Газонокосилка бензиновая champion lm5127: Газонокосилка бензиновая Champion LM 5127 + масло в подарок! LM5127, 952852
Газонокосилка бензиновая Champion LM 5127 + масло в подарок! LM5127, 952852
Легкая и производительная газонокосилка Champion LM 5127 предназначена для скашивания травы на газонах общей площадью до 1500 кв.м. Корпус газонокосилки выполнен из стали, он обладает высокой прочностью и долговечностью. Газонокосилка бензиновая Champion LM 5127 относится к несамоходному типу, ее передвижение осуществляется вручную, но благодаря небольшому весу в 20 килограммов, который достигается за счет простоты конструкции. Большая ширина захвата в 51 сантиметр, позволяет быстро и качественно подстригать траву на больших просторных участках. Высоту скашивания можно изменять с помощью рычагов в пределах от 13 до 80 миллиметров. Бензиновая газонокосилка Champion LM 5127 может работать в режиме бокового выброса, когда скошенная трава сразу же выбрасывается. При таком варианте кошение не требует остановок для освобождения травосборника и обработка даже больших площадей происходит очень быстро. Складывающаяся рукоятка управления удобна при транспортировке и хранении. Ручная регулировка высоты скашивания. Специальный нож с двумя режущими плоскостями эффективно измельчает траву. Автоматическая регулировка оборотов двигателя. Предназначена для скашивания травы любых размеров и большой площади.
Ручная регулировка высоты скашивания. Специальный нож с двумя режущими плоскостями эффективно измельчает траву. Автоматическая регулировка оборотов двигателя. Предназначена для скашивания травы любых размеров и большой площади.
Преимущества:
Четырехтактный двигатель. Автоматическая регулировка оборотов двигателя. Большая мощность(3,5 л.с). Большой захват. Стальной корпус. Боковой выброс. Рычажная регулировка высоты скашивания. Складывающаяся рукоятка. Специальный протектор колес.
Моторное 4-тактное масло Champion SAE30 обладает высокодетергентными свойствами, соответствует самым высоким стандартам качества масел. Подходит для 4-тактных бензиновых и дизельных двигателей с воздушным охлаждением. Объем масла — 1 л.
| Характеристики | |
| Боковой выброс | Есть |
| Вес без травосборника, кг | 25 |
| Вид привода | Нет |
| Высота среза, мм | 28-74 |
| Диаметр задних колес, мм | 180 |
| Диаметр передних колес, мм | 180 |
| Задний выброс | Нет |
| Кол-во регулировок высоты кошения | каждым колесом/3 |
| Максимальный расход топлива, л/час | 1 |
| Материал деки | Сталь |
Мощность двигателя, кВт/л. с с | 2,57/3.5 |
| Мульчирование | Нет |
| Объем двигателя, см3 | 146 |
| Объем картера, л | 0,6 |
| Объем топливного бака, л | 0,8 |
| Объем травосборника, л | Нет |
| Подшипники | Нет |
| Рабочие обороты двигателя, об/мин. | 2800 |
| Рукоятка | Складная |
| Свеча зажигания | F7TC |
| Система смазки | Разбрызгивание |
| Тип двигателя | Одноцилиндровый, 4-тактный с воздушным охлаждением |
| Тип зажигания | Ручное |
| Тип запуска | Ручной стартер |
| Тип охлаждения | Воздушное |
| Тип перемещения | Несамоходная |
| Уровень вибрации на рукоятке, м/с2 | — |
| Уровень звукового давления, дБ | — |
| Уровень мощности звука, дБ | — |
| Ширина кошения, мм | 510 |
| Габаритные размеры (Д*В*Ш), мм | 370 х 730 х 560 |
| Комплект поставки | |
Газонокосилка бензиновая Champion LM 5127 — 1 шт. | |
| Масло 4-тактное минеральное Champion SAE30 1л — 1 шт. в подарок! | |
Нет отзывов о данном товаре.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Газонокосилка CHAMPION LM5127 бензиновая
- Покупателям
- Каталог
- Для дома и сада
- Газонокосилки
- Газонокосилка CHAMPION LM5127 бензиновая
!Внимание! НАЛИЧИЕ ТОВАРА И ЦЕНЫ УТОЧНЯЙТЕ по тел.
 +7(81153) 3-71-20!
+7(81153) 3-71-20!
Категории
- Бензоинструменты
- Бензопилы
- Мотокосы, триммеры, кусторезы и принадлежности
- Ножи и диски для триммеров
- Корды для триммеров
- Триммерные головки
- Мотокосы, триммеры, кусторезы
- Генераторы
- Мотопомпы
- Двигатели
- Садовые бензоножницы, электроножницы
- Бензопринадлежности
- Воздуходувные устройства
- Высоторезы
- Мотобуры, шнеки почвенные
- Опрыскиватели садовые
- Бензорезы
- Молоток отбойный бензиновый
- Электроинструмент
- Дрели
- Гайковерты
- Дрели аккумуляторные, шуруповерты
- Аккумуляторные отвертки
- Перфораторы, отбойные молотки
- Шлифовальные машины (МШУ, ПШМ, ЛШМ, ЭШМ)
- Полировальные машины
- Фрезер
- Лобзики
- Фен строительный
- СТАНКИ
- Плиткорезы
- Пилы торцовочные
- Многофункциональный инструмент
- Миксер строительный
- РУБАНКИ
- Пылесосы строительные
- ЭЛЕКТРОНОЖНИЦЫ
- СТАНКИ ЗАТОЧНЫЕ
- ГРАВЁР
- ПИЛЫ ДИСКОВЫЕ
- ПИЛЫ ЦЕПНЫЕ ЭЛЕКТРИЧЕСКИЕ
- ПИЛЫ САБЕЛЬНЫЕ
- Краскораспылители электрические
- БОРОЗДОДЕЛЫ
- Трубогибы
- Для дома и сада
- Газонокосилки
- Аккумуляторные газонокосилки
- Насосы водяные
- дренажные и фекальные насосы
- циркуляционные насосы
- насосные станции
- поверхностные насосы
- скважинные насосы
- погружные вибрационные насосы
- насос для дизельного топлива
- Принадлежности к насосам
- Садовый инвентарь
- Грабли, вилы, культивары ручные
- Лопаты
- Секаторы, сучкорезы, ножницы, пилы садовые
- Топоры
- Ножи садовые
- Садовые буры шнековые
- Корнеудалители
- Мачете садовые
- Совок садовый
- Шланги садовые, катушки для шлангов
- Тачки садовые и принажлежности к ним
- Колеса и камеры для тачки
- Тачки садовые
- Разбрызгиватели садовые, соединители, адаптеры, штуцера садовые
- Измельчители садовые
- Опрыскиватели ручные
- Аэратор, скарификатор
- Триммер электрический
- Аккумуляторные агрегаты
- Аккумуляторные цепные пилы
- Аккумуляторные триммеры
- Дровоколы
- Газонокосилки
- Снегоуборочная техника
- Мотоблоки и культиваторы
- Навесное оборудование к мотоблоку
- Для спорта и отдыха
- Санки, тюбинги «ватрушки», снегокаты, ледянки
- Коньки
- Ролики, скейтборды
- Лыжи, лыжные принадлежности
- Лыжи
- Палки
- Ботинки лыжные
- Крепления лыжные
- Смазка для лыж
- Инструменты для подготовки лыж
- Аксессуары для беговых лыж
- Палки для скандинавской ходьбы
- Электросамокаты
- Самокаты
- Лыжероллеры коньковые
- SUP-доски
- Велосипеды
- Горные велосипеды
- Двухподвесные велосипеды
- Горные женские велосипеды
- Велосипеды Фетбайки
- Велосипеды BMX
- Дорожные и комфортные велосипеды
- Складные велосипеды
- Детские велосипеды
- Беговелы
- Велосипед — коляска детский
- Велопринадлежности
- ЭЛЕКТРОВЕЛОСИПЕДЫ
- Подростковые велосипеды
- Велосипеды на литых дисках
- Велогибриды
- Трициклы
- Веломобили
- Для автомобилей
- Мойки
- Зарядные и пускозарядные устройства
- Автоинструмент (наборы)
- Автокомпрессор
- Домкраты
- Мототехника
- Мотоэкипировка
- Мотоциклы, мопеды
- Скутер
- Электроскутеры
- Трициклы
- Строительное оборудование
- Бетоносмесители
- Виброплиты
- Лестницы, стремянки
- Резчики швов
- Мозаично-шлифовальные машины
- Затирочные машины
- Раздельщики трещин
- Металлоискатели, катушки, поисковые магниты
- Магнит поисковый
- Металлоискатели
- Поисковые катушки для металлоискателей
- Мотобуксировщики
- Принадлежности к мотобуксировщикам
- Мотобуксировщики
- Сварочное оборудование
- Аксессуары для сварки
- Аппараты для сварки полипропиленовых труб
- Сварочные аппараты
- Пруток присадочный
- Электроды
- Лодки и лодочные моторы
- Жилеты спасательные
- Лодочные моторы
- Лодки
- Масло для лодочного мотора
- Чехлы на лодочные моторы
- Запчасти для подвесных лодочных моторов
- Компрессоры и принадлежности
- Принадлежности к компрессорам
- Компрессоры
- Аккумуляторное радио
- Тепловое оборудование
- Лазерные уровни, нивелиры, дальномеры, принадлежности
- Минибагги
- Стабилизаторы напряжения
- Источники бесперебойного питания + аккумуляторы к ИБП
- Пневмоинструмент и принадлежности
- Расходные материалы для пневмоинструмента
- Пневмоинструмент
- Фрезы для ручного фрезера по дереву
- СЛЕСАРНЫЙ ИНСТРУМЕНТ
- Адаптеры, переходники и биты
- Бокорезы, кусачки
- Воротки,удлинители,переходники
- Головки сменные
- Длинногубцы
- Зажимы ручные
- Заклёпочники
- Киянки
- Клещи
- Ключи
- Ключи баллонные
- Ключи комбинированные
- Ключи -трещотки
- Ключи разводные
- Ключи рожковые
- Ключи трубные рычажные
- Молотки
- Ножовки
- Ножницы по металлу
- Отвёртки
- Отвёртки Torx
- Отвёртки SL
- Отвёртки PH
- Отвёртки PZ
- Отвёртки ударные
- Отвёртки Т-образные
- Отвёртки для точных работ
- Отвёртки диэлектрические
- Отвёртки наборы
- Плоскогубцы
- Тиски слесарные
- Кувалды
- СТОЛЯРНЫЙ ИНСТРУМЕНТ
- Степлер, скобы
- Гвоздодёр, лом-гвоздодёр
- Долото-стамеска
- Струбцины
- Скобели
- Наборы для резьбы по дереву
- Токарные резцы
- Пилы гибкие
- РУЧНОЙ ИНСТРУМЕНТ
- Ящик для инструмента
- ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
- Рулетки
- Уровни строительные
- Штангенциркули
- ЭЛЕКТРИКА И СВЕТ
- Удлинители электрические
- Прожектора
- ГАЗОСВАРОЧНОЕ ОБОРУДОВАНИЕ
- Баллоны газовые
- Горелки газовые
- Редуктора и регуляторы расхода газа
- Резаки
- ВЕРСТАКИ, МЕБЕЛЬ ДЛЯ МАСТЕРСКОЙ
- БАССЕЙНЫ
- Расходные материалы и оснастка
- Диски пильные по дереву
- Товары для туризма
- Фонарики
- Мультитулы
- Ножи туристические
- Снегоходы
- МАСЛА МОТОРНЫЕ
- Масло для лодочных моторов
- Зернодробилки для домашнего хозяйства
- KELPIE
Фильтры
Цена
от
до
CHAMPION
HUSQVARNA
STIHL
VIKING
DDE
Greenworks
В избранное
Новинки
Мотокоса HANAKAWA GE940-C 1,6 кВт
Артикул:E940-C
HANAKAWA
Рейтинг:
24 990 р.
Подробнее
КУЛЬТИВАТОР STIHL MH 585 6241-011-3922
Артикул:6241-011-3922
STIHL
Рейтинг:
63 000 р.
Подробнее
Быстрое зарядное устройство GREENWORKS G40UC5 (2945107)
Артикул:2945107
Greenworks
Рейтинг:
3 990 р.
Подробнее
Быстрое зарядное устройство на 2 слота GREENWORKS G40UC8 (2938807)
Артикул:2938807
Greenworks
Рейтинг:
7 990 р.
Подробнее
Зарядное устройство Greenworks, 40V, 2A
Артикул:2946507
Greenworks
Рейтинг:
1 990 р.
Подробнее
Катушка триммерная шпуля GREENWORKS
Артикул:2933307
Greenworks
Рейтинг:
599 р.
Подробнее
Головка триммерная GREENWORKS с леской в сборе для триммеров с верхним расположением двигателя 40V (2926507)
Артикул:2926507
Greenworks
Рейтинг:
799 р.
Подробнее
Быстрое зарядное устройство GREENWORKS G24C4 (2946407)
Артикул:2946407
Greenworks
Рейтинг:
3 990 р.
Подробнее
Аккумулятор Greenworks G24B4, 24V, 4 А.ч
Артикул:2926807
Greenworks
Рейтинг:
4 990 р.
Подробнее
Ключ безопасности газонокосилки GREENWORKS 40В
Артикул:29547
Greenworks
Рейтинг:
350 р.
Подробнее
Фототриммер Champion LM5127 Пожалуйста, помогите проекту!Пожалуйста, поделитесь им!Спасибо! Характеристики:
Размеры:
Купить Триммер Champion LM5127 можно в интернет-магазинах каталог: триммер Триммер Champion Пожалуйста, помогите проекту!Пожалуйста, поделитесь им!Спасибо!
Пожалуйста, помогите проекту:
— Используйте форму ниже, чтобы выбрать: | |||
техника и машины, оборудование и инструменты © wantist. | |||
 biz
biz biz 2022-2023
biz 2022-2023О газонокосилке Champion: электрическая, бензиновая самоходная Champion
Содержание:
- Устройство газонокосилок Champion
- Виды газонокосилок Champion
- Особенности функциональности и назначения агрегатов
- О преимуществах и недостатки
- Названия моделей газонокосилок Top
- Запасные части
- Поиск и устранение неисправностей газонокосилки Champion
- Как выбрать газонокосилку Champion
Компания Champion специализируется на производстве бензиновых и электрических агрегатов для ухода за садом. Этот бренд был основан в середине 2000-х годов и с самого начала завоевал репутацию надежного производителя. Компания нацелена на продажу качественной продукции, основанной на передовых технологиях и отвечающей современным тенденциям.
Устройство газонокосилки Champion
Компоненты газонокосилки Champion:
- корпус;
- двигатель;
- крышка бензобака;
- рычаг, останавливающий двигатель;
- рычаг привода;
- желоб для выброса растительных остатков;
- маслозаливная горловина;
- рычаг, регулирующий высоту стрижки;
- грунтовка;
- ;
- воздушный фильтр.

глушитель

Типы газонокосилок Champion
Электрическая газонокосилка Champion
Газонокосилка Stiga
Большинство газонокосилок самоходные, с задним или передним приводом. Заднеприводные газонокосилки отличаются более высокой проходимостью, переднеприводные – улучшенной маневренностью. Также на рынке представлен широкий ассортимент электрических газонокосилок.
Особенности функциональности и назначения агрегатов
Газонокосилка Viking
Предназначение данных устройств – скашивание и уборка травы как на относительно небольших площадях, так и на больших площадях. Таким образом, газонокосилка Champion способна содержать в чистоте площадь в 30 соток. Максимально возможная рабочая площадь зависит от того, насколько мощный мотор установлен в конкретной модели, а также от привода.
Примечание. При работе с газонокосилкой Rider оператор должен следить за правильным направлением движения машины.
Все газонокосилки Champion работают в одном из трех режимов:
- отбрасывание травы в сторону;
- сбор растительных остатков в травосборник;
- режим мульчирования (агрегат измельчает и выбрасывает растительные остатки, которые затем используются как удобрение почвы и ускоритель прорастания травы).
Интересно. Благодаря наличию прочной нити из легкого нейлона разгрузить контейнер для сбора растительных остатков не составит труда.
Для создания режущей деки использовалась высококачественная закаленная сталь, высота реза которой составляет 30 сантиметров.
О преимуществах и недостатках
Газонокосилка Штиль бензиновая: описание, модели, характеристики
Основными преимуществами газонокосилок производства этой компании являются высокое качество материалов, широкий модельный ряд, а также большой объем травосборников. Недостатком этих устройств является относительно небольшая мощность двигателей в большинстве электрических моделей.
Лучшие названия моделей газонокосилок
Газонокосилка Champion LM4215
В десятку лучших моделей газонокосилок Champion входят:
- Газонокосилка Champion LM4 215 — бензиновая газонокосилка весом 22 кг с травосборником на 40 литров и 2 сильный двигатель. Устройство оснащено центральным рычагом, который может двигаться в пяти положениях. Газонокосилка за один раз покрывает площадь шириной более 40 сантиметров;
- Газонокосилка Champion LM5127 – бензиновая газонокосилка мощностью более трех лошадиных сил и массой более 24 килограммов, несамоходная, без травосборника. Полуметровая ширина скашивания обеспечивает шесть положений высоты скашивания. Каждое колесо имеет отдельную регулировку. Выбор режимов представлен мульчированием и боковым выбросом;
- Бензиновая газонокосилка Champion LM5127BS имеет американский двигатель мощностью чуть менее трех лошадиных сил. Однако эта модель весит 22,5 килограмма;
- Бензиновая газонокосилка Champion LM4622 представляет собой несамоходную косилку с травосборником объемом 60 литров, мощность двигателя которой составляет 3 лошадиные силы. Газонокосилка захватывает траву почти на полметра за раз. Регулировка высоты имеет 7 положений. Передние колеса на три дюйма меньше, чем 10-дюймовые задние;
- Газонокосилка бензиновая самоходная Champion LM4627 представляет собой агрегат с 60-литровым травосборником, мощность которого составляет 3,5 лошадиных силы. Двигатель запускается ручным стартером, охлаждение осуществляется потоком воздуха. Ширина захвата этой модели составляет чуть менее полуметра. Высота регулируется перемещением между пятью положениями;
- Champion EM3110 — электрическая газонокосилка с двигателем мощностью 1 кВт и режимом травосборника. Емкость для сбора растительных остатков объемом 30 литров изготовлена из высококачественного пластика. Регулировка высоты имеет три положения;
- EM3111 Champion — это электрическая косилка с тем же двигателем, что и у предыдущей модели, с шириной скашивания более 30 сантиметров. Преимущество этого приспособления в том, что высота среза увеличивается на 7 сантиметров;
- Champion EM3313 — это электрическая газонокосилка с двигателем мощностью 1,3 кВт и травосборником объемом 35 литров. С помощью этой машины можно срезать более грубую растительность. Высота стрижки регулируется в пяти положениях;
- Champion EM3616 — это комбинированный кусторез с 45-литровым коллектором для средних площадей. Мощность двигателя 1,6 кВт. Ширина скашивания составляет более 35 сантиметров при максимально возможной высоте 7 сантиметров. Верх травосборника отделан качественным пластиком, низ 9.0312 – ткань ;
- Газонокосилка электрическая Champion EM3813 представляет собой агрегат с двигателем мощностью 1,3 кВт, вес которого не превышает 13 килограммов. Самоходная газонокосилка Champion имеет три положения.
 Газонокосилка захватывает траву почти на полметра за раз. Регулировка высоты имеет 7 положений. Передние колеса на три дюйма меньше, чем 10-дюймовые задние;
Газонокосилка захватывает траву почти на полметра за раз. Регулировка высоты имеет 7 положений. Передние колеса на три дюйма меньше, чем 10-дюймовые задние;  С помощью этой машины можно срезать более грубую растительность. Высота стрижки регулируется в пяти положениях;
С помощью этой машины можно срезать более грубую растительность. Высота стрижки регулируется в пяти положениях; Запасные части
В перечень самых основных комплектующих для газонокосилок Champion входят:
- рабочая рукоятка;
- заглушка;
- крышка переключателя;
- корпус травосборника;
- триммер;
- крышка травосборника;
- колеса;
- Электрический двигатель;
- Адаптер ножа – необходимая запчасть для кустореза Champion;
- Стальной кусторез Champion.

При необходимости замены какой-либо детали ее можно приобрести в специализированном магазине, под заказ, в интернет-магазине или на официальном сайте компании.
При необходимости замены какой-либо детали ее можно приобрести в специализированном магазине.
Обратите внимание! Все детали, производимые компанией, а также основные узлы отличаются высоким качеством и долговечностью.
Поиск и устранение неисправностей газонокосилки Champion
Наиболее распространенной проблемой является невозможность запуска двигателя. Это может произойти по ряду причин (для каждой неисправности описана краткая инструкция по ее устранению):
- если в баке нет топлива — в этом случае необходимо дозаправить топливный бак;
- в связи с недостаточным количеством нажатий на грунтовку — следует провести пять полных нажатий;
- переполнение двигателя топливом — для этого нужно полностью нажать на педаль газа и потянуть за ручку стартера;
- использование старого или некачественного топлива – в этом случае бензин сливается и заменяется новым;
- повреждена свеча зажигания — отремонтировать или заменить.

Также двигатель может глохнуть во время работы или не хватать мощности:
- если это происходит из-за использования старого топлива, то его необходимо заменить на новое;
- если воздушный или топливный фильтр загрязнен, его необходимо очистить;
- если причиной является неисправная свеча зажигания, ее необходимо заменить или отремонтировать.
Как выбрать газонокосилку Champion
При выборе газонокосилки Champion следует ориентироваться на площадь обрабатываемого участка, а также на назначение приобретаемого агрегата – некоторые модели предназначены в первую очередь для уборки урожая растительных остатков и имеют большой травосборник, другие предназначены для скашивания тяжелых растений и имеют более мощный двигатель. Также важным критерием при выборе газонокосилки является ее стоимость.
Champion — торговая марка, специализирующаяся на продаже садового электрического и бензинового оборудования, отличающаяся высоким качеством продукции.

 В общем и к качеству изготовления инструмента, качеству сборки, удобству пользования и дизайну, замечаний не имею.
В общем и к качеству изготовления инструмента, качеству сборки, удобству пользования и дизайну, замечаний не имею. Поэтому по пятибалльной шкале четыре из 5.
Поэтому по пятибалльной шкале четыре из 5.
 Огромный выбор модификаций и моделей фирмы.
Огромный выбор модификаций и моделей фирмы.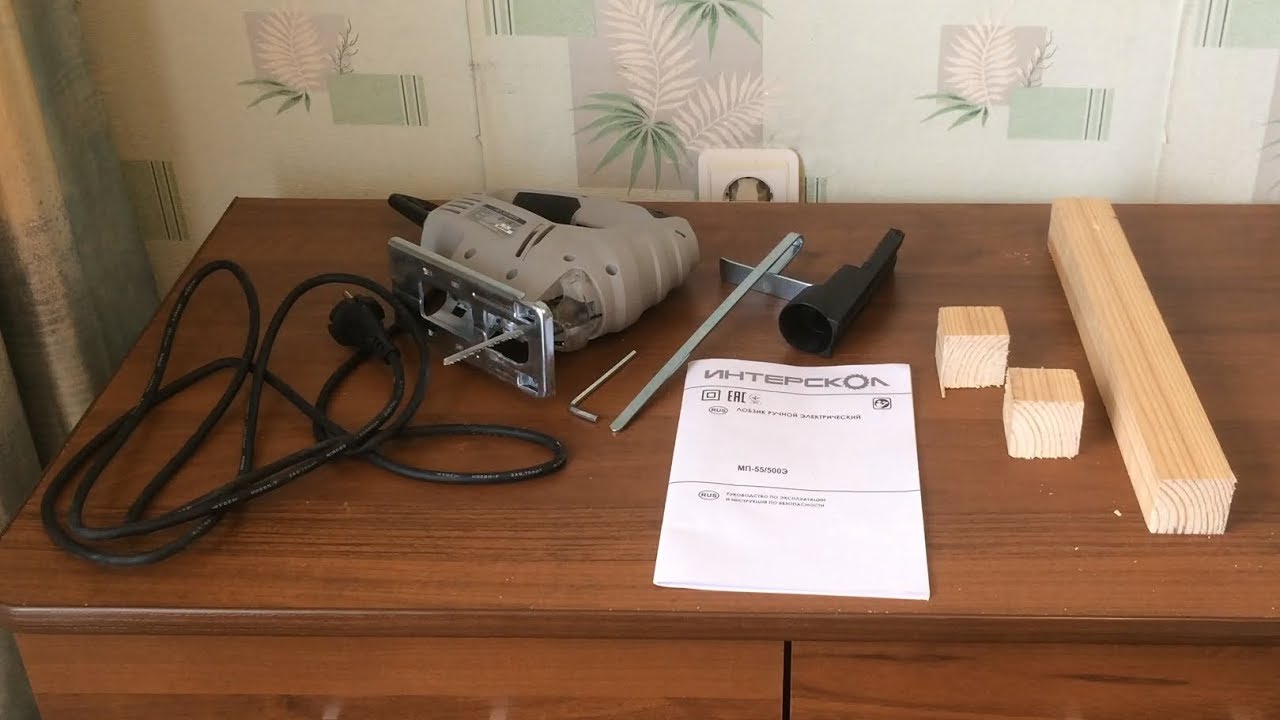 (-0%) Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4%
(-0%) Рассрочка до 5 мес.Халва,Карта покупок до 12 мес. Кэшбэк в Imarket BY до 5.4% Он оснащен эргономичной рукоятью с противоскользящей накладкой и имеет возможность подключения к пылесосу для отвода опилок.
Он оснащен эргономичной рукоятью с противоскользящей накладкой и имеет возможность подключения к пылесосу для отвода опилок. 600
600 000
000
 6
6 руб, т.е. ценник ни о чем. Оказался лобз неплохой. Хоть и замок на ключе, но ключ большой, работать им довольно легко. В комплекте идет параллельный упор (не везде такой жыр) ажно на двух креплениях к подошве. Сама подошва крепится опять ажно на двух болтах, и все они откручиваются одним и тем же ключом. И предустановки угла есть, ну это тоже интересно. Сделано неплохо.
руб, т.е. ценник ни о чем. Оказался лобз неплохой. Хоть и замок на ключе, но ключ большой, работать им довольно легко. В комплекте идет параллельный упор (не везде такой жыр) ажно на двух креплениях к подошве. Сама подошва крепится опять ажно на двух болтах, и все они откручиваются одним и тем же ключом. И предустановки угла есть, ну это тоже интересно. Сделано неплохо.  Сначала даже не поверил, но потом решил, если ошибся, ничего страшного, эту сумму легко пережить.
Сначала даже не поверил, но потом решил, если ошибся, ничего страшного, эту сумму легко пережить. Они созданы для того, чтобы из игроков, которым нужно немного прощения, сделать бросок. Как и МР-4, они кованые, но с компактной задней стенкой, которая должна…
Они созданы для того, чтобы из игроков, которым нужно немного прощения, сделать бросок. Как и МР-4, они кованые, но с компактной задней стенкой, которая должна… ..
.. ..
.. ..
.. ..
.. Традиционно картриджи с подвижным магнитом — это вещи, которые вы покупаете, чтобы подняться на виниловую лестницу — стартовые продукты, которые вы обновляете, а не стремитесь к ним, прежде чем купить приличную подвижную катушку. Тем не менее, некоторые любители аналоговых устройств не согласны с этой позицией и утверждают, что в равновесии некоторые движущиеся магниты на самом деле лучше, чем движущиеся катушки.
Традиционно картриджи с подвижным магнитом — это вещи, которые вы покупаете, чтобы подняться на виниловую лестницу — стартовые продукты, которые вы обновляете, а не стремитесь к ним, прежде чем купить приличную подвижную катушку. Тем не менее, некоторые любители аналоговых устройств не согласны с этой позицией и утверждают, что в равновесии некоторые движущиеся магниты на самом деле лучше, чем движущиеся катушки. Причина этого в том, что некоторые люди не хотят возиться с дополнительными каскадами усиления в своих предусилителях (не забывайте, что они могут испортить звук, если не сделать их правильно), и/или у них есть тонармы, которые никогда не оптимизировались для МС. Для стабильного и точного отслеживания грува записи, поддерживая резонансную частоту в районе оптимального диапазона от 7 Гц до 12 Гц, необходимо механическое согласование между тонармом и звукоснимателем. В случае движущихся катушек им нужны плечи с большой эффективной массой; подвижные магниты, напротив, лучше всего работают в тонармах с малой массой. Благодаря присущей им конструкции MM имеют более гибкую систему подвески, которая позволяет кантилеверу двигаться более свободно; MC, напротив, имеют более жесткую подвеску с меньшим количеством жалоб и лучше всего работают с тонармами с большей эффективной массой.
Причина этого в том, что некоторые люди не хотят возиться с дополнительными каскадами усиления в своих предусилителях (не забывайте, что они могут испортить звук, если не сделать их правильно), и/или у них есть тонармы, которые никогда не оптимизировались для МС. Для стабильного и точного отслеживания грува записи, поддерживая резонансную частоту в районе оптимального диапазона от 7 Гц до 12 Гц, необходимо механическое согласование между тонармом и звукоснимателем. В случае движущихся катушек им нужны плечи с большой эффективной массой; подвижные магниты, напротив, лучше всего работают в тонармах с малой массой. Благодаря присущей им конструкции MM имеют более гибкую систему подвески, которая позволяет кантилеверу двигаться более свободно; MC, напротив, имеют более жесткую подвеску с меньшим количеством жалоб и лучше всего работают с тонармами с большей эффективной массой. Знаменитый манипулятор Rega RB300 и его современные производные имеют среднюю массу и хорошо работают с обоими; то же самое можно сказать и о проигрывателях, которые поставляются с современными проигрывателями, такими как Projects, а также с деками семейства Technics SL-1200.
Знаменитый манипулятор Rega RB300 и его современные производные имеют среднюю массу и хорошо работают с обоими; то же самое можно сказать и о проигрывателях, которые поставляются с современными проигрывателями, такими как Projects, а также с деками семейства Technics SL-1200. За исключением MP-500 Нагаоки, то есть. Рискуя, так сказать, поставить тренера впереди лошадей, я считаю, что это один из лучших картриджей, которые вы можете купить по его цене или близкой к ней, точка.
За исключением MP-500 Нагаоки, то есть. Рискуя, так сказать, поставить тренера впереди лошадей, я считаю, что это один из лучших картриджей, которые вы можете купить по его цене или близкой к ней, точка. Бор также немного менее плотный, что делает его немного более хрупким, но и менее резонансным, что, в свою очередь, означает меньшую окраску звука.
Бор также немного менее плотный, что делает его немного более хрупким, но и менее резонансным, что, в свою очередь, означает меньшую окраску звука. Это вполне логично, потому что сборка щупа с натягом не может обеспечить такой же уровень жесткости; это означает больше вибрации и, как следствие, размытие деталей и смягчение динамики. Linn настолько верила в этот принцип, что ее дешевый движущийся магнит Basik (доработанный Audio-technica AT-93) решил проблему, приклеив ранее съемный блок стилуса на место!
Это вполне логично, потому что сборка щупа с натягом не может обеспечить такой же уровень жесткости; это означает больше вибрации и, как следствие, размытие деталей и смягчение динамики. Linn настолько верила в этот принцип, что ее дешевый движущийся магнит Basik (доработанный Audio-technica AT-93) решил проблему, приклеив ранее съемный блок стилуса на место! Нагаока утверждает, что частотная характеристика MP-500 составляет 20-25 000 Гц. Моя тестовая система состояла из проигрывателей Michell GyroDec/TecnoArm и JBE Series III/SME Series III, предусилителя/мощности Sony TAE-86B/TAN-86B и громкоговорителей Yamaha NS-1000M.
Нагаока утверждает, что частотная характеристика MP-500 составляет 20-25 000 Гц. Моя тестовая система состояла из проигрывателей Michell GyroDec/TecnoArm и JBE Series III/SME Series III, предусилителя/мощности Sony TAE-86B/TAN-86B и громкоговорителей Yamaha NS-1000M. MP-500 — очень чистое и открытое по звучанию устройство, к тому же обладающее замечательной деликатностью — своего рода полупрозрачностью, совершенно нетипичной для звукоснимателя такого типа. Он попадает прямо в запись, говоря вам, насколько она хороша или плоха, даже не задумываясь, но при этом она никогда не бывает чрезмерно аналитической. Он плотный, напористый, быстрый и проницательный, но при этом тонально гладкий с оттенком сладости наверху. Другими словами, он во многом напоминает действительно хороший МС — без необходимости использования повышающего усилителя или трансформатора.
MP-500 — очень чистое и открытое по звучанию устройство, к тому же обладающее замечательной деликатностью — своего рода полупрозрачностью, совершенно нетипичной для звукоснимателя такого типа. Он попадает прямо в запись, говоря вам, насколько она хороша или плоха, даже не задумываясь, но при этом она никогда не бывает чрезмерно аналитической. Он плотный, напористый, быстрый и проницательный, но при этом тонально гладкий с оттенком сладости наверху. Другими словами, он во многом напоминает действительно хороший МС — без необходимости использования повышающего усилителя или трансформатора. Однако Nagaoka MP-500 действует больше как открытое окно в записи, создавая глубокий контраст между ними — это своего рода шаг вперед от компакт-диска к хорошему 24-битному 19-битному проигрывателю.Цифровой файл высокого разрешения 2 кГц; там просто намного больше деталей и атмосферы. И все это делается так непринужденно.
Однако Nagaoka MP-500 действует больше как открытое окно в записи, создавая глубокий контраст между ними — это своего рода шаг вперед от компакт-диска к хорошему 24-битному 19-битному проигрывателю.Цифровой файл высокого разрешения 2 кГц; там просто намного больше деталей и атмосферы. И все это делается так непринужденно. Действительно, я обнаружил, что этот картридж действительно захватывающий, трек Simple Minds сидит передо мной в огромном масштабе. В последнее время я часто слушал его в цифровом формате высокого разрешения, и я не мог не быть поражен тем дополнительным присутствием, которое этот картридж привнес в запись; оно как будто жило и дышало передо мной, с тонкими пространственными эффектами, которые вызывали покалывание в позвоночнике. Глубинная перспектива также была превосходной, этот картридж звучал гораздо более трехмерно, чем, например, Grado Prestige Gold или Ortofon 2M Black. По общему признанию, они оба примерно на тридцать процентов дешевле, но разрыв в производительности все же был больше, чем можно было бы предположить по цене. Затем MP-500 создает прекрасную стереофоническую звуковую сцену, демонстрируя преимущества того, что может сделать серьезно способный звукосниматель, подвижный магнит или подвижная катушка.
Действительно, я обнаружил, что этот картридж действительно захватывающий, трек Simple Minds сидит передо мной в огромном масштабе. В последнее время я часто слушал его в цифровом формате высокого разрешения, и я не мог не быть поражен тем дополнительным присутствием, которое этот картридж привнес в запись; оно как будто жило и дышало передо мной, с тонкими пространственными эффектами, которые вызывали покалывание в позвоночнике. Глубинная перспектива также была превосходной, этот картридж звучал гораздо более трехмерно, чем, например, Grado Prestige Gold или Ortofon 2M Black. По общему признанию, они оба примерно на тридцать процентов дешевле, но разрыв в производительности все же был больше, чем можно было бы предположить по цене. Затем MP-500 создает прекрасную стереофоническую звуковую сцену, демонстрируя преимущества того, что может сделать серьезно способный звукосниматель, подвижный магнит или подвижная катушка. Моя хорошо подержанная копия Beethoven ‘s Pastoral Symphony ( Karajan/Berlin Philharmonic ) была радостью. Помимо более тихого, чем ожидалось, поверхностного шума — это произошло из-за того, что я так много играл на своей копии с конца 1980-х, — меня поразил ее ритмичный ход. В первой части, казалось, был ветер в парусах, великое чувство цели, которое заставляло все двигаться вперед. Некоторые движущиеся магниты, которые я играл на протяжении многих лет, могут лишить эту запись всей энергии и энергии, но Nagaoka заставил ее звучать захватывающе. Я снова заметил, как хорошо классическая музыка может звучать на виниле; с отличным звукоснимателем перед музыкантами как будто спадает пелена, и все вдруг кажется таким аутентичным.
Моя хорошо подержанная копия Beethoven ‘s Pastoral Symphony ( Karajan/Berlin Philharmonic ) была радостью. Помимо более тихого, чем ожидалось, поверхностного шума — это произошло из-за того, что я так много играл на своей копии с конца 1980-х, — меня поразил ее ритмичный ход. В первой части, казалось, был ветер в парусах, великое чувство цели, которое заставляло все двигаться вперед. Некоторые движущиеся магниты, которые я играл на протяжении многих лет, могут лишить эту запись всей энергии и энергии, но Nagaoka заставил ее звучать захватывающе. Я снова заметил, как хорошо классическая музыка может звучать на виниле; с отличным звукоснимателем перед музыкантами как будто спадает пелена, и все вдруг кажется таким аутентичным. Даже крещендо Supertramp s School , довольно сильно модулированное, для этого картриджа было сущим пустяком; с тем же успехом он мог играть какой-нибудь тихий коктейльный джаз. В то же время меня поразила выразительность ведущего вокала, физическая мощь ударных и мощная, глухая басовая линия — все это идеально контролируется этим супергероем фоно-картриджа.
Даже крещендо Supertramp s School , довольно сильно модулированное, для этого картриджа было сущим пустяком; с тем же успехом он мог играть какой-нибудь тихий коктейльный джаз. В то же время меня поразила выразительность ведущего вокала, физическая мощь ударных и мощная, глухая басовая линия — все это идеально контролируется этим супергероем фоно-картриджа.

 0 / 1.6 м/с2
0 / 1.6 м/с2 с.2.2
с.2.2 ru
ru

 футов
футов США
США США (+48,7%)
США (+48,7%) Сборы
Сборы

 м. футов Дом
м. футов Дом м. футов
м. футов футов
футов футов
футов
 ..
..
 Например, некоторые генераторы работают на природном газе, а другие на дизельном топливе или солнечной энергии. Тип, который вы выберете, повлияет на ваши общие расходы.
Например, некоторые генераторы работают на природном газе, а другие на дизельном топливе или солнечной энергии. Тип, который вы выберете, повлияет на ваши общие расходы.
 Но если вы живете где-то, где ежедневно много солнечного света, эти генераторы могут сэкономить вам немало денег на долгосрочных счетах за электроэнергию.
Но если вы живете где-то, где ежедневно много солнечного света, эти генераторы могут сэкономить вам немало денег на долгосрочных счетах за электроэнергию. футов для дома
футов для дома Бренд, с которым вы работаете, может повлиять на ваши расходы. Champion и Honda, как правило, предлагают одни из самых доступных генераторов, в то время как генераторы Generac стоят дороже. Для среднего варианта рассмотрите возможность поиска генераторов от Briggs & Stratton или Cummins.
Бренд, с которым вы работаете, может повлиять на ваши расходы. Champion и Honda, как правило, предлагают одни из самых доступных генераторов, в то время как генераторы Generac стоят дороже. Для среднего варианта рассмотрите возможность поиска генераторов от Briggs & Stratton или Cummins. Как правило, более крупные генераторы стоят дороже, чем генераторы меньшего размера. Затраты также зависят от типа топлива: генераторы на солнечных батареях обычно стоят больше всего, но потенциально могут сэкономить ваши деньги на долгосрочных затратах на электроэнергию. Между тем, бензиновые генераторы, как правило, самые доступные, но вы не найдете много вариантов для всего дома на этом виде топлива.
Как правило, более крупные генераторы стоят дороже, чем генераторы меньшего размера. Затраты также зависят от типа топлива: генераторы на солнечных батареях обычно стоят больше всего, но потенциально могут сэкономить ваши деньги на долгосрочных затратах на электроэнергию. Между тем, бензиновые генераторы, как правило, самые доступные, но вы не найдете много вариантов для всего дома на этом виде топлива.
 Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться. Вы не найдете много бензиновых генераторов для всего дома, но портативный газовый генератор мощностью 5 кВт стоит около 100 долларов в день 9.0004 для запуска.
Вы не найдете много бензиновых генераторов для всего дома, но портативный газовый генератор мощностью 5 кВт стоит около 100 долларов в день 9.0004 для запуска. Установка включает в себя сложные электротехнические работы, и при неправильном выполнении она может повредить линии электропередач вашего города. Это также может привести к опасным поражениям электрическим током и пожарам.
Установка включает в себя сложные электротехнические работы, и при неправильном выполнении она может повредить линии электропередач вашего города. Это также может привести к опасным поражениям электрическим током и пожарам.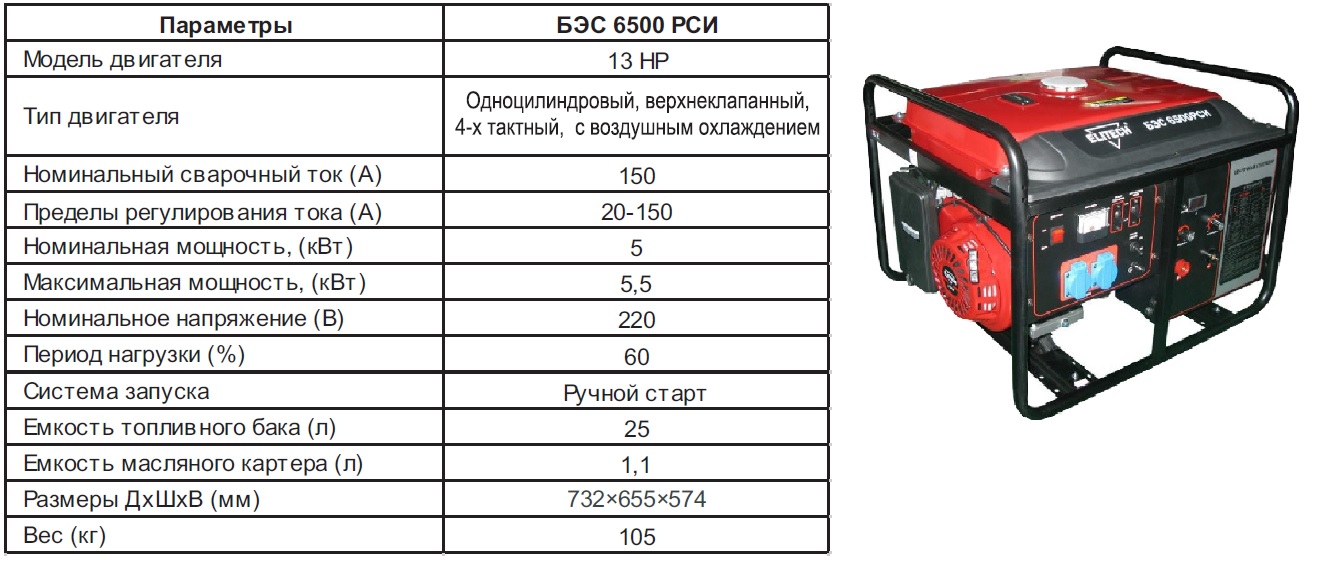



 Наши генераторы, оснащенные четырехтактными двигателями Honda с легким запуском, заслужили заслуженную репутацию за плавную, бесшумную работу и выдающуюся топливную экономичность.
Наши генераторы, оснащенные четырехтактными двигателями Honda с легким запуском, заслужили заслуженную репутацию за плавную, бесшумную работу и выдающуюся топливную экономичность.

 д.
д. д.
д. д.
д. д.
д.
 775 мм х 30 м, «БАЗ» Россия
775 мм х 30 м, «БАЗ» Россия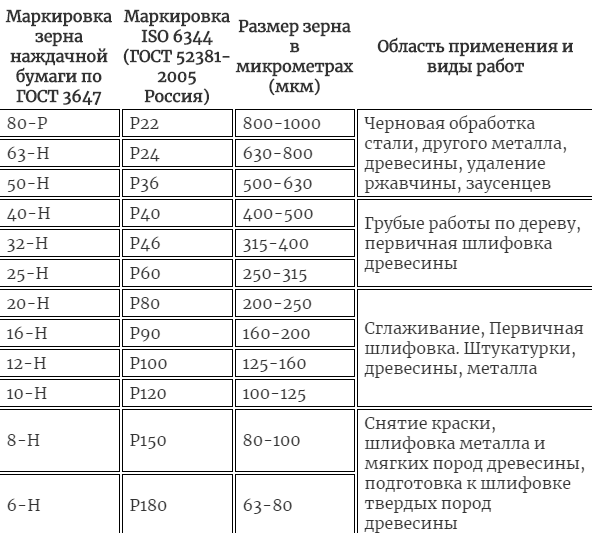 В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.
В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.

 Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.
Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.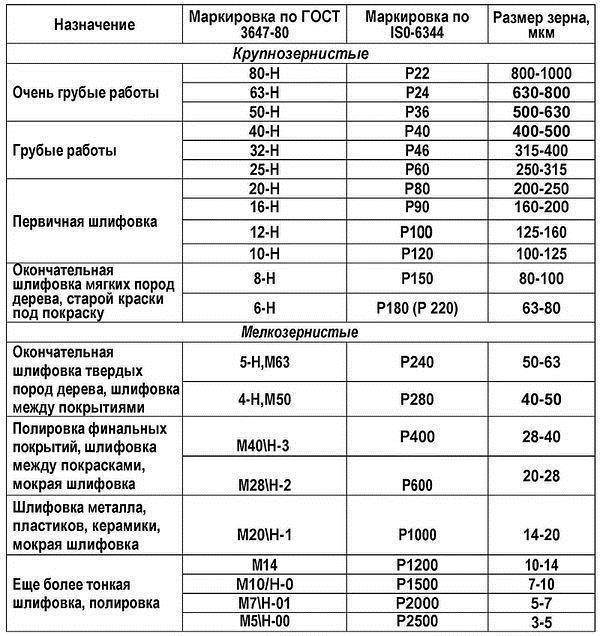 Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях. Гибкое плетение позволяет воде и воздуху свободно проходить, что делает продукт пригодным как для сухого, так и для мокрого шлифования машинным или ручным способом.
Гибкое плетение позволяет воде и воздуху свободно проходить, что делает продукт пригодным как для сухого, так и для мокрого шлифования машинным или ручным способом.


 »
» 
 Оно также может служить основой для масляной смеси для массажа. Герань прекрасно борется с раздражительностью и обладает релаксирующим действием. Экзотическое эфирное масло иланг-иланга обладает нежным, тонким ароматом и используется как афродизиак. Считается, что массаж с применением такого масла не только расслабит ваши мышцы, но и повысит сексуальное влечение.»
Оно также может служить основой для масляной смеси для массажа. Герань прекрасно борется с раздражительностью и обладает релаксирующим действием. Экзотическое эфирное масло иланг-иланга обладает нежным, тонким ароматом и используется как афродизиак. Считается, что массаж с применением такого масла не только расслабит ваши мышцы, но и повысит сексуальное влечение.»
 Триммер может использоваться в системе ЖКХ, лесном хозяйстве и на приусадебном участке. Триммер ШТИЛЬ справиться с кустарником и деревьями с тонким стволом.
Триммер может использоваться в системе ЖКХ, лесном хозяйстве и на приусадебном участке. Триммер ШТИЛЬ справиться с кустарником и деревьями с тонким стволом. С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н
С-Пб., пр.Обуховской Обороны, д.93, лит.А, пом.5Н С-Пб, ул. Маршала Говорова, д.37, лит.А
С-Пб, ул. Маршала Говорова, д.37, лит.А обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4
обл., Гатчинский р-н, г.Гатчина, Киевская ул., дом №4 , г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
, г.Великий Новгород, ул. Большая Санкт Петербургская, д.86, пом.3
 Очень хорошо подходит для скашивания свалявшейся травы, камыша и крапивы. Пусковое устройство ElastoStart облегчает запуск двигателя, делая его плавным и без толчков. Для максимально простого запуска двигатель имеет топливоподкачивающий насос (праймер). Это позволяет сократить количество пусковых рывков после длительного перерыва в эксплуатации. Компенсатор при загрязнении воздушного фильтра предотвращает перенасыщение смеси, поэтому долго мощность остается постоянной. Фильтр необходимо чистить, когда забито 80 % его поверхности. Все элементы управления двигателем встроены в одну рукоятку. Эргономичная двухручная рукоятка мотокосы STIHL FS 250 легко регулируется Т-образным винтом без дополнительных инструментов. Двухручной рукояткой невероятно удобно работать при частом кошении травы на больших участках.
Очень хорошо подходит для скашивания свалявшейся травы, камыша и крапивы. Пусковое устройство ElastoStart облегчает запуск двигателя, делая его плавным и без толчков. Для максимально простого запуска двигатель имеет топливоподкачивающий насос (праймер). Это позволяет сократить количество пусковых рывков после длительного перерыва в эксплуатации. Компенсатор при загрязнении воздушного фильтра предотвращает перенасыщение смеси, поэтому долго мощность остается постоянной. Фильтр необходимо чистить, когда забито 80 % его поверхности. Все элементы управления двигателем встроены в одну рукоятку. Эргономичная двухручная рукоятка мотокосы STIHL FS 250 легко регулируется Т-образным винтом без дополнительных инструментов. Двухручной рукояткой невероятно удобно работать при частом кошении травы на больших участках. Поэтому рукоятки имеют крайне низкий уровень вибрации. Это делает работу удобной и неутомительной. Для безопасности оператора в стандартную комплектацию кустореза STIHL FS 250 входят защитные очки, а для максимального комфорта — наплечный ремень, что облегчает длительную работу.
Поэтому рукоятки имеют крайне низкий уровень вибрации. Это делает работу удобной и неутомительной. Для безопасности оператора в стандартную комплектацию кустореза STIHL FS 250 входят защитные очки, а для максимального комфорта — наплечный ремень, что облегчает длительную работу. 3
3


 США 9,29 долл. США
США 9,29 долл. США США 70,26 долл. США
США 70,26 долл. США США 3,88 долл. США
США 3,88 долл. США

 Все, что нужно – зайти в онлайн h&m каталог товаров Home. Небольшой хлопковый коврик рядом с диваном может выгодно подчеркнуть и освежит цвет его обивки. Мягкие диванные подушки сделают вечерне семейные просмотры кино действительно уютными и заставят интерьер заиграть новыми красками. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон.
Все, что нужно – зайти в онлайн h&m каталог товаров Home. Небольшой хлопковый коврик рядом с диваном может выгодно подчеркнуть и освежит цвет его обивки. Мягкие диванные подушки сделают вечерне семейные просмотры кино действительно уютными и заставят интерьер заиграть новыми красками. H&M каталог товаров предлагает широкий выбор разноцветных чехлов для подушек. Это позволяет без труда и серьезных затрат изменять интерьерное решение гостиной несколько раз в сезон. Мягкий жаккардовый коврик с оригинальным рисунком в скандинавском стиле не позволит вам поскользнуться на мокром полу в ванной. А как приятно после утреннего душа закутаться в уютный халат из стираного льна. Удачно в интерьер ванной вписываются текстильные корзины для белья, которые вместительны и не занимают много места. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
Мягкий жаккардовый коврик с оригинальным рисунком в скандинавском стиле не позволит вам поскользнуться на мокром полу в ванной. А как приятно после утреннего душа закутаться в уютный халат из стираного льна. Удачно в интерьер ванной вписываются текстильные корзины для белья, которые вместительны и не занимают много места. Шторки для душа с яркими принтами, представленные в h&m каталоге помогут кардинально и в лучшую сторону стилистическое решение ванной комнаты.
 Простой и выдержанный скандинавский стиль аксессуаров для интерьера является универсальным. Если Вы хозяин или менеджер кафе, паба или ресторана, но в конце очередного сезона не хотите тратить большие средства на обновление интерьера заведения – h&m каталог Home – идеальное решение. Несколько новых чехлов для диванных подушек ярких цветов, необычных стеклянных ваз h7m разнообразного геометрического исполнения и другие аксессуары — и привычный интерьер выглядит совершенно по-новому. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home.
Простой и выдержанный скандинавский стиль аксессуаров для интерьера является универсальным. Если Вы хозяин или менеджер кафе, паба или ресторана, но в конце очередного сезона не хотите тратить большие средства на обновление интерьера заведения – h&m каталог Home – идеальное решение. Несколько новых чехлов для диванных подушек ярких цветов, необычных стеклянных ваз h7m разнообразного геометрического исполнения и другие аксессуары — и привычный интерьер выглядит совершенно по-новому. Предложите своим гостям морозным зимним днем чашку ароматного кофе и теплый плед из коллекции h&m home и эти гости будут возвращаться к вам снова и снова. Эйчндэм предлагает уютные и практичные решения для интерьера! Пусть Вас окружает красота вместе с H&M Home. xn--p1ai/awards/
xn--p1ai/awards/ Первые туристы едут в Грузию
Первые туристы едут в Грузию



 Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США. Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США.
Лимит отправки местоположения составляет 800 долларов США, а лимит выплаты — 300 долларов США. 37 mi
37 mi

 †
† 
 Да, так прочность всей конструкции выше, но нам надо понять как будет себя вести деталь, а не сразу её сломать ))).
Да, так прочность всей конструкции выше, но нам надо понять как будет себя вести деталь, а не сразу её сломать ))). ..
..
 Однако, опытные пользователи, при достаточном умении, могут рисовать сразу в трехмерном пространстве.
Однако, опытные пользователи, при достаточном умении, могут рисовать сразу в трехмерном пространстве.
 Из такого пластика делаются большинство окружающих нас предметов, например, детали конструктора Lego.
Из такого пластика делаются большинство окружающих нас предметов, например, детали конструктора Lego.

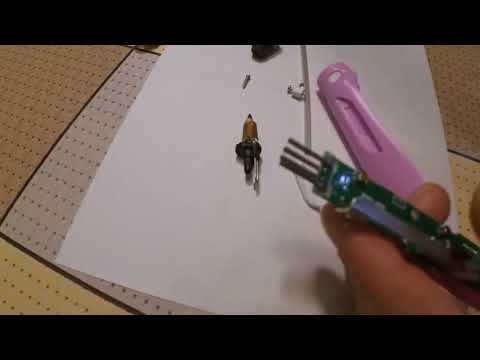
 Идея проста: используйте ручку, чтобы распылить расплавленную нить на одну из частей, которые вы хотите соединить, затем, прежде чем она успеет остыть, прижмите к ней другую часть и дайте всей партии затвердеть. Сварка с помощью 3D-ручки звучит довольно просто. На самом деле это звучало так, как будто это было слишком хорошо, чтобы быть правдой. Итак, мы взяли 3D-ручку и попробовали.
Идея проста: используйте ручку, чтобы распылить расплавленную нить на одну из частей, которые вы хотите соединить, затем, прежде чем она успеет остыть, прижмите к ней другую часть и дайте всей партии затвердеть. Сварка с помощью 3D-ручки звучит довольно просто. На самом деле это звучало так, как будто это было слишком хорошо, чтобы быть правдой. Итак, мы взяли 3D-ручку и попробовали. В итоге мы выбрали Giantarm TG-17 стоимостью 36,9 фунтов стерлингов.9.
В итоге мы выбрали Giantarm TG-17 стоимостью 36,9 фунтов стерлингов.9.
 Вы можете начать и остановить экструзию в любое время, просто нажав кнопку экструзии.
Вы можете начать и остановить экструзию в любое время, просто нажав кнопку экструзии. Это работает? Ну… как бы – но это непросто и, подозреваю, не так уж и эффективно.
Это работает? Ну… как бы – но это непросто и, подозреваю, не так уж и эффективно.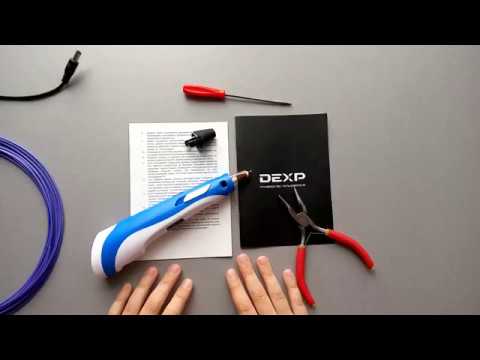 Этот метод сработает, если вы хотите быстро соединить пару деталей, но я бы не стал использовать его для чего-то, что требует нагрузки.
Этот метод сработает, если вы хотите быстро соединить пару деталей, но я бы не стал использовать его для чего-то, что требует нагрузки. Это не самый опрятный сустав в мире, но это определенно лот прочнее, чем метод клеевого пистолета.
Это не самый опрятный сустав в мире, но это определенно лот прочнее, чем метод клеевого пистолета. Я использовал наш, чтобы полностью уничтожить один из тестов Opticon, который я распечатал на прошлой неделе.
Я использовал наш, чтобы полностью уничтожить один из тестов Opticon, который я распечатал на прошлой неделе. Эти 3D-ручки можно использовать для создания произведений искусства, моделей и игрушек, а новые 3D-ручки могут даже использовать металлические и деревянные нити, а также пластик.
Эти 3D-ручки можно использовать для создания произведений искусства, моделей и игрушек, а новые 3D-ручки могут даже использовать металлические и деревянные нити, а также пластик.
 3Doodler Pro+ поставляется с материалами для начала работы.
3Doodler Pro+ поставляется с материалами для начала работы.
 3Doodler Create+
3Doodler Create+ Эта 3D-ручка поставляется в комплекте с пластиком PLA трех цветов (30 футов), книгой с трафаретами и руководством по проекту, которое поможет вам начать работу.
Эта 3D-ручка поставляется в комплекте с пластиком PLA трех цветов (30 футов), книгой с трафаретами и руководством по проекту, которое поможет вам начать работу.

 Он также может похвастаться герметичным соплом и усиленным редуктором для использования без засорения. В остальном это обычная 3D-ручка без умных функций. Следует отметить, что эта 3D-ручка питается через USB с помощью фирменного кабеля, поэтому, если вы его потеряете, у вас будут проблемы. Но низкая цена может облегчить принятие этих компромиссов, если вам нужна дешевая 3D-ручка.
Он также может похвастаться герметичным соплом и усиленным редуктором для использования без засорения. В остальном это обычная 3D-ручка без умных функций. Следует отметить, что эта 3D-ручка питается через USB с помощью фирменного кабеля, поэтому, если вы его потеряете, у вас будут проблемы. Но низкая цена может облегчить принятие этих компромиссов, если вам нужна дешевая 3D-ручка. Он короче и толще большинства 3D-ручек, что делает его удобным для маленьких рук. Он работает с нитью PCL (биоразлагаемой) и не совместим с ABS или PLA.
Он короче и толще большинства 3D-ручек, что делает его удобным для маленьких рук. Он работает с нитью PCL (биоразлагаемой) и не совместим с ABS или PLA. Как только нить покидает фильтр, она быстро остывает и затвердевает, принимая любую форму, которую вы ей придали.
Как только нить покидает фильтр, она быстро остывает и затвердевает, принимая любую форму, которую вы ей придали. Регулируемая подача помогает вам контролировать процесс, и вы можете постепенно увеличивать температуру. Он питается от USB, и вы можете использовать широкий спектр нитей.
Регулируемая подача помогает вам контролировать процесс, и вы можете постепенно увеличивать температуру. Он питается от USB, и вы можете использовать широкий спектр нитей. Эта 3D-ручка поставляется с пластиком разных цветов, все из которых безопасны и нетоксичны, а также с руководством по занятиям, которое поможет вам начать работу.
Эта 3D-ручка поставляется с пластиком разных цветов, все из которых безопасны и нетоксичны, а также с руководством по занятиям, которое поможет вам начать работу.

