Хонда gx 200: GX200 — Honda engines
GX200 — Honda engines
Двигатель GX200 подходит для широкого спектра применения в тяжелых условиях, например, в строительном оборудовании, культиваторах, генераторах, сварочных аппаратах, насосах и другом промышленном оборудовании.
Особенности двигателя:
- OHV дизайн повышает эффективность сгорания
- Высокая литровая мощность
- Легкий запуск благодаря автоматической системе декомпрессии и удобной ручке ручного стартера
- Высокое качество материалов и специальные компоненты, которые гарантируют надежность и долговечность
- Двигатель соответствует самым строгим мировым экологическим стандартам
- Низкий расход топлива и масла
- Низкий уровень вибрации и шума
Показать больше
Добавить двигатель к сравнению
Тип двигателя
Четырехтактный одноцилиндровый
Бензиновый двигатель OHV
Наклон цилиндра 25°
Горизонтальное расположение вала
Тип гильзы цилиндра
Чугунная гильза
Диаметр гильзы х ход поршня
68 x 54 мм
Рабочий объем
196 см³
Коэффициент сжатия
8. 5 : 1
5 : 1
Полезная мощность
4.3 кBт ( 5.8 л.c. ) / 3600 об/мин
Номинальная мощность
3.3 кBт ( 4.4 л.c. ) / 3000 об/мин
3.7 кBт ( 5.0 л.c. ) / 3600 об/мин
Максимальный крутящий момент
12.4 Нм ( 1.26 кгм ) / 2500 об/мин
Система зажигания
Транзисторная
Стартер
Ручной стартер ( Электрический стартер — дополнительная опция )
Емкость топливного бака
3.1 л
Расход топлива при номинальной мощности
1.7 л/час — 3600 об/мин
Объем масла в двигателе
0.6 л
Размеры (Д х Ш х В)
321 x 376 x 346 мм
Сухая масса
16.1 кг
Кривая мощности GX200
Мощность двигателя — это «чистая» выходная мощность, протестированная на производстве двигателей конкретной модели в соответствии с SAE J1349 при указанных оборотах.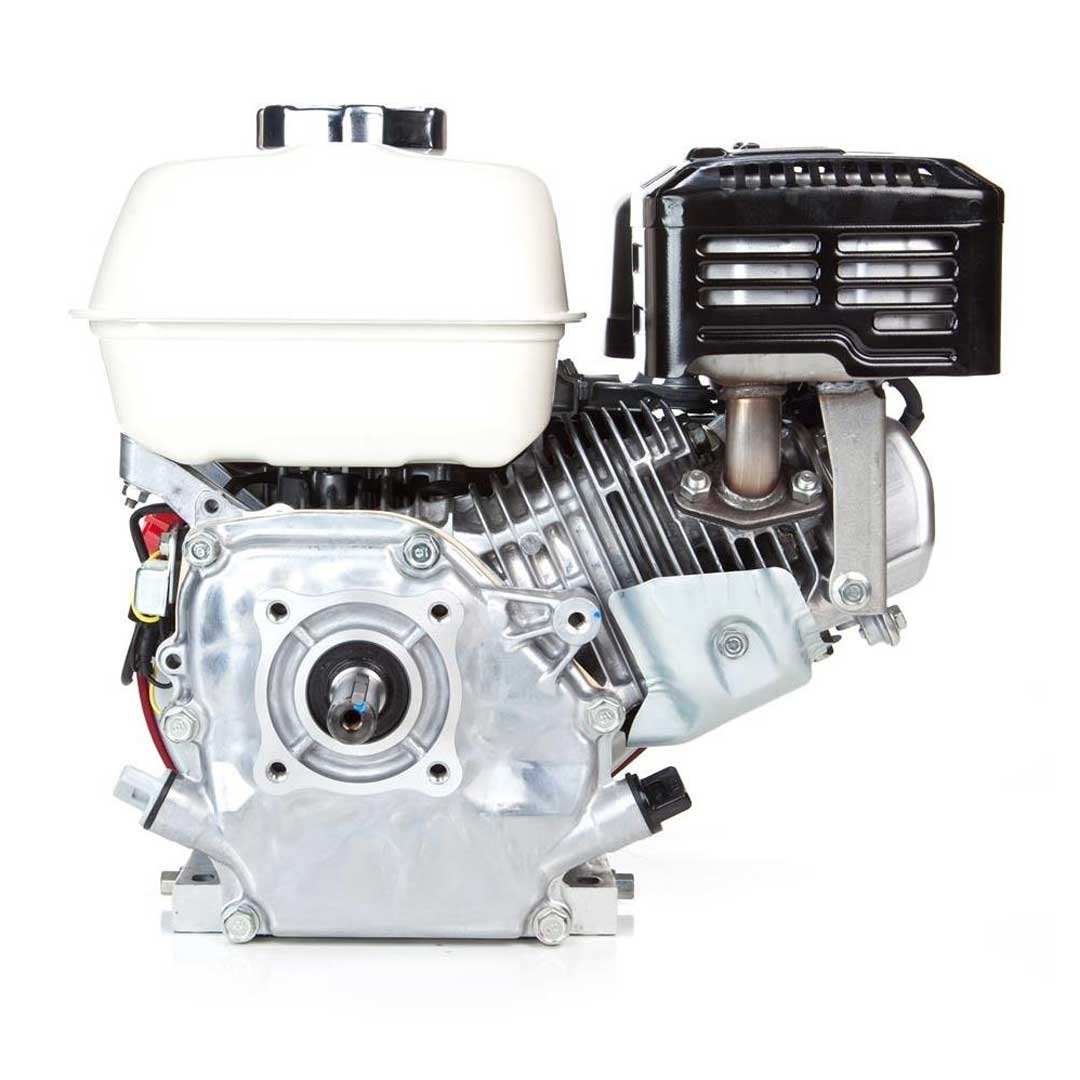 Мощность двигателей серийного производства может немного отличаться от этого значения. Фактическая мощность двигателя, установленного на конечное изделие, будет варьироваться в зависимости от многих факторов, таких как число оборотов двигателя, условия окружающей среды, техническое обслуживание и др.
Мощность двигателей серийного производства может немного отличаться от этого значения. Фактическая мощность двигателя, установленного на конечное изделие, будет варьироваться в зависимости от многих факторов, таких как число оборотов двигателя, условия окружающей среды, техническое обслуживание и др.
узнать больше
Размеры GX200
КАТЕГОРИЯ:
Показать всеАксессуарыИнструкции по эксплуатацииИнформация о ремонтеИнформация о сборкеЛисты проверки карбюратораОбслуживаниеРасположение компонентовРуководства по обслуживаниюТехническое описаниеТопливо
Язык:
Показать всеАнглийскийБолгарскийВенгерскийГреческийДатскийИспанскийИтальянскийКитайскийЛатвийскийЛитовскийНемецкийНидерландскийНорвежскийПольскийПортугальскийРумынскийРусскийСербскийСловацкийСловенскийТурецкийУкраинскийФинскийФранцузскийХорватскийЧешскийШведскийЭстонскийЯпонский
Поиск
НАША КОМАНДА СЕРВИСНЫХ
СПЕЦИАЛИСТОВ —
НАСТОЯЩИЕ СУПЕРГЕРОИ
Двигатель Honda — супергерой рядом с тобой
Узнать больше
Сайт разработан IOTTA
Четырехтактный двигатель Honda GX-200.

Четырехтактный двигатель Honda GX-200.
Двигатель Honda GX200 — типы применяемых редукторов Выполнение самых жёстких экологических требований сегодняшнего дня и в будущем.
|
 Четырехтактный бензиновый двигатель Honda GX200 с верхним расположением клапана цилиндра (OHV), горизонтальным валом и воздушным охлаждением, цилиндр расположен под углом 25°. Профессиональные двигатели GX рассчитаны на постоянную работу в течение длительного времени.
Четырехтактный бензиновый двигатель Honda GX200 с верхним расположением клапана цилиндра (OHV), горизонтальным валом и воздушным охлаждением, цилиндр расположен под углом 25°. Профессиональные двигатели GX рассчитаны на постоянную работу в течение длительного времени. куб.
куб. ч — 230 г/л.с.ч
ч — 230 г/л.с.ч
GX200 — двигатели Хонда
Двигатель GX200 подходит для широкого спектра тяжелых условий эксплуатации, таких как строительная техника, культиваторы, генераторы, сварочные аппараты, насосы и другие промышленные устройства.
Особенности двигателя:
- Конструкция с верхним расположением клапанов повышает эффективность сгорания
- Высокое отношение мощности к рабочему объему
- Легкий запуск благодаря автоматической системе декомпрессии и удобной рукоятке плавного ручного стартера
- Высококачественные материалы и специально разработанные компоненты, обеспечивающие надежную и длительную эксплуатацию
- Соответствует самому строгому экологическому законодательству мира
- Низкий расход топлива и масла
- Снижение уровня вибрации и шума
Показать больше
Добавить двигатель к сравнению
Тип двигателя
4-тактный одноцилиндровый
Бензиновый двигатель OHV
Цилиндр с наклоном 25°
Горизонтальный вал
Цилиндр гильзового типа
Чугунная втулка
Диаметр x Ход
68 x 54 мм
Рабочий объем
196 см³
Степень сжатия
8,5 : 1
Полезная мощность
4,3 кВт (5,8 л. с.) / 3600 об/мин
с.) / 3600 об/мин
Прод. номинальная мощность
3,3 кВт (4,4 л.с.) / 3000 об/мин
3,7 кВт (5,0 л.с.) / 3600 об/мин
Макс. чистый крутящий момент
12,4 Нм (1,26 кгс/м) / 2500 об/мин
Система зажигания
Транзисторный
Стартер
Отдача (эл. пуск опционально)
Емкость топливного бака
3,1 л
Расход топлива. в продолжении номинальная мощность
1,7 л/ч — 3600 об/мин
Объем моторного масла
0,6 литра
Размеры (Д х Ш х В)
321 x 376 x 346 мм
Сухой вес
16,1 кг
Кривая мощности GX200
Номинальная мощность этого двигателя представляет собой полезную мощность, испытанную на серийном двигателе для этой модели двигателя и измеренную в соответствии с SAE J1349 при заданных оборотах. Двигатели серийного производства могут отличаться от этого значения. Фактическая выходная мощность двигателя, установленного на конечной машине, будет варьироваться в зависимости от множества факторов, включая рабочую скорость двигателя в процессе эксплуатации, условия окружающей среды, техническое обслуживание и другие переменные.
Подробнее
Размеры GX200
Категория:
Показать всеАксессуарыИнформация по сборкеКарбюратор Контрольный листКомпонентыРасход топливаТехническое обслуживаниеРуководство по эксплуатацииРемонт informationShop ManualТехнический паспорт
Язык:
Показать всеБолгарскийКитайскийХорватскийЧешскийДатскийГолландскийАнглийскийЭстонскийФинскийФранцузскийНемецкийГреческийВенгерскийИтальянскийЯпонскийЛатышскийЛитовскийНорвежскийПольскийПортугальскийРумынскийРусскийСербскийСловацкийСловенскийИспанскийШведскийТурецкийU украинец
Поиск
НАША ГРУППА ПОЛЕВОГО ОБСЛУЖИВАНИЯ
НАСТОЯЩИЕ СУПЕРГЕРОИ,
КАЖДЫЙ ДЕНЬ
Двигатели Honda, супергерой всегда рядом
Подробнее
Концепция сайта IOTTA
Honda Horizontal GX200 Двигатель — 196 куб. 03
Поделитесь этим продуктом
- Прецизионная конструкция распределительного вала для точных фаз газораспределения, оптимального перекрытия клапанов и лучшей экономии топлива
- Конструкция OHV для повышения эффективности и оптимальной передачи мощности
- Высокая степень сжатия для лучшей топливной экономичности
- Низкая вибрация благодаря прецизионным компонентам
- Коленчатый вал с опорой на шарикоподшипники для большей устойчивости
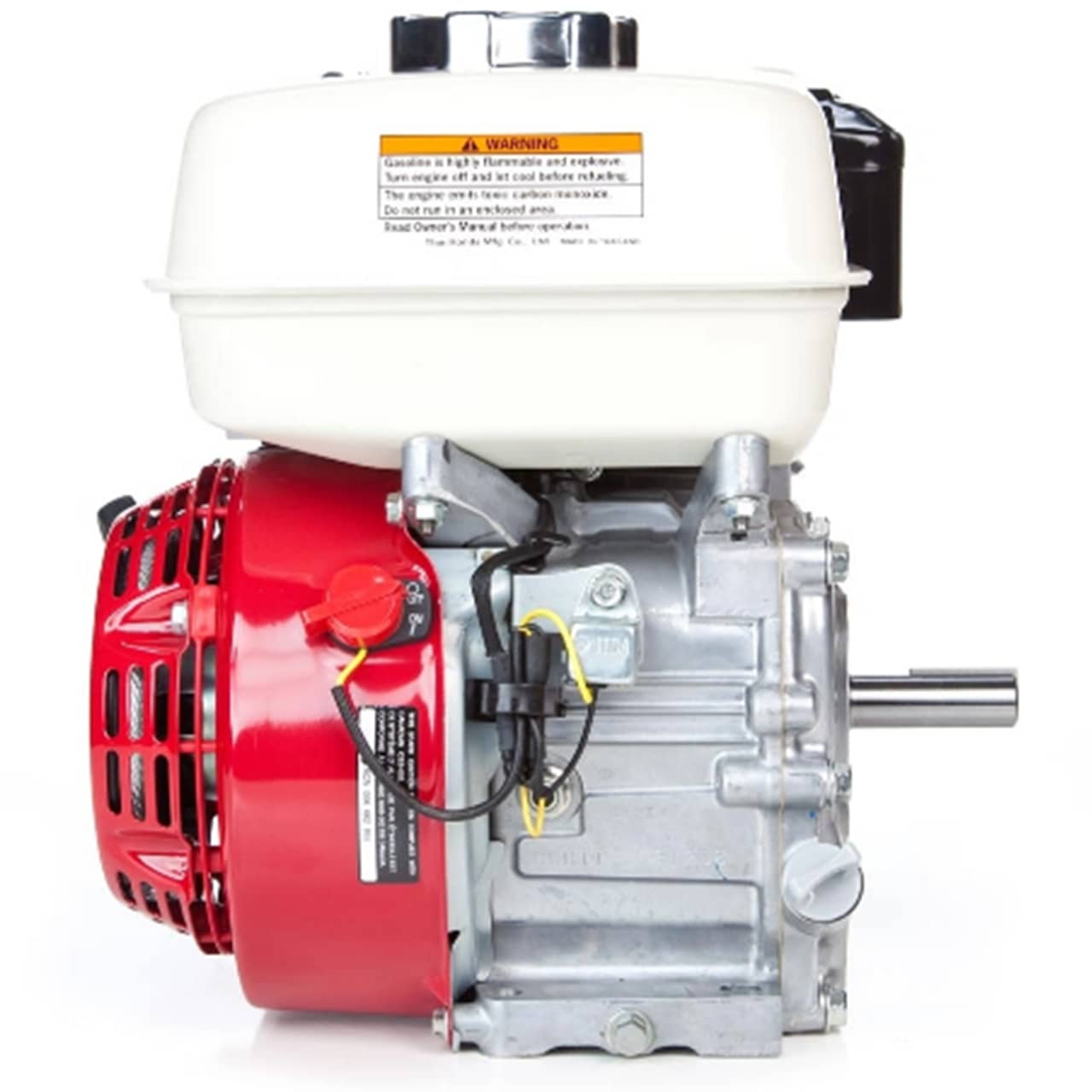
Коммерческий двигатель Honda серии GX объемом 196 куб. см с верхним расположением клапанов разработан для самых требовательных коммерческих применений. Он установил отраслевой стандарт надежности и долговечности. Конструкция верхнего клапана обеспечивает более низкую температуру и экономичную работу, а чугунная гильза цилиндра обеспечивает более длительный срок службы. GX надежен, легко заводится и работает тихо. Соответствует стандартам выбросов EPA и CARB. Этот легендарный двигатель заслужил репутацию предпочтительного двигателя для строительной техники. Общие области применения включают мойки высокого давления, компрессоры, картинги, дровоколы и измельчители/измельчители.
см с верхним расположением клапанов разработан для самых требовательных коммерческих применений. Он установил отраслевой стандарт надежности и долговечности. Конструкция верхнего клапана обеспечивает более низкую температуру и экономичную работу, а чугунная гильза цилиндра обеспечивает более длительный срок службы. GX надежен, легко заводится и работает тихо. Соответствует стандартам выбросов EPA и CARB. Этот легендарный двигатель заслужил репутацию предпочтительного двигателя для строительной техники. Общие области применения включают мойки высокого давления, компрессоры, картинги, дровоколы и измельчители/измельчители.
| Гарантия производителя | 3 года ограниченной гарантии |
| Вес груза | 40,0 фунтов |
| Объем двигателя (см3) | 196 |
| Тип двигателя | Серия GX OHV для коммерческого использования |
| Диаметр вала (дюймы) | 3/4 |
| Длина вала (дюймы) | 2 7/16 |
Полезная выходная мощность (л. с.) с.) | 5,5 (4,1 кВт) при 3600 об/мин |
| Тип пуска | Отдача |
| Применение | Мойка высокого давления, компрессор, дровокол |
| Полезный крутящий момент (фунт/фут) | 9,1 (12,4 Нм) при 2500 об/мин |
| Выходной вал | Горизонтальный |
| Коленчатый вал | Q-тип |
| Шпоночный паз (дюймы) | 3/16 дюйма; 4,78 мм х 4,78 мм х 38 мм |
| Вращение вала (со стороны вала отбора мощности) | Против часовой стрелки |
| Высота ВОМ (дюймы) | 4 11/64 |
| Цилиндры (кол-во) | 1 |
| Диаметр цилиндра | Чугун |
| Диаметр x ход (дюймы) | 2,7 х 2,1 |
| Степень сжатия | 8,5:1 |
| Система охлаждения | С воздушным охлаждением |
| Тип воздухоочистителя | Двойной элемент | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Топливный бак | Стандарт | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Тип топлива | Бензин | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Емкость топливного бака (кварт) | 3,3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Объем масла (кварт) | 0,63 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Система смазки | Принудительный всплеск | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Предупреждение о низком уровне масла | Да | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Отключение при низком уровне масла | Да | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Система зажигания | Электронный | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Система регулятора | Центробежный механический | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Карбюратор | Поплавок | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Блок управления дроссельной заслонкой | Пульт (кабель) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Управление воздушной заслонкой | Руководство | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Макс. Bli300 husqvarna: Аккумулятор Husqvarna BLi300 9670719-01 — Аккумуляторы и зарядные устройства в фирменном магазине HUSQVARNAцена за штуку, характеристики, фотоАккумулятор BLi300 обеспечивает продолжительную работу на одной зарядке и отличается ведущим на рынке соотношением емкости и веса. Все аккумуляторы оснащены индикатором уровня заряда с 4 светодиодами, могут использоваться в любую погоду и обеспечивают превосходное охлаждение. Количество циклов зарядки-разрядки 1500 раз. Детали Регистрация покупки и получение талона самим конечным покупателем Для конечных покупателей кнопка перехода на страницу самостоятельной регистрации размещена на общедоступном сайте www.husqvarna.ru в разделе «Поддержка – Гарантийные условия» https://www.husqvarna.com/ru/support/warranty-conditions/ Документы:pdfскачать pdfскачать pdfскачать Характеристики
Отзывы покупателей Станьте первым, кто оставил отзыв об этом товаре Вопросы и ответы Станьте первым, кто задал вопрос об этом товаре
627189 Доставим
Привезем в строительные центры Смотреть на карте Зарядное устройство Husqvarna QC80 (9673356-31) 36В Цена за шт 6 490 ₽ В корзину 627191 Доставим
Привезем в строительные центры Смотреть на карте Зарядное устройство Husqvarna QC330 (9670914-01) 36В Цена за шт 14 990 ₽ В корзину 780665 Доставим
Привезем в строительные центры Смотреть на карте Зарядное устройство Husqvarna QC250 (9679701-01) Li-Ion 36В Цена за шт 10 990 ₽ В корзину Аккумулятор Husqvarna BLi300 (9670719-01) Li-Ion 36В 9,4Ач в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и обработку персональных данных Аккумулятор HUSQVARNA BLi300 | Husqvarna USКамерунКот-д’ИвуарЕгипетЭкваториальная ГвинеяЭсватиниГамбияГинаГвинея-БисауИзраиль (en) Израиль (he)КенияКувейтЛиван (ar)Ливан (en)ЛиберияМозамбикОман (ar)Оман (en)Катар (ar)Катар (en)Саудовская Аравия (ar)Саудовская Аравия (ан )СенегалСейшельские островаЮжная АфрикаТанзанияТунисТурцияУгандаОбъединенные Арабские Эмираты (ar)Объединенные Арабские Эмираты (en)ЗамбияЗимбабве АвстралияАзербайджанМатериковый КитайФиджиФранцузская ПолинезияГонконгИндияИндонезияЯпонияКазахстанМалайзияНовая КаледонияНовая ЗеландияПапуа-Новая ГвинеяФилиппиныСингапурЮжная КореяТайваньТаиландТуркменистан УзбекистанВануатуВьетнам Албанияаааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааа Etherlandsnorth macedonianorwaypolandportugalromaniarussiaserbiaslovakiasloveniaspainswedenswitzerland (de) Швейцария (FR) Швейцария (IT) Turkeyukraineunited Kingdom ArgentinabolivibrazilChilecolombiacosthosthostromaLemaLecu. Канада (en)Канада (fr)МексикаСША Опции продуктаПодходит к модели Подходит к модели 325iLK с насадкой-триммером 325 iLK без насадки-триммера 525iLK 525iLK Powerhead 535iFR 535i XP® T535i XP® 540i XP® без аккумулятора и зарядного устройства 540i XP® с аккумулятором и зарядным устройством 520iLX 525iLST 520iHE3 520iHT4 525iES 525iECS 530iP4 530iPT5 Вариант Ряд Артикул: 967 07 19‑01 RoW Артикул: 967 07 19‑01 США/Канада Артикул : 967 07 19‑02 9,4 А·ч Емкость аккумулятораLi-Ion Тип аккумулятора36 В Напряжение аккумулятораОписание продукта 9 0081 Встроенный аккумулятор исключительно высокой емкости. Разработан для оптимизации производительности и длительного времени работы в любых погодных условиях. Информация о продукте
Комбинированные триммерыКусторезыБензопилыСтрунные ножницыНожницы для живой изгородиГазонокосилкиСекаторы и пилыРуководства оператора Сопутствующий контентПродукты и инновации Аккумуляторы для совместного использования через цифровые сараи для инструментовПродукты и инновации #WEAREBATTERYPOWER — Новые бензопилы для лесоводовПрактические советы и руководства Таблица времени работы аккумуляторов HusqvarnaИстории и вдохновение Аккумулятор или бензин? Взгляд в будущее силового оборудования для наружного примененияПоказаны 4 из 4 Купить Husqvarna bli300 литий-ионный аккумулятор 36 В 9,4 Ач 967071901 Wolfswinkel ваш специалист HusqvarnaОписание Husqvarna bli300 литий-ионный аккумулятор 36 В 9,4 Ач Этот Husqvarna B Аккумулятор li300 дает вашей садовой машине идеальную мощность (36 В) и достаточный ток ( 9. Благодаря интеллектуальной системе аккумулятор не может быть перезаряжен, и машина автоматически останавливается, когда он разряжен. Теперь вы будете думать, что каждая батарея разряжена, но эта батарея гарантирует, что он не «глубоко заряжен», поэтому вы не сможете использовать батарею. Единственное, на что надо обратить внимание, это чтобы батарея была заряжена не на 100%, но и не ниже 40%. Конечно, с батареей также следует обратить внимание в морозный период, убедитесь, что батарея хранится при температуре ниже нуля. Такой батареи хватает примерно на 1500 циклов зарядки. Если вы хотите, чтобы машина работала дольше, вы можете выбрать аккумуляторы на больший ток, см. наш список аксессуаров.Рекомендуемые принадлежности Деревянный ящик для хранения Husqvarna 2 аккумулятора и зарядное устройство € 149,99
2 в наличии Мешок для хранения Husqvarna с аккумулятором для воды / ISO € 44,00 Транспортировочный ящик Husqvarna 40x30x16 см € 82,99 Транспортировочный ящик Husqvarna 50x30x21 см € 113,99
1 в наличии Husqvarna bli точно с комплектом для переноски € 109,99
6 в наличии Husqvarna bli точно с набором адаптеров € 199,00 Husqvarna bli precision с набором разъемов € 199,00
5 в наличии Погрузчик Husqvarna qc80f с аккумулятором 12В. автомобиль € 99,99 Собственное оборудование: Собственное оборудование | Компания «ЧИСТОЗОР»Оборудование собственного производства — СтанкоинкомКомпания «Станкоинком» не только реализует, но и производит промышленное оборудование в Перми. В составе нашего холдинга действует полностью оборудованный производственно-ремонтный цех, что позволяет выполнять различные виды технологических операций машиностроения. Мощности производства используются для изготовления серийного и нестандартного оборудования по индивидуальным проектам заказчика. Серийная продукция производится под маркой собственной разработки компании — СТИНК. Вы также всегда можете воспользоваться нашими услугами для реализации любых идей по проектированию, производству и усовершенствованию продукции, включая текущий и капитальный ремонт станков любых видов на вашем предприятии или на территории цеха. Сотрудники цеха имеют высокую квалификацию, что является залогом качества проводимых работ. Благодаря эффективной организации труда специалистов и технологических процессов работа выполняется в сжатые сроки. Наша продукция1. Двухпильный кромкообрезной станок СТИНК 2ПО-100 Служит для обрезки и раскроя необрезных досок в продольном направлении. Используется для получения обрезных пиломатериалов, обрезки горбыльной доски для последующей переработки в станках СТИНК РГ-180 ребрового типа. 2. Ребровогорбыльный станок СТИНК РГ-180 Предназначен для переработки горбыля. Применяется совместно с кромкообрезным станком 2ПО-100. Надежен и прост в использовании. 3. Отрезной станок СТИНК САО-400 Предназначен для резки металлопроката, труб, арматуры абразивным инструментом. Обладает надежностью и повышенной прочностью конструкции, что является залогом долговечности оборудования. 4. Ленточная пилорама МГ-6500 Используется для распиловки бревен в продольном направлении с целью получения обрезного пиломатериала. Находит применение на лесопильных предприятиях небольшой мощности и в индивидуальных хозяйствах. 5. Приводные рольганги и неприводные рольганги Роликовый стол (рольганг) незаменимое устройство практически на любом поточном производстве. Используется для перемещения увесистых заготовок и подача их в зону последующей обработки без привлечения дополнительных средств механизации. Роликовые столы можно настраивать по высоте для подгонки под вашу линию или для создания искусственного уклона.
5. Нестандартное оборудование Производственно-ремонтный цех «Станкоинком» имеет возможности для выпуска большого вида нестандартных станков и оборудования по пожеланиям заказчика. 6. Изготовление изделий по вашим чертежам
Наши услугиСпециалисты производственно-ремонтного цеха компании оказывают услуги механо- и металлообработки: осуществляют токарные, фрезерные, сверлильные, шлифовальные, строгальные и сварочные работы.
Специалисты компании также выполняют резку металла на ленточнопильных станках и гильотине, листогибочные работы, изготавливают и шлифуют ножи для гильотин и других станков, осуществляют заточку фрез, ножей, пил, цепей и проточку колес для шкивов и пилорам. На всю продукцию и услуги предоставляется гарантия качества. Почему к нам обращаются крупнейшие предприятия России?Мы осуществляем полный процесс поставки оборудования: от размещения индивидуального заказа на заводе и прохождения таможни, до инсталляции на вашем предприятии и последующем сервисном обслуживании. Компания работает с 1993 года и произвела тысячи поставок сложнейшего оборудования на крупнейшие частные и государственные заводы. Мы имеем богатейший опыт в решении форс-мажорных ситуаций. У нас налаженная сеть поставщиков со всего мира. Мы являемся официальными дилерами крупнейших европейских и китайских заводов в России, поэтому мы может предложить вам оптимальную цену и гибкие условия поставки. Собственная сервисная служба позволяет обеспечивать непрерывность работы оборудования на заводах наших клиентов, а удобное месторасположение моментально реагировать на обращения. Технологическое оборудование собственного производстваТехнологические столы ЭКОНОМПресс-формы, полки, вешалаМоечные ванны из нержавеющей сталиСтолы производственныеСтолы производственные специализированныеСтеллажи универсальныеТележки технологическиеТележки транспортировочныеПресс-башни, рамы технологическиеПлощадка обслуживания ПО
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить аккумулятор Husqvarna BLi300 (9670719-01) Li-Ion 36В 9,4Ач в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар аккумулятор Husqvarna BLi300 (9670719-01) Li-Ion 36В 9,4Ач действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить аккумулятор Husqvarna BLi300 (9670719-01) Li-Ion 36В 9,4Ач в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар аккумулятор Husqvarna BLi300 (9670719-01) Li-Ion 36В 9,4Ач действительны в Санкт-Петербурге. ПанамаПарагвайПеруУругвай
ПанамаПарагвайПеруУругвай Доступный в нескольких конфигурациях, это доступный способ увеличить время безотказной работы без необходимости вкладывать средства в ранцевые аккумуляторы. Эффективное охлаждение и интуитивно понятный 4-светодиодный индикатор заряда.
Доступный в нескольких конфигурациях, это доступный способ увеличить время безотказной работы без необходимости вкладывать средства в ранцевые аккумуляторы. Эффективное охлаждение и интуитивно понятный 4-светодиодный индикатор заряда. 4 Ач) для работы, которую должна выполнять ваша машина.
4 Ач) для работы, которую должна выполнять ваша машина. 21% НДС
21% НДС

 Кроме того, наши сотрудники изготавливают:
Кроме того, наши сотрудники изготавливают:

 Компания Агроконтинент предлагает купить технологическое оборудование для предприятий специализирующихся на производстве пищевой продукции. Собственное производство позволяет обеспечивать покупателей необходимым дополнительным инвентарем.
Компания Агроконтинент предлагает купить технологическое оборудование для предприятий специализирующихся на производстве пищевой продукции. Собственное производство позволяет обеспечивать покупателей необходимым дополнительным инвентарем. Некоторые — предлагаются в нескольких размерных вариантах или, для удобства использования в определенных условиях, во множестве конструкционных решений. Это промышленное оснащение наиболее востребованных и удобных форм, размеров. Простое, не требующее дополнительных затрат в техническом или санитарном обслуживании, надежное в эксплуатации.
Некоторые — предлагаются в нескольких размерных вариантах или, для удобства использования в определенных условиях, во множестве конструкционных решений. Это промышленное оснащение наиболее востребованных и удобных форм, размеров. Простое, не требующее дополнительных затрат в техническом или санитарном обслуживании, надежное в эксплуатации.





 К капитальному оборудованию также относятся машины и оборудование, используемые в основном для электронной передачи результатов, полученных клиентом в онлайновой компьютеризированной системе поиска данных.
К капитальному оборудованию также относятся машины и оборудование, используемые в основном для электронной передачи результатов, полученных клиентом в онлайновой компьютеризированной системе поиска данных. включение и выключение или иное управление, управляемая нагрузка;
включение и выключение или иное управление, управляемая нагрузка;
 .. ЭвакуаторДругие предметы одежды с вышивкойПринтер для прямой печати на одежде (DTG)Трафаретная печатьГрузовик с откачивающей стрелойАвтомобиль с откачивающей жидкостьюПейзажный грузовикДругойДругой коммерческий грузовик
.. ЭвакуаторДругие предметы одежды с вышивкойПринтер для прямой печати на одежде (DTG)Трафаретная печатьГрузовик с откачивающей стрелойАвтомобиль с откачивающей жидкостьюПейзажный грузовикДругойДругой коммерческий грузовик



 Наши клиенты могут быть спокойны, работая с Folco Communications Corporation.
Наши клиенты могут быть спокойны, работая с Folco Communications Corporation. Свяжитесь с нашей командой сегодня, чтобы обсудить потребности вашего бизнеса.
Свяжитесь с нашей командой сегодня, чтобы обсудить потребности вашего бизнеса. Этот процесс выполняется перед созданием любой новой сетевой службы. Folco Communications Corporation предлагает традиционный сетевой план, который включает пять уровней планирования:
Этот процесс выполняется перед созданием любой новой сетевой службы. Folco Communications Corporation предлагает традиционный сетевой план, который включает пять уровней планирования:


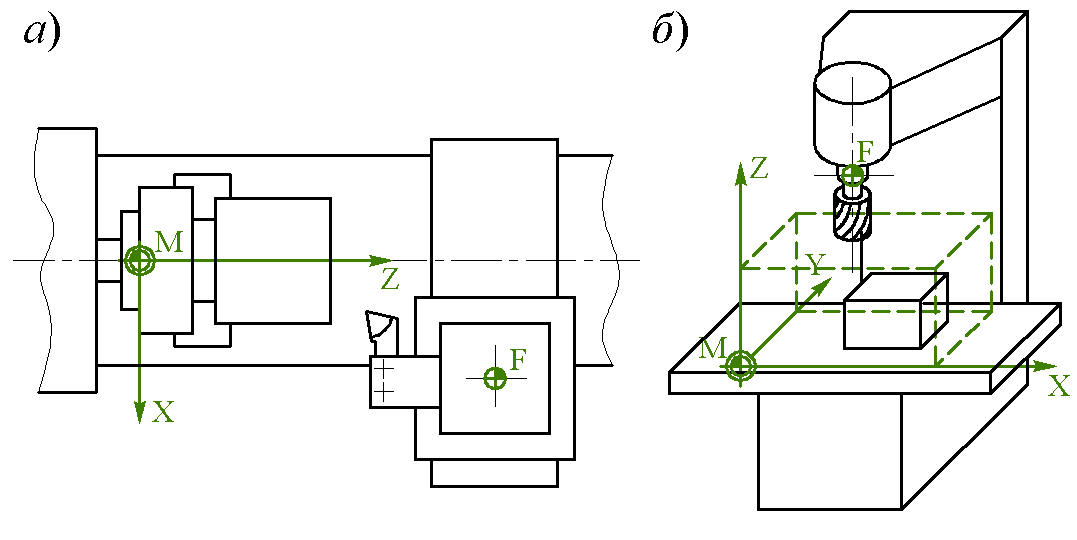
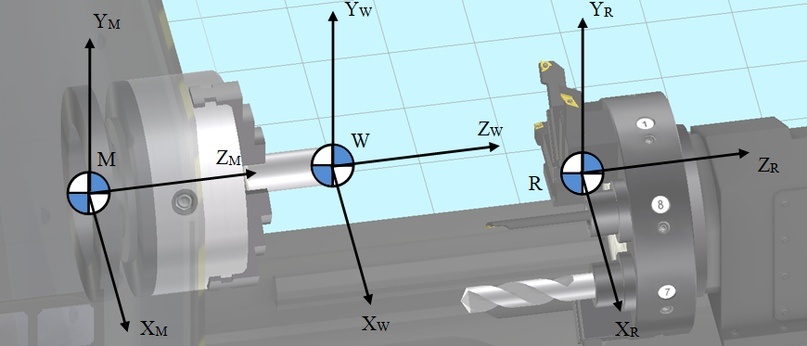
 Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
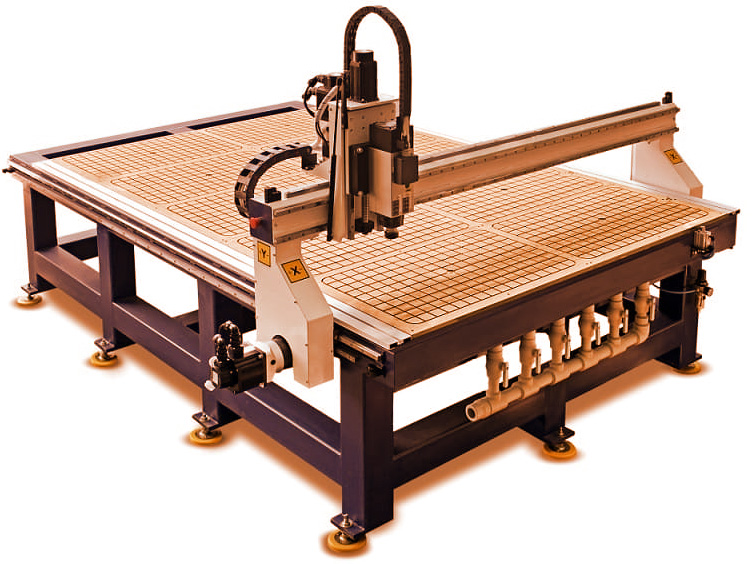 Будь то фрезерный станок или лазер, все они используют эту систему движения.
Будь то фрезерный станок или лазер, все они используют эту систему движения.
 Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
Когда это происходит для всех трех осей, машина теперь «находится в режиме ожидания».
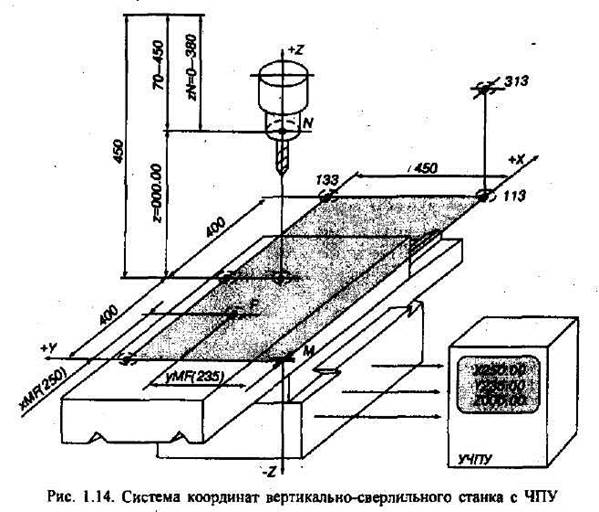
 Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
Представьте себе необходимость использовать эти значения координат в качестве отправной точки для вашей программы управления.
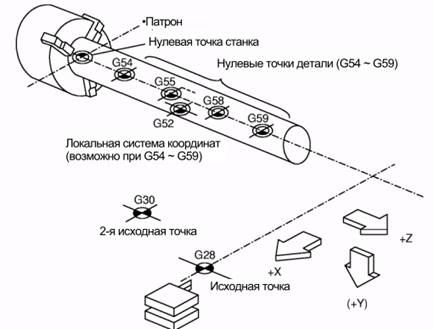
 Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
Это позволяет станку с ЧПУ точно связать свою систему координат с системами нескольких деталей в разных местах и выполнять несколько настроек одновременно.
 Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.
Это самый эффективный метод, но также и самый дорогой, так как для него требуется измерительное оборудование.

 Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
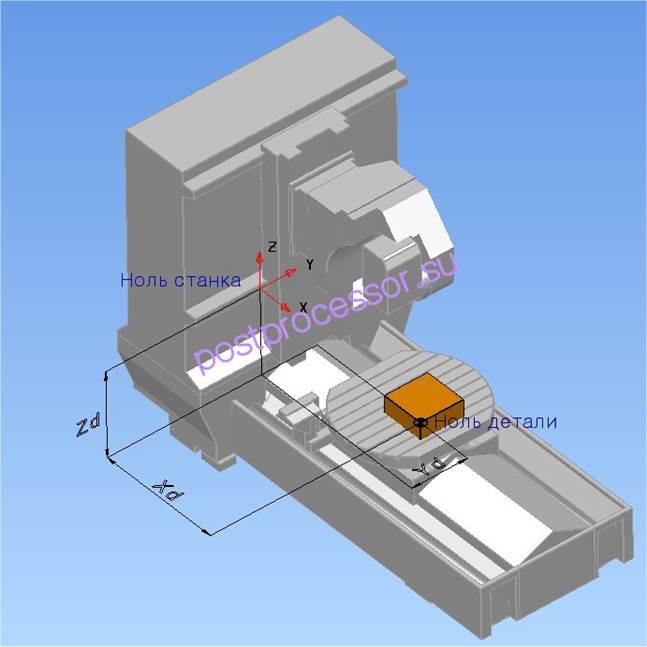
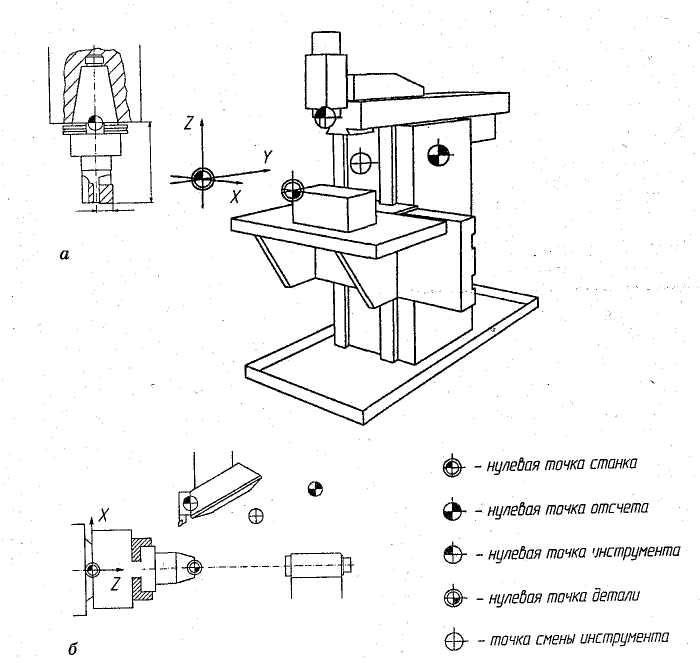
 В разных источниках точка может называться нулевой, реперной или исходной.
В разных источниках точка может называться нулевой, реперной или исходной.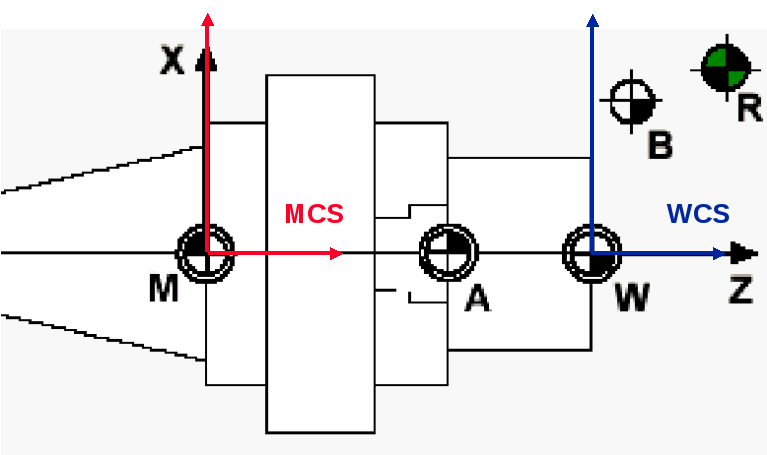 Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх
Гораздо проще и надёжнее будет указать станку, откуда начинать перемещения, на этапе его запуска. Осложняется всё тем, что работа идёт не в одной системе координат, а сразу в трёх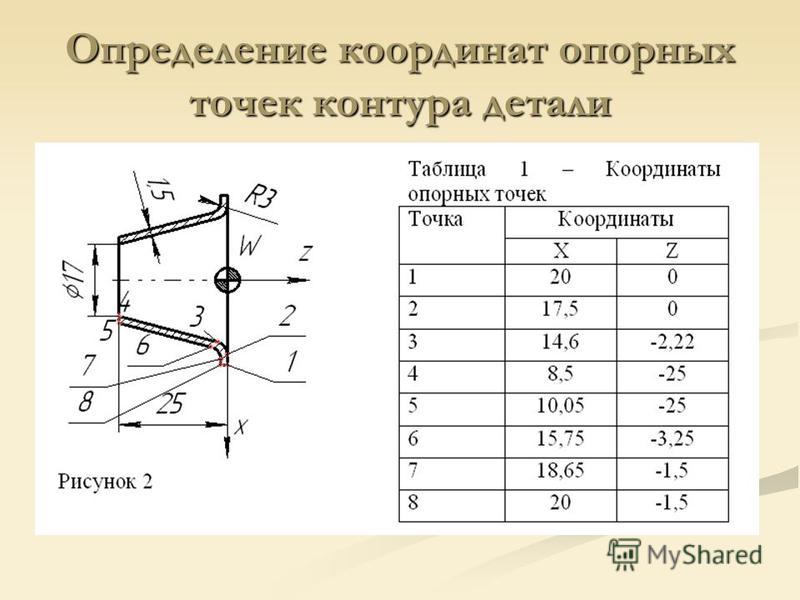
 Готово, можно начинать работу.
Готово, можно начинать работу.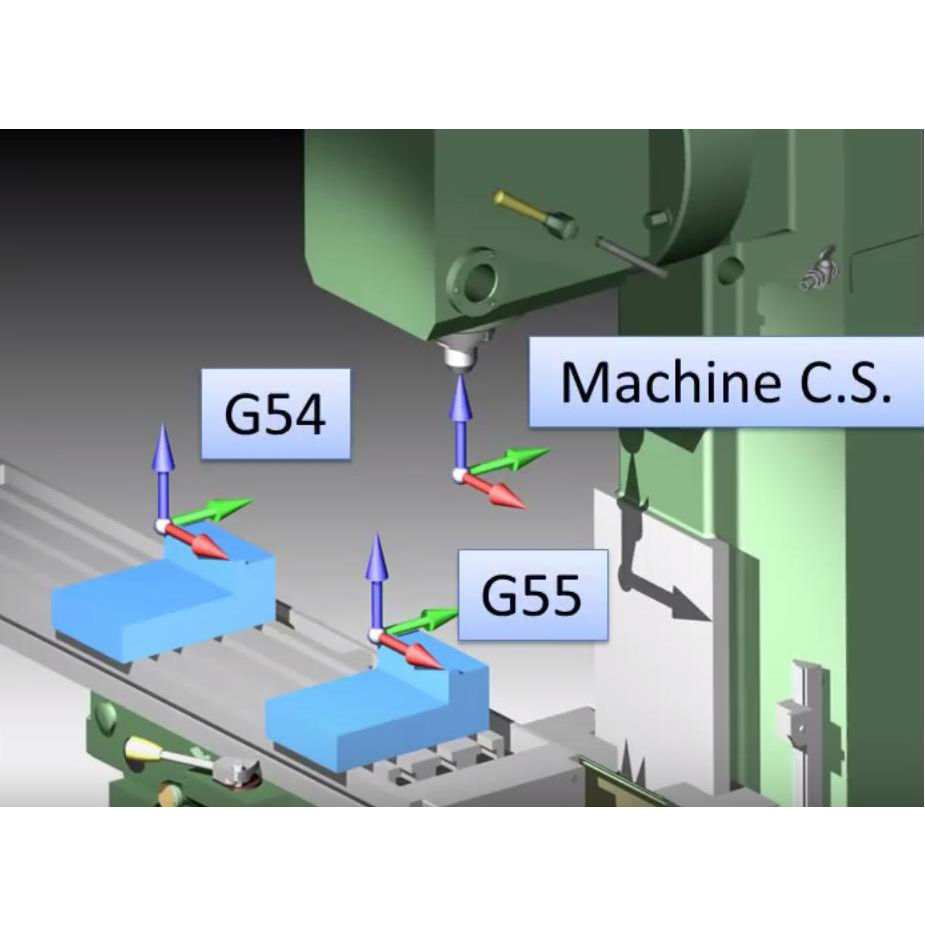 Количество затрачиваемых усилий неодинаково для каждого из них, и некоторые лучше подходят для особых случаев, а другие — более общего характера. Понимание всего арсенала методов поможет вам стать более эффективным, выбрав лучший для каждой работы.
Количество затрачиваемых усилий неодинаково для каждого из них, и некоторые лучше подходят для особых случаев, а другие — более общего характера. Понимание всего арсенала методов поможет вам стать более эффективным, выбрав лучший для каждой работы.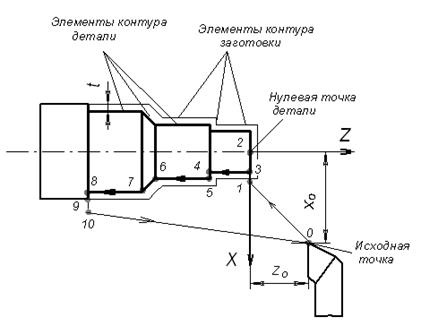 Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкомер касается заготовки. Вот типичный электрический искатель края:
Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкомер касается заготовки. Вот типичный электрический искатель края: Обратите внимание, что при пристрелке необходимо учитывать радиус наконечника!
Обратите внимание, что при пристрелке необходимо учитывать радиус наконечника! Вы вставляете один в свой шпиндель и используете его, чтобы найти нулевую точку детали, края, углы, откатывание тисков и все виды других общих задач настройки. Причина, по которой вам нужен один, заключается в том, что они быстрее и проще, чем другие методы.
Вы вставляете один в свой шпиндель и используете его, чтобы найти нулевую точку детали, края, углы, откатывание тисков и все виды других общих задач настройки. Причина, по которой вам нужен один, заключается в том, что они быстрее и проще, чем другие методы.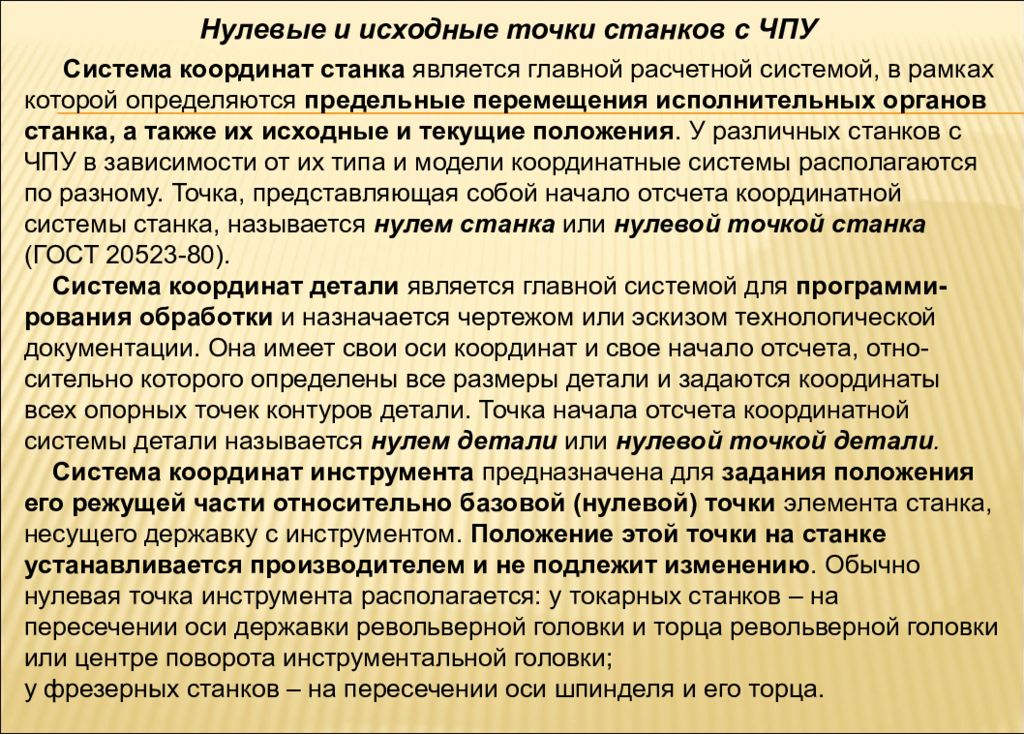 Позвольте мне привести пример. Предположим, вы используете угол неподвижной губки ваших станочных тисков:
Позвольте мне привести пример. Предположим, вы используете угол неподвижной губки ваших станочных тисков: Вам нужно только измерить и обнулить если тиски перемещаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют воспроизводимые домашние переключатели. Но с какой бы стороны вы на это ни посмотрели, вы будете устанавливать нулевую часть намного реже, и это сэкономит ваше время.
Вам нужно только измерить и обнулить если тиски перемещаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют воспроизводимые домашние переключатели. Но с какой бы стороны вы на это ни посмотрели, вы будете устанавливать нулевую часть намного реже, и это сэкономит ваше время. Иногда оптика не ахти и изображение может быть совсем тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:
Иногда оптика не ахти и изображение может быть совсем тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:
 Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
 Заблокировал головку и проворачивал пиноль с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мой ЦИ, удалил пресеттер, повернул еще на 2″ с точной регулировкой, снова обнулил ЦИ, добавил 0,010″ для скромного среза, запустил куб через силовую подачу и перетащил блок на поверхность плиты, чтобы посмотреть, что я сделал.
Заблокировал головку и проворачивал пиноль с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мой ЦИ, удалил пресеттер, повернул еще на 2″ с точной регулировкой, снова обнулил ЦИ, добавил 0,010″ для скромного среза, запустил куб через силовую подачу и перетащил блок на поверхность плиты, чтобы посмотреть, что я сделал.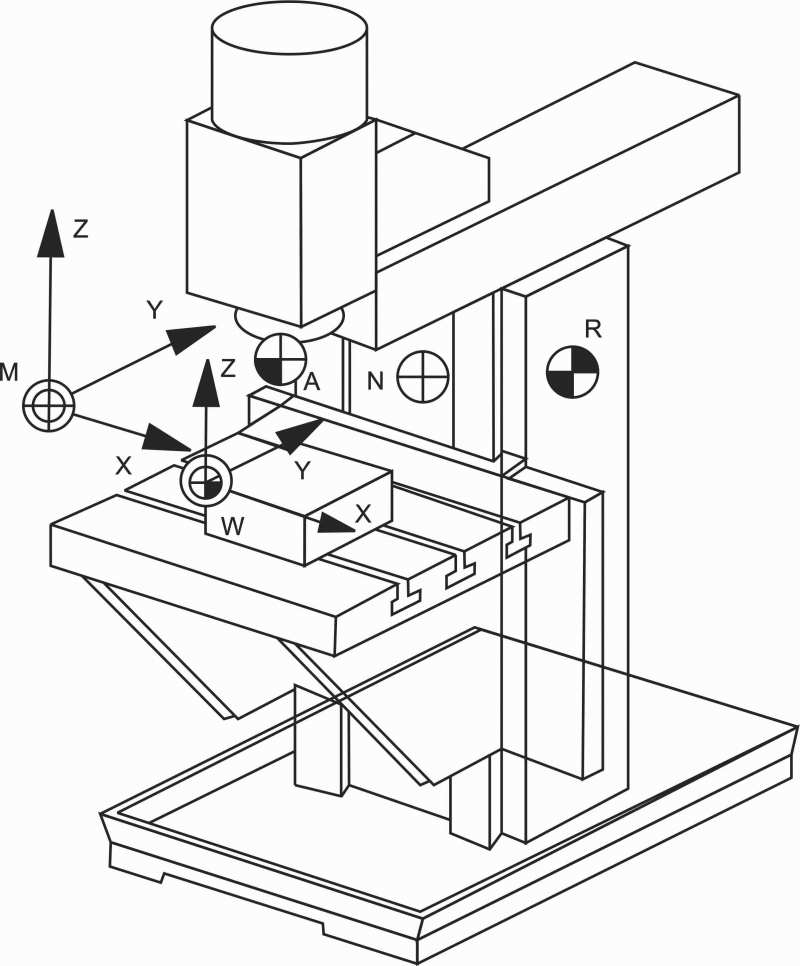 Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.
Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.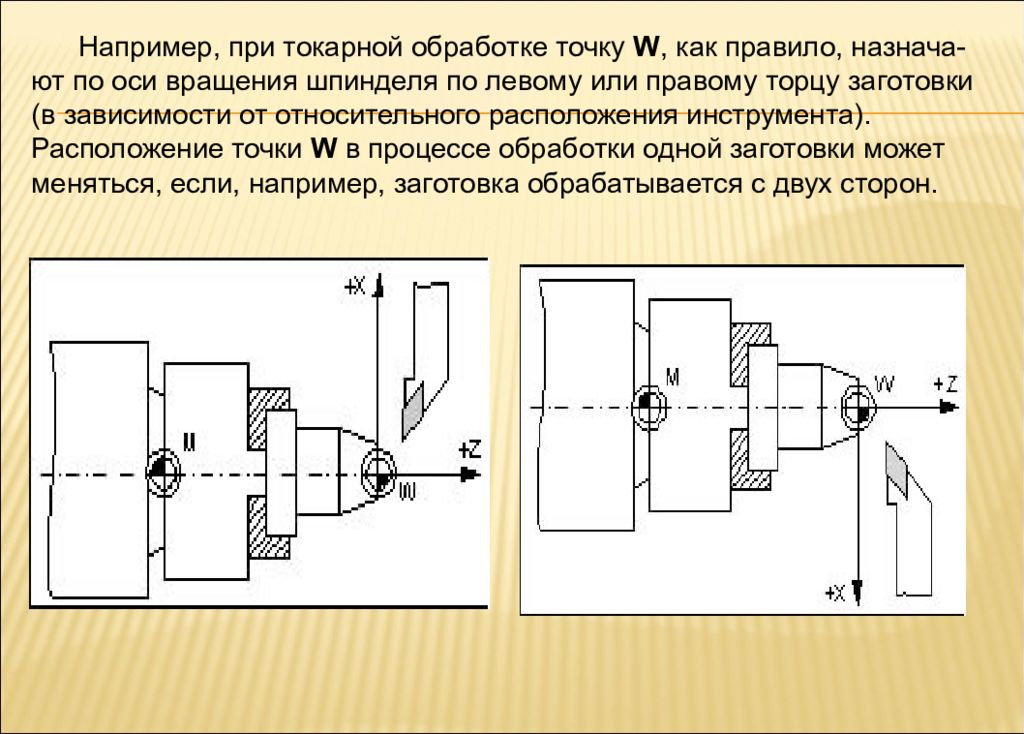 Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей. Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.
Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.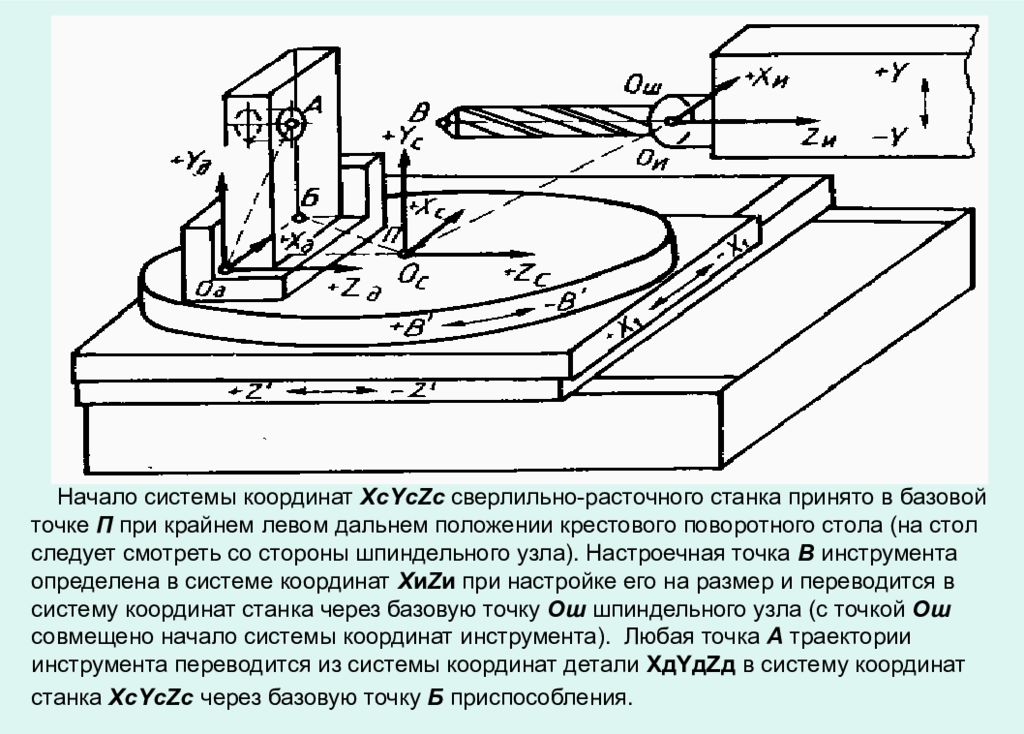 Вам нужно будет компенсировать диаметр штифта в вашей программе.
Вам нужно будет компенсировать диаметр штифта в вашей программе.



 с.)
с.)| Двигатель (название) : | 4-х тактный Honda GX200 OHV |
| Максимальная мощность (л.с.): | 6,5 |
| Особенность двигателя : | OHV — с верхними клапанами |
| Вид запуска : | Ручной |
| Вид топлива : | бензин |
| Ориентация коленвала : | Горизонтальный коленвал |
| Объем топливного бака (л): | 3,6 |
| Страна производитель : | Россия |
| Габаритные размеры (см.): | 86х53х82 |
| Вес (кг.): | 78,0 |
| Гарантия (мес.): | 12 |
| Относится к виду : | Мотоблоки |
| Количество скоростей вперед : | 2 |
| Количество скоростей назад (реверс) : | 1 |
| Ширина обработки (см): | 60 |
| Глубина обработки (см): | до 30 |
| Сцепление : | Ременное |
| Регулируемая рулевая колонка : | в 2 положениях |
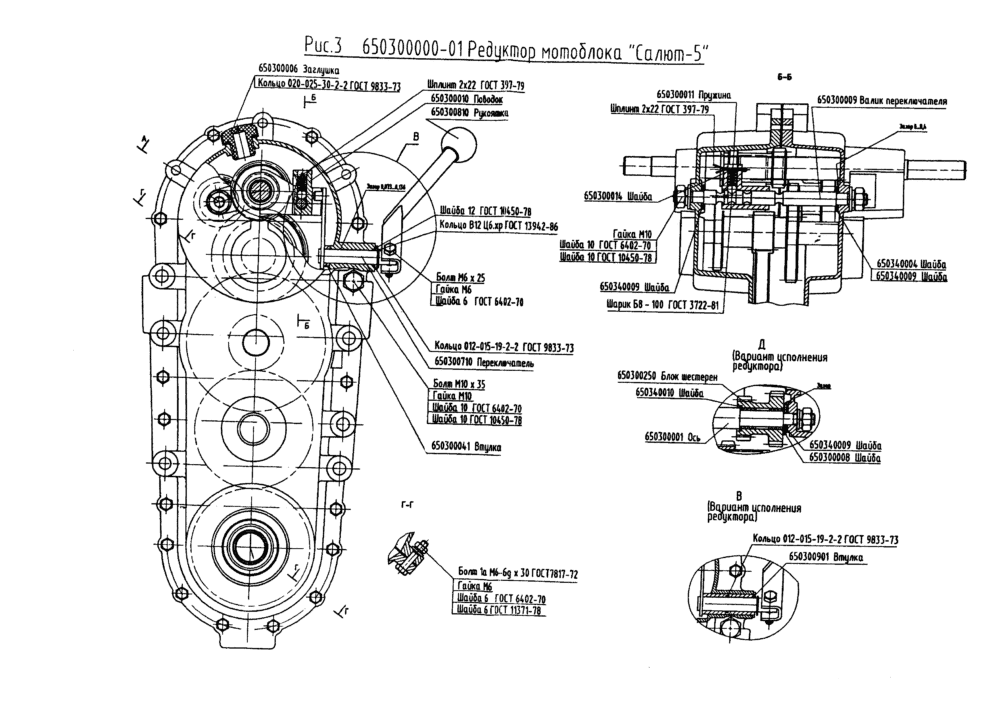
| Редуктор : | Шестеренчатый |
| Масло в редуктор | ТМ-5-18 (ТАД-17И) |
| Объем масла в редукторе | 1,1 л |
| Максимальное тяговое усилие с балластным грузом общей массой 35 кг на ходовых колесах, и грузом 15 кг на подвеске передней, кГс | 63-82* |
| Диаметр фрез, мм | 310 |
*в зависимости от установленного двигателя
Мотоблок Салют-100 — особенности конструкции
Все лучшие наработки воплощены в этом изделии. По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу.
По некоторым показателям Салют-100 превосходит своего предшественника, легендарный Салют-5. Самое главное отличие в том, что переключение скоростей перенесено на руль, не нужно наклоняться что бы включить необходимую передачу.
Рукоятка сцепления — современного типа, с переменным усилием: при нажатии сопротивление чувствуется, а в прижатом к ручке состоянии усилие удержания минимально. Руль надежен и регулируется во всех направлениях, что расширяет функциональные возможности мотоблока, при использовании передней и задней сцепки. Обе сцепки очень прочны и надежны. Рама имеет также прочную конструкцию.
Редуктор шестеренчатый, а значит надежный, долговечный, не требует практически обслуживания и позволяет применять различные по мощности двигатели. Моторесурс редуктора более 3000 часов. Использование такого редуктора — одно из самых главных достоинств Салютов.
Комплектация мотоблока Салют-100 так же относится к его достоинствам. Особая гордость трехрядные фрезы с кованными ножами серповидной формы из пружинной стали 65г высочайшего качества, с дисками для защиты растений. Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей
Есть так же дополнительный кронштейн для крепления навесного оборудования, расширительные втулки для колес, щуп для проверки уровня масла в редукторе. набор ключей
Салют-100-6,5 — технические характеристики
| Мотоблок | Габаритный размер, мм | 1350 x 600 x 1100 |
| Ширина культивации, мм | 360-800 | |
| Глубина культивации, мм | 100-250 | |
| Количество передач редуктора | 4 вперед-2 назад (2,N,1,N,R) | |
| Тип редуктора | Шестеренчатый | |
| Тип трансмиссии | Ременная передача | |
| Двигатель | Модель двигателя | LIFAN 168F-2B |
| Объем цилиндра, см3 | 196 | |
| Компрессия | 8,5/1 | |
| Максимальная выходная мощность | 6. 5л.с. (4.8kw)/ 3,600 об/мин 5л.с. (4.8kw)/ 3,600 об/мин | |
| Номинальная выходная мощность | 5,5л.с. (4,0kw)/3/600 об/мин | |
| Объем топливного бака, литр. | 3,6 | |
| Максимальный крутящий момент, Н.м/об.мин | 11/2500 | |
| расход топлива, g/kw.h | 395 | |
| Объем маслянного картера, литр. | 0,6 | |
| Масса двигателя, кг. | 16 |
Салют-100-БС-В — технические характеристики
| Мотоблок | Габаритный размер, мм | 1350 x 600 x 1100 |
| Ширина культивации, мм | 360-800 | |
| Глубина культивации, мм | 100-250 | |
| Количество передач редуктора | 4 вперед-2 назад (2,N,1,N,R) | |
| Тип редуктора | Шестеренчатый | |
| Тип трансмиссии | Ременная передача | |
| Двигатель | Модель двигателя | Briggs&Stratton Vanguard 6,5 |
| Объем цилиндра, см3 | 205 | |
| Компрессия | 9,0/1 | |
| Максимальная выходная мощность | 6,5л. с. (4,8кВт)/3.600 об/мин с. (4,8кВт)/3.600 об/мин | |
| Номинальная выходная мощность | 5,7л.с. (4,1кВт)/3.000 об/мин | |
| Объем топливного бака, литр. | 3,8 | |
| Максимальный крутящий момент, Н.м/об.мин | 11/3000 | |
| расход топлива, г/кВт.час | 350 | |
| Объем маслянного картера, литр. | 0,6 | |
| Масса двигателя, кг. | 18,7 |
Инструкция по эксплуатации мотоблока Салют — 5 скачать
Руководство пользователя на мотоблок Салют — 100 скачать
Добавить комментарий
Мотоблок Салют 100-БС-В — технические характеристики и устройство
Главная Мотоблоки Мотоблок Салют 100-БС-В
2016-08-18
5801 0
Содержание:
Обзор мотоблока Салют 100 БС-В
Двигатель мотоблока Салют 100-БС-В
Технические характеристики мотоблока Салют 100 БС-В
Видео о мотоблоке Салют 100-БС-В
Сложно найти такой же полезный инструмент в домашнем и дачном хозяйстве, как мотоблок. В зависимости от подключаемого навесного оборудования он преобразуется в самые разнообразные орудия механизации сельскохозяйственного труда. Одним из подобных устройств является и мотоблок Салют 100-БС-В. Он производится на отечественных заводах и полностью адаптирован для работы в местных условиях.
В зависимости от подключаемого навесного оборудования он преобразуется в самые разнообразные орудия механизации сельскохозяйственного труда. Одним из подобных устройств является и мотоблок Салют 100-БС-В. Он производится на отечественных заводах и полностью адаптирован для работы в местных условиях.
Обзор мотоблока Салют 100 БС-В
Мотоблок Салют 100 БС-В может использоваться для вспашки и рыхления почв, окучивания растений и сбора урожая, а также для покоса газона.
Конструкция мотоблока Салют 100 БС-В может регулироваться в соответствии с потребностями оператора, так, к примеру, можно отрегулировать руль. При необходимости его можно даже сложить, чтобы рационально использовать место при его перевозке.
Для удобства пользователя также адаптировано управление, в частности, рычаг переключения скоростей был установлен непосредственно на руль. Для регулировки хода мотоблока доступны 6 передач, две из которых задние, а одна является пониженной и предназначена для использования на тяжелых глинистых почвах.
Навесное оборудование может устанавливаться в передней или задней части устройства в зависимости от его типа. Часть может устанавливаться на вал отбора мощности, а часть на задний сцеп. При этом количество одновременно используемого навесного оборудования и насадок может варьироваться. К примеру, почвофрезы, устанавливаемые попарно для сохранения центра тяжести, могут монтироваться по 2, 4 и 6 штук, что позволяет менять ширину культивации.
На мотоблок Салют 100-БС-В установлены самоочищающиеся пневматические колеса с агрессивным протектором.
Мотоблок Салют 100-БС-В с навесным оборудованием
Двигатель мотоблока Салют 100-БС-В
В данной модификации мотоблока Салют 100-БС-В устанавливается двигатель производства Briggs & Stratton предназначенный для установки на профессиональные устройства. Мотор серии Vanguard имеет мощность в 6,5 л. с. Мотоблок с таким двигателем может работать на малых и средних уклонах. Клапаны, установленные внутри него, имеют верхнее расположение.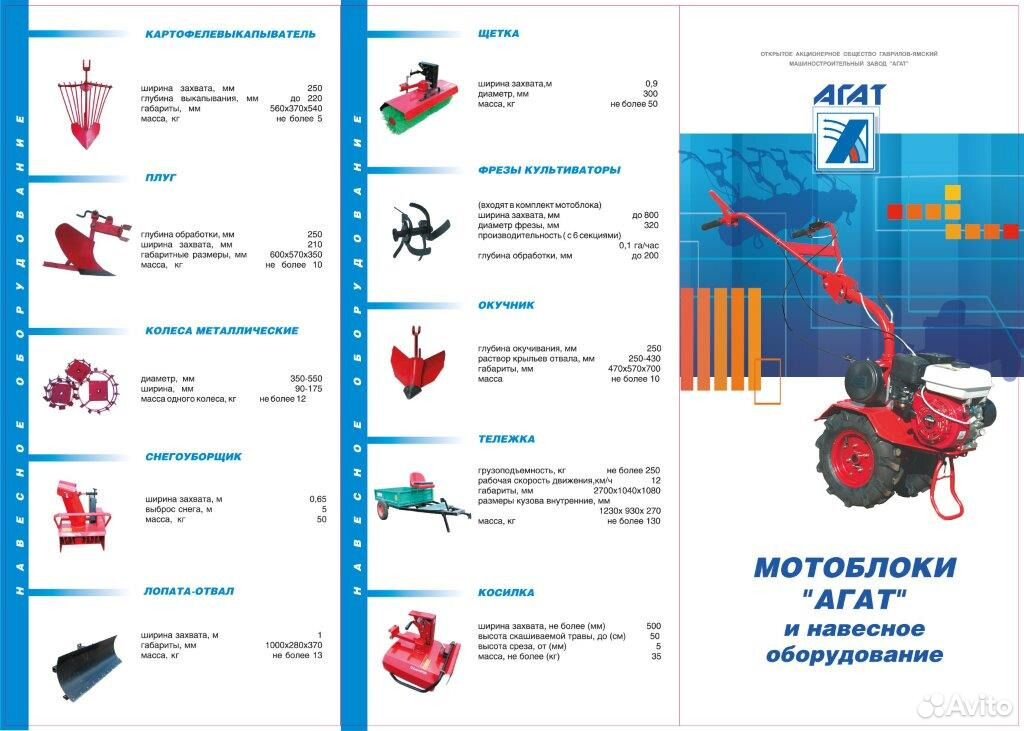 Основные части мотора цельнометаллические, а гильза изготовлена из чугуна высокого качества. Такая конструкция дает положительный результат, который отражается в моторесурсе в 5000 моточасов. В качестве топлива для этого двигателя используется бензин. Охлаждение у двигателя мотоблока Салют 100-БС-В воздушное.
Основные части мотора цельнометаллические, а гильза изготовлена из чугуна высокого качества. Такая конструкция дает положительный результат, который отражается в моторесурсе в 5000 моточасов. В качестве топлива для этого двигателя используется бензин. Охлаждение у двигателя мотоблока Салют 100-БС-В воздушное.
Технические характеристики мотоблока Салют 100 БС-В
- Мощность 6,5 л.с.;
- Вес 78 кг;
- Ширина обработки 30-60-90 см;
- Реверс есть;
- Глубина обработки до 25 см;
- Тип двигателя Briggs&Stratton Vanguard OHV — 182 куб.см. ;
- Количество скоростей 4 вперед/2 назад;
- Объем топливного бака 2,8 л.;
- Диаметр фрез 30 см;
Видео о мотоблоке Салют 100-БС-В
Вам также может понравиться…
Комментарии запрещены.

Adblock
detector
характеристики колес, коробки передач и двигателя мотоблока, особенности модели Honda GX200, тонкости выбора дополнительных фрез и запчастей, отзывы
- Историческая справка
- Преимущества и недостатки
- Описание и принцип работы
- Обзор модели
- Советы по выбору
- Компоненты
- Правила эксплуатации
- Тонкости ухода и ремонта
- Отзывы
Фермерам и дачникам не обойтись без такого важного агрегата, как мотоблок. Производители выпускают этот вид техники в огромном ассортименте, но особого внимания заслуживает бренд «Салют». Он выпускает многофункциональные устройства, которые считаются незаменимыми помощниками в хозяйстве.
Историческая справка
Продукция торговой марки «Салют» уже более 20 лет пользуется большой популярностью на рынке, получила положительные отзывы как зарубежных, так и отечественных потребителей. Под этой маркой завод «Агат» выпускает качественную садовую мототехнику. Данное предприятие находится в Москве и занимается производством механизированных орудий, которые используются на приусадебных участках и в небольших фермерских хозяйствах. Основная продукция в продуктовой линейке – компактные мотоблоки.
Они универсальны и комплектуются как отечественными, так и японскими, китайскими силовыми агрегатами.
Мотоблок Салют пользуется большим спросом у потребителей. Производитель комплектует его полным комплектом навесного оборудования, состоящим из подметальной щетки, отвального ножа, грузовой тележки, плуга и снегоуборщика. Данная модель отличается надежностью и долгим сроком службы. Это связано с тем, что мотоблоки оснащены первоклассными двигателями, экономящими расход топлива и обладающими высокой производительностью. Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
Рабочий ресурс мотоблоков «Салют» составляет 2000 часов, что обеспечивает их работу без сбоев и поломок до 20 лет.
Преимущества и недостатки
Мотоблоки, выпускаемые под торговой маркой «Салют», отличаются от других моделей техники компактностью, простотой эксплуатации и обслуживания. Так как в этой конструкции есть шестеренчатый редуктор, проще регулировать скорость и ременный привод сцепления. Рулевые рукоятки мотоблока эргономичны и обтекаемы – за счет этого значительно снижается вибрация при работе. Кроме того, устройство имеет муфты, равномерно распределяющие вес присоединяемых деталей. К основным преимуществам мотоблоков «Салют» относятся:
- высокая производительность двигателя – ресурс работы редуктора 300 м/ч;
- наличие воздушной системы охлаждения двигателя;
- плавность работы механизма сцепления;
- автоматическая блокировка пуска при недостаточном уровне масла;
- прочная конструкция, в которой рама изготовлена из высококачественных металлических сплавов и закреплена надежными угольниками;
- устойчивость к опрокидыванию — центр тяжести у мотоблока расположен низко и немного смещен вперед;
- многофункциональность – устройство можно использовать как с навесным, так и с дополнительным прицепным оборудованием;
- маленький размер;
- хорошая маневренность и проходимость;
- безопасная эксплуатация.


Что касается недостатков, то у этого мотоблока малый угол подъема рукояток и некачественные ремни. Несмотря на эти мелкие недостатки, агрегат считается отличным механизированным инструментом, облегчающим работу в саду и огороде. Благодаря такому мотоблоку можно легко и быстро выполнить любой объем работ. Это особенно полезно в летний сезон.
Эта техника находит свое применение и зимой — позволяет удобно расчищать снег.
Описание и принцип работы
Мотоблок «Салют» — универсальное устройство, предназначенное для обработки почвы и полива, заготовки кормов, уборки урожая, очистки приусадебного участка от снега и перевозки малогабаритных грузов. Производитель выпускает его в нескольких модификациях. Вес техники (в зависимости от модели) может быть от 72 до 82 кг, объем топливного бака 3,6 л, максимальная скорость движения достигает 8,8 км/ч. Размеры мотоблоков (длина, ширина и высота) – 860×530×820 мм и 1350×600×1100 мм. Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м.
Благодаря этому устройству можно обрабатывать участки земли шириной до 0,88 м, при этом глубина обработки почвы не превышает 0,3 м.
Двигатель мотоблока Салют работает на бензине, он одноцилиндровый и весит 16,1 кг. Расход топлива может составлять от 1,5 до 1,7 л/ч. Мощность двигателя — 6,5 л/с, его рабочий объем — 196 кв.см. Частота вращения вала двигателя — 3600 об/м. Благодаря этим показателям агрегат отличается хорошей производительностью. Что касается конструкции устройства, то в его состав входят:
- двигатель;
- металлический каркас;
- привод сцепления;
- рулевая колонка;
- бензобак;
- пневматическая шина; вал
- ;
- Шестеренчатый редуктор.
Принцип работы мотоблока прост. Крутящий момент передается от двигателя к коробке передач с помощью ременной передачи. Коробка передач задает скорость и направление движения (назад или вперед). После этого коробка передач приводит в движение колеса. В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции.
В систему сцепления входят два приводных ремня, возвратный механизм, рычаг управления тягой и натяжной ролик. Шкив отвечает за работу приводных ремней и подключение дополнительных механизмов в конструкции.
Мотоблок управляется с помощью специальной рукоятки; у него есть переключатель скорости, вперед и назад. Сошник также считается важной деталью на мотоблоке; он установлен на раме и снабжен функциями, «заставляющими» фрезы углубляться в почву.
Для установки буксируемых механизмов на блоке используются специальные навесные узлы.
Обзор моделей
На сегодняшний день мотоблоки «Салют» выпускаются в нескольких модификациях: 100, 5Л-6,5, 5-П-М1, ГЦ-190 и Хонда GX200. Все вышеперечисленные модели отличаются улучшенной и модернизированной конструкцией и во многом превосходят аналогичные типы других производителей. Такие агрегаты более удобны в эксплуатации, функциональны и эргономичны.
- Салют 100. Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.
 Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.
Это мотоблок, который оснащен двигателем Lifan 168-F-2B. Работает на бензине, его мощность составляет 6,5 литров. с, объем — 196 кв.см. Кроме того, устройство оснащено 6 почвенными фрезами, которые при регулировке позволяют работать на участках шириной 30, 60 и 90 см. Вес навесного оборудования варьируется от 72 до 78 кг. Благодаря этой технике можно не только обрабатывать участки площадью до 30 соток, но и убирать территорию, косить траву, измельчать корма и перевозить груз до 350 кг.- «Салют 5Л-6,5». В комплектацию данного агрегата входит мощный бензиновый двигатель Lifan, он обеспечен воздушным охлаждением и имеет высокий эксплуатационный показатель, который может превышать 4500 часов. Продается мотоблок со стандартным набором фрез и сошником. Кроме того, производитель дополняет его другими видами навесного оборудования в виде роторной косилки, картофелекопалки и картофелесажалки. С помощью техники можно собирать урожай, косить траву, обрабатывать почву и перевозить малогабаритные грузы. Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.
- «Салют 5-П-М1». На мотоблок установлен бензиновый двигатель Субару. При среднем режиме работы он рассчитан на 4000 часов. Устройство оснащено различными насадками, в стандартной комплектации может обрабатывать участки шириной 60 см, но этот показатель можно изменить с помощью дополнительных аксессуаров. Модель проста в управлении, имеет два режима обратного движения и рулевые колонки, которые защищен от вибрации. Кроме того, конструкция мотоблока хорошо сбалансирована.
 Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.
Размер агрегата 1510×620×1335 мм, без дополнительных аксессуаров весит 78 кг.- Хонда GC-190. На установке установлен дизельный двигатель GC-190 ONS японского производства с воздушной системой охлаждения. Объем двигателя 190 кв.см. Мотоблок отлично подходит для перевозки грузов, обработки почвы, вывоза мусора и расчистки территории от снега. При весе 78 кг и габаритах 1510×620×1335 мм мотоблок обеспечивает качественную обработку почвы на глубину до 25 см. Данная модель имеет удобную систему управления и отличную маневренность.
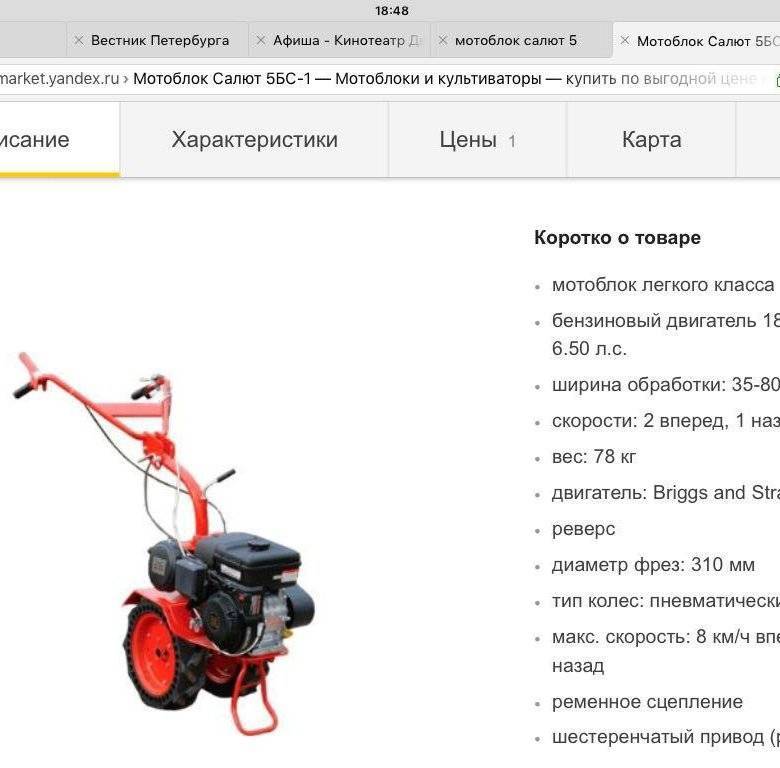
- Хонда GX-200. Данный мотоблок выпускается в комплектации с бензиновым двигателем от японского производителя (GX-200 OHV). Это отличный механизированный инструмент, который подходит для всех видов сельскохозяйственных работ и отличается длительным сроком службы. Прицепная тележка может перевозить грузы до 500 кг. Без навесного оборудования вес оборудования составляет 78 кг.
 Данная модель имеет удобную систему управления и отличную маневренность.
Данная модель имеет удобную систему управления и отличную маневренность.Поскольку данная модель имеет клиновидную рукоятку, повышается ее маневренность и облегчается управление.
Советы по выбору
Сегодня на рынке представлен шикарный ассортимент механизированной техники, но особой популярностью у фермеров и владельцев загородных участков пользуются мотоблоки «Союз». Поскольку они выпускаются в различных модификациях, сделать правильный выбор в пользу той или иной модели зачастую бывает сложно. Конечно, лучше всего приобрести универсальный агрегат, но его стоимость может устроить не всех.
Чтобы устройство надежно служило долгое время, при его покупке важно обращать внимание на некоторые показатели.
- Переходник. Это одна из основных деталей, которая передает мощность от вала двигателя к рабочему органу агрегата. Специалисты рекомендуют приобретать модели мотоблоков с разборной коробкой передач. Это пригодится в случае поломки. Для ремонта достаточно будет просто заменить вышедшую из строя деталь механизма.
- Двигатель. Производительность агрегата зависит от класса двигателя. Хорошим выбором считаются модели, оснащенные четырехтактными двигателями, которые могут работать как на дизеле, так и на бензине.
- Эксплуатация и уход. Важно уточнить, какие функции может выполнять оборудование и можно ли его модернизировать в будущем. Кроме того, необходимо уточнить вопросы сервисного и гарантийного обслуживания.
Комплектующие
В стандартной комплектации мотоблок Салют выпускается в комплектации с фирменными фрезами (их шесть) и сошником. Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.
Так как данный агрегат оснащен универсальной сцепкой, на него можно установить дополнительные фрезы, грунтозацепы, косилку, окучник, грабли, гусеницы, отвал, грузила и снегоочиститель. Кроме того, мотоблок можно использовать и как транспортное средство для перевозки малогабаритных грузов – для этого в комплектацию многих моделей входит тележка с отдельно оборудованным тормозом. У него удобное сиденье.
Поскольку устройство предназначено для работы в поле, его колеса отличаются глубоким самоочищающимся протектором. , их ширина 9 см, а диаметр 28 см. Главным преимуществом мотоблоков «Салют» считается их оснащение шестеренчатым редуктором. Он не боится силовых нагрузок и способен выдержать даже удар застрявших в почве камней. Эта модель имеет не только качественную коробку передач, но и мощный двигатель, способный работать как на бензине, так и на дизельном топливе более 4000 часов. В комплект также входят помпа, запасной ремень и домкрат.
Правила эксплуатации
Перед началом работы с мотоблоком «Салют» необходимо в первую очередь проверить правильность установки фрез.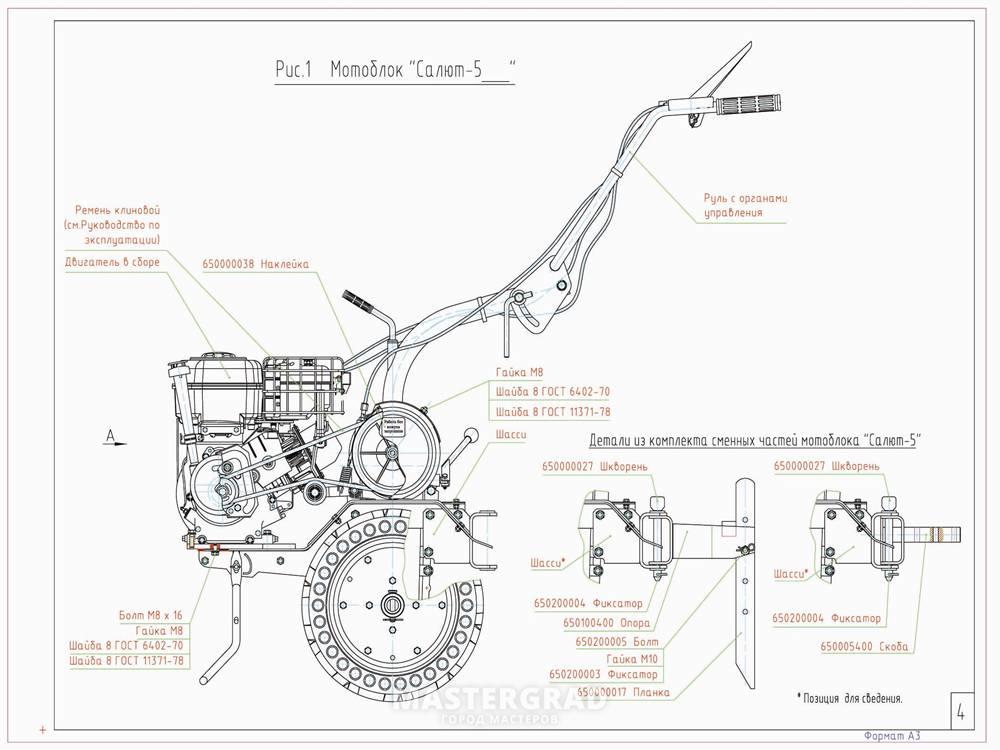 В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко заглубляться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках.
В этом поможет прилагаемая инструкция от производителя. Дополнительно для облегчения работы можно установить сошник – благодаря ему устройство не будет глубоко заглубляться в почву и обеднять плодородную смесь. Если работать без сошника, агрегат будет постоянно «прыгать» в руках.
Чтобы «вынырнуть» из-под земли, в этом случае придется постоянно переключаться на заднюю передачу.
Перед запуском двигателя устройства также следует убедиться, что он заправлен топливом. Кроме того, нужно проверить наличие масла в коробке передач, картере двигателя и других узлах. Затем включается зажигание – в этот момент рычаг, отвечающий за переключение передач, должен занять нейтральное положение. Затем открывается топливный кран и через несколько минут после заполнения карбюратора топливом можно поставить ручку газа в среднее положение.
При эксплуатации мотоблока следует учитывать и другие правила.
- В случае, если двигатель не перегрет, воздушная заслонка должна быть закрыта. При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.
- Рукоятку стартера необходимо удерживать до тех пор, пока трос не начнет работать на катушке.
- Если двигатель не запускается, попытку следует повторить через несколько минут, попеременно открывая и закрывая воздушную заслонку. После успешного пуска рычаг воздушной заслонки необходимо повернуть против часовой стрелки до упора.
- Остановка двигателя осуществляется установкой ручки газа в положение «стоп». Когда это сделано, топливный кран закрывается.
- В случае, когда планируется вспашка целины мотоблоком «Салют», ее рекомендуется проводить в несколько этапов. Сначала необходимо снять верхний слой и корку, затем – на первой передаче вспахать и взрыхлить почву.
- Всегда заправляйте оборудование качественным топливом.
 При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.
При запуске двигателя он должен быть открыт – в противном случае произойдет повторное обогащение топливной смеси кислородом.Тонкости ухода и ремонта
Мотоблок «Салют», как и любой другой вид механизированной техники, нуждается в регулярном обслуживании. Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.
Если своевременно заменять трос сцепления и масло в агрегатах, проводить профилактику и проверку систем двигателя, то устройство обеспечит безопасную и долгую работу. Кроме того, в мотоблоке следует периодически регулировать детали управления, чистить клапана и ухаживать за шинами.
Первые 30-40 часов работы необходимо работать с оборудованием в среднем режиме, не создавая перегрузок.
Масло рекомендуется менять каждые 100 часов работы. , смазывая регулятор свободного хода и тросы. В том случае, если размыкание и замыкание сцепления неполное, то следует просто подтянуть тросики. Колеса следует проверять ежедневно: в том случае, если шины находятся под давлением, они могут расслоиться и быстро выйти из строя. Не допускайте слишком высокого давления в шинах, что спровоцирует их износ. Хранить мотоблок необходимо на специальной подставке в сухом помещении, перед этим его очищают от грязи, сливают масло из картера двигателя и карбюратора.
При правильной эксплуатации мотоблока можно избежать его ремонта. В случае обнаружения неисправности агрегата необходимо провести техническую диагностику и выявить причины поломки. Например, если двигатель не заводится, то причины могут быть разные (и это не обязательно его выход из строя). Во-первых, следует проверить наличие горюче-смазочных материалов во всех отсеках. При нормальном уровне топлива и масла попробуйте запустить двигатель с открытой воздушной заслонкой, затем повторите попытку, но уже с закрытой.
Отзывы
В последнее время многие владельцы дачных и фермерских хозяйств отдают предпочтение мотоблокам Салют. Такая популярность обусловлена надежностью и высоким качеством техники. Среди положительных характеристик потребители выделяют экономичный расход топлива, удобное управление устройством, небольшие размеры конструкции и высокую производительность. Кроме того, большинство аграриев оценили универсальность агрегата, позволяющего заниматься обработкой почвы, сбором урожая, уборкой территории.
Эта техника удобна еще и тем, что ее можно использовать как компактный автомобиль.
Все плюсы и минусы мотоблока Салют после двух лет эксплуатации смотрите в видео ниже.
Комментарий успешно отправлен.
Рекомендуем прочитать
как делается глубина вспашки под плуг, регулировка картофелесажалки, как правильно нарезать гребни, приспособление для обработки участка
Использование мотоблока при выращивании картофеля значительно повышает производительность труда. Различные операции по посадке и обработке урожая становятся технологичнее и проще, если использовать мотоблок и дополнительное навесное оборудование. В результате один человек сможет обрабатывать большие площади и получать солидный урожай.
Особенности работы с мотоблоками, их технические характеристики и технологические процессы будут рассмотрены далее.
Содержание статьи
- Что такое мотоблок
- Правила посадки мотоблока
- Технология вспашки
- Способы посева
- Работа с окучником
9000 3 Работа дисковыми фрезами
- Посадка под плуг
Что такое мотоблок
Мотоблок или мотокультиватор представляет собой двухколесный (но на одной оси) силовой агрегат, оснащенный одно- или двухцилиндровым пневмо- охлаждаемый двигатель внутреннего сгорания, обеспечивающий культиватору тягу при вспашке, рыхлении, нарезке борозд и окучивании.
Мотокультиватор оснащен рычажным рулем, с помощью которого следующий за ним оператор направляет его в нужном направлении. Кроме того, к силовому агрегату в комплекте прилагается прицеп на жесткой оси — при их соединении получается полноценный автомобиль малой грузоподъемности.
Использование мотоблока значительно повышает производительность труда по сравнению с ручным копанием или окучиванием. Однако производительность напрямую связана с мощностью силового агрегата – по этому показателю ни один мотоблок не сравнится с трактором.
Технология выращивания картофеля представляет собой последовательность различных видов обработки земли.
Правила посадки мотоблока
При прогреве почвы не менее +12…+15°С можно приступать к обработке … Для этого на мотоблок вместо колес устанавливаются дисковые фрезы-рыхлители. Далее этими фрезами обрабатывается вся площадь. Один из резаков (например, левый) должен идти по следу, оставленному правым на предыдущей полосе. Тогда участок будет как следует разрыхлен на глубину, соответствующую одному штыку лопаты.
Затем нарезаются борозды. Для этого вам понадобятся двухрядные окучники, которые устанавливаются на специальную подвеску за колесами. Дисковые фрезы в этом случае заменяются металлическими упорами.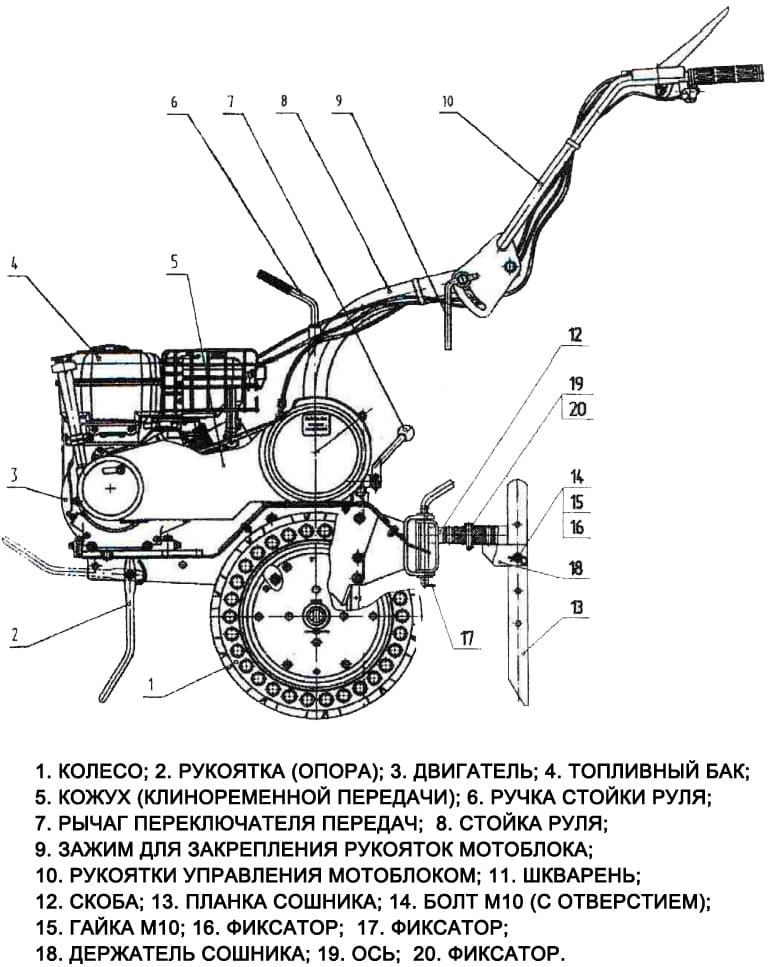 Риггеры предназначены для нарезки борозд шириной 65 см, т. е. они обеспечивают именно такое расстояние между бороздами, которое необходимо для выращивания картофеля.
Риггеры предназначены для нарезки борозд шириной 65 см, т. е. они обеспечивают именно такое расстояние между бороздами, которое необходимо для выращивания картофеля.
После этого в подготовленные борозды укладывают клубни. . Размещать их желательно в шахматном порядке (относительно соседних борозд), а расстояние между картофелинами должно быть 40-45 см.
Когда семена рассыпаны, их засыпают землей. Для этого установите крючки так, чтобы они шли по верхушкам грядок. Кроме того, окучники настраиваются на максимальную рабочую ширину. При прохождении грядок мотоблок будет засыпать картошку землей. Если все сделано правильно, засеянное поле будет иметь гладкую поверхность.
Пахотная техника
Наиболее распространены культиваторы следующих марок:
- Мотоблоки «Нева». Мощность бензинового двигателя – 6,5 л. от. (4,4 кВт), объем двигателя — 196 см3, масса — 85 кг, глубина обработки — до 200 мм.
- Мотоблоки «Салют». Мощность бензинового двигателя – 7 л.с. (5 кВт), объем двигателя — 208 см3, масса — 70 кг, глубина обработки — до 320 мм.
- Мотокультиваторы Минского тракторного завода — в частности Беларус-09модель Н. Мощность бензинового двигателя — 9 л.с. (6,6 кВт), номинальное тяговое усилие — 100 кгс, масса — 176 кг, глубина обработки — до 300 мм.
 Мощность бензинового двигателя – 7 л.с. (5 кВт), объем двигателя — 208 см3, масса — 70 кг, глубина обработки — до 320 мм.
Мощность бензинового двигателя – 7 л.с. (5 кВт), объем двигателя — 208 см3, масса — 70 кг, глубина обработки — до 320 мм.Способы посадки
В зависимости от исходного состояния земли различают несколько тонкостей посадки картофеля с помощью мотоблоков.
Работа с окучником
Окучник — сельскохозяйственное орудие для работы с почвой, назначение которого — захват почвы со дна борозды и перемещение ее в стороны и вверх. Окучники симметричны — в отличие от плуга у них отсутствует ярко выраженный отвал.
С помощью окучников производится первичная нарезка борозд, засыпка посадочного картофеля грунтом, а также само окучивание, когда грядки приобретают окончательный вид, а вокруг корневой системы добавляется пространство для новых клубней завода.
Окучники однорядные и двухрядные . Устанавливаются на специальную консоль за колесами мотоблока. Общая производительность зависит от количества обработанных рядов. Больше строк — быстрее обработка. Однако это усложняет работу оператора. По этой причине целесообразно устанавливать двухрядные окучники, если почва на поле достаточно развита.
Окучники имеют фиксированную или регулируемую рабочую ширину. Опытные аграрии советуют приобретать приспособление с регулируемым захватом для регулировки ширины борозды. Кроме того, окучник можно использовать как для формирования борозд, так и для засыпания клубней почвой.
Работа с дисковыми фрезами
Устанавливаются вместо колес, при этом скорость их вращения не прямо пропорциональна скорости движения мотоблока.
Фрезы прокручивают почву, разрыхляют ее и насыщают кислородом. Однако использовать фрезы можно только в том случае, если земля рыхлая. В противном случае фрезы просто «не пробьются» вглубь почвенного слоя.
Посадка под плуг
Плуг применяется в тех случаях, когда необходимо обрабатывать либо целину, либо плотный грунт. Вспашка является наиболее сложной частью процесса культивации для оператора, так как требует больших усилий. Румпель в этом случае будет двигаться с наименьшей скоростью.
Важно. После первоначальной вспашки не нужно обрабатывать землю дисковыми фрезами.
При аккуратной вспашке дополнительная нарезка борозд может не понадобиться. Затем, чтобы засыпать клубни почвой, меняют плуг на однорядный окучник.
Посев навесной картофелесажалки
Для этого используются специальные окучники, состоящие из следующих элементов:
- Транспортер Транспортер, задачей которого является подача семян к месту размещения.
- Формирователь борозды (или бороздоукладчик).
- Распределитель — отвечает за попадание клубней в борозды в строго определенные моменты времени. Таким образом сохраняется равномерность их посева.
- Окучник — с его помощью клубни засыпают грунтом.
 Таким образом сохраняется равномерность их посева.
Таким образом сохраняется равномерность их посева.Для начала на мотоблок устанавливаются грунтозацепы, а также специальный бункер, куда засыпают клубни для посадки. Далее :
- Борозды образованы выступами.
- Семена из бункера по транспортеру и распределителю попадают в борозду.
- Затем грунтозацепы меняются на резиновые колеса (чтобы не повредить семена), а вместо бункера с распределителем на мотоблок ставятся окучники. Культиватор перемещается по грядкам, а окучники засыпают разложившийся картофель землей.
Использование навесной картофелесажалки ускоряет посадку, экономит время и усилия.
Технологический процесс
Огород размечают так, чтобы грядки были как можно длиннее – тогда не нужно будет часто раскладывать мотоблок. Технологическая карта посадки картофеля выглядит следующим образом.
Сначала поле готовится к борозде.
Есть два варианта:
- или выполняют его первичную вспашку плугом, и тогда борозды нарезать не нужно будет;
- или почву рыхлят дисковыми фрезами, затем формируют борозды.
Затем в шахматном порядке (с шагом 40 см) укладывают семенные клубни.
Далее клубни засыпают землей со сформированных грядок с помощью окучников.
Стандартный плуг или окучник способен «заглубить» на 20 см. Это значит, что сформированные грядки будут иметь глубину от 30 до 40 см. Когда клубни будут засыпаны землей, глубина посадки автоматически составит 20-25 см.
Уход за посевами
После появления всходов картофеля — примерно на 35-й день его окучивают. Для этого используйте стандартные окучники (желательно с регулируемой рабочей шириной). Окучник приподнимает дополнительно не менее 10 см почвы со дна грядки и прикатывает на ее стенки, что дает дополнительный объем для формирования новых клубней.
Важно.
 Одновременно процесс окучивания приведет к подавлению развития сорняков – молодые всходы картофеля получат преимущество перед ними, начнут быстрее развиваться и затенять их, не давая расти.
Одновременно процесс окучивания приведет к подавлению развития сорняков – молодые всходы картофеля получат преимущество перед ними, начнут быстрее развиваться и затенять их, не давая расти.Однако если сорняки на поле развиваются активнее овощных, то картофель перед окучиванием пропалывают. Для этого используется навесная сетчатая борона.
Также мотокультиватор значительно упрощает процесс опрыскивания картофеля (например, химическими составами против появления и развития фитофтороза). Для этого на мотоблок устанавливают бак и опрыскиватель. Процесс можно выполнить буквально за один проход без значительных физических усилий.
Уборка урожая мотоблоком
Для уборки картофеля на мотоблок устанавливается плуг. Его конец уйдет в землю достаточно глубоко, чтобы вынести почву вместе с новыми клубнями на отвал и перевернуть их, оставив на поверхности. Затем остается только собрать урожай.
Советы и рекомендации опытных садоводов
Мотокультиватор — средство малой механизации, служащее для экономии сил, энергии и здоровья садовода .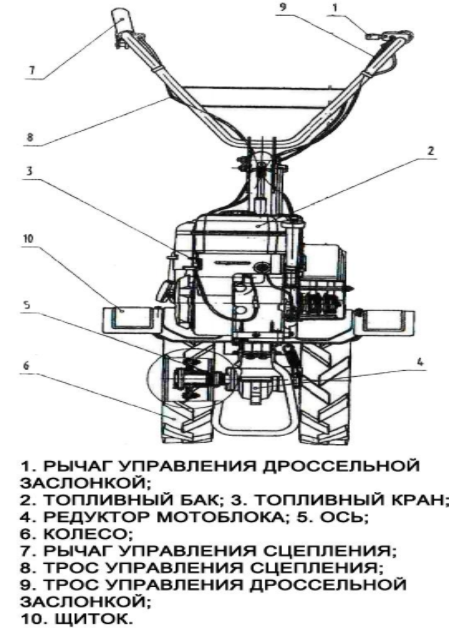
Куплю линию сращивания: Линии сращивания б у в России
Линии сращивания б у в России
- Главная
- Продажа
- Сращивание древесины
- Линия сращивания б у
Вы можете очень быстро сравнить цены линии сращивания б у и подобрать оптимальные варианты из более чем 21185 предложений
Реклама
Линия сращивания древесины по длине ПС-4М
Линия сращивания полуавтоматическая предназначена для сращивания короткомерных брусков из древесины и торцевания полномерных заготовок.
Подробное описание и цена >>>
Реклама
Линия сращивания древесины ПС-3М
Линия сращивания модели ПС-3М относится к комбинированному типу станков для сращивания короткомерных брусков из древесины и отрезания полномерных заготовок по длине.
Подробное описание и цена >>>
Реклама
Линия сращивания ПС-3М-4,5
Линия сращивания модели ПС-3М относится к комбинированному типу станков для сращивания короткомерных брусков из древесины и отрезания полномерных заготовок по длине.
Подробное описание и цена >>>
автоматическая линия сращивания ЛСБ 002
Состояние: Б/У Год выпуска: 2007
Линия сращивания ЛСБ 002,полный автомат,производство ООО «Бакаут» (г.Великий новгород). Линия сращивания находится в хорошем (рабочем) состоянии.
27.11.2012
Йошкар-Ола (Россия)
1 300 000
Линия сращивания (торцевое) OMGA
Состояние: Б/У Год выпуска: 2001
Линия сращивания(торцевое) OMGA (Италия, 2001 год, O лезвия max 350mm, Volt 400, 32 Kw, O отверстия 30 мм)Линия сращивания(торцевое) OMGA (Италия, 2001 год, O лезвия max 350mm, Volt 400, 32 Kw, O…
22.11.2013
Оренбург (Россия)
1 000 000
Линия сращивания beaver PSK-6000A (MHB 1560A)
Состояние: Б/У Год выпуска: 2005
Линия сращивания BEAVER PSK-6000A (MHB 1560A)
+ Шипорез TSK18G(MXB3518)
+ клеенаносящий станок WT250(MH6615)
В рабочем хорошем состоянии !
СРОЧНО!
05. 12.2013
12.2013
Орехово-Зуево (Россия)
500 000
Линию сращивания ECONOMIK 2/6 VH 2003 г.в
Состояние: Б/У Год выпуска: 2003
Продается линия сращивания ECONOMIK 2/6 VH 2003 г.в. Производство Словения. Б/у. Рабочее состояние. Находится в г. Удомля, Тверской области. Вопросы по телефону
07.10.2014
Удомля (Россия)
Линия сращивания
Состояние: Б/У
Линия сращивания включает в себя: Пресс, шипорез с фрезами, пылесос для опилок.
05.03.2015
Набережные Челны (Россия)
370 000
Линия сращивания древесины HK-800, 1994 года выпуска.
Состояние: Новый Год выпуска: 1994 Производитель: Dimter Maschinenfabrik (Германия)
В наличии
Линия сращивания древесины HK-800, 1994 года выпуска.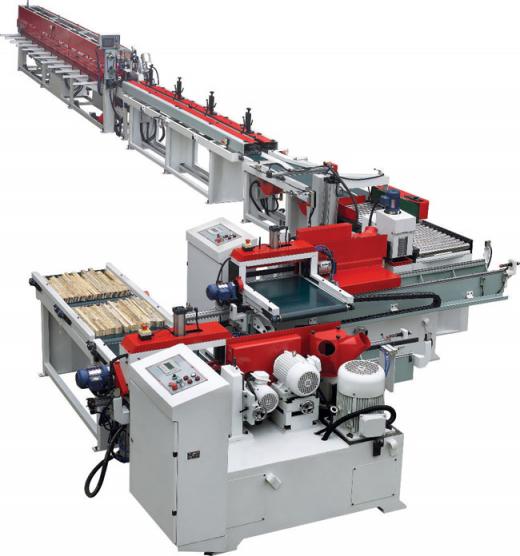 Капремонт с модернизацией 2013 год — 80 000 евро.
Капремонт с модернизацией 2013 год — 80 000 евро.
Заводской номер — 89257, производитель Dimter Maschinenfabrik.
Состоит из:
— линия 5…
03.02.2016
Великий Устюг (Россия)
Линия сращивания по длине
Состояние: Новый Год выпуска: 2007 Производитель: YONGQANG (Китай)
В наличии
Продам полуавтоматическую линию сращивания древесины по длине YONGQANG. Линия состоит из пресс 6 метровый MHB1560A, фрезер с клеенамазкой MXB3518A, фрезер MXB3518, транспортирующие рольганги и…
07.07.2016
Екатеринбург (Россия)
1 700 000
Линию сращивания Савеловского ЗДО 2011 г.в
Состояние: Б/У Год выпуска: 2011 Производитель: Россия
Продам линию сращивания Савеловского ЗДО 2011 г. в.
в.
состав линии
ПС-3М (6 метров)
ШС-3М
25.11.2017
Боровичи (Россия)
240 000
Линию сращивания Бакаут 2013 г.в
Состояние: Б/У Год выпуска: 2013 Производитель: Россия
Продам линию сращивания Бакаут 2013 г.в.
состав линии
СФШ 005
СПБ 005
СТБ 002-01
25.11.2017
Боровичи (Россия)
850 000
Линия сращивания по длине
Состояние: Б/У Год выпуска: 2008
автоматический шипорезный станок «TSK18G», клеенаносящее устройство «KH-1», пресс для сращивания по длине «PSK 31″Автоматический шипорезный станок TSK18G.Назначение: Предназначен для обработки с…
18.03.2013
Красноярск (Россия)
500 000
Линия сращивания GreCon
Состояние: Новый Год выпуска: 1992 Производитель: GreCon (Германия)
В наличии
Линия сращивания GreCon 1992 года. БЕЗ наработки!В работе не была.Состояние немного лучше новой!Замена пневмотрубок и ревизия всех узлов. Шпиндель и все движущиеся части покрыты консервирующей…
БЕЗ наработки!В работе не была.Состояние немного лучше новой!Замена пневмотрубок и ревизия всех узлов. Шпиндель и все движущиеся части покрыты консервирующей…
29.01.2017
Вельск (Россия)
1 700 000
Линия сращивания по длине richman
Состояние: Б/У Год выпуска: 2011 Производитель: richman
Полуавтоматическая линия сращивания состоит из автоматического пресса и двух шипорезов (один с клеенамазом).Линия полностью в рабочем состоянии, продается в связи с заменой оборудования. 1….
06.04.2017
Городищи (Владимирская обл.) (Россия)
890 000
полуавтоматическая линия сращивания
Состояние: Б/У Год выпуска: 2007 Производитель: Китай
Продается полуавтоматическая линия сращивания YongQiang Модель MXB 3518 С дополнительной доработкой (подробности на видео) Состоит из: — пресс 6 мMXB1560A — фрезер без клеенанесения MXB 3518. ..
..
07.10.2017
Екатеринбург (Россия)
1 685 000
автоматическую линию сращивания по длине Beaver 150/6М
Состояние: Б/У
Автоматическая линия сращивания по длине Beaver 150/6М б/у. Состоит из: -автоматический двухпозиционный пресс MHB1560B-C, -автоматические шипорезные станки…
17.05.2023
Набережные Челны (Россия)
Линия сращивания Spanevello LGC 300 Compact Basic (2009)
Состояние: Новый
В наличии
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИЛиния сращивания Spanevello LGC 300 Compact Basic (2009) аналог Bottene Heron HS Automatic для шипования, склеивания и прессования ламалей размером (X*Y*Z): от (0 x 80 x…
25.05.2017
Санкт-Петербург (Россия)
100 000
автоматическую линию сращивания по длине Beaver 150/6М
Состояние: Б/У Год выпуска: 2011
Продаю автоматическую линию сращивания дерева по длине Beaver 150/6М, г/в 2011. Возможно по частям. Тех. документация отсутсвует. Состоит из: автоматический двухпозиционный пресс MHB1560B-C,…
Возможно по частям. Тех. документация отсутсвует. Состоит из: автоматический двухпозиционный пресс MHB1560B-C,…
05.06.2017
Набережные Челны (Россия)
Линия сращивания Taihei
Состояние: Новый Производитель: Taihei (Япония)
В наличии
Продам линию сращивания, модель C67, фирма Taihei (Япония). Производство погонажа для твёрдых пород древесины с возможностью производить заготовки для производства домов из клееного бруса. Ширина…
20.12.2017
Иркутск (Россия)
10 000 000
Автоматическая линия сращивания по длине FJP-17/6
Состояние: Новый
Линии сращивания модели предназначена для сращивания короткомерных брусков по длине. Применяется в столярном и мебельном производствах для изготовления клееного щита и бруса.
Состав линии…
20. 05.2023
05.2023
Казань (Россия)
Автоматическая линия сращивания заготовок ЛСБ 005-3200
Состояние: Новый
Автоматическая линия сращивания ЛСБ 005 предназначена для прессования бруса определенного размера из брусковых заготовок. Рабочий цикл осуществляется полностью автоматически. Линия снабжена…
20.05.2023
Казань (Россия)
Автоматическая линия сращивания заготовок ЛСБ 005-4500
Состояние: Новый
Автоматическая линия сращивания ЛСБ 005 предназначена для прессования бруса определенного размера из брусковых заготовок. Рабочий цикл осуществляется полностью автоматически. Линия снабжена…
20.05.2023
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по линии сращивания б у почти как на Авито и TIU
Видео линии сращивания б у
Линии сращивания по длине б/у
В этом разделе представлены линии сращивания по длине для досок, бруса б/у, а так же бывшие в работе шипорезные станки и пресса сращивания с фото и характеристиками, после ремонта и просто в отличном рабочем состоянии по низким ценам.
Так же продаем новые станки и оборудование. Цены на все станки сообщим по Вашему запросу.
Мы покупаем и берем на реализацию линии сращивания.
Если Вы хотите продать оборудование или станок, то сообщите нам на email: [email protected], либо по телефону.
Год выпуска: . Состояние: в хорошем рабочем состоянии. Страна происхождения: Тайвань. Местонахождение: Владимирская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2013. Состояние: хорошее рабочее. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Пресс для сращивания по длине PSK-6000A предназначен для продольного сращивания на зубчато-клеевое соединение в соответствии с ГОСТом 19414-90 короткомерных брусков…
Подробнее »
Год выпуска: 2017.
стояние: очень хорошее, рабочее. Страна происхождения: Россия. Местонахождение: . Цена: по запросу. Подробнее »
Кол-во: 4 шт. Год выпуска: 2009; 2007. Состояние: очень хорошее, рабочее. Страна происхождения: Тайвань. Местонахождение: Тверская обл.; Московская обл. Цена:…
Подробнее »
Год выпуска: 2007. Состояние: в отличном рабочем состоянии. Страна происхождения: Китай. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2003. Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2011; 2013. Состояние: отличное, мало был в эксплуатации. Страна происхождения: Россия. Местонахождение: Ульяновская обл.; Тверская обл. Цена: по…
Подробнее »
Год выпуска: 2006. Состояние: хорошее рабочее состояние. Страна происхождения: Тайвань. Местонахождение: Тверская обл.
Цена: по запросу.Подробнее »
Кол-во: 2 шт. Год выпуска: 2009; 2006. Состояние: в отличном состоянии. Страна происхождения: Тайвань. Местонахождение: Челябинская обл.; Тверская обл. Цена:…
Подробнее »
Кол-во: 2 шт. Год выпуска: . Состояние: отличное, рабочее. Страна происхождения: Китай. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2007. Состояние: в отличном состоянии, после ремонта. Страна происхождения: Россия. Местонахождение: г.Тверь. Цена: по запросу.
Подробнее »
Год выпуска: 2007. Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождение: Костромская обл. Цена: по запросу.
Подробнее »
Кол-во: 2 шт. Год выпуска: 2007. Состояние: хорошее, рабочее. Страна происхождения: Россия. Местонахождение: Красноярский край; Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: .
Состояние: отличное рабочее. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.Подробнее »
Год выпуска: 2007. Состояние: в хорошем рабочем состоянии. Страна происхождения: Китай. Местонахождение: Оренбургская обл. Цена: по запросу.
Подробнее »
Состояние: очень хорошее, рабочее. Страна происхождения: Литва. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 1985. Состояние: хорошее, рабочее. Страна происхождения: Германия. Местонахождение: Рязанская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2005. Состояние: все в отличном состоянии + торцовка, вытяжка. Страна происхождения: Тайвань. Местонахождение: Челябинская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2005. Состояние: в отличном состоянии; мало был в эксплуатации. Страна происхождения: Россия. Местонахождение: Ставропольский край. Цена: по запросу.
Подробнее »
Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: в хорошем рабочем состоянии. Страна происхождения: Тайвань Местонахождение: Красноярский край. Цена: по запросу.
Подробнее »
Состояние: хорошее, рабочее, подключена. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: в отличном состоянии. Страна происхождения: Россия. Местонахождение: Кировская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2001. Состояние: в хорошем рабочем состоянии. Страна происхождения: Тайвань. Местонахождение: Челябинская обл. Цена: по запросу.
Подробнее »
Количество: 2 шт. Год выпуска: 2008. Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождение: Ивановская обл.
; Кировская обл. Цена:…Подробнее »
Год выпуска: 2003. Состояние: очень хорошее. Страна происхождения: Словения. Местонахождение: Ивановская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2004. Состояние: в хорошем состоянии, эксплуатировался мало. Страна происхождения: Италия. Местонахождение: Московская обл. Цена: по запросу.
Подробнее »
Год выпуска: 2008. Состояние: отличное состояние, не были в эксплуатации. Страна происхождения: Тайвань. Местонахождение: Башкортостан. Цена: по запросу.
Подробнее »
Состояние: в хорошем рабочем состоянии. Страна происхождения: Россия. Местонахождение: Санкт-Петербург. Цена: по запросу.
Подробнее »
 стояние: очень хорошее, рабочее. Страна происхождения: Россия. Местонахождение: . Цена: по запросу.
стояние: очень хорошее, рабочее. Страна происхождения: Россия. Местонахождение: . Цена: по запросу.  Цена: по запросу.
Цена: по запросу. Состояние: отличное рабочее. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
Состояние: отличное рабочее. Страна происхождения: Россия. Местонахождение: Тверская обл. Цена: по запросу.
 ; Кировская обл. Цена:…
; Кировская обл. Цена:…Показать еще
Инструменты и комплекты для сращивания морских канатов
Вы используете веб-браузер, который мы не поддерживаем. Пожалуйста, используйте последнюю версию одного из этих браузеров.
Хром 80+ | Fire Fox 74+ | Край 80+ | Сафари 13. |
 1+
1+ 46 результатов
Fisheries Supply – ваш главный поставщик инструментов и комплектов для морского сращивания от лучших брендов. Мы предлагаем полный ассортимент комплектов для сращивания канатов с различными насадками, толкателями, съемниками, иглами и многим другим. У нас также есть большой выбор аксессуаров для сращивания, таких как бечевка, стопоры для лески и парусные ладони — все, что вам нужно для сращивания каната — так что покупайте сейчас и экономьте.
Категория Морские канаты и канаты
Категория Инструменты и наборы для сращивания канатов
Оснастка Brion Toss
Насадка для сращивания Brion Toss
Доступно в 4 вариантах
В наличии 900 03
Robline
Шпагат для взбивания Dyneema SK78
Доступен в 4 вариантах
В наличии
Veto Pro Pac
Сумка Riggers
Артикул: 1031175 | ID предмета: VPP RIGGERS BAG
В наличии
Robline
Вощеный шпагат для взбивания
Доступно 11 вариантов
В наличии
Marlow
Игла для сращивания Excel
Артикул: 437519 | Код товара: MAR FAB109
Нет в наличии
Brion Toss Rigging
Point Hudson Phid
Доступно 2 варианта
В наличии
Ronstan
Веревка Набор для сращивания — Selma Fids
Артикул: 428977 | ID изделия: RON RF823002
В наличии
Marlow
Шпагат для взбивания
Доступно в 8 вариантах
В наличии
Seasure
Шарик для стопора троса
Доступно 28 вариантов
В наличии
Веревка New England
Комплект буксировочного троса
Артикул: 1000011 | Идентификатор изделия: NER C9200-00-00000
В наличии
Линия Sea-Dog
Сращивающие шнуры
Доступны 2 варианта
В наличии
Marlow
900 57 Аккумуляторный горячий нож с чехлом
Артикул: 1018405 | ID товара: MAR FAA154
В наличии
Ronstan
D-Splicer — Цельные иглы для сращивания лески 2–8 мм
Доступно 3 варианта
В наличии
Veto Pro Pac
Сумка для веревки
9000 2 Артикул: 1031176 | ID изделия: VPP ROPE BAG
В наличии
Samson
Алюминиевые трубчатые Fids
Доступно в 10 вариантах
В наличии
Consolidated Thread Mills
No.
 3 Вощеный полиэфирный шпагат MB
3 Вощеный полиэфирный шпагат MB
Доступно 2 варианта
В наличии
Bainbridge International
Economy Sail Maker’s Palms
Доступно 2 варианта
В наличии
Ronstan
D-Splicer — набор для сращивания лески 2-4 мм 90 058
Артикул: 437309 | ID изделия: RON RFSPLICE-6
В наличии
Marlow
Иглы для сращивания
Доступно 2 варианта
В наличии
Samson
Большой набор для сращивания FID 9 0058
Артикул: 1003770 | ID предмета: СЭМ 99
В наличии
Myerchin
Marlinspike
Доступно в 2 вариантах
В наличии
Marlow
Marline Tarred водонепроницаемый конопляный шпагат 900 58
Доступно 2 варианта
В наличии
Ronstan
D-Splicer
Доступно 3 варианта
В наличии
Ronstan
Наборы для сращивания — от лодки до Pro Sailors
Доступны в 3 вариантах
В наличии
Marlow
Тефлоновые ножницы Extra Power
Артикул: 444819 | ID изделия: MAR FAB113
В наличии
Asano Metal Industry
Light Spike SG — Wire Rope Fid
Доступно 2 варианта
В наличии
Samson
Соединение комплект
Артикул: 49004 | ID товара: SAM 99
00000
В наличии
Forespar
Nash No.
 201 Этикетки для парусных лодок — шип и лебедка
201 Этикетки для парусных лодок — шип и лебедка
Артикул:
| ID предмета: FOR 100014
В наличии
Wichard
Инструмент для шипов Shackler and Marlin
Артикул: 126479 | ID товара: WIC 10304
В наличии
Consolidated Thread Mills
Tarred Yacht Marlin
Артикул: 133584 | ID товара: PST TMF-4
В наличии
StarBrite
Star Brite Dip-It Whip-It
Доступно 3 варианта
В наличии
Davey & Co
Шипы Marlin
Доступны 2 варианта
В наличии
Ronstan
Ножницы для сращивания
Доступно 2 варианта 16 вариантов
В наличии
Samson
Учебный комплект для сварки
SKU : 139650 | ID товара: SAM 9900000
В наличии
Davey & Co
Шведские Fids
Доступно в 2 вариантах
В наличии
Samson
Алюминиевые толкатели
Доступны 2 варианта
В наличии
Bainbridge International
Профессиональные парусники
Артикул: 09977 | Код товара: H/B C034
Только специальный заказ
Consolidated Thread Mills
Парусный шпагат с восковым покрытием
Доступно в 2 вариантах
Нет в наличии
Brion Toss Rigging
Плоскогубцы Риггера
Артикул: 138712 | Артикул: BTR PLIER
Только специальный заказ
Consolidated Thread Mills
Шпагат парусный полиэстер № 7
Артикул: 133587 | ID товара: PST 7PB-4
Нет в наличии
Sea-Dog Line
Ножницы для обивки мебели
Артикул: 1005854 | ID товара: SDL 563320-1
Нет в наличии
Marlow
Руководство по сращиванию
Артикул: 1006942 | Код товара: MAR FAB019
Нет в наличии
Samson
Wire Fids
Доступно 2 варианта
Только по специальному заказу
Spinlock
Набор инструментов Riggers — тяжелое мягкое ведро для инструментов с крышкой
Артикул: 456911 | ID товара: SPI DW-PCT
Только специальный заказ
1-45 результаты из 46
- 2
Оборудование и инструменты для сращивания купить
Сбросить фильтры
Применить фильтр
Фильтр
Назад
Рейтинги
Диапазон цен
€
Только товары со скидкой
Применить фильтр
Доступность
В наличии
Язык
Английский (1)
Все фильтры
Новые товарыЦена по убываниюЦена по возрастаниюРейтинг по убываниюРейтинг по возрастанию
Набор соединительных шнуров / Набор из 4 шт.
всего 45 €
95
€49,69
(67)
более 100 штук в наличии
ГЛЕЙШТЕЙН
Сращивание Fid
от 24 €
95
€26,78
(7)
6 вариантов
ГЛЕЙШТЕЙН
Толкатель
от €19
95
(42)
2 варианта
Marlin Spike
всего 10 €
95
€17,23
(31)
более 100 шт. в наличии
Марлиншип из нержавеющей стали
всего 29 евро
95
€36,50
(6)
8 осталось в наличии
ГЛЕЙШТЕЙН
Книга для сращивания
всего 10 €
95
(17)
54 в наличии
Пластиковые наперстки
от 0 €
60
(12)
9 вариантов
Наперсток из армированной нержавеющей стали
от 3 €
50
(3)
9 вариантов
Сращенные канаты часто используются в парусном спорте. К многочисленным преимуществам относятся почти 100-процентная разрывная нагрузка, повышенная универсальность и плавное движение тросов по шкивам и блокам. Хотите научиться делать сращивания своими руками и заниматься этим традиционным ремеслом? Помимо необходимых инструментов, здесь и в нашем интернет-магазине вы найдете профессиональные инструкции по сращиванию и, конечно же, качественную веревку.
К многочисленным преимуществам относятся почти 100-процентная разрывная нагрузка, повышенная универсальность и плавное движение тросов по шкивам и блокам. Хотите научиться делать сращивания своими руками и заниматься этим традиционным ремеслом? Помимо необходимых инструментов, здесь и в нашем интернет-магазине вы найдете профессиональные инструкции по сращиванию и, конечно же, качественную веревку.
Узнайте больше об оборудовании и инструментах для сварки…
Для чего используется сварочное оборудование?
— Сращивание веревки прочнее узла, практично и универсально —
Сращивание — это соединение двух концов веревки или соединение путем переплетения отдельных прядей, прочность которых основана на физических принципах трения и самопроизвольного плетения. запирание. В отличие от узла, сращивание не влияет на разрывную нагрузку лески и может достигать полной прочности веревки. В результате получается веревка, которая прослужит гораздо дольше, что снижает затраты, а дополнительная толщина веревки сводится к минимуму. Также есть большая экономия в весе. Кроме того, обратная стыковка выглядит более профессионально, чем скручивание, заклеивание концов или использование термоусадочной трубки.
Также есть большая экономия в весе. Кроме того, обратная стыковка выглядит более профессионально, чем скручивание, заклеивание концов или использование термоусадочной трубки.
Сращивание — это не ракетостроение!
— Все, что нужно, это немного практики —
Знакомы ли вам слова «сращивание фид», «толкач» или «шип марлина»? В нашем магазине вы можете не только купить эти инструменты для сращивания веревки, но и найти подробные инструкции по сращиванию в Книге по сращиванию нашего партнера GLEISTEIN — практичном и легком для понимания руководстве, объясняющем пути к идеальному сращиванию. Каждый моряк должен иметь на борту в своем наборе инструментов подходящие типы инструментов для сращивания, чтобы при необходимости самостоятельно выполнить соединение с проушиной, длинное соединение, короткое соединение, концевое соединение (заднее соединение), соединение каната или троса.
Связанные категории: Такелаж, паруса и аксессуары
Мы также можем выполнить сращивание для вас! Нажмите здесь, чтобы узнать больше и заказать соединения.
Станок вайнинг: Четырехсторонние станки Weinig
четырехсторонний станок WEINIG серии u 17 n
Модель ID: 8471
Написать отзывЗадать вопрос
Файлы
Изображения
В избранное
Сравнить
Производитель:
Michael Weinig AG
http://www.weinig.ru
Описание:
Четырехсторонний станок WEINIG U 17 N произведен компанией Michael Weinig AG родиной данного брэнда является Германия .
Сейчас на рынке вы можете купить 2 четырехсторонний станок WEINIG U 17 N.
Модель имеет Скорость подачи (max) 49 м/мин и Толщина заготовки (max) 140 мм..
Вес данной модели составляет 3600 кг.
Статистика модели:
|
Наименовани показателя |
Количество |
Ед.изм. |
|---|---|---|
|
Количество модификаций: |
0 |
шт. |
|
Сейчас в продаже: |
2 |
шт. |
|
Было в продаже всего: |
2 |
шт.  |
Подробная информация:
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Технические характеристики |
|
|
|
|
|
|
|
|
|
|
|
Габариты и вес |
|
|
|
|
|
|
|
|

Недавно просмотренные
Предложения на рынке:
Предложение о продаже: Четырехсторонний станок U 17 N
Страна продавца:
Германия
Источник:
-
Дата внесения:
28-01-2023
Предложение о продаже: Четырехсторонний станок U 17 N
Страна продавца:
Италия
Источник:
-
Дата внесения:
28-01-2023
Отзывы для Четырехсторонний станок U 17 N
0 из 5
0 отзывов
Написать отзыв
Общая оценка
Текст
Введите текст отзыва или ответа на вашем родном языке.
Ваше имя
Введите имя на вашем родном языке.
E-mail
Введите ваш e-mail.
Нет отзывов!
Еще не добавлено ни одного отзыва для Четырехсторонний станок U 17 N, вы можете быть первым!
Нам очень важно Ваше мнение о Четырехсторонний станок U 17 N.
Вопросы и ответы для Четырехсторонний станок U 17 N
Есть вопросы по данному оборудованию?
Задать вопрос
Текст
Введите текст отзыва или ответа на вашем родном языке.
Ваше имя
Введите имя на вашем родном языке.
E-mail
Введите ваш e-mail.
Еще никто не задал вопрос!
Еще нет ни одного вопроса по данному оборудованию. Если вы хотите что то спросить, задайте свой впрос и наши эксперты и сообщестов TOOLZON с радостью ответит на него.
Другие модели производителя Michael Weinig AG в категории
Четырехсторонние станки
Еще модели в разделе
купить четырехсторонний станок WEINIG U 17 N,
купить четырехсторонний станок WEINIG U 17 N цена,
продам б/у четырехсторонний станок WEINIG U 17 N,
технические характеристики четырехсторонний станок WEINIG U 17 N,
четырехсторонний станок WEINIG U 17 N инструкия по эксплуатации,
купить в кредит четырехсторонний станок WEINIG U 17 N,
Габариты и вес четырехсторонний станок WEINIG U 17 N,
продажа Деревообрабатывающее оборудование,
подобрать четырехсторонний станок,
подобрать четырехсторонний станок,
аналоги четырехсторонний станок WEINIG U 17 N,
модели четырехсторонний станок,
Подобрать как у четырехсторонний станок WEINIG U 17 N,
как у четырехсторонний станок WEINIG U 17 N,
Каталог четырехсторонние станки,
Сравнить четырехсторонний станок WEINIG U 17 N с другими четырехсторонние станки,
четырехсторонние станки WEINIG.
четырехсторонние станки Германия.
WEINIG UNIMAT 23 GOLD Строгальный станок Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Применимый рабочий размер: 230 x 120 мм
Скорость вала: 6800 об/мин
Скорость подачи: 5-30 м/мин
стандарты ЕС
Сборка вала:
— 1-е дно: 7,5 кВт
— 2-й справа: 7,5 кВт
— 3-й слева: 7,5 кВт
— 4-я верхняя: 11 кВт
— 5-я верхняя: 11 кВт
— 6-я нижняя: 11 кВт
Электрический комплект, аксессуары…
Размеры машины: 4200 х 1900 х 2000 мм
Вес: 3500 кг
Документация
Загрузка грузовика
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Рабочая ширина | 230 mm |
| Рабочая высота | |
| Количество валов | |
| Диаметр валов | |
| Звуконепроницаемые кабины | |
| Длина подвижного стола | 120 mm |
| Скорость подачи | 30 m/min |
| ——————- | |
| Длина х ширина х высота | 4200,0 × 1900,0 × 2000,0 |
| Вес | 3500 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | да |
| Статус | возможность осмотра |
| Техпаспорт | Weinig Unimat Gold |
| Тип клиента | Дилер |
| Активный с | 2013 |
| Предложения онлайн | 27 |
| Последняя активность | 22 мая 2023 г. |
Описание
Применимый рабочий размер: 230 x 120 мм
Скорость вала: 6800 об/мин
Скорость подачи: 5-30 м/мин
стандарты ЕС
Сборка вала:
— 1-е дно: 7,5 кВт
— 2-й справа: 7,5 кВт
— 3-й слева: 7,5 кВт
— 4-я верхняя: 11 кВт
— 5-я верхняя: 11 кВт
— 6-я нижняя: 11 кВт
Электрический комплект, аксессуары…
Размеры машины: 4200 х 1900 х 2000 мм
Вес: 3500 кг
Документация
Загрузка грузовика
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Рабочая ширина | 230 mm |
| Рабочая высота | |
| Количество валов | |
| Диаметр валов | |
| Звуконепроницаемые кабины | |
| Длина подвижного стола | 120 mm |
| Скорость подачи | 30 m/min |
| ——————- | |
| Длина х ширина х высота | 4200,0 × 1900,0 × 2000,0 |
| Вес | 3500 kg |
| Часы наработки | |
| Часы включения | |
| Состояние | в хорошем состоянии |
| Маркировка CE | да |
| Статус | возможность осмотра |
Об этом продавце
| Тип клиента | Дилер |
| Активный с | 2013 |
| Предложения онлайн | 27 |
| Последняя активность | 22 мая 2023 г. |
vining%20machine — английское определение, грамматика, произношение, синонимы и примеры
Долгая история виноградарства в этом географическом районе, его ранняя специализация и плотность лоз , которые характеризуют его, уже давно благоприятствуют объединению методов.
EuroParl2021
« виноградные лозы для других целей» означает все площади под виноградными лозами , подлежащие включению в реестр виноградников в соответствии со статьей 3 Регламента Комиссии (ЕС) № 436/2009.от 26 мая 2009 г., устанавливающий подробные правила применения Регламента Совета (ЕС) № 479/2008 в отношении реестра виноградников, обязательных деклараций и сбора информации для мониторинга рынка вина, документов, сопровождающих партии винодельческой продукции и вина. Ведение отраслевых регистров
не задано
Целью этой поправки является включение в географическую зону части муниципалитета Куамер, где используются аналогичные виноградники методы выращивания и очень похожие площади для посадки — с точки зрения ландшафта, топографии , гидрология, геология и почва — соседние виноградники с названием «Могилы» уже давно используются в производстве вина.
eurlex-diff-2018-06-20
Это было лицо молодого человека с чертами угольно-черного цвета, его черные лозы вились вдоль его аскетических щек.
Литература
Национальная торговая марка должна быть узнаваема по шейной этикетке с надписью «Moselle luxembourgeoise — Appelation contrôlée, Marque nationale; sous le control de l’Etat`; на этой шейной этикетке также должны быть указаны наименование сорта лозы , год урожая и государственный контрольный номер.
Еврлекс-2
Деятельность Seminis и Advanta пересекалась на рынках , выращивая семян гороха и лука, но исследование рынка не выявило особых проблем с конкуренцией, поскольку стороны продолжали сталкиваться с конкуренцией со стороны других важных игроков.
EurLex-2
Однако выращивается недостаточно травы, и необходимо использовать заливные луга и вторичные корма – рожь, ячмень, репу, чечевицу и листву таких деревьев, как ясень, вяз, дуб, миндаль, оливковое дерево и даже лоза . ’
’
EuroParl2021
Благословен ты, Господи, наш Бог-царь от вечности, создающий плод лозы .
OpenSubtitles2018.v3
— «Аранел Б ( * * * * * )» добавлен в категорию разрешенных сортов виноградной лозы , а «Сегалин Н» удален.
EurLex-2
Однако, несмотря на предыдущий параграф, присутствие сорта виноградной лозы , не включенного в список, может быть разрешено государствами-членами в течение трех лет с даты демаркации определенного региона. вступает в силу, если указанное разграничение было проведено после 31 декабря 1979, при условии, что такой сорт виноградной лозы принадлежит к виду Vitis vinifera и что он составляет не более 20 % сортов виноградной лозы на соответствующем винограднике или участке виноградника.
EurLex-2
Лоза придаст вам смелости.
OpenSubtitles2018.v3
ВНЕСЕНИЕ ЧЕТВЕРТОЙ ПОПРАВКИ В РЕГЛАМЕНТ ( ЕЭС ) № 2005/70 О КЛАССИФИКАЦИИ ВИНОГРАД СОРТА
EurLex-2
При этом необходимо сделать результаты основных обследований площадей до виноградные лозы доступны быстро, в частности, с целью мониторинга применения мер по реструктуризации в винодельческом секторе,
EurLex-2
виноградные лозы сорта или их синонимы указаны в классификации сортов, составленной Organisation International de la Vigne et du Vin (OIV), Союз по охране сортов растений (UPOV) или Международный совет по генетическим ресурсам растений (IGPBR
С учетом Регламента Совета (ЕЕС) № 357/79 от 5 февраля 19 г. 79 относительно статистических обследований площадей под виноградниками (1) с последними изменениями, внесенными Регламентом (ЕС) № 3205/93 (2), и, в частности, Статья 4 (2) и (4), Статья 5 (5) и ( 6) и статьи 6 (4) и (7)
79 относительно статистических обследований площадей под виноградниками (1) с последними изменениями, внесенными Регламентом (ЕС) № 3205/93 (2), и, в частности, Статья 4 (2) и (4), Статья 5 (5) и ( 6) и статьи 6 (4) и (7)
EurLex-2
Для того, чтобы принять во внимание экономические и технические изменения, полномочия принимать акты в соответствии со статьей 290 TFEU должны быть делегированы Комиссии в отношении изменение разбивки видов по группам, классам плотности и возрастным классам, указанным в Приложении I, а также переменных/характеристик, классов размера, степени специализации и сорта винограда , указанные в Приложении II, за исключением факультативного характера требуемой информации.
EurLex-2
Теперь у нас есть лианы с перевернутыми корнями.
OpenSubtitles2018.v3
Наши профессии Домены Баронов де Ротшильдов (Лафит) обязаны своим развитием передовым методам и навыкам, связанным с виноградарством и виноделием.
Common crawl
Эльзас или Vin d’Alsace, независимо от того, следует ли за ним Edelzwicker или название виноградная лоза сорт и/или название более мелкой географической единицы
Метод позволяет измерять соотношение изотопов 13С/12С этанола в вине и этанола, полученного после ферментации продуктов, полученных из виноградной лозы (сусло, концентрированное сусло, ректификованное концентрированное сусло).
EurLex-2
Из конкурентов NetWare только Banyan Vines имели сравнимые технические возможности, но Banyan так и не получил надежной базы.
WikiMatrix
Фиксированная помощь на гектар для продолжения возделывания лозы для производства качественных вин psr, предусмотренные статьей 9 Регламента (ЕС) № 2019/93, должны предоставляться по запросу групп или организаций производителей вина для площадей, засаженных лозами сортов, пригодных для производства качественных вин. вина пср.
EurLex-2
(из них хозяйства с виноградниками площадей, предназначенных исключительно для производства вина без PDO и/или PGI |
EurLex-2
Действующие ограничения на передвижение и связанные с этим логистические проблемы и нехватка рабочей силы для выполнения руководства операции на винограднике, в частности посадка лозы и выкорчевывание представляют собой особую проблему по смыслу статьи 221 Регламента (ЕС) № 1308/2013.
EuroParl2021
Также заслуживают пристального внимания со стороны владельца, лозы -комода.
vatican.va
Магазин снабжения для ресторанов Vining Hill Massachusetts
Ищете самый надежный магазин снабжения для ресторанов недалеко от Vining Hill, MA? Restaurantsupply.com — это хорошо зарекомендовавший себя магазин товаров для ресторанов Vining Hill, который поставляет оборудование для ресторанов в Вининг-Хилл, Массачусетс. Restaurantsupply.com является известным поставщиком ресторанов. С нашими расходными материалами для ресторана вы можете делать покупки прямо на ходу из своего фудтрака, офиса или планшета, использовать нашу функцию автоматического заказа и совершать быстрые платежи.
С нашими расходными материалами для ресторана вы можете делать покупки прямо на ходу из своего фудтрака, офиса или планшета, использовать нашу функцию автоматического заказа и совершать быстрые платежи.
Закажите кухонное оборудование для своего ресторана из более чем 200 тысяч товаров и запаситесь кухонными принадлежностями.
Магазин Принадлежности и оборудование для ресторанов
Оборудование для ресторанов Категории компании
- Холодильное оборудование
- Оборудование для приготовления пищи
- Мелкие изделия
- Коммерческое хранение и транспортировка
- Коммерческие настольные принадлежности
- Одноразовая посуда
- Коммерческая сантехника и смесители
- Ресторанная посуда
- Принадлежности для уборки
- Коммерческие санитарно-технические принадлежности
Количество закусочных в Массачусетсе?
Массачусетс насчитывает более 13 852 ресторанов.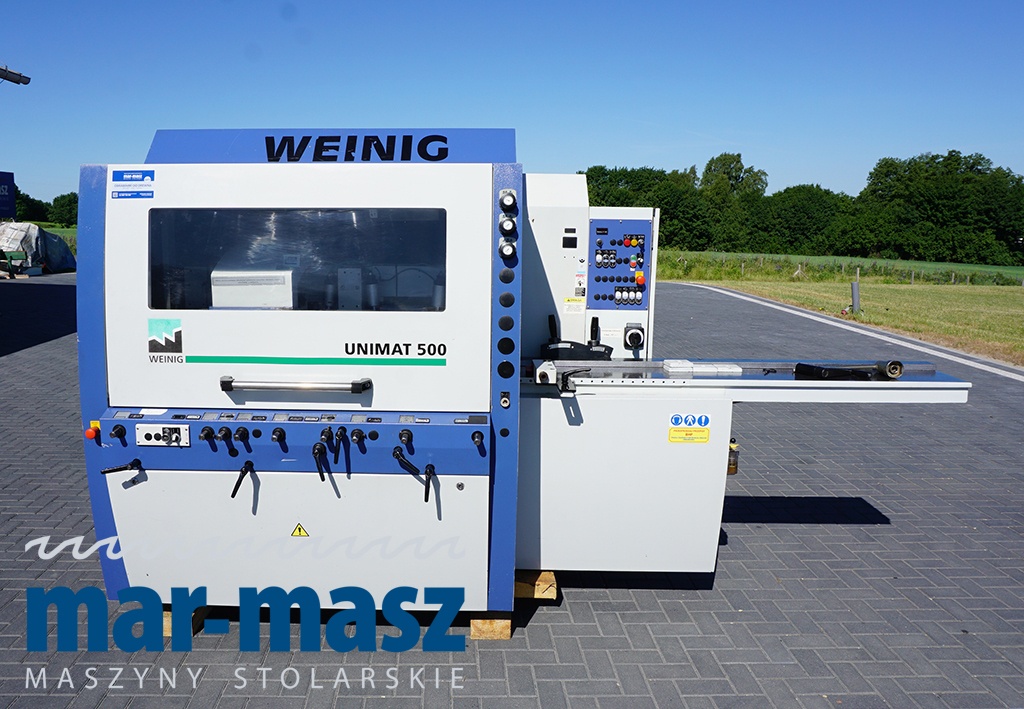 Бизнес общественного питания процветает. Заработная плата работников ресторанов снизилась на 3,5% с 2014 года, при этом общий уровень безработицы в Вининг-Хилл составляет %. несмотря на рост доходов ресторанного бизнеса, они не поспевают за инфляционным трендом. Снижение заработной платы связано с тем, что ресторанные бизнесмены сталкиваются с растущим напряжением, чтобы удерживать цены на низком уровне, а работникам — справедливую заработную плату.
Бизнес общественного питания процветает. Заработная плата работников ресторанов снизилась на 3,5% с 2014 года, при этом общий уровень безработицы в Вининг-Хилл составляет %. несмотря на рост доходов ресторанного бизнеса, они не поспевают за инфляционным трендом. Снижение заработной платы связано с тем, что ресторанные бизнесмены сталкиваются с растущим напряжением, чтобы удерживать цены на низком уровне, а работникам — справедливую заработную плату.
Лучшие продукты для ресторанов в Вининг-Хилл, штат Массачусетс
Лучшие продукты для ресторанов в Вининг-Хилл, штат Массачусетс:
Наш выбор из хлебопекарного оборудования и гостиничных принадлежностей .
Какой поставщик оборудования для ресторанов является лучшим в Вининг-Хилл, штат Массачусетс?
Restaurantsupply.com — это магазин с самым высоким рейтингом в магазине в Вининг-Хилл, с дистрибьюцией по всей территории США и быстрой доставкой! Restaurantsupply.com с 19 года является универсальным магазином товаров для ресторанов. 99, когда мы открыли свои двери, чтобы предоставить все, от ресторанного оборудования до коммерческих миксеров.
99, когда мы открыли свои двери, чтобы предоставить все, от ресторанного оборудования до коммерческих миксеров.
Кто лучшие магазины кухонных принадлежностей в Вининг-Хилл, штат Массачусетс?
Лучший магазин товаров для ресторанов в Вининг-Хилле — restaurantsupply.com с экспертами в области обслуживания клиентов и бесплатной доставкой.
Какой поставщик ресторанов является лучшим в Вининг-Хилл?
Самым популярным поставщиком ресторанного оборудования в Вининг-Хилл является restaurantsupply.com, потому что наша компания по снабжению ресторанов имеет все необходимое для ресторана в одном месте, предлагает отличное обслуживание клиентов и низкие цены.
Полное руководство по покупке коммерческого кухонного оборудования
Если вы работаете в пищевой промышленности, знание того, как использовать ресторанное оборудование и обращаться с ним, является важным навыком. Правильные инструменты на кухне могут стать решающим фактором между успешным блюдом и провалом. Вы можете сэкономить время и деньги, используя правильное ресторанное оборудование и расходные материалы. То, что вам нужно, зависит от типа кухни, которую подают в вашем ресторане. С учетом сказанного, вот несколько важных предметов оборудования, которые должны быть на каждой кухне.
Вы можете сэкономить время и деньги, используя правильное ресторанное оборудование и расходные материалы. То, что вам нужно, зависит от типа кухни, которую подают в вашем ресторане. С учетом сказанного, вот несколько важных предметов оборудования, которые должны быть на каждой кухне.
Кухонное оборудование для любой кухни
Оборудование вашей кухни может различаться в зависимости от кухни, которую вы подаете. Тем не менее, несколько пунктов важны для успеха любого ресторана.
- A Коммерческий кухонный комбайн : Это исключительная альтернатива для множества задач ресторана, включая приготовление пюре и соусов, смешивание ингредиентов и многое другое.
- Промышленная электрическая соковыжималка Robot Coupe : Каждый повар мечтает о коммерческой соковыжималке, будь то приготовление сока для клиентов или ингредиент в одном из блюд.
- Столовые приборы для профессионального использования : Лучшие повара знают, что ножи являются важным инструментом для приготовления высококачественных блюд. Вам понадобится широкий выбор ножей разных размеров и типов, которые удовлетворят ваши потребности на кухне.
- Коммерческие кастрюли : Если вам нравится готовить на газовой или электрической плите, важно иметь под рукой хороший выбор кастрюль, когда готовите на кухне.
- Разделочные доски : бывают разных форм, размеров и материалов в зависимости от того, для чего вы планируете их использовать. Кроме того, они необычайно прочны и легко чистятся, что делает их идеальными для любого шеф-повара!
- Коммерческие кастрюли и сковороды : для чего их использовать?: Две самые важные вещи, которые должны быть в вашем ресторане, это кастрюли и сковороды. Приличный набор кастрюль и сковородок позволит вам приготовить практически что угодно. Сковороды обычно имеют плоское дно для работы на плите. У кастрюль округлое дно, что позволяет быстрее готовить пищу в жидком виде.
 Вам понадобится широкий выбор ножей разных размеров и типов, которые удовлетворят ваши потребности на кухне.
Вам понадобится широкий выбор ножей разных размеров и типов, которые удовлетворят ваши потребности на кухне. Вот несколько различных типов кастрюль, которые должны быть на кухне каждого профессионального ресторана: balti сковороды , сотейники , кастрюли , чугунные сковороды , сковороды для индукционного гриля , формы для кексов , крышки противней 9 0123 .
Оборудование для снабжения ресторанов рядом со мной
Рестораны в Вининг-Хилл, Массачусетс принимают быструю доставку ресторанного оборудования и расходных материалов, включая магазины Ресторанное оборудование включает в себя холодильники, фритюрницы, газовые или электрические плиты, сковородки, жаровни, миксеры, станции подогрева, охладители , морозильные камеры и автоматы для приготовления мороженого. Каждая конкретная категория содержит множество различного ресторанного оборудования. Вам нужно будет изучить как ваши первоначальные инвестиции, так и ваши текущие эксплуатационные расходы, когда вы выберете правильные приборы для своего магазина общественного питания. Вам понадобится оборудование, которое принесет наибольшую пользу вашему бизнесу общественного питания. С соответствующим ресторанным оборудованием вы можете уменьшить количество отходов и повысить производительность.
Магазин снабжения для ресторанов рядом со мной
Припасы являются значительной частью любого прогресса в сфере общественного питания. Они важны для каждого отдела бизнеса, от кухни ресторана до обеденной зоны ресторана. Магазин высококачественных товаров и оборудования для ресторанов будет иметь жизненно важное значение для процветающего бизнеса, отвечающего требованиям отрасли. Каждый день ресторан нуждается в различных расходных материалах, начиная от мебели для ресторана и принадлежностей для хранения напитков и заканчивая чистящими средствами для ванных комнат и оборудованием для предприятий общественного питания.
Они важны для каждого отдела бизнеса, от кухни ресторана до обеденной зоны ресторана. Магазин высококачественных товаров и оборудования для ресторанов будет иметь жизненно важное значение для процветающего бизнеса, отвечающего требованиям отрасли. Каждый день ресторан нуждается в различных расходных материалах, начиная от мебели для ресторана и принадлежностей для хранения напитков и заканчивая чистящими средствами для ванных комнат и оборудованием для предприятий общественного питания.
Оптовый магазин снабжения для ресторанов в Вининг-Хилл
От торгового оборудования и принадлежностей для ресторанов до оборудования для магазинов общественного питания и мебели для ресторанов . Все, что вам нужно для начала / развития ресторанного бизнеса, можно приобрести у оптовиков по выгодным ценам.
Где находится Вининг Хилл?
Вининг-Хилл расположен на широте: 42 и долготе: -73 и соответствует национальному стандарту диапазона годового дохода семьи.
Лазер из dvd привода: Как мы делали лазер из DVD-RW привода / Хабр
Лазерный модуль из DVD-RW привода
Сразу хочу предупредить, я не несу ответственности за Ваши
действия! Все делаете на свой страх и риск!
На
днях изготовил лазерный модуль для своего самодельного станка с ЧПУ и тут расскажу
Вам как его изготовить своими руками.
Некоторые
люди не верят, но лазером с DVD дисковода действительно можно поджигать спички,
резать
тонкую пленку или выжигать на пластике и дереве.
И
так, что нам понадобиться:
- Первое
что я достал, это радиатор. Так как лазер при работе сильно греется, ему
нужно куда то девать свое тепло. - Я
использовал радиатор от старой материнской платы Asus. Что-то на подобии
этого:
Далее нам нужен сам лазер. Его можно достать в пишущих DVD-RW дисководах,
другие не пойдут.
- Скорость
дисковода должна быть более 16х. Я пока изготовил рабочий модуль испортил
около 5 дисководов! - Так
что советую быть очень аккуратными. Последний донор был дисковод NEC-7173. - Разбираем
дисковод, достаем лазерную головку, выглядит примерно так:
Находим нужный лазер, их там 2 (CD & DVD). Нам нужен тот у которого
радиатор больше:
В крайнем случае можно экспериментально определить какой из них DVD,
подав на них напряжение, CD будет светить тускло, а нужный ярко.
ВНИМАНИЕ! НЕ НАПРАВЛЯЙТЕ ЛАЗЕР В ГЛАЗА! ЛИШИТЕСЬ
ЗРЕНИЯ! Но пока не спешите подключать лазер, для его питания
нужен специальный драйвер.
Советую
перед извлечением лазера перекусить шлейф идущий к лазеру, а не отпаивать его
сразу.
Отпаивать
его можно только тогда, когда вы замкнете проволочкой все контакты лазера, т.к.
он боится статического электричества.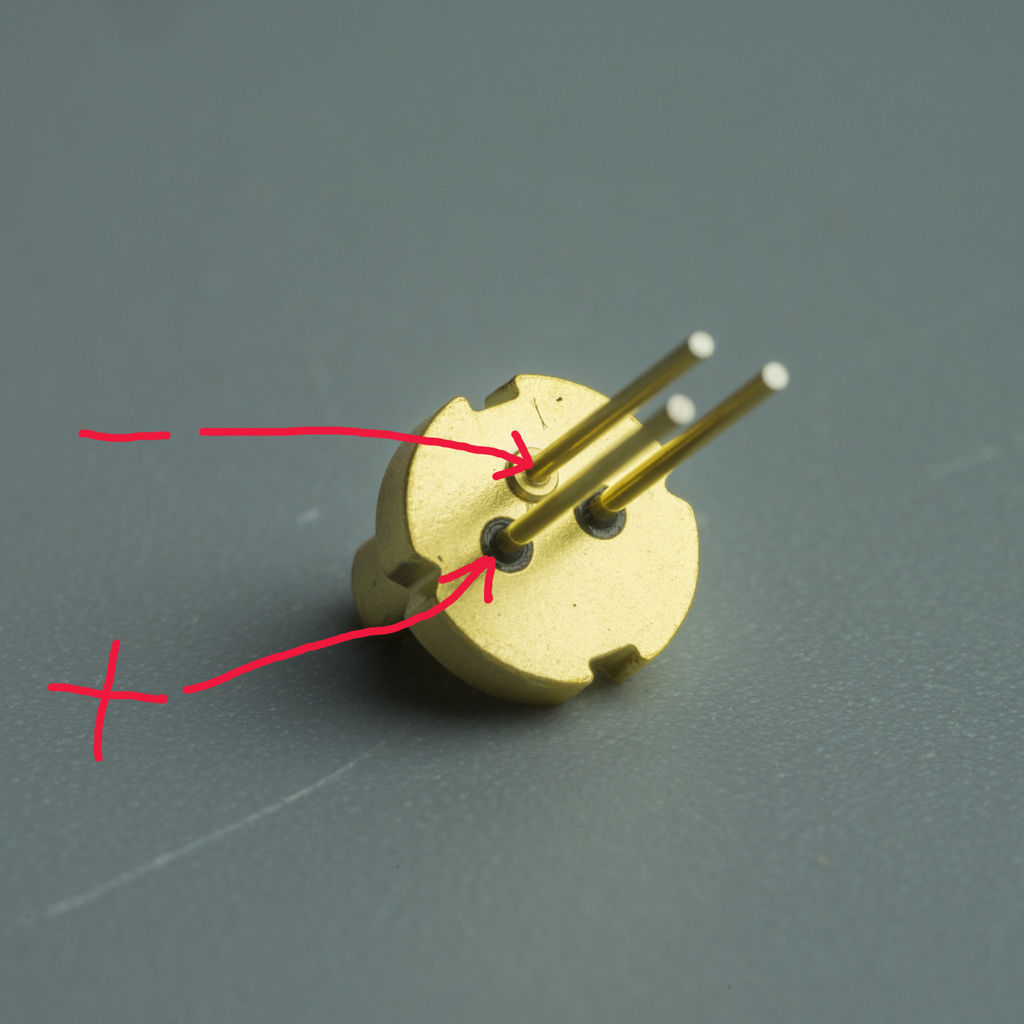
Так
выглядит лазер который изъят из радиатора:
Как то так выглядит лазер в родном радиаторе:
А так выглядит мой лазер:
Свой лазер из родного радиатора я не извлекал.
После
извлечения лазера, приступим к сборке драйвера.
- Для
питания , как я уже сказал нужен специальный драйвер. - На
лазер нужно подавать определенный ток, а не напряжение.
Я
предлагаю одну из самых простых схе м:
Собираем данную схему, но к лазеру пока не подключаем. На LM317 установить
радиатор!
Собираем
все вместе. Сначала сверлим отверстие под провода к лазеру, потом для крепящих
лазер болтов, и для крепления линзы.
Где
требуется нарезаем резьбу. Делаем планку которая будет прижимать сам лазер.
Подробнее смотрим на фото:
Думаю
понятно почему я не извлекал из родного радиатора, я просто планкой прижал его
к большему радиатору.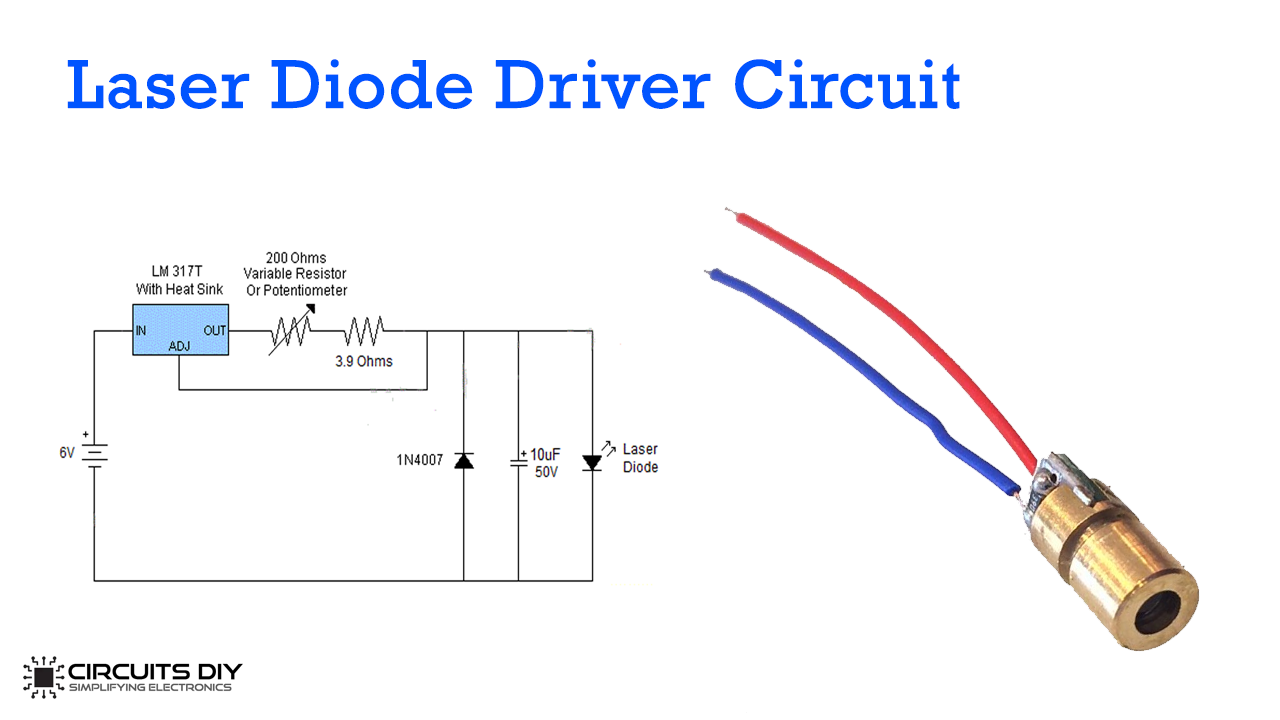
Для
лучшей проводимости смазал термо-пастой. При припаивании проводов, не снимайте проволоки,
которая замыкает контакты лазера до подключения к драйверу.
Линзу
берем с той же лазерной головки, самую верхнюю, которая смотрит на диск.
Закрепил я её на кусте текстолита.
Отпечатки
на ней не ставим и в клей не вымазываем! Линза боится паров клея момент.
Смотрим фото:
Устанавливаем,
включаем лазер через драйвер, и настраиваем линзу так что бы получить
минимальную точку.
У
меня точка получается на расстоянии 1см до детали и примерно 2мм линзы к
лазеру.
Ну и
фото готового модуля в работе на станке с ЧПУ:
На
светлом дереве конечно плоховато он выжигает, а вот если темный ластик, то
отлично.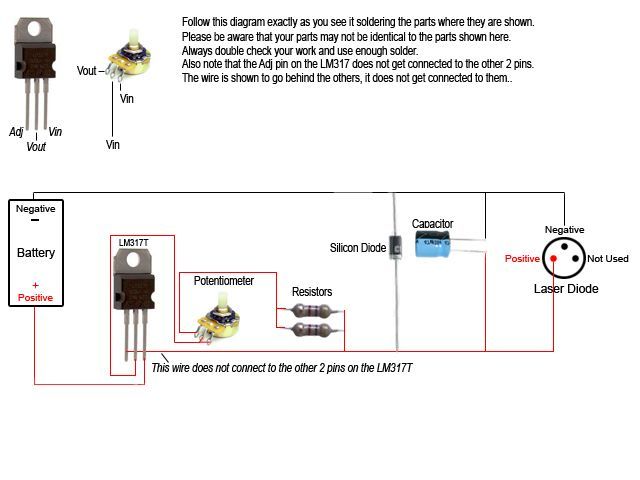 Делаю вот такую гравировку:
Делаю вот такую гравировку:
Кто
хочет могу сделать подобное под заказ, подробнее через контактную форму слева
на экране, или пишите в комментарии.
Немного
информации на последок:
- Лазер
питается током примерно 250мА, в зависимости от скорости выбранного DVD
привода.
У
меня привод 22х с поддержкой LabelFlash. На такой лазер можно подать до 350мА.
- Если
после Ваших манипуляций лазер перестал ярко гореть, значит он испортился! - Драйвер
можно питать напряжением от 7 до 30 вольт.
Синий лазерный модуль на 2Вт
Всем привет! Вот
приобрел себе лазерный модуль с синим лазерным диодом мощностью 2Вт, решил
поделиться некоторой информацией и фото.
Лазер был куплен у
польского жителя который занимается ихним изготовлением и продажей.
Стоимость готового
модуля как на фото(Лазерная головка + драйвер управления питанием
лазера) — 186 $.
Модуль будет применён
для в основном для выжигания картин и портретов на самодельном
станочке с ЧПУ.
Так же мощности
хватит и на резку некоторых материалов таких как бумага(даже белая), картон,
самоклеющаяся пленка и другие подобные материалы.
Вот маленькие
характеристики:
- Мощность
диода: 2 Вт - Длинна
волны: 445 нм - Напряжение
питания: 12-35 В
Имеется 3й вывод,
предназначенный для управления лазером от блока управления ЧПУ.
Автор: Libixur
Вернуться к началу статьи
| Радио для всех © |
Мини лазерный гравер на деталях от DVD приводов и сканеров, с рабочей зоной 100х100 мм
Мини лазерный гравер на деталях от DVD приводов и сканеров, с рабочей зоной 100х100 мм
Дома есть коробка деталей от ДВД, сканеров, принтеров и хочется чего-нибудь заваять из этого. Тем более стартовал в этой тематике именно с лазерного выжигателя из ДВД.
Вот и подумалось сотворить чего-нибудь с текущим опытом и наличием 3D-принтера.
Проблем у лазерного выжигателя из DVD-rom много: это в первую очередь маленькая рабочая зона 40мм на 40 мм, низкое разрешение, слабый лазер и т.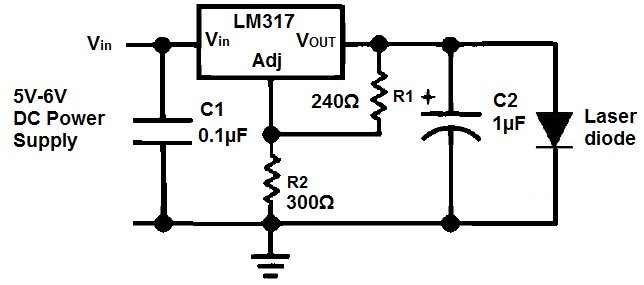 д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
д. Но он позволяет получить почти настоящий лазерный выжигатель с управлением с компьютера.
Вот прикинул, что есть вналичие и какое надо разрешение. Сделал несколько прикидочных вариантов и вот такое получилось.
Пример выжженной картинки на гофрокартоне.
Рабочая зона 105 мм на 110 мм. Разрешение 6 линий на мм. Но лучшее качество получается на разрешении 4 линии на 1 мм. Скорость прожига 300 мм/мин (5 мм/сек). Скорость прожига определяется мощностью лазера и качеством его фокусирующей системы.
Лазер синий (450 нм) 2500 миллиВатта (2,5 ватта) на 12 вольт. Валы не стандарт — 5,75 мм и 5,9 мм. Шаговые двигатели от компьютерных струйных принтеров — 48 шагов на оборот — 7,5 градусов на шаг. Плата управления — шилд для ЧПУ -CNC shield 111330 v. 4.0 на Arduino NANO. Прошивка GRBL 1.1. Блок питания 12 вольт 4,5 ампера для запитки светодиодных лент. Программа для подготовки G-кодов для выжигания — бесплатная LaserGRBL .
Работает и без подключения к компьютеру, если подключить экран с кардридером MKS TFT 24.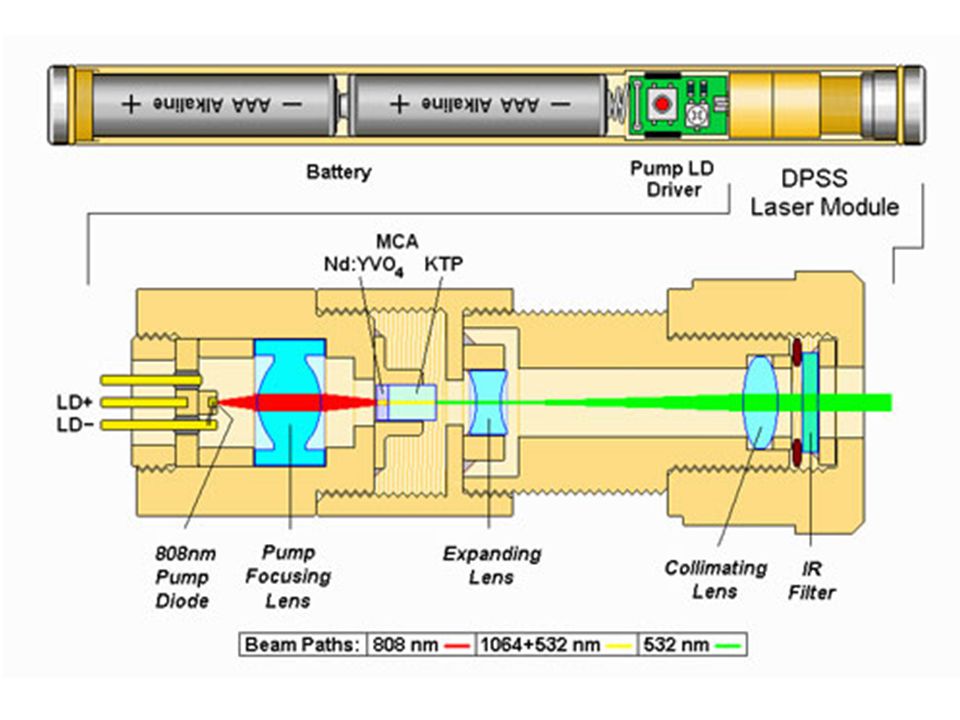
Подключается к разъёму CNC shield 111330 — ‘TX RX +5v GND’
Можно не только выжигать, но резать насквозь ватман, картон 0,5 мм (гофрокартон не прорезает), пенопласт, тонкий цветной пластик.
Всё началось с линейных осей и двигателей. Валялись без дела круглые шаговые двигатели от струйных принтеров. Но для 3D принтера они не подходят — слабые, мало шагов на оборот — всего 48 шагов, большой угол поворота на шаг 7,5 градуса. Поэтому если их ставить то только с редуктором.
Достал коробку с б.у. пластиковыми шестернями с принтеров и сканеров и нарисовал редуктор в солидворксе.
Напечатал……. Снова нарисовал, снова напечатал…….. и так пока не заработало.
Потом нарисовал оси. Так как валы разного диаметра и полный не стандарт и редукторы получились разные на оси. То есть повторяемости- ни какой. Даже для себя , даже хотя бы одинаковое для двух осей не получилось.
Далее берём корпус от ДВД привода, и прикручиваем с боков две прямоугольных трубы 15*30мм. У ДВД привода с боков есть отверстия с резьбой 3мм — с двух сторон, в два ряда, для крепления привода в корпусе компьютера.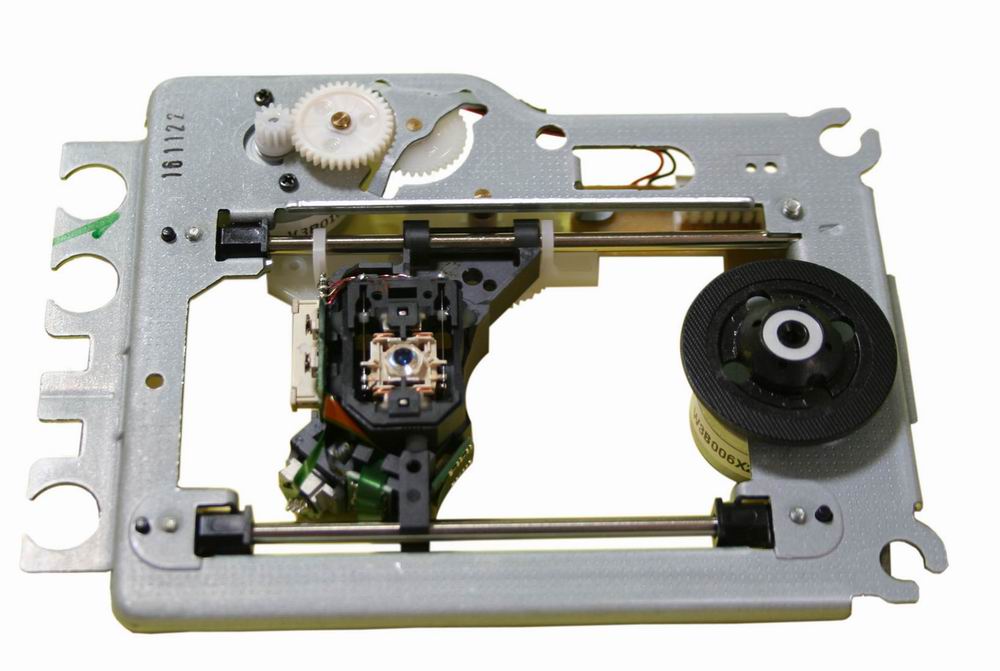 Очень удобно, к этим отверстиям, приделать вертикальные стойки.
Очень удобно, к этим отверстиям, приделать вертикальные стойки.
Сваял из лазерного диода от ДВД привода — лазерный тракт.
Тракт для лазерного диода — DC-DC преобразователь — 12 вольт -5 вольт. Плата стабилизации регулируемого тока и TTL-включения и сам лазерный диод. Я выставил ток на 250 мА.
Объектив сделан из линзы от головки каретки ДВД привода. Линза вставлена в резиновую втулку. Резиновая втулка в трубку с резьбой. Фокусное расстояние меняется вывинчиванием трубки из стопорной гайки — штуцера .
Вот так светит без фокусирующего объектива
А вот так с фокусирующим объективом. Но получился лазер слабым. Пенопласт выжигает, а на картоне или фанере не получается в приемлемое время получить прожиг.
Поэтому поставил китайский фабричный лазер на 2,5 ватта на 12 вольт -синий (450нм)
Плата управление CNC shield 111330 + ARDUINO NANO
Всю управляющую.электронику прикрутил сзади -за осью Х.
Питание от блока питания светодиодных лент на 12 вольт 4,5 ампера. Но лазер сильно просаживает линию питания в момент включение, хотя общее стабильное потребление при включённом лазере не превышает 1,5 амперов.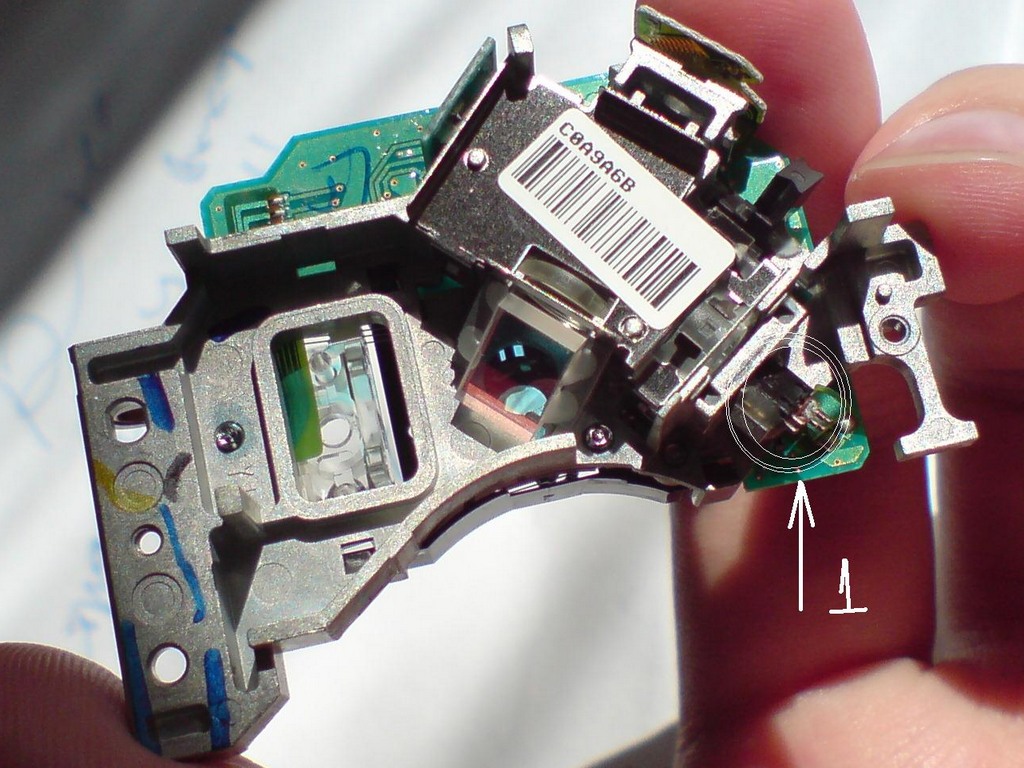 Поэтому пришлось повесить дополнительных конденсаторов на линию питания.
Поэтому пришлось повесить дополнительных конденсаторов на линию питания.
Прошивка GRBL 1.1. Сперва стояла GRBL 0.9 , но в 1.1 добавили функционал для управления лазером. Чтобы прошить GRBL 1.1f через ARDUINO Ide требуется добавить GRBL.zip в библиотеку. А саму GRBL 1.1f открыть через ‘пример’ скетча GRBL .
В этом примере только одна строчка — ‘используем библиотеку GRBL ‘. И всё. Если открывать по другому, то ARDUINO Ide ругается, что чего то там не находит. А параметры GRBL 1.1f забиваем через сервисную программу управления. Я использовал для этого LaserGRBL.
Мои настройки GRBL 1.1.
Коды для выжигания формируются очень просто из обычной картинки в бесплатной программе LaserGRBL. Скачать её можно с официального сайта. Как с ней работать есть несколько видео на ю-тубе.
Сперва обрабатываем картинку
Потом запускаем прожиг или сохраняем файл на СД-карту.
В итоге получаем вот такой результат.
Для удаленной работы прикрутил MKS TFT 24 .
GRBL не умеет работать с экраном, кардридером.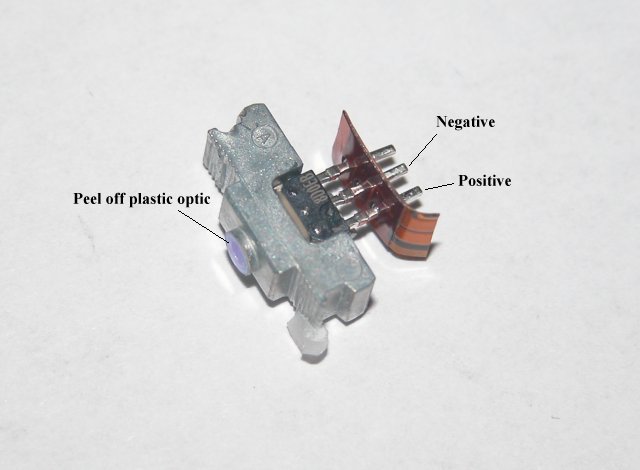 Да и Ардуино НАНО ног имеет мало. Подключить, конечно можно было бы, но в прошивке нет этого функционала. По крайней мере в старых версиях не было. Да и в настройках нет ничего по подключению экрана ,энкодера, карты памяти.
Да и Ардуино НАНО ног имеет мало. Подключить, конечно можно было бы, но в прошивке нет этого функционала. По крайней мере в старых версиях не было. Да и в настройках нет ничего по подключению экрана ,энкодера, карты памяти.
Но хочется иметь возможность печати отдельно от компьютера.
А вот у MKS TFT 24 есть специализированная прошивка для управления лазерным гравёром, только она заточены под свою плату MKS DLC GRBL CNC Shield controller . Но процессор совпадает с Ардуино НАНО и прошивка тоже совпадает. Значит берём и разбираемся как подключить и подключаем. А на шилде 111330 есть даже специальный разъём для подключения ‘RX TX +5v GND’. И питания и тока вполне хватило с этого разъёма для работы экрана.
Вот такой забавный выжигатель получился .
Выходная мощность лазерного диода
Основана на спецификациях DVD-R/RW
Неизвестный красный лазерный диод — какую производительность мы можем ожидать? — Elabz.com
{adinserter Internal_left} На данный момент я открыл около дюжины различных типов дисководов для компакт-дисков и DVD (как для чтения, так и для записи), и каждый раз я находил там работающий красный лазерный диод. Но было бы действительно полезно знать, какой производительности можно ожидать от лазерного диода, когда он свободен от монтажного оборудования (также известного как 9).0005 «салазки» ) — если вам нужен лазерный диод, возможно, диск даже не стоит открывать. Было бы неплохо узнать это, прежде чем тратить время на его открытие. Хотя было бы трудно узнать точные характеристики диода вплоть до номера детали, некоторые характеристики можно найти довольно быстро, выполнив поиск в Интернете. Вот как я это делаю.
Но было бы действительно полезно знать, какой производительности можно ожидать от лазерного диода, когда он свободен от монтажного оборудования (также известного как 9).0005 «салазки» ) — если вам нужен лазерный диод, возможно, диск даже не стоит открывать. Было бы неплохо узнать это, прежде чем тратить время на его открытие. Хотя было бы трудно узнать точные характеристики диода вплоть до номера детали, некоторые характеристики можно найти довольно быстро, выполнив поиск в Интернете. Вот как я это делаю.
Привод Phillips DVD8631 готов к разборке
Прежде всего, выполните поиск в Интернете по номеру детали. Обычно вам даже не придется покидать первую страницу результатов поиска в любимом поисковике. Обычно кто-то все еще продает эти диски (если только это не ОЧЕНЬ старая модель), и они помещают всю информацию, которую вам нужно знать, прямо в заголовок своего объявления: Philips dvd8631 16xdvd±rw dl дисковод ide . Итак, это 16-скоростной двухслойный записывающий DVD-привод, поэтому в нем есть мощный красный лазер.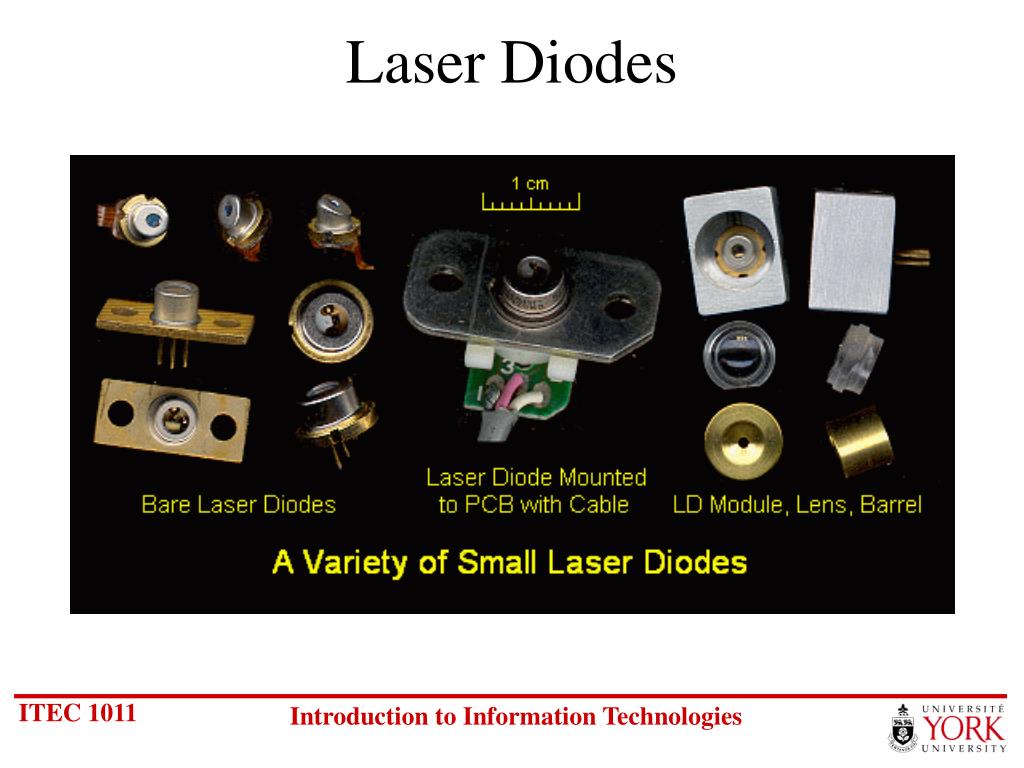
Мощность лазера можно оценить на основе заявленной скорости.
Согласно брошюре Sony по одному из мощных красных лазерных диодов, SLD1236VL, выходная мощность диода (непрерывная или непрерывная мощность) будет находиться где-то в этом списке:0013
Вы также можете сделать приблизительное предположение по дате изготовления, если по какой-то очень странной причине в Интернете нет информации о вашем накопителе (что это такое, с Марса?) или ты просто очень ленивый :
- 2002-2003 – скорость перекодирования x4 – 100 мВт
- 2003-2004 – скорость записи x8 – 140 мВт
- 2004-2005 – x12 – скорость записи – 200мВт
- 2004-2005 – x16 – скорость записи – 250мВт
- 2005-2008 – скорость записи x16 Dual Layer – 300 мВт
- 2008-н. в. x24 скорость записи Двойной слой – 400 мВт
 в. x24 скорость записи Двойной слой – 400 мВт
в. x24 скорость записи Двойной слой – 400 мВт Обратите внимание, что многие из самых последних приводов имеют лазерные диоды либо без упаковки (голый кремний внутри оптической сборки), либо на действительно труднообрабатываемых стеклянных пластинах. Возможно, вы захотите держаться подальше от них.
В идеале (с точки зрения DIY) вам нужен красный лазерный диод с выходной оптической мощностью 200 мВт+ в корпусе TO-18, то есть круглый металлический корпус с большим диаметром 5,6 мм – наиболее распространен среди поставщиков креплений для диода, таких как AixiZ или O-Like. Этот диод работает при напряжении 2,5 В, токе 130 мА и имеет длину волны 658 нм.
Итак, ваш идеальный привод для сбора деталей, по крайней мере, для самостоятельной лазерной резки с ЧПУ, обычно производится в 2005-2008 годах, и это настольный привод, рекламируемый как 16-кратный регистратор скорости. Так что да, этот привод от Филлипса был удачным выбором…
Удачного сбора урожая!
О, и прежде чем вы уйдете: даже самые маломощные лазерные диоды, упомянутые здесь, могут сжечь вашу сетчатку, если вы не будете осторожны, поэтому используйте подходящие защитные очки от лазера!
Оставить комментарий
Или воспользуйтесь форумом ! Если ваш комментарий представляет собой вопрос, рассмотрите возможность размещения его в соответствующем разделе нашего форума по электронике.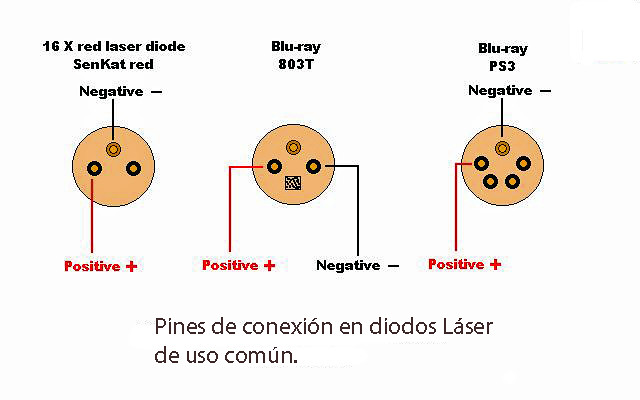 Форумы обеспечивают более естественное течение беседы, особенно если требуется несколько ответов. Кроме того, вы сможете стилизовать свой текст (жирный шрифт, курсив и т. д.) и публиковать изображения, которые могут помочь с хорошим ответом.
Форумы обеспечивают более естественное течение беседы, особенно если требуется несколько ответов. Кроме того, вы сможете стилизовать свой текст (жирный шрифт, курсив и т. д.) и публиковать изображения, которые могут помочь с хорошим ответом.
Выделение отдельных клеток с использованием оптического датчика DVD
1. Учида Н., Бак Д. В., Хе Д., Рейтсма М. Дж., Масек М., Фан Т. В., Цукамото А. С., Гейдж Ф. Х., Вайсман И. Л., «Прямое выделение стволовые клетки центральной нервной системы человека», Proc. Натл. акад. науч. США 97, 14720–14725 (2000). 10.1073/pnas.97.26.14720 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
2. Кекарайнен Т., Маннелин С., Лайне Дж., Яатинен Т., «Оптимизация иммуномагнитной сепарации пуповинной крови -полученные гемопоэтические стволовые клетки», BMC Cell Biol. 7(1), 1–10 (2006). 10.1186/1471-2121-7-30 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
3. Зибен С., Бергеманн К., Люббе А., Брокманн Б.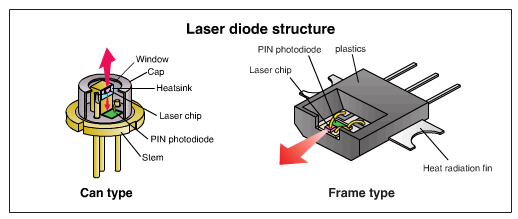 , Решелейт Д., «Сравнение различных частиц и методов магнитной изоляции циркулирующих опухолевых клеток», J. Magn. Магн. Матер. 225(1-2), 175–179(2001). 10.1016/S0304-8853(00)01248-8 [CrossRef] [Google Scholar]
, Решелейт Д., «Сравнение различных частиц и методов магнитной изоляции циркулирующих опухолевых клеток», J. Magn. Магн. Матер. 225(1-2), 175–179(2001). 10.1016/S0304-8853(00)01248-8 [CrossRef] [Google Scholar]
4. Дотан К., Фельдман Б., Гольдман Б., Пери Ю., Пелег Л., «Единая ячейка как инструмент для генетическое тестирование: достоверность, точность, последствия», J. Assist. Воспр. Жене. 27(6), 335–341 (2010). 10.1007/s10815-010-9396-5 [PubMed] [CrossRef] [Google Scholar]
5. Бхакди С. К., Оттингер А., Сомсри С., Сратонгно П., Паннадапорн П., Чимма П., Маласит П., Паттанапаньясат К., Нойманн Х. П. Х., «Оптимизированная высокоградиентная магнитная сепарация для выделения эритроцитов, инфицированных Plasmodium», Malar. Дж. 9(1), 30–38 (2010). 10.1186/1475-2875-9-38 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
6. Бейор Н., Сео Т. С., Лю П., Мэтис Р. А., «Микроустройство для концентрации клеток на основе иммуномагнитных шариков» для обнаружения разбавленных патогенов», Биомед.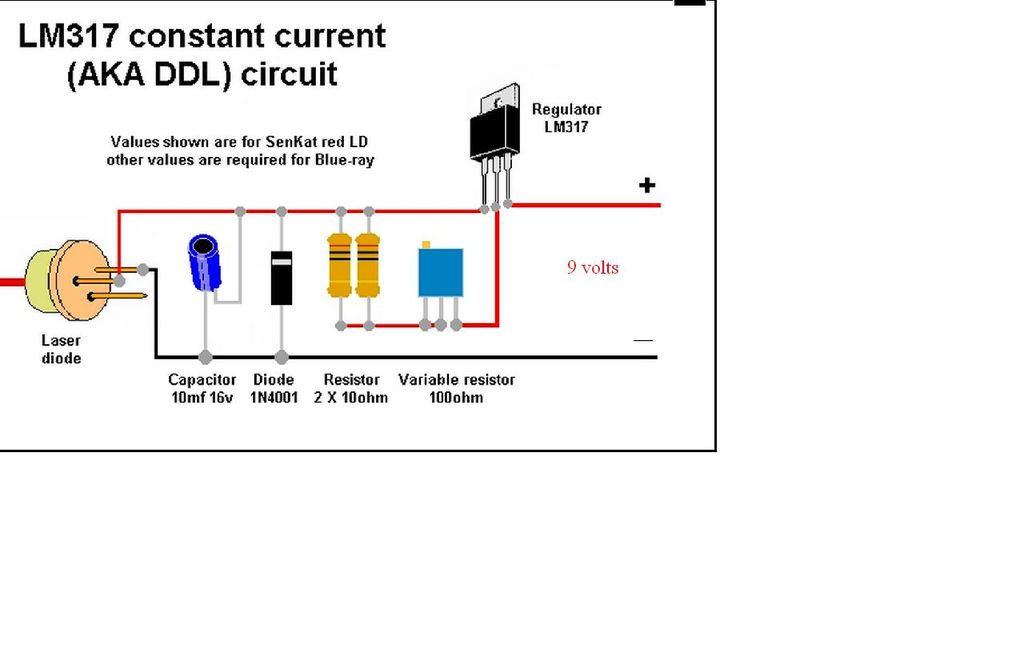 Микроустройства 10 (6), 909–917 (2008). 10.1007/s10544-008-9206-3 [PubMed] [CrossRef] [Google Scholar]
Микроустройства 10 (6), 909–917 (2008). 10.1007/s10544-008-9206-3 [PubMed] [CrossRef] [Google Scholar]
7. Battye F.L., Light A., Tarlinton DM, «Single cell sorting and cloning», J. Immunol. Методы 243 (1–2), 25–32 (2000). 10.1016/S0022-1759(00)00225-8 [PubMed] [CrossRef] [Google Scholar]
8. Sharrock C.E.M., Kaminski E., Man S., «Анализ предельных разведений Т-клеток человека: полезный клинический инструмент», Immunol. Сегодня 11 (8), 281–286 (1990). 10.1016/0167-5699(90)-N [PubMed] [CrossRef] [Google Scholar]
9. Томас Р. С. У., Митчелл П. Д., Ореффо Р. О. К., Морган Х., «Захват одиночных остеобластоподобных клеток человека из гетерогенной популяции с использованием диэлектрофоретического микрожидкостного устройства», Biomicrofluidics 4(2), 022806 (2010). 10.1063/1.3406951 [PubMed] [CrossRef] [Google Scholar]
10. Yang F., Yang X. M., Jiang H., Bulkhaults P., Wood P., Hrushesky W., Wang G. R., «Диэлектрофоретическое разделение клеток колоректального рака». Биомикрофлюидика 4(1), 013204 (2010). 10.1063/1.3279786 [PubMed] [CrossRef] [Google Scholar]
Биомикрофлюидика 4(1), 013204 (2010). 10.1063/1.3279786 [PubMed] [CrossRef] [Google Scholar]
11. Розенталь А., Волдман Дж., «Диэлектрофоретические ловушки для формирования паттерна одиночных частиц», Biophys. Журнал 88(3), 2193–2205 (2005). 10.1529/biophysj.104.049684 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
12. Oakey J., Allely J., Marr D.W.M., «Разделение на основе ламинарного потока в микромасштабе», Biotechnol. прог. 18(6), 1439–1442 (2002). 10.1021/bp0256216 [PubMed] [CrossRef] [Google Scholar]
13. Чо С. Х., Чен С. Х., Цай Ф. С., Годин Дж. М., Ло Ю. Х., «Сортировка клеток млекопитающих человека с использованием высокоинтегрированного микрофабрикированного сортировщика клеток, активируемого флуоресценцией ( microFACS)», Lab Chip 10(12), 1567–1573 (2010). 10.1039/c000136h [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
14. Виндлер-Харт С. Л., Чен К. Ю., Ченн А., «Скрининг поведения клеток: идентификация, сортировка и обогащение клеток на основе подвижности», BMC Cell Biol.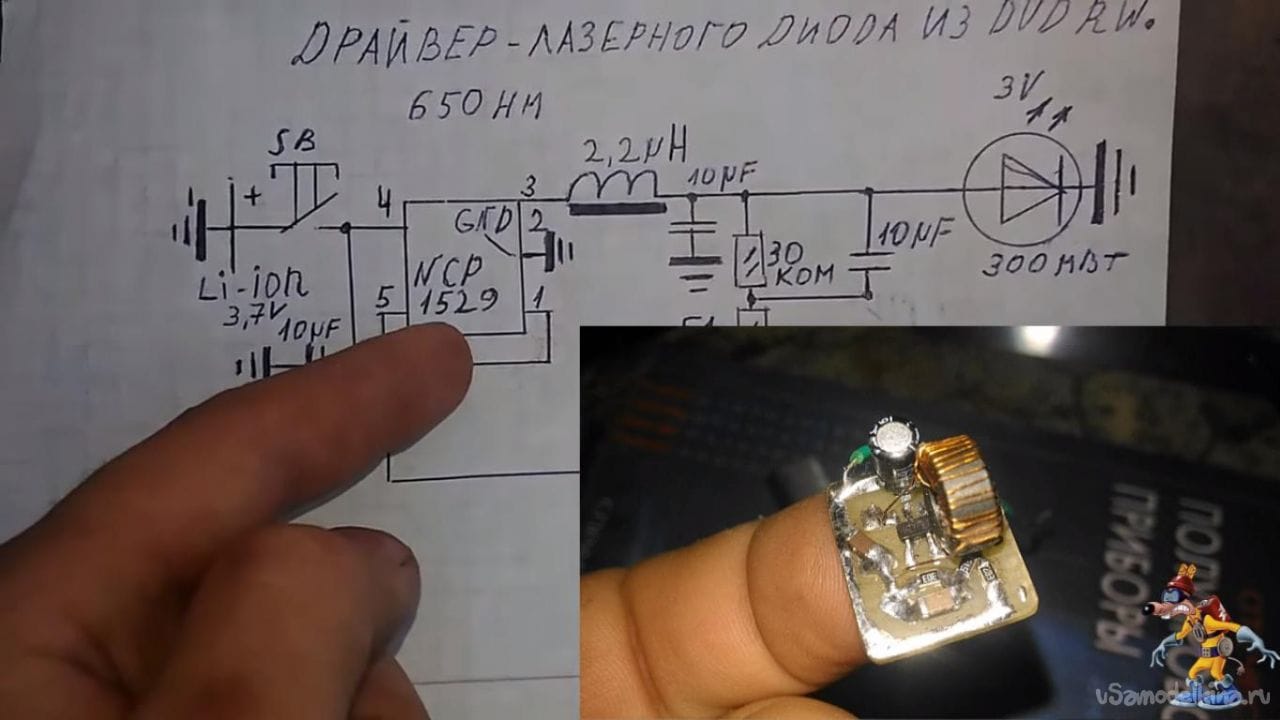 6(1), 14–23 (2005). 10.1186/1471-2121-6-14 [PubMed] [CrossRef] [Google Scholar]
6(1), 14–23 (2005). 10.1186/1471-2121-6-14 [PubMed] [CrossRef] [Google Scholar]
15. Applegate R.W., Jr, Schafer D., Amir W., Squier J., Vestad T., Oakey J., Marr D.W.M. , «Оптически интегрированные микрожидкостные системы для клеточной характеристики и манипулирования», J. Opt. А, Чистый Appl. Опц. 9(8), С122–С128 (2007). 10.1088/1464-4258/9/8/S03 [CrossRef] [Google Scholar]
16. Applegate R.W., Jr, Squier J., Vestad T., Oakey J., Marr D.W.M., «Оптический захват, манипуляции и сортировка клеток и коллоидов в микрожидкостных системах». с диодными лазерными линейками», Опт. Экспресс 12 (19), 4390–4398 (2004). 10.1364/OPEX.12.004390 [PubMed] [CrossRef] [Google Scholar]
17. Applegate R.W., Jr, Squier J., Vestad T., Oakey J., Marr D.W.M., «Оптический захват с фокусированием на волокнах для микрожидкостных манипулирование потоком», Appl. физ. лат. 92(1), 013904 (2008). 10.1063/1.2829589 [CrossRef] [Google Scholar]
18. Applegate R.W., Jr, Squier J., Vestad T.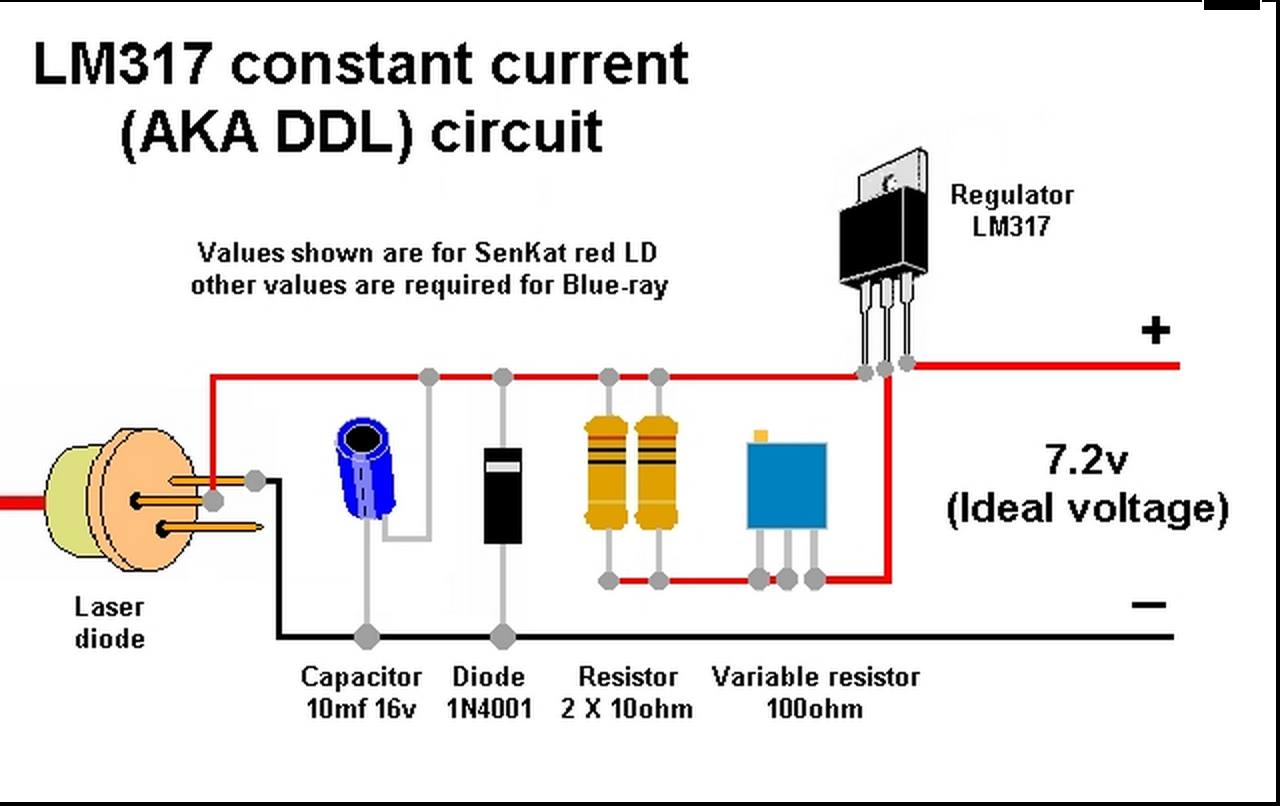 , Oakey J., Marr D.W.M., Bado P., Dugan M.A., Said A.A., «Микрофлюидная система сортировки на основе интеграция оптических волноводов и захват диодных лазерных стержней», Lab Chip 6(3), 422–426 (2006). 10.1039/b512576f [PubMed] [CrossRef] [Google Scholar]
, Oakey J., Marr D.W.M., Bado P., Dugan M.A., Said A.A., «Микрофлюидная система сортировки на основе интеграция оптических волноводов и захват диодных лазерных стержней», Lab Chip 6(3), 422–426 (2006). 10.1039/b512576f [PubMed] [CrossRef] [Google Scholar]
19. Имминк К., «История компакт-диска», J. Audio Eng. соц. 46, 458–465 (1998). [Google Scholar]
20. Quercioli F., Tiribilli B., Bartoli A., «Интерферометрия с оптическими датчиками», Opt. лат. 24(10), 670–672 (1999). 10.1364/OL.24.000670 [PubMed] [CrossRef] [Google Scholar]
21. Ким К. Х., Ли С. Ю., Ким С., Ли С. Х., Чон С. Г., «Новый механизм обнаружения ДНК-чипа с использованием оптических приводов захвата». микросистема Технол. 13 (8–10), 1359–1369 (2007). 10.1007/s00542-006-0367-9 [CrossRef] [Google Scholar]
22. Fan K.C., Chu C.L., Liao J.L., Mou J.I., «Разработка высокоточной системы измерения прямолинейности с головкой захвата DVD», Изм. науч. Технол. 14(1), 47–54 (2003). 10.1088/0957-0233/14/1/307 [CrossRef] [Google Scholar]
23.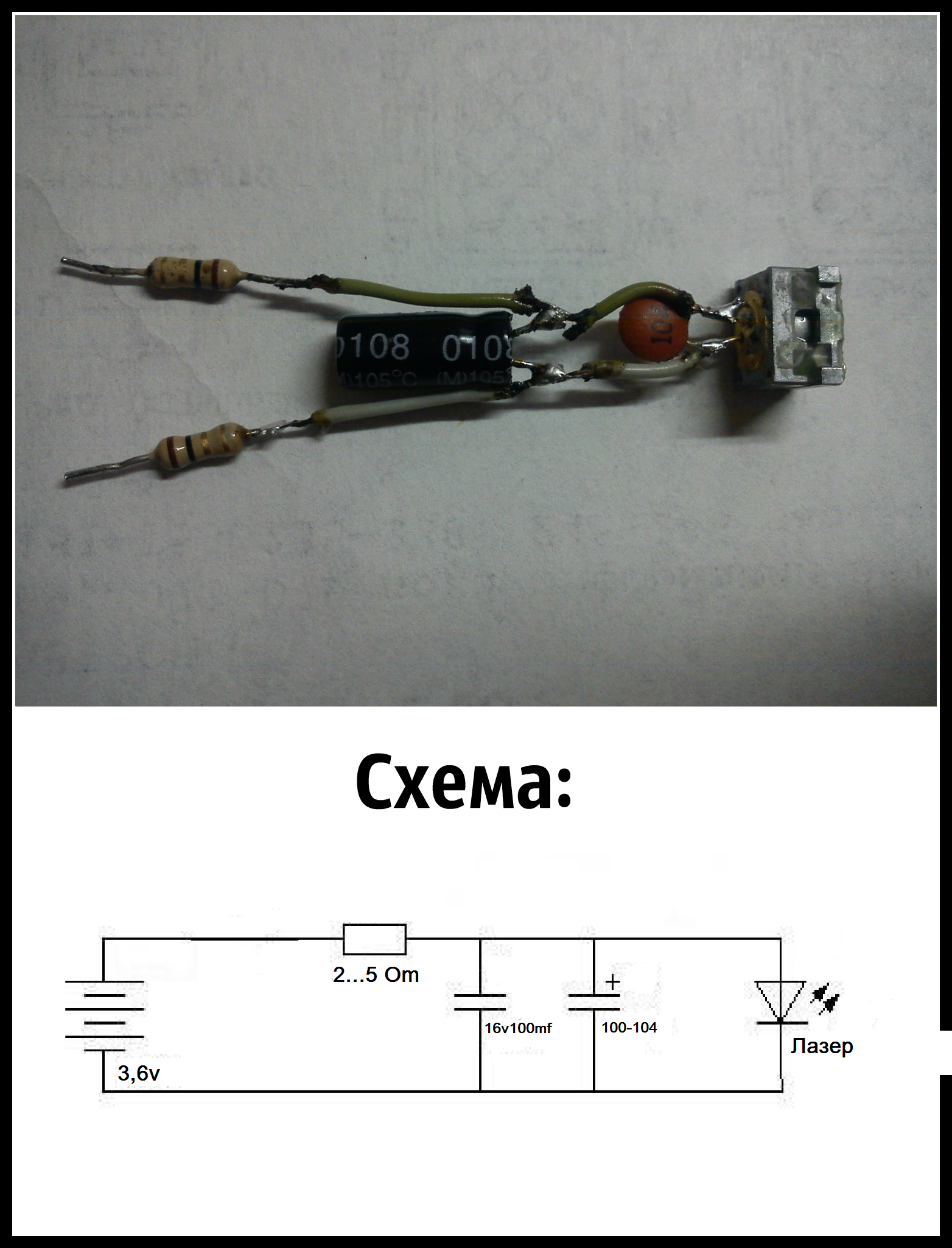 Chu C.L., Lin C.H., «Разработка оптического акселерометра с головкой захвата DVD», Meas. науч. Технол. 16(12), 2498–2502 (2005). 10.1088/0957-0233/16/12/014 [CrossRef] [Google Scholar]
Chu C.L., Lin C.H., «Разработка оптического акселерометра с головкой захвата DVD», Meas. науч. Технол. 16(12), 2498–2502 (2005). 10.1088/0957-0233/16/12/014 [CrossRef] [Google Scholar]
24. Chu C.L., Lin C.H., Fan K.C., «Двумерный оптический акселерометр на основе коммерческой головки захвата DVD», Meas. науч. Технол. 18(1), 265–274 (2007). 10.1088/0957-0233/18/1/033 [CrossRef] [Google Scholar]
25. Хву Э. Т., Хунг С. К., Ян К. В., Хуанг К. Ю., Хван И. С., «Обнаружение линейных и угловых перемещений в режиме реального времени с модифицированным Оптическая головка DVD», Нанотехнологии 19(11), 115501 (2008). 10.1088/0957-4484/19/11/115501 [PubMed] [CrossRef] [Google Scholar]
26. Potyrailo R. A., Morris W. G., Leach A. M., Hassib L., Krishnan K., Surman C., Wroczynski R., Boyette S., Xiao C., Shrikhande P., Agree A., Cecconie T., «Теория и практика вездесущего количественного химического анализа с использованием обычных компьютерных оптических дисков», Appl. Опц. 46(28), 7007–7017 (2007).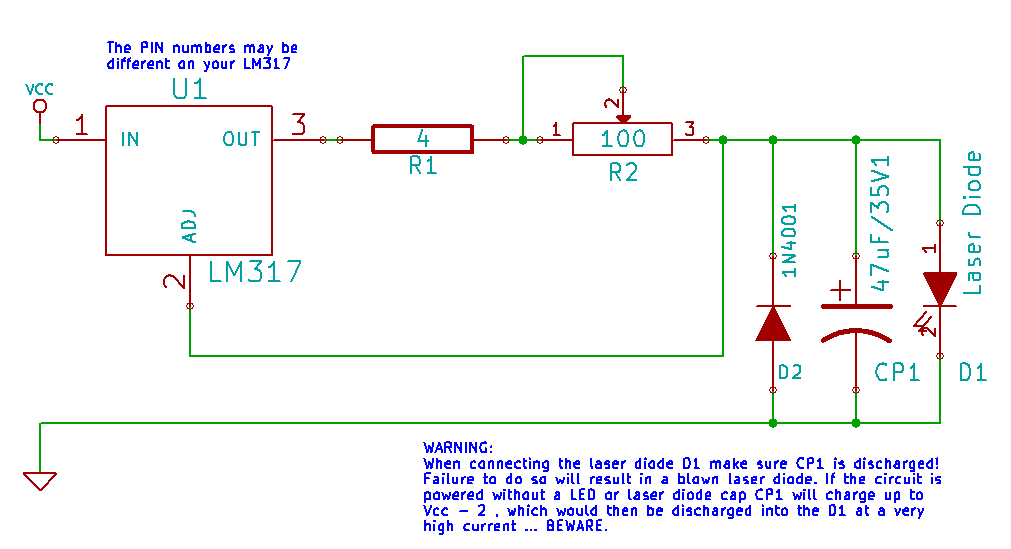 10.1364/AO.46.007007 [PubMed] [CrossRef] [Google Scholar]
10.1364/AO.46.007007 [PubMed] [CrossRef] [Google Scholar]
27. Lange S.A., Roth G., Wittemann S., Lacoste T., Vetter A., Grassle J., Kopta S., Kolleck M., Брейтингер Б., Вик М., Хёрбер Дж. К. Х., Дюбель С., Бернард А., «Измерение событий биомолекулярного связывания с помощью проигрывателя компакт-дисков», Angew. хим. Междунар. Эд. англ. 45(2), 270–273 (2006). 10.1002/anie.200501243 [PubMed] [CrossRef] [Google Scholar]
28. Ким К. Х., Ли С. Ю., Ким С., Чжон С. Г., «Сканер микрочипов ДНК с головкой захвата DVD», Curr. заявл. физ. 8(6), 687–691 (2008). 10.1016/j.cap.2007.04.047 [CrossRef] [Google Scholar]
29. Benschop J., van Rosmalen G., «Конфокальный компактный сканирующий оптический микроскоп на основе технологии компакт-дисков», Appl. Опц. 30(10), 1179–1184 (1991). 10.1364/AO.30.001179 [PubMed] [CrossRef] [Google Scholar]
30. Костнер С., Веллекоп М., «Анализ клеток в микрожидкостном цитостерне с применением головки захвата DVD», Sens. Actuators B Chem.
Компрессоры в уфе: Компрессор Уфа — Винтовые, поршневые, дизельные компрессоры
Компрессоры для холодильников в Уфе: 936-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Уфа
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Компрессор для холодильника Атлант, Бирюса, Haier, Shivaki CTB-65, 100Вт (CTB-65), 34800000003 Вес:
ПОДРОБНЕЕ
Компрессор для холодильника, 152Вт, (R600, C00280234, C00296632, HMK80), N1113Y Вес: 7820,
ПОДРОБНЕЕ
Компрессор для холодильника Атлант, 108Вт (СК160, Н5-02), 69744109003 Вес: 7850, Производитель:
ПОДРОБНЕЕ
Компрессор для холодильника Атлант СТВ87Н5, 152Вт (СТВ87Н5), 34800000005 Вес: 7404, Производитель:
ПОДРОБНЕЕ
Компрессор для холодильника Атлант, 125Вт (СТВ87, Н5-03), 34800010004 Вес: 7328, Производитель:
ПОДРОБНЕЕ
Компрессор для холодильников Атлант, Indesit, T1112Y, 140Вт (T1112Y, ZHB50-120P15C), C00301996 Вес:
ПОДРОБНЕЕ
Компрессор для холодильника Бирюса, Indesit, Ariston, 167Вт (R600, HMK95), T1114YB Вес: 6310,
ПОДРОБНЕЕ
Компрессор для холодильника Атлант СТВ57Н5, 91Вт ( СТВ57Н5), 34800000002 Вес: 6210, Производитель:
ПОДРОБНЕЕ
Компрессор для холодильника Бирюса, Indesit, Ariston, 167Вт (R600, HMK95), T1114YB Вес: 6310,
В МАГАЗИН
Компрессор для холодильника Атлант, 108Вт (СК160, Н5-02), 69744109003 Вес: 7850, Производитель:
В МАГАЗИН
Компрессор для холодильников Атлант, Indesit, T1112Y, 140Вт (T1112Y, ZHB50-120P15C), C00301996 Вес:
В МАГАЗИН
Компрессор для холодильника Атлант, Бирюса, Haier, Shivaki CTB-65, 100Вт (CTB-65), 34800000003 Вес:
В МАГАЗИН
Компрессор для холодильника Атлант СТВ87Н5, 152Вт (СТВ87Н5), 34800000005 Вес: 7404, Производитель:
В МАГАЗИН
Компрессор для холодильника Атлант, 125Вт (СТВ87, Н5-03), 34800010004 Вес: 7328, Производитель:
В МАГАЗИН
lgмоторатлантстиноллибхерсамсунгиндезитатлант 140инверторныйэлектролюкс
Компрессор для холодильника Атлант СТВ57Н5, 91Вт ( СТВ57Н5), 34800000002 Вес: 6210, Производитель:
В МАГАЗИН
Компрессор для холодильника, 152Вт, (R600, C00280234, C00296632, HMK80), N1113Y Вес: 7820,
В МАГАЗИН
Компрессор «Атлант» С-КО-120, К-2, R-134, (143 вт при T -23,3)
В МАГАЗИН
Компрессор Атлант СК-160 (R-12, 172Вт) Тип: компрессор для холодильника, Вес: 10, Габариты. 0: 20
В МАГАЗИН
034800000003 КОМПРЕССОР СТВ65Н5, АТЛАНТ
В МАГАЗИН
Компрессор для холодильника Атлант С-К-200 Н5-02 R12 Цвет: Черный, Материал: Металл, Напряжение
В МАГАЗИН
Компрессор Атлант СКО-160 H5-02 медная обмотка 172 Вт. Вид: компрессор, Состояние: Новое,
В МАГАЗИН
25 560
Компрессор хол-ка 586828 для холодильников Gorenje
В МАГАЗИН
Компрессор Атлант СК-100 (R-12, 107Вт) Тип: компрессор для холодильника, Вес: 10, Габариты.0: 20
В МАГАЗИН
4361198500 Компрессор холодильника Beko
В МАГАЗИН
Компрессор для холодильника Атлант R600a СКН-110 Н5-02 Цвет: Черный, Материал: Металл, Напряжение
В МАГАЗИН
Компрессор Атлант СКО-200 H5-02, (R134, 209 Вт) медная обмотка Вид: компрессор, Состояние: Новое,
В МАГАЗИН
25 470
Компрессор XV8.0KX SECOP 220-240В 641623 для холодильников Gorenje
В МАГАЗИН
Компрессор Атлант СК-175 (R-12, 182Вт) Тип: компрессор для холодильника, Вес: 10, Габариты. 0: 20
0: 20
В МАГАЗИН
034800000005 КОМПРЕССОР СТВ87Н5, АТЛАНТ
В МАГАЗИН
Компрессор для холодильника Jiaxipera TT1114Y 170 W R600 Цвет: Черный, Напряжение (V): 220-240,
В МАГАЗИН
Компрессор Jiaxipera TT1114Y R600a Вид: компрессор, Состояние: новый, Компрессор холодильника:
В МАГАЗИН
30 840
Компрессор KPL148 A:404485,273288,268372 586807 для холодильников Gorenje
В МАГАЗИН
Компрессор jiaxipera TT1114Y (R-600, 170Вт) Тип: компрессор для холодильника, Вес: 10, Габариты.0:
В МАГАЗИН
C00386476 Компрессор холодильника Whirpool
В МАГАЗИН
2 страница из 11
Бытовая техникаХолодильникиКомпоненты для холодильниковКомпрессоры для холодильников
Ремонт воздушных компрессоров в Уфе — цены, адреса
Центр ремонта техники
8 (996) 357-14-52
- Ремонт любых воздушных компрессоров
- срочный ремонт
 Осуществляет выезд для диагностики и устранения проблем работы стиральных машин на дому»>выезд мастера
Осуществляет выезд для диагностики и устранения проблем работы стиральных машин на дому»>выезд мастераАхметова 207/1
Мастер Отопления
8 (734) 7285-85-12
- Ремонт воздушных компрессоров всех брендов
Минигали Губайдуллина, 2/1, 1 этаж
УфаГаз
8 (347) 298-52-22
- Ремонт воздушных компрессоров Fubag
- оплата картой
- срочный ремонт
- выезд мастера
- вызов курьера
- бесплатная диагностика
Трамвайная 15А
VILKA Master
8 (987) 136-73-00
- Ремонт воздушных компрессоров всех брендов
- оплата картой
- срочный ремонт
- вызов курьера
 Выезжаем на дом только на Крупную бытовую технику на собственном фирменном автомобили Лада ларгус»>выезд мастера
Выезжаем на дом только на Крупную бытовую технику на собственном фирменном автомобили Лада ларгус»>выезд мастераЦюрупы 44/1
Ufa Zip Servise
8 (917) 421-63-69
- Ремонт любых воздушных компрессоров
- оплата картой
- срочный ремонт
- выезд мастера
- вызов курьера
- бесплатная диагностика
ул.Баланово д.1/11
ХДМ
8 (917) 344-88-04
- Ремонт воздушного компрессора любого бренда
Менделеева д. 70
70
Обслуживание компрессоров.рф
8 (937) 325-21-74
- Ремонт воздушного компрессора любого бренда
- срочный ремонт
- выезд мастера
ул. Хамматова 11а
СнабЭнергоМ
8 (917) 344-18-00
- Ремонт воздушных компрессоров всех производителей
- 24 часа
- срочный ремонт
ул. Ростовская , 18
ТОЧКА-ПРОКАТА.РФ
8 (917) 740-09-09
- Ремонт воздушных компрессоров любых брендов
- срочный ремонт
- бесплатная диагностика
улица 50-летия Октября, 19В
Рэдвиг
8 (927) 342-98-95
- Ремонт воздушного компрессора любого бренда
с. Буздяк, Интернациональная 93/1
Буздяк, Интернациональная 93/1
ИП Максимов
- Ремонт любых воздушных компрессоров
- срочный ремонт
ул. Кировоградская,33
General
8 (347) 298-90-70
- Ремонт воздушных компрессоров любых брендов
- оплата картой
- срочный ремонт
- выезд мастера
- вызов курьера
- бесплатная диагностика
Менделеева 153
Компрессоры
Выбранное местоположение
Продано
УФА
(7)
Продавцы торговой площадки
(4)
Торговые площадки
Деталь K2 Inc.
(4)

Торговая марка
ДК2
(4)
Макита
(3)
Энергетическое оборудование BE
(2)
Брабер Эквипмент Лтд.
(1)
DEWALT
(1)
Номинальные параметры
Размер
менее 5 л.с.
(3)
1 — 5 л
(1)
2 л.с.
(1)
Вместимость
20 Гал
(1)
3,3 кубических футов в минуту
(1)
4.2 кубических футов в минуту
(1)
6,5 кубических футов в минуту
(1)
Тип
Вертикальный
(1)
Насос для накачки шин DEWALT 20V Max
Выберите местоположение, чтобы узнать цены
Посмотреть подробности
Электрический воздушный компрессор — 3,0 л.с. — 20 галлонов
Выберите местоположение, чтобы просмотреть цены
Подробнее
Двухцилиндровый безмасляный бесшумный воздушный компрессор мощностью 2 л. с. объемом 10 галлонов
с. объемом 10 галлонов
700,99 канадских долларов
Несколько вариантов
В наличии
Минимальный объем заказа:
1
Продавец:
Деталь K2 Inc.
Посмотреть подробности
Двойной цилиндр 2HP 20-галлонный безмасляный бесшумный воздушный компрессор
950,99 канадских долларов
Несколько вариантов
В наличии
Минимальный объем заказа:
1
Продавец:
Деталь K2 Inc.
Посмотреть подробности
Двухцилиндровый безмасляный бесшумный воздушный компрессор мощностью 1 л.с. объемом 2 галлона
300,99 канадских долларов
Несколько вариантов
В наличии
Минимальный объем заказа:
1
Продано:
Деталь K2 Inc.
Посмотреть подробности
Двухцилиндровый безмасляный бесшумный воздушный компрессор мощностью 1 л.с. объемом 4 галлона
400,99 канадских долларов
Несколько вариантов
В наличии
Минимальный объем заказа:
1
Продавец:
Деталь K2 Inc.
Посмотреть подробности
Вертикальный компрессор — 20 галлонов
Выберите местоположение, чтобы просмотреть цены
Посмотреть подробности
Воздушный компрессор большого диаметра Makita MAC2400 — 2,5 л.с.
Выберите местоположение, чтобы просмотреть цены
Посмотреть подробности
Воздушный компрессор большого диаметра Makita MAC5200 — 3,0 л.с.
Выберите местоположение, чтобы просмотреть цены
Посмотреть подробности
Воздушный компрессор большого диаметра Makita MAC700 — 2,0 л.с.
Выберите местоположение, чтобы просмотреть цены
Посмотреть подробности
Масляный насос без моющих средств — 1 л
Выберите место для просмотра цен
Посмотреть подробности
Результаты вашего поиска для: поршневые компрессоры
911 компаний
Компрессоры
237 компаний
Поршневые компрессоры
20 компаний
9000 2 Поршневые двигатели
235 компаний
Поршневые насосы
28 компаний
Поршневые компрессоры
12 компаний
Поршневой питатель
1 компаний
Валки сабельные
5 компаний
Пилы сабельные
77 компаний
Пилы сабельные
8 компаний
Re поршневые уплотнения
34 компании
холодильные компрессоры
40 компаний
специальные компрессоры
317100 Тайчжоу, Китай
Sanmen Binlong Transmission Belt Co. , Ltd.
, Ltd.
Sammen Binlong Transmission Belt Co., Ltd. Находится в уезде Саньмэнь, город Тайчжоу, провинция Чжэцзян, в центре Китая. Компания Binlong, основанная в 2008 году, является профессиональным производителем и экспер…
96052 Бамберг, Германия
HERTZ Kompressoren GmbH
Мы международная компания среднего размера с глобальным присутствием, занимающаяся проектированием, производством и продажей воздушных компрессоров и оборудования для сжатого воздуха. Мы стремимся к проникновению на глобальный рынок с…
Sanmen Binlong Transmission Belt Co.,Ltd., Тайчжоу, Китай
Клиновые клиновые ремни
Клиновые ремни высокой мощности BINLONG Клиновые ремни могут быть изготовлены путем соединения классических клиновых ремней. Каждая полоса может содержать указанное количество ремней. Мы рекомендуем максимум пять ремней в одной ленте. Характеристики: • Повышенная мощность передачи…
Sanmen Binlong Transmission Belt Co.,Ltd., Тайчжоу, Китай изготавливается путем соединения узких ремней Deep Wedge.