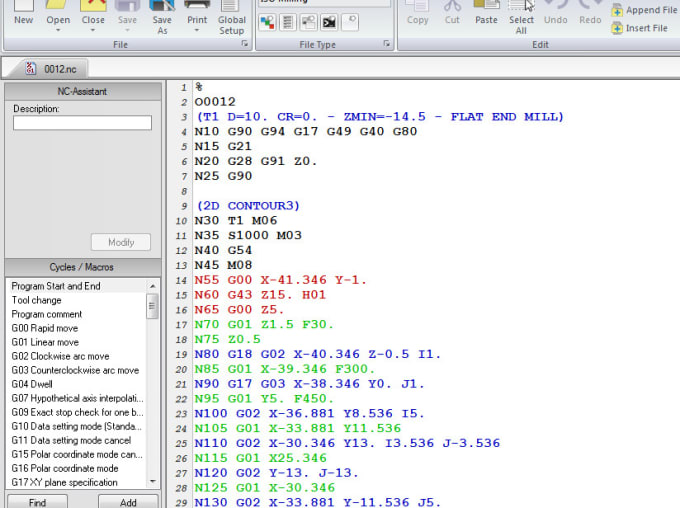
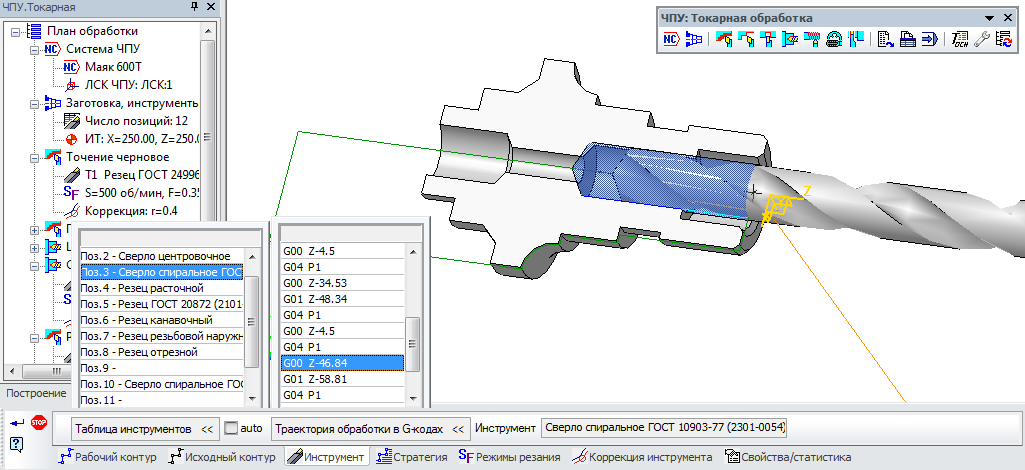
 10 мм (боб.=220 м.п.)
10 мм (боб.=220 м.п.) Существуют документы, которые определяют функциональные и конструктивные особенности ограждений: СНиП 3.01.01-85, ГОСТ 23407-78 от 1979 г.
Существуют документы, которые определяют функциональные и конструктивные особенности ограждений: СНиП 3.01.01-85, ГОСТ 23407-78 от 1979 г.
 Предлагает качественные ограждения для обустройства лифтовых шахт и лестничных маршей. В компании можно приобрести устойчивые и мобильные леса и вышки для исполнения монтажных, кровельных и отделочных работ. На все изделия предоставляются сертификаты, гарантия качества.
Предлагает качественные ограждения для обустройства лифтовых шахт и лестничных маршей. В компании можно приобрести устойчивые и мобильные леса и вышки для исполнения монтажных, кровельных и отделочных работ. На все изделия предоставляются сертификаты, гарантия качества. Материал оплётки: нержавеющая сталь Покрытие: Хром Предназначен для соединения смесителя для ванны/душа и лейки для душа.
Материал оплётки: нержавеющая сталь Покрытие: Хром Предназначен для соединения смесителя для ванны/душа и лейки для душа.

 удивительная ценность!
удивительная ценность! В сочетании с высококачественными чипами и философией эргономичного дизайна ZUS позволяет легко заряжать два устройства с максимальной скоростью. Это также первая автомобильная зарядка с такими функциями, как автоматический поиск автомобиля, обмен данными о местоположении и журнал пробега, которые сэкономили нашим пользователям сотни тысяч часов.
В сочетании с высококачественными чипами и философией эргономичного дизайна ZUS позволяет легко заряжать два устройства с максимальной скоростью. Это также первая автомобильная зарядка с такими функциями, как автоматический поиск автомобиля, обмен данными о местоположении и журнал пробега, которые сэкономили нашим пользователям сотни тысяч часов. Умное автомобильное зарядное устройство ZUS ® автоматически сохраняет место парковки. Просто откройте ZUS ® Приложение Smart Driving Assistant для поиска автомобиля с помощью карты или компаса.
Умное автомобильное зарядное устройство ZUS ® автоматически сохраняет место парковки. Просто откройте ZUS ® Приложение Smart Driving Assistant для поиска автомобиля с помощью карты или компаса.

 0
0  99
99 Умное автомобильное зарядное устройство ZUS ® автоматически сохраняет место парковки. Просто откройте приложение ZUS ® Smart Driving Assistant, чтобы найти свой автомобиль с помощью карты или компаса.
Умное автомобильное зарядное устройство ZUS ® автоматически сохраняет место парковки. Просто откройте приложение ZUS ® Smart Driving Assistant, чтобы найти свой автомобиль с помощью карты или компаса. Подключайтесь к близким через семейный ресурс, и они легко найдут, где припаркован ваш автомобиль, с помощью своего телефона.
Подключайтесь к близким через семейный ресурс, и они легко найдут, где припаркован ваш автомобиль, с помощью своего телефона.
 Если вы не знаете, содержит ли глина серу, проведите предварительно небольшой тест на совместимость.
Если вы не знаете, содержит ли глина серу, проведите предварительно небольшой тест на совместимость.




 su. Вы можете приобрести товар Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
su. Вы можете приобрести товар Платиновый силикон Молд Стар 15 Mold Star-штамповка мастики,вайнеры, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи. Mold Star 16 Fast имеет время жизни 6 минут и время отверждения 30 минут.
Mold Star 16 Fast имеет время жизни 6 минут и время отверждения 30 минут.  001%
001%
 Обязательно укажите, что нашли компанию на торговой площадке BizOrg.
Обязательно укажите, что нашли компанию на торговой площадке BizOrg.
 Силиконы Mold Star™ — это прочные и долговечные материалы для форм, которые отлично подходят для литья гипса, воска, смол и т. д. Жизнеспособность Mold Star™ 15 SLOW составляет 50 минут, а время отверждения — 4 часа при комнатной температуре. Mold Star™ 16 FAST — это более быстродействующий материал с 6-минутной жизнеспособностью и 30-минутным временем отверждения, который доступен в картридже объемом 400 мл.
Силиконы Mold Star™ — это прочные и долговечные материалы для форм, которые отлично подходят для литья гипса, воска, смол и т. д. Жизнеспособность Mold Star™ 15 SLOW составляет 50 минут, а время отверждения — 4 часа при комнатной температуре. Mold Star™ 16 FAST — это более быстродействующий материал с 6-минутной жизнеспособностью и 30-минутным временем отверждения, который доступен в картридже объемом 400 мл.

 Формы, изготовленные с помощью Mold Star™, долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смолы и других материалов. Резина Cured Mold Star™ термостойкая до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Формы, изготовленные с помощью Mold Star™, долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смолы и других материалов. Резина Cured Mold Star™ термостойкая до 450°F (232°C) и пригодна для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее. Перед нанесением резины дайте любому герметику полностью высохнуть.
Перед нанесением резины дайте любому герметику полностью высохнуть. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте, убедившись, что вы несколько раз очищаете стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте, убедившись, что вы несколько раз очищаете стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.


 Для перемещения инструмента требуется как минимум три сустава, чтобы двигаться по трем осям координат. Для ориентирования сустава с инструментом, потребуется ещё 3 оси.
Для перемещения инструмента требуется как минимум три сустава, чтобы двигаться по трем осям координат. Для ориентирования сустава с инструментом, потребуется ещё 3 оси.


 com/embed/nAUSMmmQo2o» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/nAUSMmmQo2o» frameborder=»0″ allowfullscreen=»allowfullscreen»>  В зависимости от типа соединения звеньев и конструкции каждый робот находит своё оптимальное применение, свою задачу с которой справляется лучше других.
В зависимости от типа соединения звеньев и конструкции каждый робот находит своё оптимальное применение, свою задачу с которой справляется лучше других.  Робототехника становится дешевле. В частности, за последние десять лет цены на промышленные роботы понизились почти на 30%. А в следующее десятилетие прогнозируется спад цен на них еще на 20%. В 2020 году продажи производственных роботов увеличились на 15%. Соответственно, промышленные роботы активно приобретаются не только крупным, но и средним и малым бизнесом.
Робототехника становится дешевле. В частности, за последние десять лет цены на промышленные роботы понизились почти на 30%. А в следующее десятилетие прогнозируется спад цен на них еще на 20%. В 2020 году продажи производственных роботов увеличились на 15%. Соответственно, промышленные роботы активно приобретаются не только крупным, но и средним и малым бизнесом. Их назначение – выполнение определенных операций и/или перемещение предметов под контролем оператора или без его участия.
Их назначение – выполнение определенных операций и/или перемещение предметов под контролем оператора или без его участия.

 ).
).
 В ассортимент входят различные типа устройств: роботы для сварки, покраски, паллетирования, дельта-роботы.
В ассортимент входят различные типа устройств: роботы для сварки, покраски, паллетирования, дельта-роботы. Более 80 тыс. роботов от этого производителя установлены по всему миру.
Более 80 тыс. роботов от этого производителя установлены по всему миру.
 В 1977 году произвела первую серию собственных промышленных роботов MOTOMAN-L10. Они предназначены для покраски, сварки, резки, упаковки, сборки.
В 1977 году произвела первую серию собственных промышленных роботов MOTOMAN-L10. Они предназначены для покраски, сварки, резки, упаковки, сборки.
 Например, венгерская компания AUDI Hungary выпускает автомобили, используя роботы Fanuc. Роботы для лазерной и плазменной резки задействованы на заводах Renault во Франции.
Например, венгерская компания AUDI Hungary выпускает автомобили, используя роботы Fanuc. Роботы для лазерной и плазменной резки задействованы на заводах Renault во Франции.
 Поскольку промышленные роботы становятся все более распространенными в производственной среде, возрос спрос на множество различных типов промышленных роботов для конкретных приложений и отраслей. В этом посте мы рассмотрим, какие типы промышленных роботов доступны на рынке, как они работают и в каких приложениях или отраслях они обычно используются.
Поскольку промышленные роботы становятся все более распространенными в производственной среде, возрос спрос на множество различных типов промышленных роботов для конкретных приложений и отраслей. В этом посте мы рассмотрим, какие типы промышленных роботов доступны на рынке, как они работают и в каких приложениях или отраслях они обычно используются.
 Оси робота работают вместе, чтобы сформировать полярную координату, что позволяет роботу иметь сферическую рабочую оболочку. Роботы Polar считаются одними из первых когда-либо разработанных промышленных роботов. Роботы Polar обычно используются для литья под давлением, литья под давлением, сварки и обработки материалов.
Оси робота работают вместе, чтобы сформировать полярную координату, что позволяет роботу иметь сферическую рабочую оболочку. Роботы Polar считаются одними из первых когда-либо разработанных промышленных роботов. Роботы Polar обычно используются для литья под давлением, литья под давлением, сварки и обработки материалов. Промышленные роботы используются для выполнения задач с высокой точностью и повторяемостью, что приводит к продукции более высокого качества. Способность промышленных роботов работать непрерывно без перерыва помогает производителям увеличивать объемы производства. Более того, роботы могут работать в опасных и вредных средах, тем самым улучшая условия труда и безопасность производственного предприятия. Таким образом, несколько преимуществ промышленных роботов побуждают производителей интегрировать различные типы промышленных роботов в свои производственные линии для повышения эффективности и прибыльности предприятия.
Промышленные роботы используются для выполнения задач с высокой точностью и повторяемостью, что приводит к продукции более высокого качества. Способность промышленных роботов работать непрерывно без перерыва помогает производителям увеличивать объемы производства. Более того, роботы могут работать в опасных и вредных средах, тем самым улучшая условия труда и безопасность производственного предприятия. Таким образом, несколько преимуществ промышленных роботов побуждают производителей интегрировать различные типы промышленных роботов в свои производственные линии для повышения эффективности и прибыльности предприятия. будет представлен углубленный анализ размера рынка, конкурентной среды, сегментации рынка, а также основных факторов и тенденций, способствующих росту рынка. ЗАПРОСИТЕ БЕСПЛАТНЫЙ ОБРАЗЕЦ СЕГОДНЯ
будет представлен углубленный анализ размера рынка, конкурентной среды, сегментации рынка, а также основных факторов и тенденций, способствующих росту рынка. ЗАПРОСИТЕ БЕСПЛАТНЫЙ ОБРАЗЕЦ СЕГОДНЯ Количество поворотных сочленений, соединяющих звенья в руке, может варьироваться от двух до десяти сочленений, и каждое сочленение обеспечивает дополнительную степень свободы. Стыки могут быть параллельными или ортогональными друг другу. Шарнирные роботы с шестью степенями свободы являются наиболее часто используемыми промышленными роботами, поскольку их конструкция обеспечивает максимальную гибкость.
Количество поворотных сочленений, соединяющих звенья в руке, может варьироваться от двух до десяти сочленений, и каждое сочленение обеспечивает дополнительную степень свободы. Стыки могут быть параллельными или ортогональными друг другу. Шарнирные роботы с шестью степенями свободы являются наиболее часто используемыми промышленными роботами, поскольку их конструкция обеспечивает максимальную гибкость. Эти типы промышленных роботов имеют три призматических шарнира для обеспечения линейного движения за счет скольжения по трем перпендикулярным осям (X, Y и Z). У них также может быть прикрепленное запястье, позволяющее совершать вращательные движения. Декартовы роботы используются в большинстве промышленных приложений, поскольку они обеспечивают гибкость в своей конфигурации, что делает их подходящими для конкретных приложений.
Эти типы промышленных роботов имеют три призматических шарнира для обеспечения линейного движения за счет скольжения по трем перпендикулярным осям (X, Y и Z). У них также может быть прикрепленное запястье, позволяющее совершать вращательные движения. Декартовы роботы используются в большинстве промышленных приложений, поскольку они обеспечивают гибкость в своей конфигурации, что делает их подходящими для конкретных приложений. выбранная плоскость. Вращающиеся валы расположены вертикально, а концевой эффектор, прикрепленный к плечу, перемещается горизонтально. Роботы SCARA специализируются на боковых перемещениях и в основном используются для сборки. Роботы SCARA могут двигаться быстрее и легче интегрируются, чем цилиндрические и декартовы роботы.
выбранная плоскость. Вращающиеся валы расположены вертикально, а концевой эффектор, прикрепленный к плечу, перемещается горизонтально. Роботы SCARA специализируются на боковых перемещениях и в основном используются для сборки. Роботы SCARA могут двигаться быстрее и легче интегрируются, чем цилиндрические и декартовы роботы. Образец прямо сейчас
Образец прямо сейчас  подключение ссылок. Их также называют сферическими роботами, поскольку они имеют сферическую рабочую оболочку, а оси образуют полярную систему координат. Эти роботы имеют центрально вращающийся вал и выдвижную вращающуюся руку. Конфигурация орудийной башни полярных роботов охватывает большой объем пространства, но доступ руки ограничен в пределах ее рабочего пространства.
подключение ссылок. Их также называют сферическими роботами, поскольку они имеют сферическую рабочую оболочку, а оси образуют полярную систему координат. Эти роботы имеют центрально вращающийся вал и выдвижную вращающуюся руку. Конфигурация орудийной башни полярных роботов охватывает большой объем пространства, но доступ руки ограничен в пределах ее рабочего пространства.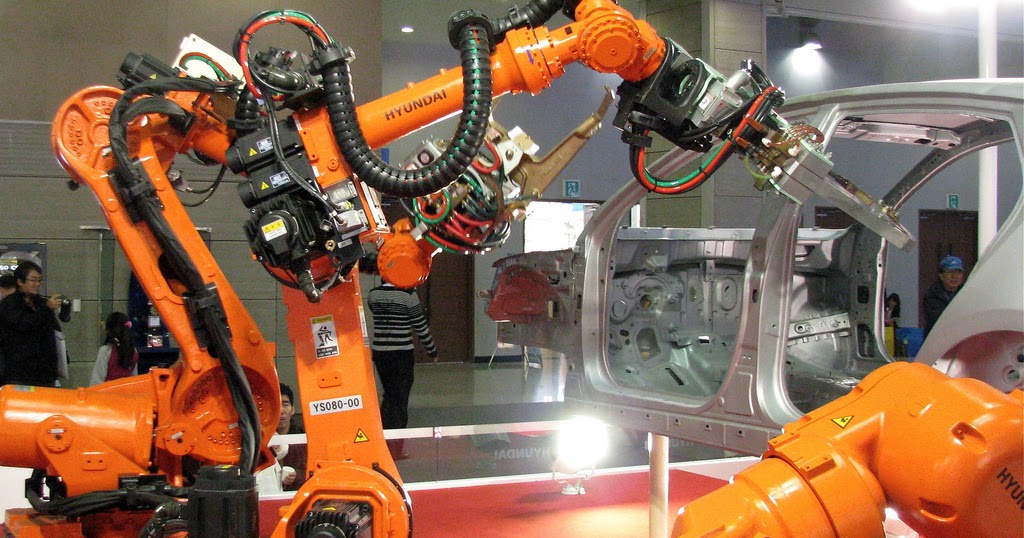 Образец БЕСПЛАТНО
Образец БЕСПЛАТНО 