Кромкообрезной многопильный: Многопильный кромкообрезной станок МКС-1000 купить в Москве, Санкт-Петербурге, Казани и других городах России
Многопильный кромкообрезной станок МКС-801, 802
Главная страница » Товары » Деревообрабатывающее оборудование » Многопильный кромкообрезной станок МКС-801, 802
Станок МКС-801, МКС-802 используется для кромления необрезного пиломатериала, а так же может использоваться как многопильный станок в мебельном и столярном производстве для раскроя плит и фанеры.
Категории: Деревообрабатывающее оборудование, Кромкообрезные станки, Лесопильное оборудование
Боковое меню:
<div role=»complementary»><style>#zfc-accordion-zfwca_widget-4 > ul > li > .item-link {
background: #1C7DD3;
}
#zfc-accordion-zfwca_widget-4 > ul > li > .item-link:hover, #zfc-accordion-zfwca_widget-4 > ul > li > .item-link:focus {
color: inherit;
}
#zfc-accordion-zfwca_widget-4 ul li .item-link {
color: inherit !important;
}
#zfc-accordion-zfwca_widget-4 ul li . item-link:hover, #zfc-accordion-zfwca_widget-4 ul li .item-link:focus {
item-link:hover, #zfc-accordion-zfwca_widget-4 ul li .item-link:focus {
border-left: 4px solid #99e799;
background: #3D73A5;
}
#zfc-accordion-zfwca_widget-4 ul li.current-cat > .item-link {
border-left: 4px solid #99e799;
background: #3D73A5;
}
#zfc-accordion-zfwca_widget-4 .has-sub > .item-link > .arrow {
border: 1px solid #fff;
}
#zfc-accordion-zfwca_widget-4 .has-sub > .item-link > .arrow:after {
border-bottom: 2px solid #fff;
border-left: 2px solid #fff;
}
#zfc-accordion-zfwca_widget-4 .has-sub.open > .item-link > .arrow:after {
border-top: 2px solid #fff;
border-bottom: none;
border-left: 2px solid #fff;
}
#zfc-accordion-zfwca_widget-4 ul.children {
display: none;
margin: 0;
}
#zfc-accordion-zfwca_widget-4 ul.children > li > .item-link {
background: #2A6193;
}
#zfc-accordion-zfwca_widget-4 ul.children > li > . item-link > .arrow {
item-link > .arrow {
top: 8px;
padding: 10px !important;
right: 11px;
}
#zfc-accordion-zfwca_widget-4 ul.children > li > .item-link > .arrow:after {
top: 6px;
right: 7px;
}
#zfc-accordion-zfwca_widget-4 ul.children > li.open > .item-link > .arrow:after {
top: 5px;
right: 6px;
}
#zfc-accordion-zfwca_widget-4 .zfc-left .has-sub > .item-link > .arrow {
border: 1px solid #fff;
left: 9px;
}
#zfc-accordion-zfwca_widget-4 .zfc-left .children .has-sub > .item-link > .arrow {
left: 12px;
}
#zfc-accordion-zfwca_widget-4 .zfc-left li .item-link {
color: inherit !important;
padding-left: 40px !important;
}
#zfc-accordion-zfwca_widget-4 .ripple-effect {
background: #789ecd;
}
</style><li> <div>
<ul>
<li><a href=»https://www.perun-stanki. ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/drobilki/» title=»View all posts filed under Дробилки»>Дробилки</a>
ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/drobilki/» title=»View all posts filed under Дробилки»>Дробилки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/raskryazhevochnye-stanki/» title=»View all posts filed under Раскряжевочные станки»>Раскряжевочные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/brevnopilnyj-stanok/» title=»Производим Бревнопильные станки с диаметром обработки от 120мм до 550мм. Современные технологии и высокая производительность. Осуществляем пусконаладочные и шеф-монтажные работы. Бревнопильный станок используется в лесопильных линиях «Сибирь» производительностью до 400 м3 в смену. Станки приспособлены для распиловки короткомерных брёвен и подходят для распиловки берёзы, осины и лиственницы.»>Бревнопильные станки</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/» title=»View all posts filed under Многопильные станки»>Многопильные станки</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/» title=»View all posts filed under Многопильные станки»>Многопильные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/kromkoobreznye-stanki/» title=»View all posts filed under Кромкообрезные станки»>Кромкообрезные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/gorbylnye/» title=»»>Горбыльные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/okolostanochnoe-oborudovanie/» title=»View all posts filed under Околостаночное оборудование»>Околостаночное оборудование</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/transporter-othodov/» title=»View all posts filed under Транспортеры отходов»>Транспортеры отходов</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/torcovochnyj-stanok/» title=»View all posts filed under Торцовочные станки»>Торцовочные станки</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/torcovochnyj-stanok/» title=»View all posts filed under Торцовочные станки»>Торцовочные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/linii-sortirovki-breven/» title=»View all posts filed under Линии сортировки бревен»>Линии сортировки бревен</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/aspiracionnye-sistemy/» title=»View all posts filed under Аспирационные системы»>Аспирационные системы</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/kruglopalochnye-stanki/» title=»View all posts filed under Круглопалочные станки»>Круглопалочные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/» title=»View all posts filed under Лесопильное оборудование»>Лесопильное оборудование</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnye-linii/» title=»
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnye-linii/» title=»
Скачать презентацию в PDF
«>Лесопильные линии</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/plitnye-materialy/» title=»View all posts filed under Плитные материалы»>Плитные материалы</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/sushilki/» title=»View all posts filed under Сушилки»>Сушилки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/shlifovalnye-stanki/» title=»View all posts filed under Шлифовальные станки»>Шлифовальные станки</a>
</li>
</ul>
</div>
</li>
<li> <ul>
<li>
<a href=»https://www.perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/mnogopilnyj-kromkoobreznoj-stanok-mks-1000/» title=»Многопильный кромкообрезной станок МКС-1000″>
<img src=»https://www. perun-stanki.ru/wp-content/uploads/2018/05/МКС-1000-1150-247×296.jpg» alt=»» loading=»lazy» /> <span>Многопильный кромкообрезной станок МКС-1000</span>
perun-stanki.ru/wp-content/uploads/2018/05/МКС-1000-1150-247×296.jpg» alt=»» loading=»lazy» /> <span>Многопильный кромкообрезной станок МКС-1000</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/kromkoobreznoj-mnogopilnyj-stanok-mod-mks-1000-linija/» title=»Кромкообрезной многопильный станок мод. «МКС-1000 ЛИНИЯ»»>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2020/05/МКСЛ1000.750×750-247×296.jpg» alt=»» loading=»lazy» /> <span>Кромкообрезной многопильный станок мод. «МКС-1000 ЛИНИЯ»</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/instrument/dlja-mnogopilnyh-stankov/lazernye-moduli-uvelichennoj-moshhnosti/» title=»Лазерные модули увеличенной мощности»>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2018/06/lm2_300-247×258.jpg» alt=»» loading=»lazy» /> <span>Лазерные модули увеличенной мощности</span>
</a>
</li>
<li>
<a href=»https://www. perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/kromkoobreznye-stanki/mnogopilnyj-kromkoobreznoj-stanok-mks-800/» title=»Многопильный кромкообрезной станок МКС-800″>
perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/kromkoobreznye-stanki/mnogopilnyj-kromkoobreznoj-stanok-mks-800/» title=»Многопильный кромкообрезной станок МКС-800″>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2018/06/мкс-800-1140-247×296.jpg» alt=»» loading=»lazy» /> <span>Многопильный кромкообрезной станок МКС-800</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/instrument/diskovye-pily/diskovye-pily-dlja-mnogopilnyh-stankov/» title=»Дисковые пилы для многопильных станков»>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2018/06/Пила-350x75x25x39xz-12-AA-400-247×296.jpg» alt=»» loading=»lazy» /> <span>Дисковые пилы для многопильных станков</span>
</a>
</li>
</ul>
</li>
</div>
Купить или задать вопрос
Многопильный кромкообрезной станок МКС-800 — Станкоцентр Перун
Главная страница » Товары » Деревообрабатывающее оборудование » Лесопильное оборудование » Кромкообрезные станки » Многопильный кромкообрезной станок МКС-800
Станок МКС 800 используется для кромления необрезного пиломатериала в лесопильных линиях высокой производительности.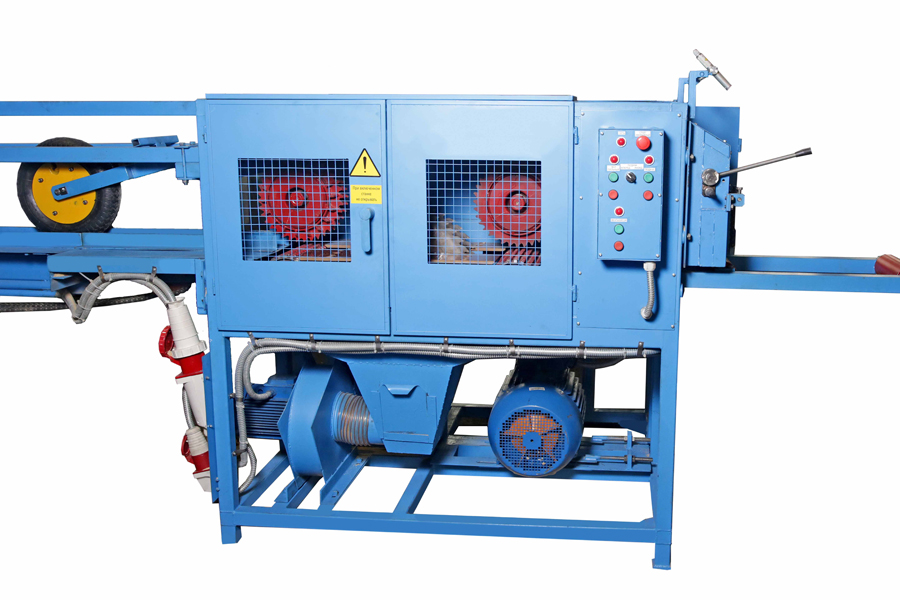 Может использоваться как многопильный станок для изготовления ламели и палетной доски, а также для производства заготовок в мебельном и столярном производстве.
Может использоваться как многопильный станок для изготовления ламели и палетной доски, а также для производства заготовок в мебельном и столярном производстве.
Категории: Деревообрабатывающее оборудование, Кромкообрезные станки, Лесопильное оборудование
Боковое меню:
<div role=»complementary»><style>#zfc-accordion-zfwca_widget-4 > ul > li > .item-link {
background: #1C7DD3;
}
#zfc-accordion-zfwca_widget-4 > ul > li > .item-link:hover, #zfc-accordion-zfwca_widget-4 > ul > li > .item-link:focus {
color: inherit;
}
#zfc-accordion-zfwca_widget-4 ul li .item-link {
color: inherit !important;
}
#zfc-accordion-zfwca_widget-4 ul li .item-link:hover, #zfc-accordion-zfwca_widget-4 ul li .item-link:focus {
border-left: 4px solid #99e799;
background: #3D73A5;
}
#zfc-accordion-zfwca_widget-4 ul li.current-cat > .item-link {
border-left: 4px solid #99e799;
background: #3D73A5;
}
#zfc-accordion-zfwca_widget-4 .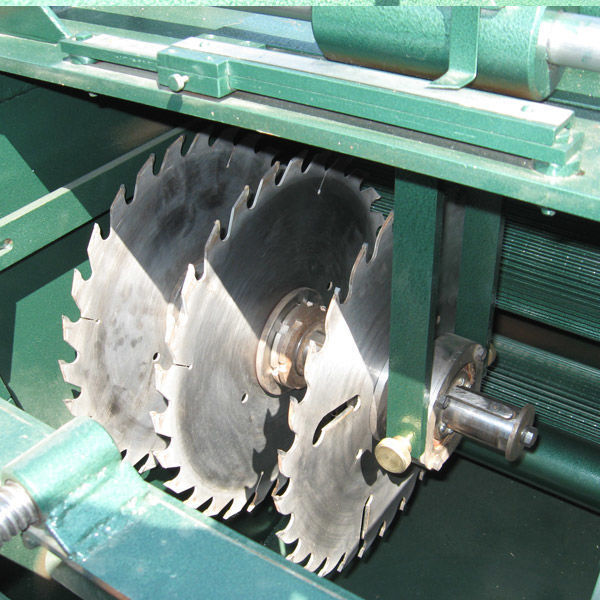 has-sub > .item-link > .arrow {
has-sub > .item-link > .arrow {
border: 1px solid #fff;
}
#zfc-accordion-zfwca_widget-4 .has-sub > .item-link > .arrow:after {
border-bottom: 2px solid #fff;
border-left: 2px solid #fff;
}
#zfc-accordion-zfwca_widget-4 .has-sub.open > .item-link > .arrow:after {
border-top: 2px solid #fff;
border-bottom: none;
border-left: 2px solid #fff;
}
#zfc-accordion-zfwca_widget-4 ul.children {
display: none;
margin: 0;
}
#zfc-accordion-zfwca_widget-4 ul.children > li > .item-link {
background: #2A6193;
}
#zfc-accordion-zfwca_widget-4 ul.children > li > .item-link > .arrow {
top: 8px;
padding: 10px !important;
right: 11px;
}
#zfc-accordion-zfwca_widget-4 ul.children > li > .item-link > .arrow:after {
top: 6px;
right: 7px;
}
#zfc-accordion-zfwca_widget-4 ul.children > li.open > .item-link > . arrow:after {
arrow:after {
top: 5px;
right: 6px;
}
#zfc-accordion-zfwca_widget-4 .zfc-left .has-sub > .item-link > .arrow {
border: 1px solid #fff;
left: 9px;
}
#zfc-accordion-zfwca_widget-4 .zfc-left .children .has-sub > .item-link > .arrow {
left: 12px;
}
#zfc-accordion-zfwca_widget-4 .zfc-left li .item-link {
color: inherit !important;
padding-left: 40px !important;
}
#zfc-accordion-zfwca_widget-4 .ripple-effect {
background: #789ecd;
}
</style><li> <div>
<ul>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/drobilki/» title=»View all posts filed under Дробилки»>Дробилки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/raskryazhevochnye-stanki/» title=»View all posts filed under Раскряжевочные станки»>Раскряжевочные станки</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/brevnopilnyj-stanok/» title=»Производим Бревнопильные станки с диаметром обработки от 120мм до 550мм. Современные технологии и высокая производительность. Осуществляем пусконаладочные и шеф-монтажные работы. Бревнопильный станок используется в лесопильных линиях «Сибирь» производительностью до 400 м3 в смену. Станки приспособлены для распиловки короткомерных брёвен и подходят для распиловки берёзы, осины и лиственницы.»>Бревнопильные станки</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/brevnopilnyj-stanok/» title=»Производим Бревнопильные станки с диаметром обработки от 120мм до 550мм. Современные технологии и высокая производительность. Осуществляем пусконаладочные и шеф-монтажные работы. Бревнопильный станок используется в лесопильных линиях «Сибирь» производительностью до 400 м3 в смену. Станки приспособлены для распиловки короткомерных брёвен и подходят для распиловки берёзы, осины и лиственницы.»>Бревнопильные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/» title=»View all posts filed under Многопильные станки»>Многопильные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/kromkoobreznye-stanki/» title=»View all posts filed under Кромкообрезные станки»>Кромкообрезные станки</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/gorbylnye/» title=»»>Горбыльные станки</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/gorbylnye/» title=»»>Горбыльные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/okolostanochnoe-oborudovanie/» title=»View all posts filed under Околостаночное оборудование»>Околостаночное оборудование</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/transporter-othodov/» title=»View all posts filed under Транспортеры отходов»>Транспортеры отходов</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/torcovochnyj-stanok/» title=»View all posts filed under Торцовочные станки»>Торцовочные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/linii-sortirovki-breven/» title=»View all posts filed under Линии сортировки бревен»>Линии сортировки бревен</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/aspiracionnye-sistemy/» title=»View all posts filed under Аспирационные системы»>Аспирационные системы</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/aspiracionnye-sistemy/» title=»View all posts filed under Аспирационные системы»>Аспирационные системы</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/kruglopalochnye-stanki/» title=»View all posts filed under Круглопалочные станки»>Круглопалочные станки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/» title=»View all posts filed under Лесопильное оборудование»>Лесопильное оборудование</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnye-linii/» title=»
Скачать презентацию в PDF
«>Лесопильные линии</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/plitnye-materialy/» title=»View all posts filed under Плитные материалы»>Плитные материалы</a>
</li>
<li><a href=»https://www. perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/sushilki/» title=»View all posts filed under Сушилки»>Сушилки</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/sushilki/» title=»View all posts filed under Сушилки»>Сушилки</a>
</li>
<li><a href=»https://www.perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/shlifovalnye-stanki/» title=»View all posts filed under Шлифовальные станки»>Шлифовальные станки</a>
</li>
</ul>
</div>
</li>
<li> <ul>
<li>
<a href=»https://www.perun-stanki.ru/shop/instrument/diskovye-pily/diskovye-pily-dlja-mnogopilnyh-stankov/» title=»Дисковые пилы для многопильных станков»>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2018/06/Пила-350x75x25x39xz-12-AA-400-247×296.jpg» alt=»» loading=»lazy» /> <span>Дисковые пилы для многопильных станков</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/mnogopilnyj-kromkoobreznoj-stanok-mks-1000/» title=»Многопильный кромкообрезной станок МКС-1000″>
<img src=»https://www. perun-stanki.ru/wp-content/uploads/2018/05/МКС-1000-1150-247×296.jpg» alt=»» loading=»lazy» /> <span>Многопильный кромкообрезной станок МКС-1000</span>
perun-stanki.ru/wp-content/uploads/2018/05/МКС-1000-1150-247×296.jpg» alt=»» loading=»lazy» /> <span>Многопильный кромкообрезной станок МКС-1000</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/instrument/dlja-mnogopilnyh-stankov/lazernye-moduli-uvelichennoj-moshhnosti/» title=»Лазерные модули увеличенной мощности»>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2018/06/lm2_300-247×258.jpg» alt=»» loading=»lazy» /> <span>Лазерные модули увеличенной мощности</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/mnogopilnye-stanki/kromkoobreznoj-mnogopilnyj-stanok-mod-mks-1000-linija/» title=»Кромкообрезной многопильный станок мод. «МКС-1000 ЛИНИЯ»»>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2020/05/МКСЛ1000.750×750-247×296.jpg» alt=»» loading=»lazy» /> <span>Кромкообрезной многопильный станок мод. «МКС-1000 ЛИНИЯ»</span>
«МКС-1000 ЛИНИЯ»</span>
</a>
</li>
<li>
<a href=»https://www.perun-stanki.ru/shop/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/kromkoobreznye-stanki/mnogopilnyj-kromkoobreznoj-stanok-mks-801/» title=»Многопильный кромкообрезной станок МКС-801, 802″>
<img src=»https://www.perun-stanki.ru/wp-content/uploads/2019/06/mks-801-1250-247×296.jpg» alt=»» loading=»lazy» /> <span>Многопильный кромкообрезной станок МКС-801, 802</span>
</a>
</li>
</ul>
</li>
</div>
Купить или задать вопрос
Информация о продукте | Самый быстрый и простой многострочный триммер
Первая в мире многоцелевая насадка-триммер с струной, лезвием и воздуходувным лезвием
Специальный онлайн-комплект включает
1-2-Trim™
Универсальный монтажный комплект
6 высококачественных триммерных лесок
3 высококачественных лезвия для кусторезов
БЕСПЛАТНО 24 пакета лесок при покупке 1-2-Trim™
Бонус 9Набор сменных лезвий
- Многострочная сменная головка с несколькими лезвиями: самая быстрая и простая многострочная сменная головка к газовому триммеру с несколькими лезвиями.
- Подходит для более чем 98% существующих на рынке газовых триммеров; прямой или изогнутый вал
- Изготовлен из высококачественных материалов
- Проверенная и проверенная запатентованная технология, которая сделает все другие сменные триммерные головки устаревшими
- Специальная нейлоновая технология фиксации шарнира и лезвия, обеспечивающая безопасность
- .095 рекомендуется для достижения максимальных результатов и использования
- Заявка на патент США и других стран
- Новый универсальный трансформируемый садовый инструмент, который значительно упрощает многие работы на газоне и в саду
Линия
Самая быстрая линия и смена лезвия в мире
Смена лезвия/воздуходувного лезвия
1) Вставьте лезвие в открытый конец шарнира под углом вниз к смертному фиксатору.
2) Протолкните лезвие, пока оно не зафиксируется в нужном положении.
Нейлон Замена
3) Вставьте предварительно разрезанный нейлон вверх по направлению к металлической рампе.
4) Нажимая на нейлоновую петлю, потяните ее, пока она не зафиксируется на месте.
Установка для триммеров с изогнутым валом или прямого вала с резьбовым валом.
1) Снимите выступ, катушку и пружину с существующей головки.
2) Выберите правильный болт/гайку, который подходит для вашей модели.
3) Установите распорную чашку и поместите сверху серебряную шайбу.
4) Вставьте выбранный болт/гайку в шестигранную полость новой головки.
5) Поверните головку до упора.
ПРИМЕЧАНИЕ: НЕ затягивайте головку слишком сильно. Перед запуском агрегата убедитесь, что головка свободно вращается!
Установка для триммеров с прямым валом или изогнутых валов с резьбовой оправкой менее 1 дюйма
1) Существующая головка должна быть полностью удалена.
2) Выберите правильный болт/гайку, который подходит для вашей модели.
3) Установите выбранный болт/гайку в шестигранную полость новой головки.
4) Вращайте до упора.
ПРИМЕЧАНИЕ: НЕ ЗАТЯГИВАЙТЕ головку слишком сильно. Перед запуском агрегата убедитесь, что головка свободно вращается!
ОСТОРОЖНО
Всегда надевайте защитные очки и средства защиты тела при работе с механизмами. Прежде чем устанавливать оборудование, убедитесь, что все гайки и болты правильно и надежно установлены. При замене лески/лезвий триммера убедитесь, что двигатель выключен. Всегда соблюдайте меры предосторожности, указанные производителями триммеров. Не используйте в вертикальном положении при использовании устройства с лезвиями.
Достижение идеального бритья: прецизионный триммер
Проблема точного бритья
После намыливания, бритья, ополаскивания и сушки, когда вы проверяете свою кожу, очень часто возникает следующая ситуация:
◾Ваши щеки чувствовать себя гладкой на ощупь.
◾Бритье, как правило, гладкое везде, куда может дотянуться ваша бритва.
Но волосы в труднодоступных местах, например, под носом и близко к губам, все еще торчат сквозь кожу.
Линии по краям бакенбардов, усов или бороды не такие четкие и даже не такие, какими могли бы и должны быть.
Хотя бритвы с несколькими лезвиями могут обеспечить гладкое и комфортное бритье больших поверхностей лица, им иногда не хватает точности, необходимой для узких мест.
К счастью, все бритвы семейства Gillette Fusion5 оснащены лезвием Precision Trimmer на задней части картриджа для точной обрезки кромок.
Использование триммеров Gillette Precision
Знаете ли вы, что у вас уже может быть бритва с триммером? Это может быть легко пропустить, но каждый картридж Gillette Fusion5, включая ProGlide и ProShield, поставляется со встроенным одинарным лезвием, расположенным на задней стороне картриджа.

 350.31
350.31 500.31 CMT Производитель: CMT
500.31 CMT Производитель: CMT 180.31 CMT Производитель: CMT
180.31 CMT Производитель: CMT (6 мм, 10 мм, 13 мм, 16 мм)
(6 мм, 10 мм, 13 мм, 16 мм) Харьков
Харьков 150.31 27x140x13x15 SP
150.31 27x140x13x15 SP Пробковые дубы собирают каждые девять лет, как только они
Пробковые дубы собирают каждые девять лет, как только они Но теперь есть и технические
Но теперь есть и технические
 Эту оставшуюся пробку можно измельчить в гранулы.
Эту оставшуюся пробку можно измельчить в гранулы. 0161 Harper’s BAZAAR , 23 марта 2023 г.
0161 Harper’s BAZAAR , 23 марта 2023 г. 2023
2023

 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах. Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/cork. По состоянию на 5 апреля 2023 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/cork. По состоянию на 5 апреля 2023 г.
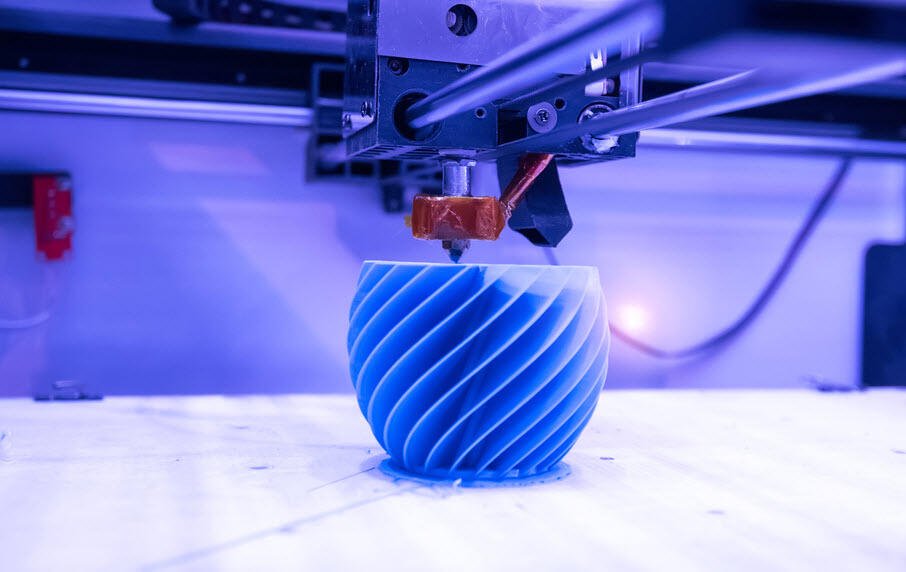

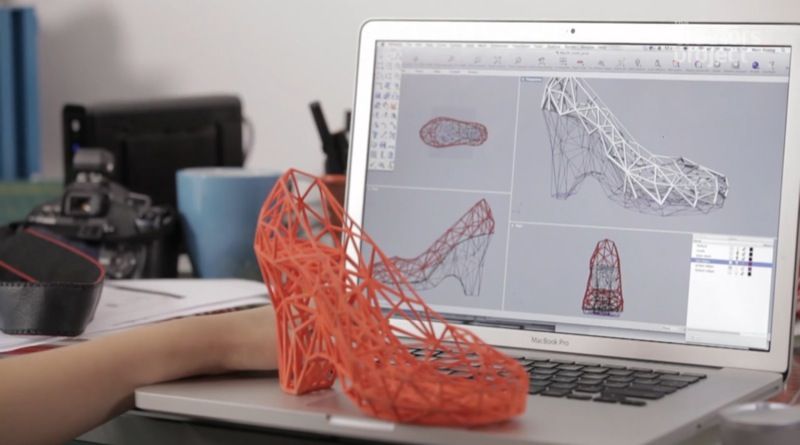
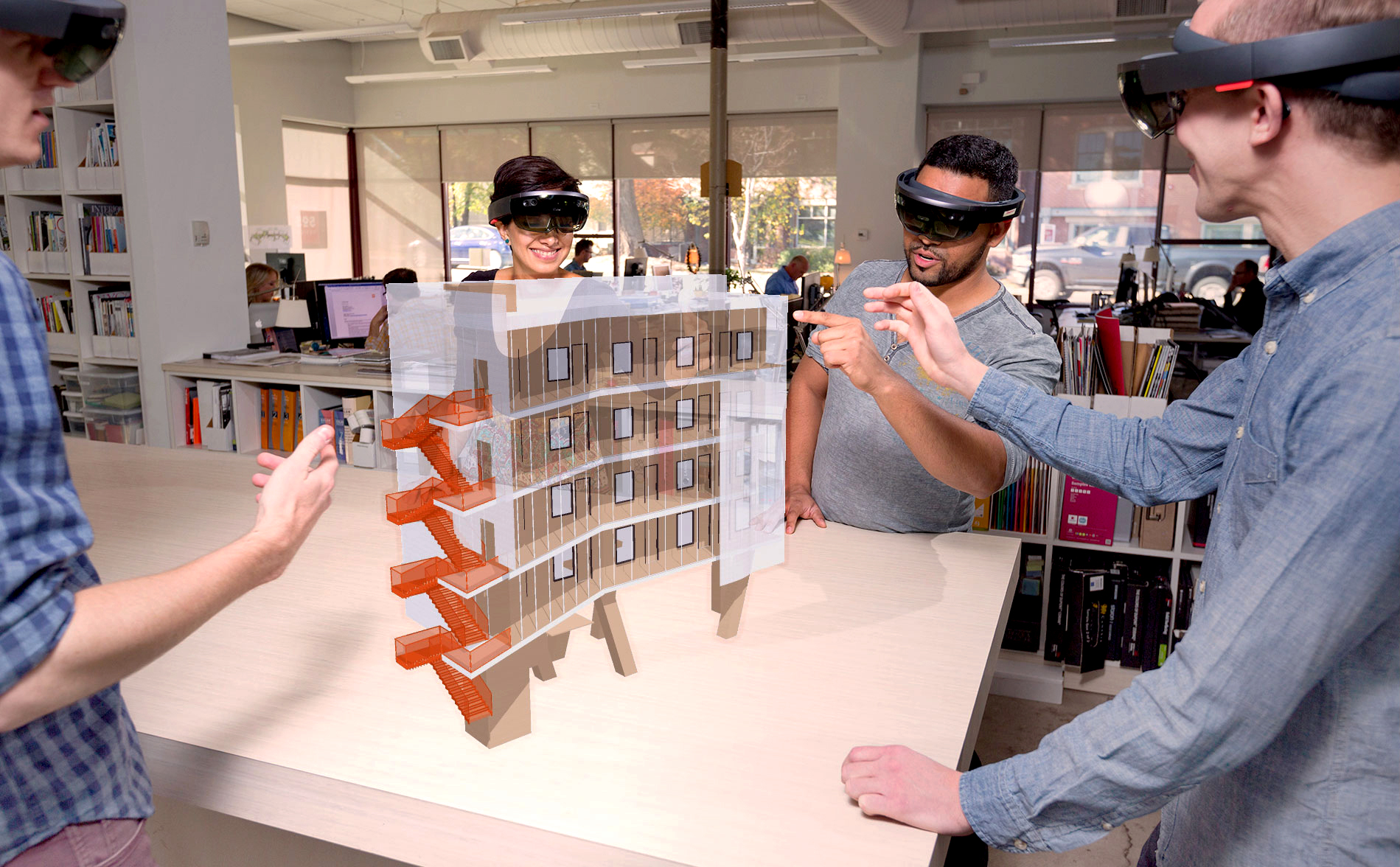
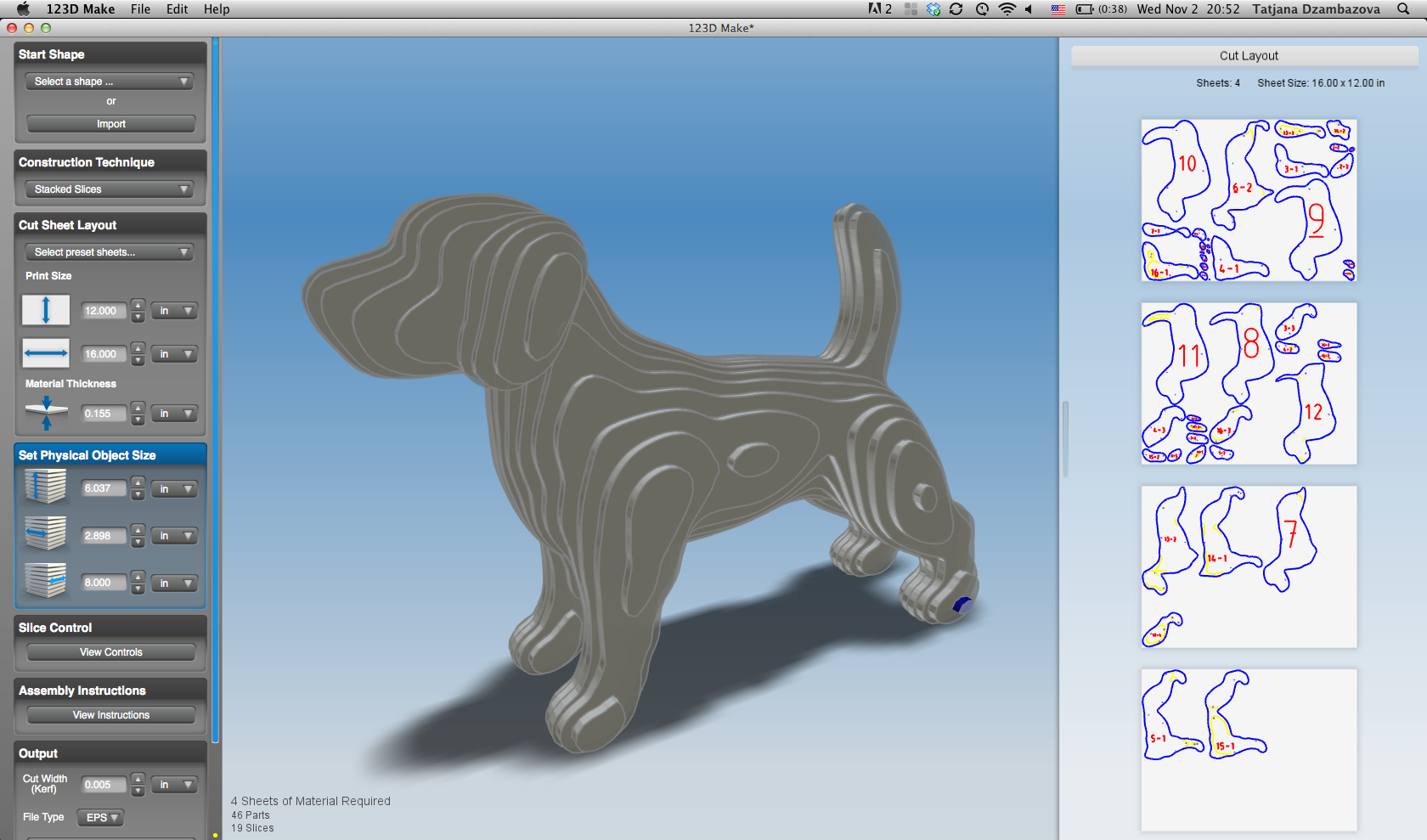
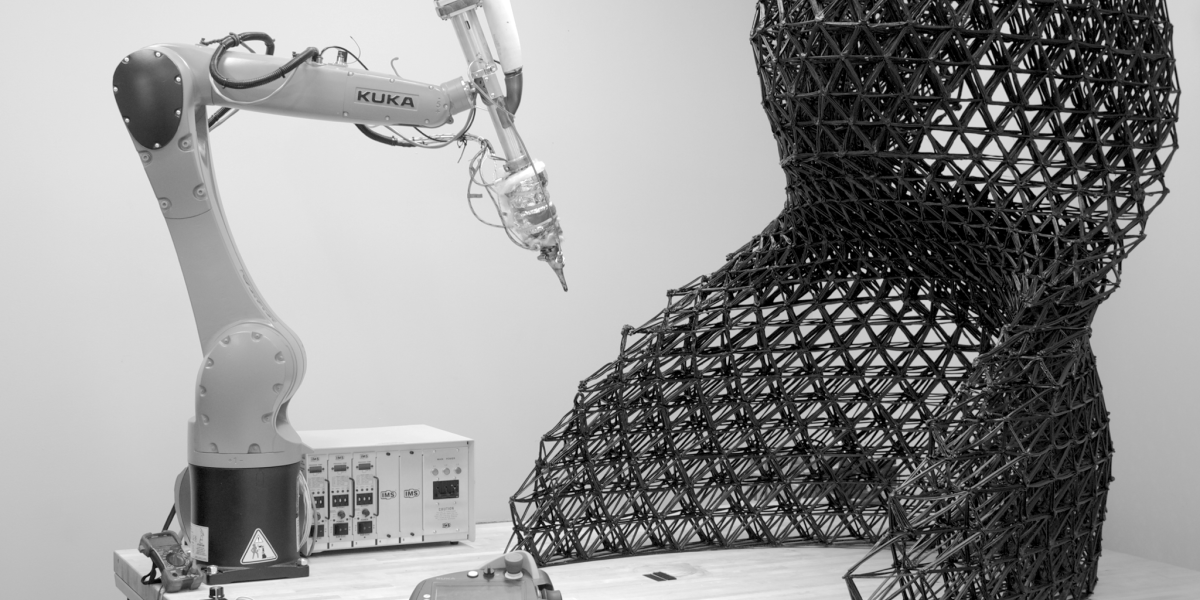 При этом она является социально значимой. Благодаря технологии 3D-печати удается создавать уникальные изделия, что находят широкое применение в области медицины и промышленности.
При этом она является социально значимой. Благодаря технологии 3D-печати удается создавать уникальные изделия, что находят широкое применение в области медицины и промышленности. В первую очередь ― по скорости работ и времени, что отводится на их выполнение. Дополнительно, удается уменьшить количество отходов и не наносить вреда окружающей среде.
В первую очередь ― по скорости работ и времени, что отводится на их выполнение. Дополнительно, удается уменьшить количество отходов и не наносить вреда окружающей среде.

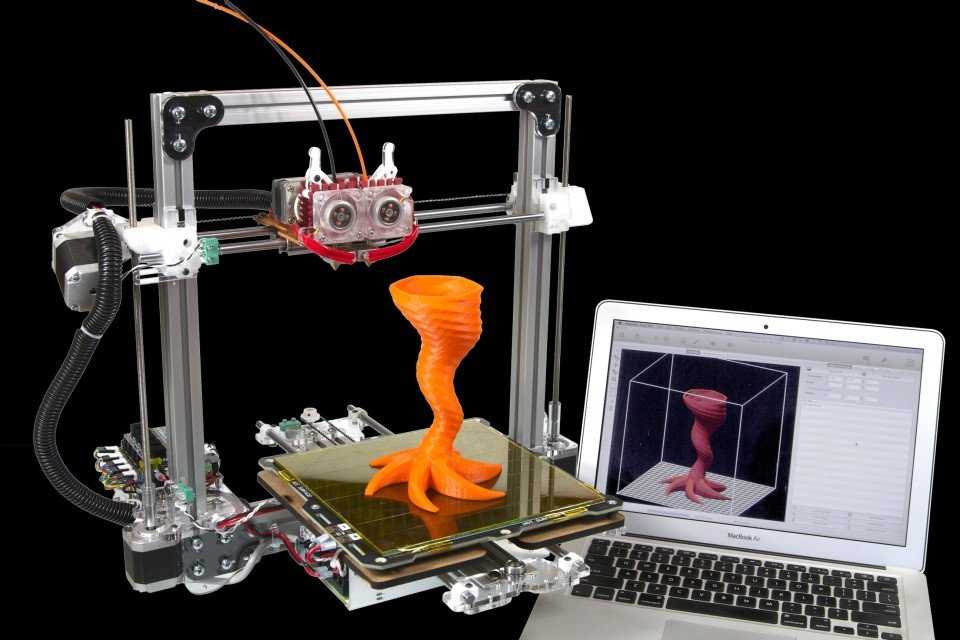

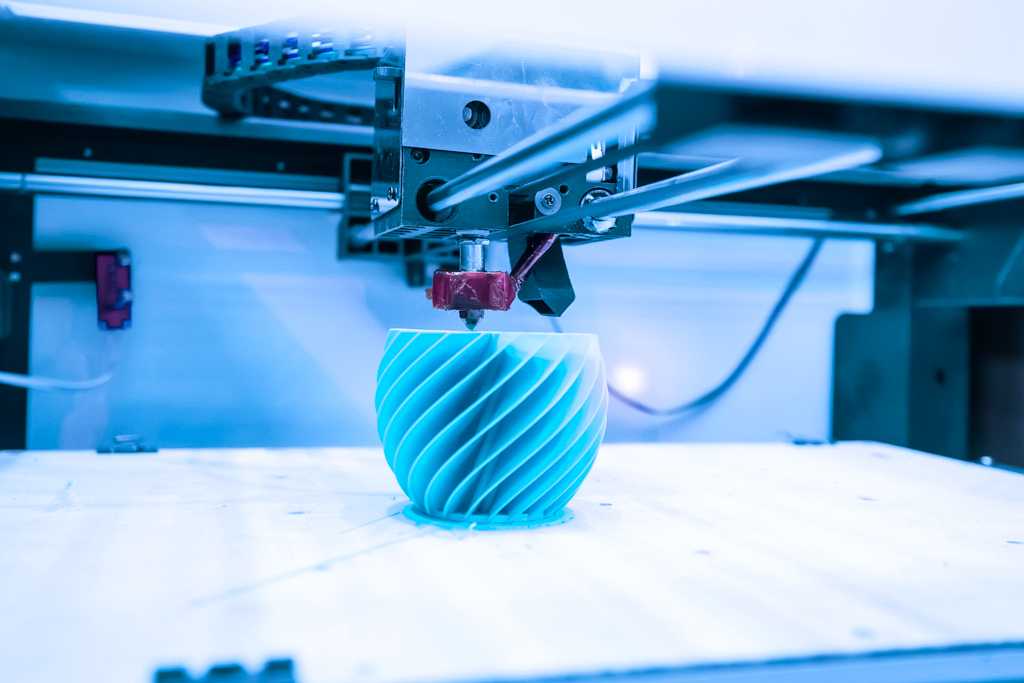
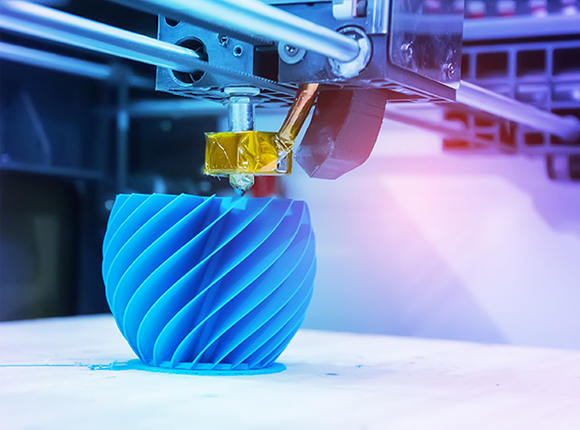
 Используйте большее сопло для быстрой печати прочных объектов. Дайте более детальные отпечатки меньшим соплом. Ниже приведены некоторые общие советы:
Используйте большее сопло для быстрой печати прочных объектов. Дайте более детальные отпечатки меньшим соплом. Ниже приведены некоторые общие советы:  Печатайте высокодетализированные модели с небольшими соплами для более тонкого выдавливания материала.
Печатайте высокодетализированные модели с небольшими соплами для более тонкого выдавливания материала.
 Однако, если вы профессиональный пользователь, вы можете выбрать что-то более комплексное, например Simplify3D.
Однако, если вы профессиональный пользователь, вы можете выбрать что-то более комплексное, например Simplify3D.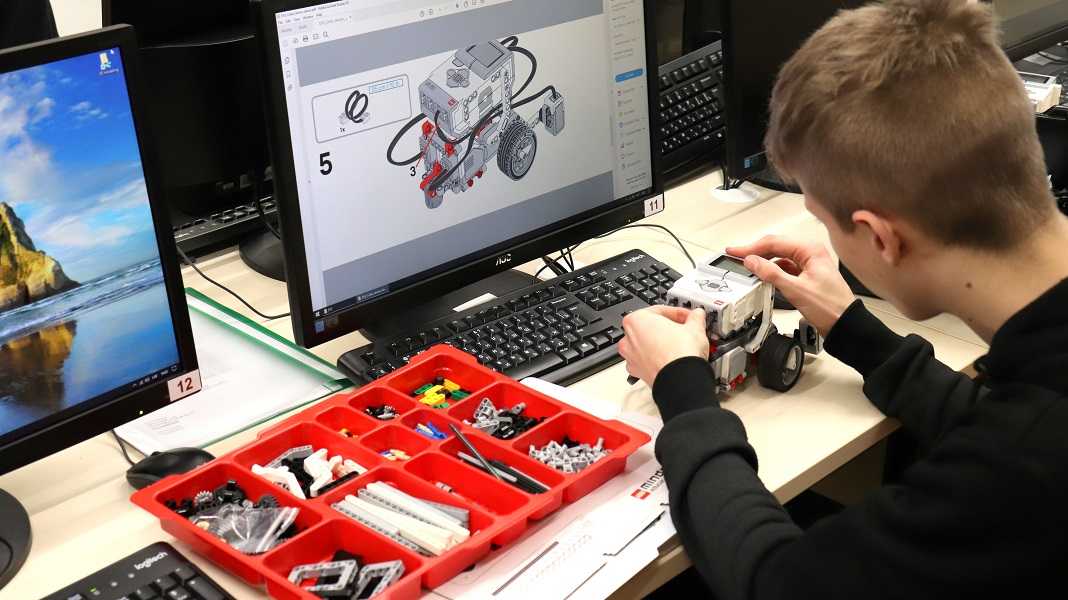 Далее в этой статье мы обсудим факторы проектирования и производства, которые имеют большое значение. Тем не менее, они рекомендуются с учетом распространенных материалов.
Далее в этой статье мы обсудим факторы проектирования и производства, которые имеют большое значение. Тем не менее, они рекомендуются с учетом распространенных материалов.
 Либо разъедините две геометрии, либо удалите одну из них.
Либо разъедините две геометрии, либо удалите одну из них.

 Поля создают всасывание и удерживают края вашей детали, помогая ей прилипать к кровати. Их гораздо быстрее печатать, чем плоты.
Поля создают всасывание и удерживают края вашей детали, помогая ей прилипать к кровати. Их гораздо быстрее печатать, чем плоты.
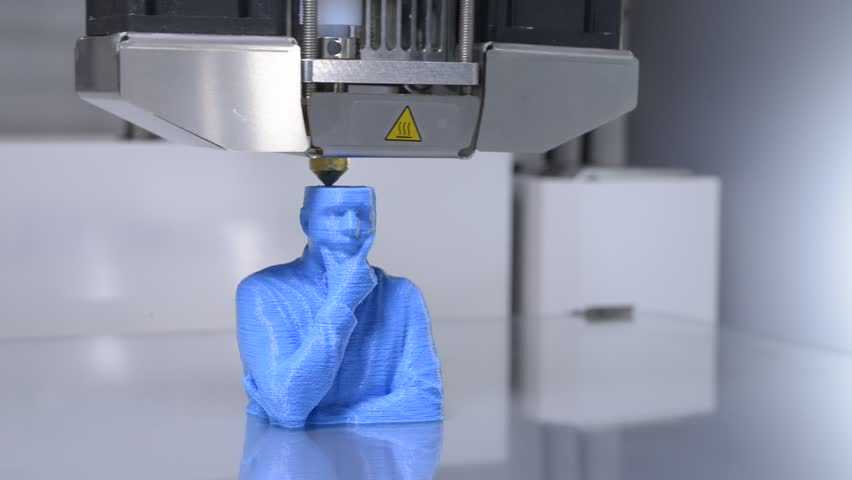
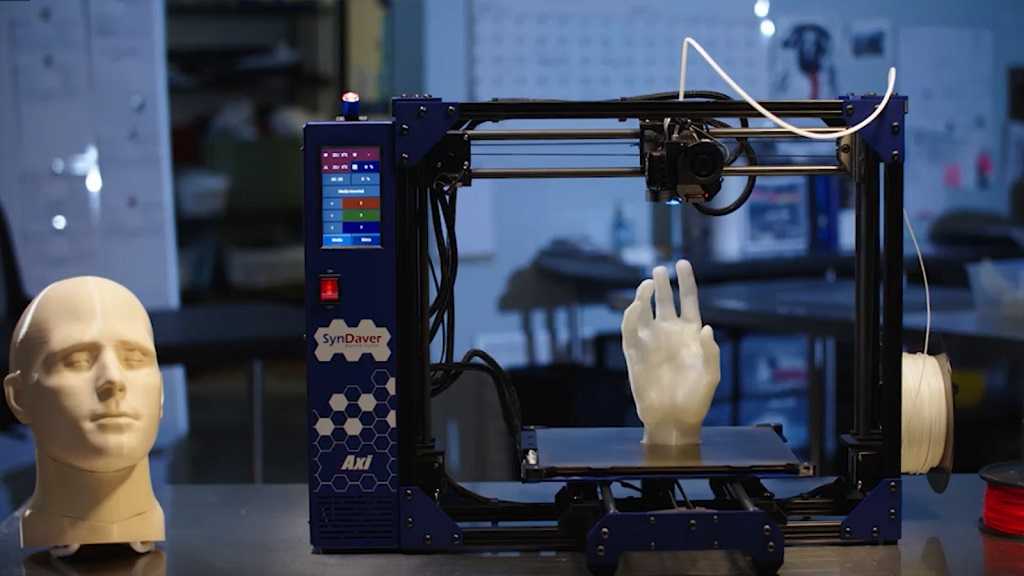
 Обратите внимание, что дальше вверх по рукам, где выступ достигает более 45 градусов и требует поддержки, целостность отпечатка нарушается.
Обратите внимание, что дальше вверх по рукам, где выступ достигает более 45 градусов и требует поддержки, целостность отпечатка нарушается.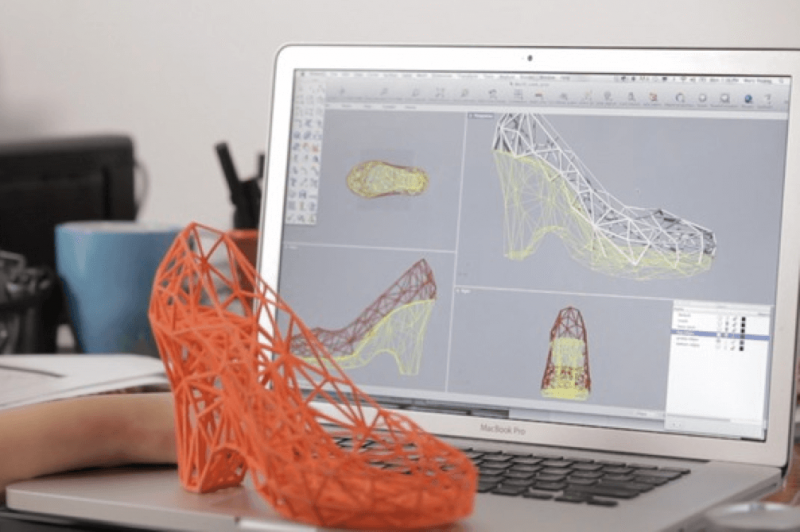 Проверьте свой принтер и материалы для печати, чтобы узнать, какой длины мост вы можете напечатать без поддержки.
Проверьте свой принтер и материалы для печати, чтобы узнать, какой длины мост вы можете напечатать без поддержки.

 Без дополнительной поддержки вокруг их оснований эти структуры, скорее всего, отломятся.
Без дополнительной поддержки вокруг их оснований эти структуры, скорее всего, отломятся. Небольшие шарики на туго натянутой резьбе будут действовать как песок в редукторе, что сделает невозможным привинчивание детали.
Небольшие шарики на туго натянутой резьбе будут действовать как песок в редукторе, что сделает невозможным привинчивание детали.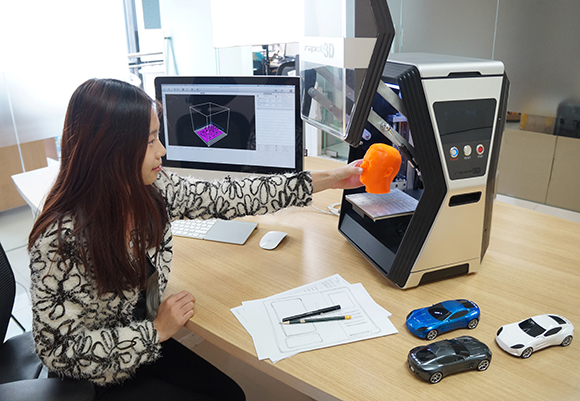
 Ориентируйте отверстия гранями, параллельными плоскости XY, для лучшего разрешения.
Ориентируйте отверстия гранями, параллельными плоскости XY, для лучшего разрешения.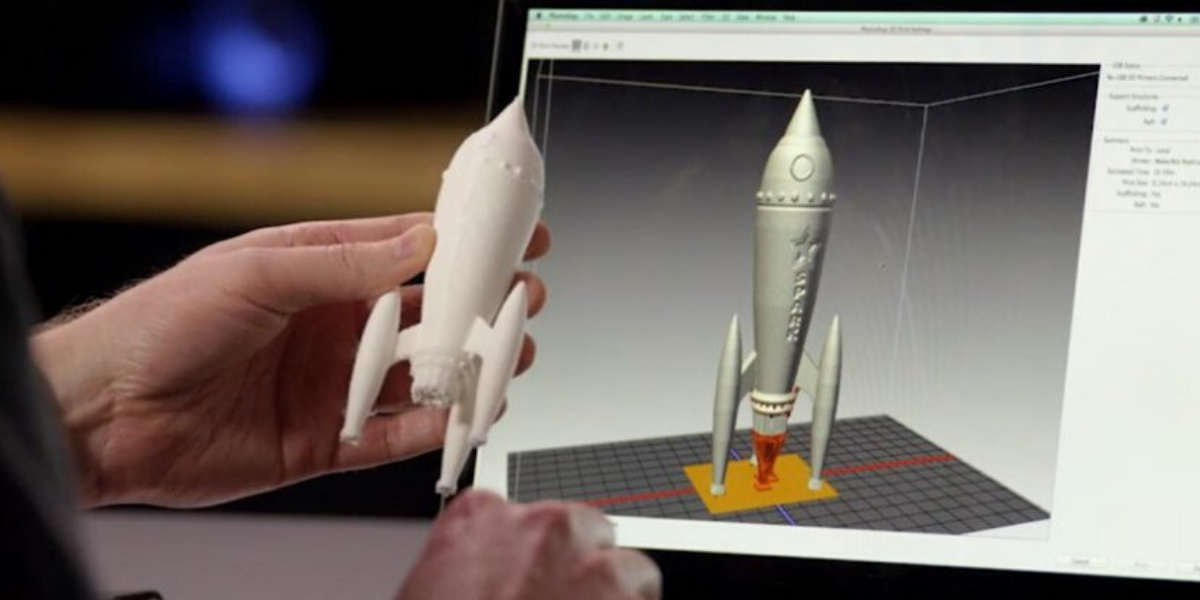
 Еще
Еще Еще
Еще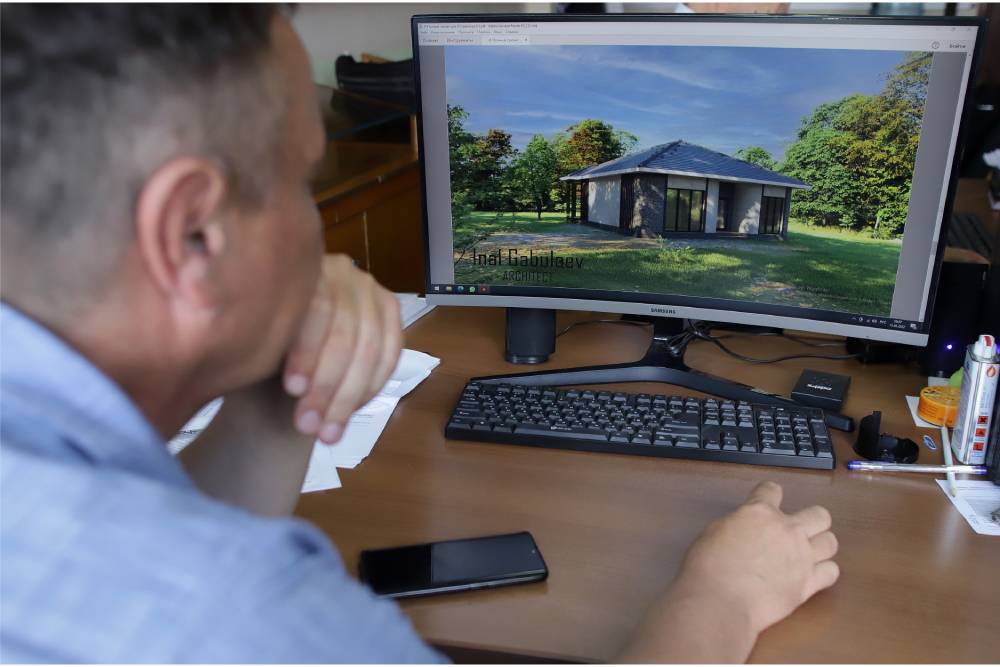 Подробнее
Подробнее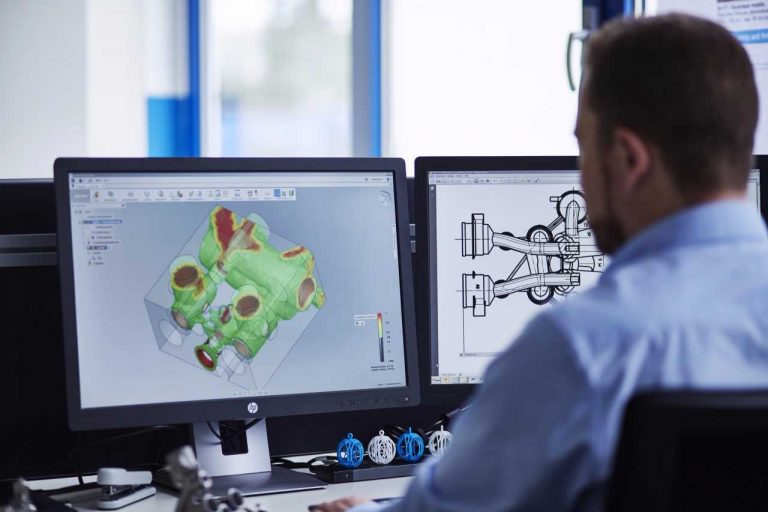 Подробнее
Подробнее
 Карты, как будет показано в следующем разделе, отражают реальность. На них показаны не только объекты, но и их форма и пространственное расположение. Каждая проекция имеет достоинства и недостатки. Выбор наилучшей проекции для карты определяется её масштабом и назначением. Например, проекция может давать неприемлемые искажения в случае отображения всего африканского континента, но идеально подходить для создания крупномасштабной (подробной) карты страны. Свойства проекций также могут влиять на визуальные параметры карты. Так, некоторые проекции хорошо подходят для маленьких областей, другие хороши для отображения объектов, протяженных с запада на восток, третьи — для объектов вытянутых с севера на юг.
Карты, как будет показано в следующем разделе, отражают реальность. На них показаны не только объекты, но и их форма и пространственное расположение. Каждая проекция имеет достоинства и недостатки. Выбор наилучшей проекции для карты определяется её масштабом и назначением. Например, проекция может давать неприемлемые искажения в случае отображения всего африканского континента, но идеально подходить для создания крупномасштабной (подробной) карты страны. Свойства проекций также могут влиять на визуальные параметры карты. Так, некоторые проекции хорошо подходят для маленьких областей, другие хороши для отображения объектов, протяженных с запада на восток, третьи — для объектов вытянутых с севера на юг.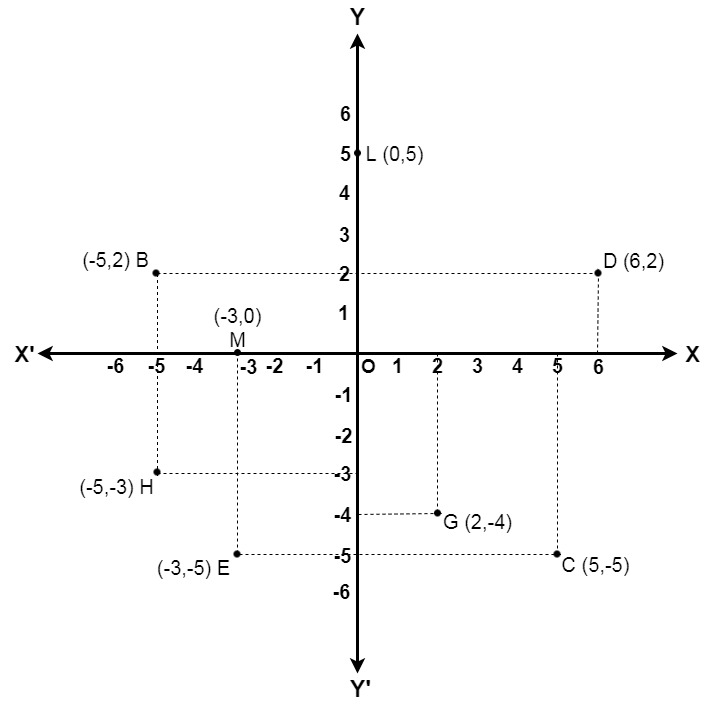
 A map projection may combine several
A map projection may combine several Другими словами восток всегда будет находиться на 90 градусов от севера. Проекция может сохранять угловые направления, и такая проекция называется конморфной или равноугольной.
Другими словами восток всегда будет находиться на 90 градусов от севера. Проекция может сохранять угловые направления, и такая проекция называется конморфной или равноугольной.
 8.7).
8.7). On the other hand, an equal area
On the other hand, an equal area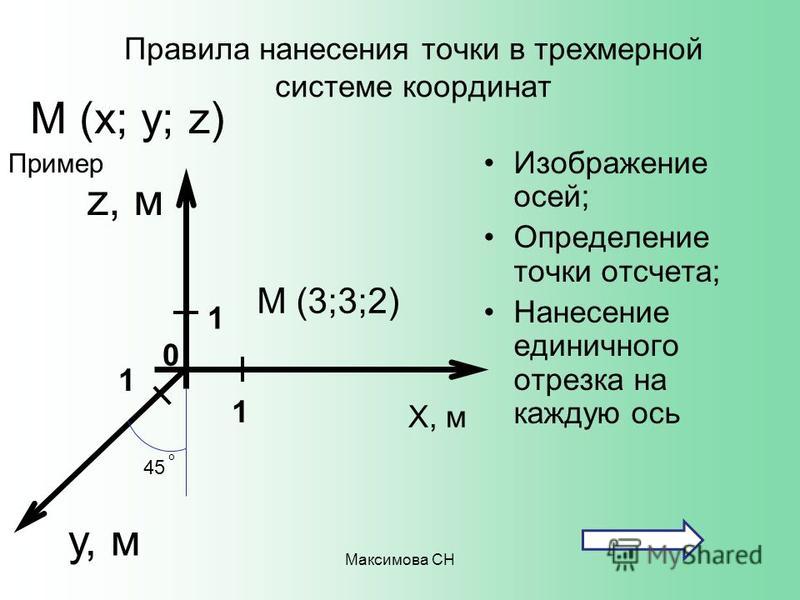
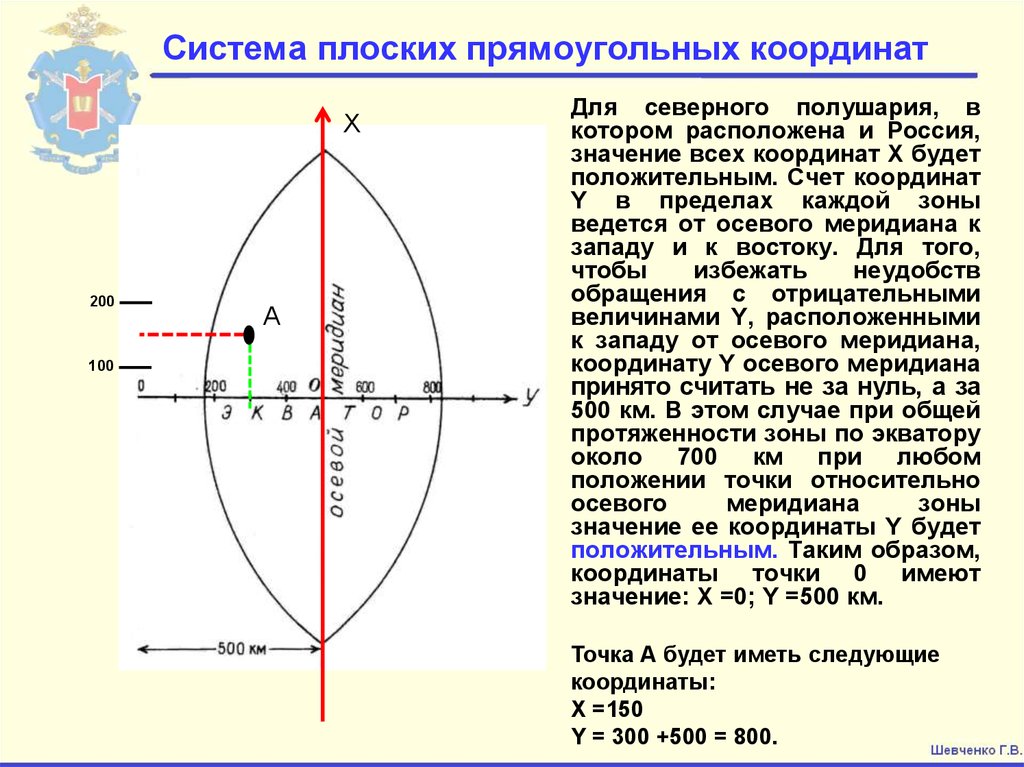
 In the northern hemisphere,
In the northern hemisphere,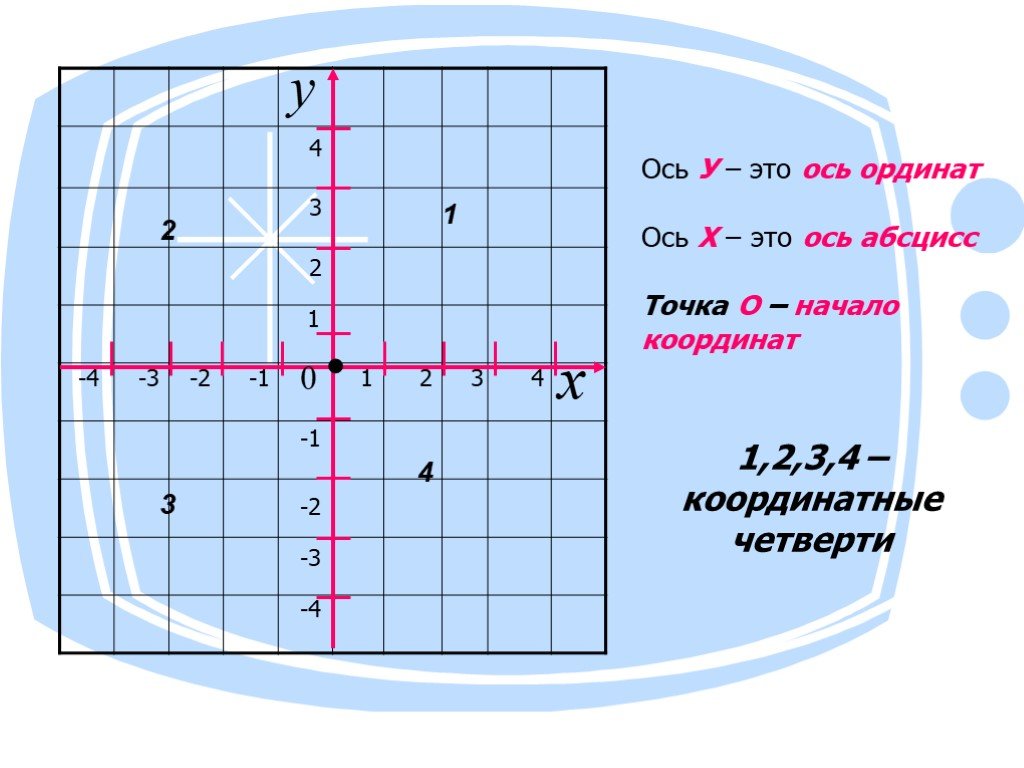 Note that values West of the prime meridian are assigned negative values
Note that values West of the prime meridian are assigned negative values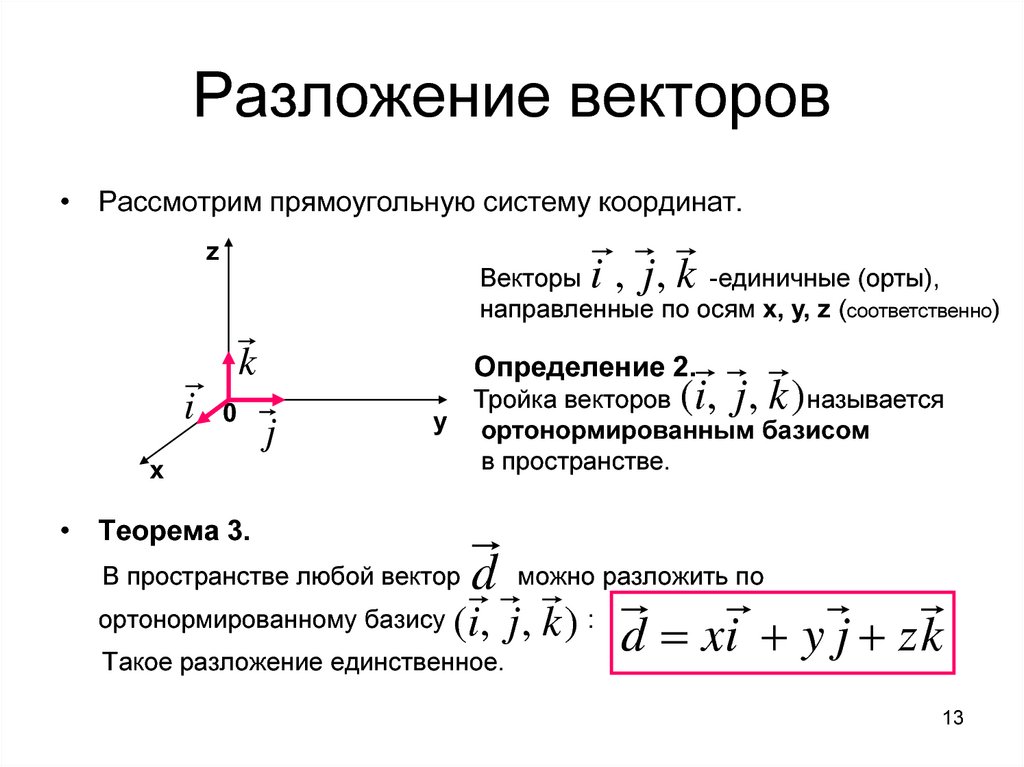 Для достижения этой цели, градусы делятся на минуты (
Для достижения этой цели, градусы делятся на минуты (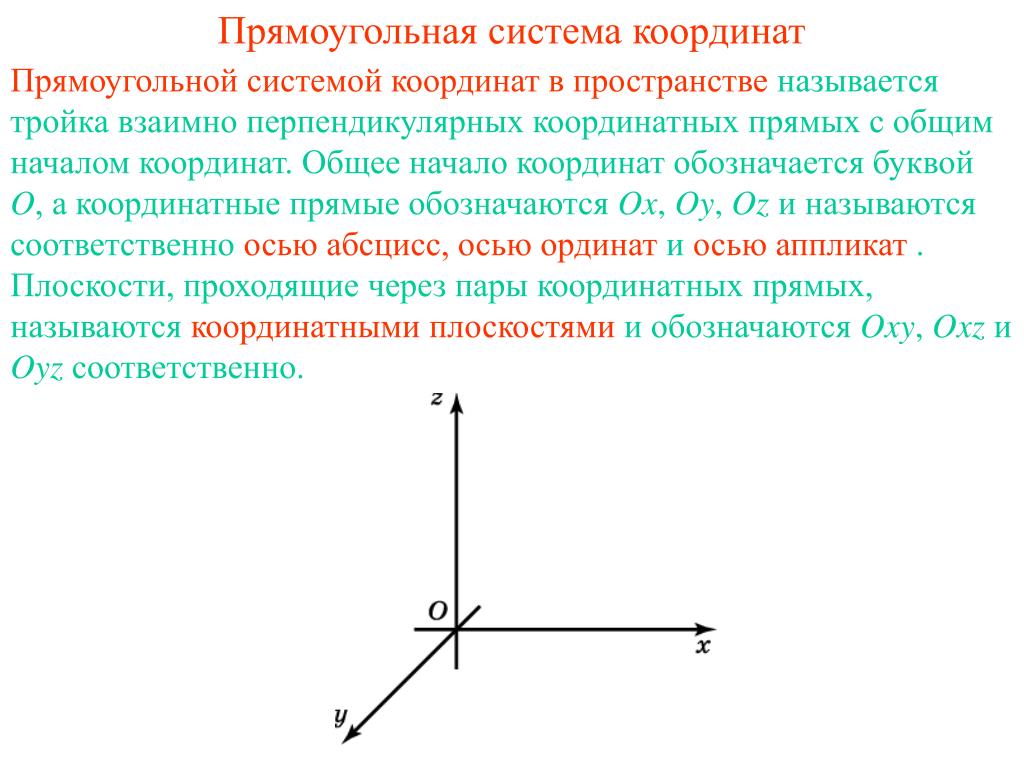
 This means, it is generally used all over the world. But as already
This means, it is generally used all over the world. But as already The S after the zone
The S after the zone The easting value is the distance from the
The easting value is the distance from the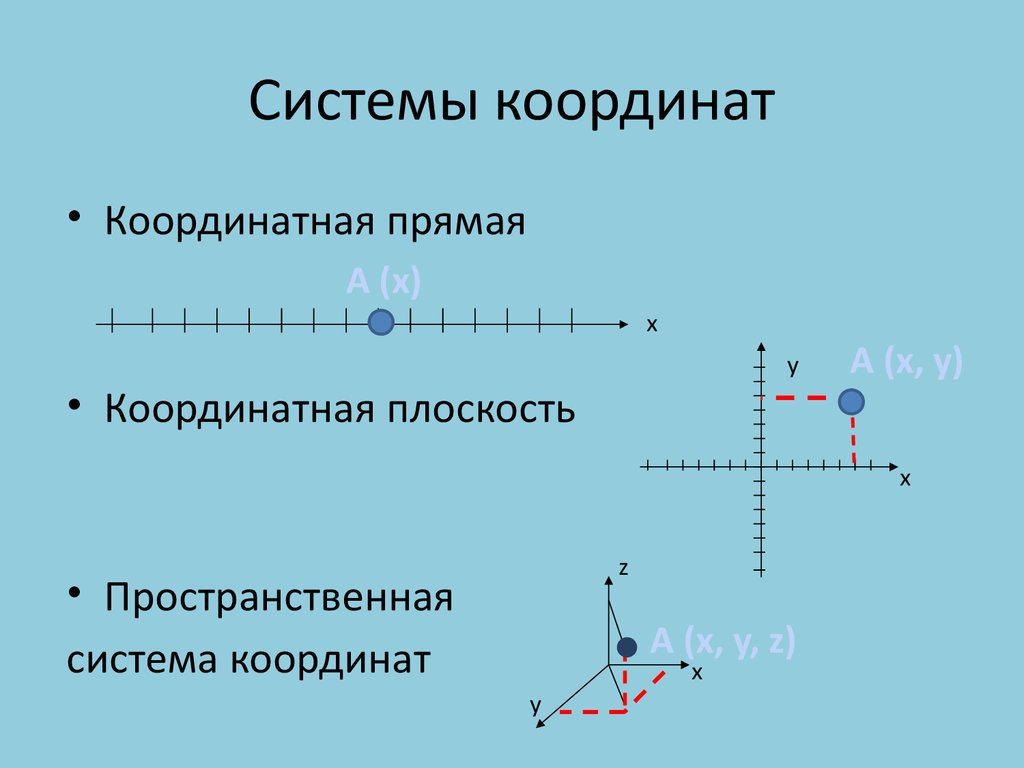
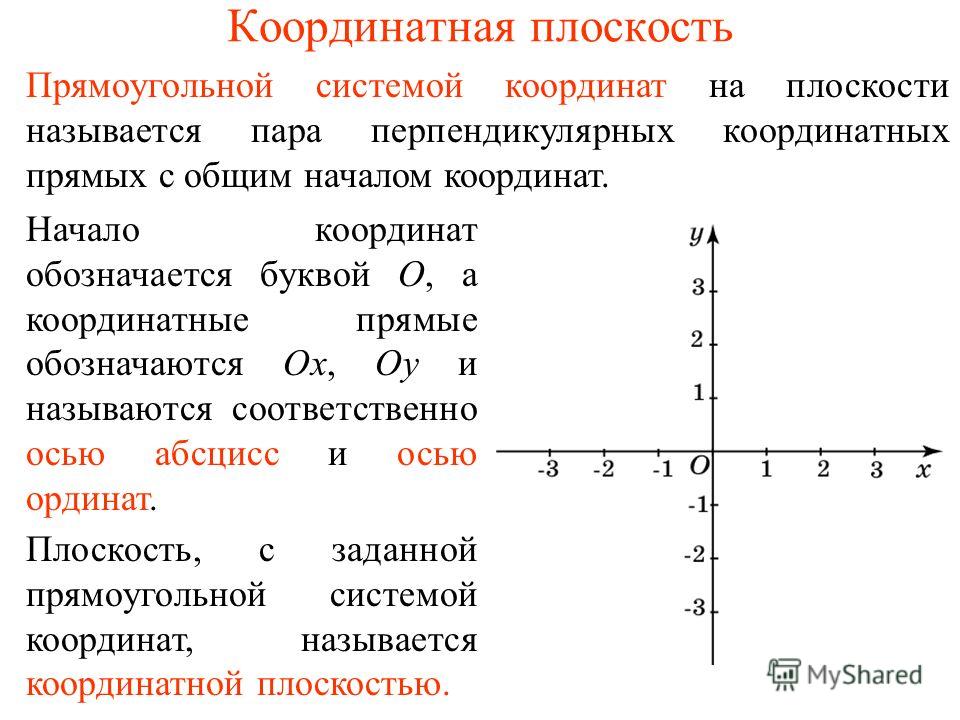
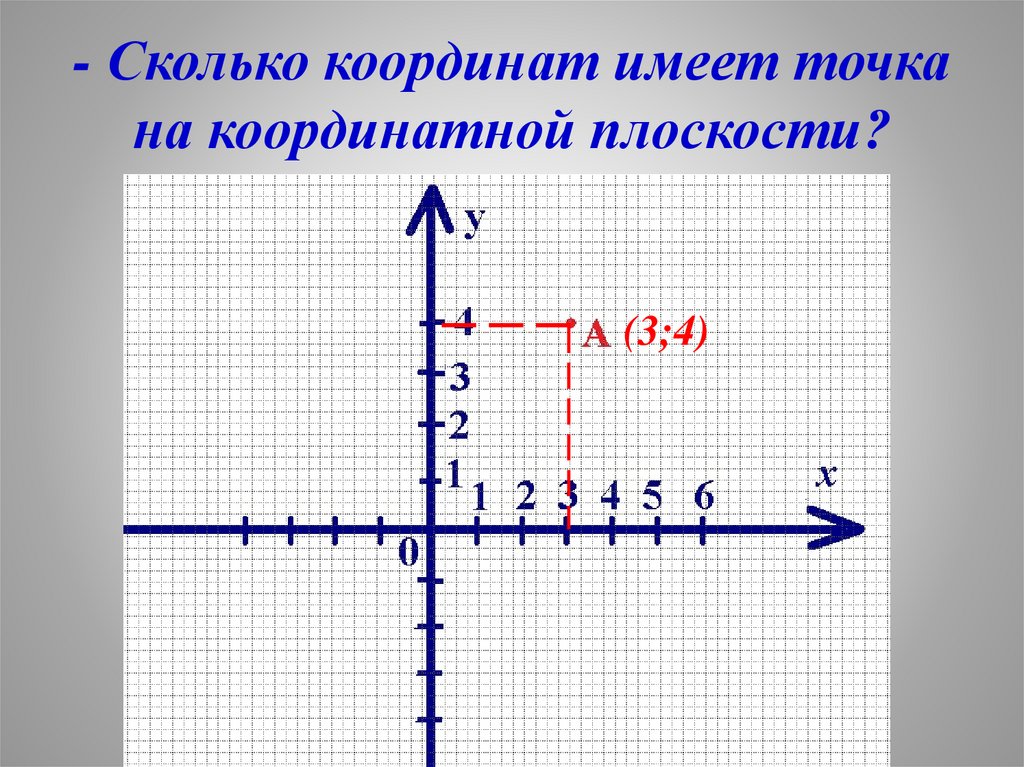
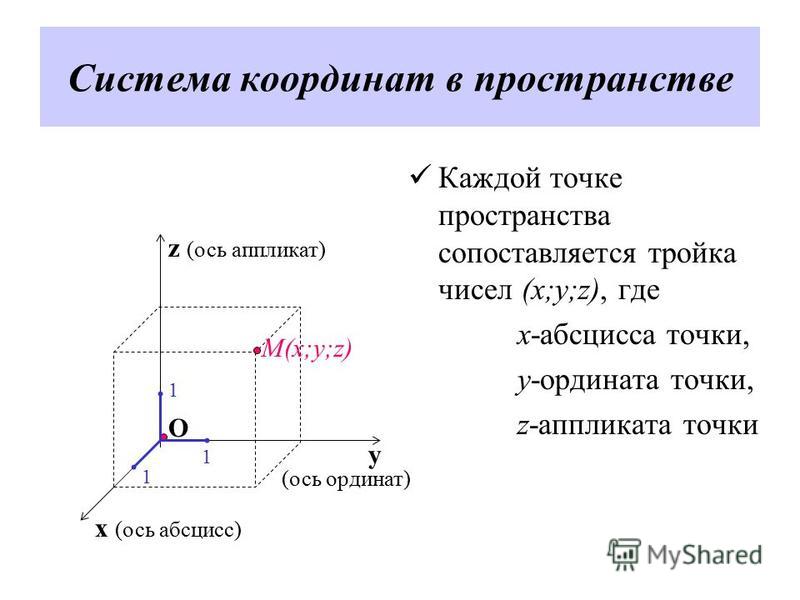
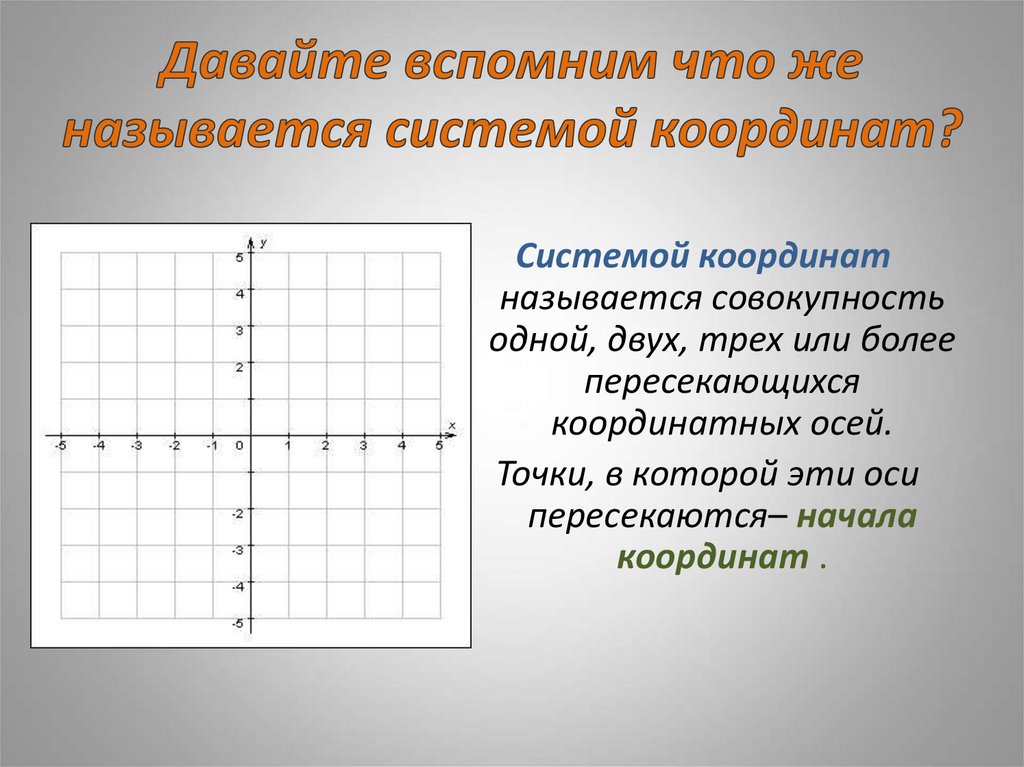
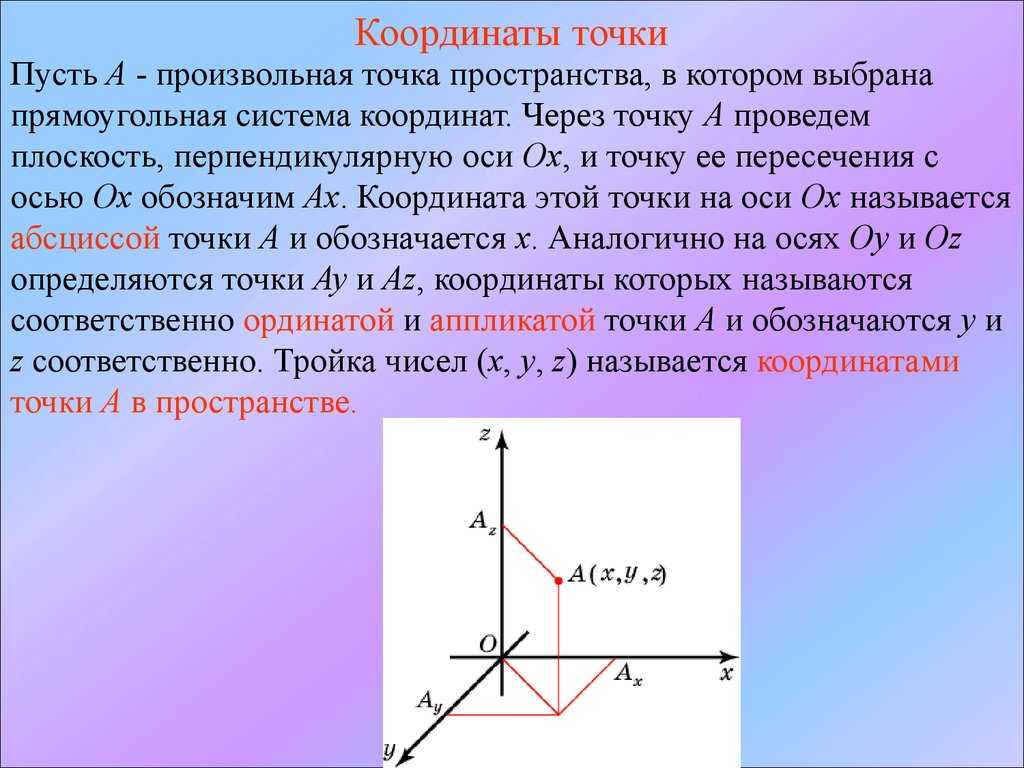 Then, let your pupils define coordinates (X and Y
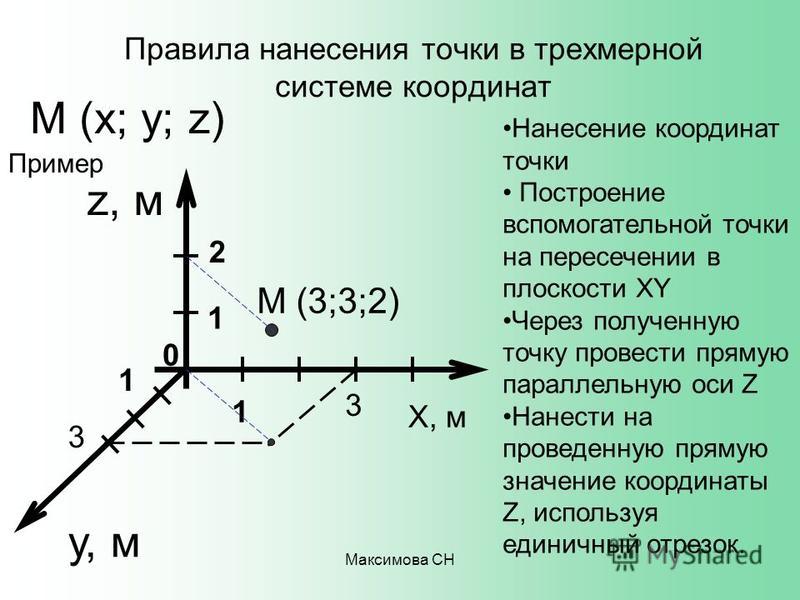
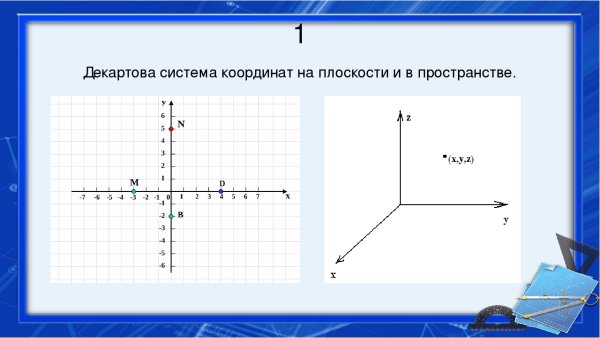
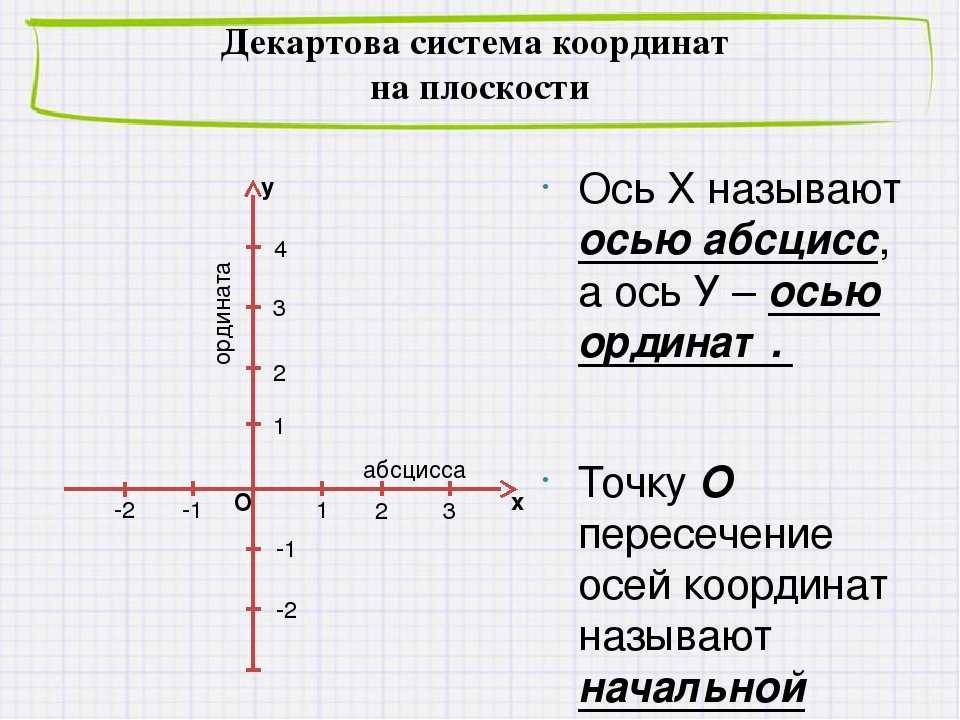
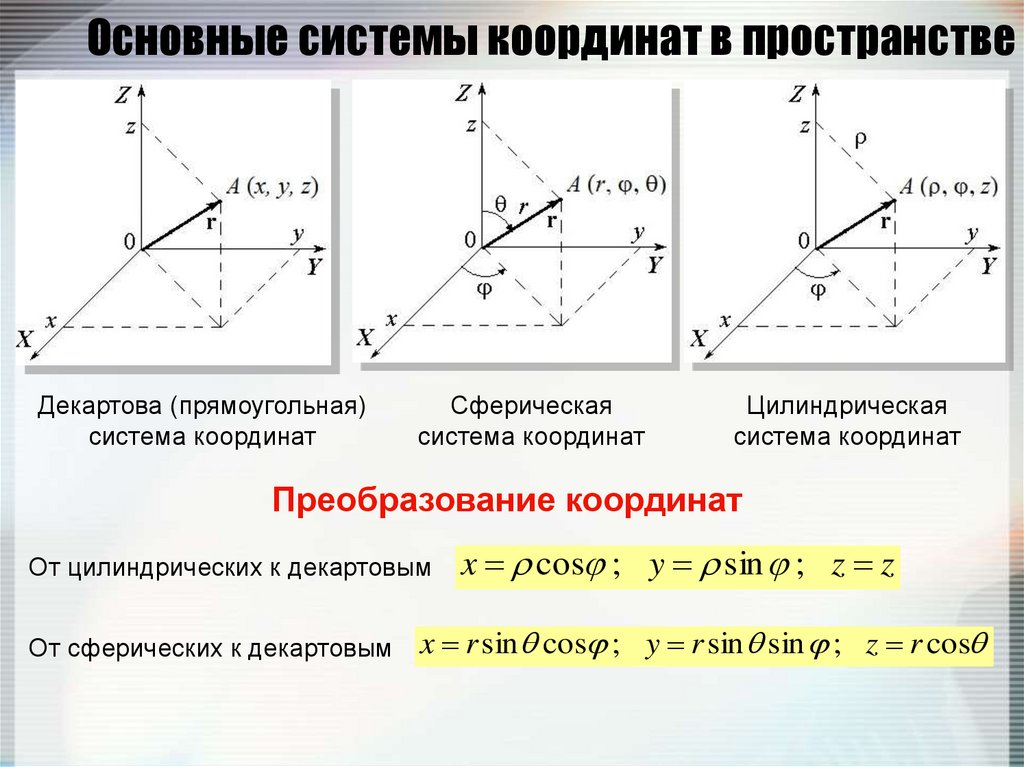
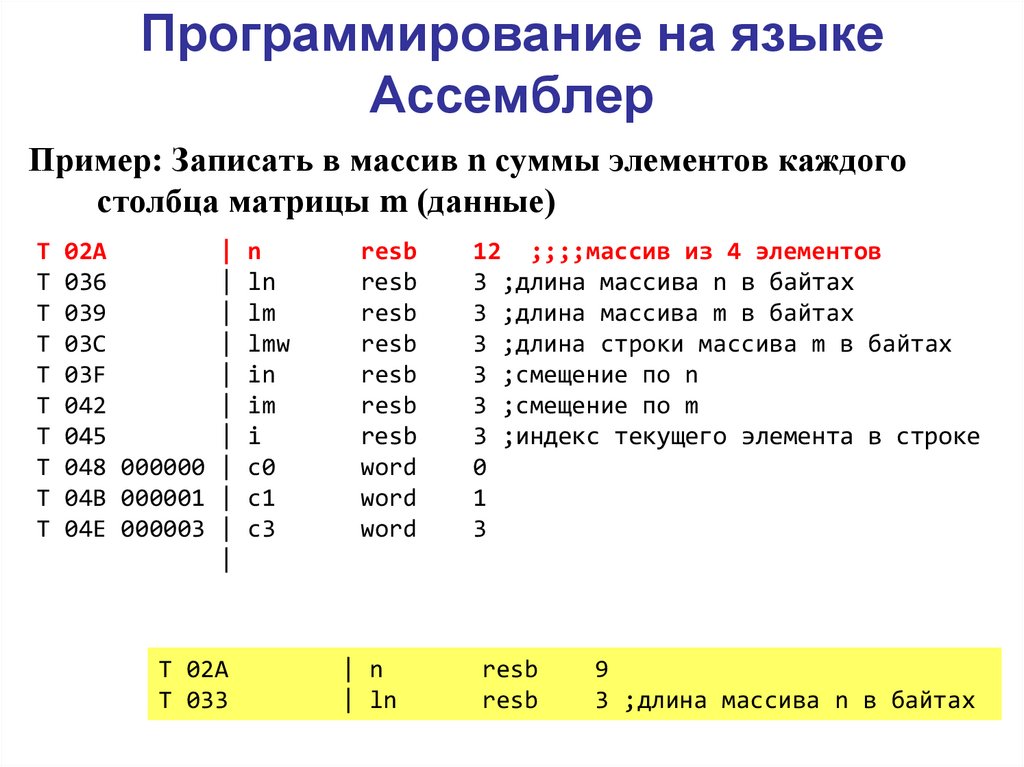
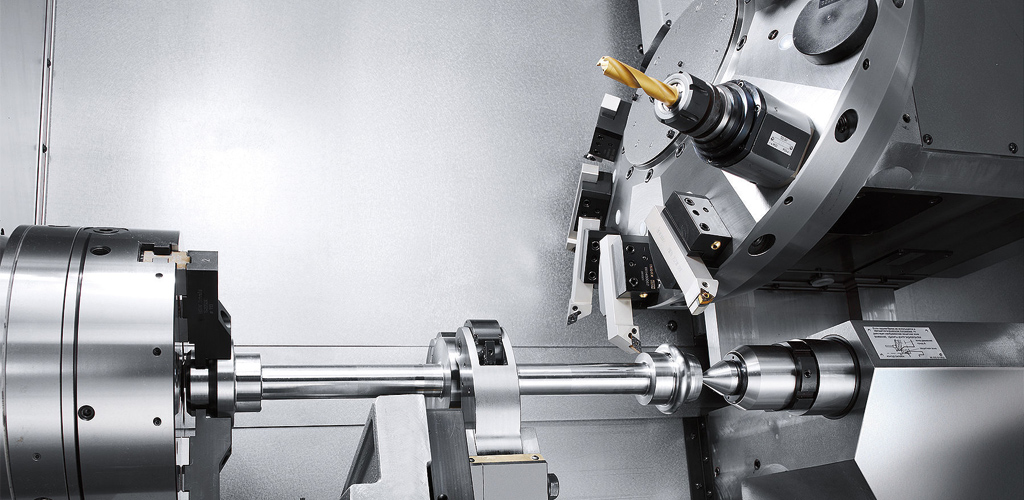
Then, let your pupils define coordinates (X and Y ) во всех современных станках используются декартова система координат с осями X, Y и Z.
) во всех современных станках используются декартова система координат с осями X, Y и Z.
 Для решения этой задачи используется рабочая система координат станка.
Для решения этой задачи используется рабочая система координат станка.
 При программировании в полярных координатах необязательно пересчитывать углы. Кроме того, обработка в полярных координатах не позволяет выполнять некоторые фрезерные операции.
При программировании в полярных координатах необязательно пересчитывать углы. Кроме того, обработка в полярных координатах не позволяет выполнять некоторые фрезерные операции.
 Такое устройство позволяет значительно ускорить наладку станка.
Такое устройство позволяет значительно ускорить наладку станка.
 Как отмечалось выше, разный инструмент имеет разные геометрические параметры, которые станок должен учитывать при перемещении. Для этого в станке существует таблица смещения инструмента, в которой указываются геометрические параметры инструмента (для токарных резцов: смещение от нулевой точки станка, для фрезерного инструмента длина и диаметр). Для записи коррекции используют несколько способов:
Как отмечалось выше, разный инструмент имеет разные геометрические параметры, которые станок должен учитывать при перемещении. Для этого в станке существует таблица смещения инструмента, в которой указываются геометрические параметры инструмента (для токарных резцов: смещение от нулевой точки станка, для фрезерного инструмента длина и диаметр). Для записи коррекции используют несколько способов:
 Это означает, что
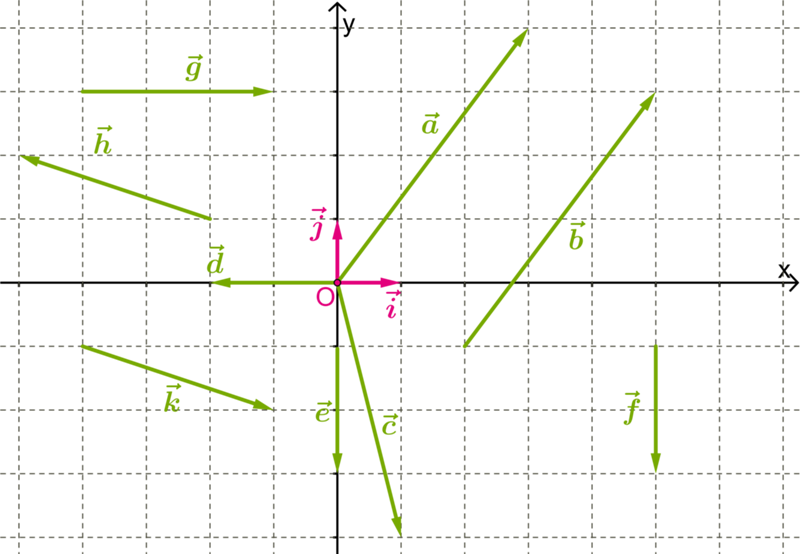
Это означает, что  Вы выражаете точку в этом координатном пространстве как пару чисел с плавающей запятой в единицах пользовательского пространства, которые не привязаны к любым единицам в пространстве устройства, таким как пиксели. Рисование почти всегда происходит в секторе координатного пространства, где значения как по оси X, так и по оси Y положительны.
Вы выражаете точку в этом координатном пространстве как пару чисел с плавающей запятой в единицах пользовательского пространства, которые не привязаны к любым единицам в пространстве устройства, таким как пиксели. Рисование почти всегда происходит в секторе координатного пространства, где значения как по оси X, так и по оси Y положительны.

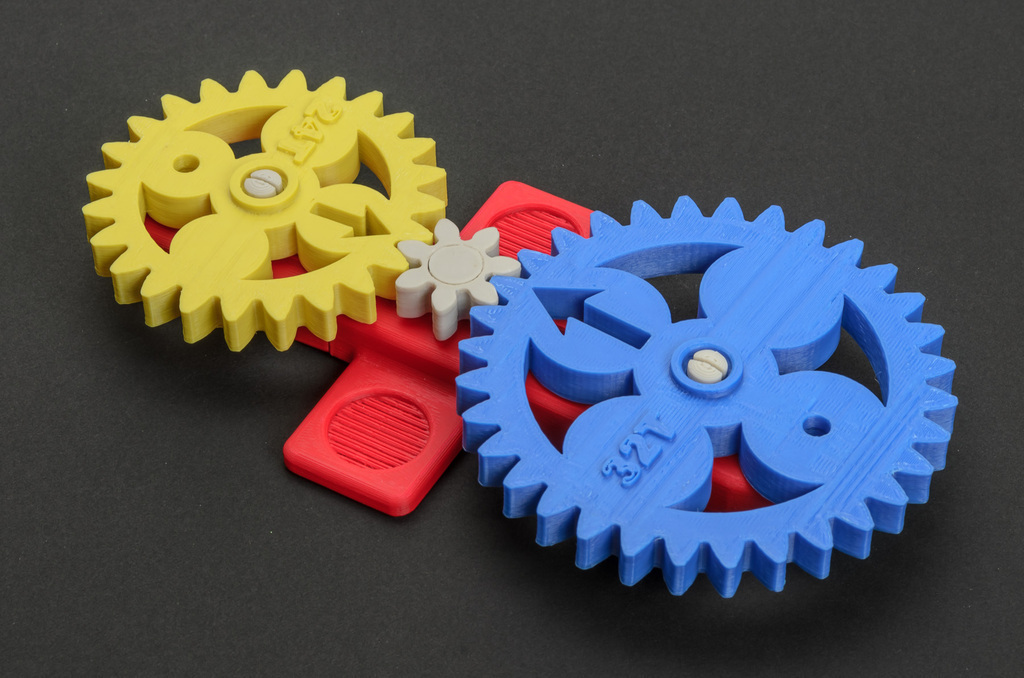
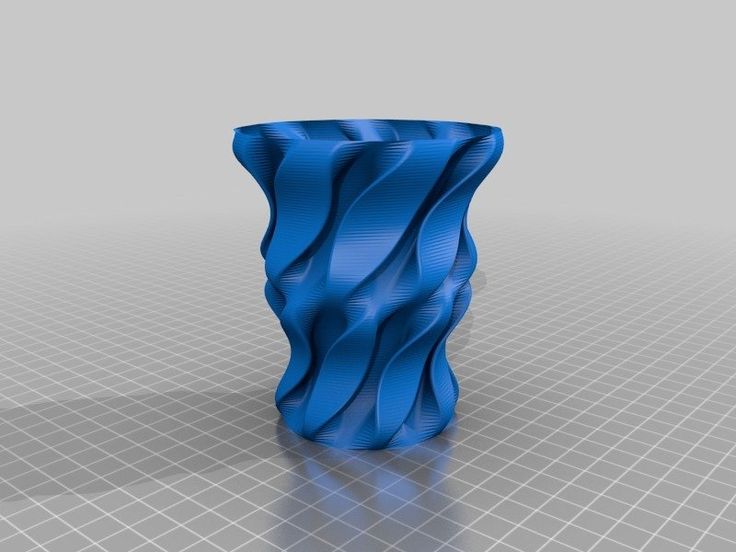
 thingiverse.com/thing:2806295 — не забудьте выключить поддержку, чтобы проверить реальное качество 3D-печати в её отсутствии. Например, вам нужно напечатать Т-образный соединитель для трубок. Литые изделия делают Т-образной формы. 3D-печать заставляет делать изделие L или даже Λ-образным. Во втором случае можно даже избежать поддержки, а деталь будет прочнее из-за слоев, расположенных под углом 45 градусов к трубкам. Мы, в мастерской настроили слайсеры для каждой машины и спрашиваем клиента о прочностных требованиях, и, в зависимости от этого, выбираем 3D-принтер для печати.
thingiverse.com/thing:2806295 — не забудьте выключить поддержку, чтобы проверить реальное качество 3D-печати в её отсутствии. Например, вам нужно напечатать Т-образный соединитель для трубок. Литые изделия делают Т-образной формы. 3D-печать заставляет делать изделие L или даже Λ-образным. Во втором случае можно даже избежать поддержки, а деталь будет прочнее из-за слоев, расположенных под углом 45 градусов к трубкам. Мы, в мастерской настроили слайсеры для каждой машины и спрашиваем клиента о прочностных требованиях, и, в зависимости от этого, выбираем 3D-принтер для печати. д. Другие толщины заставят 3D-принтер оставить пробел или перелив, что негативно влияет на прочность и внешний вид напечатанной детали.
д. Другие толщины заставят 3D-принтер оставить пробел или перелив, что негативно влияет на прочность и внешний вид напечатанной детали. Иначе надо заказывать либо промышленный 3D-принтер с большой зоной печати, либо использовать склейку, но лучше сборку, так процесс сборки будет контролируем разработчиком, а не мастером 3D-печати.
Иначе надо заказывать либо промышленный 3D-принтер с большой зоной печати, либо использовать склейку, но лучше сборку, так процесс сборки будет контролируем разработчиком, а не мастером 3D-печати. Не хочу тут говорить инженерным языком, но вероятность того, что сложная составная конструкция соберется с первого раза очень низкая. Тут скорее нужно учитывать то, что можно потом механически доработать детали.
Не хочу тут говорить инженерным языком, но вероятность того, что сложная составная конструкция соберется с первого раза очень низкая. Тут скорее нужно учитывать то, что можно потом механически доработать детали.
 Она не будет явно видна, однако кромка получится аккуратной.
Она не будет явно видна, однако кромка получится аккуратной.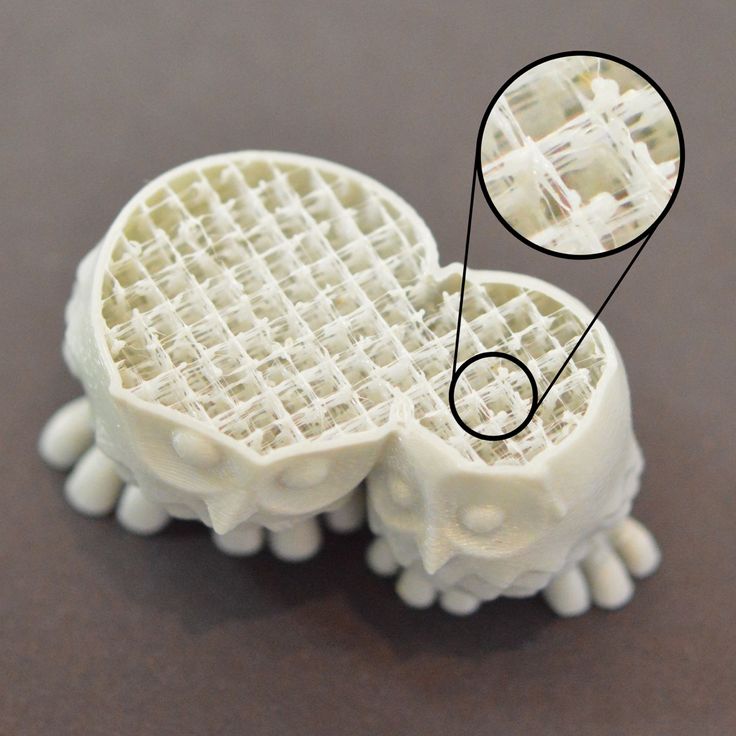 Он склеивает частички порошка клеем с цветными чернилами. Получается неплохо.
Он склеивает частички порошка клеем с цветными чернилами. Получается неплохо. 44%
44%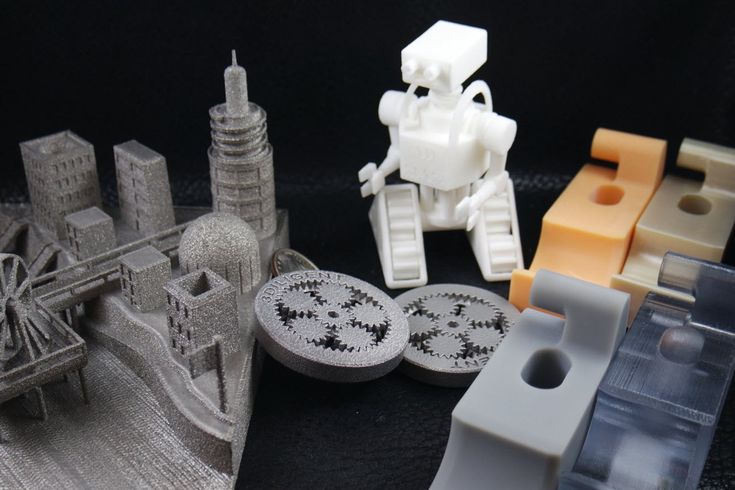 Редактирование и ремонт STL-файлов:
Редактирование и ремонт STL-файлов:
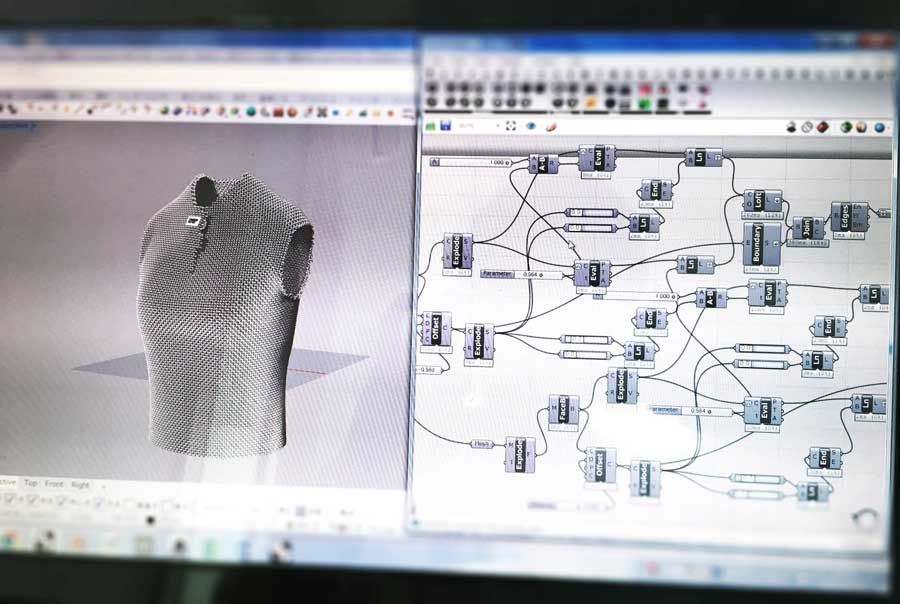
 Это программное обеспечение в основном ориентировано на новичков и пользователей с умеренным опытом, но в то же время полно впечатляющих функций, облегчающих работу. Например, алгоритмы динамической тесселяции постоянно анализируют поверхность рабочей модели и автоматически добавляют полигоны так, чтобы не нарушалась детализация.
Это программное обеспечение в основном ориентировано на новичков и пользователей с умеренным опытом, но в то же время полно впечатляющих функций, облегчающих работу. Например, алгоритмы динамической тесселяции постоянно анализируют поверхность рабочей модели и автоматически добавляют полигоны так, чтобы не нарушалась детализация.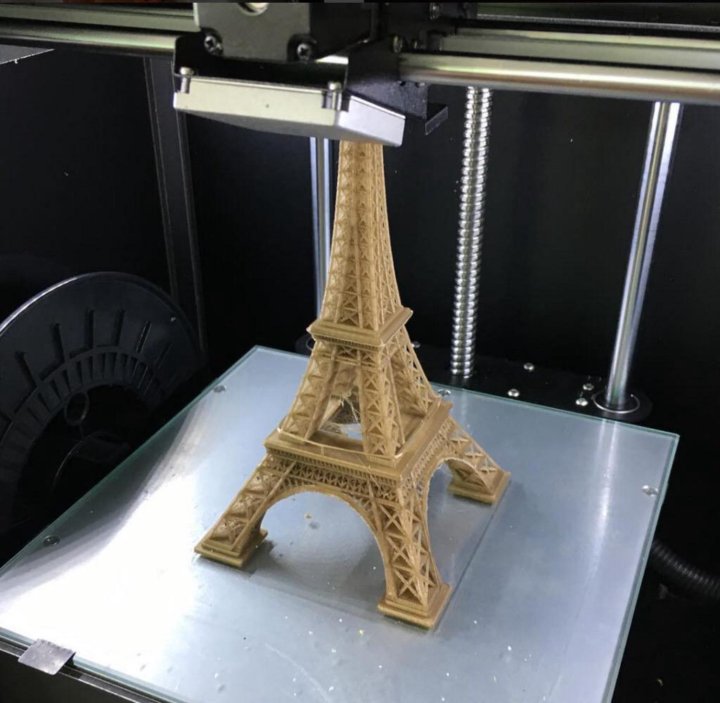 Дополнительно можно импортировать модели из библиотеки и даже использовать сенсоры Kinect для 3D-сканирования и импорта моделей физических объектов.
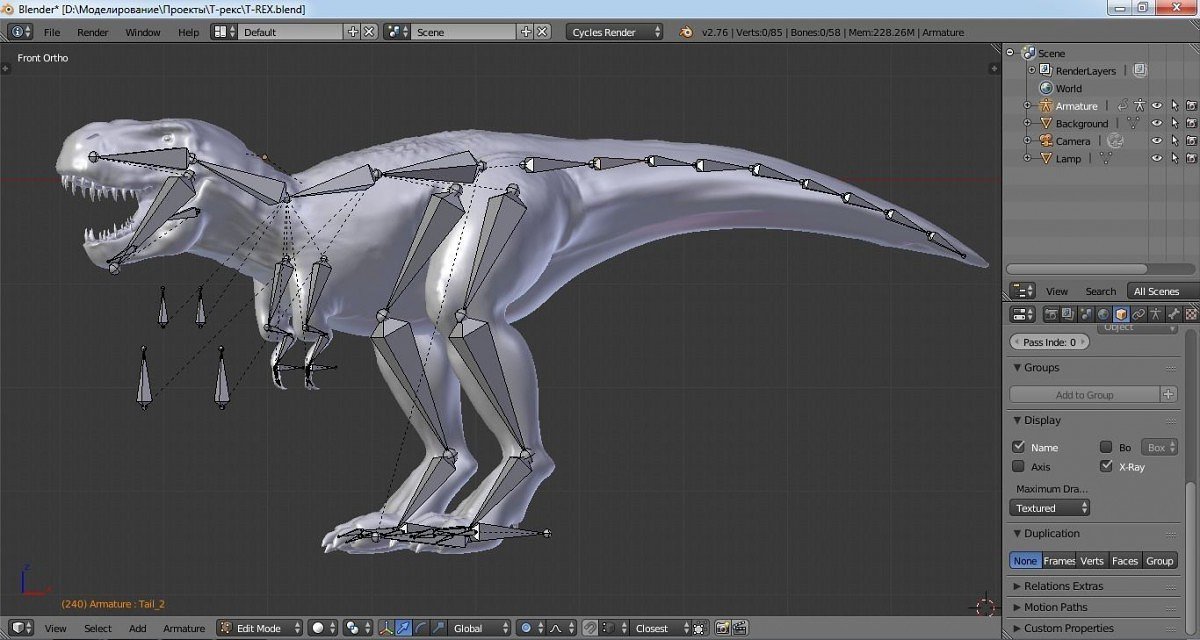
Дополнительно можно импортировать модели из библиотеки и даже использовать сенсоры Kinect для 3D-сканирования и импорта моделей физических объектов. К счастью, популярность Blender привела к появлению огромного количества руководств, уроков и наглядных примеров, публикуемых опытными пользователями для начинающих коллег.
К счастью, популярность Blender привела к появлению огромного количества руководств, уроков и наглядных примеров, публикуемых опытными пользователями для начинающих коллег. В случае выявления таких проблем программа умеет автоматически ремонтировать меши. Один из примеров применения — доводка 3D-сканов до состояния, пригодного для 3D-печати.
В случае выявления таких проблем программа умеет автоматически ремонтировать меши. Один из примеров применения — доводка 3D-сканов до состояния, пригодного для 3D-печати.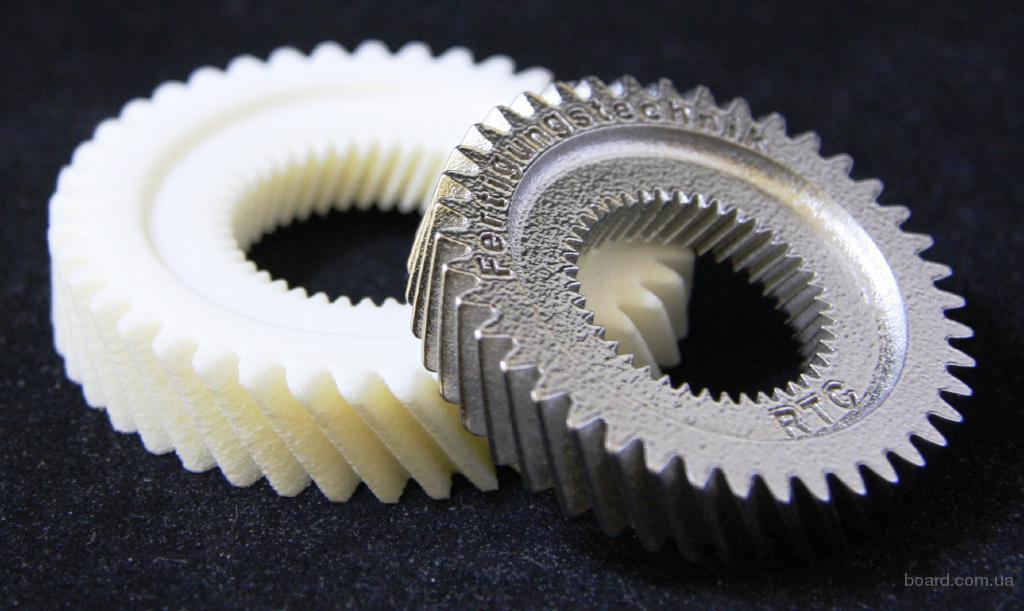 Такие списки содержат всю необходимую оборудованию информацию: до какой температуры прогревать экструдеры и столики, использовать ли обдув, по какой траектории и с каким темпом укладывать пластик.
Такие списки содержат всю необходимую оборудованию информацию: до какой температуры прогревать экструдеры и столики, использовать ли обдув, по какой траектории и с каким темпом укладывать пластик.
 PrusaSlicer быстро завоевал популярность, так как в нем не только сохранены обширные настройки оригинальной программы, но и добавлен ряд полезных функций, отсутствующих в Slic3r.
PrusaSlicer быстро завоевал популярность, так как в нем не только сохранены обширные настройки оригинальной программы, но и добавлен ряд полезных функций, отсутствующих в Slic3r. Организация рабочих процессов и интерфейс несколько сложнее, чем в Cura и PrusaSlicer, но с другой стороны ideaMaker дает возможность настройки индивидуальных слоев и нанесения текстур для кастомизации изделий.
Организация рабочих процессов и интерфейс несколько сложнее, чем в Cura и PrusaSlicer, но с другой стороны ideaMaker дает возможность настройки индивидуальных слоев и нанесения текстур для кастомизации изделий.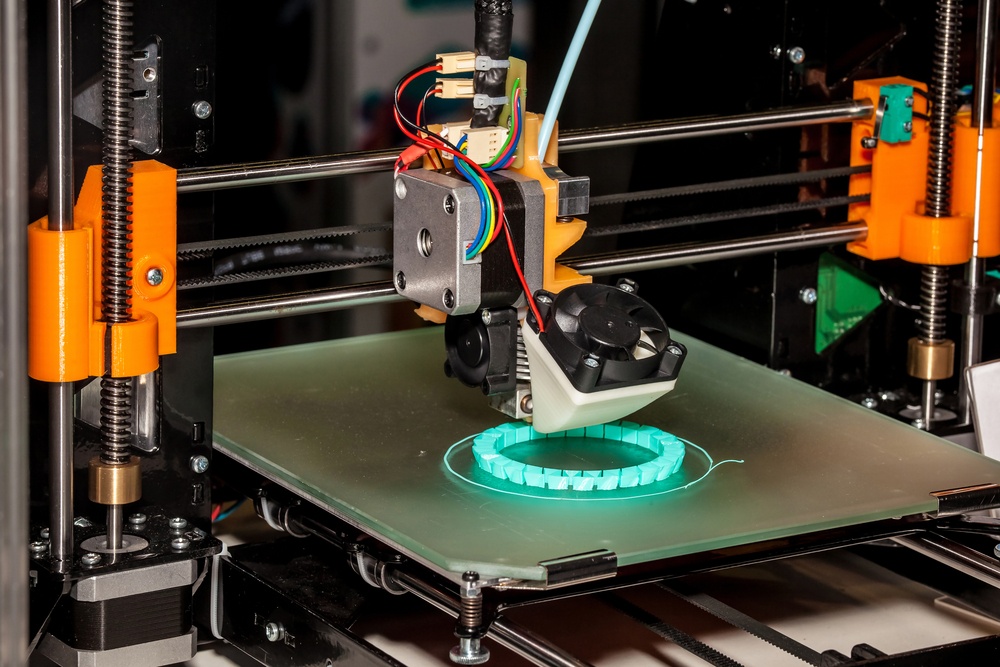 В противном случае все можно настроить вручную.
В противном случае все можно настроить вручную. Например, это позволяет постепенно снижать или, наоборот, повышать плотность заполнения изделия по мере построения, либо постепенно менять толщину слоев.
Например, это позволяет постепенно снижать или, наоборот, повышать плотность заполнения изделия по мере построения, либо постепенно менять толщину слоев. Как вариант, можно загружать и обрабатывать STL-файлы прямо в OctoPrint.
Как вариант, можно загружать и обрабатывать STL-файлы прямо в OctoPrint.
 Программы для визуализации G-кода
Программы для визуализации G-кода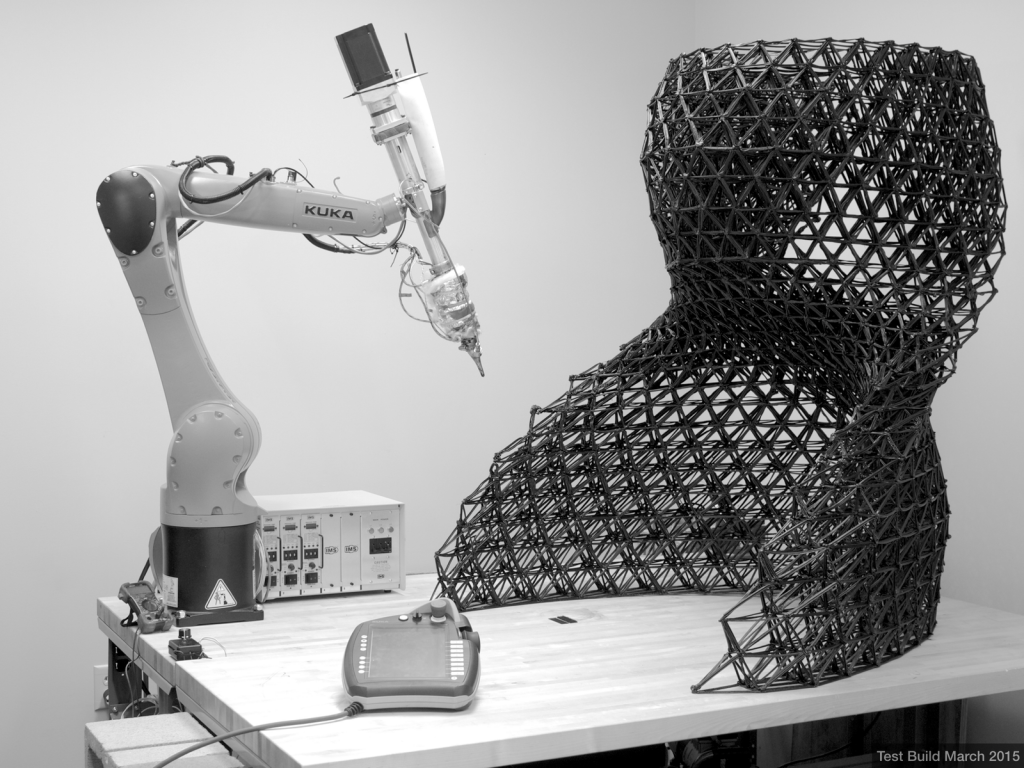 Работает приложение очень просто: переходите по ссылке, заливаете файл с G-кодом и смотрите, как 3D-принтер будет выращивать модель по предоставленным командам. К сожалению, функционал ограничен: например, приложение не предоставляет информацию о настройках температуры. С другой стороны, можно быстро разобраться что это за модель спряталась в файле с непонятным названием.
Работает приложение очень просто: переходите по ссылке, заливаете файл с G-кодом и смотрите, как 3D-принтер будет выращивать модель по предоставленным командам. К сожалению, функционал ограничен: например, приложение не предоставляет информацию о настройках температуры. С другой стороны, можно быстро разобраться что это за модель спряталась в файле с непонятным названием.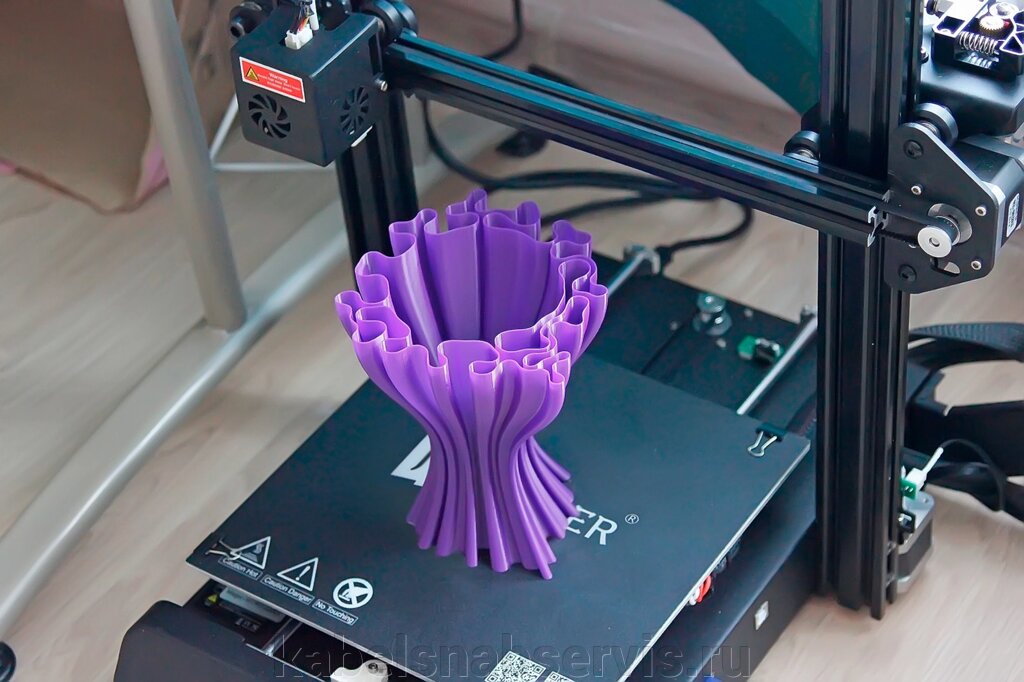 com.
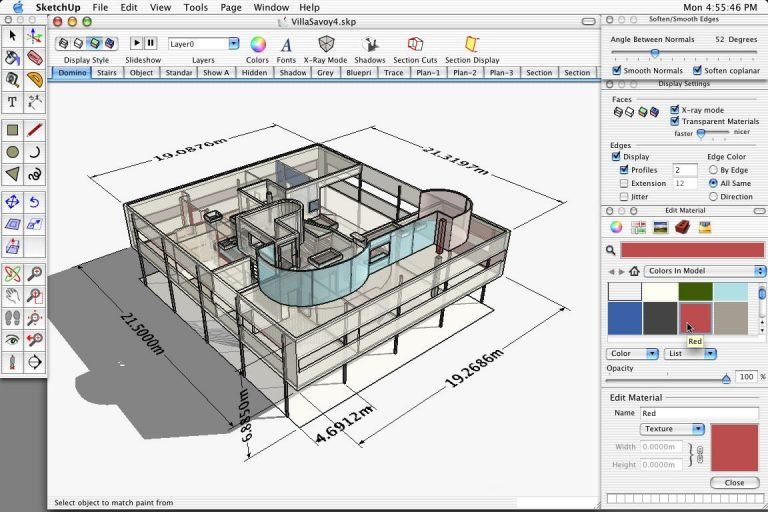
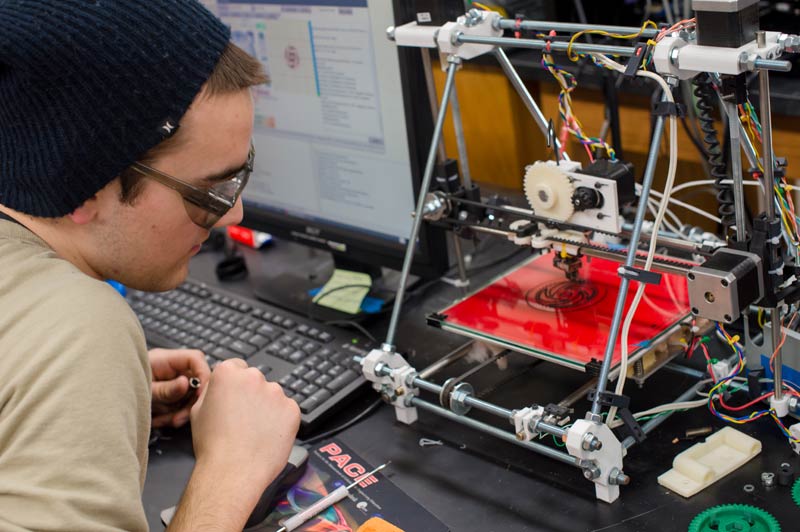
com. Этот дизайн будет работать как чертеж для 3D-принтера. Виртуальный дизайн создается с использованием программного обеспечения для автоматизированного проектирования (САПР), типа программного обеспечения, которое может создавать точные чертежи и технические иллюстрации. Виртуальный дизайн также можно создать с помощью 3D-сканера, который создает копию существующего объекта, фотографируя его под разными углами.
Этот дизайн будет работать как чертеж для 3D-принтера. Виртуальный дизайн создается с использованием программного обеспечения для автоматизированного проектирования (САПР), типа программного обеспечения, которое может создавать точные чертежи и технические иллюстрации. Виртуальный дизайн также можно создать с помощью 3D-сканера, который создает копию существующего объекта, фотографируя его под разными углами.
 3D-принтеры помогают дизайнерам, инженерам и даже обычным людям создавать сложные объекты способами, на которые не были способны прежние методы производства.
3D-принтеры помогают дизайнерам, инженерам и даже обычным людям создавать сложные объекты способами, на которые не были способны прежние методы производства.  все не выходя из собственного дома.
все не выходя из собственного дома.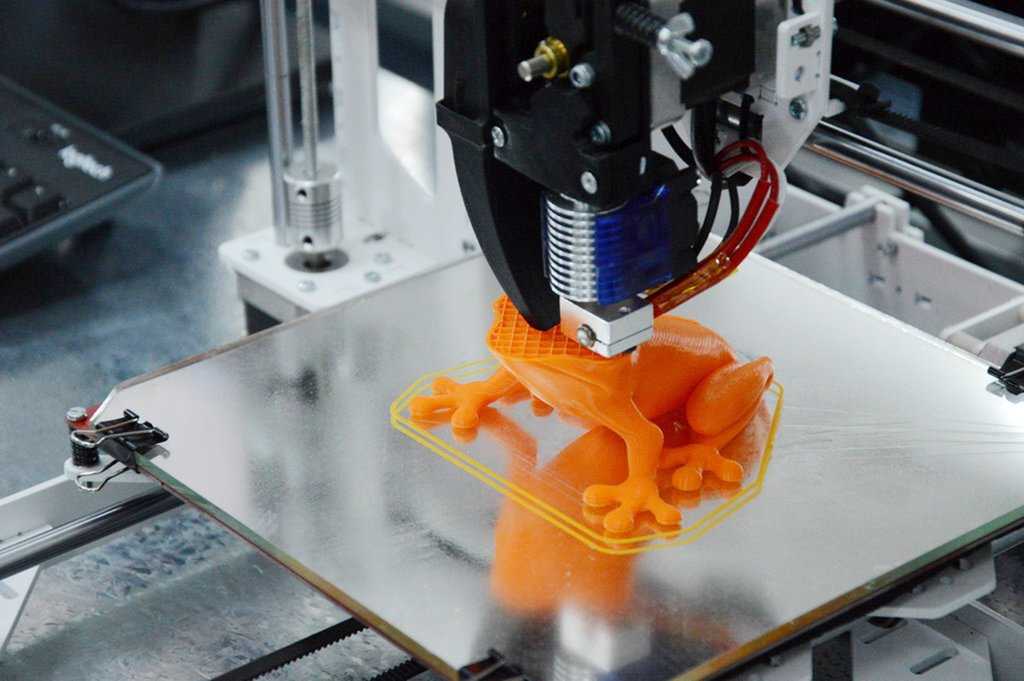 или непосредственно в виде единичных серийных прототипов. Form 1+ — единственный настольный 3D-принтер, который предлагает уровень детализации, позволяющий эффективно и точно воспроизводить мои скульптуры с превосходным уровнем детализации и качеством, не уступающим промышленным стереолитографическим принтерам. Все это по цене, которая была в рамках моего бюджета.
или непосредственно в виде единичных серийных прототипов. Form 1+ — единственный настольный 3D-принтер, который предлагает уровень детализации, позволяющий эффективно и точно воспроизводить мои скульптуры с превосходным уровнем детализации и качеством, не уступающим промышленным стереолитографическим принтерам. Все это по цене, которая была в рамках моего бюджета. Всегда проверяйте модель на наличие артефактов, незакрепленных граней или несвариваемых краев и вершин.
Всегда проверяйте модель на наличие артефактов, незакрепленных граней или несвариваемых краев и вершин. Однако объем сборки вашего принтера не должен ограничивать размер вашей окончательной модели. Будь креативным! Продуманная планировка области сборки поможет вам получить более крупные отпечатки. Например, расстояние по диагонали сверху вниз в области сборки даст вам самый длинный размер сборки вашего принтера.
Однако объем сборки вашего принтера не должен ограничивать размер вашей окончательной модели. Будь креативным! Продуманная планировка области сборки поможет вам получить более крупные отпечатки. Например, расстояние по диагонали сверху вниз в области сборки даст вам самый длинный размер сборки вашего принтера.
 В данной программе моделируют мебель, дизайн интерьера, архитектурные сооружения и другие проекты. Технические требования данной программы более скромные.
В данной программе моделируют мебель, дизайн интерьера, архитектурные сооружения и другие проекты. Технические требования данной программы более скромные.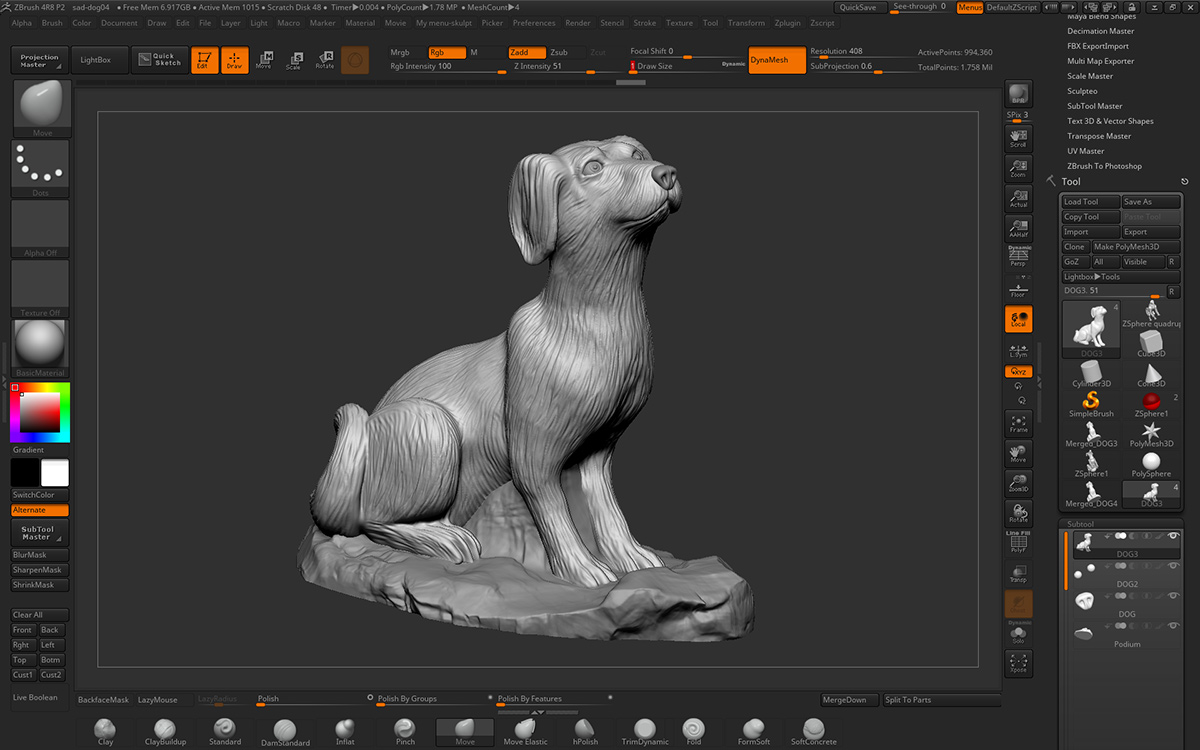 Поэтому он уступает в популярности Blender 3D.
Поэтому он уступает в популярности Blender 3D.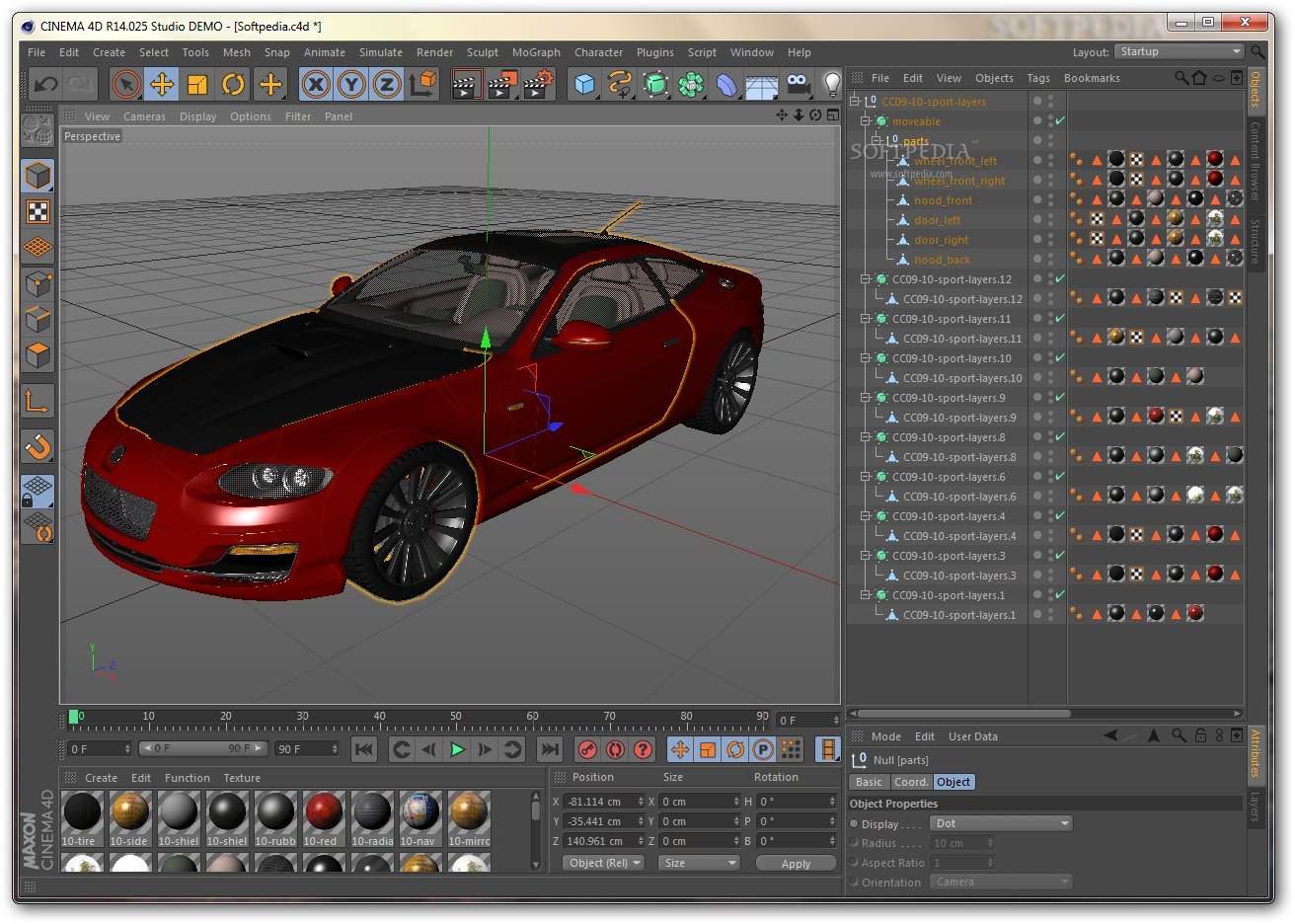
 Также, помимо 2D, сервис может отображать и изометрические изображения.
Также, помимо 2D, сервис может отображать и изометрические изображения.
 С ее помощью можно текстурировать модели – в этом помогает встроенный инструмент AutoUV.
С ее помощью можно текстурировать модели – в этом помогает встроенный инструмент AutoUV.
 д. Приходи и узнай больше о его использовании!
д. Приходи и узнай больше о его использовании!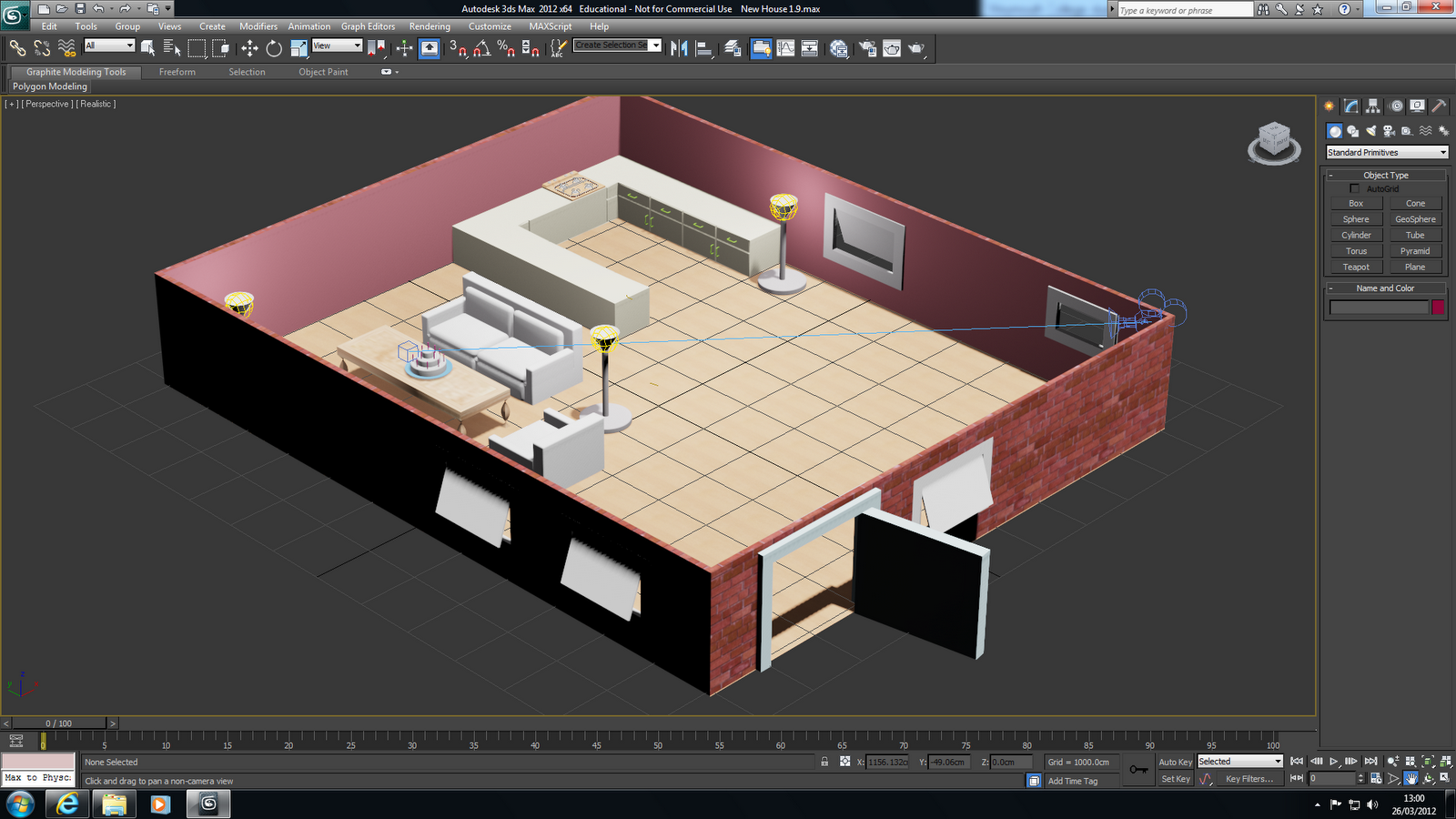 Иногда вам может понадобиться загрузить ваши любимые видео для просмотра в любое время без подключения к Интернету. Некоторые веб-сайты могут предоставлять возможность загружать онлайн-видео через собственные приложения, а некоторые — нет. Вместо того, чтобы устанавливать кучу приложений, есть общий способ сделать это легко — используйте ZD Screen Recorder для захвата видео с экрана на жесткий диск, как программный видеомагнитофон.
Иногда вам может понадобиться загрузить ваши любимые видео для просмотра в любое время без подключения к Интернету. Некоторые веб-сайты могут предоставлять возможность загружать онлайн-видео через собственные приложения, а некоторые — нет. Вместо того, чтобы устанавливать кучу приложений, есть общий способ сделать это легко — используйте ZD Screen Recorder для захвата видео с экрана на жесткий диск, как программный видеомагнитофон.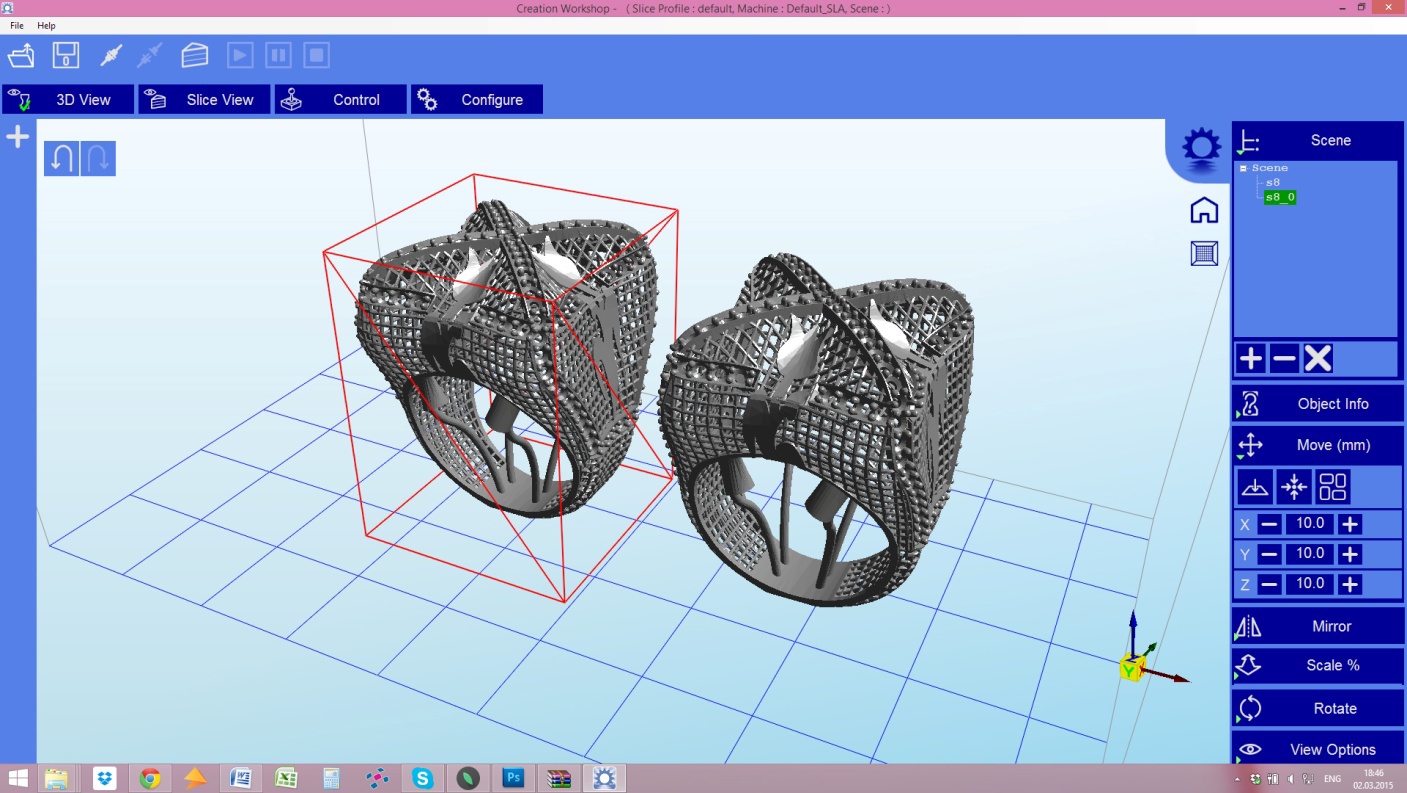 на жестком диске, которые можно просмотреть в любое время.
на жестком диске, которые можно просмотреть в любое время. д. ZD Screen Recorder — хороший выбор среди них благодаря легкости, простоте в использовании и высокой производительности. производительность при захвате экрана. Никаких сложных настроек, одним щелчком мыши легко транслируйте плавное высококачественное видео на платформу потокового видео в реальном времени, чтобы весь мир мог видеть вас или экран вашего компьютера.
д. ZD Screen Recorder — хороший выбор среди них благодаря легкости, простоте в использовании и высокой производительности. производительность при захвате экрана. Никаких сложных настроек, одним щелчком мыши легко транслируйте плавное высококачественное видео на платформу потокового видео в реальном времени, чтобы весь мир мог видеть вас или экран вашего компьютера. Меня, как опытного программиста, не так-то просто впечатлить, но ваше программное обеспечение действительно впечатляет. Честно говоря, я хочу сказать вам, что вы отличный программист, конечно Я использовал много программ для записи экрана в поисках наилучшей производительности (потому что производительность является наиболее важным фактором в этом виде программного обеспечения), и я обнаружил, что производительность ZD Screen Recorder экстраординарна из-за (я думаю) благодаря впечатляющей технологии захвата экрана с ускорением на графическом процессоре, которая способна делать чрезвычайно быстрые записи экрана, а также фантастическому, а теперь настраиваемому и очень плавному эффекту масштабирования во время выполнения с очень низкой загрузкой ЦП, эти уникальные функции действительно потрясающие и позволяют нам легко и быстро делать профессиональные записи экрана с очень привлекательным и приятным визуальным результатом.
Меня, как опытного программиста, не так-то просто впечатлить, но ваше программное обеспечение действительно впечатляет. Честно говоря, я хочу сказать вам, что вы отличный программист, конечно Я использовал много программ для записи экрана в поисках наилучшей производительности (потому что производительность является наиболее важным фактором в этом виде программного обеспечения), и я обнаружил, что производительность ZD Screen Recorder экстраординарна из-за (я думаю) благодаря впечатляющей технологии захвата экрана с ускорением на графическом процессоре, которая способна делать чрезвычайно быстрые записи экрана, а также фантастическому, а теперь настраиваемому и очень плавному эффекту масштабирования во время выполнения с очень низкой загрузкой ЦП, эти уникальные функции действительно потрясающие и позволяют нам легко и быстро делать профессиональные записи экрана с очень привлекательным и приятным визуальным результатом.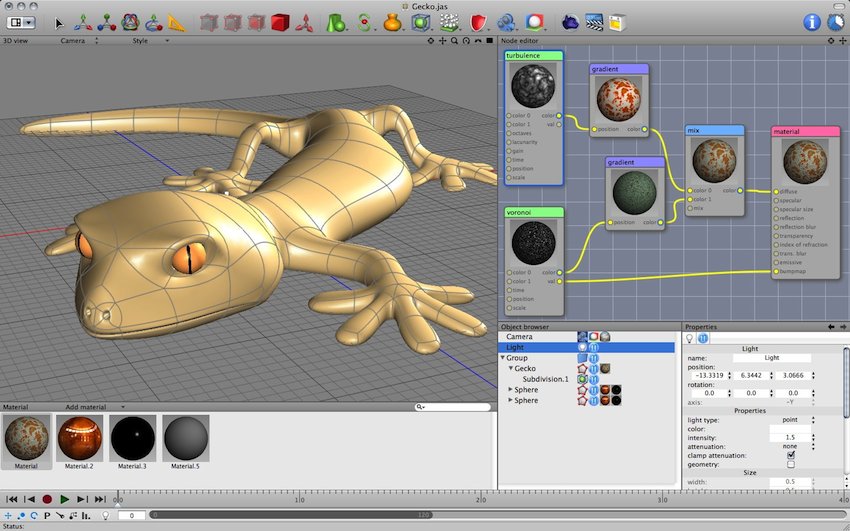 В настоящее время это надежный, быстрый, интуитивно понятный, универсальный, простой в использовании, мощный, чрезвычайно полезный инструмент с великолепными функциями и впечатляющей производительностью. Так что я хочу поздравить вас с вашей замечательной работой.»
В настоящее время это надежный, быстрый, интуитивно понятный, универсальный, простой в использовании, мощный, чрезвычайно полезный инструмент с великолепными функциями и впечатляющей производительностью. Так что я хочу поздравить вас с вашей замечательной работой.» Приложение имеет функцию мгновенного щелчка и записи, которая позволяет пользователям в любое время записывать экран своего компьютера в видео и аудио. В дополнение к этому пользователи могут даже редактировать свои видео, чтобы удалить части, которые они считают ненужными, или объединить два отдельных видео в одно.
Приложение имеет функцию мгновенного щелчка и записи, которая позволяет пользователям в любое время записывать экран своего компьютера в видео и аудио. В дополнение к этому пользователи могут даже редактировать свои видео, чтобы удалить части, которые они считают ненужными, или объединить два отдельных видео в одно. После того, как вы закончите с бесплатной загрузкой полной версии ZD soft screen recorder 11.3.0, вам нужно дважды щелкнуть файл .exe, чтобы установить программное обеспечение.
После того, как вы закончите с бесплатной загрузкой полной версии ZD soft screen recorder 11.3.0, вам нужно дважды щелкнуть файл .exe, чтобы установить программное обеспечение. .
. 0276
0276 Кроме того, у пробной версии есть только 30 дней, и вы не сможете открыть программу по истечении 30 дней, если не купите ее за 39 долларов.. Поэтому ощущается потребность в альтернативной программе. Вот где на помощь приходит Wondershare DemoCreator.
Кроме того, у пробной версии есть только 30 дней, и вы не сможете открыть программу по истечении 30 дней, если не купите ее за 39 долларов.. Поэтому ощущается потребность в альтернативной программе. Вот где на помощь приходит Wondershare DemoCreator. Он может записывать до 120 кадров в секунду. Если вы записываете игры, это идеально подходит для записи динамичных игр. По сравнению с устройством записи экрана ZD Soft, у DemoCreator нет 30-дневной пробной версии, вы можете использовать бесплатную версию столько, сколько хотите, не платя ни единого доллара.
Он может записывать до 120 кадров в секунду. Если вы записываете игры, это идеально подходит для записи динамичных игр. По сравнению с устройством записи экрана ZD Soft, у DemoCreator нет 30-дневной пробной версии, вы можете использовать бесплатную версию столько, сколько хотите, не платя ни единого доллара. Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий.
Блок команды G80 появляется сразу после информационного блока, дающего команду на цикл сверления, ЗА ИСКЛЮЧЕНИЕМ сверления нескольких отверстий. 10.
10.
 Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции.
Цикл G81 обычно применяется при полностью сквозном сверлении через заготовку, рис. 12. Цикл G82 обычно применяется для сверления таких глухих отверстий из-за того, что программируемая остановка позволяет более осуществить более качественную очистку в нижней части высверливаемого отверстия рис. 13. Каждый цикл необходимо выбирать в зависимость от требований к операции. Y3.; Быстрое перемещение в положение XY
Y3.; Быстрое перемещение в положение XY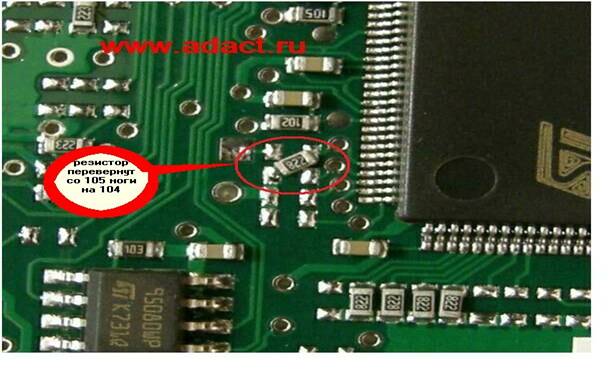
 Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения
Y-1.5 М8; Активизирование абсолютного позиционирования, быстрое перемещение в положение XY, включение охлаждения Например, как только мы выбираем цикл высокоскоростного сверления с короткой остановкой с помощью G73, последующие координаты в последующих строках указывают новые местоположения отверстий, в которых будет выполнено дополнительное сверление с короткой остановкой .
Например, как только мы выбираем цикл высокоскоростного сверления с короткой остановкой с помощью G73, последующие координаты в последующих строках указывают новые местоположения отверстий, в которых будет выполнено дополнительное сверление с короткой остановкой .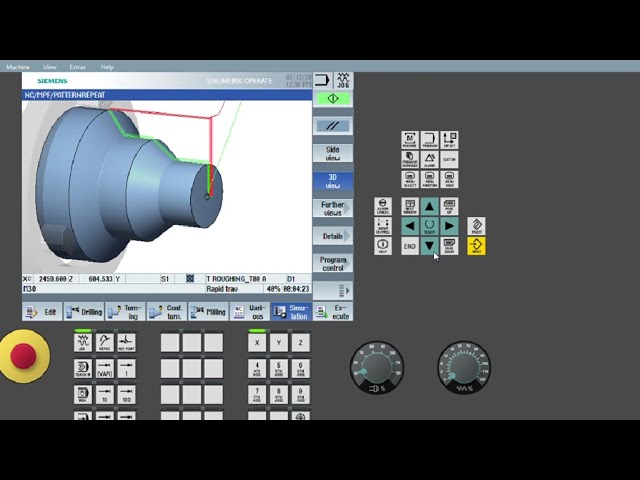

 Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь.
Например, задержка помогает обеспечить гладкое дно отверстия и удалить стружку со дна отверстия. Попадание стружки между острием сверла и дном отверстия при спуске сверла для следующего шага значительно увеличивает износ инструмента, особенно с такими материалами, как нержавеющая сталь. В нашем примере это координаты X10Y12.
В нашем примере это координаты X10Y12. Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали.
Если действует G98 (заданная перед циклом, например, G99, показанная выше), отвод возвращается к исходной высоте Z. Если действует G99, отвод осуществляется на высоту R. Возможность возврата к исходной высоте Z с помощью G98 предоставляется в случае, если между отверстиями есть препятствия, такие как зажимы или другие элементы детали. Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами.
Сложность заключается в том, чтобы дать вам все возможности, необходимые для решения множества ситуаций. Тем не менее, есть хорошие новости, независимо от того, пытаетесь ли вы просто учиться или активно разрабатываете и тестируете постоянные циклы в своем g-коде. Вы можете использовать симулятор g-кода или CAM ПО, чтобы упростить их понимание и работу. Это значительно упростит понимание и работу с постоянными циклами. Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов.
Существует еще один подход, который можно использовать для нескольких отверстий, предполагая, что они имеют регулярный интервал, и это использование относительных координат и повторов. Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия.
Таким образом, он хорошо подходит для более глубоких отверстий, чем может обрабатывать цикл G73. G83 также позволяет останавливаться на дне отверстия. Это увеличивает точность глубины отверстия. Ниже мы рассмотрим этот цикл G73 и то, как он работает.
Ниже мы рассмотрим этот цикл G73 и то, как он работает.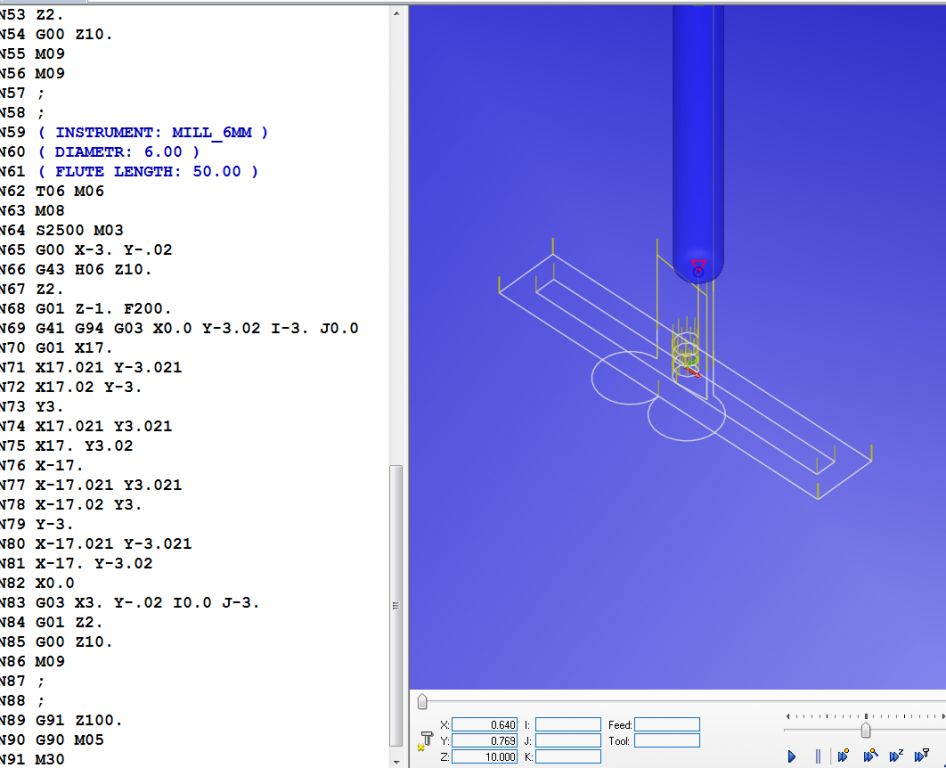 «W» — это количество, которое мы хотим вырезать по оси Z. R — это необходимое количество проходов.
«W» — это количество, которое мы хотим вырезать по оси Z. R — это необходимое количество проходов. R определяет количество проходов, которые мы хотим сделать.
R определяет количество проходов, которые мы хотим сделать.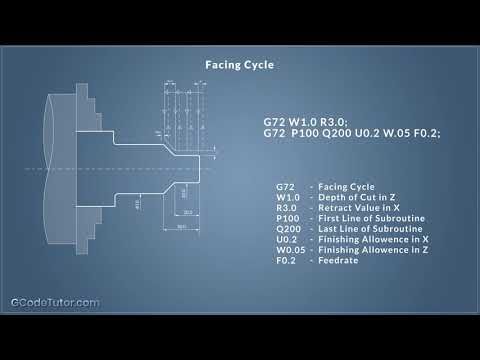 Скорость подачи здесь будет игнорироваться нашим циклом G73, но она будет использоваться для цикла чистовой обработки, для которого мы использовали бы ту же самую подпрограмму.
Скорость подачи здесь будет игнорироваться нашим циклом G73, но она будет использоваться для цикла чистовой обработки, для которого мы использовали бы ту же самую подпрограмму.
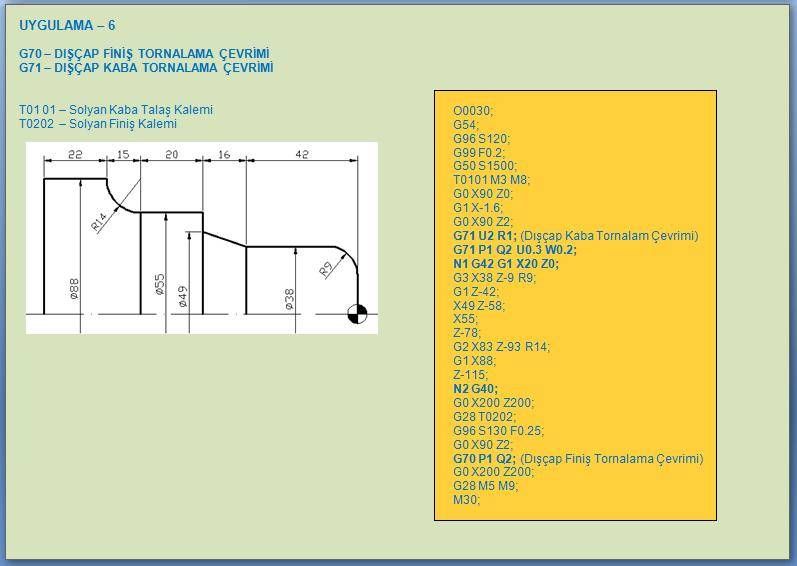
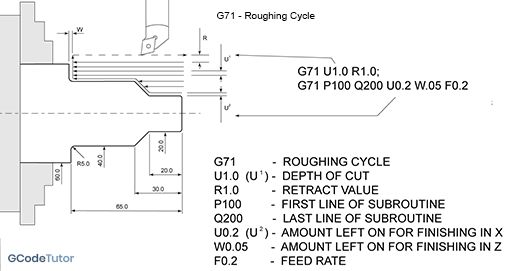 Его назначение – минимизировать время резки для черновой обработки материала сложной формы и формы, например, поковок и отливок. Цикл G73 в основном используется для обработки деталей с фиксированной долей стружки. Профиль таких деталей может иметь возрастающую или уменьшающуюся геометрию. После цикла G73 транзакция завершается путем использования последнего прохода, оставшегося в цикле G70.
Его назначение – минимизировать время резки для черновой обработки материала сложной формы и формы, например, поковок и отливок. Цикл G73 в основном используется для обработки деталей с фиксированной долей стружки. Профиль таких деталей может иметь возрастающую или уменьшающуюся геометрию. После цикла G73 транзакция завершается путем использования последнего прохода, оставшегося в цикле G70. 111111277777777777777777777777777777777777777777777777777777777777777н. Если вашей системе управления требуется ввод двойного блока для цикла G73, формат программирования:
111111277777777777777777777777777777777777777777777777777777777777777н. Если вашей системе управления требуется ввод двойного блока для цикла G73, формат программирования: У них другое значение!
У них другое значение!  Не рекомендуется токарная обработка профиля путем обработки сырья с нуля.
Не рекомендуется токарная обработка профиля путем обработки сырья с нуля.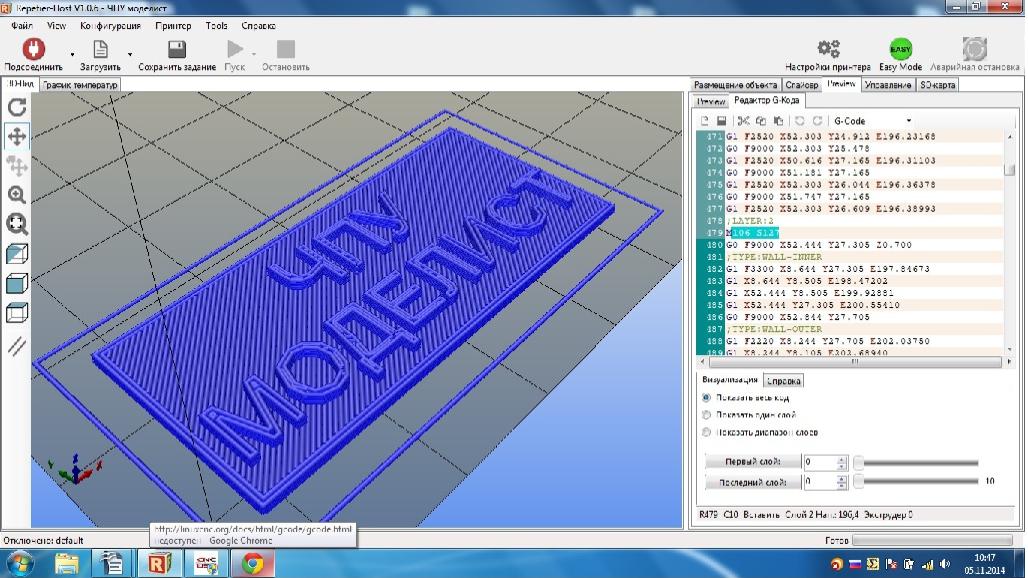
 Не хватает одного параметра – нет спецификации глубины резания! В цикле G73 это не требуется. Фактическая глубина резания рассчитывается автоматически на основе следующих трех параметров:
Не хватает одного параметра – нет спецификации глубины резания! В цикле G73 это не требуется. Фактическая глубина резания рассчитывается автоматически на основе следующих трех параметров: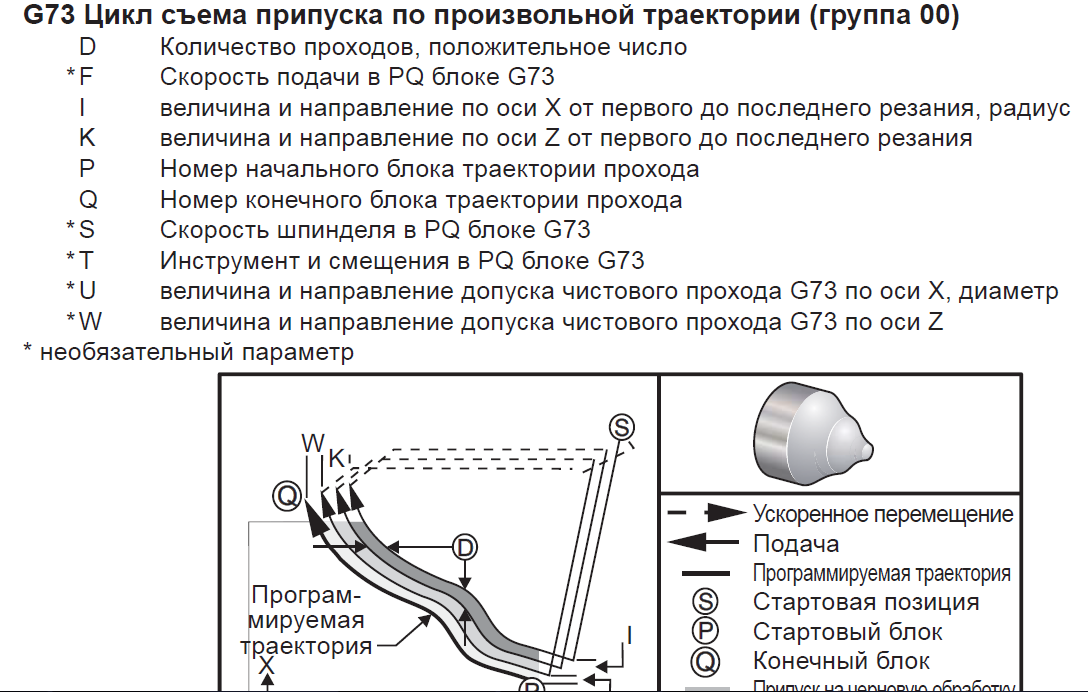 В зависимости от точного состояния и размеров отливки или поковки может потребоваться некоторая модификация системы управления во время фактической настройки или механической обработки.
В зависимости от точного состояния и размеров отливки или поковки может потребоваться некоторая модификация системы управления во время фактической настройки или механической обработки.
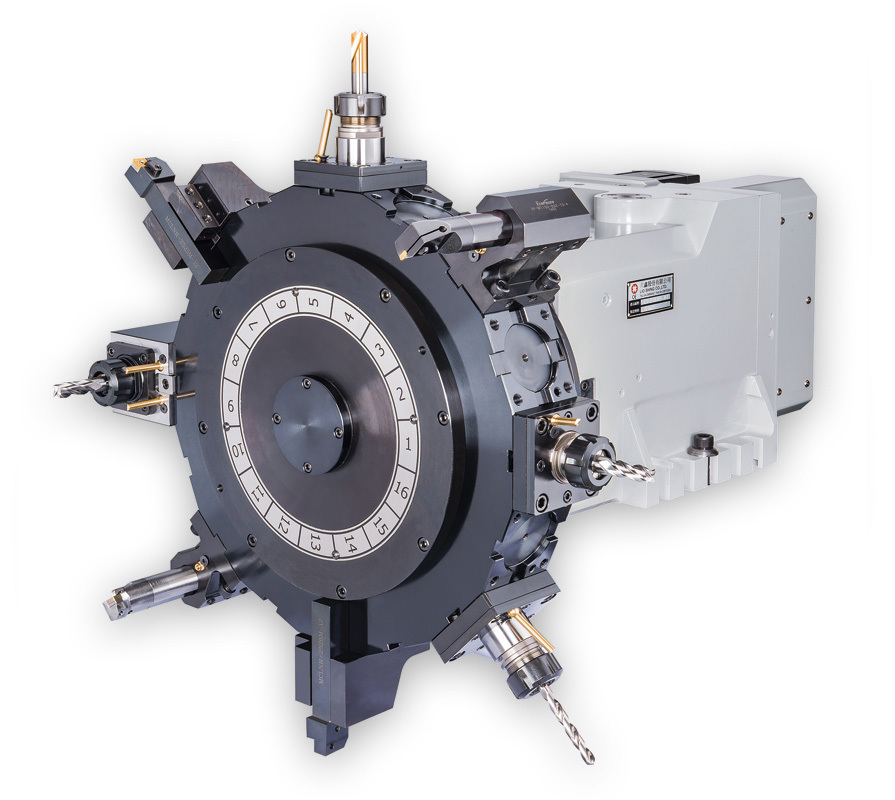
 Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
Отличаются от ручного инструмента (метчиков, плашек) высокой производительностью и качеством. Результат обеспечивается за один проход инструментом. На токарных станках используются вращающиеся головки.
 Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.
Несколько резцов обеспечивают особую точность профиля. Весь процесс нарезания резьбы осуществляется за один проход, способствуя более высокой производительности.

 albertiumberto.
albertiumberto. com
com T. S.r.l. www.mtmarchetti.com
T. S.r.l. www.mtmarchetti.com vertex-tw.com.tw
vertex-tw.com.tw Это серьезный сценарий потери данных, но, к счастью, в подавляющем большинстве случаев данные можно восстановить. крушение. Во-первых, быстрое предупреждение: Если на вашем жестком диске есть признаки физического повреждения, не используйте его. Немедленно обратитесь в профессиональную компанию по восстановлению данных.
Это серьезный сценарий потери данных, но, к счастью, в подавляющем большинстве случаев данные можно восстановить. крушение. Во-первых, быстрое предупреждение: Если на вашем жестком диске есть признаки физического повреждения, не используйте его. Немедленно обратитесь в профессиональную компанию по восстановлению данных. Это).
Это). Вот некоторые распространенные причины сбоев головок:
Вот некоторые распространенные причины сбоев головок:
 В Datarecovery.com мы поддерживаем высокие показатели успеха для жестких дисков с поврежденными головками привода; на самом деле, сбои головок являются причиной большинства физически поврежденных жестких дисков, которые мы получаем.
В Datarecovery.com мы поддерживаем высокие показатели успеха для жестких дисков с поврежденными головками привода; на самом деле, сбои головок являются причиной большинства физически поврежденных жестких дисков, которые мы получаем.
 Жесткий диск издавал необычные звуки? Работал ли он медленно до того, как вышел из строя? Операционная система вашего компьютера успешно загрузилась? Список конкретных симптомов поможет вашему инженеру по восстановлению данных дать точную оценку.
Жесткий диск издавал необычные звуки? Работал ли он медленно до того, как вышел из строя? Операционная система вашего компьютера успешно загрузилась? Список конкретных симптомов поможет вашему инженеру по восстановлению данных дать точную оценку. com дает вам душевное спокойствие при восстановлении после сбоя жесткого диска. Чтобы получить предложение или обсудить ваш случай со специалистом, позвоните нам по телефону 1-800-237-4200 или заполните нашу онлайн-форму.
com дает вам душевное спокойствие при восстановлении после сбоя жесткого диска. Чтобы получить предложение или обсудить ваш случай со специалистом, позвоните нам по телефону 1-800-237-4200 или заполните нашу онлайн-форму.
 Системы шуруповертов с автоматической подачей Carlson могут быть оснащены отвертками практически любой марки, представленной сегодня на рынке.
Системы шуруповертов с автоматической подачей Carlson могут быть оснащены отвертками практически любой марки, представленной сегодня на рынке.




 Эти полимеры хорошо растворяются в органических растворителях.
Эти полимеры хорошо растворяются в органических растворителях. Данный эффект увеличивается с повышением молекулярной массы, но при этом снижается при повышении температуры.
Данный эффект увеличивается с повышением молекулярной массы, но при этом снижается при повышении температуры. Может быть фиксатором отдушек в вышеперечисленных средствах, используется для улучшения технических средств омыления. С помощью него реставрируются изделия из древесины, применим для смягчения кожи.
Может быть фиксатором отдушек в вышеперечисленных средствах, используется для улучшения технических средств омыления. С помощью него реставрируются изделия из древесины, применим для смягчения кожи.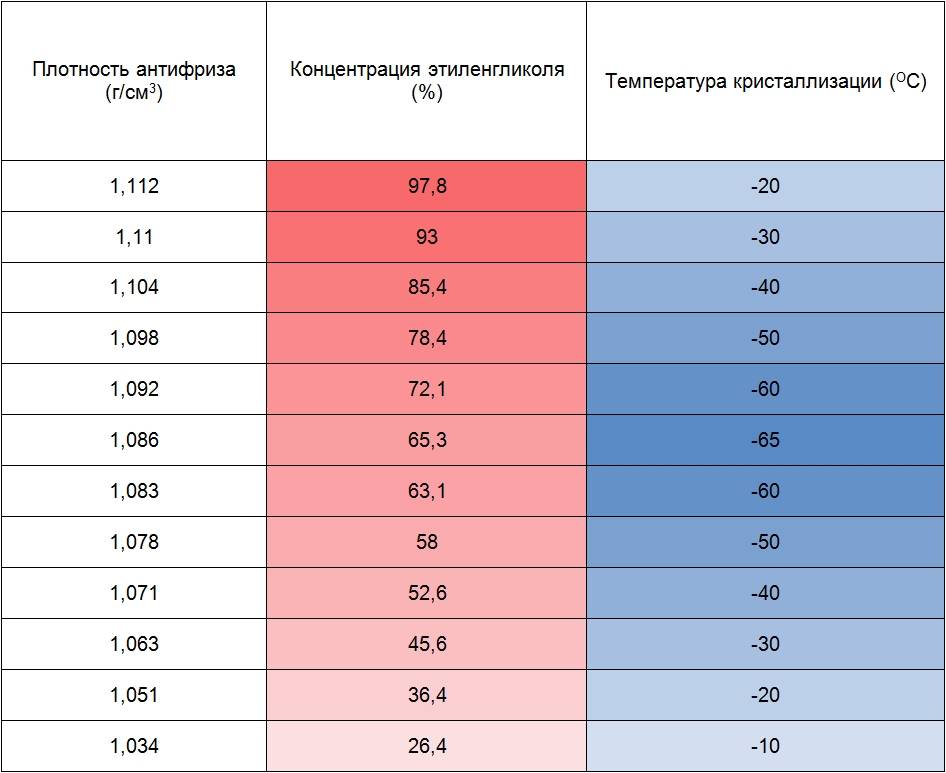
 Также из соединения получают литиевые батарейки. Может быть пластификатором и регулятором влажности в бумажном производстве
Также из соединения получают литиевые батарейки. Может быть пластификатором и регулятором влажности в бумажном производстве
 Используется как компонент СОЖ в машиностроении. Нередко служит эмульгатором, антистатиком, дитергентом, диспергатором.
Используется как компонент СОЖ в машиностроении. Нередко служит эмульгатором, антистатиком, дитергентом, диспергатором. Известно, что ПЭГ выступает агентом, повышающим эффективность вторичной нефтеотдачи.
Известно, что ПЭГ выступает агентом, повышающим эффективность вторичной нефтеотдачи. Хазена, не более
Хазена, не более 10
10 Они являются наиболее коммерчески важным типом полиэфира. Низкомолекулярные соединения до 700 представляют собой бесцветные вязкие жидкости без запаха с температурой замерзания от -10°С (диэтиленгликоль), а полимеризованные соединения с более высокой молекулярной массой более 1000 представляют собой воскообразные твердые вещества с температурой плавления до 67°С для п=180. Хотя ПЭГ с разной молекулярной массой находят применение в разных областях и имеют разные физические свойства (например, вязкость) из-за влияния длины цепи, их химические свойства практически идентичны.
Они являются наиболее коммерчески важным типом полиэфира. Низкомолекулярные соединения до 700 представляют собой бесцветные вязкие жидкости без запаха с температурой замерзания от -10°С (диэтиленгликоль), а полимеризованные соединения с более высокой молекулярной массой более 1000 представляют собой воскообразные твердые вещества с температурой плавления до 67°С для п=180. Хотя ПЭГ с разной молекулярной массой находят применение в разных областях и имеют разные физические свойства (например, вязкость) из-за влияния длины цепи, их химические свойства практически идентичны.
 2
2
 0050
0050 000
000 3
3
 item-link > .arrow {
item-link > .arrow {
 ru/product-category/derevoobrabatyvajushhee-oborudovanie/linii-sortirovki-breven/» title=»View all posts filed under Линии сортировки бревен»>Линии сортировки бревен</a>
ru/product-category/derevoobrabatyvajushhee-oborudovanie/linii-sortirovki-breven/» title=»View all posts filed under Линии сортировки бревен»>Линии сортировки бревен</a> perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/brevnopilnyj-stanok/» title=»Производим Бревнопильные станки с диаметром обработки от 120мм до 550мм. Современные технологии и высокая производительность. Осуществляем пусконаладочные и шеф-монтажные работы. Бревнопильный станок используется в лесопильных линиях «Сибирь» производительностью до 400 м3 в смену. Станки приспособлены для распиловки короткомерных брёвен и подходят для распиловки берёзы, осины и лиственницы.»>Бревнопильные станки</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/lesopilnoe/brevnopilnyj-stanok/» title=»Производим Бревнопильные станки с диаметром обработки от 120мм до 550мм. Современные технологии и высокая производительность. Осуществляем пусконаладочные и шеф-монтажные работы. Бревнопильный станок используется в лесопильных линиях «Сибирь» производительностью до 400 м3 в смену. Станки приспособлены для распиловки короткомерных брёвен и подходят для распиловки берёзы, осины и лиственницы.»>Бревнопильные станки</a> perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/plitnye-materialy/» title=»View all posts filed under Плитные материалы»>Плитные материалы</a>
perun-stanki.ru/product-category/derevoobrabatyvajushhee-oborudovanie/plitnye-materialy/» title=»View all posts filed under Плитные материалы»>Плитные материалы</a> 750×750-247×296.jpg» alt=»» loading=»lazy» /> <span>Кромкообрезной многопильный станок мод. «МКС-1000 ЛИНИЯ»</span>
750×750-247×296.jpg» alt=»» loading=»lazy» /> <span>Кромкообрезной многопильный станок мод. «МКС-1000 ЛИНИЯ»</span> perun-stanki.ru/shop/instrument/dlja-mnogopilnyh-stankov/lazernye-moduli-uvelichennoj-moshhnosti/» title=»Лазерные модули увеличенной мощности»>
perun-stanki.ru/shop/instrument/dlja-mnogopilnyh-stankov/lazernye-moduli-uvelichennoj-moshhnosti/» title=»Лазерные модули увеличенной мощности»> На вал станка устанавливается от 2 до 10 пил, ширина распила регулируется проставочными кольцами 10, 15,20, 50 мм.
На вал станка устанавливается от 2 до 10 пил, ширина распила регулируется проставочными кольцами 10, 15,20, 50 мм.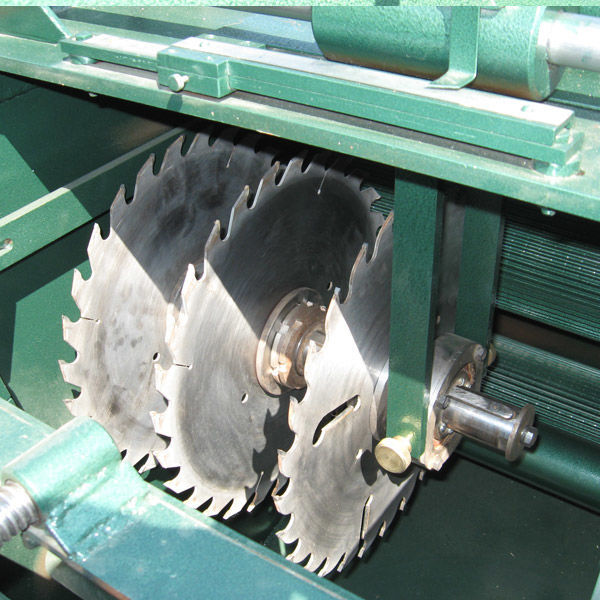 А также…
А также… Paul S900/225R (Германия) в отличном состоянии.В комплекте приводной стол подачи и стол приема заготовки.Предназначен для распиловки…
Paul S900/225R (Германия) в отличном состоянии.В комплекте приводной стол подачи и стол приема заготовки.Предназначен для распиловки…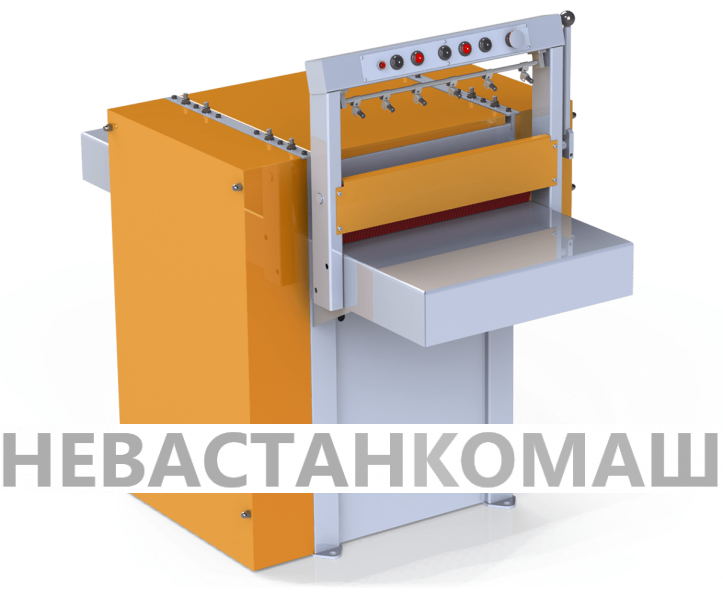 Срочно. Торг.
Срочно. Торг. 2011г. выпуска
2011г. выпуска Состояние нового.Валы вертикально (шесть тысяч оборотов каждый),скорость пиления до 36 м/мин,мощность 2Х37 квт.,в комплекте компрессор,пилы и…
Состояние нового.Валы вертикально (шесть тысяч оборотов каждый),скорость пиления до 36 м/мин,мощность 2Х37 квт.,в комплекте компрессор,пилы и…

 Многоголовочная система POWER+, позволяющая удобно и эффективно справляться со всеми вашими потребностями в стрижке газонов и обрезке кромок. 15-дюймовая насадка-триммер оснащена головкой EGO Rapid Reload, которая позволяет быстрее и проще перематывать леску, помогая выполнять работу.5-дюймовая режущая линия обеспечивает профессиональные результаты. 8-дюймовая насадка EGO Edger имеет быструю и простую регулировку глубины, что упрощает обрезку кромок вокруг тротуаров и проезжей части. Совместимость со всеми батареями EGO ARC Lithium™ для максимального удобства беспроводного использования и обеспечения Power Beyond Belief™.
Многоголовочная система POWER+, позволяющая удобно и эффективно справляться со всеми вашими потребностями в стрижке газонов и обрезке кромок. 15-дюймовая насадка-триммер оснащена головкой EGO Rapid Reload, которая позволяет быстрее и проще перематывать леску, помогая выполнять работу.5-дюймовая режущая линия обеспечивает профессиональные результаты. 8-дюймовая насадка EGO Edger имеет быструю и простую регулировку глубины, что упрощает обрезку кромок вокруг тротуаров и проезжей части. Совместимость со всеми батареями EGO ARC Lithium™ для максимального удобства беспроводного использования и обеспечения Power Beyond Belief™.