Автоматической станочной линией называется система станков и вспомога- тельных устройств, автоматически осуществляющих назначенную последователь- ность технологических операций без вмешательства рабочего.
Преимущества А.Л.:
-применения А.Л. увеличивает производительность;
-количество станков сокращается в 1,5-2 раза;
-количество рабочих в 5-8 раз.
-качество продукции улучшается и становится стабильным.
-себестоимость обработки сокращается в 3-4 раза. Недостатки А.Л.:
-повышение требований к заготовке для обеспечения стабильности процесса обработки.
-трудоемкость переналадки линии на другую деталь или на другой техпро- цесс.
-повышенные первоначальные затраты.
В состав автоматической линии входят: станки, транспортная система и систе- ма управления.
Общая структурная схема А. Л.
Автоматиче-
ская линия
ТРАНСПОРТНАЯ
СИСТЕМА
СТАНКИ
СИСТЕМА
УПРАВЛЕНИЯ
Глав
При
Мех
Ос-
По-
На-
Бл.
Бл.
Бло
ный
вод
за-
нов.
во-
ко-
Син
кон-
ки-
при
по-
жи-
Тра
ротн
пи-
хро
тро-
ров-
вод
дачи
ма
нсп
уст-
тель
низ.
ля
ки
За-
От-
груз
вод
Ус-
стру
во
жки
Состав основного станочного оборудования автоматических линий в основном зависит от вида обрабатываемых деталей и может включать в себя агрегатные, спе- циальные и специализированные станки.
Транспортная система состоит из основной транспортной трассы и следующих дополнительных устройств:
1
-накопителей заделов для бесперебойной работы линии при простое отдель- ных агрегатов.
-устройства для поворота обрабатываемых заготовок.
-загрузочных устройств для подачи заготовки с основной транспортной трас- сы к зажимному устройству станка.
-устройств для автоматического отвода стружки.
Система управления включает в себя блок синхронизации, блок контроля и систему блокировок.
Требования к обрабатываемым деталям.
1.Достаточность программы выпуска
2.Хорошая технологичность, для применения простых технологических про- цессов.
3.Поле рассеяния значений твердости материала заготовок должно быть более узким, чем обычно. Это необходимо для получения стабильной стойкости инструментов и возможности планомерной подналадки инструментов.
4.Размеры заготовок должны иметь хорошую стабильность.
Типы автоматических линий.
Автоматические. линии классифицируются по ряду признаков. В зависимости от величины штучного выпуска деталей применяются однопоточные линии (после- довательного действия) и многопоточные (параллельно-последовательного дейст- вия).
По роду станков различают А.Л., образованные из: специальных станков; агре- гатных станков; универсальных станков.
По способу передачи обрабатываемых деталей со станка на станок различают линии:
1)со сквозным транспортированием с проходом деталей сквозь места зажима: применяются при обработке корпусных деталей на агрегатных станках.
Тц – продолжительность цикла лимитирующего станка или операции твс – продолжительность несовмещенных вспомогательных операций
Вследствие внецикловых потерь фактическая производительность меньше рас- четной:
QФ = Q — qП = Q ×η = 1t qП — потеря выпуска всей линии в единицу времени h — коэффициент использования линии.
t — длительность среднего интервала выпуска детали с последней позиции ли-
нии
η = QQФ = τt
Относительная доля потери штучного времени
β = Q − QФ = 1-η
Q
Потери штучной производительности автоматической линии и коэффициент ее использования зависят:
а) от частоты неполадок в элементах оборудования А. Л., вызывающих простой отдельных ее агрегатов;
б) от длительности устранения этих неполадок.
Средняя полная длительность потерь, приходящаяся на единицу времени рабо- ты для каждого агрегата линии равна:
N
П = åПI
1
N – общее количество сблокированных агрегатов линии.
Фактическая производительность сблокированной линии
QФ =
Q
N
1+ åПI
1
Коэффициент использования линии с учетом потерь
η =
1
N
1+ åПI
1
Отсюда видно, что для повышения коэффициента использования необходимо стремиться к уменьшению конструктивных элементов как в самих агрегатах, так и в пределах всей всей линии.
С учетом потерь времени из-за инструментов коэффициент использования сблокированной линии равен:
η =
1
N
U
U
1+ åПI + å
ПI + åПIсс
1
1
1
U — количество групп инструментов ПIсл случайные потери по инструменту
ПI потери на смену группы инструментов
3
Деление сблокированной линии на потоки.
Наличие лимитирующих операций, т.е. операций длительность выполнения ко- торых существенно больше средней длительности выполнения остальных операций, делают необходимым делить линии на несколько потоков. Места переходов от од- нопоточной линии к многопоточной и наоборот делят линию на участки.
Большая длительность лимитирующей операции, а также большая программа
изготовления деталей могут потребовать применения на лимитирующих операциях параллельной обработки нескольких деталей. При этом возможны два варианта:
1.Установка станков для лимитирующих операций в одной общей цепочке.
При небольших габаритах детали на одном станке обрабатывается параллельно несколько заготовок
Большие заготовки обрабатываются параллельно по одной на каждом станке При Z параллельно обрабатываемых заготовках шаг транспортера принимается в Z раза больше расстояния между смежными заготовками.
При параллельной обработке в одном потоке увеличивается количество сбло- кированных станков, что снижает коэффициент использования сблокированных ли-
ний.
2.Установка станков для лимитирующих операций в параллельных частях ли-
нии.
Станки, параллельно обрабатывающие несколько деталей, устанавливаются на параллельных частях автоматической линии, снабженных транспортными устройст- вами, которые позволяют этим частям линии работать независимо друг от друга. Та- кие части линии называются потоками.
Каждый поток снабжен тремя транспортерами. А – подводящим; В – подающим; С – выдающим.
4
Автоматические линии — MEGA-TRAY
Скоростная фасовка и комплектация многокомпонентных готовых блюд на конвейерных линиях Hefestus
Автоматизация производственного и упаковочного цикла — естественное требование рынка и мечта многих производителей продуктов питания. Основной задачей, которую решает внедрение подобной системы на производстве готовых вторых блюд, является увеличение производительности и улучшение качества продукции. Автоматизированный сборочный конвейер, который может быть легко интегрирован с автоматической упаковочной машиной семейства Hera SLB или Hercules SLB, — это очередная новинка компании Hefestus, которая уже прошла испытания греческой Олимпиадой-2004, теперь доступна в России.
Проекты такого рода делаются исключительно по индивидуальному проекту, обеспечивая точное соблюдение мельчайших деталей, гарантируя требуемую производительность при заданном ассортименте продукции. Различная степень автоматизации и модульная конструкция позволяет использовать линии многокомпонентной фасовки готовых блюд Hefestus для абсолютного любых продуктов, от классического плова или гуляша с картофелем до самых экзотических блюд азиатской кухни.
Каждая рабочая станция — ручная или снабженная автоматическим дозатором оснащена системой контроля взвешивания, все данные с которых поступают в центральный компьютер, хранящий множество программ для различных видов продукции, чем достигается идеальная точность и минимальная погрешность в весе готовой продукции. Электроника линии может быть интегрирована с программой учета ресурсов на персональном компьютере соответствующего подразделения для обеспечения точного контроля за расходованием продукта (сырья) не только в каждой упаковке, но и в смену, день, месяц и т.д.
Линии сборки могут быть одиночными, двойными и комплексными — сочетающими в себе множество одиночных и/или двойных, объединенных финальным конвейером для групповой упаковки продукта. Каждая линия может включать в себя следующие узлы и компоненты:
Возможность последовательного расположения нескольких автоматических дозаторов и станций ручной порционной фасовки позволяет обеспечить максимальную производительность при минимуме затрат. Линии сборки могут использоваться для фасовки готовых вторых блюд:
для последующей упаковки в МГС, сохраняя свежесть только что приготовленного блюда
для замороженных блюд, обеспечивающих длительное хранение при отрицательных температурах
для стерилизации, т.е. создания готовых блюд длительного хранения — до года при комнатной температуре
Производительность линии целиком зависит от потребностей конкретного производства и может варьироваться от 10 упаковок в минуту (600 упаковок в час) до необходимого максимума.
Описанные линии находят широкое применение в авиакомпаниях и аэропортах, кейтеринговых компаниях, на любом предприятии-производителе готовых блюд независимо от формы конечной реализации продукта (свежий, замороженный или стерилизованный).
Гибкость настройки, легкость перехода на фасовку другого продукта, удобство эксплуатации и обслуживания — это отличительные признаки линий сборки многокомпонентных готовых блюд от компании Hefestus.
Добавление автоматических строк (Microsoft Word)
Обратите внимание: Эта статья написана для пользователей следующих версий Microsoft Word: 2007, 2010, 2013 и 2016. Если вы используете более раннюю версию (Word 2003 или более раннюю), этот совет может вам не подойти . Чтобы просмотреть версию этого совета, написанную специально для более ранних версий Word, щелкните здесь: Добавление автоматических строк.
Автор: Allen Wyatt (последнее обновление: 17 июня 2017 г.) Этот совет относится к Word 2007, 2010, 2013 и 2016
В Word есть небольшая полезная функция, позволяющая добавлять строки в документы, не отрывая пальцев от клавиатуры. Все, что вам нужно сделать, это начать с левого поля новой строки, ввести не менее трех символов, а затем нажать Enter . Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы:
Введите три тире, и вы получите одну строку.
Введите три подчеркивания, и вы получите одну жирную линию.
Введите три знака равенства, и вы получите двойную черту.
Введите три звездочки, и вы получите толстую пунктирную линию.
При желании вы можете ввести более трех символов каждого символа. Ворду все равно — единственное требование — их должно быть не менее трех, и они начинаются с левого поля. Что делает Word, так это добавляет границу указанного типа в нижнюю часть абзаца. Если вы хотите позже удалить строку, единственный способ сделать это — удалить абзац или выбрать «Границы и заливка» в меню «Формат».
Если вы не можете автоматически добавлять строки в вашей системе, выполните следующие действия:
Откройте диалоговое окно «Параметры Word». (В Word 2007 нажмите кнопку «Офис», а затем нажмите «Параметры Word». В Word 2010 и более поздних версиях отобразите вкладку «Файл» на ленте и нажмите «Параметры».)
В левой части диалогового окна щелкните Проверка правописания.
Щелкните Параметры автозамены. Word отображает диалоговое окно автозамены.
Убедитесь, что выбрана вкладка «Автоформат при вводе». (См. рис. 1.)
Рис. 1. Вкладка «Автоформат при вводе» диалогового окна «Автозамена».
Убедитесь, что установлен флажок «Линии границ».
Нажмите OK, чтобы закрыть диалоговое окно автозамены.
Нажмите «Отмена», чтобы закрыть диалоговое окно «Параметры Word».
WordTips — ваш источник недорогого обучения работе с Microsoft Word. (Microsoft Word — самая популярная в мире программа для обработки текстов.) Этот совет (6095) относится к Microsoft Word 2007, 2010, 2013 и 2016. Вы можете найти версию этого совета для старого интерфейса меню Word здесь: Добавление автоматических строк .
Биография автора
Allen Wyatt
На его счету более 50 научно-популярных книг и множество журнальных статей, Аллен Вятт является всемирно признанным автором. Он является президентом Sharon Parq Associates, компании, предоставляющей компьютерные и издательские услуги. Узнать больше об Аллене…
Создание пользовательских приложений с помощью VBA! Узнайте, как расширить возможности Office 2013 (Word, Excel, PowerPoint, Outlook и Access) с помощью программирования VBA, используя его для написания макросов, автоматизации приложений Office и создания пользовательских приложений. Ознакомьтесь с курсом Mastering VBA for Office 2013 уже сегодня!
Подписаться
БЕСПЛАТНАЯ УСЛУГА: Получайте подобные советы каждую неделю в WordTips, бесплатном информационном бюллетене по продуктивности. Введите свой адрес и нажмите «Подписаться».
Просмотреть последний информационный бюллетень.
(Ваш адрес электронной почты никому никогда не передается.)
Комментарии
Этот сайт
Есть версия Word, которая использует ленточный интерфейс (Word 2007 или более поздняя версия)? Этот сайт для вас! Если вы использовать более раннюю версию Word, посетите наш сайт WordTips посвящен интерфейсу меню.
Видео
Посетите WordTips канал на YouTube
Подписаться
БЕСПЛАТНАЯ УСЛУГА: Получайте подобные советы каждую неделю в WordTips, бесплатном информационном бюллетене по продуктивности. Введите свой адрес и нажмите «Подписаться».
(Ваш адрес электронной почты никому и никогда не передается.)
Просмотр самого последнего информационного бюллетеня.
Обратите внимание: Эта статья написана для пользователей следующих версий Microsoft Word: 97, 2000, 2002 и 2003. Если вы используете более позднюю версию (Word 2007 или более позднюю), этот совет может вам не подойти . Чтобы просмотреть версию этого совета, написанную специально для более поздних версий Word, щелкните здесь: Добавление автоматических строк.
Написано Allen Wyatt (последнее обновление 16 апреля 2022 г.) Этот совет относится к Word 97, 2000, 2002 и 2003
Word включает иногда полезную небольшую функцию, позволяющую добавлять строки в документы , не отрывая пальцев от клавиатуры. Все, что вам нужно сделать, это начать с левого поля новой строки, ввести не менее трех символов, а затем нажать Enter . Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы:
Введите три тире, и вы получите одну строку.
Введите три подчеркивания, и вы получите одну жирную линию.
Введите три знака равенства, и вы получите двойную черту.
Введите три звездочки, и вы получите толстую пунктирную линию.
При желании вы можете ввести более трех символов каждого символа. Ворду все равно — единственное требование — их должно быть не менее трех, и они начинаются с левого поля. Что делает Word, так это добавляет границу указанного типа в нижнюю часть абзаца. Если вы хотите позже удалить строку, единственный способ сделать это — удалить абзац или выбрать «Границы и заливка» в меню «Формат».
Если вы не можете автоматически добавлять строки в вашей системе, выполните следующие действия:
Выберите Автозамену (или Параметры автозамены) в меню Сервис. Word отображает диалоговое окно «Параметры автозамены».
Убедитесь, что выбрана вкладка «Автоформат при вводе». (См. рис. 1.)
Рис. 1. Вкладка «Автоформат при вводе» диалогового окна «Параметры автозамены».
Убедитесь, что флажок Границы (или Границы) установлен.
Нажмите OK.
WordTips — ваш источник недорогого обучения работе с Microsoft Word. (Microsoft Word — самая популярная в мире программа для обработки текстов.) Этот совет (622) относится к Microsoft Word 97, 2000, 2002 и 2003. Вы можете найти версию этого совета для ленточного интерфейса Word (Word 2007 и более поздних версий) здесь: Добавление автоматических строк .
Биография автора
Allen Wyatt
На его счету более 50 научно-популярных книг и множество журнальных статей, Аллен Вятт является всемирно признанным автором. Он является президентом Sharon Parq Associates, компании, предоставляющей компьютерные и издательские услуги. Узнать больше об Аллене…
Подробное руководство по VBA Visual Basic для приложений (VBA) — это язык, используемый для написания макросов во всех программах Office. Это полное руководство показывает как профессионалам, так и новичкам, как освоить VBA, чтобы настроить весь пакет Office под свои нужды. Ознакомьтесь с курсом Mastering VBA for Office 2010 уже сегодня!
Подписаться
БЕСПЛАТНАЯ УСЛУГА: Получайте подобные советы каждую неделю в WordTips, бесплатном информационном бюллетене по продуктивности. Введите свой адрес и нажмите «Подписаться».
Просмотреть последний информационный бюллетень.
(Ваш адрес электронной почты никому никогда не передается.)
Комментарии
Этот сайт
Есть версия Word, которая использует интерфейс меню (Word 97, Word 2000, Word 2002 или Word 2003)? Этот сайт для вас! Если вы использовать более позднюю версию Word, посетите наш сайт WordTips посвящен ленточному интерфейсу.
Видео
Посетите канал WordTips на YouTube
Подпишитесь
БЕСПЛАТНАЯ УСЛУГА: Получайте такие советы каждую неделю в WordTips6, бесплатном информационном бюллетене 9005.
Типы оборудования — что это такое, определение и понятие — 2021
Содержание
Типы оборудования в зависимости от их функции
Различия между оборудованием и устройствами
Типы оборудования в соответствии с вашей целью
Примеры типов оборудования
Типы оборудования — это различные наборы физических элементов, которые классифицируются в зависимости от их различных функций и характеристик.
Другими словами, хотя аппаратные средства в целом имеют общие характеристики, также даны спецификации, которые образуют несколько групп со своими характеристиками, которые отличаются друг от друга.
Подобное сравнение было бы концепцией «геометрической фигуры». В нем мы можем найти всевозможные классификации, такие как количество ребер, форма фигуры или степень получающихся перпендикулярных линий. В случае аппаратного обеспечения они могут быть классифицированы в соответствии с их основной функцией или одним или несколькими полями, к которым они принадлежат, среди других факторов.
Типы оборудования в зависимости от их функции
В то время как аппаратное обеспечение имеет общий осязаемый характер, он должен происходить из следующих трех классов:
Внутреннее оборудование: Это все те физические компоненты, которые можно отнести к аппаратным и которые являются непосредственно частью устройства.
Внешнее оборудование: В данном случае он состоит из набора физических компонентов, которые снова можно классифицировать как оборудование, но на этот раз они не являются частью основного устройства, а функционируют как дополнительные элементы к нему.
Гибридное оборудование: Наконец, у нас будет этот тип оборудования, которое работает как аппаратный элемент, который может быть либо непосредственно частью устройства, либо косвенно, как независимый элемент.
Как видно на изображении, каждый тип оборудования может обрабатываться по-разному в зависимости от его отношения к основному устройству. В то время как мышь и наушники являются чисто внешним оборудованием, мобильный телефон и камера по своей природе гибридны по отношению к компьютеру или ПК.
Различия между оборудованием и устройствами
Прежде чем углубляться в типы оборудования на основе их полезности и цели, они должны различать то, что известно как устройство, и оборудование.
Как упоминалось в начале статьи, под аппаратным обеспечением мы понимаем физическую или материальную сборку вычислительного устройства. Это позволяет устройству работать.
С другой стороны, устройство состоит из набора аппаратного и программного обеспечения, поэтому само его устройство имеет инструменты и гораздо более широкое применение. Тогда в устройстве аппаратное обеспечение похоже на мышцы и кости человеческого тела, тогда как программное обеспечение будет ближе к жизненно важным органам наряду с нервной системой.
Типы оборудования в соответствии с вашей целью
Существует пять типов оборудования, которые индивидуально идентифицируют их в зависимости от их полезности и назначения:
Обработка. Это центр физического устройства, более известного как «ЦП».
Место хранения. Это единицы, которые отвечают за хранение данных.
Вход. Он будет состоять из периферийных устройств, единственной целью которых является отправка данных.
Выход. В этом случае данные получает периферийное устройство.
Смешанная периферия. Этот тип периферийного устройства имеет характеристики отправки и получения данных.
Таким образом, все вместе они составляют аппаратную экосистему, которая обеспечивает определенную гибкость при использовании того или другого и может дополнять друг друга.
Примеры типов оборудования
Вот несколько примеров различных типов оборудования с анализом их функций и целей:
Процессор Intel или AMD. Это аппаратное обеспечение внутренней обработки.
Накопитель SSD. В этом случае это снова внутреннее оборудование, но хранилище.
Наушники. С другой стороны, это внешний аппаратный выход.
Электронная ручка. В отличие от предыдущего, он внешний, но входной.
Консольная команда или контроллер. Наконец, этот контроллер консоли имеет гибридный и смешанный характер, поскольку он может быть интегрирован или не интегрирован в саму консоль, например, хорошо известные PSP, Nintendo Switch или PS4 и XBOX One. Он также смешивается путем получения данных от console и отправка приказов, которые выполняются с помощью кнопок или двойного шока, на саму консоль.
Это некоторые примеры, которые можно изучить, поскольку диапазон вариантов огромен, поэтому вполне вероятно, что со временем появится больше типов гибридного оборудования благодаря постоянному развитию технологического сектора.
Основные виды оборудования и особенности его ремонта
Основные виды оборудования и особенности его ремонта
Категория:
Ремонт промышленного оборудования
Основные виды оборудования и особенности его ремонта
Оборудование по технологическому назначению разделяют на ряд видов: металлорежущие станки, кузнечно-прессовое оборудование, деревообрабатывающее, литейное, подъемно-транспортное оборудование и т. д.
Каждый из видов оборудования по тому же признаку делится на группы, например: металлорежущие станки — на токарные, сверлильные, фрезерные, и т. д.; кузнечно-прессовое оборудование — на молоты, прессы, ножницы и т. д.
Группы в соответствии с конструктивным исполнением делятся на типы и типоразмеры, например: токарные станки подразделяют на токарно-винторезные, токарно-револьверные, токарно-карусельные и т. д.
Масса оборудования — один из существенных параметров, влияющих на трудоемкость ремонта. При изменении массы оборудования существенно изменяется соотношение затрат труда и материалов на ремонт. Поэтому в зависимости от массы оборудование делят на категории: легкое — до т, среднее — до 10, крупное — до 30, тяжелое — до 60, особо тяжелое — до 100, уникальное — свыше 100 т. Кроме того, оборудование массой до т относят к транспортабельному, а свыше т — к нетранспортабельнохму.
Транспортабельное оборудование целесообразно доставлять для капитального ремонта на специализированные ремонтные заводы (СРЗ) или в специализированные ремонтно-механические цехи (СРМЦ) производственных объединений. Специализированный ремонт нетранспортабельного оборудования экономически целесообразно производить выездными ремонтными бригадами.
По степени автоматизации все виды оборудования делят на разновидности: — агрегат (станок, машина) с ручным управлением — так называют оборудование, которое для выполнения каждого отдельного (рабочего или холостого) движения, из которых слагается цикл обработки детали, нуждается хотя бы в команде рабочего; — полуавтомат — это агрегат, выполняющий весь цикл обработки детали автоматически и требующий вмешательства рабочего лишь для первоначальной наладки, установки и закрепления заготовок, снятия отработанных деталей и команд на повторение цикла обработки; — автомат — это агрегат, выполняющий все рабочие и холостые движения цикла обработки партии деталей (включая снятие обработанных деталей, установку и закрепление новых заготовок) и нуждающийся лишь в наладке; — агрегат (станок, машина) с программным управлением — это полуавтомат или автомат, управление которым производится по заранее составленной и легко заменяемой программе.
Автоматы могут быть соединены в автоматические линии.
Автоматическая линия — это комплекс агрегатов, соединенных транспортной системой и связанных системами электро-, гидро- и пневмоавтоматики.
Участок автоматической линии — это один или несколько агрегатов, входящих в состав автоматической линии, соединенных с другими участками посредством накопителей.
Чем выше степень автоматизации оборудования, тем более высокие требования предъявляются к выполнению правил технической эксплуатации, своевременности и качеству выполнения технического обслуживания и ремонта.
Поэтому повышение степени автоматизации приводит к увеличению затрат труда на техническое обслуживание и ремонт, а также к увеличению квалификационной сложности ремонта и технического обслуживания оборудования.
В зависимости от точностной характеристики оборудование подразделяют на пять классов точности: нормальной — Н, повышенной — П, высокой — В, особо высокой — А, особой — С.
Станки повышенной точности П обеспечивают точность обработки в среднем в пределах 0,6 допускаемых отклонений, получаемых на станках нормальной точности.
Станки высокой точности В обеспечивают точность обработки в пределах 0,4, а особо высокой точности А — в пределах 0,25 допускаемых отклонений, получаемых на станках нормальной точности.
Особо точные станки С предназначены для достижения наивысшей точности и применяются для окончательной обработки деталей типа делительных колес и дисков, эталонных колес, измерительных винтов и т. д. Допускаемые отклонения на этих станках не превышают 0,16 от регламентированных для станков нормальной точности.
Классификация по точности, с одной стороны, необходима для установления повышенных требований к точности изготовления заменяемых деталей и сборки при ремонте станков классов В, А и С. С другой стороны, она необходима для оценки трудоемкости их ремонта.
Реклама:
Читать далее:
Токарно-винторезные станки и содержание их ремонта
Статьи по теме:
Классификация металлорежущих станков
Электробезопасность при ремонтных работах
Правила безопасности при пользовании подъемно-транспортными устройствами
Требования безопасности при выполнении ремонтных работ
Ремонт литейного оборудования
Главная → Справочник → Статьи → Блог → Форум
Определение типа оборудования | Law Insider
означает любое имущество, каким-либо образом прикрепленное к Лицензированным помещениям, существующее на момент направления Уведомления о начале действия, удаление которого нанесет ущерб Лицензированным помещениям.
означает любое оборудование, связанное с установкой объекта беспроводной связи, включая, помимо прочего, кабели, генераторы, вентиляторы, блоки кондиционирования воздуха, электрические панели, укрытия для оборудования, шкафы для оборудования, здания для оборудования, пьедесталы, счетчики, хранилища, сплайс-боксы и маркеры положения на поверхности.
означает базовую комплектацию транспортного средства, оснащенного всеми функциями, которые требуются в соответствии с нормативными актами Договаривающейся стороны, включая все функции, которые установлены, без каких-либо дополнительных спецификаций по конфигурации или уровню оснащения.
означает подземное оборудование, содержащее диэлектрическую жидкость, необходимую для работы такого оборудования, как трансформаторы и подземные электрические кабели.
означает материальное личное имущество, проданное, арендованное, сданное в аренду или лицензированное клиентам в той мере, в какой предмет фактически используется покупателем для сдачи в аренду, аренды или лицензирования другим лицам; при условии, что:
означает все телефонные аппараты, включая таксофонное оборудование, общее оборудование больших и малых ключей и систем УАТС и другие устройства и аппараты, а также связанную с ними проводку, которые предназначены для электрического, акустического или индуктивного соединения с телекоммуникационная система телефонной службы.
означает, за исключением любого оборудования или модифицированного оборудования, к которому применяется подправило 23.1(2) 567, любое оборудование или контрольное оборудование, не строящееся или компоненты которого не были приобретены 23 сентября 1970 г. или ранее, и любое оборудование которое изменено или модифицировано после такой даты, что может привести к выбросу загрязняющих веществ в воздух или устранить, уменьшить или контролировать выброс загрязняющих веществ в воздух.
означает либо: (i) сервер, идентифицируемый серийным номером, либо идентификатор хоста. на котором хранятся Лицензионные материалы; или (ii) компьютер или рабочая станция, идентифицируемые по серийному номеру, идентификатору хоста. номер или адрес Ethernet; на который Лицензионные материалы загружаются и используются только после выдачи Лицензионного ключа. Назначенное оборудование должно иметь производителя, производителя и модель, а также конфигурацию, емкость (т. е. память/диск), уровень версии программного обеспечения, а также обязательные и сопутствующие приложения, предписанные в Документации по мере необходимости или желательности. для работы Программного обеспечения.
означает любое оборудование, Программное обеспечение, системы, кабели и средства, предоставленные Verizon или от ее имени и используемые для облегчения предоставления Услуг на Объекте Клиента. Право собственности на Сервисное оборудование не переходит к Заказчику. Сервисное оборудование не включает Услуги Verizon.
означает транспортные средства, компьютеры, серверы, машины и оборудование и другие подобные предметы, включая те, которые указаны в Приложении 1.1(b), сданные в аренду и используемые или удерживаемые для использования Продавцом или Дочерней компанией, в основном в деятельности или ведении бизнеса CATV. но не должны включать любые такие элементы, которые являются Исключенными Активами или Исключенными Обязательствами.
означает рентгеновское оборудование, установленное на постоянном основании с колесами и/или роликами для перемещения в полностью собранном виде.
означает оборудование Поставщика, компьютерные и телекоммуникационные устройства, оборудование, оборудование, материалы и другие предметы, поставляемые и используемые Поставщиком (но не взятые напрокат, в аренду или взаймы у Заказчика) при выполнении своих обязательств по настоящему Заявке. Вне контракта;
означает козловые краны на резиновых колесах, портальные перевозчики, челночные перевозчики и терминальные тягачи, включая дворовые конюшни и дворовые тягачи, которые работают в портах.
означает все машины, системы, аппараты, помещения, оборудование и приспособления любого рода, принадлежащие в настоящее время или в будущем, присоединяемые к ним и используемые исключительно (независимо от того, являются ли они такими же приспособлениями) или закупаемые для исключительного использования в связи с эксплуатация или техническое обслуживание Здания и/или Имущества, включая водопроводные, канализационные и газовые соединения, все отопительное, электрическое, осветительное и энергетическое оборудование, двигатели, печи, котлы, насосы, резервуары, динамо-машины, двигатели, генераторы, трубопроводы, сантехника, уборка, противопожарное, холодильное, вентиляционное, воздушное охлаждение, оборудование и аппараты для кондиционирования воздуха, краны, лифты, эскалаторы, воздуховоды и компрессоры, а также любые их замены и дополнения к ним; но исключая, однако, (i) Имущество Арендатора, (ii) имущество любого субарендатора, которое субарендатору может быть разрешено вывезти из Здания на основании и в соответствии с положениями и условиями его субаренды и настоящей Аренды, (iii) имущество подрядчиков, обслуживающих Здание и (v) улучшения для воды, газа и электричества и другое подобное оборудование или улучшения, принадлежащие любой коммунальной компании или любому государственному агентству или органу.
означает рентгеновскую систему, подсистему или ее компонент. Типы рентгеновского оборудования следующие:
означает фитинги и измерительное оборудование, принадлежащее Дистрибьютору, агенту Дистрибьютора или любой другой третьей стороне, с которой Дистрибьютор заключил договор на использование Дистрибьютором Фитинги или измерительное оборудование, которые время от времени устанавливаются в, над или на территории Потребителя;
означает все измерительное оборудование, установленное в точках учета, указанных в соответствующем приложении к Договору об услуге присоединения. Минимальное состояние заряда:
означает машины и оборудование, приобретенные или арендованные и используемые в этом состоянии покупателем или арендатором в основном для производства, изготовления, добычи или переработки материального личного имущества, которое в конечном итоге будет продано в розницу, если машины и оборудование необходимы для интегрированный производственный процесс производства, изготовления, добычи или переработки. К капитальному оборудованию также относятся машины и оборудование, используемые в основном для электронной передачи результатов, полученных клиентом в онлайновой компьютеризированной системе поиска данных.
означает любое оборудование, которое вы можете приобрести у поставщика, отличного от нас (независимо от того, рекомендуем ли мы этого поставщика).
означает любое оборудование, включая любое Приобретенное оборудование и любое программное обеспечение, кроме Оборудования BT, используемое вами в связи с Услугой.
означает любую машину, которая может получать поддержку в атмосфере за счет реакции воздуха, отличной от реакции воздуха на земную поверхность;
означает все «оборудование», как оно определено в Кодексе, с такими дополнениями к такому термину, которые могут быть сделаны в дальнейшем, и включает, помимо прочего, все механизмы, приспособления, товары, транспортные средства (включая автомобили и прицепы), а также любую долю в любом вышеизложенного.
означает оборудование, которое используется в сочетании с устройством рентгенографического облучения для получения радиографического облучения, которое приводит в действие, направляет или входит в контакт с источником.
означает такое оборудование, в отношении которого, действуя в соответствии с Разумным и осмотрительным стандартом, можно было разумно ожидать, что Генератор заказал и/или заключил договор на поставку в соответствии с Целевой датой ввода в эксплуатацию и в любой случае такое оборудование должно включать фотоэлектрические панели.
означает все новое промышленное оборудование
означает любое лицо, как определено в § 1-230, занимающееся поставкой в
27 видов тяжелой строительной техники и их использование
В 2018 году люди купили больше строительной техники, чем когда-либо, благодаря растущему числу коммерческих, жилых и промышленных проектов, для выполнения которых требуются мощные инструменты и оборудование. Если вы усердно работаете на стройке, проводите ремонт дорог на оживленном шоссе или ищете подходящий инструмент для своего крупномасштабного проекта по благоустройству, у нас всегда найдется оборудование, которое сделает вашу работу проще и безопаснее.
В этом руководстве мы обсудим некоторые из наиболее распространенных типов тяжелого оборудования и их применение.
1. Самосвалы с шарнирно-сочлененной рамой
Самосвалы с шарнирно-сочлененной рамой — это тип тяжелых самосвалов, которые многие хвалят за их универсальность и адаптируемость. В отличие от самосвалов с жесткой рамой, сочлененные грузовики состоят как из кабины, так и из узкого прицепа или кузова-самосвала. Два соединяются с помощью поворотного шарнира. Они идеально подходят для применения на сложных рабочих площадках с небольшим количеством асфальтированных дорог или без них, крутыми склонами, скользкими или песчаными поверхностями или низкими потолками.
Вы найдете их на многих сайтах вакансий, в том числе:
Горнодобывающая промышленность
Переработка и слом
Перевозка материалов и заполнителей
Коммунальное строительство
Всегда соизмеряйте стоимость аренды или инвестиции с шарнирно-сочлененной рамой с размером и типом груза, который он будет перевозить.
2. Асфальтоукладчики
Асфальтоукладчики обычно сопровождаются самосвалами, перевозящими асфальт, который перемещает материал в асфальтоукладчик. После заполнения асфальтоукладчик использует шнеки для распределения асфальта по выровненной поверхности. Затем он раскатывает его с помощью гидравлического цилиндра, создавая прочное и устойчивое место для вождения или ходьбы.
Эти асфальтоукладчики можно использовать для укладки асфальта в таких местах, как:
Общественные и частные дороги
Подъездные пути
Автостоянки
Мостовые настилы
Площадки для отдыха
Промышленные площадки
Строительство зданий
Доступны асфальтоукладчики с различной шириной и скоростью укладки.
3. Экскаваторы-погрузчики
Экскаватор-погрузчик представляет собой отдельное оборудование, которое может функционировать как экскаватор-погрузчик, трактор или погрузчик. Прочная обратная лопата расположена в задней части машины, а погрузочный механизм — в передней. Центральной рабочей машиной является трактор.
Поскольку он способен выполнять множество различных работ, вы можете использовать экскаватор-погрузчик для таких задач, как:
Сельское хозяйство
Раскопки
Строительство
Перевозка
Копание
4. Подъемники со стрелой
Подъемники со стрелой представляют собой разновидность подъемного механизма. Возможно, вы также слышали, что его называют корзинным краном или сборщиком вишни. Эти приспособления позволяют рабочим достигать возвышенных рабочих зон, но не ограничиваются только промышленными или строительными объектами.
Они универсальны и используются в различных отраслях, включая:
Лесное хозяйство
Строительство
Живопись
Земледелие или сбор урожая
Мойка окон
Пожаротушение
Существует несколько различных типов стреловых подъемников, включая телескопические и шарнирно-сочлененные. Стреловые подъемники подходят для одного или нескольких рабочих одновременно, в зависимости от размера ковша или платформы.
5. Холодные рубанки
Фрезерные станки для холодной резки — это тип тяжелого строительного оборудования, в котором используются вращающиеся барабаны и твердосплавные фрезы для фрезерования дорожного покрытия или асфальта. Вы можете использовать холодный рубанок для минимального или глубокого удаления. Поскольку при фрезеровании дорожного покрытия и асфальта образуется много пыли, большинство фрез для холодного фрезерования используют водяную систему для поддержания чистой и безопасной рабочей среды.
Существует множество причин, по которым можно использовать фрезу для фрезерования проезжей части, например:
Переработка асфальта для новых дорог или других проектов.
Создание отбойников для использования вдоль автомагистралей.
Устранение существующих повреждений.
Выравнивание земли перед мощением, чтобы свести к минимуму будущие выбоины или трещины.
Как и большинство оборудования для тяжелых условий эксплуатации, фрезы для холодной обработки доступны в различных размерах для различных типов проектов. На небольших машинах легко ориентироваться, и они подходят для небольших фрезерных работ, в то время как на больших машинах сложнее ориентироваться, но они могут с легкостью выполнять крупномасштабные проекты.
6. Виброплиты
Виброплиты используют тяжелую вертикально вибрирующую плиту для измельчения и уплотнения поверхности в ровную плоскую поверхность. Сила позади плиты и быстрые и повторяющиеся движения работают на разрушение и уплотнение мусора. Помимо промышленного применения, вы также можете использовать виброплиту для выравнивания участка почвы, песка или гравия.
В зависимости от области применения выберите одинарную, реверсивную или мощную виброплиту:
Однопластинчатые катки: Однопластинчатые катки подходят для небольших работ по асфальтированию или строительству, таких как ремонт дома или укладка тротуаров и подъездных дорог.
Двусторонняя плита: Для проектов, требующих большей универсальности, двусторонние плиты работают в нескольких направлениях.
Усиленная плита: Усиленные виброплиты — лучший вариант для крупномасштабных промышленных, строительных или дорожных проектов.
7. Компактные гусеничные и вездеходные погрузчики
Для перевозки тяжелых строительных материалов можно использовать как компактный гусеничный погрузчик, так и универсальный погрузчик. Две машины выглядят и функционируют одинаково, но они не одинаковы. Компактные гусеничные погрузчики предназначены для более тяжелых и тяжелых условий эксплуатации, чем универсальные погрузчики. Тем не менее, это не означает, что универсальный погрузчик не является мощным или эффективным — он просто лучше подходит для местности, требующей большей осторожности, такой как дерн или торф, в то время как компактный гусеничный погрузчик может обрабатывать более сложные поверхности, такие как камни, грязь и т. песок.
Хотя каждый из них предлагает непревзойденный уровень универсальности и тяги, при выборе погрузчика необходимо учитывать условия рабочей площадки.
8. Бульдозеры
Бульдозеры, также известные как гусеничные тракторы и гусеничные тележки, являются важными машинами для нескольких типов проектов, включая:
Сельское хозяйство
Расчистка земель
Строительство дорог
Снос
Ремонт дома
Бульдозеры используют усиленную гусеницу для перемещения с отвалами, которые могут толкать камни, строительные материалы, мусор, песок, снег или грязь. Существует несколько различных типов бульдозерных отвалов, в том числе плоские прямые отвалы без кромок, изогнутые универсальные отвалы и полууниверсальные комбинированные отвалы.
9. Драглайны
Драглайны — это тип крупногабаритного экскаватора, который используется для работы на больших глубинах на открытых горных работах, наземных земляных работах и т. д. Драглайны работают с использованием высокой стрелы, оснащенной проволочными тяговыми и подъемными канатами. Эти канаты работают вместе, чтобы перемещать прикрепленный ковш к точке приложения и обратно. Оказавшись на месте, оператор драглайна управляет ковшом, чтобы он мог собирать и перемещать мусор, перетаскивая его по поверхности.
Поскольку они такие высокие и тяжелые, многие драглайны собираются на стройплощадке, а не транспортируются, хотя доступны и модели меньшего размера.
10. Буровые установки
Роторные буровые установки для бурения взрывных скважин представляют собой тип тяжелого оборудования, используемого для бурения скважин на рудниках. Автономные дрели — это растущая тенденция среди манипуляторов оборудования, поскольку они имеют встроенные функции, которые могут помочь вам выполнять проекты быстро и безопасно.
Например, современные автоматические дрели могут иметь:
Отслеживание глубины
Встроенные камеры
Автоматическое выравнивание, втягивание и сверление
Системы HVAC для охлаждения с ограничением воздействия пыли
Неавтоматизированные дрели обладают такой же мощностью, но эти функции могут повысить комфорт и безопасность вашей работы, а также общую производительность оборудования.
11. Барабанные катки
Барабанные катки — также известные как компактные катки и дорожные катки — это машины, используемые на стройплощадках для выравнивания поверхности зданий или дорог. Они очень прочные и могут быстро и эффективно выравнивать поверхности.
Доступны два типа прокатных барабанов:
Гладкие ролики: Если барабан гладкий, он называется гладким роликом. Как следует из названия, гладкие катки создают гладкие поверхности из гравия, песка или грязи, используя комбинацию мощных вибраций и давления. Вы можете найти эти машины в вариантах с одним или двумя барабанами.
Кулачковые катки: Кулачковые катки используют ту же технологию, что и гладкие катки, в дополнение к сильному манипулятивному усилию, которое можно использовать для уплотнения и уплотнения почвы.
12. Электрические канатные экскаваторы
Электрические канатные экскаваторы — еще одна часть тяжелого оборудования, используемого почти исключительно на горнодобывающих предприятиях из-за их способности выдерживать тяжелые условия работы и легко перемещать большие количества вскрышных пород и руды. Поскольку они питаются от электричества, в них гораздо меньше движущихся частей, которые со временем изнашиваются. Это означает, что вам не придется тратить столько денег или времени на техническое обслуживание или замену критических частей вашего оборудования. Современные электрические канатные экскаваторы энергоэффективны и просты в эксплуатации.
13. Экскаваторы
Если вы подойдете к любой строительной площадке, скорее всего, вы найдете экскаватор. Эти машины надежны и легко адаптируются, что делает их обычным приспособлением для крупных и мелких проектов. Кабина экскаватора, которую вы можете полностью вращать во время работы, соединена с длинной стрелой и ковшом, которые вы можете использовать для раскопок, сноса, перевозки, удаления кустов и даже лесных работ с определенным навесным оборудованием.
Экскаваторы различных размеров, каждый из которых подходит для различных целей:
Мини-экскаваторы: Мини-экскаваторы могут перемещаться по небольшим, труднодоступным участкам на строительных площадках и идеально подходят для домашних или небольших проектов.
Средние экскаваторы: Средние экскаваторы могут выполнять более объемные работы, чем мини-экскаваторы, но не занимают столько места, сколько большие экскаваторы. Эта конфигурация может принести пользу крупномасштабным ремонтным работам, проектам по благоустройству дома и строительным площадкам среднего и крупного масштаба.
Большие экскаваторы: Большие экскаваторы большие и очень мощные. Они лучше всего подходят для крупномасштабных операций с большими объемами.
14. Вилочные погрузчики
Вы можете использовать вилочные погрузчики для безопасного перемещения предметов на короткие расстояния по рабочей площадке или складу. Существует несколько различных типов вилочных погрузчиков для любого сценария рабочего места, в том числе:
Противовес: Вилочные погрузчики с противовесом используют встроенную систему противовеса, чтобы сохранять устойчивость при прямой транспортировке продуктов без использования рук.
Боковые погрузчики: Боковые погрузчики идеально подходят для складов с ограниченным рабочим пространством и крупногабаритными материалами, так как конструкция машины позволяет оператору легко загружать материалы непосредственно со стеллажа.
Домкрат для поддонов: Домкраты для поддонов специально разработаны для перемещения поддонов по складу, а их небольшой размер делает их простыми в эксплуатации.
Склад: Вы можете использовать складской вилочный погрузчик для быстрого перемещения материалов, продуктов и грузов по складу.
При выборе вилочного погрузчика всегда учитывайте вес и объем предметов, с которыми вы планируете его использовать.
15. Гидравлические карьерные экскаваторы
В гидравлических карьерных экскаваторах используются мощные гидравлические компоненты для постоянного и мощного копания и перемещения материала даже на самых сложных горных участках. Подобно электрическим канатным экскаваторам, гидравлические карьерные экскаваторы долговечны и просты в использовании. Современные обновления также делают их более безопасными и эргономичными.
16. Автогрейдеры
Автогрейдеры или автогрейдеры имеют длинные узкие отвалы, также известные как отвалы. Этот отвал вращается, с режущей кромкой на дне, чтобы облегчить резку и перемещение грунта для таких вещей, как:
Установка или обслуживание проезжей части
Мелкая фракция
Строительные проекты
Дренажные канавы
Удаление снега
Рассыпные материалы
По сравнению с бульдозерами автогрейдеры обычно лучше подходят для тяжелых дорожных работ, требующих универсальности. Вы должны понять, как управлять автогрейдером, прежде чем использовать его, так как разные участники влияют на производительность. Например, чем больше вы наклоняете колеса, тем глубже обычно будет порез.
17. Внедорожные грузовики
Внедорожные грузовики — это тип самосвала, который обеспечивает большую тяговую мощность для работы в любых тяжелых условиях. По этой причине они являются популярным выбором в шахтах, карьерах и крупных строительных площадках, где требуется эффективная транспортировка сыпучих материалов. По сравнению с традиционными самосвалами внедорожные самосвалы могут перевозить большие объемы камня, грунта и других материалов. В зависимости от того, что требует ваш проект, вы можете инвестировать в внедорожный грузовик с несколькими самосвальными ковшами, чтобы быть еще более эффективным.
18. Ножничные подъемники
Подъемный ножничный подъемник представляет собой мобильную приподнятую рабочую платформу, которая действует как более прочная и безопасная альтернатива стандартной лестнице. Поскольку ножничные подъемники состоят из стали и ряда скрещенных балок и распорок, они обеспечивают стабильную рабочую зону для одного или нескольких рабочих.
Отлично подходят для следующих применений:
Транспортировка материалов
Склад или складское помещение
Строительные проекты
Обслуживание коммерческих зданий
Если у вас есть труднодоступные места на рабочем месте, вам нужен ножничный подъемник.
19. Погрузчики с бортовым поворотом
Погрузчик с бортовым поворотом — это тип машины, которую можно использовать для любых целей, от небольших домашних проектов до крупномасштабных работ по управлению земельными ресурсами. Они незаменимы на любом рабочем месте благодаря возможности подключения различных навесных устройств для выполнения проектов практически любого типа.
Например, с правильным навесным оборудованием вы можете использовать погрузчик с бортовым поворотом для:
Лесное хозяйство
Расчистка земель
Ландшафтный дизайн и сельское хозяйство
Дорожные работы
Раскопки
Снос
Уборка участка
Мини-погрузчики доступны в трех размерах: малом, среднем и большом.
20. Телескопические погрузчики
Телескопические погрузчики похожи на вилочные погрузчики, но лучше подходят для работы вне помещений или для перемещения сыпучих материалов внутри склада. Вы можете подсоединять различные навесные приспособления стрелы, такие как ковши или подъемные платформы, что делает их универсальным оборудованием на рабочей площадке. На выбор предлагается несколько типов телескопических погрузчиков, включая различные варианты высоты подъема, грузоподъемности и размера рамы.
21. Буксируемые световые мачты
Вам когда-нибудь приходилось соревноваться с солнцем, чтобы завершить проект на открытом воздухе? Буксируемые световые мачты являются решением этой распространенной проблемы. Световые мачты состоят из набора мощных ламп, прикрепленных к верхней части вертикальной балки, которая подключена к какому-либо генератору энергии или солнечной панели. Башню легко переносить, поэтому вы можете брать ее с собой с места на место и не беспокоиться о работе в темноте. Это повышает безопасность сотрудников и увеличивает количество доступного рабочего времени, которое у вас есть для проекта.
22. Гусеничные погрузчики
Гусеничные погрузчики представляют собой тяжелые машины, предназначенные для крупномасштабного использования. Они спроектированы с большими движущимися гусеницами, а не с колесами. Это позволяет машине легко передвигаться по пересеченной местности, в том числе в труднодоступных местах. Вы можете использовать гусеничный погрузчик для перемещения или толкания мусора или материалов, а также для земляных работ и расчистки земель.
23. Погрузочные машины для подземных горных работ
Погрузочные машины для подземных горных работ — это очень прочные низкопрофильные машины, предназначенные для облегчения и ускорения добычи. Карьерные погрузчики аналогичны стандартным подземным карьерным самосвалам, но с прикрепленным ковшом. Они имеют решающее значение для любой крупномасштабной добычи полезных ископаемых, поскольку позволяют безопасно перевозить и перемещать материалы. При выборе подземного погрузчика учитывайте размер рабочей зоны и типы материалов, с которыми вы работаете.
24. Вспомогательные автомобили
Вспомогательные автомобили — или UTV — представляют собой компактные моторизованные решения для транспортировки и перевозки грузов. Они функционируют аналогично небольшому грузовику и выглядят как спортивный автомобиль, но не стоит недооценивать эти машины. Это невероятно полезные инструменты для различных целей, например:
Перевозка материалов по строительным площадкам.
Безопасная транспортировка в закрытых помещениях во взрывоопасных зонах.
Фермерские и ландшафтные проекты.
Легкое перемещение и транспортировка в узких рабочих зонах.
Поскольку UTV являются неотъемлемой частью многих работ и проектов, вам следует сосредоточиться на поиске надежной и удобной в использовании машины. Сегодня у UTV есть такие особенности, как удобные сиденья, тихая работа, регулируемые рулевые колонки и просторные кабины.
25. Колесные экскаваторы
Колесные экскаваторы похожи на стандартные землеройные машины, но вместо гусеничной системы у них есть колеса. Из-за этой разницы колесные экскаваторы обеспечивают меньшее сцепление на пересеченной местности, но по-прежнему являются мощными и устойчивыми машинами. Одним из наиболее значительных преимуществ колесных экскаваторов перед гусеничными экскаваторами является возможность передвижения по рабочей площадке.
26. Колесные погрузчики
Колесные погрузчики оснащены ковшом с фронтальной загрузкой, который можно использовать для перемещения грязи и других материалов. По сравнению с гусеничными погрузчиками, эти погрузчики оснащены прочными колесами, что облегчает передвижение и передвижение по рабочей площадке.
Различные приспособления для колесных погрузчиков помогают адаптировать эту машину ко всем потребностям вашего проекта, в том числе:
Измельчители пней
Снегоочистители
Резчики асфальта
Фуговальные станки
Траншеекопатель
27. Колесные тракторы-скребки
Колесные тракторы-скребки — это тип тяжелого оборудования, используемого в строительных проектах для соскабливания, перемещения и сбора грязи, что позволяет планировать и выравнивать землю.
Как программируют станки с ЧПУ на заводах — Журнал «Код»
Программисты востребованы везде, даже на производстве. Дело в том, что изготавливать каждую деталь вручную долго, поэтому нужна автоматизация. А где автоматизация, там программы и алгоритмы. Сегодня покажем вам направление в ИТ, о котором мы ещё не говорили: программирование станков с ЧПУ.
Токарный станок с ЧПУ, который вытачивает детали из металла.
Что такое станки с ЧПУ
Чтобы понять, что такое станок с ЧПУ, нужно сначала понять, что такое обычный станок, например токарный. У тебя есть некая металлическая заготовка, например цилиндр. Ты закрепляешь его на станке. Место закрепления начинает вращаться (это место называют шпинделем), вместе с ним вращается закреплённая заготовка, а токарь с помощью специального резца может вырезать из заготовки деталь нужного размера и формы. Пока что всё вручную.
Теперь берём этот же станок, но делаем так, чтобы резцы ездили сами в разных плоскостях. Вешаем всевозможные датчики — скорости вращения, температуры и нажима. И делаем так, чтобы деталь вытачивал не токарь, а сам станок.
Чтобы управлять таким автоматическим станком, нужен некий управляющий модуль — который заставит заготовку вращаться, а резцы ездить в нужные стороны. Вот этот блок и называют блоком ЧПУ — числового программного управления.
Каждый блок ЧПУ соединён со всеми основными частями станка, чтобы ими можно было управлять или контролировать их состояние. Например, в токарном станке ЧПУ будет следить:
за скоростью вращения заготовки,
направлением вращения,
положением резцов,
температурой режущей кромки,
температурой детали,
силой нажима резца на деталь,
перемещениями резцов и направляющих.
Блоки ЧПУ нужны для того, чтобы автоматизировать работу станка. Ты программируешь, что куда должно ездить и как вращаться, а станок это исполняет.
Что на производстве можно запрограммировать
Запрограммировать можно всё, в чём есть блок ЧПУ — хоть станок для работы по дереву, хоть установку для лазерной резки, хоть манипулятор с точечной сваркой. Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.
Привод — это то, что заставляет что-либо двигаться. Например, чтобы сделать роборуку, нужно 5–6 приводов, которые будут приводить в движения сочленения роборуки. Приводу можно сказать: «Разогнись на столько-то градусов» или «Повернись так-то», и он будет приводить в движение то, что к нему присоединено.
Датчик — это штука, которая собирает какие-то данные. Например, скорость вращения, температуру, нажим, угол сгиба. Благодаря датчикам можно сказать: «разгибай привод такой-то, пока не почувствуешь датчиком нажима такую-то силу нажима».
Как пишутся программы для ЧПУ
Есть два варианта: автоматически создать программу из макета детали или написать её с нуля.
Чаще всего используют первый вариант — сначала рисуют в деталь в 3D (для этого есть специальный софт), а потом программа сама формирует нужный код для станка, чтобы получилась нарисованная деталь. Минус такого подхода в том, что код может получиться неоптимальным: будет выполняться слишком долго или в процессе получается много отходов.
Как работает 3D-принтер
Трёхмерная модель детали, на основе которой будет сгенерирован код для станка.
Второй подход — написать программу вручную с нуля. Для этого нужно идеально знать все параметры станка и возможные состояния каждого датчика. Это сложнее, зато даёт больший контроль над тем, как изготавливается деталь.
На практике обычно делают так: рисуют трёхмерную модель, выгружают на основе неё код для ЧПУ, а потом дорабатывают его, если требуется.
Программа сгенерировала код для станка, который можно сразу поправить, если нужно.
На чём пишут такие программы
Код для станков с ЧПУ пишут на языке программирования G-code. Это относительно общий стандарт для всех станков с ЧПУ, но детали, коды и последовательности у разных производителей отличаются. Проще говоря, нельзя просто так перенести программу со станка одной фирмы и запустить на станке другой фирмы — команды могут не совпасть.
Язык G-code так называется потому, что в нём почти все команды начинаются с буквы G, за которой идут числа — команды для станка. Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков.
N-код отвечает за номер строки — они могут пригодиться, если нам нужно перепрыгнуть на какую-то определённую строку или пропустить часть команд. M отвечают за детали, например, команда N3 S8600 M2 означает, что нужно раскрутить рабочий шпиндель (за него отвечает M2) до скорости 8600 оборотов в минуту (команда S8600).
Так команда за командой станок выполняет определённые действия, и на выходе получается нужная нам деталь.
Особенность программирования станков
В отличие от компьютера, где для каждой программы и переменной выделяется новый и пустой участок памяти, в станках всё по-другому. Дело в том, что программа в момент запуска не знает, в каком положении находятся резцы, закреплены ли направляющие и так далее. Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца.
Чтобы такого не было, перед каждым запуском в программу встраивают команды обнуления и инициализации, чтобы каждый элемент вернуть в исходное положение. Это лучше, чем просто проверить, что где находится — после обнуления мы точно будем знать, что все элементы станка находятся в известной нам позиции и программа сможет с ними правильно работать.
Также важно понимать, что станки работают с живым материалом: металлом, деревом, акрилом, камнем и т. д. Материал несовершенен, может иметь внутренние дефекты, может плавиться и трескаться. Резцы и шпиндели тоже сделаны из каких-то материалов, у которых есть пороги нагрева, прочности и скорости. Если в компьютерном коде ошибиться и вызвать переполнение памяти, то компьютер просто зависнет. Ты его перезагрузишь, и всё. А у станка можно сломать резец или повредить шпиндель. А стоит это хозяйство будь здоров.
Получается, это такое же программирование и алгоритмы, как и на других языках?
Независимо от того, программируем ли мы сервер или станки на заводе, в основе всего лежат алгоритмы: логика работы, переменные, циклы, подпрограммы и проверки условий. Поэтому если вы знаете, как устроены алгоритмы и можете программировать на любом языке программирования, то и освоить программирование для ЧПУ будет намного проще.
Главное — не перегрейте резец.
Текст:
Михаил Полянин
Редактор:
Максим Ильяхов
Художник:
Алексей Сухов
Корректор:
Ирина Михеева
Вёрстка:
Кирилл Климентьев
Соцсети:
Виталий Вебер
Язык программирования ЧПУ — Программирование станков с ЧПУ
За всю историю существования оборудования с Числовым Программным Управлением, начиная с первых представителей и заканчивая самыми инновационными моделями, появлялись различные языковые системы программирования для осуществления обрабатывания материала. На данный момент самым распространенным видом являются программы с G и M кодами. Программирование в этих языковых системах производится в соответствии с прерогативой ISO (Международной Организации Стандартизации), а также EIA (Ассоциация Электронной Промышленности). Эти каноны являются стандартными для производителей всего мира. Напоминает функционирование российского ГОСТа. Этот языковой вариант применяют в качестве стандартного языка американские и европейские производители обрабатывающего оборудования. Его второе название: «ИСО 7 бит». Но при производстве станков с ЧПУ часто допускается отступление от шаблонов для описания возможных действие, если подразумевается применение особых возможностей и функций.
Японские станки с Числовым Программным Управлением компании Fanuc первыми были настроены на соответствие G и M кодами стандарта ISO. Они применили этот стандарт наиболее широко и основательно. Сейчас стойки ЧПУ Fanuc очень востребованы в нашей стране и во всём мире. Поэтому мы рассмотрим именно этот стиль языковой программирования. Другие изготовители, к примеру, Sinumerik или Heidenhain, адоптированы к работе с этими языками, однако некоторые коды немного различаются. На самом деле это не проблема. Программисту необязательно знать все используемые коды, Главное иметь понятие о базовом кодировании. Если возникнет надобность в программировании особенной функции, всегда можно заглянуть в документацию, прилагающуюся к любой системе. Там указывается набор кодов, которые могут понадобиться в соответствии с возможностями станка. Если знать стиль работы по программе Fanuc, то можно осилить практически любое оборудование с ЧПУ.
У некоторых производителей обрабатывающих станков с Числовым Программным Управлением существует возможность использовать диалоговый язык для создания программ. Работать с ним гораздо удобней. В его основе лежат предложения и словосочетания на английском языке, перечень стандартных вопросов, сокращений, графическое оформление, которое осуществляется в интерактивном режиме. Особенно актуально это для молодых неопытных программистов, которые только начинают постигать науку общения с оборудованием такого типа.
SprutCAM Практик бесплатно на год при покупке станка с ЧПУ
Написать инженеру
Поделиться:
Новости
Форматно-раскроечный станок WoodTec PS 45S PRO
Подробнее
Форматно-раскроечный станок WoodTec K 45САР
Подробнее
Статьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
Что такое G-код? Что такое М-код? Что они означают в обработке с ЧПУ?
Как следует из названия, ЧПУ (числовое компьютерное управление) представляет собой автоматизированное управление обрабатывающими инструментами с помощью компьютера. Тем не менее, это происходит не просто так; для этого требуется правильно закодированная запрограммированная инструкция.
Итак, что такое G-код? Что такое М-код? И как на самом деле работает программирование G-кода и М-кода? В этой статье объясняется каждый из них, но сначала давайте коснемся того, что такое программирование на самом деле.
Программа представляет собой последовательность кодов и данных, которая сообщает станку с ЧПУ, что делать. Запрограммированные коды вместе с правильными инструментами в обрабатывающем центре с ЧПУ обеспечивают правильное и воспроизводимое производство деталей.
Если вас интересует процесс программирования, прочтите эту статью.
Во время работы станка с ЧПУ код отображается на мониторе оператора и прокручивается, считывается и обрабатывается станком.
Что такое G-код — мастер действий
Проще говоря, G-код — это язык программирования, используемый для управления станком с ЧПУ. И даже при сложной обработке с ЧПУ G-код пишется простым и логичным образом.
За буквой «G» следует число, которое является командой для изменения геометрии. Например, «G00» — это команда для быстрого перемещения. Он перемещает инструмент к геометрии детали с максимальной скоростью и обычно используется для перемещения инструмента и детали от ближнего к дальнему или наоборот.
Вот несколько примеров G-кода:
G00: Быстрое перемещение в определенную координатную позицию
G01: перемещение линейной подачи
G02/G03: Подача по часовой/против часовой стрелки
За этими кодами, такими как G00, следует геометрическое положение. Геометрия передается с координатами на осях, поэтому координата «X» и координата «Y» на плоскости.
Разберем «G00G58X-120.Y-5». Вы знаете, что «G00» означает быстрое движение. «G58» задает рабочие координаты, изменяя геометрию относительно рабочих смещений, таких как начало координат детали. «Х-120». означает перейти к «-120 мм» по оси X и «Y-5». означает перейти к «-5 мм» по оси Y.
G-код может бесконечно повторять действие, пока оно не будет остановлено. Например, G01, за которой следует последовательность позиций X, Y или Z, означает, что все линейные перемещения подачи происходят в G01. Типичным примером обработки является торцевое фрезерование, при котором последовательность позиций используется для обработки контура торца детали.
Все эти координаты в G-коде позволяют станку с ЧПУ стабильно работать, а также быть достаточно гибким для производства различных деталей.
Оси X и Y точно позиционируют шпиндель для выполнения резки или другой функции.
Что такое М-код — организатор функций
М-код управляет различными функциями, и обычно их можно рассматривать как негеометрические машинные функции. Примеры включают запуск и останов вращения шпинделя, включение и выключение СОЖ, смену паллет и т. д. Некоторые из этих функций могут различаться в зависимости от конкретного станка.
Вот несколько примеров M-кода:
M00: остановить любую функцию, которую программа выполняет в данный момент
M03: Вращение шпинделя по часовой стрелке
M08/M09: Подача СОЖ вкл/выкл
Подобно G-коду, М-код состоит из буквы «М» и числа. Однако, в отличие от G-кода, М-код может быть более специфичным для разных машин и более настраиваемым. Оба типа необходимы, чтобы станок с ЧПУ выполнял свои функции.
Как и любой язык, ЧПУ имеет много других аспектов. Эта диаграмма является лишь выборкой всех программных строк, которые могут быть включены в код.
Строка программы
Пояснение
Н102М6Т2
Номер блока 102, Смена инструмента на инструмент 2
(3″ ТОРЦЕВАЯ ФРЕЗА)
Комментарий — не считывается машиной, но сообщает оператору, что инструмент 2 представляет собой 3-дюймовую торцевую фрезу
М82
Поддон А Чек
ЕСЛИ[#10002+#11002LT150.]GOTO2001
Проверка минимальной высоты инструмента
ЕСЛИ[#10002+#11002GT154.]GOTO2002
Проверка максимальной высоты инструмента
G00G90B267.
Быстрое, абсолютное позиционирование, поддон поворачивается на B 267 (градусов)
М08
Охлаждающая жидкость на
(ЧАСТЬ Б)
Комментарий
Некоторые примеры строк кода и их значение. Ничего в скобках машина не читает. Это комментарии для программиста и оператора.
Прочие команды. Другие машины.
В дополнение к G-кодам, M-кодам и позиционированию осей X/Y/Z в обработке с ЧПУ используются другие команды. Для команды запуска вращения шпинделя M03 требуется команда «S», которая управляет скоростью вращения шпинделя в об/мин.
Вот как это добавляется в наш текущий пример кода: G00G58X-120.Y-5.M03S3820.
«S3820» указывает скорость вращения шпинделя 3820 об/мин. Пока программа установила геометрию и скорость вращения шпинделя.
Другие возможные функции:
F: Подача
T: Номер инструмента
H: вызов смещения длины инструмента
Можно использовать множество других буквенно-цифровых обозначений, в зависимости от возможностей станка с ЧПУ.
Имейте в виду, что конкретные примеры G-кода и М-кода, которые мы рассмотрели, основаны на программах горизонтального и вертикального обрабатывающих центров. Токарные станки с ЧПУ также используют G-код и M-код, но вы можете ожидать несколько разных команд и последовательностей для токарной обработки.
Сила программного обеспечения
В то время как станки часто программируются непосредственно с помощью G-кода, программист ЧПУ часто использует инструмент программирования высокого уровня автоматизированного производства (CAM).
Mastercam — это программное обеспечение для создания кода, которое помогает программистам создавать правильный код для проекта. Стандартный в индустрии ЧПУ, Mastercam принимает данные от программиста (все, что ему нужно) и производит правильный G-код и М-код.
Вот упрощенный пример того, как работает Mastercam. Программист импортирует модель станка и приспособление для обработки. Затем программист выбирает инструменты и траектории перемещения шпинделя, а код создается программным обеспечением. Программист работает с моделями САПР, но обращается к распечатке для получения точных спецификаций и допусков.
Каким бы мощным ни был Mastercam, ему может потребоваться две недели программирования, если деталь сложная (большой размер и требуется много инструментов), в то время как для простой детали может потребоваться всего два часа. Очевидно, что работа с 3 инструментами проще, чем работа со 100 инструментами.
Программное обеспечение Mastercam показывает визуализацию всего проекта; слева находятся папки, содержащие код, необходимый для выполнения различных функций.
Кому необходимо знать G-код и М-код?
В зависимости от ваших должностных обязанностей, возможно, чтение этой статьи — это все, что вам нужно знать о программировании ЧПУ с использованием G-кода и М-кода. Или вам может потребоваться копнуть глубже, чтобы правильно выполнять свои повседневные обязанности.
В цехе станков с ЧПУ знание кода полезно для многих должностей. Магазины с хорошей внутренней программой обучения объяснят основы программирования новым сотрудникам в процессе адаптации. Другие могут включать его как часть обучения операторов на месте.
В зависимости от детали и процесса обрабатывающий центр с ЧПУ и программа запускаются многократно с ограниченным взаимодействием. Оператор загружает, выгружает, проверяет, удаляет заусенцы и упаковывает детали.
В идеальном мире, как только правильный код ЧПУ запрограммирован, все готово, и никаких правок на полу не требуется. Однако многие проекты требуют небольших корректировок, таких как корректировка рабочих смещений и износа инструмента.
Элементы управления станком заблокированы для предотвращения случайных изменений. Редактирование возможно в цеху, но для его включения требуется ключ. Редактирование в основном предназначено для опытных инженеров, специалистов по настройке и супервайзеров.
Итак, вы взломали код! Ну, по крайней мере, вы знаете, что такое G-код и М-код, и вы знаете некоторые другие связанные с ними команды. Возможно, теперь вы рассматриваете возможность использования опыта мастерской с ЧПУ.
Наше руководство охватывает девять сценариев, которые могут (или не могут) привести к работе с станком с ЧПУ. Чтобы узнать, когда пора работать с высококлассным станком с ЧПУ?, просто нажмите на изображение ниже.
Введение в программирование станков с ЧПУ | Ресурсы
CNC-обработка — это традиционный производственный процесс, в котором используются режущие инструменты и сверла для систематического удаления материала с заготовки для создания готовой детали. Станок получает траектории инструмента для резки детали, обычно в G-коде. Код для машины может быть либо написан вручную, либо записан в диалоговом режиме на машине, либо выведен постпроцессором из программного обеспечения автоматизированного производства (CAM). Этот процесс является быстрым, универсальным, воспроизводимым и очень надежным благодаря автоматизации, которую обеспечивает компьютерное числовое управление (ЧПУ).
Поскольку компьютерное программное обеспечение управляет станком с ЧПУ и конечным результатом изготовления детали, необходимо правильное программирование станка с ЧПУ. Плохое программирование может привести к проблемам с допусками, плохому качеству поверхности, преждевременной поломке инструмента и множеству других проблем. Чтобы каждый раз получать стабильные результаты, операторы и программисты должны сначала усвоить основы.
Основы программирования станков с ЧПУ
Существует три основных метода программирования станков с ЧПУ — ручное, диалоговое и системное программирование CAM. При ручном программировании оператор вводит код вручную, что может занять много времени и несколько утомительно. Это также требует глубокого знания языка программирования. Тем не менее, ручное программирование — это ценный базовый набор навыков, который необходимо иметь под рукой, и это эффективный способ быстро вносить изменения в выходные данные CAM и оптимизировать код.
Диалоговое или «цеховое» программирование становится все более популярным методом, использующим графические функции и функции, управляемые меню. Операторы вводят команды непосредственно в станок с ЧПУ, как и при ручном программировании, что устраняет потенциальные проблемы, которые могут возникнуть из-за плохих постпроцессоров в CAM. Системное программирование CAM похоже на разговорный метод, но более продвинутый. В системе CAM программное обеспечение предоставляет расширенный графический интерфейс со стратегиями траектории движения инструмента, чтобы помочь оператору подготовить и сгенерировать программу, устраняя необходимость в ручном программировании, и передать ее непосредственно на станок с ЧПУ.
Все эти методы программирования станков с ЧПУ включают G-код и M-код. G-код — это язык программирования, который указывает станку с ЧПУ, что делать, облегчая изготовление точных и воспроизводимых деталей. M-код управляет всеми различными функциями станка с ЧПУ, такими как запуск и остановка вращения шпинделя. М-коды настраиваются и зависят от станка, поэтому операторы и программисты должны перепроверить, правильно ли они вводят функции, прежде чем приступить к обработке.
Вот четыре совета по программированию станков с ЧПУ, которые должны знать операторы:
4 важных совета по программированию станков с ЧПУ
1.
Найдите время, чтобы вернуться к основам
Лучшие программисты, операторы и операторы станков с ЧПУ гарантируют, что они овладели основами, прежде чем приступить к любому проекту. Для ручного и диалогового программирования операторы должны проверить свои математические расчеты, чтобы убедиться, что они программируют правильные характеристики в станок с ЧПУ.
Программистам, как и плотникам, лучше всего «дважды отмерить и один раз отрезать».
На этом предварительном этапе программисты также должны помнить, что программное обеспечение ЧПУ не является безошибочным. Например, большинство программ станков с ЧПУ изображают кривые и окружности в виде серии хорд, а не действительно изогнутой поверхности, которая может повлиять на любые изогнутые линии в эталонном шаблоне. Точность программы станка с ЧПУ зависит от лежащей в ее основе математики, и никогда не помешает перепроверить свою работу.
2. Настройка скорости подачи станка с ЧПУ
В любом крупномасштабном проекте ЧПУ операторы тратят много времени на настройку программы, чтобы убедиться, что она работает гладко, эффективно и стабильно. Как только это будет выполнено и программа будет заблокирована, операторы могут «установить ее и забыть». Однако настройка определенных аспектов программирования станков с ЧПУ может оптимизировать производство.
Например, каждая отдельная строка кода, которую выполняет станок с ЧПУ, вызывает скорость и подачу. Если оператор подает команду на включение шпинделя без соответствующей команды скорости, станок вернется к своим последним оборотам в минуту. Тот же принцип применим и к скорости подачи. На ранних стадиях любого проекта операторы должны быть готовы корректировать время подачи в зависимости от того, насколько качественным получается готовый продукт, и любых других соответствующих данных.
3. Понимание типов компенсации станков с ЧПУ
Компенсация просто допускает возникновение непредсказуемых изменений и учитывает их. Оператор может точно ввести программные коды своего фрезерного станка с ЧПУ или рассчитать, какие значения должны дать идеальную деталь, но он не сможет подтвердить точность и точность своего программирования, пока обработка не будет завершена. Существует ряд переменных, которые трудно учесть и которые могут повлиять на результаты. Давление инструмента, например, может повлиять на конечный продукт, даже если все другие начальные настройки и расчеты верны.
Операторы должны знать о наиболее распространенных типах компенсации и учитывать их при программировании. Компенсации можно вводить вручную или запрограммировать с помощью автоматических инструментов предварительной настройки на станке с ЧПУ. Типы компенсаций обработки включают компенсацию длины инструмента, компенсацию радиуса фрезы, износ инструмента и смещения приспособления. С каждой корректировкой и компенсацией обработка становится более точной.
4. Используйте возможности для упрощения программирования станков с ЧПУ
G-коды являются стандартными почти для всех программ обработки с ЧПУ; однако на программирование операций одну за другой может уйти много времени. Операторы могут значительно сократить программирование операций обработки отверстий, используя постоянные циклы.
Постоянные циклы требуют только одного блока на отверстие, независимо от стиля обработки, и как только оператор вводит постоянный цикл, он может обрабатывать дополнительные отверстия, перепрограммируя только координаты отверстия. Такие коды, как G83, экономят время, уменьшают количество ошибок и упрощают программирование станков с ЧПУ.
Опытный партнер-производитель для лучших результатов
Эти важные советы обеспечивают отличную основу для создания чистых и функциональных деталей с ЧПУ, но они представляют собой лишь часть того, что влечет за собой качественное производство. Для производителей, которые только начинают заниматься обработкой с ЧПУ, согласование кодов программирования фрезерных станков с ЧПУ и освоение передовых методов программирования станков может показаться непосильной задачей.
Опытный партнер-производитель, такой как Fast Radius, может облегчить эту задачу. Наша команда опытных дизайнеров, инженеров, производителей и технологов имеет многолетний опыт проектирования, создания прототипов и производства превосходных деталей с ЧПУ.
Полуавтоматический станок для тепловой резки и гибки балок Liberator от «Peddinghaus»
1
Ширина профиля до 1100 мм,
высота профиля до 600 мм
21
Сверлильно-фрезерный магнитный станок UA-5000
3
Автоматическая подача корончатое сверло 12-50 мм
22
Дробеметная установка TOR 10*25/12WX1M
1
Продукция: колонны, балки, фермы высота 2500 мм, ширина 1000 мм, длина 6000-12000, вес до 3 тн. Скорость очистки 0,6 м/мин
23
Инверторный импульсный сварочный полуавтомат Evo MIG 500 Didital
10
Сварочный ток до 500 А
24
Аппарат окрасочный безвоздушного распыления Ultra Max 695
2
Max. расход краски 7 л/мин
25
Гидравлическая гибочная машина R4C 235-20
1
Лист ширина до 2000 мм, толщина 3-10 мм.
Гибка цилиндра и конуса.
26
Транспортная система для передачи заготовок Peddinghaus
2
Система вальцов и поперечного транспортера
Цикл производства на предприятии начинается с поступления металлопроката непосредственно со склада. В цех сырье направляется благодаря козловому двухконсольному крану. Оборудование имеет грузоподъемность до 25 тонн. Модель А6-ПК12.5-25-5/6-9-У1 оборудована передаточными тележками, передвигающимися по рельсовому пути. Для производственных целей используется металлопрокат, который подвергается контролю на сертификат соответствия безопасности и надежности.
Осуществляется простое производство тавровых, а также двутавровых балок. Для этого используются станки KTAS-6080 южнокорейского изготовления. Это специальное оборудование, предназначенное для сборки или правки балок. Продукция соответствует техническим условиям.
Обратите внимание! Обрабатываемые балки ограничиваются только габаритами листового проката. Поэтому можно производить изделия высокого качества, соответствующие стандартным параметрам, включая максимальные габариты.
На производстве выполняется прямолинейный или фигурный раскрой листового плаката. Для этого используется методика термической резки. В производственном цеху применяется функциональный станок CNC GAS Citting KTS-420 южнокорейского производства.
Автоматическая установка применяется для создания прямолинейных или фигурных деталей, в которых могут быть технологические отверстия для установки крепежных элементов. Получаются готовые изделия высокого качества. Для качественной обработки стальных листов применяется ЧПУ марки Plasma HSFDB2500 американского производства. Аппарат выполняет плазменную резку проката, ширина которого ограничивается 200 см. Допускается выполнение отверстий методом сверления, диаметр которых составляет от 1,3 до 4 см.
.
Также предприятие использует специализированное оборудование для сверления отверстий:
магнитный сверлильно-переносный станок английского производства UA-5000 позволяет делать отверстия диаметром 12-50 мм;
радиально-сверлильный консольный станок украинского изготовления 2A-55, который создает отверстия 10-50 мм;
сверлильная установка американской компании Peddinghaus PCD 1100-3C создает отверстия 13-60 мм, отличается автоматической подачей заготовок.
.
Сортовой прокат также подвергается точной механической резке. Для этого используются немецкие станки Meba ленточно-пильного типа, относящиеся к последнему поколению. На регулярной основе используются модели 510, 560 ,1250S. Точность позиционирования здесь составляет 0,01 радиан, а углы резки равны 30-150 градусов. Станки отличаются достаточно широкими загрузочными отверстиями высотой 600 мм и шириной 1250 мм.
.
Также используются гильотинные ножницы НГ-13 российского производства. Применяется для нарезания листового проката с временным сопротивлением металла до 750 Мпа. После правильной обработки появляются листы толщиной 2-10 мм.
.
На предприятии используются пресс-ножницы Peddimax No 1 испанского производства. Это надежное устройство для обработки сортового проката, которые дают усилие до 140 тонн для пробивки и резки материала.
.
Также применяется гидравлическая гибочная машина французского производства R4C 235-20, которая используется для вальцовки и гибки конусных или цилиндрических заготовок. Ширина последних может составлять 2000 мм, а толщина 1-12 мм.
.
Мощные винтовые компрессоры VEGA 15 немецкого производителя KRAFTMANN выдают 2240 литров сжатого воздуха в минуту. Они используются вместе с пневматическими инструментами.
.
Предприятие используют двухбалочные мостовые краны для перемещения заготовок и металлоконструкций по всей территории. Используются установки на радиоуправлении с грузоподъемностью 5-10 тонн. Транспортная система Peddinghaus обеспечивает безопасную передачу деталей на производственный участок.
.
Применяется дробеметная проходная машина TOR 10[25/12WX1M словенского производства. Устройство используется для подготовки изделий из метала к покрытию лакокрасочным слоем. Обеспечивается обработка конструкций высотой 2500 мм, длиной 6000-12000 мм, шириной 1000 мм. Максимальный вес составляет 3 тонн, а скорость очистки доходит от 0,4 до 2 м/мин.
.
Красящий слой наносится на машинах безвоздушного распыления Ultra Max 695 американской компании GRACO. Максимальный расход красящего состава равен 7 литрам в минуту. Используется антикоррозийная обработка, лакокрасочные составы российского и зарубежного производства.
.
Также выполняется холодное оцинкование готовых металлоконструкций. Процедура обеспечивает долговечную защиту от развития процессов коррозии. В результате не потребуется дополнительная или регулярная обработка готовых изделий из металла.
Для качественной идентификации конструкций используется специальная несмываемая краска. Используется чертеж шифром МС и КМД. Для безопасной транспортировки используются особые пакеты, которые имеют дублирующую бирку с указанием веса и типа позиции, а также габаритов.
.
Цех по производству металлоконструкций в Кирове
Скачать презентацию
Вернуться к выбору металлоконструкций
Для своевременного изготовления металлоконструкций на производстве имеется всё необходимое оборудование. При изготовлении металлоконструкции вся продукция проходит полный технологический цикл.
Цех металлоконструкций:
Общий вид цеха
Производственный цех, пролёт №2
Производственный цех, пролёт №3
Участок изготовления блок-контейнеров
Изготовление балок
Изготовление металлоконструкций колон
1. Заготовительное оборудование:
Портальная установка плазменной резки MaxPro200 и газовой резки Harris
Источник плазмы: HYPERTHERM MaxPro 200
Гильотина Н21 рубка металла до 16 мм (0 ≤ 500 мПа)
Гильотина Н22 металл до 12 мм (0 ≤ 500 мПа)
Ленточнопильный станок
Ленточнопильный станок 2
Пресс ножницы комбинированные для рубки профильного металлопроката
Установка плазменной резки «СВАРОГ» CUT160 ручная
Отрезной станок
2. Гибочное оборудование:
Вальцы 4-х валковые
Вальцы 3-х валковые
Пресс гидравлический 160тс
Пресс кривошипный 80тс
Листогиб поворотного действия до 6 мм (σ ≤ 500 мПа)
Фальцегибочный станок
Фальцезакатной станок
3. Металлорежущее оборудование:
Токарно-винторезный станок 1М63 1
Токарно-винторезный станок 1М63 2
Фрезерный станок
Станок сверлильный 2Н135
Станок сверлильный 2Н150
Фрезерный станок №2
Сверлильный станок на магнитной подушке
Станок сверлильный
Сверлильный станок
Сверлильный станок МС51
Сверлильный станок RUKO
4. Сварочное оборудование:
Сварочные полуавтоматы MIG/MAG500 «СВАРОГ»
Сварочные полуавтоматы MIG/MAG350 «СВАРОГ»
Сварочные полуавтоматы MIG/MAG350 EWM«Saturn»
Сварочный полуавтоматы СВАРОГ JASIC TECH MIG5000
Сварочный полуавтоматы Elitech MIG/MAG 350
Сварочные полуавтоматы MIG/MAG250 «Elitech»
5. ОБОРУДОВАНИЕ И КАМЕРА АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ
Винтовой компрессор, ресивер, ёмкость для абразива
Независимо от того, модернизируете ли вы старый верстак или строите новый, вам понадобятся тиски. Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
На этой странице мы предлагаем три линии продукции:
Слесарные винты немецкого производства — передние и задние тиски, используемые известными немецкими производителями верстаков. Они очень точные, прочные и, очевидно, являются продуктом многолетнего производственного опыта.
Фурнитура для передних тисков производства Чехии — хорошее качество и низкая цена. Они имеют накатанную резьбу, чугунные корпуса и точные двойные направляющие.
Комбинированные передние и задние тиски производства Швеции — легко устанавливаются!
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Мы настоятельно рекомендуем вам НЕ начинать установку, пока у вас не будет всего необходимого оборудования.
Фурнитура для передних и задних тисков производства Германии
Малые передние тиски
Длина, без тройника, 360 мм (14-3/16 дюйма) Диаметр шпинделя 25 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 24 мм (15/16 дюйма) Вес 5,2 кг (11,5 фунта) Подробнее информация (PDF) Добавить деревянную челюсть
Код 300655Цена ∗ 71,71 €
Большие передние тиски
Длина, без тройника, 480 мм (18-7/8 дюйма) Диаметр шпинделя 30 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 8,2 кг (18 фунтов) Дополнительная информация (PDF) Добавить деревянную губку
Код 300654Цена ∗ 107,83 €
Вилка для малых передних тисков
(подходит только для фурнитуры Код 300655) Эти хомуты обеспечивают точную параллельную регулировку направляющих и установку начального натяжения на любой желаемый уровень.
Подходит только для тисков, показанных выше. Тип винта — с шестигранной головкой или с внутренним шестигранником — может меняться в зависимости от наличия. Дополнительная информация (PDF)
Код 300665Цена ∗ 33,07 €
Вилка для больших передних тисков
(подходит только для оборудования Код 300654) Дополнительная информация (PDF)
В настоящее время нет в наличии
Код 300664 Цена ∗ 38,16 €
Передние быстросъемные тиски (торцевые тиски)
Длина без тройника 480 мм (прибл. 18-7/8 дюйма) Диаметр шпинделя 26 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 9 кг/19,8 фунта Дополнительная информация (PDF) без утомительного прокручивания. Быстроразъемное действие простое, плавное и надежное, приводится в действие рукояткой тисков и не требует дополнительного механизма разблокировки. Добавить деревянную челюсть
Код 300651Цена ∗ € 149,00
Передние тиски повышенной прочности с цепными винтами/направляющими
Эти передние тиски также подходят для левшей и могут быть установлены с правой стороны станка. Вам нужно только повернуть переднюю крышку после ослабления 2 винтов с внутренним шестигранником. Отверстие для ручки 27 мм Вес: 13 кг/28,6 фунта Дополнительная информация (PDF)
Код 300653Цена ∗ 246,63 €
Короткие хвостовые тиски
Длина 350 мм Отверстие под ручку 24 мм Дополнительная информация (PDF) Для небольших или коротких верстаки Вес 7,5 кг/16,5 фунта
Код 300656Цена ∗ 142,21 €
Хвостовые тиски большие
Длина 440 мм Отверстие под ручку 27 мм Дополнительная информация (PDF) Для полноразмерных тяжелых верстаков Вес 9 кг/19,8 фунта
Код 300650Цена ∗ 153,24 €
Установка передних тисков относительно проста и не требует пояснений. Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Рене Б. использовал одни из наших хвостовых тисков при изготовлении своей выставочной скамьи. Нажмите здесь, чтобы получить рабочий чертеж, изображения и инструкции, чтобы лучше понять проект, который вы собираетесь реализовать. Более полезные советы вместе с пояснительными фотографиями можно получить у Карла V., который также использовал наши хвостовые тиски для сборки своего верстака.
Слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 400 мм (прибл. 15-3/4 дюйма) Отверстие для рукоятки 27 мм (1-1/16 дюйма) Вес 3 кг (6,6 фунта) Дополнительная информация (PDF)
Код 300659Цена ∗ € 57,87
Регулировочный винт для строгальных станков
Скоро будет переведено! Als Schutz vor Verkantungen der Vorderzange bei einseitigem einspannen der Werkstücke.
Die Befestigungsplatte wird in eine entsprechend zugefertigte Aussparung in der Holzbacke eingesetzt und zweifach verschraubt. Für die Spindel muss eine Bohrung in eine ggf. vorhandene Schürze bzw. die Bankplatte eingebracht werden.
Mit etwas Fantasie lässt sich mit zwei Stellschrauben auch leicht eine Mini-Moxon Aufsatzange fertigen.
Резьба M14 Длина резьбы 175 мм
В настоящее время нет в наличии
Код 300675 Цена ∗ € 21,53
Слесарные винты и передние тиски производства Чехии
Малый верстак
Общая длина 400 мм (15-3/4 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы 3/16 дюйма) Отверстие для рукоятки 29 мм (1-1/16 дюйма) Вес прибл. 2,1 кг (4,6 фунта) Дополнительная информация (PDF)
Код 307754Цена ∗ 44,31 €
Большой слесарный винт
Общая длина 545 мм (21,47 дюйма) Резьба 28 x 5 мм (диаметр резьбы 1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-3/16 дюйма) Вес прибл. 3,4 кг (7,5 фунта) Дополнительная информация (PDF)
Доступность ожидается с 7 недели 2023 года
Код 307750 Цена ∗ 50,72 €
Малый слесарный винт для немецких и скандинавских L-образных передних тисков
Другое изображение Общая длина 250 мм Максимальный ход 110 мм Диаметр резьбы 24 мм Отверстие для ручки 29 мм Вес прибл. 1,9 кг Дополнительная информация (PDF)
Код 307755Цена ∗ 37,29 €
Большой слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 330 мм Максимальный ход 170 мм Диаметр резьбы 28 мм Отверстие под ручку 29 мм Вес прибл. 2,6 кг Дополнительная информация (PDF)
Код 307756Цена ∗ 41,22 €
Малые передние тиски
Общая длина 390 мм (15-3/8 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 4,0 кг (8,8 фунта) Дополнительная информация (PDF)
Код 307757Цена ∗ € 55,72
Малые передние тиски с колесиком и рукояткой
Длина без колеса 305 мм Диаметр шпинделя 24 мм Диаметр направляющего стержня 14 мм Вес 4,7 кг Дополнительная информация (PDF)
Код 307759Цена ∗ € 120,75
Деревянная губка для малых передних тисков York Код 307757 или 307759
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307757, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходят малые передние тиски немецкого производства Код 300655 , но выравнивание по высоте вряд ли возможно из-за более толстой резьбы.
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 356 x 90 x 60 мм Вес 1,4 кг Поверхность промаслена Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328650Цена ∗ 37,23 €
Большие передние тиски
Общая длина 550 мм (21-5/8 дюйма) Резьба 28 x 5 мм (1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 8,6 кг (19 фунтов) Дополнительная информация (PDF)
Код 307758Цена ∗ € 95,00
Примечание: Стопорное кольцо на одном из двух направляющих стержней предотвращает падение оборудования на землю, если вы полностью раскрутите тиски. Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Деревянная губка для больших передних тисков York Код 307758
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307758, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходит для больших передних тисков немецкого производства, коды 300651 и 300654 .
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 470 x 120 x 80 мм Вес 3 кг Поверхность смазана Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328651Цена ∗ € 41,04
Прижимной винт для пресса для шпона
Изготовьте собственные пресс-рамы для шпона или приспособления для склеивания с помощью этих сверхтяжелых и прочных пресс-винтов. Винт толщиной 28 мм (1-3/32 дюйма)! Длина резьбы 330 мм (12-3/16 дюйма) Резьба 28 x 8 мм (1-3/32 дюйма, глубина резьбы -3/8 дюйма) Вес прибл. 4,3 кг (10 фунтов) Дополнительная информация (PDF)
Код 307775Цена ∗ € 99,93
Комбинированные передние и задние тиски шведского производства
Комбинированные передние и задние тиски Sjöbergs
Эти тиски предназначены для использования в качестве передних или задних тисков. Вы можете использовать его на новом скамейке или установить на существующем скамейке. Тиски просты в установке и очень прочны для такой дополнительной степени зажимной способности. Примечание по конструкции: Деревянный лицевой блок для тисков должен быть на 25 мм больше по высоте, чем толщина столешницы вашего стола. Эти верстачные тиски очень просто установить с помощью прилагаемых винтов — они просто ввинчиваются под верстак. В комплект поставки тисков входит рукоятка тисков или задвижка. Монтажная длина под столешницей 320 мм Монтажная ширина под столешницей 380 мм Монтажная высота под столешницей 40 мм Длина уголка для деревянной лицевой панели 400 мм Максимальная глубина зажима 150 мм при толщине лицевой панели 65 мм Резьба 23 x 4 мм Материал Листовая сталь толщиной 4 мм Диаметр стержня Tommy Bar 27 мм Вес ок. 11,6 кг Дополнительная информация (PDF)
Код 303101Цена ∗ 356,11 €
Перекладины (рукоятки тисков)
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Бар автомат PINIE
Бук, деревянные накладки Длина 30 см Диаметр 28 мм Диаметр деревянных накладок 45 мм Этот зажимной брус подходит ко всем типам тисков с Т-образным отверстием 29 мм и более. Примечание. Одна деревянная крышка не закреплена, и ее необходимо приклеить на место после сборки.
Код 328629Цена ∗ 18,15 €
Маленькая ручка ANKE
Бук, синтетические насадки Длина 26 см (прибл. 10 дюймов) Диаметр 22 мм (прибл. 7/8 дюйма) Эту рукоятку можно использовать только с небольшими тисками, изготовленными в Германии.
Код 303139Цена ∗ 9,62 €
Большая ручка ANKE
Бук, синтетические насадки Длина 31 см (прибл. 12-1/4 дюйма) Диаметр 26 мм (прибл. 1 дюйм) Эту рукоятку можно использовать с большими немецкими передними тисками).
Код 303142Цена ∗ 12,04 €
Ручка тисков VERITAS
Клен, деревянные навинчивающиеся колпачки Длина 31 см (около 12-1/4 дюйма) Диаметр 28,5 мм (1-1/8 дюйма) Эта рукоятка подходит для всех тисков производства Чехии (Т-образная рукоятка 29 мм) и некоторые немецкие тиски (при Т-образной рукоятке 30 мм). Перед заказом ручек проверьте описание тисков!
Код 307974Цена ∗ 12,01 €
Тиски ULMIA
Бук, деревянные колпачки, закрепленные дюбелем (в комплекте) Длина 35 см (примерно 13-3/4 дюйма) Диаметр 27 мм Этот вороток подходит для всех больших тисков.
Код 300501Цена ∗ 17,48 €
Запасные части
Тройник T3
Отверстие для шпинделя 18 мм Отверстие для ручки 24 мм подходит для кода 300655
Код 300666Цена ∗ 14,96 €
Тройник T4
Отверстие для шпинделя 20 мм Отверстие для ручки 27 мм подходит для кодов 300654, 300651, 300653, 300656, 300650, 300659
Код 300669Цена ∗ 18,48 €
Чугунная гайка M32
для немецких и скандинавских тисков подходит для кода 300659 Примечание: M32 — это код производителя, а не размер резьбы! Основание 68 x 68 мм
Код 300671Цена ∗ 19,58 €
Нажимная деталь D1
для немецких и скандинавских тисков подходит для кода 300659
Код 300672Цена ∗ € 18,48
Гайка для быстросъемных передних тисков
Деталь корпуса Подходит для кода 300651
Код 300673Цена ∗ 20,88 €
Гайка для быстросъемных передних тисков
Полукруглая деталь с внутренней резьбой Подходит для кода 300651
Код 300674Цена ∗ 20,50 €
Вы находитесь здесь: Главная страница › Оборудование для мастерских › Настольные тиски, передние тиски, задние тиски, винтовые шпиндели можно представить работу по дереву без прижимов.
Вместо 24,99 € только 21,00 € Только при наличии на складе
Рубанок с корпусом из белого дуба
Эта углеродистая сталь имеет высокое содержание углерода, что заметно повышает износостойкость.
Вместо 56,65 € только 48,00 € Только при наличии на складе
Деревянный молоток
Этот молоток поставляется с головкой из бука и ручкой из ясеня.
Вместо 16,94 € только 14,50 € Только при наличии на складе
Тиски Moxon
Тиски Moxon крепятся к любому столу, поднимая заготовку на удобную высоту и надежно удерживая ее. Если вы вырезаете ласточкины хвосты и другие соединения вручную, это тиски, которые полностью изменят ваш опыт работы в магазине. Быстрые и легкие тиски Moxon превращают столярные работы в удовольствие.
ИЗГОТОВЛЕННЫЕ Тиски Moxon Тиски Moxon оснащены чугунными маховиками для быстрой и легкой регулировки. Вместо того, чтобы маховик вращал винты и ограничивался весом подвижной челюсти, BENCHRAFTED нарезал маховики, позволяя им двигаться внутрь и наружу по жестким винтам. Масса колес и полированная вершинная резьба позволяют маховикам свободно вращаться и без усилий выполнять работу по сближению челюстей. Устанавливая одно колесо на толщину заготовки, противоположное колесо достаточно массивно, чтобы буквально прижимать челюсть к заготовке и прочно удерживать ее там только при быстром вращении колеса. В большинстве случаев это все, что необходимо для проведения работы. Деревянные губки НЕ входят в комплект! Вес 4,3 кг
Тиски Moxon Комплект оборудования Комплект поставки (рисунок):
2 8″ (203 мм) винты с конусообразным наконечником из углеродистой стали 3/4″ x 8 витков на дюйм
4 гайки 3/4″ x 8 витков на дюйм
2 шайбы
1 кусок кожи или резины (композитный материал из пробки и резины) прибл. 800 x 130 x 2 мм в качестве накладки на губки для надежного захвата без царапин
Инструкции
Код 328220Цена ∗ 198,01 €
Пара шпинделей YORK для тисков Moxon Недорогая модель чешского производителя YORK 2 чугунных маховика диаметром 127 мм 2 стальных шпинделя диаметром 20 мм, длиной 240 мм, с монтажной пластиной на заднем конце 2 латунные гайки 40 x 8 мм Вес 2,8 кг Цена за пару
Код 307509Цена ∗ 147,07 €
Тиски YORK Moxon с деревянными губками и 2 шпинделями Для этих настольных тисков используется набор шпинделей YORK Moxon. Деревянные губки изготовлены из бука и могут быть закреплены на верстаке различными способами, как показано на рисунке. К задней деревянной губке привинчивается низкопрофильный брусок, чтобы зажимать монтажные тиски на верстаке с помощью прижимов.
20 лучших и бесплатных программ для 3D-печати и 3D-принтера
Ищете программу для 3D-печати? Мы собрали 20 лучших программных инструментов — для новичков и профессионалов. Большинство слайсеров бесплатны.
Что такоей слайсер? Это программа для подготовки цифровой модели к печати. Модели для 3D-печати обычно распространяются в файлах формата STL. Чтобы превратить STL-файл в G-код (язык, который понимает 3D-принтер), требуется программа-слайсер. Слайсером она называется потому, что нарезает (to slice — англ.) 3D-модель на множество плоских двумерных слоев, из которых 3D-принтер будет складывать физический объект.
Какой слайсер выбрать? В этой статье мы расскажем о том, какой слайсер лучше всего выбрать для 3D-печати под каждый из этапов вашей работы. Какой из них лучше для подготовки 3D-модели к печати? А что если надо создать 3D-модель с нуля? А если вы делаете в 3D лишь первые шаги?
Не бойтесь: мы ответили на все эти вопросы, указав требуемый уровень подготовки для работы с каждой из программ, а также то, где ее можно скачать. Самое замечательное — что большинство из этих программ полностью бесплатны и имеют открытый код.
Cura
CraftWare
123D Catch
3D Slash
TinkerCAD
3DTin
Sculptris
ViewSTL
Netfabb Basic
Repetier
FreeCAD
SketchUp
3D-Tool
Meshfix
Simplify3D
Slic3r
Blender
MeshLab
Meshmixer
OctoPrint
№1: Cura
Для начинающих, которым нужен слайсер, чтобы подготовить STL-файлы для 3D-печати
Cura — это стандартная программа-слайсер для всех 3D-принтеров Ultimaker, но ее можно использовать и с большинством других, включая RepRap, Makerbot, Printrbot, Lulzbot и Witbox. У программы полностью открытый исходный код, ее возможности можно расширять с помощью плагинов.
Эта программа очень легка в использовании и позволяет управлять самыми важными настройками 3D-печати через понятный интерфейс. Начните в режиме Basic — чтобы быстро войти в курс дела и изменить настройки качества печати. Если требуется более тонкий контроль, перейдите в режим Expert.
Программу Cura можно использовать и для прямого управления принтером, но тогда принтер и компьютер должны быть соединены друг с другом.
Загрузить: Cura
Цена: Бесплатно
Системы: PC, Mac, Linux
№2: CraftWare
Для начинающих, чтобы подготовить STL-файлы для 3D-печати
Другая программа-слайсер, разработанная производителем 3D-принтеров, венгерским стартапом CraftUnique, для поддержки своего краудфандингового аппарата CraftBot. Впрочем, программа работает и с другими принтерами.
Как и в Cura, в CraftWare можно переключиться с «легкого» на «экспертный» режим — в зависимости от того, насколько уверенно вы себя чувствуете. Это яркое приложение, отличающееся наглядной визуализацией G-кода, на которой каждая функция представлена своим цветом. Но самая выдающая особенность — индивидуальная служба поддержки. Насколько нам известно, подобное есть только у платной программы Simplify3D.
Обратите, однако, внимание, что эта программа еще бета, так что ошибки встречаться могут.
Загрузить: CraftWare
Цена: Бесплатно
Системы: PC, Mac
№3: 123D Catch
Для начинающих, которые хотят создавать 3D-модели для печати
123D Catch — это бесплатное приложение для настольных Windows-систем, смартфонов и планшетов, которое позволяет преобразовывать снимки объектов в 3D-модель. Снимки можно делать смартфоном/планшетом или цифровой камерой.
Требуется множество фотографий объекта с разных ракурсов — чем больше, тем лучше — после чего из них будет составлена 3D-модель.
123D Catch — в большей степени развлекательное приложение, чем профессиональный инструмент для 3D-печати, но после некоторых танцев с бубном можно добиться хороших результатов, особенно в паре с STL-редактором вроде MeshLab или Meshmixer.
Цена: Бесплатно
Системы: PC, Android, iOS, Windows Phone
№4: 3D Slash
Для начинающих, которые хотят создавать 3D-модели для печати
Это программа для 3D-печати, которая одновременно и удивительно проста, и освежающе нова. С помощью 3D Slash вы можете разрабатывать 3D-модели, пользуясь своими умениями игры в кубики.
Можно начать с большого блока и, подобно виртуальному скульптору, удалять из него маленькие кубки такими инструментами, как молоток или дрель, либо начать с пустого пространства и построить модель из кубиков и других форм. Можно раскрашивать цветами или использовать картинки-шаблоны.
В числе других особенностей стоит упомянуть инструменты для создания логотипов и 3D-текста. Лого-мастер импортирует картинку и создает 3D-модель, а текст-мастер позволяет ввести и отформатировать текст, после чего превратить его в трехмерный.
Рекомендуем!
Загрузить: 3dslash.net
Цена: Бесплатно
Системы: PC, Mac, Linux, браузер
№5: TinkerCAD
Для начинающих, которые хотят создавать 3D-модели для печати
TinkerCAD — это онлайн-система автоматизированного проектирования (CAD) для 3D-печати, которая является хорошей отправной точкой для начинающих. Поскольку ее возможности по сравнению с Blender, FreeCAD и SketchUp ограничены, многие пользователи через какое-то время переключаются на более мощные инструменты.
Как и в 3D Slash, здесь вы можете строить модели из базовых форм. При этом, в отличие от 3D Slash, TinkerCAD позволяет создавать векторные фигуры в 2D и преобразовывать их в трехмерные модели.
Заходите: Autodesk TinkerCAD
Цена: Бесплатно
Системы: Браузер
№6: 3DTin
Для начинающих, которые хотят создавать 3D-модели для печати
3DTin — другой простой и интуитивный онлайн-инструмент, великолепный выбор для совсем начинающих в деле 3D-моделирования. Все, что вам нужно, — это браузер Chrome или Firefox с включенной WebGL.
Выбираете из огромной библиотеки шаблонов 3D-форму и добавляете ее к своему эскизу. Все эскизы хранятся в облаке, доступ к ним свободен, если вы чтите лицензию Creative Commons. Всё может быть экспортировано в форматы STL или OBJ.
Заходите: 3DTin
Цена: Бесплатно
Системы: Браузер
№7: Sculptris
Для начинающих, которые хотят создавать 3D-модели для печати
Sculptris — виртуальный инструмент для ваяния, с фокусом на концепцию модельной глины. Это фантастическая программа 3D-моделирования, если ваша главная задача — создавать статуэтки. Например, вы можете изготовить бюст своего любимого персонажа из видеоигры или комикса. Программа Sculptris абсолютно бесплатна и позиционирует себя как ступень к более сложному (и дорогому) инструменту ZBrush.
Загрузить: Pixologic Sculptris
Цена: Бесплатно
Системы: PC, Mac
№8: ViewSTL
Для начинающих, которые хотят просматривать STL-файлы
Использовать ViewSTL — это самый легкий способ просматривать STL-файлы. Просто открываете интернет-страницу и перетаскиваете STL на поле в точечках.
Онлайн-просмотрщик STL позволяет отображать модель в одном их трех видов: плоское затенение (для быстрого просмотра), плавное затенение (для высококачественного изображения) и каркас.
Заходите: ViewSTL
Цена: Бесплатно
Системы: Браузер
№9: Netfabb Basic
Для продолжающих, чтобы подготовить STL-файлы для 3D-печати
Netfabb Basic — это слайсер для 3D-печати с некоторыми приятными особенностями, которые позволяют анализировать, «чинить» и редактировать STL-файлы до перехода на этап нарезки модели.
Хороший выбор, если требуется нечто большее, чем просто слайсер, и вы хотите иметь возможность быстро исправлять STL-файлы, не изучая таких программ, как MeshLab или Meshmixer.
И пусть слово «Basic» в названии вас не смущает: на самом деле Netfabb Basic — очень мощный инструмент для 3D-печати. Он «базовый» лишь в том смысле, что стоит не € 1500, как Netfabb Professional!
Загрузить: netfabb.de
Цена: Бесплатно
Системы: PC, Mac, Linux
№10: Repetier
Для продолжающих, чтобы подготовить STL-файлы для 3D-печати
Если вы готовы перейти на следующий уровень программ-слайсеров для 3D-принтеров, но хотите остаться в рамках открытого исходного кода, вам следует обратить внимание на Repetier. Это прадедушка программ для 3D-печати и фаворит сообщества RepRap.
На сегодняшний день программа семимильными шагами продвигается от уровня для продолжающих к продвинутым пользователям. Укомплектованная по схеме «всё в одном», она поддерживает до 16 экструдеров, мульти нарезку через плагины, а также практически все 3D-принтеры послойного наплавления, которые можно встретить на рынке. Будьте готовы поколдовать!
Более того, Repetier Host работает через Repetier Server удаленно, так что управление 3D-принтером возможно через браузер, планшет или смартфон.
Загрузить: Repetier
Цена: Бесплатно
Системы: PC, Mac, Linux
№11: FreeCAD
Для продолжающих, которые хотят создавать 3D-модели для печати
FreeCAD — это обладающая богатыми возможностями CAD-программа, отличный вариант для развития у себя дизайнерских способностей. Если говорить более технически, то эта программа параметрического 3D-моделирования позволяет с легкостью менять проект, откатываясь по истории модели и редактируя параметры.
Загрузить: freecadweb.org
Цена: Бесплатно
Системы: PC, Mac, Linux
№12: SketchUp
Для продолжающих, которые хотят создавать 3D-модели для печати
SketchUp — совершенная комбинация простоты и функциональности, с дружественным интерфейсом и относительно плоской кривой обучения (т.е. как растет опыт с потраченным временем), идеальный вариант программы для разработки трехмерных моделей.
Версия Make SketchUp бесплатна, и в ней будет все, что вам потребуется для 3D-моделирования, если вы вдобавок загрузите и установите бесплатный модуль для экспорта STL. Существует также профессиональное издание для архитекторов, дизайнеров по интерьеру и инженеров.
Для продолжающих, которые хотят просматривать и проверять STL-файлы
3D-Tool Free Viewer — навороченный инструмент, который в числе прочего позволяет проверять структурную целостность и печатаемость вашего файла. С помощью функции Cross-Section, например, вы можете посмотреть на модель изнутри и проверить толщину стенок. Очень полезно, если вы, прежде чем печатать, хотите проверить свой STL-файл на наличие убийственных ошибок.
Загрузить: 3D-Tool
Цена: Бесплатно
Системы: PC
№14: Meshfix
Для продолжающих, которые хотят проверять STL-файлы
Meshfix — онлайн-инструмент для 3D-печати, который проверит вашу модель на предмет ошибок.
Цена: Бесплатно
Системы: Браузер
№15: Simplify3D
Для профессионалов, чтобы подготовить STL-файлы для 3D-печати
Simplify3D — это не просто программа-слайсер, это настоящий швейцарский нож для 3D-печати. Гибкий алгоритм проверяет модель на наличие проблем, исправляет их, показывает превью процесса печати (идеально для выявления потенциальных проблем) и затем нарезает ее.
Этот слайсер предлагает лучшие среди конкурентов варианты шаблонов заполнения. Для моделей, в которых требуются поддержки, Simplify3D создаст соответствующие структуры самостоятельно и предоставит вам полный контроль за их размещением. Для принтеров с двойным экструдером, при печати разными материалами поможет мастер Dual Extrusion, в результате чего, например, удалить растворяемый филамент будет легче.
Программа Simplify3D поддерживает 90% имеющихся в продаже современных настольных 3D-принтеров и совместима с прошивками Marlin, Sprinter, Repetier, XYZprinting, FlashForge, Sailfish и MakerBot. Simplify3D можно использовать и для прямого управления принтером, но тогда принтер и компьютер должны быть соединены друг с другом.
Загрузить: simplify3d.com
Цена: $149
Системы: PC, Mac, Linux
№16: Slic3r
Для профессионалов, чтобы подготовить STL-файлы для 3D-печати
Slic3r — слайсер с открытым исходным кодом, обладающий репутацией носителя супер нового функционала, которого еще нигде не встретишь. Текущая версия программы умеет показывать модель с множества ракурсов, так что пользователь получает лучшие возможности предпросмотра.
Там также есть невероятное трехмерное сотовое заполнение — первый такого рода паттерн, который может распространяться на несколько слоев, а не повторяться, как штамп. Это существенно повышает прочность внутреннего заполнения модели и финальной распечатки.
Другая возможность — прямая интеграция с Octoprint. Когда файлы на десктопе пользователя нарезаны, они могут быть одним кликом напрямую загружены в Octoprint.
Загрузить: Slic3r
Цена: Бесплатно
Системы: PC, Mac, Linux
№17: Blender
Для профессионалов, которые хотят создавать 3D-модели для печати
Blender — популярная система автоматизированного проектирования (CAD) с крутой кривой обучения. Совсем не лучший выбор для новичков, зато то что надо, если вы вполне поднаторели и нуждаетесь в чем-то более сложном для моделирования и печати.
Если вкратце, Blender — один из самых мощных существующих инструментов. Его сообщество всегда готово прийти на помощь, существует масса обучающих материалов. А еще у него открытый код, так что энтузиасты часто пишут расширения, чтобы сделать его еще лучше и мощнее.
Загрузить: blender.org
Цена: Бесплатно
Системы: PC, Mac, Linux
№18: MeshLab
Для профессионалов, чтобы подготовить STL-файлы для 3D-печати
MeshLab — продвинутый STL-редактор. Он позволяет удалять части 3D-модели, сливать две модели в одну, залатывать дыры. Если вам нужна программа для модификации моделей для 3D-печати или каких-то «ремонтных» работ, MeshLab — правильный выбор.
Цена: Бесплатно
Системы: PC, Mac, Linux
№19: Meshmixer
Для профессионалов, чтобы подготовить STL-файлы для 3D-печати
Meshmixer — супер продвинутая программа 3D-печати для просмотра, проверки, редактирования и ремонтирования STL-файлов. Она особенно хороша для выявления потенциальных проблем и автоматического их исправления. Например, она покажет стенки толщиной в лист бумаги, которые могут привести к проблемам при 3D-печати. Meshmixer является частью семейства программного обеспечения 3D-принтеров Autodesk, поэтому должна хорошо работать в связке с инструментами вроде TinkerCAD.
Цена: Бесплатно
Системы: PC, Mac
№20: OctoPrint
Для профессионалов, которым требуется беспроводное управление 3D-принтером
Octoprint — это «просто» программа-хост для 3D-принтера, которая позволяет запускать, приостанавливать или прерывать задания на 3D-печать. В сочетании с устройствами, поддерживающими Wi-Fi, она служит отличным монитором для удаленного наблюдения за процессом 3D-печати.
Octoprint понимает G-коды практически всех 3D-принтеров и слайсеров и включает в себя gCodeVisualizer для визуализации этого кода перед печатью или во время нее.
Если вы хотите работать вдали от вашего 3D-принтера и управлять им дистанционно, Octoprint — это лучшее из того, что можно найти.
Загрузить: octoprint.org
Цена: Бесплатно
Системы: PC, Mac, Linux
Источник
3D для 2D-художников, или как ускорить процесс рисования — Gamedev на DTF
Какие 3D-программы лучше выбрать «двадешнику» и почему? Как готовить модели под покраску в Adobe Photoshop и как их потом красить? Рассказываем на примере курса Анны Лепешкиной. Советы и материалы из текста можно использовать вне курса.
41 568 просмотров
Работа автора курса Анны Лепешкиной
Зачем знание 3D-программ 2D-художнику
Основное преимущество работы с 3D — скорость. С ним можно быстро добиться правильного построения и корректной светотени, что станет отличной базой для дальнейшей обрисовки. Введя 3D в рабочий пайплайн, вы сможете практически «перескочить» через начальные этапы создания рисунка.
Процесс создания иллюстрации с использованием 3D. Это гифка, можно задержаться и посмотреть смену этапов. Анна Лепешкина
Это кажется слишком легким. Новички до сих пор сомневаются: считать ли 3D-болванки «читерством». В реальной работе таких вопросов не возникает – скорость производства важнее того, как ты добиваешься результата. Особенно если методы положительно влияют на качество: время, сэкономленное на чисто технических вещах вроде построения перспективы, можно пустить на передачу нужной атмосферы, вдумчивый подбор цветов и проработку деталей.
Кроме того, всё не так просто: 3D-болванки не берутся из воздуха. Создавая их, художники ищут референсы, продумывают будущий рисунок, часто делают серию набросков и уже после начинают моделировать. Все комбинируют 2D и 3D совершенно по-разному. Некоторые профи сразу начинают работать над трёхмерной моделью, другие сначала делают грубый набросок в 2D, а уже на его основе – модель под обрисовку. Получается цепочка 2D->3D->2D.
Поиск дизайна и референсы Выпускница Smirnov School Надежда Полыгалова.
Если профессионалу 3D нужно осваивать сразу много навыков (моделирование, ретопология, маппинг, текстурирование и многое другое — смотреть ниже), то «двадешнику» вся эта наука целиком не понадобится. Для создания болванок под обрисовку хватит базового знакомства с 3D-инструментами.
Из видео Danny Mac о том, как устроен пайплайн 3D-художника, специализирующегося на персонажах.
3D-болванки незаменимы, когда нужно нарисовать несколько концептов с разных ракурсов: вместо того, чтобы рисовать каждый кадр с нуля, художник просто двигает камеру. Сценариев освещения тоже можно выставить несколько.
3D-болванка дракона, выбор ракурс и финальный рендер в Adobe Photoshop Мария Ворончихина
Sketchup, или как моделировать быстро и просто
На курсе 3D для 2D-студенты изучают основы работы в нескольких 3D-редакторах. Они отобраны по принципу «быстрого старта в 3D». Так как курс ориентирован на 2D-художников, учить им нужно только моделирование и основы рендера — это не так много. Первый редактор, самый легкий в освоении, — SketchUp. У него есть бесплатная веб-версия, она работает прямо из браузера. Ознакомление с программой можно начать с нее. О разных версиях SketchUp рассказывают тут.
SketchUp обеспечивает быстрый старт в 3D. Он очень прост, как Paint от мира моделирования.
Анна Лепешкина
Интерфейс программы не пугает новичков обилием кнопок, все её функции при желании можно изучить за неделю. При этом его хватит для создания простых моделей, основанных на рубленых формах – небольших предметов, стилизованных или не очень зданий. 2D-художники (включая комиксистов и мангак) часто используют SketchUp для рисования задников, особенно интерьеров и архитектуры.
Сложность моделей в SketchUp фактически ограничена лишь навыками и терпением автора. Некоторые профессионалы создают в нём очень реалистичные работы.
Работа концепт-художника Rust Shake. SketchUp + KeyShot
В SketchUp встроен собственный рендерер, но многие художники предпочитают ему сторонние программы. Почему? Модели в самом редакторе не очень детализированы: какая-то перспектива уже есть, но тени выглядят совсем схематично.
Курс начинается с создания 2-3 простых предметов, к которым постепенно добавляется окружение. Модели сделаны в SketchUp Анастасия Романюта.
Где лучше рендерить, рассказываем ниже.
Нужно смоделировать органические формы? Переходим в ZBrush
Техника моделирования в SketchUp подходит не для всего. Для работы с объектами неправильной формы, персонажами или растительностью лучше воспользоваться технологией 3D-скульптинга. Её изучают на примере ZBrush. Эта программа широко используется в индустрии, в том числе и многими разработчиками AAA-тайтлов.
Интерфейс этой программы несколько сложнее SketchUp, и разобраться в ней сходу не получится. В конце текста мы добавим ссылки на бесплатные ресурсы, с изучения которых можно стартовать.
Хотя интерфейс «Зебры» сложнее, лепка в этом редакторе похожа на ремесло скульптора, она очень интуитивна. В процессе работы модель «вытачивается» или «лепится» из заготовки с помощью «кистей».
Дерево или дракон? Сложные органические формы удобно создавать в редакторах вроде ZBrush. Студенты курса обычно моделируют в нём растительность, но возможны и такие варианты. Рендеринг в KeyShot Анна Кунцевич.
Уже в режиме моделирования ZBrush отрисовывает модель довольно реалистично — со всеми тенями и бликами. Периодически картинка получается настолько удачной, что студенты вообще пропускают этап рендера, а забирают под обрисовку картинку прямиком из «Зебры». Но конечно, в редакторе также можно настроить освещение отдельно.
Работа в ZBrush морально готовит студентов к третьей программе: Blender.
Собираем сцены в Blender
Blender подходит для решения большинства профессиональных задач, имеет режим скульптинга и ориентирован на «полный цикл» моделирования. А еще он бесплатный.
В Blender студенты курса собирают более сложную сцену: интерьер или кусочек локации. В работе используются модели, которые уже были создали в SketchUp и ZBrush, моделируются новые предметы или скачиваются бесплатные ассеты и интегрируются в сцену.
Так как сцена готовится под обрисовку, художникам вовсе не нужно моделировать каждый объект самому или добиваться максимального сходства с задумкой. Придать сцене уникальный вид можно уже в Adobe Photoshop, а на этапе подготовки хватит и грубой болванки.
Сборка более сложной сцены в Blender.Рендеринг в Keyshot Настя Шепелина
Часто задаваемый вопрос: стоит ли учить Blender, если вы уже знаете другие 3D-редакторы?
Ответ: однозначно, да. Просто потому, что он бесплатный. Если в офисе вы захотите и дальше работать по пайплайну 3D + 2D, встанет вопрос о лицензиях. Работодатели не всегда могут обеспечить 2D-художников лицензионной версией платных 3D-редакторов. Например, годовая лицензия на AutoDesk 3DSMax на одного пользователя из РФ стоит 72 053 рубля. А бесплатный Blender вам, скорее всего, поставят.
На курсе ставится задача расширить кругозор студента в 3D. Изучив несколько программ, студент сможет понять, что ему удобно делать и где.
Анна Лепешкина
Все 3D-программы похожи друг на друга. После Blender можно попробовать 3DSMax или Maya, а после ZBrush – Autodesk MudBox, или 3D-Coat для рендера.
Частые ошибки на этапе моделирования
Ошибка: пытаться проработать в 3D все детали.
Ответ: не делайте так, это сильно замедляет моделирование. Помните, что какие-то вещи действительно проще нарисовать от руки – после рендеринга вас ждет ещё большая работа по обрисовке.
Что-то делаем в 3D, что-то – в Photoshop и из всего получаем максимум пользы. Универсальное правило: если сложно сделать в 3D – оставь на Photoshop. Например, смоделировать веревки будет гораздо дольше, чем просто их нарисовать
Анна Лепешкина
Ошибка: многие переживают, что работа идет медленно. А от руки быстрее…
Ответ: конечно, поначалу работа по пайплайну 3D+2D может занимать больше времени, чем обычно. К логике моделирования и новому интерфейсу нужно привыкнуть. Как только это произойдет – скорость увеличится.
Рендеринг. Где и как?
На курсе студентам на пробу предлагается два варианта: KeyShot и встроенный в Blender рендерер Cycles. В качестве бонуса изучается также Marmoset Toolbag.
Рендеринг превращает угловатую схематичную модельку в пригодную для обрисовки заготовку с красивым оклюженом и точной перспективой. Рендеринг в Keyshot Работа студента
Весомым преимуществом KeyShot является простота освоения. В программу встроены среды — заранее настроенные схемы освещения. Благодаря им можно быстро настроить освещение под обрисовку. Оно должно быть мягким, рассеянным, без резких перепадов в светотени. На этапе обрисовки будет сложно вытащить детали из пересвеченных или провалившихся в тень участков — проще перерендерить сцену или нарисовать поверх с нуля.
Хотите понять, как работают среды в Key Shot? Вот официальный вебинар от разработчика.
Если хотите попробовать KeyShot, скачайте триальную версию — функционал там полный, но программа добавит ватермарк на результат рендеринга
Рендеринг в Blender отличается более тонкой ручной настройкой освещения. Тут нет сред, как в KeyShot, поэтому времени уходит чуть больше, зато студенты учатся работать с источниками света разных типов и правильно их располагать. Это позволяет ещё сильнее упростить себе задачу в Photoshop, добавив, например, зажженные свечи еще на этапе сборки сцены и рендеринга.
Освещение в первую очередь должно хорошо показывать объем и детали модельки, остальное, включая дополнительные источники света, – уже на усмотрение студента
Анна Лепешкина
Как быть с материалами?
При рендеринге под обрисовку обычно используется стандартный серый цвет. В этом пайплайн с 3D напоминает классический метод создания картинки от тонового подмалевка.
Работа с дополнительными источниками света. Рендеринг в Blender Юлия Яковлева
Иногда студенты добавляют на модель базовые цвета и текстуры уже на этом этапе, но с этим лучше быть осторожным: такой подход не даст нужной живописности и разнообразия оттенков, которые все равно придется добавлять в Photoshop.
Рендеринг в Blender Работа студента
Частые ошибки при работе с освещением
Выставляя свет под обрисовку, нужно соблюдать определенный баланс: новички часто ошибаются, делая свет слишком жестким. Добавить контраста всегда можно в Photoshop, а вот убрать его гораздо сложнее.
Слишком мягкого света тоже нужно избегать: он лишит заготовку объёма и сделает детали трудноразличимыми.
Переходим к обрисовке модели. Снова скетчинг
Правильной работе с болванкой в Photoshop посвящена вторая часть курса. Начинать следует с проработки тех деталей, которые были отложены на предыдущем этапе. При этом не стоит воспринимать болванку как раскраску – она скорее выполняет роль скетча, который можно и нужно дорабатывать.
Правильная работа с болванкой: к рендеру добавлены детали и даже достаточно крупные объекты, но перспектива и свет без изменений. Рендеринг в KeyShot. Надежда Полыгалова
Главное – не забывать о плюсах 3D, которые можно свести на нет, слишком сильно корректируя рисунок.
Типичные ошибки на этапе обрисовки:
Пытаться поменять свет и перспективу. В лучшем случае, рисунок станет разрозненным: где-то останется созданный компьютером свет, а где-то – нарисованный от руки. Если без изменений не обойтись – лучше вернуться в 3D-редактор и сделать новый рендер.
Не рисовать поверх болванки. Бывает, что студенты бояться испортить 3D-модель: тратят много времени, но по факту ничего не меняют. С этим тоже надо бороться, в первую очередь — подбором понятных референсов.
Добавляем цвет
Закончив дорабатывать базу, можно приступать к раскрашиванию. Наиболее простой способ – использовать режимы наложения слоёв. Подойдут режимы hard light (жёсткий цвет), color (цветность) и overlay (наложение) или их комбинации. Ещё можно воспользоваться покраской с помощью карт градиентов.
Варианты работы с трехмерной моделью. В первом случае цвет накладывается поверх самой модели, во втором более схематичную болванку сначала перерисовывают Анна Лепешкина
Типичные ошибки на этапе покраски
После рендера поверхность болванки везде равномерно серая и не разделена по материалам и тону. А вам надо её разделить и поправить контрасты в соответствии с особенностями материалов. Сразу может быть непонятно, как это сделать.
Справиться с этим помогает простое упражнение: сделать несколько цветовых (с разными цветами) и тоновых (с разным контрастом) вариантов одного предмета.
Цветовые и тоновые варианты предмета Денис Шикхаибов
Влияет ли 3D на стиль?
3D может быть полезно как в стилизации — оно помогает подобрать более интересные формы, так и в реализме — за счет использования реалистичных моделек для концептов.
Анна Лепешкина
Часто после обрисовки модель практически не видно, поэтому не стоит бояться, что 3D сильно поменяет стиль автора. На что может повлиять использование трехмерной базы, так это на аккуратность работы и четкость линий, но это ценится практически в любом стиле.
Работа студента в относительно реалистичном стиле.
3D привносит в рисунок ровные чёткие грани и правильную перспективу, усиливая реализм, если это необходимо Работа студента
А здесь любопытная стилизация.
3D подходит для стилизованных работ. Художнику легче создать сложные и интересные формы Алексей Леонтьев
Создаём сложную сцену. Курсовая работа
Выпускная работа Насти Шепелиной
Освоив несколько техник и программ, можно собрать композицию практически любой сложности. Поработать в понравившихся редакторах и отработать новые навыки позволяет третий этап – курсовая работа. В качестве стандартной темы предлагается нарисовать детализированный интерьер, но многие не ограничиваются этим, моделируя персонажей или целые иллюстрации. На этом этапе студентам предоставляется практически полная свобода творчества, ограниченная лишь сроками сдачи работ.
Всё успеть помогает возможность импортировать модели в Blender. И вновь не обязательно использовать модели, созданные самим студентом: можно пользоваться бесплатными библиотеками, чтобы заполнить интерьер стандартными предметами вроде бутылок, книг и прочих мелочей.
Каждый раз моделировать типовые предметы с нуля — та ещё морока. Поскольку студентам нужны болванки под обрисовку, авторство моделей большой роли не играет – они все равно будут перерисованы в Photoshop. Главное, чтобы автор ассета не запрещал такое использование.
В этом интерьере студентка использовала модели, которые создавала на предыдущих этапах курса, что позволило ей быстрее наполнить сцену Юлия Яковлева
Выпуск
Закончив курс, можно пополнять портфолио и писать в резюме о том, что вы знакомы с моделированием в 3D — это станет плюсом при трудоустройстве. Но только при одном условии: это должно быть портфолио 2D-художника. Если вы хотите стать именно 3D-художником, вам нужно будет многое изучить дополнительно — курс рассчитан на 2D-художников и оставляет за кадром большой набор функций и программ, необходимых для оптимизации моделей под игровые движки, подготовку их для анимации и прочие вещи.
Не все работодатели внимательно читают резюме. Добавив на работу в портфолио иконки программ и этапы работы в 3D, вы наглядно покажете свои навыки Андрей Вольников
Что нужно, чтобы записаться на курс?
Базовые знания в рисовании, без которых не получится правильно обрисовать болванку и не испортить ее.
Желание оптимизировать свой пайплайн, ускорить работу и изучить новые инструменты.
Интерес к 3D и желание попробовать моделирование.
Желание освоить новые редакторы и техники, если небольшой опыт моделирования уже есть.
Полезные материалы по теме 3D для 2D. Посмотреть:
Канал автора курса Анны Лепешкиной. Уроки, спидпейнты, тизеры к её играм.
Канал Flipped Normals — много полезных видео по работе в 3D.
Видеоролик Джейсона Брюбейкера о том, как использовать 3D модели при рисовании комиксов.
Четыре видеоролика Pixel Pusher о том, как он использует 3D в 2D-работах.
Как концептеру внедрить 3D в 2D пайплайн. Интро
Создание мира, часть 1. Дизайн с 3D в пайплайне 2D художника
Создание мира, часть 2. От 3D подмалёвка до 2D концепта.
Создание мира, часть 2. Создание финальной иллюстрации.
Спидпейнт. Концепт домика. В пайплайне SketchUp и Adobe Photoshop.
Марко Буччи разбирает три способа покраски ч/б подмалёвка.
Марко Буччи о том, как двадешнику быстро попробовать Blender.
Полезные материалы по теме 3D для 2D. Почитать
Серия уроков по основам ZBrush на 3D Total.
Серия уроков по основам Blender на 3D Total.
Автор текста Артемий Третьяков из Smirnov School. Мы — онлайн-школа, где готовят концепт-художников, левел-артистов и 3D-моделеров для игр и анимации. Если придете к нам на курс, не забудьте спросить о скидке для читателей с DTF.
Топ-15 лучших мобильных приложений для 3D-моделирования в 2023 году
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Уровень: Начинающий
Уровень: средний
Уровень: Профессионалы
Какое приложение для 3D-моделирования вы выберете?
Введение
3D-моделирование может многое предложить: от 3D-визуализации, анимации до 3D-печати. Программное обеспечение, однако, часто тяжелое и требует мощного оборудования. Больше не бойтесь, теперь вы можете начать 3D-моделирование на своих мобильных устройствах ! Да, вы можете начать использовать приложение для 3D-моделирования для устройств iOS, Android или Windows . Есть много вариантов в зависимости от ваших навыков. Какое из наших 15 лучших приложений для 3D-моделирования лучше всего подходит для вашего следующего проекта? Давай выясним!
Уровень: Новичок
Putty3D
Платформа: iOS
Цена: $4,99
Putty3D — это простое приложение для создания 3D-скульптуры. Это отличное решение для 3D художников и 3D-энтузиастов , которое позволяет создавать 3D-модели путем их скульптинга. Процесс очень похож на традиционную лепку из глины. Вы начинаете с твердой сферы и соответствующим образом редактируете ее с помощью инструментов скульптинга. Это увлекательный и интуитивно понятный способ создания 3D-моделей.
Приложение для проектирования Putty3D для iPad даже предлагает варианты экспорта OBJ и STL, которые позволят вам перенести свою работу на ПК и внести дополнительные изменения, используйте свой 3D-модели для анимации и визуализации и даже их 3D-печать .
Umake
Платформа: iOS
Цена: 15,99 долл. США в месяц, 95,99 долл. США в год 299,99 долл. США за неограниченное количество После того, как вы изучите его, вы сможете пользоваться некоторыми довольно продвинутыми опциями проектирования САПР и сможете создавать модели, подобные SketchUp.
Это приложение для 3D-моделирования предоставит вам инструменты для свободный эскиз или сделать точные технические чертежи превратились в 3D-модели. Также есть простые варианты текстурирования . Вы сможете проектировать различные 3D-модели, от архитектуры, дизайна продуктов до автомобилей.
3DC
Платформа: iOS, Android
Цена: $3,99
Это приложение для 3D-моделирования особенно интересно для школ . Это очень интуитивно понятно и рекомендуется для обучения 3D-печати . Производители обещают, что это будет «самое простое приложение для 3D-дизайна на рынке». Вы сможете создавать простые 3D-модели, которые можно будет полностью распечатать.
Morphi
Платформа: iOS
Цена: 9,99 долл. США
В качестве приложения для 3D-дизайна для iPad Morphi предлагает действительно дополнительных параметра. У вас будет множество инструментов для 3D-моделирования, таких как наброски от руки, 2D-технические чертежи, векторный рисунок, редактируемые контрольные точки и другие. У вас также будет доступ к CAD-инструментам , параметрам текстурирования, а также к экспорту и импорту 3D-файлов для 3D-печати.
Microsoft 3D Builder
Платформа: Windows phone
Цена: Бесплатно
Одно из немногих 3D-приложений, доступных для телефонов Windows, Microsoft 3D Builder позволит вам восстанавливать 3D-модели , редактировать их и готовить к 3D-печати . Чтобы убедиться, что ваши модели будут напечатаны правильно, вы сможете сделать реалистичные рендеры, чтобы предварительно просмотреть свою 3D-печать. Это приложение также позволит вам настроить параметры вашего 3D-принтера.
Thingiverse
Платформа: Android
Цена: бесплатно
Thingiverse — отличное решение, если вы не очень заинтересованы в изучении 3D-моделирования или у вас просто нет времени, но вы все равно хотите освоить 3D-печать. Это мобильное 3D-приложение собирает огромное сообщество , которое бесплатно делится 3D-моделями . Благодаря этому мобильному приложению вы можете наслаждаться свободой 3D-печати в любом месте.
Qlone
Платформа: iOS
Цена: бесплатно
Qlone — приложение для 3D-дизайна для iPad и объединяет 3D-моделирование и 3D-сканирование в одном приложении. Как это работает? Это приложение для 3D-моделирования позволит вам сканировать объект в 3D, перенося его в виртуальную реальность вашего телефона. Затем вы можете отредактировать отсканированное изображение на своем iPhone или iPad. Как только вы будете довольны результатом, вы сможете экспортировать 3D-файл и распечатать его на 3D-принтере!
Qubism
Платформа: Android
Цена: Бесплатно
Знаете игру Minecraft? Qubism — это приложение для 3D-моделирования, которое работает очень похожим образом. Вы сможете создавайте простые модели с помощью «кубов», блоков, которые можно растягивать, добавлять, перемещать, удалять и т. д. Когда вы закончите, вы можете экспортировать свою 3D-модель, чтобы внести более сложные изменения или подготовить ее для 3D-печать на вашем компьютере.
Уровень: Средний
Скульптура
Платформа: iOS Цена: $9,99 Sculptra претендует на звание самого интуитивно понятного и мощного приложения для 3D-скульптуры . Он предоставит вам расширенные возможности 3D-скульптуры, такие как симметричная лепка, импорт 3D-файлов, инструменты для лепки. Вы также сможете получить доступ к длинной истории отмен и действительно реалистичным рендерам. Основная цель Sculptra — дизайн персонажей для видеоигр и анимации.
Средство просмотра Sketchup для мобильных устройств
Платформа: iOS, Android Цена: $9,99 Sketchup Viewer является частью программного обеспечения для 3D-моделирования SketchUp. Если вы студент или профессионал, работающий со SketchUp, их средство просмотра позволит вам получить доступ к 3D-моделям для их просмотра . Это мобильное приложение позволит вам взглянуть на 3D-модель с разных точек зрения, плоскостей выделения, видимости слоев и даже в режиме рентгена. Это особенно интересный вариант, если вы работаете в команде или с клиентом, и вам нужен мобильный доступ к вашим моделям, куда бы вы ни пошли .
Уровень: профессионалы
Какое приложение для 3D-моделирования вы выберете?
Как видите, существует приложение для 3D-моделирования для любого уровня квалификации и для разных мобильных устройств. В зависимости от того, начинаете ли вы свое 3D-приключение, хотите просто повеселиться или являетесь профессионалом, ищущим больше мобильных решений, наш список 15 лучших приложений для моделирования для мобильных устройств должен дать вам ответ. Или, может быть, вы хотите напечатать свои модели на 3D-принтере?
Если это так, вы можете использовать свое приложение для 3D-моделирования, чтобы экспортировать файл STL и легко распечатать его в 3D с помощью онлайн-сервиса 3D-печати! Не беспокойтесь о настройках, неправильном выполнении задания на печать или о качестве. С Sculpteo вы можете получить печать 3D-моделей в лучшем качестве, не выходя из дома, просто загрузив свой файл.
Не можете дождаться лучших новостей о 3D-печати? Подпишитесь на нашу рассылку и следите за нами на Facebook!
Могу ли я 3D моделировать на своем телефоне?
Какое лучшее приложение для 3D-моделирования?
Похожие темы
Наверх
Получайте последние новости о 3D-печати прямо на свой почтовый ящик
Подпишитесь на нашу еженедельную рассылку, чтобы узнавать о новейших технологиях 3D-печати, приложениях, материалах и программном обеспечении.
Программное обеспечение для 3D-рисования | 3D-черчение
3D-черчение и моделирование
Несмотря на то, что между 3D-рисованием и 3D-моделированием есть сходство, существуют и различия. Узнайте больше об этих различиях ниже.
Что такое 3D-рисунок?
3D-черчение (или 3D-набросок) — один из наиболее часто используемых методов архитекторами, специалистами в области гражданского строительства и графическими дизайнерами. Это позволяет строителям решать геометрические элементы высоты, ширины и глубины в своих 3D-проектах. Эти проекции основаны на визуальной перспективе и анализе аспектов для проецирования сложного объекта для возможности просмотра на более простой плоскости.
Что такое 3D моделирование?
Трехмерное моделирование — это метод компьютерной графики для создания трехмерного цифрового представления любого объекта или поверхности. Инженер или дизайнер использует специальное программное обеспечение для манипулирования точками в виртуальном пространстве (называемыми вершинами) для формирования сетки: набора вершин, образующих объект.
В чем разница между 3D-моделированием и 3D-рисованием?
В то время как 3D-чертежи показывают только длину и ширину, проекты 3D-эскизов также показывают объем и глубину в проекте. Моделирование трехмерных твердотельных элементов часто начинается с создания двухмерного эскиза, определяющего часть формы детали. Эскиз включает в себя создание линий, дуг, окружностей и размеров.
Autodesk предлагает множество программных платформ для трехмерного рисования, включая AutoCAD, Fusion 360 и Inventor.
ПО для 3D-чертежа и создания эскизов
Программное обеспечение для 2D и 3D CAD. Подписка включает AutoCAD, специализированные наборы инструментов и приложения.
Профессиональные инструменты проектирования и проектирования изделий для трехмерного механического проектирования, моделирования, визуализации и документирования.
Планируйте, проектируйте, стройте здания и управляйте ими с помощью мощных инструментов информационного моделирования зданий.
Программное обеспечение для 3D-моделирования, анимации и рендеринга для игр и визуализации дизайна
Облачное программное обеспечение 3D CAD/CAM/CAE для проектирования изделий
Автоматизируйте и упростите создание сложных 3D-проектов
Узнайте, как клиенты используют программное обеспечение для трехмерного рисования
LIGHTNING MOTORCYCLE
Преодолев барьер аккумуляторов
Создатели электрических мотоциклов превзошли конкурентов с бензиновыми двигателями благодаря супербайку, разработанному с помощью генеративного проектирования и прототипов, напечатанных на 3D-принтере.
Изображение предоставлено Lightning Motorcycle.
РОКИОН
Проектирование с нуля
Производитель большегрузных электромобилей для горнодобывающей промышленности оптимизирует проектирование и производство с помощью Autodesk Inventor и Vault.
Изображение предоставлено Rokion.
HYUNDAI МОТОР ГРУППА
Внедрение инноваций в области мобильности с помощью генеративного дизайна
Студия New Horizons, принадлежащая Hyundai Motor Group, расширяет границы автомобильного дизайна с концепцией шагающих автомобилей.
Изображение предоставлено Hyundai.
Часто задаваемые вопросы (FAQ) по 3D-чертежу
Ниже вы найдете ответы на вопросы, которые нам чаще всего задают о 3D-чертеже и программном обеспечении Autodesk.
DWG — собственный собственный формат файлов AutoCAD, компактный двоичный формат, в котором хранятся и описываются данные и метаданные 2D- и 3D-проектов.
Autodesk предлагает программное обеспечение для 3D-чертежа для нескольких отраслей, включая архитектуру, дизайн интерьеров, ландшафтный дизайн, а также программное обеспечение для макетов для идей продукта.
Флагманским приложением Autodesk для 3D-чертежа является AutoCAD, но компания также предлагает Inventor, Revit, 3Ds Max, Fusion 360 и Sketchbook.
Autodesk Fusion 360 для iPad и iPhone позволяет вам совместно работать над 3D-дизайном с кем угодно внутри или за пределами вашей компании. С приложением Fusion 360 у вас есть возможность просматривать свои модели САПР и совместно работать над ними в любое время и в любом месте.
Информационное моделирование зданий (BIM) — это интеллектуальный процесс на основе 3D-моделей, который дает специалистам в области архитектуры, проектирования и строительства информацию и инструменты для эффективного планирования, проектирования, строительства и управления зданиями и инфраструктурой.
AutoCAD заменил традиционный метод черчения и проектирования (который выполнялся с помощью карандаша, чертежных досок, треугольников и компаса) компьютерным программным обеспечением. Преимущества многочисленны и включают экономию времени, повышение производительности, оптимизацию рабочего процесса проектирования и документации и многое другое.
Autodesk Fusion 360 доступен в виде веб-приложения на устройствах Chromebook для учащихся с учетной записью Autodesk и образовательной подпиской.
Гайд для E 50 Ausf. M — стоит ли качать после апа?
Улучшение ветки тяжело бронированных средних танков Германии заставляет по-новому взглянуть на эту грозную машину и возможности реализовать ее потенциал в текущем рандоме. Посмотрим, что изменилось в E 50 M и как это может помочь в боях на десятом уровне.
Приветствуем, танкисты! С вами Wotpack и обзор среднего танка 10 уровня E 50 Ausf. M в World of Tanks. Он стал логическим завершением ветки немецких штурмовых СТ, отличающихся точными снайперскими орудиями.
Содержание
ТТХ E 50 M
Огневая мощь
Живучесть
Мобильность
Маскировка и обзор
Преимущества и недостатки
Выбор оборудования
Обучение экипажа
Выбор снаряжения
Как играть на E 50 M
Итоги
ТТХ E 50 M
В патче 1.10.1 броню лба башни значительно увеличили – со 185 до 250 мм.
Это было самой слабой стороной данной машины, остальные параметры не менялись.
Огневая мощь
Мы будем сравнивать E 50 M с другими топовыми СТ с передним расположением башни и цикличными орудиями, которые в определенной степени схожи по геймплею.
Разовым уроном в 390 единиц на десятом уровне уже никого не удивишь, в сравнении с конкурентами этот показатель можно считать средним. Более высокой альфой отличаются Leopard 1, Об.430У и 121. Зато пробитие базовым подкалиберным снарядом одно из самых высоких после Леопарда, что важно для танка с самым низким ДПМ на уроне. Премиумные кумулятивы в среднем способны пробить 330 мм приведенной брони, это довольно неплохо.
Башня вращается сравнительно медленно, на уровне тяжелых танков. УВН в порядке, -8 градусов позволяют отыгрывать от рельефа, в отличие от советов и китайца с очень плохим склонением орудия вниз. По времени сведения E 50 M уступает Леопарду, M48 Patton и STB-1, а вот по точности этот немец на втором месте, с отличным показателем разброса 0. 29 на 100 м.
Орудие позволяет эффективно поражать противника на дальней дистанции.
Скорость подкалиберных снарядов 1500 м/с, так что стрелять на упреждение тут одно удовольствие. Кумысы и фугасы имеют начальную скорость 1200 м/с, что тоже неплохо.
К преимуществам подкалиберов также относится то, что они могут пробивать катки и экраны, что недоступно для кумулятивных снарядов, но последние не теряют пробитие с расстоянием. Таким образом для быстрых слабо бронированных целей и постановке на каток подойдет БП, а для тяжело бронированных танков КС, всегда имейте это в уме.
Фугасы можно применять для противников, которые танкуют своей крепкой башней или бортом и неуязвимы для других боеприпасов, а также добивания и сбития захвата. Калибр орудия позволяет снимать ОФ снарядами по 100-200 ХП, а попаданием в лючок или моторный отсек еще больше.
Живучесть
По броне корпуса E 50 M уступает только Об.430У, обладающему отличным лобовым бронированием. Плюс у него больше всего очков прочности на своем уровне.
ВЛД расположено под хорошим углом и неплохо отбивает снаряды, особенно при постановке ромбом.
Но не стоит подкатывать к противникам, расположенным выше, в таком случае они смогут пробить вас прямо в лоб даже базовым снарядом.
НЛД имеет большой размер и толщину 120 мм, более низкие танки будут пробивать в него уверено, более высокие сложнее. В любом случае рекомендуем его не подставлять и надежно прятать за укрытиями.
Но, самым слабом местом танка является башня, которая до патча 1.10.1 имела толщину брони в лобовой проекции всего 185 мм, что с учетом почти прямого угла, очень мало. Раньше ее пробивали даже танки 8-9 уровня, но теперь броня в этом месте 250 мм.
Это надежно защищает от большинства танков 8 уровня, многих СТ и ЛТ на 9 уровне. Но для пробивных ПТ и танков 10 уровня приведенной брони маловато, играть от башни можно лишь с дистанции, надеясь на промах или попадание в крепкую маску орудия.
Мобильность
Е 50 M, при схожей массе, получил двигатель значительно мощнее, чем у предшественника, а именно 1200 против 900 лошадей. Это повысило удельную мощность с 14 до 19 л.с./т и сделало топа более динамичным – позволило быстрее набирать скорость, чего девятке откровенно не хватало. Плюс подтянулась и скорость поворота корпуса.
В результате как по максималке, так и общей подвижности, E 50 M вышел одним из лучших после Леопарда, играть на нем однозначно приятнее. Стоит также отметить, что трансмиссия была перенесена из передней в заднюю часть корпуса. Это исключило выбивание двигателя при пробитии НЛД, чем страдал E 50.
Высокая скорость при большой массе и мощной броне обеспечивают приличный урон от тарана.
Маскировка и обзор
Как и у младшего брата, с маскировкой у E 50 M есть проблемы – безнаказанно снайперить из кустов сложновато, тем более что на 10 уровне у всех танков хороший обзор.
При этом обзор E 50 M, по сравнению с некоторыми одноклассниками, меньше и не претерпел изменений с повышением уровня.
Преимущества и недостатки
Подводя итог, выделим основные преимущества и недостатки.
Преимущества:
комфортные УВН
отличная точность
хорошая стабилизация
приличное пробитие
крепкая броня корпуса
наибольшее количество ХП
прекрасная динамика
мощный таран
Недостатки:
низкий ДПМ
медленное вращение башни
нерациональная форма башни
большие габариты
плохая маскировка
Выбор оборудования
Есть несколько, имеющих право на жизнь, сетапов оборудования для E 50 M.
Классика
Джентльменский набор большинства средних танков:
вентиляция – плюс к обзору, скорости перезарядки и всем другим параметрам
досылатель – раскачка ДПМ для нанесения максимального урона противнику
стабилизатор – уменьшит изначальный круг разброса, что позволит попадать по противнику, не дожидаясь полного сведения
Активная игра
Для снижения разброса, увеличения скорости поворота шасси и башни вместо Вентиляции можно установить новое оборудование Улучшенные механизмы поворота. Тогда общая конфигурация будет иметь вид:
улучшенные механизмы поворота – увеличит скорость поворота башни и снизит разброс
досылатель – раскачка ДПМ для нанесения максимального урона противнику
стабилизатор – уменьшит изначальный круг разброса, что позволит попадать по противнику, не дожидаясь полного сведения
Динамика
Если вы хотите быстрее набирать скорость, то в первый слот с бонусом на подвижность можно поставить:
турбонагнетатель – ускорит разгон и повысит максимальную скорость
досылатель – раскачка ДПМ для нанесения максимального урона противнику
стабилизатор – уменьшит изначальный круг разброса, что позволит попадать по противнику, не дожидаясь полного сведения
В данном случае ваша огневая мощь будет немного меньше.
Обучение экипажа
Рекомендуем такую же конфигурацию перков как и для E 50, так как машины практически идентичные. Первым делом нужно Шестое чувство и Ремонт, после – умения, уменьшающие разброс, обзор и защиту боеукладки. По завершении их прокачки советуем сделать сброс и заменить на Боевое братство. Затем ставим Орлиный глаз, Снайпер, Мастер тарана и Отчаянный. Пятым перком берем Маскировку, так как на этом «сарае» на 10 уровне от нее не так много толку.
Если вы предпочитаете играть с шоколадом вместо огнетушителя, то лучше прокачать Пожаротушение взамен маскировки.
Выбор снаряжения
Снаряжение также имеет большое значение для победы на 10 уровне. Бескомпромиссный выбор для игры на результат:
шоколад – раскачка всех характеристик машины до максимума
большой ремкомплект – починка всех модулей одной кнопкой, плюс 10% к скорости ремонта
большая аптечка – лечение всего экипажа одной кнопкой, плюс 15% к защите экипажа и минус 5% от времени оглушения
Те, кто сильно боится гореть, могут вместо шоколада возить Автоматический огнетушитель, но горит E 50 M редко. Если ваша экономика в игре не выдерживает таких расходов серебра, то в оставшиеся два слота можете ставить Малый ремкомплект и Малую аптечку вместо премиумных аналогов.
Как играть на E 50 M
Десятый уровень – это уже далеко не комфортный баланс, свойственный девяткам. Вы будете постоянно попадать в бои, где большинство машин 10 уровня. А там много очень мощных ПТ, арты и колесные танки, рвущие сейчас все и вся.
Поэтому играть нужно крайне аккуратно и пытаться выжить как можно дольше.
Давайте посмотрим на итоговую конфигурацию с учетом приведенных выше рекомендаций:
Вначале боя занимайте снайперскую позицию в кустах, из которой сможете эффективно работать по засвету. Не забывайте держаться на расстоянии 15 м от кустов, чтобы лишний раз не светиться. Если все-таки засветились, то уезжайте на другую позицию, иначе вас будет ждать быстрая смерть от ПТ или арты.
Не рассчитывайте на крепкую броню, она рандомная и спасает через раз.
Во второй половине боя, когда вражеские ряды поредеют, можно начинать играть в поддержку. Держитесь за сильными союзниками, выезжайте когда по ним отстреляются и старайтесь не идти в размен, так как альфа тут не шуточная, вашего ХП может хватить на два хороших попадания врага. Ставьте ромб и крутите башней, откатываясь назад после выстрела, это затруднит пробитие ваших слабых мест – НЛД, лючка и «щек» башни.
Ближе к концу можно и понаглеть – действуйте более решительно, добивайте слабых врагов вроде СТ и картонных ПТ тараном. Это не нанесет вам существенного урона и позволит компенсировать недостаток ДПМ.
Не допускайте захода СТ и ЛТ к вам в борта и корму, тараньте и идите в клинч с невысокими противниками, они не смогут пробить ваш ВЛД. Пользуясь массой и мощным двигателем, при первой возможности сталкивайте врагов с большим запасом ХП с обрыва или в воду, чтобы быстро их уничтожить.
В любом случае не стоит пытаться торговать башней, используйте ей правильно – работайте от горок с дистанции, откатываясь после выстрела, чтобы не получить ответку в лоб башни. Пользуйтесь хорошими ходовыми качествами и при необходимости меняйте позицию, поезжайте туда, где сможете набить больше дамага.
Итоги
В результате апа E 50 M практически не изменился в плане геймплея. Это все та же универсальная смертоносная машина, сочетающая в себе роли штурмовика и снайпера, что одинаково хорошо для игры на открытых и городских картах. Игра может доставить немало удовольствия игроку со средним или выше скилом, в этом плане техника не очень требовательна. А теперь еще и обзавелась более крепкой броней в башне, которой можно танкануть снаряды машин 8-9 уровня (кроме ПТ и голды).
Но стоит сделать оговорку касательно баланса, который делает игру на 10 уровне в целом более сложной, голдозависимой и довольно затратной. Поэтому окупится это удовольствие только в руках опытных танкистов.
Остальным же мы можем порекомендовать пока оставаться на E 50, не спеша выкачивая десятку. Возможно, в будущем произойдет корректировка работы балансировщика и исправят дисбаланс, существующий при игре на топовой технике.
Читайте далее:
Tags: WoT
Обзор немецкого среднего танка 10 уровня E-50 Ausf M. Какое оборудование ставить на е50м
Автор CS Gamer На чтение 9 мин Просмотров 4 Опубликовано
Содержание
Сравните E 50 M с другими топовыми СТ с фронтальными башнями и круговыми орудиями, геймплей которых в чем-то схож.
Как играть на Е50М? — гайд, видео, обзор
Итак, вы купили и продали танк 10 уровня E 50 M, что это такое? Каковы его плюсы и минусы? Как это происходит? Ответы на эти вопросы содержатся в данном руководстве по E50M. Сравнивая его характеристики с предыдущими танками E50, вы можете с удивлением обнаружить, что E50M не сильно отличается от своих предшественников.
Давайте посмотрим на обзор танков. Внешне это абсолютно идентичные машины. Когда они расположены рядом друг с другом, различий не видно. Как и его предшественник, E50M отличается большими размерами для среднеразмерного танка. Довольно высокий и особенно печальный, не говоря уже о хорошем камуфляже, E50M подсвечивается как тяжелый танк. И попасть в него с расстояния несложно.
Но сходство не только внешнее: щиты этих двух машин полностью идентичны. Верхняя передняя часть имеет хороший угол наклона и толщину 150 мм. Другие средние танки не могут его пробить. С помощью детализации на верхней передней части можно вывести из строя танки 10-уровневой ПТ-САУ, но для этого рекомендуется расположить танки в форме ромба.
Е50м танкует?
Нижняя лобовая часть имеет толщину всего 80 мм, поэтому легкие танки могут ее пробить. Толщина бортов также составляет 80 мм, поэтому E50M может успешно размещать за укрытием танк с обратным ромбом. Однако, к сожалению, передняя часть башни не может быть пробита вообще. При небольшом уклоне 185 мм, E50M может быть пробита орудиями с пробивной способностью около 210 мм и более. Маска очень компактная, но небольшая, поэтому имеет относительно большую уязвимую зону. Наблюдатели также легко проникают, но при таком уязвимом фронте башен нет причин нацеливаться на наблюдателей. Далее в руководстве E50M мы рассмотрим оружие.
За исключением ракет, вооружение остается прежним. E50 ‘Gold’ — это подкалиберная ракета с 270-мм пробивным щитом, в то время как E50M является основной ракетой и поэтому имеетБолее высокая степень проникновения. Как правило, главная ракета располагается между центральными баками. Напротив, имеется грузовой снаряд с пробивной способностью 330 мм. Одноразовый урон обоих типов ракет составляет 390 единиц. В остальном отличий от топового оружия E50 нет. Точность — одна из лучших в игре (0,3), а сходимость — быстрая (2,1 секунды).
Для остальных мы рекомендуем пока использовать E50 и получить топ-10. В будущем баланс будет скорректирован, чтобы устранить любые дисбалансы, существующие при игре с топовым оборудованием.
Сравнение E-50 Ausf.M с другими средними танками 10 уровня
Максимальная скорость (км/ч)
Скорость (градусы/сек)
Щит корпуса (корпус / конек / корма (мм))
Турельные щиты (передний/задний/боковые (мм))
Пробитие щита основным снарядом (мм)
Скорость огнестрельного оружия (об/мин)
Скорость вращения турели (градусов в секунду)
Одно из самых дорогих орудий в игре, с отличной пробивной способностью 270 мм.
Хорошая конечная скорость 60 км/ч.
Очень мощный двигатель, легко поражает врагов, не нанося им значительных повреждений.
Хорошая защита лба.
Cons:.
Дорогой ремонт и низкая прибыль за бой (танки не используются).
Небольшой вертикальный угол съемки.
Низкий ДПМ на уровне 10.
Танки имеют отличную лобовую броню толщиной 182 мм. Передняя часть башни также хорошо экранирована. Фланги и башни танка слегка экранированы, толщина этих участков не превышает 80 мм. Стоит также отметить, что командирская башня практически неразрушима. Щиты башни и корпуса не превышают 70 мм.
Советы по игре
Я рассматриваю две разные тактики ведения боя: первая — атака из-за скорости, которую она позволяет, вторая — снайперы. Давайте рассмотрим их все по очереди.
Для успешной атаки танки — лучший выбор.
Броня неплохая.
Одно из самых дорогих оружий в игре.
Конечная скорость неплохая.
Для этого необходимо максимально увеличить DPM. Необходимо установить бульдозеры, стабилизаторы и вентиляционные системы. Желательно иметь боевое братство. И после установки этого чуда мы вступаем в бой. Благодаря нашей скорости мы можем легко двигаться в направлении средних танков вместе с другими танками. Ближний бой нам не рекомендуется — нам нужно как можно больше помогать союзникам, и когда вы видите, что дела плохи, вы можете броситься и получить урон, чтобы спасти своих товарищей от смерти. Также имейте в виду, что если не прикрывать союзников и не отбрасывать их, то мы проиграем, так как три вражеских героя могут легко вывести нас из строя на скорость, если не прикончат нас.
Следующая тактика — тактика снайпера.
В этой тактике вы должны решить, хотите ли вы быть кемпером и стоять в стороне во время боя, или танком второй линии и стрелять по огням остальных. Если у вас автофургон, вам понадобится комплект погрузчиков, стабилизаторов и стереооружия. Эти установки позволяют нам на приличном расстоянии освещать и уничтожать противника. Однако эта тактика очень сложна, и в игре мало «правильных кемперов». Если вы хотите использовать чужие огни, вам понадобится пусковая установка, стабилизаторы и набор инструментов для оптики.
Эти модули помогут вам быстрее наносить урон и бросать оружие. Используя эту тактику, вы обнаружите, что вам нужно оставаться на второй линии огня и наносить урон с расстояния.
Из раздела настоятельно рекомендую: аптечки первой помощи, ремонтные ящики и огнетушители.
Танки имеют отличную лобовую броню толщиной 182 мм. Передняя часть башни также хорошо экранирована. Фланги и башни танка слегка экранированы, толщина этих участков не превышает 80 мм. Стоит также отметить, что командирская башня практически неразрушима. Щиты башни и корпуса не превышают 70 мм.
Какое орудие выбрать Е50
10,5 см L / 52 имеет хороший баланс между повреждением и проникающей способностью. Боец, вооруженный этим оружием, — настоящий ST в WoT. Отказы минимальны. Поскольку он наносит значительный урон противнику, его высокая скорострельность позволяет E-50 вести непрерывный бой и практически не получать урона. Это оружие подходит для игроков, которые любят быстрые, динамичные бои.
По сравнению с 8,8 cm Kw.K. 10,5 cm Kw.K, L/100 L / 52 Ausf.B наносит меньший урон, но в то же время его орудие очень точное (в WoT нет аналогов по точности этой пушке), а разброс орудия составляет 0,3 м. Оружие превосходно действует на дальних дистанциях. При присоединении к оружию, машина вспыхивает в AT-оружии, открывая его способность наносить урон. 8,8 см KwK 46 L/100 может достать соперников под любым углом. Подходит для любителей регулярных действий AT-SAU.
Как играть на е50
E50 имеет два ведущих орудия — 10,5-см KW.K. L/52 AUSF. B и 8,8 cm KW.K. L/100. наиболее распространенным орудием является 10,5 cm kw.k. L/52 AUSF. B, преимуществами которого являются лучшая пробиваемость и урон 390/390/510 щита.
Независимо от игрока, главная цель такого подхода — нанести урон, играя во второй волне атак. Если не принимать во внимание отличную артиллерию и надлежащую защиту, танк является отличной мишенью для вражеских машин из-за своих характеристик, близких к характеристикам тяжелого танка, но, как уже упоминалось, его топовая пушка длинная и средняя и полностью проверенная — продлевает бой. Игроки этой техники прекрасно чувствуют себя на 9-м уровне, противостоя тяжелым танкам один за другим. Необходимо запомнить единственно верное решение. Зацепите фланг танка противника. Владелец танка может использовать обычное уклонение и может проникнуть в тыл врага, но в таких случаях не забывайте учитывать движения противника и не попадайтесь на перехват.
Перки на Е50
Для средних танков наиболее подходящим полезным экипажем является E50, также это самый тяжелый танк, и для первого полезного экипажа командира «Шестое чувство», остальные экипажи будут прокачивать «ремонт». Далее, по возможности, все навыки «Боевого братства», плюс «Таран», «Неконтактные боеприпасы», «Снайпер» и «Радиоперехват».
Необходимое оборудование включает.
‘дозовые пушки’ для ускорения воспроизведения пушек, ‘вертикальные стабилизаторы’ для улучшения стабилизации пушек при стрельбе на земле и на ходу, и ‘визуально’ для увеличения обзора поля.
В начале боя займите снайперскую позицию в кустах. Там вы можете эффективно работать с сигнальными ракетами. Не забывайте держаться на расстоянии 15 м от кустов, чтобы не засветиться. Если вы все-таки повернулись, вам следует перейти на другую позицию. В противном случае, ожидайте быстрой смерти от артиллерии или в
Обучение экипажа E 50 Ausf. M
Как только вы нарисуете экипаж танка с очень полезными навыками, вы станете еще сильнее. Конечно, выбор насоса должен быть сделан правильно. В противном случае вам придется потратить много времени и сил на их переобучение. Но чтобы не совершать ошибок, лучше сразу узнать о привилегиях E-50 AUSF. мА следующим образом: — Командир — ,,. -Выстрел-,. -Инженер -Гид-,. — Радиолюбитель -,. -Загрузчик-,.
Снаряжение для E 50 Ausf. M
В связи с этим мы придерживаемся другой модели, которая применима к большинству танков в нашей любимой игре. Если запасы серебра или золота закончились, то только с простым набором E-50 AUSF. M gear,.
E 50 AUSF M тактическая игра.
E-50 M Chariot — лучший немецкий боевой танк. Это название полностью оправдывает себя. Потому что это подразделение имеет большой потенциал для ранжирования. Поскольку она очень гибкая и технически игры, которые вы не выбираете, всегда будут успешными.
Например, если E-50 AUSF. M, тактика боя может быть на второй или третьей линии с помощью Alied AT-AC и вражеских фугасов. Ваше точное оружие позволяет вам играть в безопасном режиме и делать это не хуже самых точных планет. Если вы хотите играть агрессивно, пытаясь разбить вражеское направление, опять же поможет наша мобильность и хороший щит. В дополнение ко всему вышеперечисленному, хороший обзор и EDA оружия помогают нам здесь, если вы выбираете что-то среднее.
Но как бы там ни было, я думаю, что немецкий промежуточный E-50 m WOT Chariot чувствует себя более комфортно при игре на дальних дистанциях, потому что у нас есть все, что связано с ним. Кроме всего вышеперечисленного, на больших расстояниях часто используется Shield E-50 AUSF. М трудно пробить и он дает важные преимущества перед многими врагами.
При игре на дальних дистанциях танку E-50 AUSF. M World of Tanks не нужно отчаянно прятать уязвимые НЛС или бояться слабого прикрытия передней части башни. Это тактика, которая одинаково хорошо работает как для новичков, так и для ветеранов-танкистов. Но опять же, у нас в руках очень гибкая машина, и применение
рейтинга skill4ltu, оборудования и экипажа для E 50 Ausf. М
Командир
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всей команды. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Recon
Увеличивает максимальную дальность обзора. Навык более эффективен, если устройства наблюдения повреждены или в сочетании с Ситуационная осведомленность, Оптика с покрытием, Экспериментальная оптика, Оптика Bounty, Бинокулярный телескоп и Оптическая калибровка.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Recon
Увеличивает максимальную дальность обзора. Навык более эффективен, если устройства наблюдения повреждены или в сочетании с Ситуационная осведомленность, Оптика с покрытием, Экспериментальная оптика, Оптика Bounty, Бинокулярный телескоп и Оптическая калибровка.
Пожаротушение
Улучшает способности пожаротушения. Эффективный уровень навыков усредняется по всему экипажу. Навык суммируется с эффектами Опытных пожарных.
стрелок
Моментальный снимок
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Моментальный снимок
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Мгновенный выстрел
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Моментальный выстрел
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Моментальный выстрел
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Deadeye
Увеличивает шанс нанести урон модулям техники и экипажу противника. Он эффективен только с бронебойными, подкалиберными и кумулятивными снарядами. Если способность есть у двух Стрелков, эффект не суммируется.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Водитель
Smooth Ride
Повышает точность стрельбы на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Снижает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Уменьшает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Снижает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Снижает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Радист
Ситуационная осведомленность
Расширение зоны обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ситуационная осведомленность
Расширение зоны обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Пожаротушение
Улучшает способности пожаротушения. Эффективный уровень навыков усредняется по всему экипажу. Навык суммируется с эффектами Опытных пожарных.
Погрузчик
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном орудии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном орудии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном оружии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном орудии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Brothers in Arms
Повышает основную квалификацию и все навыки всей команды. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном орудии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Надежная укладка
Увеличивает прочность боеукладки: снаряды не соприкасаются друг с другом. Если этот навык есть у двух погрузчиков, эффект не суммируется. Этот бонус суммируется с эффектами измененной конфигурации.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
рейтинг skill4ltu, снаряжение и экипаж для E 50
Командир
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Разведка
Увеличивает максимальную дальность обзора. Навык более эффективен, если устройства наблюдения повреждены или в сочетании с Ситуационная осведомленность, Оптика с покрытием, Экспериментальная оптика, Оптика Bounty, Бинокулярный телескоп и Оптическая калибровка.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Разведка
Увеличивает максимальную дальность обзора. Навык более эффективен, если устройства наблюдения повреждены или в сочетании с Ситуационная осведомленность, Оптика с покрытием, Экспериментальная оптика, Оптика Bounty, Бинокулярный телескоп и Оптическая калибровка.
Пожаротушение
Улучшает способности пожаротушения. Эффективный уровень навыков усредняется по всему экипажу. Навык суммируется с эффектами Опытных пожарных.
стрелок
Моментальный снимок
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Моментальный снимок
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Моментальный выстрел
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Мгновенный выстрел
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Brothers in Arms
Повышает основную квалификацию и все навыки всей команды. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Мгновенный выстрел
Повышает точность вращения башни. Если этот навык есть у двух стрелков, действует только более высокий рейтинг. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, системы стабилизирующего оборудования и смазки стабилизатора.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Deadeye
Увеличивает шанс нанести урон модулям техники противника и экипажу. Он эффективен только с бронебойными, подкалиберными и кумулятивными снарядами. Если способность есть у двух Стрелков, эффект не суммируется.
Сокрытие
Увеличивает скрытность машины. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Водитель
Smooth Ride
Повышает точность стрельбы на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Уменьшает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Снижает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Уменьшает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Smooth Ride
Повышает точность при стрельбе на ходу. Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Controlled Impact
Уменьшает урон от тарана вашей машины и увеличивает урон от тарана вражеской техники. Навык действует только во время движения вашего автомобиля. Навык неэффективен при столкновении двух союзных машин.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Радист
Ситуационная осведомленность
Расширение зоны обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Brothers in Arms
Повышает основную квалификацию и все навыки всей команды. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Ситуационная осведомленность
Расширение дальности обзора. Если навык есть у двух радистов, эффективен только тот, у кого выше рейтинг. Навык суммируется с эффектами Recon, Coated Optics, Experimental Optics, Bounty Optics, Binocular Telescope и Optical Calibration.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Пожарное дело
Повышает способность пожаротушения. Эффективный уровень навыков усредняется по всему экипажу. Навык суммируется с эффектами Опытных пожарных.
Погрузчик
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном орудии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном оружии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном орудии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном оружии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Ремонт
Ускоряет ремонт поврежденных модулей. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Маскировка
Повышает маскировку техники. Этот навык суммируется с эффектами маскировки (для соответствующего типа карты), маскировочной сети, малошумной выхлопной системы и естественного укрытия.
Brothers in Arms
Повышает основную квалификацию и все навыки всего экипажа. Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Интуиция
Позволяет быстрее переключаться между типами снарядов в заряженном оружии. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Частая эксплуатация дрели, как профессионального, так и бытового назначения, влечет за собой износ некоторых ее деталей. В частности, наблюдается износ патрона, в результате чего возникают такие проблемы, как выпадение сверл, бит, венчиков во время работы. В результате приходится периодически подтягивать затяжку патрона, чтобы не травмироваться во время рабочего процесса. Исправить сложившуюся ситуацию можно с помощью снятия и замены патрона, а вот как — это сделать, узнаем из этого материала.
Содержание статьи:
1 Зачем нужно снимать патрон
2 Какой инструмент потребуется
3 Извлекаем сверло из заклинившего патрона + (Видео)
4 Крепления: какими они бывают + (Видео)
4.1 Выясняем способ закрепления патрона
5 Снимаем патроны при различных их соединениях + (Видео)
6 Надеваем новый патрон + (Видео)
Зачем нужно снимать патрон
Все дрели, шуруповерты и перфораторы для закрепления рабочих деталей оснащаются патронами, принцип функционирования которых основан на кулачковом механизме. Фиксируются биты, сверла и прочие вспомогательные устройства в патроне посредством зажима их между тремя, а иногда и четырьмя соединяющимися кулачками. Кулачки представляют собой конусообразную конструкцию, которая перемещается только в продольном направлении при повороте регулировочной спецгильзы. Различают два типа патронов:
— ключевые;
— быстрозажимные или ручные.
Ключевые патроны осуществляют фиксирование рабочего инструмента путем применения спецключа, а вот на быстрозажимных дрелях достаточно ручных усилий для закрепления рабочих насадок. В зависимости от качества производства дрели, а также частоты ее использования, зависит срок службы патрона. Изнашиваются кулачки, поэтому патрон не в состоянии фиксировать рабочие насадки. Ремонту кулачки не подлежат, поэтому необходимость снятия патрона заключается в том, чтобы заменить изношенную деталь и тем самым реанимировать дрель.
Ключевой патрон на дрель со специальным ключом
Патрон в нечастых случаях извлекается из инструмента тогда, когда в нем заклинивает сверло или бита. Проворачивание патрона относительно вала инструмента является также негативным последствием, устранить которое можно, только если открутить патрон и поменять его на новый. Замене подлежат, как быстрозажимные патроны, в которых кулачки имеют меньший срок службы, так и ключевые, отличающиеся от первых максимальной силой затяжки рабочих насадок. Ударные дрели оснащаются только ключевыми барабанами, так как фиксация рабочего инструмента на них намного надежнее.
Быстрозажимной патрон на дрель
Какой инструмент потребуется
Для проведения работ по демонтажу патрона, его замены, а также для извлечения заклинившего сверла, потребуется убедиться в наличие следующего необходимого инструмента:
1) Тиски и плоскогубцы.
2) Молоток и киянка.
3) Гаечный и трубный ключи.
4) Крестообразная отвертка.
Как видно, такие инструменты имеются у каждого мужчины в гараже, поэтому снять и заменить патрон на дрели можно своими руками.
Извлекаем сверло из заклинившего патрона + (Видео)
Если вы столкнулись с проблемой заклинивания сверла, то не во всех случаях для его извлечения требуется демонтаж патрона. Когда сверло заклинило в патроне, то снять его можно путем применения тисков.
Сверло необходимо зажать в тисках в горизонтальном положении. Корпус дрели также необходимо зафиксировать, чтобы она была неподвижной. По поверхности патрона и гильзе необходимо постучать сначала легонько молотком, а после нанести сильные удары. Удары важно наносить по гильзе в направлении касательной плоскости. Работа молотком продолжается до тех пор, пока сверло не будет освобождено из зацепления с патроном.
Если с помощью молотка не удается высвободить сверло и раскрутить кулачки, тогда можно воспользоваться газовым ключом. Корпус дрели и заклинившее сверло фиксируется в тисках, а газовым или трубным ключом осуществляется проворачивание патрона в направлении хода часовой стрелки. Можно также воспользоваться и двумя трубными ключами, осуществив одним инструментом зажатие вала дрели, а вторым пытаться прокрутить зажимной элемент.
Крепления: какими они бывают + (Видео)
Зажимной механизм крепится к валу дрели с помощью следующих способов:
— резьбовое соединение;
— конусное соединение.
В конструкции резьбового соединения часто применяется дополнительный стопорный винт, представленный на фото ниже. С его помощью обеспечивается надежность фиксации патрона.
Патрон, ключ и стопорный винт для резьбового соединения
Резьбовое соединение обеспечивается посредством идентичной резьбе на валу инструмента и в канале зажимного механизма. Немалое значение играет тип применяемой резьбы в данном соединении, а бывают они метрическими и дюймовыми. Используемая резьба на дрели обозначается с помощью специальной аббревиатуры, которая имеет примерный вид:
«1,5-15 М13х1,2»
Обозначает аббревиатура следующее:
Обозначение
Расшифровка
1,5-15
Первые цифры аббревиатуры указывают на минимальный и максимальный диаметр сверл, которые можно использовать для зажатия этим патроном
М13
Буквенное обозначение говорит об использовании метрического типа резьбы, а цифра «13» — это ее диаметр в мм
1,2
Обозначение шага резьбы в мм
Если в инструменте применяется дюймовая разметка резьбы, то аббревиатура обозначается UNF. В современных моделях дрелей используется дюймовый тип резьбы, так как выбор зажимных механизмов с дюймовой резьбой намного обширнее.
Вал для надежности закрепления зажимного механизма оснащается стопорным винтом, на котором имеется резьба с левосторонней нарезкой. Поэтому вывинчивание винта для снятия патрона осуществляется в направлении хода часовой стрелки.
Менее распространенным способом является крепление патрона с помощью зажимного механизма, основанного на применении конуса Морзе. В данном случае вал представляет собой форму конуса, а зажимной механизм оснащен аналогичной формой во внутреннем канале. Крепление механизма происходит под воздействием силового насаживания устройства на конструкцию вала электромотора инструмента. Маркируются такие механизмы с помощью следующих аббревиатур: B10, B12, B18 и т.д..
Ключевой патрон для дрели с конусным соединением (маркировка)
Буквенное обозначение свидетельствует о маркировке конуса, а цифровое — это диаметр хвостовой части инструмента. Конусное соединение имеет следующий вид, представленный на фото ниже.
Конусные соединители для патронов
Конусный способ крепления является более надежным, так как он выдерживает большие силовые нагрузки, нежели первый вариант соединения. К тому же он прост в применении: легко снимается и также легко одевается на вал.
Выясняем способ закрепления патрона
Для того чтобы выяснить способ закрепления патрона на дрели, необходимо провести внешний осмотр. Специалисты с первого взгляда определяют данный момент, а для малоопытных мастеров имеется маркировка, по которой можно судить о способе закрепления патрона на дрели. Примеры маркировок для конусного и резьбового соединений описаны выше.
Снимаем патроны при различных их соединениях + (Видео)
Чтобы снять патрон, который закреплен резьбовым соединением на инструменте, необходимо выполнить следующие действия:
1) Внутри патрона имеется винт, располагающийся посередине устройства. Этот винт имеет левую резьбу.
2) Для выкручивания винта потребуется воспользоваться отверткой с крестообразным наконечником.
3) Отвинчивать его необходимо в сторону хода часовой стрелки, то есть в левую.
4) После откручивания винта, которого на некоторых моделях дрелей может и не быть, необходимо провести вывинчивание агрегата, служащего для фиксации рабочего элемента. Отвинчивание осуществляется при вращении агрегата в правую сторону.
Чтобы снимать патрон было удобно, дрель рекомендуется зажимать в тиски. Если не получается провести отвинчивание вручную, то можно воспользоваться трубным ключом или молотком, выполняя процедуры, описанные в разделе о снятии заклинившего сверла.
Такие популярные производители электроинструмента, как «Интерскол» и «Макита» имеют аналогичную конструкцию закрепления патронов на дрелях и шуруповертах. Поэтому все, что понадобится для того, чтобы раскрутить патрон — это определить тип соединения и после этого использовать тот или иной способ, как снять патрон.
Дрель «Makita» с быстрозажимным патроном и резьбовым соединением
Для снятия патрона с конусным соединением зачастую проблем не возникает вовсе. Наиболее простейшим способом является возможность проведения работ, используя молоток. С его помощью осуществляется выбивание конструктивного элемента из зацепления. Дрель необходимо при этом закрепить в тисках, чтобы патрон смотрел вниз. После этого наносятся удары по тыльной части патрона, осуществляя тем самым его демонтаж.
Дрель с различными конусами для закрепления патрона
Надеваем новый патрон + (Видео)
После того, как был произведен демонтаж патрона, его необходимо сменить на новый. Для этого выполняются следующие действия:
1) Для резьбового соединения патрона:
— производится накручивание нового патрона на вал винта в направлении движения часовой стрелки;
— осуществляется закручивание винта в направлении вращения против часовой стрелки.
Рекомендуется перед установкой барабана смазать резьбовые соединения.
2) Для конусного соединения:
— закрепить дрель в тисках;
— насадить патрон на вал;
— с помощью молотка и киянки произвести установку детали на место.
Итак, для снятия патрона с любой дрели необходимо знать порядок действий и уметь различать конструктивные особенности соединений. Единственный недостаток всех этих процедур — это необходимость замены патрона новым, ведь изношенные детали, уже не подлежат ремонту.
Патрон для дрели (быстрозажимной, ключевой): как снять, заменить, разобрать
Основные виды патронов для дрели
Конструкция и особенности зубчато-венцового патрона
Как снять патрон с резьбовым соединением
Замена и разборка патрона на дрели
Среди домашних мастеров наиболее распространены патроны для дрели двух видов — ключевые (зубчато-венцовые) и быстрозажимные (БЗП). Особенности эксплуатации именно этих патронов мы попробуем разобрать в данной статье и всесторонне осветить все основные нюансы и сложности работы с ними.
Наиболее распространенными для бытовых дрелей и шуруповертов являются зубчато-венцовые и быстрозажимные патроны
Основные виды патронов для дрели
По своей конструкции зажимы для дрели делятся на два основных типа:
зубчато-венцовый патрон, зажим хвостовика инструмента в котором осуществляется при помощи специального ключа;
быстрозажимной патрон для дрели (БЗП), в котором зажимная гильза приводится в действие посредством ее ручного вращения.
Разновидности патронов для дрели
Зажимные кулачковые патроны, устанавливаемые на современные дрели, позволяют надежно фиксировать инструмент, диаметр хвостовика которого находится в интервале 1–25 мм. Устройства данного типа практически лишены недостатков, наиболее значимым из которых является их достаточно высокая стоимость.
Наиболее популярным типом зажимного устройства, устанавливаемого на современные модели дрелей, является патрон быстрозажимной (БЗП). Чтобы зафиксировать инструмент в зажимном патроне категории БЗП, достаточно всего нескольких секунд, при этом нет необходимости применять специальный ключ. Зажим хвостовика инструмента осуществляется за счет ручного вращения регулировочной гильзы, на внешнюю поверхность которой нанесено рифление, облегчающее выполнение данной процедуры. Чтобы регулировать механическое воздействие, создаваемое на хвостовик инструмента, в зажиме данного типа предусмотрено специальное блокировочное устройство.
Для фиксации сверла одной рукой придерживают нижнюю муфту, а другой затягивают верхнюю муфту по часовой стрелке
К наиболее значимым недостаткам БЗП следует отнести то, что в тех случаях, когда элементы его механизма изнашиваются, он недостаточно надежно фиксирует хвостовики сверл большого диаметра. Это приводит к проворачиванию инструмента в процессе работы.
По сравнению с зажимными устройствами категории БЗП, зубчато-венцовые патроны для оснащения дрели обеспечивают надежную фиксацию инструмента в любой ситуации. Пользователи, которым приходится часто работать с электрическими дрелями, отдают предпочтение зажимным патронам именно данного типа. Единственным значимым недостатком таких устройств является то, что ключ, при помощи которого они приводятся в действие, достаточно легко потерять. Между тем возникновения такой проблемы можно легко избежать, если сразу после приобретения дрели зафиксировать ключ на проводе устройства при помощи изоляционной ленты или обычной веревки.
Диаметр хвостовика насадки, зажимаемой в мини-патроне, зависит от калибра цанги
Большой популярностью пользуется и патрон для мини-дрели, устанавливаемый на компактные сверлильные устройства. Последние активно используются мастерами ювелирного дела. Мини-патрон относится к категории быстрозажимных патронов для шуруповерта или легкой дрели. Такой маленький патрон, изготавливаемый преимущественно из латуни, используют для фиксации инструментов, диаметр хвостовика которых находится в интервале 0,1–4,5 мм.
Конструкция и особенности зубчато-венцового патрона
Классический патрон для дрели относится к зажимным устройствам цангового или кулачкового типа. В них можно зажимать не только различные инструменты с круглым хвостовиком, но и заготовки цилиндрической формы для их дальнейшей обработки. Основными элементами конструкции зажимных кулачковых патронов являются:
корпус цилиндрической формы;
регулировочное кольцо или гильза, вращающиеся на внешней поверхности корпуса;
кулачковый механизм или цанга, установленные во внутренней части корпуса устройства.
Конструкция кулачкового (зубчато-венцового) патрона с ключом
В свою очередь цанговый механизм, элементы которого изготавливаются из закаленной стали, состоит из трех абсолютно одинаковых кулачков, которые при вращении регулировочного кольца или гильзы одновременно приближаются друг к другу, тем самым обеспечивая надежный зажим хвостовика инструмента. В первых моделях патронов для механических дрелей кулачки цанги сходились за счет вращения регулировочного колеса, сейчас для этого используется регулировочная гильза.
Одной стороной патроны для дрели устанавливаются на вал используемого оборудования, а с другой в них вставляется инструмент, при помощи которого будет выполняться обработка. Зажимные кулачковые патроны используются преимущественно для фиксации в них следующих инструментов:
сверл;
фрез;
метчиков с хвостовиками небольшого диаметра.
Кулачковый патрон дрели предназначен для зажима насадок с цилиндрическим или шестигранным хвостовиком
Как снять патрон с резьбовым соединением
Вопрос о том, как снять патрон с дрели, который фиксируется на ней при помощи резьбового соединения, возникает у домашних мастеров достаточно часто. Снимать такой зажим надо с учетом того, что он установлен при помощи нестандартной левой резьбы.
Резьбовой элемент зажимного устройства находится в его внутренней части, поэтому необходимо сначала максимально раздвинуть зажимные кулачки, что обеспечит доступ к фиксирующему винту, который откручивается при помощи обычной крестовой отвертки. В дрелях без такого винта патрон просто скручивается с их вала без проведения вышеописанных подготовительных работ.
Головка фиксирующего винта может быть крестообразной, с прямым шлицом, под шестигранник или даже «звездочкой»
Винт с левой резьбой, при помощи которого на дрели фиксируется резьбовой патрон, может со временем изнашиваться. Чтобы восстановить надежность такого соединения, можно выполнить следующие действия:
вставить крестовую отвертку в головку винта патрона на дрели;
легкими ударами молотка углубить винт в резьбовое отверстие.
Такие действия не нанесут вреда крепежному узлу дрели, но позволят фиксировать на ней зажимное устройство более точно и надежно.
Замена патрона резьбового типа на дрели может быть выполнена и при помощи ключа на 14, что значительно облегчает данный процесс. Чтобы не совершить ошибок, когда вы соберетесь разбирать патрон данного типа, можно предварительно познакомиться с теоретическим материалом на данную тему и просмотреть соответствующее видео.
Замена и разборка патрона на дрели
В вопросе о том, как заменить износившийся патрон на дрели, нет ничего сложного. Для этого достаточно приобрести соответствующее зажимное устройство, снять с дрели старое и установить на нее новое. При этом следует иметь в виду, что как на обычную, так и на минидрель могут устанавливаться патроны двух типов:
с конусным соединением;
с резьбой.
Патроны, для установки на дрель которых используется резьба, снимаются и фиксируются по вышеописанной схеме. При замене такого устройства мало знать, что оно является резьбовым, важно также учитывать маркировку, которая в обязательном порядке на него нанесена. Маркироваться такие зажимные патроны могут следующим образом:
1,5–13 М12х1,25;
1,5–13 1/2 – 20UNF.
Маркировка резьбового патрона
Интервал 1,5–13, присутствующий в данных обозначения, указывает на минимальный и максимальный диаметры устанавливаемого режущего инструмента. Правила замены патрона на дрели предполагают, что новое зажимное устройство должно иметь маркировку, полностью идентичную обозначению старого.
С вопросом о том, как заменить конусный патрон на дрели, все обстоит несколько проще. На устройства данного типа также может быть нанесена различная маркировка, а именно:
В10;
В12;
В16;
В18.
Маркировка патрона с конусом Морзе
Чтобы заменить на дрели патрон данного типа, необходимо просто подобрать зажимное устройство с соответствующей маркировкой и вставить его посадочную часть в конусное отверстие сверлильного оборудования. Ориентироваться в такой маркировке достаточно просто: буква «В» означает, что это патрон именно конусного типа, а цифра указывает на диаметр нижней части посадочного отверстия.
Снятие с дрели патрона конусного типа выполняется так же просто, как и его установка. Для того чтобы выполнить такую процедуру, необходимо просто выбить зажимное устройство из посадочного отверстия дрели, для чего используется обычный молоток. С подробностями установки и снятия конусного патрона электрической дрели также можно познакомиться, просмотрев соответствующее видео.
На советских дрелях патрон с конусным креплением просто выбивался, конструкция редуктора позволяла подобные грубости. Для снятия патрона современных моделей нужно использовать съемники или специальные приспособления
Как разобрать патрон шуруповерта или дрели? Такую процедуру необходимо периодически выполнять для технического обслуживания устройства (чистки и смазки всех его внутренних элементов), а также его мелкого ремонта. Это позволяет значительно продлить срок службы патрона.
При разборке патрона следует учитывать, к какому типу он относится. Ориентируясь на инструкции или видео, надо выполнять все действия по разборке такого устройства максимально аккуратно, чтобы не повредить его составные элементы. После того как все процедуры по техническому обслуживанию или ремонту элементов патрона для дрели выполнены, следует выполнить его сборку в обратной последовательности.
Если конструктивные элементы сильно изношены и восстановить их не представляется возможным, лучше заменить весь механизм, что обойдется значительно дешевле, чем его ремонт.
Как пользоваться бесключевым сверлильным патроном
Изобретение бесключевых сверлильных патронов изменило правила игры и упростило использование лучших аккумуляторных дрелей. Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно.
История патрона 101
Если вы не в курсе истории проектирования сверл, многие из нас начинали с патрона с ключом. Это таинственно выглядящая штука, которая прикрепляется к шнуру старой дрели твоего отца. Когда вы вставляете его в отверстие в патроне, он создает зубчатую передачу, которая позволяет затягивать или ослаблять его. Потеряйте ключ, и вам не повезет, пока вы не найдете другой.
Появились быстрозажимные сверлильные патроны, и я думаю, что мы все вздохнули с облегчением, когда впервые использовали их. Вместо использования ключа все, что вам нужно сделать, это повернуть патрон, пока вы не почувствуете, что он затягивает сверло, и начать сверлить. Большинство из них имеют храповое действие, которое вы можете почувствовать, когда оно затягивается.
Как пользоваться быстрозажимным сверлильным патроном
Вы когда-нибудь начинали сверлить отверстие или вкручивать винт только для того, чтобы сверло выскользнуло наружу?
Для предотвращения этого производители разработали храповой механизм бесключевого патрона. Мы видим много людей в полевых условиях (и иногда сами виноваты в этом), просто держите патрон и нажимайте на спусковой крючок, пока сверло не удержит сверло на месте. Некоторые люди добиваются большего успеха, чем другие, но это не всегда правильно задействует запорный механизм.
Последующие работы с храповым патроном
Обязательно поворачивайте патрон вручную до тех пор, пока не почувствуете, что он защелкивается.
Вот как можно более эффективно использовать быстрозажимной сверлильный патрон:
Держите вашу любимую дрель или биту и поворачивайте патрон, пока зубья не войдут в биту (при желании вы можете использовать курок).
Вручную затягивайте патрон туже, пока не почувствуете, что он защелкнулся. Вот так — просто!
После того, как вы включите храповой механизм, вы должны реже сталкиваться с выскальзыванием биты. Это также может уменьшить количество подколок, которые вы получаете от своих друзей.
Как насчет сверлильных патронов без храпового механизма?
Патроны без храповика, безусловно, существуют. В наши дни мы находим их в основном на старых инструментах или инструментах начального уровня. Аккумуляторные дрели от неизвестных компаний или продукты, которые действительно пытаются срезать как можно больше углов, могут использовать патроны без храповика для сокращения затрат. Вы также найдете их на более старых продуктах, изготовленных до появления храпового патрона.
Проблема с патронами без храповика заключается в том, что вы никогда не сможете по-настоящему закусить биту. Даже если система изначально хорошо удерживает сверло, оно может ослабнуть, как только вы остановите сверло.
Дело в том, что действие тормоза, быстро останавливающего патрон, приводит к его ослаблению. Многие профессионалы теряют дорогую лопату или кольцевую пилу на чердаке или в полости стены, когда патрон без храповика решает разжать хват и немного уронить сверло.
Это помогло вам отбросить меньше битов? Мы надеемся на это! Если у вас есть дополнительные вопросы или дополнительные отзывы, обязательно сообщите нам об этом в комментариях ниже.
Беспроводная ударная дрель DeWalt 18V SDS plus с 3 режимами работы идеально подходит для сверления анкеров и отверстий в бетоне, кирпиче и кирпичной кладке диаметром от 4 мм до 24 мм. Он поставляется с 2 литий-ионными батареями 4,0 Ач 18 В, которые обеспечивают высокую производительность, длительный срок службы и максимальное время работы.
Ударная дрель Makita 240V Быстрозажимной патрон HP1641K/2 количество
Аккумуляторная ударная дрель DeWalt 18V SDS plus с 3 режимами идеально подходит для сверления анкеров и отверстий в бетоне, кирпиче и кирпичной кладке диаметром от 4 мм до 24 мм. Он поставляется с 2 литий-ионными батареями 4,0 Ач 18 В, которые обеспечивают высокую производительность, длительный срок службы и максимальное время работы.
Идеально подходит для сверления анкеров и отверстий в бетоне, кирпиче и кирпичной кладке диаметром от 4 до 24 мм
Режим остановки вращения для легкого долбления в штукатурке, плитке и штукатурке, режим остановки удара только для вращательного сверления дерева и металла
Лучшая в своем классе вибрация, 6,6 м/с², снижает утомляемость пользователя и увеличивает время работы
Яркий белый светодиод с функцией задержки улучшает видимость
Лучшая в своем классе вибрация, 6,6 м/с², снижает утомляемость пользователя и увеличивает время работы
Время зарядки 60 минут
Механическая предохранительная муфта
Электронный тормоз
Выключатель блокировки
Blows per Minute
0 — 4500 bpm
Maximum Diameter (Masonry)
24 mm
Maximum Diameter (Wood)
26 mm
Maximum Diameter (Steel)
13 mm
Brushless
No
Скорость без нагрузки
1200 об/мин
Вес
3,10 кг
Тип питания
Аккумуляторный
Тип аккумулятора
Емкость аккумулятора 3
003
4 AH
Количество батарей
2
Время зарядки
60 мин.
Напряжение
18 В
Корпус
Да
Включает
2 x 4.0AH Лиди-батареи, многофильта. Зарядное устройство и комплект коробка
Type
Ротари-молоток.0003
ДеУолт
Подпишитесь на рассылку новостей!
Введите свой адрес электронной почты, чтобы подписаться на нашу ежемесячную рассылку, полную всех последних продуктов и обзоров продуктов, и узнавайте первыми о любых распродажах.
Поставка инструментов специальных (боры алмазные) и фрез.
поставка прочих продуктов питания в I квартале 2014 года.
×
Бесплатный период истек
Напоминания доступны на тарифах Стандарт и Эксперт
Выбрать тариф
Закрыть
Установка — WEDGE-LOC®
Установка
УСТАНОВКА с помощью ОТВЕРТКИ ДЛЯ СТОЛБ И ЩИПЦОВ Превращает Т-образные стойки в распорки забора… Подходит для мексиканских стальных и канадских 2 T-столбов2 Канады и Канады .. ВАЖНО Для достижения наилучших результатов следуйте этим инструкциям. Выберите тип системы крепления, который вам нужен ***УБЕДИТЕСЬ, ЧТО ВСЕ СТОЛБЫ НАХОДЯТСЯ НА СТРЕЛКЕ И ПОД ПЛОЩАДКОЙ***
ПРИМЕЧАНИЕ. Воротник НЕ квадратный, поэтому обязательно расположите его на стойке так, чтобы более длинная сторона проходила спереди назад на стойке. На некоторых стойках вам, возможно, придется повернуть кольцо «уголок», чтобы надеть его на верхнюю часть Т-образной стойки, как показано на рисунках ниже, а затем повернуть, чтобы выпрямить, а затем поместить между проушинами стойки.
КЛИН УСТАНОВКА С УНИВЕРСАЛЬНЫМ ХОМУТОМ Наденьте клин на заднее ребро стойки. Плотно прижмите воротник к передней части стойки и сдвиньте клин вниз по заднему ребру Т-образной стойки внутрь воротника.
ПРИМЕЧАНИЕ: Для старых канадских Т-образных стоек без выступов на передней части стойки переверните клин и сдвиньте снизу вверх и используйте болт 1/4 дюйма для фиксации.
РАЗЪЕМЫ Розетки будут скользить по бокам воротника. Если вы хотите, чтобы он был на передней стороне стойки, наденьте его до того, как клин войдет в клин. вкладки в некоторых.
Несколько полезных советов…
Сначала установите нижний провод . Для дополнительной прочности используйте перекрестные проволоки, если считаете это необходимым.
На основных угловых и концевых стойках поочередно оберните провода , сначала в одном направлении, затем в другом, чтобы предотвратить скручивание стойки.
Используйте 7- или 8-футовые Т-образные стойки в углах, вбейте 2–3 фута, чтобы стойка находилась в земле так же, как деревянная стойка . Если 7-дюймовые или 8-дюймовые Т-образные стойки недоступны, вы можете установить две стойки вплотную друг к другу, поставив одну стойку глубже. Это также работает, если ваша почва очень рыхлая
Если Т-образная стойка поворачивается в земле, вызывая смещение, возьмите трубный ключ и подсоедините ее к Т-образной стойке на уровне земли. Затем медленно поверните Т-образную стойку в правильное положение.
Для тяжелых тяг используйте диагональную проволоку расчалки (в противоположном направлении расчалки) и стяжку стойку скобы к проволоке скобы, где они пересекаются в центре.
На Т-образной стойке распорки удалите лопату молотком. Чтобы отрегулировать натяжение расчалки, если она слишком ослаблена или затянута, нажмите на одну или другую правую стойку глубже в землю.
Для прочности и устойчивости при использовании горизонтальной распорки используйте диагональную распорку. Т-образные стойки будут наклоняться, когда проволока натянута только с горизонтальной распоркой.
ПРИ НЕОБХОДИМОСТИ: Это даст вам более длинный столб в земле, который можно использовать, в основном, если 7-8-дюймовые столбы недоступны или если ваша почва очень рыхлая. Для большей прочности в углах сделайте двойные стойки, поставив Т-образные стойки спиной к спине, как показано на схеме, и проволокой вместе с одной стойкой выше, чтобы удерживать воротник для системы крепления Wedge-loc.
Посмотрите наше видео ниже…
Продукция — WEDGE-LOC®
С гордостью сделано в США
WEDGE-LOC® Подходит для всех стальных Т-образных стоек США, Канады и Мексики.
Подходит для всех типов ограждений, включая постоянные и временные ограждения.
Деталь № 205 Набор угловых/встроенных распорок Wedge-Loc®
Набор угловых/встроенных распорок включает детали для одного полного угла или встроенной распорки. Инструкции по установке напечатаны на обратной стороне упаковки. Каждый набор включает в себя (3) универсального хомута, (3) тяжелого клина и (4) 60-градусного гнезда.
Деталь № 208 Набор диагональных распорок Wedge-Loc®
Набор диагональных распорок включает детали для одной диагональной распорки. Инструкции по установке напечатаны на обратной стороне упаковки. В каждый набор входит (2) универсальное кольцо, (2) тяжелый клин и (2) головка на 60 градусов.
Деталь № 209 Набор горизонтальных распорок Wedge-Loc®
Набор горизонтальных распорок включает детали для одной горизонтальной распорки. Инструкции по установке напечатаны на обратной стороне упаковки. Каждый набор включает в себя (2) универсального хомута, (2) тяжелого клина и (2) 90-градусного гнезда.
Деталь № 115
Набор петель для ворот Wedge-Loc®
Позволяет повесить легкие ворота на Т-образную стойку высотой до 10 футов.
Мотор-редуктор МПО 2М-10, представляет собой конструкцию, состоящую из электрического двигателя, муфты и планетарного редуктора. Муфта предназначена для сохранения двигателя в случае заклинивания редуктора. Кроме того, она не допускает образования радиальных сил. В качестве силовой установки применяют обыкновенные асинхронные двигатели. Существует исполнение мотор-редукторов, которые комплектуются взрывобезопасными электрическими двигателями. Это расширяет возможности их применения.
Технические характеристики мотор-редукторов МПО 2М-10
МПО-2М-10
23.1, 28.2, 45.5, 66.5, 81.6, 208, 2190
0.63, 6.3, 16, 20, 31.5, 50,63
133-600
71-142
В, ВК, Ф, Щ
МПО-2М-15
24.6,32.1,46.9,81.5, 101. 7, 204, 2469
0.56, 4.6, 6.7, 14, 18, 31, 45, 59
823-2078
190-360
В, ВК, Ф, Щ
МПО-2М-18
22.8, 29.6, 45.5, 66.5, 81.6, 208
6.7, 18, 22, 32, 49, 64
1689-3350
425-635
В, ВК
Габаритные и присоединительные размеры мотор-редукторов МПО 2М-10
L
L1
L2
L3
L4
L5
D
D1
D2
d
d1
t
b
n
мм
МПО-2М-10
605-725
420
110
80
16
6
270
300
330
13
40
43
12
6
МПО-2М-15
860-1065
615
190
140
20
10
330
375
420
22
65
69
18
6
МПО-2М-18
1070-1320
790
220
170
22
10
470
520
565
22
80
85
22
8
Назначение мотор-редукторов МПО 2М-10
Мотор-редуктор МПО 2М-10 нашел свое применение в составе устройств, предназначенных для смешивания различных компонентов в фармацевтической, пищевой и многих других отраслях. Допустимо их применение для приводов различного типа.
Мотор-редуктор МПО 2М-10 может работать до 24 часов в сутки. Он воспринимает постоянные и переменные нагрузки, но они не должны превышать номинальное значение крутящего момента. Выходной вал может совершать вращение в любую сторону. Мотор-редукторы МПО 2М-10 могут работать в среде, не содержащей агрессивных и взрывоопасных веществ. Концентрация пыли не должна превышать 10 мг на кубометр. Двигатель питается от сети с напряжением 380 В. При оформлении специального заказа, производители могут изменить параметры питания.
Основные параметры мотор-редукторов МПО 2М-10
Максимальный крутящий момент на входном валу не превышает 430 Н*м, максимально допустимое количество оборотов 1500 об/мин. Мотор-редуктор МПО 2М-10 может работать при температурах от -40 и до + 50 градусов. Габаритно-весовые параметры: • длина мотор-редуктора лежит в пределах 745 — 1310 мм; • высота 364 – 570 мм; • ширина 300 – 600 мм; • масса конструкции лежит в пределах от 90 до 550 кг, поэтому при их монтаже необходимо использовать грузоподъемное оборудование.
Масса и размеры могут изменяться в зависимости от модификации мотор-редуктора МПО. Минимальное передаточное число составляет 5,74, максимальное превышает 2000.
Производители освоили выпуск мотор-редукторов с различным исполнениями концевых валов – цилиндрическими, коническими и фланцевыми.
Возможности монтажа мотор-редукторов МПО 2М-10
Монтаж мотор-редуктора может быть выполнен в любом пространственном положении и надо отметить, это не отражается на его рабочих параметрах. Для установки изделия в производственных линиях применяют лапки, отлитые в корпусе, или опорный фланец.
Технические характеристики мотор-редуктора МПО 2М–10
Номинальный крутящий момент на выходном валу, Н. м
Допускаемая радиальная нагрузка на выходном валу, Н
Масса редукторной части, кг
Масса мотор-редуктора, кг
Мощность двигателя, кВт
L, мм
МПО2М-10-2190-0,37/0,63
В, ВК, Щ, Ф
2190
0,63
600
3000
65
71
0,37
640
85
695
МПО2М-10-208-0,37/6,3
280
6,3
495
71
0,37
600
85
650
МПО2М-10-81,6-0,75/16
81,6
16
420
81
0,75
695
88
715
МПО2М-10-66,5-0,75/20
66,5
20
335
81
0,75
700
88
720
МПО2М-10-66,5-1,5/20
66,5
20
600
87
1,5
705
97
755
МПО2М-10-45,5-0,75/31,5
45,5
31,5
215
81
0,75
695
88
715
МПО2М-10-45,5-1,5/31,5
45,5
31,5
425
87
1,5
720
97
860
МПО2М-10-28,2-0,75/50
28,2
50
135
81
0,75
695
88
715
МПО2М-10-28,2-1,5/50
28,2
50
270
87
1,5
720
97
860
МПО2М-10-28,2-3/50
28,2
50
545
102
3
755
142
905
МПО2М-10-23,1-3/63
23,1
63
430
102
3
755
142
905
МПО2М-15-2469-0,55/0,56
В, ВК, Щ, Ф
2469
0,56
2350
7000
163
186
0,55
860
193
880
МПО2М-15-204-0,75/4,6
204
4,6
1370
190
0,75
865
202
915
МПО2М-15-204-0,75/6,7
204
6,7
940
186
0,75
860
195
880
МПО2М-15-101,7-1,5/14
101,7
14
930
191
1,5
885
204
915
МПО2М-15-81,5-4/18
81,5
18
1930
206
4
955
241
1100
МПО2М-15-81,5-3/18
81,5
18
1450
207
3
915
260
1070
МПО2М-15-46,9-5,5/31
46,9
31
1590
228
5,5
990
270
1130
МПО2М-15-32,1-5,5/45
32,1
45
1095
228
5,5
990
270
1130
МПО2М-15-32,1-7,5/45
32,1
45
1495
252
7,5
1015
305
1170
МПО2М-15-32,1-11/45
32,1
45
2195
267
11
1065
315
1205
МПО2М-15-24,6-7,5/59
24,6
59
1140
252
7,5
1015
305
1170
МПО2М-15-24,6-11/59
24,6
59
1675
267
11
1065
315
1205
МПО2-18-258-1,5/5. 5
В, ВК, Щ, Ф
258
5,5
2265
12000
400
425
1,5
1070
435
1100
МПО2-18-208-1,5/6,7
208
6,7
1860
425
1,5
1060
435
1090
МПО2-18-96-3/15
96
15
1795
440
3
1105
480
1255
МПО2-18-81,6-5,5/18
81,6
18
2745
460
5,5
1162
515
1260
МПО2-18-66,5-5,5/22
66,5
22
2195
460
5,5
1162
515
1260
МПО2-18-66,5-7,5/22
66,5
22
2995
485
7,5
1190
535
1285
МПО2-18-45,5-7,5/32
45,5
32
2105
485
7,5
1190
535
1285
МПО2-18-45,5-11/32
45,5
32
3085
500
11
1240
550
1320
МПО2-18-29,6-11/49
29,6
49
2015
500
11
1240
550
1320
МПО2-18-29,6-15/49
29,6
49
2750
535
15
1304
635
1370
МПО2-18-22,8-15/64
22,8
64
2125
535
15
1304
635
1370
n – номинальная частота вращения выходного вала, об/мин; Мкр – номинальный крутящий момент на выходном валу, Н. м; Р – мощность комплектующего электродвигателя, кВт.В зависимости от положения в пространстве мотор-редукторы изготовляются следующих исполнений: Щ – горизонтальные на лапах; Ф – горизонтальные фланцевое; В – вертикальное фланцевое валом вниз; ВК – вертикальное фланцевое валом вниз с канавкой на выходном валу.Пример условного обозначения мотор-редуктора МПО при заказе:
МПО2М-15ВК-32,1-11/45-4АМ132М4-У3, ТУУ 29.1-24587406.003-2003
где: МПО2М —
тип мотор-редуктора;
15 —
условный диаметр водила;
ВК —
исполнение;
32,1 —
передаточное отношение;
11 —
мощность электродвигателя, кВт;
45 —
частота вращения выходного вала, об/мин;
4АМ132М4 —
тип электродвигателя;
У3 —
климатическое исполнение и категория размещения.
Обозначение мотор-редуктора
B
B1
D
D1
D2
H
H1
H2
L не более
L1
L2
L3
L4
Мотор-редуктор МПО1М-10
300
250
270
300
330
365
160
20
745
365
110
16
6
Мотор-редуктор МПО2М-10
300
250
270
300
330
365
160
20
730
430
110
16
6
Мотор-редуктор МПО2М-15
460
390
330
375
420
495
225
35
1010
620
190
20
10
Мотор-редуктор МПО2М-18
600
520
470
520
565
570
315
45
1310
790
220
25
10
Типоразмер мотор-редуктора
L5
L6
L7
d
d1
d2
d3
d4
l
l1
l2
b
t
n
Мотор-редуктор МПО1М-10
125
150
210
40k6
32
38
13
17
80
5
4
12
43
6
Мотор-редуктор МПО2М-10
125
150
210
40k6
32
38
13
17
80
5
4
12
43
6
Мотор-редуктор МПО2М-15
215
210
295
65k6
55
62
22
22
140
8
6
18
69
6
Мотор-редуктор МПО2М-18
250
280
375
80k6
70
78
22
26
170
10
8
22
85
8
Редукторы, мотор-редукторы: ООО «Приводные технологии»
планетарные редукторы. Бытовая и промышленная приводная техника:
мини редукторы, электродвигатели, двигатели постоянного тока, DC моторы, шаговые двигатели, устройства плавного пуска, частотные преобразователи.
Вариаторы, мотор-барабаны, редукторы для смесителей, сервоприводы.
о компании
Приводные Технологии — развивающаяся компания малого бизнеса, основным видом деятельности которой является производство, маркетинг и промоушинг, бытовой и промышленной, доступной и надежной приводной техники. Интеграция новейших технологий современного редукторостроения к отечественным условиям производства, — особенность наших технических решений, предлагаемых рынку.
Современные запросы приводов стали более требовательны к механической передаточной части, к подводимому электрическому оборудованию, к последующим приводным муфтам и др. Наши предложения редукторных мини-моторов, редукторных узлов и силовых передаточных машин предназначены для эксплуатации в разных отраслях, для достижения различных целей, с любым набором требований и т.д. Помимо всего этого, имеется широкий выбор электрических устройств для оперативного контроля и регулирования режимов работы привода, — так называемая, область приводной электроники. подробнее
новости и статьи
Мотор-редукторы Bauer Gear Motor GmbH
09.04.2014
На сегодняшний день из-за санкционных режимов поставка данной продукции невозможна, следует продумать варианты по подбору соответствующего аналога. Совершенная и качественная приводная техника немецкого производителя Bauer Gear Motor GmbH. широко … подробнее
Мотор-редукторы Getriebebau NORD Drive Systems GmbH & Co. KG (Германия)
02.04.2013
На сегодняшний день из-за санкционных режимов поставка данной продукции возможна при запросе большой партии, при потребности в единичных экземплярах следует продумать варианты по подбору соответствующего аналога. Представляем продукцию одного из … подробнее
Предлагаем электродвигатели со встроенным электромагнитным тормозом в кратчайшие сроки
09.08.2021
В связи с возрастающей тенденцией и согласно многочисленных рекомендаций предусматривать в устройствах и механизмах дополнительные меры безопасности, предлагаем асинхронные электродвигатели переменного тока, со встроенным электромагнитным тормозом … подробнее
Электродвигатели и технические решения IP66 для наружного использования
05.05.2020
Проекты по автоматизации процессов не всегда заключены в закрытых сухих помещениях, иногда приводной механизм должен непрерывно функционировать на улице, постоянно соприкасаясь с осадками , в жару и в холод. Наружное применение привода всегда … подробнее
Другие новости и статьи…
новое на сайте
DC мотор-редуктор 6DC300W / 6GU40 … 300K
Номинальная мощность – 0. 3 кВт
Выходные обороты: 6.0 об/мин … 45 об/мин
Мотор-редуктор 6DC300W- □ — □ / 6GU40 … 300K- □ (300 Ватт) служит дляполучения крутящего момента и доставки его до необходимого технологического процесса. Двигатель указанного привода – коллекторный двигатель постоянного тока. Редуктор указанного …
DC мотор-редуктор 6DC300W / 6GU10 … 60K
Номинальная мощность – 0.3 кВт
Выходные обороты: 50 об/мин … 180 об/мин
Универсальный привод 6DC300W- □ — □ / 6GU10 … 60K- □ (300 Ватт) – мотор-редуктор на базе щеточного двигателя постоянного тока с оборотами выходного вала 50об/мин … 180об/мин, средне динамичная трансмиссия с вращательным моментом 20 … …
DC мотор-редуктор 6DC300W / 6GU3 … 15K
Номинальная мощность – 0.3 кВт
Выходные обороты: 200 об/мин … 1067 об/мин
Мотор-редуктор постоянного тока 6DC300W- □ — □ / 6GU3 … 15K- □ (300 Ватт) мощностью 300 Вт предназначен для превращения электрической энергии постоянного тока, подаваемой на электродвигатель, в механическую вращательную силу; с оборотами на выходном . ..
DC электродвигатель 7DC400W (400 Ватт)
Номинальная мощность — 0,4 кВт
Выхзодные обороты: 1800 об/мин
Модель двигателя Мощность Параметры напряжения Момент Вт Об Вольт, В Ампер, А Номинальный, Нм Пусковой, Нм Мини электродвигатель постоянного тока 7 DC 400 W-22 0 V-A1 ( A2)-2.0K 400Вт*1800об/мин 220 2.1 2.122 7.1 DC электродвигатель 7DC400W — …
двухвальный редуктор
— Sunfab Hydraulics — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
RU Делительный редуктор Делительный редуктор SZ, установленный на кронштейне рамы, позволяет устанавливать сдвоенные насосы на один и тот же отбор мощности. SZ 118/154 Редуктор делителя SZ доступен с передаточным отношением 1:1,18 или 1:1,54, что обеспечивает соответствующее уменьшение размера насоса или дополнительный поток. Делительный редуктор SZ обеспечивает неограниченную свободу комбинирования насосов с разным расходом. Возможны изменения конструкции • Подходит для всех насосов Sunfab с фланцем DIN. • Может быть установлен горизонтально или вертикально. Тип Передаточное отношение Макс. непрерывный входной крутящий момент Макс. прерывистый входной крутящий момент Макс. непрерывный крутящий момент/производительность насоса Макс. прерывистый крутящий момент/производительность насоса Вес Смазочное масло, повторно-кратковременный режим Другие преимущества делительного редуктора SZ: SZ 118 SZ 154 1:1,18 1:1,54 Н·м 700 700 Н·м 1000 1000 Н·м 300 230 Н·м 420 320 кг 12,3 12,3 л 0,5 0,5
140 310 100 93 93 M12 25 100 SC 012–034 = 202 SC 047–064 = 228 SC 084–108 = 259 160 При повторно-кратковременной работе в редуктор следует залить 0,5 л гипоидного масла. Циркуляционная смазка необходима при непрерывной работе для обеспечения охлаждения. Соединение промежуточного вала 3405GB0602 Редуктор также может быть оснащен выходным промежуточным валом на дополнительном выходе насоса. Для этого необходимы переходник и приводной фланец. Комплектующие см. в каталоге принадлежностей. Произведено в Швеции компанией Bohman Information AB / Gävle Offset Фланец приводного вала подходит непосредственно к…
Все каталоги и технические брошюры Sunfab Hydraulics
АНТИКАВИТАЦИОННЫЙ КЛАПАН
2 страницы
АНТИКАВИТАЦИОННЫЙ КЛАПАН
2 страницы
Промывочный клапан
2 страницы
Датчик скорости
4 страницы
ДИОДНЫЙ ЗАТВОР
2 страницы
ИНЖЕКТОР
2 страницы
SAM 010-130 DIN
7 страниц
SVH 130
20 страниц
SCM 012-130 DIN
7 страниц
SCM 010-130 SAE
12 страниц
SCM 010-130 ISO
12 страниц
SAP 084, 108, оптимизированный по DIN
4 страницы
SAPT 090, 130 DIN
4 страницы
SAP 084, 108 DIN, оптимизированный для инжектора
4 страницы
SAP 012-108 DIN
4 страницы
SCPD 76/76 DIN
4 страницы
SLPD 40/20-64/32 SAE
4 страницы
SLPD 20/20-64/32 DIN SAVTEC
5 страниц
SLPD 20/20-64/32 DIN
4 страницы
SCPD 56/26 DIN Байпас
4 страницы
SCPD 56/26 DIN
4 страницы
SCM 025-108 M2
8 Стр.
SCM 012-130 SAE
12 страниц
SCPT 090, 130 DIN
4 страницы
SCP 012-130 ISO
7 страниц
SCP 084, 108 DIN Оптимизировано для инжектора
4 страницы
SCP 084, 108 DIN оптимизированный
4 страницы
SAP 040-064 DIN
4 страницы
SCP 012-108 DIN
4 страницы
Каталог продукции
25 страниц
Аксессуары Каталог
28 страниц
Аксиально-поршневой гидромотор SAE
11 страниц
Антикавитационный клапан
2 страницы
Редуктор делителя SZ 121
2 страницы
SVH 062, 092, 112
16 страниц
SC 5012-5108 SAE
2 страницы
SC 012-108 DIN
2 страницы
Всасывающий масляный фильтр
2 страницы
гидравлический предохранительный клапан
2 страницы
масляный бак
2 страницы
Коробка отбора мощности двигателя
2 страницы
Гидравлический насос с переменным расходом
16 страниц
многопоточный поршневой гидравлический насос
2 страницы
гидравлический насос для грузовых автомобилей
2 Страницы
SCM 047-090 M2
6 страниц
Архивные каталоги
Двигатель SCM M2 034-108, картридж
6 страниц
Аксиально-поршневой гидромотор постоянного рабочего объема
6 страниц
Аксиально-поршневой гидромотор
10 страниц
Сравнить
Удалить все
Сравнить 10 продуктов
Двухходовые прямоугольные редукторы Crown
Щелкните изображение, чтобы увеличить его
Двухсторонние прямоугольные редукторы имеют два вала, расположенные так, что передача мощности поворачивается на 90 градусов. Прямоугольные приводы идеально подходят для приложений с ограниченным пространством и там, где приводное оборудование должно быть близко друг к другу. Конструкция короны позволяет изменять вращение оси, а также плавно передавать мощность с минимальным люфтом.
Прямоугольные приводы обеспечивают надежную и надежную передачу мощности
Crown Gear — торговая марка Zero-Max, Inc., предлагающая самую надежную и надежную передачу мощности на рынке. Наши 2-ходовые 90-градусные приводы передают мощность плавно и бесшумно, используя специально разработанные закаленные спиральные конические шестерни, которые вращают валы из коррозионностойкой нержавеющей стали. Коробки передач с прямоугольной силовой передачей имеют полностью закрытый корпус, который гарантирует, что их внутренние шестерни не сместятся, не заклинят и не пострадают от загрязнений. Компактный литой алюминиевый корпус обеспечивает высокую прочность и отличный отвод тепла. Просмотрите списки отдельных продуктов в Интернете или запросите расценки, свяжитесь с нами или найдите местного торгового представителя.
Угловые приводы, изготовленные из высококачественной конструкции
Двухсторонние прямоугольные редукторы Crown Gear передают мощность с помощью тихих и надежных спирально-конических шестерен. Эти конические мотор-редукторы премиум-класса оснащены закаленными спиральными коническими шестернями и валами из немагнитной нержавеющей стали. Наши двухсторонние редукторы с углом поворота 90° также компактны и имеют несколько вариантов монтажа. Полностью закрытая конструкция обеспечивает целостность внутренних шестерен.
Редукторы выполняют различные функции в зависимости от передаточного числа и обычно используются в конвейерах, приводах поворотных осей и трансмиссиях. Прямоугольные редукторы с передаточным числом более 1:1 также можно использовать в качестве редуктора.
Кроме того, литой алюминиевый корпус прямоугольных двухходовых редукторов премиум-класса Zero Max разработан для обеспечения максимальной прочности и рассеивания тепла. Приводы доступны с валами диаметром 3/8”, 1/2”, 5/8” и 3/4” в соотношении 1:1 и 2:1. Мы также можем указать несколько уникальных типов валов, в том числе:
Квадрат
Зубчатый
Расширенный
Укороченный
Ступенчатый
Двухсторонняя коробка передач с углом поворота 90 градусов
Прямоугольные редукторы Crown Gear используются в десятках отраслей промышленности в сотнях областей применения. Для любого применения, требующего надежной передачи скорости или мощности, вы можете найти двухходовую коробку передач с маркой Crown Gear. Компактная конструкция двухсторонних прямоугольных редукторов Crown Gear делает их идеальными для таких применений, как:
Оборудование для пищевой промышленности
Духовки и сушилки
Кувыркающиеся бочки
Оборудование для передачи энергии
Управление регистрами
Стокерс
Открывалка для ящиков
Перемотчики бумаги
Испытательное оборудование
Contact Zero-Max для прямоугольных редукторов
Crown Gear — торговая марка Zero-Max, Inc, предлагающая самую надежную и надежную передачу мощности на рынке.
сколько стоит дремель, для чего нужен гравер, тестирование направляющей шлифовальной машинки для резки металла, смазка обода патрона, плюсы инструмента
Всем привет и хорошего настроения,
Пару месяцев назад я делал обзор на машинку от данного производителя мощностью 180Вт, который неожиданно вызвал большой интерес у Муськовчан и полемику в комментариях относительно того, что лучше взять — 180Вт или сразу 400Вт. Я сам склонялся к мысли, что 400Вт это избыточно, думал, что менее мощный инструмент, более чем достаточен для дома. Однако, червь сомнений глодал мою мятежную душу фаната всевозможных инструментов, поэтому был взят более мощный инструмент, что из этого получилось, прошу под кат. Кстати, недавно уважаемый Юрий lexus—08 уже делал обзор на данный аппарат, но он сторонник высоко-технологичного подхода: станки всякие строит, лазерами режет и 3D принтерами печатает. Я же предпочитаю более утилитарное использование инструмента, желательно с приличной нагрузкой, поэтому в данном обзоре будет только True Iron, только хардкор. 🙂
ВНИМАНИЕ: много фото, гифок, видео и разрезанного металла.
Продаван в своем магазине дает выбрать несколько разных комплектаций инструмента: от «голой» машинки до «полного фарша» с кучей насадок, гибким валом итд. Т.к. в насадках я, в принципе, уже не нуждался (остались от 180Вт, да и отдельно много чего заказывал), был заказан промежуточный вариант: инструмент + гибкий вал (но же «шланг»). Кроме этого, относительно насадок от более младшей модели были, подтвердившиеся впоследствии, сомнения (о чем немного ниже). В процессе обзора я буду сравнивать данный аппарат с более младшим «собратом», думаю это будет полезно для полноты картины.
Итак, приехал аппарат в мега-трубчатой упаковке, способной выдержать практически любое издевательство почты:
УПАКОВКА
В ней оказался такой набор:
Удивила забота о сохранности патронов машинки и ручки-держателя на гибкий вал. Первый закрыт пластиковой крышечкой, а второй засунут в картонную коробку (в которой, как оказалось застрял от нее ключ, о чем я догадался, когда уже стал ругать продавца, что он забыл положить ключ и стал применять недокументированные варианты закручивания патрона — парой плоскогубцев).
Ключей для патронов всего в комплекте 2 и они разные:
КОМПЛЕКТАЦИЯ
— инструмент BDCAT 400Вт,
— гибкий вал,
— ручка-держатель на гибкий вал,
— два ключа,
— пара запасных щеток,
— Г-образный ключ для вала (хотя в принципе он не нужен)
ИНСТРУМЕНТ
Первый взгляд на инструмент вызвал мысль: «ХОРОШ!». Качество изготовления и материалы — очень приличные (как впрочем и у машинки на 180Вт).
Заявленная скорость вращения 0-30000 об/мин…
… но тут есть нюанс, дело в том, что отсчет «0» производитель хитро ведет от… кнопки включения, т. е. выключен аппарат кнопкой значит «ноль». А на самом деле минимальная скорость вращения «1» (то есть положения «0» у крутилки нет), максимальная — «6»:
Кнопка утоплена в корпус, что удобно — случайно не выключишь задев за что-нибудь.
Длина провода такая же, как у младшей модели: 140см, он толстый, но мягкий. В месте захода в аппарат он дополнительно усилен резиновой трубкой:
Патрон, в отличие от младшей модели, более серьезный — кулачковый (темные пятна на ободе патрона — это не ржавчина, а какая-то налипшая смазка):
Думаю многих интересует вопрос, какое сверло поместится. Докладываю — максимальный диаметр который влез в патрон инструмента 7мм:
ГИБКИЙ ВАЛ И РУЧКА-ДЕРЖАТЕЛЬ
Так как инструмент более чем в два раза мощнее «младшенького», гибкий вал тоже ему «подстать», усилен металлической оплеткой:
Еще одним отличием шлангов разных моделей является то, что вал младшей модели накручивается на патрон дремеля, а вот у старшей этого нет — гибкий вал просто зажимается концом внутреннего троса в патроне и я не скажу, что это хорошо, но таков уж конструктив из-за кулачкового патрона.
Ручка-держатель быстросъемная (крепление на шарик-защелку, как в отвертках со сменными насадками):
внутри вала — смазка присутствует.
Если раскрутить ручку, обнаружатся подшипники. Для закручивания патрона в корпусе ручки сделана специальная выемка:
В патрон ручки входит сверло 6мм:
РАЗМЕРЫ И ВЕС
Лучше, конечно, размер ощущается в сравнении с другими инструментами:
РАЗМЕРЫ И ВЕС
Как лежит в руке:
Сравнение патронов инструмента и ручки-держателя:
ЩЕТКИ
Подпружиненные токопроводящие щетки располагаются за двумя крышечками:
В комплекте, как я уже сказал идет запасная пара.
СРАВНЕНИЕ РАЗМЕРОВ ЩЕТОК
Если сравнивать с 180 моделью, то конструкция щеток несколько отличается:
В младшей модели (вверху фото) контактом служит сама пружинка, а в старшей отдельный контакт от щетки до медной пластинки. Не берусь сказать, что лучше, но в старшей модели щетки длиннее.
МЫСЛИ О РАСХОДКЕ
Вот с расходкой (диски, щетки итд) для такой мощной машинки в общем-то беда. Нет, она есть конечно, но в комплекте будет идти та же самая, что и для младшей модели.
Ну и посмотрите, как оно выглядит. Не очень внушительно (и это самый большой диск — 38мм, который у меня есть под мелкий дремель):
Но выход есть. Это касается в первую очередь отрезных дисков. Подсмотрел способ в комментах к обзору на 180-ю машинку и доработал. Способ заключается в изготовлении дисков для дремеля из обычных, самых недорогих, отрезных дисков по металлу для «болгарки», например, диаметром 110мм. Моя доработка способа заключалось только в том, чтобы использовать в качестве держателя не обычные тонкие державки, которые кладут в подавляющее большинство комплектов расходки. Вот такие…
А
усиленные.
Где их брать? Сейчас расскажу. Валялся у меня, с давних пор, комплект дисков, ни разу не вскрытый. Я уже и забыл для чего они — по виду для пластика и, в лучшем случае, алюминия:
И, по счастливой случайности, он попался мне на глаза в момент подготовки материалов к этому обзору. Обратите внимание на держатель. Он реально более толстый, чем комплектный и в диаметре хвостовика и, тем более, в диаметре утолщения, где крепиться диск. Сравните:
В общем, как в известном мультике: «Слон плохой, справка хороший» (хотя диски из комплекта в общем-то неплохие, но вот державка — супер, идеально подходит к инструменту обзора). Ссылка на набор, хотя уверен, что если поискать, можно и без набора найти только держатель.
Ну а дальше берем диск от «болгарки», главное чтобы был без загиба в месте крепления. Размечаем кружок (тут мне, как нельзя кстати, пригодился самый большой диск из того же набора, диаметром ~50мм — просто обвел его)…
и вырезаем ножницами по металлу:
Тщательной аккуратности в вырезании не требуется — диск при вращении сразу же выравнивается. Главное точно наметить центр, во избежание биения. Сверлим отверстие сверлом 6мм и получаем такой диск:
У меня получилось вырезать из диска 110мм четыре диска 50мм. Далее устанавливаем диск на держатель — отверстие 6мм в самый раз подходит, чтобы туго накрутиться на винт держателя без люфта.
РАЗМЕРЫ САМОДЕЛЬНОГО ДИСКА В СРАВНЕНИИ
Получилось так:
Дополнительные плюсы «кастомных» дисков по сравнению с китайскими из наборов следующие (и это проверено самолично):
— они чуть толще,
— режут в два (а то и три) раза быстрее,
— примерно в два раза медленнее стачиваются,
— дают гораздо меньше искр при резке.
В общем, расходкой, по крайней мере, для резки всяких металлов, я себя обеспечил. Выходит реально недорого: при цене 110мм диска от «болгарки» в районе 0,5$ (можно и дороже и дешевле найти) и, если вырезать по 4 диска для дремеля из него, то за один такой диск цена около 0,13$.
Теперь перехожу к самому вкусному, то есть — тестированию.
ТЕСТИРОВАНИЕ
Некоторым минусом работы с таким инструментом является отсутствие в продаже всяких прибамбасов, выпускаемых для более слабых граверов. Типа таких:
Может я ошибаюсь, если кто найдет — пишите в комменты, интересно.
Поэтому, учитывая мощь девайса, и то, что разлет стружки выше, чем у младшей модели (а защиты то прозрачной нет), а также большое количество пыли от рабочих дисков — крайне рекомендую заниматься пильно-шлифовальными работами на открытом воздухе (ну или хотя бы на балконе) и еще более серьезно подойти к технике безопасности — да, это еще не «болгарка», но уже и не легкий дремель (я, если честно, вообще опасаюсь работать болгаркой, использую только если уже совсем без нее никак. Хотя теперь вообще уберу на дальнюю полку). Обязательно используйте очки…
А лучше такую штуку (я в ней траву кошу):
Приступим…
РЕЗКА
Как и в прошлый раз я сделал «испытательный стенд», но т. к. инструмент более серьезный, элементы стенда тоже «подросли» и стали более существенными и крупными (тонкие гвозди и саморезы (M5) по краям, установлены для масштаба по сравнению с толстыми гвоздями, уголками и толстенным шурупом для оконных рам):
Размеры элементов стенда
Про резку неармированными коричневыми дисками (даже толстыми) лучше забыть. Во-первых, они подходят только для тонкого держателя, а во вторых очень быстро «заканчиваются», либо разлетаются:
Поэтому начинаю работать самодельными:
Как он режет металл! Просто сказка!
Уголок:
ВИДЕО ПЕРВОЙ РЕЗКИ САМОДЕЛЬНЫМ ДИСКОМ
После этого «зарядил» в патрон тонкий держатель и китайский отрезной диск:
Он тоже режет, но сильно медленнее, больше искрит и стачивается очень быстро. Кроме этого приходится выставлять большую скорость (то есть мощность) резки:
Размер после недолгого тестирования:
Еще китайским диском на тонком держателе резал нержавейку и тонкую арматурную сетку — совсем простая задачка:
РЕЗКА КИТАЙСКИМ ДИСКОМ НА ТОНКОМ ДЕРЖАТЕЛЕ
В общем забываем и пользуемся самопалом ))
РАБОТА С ГИБКИМ ВАЛОМ И РУЧКОЙ-НАСАДКОЙ
Руки чесались подключить гибкий шланг, что и было сделано. Но тут образовалась заковырка — вспоминая работу гибким валом с 180-й моделью, я мог спокойно подвесить ее под рабочей поверхностью на саморез:
В старшей модели, такой номер не проходит. Во-первых, вал гораздо более жесткий, за счет металлической оплетки, во-вторых, ее мощность требует отсутствия большого изгиба вала — иначе он начинает блокироваться. Кроме этого, как я уже упомянул, вал никак не накручивается на инструмент и держится только за счет затягивания в патроне:
поэтому в этом месте очень желательна строгая вертикальность, а добиться этого можно только подвесив инструмент. У меня, опять же, он оказался в наличии, еще со стародавних времен и аж родной от фирмы Dremel.
ПОДВЕС
Обратите внимание, фиксатор подвеса на рабочей поверхности (на нем наклейка Dremel) — пластиковый. Он мне сразу не понравился своей хлипкостью, что и подтвердилось позднее. Самым большим казусом оказалось отсутствие на BDCAT400 какой-либо петли для подвешивания. Нашел я на сайте продавца такой способ подвешивания… ВНИМАНИЕ, за электрический шнур:
{ВЫРЕЗАНО ЦЕНЗУРОЙ} «Гениально!»
Нет уж, я сделал так:
Изготовленный мною диск, после первой серии тестов, уже изрядно сточился:
Поэтому был поставлен «свеженький»:
Работать со гибким валом, в принципе, удобно, но не так, как со шлангом на младшей машинке. Ручка-держатель насадок существенно крупнее и ее уже не подержишь, как карандаш или шариковую ручку. Удобно держать так:
или так:
но во втором случае, если будет более горизонтальный наклон, то есть больший изгиб вала, он начинает сильно вибрировать или даже клинить. В общем, нужно немного приноровиться работать, потом пойдет нормально:
Плюсы вала такие: можно подлезть в более узкие места, чем с помощью самой машинки, диском удобно работать практически до самого маленького диаметра:
ВИДЕО РЕЗКИ С ПОМОЩЬЮ ГИБКОГО ВАЛА
В итоге, после первого этапа тестирования, стенд представлял собой такую картинку:
Если кому-то интересно, под спойлером видео для сравнения как режет младшая модель BDCat180 комплектными дисками. Если кратко: режет, но сильно дольше и надо сильнее давить на машинку:
РЕЗКА BDCat 180
Я же для себя понял, что для инструмента на 400Вт, такая нагрузка (в отличие от более младшей модели), как семечки, режет быстро и легко. Руки гораздо меньше устают при резке толстых металлических элементов чем, если это делать младшей 180 моделью. При резке я не устанавливал скорость больше деления «5», то есть запас присутствует.
Исходя из этого перешел на более серьезные вещи: трубы, арматуру, камушки:
РАЗМЕРЫ
Первой резал трубу прямоугольного сечения с помощью вала и ручки. Особых затруднений не возникло, но резать пришлось почти на максимальной мощности:
ТРУБА
И тут меня постигла печалька (впрочем, вполне ожидаемая) — сломалось пластиковое крепление стойки Dremel.
Так что адептам секты Dremel, которые доказывают, что все кроме него отстой, показываю, что и на «старуху бывает проруха». Dremel хороший, качественный инструмент (Dremel 300 вообще мой первый гравер, до сих пор жив и здоров), но сделать из пластика станину стойки, пусть и для простого гравера — это выше моего понимания.
Так что дальнейшие эксперименты продолжал уже без гибкого вала.
«Не переключайтесь, еще много интересного» 🙂
Посетила идея попробовать переставить толстый держатель с самопальным диском на BDcat 180Вт, беда только в том, что из всех цанг разных размеров для такого патрона, что у меня есть…
… даже самая крупная не подошла. Держатель оказался толще буквально на какие-то доли мм, он вставлялся в цангу, но дальше уже не заходил. То есть можно было установить только так:
Попытался запустить в таком виде (т.е. ховстовик держателя зажат только цангой, но не задвинут в «глубину» патрона). Ну и, как Вы понимаете, в результате получился Epic Fail:
ВИДЕОПЕЧАЛЬКА
смотреть со звуком:
Волне возможно в продаже есть еще большие цанги, просто я использовал то, что было.
Держатель был без проблем разогнут и продолжены эксперименты без всяких глупостей. Все это я пишу, чтобы Вы понимали, что в процессе тестирования никаких постановочных съемок не было — только правда 🙂
Самая толстая арматура, что нашлась ~12мм в диаметре. Инструмент немного поднапрягся, но без проблем нарезал ее ломтиками:
ВИДЕОАРМАТУРА
В итоге у меня закончились идеи (и металл достойный противостоять инструменту в моем домашнем арсенале), чем бы таким еще эдаким загрузить машинку — ей все под силу. Решил завершить резку металла, тестом на накладке от старой дверной ручки (там какой-то весьма прочный сплав (а может и совсем алюминий) — от него даже искр меньше идет, чем от стали):
Чтобы расставить все точки над i, сначала вставил тонкий держатель и китайский диск (из набора):
И он почти справился… почти:
Ну, а с самодельным диском — слов уже не нужно:
ВИДЕО РЕЗКИ НАКЛАДКИ ДВЕРНОЙ РУЧКИ
Думал, хотя бы, сверло по бетону хоть немного посопротивляется. Куда там…
Перешел к камушкам.
Резка камня самодельными дисками из диска от «болгарки» естественно не удалась, т.к. они совсем не подходят для этого. Поэтому я понадеялся на диски для тонкого держателя из этого обзора, тем более, там они показали себя неплохо.
Но тут они потерпели фиаско. Судя по всему природный камень гораздо плотнее, чем галька, которую я резал в том обзоре, и алмазное покрытие с кромки диска очень быстро облезает. Начинает резать неплохо, но через 5-10 секунд диск уже «горит» и практически не режет:
ВИДЕО ФИАСКО С КАМНЕМ
Может быть, конечно, тут сказалась мощность гравера, но резал не выше 3 скорости. В общем, подтверждена истина — помимо хорошего инструмента, используй подходящую расходку. Так что надо искать другие диски по камню и, желательно, большего диаметра.
А вот с плиткой этими дисками работать одно удовольствие. И резать и фигурно обтачивать (уметь бы еще), но весьма пыльно:
ВИДЕО С ПЛИТКОЙ
Так же проверил резку толстого пластика (а он достаточно вязкая субстанция и требует большой отдачи от инструмента), резал остаток дождевого лотка. Наконец-то, применил диски, из набора которых был взят отличный держатель:
Понравилось… прям очень-очень:
ВИДЕО ПЛАСТИКОВЫЙ ЛОТОК
Если утомились, то пропустите сверление (прячу его под спойлер — если кратко, сверлить достаточно удобно)
СВЕРЛЁЖКА
Деревянная доска 5 см, сверло — шестерка, установленный режим мощности «5»
Напоследок, прямо тут же, использовал инструмент для реальных задач. Например, поточил топорик (прошу сильно не ругать за технику точки — «пианист играет, как умеет»). Естественно, в наличии только тонкие держатели, но как раз тут это, практически, не имеет значения:
И заточил нож у газонокосилки, его точить оказалось лучше диском:
В процессе тестов сточил: два самодельных диска (один сточившийся диск постеснялся группового фото) четыре китайских (это с учетом, что я ими резал сильно меньше), и сломал один тонкий держатель:
Так что, советую всегда иметь запас, благо стоят они копейки.
Замерил мощность.
ЗАМЕР МОЩНОСТИ
Проверял мощность на 1,3 и 6 скоростях.
Сначала холостой ход.
1 скорость:
3 скорость:
6 скорость:
Номинальная нагрузка (резка):
1 скорость:
3 скорость:
6 скорость:
При заклинивании ротора (сделал только один раз на 6 скорости, т. к. жалко инструмент):
РАЗБОРКА
Разборку BDCAT400 буду проводить также, в сравнении с младшей моделью.
Больших сложностей в разборе нет. Отвинчиваем 4 винта на корпусе и 3 на детали удерживающей патрон:
Кстати, заметил что в обзоре lexus—08, деталь-направляющая для патрона пластиковая. В моем экземпляре она оказалась металлическая:
Немного пыли попало в отсек переключателя скорости:
Переключатель скоростей:
Внутри все, выполнено качественно:
Сравнение с младшим гравером:
Крыльчатка охлаждения в старшей модели выполнена из алюминия:
Размеры ротора:
И статора:
обращу внимание на то, что у младшей модели подшипник на задней части ротора лежит в резиновом демпфере:
В старшей модели этого нет, НО конструкция корпуса такая, что, в отличие от младшей модели, где подшипник фиксируется между двумя половинками корпуса, тут он вставляется в «монолитное» посадочное место.
Отмечу отсутствие в отсеке двигателя какой-либо пыли, хотя разборка делалась уже после всех тестов.
ВПЕЧАТЛЕНИЯ (как бы итог):
Без шуток, радикально поменял свое мнение, что гравер 400Вт избыточен в арсенале домашнего мастера. Считаю инструмент такого класса идеальным, с точки зрения выполнения вообще любых работ в быту, для которых он может быть использован: резка, шлифовка, заточка, сверление итд. Ничего не скажу плохого про машинку мощностью 180Вт, она отлично подходит для небольших работ по шлифовке, резке тонких материалов и других мелких работ, но все-таки имеет предел применения. Однако, имея инструмент на 400Вт, существенно расширяется диапазон возможностей, что позволяет работать с более серьезными материалами — арматура, трубы, толстый пластик итд., главное найти подходящую расходку. Причем чтобы загрузить инструмент по полной, нужно еще постараться. У меня, например, в тестах практически не возникло (разве что на арматуре) потребности в установке скорости «6».
При работе инструмент естественно греется, причем чем больше и интенсивнее работаешь, тем сильнее, поэтому, как в принципе, и любому электроинструменту, ему требуется периодический кратковременный отдых, чтобы он служил долго и безотказно. Также, не надо забывать про смазку (а для такого, весьма серьезного, инструмента это актуально) и чистку.
Были сомнения в том, что кулачковые патроны будут раскручиваться, однако, зря беспокоился — за всю работу, патроны (и на самом BDCat и на ручке гибкого вала) ни разу самостоятельно не раскрутились. При работе инструментом никакого биения или вибрации замечено не было (эх, вот бы Бошу так научиться — у них каждый второй «зеленый» шуруповёрт из коробки имеет неслабый люфт и биение патрона — например, как тот, что на «групповом фото»).
Наличие гибкого вала, в данном случае, хоть и добавляет удобства работы, но не так актуально, как для младшей модели, т.к. она больше подходит для мелких работ, а там важно именно удобство хвата инструмента. К тому же, тут обязательно нужен специальный подвес при работе с ним.
Плюсы инструмента:
— запас мощности,
— удобный хват для работы,
— отсутствие вибрации и иных негативных факторов,
— кулачковый патрон,
— качественные материалы и изготовление,
— длинный провод,
— хорошо организована вентиляция (не происходит засасывания пыли в мотор).
Но есть и некоторые замечания: отсутствие петли для подвеса. Методом проб и ошибок надо выискивать годную расходку, т.к. у продавцов, продающих мощные граверы, в комплектах идет базовый набор расходки, как для младших моделей. Внешняя часть (оплетка) гибкого вала никак не фиксируется с корпусом инструмента (в отличие от младшей модели). Отсутствует кейс. В остальном инструмент отличный — рекомендую.
Какой вариант выбрать — только сам инструмент или полный комплект, тут уж советовать не буду, решайте сами под свои нужды 🙂
У продавана в магазине несколько разных ссылок на товар, тут вроде как, даже чуть подешевше.
На этом Все.
Всем Добра.
рейтинг топ-19 по версии КП
Нанести узор или гравировку на различные поверхности можно с помощью лазера, штихеля, бора и гравера. Мы расскажем про ручные универсальные электрические граверы, с помощью которых можно шлифовать, сверлить, зачищать, выполнять фрезерную обработку и наносить гравировки.
Этот электрический прибор прячет в своём корпусе двигатель и вращающийся патрон. Присоединяя к нему различные насадки, мастер может выполнять разные виды работ за счет вращающейся с разной скоростью оснастки. Таким образом можно обработать металл, драгоценные камни, стекло и другие материалы.
Какой инструмент купить и как его выбрать? Остановиться на проводном агрегате или взять тот, что работает от аккумулятора; импортный или отечественного производителя? На все эти вопросы КП и эксперт Юрий Дудин постарались найти ответы.
Выбор редакции
Dremel 8220-⅕
Dremel 8220-⅕. Фото: yandex.market.ru
Беспроводной инструмент для работы с разными материалами: металлом, деревом и стеклом. Работы по стеклу можно проводить благодаря 30 тысячам оборотам оснастки в минуту.
Светодиодная подсветка поможет вам работать в условиях слабого освещения или там, где требуется повышенная точность. Аккумулятор достаточно емкий – 12 В, поэтому беспроводной Dremel 8220-⅕ не уступает по мощности обычному сетевому граверу. Полного заряда хватит как минимум на несколько часов работы.
Сменные насадки у данной модели можно заменить с помощью встроенного гаечного ключа, что упрощает переход от одного типа обработки к другому. К минусам Dremel 8220-⅕ можно отнести незначительно увеличенный по сравнению с аналогичными моделями вес инструмента (0,6 кг). В среднем вес такого рода граверов колеблется от 400 грамм до 1 килограмма. К работе с таким инструментом нужно приноровиться.
Технические характеристики
Емкость аккумулятора
2,0 Ач
Время зарядки
1. 5 ч
Вес
0,660 кг
Габариты
25×4,5×6,5 см
Частота вращения на холостом ходу
от 5.000 до 35.000 об/мин
Технология аккумулятора
Lithium-Ion / ECP
Система быстрой смены насадок
EZ Twist
Плюсы и минусы
Скорость от 5 тысяч до 35 тысяч об/мин, емкость аккумулятора 2 АЧ, простая система смены насадок
Увеличенный вес модели; свыше 20 тыс. оборотов ощутимо вибрирует
Топ-18 лучших граверов в 2023 году по версии КП
1. BOSCH GRO 12V-35 2.0Ач х2 L-BOXX
BOSCH GRO 12V-35. Фото: yandex.market.ru
Прекрасный представитель беспроводных бормашин, оснащенный системой Bosch Electronic Cell Protection для защиты аккумулятора от перегрузок и перегревания. В инструмент встроена светодиодная подсветка, которая помогает в ювелирной работе гравировщика.
Индикатор заряда аккумулятора поможет предупредить разряд батареи, чтобы обработка материала не прервалась неожиданно. Агрегат узкий и подходит для работ в труднодоступных местах.
Частота вращения высокая, до 35 тысяч оборотов. В комплекте идут сразу два аккумулятора и кейс для хранения и транспортировки.
Технические характеристики
Напряжение аккумулятора
12 В
Емкость аккумулятора
2,0 Ач
Вес
0,6 кг
Частота вращения на холостом ходу
до 35.000 об/мин
Плюсы и минусы
Запасной аккумулятор, фиксация шпинделя
Гибкий рукав не входит в комплект
2. Elitech ПШМ 170ЭЖК
Elitech ПШМ 170ЭЖК. Фото: yandex.market.ru
Гравер с дисплеем для цифровой индикации оборотов отлично зарекомендовал себя среди бюджетных, но качественных инструментов. Его смело можно отнести к граверам для дома, потому что весит агрегат меньше килограмма, в руке лежит удобно, подойдет для работы и опытным мастерам, и начинающим.
Скорость вращения вала на выбор от 8 тысяч до 35 тысяч, что характеризует Elitech ПШМ 170 ЭЖК как отличный агрегат для обработки всевозможных поверхностей.
В комплекте идет гибкий рукав со стойкой для подвески гравера. Помимо прочего в наборе целых 120 насадок для шлифовки, заточки, полировки, фрезерной обработки, а также различные сверла.
Технические характеристики
Потребляемая мощность
170 Вт
Максимальная частота вращения диска
35000 об/мин
Длина сетевого кабеля
1,8 м
Вес
0,7 кг
Плюсы и минусы
Сочетание высокого качества и бюджетной цены, огромное количество сменных насадок и гибкий рукав в наборе
Для начинающих инструмент может показаться тяжелым
3. Ryobi EHT150V
Ryobi EHT150V. Фото: yandex.market.ru
Гравировальная машинка Ryobi EHT 150V подойдёт для выполнения мелких гравировальных работ. Оптимальное соотношение цены и качества, комплектация не вызывает нареканий – более 100 насадок в наборе, удобный чемоданчик для хранения.
Сетевой шнур двухметровый, что помогает легко перемещать инструмент по мастерской без использования удлинителей. Гравер продается с гибким валом и креплением для того, чтобы мастер мог расположить инструмент максимально удобно.
Частота вращения от 10 тысяч до 35 тысяч об/мин., следовательно работать можно и с деревом, и со стеклом, и даже с драгоценными камнями. Вес чуть больше полкило, поэтому руки не будут сильно уставать в ходе работы.
Технические характеристики
Потребляемая мощность
150 Вт
Максимальная частота вращения диска
35000 об/мин
Комплектация
115 принадлежностей
Вес
0,6 кг
Плюсы и минусы
Продуманные детали в наборе (крепление, гибкий вал)
Неустойчив к нагреванию, от вибрации может сбоить регулятор оборотов
4. Bort BCT-72Li
Bort BCT-72Li. Фото: yandex.market.ru
Для тех, кто не любит сетевые инструменты, подойдет гравер Bort BCT-72Li. Литий-ионный аккумулятор позволяет работать три часа без перерыва на подзарядку. При этом агрегат компактный, весит всего 0,26 кг и оснащен светодиодной подсветкой. Есть возможность выбирать одну из пяти скоростей от 5 тыс до 25 тыс оборотов в минуту.
У этого гравера 20 сменных насадок для разных видов работ. Аккумулятор сменный, на рынке всегда можно подобрать замену в случае его негарантийной поломки.
При длительной работе может страдать скорость вращения
5. PATRIOT EE 101 The One
PATRIOT EE 101 The One. Фото: yandex.market.ru
Этот электрический гравер удобно держать в руке благодаря прорезиненной рукоятке Extra Gripр. Комплектуется инструмент большим количеством сменных насадок (40 штук), а из-за возможности блокировки шпинделя заменить оснастки можно быстрее. Гибкий вал идет в комплекте, что позволяет работать мастеру в труднодоступных местах. Преимуществом является система охлаждения двигателя при риске перегрева, потому что многие граверы перегреваются в процессе и могут даже обжечь руку.
Любители работать на открытом воздухе при низких температурах оценят прорезиненный морозостойкий кабель гравера PATRIOT EE 101 The One. Диапазон скоростей от 10 тыс до 30 тыс оборотов в минуту. Модель упакована в кейс для хранения и удобной транспортировки, куда гравер помещается вместе со всеми аксессуарами.
Технические характеристики
Потребляемая мощность
140 Вт
Макс. частота вращения диска
32000 об/мин
Питание
от сети
Вес
1,2 кг
Минимальный диаметр цанги
2.3 мм
Максимальный диаметр цанги
3. 2 мм
Плюсы и минусы
Защита от перегрева, регулировка скоростей
Вибрация ощутима
6. Hammer Flex MD050B
Hammer Flex MD050B. Фото: yandex.market.ru
Пример компактного гравера, который работает от сети, для бытовых целей или в гараж. Скорость не регулируется, количество оборотов — 15 тыс. в минуту. Отлично зарекомендовал себя инструмент как мини-дрель, а множество насадок и запасные цанги в комплекте позволяют использовать его для различных граверных работ.
Из плюсов можно отметить работу от источника питания 12 вольт, это означает, что агрегат можно подключить к бортовой сети автомобиля. У данной бюджетной модели нет кейса для хранения, что осложняет транспортировку и может повлечь утерю насадок.
Технические характеристики
Потребляемая мощность
8 Вт
Макс. частота вращения диска
15000 об/мин
Питание
от сети
Вес
0,172 кг
Блокировка кнопки включения
есть
Фиксация шпинделя
есть
Диаметр цанги
1 / 2,4 / 3 / 3,2 мм
Плюсы и минусы
Компактный, много оборотов для небольшого инструмента
Сильно вибрирует, нет футляра для хранения
7.
DEKO DKRT200E
DEKO DKRT200E. Фото: yandex.market.ru
Качественный электрический гравер с возможностью регулировки скорости. Прибор компактный и подойдет для работы в сложнодосягаемых местах, например при удалении ржавчины на днище авто. В комплекте более 40 сменных насадок.
Переключатель скоростей расположен так, что можно увеличивать обороты прямо в процессе работы. Доступный диапазон скоростей от 1 тысячи оборотов до 32 тысяч в минуту.
Упакован агрегат и все детали в удобный кейс. Рукоятки с резиновым покрытием облегчают работу, уменьшают риск высказывания инструмента. Длина кабеля достигает полутора метров, чего вполне хватает для бытовых работ.
Технические характеристики
Потребляемая мощность
200 Вт
Макс. частота вращения диска
36000 об/мин
Питание
от сети
Вес
0,75 кг
Комплектация
3 насадки
Плюсы и минусы
Легкий гравер, длинный шнур, низкий уровень шума
Незначительно греется в процессе работы на высоких оборотах
8.
Dremel Engraver (290-1)
Dremel Engraver (290-1). Фото: yandex.market.ru
Особенность этого сетевого инструмента в регулируемой глубине обработки, что необходимо для нанесения и поверхностных линий, и глубоких узоров. Твердосплавный наконечник, который меняется при помощи пары движений, позволит Вам выполнять работу на многих поверхностях.
Отдельного внимания заслуживает комплект трафаретов букв и цифр, что значительно упрощает процесс гравировки. Агрегат подойдет начинающим мастерам. Его удобно держать в руке, но работу ограничивает короткий сетевой шнур.
Технические характеристики
Потребляемая мощность
35 Вт
Частота ударов в минуту
6000
Напряжение
240 В
Вес
0,31 кг
Плюсы и минусы
Лёгкий вес, трафареты в комплекте
Не очень длинный шнур, необходимо отдельно докупать насадки, высокий уровень шума
9. «Калибр» ЭГ-145+ВГ
«Калибр» ЭГ-145+ВГ. Фото: yandex.market.ru
Инструмент российского бренда «Калибр» оснащен двигателем 145 Вт и двойной изоляцией. Гравер продается в пластиковом кейсе с сотней дополнительных насадок и с гибким валом. Весит аппарат почти 2 кг, поэтому руки могут уставать.
С помощью ручки можно работать под разными углами в труднодоступных местах, и сам корпус инструмента мешать не будет. Есть регулировка частоты вращения и функция блокировки кнопки включения.
Технические характеристики
Потребляемая мощность
145 Вт
Макс. частота вращения диска
35000 об/мин
Длина сетевого кабеля
2 м
Вес
0,7 кг
Плюсы и минусы
Бюджетный вариант, широкий ассортимент насадок, гибкий вал в комплекте
Греется, сильно вибрирует, может пахнуть паленым пластиком в процессе работы
10. DWT GS06-27 LV
DWT GS06-27 LV. Фото: yandex.market.ru
Скоростей у этого гравера шесть, а оборотов в минуту чуть меньше 30 тысяч, что делает его весьма подходящим для работы с любыми материалами. Удлиненный корпус DWT GS06-27 LV и дополнительная рукоятка делают инструмент маневренным. Благодаря ручке работать с аппаратом, вес которого приближен к 2 кг, комфортнее.
Инструмент хорошо укомплектован: помимо рукоятки в набор входят доводочный брусок, шлифовальные камни и рожковый ключ.
Технические характеристики
Потребляемая мощность
600 Вт
Макс. частота вращения диска
27000 об/мин
Вес
1,68 кг
Комплектация
различные шарошки, доводочный брусок и ключ рожковый
Плюсы и минусы
Тонкий длинный корпус, рукоятка в комплекте, есть регулятор скоростей
Увесистый инструмент, высокий уровень шума на предельной скорости, может перегреваться
11. Metabo GE 710 Compact
Metabo GE 710 Compact. Фото: yandex.market.ru
Модель прямошлифовальной машины известного немецкого бренда под эгидой того же Bosch. Область применения ограничена шлифовкой. Мощность мотора (710 Вт) и высокая частота оборотов (до 34 тыс. в минуту) позволяет применять инструмент в строительстве и отделочных работах.
В комплекте – дополнительные насадки: это шарошки различного диаметра с разной твердостью. Диапазон оборотов регулируется, пуск мягкий, есть антивибрационная система, предусмотрены алгоритмы защиты двигателя. Среди преимуществ выделим эргономичную конструкцию, позволяющую получить доступ в любые пространства, а также удобный двуручный хват – устройство предназначено для длительных работ.
Единственным недостатком инструмента является достаточно высокая цена. В качестве компенсации производитель предлагает 2-летний гарантийный срок.
Эргономичность, несколько систем защиты
Предназначен только для шлифовальных работ
12. Makita GD0800C
Makita GD0800C. Фото: yandex.market.ru
Классическая прямошлифовальная машина (гравер) от отечественного производителя. Как и предыдущее устройство, может быть отнесено к категории профессиональных инструментов. Скоростной диапазон вращения вала составляет от 7 до 28 тыс. оборотов на холостом ходу, а максимальная мощность на выходе – 750 Вт.
Устройство ограничено по сфере применения и предназначено исключительно для шлифовки. Как отмечают пользователи, к специфике инструмента нужно привыкнуть – зато при строительно-отделочных работах он незаменим. Может применяться для обработки сварных швов и витых пазов. Максимальный диаметр шлифовальной шарошки – 25 мм.
К преимуществам гравера следует отнести длинный кабель питания, также важным аргументом в пользу выбора может стать широкий эксплуатационный диапазон: работы можно проводить даже при минусовых температурах. Частота оборотов регулируема, есть стабилизатор. Предусмотрен пусковой ограничитель тока, также есть система предотвращения перегрузок.
В комплект поставки не входит гибкий вал, его необходимо докупать дополнительно. Нет и защитного кожуха для оснастки. Также среди относительных недостатков можно назвать высокую стоимость устройства при ограниченной сфере применения.
Подходит для профессиональных строительно-отделочных работ, много функций настройки
Достаточно высокая цена для шлифовального устройства
Портативная версия старших моделей – многофункциональный гравер работает от литий-ионного аккумулятора, поэтому частота оборотов не превышает 22 тыс./мин. (для справки: этого достаточно для обработки стали). Производитель позиционирует устройство как дрель-шуруповерт, но по факту при покупке дополнительной насадки инструмент становится универсальным. При использовании ударной функции возможна работа даже с вольрамово-никелевыми сплавами. Функция реверса может пригодиться для работ в труднодоступных местах. Забота о пользователе заметна не только по эргономичной конструкции девайса: производитель позаботился даже о подсветке рабочей зоны. Доступна регулировка скорости вращения и надежная фиксация оснастки. Инструмент не назовешь бюджетным, но он явно входит в категорию лучшие граверы.
Компактность, возможность автономной работы, доступно расширение функционала с помощью насадок
Высокая цена
14. Hammer Flex MD135A
Hammer Flex MD135A. Фото: yandex.market.ru
Гравировальная машина китайского производства с малой мощностью (135 Вт), отлично подойдет для мелких работ по дому. В комплекте – 40 насадок, гибкий вал и 2 цанги. По отзывам покупателей, явных качественных недостатков у устройства нет. Среди ограничений можно назвать быстрый перегрев (допускается не более 15 минут непрерывной работы), а также отсутствие стабилизатора оборотов. Из недостатков отмечаются проблемы при работе на малых скоростях, а также отсутствие пылезащиты двигателя. Зажимная головка не отцентрирована, поэтому на точность выполнения операций можно не рассчитывать.
Бюджетная цена
Подходит только для эпизодических работ
15. Hammer AMD3.6
Hammer AMD3.6. Фото: yandex.market.ru
Портативная версия гравера, аккумулятор гарантирует частоту вращения до 18 тыс. оборотов. Среди достоинств подчеркнем максимально полную комплектацию: с прибором поставляется 118 насадок. Недостатки – типичные для всех устройств мобильного сегмента: малое время непрерывной работы до перегрева.
Компактность, превосходная комплектация насадками
Позволяет выполнять только разовые работы
16. Proxxon FBS 240/E
Proxxon FBS 240/E. Фото: yandex.market.ru
Качественный гравер немецкого производства. Диапазон оборотов – 5-20 тыс., а мощность всего 100 Вт. В отличие от более дешевых аналогов не нагревается при длительной работе, также не детектируется проседание оборотов на малых скоростях. Универсальным инструмент не назовешь: со шлифовкой стен он не справится, зато мелкие работы выполнит с достаточной точностью.
Подходит для точных работ, надежность в эксплуатации, легкость инструмента
Дизайн в стиле милитари
17. КАЛИБР 160+ВГ
КАЛИБР 160+ВГ. Фото: yandex.market.ru
Бюджетная модель многофункционального инструмента. В комплектации есть гибкий вал и насадки для основных операций. Устройство не предназначено для точных работ: при включении заметна сильная вибрация вала.
Бюджетная цена, подходит для ремонта и отделочных работ
Из-за вибрации невозможно работать с устройством без перерывов
18. Bort BCT-140
Bort BCT-140. Фото: yandex.market.ru
Еще один представитель эконом-сегмента: универсальный инструмент с набором аксессуаров. Подходят насадки любого производителя. Отмечаются проблемы при эксплуатации на низких оборотах, в остальном устройство вполне соответствует заявленным функциональным характеристикам.
Функционал расширяется универсальными насадками
Устройство не рекомендуется для точных работ
Как выбрать гравер
Чтобы выбрать подходящий инструмент, важно определить с каким типом материала вы преимущественно будете работать. От этого зависит количество оборотов: для дерева и стекла – 20 тысяч подойдет, а для стали или драгоценных камней минимум 27 тысяч. Если вы берете гравер для бытовых работ в доме или небольшой мастерской, достаточно инструмента с мощностью до 200 Вт, а скорость вращения вала не обязана превышать 20 тыс. оборотов в минуту.
Второе немаловажное правило выбора – ориентируйтесь на вес гравера. Тяжелый инструмент без гибкого вала вам не подойдет, если вы планируете работать с ним на постоянной основе. С гибким валом руки не устают от веса всего инструмента.
Стоит также обращать внимание на то, какие из насадок, необходимых для вашего типа работ, идут в комплекте с гравером. Недостающие всегда можно приобрести отдельно.
Популярные вопросы и ответы
На популярные вопросы читателей отвечает Юрий Дудин, продавец бытовой техники и инструментов.
На какие параметры нужно обратить внимание в первую очередь?
Граверы условно можно разделить на бытовые и профессиональные, и исходя их ваших нужд выбирать агрегат по:
• мощности, • скорости вращения вала и наличию переключателя скоростей, • весу, • по длине сетевого шнура / емкости аккумулятора, • комплектации (что из насадок входит, есть ли гибкий вал, крепления).
Какие насадки должны быть у гравера в комплекте?
Насадки нужно выбирать отталкиваясь от типа работ, которые вы планируете выполнять. Хорошо, если в комплекте сразу идут шарошки фигурные, шлифовальные, цанги универсальные, абразивные и полировальные насадки.
Отмечу, что сегодня к каждой модели можно подобрать отдельно необходимую насадку или купить целый набор как оригинального производителя, так и аналоги, подходящие граверу.
Какая мощность гравера оптимальна для домашней мастерской?
В среднем мощность гравера составляет от 30 до 400 Вт. Для того, чтобы понять какой мощности вам нужен инструмент, помните, что чем больше и тверже деталь, которую вы хотите обрабатывать, тем большая мощность нужна. Для фактурирования выбирайте мощность до 100 Вт, для работы с твердыми материалами не меньше 250 Вт.
Насадка с гибким валом Dremel | 225
Вопросы и ответы
Горячие точки
Рис. №
2
Цанга
7,00 $
Номер детали: 2615000480
В наличии, более 25 доступно
В наличии, более 25 доступно
7 долларов США
В наличии, более 25 доступно
7 долларов США
3
Крышка наконечника Устарела — недоступна
2,99 долл. США
Номер детали: 2610914373
Снято с производства
Снято с производства
2,9 доллара США9
Снято с производства
4
Гаечный ключ Устаревший — недоступен
2,99 долл. США
Номер детали: 90962
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
5
Приводной вал
6,94 $
Номер детали: 2610914543
В наличии, более 25 доступно
В наличии, более 25 доступно
6,94 долл. США
В наличии, более 25 доступно
6,94 долл. США
7
Крышка драйвера устарела — недоступна
2,99 долл. США
Номер детали: 529417870
Снято с производства
Снято с производства
2,99 долл. США
Снято с производства
800
3/ 32
4,02 долл. США
Номер детали: 2615000481
В наличии, 6 в наличии
В наличии, 6 в наличии
4,02 доллара США
В наличии, 6 в наличии
4,02 доллара США
800
1/ 32
4,07 $
Номер детали: 2615000483
В наличии, 5 в наличии
В наличии, 5 в наличии
4,07 долл. США
В наличии, 5 в наличии
4,07 долл. США
Рис. #
Принадлежности для Dremel 225
Имя *
Электронная почта *
Присоединяйтесь к нашему списку VIP-адресов, чтобы получать советы по экономии денег и специальные скидки.
Номер модели (рекомендуется)
Задайте вопрос по этой детали *
Наши специалисты свяжутся с вами, как только смогут.
Гибкая вращающаяся дрель Привод инструмента Насадка с гибким валом 42-дюймовый удлинитель Dremel • Алмазные кольцевые пилы, алмазные сверла и инструменты
19,99 $
25 в наличии
Гибкая вращающаяся дрель Насадка с гибким валом 42 дюйма Dremel Extension количество
Артикул: DXFLEXSHAFT106
Категория: Адаптеры — Вложения
Описание
Дополнительная информация
Бренд
Отзывы (0)
Описание
ГИБКАЯ и ПРОЧНАЯ конструкция Удлинитель Dremel — гибкий вал Dremel длиной 42 дюйма может работать со скоростью до 35 000 об/мин без нагрузки
УДОБНАЯ РУКОЯТКА ПОДХОДИТ для работы с деталями, резки, гравировки, резьбы, подкрашивания, сверления и отделки. ОТЛИЧНО подходит для дизайна ювелирных изделий, гранильных работ, хобби, рукоделия, моделирования, ремонта, сверления и обработки драгоценных камней, ракушек, морского стекла
БЫСТРОЕ – ПРОСТОЕ – НАДЕЖНОЕ СОЕДИНЕНИЕ – Быстрозажимной патрон и универсальная цанга 1/8 дюйма
ШЕСТИГРАННЫЙ КЛЮЧ В комплекте
100% ГАРАНТИЯ УДОВЛЕТВОРЕНИЯ – Мы также предоставляем подробные инструкции с картинками. Dremel, Wen, Ryobi, Craftsman являются зарегистрированными товарными знаками своих владельцев. Это совместимый продукт.
Перед установкой удлинителя Dremel
1- Во-первых, если ваш вращающийся инструмент имеет резьбовое кольцо на конце двигателя, вам нужно будет снять его, повернув против часовой стрелки (против часовой стрелки). ). Вам понадобится хомут, когда вы присоедините инструмент непосредственно к вращающемуся инструменту. С гибким валом dremel он вам не понадобится.
2- Держите гибкий вал за фитинг серебристого цвета (вы сможете увидеть внутренний стержень вала). И потяните внутренний сердечник примерно на 2 дюйма. Если вам нужны плоскогубцы, чтобы держать его, это нормально.
Мы рекомендуем использовать небольшое количество смазки для смазки внутреннего стержня удлинителя Dremel.
ДЛЯ СЛЕДУЮЩИХ ШАГОВ УБЕДИТЕСЬ, ЧТО ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ ОТКЛЮЧЕН
Вал 1/8″. Удлинитель дремеля будет передавать вращательное движение. Это расширение. Вставьте сердцевину гибкого вала в цангу вращающегося инструмента и затяните цангу. Вы можете использовать кнопку блокировки цанги, чтобы предотвратить ее вращение во время затягивания гайки.
4- Прикрутите серебристый соединительный конец удлинителя дремеля к корпусу вращающегося инструмента. Вот где вы сняли ошейник. Теперь мы закончили крепление гибкого вала к вращающемуся инструменту. С этого момента следующие шаги связаны с креплением сверла или бора к гибкому стержню.
5- Другой конец (ЧЕРНЫЙ ЦВЕТ) гибкого вала dremel предназначен для установки необходимого инструмента, например алмазного диска или бора. Для этого этапа вы будете использовать серебристо-хромированную L-образную деталь. На черной стороне гибкого вала есть отверстие. И еще одно отверстие под черной стороной. Когда вы совместите эти два отверстия, повернув серебряный наконечник на черном конце, вставьте L-образный металл. Этот шаг может показаться запутанным, но он прост. Внутренняя металлическая часть на черном конце стержня захочет повернуться, когда вы попытаетесь прикрепить инструмент. Г-образный металл поможет вам удерживать его, пока вы пытаетесь повернуть наконечник.
6- Теперь можно прикрепить биту. И затяните гайку на кончике черного конца удлинителя дремеля.
Инструмент, прикрепленный к удлинителю Dremel
Удлинитель Dremel для стекла для травления
Один из наших клиентов использовал удлинитель Dremel для травления стекла. И она сделала эту прекрасную работу. В своем обзоре она написала следующее:
«.. Я привыкла держать свой Dremel Micro в течение длительного периода времени, пока травила стекло!!, но теперь, когда я использую гибкий вал, я теряю счет времени и выполнять больше проектов, так как мне не нужно останавливаться и делать перерывы из-за того, что моя рука немеет или мое запястье беспокоит меня.
 Л.
Л.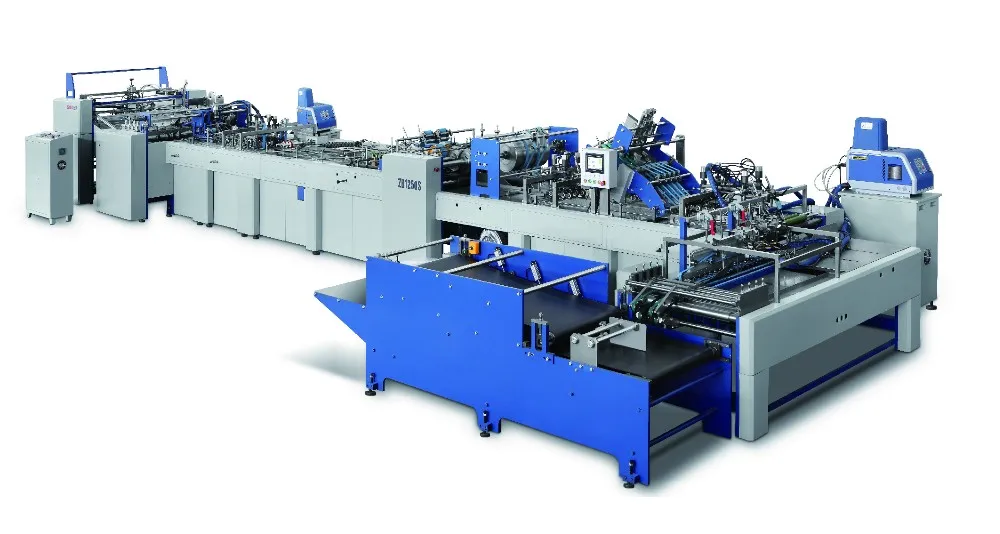

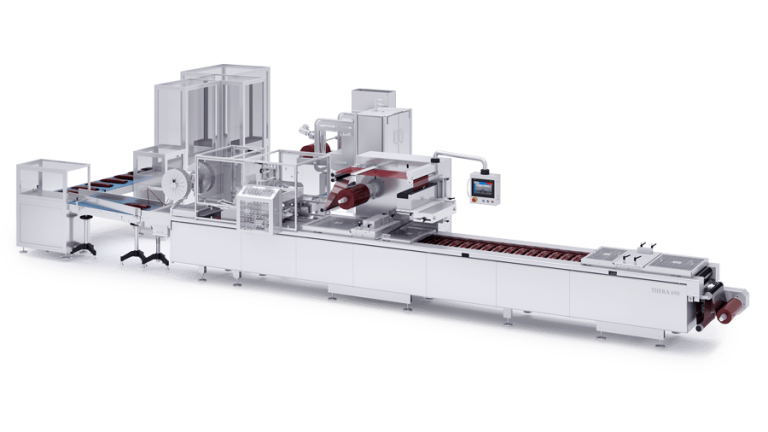


 Л., вызывающих простой отдельных ее агрегатов;
Л., вызывающих простой отдельных ее агрегатов;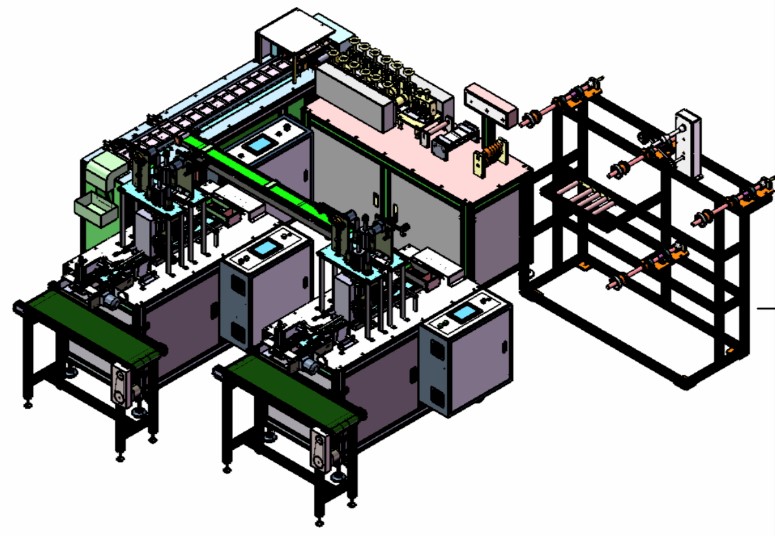
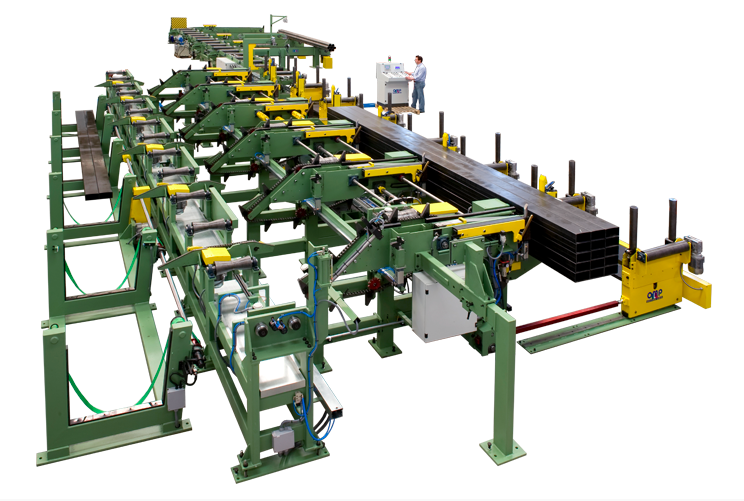
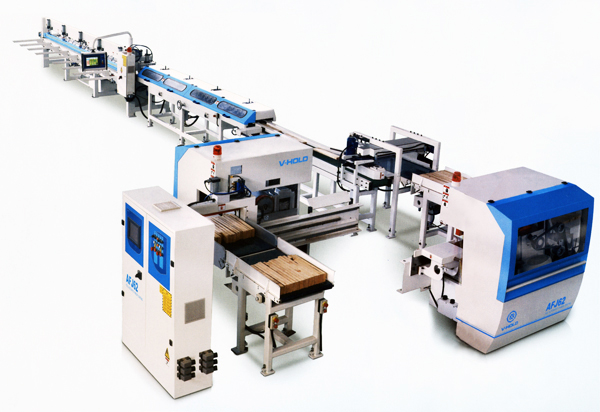 Та- кие части линии называются потоками.
Та- кие части линии называются потоками. Различная степень автоматизации и модульная конструкция позволяет использовать линии многокомпонентной фасовки готовых блюд Hefestus для абсолютного любых продуктов, от классического плова или гуляша с картофелем до самых экзотических блюд азиатской кухни.
Различная степень автоматизации и модульная конструкция позволяет использовать линии многокомпонентной фасовки готовых блюд Hefestus для абсолютного любых продуктов, от классического плова или гуляша с картофелем до самых экзотических блюд азиатской кухни. Каждая линия может включать в себя следующие узлы и компоненты:
Каждая линия может включать в себя следующие узлы и компоненты:
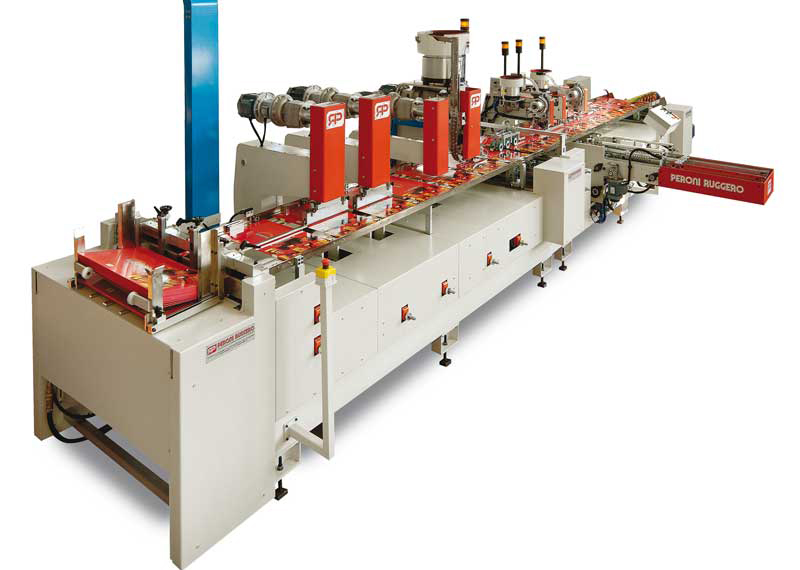 Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы:
Результатом является строка, основанная на введенных вами символах. Вы можете использовать следующие символы: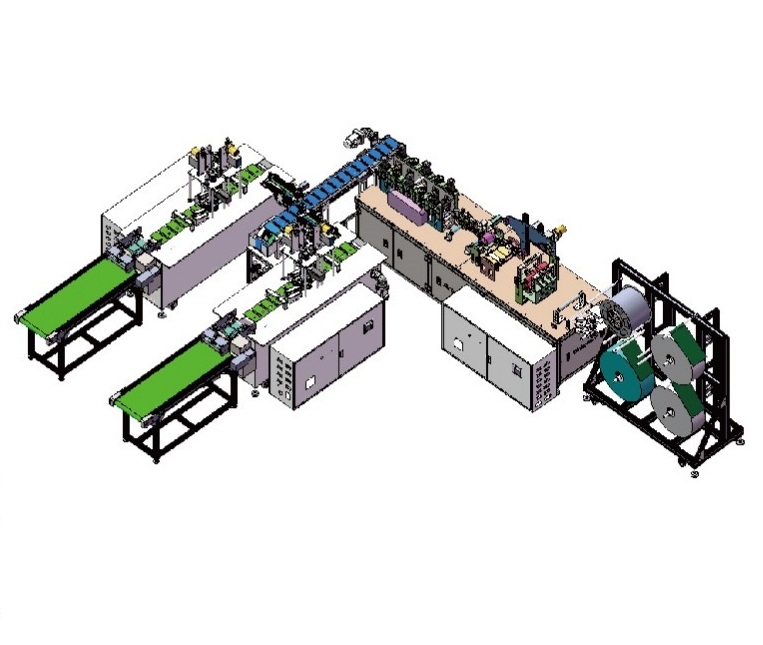 В Word 2010 и более поздних версиях отобразите вкладку «Файл» на ленте и нажмите «Параметры».)
В Word 2010 и более поздних версиях отобразите вкладку «Файл» на ленте и нажмите «Параметры».)




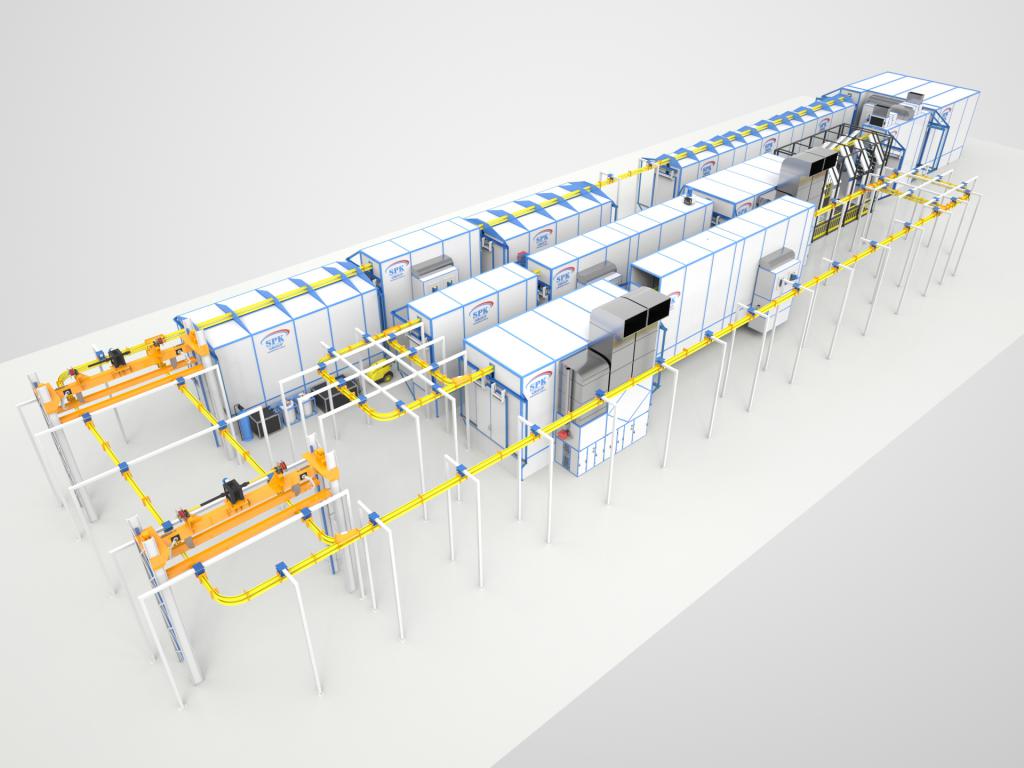 Ознакомьтесь с курсом Mastering VBA for Office 2010 уже сегодня!
Ознакомьтесь с курсом Mastering VBA for Office 2010 уже сегодня!
 В то время как мышь и наушники являются чисто внешним оборудованием, мобильный телефон и камера по своей природе гибридны по отношению к компьютеру или ПК.
В то время как мышь и наушники являются чисто внешним оборудованием, мобильный телефон и камера по своей природе гибридны по отношению к компьютеру или ПК.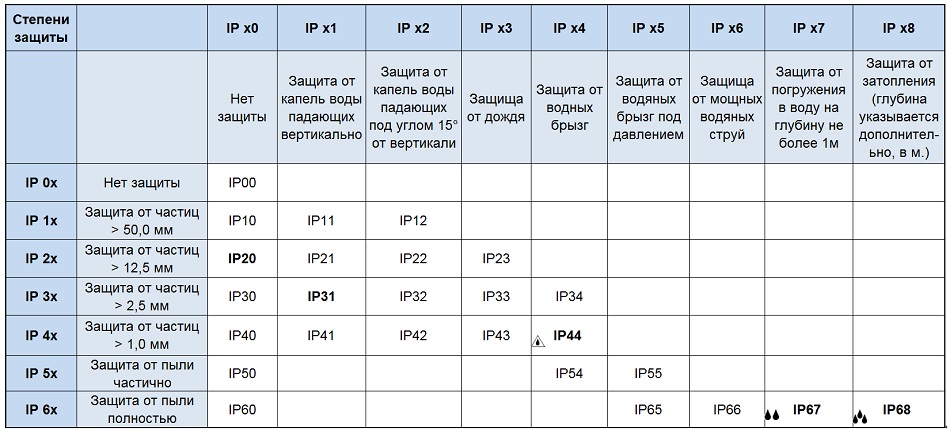 Это центр физического устройства, более известного как «ЦП».
Это центр физического устройства, более известного как «ЦП».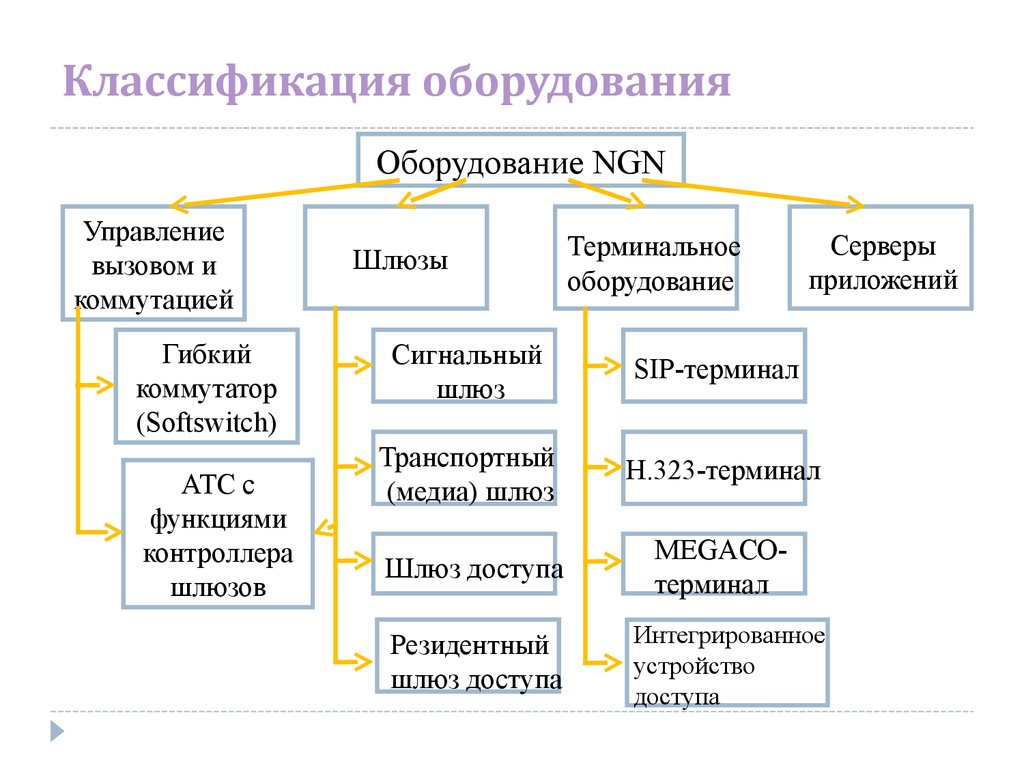 С другой стороны, это внешний аппаратный выход.
С другой стороны, это внешний аппаратный выход.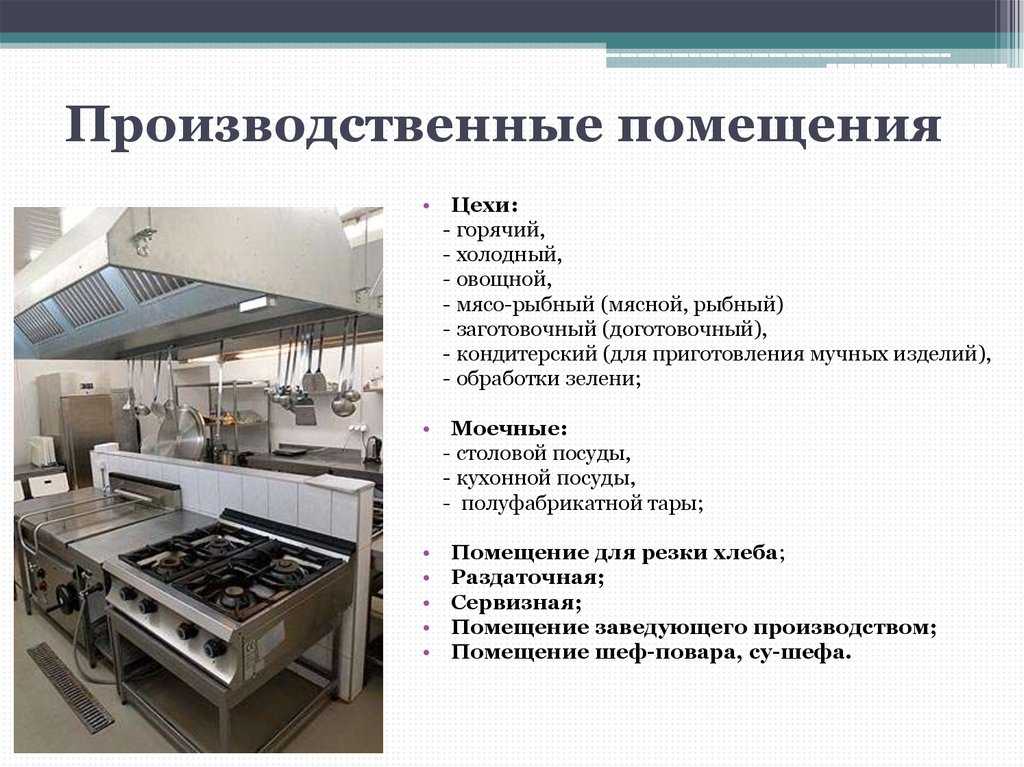 д.
д.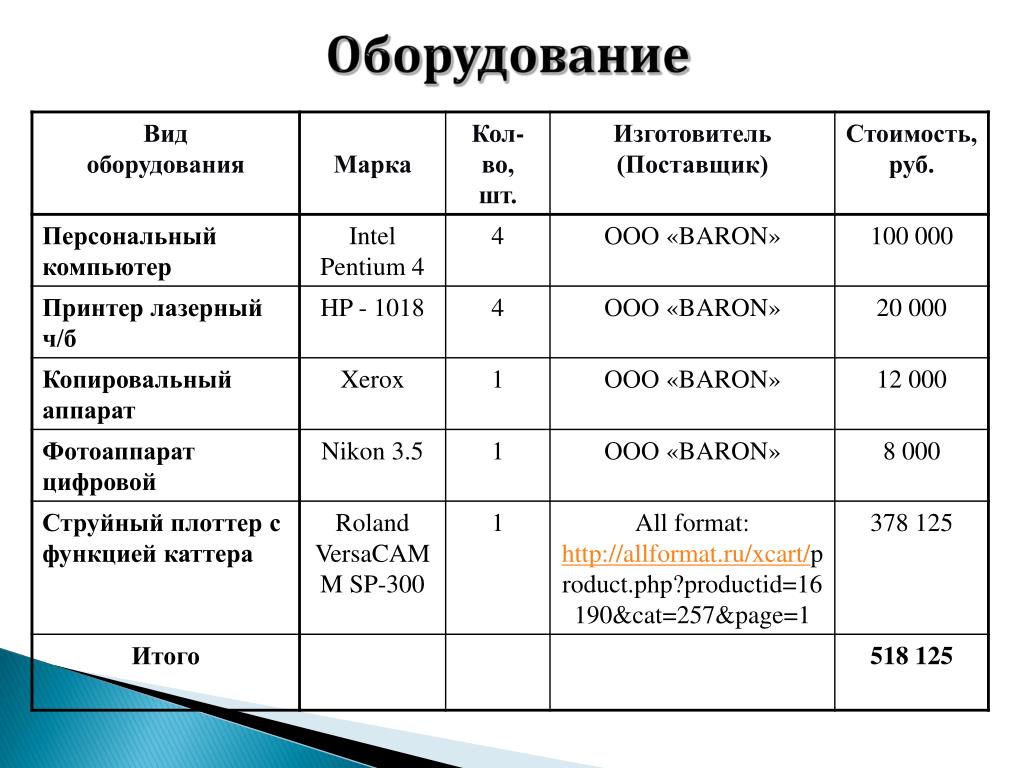 Специализированный ремонт нетранспортабельного оборудования экономически целесообразно производить выездными ремонтными бригадами.
Специализированный ремонт нетранспортабельного оборудования экономически целесообразно производить выездными ремонтными бригадами.
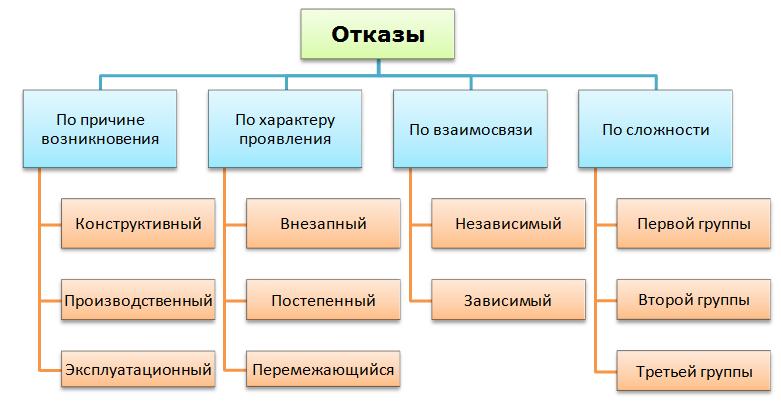
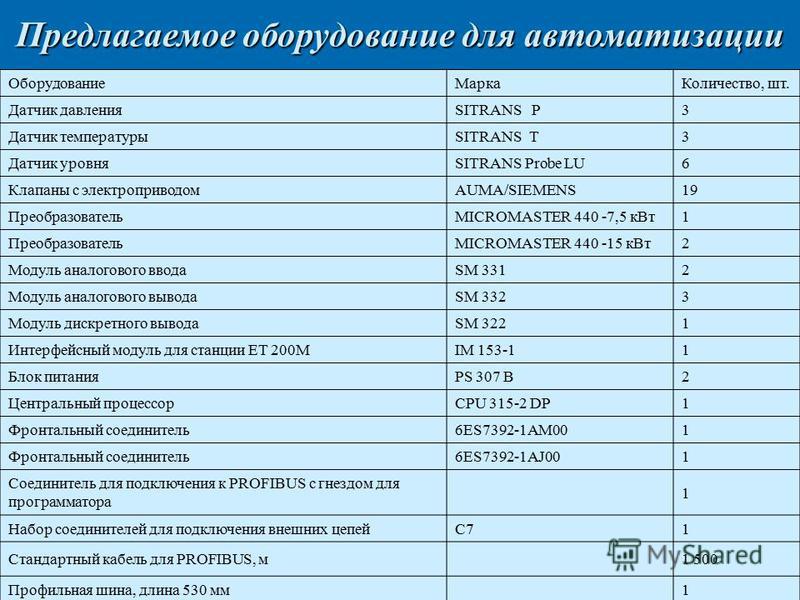

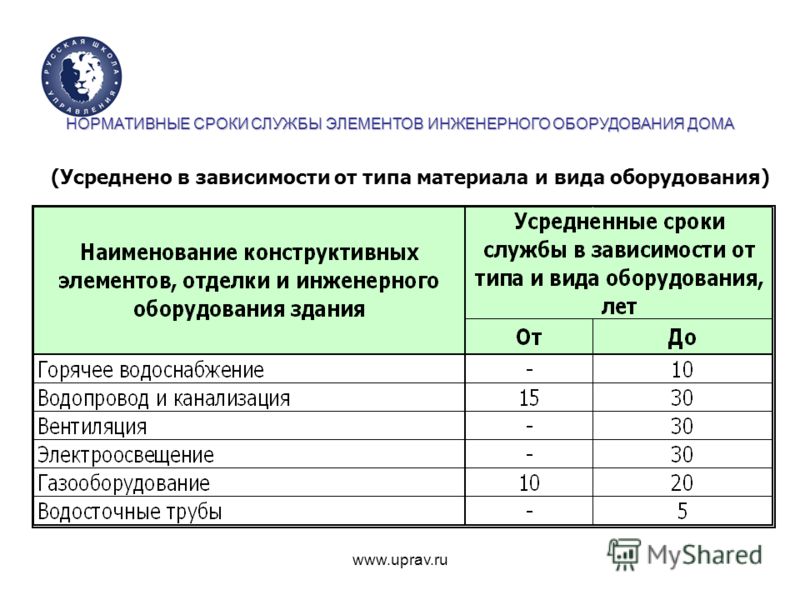 для работы Программного обеспечения.
для работы Программного обеспечения. Вне контракта;
Вне контракта;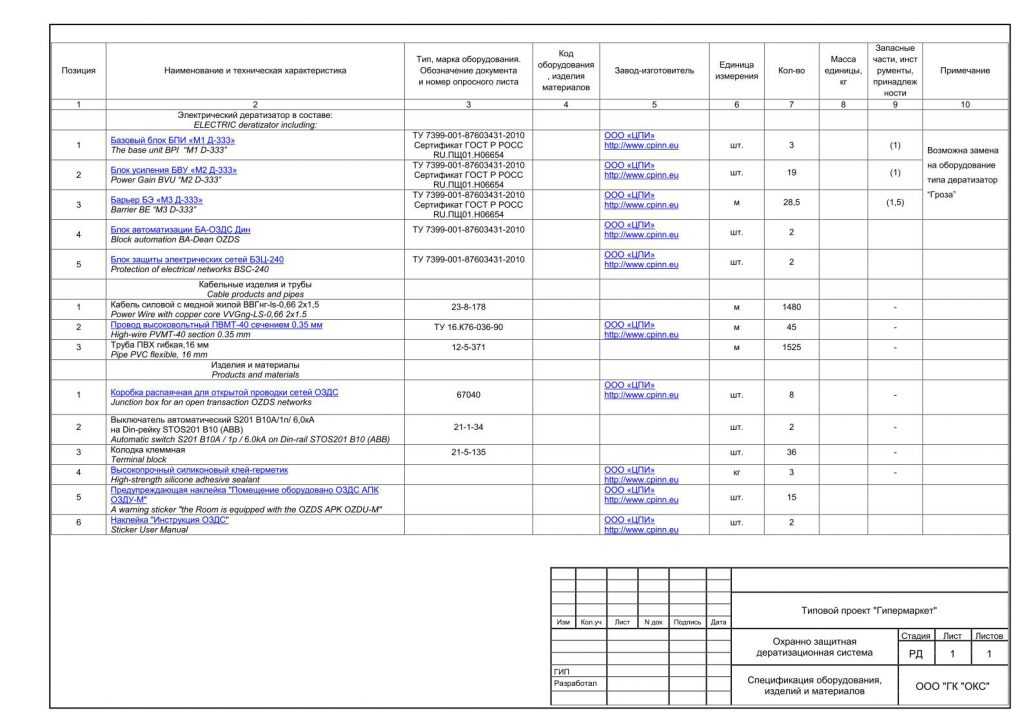
 К капитальному оборудованию также относятся машины и оборудование, используемые в основном для электронной передачи результатов, полученных клиентом в онлайновой компьютеризированной системе поиска данных.
К капитальному оборудованию также относятся машины и оборудование, используемые в основном для электронной передачи результатов, полученных клиентом в онлайновой компьютеризированной системе поиска данных.
 Если вы усердно работаете на стройке, проводите ремонт дорог на оживленном шоссе или ищете подходящий инструмент для своего крупномасштабного проекта по благоустройству, у нас всегда найдется оборудование, которое сделает вашу работу проще и безопаснее.
Если вы усердно работаете на стройке, проводите ремонт дорог на оживленном шоссе или ищете подходящий инструмент для своего крупномасштабного проекта по благоустройству, у нас всегда найдется оборудование, которое сделает вашу работу проще и безопаснее.
 Центральной рабочей машиной является трактор.
Центральной рабочей машиной является трактор.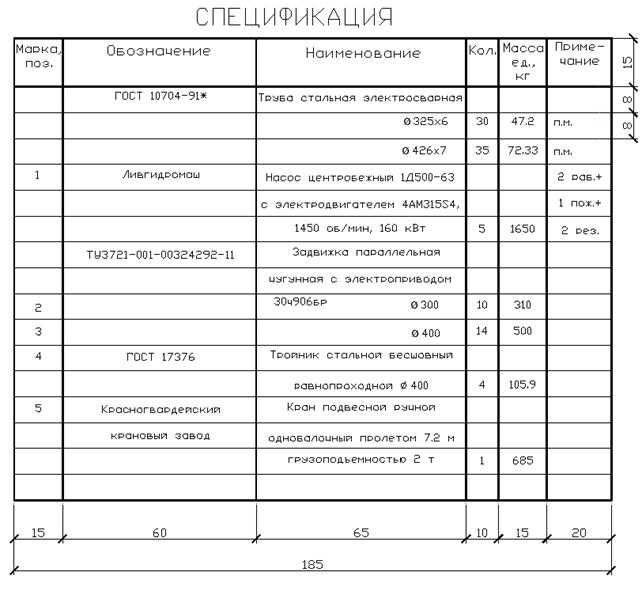 Стреловые подъемники подходят для одного или нескольких рабочих одновременно, в зависимости от размера ковша или платформы.
Стреловые подъемники подходят для одного или нескольких рабочих одновременно, в зависимости от размера ковша или платформы.

 песок.
песок. д. Драглайны работают с использованием высокой стрелы, оснащенной проволочными тяговыми и подъемными канатами. Эти канаты работают вместе, чтобы перемещать прикрепленный ковш к точке приложения и обратно. Оказавшись на месте, оператор драглайна управляет ковшом, чтобы он мог собирать и перемещать мусор, перетаскивая его по поверхности.
д. Драглайны работают с использованием высокой стрелы, оснащенной проволочными тяговыми и подъемными канатами. Эти канаты работают вместе, чтобы перемещать прикрепленный ковш к точке приложения и обратно. Оказавшись на месте, оператор драглайна управляет ковшом, чтобы он мог собирать и перемещать мусор, перетаскивая его по поверхности.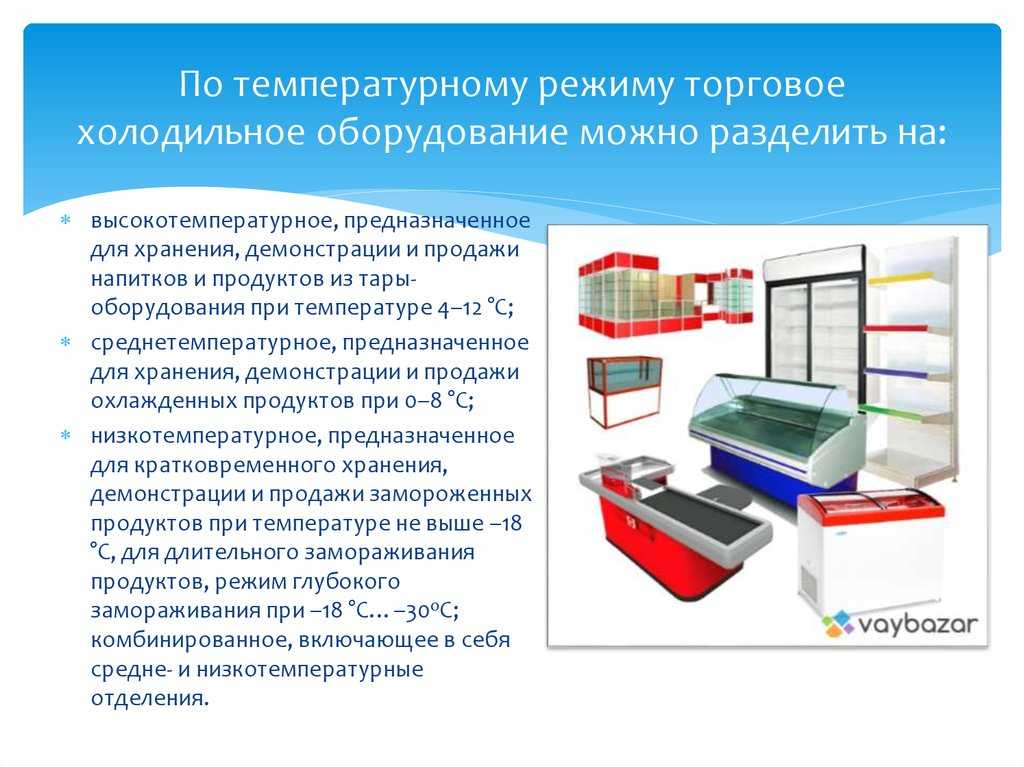
 Поскольку они питаются от электричества, в них гораздо меньше движущихся частей, которые со временем изнашиваются. Это означает, что вам не придется тратить столько денег или времени на техническое обслуживание или замену критических частей вашего оборудования. Современные электрические канатные экскаваторы энергоэффективны и просты в эксплуатации.
Поскольку они питаются от электричества, в них гораздо меньше движущихся частей, которые со временем изнашиваются. Это означает, что вам не придется тратить столько денег или времени на техническое обслуживание или замену критических частей вашего оборудования. Современные электрические канатные экскаваторы энергоэффективны и просты в эксплуатации.
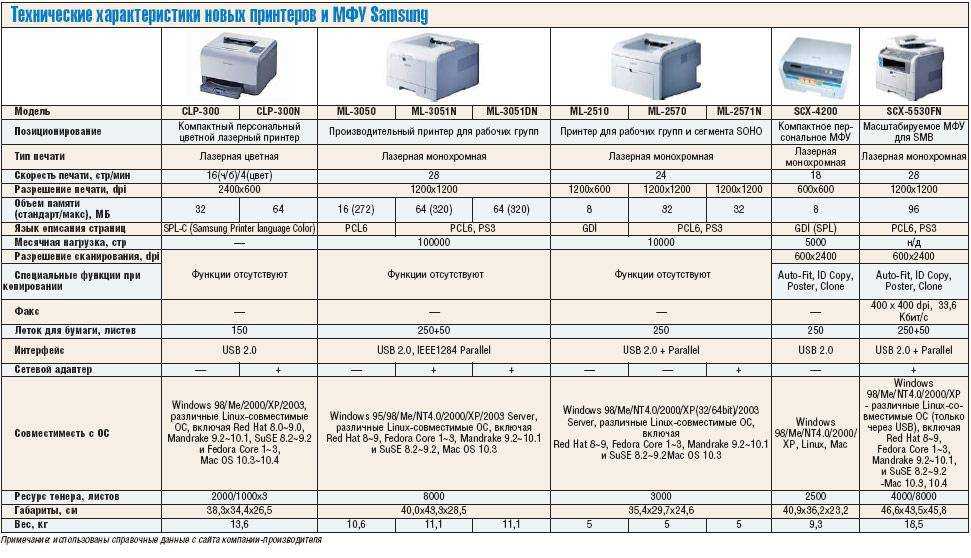
 Современные обновления также делают их более безопасными и эргономичными.
Современные обновления также делают их более безопасными и эргономичными.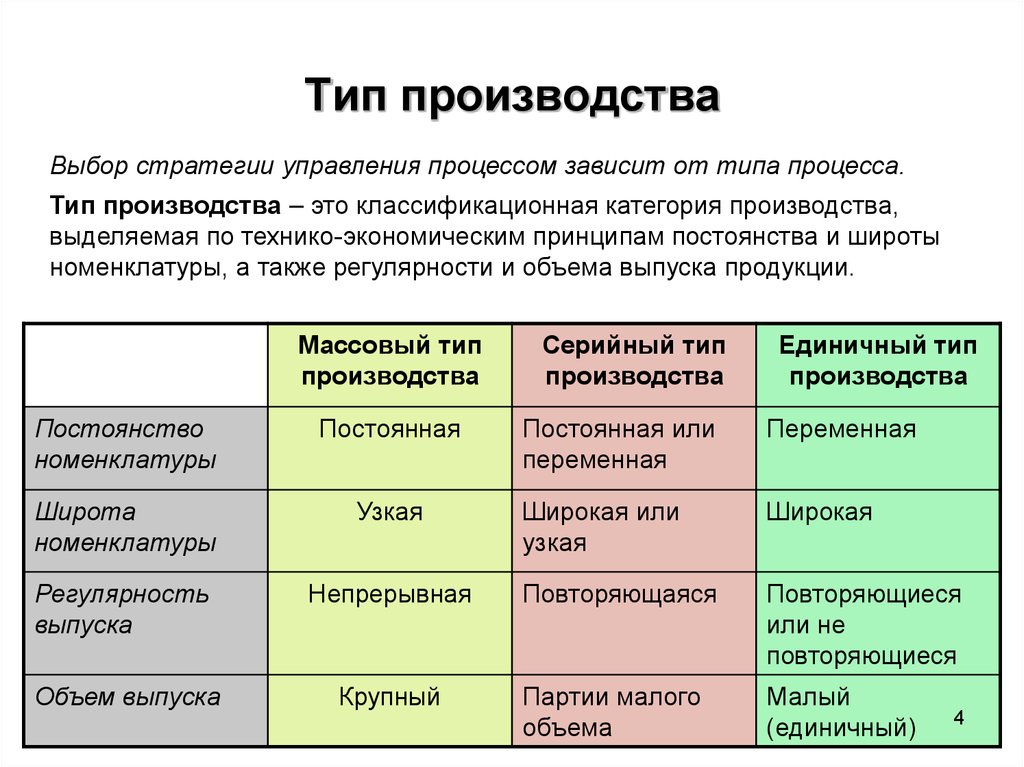 По этой причине они являются популярным выбором в шахтах, карьерах и крупных строительных площадках, где требуется эффективная транспортировка сыпучих материалов. По сравнению с традиционными самосвалами внедорожные самосвалы могут перевозить большие объемы камня, грунта и других материалов. В зависимости от того, что требует ваш проект, вы можете инвестировать в внедорожный грузовик с несколькими самосвальными ковшами, чтобы быть еще более эффективным.
По этой причине они являются популярным выбором в шахтах, карьерах и крупных строительных площадках, где требуется эффективная транспортировка сыпучих материалов. По сравнению с традиционными самосвалами внедорожные самосвалы могут перевозить большие объемы камня, грунта и других материалов. В зависимости от того, что требует ваш проект, вы можете инвестировать в внедорожный грузовик с несколькими самосвальными ковшами, чтобы быть еще более эффективным.
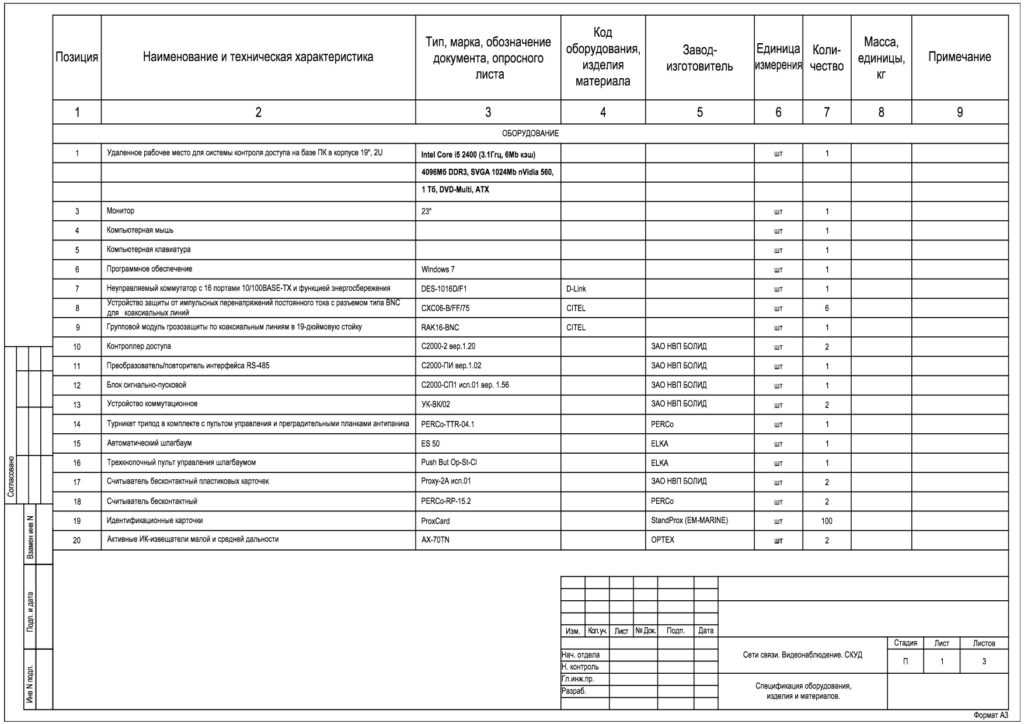 Вы можете подсоединять различные навесные приспособления стрелы, такие как ковши или подъемные платформы, что делает их универсальным оборудованием на рабочей площадке. На выбор предлагается несколько типов телескопических погрузчиков, включая различные варианты высоты подъема, грузоподъемности и размера рамы.
Вы можете подсоединять различные навесные приспособления стрелы, такие как ковши или подъемные платформы, что делает их универсальным оборудованием на рабочей площадке. На выбор предлагается несколько типов телескопических погрузчиков, включая различные варианты высоты подъема, грузоподъемности и размера рамы. Они спроектированы с большими движущимися гусеницами, а не с колесами. Это позволяет машине легко передвигаться по пересеченной местности, в том числе в труднодоступных местах. Вы можете использовать гусеничный погрузчик для перемещения или толкания мусора или материалов, а также для земляных работ и расчистки земель.
Они спроектированы с большими движущимися гусеницами, а не с колесами. Это позволяет машине легко передвигаться по пересеченной местности, в том числе в труднодоступных местах. Вы можете использовать гусеничный погрузчик для перемещения или толкания мусора или материалов, а также для земляных работ и расчистки земель. Они функционируют аналогично небольшому грузовику и выглядят как спортивный автомобиль, но не стоит недооценивать эти машины. Это невероятно полезные инструменты для различных целей, например:
Они функционируют аналогично небольшому грузовику и выглядят как спортивный автомобиль, но не стоит недооценивать эти машины. Это невероятно полезные инструменты для различных целей, например: Одним из наиболее значительных преимуществ колесных экскаваторов перед гусеничными экскаваторами является возможность передвижения по рабочей площадке.
Одним из наиболее значительных преимуществ колесных экскаваторов перед гусеничными экскаваторами является возможность передвижения по рабочей площадке.
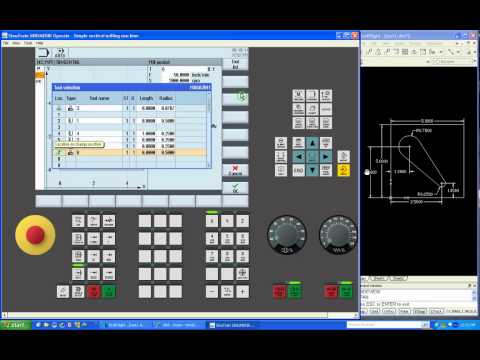 Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.
Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.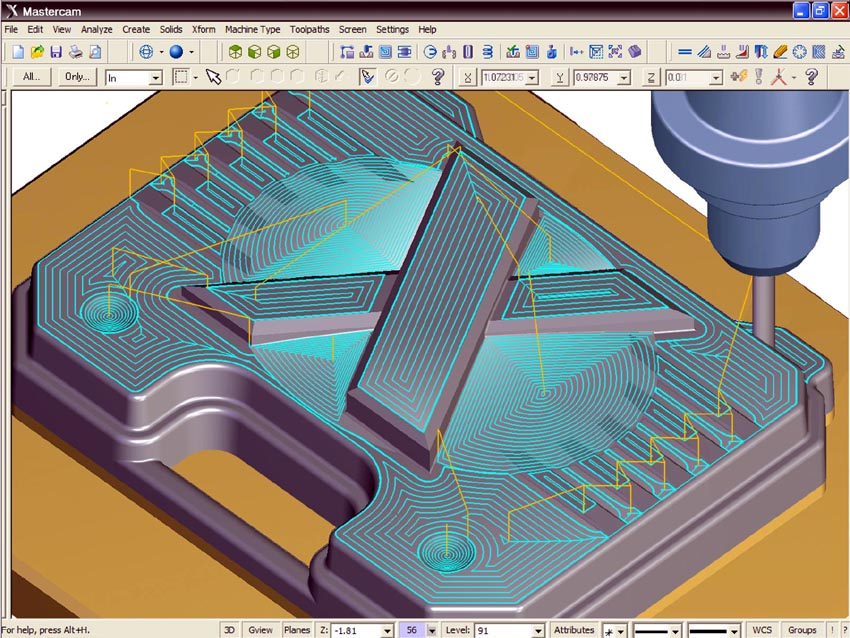
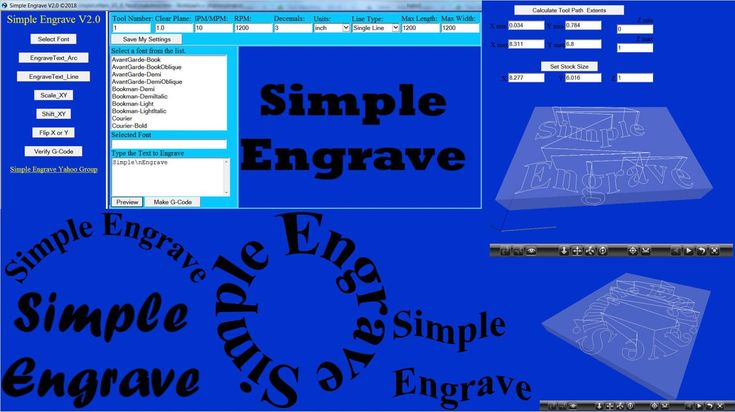 Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков.
Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков. Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца.
Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца. А стоит это хозяйство будь здоров.
А стоит это хозяйство будь здоров.  На данный момент самым распространенным видом являются программы с G и M кодами. Программирование в этих языковых системах производится в соответствии с прерогативой ISO (Международной Организации Стандартизации), а также EIA (Ассоциация Электронной Промышленности). Эти каноны являются стандартными для производителей всего мира. Напоминает функционирование российского ГОСТа. Этот языковой вариант применяют в качестве стандартного языка американские и европейские производители обрабатывающего оборудования. Его второе название: «ИСО 7 бит». Но при производстве станков с ЧПУ часто допускается отступление от шаблонов для описания возможных действие, если подразумевается применение особых возможностей и функций.
На данный момент самым распространенным видом являются программы с G и M кодами. Программирование в этих языковых системах производится в соответствии с прерогативой ISO (Международной Организации Стандартизации), а также EIA (Ассоциация Электронной Промышленности). Эти каноны являются стандартными для производителей всего мира. Напоминает функционирование российского ГОСТа. Этот языковой вариант применяют в качестве стандартного языка американские и европейские производители обрабатывающего оборудования. Его второе название: «ИСО 7 бит». Но при производстве станков с ЧПУ часто допускается отступление от шаблонов для описания возможных действие, если подразумевается применение особых возможностей и функций. Другие изготовители, к примеру, Sinumerik или Heidenhain, адоптированы к работе с этими языками, однако некоторые коды немного различаются. На самом деле это не проблема. Программисту необязательно знать все используемые коды, Главное иметь понятие о базовом кодировании. Если возникнет надобность в программировании особенной функции, всегда можно заглянуть в документацию, прилагающуюся к любой системе. Там указывается набор кодов, которые могут понадобиться в соответствии с возможностями станка. Если знать стиль работы по программе Fanuc, то можно осилить практически любое оборудование с ЧПУ.
Другие изготовители, к примеру, Sinumerik или Heidenhain, адоптированы к работе с этими языками, однако некоторые коды немного различаются. На самом деле это не проблема. Программисту необязательно знать все используемые коды, Главное иметь понятие о базовом кодировании. Если возникнет надобность в программировании особенной функции, всегда можно заглянуть в документацию, прилагающуюся к любой системе. Там указывается набор кодов, которые могут понадобиться в соответствии с возможностями станка. Если знать стиль работы по программе Fanuc, то можно осилить практически любое оборудование с ЧПУ.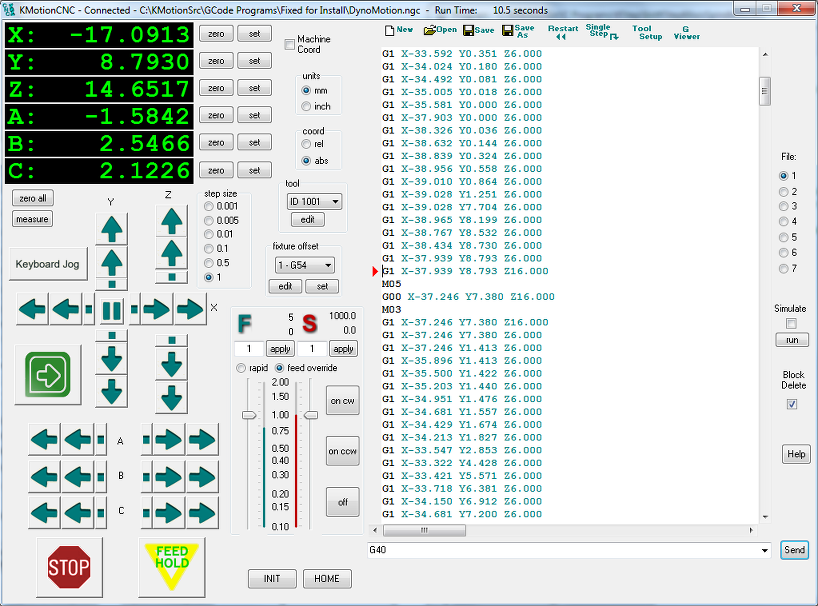

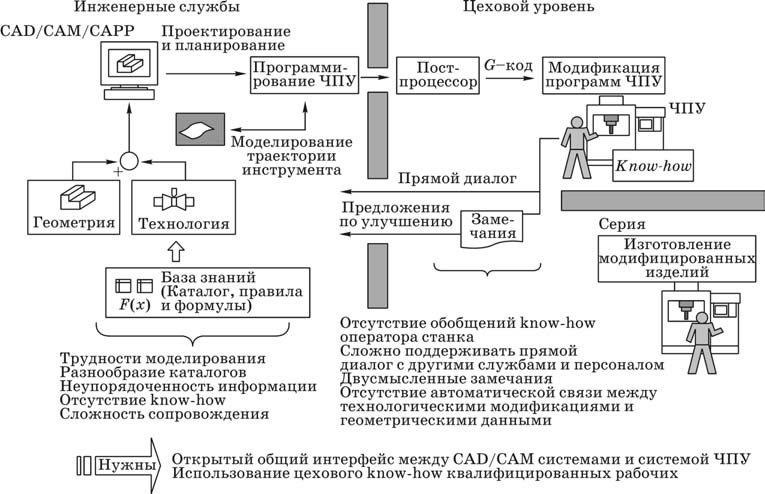 Например, «G00» — это команда для быстрого перемещения. Он перемещает инструмент к геометрии детали с максимальной скоростью и обычно используется для перемещения инструмента и детали от ближнего к дальнему или наоборот.
Например, «G00» — это команда для быстрого перемещения. Он перемещает инструмент к геометрии детали с максимальной скоростью и обычно используется для перемещения инструмента и детали от ближнего к дальнему или наоборот.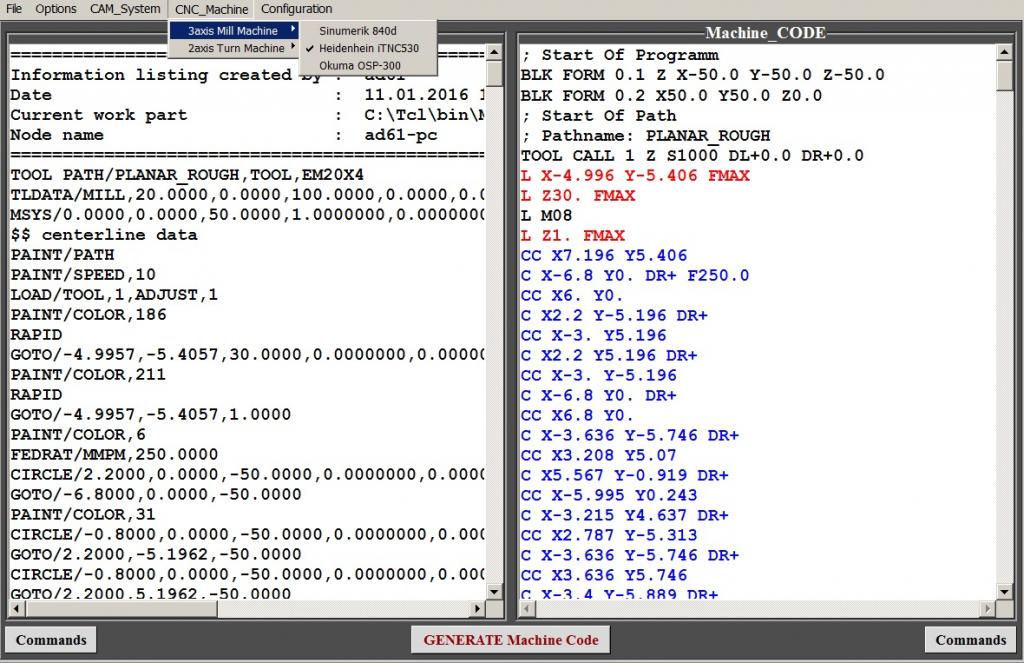 Например, G01, за которой следует последовательность позиций X, Y или Z, означает, что все линейные перемещения подачи происходят в G01. Типичным примером обработки является торцевое фрезерование, при котором последовательность позиций используется для обработки контура торца детали.
Например, G01, за которой следует последовательность позиций X, Y или Z, означает, что все линейные перемещения подачи происходят в G01. Типичным примером обработки является торцевое фрезерование, при котором последовательность позиций используется для обработки контура торца детали. Однако, в отличие от G-кода, М-код может быть более специфичным для разных машин и более настраиваемым. Оба типа необходимы, чтобы станок с ЧПУ выполнял свои функции.
Однако, в отличие от G-кода, М-код может быть более специфичным для разных машин и более настраиваемым. Оба типа необходимы, чтобы станок с ЧПУ выполнял свои функции.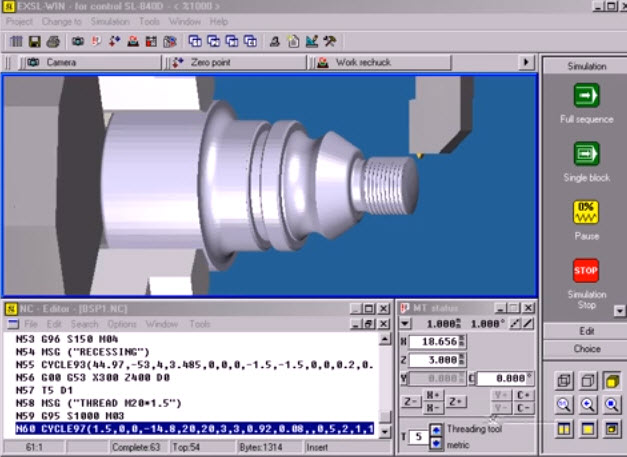
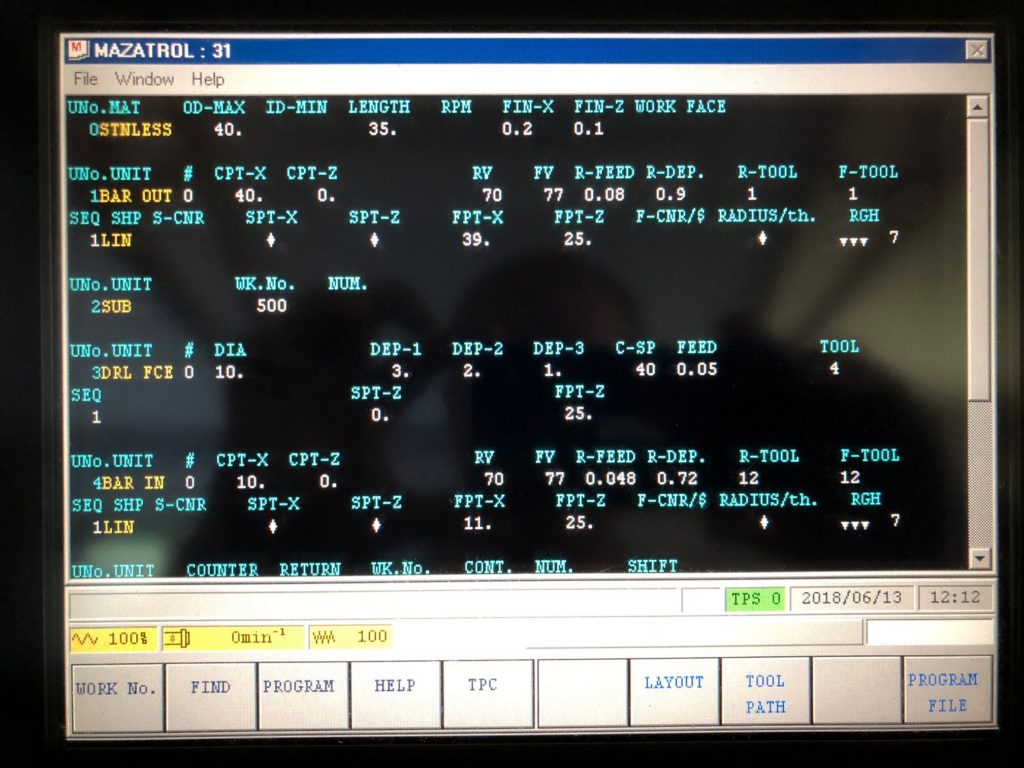 Программист работает с моделями САПР, но обращается к распечатке для получения точных спецификаций и допусков.
Программист работает с моделями САПР, но обращается к распечатке для получения точных спецификаций и допусков. Магазины с хорошей внутренней программой обучения объяснят основы программирования новым сотрудникам в процессе адаптации. Другие могут включать его как часть обучения операторов на месте.
Магазины с хорошей внутренней программой обучения объяснят основы программирования новым сотрудникам в процессе адаптации. Другие могут включать его как часть обучения операторов на месте. Возможно, теперь вы рассматриваете возможность использования опыта мастерской с ЧПУ.
Возможно, теперь вы рассматриваете возможность использования опыта мастерской с ЧПУ.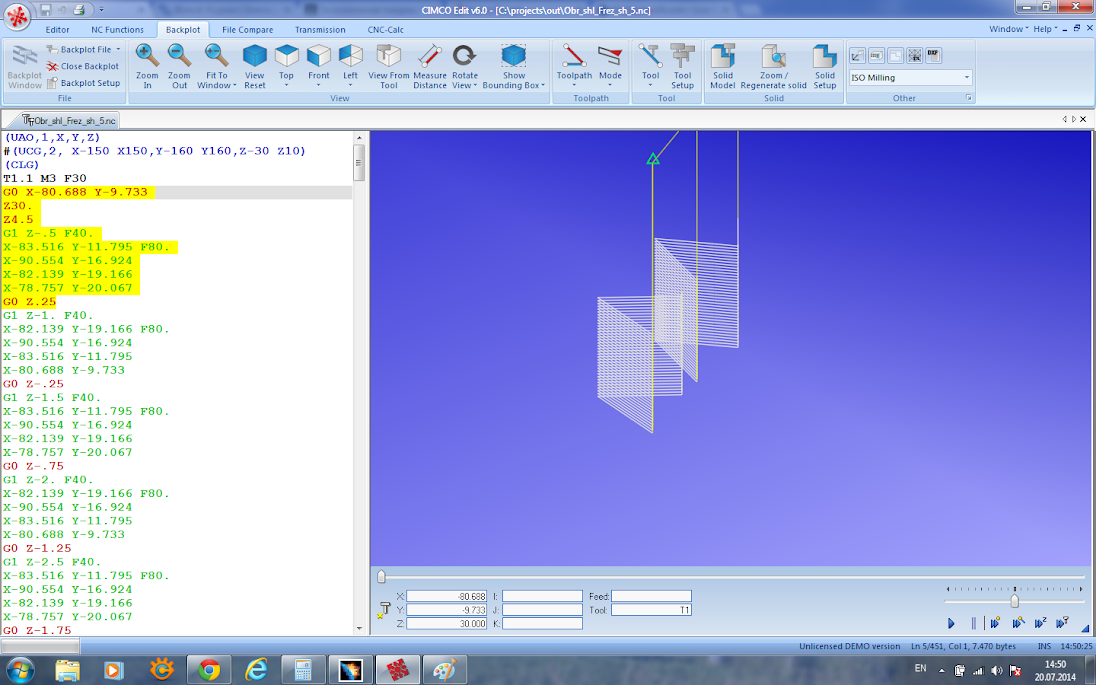 Плохое программирование может привести к проблемам с допусками, плохому качеству поверхности, преждевременной поломке инструмента и множеству других проблем. Чтобы каждый раз получать стабильные результаты, операторы и программисты должны сначала усвоить основы.
Плохое программирование может привести к проблемам с допусками, плохому качеству поверхности, преждевременной поломке инструмента и множеству других проблем. Чтобы каждый раз получать стабильные результаты, операторы и программисты должны сначала усвоить основы. Системное программирование CAM похоже на разговорный метод, но более продвинутый. В системе CAM программное обеспечение предоставляет расширенный графический интерфейс со стратегиями траектории движения инструмента, чтобы помочь оператору подготовить и сгенерировать программу, устраняя необходимость в ручном программировании, и передать ее непосредственно на станок с ЧПУ.
Системное программирование CAM похоже на разговорный метод, но более продвинутый. В системе CAM программное обеспечение предоставляет расширенный графический интерфейс со стратегиями траектории движения инструмента, чтобы помочь оператору подготовить и сгенерировать программу, устраняя необходимость в ручном программировании, и передать ее непосредственно на станок с ЧПУ.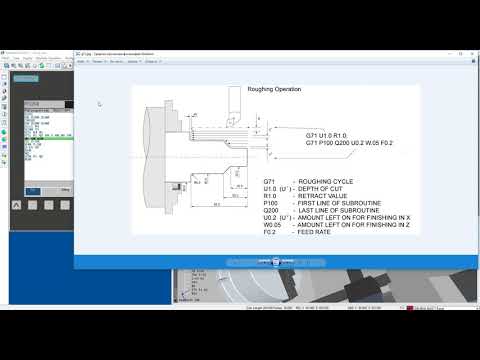 Найдите время, чтобы вернуться к основам
Найдите время, чтобы вернуться к основам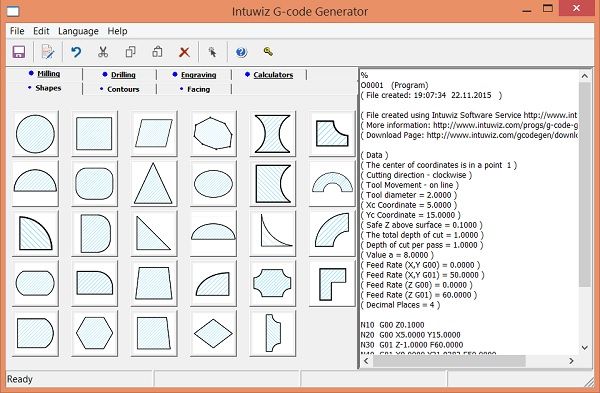 Как только это будет выполнено и программа будет заблокирована, операторы могут «установить ее и забыть». Однако настройка определенных аспектов программирования станков с ЧПУ может оптимизировать производство.
Как только это будет выполнено и программа будет заблокирована, операторы могут «установить ее и забыть». Однако настройка определенных аспектов программирования станков с ЧПУ может оптимизировать производство.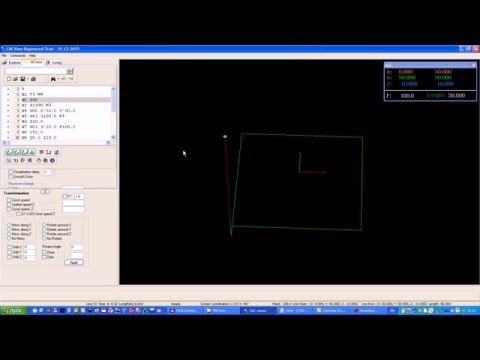 Существует ряд переменных, которые трудно учесть и которые могут повлиять на результаты. Давление инструмента, например, может повлиять на конечный продукт, даже если все другие начальные настройки и расчеты верны.
Существует ряд переменных, которые трудно учесть и которые могут повлиять на результаты. Давление инструмента, например, может повлиять на конечный продукт, даже если все другие начальные настройки и расчеты верны.

 расход краски 7 л/мин
расход краски 7 л/мин
 Скорость очистки 0,6 м/мин
Скорость очистки 0,6 м/мин
 В цех сырье направляется благодаря козловому двухконсольному крану. Оборудование имеет грузоподъемность до 25 тонн. Модель А6-ПК12.5-25-5/6-9-У1 оборудована передаточными тележками, передвигающимися по рельсовому пути. Для производственных целей используется металлопрокат, который подвергается контролю на сертификат соответствия безопасности и надежности.
В цех сырье направляется благодаря козловому двухконсольному крану. Оборудование имеет грузоподъемность до 25 тонн. Модель А6-ПК12.5-25-5/6-9-У1 оборудована передаточными тележками, передвигающимися по рельсовому пути. Для производственных целей используется металлопрокат, который подвергается контролю на сертификат соответствия безопасности и надежности.
 Для этого используется методика термической резки. В производственном цеху применяется функциональный станок CNC GAS Citting KTS-420 южнокорейского производства.
Для этого используется методика термической резки. В производственном цеху применяется функциональный станок CNC GAS Citting KTS-420 южнокорейского производства.


 Обеспечивается обработка конструкций высотой 2500 мм, длиной 6000-12000 мм, шириной 1000 мм. Максимальный вес составляет 3 тонн, а скорость очистки доходит от 0,4 до 2 м/мин.
Обеспечивается обработка конструкций высотой 2500 мм, длиной 6000-12000 мм, шириной 1000 мм. Максимальный вес составляет 3 тонн, а скорость очистки доходит от 0,4 до 2 м/мин.

 Заготовительное оборудование:
Заготовительное оборудование: Гибочное оборудование:
Гибочное оборудование: Металлорежущее оборудование:
Металлорежущее оборудование: Сварочное оборудование:
Сварочное оборудование: Покрасочное оборудование:
Покрасочное оборудование: Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!

 Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
 3,4 кг (7,5 фунта)
3,4 кг (7,5 фунта)  4,0 кг (8,8 фунта)
4,0 кг (8,8 фунта) 
 Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.

 Убедитесь, что вы выбрали правильную ручку!
Убедитесь, что вы выбрали правильную ручку! 12-1/4 дюйма)
12-1/4 дюйма) 

 800 x 130 x 2 мм в качестве накладки на губки для надежного захвата без царапин
800 x 130 x 2 мм в качестве накладки на губки для надежного захвата без царапин
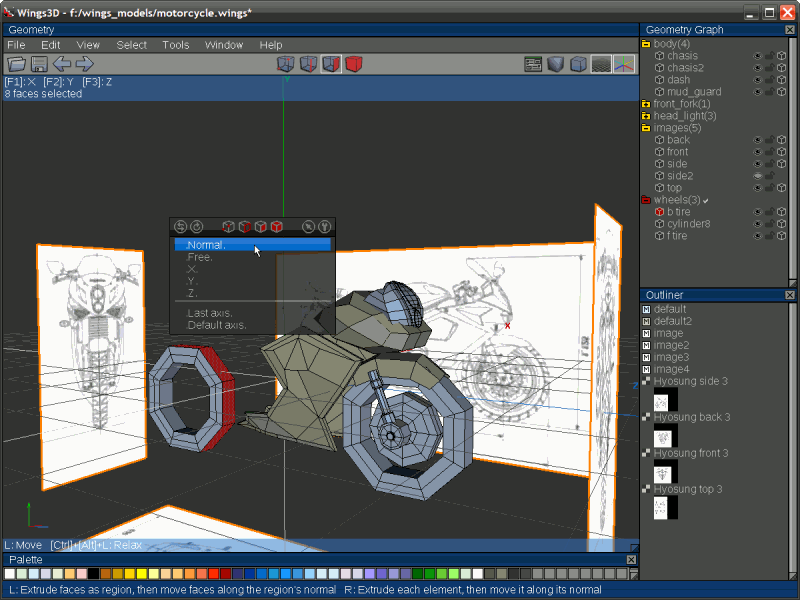 Начните в режиме Basic — чтобы быстро войти в курс дела и изменить настройки качества печати. Если требуется более тонкий контроль, перейдите в режим Expert.
Начните в режиме Basic — чтобы быстро войти в курс дела и изменить настройки качества печати. Если требуется более тонкий контроль, перейдите в режим Expert. Насколько нам известно, подобное есть только у платной программы Simplify3D.
Насколько нам известно, подобное есть только у платной программы Simplify3D. С помощью 3D Slash вы можете разрабатывать 3D-модели, пользуясь своими умениями игры в кубики.
С помощью 3D Slash вы можете разрабатывать 3D-модели, пользуясь своими умениями игры в кубики.
 Это фантастическая программа 3D-моделирования, если ваша главная задача — создавать статуэтки. Например, вы можете изготовить бюст своего любимого персонажа из видеоигры или комикса. Программа Sculptris абсолютно бесплатна и позиционирует себя как ступень к более сложному (и дорогому) инструменту ZBrush.
Это фантастическая программа 3D-моделирования, если ваша главная задача — создавать статуэтки. Например, вы можете изготовить бюст своего любимого персонажа из видеоигры или комикса. Программа Sculptris абсолютно бесплатна и позиционирует себя как ступень к более сложному (и дорогому) инструменту ZBrush.
 Будьте готовы поколдовать!
Будьте готовы поколдовать!
 Simplify3D можно использовать и для прямого управления принтером, но тогда принтер и компьютер должны быть соединены друг с другом.
Simplify3D можно использовать и для прямого управления принтером, но тогда принтер и компьютер должны быть соединены друг с другом.

 Введя 3D в рабочий пайплайн, вы сможете практически «перескочить» через начальные этапы создания рисунка.
Введя 3D в рабочий пайплайн, вы сможете практически «перескочить» через начальные этапы создания рисунка. Получается цепочка 2D->3D->2D.
Получается цепочка 2D->3D->2D. Они отобраны по принципу «быстрого старта в 3D». Так как курс ориентирован на 2D-художников, учить им нужно только моделирование и основы рендера — это не так много. Первый редактор, самый легкий в освоении, — SketchUp. У него есть бесплатная веб-версия, она работает прямо из браузера. Ознакомление с программой можно начать с нее. О разных версиях SketchUp рассказывают тут.
Они отобраны по принципу «быстрого старта в 3D». Так как курс ориентирован на 2D-художников, учить им нужно только моделирование и основы рендера — это не так много. Первый редактор, самый легкий в освоении, — SketchUp. У него есть бесплатная веб-версия, она работает прямо из браузера. Ознакомление с программой можно начать с нее. О разных версиях SketchUp рассказывают тут. Некоторые профессионалы создают в нём очень реалистичные работы.
Некоторые профессионалы создают в нём очень реалистичные работы.
 Просто потому, что он бесплатный. Если в офисе вы захотите и дальше работать по пайплайну 3D + 2D, встанет вопрос о лицензиях. Работодатели не всегда могут обеспечить 2D-художников лицензионной версией платных 3D-редакторов. Например, годовая лицензия на AutoDesk 3DSMax на одного пользователя из РФ стоит 72 053 рубля. А бесплатный Blender вам, скорее всего, поставят.
Просто потому, что он бесплатный. Если в офисе вы захотите и дальше работать по пайплайну 3D + 2D, встанет вопрос о лицензиях. Работодатели не всегда могут обеспечить 2D-художников лицензионной версией платных 3D-редакторов. Например, годовая лицензия на AutoDesk 3DSMax на одного пользователя из РФ стоит 72 053 рубля. А бесплатный Blender вам, скорее всего, поставят.
 В программу встроены среды — заранее настроенные схемы освещения. Благодаря им можно быстро настроить освещение под обрисовку. Оно должно быть мягким, рассеянным, без резких перепадов в светотени. На этапе обрисовки будет сложно вытащить детали из пересвеченных или провалившихся в тень участков — проще перерендерить сцену или нарисовать поверх с нуля.
В программу встроены среды — заранее настроенные схемы освещения. Благодаря им можно быстро настроить освещение под обрисовку. Оно должно быть мягким, рассеянным, без резких перепадов в светотени. На этапе обрисовки будет сложно вытащить детали из пересвеченных или провалившихся в тень участков — проще перерендерить сцену или нарисовать поверх с нуля. В этом пайплайн с 3D напоминает классический метод создания картинки от тонового подмалевка.
В этом пайплайн с 3D напоминает классический метод создания картинки от тонового подмалевка. Начинать следует с проработки тех деталей, которые были отложены на предыдущем этапе. При этом не стоит воспринимать болванку как раскраску – она скорее выполняет роль скетча, который можно и нужно дорабатывать.
Начинать следует с проработки тех деталей, которые были отложены на предыдущем этапе. При этом не стоит воспринимать болванку как раскраску – она скорее выполняет роль скетча, который можно и нужно дорабатывать. С этим тоже надо бороться, в первую очередь — подбором понятных референсов.
С этим тоже надо бороться, в первую очередь — подбором понятных референсов.
 Курсовая работа
Курсовая работа Главное, чтобы автор ассета не запрещал такое использование.
Главное, чтобы автор ассета не запрещал такое использование.
 Создание финальной иллюстрации.
Создание финальной иллюстрации. Программное обеспечение, однако, часто тяжелое и требует мощного оборудования. Больше не бойтесь, теперь вы можете начать 3D-моделирование на своих мобильных устройствах ! Да, вы можете начать использовать приложение для 3D-моделирования для устройств iOS, Android или Windows . Есть много вариантов в зависимости от ваших навыков. Какое из наших 15 лучших приложений для 3D-моделирования лучше всего подходит для вашего следующего проекта? Давай выясним!
Программное обеспечение, однако, часто тяжелое и требует мощного оборудования. Больше не бойтесь, теперь вы можете начать 3D-моделирование на своих мобильных устройствах ! Да, вы можете начать использовать приложение для 3D-моделирования для устройств iOS, Android или Windows . Есть много вариантов в зависимости от ваших навыков. Какое из наших 15 лучших приложений для 3D-моделирования лучше всего подходит для вашего следующего проекта? Давай выясним! Это увлекательный и интуитивно понятный способ создания 3D-моделей.
Это увлекательный и интуитивно понятный способ создания 3D-моделей. Вы сможете проектировать различные 3D-модели, от архитектуры, дизайна продуктов до автомобилей.
Вы сможете проектировать различные 3D-модели, от архитектуры, дизайна продуктов до автомобилей. У вас также будет доступ к CAD-инструментам , параметрам текстурирования, а также к экспорту и импорту 3D-файлов для 3D-печати.
У вас также будет доступ к CAD-инструментам , параметрам текстурирования, а также к экспорту и импорту 3D-файлов для 3D-печати. Благодаря этому мобильному приложению вы можете наслаждаться свободой 3D-печати в любом месте.
Благодаря этому мобильному приложению вы можете наслаждаться свободой 3D-печати в любом месте.



 29 на 100 м.
29 на 100 м. Плюс у него больше всего очков прочности на своем уровне.
Плюс у него больше всего очков прочности на своем уровне.

 Тогда общая конфигурация будет иметь вид:
Тогда общая конфигурация будет иметь вид: По завершении их прокачки советуем сделать сброс и заменить на Боевое братство. Затем ставим Орлиный глаз, Снайпер, Мастер тарана и Отчаянный. Пятым перком берем Маскировку, так как на этом «сарае» на 10 уровне от нее не так много толку.
По завершении их прокачки советуем сделать сброс и заменить на Боевое братство. Затем ставим Орлиный глаз, Снайпер, Мастер тарана и Отчаянный. Пятым перком берем Маскировку, так как на этом «сарае» на 10 уровне от нее не так много толку.
 Ставьте ромб и крутите башней, откатываясь назад после выстрела, это затруднит пробитие ваших слабых мест – НЛД, лючка и «щек» башни.
Ставьте ромб и крутите башней, откатываясь назад после выстрела, это затруднит пробитие ваших слабых мест – НЛД, лючка и «щек» башни. Это все та же универсальная смертоносная машина, сочетающая в себе роли штурмовика и снайпера, что одинаково хорошо для игры на открытых и городских картах. Игра может доставить немало удовольствия игроку со средним или выше скилом, в этом плане техника не очень требовательна. А теперь еще и обзавелась более крепкой броней в башне, которой можно танкануть снаряды машин 8-9 уровня (кроме ПТ и голды).
Это все та же универсальная смертоносная машина, сочетающая в себе роли штурмовика и снайпера, что одинаково хорошо для игры на открытых и городских картах. Игра может доставить немало удовольствия игроку со средним или выше скилом, в этом плане техника не очень требовательна. А теперь еще и обзавелась более крепкой броней в башне, которой можно танкануть снаряды машин 8-9 уровня (кроме ПТ и голды). Верхняя передняя часть имеет хороший угол наклона и толщину 150 мм. Другие средние танки не могут его пробить. С помощью детализации на верхней передней части можно вывести из строя танки 10-уровневой ПТ-САУ, но для этого рекомендуется расположить танки в форме ромба.
Верхняя передняя часть имеет хороший угол наклона и толщину 150 мм. Другие средние танки не могут его пробить. С помощью детализации на верхней передней части можно вывести из строя танки 10-уровневой ПТ-САУ, но для этого рекомендуется расположить танки в форме ромба. Как правило, главная ракета располагается между центральными баками. Напротив, имеется грузовой снаряд с пробивной способностью 330 мм. Одноразовый урон обоих типов ракет составляет 390 единиц. В остальном отличий от топового оружия E50 нет. Точность — одна из лучших в игре (0,3), а сходимость — быстрая (2,1 секунды).
Как правило, главная ракета располагается между центральными баками. Напротив, имеется грузовой снаряд с пробивной способностью 330 мм. Одноразовый урон обоих типов ракет составляет 390 единиц. В остальном отличий от топового оружия E50 нет. Точность — одна из лучших в игре (0,3), а сходимость — быстрая (2,1 секунды).

 Однако эта тактика очень сложна, и в игре мало «правильных кемперов». Если вы хотите использовать чужие огни, вам понадобится пусковая установка, стабилизаторы и набор инструментов для оптики.
Однако эта тактика очень сложна, и в игре мало «правильных кемперов». Если вы хотите использовать чужие огни, вам понадобится пусковая установка, стабилизаторы и набор инструментов для оптики. Это оружие подходит для игроков, которые любят быстрые, динамичные бои.
Это оружие подходит для игроков, которые любят быстрые, динамичные бои. Игроки этой техники прекрасно чувствуют себя на 9-м уровне, противостоя тяжелым танкам один за другим. Необходимо запомнить единственно верное решение. Зацепите фланг танка противника. Владелец танка может использовать обычное уклонение и может проникнуть в тыл врага, но в таких случаях не забывайте учитывать движения противника и не попадайтесь на перехват.
Игроки этой техники прекрасно чувствуют себя на 9-м уровне, противостоя тяжелым танкам один за другим. Необходимо запомнить единственно верное решение. Зацепите фланг танка противника. Владелец танка может использовать обычное уклонение и может проникнуть в тыл врага, но в таких случаях не забывайте учитывать движения противника и не попадайтесь на перехват. Там вы можете эффективно работать с сигнальными ракетами. Не забывайте держаться на расстоянии 15 м от кустов, чтобы не засветиться. Если вы все-таки повернулись, вам следует перейти на другую позицию. В противном случае, ожидайте быстрой смерти от артиллерии или в
Там вы можете эффективно работать с сигнальными ракетами. Не забывайте держаться на расстоянии 15 м от кустов, чтобы не засветиться. Если вы все-таки повернулись, вам следует перейти на другую позицию. В противном случае, ожидайте быстрой смерти от артиллерии или в
 М трудно пробить и он дает важные преимущества перед многими врагами.
М трудно пробить и он дает важные преимущества перед многими врагами. Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Эффективный уровень навыков усредняется по всему экипажу. Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».


 Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем». Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем». Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».

 Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Этот навык не действует, если транспортное средство неподвижно или вращается. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач. Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач.
Этот навык суммируется с эффектами оборудования вертикального стабилизатора, улучшенного механизма вращения, смазки стабилизатора и сложности коробки передач. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции.
 Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.





 Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».
Этот навык суммируется с эффектами «Измененная конфигурация», «Улучшенная закалка», «Большой ремонтный комплект» и «Обслуживание перед боем».


 , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции.
 Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции.
 Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции.
Этот бонус суммируется с эффектами Улучшенной вентиляции, Щедрой вентиляции, Вентиляционной системы, Дополнительных боевых пайков, Шоколада, Ящика колы, Крепкого кофе, Улучшенных боевых пайков, Пудинга и чая, Онигири, Бухти, Кофе с булочками с корицей, Хлеба со смалеком. , Спагетти с мясным соусом и Продувка вентиляции. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции. , Спагетти с мясным соусом и Продувка вентиляции.
, Спагетти с мясным соусом и Продувка вентиляции. Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.
Чтобы активировать этот навык, ружье, двустволка или магазин должны быть полностью заряжены. Если два грузчика имеют одинаковую квалификацию, учитывается средний уровень квалификации. Минимальное время смены типа снаряда составляет 1 с для циклических (стандартных) орудий и 2,5 с для двуствольных и магазинных.



 Проворачивание патрона относительно вала инструмента является также негативным последствием, устранить которое можно, только если открутить патрон и поменять его на новый. Замене подлежат, как быстрозажимные патроны, в которых кулачки имеют меньший срок службы, так и ключевые, отличающиеся от первых максимальной силой затяжки рабочих насадок. Ударные дрели оснащаются только ключевыми барабанами, так как фиксация рабочего инструмента на них намного надежнее.
Проворачивание патрона относительно вала инструмента является также негативным последствием, устранить которое можно, только если открутить патрон и поменять его на новый. Замене подлежат, как быстрозажимные патроны, в которых кулачки имеют меньший срок службы, так и ключевые, отличающиеся от первых максимальной силой затяжки рабочих насадок. Ударные дрели оснащаются только ключевыми барабанами, так как фиксация рабочего инструмента на них намного надежнее.

 В современных моделях дрелей используется дюймовый тип резьбы, так как выбор зажимных механизмов с дюймовой резьбой намного обширнее.
В современных моделях дрелей используется дюймовый тип резьбы, так как выбор зажимных механизмов с дюймовой резьбой намного обширнее. Конусное соединение имеет следующий вид, представленный на фото ниже.
Конусное соединение имеет следующий вид, представленный на фото ниже. Этот винт имеет левую резьбу.
Этот винт имеет левую резьбу.

 Особенности эксплуатации именно этих патронов мы попробуем разобрать в данной статье и всесторонне осветить все основные нюансы и сложности работы с ними.
Особенности эксплуатации именно этих патронов мы попробуем разобрать в данной статье и всесторонне осветить все основные нюансы и сложности работы с ними.

 Такой маленький патрон, изготавливаемый преимущественно из латуни, используют для фиксации инструментов, диаметр хвостовика которых находится в интервале 0,1–4,5 мм.
Такой маленький патрон, изготавливаемый преимущественно из латуни, используют для фиксации инструментов, диаметр хвостовика которых находится в интервале 0,1–4,5 мм. В первых моделях патронов для механических дрелей кулачки цанги сходились за счет вращения регулировочного колеса, сейчас для этого используется регулировочная гильза.
В первых моделях патронов для механических дрелей кулачки цанги сходились за счет вращения регулировочного колеса, сейчас для этого используется регулировочная гильза.

 При замене такого устройства мало знать, что оно является резьбовым, важно также учитывать маркировку, которая в обязательном порядке на него нанесена. Маркироваться такие зажимные патроны могут следующим образом:
При замене такого устройства мало знать, что оно является резьбовым, важно также учитывать маркировку, которая в обязательном порядке на него нанесена. Маркироваться такие зажимные патроны могут следующим образом: Ориентироваться в такой маркировке достаточно просто: буква «В» означает, что это патрон именно конусного типа, а цифра указывает на диаметр нижней части посадочного отверстия.
Ориентироваться в такой маркировке достаточно просто: буква «В» означает, что это патрон именно конусного типа, а цифра указывает на диаметр нижней части посадочного отверстия. Это позволяет значительно продлить срок службы патрона.
Это позволяет значительно продлить срок службы патрона. Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно.
Если бы я спросил, знаете ли вы, как пользоваться сверлильным патроном без ключа, у вас может возникнуть соблазн швырнуть в меня что-нибудь за оскорбление вашего интеллекта. Но давайте пока отложим это, потому что мы сталкиваемся с довольно многими людьми, которые на самом деле используют его неправильно. Большинство из них имеют храповое действие, которое вы можете почувствовать, когда оно затягивается.
Большинство из них имеют храповое действие, которое вы можете почувствовать, когда оно затягивается.




 Воротник НЕ квадратный, поэтому обязательно расположите его на стойке так, чтобы более длинная сторона проходила спереди назад на стойке. На некоторых стойках вам, возможно, придется повернуть кольцо «уголок», чтобы надеть его на верхнюю часть Т-образной стойки, как показано на рисунках ниже, а затем повернуть, чтобы выпрямить, а затем поместить между проушинами стойки.
Воротник НЕ квадратный, поэтому обязательно расположите его на стойке так, чтобы более длинная сторона проходила спереди назад на стойке. На некоторых стойках вам, возможно, придется повернуть кольцо «уголок», чтобы надеть его на верхнюю часть Т-образной стойки, как показано на рисунках ниже, а затем повернуть, чтобы выпрямить, а затем поместить между проушинами стойки.  вкладки в некоторых.
вкладки в некоторых. Затем медленно поверните Т-образную стойку в правильное положение.
Затем медленно поверните Т-образную стойку в правильное положение. Для большей прочности в углах сделайте двойные стойки, поставив Т-образные стойки спиной к спине, как показано на схеме, и проволокой вместе с одной стойкой выше, чтобы удерживать воротник для системы крепления Wedge-loc.
Для большей прочности в углах сделайте двойные стойки, поставив Т-образные стойки спиной к спине, как показано на схеме, и проволокой вместе с одной стойкой выше, чтобы удерживать воротник для системы крепления Wedge-loc.  Каждый набор включает в себя (3) универсального хомута, (3) тяжелого клина и (4) 60-градусного гнезда.
Каждый набор включает в себя (3) универсального хомута, (3) тяжелого клина и (4) 60-градусного гнезда. 
 Допустимо их применение для приводов различного типа.
Допустимо их применение для приводов различного типа.
 м
м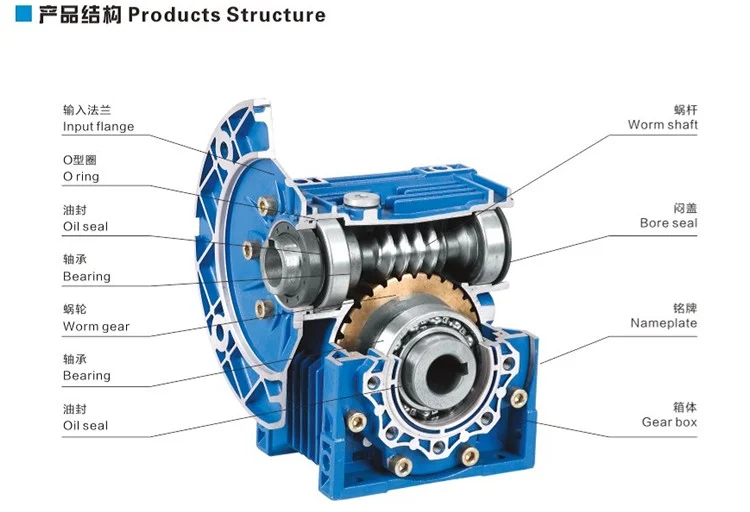 5
5 м;
м;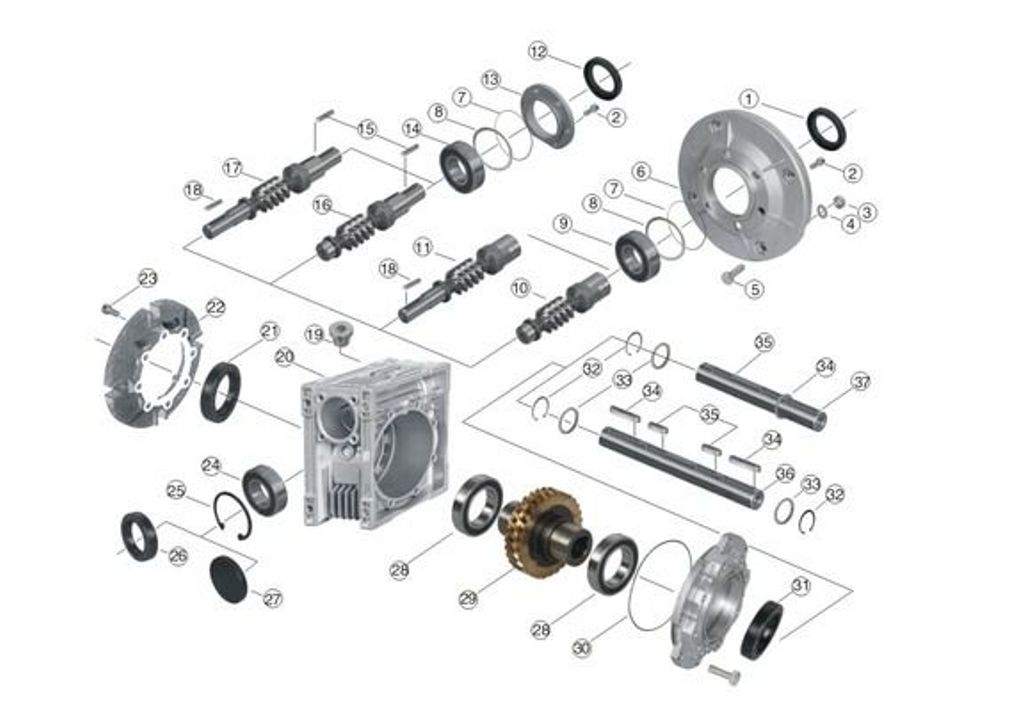
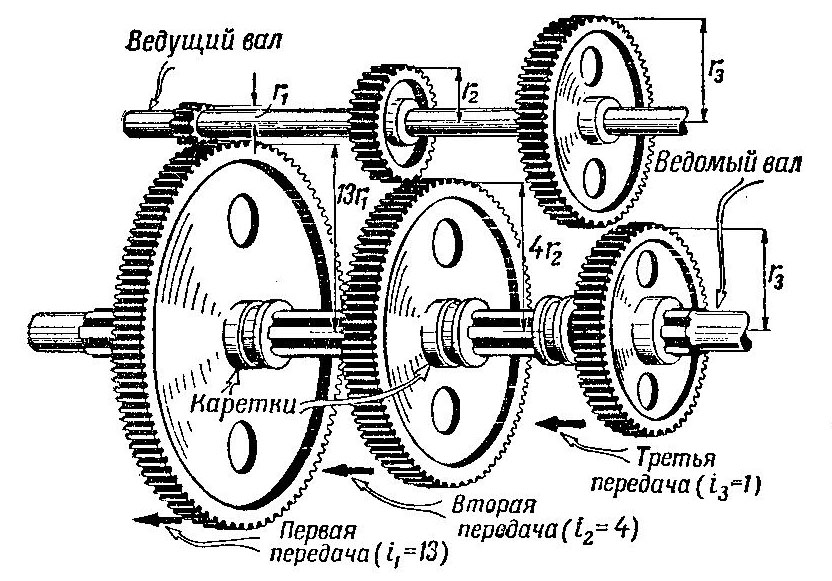 com
com
 Наши предложения редукторных мини-моторов, редукторных узлов и силовых передаточных машин предназначены для эксплуатации в разных отраслях, для достижения различных целей, с любым набором требований и т.д. Помимо всего этого, имеется широкий выбор электрических устройств для оперативного контроля и регулирования режимов работы привода, — так называемая, область приводной электроники. подробнее
Наши предложения редукторных мини-моторов, редукторных узлов и силовых передаточных машин предназначены для эксплуатации в разных отраслях, для достижения различных целей, с любым набором требований и т.д. Помимо всего этого, имеется широкий выбор электрических устройств для оперативного контроля и регулирования режимов работы привода, — так называемая, область приводной электроники. подробнее Представляем продукцию одного из … подробнее
Представляем продукцию одного из … подробнее 3 кВт
3 кВт ..
.. Делительный редуктор SZ обеспечивает неограниченную свободу комбинирования насосов с разным расходом. Возможны изменения конструкции • Подходит для всех насосов Sunfab с фланцем DIN. • Может быть установлен горизонтально или вертикально. Тип Передаточное отношение Макс. непрерывный входной крутящий момент Макс. прерывистый входной крутящий момент Макс. непрерывный крутящий момент/производительность насоса Макс. прерывистый крутящий момент/производительность насоса Вес Смазочное масло, повторно-кратковременный режим Другие преимущества делительного редуктора SZ: SZ 118 SZ 154 1:1,18 1:1,54 Н·м 700 700 Н·м 1000 1000 Н·м 300 230 Н·м 420 320 кг 12,3 12,3 л 0,5 0,5
Делительный редуктор SZ обеспечивает неограниченную свободу комбинирования насосов с разным расходом. Возможны изменения конструкции • Подходит для всех насосов Sunfab с фланцем DIN. • Может быть установлен горизонтально или вертикально. Тип Передаточное отношение Макс. непрерывный входной крутящий момент Макс. прерывистый входной крутящий момент Макс. непрерывный крутящий момент/производительность насоса Макс. прерывистый крутящий момент/производительность насоса Вес Смазочное масло, повторно-кратковременный режим Другие преимущества делительного редуктора SZ: SZ 118 SZ 154 1:1,18 1:1,54 Н·м 700 700 Н·м 1000 1000 Н·м 300 230 Н·м 420 320 кг 12,3 12,3 л 0,5 0,5 Для этого необходимы переходник и приводной фланец. Комплектующие см. в каталоге принадлежностей. Произведено в Швеции компанией Bohman Information AB / Gävle Offset Фланец приводного вала подходит непосредственно к…
Для этого необходимы переходник и приводной фланец. Комплектующие см. в каталоге принадлежностей. Произведено в Швеции компанией Bohman Information AB / Gävle Offset Фланец приводного вала подходит непосредственно к…
 Прямоугольные приводы идеально подходят для приложений с ограниченным пространством и там, где приводное оборудование должно быть близко друг к другу. Конструкция короны позволяет изменять вращение оси, а также плавно передавать мощность с минимальным люфтом.
Прямоугольные приводы идеально подходят для приложений с ограниченным пространством и там, где приводное оборудование должно быть близко друг к другу. Конструкция короны позволяет изменять вращение оси, а также плавно передавать мощность с минимальным люфтом.
 Приводы доступны с валами диаметром 3/8”, 1/2”, 5/8” и 3/4” в соотношении 1:1 и 2:1. Мы также можем указать несколько уникальных типов валов, в том числе:
Приводы доступны с валами диаметром 3/8”, 1/2”, 5/8” и 3/4” в соотношении 1:1 и 2:1. Мы также можем указать несколько уникальных типов валов, в том числе:
 Первый закрыт пластиковой крышечкой, а второй засунут в картонную коробку (в которой, как оказалось застрял от нее ключ, о чем я догадался, когда уже стал ругать продавца, что он забыл положить ключ и стал применять недокументированные варианты закручивания патрона — парой плоскогубцев).
Первый закрыт пластиковой крышечкой, а второй засунут в картонную коробку (в которой, как оказалось застрял от нее ключ, о чем я догадался, когда уже стал ругать продавца, что он забыл положить ключ и стал применять недокументированные варианты закручивания патрона — парой плоскогубцев).  е. выключен аппарат кнопкой значит «ноль». А на самом деле минимальная скорость вращения «1» (то есть положения «0» у крутилки нет), максимальная — «6»:
е. выключен аппарат кнопкой значит «ноль». А на самом деле минимальная скорость вращения «1» (то есть положения «0» у крутилки нет), максимальная — «6»:
 Не берусь сказать, что лучше, но в старшей модели щетки длиннее.
Не берусь сказать, что лучше, но в старшей модели щетки длиннее. Валялся у меня, с давних пор, комплект дисков, ни разу не вскрытый. Я уже и забыл для чего они — по виду для пластика и, в лучшем случае, алюминия:
Валялся у меня, с давних пор, комплект дисков, ни разу не вскрытый. Я уже и забыл для чего они — по виду для пластика и, в лучшем случае, алюминия: Главное точно наметить центр, во избежание биения. Сверлим отверстие сверлом 6мм и получаем такой диск:
Главное точно наметить центр, во избежание биения. Сверлим отверстие сверлом 6мм и получаем такой диск:
 к. инструмент более серьезный, элементы стенда тоже «подросли» и стали более существенными и крупными (тонкие гвозди и саморезы (M5) по краям, установлены для масштаба по сравнению с толстыми гвоздями, уголками и толстенным шурупом для оконных рам):
к. инструмент более серьезный, элементы стенда тоже «подросли» и стали более существенными и крупными (тонкие гвозди и саморезы (M5) по краям, установлены для масштаба по сравнению с толстыми гвоздями, уголками и толстенным шурупом для оконных рам): Кроме этого приходится выставлять большую скорость (то есть мощность) резки:
Кроме этого приходится выставлять большую скорость (то есть мощность) резки: Кроме этого, как я уже упомянул, вал никак не накручивается на инструмент и держится только за счет затягивания в патроне:
Кроме этого, как я уже упомянул, вал никак не накручивается на инструмент и держится только за счет затягивания в патроне: Ручка-держатель насадок существенно крупнее и ее уже не подержишь, как карандаш или шариковую ручку. Удобно держать так:
Ручка-держатель насадок существенно крупнее и ее уже не подержишь, как карандаш или шариковую ручку. Удобно держать так: Если кратко: режет, но сильно дольше и надо сильнее давить на машинку:
Если кратко: режет, но сильно дольше и надо сильнее давить на машинку: То есть можно было установить только так:
То есть можно было установить только так: Куда там…
Куда там… Так что надо искать другие диски по камню и, желательно, большего диаметра.
Так что надо искать другие диски по камню и, желательно, большего диаметра. Например, поточил топорик (прошу сильно не ругать за технику точки — «пианист играет, как умеет»). Естественно, в наличии только тонкие держатели, но как раз тут это, практически, не имеет значения:
Например, поточил топорик (прошу сильно не ругать за технику точки — «пианист играет, как умеет»). Естественно, в наличии только тонкие держатели, но как раз тут это, практически, не имеет значения: к. жалко инструмент):
к. жалко инструмент):

 К тому же, тут обязательно нужен специальный подвес при работе с ним.
К тому же, тут обязательно нужен специальный подвес при работе с ним.
 Фото: yandex.market.ru
Фото: yandex.market.ru 5 ч
5 ч Агрегат узкий и подходит для работ в труднодоступных местах.
Агрегат узкий и подходит для работ в труднодоступных местах. 
 Гравер продается с гибким валом и креплением для того, чтобы мастер мог расположить инструмент максимально удобно.
Гравер продается с гибким валом и креплением для того, чтобы мастер мог расположить инструмент максимально удобно.  При этом агрегат компактный, весит всего 0,26 кг и оснащен светодиодной подсветкой. Есть возможность выбирать одну из пяти скоростей от 5 тыс до 25 тыс оборотов в минуту.
При этом агрегат компактный, весит всего 0,26 кг и оснащен светодиодной подсветкой. Есть возможность выбирать одну из пяти скоростей от 5 тыс до 25 тыс оборотов в минуту.  Комплектуется инструмент большим количеством сменных насадок (40 штук), а из-за возможности блокировки шпинделя заменить оснастки можно быстрее. Гибкий вал идет в комплекте, что позволяет работать мастеру в труднодоступных местах. Преимуществом является система охлаждения двигателя при риске перегрева, потому что многие граверы перегреваются в процессе и могут даже обжечь руку.
Комплектуется инструмент большим количеством сменных насадок (40 штук), а из-за возможности блокировки шпинделя заменить оснастки можно быстрее. Гибкий вал идет в комплекте, что позволяет работать мастеру в труднодоступных местах. Преимуществом является система охлаждения двигателя при риске перегрева, потому что многие граверы перегреваются в процессе и могут даже обжечь руку.  2 мм
2 мм DEKO DKRT200E
DEKO DKRT200E Dremel Engraver (290-1)
Dremel Engraver (290-1)  Фото: yandex.market.ru
Фото: yandex.market.ru Удлиненный корпус DWT GS06-27 LV и дополнительная рукоятка делают инструмент маневренным. Благодаря ручке работать с аппаратом, вес которого приближен к 2 кг, комфортнее.
Удлиненный корпус DWT GS06-27 LV и дополнительная рукоятка делают инструмент маневренным. Благодаря ручке работать с аппаратом, вес которого приближен к 2 кг, комфортнее.  Мощность мотора (710 Вт) и высокая частота оборотов (до 34 тыс. в минуту) позволяет применять инструмент в строительстве и отделочных работах.
Мощность мотора (710 Вт) и высокая частота оборотов (до 34 тыс. в минуту) позволяет применять инструмент в строительстве и отделочных работах. Скоростной диапазон вращения вала составляет от 7 до 28 тыс. оборотов на холостом ходу, а максимальная мощность на выходе – 750 Вт.
Скоростной диапазон вращения вала составляет от 7 до 28 тыс. оборотов на холостом ходу, а максимальная мощность на выходе – 750 Вт.

 оборотов. Среди достоинств подчеркнем максимально полную комплектацию: с прибором поставляется 118 насадок. Недостатки – типичные для всех устройств мобильного сегмента: малое время непрерывной работы до перегрева.
оборотов. Среди достоинств подчеркнем максимально полную комплектацию: с прибором поставляется 118 насадок. Недостатки – типичные для всех устройств мобильного сегмента: малое время непрерывной работы до перегрева. Устройство не предназначено для точных работ: при включении заметна сильная вибрация вала.
Устройство не предназначено для точных работ: при включении заметна сильная вибрация вала. оборотов в минуту.
оборотов в минуту. 
 №
№ США
США США
США США
США  com Inc.
com Inc. ОТЛИЧНО подходит для дизайна ювелирных изделий, гранильных работ, хобби, рукоделия, моделирования, ремонта, сверления и обработки драгоценных камней, ракушек, морского стекла
ОТЛИЧНО подходит для дизайна ювелирных изделий, гранильных работ, хобби, рукоделия, моделирования, ремонта, сверления и обработки драгоценных камней, ракушек, морского стекла И потяните внутренний сердечник примерно на 2 дюйма. Если вам нужны плоскогубцы, чтобы держать его, это нормально.
И потяните внутренний сердечник примерно на 2 дюйма. Если вам нужны плоскогубцы, чтобы держать его, это нормально. Для этого этапа вы будете использовать серебристо-хромированную L-образную деталь. На черной стороне гибкого вала есть отверстие. И еще одно отверстие под черной стороной. Когда вы совместите эти два отверстия, повернув серебряный наконечник на черном конце, вставьте L-образный металл. Этот шаг может показаться запутанным, но он прост. Внутренняя металлическая часть на черном конце стержня захочет повернуться, когда вы попытаетесь прикрепить инструмент. Г-образный металл поможет вам удерживать его, пока вы пытаетесь повернуть наконечник.
Для этого этапа вы будете использовать серебристо-хромированную L-образную деталь. На черной стороне гибкого вала есть отверстие. И еще одно отверстие под черной стороной. Когда вы совместите эти два отверстия, повернув серебряный наконечник на черном конце, вставьте L-образный металл. Этот шаг может показаться запутанным, но он прост. Внутренняя металлическая часть на черном конце стержня захочет повернуться, когда вы попытаетесь прикрепить инструмент. Г-образный металл поможет вам удерживать его, пока вы пытаетесь повернуть наконечник.