Набор буров SDS-Plus Макита Standard 6-12мм 5шт. (D-17784)
Набор буров Makita SDSplus 5шт (6х1106,5х11081012х160) (D-17784) для сверления кирпичной кладки, бетона.
Технические характеристики
Основные Подробные
Длина, мм
110/160
Диаметр, мм
6/6.5/8/10/12
Назначение
для перфораторов
Тип хвостовика
SDS-plus
Кол-во в комплекте, шт.
5
Комплектация
Бур 6х110 — 1 шт.
Бур 6
5х110 — 1 шт.
Бур 8х160 — 1 шт.
Бур 10х160 — 1 шт.
Бур 12х160 — 1 шт.
Документация
Сертификат
Гарантийный талон
Сертификат соотвествия
Произведено
Япония — родина бренда
Информация о производителе Makita – один из ведущих мировых производителей электро- и бензоинструмента. Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
*Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров! Указанная информация не является публичной офертой
Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
АКУ MAKITA BL1850B 18V 5.
0АЧ LI-ION — Tallinn
50 €
€ 50.00
В продаже
Предложить цену
Купить через депозит
Доставка Omniva, SmartPOST, почта
Возврат Возврат не принимается
Добавлено 24.04.2023 18:25
Состояние Б/у
Tallinn
Продаётся АКУ MAKITA BL1850B 18V 5.0АЧ LI-ION, в хорошем и рабочем состоянии!
Смотрите также другие наши объявления!
Mustamäe, Vilde Tee 96
ОПИСАНИЕ
Совместимый бренд Makita Конструкция аккумулятора слайдер Тип аккумулятора Li-Ion Напряжение 18 В Емкость 5 А·ч
Возврат не принимается
Сообщить о нарушении
Спасибо за помощь!
Такие обращения делают okidoki лучше.
Похожие объявления
Makita DFR550 18V
70 €
НОВЫЙ ОРИГИНАЛ! Аккумулятор Makita BL1850B BL1860B 18В 5.
0Ач
59.99 €
Ударный Шуруповерт Makita DTD153 + Аку 3.0Ah 18v
75 €
Возможна покупка
Акудрель Rovus SPATZ18Li + Аку 1,3Ah 18v Без Зарядки
40 €
Возможна покупка
Makita зарядка 18v original
40 €
Аккумуляторный перфоратор Makita DHR242Z 18V SDS plus
160 €
Возможна покупка
Makita dhr242 18v lxt li-ion
175 €
Аккумуляторная отвертка Makita DTD152Z 18V
79 €
Аккумуляторный лобзик Makita DJV184Z 18V — НОВАЯ МОДЕЛЬ!
164. 90 €
Аккумуляторный электролобзик Makita аналог 18V
79 €
Makita ylafrees 18v набор.
180 €
Makita новый неиспользованный аккумулятор BL1850B 18v 90wh
65 €
Makita Набор из 17 зубил и сверл SDS-PLUS D-21200
(пока отзывов нет)
Makita
Makita Набор из 17 зубил и сверл SDS-PLUS D-21200
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя Обязательно
Тема отзыва Обязательно
комментариев Обязательно
Артикул: D-21200
€59,95 вкл. НДС
48,74 € доп. НДС
Текущий запас:
Количество:
Добавление в корзину Товар добавлен
image/svg+xml
Надежная курьерская доставка
Бесплатная доставка при заказе от €100
20+ лет опыта работы в отрасли
Makita Набор из 17 зубил и сверл SDS-PLUS D-21200
Хорошая режущая способность. Экономически эффективным. Идеальное дополнение к дрели SDS-PLUS (с функцией долбления) Применение: Бетон, снос, штукатурка, штробление, крепление Особенности: Набор долот и бит SDS-PLUS, поставляется в алюминиевом кейсе
Набор из 17 предметов, состоящий из: сверла по бетону длиной 110 мм (5 — 5,5 — 6 — 8 — 10) длина сверла по бетону 160 мм (6 — 7 — 8 — 10) длина сверла по бетону 210 мм (8 — 10) длина сверла по бетону 260 мм (14) остроконечное долото 140 мм — 250 мм холодное долото 20×140 мм — 20×250 мм плоское долото 40х250мм В алюминиевом кейсе.
Ознакомьтесь с нашим широким ассортиментом аксессуаров для электроинструментов и полным ассортиментом электроинструментов Makita.
TOOLFORCE
Мы в Toolforce гордимся продукцией и ассортиментом, который предлагаем нашим клиентам. Закажите сегодня для быстрой отправки и доставки. Мы доставляем вам, используя наших партнеров по доставке DPD. Не забывайте, что мы предлагаем бесплатную доставку для всех заказов на сумму более 100 евро. Чтобы воспользоваться этим, вы можете продолжать просматривать тысячи высококачественных онлайн-инструментов. Ручные инструменты, электроинструменты, системы хранения инструментов, защитная спецодежда и СИЗ, диагностические системы ведущих брендов Milwaukee , Bosch, Makita, Sealey, Draper, SIP, SWP, Silverline, Autel, Vikan и многие другие. Когда вы совершаете покупки с помощью Toolforce, вы в надежных руках Если вам нужна дополнительная помощь или у вас есть какие-либо вопросы по любому из ассортимент нашей продукции, пожалуйста, не стесняйтесь обращаться к нам по электронной почте — [email protected].
Вам также может понравиться
Makita B-61298 5 шт. Набор бит SDS‑PLUS, 3 фрезы
Перейти к концу изображений галерея
Перейти к началу галерея изображений
Информация о продукте
Артикул: kpi006-B-61298
Номер детали производителя: B-61298
Производитель: Макита
СКП: 088381-527255
Описание продукта
Makita предлагает широкий ассортимент решений для бетона, в том числе высококачественные твердосплавные коронки для сверления бетона. Биты Makita SDS-PLUS с 3 режущими кромками оснащены твердосплавными наконечниками премиум-класса для эффективного сверления и увеличения срока службы. Конструкция с 3 резцами обеспечивает резание бетона на уровне долота с 4 резцами, но с эффективностью и скоростью 3 резца. Биты спроектированы таким образом, чтобы обеспечить более круглые отверстия для более эффективной установки анкера, а конструкция канавки предназначена для более быстрого удаления пыли, чем стандартные биты. Сверла Makita SDS-PLUS с 3 режущими кромками идеально подходят для широкого спектра операций сверления бетона и железобетона общего назначения.
Основные характеристики
КОНСТРУКЦИЯ : Наконечник с тремя режущими кромками разработан для сверления железобетона
ПРОИЗВОДИТЕЛЬНОСТЬ : Центрирующий наконечник имеет более агрессивную форму для более быстрого засверливания 086 : Центральная направляющая разработан для более точных отверстий
ПРИМЕНЕНИЕ : Агрессивная геометрия головки в первичных фрезах, разработанная для использования в бетоне
ВКЛЮЧАЕТ : 5 шт. Набор бит SDS-PLUS, 3 фрезы
Особенности
В комплект входят (1) 3/16″ x 6″, (1) 1/4″ x 6″, (1) 5/16″ x 6″, (1) 3/8″ x 6″, (1) 1/2″ x 6″ долота SDS-PLUS
3 режущие кромки для максимальной производительности и более круглых отверстий
Наконечник долота с 3 режущими кромками разработан для бурения в железобетоне
Центрирующий наконечник имеет более агрессивную форму для более быстрого засверливания отверстий
Центральное направляющее действие, разработанное для более точных отверстий
Aggressive head geometry in primary cutter engineered for use in concrete
Engineered for reduced vibration
4″ usable length
For use with Rotary Hammers that accept SDS-PLUS shank bits
Additional Information
ManufacturerMakita
Shipping Вес: 0,763 фунта
Код UPC: 088381-527255
Количество в упаковке: 5
Тип продукта (RHB, DS): Твердосплавные сверла с 3 резцами
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
Главная
Полуавтоматы
Элсва ПДГ
SSVA MIG
Патон ПСИ
Альтаир МИГ
Jasic MIG
Энергия Сварка
Инверторы MMA
Элсва ВД
SSVA
Патон ВДИ
Энергия ГмбХ
Альтаир
DECA MMA
GYSmi MMA
Jasic
Инверторы TIG
TIG DC
SSVA TIG
Патон АДИ
Jasic TIG
Welding Dragon TIG
Газосварка
Мундштук режущий PNME 1/32
Мундштук резка PNME 3/64
Мундштук резки PNME 1/16
Мундштук режущий PNME 5/64
Режущий мундштук PNME 3/32
Мундштук резка PNME 7/64
Мундштук режущий PNME 1/8
Плазменная резка
Плазморез Промінь CUT 47 Профи
Система охлаждения
Кулер 9L
Кулер 12L
Патон
ВДИ-mini-150
ВДИ-160Е
Фотогалерея ВДИ-160Е
Фото изнутри ВДИ-160 Е
ВДИ-200Е
Фото ВДИ-200 Е
Изнутри ВДИ-200 E
Внутри ВДИ-200 E (2018г)
ВДИ-250Е
Фотографии
Внутренности
Изнутри ВДИ-250Е (2018)
ВДИ-160P
Фото
Изнутри ВДИ-160P
ВДИ-200P
Фотогалерея
Фото изнутри
ВДИ-250P
ВДИ-350Р
ВДИ-500P
ПСИ-160S DC
ПСИ-200S DC
ПСИ-250S DC
ПСИ-270S DC (380V)
ПСИ-200Р DC
ПСИ-250P DC
ПСИ-270P DC(380V) 15-2
ПСИ-350P DC(380V)
АДИ-160S (Аргон)
АДИ-200S (Аргон)
Фото АДИ-200S
Изнутри АДИ 200S
АДИ-200PAC (AC/DC)220V
ПРИ-40S DC (Плазма)
Фото плазмы изнутри
СТШ-315СГД AC MMA/TIG
СТШ-400СГД AC MMA/TIG
ВД-310H DC MMA (выпрямитель)
ВД-400СГД AC/DC MMA/TIG (выпрямитель)
ВД-500 DC (выпрямитель)
ПС-254-1 DC MIG/MAG
ПС-350-1 DC MIG/MAG
ПС-253. 2 DC MIG/MAG
ПС-351.2 DC MIG/MAG
Подающее БП-608
ВС-650СР DC MIG/MAG/MMA
ВДМ-6303П выпрямитель
ВДМ-1202П выпрямитель
ВДУ-1202П выпрямитель
Днепровелдинг
ВДИ-160
ВДИ-180
Фото изнутри ВДИ 180
ВДИ-220
Фото изнутри ВДИ 200
ВДИ-280
Фото изнутри ВДИ 250
ВДИ-350
ВДИ-400
ВДИ-250А TIG Pulse
Элсва (Запорожье)
ВД-160И
Фото изнутри Элсвы 160
Фото ВД-160И
ВД-161И
Внутренности Элсва ВД-161И
ВД-180И
Фото ВД-180И
Фото изнутри Элсвы 180
ВД-200И
Фото внутренностей Элсва ВД-200И
ВД-200ИН (60 мес гарантия)
ТУРВЕЛД ВД-220П
ПДГ-180И
Фото ПДГ
ПДГ-180ИН (Норма)
Фото ПДГ-180ИН
Изнутри ПДГ-180 ИН
ПДГ-180ИЕ
Фотогалерея Элсва ПДГ-160ИЕ
ПДГ-220И
ПДГ-220ИН
ПДГ-220ИЕ
Фото ПДГ 220
Изнутри ПДГ-220
Атом (Запорожье)
Атом I-160C
Атом I-180M
Фото Атома
Атом I-180D
Атом I-250D
Атом I-180 MIG/MAG
Техмик (Ровно)
Techmics 165
Techmics 185
Фото аппарата
Фото в разобранном
Techmics 205
ИИСТ (Херсон)
Инвертор ИИСТ-140
Фото внутренностей ИИСТ-140
Инвертор ИИСТ-160
Фото изнутри ИИСТ-160
ИИСТ Колибри
Инвертор ИИСТ-250
Видео работы аппаратов
SSVA (Харьков)
SSVA-mini-140
SSVA-mini «Самурай»
Фото инвертора
Изнутри фото
Подключение SSVA-PU
SSVA-mini-P «Самурай»
Фото полуавтомата
фотографии внутенностей
SSVA-160-2
Фото SSVA-160-2
Фото изнутри SSVA-160-2
SSVA-160 new
Видео Краш
SSVA-160-2 (TIG)
Foto SSVA-160(TIG)
Изнутри SSVA-160-2 (TIG)
SSVA-270
Фото SSVA-270
Фото внутренностей SSVA-270
SSVA-180-P
Фото SSVA-180P
FOTO SSVA-180P(2017)
Фото изнутри SSVA-180P
Foto внутри SSVA-180P(2017)
Видео сварки
SSVA-180P (TIG)
Фото SSVA180P TIG
Внутренности SSVA 180 TIG
SSVA-270P
SSVA-270P (380V 4 rolika)
Фотогалерея
Внутренности ССВА-270Р
SSVA-500
SSVA-PU
SSVA-PU (4 ролика)
SSVA-PU2
Foto SSVA-PU2
SSVA-PU3
SSVA-PU-500
SSVA+TIG
Сертификаты и руководства
GYSmi
Фото изнутри Gysmi 131
GYS 160 P
GYSmi E163
GYSmi 200P
GYS E200 FV
Фото изнутри Gysmi 161
GYSmi165
Фото изнутри Gysmi 165
GYSmi 196FV
GysMaster 206 FV
Gys TIG 167 HF DC
GYS TIG 168 DC HF
GYSmiTIG 200 DC FV
Gysmi 207 AC/DC
Фото изнутри Gysmi 207
Полуавтомат GYS PEARL
Buddy ARC 180
Фото инвертора
Фотографии внутренностей
DECA
Starmicro 150
Starmicro 180
Starmicro 205
Mastro 518 HD GEN
MASTRO 32 GEN
MASTRO 40 GEN
MASTRO 50 GEN
MOS 115 Evo
MOS 138 Evo
MOS 150 GEN
MOS 168 Evo
MOS 170 GEN
MOS 210 GEN
MOS 138E MMA&TIG набор
TIG MASTROTIG 200 ET17/4M
TIG DECATIG 200E AC/DC
MIG STARTWIN 135E
MIG STARWIN 165/1 EVO
MIG STARWIN 180E
I-PAC 1235
I-PAC 1235K (с компрессором)
PAC MASTROPAC 55 S45 /6m
Jasic
Super mini (Z237)
ARC-160 (Z238)
ARC-160
Фото инвертора
Фото изнутри
ARC-180
ARC-200 (Z209)
ARC-200 (Z224)
ARC-250 (R112)
ARC-250 (Z230)-1Фаза
ARC-250 (Z227)
ARC-315 (R114)
ARC-350 (Z299)
ARC-400 (Z312)
ARC 500 (R11)
ARC-630 (Z321)
TIG-160
Фотографии JASIC TIG-160
TIG-180P DC (W211)
TIG-180 (W119)
TIG-200P DC (W224)
TIG-200P DC (W212)
Фото TIG-200P
Изнутри TIG 200P
TIG-200P AC/DC (E101)
TIG-200P AC/DC (E201)
TIG-250P AC/DC
TIG-315P AC/DC (E103)
TIG-315P AC/DC (E106)
TIG-500P AC/DC (E312)
JASIC CT-416
Фотогалерея
Фото изнутри
CUT-40
CUT-60
CUT-70
CUT-80
CUT-100
CUT 160 (J47)
MIG-160 (N219)
MIG-200 (N220)
MIG-250 (J246)
MIG-250 (N208)
MIG-250 (N290) 3F
MIG-315 (N202)
MIG-350 (J1601)
MIG-350 (N293)
MIG-350P (N316) Sinergik
MIG-400 (N361)
MIG-500 (N308)
MZ-1000(M308) Трактор
Welding Dragon
TIG250P DC 380V
TIG280P DC digital 380V
TM200ACD Pulse HF
AC/DC 200P (5A) 220V
ProTIG 200AC/DC-220V
ProTIG 250AC/DC-220V
Изнутри ProTig 250 AC/DC
ProTIG 315AC/DC-380V
DigiTIG250P ACDC MIX 220V
DigiTIG320P ACDC MIX 380V
CUT-40 (Плазма 220В)
iCUT-60 (Плазма 380В)
iCUT-80 (Плазма 380В)
iCUT-100 (Плазма 380В)
JSCUT-200 (Плазма 380В)
CT-416A (220В)
Modern Welding
MMA 140
Фото
Внутренности
MMA 200
Фотографии
Изнутри
Telwin
Force 145
Force 165
Force 165 фотогалерея
Force 165 изнутри
Force 195
Днипро-М
САБ-250Н
САБ-210
САБ-255К
САБ-258ДП
САБ-250ДПК
MMA 250B
Энергия-сварка
ВДС-160 Шмель
ВДС-180 Шмель new
ВДС-180 Шмель
ВДС 180 фото
Внутренности инвертора
Изнутри new
ВДС-205 Шмель
Обновленный вариант
Фото изнутри Шмель
Сварка вымостки
ВДС-205 TIG Шмель
ПДГУ-180 инвертор
Фото ПДГ-180
Фото внутренностей ПДГ180
ПДГУ-207 Патриот
ПДГУ-350
ПДГУ-500
ПДГ-125
ПДГ-160
ПДГ-215
ПДГ-216
ПДГ-315
Тесты и видеоматериалы
Тест ПН Jasic Патон IMS1700
Просадка сети до 100В
Работа сварочного инвертора от удлиннителя
ВДС-180 Шмель
Hutong MMA-200I
Патон ВДИ-160S
Telwin force 165
Modern welding MMA140
Элсва ВД-160И
Атом I-180M
SSVA-mini Самурай
Тест электродами на 200А
ПАТОН ВДИ 200M DC TIG
ВДС-205
Элсва ВД-200И
SSVA-160-2
Тест электродами на 160А
Тест Элсва ВД-160И
Тест ИИСТ-160
Тест GYSmi 165
Тест ПАТОН ВДИ-160S
Тест Jasic ARC-160
Тест инверторов
Тест ИИСТ, Шмель, SSVA и Патон
Фото и видеоматериалы теста.
Проверка на ПН Шмеля, Патон и SSVA
ПН на 160А
Фото проведенного теста
ПН на максимальн. токе
Внутренности Патон ВДИ 200
Вертикальный шов ВДС и SSVA
Сварка тонкого металла
Сварка тонкого металла 2
Тест электродов
Вэжен (Болгария)
Искра (АНО-29)
Патон (АНО-21)
Standart (АНО-4)
Askaynak (AS B-255)
Askaynak (AS R-143)
Вистек (АНО-4)
Патон (АНО-4И)
Тест электродов 2
Аналог Монолит АНО-36
Аналог УОНИ
Аналог ЦЛ-11
Статьи
Как выбрать сварочный аппарат
Как выбрать сварочный инвертор
Что такое сварочный инвертор
Что такое полуавтомат
Сварка аргоном
Ручная дуговая сварка
Книги о инверторах
История инвертора
Плазморезы
Выбор расходников плазменной резки
Выбор вольфрамовых электродов
Фотогалерея
Фото Ижмаш ИС-2500
Элсва ПДГ 220ИЕ и SSVA-180P
Элсва ПДГ-220 и ВД-160
Techmics и Элсва
Элсва подарочный вариант
Элсва и Jasic
ИИСТ Элсва и Альтаир
SSVA и Элсва
Днепровелдинг и Элсва
Jasic, Шмель, Днепровелдинг и Элсва
Выставка INTERBUDEXPO 11
Инструменты
Патон Экспо 2011
Пром Форум 2011
Маска Хамелеон
Косынка
Подшлемник ткань
Подшлемник спилка
Кожаная, хамелеон
МЗП-390
МЗП-460
Gradient W411
МЗП-470П
МЗП-485
Gradient W821
МЗП-733A
МЗП-800BP
Gradient W997
WH 4001
WH 7401
WH 8000/8512
Optech S777
Artotic SUN7B
DECA WM 23 LCD
DECA WM 31 LCD
DECA WM 35 LCD
BINZEL ADF 600S
ESAB Warrior Tech
Хамелеон Патон
Most 777
Маска откидная
Маска сварщика откидная
Маска Sparta
Расходные
Электрододержатели, масса
Штекер DKJ 10-25
Гнездо панельное 10-25
Штекер 35-50 Папа
Панельное гнездо 35-50 Мама
ABI-CM / BSB 10-25 (папа)
ABI-CM / BSB 35-50 (папа)
MK150-масса
MK200-зажим
MK300-зажим
MK400-зажим
DE2200
DE2300
DE2400
DE2500
ESAB Handy-200
ESAB Confort-200
Горелки MIG/MAG
MB 15 AK (Black Wolf) MIG
MB EVO PRO 15
BW 26 KD (Black Wolf) MIG
RF GRIP 25
RF GRIP 36LC
NBC-200A Spool gun
Расходные MIG/MAG
08-M6-25mm
1,0-M6-25mm
Ролик 30х22х10 (0,8-1,0) — V
Ролик 30х22х10 (1,0-1,2) — V
Ролик 35х25х8 (0,8-1,0) — V
Ролик 35х25х8 (1,0-1,2) — V
Ролик 30х10х10 (0,6-0,8) — SSVA
Ролик 30х10х10 (0,8-1,0) — SSVA
Ролик 30х10х10 (1,0-1,2) — SSVA
KZ-2 евроразъем (мама)
Спрей Binzel NF
Горелки TIG
WP-17 4,0м
WP-17V 4,0м
WP-17 V (N)(Black Wolf)
ABITIG GRIP 17
ABITIG GRIP 26 TIG
WP-26 (Black Wolf) TIG
Головки TIG
WP-9
WP-9P (прямая)
WP-9F (гнущаяся)
WP-9V (вентиль)
WP-9FV (вентиль гибкая)
WP-17
WP-17F (гибкая)
WP-17V (вентильная)
WP-17FV (вентиль, гибкая)
WP-18 (вода)
WP-18F (вода, гибкая)
WP-26
WP-26V Вентиль
WP-26F Гибкая
Комплектующие TIG
Цанга 1,0мм 50мм TIG
Цанга 1,6мм 50мм ТИГ
Цанга 2,0мм 50мм аргон
Цанга 2,4мм 50мм TIG
Цанга 3,0мм 50мм аргонная
Цанга 3,2мм 50мм (ТИГ)
Цанга 4,0мм 50мм (TIG)
Корпус цанги 1,0мм
Зажим цанги 1,6мм
Корпус цанги 2,0мм
Кнопка внешняя TIG
Капа короткая ТИГ
Капа длинная ТИГ
Плазмотроны CUT
Головка PT-31 (кнопка)
Головка PT-31 (пистолет)
Головка PT-31 (прямая)
Плазмотрон PT-31
Плазмотрон PT-31 FEIMATE
Плазмотрон PT-31 RED
Головка SG-55
Плазмотрон AG-60 HF
Ручка SG-55 (кнопка)
Плазмотрон AG-60 (BEST)
Головка P-80
Головка P-80 кнопка
Ручка плазмотрона P-80 кнопка
Плазмотрон P-80 пистолет
P-80 плазмотрон BEST
Плазмотрон P-80 прямой
ЧПУ P-80 металический
Циркули CUT
Циркуль PT-31
Плазменный циркуль SG-55 (AG-60)
Циркуль P-80
Циркуль P-80 (магнит)
P-80 ролик
Циркуль A101/141
Каретка Binzel (742. D051)
Редукторы
УР-6-6 mini GCE
УР-6-6 GCE KRASS
У30/АР40 аргон/СО2
У30/АР40 КР СО2/Аргон
БПО-5-3 GCE KRASS
БПО-5-4 KRASS
УР-6-6 (черный)
УР-6 ДС (хром)
Ar/CO2 HERCULES
AFR-2000 Влагоотделитель
AFC-2000 Осушитель
Светофильтры
Защитный пластик 90X110
Стекло защитное для WH7401
Стекло защитное для Optech S777
PT-31 (CUT-40) расходные
Электрод PT-31 (CUT40)
Катод CUT40 CYS
Электрод PT-31 CUT-40 короткий
Электрод PT-31 (никель)
Сопло CUT-40
Сопла CUT-40 CYS
Сопло PT-31 CUT 40 короткое
Сопло PT-31 (никель)
Завихритель CUT 40
Колпачок PT-31
SG-55 (AG-60) расходник
Электрод SG-55
Электроды SG-55 CYS
Сопло SG-55
Сопла SG-55 CYS
Колпачок SG-55
Колпачок AG-60 под пружину
Пружина AG-60 дистанционная
SG-51 (CUT-60)
Электрод SG-51
Сопла SG-51
Диффузор SG-51
Колпачок SG-51
P-80 Panasonic
Электрод P-80
Сопло P-80 1,1mm
Сопло P-80 1,3mm
Сопло P-80 1,5mm
Сопло P-80 1,7mm
Сопло, электрод P-80 BEST
P-80 катод BEST
1,1mm P-80 BEST
1,3mm P-80 BEST
1,5mm P-80 BEST
1,7mm P-80 BEST
P-80 Prime ЧПУ
Колпачок P-80
Насадка P-80 (вода)
A101/A141 Trafimet
Электрод A101/A141
Сопла A101/A141
Пружина A101/A141
Завихритель A101/A141
Powermax 45
Электрод 220669
Завихритель 220670
Сопло 220671
Изолятор 220713
Экран 220674
Кожух 220719
Колпак 220673
Термопенал
Термопенал TRB-5
Перчатки сварщика
Краги Nitras 20435
Краги Vulkan (подкладка)
Краги Triarma CSL-100 (подкладка)
Электроды сварочные
Для черной стали
Монолит РЦ
Монолит Professional (E50)
Continent АНО-36 (E46)
Standart РЦ (E46)
Монолит МР-3 (E46)
Арсенал АНО-21 (E46)
Монолит УОНИ-13/55 (Е7018)
AS B 255 (УОНИ)
AS R 143 (АНО-36)
Для цветных металлов
AS Bronz
Kobatek 213
Kobatek 250
Для нержавеющих сталей
AS P 308L
AS P 309L
AS P 316L
AS P 347
Для жаропрочных сталей
Наплавочные электроды
Электроды TIG
WL-20
WT-20
Контакты
Регулятор воздушного фильтра Airtac AFR2000M2T
Изображение может не соответствовать реальному продукту.
1. Тонкая и компактная конструкция удобна для установки и применения. 2. Запрессованный самоблокирующийся механизм может предотвратить ненормальное изменение заданного давления, вызванное внешними помехами. 3. Низкая потеря давления и высокая эффективность отделения воды. 4. В дополнение к стандартному типу, тип с более низким давлением является необязательным (максимальное регулируемое давление составляет 0,4 МПа). Airtac AFR2000M2T, входящий в серию AFR2000, представляет собой воздушный фильтр и регулятор, предназначенный для использования с пневматическим промышленным оборудованием.
Нажмите здесь, чтобы получить доступ к CAD-моделям этого компонента
Airtac NPL: Фитинг Push to Connect, колено с наружной резьбой — NPL1/4-1/4 (MOQ 10 шт.)
1,53 доллара США
Airtac NPL: Фитинг Push to Connect, колено с наружной резьбой — NPL1/4-1/8 (MOQ 10 шт.)
1,25 доллара США
Airtac HSV-08: золотниковый клапан — HSV08SFT
$7,60
Недавно Рассмотренные пункты
Исследование воздушного потока (AFR) 2000 AFR 315cc Magnum BBC Головки блока цилиндров
Марка:
Исследование воздушного потока (AFR)
Номер детали производителя:
2000
Тип детали:
Головки цилиндров
Линейка продуктов:
Головки блока цилиндров AFR 315cc Magnum BBC
9Номер детали 0082 Summit Racing:
АФР-2000
Объем камеры сгорания (куб. см):
121
Объем впускного патрубка (см3):
315cc
Объем выхлопного патрубка (см3):
135 куб.см
Тип головки блока цилиндров:
В сборе
Материал головки блока цилиндров:
Алюминий
Форма впускного отверстия:
Прямоугольный
Диаметр впускного клапана (дюймы):
2,250 дюйма
Камера сгорания с ЧПУ:
Да
Впускной канал с ЧПУ:
Да
Выхлопной патрубок с ЧПУ:
Да
Тип камеры сгорания:
Сердце
Расположение впускного порта:
Стандарт
Форма выпускного отверстия:
Раунд
Расположение выпускного отверстия:
Стандарт
Впускные клапаны В комплекте: 9 шт. 0083
Да
Выпускные клапаны В комплекте:
Да
Диаметр выпускного клапана (дюйм):
1,880 дюйма
Клапанные пружины В комплекте:
Да
Максимальный подъем клапана (дюймы):
0,850 дюйма
Тип распределительного вала:
Сплошной ролик
Внешний диаметр внешней пружины (дюймы):
1,625 дюйма
Демпферная пружина В комплекте:
Да
Количество пружин на клапан:
Двойной
Фиксаторы В комплекте:
Да
Материал фиксатора:
Хромистая сталь
Замки в комплекте:
Да
Тип замка:
10 градусов
Уплотнения штока клапана В комплекте:
Да
Шпильки коромысла В комплекте:
Да
Размер резьбы гайки коромысел:
7/16 дюйма-20
Коромысла В комплекте:
№
Гайки коромысла В комплекте:
№
Направляющие В комплекте:
Да
Тип крепления крышки клапана:
Болт по периметру
Дополнительные отверстия под болты:
Да
Угол впускного клапана:
24/4
Угол выпускного клапана:
15/4
Направляющие клапана В комплекте:
Да
Материал направляющей клапана:
Бронза
Обработка седла клапана:
Да
Тип седла клапана:
5-угольный
Материал седла клапана:
Ковкий чугун
Цвет головки блока цилиндров:
Натуральный
Паровые отверстия просверлены:
№
Тип смазки:
Сквозной толкатель
Обработано для уплотнительного кольца:
№
Тепловой кроссовер:
№
Количество:
Продается парой.
Примечания:
Болты с головкой на 1 дюйм длиннее, чем на четыре нижних отверстия для выпускных болтов. Эти головки цилиндров портированы для соревнований.
Не позволяйте их небольшому размеру обмануть вас — алюминиевые головки цилиндров AFR Magnum объемом 315 куб. Эта линейка была разработана для оптимизации воздушного потока на низких и средних высотах, при этом обеспечивая впечатляющие пиковые значения. Их применение должно быть ориентировано на меньшие у.е. дюйм. Большие блоки Chevy (396-502) с основным рабочим диапазоном 2500-6800 об/мин (этот диапазон является средним и зависит от объема двигателя и выбора компонентов). Головки AFR 315cc Magnum BBC также следует уделить серьезное внимание в более крупных уличных или морских условиях до 555 cid, где важны мощность и управляемость на низких оборотах. Чрезвычайно универсальные с их невероятно высокими показателями воздушного потока на низких и средних оборотах, а также пиковыми значениями, приближающимися к отметке 400 кубических футов в минуту, головки объемом 315 куб.
Альтернатива Ideal Кабельному Тестеру, Более Дешевая, Но Более Мощная
Кабельный тестер — это важный инструмент, используемый людьми в электронной промышленности, чтобы помочь убедиться, что кабели подключены правильно и имеют максимально возможное качество. Тем не менее, это не то, что владельцы дома или бизнеса должны использовать ежедневно.
Таким образом, может быть полезно найти альтернативу, которая может сэкономить вам деньги и в то же время обеспечить вашему бизнесу впечатляющие результаты, когда дело доходит до тестирования кабелей. Эта статья даст вам советы о том, как выбрать идеальную альтернативу кабельному тестеру, которая будет дешевле, но более мощной, чем то, что вы получите с помощью традиционного кабельного тестера.
Noyafa и Ideal: Четкое сравнение
Когда дело доходит до тестеров кабелей, доминируют два основных бренда — Ideal и Noyafa. Хотя вы все еще можете купить кабельные тестеры Ideal Tools у профессионального поставщика электроники или электротехники, их цены уже много лет растут. По состоянию на 2018 год идеальный кабельный тестер обойдется вам в сумму от 15,000 Руб до 18,000 Руб .
Напротив, цены Noyafa составляют примерно половину от того, что вы заплатите за Ideal фирменный продукт, и они предлагают сопоставимые характеристики. Так зачем беспокоиться о таком дорогом варианте, как Ideal, когда Noyafa предлагает лучшие цены? Если цена является вашим главным соображением, то мы думаем, что Noyafa стоит рассмотреть.
Что касается качества сборки, то оба бренда производят долговечные продукты. Единственное отличие заключается в том, что Noyafa использует металлический корпус вместо пластикового корпуса, который используется в некоторых моделях Ideal. Однако, по нашему многолетнему опыту тестирования этих устройств, мы никогда не видели каких-либо существенных различий в долговечности между устройствами, произведенными любой компанией.
Если вы присмотритесь повнимательнее, то увидите, что обе эти компании используют прочный пластиковый материал для своих корпусов. Таким образом, было бы разумно, чтобы эти устройства, были более долговечными, чем другие, потому что они не могут так легко сломаться при обращении с ними или во время износа.
Поскольку обе компании используют почти идентичное оборудование внутри каждого устройства, включая наборы микросхем. Мы не заметили никаких различий в точности между аналогичными продуктами ни одной из компаний.
Noyafa
Тестер Noyafa соответствует стандартам США. Наиболее выдающейся особенностью тестера является его соотношение цены и производительности. Это лучший выбор для пользователей, которые хотят протестировать кабели с низким бюджетом и при этом быть удовлетворенными их качеством.
Кабельный тестер Noyafa прост в использовании и очень надежен, он хорошо продается на рынке Китая с момента своего выпуска . Мы искренне надеемся, что больше покупателей смогут получить больше преимуществ от наших тестеров кабелей, когда они покупают кабельный тестер.
Цель Noyafa — предоставлять высококачественные продукты по доступным ценам, чтобы каждый специалист мог владеть ими, не нарушая свой бюджет. Наша компания с гордостью сообщает, что мы получили множество положительных отзывов о нашей продукции, таких как самый профессиональный производитель кабельных тестеров, продукт высочайшего качества по самой низкой цене и т.д.
Обладая многолетним опытом в области электроники, Noyafa продолжает создавать новые и инновационные продукты, удовлетворяющие потребности клиентов. Кабельный тестер — это незаменимый инструмент для любого ИТ-специалиста или любого, кто работает с сетевыми кабелями. Хотя эти устройства стоят недорого, выбрать подходящую модель непросто, потому что на современном рынке доступно множество моделей.
Ideal
Несмотря на то, что они являются надежными и высококачественными тестерами кабелей, Идеальные инструменты стоят дорого. Это означает, что многие компании вообще избегают их получения. Однако идеальные инструменты — не единственный вариант для тестирования кабелей.
Noyafa — это экономичная альтернатива премиальным моделям, которая также обеспечивает качественное тестирование кабелей. Если у вас ограниченный бюджет или вы просто не ищете дорогой инструмент, Noyafa может помочь вам достичь ваших целей с меньшими ограничениями, чем более дорогие модели. Кроме того, с гарантией Noyafa на один год вы можете быть уверены, что он прослужит так же долго, как и любой другой кабельный тестер на рынке.
Если вы ищете кабельный тестер, но не хотите тратить деньги на его покупку, взгляните на тестеры кабелей Noyafa. По сравнению с дорогими аналогами, такими как Fluke и Klein Tools, они хороши для ремонта электрооборудования и полевых техников. В дополнение к надежности и мощности, они обладают приличной долговечностью и доступностью по цене.
Общеизвестно, что кабельные тестеры стоят дорого. Даже если бы вы купили кабельный тестер начального уровня, вы бы потратили как минимум несколько сотен долларов. В этот момент имеет больше смысла просто пойти и купить новые кабели — но действительно ли это то, что вы хотите сделать?
Вместо того чтобы тратить деньги на новые кабели, сначала попробуйте тестеры Noyafa. Они полностью доступны по цене и очень мощные — две вещи, которые могут значительно облегчить вашу жизнь.
Noyafa NF-810 и Ideal VDV MULTIMEDIA WIREMAPPER И ТЕСТЕР: Подробное сравнение продуктов
Что лучше? Рынок кабельных тестеров огромен, и на выбор есть множество производителей и моделей. В то время как доступно несколько хороших вариантов, как у Ideal, так и у Noyafa есть сильные соперники. Однако, что лучше — NF-810 или Ideal VDV Multimedia Tester? Между этими двумя тестировщиками есть некоторые ключевые различия, но у них есть и несколько общих черт. Давайте разберем это по полочкам.
Noyafa NF-810
Ideal альтернатива кабельному тестеру находится здесь. Даже если у вас нет денег, чтобы потратить их на один из этих профессиональных тестеров кабелей, вы можете получить отличное оборудование, которое позволит вам делать практически все, что они могут делать. Noyafa NF-810 работает с различными кабелями и проводами (даже неэкранированными) и отображает такие сообщения, как короткое замыкание или разомкнуто, чтобы помочь диагностировать проблемы.
В нем даже есть режим оповещения, чтобы вы знали об ошибках — даже когда вы на него не смотрите. Не тратьте свои деньги на что-то по завышенной цене, когда есть более дешевые альтернативы. Сэкономьте немного денег и купите вместо этого Noyafa NF-810.
Сертификация A +: Поскольку его портативность облегчает передвижение по дому или офису, мы считаем, что кабельный тестер, такой как Noyafa NF-810, идеально подойдет для студентов, получающих сертификат A +. Вы могли бы использовать его, чтобы убедиться, что все ваши провода в хорошем состоянии, прежде чем делать что-либо еще в классе.
Более того, сертификация A + нелегка и часто требует многочасового обучения, а это означает множество возможностей попрактиковаться в использовании такого устройства, как Noyafa NF—810. Этот маленький инструмент может добиться больших успехов для начинающих ИТ-специалистов.
И поскольку получение сертификата может просто привести вас к тому, чтобы когда-нибудь стать ИТ-менеджером, проверка того, что все провода в вашем офисе работают должным образом, также может пригодиться.
Особенности
Многофункциональный Режим Тестирования
Тестирование коммутатора PoE
Светодиодное освещение
Трассировка проводов
Определение Состояния Телефонной Линии
Ideal МУЛЬТИМЕДИЙНЫЙ ПРОВОДНИК И ТЕСТЕР VDV
Будучи наглядным и простым в использовании инструментом, тестер 33-856 VDV дает вам душевное спокойствие, сообщая, когда что-то пошло не так. Этот тестер предлагает вам полный охват для тестирования низковольтных кабелей и кабелей передачи данных — от Ethernet RJ-45 до видео-коаксиалов.
Вы сможете увидеть, пересекаются ли ваши провода или они полностью отсутствуют, всего одним легким нажатием на этот удобный инструмент. Зеленый сигнал светофора означает, что все в порядке; но будьте осторожны — при красной ОШИБКЕ, возможно, пришло время обратиться за профессиональной помощью.
Тестер Ideal VDV MULTIMEDIA WIREMAPPER AND TESTER предлагает многие из наиболее важных функций тестирования кабелей, но его цена более завышена, чем у некоторых его конкурентов. Этот тестер идеально подходит для определения наличия каких-либо проблем с кабелями, а также предоставляет генератор звуковых сигналов для идентификации тестируемого кабеля.
Мультимедийный тестер Ideal VDV позволяет обнаруживать короткие замыкания, размыкания и перепутывания проводов, а также пары со скрученными проводами — функции, которыми часто обладают более дорогие модели. Инструмент также имеет различные адаптеры для использования с разъемами RJ45 практически в любом типе сети. Это всего лишь реальный недостаток? Однако, если вы ищете мощный инструмент по доступной цене, он может быть не для вас.
Особенности
Технология Cable Mapper позволяет проверять непрерывность кабеля в приложениях для передачи голоса, данных и видео.
Выявляет ошибки путем закрепления коротких замыканий, неправильного размыкания, реверсирования проводов и разделения пар
Для всех ваших потребностей, связанных с кабелем
Предназначен для работы с кабелями Cat 3, 5, 5e, 6 и 6a, RG59 / 6 или четырехъядерными кабелями
С четырьмя различными вариантами тона генератор тонов удовлетворит ваши потребности!
Итог
Noyafa NF-810 — это идеальная альтернатива кабельному тестеру, более дешевая, но более мощная. Разработанный для простоты использования, как профессионалы, так и непрофессионалы могут найти ценность в его цене, особенно по сравнению с более дорогими вариантами на рынке. Noyafa также предлагает отличное обслуживание клиентов и гарантию на один год для покупателей, которые хотят быть спокойными за свою покупку. Если вы ищете недорогой, но эффективный кабельный тестер, то вам понравится то, что вы получаете от NF-810.
Avoid an excessive DOM size
Avoid an excessive DOM size
Published on • Updated on
Translated to: Español, Português, 한국어, 中文, Pусский, 日本語
Memory
Table of contents
How the Lighthouse DOM size audit fails
How to optimize the DOM size
Stack-specific guidance
Angular
React
Resources
A large DOM tree can slow down your page performance in multiple ways:
Network efficiency and load performance
A large DOM tree often includes many nodes that aren’t visible when the user first loads the page, which unnecessarily increases data costs for your users and slows down load time.
Runtime performance
As users and scripts interact with your page, the browser must constantly recompute the position and styling of nodes. A large DOM tree in combination with complicated style rules can severely slow down rendering.
Memory performance
If your JavaScript uses general query selectors such as document.querySelectorAll('li'), you may be unknowingly storing references to a very large number of nodes, which can overwhelm the memory capabilities of your users’ devices.
# How the Lighthouse DOM size audit fails
Lighthouse reports the total DOM elements for a page, the page’s maximum DOM depth, and its maximum child elements:
Lighthouse flags pages with DOM trees that:
Warns when the body element has more than ~800 nodes.
Errors when the body element has more than ~1,400 nodes.
See the Lighthouse performance scoring post to learn how your page’s overall performance score is calculated.
# How to optimize the DOM size
In general, look for ways to create DOM nodes only when needed, and destroy nodes when they’re no longer needed.
If you’re currently shipping a large DOM tree, try loading your page and manually noting which nodes are displayed. Perhaps you can remove the undisplayed nodes from the initially loaded document and only create them after a relevant user interaction, such as a scroll or a button click.
If you create DOM nodes at runtime, Subtree Modification DOM Change Breakpoints can help you pinpoint when nodes get created.
If you can’t avoid a large DOM tree, another approach for improving rendering performance is simplifying your CSS selectors. See Google’s Reduce the Scope and Complexity of Style Calculations for more information.
# Stack-specific guidance
# Angular
If you’re rendering large lists, use virtual scrolling with the Component Dev Kit (CDK).
# React
Use a «windowing» library like react-window to minimize the number of DOM nodes created if you are rendering many repeated elements on the page.
Minimize unnecessary re-renders using shouldComponentUpdate, PureComponent, or React.memo.
Skip effects only until certain dependencies have changed if you are using the Effect hook to improve runtime performance.
# Resources
Source code for Avoid an excessive DOM size audit
Reduce the Scope and Complexity of Style Calculations
Updated on • Improve article
Ручной электрический инструмент IDEAL
Жатка
Меню
Счет
Настройки
Язык
Сетка
Список
Пункты 1-24 из 303
Фильтр
Показывать
24 40 100
на страницу
Сортировать по
Позиция наименование товара Артикул Установить нисходящее направление
Позиции 1–24 из 303
Фильтр
Показывать
24 40 100
на страницу
Сортировать по
Позиция наименование товара Артикул Установить нисходящее направление
Магазин по
Варианты покупок
Плоскогубцы
Отвертки, гаечные ключи и биты
Инструмент для зачистки проводов
Кабелерезы
Кусачки, щипцы, многоцелевые инструменты
Другие ручные инструменты
ДатаКом
стрип-мастер
Показать больше
@2023 IDEAL INDUSTRIES, INC. ВСЕ ПРАВА ЗАЩИЩЕНЫ.
ИДЕАЛ Корпоративный | 1375 Парк Авеню, Сикамор, Иллинойс 60178
Свяжитесь с нами
1375 Park Ave. Sycamore, IL 60178 USA (815) 895-5181
КАНАДА
Название и логотип
КАНАДА
Адрес
33 Fuller Road, Аякс, Онтарио, L1S 2E1 Канада
Номер телефона
905-683-3400 ОСНОВНОЙ
800-527-9105 БЕСПЛАТНЫЙ НОМЕР
Адрес электронной почты
Индекс
США
Название и логотип
США
Адрес
1375 Парк Авеню, Сикамор, Иллинойс 60178
Номер телефона
800-435-0705
contactus@idealindustries. com
Адрес электронной почты
Индекс
Великобритания
Название и логотип
Великобритания
Адрес
Unit 3, Europa Court, Europa Boulevard, Westbrook, Warrington, Cheshire, WA5 7TN, Соединенное Королевство
меню на неделю, что можно и нельзя, рецепты, результаты и отзывы диетологов
Диета стол №1 считается одной из самых жестких по ограничениям. Ее цель — помочь восстановлению желудочно-кишечного тракта, поэтому она максимально щадящая, исключает любые продукты, которые могут раздражать желудок.
Кому надо соблюдать диету стол №1
Диета стол №1 назначается для питания людей с проблемами желудочно-кишечного тракта:
гастриты с повышенной кислотностью в период обострения и выздоровления,
язва желудка и двенадцатиперстной кишки в период затихания и после обострения,
реабилитационный период после операций на желудке,
ожоги пищевода.
Что можно при диете стол №1
В диете стол №1 особенно важно не только, что есть, но и как. Продукты можно варить, запекать (без поджаристой корочки) или готовить на пару. Соль — по минимуму. Еда и напитки не должны быть слишком холодными или горячими. Питаться надо дробно, 5-6 раз в сутки, допускаются полезные перекусы. Для естественного снижения секреции желудочного сока рекомендуется лечебная минеральная вода (содержание карбонатов и сульфатов – 2-6 г/л). Еда на ночь не приветствуется, поэтому самый поздний ужин должен быть как минимум за 2,5 часа перед сном.
Какие продукты можно употреблять во время диеты №1
Нежирные молочные продукты
молоко, кефир, ряженка сливки, творог, сметана, в небольших количествах — нежирный сыр.
Масло
сливочное несоленое, топленое, растительные.
Яйцо
всмятку или в омлете.
Нежирное мясо
телятина, говядина, кролик.
Рыба
нежирные виды.
Овощи (отварные, тушеные или запеченные)
картофель, морковь, свекла, цветная капуста, молодые кабачки, тыква.
Крупы
овес, рис, манка, гречка. Но каши должны быть хорошо разваренные, а еще лучше – протертые.
Сладости
зефир, пастила, сладкие фрукты
Что еще можно
макароны, кисели и пюре ягодные, мёд, подсохший хлеб и хлебобулочные изделия, печенье.
Первое время блюда без приправ, с минимумом соли могут казаться слишком пресными и безвкусными. Разрешается немного «украсить» их вкус добавлением лаврового листа, небольшого количества мелко шинкованного укропа или петрушки.
В диете «Стол №1» предусмотрено употребление 1,5 л свободной жидкости. Предпочтительно – минеральной лечебно-столовой воды.
Что нельзя при диете стол №1
Исключить на время лечения надо продукты, которые раздражают желудок и усугубляют симптомы заболевания.
Список запрещенных продуктов:
алкоголь.
крепкий кофе.
ржаной и любой свежий хлеб.
жирное мясо
жареные блюда.
консервированные и маринованные продукты.
кислые продукты (а это в том числе и цитрусовые, и помидоры).
уксус, майонез, кетчуп.
копчености.
концентрированные фруктовые соки.
огурцы.
капуста.
репа и редька.
грибы.
каши из кукурузной, перловой и ячневой крупы.
Меню на неделю
День 1
Завтрак: рыбные кнели на пару, запеканка из вермишели, некрепкий черный чай. Второй завтрак: 1 банан, сироп из шиповника. Обед: овсяный суп-пюре, отварное филе индейки гречневая каша с маслом, кисель. Полдник: галетное печенье, некрепкий чай. Ужин: творожная запеканка с изюмом какао. Второй ужин: стакан молока.
День 2
Завтрак: рисовая каша на молоке с маслом, чернослив 1 яйцо всмятку, чай с молоком. Второй завтрак: груша, чай. Обед: овощной суп-пюре, котлеты из говядины, тушеные кабачки, сладкий компот. Полдник: 1 персик. Ужин: омлет с горошком, ягодный кисель. Второй ужин: простокваша.
День 3
Завтрак: творожная запеканка с изюмом, гречневая каша на воде, зеленый чай. Второй завтрак: яблочное пюре, какао. Обед: суп из горбуши с картофелем, куриные котлеты на пару, компот из сухофруктов. Полдник: творог со сметаной, чай. Ужин: тушеные овощи, черный чай. Второй ужин: молоко.
День 4
Завтрак: каша из овсяных хлопьев с маслом, одно яйцо всмятку, какао. Второй завтрак: ягодный кисель. Обед: картофельно-морковный суп-пюре на рисовом отваре*, котлеты из говядины, зеленый чай. Полдник: творог с клубничным джемом, чернослив. Ужин: печеные овощи, сладкий черный чай. Второй ужин: молоко.
Картофельно-морковный суп-пюре на рисовом отваре
Ингредиенты:
рис – 30 г
вода для его варки – 1, 5 стакана
картофель – 100 г
морковь – 75 г
масло сливочное – 20 г
молоко – 200 мл
яичный желток – 1 шт.
Готовим:
Рис сварить до готовности, протереть.
Картофель и морковь сварить протереть.
Все смешать, развести кипящим молоком, заправить желтком и маслом.
День 5
Завтрак: запеканка из вермишели, бутерброд с белым хлебом, нежирным сыром и маслом, черный чай. Второй завтрак: яблочное пюре, какао. Обед: овощной суп-пюре с плавленым сыром, отварное филе индейки, ягодный кисель. Полдник: галетное печенье, некрепкий чай. Ужин: картофельное пюре, омлет на молоке, напиток из цикория с молоком. Второй ужин: молоко.
День 6
Завтрак: омлет паровой, вермишель с тертым сыром, некрепкий чай, меренга**. Второй завтрак: желе ягодное, компот. Обед: суп овощной протертый, карп отварной под соусом бешамель, рис отварной, кисель. Полдник: творожная запеканка, некрепкий чай. Ужин: фрикадельки из мяса индейки с гарниром из цветной капусты, салат овощной. Второй ужин: молоко.
Меренга
Ингредиенты:
яичный белок – 3 шт
сахарная пудра – ½ стакана.
Готовим:
белки отделяем от желтков, помещаем в совершенно сухую посуду, которую ставим в миску большего размера, наполненную теплой водой.
Когда белки немного прогрелись, (мы это делаем для получения более плотной массы), начинаем их взбивать миксером на небольших оборотах.
Когда белки помутнеют, можно добавлять в них постепенно по чайной ложке сахарную пудру (или сахар) и увеличивать обороты миксера.
Когда масса стала плотной, помещаем ее в кондитерский мешок (если такового не имеется, можно в пакетик с отрезанным уголком или просто воспользоваться ложкой) и выкладываем мини-лепешки-меренги на противень.
Покрытый бумагой для выпечки.
Ставим в разогретую до 80 градусов духовку и оставляем сушиться на час, уменьшив температуру до 60 градусов.
Выключив духовку, не достаем десерт до полного остывания.
День 7
Завтрак: яйцо пашот, чай с молоком. Второй завтрак: желе из моркови, отвар из шиповника. Обед: суп овсяный молочный, диетический паштет***. Полдник: пудинг из фруктов. Ужин: протертая рисовая каша, тефтели из постной рыбы. Второй ужин: молоко.
Диетический паштет
Ингредиенты:
нежирная говядина – 100 г
картофель – 2 шт
морковь – 1 ш
молоко – 100 мл.
Готовим:
говядину., картофель, морковь отварить, пропустить через мясорубку.
Влить в этот фарш молоко и поставить на медленный огонь, тушить три минуты.
Готовое блюдо можно немного подсолить.
Важно! Надо стараться принимать пищу в одно и то же время. Желудочный сок будет вырабатываться в установленные часы, и пища будет лучше перевариваться.
Что такое «А» и «Б»
У диеты стол №1 есть два варианта «Стол 1А» и «Стол 1Б». Принципиальных различий нет. Но диета 1А наиболее щадящая, она прописывается в первую неделю лечения обострения язвенной болезни и при обострении гастрита. В основе меню – жидкие, обволакивающие блюда: супы-пюре, кисели, каши.
Когда самочувствие больного улучшается, раздражение желудка проходит, назначается диета 1Б или непосредственно №1 в меню которой список разрешенных продуктов расширяется.
Результат диеты стол №1
Диета повышает эффективность лечения, помогает организму восстановиться. Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики.
Многие пациенты отмечают и такое приятное побочное явление как снижение веса. Кто-то теряет 2 кг за неделю, кто-то 4-5 кг за месяц. Благодаря тому, что из рациона исчезают газировки, фастфуд, жирная пища, меняется в лучшую сторону состояние кожи.
Отзывы диетологов
— В принципе это хорошая диета для решения определенных проблем. Пятиразовое питание – оптимальный подход для людей с заболеваниями желудочно-кишечного тракта в стадии обострения, — говорит врач-диетолог Ирина Яблонская. — Но это в первую очередь лечебная диета, поэтому всем подряд я ее не рекомендую. Диеты и рацион — это всегда индивидуальный подход . Чтобы определиться, какая диета подходит вам, необходима консультация с врачом-диетологом.
Послеоперационная диета
1-14 дней после операции: Только жидкость и измельченная до состояния пюре еда, 2-3 суповые ложки за раз каждые 1-1,5 часа. Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.
15-30 дней после операции: Вдобавок к измельченной в пюре еде можно есть мягкую или мелко нарезанную пищу (например, мясную подливу, запеканки, супы, курицу и рыбу), которую следует тщательно пережевывать перед тем как проглотить. Есть нужно 4-6 раз в день, размер порции должен соответствовать ощущениям самого пациента (до возникновения чувства сытости), обычно 70-100 мл за раз.
Больше 30-ти дней после операции: Теперь советуем отказаться от пюре и жидкой пищи и употреблять больше твёрдой пищи. Количество приёмов пищи в день 4-6 раз. Есть следует медленно, пережёвывая пищу очень тщательно. Нежелательно пить и есть одновременно, пить лучше через 20 минут после еды. Ежедневное потребление белка должно составлять не менее 80 граммов, белок содержат, например, мясо, рыба, творог и молочные продукты, яйца. 80 граммов чистого белка содержится, например, в 180-ти граммах телятины.
Желудок раздражен и очень уязвим, восстановление занимает некоторое время (примерно 4 недели). Если пациент ест и пьет очень быстро, желудок наполняется очень быстро, это, в свою очередь, может вызвать боли в животе, тошноту и рвоту.
Обычная диета, начиная с 5-ой недели после операции: Теперь советуем пациенту заменить жидкие продукты и продукты, измельченные в пюре, на обычные продукты. Однако привычное питание должно быть изменено и диета должна быть здоровой и богатой питательными веществами.
Лучше всего начать с легких продуктов и питаться 5-7 раз в день маленькими количествами. Есть нужно медленно, тщательно пережевывая каждую порцию пищи. Пациенту не желательно употребление жидкости за 20 мин. до и после принятия пищи. При одновременном употреблении пищи и жидкости быстро возникает ощущение сытости, и это означает, что вскоре снова захочется есть.
Очень важным является ежедневное употребление продуктов, богатых протеинами, таких как рыба, мясо, молочные продукты и яйца. Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено.
Первые недели после операции могут быть тяжелыми, у пациентов возможна тошнота, рвота, боль, запор или диарея. Все зависит от правильности питания и способа употребления жидкости. Поэтому очень важной является правильная подготовка к операции, чтобы избежать послеоперационных жалоб. Если пациент слишком много пьет, то желудок начинает растягиваться, что вызывает боли в животе. Если пациент начинает много есть, то это способствует тошноте и рвоте.
Совершенно нормальным является то, что в первые недели или первый год пациент не переносит нормальную пищу. Поэтому очень важно время от времени экспериментировать с новыми продуктами. Если у пациента появляется непереносимость к какому-либо продукту через 2 месяца после операции, значит, нужно пробовать данный продукт через 4-6 месяцев. Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса.
html — с использованием :before (или :after) или таблицы tr
Задавать вопрос
спросил
Изменено 3 года, 2 месяца назад
Просмотрено 20 тысяч раз
Я пытаюсь добиться эффекта кнопок, расположенных за пределами таблицы, которые соответствуют строкам таблицы, на которые они влияют. Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной.
<таблица>
<й>
Уровень
Название 1
Название 2
Название 3
<тело>
Имя уровня 1
<тд>
<тд>
<тд>
1.01
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
1. 02
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
1.03
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
1.04
A.Truck, B.Car, C. House
Скажи, посмотри на это, поверни голову и укажи
CLorem ipsum
Я использую класс moveTableLevel, чтобы добавить элемент, чтобы добавить кнопки, прикрепленные к строке таблицы
Если я использую :after, желаемый эффект работает нормально, однако мне не нужны кнопки в правой части таблицы. Есть ли способ добиться этого (возможно, используя псевдоэлементы)? :before, кажется, хочет добавить совершенно новый td. Спасибо!
редактировать: скрипка здесь для живого примера http://jsfiddle.net/9mLd6v9Л/
HTML
CSS
3
У меня была похожая проблема (на самом деле почти такая же). В итоге я использовал псевдоэлемент :after , но переместил его туда, где хотел, с position: absolute и установкой стиля left: 0 .
Итак, я обновил вашу скрипку и добавил отступ в левой части всей таблицы (чтобы вы могли видеть содержимое)
Это как бы противоречит моим убеждениям об использовании абсолютного позиционирования (которого, по моему мнению, должно быть как можно меньше), но это был единственный способ исправить это. Надеюсь, это сработает и для вас.
0
У меня была такая же проблема. Я обнаружил, что могу просто перенастроить вещи, нажав заголовок:
table thead tr::before {
содержание: "";
}
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
css.
Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы?
спросил
Изменено 6 месяцев назад
Просмотрено 25 тысяч раз
Я хочу добавить абсолютно позиционированный элемент как : после (из : до ) строки таблицы.
Я предполагаю, что когда я добавляю такой элемент, механизм рендеринга (по крайней мере, основанный на Webkit) думает, что это какая-то ячейка таблицы.
:before плохо работает во всех браузерах. Но :after очень хорошо работает в Firefox и почти хорошо работает в webkit. В webkit это занимает мало места и увеличивает ширину всей таблицы.
— Вот что меня смущает в webkit.
Как это исправить? И где я могу прочитать о том, почему это происходит?
CSS
html-таблица
псевдоэлемент
абсолютный
3
В этом примере вы используете псевдоэлементы ::after и ::before для добавления содержимого после или перед строкой таблицы, что по существу нарушит структуру таблицы и приведет к непредсказуемым результатам.
Если бы вы добавили сгенерированное содержимое в ячейку таблицы, результаты были бы более последовательными.
Не на что ссылаться, кроме исходной спецификации сгенерированного контента:
Цифровые мультиметры ЗУБР предназначены для измерения силы тока, постоянного/переменного напряжения, сопротивления, частоты, емкости. Прибор позволяет также прозванивать электрические сети и проверять полупроводниковые диоды. Выбрать предел измерения величин можно вручную, достаточно установить нужное положение многопозиционного переключателя.
Применение
Используется для проведения измерений электрических параметров сети и приборов
Техническая информация
Артикул
Переменное напряжение, В
500/200
Постоянное напряжение, В
500 /200мВ
Постоянный ток, А
200 mA / 2000 μA
Источник питания
12 В (23А)
Сопротивление, Ом
2М/200
Проверка диодов
да
Проверка цепи
да
Комплектация
Мультиметр
1 шт.
Щупы измерительные
2 шт.
Документация
Инструкция (скачать pdf, 467.62 КБ)
Рекламная брошюра (скачать pdf, 2.21 МБ)
Инструкция для печати (скачать pdf, 484.45 КБ)
Мультиметр ЗУБР «МАСТЕР» МХ-804 цифровой по цене 1 210 руб.
у официального партнера ЗУБР в России
Преимущества
Прорезиненный противоскользящий корпус обеспечивает защиту прибора от различных механических повреждений
Эргономичная компактная конструкция с крупным экраном
Простое и интуитивно понятное управление
Удержание показаний на дисплее (функция Hold)
Диодный тест
Использование как внутри помещений, так и снаружи
Автоматическое определение полярности
Автоматическая индикация перегрузки
Категория безопасности по ГОСТ Р 52319 (МЭК 61010-1): КАТ III 300 B
Изоляция корпуса: двойная, класс 2
Степень защиты по ГОСТ 14254: IP20
Описание
Цифровые мультиметры ЗУБР предназначены для измерения силы тока, постоянного/переменного напряжения, сопротивления, частоты, емкости. Прибор позволяет также прозванивать электрические сети и проверять полупроводниковые диоды. Выбрать предел измерения величин можно вручную, достаточно установить нужное положение многопозиционного переключателя.
Опрыскиватель аккумуляторный Champion SA12 предназначен для распыления воды, всевозможных жидкостей и растворов в самых различных целях: для эффективной борьбы с насекомыми-вредителями, болезнями и сорняками; для равномерной подкормки и удобрения растений; для увлажнения почвы и бережного орошения зелени в засушливый период и т.п. Помимо этого, садовый опрыскиватель может применяться для дезинфекции и дезинсекции помещений, мытья машин и зданий, для нанесения каких-либо растворов на любые поверхности или предметы. Практически бесшумный электронасос, работающий от встроенного 12-вольтовогоаккумулятора, нагнетает давление до 5,5 бар и развивает производительность до 3,1 л/мин. При помощи рукоятки управления, телескопической струйной трубки и четырёх сменных форсунок можно формировать струю необходимой формы, дисперсности и длины. Дальность разбрызгивания от 0,5 до 2,5 метров, угол рассеивания от 5 до 60 градусов (в зависимости от выбранной форсунки). Время работы опрыскивателя от одной зарядки до 4 часов. Ёмкость бака 12 л. Для удобства перемещения, на крышке бака имеется рукоятка. Ранцевая система переноски с мягкими накладками на лямках и анатомической спинкой обеспечивает максимальный комфорт в работе и избавляет от необходимости постоянно передвигать садовый распылитель с места на место.
Характеристики
Вес, кг
5
Диаметр разбрызгивания, м
0,5-2,5
Длина телескопической трубки, м
0,5
Длина шланга, м
1,2
Максимальная температура жидкости, ° C
+35
Максимальное давление, бар
5,5
Максимальный расход жидкости, л/мин
3,1
Напряжение/емкость аккумулятора, В/А*час
12/8
Объем бака для химических препаратов, л
12
Тип аккумулятора
Свинцово-кислотный, необсл.
Время работы от батареи, ч
3-4
Нет отзывов о данном товаре.
Написать отзыв
Ваше имя:
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Защита от роботов
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Запчасти для Champion SA12 — Champion-Tools, Москва
Руководства по настройке BOCW: Gallo SA12 – быстрый и надежный
Gallo SA12 – наш фаворит на коротких дистанциях. (Источник: Activision)
В наших обычных руководствах по установке мы познакомим вас с лучшими приспособлениями для каждого оружия в Black Ops Cold War. Сегодня мы начнем с дополнительного оружия и возьмемся за один из самых знаковых дробовиков в игре: Gallo SA12.
Ищете лучшее оружие в Call of Duty: Black Ops Cold War? Уже нашли любимое оружие, но хотите знать, какие насадки можно использовать, чтобы получить от него максимальную отдачу? Тогда вы пришли в нужное место! Мы покажем вам лучшее оружие в Black Ops Cold War в наших руководствах по установке.
+10
10 лучших видов оружия в CoD: Black Ops Cold War Посмотреть галерею
После того, как мы рассмотрели все основное оружие, доступное в первом сезоне, сегодня мы начнем с дополнительного оружия. Мы не будем освещать пусковые установки и оружие ближнего боя в наших гайдах, так как их нельзя улучшить с помощью насадок, , но мы, конечно же, охватим все дробовики и пистолеты . Некоторые из них при правильном использовании могут даже заменить основное оружие.
В первом сезоне Black Ops Cold War, , у нас есть три дробовика на выбор . Мы начнем с значка видеоигры, полуавтоматического Gallo SA12.
Gallo SA12 открывается на 34 уровне, а — единственный полуавтоматический дробовик в игре . Его урон ниже, чем у помпового ружья Hauer 77, но скорострельность намного выше. Благодаря высокой скорострельности, хорошему разбросу и более чем достаточному урону, отлично подойдет в качестве вторичного оружия для ближнего боя . Благодаря увеличенному разбросу, лучшей стрельбе от бедра и большему магазину Gallo SA12 очистит любой дом. Для тех, кто любит использовать штурмовые, тактические или снайперские винтовки, этот дробовик станет идеальным компаньоном в трудную минуту.
Поскольку подстановочный знак стрелка влияет только на основное оружие, только пять насадок можно использовать на дробовиках и пистолетах . С этой настройкой вы получите лучшее от оружия:
С этой настройкой у вас будет машина для стрельбы от бедра! (Фото: Activision)
Конечно, Gallo SA12 можно модифицировать несколькими способами, , но мы сосредоточимся на его использовании в качестве дополнительного оружия для ближнего боя . Важными атрибутами здесь являются скорострельность, точность от бедра и широкий разброс, чтобы не промахнуться в пылу боя.
Дуло: Утконос
Ствол: Тяжелый усиленный 21,4 дюйма
Корпус: Лазерный маркер SWAT 5 мВт
Ствол 4 Магазин0013
На складе: Проволочный приклад
Намордник увеличивает разброс на целых 50%, что значительно облегчает попадание врагов от бедра. Со стволом увеличиваем дальность на 12%, а главное скорострельность на 15%. Чем выше скорострельность, тем быстрее уничтожается враг — логично, правда?
Так как мы используем дробовик только на коротких дистанциях и должны быть быстрыми, мы увеличиваем точность от бедра на 35% с помощью лазера и сокращаем время перехода от бега к стрельбе на 10% с помощью проволочного древка. Наконец, мы добавляем больший журнал с 9-круглый ствол. Почему не 12 патронов? Проще говоря, время перезарядки с 12-зарядным стволом увеличивается на огромные 34%, а с 9-зарядным только на 5%.
С этой настройкой вы отлично подготовлены для ближнего боя . Просто стреляй от бедра и убирайся. Однако вы должны быть рядом с противником, дробовик бесполезен на расстоянии.
ПОДРОБНЕЕ:
Баны в историческом и нестандартном формате MTG
Fortnite Patch 15.40: Старый фаворит возвращается в игру
Новая утечка игры Call of Duty 2021: дата выхода и платформы — что мы знаем (ОБНОВЛЕНО)
Ниндзя ненавидит Fortnite?
Чтобы узнать больше новостей об играх и киберспорте, звоните по номеру EarlyGame .
Высокопроизводительный японский двигатель Honda премиум-класса
Мощный современный 4-тактный двигатель Honda с верхним расположением клапанов (OHV) способствует более эффективному завихрению топливной смеси при заполнении камеры сгорания, что приводит к практически полному сгоранию топливной смеси, обеспечивая чистоту выхлопа. Такая конструкция дает более стабильный температурный режим работы двигателя. Низкий уровень вибраций обеспечивается за счет точности изготовления кованого коленчатого вала, опирающегося в алюминиевом картере на шарикоподшипники. Наличие чугунной гильзы цилиндра, высокое качество материалов, двойной фильтрующий элемент существенно увеличивают ресурс двигателя.
Инновационная трансмиссия Vario Automat
Максимум возможностей вашего мотоблока!
Трансмиссия разработана совместно с ведущим французским автоконцерном. При разработке конструкции инженеры использовали самые современные методики проектирования и технологии производства, применяемые в автомобилестроении. Шестерни изготовлены из высоколегированной закаленной стали и установлены на подшипниках. Трансмиссия отличается высокой надежностью, плавностью переключения передач и регулировки скорости, она не имеет аналогов.
Два режима трансмиссии Vario Automat
Вы подстраиваете работу мотоблока под себя и под условия, в которых приходится работать, благодаря наличию двух режимов:
Режим Vario1 (28-67 об/мин) — движение вперед с вариативным изменением скорости вне зависимости от нагрузки на пониженных оборотах двигателя. Этот режим позволяет без труда производить обработку самых тяжелых типов грунта и целинных земель с помощью окучника, картофелекопателя, плуга, комплекта фрез Razor Blade, а также производить уборку территории от снега с помощью отвала, щетки и снегоуборщика, косить траву роторной косилкой и газонокосилкой.
Режим Vario2 (67-165 об/мин) — движение вперед с вариативным изменением скорости вне зависимости от нагрузки на высоких оборотах двигателя. Этот режим позволяет без особых усилий культивировать мягкую или обработанную ранее почву с помощью комплекта фрез Razor Blade, использовать грузовую тележку для перевозки грузов.
Благодаря комбинации выбора скорости и регулятора дроссельной заслонки достигается легкая и стабильная регулировка скорости вращения фрез от 28 до 165 об/мин. Vario может работать на любой скорости, не прибегая к помощи, так называемых, «уменьшителей хода». Благодаря трансмиссии мощность двигателя максимально передается на фрезы мотоблока, ее потери составляют всего 10 %. Рычаг последовательного «линейного» переключения скоростей расположен на верхней панели для удобства оператора.
Cаблевидные фрезы Razor Blade
На всех моделях мотоблоков Caiman Vario установлен набор быстросъемных фрез Razor Blade. Благодаря ему вы можете быстро и легко менять ширину вспашки. Фрезы изготовлены из особой закаленной стали. Их специальная конфигурация уменьшает вибрацию во время работы, а особый угол заточки позволяет справиться с любым типом почвы.
Эллиптическая рукоятка Ellipse Hand
Вертикальная регулировка дает возможность комфортно работать пользователю любого роста. Регулировка в горизонтальной плоскости позволяет оператору не заступать на обработанную зону, а также работать вплотную к ограждениям или сооружениям.
Cистема The Right Balance
Отлично сбалансированная эргономичная конструкция мотоблоков Caiman Vario создана таким образом, что во время культивации почвы воздействия на руки и позвоночник оператора сводятся к минимуму. Результат — минимум усталости и высокая эффективность труда.
Привод переднего навесного оборудования
Мотоблоки серии Vario оснащены приводом переднего навесного оборудования. Шкив надежно закрыт защитным кожухом. Привод позволяет использовать широкую гамму навесного оборудования: снегоуборщик, щетку, роторную косилку, газонокосилку. Благодаря этому вы можете работать с мотоблоком Caiman Vario круглый год!
Транспортировочное колесо
Мотоблоки серии Vario оборудованы прочным откидывающимся транспортировочным колесом, что создает больше удобства при перемещении по грунту или до места хранения. Баланс при передвижении осуществляется за счет переднего расположения колеса и отлично сбалансированной конструкции самого мотоблока.
Двусторонний сошник
Регулируется по высоте для изменения рабочей глубины. Прямой конец сошника позволяет усилить проникновение в твердую почву (А), а загнутый обеспечивает устойчивое продвижение по вязкой земле (В).
Мотоблок бензиновый caiman vario 60h twk+ 3000362110
Описание
Детали
бензиновый мотоблок caiman vario 60h twk+ с двигателем honda произведен во франции с использованием передовых технологий и высококачественных материалов. комплектация с фрезами и колесами. широкий выбор навесных приспособлений. позволяют использовать мотоблок как универсальную машину. которая будет полезна в любой сезон.
инновационная запатентованная трансмиссия varioautomat разработана совместно с ведущим французским автоконцерном. дает возможность выбирать оптимальный режим работы в зависимости от условий работы (типа почвы. навесного оборудования): движение вперед с вариативным изменением скорости вне зависимости от нагрузки. движение вперед с с вариативным изменением скорости вне зависимости от нагрузки на пониженной передаче. задний ход. скорость регулируется от 28 до 165 об/мин. «линейное» последовательное управление скоростью движения: реверс центрирован между 1 и 2 передачей. поэтому он доступен в любой момент.
привод переднего навесного оборудования позволяет использовать газонокосилку. роторную косилку. снегоотбрасыватель. щетку (опции). благодаря этому вы можете работать с мотоблоком круглый год! пневматические колеса с сельскохозяйственным протектором (в комплекте)! дают возможность работать как с передним. так и задним навесным оборудованием.
бензиновый четырехтактный двигатель honda gx 160 с верхним расположением клапанов (ohv). профессиональный мотор. созданный для тяжелых условий эксплуатации. данная серия двигателей обладает одним из самых оптимальных сочетаний мощности и рабочего объема. характеризуется минимальным расходом топлива среди аналогов.
цепной разборный редуктор с «пожизненной» смазкой обеспечивает на выходе минимальные потери мощности. не требует обслуживания. допускает замену отдельных деталей в случае необходимости. влагонепроницаемые уплотнения редуктора (опора фрез) защищают внутренние подшипники от проникновения грязи и песка и увеличивают срок службы трансмиссии.
культиваторные фрезы razor blade из закаленной стали благодаря специальной конфигурации. фрезы входят в почву под определенным углом и способны справиться с любым типом почвы. эллиптическая складная регулируемая рукоятка. вертикальная регулировка дает возможность комфортно работать пользователю любого роста. регулировка в горизонтальной плоскости позволяет оператору не заступать на обработанную зону. а также работать вплотную к ограждениям или сооружениям.
ЧПУ станки для начинающих — какой выбрать? Основные советы по выбору ЧПУ станков
Основные виды ЧПУ станков. Какой выбрать?
Что такое ЧПУ? Какие бывают виды станков с ЧПУ и как они работают?
В этом разделе мы ответим на все эти вопросы и сравним механическую обработку при помощи ЧПУ станков с другими технологиями производства, чтобы помочь вам найти лучшее решение для себя.
Что такое ЧПУ
Обработка с ЧПУ (числовое программное управление) — это технология выборки материала. Что означает — детали создаются путем удаления материала из цельного блока, называемого заготовкой, с использованием различных режущих инструментов.
Это принципиально иной способ изготовления по сравнению с аддитивной 3D-печатью или технологией литья. Механизм выборки материала имеет как конструктивные ограничения, так и свои преимущества. Подробнее об этом, ниже.
Обработка на ЧПУ оборудовании – это в первую очередь цифровая технология. С её помощью, можно производить высокоточные детали с превосходными физическими свойствами непосредственно из файла CAD. Благодаря высокому уровню автоматизации, ЧПУ обработка является конкурентоспособной по цене, как для изготовления единичных деталей, так и для организации мелкосерийного производства.
Почти любой материал можно обработать на ЧПУ станке. Наиболее распространенные примеры — металлы (алюминиевые и стальные сплавы, латунь и т.д.), пластмассы, такие как АБС или нейлон. Композитные материалы и дерево тоже можно обрабатывать.
Основной процесс ЧПУ обработки можно разбить на 3 этапа. Сначала инженер проектирует модель CAD детали. Затем оператор станка превращает файл CAD в G-код и настраивает станок. Наконец, система ЧПУ выполняет все операции обработки. Конечно, для этого требуется некий контроль за выполняемыми действиями машины.
Краткая история ЧПУ станков
Самым ранним из когда-либо обнаруженных механически обработанных предметов, была чаша, найденная в Италии. Её изготовили в 700 г. до н.э., с помощью токарного станка
Попытки автоматизировать механическую обработку начались в 18 веке. Тогда станки были чисто механическими и работали на пару
Первая программируемая машина была разработана в конце 40-х годов в Массачусетском Технологическом Университете. Для её работы использовали перфокарты, чтобы кодировать каждое движение
Распространение компьютеров в 50-х и 60-х годах коренным образом изменило обрабатывающую промышленность
Сегодня станки с ЧПУ являются передовыми роботизированными системами с многоосевым и мультиинструментальным оборудованием, в том числе с автоматической сменой инструмента, без остановки в работе
Виды станков с ЧПУ
В этом руководстве мы сосредоточимся на станках, которые обрабатывают материал с помощью режущих инструментов. Они являются наиболее распространенными и имеют самый широкий спектр применения. Так же существуют и другие станки с ЧПУ. Лазерные, плазменные и EDM — Электроэрозионные.
3-х осевые станки с ЧПУ
Фрезерные и токарные станки с ЧПУ служат примерами 3-осевых систем. Эти «базовые» станки позволяют перемещать режущий инструмент по трем линейным осям относительно заготовки (влево-вправо, назад-вверх и вверх-вниз).
Фрезерные с ЧПУ
Заготовка удерживается неподвижно прямо на станине станка или в тисках.
Материал удаляется из заготовки с помощью режущих инструментов — фрез или свёрл, которые вращаются с высокой скоростью;
Инструменты прикреплены к шпинделю, который может двигаться вдоль трех линейных осей.
3-осевые фрезерные станки с ЧПУ — самые широко известные. Их используют в основном для производства самых распространенных геометрий. Относительно просты в программировании и эксплуатации, поэтому затраты на обработку, относительно невелики.
Доступ к инструменту, при фрезеровке с ЧПУ ограничен конструкцией. Поскольку есть только три оси для работы, некоторые области заготовки могут быть недоступны. В целом – это не большая проблема, если заготовку нужно вращать только один раз. Но если требуется несколько вращений, затраты на обработку могут быстро увеличиться.
Каталог Фрезерных станков с ЧПУ 3-х осевых
Плюсы
Может производить большинство деталей с простой геометрией;
Высокая точность и жесткие допуски.
Минусы
Есть ограничения по фрезерованию скрытых полостей и сложной геометрии;
Заготовка удерживается на шпинделе при вращении с высокой скоростью.
Режущий инструмент или центральное сверло обрабатывает внешний или внутренний периметр детали, образуя геометрию.
Инструмент не вращается. Он движется радиально и продольно.
Токарные станки с ЧПУ широко используются, потому что с их помощью можно производить детали с гораздо большей скоростью и с меньшими затратами на единицу, чем на таких же станках без поворотного устройства. Это особенно актуально для больших объемов работы.
Основное ограничение конструкции токарных станков с ЧПУ заключается в том, что они могут изготавливать только детали с цилиндрическим профилем (например, винты или шайбы). Чтобы преодолеть это ограничение, детали часто подвергаются фрезерной обработке с ЧПУ на отдельном этапе. В качестве альтернативы, используются 5и-осевые токарно-фрезерные станции с ЧПУ. С их помощью можно добиться нужных результатов за один процесс.
Каталог токарных станков с ЧПУ
Плюсы
Самая низкая стоимость за деталь на выходе, чем при других способах обработки с ЧПУ;
Очень высокие производственные возможности.
Минусы
Может производить только детали с радиальной симметрией и простой геометрией
5-осевая обработка с ЧПУ
Многоосевые станки с ЧПУ бывают трех вариантов: 5-осевые индексированные фрезерные станки, 5-осевые фрезерные станки с непрерывной обработкой и токарно-фрезерные с рабочим инструментом.
Эти системы, по сути, являются станками с дополнительными степенями свободы. Например, 5-осевые фрезерные станки с ЧПУ позволяют вращать станину станка или головку инструмента (возможно, сразу всё вместе), в дополнение к трем линейным осям перемещения.
Широкие возможности этих машин влекут за собой их повышенную стоимость. Они требуют как специализированной техники, так и операторов с экспертными знаниями. Для очень сложных или оптимизированных по топологии металлических деталей приоритетнее будет 3D печать.
Индексируемое 5-осевое фрезерование с ЧПУ
Во время обработки режущий инструмент может двигаться только вдоль трех линейных осей.
Между операциями платформа и головка инструмента могут вращаться, давая доступ к заготовке под другим углом.
Индексированные 5-осевые фрезерные системы с ЧПУ также известны как 3+2 фрезерные станки. Они используют две дополнительные степени свободы, только между операциями обработки для вращения заготовки.
Основным преимуществом этих систем является то, что они устраняют необходимость ручного перемещения заготовки.Таким образом, детали с более сложной геометрией могут быть изготовлены быстрее и с большей точностью, чем на 3-осевом станке с ЧПУ. Хотя им не хватает возможностей для непрерывных операций.
Плюсы
Исключает необходимость ручного перемещения
Производит детали со сложной геометрией быстрее и с большей точностью, чем на 3-х осевом станке
Минусы
Более высокая стоимость, чем 3-осевая обработка с ЧПУ
Невозможно воссоздать мелкие детали на заготовке
Непрерывное 5-осевое фрезерование с ЧПУ
Режущий инструмент может перемещаться вдоль трех линейных и двух осей вращения относительно заготовки.
Все пять осей могут двигаться одновременно во время всех операций обработки.
5-осевые фрезерные системы с ЧПУ, работающие непрерывно, имеют архитектуру, аналогичную индексируемым 5-осевым фрезерным станкам. Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
Таким образом, можно изготавливать детали со сложной, органичной геометрией, которые невозможно изготовить с таким уровнем точности при помощи другой технологии. Эти передовые возможности стоят дорого, так как не дёшево само оборудование, и для работы на нём требуются высококвалифицированные кадры.
Плюсы
Такие станки производят сложные детали с точностью, которой невозможно добиться при использовании другого оборудования
Очень гладкие органичные поверхности с минимальными следами обработки
Минусы
Крайне высокая стоимость
Всё ещё есть ограничения по фрезерованию скрытых полостей и сложной геометрии
Фрезерные токарные станции с ЧПУ
Заготовка прикреплена к шпинделю, который может либо вращаться с высокой скоростью (например, в качестве токарного станка), либо располагать его под точным углом (как 5-осевой фрезерный станок с ЧПУ).
Токарные и фрезерные инструменты используются для выборки материала из заготовки, образующей деталь.
Фрезерные токарные станции с ЧПУ — это, в основном, токарные станки оснащенные фрезерными инструментами. Их разновидностью служат токарно-фрезерные станции швейцарского типа, которые обычно имеют более высокую прецессию.
В токарных станках используются преимущества, как высокой производительности токарной обработки, так и геометрической гибкости фрезерования. Они идеально подходят для изготовления деталей с «рыхлой» осевой симметрией (например, распредвалы и центробежные рабочие колеса) при гораздо более низкой стоимости, чем другие 5-осевые системы обработки.
Плюсы
Самая низкая стоимость среди 5-осевых систем обработки с ЧПУ
Высокие производственные возможности и свобода дизайна
Минусы
Всё ещё есть ограничения по фрезерованию скрытых полостей и сложной геометрии
Больше всего подходит для деталей с цилиндрическим контуром
Подведём итог
3-осевые фрезерные станки с ЧПУ производят детали с относительно простой геометрией и превосходной точностью и по низкой цене;
Токарные станки с ЧПУ обладают самой низкой стоимостью, но подходят только для деталей с радиальной геометрией;
Индексируемые 5-осевые фрезерные станки с ЧПУ производят детали с элементами, которые не выровнены с одной из основных осей быстро и с очень высокой точностью;
Непрерывные 5-осевые фрезерные станки с ЧПУ производят детали с очень сложной, «органической» геометрией и гладкими контурами, но очень дорогостоящие;
Токарно-фрезерные станции с ЧПУ объединяют преимущества токарной и фрезерной обработки в единую систему для производства сложных деталей по более низкой цене, чем другие 5-осевые системы с ЧПУ.
ЧПУ для новичков — с чего начать? Советы и рекомендации
9 вещей, которые пригодятся новичкам в ЧПУ
Предположим, у вас есть рабочая машина с ЧПУ, вы только что ее приобрели, но вы мало что знаете о самом ЧПУ. Предположим также, что это фрезерный станок, и что в первую очередь вы будете заниматься резкой металла. Вероятно, вы готовы начать изготавливать детали для чоппера, конструировать устройство для смены инструментов или, может быть, с нуля собрать пистолет Colt 1911. С ЧПУ вы можете сконструировать почти все, и вы с нетерпением ждете начала работы над вашими любимыми проектами.
Не спешите! Помните, вы только что купили машину, и к тому же вы новичок. Вы еще не готовы к таким проектам.
Надо постараться максимизировать свои шансы на успех. Для этого примите к сведению 9 нижеследующих пунктов
1. Купите несколько приличных фрез
Не берите упаковку импортных китайских фрез различных размеров и неопределенного качества. Вам не нужны и зеленые космические фрезы из «Людей в черном», просто купите несколько приличных фрез у надежного поставщика по разумной цене. Можно начинать с быстрорежущей стали. В конечном во многих случаях будет необходим твердосплав, но быстрорежущая сталь дешевле и более устойчива к вибрациям. Купите себе несколько размеров:
— 13 мм
— 6 мм
— 4 мм
Размеры меньше ни к чему на данном этапе, пока вы не потренируетесь на менее чувствительных фрезах. Купите 2-х или 3-заходные для алюминия и 4-заходные для стали. Чтобы лучше понять какие фрезы вам необходимы, прочтите статью Как выбрать фрезы. Вы однозначно сломаете несколько фрез, так что просто свыкнитесь с этой мыслью. На этом этапе следует не забывать надевать защитные очки!
Также купите полный набор спиральных сверл.
2. Купите стоящие тиски, комплект прихватов и набор параллелек
Закрепление заготовки — очень важный этап. Приобретите хорошие тиски для своего станка, и вы потратите деньги на ценный инструмент, который будет служить вам годами. Есть одна загвоздка, которая возникает, когда вы зажимаете заготовку в тисках. Если у вас плохие тиски, заготовка сдвинется, а вы будете гадать, что же произошло.
Вам следует закрепить ваши тиски в Т-образные слоты вашего стола, так что вы также можете приобрести комплект прихватов.
Наконец, вам понадобится набор параллельных подкладок.
3. Используйте СОЖ или туман! В работе с алюминием придется параноидально следить за отводом стружки.
Если машина не была оснащена СОЖ, подаваемой поливом, и не предназначена для такого, то вам необходимо установить генератор тумана. Можно взять качественный, например Noga, есть много разных брендов.
Перенарезка стружки вредна для фрез, а в худшем случае это приведет к поломке. «Быть параноиком» имеется в виду, что в начале надо очень пристально смотреть на область реза, и возиться с соплом вашего туманообразователя, чтобы освоить, как правильно располагать его для качественной подачи СОЖ.
4. Научитесь пользоваться вашим контроллером ЧПУ
Следующим шагом будет научиться управлять вашим ЧПУ, как если бы это был ручной станок с принудительной подачей и УЦИ на каждой оси. По ходу работы вы узнаете некоторые базовые коды G, дабы иметь представление о том, что ваша программа делает, когда вы в первый раз запускаете реальную программу в коде G (хоть это еще и далеко от правды!). Начните работать с фрезой в верхнем положении, и не пытайтесь делать какие-либо движения по оси Z, дабы не повредить режущий инструмент обо что-то. Практикуйте движения по оси X и Y до тех пор, пока шпиндель не будет двигаться туда, куда вы хотите, и вы не будете ошибаться. Еще один момент: не используйте G00, это заставляет машину двигаться в быстрых режимах на пределах ее возможностей. Используйте G01 и установите относительно низкую скорость подачи. В «G01 F20» машина будет двигаться со скоростью 20 единиц в минуту(миллиметров, метров, дюймов – в зависимости от настроек вашего контроллера). У вас будет намного больше времени на реакцию, если что-то пойдет не так.
5. Купите измерительный прибор для длины фрезы и научитесь ним пользоваться, чтобы калибровать ось Z. В придачу приобретите кромкоискатель и используйте его, чтобы забазировать шпиндель относительно детали.
Ваша машина должна знать, где находится кончик фрезы, в противном случае можно испортить оборудование. Так как вы новичок, задайте ей необходимую информацию, используя датчик длины фрезы. С его помощью машина будет точно знать, где конец фрезы относительно координаты Z. Первое, что надо сделать после установки заготовки в тиски и фрезы в шпиндель — это установить нули.
Подробнее о компенсации длины инструмента и нахождении базовых точек в статье Как найти нулевую точку станка с ЧПУ.
6. Научитесь регулировать ваш станок и тиски
Отрегулировать — отъюстировать с помощью часового индикатора. Это базовый навык, который необходим всем.
Выработайте привычку перед началом работы проверять положение ваших тисков. Позже будет понятно, действительно ли нужно делать это прям каждый раз, но поначалу придерживайтесь такй практики. К тому же, убедитесь, что знаете, как отрегулировать свои тиски, чтобы зажимные щеки были правильно выровнены с одной из осей.
7. Начните с алюминия, латуни и мягкой стали. Избегайте использования нержавеющей стали.
Поначалу следует избегать использования труднообрабатываемых материалов. Используйте алюминий или латунь.
Когда начнет получаться, можно попробовать мягкую сталь. Только после того, как вы почувствуете, что достаточно хорошо фрезеруете такие материалы, фрезы не ломаются и не изнашиваются слишком быстро, и обработанная поверхность больше не похожа на ту, на которую напала стая инфицированных бешенством бобров, лишь тогда переходите к труднообрабатываемым материалам, таким как нержавеющая сталь. Перед этим как следует изучите каталоги поставщиков металлов.
8. Сделайте себе несколько комплектов ступенчатых губок из алюминия
Возьмите пилу и вырежьте кусочки материала, размерами немного больше, чем щеки тисков. Теперь вам нужно обработать эти блоки на прямоугольник, т.е. делать фрезерные проходы до тех пор, пока все стороны не станут строго параллельны или перпендикулярны друг другу, т.е. до получения прямоугольного параллелепипеда.
Используйте концевые фрезы небольших диаметров. Несмотря на то, что для таких работ торцевые подходят лучше, их пока не стоит использовать, т.к. торцевая фреза развивает большое усилие. Шпиндель может завязнуть, заготовку может вырвать тисков и швырнуть ее через комнату, и т.п.
Обработав материал в виде квадрата, переходите к следующей задаче – обработайте его в соответствии с размерами, фрезеруя до тех пор, пока он не станет идеального размера для ваших тисков (вам понадобятся 2 прямоугольных куска, по одному на каждую зажимную губку). Последний шаг — просверлить и прозенковать монтажные отверстия.
Можно также поучиться делать Куб Тернера. Этот куб (его еще называют мета-куб), не так легко сделать, как это может показаться на первый взгляд. Говорят, что ранее, до появления станков с ЧПУ, такой хитрый кубик давали новичку токарю/фрезеровщику и предлагали аналогичный сделать. Это было тестом на владение станком. Этот куб выглядит как серия кубов с отверстиями, вложенных друг в друга, и касающихся внешнего только вершинами.
9. Изучите САПР и CAM
Итак, теперь вы знаете азы. Следующий шаг – изучить, как создавать G-код для станка. Для этого вам необходимо овладеть САПР и CAM. По возможности выберите те программы, с освоением которых вам могут помочь. В идеале, попросите вашего друга, который уже использует программное обеспечение и опытен в нем, помочь вам. Если у вас нет такого друга, рассмотрите вариант курсов. Если вам некому помочь вживую, вам придется вернуться и искать помощи в Интернете. Начните с просмотра нескольких видеороликов. По возможности, постарайтесь смотреть ролик и изучать программное обеспечение одновременно. Найдите онлайн-форумы, на которые люди обращаются за помощью в использовании этих программ.
Процесс ЧПУ для абсолютных новичков
Для тех, кто является абсолютным новичком в ЧПУ, у вас, несомненно, возникнет множество вопросов. Вероятно, лучше всего начать с базового понимания того, что такое фрезерный станок с ЧПУ и как работает процесс ЧПУ.
ЧПУ стало общим термином, используемым для описания нескольких различных типов устройств, управляемых компьютером; все, от фрезерного станка с ЧПУ до токарного станка с ЧПУ, фрезерного станка с ЧПУ, плазменной резки с ЧПУ и т. Д., Все они известны своим энтузиастам как просто ЧПУ. В данном случае я сосредоточусь на фрезерном станке с ЧПУ, так как это то, с чем я больше всего знаком.
Что такое ЧПУ?
CNC расшифровывается как числовое программное управление. Это означает, что физические движения машины контролируются компьютером через сложную математическую систему координат. Компьютер перемещает фрезер или шпиндель на ЧПУ в 3 направлениях или осях. Ось X (которая всегда перемещается из стороны в сторону, когда вы смотрите на машину), ось Y (которая всегда движется спереди назад, когда вы смотрите на машину) и ось Z (которая всегда движется вверх и вниз). оси обозначены на картинке ниже.
3 оси движения
Технология ЧПУ существует с 1940-х годов, когда станок с ЧПУ впервые управлялся аналоговым компьютером через перфорированную ленту или серию перфокарт. Эта система постепенно уступила место полностью электронному управлению с помощью компьютеризированного кода, что в конечном итоге привело к цифровому управлению, которое мы используем сегодня. Процесс, используемый сегодня в большинстве домашних фрезерных станков с ЧПУ, представляет собой ту же базовую систему, которая используется высокотехнологичными производственными предприятиями на станках стоимостью в миллионы долларов. Их программное обеспечение намного сложнее, чтобы его можно было использовать в среде с таким высоким спросом, и может стоить несколько сотен тысяч долларов, но основной процесс очень похож.
Что такое фрезерный станок с ЧПУ?
Основные части фрезерного станка с ЧПУ можно разбить на несколько компонентов. Эти компоненты включают узел портала, который перемещается вдоль станины или стола маршрутизатора. Портал удерживает сборку оси Z, которая включает в себя фрезер или шпиндель и его крепление. Серия из 3 или 4 шаговых двигателей управляет движением осей вдоль линейной направляющей с помощью ходовых винтов, приводных ремней или цепей или реечной системы зубчатых колес. В приведенном ниже примере используется система привода ходового винта, в которой прецизионно отшлифованный стержень с резьбой ACME продевается через ходовую гайку на оси, а затем прикрепляется к шаговому двигателю с помощью муфты. Когда шаговый двигатель вращается, он вращает ходовой винт, заставляя ходовую гайку (и любой узел, прикрепленный к ней) двигаться вперед и назад по длине ходового винта. Линейные направляющие плавно направляют осевой узел по всей длине его перемещения. На рисунке ниже некоторые из этих компонентов помечены. Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро.
Типичный фрезерный станок с ЧПУ с маркировкой некоторых основных компонентов.
Фрезерный станок с ЧПУ с основными деталями, помеченными
Пожалуйста, поймите с самого начала, что фрезерный станок с ЧПУ НЕ является чудо-машиной. Это просто еще один инструмент, который нужно добавить в арсенал инструментов, уже имеющихся в вашем магазине. Машины, которая может забирать материал с одного конца и выбрасывать готовые проекты с другого конца, не существует. Независимо от того, какой инструмент вы используете, всегда будет ручная шлифовка, сборка и отделка, связанные с завершением проекта. Фрезерный станок с ЧПУ ничем не отличается.
Кроме того, ЧПУ не всегда лучший, самый быстрый или даже самый подходящий инструмент для работы. ЧПУ не просверлит отверстия быстрее, чем вы просверлите их на сверлильном станке. Он режет материал не быстрее, чем на настольной или ленточной пиле. Он не скругляет край быстрее, чем вы можете с помощью ручного маршрутизатора или фрезерного стола. В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы.
Итак, как работает процесс?
В домашних условиях процесс ЧПУ происходит примерно так: Шаг 1 — стадия концепции или идеи, Шаг 2 — проектирование или процесс CAD, Шаг 3 — процесс CAM, Шаг 4 — процесс фрезерования или механической обработки, и шаг 5 — процесс отделки и сборки. Некоторые из этих шагов требуют специального компьютерного программного обеспечения, в то время как другие вообще не требуют компьютера или программного обеспечения.
Шаг 1, стадия идеи или концепции, требует только вашего воображения и немного вашего времени. В основном это можно свести к одному простому вопросу; что ты хочешь сделать? Этой концепцией или идеей может быть что угодно: от простого мысленного образа до фотографии или наброска на листе бумаги для заметок. Некоторое внимание следует уделить материалу, который вы собираетесь использовать, его размеру и весу, какую отделку вы собираетесь использовать, как вы собираетесь его собирать, если сборка необходима — просто в общем идея как должен выглядеть окончательный проект.
Шаг 2, пожалуй, самый сложный для новичка; получить идею из вашей головы и в компьютер. Это может принимать различные формы, и может использоваться несколько типов программного обеспечения. Если у вас есть опыт работы с программным обеспечением CAD (автоматизированное проектирование) или программным обеспечением для компьютерной графики, вы уже впереди игры. Программа САПР, такая как AutoCAD, TurboCAD или Draftsight, среди прочего, может быть использована для рисования концепции на компьютере, а файл, сохраненный из программы САПР, может быть импортирован в программное обеспечение CAM — подробнее о CAM через минуту. То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы.
Шаг 3 — это процесс CAM. CAM означает автоматизированное производство. На этом этапе мы берем проект, назначаем различные инструменты (фрезы, концевые фрезы и т. д.) и типы операций обработки (вырезы карманов, профильные разрезы и т. д.) для конкретных элементов дизайна и рассчитываем траектории движения инструментов. Траектории инструментов — это буквально пути, по которым инструменты будут следовать, чтобы вырезать или вырезать проект, независимо от того, включает ли проект вырезание чего-то простого, такого как круг, или такого сложного, как вырезание 3D-шедевра, такого как Мона Лиза. После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4.
Сегодня на рынке представлено несколько марок программного обеспечения для ЧПУ, известных как пакеты CAD/CAM. Это означает, что вы можете рисовать дизайн, рассчитывать траектории, а затем генерировать и сохранять g-код в одной и той же программе, устраняя необходимость в отдельной программе САПР или графической программе. Большинство так называемых «программных пакетов ЧПУ», представленных сегодня на рынке, относятся к этому типу. Примерами этого являются Vectric LTD VCarve Desktop, VCarve Pro, Aspire, Autodesk Fusion 360, Autodesk Inventor, а также некоторые другие.
Пакет программного обеспечения VCarve Pro CAD/CAM от Vectric LTD используется
Шаг 4 — процесс фрезерования или механической обработки. На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.
Программное обеспечение контроллера Mach4
Шаг 5 — это шаг, с которым большинство из нас уже знакомо и который больше всего связан с любой другой формой домашнего хобби по дереву. На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска.
Две коробки Paradise от Vectric, которые я вырезал на самодельном фрезерном станке с ЧПУ.
Подводя итоги
Ранее я упоминал, что фрезерный станок с ЧПУ не является чудо-машиной. Это не так. Это просто инструмент. Некоторые люди думают о ЧПУ как о помощнике, который работает бесплатно. Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые.
Независимо от того, что и как вы думаете о ЧПУ, они никуда не денутся. Движение домашнего хобби с ЧПУ является большим, и оно набирает силу с каждым днем, поскольку они становятся менее дорогими в покупке или сборке и их легче владеть. Многие заводские станки, которые когда-то поставлялись с 5-значными ценниками, теперь находятся в пределах досягаемости многих столяров с мастерской приличного размера, и есть много комплектов, доступных всего за несколько сотен долларов — они могут быть в любой форме из нескольких частей с набор планов для полного «катящегося шасси», которому нужно всего лишь несколько электронных компонентов, чтобы заставить его работать. Просто знайте, что во многих случаях «лучшего» действительно не бывает. Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.
Надеюсь, теперь у вас есть общее представление о том, что такое процесс ЧПУ и как он работает. В жаргоне легко запутаться, поэтому я постарался свести его к минимуму. Существует так много вариантов, что стать перегруженным информацией так же легко. Прежде чем сделать первый шаг и купить что-либо, честно оцените, как вы хотите использовать ЧПУ. Конечно, было бы неплохо иметь станок, способный вырезать детали из цельного листа фанеры, или уметь фрезеровать, гравировать лазером, резьбой по камню и плазменной резкой в одном лице, но сколько всего этого вы, честно говоря? будешь делать на постоянной основе? Только вы можете ответить на это; но ответьте на него честно, тогда пусть это будет вашим руководством.
Практический результат
Короче говоря, машина, которая когда-то считалась зарезервированной для огромной многонациональной производственной корпорации, теперь легко доступна для среднего домашнего любителя, у которого достаточно места в гараже, чтобы поставить машину, которая является частью размер стандартного бильярдного стола. Для человека, который разбирается в обычных электроинструментах, вполне возможно построить ЧПУ хорошего качества для хобби и оснастить его всем программным обеспечением, необходимым для его работы. Я знаю это, потому что я сделал это — и вы тоже можете.
Учебники и вебинары по ЧПУ
Часть 1 – для начинающих
Думаете о том, чтобы заняться фрезерованием с ЧПУ, и не знаете, с чего начать? Вот список самых полезных руководств и вебинаров для начинающих, которые мы нашли в Интернете. Давайте начнем!
Общая информация о ЧПУ
Основы ЧПУ Что нужно для начала работы
Простые обсуждения без излишеств и учебные пособия по самым основным элементам работы на вашем станке.
Учебное пособие по ЧПУ 1 из 3: Введение в обработку
Колумбийский университет. Охватывает безопасность, режущие инструменты, материалы, затраты, держатели инструментов и примеры деталей, изготовленных на фрезерном станке с ЧПУ.
Учебное пособие Бена Хека по фрезерованию с ЧПУ
Бен объясняет тонкости фрезерной обработки с ЧПУ, используя только Shapeoko и ноутбук. Области внимания включают обзор деталей, создание файлов проекта, выполнение и другие советы по ЧПУ.
Введение в ЧПУ (плейлист)
5 очень коротких видеороликов с обзором основных концепций, станков и другого оборудования, программного обеспечения, настройки станков, а также подачи и скорости.
Программное обеспечение для начинающих
С ЧПУ (ЧПУ) далеко не уедешь без программного обеспечения для компьютера. Это буквально в названии.
Учебное пособие по Fusion 360 CAM для начинающих!
Если вы новичок в CNC-обработке или пытаетесь начать использовать Fusion 360 CAM, это видеоруководство, показывающее, как начать работу с Fusion 360 CAM, является правильным местом для начала! Давайте пройдемся по настройке нашей детали, выберем наш CAM-инструмент и наши CAM-операции для обработки этой детали на Tormach 440!
Основы Fusion 360 CAM
Autodesk гарантирует, что вы освоите основные этапы создания траекторий ЧПУ на основе вашей модели.
Учебные пособия по AutoCAD для начинающих — плейлист
191 короткий видеоролик обучает AutoCAD с нуля до практического уровня, чтобы вы могли комфортно работать в любой организации и иметь все базовые знания. Охватывает концепции 2D-чертежа, изометрическое рисование и 3D-моделирование.
Покупка вашего первого фрезерного станка с ЧПУ
Видео о покупке станка с ЧПУ часто являются не более чем расхваленными рекламными роликами и пустой тратой времени. Начните с этих видеороликов, чтобы определить, какая машина вам подходит.
ПОСМОТРИТЕ ЭТО, прежде чем купить станок с ЧПУ для 3D-резки!
Не каждая машина поставляется с программным обеспечением, необходимым для того, чтобы делать то, что вы хотите. Посмотрите это короткое видео, прежде чем инвестировать.
Сборка комплекта станка с ЧПУ
Сборка стандартного комплекта настольного станка с ЧПУ размером 2 x 3 дюйма с сайта CNCRouterparts. com и первое пробное фрезерование круга и квадрата из МДФ.
Протестировано: обзор настольного станка с ЧПУ Carvey
Протестировано тестирование Carvey, настольного станка с ЧПУ от Inventables. В отличие от X-Carve, этот трехосевой фрезерный станок предназначен для использования в офисе и разработан для простоты и безопасности. Используя веб-программу Easel, вы можете создать дизайн и вырезать его на листе пластика всего за несколько минут. Простота ограничивает его универсальность, поэтому он может лучше подходить для классных комнат, чем для больших рабочих цехов.
CNC-обработка — что нужно для начала — основное руководство
В этом видео производитель ножей Уолтер Сорреллс расскажет вам об основных компонентах небольшой обрабатывающей системы с ЧПУ. Это видео предназначено специально для производителей ножей… но здесь есть кое-что и для тех, кто хочет познакомиться с основами обработки на станках с ЧПУ.
Познакомьтесь с Maslow, станком для резки с ЧПУ за 350 долларов
Компания Tested приветствует Бара Смита и Ханну Тигл, которые продемонстрируют нам свой станок для резки с ЧПУ Maslow, который поставляется в комплекте за 350 долларов.
Газонокосилка бензиновая Husqvarna LC 153S — универсальная прочная газонокосилка для средних газонов.
Функция мульчирования доступна, как опция (комплект: заглушка и нож, приобретаются отдельно).
Стальная режущая дека газонокосилки LC 153S изготовлена штамповкой из одного листа, по этому она не имеет сварных частей и оцинкована гальваническим способом для повышения износостойкости
Центральная регулировка высоты стрижки — один рычаг обеспечивает изменение положения всей деки, 5 положений высоты стрижки.
Модель Husqvarna LC 153S — самоходная, одна скорость до 3.6 км/ч
На модели Husqvarna LC 153S установлен мощный двигатель Briggs & Stratton Quantum Series 650Exi с системой легкого запуска ReadyStart, также она снижает сопротивление шнура стартера на 30% .
Большой травосборник (65л) с защитой от пыли позволяет использовать модель LC 153S для обработки больших газонов. Травосборник cпроектирован так, чтобы пыль оставалась внутри и не попадала в сторону пользователя при кошении.
Газонокосилка Husqvarna LC 153S обладает универсальностью благодаря нескольким способам стрижки травы. 3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
Интуитивно понятные органы управления, легкодоступные рычаги включения привода делают косилку легкой и удобной в использовании. В рукоятку интегрирована функция контроля присутствия оператора, повышающая легкость и удобство использования. Складная рукоятка для упрощения хранения и транспортировки
Газонокосилка бензиновая Husqvarna LC 153S — универсальная прочная газонокосилка для средних газонов.
Функция мульчирования доступна, как опция (комплект: заглушка и нож, приобретаются отдельно).
Стальная режущая дека газонокосилки LC 153S изготовлена штамповкой из одного листа, по этому она не имеет сварных частей и оцинкована гальваническим способом для повышения износостойкости
Центральная регулировка высоты стрижки — один рычаг обеспечивает изменение положения всей деки, 5 положений высоты стрижки. Модель Husqvarna LC 153S — самоходная, одна скорость до 3.6 км/ч
На модели Husqvarna LC 153S установлен мощный двигатель Briggs & Stratton Quantum Series 650Exi с системой легкого запуска ReadyStart, также она снижает сопротивление шнура стартера на 30% .
Большой травосборник (65л) с защитой от пыли позволяет использовать модель LC 153S для обра
Отличная газонокосилка! Устраивает и ширина скашивания и мощность. Есть привод на задние колёса, очень удобно, катать самому не надо. Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил.
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Газонокосилка бензиновая Husqvarna LC 153S 9614102-98 с самоходным принципом перемещения используется на больших садовых участках. Выполняет ровное скашивание газонной травы и может регулироваться на различные высоты резки. Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Изменяемая скорость движения
Легкость регулировки скорости движения в соответствии с вашими потребностями и состоянием газона.
Очень большие задние колеса
Облегчает управление газонокосилкой.
Очень большой травосборник
Позволяет использовать эту газонокосилку для обработки больших газонов.
Двигатель Honda
Мощный двигатель Honda с легким запуском.
TrioClip (3 режима стрижки в одной режущей деке)
Три системы стрижки, объединенные в одном садовом оборудовании. Выберите один из трех режимов — сбор травы, BioClip(r) или выброс травы в сторону.
Складная рукоятка Для легкого хранения и транспортировки. Регулировка рукоятки по высоте Регулируемая высота рукоятки для большего комфорта.
Газонокосилка бензиновая Husqvarna LC 153S 9614102-98 с самоходным принципом перемещения используется на больших садовых участках. Выполняет ровное скашивание газонной травы и может регулироваться на различные высоты резки. Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Изменяемая скорость движения
Легкость регулировки скорости движения в соответствии с вашими потребностями и сост
Характеристики
Характеристики
Вес, кг
36. 92
Выброс травы
Задний
Габариты (ДxШxВ), см
96 x 61 x 59
Гарантированная звуковая мощность, Lw дБ (А)
98
Звуковое давление возле уха оператора, дБ(А)
84
Модель двигателя
Briggs&Stratton
Мощность двигателя, кВт
2.3
Мощность двигателя, л.с.
3.1
Мульчирование
Есть
Объем топливного бака, л
1.5
Производитель двигателя
Briggs & Stratton
Рабочий объем цилиндра, см³
190
Размер упаковки, ДxШxВ, мм
960x610x597
Самоходная
Да
Складывающаяся рукоятка
Да
Тип двигателя
Бензиновый четырехтактный
Уровень вибраций рукоятки, м/с2
2. 5
Фильтры
Высота скашивания, мм
31-95
Режимы стрижки
Система 3-в-1: Мульчирование BioClip® / Травосборник / Выброс травы в сторону
Самоходная
Да
Тип двигателя
Бензиновый
Ширина скашивания, см
53
Оснащение
Большие задние колеса
Нет
Емкость травосборника, л
62.3
Заглушка BioClip®
Приобретается отдельно
Колеса
На подшипниках
Колесный подшипник, передний/задний
2 шариковых/металлическая втулка
Мягкая рукоятка
Да
Регулировка высоты рукоятки
Быстрая установка (3 шага)
Тип рукоятки
Комфрт (мягкая накладка)
Травосборник
Мягкий
Габариты и вес
Вес брутто, кг
38. 92
Высота в упаковке, мм
1060
Длина в упаковке, мм
710
Размер колес передних/задних, мм/дюйм
203-203 / 8-8
Ширина в упаковке, мм
690
Режущее оборудование
Высота стрижки, мин-макс, мм
31-95
Количество положений высоты стрижки
7
Материал режущей деки
Сталь
Регулировка высоты стрижки
Индивидуальная
Режимы стрижки
Система 3-в-1: Мульчирование BioClip®/Травосборник/Выброс травы в сторону
Husqvarna LC 153S — это самоходная и удобная в использовании газонокосилка, подходящая для садов среднего размера. Оснащен прочной стальной декой шириной 53 см и возможностью боковой разгрузки.
Эргономичная и легко складываемая рукоятка, легко снимаемая скоба и легко регулируемая высота стрижки облегчают работу любой газонокосилки. Соберите нож и оставляйте меньше обрезков на газоне, чтобы газон выглядел аккуратно и профессионально. 9№ 0003
Эта газонокосилка отличается универсальностью благодаря множеству вариантов скашивания. Выберите режим скашивания, необходимый для достижения оптимальных результатов; сбор травы для аккуратного газона, BioClip® (мульчирование) для удобрения газона и выброс травы для участков, которые реже косят.
ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ЭТО УСТАРЕВШАЯ СТАТЬЯ! Если продукт больше не доступен, значит, кто-то, к сожалению, опередил вас, и мы больше не можем его поставлять! Если товар распродан, а вы все равно его заказали, мы вернем сумму покупки в кратчайшие сроки.
Технические характеристики
Мощность
Тип двигателя
650EXI
Емкость цилиндра
163 см3
Объем топливного бака
1 л
Полезная мощность на заданной скорости, кВт Энергия
2,4 кВт
Полезная мощность на заданной скорости, кВт Обороты в минуту
Этот этап является наиболее ответственным, так как при неправильном его проведении, во время работы резца, пластинки твердого сплава могут отскакивать или ломаться, вследствие образовавшихся при напайке трещин.
ПРИПОИ.
Припои, применяемые для напайки пластинок твердого сплава, должны иметь температуру плавления на ~ 300° выше температуры, возникающей в процессе резания, сохранять прочность и пластичность при температуре резания, обладать хорошей жыдкотекучестью и обеспечивать быстрый отвод тепла от пластинки твердого сплава к стержню резца.
Для работ с большими нагрузками и нагревом режущей части инструмента до 900°
Электролитическая медь
Медь — 99.9% Примеси — 0,1%
1083°
Для работ с большими нагрузками и нагревом режущей части инструмента до 700°
Латунно-никелевый
Медь — 68,0% Цинк — 27,0% Никель — 5,0%
1000°
Латунь Л—62
Медь — 62.0% Цинк — 38,0%
900°
Для работ со средними нагрузками и нагревом режущей части инструмента до 600°
Серебрянный ПСР-45 (ОСТ—2982)
Серебро — 10% Медь — 53% Цинк — 37%
720°
Для припайки пластинок из высокотитановых твердых сплавов марок Т30К4
ФЛЮС.
Чтобы обеспечить хорошую смачиваемость и растекание припоя по поверхностям спаиваемых деталей, для удаления окислов и предохранения от окисления, применяют флюс.
В качестве флюса рекомендуется бура, которую нужно предварительно расплавить, истолочь и просеять через мелкое сито. Хранить буру нужно в закрытых сосудах, предохраняющих ее от влаги и загрязнения.
Бура применяется либо в виде порошка, либо в виде пасты, состоящей из трех весовых частей буры и двух частей вазелина.
Латунные припои паяют с флюсом, который состоит на половину из борной кислоты и на половину из буры. Температура плавления таких флюсов 750 ºС.
При напайке серебряными припоями следует применять флюс, состоящий из 43% фтористого кальция и 57% борной кислоты.
КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
Компенсационные прокладки необходимы для уменьшения термических напряжений. Они возникают при напайке твердосплавных пластинок, различной толщины и размеров, на стержни резцов. Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов.
Прокладки имеют вид тонкой сеточки или фольги, толщина которых составляет от 0,2 до 0,5 мм. На них имеются отверстия с диаметрами от 1 до 2 мм, расположенные в шахматном порядке.
Компенсационные прокладки имеют несколько достоинств:
Повышают прочность напайки;
Разгружают место спая от напряжений (возникающие при остывании резца).
СПОСОБЫ ПАПАЙКИ.
Нагрев стержня и пластинки и расплавление припоя могут осуществляться следующими способами:
а) в пламенных, газовых или электрических муфельных печах;
б) токами высокой частоты;
в) контактным способом, на стыковых сварочных аппаратах;
г) пламенем ацетилено-кислородной горелки.
Для уменьшения напряжений, возникающих в твердом сплаве при охлаждении после напайки, рекомендуется напаивать высокотитановые сплавы Т60К6 и Т30К4, особенно склонные к трещинообразованию, только по одной опорной плоскости; боковые поверхности пластинки предохраняются от припаивания применением прокладок из слюды или графита.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры ~ 800°С.
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.
Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой.ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА
При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.
Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Пластинка не должна быть смещена в гнезде.
ЧИТАЙТЕ ТАКЖЕ:
Баббит: недостатки и альтернативы. Ремонт подшипников скольжения.
Средства измерения резьб. Проволочки измерения резьбы.
Твердосплавные пластины и другие изделия из твердых сплавов. ГОСТ.
Твердые сплавы.
Нарезание трапецеидальной резьбы
Качество обработки поверхностей деталей.
Правила эксплуатации резцов с пластинками твердых сплавов.
Установка и крепление резца. Обращение с резцами в работе.
Отвод стружки. Переточка резцов.
Виды твердосплавных пластин — РИНКОМ
Виды твердосплавных пластин — РИНКОМ
Главная
Статьи
Виды твердосплавных пластин
Виды твердосплавных пластин
8 февраля 2021
Гирин Кирилл
О том, какие виды твердосплавных пластин выделяют, и какие параметры следует учитывать при их выборе, рассказываем в статье.
СОДЕРЖАНИЕ
Конструкция твердосплавных пластин и их применение
Плюсы и минусы сменных пластин по металлу
Классификация твердосплавных пластин
Требования к твердосплавным пластинам
Маркировка твердосплавных пластин
Выбор режущей пластины при обработке различных металлов
Особенности использования твердосплавных пластин
Где купить сменные твердосплавные пластины?
Виды твердосплавных пластин
70% всех операций в механической обработке занимает резание металлических заготовок твердосплавными пластинами. Их применение повышает скорость резания в 3–6 раз в сравнении с классическими быстрорезами и увеличивает эффективность станков в 2–3,5 раза. О том, какие виды твердосплавных пластин выделяют, и какие параметры следует учитывать при их выборе, рассказываем в статье.
Твердосплавные пластины для токарных резцов
Конструкция твердосплавных пластин и их применение
Сменная пластина из твердого сплава — инструмент, который напаивается на резец для проведения механической обработки заготовок. Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.
Пластины твердосплавные сменные необходимы:
для обработки поверхностей заготовок;
нарезки внутренних и наружных резьб;
расточки внутренних поверхностей;
развертки;
раскроя стекла и цветных металлов;
выборки канавок, выемок и пазов.
Резец со сменными пластинами
Использование сменных твердосплавных пластин для резцов повышает производительность оборудования, увеличивает скорость проведения операций, гарантирует предсказуемость и высокую точность результата. Резцы со сменными пластинами допускается использовать на высокой скорости, обрабатывать ими твердые материалы и не тратить время на замену режущей части и подточку кромок.
Подробнее о производстве твердосплавных пластин вы можете узнать в этой статье.
Плюсы и минусы сменных пластин по металлу
Твердосплавные пластины для токарных резцов имеют больше преимуществ, чем недостатков.
Прочность. Для изготовления пластин используют карбид вольфрама, кобальт, титан. Эти материалы гарантируют высокую стойкость инструмента на износ и стабильность при перепадах температур.
Экономия. Если износилась напайка цельного резца, державку обычно тоже выбрасывают. У резцов с механическим креплением твердосплавных пластин достаточно только повернуть кромку, а когда износились все кромки — заменить пластину. Сам резец служит гораздо дольше сменной пластины, при аккуратном использовании его практически невозможно сломать.
Универсальность. Достаточно одного резца и набора сменных пластин, покупать несколько инструментов разных размеров и геометрии нет необходимости.
Стандартизированные размеры и формы. Пластины твердосплавные изготавливаются по ГОСТу и имеют стандартные размеры и формы, что особенно важно при работе на станках с ЧПУ.
Быстрая замена затупившейся режущей части. На замену изношенной пластины уходит минимум времени, оборудование не простаивает, как это бывает при переточке и подгонке напайных элементов.
Простое использование. В обозначениях токарных сменных твердосплавных пластин легко разобраться. Маркировка поможет понять, для какого резца предназначена оснастка, какие материалы ей можно обрабатывать и на какие обороты выставлять станок.
Минус у сменных пластин один — дороговизна, которой есть объяснение: изделия изготавливаются из высокопрочных сплавов и отличаются продолжительным сроком службы, поэтому не могут стоить дешево.
Классификация твердосплавных пластин
Твердосплавные пластины для токарных резцов классифицируются по ряду параметров.
Тип инструмента. Токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными. Для каждого инструмента требуются пластины разного профиля.
Материал. Свойства твердосплавных пластин для токарной обработки зависят от того, в каком количестве в сплаве присутствует титан, вольфрам и другие компоненты. Изготавливают сменные пластины и из керамики. Такая оснастка подходит для обработки жаропрочных сплавов и непрерывной чистовой и получистовой обработки металлических заготовок.
Размер. Твердосплавные пластины выбирают под размер обрабатываемых заготовок.
Величина заднего угла. Этот параметр влияет на то, насколько чисто будет обработана заготовка. Чем больше задний угол, тем чище обработка. Пластины с большими задними углами применяют обычно для резания мягких металлов.
Класс точности. Выпускаются токарные сменные твердосплавные пластины 5 классов точности. С их помощью обрабатывают изделия с разными допусками в зависимости от геометрических параметров заготовки.
Требования к твердосплавным пластинам
Требования ко всем типам сменных пластин перечислены в государственных стандартах.
ГОСТ 19086-80 описывает характеристики опорных и режущих пластин, а также стружколомов.
ГОСТ 19042-80 перечисляет требования к форме и системе обозначений сменных пластин из твердосплавных материалов.
ГОСТ 25395-90 регулирует производство твердосплавных пластин, которые фиксируют на державке резца методом напайки.
Маркировка твердосплавных пластин
Маркировка твердосплавной пластины информирует о материале изготовления, форме, величине заднего угла, длине режущей кромки и классе точности оснастки. Буквы и цифры в обозначении всегда расшифровывают слева направо.
Расшифровка маркировки твердосплавной пластины
Каждый символ в маркировке обозначает конкретный показатель. Первая буква дает информацию о форме твердосплавной пластины, вторая — о заднем угле, третья — о допусках по высоте, толщине и размеру вписанной окружности, четвертая — о наличии стружколома или отверстия.
Следом за буквами перечисляют цифры. Первыми двумя обозначают длину пластины, двумя следующими — толщину, двумя последними — радиус углы. Последние две буквы характеризуют тип стружколома или его отсутствие (в этом случае вместо двух букв пишут None). Последнее обозначение (две буквы и четыре цифры) говорят о сплаве, из которого изготовлена токарная сменная твердосплавная пластина.
Перейдем к обозначениям.
Форма пластины
Может быть абсолютно разной, от ромбовидной с углом при вершине 35 градусов до круглой. Пластины разной геометрии придают обрабатываемой детали разные свойства.
H — шестигранная 120°.
O — восьмигранная 135°.
P — пятигранная 108°.
R — круглая.
S — квадратная 90°.
T — треугольная 60°.
C — ромбовидная 80°.
D — ромбовидная 55°.
E — ромбовидная 75°.
M — ромбовидная 86°.
V — ромбовидная 35°.
W — треугольная 80° с увеличенным углом при вершине.
L — прямоугольная 90°.
A — параллелограмм 85°.
B — параллелограмм 82°.
N/K — параллелограмм 55°.
Некоторые формы твердосплавных пластин по металлу
Задний угол пластины
Пластины режущие твердосплавные используют для снижения усилия, прилагаемого при наружной и внутренней обработке.
A — 3°.
B — 5°.
C — 7°.
D — 15°.
E — 20°.
F — 25°.
G — 30°.
N — 0°.
P — 11°.
O — специальный угол.
Класс точности
Подразумевает допуски на теоретический диаметр вписанной в пластины окружности, толщины и других параметров. Допуски важно учитывать для пластин до подготовки кромки и нанесения покрытия.
Конструктивные особенности пластины
Описывают форму пластины: наличие или отсутствие крепежных отверстий, наличие одной или двух рабочих сторон, наличие или отсутствие стружколомающей геометрии.
Размер, толщина, радиус
В маркировке твердосплавной пластины цифрами зашифрованы:
первые две цифры — длина режущей кромки;
вторые две цифры — толщина пластины;
третья пара цифр — радиус скругления при вершине.
Дополнительные обозначения
Дополнительно указывают тип исполнения пластины (правое, левое, нейтральное) и параметры режущей кромки (острая, со скруглением, с фаской).
Стружколом
Маркировка стружколомов разнится от производителя к производителю. При выборе следует опираться на рекомендации из каталога.
Выбор режущей пластины при обработке различных металлов
Выбирать твердосплавную пластину для токарного резца требуется с учетом следующих факторов.
Материал заготовки, которую необходимо обработать.
Вид обработки — черновой съем, чистовой и финишный проход, получистовая обработка.
Размеры, радиус и класс точности пластины. К примеру, для черновой обработки нужно брать пластину с большим радиусом и небольшим классом точности.
Форма и марка пластины, подходящие под имеющийся резец.
Ширина канавки и пластины (для отрезной и канавочной пластин).
Профиль, тип резьбы, правое или левое исполнение, шаг резьбы (для пластин, предназначенных для нарезания резьбы).
Резец с механическим креплением
Важно!
Для резцов некоторых производителей подходят только оригинальные твердосплавные пластины. В частности это касается отрезных и фрезерных изделий, а также пластин для сверл. Оснастка для точения чаще всего универсальная и совместима с державками разных брендов.
Особенности использования твердосплавных пластин
Заточку твердосплавных пластин производят в заводских условиях. Изношенное изделие достаточно перевернуть, чтобы сделать рабочей вторую грань.
Для черновой обработки заготовок используют толстые пластины с длинными гранями. Чистовые операции проводят небольшими изделиями.
Где купить сменные твердосплавные пластины?
Заказать сменные твердосплавные пластины вы можете в интернет-магазине «Ринком». В каталоге представлены изделия различных геометрии и размера. Доставка продукции возможна во все регионы России. Также доступен самовывоз со склада в Брянске.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
25 апреля 2023
Стеллит – сплав специального назначения
21 апреля 2023
Виды концевых фрез
23 января 2023
Фрезы со сменными пластинами
20 декабря 2022
Лучшие отвертки для домашнего и производственного использования
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Важные требования для успешной стоматологической пайки
В зуботехнической лаборатории пайка является необходимой частью работы. Благодаря широкому спектру применения пайка сохранила свою актуальность в стоматологических технологиях, несмотря на развитие современных процедур сварки и склеивания. Ежедневное количество процедур пайки в зуботехнической лаборатории по-прежнему намного превышает количество других методов соединения.
В этой статье вы можете найти полезную информацию о том, как добиться успешного результата пайки.
Что такое пайка?
Пайка является наиболее распространенным процессом соединения металлических компонентов, и принципы, лежащие в его основе, не изменятся в будущем. Припой — это расплавленный присадочный металл, который используется для соединения металлических деталей. Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. При пайке припой смачивает, но не плавит эти сплавы.
При производстве стоматологического оборудования часто используется пайка. Большие частичные протезы обычно изготавливаются из частей и спаиваются вместе после тщательной подгонки к мастер-модели.
Каковы шесть требований для стоматологической пайки?
Полное понимание материалов, используемых в процессе пайки, и их надлежащего применения являются важными компонентами осторожного подхода к пайке.
1. Совместимость с металлами
Припой, используемый в процессе пайки, должен иметь температуру обработки, соответствующую спаиваемым сплавам. Стоматологический припой должен быть устойчив к среде полости рта и иметь состав, сравнимый со сплавляемыми сплавами. Это означает, что для успешного паяного соединения требуется металлургическая совместимость и равные коэффициенты теплового расширения припоев и сплавов.
2. Очистка металлических поверхностей
Контактные поверхности должны быть очищены от жира и окислов, что может быть достигнуто с помощью шлифовки или пескоструйной обработки.
3. Предварительно подогретые компоненты каркаса
Для достижения достаточного потока и оптимального смачивания сплава соединяемые компоненты каркаса должны быть соответствующим образом нагреты. Температура в месте пайки должна быть выше температуры обработки припоя, но не выше температуры солидуса сплава.
4. Смачиваемость
Если припой обладает отличными смачивающими свойствами, он будет равномерно растекаться по сплаву, смачивать обе поверхности и заполнять зазор при пайке. Он образует капли, если припой имеет низкую смачиваемость. Припой не течет, и в этом сценарии не происходит диффузии; другими словами, соединения металлов в сплаве и припое не соединяются.
5. Флюс для растворения оксидов
Флюс растворяет соединения кислорода на поверхности сплава. Флюс поглощает оксиды в процессе растворения и предотвращает дальнейшее окисление.
6. Параллельные стенки зазора для пайки
При снятии давления припой вдавливается в зазор для пайки только в том случае, если стенки компонентов каркаса параллельны друг другу. Стенки должны быть облицованы шириной от 0,05 мм до не более 0,2 мм с равным расстоянием между ними.
Если вы ищете Надежная зуботехническая лаборатория Vitality Technologies — это зуботехническая лаборатория с полным спектром услуг, обслуживающая стоматологические кабинеты по всей стране. Мы специализируемся на имплантации зубов, несъемном протезировании, высококачественных съемных протезах и многом другом. Запишитесь на бесплатную онлайн-консультацию, чтобы узнать больше о наших услугах и ценах.
. Принципы и практика хирургической стоматологии. 680 ПАЙКА. припаиваемые детали на своих местах, а также для защиты поверхностей фарфора от прямого контакта с пламенем. Этот вопрос будет рассмотрен далее, когда речь пойдет о припаивании зубов к пластине.
При выборе подходящего сосуда для паяемого изделия важно сохранять тепло, особенно при использовании паяльной трубки. Мат в форме воронки, сделанный из обрезков плетеной железной проволоки, или большого куска пемзы, или куска древесного угля, покрытого снаружи тонким слоем гипса, представляет собой фото
Подписи предоставлены нашими авторами.
RM ID:Идентификатор изображения:2CEJ77C
Предварительный просмотр
Детали изображения
Идентификатор изображения:
2CEJ77C
Размер файла:
9.81074 KB )
Полностью откройте файл изображения размер с помощью программного обеспечения для обработки изображений.
Выпуски:
Модель — нет | Собственность — нет Нужен ли релиз?
Размеры:
1729 x 1445 пикселей | 29,3 х 24,5 см | 11,5 х 90,6 дюйма | 150 dpi
Дополнительная информация:
Это изображение является общественным достоянием, что означает, что либо срок действия авторских прав на изображение истек, либо правообладатель отказался от своих авторских прав. Alamy взимает с вас плату за доступ к копии изображения в высоком разрешении.
Это изображение может иметь недостатки, так как оно либо историческое, либо репортажное.
. Принципы и практика хирургической стоматологии. 680 ПАЙКА. припаиваемые детали на своих местах, а также для защиты поверхностей фарфора от прямого контакта с пламенем. Этот вопрос будет рассмотрен далее, когда речь пойдет о припаивании зубов к пластине. При выборе подходящего сосуда для припаиваемой детали важно сохранять тепло, особенно при использовании паяльной трубки. Коврик в форме воронки, сделанный из обрезков плетеной железной проволоки, или большой кусок пемзы, или кусок древесного угля, покрытого снаружи тонким слоем гипса, образуют очень простые и удобные вместилища для небольших предметов. Для более крупной работы или для очень высоких температур важно получать дополнительное тепло от зажженного древесного угля, для чего паяльник (рис. 220) является замечательным приспособлением. Подвижная крышка остается при нагреве и охлаждении, но, разумеется, снимается во время пайки. 1. После пайки изделие должно постепенно остывать, если только оно не подлежит повторной обжимке. Если есть фарфор, охлаждение должно быть очень постепенным. В холодном виде его можно поместить в разбавленную серную кислоту и медленно довести до точки кипения, выдержать там несколько минут, а затем медленно охладить. Это растворяет стекло буры, которое очень твердое, и снимает лезвие с напильников и скребков. ПАЯКА. 681 Применение этих правил и приспособлений к припаиванию кламмеров очень просто. Поверхности должны быть очищены от гипса или окиси, а соединяемые точки не должны быть разнесены слишком широко. Застежка должна быть прочно соединена, но линия соединения не должна быть слишком широкой, иначе будет потеряна надлежащая пружинистость или свободный ход концов застежки. Слишком много припоя или слишком много буры делают работу неряшливой. Идеально спаянное соединение никогда не нуждается в напильнике или скребке для окончательной обработки. 44 ГЛАВА ОДИННАДЦАТАЯ. ВСТРЕЧАЮЩИЕ ИЛИ СОСТАВЛЯЮЩИЕ МОДЕЛИ.

 Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.
Начал свой путь в Японии в 1915 году, сегодня поставляет продукцию в 160 стран. Деятельность сочетает вековые традиции и современные технологии. Инструмент отличается высокой надежностью и демократичной ценой. У компании действуют 8 заводов, в том числе в Европе. В Россию продукция поставляется с 1935 года. По всей стране есть сервисные центры.

 0АЧ LI-ION — Tallinn
0АЧ LI-ION — Tallinn 0Ач
0Ач 0Ач
0Ач 90 €
90 € НДС
НДС Экономически эффективным. Идеальное дополнение к дрели SDS-PLUS (с функцией долбления) Применение: Бетон, снос, штукатурка, штробление, крепление Особенности: Набор долот и бит SDS-PLUS, поставляется в алюминиевом кейсе
Экономически эффективным. Идеальное дополнение к дрели SDS-PLUS (с функцией долбления) Применение: Бетон, снос, штукатурка, штробление, крепление Особенности: Набор долот и бит SDS-PLUS, поставляется в алюминиевом кейсе Чтобы воспользоваться этим, вы можете продолжать просматривать тысячи высококачественных онлайн-инструментов. Ручные инструменты, электроинструменты, системы хранения инструментов, защитная спецодежда и СИЗ, диагностические системы ведущих брендов Milwaukee , Bosch, Makita, Sealey, Draper, SIP, SWP, Silverline, Autel, Vikan и многие другие. Когда вы совершаете покупки с помощью Toolforce, вы в надежных руках Если вам нужна дополнительная помощь или у вас есть какие-либо вопросы по любому из ассортимент нашей продукции, пожалуйста, не стесняйтесь обращаться к нам по электронной почте — [email protected].
Чтобы воспользоваться этим, вы можете продолжать просматривать тысячи высококачественных онлайн-инструментов. Ручные инструменты, электроинструменты, системы хранения инструментов, защитная спецодежда и СИЗ, диагностические системы ведущих брендов Milwaukee , Bosch, Makita, Sealey, Draper, SIP, SWP, Silverline, Autel, Vikan и многие другие. Когда вы совершаете покупки с помощью Toolforce, вы в надежных руках Если вам нужна дополнительная помощь или у вас есть какие-либо вопросы по любому из ассортимент нашей продукции, пожалуйста, не стесняйтесь обращаться к нам по электронной почте — [email protected]. Биты Makita SDS-PLUS с 3 режущими кромками оснащены твердосплавными наконечниками премиум-класса для эффективного сверления и увеличения срока службы. Конструкция с 3 резцами обеспечивает резание бетона на уровне долота с 4 резцами, но с эффективностью и скоростью 3 резца. Биты спроектированы таким образом, чтобы обеспечить более круглые отверстия для более эффективной установки анкера, а конструкция канавки предназначена для более быстрого удаления пыли, чем стандартные биты. Сверла Makita SDS-PLUS с 3 режущими кромками идеально подходят для широкого спектра операций сверления бетона и железобетона общего назначения.
Биты Makita SDS-PLUS с 3 режущими кромками оснащены твердосплавными наконечниками премиум-класса для эффективного сверления и увеличения срока службы. Конструкция с 3 резцами обеспечивает резание бетона на уровне долота с 4 резцами, но с эффективностью и скоростью 3 резца. Биты спроектированы таким образом, чтобы обеспечить более круглые отверстия для более эффективной установки анкера, а конструкция канавки предназначена для более быстрого удаления пыли, чем стандартные биты. Сверла Makita SDS-PLUS с 3 режущими кромками идеально подходят для широкого спектра операций сверления бетона и железобетона общего назначения. Набор бит SDS-PLUS, 3 фрезы
Набор бит SDS-PLUS, 3 фрезы
 This way to the home page.
This way to the home page. 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)
 )
) см):
см):  0083
0083

 Таким образом, было бы разумно, чтобы эти устройства, были более долговечными, чем другие, потому что они не могут так легко сломаться при обращении с ними или во время износа.
Таким образом, было бы разумно, чтобы эти устройства, были более долговечными, чем другие, потому что они не могут так легко сломаться при обращении с ними или во время износа.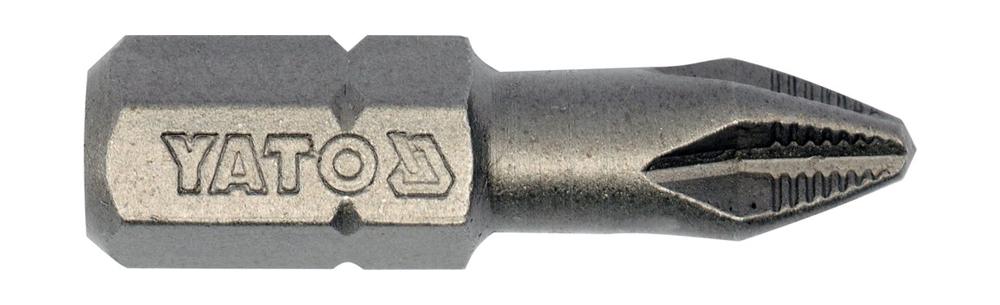
 Однако идеальные инструменты — не единственный вариант для тестирования кабелей.
Однако идеальные инструменты — не единственный вариант для тестирования кабелей.  В этот момент имеет больше смысла просто пойти и купить новые кабели — но действительно ли это то, что вы хотите сделать?
В этот момент имеет больше смысла просто пойти и купить новые кабели — но действительно ли это то, что вы хотите сделать?  Noyafa NF-810 работает с различными кабелями и проводами (даже неэкранированными) и отображает такие сообщения, как короткое замыкание или разомкнуто, чтобы помочь диагностировать проблемы.
Noyafa NF-810 работает с различными кабелями и проводами (даже неэкранированными) и отображает такие сообщения, как короткое замыкание или разомкнуто, чтобы помочь диагностировать проблемы.  Этот маленький инструмент может добиться больших успехов для начинающих ИТ-специалистов.
Этот маленький инструмент может добиться больших успехов для начинающих ИТ-специалистов.  Зеленый сигнал светофора означает, что все в порядке; но будьте осторожны — при красной ОШИБКЕ, возможно, пришло время обратиться за профессиональной помощью.
Зеленый сигнал светофора означает, что все в порядке; но будьте осторожны — при красной ОШИБКЕ, возможно, пришло время обратиться за профессиональной помощью.

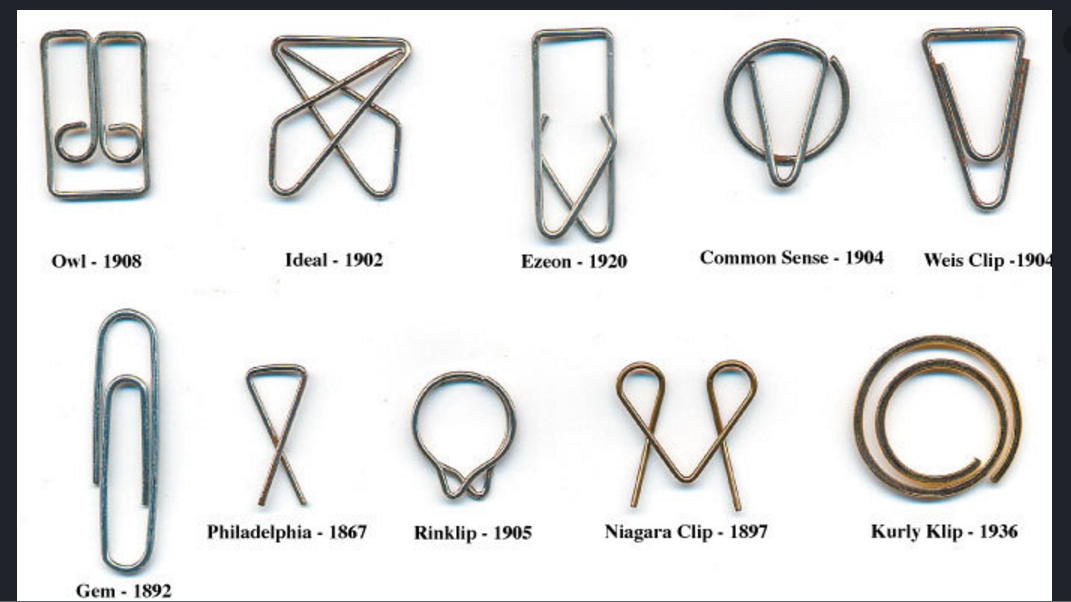
 ВСЕ ПРАВА ЗАЩИЩЕНЫ.
ВСЕ ПРАВА ЗАЩИЩЕНЫ. com
com  in
in  com
com  com
com 







 Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики.
Если придерживаться ее столько времени, сколько назначил врач, можно добиться очень хорошего результата – заживление язв, уменьшение воспаления, нормализация перистальтики. Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.
Состав еды не ограничен, сначала советуем измельченные в пюре мясные и молочные продукты, т.е. продукты, богатые белком. В сутки нужно выпивать, по меньшей мере, 1200 мл жидкости. Пить мелкими глотками и часто, до 200 мл за час. После еды воздержаться от питья в течение 20 минут.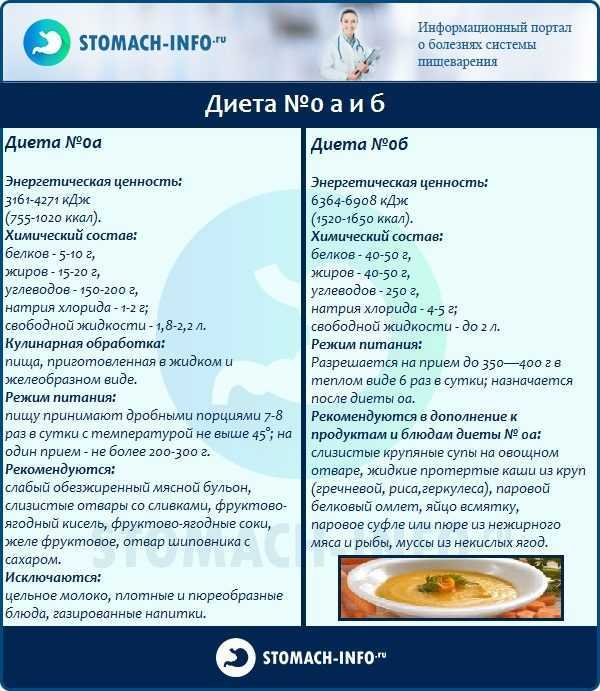 80 граммов чистого белка содержится, например, в 180-ти граммах телятины.
80 граммов чистого белка содержится, например, в 180-ти граммах телятины. Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено.
Рекомендуем начинать принятие пищи с продуктов, богатых белками, в противном случае, чувство сытости может прийти быстро после употребления других питательных веществ, и достаточное количество белков не будет получено. Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса.
Важным является обрести богатый рацион и считаться с тем, что в течение нескольких месяцев после операции можно будет употреблять только половину того количества, которое вмещалось в желудок до операции. С выбором продуктов, которые содержат много сахара и жирных кислот, необходимо быть очень осторожным, так как они влияют на процесс расщепления и могут вызвать как боль, так и диарею. Со временем переносимость к жирным кислотам может улучшиться, однако все же пациенты должны следить за количеством потребляемого жира между принятиями пищи, например, на бутерброд можно намазать масла утром, в обед добавить ложку растительного масла в салат и съесть вечером мясо с капелькой соуса. Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной.
Для этого я пытаюсь использовать псевдоэлементы. Я могу легко добиться этого, если использую :after в строке таблицы, однако, если я использую раньше, он обрабатывает псевдоэлемент как новый td в строке таблицы и подталкивает все к одному td, делая таблицу невыровненной. 02
02 Надеюсь, это сработает и для вас.
Надеюсь, это сработает и для вас. Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы?
Можно ли использовать псевдоэлементы (: after, : before) внутри строки таблицы? d .special .after {
дисплей: блок;
положение: абсолютное;
справа: 10 пикселей;
сверху: 0;
}
d .special .after {
дисплей: блок;
положение: абсолютное;
справа: 10 пикселей;
сверху: 0;
} 

 у официального партнера ЗУБР в России
у официального партнера ЗУБР в России


 avm-shop-item-251834-marking»/> Артикул SA16-130
avm-shop-item-251834-marking»/> Артикул SA16-130 avm-shop-item-238159-marking»/> Артикул SA16-133
avm-shop-item-238159-marking»/> Артикул SA16-133
 avm-shop-item-238140-marking»/> Артикул SA16-03
avm-shop-item-238140-marking»/> Артикул SA16-03

 avm-shop-item-238134-marking»/> Артикул SA12-104
avm-shop-item-238134-marking»/> Артикул SA12-104
 avm-shop-item-238136-marking»/> Артикул SA12-106
avm-shop-item-238136-marking»/> Артикул SA12-106
 avm-shop-item-238163-marking»/> Артикул SA16-15L
avm-shop-item-238163-marking»/> Артикул SA16-15L avm-shop-item-238165-marking»/> Артикул SA16-16
avm-shop-item-238165-marking»/> Артикул SA16-16
 Благодаря увеличенному разбросу, лучшей стрельбе от бедра и большему магазину Gallo SA12 очистит любой дом. Для тех, кто любит использовать штурмовые, тактические или снайперские винтовки, этот дробовик станет идеальным компаньоном в трудную минуту.
Благодаря увеличенному разбросу, лучшей стрельбе от бедра и большему магазину Gallo SA12 очистит любой дом. Для тех, кто любит использовать штурмовые, тактические или снайперские винтовки, этот дробовик станет идеальным компаньоном в трудную минуту. Со стволом увеличиваем дальность на 12%, а главное скорострельность на 15%. Чем выше скорострельность, тем быстрее уничтожается враг — логично, правда?
Со стволом увеличиваем дальность на 12%, а главное скорострельность на 15%. Чем выше скорострельность, тем быстрее уничтожается враг — логично, правда?

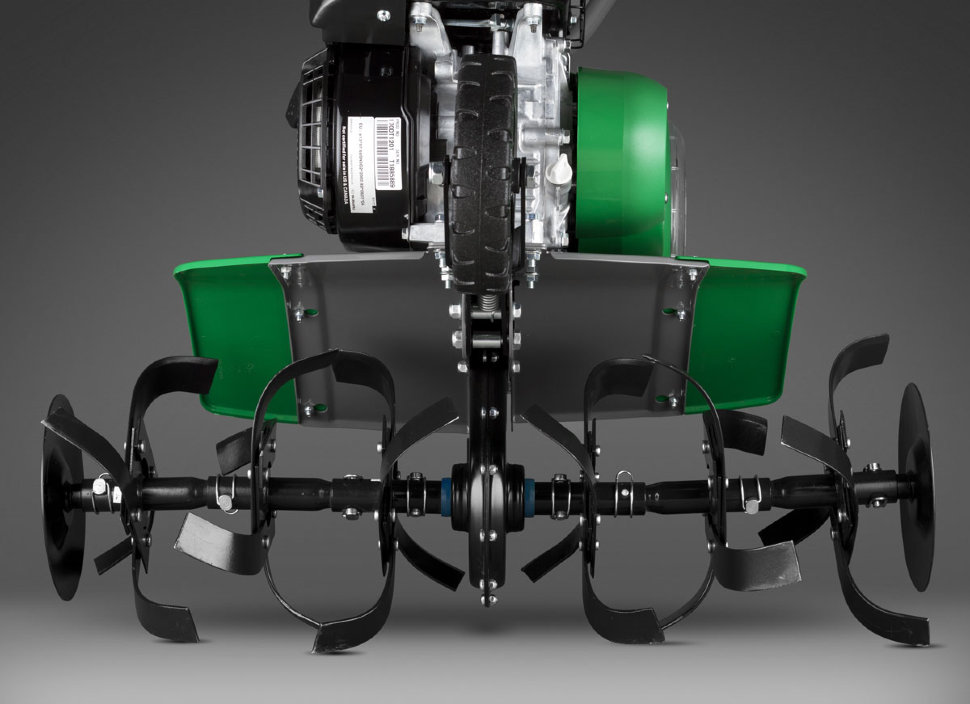
 Прямой конец сошника позволяет усилить проникновение в твердую почву (А), а загнутый обеспечивает устойчивое продвижение по вязкой земле (В).
Прямой конец сошника позволяет усилить проникновение в твердую почву (А), а загнутый обеспечивает устойчивое продвижение по вязкой земле (В).
 профессиональный мотор. созданный для тяжелых условий эксплуатации. данная серия двигателей обладает одним из самых оптимальных сочетаний мощности и рабочего объема. характеризуется минимальным расходом топлива среди аналогов.
профессиональный мотор. созданный для тяжелых условий эксплуатации. данная серия двигателей обладает одним из самых оптимальных сочетаний мощности и рабочего объема. характеризуется минимальным расходом топлива среди аналогов.
 Её изготовили в 700 г. до н.э., с помощью токарного станка
Её изготовили в 700 г. до н.э., с помощью токарного станка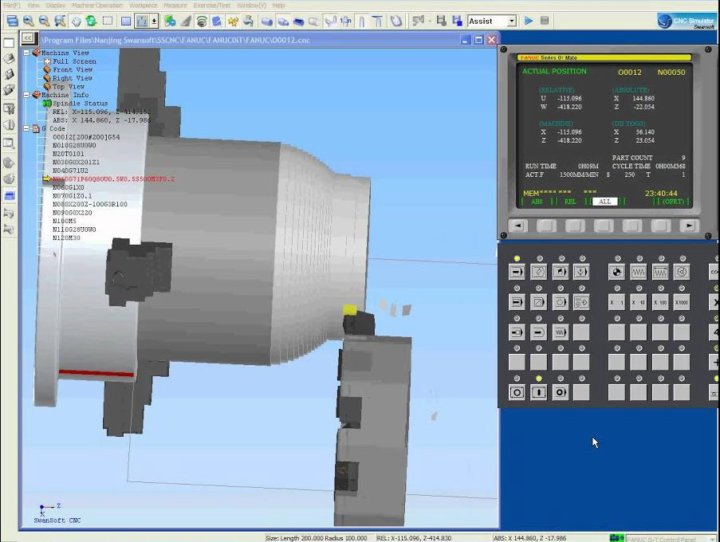
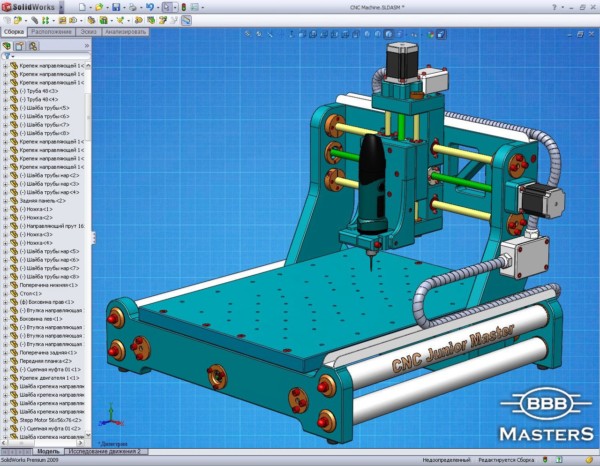 В целом – это не большая проблема, если заготовку нужно вращать только один раз. Но если требуется несколько вращений, затраты на обработку могут быстро увеличиться.
В целом – это не большая проблема, если заготовку нужно вращать только один раз. Но если требуется несколько вращений, затраты на обработку могут быстро увеличиться.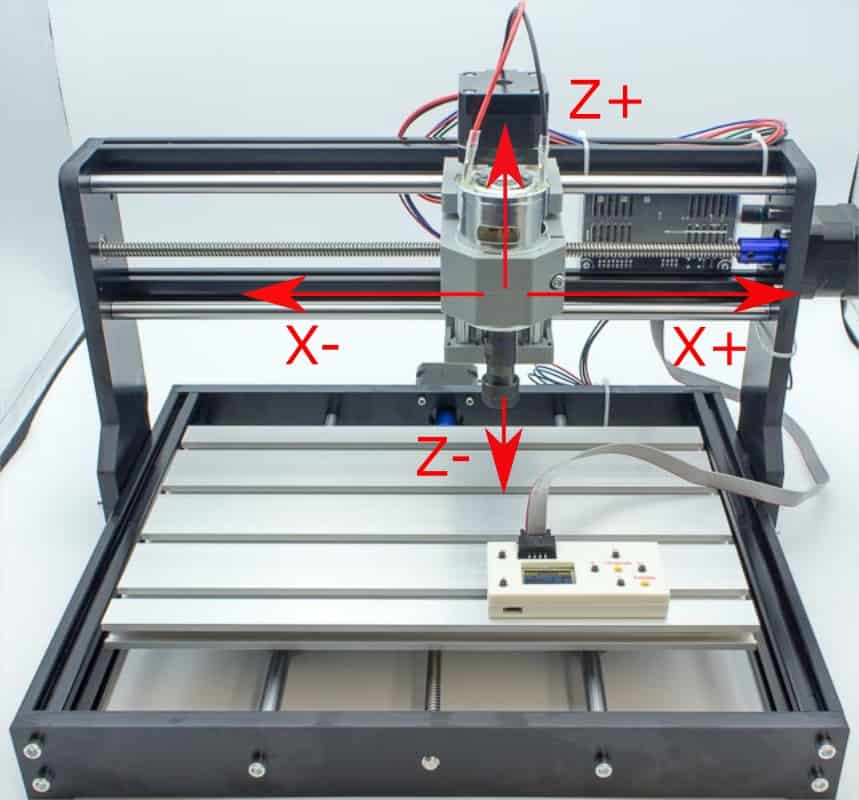 Это особенно актуально для больших объемов работы.
Это особенно актуально для больших объемов работы.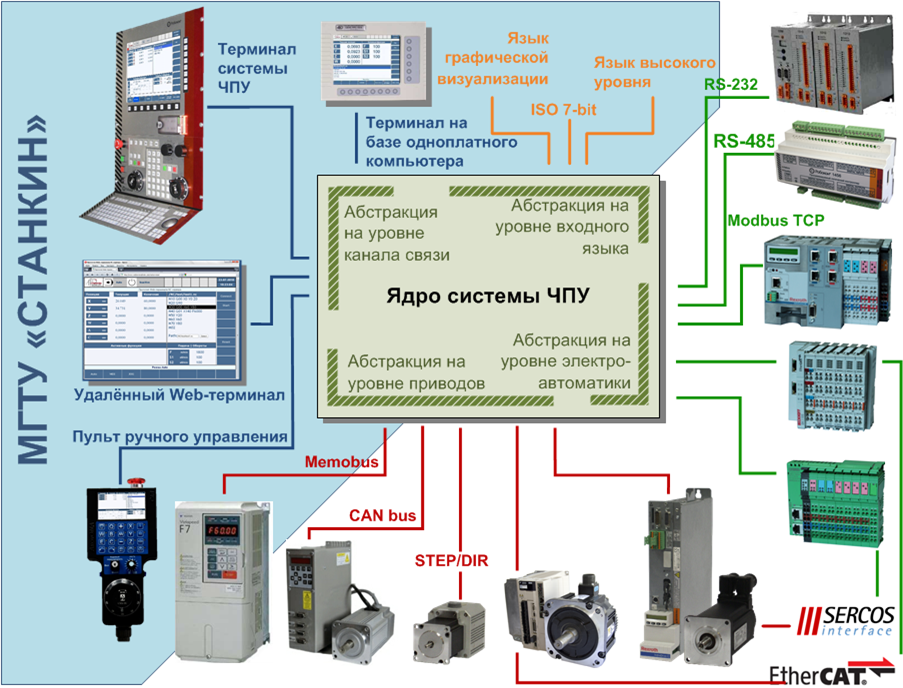
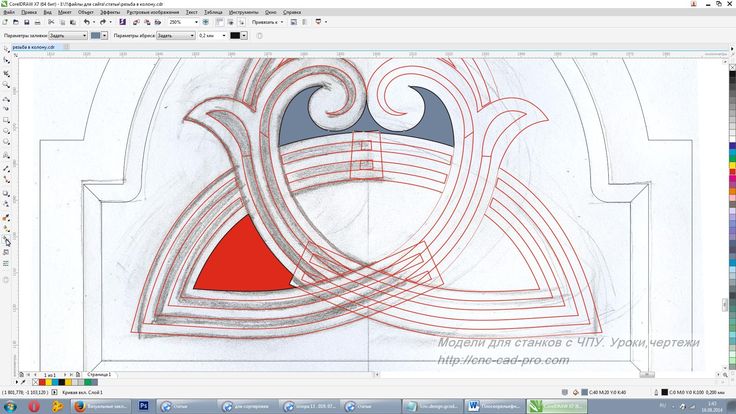 Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
Однако они позволяют перемещать все пять осей одновременно во время всех операций обработки.
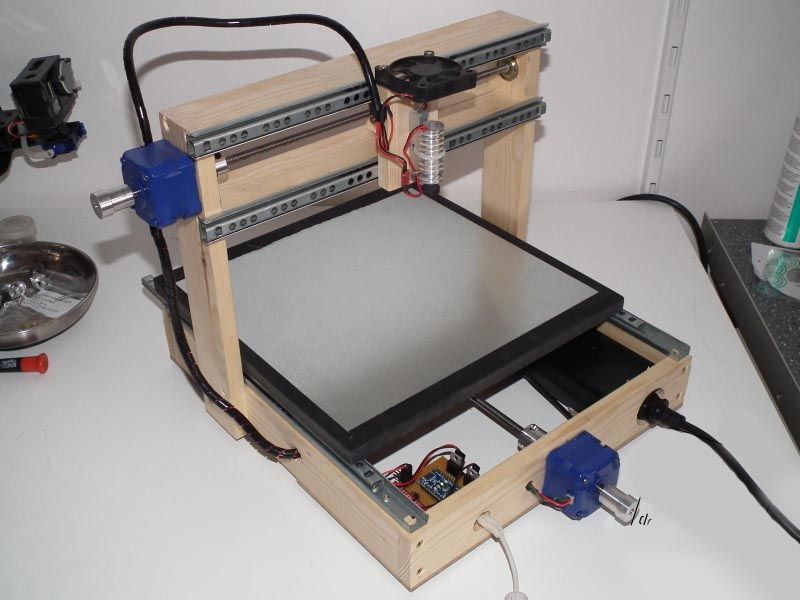
 Есть одна загвоздка, которая возникает, когда вы зажимаете заготовку в тисках. Если у вас плохие тиски, заготовка сдвинется, а вы будете гадать, что же произошло.
Есть одна загвоздка, которая возникает, когда вы зажимаете заготовку в тисках. Если у вас плохие тиски, заготовка сдвинется, а вы будете гадать, что же произошло.
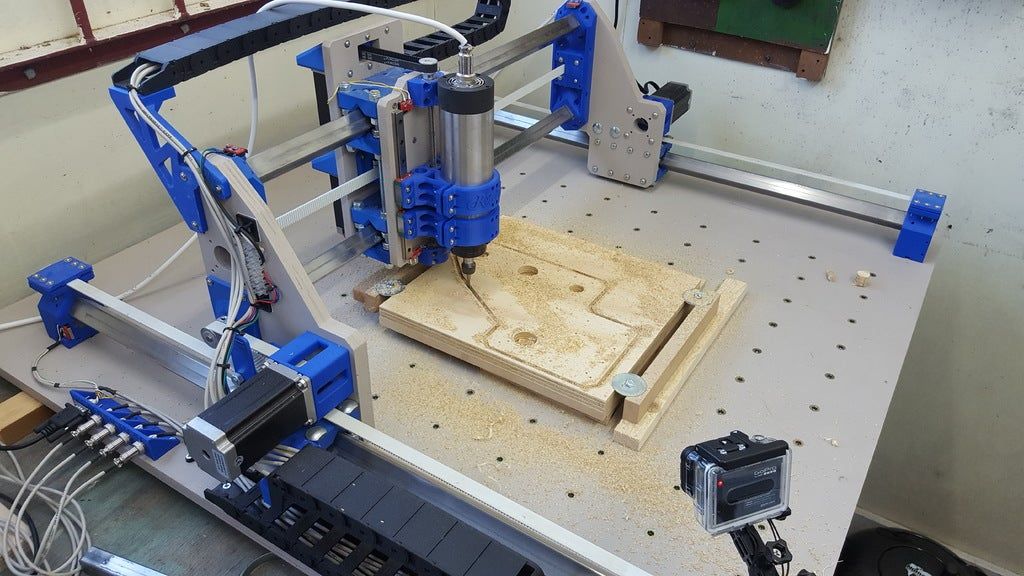 У вас будет намного больше времени на реакцию, если что-то пойдет не так.
У вас будет намного больше времени на реакцию, если что-то пойдет не так. 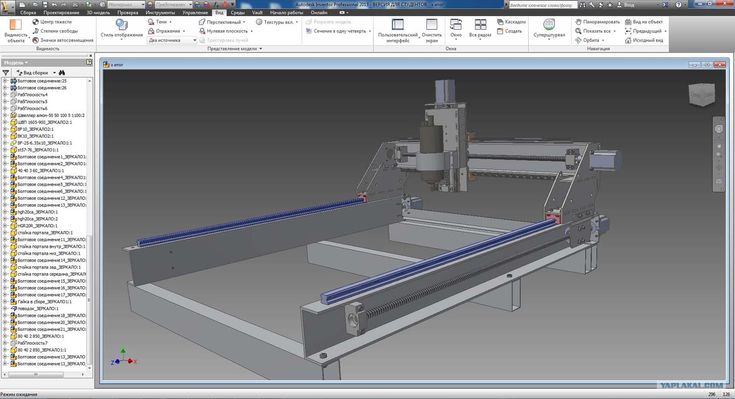
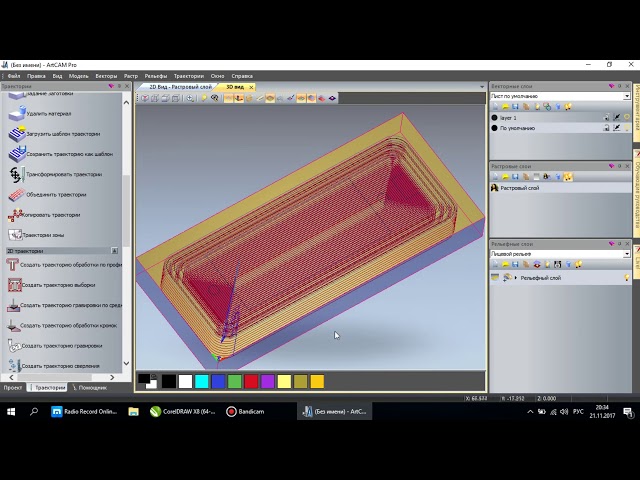

 По возможности, постарайтесь смотреть ролик и изучать программное обеспечение одновременно. Найдите онлайн-форумы, на которые люди обращаются за помощью в использовании этих программ.
По возможности, постарайтесь смотреть ролик и изучать программное обеспечение одновременно. Найдите онлайн-форумы, на которые люди обращаются за помощью в использовании этих программ.
 Компьютер перемещает фрезер или шпиндель на ЧПУ в 3 направлениях или осях. Ось X (которая всегда перемещается из стороны в сторону, когда вы смотрите на машину), ось Y (которая всегда движется спереди назад, когда вы смотрите на машину) и ось Z (которая всегда движется вверх и вниз). оси обозначены на картинке ниже.
Компьютер перемещает фрезер или шпиндель на ЧПУ в 3 направлениях или осях. Ось X (которая всегда перемещается из стороны в сторону, когда вы смотрите на машину), ось Y (которая всегда движется спереди назад, когда вы смотрите на машину) и ось Z (которая всегда движется вверх и вниз). оси обозначены на картинке ниже.
 Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро.
Все три оси ЧПУ имеют линейную направляющую, ходовой винт, ходовую гайку и шаговый двигатель. Также не виден ПК, на котором загружено программное обеспечение контроллера. Подробнее об этом скоро. Он режет материал не быстрее, чем на настольной или ленточной пиле. Он не скругляет край быстрее, чем вы можете с помощью ручного маршрутизатора или фрезерного стола. В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы.
Он режет материал не быстрее, чем на настольной или ленточной пиле. Он не скругляет край быстрее, чем вы можете с помощью ручного маршрутизатора или фрезерного стола. В чем преимущество ЧПУ, так это в точности и воспроизводимости. Если у вас есть проект, который требует просверливания 3 отверстий, сверлильный станок или ручная дрель, вероятно, будут лучшим инструментом для этой работы. Если для детали требуется просверлить 32 отверстия в определенных местах, если важны точные размеры отверстий или их расположение, или вам нужно изготовить большое количество таких деталей, то ЧПУ будет хорошим инструментом для этой работы.
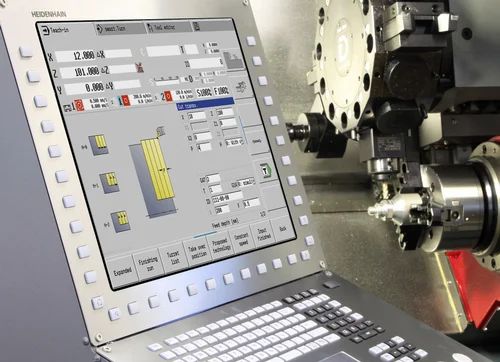 То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы.
То же самое можно сказать и о многих программах компьютерной графики. Adobe Illustrator, Corel Draw, Inkscape и некоторые другие графические программы более чем способны экспортировать рисунок в файл, который может использоваться программным обеспечением CAM. Дело в том, что если вам уже удобно пользоваться CAD или графической программой, вы, скорее всего, сможете продолжать использовать ее в процессе ЧПУ, и вам не придется беспокоиться об обучении использованию другой новой программы. После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4.
После того, как эти траектории были рассчитаны программным обеспечением, мы можем использовать их для создания и сохранения кода, который ЧПУ будет использовать для физического направления инструмента для резки проекта. Этот код называется G-кодом и используется программным обеспечением контроллера ЧПУ на шаге 4. На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.
На этом этапе мы физически монтируем кусок материала на станину или стол фрезерного станка с ЧПУ, G-код, который мы сохранили в процессе CAM, загружается в наше программное обеспечение контроллера ЧПУ, соответствующая фреза или концевая фреза вставляется в фрезерный станок или шпиндель, мы устанавливаем наши нулевые точки, включаем все и начинаем запускать код для резки проекта. Когда дело доходит до программного обеспечения контроллера, доступно несколько вариантов. Наиболее широко используется программа под названием Mach4, но есть и другие варианты, такие как Linux CNC, UCCNC и некоторые другие. Контроллер чаще всего запускается на настольном ПК, предназначенном только для запуска программного обеспечения контроллера ЧПУ. Это не всегда так, но чаще всего так. После того, как ЧПУ закончит резку проекта, мы можем перейти к шагу 5.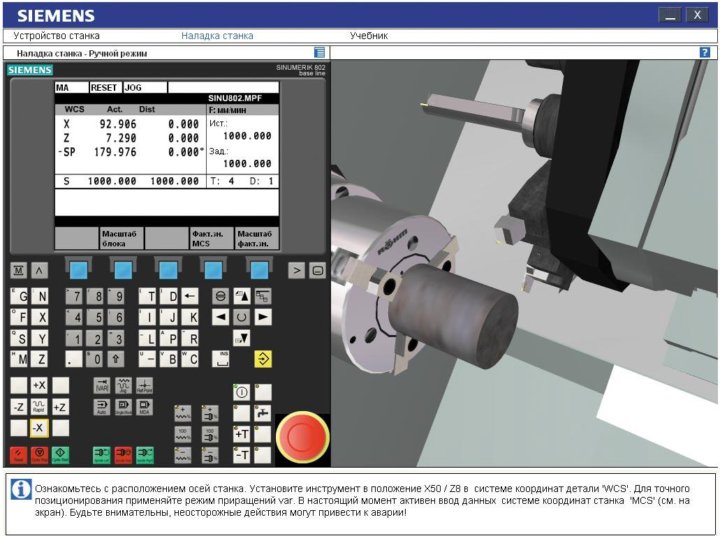 На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска.
На этом этапе мы снимаем деталь с ЧПУ, затем шлифуем, собираем и чистим. Этому шагу обычно уделяется больше времени, чем любому другому, за исключением, возможно, шага 2. Хотя фрезерный станок с ЧПУ может быть очень хорош в создании детали, он редко выходит из станка готовым к чистовой обработке. Почти всегда необходимо выполнить хотя бы некоторую финишную шлифовку. Чтобы облегчить эту работу, на рынке были представлены специальные шлифовальные швабры, колеса и подушки, предназначенные для использования на всем, от небольшого вращающегося инструмента до сверлильного станка. Отделка может быть выполнена так же, как любой другой проект по деревообработке, будь то промасливание, морилка и верхнее покрытие или покраска. Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые.
Человек может шлифовать и собирать, пока ЧПУ вырезает другой проект — и многие люди именно так и поступают. Другие думают о ЧПУ как о способе расширения своей работы в таких областях, как инкрустация или резьба, которые, по их мнению, были выше их уровня навыков. Кроме того, есть еще тот факт, что они просто крутые.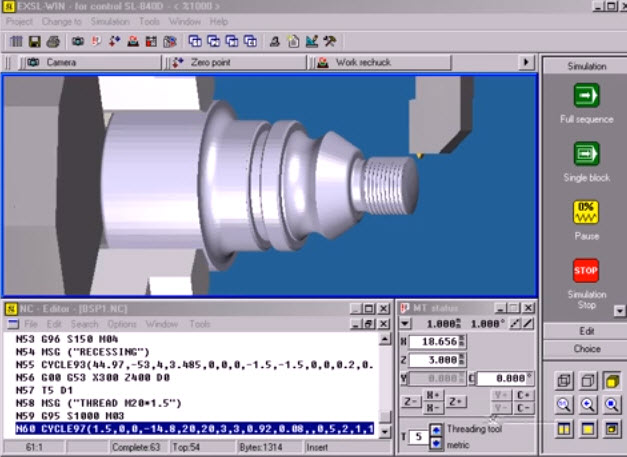 Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.
Мнений много, согласитесь. Тем не менее, иногда просто нет лучшего ЧПУ, лучшего фрезерного станка или шпинделя, лучшей детали или расходных материалов, лучшей фрезы или концевой фрезы или даже станка лучшего размера. Мне нравится говорить людям, что «лучшее» — это то, что вы можете себе позволить, с чем вам комфортно и что вы хотите.

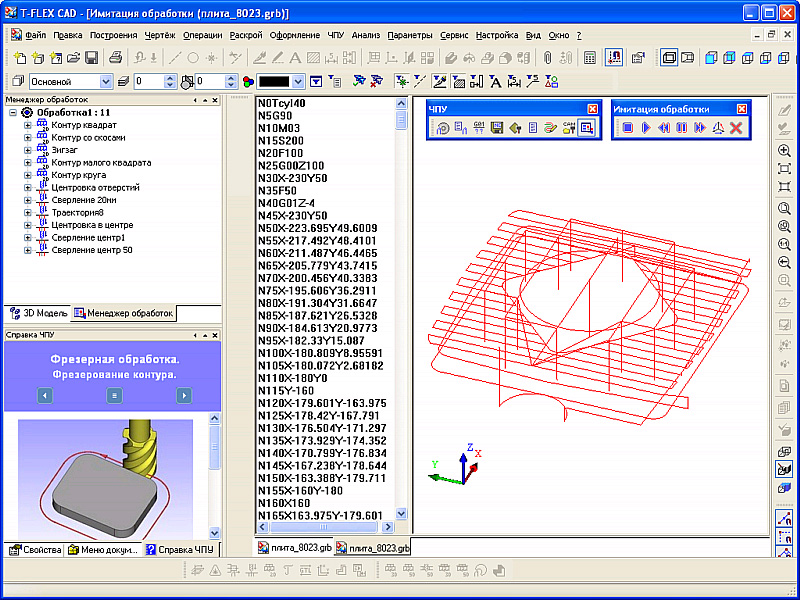
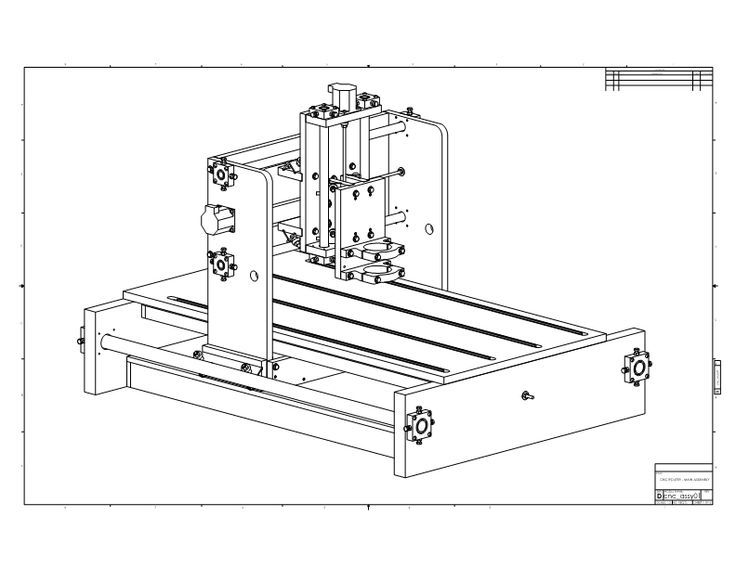 com и первое пробное фрезерование круга и квадрата из МДФ.
com и первое пробное фрезерование круга и квадрата из МДФ.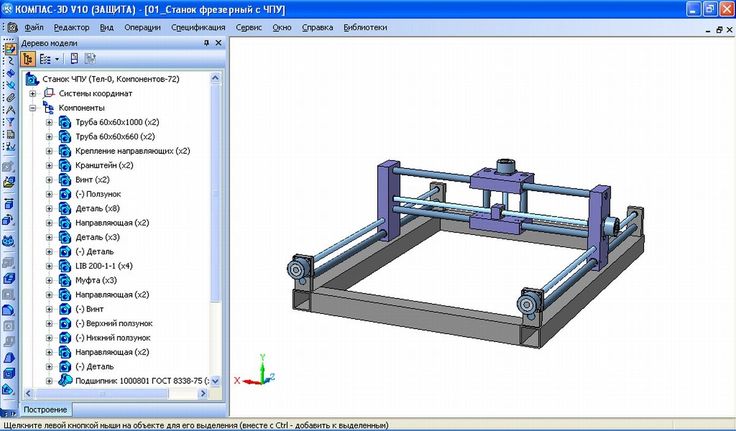
 3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
3 в 1 — сбор в травосборник для повышения чистоты газона, функция BioClip(r) (мульчирование) для удобрения почвы или выброс в сторону.
 4
4 -макс, км/час
-макс, км/час Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил.
Двигатель Американский. Пользовался весь прошлый сезон, ничего плохого пока не выявил. Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.
Центральный рычаг устанавливается в 7 положениях, диапазон высот от 32 до 95 мм. Агрегат имеет три режима работы: сбор в травосборник, выброс в бок (дефлектор приобретается отдельно), мульчирование. Двигатель Briggs&Stratton Series 625e с легким запуском отличается долговечностью. Уникальная система типа «три в одном» осуществляет сбор травы в травосборник, мульчирование посредством технологии BioClip(r) или выброс травы назад. Основа конструкции — прочное оцинкованное шасси, которое повышает устойчивость и маневренность. Легко снимаемый травосборник и складная рукоятка упрощают хранение и транспортировку.

 92
92 5
5 92
92 -макс, км/час
-макс, км/час





 Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Контакт подводится на 2-3 мм ниже пластинки твердого сплава.


 Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.
Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.








 Изношенное изделие достаточно перевернуть, чтобы сделать рабочей вторую грань.
Изношенное изделие достаточно перевернуть, чтобы сделать рабочей вторую грань. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. При пайке припой смачивает, но не плавит эти сплавы.
Температура обработки присадочного металла ниже точки солидуса соединяемых сплавов. При пайке припой смачивает, но не плавит эти сплавы.
 Флюс поглощает оксиды в процессе растворения и предотвращает дальнейшее окисление.
Флюс поглощает оксиды в процессе растворения и предотвращает дальнейшее окисление. При выборе подходящего сосуда для паяемого изделия важно сохранять тепло, особенно при использовании паяльной трубки. Мат в форме воронки, сделанный из обрезков плетеной железной проволоки, или большого куска пемзы, или куска древесного угля, покрытого снаружи тонким слоем гипса, представляет собой фото
При выборе подходящего сосуда для паяемого изделия важно сохранять тепло, особенно при использовании паяльной трубки. Мат в форме воронки, сделанный из обрезков плетеной железной проволоки, или большого куска пемзы, или куска древесного угля, покрытого снаружи тонким слоем гипса, представляет собой фото Alamy взимает с вас плату за доступ к копии изображения в высоком разрешении.
Alamy взимает с вас плату за доступ к копии изображения в высоком разрешении. 1. После пайки изделие должно постепенно остывать, если только оно не подлежит повторной обжимке. Если есть фарфор, охлаждение должно быть очень постепенным. В холодном виде его можно поместить в разбавленную серную кислоту и медленно довести до точки кипения, выдержать там несколько минут, а затем медленно охладить. Это растворяет стекло буры, которое очень твердое, и снимает лезвие с напильников и скребков. ПАЯКА. 681 Применение этих правил и приспособлений к припаиванию кламмеров очень просто. Поверхности должны быть очищены от гипса или окиси, а соединяемые точки не должны быть разнесены слишком широко. Застежка должна быть прочно соединена, но линия соединения не должна быть слишком широкой, иначе будет потеряна надлежащая пружинистость или свободный ход концов застежки. Слишком много припоя или слишком много буры делают работу неряшливой. Идеально спаянное соединение никогда не нуждается в напильнике или скребке для окончательной обработки. 44 ГЛАВА ОДИННАДЦАТАЯ. ВСТРЕЧАЮЩИЕ ИЛИ СОСТАВЛЯЮЩИЕ МОДЕЛИ.
1. После пайки изделие должно постепенно остывать, если только оно не подлежит повторной обжимке. Если есть фарфор, охлаждение должно быть очень постепенным. В холодном виде его можно поместить в разбавленную серную кислоту и медленно довести до точки кипения, выдержать там несколько минут, а затем медленно охладить. Это растворяет стекло буры, которое очень твердое, и снимает лезвие с напильников и скребков. ПАЯКА. 681 Применение этих правил и приспособлений к припаиванию кламмеров очень просто. Поверхности должны быть очищены от гипса или окиси, а соединяемые точки не должны быть разнесены слишком широко. Застежка должна быть прочно соединена, но линия соединения не должна быть слишком широкой, иначе будет потеряна надлежащая пружинистость или свободный ход концов застежки. Слишком много припоя или слишком много буры делают работу неряшливой. Идеально спаянное соединение никогда не нуждается в напильнике или скребке для окончательной обработки. 44 ГЛАВА ОДИННАДЦАТАЯ. ВСТРЕЧАЮЩИЕ ИЛИ СОСТАВЛЯЮЩИЕ МОДЕЛИ.