Описание Видео обзоры (3) Характеристики (29) Сравнить цены (6) Отзывы (2)
Видео Обзоры (5)
Стружкоотсос Корвет-64. Борюсь с гулом. Подбираю мешки.
Стружкоотсос Корвет 64/Мотор мычит, а не телится)))
Стружкоотсос Энкор Корвет 64 (продан)
Сборка и отзыв о ЭНКОР Корвет 64
Стружкоотсос Корвет-64. Выселение из мастерской.
Сравнить цены (6)
Цена от 1240 р. до 1240 р. в 6 магазинах
Магазин
Цена
Наличие
Onliner BY
Крупнейший маркетплейс Беларуси Кэшбэк в Onliner BY до 1. 7%
03.11.2022
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
СберМегаМаркет
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены Распродажа 11.11: с 1 ноября 10:00 (МСК) по 13 ноября 10:59 (МСК)
Купить в кредит (0)
Компания
Предложение
Описание
Пылесос для сбора стружки «Корвет-64»
Пылесос для сбора стружки «Корвет64» предназначен для работы совместно с деревообрабатывающими станками. Назначение пылесоса — отвод стружки и опилок из зоны реза. Конструктивно некоторые станки невозможно эксплуатировать без принудительного отвода стружки. К тому же некоторые виды пыли, образующиеся при обработки дерева, содержат химикаты, которые могут стать причиной аллергической реакции. Поэтому в каждой мастерской, связанной с деревообработкой, необходимо иметь пылесос для сбора стружки и древесной пыли.
Особенности:
-Пылесос оснащен асинхронным двигателем, рассчитанным на продолжительную работу.
-Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания.
-Один тканевый мешок пылесборный и один фильтрующий.
-Хомуты на защелках для быстрой смены мешка.
-Два патрубка для подсоединения гофрированных шлангов.
-При использовании только одного патрубка имеется заглушка.
-Имеются колеса для легкого перемещения.
Характеристики (29)
Параметр
Значение
Мощность
1500, Тип
Вес брутто
47 кг
Вес нетто
47. 000
Высота
570 мм
Высота коробки
59 см
Диаметр патрубка пылесоса
100
Длина
900 мм
Длина коробки
90 см
Количество всасывающих отверстий
2
Количество пылесборных мешков
1 шт
Количество фильтрующих мешков
1 шт
Мощность (Вт)
1500.000
Напряжение
220
Объём пылесборных мешков
153 л
Объём фильтрующих мешков
153 л
Профессиональный
да
Рекомендуем
79485,79486,79487
Ширина
570 мм
Ширина коробки
57 см
Объем фильтрующих мешков
153.3
Габариты без упаковки
900х570х570
Расход воздуха
42.600
Кол-во пылесборных мешков
1. 000
Кол-во фильтрующих мешков
1.000
Объем пылесборных мешков
153.200
Диаметр патрубка 1
100.000
Диаметр патрубка 2
100.000
Сбор стружки из
дерева
Тип электродвигателя
асинхронный
Отзывы (2)
Алексей<!— —>, — 28 Октября 2018
Доброго времени суток Вам! Коков у него рабочий температурный режим, т.е. можно-ли его устанавливать на улице? Какие мешки на нем применяются, фирменные или…? Уровень шума при работе (Дб)? Возможность кредита или рассрочки? Спасибо!!!
Александр — 21 Мая 2019
Собрали в течении часа и решили проблему длившуюся уже не один месяц. О покупке не жалею, но хотелось бы чего-то помощнее. К достоинствам можно отнести еще и тележку, с помощью которой этот достаточно легкий агрегат становится невероятно мобильным.
Достоинства: Мобильность. Удобство в использовании. Собирает пыль полностью
Недостатки: Мощность, но когда что то уже есть, всегда хочется чего-то большего)
Все отзывы (2)
Смотреть отзывы на СберМегаМаркет
Зарегистрируйтесь и получайте бонусы за покупки!
Пожалуйста подождите..
{{message}}
Ошибка! Повторите попытку позднее.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Пылесос для сбора стружки ЭНКОР «Корвет 64» (id 50045217)
Характеристики и описание
Пылесос для сбора стружки ЭНКОР «Корвет 64» предназначен для работы совместно с деревообрабатывающими станками. Назначение пылесоса — отвод стружки и опилок из зоны реза. Конструктивно некоторые станки невозможно эксплуатировать без принудительного отвода стружки. К тому же некоторые виды пыли, образующиеся при обработки дерева, содержат химикаты, которые могут стать причиной аллергической реакции. Поэтому в каждой мастерской, связанной с деревообработкой, необходимо иметь пылесос для сбора стружки и древесной пыли. Особенности: -Пылесос оснащен асинхронным двигателем, рассчитанным на продолжительную работу. -Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания. -Один тканевый мешок пылесборный и один фильтрующий. -Хомуты на защелках для быстрой смены мешка. -Два патрубка для подсоединения гофрированных шлангов. -При использовании только одного патрубка имеется заглушка. -Имеются колеса для легкого перемещения.
Инструкция по эксплуатации «Корвет 64»
Производитель ЭНКОР
Мощность 1500 Вт
Диаметр входного патрубка 2х100 мм
Напряжение питания 230 В
Габариты (ДхШхВ) 900х570х570 мм
Масса 47 кг
Поток воздуха 42600 л/мин
Объём бака, пылесборника 153,2 л
Отзывы о продавце
Был online: 04. 11
Продавец Инструменты, садово-огородный инвентарь и электро-оборудование в Masternet.kz
6 лет на Satu.kz
1000+ заказов
Каталог продавца
Отзывы
131
Сайт продавца
г. Алматы. Продавец Инструменты, садово-огородный инвентарь и электро-оборудование в Masternet.kz
Был online: 04.11
Код: 90640
В наличии
10+ купили
267 978 Тг.
Оптовые цены
Тут доставляют
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Пылесосы для дома
RoboRock
Xiaomi
Karcher
Deerma
KITFORT
Makita
Polaris
Gorenje
Bissell
У нас покупают
Уборка
Туристические инструменты
Хомуты, зажимы
Автомобильные домкраты, подставки
Кухонные принадлежности
Шурупы, саморезы
Бытовые насосы для водоснабжения, водоотведения
Бытовые насосы
Кухонные ножи и подставки
Механические замки
Гвозди
Светильники
Скобы, гвозди для строительных степлеров
Компьютерные аксессуары
Живые растения
Хозяйственные перчатки
Дверные и оконные петли
Дюбели
Садовый декор
Барбекю принадлежности
ТОП теги
Проводные сети
Xiaomi poco 2 pro
Karcher vc 2 мешки
Фильтр защиты двигателя пылесоса
Форсунка для моющего пылесоса
Nilfisk 21 21
Bosch easy
Пылесос для сбора стружки ЭНКОР «Корвет 64» и другие товары в категории Пылесосы для дома доступны в каталоге интернет-магазина Сату кз в Казахстане по низким ценам. В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь с подробными характеристиками и описанием, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать товар онлайн. Купите такие товары, как Пылесос для сбора стружки ЭНКОР «Корвет 64», в интернет-магазине Сату Кз, предварительно уточнив их наличие у продавца. Вы можете получить товар в Казахстане удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе при оформлении заказа. Также, satu.kz предоставляет Программу Защиты Покупателей, которая предполагает возможность получить компенсацию в сумме до 50 000 тг для покупателей, заказы которых были оплачены, но не отправлены продавцом.
Насколько вам удобно на satu?
5-звездочный обзор от МОНТЕБЕЛЛО, Калифорния
5-звездочный обзор от МОНТЕБЕЛЛО, Калифорния
Перейти к основному содержанию
Посмотреть все отзывы
5
Легкий опыт .. от доставки до получения. Отличное обслуживание клиентов.
Алехандро Р.
МОНТЕБЕЛЛО, СА
ОбзорПодробныйОтвет
ОбзорДеталиПолезность
ОбзорДеталиResurvey
Business Response
Здравствуйте, мы очень рады, что доставили вам такие положительные эмоции! Не стесняйтесь обращаться к нам, если вам что-нибудь понадобится. Чудесного дня.
Был ли этот отзыв полезен?
Другие обзоры, которые могут быть полезны
5
Подтвержденный клиент службы
Дружелюбный и услужливый.
Подробнее
5
Подтвержденный клиент службы
Хорошее обслуживание клиентов и оперативность.
Подробнее
5
Подтвержденный клиент службы
Мне нравится, что мой грузовик был готов в срок, указанный сервисным консультантом
Подробнее
5
Подтвержденный клиент службы
Очень хорошо
Подробнее
5
Подтвержденный клиент службы
Альберт всегда поможет и предоставит отличный сервис
Подробнее
5
Подтвержденный клиент службы
Хороший опыт, позаботьтесь о моем грузовике в этом дилерском центре
Подробнее
10 лучших двигателей Corvette V-8 50-х, 60-х и 70-х годов — Автомобильный музей Петерсена
Брэндан Гиллогли
30 июня 2021 г.
30 июня исполняется год с начала производства американских спортивных автомобилей. В этот день в 1953 году был построен первый Corvette. Несмотря на то, что были взлеты и падения и, предположительно, несколько столкновений с отменой, сегодня Stingray со средним расположением двигателя пользуется большим спросом, и будущее скрещенных флагов кажется светлым.
Мы пользуемся этой возможностью, чтобы оглянуться назад на наши любимые двигатели V-8 эпохи высокого октана, высокой степени сжатия и высокой мощности. Этот список, по сути, собирает наши 10 лучших двигателей Corvette до эпохи электронного впрыска топлива. Итак, вот они, примерно в хронологическом порядке, основанном на их введениях. Как обычно, не стесняйтесь назначать своих фаворитов, которые мы, возможно, пропустили, в комментариях ниже.
265
Corvette существует так долго, что предшествует хваленому компактному блоку Chevrolet. Таким образом, в то время как Corvette изначально предлагался только с Blue Flame Six в 1953 и 1954 годах, V-8 дебютировал в 1955 году и задал тон на следующие 65 лет. Имея всего 195 лошадиных сил, первый V-8 не был мощным двигателем, но стал важной вехой.
283 2×4
Corvette имеет долгую историю предложения нескольких карбюраторов. В Blue Flame Six использовались тройные карбюраторы с одним цилиндром, чтобы выжать 155 лошадей из рядной шестерки объемом 235 кубических дюймов, но вскоре это сильно затмилось, когда появился малоблочный V-8. В 1957 году две разновидности 283 предлагали двойные четырехцилиндровые двигатели, один мощностью 244 л. требовалось больше роскоши
283 Топливо
В то время как только что упомянутый двойной четырехцилиндровый двигатель 283 был почти таким же мощным, как двигатель 283 с механическим впрыском топлива, когда он первоначально предлагался в 1957 году с вариантами мощностью 250 и 283 л. как раннее «топливо». К 1961 году его мощность достигла 315 л.с.
L84 327 Топливо
Это может быть самый красивый смолл-блок, когда-либо установленный на Corvette, но он также был серьезным исполнителем. В то время как топливная система 327 дебютировала в 1962 году на C1 Corvette, механическая система впрыска топлива Rochester второго поколения дебютировала на C2 Corvette в 1963 году. на клапанной крышке L84 изначально был рассчитан на 360 л.с., что делало его одним из самых мощных малых блоков своего времени. В сочетании с великолепными 1963 Corvette купе с разделенным окном, он стал одной из самых желанных комбинаций для коллекционеров Corvette. В 1964 году мощность двигателя составляла 375 л.с., что делало его самым мощным малоблочным двигателем до тех пор, пока его не вытеснил DOHC LT5. Конечно, мы говорим о совершенно другой, гораздо более щедрой системе оценки мощности, но двигатель с толкателем не мог превзойти эту цифру до 5,7-литрового LS6 Z06 в 1999 году.
L76 327
L76 дебютировал как высокопроизводительный вариант модели 327, в котором использовался одинарный четырехствольный карбюратор и сплошной кулачок, такой же, как у L84. Первоначально рассчитанный на 340 л.с., он также получил обновленный для 1964 года распределительный вал, легендарный распредвал «30-30». Это принесло на стол высокие обороты в 365 л.с., чуть ниже L48, что сделало его одним из самых любимых 327-х, когда-либо сидящих между рельсами рамы Chevy.
L78 396
Корветы с разделенным окном, оснащенные двигателем Mystery-Motor, дебютировали во время Daytona Speed Week в 1963 году, но публике пришлось ждать, пока они не смогут купить свой собственный большой блок Corvette с завода. Помимо важной вехи в том, что он стал первым серийным биг-блоком Corvette, модель 396 1965 года, особенно L78, также преодолела свой вес, произведя огромный фурор и доказав, что гоночный биг-блок был не просто грузовиком. мотор. Первоначально L78 был рассчитан на 425 л.с., это был единственный год, когда он был доступен в Corvette, но он использовался в полноразмерных автомобилях Chevrolet и маслкарах до 19-го века.70. Хотя его номинальная мощность упала до 375 л.с., внутри все тот же двигатель.
L89 427
Модель 427 — это квинтэссенция большого блока Corvette. Тройные карбюраторы с двумя цилиндрами, увенчанные фирменным треугольным воздухоочистителем, являются отличительной чертой как C2 Sting Rays, так и C3 Stingrays. И в L71, и в L89 использовалась индукция 3×2, и обе они были рассчитаны на мощность 435 л.отличались алюминиевыми головками с улучшенным потоком выхлопных газов. Это не только уменьшило вес передней части автомобиля, но и добавило немного мощности, что сделало 427 нашим выбором для топового Corvette с «тремя двойками», как выразилась реклама Chevrolet.
L88 427
Как бы нам ни нравился внешний вид тройки карбюраторных двигателей с двумя цилиндрами, мы также знаем, что правильно настроенный четырехкамерный карбюратор может вырабатывать тонну мощности с минимальными затратами и хлопотами. Поэтому, когда дело доходит до производительности, мы никогда не превзойдем простую работающую индукционную систему, и L88 делает именно это. Этот двигатель с высокой степенью сжатия носил алюминиевые головки, как L89., но поднял производительность на одну или две ступени благодаря еще более высокому сжатию. Это был гоночный двигатель, едва прирученный для уличных гонок, и внутренняя этикетка информировала водителей об этом: «Предупреждение: автомобиль должен работать на топливе с октановым числом не менее 103 по исследовательскому методу и 95 по моторному октану, иначе может произойти повреждение двигателя».
Он каким-то образом получил мощность в 430 л.с., но большинство редукторов оценивают его мощность ближе к 500 л.с., особенно после того, как он был открыт с набором коллекторов. Тот факт, что углевод окружен проволочной сеткой, означает, что он способен вдыхать птиц, грызунов и любых мелких домашних животных, которые могут подойти слишком близко.
ZL1
Возьмите L88 и соберите его из алюминиевого блока; это ZL1. Это было детище Винса Пиггинса, гонщика в душе, который был пионером в разработке гоночных двигателей Chevrolet, когда Chevy должен был держаться подальше от любых гонок. Он выступал за разработку мощных больших блоков и убедил Брюса Макларена, что полностью алюминиевый большой блок — это именно то, что нужно его гонщикам Can-Am, и он был прав. Всего два 1969 корветов были построены с двигателем, и они практически Святой Грааль скатов.
ЛТ-1 350
Когда SCCA разрешил конкурентам использовать версию своих дорожных двигателей с уменьшенным ходом поршня, чтобы соответствовать пределу рабочего объема 5,0 литров, это означало конец высокооборотного 302 V-8 Chevrolet. Однако, если у вас есть кубические дюймы для создания большого крутящего момента, вам не нужно быть таким высокооборотистым. Chevrolet LT-1 350 был преемником модели 302 и имел более длинный ход поршня модели 350 — 3,48 дюйма против 3,0 дюйма — что позволило использовать гораздо более удобный для дорог двигатель, который по-прежнему производил впечатляющие 370 л.
Главная » Обработка металла » Штамповка » Какое оборудование применяется для штамповки металлических листов
Содержание
Общие принципы штамповки
Виды штамповочных технологических операций и оборудование
Конструкция и принцип работы прессового оборудования
Прессы кривошипно-шатунного типа
Гидравлические прессы
Прессы радиально ковочного типа
Прессы электромеханического типа
В производстве транспортных средств и другого оборудования широко используются тонкие корпуса из металлического листа. Для производства объемных деталей с допуском по размерам от 0,5 мм применяется штамповка, оборудование для которой выделено в отдельную группу и относится к кузнечно-прессовому. В основе технологии лежит пластическая деформация материала.
Штамповочное оборудование
Общие принципы штамповки
Штамповка является одним из видов обработки давлением. Посредством силового воздействия металл принимает форму инструмента — штампа. Оборудование и оснастка зависят от температурного режима работы. Штамповка классифицируется по термическим принципам:
холодная;
горячая.
Виды штамповочных технологических операций и оборудование
Холодная штамповка широко применяется для изготовления различных объемных корпусных и плоских, со сложной конфигурацией по периметру, деталей, отверстий. Технология штамповки включает операции:
вырубка;
прошивка;
обрезка;
гибка;
вытяжка;
отбортовка.
Для штамповки металла применяют инструмент и оснастку различного типа. В основном, это штампы, состоящие из двух частей:
Штамп для прошивки и вырубки может иметь прижимы, которые ползун опускает вместе с пуансоном. Они фиксируют заготовку, не давая ей сместиться.
Инструменты и приспособления для деформации деталей устанавливаются на специальное оборудование — прессы. Матрица с корпусом штампа закрепляется на столе неподвижно. Пуансон и другие элементы верней части инструмента двигаются вместе с ползуном станка. Зазор обеспечивают направляющие штампа. Они не дают смещаться деталям относительно друг друга, обеспечивают необходимый зазор.
Конструкция и принцип работы прессового оборудования
Штамповочные станки не делятся по технологическим операциям. Горячие и холодные виды деформации производятся на одном оборудовании. Прессы подбираются по таким параметрам:
мощность;
производительность;
ход ползуна;
наличие рядом дополнительного оборудования для нагрева и раскроя;
размер стола.
Основной инструмент, участвующий в деформации — штамп. Его рабочие детали: матрица и пуансон, которые проектируются под конкретную деталь и операцию. Ползун и стол имеют стандартные пазы для крепления:
Т-образные;
ласточкин хвост.
Металлообрабатывающий пресс
Прессы кривошипно-шатунного типа
В основе устройства оборудования лежит кривошипно-шатунный механизм. Он превращает вращательное движение привода в поступательное перемещение ползуна. Прессы классифицируются по количеству ползунов — 1, 2 и 4. На производстве, в основном, востребованы одностоечные станки с 1 и 2 кривошипами. Работающие синхронно от одного привода и распределительного редуктора 4 узла стоят на крупном оборудовании, предназначенном для изготовления габаритных деталей с большой степенью деформации, например, крылья, капоты и багажники автомобилей.
Для прошивки отверстий без деформации заготовки на конвейерах используют станки для штамповки листового металла. Они представляют собой простейшие прессы кривошипного типа.
Достоинства кривошипных прессов:
простая регулировка;
высокая производительность;
малая погрешность.
Гидравлические прессы
сложная система гидравлики;
низкая производительность.
Пуансон давит равномерно по всей длине рабочего хода с большим усилием, но движется медленно.
Гидравлический пресс
Прессы радиально ковочного типа
Для создания из плоского листа цилиндров с продольным соединением торцов используют оборудование радиального типа. Деформация заготовки производится на валу, который вращаясь, прижимает лист к рабочему инструменту, производящему деформацию. В результате заготовка приобретает форму цилиндра. Диаметр определяется размером вала.
Для вальцовки толстых листов применяется индукционный нагрев.
Прессы электромеханического типа
Работа электромагнитного пресса основана на усилии, которое создает электрическое магнитное поле. В механическом станке перемещение рабочего инструмента осуществляется за счет движения электрического сердечника. Он перемещает ползун.
Достоинство электромеханических станков — питание электроэнергией и высокая производительность. Нет необходимости в сложных механизмах и гидравлике.
Оборудование для листовой штамповки
Машиностроительное Предприятие «ПромСтройМаш» выпускает механические кривошипные прессы с пневматическим приводом, открытые простого действия для холодной штамповки листового металла. Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ: вырубки, пробивки, гибки, неглубокой вытяжки, формовки и т.д. Холодная листовая штамповка – один из самых прогрессивных методов получения заготовок. Прессы моделей КД2114Г, КД2118Г, К2019, КД2122Г, КД2124Г, применяются для получения готовых изделий в приборостроении, радиоэлектронной промышленности. По данным приборостроительных и машиностроительных предприятий до 75% заготовок и деталей изготавливаются методом холодной штамповки.
Холодная штамповка металла обладает малоотходностью и высокой производительностью. На прессах моделей КД2126Г, КД2128Г, КД2130Г, КЕ2130, КВ2132Г можно изготавливать детали более сложные, металлоемкие, большой точности с небольшими энергозатратами.
Холодная штамповка заключается в механическом воздействии штампа в процессе прессования листов металла, в результате которого получаются готовые изделия. Таким образом, сам штамп выступает в роли технологической насадки для прессовального механизма, его можно использовать только для одной операции. Специфической особенностью процесса холодной штамповки металла является относительно высокая стоимость штампов.
Принимаем заказы на изготовление штампов, пресс-форм, серийное и мелкосерийное изготовление деталей машин и механизмов методом холодной штамповки по чертежам заказчика. Нашим несомненным преимуществом является возможность изготавливать штампы и вспомогательную штамповую оснастку. Мы можем изготавливать штампы любой степени сложности. При больших партиях деталей возможно изготовление для них комбинированных многоручьевых штампов и штампов-автоматов.
Пресса изготавливаются в двух вариантах исполнения:
В стандартном заводском исполнении прессы имеют следующую комплектацию:
литая станина.
муфта тормоз тип УВ.
шкаф управления OVTO (оснащенный бесконтактными датчиками, при помощи которого можно отслеживать все параметры пресса),
пневматическая система фирмы Camozzi, Pneumax, Электроаппарат.
смазочная система Pneumax.
электродвигатели УралЭлектромотор
За дополнительную стоимость, можно укомплектовать пресса
валковой подачей.
разматывающим устройством.
ножницами для резки отходов.
пневмосдувателем.
пневматической подушкой.
штампы и оснастка.
Оптимальный выбор модели механического пресса – задача технических специалистов завода в тесном сотрудничестве с покупателем. Машиностроительным Предприятием «ПромСтройМаш» ведется постоянная работа по улучшению качества выпускаемых штамповочных прессов, снижению цены и удовлетворению всех запросов наших потенциальных заказчиков оборудования.
Что такое штамповка листового металла и как это работает?
Когда большинство людей слышат слово «штамповка», их первая мысль — либо почтовые расходы, либо кто-то макает резиновый штамп в чернила, чтобы оставить отметку на каком-то документе. Однако для производителей штамповка имеет совсем другое значение, которое напоминает тяжелое оборудование, которое весит тысячи фунтов и может постоянно изменять металл с помощью грубой силы.
В производстве «штамповка» обычно относится к оборудованию и процессам штамповки листового металла.
Что такое штамповка листового металла? Как это работает? Вот основы процесса, а также то, как его можно использовать.
Что такое штамповка листового металла?
Техническое определение штамповки металла заключается в том, что это тип процесса холодной штамповки, при котором используется экстремальная сила и/или скорость для постоянного изменения формы куска металла. Для штамповки листового металла обрабатываемой деталью является листовой металл. Однако машины для штамповки металла можно использовать и для металлической проволоки и других металлических форм.
В некоторых кругах этот процесс известен как «прессование».
Как работают машины для штамповки металла?
Основная теория работы станка для штамповки металла очень проста: вы берете большой инструмент и штамп, помещаете его в машину, которая может очень быстро приложить усилие в несколько тонн, и используете их для прессования металлических предметов в нужную вам форму. хочу.
Существует несколько различных процессов, которые обычно может выполнять машина для штамповки листового металла:
Выпрямление металла. Одной из основных операций штамповочного станка является выравнивание металлического предмета. Это можно сделать, чтобы сгладить объект или сделать его тоньше в одной точке для других целей.
Обжимной круглый металл. Этот процесс похож на выравнивание в том смысле, что он делает заготовку тоньше, но этот процесс обычно используется для проволоки вместо листового металла. Обжатие проводов делает один конец более узким, чтобы его легче было вставить в отверстие.
Пронзающий металл. Вместо того, чтобы просто сплющивать металл, инструмент и матрица станка для штамповки листового металла могут полностью проколоть кусок металла. Это создает отверстия, которые можно использовать для соединения нескольких заготовок.
Чеканка металла. Вместо того, чтобы пробивать небольшое отверстие в куске металла, можно использовать инструмент и матрицу станка для штамповки листового металла, чтобы придать листу определенную форму (например, монету).
Поскольку машины для штамповки листового металла работают с холодными кусками металла, которые не были приданы ковкости, они должны полагаться на экстремальное усилие, чтобы выполнить работу, поэтому эти машины часто имеют очень мощные двигатели. Например, штамповочная машина Rouselle Straight Side Press, которую использует Marlin Steel, может развивать усилие до 80 тонн.
Каковы преимущества штамповки листового металла?
Преимущество этого типа процесса холодной штамповки заключается в том, что практически не требуется дополнительных операций или ожидания, пока заготовка остынет.
Это также помогает сократить производственные отходы за счет изменения формы металла вместо вырезания деталей, особенно при использовании операций пробивки. Обычно, чтобы вырезать отверстие в листовом металле, вы должны вырезать кусок этого металла, но пробивка с помощью штамповочного станка просто перемещает металл в сторону, чтобы создать отверстие, не создавая лишнего металлического лома.
Вам интересно, как вы можете использовать штамповку из листового металла для своих собственных нужд? Свяжитесь с Marlin Steel, чтобы узнать больше.
Типы машин, используемых при штамповке металлов
Существует три основных типа прецизионных машин для штамповки металлов:
Механический пресс
Гидравлические прессы
Механические сервопрессы
Как правило, эти типы прессов для штамповки металла связаны с автоматическим устройством подачи, которое направляет полосу/листовой металл через пресс в рулонах или заготовках.
Какие типы машин используются для штамповки металлов?
Механические прессы могут обеспечить высочайшую скорость производства, особенно для простых деталей плоской формы из рулонов листового металла. Механические прессы работают быстро и эффективно, и на них можно положиться при производстве больших объемов продукции с постоянными результатами в повторяющихся циклах. В механических прессах для передачи и хранения энергии используется двигатель, соединенный с маховиком. Эти прессы доступны в широком диапазоне размеров от 20 до 6000 тонн. Механические прессы обычно используются для прогрессивной и трансферной штамповки. В эту категорию попадают многие автомобильные, бытовые и аппаратные компоненты.
Гидравлические прессы не обладают такими же высокими производственными скоростями, как механические прессы, однако они предлагают более широкую гибкость благодаря различным длинам хода, пространству открытия штампа и давлению. Гидравлический пресс часто является наиболее подходящим вариантом для изготовления деталей сложной формы, требующих больших объемов материала и не зависящих от скорости производства. Такие компоненты, как резервуары, цилиндры и чаши, часто изготавливаются с использованием гидравлических прессов.
Механические прессы Serco обеспечивают большую часть изменчивости гидравлических прессов при производственных скоростях, приближающихся к скорости механических прессов, с добавлением более точного управления ходом, движением ползуна, положением ползуна и скоростью. Программируемые дополнения позволяют использовать множество различных комбинаций, которые могут работать с широким спектром штампов, типов деталей и скоростей производства.
Прессы для штамповки металла с глубокой вытяжкой
Прессы для штамповки металла с глубокой вытяжкой представляют собой тип механического пресса с дополнительным передаточным механизмом, обычно называемые трансферными прессами. Штамповка с трансферным прессом — это эффективный производственный процесс, используемый для формирования сложных компонентов среднего и большого объема. Трансферные прессы формируют плоские заготовки из металла, втягивая их в штампы под экстремальным давлением. Металлическая заготовка проходит серию операций волочения, повторной волочения и других формообразования, резки или тиснения, чтобы получить ее окончательную форму. При штамповке один пресс управляет полным набором инструментов, которые обычно состоят из серии штампов, расположенных на производственной линии.
Преимущества переноса штамповки на другие методы штамповки металлов включают:
Перенос штамповки, в отличие от других штамповочных машин, отделяет деталь от полосы и выполняет начальную операцию.
Пластиковые емкости и баки для дизельного топлива в Москве
Обеспечение здания теплом – одна из ключевых задач. Эффективно выполнить ее способны дизельные котельные. Для обеспечения непрерывной работы подобного комплекса необходимы топливные емкости. В нашем магазине вы найдете широкий ассортимент резервуаров для солярки.
Мини-АЗС для дизтоплива на 500 литров (горизонтальная)
29 500 руб
Мини-АЗС для дизтоплива на 1000 литров в обрешетке
35 000 руб
Мини-АЗС для бензина на 1000 литров в обрешетке
48 000 руб
Мини-АЗС для дизтоплива на 3 000 литров арт. AZS OG 3000 с ребрами жесткости
Подробнее
54 200 руб
Мини-АЗС для дизтоплива на 5000 литров (номинал 4,5 м3) арт. AZS OV 5000 (129 кг)
Подробнее
64 800 руб
Мини-АЗС для дизтоплива на 5 000 литров арт. AZS OG 5000 с ребрами жесткости
75 000 руб
Подземная емкость для дизтоплива на 3000 литров (в комплект входит система подачи топлива)
78 000 руб
Подземная емкость для дизтоплива на 2000 литров (в комплект входит система подачи топлива)
Подробнее
85 200 руб
Мини-АЗС для дизтоплива на 10 000 литров (10 м3) арт. AZS OV 10 000 (220 кг)
107 000 руб
Контейнерная АЗС для дизтоплива (ДТ) емкостью на 5 000 литров (5 м3) арт. AZS V 5000
Подробнее
107 000 руб
Мини-АЗС для дизтоплива на 3 000 литров арт. AZS G 3000
214 000 руб
Контейнерная АЗС для дизтоплива (ДТ) емкостью на 10 000 литров (10 м3) арт. AZS V 5000х2
Показывать
12243696
Сфера применения
Представленные пластиковые баки имеют широкую сферу применения, при этом могут использоваться:
вместе с жидкотопливными котлами для крышных котельных;
с отдельно стоящими и пристроенными котельными;
в комплексах, предназначенных для хранения ГСМ.
Преимущества представленных емкостей
В каталоге покупатели найдут пластиковые баки для дизельного топлива различной формы и размеров. Если в вашем загородном доме имеется котел на дизельном топливе, то стоит обязательно побеспокоиться о покупке подобного изделия. Представленные изделия выполнены из пластика, благодаря чему обладают следующими преимуществами:
высокая прочность и легкость;
устойчивость к слабоагрессивным средам;
полная невосприимчивость к различным окислителям;
продолжительный срок эксплуатации в несколько десятилетий;
возможность без потери своих характеристик переносить температуры от -50 до +50 градусов Цельсия.
неприхотливость в уходе.
В ассортименте представлены как горизонтальные, так и вертикальные топливные баки для дизельного топлива. В зависимости от свободного пространства и поставленных задач, на нашем сайте вы сможете быстро и легко подобрать необходимый бак под солярку.
Стоит отдельно отметить экономическую выгоду. Дизель намного выгоднее покупать оптом, так как в таком случае достигается максимальная экономия. Большой бак для хранения дизельного топлива позволит заливать больше солярки за один раз, а значит делать реже покупки. В перспективе экономия будет существенной.
Не возникнет у покупателей и проблем с монтажом. Устанавливать пластиковые топливные емкости намного легче в сравнении с металлическими аналогами. Пластик отлично переносит перепады температуры, а благодаря малому весу, существенно упрощается транспортировка на место установки.
Каждый резервуар оснащен качественной и герметичной крышкой. Часть моделей для дополнительной устойчивости имеет несколько ножек. Пластиковые емкости – это современное решение вопроса хранения ГСМ. Купить бак для дизельного топлива по оптимальной цене мы рекомендуем только в нашем интернет-магазине. Мы представляем изделия объемом от 1000 до 10 000 литров.
Стоимость продукции
Цена на баки для дизельного топлива зависит от нескольких параметров. Одним из главных является его объем. Максимальную стоимость будут иметь изделия объемом в 10 тысяч литров. Также на стоимость влияет форма модели и наличие дополнительных аксессуаров, например, отвода или системы забора топлива. Конкурентно-доступные цены на емкости для хранения дизеля вы найдете в интернет-магазине «Сталепласт».
Высококачественные товары в магазине «Сталепласт»
Наша компания имеет огромный опыт, поэтому предлагает клиентам качественные товары по конкурентно-доступным ценам. Покупая у нас, вам не придется беспокоиться о том, что купленный бак треснет в первые недели эксплуатации. Ассортимент онлайн-магазина удовлетворит запросы любого покупателя.
Каждый товар имеет больше цветное фото и описание ключевых характеристик. Вам всегда готовы предоставить квалифицированную помощь наши онлайн-консультанты. Возможна доставка в любой регион России. Нужно купить баки для топлива – оставляйте заявку на нашем сайте или лично звоните по телефону.
Емкость для дизельного топлива 500, 1000, 1500 и 2000 литров
Пластиковые емкости от 100 до 10000 литров (ходовая 1000 литров). Разные формы, подземное\ надземное хранение. Комплектации под заказ. Всегда в наличии, доставка, самовывоз со склада.
Серия M0S
Емкости для надземного хранения объемом от 500 литров до 2000 литров. Тип жидкости: вода пищевые жидкости, дизельное топливо. В данной емкости можно не только хранить, но и транспортировать. MOSK 2000 может поставляться в обрешетке или кассетном модуле.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость MOS 500
104,0500,001,1
500
1020х580х1260
120
8190-00
Емкость MOS 750
104,0750,001,1
750
1280х605х1355
300
11440-00
Емкость MOS 1000
104,1000,001,0
1000
1300х730х1580
300
15190-00
Емкость MOS 1500
104,1500,001,1
1500
1820х725х1630
400
21700-00
Емкость MOS 2000
104,2000,001,1
2000
1460х780х2350
400
29300-00
Емкость MOSL 2000
106,2000,001,1
2000
1975х768х1810
400
29300-00
Емкость MOSK 2000
105,2000,001,1
2000
1550х760х2120
120
31850-00
Емкость MOSL 2000
106,2000,001,1
2000
1975х768х1810
400
29300-00
Емкость MOSK 2000
105,2000,001,1
2000
1550х760х2120
120
31850-00
Серия M0L
Практичные емкости созданные для хранения воды либо дизельного топлива, благодаря своей форме занимают минимум места, но способны вместить от 750 до 1000 литров жидкости. Наземное расположение.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
MOL 750
103,0750,601,0
750
1670х749х749
300
10840-00
MOL 1000
103,1000,601,0
1000
2000х782х782
300
14800-00
MOL 750
103,0750,601,1
750
1670х749х749
120
10840-00
MOL 1000
103,1000,001,1
1000
2000х782х782
120
14800-00
Серия M0H
Данная серия предназначена для хранения и транспортировки воды, дизельного топлива, ГСМ. Благодаря широкому основанию очень устойчива. Объем от 300 до 8000 литров. Возможно дооснащение нижним сливом и дополнительным оборудованием. В данных емкостях разрешается хранение питьевой воды. Емкости от 2 м3 могут поставляться в металлическом каркасе.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость MOН 300
101,2000,601,0
300
635х600х1120
300
5230-00
Емкость MOН 500
101,0500,601,0
500
735х680х1500
300
7900-00
Емкость MOН 750
101,0750,601,0
750
835х780х1720
300
11460-00
Емкость MOН 1000
101,1000,601,0
1000
830х855х1830
300
13960-00
Емкость MOН 2000
101,2000,601,0
2000
1275х1200х1950
400
22500-00
Емкость MOН 3000
101,3000,601,0
3000
1400х1330х2340
400
32810-00
Емкость MOН 5000
101,5000,601,0
5000
1735х1685х2340
400
49350-00
Емкость MOН 8000
101,8000,601,0
8000
1977х1900х3000
400
76000-00
Серия M0T
Классическая форма и самый малый начальный объем (100 литров) Удобная форма и прост в использовании, пригоден для топлива, воды, пищевых жидкостей. Бак емкостью 10000 литров. Наземное хранение.Емкости от 2 м3 могут поставляться в металлическом каркасе.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость MOТ 100
107,0100,601,0
100
515х565
300
1870-00
Емкость MOТ 200
107,0200,601,0
200
950х565
300
3500-00
Емкость MOТ 300
107,0300,601,0
300
1170х610
300
4180-00
Емкость MOТ 500
107,0500,601,0
500
1280х760
300
6400-00
Емкость MOТ 750
107,0750,601,0
750
1710х790
300
9040-00
Емкость MOТ 2000
107,2000,601,0
2000
1340х1530
400
20660-00
Емкость MOТ 3000
107,3000,601,0
3000
1890х1500
400
26640-00
Емкость MOТ 5000
107,5000,601,0
5000
2150х1850
400
41500-00
Емкость MOТ 10000
107,1001,601,0
10000
2630х2305
550
74000-00
Серия M0ЭВП
Прямоугольные пластиковые баки (емкости) для топлива, воды, пищевых жидкостей. Возможность хранения штабелированнием. Размерность от 50 до 400 литров. Наземное хранение. Транспортировка наполненными.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость МОЭВП 50
112,0050,001,0
50
280х380х590
120
1620-00
Емкость МОЭВП 75
112,0075,001,0
75
280х380х860
120
2230-00
Емкость МОЭВП 100
112,0100,001,0
100
320х380х980
120
2950-00
Емкость МОЭВП 200
112,0200,601,0
200
640x605x785
300
Заказ
Емкость МОЭВП 300
112,0300,601,0
300
640x630x1095
300
Заказ
Емкость МОЭВП 400
112,0400,601,0
400
745x693x1206
300
Заказ
Емкость для транспортировки топлива, ГСМ, пищевых жидкостей
Специально разработанная емкость для безопасной транспортировки жидкостей, Удобно фиксируется стяжками, благодаря низкому центру тяжести безопасен для транспортировки. Использовать для перевозки топлива, ГСМ, пищевых жидкостей. Выпускается в самом ходовом размере 1000 литров.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость MOBIL 1000
114,1000,601,0
1000
550x1150x2180
300
15190-00
Подземные емкости MOU для хранения топлива, воды, ГСМ
Распространенный тип емкости для подземного хранения, экономит место, в случае с дизельным топливом позволяет избежать замерзания солярки. Удобны в использовании. Бесшовное литье и специальная форма исключают выдавливание и разгерметизацию резервуара. Хорошо зарекомендовали в дачном отоплении дизельным топливом. Объем от 1250 до 3000 литров. Контроль за количеством осуществляется с помощью уровнеметра.
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость MOU 1250
121,1250,899,0
1250
1995x1305x2220
560
25500-00
Емкость MOU 2000
121,2000,899,0
2000
1995x1305x2220
560
36960-00
Емкость MOU 2000 oil
121,2000,899,1
2000
1995x1305x2220
560
49800-00
Емкость MOU 3000
121,3000,899,0
3000
2000x1440x2360
560
45300-00
Емкость MOU 3000 oil
121,3000,899,1
3000
2000x1440x2360
560
57700-00
Емкость MOR 3000
123,3000,899,0
3000
825х2110х2450
690
54200-00
Емкость трансформер с четырьмя вариантами расположения
Наименование
Артикул
Объем, литр
ВхШхД, мм
Ø горловины, мм
Стоимость, руб
Емкость Трансформер
113,0600,001,0
600
1152x785x805
120/300
10100-00
Купите канистры для топлива и хранилища для мотоциклов онлайн
Бензиновый пакет RotopaX
79 долларов . 95 134 долларов . 95
48
Топливная бутылка Primus
19 долларов . 95
21
+7
+6
+5
+4
+3
+2
+1
Универсальная банка VP Racing Square
29 долларов . 95 39 долларов. 95
10
Держатель топливного бака Nelson Rigg Trails End
$31 . 96
39,95 $
Скидка 20%!
8
Универсальный кувшин из туфа
24 доллара . 99 29 долларов . 99
3
Канистра Givi TAN01 Outback
20 долларов . 00
13
Шланг для заполнения бака VP Racing Square Utility
11 долларов . 95
Газовый баллон Reda на 1 галлон в седельной сумке
49 долларов . 95
35
Водяной блок RotopaX
55 долларов . 95 74 долларов . 95
11
Маслосливной поддон Matrix Concepts
26 долларов . 95 29 долларов . 95
16
Газовый баллончик Tuff Jug Ripper
32 доллара . 95 49 долларов. 99
4
Бензин RotopaX C.A.R.B. Пакет
69 долларов . 95
48
Мерный стаканчик Ratio Rite
2
LC Универсальный контейнер LC2
37 долларов . 95
7
Диспенсер для масла BikeMaster 5 литров
16 долларов . 63
3
Сумка Armadillo с гигантской петлей
99 долларов . 99 199 долларов. 99
4
Масляная воронка Matrix M52
12 долларов . 95
1
Шланг для наполнения универсального контейнера LC / LC2 с завинчивающейся крышкой
$9 . 50 12 долларов. 95
1
BikeMaster 8-литровый дренажный поддон
18 долларов . 72
1
Универсальный кувшин Risk Racing EZ
39 долларов . 99 49 долларов. 99
3
LC Гибочный станок для шлангов
2
Сменный самовентилирующийся носик RotopaX
16 долларов . 95
7
Носик для гибки шлангов Risk Racing
19 долларов . 99
1
Поддон для слива жидкости BikeMaster
15 долларов . 95
1
Бутылка для быстрого смешивания Maxima
1
Крышка для чашки Ratio Rite
1
Держатель для бутылки Scosche HD
54 доллара . 99
+2
+1
+0
Кожаный держатель для топливных бутылок La Rosa
66 долларов . 49
69,99 $
Экономия 5%
2
LC / LC2 Spiral Tech шланг с клапаном управления потоком
Топливо для мотоциклов Friend Канистра 1 л Контейнер
Подпишитесь, чтобы получать уведомления когда Топливная канистра Friend, 1 литр, красный снова в наличии!
ты человек?
Описание Отзывы Аксессуары Велосипед
Описание
Канистра Fuel Friend, 1 л, красная
Эти большие маленькие канистры, произведенные Hünersdorff в Германии, — именно то, что вам нужно для небольшого, но надежного и безопасного запаса топлива. Специально создан для хранения и транспортировки опасных веществ, идеально подходит для поездок на мотоцикле, всех малых двигателей и многих других целей.
• Самая маленькая канистра, подходящая для топливных форсунок на рынке • Аварийный запас для мотоциклов, скутеров, квадроциклов и других малолитражных двигателей • Маленький, чрезвычайно прочный, отвечает самым высоким требованиям безопасности • С проушинами по бокам для крепления натяжным ремнем или чем-то подобным. • Подходит для всех видов топлива и нефтепродуктов.
Обратите внимание: Не C.A.R.B. утвержден и не может быть отправлен в Калифорнию
Отзывы
5 звезд (6)
4 звезды (0)
3 звезды (1)
2 звезды (0)
1 звезда (0)
(4.7) 7 отзывов
Andrew M.
Проверенный покупатель
14.10.2021
Наконец, 1,0-литровая пластиковая топливная бутылка
Мой небольшой подвесной лодочный мотор мощностью 3,5 л. Пластиковая топливная бутылка L (не больше), чтобы, когда мотор высохнет, я мог вылить всю бутылку в бак, не беспокоясь о переливе и не следя за уровнем во время заправки. Металлические канистры для топлива в кемпинге не интересуют. Я хотела пластик. Почему бы не купить бутылку на 2,0 л и просто наполнить ее 1,0 л? В моей крошечной лодке мало места, а заполнение большей бутылки наполовину приведет к образованию конденсата внутри бутылки. Я не смог найти никаких решений в США, и после долгих поисков это единственный продукт, который соответствует моим потребностям. Да, это дорого, но если вы покупаете дешево, вы получаете дешево, и это также единственная 1,0-литровая пластиковая бутылка, которую я смог найти. Тот факт, что он не соответствует калифорнийскому стандарту C.A.R.B. Требования меня не беспокоят. Я вполне способен безопасно заправиться без помощи правительства Калифорнии. Спасибо Wunderlich за предложение этого продукта и быструю доставку.
Кевин
Проверенный покупатель
01.01.2019
Отлично подходит для ограниченного пространства!
С детства у меня в машине есть пустой газовый баллон. Приходилось им тоже пользоваться несколько раз. В прошлом месяце я купил машину практически без багажника и немного запаниковал. Никто (кроме Wunderlich, в конце концов) не удовлетворяет эту потребность в маленьких аварийных контейнерах. Он небольшой, но помещается в мой жалкий «багажник» (на самом деле, под полом, рядом с несуществующим запасным колесом) и будет радовать меня, если я когда-нибудь снова буду беспокоиться о том, что лампочка низкого уровня газа горит слишком долго. .
Michael Thompson
Проверенный покупатель
10.08.2018
Дорого, но оно того стоит
Конечно, он стоит больше, чем типичные легкие дырявые топливные баллоны, но он разработан и изготовлен намного лучше. Хорошие уплотнения, прочная конструкция и отличный (необязательно, но обязательно) носик для наполнения.
Zvi d
09.04.2015
Отлично
Хорошо сделан, прочный, эффективный, полезный. Настоятельно рекомендуется. Используйте разные цвета для разных жидкостей.
Роб
06.01.2015
Канистра Fuel Friend
Надежная канистра… однако невозможно надежно закрепить ее на мотоцикле, если только канистра не помещена в какой-либо контейнер для хранения. … багаж / седельные сумки … специальный кронштейн или прорези для ремня можно было сделать в пластиковой форме, чтобы держать снаружи велосипеда.
Марк
26.09.2014
Очень красиво — стоит слишком дорого, но работает очень хорошо.
Сварочный аппарат BLUEWELD Gamma 4.161 за 2590 р в Анапе
Бренд: BLUEWELD
Артикул: 002603
Рейтинг:
(0.0)
Наличие:
Нет на складе В наличии
Товара нет в наличии, уточняйте цену и возможность поставки под заказ по телефону +79184787817 или по кнопке «Заказать звонок»
Рассказать друзьям
Информация о технических характеристиках, комплекте поставки и внешнем виде, может отличаться от указанной на сайте. Уточняйте эту информацию у менеджера при оформлении заказа.
Характеристики Описание
Комментарии
Класс товара профессиональный
Мощность 2500 Вт
Тип сварки дуговая (ММА)
Режим TIG сварки нет
Напряжение 220 В
Выходной ток 140 А
Макс. диаметр электрода 3,2 мм
Вес 14,2 кг
Габариты 345х215х275 мм
Сварочный аппарат BLUEWELD Gamma 4.161 предназначен для сварки методом ММА рутиловыми электродами. Данный метод сварки отличается мобильностью и экономичностью. Практичная щетка для удаления шлака и сварочная маска поставляются в комплекте. Оснащен термостатом и воздушным охлаждением — для увеличения рабочего ресурса. Аппарат имеет малый вес и компактные размеры.
Топ-10 сварочных трансформаторов – Рейтинг 2021
Место
Имя
Характеристика в рейтинге
Лучшие сварочные трансформаторы на 220В
1
Вестер АРК 130
Самый легкий сварочный трансформатор
2
Сорокина, 80-250А, 10кВт
Простое управление. Самый мобильный
3
ЭЛИТЕХ АС 200Т
Высокая мощность и сварочный ток
4
PRORAB FORWARD 250 (ММА)
Лучшая цена. Оптимальное соотношение характеристик для дома
5
ЗУБР ЗТС-200
Компактность и маневренность
Лучшие сварочные трансформаторы на 380В
1
Telwin Quality 280 AC/DC (MMA)
Самый надежный
2
BLUEWELD Gamma 3250 (ММА)
Лучшее качество компонентов и сборки. Самый прочный
3
Arc 318M1 Prof 220/380 В (ММА)
Точность настройки. Устойчив к низким температурам
4
ТДМ-303У2 (380В)
Самый надежный механический регулятор
5
Штукатурка ТДМ-305 [Ал] 380 (ММА)4
Лучшая цена. Неприхотлив в эксплуатации
Сварочные трансформаторы — надежное оборудование для сварки металлов, отличающееся не только высоким качеством сварочного тока, но и завидной стабильностью и выносливостью для длительной работы без перерывов.
В обзоре представлены лучшие сварочные трансформаторы отечественного рынка, работающие как от обычной розетки, так и от трехфазной сети. Рейтинг составлен на основе ключевых характеристик моделей и их эксплуатационных параметров. Серьезное влияние на оценку оказали и отзывы владельцев, знакомых с возможностями агрегатов-участников.
Лучшие сварочные трансформаторы на 220В
5 ЗУБР ЗТС-200
★ Компактность и маневренность
Страна: Россия (производство Китай)
Средняя цена: 4390 руб.
Рейтинг (2022): 4,5
4 PRORAB FORWARD 250 (ММА)
★ Лучшая цена. Оптимальное соотношение характеристик для дома
Страна: Россия (производство Китай)
Средняя цена: 2990 руб.
Рейтинг (2022): 4.6
3 ELITECH AC 200T
★ Высокая мощность и сварочный ток
Страна: Китай
Средняя цена: 5900 руб.
Рейтинг (2022): 4,8
Тип сварщика
Преимущества
Недостатки
Трансформер
+ Простая Устройство
0007
+ ремонтопригодность
+ доступная цена
+ возможность сварки во влажной среде
— высокий уровень шума
— большой расход электродов из-за сильного разбрызгивания
— сложность работы с тонким металлом
7
7
инвертор
+ экономичный расход электродов
+ стабильное горение дуги
+ компактность и легкость;
+ гладкая поверхность шва
+ можно варить не только сталь, но и нержавейку или алюминий
★ Настройка точности. Устойчив к низким температурам
Страна: Россия
Средняя цена: 28700 руб.
Рейтинг (2022): 4.6
2 BLUEWELD Gamma 3250 (ММА)
★ Лучшее качество комплектующих и сборки. Самый прочный
Страна: Италия
Средняя цена: 9070 руб.
Рейтинг (2022): 4.9
1 Telwin Quality 280 AC/DC (MMA)
★ Самый надежный
Страна: Италия
Средняя цена: 13400 руб.
Рейтинг (2022): 4.9
на вершину рейтинга
Как выбрать сварочный трансформатор?
При выборе сварочного трансформатора следует обратить внимание на несколько параметров.
Основными техническими характеристиками специалисты считают мощность и сварочный ток. Чем выше эти показатели, тем производительнее и долговечнее будет устройство. Однако при высоком минимальном токе (80-90 А) качественно сварить тонкий лист стали не получится.
Бюджетные сварочные аппараты быстро нагреваются, поэтому некоторые модели оснащены системами принудительного охлаждения. В результате рабочий цикл достигает приемлемого значения 10%.
Использование инновационных технологий и современных материалов позволило некоторым производителям довести вес трансформатора до 10 кг. Но даже 20-килограммовые устройства выглядят предпочтительнее самодельных агрегатов.
При выборе сварочного трансформатора следует учитывать тип электрической сети, используемой в доме или гараже. Есть устройства, адаптированные как для бытовых, так и для силовых сетей. Перед началом работы просто поверните переключатель в нужное положение.
Для начинающего сварщика, не имеющего необходимых принадлежностей для работы, немаловажным фактором при покупке трансформатора будет комплектация. Если в комплекте есть защитная маска со светофильтром, металлическая щетка, кабели с держателем для электродов и зажимы, то можно начинать работать сразу после покупки.
Внимание! Приведенная выше информация не является руководством по покупке. За любой консультацией следует обращаться к специалистам!
оптовый гамма-сварочный аппарат для личного и делового использования
Что такое гамма-сварочный аппарат
?
Что такое гамма-сварочный аппарат? Гамма-сварочный аппарат — это сверхмощный аппарат для газовой сварки, который позволяет сваривать металлы на высоких скоростях. Сварочный аппарат позволяет использовать как газовые, так и сварочные аппараты GMma для создания металлов с использованием газа. Сварочные инструменты не нужны, так как их можно использовать для соединения двух или более металлов. Сварочный аппарат также позволяет использовать газ сварочного аппарата для соединения двух металлов вместе. Сварочные инструменты также контролируют скорость процесса сварки настолько, что два металла будут соединены.
Гамма-сварка — это тип сварки, при котором для создания сварного шва используется электрод. Гамма-сварка использует дугу для создания сварного шва. Сварка представляет собой дугу, которая выделяет тепло для сплавления металлов. В процессе сварки между металлом и расплавленным присадочным материалом применяется тепло. Сварка AGM — это процесс, в котором используется тепло для создания дуги между металлом и расплавленным присадочным металлом в сварном шве. В процессе сварки к сварному шву прикладывается тепло. Сварка AGM также используется при сварке алюминиевым электродом.
Гамма-сварочные системы контролируют тепло и газ в процессе сварки. Основным преимуществом гамма-сварки является газовая и газовая сварка. Гамма-сварочное оборудование превосходит по контролю и скорости сварки как металл, так и газообразный металл. Оборудование для газовой сварки высокого давления обеспечивает превосходную технологию сварки. Сварочное оборудование использует газ высокого давления и технологию сварки GV для достижения толщины металла.
Гамма-сварка — это процесс, используемый для управления потоком металла от основания к месту сварки. Гамма-сварка — это процесс, который регулирует температуру металла для создания сварного шва. Гамма-сварочные аппараты используются для контроля нагрева металла путем плавления тепла для создания сварного шва. Гамма-сварка — это процесс, в котором для создания сварки используется тепло. Гамма-сварочные аппараты обеспечивают металлы теплом и энергией с помощью тепла. В процессе сварки используется система термической сварки, которая позволяет теплу проходить между двумя частями. Гамма-сварочные аппараты обеспечивают металлы теплом и энергией, используя тепло материала. В процессе сварки используются два типа сварки: контрольная и термическая сварка между двумя деталями. Гамма-сварочные аппараты обеспечивают тепло и давление для сварки различных материалов. Гамма-сварочные аппараты обеспечивают тепло.
Дуговая сварка Gamma Weld — это устройство, используемое для дуговой сварки в режиме Gamma Weld. Сварочный аппарат или GAMma Weld — это устройство, используемое для сварки дуговой сваркой GAMma. Сварочный аппарат будет генерировать газ и создавать сварной шов. Процесс сварки включает газ и газ для создания желаемого сварного шва. Процесс сварки включает газ и тепло для сварки, расплавленный газ, горячий металл и сварку.
Как выбрать аппарат для гамма-сварки
?
Насадки для гамма-сварки. Покупка оборудования для гамма-сварки Есть много вариантов покупки 9Аппарат гамма-сварочный 0309 с им. Для выбора гамма-сварочного аппарата s, который может справиться с проектом, их также следует использовать. Чтобы выбрать подходящий для проекта гамма-сварочный аппарат , также следует использовать его для проекта. Различные модели и размеры также могут быть использованы для различных проектов. Эти факторы следует учитывать и при выборе гамма-сварочного аппарата . Выбрать подходящий для проекта аппарат гамма-сварки следует также.
Процесс гамма-сварки зависит от размера, времени сварки, а время, необходимое для выполнения сварки, зависит от размера и времени процесса. Чтобы сэкономить время, нужно быть более эффективным со временем. Есть подходящие сварочные аппараты, которые могут выполнить работу, сэкономив время и усилия. Найдите подходящие сварочные аппараты для небольших проектов и крупных проектов с хорошей точностью.
Имеются также подходящие сварочные системы. Гамма-сварочные аппараты, в которых используется газ и дуга с плавким предохранителем, также используются для создания подходящих сварочных систем. Существуют аппараты для газовой сварки, которые используют этот тип сварки, также известные как аппараты для плазменной дуговой сварки.
Fibox Russia >
Корпусa >
Материалы >
Материалы корпусов >
Пластиковые материалы: PC, ABS, GRP
FIBOX Make Difficult Easy
ПОЛИКАРБОНАТ (РС) Стандартный поликарбонат (РС) или с армированным стекловолокном (PC+GLAS
Преимущества:
Очень высокая ударопрочность
Имеются в прозрачном виде
Легко поддаются обработке обычными инструментами
Высокий класс IP
Чистая отделка
Широкий диапазон рабочих температур
Самогасящиеся
Хорошая стойкость к химическому воздействию
Низкая масса
Хорошая стойкость к УФ-излучению
Прекрасные изоляционные свойства
Рентабельный материал для работы в суровых атмосферных условиях
Недостатки:
ABS (Акрилнитрил-бутадиен-стирол)
Преимущества:
Выглядит так же, как и РС, но стоит дешевле
Легко поддается обработке обычными инструментами
Легко поддается окраске посредством наполнения ингредиентом
Низкая масса
Хорошая стойкость к химическому воздействию
Прекрасные изоляционные свойства
Недостатки:
Ударопрочность ниже, чем у РС
Более низкий диапазон рабочих температур по сравнению с РС
Не рекомендуется использовать вне помещений
Не производится в прозрачном виде
Нет электромагнитного экранирования
GRP — СТЕКЛОПЛАСТИК
Преимущества:
Высокая устойчивость к коррозии и химическому воздействию
Высокая ударопрочность
Жесткая конструкция
Высокая устойчивость к неблагоприятным погодным условиям
Широкий диапазон рабочих температур
Огнестойкий
Хорошие изолирующие свойства
Недостатки:
Стоит дороже РС
Не подлежит обработке стандартными инструментами
Нет электромагнитного экранирования
Тяжелее, чем другие пластиковые корпуса
МАТЕРИАЛЫ КОРПУСОВ: ПОЛИКАРБОНАТ И ABS
Термопластичные корпуса FIBOX изготовлены из поликарбоната (РС) или Акрилнитрил-бутадиен-стирола (ABS). Кроме того, можно заказать корпуса из полистирола (PS) с высокой ударопрочностью.
Поликарбонат – это аморфный термопластик, высокая термостойкость и прекрасные физические свойства которого делают его идеальным материалом для корпусов. Поликарбонат может выдерживать значительные температурные колебания, а на его хорошие электрические свойства не оказывает влияния высокая влажность. Будучи самогасящимся материалом, поликарбонат не требует защитного покрытия.
ABS – это еще один аморфный термопластик с хорошими физическими свойствами и высокой стойкостью к химическому воздействию. Это идеальный недорогой материал для использования в помещениях.
КОРПУСА FIBOX ИЗ ПОЛИКАРБОНАТА, СТОЙКИЕ К УФ-ИЗЛУЧЕНИЮ, ПРОЗРАЧНЫЕ И СЕРЫЕ
Практически все пластиковые материалы подвержены порче под действием УФ-излучения, однако высококачественные поликарбонаты, служащие материалами для корпусов FIBOX, и здесь показывают свою высокую стойкость.
На европейских широтах корпуса FIBOX, вне всякого сомнения, можно использовать в системах, работающих на открытом воздухе. По истечении ряда лет возникнет слабое обесцвечивание, в частности, прозрачных материалов покрытий. Для исключения обесцвечивания рекомендуется установить защиту от солнечных лучей.
На тропических широтах материал серого цвета пригоден при условии его некоторого обесцвечивания. Это связано с тем, что для повышения устойчивости материала к УФ-излучению в сером ингредиенте используется TiO. Что касается прозрачного материала, пропускающего УФ-излучение, то с течением времени (через несколько лет) он не только желтеет, но и снижает свою высокую ударопрочность; см. ниже. Но помимо снижения ударопрочности при использовании прозрачных материалов, пропускающих УФ-излучение, под его действием могут детонировать компоненты внутри корпуса.
Поликарбонаты, использующиеся в корпусах FIBOX, были протестированы и утверждены компанией Underwriters Laboratories, США на соответствие стандарту UL 508 пар. 34; 16-22. Этот стандарт предусматривает тестирование в «погодомере» (интенсифицированное УФ-излучение в сочетании с брызгами воды) в течение 720 часов. После тестирования материалы должны сохранить 85% исходных параметров, в частности, эластичности, прочности на изгиб, ударопрочности, воспламеняемости и накаливания.
СТОЙКОСТЬ К УФ-ИЗЛУЧЕНИЮ КОРПУСОВ FIBOX ИЗ ПЛАСТИКА ABS
Материалы ABS не рекомендуется использовать в системах, подверженных воздействию прямых солнечных лучей.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ КОРПУСОВ ИЗ ПОЛИКАРБОНАТА И ABS
Корпуса из поликарбоната и ABS, фактически, не требуют технического обслуживания. Если они запылились, вымойте их водой с мылом. После использования моющего средства корпус необходимо тщательно промыть в холодной воде. Не пользуйтесь никакими растворителями.
Pc пластик что это такое • Вэб-шпаргалка для интернет предпринимателей!
ПОЛИКАРБОНАТ (РС) Стандартный поликарбонат (РС) или с армированным стекловолокном (PC+GLAS
Термопластичные корпуса FIBOX изготовлены из поликарбоната (РС) или Акрилнитрил-бутадиен-стирола (ABS). Кроме того, можно заказать корпуса из полистирола (PS) с высокой ударопрочностью.
Поликарбонат – это аморфный термопластик, высокая термостойкость и прекрасные физические свойства которого делают его идеальным материалом для корпусов. Поликарбонат может выдерживать значительные температурные колебания, а на его хорошие электрические свойства не оказывает влияния высокая влажность. Будучи самогасящимся материалом, поликарбонат не требует защитного покрытия.
ABS – это еще один аморфный термопластик с хорошими физическими свойствами и высокой стойкостью к химическому воздействию. Это идеальный недорогой материал для использования в помещениях.
Практически все пластиковые материалы подвержены порче под действием УФ-излучения, однако высококачественные поликарбонаты, служащие материалами для корпусов FIBOX, и здесь показывают свою высокую стойкость.
На европейских широтах корпуса FIBOX, вне всякого сомнения, можно использовать в системах, работающих на открытом воздухе. По истечении ряда лет возникнет слабое обесцвечивание, в частности, прозрачных материалов покрытий. Для исключения обесцвечивания рекомендуется установить защиту от солнечных лучей.
На тропических широтах материал серого цвета пригоден при условии его некоторого обесцвечивания. Это связано с тем, что для повышения устойчивости материала к УФ-излучению в сером ингредиенте используется TiO. Что касается прозрачного материала, пропускающего УФ-излучение, то с течением времени (через несколько лет) он не только желтеет, но и снижает свою высокую ударопрочность; см. ниже. Но помимо снижения ударопрочности при использовании прозрачных материалов, пропускающих УФ-излучение, под его действием могут детонировать компоненты внутри корпуса.
Поликарбонаты, использующиеся в корпусах FIBOX, были протестированы и утверждены компанией Underwriters Laboratories, США на соответствие стандарту UL 508 пар. 34; 16-22. Этот стандарт предусматривает тестирование в «погодомере» (интенсифицированное УФ-излучение в сочетании с брызгами воды) в течение 720 часов. После тестирования материалы должны сохранить 85% исходных параметров, в частности, эластичности, прочности на изгиб, ударопрочности, воспламеняемости и накаливания.
СТОЙКОСТЬК УФ-ИЗЛУЧЕНИЮ КОРПУСОВ FIBOX ИЗ ПЛАСТИКА ABS
Материалы ABS не рекомендуется использовать в системах, подверженных воздействию прямых солнечных лучей.
Корпуса из поликарбоната и ABS, фактически, не требуют технического обслуживания. Если они запылились, вымойте их водой с мылом. После использования моющего средства корпус необходимо тщательно промыть в холодной воде. Не пользуйтесь никакими растворителями.
Часто, покупая воду или напитки в пластиковой бутылке, мы рассчитываем на ее дальнейшее применение. Вот только не всегда это полезно для здоровья и все зависит от того материала, из которого она изготовлена.
Каждая пластиковая бутылка должна содержать на этикетке запись о том, какой тип пластика был применен при изготовлении. Это важно, ведь любой из них выделяет в жидкость химические вещества, которые обладают разной степенью опасности. Поэтому будьте внимательны при их выборе.
Примеры обозначения пластиковых бутылок
В скобках приведены аналоги обозначения
1 . PET (PETE)
Это маркировка одноразовых бутылок, которые могут выделять в содержащуюся жидкость тяжелые металлы и вредные вещества, оказывающие влияние на гормональный баланс человеческого организма.
ПЭТ наиболее часто применяется для таких целей, но важно помнить, что данный пластик рассчитан на ОДНОРАЗОВОЕ использование. В случае повторного применения такой пластиковой бутылки вы рискуете употребить некоторые щелочные вещества и большое количество бактерий, которые беспрепятственно размножаются в ПЭТах.
2 . HDP (HDPE)
Наиболее безопасный пластик, практически не выделяющий в содержимое бутылки вредных веществ. Все специалисты рекомендуют покупать воду именно в таких пластиковых бутылках, если это возможно.
Такой пластик безопасен и полезен для экологии, так как почти весь повторно перерабатывается. Он отличается жесткостью и используется при производстве емкостей для хранения молока, при изготовлении игрушек, тары для моющих средств и некоторых видов пластиковых пакетов.
3 . PVC (V)
Изделия из такого пластика выделяют в содержимое бутылки два опасных химических вещества, которые негативно влияют на гормональный баланс организма.
Пластик отличается гибкостью и часто применяется для хранения растительного масла, при изготовлении игрушек и блистерных упаковок для потребительских товаров. Он так же применяется при изготовлении сетевых компьютерных кабелей, пластиковых труб и деталей сантехники.
PVC-пластик не боится ни солнечного излучения, ни погодных условий. Поэтому используется в оконных рамах и садовых шлангах.
Рекомендация специалистов – воздержитесь от покупки бутылок из такого пластика, если есть другая альтернатива.
4 . LDPE
Такая пластиковая бутылка не выделяет в воду химических веществ, но это касается только воды . Он так же применяется для изготовления пластиковых пакетов, но в этом случае способен выделять опасные для сердечной мышцы вещества. Избегайте таких упаковок в продовольственных магазинах.
5 . PP
РР или пропилен можно отличить по белому или полупрозрачному цвету. Чаще используется в упаковках для йогурта и сиропов. Относительно безопасен для здоровья.
Полипропилен ценится за термоустойчивость, ведь при нагревании он не плавится.
6 . PS
PS или полистирол используется при изготовлении контейнеров для быстрого питания и кофейных стаканчиков. И это при том, что нагреваясь, он выделяет опасные химические соединения.
Все дело в его дешевизне, легкости и прочности, но он совершенно не подходит для хранения горячих напитков и еды .
7 . PC или пластик без специальных знаков
Поликарбонат — наиболее опасный вид пластика , хотя часто используется для изготовления пищевых контейнеров и бутылок для воды.
Хранить в емкостях из этого пластика воду и еду категорически нельзя, потому что он выделяет Бисфенол А – вещество, уничтожающее эндокринную систему и подавляющее выработку гормона эстрогена.
Из этого пластика наиболее часто изготовляются бутылки для воды и 19-литровые емкости, которые можно увидеть в любом офисе.
Есть и альтернативные мнения относительно Бисфенола-A (BPA). В 2010 году ВОЗ признала его безопасным, а еврокомиссия дала разрешения на его использование при изготовлении пищевых контейнеров, кроме детских бутылочек. Все объяснили недостаточными исследованиями этого пластика.
Несмотря на это, специалисты советуют :
— не использовать такие емкости в микроволновках, так как пластик выделяет ВРА (маркировка №7 на дне) при высокой температуре;
— не хранить в такой таре консервированную и особенно кислотную пищу. Покупать овощи, супы и другие продукты в таре с маркировкой №2;
— лучше использовать контейнеры из стали, стекла и фарфора. Особенно для горячих жидкостей и блюд.
Мне сразу же расхотелось носить с собой пластиковые бутылки с водой, без чего не обойдешься в жаркую погоду. Я приобрел для себя металлическую бутылку с завинчивающейся крышкой. Она легкая, не бьющаяся, ее удобно брать и на работу и на отдых. Купил я ее по этой ссылке на Aliexpress и не жалею. Даже самочувствие улучшилось.
Пластики прочно вошли в нашу жизнь, в том числе, они широко используются для хранения и упаковки напитков и продуктов. Используя пластиковые предметы в доме и особенно на кухне, следует помнить, что это может быть сопряжено с риском для вашего здоровья.
В свое время приведенная ниже информация побудила нашу семью перейти от использования широко распространенных многоразовых бутылок с водой, доставляемых на дом, к более дорогим одноразовым.(Правда, потом из соображений экологии отказались и от них).
Множество углеводородных соединений может просачиваться в еду или напитки из пластика, влияя на здоровье человека. Проникновение усиливается, если пластик контактирует с маслом и жиром в пище, при нагревании или если пластик старый и имеет царапины. Токсические вещества могут выделяться из поликарбоната, PVC и полистирола. Это не значит, что другие пластики полностью безопасны. Просто эти более изучены.
Что означает маркировка пластика?
PETE,или PET (Polyethylene Terephthalate Ethylene). Из него делают бутылки для воды, безалкогольных напитков типа Кока-Колы, соков, моющих средств, очищающих жидкостей.Хоть и считается одним из более безопасных видов пластика, тем не менее, содержит некоторые опасные вещества, концентрация которых в содержимом бутылки зависит от того, как долго вода или другая жидкость там находилась.Вы, наверное, замечали, что если долго носить с собой недопитую воду в такой бутылке, она начинает пахнуть пластмассой. Рекомендуется не использовать такие бутылки многократно. Этот пластик хорошо поддаётся переработке.
HDPE (High Density Polyethylene): полиэтилен высокой плотности. Используется в бутылках для отбеливателя, моющих средств и шампуня, а также в некоторых пластиковых пакетах. Считается одним из более безопасных видов пластика. Поддаётся переработке.
PVC (Polyvinyl hloride): поливинилхлорид. Используется в изготовлении пищевой плёнки, некоторых бутылок, в том числе из-под моющих средств и очистителя стекол. Этот тип пластика опасен как для здоровья, так и для окружающей среды. Это также наименее годный для переработки пластик. Пищевая плёнка из поливинилхлорида может выделять токсичные вещества, поэтому лучше не допускать её прямого контакта с пищей.
LDPE (Low Density Polyethylene): полиэтилен низкой плотности. Используется в пакетах с ручками, в которые пакуют продукты в магазинах, в большинстве пластиковых оберток и некоторых бутылках. Считается одним из более безопасных видов пластика.
PP (Polypropylene): полипропилен. Используется в контейнерах для йогурта, трубочках для питья и полупрозрачных пластиковых контейнерах, включая бутылочки для младенцев. Считается одним из более безопасных видов пластика.
PS (Polystyrene): полистирол. Используется в пищевых поддонах, контейнерах для яиц и готовой пищи, упаковке для мяса, рыбы, сыров, стаканчиках для кофе и другой одноразовой посуде. Выделяет токсичные стиролы (особенно при нагревании). Было обнаружено воздействие на нервную систему у рабочих, которые длительно контактируют с этим типом пластика при его производстве. В исследованиях на животных выявлено воздействие на клетки крови, печень, почки и желудок. (Помимо пищевых контейнеров, мы сталкиваемся с этими веществами при пассивном курении).
Чаще всего – PC (polycarbonate). Используется во многих бутылочках для младенцев, бутылках для воды, в том числе – больших бутылях, стоящих в офисных кулерах и популярных в домах; «спортивных» бутылках для воды, во внутреннем покрытии металлических консервных банок, в некоторой пластиковой посуде.
Поликарбонатный пластик опасен тем, что может выделять бисфенол А (BPA) – вещество, которое имитирует действие человеческого гормона эстрогена. BPA вызывает рост раковых клеток предстательной железы; у мышей — изменения тканей молочной железы, которые сходны с ранними стадиями рака молочной железы как у мышей, так и у человека. Выявлена связь между дисфункцией яичников и высокими уровнями BPA в моче.
Раннее влияние BPA может вызывать генетические повреждения. У мышей он приводит, причем в малых концентрациях, к хромосомным аномалиям, которые могут вести к спонтанным выкидышам и порокам развития. Что касается людей, то есть исследование, демонстрирующее, что женщины, у которых были повторные выкидыши, имели уровень BPA в крови в три раза превышающий таковой у женщин, у которых выкидышей не было. Из 115 опубликованных исследований на животных, 81 % выявили значимое воздействие даже низких концентраций BPA. При этом прослеживается любопытная закономерность: это воздействие выявлено в ходе свыше 90% исследований, финансируемых правительством (имеется в виду правительство США), но ни в одном из 11 исследований, спонсируемых индустрией.
Вредоносные эффекты BPA включают в себя:
Раннее половое созревание и стимуляция развития молочных желез у женщин
Изменения полового поведения
Изменения в уровне гормонов, в том числе – уменьшение уровня тестостерона (мужской половой гормон)
Гиперплазия предстательной железы
Снижение продукции спермы
Нарушение функции иммунитета
Поведенческие расстройства, включая гиперактивность, повышенную
агрессивность, снижение обучаемости.
И это далеко не полный список. Недавнее исследование, опубликованное в журнале Pediatrics, выявило связь между высоким уровнем BPA в моче и повышенным риском ожирения у детей 6-18 лет (Pediatrics 2013;132:pp637–645).
Важно: некоторые новые виды безопасного, а также биоразлагаемого пластика также могут маркироваться как 7 тип, но при этом обычно дается дополнительная информация. Поэтому не все виды «семёрок» опасны. Например, чтобы брать воду с собой, мы купили многоразовые бутылки с маркировкой 7-OTHER, то есть, «другое», не поликарбонат.
Рекомендации по безопасности.
Исключите использование пластиковых контейнеров для разогревания пищи в микроволновке. Имейте в виду, что маркировка “microwave safe”не означает, что из пластика не будут просачиваться вредные вещества.
Избегайте использования пластиковой плёнки, особенно для разогревания в микроволновке. Если используете пластиковую плёнку, убедитесь, что она не соприкасается с пищей.
По возможности избегайте регулярно пить бутилированную воду.
Если вы все-таки используете бутилированную воду, учитывайте тип пластика. Для того, чтобы уменьшить выход бисфенола А при использовании поликарбонатной бутылки (7 тип пластика), не наливайте в нее теплую и горячую жидкость. Бутылка не должна быть старая и поцарапанная.
Бутылки из пластика 1 и 2 типа рекомендуются только для однократного применения. Также не следует держать бутылку на солнце или допускать её нагревания. Не используйте агрессивные моющие средства для мытья бутылок и контейнеров, чтобы не повредить пластик и не увеличить проникновение в воду химикатов.
Детские бутылочки и поильники могут быть из поликарбонатного пластика (самый неблагоприятный вариант). Это либо маркировка 7 PC, либо может не быть маркировки. Вы можете точнее узнать о типе пластика на сайте компании-производителя.
Соски для младенцев производят обычно из силикона или латекса. Силиконовые соски светлее латексных и более безопасны. Латексные могут выделять канцерогенные вещества.
Что касается нашей семьи, то мы сейчас вернулись к старому доброму фильтрованию водопроводной воды.
Готовя этот пост, я не ставил себе цель исчерпывающе осветить эту тему. Моя задача была скромнее: привлечь внимание к этой проблеме тех, кто еще об этом не задумывался. Если у вас появилось ощущение: жить вообще опасно, и как обойтись без пластика, если он повсюду, подумайте о том, что каких-нибудь лет 50 назад им вообще в быту не пользовались. И, в сущности, не так уж трудно избегать особо опасных видов пластика, особенно если речь идёт о регулярном использовании.
Тот материал, Smart Plastics Guide, который лег в основу этого поста (я его перевел, немного сократил, дополнил другими источниками), вы можете скачать на сайте организации INSTITUTE FOR AGRICULTURE AND TRADE POLICY. Вот ссылка: http://www.iatp.org/search/node/plastics
А здесь вы можете узнать еще массу нового о бисфеноле А (на русском языке): http://www.nuby.com.kz/articles/show/id/2.html.
Вот хороший обзор Совета по охране окружающей среды штата Орегон: http://www.oeconline.org/resources/livinggreen/pdfs/translated-eco-healthy-tips/russian/RU%20Plastics%20%20Plastic%20Toys.pdf/view(на русском языке).
В статье Раздельный сбор мусора. Реальный опыт нашей семьи мы рассказываем подробнее о переработке пластика и других видов вторсырья, а также о том, как мы сами собираем и сдаём мусор на переработку.
Поликарбонат | Свойства пластика ПК и его применение
Поликарбонат (ПК) представляет собой аморфный прозрачный пластик, подходящий для промышленного строительства. Этот универсальный термопластичный полимер прост в обработке и имеет множество применений в различных отраслях. ПК-пластик в основном используется для медицинских устройств и деталей, но также может использоваться в качестве более прочного заменителя стекла.
Поликарбонат в стандартной комплектации не устойчив к УФ-излучению и царапинам. Однако существуют версии, устойчивые к ультрафиолетовому излучению и имеющие дополнительный слой, устойчивый к царапинам. На ПК также доступно покрытие, защищающее от электростатического разряда, которое предотвращает риск электростатического разряда.
Поликарбонат (ПК) свойства
Поликарбонат обладает высокой ударопрочностью и светопроницаемостью. Кроме того, этот технический пластик устойчив к высоким температурам и легко поддается изменению формы. Свойства поликарбоната:
Высокая ударопрочность – как минимум в 250 раз прочнее стекла
Светопропускание
Легко формуется
Подходит для интенсивного использования
Устойчивость к высоким температурам
Гибкость
Простота обработки
Возможность нанесения УФ- и устойчивого к царапинам слоя
Возможность нанесения антистатического покрытия
Применение поликарбоната (ПК) в пластике
Поликарбонат — идеальный вид пластика для таких процессов, как склеивание, формование и сварка. Можно даже сказать, что работа с поликарбонатом для наших специалистов по пластику – это пустяк. ПК-пластик особенно подходит для интенсивного использования или при соблюдении высоких стандартов качества или безопасности. BKB Precision имеет большой опыт в реализации пластиковых приложений для ПК, в том числе:
Компоненты для МРТ-сканирования
Сборка дверей и защитных кожухов для медицинской и пищевой промышленности
Другие виды компонентов машин
Прототипы
BKB Precision имеет многолетний опыт обработки поликарбоната для прецизионных деталей. Наши специалисты по пластику не имеют себе равных в своем опыте и навыках точного формования, склеивания и сварки пластика для ПК.
Наш высокотехнологичный станочный парк позволяет изготавливать поликарбонатные прототипы по запросу. Наша цель – избавить каждого клиента от беспокойства благодаря нашим знаниям о технических пластмассах.
Вопросы о поликарбонате (ПК)?
Хотите знать, подходит ли поликарбонат для вашего проекта? Или у вас есть другие вопросы по обработке поликарбоната? Тогда, пожалуйста, не стесняйтесь обращаться к нам через нашу контактную форму или по телефону. Наши специалисты по пластику для ПК будут рады сообщить вам об особых свойствах поликарбоната и многом другом.
Поликарбонат (ПК) представляет собой естественно прозрачный аморфный термопласт. Хотя они доступны в продаже в различных цветах (возможно, полупрозрачные, а возможно, и нет), исходный материал обеспечивает внутреннюю передачу света почти с той же способностью, что и стекло. Поликарбонатные полимеры используются для производства различных материалов и особенно полезны, когда требуется ударопрочность и/или прозрачность (например, в пуленепробиваемом стекле). ПК обычно используется для пластиковых линз в очках, медицинских устройствах, автомобильных компонентах, защитном снаряжении, теплицах, цифровых дисках (CD, DVD и Blu-ray) и светильниках для наружного освещения. Поликарбонат также обладает очень хорошей термостойкостью и может комбинироваться с огнезащитными материалами без существенной деградации материала. Поликарбонатные пластики являются конструкционными пластиками в том смысле, что они обычно используются для более надежных и прочных материалов, таких как ударопрочные «стеклоподобные» поверхности.
На следующей диаграмме показана относительная ударная вязкость поликарбоната по сравнению с ударной вязкостью других широко используемых пластиков, таких как АБС, полистирол (ПС) или нейлон.
Изображение взято с сайта ptsllc.com
Еще одна особенность поликарбоната заключается в том, что он очень гибкий. Как правило, его можно формовать при комнатной температуре без растрескивания или разрушения, подобно алюминиевому листовому металлу. Хотя деформация может быть проще с применением тепла, даже небольшие угловые изгибы возможны без него. Эта характеристика делает листовой поликарбонат особенно полезным при создании прототипов, когда листовой металл нежизнеспособен (например, когда требуется прозрачность или когда требуется непроводящий материал с хорошими электроизоляционными свойствами).
Каковы характеристики поликарбоната?
Теперь, когда мы знаем, для чего он используется, давайте рассмотрим некоторые ключевые свойства поликарбоната. ПК классифицируется как «термопласт» (в отличие от «термореактивного»), и название связано с тем, как пластик реагирует на тепло. Термопластичные материалы становятся жидкими при температуре их плавления (155 градусов Цельсия в случае поликарбоната). Основным полезным свойством термопластов является то, что их можно нагревать до точки плавления, охлаждать и снова нагревать без существенной деградации. Вместо сжигания термопласты, такие как поликарбонат, сжижаются, что позволяет легко формовать их под давлением, а затем перерабатывать.
Термореактивные пластмассы, напротив, можно нагревать только один раз (обычно в процессе литья под давлением). Первый нагрев вызывает схватывание термореактивных материалов (аналогично двухкомпонентной эпоксидной смоле), что приводит к химическому изменению, которое невозможно обратить. Если вы попытаетесь нагреть термореактивный пластик до высокой температуры во второй раз, он просто сгорит. Эта характеристика делает термореактивные материалы плохими кандидатами на переработку.
Поликарбонат также является аморфным материалом, что означает, что он не обладает упорядоченными характеристиками кристаллических твердых тел. Обычно аморфные пластики демонстрируют тенденцию к постепенному размягчению (т. е. они имеют более широкий диапазон между температурой стеклования и температурой плавления), а не демонстрируют резкий переход от твердого состояния к жидкому, как в случае с кристаллическими полимерами. Наконец, поликарбонат представляет собой сополимер в том смысле, что он состоит из нескольких различных типов мономеров в сочетании друг с другом.
Почему так часто используется поликарбонат?
Поликарбонат — невероятно полезный пластик для применений, требующих прозрачности и высокой ударопрочности. Это более легкая альтернатива стеклу и естественный УФ-фильтр, поэтому его часто используют в очках. В Creative Mechanisms мы использовали поликарбонат в ряде приложений в различных отраслях. Вот несколько примеров:
прозрачные окна на прототипах
цветные тонированные полупрозрачные прототипы
прозрачные тубы для прототипов спортивного инвентаря
рассеиватели и световоды для светодиодов
прозрачные формы для литья уретана и силикона
3D-печатные модели для применения в условиях высоких температур, когда АБС-пластик не используется
защита машин
Мы видели, как тонированный поликарбонат используется для уменьшения бликов (например, для покрытия светящихся знаков на шоссе). Компании, которые производят этот тип продукции, часто наносят тонированный поликарбонат на переднюю часть своих вывесок, чтобы защитить светодиоды и уменьшить блики.
Какие бывают виды поликарбоната?
По данным AZO Materials, поликарбонат был одновременно разработан в середине 20-го века компаниями GE в США и Bayer в Германии. В современную эпоху его производит большое количество фирм, каждая из которых обычно имеет свой собственный производственный процесс и уникальную формулу. Торговые наименования включают хорошо известные варианты (или «смолы»), такие как Lexan® от SABIC или Makrolon® от Bayer MaterialScience. Полный список производителей материалов вы можете посмотреть здесь.
Доступны различные промышленные марки поликарбоната. Большинство из них называются общим названием (поликарбонат) и обычно различаются по количеству армирующего стекловолокна, которое они содержат, и по разнице в текучести расплава между ними. Некоторые поликарбонаты имеют такие добавки, как «стабилизаторы ультрафиолета», которые защищают материал от длительного воздействия солнца. Поликарбонат, пригодный для литья под давлением, может включать другие добавки, такие как смазки для форм, которые смазывают материал во время обработки. Готовый поликарбонат обычно продается в виде цилиндров, стержней или листов.
Как делают ПК?
Поликарбонат, как и другие пластмассы, начинается с перегонки углеводородного топлива в более легкие группы, называемые «фракциями», некоторые из которых объединяются с другими катализаторами для производства пластмасс (обычно путем полимеризации или поликонденсации). Подробнее о процессе можно прочитать здесь.
ПК для разработки прототипов на станках с ЧПУ и 3D-принтерах:
ПК доступен в листовом и круглом прокате, что делает его хорошим кандидатом для процессов субтрактивной обработки на фрезерном или токарном станке. Цвета обычно ограничены прозрачным, белым и черным. Детали, изготовленные из чистого материала, обычно требуют некоторой последующей обработки для удаления следов инструмента и восстановления прозрачности материала.
Поскольку поликарбонат является термопластичным материалом, некоторые 3D-принтеры могут печатать на ПК с использованием процесса FDM. Материал приобретается в виде нити, а 3D-принтер нагревает и укладывает нить в желаемую трехмерную форму. ПК для 3D-печати обычно ограничивается белым цветом. Смеси ПК/АБС также доступны для 3D-печати на машине FDM.
Является ли ПК токсичным?
Существует вероятность того, что некоторые типы поликарбоната могут быть опасны при контакте с пищевыми продуктами из-за высвобождения бисфенола А (BPA) во время гидролиза (разложение из-за контакта материала с водой)1. Наиболее часто производимые типы поликарбоната создаются комбинацией BPA и COCl2, однако существуют поликарбонаты, не содержащие BPA, которые стали особенно востребованными для применения в скоропортящихся продуктах питания или воде.
Было проведено около 100 исследований BPA, и результаты несколько противоречивы, поскольку было показано, что существует корреляция между источником финансирования и оценкой риска. Большинство исследований, финансируемых государством, показали, что BPA представляет опасный риск для здоровья, в то время как многие исследования, финансируемые промышленностью, показали, что медицинские риски ниже или отсутствуют. Несмотря на противоречивые исследования негативного воздействия BPA, определенные типы поликарбоната связаны с его высвобождением. Это привело к появлению продуктов из поликарбоната, «не содержащих бисфенол-А» (которые обычно демонстрируются на потребительских товарах, таких как консервные банки).
Каковы недостатки поликарбоната?
Хотя поликарбонат известен своей высокой ударопрочностью, он очень чувствителен к царапинам. По этой причине прозрачные поверхности, такие как поликарбонатные линзы в очках, обычно покрываются защитным слоем, устойчивым к царапинам.
Инструмент, созданный по новейшей технологии BRUSHLESS, имеет улучшенные (по сравнению со щеточными моделями) характеристики, меньший вес и большую надежность. Высокая производительность и удобство эксплуатации обеспечивают отличные эксплуатационные характеристики
Применение
Для сверления, бурения, долбления в бетоне, перемешивания ЛКМ при установке соответствующего расходного инструмента
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Решение для самых сложных задач теперь и в аккумуляторном исполнении. Новый перфоратор KHA 18 LTX BL 40 для ударного бурения и долбления, отличается максимально высокой производительностью бурения и большим сроком службы. Благодаря самой высокой скорости бурения и максимально высокой производительности может быть решена любая задача. Виброзащита обеспечивается благодаря Metabo VibraTech MVT с двойной амортизацией.
Самая быстрая скорость бурения
Максимальная мощность разрушения благодаря бесщеточному двигателю и оптимизированному мощному ударному механизму
с помощью Metabo VibraTech (MVT) с двойной амортизацией
Не требует техобслуживания благодаря бесщеточной технологии: никакие угольные щетки больше не требуются
Прочный корпус из литого алюминия защищает двигатель и редуктор
Самая быстрая скорость бурения
Максимальная мощность разрушения благодаря бесщеточному двигателю и оптимизированному мощному ударному механизму
с помощью Metabo VibraTech (MVT) с двойной амортизацией
Не требует техобслуживания благодаря бесщеточной технологии: никакие угольные щетки больше не требуются
Прочный корпус из литого алюминия защищает двигатель и редуктор
Сверление, бурение и долбление без подсоединения кабеля
С помощью аккумуляторных перфораторов Metabo на 18 В можно сверлить в бетоне отверстия диаметром максимально 24 мм. Оба больших аккумуляторных комбинированных перфоратора, KHA 36-18 LTX 32 и KHA 36 LTX позволяют без проблем сверлить в бетоне отверстия диаметром даже 32 мм. Таким образом, аккумуляторные перфораторы можно использовать вместе с работающими от сети перфораторами и отбойными молотками SDS-plus. Оснащенные мощным ударным механизмом, аккумуляторные перфораторы обеспечивают высокую энергию единичного удара для непрерывного сверления в бетоне и каменной кладке. Аккумуляторные комбинированные перфораторы с отключением вращения можно использовать и для долбления. Почти все аккумуляторные комбинированные перфораторы работают от аккумуляторного блока на 18 В. Кроме аккумуляторного перфоратора KHA 36-18 LTX 32, который использует два аккумуляторных блока на 18 В, имеется практически такой же по конструкции перфоратор KHA 36 LTX, работающий с одним аккумуляторным блоком на 36 В.
Сверление без пыли в бетоне, камне и каменной кладке
В закрытых помещениях или в зонах, чувствительных к пыли, требуется сверление без пыли. Для такой области применения существует аккумуляторный комбинированный перфоратор KHA 18 LTX BL 24 Quick. Он имеет встроенный адаптер для отсасывания, позволяющий сверлить без пыли. Компактное устройство для удаления пыли ISA 18 LTX 24 быстро монтируется на аккумуляторном перфораторе без использования инструмента. Оно имеет фильтр HEPA, который при сверлении улавливает даже мельчайшие частицы пыли. При таком активном удалении пыли производительность сверления сохраняется на уровне 100 %. В течение 3 секунд работы аккумуляторного перфоратора по инерции после выключения из отверстия удаляются остатки пыли. Этот аккумуляторный комбинированный перфоратор с устройством удаления пыли незаменим при выполнении работ выше уровня головы. Устройство удаления пыли ISA 18 LTX 24 можно заказать в качестве принадлежности и установить дополнительно.
Принадлежности Metabo SDS-plus для перфораторов и отбойных молотков
Благодаря использованию держателя инструментальных насадок SDS-plus для аккумуляторных перфораторов рабочий инструмент можно сменить молниеносно быстро. Снять бур, установить зубило, и работу можно продолжить. Для получения отличного результата большое значение имеет не только перфоратор, но и качество используемого рабочего инструмента. Компания Metabo предлагает широкий выбор высококачественных буров SDS-plus и зубил SDS-plus. Для сверления и долбления на выбор предлагаются инструменты различного класса качества с различными свойствами, отвечающие необходимым требованиям. Сверла стандартных диаметров также доступны в виде сформированных наборов в соответствующем классе качества. Quick-перфораторы пригодны также для сверления в дереве и металле. Ударопрочный патрон можно без использования инструмента заменить входящим в комплект поставки быстрозажимным сверлильным патроном с цилиндрическим хвостовиком. Таким образом можно надежно зажать и использовать любое обычное цилиндрическое сверло по дереву или сверло по металлу.
Откройте для себя свободу работы без кабеля — теперь независимо от изготовителя!
Аккумуляторные комбинированные перфораторы Metabo класса 18 В могут работать с любым аккумуляторным блоком Metabo на 18 В. Поскольку ударное сверление и долбление очень трудоемкие операции, рекомендуется использовать аккумуляторные блоки LiHD с высокомощными аккумуляторными ячейками. Однако можно использовать и обычные аккумуляторные блоки Li-Power. Можно ли поочередно использовать различные аккумуляторные блоки Metabo с разными значениями емкости? Без проблем при 100-процентной совместимости в пределах одного класса по напряжению. Разумеется, их можно заряжать и готовить к работе с помощью тех же зарядных устройств. Теперь можно использовать и аккумуляторные блоки других ведущих брендов партнеров CAS. CAS означает «Cordless Alliance System», наиболее производительную аккумуляторную систему на мировом рынке. Более подробная информация приведена на сайте www.cordless-alliance-system.com
Makita XPP01T1K 18V LXT® Lithium-Ion Cordless 5/16″ Metal Ho
Makita XPP01T1K 18V LXT® Lithium-Ion Cordless 5/16″ Metal Ho
Ваша цена: 2650,00 долларов США
Розничная цена: 3998,00 долларов США
Ваша экономия: 1348,00 долларов США (34%)
Номер детали: XPP01T1K
Доступность: В наличии Заказы $75+ Доставка бесплатно
Пожалуйста, заполните поля ниже, чтобы отправить другу ссылку на этот продукт. Ваш друг получит от вас электронное письмо со ссылкой на наш сайт.
Ваше имя: *
Ваш адрес электронной почты: *
Имя друга: *
Электронная почта друга: *
На заметку другу:: *
Проверка: *
Введите слово выше…
Описание
Makita XPP01T1K Комплект литий-ионного аккумуляторного дырокола LXT® 18 В для металла 5/16″
Пробивайте отверстия в металле ¼ дюйма менее чем за 5 секунд с помощью комплекта литий-ионного дырокола 18 В LXT® 5/16″ (XPP01T1K) . XPP01T1K позволяет пробивать отверстия с полной беспроводной мобильностью. Он может пробивать до 180 отверстий диаметром 20 мм (25/32 дюйма) в стали толщиной 15/64 дюйма с аккумулятором LXT 5,0 Ач 18 В. Механизм остановки пуансона автоматически убирает матрицу после завершения пуансона, чтобы быстро продолжить работу. Для некоторых приложений пробивка отверстий стала быстрой и легкой! Эргономичная рукоятка поворачивается на 360°, обеспечивая оптимальное позиционирование в различных местах. Он имеет прорезиненную мягкую рукоятку для повышения комфорта при работе и удобную боковую рукоятку для дополнительной поддержки. XPP01T1K идеально подходит для производства, ОВКВ, сантехники, электрики, механики и многих других применений. Он является частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире системы аккумуляторных инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов слайд-типа. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве.
Характеристики
Литий-ионный аккумулятор Makita 18V LXT® обеспечивает полную беспроводную мобильность пробивки отверстий без проводов
Пробивает до (180) отверстий диаметром 25/32″ в стали толщиной 15/64″ Аккумулятор LXT® 5,0 Ач, 18 В
Механизм остановки пуансона автоматически втягивает матрицу после завершения пуансона, чтобы быстро продолжить работу
Рукоятка поворачивается на 360°, обеспечивая оптимальное позиционирование в различных местах
Регулируемая направляющая по глубине позволяет регулировать положение пуансона до 1-37/64″ (40 мм) от края заготовки
Максимальная толщина металлического листа 5/16″ из обычной стали и 15/64″ из нержавеющей стали
Быстрая и легкая скорость пробивки отверстий менее чем за 5 секунд job
Встроенный светодиод. свет освещает рабочую зону
Рычаг возврата позволяет втягивать пуансон в середине операции
Полностью металлические шестерни и корпус шестерни для максимальной долговечности на рабочей площадке
Удобная боковая ручка для дополнительной поддержки
Весит всего 23,8 фунта. с аккумулятором для снижения утомляемости оператора
Литий-ионный аккумулятор 18 В LXT® 5,0 Ач BL1850B полностью заряжается менее чем за 45 минут
Оснащен компьютерным управлением Star Protection™ для защиты от перегрузки, чрезмерной разрядки и перегрева
Rapid Optimum Зарядное устройство обменивается данными со встроенным чипом аккумулятора на протяжении всего процесса зарядки, чтобы оптимизировать срок службы аккумулятора за счет активного контроля тока, напряжения и температуры
Технология Makita обеспечивает наилучшее в своем классе время зарядки, благодаря чему батарея работает дольше и меньше времени находится в зарядном устройстве
Совместимость с литий-ионными батареями Makita 18 В со звездочкой
3-летняя ограниченная гарантия на инструмент, аккумулятор и зарядное устройство
Используйте только оригинальные аккумуляторы и зарядные устройства Makita
*Испытано на низкоуглеродистой стали с пределом прочности на разрыв 65 000 фунтов на квадратный дюйм с литий-ионным аккумулятором BL1830B 18 В LXT® 3,0 Ач
Включает
(1) 18 В LXT® 5/16 дюйма металлическое отверстие Перфоратор (XPP01ZK)
(1) 18 В LXT®, литий-ионный, 5,0 Ач Батарея (BL1850B)
(1) 18 В LXT® Lithium-Ion Rapid Оптимальное зарядное устройство (DC18RC)
Получайте обновления продуктов, включая информацию о распродажах и предложениях
Подписаться
Отписаться
Ой! Введенный адрес электронной почты недействителен.
Уухуууууууууууууууууууууууууууууу Вы успешно подписались.
Хорошо! Вы отписались.
ВЕРХ
Пароль
Сбросить мой пароль
Makita USA — Подробная информация о продукте — XPP01ZK
XPP01ZK
18 В LXT® Lithium‑Ion Cordless 5/16″ Металлический дырокол, только инструмент
О характеристиках модели Включает спецификации Ресурсы и материалы, связанные с
ПОРТАТИВНОСТЬ: Полная беспроводная мобильность при пробивке отверстий без шнура
ВМЕСТИМОСТЬ: максимальная толщина металлического листа 5/16″ для обычной стали и 15/64″ для нержавеющей стали
ПРОИЗВОДИТЕЛЬНОСТЬ: механизм остановки пуансона автоматически убирает матрицу после завершения пуансона
УДОБСТВО: Рукоятка поворачивается на 360°, обеспечивая оптимальное положение в различных местах
ВКЛЮЧАЕТ: Чемодан для инструментов (аккумулятор и зарядное устройство не входят в комплект)
LXT® Lithium-Ion
Пользователи инструментов, которые отключают шнур с помощью Makita 18V LXT®, получают новый уровень удобства, эффективности и производительности. Makita создала категорию аккумуляторных инструментов на 18 В с литий-ионным аккумулятором в 2005 году, и сегодня это самая большая в мире линейка аккумуляторных инструментов на 18 В. Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить проводные устройства по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
Компьютерные элементы управления Star Protection™
Аккумуляторные инструменты Makita разработаны для промышленного применения и обеспечивают дополнительную защиту при выполнении самых сложных работ. Компания Makita создала устройства STAR Protection Computer Controls™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и аккумулятору обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева. Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.
О модели
Пробивайте отверстия в металле ¼ дюйма менее чем за 5 секунд с помощью 18-вольтового литий-ионного аккумуляторного дырокола LXT® 5/16 дюйма, только инструмент (XPP01ZK). Пробейте до 180 отверстий диаметром 20 мм (25/32 дюйма) в стали толщиной 15/64 дюйма с помощью аккумулятора LXT емкостью 5,0 Ач, 18 В (продается отдельно). Механизм остановки перфоратора автоматически отводит матрицу после завершения перфорации, чтобы быстро продолжить работу. Для некоторых приложений пробивка отверстий стала быстрой и легкой!
Эргономичная рукоятка поворачивается на 360°, обеспечивая оптимальное положение в различных местах. Он имеет прорезиненную мягкую рукоятку для повышения комфорта при работе и удобную боковую рукоятку для дополнительной поддержки.
XPP01ZK идеально подходит для производства, ОВКВ, сантехники, электрики, механики и многих других применений.
Это часть расширяющейся системы Makita 18V LXT®, крупнейшей в мире аккумуляторной системы инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов скольжения. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве.
Для повышения производительности инструмента и продления срока службы батареи компания Makita создала Star Protection Computer Controls™. Star Protection — это коммуникационная технология, которая позволяет инструменту и аккумулятору, оснащенным Star Protection, обмениваться данными в режиме реального времени и отслеживать условия во время использования для защиты от перегрузки, чрезмерной разрядки и перегрева. Для повышения универсальности инструмент также может питаться от литий-ионных аккумуляторов Makita® 18V LXT® с символом звездочки на аккумуляторе, указывающим на защиту звездочки внутри.
Характеристики
Литий-ионный аккумулятор Makita 18V LXT® обеспечивает полную беспроводную мобильность перфорации без шнура
Пробивает до (180) отверстий диаметром 25/32 дюйма в стали толщиной 1/4 дюйма с помощью батареи LXT® 5,0 Ач 18 В (батарея не входит в комплект)*
Механизм остановки пуансона автоматически убирает матрицу после завершения пуансона, чтобы быстро продолжить работу
Рукоятка поворачивается на 360°, обеспечивая оптимальное положение в различных местах
Регулируемая направляющая глубины позволяет регулировать положение пуансона на расстоянии до 1-37/64″ (40 мм) от края заготовки
Максимальная толщина металлического листа 5/16″ для обычной стали и 15/64″ для нержавеющей стали
Рычаг возврата позволяет втягивать пуансон в середине операции
Быстрая и легкая пробивка отверстий менее чем за 5 секунд
Эргономичная пистолетная рукоятка с прорезиненной мягкой накладкой обеспечивает повышенный комфорт при работе
Встроенный светодиод. свет освещает рабочую зону
Полностью металлические шестерни и корпус редуктора для максимальной долговечности на рабочей площадке
Удобная боковая ручка для дополнительной поддержки
Весит всего 23,8 фунта. с батареей для снижения утомляемости оператора (батарея не входит в комплект)
3 года ограниченной гарантии
Используйте только оригинальные аккумуляторы и зарядные устройства Makita
*Испытано на низкоуглеродистой стали с пределом прочности на растяжение 65 000 фунтов на квадратный дюйм с литий-ионным аккумулятором BL1830B 18 В LXT® 3,0 А·ч
Высота слоя — это, собственно, высота каждого слоя пластика, экструдированного, вулканизированного или спеченного на 3D принтере. Этот параметр настраивается с помощью вашего слайсера и оказывает гораздо большее влияние на окончательную напечатанную 3D модель, чем может показаться на первый взгляд. При правильном использовании этот параметр увеличит скорость, разрешение и качество 3D печати в целом.
Высота слоя 3D печати обычно измеряется в микронах. Один микрон эквивалентен 0,001 мм.
На что следует обратить внимание, играя с высотой слоя на принтерах FDM: более тонкий вертикальный слой приводит к более толстой горизонтальной линии, а более толстый вертикальный слой приводит к более тонкой горизонтальной линии. Это может снизить точность в горизонтальной плоскости, особенно в небольших движущихся деталях.
Различные принтеры имеют разное максимальное разрешение высоты слоя. Стандартная минимальная высота обычно составляет от 50 до 100 микрон (от 0,05 до 0,1 мм). Более дешевые 3D принтеры обычно не обладают такой высокой точностью. В таких принтерах, как, например, Anet A8, минимальная высота слоя составляет 100 микрон (0,1 мм). Поэтому при покупке 3D принтера следует учитывать минимальную высоту слоя.
SLA и лазерные 3D принтеры обычно имеют гораздо меньший минимум по сравнению с принтерами FDM, что объясняет безумно детализированные модели, которые можно на них напечатать.
Оптимизируем скорость 3D печати
Одна из наиболее распространенных причин изменения настроек высоты слоя 3D принтера — увеличение скорости 3D печати. Большая высота слоя означает, что принтеру не нужно печатать большое слоев для достижения одинаковой общей высоты, что приводит к гораздо более быстрой 3D печати.
Как правило, увеличение высоты слоя снижает разрешение и качество печати. Таким образом, этот «прием» лучше подходит для больших 3D моделей, где детали крупного плана будут либо проигнорированы, либо исправлены во время любой постобработки.
Высота слоя может быть оптимизирована для каждой модели отдельно, чтобы достичь максимальной скорости печати при сохранении определенного разрешения. Тем не менее, это то, что следует оценивать индивидуально для каждого 3D принтера, поскольку для эффективной 3D печати придется поиграться с настройками.
Увеличиваем разрешение
Малоизвестный факт в сообществе 3D печати: большинство 3D принтеров имеют более высокое разрешение по вертикали, чем по горизонтали. Почему? Ходовые винты обеспечивают вашему 3D принтеру гораздо более точное вертикальное положение, чем приводные ремни, используемые для других осей. Таким образом, принтер может создавать более четкие модели в вертикальной плоскости, чем в горизонтальной.
Это одна из причин, почему что модель «Fillenium Malcon» от aaskedall так популярен (среди энтузиастов «Звездных войн»). Именно из-за наличия таких удивительных деталей, которые можно реализовать на огромном количестве 3D принтеров.
Более низкая высота слоя на вашем 3D принтере, конечно, замедлит печать, но принтер будет наносить больше слоев для данной высоты, что позволяет получить гораздо более высокую детализацию.
Сглаживаем поверхность
Еще одно использование экстремальной детализации, доступной при меньшей высоте слоя, — это сглаживание 3D моделей. При меньшей высоте слоя они становятся менее заметными, а детали становятся более гладкими. При увеличении высоты слоя поверхность модели становится шероховатой, а слои отчетливо видны.
Обладая этими знаниями, вы можете гарантировать, что детали, требующие очень гладкой отделки (например, оси или валы) будут максимально гладкими за счет уменьшения высоты слоя 3D печати. Как вы, наверное, догадались, это увеличивает детализацию, но снижает скорость 3D печати, поэтому учитывайте это при печати больших 3D моделей.
Разработчики слайсеров заметили этот момент, и программное обеспечение PrusaSlicer даже добавило настройку для увеличения гладкости печати за счет изменения высоты слоя. Ну а для получения дополнительной информации о том, как сглаживать модели, можете ознакомится с этим руководством по сглаживанию PLA.
Тонкости 3D-печати. Часть 2. Теория и практика.
Продолжаю серию статей начатую частью, посвященной полимерам. Данная часть будет посвящена теории и практике 3D печати, и я постараюсь раскрыть те вопросы, которые возникают, когда на практике получается не совсем то, о чем, казалось бы, теоретически известно.
Для начала немного вроде бы известной всем и каждому элементарной теории FDM печати 🙂
Казалось бы, что может быть проще? Есть пруток на катушке, который поступает в волшебный хотэнд, где плавится и понемногу, как зубная паста из тюбика намазывается слоями. В ходе этого процесса и растет наша распечатка. Вроде все просто, да не совсем.
Дело в том, что как только пластиковый пруток начинает нагрев в канале хотэнда, он начинает расширяться. Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем.
В конце первой части статьи ‘Полимеры’, я уже рассматривал этот вопрос и дал общий совет: не греть пластик сверх необходимой для достижения хорошей адгезии между слоями температуры, так как усадка нагретого пластика тем сильнее, чем выше температура печати. Для каждого из пластиков, используемых в 3D печати эта температура конечно же своя и находится экспериментальным путем в том температурном диапазоне, который указан производителем прутка на упаковке.
Почему бы производителю не указать конкретную идеальную температуру?
Дело в том, что мы все используем печать для самых разных, порой, очень причудливых целей! Кому-то нужна высочайшая детализация при печати небольших объектов, а кто-то печатает конечные изделия весьма приличных размеров. Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
И очень важно понять для себя, что же ты хочешь получить, так как полный набор этих свойств получить бывает довольно проблематично. Не все печатают для себя и для своих целей, многие печатают и под заказ, и вот тут следует очень хорошо владеть и теорией и практикой печати, и даже быть в некоторой степени материаловедом, чтобы предложить заказчику тот материал, модель и способ печати, который максимально его устроит в виде готового результата.
В целом, чем меньше температура печати конкретным пластиком, тем выше детализация, которую можно получить, но тем меньше механическая прочность распечатки.
Как увеличить прочность распечатки не прибегая к повышению температуры печати?
Для того, чтобы получить ответ на этот вопрос можно зарыться в математические дебри, опять вспомнить о силах Ван-Дер-Ваальса… но можно и просто привести наглядные примеры из окружающей нас жизни.
Вы пробовали когда-нибудь разделить 2 ровных стекла, лежащих друг на друге? Чем больше их площадь и чем они ровнее, тем больше поверхность их соприкосновения и тем сложнее их разделить.
Вот и с 3D печатью прослеживается такая же зависимость. Чем больше поверхность соприкосновения последующего слоя распечатки с предыдущим, тем лучше между ними адгезия.
Что же влияет на размер этой площади, кроме непосредственно площади самого слоя распечатки?
Наибольшее влияние на площадь соприкосновения между слоями оказывают размер сопла и температура печати. Чем выше температура, тем менее вязким выходит пластик из хотэнда, соответственно он лучше ‘смачивает’ поверхность предыдущего слоя.
* Что интересно, так это то, что теоретически, чем более шероховатой получилась поверхность предыдущего слоя распечатки, тем лучше будет ее сцепление с последующим слоем, при должной температуре печати!
На иллюстрации показаны 3 варианта разрезов слоев. 1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.
Чисто визуально разница между вариантами 1 и 2 видна на распечатке из прозрачного пластика. Распечатка начинает блестеть по всей толщине, будто вся пронизана тонкими серебристыми нитями. В сущности так и есть — серебристые нити это воздух, оставшийся между слоями.
Больше всего воздуха остается в месте стыка периметров, за счет того, что ‘колбаска’ выдавливаемого из сопла пластика в поперечном разрезе представляет из себя не прямоугольник, а прямоугольник с полностью скругленными краями. Вот в местах боковых стыков этих ‘колбасок’ как раз и кроется воздух, уменьшающий прочность распечатки.
Уменьшить количество стыков можно уменьшением количества элементов, образующих стык!
Конечно, идеальным вариантом пластикового изделия со свойствами гомогенными по всей его толщине, является отливка — один элемент на изделие. Но мы говорим о 3D печати.
Соответственно, для получения максимально прочной распечатки нужно максимально увеличить диаметр используемого сопла и толщину слоя, таким образом уменьшив количество элементов!
Толщину слоя нельзя увеличивать чрезмерно, равно как и диаметр сопла. Но если с диаметром все понятно — чем он меньше, тем выше возможная детализация, то с толщиной слоя не всё так прозрачно, так как она не так влияет на детализацию за счет того, что она меньше диаметра сопла. И вопрос — насколько меньше?
Что такое диаметр сопла и высота слоя с точки зрения математики слайсера?
Слайсер не видит, какое у вас стоит сопло в принтере. И он даже не сможет проверить, если вы его обманете 🙂 И вот почему: для программы управления принтером, а так же для слайсера, который готовит код для программы управления, диаметр сопла и высота слоя есть не более чем 2 переменные на основе которых высчитывается количество пластика, которое нужно продавить через хотэнд за то время, пока он перемещается на расстояние в 1 см. Всё!
Соответственно, если вы уверены, что через сопло, установленное на принтере, заведомо пролезет и больше пластика, — смело выставляйте диаметр сопла больше физического. Меньший размер тоже можно выставлять. Но тут, как и везде, есть свои пределы. И если с программным увеличением диаметра все понятно, то программное уменьшение диаметра сопла может дать нестабильность потока пластика и его срыв с сопла. Особенно это заметно на заполнении. Так что если у вас постоянно рвет сетку заполнения — просто выставьте диаметр сопла больше.
*На фото результаты распечаток сделанных соплом 1.2мм. В параметрах слайсера выставлены последовательно сопла 2, 1.5, 1.3, 1, 0.8, 0.5 мм.
Вовсе не обязательно ставить для всех операций печати сопло одного диаметра! Спросите как? Значит вы ни разу не залезали на вкладку Advanced в настройках Slic3r.
Вполне можно выставить для заполнения программный диаметр сопла в 2мм, а для периметров и сплошного заполнения оставить 1мм. Или наоборот.
*На фото показаны результаты для двух этих вариантов.
Правильное отношение диаметра сопла к толщине слоя.
Должно быть всем понятно, что если толщина слоя будет равна диаметру сопла, то распечатка будет представлять из себя ни что иное, как пучок слабо склеенных прутков равных соплу по диаметру! Такой вариант как раз можно увидеть на иллюстрации в правом верхнем углу.
* На иллюстрации изображена табличка наиболее подходящих отношений диаметра сопла к высоте слоя. В целом, чем меньше высота слоя, тем меньше нужно выбирать сопло для печати. Соотношение диаметра сопла к высоте слоя примерно 2-4 к 1.
Но, казалось бы, чем плохо выставить высоту слоя значительно меньше, чем диаметр сопла? До какого-то предела высоту слоя конечно можно уменьшать, но не бесконечно, так как со временем начинают накапливаться ошибки и на поверхности (внешнем периметре) распечатки образуются артефакты. Происходит это скорее всего потому, что поток пластика вынужден растекаться по не идеально ровной поверхности предыдущего слоя, таким образом увеличивая погрешность от слоя к слою или повторяя ее с небольшим смещением.
Если же высоту слоя увеличить, то ошибки скрадываются и с каждым новым слоем становятся менее заметными.
* На фото распечатки сделанные соплом 1.2мм (в настройках слайсера выставлен размер сопла 2мм) с высотой слоя от 0.4, 0.3, 0.2, 0.15, 0.1мм. Легко заметить, что на распечатке со слоем 0.1мм появились артефакты поверхности.
Исходя из вышеприведенных доводов, можно сделать вывод, что следует соблюдать правильное соотношение диаметра сопла к высоте слоя для получения наиболее качественных распечаток.
Что такое скорость печати с точки зрения математики и физики?
Максимально упростив схему для ясности мы получим явную картину того, что: скорость печати прежде всего отражается на объеме пластика, который необходимо нагреть и продавить сквозь сопло определенного диаметра.
Не будем рассматривать такие ограничители скорости, как конструкция принтера и его кинематика, так как это выходит за рамки обсуждающихся в статье вопросов.
То есть фактически, наиболее существенными ограничителями скорости печати являются 2 параметра:
— мощность хотэнда (он должен успевать расплавить максимальное количество пластика в секунду)
— диаметр сопла (через него должно пройти максимальное количество расплавленного пластика в секунду)
Все мы наверное еще помним задачку из школьного курса алгебры: рассчитайте насколько нужно увеличить диаметр трубы, чтобы вода из бассейна вылилась в 2 раза быстрее 😉
Вот и получается, что если у нас дома или на работе стоит конкретный принтер, то увеличить скорость его печати можно лишь увеличив температуру расплава (увеличив мощность, подаваемую на хотэнд) и увеличив диаметр сопла.
Причём, чтобы увеличить скорость печати в 2 раза, нужно увеличить диаметр сопла примерно в 1.4 раза 🙂
Охлаждение.
Итак, мы увеличили скорость печати в 2 или даже 3 раза. Ок! Здорово. Но вот незадача, по закону сохранения энергии, если мы начали греть пластик в 2-3 раза быстрее, то и остужать его нужно настолько же быстрее. Иначе возможны совершенно незапланированные сбои, вызванные оплыванием пластика, особенно, если вы печатаете пластиками с низкой температурой стеклования (попросту — долго застывающими). К таким пластикам относятся PLA и его смеси, а так же большинство ударо- и морозостойких пластиков — термоэластопластов, в том числе и пластик Filamentarno! Prototyper нашего производства.
*На фото типичный результат недостаточного обдува распечатки.
Обдув — один из самых тонких и трудно осваиваемых инструментов в 3D печати. И он настолько же полезен, насколько и сложен в освоении.
Печать мостов, нависаний, мелких деталей, маленьких моделей — все это практически невозможно ускорить без использования обдува распечатки.
Мощность обдува следует рассматривать, как параметр взаимосвязанный со скоростью печати — чем она выше, тем мощнее должен быть обдув.
Эпилог.
Коротко все тезисы статьи можно свести к следующему:
Не повышать температуру печати сверх необходимой для достижения достаточной адгезии между слоями
***
Экспериментировать со всеми доступными на рынке материалами — это поможет понять диапазон доступных Вам возможностей
***
Использовать сопла сообразного целям размера; обязательно иметь их несколько от 0.2 до 1.2мм
***
Не стесняться использовать программную подгонку диаметра сопла, использовать различную ширину экструзии для разных типов заполнения
***
Подбирать высоту слоя сообразно диаметру сопла
***
Подбирать температуру печати сообразно как размеру распечатки, так и диаметру сопла
***
Обязательно использовать охлаждение при повышении скорости печати и печати сложных объектов
***
Выбирать мощность обдува сообразно скорости печати
На этом пока всё!
Следующая статья этой серии скорее всего будет посвящена моделированию для печати.
Стоит помнить, что печать на FDM принтере пластиком это процесс схожий с литьем. Соответственно и требования, предъявляемые к модели должны быть такими же, как и требования, предъявляемые к мастермодели для отливки из пластика.
С уважением, команда Filamentarno!
Производитель уникальных материалов для 3D печати.
www.filamentarno.ru
Почему высота слоя 3D-печати имеет значение?
В процессе 3D-печати методом наплавления (FDM) 3D-принтер считывает цифровой файл, делит объект на части и выдавливает расплавленный пластик через сопло слой за слоем, формируя конечную деталь. Процесс кажется простым, но есть много факторов, которые могут повлиять на качество вашего окончательного отпечатка, от выбранного вами материала до особенностей вашего дизайна. Высота каждого отдельного слоя в вашей детали также может иметь огромное влияние на конечный продукт. Давайте рассмотрим это более подробно.
Высота слоя 3D-принтера 101
Высота слоя — это показатель того, сколько материала сопло принтера выдавливает для каждого слоя вашей детали. Он измеряется в микронах или миллиметрах, может быть отрегулирован с помощью программы слайсера и варьируется от проекта к проекту.
Точно так же, как количество пикселей определяет разрешение телевизора, высота слоя отпечатка определяет его разрешение. При меньшей высоте слоя требуется больше слоев для достижения той же высоты, что повышает качество и гладкость детали. К сожалению, это также увеличивает время печати, что коррелирует с увеличением стоимости. Более высокие слои 3D-печати требуют меньше времени для печати, что снижает стоимость печати вашей детали, но компромисс заключается в том, что детали будут иметь более низкое разрешение.
Если ваш дизайн художественный, очень подробный или должен быть невероятно точным, выберите более низкую высоту слоя. Точно так же выберите меньшую высоту слоя, если ваша деталь имеет отверстия, углы или криволинейные поверхности — в противном случае из-за многослойной природы 3D-печати на ней могут появиться заметные ступеньки. 3D-печать с меньшей высотой слоя также может помочь, если ваш дизайн имеет выступы, так как слои будут больше перекрываться. Однако будьте осторожны с использованием тонких слоев толщиной менее 0,1 мм, так как это увеличивает время печати и вероятность появления дефектов, а также снижает отдачу в отношении видимого качества вашей детали.
С другой стороны, если вам нужно быстро напечатать деталь, снизить расходы или отдать предпочтение функциональности, а не эстетике, вам следует использовать сопло большего размера и большую высоту слоя. Большая высота слоя означает, что принтеру нужно печатать меньше слоев для достижения того же объема, что ускоряет процесс печати и дает вам полнофункциональный продукт по более низкой цене. Однако ваша часть также будет иметь меньше деталей и более низкое качество. Хорошая новость заключается в том, что вы всегда можете отшлифовать, покрасить или окунуть изделие в ванну с ацетоном, чтобы улучшить его внешний вид.
Помимо желаемого баланса между функциональностью и эстетикой, при принятии решения о том, какую высоту слоя использовать, вам необходимо учитывать тип 3D-принтера FDM, на котором производится ваша деталь. Если высота вашего слоя слишком мала для диаметра сопла принтера, он будет с трудом выталкивать нить, но если она слишком высока, слои не будут склеиваться. Хорошее эмпирическое правило — поддерживать высоту слоя между 25% и 75% диаметра сопла принтера.
Ключевые соображения относительно высоты слоя 3D-принтера
При выборе высоты слоя вам следует подумать о конкретном процессе 3D-печати, который вы используете, поскольку некоторые принтеры имеют меньшую минимальную высоту слоя. При печати детали с помощью FDM высота слоя обычно составляет от 0,05 мм до 0,4 мм, наиболее распространенной является 0,2 мм.
Как вы решаете, следует ли печатать на верхней или нижней границе допустимого диапазона? Ответ зависит от конструкции и назначения вашей детали. Вы захотите спросить себя:
Насколько подробным является мой компонент и насколько точным он должен быть?
Есть ли в моей детали отверстия, кривые или наклонные поверхности?
Насколько быстрым должно быть время печати?
Насколько сильным должен быть мой компонент?
Имеет ли значение гладкая поверхность?
Буду ли я выполнять постобработку этого компонента?
Что важнее: эстетика или функциональность моей детали?
Какова моя целевая цена за деталь?
После того, как вы ответили на эти вопросы, вы можете найти высоту слоя, которая предлагает баланс разрешения и скорости, которые требуются для вашей детали.
Достигайте новых высот с Fast Radius
Высота слоя может повлиять на время печати, качество, стоимость, прочность и многое другое, поэтому очень важно выбрать соответствующую высоту слоя. Если вы не уверены, какая высота слоя лучше всего подходит для вашего проекта, рассмотрите возможность сотрудничества с надежным партнером-производителем.
Когда вы работаете с Fast Radius, вы получаете доступ к опытной команде, которая может помочь вам выбрать правильную высоту слоя для вашего проекта, чтобы обеспечить быструю и качественную печать. Вы также можете получить ценную информацию и сократить расходы с помощью нашей облачной производственной платформы. Свяжитесь с нами сегодня, чтобы начать работу над вашим следующим проектом.
Посетите наш ресурсный центр, чтобы узнать больше о стоимости 3D-печати, выборе правильной технологии 3D-печати и многом другом.
Готовы создавать детали с помощью Fast Radius?
Начать расценки
Насколько важна высота слоя для 3D-печати? 3D-печать более качественных деталей с правильной толщиной слоя
Насколько важна высота слоя для 3D-печати и какое влияние она оказывает на ваши нестандартные детали? Оказывается, высота слоя может иметь большое значение. В этой статье вы узнаете о важности высоты слоя и о том, как она влияет на качество, внешний вид и прочность деталей, напечатанных на 3D-принтере.
Все
Процессы 3D-печати строить детали слой за слоем. Из-за
аддитивный характер 3D-печати, толщина каждого слоя определяет разрешение отпечатка аналогично тому, как количество пикселей определяет разрешение телевизионного или компьютерного монитора.,
Высота нижнего слоя обычно приводит к более гладким поверхностям деталей. Недостатком является то, что чем ниже высота слоя, тем больше времени требуется для завершения печати.
Дизайнеру важно определить, что важнее: эстетика (более гладкая поверхность) или экономия времени (и затрат). В этой статье мы обсудим преимущества и ограничения использования различной высоты слоя в
3D печать .
Почему важна высота слоя для деталей, напечатанных на 3D-принтере?
Для некоторых процессов печати (таких как
SLS а также
SLM/DMLS ) определение конкретной высоты слоя не очень важно, так как их разрешение по умолчанию уже подходит для большинства приложений. Или, в некоторых случаях, высота слоя уже задана производителем.
Для других процессов (таких как
FDM а также
Соглашение об уровне обслуживания ), выбор высоты слоя является важным параметром дизайна, который влияет на время печати, стоимость, внешний вид и физические свойства печатной детали.
Часто визуальная разница между деталями, напечатанными с толщиной 100 и 200 мкм, очень мала. Однако для печати детали размером 100 мкм потребуется в два раза больше времени (3D-принтер должен будет проследить в два раза больше поперечных сечений), и это повлияет на стоимость.
Сравните 3 детали FDM, напечатанные с толщиной слоя 50, 200 и 300 микрон (слева направо)
Какова типичная высота слоя для разных 3D-принтеров?
В таблице ниже приведены типичные или стандартные значения высоты слоя для каждого из наиболее распространенных процессов 3D-печати:
Типичная высота слоя
ФДМ
50–400 мкм (чаще всего: 200 мкм)
Соглашение об уровне обслуживания
25–100 мкм (чаще всего: 50 мкм)
СЛС
80–120 мкм (чаще всего: 100 мкм)
МДФ
80 мкм
DMLS/SLM
30–50 мкм
Макро отпечатки FDM (50, 200 и 300 микрон слева направо) показаны в том же масштабе для сравнения.
Как узнать правильную высоту слоя для приложения 3D-печати?
Перед выбором высоты слоя необходимо ответить на следующие вопросы:
В вашей 3D-модели есть криволинейные поверхности или отверстия?
Является ли функциональность или внешний вид основным соображением при проектировании?
Будет ли деталь готова после 3D-печати и перед использованием? Потребуется ли дополнительная постобработка?
Как высота слоя влияет на детали с кривыми и углами?
Влияние высоты слоя более заметно на кривых и углах и менее заметно на прямых вертикальных стенах из-за послойного характера 3D-печати.
Например, чтобы напечатать отверстие вдоль горизонтальной оси, программное обеспечение принтера должно разрезать круглое отверстие на несколько слоев, а затем наложить их друг на друга, создавая негладкий край, похожий на лестницу. Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.
Если конструкция включает значительное количество кривых, углов или отверстий, использование меньшей высоты слоя приведет к получению более точной детали.
Эффект ступенчатости становится более распространенным в областях большей кривизны.
Как высота слоя влияет на качество и функциональность внешнего вида?
Высота слоя влияет на вертикальное разрешение детали, влияя на ее гладкость. Если внешний вид является вашей главной заботой, то выбор более низкой высоты слоя идеален, так как это приведет к более гладкой поверхности.
С другой стороны, при 3D-печати функциональной детали предпочтительнее использовать большую высоту слоя, так как это приведет к экономии времени и средств, а также к улучшению механических характеристик. Например, детали FDM, напечатанные из PLA с высотой слоя 300 мкм, имеют прочность примерно на 20 % выше, чем детали, напечатанные толщиной 100 мкм.
Гидротехнические сооружения Белорецкого водохранилища
Мостовой переход, Волжкая ГЭС
АО «Мелеузовские минеральные удобрения», г. Мелеуз
Машиностроительный завод имени М.И. Калинина, г. Екатеринбург
МУП АГО «Ангарский Водоканал», Иркутская обл.
КНС «Южный берег», г. Красноярск
Мост через р. Маглуша, Московская область
Водоканал г.Челябинск пос.Новосинеглазово
Канская ТЭЦ, Красноярский край
ОАО «АКРОН», г. Великий Новгород
АО «Выксунский водоканал», г. Выкса
Водоканал Челябинска, пос. Новосинеглазово
Кировэнерго, г. Киров
Автодорожный мост через р. Инзер, Республика Башкортостан
Показать все элементы
Статьи:
Ремонт плит перекрытия
Область применения
Характеристики
Инструкция
Документация
Отзывы
КТтрон-праймер (состав для защиты арматуры)
Скачать инструкцию по применению «КТтрон–праймер».
PDF
«КТтрон–праймер» — сухая смесь, состоящая из цемента, минерального заполнителя и модифицирующих добавок. При смешивании сухой смеси с необходимым количеством воды образуется безусадочный раствор с высокой степенью адгезии к основанию. После отверждения кирпично-красный цвет.
Область применения
Характеристики
Сухая смесь
Фракция заполнителя, мм, не более
0,63
Расход на 1 м² при нанесении слоя толщиной 1 мм, кг
1,5
Примерный расход на 1 п.м арматуры диаметром 12 мм, кг
0,1
Примерный расход на 1 п.м арматуры диаметром 16 мм, кг
0,2
Растворная смесь
Расход воды для затворения 1 кг сухой смеси, защита арматуры, л
0,24-0,25
Расход воды для затворения 1 кг сухой смеси, грунтование плотных бетонов, л
0,24-0,25
Расход воды для затворения 1 кг сухой смеси, грунтование пористых поверхностей, л
0,5-0,6
Жизнеспособность, мин
30
Водоудерживающая способность, %, не менее
98
Минимальная толщина нанесения, мм
1,0
Рекомендуемая толщина нанесения, мм
2,0
Температура применения, ᵒC
от +5 до +35
После отверждения
Марка по морозостойкости, не менее
F300
Прочность сцепления с металлом, МПа, не менее
3,0
Прочность сцепления с бетоном в возрасте 7 суток, МПа, не менее
1,2
Прочность сцепления с бетоном в возрасте 28 суток, МПа, не менее
2,0
Теплостойкость при постоянном воздействии, °С
+120
Контакт с питьевой водой
разрешен
Эксплуатация в агрессивных средах
5< pH <14
Климатические зоны применения
все
Упаковка
Ведро весом 5 кг.
Хранение
Ведра хранить на поддонах, предохраняя от влаги, при температуре от -30 °С до +50 °С и влажности воздуха не более 70 %.
Гарантия изготовителя
Гарантийный срок хранения — 18 месяцев
Транспортировка
Материал транспортируется всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на данном виде транспорта.
Меры безопасности
Материал относится к малоопасным веществам. Не относится к числу опасных грузов и является пожаровзрывобезопасным и не радиоактивным материалам. При работе с составом необходимо использовать индивидуальные средства защиты, предохраняющие от попадания смеси в дыхательные пути, в глаза и на кожу, согласно типовым нормам. В случае попадания сухой смеси в глаза необходимо промыть их большим количеством воды и обратиться к врачу.
Farrow & Ball — Citron 74 — Грунтовка и грунтовка для стен и потолков 2,5 л — Краска
Изображения
Citron 74
Грунтовка и грунтовка для стен и потолков Фэрроу и Болл
Варианты покупки
2,5 л
£41,00
добавить в
корзина
В наличии
Тестовый сосуд *
5,50 фунтов стерлингов
добавить в
корзина
В наличии
&аст; Реальный цвет краски может немного отличаться. Всегда сначала пробуйте тестовый горшок. Тестовые горшки для этого цвета доступны только в отделке Estate Emulsion.
Описание
Для использования на гипсе при использовании эмульсий Farrow and Ball Estate Emulsion и Modern Emulsion. Поставляется в одном из четырех цветов в зависимости от цвета вашего верхнего слоя. При использовании в качестве грунтовки разбавить до 50%. Экологически чистая эко-покрытие с низким содержанием летучих органических соединений.
Детали
Код
96307
Тип
Краска
Отделка
Грунтовка и грунтовка для стен и потолков
Размер
2,5 л
Покрытие
30 м 2
Поверхности
Интерьер: стены и потолки
Социальные сети
Поделиться…
Цитрон — Сад в восторге
Цитрон
Тип растения: съедобные деревья, растения на вкус
Латинское название: Citrus medica
Семейство: Rutaceae, Rue Family
И возьмете себе в первый день ветви красивых деревьев, ветви пальм, ветви толстых деревьев и вербы ручьи; и веселитесь пред Господом, Богом вашим, семь дней.
Левит 23:40 KJV
Его божественная сила дала нам все необходимое для благочестивой жизни через наше познание Того, Кто призвал нас Своей славой и благостью.
2 Петра 1:3 НИВ
Советы по посадке
большинство из нас выращивают цитрон в горшках, это хорошее комнатное растение
растет на различных типах почв; поддерживать хорошую аэрацию
вырастить цитрус из семян, саженца или привить к существующему цитрусовому дереву
обрезать нижние ветви по желанию, чтобы сформировать стандартное дерево
в противном случае не требует обрезки, чтобы стимулировать производство плодов поливают, но не застаивают воду
деревья будут цвести и плодоносить одновременно, хотя, как правило, урожай плодов зимой выше
следуйте общим рекомендациям по выращиванию других видов и сортов цитрусовых
Сад к столу
Неотразимый аромат цитрона заключается в масле его кожуры, которое выделяется при натирании на терке или натирании цедрой
используйте цедру, чтобы придать лимонную тайну напиткам, желе, джемам и мармеладам, а также другим пикантным блюдам, требующим лимонного вкуса
Выращивание цитрона в горшке – это наша лучшая рекомендация, чтобы вместе наслаждаться ароматными листьями, цветами и плодами
помните, что цитрон был единственным цитрусовым деревом, выращиваемым на Святой Земле в библейские времена; в современном мире рынок цитрусовых изобилует многочисленными и менее дорогими сортами
См. сообщения в блоге о Цитроне
Место Цитрона на праздновании Фестиваля Кущей — яркое напоминание о Божьей защите и укрытии израильтян в выжженной солнцем Синайской пустыне на их пути из Египта в землю, поклявшуюся своим предкам. На этом празднике люди радуются тому, что Божья милость наблюдает за нашей потребностью во временном убежище, защищая нас, пока мы не достигнем нашего постоянного, вечного дома. Во всем диапазоне наших экспозиций, от восхода до заката, от яркого солнца до спокойной тени, от земли до вечности, Он дал нам все необходимое для благочестивой — и «доброй» — жизни (2 Петра 1:3).
-из Библии NIV Слово Божье для садовников
Его божественная сила дала нам все необходимое для благочестивой жизни через наше знание того, кто призвал нас Своей славой и благостью.
Выбранный продукт:СтандартныйСтандартный сверхтонкийCтандартный c Cool JetCтандартный c Safe-Lock™Cиловой термопатронCиловой термопатрон c Safe-Lock™Высокомощный термопатронВысокомощный термопатрон c Safe-Lock™Термопатрон МиниТермопатрон Мини сверхтонкийCиловой термопатрон МиниCиловой термопатрон Мини сверхтонкийТип ERСиловой цанговый патронВысокоточные цанговые патроныПатрон высокой точностиПатрон WeldonПатрон WeldonПатрон Weldon c Cool JetОправка для насадных фрезКомбинированная оправка для насадных фрезОправка Whistle-NotchПереходная втулка для инструмента с хвостовиком конуса Морзе с резьбовым зажимомПереходная втулка для инструмента с хвостовиком конуса Морзе с лапкойЗаготовка под спецоправкиБыстросменный резьбонарезной патронСверлильный патрон
Для зажима фрез с цилиндричекмим хвостовиком с лыской в соответствии со стандартами DIN 1835-B и DIN 6535-HB.
DIN 69882-4
Объем поставки: С натяжным болтом, без трубки для СОЖ
Охлаждение Сool Jet за дополнительную плату
Cохраняется право на технические изменения.
Cool Jet (опционально)
Оптимизированные скошенные отверстия для подачи СОЖ
Подвод СОЖ прямо к режущей кромке
Увеличение стойкости инструмента на 100%
Увеличение стабильности процесса
Удаляет намотанную стружку с инструмента
Cool Jet с диаметра 6 мм возможен
Cool Jet (опционально)
Оптимизированные скошенные отверстия для подачи СОЖ
Подвод СОЖ прямо к режущей кромке
Увеличение стойкости инструмента на 100%
Увеличение стабильности процесса
Удаляет намотанную стружку с инструмента
Cool Jet с диаметра 6 мм возможен
порядок
Размер A [mm]
A63.000.06
Короткий, 65. 00 mm
DXF
Step
Аксессуары
A63.001.06
Длинный, 100.00 mm
DXF
Step
Аксессуары
A63.002.06
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63.000.08
Короткий, 65.00 mm
DXF
Step
Аксессуары
A63.001.08
Длинный, 100.00 mm
DXF
Step
Аксессуары
A63. 002.08
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63.000.10
Короткий, 65.00 mm
DXF
Step
Аксессуары
A63.001.10
Длинный, 100.00 mm
DXF
Step
Аксессуары
A63.002.10
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63. 000.12
Короткий, 80.00 mm
DXF
Step
Аксессуары
A63.002.12
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63.000.14
Короткий, 80.00 mm
DXF
Step
Аксессуары
A63.002.14
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63. 000.16
Короткий, 80.00 mm
DXF
Step
Аксессуары
A63.002.16
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63.000.18
Короткий, 80.00 mm
DXF
Step
Аксессуары
A63.002.18
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63. 000.20
Короткий, 80.00 mm
DXF
Step
Аксессуары
A63.002.20
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63.000.25
Короткий, 110.00 mm
DXF
Step
Аксессуары
A63.002.25
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
порядок
Размер A [mm]
A63. 000.32
Короткий, 110.00 mm
DXF
Step
Аксессуары
A63.002.32
Удлиненный, 160.00 mm
DXF
Step
Аксессуары
Запчасти для тяжелых грузовиков и прицепов
3M CORPORATION SAFETY REFLECTIVE TAPE
ABEX HEAVY DUTY BRAKE LINING
AEROPRO LLC SPLASH GUARDS & MUD FLAPS
AMEREX FIRE EXTINGUISHERS
ANCO WINDSHIELD WIPERS
ATRO ATRO BUSHINGS
ПРОДУКЦИЯ BAR’S ДИЗЕЛЬНЫЕ ХИМИКАТЫ, ЭПОКСИДНЫЕ МАТЕРИАЛЫ
BENDIX ПРОДУКТЫ ДЛЯ ВОЗДУХА, КОМПРЕССОРЫ
BETTS INDUSTRIES LIGHTING PRODUCTS, LED LIGHTING
BETTS SPRING MUD FLAP HANGERS, LEAF SPRINGS, COIL SPRINGS
BLASTER CHEMCIAL CHEMICAL CLEANERS, CONDITIONERS, LUBRICANTS AND PENETRATING CATALYST
BOSTROM SEATING AIR SEATS
BUFFERS США ШАССИ, ПРИЦЕПЫ, ЧАСТИ КОНТЕЙНЕРОВ, КРЕПЕЖНОЕ ОБОРУДОВАНИЕ, МОРСКОЕ ОБОРУДОВАНИЕ И ВЛАГОСУШИТЕЛИ
ПРОДУКТЫ ДЛЯ ПОКУПАТЕЛЕЙ ЗАЩЕЛКИ КАПОТА, ТРОСЫ, КОМПОНЕНТЫ ПРИВОДА
«Поздравляем вас с переходом от тюрьмы к пожертвованию».
Тони Роббинс , автор бестселлеров и лучший в мире тренер по трансформации жизни
«Я убежден, что у Уэлдона есть особая жизненная миссия».
Доктор Стивен Р. Кови , автор книги «7 навыков высокоэффективных людей»
О Велдоне Лонге
Автор бестселлеров, предприниматель и эксперт по мышлению Уэлдон Лонг построил свой бизнес с нуля, но его история не отражает типичный путь среднего владельца бизнеса, который вы ожидаете услышать.
В 2003 году Уэлдон вышел из приюта для бездомных, отсидев 13 лет в тюрьме. А 9Вылетевший из 1-го класса и трижды судимый преступник, он оказался разоренным и не смог найти работу. Несмотря на свою безрадостную историю, всего за пять коротких лет он построил компанию, которая была выбрана журналом Inc Magazine как одна из самых быстрорастущих частных компаний в Америке.
О компании Weldon
Предприниматель • Эксперт по мышлению и продажам • Докладчик • Автор
Раскройте силу последовательности
Решения, соответствующие вашему времени, стилю жизни и бюджету
Предстоящие события
Learn More
Online Training
Learn More
Books
Learn More
Blog
Learn More
Podcast
Learn More
Private Coaching
Learn More
High-Impact Motivational Speaker
Уэлдон работал с ведущими мировыми брендами над сотнями программ ПРОЦВЕТАНИЯ, ПРОДАЖ И РАЗВИТИЯ ЛИДЕРСТВА, а также индивидуальных программ и программ. Мощная система сообщений и мотивации Weldon изменит то, как ваши люди взаимодействуют, берут на себя обязательства и действуют от имени вашей компании, что значительно повлияет на вашу прибыль.
Современный и легкий протез-гаджет с индивидуальным дизайном на выбор. Идеален для раннего протезирования начиная с 3-х лет.
Подать заявку на протезирование
Современный
Каждый кибипротез проектируется индивидуально, что позволяет изготавливать сложные протезы под нестандартные случаи. В производстве применяются современные технологии 3D-печати пластиком и металлом.
Легкий
КИБИ весит всего 200-300 граммов, поэтому протез комфортно использовать в течение всего дня.
Протез-гаджет
Протез КИБИ может комплектоваться напальчником, который позволяет управлять смартфоном и смарт-часами Samsung Galaxy Watch Active 2.
Корпус протеза покрыт износостойкой краской и лаком. На кисть можно нанести различные рисунки, а также выбрать цвет для каждой детали протеза отдельно.
Протез совместим со смарт-часами Samsung Galaxy Watch Active 2.
Обеспечение протезами КИБИ идет за счёт средств федерального бюджета. Услуга доступна для граждан РФ. Мы помогаем со всеми документами.
Подать заявку
Обеспечение протезами КИБИ идет за счёт средств федерального бюджета. Услуга доступна для граждан РФ. Мы помогаем со всеми документами.
Подать заявку
Протез, про который рассказывают:
Принцип работы
Функция схвата кисти в современном механическом протезе осуществляется за счет натяжения тросов, которые связаны с пальцами протеза и фиксируются на предплечье.
Тяговые кибипротезы помогают детям и подросткам тренировать мышцы предплечья и плеча, что позволяет в дальнейшем успешно использовать биоэлектрические протезы.
Конструктор дизайна протеза
Рассмотреть протез со всех сторон и настроить его внешний вид можно через онлайн-конструктор. При заказе протеза также можно выбрать уникальный рисунок, который мы нанесем на кисть.
Перейти
Создайте свой уникальный протез
Дополнительные возможности
Функционал протеза расширяется съемными модулями. Такие насадки помогут привыкнуть к новому устройству и освоить его функционал. Это особенно важно для детей, которым трудно уделять много времени и внимания упражнениям для укрепления и развития мышц протезируемой руки
Тачскрин напальчник
Фиксатор смартфона
Держатель фонарика
Держатель скакалки
Мы в социальных сетях
Если у вас есть вопросы — мы поможем разобраться
Назначение и сертификация
Протез КИБИ — это медицинское изделие, которое изготавливается по индивидуальным заказам. Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Изделие имеет сертификацию на территории Евросоюза.
Скачать
Истории пользователей протезов КИБИ
Особенности протезирования
Активные протезы кисти КИБИ подходят для людей всех возрастов с культей кисти и при частичном отсутствии пальцев. Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Заполнить анкету на протезирование
Детское протезирование от 2-х лет
Подробнее
Подростковое протезирование от 12 до 18 лет
Подробнее
Взрослое протезирование всех возрастов
Подробнее
Современные протезы пальцев и кисти КИБИ
Современный и легкий протез-гаджет с индивидуальным дизайном на выбор. Идеален для раннего протезирования начиная с 3-х лет.
Протез имеет пассивную ротацию кисти в лучезапястном суставе.
Корпус протеза покрыт износостойкой краской и лаком. На кисть можно нанести различные рисунки, а также выбрать цвет для каждой детали протеза отдельно.
Современный
Каждый кибипротез проектируется индивидуально, что позволяет изготавливать сложные протезы под нестандартные случаи. В производстве применяются современные технологии 3D-печати пластиком и металлом.
Легкий
КИБИ-рука весит всего 300-500 граммов, поэтому протез комфортно использовать в течение всего дня.
Протез-гаджет
Протез КИБИ может комплектоваться напальчником, который позволяет управлять смартфоном и смарт-часами Samsung Galaxy Watch Active 2.
Киби-протез для взрослых и детей
Обеспечение протезами КИБИ идет за счёт средств федерального бюджета. Услуга доступна для граждан РФ. Мы помогаем со всеми документами.
Подать заявку
Обеспечение протезами КИБИ идет за счёт средств федерального бюджета. Услуга доступна для граждан РФ. Мы помогаем со всеми документами.
Подать заявку
Протез, про который рассказывают:
Принцип работы
Функция схвата пальцами в современном механическом протезе осуществляется за счет натяжения тросов, которые связаны с пальцами протеза и фиксируются выше локтя.
Тяговые киби-протезы помогают детям и подросткам тренировать мышцы предплечья и плеча, что позволяет в дальнейшем успешно использовать биоэлектрические протезы.
Конструктор дизайна протеза
Рассмотреть протез со всех сторон и настроить его внешний вид можно через онлайн-конструктор. При заказе протеза также можно выбрать уникальный рисунок, который мы нанесем на кисть и предплечье.
Перейти
Создайте свой уникальный протез
Дополнительные возможности
Функционал протеза расширяется съемными модулями. Такие насадки помогут привыкнуть к новому устройству и освоить его функционал. Это особенно важно для детей, которым трудно уделять много времени и внимания упражнениям для укрепления и развития мышц протезируемой руки
Тачскрин напальчник
Фиксатор столовых приборов
Держатель фонарика
Держатель скакалки
Мы в социальных сетях
Если у вас есть вопросы — мы поможем разобраться
Назначение и сертификация
Протез КИБИ — это медицинское изделие, которое изготавливается по индивидуальным заказам. Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Изделие имеет сертификацию на территории Евросоюза.
Скачать
Истории пользователей протезов КИБИ
Особенности протезирования
Активный протез предплечья КИБИ подходят для людей всех возрастов с культей кисти и при частичном отсутствии пальцев. Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Заполнить анкету на протезирование
Детское протезирование от 2-х лет
Подробнее
Подростковые протезирование от 12 до 18 лет
Подробнее
Взрослое протезирование всех возрастов
Подробнее
Промышленный роботизированный манипулятор Цена: сколько он стоит
Источник: www.robots.com
Промышленные роботизированные манипуляторы используются в обрабатывающей промышленности для различных целей. Они обеспечивают высокую производительность, эффективность и качество всех продуктов. Однако остается вопрос, сколько должна стоить роботизированная рука. Выяснение этого поможет вам правильно спланировать свой бюджет и получить промышленный роботизированный манипулятор, который работает на вас. Консультация с компанией по производству промышленных роботов, чтобы снизить цены, также является отличным вариантом.
Содержание
Оценка цен на промышленные роботы-манипуляторы
Источник: www.geeky-gadgets.com
Цена на промышленных роботов упала более чем на 25% и, как говорят, упадет еще на 22 %. Как правило, промышленный робот-манипулятор стоит от 25 000 до 400 000 долларов. Однако общая стоимость устройства может увеличиться после добавления других характеристик устройства. С такими характеристиками, как элементы управления, функции безопасности, инструменты на конце манипулятора (EOAT) и приложения, важно сохранять непредвзятость.
С другой стороны, покупка бывшего в употреблении или восстановленного робота или устройства снизит цену на целых 50%. Роботов можно найти за 1000 долларов или меньше для колледжей, университетов и других непромышленных целей, но эти манипуляторы не подходят для промышленного применения. Хотя коллаборативные роботы не обладают такой же скоростью или мощностью, как обычные промышленные роботы, они имеют достаточно низкую стоимость.
Однако необходимо также учитывать реальную стоимость эксплуатации робота. Это включает в себя больше, чем просто понесенные первоначальные затраты, необходимо учитывать затраты на оплату труда. Средняя глобальная стоимость рабочей силы может достичь 16% к 2025 году или 22% в США. Кроме того, в странах с более низкой заработной платой, таких как Китай, стоимость рабочей силы может увеличиться на 18%.
Факторы, влияющие на цену роботов
Источник: www.alibaba.com
Когда дело доходит до выбора подходящей робототехники, необходимо учитывать несколько аспектов. Эти аспекты также влияют на цену роботов-манипуляторов. К ним относятся:
Полезная нагрузка
Когда дело доходит до роботов-манипуляторов, фактором, определяющим, насколько тяжелый и сколько продуктов может быть передано за раз, является полезная нагрузка. С разными роботизированными руками вы получите различную полезную нагрузку. Чем выше полезная нагрузка, с которой вы работаете, тем больше денег вам нужно будет вложить в выбор робота-манипулятора.
Инструмент на конце рычага (EOAT)
Инструмент на конце рычага оснащен захватом, прикрепленным к концу рычага. Существуют различные типы захватов, в которые можно инвестировать. В зависимости от типа, который вы хотите, цены будут значительно различаться.
Размер робота
Размер вашего робота зависит от объема работы, на которую он рассчитан. Это означает, что чем больше роботизированная рука, тем выше цена, которую придется заплатить.
Средства безопасности
Роботизированные руки будут поставляться с различными функциями безопасности, разработанными для того, чтобы вы могли легко использовать руки. В зависимости от безопасности, которую вы хотите для своих роботов-манипуляторов, вы потратите немного больше по мере расширения функций.
Стоит ли покупать промышленных роботов?
Источник: www.indiamart.com
Промышленные манипуляторы обладают несколькими преимуществами, которые оправдывают их цены. Во-первых, они менее склонны совершать ошибки и изнашиваться во время работы. Однако люди устают или переутомляются и склонны совершать больше ошибок в процессе. Они не так подвержены несчастным случаям с повторяющимся стрессом, как люди. Роботы не делают перерывов и могут работать круглосуточно, потенциально увеличивая производительность. Движения робота более точны и надежны, что сводит к минимуму количество товаров, отозванных из-за возврата неисправных деталей. Например, роботизированный сварочный манипулятор может обеспечить безупречную повторяемость для получения однородных и высококачественных сварных швов.
Также возможно перепрофилировать роботов для выполнения новых ролей и реинтегрировать их в производственную линию на различных уровнях. Для людей существует кривая обучения, которая может замедлить весь процесс. Роботы могут плавно переходить от одной работы к другой без особых изменений, если они правильно запрограммированы.
Роботы обладают дополнительными преимуществами по снижению затрат, такими как устранение дефектов, а также непрерывное обслуживание с ограниченным вмешательством человека. Им также не нужна медицинская помощь, страховка, заработная плата или отгулы, а для продолжения работы им требуется минимум тепла и света. Эти сниженные расходы приводят к большой экономии для компании в долгосрочной перспективе.
Для робота, выполняющего задачи сборки при производстве компьютерной электроники, эксплуатационные расходы составляют всего 4 доллара на одного робота по сравнению с 24 долларами на человека. Хотя начальная цена манипулятора может быть высокой, добавление промышленных роботов быстро окупит первоначальные инвестиции.
Заключение
При определении цены на промышленный робот-манипулятор необходимо учитывать несколько моментов. Цены будут сильно различаться в зависимости от функций, которые вы решите включить в свою роботизированную руку. Поговорите с производителем промышленного робота-манипулятора, чтобы получить более четкое представление о типе робота, с которым вам следует работать. Как только это будет сделано, вы можете составить бюджет и инвестировать в руку, которая будет вам служить.
26-летний парень создает управляемые разумом бионические руки стоимостью 8000 долларов
Серия
| Challengers
Бионические руки раньше стоили 80 000 долларов. Теперь молодой инженер снизил стоимость более чем на 90%. 14 августа 2021 г. Только в Соединенных Штатах ежегодно происходит 185 000 ампутаций, и ожидается, что это число будет только расти.
Исследования показывают, что число людей с потерей конечностей в США может почти удвоиться к 2050 году, в первую очередь из-за сосудистых заболеваний, которые часто вызываются диабетом. Чтобы удовлетворить этот спрос, одна многообещающая компания по производству протезов рук встряхивает отрасль.
Роботизированный протез руки может стоить от 20 000 до 100 000 долларов. Эти расходы становятся особенно тяжелыми для родителей маленьких детей, которые вырастают из своих протезов всего за 12-14 месяцев.
Ежегодно в США расходы на протезирование составляют более 6 миллиардов долларов.
Но проблема не только в цене. Существует множество других осложнений с традиционным протезированием, в том числе универсальный подход, который приводит к раздражению кожи, хронической боли и чрезмерному потоотделению, отсутствие обучения, которое может сделать протез непригодным для использования, и ограниченный доступ к специалистам. .
Однако из-за своей цены люди с ампутированными конечностями часто соглашаются на традиционные протезы, жертвуя большим диапазоном движений ради пассивного устройства, которое выглядит как человек, но не двигается. Unlimited Tomorrow поставила перед собой задачу решить эти фундаментальные проблемы в отрасли, чтобы людям с ампутированными конечностями больше не приходилось выбирать между функциональностью и внешним видом.
Наконец, доступный протез руки, управляемый разумом
Основанная в 2014 году Истоном Лашапелем, когда ему было всего 18 лет, компания готова стать лидером в индустрии протезов рук. Их устройство True Limb стоит менее 8000 долларов, а для детей оно еще дешевле — около 4000 долларов.
True Limb является одновременно функциональным и реалистично выглядящим, служащим зеркальным отражением противоположной конечности ампутанта, вплоть до кончиков пальцев. И пока протез руки 60-90% дешевле, чем традиционные протезы, многие пользователи говорят, что они намного превосходят рыночные альтернативы.
Unlimited Tomorrow открывает новую эру в протезировании с помощью своих роботизированных рук, напечатанных на 3D-принтере.
В чем секрет? Unlimited Tomorrow использует полностью дистанционный индивидуальный процесс, исключающий посредников и производящий протезы полностью собственными силами. Вот как это работает: сначала пациенты назначают индивидуальную консультацию с членом клинической команды Unlimited Tomorrow. Затем компания отправляет человеку с ампутированной конечностью 3D-сканер, способный создать полное сканирование культи.
Оттуда клиентам высылается набор «проверочных головок», и они участвуют в видеооценках с клинической командой, чтобы оценить удобство и удобство. Если что-то кажется неудобным, клиницисты могут внести коррективы и повторять процесс до тех пор, пока не будет достигнута оптимальная посадка. После того, как подгонка завершена, команда 3D-печатает бионическую руку, собирает необходимые компоненты и тестирует ее, прежде чем отправить человеку с ампутированной конечностью для обучения.
«Он открывает новый уровень персонализации, о котором раньше и не думали», — говорит Лашапель. «Каждое устройство создается уникальным для каждого человека, вплоть до размера, формы и ощущений. Мы собрали так много невероятных функций, таких как осязание, простое в использовании движение, а также чрезвычайно легкий и прочный ».
Для 40 миллионов людей с ампутированными конечностями во всем мире, нуждающихся в протезах конечностей, этот удаленный, персонализированный и доступный процесс протезирования означает надежду на лучшее будущее.
Делаем бионические конечности доступными для всех
Путь Лашапеля к созданию самого совершенного протеза руки вдохновляет. Это началось, когда ему было всего 14 лет, после того, как он встретил молодую девушку с традиционным протезом конечности за 80 000 долларов. Сцена не подходила Лашапелю, который уже создал в своей спальне роботизированную руку, которая, по его мнению, была более функциональной. Так родилась идея Unlimited Tomorrow.
Несколько лет спустя, когда Лашапель собирался окончить среднюю школу, филантроп Тони Роббинс встретил Лашапеля и решил предоставить начальное финансирование для Unlimited Tomorrow. Однако им пришлось подождать, чтобы воплотить свое видение в жизнь, потому что в 17 лет Лашапель был недостаточно взрослым, чтобы на законных основаниях владеть компанией.
«Начать бизнес в 18 лет было огромным испытанием, — говорит он. «Было непросто сразу перейти в стартап-среду и вести бизнес. Потребовалось так много проб и ошибок, обучение с помощью множества различных средств — книг, презентаций, видео, курсов… Это чрезвычайно мотивирует, но это сложно».
 7%
7% Конструктивно некоторые станки невозможно эксплуатировать без принудительного отвода стружки. К тому же некоторые виды пыли, образующиеся при обработки дерева, содержат химикаты, которые могут стать причиной аллергической реакции. Поэтому в каждой мастерской, связанной с деревообработкой, необходимо иметь пылесос для сбора стружки и древесной пыли.
Конструктивно некоторые станки невозможно эксплуатировать без принудительного отвода стружки. К тому же некоторые виды пыли, образующиеся при обработки дерева, содержат химикаты, которые могут стать причиной аллергической реакции. Поэтому в каждой мастерской, связанной с деревообработкой, необходимо иметь пылесос для сбора стружки и древесной пыли. 000
000 000
000

 Назначение пылесоса — отвод стружки и опилок из зоны реза. Конструктивно некоторые станки невозможно эксплуатировать без принудительного отвода стружки. К тому же некоторые виды пыли, образующиеся при обработки дерева, содержат химикаты, которые могут стать причиной аллергической реакции. Поэтому в каждой мастерской, связанной с деревообработкой, необходимо иметь пылесос для сбора стружки и древесной пыли.
Назначение пылесоса — отвод стружки и опилок из зоны реза. Конструктивно некоторые станки невозможно эксплуатировать без принудительного отвода стружки. К тому же некоторые виды пыли, образующиеся при обработки дерева, содержат химикаты, которые могут стать причиной аллергической реакции. Поэтому в каждой мастерской, связанной с деревообработкой, необходимо иметь пылесос для сбора стружки и древесной пыли. 11
11 В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь
В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь
 Таким образом, в то время как Corvette изначально предлагался только с Blue Flame Six в 1953 и 1954 годах, V-8 дебютировал в 1955 году и задал тон на следующие 65 лет. Имея всего 195 лошадиных сил, первый V-8 не был мощным двигателем, но стал важной вехой.
Таким образом, в то время как Corvette изначально предлагался только с Blue Flame Six в 1953 и 1954 годах, V-8 дебютировал в 1955 году и задал тон на следующие 65 лет. Имея всего 195 лошадиных сил, первый V-8 не был мощным двигателем, но стал важной вехой.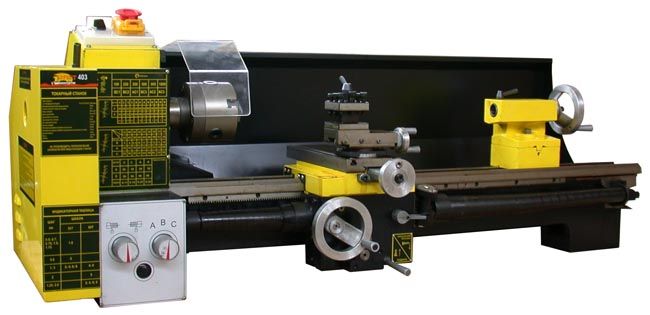 как раннее «топливо». К 1961 году его мощность достигла 315 л.с.
как раннее «топливо». К 1961 году его мощность достигла 315 л.с.
 мотор. Первоначально L78 был рассчитан на 425 л.с., это был единственный год, когда он был доступен в Corvette, но он использовался в полноразмерных автомобилях Chevrolet и маслкарах до 19-го века.70. Хотя его номинальная мощность упала до 375 л.с., внутри все тот же двигатель.
мотор. Первоначально L78 был рассчитан на 425 л.с., это был единственный год, когда он был доступен в Corvette, но он использовался в полноразмерных автомобилях Chevrolet и маслкарах до 19-го века.70. Хотя его номинальная мощность упала до 375 л.с., внутри все тот же двигатель. Поэтому, когда дело доходит до производительности, мы никогда не превзойдем простую работающую индукционную систему, и L88 делает именно это. Этот двигатель с высокой степенью сжатия носил алюминиевые головки, как L89., но поднял производительность на одну или две ступени благодаря еще более высокому сжатию. Это был гоночный двигатель, едва прирученный для уличных гонок, и внутренняя этикетка информировала водителей об этом: «Предупреждение: автомобиль должен работать на топливе с октановым числом не менее 103 по исследовательскому методу и 95 по моторному октану, иначе может произойти повреждение двигателя».
Поэтому, когда дело доходит до производительности, мы никогда не превзойдем простую работающую индукционную систему, и L88 делает именно это. Этот двигатель с высокой степенью сжатия носил алюминиевые головки, как L89., но поднял производительность на одну или две ступени благодаря еще более высокому сжатию. Это был гоночный двигатель, едва прирученный для уличных гонок, и внутренняя этикетка информировала водителей об этом: «Предупреждение: автомобиль должен работать на топливе с октановым числом не менее 103 по исследовательскому методу и 95 по моторному октану, иначе может произойти повреждение двигателя». Это было детище Винса Пиггинса, гонщика в душе, который был пионером в разработке гоночных двигателей Chevrolet, когда Chevy должен был держаться подальше от любых гонок. Он выступал за разработку мощных больших блоков и убедил Брюса Макларена, что полностью алюминиевый большой блок — это именно то, что нужно его гонщикам Can-Am, и он был прав. Всего два 1969 корветов были построены с двигателем, и они практически Святой Грааль скатов.
Это было детище Винса Пиггинса, гонщика в душе, который был пионером в разработке гоночных двигателей Chevrolet, когда Chevy должен был держаться подальше от любых гонок. Он выступал за разработку мощных больших блоков и убедил Брюса Макларена, что полностью алюминиевый большой блок — это именно то, что нужно его гонщикам Can-Am, и он был прав. Всего два 1969 корветов были построены с двигателем, и они практически Святой Грааль скатов.
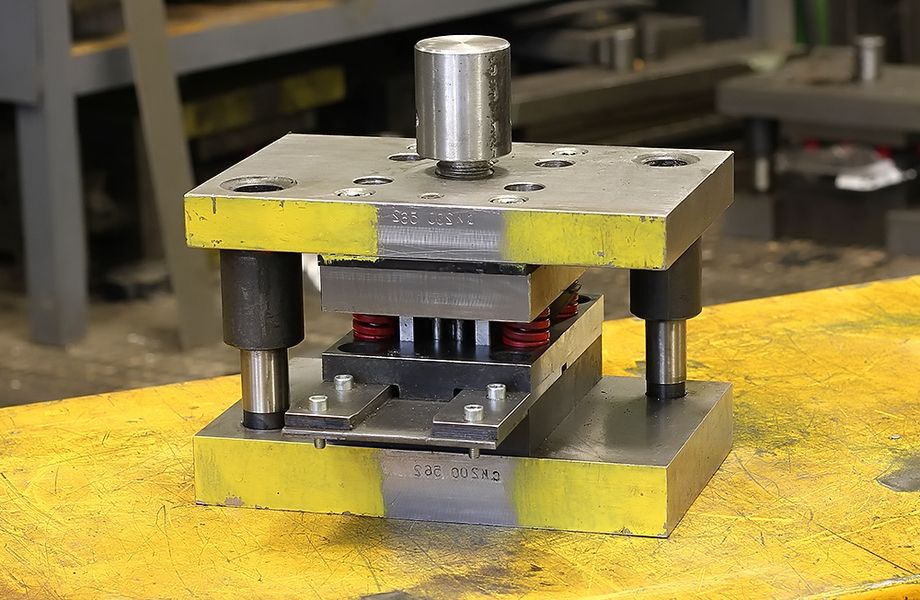 Они фиксируют заготовку, не давая ей сместиться.
Они фиксируют заготовку, не давая ей сместиться.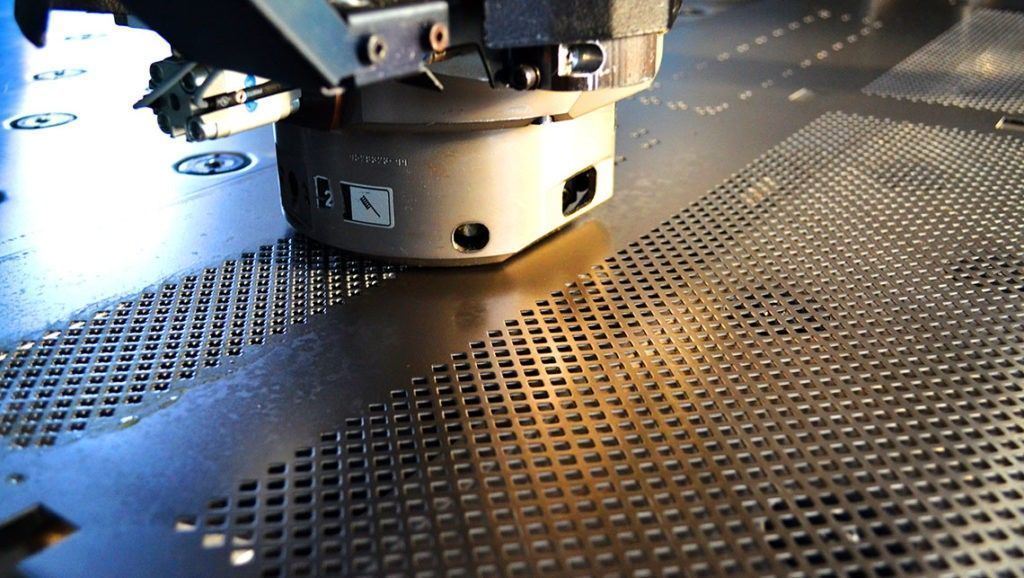 Ползун и стол имеют стандартные пазы для крепления:
Ползун и стол имеют стандартные пазы для крепления:

 Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ: вырубки, пробивки, гибки, неглубокой вытяжки, формовки и т.д. Холодная листовая штамповка – один из самых прогрессивных методов получения заготовок. Прессы моделей КД2114Г, КД2118Г, К2019, КД2122Г, КД2124Г, применяются для получения готовых изделий в приборостроении, радиоэлектронной промышленности. По данным приборостроительных и машиностроительных предприятий до 75% заготовок и деталей изготавливаются методом холодной штамповки.
Прессы простого действия имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ: вырубки, пробивки, гибки, неглубокой вытяжки, формовки и т.д. Холодная листовая штамповка – один из самых прогрессивных методов получения заготовок. Прессы моделей КД2114Г, КД2118Г, К2019, КД2122Г, КД2124Г, применяются для получения готовых изделий в приборостроении, радиоэлектронной промышленности. По данным приборостроительных и машиностроительных предприятий до 75% заготовок и деталей изготавливаются методом холодной штамповки. Специфической особенностью процесса холодной штамповки металла является относительно высокая стоимость штампов.
Специфической особенностью процесса холодной штамповки металла является относительно высокая стоимость штампов.
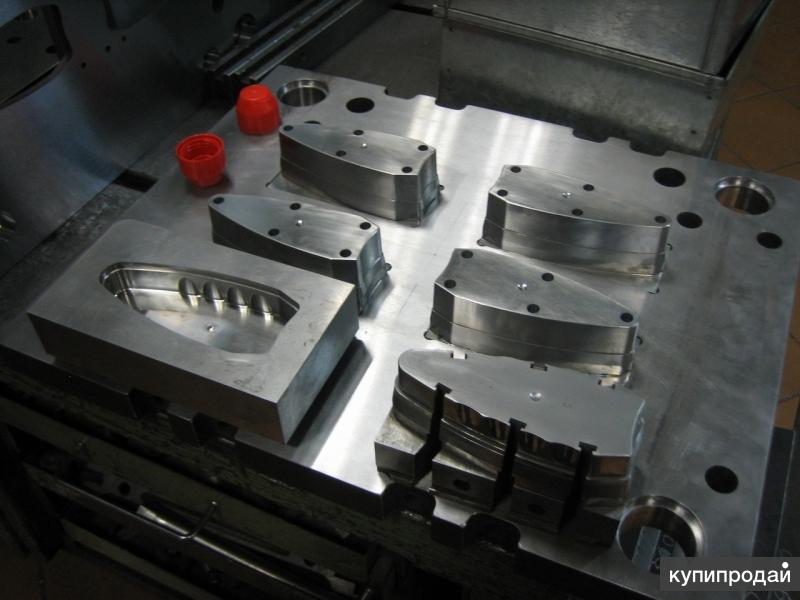 Однако для производителей штамповка имеет совсем другое значение, которое напоминает тяжелое оборудование, которое весит тысячи фунтов и может постоянно изменять металл с помощью грубой силы.
Однако для производителей штамповка имеет совсем другое значение, которое напоминает тяжелое оборудование, которое весит тысячи фунтов и может постоянно изменять металл с помощью грубой силы. хочу.
хочу.

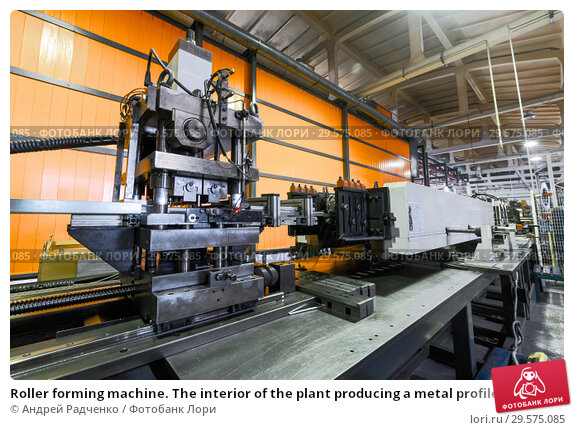 В механических прессах для передачи и хранения энергии используется двигатель, соединенный с маховиком. Эти прессы доступны в широком диапазоне размеров от 20 до 6000 тонн. Механические прессы обычно используются для прогрессивной и трансферной штамповки. В эту категорию попадают многие автомобильные, бытовые и аппаратные компоненты.
В механических прессах для передачи и хранения энергии используется двигатель, соединенный с маховиком. Эти прессы доступны в широком диапазоне размеров от 20 до 6000 тонн. Механические прессы обычно используются для прогрессивной и трансферной штамповки. В эту категорию попадают многие автомобильные, бытовые и аппаратные компоненты. Программируемые дополнения позволяют использовать множество различных комбинаций, которые могут работать с широким спектром штампов, типов деталей и скоростей производства.
Программируемые дополнения позволяют использовать множество различных комбинаций, которые могут работать с широким спектром штампов, типов деталей и скоростей производства.
 AZS V 5000х2
AZS V 5000х2
 Пластиковые емкости – это современное решение вопроса хранения ГСМ. Купить бак для дизельного топлива по оптимальной цене мы рекомендуем только в нашем интернет-магазине. Мы представляем изделия объемом от 1000 до 10 000 литров.
Пластиковые емкости – это современное решение вопроса хранения ГСМ. Купить бак для дизельного топлива по оптимальной цене мы рекомендуем только в нашем интернет-магазине. Мы представляем изделия объемом от 1000 до 10 000 литров.
 Наземное расположение.
Наземное расположение.
 Благодаря широкому основанию очень устойчива. Объем от 300 до 8000 литров. Возможно дооснащение нижним сливом и дополнительным оборудованием. В данных емкостях разрешается хранение питьевой воды. Емкости от 2 м3 могут поставляться в металлическом каркасе.
Благодаря широкому основанию очень устойчива. Объем от 300 до 8000 литров. Возможно дооснащение нижним сливом и дополнительным оборудованием. В данных емкостях разрешается хранение питьевой воды. Емкости от 2 м3 могут поставляться в металлическом каркасе.
 Бак емкостью 10000 литров. Наземное хранение.Емкости от 2 м3 могут поставляться в металлическом каркасе.
Бак емкостью 10000 литров. Наземное хранение.Емкости от 2 м3 могут поставляться в металлическом каркасе.
 Возможность хранения штабелированнием. Размерность от 50 до 400 литров. Наземное хранение. Транспортировка наполненными.
Возможность хранения штабелированнием. Размерность от 50 до 400 литров. Наземное хранение. Транспортировка наполненными.
 Использовать для перевозки топлива, ГСМ, пищевых жидкостей. Выпускается в самом ходовом размере 1000 литров.
Использовать для перевозки топлива, ГСМ, пищевых жидкостей. Выпускается в самом ходовом размере 1000 литров.
 Бесшовное литье и специальная форма исключают выдавливание и разгерметизацию резервуара. Хорошо зарекомендовали в дачном отоплении дизельным топливом. Объем от 1250 до 3000 литров. Контроль за количеством осуществляется с помощью уровнеметра.
Бесшовное литье и специальная форма исключают выдавливание и разгерметизацию резервуара. Хорошо зарекомендовали в дачном отоплении дизельным топливом. Объем от 1250 до 3000 литров. Контроль за количеством осуществляется с помощью уровнеметра.
 95
95  95
95  95
95  99
99  49
49  95
95  96
96  95
95  99
99  99
99  26
26 

 .
.
 Самый мобильный
Самый мобильный Самый прочный
Самый прочный Рейтинг составлен на основе ключевых характеристик моделей и их эксплуатационных параметров. Серьезное влияние на оценку оказали и отзывы владельцев, знакомых с возможностями агрегатов-участников.
Рейтинг составлен на основе ключевых характеристик моделей и их эксплуатационных параметров. Серьезное влияние на оценку оказали и отзывы владельцев, знакомых с возможностями агрегатов-участников. Самый мобильный
Самый мобильный Самый прочный
Самый прочный Но даже 20-килограммовые устройства выглядят предпочтительнее самодельных агрегатов.
Но даже 20-килограммовые устройства выглядят предпочтительнее самодельных агрегатов. Сварочный аппарат позволяет использовать как газовые, так и сварочные аппараты GMma для создания металлов с использованием газа. Сварочные инструменты не нужны, так как их можно использовать для соединения двух или более металлов. Сварочный аппарат также позволяет использовать газ сварочного аппарата для соединения двух металлов вместе. Сварочные инструменты также контролируют скорость процесса сварки настолько, что два металла будут соединены.
Сварочный аппарат позволяет использовать как газовые, так и сварочные аппараты GMma для создания металлов с использованием газа. Сварочные инструменты не нужны, так как их можно использовать для соединения двух или более металлов. Сварочный аппарат также позволяет использовать газ сварочного аппарата для соединения двух металлов вместе. Сварочные инструменты также контролируют скорость процесса сварки настолько, что два металла будут соединены.
 Гамма-сварочные аппараты обеспечивают металлы теплом и энергией, используя тепло материала. В процессе сварки используются два типа сварки: контрольная и термическая сварка между двумя деталями. Гамма-сварочные аппараты обеспечивают тепло и давление для сварки различных материалов. Гамма-сварочные аппараты обеспечивают тепло.
Гамма-сварочные аппараты обеспечивают металлы теплом и энергией, используя тепло материала. В процессе сварки используются два типа сварки: контрольная и термическая сварка между двумя деталями. Гамма-сварочные аппараты обеспечивают тепло и давление для сварки различных материалов. Гамма-сварочные аппараты обеспечивают тепло. Чтобы выбрать подходящий для проекта гамма-сварочный аппарат , также следует использовать его для проекта. Различные модели и размеры также могут быть использованы для различных проектов. Эти факторы следует учитывать и при выборе гамма-сварочного аппарата . Выбрать подходящий для проекта аппарат гамма-сварки следует также.
Чтобы выбрать подходящий для проекта гамма-сварочный аппарат , также следует использовать его для проекта. Различные модели и размеры также могут быть использованы для различных проектов. Эти факторы следует учитывать и при выборе гамма-сварочного аппарата . Выбрать подходящий для проекта аппарат гамма-сварки следует также.
 По истечении ряда лет возникнет слабое обесцвечивание, в частности, прозрачных материалов покрытий. Для исключения обесцвечивания рекомендуется установить защиту от солнечных лучей.
По истечении ряда лет возникнет слабое обесцвечивание, в частности, прозрачных материалов покрытий. Для исключения обесцвечивания рекомендуется установить защиту от солнечных лучей. После тестирования материалы должны сохранить 85% исходных параметров, в частности, эластичности, прочности на изгиб, ударопрочности, воспламеняемости и накаливания.
После тестирования материалы должны сохранить 85% исходных параметров, в частности, эластичности, прочности на изгиб, ударопрочности, воспламеняемости и накаливания. Кроме того, можно заказать корпуса из полистирола (PS) с высокой ударопрочностью.
Кроме того, можно заказать корпуса из полистирола (PS) с высокой ударопрочностью. По истечении ряда лет возникнет слабое обесцвечивание, в частности, прозрачных материалов покрытий. Для исключения обесцвечивания рекомендуется установить защиту от солнечных лучей.
По истечении ряда лет возникнет слабое обесцвечивание, в частности, прозрачных материалов покрытий. Для исключения обесцвечивания рекомендуется установить защиту от солнечных лучей. После тестирования материалы должны сохранить 85% исходных параметров, в частности, эластичности, прочности на изгиб, ударопрочности, воспламеняемости и накаливания.
После тестирования материалы должны сохранить 85% исходных параметров, в частности, эластичности, прочности на изгиб, ударопрочности, воспламеняемости и накаливания. Это важно, ведь любой из них выделяет в жидкость химические вещества, которые обладают разной степенью опасности. Поэтому будьте внимательны при их выборе.
Это важно, ведь любой из них выделяет в жидкость химические вещества, которые обладают разной степенью опасности. Поэтому будьте внимательны при их выборе. Все специалисты рекомендуют покупать воду именно в таких пластиковых бутылках, если это возможно.
Все специалисты рекомендуют покупать воду именно в таких пластиковых бутылках, если это возможно.

 Покупать овощи, супы и другие продукты в таре с маркировкой №2;
Покупать овощи, супы и другие продукты в таре с маркировкой №2;

 Используется в контейнерах для йогурта, трубочках для питья и полупрозрачных пластиковых контейнерах, включая бутылочки для младенцев. Считается одним из более безопасных видов пластика.
Используется в контейнерах для йогурта, трубочках для питья и полупрозрачных пластиковых контейнерах, включая бутылочки для младенцев. Считается одним из более безопасных видов пластика.




 Этот универсальный термопластичный полимер прост в обработке и имеет множество применений в различных отраслях. ПК-пластик в основном используется для медицинских устройств и деталей, но также может использоваться в качестве более прочного заменителя стекла.
Этот универсальный термопластичный полимер прост в обработке и имеет множество применений в различных отраслях. ПК-пластик в основном используется для медицинских устройств и деталей, но также может использоваться в качестве более прочного заменителя стекла. Можно даже сказать, что работа с поликарбонатом для наших специалистов по пластику – это пустяк. ПК-пластик особенно подходит для интенсивного использования или при соблюдении высоких стандартов качества или безопасности. BKB Precision имеет большой опыт в реализации пластиковых приложений для ПК, в том числе:
Можно даже сказать, что работа с поликарбонатом для наших специалистов по пластику – это пустяк. ПК-пластик особенно подходит для интенсивного использования или при соблюдении высоких стандартов качества или безопасности. BKB Precision имеет большой опыт в реализации пластиковых приложений для ПК, в том числе: Наши специалисты по пластику для ПК будут рады сообщить вам об особых свойствах поликарбоната и многом другом.
Наши специалисты по пластику для ПК будут рады сообщить вам об особых свойствах поликарбоната и многом другом. ПК обычно используется для пластиковых линз в очках, медицинских устройствах, автомобильных компонентах, защитном снаряжении, теплицах, цифровых дисках (CD, DVD и Blu-ray) и светильниках для наружного освещения. Поликарбонат также обладает очень хорошей термостойкостью и может комбинироваться с огнезащитными материалами без существенной деградации материала. Поликарбонатные пластики являются конструкционными пластиками в том смысле, что они обычно используются для более надежных и прочных материалов, таких как ударопрочные «стеклоподобные» поверхности.
ПК обычно используется для пластиковых линз в очках, медицинских устройствах, автомобильных компонентах, защитном снаряжении, теплицах, цифровых дисках (CD, DVD и Blu-ray) и светильниках для наружного освещения. Поликарбонат также обладает очень хорошей термостойкостью и может комбинироваться с огнезащитными материалами без существенной деградации материала. Поликарбонатные пластики являются конструкционными пластиками в том смысле, что они обычно используются для более надежных и прочных материалов, таких как ударопрочные «стеклоподобные» поверхности. Хотя деформация может быть проще с применением тепла, даже небольшие угловые изгибы возможны без него. Эта характеристика делает листовой поликарбонат особенно полезным при создании прототипов, когда листовой металл нежизнеспособен (например, когда требуется прозрачность или когда требуется непроводящий материал с хорошими электроизоляционными свойствами).
Хотя деформация может быть проще с применением тепла, даже небольшие угловые изгибы возможны без него. Эта характеристика делает листовой поликарбонат особенно полезным при создании прототипов, когда листовой металл нежизнеспособен (например, когда требуется прозрачность или когда требуется непроводящий материал с хорошими электроизоляционными свойствами).

 Компании, которые производят этот тип продукции, часто наносят тонированный поликарбонат на переднюю часть своих вывесок, чтобы защитить светодиоды и уменьшить блики.
Компании, которые производят этот тип продукции, часто наносят тонированный поликарбонат на переднюю часть своих вывесок, чтобы защитить светодиоды и уменьшить блики. Поликарбонат, пригодный для литья под давлением, может включать другие добавки, такие как смазки для форм, которые смазывают материал во время обработки. Готовый поликарбонат обычно продается в виде цилиндров, стержней или листов.
Поликарбонат, пригодный для литья под давлением, может включать другие добавки, такие как смазки для форм, которые смазывают материал во время обработки. Готовый поликарбонат обычно продается в виде цилиндров, стержней или листов.
 Большинство исследований, финансируемых государством, показали, что BPA представляет опасный риск для здоровья, в то время как многие исследования, финансируемые промышленностью, показали, что медицинские риски ниже или отсутствуют. Несмотря на противоречивые исследования негативного воздействия BPA, определенные типы поликарбоната связаны с его высвобождением. Это привело к появлению продуктов из поликарбоната, «не содержащих бисфенол-А» (которые обычно демонстрируются на потребительских товарах, таких как консервные банки).
Большинство исследований, финансируемых государством, показали, что BPA представляет опасный риск для здоровья, в то время как многие исследования, финансируемые промышленностью, показали, что медицинские риски ниже или отсутствуют. Несмотря на противоречивые исследования негативного воздействия BPA, определенные типы поликарбоната связаны с его высвобождением. Это привело к появлению продуктов из поликарбоната, «не содержащих бисфенол-А» (которые обычно демонстрируются на потребительских товарах, таких как консервные банки).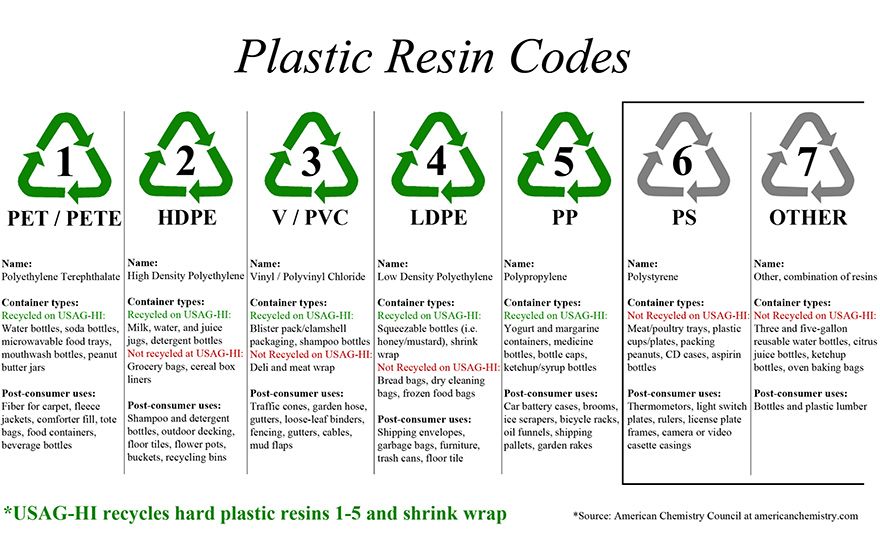
 5
5 5×10.5
5×10.5 11 МБ)
11 МБ) Новый перфоратор KHA 18 LTX BL 40 для ударного бурения и долбления, отличается максимально высокой производительностью бурения и большим сроком службы. Благодаря самой высокой скорости бурения и максимально высокой производительности может быть решена любая задача. Виброзащита обеспечивается благодаря Metabo VibraTech MVT с двойной амортизацией.
Новый перфоратор KHA 18 LTX BL 40 для ударного бурения и долбления, отличается максимально высокой производительностью бурения и большим сроком службы. Благодаря самой высокой скорости бурения и максимально высокой производительности может быть решена любая задача. Виброзащита обеспечивается благодаря Metabo VibraTech MVT с двойной амортизацией. Оба больших аккумуляторных комбинированных перфоратора, KHA 36-18 LTX 32 и KHA 36 LTX позволяют без проблем сверлить в бетоне отверстия диаметром даже 32 мм. Таким образом, аккумуляторные перфораторы можно использовать вместе с работающими от сети перфораторами и отбойными молотками SDS-plus. Оснащенные мощным ударным механизмом, аккумуляторные перфораторы обеспечивают высокую энергию единичного удара для непрерывного сверления в бетоне и каменной кладке. Аккумуляторные комбинированные перфораторы с отключением вращения можно использовать и для долбления. Почти все аккумуляторные комбинированные перфораторы работают от аккумуляторного блока на 18 В. Кроме аккумуляторного перфоратора KHA 36-18 LTX 32, который использует два аккумуляторных блока на 18 В, имеется практически такой же по конструкции перфоратор KHA 36 LTX, работающий с одним аккумуляторным блоком на 36 В.
Оба больших аккумуляторных комбинированных перфоратора, KHA 36-18 LTX 32 и KHA 36 LTX позволяют без проблем сверлить в бетоне отверстия диаметром даже 32 мм. Таким образом, аккумуляторные перфораторы можно использовать вместе с работающими от сети перфораторами и отбойными молотками SDS-plus. Оснащенные мощным ударным механизмом, аккумуляторные перфораторы обеспечивают высокую энергию единичного удара для непрерывного сверления в бетоне и каменной кладке. Аккумуляторные комбинированные перфораторы с отключением вращения можно использовать и для долбления. Почти все аккумуляторные комбинированные перфораторы работают от аккумуляторного блока на 18 В. Кроме аккумуляторного перфоратора KHA 36-18 LTX 32, который использует два аккумуляторных блока на 18 В, имеется практически такой же по конструкции перфоратор KHA 36 LTX, работающий с одним аккумуляторным блоком на 36 В. Для такой области применения существует аккумуляторный комбинированный перфоратор KHA 18 LTX BL 24 Quick. Он имеет встроенный адаптер для отсасывания, позволяющий сверлить без пыли. Компактное устройство для удаления пыли ISA 18 LTX 24 быстро монтируется на аккумуляторном перфораторе без использования инструмента. Оно имеет фильтр HEPA, который при сверлении улавливает даже мельчайшие частицы пыли. При таком активном удалении пыли производительность сверления сохраняется на уровне 100 %. В течение 3 секунд работы аккумуляторного перфоратора по инерции после выключения из отверстия удаляются остатки пыли. Этот аккумуляторный комбинированный перфоратор с устройством удаления пыли незаменим при выполнении работ выше уровня головы. Устройство удаления пыли ISA 18 LTX 24 можно заказать в качестве принадлежности и установить дополнительно.
Для такой области применения существует аккумуляторный комбинированный перфоратор KHA 18 LTX BL 24 Quick. Он имеет встроенный адаптер для отсасывания, позволяющий сверлить без пыли. Компактное устройство для удаления пыли ISA 18 LTX 24 быстро монтируется на аккумуляторном перфораторе без использования инструмента. Оно имеет фильтр HEPA, который при сверлении улавливает даже мельчайшие частицы пыли. При таком активном удалении пыли производительность сверления сохраняется на уровне 100 %. В течение 3 секунд работы аккумуляторного перфоратора по инерции после выключения из отверстия удаляются остатки пыли. Этот аккумуляторный комбинированный перфоратор с устройством удаления пыли незаменим при выполнении работ выше уровня головы. Устройство удаления пыли ISA 18 LTX 24 можно заказать в качестве принадлежности и установить дополнительно. Снять бур, установить зубило, и работу можно продолжить. Для получения отличного результата большое значение имеет не только перфоратор, но и качество используемого рабочего инструмента. Компания Metabo предлагает широкий выбор высококачественных буров SDS-plus и зубил SDS-plus. Для сверления и долбления на выбор предлагаются инструменты различного класса качества с различными свойствами, отвечающие необходимым требованиям. Сверла стандартных диаметров также доступны в виде сформированных наборов в соответствующем классе качества. Quick-перфораторы пригодны также для сверления в дереве и металле. Ударопрочный патрон можно без использования инструмента заменить входящим в комплект поставки быстрозажимным сверлильным патроном с цилиндрическим хвостовиком. Таким образом можно надежно зажать и использовать любое обычное цилиндрическое сверло по дереву или сверло по металлу.
Снять бур, установить зубило, и работу можно продолжить. Для получения отличного результата большое значение имеет не только перфоратор, но и качество используемого рабочего инструмента. Компания Metabo предлагает широкий выбор высококачественных буров SDS-plus и зубил SDS-plus. Для сверления и долбления на выбор предлагаются инструменты различного класса качества с различными свойствами, отвечающие необходимым требованиям. Сверла стандартных диаметров также доступны в виде сформированных наборов в соответствующем классе качества. Quick-перфораторы пригодны также для сверления в дереве и металле. Ударопрочный патрон можно без использования инструмента заменить входящим в комплект поставки быстрозажимным сверлильным патроном с цилиндрическим хвостовиком. Таким образом можно надежно зажать и использовать любое обычное цилиндрическое сверло по дереву или сверло по металлу. Поскольку ударное сверление и долбление очень трудоемкие операции, рекомендуется использовать аккумуляторные блоки LiHD с высокомощными аккумуляторными ячейками. Однако можно использовать и обычные аккумуляторные блоки Li-Power. Можно ли поочередно использовать различные аккумуляторные блоки Metabo с разными значениями емкости? Без проблем при 100-процентной совместимости в пределах одного класса по напряжению. Разумеется, их можно заряжать и готовить к работе с помощью тех же зарядных устройств. Теперь можно использовать и аккумуляторные блоки других ведущих брендов партнеров CAS. CAS означает «Cordless Alliance System», наиболее производительную аккумуляторную систему на мировом рынке. Более подробная информация приведена на сайте www.cordless-alliance-system.com
Поскольку ударное сверление и долбление очень трудоемкие операции, рекомендуется использовать аккумуляторные блоки LiHD с высокомощными аккумуляторными ячейками. Однако можно использовать и обычные аккумуляторные блоки Li-Power. Можно ли поочередно использовать различные аккумуляторные блоки Metabo с разными значениями емкости? Без проблем при 100-процентной совместимости в пределах одного класса по напряжению. Разумеется, их можно заряжать и готовить к работе с помощью тех же зарядных устройств. Теперь можно использовать и аккумуляторные блоки других ведущих брендов партнеров CAS. CAS означает «Cordless Alliance System», наиболее производительную аккумуляторную систему на мировом рынке. Более подробная информация приведена на сайте www.cordless-alliance-system.com Ваш друг получит от вас электронное письмо со ссылкой на наш сайт.
Ваш друг получит от вас электронное письмо со ссылкой на наш сайт. Он имеет прорезиненную мягкую рукоятку для повышения комфорта при работе и удобную боковую рукоятку для дополнительной поддержки. XPP01T1K идеально подходит для производства, ОВКВ, сантехники, электрики, механики и многих других применений. Он является частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире системы аккумуляторных инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов слайд-типа. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве.
Он имеет прорезиненную мягкую рукоятку для повышения комфорта при работе и удобную боковую рукоятку для дополнительной поддержки. XPP01T1K идеально подходит для производства, ОВКВ, сантехники, электрики, механики и многих других применений. Он является частью расширяющейся системы Makita 18V LXT®, крупнейшей в мире системы аккумуляторных инструментов, питаемой от 18-вольтовых литий-ионных аккумуляторов слайд-типа. Литий-ионные аккумуляторы Makita® 18V LXT® имеют самое быстрое время зарядки в своих категориях, поэтому они проводят больше времени за работой и меньше времени сидят на зарядном устройстве. свет освещает рабочую зону
свет освещает рабочую зону
 Makita создала категорию аккумуляторных инструментов на 18 В с литий-ионным аккумулятором в 2005 году, и сегодня это самая большая в мире линейка аккумуляторных инструментов на 18 В. Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить проводные устройства по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее]
Makita создала категорию аккумуляторных инструментов на 18 В с литий-ионным аккумулятором в 2005 году, и сегодня это самая большая в мире линейка аккумуляторных инструментов на 18 В. Ведущая технология Makita дает пользователям инструментов непревзойденную производительность и широкий ассортимент, а инновации в технологии двигателей и аккумуляторов стирают отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с высокой емкостью в ампер-часах, эффективным щеточным и бесщеточным двигателям и технологии 36 В (18 В X2) LXT® инструменты Makita 18 В LXT® не только соответствуют требованиям проводных устройств, но и могут превосходить проводные устройства по производительности, оставаясь при этом на одной беспроводной платформе. питается от самых быстрозаряжающихся литий-ионных аккумуляторов 18 В в отрасли. [Подробнее] Компания Makita создала устройства STAR Protection Computer Controls™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и аккумулятору обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева. Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™.
Компания Makita создала устройства STAR Protection Computer Controls™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и аккумулятору обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева. Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядом или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова включить инструмент. Когда вы вставляете аккумулятор Makita 18V LXT® с символом STAR в инструмент Makita, который имеет либо символ STAR, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls™. Пробейте до 180 отверстий диаметром 20 мм (25/32 дюйма) в стали толщиной 15/64 дюйма с помощью аккумулятора LXT емкостью 5,0 Ач, 18 В (продается отдельно). Механизм остановки перфоратора автоматически отводит матрицу после завершения перфорации, чтобы быстро продолжить работу. Для некоторых приложений пробивка отверстий стала быстрой и легкой!
Пробейте до 180 отверстий диаметром 20 мм (25/32 дюйма) в стали толщиной 15/64 дюйма с помощью аккумулятора LXT емкостью 5,0 Ач, 18 В (продается отдельно). Механизм остановки перфоратора автоматически отводит матрицу после завершения перфорации, чтобы быстро продолжить работу. Для некоторых приложений пробивка отверстий стала быстрой и легкой!
 свет освещает рабочую зону
свет освещает рабочую зону
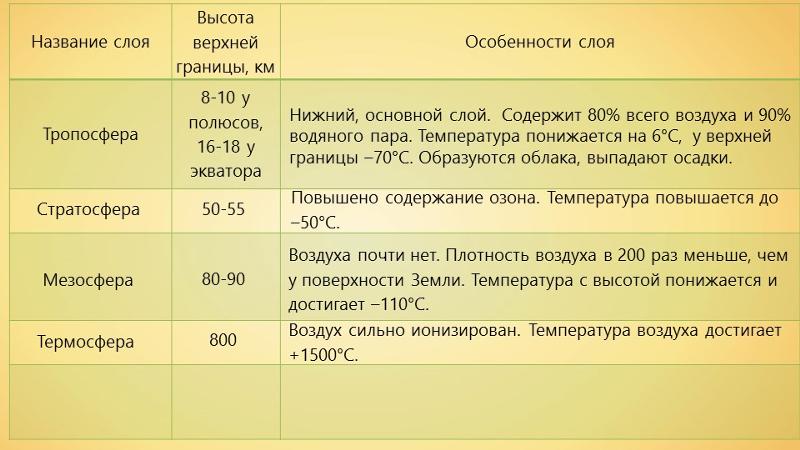
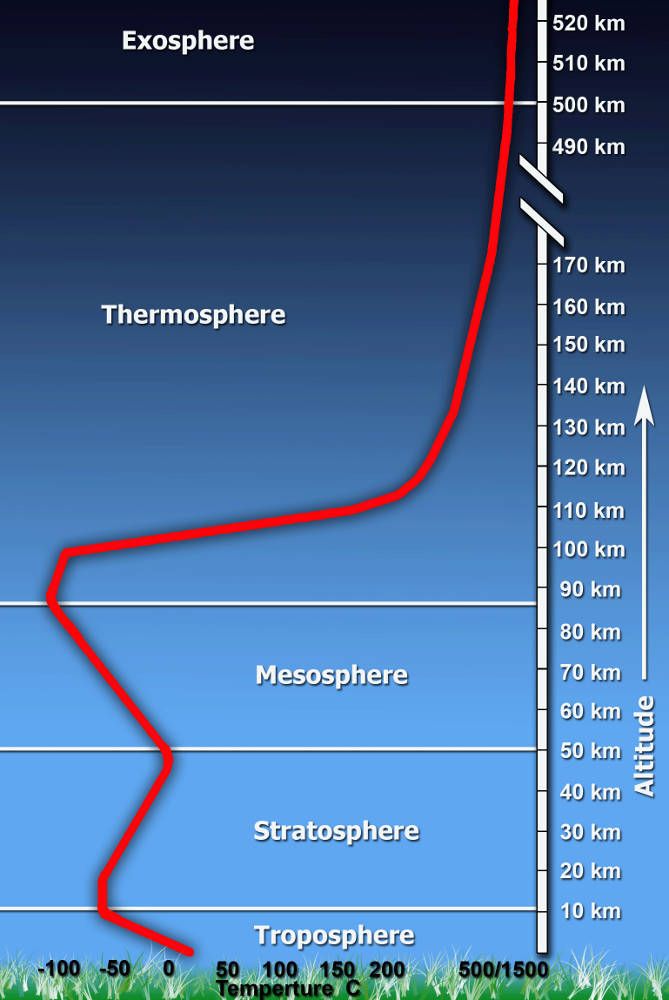 Именно из-за наличия таких удивительных деталей, которые можно реализовать на огромном количестве 3D принтеров.
Именно из-за наличия таких удивительных деталей, которые можно реализовать на огромном количестве 3D принтеров.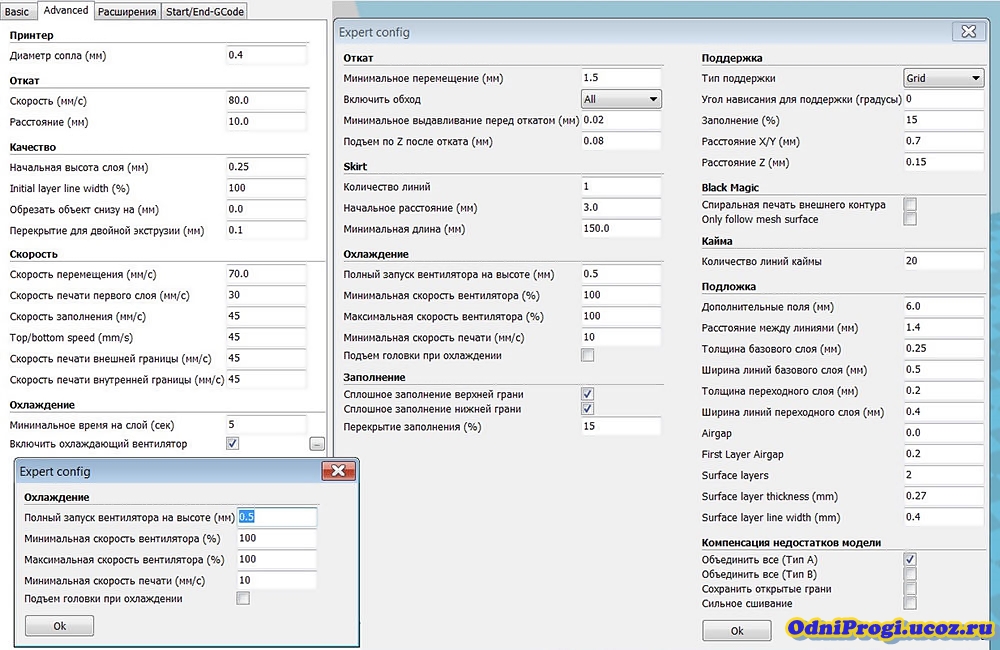 Ну а для получения дополнительной информации о том, как сглаживать модели, можете ознакомится с этим руководством по сглаживанию PLA.
Ну а для получения дополнительной информации о том, как сглаживать модели, можете ознакомится с этим руководством по сглаживанию PLA.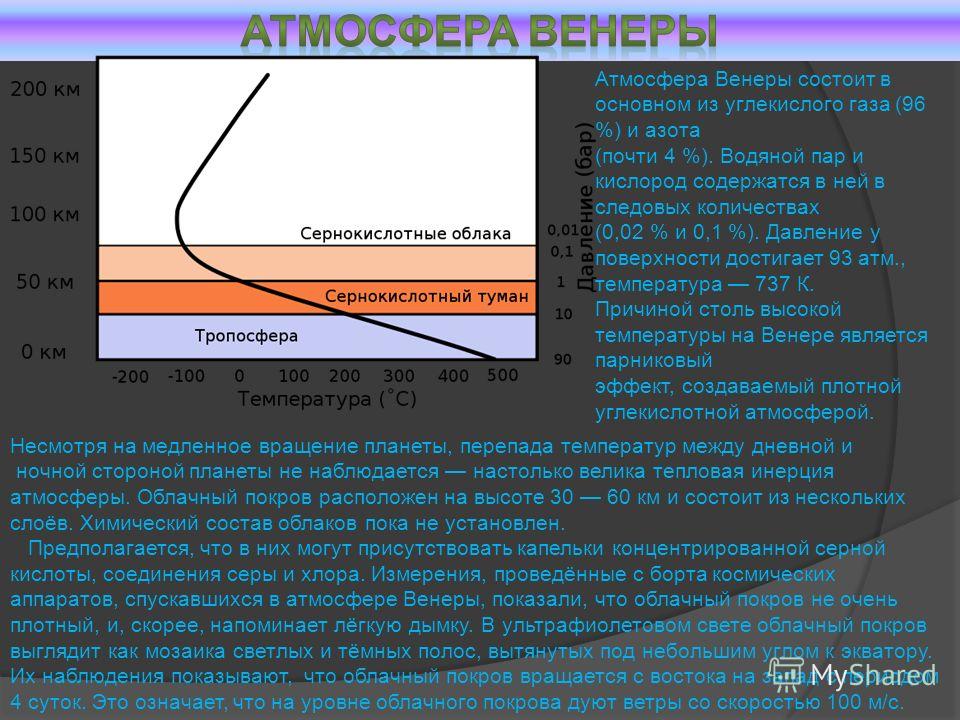 Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем.
Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем.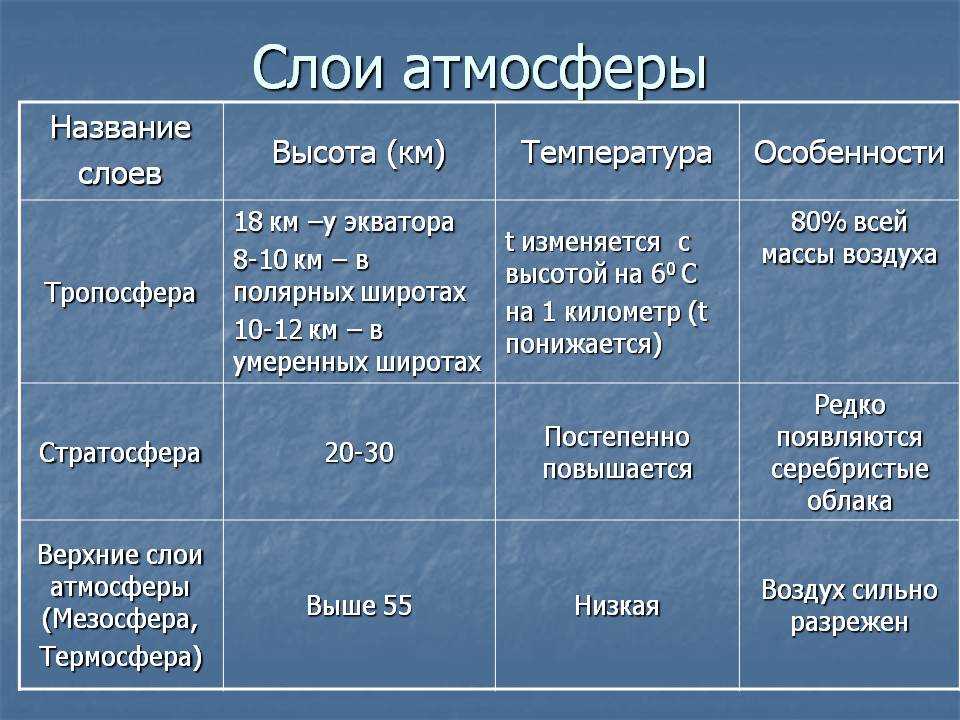 Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
 1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.
1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.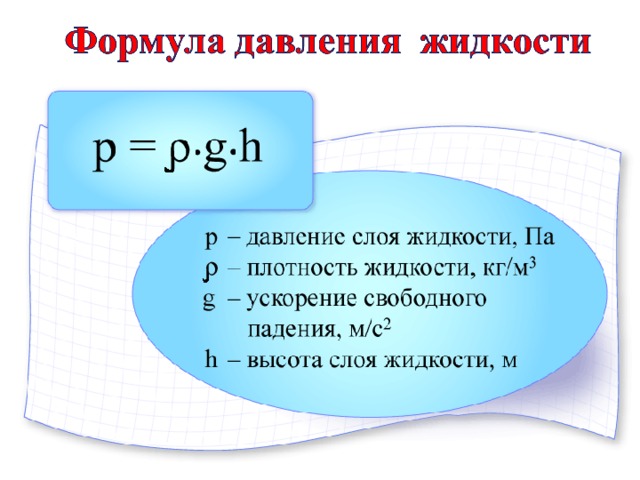 Но мы говорим о 3D печати.
Но мы говорим о 3D печати. 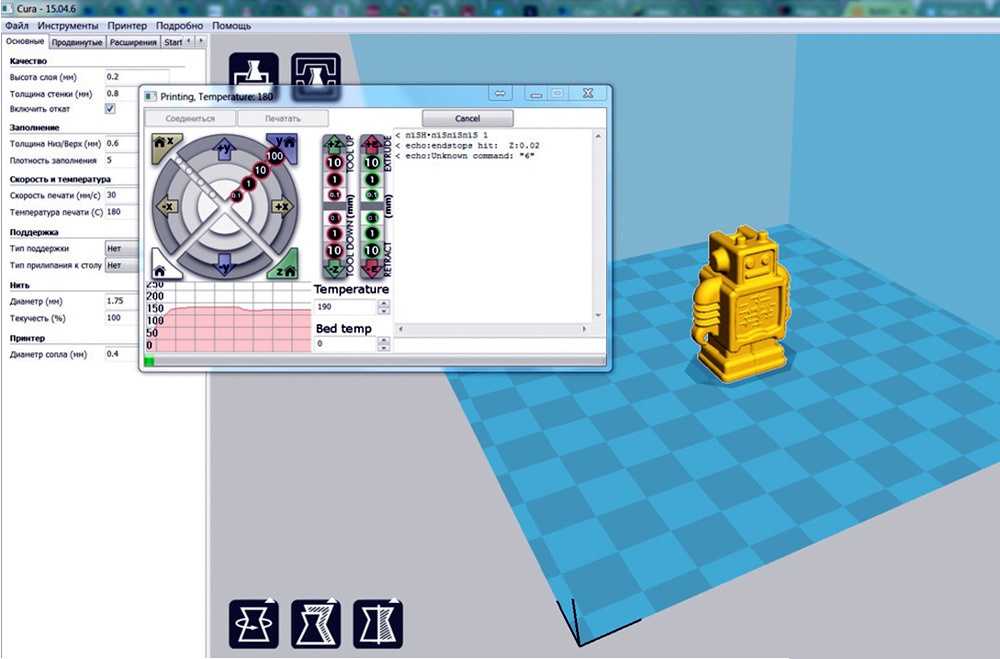 Всё!
Всё!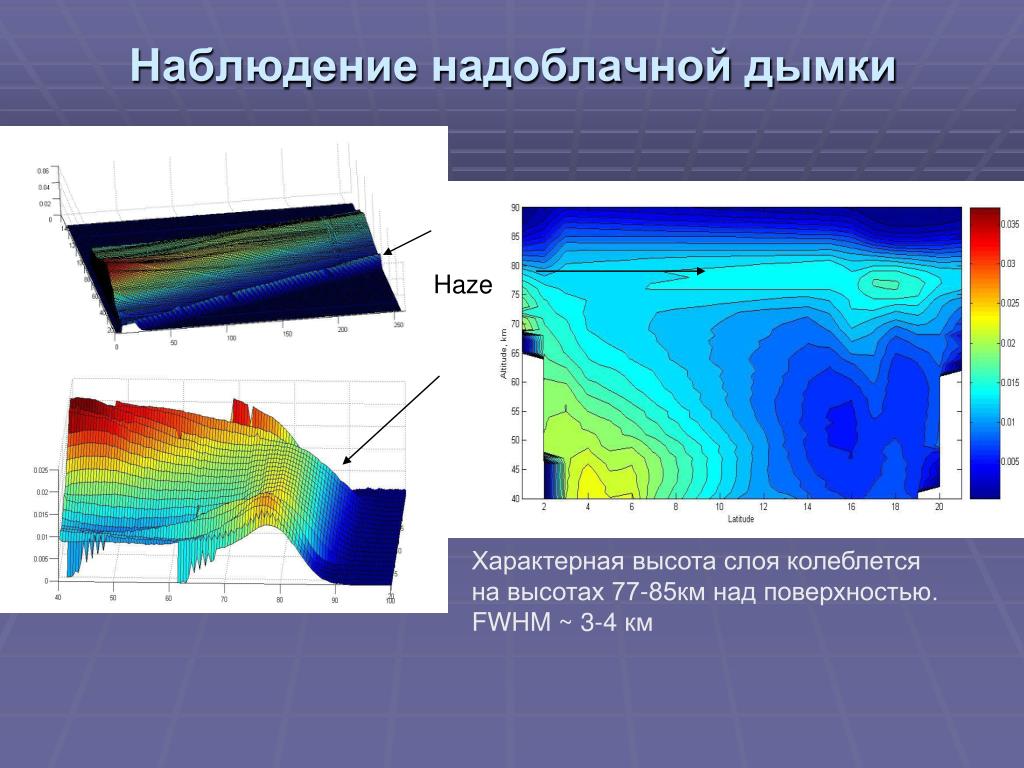 Или наоборот.
Или наоборот.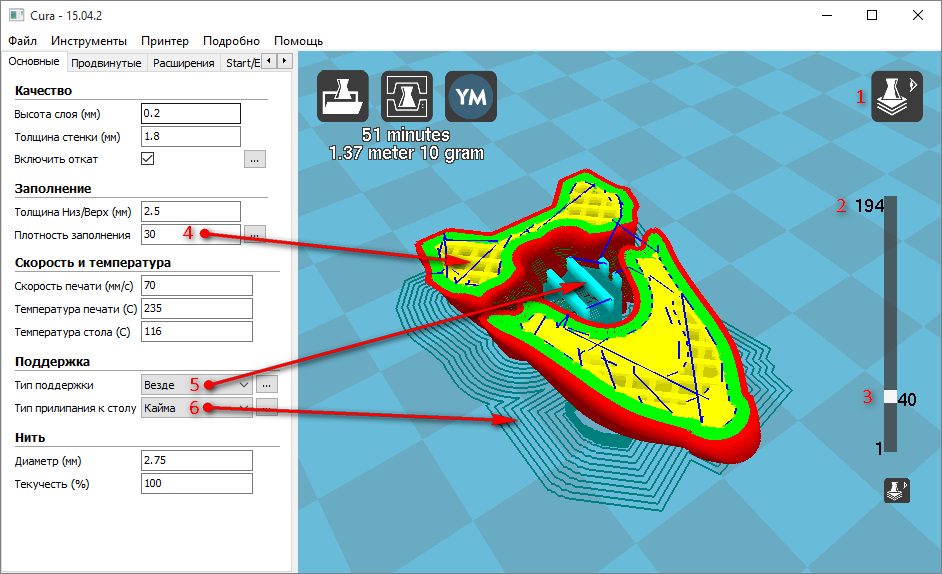
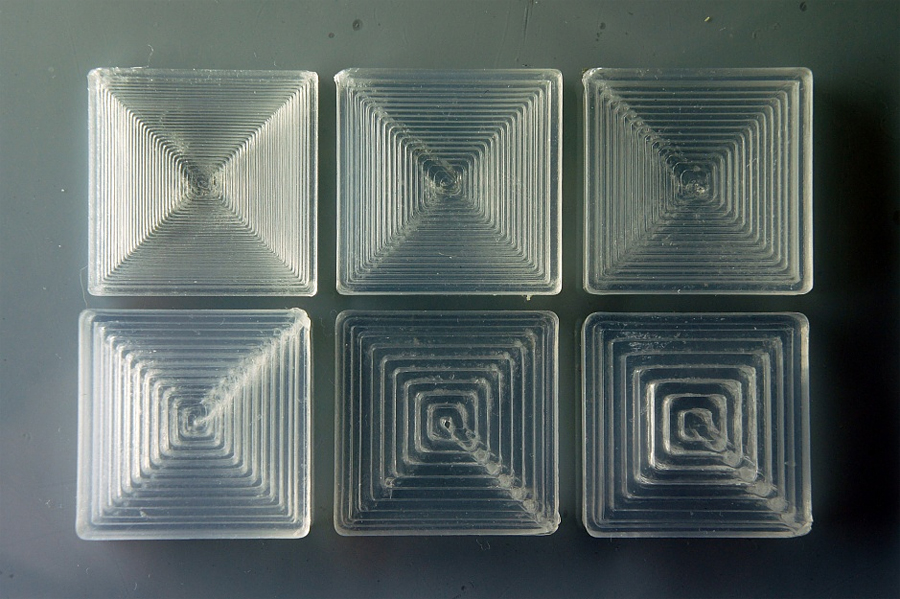
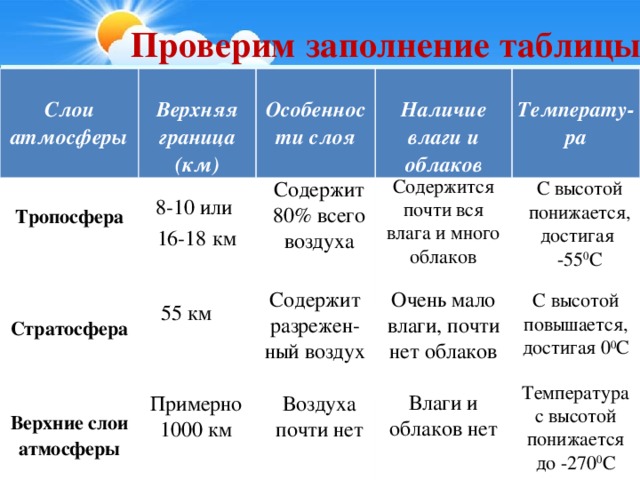

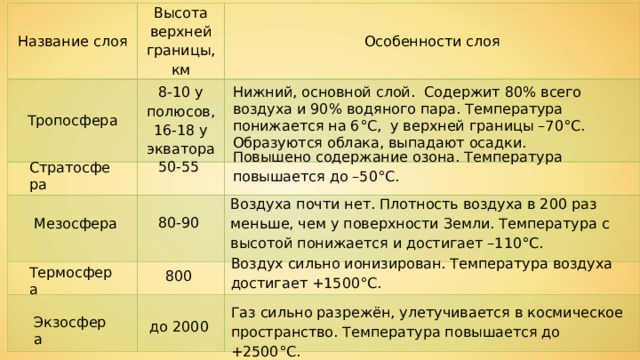 Он измеряется в микронах или миллиметрах, может быть отрегулирован с помощью программы слайсера и варьируется от проекта к проекту.
Он измеряется в микронах или миллиметрах, может быть отрегулирован с помощью программы слайсера и варьируется от проекта к проекту.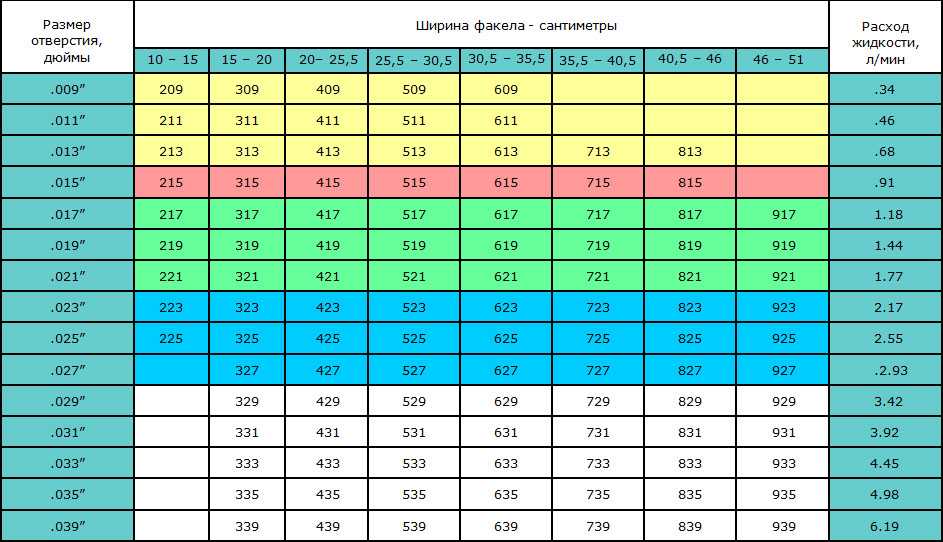 3D-печать с меньшей высотой слоя также может помочь, если ваш дизайн имеет выступы, так как слои будут больше перекрываться. Однако будьте осторожны с использованием тонких слоев толщиной менее 0,1 мм, так как это увеличивает время печати и вероятность появления дефектов, а также снижает отдачу в отношении видимого качества вашей детали.
3D-печать с меньшей высотой слоя также может помочь, если ваш дизайн имеет выступы, так как слои будут больше перекрываться. Однако будьте осторожны с использованием тонких слоев толщиной менее 0,1 мм, так как это увеличивает время печати и вероятность появления дефектов, а также снижает отдачу в отношении видимого качества вашей детали.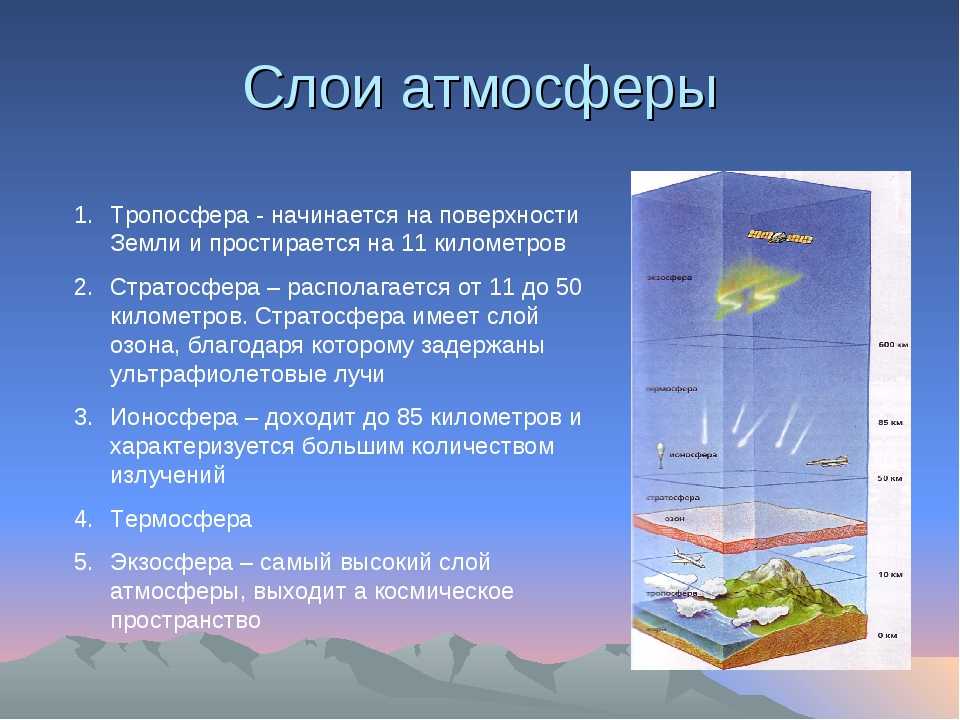 Если высота вашего слоя слишком мала для диаметра сопла принтера, он будет с трудом выталкивать нить, но если она слишком высока, слои не будут склеиваться. Хорошее эмпирическое правило — поддерживать высоту слоя между 25% и 75% диаметра сопла принтера.
Если высота вашего слоя слишком мала для диаметра сопла принтера, он будет с трудом выталкивать нить, но если она слишком высока, слои не будут склеиваться. Хорошее эмпирическое правило — поддерживать высоту слоя между 25% и 75% диаметра сопла принтера.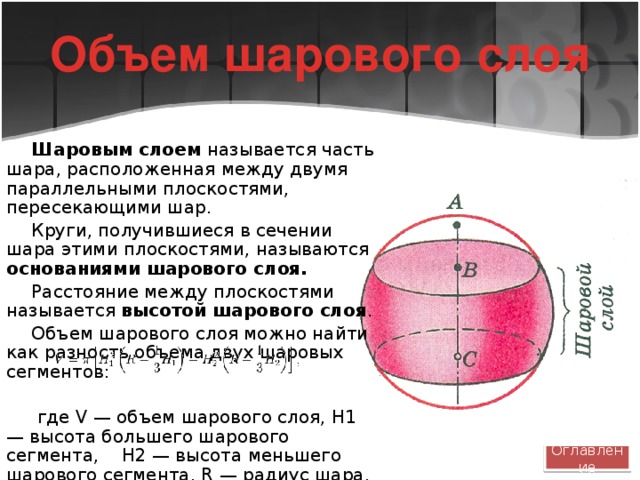
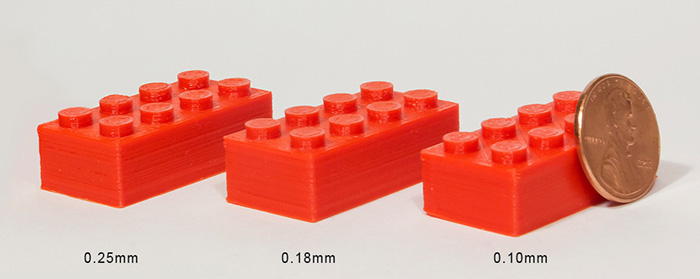 В этой статье вы узнаете о важности высоты слоя и о том, как она влияет на качество, внешний вид и прочность деталей, напечатанных на 3D-принтере.
В этой статье вы узнаете о важности высоты слоя и о том, как она влияет на качество, внешний вид и прочность деталей, напечатанных на 3D-принтере.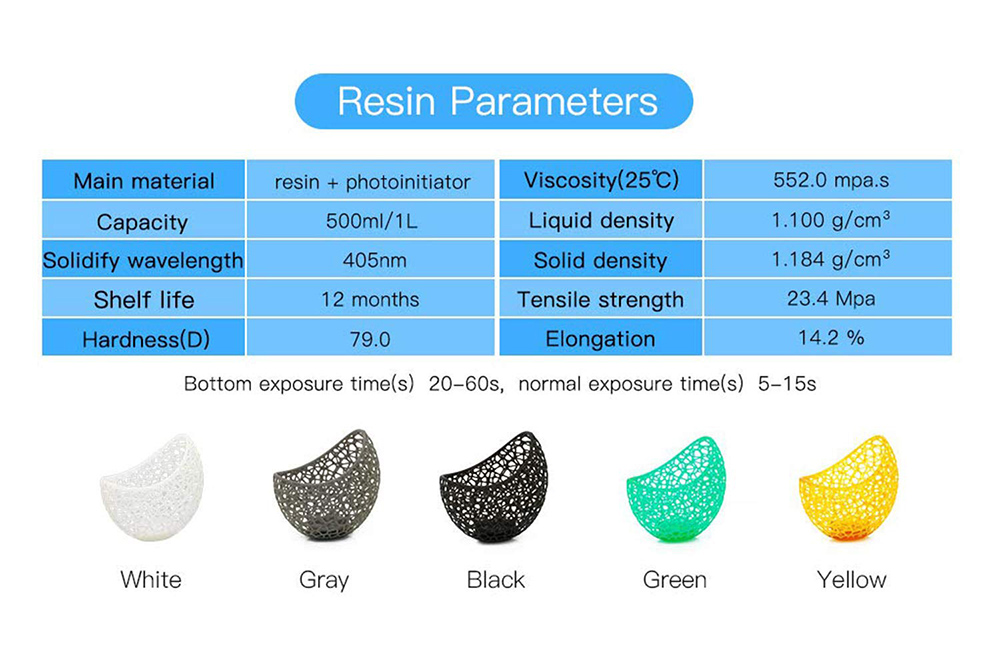 Или, в некоторых случаях, высота слоя уже задана производителем.
Или, в некоторых случаях, высота слоя уже задана производителем.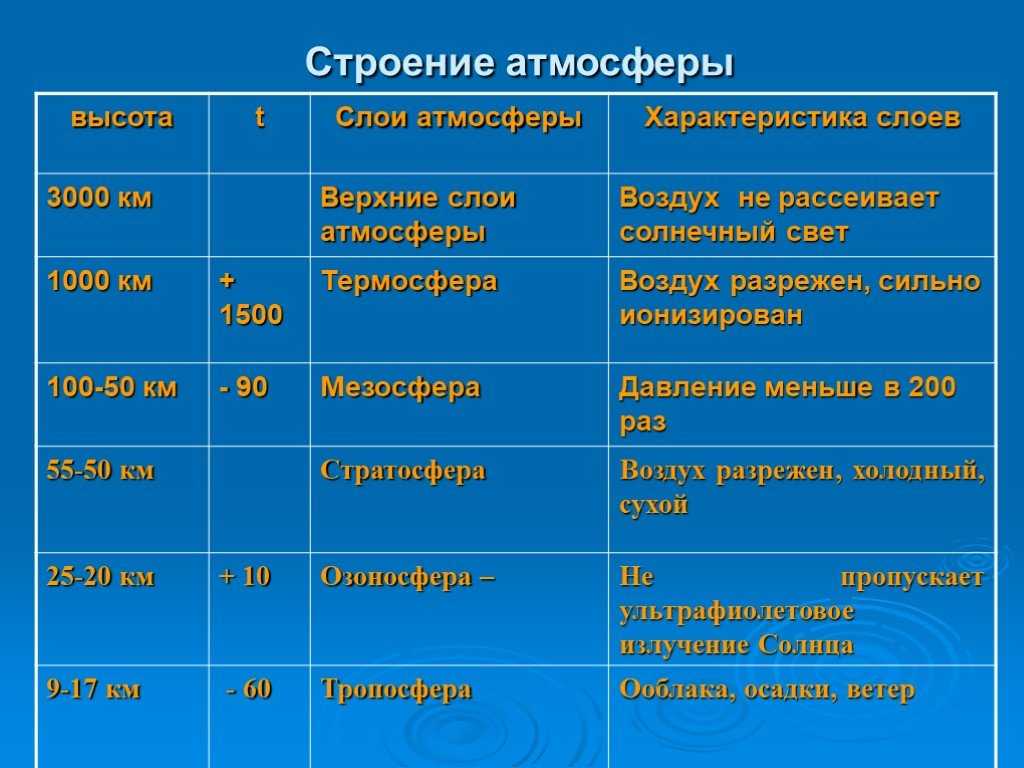
 Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.
Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.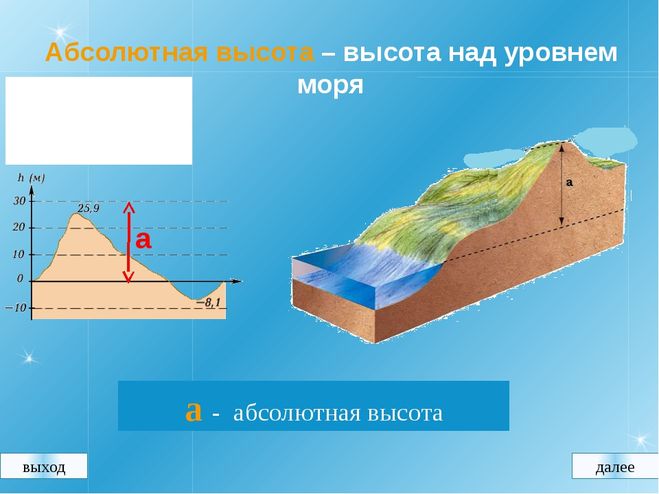
 Мелеуз
Мелеуз Великий Новгород
Великий Новгород PDF
PDF 


 сообщения в блоге о Цитроне
сообщения в блоге о Цитроне

 00 mm
00 mm 002.08
002.08 000.12
000.12 000.16
000.16 000.20
000.20 000.32
000.32 КОЛЕСА, СТУПИЦЫ, ТОРМОЗНЫЕ БАРАБАНЫ
КОЛЕСА, СТУПИЦЫ, ТОРМОЗНЫЕ БАРАБАНЫ
 0007 Весенние подвески
0007 Весенние подвески СОЕДИНЕНИЯ, ОСУШИТЕЛИ ВОЗДУХА
СОЕДИНЕНИЯ, ОСУШИТЕЛИ ВОЗДУХА
 .
. vimeo.com/video/731591640?autoplay=1&loop=1&autopause=0&background=1&muted=1″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»»>
vimeo.com/video/731591640?autoplay=1&loop=1&autopause=0&background=1&muted=1″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»»>  Несмотря на свою безрадостную историю, всего за пять коротких лет он построил компанию, которая была выбрана журналом Inc Magazine как одна из самых быстрорастущих частных компаний в Америке.
Несмотря на свою безрадостную историю, всего за пять коротких лет он построил компанию, которая была выбрана журналом Inc Magazine как одна из самых быстрорастущих частных компаний в Америке.

 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста.

 Имеются противопоказания по использованию, необходимо получение консультации специалиста.
Имеются противопоказания по использованию, необходимо получение консультации специалиста. Они обеспечивают высокую производительность, эффективность и качество всех продуктов. Однако остается вопрос, сколько должна стоить роботизированная рука. Выяснение этого поможет вам правильно спланировать свой бюджет и получить промышленный роботизированный манипулятор, который работает на вас. Консультация с компанией по производству промышленных роботов, чтобы снизить цены, также является отличным вариантом.
Они обеспечивают высокую производительность, эффективность и качество всех продуктов. Однако остается вопрос, сколько должна стоить роботизированная рука. Выяснение этого поможет вам правильно спланировать свой бюджет и получить промышленный роботизированный манипулятор, который работает на вас. Консультация с компанией по производству промышленных роботов, чтобы снизить цены, также является отличным вариантом. Роботов можно найти за 1000 долларов или меньше для колледжей, университетов и других непромышленных целей, но эти манипуляторы не подходят для промышленного применения. Хотя коллаборативные роботы не обладают такой же скоростью или мощностью, как обычные промышленные роботы, они имеют достаточно низкую стоимость.
Роботов можно найти за 1000 долларов или меньше для колледжей, университетов и других непромышленных целей, но эти манипуляторы не подходят для промышленного применения. Хотя коллаборативные роботы не обладают такой же скоростью или мощностью, как обычные промышленные роботы, они имеют достаточно низкую стоимость. С разными роботизированными руками вы получите различную полезную нагрузку. Чем выше полезная нагрузка, с которой вы работаете, тем больше денег вам нужно будет вложить в выбор робота-манипулятора.
С разными роботизированными руками вы получите различную полезную нагрузку. Чем выше полезная нагрузка, с которой вы работаете, тем больше денег вам нужно будет вложить в выбор робота-манипулятора.
 Роботы могут плавно переходить от одной работы к другой без особых изменений, если они правильно запрограммированы.
Роботы могут плавно переходить от одной работы к другой без особых изменений, если они правильно запрограммированы. Цены будут сильно различаться в зависимости от функций, которые вы решите включить в свою роботизированную руку. Поговорите с производителем промышленного робота-манипулятора, чтобы получить более четкое представление о типе робота, с которым вам следует работать. Как только это будет сделано, вы можете составить бюджет и инвестировать в руку, которая будет вам служить.
Цены будут сильно различаться в зависимости от функций, которые вы решите включить в свою роботизированную руку. Поговорите с производителем промышленного робота-манипулятора, чтобы получить более четкое представление о типе робота, с которым вам следует работать. Как только это будет сделано, вы можете составить бюджет и инвестировать в руку, которая будет вам служить.

 Затем компания отправляет человеку с ампутированной конечностью 3D-сканер, способный создать полное сканирование культи.
Затем компания отправляет человеку с ампутированной конечностью 3D-сканер, способный создать полное сканирование культи.
