Мк что это в принтере: Сброс сообщения Замените МК на мфу Kyocera Исправление Ошибки
Красящая лента ТМАРК-МК-СТ100 для принтера Canon – черная, 100м
Артикул: ТМАРК-МК-СТ100
ID: 00185195
Цена: Уточняйте у менеджера
Доступность: На складе
Производитель: ТМАРК
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Наши преимущества
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
Доставка
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
Способы оплаты
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Рекомендуемые товары
Маркировочный принтер Canon MK2600
Кабельный принтер Canon Mk2600 (M1 Pro V) — печатное устройство, предназначенное для нанесения белой или чёрной маркиров. .
.
Красящая лента (риббон) MK-RS100B, черная, 100м
Красящая лента (риббон) MK-RS100B (3604B001) для кабельных принтеров Canon моделей MK2600, MK2500, MK1500, а также б..
Красящая лента (риббон) MK-RK40B, черная, 40м
Красящая лента (риббон) MK-RK40B (3606B001) для кабельных принтеров Canon моделей MK2600, MK2500, MK2000, MK 2100. П..
Лазерный принтер Kyocera P2335. Сброс счетчика МК
На обзоре лазерный принтер Kyocera P2335 . На панели горит “!” . Аппарат сигнализирует об ошибке и требует заменить МК (Maintenance Kit) . Что такое МК или сервисный комплект? Расскажем…
Как всякая техника, принтер имеет свой ресурс, после которого ему требуется капитальный ремонт. Инженеры компании Kyocera определили этот ресурс в 100.000 страниц.
«МК» (Maintenance Kit) переводится, как « комплект для обслуживания ».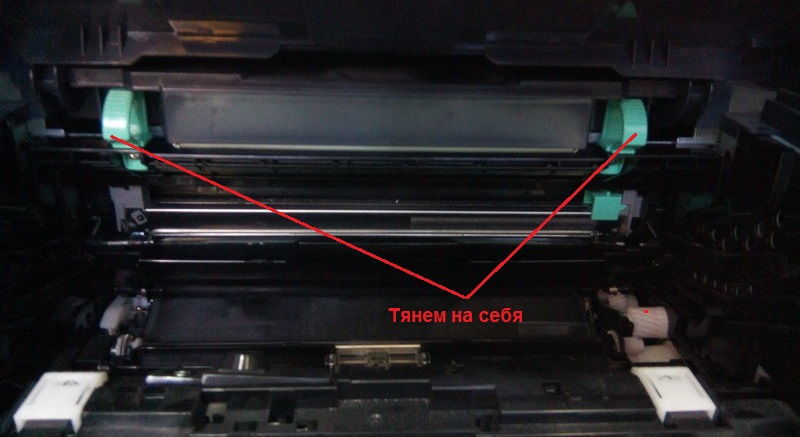 Если устройство просит заменить МК, подразумевается необходимость замены основных узлов. Это драм-картридж и печка МФУ, которые подвергаются наиболее сильному износу.
Если устройство просит заменить МК, подразумевается необходимость замены основных узлов. Это драм-картридж и печка МФУ, которые подвергаются наиболее сильному износу.
Распечатаем лист конфигурации. Как видим, ресурс данного устройства исчерпан и даже превышен. На принтере распечатано 112.202 страниц. А ресурс МК (сервисного комплекта) равен 100.000 страниц.
Мы провели следующие работы по сервисному обслуживанию данного принтера:
✅ Восстановлен драм-картридж
✅ Сделано полное техническое обслуживание термоузла
✅ Заменены ролики захвата бумаги
✅ Произведена полная чистка всех узлов принтера
Но ошибка о замене МК остается, потому что не сброшен счетчик напечатанных страниц. Расскажем, как его сбросить.
Откройте переднюю крышку принтера. На панели управления нажмите и удерживайте кнопку “GO” порядка 15 секунд.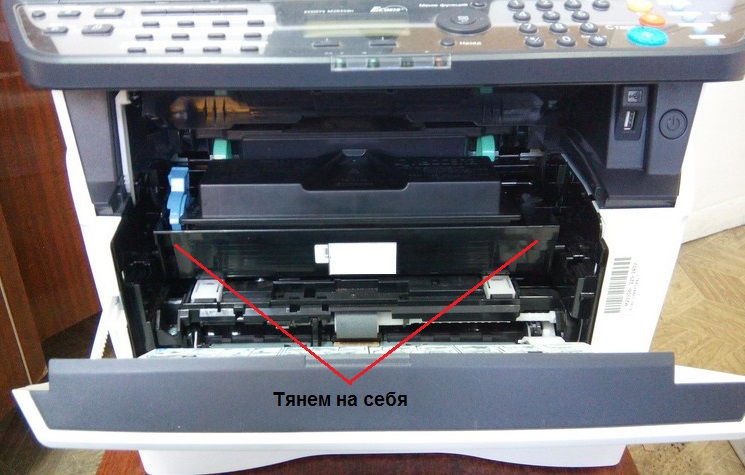
Отпустить кнопку “GO” нужно после начала индикации, когда начнут последовательно мигать индикаторы, указанные на второй фотографии.
Смотрите галерею из 2-х фотографий.
Закрываем переднюю крышку принтера. Если все сделали верно, ошибка пропадет. Снова распечатаем лист конфигурации. Как видим, счетчик не сбросился, но это в нашу задачу не входило.
Главное, что пропало сообщение о замене МК . Теперь ближайшие 100.000 страниц принтер не будет просить заменить сервисный комплект.
? По вопросам ремонта и обслуживания принтеров и заправки картриджей обращайтесь к мастерам компании АСТ-Принт.
? Звоните по телефону: 8 (495) 205 4748
Статья по видео Дмитрия Щетнёва. Ссылка на первоисточник .
Остались вопросы? Пишите в комментариях или звоните по телефону.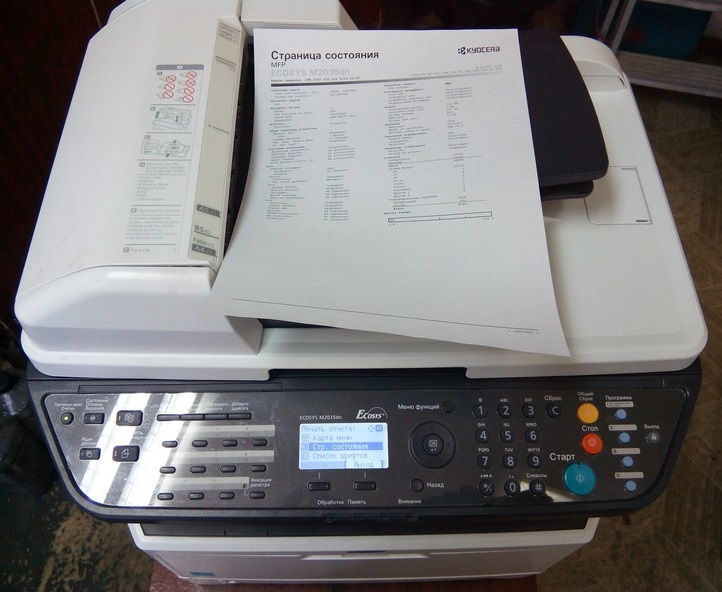
Статья оказалась полезной? Поделитесь ссылкой в социальных сетях, поставьте лайк и подпишитесь на канал! Мы публикуем новые материалы пять дней в неделю.
✅ Ремонт и техническое обслуживание принтеров и МФУ в компании “АСТ-Принт”
Ознакомьтесь с другими нашими публикациями:
Простой. Надежный. Предсказуемый. | Струйный принтер непрерывной печати серии MK-G
Очистка без помощи рук
Очистка с автоматическим душем
Функция автоматической очистки с душем в принтерах серии MK-G очищает не только тракт подачи чернил, но и все компоненты, необходимые для поддержания качества печати. Всасывание во время уборки также помогает уменьшить запахи. После завершения очистки встроенный вентилятор автоматически сушит головку.
Обычная очистка головок
Потребовалась ручная очистка, чтобы смыть остатки чернил с внутренней части головки.

Автоматическая очистка душа
Помимо очистки чернильных путей, ключевые части головки также подлежат очистке под высоким давлением. Это исключает необходимость ручной очистки.
Посмотреть каталог
Цена
Самодиагностика с последующей автоматической очисткой при необходимости
Интеллектуальный запуск
Чтобы запустить серию MK-G, просто нажмите кнопку Smart Startup.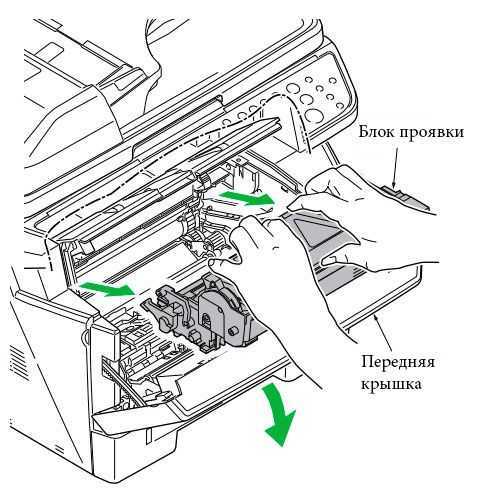 Принтер автоматически получит статус устройства и выберет необходимый метод очистки. Очистка выполняется только тогда, когда это необходимо, и используется минимальное количество растворителя, что значительно снижает эксплуатационные расходы.
Принтер автоматически получит статус устройства и выберет необходимый метод очистки. Очистка выполняется только тогда, когда это необходимо, и используется минимальное количество растворителя, что значительно снижает эксплуатационные расходы.
MK-G обеспечивает самодиагностику и очистку для обеспечения стабильного запуска.
Посмотреть каталог
Цена
Устранение проблем печати, связанных с изменением температуры
Автоматическая оптимизация частиц чернил
Окружающая среда, температура и вязкость чернил влияют на состояние частиц чернил и их пригодность для печати. Серия MK-G улавливает частицы чернил 10 раз в секунду, что обеспечивает автоматическую настройку для обеспечения наилучших условий. Это позволяет устройству всегда обеспечивать превосходную печать, независимо от окружающей среды.
Серия MK-G улавливает частицы чернил 10 раз в секунду, что обеспечивает автоматическую настройку для обеспечения наилучших условий. Это позволяет устройству всегда обеспечивать превосходную печать, независимо от окружающей среды.
Состояние частицы
Если не поддерживать оптимальное состояние чернил, внутренняя часть головки может загрязниться, а качество печати может ухудшиться.
- Менее оптимальное состояние частиц
- Оптимальное состояние частиц
Посмотреть каталог
Цена
Примеры печати
Заполненные пакеты
Картонные коробки
Стеклянная тара
Пластиковые бутылки
Термосвариваемые пакеты
Трубы
Бумажные тубы
банки
фильм
Картонные коробки
Струйный принтер непрерывной печати Стандартные чернила — MK-G1000
Модель | MK-G1000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9000 6 Консоль с сенсорной панелью | MK-P5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Высота символов | от 1 до 12 мм 0,04 » до 0,47″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Максимальное количество печатаемых строк | 6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Точечная конфигурация (вертикальная) | 5, 7, 9, 10, 12, 14, 16, 24, 32 точки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Шрифт | Оригинал, с засечками , Без засечек | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Типы символов | Алфавитные символы, цифры, катакана, хирагана, символы, кандзи (JIS уровни 1 и 2), китайский (GB2312), латинские символы, логотипы, пользовательские символы (шрифты, созданные пользователями) 0006 КОД39, ITF, NW7 (Codabar), 2of5, CODE128, JAN/EAN/UPC, функция сложения контрольных цифр (кроме 2of5) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2D-коды | QR-код модели 1 и 2, Micro QR , Матрица Данных (ECC200) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Расстояние между головками | 15 мм 0,39 дюйма (24 точки или менее), 20 мм 0,79 дюйма (25 точек или более), 35 мм 1,38 дюйма | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Направление головы | Все направления | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Направляющая позиционирования | Печать направляющих, излучение направляющего луча | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Максимальная скорость печати | 2525 символов/сек *1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Печать регистрации данных | 500 настройки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Функции | Автоматический календарь, дата истечения срока действия, отсрочка печати на желаемое время, автоматический счетчик, системный счетчик от 2 до 36 цифр, автоматическая работа, установка направления символов (90, 180, 270 градусов), символ двойной ширины, создание логотипа, создание шрифта, регулировка высоты и ширины символа, фильтр пропуска датчика, сигнализация остановки заготовки, настройка постоянной времени ввода, переключатель настройки сравнения штрих-кода, переключатель автоматической настройки при завершении печати (групповая печать), монитор клеммной колодки, коммуникационный буфер, изменение уровня ошибки, ссылка CV-X, ссылка IV2, ссылка MK, интеллектуальный запуск/выключение/восстановление (при подключении к MK Dock), интеллектуальное изменение программы, отчет о работе (при подключении к камере Operation Assist), запись событий (при подключении к камере Operation Assist), настройка прав доступа, веб-консоль *2 , Уведомления по электронной почте, Функции настройки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Функции обслуживания | Автоматическая очистка сопла, слив чернил, внутренняя очистка, струйный режим (всасывание сопла и желоба, прерывистое распыление), отображение ошибок, ошибка история, история обслуживания, монитор внутреннего пути, руководство по обслуживанию, руководство по устранению ошибок, автоматический душ, спящий режим (при подключении к MK Dock), восстановление пути | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ввод (NPN/PNP) | Начало печати, энкодер (A, B), выбор номера настройки, переключение номера настройки, отключение начала печати, остановка печати, переключение направления печати, сброс счетчика/группы, увеличение счетчика (запуск) , уменьшение счетчика (выключение), сброс ошибок, вход обнаружения головы, вход записи событий (при подключении к вспомогательной камере) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выход (NPN/PNP) | Ошибка, предупреждение, готовность к печати, настройка переключатель готов, занят (печать), печать завершена, счетчик завершен (триггер захвата изображения), сервисное питание (24 В) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Язык интерфейса консоли | Английский, японский, китайский, португальский, испанский, немецкий, французский, тайский | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Интерфейс 9 0082 | RS-232C/USB2. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Длина кабеля печатающей головки | 4 м 13,1 фута | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Длина кабеля вспомогательной камеры | 2,8 м 9,2 фута | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Длина кабеля док-станции MK | 4 м 13,1 фута 9 0007 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Номинальные характеристики | Напряжение питания | Одиночный -фазное, от 100 до 240 В перем. тока ±10 %, 50/60 Гц | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Потребляемая мощность | 150 ВА 345 Устойчивость к воздействию окружающей среды | Температура окружающей среды | от 0 до 45 °C от 32 до 113 °F | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Температура окружающей среды при хранении | от -10 до +60°C от 14 до 140°F (без замерзания) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Относительная влажность | От 0 до 90 % относительной влажности | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Корпус | Нержавеющая сталь | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Степень защиты | IP55 *4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Сопротивление падению | Соответствует MIL-STD-810G Изменение 1 Метод 516. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вес | Основной блок | 30,9 кг | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Консоль | 1,7 кг (с оболочкой: 2,1 кг) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0,25 кг | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Док-станция MK | MK-D1A: 1,0 кг, MK-D1B: 1,15 кг | Размеры | 465 × 388 × 499 мм 18,31″ × 15,28″ × 19,65″ (Ш × Г × В) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
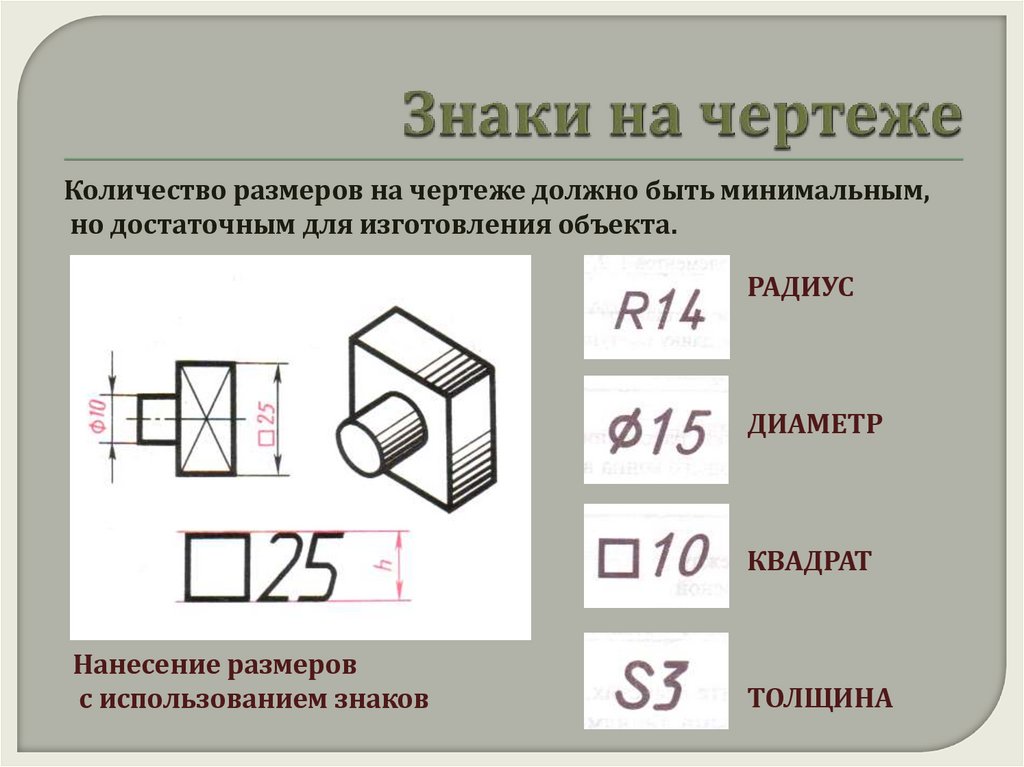
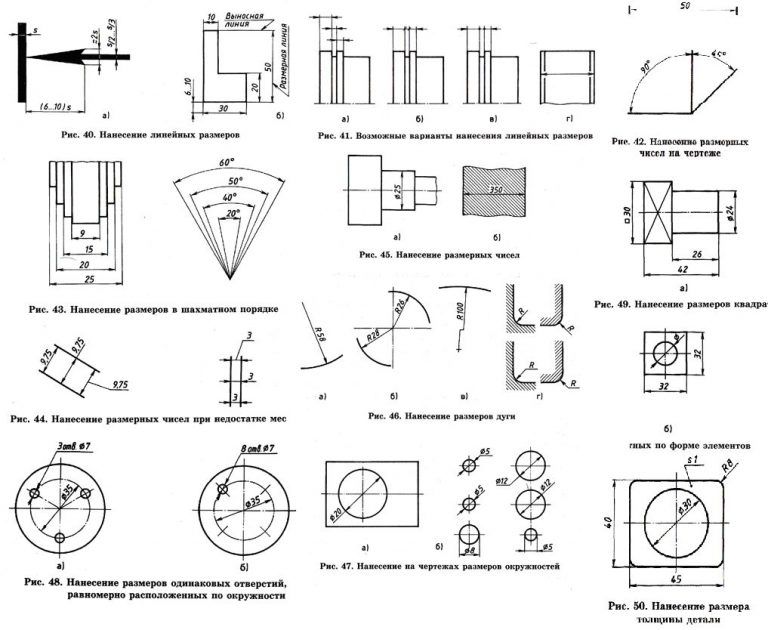
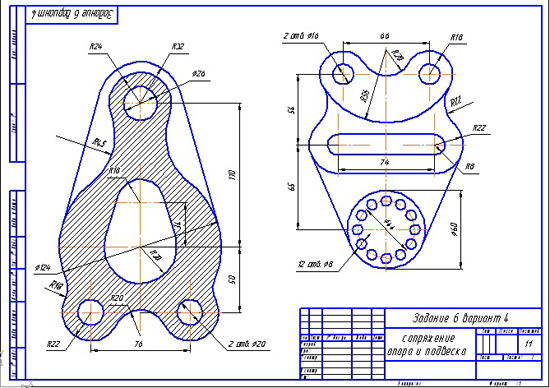
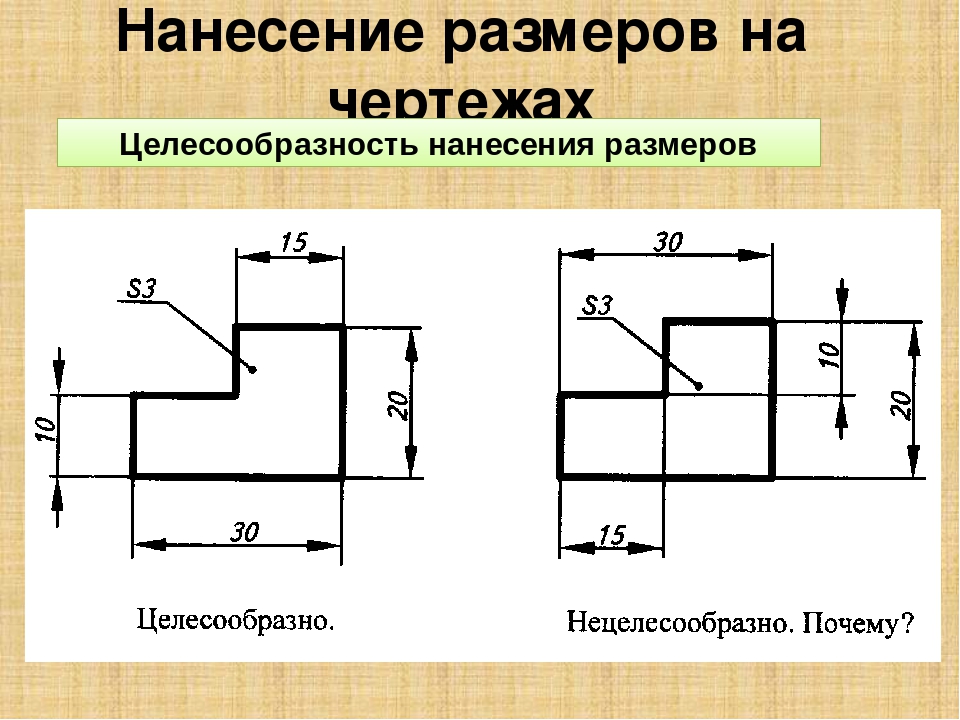
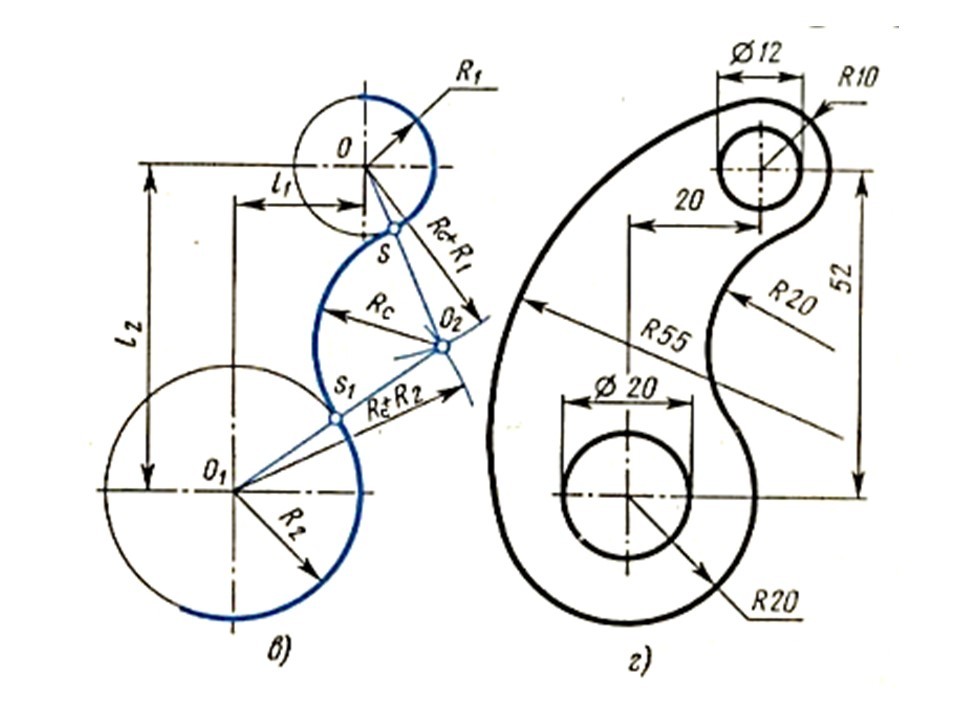
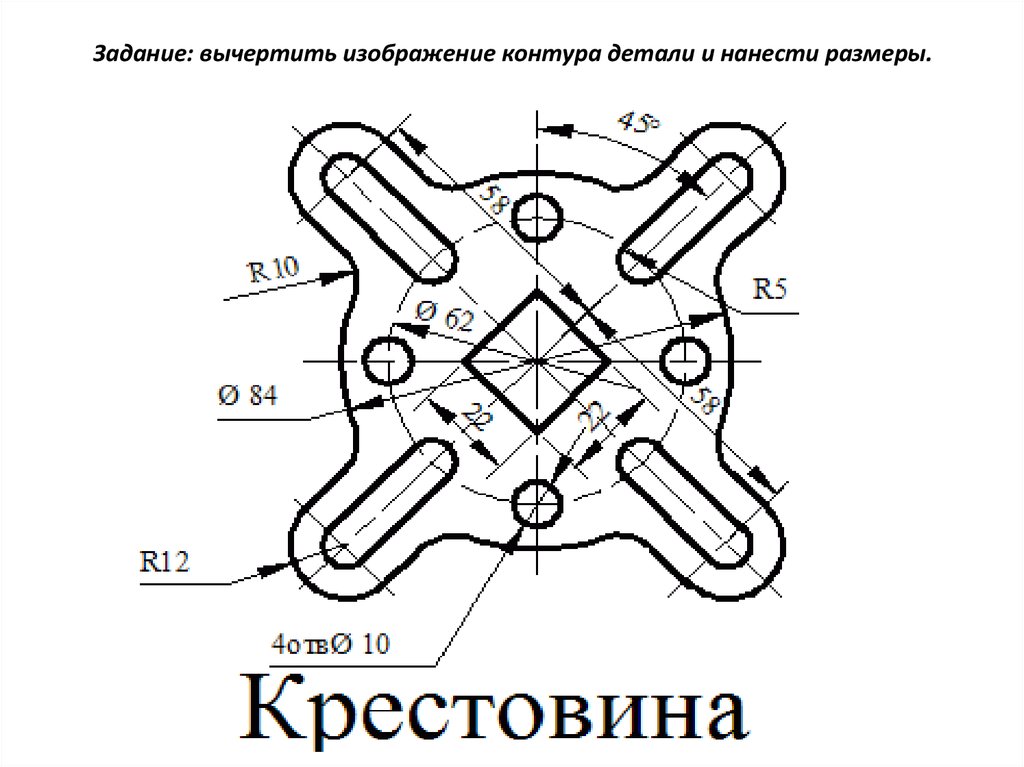
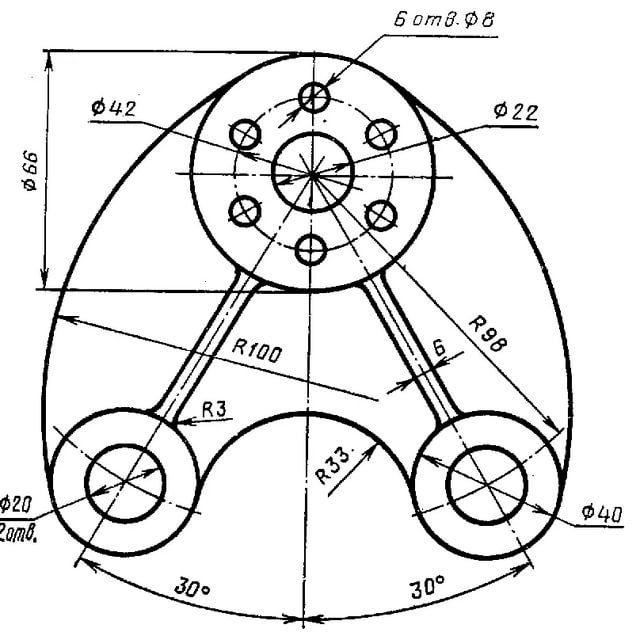
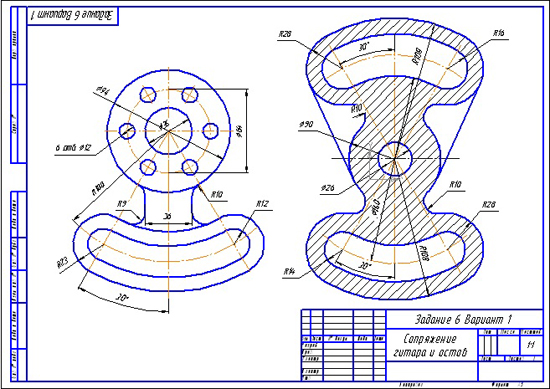
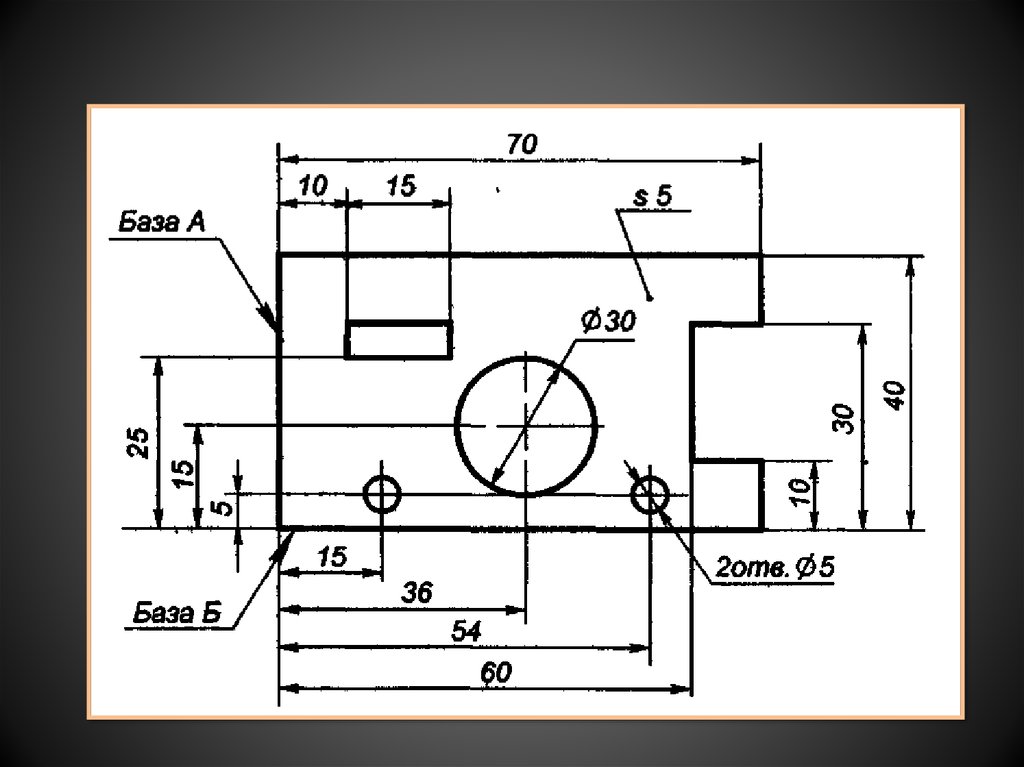
*1 С 5-точечным символом, 1-строчной печатью с интервалом в 1 точку. Размер контура детали: 1.4. нанесение размеров. гост 2.307–682.5. Построение контуров предметов и деталей●На пересечении построенных окружностей отмечаем центр О сопрягающей дуги. ●Проводим линии центров ОО1, ОО2 и отмечаем точки пересечения их с окружностями. Точка К1 расположена между центрами, К2 – на продолжении линии центров. ●В промежутке между точками К1 и К2 из центра О проводим сопрягающую дугу радиусом R. Вывод: любое сопряжение необходимо строить в такой последовательности: 1)определить центр сопрягающей дуги; 2)найти точки сопряжения; 3)провести сопрягающую дугу между найденными точками. Если дуга будет выступать за пределы промежутка, ограниченного точками сопряжения, то это считается погрешностью, влекущей за собой снижение оценки. В рассмотренных примерах не заданы конкретные размеры радиусов, поэтому взяты отрезки. Когда в задании имеются числовые значения, то отрезки проводить не надо. Все построения необходимо выполнять сначала в тонких линиях, затем делать обводку контуров, не убирая вспомогательных построений. Изучив правила построения касательных и сопряжений, можно построить контур любого предмета или детали, очертания которых состоят из прямых линий и дуг окружностей, плавно переходящих друг в друга. Последовательность вычерчивания любого контура детали в основном зависит от его формы. Перед вычерчиванием контура необходимо подробно проанализировать его форму, а также решить, какие геометрические построения предстоит выполнить при его вычерчивании. На рис. 42 изображена деталь «державка» и показаны этапы построения её контура. Деталь имеет ось симметрии. Её контур состоит из прямых линий и дуг окружностей радиусом 10 мм. Предстоит выполнить сопряжения прямой линии с дугой окружности и двух дуг дугами окружностей радиусом 15 мм. Вначале проводим ось симметрии, центровые линии и отмечаем габаритные размеры детали. При этом нужно предусмотреть, чтобы после нанесения размеров изображение оказалось в центре рабочего поля листа. Затем строим прямолинейные очертания и проводим окружности, которые не связаны с сопряжением (рис. 37 ние дуг с прямой линией (рис. 42, в). В последнюю очередь выполняем сопряжения дуг с дугами (рис. 42, г). Заканчиваем чертеж проведением выносных и размерных линий, нанесением размеров и обводкой (рис. 42, а). Все вспомогательные построения необходимо сохранять. Рис. 42 На рис. 43 представлен предмет более сложной конфигурации. Он также имеет ось симметрии, а его контур состоит из восьми дуг, плавно переходящих друг в друга. Центры четырёх дуг определяются по заданным условиям (рис. 43, в). Предстоит выполнить с каждой стороны от оси по четыре сопряжения двух дуг и построить касательную к двум дугам окружностей (рис. 43, г). 38 Рис. 43 39 2.5.1. Задание № 6. Сопряжения Цель: изучить виды сопряжений и правила их построения. Отработка типов линий, правил нанесения размеров и стандартного шрифта. Вычертить по размерам упражнения и простую деталь одного из трех представленных ниже вариантов. Задание выполнить на листе формата А3, расположив его горизонтально. Упражнения распределить равномерно по полю чертежа. Построение центров сопрягающих дуги точек сопряжения показатьполностью. Образец оформления задания показан на рис. 44. Варианты задания 40 41 Образец оформления задания 42 Рис. 44 2.5.2. Задание № 7. Контур фигуры Цель: научиться строить плавные контуры фигур, включающие в себя касательные и сопряжения. Ниже приведены варианты фигур с различной степенью сложности их контуров. Выполнить как можно больше примеров, расположив их по одному или два на листе формата А3. Масштаб изображения выбрать самостоятельно. Образцы оформления задания представлены на рис. 45, 46. 43 44 45 46 47 48 49 50 51 52 53 Рис. 45 Рис. 46 54 Нанесение размеров на машиностроительных чертежахНанесение размеров на машиностроительных чертежах Приступая к нанесению размеров на чертеже изделия (детали) необходимо:
Правила нанесения размеров и их предельных отклонений установлены ГОСТ 2.307-68. Эти правила регламентируют соответствующие записи и условности при нанесении размеров, определяют способы нанесения выносных и размерных линий, простановку размерных чисел и методику распределения размеров на чертеже. Основные требования к нанесению размеров следующие:
* Размеры для справок. ** Обработать по сопрягаемой детали (или по дет…). Рис. 1
При расположении элементов предмета (отверстий, пазов, зубьев) на одной оси или на одной окружности размеры, определяющие их взаимное расположение, наносят следующими способами:
Рис. 2
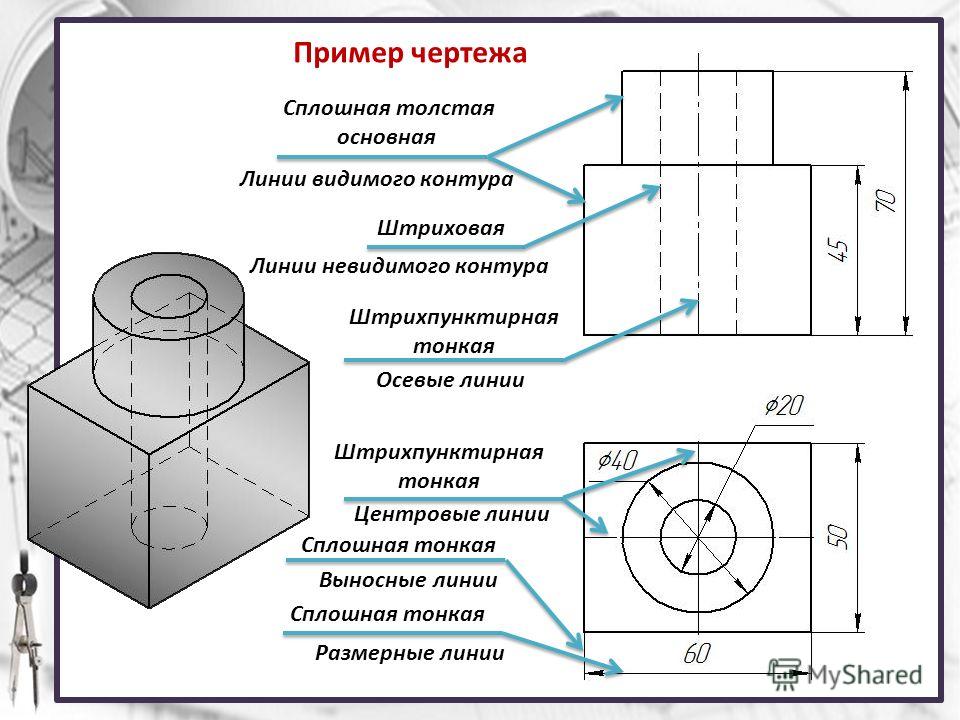
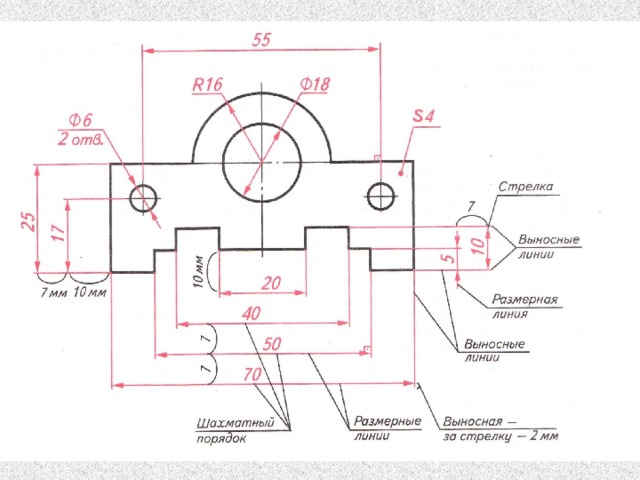
Рис. 3 Рис. 4 Правила нанесения размеров Размеры на чертежах указывают размерными числами и размерными линиями с использованием выносных линий. Правильное нанесение чисел, размерных и выносных линий определяет ясность, четкость, идентичность и эстетику оформления чертежа. При рациональном размещении размеров на чертеже значительно сокращается время на его изучение. Нанесение выносных и размерных линий При нанесении выносных и размерных линий необходимо соблюдать следующие правила:
Рис. 5
Рис. 6
Выносная линия должна выходить за стрелку на 1…5 мм. Острие стрелки, по возможности, должно упираться в выносные линии. Размерные линии предпочтительно наносить вне контура изображения. Минимальное расстояние между параллельными размерными линиями должно быть 7 мм, а между размерной линией и линией контура – 10 мм и выбраны в зависимости от размеров изображения и насыщенности чертежа. Необходимо избегать пересечения размерных и выносных линий. Не допускается использовать линии контура, осевые, центровые и выносные линии в качестве размерных. Выносные линии проводят от линий видимого контура. Размерные и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм. Размерную линию радиуса следует проводить между дугой или ее продолжением и центром дуги. Размерная линия радиуса имеет только одну стрелку со стороны дуги. Сопряжения, изображенные не в проекции, рекомендуется обозначать через R не в проекции (рис. 7). Рис. 7 Размерные линии допускается проводить с обрывом при указании диаметра окружности независимо от того, изображена окружность полностью или частично, при этом обрыв размерной линии делают дальше центра окружности (рис. 8). Рис. 8 Нанесение размерных чисел Основанием для определения действительных размеров изображенного предмета (детали) служат размерные числа, наносимые на чертеж. Количество проставляемых размеров определяется не только удачно расположенными на чертеже выносными и размерными линиями, но и правильно нанесенными размерными числами. При нанесении размерных чисел необходимо придерживаться следующих рекомендаций:
Рис. 9
Рис. 10
Рис. 11
Рис. 12 Упрощения в нанесении размеров
Рис. 13
Рис. 14
Рис. 15
Рис. 16
Рис. 17
Рис. 18
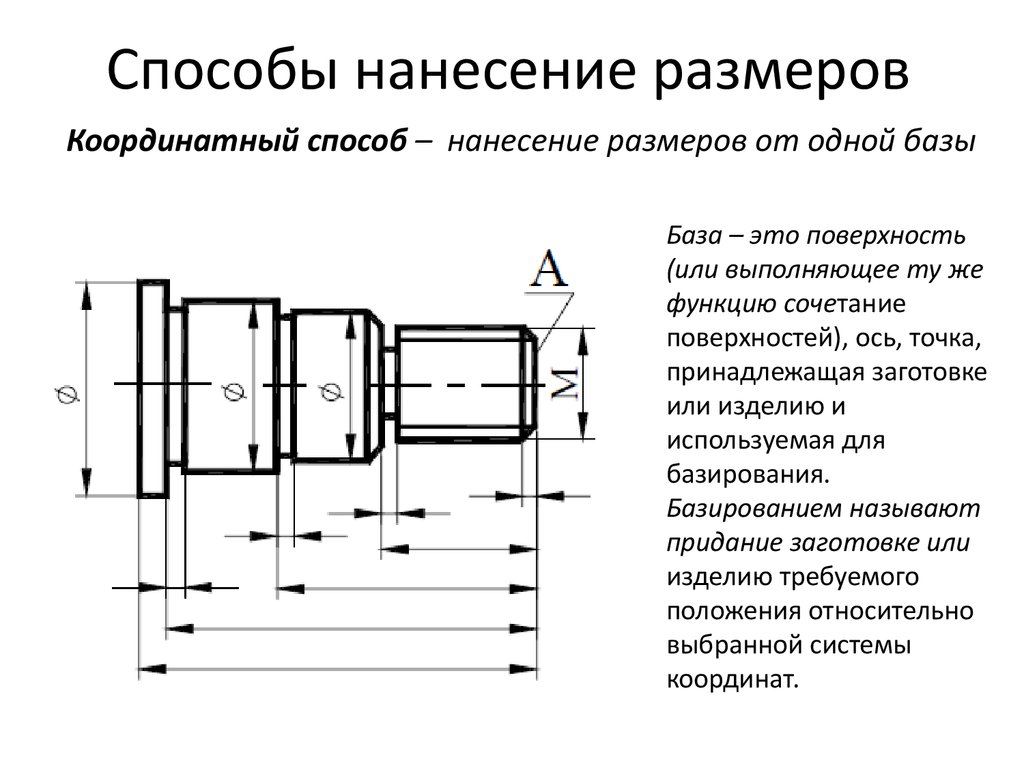
Рис. 19 Рабочие и нерабочие поверхности детали Любая деталь представляет собой совокупность геометрических поверхностей. Поверхности детали по характеру выполняемых функций могут быть разделены на рабочие и нерабочие. Под рабочими понимают поверхности, с помощью которых деталь соприкасается с другой деталью или рабочим телом (газ, вода). Рабочая поверхность всегда подвергается различным видам обработки. На размеры рабочей поверхности устанавливают повышенные требования при конструировании и изготовлении. Нерабочие поверхности – это поверхности, которые не соприкасаются с другими деталями или рабочим телом. Нерабочие поверхности гарантируют заданную прочность, определяют габариты, простоту обработки, удобство эксплуатации. Такие поверхности не обрабатываются, а если и обрабатываются, то точность обработки низкая. При нанесении размеров рабочие и нерабочие поверхности должны быть связаны между собой размерами только один раз. Примером такой связи служат размеры, определяющие расположение нерабочих поверхностей детали, проставлены от одной нерабочей поверхности, а размеры, определяющие положение рабочих поверхностей – от одной рабочей поверхности. Способы нанесения размеров Применяют следующие способы нанесения размеров (рис. 20): Цепной – размеры наносят по одной линии, цепочкой, один за другим (А1 — А5). Такой способ применяется, когда необходимо точно выдержать размеры отдельных ступеней детали. В этом случае размер каждой ступени не зависит от точности выполнения других ступеней. Рис. 20 Координатный – размеры наносят от одной базы (размеры Б1 — Б5). Этот способ отличается значительной точностью изготовления детали. Комбинированный– нанесение размеров осуществляется цепным и координатным способами одновременно (размеры В1 — В6 рис.21). Этот способ позволяет изготовить более точно те элементы детали, которые этого требуют. Рис. 21 Выбор способа нанесения размеров зависит от функции, которую выполняет деталь в механизме, и от технологии ее изготовления: он является одним из сложных этапов оформления рабочих чертежей деталей, что объясняется наличием большого количества конструктивных и технологических задач, решаемых совместно конструктором и технологом. Комбинированный способ нанесения размеров характеризуется тем, что одна часть размеров наносится от конструкторских баз, а другая – от технологических. Очевидно, что размеры на рабочих чертежах детали должны быть нанесены с учетом наиболее рациональной технологии изготовления детали. Выполнение этого требования может обеспечить только комбинированный способ нанесения размеров. Нанесение размеров на детали вращения Большинство деталей, имеющих форму поверхностей вращения, изготовляется на токарных станках. Согласно ГОСТ 2.305-68 их рекомендуется располагать на поле чертежа с осью параллельно основной надписи. Нанесение размеров на деталях вращения ведется от правого торца, принимаемого за технологическую базу. На токарном станке этот торец обрабатывается первым; от него производят установку упоров, кулачков, комплекта режущего инструмента и измерение детали (рис. 22). Рис. 22 На рис. 22, согласно нанесенным размерам, деталь обрабатывается сначала с правой стороны от базы А, затем меняют положение детали в станке и обрабатывают деталь от базы Б. Нанесение размеров на детали, изготовленные гибкой При гибке окончательная форма и размеры деталей образуются от исходной заготовки на гибочных прессах или приспособлениях. Для получения детали требуемых размеров необходимо правильно определить размеры заготовки. Последнюю также называют разверткой, если гибке подвергается плоский материал. Размеры заготовки, изгибаемой по нейтральной линии, показано на рис. 23. При нанесении размеров необходимо обеспечить возможность построения контура гибки и определить размеры заготовки. На чертеже сложной детали рекомендуется делать развертку с нанесением размеров тех геометрических элементов, которые будут деформироваться в процессе гибки, утрачивая исходный размер. Все остальные размеры наносят на проекциях детали (рис. 23). Размеры, нанесенные на развертке, не повторяются на проекциях детали. На развертке детали делается надпись «Развертка». Рис. У симметричных деталей имеются плоскости симметрии (ПС), оси симметрии (ОС) и центры симметрии (ЦС – рис. 24). Рис. 24 Нанесение размеров на симметричные детали часто вызывает разногласия между конструктором и технологом о назначении баз. Для объективного решения этого вопроса следует иметь в виду, что плоскость, ось и центр симметрии на деталях являются нереальными базами (их следует еще построить), существование их принимается условно. Они представляются воображаемыми и вводятся на чертеже для более наглядной и быстрой ориентировки в геометрии детали. В производственной обстановке обработка и обмер детали производится не от воображаемых баз, а материально существующих. Поэтому нанесение размеров на симметричные детали рекомендуется производить, как показано на рис. 24. Нанесение размеров на сварные детали При выполнении чертежей деталей, входящих в сварную сборочную единицу, следует учитывать, что процесс сварки вызывает коробление свариваемых деталей и поэтому окончательная обработка некоторых поверхностей производится после сварки. Сверление отверстий в плите производят после обработки втулки, увязывая их положение с торцом М (размер «8»). Рис. 25 Нанесение размеров на чертежи шлицевых соединений На рис. 26 приведен чертеж зубчатого вала с прямобочным профилем зубьев. Рис. 26 На изображении вала (ось параллельна плоскости проекций) указывают длину l1 зубьев полного профиля до сбега. Пример чертежа зубчатого отверстия с прямобочным профилем зубьев приведен на рис. 27. Рис. 27 Нанесение размеров на сборочные чертежи На сборочный чертеж изделия наносят:
Размеры габаритные, установочные, присоединительные, эксплуатационные и размеры, характеризующие положение движущихся частей, относятся к справочным и проставляются со «звездочкой». На сборочном чертеже указываются размеры отверстий под болты, винты, штифты, если эти отверстия выполняются в процессе сборки. Надеюсь теперь вы разобрались, где и какие размеры ставятся на машиностроительных чертежах. Если остались вопросы, можете их задать тут. Поделиться статьёй: layout-width — CSS: каскадные таблицы стилей Свойство CSS Часто удобнее использовать сокращенное свойство /* Значения ключевых слов */ ширина контура: тонкий; ширина контура: средняя; ширина контура: толстая; /* значения <длины> */ ширина контура: 1px; ширина контура: 0,1 em; /* Глобальные значения */ ширина контура: наследовать; ширина контура: начальная; ширина контура: вернуться; ширина контура: обратный слой; ширина контура: не установлено; Свойство Значения
ширина контура = Настройка ширины контура элементаHTMLтонкий средний толстый 2 пикселя 1 раз 1,2 эм CSS диапазон {
стиль контура: сплошной;
отображение: встроенный блок;
поле: 20 пикселей;
}
#тонкий {
ширина контура: тонкий;
}
#середина {
ширина контура: средняя;
}
#толстый {
ширина контура: толстая;
}
#двапикселя {
ширина контура: 2px;
}
#oneex {
ширина контура: 1ex;
}
#эм {
ширина контура: 1.Результат
Таблицы BCD загружаются только в браузере с включенным JavaScript. Включите JavaScript для просмотра данных.
Обнаружили проблему с содержанием этой страницы?
Хотите принять больше участия? Узнайте, как внести свой вклад. Последний раз эта страница была изменена участниками MDN. схема — CSS: каскадные таблицы стилей Сокращенное свойство CSS Это свойство является сокращением для следующих свойств CSS:
/* стиль */ контур: сплошной; /* цвет | стиль */ контур: пунктир #f66; /* стиль | ширина */ контур: вставка толстая; /* цвет | стиль | ширина */ контур: зеленый сплошной 3px; /* Глобальные значения */ план: наследовать; контур: начальный; план: вернуться; контур: обратный слой; контур: не установлен; Свойство Примечание: Контур будет невидим для многих элементов, если его стиль не определен. Это связано с тем, что стиль по умолчанию равен Значения
Контур — это линия за пределами границы элемента. В отличие от других областей блока, контуры не занимают места, поэтому они никак не влияют на макет документа. Есть несколько свойств, влияющих на внешний вид контура. Можно изменить стиль, цвет и ширину, используя свойство контура Контур не обязательно должен быть прямоугольным: при работе с многострочным текстом некоторые браузеры рисуют контур для каждого блока строки отдельно, в то время как другие обрамляют весь текст одним контуром. Присвоение
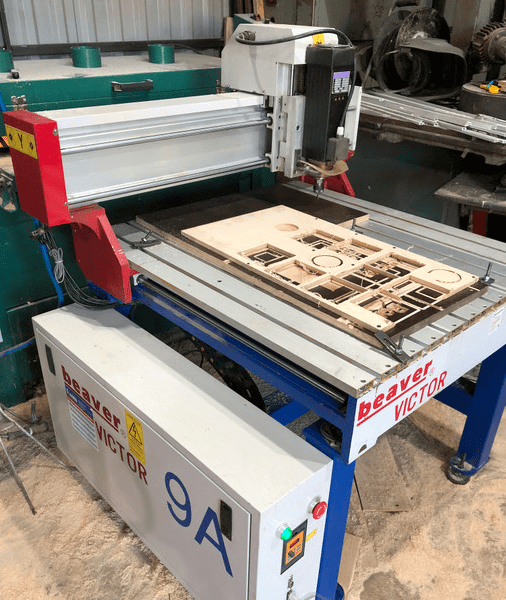
контур = Использование схемы для установки стиля фокусаHTMLЭта ссылка имеет особый стиль фокуса. Чпу бивер фрезерный станок: Фрезерный станок с ЧПУ BEAVER 25 AVLT купить, цена в ЕкатеринбургеФрезерный станок с ЧПУ Beaver 2513 AT3 RD – ЛТТ-ПоволжьеНазначениеФрезерный станок с ЧПУ предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование), а также для токарно-фрезерной обработки в 4х осях. Виды обрабатываемых материалов:Древесина любых пород, композитные материалы (ДСП, ДВП, МДФ, фанера и т.д.), «Alucobond», «Dibond», любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, акриловое стекло и оргстекло, модельный пластик и т.п Схема обработкиКомплектация
Область примененияОтделка интерьеровЭлементы каминов и бильярдных столов, барельефы и многое другое, все это с резьбой любой сложности; Отделка экстерьеровДекоративные элементы для украшения деревянных домов, бань, ресторанов и гостиниц; Эксклюзивные изделияХудожественная резьба (изображения людей и зверей), сувенирная продукция, шкатулки, письменные наборы, часы и т. Производство дверейИзготовление инкрустация для дверей из ценных пород дерева. Модельное производствоИзготовление небольших мастер моделей, литьевых моделей, прототипов изделий, форм для вакуумной формовки, штампов и клише из различных материалов, включая алюминий, латунь, бронзу, «CEBATOOL» и модельный пластик. РекламаКриволинейный раскрой листовых пластиков, ПВХ, акрила и других материалов. Вырезка букв, логотипов, подставок, эмблем и т.д. Конструктивные особенности
Фрезерные станки с ЧПУ Beaver 12A2; 12A5; 12AV2; 12AV
Схема обработки Получаемые изделия: 3d обработка Производитель: Beaver НАЗНАЧЕНИЕПредназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование). Виды обрабатываемых материалов:Древесина мягких и твердых пород, композитные материалы (ДСП, ДВП, МДФ), «Alucobond», «Dibond», любые полистиролы( в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, акриловое стекло и оргстекло, модельный пластик. Комплектация:
Область применения:МЕБЕЛЬНОЕ ПРОИЗВОДСТВО:
ОТДЕЛКА ИНТЕРЬЕРОВ:
ОТДЕЛКА ЭКСТЕРЬЕРОВ:
ЭКСКЛЮЗИВНЫЕ ИЗДЕЛИЯ:
ПРОИЗВОДСТВО ДВЕРЕЙ:
МОДЕЛЬНОЕ ПРОИЗВОДСТВО:
РЕКЛАМА:
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ «2D- ОБРАБОТКА»ХУДОЖЕСТВЕННЫЙ ПАРКЕТ:
Гарантия:
Конструктивные особенностиЦЕЛЬНОСВАРНАЯ ЖЕСТКАЯ СТАНИНАРама из толстолистового
РАБОЧИЙ СТОЛ С Т-ОБРАЗНЫМИ ПАЗАМИОбеспечивается надежный механический зажим обрабатываемых заготовок. ВАКУУМНЫЙ РАБОЧИЙ СТОЛПоверхность рабочего стола разделена на два сектора для закрепления заготовок с помощью вакуума. Система вакуумной фиксации заготовок позволяет осуществлять быструю смену изделий и обеспечивает надежный прижим детали при обработке. ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 0 *3 /Ethernet (100Base-TX/10Base-T)
0 *3 /Ethernet (100Base-TX/10Base-T) 7 Процедура IV Падение при транспортировке *5 900 07
7 Процедура IV Падение при транспортировке *5 900 07
 42, б). Далее проводим дуги, положение центров которых определяется по заданным условиям, и строим сопряже-
42, б). Далее проводим дуги, положение центров которых определяется по заданным условиям, и строим сопряже-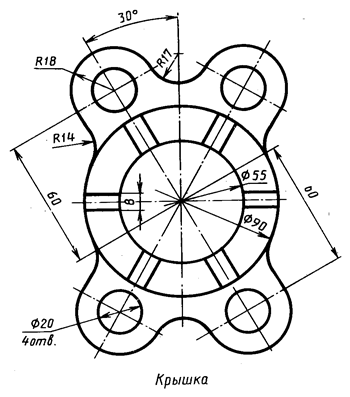 Проставить размеры.
Проставить размеры.
 1)
1)
 5).
5).
 11).
11). 13.
13. 16).
16).
 Расстояние же каждой ступени от базы зависит от точности изготовления всех предыдущих ступеней. Значительная суммарная погрешность может привести к непригодности изготовления детали.
Расстояние же каждой ступени от базы зависит от точности изготовления всех предыдущих ступеней. Значительная суммарная погрешность может привести к непригодности изготовления детали.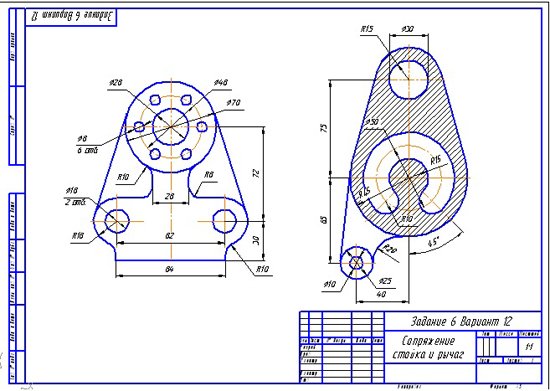 В первом случае стремятся проставить ограниченное число размеров. К ним относятся, главным образом, сопрягаемые размеры. Остальные размеры, удовлетворяя требованиям производства, наносят от технологических баз.
В первом случае стремятся проставить ограниченное число размеров. К ним относятся, главным образом, сопрягаемые размеры. Остальные размеры, удовлетворяя требованиям производства, наносят от технологических баз.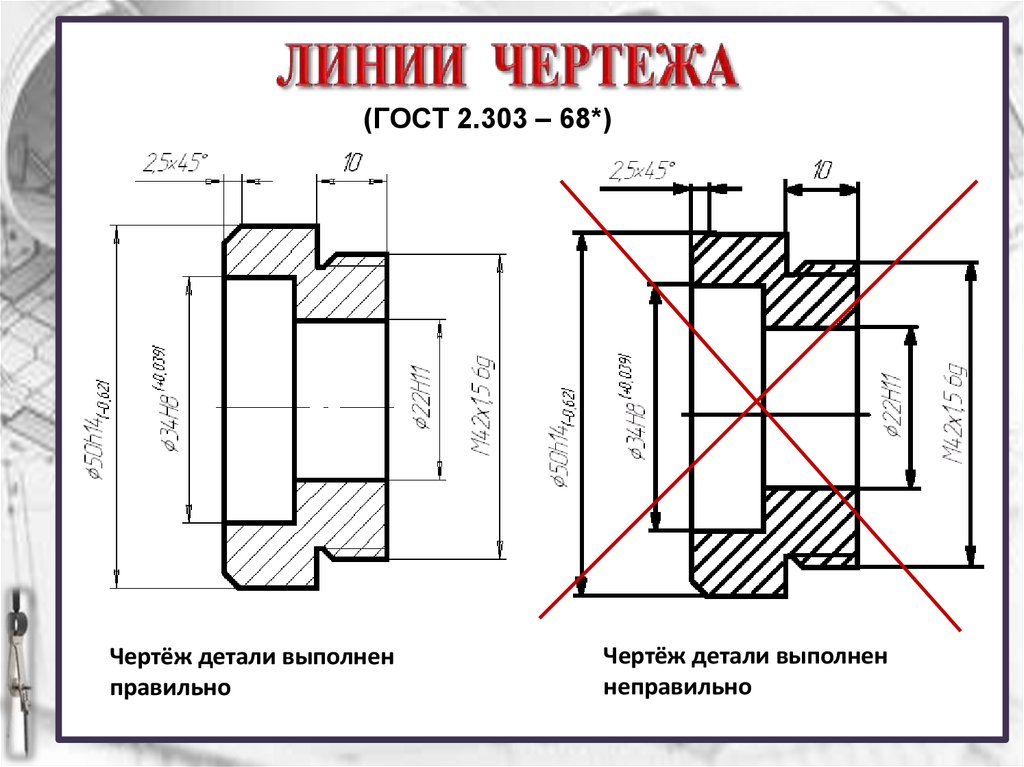 Нанесенные размеры доступны и контролируются простым измерительным инструментом.
Нанесенные размеры доступны и контролируются простым измерительным инструментом.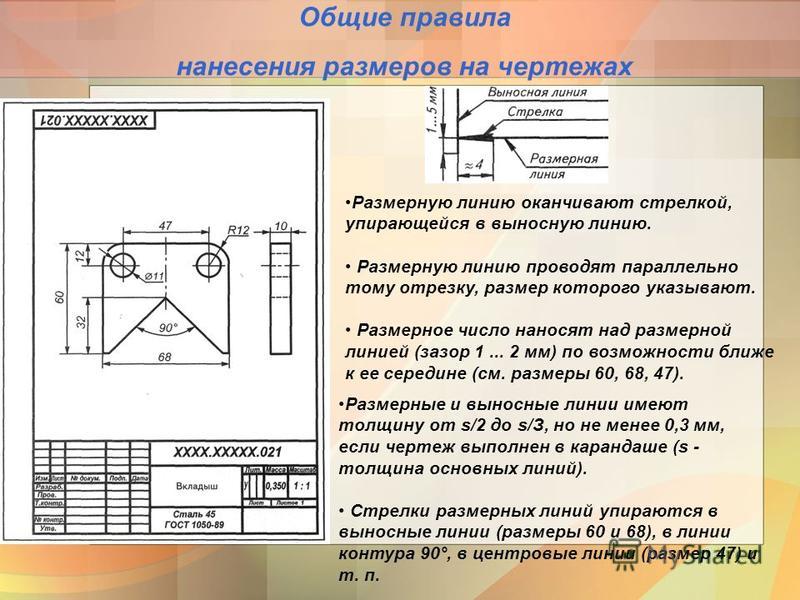 23
23 Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).
Поэтому при выполнении чертежа сборочной единицы после сварки необходимо выполнить и чертежи деталей, входящих в сборку. На сборочном чертеже должны быть нанесены размеры, относящиеся к взаимному расположению свариваемых деталей, и размеры механической обработки. Чертежи деталей, изготовленных сваркой, оформляют согласно ГОСТ 2.109- 73, п. 3.3 (рис. 25).
 п.
п.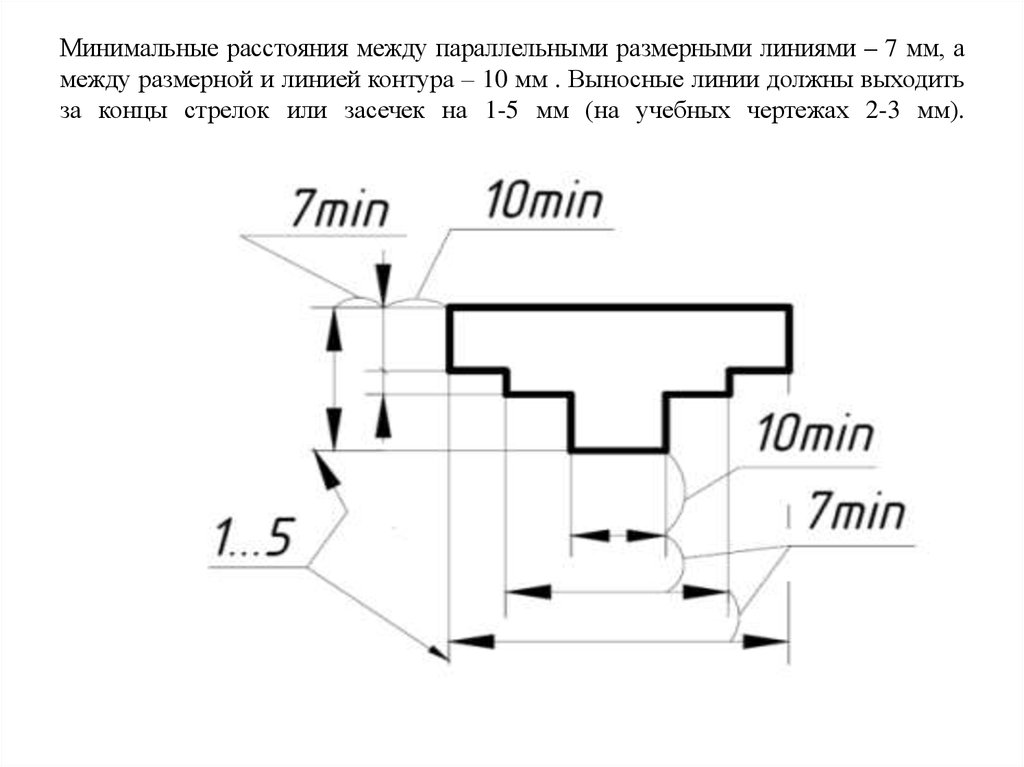
 2em;
}
2em;
}

 Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать
Для значения цвета, если значение полупрозрачное, вычисленное значение будет соответствовать 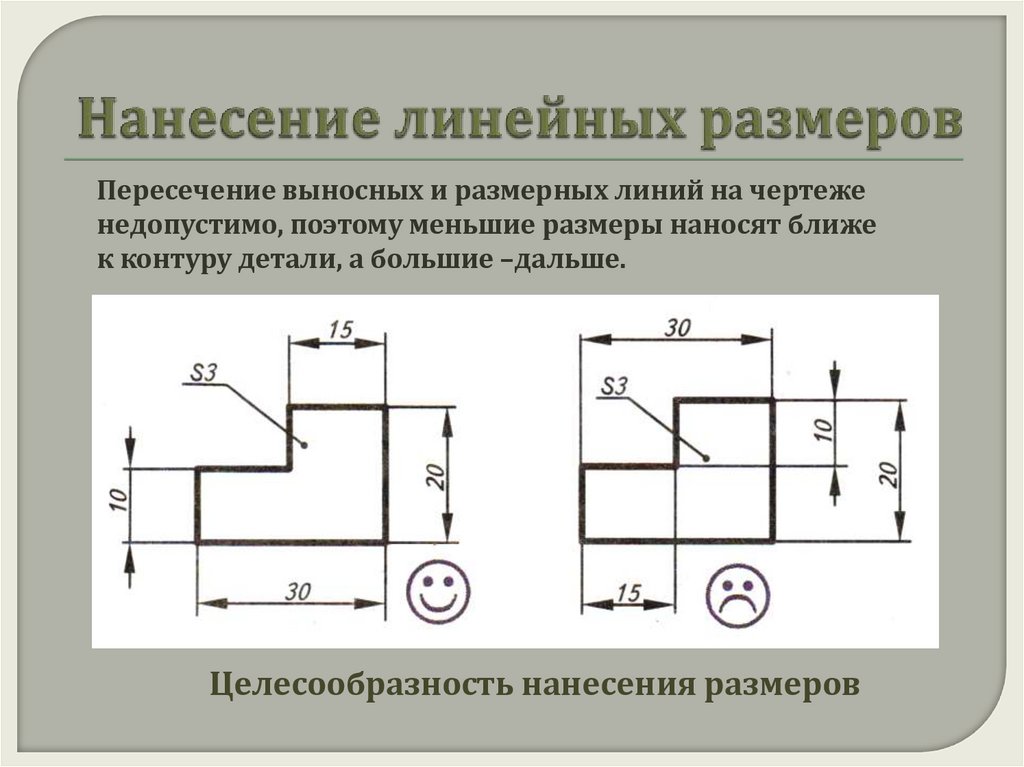
 Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров.
Это дает возможность получить гарантированно высокую точность и качество при обработке заготовок любых размеров. Увеличенная базовая опорная площадка имеет «Т» образную форму с шестью крепежными отверстиям, что позволяет значительно увеличить нагрузочные показатели станка, без потери качества обработки.
Увеличенная базовая опорная площадка имеет «Т» образную форму с шестью крепежными отверстиям, что позволяет значительно увеличить нагрузочные показатели станка, без потери качества обработки. Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке.
Данная картриджная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. Самосмазывающиеся подшипники THK способны работать до 5000 км без обслуживания. Превосходная защита от пыли, особенно в производстве мебели и деревообработке.
 Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.
Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ Beaver позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели.

 к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации.
к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания.
Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом.
Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом. ;
;

 Криволинейный раскрой ДСП, ДВП, МДФ в
Криволинейный раскрой ДСП, ДВП, МДФ в
 д.
д.
 Подшипники закрыты герметичными уплотнениями. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
Подшипники закрыты герметичными уплотнениями. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
 Сокращается время переналадки станка и возрастает производительность работы.
Сокращается время переналадки станка и возрастает производительность работы. Сканирование происходит лазерным лучом благодаря чему достигается высокое качество получаемой модели. «Штрих 1» нашёл широкое применение при производстве эксклюзивных изделий. В комплекте со сканером идёт программа ASHERA , благодаря понятому русскому интерфейсу и возможностям лазерного сканера ( генератор луча и высокоточная цифровая матрица) достигается высокоточное создание компьютерной 3D модели сканируемого образца.
Сканирование происходит лазерным лучом благодаря чему достигается высокое качество получаемой модели. «Штрих 1» нашёл широкое применение при производстве эксклюзивных изделий. В комплекте со сканером идёт программа ASHERA , благодаря понятому русскому интерфейсу и возможностям лазерного сканера ( генератор луча и высокоточная цифровая матрица) достигается высокоточное создание компьютерной 3D модели сканируемого образца.|
Модель
|
Beaver-12A2
|
Beaver-12A5
|
Beaver-12AV2
|
Beaver-12AV5
|
|
Размеры рабочего стола, мм
|
1420
|
1420
|
1420
|
1420
|
|
Размеры вакуумного стола, мм
|
—
|
—
|
1230
|
1230
|
|
Размеры зоны обработки X и Y, наибольшие, мм
|
1200
|
1200
|
1200
|
1200
|
|
Перемещение шпинделя по оси Z, мм
|
110
|
110
|
110
|
110
|
|
Толщина обрабатываемых заготовок, наибольшая, мм
|
100
|
100
|
100
|
100
|
|
Посадочный диаметр инструмента, мм
|
3-12
|
3-16
|
3-12
|
3-16
|
|
Скорость подачи, (бесступенчатая), м/мин
|
0-14
|
0-14
|
0-14
|
0-14
|
|
Разрешение, мм
|
0,015
|
0,015
|
0,015
|
0,015
|
|
Частота вращения шпинделя, об/мин
|
24000*
|
24000*
|
24000*
|
24000*
|
|
Мощность шпинделя, кВт
|
2,2
|
5,0
|
2,2
|
5,0
|
|
Количество электродвигателей перемещения портала,
|
4
|
4
|
4
|
4
|
|
Мощность электродвигателя перемещения, кВт
|
4
|
4
|
4
|
4
|
|
Мощность электродвигателя вакуумного насоса, кВт
|
—
|
—
|
5,5
|
5,5
|
|
Общая установленная мощность, кВт
|
6,7
|
9,5
|
12,2
|
15,0
|
|
Напряжение, В
|
380
|
380
|
380
|
380
|
|
Частота тока, Гц
|
50
|
50
|
50
|
50
|
|
Диаметр патрубка стружкоприемника, мм
|
80
|
80
|
80
|
80
|
|
Габаритные размеры, мм:
|
|
|
|
|
|
Масса, кг
|
450
|
450
|
700
|
700
|

 «>Обратная связь: запрос цены на Фрезерные станки с ЧПУ Beaver 12A2; 12A5; 12AV2; 12AV
«>Обратная связь: запрос цены на Фрезерные станки с ЧПУ Beaver 12A2; 12A5; 12AV2; 12AV
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание.
), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 1968 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание. Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.
Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.  Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.
Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.  с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице.
с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице. Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь
Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь  2 и Мк. 2 Револьверно-фрезерный станок VBPR
2 и Мк. 2 Револьверно-фрезерный станок VBPR 
 Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена вправо. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны.
Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена вправо. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны. «Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)
«Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…) 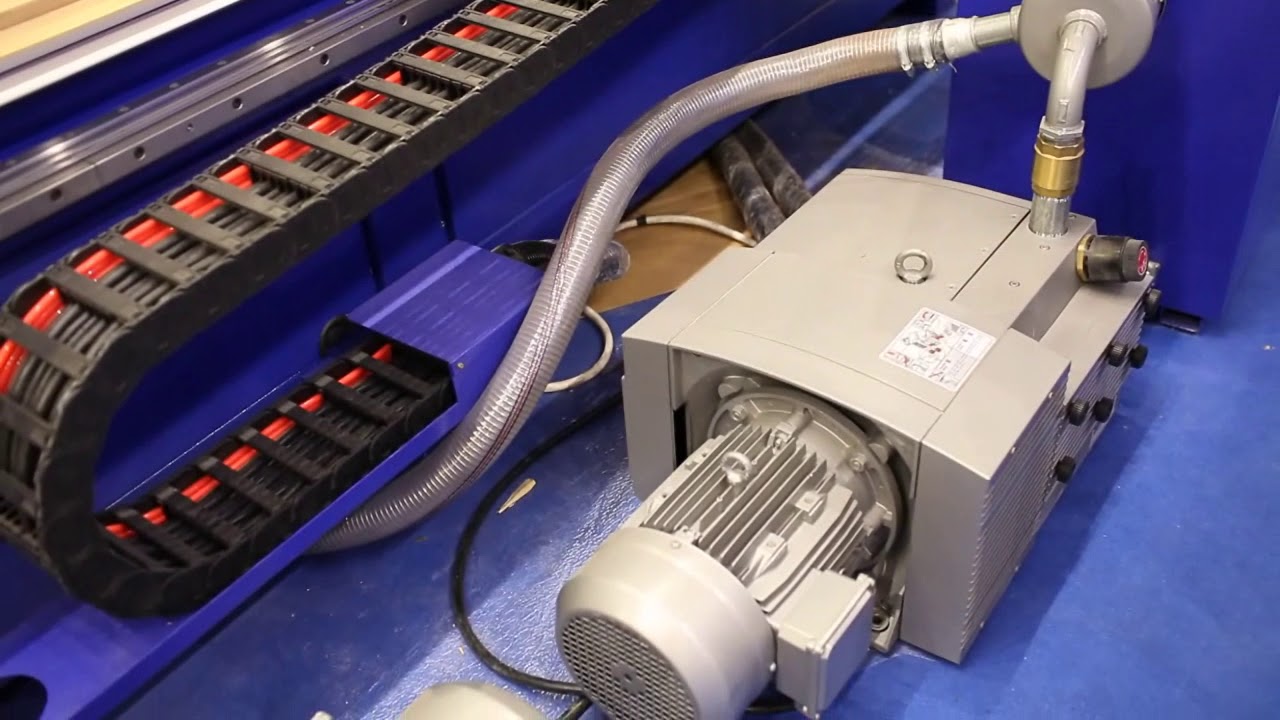 Пренебрежение может привести к износу или поломке шестерни.
Пренебрежение может привести к износу или поломке шестерни.  Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200
Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200 толстый.
толстый.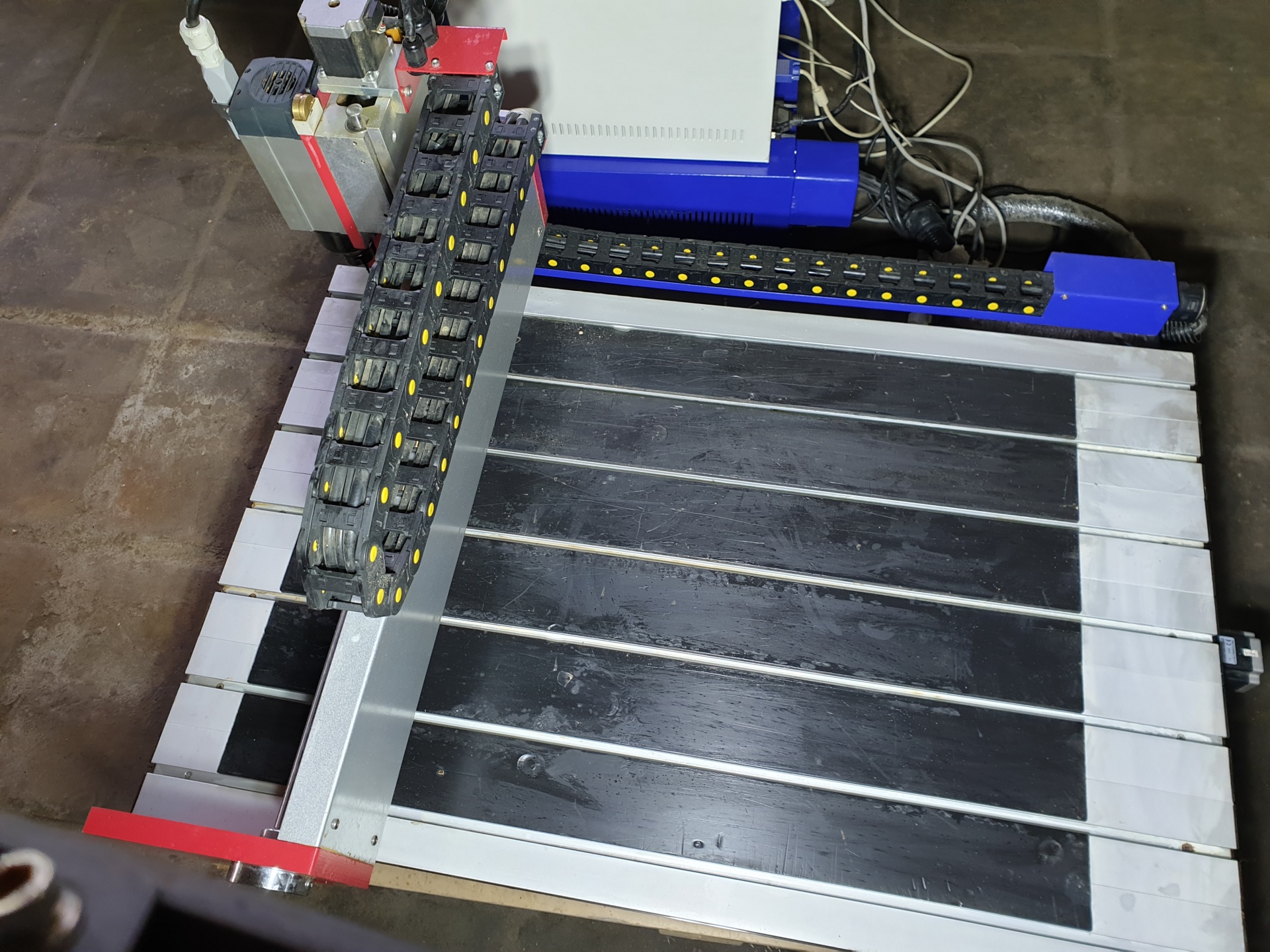 Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.
Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов. с.
с. 
 и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
Общий | Фрезерный станок Beaver | Практик-механик
Бретт Джонс
Пластик
#1
В субботу пойду смотреть мельницу Beaver (модель не знаю). Хотелось бы услышать мнение людей знающих эту машину. Мне любопытно, на что мне обратить внимание при осмотре, на что-нибудь особенное или уникальное для этой мельницы.
Спасибо.
9100
Алмаз
#2
У меня более дешевая модель с двойными ремнями и коническими шкивами вместо задней передачи, как у Bridgeport. Это было довольно точно, когда я купил его новым, 40 лет назад. У него квадратные направляющие на колене, что очень плохо, потому что приходится блокировать с двух сторон. Система понижения мощности ужасна и часто проскальзывает. У меня он проработал всего два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько мне известно, они появились в США только в тот период, когда Бриджпорт настолько сильно отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Система понижения мощности ужасна и часто проскальзывает. У меня он проработал всего два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько мне известно, они появились в США только в тот период, когда Бриджпорт настолько сильно отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Билл
Капюшон
Нержавеющая сталь
#3
У меня есть ЧПУ NC5, и, на мой взгляд, он значительно превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.
Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.
У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, как в главной, так и в задней передаче, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, инженерные решения намного превосходят Bridgeport, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.
Капюшон
Питер Нил
Горячекатаный
#4
Много информации здесь: http://www.lathes.co.uk/beaver/index.html.
Несмотря на неудачный опыт использования 9100-х, общее мнение таково, что они намного прочнее и лучше построены, чем Bridgy, и способны выполнять более тяжелую работу.
Однако компания Beaver Machine Tools прекратила свою деятельность несколько лет назад, поэтому запасные части могут быть труднодоступны. 902:00 У меня самого его нет, так как даже здесь, в Великобритании, было проще купить Bridgeport.
Питер
Капюшон
Нержавеющая сталь
#5
Запасные части довольно легко достать в Великобритании, насколько я понимаю, хотя единственное, что мне нужно было достать, это ремень, и в конце концов он даже не понадобился, так как я установил сервопривод переменного тока на шпиндель. Место, откуда я взял ремень, это www.machinesupportservices.com, и парень там, кажется, знает о них все, если я правильно помню, он раньше работал на Beaver и, возможно, даже покупал запасные части.
Капюшон
томкеннед
Пластик
#6
Возможный владелец NC5
Худ сказал:
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.
У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, как в главной, так и в задней передаче, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, инженерные решения намного превосходят Bridgeport, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.Капюшон
Нажмите, чтобы развернуть…
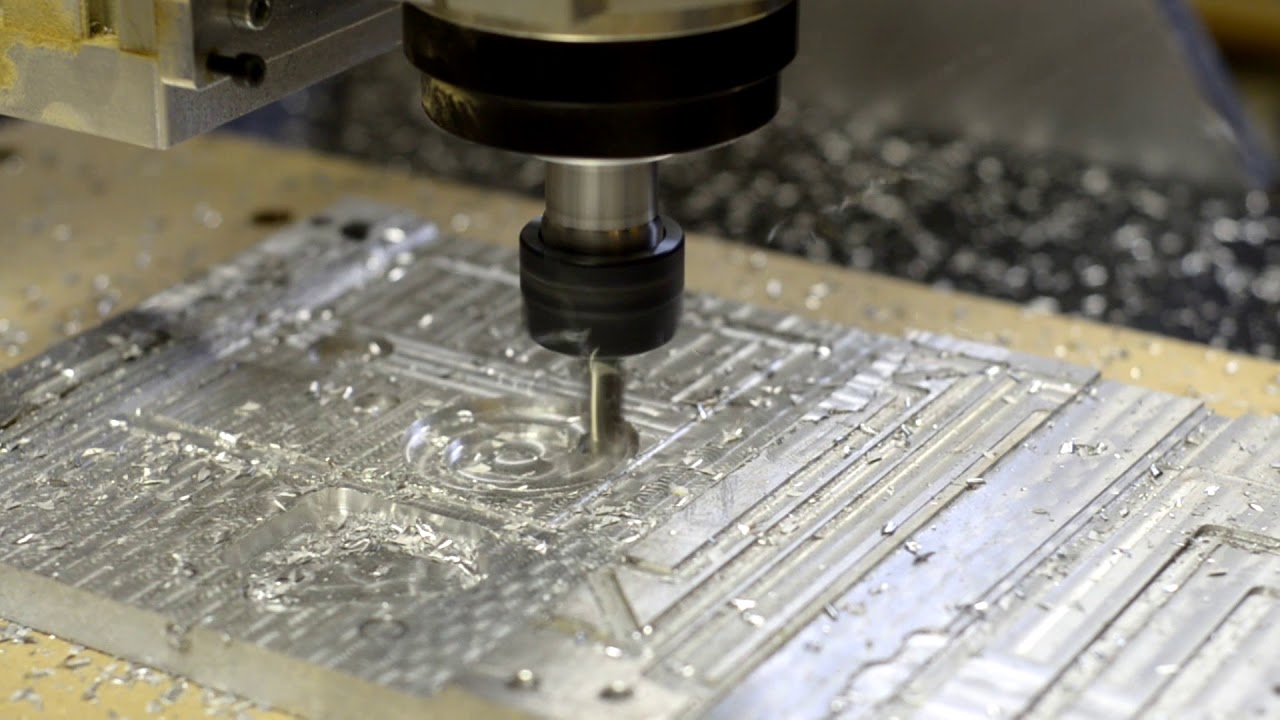
Привет,
Приятно слышать такие теплые слова о NC5, надеюсь, он у меня появится. Я прочитал, что у вас может быть руководство/информация по NC5, и задался вопросом, можно ли им поделиться. Впервые на этом форуме, поэтому приносим извинения, если это неправильный маршрут для этого запроса.
Спасибо
Том
Капюшон
Нержавеющая сталь
#7
tomkenned сказал:
Привет,
Приятно слышать такие теплые слова о NC5, надеюсь, он у меня появится.

Компрессор аир: Компрессоры AirMac (АирМак) — купить в Москве по выгодной цене
Винтовые компрессоры CrossAir в КОМПРЕССОР-НСК со склада.
Сравнение товаров (0)
Сортировка:
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать:
1524486096
Компрессор винтовой «Cross Air» CA5.5-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 600
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 5,5
Тип привода: ременной
138530р.
Компрессор винтовой «Cross Air» CA5. 5-8RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 700
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 5,5
Тип привода: ременной
138530р.
Компрессор винтовой «Cross Air» CA 7,5-8GA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 1200
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 7,5
Тип привода: прямой
148379р.
Компрессор винтовой «Cross Air» CA 7,5-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 1000
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 7,5
Тип привода: ременной
155820р.
Компрессор винтовой «Cross Air» CA7.5-8RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 1200
Шумопоглощающий корпус: есть
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 7,5
Тип привода: ременной
Тип смазки: масланый
155820р.
Компрессор винтовой «Cross Air» CA 11-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 1500
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: не
Мощность, кВт: 11
Тип привода: ременной
242410р.
Компрессор винтовой «Cross Air» CA 11-8GA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 1700
Шумопоглощающий корпус: есть
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 11
Тип привода: прямой
Тип смазки: масляный
242410р.
Компрессор винтовой «Cross Air» CA 15-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 2200
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 15
Тип привода: ременной
271320р.
Компрессор винтовой «Cross Air» CA 15-8GA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 2400
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: нет
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 15
Тип привода: ременной
271320р.
Компрессор винтовой «Cross Air» CA 18,5-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 2700
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 18,5
Тип привода: ременной
329070р.
Компрессор винтовой «Cross Air» CA 18,5-8GA
Осушитель воздуха холодильного (рефрижераторного) типа.: есть
Производительность, л/мин: 3000
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 18,5
Тип привода: прямой
329070р.
Компрессор винтовой «Cross Air» CA 22-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 3200
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 22
Тип привода: ременной
352170р.
Компрессор винтовой «Cross Air» CA 30-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 4500
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 30
Тип привода: ременной
433020р.
Компрессор винтовой «Cross Air» CA 30-8GA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 5000
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 8
Ресивер, л: нет
Мощность, кВт: 30
Тип привода: прямой
433020р.
Компрессор винтовой «Cross Air» CA 37-10RA
Осушитель воздуха холодильного (рефрижераторного) типа.: нет
Производительность, л/мин: 5600
Частотно-регулируемый привод: нет
Шумопоглощающий корпус: есть
Давление, бар: 10
Ресивер, л: нет
Мощность, кВт: 37
Тип привода: ременной
519610р.
Бежецкий компрессор, производитель воздушных компрессоров, Бежецкий завод АСО
- Хит
- Советуем
- Новинка
Блог
Все записи
Как производят ресиверы на Бежецком заводе АСО? Часть 4 – подготовительные и окрасочные работы
Винтовая модульная компрессорная станция для морского грузового порта
Самый мощный бежецкий компрессор — АСО-ВК315
Бежецкие компрессоры для крупнейшего российского производителя грузового транспорта ООО «Тонар»
Новости
Все новости
Компрессор АСО-ВК30 предприятию по производству парфюмерных и косметических средств
21 апреля 2023
Винтовой компрессор АСО-ВК11-500 предприятию по производству двигателей для грузовых машин
19 апреля 2023
Винтовой компрессор АСО-ВК37 предприятию по заморозке продуктов
14 апреля 2023
Винтовой компрессор АСО-ВК55 предприятию по производству клеёв
12 апреля 2023
Отзывы
Все записи
Компрессор Куинси | Ведущий производитель воздушных компрессоров
Разработано для решения
Ваших производственных проблем
Компания Quincy Compressor производит и обслуживает самые надежные системы сжатого воздуха для удовлетворения потребностей своих клиентов. Клиенты Quincy рассчитывают на то, что мы поддержим их операции в рабочем состоянии. Не верьте нам на слово, убедитесь сами.
Клиенты Quincy рассчитывают на то, что мы поддержим их операции в рабочем состоянии. Не верьте нам на слово, убедитесь сами.
Просмотреть все отзывы
Наши клиенты говорят все
Quincy Solutions
Продукты, известные своей бескомпромиссной надежностью, высоким качеством и высочайшей производительностью.
Все еще ищете дополнительную информацию?
Мы вас прикроем.
(251) 937-5900
Свяжитесь с нами
Лучшие в мире ротационные и поршневые воздушные компрессоры
Добро пожаловать в Quincy Compressor, где вы не только получите одни из лучших в мире воздушных компрессоров и промышленных воздушных насосов, но и получите многолетний опыт проектирования и эксплуатации энергоэффективных систем сжатого воздуха. . Наши винтовые и поршневые воздушные компрессоры, вакуумные насосы и продукты для обработки воздуха можно найти в самых требовательных и ответственных установках. Вот почему тысячи людей и промышленных предприятий полагаются на качество и надежность воздушных компрессоров Quincy!
Найдите ближайшего к вам дилера
Почему Куинси?
Репутация Quincy Compressor в области качества восходит к 1920 году. С тех пор мы продолжаем совершенствовать и улучшать нашу продукцию. В 1937 году мы выпустили поршневой компрессор QR-25, который остается отраслевым стандартом, известным своей надежной работой в сложных условиях. Текущая линейка воздушных компрессоров Quincy включает винтовые и безмасляные компрессоры, а также продукты для обработки воздуха, вакуумные насосы, промышленные воздушные насосы и многое другое.
С тех пор мы продолжаем совершенствовать и улучшать нашу продукцию. В 1937 году мы выпустили поршневой компрессор QR-25, который остается отраслевым стандартом, известным своей надежной работой в сложных условиях. Текущая линейка воздушных компрессоров Quincy включает винтовые и безмасляные компрессоры, а также продукты для обработки воздуха, вакуумные насосы, промышленные воздушные насосы и многое другое.
На воздушные компрессоры Quincy распространяется одна из самых полных гарантий в отрасли, с продленным сроком действия до 10 лет для отдельных компонентов. Когда дело доходит до того, чтобы ваш бизнес работал наилучшим образом, наши продукты обеспечивают качество, которому вы можете доверять, производственная смена за производственной сменой. Узнайте больше о наших вариантах покрытия или свяжитесь напрямую с торговым представителем.
Узнайте больше о преимуществах Quincy
Наше обязательство
Общая ценность клиента, или TCV, представляет собой краеугольный камень нашей философии бизнеса. Это приверженность всей нашей компании бережливому производству и постоянному совершенствованию, и именно поэтому мы можем поддерживать такой исключительно высокий стандарт качества во всем, что мы делаем.
Это приверженность всей нашей компании бережливому производству и постоянному совершенствованию, и именно поэтому мы можем поддерживать такой исключительно высокий стандарт качества во всем, что мы делаем.
Являясь частью глобальной экономики, мы работаем над тем, чтобы каждый член команды Quincy Compressor проходил постоянное обучение по выявлению и устранению потерь, что ведет к более рациональной работе и гибким производственным возможностям. Это, в свою очередь, помогает нам удовлетворять требования наших клиентов в отношении экономичности, экологичности, производительности и инноваций во всех наших продуктах.
Узнать больше
Применение в промышленности
Для любой отрасли, работающей на сжатом воздухе, найдется воздушный компрессор Quincy, который поможет вам работать более эффективно и снизить накладные расходы. Наши продукты можно найти за работой в гаражах механиков и кузовных мастерских, на производственных предприятиях, в тематических парках, на предприятиях по разведке энергетических ресурсов, в университетах, стоматологических кабинетах и т. д.
д.
Мы разработали наши компрессоры для конкретных условий работы в этих и других средах, уделяя особое внимание обеспечению стабильного давления воздуха, меньшим требованиям к техническому обслуживанию и более длительному сроку службы. Узнайте больше о том, как наши продукты разрабатываются специально, чтобы помочь организациям решать уникальные задачи своей отрасли.
Узнайте о наших решениях
Resources
Наша цель в Quincy — поддержать вас, а настоящая поддержка означает
подключение вас к ресурсам, которые наилучшим образом соответствуют вашим потребностям.
Посмотреть наши ресурсы
Воздушные компрессоры | Главная Продукция для мастерских
Перейти к основному содержанию
Воздушные компрессоры
Воздушные компрессоры
Откройте совершенно новый набор инструментов с мощным воздушным компрессором John Deere. Включите все: от пневматических ключей до дрелей, шлифовальных машин и покрасочных пистолетов. Вы найдете широкий диапазон лошадиных сил и возможностей для удовлетворения ваших потребностей. И вы получите удовлетворение от хорошо выполненной работы.
Вы найдете широкий диапазон лошадиных сил и возможностей для удовлетворения ваших потребностей. И вы получите удовлетворение от хорошо выполненной работы.
Найти дилера
Воздушные компрессоры
Серия HR / электрические / безмасляные
| Изображение | Продукт | Детали |
|---|---|---|
HR1-2QКупите HR1-2Q сейчас | 2,5 галлона, безмасляная, электрическая ручная переноска, 1,0 л.с., асинхронный двигатель 120 В
| |
HR1-20Q
| 20-галлонный, безмасляный, электрический асинхронный двигатель 1,5 л.с., 120 В
|

Серия HR / Электрический
| Изображение | Продукт | Детали |
|---|---|---|
| 39516-3″> 5 галлонов, одноступенчатая, электрическая ручная переноска, 2,0 л.
| ||
| 39516-3″> 20 галлонов, одноступенчатый, электрический, 2,0 л.с., двигатель 120 В
|
 с., двигатель 120 В
с., двигатель 120 ВПремиум-серия / Бензин
| Изображение | Продукт | Детали |
|---|---|---|
ПР1-8ГМ | 8 галлонов, одноступенчатый, бензиновый двигатель 212 куб.
| |
ПР2-8ГМ | 8 галлонов, двухступенчатый, бензиновый двигатель объемом 300 куб. см с верхним расположением клапанов
|
 см с верхним расположением клапанов
см с верхним расположением клапановСерия AC / Бензин
| Изображение | Продукт | Детали |
|---|---|---|
AC1-5GH | 5-галлонный, одноступенчатый, бензиновый двигатель Honda GX объемом 118 куб.
| |
AC1-8GH | 8 галлонов, одноступенчатый, бензиновый двигатель Honda GX объемом 196 см3
| |
AC2-8GH | 8 галлонов, двухступенчатый, бензиновый двигатель Honda GX объемом 270 см3
| |
AC1-20GH | 20-галлонный, одноступенчатый, бензиновый двигатель Honda GX объемом 196 см3
| |
AC2-20GH | 20-галлонный, двухступенчатый, бензиновый двигатель Honda GX объемом 270 см3
| |
AC2-20GHS | 20-галлонный, двухступенчатый, бензиновый двигатель Honda GX объемом 270 см3
| |
AC2-30GHS | 30-галлонный, двухступенчатый, бензиновый двигатель Honda GX объемом 389 см3
|
 см для ручной переноски
см для ручной переноски


Серия AC / Дизель
| Изображение | Продукт | Детали |
|---|---|---|
AC2-30KDS | 30-галлонный, двухступенчатый, дизельный двигатель объемом 441 куб.
|
 см, 9,1 л.с., двигатель Kohler OHV
см, 9,1 л.с., двигатель Kohler OHVСерия AC / Электрический
| Изображение | Продукт | Детали |
|---|---|---|
AC2-80ES | 80 галлонов, двухступенчатый, электрический двигатель 5,0 л.
| |
AC2-80ES-1 | 80 галлонов, двухступенчатый, электрический двигатель 7,5 л.с., 230 В
|
 с., 230 В
с., 230 В маховик для дополнительного охлаждения и увеличения срока службы
маховик для дополнительного охлаждения и увеличения срока службыПринадлежности для воздушных компрессоров
Купите принадлежности для воздушных компрессоров сейчас
Муфты
| Артикул | Номер модели/детали |
|---|---|
Тип промышленного соединения 1/4” MPT | АВДЖ-0017-0043 |
1/4” MPT, автомобильный стиль | АВДЖ-0017-0044 |
Тип промышленного соединения 1/4” FPT | АВДЖ-0017-0045 |
1/4” FPT, автомобильный тип | АВДЖ-0017-0046 |
1/4” FPT в стиле Lincoln | АВДЖ-0017-0047 |
1/4” MPT, стиль ARO | АВДЖ-0017-0048 |
Тестовый стержень муфты | АВДЖ-0017-4952 |
Заглушки
| Артикул | Номер модели/детали |
|---|---|
Тип промышленного соединения 1/4” MPT | АВДЖ-0017-0049 |
1/4” MPT, автомобильный стиль | АВДЖ-0017-0050 |
1/4” MPT в стиле Lincoln | АВДЖ-0017-0051 |
1/4″ MPT, стиль ARO | АВДЖ-0017-0052 |
1/4” FPT Industrial Interchange Style | АВДЖ-0017-0053 |
1/4” FPT автомобильного типа | АВДЖ-0017-0054 |
1/4” FPT в стиле Lincoln | АВДЖ-0017-0055 |
1/4” FPT, тип ARO | АВДЖ-0017-0056 |
Наборы муфт/заглушек
| Артикул | Номер модели/детали |
|---|---|
Муфта 1/4” IG, заглушка 1/4” M Ind. | АВДЖ-0017-0045К |
Муфта 1/4” F, штекер 1/4” M Автомобильный комплект | АВДЖ-0017-0046К |
 Inter. Набор
Inter. НаборФитинги
| Артикул | Номер модели/детали |
|---|---|
Фитинг для колючего шланга (MNPT 1/4 дюйма подходит для шланга с внутренним диаметром 3/8 дюйма) | АВДЖ-0023-0069 |
Фитинг для колючего шланга (1/4” MNPT подходит для шланга с внутренним диаметром 1/4”) | АВДЖ-0023-0051 |
Латунная муфта (1/4” FNPT x 1/4” FNPT) | АВДЖ-0023-0002 |
Латунная муфта (1/4” MNPT x 1/4” MNPT) | АВДЖ-0023-0103 |
Устройство для сращивания колючих шлангов (подходит для шлангов с внутренним диаметром 1/4 дюйма) | АВДЖ-0023-0415 |
Устройство для сращивания колючих шлангов (подходит для шлангов с внутренним диаметром 3/8 дюйма) | АВДЖ-0023-0416 |
Комплект переходников воздух/вода
| Артикул | Номер модели/детали |
|---|---|
Для заполнения шин жидкостью | АВДЖ-0023-0414 |
Патроны
| Артикул | Номер модели/детали |
|---|---|
Двойной патрон для прямой подачи воздуха (1/4” FNPT) | АВДЖ-00АТ-3001 |
Патрон с прямой подачей воздуха на шаровой опоре (1/4” FNPT) | АВДЖ-00АТ-3002 |
Манометр накачки Deluxe с 12-дюймовым шлангом | АВДЖ-00АТ-3003 |
Продувочные пистолеты
| Артикул | Номер модели/детали |
|---|---|
Продувочный пистолет со стандартной резиновой насадкой | АВДЖ-00АТ-3004 |
Продувочный пистолет с безопасным соплом | АВДЖ-00АТ-3005 |
12-дюймовый обдувочный пистолет со стандартной резиновой насадкой (6 шт. | АВДЖ-00АТ-3007 |
24-дюймовый обдувочный пистолет со стандартной резиновой насадкой (6 шт. в упаковке) | АВДЖ-00АТ-3008 |
Продувочный пистолет 48 дюймов со стандартной резиновой насадкой (6 шт. в упаковке) | АВДЖ-00АТ-3009 |
 в упаковке)
в упаковке)Воздушный шланг
| Артикул | Номер модели/детали |
|---|---|
24-дюймовый направляющий шланг с шарниром | АВДЖ-0015-0229 |
Гибридный шланг 50 футов x 3/8 дюйма | АВДЖ-0015-0328 |
Гибридный шланг 25 футов x 3/8 дюйма | АВДЖ-0015-0327 |
Фильтры
| Артикул | Номер модели/детали |
|---|---|
Полимерная чаша 1/4 дюйма с защитой чаши и ручным сливом | AT-4004-J |
Металлический стакан 1/2 дюйма со смотровым стеклом и ручным сливом | AT-4005-J |
Полимерная чаша 3/8 дюйма с защитой чаши и ручным сливом | AT-4006-J |
Одноразовый встроенный фильтр | АВДЖ-00АТ-4007 |
Фильтр воздушного инструмента | АВДЖ-00АТ-4008 |
3/8-дюймовый фильтр/регулятор-полиэтиленовый стакан с ручным сливом | AT-4011-J |
Линейные регуляторы
| Артикул | Номер модели/детали |
|---|---|
Мини-регулятор 1/4 дюйма с манометром | АВДЖ-0022-0326 |
Регулятор 3/8” с манометром | АВДЖ-0022-0231 |
Встраиваемые лубрикаторы
| Артикул | Номер модели/детали |
|---|---|
Полимерная чаша 1/4” | AT-4009-J |
Полимерная чаша 3/8 дюйма | AT-4010-J |
Принадлежности для высокого расхода
| Артикул | Номер модели/детали | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
УДЛИНИТЕЛЬНАЯ ТРУБКА-ЦИКЛОН 12 В | ПНЕВМАТИЧЕСКИЙ ПИСТОЛЕТ С КОНУСНЫМ НАКОНЕЧНИКОМ | МУФТА-HF 1/4 КОРПУС X 1/4 FNPT | ЗАГЛУШКА-HF 1/4 КОРПУС X 1/4 MNPT | ПОВОРОТНАЯ ЗАГЛУШКА-HF1/4 BODYX1/4MNPT | КОМПЛЕКТ МУФТЫ И ВИЛКИ-HF 3 ШТ. Пила дисковая 125: Многофункциональная дисковая пила 125мм INGCO MFS1251 — купить по выгодной ценеПила дисковая Sturm CS5012MS, 125 мм, 1000ВтГлавнаяЭлектроинструментДисковые пилы Пила дисковая sturm cs5012ms, 125 мм, 1000вт Модель: CS5012MS (Оставить отзыв) 3195 грн Производитель: Sturm Мы являемся официальным дилером торговой марки Sturm в Украине За последние 7 дней товар просмотрели Описание Пила дисковая Sturm CS5012MS, 125 мм, 1000Вт позволяет резать различные породы дерева, а также камень и керамику. Легкая и компактная, что позволяет работать даже одной рукой. Тонкий корпус диаметром 72 мм, а также резиновое покрытие противоскольжения. Характеристики Страна сборки Гарантия Тип пилы Мощность сетевых Внешний диаметр диска Написать отзыв» Пила дисковая Sturm CS5012MS, 125 мм, 1000Вт» Спасибо, что делитесь опытом! Оцените этот товар: = star}» v-for=»star in reviewStars» @click=»setReviewRate(star)»> (Очень плохой товар) Ваше имя Преимущества Недостатки Отзыв Отзывов У этого товара пока нет отзывов -23% Дисковая пила Bosch GKS 190 (0)Отзывов Страна сборки— Родина бренда— Гарантия— Тип питания— Тип пилы— Все характеристики 5419 грн -19% Дисковая пила Makita HS7601 (0)Отзывов Страна сборки— Гарантия— Тип питания— Тип пилы— Внешний диаметр диска— Все характеристики 6295 грн -14% Ручная циркулярная пила Bosch GKS 600 Professional (0)Отзывов Страна сборки— Родина бренда— Гарантия— Тип питания— Тип пилы— Все характеристики 5749 грн Ручная циркулярная пила Bosch GKS 65 GCE (0)Отзывов Страна сборки— Родина бренда— Гарантия— Тип питания— Тип пилы— Все характеристики 13877 грн -20% Дисковая пила Metabo KS 55 FS (0)Отзывов Родина бренда— Гарантия— Тип питания— Тип пилы— Регулирования оборотов— Все характеристики 4222 грн Пила дисковая Stark CS 185 (0)Отзывов Страна сборки— Родина бренда— Тип питания— Тип пилы— Регулирования оборотов— Все характеристики 2830 грн При общей стоимости заказа до 500 грн отправка производится только после полной предоплаты. Ім’я Телефон Ім’я Телефон Текст питання Впечатления от недорогой аккумуляторной дисковой (125 мм) пилы с бесколлекторным двигателем / Инструменты / iXBT LiveВсем привет! Продолжаю делиться впечатлением от инструментов, которые заметно помогли во время ремонта в доме. Этой пилой резался ламинат, ДСП, гипсокартон, пластик, при желании можно и керамическую плитку пилить, но мне лень было постоянно переставлять диски, так что для этого использовалась болгарка. BangGood выделил купон BG6cb675, дающий скидку $27 на все комплекты Проверить цену в Banggood Проверить цену в AliExpress Характеристики
Распаковка и внешний видДоставляли службой CGS, а они не особо осторожничают, так что коробка пришла не в лучшей форме, но ничего не пострадало. Все части корпуса кроме ручки металлические, защитный чехол подпружинен, сдвигается по мере реза материала. Я специально выбирал модель с установкой диска с левой стороны, так проще контролировать процесс при работе правой рукой. В местных магазинах в 90% случаев диск располагается справа. Есть регулировка угла «подошвы» и высоты для контроля глубины пропила. Так же имеется место под линейку-ограничитель(на первом фото видны пазы), но в комплект поставки она не входит В нижней части корпуса расположены индикаторы заряда и выбранной скорости вращения, которая переключается коротким нажатием единственной кнопки. На первой пила развивает 4000об/мин, на второй 4700об/мин, а на третьей 6000об/мин Подготовка к работеБыл куплен новый диск по дереву. Далеко не самый дорогой вариант, но для моих нужд его вполне хватит. Установка не занимает много времени. В стоковом положении глубина реза составляет 40мм, если стол опустить до упора вниз, диск пройдет около 3мм Перед началом работы я выровнял подошву так, чтобы она была перпендикулярна диску, а так же подтянул гайку, которая фиксирует поворотную конструкцию на корпусе, дабы не было люфта при нажатии ТестированиеЕсли инструмент пилит плохо и начинает жечь заготовку, необходимо внимательно посмотреть на стрелки, которые производитель заботливо нанес как на корпус, так и на диск. Я ошибся, т.к. раньше работал с моделью, у которой диски ставятся с правой стороны корпуса и видно его лицевую сторону. В моем случае пришлось перевернуть. Ну и т.к. картинками и текстом сложно передать впечатления от работы, я смонтировал максимально короткое видео без «воды», в котором можно посмотреть на взаимодействие с различными материалами
Ну а если кому интересно посмотреть поближе на качество спила, вот более детализированные фото. Задиров минимум даже на тонком пластике, а для работы с ним есть и другие диски, которые работают еще аккуратнее Автономность После получения специально не заряжал комплектный аккумулятор, но за время погасло только одно деление из трех, так что пришлось добивать остаток заряда другим инструментом. Комплектное ЗУ выдает ток около 700мА и за 4 часа залилось порядка 3000мАч или 60Втч Вроде $25 не так уж дорого за аккумулятор такой емкости в комплекте с зарядником, я где-то за эту сумму и брал аналогичный по емкости, но он еще подходил под 3А зарядник, что заметно ускоряет процесс. НачинкаДвигатель как и обещали бесколлекторный, довольно крупный, на валу имеется подшипник. Контроллер в нижней части залит компаундом. Шестерни и корпус редуктора металлические Рассмотрим двигатель ближе, он крупнее тех, что я видел в шуруповертах и болгарках ранее. ИтогиЭто тот случай, когда ты сначала думаешь, а нужен ли тебе данный инструмент, ведь уже есть лобзик, сабельная пила, болгарка. Но стоит один день поработать им начинаешь понимать насколько удобнее, быстрее и аккуратнее пользоваться специализированным инструментом. Раньше ламинат и прочие деревяшки пилил торцовочной пилой, получалось быстро и точно, но вот таскать с места на место тушку 30кг то еще удовольствие. Пластик резал обычно болгаркой со специальным диском, при этом пришлось хорошенько набить руку и поначалу получалось довольно криво. Сабж полностью заменил болгарку во время отделочных работ, частично торцовочную пилу, и лобзик, т.к. работа идет быстрее когда не нужно таскать заготовки в другую комнату и обрабатывать их можно на весу и даже после монтажа, подпилив лишнее если что-то не помещается там где должно. Так же есть возможность отрегулировать глубину прохода, при этом рез получается довольно точным и аккуратным даже в руках не очень опытного человека. Мощности хватает, чтобы нарезать на кубики 40мм деревянный брус не особо задумываясь об ограничениях в скорости прохода, а комплектный аккумулятор обеспечивает неплохую автономность. После тестирования пришлось установить его в цепную пилу и заготовить дров для мангала, дабы разрядить в ноль для проверки емкости. Напоминаю, купон BG6cb675 скидывает $27 со всех комплектаций при покупке в BangGood проверить цену Для тех, кому удобнее Али, я нашел адекватный магазин и есть положительные отзывы проверить цену TC-125 Циркулярная пила для плитки | RUBI США
Круговой резак, гладкий и точный, идеально подходит для керамических и фарфоровых плит. Загрузить изображение Загрузить изображение Получите до 65 баллов (и эквивалент в деньгах) Регистрация данного продукта в приложении CLUB RUBI Описание Циркулярный резак TC-125 является частью системы SLAB для керамических листов/плит и крупноформатной плитки. Для правильной работы ТС-125 НЕОБХОДИМО использование режущих направляющих SLIM. Благодаря этой системе наведения мы можем получить точный и ровный срез. Скользящая опора из углеродистой стали ТС-125 включает радиальные подшипники из нержавеющей стали с очень простой системой регулировки, которая позволяет содержать машину в идеальном состоянии. Циркулярный станок TC-125 компании RUBI Tools имеет двойную систему уменьшения и контроля образования пыли во время резки. Соединение с пылесосом составляет 1,25 дюйма (32 мм), но для других диаметров в комплект входит адаптер. Водозаборник состоит из быстроразъемного соединения для шланга 5/8″ (16 мм) и резиновой пробки, которая закрывает вход пылесоса и выполняет при влажной уборке функции вторичного захвата, улучшая эргономику при резке. ТС-125 складывается до 45º и регулируется по высоте.Таким образом, можно делать косые и получать специальные и более точные разрезы (необходимо учитывать, что толщина разреза варьируется в зависимости от диаметра диск) TC-125 имеет дополнительную рукоятку для резки под углом, которая улучшает контроль и обзор во время резки и улучшает эргономику работы. Вы можете использовать диски двух диаметров: 4-1/2 дюйма (115 мм) и 5 дюймов (125 мм) (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с PRCD для защиты оборудования от скачков напряжения. Основные характеристики
Материалы
Характеристики
Примечание
Каталожные номера и модели циркулярной плиткорезной пилы TC-125 Где купить Где купить Карточка продукта :: разница 361 дней — Инверсия 0 — 1 значение того, что меньше того, что 0 — Доступная дата :: 2022-05-08 18:50:26
Карточка продукта :: разница 1215 дней — Инверсия 0 — 1 значение того, что меньше того, что 0 — Доступная дата :: 2020-01-06 16:24:04
Карточка продукта :: разница 1418 дней — Инверсия 0 — 1 значение того, что меньше того, что 0 — Доступная дата :: 2019-06-17 10:52:37
rate_review Аркадиуш Брзенк Spełnia moje oczekiwania. перевести Гугл переводчик МАРИУШ ЗЕЛЬНИК 50953 — Циркулярная пила для плитки TC-125 230 В 50 Гц Направление покупки и покупки прецизии и доклада cięcia płytek rewelacyjna zarówno przy cięciu prostym jak i pod kątem перевести Гугл переводчик Матеуш Polecam maszyna mega ogarnia temat, można z nią zrobić prawie wszystko w w większości materiałów a mieści się w małej walizce, kto bupi bendzie bardzo задоволоны. перевести Гугл переводчик Роланд Голомбек 50953 — Циркулярная пила для плитки TC-125, 230 В, 50 Гц Bardzo dobry sprzet do wielkich formatów i niestandardowych plytek. Przecinarka daje radę z dobrym odkurzaczem. Полекам. перевести Гугл переводчик Марцин Хадовски 50953 — Плиткорез TC-125 230В 50Гц Rewelacyjna maszyna do obróbki mega formatu. перевести Гугл переводчик Кшиштоф Барчак 50953 — Циркулярная пила для плитки TC-125 230 В 50 Гц Długo się wzbraniałem od zakupu, ale teraz wiem, że za długo. Супер pomocna сделать ukosowania. Trzeba tylko pamiętać odpowiednim doborze tarczy. перевести Гугл переводчик Томаш Ковальчик 50953 — Циркулярная пила для плитки TC-125 230 В 50 Гц Najlepsza maszyna do cięcia płytek jaką mam. Cięcie płytek to przyjemność. podłączona do odkurzacza daje świetny efekt. Cięcie pod skosem bez żadnego Problemu idzię po prowadnicy bez szczępienia płytek. полекам перевести Гугл переводчик Лукаш Ичиньски 50953 — Плиткорез TC-125 230 В 50 Гц Bardzo udany zakup maszynka pracuje świetnie. перевести Гугл переводчик Петр Цалка 50953 — Циркулярная пила для плитки TC-125 230 В 50 Гц Przydatne uzupełnienie systemu slim, do cięcia pod kątem najlepiej zamocować szynę dodatkowymi ściskami. перевести Гугл переводчик Давид Валишек 50953 — Плиткорез TC-125 230 В 50 Гц Bardzo dobra maszyna w przyzwoitej cenie,pracuje się z nią o wiele latwiej . перевести Гугл переводчик Томаш Яворски Полекам для мегаформатов. Z gresu 300/150 gr.6mm по długość без проблем odcięła 5cm pasek, łatwa w obsłudze i bez kurzu. полекам! перевести Гугл переводчик Адам Креса 50953 — Циркулярная пила для плитки TC-125 230 В 50 Гц Независимая фабрика с кадетским глазурником, с пользой из поршеньского тарца Жаден грес не станови проблемы с обработкой, до этого можно ść podłączenia wody bądź odkurzacza i praca jest czysta. перевести Гугл переводчик Давид Валле серрано Una maravilla de herramienta muy útil y infinidad de utilidades y un trabajo muy fino y bien acabado перевести Гугл переводчик Томаш Граек Najlepsza w swojej klasie za rozsadna cene. перевести Гугл переводчик РАДОСЛАВ Спасувка 50953 — Циркулярная пила для плитки TC-125 230 В 50 Гц Светлая машина. X Club Rubi APP — инновационное бесплатное приложение, которое позволяет пользователям зарабатывать деньги на покупках RUBI в любой точке мира. За каждые 10 накопленных баллов RUBI бесплатно переводит участника 1 € на дебетовую карту для использования во всем мире. Кроме того, благодаря эксклюзивным акциям в приложении Club Rubi пользователь может утроить свои баллы и бонусы. Комментарии, дни рождения, приглашенные партнеры … есть много способов накапливать баллы и зарабатывать деньги. RUBI хочет вознаградить своих пользователей по всему миру за лояльность. Используй возможность! Вы можете получить больше информации по этой ссылке. Rubi TC-125 Комплект дисковой пилы для плитки 5 дюймов с направляющими 51903Инструменты Руби  00526 00526$7090,05 (пока отзывов нет) Rubi ToolsRubi TC-125 Комплект дисковой пилы для плитки 5 дюймов с направляющими 51903 Рейтинг Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший) Имя Электронная почта Тема отзыва комментариев Количество: Добавление в корзину… Товар добавлен Комплект ТС-125 является частью системы SLAB для листовой керамической плитки и крупноформатной плитки и включает в себя все элементы, необходимые для резки этих материалов циркулярной пилой ТС-125. Rubi TC-125 Комплект дисковой пилы для плитки 5 дюймов с направляющими 51903Комплект ТС-125 является частью системы SLAB для листовой керамической плитки и крупноформатной плитки и включает в себя все элементы, необходимые для резки этих материалов циркулярной пилой ТС-125. Циркулярный резак ТС-125 RUBI, имеет двойную систему уменьшения и контроля пыли, образующейся при резке. Либо посредством его подключения к пылесосу (сухая резка), либо через забор воды. Соединение с пылесосом 32 мм, но для других диаметров в комплекте идет переходник. Водозаборник состоит из быстроразъемного штуцера для шланга 16 мм и резиновой пробки, которая закрывает вход пылесоса и выполняет при мокрой стрижке функции вторичного захвата, улучшая эргономику при резке. Головка TC-125 складывается до 45º и регулируется по высоте. Таким образом, можно выполнять косые прорези и получать специальные надрезы с большей точностью (необходимо иметь в виду, что толщина среза зависит от диаметра диска). Для резки под углом TC-125 имеет дополнительную рукоятку, которая улучшает контроль и обзор во время резки и улучшает эргономику работы. Можно использовать диски двух диаметров: 115 и 125 мм (см. толщину резки для каждого диаметра). Выключатель ТС-125 имеет предохранитель, предотвращающий непреднамеренный пуск, и электрический кабель с PRCD для защиты оборудования от скачков напряжения. Для оформления ТС-125. Было принято во внимание использование протектора диска с быстро открывающейся крышкой, что облегчает замену диска и уменьшает выброс частиц. Кроме того, боковой протектор, улучшающий работу системы пылеподавления. Круглорезный станок TC-125 позволяет профессиональным наладчикам со всего мира работать без ограничений по резке. Особенности
Перечень материала для электромонтажных работ: Полный ассортимент расходных материалов для электротехнических работ. Цены ниже!Основные электроматериалы, применяемые при электромонтажеСрок службы электропроводки во многом зависит от качества используемых при монтаже электроматериалов. Как правило, все электромонтажные работы начинаются с закупки необходимых материалов и электрооборудования. Наша компания использует только качественную, проверенную временем продукцию известных производителей. Список электроматериалов, применяемых при электромонтаже:
Автоматический выключатель Автоматические выключатели, УЗОАвтоматический выключатель — это механический прибор, который служит для проведения, включения и отключения электрических токов. Основные технические характеристики:
Устройство защитного отключения (УЗО) — механический аппарат, который при превышении дифференциального тока вызывает размыкание контактов. УЗО подразделяются на следующие типы: АС, А, В , S. Тип АС — УЗО, реагирующее на переменный синусоидальный дифференциальный ток, возникающий внезапно, либо медленно возрастающий. Тип А — устройство защитного отключения, реагирующее на переменный синусоидальный дифференциальный токи пульсирующий постоянный дифференциальный ток, возникающее внезапно, либо медленно возрастающие. Тип В — устройство защитного отключения, реагирующее на переменный, постоянный и выпрямленный дифференциальные токи. Тип S — устройство защитного отключения , селективное (с выдержкой времени отключения. Дифференциальный автомат — это устройство, сочетающее в себе функции УЗО и автоматического выключателя. Электрические шкафы, боксы, щитыРаспределительный щит Для обеспечения защиты электрооборудования от воздействия окружающей среды (пыль, вода и др.), используются специальные антикоррозийные электротехнические шкафы, щиты, боксы. Размер и конструкция шкафа подбирается под нужды конкретного объекта. Электромонтаж оборудования производится с помощью встроенной монтажной панели на специализированные элементы. Электрические щиты в зависимости от выполняемой функции подразделяются на распределительные, силовые, щиты освещения, щиты управления и автоматики. Электрические провода и кабелиЭлектрические провода и кабели Чаще всего причиной замены проводки в частном доме становится износ кабеля, поэтому выбор электрического провода лучше доверить специалистам. Выбирая электрический кабель, нужно учесть потребляемую мощность, условия эксплуатации и какой тип оборудования будет использоваться. Основная кабельно-проводниковая продукция, которая используется при электромонтаже:
Розетки и выключателиРозетки и выключатели В настоящее время на рынке имеется большой ассортимент электроустановочных изделий. Различные по форме и цвету розетки, и выключатели могут реализовать любые дизайнерские решения. Для профессионального электромонтажа лучше всего использовать розетки и выключатели известных производителей. Например, качественную продукцию предлагают такие компании как Legrand, Simon, Schneider Electric, ABB. Кабель-каналы, лотки, гофраГофрированная труба Кабель-каналы предназначены для прокладки провода в производственных и жилых помещениях. Они используются при монтаже открытой электропроводки. Для прокладки силовых и информационных кабелей используются кабельные лотки. Гофрированная труба также применяется для прокладки кабеля в тех местах, где необходима гибкость. Гофра используется, как для открытой, так и для скрытой электропроводки. Клемники, клемные блокиКлемники и клемные блоки предназначены для надежного соединения проводников разного рода. Использование клемников предохраняет от случайного прикосновения к оголенным проводам. Трубы ПВХ, ПНД, металлДля защиты кабеля, удобства монтажа, а также для проведения кабеля под землей, в воде, применяются ПВХ и ПНД трубы.
Необходимый материал и инстумент для замены проводки в квартире
Материал для электромонтажа в квартиреВо многих советских многоэтажных квартирных домах встречается электропроводка, которая монтировалась во время возведения дома. Учитывая факт возведения зданий 50 лет назад, проводка электричества сегодня считается старой. Понимая этот факт, многие люди желают развести по дому новые кабели и задумываются над инструментами. Ниже представлен список материала для работы. Список материала
Замена электрической проводки — это сложный процесс, который предусматривает не одну смену кабелей в однокомнатной, двухкомнатной квартире, но и процедуру составления плана новой разводки кабелей, согласования схемы с электромонтажниками и учет защитного заземления источников. Смену электрической проводки необходимо осуществлять не только после 20-летней эксплуатации электрики в доме. Другими критериями служат искрящиеся розетки. ВНИМАНИЕ! Закупайте материал только у проверенных поставщиков продающие электропродукцию ГОСТ. На рынке очень много контрафактного товара. К другим признакам, которые сигнализируют о системной проблеме, относятся различные поломки выключателей. Часто, когда электрические приборы ломаются, можно понять, как изоляция сгорает. В итоге, до того, как начинать заменять провода, требуется понять надобность этой процедуры, составить план и закупить материал. Важно! Проблема может быть решена двумя способами. В первом случае может быть заменена электрическая проводка частично. Такой вариант следует делать только тогда, когда нужно устранить сетевой обрыв. В остальных случаях сотрудники рекомендуют проводить полностью смену электросистемы. Список инструмента
Сколько времени займет замена проводки
Сколько стоит замена проводки?ОднокомнатнаяЦена работ: от 20 000 ₽
С материалом: от 33 300 ₽
ДвухкомнатнаяЦена работ: от 29 000 ₽
С материалом: от 51 080 ₽
ТрехкомнатнаяЦена работ: от 40 900 ₽
С материалом: от 60 370 ₽
ЧетырехкомнатнаяЦена работ: от 50 700 ₽
С материалом: от 81 100 ₽
Что касается материалов для работы, требуется запастись обязательно клеммными колодками. Клеммники будут монтированы во вводный щиток. К ним будут подключены электрические кабели в секциях. В каждой секции пять пар. Как правило, для электропроводки в помещении Хорошо использовать клеммники, зажимающие провода особыми пластинками. Для смены проводки в доме необходимо также купить круглые, квадратные или прямоугольные электромонтажные коробки. Форма не имеет значение, главное, чтобы источники имели выступы на стенах. Главным материалом является кабель. Для работы следует купить медный кабель, имеющий проводниковую структуру одножильного типа. Лучше пользоваться электрокабелем ПУНП или ВВГ. Чтобы делать электромонтаж в квартире, требуется заготовить алебастр с проводящей пастой ток и изоляционной лентой. Также можно отдать предпочтение кабелю ВВГнг и ВВГнгLS. Первый и второй проводник не поддерживает горение, выделяет малое количество дыма при плавлении оплетки. При закладке Проводное соединение следует выполнять скруткой, изолирующими колпачками СИЗ, сваркой и пайкой. Также необходимо соединение проводов WAGO, клеммными колодками и неразборными гильзами. Для закрепления кабеля могут потребоваться дюбель хомуты с кабель- каналами, гофрами, клипсами. Не следует также забывать про изоленту с коробками, паяльниками, пассатижами, отвертками, монтажными ножами, фонариками, строительными уровнями, переносными электролампами и шпателями для штукатурных отделочных работ. В результате основные материалы для монтажа электрической проводки были рассмотрены. ПОЛЕЗНАЯ ИНФОРМАЦИЯЗамена проводки в хрущевке Проводка в сталинке Электрика в панельном доме Список электротоваров для магазина электротоваров и домашнего хозяйства (PDF)ПРИМЕЧАНИЕ. Загрузите прайс-лист Pressfit для любых электрических требований! Хотите открыть собственный магазин электротоваров? Это список вещей, которые вам понадобятся! Список электротоваров с изображениями PDF – Английский Список электротоваров с изображениями PDF – हिन्दी Важно хорошо подготовиться к открытию магазина электротоваров. Для любого магазина электротоваров приведенный ниже список служит полезным контрольным списком для предварительного заказа, поэтому вам вообще не нужно гадать! Это могут использовать даже люди, которые хотят купить товары для недавно купленных или построенных домов. Вот список электрооборудования, которое вам понадобится:
Трубы и фитинги для кабелепроводов Со временем кабелепроводы из ПВХ заменили другие традиционные изделия для скрытой электропроводки в качестве фактического выбора. Благодаря своей долговечности и технологичности их можно увидеть как в каждом жилом, так и в торговом и производственном помещении. Различные фитинги для кабелепроводов составляют неотъемлемую часть любой системы скрытой электропроводки. Он включает в себя такие продукты, как колено, тройник, муфта, изгиб, седлообразный патти, распределительные коробки, переходник, удлинительное кольцо, переходник с внутренней резьбой, растворитель для цемента из ПВХ, изгибающая пружина и коробки вентилятора. Крышка кожуха и фитингиКрышка кожуха — один из самых популярных продуктов для открытой проводки. Их можно увидеть в каждом доме, так как они просты в использовании и быстро устанавливаются. Они используются в сочетании с различными аксессуарами корпуса, включая колена, тройники, муфты, доктора, круглые блоки, редукторы, внутренние и внешние колена, квадратные коробки и распределительные коробки. Электрические выключатели Электрические выключатели раньше рассматривались только как средство для включения и выключения подключенных к ним устройств. Но сегодня они больше развились в сторону разработки продуктов, которые делают элегантное заявление. В основном существует два типа электрических выключателей: модульные выключатели и немодульные выключатели Модульные выключатели — это современные выключатели, которые широко используются благодаря своему элегантному внешнему виду и дизайну. Они просты в установке и удобны в использовании по сравнению с обычными выключателями. Немодульные переключатели — это традиционные переключатели, которые широко использовались в последние десятилетия. Как правило, они более экономичны, чем модульные коммутаторы. Они часто используются в сочетании с другими устройствами, такими как розетки, диммеры, регуляторы, индикаторы, предохранители и т. д. Они доступны на рынке в различных размерах, конструкциях и моделях. Провода и кабели Провода и кабели необходимы для электроустановок. Они образуют необходимый путь подключения электропитания от источника к потребляющему устройству. Таким образом, очень важно иметь провода и кабели хорошего качества перед любым другим электрическим продуктом. Вы можете легко найти на рынке различные типы проводов и кабелей для различных применений. Каждый тип провода и кабеля адаптирован к требуемому применению. Вот различные типы проводов и кабелей, которые легко доступны в любом магазине электротоваров:
9002 3 Двойные витые гибкие провода Коробки и кожухи Коробки и кожухи используются для монтажа и укрытия принадлежностей электрических переключателей. Они обеспечивают структурную и эксплуатационную поддержку электропроводки. Распределительные коробки, распределительные щиты, соединительные коробки, накладные коробки, скрытые коробки и платы составляют полный ассортимент корпусов. Ассортимент доступен в различных размерах, конструкциях и моделях для удовлетворения всех потребностей в электропроводке. Они выполняют важную задачу по размещению электрических частей и кабелей под напряжением на расстоянии друг от друга, чтобы предотвратить любые электрические сбои и опасности. В них есть вырезы для различных электрических выключателей и аксессуаров для розеток. Распределительные распределительные устройства Распределительное устройство представляет собой центральный узел автоматических выключателей, предохранителей и других защитных устройств. Основные функции распределительного устройства включают защиту электрических устройств, изоляцию цепей и управление потоком электроэнергии. Они являются очень полезным инструментом для защиты, контроля и изоляции электрического оборудования. Автоматические автоматические выключатели, ВДТ, изоляторы, мини-автоматические выключатели, автоматические выключатели COS, корпуса автоматических выключателей, фарфоровые предохранители и распределительные щиты составляют полный ассортимент распределительных устройств. Ассортимент доступен в различных размерах, конструкциях и моделях для удовлетворения всех потребностей в электропроводке. При возникновении неисправности коммутационные устройства обнаруживают аномалию и прерывают подачу тока, тем самым предотвращая возможное повреждение системы. Это помогает поддерживать работоспособность системы питания и не допускать ее повреждения из-за неравномерного протекания тока. Звонки дверныеЗвонки дверные предназначены для подъездов, офисов, вышек и любых других мест, где трудно услышать звук дверного звонка. Они доступны в различных цветах и дизайнах и подходят к любому интерьеру. Это один из лучших способов сообщить вам о чьем-то прибытии. Силовые аксессуарыСиловые аксессуары — это наборы электротехнических изделий, которые облегчают нашу жизнь и позволяют быстро использовать электрическое оборудование. Каждое изделие специально разработано для конкретной задачи. Они обязаны своим именем работе, которую они выполняют в повседневной работе с электричеством. Например, защита от шипов используется для предотвращения любых возможных повреждений электрических устройств от скачков напряжения. Коробки переменного тока, патроны для ламп, конденсаторы, удлинительные коробки, ножные светильники, линейные тестеры, вилки и мультивилки, а также защита от шипов составляют полный ассортимент силовых аксессуаров. Ассортимент доступен в различных размерах, конструкциях и моделях для удовлетворения всех потребностей в электропроводке. Прочие электрические аксессуарыПомимо продуктов, упомянутых выше, есть еще несколько основных продуктов, которые вам необходимо иметь в своем магазине электротоваров. Он включает в себя тестер линии, ленты из ПВХ, круглые накладки, дюбели и зажимы для проводов. Эти продукты обеспечивают жизненно важную помощь в выполнении электромонтажных работ, включая электропроводку, обнаружение неисправностей, изоляцию, сборку кабелей и т. д. Ассортимент доступен в различных размерах, конструкциях и моделях для удовлетворения всех потребностей применения. Похожие сообщенияНаша цель«Если вы не можете объяснить это просто, вы недостаточно хорошо это понимаете» – Альберт Эйнштейн продукт. Свяжитесь с нами Запрессовка трубы и профиля Бесплатный номер: 1800-2121-770 Быстрые ссылкиCopyright © 2023 Press Fit Pipe and Profile. Все права защищены. 17 инструментов, которые могут вам понадобиться для электромонтажных работК Тимоти Тиле Тимоти Тиле Тимоти Тиле имеет степень младшего специалиста в области электроники и является местным профсоюзным электриком № 176 IBEW с более чем 30-летним опытом работы в жилых, коммерческих и промышленных электросетях. Узнайте больше о The Spruce’s Обновлено 04.01.23 Рассмотрено Ларри Кэмпбелл Рассмотрено Ларри Кэмпбелл — подрядчик-электрик с 36-летним опытом работы в области электропроводки в жилых и коммерческих помещениях. Он работал техником-электронщиком, а затем инженером в IBM Corp. Он также является членом Наблюдательного совета The Spruce Home Improvement Review Board. Узнайте больше о The Spruce’s Факт проверен Сара Скотт Факт проверен Сара Скотт занимается проверкой фактов и исследователем, работала в сфере индивидуального строительства в сфере продаж, маркетинга и дизайна. Узнайте больше о The Spruce’s Иллюстрация: Ель / Ран Чжэн Как и любой другой проект по ремонту или благоустройству дома, электромонтажные работы требуют инструментов. Для большинства бытовых электрических проектов вы будете использовать в основном основные ручные инструменты, которые у вас уже есть, такие как молоток, рулетка, лазерный уровень и плоская головка, а также крестовые отвертки. Есть также некоторые специальные электрические инструменты, которые время от времени пригодятся, и они легко доступны в большинстве домашних центров, хозяйственных магазинах, магазинах электротоваров и интернет-магазинах. Узнайте больше о 5 инструментах, которые могут вам понадобиться для электротехнических проектов Такие вещи, как вольтметры, рыболовная лента и фонарики, могут пригодиться, когда вы делаете проект дома.
Из чего состоит станок чпу: Из чего состоит ЧПУ-фрезер, основные узлы фрезерного станка с ЧПУИз чего состоит ЧПУ-фрезер, основные узлы фрезерного станка с ЧПУСовременный рынок фрезерных станков с ЧПУ предлагает оборудование различных типов, но, при всем широком диапазоне конфигураций, основные узлы всех агрегатов одинаковы. Исключение составляют механизмы поддержки и подвижного ползуна (хобота), которые есть в станках горизонтального типа и отсутствуют в вертикальных фрезерах.
Устройство и основные узлы фрезерного оборудования консольного типа
Сварное основание станка и станина с ребрами жесткости
Линейные направляющие для фрезерных станков
Рабочий стол с защитным алюминиевым покрытием для фрезерного обрабатывающего центра с ЧПУ
Шпиндель для фрезерного станка вертикального типа
Устройство фрезерного станка с ЧПУ: особенности конструкцииФрезерные станки с ЧПУ – это устройства, имеющие компьютерное управление процессами. До внедрения этой технологии станки управлялись механическим способом. На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
Особенности устройства фрезерного станка с ЧПУФрезерный станок с ЧПУ – аппарат, позволяющий быстро и качественно изготовить любые заготовки со сложными формами из любых твердых материалов – древесины, металлов, пластика и др. Оборудование с ЧПУ значительно упрощает процесс обработки изделий, снижая потребность в ручном труде до минимума. Такой станок может выполнять следующие функции:
Компьютерные программы, разработанные для станков, полностью управляют процессом – от контроля за движениями обрабатывающего шпинделя до включения или выключения системы охлаждения в случае необходимости. Фрезерный станок с ЧПУ имеет следующие конструктивные особенности:
Устройства для ввода данныхПредназначено для ввода оператором параметров программы обработки изделия на фрезерном станке. Наиболее популярными устройствами ввода являются:
Все они работают через порт формата RS-232-C. Блок управления станкомЭто сердце устройств с ЧПУ. Именно с помощью этого узла осуществляется все управление устройством. Функции управляющего блока:
Системы управления могут быть двух типов:
Самые высокотехнологичные станки оснащены САМ-системой, которая позволяет полностью автоматизировать процесс написания управляющих программ непосредственно на станке. Яркими представителями таких станков являются системы ЧПУ серии MAPPS IV японских станков Mori Seiki. С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку. Исполнительный механизмИсполнительный механизм станка включает в себя подвижный рабочий стол и шпиндель. Стол станка управляется движениями осей X и Y, а шпиндель – осью Z. Подсистема приводов при этом включает в себя набор двигателей и винтовых передач, служащих для исполнения команд, поступающих из управляющей подсистемы – перемещения исполнительных органов станка по заданным осям. Ходовые винты – важные компоненты исполнительной подсистемы. Двигатели – второй компонент подсистемы. Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей. Шаговые электродвигатели предназначены для преобразования электрических сигналов в дискретное механическое перемещение. Система приводаВключает в себя:
Управляющий блок передает сигналы схемам усилителя о необходимой скорости движения осей и о положении рабочих поверхностей. Затем исправляющие сигналы усиливаются и приводят в действие двигатели привода, передающие усилие шарико-винтовому подшипнику, который служит для настройки расположения рабочей поверхности стола. Система обратной связиОсновными ее компонентами являются датчики, которые работают по принципу измерительной системы. Они постоянно осуществляют контроль за положением и скоростью ножа. Блок управления принимает эти сигналы и генерирует новые на основании исчисления разницы между заданными и текущими параметрами, корректируя скорость и направление резки.
Пульт управленияПредставляет собой дисплей, на котором отображаются команды, сигналы и другие сведения со станка. Закрепляется на кронштейне и может быть перемещен в удобное для оператора место. Схема устройства фрезерного станка с ЧПУКак работает ЧПУ станок?Процесс изготовления деталей на фрезерном станке с ЧПУ состоит из нескольких важных этапов.
Современные компьютерные технологии активно внедряются в производство. Например, фрезерные станки с ЧПУ позволяют быстро и эффективно обработать любые участки изделий без привлечения ручного труда операторов. Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться.
Получите консультацию специалиста Руководство по выбору материала для станков с ЧПУРуководство по выбору материалов для станков с ЧПУ Опубликовано: 6 января 2022 г. в Без рубрики
У вас есть проект с отличным дизайном? У вас хорошее начало, спецификации и прототип уже готовы. Теперь вы готовы приступить к созданию своего продукта. Если вы заинтересованы в использовании станка с ЧПУ для изготовления новой детали, вы не будете разочарованы своими результатами, особенно если вы выберете правильный материал. Обработка на станках с ЧПУ стала основным продуктом для широкого круга дисциплин, которым требуется изготовление специализированных деталей для своих проектов. Материалы ЧПУ расширились, чтобы удовлетворить потребности потребителей, инженеров, подрядчиков и других областей для создания решений для очень специфических приложений. Наличие разнообразия материалов на выбор — это роскошь, но это также может быть ошеломляющим и запутанным, если вы не проанализируете свои потребности и не зададите себе несколько вопросов, прежде чем принять решение. Если вы хотите, чтобы ваш проект работал эффективно и производил идеально подходящие продукты, это руководство может помочь вам в процессе принятия решений. Это руководство проведет вас через следующие этапы, чтобы вы могли выбрать идеальные материалы для станков с ЧПУ для своего проекта:
Основные вопросы по выбору правильного материала для ЧПУ Выбор правильных материалов для вашей детали — это разница между посредственными результатами и оптимальными результатами. Узнайте о наших услугах по обработке с ЧПУ Как будет использоваться деталь? Поскольку обработка с ЧПУ с годами расширилась, то же произошло и с компонентами станков с ЧПУ. Подобные типы материалов могут использоваться для различных продуктов, что приводит к различным возможностям. Изоляция — отличный пример. Материалы, используемые для изоляции алкотестера, могут отличаться от материалов, которые обеспечивают изоляцию камеры. Они оба используются для одной и той же цели, но по-разному или для одного и того же результата. С другой стороны, материалы для звукоизоляции стен имеют разные характеристики и области применения. Начните поиск материалов с рассмотрения результатов вашего продукта. Деталь будет использоваться внутри или вне помещений?Наружная и внутренняя среда сильно различаются — одна полностью зависит от погоды, тогда как другая обычно гораздо более контролируемая среда. Например, на открытом воздухе вам необходимо учитывать влажность. Ваш материал должен быть в состоянии противостоять воздействию коррозии, такой как ржавление, чтобы сохранить свою целостность с течением времени. Жесткая пена представляет собой отличный пример материала, который противостоит влаге и ржавчине, сохраняя при этом структурную целостность. Экстремальные температуры, как высокие, так и низкие, также исключат использование некоторых материалов как наилучшего варианта. Вам также может потребоваться соответствие коду для спецификаций, регулируемых FDA. Где ваши продукты будут использоваться или храниться, а также то, как они реагируют на влажность и экстремальные перепады температуры, становится краеугольным камнем при принятии решения о том, какой материал использовать. Какова стрессовая нагрузка материала?Высокие нагрузки могут привести к деформации или даже разрушению некоторых материалов. Когда вы решаете, какой материал использовать для своей детали, убедитесь, что вы учли стрессовую нагрузку. Если ваша деталь будет подвергаться высоким нагрузкам, материалу, из которого она изготовлена, потребуется способность противостоять нагрузкам и предотвращать деформацию. Каков размерный допуск материала?При выборе компонентов, изготовленных на станках с ЧПУ, обратите особое внимание на допуски на размеры. Помимо влияния на успех вашего производственного процесса, допуск на размеры также влияет на вашу прибыль, детали и инструменты, которые вы выбираете, их сборки и методы резки. Вам необходимо знать допуск, требуемый для вашей детали. Если вы работаете со старым дизайном детали или эскизом, рекомендуется убедиться, что допуск правильный. В документации легко могут быть опечатки. Даже если информация верна, если вы можете внести коррективы, чтобы ослабить допуск и при этом позволить детали работать в полную силу, вы можете сэкономить деньги, повторно оценив допуск. Некоторые обрабатывающие инструменты используют стандартный допуск на размер по умолчанию, но если вы не укажете допуск или обнаружите, что ваши числа неверны, вы в конечном итоге закажете деталь, которая может не подойти или вообще не работать. Хотя вы можете исправить это, в вашем проекте потребуется больше времени, чтобы изменить размер или порядок детали, и в конечном итоге это будет стоить вам больше, чем если бы вы заранее определили правильный допуск. Этот простой начальный шаг может помочь вам сэкономить деньги в долгосрочной перспективе. Если вы не уверены, каков точный допуск для нужной вам детали, не рискуйте предположить, позвольте компании, занимающейся обработкой с ЧПУ, такой как American Micro Industries, помочь вам выяснить это. Какое крепление требуется? Если необходимые детали, изготовленные на станке с ЧПУ, будут использоваться в качестве крепежных элементов, учитывайте это при выборе материала. Если вы ищете новую деталь для крепления, она должна идеально подходить. Если при выборе материала вы не учтете тип крепления, который вам понадобится, ваш механизм может работать неправильно. Каковы рабочие температуры? Учитывайте рабочую температуру, которую деталь должна выдерживать, когда она находится на месте в рамках производственного процесса. Вы хотите быть уверены, что температура плавления выбранного вами материала ниже, чем рабочая температура. Вы также хотите убедиться, что материал выдерживает изменение рабочей температуры. Не менее важно знать рабочую температуру, когда вы обрабатываете материалы с ЧПУ, поэтому вы можете быть уверены, что температуры, возникающие в результате резки и формовки детали, не исказят ее. Связь между рабочей температурой и используемым материалом имеет важное значение для успешного проектирования и производства. Высокие температуры и их воздействие на материалы Высокие температуры играют решающую роль при выборе материалов для использования, так как многие материалы испортятся при экстремальных температурах. Популярным пластиком, который теряет прочность при высоких температурах, является поливинилхлорид или ПВХ. Хотя он имеет хороший рейтинг огнестойкости, его рабочая температура составляет около 176 ° F. Некоторые материалы эластичны и долговечны в условиях высокой температуры. Например, полиизоцианурат обладает свойствами, не позволяющими ему плавиться или замерзать. Термореактивный пластик сначала обрабатывается как вязкий материал, что позволяет ему формировать различные формы. После отверждения он становится жестким и исключительно стабильным. Если вам интересно, какие материалы можно использовать в станке с ЧПУ для создания необходимой детали, убедитесь, что вы учитываете, как материал выдерживает высокие температуры. Что такое вес и стрессоустойчивость?В зависимости от того, что вы хотите делать с компонентами, изготовленными на станках с ЧПУ, вам следует учитывать вес ваших материалов. Больше не всегда лучше, и меньше не всегда значит больше, особенно когда дело доходит до стоимости. Тяжелые материалы поглощают большие нагрузки. Легкие материалы популярны для проектов, чувствительных к весу. Хотя они не такие тяжелые, как тяжелые материалы, они все же прочны и способны выдерживать значительные нагрузки. К сожалению, они не очень рентабельны, поскольку обычно не включают в себя все функции материала, необходимые для вашего проекта. Легкие материалы идеально подходят для ряда продуктов, но если стоимость является важным фактором, они могут не подойти. Выбор между тяжелыми и легкими материалами — это лишь одна из причин, по которой важно расставить приоритеты для наиболее важных характеристик детали, обработанной на станке с ЧПУ. Таким образом, вы можете указать, какие элементы имеют решающее значение для вашей части, чтобы она функционировала должным образом, исключить материалы, которые не соответствуют этим стандартам, а затем сравнить затраты. Сила не обязательно означает, какой вес объект может выдержать. Возможно, потребуется проверить и другие компоненты, такие как:
Какова общая стоимость проекта? Наиболее дорогими материалами обычно являются высокопрочные легкие материалы. Лучший способ выбрать экономичный компонент – это выбрать тот, который соответствует вашему профилю прочности, температурным ограничениям и требованиям к установке. Если вы найдете компанию, которая предоставляет бесплатные расценки и не требует минимума для ваших материалов, вы сразу же сократите расходы. Уточнив детали, вы сможете выбрать более экономичный материал, отвечающий большинству ваших потребностей. Какие материалы можно использовать в станке с ЧПУ?Лучше спросить, какие материалы нельзя использовать. Станки с ЧПУ режут практически любой материал, о котором вы только можете подумать. Хотя в станке с ЧПУ можно использовать широкий спектр материалов, чаще всего используются следующие материалы:
Какой тип материала следует попробовать?Какой тип материала следует попробовать?После того, как вы учтете все перечисленные выше факторы, скорее всего, вы сможете определить, какой материал лучше всего подходит для вашей детали. Чтобы найти точный выбор, может потребоваться некоторый уровень настройки и экспериментов. Вот обзор четырех популярных материалов, используемых в компонентах, изготовленных на станках с ЧПУ:
Общие советы по обработке некоторых материалов с ЧПУРешение о том, какой из материалов для обработки с ЧПУ использовать для вашей детали, в конечном итоге зависит от того, что вы хотите создать, но вот несколько общих советов, которые можно использовать в качестве краткого руководства по материалам для ЧПУ. :
Свяжитесь с American Micro Industries, чтобы обсудить материалы для станков с ЧПУ Спросите себя, с какой компанией вы хотите работать для обработки ваших материалов. Это руководство должно помочь вам в принятии решений. Свяжитесь с нами , чтобы обсудить любые дополнительные проблемы, связанные с материалами или процессом обработки с ЧПУ, чтобы прояснить любые нерешенные вопросы, которые могут у вас возникнуть. Когда вы будете готовы начать, мы готовы помочь вам. Что можно сделать на станке с ЧПУ? Опубликовано: Что можно сделать на станке с ЧПУ? Станки с числовым программным управлением (ЧПУ) формируют материал, используя предварительно запрограммированные процедуры. Они могут создавать детали эффективно и с высокой степенью точности. В результате многие отрасли промышленности полагаются на компоненты, изготовленные на станках с ЧПУ. Усовершенствованное программное обеспечение и оборудование с ЧПУ могут создавать детали для многих типов транспортных средств. Производители двигателей могут использовать станки с ЧПУ для изготовления нескольких компонентов, включая головки цилиндров и блоки цилиндров. Станки с ЧПУ создают детали для транспортных средств, таких как:
Станки с ЧПУ могут производить детали для транспортных средств общественного транспорта, морские и лодочные детали и другие компоненты транспортных средств. Производитель оригинального оборудования (OEM)Производители оригинального оборудования работают с различными компонентами и конструкциями изделий. Станки с ЧПУ могут участвовать во многих этапах процесса изготовления металлоконструкций OEM, в том числе:
Станки с ЧПУ могут повысить эффективность и точность для компаний-производителей оригинального оборудования от проектирования до производства. Бытовая электроника и другие товарыЭлектроника и другие потребительские товары требуют высокого уровня точности при производстве. В производстве потребительских товаров и электронной промышленности станки с ЧПУ производят:
Поскольку станки с ЧПУ работают с металлом, пластиком и многими другими материалами, они могут выполнять несколько этапов потребительского производства. Строительство и архитектура Станок с ЧПУ может формировать прочные детали для долговременного строительства.
Точность хорошо выполненного процесса ЧПУ способствует получению высококачественных результатов в строительстве. Продукция Fairlawn Tool, Inc., изготовленная на станках с ЧПУ. Fairlawn Tool, Inc. специализируется на решениях для изготовления и производства из одних рук. Мы используем обработку с ЧПУ как один из наших передовых методов формовки металлических деталей для широкого спектра отраслей промышленности. Лазерный станок со2: Лазерный станок СО2 с ЧПУ для лазерной резки и гравировкиПортальный лазерный станок СО2 с рабочим полем 2500х1300 мм
Сортировать по: Популярности Показывать по: Код товара: 59779 Лазерный CO2 станок для лазерной резки неметаллов Raptor S1325A 150W (автофокус) Мощность лазера, Вт150 Размер стола2500×1300 Длина стола2500 мм Ширина стола1300 мм Мощность 1. Напряжение220В Масса900 кг Код товара: 41782 Лазерный CO2 станок для резки неметаллов Raptor S1325 150W Мощность лазера, Вт150 Размер стола2500×1300 Длина стола2500 мм Ширина стола1300 мм Фанера15 мм Мощность 1.20 кВт Напряжение220В Масса900 кг Сортировать по: Популярности Показывать по: Широкоформатный портальные лазерный станок с рабочим полем 2500х1300 мм предназначен для резки фанеры, акрила, пластика и других неметалических материалов. Широко применяется для гравировки по камню, дереву в рекламной отрасли. Найдено товаров : 2 Сбросить фильтры Мощность лазера, Вт 150 Цена Размер стола Размер стола (Длина х Ширина, мм) 2500×1300 Фанера Толщина реза фанеры 15 Акрил Толщина реза акрила — оргстекла МДФ, Оргалит Толщина реза МДФ, Оргалит Напряжение Напряжение питания 220/380 вольт 220В Вверх Лазерный станок СО2 TAURUS 1612M Select 150WПроверьте станок в делеЗаписывайтесь на демонстрацию в нашем демо-зале Записаться на демо Лазерный станок СО2 TAURUS 1612M.
Мы осуществляем полный цикл производства и сборки каждого станка, поэтому можем полностью отвечать за качество!
Размер рабочего поля станка – 1600х1200 мм. Размер рабочего поля немного увеличен относительно модели TAURUS 1610. Однако именно увеличенное рабочее поле 1600х1200 идеально подходит для станков, которые предназначены для резки металла, ткани или раскроя больших листов гофрокартона. Например, головка для резки металла объемнее обычной, а также имеет «навесные» датчики автофокуса, что немного сокращает эффективную длину обработки по оси X как раз до значения примерно 1000 мм.
Лазерный станок TAURUS 1612M позволяет резать сталь толщиной до 3 мм с подачей кислорода в зону реза. Отличительно особенностью является использование ШВП в качестве направляющих по оси Y – это увеличивает точность и надежность станка.
«В лазерные станки TAURUS нами внедрены такие конструктивные решения, которые позволяют нашим станкам быть лучшим выбором для тех, кто ищет быстрый, точный и надежный лазерный станок СО2 для бесперебойного производства изделий» Шаульский Роман Директор компании Преимущества станков Taurus:1
2
3
4
5 Панель управления на русском языке с отдельными включателями для вытяжки, компрессора и пр. 6
Уникальные конструктивные решения:Двухсекционная крышка рабочей зоны. Удобство в работе – для смены заготовки достаточно откинуть одну секцию крышки Дополнительный выход вытяжки сверху. Установка ламелей по трем точкам враспор. Рабочий стол не вибрирует на высоких скоростях. Двигатель и редуктор оси Y убраны из рабочей зоны. Повышенная надежность – продукты горения не осаждаются на этих элементах. Большой сквозной отсек. Позволяет работать с материалом, размер которого превышает рабочее поле. Уплотнительная лента по периметру отсеков. Предотвращает попадание дыма из станка в помещение.
Базовая комплектация:
Дополнительные опции:
Лучший лазерный резак на углекислом газе — Color Me CraftyДелиться заботой! 2 Мне нужен лазерный резак на углекислом газе, поэтому я решил провести небольшое исследование. В итоге в процессе я наткнулся на OMTech Laser Systems. На самом деле, после того, как я их нашел, мне захотелось сравнить их со Светлячами. Примечание: для этого контента требуется JavaScript. Если вы давно следите за мной, то знаете, что я люблю рукоделие, как и все они. У меня есть Cricut, но он очень ограничен в плане резки и гравировки. Итак, я хотел что-то, что могло бы резать самые разные материалы, что-то, что соответствовало бы моему домашнему офису, и что-то, что имело бы большую ценность. Другими словами, что-то, что режет с большой прецессией и небольшими усилиями.
Во-первых, на веб-сайте OMTech их 40-ваттная лазерная установка может резать до 1/8 дюйма, а 50-ваттные лазерные станки с углекислотным лазером могут резать до 1/4 дюйма. Но я видел в группах, где они резали более толстые материалы. Но я бы провел некоторые дополнительные исследования, прежде чем пытаться это сделать. Не говоря уже о том, что рабочая зона каждого станка для лазерной гравировки CO2 отличается. Итак, я выбрал лазер OMTech мощностью 50 Вт. Конечно, большую роль в моем выборе сыграла цена. Подводя итог, лазерные системы мощностью 50 Вт наиболее сопоставимы с Glowforge. Режущая поверхность машины OMTech примерно на 1/2 дюйма больше, чем у Glowforge. Однако сквозные слоты одинаковы. Система OMTech co2 обладает большей мощностью и большим пространством, чем Glowforge. И это в сочетании с низкой ценой делает его лучшим вариантом для домашнего использования. Каковы самые большие различия между лазерными резаками OMTech 40 Вт и 50 Вт?Если вы хотите начать с чего-то, что не занимает много места, обратите внимание на OMTech мощностью 40 Вт. Это чуть больше 500 долларов и намного меньше. Но вы все еще можете гравировать и получать высококачественные разрезы с помощью этого лазера меньшего размера. Есть еще несколько отличий, когда дело доходит до лазерной резки на углекислом газе мощностью 40 Вт.
Но если вы новичок, я думаю, что этот лазерный резак Co2 будет хорошим вариантом по нескольким причинам. Но цена главное! OMTech 40W стоит всего 529,99 долларов. Ты можешь побить эту цену палкой! Разрешение этой небольшой машины все же лучше, чем у GF, и вы получаете гораздо лучшую гарантию! Какие материалы можно резать лучом СО2-лазера?
Сколько стоит Co2 лазерный гравер?
Стоит ли Glowforge своих денег?Мало того, что лазер OMTech 50 Вт является надежным устройством с ценовым диапазоном, он стоит менее половины стоимости Glowforge Pro. В коробке есть все, что вам нужно для начала работы, даже поворотная ось, чтобы вы могли гравировать стаканы, стаканы и другие изогнутые поверхности. И это само по себе прекрасно подходит как для малого бизнеса, так и для хобби. Итак, на мой взгляд, СО2-лазерный резак OMTech — это лучшая система лазерной гравировки и резак. По крайней мере, это был лучший выбор для меня. У него доступная цена, вы можете резать с высокой точностью, область гравировки немного больше, чем у Glowforge, и он делает все, что мне нужно. Еще одна очень хорошая вещь, которая мне нравится, — это двухлетняя гарантия на детали для всех машин и шестимесячная гарантия на лазерные трубки и блоки питания мощностью 60 Вт и ниже. Это похоже на мою собственную защиту покупателя. Кроме того, если вы ищете проекты для начала работы с лазерной резкой, моя подруга Кори, загляните в Hey, Lets Make Stuff! есть несколько удивительных проектов, чтобы попробовать! Станки для лазерной резки C02 | Thunder Laser USAПо мере того, как цифровой мир открывает людям двери для открытия собственного бизнеса, станки для лазерной резки — это один из способов превратить свои увлеченные проекты в жизнеспособный бизнес. Хотя станки для лазерной резки CO2 существуют с 1970-х годов, они в основном были резервом крупных промышленных компаний. В настоящее время почти каждый может купить это оборудование, научиться им пользоваться и производить товары для продажи, предметы искусства или ремесла. Компания Thunder Laser USA предлагает станки для лазерной резки высочайшего качества по доступным ценам. Если вы ищете путь, чтобы начать работать на себя, лазерная гравировка или резка могут быть просто ответом. Вам не нужен предыдущий опыт, и вам даже не нужно уметь рисовать от руки. Что такое лазерная резка? Лазерная резка — это простой процесс разрезания поверхности материала лазерным лучом. Вы можете сделать это по ряду причин, включая отделку, обрезку, гравировку или резку любой сложной формы, с которой может не справиться дрель или ручной инструмент. С помощью лазера можно резать широкий спектр материалов, которые мы рассмотрим более подробно далее в этой статье. Точный и сфокусированный лазерный луч проходит через поверхность материала, который вы гравируете или режете, в результате чего получается гладкая и чистая поверхность. Машина начинает с того, что пробивает отверстие на краю рисунка, а затем луч проходит вверх по пути, запрограммированному в лазерном резаке. Лазер работает, потому что он расплавляет материал, через который проходит, поэтому на самом деле это машина для лазерной плавки, а не машина для лазерной резки! Таким образом, он может резать все, от деликатных материалов, таких как ткань, до твердых драгоценных камней, таких как алмазы. История лазерной резки CO2 Western Electric создала первый серийный лазер в 1965 году, используя точный метод пробивки отверстий в алмазных штампах. В 1967 году немецкий ученый разработал сопло для лазерной резки, которое использовало лазерный луч CO2 и вспомогательный кислород для резки стального листа толщиной 1 мм. Когда гонка за разработку этой технологии началась, несколько лет спустя компания Boeing присоединилась к ней и концептуализировала, что эти машины можно использовать для резки таких материалов, как керамика и титан. Современная система лазерной резки CO2 была впервые представлена в 1975 году. К 1980-м годам промышленные предприниматели увидели возможность серьезного заработка на гравировке. В настоящее время любой смелый человек или группа амбициозных людей могут купить станок для лазерной резки и открыть собственную компанию по гравировке. Как работают станки для лазерной резки CO2? Современные установки CO2 производят лазерный луч в стеклянной трубке, которая запаивается и заполняется углекислым газом. Через трубку проходит сильный ток, который создает реакцию с CO2, увеличивая энергию частиц газа, так что они излучают свет. Когда вы создаете свет с таким уровнем яркости, побочным продуктом является сильное тепло. Этого тепла достаточно, чтобы расплавить материалы с чрезвычайно высокой температурой плавления. На одном конце трубы находится частично отражающее зеркало, а на другом — полностью отражающее зеркало. Свет отражается назад и вперед по всей длине трубки. Эти зеркала помогают усилить свет, чтобы он мог испарять большинство материалов. Когда свет становится достаточно ярким, он проходит через частично отражающее зеркало. Полное зеркало направляет лазерный луч из трубки к подмножеству зеркал, которые машина использует для создания желаемого дизайна. Последнее зеркало находится внутри лазерной головки и направляет луч лазера через фокусирующую линзу на обрабатываемый материал. В машине также имеется компьютерная система числового программного управления, которая позволяет позиционировать лазерную головку во всех направлениях над рабочим столом. Это работает вместе с зеркалами и фокусирующей линзой, поэтому луч может создавать различные формы без потери точности или мощности. Лазер может включаться и выключаться с невероятной скоростью, позволяя операторам гравировать красивые, замысловатые узоры. Что можно сделать с помощью лазерного резака? Существуют три основные функции, которые можно выполнять с помощью лазерной резки на углекислом газе: резка, гравировка и маркировка. Резка Когда вы используете лазер для резки, луч проходит через весь материал выбранной вами подложки. Маркировка Маркировка — это противоположность резки. Вместо плавления или удаления материала он просто изменяет поверхность. Единственный раз, когда вы будете использовать CO2-лазер для маркировки, это если выбранная вами подложка будет металлической. Чтобы это сработало, вы должны использовать раствор для маркировки, чтобы загрунтовать материал. После высыхания он вступает в реакцию с лазерным лучом, оставляя неизгладимый след. Гравировка Гравировка, пожалуй, наиболее популярна в настоящее время среди специалистов по лазерной резке, потому что она позволяет им настроить практически все, что угодно. Какие материалы можно резать CO2-лазером? Некоторые материалы не должны находиться рядом со станком для лазерной резки CO2. Некоторые из них включают галогены, фенольные смолы, эпоксидную смолу, оксид бериллия, тефлон, поливинилбутираль, поливинилхлорид, углерод и любую искусственную или натуральную кожу, содержащую хром. Вот таблица материалов, которые обычно эффективны и безопасны для использования с лазерным гравировальным станком.
Создание рисунков для гравировки или лазерной резки Один из лучших способов представить станок для лазерной резки как инструмент, очень похожий на струйный принтер. Векторные изображения хранят цвета и линии в виде математических формул. Некоторые типы векторных файлов включают Adobe Illustrator, CorelDRAW, DWG, DXF, PDF, EPS и SVG. Растровые изображения имеют пиксельную структуру, то есть изображения состоят из множества крошечных квадратов. Типы файлов включают GIF, PNG и JPG. Вы можете масштабировать векторные изображения вверх и вниз без ущерба для качества, но растровые изображения начнут пикселизироваться и будут выглядеть искаженными в определенной точке увеличения. Файл для лазерной резки Для полной резки материала станку для лазерной резки требуется векторный путь в качестве входного файла. Лазер прорежет векторную графику только с очень тонкой линией. Файл для лазерной гравировки Можно различать векторные и растровые изображения с помощью лазерной резки CO2. Векторная гравировка практически аналогична резке, за исключением того, что лазер удаляет только часть материала, а не испаряет его полностью. Растровая гравировка может быть выполнена с использованием файла векторного или растрового изображения. При таком виде работ лазер гравирует изображение пиксель за пикселем, строчка за строчкой. Это похоже на то, как струйный принтер наносит чернила на лист бумаги, за исключением того, что лазер удаляет поверхность материала, а не пишет на нем что-то. Как пользоваться лазерным резаком Когда ваш дизайн готов в выбранном формате файла, пора приступать к работе. Вы можете делать действительно удивительные вещи с рекордной скоростью с помощью лазерной маркировочной машины, но какой бы мощной она ни была, она также опасна. Перед выполнением любой работы с одним из этих инструментов внимательно прочитайте инструкции по технике безопасности и убедитесь, что вы их понимаете. Также важно, чтобы вы понимали, что лазер CO2 является инфракрасным, что означает, что он не виден человеческому глазу. Любые красные точки, которые вы видите, обычно являются инструментами для позиционирования, а не самим лазерным лучом. Подготовка к успеху Во-первых, вам нужно убедиться, что ваш дизайн вписывается в рабочую область, чтобы при необходимости вы могли обрезать его. Также рекомендуется взять с собой запасной материал на всякий случай, особенно если вы впервые используете лазерный резак. Хотя станок для лазерной резки технически является единственным инструментом, который вам нужен для работы, рекомендуется иметь под рукой следующее:
Убедитесь, что настройки верны При использовании станка для лазерной резки существует три важных параметра:
Нарезайте! Теперь все готово для гравировки или резки. Может потребоваться немного практики, чтобы найти настройки, дающие наилучшие результаты, но это все часть кривой обучения. Как только вы познакомитесь со своей машиной, она каждый раз будет работать как сон. Когда вы находитесь в процессе тестирования, убедитесь, что вы изменяете только один параметр за раз, чтобы вы могли точно узнать, что работает. Когда вы будете довольны результатом, запишите эти данные в безопасное место! Преимущества использования лазерной резки CO2 Нет контакта Луч никогда не касается поверхности материала, с которым вы работаете. Скорее, это заставляет материал плавиться из-за высокой температуры, излучаемой лазером. Это означает, что материалы менее подвержены повреждениям, но это также означает, что основная часть лазерной установки не изнашивается со временем. Низкая мощность По сравнению с другим оборудованием, выполняющим аналогичную функцию, лазерный резак потребляет мало энергии — настолько мало, что его можно использовать дома без необходимости в какой-либо специальной проводке. Stepmotoren: Esfero — 3D Esfero 3DБренд STEPMOTOREN в линейке продукции ГК Новые технологииБренд STEPMOTOREN в линейке продукции ГК Новые технологии STEPMOTOREN (г. Новосибирск) малое частное конструкторское Российское предприятие, основанное на закрытых производственных площадях Фрезерные станки с ЧПУ марки Esfero 3D
Имя должно быть не менее 4 символов. Неправильный E-mail. Название должно быть не менее 4 символов. Обязательное поле Защита от спама reCAPTCHA Конфиденциальность и Условия использования Сообщение отправлено удачно! Пожалуйста, заполните форму правильно. Отправка… Капча недействительна. Повторите попытку позже.
Извините, сервис временно недоступен. Некорректный номер. Ожидайте звонка на введенный номер. Заказать обратный звонок мы перезвоним Вам в рабочее время Настоящее соглашение является официальным документом OOO «Новые Технологии», ОГРН 1131690023178, ИНН 1656069657 (далее – Администратор) и определяют порядок использования посетителями (далее — Посетитель) сайта Администратора и обработки информации, получаемой Администратором от Посетителя.
Россия пн-пт 6:00-23:00, сб 8:00-22:00, вс 8:00-18:00 Новосибирское предприятие Stepmotoren — Отзывы и сравнение#1 OFFLINE ДИМОС Отправлено 19 Октябрь 2016 — 20:18 Что можете сказать Новосибирском предприятии Stepmotoren? соответствует ли качество производимых ими станков заявленной цене?
#2 ONLINE lkbyysq Отправлено 19 Октябрь 2016 — 21:49 http://mir-cnc.
Очень странно, но Яндекс показывает текст из ссылки, а направляет в текущую тему. Сообщение отредактировал lkbyysq: 19 Октябрь 2016 — 21:50
#3 OFFLINE ДИМОС Отправлено 20 Октябрь 2016 — 09:15 Так понимаю фирма малоизвестная! Посоветуйте конторы в Новосибирске, где можно посмотреть, пощупать и прикупить реальный фрезер с ЧПУ.
#4 OFFLINE 2ar Отправлено 20 Октябрь 2016 — 09:32 Если вам интересен именно российский производитель то Multicat.
#5 OFFLINE 3D-BiG Отправлено 20 Октябрь 2016 — 15:55
А какой размер рабочего поля вам нужен? 2 на 4 метра хватит? Автосмена нужна? Если очень надо, то можем сделать и 2 на 5 метров…
#6 OFFLINE Евгений622 Отправлено 20 Октябрь 2016 — 19:15
Вадим на Алтай давно не ездил.
#7 OFFLINE 3D-BiG Отправлено 20 Октябрь 2016 — 19:37 А сейчас на Алтае кайфово — снежок, а ближе к новому году — еще круче, а в Иогаче на Телецком — вообще сказка…. Но, думаю,ДИМОС-у надо маленький станок для производства сувенирки, аналогичной, что делают ребята у Сергея из Манжерка, или Миши из Маймы (сувенирные разделочные доски с разной степенью доработки). Как вариант допускаю, что хотят делать футляры для комусов — то, что продается там на лотках сувенирки, сделанное станочным способом… Единственный, по моей информации, большой (1325) фрезер в Горном Алтае сейчас почти не работает, есть также пара 1212 (один в типографии Горно-Алтайска, и еще один в Майме), но тоже не вижу их продукции… Тем более что еще на тот рынок много чего вываливают ребята из Бийска и Барнаула, включая и фрезерное. Сообщение отредактировал 3D-BiG: 20 Октябрь 2016 — 19:44
#8 OFFLINE ДИМОС Отправлено 20 Октябрь 2016 — 21:52 Осталось сказать что это и бизнес план готов Вам в экстрасенсы нада хотя допускаю большой опыт всего лишь спросил назвать продавцов станками!!!! а у нас счас сыро и грязно делать сдесь нечего Рабочее Поле нада метров 6 на 4 в осью вращения я нанем буду статуи ваши делать из пенопласта думаю копировать их никто не посмеет.
#9 OFFLINE yaso73 Отправлено 20 Октябрь 2016 — 21:55 Статуи не надо. Это перебор. Сообщение отредактировал yaso73: 20 Октябрь 2016 — 22:07
#10 OFFLINE ДИМОС Отправлено 20 Октябрь 2016 — 22:04 ну да осталось меня оскорбить я тему рано закрыл
#11 ONLINE lkbyysq Отправлено 20 Октябрь 2016 — 22:05 Так, Димос.
#12 OFFLINE yaso73 Отправлено 20 Октябрь 2016 — 22:06 Если шутка жестковата — я могу убрать.
#13 OFFLINE ДИМОС Отправлено 20 Октябрь 2016 — 22:14 а что приезжаете в горный а на въезде ваша статуя под бронзу прикольно же в огороде у меня стоять будет я возле трассы живу с дороги видать будет. а так всем спасибо за ответы. не поленились хотябы отвечали.
Модуль шагового двигателя с MEGA328P (DRV8825) (дополнительно: адаптер питания 12 В) ДОМ > {% конец%}
{% присвоить first_available_variant = false %} {% для варианта в product.variants %} {% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %} {% конец для %} {% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %} {% если product.images[0] %} {% assign feature_image = product.images[0] | img_url: ‘350x’ %} {% еще %} {% присвоить Featured_image = no_image_url | img_url: ‘350x’ %} {% конец%}  id}}»> id}}»> {%, если box.template.elements содержит ‘saleLabel’ и first_available_variant.compare_at_price > first_available_variant.price %} {{продукт.название}} {% для варианта в product.variants %} {%, если box.template.elements содержит ‘цену’ %} first_available_variant.price %} ga-product_have_oldprice {% endif %}»>{{first_available_variant.price | деньги}} {% конец%} {% конец%} {% конец для %} {% elsif box.template.id == 2 или box.template.id == ‘2’ %} {% if box.title и box.title.text и box.title.text != » %} {{box.title.text}} {% endif %} {{box.subtitle.text}} {% endif %} {% для продукта в продуктах %} {% если только продукт.доступен %} {% конец для %} {%, если box.template.elements содержит ‘цену’ %} {{translation. {% конец%} {% конец%}
{% присвоить first_available_variant = false %} {% для варианта в product.variants %} {% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %} {% конец для %} {% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %} {% если product.images[0] %} {% assign feature_image = product.images[0] | img_url: ‘350x’ %} {% еще %} {% присвоить Featured_image = no_image_url | img_url: ‘350x’ %} {% конец%} {% конец для %} {% elsif box.template.id == 3 или box.template.id == ‘3’ %} {% if box.title и box.title.text и box.title.text != » %} {{box.
{% endif %} {{box.subtitle.text}} {% endif %}
{% присвоить first_available_variant = false %} {% для варианта в product.variants %} {% if first_available_variant == false and variant.available %}{% assign first_available_variant = variant %}{% endif %} {% конец для %} {% if first_available_variant == false %}{% assign first_available_variant = product.variants[0] %}{% endif %} {%, если first_available_variant.available и box.template.selected %} {% присвоить total_price = total_price | плюс: first_available_variant.price %} {% конец%} {% если product.images[0] %} {% assign feature_image = product.images[0] | img_url: ‘100x’ %} {% еще %} {% присвоить Featured_image = no_image_url | img_url: ‘100x’ %} {% конец%}  id}}»> id}}»> {% если только продукт.доступен %} {% if product.id == cur_product_id %} {{translation.this_item}} {% endif %}{{product.title}}{%, если product.available %} — {{translation.sold_out}} {% бесконечный%} {% присвоить варианты_размера = продукт.варианты | размер %} {% для варианта в product.variants %} {%, если box.template.elements содержит ‘цену’ %} first_available_variant.price %} ga-product_have_oldprice {% endif %}»>{{first_available_variant.price | деньги}} Стабилизатор напряжения инверторный ресанта: Однофазные стабилизаторы инверторного типа Ресанта в официальном интернет-магазине в Москве, купить по цене от 0 р.Заказывайте Стабилизатор напряжения РЕСАНТА АСН-600/1-Инверторный по доступным ценам, 60762938Описание Характеристики Спецификация Информация для заказа Стабилизатор напряжения РЕСАНТА АСН-600/1-ИДанную категорию устройств принято задействовать с целью получения постоянства напряжения в сети. Среди всех предложенных на рынке вариантов наиболее привлекательным выглядят модели от бренда «Ресанта». Они характеризуются надежностью, долговечностью и стабильностью характеристик. Приобрести стабилизаторы напряжения Ресанта АСН-600/1-И латвийского производства предлагает наша компания. Сертификат Ресанта 600/1 И
Особенности устройства
Что гарантируют устройства РЕСАНТА АСН-600/1-И?
Приобрести качественные стабилизатор напряжения РЕСАНТА АСН-600/1-И буквально в несколько кликов можно на сайте нашей компании. Весь товар, представленный в каталоге, отличается высоким качеством, низкими ценами и гарантией сроком на 1 год. Звоните, мы ценим своих клиентов, обеспечивая выгодное сотрудничество.
Схема заказа Стабилизатора напряжения РЕСАНТА АСН-600/1-И
Оформить заказ на сайте или по телефону Консультация менеджера и согласование всех нюансов Оплата удобным способом Доставка выбранным способом Инверторный стабилизатор напряжения РЕСАНТА АСН-600/1-И с двойным преобразованием — новинка 2019 года, разработанная для защиты подключенных устройств от аварийных скачков электроэнергии. Функциональные особенности: Преимущества:
Схема работы магазина
Также, представляем Вашему вниманию большой ассортимент товаров нашего интернет-магазина. Спасибо за внимание! Приятных покупок!
цена за штуку, характеристики, фотоНадежный и удобный в эксплуатации инверторный стабилизатор напряжения, позволяющий подключать потребительское оборудование с общей мощностью до 6 кВт. К стабилизатору рекомендуется подключать любое высокоточное и другое оборудование. Исключение составляют генераторы напряжения и сварочные аппараты, которые не рекомендуется использовать совместно с устройством стабилизации. Детали Характеристики Отзывы покупателей Станьте первым, кто оставил отзыв об этом товаре Вопросы и ответы Станьте первым, кто задал вопрос об этом товаре Стабилизатор напряжения Ресанта АСН-6000/1-И однофазный 220 В 6 кВА инверторный в Санкт-Петербурге представлен в интернет-магазине Петрович по отличной цене. Продолжая работу с сайтом, вы даете согласие на использование сайтом cookies и обработку персональных данных Стабилизатор напряжения инверторный Квант-9 — QUANT.UA Стабилизатор напряжения однофазный Квант-9 представляет собой инверторный регулятор напряжения с повышенной защитой и без накопления энергии. Регулятор ловит все всплески и скачки напряжения, и что бы ни происходило на входе, на выходе всегда будет номинальное напряжение — 220В или 230В. В процессе двойного преобразования устраняются все вредные воздействия, которые могли бы приходиться на нагрузку. Так как регулятор Квант-9 бесконечный, по сравнению с обычным ступенчатым регулятором у него нет задержки регулирования напряжения на выходе; можно сказать, что Квант-9регулятор мгновенного действия, поэтому даже обычные лампы накаливания не мерцают. Использовать модель Квант-9 для безопасной эксплуатации нагрузки в: квартире, доме, коттедже, офисе, а также для совместной работы с солнечными электростанциями, если суммарная потребляемая мощность нагрузки не превышает паспортную мощность регулятора . Пять основных характеристик модели:
Купить регулятор Quant-9 было бы отличным выбором!
Регулятор напряжения инверторный Квант-5.
Регулятор напряжения однофазный Квант-5.5 — инверторный стабилизатор напряжения с повышенной защитой и без накопления энергии. Регулятор ловит все всплески и скачки напряжения, и что бы ни происходило на входе, на выходе всегда будет номинальное напряжение — 220В или 230В. В процессе двойного преобразования устраняются все вредные воздействия, которые могли бы приходиться на нагрузку. Так как регулятор Квант-5.5 бесконечный, по сравнению с обычным ступенчатым регулятором у него отсутствует задержка регулирования напряжения на выходе; можно сказать, что Квант-5,5 — регулятор мгновенного действия, поэтому даже обычные лампочки накаливания не мерцают. Использовать модель Квант-5.5 для безопасной эксплуатации нагрузки в: квартире, доме, коттедже, офисе, а также для совместной работы с солнечными электростанциями, если суммарная потребляемая мощность нагрузки не превышает паспортную мощность регулятора . Пять основных характеристик модели:
Купить регулятор Квант-5.
|



 В комплекте пила, два ключа, аккумулятор 5S2P типоразмера «макита», простенькое зарядное устройство и инструкция
В комплекте пила, два ключа, аккумулятор 5S2P типоразмера «макита», простенькое зарядное устройство и инструкция Одним ключом держим прижимную гайку, вторым выкручиваем фиксирующий болт, ставим диск на место, подкидываем тонкое колечко из комплекта, прижимаем, затягиваем. Обратите внимание на резьбу болта, закручивается он против часовой стрелки, соответственно выкручивается по часовой
Одним ключом держим прижимную гайку, вторым выкручиваем фиксирующий болт, ставим диск на место, подкидываем тонкое колечко из комплекта, прижимаем, затягиваем. Обратите внимание на резьбу болта, закручивается он против часовой стрелки, соответственно выкручивается по часовой youtube.com/embed/vLBZVdmVSPk»>
youtube.com/embed/vLBZVdmVSPk»>  Шестерня съемная
Шестерня съемная

 Либо с помощью его подключения к пылесосу (сухая резка), либо через водозабор, подсоединяющий водяной шланг к резаку.
Либо с помощью его подключения к пылесосу (сухая резка), либо через водозабор, подсоединяющий водяной шланг к резаку. В конструкции TC-125 было учтено наличие защитного кожуха с быстро открывающейся крышкой, что облегчает замену лезвия и уменьшает выброс частиц. Кроме того, боковой протектор улучшает работу системы пылеподавления.
В конструкции TC-125 было учтено наличие защитного кожуха с быстро открывающейся крышкой, что облегчает замену лезвия и уменьшает выброс частиц. Кроме того, боковой протектор улучшает работу системы пылеподавления. (митра). БЫСТРАЯ система регулировки.
(митра). БЫСТРАЯ система регулировки. В комплекте адаптер для других моделей и марок (Ø37, 42 и 50 мм).
В комплекте адаптер для других моделей и марок (Ø37, 42 и 50 мм). ЭТО ОБЛЕГЧАЕТ транспортировку и обработку.
ЭТО ОБЛЕГЧАЕТ транспортировку и обработку. —
—  на поддоне —
на поддоне —  в коробке —
в коробке —  —
—  в коробке —
в коробке —  W tym przedziale cenowym jest najlepsza szkoda tylko że wybiera materiał do góry ogólnie jest ok
W tym przedziale cenowym jest najlepsza szkoda tylko że wybiera materiał do góry ogólnie jest ok
_1.jpg) Малые габариты- duże możliwości. Полекам закуп. Bezpieczne napięcie pracy w trybie na mokro
Малые габариты- duże możliwości. Полекам закуп. Bezpieczne napięcie pracy w trybie na mokro
 Bardzo łatwo się ją prowadzi praktycznie żadnej sily nie trzeba .
Bardzo łatwo się ją prowadzi praktycznie żadnej sily nie trzeba . polecam już zakupiłem kolejną.
polecam już zakupiłem kolejną.
 .. ciecie perfectne i to bez kurzu…polecam kazdemu profesjonaliscie
.. ciecie perfectne i to bez kurzu…polecam kazdemu profesjonaliscie





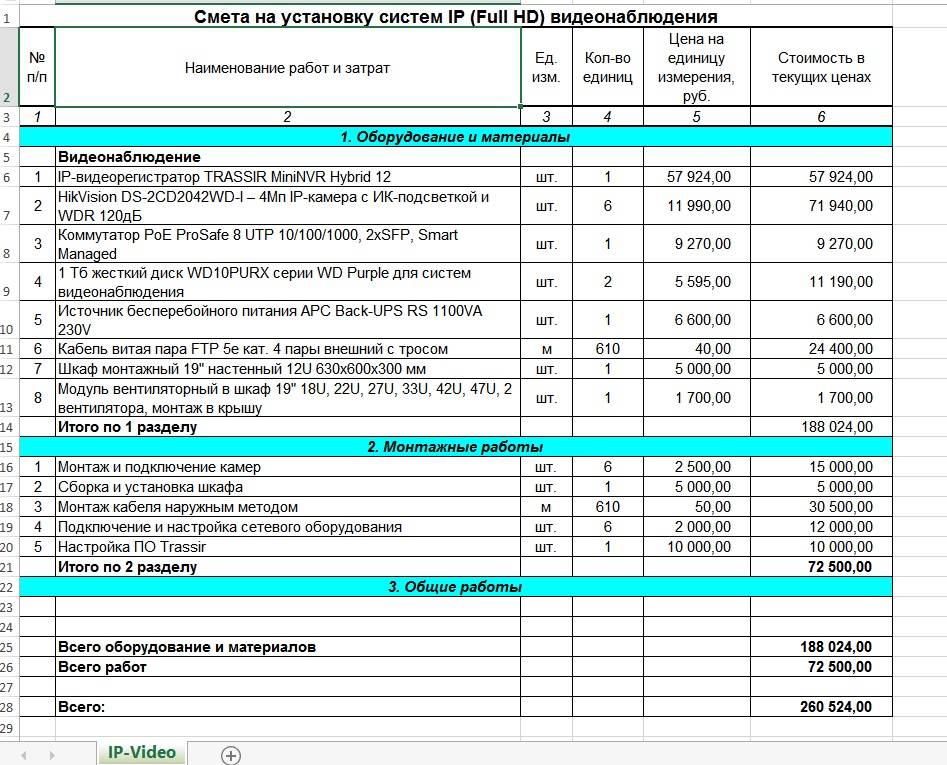
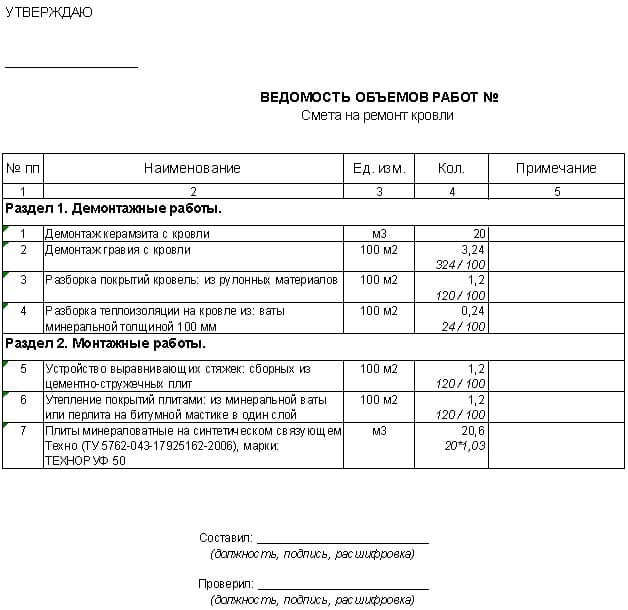
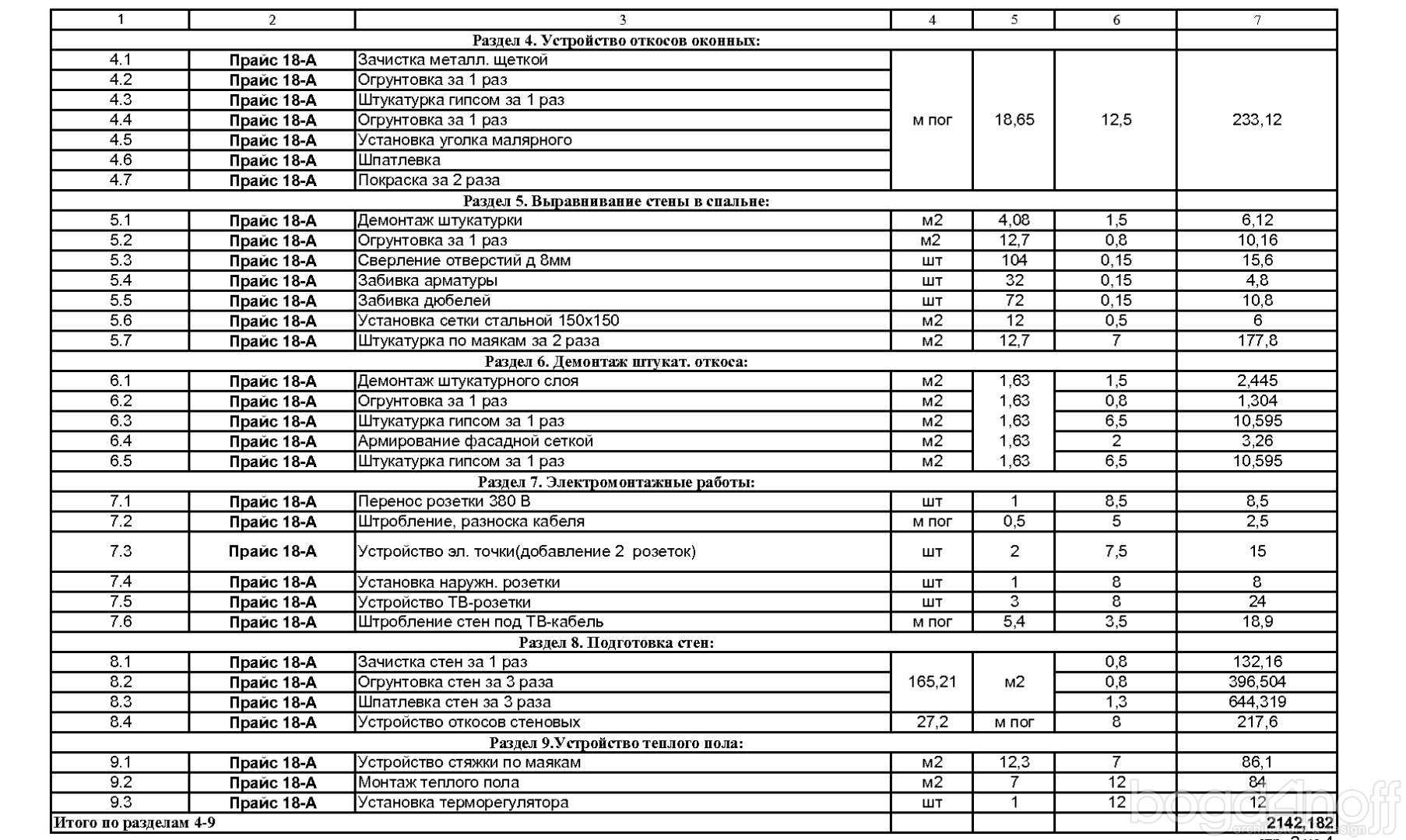 Трубы изготавливаются из негорючего материала, обладают механическими и изоляционными свойствами.
Трубы изготавливаются из негорючего материала, обладают механическими и изоляционными свойствами. Счетчик электроэнергии
Счетчик электроэнергии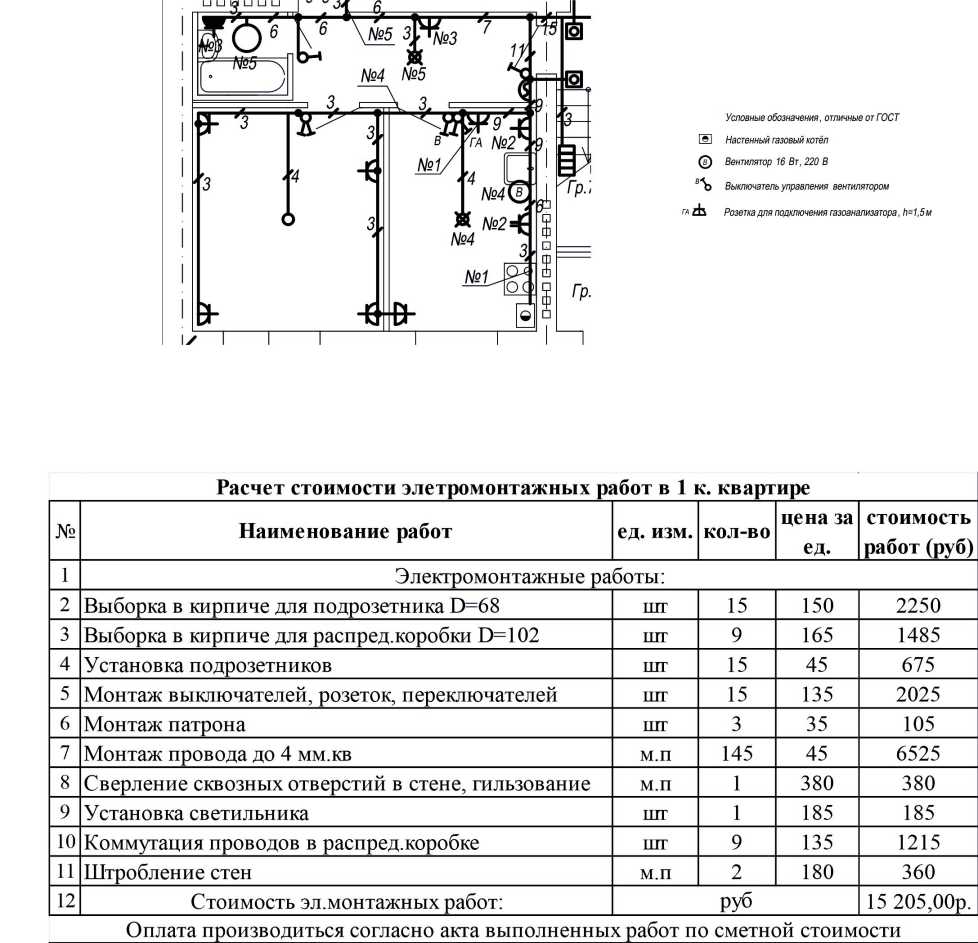 Розетки и выключатели
Розетки и выключатели
 Штроборез+пылесос ( болгарка)
Штроборез+пылесос ( болгарка) 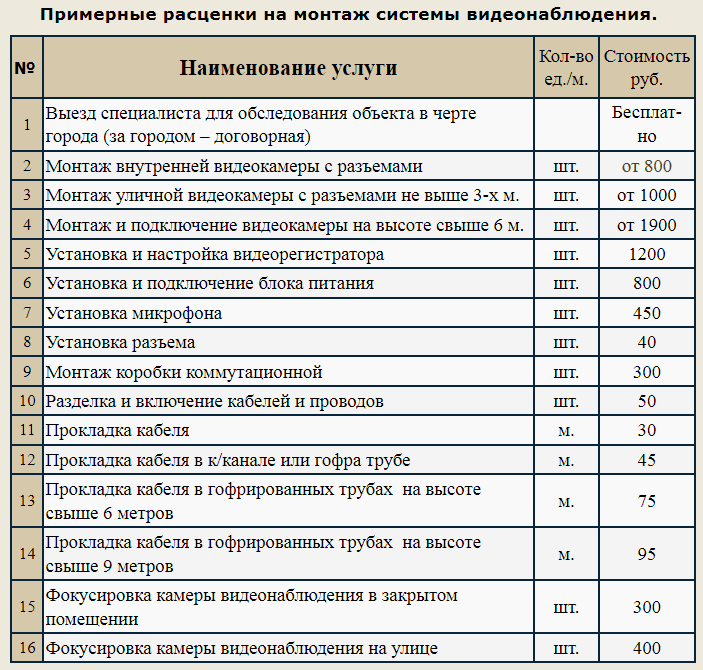 Детектор скрытой проводки
Детектор скрытой проводки 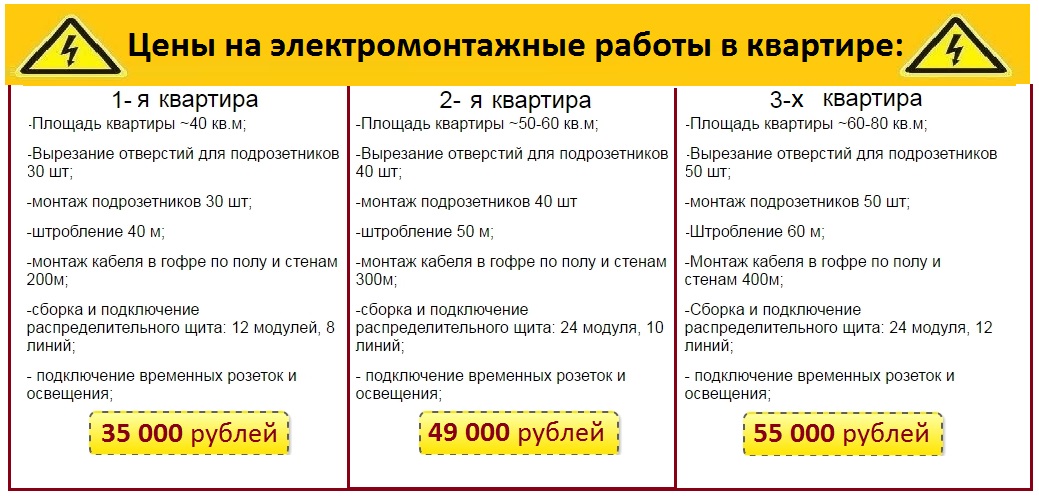 Приобрести в большом количестве подрозетник с кабелем, алюминиевой гофрой и
Приобрести в большом количестве подрозетник с кабелем, алюминиевой гофрой и
 Следует помнить, что для экономии сил, времени и денег на дорогу рекомендуется покупать расходные материалы в количестве, превышающим номинальное значение в несколько раз. Лучше — обратиться для выполнения электромонтажной работы к профессионалам нашей компании.
Следует помнить, что для экономии сил, времени и денег на дорогу рекомендуется покупать расходные материалы в количестве, превышающим номинальное значение в несколько раз. Лучше — обратиться для выполнения электромонтажной работы к профессионалам нашей компании. Добавление правильных электротоваров в ваш магазин выделит вас среди других магазинов и сделает вас надежным местом для потенциальных клиентов.
Добавление правильных электротоваров в ваш магазин выделит вас среди других магазинов и сделает вас надежным местом для потенциальных клиентов.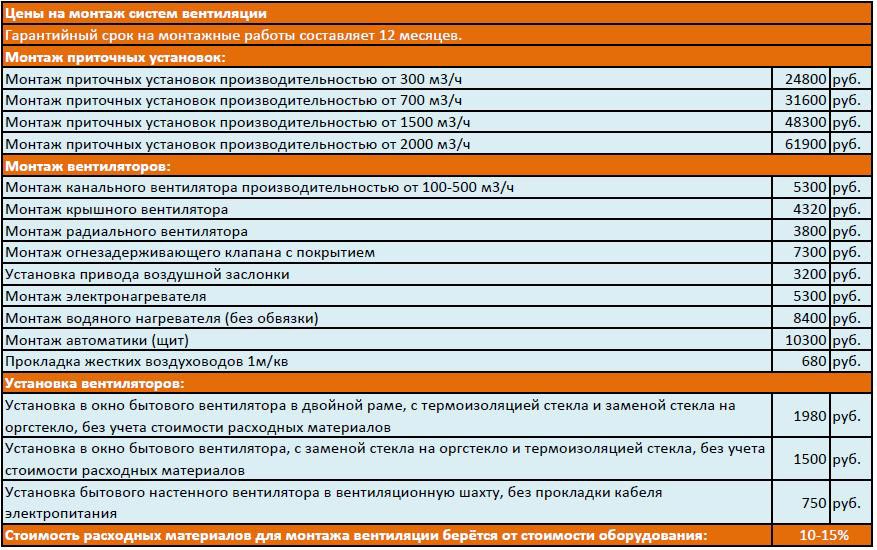
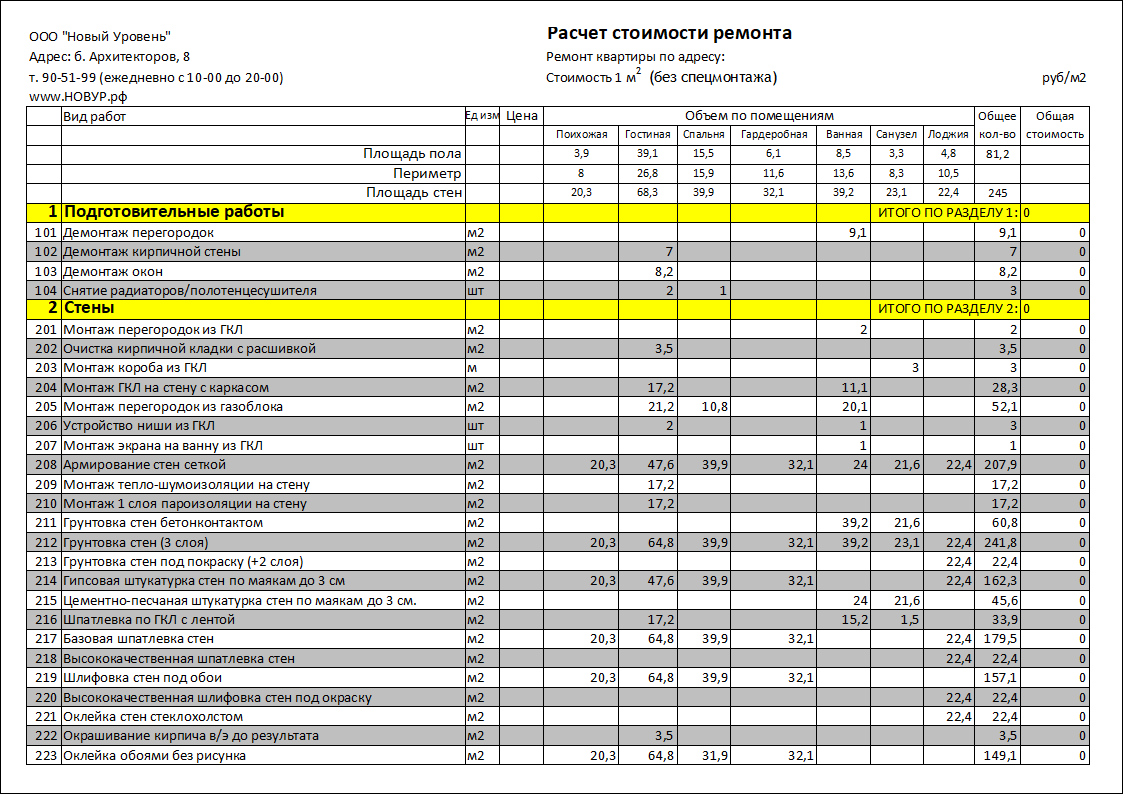 Это делает невероятно необходимым использование продуктов, которые предлагают долговечность с элегантным оттенком.
Это делает невероятно необходимым использование продуктов, которые предлагают долговечность с элегантным оттенком.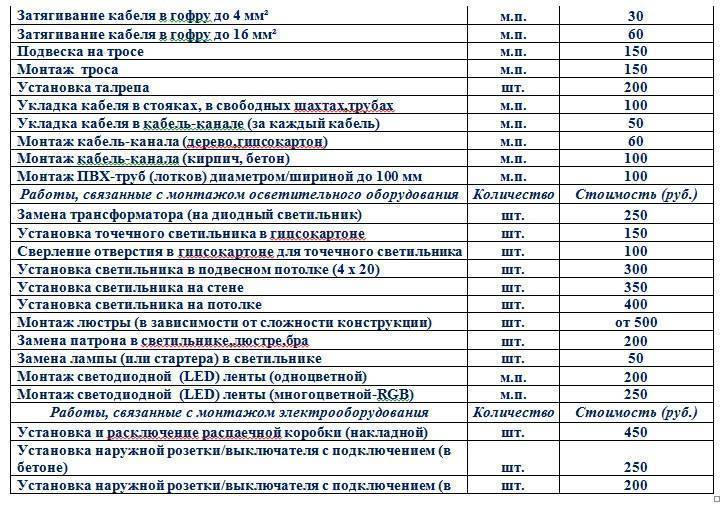
 Внешний корпус также предотвращает любой прямой контакт с инородным телом.
Внешний корпус также предотвращает любой прямой контакт с инородным телом.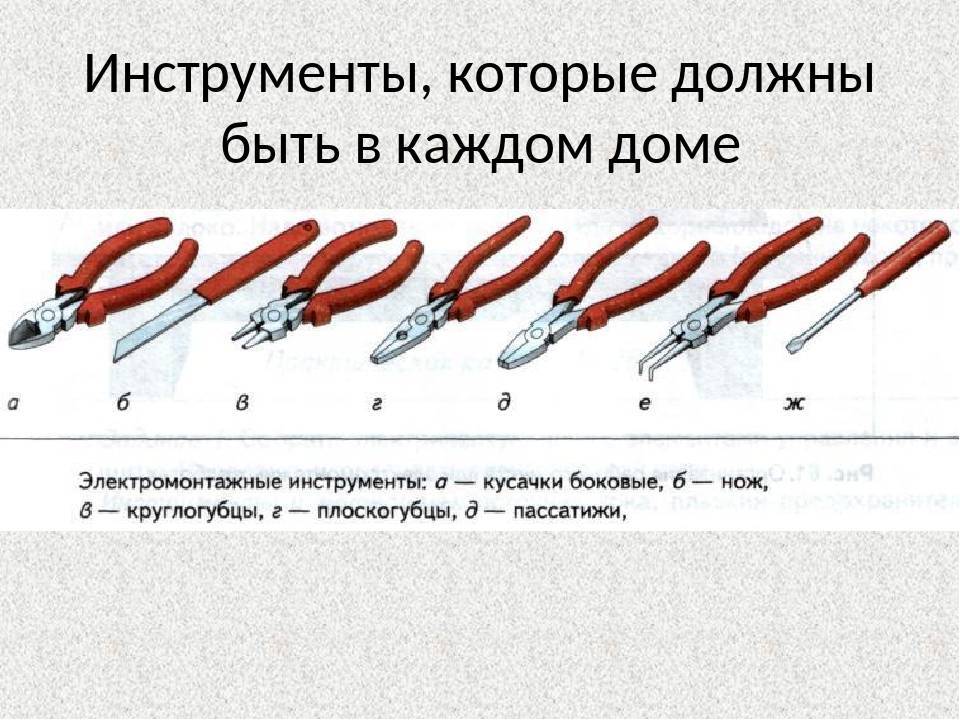
 Звук колокольчика привлекает внимание и помогает с объявлением. Вы можете выбрать из Ding-Dong, Musical, Vocal Bells, Parrot, Continuity Mantra, Industrial Gong, Wireless Bells, Buzzers Doorbells с различными тонами, такими как куранты, звуки животных, музыка и многое другое.
Звук колокольчика привлекает внимание и помогает с объявлением. Вы можете выбрать из Ding-Dong, Musical, Vocal Bells, Parrot, Continuity Mantra, Industrial Gong, Wireless Bells, Buzzers Doorbells с различными тонами, такими как куранты, звуки животных, музыка и многое другое.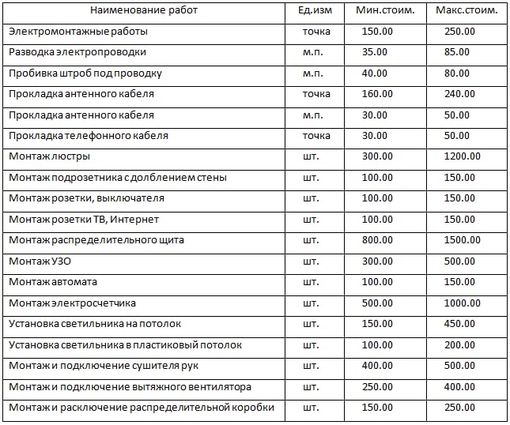


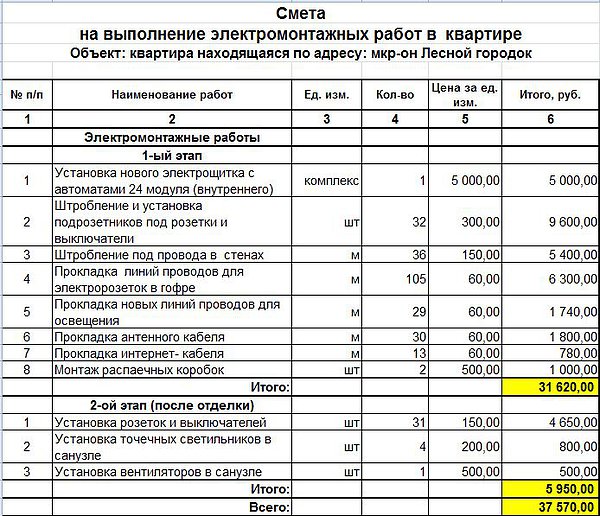 Как и при покупке любого другого инструмента, вы получите более длительный срок службы и лучшую производительность благодаря более качественным инструментам. Лучшие электрические ручные инструменты, такие как кусачки для проволоки и плоскогубцы, имеют изолированные рукоятки для защиты от ударов.
Как и при покупке любого другого инструмента, вы получите более длительный срок службы и лучшую производительность благодаря более качественным инструментам. Лучшие электрические ручные инструменты, такие как кусачки для проволоки и плоскогубцы, имеют изолированные рукоятки для защиты от ударов.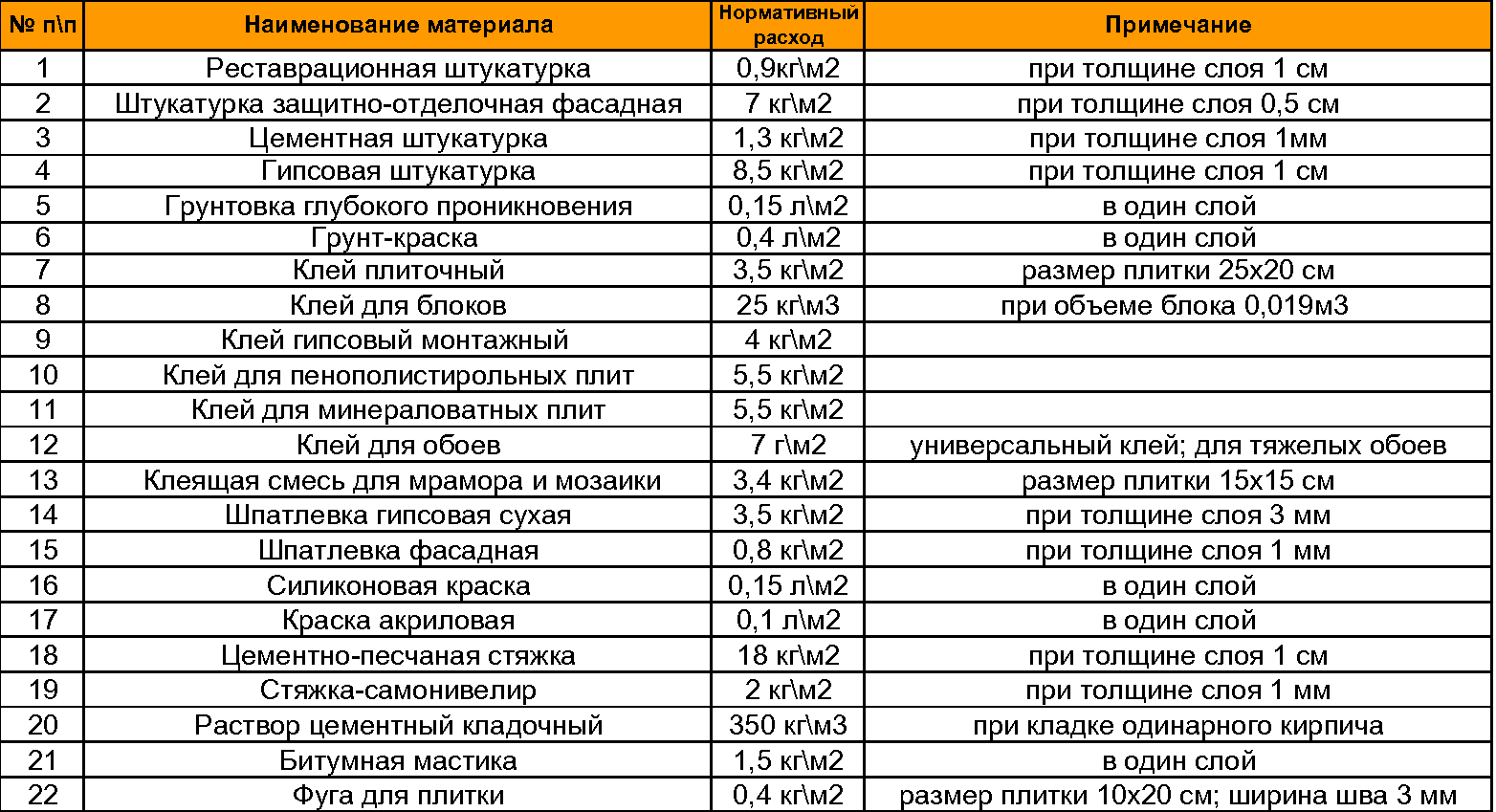 Вам также понадобится один, чтобы забивать скобы для проводов при креплении нового электрического кабеля к элементам каркаса.
Вам также понадобится один, чтобы забивать скобы для проводов при креплении нового электрического кабеля к элементам каркаса.

 Тестер напряжения используется для быстрой проверки безопасности, чтобы убедиться, что в электрическом проводе или устройстве нет напряжения, прежде чем вы начнете с ним работать. Бесконтактные тестеры напряжения, работающие от батарей, являются самыми простыми и безопасными типами тестеров, поскольку они могут обнаруживать электричество, просто находясь рядом с розеткой или проводом.
Тестер напряжения используется для быстрой проверки безопасности, чтобы убедиться, что в электрическом проводе или устройстве нет напряжения, прежде чем вы начнете с ним работать. Бесконтактные тестеры напряжения, работающие от батарей, являются самыми простыми и безопасными типами тестеров, поскольку они могут обнаруживать электричество, просто находясь рядом с розеткой или проводом.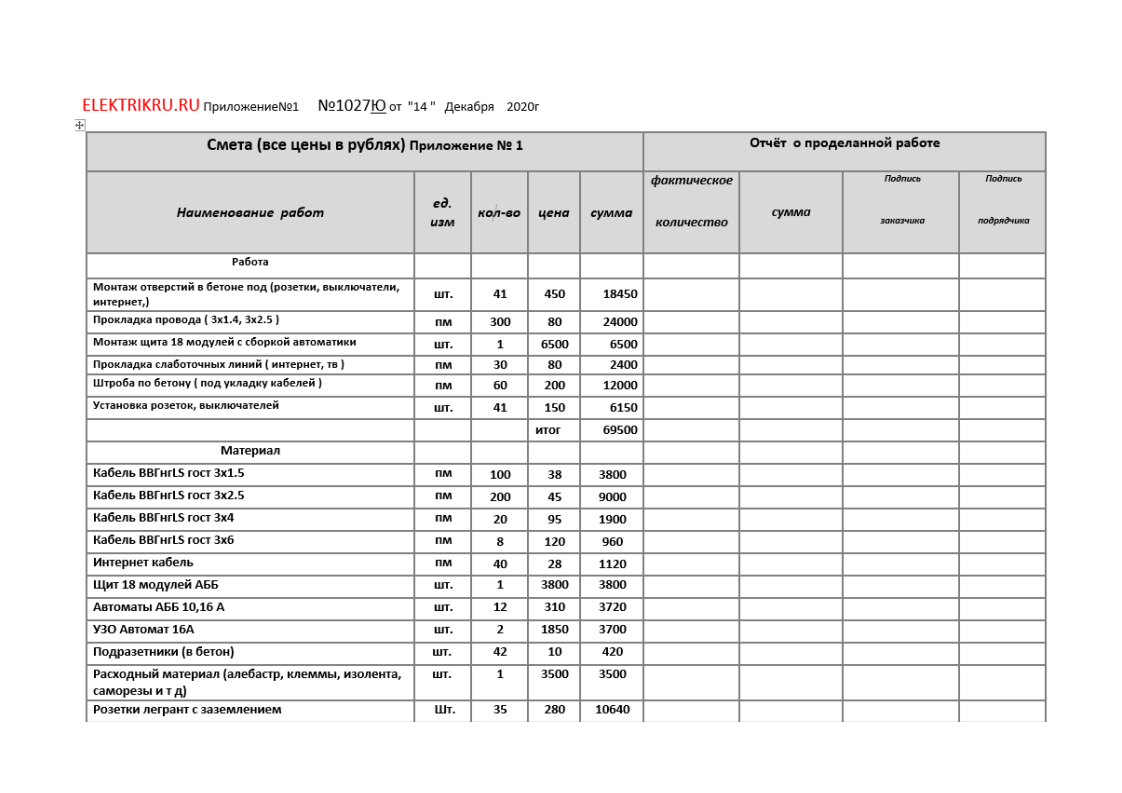 Некоторые типы представляют собой комбинированные инструменты, которые также можно использовать для обжима проводов и снятия виниловой оболочки с кабеля NM.
Некоторые типы представляют собой комбинированные инструменты, которые также можно использовать для обжима проводов и снятия виниловой оболочки с кабеля NM. Он имеет прямоугольный конец, который отлично подходит для скручивания проводов, центральное режущее лезвие для обрезки провода и область захвата между ручками для протягивания провода.
Он имеет прямоугольный конец, который отлично подходит для скручивания проводов, центральное режущее лезвие для обрезки провода и область захвата между ручками для протягивания провода.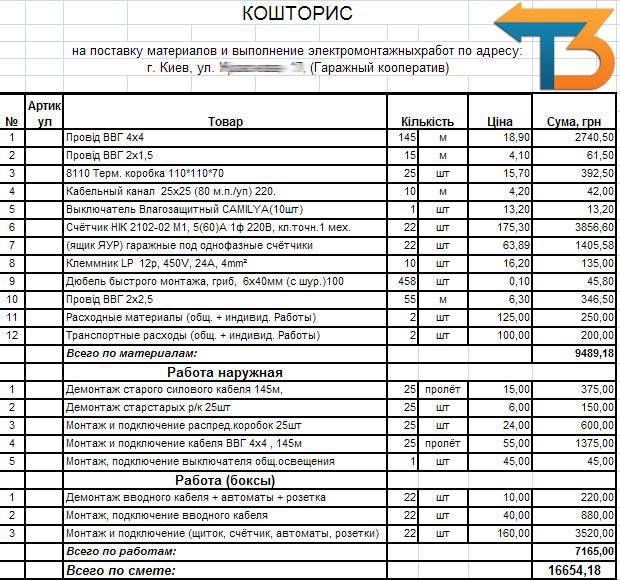
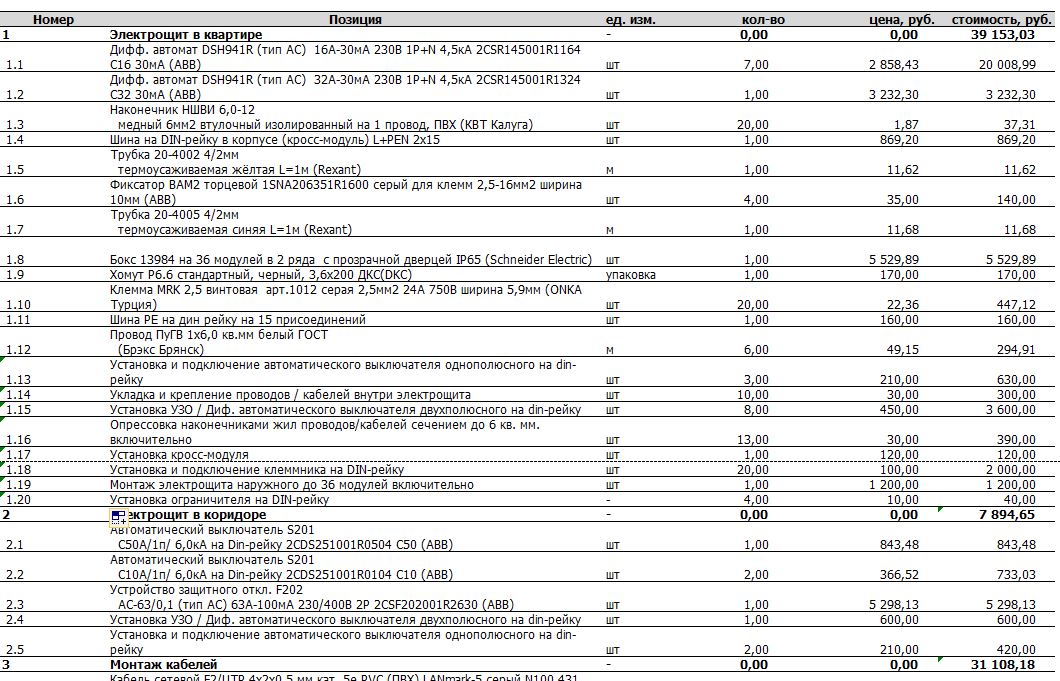 Однако они требуют практики, чтобы научиться правильно их использовать.
Однако они требуют практики, чтобы научиться правильно их использовать.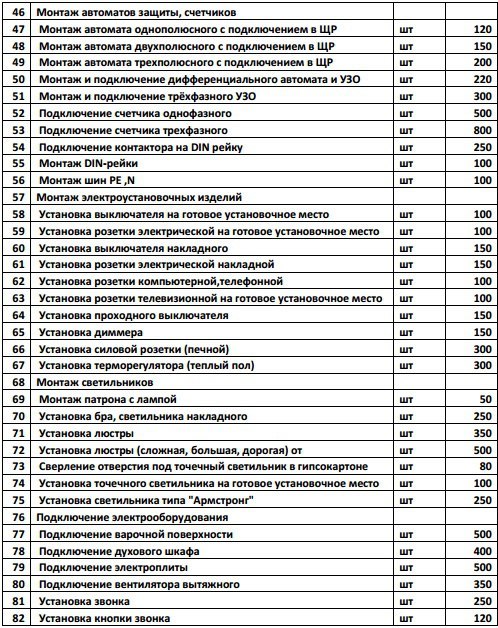
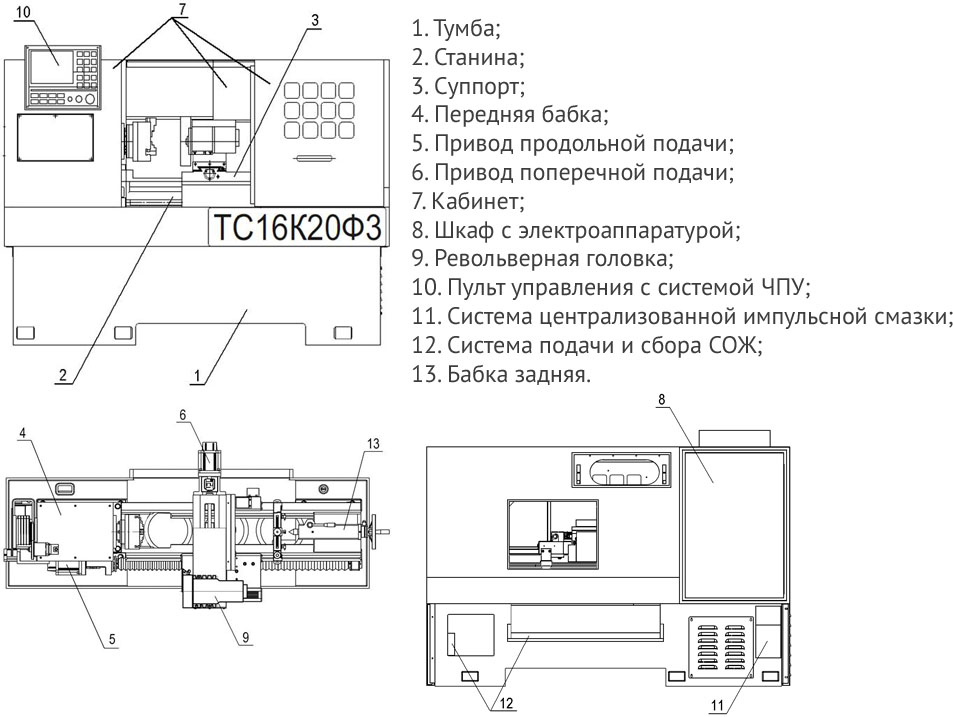 Может двигаться в продольном/поперечном/вертикальном направлениях и осуществляет подачу детали к режущему инструменту. Поскольку фрезерная обработка требует высокой точности, одним из основных требований к столу является жесткость поверхности. Плоскость стола не должна вибрировать при работе фрезы, прогибаться под весом заготовки или допускать иную пластическую деформацию.
Может двигаться в продольном/поперечном/вертикальном направлениях и осуществляет подачу детали к режущему инструменту. Поскольку фрезерная обработка требует высокой точности, одним из основных требований к столу является жесткость поверхности. Плоскость стола не должна вибрировать при работе фрезы, прогибаться под весом заготовки или допускать иную пластическую деформацию. От качества шпинделя зависит то, насколько высокоточно будет обработана заготовка.
От качества шпинделя зависит то, насколько высокоточно будет обработана заготовка.
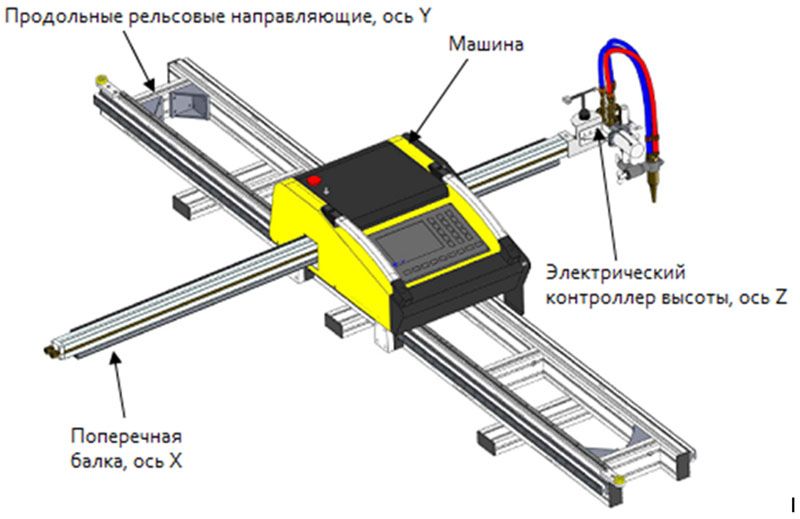 Может перемещаться в направлении вверх/вниз.
Может перемещаться в направлении вверх/вниз.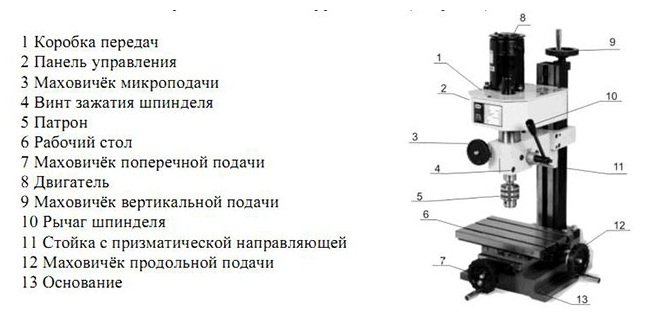
 Их достоинствами являются доступность и небольшая стоимость электронных компонентов, большую часть из которых можно найти в любом компьютерном магазине.
Их достоинствами являются доступность и небольшая стоимость электронных компонентов, большую часть из которых можно найти в любом компьютерном магазине. В сравнении со станками с ручным управлением они отличаются более высокой точностью, что позволяет минимизировать трение, возникающее при движении исполнительного органа и практически исключить появление люфтов. Устранение люфта крайне важно для работы станка, так как это позволяет обеспечить сверхточное позиционирование в пространстве и обеспечить качественное попутное фрезерование.
В сравнении со станками с ручным управлением они отличаются более высокой точностью, что позволяет минимизировать трение, возникающее при движении исполнительного органа и практически исключить появление люфтов. Устранение люфта крайне важно для работы станка, так как это позволяет обеспечить сверхточное позиционирование в пространстве и обеспечить качественное попутное фрезерование.
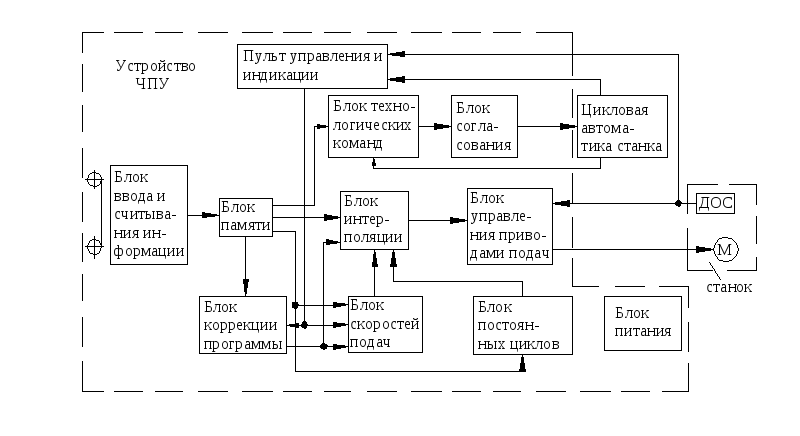

 youtube.com/embed/Ou9V5ecGYKQ?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/>
youtube.com/embed/Ou9V5ecGYKQ?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen» data-mce-fragment=»1″/> 
 Эти важные вопросы — лучшее место для начала. Чем больше вы сможете сузить список материалов для ЧПУ, которые лучше всего подходят для вашей детали, тем легче будет выбрать материал, который будет соответствовать вашим потребностям и будет экономически эффективным. Вот некоторые вещи, которые вы должны учитывать.
Эти важные вопросы — лучшее место для начала. Чем больше вы сможете сузить список материалов для ЧПУ, которые лучше всего подходят для вашей детали, тем легче будет выбрать материал, который будет соответствовать вашим потребностям и будет экономически эффективным. Вот некоторые вещи, которые вы должны учитывать.

 Более жесткие допуски часто дороже в производстве.
Более жесткие допуски часто дороже в производстве.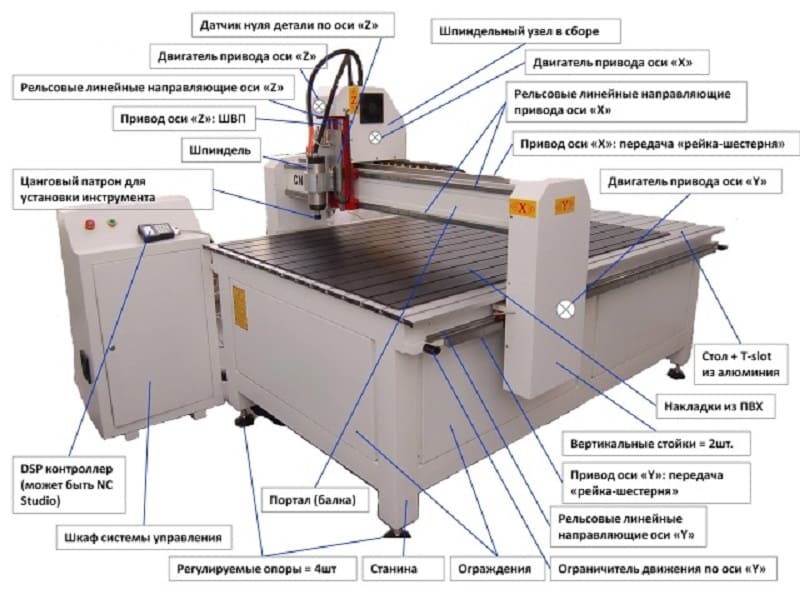 Материалы влияют на то, насколько надежно крепежные детали будут соединяться друг с другом. Разные материалы обладают разными свойствами, например прочностью, коррозионной стойкостью, хрупкостью и гальванической коррозией, поэтому следует выбирать материал, отражающий те свойства, которые должны быть у ваших крепежных изделий. Наиболее распространенным материалом для крепежа является сталь, но вы также можете создавать качественные крепежи из других материалов.
Материалы влияют на то, насколько надежно крепежные детали будут соединяться друг с другом. Разные материалы обладают разными свойствами, например прочностью, коррозионной стойкостью, хрупкостью и гальванической коррозией, поэтому следует выбирать материал, отражающий те свойства, которые должны быть у ваших крепежных изделий. Наиболее распространенным материалом для крепежа является сталь, но вы также можете создавать качественные крепежи из других материалов. Хотя некоторые из наиболее прочных материалов созданы, чтобы противостоять этим изменениям, многие из них со временем проявят признаки деформации, расширения или разрушения. Экстремальные температуры также могут негативно повлиять на долговечность некоторых материалов.
Хотя некоторые из наиболее прочных материалов созданы, чтобы противостоять этим изменениям, многие из них со временем проявят признаки деформации, расширения или разрушения. Экстремальные температуры также могут негативно повлиять на долговечность некоторых материалов. Стабильность имеет тенденцию теряться при температуре около 280 ° F, что делает его непригодным для некоторых проектов.
Стабильность имеет тенденцию теряться при температуре около 280 ° F, что делает его непригодным для некоторых проектов.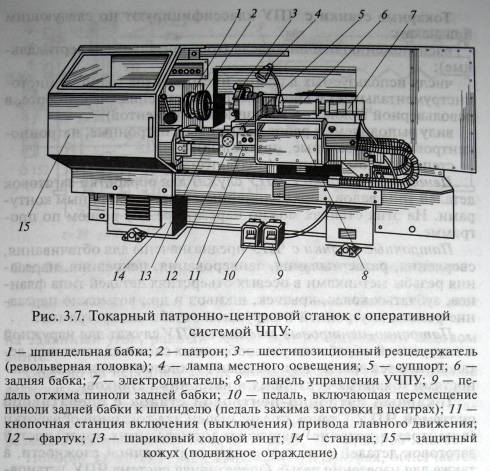 Для проектов, требующих чрезмерной несущей способности и устойчивости к высоким нагрузкам, вы можете рассмотреть тяжелые материалы. Однако, если вы работаете над проектами, чувствительными к весу, возможно, вам стоит избегать тяжелых материалов.
Для проектов, требующих чрезмерной несущей способности и устойчивости к высоким нагрузкам, вы можете рассмотреть тяжелые материалы. Однако, если вы работаете над проектами, чувствительными к весу, возможно, вам стоит избегать тяжелых материалов.
 Чем более важные требования или ограничения вы предъявляете к своим материалам, тем легче будет сосредоточиться на этих ключевых элементах.
Чем более важные требования или ограничения вы предъявляете к своим материалам, тем легче будет сосредоточиться на этих ключевых элементах.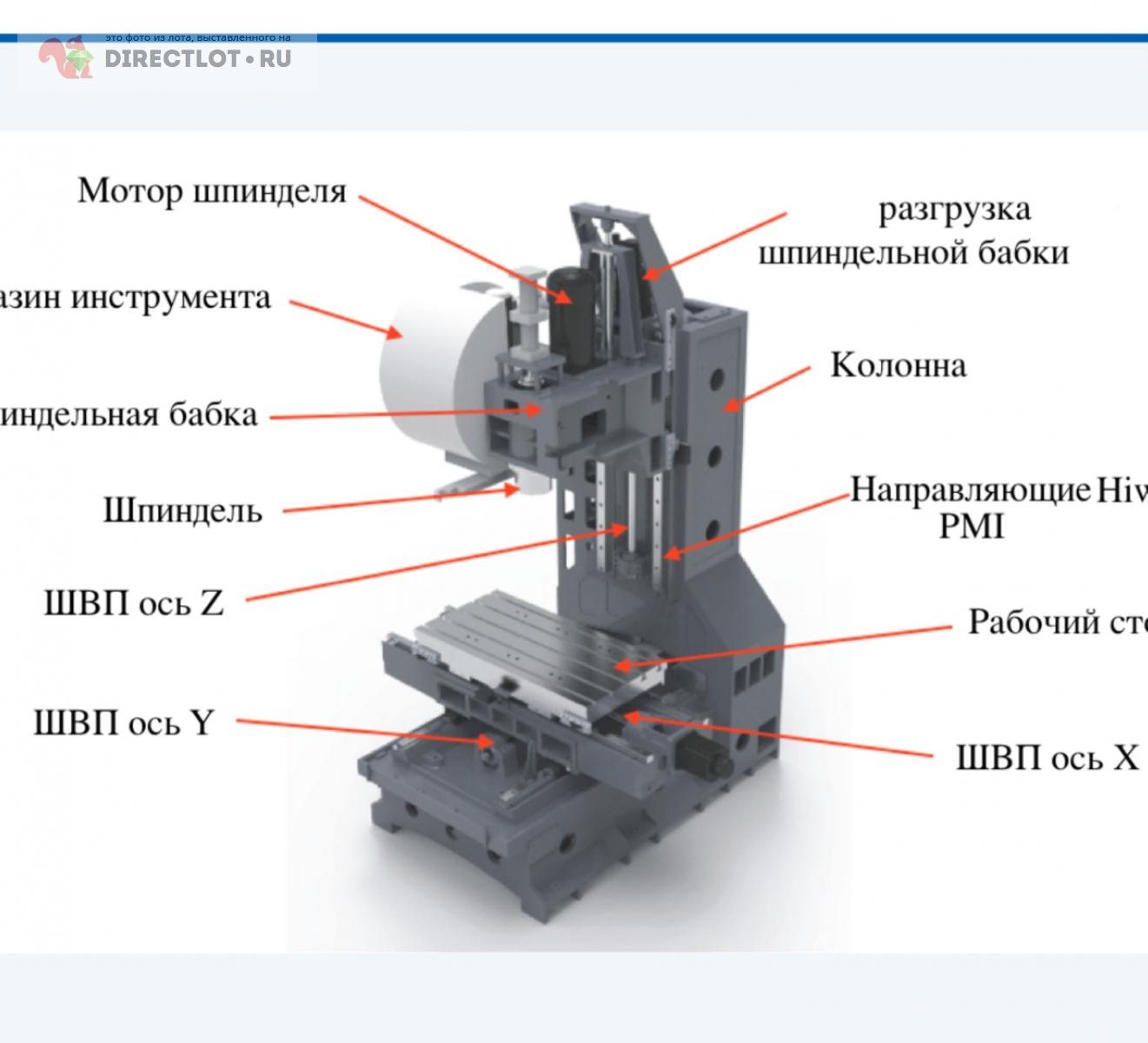
 Пена для резьбы содержит полиизоцианурат, который является плотным и устойчивым к экстремальным температурам.
Пена для резьбы содержит полиизоцианурат, который является плотным и устойчивым к экстремальным температурам. Область применения пластика широка и приносит пользу многим отраслям, таким как аэрокосмическая, автомобильная, медицинская и электронная.
Область применения пластика широка и приносит пользу многим отраслям, таким как аэрокосмическая, автомобильная, медицинская и электронная.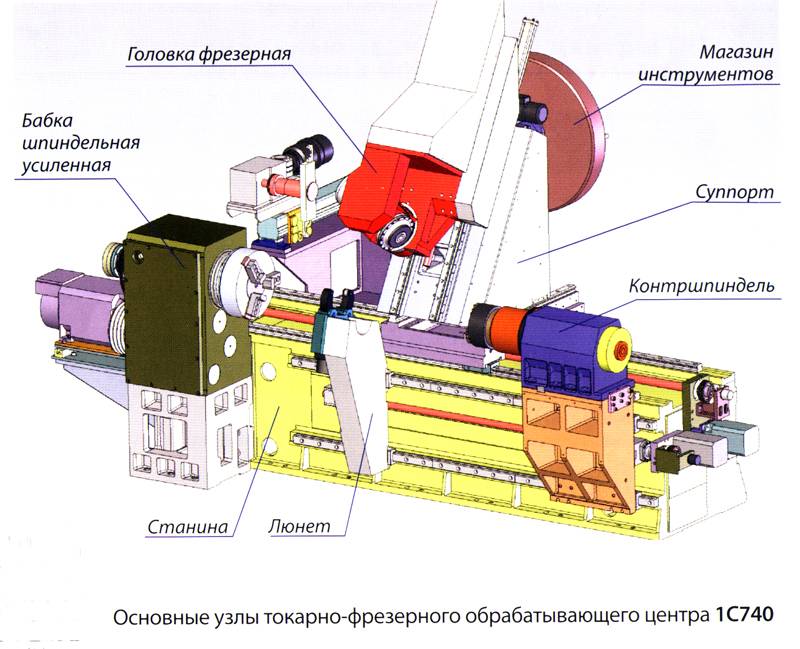 Хотя оба они легкие, но прочные, жесткий пенопласт лучше всего подходит для деталей с акцентом на структурную целостность и стабильность, а пенопласт для резьбы часто используется в качестве изоляции и прототипов для форм.
Хотя оба они легкие, но прочные, жесткий пенопласт лучше всего подходит для деталей с акцентом на структурную целостность и стабильность, а пенопласт для резьбы часто используется в качестве изоляции и прототипов для форм.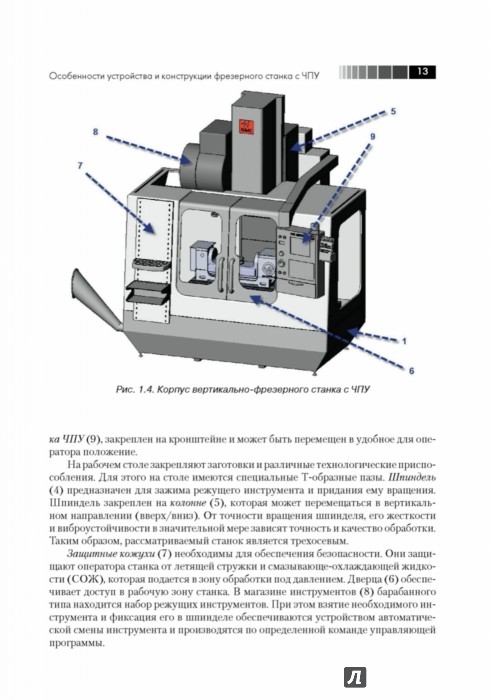 Ищите отрасли «под ключ», уделяющие большое внимание деталям и способные создавать труднодоступные детали. Проведите исследование и выберите свою компанию, основываясь также на ценностях, качестве и эффективности. American Micro Industries предлагает необходимые вам решения своевременно и по доступной цене.
Ищите отрасли «под ключ», уделяющие большое внимание деталям и способные создавать труднодоступные детали. Проведите исследование и выберите свою компанию, основываясь также на ценностях, качестве и эффективности. American Micro Industries предлагает необходимые вам решения своевременно и по доступной цене. Секторы, в которых используется обработка с ЧПУ, включают перечисленные ниже и другие, имеющие решающее значение для повседневной жизни.
Секторы, в которых используется обработка с ЧПУ, включают перечисленные ниже и другие, имеющие решающее значение для повседневной жизни.

 Это передовое оборудование может следовать спецификациям компьютера для создания:
Это передовое оборудование может следовать спецификациям компьютера для создания: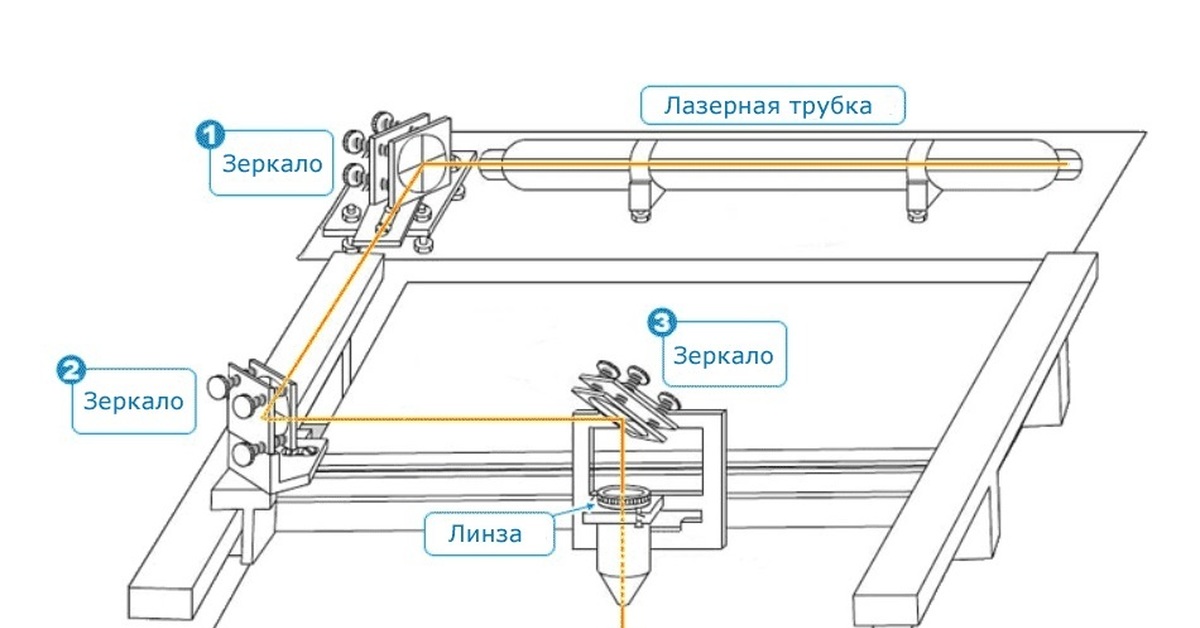
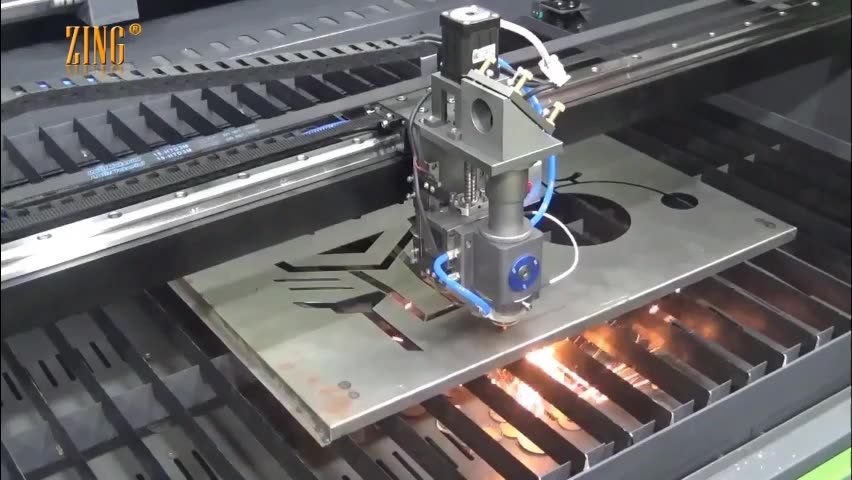 Полностью спроектирован нашими инженерами, опыт работы которых в сфере ЧПУ-систем составляет более 10 лет.
Полностью спроектирован нашими инженерами, опыт работы которых в сфере ЧПУ-систем составляет более 10 лет.
 Позволяют развивать скорость недостижимую для простых шаговых двигателей.
Позволяют развивать скорость недостижимую для простых шаговых двигателей.
 Эффективное дымоудаление во время гравировки
Эффективное дымоудаление во время гравировки Соотношение 1:2
Соотношение 1:2 5 кВт
5 кВт (Привод: два шаговых двигателя типоразмера NEMA23. Управление напрямую с контроллера RuiDa с отслеживанием координат по оси Z. Диапазон подъема/опускания: 170 мм).
(Привод: два шаговых двигателя типоразмера NEMA23. Управление напрямую с контроллера RuiDa с отслеживанием координат по оси Z. Диапазон подъема/опускания: 170 мм).


 США
США Гарантия Glowforge составляет всего 1 год.
Гарантия Glowforge составляет всего 1 год. Читайте дальше, чтобы узнать больше о лазерных резцах на углекислом газе и о том, как их использовать.
Читайте дальше, чтобы узнать больше о лазерных резцах на углекислом газе и о том, как их использовать. Процесс лазерной резки является точным и обеспечивает полный контроль над отделкой, позволяя создавать разрезы и гравировки, которые могут быть настолько маленькими или большими, насколько это необходимо.
Процесс лазерной резки является точным и обеспечивает полный контроль над отделкой, позволяя создавать разрезы и гравировки, которые могут быть настолько маленькими или большими, насколько это необходимо.
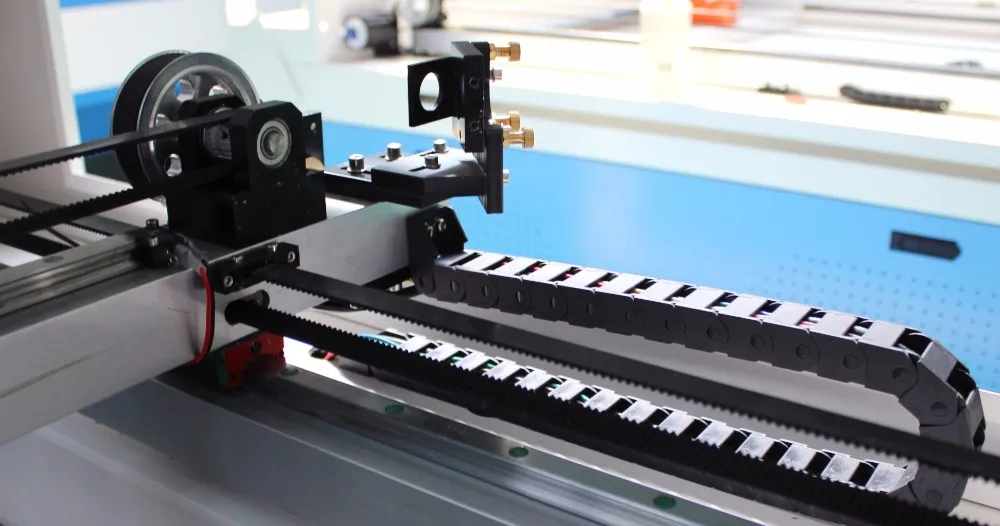 Роль фокусирующей линзы заключается в уточнении пути лазера, чтобы он сфокусировался на точном месте. Этот дополнительный процесс фокусировки позволяет СО2-лазерной резке производить такую точную и чистую обработку широкого спектра материалов.
Роль фокусирующей линзы заключается в уточнении пути лазера, чтобы он сфокусировался на точном месте. Этот дополнительный процесс фокусировки позволяет СО2-лазерной резке производить такую точную и чистую обработку широкого спектра материалов. Лазерная резка, как правило, очень чистая и точная, хотя это зависит от материала, который вы используете. Например, деревянные края, как правило, имеют более темную отделку, чем первоначальный цвет дерева. Одним из лучших материалов для лазерной резки является акрил, который имеет красивую глянцевую и гладкую поверхность без обесцвечивания.
Лазерная резка, как правило, очень чистая и точная, хотя это зависит от материала, который вы используете. Например, деревянные края, как правило, имеют более темную отделку, чем первоначальный цвет дерева. Одним из лучших материалов для лазерной резки является акрил, который имеет красивую глянцевую и гладкую поверхность без обесцвечивания. Когда вы гравируете с помощью CO2-лазера, вы удаляете верхний слой, не прорезая объект полностью. От брелков до стеклянной посуды и одежды — вы можете многое сделать с одним из них.
Когда вы гравируете с помощью CO2-лазера, вы удаляете верхний слой, не прорезая объект полностью. От брелков до стеклянной посуды и одежды — вы можете многое сделать с одним из них. Оборудование поставляется со специальными драйверами, которые позволяют преобразовывать изображение с компьютера в файл, который может прочитать лазерный резак. При работе с этой машиной нужно понимать разницу между растровыми изображениями и векторными изображениями.
Оборудование поставляется со специальными драйверами, которые позволяют преобразовывать изображение с компьютера в файл, который может прочитать лазерный резак. При работе с этой машиной нужно понимать разницу между растровыми изображениями и векторными изображениями. Он не будет резать другую графику, например, более толстые линии или сплошные формы.
Он не будет резать другую графику, например, более толстые линии или сплошные формы.


 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 1013
1013 ru/to…-esfero-3d-t4d/
ru/to…-esfero-3d-t4d/ 3D-BiG их представитель здесь. Если китай, то любая компания торгующая китайскими станками.
3D-BiG их представитель здесь. Если китай, то любая компания торгующая китайскими станками.  .. Знаю также одних новосибирских, но на них не буду показывать пальцем… Так что на тот рынок надо влазить только с тем товаром, который там НЕ представлен, и при этом с такими технологическими изысками, которые никто из местных не сможет воспроизвести , ибо, в случае первых успешных продаж, будет безжалостно скопирован с резким ухудшением качества, но с уменьшением оптовой цены, тем самым поляна будет затоптана копировщиками… Увы — там такие нравы…
.. Знаю также одних новосибирских, но на них не буду показывать пальцем… Так что на тот рынок надо влазить только с тем товаром, который там НЕ представлен, и при этом с такими технологическими изысками, которые никто из местных не сможет воспроизвести , ибо, в случае первых успешных продаж, будет безжалостно скопирован с резким ухудшением качества, но с уменьшением оптовой цены, тем самым поляна будет затоптана копировщиками… Увы — там такие нравы…
 Станки такого класса качеством не отличаются, где бы они не были произведены.
Станки такого класса качеством не отличаются, где бы они не были произведены.
 price %}
price %} available %}{% assign first_available_variant = variant %}{% endif %}
available %}{% assign first_available_variant = variant %}{% endif %} total_price}} {{total_price | деньги}}
total_price}} {{total_price | деньги}} available %} — {{translation.sold_out}}{% бесконечный %}
available %} — {{translation.sold_out}}{% бесконечный %} title.text}}
title.text}}
 Устройство предназначено для поддержания стабильного напряжения сети для питания электроприборов бытового назначения 220В, 50Гц. Этот надежный и удобный в эксплуатации прибор позволяет подключать оборудование с общей мощностью до 0,6 кВт. К стабилизатору можно подключить бытовое оборудование (телевизоры, холодильники), компьютерную технику, лабораторные установки и измерительные приборы, системы освещения, блоки управления систем обогрева и водоснабжения, маломощные электродвигатели.
Устройство предназначено для поддержания стабильного напряжения сети для питания электроприборов бытового назначения 220В, 50Гц. Этот надежный и удобный в эксплуатации прибор позволяет подключать оборудование с общей мощностью до 0,6 кВт. К стабилизатору можно подключить бытовое оборудование (телевизоры, холодильники), компьютерную технику, лабораторные установки и измерительные приборы, системы освещения, блоки управления систем обогрева и водоснабжения, маломощные электродвигатели.
 youtube.com/embed/421F6FpJ6lY?wmode=transparent&rel=0&loop=1&loop=00&controls=1&showinfo=1&disablekb=0&modestbranding=1″>
youtube.com/embed/421F6FpJ6lY?wmode=transparent&rel=0&loop=1&loop=00&controls=1&showinfo=1&disablekb=0&modestbranding=1″>  Стабилизатор преобразует энергию сети в постоянное напряжение с минимальной погрешностью, составляющей ±1В. Регулировка выходного напряжения устанавливается пользователем от 90 до 260 В и регулируется дискретным способом. Также устройство осуществляет в емкостном накопителе запас потребляемой энергии и посредством инвертора формирует без искажения формы сигнала синусоидальное напряжение. На корпус стабилизатора вынесен вольтметр, с помощью которого пользователь может осуществлять контроль текущего выходного напряжения. Также для удобства на корпусе располагаются индикаторы, отображающие текущие режимы работы устройства. При возникновении нештатных ситуаций устройство производит автоматическое отключение. Так, например, при коротком замыкании или при превышении выходного напряжения система отключается. При восстановлении рабочего напряжения автоматика осуществляет подключение устройства. Отдельно стоит обратить внимание на то, что выходная мощность устройства напрямую зависит от входного напряжения.
Стабилизатор преобразует энергию сети в постоянное напряжение с минимальной погрешностью, составляющей ±1В. Регулировка выходного напряжения устанавливается пользователем от 90 до 260 В и регулируется дискретным способом. Также устройство осуществляет в емкостном накопителе запас потребляемой энергии и посредством инвертора формирует без искажения формы сигнала синусоидальное напряжение. На корпус стабилизатора вынесен вольтметр, с помощью которого пользователь может осуществлять контроль текущего выходного напряжения. Также для удобства на корпусе располагаются индикаторы, отображающие текущие режимы работы устройства. При возникновении нештатных ситуаций устройство производит автоматическое отключение. Так, например, при коротком замыкании или при превышении выходного напряжения система отключается. При восстановлении рабочего напряжения автоматика осуществляет подключение устройства. Отдельно стоит обратить внимание на то, что выходная мощность устройства напрямую зависит от входного напряжения.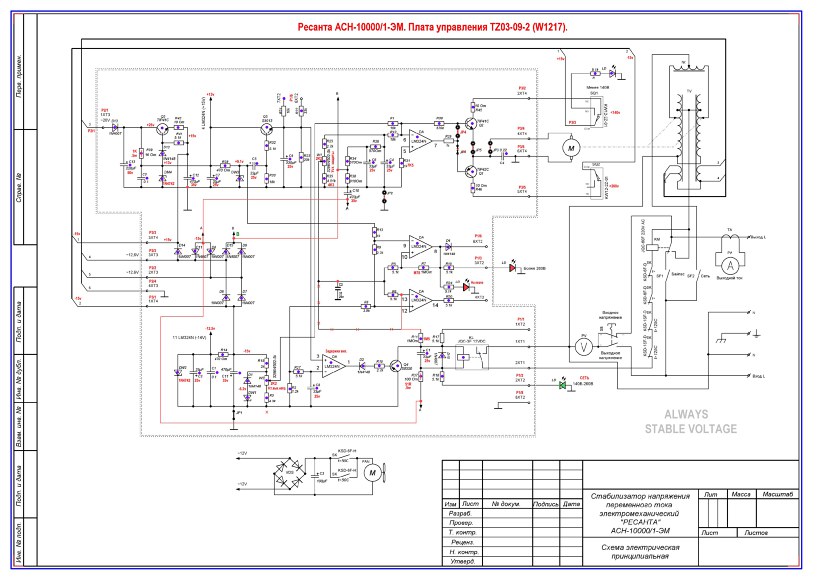 Мощность в 6000 Вт доступна лишь при условии наличия на входе не менее 190 В. При уменьшении напряжения происходит снижение мощности. Например, при напряжении 150 В потеря мощности составляет около 25%. Стабилизатор оснащен принудительным типом охлаждения и имеет надежным программатором. В качестве индикации используется информативный жидкокристаллический дисплей. При изменении выходных параметров время срабатывания составляет менее 1 мс, КПД устройства составляет более 97%. Подключение устройств к стабилизатору осуществляется посредством клеммных колодок. Что касается класса защищенности, стабилизатор имеет класс IP20, который позволяет предотвратить попадание в корпус посторонних предметов, а также предназначен для использования в сухих помещениях. Устройство рассчитано на работу при температуре от +5 до +40 градусов.
Мощность в 6000 Вт доступна лишь при условии наличия на входе не менее 190 В. При уменьшении напряжения происходит снижение мощности. Например, при напряжении 150 В потеря мощности составляет около 25%. Стабилизатор оснащен принудительным типом охлаждения и имеет надежным программатором. В качестве индикации используется информативный жидкокристаллический дисплей. При изменении выходных параметров время срабатывания составляет менее 1 мс, КПД устройства составляет более 97%. Подключение устройств к стабилизатору осуществляется посредством клеммных колодок. Что касается класса защищенности, стабилизатор имеет класс IP20, который позволяет предотвратить попадание в корпус посторонних предметов, а также предназначен для использования в сухих помещениях. Устройство рассчитано на работу при температуре от +5 до +40 градусов. Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить стабилизатор напряжения Ресанта АСН-6000/1-И однофазный 220 В 6 кВА инверторный в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар стабилизатор напряжения Ресанта АСН-6000/1-И однофазный 220 В 6 кВА инверторный действительны в Санкт-Петербурге.
Перед оформлением онлайн заказа рекомендуем ознакомиться с описанием, характеристиками, отзывами.Купить стабилизатор напряжения Ресанта АСН-6000/1-И однофазный 220 В 6 кВА инверторный в интернет-магазине Петрович в Санкт-Петербурге.Оформить и оплатить заказ можно на официальном сайте Петрович. Условия продажи, доставки и цены на товар стабилизатор напряжения Ресанта АСН-6000/1-И однофазный 220 В 6 кВА инверторный действительны в Санкт-Петербурге.
 Smooth adjustment."}»> Нет шагов. Плавная регулировка.
Smooth adjustment."}»> Нет шагов. Плавная регулировка. "}»> Время простоя при нагрузке >125%, сек.
"}»> Время простоя при нагрузке >125%, сек. +5 …+40"}»> .+5 …+40
+5 …+40"}»> .+5 …+40 Low-noise."}»> Принудительно. Тихий шум.
Low-noise."}»> Принудительно. Тихий шум. , HxWxD"}»> Размеры, мм., ВхШхГ
, HxWxD"}»> Размеры, мм., ВхШхГ 5 — QUANT.UA
5 — QUANT.UA 5 было бы отличным выбором!
5 было бы отличным выбором! 5}»> 5,5
5}»> 5,5 "}»> Время простоя при нагрузке >125%, сек.
"}»> Время простоя при нагрузке >125%, сек. +5 …+40"}»> .+5 …+40
+5 …+40"}»> .+5 …+40 Low-noise."}»> Принудительно. Тихий шум.
Low-noise."}»> Принудительно. Тихий шум.